ESAB 300i Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

Sistemas de plasma
100i, 200i, 300i y 400i
M
anual de instrucciones
Número de artículo 0560956430ES
Fecha de revisión: 18 de octubre, 2016
Número de revisión: AC
Idioma: ES

VALORAMOS SU NEGOCIO!
Le felicitamos por haber adquirido su nuevo producto de ESAB. Estamos orgullosos de tenerlo como
cliente y nos esforzaremos por brindarle el mejor servicio y la mayor confianza en la industria.
Este producto está respaldado por nuestra garantía extensiva y nuestra red de servicio en todo
el mundo. Para localizar a su distribuidor o agencia de servicio más cercanos, llame al número
de teléfono 1-800-ESAB-123 o visite nuestro sitio web www.ESAB.com.
Este manual de instrucciones ha sido diseñado para proporcionarle información sobre el uso y
el funcionamiento correctos del producto de ESAB. Su satisfacción con este producto y su operación segura
es de vital importancia para nosotros. Por lo tanto, tómese el tiempo para leer todo el manual, especialmente
las precauciones de seguridad. Lo ayudarán a evitar peligros potenciales que pueden existir al trabajar con
este producto.
ESTÁ EN BUENAS MANOS!
La marca elegida por contratistas y fabricantes de todo el mundo.
ESAB es una marca mundial que comercializa productos de corte por plasma manuales o mecanizados.
Nos distinguimos de nuestra competencia mediante confiables productos líderes de mercado que han
superado la prueba del tiempo. Nos enorgullecemos de nuestra innovación técnica, precios competitivos,
excelente entrega, servicio al cliente y soporte técnico superior junto con la excelencia en ventas y expe-
riencia en mercadeo.
Sobre todo, estamos comprometidos a desarrollar productos tecnológicamente avan zados para generar un
ambiente de trabajo más seguro dentro de la industria de la soldadura.

F
uente de alimentación para corte por plasma con control de gas automatizado 100i/200i/300i/400i
Publicado por:
ESAB Welding and Cutting Products.
2800 Airport Rd.
Denton, Texas, 76207
www.esab.com
© Copyright 2015 de ESAB Welding and Cutting Products.
Todos los derechos reservados.
Está prohibida la reproducción, total o parcial, de este trabajo sin permiso escrito
de la editorial.
La editorial no asume y por la presente rechaza toda responsabilidad ante cualquier parte por
las pérdidas o daños ocasionados por un error u omisión en este manual, en caso de que tales
errores sean el resultado de una negligencia, un accidente o cualquier otra causa.
Fecha de publicación original: 26 de febrero de 2016
Fecha de revisión: 18 de octubre, 2016
Guarde la siguiente información para la garantía:
Lugar de compra: ___________________________________________
Fecha de adquisición: ________________________________________
N.º de serie de la fuente de alimentación: __________________________
N.º de serie de la antorcha: ____________________________________
!
ADVERTENCIA
Lea todo el manual y las prácticas de seguridad de su empleador antes de
instalar, poner en funcionamiento o reparar el equipo.
Si bien la información contenida en este manual representa el mejor criterio
del fabricante, este no asume responsabilidad alguna por su uso.

ASEGÚRESE DE QUE EL OPERADOR ACCEDA A ESTA INFORMACIÓN.
SU DISTRIBUIDOR ESAB PUEDE FACILITARLE COPIAS ADICIONALES.
PRECAUCIÓN
Estas INSTRUCCIONES son para operadores experimentados. Si usted desconoce
la teoría de operación y las prácticas seguras de la soldadura de arco y equipos
de corte, rogamos que lea nuestro folleto, “Precautions and safe practices for arc
welding, cutting, and gouging”, formulario 52-529. No permita que personas sin
experiencia instalen, operen o mantengan este equipo. No instale ni haga funcionar
este equipo hasta haber leído completamente estas instrucciones. Si no entiende
alguna parte de estas instrucciones, póngase en contacto con su distribuidor ESAB
para obtener información adicional. Asegúrese de leer las medidas de seguridad
antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo funcionará en conformidad con la descripción contenida en este manual, las etiquetas que
lo acompañan y las instrucciones proporcionadas. Este equipo se debe comprobar periódicamente. No se
debe utilizar un equipo con un mantenimiento o un funcionamiento incorrectos. Las piezas rotas, ausentes,
gastadas, torcidas o contaminadas se deben sustituir inmediatamente. Si tal reparación o reemplazo llega
a ser necesario, el fabricante recomienda solicitar el servicio por teléfono o por escrito al distribuidor ESAB
del que se adquirió el equipo.
Este equipo o cualquiera de sus piezas no se deben modicar sin la autorización previa y por escrito
del fabricante. El usuario de este equipo será el único responsable de cualquier funcionamiento erróneo que
resulte del uso incorrecto, mantenimiento inadecuado, daños, reparaciones o modicación incorrecta por parte
de cualquier persona, con excepción del fabricante o de un distribuidor autorizado indicado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!

TABLA DE CONTENIDO
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD .........................................................................................9
1.01 Precauciones de seguridad - ESPAÑOL .....................................................................9
SECCIÓN 2: ESPECIFICACIONES ...........................................................................................................14
2.01 Descripción general del sistema .............................................................................14
2.02 Fuente de alimentación del plasma ......................................................................... 14
2.03 Iniciador de arco remoto .........................................................................................14
2.04 Módulo de control de gas ........................................................................................14
2.05 Antorcha para corte por plasma de precisión ..........................................................14
2.06 Especificaciones y requisitos eléctricos...................................................................15
2.07 Dimensiones de la fuente de alimentación ..............................................................17
2.08 Características del panel trasero de la fuente de alimentación ................................18
2.09 Requisitos del gas...................................................................................................19
2.10 Aplicaciones del gas ...............................................................................................21
2.11 Especificaciones de la antorcha .............................................................................22
SECCIÓN 3: INSTALACIÓN ....................................................................................................................24
3.01 Requisitos de instalación ........................................................................................24
3.02 Disposición del sistema 100i - 200i (amperios) ...................................................... 25
3.03 Disposición del sistema 300i (amperios) .................................................................26
3.04 Disposición del sistema 400i (amperios) .................................................................26
3.05 Manguera recomendada para el suministro de gas .................................................27
3.06 Conductores y cables de todos los amperajes ......................................................... 27
3.07 Elevación de la fuente de alimentación ...................................................................28
3.08 Conexión de los cables de puesta a tierra y la alimentación de entrada ...................29
3.09 Conexión del cable de trabajo y los conductores negativo y del piloto .....................30
3.10 Conexiones de puesta a tierra ................................................................................. 31
3.11 Conexión de los conductores del refrigerante .......................................................... 34
3.12 Conexión de los cables del CNC, el iniciador de arco remoto, la selección
del gas y el intercambiador de calor .......................................................................35
3.13 Manipulación e instalación de la fibra óptica ........................................................... 36
3.14 Conexión del cable y el cable de fibra óptica de la consola de selección
del gas al CCM .......................................................................................................40
3.15 Ajuste de interruptores en el módulo de comandos - control ...................................42
3.16 Conexiones del control de altura .............................................................................44
3.17 Instalación de la consola de selección de gas .........................................................45
3.18 Instalación de la unidad de control del gas ..............................................................48
3.19 Instalación del cable de fibra óptica del CCM a la consola de selección del gas...............51
3.20 Instalación del cable de fibra óptica de la consola de selección del gas
a la unidad de control del gas .................................................................................53
3.21 Instalación del CNC con pantalla táctil.....................................................................56
3.22 Enfriador externo ....................................................................................................57
3.23 Instalación del iniciador remoto de arco .................................................................. 59
3.24 Conexión de la antorcha .........................................................................................67
3.25 Instalación de las piezas consumibles de la antorcha ..............................................68
3.26 Divisor de tensión para el control de altura de la antorcha iHC ................................71

TABLA DE CONTENIDO
SECCIÓN 4: FUNCIONAMIENTO .............................................................................................................74
4.01 Panel de control de la fuente de alimentación .........................................................74
4.02 Funcionamiento del sistema ...................................................................................74
4.03 Códigos de estado del CCM ....................................................................................76
4.04 Códigos de estado de la consola de selección de gas .............................................85
4.05 Códigos de estado de la unidad de control de gas ...................................................87
4.06 Resolución de problemas del iniciador de arco remoto ............................................90
SECCIÓN 5: MANTENIMIENTO ..............................................................................................................92
5.01 Mantenimiento general ...........................................................................................92
5.02 Procedimiento de limpieza del filtro externo de refrigerante ....................................92
5.03 Procedimiento de sustitución del refrigerante .........................................................93
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO .............................................................................. 94
6.01 Fuente de alimentación de repuesto .......................................................................94
6.02 Disposición del sistema 100-200amperios.............................................................95
6.03 Disposición del sistema 300amperios ....................................................................95
6.04 Disposición del sistema 400amperios ....................................................................96
6.05 Manguera recomendada para el suministro de gas .................................................96
6.06 Conductores y cables de todos los amperajes ......................................................... 97
6.07 Piezas de repuesto externas de la fuente de alimentación ......................................99
6.08 Piezas de repuesto de la fuente de alimentación: lado superior derecho ...............100
6.09 Piezas de repuesto de la fuente de alimentación: lado inferior derecho ................101
6.10 Piezas de repuesto de la fuente de alimentación: panel trasero ............................. 102
6.11 Piezas de repuesto de la fuente de alimentación: lado izquierdo ...........................103
6.12 Componentes de repuesto del sistema de control de gas automatizado ................104
6.13 Piezas de repuesto de la consola de selección de gas ...........................................105
6.14 Piezas de repuesto de la unidad de control de gas ................................................106
6.15 Piezas de repuesto del iniciador de arco remoto (RAS) ..........................................107
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA .............................................................................108
7.01 Extracción de los consumibles ..............................................................................108
7.02 Lubricación de la junta tórica ................................................................................109
7.03 Desgaste de las piezas .........................................................................................110
7.04 Instalación de los consumibles de la antorcha ......................................................111
7.05 Solución de problemas de pérdidas de refrigerante ..............................................113
8.0 FUNCIONAMIENTO DE LA ANTORCHA ........................................................................................116
8.01 Corte estándar hasta 100 amperios ......................................................................122
8.02 Corte de bisel y robótico hasta 100 amperios ........................................................144
8.03 Corte estándar 150 - 200 amperios ......................................................................152
8.04 Corte biselado y robótico de 150 - 200 amperios ..................................................164
8.05 Corte estándar 250 - 300 amperios ......................................................................174
8.06 Corte biselado y robótico de 250 - 300 amperios ..................................................182
8.07 Corte estándar de 400 amperios ........................................................................... 192
8.08 Corte biselado y robótico de 400 amperios ...........................................................202
8.09 LISTA DE PIEZAS DE LA ANTORCHA.......................................................................214
8.10 Instalación de los consumibles de la antorcha ......................................................217
8.11 INFORMACIÓN SOBRE PATENTES .......................................................................... 220

TABLA DE CONTENIDO
APÉNDICE 1: CONEXIONES DE LA PLACA DE CIRCUITOS DEL MÓDULO
DE CONTROL - CNC ...................................................................................................................A-1
APÉNDICE 2: CNC ..............................................................................................................................A-2
Funciones del CNC .............................................................................................................. A-2
Descripción de las entradas / salidas del CNC ..................................................................... A-4
Circuito simplificado del CNC ............................................................................................... A-6
Conexiones del CNC ............................................................................................................ A-8
Código de color de cable del CNC ........................................................................................ A-9
APÉNDICE 3: DIAGRAMA DE REFRIGERACIÓN ................................................................................. A-10
APÉNDICE 4: ESQUEMA DEL SISTEMA 100A, 380-415V PG 1 ........................................................A-12
APÉNDICE 5: ESQUEMA DEL SISTEMA 100A, 380-415V PG 2 ........................................................A-14
APÉNDICE 6: ESQUEMA DEL SISTEMA 200A, 380-415V PG 1 ........................................................A-16
APÉNDICE 7: ESQUEMA DEL SISTEMA 200A, 380-415V PG 2 ........................................................A-18
APÉNDICE 8: ESQUEMA DEL SISTEMA 300A, 380-415V PG 1 ........................................................A-20
APÉNDICE 9: ESQUEMA DEL SISTEMA 300A, 380-415V PG 2 ........................................................A-22
APÉNDICE 10: ESQUEMA DEL SISTEMA 400A, 380-415V PG 1 ......................................................A-24
APÉNDICE 11: ESQUEMA DEL SISTEMA 400A, 380-415V PG 2 ......................................................A-26

Esta página se dejó intencionalmente en blanco.

100i/200i/300i/400i
Manual: 0560956430ES INSTRUCCIONES DE SEGURIDAD 9
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD
1.01 Precauciones de seguridad - ESPAÑOL
ADVERTENCIA: Estas Precauciones de seguridad son para su protección. Resumen la información preventiva
de las referencias enumeradas en la sección de Información adicional sobre seguridad. Antes de llevar a cabo
ningún procedimiento de instalación o funcionamiento, asegúrese de leer y seguir las precauciones relativas a
la seguridad que se incluyen a continuación, así como todos los manuales, fichas de datos sobre seguridad de materia-
les, etiquetas, etc. El incumplimiento de las Precauciones de seguridad puede provocar lesiones o fallecimiento.
PROTÉJASE A SÍ MISMO Y A LOS DEMÁS: ciertos procesos de soldadura, corte y resanado son ruidosos
y requieren protección para los oídos. El arco, al igual que el sol, emite radiación ultravioleta (UV) y de
otros tipos que pueden dañar la piel y los ojos. El metal caliente puede provocar quemaduras. Con el
objetivo de evitar posibles accidentes, es fundamental recibir formación sobre la correcta utilización de los procesos y el
equipo. Por lo tanto:
1. Utilice siempre gafas de seguridad con protecciones laterales en cualquier zona de trabajo, incluso si también
es necesario llevar cascos de soldadura, pantallas faciales y gafas protectoras.
2. Al llevar a cabo u observar operaciones, use una pantalla facial equipada con el filtro adecuado y cubiertas
protectoras para proteger ojos, rostro, cuello y orejas de las chispas y los rayos del arco. Advierta a los que le
rodean que no miren el arco ni se expongan a los rayos del arco eléctrico o el metal caliente.
3. Para protegerse de los rayos del arco y de chispas o metales calientes, utilice guantes antideflagrantes de tipo
guantelete, camiseta de manga larga, pantalones sin dobladillos, zapatos de media caña y un casco de soldadura
o gorra para la protección del cabello. También es recomendable llevar un delantal ignífugo para protegerse del
calor irradiado y las chispas.
4. Las chispas o metales calientes pueden quedarse en mangas remangadas, dobladillos o bolsillos.
Las mangas y los cuellos deben permanecer abotonados y deben eliminarse los bolsillos delanteros.
5. Proteja a otros trabajadores de los rayos del arco y las chispas calientes con una división o una cortina antide-
flagrante adecuada.
6. Utilice gafas protectoras sobre las gafas de seguridad al picar escoria o rectificar. La escoria picada puede
estar caliente o salir despedida. Los que le rodean también deberían llevar gafas protectoras sobre las gafas
de seguridad.
INCENDIOS Y EXPLOSIONES: el calor de llamas y arcos puede originar incendios. La escoria
y las chispas calientes también pueden provocar incendios y explosiones. Por lo tanto:
1. Coloque todos los materiales combustibles a una distancia considerable de la zona de trabajo y tápelos con una
cubierta protectora ignífuga. Los materiales combustibles incluyen la madera, la tela, el serrín, los combustibles
líquidos y gaseosos, los disolventes, las pinturas y los revestimientos, el papel, etc.
2. Las chispas o metales calientes pueden caer a través de grietas o brechas al suelo u orificios de la pared y
originar fuegos que ardan lentamente por debajo del suelo. Asegúrese de que dichos orificios estén protegidos
de chispas y metales calientes.
3. No realice soldaduras, cortes ni ningún otro trabajo en caliente hasta que la pieza de trabajo se haya
limpiado por completo y no presente sustancias que puedan generar vapores inflamables o tóxicos.
No lleve a cabo trabajos en caliente en contenedores cerrados. Pueden explotar.
4. Tenga a mano un equipo extintor para usar de forma inmediata, como una manguera, un cubo de agua
o arena, o un extintor portátil. Asegúrese de saber utilizarlo.
5. No exceda la capacidad máxima del equipo. Por ejemplo, un cable de soldadura con sobrecarga puede calentarse
en exceso y provocar un riesgo de incendio.

100i/200i/300i/400i
10 INSTRUCCIONES DE SEGURIDAD Manual: 0560956430ES
6. Tras completar las operaciones, inspeccione la zona de trabajo para asegurarse de que no existan chispas o
metales calientes que puedan provocar un incendio con posterioridad. De ser necesario, recurra a especialistas
en la detección de fuegos.
7. Para obtener más información, consulte la norma estadounidense NFPA 51B para la prevención de incendios en
procesos de corte y soldadura, que se puede solicitar a la Asociación Nacional de Protección contra Incendios
(Batterymarch Park, Quincy, 02269, Massachusetts, EE.UU.).
DESCARGA ELÉCTRICA: el contacto con piezas con carga eléctrica y la tierra puede provocar lesiones graves
o fallecimiento. NO utilice corriente de soldadura CA en zonas con humedad, si el movimiento es limitado o si
existe peligro de caídas.
1. Asegúrese de que el marco de la fuente de alimentación (chasis) esté conectado al sistema de tierra
de la alimentación de entrada.
2. Conecte la pieza de trabajo a una toma de tierra adecuada.
3. Conecte el cable de trabajo a la pieza de trabajo. Una conexión deficiente o inexistente puede exponerlo a usted
y a otras personas a una descarga mortal.
4. Utilice equipos a los que se les haya realizado un mantenimiento adecuado. Sustituya los cables gastados o
dañados.
5. Mantenga todos los elementos secos, incluida la ropa, la zona de trabajo, los cables, el soporte de la antorcha/
electrodo y la fuente de alimentación.
6. Asegúrese de que todas las partes de su cuerpo estén aisladas de la pieza de trabajo y de la tierra.
7. No se coloque directamente sobre el metal o la tierra cuando trabaje en espacios reducidos o una zona húmeda;
trabaje sobre un tablero seco o una plataforma aislante y utilice zapatos con suelas de goma.
8. Póngase guantes secos y sin agujeros antes de encender la fuente de alimentación.
9. Apague la fuente de alimentación antes de quitarse los guantes.
10. Consulte la norma ANSI/ASC Z49.1 (que se menciona en la siguiente página) para obtener información sobre las
recomendaciones específicas de conexión a tierra. No confunda el conductor de trabajo con un cable de tierra.
CAMPOS ELECTROMAGNÉTICOS: pueden ser peligrosos. La corriente eléctrica que fluye por cualquier con-
ductor origina campos electromagnéticos (CEM) localizados. La corriente de soldadura y corte crea CEM al-
rededor de los cables y las máquinas de soldadura. Por lo tanto:
1. Los soldadores que tengan implantado un marcapasos deben consultar a su médico antes de soldar.
Los campos electromagnéticos (CEM) pueden interferir con algunos marcapasos.
2. La exposición a los CEM puede tener otros efectos en la salud que son desconocidos.
3. Los soldadores deben usar los siguientes procedimientos para minimizar la exposición a los CEM:
A. Tienda los cables del electrodo y de trabajo juntos. Fíjelos con cinta adhesiva cuando sea posible.
B. No enrolle nunca la antorcha o el cable de trabajo alrededor del cuerpo.
C. No se coloque entre la antorcha y los cables de trabajo. Tienda los cables por el mismo lado de su cuerpo.
D. Conecte el cable de trabajo a la pieza de trabajo lo más cerca posible de la zona de soldadura.
E. Mantenga la fuente de alimentación y los cables de soldadura tan alejados del cuerpo como sea posible.
HUMOS Y GASES: los humos y los gases pueden provocar incomodidad o molestia, en especial en espacios
reducidos. No respire humos ni gases. Los gases de protección pueden provocar asfixia.
Por lo tanto:
1. Trabaje siempre en una zona con la ventilación natural o mecánica adecuada. No debe soldar, cortar ni resanar
materiales como acero galvanizado, acero inoxidable, cobre, cinc, plomo, berilio o cadmio sin contar con venti-
lación mecánica de presión positiva. No respire humos de estos materiales.

100i/200i/300i/400i
Manual: 0560956430ES INSTRUCCIONES DE SEGURIDAD 11
2. No trabaje cerca de operaciones de desengrasado o pulverización. El calor o los rayos del arco pue-
den reaccionar con los vapores de hidrocarburo clorado y formar fosgeno, un gas de toxicidad elevada,
y otros gases irritantes.
3. Si sufre irritación momentánea de ojos, nariz o garganta mientras trabaja, la ventilación no es la adecuada. Deje
de trabajar y tome las medidas necesarias para mejorar la ventilación de la zona de trabajo. No siga trabajando
si el malestar físico persiste.
4. Consulte la norma ANSI/ASC Z49.1 (consulte la lista a continuación) para obtener información sobre recomen-
daciones específicas de ventilación.
5. ADVERTENCIA: Este producto contiene sustancias químicas, incluyendo el plomo, conocidas por el Estado de
California como causa de defectos congénitos y otras adversas consecuencias reproductivas. Lávese las manos
después de manipularlo.
MANEJO DE CILINDROS: los cilindros pueden romperse y liberar gas de manera violenta si se manejan de
forma incorrecta. La rotura repentina de cilindros, válvulas o dispositivos de liberación pueden provocar lesio-
nes o fallecimiento. Por lo tanto:
1. Utilice el gas correcto para el proceso y el regulador reductor de presión adecuado que esté diseñado para
funcionar desde el cilindro de gas comprimido. No utilice adaptadores. Mantenga las mangueras y los acopla-
mientos en buen estado. Siga las instrucciones de funcionamiento del fabricante para montar el regulador en
un cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical con cadenas o correas en carretillas, bastidores, bancos,
paredes, columnas o estanterías adecuados. No asegure nunca los cilindros en mesas de trabajo o accesorios
en los que puedan pasar a formar parte de un circuito eléctrico.
3. Cuando no se utilicen, mantenga las válvulas de los cilindros cerradas. Si el regulador no está conectado, cubra
las válvulas con tapones de protección. Asegure y mueva los cilindros utilizando las carretillas adecuadas. Evite
manejar los cilindros con brusquedad.
4. Coloque los cilindros alejados de fuentes de calor, chispas y llamas. Nunca aplique un arco contra un cilindro.
5. Para obtener más información, consulte la norma estadounidense CGA P-1 sobre precauciones para el manejo
seguro de gases comprimidos en cilindros, que se puede solicitar a la Asociación de Gas Comprimido (1235
Jefferson Davis Highway, Arlington, 22202, Virginia, EE.UU.).
MANTENIMIENTO DEL EQUIPO: los equipos defectuosos o a los que se les haya realizado un mantenimiento
incorrecto pueden provocar lesiones o fallecimiento. Por lo tanto:
1. Cuente siempre con personal cualificado para llevar a cabo las tareas de instalación, solución de problemas y
mantenimiento. No realice ningún trabajo eléctrico si no está cualificado para desempeñarlo.
2. Antes de llevar a cabo cualquier trabajo de mantenimiento en una fuente de alimentación, desconéctela de la
alimentación eléctrica de entrada.
3. Mantenga los cables, el cable de tierra, las conexiones, el cable de alimentación y la fuente de alimentación en
un estado de operación que resulte seguro. No trabaje con equipos defectuosos.
4. No haga un mal uso de ningún equipo ni accesorio. Mantenga el equipo alejado de fuentes de calor como
hornos, condiciones de humedad como charcos de agua, aceite o grasa, atmósferas corrosivas o condiciones
meteorológicas rigurosas.
5. Mantenga todos los dispositivos de seguridad y cubiertas de armarios en su lugar y en buen estado.
6. Utilice el equipo solo para su uso previsto. No lo modifique de ninguna manera.
INFORMACIÓN ADICIONAL SOBRE SEGURIDAD: para obtener más información sobre las prácticas
de seguridad con equipos de soldadura y corte mediante arco eléctrico, pida a su proveedor una copia de
“Precautions and safe practices for arc welding, cutting and gouging”, formulario 52-529.

100i/200i/300i/400i
12 INSTRUCCIONES DE SEGURIDAD Manual: 0560956430ES
Le recomendamos que consulte las siguientes publicaciones, que se pueden solicitar a la Sociedad Americana
de Soldadura (550 N.W. LeJuene Road, Miami, 33126, Florida):
1. ANSI Z49.1: “Safety in Welding and Cutting” (Seguridad soldadura y corte).
2. AWS C5.1: “Recommended Practices for Plasma Arc Welding” (Prácticas recomendadas para la soldadura con
arco de plasma).
3. AWS C5.2: “Recommended Practices for Plasma Arc Welding” (Prácticas recomendadas para la soldadura con
arco de plasma).
4. AWS C5.3: “Recommended Practices for Air Carbon Arc Gouging and Cutting” (Prácticas recomendadas para el
resanado y el corte con arco aire-grafito).
5. AWS C5.5: “Recommended Practices for Gas Tungsten Arc Welding” (Prácticas recomendadas para
la soldadura con arco de tungsteno en gas).
6. AWS C5.6: “Recommended Practices for Gas Metal Arc Welding” (Prácticas recomendadas para
la soldadura con arco metálico en gas).
7. AWS SP: “Safe Practices” (Prácticas seguras), reedición del manual de soldadura.
8. ANSI/AWS F4.1: “Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous
Substances” (Prácticas seguras recomendadas para la soldadura y el corte de contenedores en los que se hayan
almacenado sustancias peligrosas).
9. Norma CSA W117.2: “Safety in Welding, Cutting and Allied Processes” (Seguridad en procesos
de soldadura, corte y similares).
Significado de los símbolos, tal y como se utilizan en este manual: Significa ¡Atención! ¡Cuidado! Advertencia
de riesgo.
PELIGRO
Significa peligros inmediatos que, si no se evita, dará como resultado inmediato, lesiones
personales graves o la pérdida de la vida.
PRECAUCIÓN
Significa los riesgos potenciales que podría resultar en lesiones personales o la pérdida
de la vida.
ADVERTENCIA
Significa peligros que podrían resultar en lesiones leves.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el grado de protección contra la penetración de objetos sólidos
o agua. Cuenta con una protección contra el contacto con los dedos, la penetración de objetos sólidos de un tamaño
superior a 12mm y la pulverización de agua con una inclinación de hasta 60grados. El equipo marcado como IP21S
puede almacenarse, pero no debe utilizarse al aire libre mientras llueva si no está reguardado.
PRECAUCIÓN
Este producto solo está destinado para el corte por plasma. Cualquier otro uso puede
provocar lesiones personales o daños en equipos.

100i/200i/300i/400i
Manual: 0560956430ES INSTRUCCIONES DE SEGURIDAD 13
PRECAUCIÓN
El equipo puede volcar si se coloca en una superficie
con una pendiente superior a 15°. Es posible que se
produzcan lesiones o daños considerables al equipo.
15
°
Art# A-12726
Art# A-12736
PRECAUCIÓN
Para evitar lesiones o daños al equipo, eleve el equipo
utilizando el método y los puntos de acoplamiento
aquí indicados.

100i/200i/300i/400i
14 INSTRUCCIONES DE SEGURIDAD Manual: 0560956430ES
Esta página se dejó intencionalmente en blanco.

100i/200i/300i/400i
Manual: 0560956430ES ESPECIFICACIONES 15
SECCIÓN 2: ESPECIFICACIONES
2.01 Descripción general del sistema
La configuración habitual de un sistema de plasma incluye:
• Una fuente de alimentación
• Iniciador de arco remoto
• Módulo de control de gas
• Conjunto de válvulas de la antorcha
• Antorcha para corte por plasma de precisión
• Conjunto de conductores de conexión
• Kit de piezas de repuesto para la antorcha
Los componentes se conectan durante la instalación.
2.02 Fuente de alimentación del plasma
La fuente de alimentación proporciona la corriente necesaria para las operaciones de corte. Asimismo, la fuente de alimentación controla
el rendimiento del sistema y enfría/circula el refrigerante líquido para la antorcha y los conductores.
2.03 Iniciador de arco remoto
Esta unidad produce un pulso HF momentáneo para arrancar el arco del piloto. El arco piloto crea una ruta para que el arco principal se
transfiera a la pieza de trabajo. Una vez que el arco principal se establece, el arco piloto se apaga.
2.04 Módulo de control de gas
Este módulo permite la configuración remota de la selección, las presiones y los flujos de gas, junto con la corriente de corte.
2.05 Antorcha para corte por plasma de precisión
La antorcha aplica la corriente controlada a la pieza de trabajo a través del arco principal y, como resultado, se corta el metal.

100i/200i/300i/400i
16 ESPECIFICACIONES Manual: 0560956430ES
2.06 Especificaciones y requisitos eléctricos
Sistema de
100 Amp.
Especificaciones y características de diseño de 100i
V
OC
máx. (U0) 425VCC
Corriente de salida mínima 5amperios
Corriente de salida máxima 100amperios
Tensión de salida 60-180VCC
Capacidad nominal del ciclo de trabajo 100% a 100A, 200V, (20kW)
Temperatura ambiente para capacidad
nominal del ciclo de trabajo
40°C (104°F)
Rango de funcionamiento De -10°C a +50°C (de 14°F a 122°F)
Factor de alimentación 0,94 a salida de 100ACC
Refrigeración Refrigerante y aire forzado (clase F)
Sistema de
200 Amp.
Especificaciones y características de diseño de 200i
V
OC
máx. (U0) 425VCC
Corriente de salida mínima 5amperios
Corriente de salida máxima 200amperios
Tensión de salida 60-180VCC
Capacidad nominal del ciclo de trabajo 100% a 200A, 200V, (40kW)
Temperatura ambiente para capacidad
nominal del ciclo de trabajo
40°C (104°F)
Rango de funcionamiento De -10°C a +50°C (de 14°F a 122°F)
Factor de alimentación 0,94 a salida de 200ACC
Refrigeración Refrigerante y aire forzado (clase F)
Sistema de
300 Amp.
Especificaciones y características de diseño de 300i
V
OC
máx. (U0) 425VCC
Corriente de salida mínima 5amperios
Corriente de salida máxima 300amperios
Tensión de salida/IEC 60-180VCC/ 60-200VCC
Capacidad nominal del ciclo de trabajo 100% a 300A, 200V, (60kW)
Temperatura ambiente para capacidad
nominal del ciclo de trabajo
40°C (104°F)
Rango de funcionamiento De -10°C a +50°C (de 14°F a 122°F)
Factor de alimentación 0,94 a salida de 300ACC
Refrigeración Refrigerante y aire forzado (clase F)
Sistema de
400 Amp.
Especificaciones y características de diseño de 400i
V
OC
máx. (U0) 425VCC
Corriente de salida mínima 5amperios
Corriente de salida máxima 400amperios
Tensión de salida 60-200VCC
Capacidad nominal del ciclo de trabajo 100% a 400A, 200V, (80kW)
Temperatura ambiente para capacidad
nominal del ciclo de trabajo
40°C (104°F)
Rango de funcionamiento De -10°C a +50°C (de 14°F a 122°F)
Factor de alimentación 0,94 a salida de 400 ACC
Refrigeración Refrigerante y aire forzado (clase F)

100i/200i/300i/400i
Manual: 0560956430ES ESPECIFICACIONES 17
Fuente de alimentación de 100i
Entrada
Alimentación
eléctrica de
entrada
Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 21 33 40-45 N.º12 4
400/400 CE 50/60 21 31 40-45 N.º12 4
480 50/60 21 26 35-40 N.º12 4
Fuente de alimentación de 200i
Entrada
Alimentación
eléctrica de
entrada
Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 42 65 100 N.º6 16
400/400 CE 50/60 42 62 100 N.º6 16
480 50/60 42 52 100 N.º8 10
Fuente de alimentación de 300i
Entrada
Alimentación
eléctrica de
entrada
Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 63 97 150 N.º4 25
400/400 CE 50/60 63 93 150 N.º4 25
480 50/60 63 77 150 N.º4 25
Fuente de alimentación de 400i
Entrada
Alimentación
eléctrica de
entrada
Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 93 144 200 N.º1 50
400/400 CE 50/60 93 137 200 N.º1 50
480 50/60 93 114 175 N.º3 35

100i/200i/300i/400i
18 ESPECIFICACIONES Manual: 0560956430ES
NOTA
* Tamaño de cable recomendado de acuerdo con la edición de 2011 del Código eléctrico
nacional de la NFPA70, publicado por la Asociación nacional de protección contra incendios
de los EE.UU. Los listados proceden de la tabla 400.5(A)(2) sobre cables flexibles de determi-
nados tipos aptos para 75C en entornos con una temperatura ambiente máxima de 30C.
El uso de cables para temperaturas inferiores o un tipo de aislamiento distinto puede requerir
un tamaño de cable mayor. Reduzca los valores para temperaturas ambiente superiores.
Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplica-
bles a su región cuando deba determinar el tipo y tamaño de cable correctos.
2.07 Dimensiones de la fuente de alimentación
Art # A-11487ES_AB
914 mm
35,97 Pulg.
701 mm
27,6 Pulg.
1213 mm
47,77 Pulg.
100A 420 lb / 190 kg
200A 465 lb / 211 kg
300A 560 lb / 254 kg
400A 580 lb / 263 kg

100i/200i/300i/400i
Manual: 0560956430ES ESPECIFICACIONES 19
2.08 Características del panel trasero de la fuente de alimentación
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11842SEU
Lámpara indicadora
de tensión de
alimentación CA
Retorno de negativo
Filtro de refrigerante
C.C.M.
Panel del interruptor
Input Power
Ports
Conector para
el iniciador de arco
Retorno de refrigerante
Suministro de refrigerante
7 Pin Connector
Customer
Optional
Ports
Cable del piloto
Cable de masa
Fusible
Conector del CNC
Conector del GCM
TSC/Comm

100i/200i/300i/400i
20 ESPECIFICACIONES Manual: 0560956430ES
2.09 Requisitos del gas
El cliente proveerá todos los reguladores de gases y presión. Los gases deben poseer una calidad alta. Los reguladores de presión deben
ser de dos fases y se deben instalar a una distancia máxima de 3metros de la consola de gas.
Fuente de alimentación de 100i: requisitos de presiones, flujos y calidad del gas
Gas Calidad Presión mínima Flujo
O2 (oxígeno)
Pureza del 99,5%
(se recomienda líquido)
8,3bar/827kPa
(120PSI)
33l/min (70SCFH)
N2 (nitrógeno)
Pureza del 99,5%
(se recomienda líquido,
<1000 p.p.m O2,
<32p.p.m. H2O)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
Aire comprimido
o embotellado
Limpio, seco, sin aceite (con-
sulte la nota 1)
8,3bar/827kPa
(120PSI)
118l/min (250SCFH)
H35 (argón-hidrógeno)
H35 = 35% de hidrógeno,
65% de argón
Pureza del 99,995 %
(se recomienda gas)
8,3bar/827kPa
(120PSI)
42,5l/min (90SCFH)
H2O (agua) Consulte la Nota 2 3,8bares (55PSI) 0,6l/min (10GPH)
Nota 1: La fuente de aire debe filtrarse de manera adecuada para eliminar todos los restos de aceite o grasa. La contaminación con
aceite o grasa del aire embotellado o comprimido puede ocasionar incendios al entrar en contacto con oxígeno.
Para el filtrado, debe colocarse un filtro capaz de filtrar hasta 0,001micrómetros tan cerca como sea posible de las entradas de aire
del módulo de control de gas.
Nota 2: No es necesario desionizar la fuente de agua corriente, pero es recomendable utilizar un suavizador de agua en sistemas
de agua con un contenido en minerales extremadamente alto. Se debe filtrar el agua corriente que presente niveles elevados de
partículas.
Nota 3: Se recomienda el regulador de presión de agua n.º 8-6118 para garantizar una presión de agua adecuada.
Fuente de alimentación de 200i: requisitos de presiones, flujos y calidad del gas
Gas Calidad Presión mínima Flujo
O
2
(oxígeno)
Pureza del 99,5%
(se recomienda líquido)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
N
2
(nitrógeno)
Pureza del 99,5%
(se recomienda líquido,
<1000 p.p.m O
2
, <32p.p.m.
H
2
O)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
Aire comprimido
o embotellado
Limpio, seco, sin aceite (consulte
la nota 1)
8,3bar/827kPa
(120PSI)
212,4 l/min (450 SCFH)
H35 (argón-hidrógeno)
H35 = 35% de hidrógeno,
65% de argón
Pureza del 99,995 %
(se recomienda gas)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
H
2
O (agua) Consulte la Nota 2 3,8bares (55PSI) 0,6l/min (10GPH)
Nota 1: La fuente de aire debe filtrarse de manera adecuada para eliminar todos los restos de aceite o grasa. La contaminación con
aceite o grasa del aire embotellado o comprimido puede ocasionar incendios al entrar en contacto con oxígeno.
Para el filtrado, debe colocarse un filtro capaz de filtrar hasta 0,001micrómetros tan cerca como sea posible de las entradas de aire
del módulo de control de gas.
Nota 2: No es necesario desionizar la fuente de agua corriente, pero es recomendable utilizar un suavizador de agua en sistemas
de agua con un contenido en minerales extremadamente alto. Se debe filtrar el agua corriente que presente niveles elevados de
partículas.
Nota 3: Se recomienda el regulador de presión de agua n.º 8-6118 para garantizar una presión de agua adecuada.

100i/200i/300i/400i
Manual: 0560956430ES ESPECIFICACIONES 21
Fuente de alimentación de 300i: requisitos de presiones, flujos y calidad del gas
Gas Calidad Presión mínima Flujo
O
2
(oxígeno)
Pureza del 99,5%
(se recomienda líquido)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
N
2
(nitrógeno)
Pureza del 99,5%
(se recomienda líquido,
<1000 p.p.m O
2
,
<32p.p.m. H
2
O)
8,3bar/827kPa
(120PSI)
141,6 l/min (300 SCFH)
Aire comprimido
o embotellado
Limpio, seco, sin aceite
(consulte la nota 1)
8,3bar/827kPa
(120PSI)
212,4 l/min (450 SCFH)
H35 (argón-hidrógeno)
H35 = 35% de hidrógeno,
65% de argón
Pureza del 99,995 %
(se recomienda gas)
8,3bar/827kPa
(120PSI)
94,4l/min (200SCFH)
H
2
O (agua) Consulte la Nota 2 3,8bares (55PSI) 0,6l/min (10GPH)
Nota 1: La fuente de aire debe filtrarse de manera adecuada para eliminar todos los restos de aceite o grasa. La contaminación con
aceite o grasa del aire embotellado o comprimido puede ocasionar incendios al entrar en contacto con oxígeno.
Para el filtrado, debe colocarse un filtro capaz de filtrar hasta 0,001micrómetros tan cerca como sea posible de las entradas de aire
del módulo de control de gas.
Nota 2: No es necesario desionizar la fuente de agua corriente, pero es recomendable utilizar un suavizador de agua
en sistemas de agua con un contenido en minerales extremadamente alto. Se debe filtrar el agua corriente que presente niveles
elevados de partículas.
Nota 3: Se recomienda el regulador de presión de agua n.º 8-6118 para garantizar una presión de agua adecuada.
Fuente de alimentación de 400i: requisitos de presiones, flujos y calidad del gas
Gas Calidad Presión mínima Flujo
O2 (oxígeno)
Pureza del 99,5%
(se recomienda líquido)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
N2 (nitrógeno)
Pureza del 99,5%
(se recomienda líquido,
<1000 p.p.m O2,
<32p.p.m. H2O)
8,3bar/827kPa
(120PSI)
141,6 l/min (300 SCFH)
Aire comprimido
o embotellado
Limpio, seco, sin aceite (con-
sulte la nota 1)
8,3bar/827kPa
(120PSI)
236l/min (500 SCFH)
H35 (argón-hidrógeno)
H35 = 35% de hidrógeno,
65% de argón
Pureza del 99,995%
(se recomienda gas)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
H17 17,5% hidrógeno
32,5% argón
50% nitrógeno
Pureza del 99,995 %
(se recomienda gas)
8,3bar/827kPa
(120PSI)
95l/min (200SCFH)
Ar (argón)
Pureza del 99,995 %
(se recomienda gas)
8,3bar/827kPa
(120PSI)
70,8 l/min (150 SCFH)
H2O (agua) Consulte la Nota 2 3,8bares (55PSI) 0,6l/min (10GPH)
Nota 1: La fuente de aire debe filtrarse de manera adecuada para eliminar todos los restos de aceite o grasa. La contaminación
con aceite o grasa del aire embotellado o comprimido puede ocasionar incendios al entrar en contacto con oxígeno.
Para el filtrado, debe colocarse un filtro capaz de filtrar hasta 0,001micrómetros tan cerca como sea posible de las entra-
das de aire del módulo de control de gas.
Nota 2: No es necesario desionizar la fuente de agua corriente, pero es recomendable utilizar un suavizador de agua en sis-
temas de agua con un contenido en minerales extremadamente alto. Se debe filtrar el agua corriente que presente niveles
elevados de partículas.
Nota 3: Se recomienda el regulador de presión de agua n.º 8-6118 para garantizar una presión de agua adecuada.

100i/200i/300i/400i
22 ESPECIFICACIONES Manual: 0560956430ES
2.10 Aplicaciones del gas
MATERIAL
ACERO CON BAJO CONTENIDO DE
CARBONO
ACERO INOXIDABLE ALUMINIO
TIPO DE GAS TIPO DE GAS TIPO DE GAS
FUNCIONA-
MIENTO
PREFLUJO PLASMA
PROTEC-
TOR
PREFLUJO PLASMA
PROTEC-
TOR
PREFLUJO PLASMA
PROTEC-
TOR
Corte de
30A
Aire O
2
O
2
Aire Aire Aire Aire Aire Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
50A
Aire O
2
Aire Aire Aire Aire Aire Aire Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
70A
Aire O
2
Aire Aire Aire Aire Aire Aire Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
100A
Aire O
2
Aire N
2
H35 N
2
N
2
H35 N
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
150A
Aire O
2
Aire N
2
H35 N
2
N
2
H35 N
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
200A
Aire O
2
Aire N
2
H35 N
2
N
2
H35 N
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
250A
Aire O
2
Aire
Corte de
300A
Aire O
2
Aire N
2
H35 N
2
N
2
H35 N
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Corte de
400A
Aire O
2
Aire N
2
H35 N
2
N
2
H35 N
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
N
2
H17 N
2
N
2
H17 N
2

100i/200i/300i/400i
Manual: 0560956430ES ESPECIFICACIONES 23
2.11 Especificaciones de la antorcha
A. Dimensiones de la antorcha
.5”
12.7 mm
2.4”
61 mm
2”
50.8 mm
1.4”
34.5 mm
70°
4.3”
109.1 mm
6.6”
168.5 mm
Art # A-09534SEU
2.25"
57.15 mm
2.0"
50.8 mm
2.4"
61 mm
1.49"
37.8 mm
19"
482.7 mm
15.5"
393.8 mm
2.7"
69.6 mm
1.6"
40. mm
3.98"
101.1 mm
6.3"
160.1 mm
Tubo de montaje
Tapa
100 dimensiones básicas de la
antorcha del amperio
400 dimensiones básicas de la
antorcha del amperio

100i/200i/300i/400i
24 ESPECIFICACIONES Manual: 0560956430ES
B. Longitud de los conductores de la antorcha
Conjunto de cables de la antorcha
Longitudes
Pies Metros
10 3,05
15 4,6
25 7,6
50 15,2
75 22,9
100 30,4
C. Piezas de la antorcha (se muestran las piezas genéricas)
Cartucho
Copa de protección
A
rt # A-04741
Electrodo
Punta
Distribuidor de gas
de plasma
Distribuidor de gas
de protección
Caperuza
protectora
D. Piezas colocadas (PIP)
La antorcha está diseñada para utilizarse con una fuente de alimentación que detecte el flujo de retorno del refrigerante
para confirmar que las piezas de la antorcha están colocadas. Si el flujo de retorno del refrigerante a la fuente de alimenta-
ción no existe o es insuficiente, la fuente de alimentación no proporcionará energía a la antorcha. Las fugas de refrigerante
de la antorcha también indican que faltan piezas o que no están instaladas de manera adecuada.
E. Tipo de refrigeración
Combinación de corriente de gas a través de la antorcha y refrigeración líquida.
F. Datos de la antorcha
Valores de la antorcha para su uso con fuente de alimentación 100i-400i
Temperatura ambiente 40°C
104°F
Ciclo de trabajo 100% a 400 amperios
Corriente máxima 400amperios
Voltaje (pico V) 500V
Voltaje de lanzamiento del arco 10kV
Corriente Hasta 400 amperios, CC,
polaridad directa
Especificaciones del gas de la antorcha
Gases de plasma: aire comprimido, oxígeno,
nitrógeno, H35, H17, Ar
Gases de protección: aire comprimido, oxígeno,
nitrógeno, agua, H35
Presión de funcionamiento 8.6bar ± 0,7bar
125PSI ± 10PSI
Presión máxima de entrada 9,3 bares / 135 psi
Flujo de gas 10-500 SCFH

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 25
SECCIÓN 3: INSTALACIÓN
3.01 Requisitos de instalación
Suministro eléctrico
La red de suministro eléctrico, el gas y el sistema de suministro de agua deben cumplir las normas de seguridad locales. La
conformidad con dichas normas solo la podrá verificar el personal debidamente cualificado.6
Fuente de alimentación de 100i
Entrada Alimentación eléctrica de entrada Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 21 33 40-45 N.º12 4
400/400 CE 50/60 21 31 40-45 N.º12 4
480 50/60 21 26 35-40 N.º12 4
Fuente de alimentación de 200i
Entrada Alimentación eléctrica de entrada Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 42 65 100 N.º6 16
400/400 CE 50/60 42 62 100 N.º6 16
480 50/60 42 52 100 N.º8 10
Fuente de alimentación de 300i
Entrada Alimentación eléctrica de entrada Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 63 97 150 N.º4 25
400/400 CE 50/60 63 93 150 N.º4 25
480 50/60 63 77 150 N.º4 25
Fuente de alimentación de 400i
Entrada Alimentación eléctrica de entrada Corriente Tamaños sugeridos (véase la Nota)
Voltaje Frec. 3Ph 3Ph Fusible (amperios) Alambre (AWG) Alambre (mm
2
)
(Voltios) (Hz) (kVA) (Amperios) 3Ph 3Ph 3Ph
380 50/60 93 144 200 N.º1 50
400/400 CE 50/60 93 137 200 N.º1 50
480 50/60 93 114 175 N.º3 35
NOTA
* Tamaño de cable recomendado de acuerdo con la edición de 2011 del Código eléctrico nacional
de la NFPA70, publicado por la Asociación nacional de protección contra incendios de los EE.UU.
Los listados proceden de la tabla 400.5(A)(2) para cables flexibles de determinados tipos, para
75 grados Celsius en entornos con una temperatura ambiente máxima de 30 grados Celsius.
El uso de cables en temperaturas inferiores o un tipo de aislamiento distinto puede requerir un
tamaño de cable mayor. Reduzca la capacidad nominal en temperaturas ambiente superiores.
Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplicables
a su región cuando deba determinar el tipo y tamaño de cable correctos.

100i/200i/300i/400i
26 INSTALACIÓN Manual: 0560956430ES
Requisitos del sistema de enfriamiento
Deberá añadirse refrigerante al sistema o a la instalación. La cantidad necesaria varía en función de la longitud de los conductores de
la antorcha.
ESAB recomienda utilizar sus refrigerantes 7-3580 y 7-3581 (para temperaturas bajas).
Características del refrigerante
N.º de cat. y mezcla Mezcla Protección para
7-3580 ‘Extra-Cool™’ 25/75 -12°C/10°F
7-3581 ‘Ultra-Cool™’ 50/50 -33°C/-27°F
7-3582 ‘Extreme Cool™’ Concentrado* -60°C/-76°F
* Para realizar mezclas con D-I Cool™ 7-3583
3.02 Disposición del sistema 100i - 200i (amperios)
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11995SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marking
Protección
Gas protec.
Negativos
Retorno del piloto
Long. máxima 100’ / 30.5 m
Protección
H
Q
R
U
S
A
B
C
D
E
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
F
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra
Cable de control
Cable de control
Suministro de Gas
El cliente deberá suministrar todos los reguladores de presión y los gases. Los gases deben poseer una calidad alta. Los
reguladores de presión deben ser de dos fases e instalarse lo más cerca posible de la consola de gas. La existencia de gas
contaminado puede ocasionar alguno de los siguientes problemas:
• Velocidad de corte reducida.
• Cortes del mala calidad.
• Precisión deficiente en el corte.
• Menor duración de los consumibles.
• La contaminación con aceite o grasa del aire embotellado o comprimido puede ocasionar incendios al entrar en contacto con
oxígeno.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 27
3.03 Disposición del sistema 300i (amperios)
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11993SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marking
Protección
Gas protec.
Negativos
Retorno del piloto
Long. máxima 50’ / 15.25 m
Protección
H
Q
R
U
S
A
B
C
D
E
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
F
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
Cable de control
Cable de control
3.04 Disposición del sistema 400i (amperios)
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11996SEU
Antorcha
Suminis.de refrig.10’
Retorno de refrig.10’
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marca
Protección
Gas protec.
Negativos 2/0
Retorno del piloto #8
Cable de control
Long. máxima 50’ / 15.25 m
Protección
H
Q
R
U
S
A
B
E
C
D
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
Cable de
control
F
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
HE 400
Heat
Exchanger
Cable de control
C
D
Y
C
C
M
Suminis.de refrig.
Retorno de refrig.
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra

100i/200i/300i/400i
28 INSTALACIÓN Manual: 0560956430ES
3.05 Manguera recomendada para el suministro de gas
N.º de artículo Cantidad Descripción N.º de catálogo
1 Manguera Synex No incluye Número de referencia 9-3616
gris de 3/8". conexiones. por pie
3.06 Conductores y cables de todos los amperajes
Verde / amarillo # 4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Art # A-11997SEU
Cable AWG #8
B
C
D
F
F1
K
L
H, Q,
R,T, U
Cable de masa
Cable al CNC
(37 conductores)
37
Conexión de suministro de
refrigerante entre la fuente de
alimentación y el iniciador de arco
Cable de retorno del piloto
entre la fuente de alimentación
y el iniciador de arco
Cable negativo entre la fuente de
alimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entre
el iniciador remoto de arco
y la puesta a tierra
O
P
Cable de fibra óptica entre
la fuente de alimentación y
el módulo de control de gas
Cable de control entre
la fuente de alimentación
y el módulo de control de gas
Verde
Rojo
Conexión de retorno de refrigerante
entre la fuente de alimentación
y el iniciador de arco.
2
G
Conjunto de cable blindado
de la antorcha, del iniciador
de arco remoto a la antorcha
Cable AWG 3/0 (95 mm
2
)
E,Y
14/7
E - Cable de control entre la fuente de
alimentación y el iniciador de arco
Y - Cable de control entre la Ventilador
Cable AWG 3/0 (95 mm )
2
Para el uso con
DFC-3000
Conexión de gas de plasma
entre la válvula de la antorcha
y la antorcha
Conexión de gas de protección
entre la válvula de la antorcha
y la antorcha
I
J
37
16 conductores
S,V
S - Cable de control,
DMC-3000
a
DPC-3000
V - TSC-3000 a PS

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 29
3.07 Elevación de la fuente de alimentación
ADVERTENCIA
No toque las piezas que contienen carga eléctrica.
Desconecte los conductores de la alimentación de entrada de la línea de suministro
desactivada antes de mover la unidad.
Un EQUIPO CON FALLAS puede provocar lesiones graves y daños los equipos.
Utilice una carretilla elevadora, una grúa o un elevador para levantar la unidad del palé de envío como se indica. Mantenga
la fuente de alimentación estable y en vertical. No la levante más de lo que resulte necesario para vaciar el palé de envío.
Compruebe que todos los paneles y tornillos estén correctamente fijados antes de la elevación.
Art # A-11531_AC
Coloque la fuente de alimentación en una superficie sólida y nivelada. El instalador puede fijar la fuente de alimentación al suelo o a un
soporte de apoyo en el que el hardware pase a través de las partes horizontales de las patas de la fuente de alimentación.

100i/200i/300i/400i
30 INSTALACIÓN Manual: 0560956430ES
3.08 Conexión de los cables de puesta a tierra y la alimentación de entrada
Conexión de los cables de puesta a tierra del sistema y la alimentación de entrada
1. Retire la cubierta de la alimentación eléctrica de entrada, situada a la derecha del filtro del refrigerante, en la parte posterior de
la fuente de alimentación. Para ello, extraiga los dos tornillos y, a continuación, levántela y retírela.
2. Recorte cuidadosamente el blindaje exterior del cable de entrada de alimentación eléctrica principal para poder ver
los hilos individuales. Recorte el aislamiento de los hilos individuales. Guíe el cable hacia arriba, a través del puerto
de alimentación de entrada situado en la parte inferior del panel. Se incluyen 2 placas adicionales en la entrada
del cable. La extracción de una o ambas placas permite modificar el tamaño de la abertura para cables de mayor tamaño /
tubo pasacables.
3. Instale el extremo pelado de los cables eléctricos de 3 hilos en el bloque de terminales L1, L2 y L3 y conecte los cables indivi-
duales tal y como se muestra.
4. Conecte el hilo de tierra del cable de alimentación al bloque de terminales de tierra.
5. Guíe un cable de tierra del sistema (F1) a través de la última abertura del panel de apoyo de la cubierta de conexiones
situado al lado del cable de alimentación de entrada. Conecte el cable al bloque de terminales de tierra del panel pos-
terior de alimentación eléctrica. Consulte la sección de conexiones a tierra para obtener información detallada y conocer
el procedimiento para una correcta puesta a tierra del sistema.
Art # A-11970SEU
Tierra de F1
Terminals de tierra
Cable de alimentación

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 31
3.09 Conexión del cable de trabajo y los conductores negativo y del piloto
1. Retire la cubierta de la alimentación de salida, situada a la izquierda del filtro del refrigerante, en la parte posterior
de la alimentación eléctrica. Para ello, extraiga los dos tornillos y, a continuación, levántela y retírela.
2. Guíe los extremos del cable de trabajo y los cables del piloto y negativo/antorcha hacia arriba, a través del tubo pasacables
situado en el borde inferior del panel posterior izquierdo.
3. Consulte la ilustración. Conecte los conductores como se indica. Fíjelos correctamente. No apriete demasiado.
Art # A-11533SEU
Piloto
Cable de masa
Antorcha
+
-
4. Vuelva a colocar la cubierta en la fuente de alimentación. Apriete el hardware con seguridad a mano. No apriete demasiado.

100i/200i/300i/400i
32 INSTALACIÓN Manual: 0560956430ES
3.10 Conexiones de puesta a tierra
iCNC
Art # A-11875ES.AC
0 - 10 pies (0 - 3 m) Ideal
20 pies (6 m) Máximo
Fuente de alimentación
tierra de
la estrella
3/0 Cable de masa
Mesa de corte de estrella tierra
Nota: El módulo de control del gas
se puede montar encima de la
fuente de alimentación.
Si es, debe ser puesto a tierra
directamente a la fuente de
alimentación con la tierra del
AWG #4, (F).
Cualquier localización requiere
poner a tierra la fuente de alimentación
tierra de la estrella del con el cable
1/0 de tierra (F1).
1/0 Cable a tierra
1/0
Cliente proveído
Cable a tierra
Conexión de
protección
a tierra
#4 AWG
Tierra
(F)
#4 AWG
Tierra
1/0 Tierra
(F)
Mesa de corte
Antorcha
Módulo de control de gas
Localización primaria
Iniciador remoto de
arco (RAS-1000)
Máquina de corte / Pórtico
#4 AWG
Tierra
Elevador
Una buena tierra será
inferior a 3 ohmios.
Idealmente 1.
A. Interferencias electromagnéticas (EMI)
El arranque del arco del piloto genera una determinada cantidad de interferencias electromagnéticas (EMI), también denomina-
do ruido RF. Este ruido RF puede provocar perturbaciones en otros equipos electrónicos tales como los controladores del CNC,
los controles remotos, los controladores de altura, etc. Para minimizar las interferencias de RF, siga estos procedimientos
de puesta a tierra cuando instale sistemas de automatización (mecanizados):
B. Puesta a tierra
1. La mejor disposición de la puesta a tierra es una conexión de un solo punto o de “estrella”. El punto único, normalmente
la mesa de corte, se conecta con un cable de 1/0 AWG (lo que equivale en Europa a 50mm
2
) o superior a una buena toma de tierra
(que mida menos de 3ohmios; la medida idónea de una puesta a tierra es 1ohmio o menos). Consulte el párrafo “C”: Creación de
una puesta a tierra. La varilla de tierra se deberá colocar lo más cerca posible de la mesa de corte; lo ideal sería que se colocase a
menos de 3,0m (10ft), pero nunca a más de 6,1m (20ft) de la mesa de corte.
NOTA
Todos los cables de conexión a tierra deben ser lo más cortos que sea posible.
Los cables largos poseerán una mayor resistencia a las frecuencias de RF.
Los cables de menor diámetro poseen una mayor resistencia a dichas frecuencias,
por lo que es mejor utilizar un diámetro más largo.
2. La puesta a tierra de los componentes instalados en la mesa de corte (controladores de CNC, controladores de altura,
controles remotos del plasma, etc.) deberá respetar las recomendaciones de tamaño de cable, tipo y ubicaciones de los puntos de
conexión del fabricante.
En el caso de los componentes de ESAB (salvo el iniciador de arco remoto y el módulo de control de gas), se recomienda utilizar un
cable como mínimo de 10AWG (lo que equivale en Europa a 6mm
2
) o un cable trenzado plano de cobre con una sección transversal
igual o superior a 10AWG conectado al marco de la mesa de corte. El iniciador de arco remoto utiliza un cable de puesta a tierra 1/0
y el módulo de control del gas debería utilizar como mínimo un cable de 4AWG. El punto de conexión debe ser un metal limpio; el
óxido y la pintura crean conexiones deficientes. Se pueden utilizar cables más largos de la longitud mínima recomendada con todos
los componentes; esto podría mejorar la protección contra el ruido.
3. A continuación, el marco de la máquina de corte se conecta al punto de “estrella” con un cable de 1/0AWG (lo que equivale en Europa
a 50mm
2
).

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 33
4. El cable de trabajo de la fuente de alimentación del plasma (consulte la siguiente NOTA) se conecta a la mesa de corte
en la puesta a tierra de “estrella” de un solo punto.
NOTA
No conecte el cable de trabajo directamente a la varilla de tierra. No enrolle el ex-
ceso de los cables de tierra y de alimentación. Corte el cable a la longitud que sea
adecuada y, de ser necesario, vuelva a rematarlo.
5. Asegúrese de que el cable de trabajo y los cables de puesta a tierra estén conectados correctamente. El cable de trabajo deberá
poseer una buena conexión a la mesa de corte. Las conexiones de puesta a tierra y de trabajo no deben contener óxido, suciedad,
grasa, aceite ni pintura. De ser necesario, púlalas o líjelas hasta que solo quede el metal. Utilice arandelas de bloqueo para mantener
bien sujetas las conexiones. Para evitar la corrosión, también se recomienda utilizar un compuesto para uniones eléctricas.
6. El chasis de la fuente de alimentación del plasma se conecta a la puesta a tierra del sistema de distribución de la potencia en función
de lo que se especifique en los códigos eléctricos que correspondan. Si la fuente de alimentación del plasma está cerca de la mesa
de corte (consulte la NOTA), no suele ser necesaria una segunda varilla de tierra; de hecho, podría resultar perjudicial, ya que podría
dar lugar a corrientes de bucle que provoquen interferencias.
Cuando la fuente de alimentación del plasma se encuentra alejada de la varilla de tierra y se producen interferencias,
puede resultar útil instalar una segunda varilla de puesta a tierra al lado de la fuente de alimentación del plasma. Posteriormente,
el chasis de la fuente de alimentación del plasma se conectaría a esta varilla de puesta a tierra.
NOTA
De ser posible, se recomienda que la fuente de alimentación del plasma esté situa-
da a una distancia de entre 6,1 y 9,1m (20 - 30ft).
7. El cable de control del plasma deberá estar blindado y dicho blindaje solo se debe conectar al extremo de la máquina de corte. Si el
blindaje se conecta a ambos extremos, podrían producirse corrientes de bucle en la puesta a tierra, las cuales podrían provocar más
interferencias que si no existiera ningún blindaje.
Creación de una puesta a tierra
1. Para crear una puesta a tierra sólida y de baja resistencia, introduzca una varilla de puesta a tierra revestida de cobre con
un diámetro de 12mm (1/2 in) o superior al menos entre 1,8 y 2,4m (6-8 ft) en la puesta a tierra, de tal forma que la vari-
lla entre en contacto con la tierra húmeda en casi toda su longitud. En función de la ubicación, podría necesitarse una ma-
yor profundidad para obtener una puesta a tierra de baja resistencia (consulte la NOTA). Las barras de masa, normalmente
de 10 ft (3,0 m) de longitud, se pueden soldar extremo con extremo para obtener longitudes mayores. Localice la barra más
cercana posible a la mesa de trabajo. Instale un cable de tierra de 50 mm² (1/0 AWG) o mayor entre la varilla de puesta
a tierra y el punto de tierra de estrella de la mesa de corte.
NOTA
Una varilla de puesta a tierra instalada correctamente posee una resistencia
de tres ohmios o inferior.
D Probador para varillas de puesta a tierra de bajo coste
1. Un componente clave para la reducción de IEM es una buena barra de polo a tierra de baja resistencia. Existen diversos instrumentos
de alto costo para medir conexiones a tierra, que van desde varios cientos a varios miles de dólares. A continuación, se ofrece una
alternativa de bajo costo que puede ser construida por personal calificado y familiarizado con la construcción eléctrica y las prácticas
de seguridad en el trabajo. El método sugerido anteriormente utilizando una bombilla incandescente no funcionará con tomas de
corriente GFCI, cuyo uso es cada vez más frecuente y con las bombillas en vías de obsolescencia.
2. Este método, así como el método de la bombilla eléctrica y algunos de los instrumentos costosos, asumen que la conexión a
tierra del servicio eléctrico público es perfecta, con cero ohmios. Se conecta la barra de polo a tierra sujeta a pruebas en se-
rie con la conexión a tierra del servicio eléctrico público y mide la resistencia de ambas en serie. Si la conexión a tierra del
servicio eléctrico público no es de cero ohmios, no importa que tan buena sea la barra de polo a tierra, no se podrá lograr una

100i/200i/300i/400i
34 INSTALACIÓN Manual: 0560956430ES
lectura baja debido a la mayor resistencia de la conexión a tierra del servicio eléctrico público. Afortunadamente, esto es in-
frecuente. Además, si la barra de polo a tierra está justo al lado de otra estructura conectada a tierra se corre el riesgo de
obtener una falsa lectura más baja de solo resistencia entre dicha estructura y la barra de polo a tierra en vez de la lectura a tierra.
NOTA
En los Estados Unidos la mayoría de los tomacorrientes de CA son de 120 V CA,
60 Hz. En otros lugares la mayoría de los tomacorrientes son de 220 V CA, 50 Hz.
3. Obtenga un transformador con capacidad nominal de por lo menos 25 VA con voltaje primario y frecuencia que correspondan con las
especificaciones de sus tomacorrientes estándar. El transformador debe tener un secundario aislado de 220 V CA (220 - 240 está
bien) o 120 V AC (110-120 está bien) y tener una capacidad nominal de al menos 100 mA. El transformador también podría tener dos
primarios de 115 V CA conectados en serie para 220 V o en paralelo para 120 V CA. Un ejemplo es el Triad N-68X, que se muestra
abajo, con capacidad nominal de 50 VA, 50/60 Hz.
Obtenga una resistencia de potencia de 1200 (1,2 k) ohmios, 15-25 W mín., si utiliza un secundario de 120 V o 2200 (2,2 k) ohmios,
con 25-30 W para un secundario de 220 V.
4. Ensamble el transformador y la resistencia de potencia en una caja metálica. Conecte un cable de alimentación de tres hilos (con
conexión a tierra) y conecte el cable de conexión a tierra a la caja metálica para mayor seguridad. Si se utiliza una caja de plástico en
lugar de la caja metálica, conecte el núcleo del transformador y los soportes de la resistencia al cable de conexión a tierra del cable
de alimentación. Debe haber un fusible de ¼ - ½ A, en serie, con el primario del transformador. Desde el secundario del transformador
conecte un cable a la conexión a tierra de seguridad del servicio eléctrico público. Esta podría ser el marco de la mesa de corte, el
terminal de conexión a tierra del tomacorriente de 120 o 220 V CA o la caja de prueba si está conectada a tierra según se ha indicado.
Una conexión a tierra excelente mide 1 ohmio o menos. A menudo resulta aceptable tener hasta 3 ohmios, un valor superior a menudo
reduce la eficiencia de la supresión de IEM.
0.1 VCA = 1 OHM,
0.3 VCA = 3 OHM,
etc.
Triad N-68X
Utilidad (edificio) TIERRA
115 VCA
220 VCA
TIERRA
Triad N-68X
F
F
115 VCA
115 VCA
115 VCA 115 VCA
TIERRA
120 VCA
R = 1.2K, 15W
(2.2K,
25W para 220 VCA)
Barra de polo a erra sin
otras conexiones.
Art # A-12710ES
5. Aumentar la longitud de la barra de tierra más allá de 20 - 30 ft (6,1 – 9,1 m) generalmente no aumenta su efectividad.
Una barra de diámetro mayor que tenga mayor superficie puede ayudar. A veces funciona mantener el suelo húmedo alrededor de la
barra de tierra vertiendo una pequeña cantidad de agua dentro de ella de manera continua. La adición de sal a la tierra mojándola con
agua salada puede también reducir su resistencia. También puede utilizar una piqueta química de puesta a tierra. Cuando se utilizan
estos métodos, se requiere una revisión periódica de la resistencia de masa para asegurarse de que la tierra sigue siendo buena.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 35
E. Tendido de los conductores de la antorcha
1. Para reducir al mínimo las interferencias de RF, coloque las antorchas lo más lejos que sea posible de los componentes del CNC,
los motores de accionamiento, los cables de control o las líneas de alimentación principales. En caso de que los cables tengan que
pasar sobre los conductores de la antorcha, colóquelos de forma que creen un ángulo. En los canales eléctricos, no tienda el cable
de control del plasma ni otros cables de control en paralelo a los conductores de la antorcha.
2. Mantenga limpios los conductores de la antorcha. La suciedad y las partículas metálicas filtran la energía, lo que dificulta
el arranque y aumenta las posibilidades de que se produzcan interferencias de RF.
3.11 Conexión de los conductores del refrigerante
1. Conecte las mangueras del refrigerante codificadas por color a las conexiones del refrigerante situadas en el panel posterior de
la fuente de alimentación. La línea de suministro (salida) está marcada en color verde; la línea de retorno (entrada), en color rojo.
COOLANT
RETURN SUPPLY
Conexiones de la
líquido refrigerante
Al RAS 1000 Iniciador de arco o
Cambiador de calor HE-400 si está utilizado
Art # A-11534SEU_AB
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
ROJA
VERDE
Al iniciador del arco remoto o al
intercambiador de calor.

100i/200i/300i/400i
36 INSTALACIÓN Manual: 0560956430ES
3.12 Conexión de los cables del CNC, el iniciador de arco remoto, la selección del gas y el
intercambiador de calor
1. Conecte un extremo de cada cable a la fuente de alimentación.
2. Conecte el otro extremo del cable del CNC al dispositivo de CNC.
3. El blindaje del cable de CNC debe conectarse a tierra en el extremo del CNC.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11994SEU
J15 a Control
de CNC
J59 a Iniciador
remoto de arco
J55 a DMC-3000
J70 a Cambiador
de calor
J54 TSC/
Comm
J55 a la selección del gas

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 37
3.13 Manipulación e instalación de la fibra óptica
Información General
Este kit se utiliza para manipular e instalar correctamente los cables de fibra óptica que se usan en las consolas de gas automatizadas
iSeries de ESAB y en los módulos de control de gas.
Se utiliza un cable de fibra óptica en lugar de un cable normal porque ofrece una inmunidad muy superior al ruido eléctrico, si bien es más deli-
cado y requiere una manipulación cuidadosa. Con la fibra óptica, las señales eléctricas se transforman en luz gracias a un led transmisor. La luz
atraviesa la fibra y se vuelve a convertir en una señal eléctrica en el extremo del receptor. Cualquier daño producido en la fibra debido a dobleces
muy pronunciadas o a tirones que estiren la fibra puede reducir la capacidad para transmitir señales ópticas. La fibra se coloca en el interior de
una manguera en prácticamente toda su longitud para protegerla de las abrasiones, las quemaduras provocadas por metales calientes o las
dobleces muy pronunciadas, pero los extremos quedan expuestos y deben manipularse con cuidado.
Manguera
Retenedor de cable
Fibra
Conectador con el cierre
Cubiertas de extremo protectoras
Art # A-09416SEU
Quite las cubiertas y los enchufes ópticos de extremo de la fibra.
Art # A-12015
ADVERTENCIA
Desconecte la alimentación principal en la fuente.
Evite el siguiente:
1. Si es necesario tirar del cable a través de un cadena portacables, no doble la fibra sobre sí misma creando una doblez pronunciada
en el punto en el que sale de la manguera.
Art # A-09417

100i/200i/300i/400i
38 INSTALACIÓN Manual: 0560956430ES
2. No agarre la fibra para tirar del cable.
Art # A-09418
3. Cuando el cable de fibra se haya instalado en el CCM o el control de gas, compruebe que la tuerca del tubo pasacables esté
firmemente sujeta a la manguera, de forma que esta no pueda salirse del tubo como se muestra a continuación:
Art # A-09677SEU_AB
Manguera no asegurada
en el retenedor de cable
Correcta instalación:
La forma correcta de tirar del cable es utilizando una guía, un alambre u otro cable y acoplarlo de forma segura a la manguera detrás del
tubo pasacables. A continuación, asegure el conector de fibra al dispositivo de tracción, dejando cierta distensión en la fibra. Mantenga
las cubiertas protectoras del extremo en la fibra hasta que deba conectarse a la placa de circuitos impresos del CCM o el control de gas.
Art # A-09420
La instalación correcta en el CCM o en el control de gas deja una vuelta de fibra, de forma que esta no esté sometida a tensión en el punto
en el que sale del conector o de la manguera.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 39
Art # A-12014SEU
No
sharp
bends
CCM
Ningunas
curvas
agudas
Art # A-09678SEU_AB
Encaminamiento correcta
del cable óptico de la fibra.
Ningunas cur
vas
agudas que entran
los conectadores.

100i/200i/300i/400i
40 INSTALACIÓN Manual: 0560956430ES
Desconexión del conector de fibra óptica
¡NO jale los Fibra de cable!
Art # A-09423
En el CCM, agarre la parte delantera y trasera del conector de la fibra mientras aprieta la palanca de bloqueo y retírelo del conector hembra.
Art # A-09424_AB

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 41
3.14 Conexión del cable y el cable de fibra óptica de la consola de selección del gas al CCM
1. Retire la clavija de plástico inferior del CCM de la parte trasera de la fuente de alimentación.
COOLANT
RETURN SUPPLY
Art # A-11991SEU
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Cable de TSC-3000
Cable óptico de
la fibra por DMC-3000
Cable de comunicación
Cable de fibra óptica
de la consola de
selección del gas

100i/200i/300i/400i
42 INSTALACIÓN Manual: 0560956430ES
!
PRECAUCIÓN
Evite retorcer, doblar o agrupar el cable de fibra óptica. El cable podría dañarse si se somete
a dobleces de radio pequeño.
2. Retire la tuerca fina exterior del protector del orificio pasante en el extremo del cable de fibra óptica (L) que se conecta entre la
parte del CCM de la fuente de alimentación y la consola de selección del gas.
3. Suministre alimentación a los alambres y a la clavija del cable de fibra óptica a través del orificio en el que se retiró
la clavija de plástico y vuelva a deslizar la tuerca fina por encima del cable de fibra óptica.
4. Sujete la tuerca fina al protector del orificio pasante de tal forma que las dos caras de la tuerca estén bien colocadas
en la parte interior y exterior de la lámina metálica.
5. Conecte el cable de fibra óptica a la PCB como se indica a continuación. Asegúrese de fijar las lengüetas de bloqueo.
La fibra óptica de la consola de selección del gas se dirige al par inferior de receptáculos de la fibra óptica (U31 y U37).
Art # A-11998SEU
Conexión a la
cable óptico
de la fibra
Afine tuerca que
asegura el por
protector pasacable

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 43
3.15 Ajuste de interruptores en el módulo de comandos - control
Retire el lado superior derecho de la fuente de alimentación. Ajuste los interruptores del CCM (módulo de comandos-control) según lo
indicado en las ilustraciones. Los ajustes de los interruptores y los detalles de la conexión se facilitan en el Apéndice. Cualquier cambio
efectuado requerirá reiniciar la alimentación eléctrica.
!
PRECAUCIÓN
Las placas de circuitos impresos del módulo de comandos-control son sensibles a la electrici-
dad estática. Descargue cualquier carga estática acumulada en el cuerpo o en los alrededores
antes de tocar las placas de circuitos impresos.
Bus universal
en serie BUS
(USB)
Futuro Uso
SW1 SW3SW4SW5SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
SW-1-1: Piloto del coche Reinicia. 1 = ENCIENDA = Se activó de función de Piloto de coche.
1 = APAGADO = Desactiva de función de Piloto de coche (Colocación de defecto de fábrica).
SW-1-2: Tardanza pilota 2 = APAGADO, 3 = APAGADO, 4 = APAGADO: 0 Segundos (Colocación de defecto de fábrica).
SW-1-3: Tardanza pilota 2 = ENCIENDA, 3 = APAGADO, 4 = APAGADO: 0.1 Segundos
SW-1-4: Tardanza pilota 2 = APAGADO, 3 = ENCIENDA, 4 = APAGADO: 0.2 Segundos
2 = ENCIENDA, 3 = ENCIENDA, 4 = APAGADO: 0.4 Segundos
2 = APAGADO, 3 = APAGADO, 4 = ENCIENDA: 0.8 Segundos
2 = ENCIENDA, 3 = APAGADO, 4 = ENCIENDA: 1.0 Segundos
2 = APAGADO, 3 = ENCIENDA, 4 = ENCIENDA: 1.5 Segundos
2 = ENCIENDA, 3 = ENCIENDA, 4 = ENCIENDA: 2.0 Segundos
SW-4:
Tiempo de
flujo posterior 1 = APAGADO, 2 = APAGADO: 10 Segundos (Colocación de defecto de fábrica).
1 = ENCIENDA, 2 = APAGADO: 20 Segundos
1 = APAGADO, 2 = ENCIENDA: 5 Segundos
1 = ENCIENDA, 2 = ENCIENDA: 0 Segundos
SW-5-1: Incline a Salvador Reservado para el uso de la Fábrica.
SW-5-2: No en Plato Reservado para el uso de la Fábrica.
1 = ENCIENDA = mucho tiempo (3 s.)
O
N
O
N
Activo sólo cuando
SW-1-1 es
puesto a EN.
Art # A-11890SEU
SW 8-2: Control remoto de corriente 1 = APAGADO = Desactiva (Colocación de defecto de fábrica).
1 = ENCIENDA = (Control remoto de corriente de analógico)
*SW 8-3: Transferencia del coche Vuelve a intentar 1 = APAGADO = Permitido hasta 3 trata (Colocación de defecto de fábrica).
1 = ENCIENDA = Desactiva
SW 8-4: APAGADO = Desactiva (Colocación de defecto de fábrica).
ENCIENDA = Marcar SW remoto Permitió en TB3-1&2
Los interruptores mostrados en APAGADO posición
SW9
SW 8-1: Tiempo piloto 1 = APAGADO = Brevemente (85 ms.) (Colocación de defecto de fábrica).
SW-3: Tiempo de gas preflow 1 = APAGADO, 2 = APAGADO: 3 Segundos
1 = ENCIENDA, 2 = APAGADO: 4 Segundos
1 = APAGADO, 2 = ENCIENDA: 6 Segundos
1 = ENCIENDA, 2 = ENCIENDA: 8 Segundos
SW1 SW3SW4SW5SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
O
N
O
N
Los interruptores mostrados en APAGADO posición
SW9
Orientación verdadera

100i/200i/300i/400i
44 INSTALACIÓN Manual: 0560956430ES
!
PRECAUCIÓN
Las placas de circuitos impresos del módulo de comandos-control son sensibles a la electrici-
dad estática. Descargue cualquier carga estática acumulada en el cuerpo o en los alrededores
antes de tocar las placas de circuitos impresos.
SW-6: OK-to-Move: Contacte cierre, 120V CA @ 1A (Colocación de defecto de fábrica) o
Voltios CC (16-18v cc@ arriba a 100 ma.)
SW-11: Ajuste "B" (posición por defecto).
SW-11: Establecer la posición "A" (Abajo) para el control de corriente analógica remota.
SW-8-2 debe estar ajustado a "ON".
SW-12-1/2/3/4: Señal dividida de Arco
Todos = APAGADO = 50:1 (Colocación de defecto de fábrica)
1 = ENCIENDA = 16.6:1
2 = ENCIENDA = 30:1
3 = ENCIENDA = 40:1
4 = ENCIENDA = 25:1
Art # A-12016ES_AB
Sólo uno en a la vez
SW13: Cambie posición de Ultra-Cut
SW13
SW6
SW12
SW13 (Nota posiciona tres y cuatro todavía no son utilizados)
1
2
3
4
ON

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 45
Configuraciones de 2 y 4 hilos
Cuando se utiliza con el CNC Vision T5,™ la clavija debe estar situada en la posición de 2 alambres (2W) que se muestra a continuación.
En otros controles del CNC que utilizan la comunicación de 4 alambres, coloque el puente en la posición 4W.
Art # 12322
3.16 Conexiones del control de altura
La regleta de terminales proporciona conexiones para el voltaje de arco negativo (antorcha o electrodo), el voltaje de la punta (piloto) y el
trabajo. Se utilizan para un control de altura que requiere conexión al voltaje de arco no dividido. En la regleta de terminales también están
disponibles tensiones de 120VCA y 24VCA. La llamada de corriente es de 100mA a 120VCA y 1amperio a 24VCA.
Art # A-11900
24 Voltios
C.A. @ 1A
TB4
1 2 3 4 5 6 7
120Voltios
C.A.
@ 100 ma.
Trabajo
Incline
Voltios
(Piloto)
Voltios
de arco
(antorcha)
Art # A-11954SEU
NOTA
El panel posterior incorpora orificios adicionales para el cableado del cliente. Este panel, en lugar
del que se encuentra en el CCM, será el lugar recomendado para el cableado adicional del cliente
(y el tubo pasacables), para las conexiones a los controles de altura, etc.

100i/200i/300i/400i
46 INSTALACIÓN Manual: 0560956430ES
3.17 Instalación de la consola de selección de gas
La consola de selección del gas se debe instalar en un lugar adecuado al que el operador del sistema pueda acceder con facilidad. La
unidad debe montarse sobre una superficie horizontal plana. Si el módulo se monta en cualquier soporte que se encuentre sometido a
vibraciones o movimiento, el instalador deberá sujetar firmemente el módulo al soporte.
El módulo debe situarse lo más lejos que sea posible del iniciador de arco debido a la posibilidad de que se produzcan interferencias
electromagnéticas. Resulta aceptable situar el cable de control en el mismo canal que los cables del iniciador de arco y alejado de los
conductores de la antorcha.
El módulo incluye patas que separan el panel inferior de la superficie de montaje. Las rejillas de ventilación situadas en el panel trasero
del módulo deben estar despejadas para que el aire circule libremente.
Dimensiones del montaje
5.00 in
[127.0 mm]
7.08 in
[179.8 mm]
12.18 in
[309.4 mm]
11.44 in
[290.6 mm]
.30 in
[7.62 mm]
Cima de DMC-3000
13.60 in
[345.6 mm]
Perfil de DMC-3000
Art # A-09459SEU
Vista superior de la consola de selección de gas
Preparación
1. Extraiga los tornillos que sujetan el panel de la cubierta al módulo.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 47
2. Retire con cuidado la cubierta del módulo, teniendo en cuenta el mazo de cables que se conecta a J1. Retire el mazo
de cables y coloque la cubierta a un lado.
Art # A-09140
3. Conecte todas las mangueras y cables a la parte delantera de la consola de selección del gas menos el cable de fibra
óptica, sobre el que se hablará un poco más adelante. No gire ninguno de los acoplamientos que ya están montados
en la unidad colocando una llave sobre esta antes de apretar el acoplamiento de la manguera a la unidad.
Art # A-09141_AB
NOTA
Deberá utilizarse argón como gas de “marcado”. En caso de que se vayan a sustituir los acoplamientos
de la base, aplique el sellador de roscas a las roscas del acoplamiento de acuerdo con las instrucciones
del fabricante. No utilice cinta de teflón como sellador de roscas, ya que se pueden desprender pequeñas
partículas de la cinta y bloquear los pequeños pasos de aire de la antorcha.

100i/200i/300i/400i
48 INSTALACIÓN Manual: 0560956430ES
NOTA
Si fuera necesario sustituir un acoplamiento de gas o de agua, todas las entradas y salidas del múltiple
de aluminio a las cuales se atornillan los diferentes adaptadores son de 1/4" NPT (rosca para tubos
normalizada en Estados Unidos).
4. Conecte el cable de puesta a tierra a la parte trasera de la consola de selección del gas que se muestra en la imagen anterior.
5. Conecte el cable de control de la fuente de alimentación a J56 en la parte delantera de la consola de selección
del gas como se indica a continuación. Más adelante se abordarán las instrucciones relativas al cable de fibra óptica.
Art # A-09142_AB
6. Instale el kit del reblandecedor del agua WMS en la tubería que suministra alimentación al lado de entrada de la consola de
selección del gas. Monte el reblandecedor y el soporte en la fuente de alimentación en el punto desde el que la manguera de
2’ que se incluye puede llegar a la consola de selección del gas. También es posible montarlo en otro punto si se utiliza una
manguera facilitada por el cliente. A continuación se muestra una manguera añadida por el cliente y su instalación.
Art # A-09655

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 49
7. Asegúrese de que la manguera que se dirige a la consola de selección del gas esté conectada al puerto del reblan-
decedor de agua WMS con la indicación “OUT” y que el suministro de agua de entrada esté conectado al puerto “IN”.
No coloque encima ningún componente electrónico ni salidas en caso de que se produzcan fugas durante el funcionamiento
o derrames al cargar el elemento más adelante.
3.18 Instalación de la unidad de control del gas
La unidad de control del gas se debe instalar en una ubicación adecuada que esté cerca de la antorcha, como el pórtico. La uni-
dad debe montarse sobre una superficie horizontal plana. Si el módulo se monta en cualquier soporte que se encuentre sometido
a vibraciones o movimiento, el instalador deberá sujetar firmemente el módulo al soporte.
El módulo debe situarse lo más lejos que sea posible del iniciador de arco debido a la posibilidad de que se produzcan interfe-
rencias electromagnéticas. Resulta aceptable situar el cable de control en el mismo canal que los cables del iniciador de arco
y alejado de los conductores de la antorcha.
El módulo incluye patas que separan el panel inferior de la superficie de montaje. Las rejillas de ventilación situadas en el panel trasero
del módulo deben estar despejadas para que el aire circule libremente.
Este módulo también incluye ojales no metálicos de aislamiento para realizar el montaje. Se deberán utilizar en las cuatro ranu-
ras de montaje para levantar el módulo de tal forma que no exista contacto de metales entre el módulo y la superficie de montaje
y reducir así la posibilidad de que se produzcan interferencias electromagnéticas.

100i/200i/300i/400i
50 INSTALACIÓN Manual: 0560956430ES
Dimensiones del montaje
10.90 in
[276.86 mm]
Perfil de DPC-3000
4.00 in
[101.6 mm]
6.64in
[168.7mm]
11.00 in
[279.4 mm]
10.45 in
[265.4 mm]
.30 in
[7.62mm]
Cima de DPC-3000
Art # A-09143ES
Preparación
1. Extraiga los tornillos que sujetan el panel de la cubierta al módulo.
2. Retire con cuidado la cubierta del módulo, teniendo en cuenta el mazo de cables que se conecta a J4. Retire el mazo
de cables y coloque la cubierta a un lado.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 51
Art # A-09145
3. Conecte todas las mangueras y cables a la parte trasera de la unidad de control del gas menos el cable de fibra óptica, sobre el
que se hablará un poco más adelante. No gire ninguno de los acoplamientos que ya están montados en la unidad colocando una
llave sobre esta antes de apretar el acoplamiento de la manguera a la unidad.
No conecte cable de Fibra óptica hasta más tarde
Art # A-09146ES_AB
4. Conecte las mangueras desde la parte delantera de la unidad de control del gas a los puntos que se indican por debajo de la
antorcha.
NOTA
Uno de los acoplamientos muescados se enrosca hacia la izquierda y el otro hacia la derecha.

100i/200i/300i/400i
52 INSTALACIÓN Manual: 0560956430ES
3.19 Instalación del cable de fibra óptica del CCM a la consola de selección del gas
!
PRECAUCIÓN
Evite retorcer, doblar o agrupar el cable de fibra óptica. El cable podría dañarse si se somete a dobleces
de radio pequeño. Revise la sección 3.10 para obtener información sobre la instalación y el manejo
adecuados del cable de fibra óptica.
1. Retire la tuerca fina exterior del protector de orificio pasante del extremo del cable de fibra óptica (L) que está conectado al CCM.
2. Asegúrese de que el cable sobresalga del protector del orificio pasante aproximadamente 1" (como se indica a continuación) y
apriete la tuerca amplia con el extremo redondeado mientras sostiene la otra tuerca en su sitio. No basta con apretarla a mano.
3. Suministre alimentación a los alambres y a la clavija del cable de fibra óptica a través del orificio en el lugar indicado
y después vuelva a deslizar la tuerca fina por encima del cable de fibra óptica.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 53
Art # A-09148_AB
4. Sujete la tuerca fina al protector del orificio pasante de tal forma que las dos caras de la tuerca estén bien colocadas
en la parte interior y exterior de la lámina metálica.
Art # A-09149_AB

100i/200i/300i/400i
54 INSTALACIÓN Manual: 0560956430ES
5. Conecte el cable de fibra óptica a la PCB como se indica a continuación. Asegúrese de fijar las lengüetas de bloqueo.
Encaminamiento correcta del cable
óptico de la fibra para CCM aquí
Art # A-11999SEU
3.20 Instalación del cable de fibra óptica de la consola de selección del gas
a la unidad de control del gas
1. Retire las tuercas finas exteriores del protector del orificio pasante en los dos extremos del cable de fibra óptica (L) que se conecta
entre la consola de selección del gas y la unidad de control del gas.
!
PRECAUCIÓN
Evite retorcer, doblar o agrupar el cable de fibra óptica. El cable podría dañarse si se somete
a dobleces de radio pequeño.
2. Asegúrese de que el cable/manguera protectora exterior sobresalga del protector del orificio pasante aproximadamente 1" y
apriete la tuerca amplia con el extremo redondeado mientras sostiene la otra tuerca en su sitio. No basta con apretarla a mano.
3. Suministre alimentación a los alambres y a la clavija del cable de fibra óptica a través de la parte trasera de cada módulo en el
lugar indicado y vuelva a deslizar la tuerca fina por encima del cable de fibra óptica.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 55
El cable de la fibra óptica
para DMC-3000 van aquí
Art # A-09152SEU_AB
Inserte cable de Fibra óptica para aquí
Art # A-09153SEU_AB
4. Sujete cada una de las tuercas finas situadas en los protectores del orificio pasante de tal forma que las dos caras
de la tuerca estén bien colocadas en la parte interior y exterior de la lámina metálica.
5. Para la consola de selección del gas, conecte el cable de fibra óptica a la PCB como se indica a continuación.
Asegúrese de fijar las lengüetas de bloqueo.

100i/200i/300i/400i
56 INSTALACIÓN Manual: 0560956430ES
Inserte cable de Fibra óptica desde o
hacia DPC-3000 aquí
Art # A-09154SEU
Introduzca aquí el cable de la fibra óptica desde o hacia la unidad de
control del gas.
6. Para la unidad de control del gas, conecte el cable de fibra óptica a la PCB como se indica a continuación. Asegúrese
de fijar las lengüetas de bloqueo.
Inserte cable de Fibra óptica desde o hacia DMC-3000 aquí
Art # A-09155SEU
La fibra óptica que se dirige o procede de la consola
de selección del gas se conecta aquí.
7. Vuelva a instalar los paneles de la cubierta asegurándose de que los mazos de cables estén conectados.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 57
3.21 Instalación del CNC con pantalla táctil
Consulte los manuales de instrucciones del CNC para obtener información sobre las instrucciones de montaje, la preparación
y las conexiones eléctricas.

100i/200i/300i/400i
58 INSTALACIÓN Manual: 0560956430ES
3.22 Enfriador externo
El enfriador externo que se utiliza en serie con el sistema de refrigeración existente en las fuentes de alimentación de los modelos
400i proporciona una refrigeración por agua adicional al cabezal de la antorcha cuando se realizan cortes a más de 300ampe-
rios. El ventilador del enfriador externo posee un control térmico que se activa cuando la bomba y el ventilador estén encendidos
y la temperatura del refrigerante se sitúe por encima de un nivel predeterminado. Es posible que se ponga en marcha mientras la bomba
principal esté funcionando.
!
ADVERTENCIA
No desmonte el enfriador con la alimentación encendida o mientras el refrige-
rante esté circulando. Se pueden producir tensiones de 220 de CA peligrosas
y líquido a alta presión.
Sitúe el enfriador de forma que la unidad esté correctamente ventilada, tanto en la parte frontal como en la parte posterior
de la unidad, y no coloque o apile objetos encima de la misma.
0,6 m (2’)
0,6 m (2’)
76 mm
(3”)
76 mm
(3”)
Art # A-12813ES
NOTA
Asegúrese de que las cuatro líneas de refrigerante descritas a continuación estén conectadas
y no presenten fugas antes de conectar la alimentación al J71.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 59
El enfriador externo incluye dos mangueras de 10 pies, una de alimentación (verde) y otra de retorno (roja), que se deben conectar en el
lado izquierdo del enfriador externo haciendo coincidir los colores y en los acoplamientos de alimentación y retorno de la parte trasera
de la fuente de alimentación del modelo 400i. Las mangueras dirigidas al iniciador de arco remoto se conectan en el lado derecho del
enfriador externo.
!
PRECAUCIÓN
NO cruce las líneas de refrigerante, ya que, de lo contrario, no suministrarán refrigeración a la
antorcha de plasma de la forma prevista y dejará sin efecto la garantía.
Acople y apriete todos los acoplamientos JIC n.º6 con una llave de 18mm (11/16"). No los apriete excesivamente porque
se pasarán de rosca y esto producirá fugas. No ponga en marcha el dispositivo 400i si no contiene refrigerante en el depósito.
Para compensar que el enfriador externo esté acoplado al sistema, se necesitan 3,78l (1galón) adicionales de refrigerante.
Controle el nivel de líquido mientras rellena la fuente de alimentación de los modelos de iSeries. No permita que el nivel de refrigerante
del depósito descienda por debajo del mínimo.
Cuando se haya determinado que el enfriador y las líneas de refrigerante no contienen fugas, conecte el cable de J70 en la fuente de
alimentación a J71 en el intercambiador de calor.
Art # A-09624_AB

100i/200i/300i/400i
60 INSTALACIÓN Manual: 0560956430ES
Es posible que el enfriador externo no se encienda durante los cortes por plasma de baja potencia. Esto no indica un problema en el
funcionamiento.
Compruebe periódicamente si existen obstrucciones en el radiador y, en su caso, elimínelas aspirando las aletas. No utilice productos de
limpieza ni líquidos para eliminar la suciedad ya que podrían estropear el radiador.
3.23 Instalación del iniciador remoto de arco
Emplazamiento
Seleccione un lugar limpio y seco, con buena ventilación y un espacio de trabajo adecuado alrededor de todos los componentes.
Revise las precauciones de seguridad que se encuentran en la primera parte de este manual para asegurarse de que el emplazamiento
cumple con todos los requisitos de seguridad.
Los cables de interconexión y las mangueras se acoplan al iniciador de arco. Debe quedar un espacio suficiente alrededor
del iniciador de arco para que estas conexiones no se retuerzan o doblen en exceso.
Dimensiones del montaje
NOTA
La altura que no se muestra son 187mm (7,375")
38.10mm
1.50in
190.50mm
7.50in
50.80mm
2.00in
203.20mm
8.00in
50.80mm
2.00in
38.10mm
1.50in
Art # A-12058

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 61
Instalación
El iniciador de arco remoto debe instalarse en un lugar adecuado, cerca del cabezal de la antorcha. Si el iniciador de arco se monta sobre
una carcasa o en cualquier otro soporte que se vea sometido a vibraciones o movimiento, sujete firmemente el iniciador de arco al soporte.
1. Afloje, pero no extraiga, los tornillos inferiores que sujetan la cubierta al iniciador de arco. Extraiga los tornillos superiores que
sujetan el panel de la cubierta al iniciador de arco.
NOTA
Un cable de tierra conecta la cubierta a la base del iniciador de arco.
Este cable debe permanecer en su sitio.
2. Extraiga el panel de la cubierta del iniciador de arco.
Art # A-12059ES
Tornillos más
bajos
(2 por lado)
Tornillos superiores (2 por lado)
La cubierta
Cable a tierra
Extracción de el cubierto
3. Coloque el iniciador de arco sobre una superficie de montaje llana y horizontal.
4. Utilice los orificios pretaladrados en, como mínimo, dos de las patas situadas de la parte inferior del iniciador de arco para ase-
gurarlo a la superficie de montaje.

100i/200i/300i/400i
62 INSTALACIÓN Manual: 0560956430ES
Art # A-12060ES
Mínimo de dos
Conexiones de entrada
1. Consulte las ilustraciones. Realice las siguientes conexiones de entrada en el iniciador de arco.
• Mangueras de alimentación y retorno de refrigerante (desde el enfriador externo). Las mangueras y los conectores están
codificados por color: rojo para retorno, verde para suministro.
Suministro refrigerante y Regreso Riegan con una manga
(la fuente de alimentación)
Art # A-12061ES
Retorno
Suministro

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 63
Retorno de
refrigerante (Rojo)
Suministro refrigerante
(Verde)
Art # A-12062ES
Rojo
Verde
2. Consulte la ilustración. Conecte el hilo cableado del piloto y los cables negativos con una arandela de estrella en cada uno.
NOTA
* Secundario y principal solo hacen referencia a las configuraciones que utilizan
dos fuentes de alimentación en paralelo. La secundaria no se utiliza en operaciones
de sistema único.

100i/200i/300i/400i
64 INSTALACIÓN Manual: 0560956430ES
*negativo (Master)
Antorcha de plomo
Pilot
Art # A-12063ES_AB
*negativo (esclavo)
Cables principal negativo, secundario negativo y del piloto (de la fuente de alimentación)
Art # A-12064
Cable de control desde el panel posterior de la alimentación eléctrica

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 65
Conexiones de salida
1. Consulte las ilustraciones. Realice las siguientes conexiones de salida en el iniciador de arco.
Cable piloto
Art # A-12065ES
verde
rojo
Retorno de refrigerante
(rojo)
Suministro de refrigerante
(verde).
Cable de retorno del piloto, mangueras de suministro y retorno de refrigerante (desde la antorcha)
2. Vuelva a colocar la cubierta del iniciador de arco. Asegúrese de que el cable de puesta a tierra no quede atrapado entre la cubierta
y la base.
Art # A-12059ES
Tornillos más
bajos
(2 por lado)
Tornillos superiores (2 por lado)
La cubierta
Cable a tierra

100i/200i/300i/400i
66 INSTALACIÓN Manual: 0560956430ES
3. Es necesario conectar a tierra el iniciador del arco (el terminal de puesta a tierra posee una marca). Consulte la sección
anterior para conocer los detalles de la conexión a tierra.
Cable de puesta
a tierra
Art # A-04758ES
1 tuerca y 1 arandela
deben quedar en
su lugar
Conexiones de
la antorcha
4. Utilice una abrazadera para fijar el anillo de latón del blindaje del cable de la antorcha al puerto del iniciador dearco remoto, tal
y como se muestra.
Art # A-04759ES
Conexiones del refrigerante
y del piloto al montaje de
válvulas de la antorcha
Blindaje de las
conexiones de
la antorcha
Abrazadera
del blindaje
Conectar el cable de control
1. Conecte el cable del iniciador de arco remoto en el receptáculo del iniciador de arco.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 67
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-12067

100i/200i/300i/400i
68 INSTALACIÓN Manual: 0560956430ES
3.24 Conexión de la antorcha
Conecte la antorcha como se indica a continuación:
Art # A-09198SEU
Conector del cable del piloto
Conjunto del cabezal de la antorcha
Tubo de posicionamiento
Junta tórica
(O-ring)
Cubierta de las conexiones
de la antorcha
Gas de Plasma
(rosca a la izquierda)
Gas de protección
(Hilo de rosca dere
c
Suministro de refrigerante,
&
cable de potencia (-)
Cable del piloto
Suministro de refrigerante,
Retorno de refrigerante,
y Cables del piloto
Cubierta de las conexiones
Ranura para junta tórica
(O-ring)
A válvula del an
t
1. Disponga los cables de la antorcha sobre una superficie de trabajo limpia y seca.
2. Sujete firmemente el tapón terminal de los cables de la antorcha. Tire aproximadamente 0,5mm (18") de los conductores a
través del tapón terminal.
3. Retire y deseche los tapones terminales de protección del tubo de montaje.
4. Instale la junta tórica en la ranura situada en el extremo superior del tubo de montaje.
5. Instale el tubo de montaje como se indica a continuación:
a. Coloque el tubo de montaje en el extremo de los conjuntos de conductores tal y como se indica.
b. Deslice el tubo de montaje hacia arriba, en los conjuntos de conductores.
c. Presione el extremo superior del tubo de montaje en el extremo inferior del tapón terminal de los conductores de la antorcha.
Asegúrese de que la junta tórica del tubo se acople con la ranura de unión del interior del tapón terminal de los cables de la
antorcha.
d. Asegúrese de que el tubo de montaje pueda girar sin restricciones dentro del tapón terminal de los conductores
de la antorcha.
6. Conecte los cables del gas y del refrigerante al cabezal de la antorcha.
a. Las conexiones de alimentación y retorno del refrigerante en el cabezal de la antorcha tienen longitudes distintas.
b. Las conexiones del gas secundario y del plasma en el cabezal de la antorcha tienen roscas distintas; la conexión
del gas plasma se enrosca hacia la izquierda y la del gas de protección, hacia la derecha.
c. Sujete firmemente los conectores de los conductores del cabezal de la antorcha; gire los acoplamientos de los
conductores con una llave para fijar los conductores al cabezal de la antorcha. No apriete demasiado.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 69
!
PRECAUCIÓN
Los cables del gas y del refrigerante incluyen acoples a presión. No utilice sellador en estas conexiones.
Aplique lentamente presión a las líneas de gas. Compruebe que no existan fugas en ninguna de
las conexiones antes de seguir adelante. Si no hay presencia de fugas, cierre el suministro de gas
y continúe con la instalación.
7. Conecte el cable del piloto en el cabezal de la antorcha. Presione firmemente los dos extremos del conector juntos.
Enrosque la cubierta / el conector de plástico del cable en el conector correspondiente del cabezal de la antorcha.
8. Presione el conjunto del cabezal de la antorcha hacia arriba, para conectarlo al tubo del montaje. Retire los cables hacia atrás según
sea necesario para garantizar un ajuste correcto a través del tubo de montaje y el tapón terminal de los cables de la antorcha. Sujete
firmemente el conjunto del cabezal de la antorcha; gire el tubo de montaje para enroscarlo en dicho cabezal.
!
PRECAUCIÓN
Asegúrese de que los cables no queden retorcidos dentro del tubo de montaje. Los cables
deben colocarse como se muestra en el diagrama de instalación.
9. El extremo inferior del tubo de montaje incluye cuatro orificios roscados. Coloque un tornillo de fijación Allen en cualquiera de
los orificios roscados para fijar el conjunto del cabezal de la antorcha al tubo de montaje.
10. Instale las piezas consumibles pertinentes, tal y como se muestra en las siguientes páginas. El manual de la antorcha incluye
diagramas que muestran las piezas correctas que deben instalarse en función del metal que se cortará y los gases que se utili-
zarán.
3.25 Instalación de las piezas consumibles de la antorcha
Instale las piezas consumibles como se indica a continuación para asegurar un funcionamiento apropiado. Estos pasos le ayudarán a
asegurarse de que las piezas asienten correctamente entre sí.
Art # A-03887ES
ADVERTENCIAS
No instale los consumbiles en el cartucho si éste está montado en
el cabezal de la antorcha. Evite la presencia de materiales extraños
en los consumibles y en el cartucho.
Maneje todas las piezas cuidadosamente para evitar dañarlas, pues
ello puede afectar el desempeño de la antorcha.
1. Consulte la tabla de corte apropiada para la combinación correcta de piezas para la aplicación de corte pretendida.
2. Solo para piezas de 200 Amp, enrosque el retenedor de protección en la copa de protección.
3. Apile juntas las piezas consumibles.

100i/200i/300i/400i
70 INSTALACIÓN Manual: 0560956430ES
Art # A-12789ES
A
B C
Retenedor
protector
Copa de
protección
Distribuidor
de gas de
protección
Punta
Distribuidor
de gas de
plasma
Electrodo
Cartucho
1 - Monte “A” 200 A solamente. 2 - Monte “B”. 3 - Monte “B” a “C”. 4 - Monte “A” a “B-C” asamblea.
4. Inserte la pila formada por las piezas consumibles dentro del cartucho. Asegúrese de que la junta tórica (O-ring) grande sobre
la punta de la antorcha encaja completamente en el cartucho. Si alguna parte de la junta tórica sobresale del cartucho, significa
que las piezas no asientan correctamente entre sí.
5. Utilice la herramienta de extracción de cartuchos para sostener el conjunto del cartucho mientras gira la copa de protección (y
el retenedor de protección para las piezas de 200amperios) sobre el conjunto del cartucho. Para 300 amperios las piezas ahora
dan vuelta al detenedor del protector sobre la taza del protector. Cuando este grupo está montado completamente, el protector
debe resaltar del frente de la taza del protector o del detenedor del protector. Si el protector no sobresale esa distancia, significa
que la copa no está correctamente ajustada en el conjunto del cartucho.
6. Saque la herramienta de extracción del cartucho. Coloque el conjunto del cartucho en el cabezal de la antorcha. El anillo
Speed Lok debe encajar en su sitio y el conjunto del cartucho debe tocar la junta tórica grande situada en el cuerpo de
la antorcha.
Juntas tóricas
Cabezal de
la antorcha
Cabezal de
la antorcha
1,6 - 2,1 mm
(0.063 - 0.083")
Saliente
Art # A-08300ES_AB
Instalación del cartucho ya armado sobre el cabezal de la antorcha
7. Si utiliza el sensor óhmico de altura de la antorcha, coloque el broche óhmico sobre la copa de protección.

100i/200i/300i/400i
Manual: 0560956430ES INSTALACIÓN 71
8. Si utiliza el sensor óhmico de altura de la antorcha, conecte el cable del detector de altura al broche óhmico.
Clip de Ohmic
Art # A-03393
E
NOTA
No se recomienda la detección de altura óhmica con protección de agua.
El agua de la placa interfiere eléctricamente con el circuito de detección óhmico.

100i/200i/300i/400i
72 INSTALACIÓN Manual: 0560956430ES
Conjunto de piezas de 30 - 100 Amp
Electrodo
Punta
Casquillo de
protección
Art # A-04873
E
1: Apilado de
las piezas
Distribuidor de
gas de plasma
Distribuidor de
gas de
protección
Junta tórica (O-ring)
superior sobre la punta
No debe haber
separación entre
las piezas
El cartucho cubr
e
junta tórica (O-ring
superior de la
p
de la antorcha
4: Verifique la distancia que asoma el
casquillo de protección
3: Enrosque la copa de protección
en el cartucho
Copa de protección
Casquillo de
protección
El casquillo de protección
sobresale 0,063 - 0,083” (1,6 - 2,1 mm)
2: Empuje el cartucho sobre
las piezas apiladas
Instalación del cartucho ya armado sobre el cabezal de la antorcha
3.26 Divisor de tensión para el control de altura de la antorcha iHC
Para obtener el mejor rendimiento de corte por plasma, es necesario mantener una altura constante (distancia de la antorcha al material)
por encima del metal durante el corte. Las mesas de corte utilizan un control de altura de la antorcha (THC), también denominado control
del eje Z, y la mayoría de ellos utilizan la retroalimentación de la tensión del arco para controlar la altura. Algunos, incluido el iHC (que
forma parte del controlador del CNC), incluyen una placa de circuitos impresos para el divisor de tensión que se debe instalar en el interior
de la fuente de alimentación del plasma para reducir la tensión del arco elevada hasta unos niveles más bajos y poder utilizarlo con los
circuitos de control.
Hay un espacio para montar la placa V-D ubicado en la porción superior de un panel vertical interior cerca de la parte trasera de la fuente
de alimentación. Se proporcionan orificios ya perforados para el montaje de la placa V-D del iHT y para otros controles de altura conocidos.
!
PRECAUCIÓN
De utilizarse otra placa que no coincida con los orificios ya existentes y ser posible, retire el
panel antes de realizar la perforación. De no ser posible, deberá tener cuidado y evitar que las
limaduras metálicas se depositen en el interior de la fuente de alimentación.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 73
SECCIÓN 4: FUNCIONAMIENTO
4.01 Panel de control de la fuente de alimentación
Art # A-11541SEU_AB
Indicador de CA
Indicador de Temp
Indicador de Gas
Indicador de CC
A/
Indicador del estado
A/
Lámpara de alimentación CA:
Indica que la unidad ha pasado las pruebas de alimentación de entrada y que se suministra alimentación CA a los módulos de inver-
sores a través del contactor de entrada cuando el interruptor ON/OFF está en la posición ON.
Lámpara TEMP: Normalmente está apagada (OFF). La lámpara se enciende (ON) cuando los sensores de temperatura interna
detectan temperaturas por encima de los límites normales. Deje que la unidad se enfríe antes de continuar con la operación.
Lámpara GAS: Parpadea durante la purga de gas /cebado de la bomba tras el arranque. Posteriormente, siempre que el gas fluya.
Indica la presión de gas y el caudal de refrigerante correctos para el funcionamiento.
Lámpara CC: Indica que la fuente de alimentación genera tensión CC de salida.
A/
Indicador de estado: Muestra la versión del código del CCM durante el arranque y, a continuación, la configuración del
control de la corriente y el estado del sistema. Consulte la Sección 4.05 y la Sección Códigos de estado para obtener información
detallada.
Lámpara indicadora de alimentación de CA del panel posterior
Indica que hay presencia de alimentación de CA dentro de la unidad.
4.02 Funcionamiento del sistema
Esta sección contiene información de funcionamiento específica de la fuente de alimentación.
ADVERTENCIA
Revise las precauciones de seguridad de la Sección 1.
Si el cable de alimentación eléctrica tiene un enchufe o no está permanentemente conectado a la alimentación,
asegúrese de que la toma esté desconectada cuando introduzca el enchufe.
Desconecte la alimentación principal en la fuente antes de montar o desmontar la fuente de alimentación,
las piezas de la antorcha, o los grupos de antorcha y cables o al añadir refrigerante.
Colocar el interruptor ON/OFF de la unidad en la posición OFF no es suficiente cuando las operaciones de
corte se han completado. Abra siempre el interruptor de desconexión de la fuente de alimentación cinco
minutos después de haber realizado el último corte.

100i/200i/300i/400i
74 FUNCIONAMIENTO Manual: 0560956430ES
NOTA
Antes de arrancar el sistema, determine el proceso que se va a utilizar. El pro-
ceso se determina por el tipo y grosor del metal que debe cortarse. Seleccione
e instale los consumibles requeridos y conecte los gases necesarios al sistema.
1. Conecte el sistema a una fuente de alimentación de entrada primaria. Se iluminará un indicador en el panel posterior cuando se
aplique alimentación de CA a la unidad. Coloque el interruptor de habilitación del plasma (Vision T5; habilitación del plasma/E-
Stop instalado por el usuario) en la posición “Enable” (Habilitar).
2. Coloque el interruptor ON/OFF en la posición ON (hacia arriba). El sistema ejecutará la “Secuencia de arranque”.
• Los puntos decimales de la pantalla de 4dígitos parpadean de derecha a izquierda durante unos 10segundos.
• A continuación, se iluminan todos los segmentos de los 4indicadores led rectangulares y los 4dígitos de la pantalla de estado,
a modo de prueba.
• Después, la pantalla muestra la letra “C” (código) seguida de la versión de código del CCM durante unos 6segundos.
Por ejemplo, “C1.2.0”. Durante este intervalo, se realizan varias pruebas de la tensión de entrada. Si se detecta un fallo, se
muestra el código del mismo y la secuencia de arranque se detiene. Los fallos se mostrarán como “E” o “L”. Si en este punto
el plasma no ha sido activado, se mostrará E101 y la secuencia de arranque no continuará.
• La bomba de refrigerante arranca, el indicador led Gas parpadea y la pantalla muestra “0”, lo que indica que no se ha cargado
ningún proceso de corte.
o Si la unidad está desactivada, la habilitación del plasma está apagada, la bomba no se inicia y la pantalla alterna entre el
código de estado E101 y “0”.
• Asumiendo que la unidad no está deshabilitada, tan pronto como se detecta un flujo adecuado de refrigerante (por lo general,
esto tarda unos 5segundos), el led Gas deja de parpadear, se cierran los contactores y se ilumina el indicador led CA.
o Si hay burbujas en el refrigerante, puede mostrarse el código E406 alternado con “0” hasta que las burbujas desaparezcan.
Esto es simplemente una advertencia y puede continuar.
o Si no se detecta flujo, la bomba se pone en funcionamiento y el led Gas parpadea hasta que se detecta flujo o pasan 4minutos,
momento en el que la bomba se detiene y la pantalla muestra el código E404, que indica que no se ha obtenido el flujo de
refrigerante correcto.
• Ahora utilice el programa incluido en el control del CNC de Visión T5™.
POWER
ON
OFF
O
I
OFF
O
Art # A-11542
OFF
O
OFF
O

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 75
B. Gases de protección
1. Protección por aire comprimido
• La protección por aire se utiliza habitualmente con el plasma de aire u oxígeno.
• Mejora la calidad de corte en algunos materiales ferrosos.
• Precio ínfimo: reduce los costes de operación.
2. Protección por nitrógeno (N2)
• La protección por nitrógeno se utiliza con el plasma de Ar/H2 (H35) o nitrógeno (N2).
• Proporciona terminaciones suaves en materiales no ferrosos.
• Puede reducir la generación de humo cuando se utiliza con plasma de Ar/H2.
3. Protección por agua
• Utilizado normalmente con nitrógeno.
• Proporciona una superficie de corte muy suave.
• Reduce el humo y el calentamiento de la pieza de trabajo.
• Efectiva cuando se utiliza con N2 en materiales con un grosor de un máximo de 2pulgadas (50mm).
• El agua corriente ofrece un coste operativo reducido.
Recomendaciones de funcionamiento
1. Espere cuatro minutos antes de colocar el interruptor ON/OFF en la posición OFF tras la operación. Esto permite que los ventila-
dores de refrigeración funcionen para disipar el calor producido por el funcionamiento de la fuente de alimentación.
2. Para obtener la máxima vida útil de las piezas, no haga funcionar el arco piloto durante más tiempo del necesario.
3. Actúe con precaución cuando manipule los cables de la antorcha y protéjalos para que no sufran daños.
4. Cuando utilice agua como protección, tenga en cuenta los siguientes puntos:
• Utilice agua corriente potable limpia para evitar la acumulación de partículas en el interior de las tuberías de protección por
agua del sistema.
• La contaminación producida por las partículas y la acumulación de estas pueden reducir la vida útil de las piezas consumibles
y producir un fallo prematuro de la antorcha.
• Un filtro de partículas de agua de tipo cartucho puede ayudar a optimizar el rendimiento del corte.
4.03 Códigos de estado del CCM
NOTA
Consulte el apéndice de Solución avanzada de
problemas.
Durante el arranque y el funcionamiento, el circuito de control de la fuente de alimentación realiza varias pruebas. Si el circuito detecta
una condición que requiera la atención del operador, la pantalla de estado del panel frontal muestra un código numérico de 3dígitos
precedido por las letras “E” (fallo activo actual) o “L” (último fallo o fallo enclavado), que indica que se produjo un fallo durante el proceso,
pero que ya no está activo.
Algunas condiciones pueden estar activas indefinidamente mientras que otras son momentáneas. La fuente de alimentación enclava las
condiciones momentáneas; algunas condiciones momentáneas pueden sacar de servicio al sistema. El indicador puede mostrar múltiples
condiciones en secuencia; es importante reconocer todas las condiciones posibles que pueden ser mostradas.
NOTA
Estas tablas cubren unidades de un máximo de 400A; las unidades con una corriente
inferior no dispondrán de todas las secciones del inversor a las que se hace referencia
en el grupo 2. Los códigos para dichas secciones no deberían aparecer.

100i/200i/300i/400i
76 FUNCIONAMIENTO Manual: 0560956430ES
Código de estado del CCM
Grupo 1: proceso de plasma
Código Mensaje Solución/comentarios
101 Plasma desactivado
Habilitación del plasma apagada; desactivación activada o interruptor externo
desactivado (CNC); falta el puente entre TB1-1 y 2 en el CCM; cable plano
de 40clavijas de la PCB del relé al CCM desconectado o defectuoso.
102 Falla de ignición del piloto
El piloto no se puso en marcha tras 15 segundos. ¿Los consumibles de la antorcha
están gastados? Compruebe que se ha seleccionado el proceso o el ajuste manual
correcto, como, por ejemplo, que la configuración del control de corriente coincide
con los consumibles; presión del plasma demasiado elevada; iniciador del arco
defectuoso; PCB del piloto defectuosa; inversor defectuoso en la sección 1A. Cables
planos invertidos en las secciones 1A y 1B del INV1.
103 Piloto perdido
El piloto se apagó mientras Inicio estaba activo. ¿Los consumibles de la antorcha
están gastados? Compruebe que el proceso de corte o que los ajustes de control
de la corriente coincidan con los consumibles; presión del plasma demasiado alta.
104 Transferencia perdida
El arco se transfirió a la pieza de trabajo y, a continuación, se apagó mientras el
Inicio seguía activo. El arco perdió el contacto con la pieza de trabajo (salió del bor-
de, pasó sobre un orificio, etc.); distancia de separación vertical excesiva; compruebe
que el proceso de corte o los ajustes manuales (control de la corriente, presiones
del gas) coinciden con los consumibles.
105 No utilizados Reservado para producto heredado
106
Interrupción del piloto,
sin transferencia
Debe transferir desde el piloto al arco de corte en 0,085segundos
(interruptor SW8-1 apagado) o 3segundos (SW8-1 encendido). Altura demasiado
elevada o nula en la pieza de trabajo bajo la antorcha; error en
la selección del proceso de corte o ajustes manuales erróneos (control de la
corriente ajustado demasiado bajo o presión de gas incorrecta).
107 Fallo de recuperador de punta La punta permaneció en contacto con la pieza de trabajo más de 15segundos.
108
Fallo de tensión de la punta al
electrodo
Tensión de la punta demasiado cercana a la tensión del electrodo; piezas consumibles
de la antorcha gastadas; consumibles instalados incorrectos provocan un cortocircuito
entre la punta y el electrodo; selección incorrecta de proceso o ajuste manual equivo-
cado del gas de plasma o la corriente de corte; fuga en la manguera de plasma a la
antorcha; PCB del piloto defectuosa; cortocircuito en el cuerpo de la antorcha.
109
Proceso de la pieza
no configurado.
Solo se aplica al control de gas automático. Seleccione y cargue un proceso de
corte.
110 Dispositivo bloqueado Control del gas automático. Cargando proceso; espere hasta que finalice
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
201 Fase CA no presente
Fusible de pared fundido; fusible de unidad F1 o F2 o panel trasero fundido; conexión del
cable de alimentación defectuosa; PCB de polarización del sistema defectuosa.
202 No utilizados Reservado para producto heredado
203 No utilizados Reservado para producto heredado
204 No utilizados Reservado para producto heredado
205 Salida de CD baja
Menos de 60VCC; cortocircuito en el conductor negativo a pieza de trabajo o la tierra; inver-
sor defectuoso (cortocircuito en la salida); detección de tensión del CCM (J24) desconec-
tada o cable roto; CCM defectuoso.
206 No utilizados Reservado para producto heredado
207
Corriente inesperada en
el conductor de trabajo
Corriente superior a los 8A en el conductor de trabajo antes de la transferencia o ignición
del piloto. Cortocircuito en el conductor negativo a tierra o chasis del iniciador de arco;
conductor de trabajo HCT1 defectuoso; PCB del relé defectuosa.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 77
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
208
Corriente inesperada en
el circuito del piloto
Corriente superior a los 6A en el circuito del piloto antes de la ignición. Consumibles
incorrectos o incompatibles que provocan un cortocircuito entre la punta y el electrodo;
cortocircuito en el conductor del piloto al negativo en el tubo de la antorcha; PCB del relé
defectuosa; PCB del piloto defectuosa; posible cortocircuito en la antorcha.
209 No utilizados Reservado para producto heredado
210
Corriente de trabajo
demasiado elevada
La corriente del cable de trabajo detectada supera el 16 % del ajuste del proceso. Posible
defecto en sensor de corriente del conductor de trabajo HCT1 o PCB del relé; CCM defec-
tuoso.
211
Corriente de trabajo
demasiado baja
La corriente del cable de trabajo detectada está un 16% por debajo del ajuste del proceso.
Posible defecto en sensor de corriente del conductor de trabajo HCT1
o PCB del relé; posible PCB del piloto defectuosa (cortocircuito en el IGBT).
212
Corriente baja de
salida 1A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección A
del módulo 1 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 1 del inversor.
213
Corriente baja de
salida 1B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección B
del módulo 1 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 1 del inversor.
214
Corriente baja de
salida 2A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección A
del módulo 2 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 2 del inversor.
215
Corriente baja de
salida 2B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección B
del módulo 2 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 2 del inversor.
216
Corriente baja de
salida 3A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección A
del módulo 3 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 3 del inversor.
217
Corriente baja de
salida 3B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la sección B
del módulo 3 del inversor; salida del inversor desconectada; posible cable plano defectuo-
so. Si el problema persiste, sustituya el módulo 2 del inversor.
218
Corriente elevada de
salida 1A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección A del módulo 1 del inversor. Si el problema persiste, sustituya el Módulo 1 del
inversor.
219
Corriente elevada de
salida 1B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección B del módulo 1 del inversor. Si el problema persiste, sustituya el módulo 1 del
inversor.
220
Corriente elevada de
salida 2A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección A del módulo 2 del inversor. Si el problema persiste, sustituya el Módulo 2 del
inversor.
221
Corriente elevada de
salida 2B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección B del módulo 2 del inversor. Si el problema persiste, sustituya el módulo 2 del
inversor.
222
Corriente elevada de
salida 3A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección A del módulo 3 del inversor. Si el problema persiste, sustituya el Módulo 3 del
inversor.
223
Corriente elevada de
salida 3B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la
sección B del módulo 3 del inversor. Si el problema persiste, sustituya el módulo 3 del
inversor.
224
No se encontró
el inversor 1
Se requiere la sección A del módulo 1 del inversor para pilotaje; conexión deficiente del
cable plano entre el CCM J31 y la sección A del módulo 1 del inversor.

100i/200i/300i/400i
78 FUNCIONAMIENTO Manual: 0560956430ES
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
225
Revisión incompatible
del inverter 1A
Revisión del inversor no compatible; cable plano entre el CCM J31 y la sección A del
módulo 1 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
226
Revisión incompatible
del inverter 1B
Revisión del inversor no compatible; cable plano entre el CCM J32 y la sección B del
módulo 1 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
227
Revisión incompatible
del inverter 2A
Revisión del inversor no compatible; cable plano entre el CCM J33 y la sección A del
módulo 2 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
228
Revisión incompatible
del inverter 2B
Revisión del inversor no compatible; cable plano entre el CCM J34 y la sección B del
módulo 2 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
229
Revisión incompatible
del inverter 3A
Revisión del inversor no compatible; cable plano entre el CCM J35 y la sección A del
módulo 3 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
230
Revisión incompatible
del inverter 3B
Revisión del inversor no compatible; cable plano entre el CCM J36 y la sección B del
módulo 3 del inversor dañado; versión del código del CCM incompatible con la revisión o
el modelo del inversor.
231
Incompatibilidad
V CA 1A del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J31 y la sección A del
módulo 1 del inversor; módulo 1 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
232
Incompatibilidad
V CA 1B del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J32 y la sección B del
módulo 1 del inversor; módulo 1 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
233
Incompatibilidad
V CA 2A del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J33 y la sección A del
módulo 2 del inversor; módulo 2 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
234
Incompatibilidad
V CA 2B del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J34 y la sección B del
módulo 2 del inversor; módulo 2 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
235
Incompatibilidad
V CA 3A del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J35 y la sección A del
módulo 3 del inversor; módulo 3 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
236
Incompatibilidad
V CA 3B del inverter
Tensión nominal CA del inversor incompatible con la tensión nominal de la fuente de
alimentación; conexión deficiente del cable plano entre el CCM J36 y la sección B del
módulo 3 del inversor; módulo 3 del inversor de tensión instalado incorrecto; módulo del
inversor defectuoso.
237
Se encuentran muy
pocos inversores
Se requieren dos o más secciones de inversor para funcionar; cable plano entre
el CCM y la sección del inversor dañado o desconectado.
238 BIAS V CA no válido
Selección de tensión CA no válida; conexión dañada o perdida en J61 del suministro de
polarización del sistema; PCB de la polarización del sistema defectuosa.
239 Tensión CA elevada
La PCB de polarización del sistema detectó que la tensión CA es superior a la tensión
nominal de la fuente de alimentación; conexión J61 de selección de tensión de suministro
de la polarización del sistema dañada o desconectada; PCB de la polarización del sistema
defectuosa; CCM defectuoso.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 79
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
240 Tensión CA baja
La PCB de polarización del sistema detectó que la tensión CA es inferior a la tensión
nominal de la fuente de alimentación; conexión J61 de selección de tensión de suministro
de la polarización del sistema dañada o desconectada; PCB de la polarización del sistema
defectuosa; CCM defectuoso.
241
Error de tensión de
entrada del inverter 1A
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección A del módulo 1 del inversor; calidad de potencia CA deficiente;
contactor W1 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W1 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
242
Error de tensión de
entrada del inverter 1B
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección B del módulo 1 del inversor; calidad de potencia CA deficiente;
contactor W1 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W1 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
243
Error de tensión de
entrada del inverter 2A
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección A del módulo 2 del inversor; calidad de potencia CA deficiente;
contactor W1 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W1 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
244
Error de tensión de
entrada del inverter 2B
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección B del módulo 2 del inversor; calidad de potencia CA deficiente;
contactor W2 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W2 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
245
Error de tensión de
entrada del inverter 3A
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección B del módulo 3 del inversor; calidad de potencia CA deficiente;
contactor W2 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W2 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
246
Error de tensión de
entrada del inverter 3B
Fallo de tensión de entrada del inversor; tensión fuera de rango o fase no presente en la
entrada CA de la sección B del módulo 3 del inversor; calidad de potencia CA deficiente;
contactor W2 defectuoso; conexión suelta o abierta entre los terminales de entrada y el
contactor W2 o el contactor y la entrada de la sección del inversor; módulo del inversor
defectuoso.
247
Fallo circuito
del inverter 1A
La sección A del módulo 1 del inversor detectó un fallo del circuito; módulo 1
del inversor dañado.
248
Fallo circuito
del inverter 1B
La sección B del módulo 1 del inversor detectó un fallo del circuito; módulo 1
del inversor dañado.
249
Fallo circuito
del inverter 2A
La sección A del módulo 2 del inversor detectó un fallo del circuito; módulo 2
del inversor dañado.
250
Fallo circuito
del inverter 2B
La sección B del módulo 2 del inversor detectó un fallo del circuito; módulo 2
del inversor dañado.
251
Fallo circuito
del inverter 3A
La sección A del módulo 3 del inversor detectó un fallo del circuito; módulo 3
del inversor dañado.
252
Fallo circuito
del inverter 3B
La sección B del módulo 3 del inversor detectó un fallo del circuito; módulo 3
del inversor dañado.
253
Sobretemp.
del inversor 1A
La temperatura de la Sección A del módulo 1 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.

100i/200i/300i/400i
80 FUNCIONAMIENTO Manual: 0560956430ES
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
254
Sobretemp.
del inversor 1B
La temperatura de la Sección B del módulo 1 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.
255
Sobretemp.
del inversor 2A
La temperatura de la Sección A del módulo 2 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.
256
Sobretemp.
del inversor 2B
La temperatura de la Sección B del módulo 2 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.
257
Sobretemp.
del inversor 3A
La temperatura de la Sección A del módulo 3 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.
258
Sobretemp.
del inversor 3B
La temperatura de la Sección B del módulo 3 del inverter es excesiva; funcionando con los
paneles laterales extraídos; compruebe si el flujo de aire está restringido,
el radiador obstruido o si el ventilador es defectuoso; si el problema persiste,
sustituya el módulo del inverter.
259
Sobretemp.
ambiente inverter 1A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
260
Sobretemp.
ambiente inverter 1B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
261
Sobretemp.
ambiente inverter 2A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
262
Sobretemp.
ambiente inverter 2B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
263
Sobretemp.
ambiente inverter 3A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
264
Sobretemp.
ambiente inverter 3B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura
ambiente superior a los 40 grados C; reduzca la alimentación eléctrica del ciclo de trabajo de
corte; reduzca la temperatura del aire ambiente; añada refrigerante adicional.
265
Inverter 1A sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contactor W1 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.
266
Inverter 1B sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contactor W1 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.
267
Inverter 2A sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contactor W1 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.
268
Inverter 2B sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contador W2 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 81
Código de estado del CCM
Grupo 2 Fuente de alimentación para el plasma
Código Mensaje Solución/comentarios
269
Inverter 3A sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contador W2 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.
270
Inverter 3B sin entrada
de alimentación
Es posible que la sección del inverter no reciba alimentación de entrada. Contador W2 sin
cerrar; contactor defectuoso o CB4 disparado; entrada de sección de inversor
no conectada; inversor defectuoso.
271
Fallo de lectura de ID
del inversor
El CCM encontró valores de ID no consistentes durante la lectura. Cable plano
del CCM a una sección del inversor dañado o desconectado; guiado de cable
plano inadecuado.
Código de estado del CCM
Grupo 3 -- Estado y protocolo del controlador del gas
Código Mensaje Solución/comentarios
301/302
Falla en la comunicación o la
respuesta del control de gas
Problema con el cable de fibra óptica que va a la consola de selección de gas o la uni-
dad de control de gas; suciedad en los extremos de la fibra o en los conectores; eliminar
con aire seco y limpio. La fibra no está acoplada en el conector; dobleces pronunciadas
en el cable de fibra; fibra defectuosa; fuente de alimentación de consola de selección de
gas o unidad de control de gas defectuosa; placa de circuitos de consola de selección
de gas o unidad de control de gas defectuosa.
303
Presión de suministro
del gas fuera de rango.
Sensores de presión PS3 y PS4 detectan plasma de entrada o presión de protección
baja o defectuosa; para el control de gas automático, compruebe que la unidad de
control de gas no presenta fallos de presión.
304 Purga del control de gas
Normal tras el arranque o al regresar desde desactivar plasma. Espere a que
la purga finalice.
305
Error del protocolo
de control de gas
Verifique la revisión del firmware para saber si es compatible con la consola
de selección de gas y la unidad de control de gas.
306 No utilizados Reservados para otro uso futuro.
307
Error de secuenciación
de control de gas
Verifique la revisión del firmware para saber si es compatible con la consola
de selección de gas y la unidad de control de gas.
308
Incompatibilidad del tipo
de control de gas
CCM incorrecto para la fuente de alimentación; instale el CCM correcto.
309
Fallo del comando de control
de gas
Verifique la revisión del firmware para saber si es compatible con la consola de
selección de gas y la unidad de control de gas; interferencia electromagnética
con el iniciador de arco; revise la conexión a tierra, la conexión equipotencial y el
aislamiento.
310 *
Fallo de la unidad de control
de gas
Compruebe el indicador de estado de la unidad de control de gas en busca
de algún problema específico.
311 *
Fallo de la válvula de control de
la unidad de control de gas
Compruebe el indicador de estado de la unidad de control de gas en busca
de algún problema específico.
312 *
Fallo de la consola de selec-
ción de gas
Compruebe el indicador de estado de la consola de selección de gas en busca de
algún problema específico.
313 *
El control de gas
no está configurado.
La consola de selección de gas o la unidad de control de gas no está configurada
para un proceso o está bloqueada; consulte el estado de la consola de selección de
gas o la unidad de control de gas.
* Solo se aplica al control automático de gas 3000 (gas automático).

100i/200i/300i/400i
82 FUNCIONAMIENTO Manual: 0560956430ES
Código de estado del CCM
Grupo 4 -- Sistema refrigerante de la antorcha
Código Mensaje Solución/comentarios
401 Nivel de refrigerante bajo
Compruebe el nivel de refrigerante y añada si es necesario. Sensor de nivel desconecta-
do o defectuoso.
402
Caudal de
refrigerante bajo
El flujo de refrigerante medido por el interruptor de flujo FS1 es inferior a 0,7gpm; filtro
obstruido; restricción en el conductor o el cabezal de la antorcha; consumibles de estilo
inadecuado; junta tórica deficiente en la válvula de retención de la antorcha; tubo/válvula
de retención del refrigerante de la antorcha roto o defectuoso; bomba o válvula de deri-
vación defectuosa. El código 402 junto con el 104 indican con probabilidad un problema
de flujo bajo.
403
Refrigerante
sobrecalentado
La temperatura de suministro del refrigerante superó los 75 grados Celsius (167 F). Fun-
cionando con el panel lateral flojo o extraído; caudal de aire bloqueado en la entrada o
salida de aire de la fuente de alimentación; el ventilador de refrigeración falló; las aletas
del radiador están obstruidas por la suciedad.
404
Sistema refrigerante
no preparado.
No se obtuvo el caudal de refrigerante de 0,7 gpm correcto detectado por el interruptor
de caudal FS1 durante los 4 minutos de cebado. Una nueva instalación puede reque-
rir ciclos de cebado adicionales para llenar las mangueras con refrigerante; apague y
encienda para reiniciar el cebado; mangueras de refrigerante o de antorcha invertidas;
filtro del refrigerante obstruido; restricción en el conductor o el cabezal de la antorcha;
consumibles de tipo erróneo; tubo/válvula de retención del refrigerante de la antorcha
roto o defectuoso; interruptor de flujo FS1 defectuoso o desconectado; bomba o válvula
de derivación defectuosa.
405
Advertencia de nivel
de refrigerante bajo
El nivel de refrigerante bajo durante el corte no detiene el corte. Añada refrigerante
según sea necesario.
406
Advertencia de flujo
de refrigerante bajo
Esto es tan solo una advertencia; el sistema no detiene la operación. Tasa del caudal de refrige-
rante inferior a la esperada. Puede ser debido a la presencia de burbujas de gas en el refrigerante
o a piezas consumibles incompatibles, erróneas o gastadas; juntas defectuosas en el cartucho o
el cuerpo de la antorcha; filtro del refrigerante obstruido; restricción en el conductor o el cabezal
de la antorcha; sensor de flujo FL1 defectuoso o desconectado.
407
Temperatura excesiva del
refrigerante, temperatura
ambiente elevada.
La temperatura de suministro del refrigerante superó los 75 grados Celsius
(167 Farenheit) probablemente debido a una temperatura ambiente superior a los 40
grados Celsius (104 Farenheit); reduzca el ciclo de trabajo de corte; reduzca la tempera-
tura ambiente; añada un enfriador de refrigerante separado.
Código de estado del CCM
Grupo 5 del CCM: puerto de comunicación del controlador de gas
Código Mensaje Solución/comentarios
501 Falla en reconocimiento
de CANBUS
Cable de control de fibra óptica entre el CCM y la consola de selección de
gas desconectado, mal conectado o defectuoso. Fuente de alimentación
de la consola de selección de gas o la PCB de control defectuosa. CCM
defectuoso; sustituir.
502 CANBUS Off Suciedad en los extremos de la fibra o en los conectores; soplar con aire seco
limpio; Fibra no encajada en el conector; Dobleces pronunciadas en la fibra;
Fibra defectuosa
503 Advertencia de errores
del CANBUS
Suciedad en los extremos de la fibra o en los conectores; eliminar con
aire seco limpio; la fibra no está acoplada en el conector; dobleces
pronunciadas en la fibra; fibra defectuosa.
504 Reservado No hay información disponible; Contactar con el servicio de atención al
cliente

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 83
Código de estado del CCM
Grupo 6: CCM
Código Mensaje Solución/comentarios
601 Error de tensión analógica CCM defectuoso; sustituir.
602 Error ADC o DAC CCM defectuoso; sustituir.
603 Reservado No hay información disponible; Contactar con el servicio de atención al cliente
604 Error de la memoria de datos CCM defectuoso; sustituir.
605 Fallo de la memoria del programa CCM defectuoso; sustituir.
606 Alimentación lógica +5 V baja CCM defectuoso; sustituir.
607
Temperatura excesiva
del procesador
Reducir la temperatura ambiente; CCM defectuoso; sustituir
608
Alimentación de 5 V para la comuni-
cación del RS 485/422 baja.
CCM defectuoso; sustituir.
609
Error de dispositivo de actualización
del Firmware CCM defectuoso; sustituir
610
Error de protocolo de actualización
del Firmware CCM defectuoso; sustituir
611 Falla del controlador USB CCM defectuoso; sustituir
612
Falla de alimentación del USB
Dispositivo USB defectuoso conectado al puerto USB, extraer;
CCM defectuoso.
613
Falla en la creación de registro
del USB
No fue posible crear el archivo de registro en la unidad Flash USB en
el intento de actualización del firmware más reciente; utilizar unidad Flash
USB distinta o formatear.
614
Sin archivo USF
El archivo VTCCMFW.USF no está presente en la unidad Flash; añadir archivos
adecuados a la unidad Flash para la actualización del firmware; utilizar uni-
dad Flash USB distinta o formatear.
615
Sin archivo de actualización
del CCM
No se encontró el archivo de Firmware CCM especificado en VTCCMFW.USF; Añadir
archivos adecuados a la unidad Flash para la actualización del Firmware
616
Fallo de actualización de la unidad
de control de gas
Se produjo un error al intentar actualizar el firmware de la unidad de control
de gas; añadir archivos adecuados a la unidad Flash USB para la actualiza-
ción del firmware; consultar el archivo CCM_LOG.TXT de la unidad Flash para
obtener información detallada.
617
Fallo de actualización de la
consola de selección de gas
Se produjo un error al intentar actualizar el firmware de la consola de
selección de gas; añadir archivos adecuados a la unidad Flash USB para la
actualización del firmware; consultar el archivo CCM_LOG.TXT de la unidad
Flash para obtener información detallada.
618 Falla de calibración de ADC Error demasiado grande al calibrar ADC; Si el fallo persiste, CCM defectuoso;
619
Falla del interruptor de flujo
El interruptor de caudal informa del caudal de refrigerante cuando
la bomba está apagada;
620
Error de memoria no volátil
Almacenamiento de la memoria no volátil corrompido y borrado;
Si el fallo persiste, CCM defectuoso.
621 Falla de formato del USB
Se ha detectado una unidad Flash USB, pero el CCM no pudo leerla. Realizar
copias de seguridad de los archivos que se encuentren en la unidad Flash,
formatear unidad Flash USB a sistema de archivos FAT o FAT32; sustituir solo los
archivos de actualización del CCM e intentarlo de nuevo. Utilizar unidad Flash USB
distinta formateada con sistema de archivos FAT o FAT32.
622
Fallo de ejecución de código
del CCM
Posible problema de ruido EMI o fallo de código. Verificar que la conexión a
tierra, la conexión equipontencial del equipo y el guiado de cables y conduc-
tores de la antorcha son correctos para reducir la emisión de interferencia
electromagnética al módulo del CCM. Si el problema persiste, comprobar que
la versión de código del CCM es la revisión compatible más reciente. Sustituir
el módulo del CCM.

100i/200i/300i/400i
84 FUNCIONAMIENTO Manual: 0560956430ES
Código de estado del CCM
Grupo 7: opciones
Código Mensaje Solución/comentarios
701 Fallo del contactor de aislamiento
Un contacto de aislamiento W5 de 1Torch aparece cerrado cuando debería
estar abierto. Es posible que los contactos estén fundidos, que W5 esté activado
(24VCA en su bobina) o que la PCB del relé esté defectuosa.
702
Fallo de consumibles del arranque
de contacto
Antes de un preflujo de 1Torch, debería existir continuidad desde el electrodo
hasta la punta, pasando por el cartucho de arranque. El fallo puede deberse a
un consumible o un cartucho de arranque gastado
o no presente. Inspeccione, limpie o sustituya la pieza defectuosa.
703
Fallo del circuito de detección
del arranque de contacto
En 1Torch, el módulo K201 debería activarse cuando W5 se activa.
No ha conseguido activarse o el interruptor de presión PS2 está cerrado de
manera incorrecta.
704
Fallo de presión del arranque
de contacto
El interruptor de presión PS2 detecta menos de 35PSI. La presión normal se
encuentra en 75-85PSI. No hay aire conectado a la entrada del módulo de
1Torch o la presión es demasiado baja; si se utiliza un filtro monofase opcional,
puede ser necesario limpiar o sustituir el elemento, consulte la sección sobre
mantenimiento; el regulador de presión de 1Torch está demasiado bajo; el so-
lenoide SOL4 del módulo de 1Torch ha fallado; la PCB del relé no aplica 24VC
al SOL4.
705
Fallo de cartucho del arranque
de contacto
La presión de aire debería separar el cartucho de arranque de la punta
para iniciar el piloto. El fallo puede deberse a un cartucho o un consumible
atascado o dañado. Limpie las piezas o cámbielas. También es posible que
no exista salida de CC de los inversores, el led de CC del panel frontal no se
enciende.
4.04 Códigos de estado de la consola de selección de gas
Indicadores de códigos de estado:
1. Durante la secuencia de encendido, los indicadores ROJO y VERDE muestran el número de revisión del firmare
del programa en un código de 2dígitos, tal y como se explica más abajo. A continuación, el código de revisión
2. Indicador verde
• Luz constante = OK, comunicación establecida
• Parpadeo = sin comunicación establecida con el CMM
3. Indicador rojo
• Apagado = estado OK
• Parpadeo rápido = bajando programa nuevo
• Parpadeo de código de 2dígitos = estado (siguiente tabla)
Indicadores de estado de los módulos de la consola de selección de gas y la unidad de control de gas muestran un código de 2partes.
Tanto el indicador verde como el rojo muestran la versión del firmware durante la secuencia de encendido. Solo el rojo parpadea para
indicar un fallo.
La primera parte del código indica un grupo de códigos y la segunda parte una condición específica dentro de ese grupo.
La consola de selección de gas y la unidad de control de gas pueden mostrar códigos al mismo tiempo que pueden ser diferentes. Por
ejemplo, un fallo de la fuente de alimentación, como 1-3, en la consola de selección de gas podría impedir la comunicación con la unidad
de control de gas, por lo que la unidad de control de gas mostraría uno de los códigos de su grupo 2. Antes de determinar qué hardware
presenta el fallo, debe tener en cuenta los códigos de todos los módulos, el CC, la consola de selección de gas y la unidad de control de gas.
El código de 2dígitos se separa con un intervalo de 1,2segundos entre dígitos y un intervalo de 4segundos antes de que la secuencia se repita
o muestre otro grupo de códigos. Los códigos mostrados pueden estar activos o representar un fallo que interrumpió el proceso, pero que ya no
está activo. Si el fallo que interrumpió el proceso ya no está activo, el primer parpadeo del primer dígito es más largo.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 85
Ejemplo: El indicador muestra 1parpadeo largo seguido de 3parpadeos más cortos, la condición se encuentra en el grupo 4. Tras un periodo de
1,2segundos, el indicador parpadea 3veces; el código de condición es 4-3 (el primer parpadeo largo se cuenta como parte del primer dígito), lo
que indica que la consola de selección de gas ha detectado un error en el tiempo de desconexión de la unidad de control de gas y esta no está
activa. Tras un periodo de 4segundos, el indicador repite la secuencia hasta que se corrige la condición.
Códigos de estado de la consola de selección de gas
Grupo 1: consola de selección de gas
Código Mensaje Causa/solución
1-1 Plasma desactivado Habilitar plasma; fuente de alimentación de la consola de selección de gas defectuosa (relé de
E-Stop).
1-2 Fallo 24VCC Comprobar/sustituir fusible (F2) de la fuente de alimentación de la consola de selección de
gas; sustituir fuente de alimentación de la consola de selección de gas; sustituir la PCB de con-
trol de la consola de selección de gas.
1-3 Fallo 5VCC Comprobar/sustituir fuente de alimentación de la consola de selección de gas;
sustituir la PCB de control de la consola de selección de gas.
1-4 No se seleccionó
un proceso de gas
Seleccionar y enviar proceso desde o CNC.
1-5 La consola de selección
de gas está bloqueada
Cargando proceso; esperar hasta que finalice.
1-6 No se purga el gas Un fallo de la unidad de control de gas impidió la purga, consultar el estado de fallo
de la unidad de control de gas.
Grupo 2: puerto de comunicación de la unidad de control de gas *
2-1 Error de reconocimiento
de la unidad de control
de gas
Comprobar el cable de fibra óptica y las conexiones entre la consola de selección de gas y la
unidad de control de gas; fibra óptica sucia o defectuosa; fuente de alimentación, fusible o
PCB de control de la unidad de control de gas. PCB de control de la consola
de selección de gas.
2-2 Error de bus apagado
de la unidad de control
de gas
Comprobar el cable de fibra óptica y las conexiones entre la consola de selección de gas y la
unidad de control de gas; fibra óptica sucia o defectuosa; fuente de alimentación, fusible o
PCB de control de la unidad de control de gas. PCB de control de la consola
de selección de gas.
2-3 Reservado No hay información disponible; Contactar con el servicio de atención al cliente
Grupo 3: puerto de comunicación del CCM *
3-1 Error de reconocimiento
del CCM
Comprobar el cable de fibra óptica y las conexiones entre la consola de selección
de gas y el CCM; fibra óptica sucia o defectuosa; sustituir PCB de control de la consola de
selección de gas; sustituir CCM.
3-2 Error de bus apagado
del CCM
Comprobar el cable de fibra óptica y las conexiones entre la consola de selección
de gas y el CCM; fibra óptica sucia o defectuosa; sustituir PCB de control de la consola de
selección de gas; sustituir CCM.
3-3 Reservado No hay información disponible; Contactar con el servicio de atención al cliente
Grupo 4: errores de protocolo y estado del controlador de gas
4-1 Pérdida de conexión
del CCM
Pérdida de comunicación con la unidad de control de gas o la consola de selección de gas;
comprobar si existe fibra óptica sucia o defectuosa a la unidad de control o el CCM; consultar
los códigos de estado de la unidad de control de gas y el CCM.
4-2 Tiempo de interrupción del
CCM
Pérdida de comunicación con la unidad de control de gas o la consola de selección de gas;
comprobar si existe fibra óptica sucia o defectuosa a la unidad de control o el CCM. Consultar
los códigos de estado de la unidad de control de gas y el CCM.
Grupo 5: fallos de cortocircuito en solenoide
5-1 Sol. 1: plasma H35 Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-2 Sol. 2: plasma de oxígeno Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.

100i/200i/300i/400i
86 FUNCIONAMIENTO Manual: 0560956430ES
Grupo 5: fallos de cortocircuito en solenoide
5-3 Sol. 3: plasma de aire Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-4 Sol. 4: plasma de
nitrógeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-5 Sol. 5: plasma auxiliar Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-6 Sol. 6: protección
de oxígeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-7 Sol. 7: protección de aire Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-8 Sol. 8: protección
de nitrógeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-9 Sol. 9: protección de H20 Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-10 Sol. 10: preflujo
de oxígeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-11 Sol. 11: preflujo de aire Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-12 Sol. 12: preflujo
de nitrógeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-13 Sol. 13: marcado
con argón
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-14 Sol. 14: marcado con aire Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
5-15 Sol. 15: marcado
con nitrógeno
Sustituir solenoide; cortocircuito en mazo de cables; PCB de control de la consola
de selección de gas defectuosa.
* Los fallos de comunicación que se muestran en la consola de selección de gas pueden deberse al dispositivo del otro extremo de la
línea de comunicación. Antes de asumir que la consola de selección de gas falla, comprobar si el CCM o
la unidad de control de gas muestran códigos que puedan indicar que fallan.
4.05 Códigos de estado de la unidad de control de gas
Códigos de estado de la unidad de control de gas
Grupo 1: unidad de control de gas
Código Mensaje Causa/solución
1-1 Plasma desactivado Habilitar plasma; fusible de entrada F1 de la fuente de alimentación de la consola de selección de gas
fundido (consola de selección de gas sin luces); fuente de alimentación de la consola de selección de
gas defectuosa (relé de E-Stop). Fuente de alimentación de la consola de selección de gas defectuosa
(relé de E-Stop). PCB de control de la unidad de control de gas defectuosa.
1-2 Fallo 24VCC Comprobar/sustituir fusible de salida (F2) de la fuente de alimentación de la unidad de control de gas;
fuente de alimentación de la unidad de control de gas defectuosa; sustituir la PCB de control de la
unidad de control de gas.
1-3 Fallo +12VCC Comprobar/sustituir fuente de alimentación de la unidad de control de gas; sustituir la PCB
de control de la unidad de control de gas.
1-4 Fallo -12VCC Comprobar/sustituir fuente de alimentación de la unidad de control de gas; sustituir la PCB
de control de la unidad de control de gas.
1-5 Fallo 5VCC Comprobar/sustituir fuente de alimentación de la unidad de control de gas; sustituir la PCB
de control de la unidad de control de gas.
1-6 Falla de referencia analógica Sustituir PCB de control de la unidad de control de gas.
1-7 Falla de tensión del ADC Sustituir PCB de control de la unidad de control de gas.
1-8 Reservado

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 87
Códigos de estado de la unidad de control de gas
Grupo 1: unidad de control de gas
Código Mensaje Causa/solución
1-9 Válvula no configurada Reenviar proceso desde o CNC.
1-10 La unidad de control de gas está
bloqueada
Cargando proceso; esperar hasta que finalice.
Grupo 2: comunicación de control
2-1 Error de reconocimiento Cable de fibra óptica; PCB de control de la unidad de control de gas.
2-2 Tiempo muerto Pérdida de comunicación: Comprobar códigos de la consola de selección de gas; si la consola de
selección de gas muestra 2-1, comprobar el cable de fibra óptica que conecta la unidad de control de
gas con la consola de selección de gas; si la consola muestra 4-2, comprobar el cable de fibra óptica
que conecta la consola de selección de gas con el CCM; PCB de control de la unidad de control de gas;
PCB de control de selección de gas; CCM.
2-3 Protocolo Fallo del firmware del programa. Consultar con fábrica.
2-4 Bus off Cable de fibra óptica; PCB de control de la unidad de control de gas.
2-5 Físico Cable de fibra óptica; PCB de control de la unidad de control de gas.
Grupo 3: fallos de presión de entrada
3-1 Gas plasma elevado (>145 PSI) Reducir la presión del suministro de gas; sensor de presión defectuoso (PS4).
3-2 Gas piloto elevado (>145 PSI) Reducir la presión del suministro de gas; sensor de presión defectuoso (PS3).
3-3 Gas de blindaje elevado
(>145 PSI)
Reducir la presión del suministro de gas; sensor de presión defectuoso (PS1).
3-4 H2O de blindaje elevado
(>145 PSI)
Reducir la presión del suministro de gas; sensor de presión defectuoso (PS2).
Grupos 4: fallos eléctricos de las válvulas proporcionales y los solenoides
4-1 Plasma elevado (V5) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-2 Plasma bajo (V4) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-3 Piloto (V3) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-4 Gas de blindaje (V1) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-5 H2O de blindaje (V2) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-6 Ventilación (SOL2) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-7 Corto circuito en corte (SOL3) Verificar si el mazo de cables está en corto; sustituir la válvula
4-8 Marcado (SOL1) en corto Verificar si el mazo de cables está en corto; sustituir la válvula
4-9 Ventilación (SOL2) abierto Verificar si existe una conexión abierta; sustituir la válvula.
4-10 Corte (SOL3) abierto Verificar si existe una conexión abierta; sustituir la válvula.
4-11 Marcado (SOL1) en corto Verificar si existe una conexión abierta; sustituir la válvula.
Grupo 5: válvula proporcional plasma elevado (V5)
5-1 Válvula abierta Verificar si existe una conexión abierta; sustituir la válvula.
5-2 Presión de suministro de entrada
de la unidad de control de gas
baja
Incrementar presión de entrada de plasma; comprobar si la válvula de la consola de selección
de gas está cerrada; restricción en las mangueras/suministro de gas.
5-3 La presión de salida es
demasiado baja
Válvula abierta por completo Fuga en la manguera de plasma a antorcha; válvula de control (V5) defec-
tuosa; sensor de presión (PS6) defectuoso; PCB de control de la unidad de control de gas.
5-4 Presión de salida baja Error de seguimiento. Fuga en la manguera de plasma a antorcha; válvula de control (V5)
defectuosa; sensor de presión (PS6) defectuoso; PCB de control de la unidad de control de gas.
5-5 Presión de salida demasiado
elevada
Válvula en el ajuste mínimo. Restricción en la manguera de plasma, antorcha; múltiple de la unidad de
control de gas; válvula de control (V5) defectuosa; sensor de presión (PS6) defectuoso; PCB de control
de la unidad de control de gas.
Grupo 6: válvula proporcional plasma bajo (V4)
6-1 Válvula abierta Verificar si existe una conexión abierta; sustituir la válvula.

100i/200i/300i/400i
88 FUNCIONAMIENTO Manual: 0560956430ES
Grupo 6: válvula proporcional plasma bajo (V4)
6-2 Presión de suministro de en-
trada de la unidad de control
de gas baja
Incrementar presión de entrada de plasma; comprobar si la válvula de la consola de selección de gas está
cerrada; restricción en las mangueras/suministro de gas.
6-3 La presión de salida es
demasiado baja
Válvula abierta por completo, pero presión aún demasiado baja. Fuga en la manguera de plasma a antor-
cha; válvula de control (V4) defectuosa; sensor de presión (PS6) defectuoso; PCB de control de la unidad
de control de gas.
6-4 Presión de salida baja Error de seguimiento. Fuga en la manguera de plasma a antorcha; válvula de control (V4) defectuosa;
sensor de presión (PS6) defectuoso; PCB de control de la unidad de control de gas.
6-5 Presión de salida demasiado
elevada
Válvula a mínimo, pero presión aún demasiado alta. Restricción en la manguera de plasma a antorcha;
múltiple de la unidad de control de gas o antorcha; válvula de control (V4) defectuosa; sensor de presión
(PS6) defectuoso; PCB de control de la unidad de control de gas.
6-6 Presión de salida elevada Error de seguimiento. Restricción en la manguera de plasma; múltiple de la unidad de control de gas o
antorcha; válvula de control (V4) defectuosa; sensor de presión (PS6) defectuoso; PCB de control de la
unidad de control de gas.
Grupo 7: válvula proporcional del piloto (V3)
7-1 Válvula abierta Verificar si existe una conexión abierta; sustituir la válvula.
7-2 Presión de suministro de en-
trada de la unidad de control
de gas baja
Incrementar presión de entrada de plasma; comprobar si la válvula de la consola de selección
de gas está cerrada; restricción en las mangueras/suministro de gas.
7-3 La presión de salida es
demasiado baja
Válvula abierta por completo, pero presión aún demasiado baja. Fuga en la manguera de plasma a
antorcha; válvula de control defectuosa; sensor de presión (PS6) defectuoso; PCB de control de la unidad
de control de gas.
7-4 Presión de salida baja Error de seguimiento. Fuga en la manguera de plasma a antorcha; válvula de control defectuosa; sensor
de presión (PS6) defectuoso; PCB de control de la unidad de control de gas.
Grupo 8: válvula proporcional de gas de protección (V1)
8-1 Válvula abierta Verificar si existe una conexión abierta; sustituir la válvula.
8-2 Presión de suministro de en-
trada de la unidad de control
de gas baja
Incrementar presión de entrada de plasma; comprobar si la válvula de la consola de selección de gas está
cerrada; restricción en las mangueras/suministro de gas.
8-3 La presión de salida es
demasiado baja
Válvula abierta por completo, pero presión aún demasiado baja. Fuga en la manguera de plasma a
antorcha; válvula de control defectuosa; sensor de presión (PS5) defectuoso; PCB de control de la unidad
de control de gas.
8-4 Presión de salida baja Error de seguimiento. Fuga en la manguera de plasma a antorcha; válvula de control defectuosa; sensor
de presión (PS5) defectuoso; PCB de control de la unidad de control de gas.
8-5 Presión de salida demasiado
elevada
Válvula a mínimo, pero presión aún demasiado alta. Restricción en la manguera de plasma, antorcha;
múltiple de la unidad de control de gas; válvula de control defectuosa; sensor de presión (PS5) defectuoso;
PCB de control de la unidad de control de gas.
8-6 Presión de salida elevada Error de seguimiento. Restricción en la manguera de plasma, antorcha; múltiple de la unidad de control
de gas; válvula de control defectuosa; sensor de presión (PS5) defectuoso; PCB de control de la unidad de
control de gas.

100i/200i/300i/400i
Manual: 0560956430ES FUNCIONAMIENTO 89
Grupo 9: válvula proporcional de H2O de protección (V2)
9-1 Válvula abierta Verificar si existe una conexión abierta; sustituir la válvula.
9-2 Presión de suministro de en-
trada de la unidad de control
de gas baja
Incrementar presión de entrada de plasma; comprobar si la válvula de la consola de selección
de gas está cerrada; restricción en las mangueras/suministro de gas.
9-3 Presión de salida
demasiado baja
Válvula abierta por completo, pero presión aún demasiado baja. Fuga en la manguera blindada
a la antorcha; válvula de control (V2) defectuosa; sensor de presión (PS5) o sensor de flujo (FS-1), si está
integrado, defectuoso; PCB de control de la unidad de control de gas.
9-4 Presión de salida baja Error de seguimiento, la presión de salida es demasiado baja. Fuga en la manguera blindada a la antorcha;
válvula de control (V2) defectuosa. Sensor de presión (PS5) o sensor de flujo (FS-1),
si está integrado, defectuoso; PCB de control de la unidad de control de gas.
9-5 Presión de salida
demasiado elevada
Válvula ajustada al mínimo, pero presión de salida de la válvula aún demasiado alta. Acumulación de mi-
nerales u otra restricción en la válvula de control (V2); múltiple de la unidad de control de gas, manguera
blindada o antorcha; válvula de control (V2) defectuosa; sensor de presión (PS5) o sensor de flujo (FS-1), si
está integrado, defectuoso; PCB de control de la unidad de control de gas.
9-6 Presión de salida elevada Error de seguimiento, presión de salida demasiado baja. Acumulación de minerales u otra restricción en la
válvula de control (V2); múltiple de la unidad de control de gas, manguera blindada o antorcha; válvula de
control (V2) defectuosa; sensor de presión (PS5) o sensor de flujo (FS-1),
si está integrado, defectuoso; PCB de control de la unidad de control de gas.
4.06 Resolución de problemas del iniciador de arco remoto
Solución de problemas del iniciador de arco
Síntoma Causa Comprobación Solución
El indicador de
neón No Pilot ig-
nition (Sin ignición
del piloto) en la
placa de la tapa se
ilumina, pero no
hay ignición.
El cable de retorno del piloto no
está conectado al cabezal de la
antorcha o está roto en el cable de
la misma
Inspección visual; comprobación de
continuidad
Conecte el cable o sustitúyalo.
El refrigerante ha adquirido propie-
dades conductoras
Utilice un medidor de conductividad
Aclare el sistema, sustituya
el refrigerante.
Condensador a alta frecuencia
(C4 en la PCB del condensador)
posiblemente abierto, cables
desconectados.
Utilice un medidor de capacitancia Vuelva a conectar o sustitúyalo.
El cable negativo de alimentación
no está correctamente conectado.
Inspección visual Vuelva a conectarlo.
Cable de retorno del piloto no
conectado o flojo en el iniciador
de arco.
Inspección visual Conecte el cable.

100i/200i/300i/400i
90 FUNCIONAMIENTO Manual: 0560956430ES
Solución de problemas del iniciador de arco
Síntoma Causa Comprobación Solución
No se enciende el
piloto El indicador
de neón no se
enciende.
Sin alimentación de 120 V, CB4
del panel posterior de plasma
disparado
Restablezca el disyuntor, comprue-
be la presencia de 120 VAC en los
terminales de 115 V del módulo
durante el tiempo de ignición.
Compruebe la presencia de
cortocircuito en un cable, un
disyuntor de circuito defectuoso o
un cortocircuito en la entrada de
módulo de ignición (consulte el
siguiente síntoma).
Entrada de módulo de ignición
electrónica en corto
Medición de la resistencia; un módu-
lo en condiciones óptimas arroja una
lectura de 45 ohmios
Sustituir el módulo defectuoso.
Sin alimentación de 120 V, CB4 no
disparado
Compruebe la presencia de 120VCA
en el conector J59-7 y 9 del panel
trasero de la alimentación para
el plasma durante el tiempo de
ignición.
Presencia de 120 V: cable
de control abierto; 120 V no
presentes: fallo en la fuente de
alimentación del plasma.
Módulo de ignición electrónica
defectuoso
Compruebe la presencia de 120
VAC en los terminales de 115 V del
módulo durante el tiempo de ignición
del piloto
Si están presentes los 120 VAC
pero el neón no se ilumina, el
módulo es defectuoso; sustitú-
yalo.
Cople(s) flojo(s) Inspección visual Reajuste los coples.
Fugas de
refrigerante
Línea(s) de refrigerante
dañada(s) o perforada(s).
Inspección visual
Sustituya las líneas
de refrigerante.
Mangueras de suministro
y retorno invertidas
Inspección visual de las conexiones
codificadas por colores
Haga coincidir los colores de
conexión del refrigerante con
los colores de los acoples del
iniciador de arco.
Sin refrigeración
o refrigeración
insuficiente:
No hay flujo de
refrigerante
Bloqueo en las mangueras
de suministro/retorno
Afloje ligeramente el acople y com-
pruebe el caudal de refrigerante
Limpie el sistema o sustituya la
manguera obstruida.
Conexión de tierra no presente
o defectuosa
Inspección visual del cable
de tierra al iniciador de arco.
Realice la puesta a tierra
correctamente o ajústela.
Comportamiento
errático
del sistema
(interferencia EMI)
Blindaje del cable de la antorcha
no conectado o defectuoso. Puesta
a tierra F1 no conectado
Inspección visual del acople del blinda-
je del cable al iniciador de arco.
Vuelva a conectar / apriete
los conectores del cable.
Tornillo de tierra del condensador
no presente o insuficientemente
apretado.
Inspección visual Apretar o sustituir.
C5 o C7 del condensador (en la
PCB del condensador) abiertas
o cables a la placa del condensa-
dor desconectados.
Inspección visual / medición
del condensador
Sustituya la PCB.

100i/200i/300i/400i
Manual: 0560956430ES MANTENIMIENTO 91
SECCIÓN 5: MANTENIMIENTO
5.01 Mantenimiento general
Efectúe periódicamente las siguientes verificaciones para garantizar un desempeño adecuado del sistema.
Programa de mantenimiento de la fuente de alimentación
Diario
Compruebe el nivel de refrigerante y añada si es necesario.
Revise las conexiones de la manguera de gas y las presiones.
Compruebe el ventilador de refrigeración y límpielo
si fuera necesario.
Una vez por semana
Compruebe las juntas tóricas en la antorcha y el cartucho
Mensualmente
Revise el ventilador de refrigeración y el radiador;
limpie si es necesario.
Revise las mangueras de gas en busca de grietas, pérdidas
o abrasión. Reemplace según sea necesario.
Revise todas las conexiones eléctricas en busca de grietas
o abrasión. Reemplace según sea necesario.
Limpie el ltro del agua (si utiliza neblina de H
2
O)
Cada seis meses
Limpie o sustituya el ltro del refrigerante.
Limpie el tanque de refrigerante.
Aspire el polvo depositado en el interior de la fuente
de alimentación.
5.02 Procedimiento de limpieza del filtro externo de refrigerante
La limpieza periódica del filtro de refrigerante asegura la máxima eficiencia del flujo de refrigerante. Un flujo escaso de refrigerante ocasiona
una deficiente refrigeración de las piezas de la antorcha con el consiguiente desgaste prematuro de los consumibles.
Limpie el filtro de refrigerante como se indica a continuación:
1. Desconecte la alimentación eléctrica de entrada del sistema.
2. Desatornille y extraiga el cartucho del filtro manualmente. El cartucho grande se encuentra en la parte posterior
de la fuente de alimentación. Asegúrese de guardar la junta tórica.
3. Examine el filtro y sustitúyalo si fuera necesario. Vuelva a instalar el cartucho, apretándolo a mano. Asegúrese de que
la junta tórica (O-ring) esté en su lugar.
4. Encienda el sistema y revise en busca de pérdidas.

100i/200i/300i/400i
92 MANTENIMIENTO Manual: 0560956430ES
5.03 Procedimiento de sustitución del refrigerante
Sustituya el refrigerante como se indica a continuación:
1. Desconecte la alimentación eléctrica del sistema.
2. Extraiga los dos paneles laterales de la derecha.
3. Localice en la línea de refrigerante el acoplamiento procedente de la parte inferior del depósito del refrigerante; n.º 1 en la ilustra-
ción que se muestra a continuación. Desconecte la línea de refrigerante desde el acople y drene el refrigerante en un contenedor
desechable de tamaño adecuado. Recuerde que va a drenar más cantidad que la contenida en el depósito del refrigerante.
4. Cuando el refrigerante se esté drenando, desconecte el acople de la manguera gris n.º 2 de la ilustración que se muestra a
continuación. Permita que se drene el exceso de refrigerante y, a continuación, aplique una presión máxima de 5 psi para limpiar
las líneas.
!
PRECAUCIÓN
La aplicación de una presión de aire superior a 5 psi en el sistema de refrigeración lo dañará.
Esta tarea debe realizarse con sumo cuidado.
2
1
Art # A11689
5. Vuelva a conectar los dos acoples y, a continuación, retire la cazoleta del filtro del cartucho situado en la parte posterior de la
fuente de alimentación. Vierta este refrigerante restante en el contenedor y sustituya la cazoleta.
NOTA
Si también fuera necesario sustituir el refrigerante presente en los cables,
desconéctelos de la fuente de alimentación y drénelos manualmente.
6. Llene el depósito con refrigerante nuevo, hasta alcanzar el nivel correcto, y compruebe que no se produzcan fugas.
7. Encienda el sistema, déjelo funcionar unos minutos y compruebe el nivel de refrigerante; si fuera necesario, rellénelo. Consulte
la sección 3:26 Instalación completa para obtener información sobe este procedimiento.
8. Instale los paneles laterales.

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 93
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO
6.01 Fuente de alimentación de repuesto
Unidad completa/componente N.º de catálogo
Fuente de alimentación 100i, 480V 0559381162
Fuente de alimentación 100i, 400V 0559381163
Fuente de alimentación 100i, 400VCE 0559381164
Fuente de alimentación 200i , 480V 0559381192
Fuente de alimentación 200i , 400V 0559381193
Fuente de alimentación 200i , 400VCE 0559381194
Fuente de alimentación 300i , 480V 0559381182
Fuente de alimentación 300i , 400V 0559381183
Fuente de alimentación 300i , 400VCE 0559381184
Fuente de alimentación 400i, 480V 0559381202
Fuente de alimentación 400i, 400V 0559381203
Fuente de alimentación 400i , 400VCE 0559381204
Consola de selección de gas 0559099491
Unidad de control de gas 0559099493
Iniciador de arco remoto 0559039130
Conjunto de filtro del refrigerante 0559390155
Kit de ruedas 9-7378

100i/200i/300i/400i
94 LISTA DE PIEZAS Manaual: 0560956430ES
6.02 Disposición del sistema 100-200amperios
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11995SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marking
Protección
Gas protec.
Negativos
Retorno del piloto
Long. máxima 100’ / 30.5 m
Protección
H
Q
R
U
S
A
B
C
D
E
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
F
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra
Cable de control
Cable de control
6.03 Disposición del sistema 300amperios
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11993SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marking
Protección
Gas protec.
Negativos
Retorno del piloto
Long. máxima 50’ / 15.25 m
Protección
H
Q
R
U
S
A
B
C
D
E
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
F
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
Cable de control
Cable de control

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 95
6.04 Disposición del sistema 400amperios
Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-11996SEU
Antorcha
Suminis.de refrig.10’
Retorno de refrig.10’
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cables de masa
Consolas de
Gas
DMC-3000
Fuente de alimentación de Ultra-Cut
Control
de gas
DPC-3000
Tubo de
posicionamiento
Gas plasma
Marca
Protección
Gas protec.
Negativos 2/0
Retorno del piloto #8
Cable de control
Long. máxima 50’ / 15.25 m
Protección
H
Q
R
U
S
A
B
E
C
D
P
K
L
O
I
J
G
Long. máxima 175’ / 53.3 m
Preflujo
fibra óptica
L
Protec. por agua
T
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
fibra óptica
Cable de
control
F
Regulador
de pantalla
del tacto
V
W
F1
F1
F
F
HE 400
Heat
Exchanger
Cable de control
C
D
Y
C
C
M
Suminis.de refrig.
Retorno de refrig.
Cable de tierra
al picosegundo
solamente en
que DMC
montó encima
del picosegundo.
- Si no - tierra
6.05 Manguera recomendada para el suministro de gas
N.º de artículo Cantidad Descripción N.º de catálogo
1 Manguera Synflex No incluye Número de catálogo 9-3616
gris de 3/8". conexiones. según pies

100i/200i/300i/400i
96 LISTA DE PIEZAS Manaual: 0560956430ES
6.06 Conductores y cables de todos los amperajes
Verde / amarillo # 4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Art # A-11997SEU
Cable AWG #8
B
C
D
F
F1
K
L
H, Q,
R,T, U
Cable de masa
Cable al CNC
(37 conductores)
37
Conexión de suministro de
refrigerante entre la fuente de
alimentación y el iniciador de arco
Cable de retorno del piloto
entre la fuente de alimentación
y el iniciador de arco
Cable negativo entre la fuente de
alimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entre
el iniciador remoto de arco
y la puesta a tierra
O
P
Cable de fibra óptica entre
la fuente de alimentación y
el módulo de control de gas
Cable de control entre
la fuente de alimentación
y el módulo de control de gas
Verde
Rojo
Conexión de retorno de refrigerante
entre la fuente de alimentación
y el iniciador de arco.
2
G
Conjunto de cable blindado
de la antorcha, del iniciador
de arco remoto a la antorcha
Cable AWG 3/0 (95 mm
2
)
E,Y
14/7
E - Cable de control entre la fuente de
alimentación y el iniciador de arco
Y - Cable de control entre la Ventilador
Cable AWG 3/0 (95 mm )
2
Para el uso con
DFC-3000
Conexión de gas de plasma
entre la válvula de la antorcha
y la antorcha
Conexión de gas de protección
entre la válvula de la antorcha
y la antorcha
I
J
37
16 conductores
S,V
S - Cable de control,
DMC-3000
a
DPC-3000
V - TSC-3000 a PS

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 97
Conductores de antorcha 100i, 200i, 300i, 400i
Clave Descripción
1,2m
4pies
3,05m
10pies
4,5m
15pies
6m
20pies
7,6m
25pies
9,1m
30pies
10,6m
35pies
12m
40pies
15,2m
50pies
18,3m
60pies
22,8m
75pies
30,5m
100pies
38,1m
125pies
45,7m
150pies
53,3m
175pies
A, B, C, D, E
Juego de conductores de suminis-
tro (nota 1)
4-3096 4-3097 4-3098 4-3099 4-3100 4-3101 4-3105 4-3102 4-3103 4-3104
A Cable de retorno de piloto 9-4890 9-4891 9-4790 9-4791 9-9426 9-4792 4-3200 9-4793 9-4794 9-4796
B Cable negativo 9-7356 9-7357 9-7358 9-7359 9-7360 9-7361 4-3201 9-7362 9-7363 9-7364
C
Manguera de suministro de refri-
gerante
9-4805 9-4887 9-4806 9-4807 9-9424 9-4808 4-3202 9-4809 9-4810 9-4812
D
Manguera de retorno de refrige-
rante
9-4813 9-4889 9-4814 9-4815 9-9425 9-4816 4-3203 9-4817 9-4818 9-4820
E Cable de control a iniciador de arco 9-4941 9-4916 9-4917 9-4918 9-9428 9-4942 4-3205 9-4943 9-4944 9-4922
F Cable de tierra, PS a GCM 9-4923 9-4924 9-4925 9-4926 9-4927 9-4928 9-4929 9-4930
F1
Cable a tierra, iniciador de arco
remoto a tierra
9-4931 9-4932 9-4933 9-4934 9-4935 9-4936 9-4937 9-4938
G Conjunto de cable de la antorcha 4-5200 4-5201 4-5202 4-5203 4-5204 4-5205 4-5206 4-5207 4-3016
I Conductor de plasma 9-3333
J Cable de blindaje 9-3334
K Cable de control, PS a DCM-3000 9-4907 9-4908 9-4909 9-9332 9-4910 9-4911 9-4912 9-4913 9-4914
O Cable de trabajo 9-7350 9-7351 9-7352 9-7353
P Cable de control, CNC a PS 9-7368 9-7369 9-7370 9-7371 9-7372
H, L, Q, R, S,
T, U
Juego de conductores de gas
automático (nota 2)
4-3086 4-3087 4-3088 4-3089 4-3090 4-3091 4-3092 4-3093 4-3094 4-3095
H Manguera de gas de plasma 9-7103 9-7104 8-0149 9-7270 9-7271 9-7272 9-7273 9-7274 9-7275 9-7276
L Cable de control de bra óptica 9-4898 9-4899 9-4900 9-9335 9-4901 9-4902 9-4903 9-4904 9-4905 9-4906
Q Manguera de gas de protección 9-7277 9-7278 9-7279 9-7280 9-7281 9-7282 9-7283 9-7284 9-7285 9-7286
R
Manguera de gas piloto/preujo
9-6956 9-6957 9-6959 9-6961 9-6963 9-6964 9-7080 9-7081 9-4876 9-4877
S Cable de control 9-7093 9-7094 9-7095 9-7096 9-7097 9-7098 9-7099 9-7100 9-7101 9-7102
T Protección por agua 9-6985 9-6986 9-6987 9-6988 9-6989 9-6996 9-6991 9-6992 9-6993 9-7073 9-7074 9-7075 9-7076
U Cable de marcado 9-4725 9-4726 9-4727 9-4728 9-4729 9-4730 9-4731 9-4732 9-4733 9-4734 9-7077 9-7078 9-7079
V Cable de control remoto 9-9230 9-9231 9-9232 9-9233 9-9234 9-9235 9-9236 9-9237 9-9238 9-9239
W
Cable de control de comunicación,
CNC
9-8674 9-8675 9-8676 9-8677 9-8678 9-8679 9-8680
NOTA 1: Los juegos de cables de alimentación incluyen el cable de retorno del piloto, el cable negativo, las mangueras de suministro y retorno del refrigerante y el cable de control.
NOTA 2: El conductor de gas automático incluye la manguera de gas de plasma, la manguera de gas de protección, el cable de bra óptica, la manguera de gas de preujo,
protección de agua y cables de control de manera individual, no combinados.

100i/200i/300i/400i
98 LISTA DE PIEZAS Manaual: 0560956430ES
6.07 Piezas de repuesto externas de la fuente de alimentación
N.º de artículo Cantidad Descripción N.º catálogo
1 1 Cubierta de los cables y de la alimentación 0559235533
2 1 Panel superior 0559097300
3 1 Cubiertas laterales superiores 0559097301
4 1 Panel lateral izquierdo inferior 0559097304
5 1 Panel lateral derecho inferior 0559097344
7 1 Orificio de elevación 9-9373
2
5 grandes 300/400A
1
6 pequeño 100/200A
4
7
Art # A-11543SEU_AB
1
3 3

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 99
6.08 Piezas de repuesto de la fuente de alimentación: lado superior derecho
N.º de artículo Cantidad Descripción Descr. ref. N.º catálogo
1 1 PCB de polarización del sistema 9-9253
2 1 PCB del piloto 9-9250
3 1 Conjunto de CCM 0559097335
4 1 Relés, bomba/ventilador MC3/MC2 9-7314
5 1 Relé, control de irrupción K1 9-7336
6 1 Relé, irrupción MC1 9-7337
7 1 Resistor, irrupción R2 9-7376
8 1 PCB de la pantalla 9-9252
9 1 Transformador auxiliar T1 9-7315
10 1 Disyuntor de interruptor On/Off CB1 9-7316
11 1 PCB del relé y la interfaz 9-9251
1
2
3
4
5
6
7
9
10
Art # A-11546_AB
11
8

100i/200i/300i/400i
100 LISTA DE PIEZAS Manaual: 0560956430ES
6.09 Piezas de repuesto de la fuente de alimentación: lado inferior derecho
N.º de artículo Cantidad Descripción Descr. ref. N.º catálogo
1 1 Tapón del tanque de refrigerante 8-5142
2 1 Tanque de refrigerante 9-7306
3 1 Sensor de nivel de refrigerante 9-7307
4 1 Bomba, refrigerante, conjunto (con motor) 9-7309
1 Bomba, refrigerante, conjunto (sin motor) 9-7422
5 1 Motor, bomba (solo motor) 9-7424
6 1 Ventiladores de refrigeración 9-7348
7 1 Radiador 9-7349
8 1 Flujo, interruptor (no se muestra) FS1 9-7310
9 1 Sensor de burbujas (flujo) (no se muestra) FL1 9-9359
10 1 Transductor de corriente, 300A (no se muestra) HCT1 W7005324
2
3
4
5
6
7
1
Art # A-11984_AB
8

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 101
6.10 Piezas de repuesto de la fuente de alimentación: panel trasero
N.º de artículo Cantidad Descripción Descr. ref. N.º de catálogo
1 1 Conjunto del filtro del refrigerante 9-7320
2 1 Filtro del refrigerante 9-7321
3 1 Fusible, 8A 500V con demora (2 en total) 9-7377
Art # A-11549_AC
1
2
3
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 500 VAC F2 - 8A SB 500 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM

100i/200i/300i/400i
102 LISTA DE PIEZAS Manaual: 0560956430ES
6.11 Piezas de repuesto de la fuente de alimentación: lado izquierdo
N.º de artículo Cantidad Descripción Descr. ref. N.º catálogo
1 1 PCB de supresión de CA 9-9254
2 1 Contactor principal (2 en total) W1, W2 9-7318
3 1 Módulo del inversor, completo, 480VCA 9-7330
3 1 Módulo del inversor, completo, 400VCA 9-7317
(los sistemas de 100 y 200amperios utilizan 1)
(el sistema de 300amperios utiliza 2)
(el sistema de 400amperios utiliza 3)
4 1 Módulo del inversor, parcial, 480VCA (para 200A y 300A SOLO) 9-7331
4 1 Módulo del inversor, parcial, 400VCA (para 200A y 300A SOLO) 9-7319
1
2
3
4
Fuente de alimentación de 400 amperios
Fuente de alimentación de 200 amperios
Art # A-12185ES

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 103
6.12 Componentes de repuesto del sistema de control de gas automatizado
N.º de artículo Cantidad Descripción N.º de catálogo
1 1 Conjunto, consola de selección de gas 0559099491
2 1 Conjunto, unidad de control de gas 0559099443
Art # A-13242
Art # A-13243

100i/200i/300i/400i
104 LISTA DE PIEZAS Manaual: 0560956430ES
6.13 Piezas de repuesto de la consola de selección de gas
N.º de artículo Cantidad Descripción N.º de catálogo
1 1 Conjunto del control de selección de gas 0559099491
2 1 Solenoide 9-8264
3 1 Subconjunto múltiple (incluye 15 del artículo 2) 9-7546
4 1 PCB de la SMPS 9-8263
5 1 PCB de control 9-7291
No se muestra:
6 1 Kit de suavizador de agua del WMS (incluye los siguientes artículos) 9-1068
7 1 Cartucho del filtro de repuesto del WMS 9-1069
8 1 Carcasa del filtro del WMS 9-1070
9 1 Soporte de montaje del filtro del WMS 9-4523
10 1 Conjunto de acoplamiento y manguera del filtro del WMS 9-4524
Art # A-09163SEU_AC
1
2
Totales 15
3
4
5

100i/200i/300i/400i
Manaual: 0560956430ES LISTA DE PIEZAS 105
6.14 Piezas de repuesto de la unidad de control de gas
N.º de artículo Cantidad Descripción N.º de catálogo
1 1 Conjunto de la unidad de control de gas 0559099443
2 1 Unidad de control de gas - PCB 9-8262
3 1 PCB de la SMPS 9-8263
4 1 Válvula p. del gas de protección 9-8267
5 1 Sensor, presión, 1/8MNPT (seis en total) 9-8269
6 1 Solenoide 9-8264
7 1 Válvula p. de preflujo y plasma bajo 9-8268
8 1 Unidad de control de gas múltiple completamente montada 9-7658
Art # A-09164_AC
1
2
3
4
5
7
8
7
6

100i/200i/300i/400i
106 LISTA DE PIEZAS Manaual: 0560956430ES
6.15 Piezas de repuesto del iniciador de arco remoto (RAS)
N.º de artículo Cantidad Descripción N.º de catálogo
1 1 Conjunto del RAS completo 0559039130
2 1 Conjunto de la tapa del piloto 9-9423
3 1 Módulo de ignición electrónica 9-7342
4 1 Bovina toroidal 9-7343
Art # A-12066
3
4
2
1

100i/200i/300i/400i
Manaual: 0560956430ES INFORMACIÓN SOBRE LA ANTORCHA 107
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA
7.01 Extracción de los consumibles
1. Utilice la herramienta de extracción para sostener la copa de protección y el conjunto del cartucho. Haga girar la copa
de protección para sacarla del conjunto del cartucho.
Assembled Cartridge
Cartridge Tool
Shield Cup
Art # A-04344LS_AB
2. Saque la herramienta de extracción de la parte trasera del conjunto del cartucho. Utilícela para empujar los consumibles hacia
fuera del cartucho.
Cartridge Tool
Cartridge Assembly
Art # A-04345LS AB

100i/200i/300i/400i
108 INFORMACIÓN SOBRE LA ANTORCHA Manaual: 0560956430ES
7.02 Lubricación de la junta tórica
Lubrique periódicamente las tres juntas tóricas (O-rings) del conjunto del cartucho y las tres del cabezal de la antorcha con el lubricante
para juntas tóricas suministrado. Quite el seguro del conjunto del cartucho y deslice el anillo de bloqueo hacia abajo para acceder a
la junta tórica ubicada debajo del anillo.
O-Ring, Cat. No. 9-3
Inner O-Ring (Cat. No. 9-3030)
Location (Under Locking Ring)
O-Ring, Cat. No. 9
-
Art # A-04071LSC
Snap Ring
Cartridge Assembly
Art # A-04066LS
_
C
O-Rings
Cat. No. 9-3027
Cat. No. 9-3026
Cat. No. 9-3025
Torch Head
Cat. No. 9-9041
Junta tórica, Nº de cat. 9-3029
Junta tórica interna, (Nº de cat.9-3030)
Ubicación (bajo el anillo de bloqueo)
Junta tórica, Nº de cat.9-3028
Art # A-09684SP_AB
Junta tórica,
Nº de cat.
9-3029
Junta tórica,
Nº de cat. 8-0541
Junta tórica, Nº de cat. 8-0547
Cartridge Assembly
Speed Lock Ring and
Threaded Ring
removed for clarity
Outer Cartridge
400 A y Menos
!
PRECAUCIÓN
Con esta pieza de la antorcha, utilice únicamente lubricante para juntas tóricas de
Thermal Dynamics n.º9-4893 (Christo Lube MCG-129). El uso de otros lubricantes puede
ocasionar daños irreparables en la antorcha.

100i/200i/300i/400i
Manaual: 0560956430ES INFORMACIÓN SOBRE LA ANTORCHA 109
7.03 Desgaste de las piezas
Reemplace el distribuidor de gas si está carbonizado o fisurado.
Reemplace el distribuidor de gas si la pestaña tiene daños de cualquier tipo.
Reemplace la punta y/o el electrodo si están gastados.
Electrodo en
buen estado
Electrodo gastado
Punta en
buen estado
Punta gastada
Art # A-04745SEU

100i/200i/300i/400i
110 INFORMACIÓN SOBRE LA ANTORCHA Manaual: 0560956430ES
7.04 Instalación de los consumibles de la antorcha
Art # A-03887ES
ADVERTENCIAS
No instale los consumbiles en el cartucho si éste está montado en
el cabezal de la antorcha. Evite la presencia de materiales extraños
en los consumibles y en el cartucho.
Maneje todas las piezas cuidadosamente para evitar dañarlas, pues
ello puede afectar el desempeño de la antorcha.
1. Instale los consumibles como se explica a continuación:
No debe haber
separación entre
las piezas
Junta tórica (O-ring)
superior sobre la punta
El casquillo de protección
sobresale 0.063-0.083" (1.6 - 2.1 m
m
Electrodo
Distribuidor de
gas de plasma
Punta
Distribuidor
de gas de
protección
Casquillo de
protección
4: Verifique la distancia que asoma
el casquillo de protección
Art # A-04716S
P
Casquillo de
protección
Copa de
protección
El cartucho cubre
junta tórica (O-ring)
superior de la p
u
de la antorcha
3: Enrosque la copa de protección
en el cartucho
1: Apilado de
las piezas
2: Empuje el cartucho sobre
las piezas apiladas
2 Saque la herramienta de extracción del cartucho e instale el cartucho ya montado en el cabezal de la antorcha.

100i/200i/300i/400i
Manaual: 0560956430ES INFORMACIÓN SOBRE LA ANTORCHA 111
!
PRECAUCIÓN
El conjunto del cartucho debe cubrir la junta tórica sobre el cabezal de la antorcha.
No fuerce el cartucho si éste no quedó completamente ajustado. Saque el conjunto del cartucho
y limpie la rosca del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con lubricante
compatible con oxígeno (provisto con la antorcha).
Junta tórica del
cabezal de la antorcha
Cabezal de
la antorcha
Art # A-07202ES
1.6 - 2.1 mm
(0.063 - 0.083")
Resalte
Instalación del cartucho ya armado sobre el cabezal de la antorcha
3. Si utiliza el sensor óhmico de control de la altura de la antorcha, coloque el broche óhmico sobre la copa de protección.
NOTA
No se recomienda la detección de altura óhmica con protección de agua. El agua
de la placa interfiere eléctricamente con el circuito de detección óhmico.
Clip de Ohmic
Art # A-03393
E
4. Conecte el cable del detector de altura al broche óhmico.

100i/200i/300i/400i
112 INFORMACIÓN SOBRE LA ANTORCHA Manaual: 0560956430ES
7.05 Solución de problemas de pérdidas de refrigerante
Nunca haga funcionar el sistema si la antorcha pierde refrigerante. Un goteo constante de refrigerante indica que las piezas
de la antorcha están gastadas o incorrectamente instaladas. Si hace funcionar el sistema en esta condición puede dañar el cabezal de la
antorcha. Consulte el diagrama siguiente como guía para solucionar los problemas de pérdida de refrigerante por el cabezal de la antorcha.
No
Sí
Sí
¿Las piezas
son nuevas
o usadas?
¿Están todas las
piezas armadas
dentro de la
antorcha?
¿No está seguro?
Desarme
completamente la
antorcha y vuelva
a armarla correctamente.
Vea el manual
de instalación.
Reemplace el cabezal
de la antorcha
¿Está dañada
la antorcha?
Reemplace el
cartucho consumible y
la copa de protección.
¿Aún pierde la
antorcha?
Saque y lubrique
todas las juntas tóricas
(O-rings) del cabezal de l
antorcha, cartucho de consumi
b
y consumibles. Arme
nuevamente la antorcha.
¿Aún pierde?
Probablemente las piezas ya estén tot
gastadas. Vea la tabla de vida útil a
p
La antorcha puede estar dañada.
Vea la página para determinar si el
está dañado.
Pida el conjunto
d
reemplazo del tubo
de refrigerante
Sí
Sí
Sí
No
Retorno
Suministro
Usadas
Pida el conjunto
d
válvula antiretorn
de refrigerante 9-4
Nuevas
La antorcha
pierde
¿Están
instaladas las
piezas consumibles
en la antorcha?
¿La
pérdida proviene
del suministro o
del retorno de
refrigerante?
Art # A-09638SEU
Art # A-09653SEU
Puntas de
la antorcha

100i/200i/300i/400i
Manaual: 0560956430ES INFORMACIÓN SOBRE LA ANTORCHA 113
Amperaje Gas de plasma
Profundidad de
desgaste recomendada
para la sustitución
de electrodos
Pulgada mm
30
O2 0,04 1
Aire 0,04 1
N2 0,04 1
50
O2 0,04 1
Aire 0,08 2
N2 0,04 1
70
O2 0,04 1
Aire 0,08 2
N2 0,04 1
100
O2 0,04 1
H35 0,08 2
N2 0,08 2
150
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
200
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
250 O2 0,06 1,5
300
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
400
O2 0,08 2
H17 0,08 2
H35 0,08 2
N2 0,08 2

100i/200i/300i/400i
114 INFORMACIÓN SOBRE LA ANTORCHA Manaual: 0560956430ES
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 115 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
8.0 FUNCIONAMIENTO DE LA ANTORCHA
Selección de piezas de la antorcha
La aplicación determinará qué piezas deben utilizarse. Consulte los gráficos de corte para conocer las piezas de la antorcha necesarias
para una aplicación determinada.
!
PRECAUCIÓN
No intercambie las piezas. Asegúrese de que todas las piezas de la antorcha se correspondan
con los gases de protección y de plasma que se utilizarán para la aplicación.
Ajuste los controles de alimentación antes
Antes de poner en funcionamiento el sistema, configure los controles de la fuente de alimentación como se describe en su manual de
operación. Consulte las tablas de velocidad de corte para seleccionar la velocidad de corte adecuada para la aplicación.
Velocidades de corte recomendadas
La velocidad de corte depende del material y del espesor. Los siguientes factores pueden influir en el rendimiento del sistema:
• Desgaste de las piezas de la antorcha; calidad del gas y flujo/presión de la masa; experiencia del operario; distancia vertical entre
la antorcha y la pieza; conexión adecuada del cable a la pieza de trabajo; composición de la aleación del material; capacidades
y precisión de la mesa de corte.
NOTA
Esta información muestra unas previsiones realistas que se obtienen al seguir las prácticas reco-
mendadas y utilizar sistemas con un buen mantenimiento. Las velocidades reales pueden variar con
respecto a las que se indican en las tablas en función de la composición de la aleación del material
seleccionado. Las tensiones nominales pueden variar en función del CNC, la mesa de corte o el contro-
lador de altura.
Para ver todos los datos del gráfico de la velocidad de corte, consulte las siguientes páginas.
Notas de consumibles
Monte siempre los consumibles correctamente. De lo contrario, se podrían dañar las piezas o el cabezal de la antorcha. Asegúrese de
que las piezas estén asentadas juntas correctamente.
Al cambiar las piezas, compruebe siempre que no se haya carbonizado el distribuidor del gas de protección. No utilice el distribuidor en
caso de que esté carbonizado. Para garantizar un buen funcionamiento, sustituya el distribuidor del gas de protección con frecuencia.
Notas de funcionamiento
Purgue siempre la antorcha después de haber cambiado los consumibles o en caso de que se haya apagado la fuente de alimentación.
La función de purga integrada de la fuente de alimentación puede no bastar para purgar correctamente la antorcha. Utilice las funciones
“Test Cut Flow” (Probar flujo de corte) y “Test Pre-Flow” (Probar preflujo) para conseguir de forma manual que el gas fluya y contribuir a
retirar el refrigerante que quede en las tuberías.
Aumentar ligeramente la presión del preflujo puede incrementar la capacidad de perforación en materiales más gruesos. Sin embargo,
aumentar demasiado la presión de preflujo puede afectar a la fiabilidad del arranque del plasma (fallo de encendido).
Reducir la presión de preflujo puede mejorar el pilotaje. Se puede reducir la presión de preflujo sin que esto afecte al rendimiento del
corte siempre y cuando el arco del piloto se continúe transfiriendo bien a la placa. Reducir demasiado la presión del preflujo afectará a la
capacidad de transferir el arco a la placa y provocará daños en la punta.
Notas sobre las mediciones del gráfico
Las mediciones de presión en los gráficos se indican en psi(g), no en psi(a). 0 psi(g) = 14,7 psi(a) (1 atmósfera).
Los ajustes de bola están en el centro de la bola del indicador.
Detección óhmica
No se recomienda la detección óhmica con protección de agua. El agua de la placa interfiere eléctricamente con el circuito de detección
óhmico.
Dirección de corte
La corriente de gas de plasma forma un remolino mientras deja la antorcha para mantener una columna del arco estable. Este efecto
de remolino provoca que un lado del corte resulte más cuadrado que el otro. Visto a lo largo de la dirección de desplazamiento, el lado
derecho del corte es más cuadrado que el izquierdo.

DATOS DE LA ANTORCHA 100i-400i 116 Manaual: 0560956430ES
100i/200i/300i/400i
Ángulo de corte
del lado derecho
Á
ngulo de corte
del lado izquierdo
A-00512ES
Desperd
i
Sentido horario
Sentido
anti horario
Art # A-04182IT
Pieza
Desperdicio
Características laterales del corte
Para realizar un corte de bordes cuadrados a lo largo del diámetro interior de un círculo, mueva la antorcha hacia la izquierda alrededor
del círculo. Para mantener el borde cuadrado a lo largo de un corte del diámetro exterior, mueva la antorcha hacia la derecha.
Corte bajo el agua
No se recomienda cortar sobre una mesa de agua, ni bajo el agua ni con el agua tocando la placa a cortar, o utilizar un sistema de cortina
de agua. Si se utiliza una mesa de agua, el nivel de agua debe ser como mínimo de 4 pulgadas (100 mm) desde la parte inferior de la
placa. Ignorar esta recomendación podría ocasionar una baja calidad de corte y una disminución de la vida de las piezas consumibles.
Definiciones de corte de bisel
Ángulo biselado El ángulo comprendido entre la línea central de la antorcha y una línea perpendicular a la pieza de trabajo. Cuando la
antorcha se encuentra en perpendicular a la pieza de trabajo, el ángulo biselado es cero. El máximo ángulo biselado
es de 45°.
Espesor nominal El espesor vertical de la pieza de trabajo.
Espesor efectivo La longitud del borde de corte o la distancia que recorre el arco a través del material durante el corte. El espesor
efectivo equivale al espesor nominal dividido entre el coseno del ángulo biselado. Los espesores efectivos se indican
en la tabla de corte.
Espacio libre La distancia vertical desde el punto inferior de la antorcha hasta la superficie de la pieza de trabajo.
Altura efectiva La distancia lineal desde el centro de la salida de la antorcha hasta la superficie de la pieza de trabajo a lo
de corte largo de la línea central de la antorcha. En la tabla de corte se indica un rango de distancias de la altura efectiva de
corte. El número más pequeño corresponde a un corte recto (ángulo biselado = 0°). El número más grande corres-
ponde a un corte biselado de 45° con un espacio libre de 2mm (0,125 in).
Tensión de arco El ajuste de tensión del arco depende del ángulo biselado y de la configuración del sistema de corte. El ajuste de la
tensión del arco en un sistema puede ser diferente del de otro sistema aunque la pieza de trabajo sea del mismo grosor.
En las tablas del corte biselado no se incluyen las tensiones de arco para el corte biselado.
Altura efectiva
de Corte
Incendie
Línea Central
Espacio libre
Espesor
nominal
Espesor
efectivo
0°
Pieza
Art # A-08568SP_AB
Angulo biselado

Manaual: 0560956430ES 117 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Definiciones generales:
THC Control de altura de la antorcha
Tensión de arco La medida de tensión entre el electrodo y la pieza de trabajo que se utiliza para controlar la distancia entre la antorcha
y la pieza durante el corte.
Altura de corte Distancia comprendida entre la antorcha de plasma y la pieza de trabajo durante el corte.
Altura de ignición Distancia entre la antorcha y la pieza durante la transferencia del arco. Este ajuste suele ser menor cuando se
de perforación utiliza un THC con altura de elevación para aumentar la fiabilidad de la transferencia.
Altura de elevación Distancia desde la altura de ignición de perforación hasta la que se eleva la antorcha para evitar daños durante la
perforación de la placa.
Demora de Tiempo posterior a la transferencia del arco durante el cual la antorcha permanece a la altura de perforación o
perforación THC de elevación. Suele ser mayor que la demora del movimiento del CNC para permitir que la antorcha elimine el charco
de la perforación.
Demora de Tiempo posterior a la transferencia del arco para permitir que el arco perfore la placa antes de que comience el
movimiento CNC movimiento de la mesa en el plano XY.
Demora de control También denominada demora AVC; es el período que comienza cuando se mueve la antorcha se mueve a “Cut Height”
(Altura de corte) hasta que el THC empieza a controlar la altura de la tensión del arco muestreado.
Velocidad de corte Velocidad de corte recomendada en función del espesor del material, las piezas de la antorcha y la combinación de
gases usada.
Ancho de sangría Es el ancho del material extraído durante el corte.

DATOS DE LA ANTORCHA 100i-400i 118 Manaual: 0560956430ES
100i/200i/300i/400i
Comprender la línea temporal y el proceso de corte del THC
Elevation Height
Work
Height
Control
Delay
THC Pierce
Delay
Transfer
Detected
t=0
CNC Motion
Delay
Initial Height
Sense
Piercing
the Plate
Delay Before Arc
Voltage Control
Pierce Ignition
Height
Torch Height Controlled
with Arc Voltage
Moving
Over
Pierce
Puddle
Torch Height Control (THC) WITH Elevation Height
Art # A-09753
Pierce Height
Work
Height
THC Pierce
Delay
Transfer
Detected
t=0
CNC Motion
Delay
Initial Height
Sense
Piercing
the Plate
Moving
Over
Pierce
Puddle
Torch Height Controlled
with Arc Voltage
Control
Delay
Delay Before Arc
Voltage Control
Torch Height Control (THC) WITHOUT Elevation Height
Art # A-09754

Manaual: 0560956430ES 121 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
8.01 Corte estándar hasta 100 amperios
Acero con bajo contenido de carbono
30A
Plasma O
2
/Protección O
2
Caudal de flujo (SLPM/SCFH)
O
2
Aire
Preflujo
4/8 16/33
Flujo de corte
15/32 - / -
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza
deflectora
Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210041 0559210071 0559210021 0559210061 0559210001 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de
control
Altura de
perforación
sin elevación
Velocidad
de despla-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
20 - 0,036 60 40 70 N/A 25 105 0,080 0,2 0,090 0,060 0,8 0,120 130 0,2 0,058
16 - 0,060 60 40 70 N/A 25 111 0,080 0,3 0,090 0,060 0,7 0,120 70 0,3 0,077
14 - 0,075 60 40 70 N/A 25 111 0,100 0,4 0,100 0,080 0,6 0,150 65 0,4 0,081
12 - 0,105 60 40 70 N/A 25 111 0,110 0,4 0,100 0,080 0,6 0,150 55 0,4 0,084
10 - 0,135 60 40 70 N/A 25 112 0,130 0,5 0,125 0,120 0,5 0,200 50 0,5 0,087
- 3/16 0,188 60 40 70 N/A 25 116 0,150 0,6 0,150 0,150 0,4 0,250 30 0,6 0,080
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de
control
Altura de
perforación
sin elevación
Velocidad
de despla-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
1 4,1 40 4,8 N/A 1,7 106 2,0 0,2 2,3 1,5 0,8 3,0 3090 0,2 1,5
1,5 4,1 40 4,8 N/A 1,7 111 2,0 0,3 2,3 1,5 0,7 3,0 1840 0,3 1,9
2 4,1 40 4,8 N/A 1,7 111 2,6 0,4 2,5 2,0 0,6 3,8 1620 0,4 2,1
2,5 4,1 40 4,8 N/A 1,7 111 2,7 0,4 2,5 2,0 0,6 3,8 1450 0,4 2,1
3 4,1 40 4,8 N/A 1,7 111 3,0 0,4 2,8 2,5 0,6 4,4 1340 0,4 2,2
4 4,1 40 4,8 N/A 1,7 114 3,5 0,5 3,4 3,4 0,5 5,6 1050 0,5 2,1
5 4,1 40 4,8 N/A 1,7 117 3,9 0,6 3,9 3,9 0,4 6,6 670 0,6 2,0
Los valores en NEGRITA indican los parámetros máximos de perforación.

DATOS DE LA ANTORCHA 100i-400i 122 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
30A
Aire
Preflujo
22/47
Plasma de aire/Protección de aire
Flujo de corte
40/85
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210141 0559210080 0559210121 0559210064 0559210101 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora de
control
Altura de
perforación
sin
elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
26 - 0,019 60 64 120 20 120 87 0,020 0,0 0,040 0,030 0,7 0,040 350 0,0 0,029
24 - 0,025 60 64 120 20 120 85 0,020 0,0 0,040 0,030 0,7 0,040 320 0,0 0,028
22 - 0,031 60 64 120 20 120 80 0,020 0,0 0,040 0,030 0,7 0,040 310 0,0 0,034
20 - 0,038 60 64 120 20 120 75 0,020 0,1 0,060 0,040 0,6 0,060 300 0,1 0,025
18 - 0,050 60 64 120 20 120 78 0,020 0,2 0,070 0,040 0,5 0,080 150 0,2 0,032
16 - 0,063 60 64 120 20 120 76 0,020 0,2 0,070 0,040 0,5 0,080 110 0,2 0,030
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora de
control
Altura de
perforación
sin
elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
0,6 4,1 64 8,3 20 8,3 85 0,5 0,0 1,0 0,8 0,7 1,0 8300 0,0 0,7
0,8 4,1 64 8,3 20 8,3 80 0,5 0,0 1,1 0,8 0,7 1,1 7860 0,0 0,8
1 4,1 64 8,3 20 8,3 75 0,5 0,1 1,6 1,0 0,6 1,6 7190 0,1 0,7
1,5 4,1 64 8,3 20 8,3 77 0,5 0,2 1,8 1,0 0,5 2,0 3100 0,2 0,8
2 4,1 64 8,3 20 8,3 74 0,5 0,2 1,8 1,0 0,5 2,0 2600 0,2 0,7
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y CNC
Demora
de control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 20 40/2,8 70 80/5,5 93 0,100/2,5 0,100/2,5 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 123 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal
30A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
9/19 5/19
Plasma N₂/Protección H₂O
Flujo de corte
28/59 5/19
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210141 0559210080 0559210121 0559210064 0559210101 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora de
movimien
-
to CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
26 - 0,019 90 75 120 4 55 91 0,020 0,0 0,040 0,030 0,5 0,040 600 0,0 0,047
24 - 0,025 90 64 120 4 55 97 0,020 0,0 0,040 0,030 0,5 0,040 440 0,0 0,045
22 - 0,031 90 50 120 4 55 95 0,020 0,0 0,040 0,030 0,5 0,040 420 0,0 0,045
20 - 0,038 90 60 120 5 55 105 0,020 0,1 0,050 0,040 0,4 0,050 300 0,1 0,044
18 - 0,050 90 60 120 5 55 78 0,030 0,1 0,050 0,040 0,4 0,050 250 0,1 0,035
16 - 0,063 90 60 120 5 55 85 0,050 0,2 0,060 0,040 0,4 0,060 205 0,2 0,044
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
0,6 6,2 67 8,3 4 3,8 96 0,5 0,0 1,0 0,8 0,5 1,0 12110 0,0 1,2
0,8 6,2 51 8,3 4 3,8 96 0,5 0,0 1,0 0,8 0,5 1,0 10450 0,0 1,1
1 6,2 60 8,3 5 3,8 102 0,5 0,1 1,3 1,0 0,4 1,3 7480 0,1 1,1
1,5 6,2 60 8,3 5 3,8 83 1,1 0,2 1,4 1,0 0,4 1,4 5550 0,2 1,0
2 6,2 60 8,3 5 3,8 93 1,9 0,3 1,8 1,0 0,4 1,8 3820 0,3 1,4
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 20 40/2,8 70 80/5,5 93 0,100/2,5 0,100/2,5 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 124 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
30A
Aire
Preflujo
19/40
Plasma de aire/Protección de aire
Flujo de corte
40/85
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210141 0559210080 0559210121 0559210064 0559210101 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,025 60 60 120 15 120 86 0,020 0,0 0,040 0,030 0,7 0,040 500 0,0 0,029
- - 0,037 60 60 120 15 120 86 0,020 0,1 0,060 0,040 0,6 0,060 240 0,1 0,046
- - 0,052 60 60 120 15 120 84 0,020 0,2 0,080 0,040 0,5 0,100 230 0,2 0,034
- - 0,064 60 60 120 15 120 80 0,020 0,2 0,080 0,040 0,5 0,100 220 0,2 0,036
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
1 4,1 60 8,3 15 8,3 86 0,5 0,1 1,6 1,0 0,6 1,7 6060 0,1 1,1
1,5 4,1 60 8,3 15 8,3 82 0,5 0,2 2,0 1,0 0,5 2,5 5690 0,2 0,9
2 4,1 60 8,3 15 8,3 75 0,5 0,2 2,0 1,0 0,5 2,5 5280 0,2 1,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de
desplaza
-
miento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 20 40/2,8 70 80/5,5 93 0,100/2,5 0,100/2,5 0 0,7
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 125 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal
30A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
9/19 4/15
Plasma N₂/Protección H₂O
Flujo de corte
21/44 4/15
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210141 0559210080 0559210121 0559210064 0559210101 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,025 96 55 120 4 55 103 0,030 0,0 0,070 0,040 0,4 0,080 230 0,0 0,034
- - 0,037 96 55 120 4 55 103 0,030 0,1 0,070 0,040 0,4 0,080 220 0,1 0,045
- - 0,052 96 55 120 4 55 103 0,030 0,2 0,070 0,040 0,4 0,080 150 0,2 0,031
- - 0,064 96 55 120 4 55 103 0,030 0,2 0,070 0,040 0,4 0,080 110 0,2 0,036
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
1 6,6 55 8,3 4 3,8 103 0,8 0,1 1,8 1,0 0,4 2,0 5310 0,1 1,1
1,5 6,6 55 8,3 4 3,8 103 0,8 0,2 1,8 1,0 0,4 2,0 3210 0,2 0,9
2 6,6 55 8,3 4 3,8 103 0,8 0,2 1,8 1,0 0,4 2,0 1550 0,2 1,1
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/
min)
20/1,4 20 40/2,8 70 80/5,5 93 0,100/2,5 0,100/2,5 0 0,6
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 126 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
50A
O
2
Aire
Preflujo
- / - 30/63
Plasma de O
2
/Protección de aire
Flujo de corte
6/14 12/26
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210042 0559210071 0559210022 0559210061 0559210001 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
14 - 0,075 70 28 120 20 120 130 0,060 0,0 0,080 0,040 0,8 0,100 280 0,0 0,040
12 - 0,105 70 28 120 20 120 130 0,060 0,0 0,080 0,040 0,8 0,100 270 0,0 0,052
10 - 0,135 70 28 120 20 120 126 0,040 0,4 0,080 0,040 0,4 0,100 160 0,4 0,044
- 3/16 0,188 70 28 120 40 120 130 0,060 0,4 0,100 0,060 0,4 0,110 100 0,4 0,054
- 1/4 0,250 70 28 120 40 120 132 0,060 0,4 0,100 0,060 0,4 0,110 90 0,4 0,062
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 4,8 28 8,3 20 8,3 130 1,5 0,0 2,0 1,0 0,8 2,5 7080 0,0 1,1
2,5 4,8 28 8,3 20 8,3 130 1,5 0,0 2,0 1,0 0,8 2,5 6910 0,0 1,3
3 4,8 28 8,3 20 8,3 128 1,3 0,2 2,0 1,0 0,6 2,5 5640 0,2 1,2
4 4,8 28 8,3 28 8,3 128 1,2 0,4 2,2 1,2 0,4 2,6 3410 0,4 1,2
5 4,8 28 8,3 40 8,3 130 1,5 0,4 2,5 1,5 0,4 2,8 2500 0,4 1,4
6 4,8 28 8,3 40 8,3 132 1,5 0,4 2,5 1,5 0,4 2,8 2340 0,4 1,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar
-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
v
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 40 40/2,8 75 80/5,5 143 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 127 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
50A
Aire
Preflujo
60/127
Plasma de aire/Protección de aire
Flujo de corte
49/104
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210142 0559210080 0559210123 0559210061 0559210103 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
14 - 0,078 100 62 120 75 120 109 0,060 0,0 0,090 0,060 0,4 0,120 180 0,0 0,044
12 - 0,109 100 62 120 75 120 114 0,060 0,0 0,100 0,080 0,4 0,150 130 0,0 0,049
10 - 0,141 100 62 120 75 120 118 0,060 0,1 0,110 0,100 0,3 0,180 120 0,1 0,050
- 3/16 0,188 100 62 120 75 120 124 0,080 0,3 0,125 0,120 0,1 0,200 70 0,3 0,059
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
1,5 6,9 62 8,3 75 8,3 106 1,5 0,0 2,1 1,2 0,4 2,6 5350 0,0 1,0
2 6,9 62 8,3 75 8,3 109 1,5 0,0 2,3 1,5 0,4 3,1 4540 0,0 1,1
2,5 6,9 62 8,3 75 8,3 112 1,5 0,0 2,5 1,9 0,4 3,6 3740 0,0 1,2
3 6,9 62 8,3 75 8,3 115 1,5 0,0 2,6 2,2 0,4 4,0 3230 0,0 1,3
4 6,9 62 8,3 75 8,3 120 1,7 0,2 2,9 2,7 0,2 4,8 2600 0,2 1,4
5 6,9 62 8,3 75 8,3 125 2,1 0,3 3,3 3,2 0,1 5,2 1520 0,3 1,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 40 40/2,8 75 80/5,5 120 0,120/3,0 0,120/3,0 0 0,4
300/
7620

DATOS DE LA ANTORCHA 100i-400i 128 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal
50A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
17/37 4/15
Plasma N₂/Protección H₂O
Flujo de corte
18/38 4/15
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210142 0559210080 0559210102 0559210061 0559210122 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
16 - 0,063 60 62 120 4 55 133 0,110 0,0 0,125 0,120 0,5 0,200 210 0,0 0,043
14 - 0,078 60 62 120 4 55 132 0,110 0,1 0,125 0,120 0,5 0,200 170 0,1 0,043
12 - 0,109 60 62 120 4 55 126 0,110 0,2 0,125 0,120 0,5 0,200 150 0,2 0,047
10 - 0,141 60 62 120 4 55 139 0,110 0,3 0,125 0,120 0,5 0,200 120 0,3 0,050
- 3/16 0,188 60 62 120 4 55 157 0,110 0,5 0,125 0,120 0,5 0,200 50 0,5 0,050
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 4,1 62 8,3 4 3,8 123 2,8 0,1 3,2 3,0 0,5 5,1 4310 0,1 1,1
2,5 4,1 62 8,3 4 3,8 128 2,8 0,1 3,2 3,0 0,5 5,1 3980 0,1 1,2
3 4,1 62 8,3 4 3,8 130 2,8 0,2 3,2 3,0 0,5 5,1 3660 0,2 1,2
4 4,1 62 8,3 4 3,8 145 2,8 0,4 3,2 3,0 0,5 5,1 2410 0,4 1,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in)
±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/
min)
20/1,4 40 40/2,8 75 80/5,5 120 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 129 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
50A
Aire
Preflujo
60/128
Plasma de aire/Protección de aire
Flujo de corte
50/106
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210142 0559210080 0559210123 0559210061 0559210103 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,064 100 60 120 75 120 124 0,100 0,0 0,125 0,120 0,4 0,200 140 0,0 0,060
- - 0,079 100 60 120 75 120 124 0,102 0,0 0,125 0,120 0,4 0,200 117 0,0 0,063
- - 0,097 100 60 120 75 120 125 0,105 0,0 0,125 0,120 0,4 0,200 90 0,0 0,067
- - 0,120 100 60 120 75 120 129 0,110 0,0 0,125 0,120 0,4 0,200 60 0,0 0,068
- 3/16 0,188 100 60 120 75 120 133 0,120 0,2 0,125 0,120 0,2 0,200 40 0,2 0,074
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 6,9 60 8,3 75 8,3 124 2,6 0,0 3,2 3,0 0,4 5,1 2990 0,0 1,6
2,5 6,9 60 8,3 75 8,3 125 2,7 0,0 3,2 3,0 0,4 5,1 2240 0,0 1,7
3 6,9 60 8,3 75 8,3 129 2,8 0,0 3,2 3,0 0,4 5,1 1590 0,0 1,7
4 6,9 60 8,3 75 8,3 131 2,9 0,1 3,2 3,0 0,3 5,1 1240 0,1 1,8
5 6,9 60 8,3 75 8,3 134 3,1 0,2 3,2 3,0 0,2 5,1 950 0,2 1,9
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 40 40/2,8 75 80/5,5 120 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

DATOS DE LA ANTORCHA 100i-400i 130 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal
50A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
26/56 4/15
Plasma N₂/Protección H₂O
Flujo de corte
18/38 4/15
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210142 0559210080 0559210102 0559210061 0559210122 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,064 100 60 120 4 55 128 0,110 0,0 0,125 0,120 0,5 0,200 140 0,0 0,045
- - 0,079 100 60 120 4 55 127 0,110 0,1 0,125 0,120 0,5 0,200 117 0,1 0,045
- - 0,097 100 60 120 4 55 131 0,110 0,2 0,125 0,120 0,5 0,200 90 0,2 0,046
- - 0,120 100 60 120 4 55 135 0,110 0,2 0,125 0,120 0,5 0,200 60 0,2 0,050
- 16/85 0,188 100 60 120 4 55 140 0,120 0,3 0,125 0,120 0,5 0,200 40 0,3 0,051
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 6,9 60 8,3 4 3,8 127 2,8 0,1 3,2 3,0 0,5 5,1 2990 0,1 1,1
2,5 6,9 60 8,3 4 3,8 131 2,8 0,2 3,2 3,0 0,5 5,1 2240 0,2 1,2
3 6,9 60 8,3 4 3,8 135 2,8 0,2 3,2 3,0 0,5 5,1 1590 0,2 1,3
4 6,9 60 8,3 4 3,8 138 2,9 0,3 3,2 3,0 0,5 5,1 1240 0,3 1,3
5 6,9 60 8,3 4 3,8 141 3,1 0,3 3,2 3,0 0,5 5,1 950 0,3 1,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in)
±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/
min)
20/1,4 40 40/2,8 75 80/5,5 120 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 131 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
70A
O
2
Aire
Preflujo
- / - 44/94
Plasma de O
2
/Protección de aire
Flujo de corte
10/21 25/52
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210043 0559210071 0559210023 0559210061 0559210002 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
16 - 0,060 46 35 120 41 120 143 0,070 0,1 0,080 0,040 1,0 0,100 300 0,1 0,073
14 - 0,075 46 35 120 41 120 145 0,100 0,1 0,090 0,060 1,0 0,120 250 0,1 0,072
12 - 0,105 46 55 120 60 120 147 0,100 0,2 0,090 0,060 0,9 0,120 225 0,2 0,078
10 - 0,135 46 55 120 60 120 148 0,100 0,2 0,100 0,080 0,9 0,150 180 0,2 0,071
- 3/16 0,188 46 55 120 60 120 149 0,115 0,4 0,125 0,120 0,7 0,200 130 0,4 0,077
- 1/4 0,250 46 55 120 60 120 151 0,120 0,5 0,125 0,120 0,6 0,200 100 0,5 0,083
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
1,5 3,2 35 8,3 41 8,3 143 1,7 0,1 2,0 1,0 1,0 2,5 7700 0,1 1,9
2 3,2 37 8,3 43 8,3 145 2,5 0,1 2,3 1,5 1,0 3,0 6270 0,1 1,8
2,5 3,2 51 8,3 56 8,3 147 2,5 0,2 2,3 1,5 0,9 3,0 5850 0,2 1,9
3 3,2 55 8,3 60 8,3 147 2,5 0,2 2,4 1,7 0,9 3,4 5220 0,2 1,9
4 3,2 55 8,3 60 8,3 148 2,7 0,3 2,8 2,5 0,8 4,4 4030 0,3 1,9
5 3,2 55 8,3 60 8,3 149 2,9 0,4 3,2 3,0 0,7 5,1 3190 0,4 2,0
6 3,2 55 8,3 60 8,3 151 3,0 0,5 3,2 3,0 0,6 5,1 2710 0,5 2,1
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad de
desplaza
-
miento
La calidad
de marcado
disminuye a
medida que se
disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 100 80/5,5 148 0,120/3,0 0,120/3,0 0 0,4
300/
7620

DATOS DE LA ANTORCHA 100i-400i 132 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
70A
Aire
Preflujo
66/139
Plasma de aire/Protección de aire
Flujo de corte
52/110
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210143 0559210080 0559210124 0559210061 0559210105 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
10 - 0,141 84 41 120 94 120 138 0,080 0,3 0,090 0,070 0,3 0,140 120 0,3 0,075
- 3/16 0,188 84 41 120 87 120 144 0,080 0,4 0,090 0,070 0,2 0,140 100 0,4 0,082
- 1/4 0,250 84 41 120 72 120 148 0,130 0,5 0,110 0,110 0,2 0,180 55 0,5 0,085
- 3/8 0,375 84 41 120 72 120 152 0,140 0,6 0,125 0,120 0,2 0,200 40 0,6 0,083
- 1/2 0,500 84 53 120 60 120 160 0,140 0,8 0,190 0,150 0,2 0,280 25 0,8 0,080
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
3 5,8 41 8,3 97 8,3 135 2,0 0,3 2,3 1,8 0,3 3,6 3300 0,3 1,8
4 5,8 41 8,3 92 8,3 140 2,0 0,3 2,3 1,8 0,3 3,6 2870 0,3 2,0
5 5,8 41 8,3 85 8,3 145 2,2 0,4 2,4 1,9 0,2 3,7 2370 0,4 2,1
6 5,8 41 8,3 75 8,3 147 3,0 0,5 2,7 2,6 0,2 4,3 1650 0,5 2,1
8 5,8 41 8,3 72 8,3 150 3,4 0,6 3,0 2,9 0,2 4,8 1200 0,6 2,1
10 5,8 43 8,3 70 8,3 153 3,6 0,6 3,4 3,2 0,2 5,4 960 0,6 2,1
12 5,8 50 8,3 63 8,3 158 3,6 0,8 4,5 3,6 0,2 6,7 720 0,8 2,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 135 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 133 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal
70A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
15/31 5/19
Plasma N₂/Protección H₂O
Flujo de corte
8/17 5/19
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210144 0559210080 0559210125 0559210061 0559210104 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora de
movimien
-
to CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
10 - 0,141 45 55 90 5 55 146 0,100 0,3 0,150 0,150 0,2 0,250 120 0,3 0,075
- 3/16 0,188 45 55 90 5 55 150 0,100 0,4 0,150 0,150 0,2 0,250 90 0,4 0,086
- 1/4 0,250 45 55 90 5 55 159 0,150 0,5 0,150 0,150 0,2 0,250 50 0,5 0,095
- 3/8 0,375 45 55 90 5 55 168 0,150 0,7 0,150 0,150 0,2 0,250 35 0,7 0,103
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora de
movimien
-
to CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
3 3,1 55 6,2 5 3,8 144 2,5 0,3 3,8 3,8 0,2 6,4 3420 0,3 1,8
4 3,1 55 6,2 5 3,8 147 2,5 0,3 3,8 3,8 0,2 6,4 2780 0,3 2,0
5 3,1 55 6,2 5 3,8 151 2,7 0,4 3,8 3,8 0,2 6,4 2130 0,4 2,2
6 3,1 55 6,2 5 3,8 157 3,5 0,5 3,8 3,8 0,2 6,4 1490 0,5 2,4
8 3,1 55 6,2 5 3,8 164 3,8 0,6 3,8 3,8 0,2 6,4 1070 0,6 2,5
10 3,1 55 6,2 5 3,8 169 3,8 0,7 3,8 3,8 0,2 6,4 830 0,7 2,6
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 150 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 134 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
70A
Aire
Preflujo
66/139
Plasma de aire/Protección de aire
Flujo de corte
52/110
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210143 0559210080 0559210124 0559210061 0559210105 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,079 84 42 120 70 120 153 0,060 0,0 0,090 0,070 0,4 0,140 300 0,0 0,058
- - 0,097 84 42 120 70 120 160 0,080 0,1 0,090 0,070 0,3 0,140 200 0,1 0,062
- - 0,120 84 42 120 70 120 161 0,090 0,1 0,090 0,070 0,3 0,140 175 0,1 0,065
- 3/16 0,188 84 42 120 70 120 162 0,120 0,1 0,090 0,070 0,3 0,140 100 0,1 0,072
- 1/4 0,250 84 42 120 70 120 166 0,140 0,2 0,120 0,110 0,2 0,180 70 0,2 0,073
- 3/8 0,375 84 42 120 70 120 168 0,140 0,3 0,120 0,110 0,2 0,180 60 0,3 0,078
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (aire)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 5,8 42 8,3 70 8,3 153 1,5 -0,0 2,3 1,8 0,4 3,6 7660 -0,0 1,5
2,5 5,8 42 8,3 70 8,3 160 2,0 0,1 2,3 1,8 0,3 3,6 5040 0,1 1,6
3 5,8 42 8,3 70 8,3 160 2,3 0,1 2,3 1,8 0,3 3,6 4490 0,1 1,6
4 5,8 42 8,3 70 8,3 161 2,7 0,1 2,3 1,8 0,3 3,6 3380 0,1 1,7
5 5,8 42 8,3 70 8,3 163 3,1 0,1 2,4 1,9 0,3 3,7 2430 0,1 1,8
6 5,8 42 8,3 70 8,3 165 3,4 0,2 2,9 2,6 0,2 4,3 1950 0,2 1,8
8 5,8 42 8,3 70 8,3 167 3,6 0,3 3,0 2,8 0,2 4,6 1650 0,3 1,9
10 5,8 42 8,3 70 8,3 168 3,6 0,3 3,0 2,8 0,2 4,6 1490 0,3 2,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar
-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
16A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 135 0,120/3,0 0,120/3,0 0 0,4
300/
7620

Manaual: 0560956430ES 135 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal
70A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
15/31 5/19
Plasma N₂/Protección H₂O
Flujo de corte
8/17 5/19
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210144 0559210080 0559210125 0559210061 0559210104 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- - 0,064 45 55 90 5 55 155 0,100 0,0 0,150 0,150 0,2 0,250 300 0,0 0,057
- - 0,079 45 55 90 5 55 148 0,100 0,0 0,150 0,150 0,2 0,250 240 0,0 0,068
- - 0,097 45 55 90 5 55 150 0,150 0,1 0,150 0,150 0,2 0,250 200 0,1 0,095
- - 0,120 45 55 90 5 55 150 0,150 0,2 0,150 0,150 0,2 0,250 180 0,2 0,095
- 3/16 0,188 45 55 90 5 55 150 0,150 0,3 0,150 0,150 0,2 0,250 120 0,3 0,095
- 1/4 0,250 45 55 90 5 55 158 0,150 0,3 0,150 0,150 0,2 0,250 70 0,3 0,097
- 3/8 0,375 45 55 90 5 55 162 0,150 0,5 0,150 0,150 0,2 0,250 35 0,5 0,100
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
2 3,1 55 6,2 5 3,8 148 2,5 0,0 3,8 3,8 0,2 6,4 6120 0,0 1,7
3 3,1 55 6,2 5 3,8 150 3,8 0,1 3,8 3,8 0,2 6,4 4610 0,1 2,4
4 3,1 55 6,2 5 3,8 150 3,8 0,2 3,8 3,8 0,2 6,4 3720 0,2 2,4
5 3,1 55 6,2 5 3,8 151 3,8 0,3 3,8 3,8 0,2 6,4 2860 0,3 2,4
6 3,1 55 6,2 5 3,8 156 3,8 0,3 3,8 3,8 0,2 6,4 2060 0,3 2,5
7 3,1 55 6,2 5 3,8 159 3,8 0,3 3,8 3,8 0,2 6,4 1600 0,3 2,5
8 3,1
55 6,2 5 3,8 160 3,8 0,4 3,8 3,8 0,2 6,4 1320 0,4 2,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar
-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad
de marcado
disminuye a medida
que se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 150 0,120/3,0 0,120/3,0 0 0,4
300/
7620
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 136 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
100A
O
2
Aire
Preflujo
- / - 38/81
Plasma de O
2
/Protección de aire
Flujo de corte
16/35 27/58
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210044 0559210071 0559210024 0559210061 0559210003 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
10 - 0,135 40 55 120 80 120 138 0,070 0,2 0,125 0,120 0,6 0,200 280 0,2 0,065
- 3/16 0,188 40 55 120 80 120 140 0,090 0,2 0,125 0,120 0,6 0,200 190 0,2 0,070
- 1/4 0,250 40 55 120 80 120 141 0,090 0,3 0,125 0,120 0,5 0,200 145 0,3 0,078
- 3/8 0,375 40 55 120 80 120 143 0,110 0,4 0,150 0,150 0,4 0,250 90 0,4 0,085
- 1/2 0,500 40 55 120 80 120 147 0,120 0,6 0,200 0,150 0,4 0,300 60 0,6 0,097
- 5/8 0,625 40 55 120 80 120 148 0,120 0,8 0,250 0,200 0,4 0,350 50 0,8 0,100
- 3/4 0,750 40 55 120 80 120 157 0,150 3,5
Arranque
desde el borde
0,4 borde 25 2,0 0,125
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
4 2,8 55 8,3 80 8,3 139 2,0 0,2 3,2 3,0 0,6 5,1 6140 0,2 1,7
5 2,8 55 8,3 80 8,3 140 2,3 0,2 3,2 3,0 0,6 5,1 4660 0,2 1,8
6 2,8 55 8,3 80 8,3 141 2,3 0,3 3,2 3,0 0,5 5,1 3940 0,3 1,9
8 2,8 55 8,3 80 8,3 142 2,6 0,4 3,5 3,4 0,4 5,7 2960 0,4 2,1
10 2,8 55 8,3 80 8,3 144 2,8 0,4 4,0 3,8 0,4 6,5 2170 0,4 2,2
12 2,8 55 8,3 80 8,3 146 3,0 0,6 4,8 3,8 0,4 7, 3 1690 0,6 2,4
15 2,8 55 8,3 80 8,3 148 3,0 0,7 6,0 4,7 0,4
8,5 1340 0,7 2,5
20 2,8 55 8,3 80 8,3 157 3,8 4,3
Arranque
desde el borde
0,4 borde 640 2,4 3,2
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
17A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 100 80/5,5 144 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 137 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
100A
H35
N₂
Preflujo
- / - 62/132
Plasma de H35/Protección de N₂
Flujo de corte
24/51 51/107
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210145 0559210080 0559210126 0559210061 0559210106 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/4 0,250 40 50 120 97 120 148 0,145 0,3 0,150 0,150 0,3 0,250 72 0,3 0,093
- 3/8 0,375 40 55 120 97 120 152 0,130 0,3 0,200 0,150 0,3 0,300 55 0,3 0,090
- 1/2 0,500 40 55 120 97 120 155 0,130 0,5 0,250 0,200 0,2 0,350 42 0,5 0,095
- 5/8 0,625 40 62 120 97 120 157 0,130 0,6 0,350 0,300 0,2 0,450 25 0,6 0,100
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
6 2,8 49 8,3 97 8,3 148 3,7 0,3 3,7 3,8 0,3 6,2 1880 0,3 2,4
8 2,8 53 8,3 97 8,3 150 3,5 0,3 4,5 3,8 0,3 7, 0 1600 0,3 2,3
10 2,8 55 8,3 97 8,3 152 3,3 0,3 5,3 4,0 0,3 7, 8 1350 0,3 2,3
12 2,8 55 8,3 97 8,3 154 3,3 0,5 6,1 4,8 0,2 8,6 1140 0,5 2,4
15 2,8 60 8,3 97 8,3 156 3,3 0,6 8,2 6,9 0,2 10,7 750 0,6 2,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar
-
cación
Altura de ignición de
perforación
Demora THC
y CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 125 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

DATOS DE LA ANTORCHA 100i-400i 138 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal
100A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
17/35 7/26
Plasma N₂/Protección H₂O
Flujo de corte
14/29 7/26
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210145 0559210080 0559211053 0559210061 0559210107 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/16 0,188 45 60 90 7 55 148 0,100 0,1 0,200 0,150 0,2 0,300 140 0,1 0,091
- 1/4 0,250 45 60 90 7 55 158 0,100 0,1 0,200 0,150 0,2 0,300 95 0,1 0,091
- 3/8 0,375 45 60 90 7 55 168 0,150 0,2 0,250 0,200 0,2 0,350 65 0,2 0,100
- 1/2 0,500 45 60 90 7 55 168 0,150 0,4 0,250 0,200 0,2 0,350 50 0,4 0,102
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
5 3,1 60 6,2 7 3,8 149 2,5 0,1 5,1 3,8 0,2 7, 6 3390 0,1 2,3
6 3,1 60 6,2 7 3,8 156 2,5 0,1 5,1 3,8 0,2 7, 6 2670 0,1 2,3
8 3,1 60 6,2 7 3,8 163 3,2 0,2 5,7 4,5 0,2 8,3 2020 0,2 2,4
10 3,1 60 6,2 7 3,8 168 3,8 0,2 6,4 5,1 0,2 8,9 1590 0,2 2,5
12 3,1 60 6,2 7 3,8 168 3,8 0,4 6,4 5,1 0,2 8,9 1350 0,4 2,6
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 150 0,120/3,0 0,120/3,0 0 0,4
300/
7620
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 139 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
100A
H35
N₂
Preflujo
- / - 62/132
Plasma de H35/Protección de N₂
Flujo de corte
24/51 51/107
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210145 0559210080 0559210126 0559210061 0559210106 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 40 67 120 62 120 152 0,154 0,2 0,250 0,200 0,4 0,350 60 0,2 0,105
- 1/2 0,500 40 67 120 62 120 158 0,150 0,2 0,250 0,200 0,4 0,350 50 0,2 0,110
- 5/8 0,625 40 67 120 62 120 160 0,150 0,5 0,250 0,200 0,2 0,350 35 0,5 0,110
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,8 67 8,3 62 8,3 153 3,9 0,2 6,4 5,1 0,4 8,9 1490 0,2 2,7
12 2,8 67 8,3 62 8,3 157 3,8 0,2 6,4 5,1 0,4 8,9 1330 0,2 2,8
15 2,8 67 8,3 62 8,3 159 3,8 0,4 6,4 5,1 0,3 8,9 990 0,4 2,8
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar
-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 125 0,120/3,0 0,120/3,0 0 0,7
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

DATOS DE LA ANTORCHA 100i-400i 140 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal
100A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
17/35 7/26
Plasma N₂/Protección H₂O
Flujo de corte
14/29 7/26
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210145 0559210080
0559211053
0559210061 0559210107 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/16 0,188 45 60 90 7 55 158 0,150 0,1 0,200 0,150 0,2 0,300 130 0,1 0,095
- 1/4 0,250 45 60 90 7 55 160 0,150 0,1 0,200 0,150 0,2 0,300 90 0,1 0,100
- 3/8 0,375 45 60 90 7 55 161 0,150 0,2 0,200 0,150 0,2 0,300 70 0,2 0,100
- 1/2 0,500 45 60 90 7 55 171 0,150 0,4 0,200 0,150 0,2 0,300 40 0,4 0,100
- 5/8 0,625 45 60 90 7 55 175 0,180 0,5 0,250 0,200 0,2 0,350 35 0,5 0,105
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
5 3,1 60 6,2 7 3,8 158 3,8 0,1 5,1 3,8 0,2 7, 6 3150 0,1 2,4
6 3,1 60 6,2 7 3,8 160 3,8 0,1 5,1 3,8 0,2 7, 6 2510 0,1 2,5
8 3,1 60 6,2 7 3,8 161 3,8 0,2 5,1 3,8 0,2 7, 6 2020 0,2 2,5
10 3,1 60 6,2 7 3,8 162 3,8 0,2 5,1 3,8 0,2 7, 6 1660 0,2 2,5
12 3,1 60 6,2 7 3,8 169 3,8 0,4 5,1 3,8 0,2 7, 6 1180 0,4 2,5
15 3,1 60 6,2 7 3,8 174 4,4 0,5 6,0 4,7 0,2 8,5 920 0,5 2,6
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
18A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 50 40/2,8 75 80/5,5 150 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 143 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
Corte biselado de 100A
O
2
Aire
Preflujo
- / - 38/81
Plasma de O
2
/Protección de aire
Flujo de corte
16/35 27/58
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559211127 0559210081 0559210033 0559210061 0559210012 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,135 0,080 40 55 120 35 120 0,070 - 0,250 0,2 0,125 0,120 0,6 0,200 280 0,2 0,065
0,188 0,080 40 55 120 35 120 0,090 - 0,250 0,2 0,125 0,120 0,6 0,200 190 0,2 0,070
0,250 0,080 40 55 120 35 120 0,100 - 0,250 0,3 0,125 0,120 0,5 0,200 150 0,3 0,078
0,375 0,080 40 55 120 35 120 0,110 - 0,250 0,4 0,150 0,150 0,4 0,250 95 0,4 0,085
0,500 0,080 40 55 120 40 120 0,120 - 0,250 0,6 0,200 0,150 0,4 0,300 68 0,6 0,097
0,625 0,080 40 55 120 40 120 0,120 - 0,250 0,8 0,250 0,200 0,4 0,350 55 0,8 0,100
0,750 0,080 40 55 120 40 120 0,150 - 0,250 3,5
Arranque
desde el borde
0,4 borde 25 2,0 0,125
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
4 2,0 2,8 55 8,3 35 8,3 2,0 - 6,4 0,2 3,2 3,0 0,6 5,1 6140 0,2 1,7
5 2,0 2,8 55 8,3 35 8,3 2,3 - 6,4 0,2 3,2 3,0 0,6 5,1 4680 0,2 1,8
6 2,0 2,8 55 8,3 35 8,3 2,5 - 6,4 0,3 3,2 3,0 0,5 5,1 4040 0,3 1,9
8 2,0 2,8 55 8,3 35 8,3 2,7 - 6,4 0,4 3,5 3,4 0,4 5,7 3080 0,4 2,1
10 2,0 2,8 55 8,3 36 8,3 2,8 - 6,4 0,4 4,0 3,8 0,4 6,5 2310 0,4 2,2
12 2,0 2,8 55 8,3 39 8,3 3,0 - 6,4 0,6 4,8 3,8 0,4 7, 3 1880 0,6 2,4
15 2,0 2,8 55 8,3 40 8,3 3,0 - 6,4 0,7 6,0 4,7 0,4
8,5 1490 0,7 2,5
20 2,0 2,8 55 8,3 40 8,3 4,0 - 6,4 4,3
Arranque
desde el borde
0,4 borde 410 2,4 3,4
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Electrodo
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-09747
8.02 Corte de bisel y robótico hasta 100 amperios

DATOS DE LA ANTORCHA 100i-400i 144 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
ROBÓTICO COMPATIBLE DE 15A
Plasma de O
2
/Protección de O
2
Caudal de flujo (SLPM/SCFH)
O
2
Aire
Preflujo
5/10 12/25
Flujo de corte
8/18 0/0
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210051 0559210091 0559210031 0559210090 0559210011 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin elevación
Velocidad
de despla-
zamiento
CNC
Demora de
movimiento
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
26 - 0,024 70 35 100 20 40 108 0,030 0,0 0,080 0,050 1,5 0,100 185 0,0 0,042
26 - 0,024 70 35 100 20 40 117 0,030 0,0 0,080 0,050 1,5 0,100 95 0,0 0,050
20 - 0,036 70 35 100 20 40 110 0,040 0,0 0,080 0,050 1,5 0,100 150 0,0 0,043
20 - 0,036 70 35 100 20 40 120 0,040 0,0 0,080 0,050 1,5 0,100 80 0,0 0,052
18 - 0,048 70 35 100 20 40 114 0,040 0,1 0,080 0,050 1,5 0,100 110 0,1 0,049
18 - 0,048 70 35 100 20 40 125 0,040 0,1 0,080 0,050 1,5 0,100 60 0,1 0,057
16 - 0,060 70 35 100 20 40 119 0,060 0,2 0,080 0,050 1,5 0,100 75 0,2 0,056
14 - 0,075 70 35 100 20 40 126 0,080 0,2 0,080 0,050 1,5 0,100 55 0,2 0,070
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin elevación
Velocidad
de
desplaza-
miento
CNC
Demora de
movimiento
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
0,5 4,8 35 6,9 20 2,8 108 0,8 0,0 2,0 1,3 1,5 2,5 5,100 0,0 1,1
0,5 4,8 35 6,9 20 2,8 116 0,8 0,0 2,0 1,3 1,5 2,5 2500 0,0 1,3
1 4,8 35 6,9 20 2,8 111 1,0 0,0 2,0 1,3 1,5 2,5 3500 0,0 1,1
1 4,8 35 6,9 20 2,8 122 1,0 0,0 2,0 1,3 1,5 2,5 1900 0,0 1,3
1,5 4,8 35 6,9 20 2,8 119 1,5 0,2 2,0 1,3 1,5 2,5 1900 0,2 1,4
2 4,8 35 6,9 20 2,8 129 2,0 0,2 2,0 1,3 1,5 2,5 1200 0,2 1,9
Nota 1: Recomendada con consola de gas automatizado DFC 3000 para mejorar la calidad del corte al inicio.
Nota 2: Recomendada para aplicaciones de corte robótico, biselado y de placa plana.
Electrodo
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-10272

Manaual: 0560956430ES 145 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Electrodo
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-10272
Acero con bajo contenido de carbono
ROBÓTICO COMPATIBLE DE 20-30A
Plasma de O
2
/Protección de O
2
Caudal de flujo (SLPM/SCFH)
O
2
Aire
Preflujo
5/10 16/34
Flujo de corte
15/32 0/0
Retenedor de
protección
Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210051 0559210091 0559210032 0559210090 0559210011 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Corriente de
corte
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de
desplaza-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
20A
16 - 0,060 70 35 100 20 40 114 0,080 0,0 0,100 0,050 1,5 0,150 125 1,0 0,054
20A 14 - 0,075 70 35 100 20 40 114 0,080 0,0 0,100 0,050 1,5 0,150 100 0,0 0,058
30A 13 - 0,090 70 35 100 20 40 108 0,060 0,1 0,100 0,050 1,4 0,150 100 0,1 0,065
30A 12 - 0,105 70 35 100 20 40 110 0,060 0,2 0,100 0,050 1,3 0,150 80 0,2 0,066
30A 10 - 0,135 70 35 100 20 40 118 0,090 0,2 0,125 0,075 1,3 0,200 45 0,2 0,077
30A - 16/85 0,188 70 35 100 20 40 125 0,120 0,4 0,150 0,100 1,1 0,250 35 0,4 0,080
30A - 1/4 0,250 70 35 100 20 40 128 0,150 0,5 0,150 0,100 1,0 0,250 25 0,5 0,090
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Corriente de
corte
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de
desplaza-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (O
2
)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
20A
1,5 4,8 35 6,9 20 2,8 114 2,0 0,0 2,5 1,3 1,5 3,8 3200 0,0 1,4
20A 2 4,8 35 6,9 20 2,8 114 2,0 0,1 2,5 1,3 1,4 3,8 2300 0,1 1,5
30A 2 4,8 35 6,9 20 2,8 107 1,5 0,0 2,5 1,3 1,5 3,8 2800 0,0 1,6
30A 2,5 4,8 35 6,9 20 2,8 109 1,5 0,1 2,5 1,3 1,4 3,8 2200 0,1 1,7
30A 3 4,8 35 6,9 20 2,8 114 2,0 0,2 2,5 1,3
1,3 3,8 1600 0,2 1,8
30A 4 4,8 35 6,9 20 2,8 121 2,5 0,3 3,2 1,9 1,2 5,1 1000 0,3 2,0
30A 5 4,8 35 6,9 20 2,8 125 3,0 0,4 3,8 2,5 1,1 6,4 860 0,4 2,1
30A 6 4,8 35 6,9 20 2,8 127 3,8 0,5 3,8 2,5 1,0 6,4 690 0,5 2,2
Nota 1: Recomendada con consola de gas automatizado DFC 3000 para mejorar la calidad del corte al inicio.
Nota 2: Recomendada para aplicaciones de corte de placa plana, de bisel y robótico

DATOS DE LA ANTORCHA 100i-400i 146 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 147 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
El gráco es para los ajustes personalizados
Caudal de flujo (SLPM/SCFH)
Haga copias según desee
O
2
Aire
Preflujo
Flujo de corte
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 148 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 151 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
150A
O
2
Aire
Preflujo
- / - 100/213
Plasma de O
2
/Protección de aire
Flujo de corte
59/126 81/171
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201
≤ 3/4’’/0559210045
> 3/4’’/0559210046
0559210072 0559210025 0559210062 0559210004 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 80 62 120 45 120 147 0,120 0,4 0,200 0,150 0,5 0,300 120 0,4 0,115
- 1/2 0,500 80 62 120 45 120 150 0,120 0,9 0,200 0,150 0,5 0,300 90 0,6 0,110
- 5/8 0,625 80 62 120 45 120 155 0,130 1,0 0,250 0,200 0,5 0,350 75 0,6 0,116
- 3/4 0,750 80 62 120 45 120 162 0,140 1,3 0,250 0,200 0,5 0,350 50 0,8 0,141
- 7/8 0,875 80 62 120 62 120 165 0,140 1,8 0,250 0,200 0,5 0,350 30 0,8 0,182
- 1 1000 80 62 120 62 120 172 0,160 2,2 0,250 0,200 0,5 0,350 25 1,0 0,180
- 1 1/4 1250 80 62 120 62 120 172 0,160 1,0
Arranque
desde el borde
0,5 borde 25 1,0 0,170
- 1 1/2 1500 80 62 120 62 120 175 0,160 1,0
Arranque
desde el borde
0,5 borde 15 1,0 0,190
- 2 2000 80 62 120 62 120 184 0,160 1,0
Arranque
desde el borde
0,5 borde 9 1,0 0,195
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 5,5 62 8,3 45 8,3 147 3,0 0,5 5,1 3,8 0,5 7, 6 2930 0,4 2,9
12 5,5 62 8,3 45 8,3 149 3,0 0,8 5,1 3,8 0,5 7, 6 2450 0,6 2,8
15 5,5 62 8,3 45 8,3 154 3,2 1,0 6,0 4,7 0,5 8,5 2010 0,6 2,9
20 5,5 62 8,3 50 8,3 163 3,6 1,4 6,4 5,1 0,5 8,9 1120 0,8 3,9
25 5,5 62 8,3 62 8,3 171
4,0 2,1 6,4 5,1 0,5 8,9 650 1,0 4,6
30 5,5 62 8,3 62 8,3 171 4,1 1,0
Arranque
desde el borde
0,5 borde 710 1,0 4,2
35 5,5 62 8,3 62 8,3 174 4,1 1,0
Arranque
desde el borde
0,5 borde 510 1,0 4,6
40 5,5 62 8,3 62 8,3 176 4,1 1,0
Arranque
desde el borde
0,5 borde 360 1,0 4,8
50 5,5 62 8,3 62 8,3 183 4,1 1,0
Arranque
desde el borde
0,5 borde 240 1,0 4,9
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
20A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 60 60/4,1 120 80/5,5 142 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
8.03 Corte estándar 150 - 200 amperios

DATOS DE LA ANTORCHA 100i-400i 152 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
150A
H35
N₂
Preflujo
- / - 55/117
Plasma de H35/Protección de N₂
Flujo de corte
16/33 37/78
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210146 0559210081 0559210127 0559210061 0559210108 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 84 57 120 85 120 153 0,300 0,5 0,250 0,200 0,4 0,350 50 0,2 0,110
- 5/8 0,625 84 57 120 85 120 155 0,200 0,9 0,250 0,200 0,2 0,350 40 0,4 0,118
- 3/4 0,750 84 57 120 85 120 157 0,225 1,4 0,300 0,250 0,2 0,400 30 0,6 0,128
- 7/8 0,875 84 57 120 85 120 161 0,238 2,4 0,325 0,250 0,2 0,425 25 1,2 0,131
- 1 1000 84 57 120 85 120 165 0,250 3,6 0,350 0,300 0,2 0,450 20 1,8 0,133
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 5,8 57 8,3 85 8,3 153 8,2 0,4 6,4 5,1 0,4 8,9 1330 0,2 2,7
15 5,8 57 8,3 85 8,3 154 5,8 0,8 6,4 5,1 0,3 8,9 1,090 0,3 2,9
20 5,8 57 8,3 85 8,3 158 5,8 1,7 7, 8 6,4 0,2 10,4 720 0,8 3,3
25 5,8 57 8,3 85 8,3 164 6,3 3,4 8,8 7, 5 0,2 11,4 520 1,7 3,4
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
19A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 60 60/4,1 75 80/5,5 130 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 153 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal
150A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
24/50 8/30
Plasma N₂/Protección H₂O
Flujo de corte
16/35 8/30
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210147 0559210081 0559210109 0559210061 0559210108 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/4 0,250 70 60 90 8 55 135 0,100 0,3 0,150 0,150 0,2 0,250 110 0,3 0,104
- 3/8 0,375 70 60 90 8 55 139 0,100 0,3 0,250 0,150 0,2 0,350 70 0,3 0,107
- 1/2 0,500 70 60 90 8 55 149 0,150 0,8 0,250 0,150 0,2 0,350 60 0,5 0, 111
- 5/8 0,625 70 60 90 8 55 159 0,180 1,0 0,250 0,150 0,2 0,350 45 0,5 0,128
- 3/4 0,750 70 60 90 4 55 159 0,180 1,5 0,250 0,150 0,2 0,350 40 0,9 0,130
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
8 4,8 60 6,2 8 3,8 137 2,5 0,3 5,1 3,8 0,2 7, 7 2270 0,3 2,7
10 4,8 60 6,2 8 3,8 140 2,7 0,4 6,4 3,8 0,2 8,9 1740 0,3 2,7
12 4,8 60 6,2 8 3,8 147 3,5 0,7 6,4 3,8 0,2 8,9 1580 0,5 2,8
15 4,8 60 6,2 8 3,8 156 4,4 0,9 6,4 3,8 0,2 8,9 1250 0,5 3,1
20 4,8 60 6,2 4 3,8 159 4,6 1,6 6,4 3,8 0,2 8,9 980 1,0 3,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura mar-
cación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
17A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 60 60/4,1 75 80/5,5 130 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de detección
óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 154 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
150A
H35
N₂
Preflujo
- / - 54/114
Plasma de H35/Protección de N₂
Flujo de corte
34/72 26/56
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210146 0559210081 0559210127 0559210061 0559210108 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 70 80 120 60 120 167 0,400 0,4 0,350 0,300 0,2 0,450 75 0,4 0,120
- 5/8 0,625 70 80 120 60 120 165 0,300 0,9 0,250 0,200 0,2 0,350 40 0,5 0,129
- 3/4 0,750 70 80 120 60 120 173 0,300 1,5 0,300 0,250 0,2 0,400 35 0,8 0,139
- 7/8 0,875 70 80 120 60 120 174 0,300 2,2 0,325 0,250 0,2 0,425 30 1,3 0,138
- 1 1000 70 80 120 60 120 175 0,300 3,0 0,350 0,300 0,2 0,450 25 1,8 0,137
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 4,8 80 8,3 60 8,3 167 10,7 0,3 9,4 8,2 0,2 12,0 2100 0,4 3,0
15 4,8 80 8,3 60 8,3 166 8,3 0,8 7, 0 5,8 0,2 9,6 1260 0,5 3,2
20 4,8 80 8,3 60 8,3 173 7, 6 1,7 7, 8 6,4 0,2 10,4 850 0,9 3,5
25 4,8 80 8,3 60 8,3 175 7, 6 2,9 8,8 7, 5 0,2 11,4 650 1,7 3,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
19A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
20/1,4 60 60/4,1 75 80/5,5 130 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.

Manaual: 0560956430ES 155 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal
150A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
24/51 8/30
Plasma N₂/Protección H₂O
Flujo de corte
16/35 8/30
Electrode
Casquillo de
protección
Punta
Distribuidor de
gas de protección
Distribuidor de
gas de plasma
Cartucho
Copa de
protección
Utilice esta figura SÓLO para consulta
Art # A-07958SP_AB
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211201 0559210147 0559210081 0559210109 0559210061 0559210108 0559211200
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 16/85 0,188 70 60 90 8 55 130 0,100 0,2 0,250 0,200 0,2 0,350 150 0,2 0,107
- 1/4 0,250 70 60 90 8 55 133 0,120 0,2 0,250 0,200 0,2 0,350 120 0,2 0,108
- 3/8 0,375 70 60 90 8 55 140 0,120 0,2 0,250 0,200 0,2 0,350 100 0,2 0,116
- 1/2 0,500 70 60 90 8 55 152 0,200 0,3 0,250 0,200 0,2 0,350 75 0,3 0,126
- 5/8 0,625 70 60 90 8 55 155 0,200 0,7 0,250 0,200 0,2 0,350 50 0,4 0,142
- 3/4 0,750 70 60 90 8 55 165 0,250 1,0 0,250 0,200 0,2 0,350 35 0,5 0,141
- 7/8 0,875 70 60 90 8 55 172 0,275 1,7 0,250 0,200 0,2 0,350 28 0,8 0,148
- 1 1000 70 60 90 8 55 178 0,300 2,5 0,250 0,200 0,2 0,350 20 1,0 0,155
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
5 4,8 60 6,2 8 3,8 130 2,6 0,2 6,4 5,1 0,2 8,9 3700 0,2 2,7
6 4,8 60 6,2 8 3,8 132 2,9 0,2 6,4 5,1 0,2 8,9 3220 0,2 2,7
8 4,8 60 6,2 8 3,8 137 3,0 0,2 6,4 5,1 0,2 8,9 2780 0,2 2,8
10 4,8 60 6,2 8 3,8 142 3,4 0,2 6,4 5,1 0,2 8,9 2450 0,2 3,0
12 4,8 60 6,2 8 3,8 149 4,6 0,3 6,4 5,1 0,2 8,9 2050 0,3 3,1
15 4,8 60 6,2
8 3,8 154 5,1 0,6 6,4 5,1 0,2 8,9 1450 0,4 3,5
20 4,8 60 6,2 8 3,8 167 6,5 1,2 6,4 5,1 0,2 8,9 830 0,6 3,6
25 4,8 60 6,2 8 3,8 177 7, 5 2,4 6,4 5,1 0,2 8,9 530 1,0 3,9
Marca
Corriente de arco:
17A
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Plasma (N₂) Protección (N₂)
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/
min)
20/1,4 60 60/4,1 75 80/5,5 130 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de detección
óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 156 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
200A
O
2
Aire
Preflujo
- / - 162/343
Plasma de O
2
/Protección de aire
Flujo de corte
42/89 133/281
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211210 0559210047 0559210073 0559210026 0559210062 0559210005 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora de
movimien
-
to CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 16/85 0,188 15 100 100 NA 100 151 0,130 0,2 0,200 0,150 0,5 0,300 250 0,2 0,142
- 1/4 0,250 15 100 100 NA 100 151 0,130 0,2 0,200 0,150 0,5 0,300 200 0,2 0,148
- 3/8 0,375 15 100 100 NA 100 154 0,150 0,3 0,250 0,200 0,5 0,350 140 0,3 0,162
- 1/2 0,500 15 100 100 NA 100 159 0,170 0,7 0,250 0,200 0,5 0,350 115 0,5 0,167
- 5/8 0,625 15 100 100 NA 100 161 0,200 0,9 0,250 0,200 0,5 0,350 80 0,6 0,186
- 3/4 0,750 15 100 100 NA 100 163 0,200 1,3 0,300 0,250 0,5 0,400 65 0,8 0,186
- 7/8 0,875 15 100 100 NA 100 166 0,200 1,6 0,300 0,250 0,5 0,400 57 1,0 0,185
- 1 1000 15 100 100 NA 100 167 0,200 1,9 0,300 0,250 0,5 0,400 48 1,2 0,193
- 1 1/4 1250 15 100 100 NA 100 170 0,200 3,2 0,325 0,250 0,5 0,425 30 2,0 0,196
- 1 1/2 1500 15 100 100 NA 100 185 0,200 5,8 0,350 0,300 0,5 0,450 20 4,0 0,201
- 1 3/4 1750 15 100 100 NA 100 189 0,200 1,0
Arranque
desde el borde
0,5 borde 15 1,0 0,203
- 2 2000 15 100 100 NA 100 192 0,200 1,0
Arranque
desde el borde
0,5 borde 10 1,0 0,204
- 2 1/2 2500 15 100 100 NA 100 192 0,200 1,0
Arranque
desde el borde
0,5 borde 8 1,0 0,210
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora de
movimien
-
to CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
5 1,0 100 6,9 NA 6,9 151 3,3 0,2 5,1 3,8 0,5 7, 6 6170 0,2 3,6
6 1,0 100 6,9 NA 6,9 151 3,3 0,2 5,1 3,8 0,5 7, 6 5360 0,2 3,7
8 1,0 100 6,9 NA 6,9 153 3,6 0,3 5,7 4,5 0,5 8,3 4290 0,3 3,9
10 1,0 100 6,9 NA 6,9 155 3,9 0,4 6,4 5,1 0,5 8,9 3460 0,3 4,1
12 1,0 100 6,9 NA 6,9 158 4,2 0,6 6,4 5,1 0,5 8,9 3060 0,5 4,2
15 1,0 100 6,9 NA 6,9 160 4,9 0,8 6,4 5,1 0,5 8,9 2280 0,6 4,6
20 1,0 100 6,9 NA 6,9 164 5,1 1,4 7, 6 6,4 0,5 10,2 1590 0,9 4,7
25 1,0 100 6,9 NA 6,9 167 5,1 1,9 7, 6 6,4 0,5 10,2 1250 1,2 4,9
30 1,0 100 6,9 NA 6,9 169 5,1 2,8 8,1 6,4 0,5 10,6 890 1,8 5,0
35 1,0 100 6,9 NA 6,9 178 5,1 4,5 8,6 7, 0 0,5 11,1 630 3,0 5,0
40 1,0 100 6,9 NA 6,9 186 5,1 1,0
Arranque
desde el borde
0,5 borde 470 1,0 5,1
50 1,0 100 6,9 NA 6,9 192 5,1 1,0
Arranque
desde el borde
0,5 borde 270 1,0 5,2
60 1,0 100 6,9 NA 6,9 192 5,1 1,0
Arranque
desde el borde
0,5 borde 220 1,0 5,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad
de marcado
disminuye a
medida que se
disminuye el
espesor.
Corriente de arco:
25A
Plasma (N₂) Protección (N₂)
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 80/5,5 168 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 157 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
200A
H35
N₂
Preflujo
- / -
73/154
Plasma de H35/Protección de N₂
Flujo de corte
35/74 49/103
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210149 0559210082 0559210128 0559210062 0559210110 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 20 120 100 NA 120 168 0,300 0,5 0,300 0,250 0,4 0,400 90 0,4 0,131
- 1/2 0,500 20 120 100 NA 120 170 0,300 0,8 0,300 0,250 0,3 0,400 65 0,5 0,135
- 5/8 0,625 20 120 100 NA 100 173 0,300 1,0 0,250 0,200 0,2 0,350 50 0,6 0,142
- 3/4 0,750 20 120 100 NA 100 175 0,300 1,4 0,300 0,250 0,2 0,400 40 0,8 0,143
- 7/8 0,875 20 120 100 NA 100 178 0,300 1,8 0,350 0,300 0,2 0,450 35 1,0 0,148
- 1 1000 20 120 100 NA 120 184 0,350 2,0 0,350 0,300 0,2 0,450 30 1,0 0,162
- 1 1/4 1250 20 120 100 NA 120 185 0,350 0,5
Arranque
desde el borde
0,3 borde 20 0,5 0,170
- 1 1/2 1500 20 120 100 NA 120 190 0,350 0,5
Arranque
desde el borde
0,3 borde 16 0,5 0,175
- 1 3/4 1750 20 120 100 NA 120 192 0,350 0,5
Arranque
desde el borde
0,3 borde 14 0,5 0,179
- 2 2000 20 120 100 NA 120 193 0,350 0,5
Arranque
desde el borde
0,3 borde 12 0,5 0,182
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 1,4 120 6,9 NA 8,3 168 7, 6 0,5 7, 6 6,4 0,4 10,2 2190 0,4 3,3
12 1,4 120 6,9 NA 8,3 170 7, 6 0,7 7, 6 6,4 0,3 10,2 1790 0,5 3,4
15 1,4 120 6,9 NA 7, 3 172 7, 6 0,9 6,7 5,4 0,2 9,2 1380 0,6 3,6
20 1,4 120 6,9
NA 6,9 176 7, 6 1,5 8,0 6,7 0,2 10,5 980 0,9 3,7
25 1,4 120 6,9 NA 8,1 183 8,7 2,0 8,9 7, 6 0,2 11,4 780 1,0 4,1
30 1,4 120 6,9 NA 8,3 184 8,9 0,5
Arranque
desde el borde
0,3 borde 540 0,5 4,3
35 1,4 120 6,9 NA 8,3 188 8,9 0,5
Arranque
desde el borde
0,3 borde 460 0,5 4,4
40 1,4 120 6,9 NA 8,3 190 8,9 0,5
Arranque
desde el borde
0,3 borde 390 0,5 4,5
50 1,4 120 6,9 NA 8,3 193 8,9 0,5
Arranque
desde el borde
0,3 borde 310 0,5 4,6
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
20A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80
60/4,1
NA
80/5,5
140 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 158 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal
200A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
13/28 5/19
Plasma N₂/Protección H₂O
Flujo de corte
25/53 5/19
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210150 0559210082 0559210129 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 20 80 90 5 55 155 0,160 0,1 0,200 0,150 0,4 0,300 95 0,1 0,110
- 1/2 0,500 20 80 90 5 55 156 0,160 0,4 0,200 0,150 0,2 0,300 85 0,4 0,115
- 5/8 0,625 20 80 90 5 55 158 0,180 0,8 0,200 0,150 0,2 0,300 65 0,5 0,122
- 3/4 0,750 20 80 90 5 55 163 0,200 1,2 0,200 0,150 0,2 0,300 50 0,7 0,133
- 7/8 0,875 20 80 90 5 55 177 0,250 1,7 0,300 0,250 0,2 0,400 40 0,9 0,149
- 1 1000 20 80 90 5 55 183 0,300 1,9 0,350 0,300 0,2 0,450 35 1,0 0,148
- 1 1/4 1250 20 80 90 5 55 185 0,300 0,4
Arranque
desde el borde
0,2 borde 20 0,4 0,176
- 1 1/2 1500 20 80 90 5 55 200 0,350 0,4
Arranque
desde el borde
0,2 borde 10 0,4 0,211
- 1 3/4 1750 20 80 90 5 55 207 0,350 0,4
Arranque
desde el borde
0,2 borde 8 0,4 0,216
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 1,4 80 6,2 5 3,8 155 4,1 0,1 5,1 3,8 0,4 7, 6 2380 0,1 2,8
15 1,4 80 6,2 5 3,8 157 4,4 0,7 5,1 3,8 0,2 7, 6 1790 0,5 3,0
20 1,4 80 6,2 5 3,8 167 5,5 1,3 5,8 4,6 0,2 8,4 1190 0,8 3,5
25 1,4 80 6,2 5 3,8 182 7, 5 1,9 8,7 7, 5 0,2 11,3 910 1,0 3,8
30 1,4 80 6,2 5 3,8 181 7,3 0,4
Arranque
desde el borde
0,2 borde 580 0,4 4,2
35 1,4 80 6,2 5 3,8 193 8,3 0,4
Arranque
desde el borde
0,2 borde 380 0,4 4,9
40 1,4 80 6,2 5 3,8 202 8,9 0,4
Arranque
desde el borde
0,2 borde 240 0,4 5,4
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
20A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 80/5,5 140 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 159 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
200A
H35
N₂
Preflujo
- / - 62/132
Plasma de H35/Protección de N₂
Flujo de corte
33/71 44/94
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/0559210149
≥ 1”/0559210148
0559210082 0559210128 0559210062 0559210110 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 20 100 100 NA 110 165 0,300 0,2 0,300 0,250 0,2 0,400 180 0,2 0,113
- 1/2 0,500 20 100 100 NA 110 168 0,300 0,2 0,250 0,200 0,4 0,350 150 0,2 0,119
- 5/8 0,625 20 100 100 NA 110 170 0,300 0,5 0,250 0,200 0,3 0,350 110 0,3 0,120
- 3/4 0,750 20 100 100 NA 110 172 0,300 0,7 0,300 0,250 0,2 0,400 70 0,4 0,130
- 7/8 0,875 20 100 100 NA 110 178 0,350 1,0 0,350 0,300 0,2 0,450 55 0,5 0,139
- 1 1000 20 100 100 NA 110 180 0,350 1,3 0,400 0,300 0,2 0,500 40 0,7 0,150
- 1 1/4 1250 20 100 100 NA 110 185 0,400 0,4
Arranque
desde el borde
0,2 borde 32 0,4 0,161
- 1 1/2 1500 20 100 100 NA 110 195 0,400 0,4
Arranque
desde el borde
0,2 borde 25 0,4 0,170
- 1 3/4 1750 20 100 100 NA 110 198 0,400 0,4
Arranque
desde el borde
0,2 borde 20 0,4 0,188
- 2 2000 20 100 100 NA 110 201 0,400 0,4
Arranque
desde el borde
0,2 borde 15 0,4 0,205
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 1,4 100 6,9 NA 7, 6 165 7, 6 0,2 7, 4 6,2 0,2 10,0 4460 0,2 2,9
12 1,4 100 6,9 NA 7, 6 167 7, 6 0,2 6,6 5,4 0,4 9,2 3980 0,2 3,0
15 1,4 100 6,9 NA 7, 6 169 7, 6 0,4 6,4 5,1 0,3 8,9 3070 0,3 3,0
20 1,4 100
6,9 NA 7, 6 174 8,0 0,8 8,0 6,7 0,2 10,5 1660 0,4 3,4
25 1,4 100 6,9 NA 7, 6 180 8,9 1,3 10,0 7, 6 0,2 12,5 1,060 0,7 3,8
30 1,4 100 6,9 NA 7,6 182 10,2 0,4
Arranque
desde el borde
0,2 borde 860 0,4 4,0
35 1,4 100 6,9 NA 7,6 190 10,2 0,4
Arranque
desde el borde
0,2 borde 720 0,4 4,2
40 1,4 100 6,9 NA 7,6 196 10,2 0,4
Arranque
desde el borde
0,2 borde 600 0,4 4,5
50 1,4 100 6,9 NA 7,6 201 10,2 0,4
Arranque
desde el borde
0,2 borde 400 0,4 5,2
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
20A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 80/5,5 140 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 160 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal
200A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
13/28 5/19
Plasma N₂/Protección H₂O
Flujo de corte
28/59 5/19
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210150 0559210082 0559210129 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 20 100 90 5 55 168 0,250 0,3 0,200 0,150 0,2 0,300 110 0,3 0,120
- 5/8 0,625 20 80 100 5 55 170 0,300 0,7 0,250 0,200 0,2 0,350 105 0,5 0,126
- 3/4 0,750 20 80 100 5 55 175 0,300 0,9 0,250 0,200 0,2 0,350 90 0,6 0,127
- 7/8 0,875 20 80 100 5 55 180 0,300 1,2 0,250 0,200 0,2 0,350 75 0,8 0,133
- 1 1000 20 80 100 5 55 194 0,350 1,6 0,300 0,250 0,2 0,400 50 1,0 0,144
- 1 1/4 1250 20 80 100 5 55 208 0,400 3,4 0,350 0,300 0,2 0,450 25 2,0 0,180
- 1 1/2 1500 20 80 100 5 55 210 0,400 0,8
Arranque
desde el borde
0,2 borde 20 0,8 0,197
- 1 3/4 1750 20 80 100 5 55 212 0,400 0,8
Arranque
desde el borde
0,2 borde 18 0,8 0,201
- 2 2000 20 80 100 5 55 215 0,400 0,8
Arranque
desde el borde
0,2 borde 12 0,8 0,204
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 1,4 100 6,1 5 3,8 168 6,1 0,2 4,8 3,5 0,2 7, 3 2820 0,3 3,0
15 1,4 85 6,7 5 3,8 169 7, 3 0,6 6,0 4,7 0,2 8,5 2700 0,4 3,2
20 1,4 80 6,9 5 3,8 176 7, 6 1,0 6,4 5,1 0,2 8,9 2170 0,7 3,3
25 1,4 80 6,9 5 3,8 192 8,7 1,5 7, 5 6,2 0,2 10,0 1350 1,0 3,6
30 1,4 80 6,9 5 3,8 204 9,8 2,9 8,5 7, 3 0,2 11,1 810 1,7 4,3
35 1,4 80 6,9 5 3,8 209 10,2 0,8
Arranque
desde el borde
0,2 borde 530 0,8 5,0
40 1,4 80 6,9 5 3,8 211 10,2 0,8
Arranque
desde el borde
0,2 borde 490 0,8 5,0
50 1,4 80 6,9 5 3,8 215 10,2 0,8
Arranque
desde el borde
0,2 borde 320 0,8 5,2
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
20A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 80/5,5 140 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.
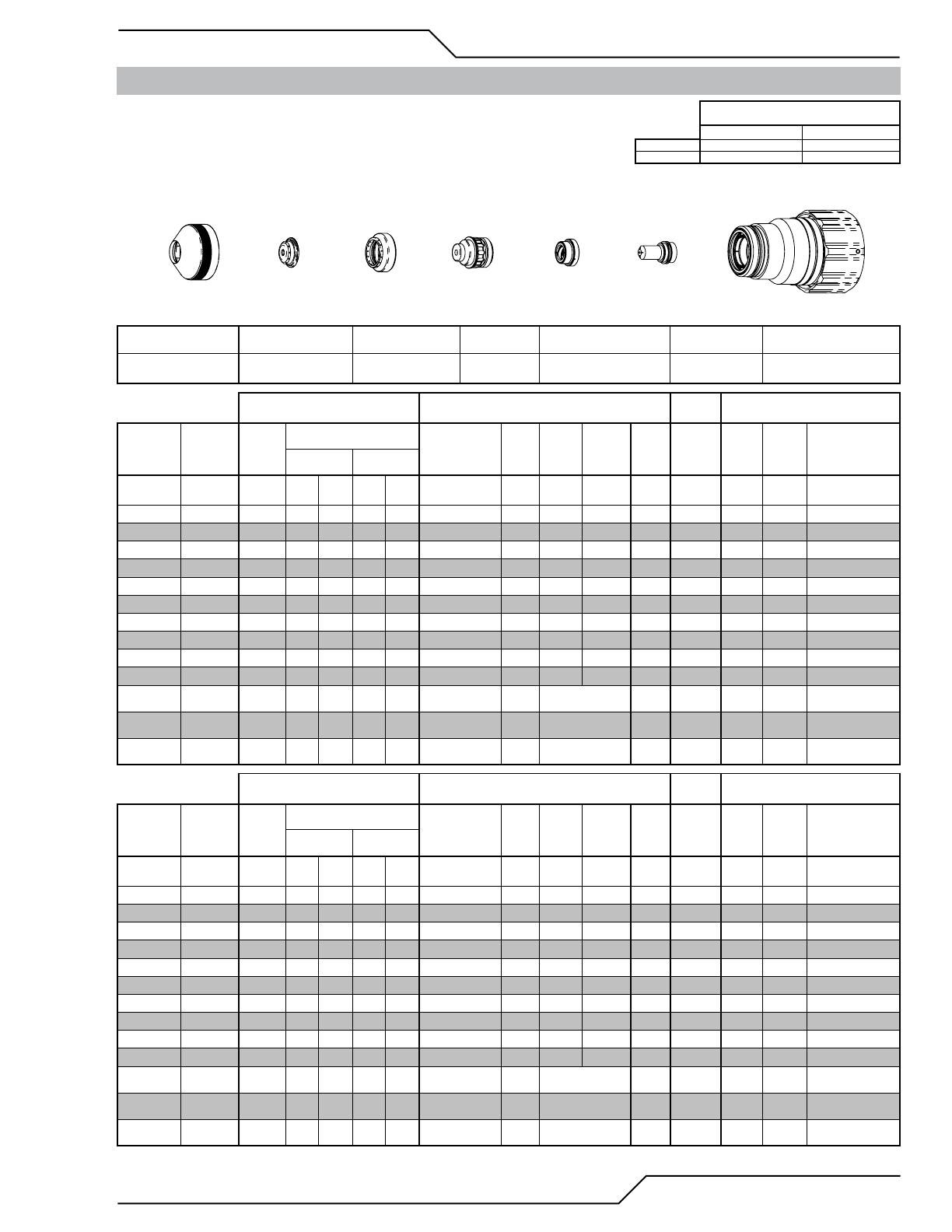
Manaual: 0560956430ES 163 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
Corte biselado de 200A
O
2
Aire
Preflujo
- / - 162/343
Plasma de O
2
/Protección de aire
Flujo de corte
102/217 133/281
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211210 0559210047 0559210073 0559210026 0559210062 0559210005 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,188 0,080 15 100 100 NA 100 0,130 - 0,550 0,2 0,200 0,150 0,5 0,300 250 0,2 0,142
0,250 0,080 15 100 100 NA 100 0,130 - 0,550 0,2 0,200 0,150 0,5 0,300 200 0,2 0,148
0,375 0,080 15 100 100 NA 100 0,150 - 0,550 0,3 0,250 0,200 0,5 0,350 140 0,3 0,162
0,500 0,080 15 100 100 NA 100 0,170 - 0,550 0,7 0,250 0,200 0,5 0,350 115 0,5 0,167
0,625 0,080 15 100 100 NA 100 0,200 - 0,550 0,9 0,250 0,200 0,5 0,350 80 0,6 0,186
0,750 0,080 15 100 100 NA 100 0,200 - 0,550 1,3 0,300 0,250 0,5 0,400 65 0,8 0,186
0,875 0,080 15 100 100 NA 100 0,200 - 0,550 1,6 0,300 0,250 0,5 0,400 57 1,0 0,185
1000 0,080 15 100 100 NA 100 0,200 - 0,550 1,9 0,300 0,250 0,5 0,400 48 1,2 0,193
1250 0,080 15 100 100 NA 100 0,200 - 0,550 3,2 0,325 0,250 0,5 0,425 30 2,0 0,196
1500 0,080 15 100 100 NA 100 0,200 - 0,550 5,8 0,350 0,300 0,5 0,450 20 4,0 0,201
1750 0,080 15 100 100 NA 100 0,200 - 0,550 1,0
Arranque
desde el borde
0,5 borde 15 1,0 0,203
2000 0,080 15 100 100 NA 100 0,200 - 0,550 1,0
Arranque
desde el borde
0,5 borde 10 1,0 0,204
2500 0,080 15 100 100 NA 100 0,200 - 0,550 1,0
Arranque
desde el borde
0,5 borde 8 1,0 0,210
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
5 2,0 1,0 100 6,9 NA 6,9 3,3 - 14,0 0,2 5,1 3,8 0,5 7, 6 6170 0,2 3,6
6 2,0 1,0 100 6,9 NA 6,9 3,3 - 14,0 0,2 5,1 3,8
0,5 7, 6 5360 0,2 3,7
8 2,0 1,0 100 6,9 NA 6,9 3,6 - 14,0 0,3 5,7 4,5 0,5 8,3 4290 0,3 3,9
10 2,0 1,0 100 6,9 NA 6,9 3,9 - 14,0 0,4 6,4 5,1 0,5 8,9 3460 0,3 4,1
12 2,0 1,0 100 6,9 NA 6,9 4,2 - 14,0 0,6 6,4 5,1 0,5 8,9 3060 0,5 4,2
15 2,0 1,0 100 6,9 NA 6,9 4,9 - 14,0 0,8 6,4 5,1 0,5 8,9 2280 0,6 4,6
20 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 1,4 7, 6 6,4 0,5 10,2 1590 0,9 4,7
25 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 1,9 7, 6 6,4 0,5 10,2 1250 1,2 4,9
30 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 2,8 8,1 6,4 0,5 10,6 890 1,8 5,0
35 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 4,5 8,6 7, 0 0,5 11,1 630 3,0 5,0
40 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 1,0
Arranque
desde el borde
0,5 borde 470 1,0 5,1
50 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 1,0
Arranque
desde el borde
0,5 borde 270 1,0 5,2
60 2,0 1,0 100 6,9 NA 6,9 5,1 - 14,0 1,0
Arranque
desde el borde
0,5 borde 220 1,0 5,3
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
8.04 Corte biselado y robótico de 150 - 200 amperios

DATOS DE LA ANTORCHA 100i-400i 164 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
Corte biselado de 200A
H35
N₂
Preflujo
- / - 73/154
Plasma de H35/Protección de N₂
Flujo de corte
35/74 49/103
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210149 0559210082 0559210128 0559210062 0559210110 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 20 120 100 NA 120 0,300 - 0,550 0,5 0,300 0,250 0,4 0,400 90 0,4 0,131
0,500 0,080 20 120 100 NA 120 0,300 - 0,550 0,8 0,300 0,250 0,3 0,400 65 0,5 0,135
0,625 0,080 20 120 100 NA 100 0,300 - 0,550 1,0 0,250 0,200 0,2 0,350 50 0,6 0,142
0,750 0,080 20 120 100 NA 100 0,300 - 0,550 1,4 0,300 0,250 0,2 0,400 40 0,8 0,143
0,875 0,080 20 120 100 NA 100 0,300 - 0,550 1,8 0,350 0,300 0,2 0,450 35 1,0 0,148
1000 0,080 20 120 100 NA 120 0,350 - 0,550 2,0 0,350 0,300 0,2 0,450 30 1,0 0,162
1250 0,080 20 120 100 NA 120 0,350 - 0,550 0,5
Arranque
desde el borde
0,3 borde 20 0,5 0,170
1500 0,080 20 120 100 NA 120 0,350 - 0,550 0,5
Arranque
desde el borde
0,3 borde 16 0,5 0,175
1750 0,080 20 120 100 NA 120 0,350 - 0,550 0,5
Arranque
desde el borde
0,3 borde 14 0,5 0,179
2000 0,080 20 120 100 NA 120 0,350 - 0,550 0,5
Arranque
desde el borde
0,3 borde 12 0,5 0,182
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,4 120 6,9 NA 8,3 7,6 - 14,0 0,5 7, 6 6,4 0,4 10,2 2190 0,4 3,3
12 2,0 1,4 120 6,9 NA 8,3 7,6 - 14,0 0,7 7, 6 6,4 0,3 10,2 1790 0,5 3,4
15 2,0 1,4 120 6,9 NA 7, 3 7,6 - 14,0 0,9 6,7 5,4 0,2 9,2 1380 0,6 3,6
20 2,0 1,4 120 6,9 NA 6,9 7,6 - 14,0 1,5 8,0 6,7 0,2 10,5 980 0,9 3,7
25 2,0 1,4 120 6,9 NA 8,1 8,7 - 14,0 2,0
8,9 7, 6 0,2 11,4 780 1,0 4,1
30 2,0 1,4 120 6,9 NA 8,3 8,9 - 14,0 0,5
Arranque
desde el borde
0,3 borde 540 0,5 4,3
35 2,0 1,4 120 6,9 NA 8,3 8,9 - 14,0 0,5
Arranque
desde el borde
0,3 borde 460 0,5 4,4
40 2,0 1,4 120 6,9 NA 8,3 8,9 - 14,0 0,5
Arranque
desde el borde
0,3 borde 390 0,5 4,5
50 2,0 1,4 120 6,9 NA 8,3 8,9 - 14,0 0,5
Arranque
desde el borde
0,3 borde 310 0,5 4,6
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 165 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal
Corte biselado de 200A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
13/28 5/19
Plasma N₂/Protección H₂O
Flujo de corte
25/53 5/19
Cartucho
Electrode
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-08552SP
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210150 0559210082 0559210129 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 20 80 90 5 55 0,160 - 0,550 0,1 0,200 0,150 0,4 0,300 95 0,1 0,110
0,500 0,080 20 80 90 5 55 0,160 - 0,550 0,4 0,200 0,150 0,2 0,300 85 0,4 0,115
0,625 0,080 20 80 90 5 55 0,180 - 0,550 0,8 0,200 0,150 0,2 0,300 65 0,5 0,122
0,750 0,080 20 80 90 5 55 0,200 - 0,550 1,2 0,200 0,150 0,2 0,300 50 0,7 0,133
0,875 0,080 20 80 90 5 55 0,250 - 0,550 1,7 0,300 0,250 0,2 0,400 40 0,9 0,149
1000 0,080 20 80 90 5 55 0,300 - 0,550 1,9 0,350 0,300 0,2 0,450 35 1,0 0,148
1250 0,080 20 80 90 5 55 0,300 - 0,550 0,4
Arranque
desde el borde
0,2 borde 20 0,4 0,176
1500 0,080 20 80 90 5 55 0,350 - 0,450 0,4
Arranque
desde el borde
0,2 borde 10 0,4 0,211
1750 0,080 20 80 90 5 55 0,350 - 0,450 0,4
Arranque
desde el borde
0,2 borde 8 0,4 0,216
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,4 80 6,2 5 3,8 4,1 - 14,0 0,1 5,1 3,8 0,4 7, 6 2380 0,1 2,8
15 2,0 1,4 80 6,2 5 3,8 4,4 - 14,0 0,7 5,1 3,8 0,2 7, 6 1790 0,5 3,0
20 2,0 1,4 80 6,2 5 3,8 5,5 - 14,0 1,3 5,8 4,6 0,2 8,4 1190 0,8 3,5
25 2,0 1,4 80 6,2 5 3,8 7,5 - 14,0 1,9 8,7 7, 5 0,2 11,3 910 1,0 3,8
30 2,0 1,4 80 6,2 5 3,8 7,3 - 14,0 0,4
Arranque
desde el borde
0,2 borde 580 0,4 4,2
35 2,0 1,4
80 6,2 5 3,8 8,3 - 11,4 0,4
Arranque
desde el borde
0,2 borde 380 0,4 4,9
40 2,0 1,4 80 6,2 5 3,8 8,9 - 11,4 0,4
Arranque
desde el borde
0,2 borde 240 0,4 5,4
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 166 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
Corte biselado de 200A
H35
N₂
Preflujo
- / - 62/132
Plasma de H35/Protección de N₂
Flujo de corte
33/71 44/94
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/0559210149
≥ 1”/0559210148
0559210082 0559210128 0559210062 0559210110 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 20 100 100 NA 110 0,300 - 0,550 0,2 0,300 0,250 0,2 0,400 180 0,2 0,113
0,500 0,080 20 100 100 NA 110 0,300 - 0,550 0,2 0,250 0,200 0,4 0,350 150 0,2 0,119
0,625 0,080 20 100 100 NA 110 0,300 - 0,550 0,5 0,250 0,200 0,3 0,350 110 0,3 0,120
0,750 0,080 20 100 100 NA 110 0,300 - 0,550 0,7 0,300 0,250 0,2 0,400 70 0,4 0,130
0,875 0,080 20 100 100 NA 110 0,350 - 0,550 1,0 0,350 0,300 0,2 0,450 55 0,5 0,139
1000 0,080 20 100 100 NA 110 0,350 - 0,550 1,3 0,400 0,300 0,2 0,500 40 0,7 0,150
1250 0,080 20 100 100 NA 110 0,400 - 0,550 0,4
Arranque
desde el borde
0,2 borde 32 0,4 0,161
1500 0,080 20 100 100 NA 110 0,400 - 0,550 0,4
Arranque
desde el borde
0,2 borde 25 0,4 0,170
1750 0,080 20 100 100 NA 110 0,400 - 0,550 0,4
Arranque
desde el borde
0,2 borde 20 0,4 0,188
2000 0,080 20 100 100 NA 110 0,400 - 0,550 0,4
Arranque
desde el borde
0,2 borde 15 0,4 0,205
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,4 100 6,9 NA 7, 6 7,6 - 14,0 0,2 7, 4 6,2 0,2 10,0 4460 0,2 2,9
12 2,0 1,4 100 6,9 NA 7, 6 7,6 - 14,0 0,2 6,6 5,4 0,4 9,2 3980 0,2 3,0
15 2,0 1,4 100 6,9 NA 7, 6 7,6 - 14,0 0,4 6,4 5,1 0,3 8,9 3070 0,3 3,0
20 2,0 1,4 100 6,9 NA 7, 6 8,0 - 14,0 0,8 8,0 6,7 0,2 10,5 1660 0,4 3,4
25 2,0 1,4 100 6,9 NA 7, 6 8,9 - 14,0
1,3 10,0 7, 6 0,2 12,5 1,060 0,7 3,8
30 2,0 1,4 100 6,9 NA 7,6 10,2 - 14,0 0,4
Arranque
desde el borde
0,2 borde 860 0,4 4,0
35 2,0 1,4 100 6,9 NA 7,6 10,2 - 14,0 0,4
Arranque
desde el borde
0,2 borde 720 0,4 4,2
40 2,0 1,4 100 6,9 NA 7,6 10,2 - 14,0 0,4
Arranque
desde el borde
0,2 borde 600 0,4 4,5
50 2,0 1,4 100 6,9 NA 7,6 10,2 - 14,0 0,4
Arranque
desde el borde
0,2 borde 400 0,4 5,2
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 167 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal
Corte biselado de 200A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
13/28 5/19
Plasma N₂/Protección H₂O
Flujo de corte
28/59 5/19
Cartucho
Electrode
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-08552SP
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210150 0559210082 0559210063 0559210129 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500 0,080 20 100 90 5 55 0,250 - 0,550 0,3 0,200 0,150 0,2 0,300 110 0,3 0,120
0,625 0,080 20 80 100 5 55 0,300 - 0,550 0,7 0,250 0,200 0,2 0,350 105 0,5 0,126
0,750 0,080 20 80 100 5 55 0,300 - 0,550 0,9 0,250 0,200 0,2 0,350 90 0,6 0,127
0,875 0,080 20 80 100 5 55 0,300 - 0,550 1,2 0,250 0,200 0,2 0,350 75 0,8 0,133
1000 0,080 20 80 100 5 55 0,350 - 0,550 1,6 0,300 0,250 0,2 0,400 50 1,0 0,144
1250 0,080 20 80 100 5 55 0,400 - 0,550 3,4 0,350 0,300 0,2 0,450 25 2,0 0,180
1500 0,080 20 80 100 5 55 0,400 - 0,550 0,8
Arranque
desde el borde
0,2 borde 20 0,8 0,197
1750 0,080 20 80 100 5 55 0,400 - 0,550 0,8
Arranque
desde el borde
0,2 borde 18 0,8 0,201
2000 0,080 20 80 100 5 55 0,400 - 0,550 0,8
Arranque
desde el borde
0,2 borde 12 0,8 0,204
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 2,0 1,4 100 6,1 5 3,8 6,1 - 14,0 0,2 4,8 3,5 0,2 7, 3 2820 0,3 3,0
15 2,0 1,4 85 6,7 5 3,8 7,3 - 14,0 0,6 6,0 4,7 0,2 8,5 2700 0,4 3,2
20 2,0 1,4 80 6,9 5 3,8 7,6 - 14,0 1,0 6,4 5,1 0,2 8,9 2170 0,7 3,3
25 2,0 1,4 80 6,9 5 3,8 8,7 - 14,0 1,5 7, 5 6,2 0,2 10,0 1350 1,0 3,6
30 2,0 1,4 80 6,9 5 3,8 9,8 - 14,0 2,9 8,5 7, 3 0,2 11,1 810 1,7 4,3
35 2,0 1,4
80 6,9 5 3,8 10,2 - 14,0 0,8
Arranque
desde el borde
0,2 borde 530 0,8 5,0
40 2,0 1,4 80 6,9 5 3,8 10,2 - 14,0 0,8
Arranque
desde el borde
0,2 borde 490 0,8 5,0
50 2,0 1,4 80 6,9 5 3,8 10,2 - 14,0 0,8
Arranque
desde el borde
0,2 borde 320 0,8 5,2
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 168 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 169 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
El gráco es para los ajustes personalizados
Caudal de flujo (SLPM/SCFH)
Haga copias según desee
O
2
Aire
Preflujo
Flujo de corte
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 170 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 173 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
250A
O
2
Aire
Preflujo
- / - 160/339
Plasma de O
2
/Protección de aire
Flujo de corte
36/76 132/279
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211210 0559210047 0559210073 0559210027 0559210062 0559210005 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 5/8 0,625 15 100 100 NA 100 147 0,170 0,7 0,300 0,250 0,5 0,400 115 0,6 0,167
- 3/4 0,750 15 100 100 NA 100 152 0,180 1,0 0,350 0,300 0,5 0,450 90 0,8 0,171
- 7/8 0,875 15 100 100 NA 100 154 0,190 1,4 0,350 0,300 0,5 0,450 70 1,0 0,170
- 1 1000 15 100 100 NA 90 157 0,200 1,9 0,400 0,300 0,5 0,500 60 1,4 0,181
- 1 1/4 1250 15 100 100 NA 100 160 0,200 2,5 0,400 0,300 0,5 0,500 43 1,8 0,191
- 1 1/2 1500 15 100 100 NA 100 164 0,200 4,2 0,400 0,350 0,5 0,550 33 3,2 0,197
- 1 3/4 1750 15 100 100 NA 100 171 0,200 1,0
Arranque
desde el borde
0,5 borde 23 1,0 0,197
- 2 2000 15 100 100 NA 100 177 0,200 1,0
Arranque
desde el borde
0,5 borde 15 1,0 0,197
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 1,0 100 6,9 NA 6,9 146 4,2 0,6 7, 3 6,0 0,5 9,8 3100 0,5 4,2
20 1,0 100 6,9 NA 6,9 153 4,6 1,1 8,9 7, 6 0,5 11,4 2130 0,9 4,3
25 1,0 100 6,9 NA 6,3 157 5,0 1,8 10,0 7, 6 0,5 12,5 1560 1,3 4,6
30 1,0 100 6,9 NA 6,7 159 5,1 2,3 10,2 7, 6 0,5 12,7 1210 1,7 4,8
35 1,0 100 6,9 NA 6,9 162 5,1 3,4 10,2 8,3 0,5 13,4 960 2,5 4,9
40 1,0 100 6,9 NA 6,9 167 5,1 1,0
Arranque
desde el borde
0,5 borde 710 1,0 5,0
50 1,0 100 6,9 NA 6,9 176 5,1 1,0
Arranque
desde el borde
0,5 borde 410 1,0 5,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
25A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/(mm/
min)
15/1,0 80 60/4,1 NA 90/6,2 159 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
8.05 Corte estándar 250 - 300 amperios

DATOS DE LA ANTORCHA 100i-400i 174 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
XTL DE 300A
O
2
Aire
Preflujo
- / - 194/412
Plasma de O
2
/Protección de aire
Flujo de corte
27/58 160/340
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo/
Tubo
Cartucho
0559211401 0559210048 0559210074 0559210028 0559210062
0559210006
9-7921
0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora de
movimiento
CNC
Ancho de sangría
máx. a recomenda-
ción de Velocidad
Plasma (O
2
) Protección (aire)
ga (in) Pulgada (psi) Bola (psi) Bola (psi) (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 20 100 100 NA 100 159 0,200 0,3 0,400 0,200 0,5 0,450 140 0,2 0,149
- 5/8 0,625 20 100 100 NA 100 161 0,200 0,4 0,400 0,200 0,5 0,450 115 0,3 0,179
- 3/4 0,750 20 100 100 NA 100 158 0,200 0,6 0,400 0,200 0,5 0,450 100 0,4 0,185
- 7/8 0,875 20 100 100 NA 100 161 0,200 0,8 0,400 0,200 0,5 0,450 85 0,6 0,182
- 1 1000 20 100 100 NA 100 164 0,200 1,1 0,400 0,250 0,5 0,450 70 0,9 0,183
- 1 1/4 1250 20 100 100 NA 100 164 0,200 1,5 0,400 0,300 0,5 0,500 50 1,2 0,193
- 1 1/2 1500 20 100 100 NA 100 175 0,200 2,9 0,400 0,350 0,5 0,500 35 2,7 0,208
- 1 3/4 1750 20 100 100 NA 100 179 0,200 5,3 0,400 0,400 0,5 borde 25 5,2 0,250
- 2 2000 20 100 100 NA 100 182 0,200 1,0
Arranque desde
el borde
0,5 borde 18 1,0 0,245
- 2 1/2 2500 20 100 100 NA 100 201 0,200 1,0
Arranque desde
el borde
0,5 borde 10 1,0 0,416
- 3 3000 20 100 100 NA 100 215 0,200 1,0
Arranque desde
el borde
0,5 borde 7 1,0 0,500
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
) Protección (aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 1,4 100 6,9 NA 6,9 159 5,1 0,3 10,2 5,1 0,5 11,4 3700 0,2 3,6
15 1,4 100 6,9 NA 6,9 160 5,1 0,4 10,2 5,1
0,5 11,4 3100 0,3 4,3
20 1,4 100 6,9 NA 6,9 159 5,1 0,7 10,2 5,1 0,5 11,4 2430 0,5 4,7
25 1,4 100 6,9 NA 6,9 164 5,1 1,1 10,2 6,2 0,5 11,4 1830 0,9 4,6
30 1,4 100 6,9 NA 6,9 164 5,1 1,4 10,2 7, 3 0,5 12,4 1410 1,1 4,8
35 1,4 100 6,9 NA 6,9 170 5,1 2,2 10,2 8,3 0,5 12,7 1080 2,0 5,1
40 1,4 100 6,9 NA 6,9 176 5,1 3,6 10,2 0,5 borde 810 3,4 5,6
50 1,4 100 6,9 NA 6,9 181 5,1 1,0
Arranque desde
el borde
0,5 borde 470 1,0 5,9
60 1,4 100 6,9 NA 6,9 196 5,1 1,0
Arranque desde
el borde
0,5 borde 310 1,0 9,4
70 1,4 100 6,9 NA 6,9 208 5,1 1,0
Arranque desde
el borde
0,5 borde 220 1,0 11,7
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco: 30A
Plasma (N₂) Protección (N₂)
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80
60/
4,1
NA
90/
6,2
158 0,120/3,0 0,120/3,0 0 0,5
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Utilice la versión del CCM 4.5.0 y la tabla de corte electrónico 2.4.0 o posteriores
Utilice esta figura SÓLO para consulta
Art# A-10270SP_AB
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Tubo
Asamblea de cartucho

Manaual: 0560956430ES 175 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
300A
H35
N₂
Preflujo
- / - 74/157
Plasma de H35/Protección de N₂
Flujo de corte
44/93 51/108
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/0559210151
≥ 1”/0559210153
0559210082 0559210130 0559210061 0559210111 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 20 120 100 NA 120 160 0,350 0,2 0,250 0,200 0,4 0,350 85 0,2 0,175
- 1/2 0,500 20 120 100 NA 120 168 0,350 0,4 0,250 0,200 0,2 0,350 75 0,4 0,193
- 5/8 0,625 20 120 100 NA 90 163 0,350 0,7 0,275 0,250 0,2 0,375 65 0,5 0,197
- 3/4 0,750 20 120 100 NA 90 168 0,350 0,9 0,275 0,250 0,2 0,375 55 0,6 0,195
- 7/8 0,875 20 120 100 NA 90 170 0,350 1,1 0,275 0,250 0,2 0,375 45 0,7 0,210
- 1 1000 20 120 100 NA 120 173 0,350 1,6 0,400 0,400 0,2 0,500 35 0,9 0,226
- 1 1/4 1250 20 120 100 NA 120 180 0,400 1,8 0,400 0,400 0,2 0,700 30 1,0 0,203
- 1 1/2 1500 20 120 100 NA 120 180 0,400 0,5
Arranque
desde el borde
0,2 borde 25 0,5 0,220
- 1 3/4 1750 20 120 100 NA 120 183 0,400 0,5
Arranque
desde el borde
0,2 borde 21 0,5 0,229
- 2 2000 20 120 100 NA 120 186 0,400 0,5
Arranque
desde el borde
0,2 borde 17 0,5 0,237
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 1,4 120 6,9 NA 8,3 161 8,9 0,2 6,4 5,1 0,4 8,9 2120 0,2 4,5
12 1,4 120 6,9 NA 8,3 166 8,9 0,4 6,4 5,1 0,2 8,9 1960 0,4 4,8
15 1,4 120 6,9 NA 6,8 164 8,9 0,6 6,8 6,0 0,2 9,3 1720 0,5 5,0
20 1,4 120
6,9 NA 6,2 169 8,9 1,0 7, 0 6,4 0,2 9,5 1320 0,6 5,1
25 1,4 120 6,9 NA 8,0 173 8,9 1,5 9,8 9,7 0,2 12,3 920 0,9 5,7
30 1,4 120 6,9 NA 8,3 178 9,8 1,7 10,2 10,2 0,2 16,4 800 1,0 5,3
35 1,4 120 6,9 NA 8,3 184 10,8 1,9 10,2 10,2 0,2 20,4 700 1,1 4,9
40 1,4 120 6,9 NA 8,3 181 10,2 0,5
Arranque
desde el borde
0,2 borde 600 0,5 5,7
45 1,4 120 6,9 NA 8,3 183 10,2 0,5
Arranque
desde el borde
0,2 borde 520 0,5 5,8
50 1,4 120 6,9 NA 8,3 186 10,2 0,5
Arranque
desde el borde
0,2 borde 440 0,5 6,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
24A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 90/6,2 135 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 176 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal
300A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
23/48 8/30
Plasma N₂/Protección H₂O
Flujo de corte
63/134 8/30
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210152 0559210082 0559210131 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 20 120 100 8 55 150 0,150 0,3 0,250 0,200 0,2 0,350 140 0,3 0,144
- 1/2 0,500 20 120 100 8 55 159 0,150 0,5 0,250 0,200 0,2 0,350 100 0,5 0,154
- 5/8 0,625 20 120 100 8 55 158 0,150 0,8 0,250 0,200 0,2 0,350 75 0,6 0,153
- 3/4 0,750 20 120 100 8 55 166 0,200 0,9 0,400 0,300 0,2 0,500 55 0,7 0,173
- 7/8 0,875 20 120 100 8 55 180 0,300 1,8 0,400 0,300 0,2 0,500 45 1,1 0,210
- 1 1000 20 120 100 8 55 182 0,300 2,1 0,400 0,300 0,2 0,500 40 1,3 0,210
- 1 1/4 1250 20 120 100 8 55 196 0,350 3,5 0,400 0,300 0,2 0,500 30 2,0 0,230
- 1 1/2 1500 20 120 100 8 55 198 0,350 1,0
Arranque
desde el borde
0,2 borde 25 1,0 0,232
- 1 3/4 1750 20 120 100 8 55 198 0,350 1,0
Arranque
desde el borde
0,2 borde 18 1,0 0,237
- 2 2000 20 120 100 8 55 205 0,350 1,0
Arranque
desde el borde
0,2 borde 12 1,0 0,253
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 1,4 120 6,9 8 3,8 151 3,8 0,3 6,4 5,1 0,2 8,9 3400 0,3 3,7
12 1,4 120 6,9 8 3,8 157 3,8 0,5 6,4 5,1 0,2 8,9 2760 0,5 3,9
15 1,4 120 6,9 8 3,8 158 3,8 0,7 6,4 5,1 0,2 8,9 2080
0,6 3,9
20 1,4 120 6,9 8 3,8 170 5,8 1,2 10,2 7, 6 0,2 12,7 1320 0,8 4,7
25 1,4 120 6,9 8 3,8 182 7, 6 2,1 10,2 7, 6 0,2 12,7 1030 1,3 5,3
30 1,4 120 6,9 8 3,8 192 8,5 3,1 10,2 7, 6 0,2 12,7 830 1,8 5,7
35 1,4 120 6,9 8 3,8 198 8,9 1,0
Arranque
desde el borde
0,2 borde 720 1,0 5,8
40 1,4 120 6,9 8 3,8 198 8,9 1,0
Arranque
desde el borde
0,2 borde 580 1,0 5,9
50 1,4 120 6,9 8 3,8 204 8,9 1,0
Arranque
desde el borde
0,2 borde 320 1,0 6,4
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
24A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 90/6,2 115 0,120/3,0 0,120/3,0 0 0,3
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 177 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
300A
H35
N₂
Preflujo
- / - 74/156
Plasma de H35/Protección de N₂
Flujo de corte
44/93 51/107
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/
0559210151
≥ 1”/0559210153
0559210082 0559210130 0559210061 0559210111 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/4 0,250 20 120 100 NA 120 163 0,400 0,1 0,300 0,250 0,5 0,400 300 0,1 0,182
- 3/8 0,375 20 120 100 NA 120 163 0,400 0,2 0,300 0,250 0,4 0,400 275 0,2 0,186
- 1/2 0,500 20 120 100 NA 120 153 0,300 0,4 0,300 0,250 0,3 0,400 210 0,3 0,174
- 5/8 0,625 20 120 100 NA 90 160 0,300 0,6 0,250 0,300 0,2 0,350 140 0,4 0,169
- 3/4 0,750 20 120 100 NA 90 159 0,300 0,8 0,250 0,300 0,2 0,350 110 0,5 0,172
- 7/8 0,875 20 120 100 NA 90 162 0,300 1,0 0,300 0,250 0,2 0,400 95 0,6 0,183
- 1 1000 20 120 100 NA 120 165 0,350 1,2 0,350 0,300 0,2 0,450 85 0,7 0,190
- 1 1/4 1250 20 120 100 NA 120 168 0,400 1,6 0,400 0,400 0,2 0,500 60 0,8 0,205
- 1 1/2 1500 20 120 100 NA 120 177 0,400 1,5
Arranque
desde el borde
0,2 borde 45 1,0 0,215
- 1 3/4 1750 20 120 100 NA 120 182 0,400 0,4
Arranque
desde el borde
0,2 borde 35 0,4 0,226
- 2 2000 20 120 100 NA 120 188 0,400 0,4
Arranque
desde el borde
0,2 borde 25 0,4 0,215
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx.
arecomendación
deVelocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
6 1,4 120 6,9 NA 8,3 163 10,2 0,1 7, 6 6,4 0,5 10,2 7690 0,1 4,6
8 1,4 120 6,9 NA 8,3 163 10,2 0,2 7, 6 6,4 0,4 10,2 7290 0,2 4,7
10 1,4 120 6,9 NA 8,3 162 9,8 0,2 7, 6 6,4 0,4 10,2 6740 0,2 4,7
12 1,4 120 6,9 NA 8,3 155 8,2 0,4 7, 6 6,4 0,3 10,2 5700 0,3 4,5
15 1,4 120 6,9 NA 6,8 158 7, 6 0,5 6,7 7, 3 0,2 9,2 4050 0,4 4,3
20 1,4 120 6,9 NA 6,2 160 7, 6 0,9 6,7 7, 2 0,2 9,3 2680 0,5 4,5
25 1,4 120 6,9 NA 8,0 165 8,7 1,2 8,7 7, 5 0,2 11,3 2190 0,7 4,8
30 1,4 120 6,9 NA 8,3 167 9,8 1,5 9,8 9,5 0,2 12,4 1700 0,8 5,1
35 1,4 120 6,9 NA 8,3 175 10,2 1,5
Arranque
desde el borde
0,2 borde 1270 1,0 5,3
40 1,4 120 6,9 NA 8,3 178 10,2 1,2
Arranque
desde el borde
0,2 borde 1070 0,8 5,5
50 1,4 120 6,9 NA 8,3 187 10,2 0,4
Arranque
desde el borde
0,2 borde 670 0,4 5,5
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
24A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 90/6,2 135 0,120/3,0 0,120/3,0 0 0,4
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 178 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal
300A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
23/48 8/30
Plasma N₂/Protección H₂O
Flujo de corte
63/134 8/30
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210152 0559210082 0559210131 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios)(in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 20 120 100 8 55 160 0,200 0,4 0,250 0,150 0,2 0,300 120 0,3 0,161
- 5/8 0,625 20 120 100 8 55 164 0,200 0,5 0,250 0,150 0,2 0,300 100 0,4 0,165
- 3/4 0,750 20 120 100 8 55 170 0,250 0,9 0,400 0,300 0,2 0,500 80 0,5 0,174
- 7/8 0,875 20 120 100 8 55 173 0,250 1,0 0,400 0,300 0,2 0,500 70 0,6 0,175
- 1 1000 20 120 100 8 55 175 0,250 1,2 0,400 0,300 0,2 0,500 60 0,7 0,190
- 1 1/4 1250 20 120 100 8 55 180 0,250 2,2 0,400 0,300 0,2 0,500 40 1,2 0,185
- 1 1/2 1500 20 120 100 8 55 184 0,300 3,5
Arranque
desde el borde
0,2 borde 25 1,6 0,190
- 1 3/4 1750 20 120 100 8 55 196 0,300 0,6
Arranque
desde el borde
0,2 borde 15 0,6 0,213
- 2 2000 20 120 100 8 55 200 0,300 0,6
Arranque
desde el borde
0,2 borde 10 0,6 0,205
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)*(Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 1,4 120 6,9 8 3,8 163 5,1 0,5 6,4 3,8 0,2 7, 6 2680 0,4 4,2
20 1,4 120 6,9 8 3,8 171 6,4 0,9 10,2 7, 6 0,2 12,7 1960 0,5 4,4
25 1,4 120 6,9 8 3,8 175 6,4 1,2 10,2 7, 6 0,2 12,7 1560 0,7 4,8
30 1,4 120 6,9 8 3,8 179 6,4 1,9 10,2 7, 6 0,2 12,7 1160 1,1 4,7
35 1,4
120 6,9 8 3,8 178 7,6 3,4
Arranque
desde el borde
0,2 borde 760 1,6 4,5
40 1,4 120 6,9 8 3,8 188 7,6 2,6
Arranque
desde el borde
0,2 borde 560 1,3 5,0
50 1,4 120 6,9 8 3,8 199 7,6 0,6
Arranque
desde el borde
0,2 borde 270 0,6 5,2
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
24A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 60/4,1 NA 90/6,2 115 0,120/3,0 0,120/3,0 0 0,3
300/
7620
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 181 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
Corte biselado de 250A
O
2
Aire
Preflujo
- / - 160/339
Plasma de O
2
/Protección de aire
Flujo de corte
36/76 132/279
Cartucho
Electrodo
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-07917SP_AC
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211210 0559210047 0559210073 0559210027 0559210062 0559210005 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,625 0,080 15 100 100 NA 100 0,170 - 0,360 0,7 0,300 0,250 0,5 0,400 115 0,6 0,167
0,750 0,080 15 100 100 NA 100 0,180 - 0,360 1,0 0,350 0,300 0,5 0,450 90 0,8 0,171
0,875 0,080 15 100 100 NA 100 0,190 - 0,360 1,4 0,350 0,300 0,5 0,450 70 1,0 0,170
1000 0,080 15 100 100 NA 90 0,200 - 0,360 1,9 0,400 0,300 0,5 0,500 60 1,4 0,181
1250 0,080 15 100 100 NA 100 0,200 - 0,360 2,5 0,400 0,300 0,5 0,500 43 1,8 0,191
1500 0,080 15 100 100 NA 100 0,200 - 0,360 4,2 0,400 0,350 0,5 0,550 33 3,2 0,197
1750 0,080 15 100 100 NA 100 0,200 - 0,360 1,0
Arranque
desde el borde
0,5 borde 23 1,0 0,197
2000 0,080 15 100 100 NA 100 0,200 - 0,360 1,0
Arranque
desde el borde
0,5 borde 15 1,0 0,197
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 2,0 1,0 100 6,9 NA 6,9 4,2 - 9,1 0,6 7, 3 6,0 0,5 9,8 3100 0,5 4,2
20 2,0 1,0 100 6,9 NA 6,9 4,6 - 9,1 1,1 8,9 7, 6 0,5 11,4 2130 0,9 4,3
25 2,0 1,0 100 6,9 NA 6,3 5 - 9,1 1,8 10,0 7, 6 0,5 12,5 1560 1,3 4,6
30 2,0 1,0 100 6,9 NA 6,7 5,1 - 9,1 2,3 10,2 7, 6 0,5 12,7 1210 1,7 4,8
35 2,0 1,0 100 6,9 NA 6,9 5,1 - 9,1 3,4 10,2 8,3 0,5 13,4 960 2,5 4,9
40 2,0 1,0 100 6,9 NA 6,9 5,1 - 9,1 1,0
Arranque
desde el borde
0,5 borde 710 1,0 5,0
50 2,0 1,0 100 6,9 NA 6,9 5,1 - 9,1 1,0
Arranque
desde el borde
0,5 borde 410 1,0 5,0
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
8.06 Corte biselado y robótico de 250 - 300 amperios

DATOS DE LA ANTORCHA 100i-400i 182 Manaual: 0560956430ES
100i/200i/300i/400i
Acero con bajo contenido de carbono
Caudal de flujo (SLPM/SCFH)
Corte biselado de 300A XTL
O
2
Aire
Preflujo
- / - 194/412
Plasma de O
2
/Protección de aire
Flujo de corte
27/58 160/340
Utilice esta figura SÓLO para consulta
Art# A-10270SP_AB
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Tubo
Asamblea de cartucho
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210048
0559210074
0559210028 0559210062
0559210006
9-7921
0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
) Protección (aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500 0,080 20 100 100 NA 100 0,200 - 0,550 0,3 0,400 0,200 0,5 0,450 140 0,2 0,149
0,625 0,080 20 100 100 NA 100 0,200 - 0,550 0,4 0,400 0,200 0,5 0,450 115 0,3 0,179
0,750 0,080 20 100 100 NA 100 0,200 - 0,550 0,6 0,400 0,200 0,5 0,450 100 0,4 0,185
0,875 0,080 20 100 100 NA 100 0,200 - 0,550 0,8 0,400 0,200 0,5 0,450 85 0,6 0,182
1000 0,080 20 100 100 NA 100 0,200 - 0,550 1,1 0,400 0,250 0,5 0,450 70 0,9 0,183
1250 0,080 20 100 100 NA 100 0,200 - 0,550 1,5 0,400 0,300 0,5 0,500 50 1,2 0,193
1500 0,080 20 100 100 NA 100 0,200 - 0,550 2,9 0,400 0,350 0,5 0,500 35 2,7 0,208
1750 0,080 20 100 100 NA 100 0,200 - 0,550 5,3 0,400 0,400 0,5 borde 25 5,2 0,250
2000 0,080 20 100 100 NA 100 0,200 - 0,550 1,0
Arranque desde
el borde
0,5 borde 18 1,0 0,245
2500 0,080 20 100 100 NA 100 0,200 - 0,550 1,0
Arranque desde
el borde
0,5 borde 10 1,0 0,416
3000 0,080 20 100 100 NA 100 0,200 - 0,550 1,0
Arranque desde
el borde
0,5 borde 7 1,0 0,500
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
) Protección (aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 0,3 10,2 5,1 0,5 11,4 3700 0,2 3,6
15 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 0,4 10,2 5,1 0,5 11,4 3100 0,3 4,3
20 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 0,7 10,2 5,1 0,5 11,4 2430 0,5 4,7
25 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 1,1 10,2 6,2 0,5 11,4 1830 0,9 4,6
30 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 1,4 10,2 7, 3 0,5 12,4 1410 1,1 4,8
35 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 2,2 10,2 8,3 0,5 12,7 1080 2,0 5,1
40 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 3,6
10,2
0,5
borde
810 3,4 5,6
50 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 1,0
Arranque
desde el borde
0,5 borde 470 1,0 5,9
60 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 1,0
Arranque
desde el borde
0,5 borde 310 1,0 9,4
70 2,0 1,4 100 6,9 NA 6,9 5,1 - 14 1,0
Arranque
desde el borde
0,5 borde 220 1,0 11,7
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Utilice la versión del CCM 4.5.0 y la tabla de corte electrónico 2.4.0 o posteriores

Manaual: 0560956430ES 183 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
Corte biselado de 300A
H35
N₂
Preflujo
- / - 74/157
Plasma de H35/Protección de N₂
Flujo de corte
44/93 51/108
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/0559210151
≥ 1”/0559210153
0559210082 0559210130 0559210061 0559210111 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 20 120 100 NA 120 0,350 - 0,550 0,2 0,250 0,200 0,4 0,350 85 0,2 0,175
0,500 0,080 20 120 100 NA 120 0,350 - 0,550 0,4 0,250 0,200 0,2 0,350 75 0,4 0,193
0,625 0,080 20 120 100 NA 90 0,350 - 0,550 0,7 0,275 0,250 0,2 0,375 65 0,5 0,197
0,750 0,080 20 120 100 NA 90 0,350 - 0,550 0,9 0,275 0,250 0,2 0,375 55 0,6 0,195
0,875 0,080 20 120 100 NA 90 0,350 - 0,550 1,1 0,275 0,250 0,2 0,375 45 0,7 0,210
1000 0,080 20 120 100 NA 120 0,350 - 0,550 1,6 0,400 0,400 0,2 0,500 35 0,9 0,226
1250 0,080 20 120 100 NA 120 0,400 - 0,550 1,8 0,400 0,400 0,2 0,700 30 1,0 0,203
1500 0,080 20 120 100 NA 120 0,400 - 0,550 0,5
Arranque
desde el borde
0,2 borde 25 0,5 0,220
1750 0,080 20 120 100 NA 120 0,400 - 0,550 0,5
Arranque
desde el borde
0,2 borde 21 0,5 0,229
2000 0,080 20 120 100 NA 120 0,400 - 0,550 0,5
Arranque
desde el borde
0,2 borde 17 0,5 0,237
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,4 120 6,9 NA 8,3 8,9 - 14 0,2 6,4 5,1 0,4 8,9 2120 0,2 4,5
12 2,0 1,4 120 6,9 NA 8,3 8,9 - 14 0,4 6,4 5,1 0,2 8,9 1960 0,4 4,8
15 2,0 1,4 120 6,9 NA 6,8 8,9 - 14 0,6 6,8 6,0 0,2 9,3 1720 0,5 5,0
20 2,0 1,4 120 6,9 NA 6,2 8,9 - 14 1,0 7, 0 6,4 0,2 9,5 1320 0,6 5,1
25 2,0 1,4 120 6,9 NA 8,0 8,9 - 14
1,5 9,8 9,7 0,2 12,3 920 0,9 5,7
30 2,0 1,4 120 6,9 NA 8,3 9,8 - 14 1,7 10,2 10,2 0,2 16,4 800 1,0 5,3
35 2,0 1,4 120 6,9 NA 8,3 10,8 - 14 1,9 10,2 10,2 0,2 20,4 700 1,1 4,9
40 2,0 1,4 120 6,9 NA 8,3 10,2 - 14 0,5
Arranque
desde el borde
0,2 borde 600 0,5 5,7
45 2,0 1,4 120 6,9 NA 8,3 10,2 - 14 0,5
Arranque
desde el borde
0,2 borde 520 0,5 5,8
50 2,0 1,4 120 6,9 NA 8,3 10,2 - 14 0,5
Arranque
desde el borde
0,2 borde 440 0,5 6,0
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 184 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal
Corte biselado de 300A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
23/48 8/30
Plasma N₂/Protección H₂O
Flujo de corte
63/134 8/30
Cartucho
Electrode
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-08552SP
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210152 0559210082 0559210131 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 20 120 100 8 55 0,150 - 0,550 0,3 0,250 0,200 0,2 0,350 140 0,3 0,144
0,500 0,080 20 120 100 8 55 0,150 - 0,550 0,5 0,250 0,200 0,2 0,350 100 0,5 0,154
0,625 0,080 20 120 100 8 55 0,150 - 0,550 0,8 0,250 0,200 0,2 0,350 75 0,6 0,153
0,750 0,080 20 120 100 8 55 0,200 - 0,550 0,9 0,400 0,300 0,2 0,500 55 0,7 0,173
0,875 0,080 20 120 100 8 55 0,300 - 0,550 1,8 0,400 0,300 0,2 0,500 45 1,1 0,210
1000 0,080 20 120 100 8 55 0,300 - 0,550 2,1 0,400 0,300 0,2 0,500 40 1,3 0,210
1250 0,080 20 120 100 8 55 0,350 - 0,550 3,5 0,400 0,300 0,2 0,500 30 2,0 0,230
1500 0,080 20 120 100 8 55 0,350 - 0,550 1,0
Arranque
desde el borde
0,2 borde 25 1,0 0,232
1750 0,080 20 120 100 8 55 0,350 - 0,550 1,0
Arranque
desde el borde
0,2 borde 18 1,0 0,237
2000 0,080 20 120 100 8 55 0,350 - 0,550 1,0
Arranque
desde el borde
0,2 borde 12 1,0 0,253
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,4 120 6,9 8 3,8 3,8 - 14 0,3 6,4 5,1 0,2 8,9 3400 0,3 3,7
12 2,0 1,4 120 6,9 8 3,8 3,8 - 14 0,5 6,4 5,1 0,2 8,9 2760 0,5 3,9
15 2,0 1,4 120 6,9 8 3,8 3,8 - 14 0,7 6,4 5,1 0,2 8,9 2080 0,6 3,9
20 2,0 1,4 120 6,9 8 3,8 5,8 - 14 1,2 10,2 7, 6 0,2 12,7 1320 0,8 4,7
25 2,0 1,4
120 6,9 8 3,8 7,6 - 14 2,1 10,2 7, 6 0,2 12,7 1030 1,3 5,3
30 2,0 1,4 120 6,9 8 3,8 8,5 - 14 3,1 10,2 7, 6 0,2 12,7 830 1,8 5,7
35 2,0 1,4 120 6,9 8 3,8 8,9 - 14 1,0
Arranque
desde el borde
0,2 borde 720 1,0 5,8
40 2,0 1,4 120 6,9 8 3,8 8,9 - 14 1,0
Arranque
desde el borde
0,2 borde 580 1,0 5,9
50 2,0 1,4 120 6,9 8 3,8 8,9 - 14 1,0
Arranque
desde el borde
0,2 borde 320 1,0 6,4
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 185 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
Corte biselado de 300A
H35
N₂
Preflujo
- / - 74/156
Plasma de H35/Protección de N₂
Flujo de corte
44/93 51/107
Electrode
Copa de
protección
Punta
Art # A-08567SP_AB
Distribuidor de
gas de plasma
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211
< 1”/0559210151
≥ 1”/0559210153
0559210082 0559210130 0559210061 0559210111 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,250 0,080 20 120 100 NA 120 0,400 - 0,450 0,1 0,300 0,250 0,5 0,400 300 0,1 0,182
0,375 0,080 20 120 100 NA 120 0,400 - 0,450 0,2 0,300 0,250 0,4 0,400 275 0,2 0,186
0,500 0,080 20 120 100 NA 120 0,300 - 0,450 0,4 0,300 0,250 0,3 0,400 210 0,3 0,174
0,625 0,080 20 120 100 NA 90 0,300 - 0,450 0,6 0,250 0,300 0,2 0,350 140 0,4 0,169
0,750 0,080 20 120 100 NA 90 0,300 - 0,450 0,8 0,250 0,300 0,2 0,350 110 0,5 0,172
0,875 0,080 20 120 100 NA 90 0,300 - 0,450 1,0 0,300 0,250 0,2 0,400 95 0,6 0,183
1000 0,080 20 120 100 NA 120 0,350 - 0,450 1,2 0,350 0,300 0,2 0,450 85 0,7 0,190
1250 0,080 20 120 100 NA 120 0,400 - 0,450 1,6 0,400 0,400 0,2 0,500 60 0,8 0,205
1500 0,080 20 120 100 NA 120 0,400 - 0,450 1,5
Arranque
desde el borde
0,2 borde 45 1,0 0,215
1750 0,080 20 120 100 NA 120 0,400 - 0,450 0,4
Arranque
desde el borde
0,2 borde 35 0,4 0,226
2000 0,080 20 120 100 NA 120 0,400 - 0,450 0,4
Arranque
desde el borde
0,2 borde 25 0,4 0,215
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
6 2,0 1,4 120 6,9 NA 8,3 10,2 - 11,4 0,1 7, 6 6,4 0,5 10,2 7690 0,1 4,6
8 2,0 1,4 120 6,9 NA 8,3 10,2 - 11,4 0,2 7, 6 6,4 0,4 10,2 7290 0,2 4,7
10 2,0 1,4 120 6,9 NA 8,3 9,8 - 11,4 0,2 7, 6 6,4 0,4 10,2 6740 0,2 4,7
12 2,0 1,4 120 6,9 NA 8,3 8,2 - 11,4
0,4 7, 6 6,4 0,3 10,2 5700 0,3 4,5
15 2,0 1,4 120 6,9 NA 6,8 7,6 - 11,4 0,5 6,7 7, 3 0,2 9,2 4050 0,4 4,3
20 2,0 1,4 120 6,9 NA 6,2 7,6 - 11,4 0,9 6,7 7, 2 0,2 9,3 2680 0,5 4,5
25 2,0 1,4 120 6,9 NA 8,0 8,7 - 11,4 1,2 8,7 7, 5 0,2 11,3 2190 0,7 4,8
30 2,0 1,4 120 6,9 NA 8,3 9,8 - 11,4 1,5 9,8 9,5 0,2 12,4 1700 0,8 5,1
35 2,0 1,4 120 6,9 NA 8,3 10,2 - 11,4 1,5
Arranque
desde el borde
0,2 borde 1270 1,0 5,3
40 2,0 1,4 120 6,9 NA 8,3 10,2 - 11,4 1,2
Arranque
desde el borde
0,2 borde 1070 0,8 5,5
50 2,0 1,4 120 6,9 NA 8,3 10,2 - 11,4 0,4
Arranque
desde el borde
0,2 borde 670 0,4 5,5
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 186 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal
Corte biselado de 300A
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
23/48 8/30
Plasma N₂/Protección H₂O
Flujo de corte
63/134 8/30
Cartucho
Electrode
Protección
Distribuidor de
gas de protección
Punta
Distribuidor de
gas de plasma
Copa de
protección
Art # A-08552SP
Utilice esta figura SÓLO para consulta
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211211 0559210152 0559210082 0559210131 0559210063 0559210107 0559211300
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500 0,080 20 120 100 8 55 0,200 - 0,450 0,4 0,250 0,150 0,2 0,300 120 0,3 0,161
0,625 0,080 20 120 100 8 55 0,200 - 0,450 0,5 0,250 0,150 0,2 0,300 100 0,4 0,165
0,750 0,080 20 120 100 8 55 0,250 - 0,450 0,9 0,400 0,300 0,2 0,500 80 0,5 0,174
0,875 0,080 20 120 100 8 55 0,250 - 0,450 1,0 0,400 0,300 0,2 0,500 70 0,6 0,175
1000 0,080 20 120 100 8 55 0,250 - 0,450 1,2 0,400 0,300 0,2 0,500 60 0,7 0,190
1250 0,080 20 120 100 8 55 0,250 - 0,450 2,2 0,400 0,300 0,2 0,500 40 1,2 0,185
1500 0,080 20 120 100 8 55 0,300 - 0,450 3,5
Arranque
desde el borde
0,2 borde 25 1,6 0,190
1750 0,080 20 120 100 8 55 0,300 - 0,450 0,6
Arranque
desde el borde
0,2 borde 15 0,6 0,213
2000 0,080 20 120 100 8 55 0,300 - 0,450 0,6
Arranque
desde el borde
0,2 borde 10 0,6 0,205
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 2,0 1,4 120 6,9 8 3,8 5,1 - 11,4 0,5 6,4 3,8 0,2 7, 6 2680 0,4 4,2
20 2,0 1,4 120 6,9 8 3,8 6,4 - 11,4 0,9 10,2 7, 6 0,2 12,7 1960 0,5 4,4
25 2,0 1,4 120 6,9 8 3,8 6,4 - 11,4 1,2 10,2 7, 6 0,2 12,7 1560 0,7 4,8
30 2,0 1,4 120 6,9 8 3,8 6,4 - 11,4 1,9 10,2 7, 6 0,2 12,7 1160 1,1 4,7
35 2,0 1,4 120 6,9 8 3,8 7,6 - 11,4 3,4
Arranque
desde el borde
0,2 borde 760 1,6 4,5
40 2,0 1,4
120 6,9 8 3,8 7,6 - 11,4 2,6
Arranque
desde el borde
0,2 borde 560 1,3 5,0
50 2,0 1,4 120 6,9 8 3,8 7,6 - 11,4 0,6
Arranque
desde el borde
0,2 borde 270 0,6 5,2
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 187 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
El gráco es para los ajustes personalizados
Caudal de flujo
(SLPM/SCFH)
Haga copias según desee
O
2
Aire
Preflujo
Flujo de corte
Retenedor de protección Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 188 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 191 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
8.07 Corte estándar de 400 amperios
Acero con bajo contenido de carbono
400A
Plasma de O
2
/Protección de aire
Caudal de flujo (SLPM/SCFH)
O
2
Aire
Preflujo
- / - 232/491
Flujo de corte
33/70 203/430
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo/Tubo Cartucho
0559211401 0559210154 0559210075 0559210029 0559210062
0559210006
9-7921
0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad de
desplaza-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (aire)
ga (in) Pulgada (psi) Bola (psi) Bola (psi) (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 15 80 90 - 80 154 0,200 0,3 0,400 0,200 0,2
No se recomienda sin altura de
elevación
150 0,2 0,195
- 5/8 0,625 15 80 90 - 80 154 0,200 0,4 0,400 0,300 0,2 130 0,3 0,200
- 3/4 0,750 15 80 90 - 80 154 0,200 0,6 0,400 0,300 0,2 115 0,8 0,215
- 7/8 0,875 15 80 90 - 80 159 0,200 0,9 0,400 0,500 0,2 100 0,9 0,200
- 1 1000 15 80 90 - 80 161 0,200 1,1 0,400 0,550 0,2 80 0,9 0,200
- 1 1/4 1250 15 80 90 - 80 162 0,200 1,5 0,400 0,650 0,2 60 1,3 0,220
- 1 1/2 1500 15 80 90 - 80 166 0,200 4,0 0,450 0,600 0,2 45 2,5 0,230
- 1 3/4 1750 15 80 90 - 80 169 0,200 4,5 0,450 0,650 0,2 40 4,0 0,225
- 2 2000 15 80 90 - 80 170 0,200 7, 0 0,450 0,750 0,2 30 6,0 0,225
- 2 1/4 2250 15 80 90 - 80 170 0,200 3,5
Arranque desde el borde
0,2 25 3,5 0,235
- 2 1/2 2500 15 80 90 - 80 181 0,200 3,0
Arranque desde el borde
0,2 15 3,0 0,235
- 3 3000 15 80 90 - 80 193 0,200 3,0
Arranque desde el borde
0,2 10 3,0 0,300
- 3 1/2 3500 15 80 90 - 80 217 0,200 3,0
Arranque desde el borde
0,2 4 3,0 0,360
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(aire)
Caudal / Presión de corte
Voltaje del
arco
Altura de corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad de
desplaza-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
) Protección (aire)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm) (mm/ min) (seg) (mm)
12 1,0 80 6,2 - 5,5 154 5,1 0,3 10,2 4,5 0,2
No se recomienda sin altura de
elevación
3920 0,2 4,9
15 1,0 80 6,2 - 5,5 154 5,1 0,4 10,2 6,9 0,2 3440 0,3 5,0
20 1,0 80 6,2 - 5,5 155 5,1 0,7 10,2 9,1 0,2 2810 0,8 5,3
25 1,0 80 6,2 - 5,5 161 5,1 1,1 10,2 13,8 0,2 2100 0,9 5,1
30 1,0 80 6,2 - 5,5 162 5,1 1,4 10,2 15,8 0,2 1660 1,2 5,4
35 1,0 80 6,2 - 5,5 164 5,1 2,8 10,8 15,9 0,2 1330 1,9 5,7
40 1,0 80 6,2 - 5,5 167 5,1 4,1 11,4 15,6 0,2 1110 2,9 5,8
50 1,0 80 6,2 - 5,5 170 5,1 6,7 11,4 18,7 0,2 790 5,7 5,7
60 1,0 80 6,2 - 5,5 175 5,1 3,3
Arranque desde el borde
0,2 520 3,3 6,0
70 1,0 80 6,2 - 5,5 187 5,1 3,0
Arranque desde el borde
0,2 320 3,0 6,8
80 1,0 80 6,2 - 5,5 200 5,1 3,0
Arranque desde el borde
0,2 210 3,0 8,1
90 1,0 80 6,2 - 5,5 219 5,1 3,0
Arranque desde el borde
0,2 90 3,0 9,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y CNC
Demora de
control
Velocidad de
desplaza-
miento
La calidad
de marcado
disminuye a
medida que se
disminuye el
espesor.
Corriente de
arco: 24A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones
con espesores
de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 50
50/
3,4
NA 15/1,0 110 0,120/3,0 0,120/3,0 0 0,5 200/5080
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.
Los valores de demora de perforación THC que se muestran son los mínimos. En función de la aplicación, se recomienda aumentar este valor.
Utilice esta figura SÓLO para consulta
Art# A-10270SP_AB
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Tubo
Asamblea de cartucho

DATOS DE LA ANTORCHA 100i-400i 192 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
400A
H35
N₂
Preflujo
- / - 207/439
Plasma de H35/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deectoraCaperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perfora
-
ción sin
elevación
Velocidad
de despla
-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma
(H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 5/8 0,625 30 120 100 NA 110 155 0,350 0,5 0,400 0,400 0,2
No se recomienda sin altura de
elevación
70 0,4 0,230
- 3/4 0,750 30 120 100 NA 110 157 0,350 0,6 0,400 0,400 0,2 60 0,5 0,230
- 1 1000 30 120 100 NA 110 161 0,350 1,0 0,400 0,500 0,2 45 0,8 0,236
- 1 1/4 1250 30 120 100 NA 110 163 0,350 1,5 0,400 0,500 0,2 35 1,2 0,235
- 1 1/2 1500 30 120 100 NA 110 165 0,350 1,8 0,400 0,500 0,2 28 1,3 0,248
- 1 3/4 1750 30 120 100 NA 110 167 0,350 5,0 0,400 0,750 0,2 20 2,5 0,257
- 2 2000 30 120 100 NA 110 171 0,350 10,0 0,400 0,750 0,2 17 5,5 0,268
-
2 1/4 2250 30 120 100 NA 110 175 0,350 3,0
Arranque desde
el borde
0,2 12 3,0 0,265
-
2 1/2 2500 30 120 100 NA 110 170 0,350 3,0
Arranque desde
el borde
0,2 14 3,0 0,260
-
3 3000 30 120 100 NA 110 177 0,350 3,0
Arranque desde
el borde
0,2 10 3,0 0,275
-
3 1/2 3500 30 120 100 NA 110 195 0,350 3,0
Arranque desde
el borde
0,2 5 3,0 0,280
-
4 4000 30 120 100 NA 110 210 0,350 4,0
Arranque desde
el borde
0,2 3,5 4,0 0,290
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perfora
-
ción sin
elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma
(H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm) (mm/ min) (seg) (mm)
15 2,1 120 6,9 NA 7, 6 154 8,9 0,5 10,2 10,2 0,2
No se recomienda sin altura de
elevación
1850 0,4 5,8
20 2,1 120 6,9
NA 7, 6 158 8,9 0,7 10,2 10,5 0,2 1470 0,5 5,9
25 2,1 120 6,9 NA 7, 6 161 8,9 1,0 10,2 12,5 0,2 1170 0,8 6,0
30 2,1 120 6,9 NA 7, 6 162 8,9 1,4 10,2 12,7 0,2 960 1,1 6,0
35 2,1 120 6,9 NA 7, 6 164 8,9 1,7 10,2 12,7 0,2 800 1,3 6,1
40 2,1 120 6,9 NA 7, 6 166 8,9 2,8 10,2 14,6 0,2 650 1,7 6,4
50 2,1 120 6,9 NA 7, 6 170 8,9 9,4 10,2 19,1 0,2 440 5,1 6,8
60 2,1 120 6,9 NA 7,6 173 8,9 3,0
Arranque desde
el borde
0,2 330 3,0 6,7
70 2,1 120 6,9 NA 7,6 174 8,9 3,0
Arranque desde
el borde
0,2 300 3,0 6,8
80 2,1 120 6,9 NA 7,6 182 8,9 3,0
Arranque desde
el borde
0,2 220 3,0 7,0
90 2,1 120 6,9 NA 7,6 196 8,9 3,1
Arranque desde
el borde
0,2 120 3,1 7,1
100 2,1 120 6,9 NA 7,6 208 8,9 3,9
Arranque desde
el borde
0,2 90 3,9 7,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora de
control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
50A
Plasma (N₂) Protección (N₂)
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/(mm/
min)
15/1,0 80 80/5,5 NA 20/1,4 91 0,250/6,4 0,120/3,0 0 0,4
100/
2540
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Nota 1: Para obtener los mejores resultados al cortar acero inoxidable de 4" o 100mm, se puede utilizar H35 tanto para gas de protección como de plasma.

Manaual: 0560956430ES 193 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
400A
H17
N₂
Preflujo
- / - 207/439
Plasma de H17/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210154 0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 30 120 100 NA 100 141 0,180 0,4 0,375 0,000 0,2
No se recomienda sin
altura de elevación
105 0,4 0,205
- 5/8 0,625 30 120 100 NA 100 147 0,200 0,6 0,375 0,300 0,2 90 0,6 0,200
- 3/4 0,750 30 120 100 NA 100 150 0,200 1,0 0,375 0,300 0,2 70 0,7 0,210
- 1 1000 30 120 100 NA 100 152 0,200 1,5 0,375 0,300 0,2 50 1,2 0,212
- 1 1/4 1250 30 120 100 NA 100 164 0,300 2,0 0,375 0,400 0,2 38 1,4 0,235
- 1 1/2 1500 30 120 100 NA 100 164 0,300 2,8 0,375 0,500 0,2 30 2,0 0,245
- 1 3/4 1750 30 120 100 NA 100 170 0,300 5,0 0,375 0,750 0,2 21 3,0 0,255
- 2 2000 30 120 100 NA 100 179 0,300 8,0 0,375 0,750 0,2 17 5,5 0,280
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 2,1 120 6,9 NA 6,9 140 4,5 0,4 9,5 0,0 0,2
No se recomienda sin
altura de elevación
2750 0,4 5,2
15 2,1 120 6,9 NA 6,9 145 4,9 0,5 9,5 5,5 0,2 2390 0,5 5,1
20 2,1 120 6,9 NA 6,9 150 5,1 1,1 9,5 7, 6 0,2 1700 0,8 5,3
25 2,1 120 6,9 NA 6,9 152 5,1 1,5 9,5 7, 6 0,2 1300 1,2 5,4
30 2,1 120 6,9 NA 6,9 161 6,9 1,9 9,5 9,5 0,2 1050 1,3 5,8
35 2,1 120 6,9 NA 6,9 164 7, 6 2,4 9,5 11,5 0,2 860 1,7 6,1
40 2,1
120 6,9 NA 6,9 166 7, 6 3,5 9,5 14,6 0,2 690 2,3 6,3
45 2,1 120 6,9 NA 6,9 171 7, 6 5,3 9,5 19,1 0,2 520 3,2 6,5
50 2,1 120 6,9 NA 6,9 178 7, 6 7, 6 9,5 19,1 0,2 440 5,2 7, 0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco:
50A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80
100/
6,9
NA
100/
6,9
135 0,120/3,0 0,120/3,0 0 0,4 0/0
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 194 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
400A
Plasma N₂/Protección H₂O
Caudal
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
22/47 8/30
Flujo de corte
72/153 8/30
Utilice esta figura SÓLO para consulta
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Art# A-10445SP
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210156 0559210084 0559210132 0559210063 0559210113 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad de
desplaza-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi)* (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/8 0,375 17 150 119 8 NA 163 0,200 0,4 0,400 0,300 0,2
No se recomienda sin altura de
elevación
150 0,3 0,132
- 1/2 0,500 17 150 119 8 NA 164 0,200 0,6 0,450 0,300 0,2 130 0,4 0,200
- 5/8 0,625 17 150 119 8 NA 164 0,200 0,8 0,450 0,400 0,2 110 0,6 0,200
- 3/4 0,750 17 150 119 8 NA 166 0,200 1,2 0,450 0,400 0,2 90 0,7 0,200
- 1 1000 17 150 119 8 NA 171 0,200 2,0 0,450 0,400 0,2 75 1,0 0,230
- 1 1/4 1250 17 150 119 8 NA 179 0,250 2,5 0,450 0,450 0,2 40 1,5 0,230
- 1 1/2 1500 17 150 119 8 NA 184 0,250 3,0 0,450 0,500 0,2 30 2,3 0,240
- 1 3/4 1750 17 150 119 8 NA 193 0,300 3,5 0,450 0,500 0,2 25 2,7 0,245
- 2 2000 17 150 119 8 NA 201 0,300 4,0
Arranque desde
el borde
0,2 17 4,0 0,245
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad de
desplaza
-
miento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm) (mm/ min) (seg) (mm)
10 1,2 150 8,2 8 NA 163 5,1 0,4 10,4 7, 6 0,2
No se recomienda sin altura
de elevación
3730 0,3 3,6
12 1,2 150 8,2 8 NA 164 5,1 0,6 11,2 7, 6 0,2 3410 0,4 4,7
15 1,2 150 8,2 8 NA 164 5,1 0,7 11,4 9,5 0,2 2930 0,5 5,1
20 1,2 150 8,2 8 NA 167 5,1 1,3 11,4 10,2 0,2 2230 0,7 5,2
25 1,2 150 8,2 8 NA 171 5,1 1,9 11,4 10,2 0,2 1930 1,0 5,8
30 1,2 150 8,2 8 NA 177 6,0 2,4 11,4 11,1 0,2 1260 1,4 5,8
40 1,2 150 8,2 8 NA 187 6,7 3,1 11,4 12,7 0,2 720 2,4 6,1
50 1,2 150 8,2 8 NA 200 7, 6 3,9
Arranque desde
el borde
0,2 460 3,8 6,2
Marca
Corriente de
arco: 45A
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
Presión de
preflujo
(N₂)
Caudal/presiones de
marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y CNC
Demora de
control
Velocidad de
desplaza
-
miento
La calidad
de marcado
disminuye a
medida que se
disminuye el
espesor.
Plasma (N₂) Protección (N₂)
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/(mm/
min)
15/1,0 80
60/
4,1
NA 90/6,2 123 0,400/10,2 0,400/10,2 0 0 200/5080
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 195 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
400A
H35
N₂
Preflujo
- / - 207/439
Plasma de H35/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 3/4 0,750 30 120 100 NA 100 155 0,350 0,6 0,450 0,400 0,2
No se recomienda sin altura de
elevación
120 0,4 0,230
- 1 1000 30 120 100 NA 100 157 0,350 0,7 0,450 0,500 0,2 90 0,5 0,220
- 1 1/4 1250 30 120 100 NA 100 163 0,350 0,8 0,450 0,500 0,2 80 0,6 0,225
- 1 1/2 1500 30 120 100 NA 100 167 0,400 1,4 0,500 0,750 0,2 60 1,2 0,235
- 1 3/4 1750 30 120 100 NA 100 171 0,400 2,2 0,500 0,750 0,2 45 1,8 0,250
- 2 2000 30 120 100 NA 100 175 0,400 3,8 0,500 0,750 0,2 30 3,2 0,260
- 2 1/4 2250 30 120 100 NA 100 183 0,400 6,5 0,500 0,750 0,2 20 4,5 0,275
- 2 1/2 2500 30 120 100 NA 100 189 0,400 3,0
Arranque
desde el borde
0,2 15 3,0 0,280
- 3 3000 30 120 100 NA 100 198 0,400 3,0
Arranque
desde el borde
0,2 10 3,0 0,290
- 3 1/2 3500 30 120 100 NA 100 213 0,400 3,0
Arranque
desde el borde
0,2 5 3,0 0,325
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
20 2,1 120 6,9 NA 6,9 155 8,9 0,6 11,4 10,5 0,2
No se recomienda sin altura de
elevación
2930 0,4 5,8
25 2,1 120 6,9 NA 6,9 157 8,9 0,7 11,4 12,5 0,2 2330 0,5 5,6
30 2,1 120 6,9 NA 6,9 161 8,9 0,8 11,4 12,7 0,2 2100 0,6 5,7
35 2,1 120 6,9 NA 6,9 165 9,5 1,1 12,1 16,0 0,2 1770 0,9 5,8
40 2,1 120 6,9 NA 6,9 168 10,2 1,6 12,7 19,1 0,2 1410 1,4 6,1
50 2,1 120 6,9 NA 6,9 174 10,2 3,6 12,7 19,1 0,2 810 3,0 6,6
60 2,1 120 6,9 NA 6,9 187 10,2 3,0
Arranque
desde el borde
0,2 420 3,0 7,0
70 2,1 120 6,9 NA 6,9 194 10,2 3,0
Arranque
desde el borde
0,2 320 3,0 7,2
80 2,1 120 6,9 NA 6,9 202 10,2 3,0
Arranque
desde el borde
0,2 220 3,0 7,6
90 2,1 120 6,9 NA 6,9 214 10,2 3,0
Arranque
desde el borde
0,2 120 3,0 8,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla
-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco: 50A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 80/5,5 NA 20/1,4 92 0,200/5,1 0,120/3,0 0 0,4
100/
2540
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 196 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
400A
H17
N₂
Preflujo
- / - 207/439
Plasma de H17/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 30 120 100 NA 100 148 0,200 0,3 0,350 0,250 0,4
No se recomienda sin altura de
elevación
200 0,4 0,195
- 5/8 0,625 30 120 100 NA 100 149 0,200 0,3 0,350 0,250 0,4 180 0,3 0,200
- 3/4 0,750 30 120 100 NA 100 149 0,200 0,6 0,350 0,250 0,4 150 0,4 0,200
- 1 1000 30 120 100 NA 100 165 0,350 0,7 0,350 0,250 0,4 100 0,5 0,230
- 1 1/4 1250 30 120 100 NA 100 171 0,350 0,8 0,350 0,300 0,4 80 0,6 0,230
- 1 1/2 1500 30 120 100 NA 100 167 0,350 1,4 0,350 0,300 0,4 60 1,2 0,240
- 1 3/4 1750 30 120 100 NA 100 177 0,400 3,0 0,350 0,500 0,4 45 2,0 0,275
- 2 2000 30 120 100 NA 100 181 0,400 5,5 0,350 0,700 0,4 35 4,5 0,285
- 2 1/4 2250 30 120 100 NA 100 189 0,400 2,0
Arranque
desde el borde
0,4 20 2,0 0,310
- 2 1/2 2500 30 120 100 NA 100 208 0,400 3,0
Arranque
desde el borde
0,4 10 3,0 0,325
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje
del arco
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de
desplaza
-
miento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 2,1 120 6,9 NA 6,9 149 5,1 0,3 8,9 6,4 0,4
No se recomienda sin
altura de elevación
4710 0,3 5,0
20 2,1 120 6,9 NA 6,9 151 5,7 0,6 8,9 6,4 0,4 3620 0,4 5,2
25 2,1 120 6,9 NA 6,9 164 8,7 0,7 8,9 6,4 0,4 2620 0,5 5,8
30 2,1 120 6,9 NA 6,9 169 8,9 0,8 8,9
7, 3 0,4 2170 0,6 5,8
35 2,1 120 6,9 NA 6,9 169 8,9 1,1 8,9 7, 6 0,4 1770 0,9 6,0
40 2,1 120 6,9 NA 6,9 170 9,3 1,9 8,9 9,1 0,4 1410 1,4 6,4
50 2,1 120 6,9 NA 6,9 180 10,2 5,2 8,9 1 7, 1 0,4 920 4,2 7, 2
60 2,1 120 6,9 NA 6,9 198 10,2 2,4
Arranque
desde el borde
0,4 390 2,4 8,0
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje
del arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y
CNC
Demora
de
control
Velocidad
de despla-
zamiento
La calidad de
marcado disminuye
a medida que
se disminuye el
espesor.
Corriente de arco: 50A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones con
espesores de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80 80/5,5 NA 20/1,4 92 0,200/5,1 0,120/3,0 0 0,4
100/
2540
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 197 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
400A
Plasma N₂/Protección H₂O
Caudal
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
22/47 8/30
Flujo de corte
72/153 8/30
Utilice esta figura SÓLO para consulta
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Art# A-10445SP
Caperuza
deflectora
Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210156 0559210084 0559210132 0559210063 0559210113 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Arco
Voltaje
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla
-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (N₂)
Protección
(H₂O)
ga (in) Pulgada (psi) Bola (psi) Bola (psi)* (Voltios) (in) ±0,005 (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
- 1/2 0,500 17 150 119 8 NA 168 0,250 0,3 0,350 0,450 0,2
No se recomienda sin altura de
elevación
140 0,2 0,185
- 5/8 0,625 17 150 119 8 NA 177 0,300 0,7 0,450 0,550 0,2 110 0,5 0,195
- 3/4 0,750 17 150 119 8 NA 180 0,350 0,8 0,450 0,550 0,2 90 0,6 0,195
- 7/8 0,875 17 150 119 8 NA 180 0,350 0,9 0,450 0,550 0,2 75 0,7 0,215
- 1 1000 17 150 119 8 NA 182 0,350 1,2 0,450 0,550 0,2 70 0,9 0,215
- 1 1/4 1250 17 150 119 8 NA 190 0,350 1,4 0,450 0,550 0,2 65 1,0 0,215
- 1 1/2 1500 17 150 119 8 NA 191 0,350 1,6 0,450 0,550 0,2 55 1,2 0,215
- 1 3/4 1750 17 150 119 8 NA 200 0,420 1,8 0,500 0,600 0,2 40 1,4 0,240
- 2 2000 17 150 119 8 NA 211 0,420 2,5 0,500 0,600 0,2 30 1,9 0,295
- 2 1/4 2250 17 150 119 8 NA 215 0,420 4,8 0,500 0,600 0,2 20 2,2 0,320
-
2 1/2 2500 17 150 119 8 NA 222 0,420 3,0
Arranque desde el
borde
0,2 12 3,0 0,335
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Arco
Voltaje
Altura de
corte
Demora
de per-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
Demora de
movimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (Bar) Bola (Bar) Bola (Bar)* (Voltios) (mm) ±0,1 (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 1,2 150 8,2 8 NA 166 6,1 0,2 8,3 10,9 0,2
No se recomienda sin altura
de elevación
3720 0,1 4,6
15 1,2 150 8,2 8 NA 175 7, 3 0,6 10,7 13,3 0,2 3000 0,4 4,9
20 1,2 150 8,2 8 NA 180 8,9 0,8 11,4 14,0
0,2 2170 0,6 5,1
25 1,2 150 8,2 8 NA 182 8,9 1,2 11,4 14,0 0,2 1790 0,9 5,5
30 1,2 150 8,2 8 NA 188 8,9 1,3 11,4 14,0 0,2 1690 1,0 5,5
35 1,2 150 8,2 8 NA 191 8,9 1,5 11,4 14,0 0,2 1520 1,1 5,5
40 1,2 150 8,2 8 NA 194 9,4 1,7 11,8 14,4 0,2 1280 1,3 5,7
50 1,2 150 8,2 8 NA 210 10,7 2,4 12,7 15,2 0,2 790 1,8 7, 3
60 1,2 150 8,2 8 NA 218 10,7 4,0
Arranque desde el
borde
0,2 420 2,6 8,3
Marca
Presión de
preflujo
(N₂)
Caudal/presiones de marcado
Voltaje del
arco
Altura
marcación
Altura de ignición de
perforación
Demora THC y CNC
Demora
de control
Velocidad de
desplaza-
miento
La calidad
de marcado
disminuye a
medida que se
disminuye el
espesor.
Corriente de arco:
45A
Plasma (N₂) Protección (N₂)
Pueden producirse
perforaciones
con espesores
de < 1/16"
(0,063")/1,6mm.
(psi)/
(Bar)
Bola
(psi)/
(Bar)
Bola
(psi)/
(Bar)
(Voltios)
(in) ±0,005/
(mm) ±0,1
(in) ±0,005/(mm) ±0,1 (seg) (seg)
(ipm)/
(mm/min)
15/1,0 80
60/
4,1
NA 90/6,2 105 0,180/4,6 0,180/4,6 0 0 200/5080
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito
de detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 198 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 201 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
8.08 Corte biselado y robótico de 400 amperios
Acero con bajo contenido de carbono
Corte biselado de 400A
Plasma de O
2
/Protección de aire
Caudal de flujo (SLPM/SCFH)
O
2
Aire
Preflujo
- / - 232/491
Flujo de corte
33/70 203/430
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo/Tubo Cartucho
0559211401 0559210154 0559210075 0559210029 0559210062
0559210006
9-7921
0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor
del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de
control
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
CNC
Demora
de mo-
vimiento
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
)
Protección
(aire)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500 0,080 15 80 90 - 80 0,200 - 0,600 0,3 0,400 0,200 0,2
No se recomienda sin altura
de elevación
150 0,2 0,195
0,625 0,080 15 80 90 - 80 0,200 - 0,600 0,4 0,400 0,300 0,2 130 0,3 0,200
0,750 0,080 15 80 90 - 80 0,200 - 0,600 0,6 0,400 0,300 0,2 115 0,8 0,215
0,875 0,080 15 80 90 - 80 0,200 - 0,600 0,9 0,400 0,500 0,2 100 0,9 0,200
1000 0,080 15 80 90 - 80 0,200 - 0,600 1,1 0,400 0,550 0,2 80 0,9 0,200
1250 0,080 15 80 90 - 80 0,200 - 0,600 1,5 0,400 0,650 0,2 60 1,3 0,220
1500 0,080 15 80 90 - 80 0,200 - 0,600 4,0 0,450 0,600 0,2 45 2,5 0,230
1750 0,080 15 80 90 - 80 0,200 - 0,600 4,5 0,450 0,650 0,2 40 4,0 0,225
2000 0,080 15 80 90 - 80 0,200 - 0,600 7, 0 0,450 0,750 0,2 30 6,0 0,225
2250 0,080 15 80 90 - 80 0,200 - 0,600 3,5
Arranque desde el borde
0,2 25 3,5 0,235
2500 0,080 15 80 90 - 80 0,200 - 0,600 3,0
Arranque desde el borde
0,2 15 3,0 0,235
3000 0,080 15 80 90 - 80 0,200 - 0,600 3,0
Arranque desde el borde
0,2 10 3,0 0,300
3500 0,080 15 80 90 - 80 0,200 - 0,600 3,0
Arranque desde el borde
0,2 4 3,0 0,360
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(aire)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de con-
trol
Altura de per-
foración sin
elevación
Velocidad
de despla-
zamiento
CNC
Demora
de mo-
vimiento
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (O
2
)
Protección
(aire)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 0,3 10,2 4,5 0,2
No se recomienda sin altura de
elevación
3920 0,2 4,9
15 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 0,4 10,2 6,9 0,2 3440 0,3 5,0
20 2,0
1,0 80 6,2 - 5,5 5,1 - 15,2 0,7 10,2 9,1 0,2 2810 0,8 5,3
25 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 1,1 10,2 13,8 0,2 2100 0,9 5,1
30 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 1,4 10,2 15,8 0,2 1660 1,2 5,4
35 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 2,8 10,8 15,9 0,2 1330 1,9 5,7
40 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 4,1 11,4 15,6 0,2 1110 2,9 5,8
50 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 6,7 11,4 18,7 0,2 790 5,7 5,7
60 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 3,3
Arranque desde el borde
0,2 520 3,3 6,0
70 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 3,0
Arranque desde el borde
0,2 320 3,0 6,8
80 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 3,0
Arranque desde el borde
0,2 210 3,0 8,1
90 2,0 1,0 80 6,2 - 5,5 5,1 - 15,2 3,0
Arranque desde el borde
0,2 90 3,0 9,3
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.
Los valores de demora de perforación THC que se muestran son los mínimos. En función de la aplicación, se recomienda aumentar este valor.
Utilice esta figura SÓLO para consulta
Art# A-10270SP_AB
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Tubo
Asamblea de cartucho

DATOS DE LA ANTORCHA 100i-400i 202 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
Corte biselado de 400A
H35
N₂
Preflujo
- / - 207/439
Plasma de H35/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de sangría
máx. a recomenda
-
ción de Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,625 0,080 30 120 100 NA 110 0,350 - 0,600 0,5 0,400 0,400 0,2
No se recomienda sin altura de elevación
70 0,4 0,230
0,750 0,080 30 120 100 NA 110 0,350 - 0,600 0,6 0,400 0,400 0,2 60 0,5 0,230
1000 0,080 30 120 100 NA 110 0,350 - 0,600 1,0 0,400 0,500 0,2 45 0,8 0,236
1250 0,080 30 120 100 NA 110 0,350 - 0,600 1,5 0,400 0,500 0,2 35 1,2 0,235
1500 0,080 30 120 100 NA 110 0,350 - 0,600 1,8 0,400 0,500 0,2 28 1,3 0,248
1750 0,080 30 120 100 NA 110 0,350 - 0,600 5,0 0,400 0,750 0,2 20 2,5 0,257
2000 0,080 30 120 100 NA 110 0,350 - 0,600 10,0 0,400 0,750 0,2 17 5,5 0,268
2250 0,080 30 120 100 NA 110 0,350 - 0,600 3,0
Arranque
desde el borde
0,2 12 3,0 0,265
2500 0,080 30 120 100 NA 110 0,350 - 0,600 3,0
Arranque
desde el borde
0,2 14 3,0 0,260
3000 0,080 30 120 100 NA 110 0,350 - 0,600 3,0
Arranque
desde el borde
0,2 10 3,0 0,275
3500 0,080 30 120 100 NA 110 0,350 - 0,600 3,0
Arranque
desde el borde
0,2 5 3,0 0,280
4000 0,080 30 120 100 NA 110 0,350 - 0,600 4,0
Arranque
desde el borde
0,2 4 4,0 0,290
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de sangría
máx. a recomenda
-
ción de Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 0,5 10,2 10,2 0,2
No se recomienda sin altura de elevación
1850 0,4 5,8
20 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 0,7 10,2 10,5 0,2 1470 0,5 5,9
25 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 1,0 10,2 12,5 0,2 1170 0,8 6,0
30 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 1,4 10,2 12,7 0,2 960 1,1 6,0
35 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 1,7 10,2 12,7 0,2 800 1,3 6,1
40 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 2,8 10,2 14,6 0,2 650 1,7 6,4
50 2,0 2,1 120 6,9 NA 7, 6 8,9 - 15,2 9,4 10,2 19,1 0,2 440 5,1 6,8
60 2,0 2,1 120 6,9 NA 7,6 8,9 - 15,2 3,0
Arranque
desde el borde
0,2 330 3,0 6,7
70 2,0 2,1 120 6,9 NA 7,6 8,9 - 15,2 3,0
Arranque
desde el borde
0,2 300 3,0 6,8
80 2,0 2,1 120 6,9 NA 7,6 8,9 - 15,2 3,0
Arranque
desde el borde
0,2 220 3,0 7,0
90 2,0 2,1 120 6,9 NA 7,6 8,9 - 15,2 3,1
Arranque
desde el borde
0,2 120 3,1 7,1
100 2,0 2,1 120 6,9 NA 7,6 8,9 - 15,2 3,9
Arranque
desde el borde
0,2 90 3,9 7,3
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 203 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Acero inoxidable
Caudal de flujo (SLPM/SCFH)
Corte biselado de 400A
H17
N₂
Preflujo
- / - 207/439
Plasma de H17/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210154 0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de
control
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
1/2 0,080 30 120 100 NA 100 0,180 - 0,600 0,4 0,375 0,000 0,2
No se recomienda sin
altura de elevación
105 0,4 0,205
5/8 0,080 30 120 100 NA 100 0,200 - 0,600 0,6 0,375 0,300 0,2 90 0,6 0,200
3/4 0,080 30 120 100 NA 100 0,200 - 0,600 1,0 0,375 0,300 0,2 70 0,7 0,210
1 0,080 30 120 100 NA 100 0,200 - 0,600 1,5 0,375 0,300 0,2 50 1,2 0,212
1 1/4 0,080 30 120 100 NA 100 0,300 - 0,600 2,0 0,375 0,400 0,2 38 1,4 0,235
1 1/2 0,080 30 120 100 NA 100 0,300 - 0,600 2,8 0,375 0,500 0,2 30 2,0 0,245
1750 0,080 30 120 100 NA 100 0,300 - 0,600 5,0 0,375 0,750 0,2 21 3,0 0,255
2000 0,080 30 120 100 NA 100 0,300 - 0,600 8,0 0,375 0,750 0,2 17 5,5 0,280
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12 2,0 2,1 120 6,9 NA 6,9 4,5 - 15,2 0,4 9,5 0,0 0,2
No se recomienda sin
altura de elevación
2750 0,4 5,2
15 2,0 2,1 120 6,9 NA 6,9 4,9 - 15,2 0,5 9,5 5,5 0,2 2390 0,5 5,1
20 2,0 2,1 120 6,9 NA 6,9 5,1 - 15,2 1,1 9,5 7, 6 0,2 1700 0,8 5,3
25 2,0 2,1 120 6,9 NA 6,9 5,1 - 15,2 1,5 9,5 7, 6 0,2 1300 1,2 5,4
30 2,0 2,1 120 6,9 NA 6,9 6,9 - 15,2 1,9 9,5 9,5 0,2 1050 1,3 5,8
35 2,0 2,1 120 6,9 NA 6,9 7,6 - 15,2 2,4 9,5 11,5 0,2 860 1,7 6,1
40 2,0 2,1 120 6,9 NA 6,9 7,6 - 15,2 3,5 9,5 14,6 0,2 690 2,3 6,3
45 2,0 2,1 120
6,9 NA 6,9 7,6 - 15,2 5,3 9,5 19,1 0,2 520 3,2 6,5
50 2,0 2,1 120 6,9 NA 6,9 7,6 - 15,2 7, 6 9,5 19,1 0,2 440 5,2 7, 0
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 204 Manaual: 0560956430ES
100i/200i/300i/400i
Acero inoxidable
Corte biselado de 400A
Plasma N₂/Protección H₂O
Caudal
N₂ (SLPM/SCFH) H₂O (GPH/LPH)
Preflujo
22/47 8/30
Flujo de corte
72/153 8/30
Utilice esta figura SÓLO para consulta
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Art# A-10445SP
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401 0559210156 0559210084 0559210132 0559210063 0559210113 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,375 0,080 17 150 119 8 NA 0,200 - 0,600 0,4 0,400 0,300 0,2
No se recomienda sin altura de
elevación
150 0,3 0,132
0,500 0,080 17 150 119 8 NA 0,200 - 0,600 0,6 0,450 0,300 0,2 130 0,4 0,200
0,625 0,080 17 150 119 8 NA 0,200 - 0,600 0,8 0,450 0,400 0,2 110 0,6 0,200
0,750 0,080 17 150 119 8 NA 0,200 - 0,600 1,2 0,450 0,400 0,2 90 0,7 0,200
1000 0,080 17 150 119 8 NA 0,200 - 0,600 2,0 0,450 0,400 0,2 75 1,0 0,230
1250 0,080 17 150 119 8 NA 0,250 - 0,600 2,5 0,450 0,450 0,2 40 1,5 0,230
1500 0,080 17 150 119 8 NA 0,250 - 0,600 3,0 0,450 0,500 0,2 30 2,3 0,240
1750 0,080 17 150 119 8 NA 0,300 - 0,600 3,5 0,450 0,500 0,2 25 2,7 0,245
2000 0,080 17 150 119 8 NA 0,300 - 0,600 4,0
Arranque desde
el borde
0,2 17 4,0 0,245
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición de
perforación
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin eleva-
ción
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación
de Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
10 2,0 1,2 150 8,2 8 NA 5,1 - 15,2 0,4 10,4 7, 6 0,2
No se recomienda sin altura
de elevación
3730 0,3 3,6
12 2,0 1,2 150 8,2 8 NA 5,1 - 15,2 0,6 11,2 7, 6 0,2 3410 0,4 4,7
15 2,0 1,2 150 8,2 8 NA 5,1 - 15,2 0,7 11,4 9,5 0,2 2930 0,5 5,1
20 2,0 1,2 150 8,2 8 NA 5,1 - 15,2 1,3 11,4 10,2 0,2 2230 0,7 5,2
25 2,0 1,2 150 8,2 8 NA 5,1 - 15,2 1,9 11,4 10,2 0,2 1930 1,0 5,8
30 2,0 1,2 150 8,2 8 NA 6,0 - 15,2 2,4 11,4 11,1 0,2 1260 1,4 5,8
40 2,0 1,2 150 8,2 8 NA 6,7 - 15,2 3,1 11,4 12,7 0,2 720 2,4 6,1
50 2,0 1,2 150 8,2 8 NA 7,6 - 15,2 3,9
Arranque desde
el borde
0,2 460 3,8 6,2
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito
de detección óhmico.
Nota 2: El agua usada para la protección debe estar desmineralizada.

Manaual: 0560956430ES 205 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
Corte biselado de 400A
H35
N₂
Preflujo
- / - 207/439
Plasma de H35/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,750 0,080 30 120 100 NA 100 0,350 - 0,600 0,6 0,450 0,400 0,2
No se recomienda sin altura de
elevación
120 0,4 0,230
1000 0,080 30 120 100 NA 100 0,350 - 0,600 0,7 0,450 0,500 0,2 90 0,5 0,220
1250 0,080 30 120 100 NA 100 0,350 - 0,600 0,8 0,450 0,500 0,2 80 0,6 0,225
1500 0,080 30 120 100 NA 100 0,400 - 0,600 1,4 0,500 0,750 0,2 60 1,2 0,235
1750 0,080 30 120 100 NA 100 0,400 - 0,600 2,2 0,500 0,750 0,2 45 1,8 0,250
2000 0,080 30 120 100 NA 100 0,400 - 0,600 3,8 0,500 0,750 0,2 30 3,2 0,260
2250 0,080 30 120 100 NA 100 0,400 - 0,600 6,5 0,500 0,750 0,2 20 4,5 0,275
2500 0,080 30 120 100 NA 100 0,400 - 0,600 3,0
Arranque
desde el borde
0,2 15 3,0 0,280
3000 0,080 30 120 100 NA 100 0,400 - 0,600 3,0
Arranque
desde el borde
0,2 10 3,0 0,290
3500 0,080 30 120 100 NA 100 0,400 - 0,600 3,0
Arranque
desde el borde
0,2 5 3,0 0,325
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo
-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
20 2,0 2,1 120 6,9 NA 6,9 8,9 - 15,2 0,6 11,4 10,5 0,2
No se recomienda sin altura de
elevación
2930 0,4 5,8
25 2,0 2,1 120 6,9 NA 6,9 8,9 - 15,2 0,7 11,4 12,5 0,2 2330 0,5 5,6
30 2,0 2,1 120 6,9 NA 6,9 8,9 - 15,2 0,8 11,4 12,7 0,2 2100 0,6 5,7
35 2,0 2,1 120 6,9 NA 6,9 9,5 - 15,2 1,1 12,1 16,0 0,2 1770 0,9 5,8
40 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 1,6 12,7 19,1 0,2 1410 1,4 6,1
50 2,0 2,1
120 6,9 NA 6,9 10,2 - 15,2 3,6 12,7 19,1 0,2 810 3,0 6,6
60 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 3,0
Arranque
desde el borde
0,2 420 3,0 7,0
70 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 3,0
Arranque
desde el borde
0,2 320 3,0 7,2
80 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 3,0
Arranque
desde el borde
0,2 220 3,0 7,6
90 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 3,0
Arranque
desde el borde
0,2 120 3,0 8,3
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

DATOS DE LA ANTORCHA 100i-400i 206 Manaual: 0560956430ES
100i/200i/300i/400i
Aluminio
Caudal de flujo (SLPM/SCFH)
Corte biselado de 400A
H17
N₂
Preflujo
- / - 207/439
Plasma de H17/Protección de N₂
Flujo de corte
47/100 173/367
Art# A-10444SP
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Utilice esta figura SÓLO para consulta
Caperuza deflectora Caperuza protectora
Distribuidor de gas
de protección
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
≤ 1”/0559210154
> 1”/0559210155
0559210083 0559210132 0559210065 0559210112 0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
Pulgada (in) (psi) Bola (psi) Bola (psi) (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500 0,080 30 120 100 NA 100 0,200 - 0,600 0,3 0,350 0,250 0,4
No se recomienda sin altura de
elevación
200 0,4 0,195
0,625 0,080 30 120 100 NA 100 0,200 - 0,600 0,3 0,350 0,250 0,4 180 0,3 0,200
0,750 0,080 30 120 100 NA 100 0,200 - 0,600 0,6 0,350 0,250 0,4 150 0,4 0,200
1000 0,080 30 120 100 NA 100 0,350 - 0,600 0,7 0,350 0,250 0,4 100 0,5 0,230
1250 0,080 30 120 100 NA 100 0,350 - 0,600 0,8 0,350 0,300 0,4 80 0,6 0,230
1500 0,080 30 120 100 NA 100 0,350 - 0,600 1,4 0,350 0,300 0,4 60 1,2 0,240
1750 0,080 30 120 100 NA 100 0,400 - 0,600 3,0 0,350 0,500 0,4 45 2,0 0,275
2000 0,080 30 120 100 NA 100 0,400 - 0,600 5,5 0,350 0,700 0,4 35 4,5 0,285
2250 0,080 30 120 100 NA 100 0,400 - 0,600 2,0
Arranque
desde el borde
0,4 20 2,0 0,310
2500 0,080 30 120 100 NA 100 0,400 - 0,600 3,0
Arranque
desde el borde
0,4 10 3,0 0,325
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar) (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
15 2,0 2,1 120 6,9 NA 6,9 5,1 - 15,2 0,3 8,9 6,4 0,4
No se recomienda sin
altura de elevación
4710 0,3 5,0
20 2,0 2,1 120 6,9 NA 6,9 5,7 - 15,2 0,6 8,9 6,4 0,4 3620 0,4 5,2
25 2,0 2,1 120 6,9 NA 6,9 8,7 - 15,2 0,7 8,9 6,4 0,4 2620 0,5 5,8
30 2,0 2,1 120 6,9 NA 6,9 8,9 - 15,2 0,8 8,9 7, 3 0,4 2170 0,6 5,8
35 2,0 2,1 120 6,9 NA 6,9 8,9 - 15,2 1,1 8,9 7, 6 0,4 1770 0,9 6,0
40 2,0 2,1
120 6,9 NA 6,9 9,3 - 15,2 1,9 8,9 9,1 0,4 1410 1,4 6,4
50 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 5,2 8,9 1 7, 1 0,4 920 4,2 7, 2
60 2,0 2,1 120 6,9 NA 6,9 10,2 - 15,2 2,4
Arranque
desde el borde
0,4 390 2,4 8,0
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.

Manaual: 0560956430ES 207 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Aluminio
Corte biselado de 400A
Plasma N
₂/Protección H₂O
Caudal
N
₂
(SLPM/SCFH) H
₂
O (GPH/LPH)
Preflujo
22/47 8/30
Flujo de corte
72/153
8/30
Utilice esta figura SÓLO para consulta
Copa de
protección
Casquillo de
protección
Distribuidor de
gas de protección
Punta
Distribuidor
de gas
Electrodo
Asamblea de cartucho
Art# A-10445SP
Caperuza deflectora Caperuza protectora
Gas de Protección
Distribuidor
Boquilla
Distribuidor de gas
de plasma
Electrodo Cartucho
0559211401
0559210156
0559210084
0559210132
0559210063
0559210113
0559211400
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
Pulgada (in) (psi) Bola (psi) Bola (psi)* (in) (seg) (in) (in) (seg) (in) (ipm) (seg) (in)
0,500
0,080
17
150
119
8
NA
0,250 - 0,600
0,3
0,350
0,450
0,2
No se recomienda sin altura de
elevación
140
0,2
0,185
0,625
0,080
17
150
119
8
NA
0,300 - 0,600
0,7
0,450
0,550
0,2
110
0,5
0,195
0,750
0,080
17
150
119
8
NA
0,350 - 0,600
0,8
0,450
0,550
0,2
90
0,6
0,195
0,875
0,080
17
150
119
8
NA
0,350 - 0,600
0,9
0,450
0,550
0,2
75
0,7
0,215
1000
0,080
17
150
119
8
NA
0,350 - 0,600
1,2
0,450
0,550
0,2
70
0,9
0,215
1250
0,080
17
150
119
8
NA
0,350 - 0,600
1,4
0,450
0,550
0,2
65
1,0
0,215
1500
0,080
17
150
119
8
NA
0,350 - 0,600
1,6
0,450
0,550
0,2
55
1,2
0,215
1750
0,080
17
150
119
8
NA
0,420 - 0,600
1,8
0,500
0,600
0,2
40
1,4
0,240
2000
0,080
17
150
119
8
NA
0,420 - 0,600
2,5
0,500
0,600
0,2
30
1,9
0,295
2250
0,080
17
150
119
8
NA
0,420 - 0,600
4,8
0,500
0,600
0,2
20
2,2
0,320
2500 0,080 17 150 119 8 NA 0,420 - 0,600 3,0
Arranque desde
el borde
0,2 12 3,0 0,335
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC básico Control CNC
Espesor del
material
efectiva
separación
mínima
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Altura de corte
efectiva
Demora de
perforación
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con-
trol
Altura de
perforación
sin elevación
Velocidad
de despla-
zamiento
Demora
de mo-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (N₂)
Protección
(H₂O)
(mm) (mm) (Bar) Bola (Bar) Bola (Bar)* (mm) (seg) (mm) (mm) (seg) (mm)
(mm/
min)
(seg) (mm)
12
2,0
1,2
150
8,2
8
NA
6,1 - 15,2
0,2
8,3
10,9
0,2
No se recomienda sin altura de
elevación
3720
0,1
4,6
15
2,0
1,2
150
8,2
8
NA
7,3 - 15,2
0,6
10,7
13,3
0,2
3000
0,4
4,9
20
2,0
1,2
150
8,2
8
NA
8,9 - 15,2
0,8
11,4
14,0
0,2
2170
0,6
5,1
25
2,0
1,2
150
8,2
8
NA
8,9 - 15,2
1,2
11,4
14,0
0,2
1790
0,9
5,5
30
2,0
1,2
150
8,2
8
NA
8,9 - 15,2
1,3
11,4
14,0
0,2
1690
1,0
5,5
35
2,0
1,2
150
8,2
8
NA
8,9 - 15,2
1,5
11,4
14,0
0,2
1520
1,1
5,5
40
2,0
1,2
150
8,2
8
NA
9,4 - 15,2
1,7
11,8
14,4
0,2
1280
1,3
5,7
50
2,0
1,2
150
8,2
8
NA
10,7 - 15,2
2,4
12,7
15,2
0,2
790
1,8
7, 3
60 2,0 1,2 150 8,2 8 NA 10,7 - 15,2 3,0
Arranque desde
el borde
0,2 420 2,6 8,3
Los valores en NEGRITA indican los parámetros máximos de perforación. Los valores en NEGRITAS Y CURSIVA solo indican un arranque desde el borde.
Los valores en NEGRITA
indican los parámetros máximos de perforación.
* La presión de la tubería de suministro de agua debe regularse con el regulador de presión del cliente.
Nota 1: No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interere eléctricamente con el circuito de
detección óhmico.
Nota 2:
El agua usada para la protección debe estar desmineralizada.

DATOS DE LA ANTORCHA 100i-400i 208 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 209 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
El gráco es para los ajustes personalizados
Caudal de flujo (SLPM/SCFH)
Haga copias según desee
H17
N₂
Preflujo
Flujo de corte
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H17)
Protección (N₂)
ga (in)
Pul-
gada
(psi) Bola (psi) Bola (psi) (Voltios)
(in)
±0,005
(seg) (in) (in) (seg) (in) (ipm) (seg) (in)
No se recomienda sin altura
de elevación
Control manual del gas
Control de altura de la antorcha (THC)
sin altura de elevación
THC
básico
Control CNC
Espesor del material
Presión de
preflujo
(N₂)
Caudal / Presión de corte
Voltaje del
arco
Altura de
corte
Demora
de per
-
foración
THC
Altura de
ignición
de perfo-
ración
Altura
efectiva
Demora
de con
-
trol
Altura de
perforación
sin eleva
-
ción
Velocidad
de despla
-
zamiento
Demora
de mo
-
vimiento
CNC
Ancho de
sangría máx. a
recomendación de
Velocidad
Plasma (H35)
Protección (N₂)
(mm) (Bar) Bola (Bar) Bola (Bar) (Voltios)
(mm)
±0,1
(seg) (mm) (mm) (seg)
(mm)
(mm/
min)
(seg) (mm)
No se recomienda sin
altura de elevación

DATOS DE LA ANTORCHA 100i-400i 210 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Manaual: 0560956430ES 213 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
8.09 LISTA DE PIEZAS DE LA ANTORCHA
Devoluciones
Si ha de devolver un producto para su reparación, póngase en contacto con su distribuidor autorizado. No se acep-
tarán materiales devueltos sin la debida autorización.
Información para cursar pedidos
Encargue las piezas de sustitución indicando su número de referencia y rellene la descripción de la pieza o el con-
junto. Incluya también el modelo y número de serie de la antorcha o del equipo.
Consulte los diagramas de piezas dentro del manual para ver los números de catálogo de las piezas consumibles
y de la junta tórica de repuesto.
Descripción N.º de referencia
Lubricante para junta tórica (Christo-Lube MCG-129) 9-4893
Kit de cabezal de la antorcha y junta tórica del cartucho 9-9488
Copa de protección (hasta 150A) 0559211201
Copa de protección (200A - 300A) 0559211301
Copa de protección (400A) 0559210143
Cartucho de la antorcha (incluye herramienta de extracción del cartucho) (hasta 150A)
0559211200
Cartucho de la antorcha (incluye herramienta de extracción del cartucho) (200A - 300A)
0559211300
Cartucho de la antorcha (solo 400A) 0559211400
Herramienta de extracción del cartucho 9-9431
Anillo de retención del cartucho 9-9489
Art # A-04066LS
_
C
O-Rings
Cat. No. 9-3027
Cat. No. 9-3026
Cat. No. 9-3025
Torch Head
Cat. No. 9-9041
Junta tórica, Nº de cat.
Junta tórica interna, (Nº de cat. 9-3030)
Ubicación (bajo el anillo de bloqueo)
Junta tórica, Nº de ca
t
Art # A-07087SP AD
300 A y Menos
Seguro
Conjunto de cartucho
Anillo de retención de
cartucho (Nº de cat. 9-9489)
Junta tórica, Nº de cat. 9-3029
Junta tórica interna, (Nº de cat.9-3030)
Ubicación (bajo el anillo de bloqueo)
Junta tórica, Nº de cat.9-3028
Art # A-09684SP_AB
Junta tórica,
Nº de cat.
9-3029
Junta tórica,
Nº de cat. 8-0541
Junta tórica, Nº de cat. 8-0547
Cartridge Assembly
Speed Lock Ring and
Threaded Ring
removed for clarity
Outer Cartridge
400 A y Menos

DATOS DE LA ANTORCHA 100i-400i 214 Manaual: 0560956430ES
100i/200i/300i/400i
Juntas tóricas de los consumibles (hasta 150amperios)
Junta tórica 9-9039
Casquillo de protección Puntas hasta 100 Amp Electrodo
Junta tórica 9-9060
Junta tórica 9-9061
Junta tórica
9-9035
Art # A-07161SP_AB
Junta tórica 9-9060
Junta tórica 9-9038
Punta para 150 Amp
Punta para 200 Amp
Juntas tóricas de los consumibles (300amperios)
Electrodo
Shield Cup
Punta
Distribuidor de gas
de protección
Art # A-07419SP
Junta tórica
9-9035
Junta tórica
9-9060
Junta tórica
9-9060
Junta tórica
8-0558
Secuencia de montaje, consumibles de 200/300 amperios
Punta
Electrodo
Distribuidor de
gas de plasma
Casquillo de
protección
Distribuidor de
gas de protección
Retenedor de
protección
Copa de protección
Secuencia de armado:
Cartucho
1
2
3
4
Art # A-07424SP

Manaual: 0560956430ES 215 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Conjunto del cartucho (0559211300) Consumibles
22-1022
Art # A-09241SP_AB
Shield Cup
Baffle
Cartridge Body
Cartridge Assembly
Consumibles del conjunto del cartucho antiguo de 400 amperios (0559211400)
9-9489
Speedlok Retener Anillo
9-7918
Enhebre Anillo
Cuerpo de cartucho
Separadamente no Vendido
9-7917
Cartucho exterior, 400
A
Herramienta, Cabezal
la antorcha, XT
9-9431
Art # A-09618SP

DATOS DE LA ANTORCHA 100i-400i 216 Manaual: 0560956430ES
100i/200i/300i/400i
Consumibles del conjunto del cartucho nuevo de 400 amperios (0559211400)
Cuerpo de cartucho
Separadam ente no Vendido
9-9512
Speedlok Retener Anillo
9-9511
Enhebre Anillo
9-7917
Ca
rtucho exterior 400 A
Art # A-10925SP
Herram ienta, Cabezal
la antorcha, XT
9-
9431
Procedimiento de montaje
El cartucho de 400A se monta del siguiente modo:
1. Introduzca el cuerpo del cartucho en el anillo de retención Speed-Lok (9-9512). Anote la orientación de los
pines/botones de latón.
2. Introduzca las dos piezas anteriores en el anillo roscado (9-9511), que a su vez contiene un tornillo de
fijación, y asegúrese de alinear las cuatro lengüetas con las ranuras del cuerpo del cartucho.
3. Enrosque el cartucho exterior (9-7917) al cuerpo del cartucho y apriételo con la herramienta del cabezal
de la antorcha (9-9431).
4. Utilice una llave hexagonal/llave Allen de 1,3mm para introducir y sujetar el tornillo de fijación de la punta
de la copa M2.5x3mm hacia la derecha.
8.10 Instalación de los consumibles de la antorcha
Art # A-03887ES
ADVERTENCIAS
No instale los consumbiles en el cartucho si éste está montado en
el cabezal de la antorcha. Evite la presencia de materiales extraños
en los consumibles y en el cartucho.
Maneje todas las piezas cuidadosamente para evitar dañarlas
, pues
ello puede afectar el desempeño de la antorcha.
1. Instale los consumibles como se explica a continuación:

Manaual: 0560956430ES 217 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
No debe haber
separación entre
las piezas
Junta tórica (O-ring)
superior sobre la punta
El casquillo de protección
sobresale 0,063-0,083"
(1,6 - 2,1 mm)
Electrodo
Distribuidor de
gas de plasma
Punta
Distribuidor
de gas de
protección
Casquillo de
protección
4: Verifique la distancia que asoma
el casquillo de protección
Art # A-04716S
P
Casquillo de
protección
Copa de
protección
El car
tucho cubre
junta tórica (O-r
ing)
superior de la p
u
de la antorcha
3: Enrosque la copa de protección
en el cartucho
1: Apilado de
las piezas
2: Empuje el cartucho sobre
las piezas apiladas
2. Saque la herramienta de extracción del cartucho e instale el cartucho armado en el cabezal de la antorcha.
!
PRECAUCIÓN
El conjunto del cartucho debe cubrir la junta tórica sobre el cabezal de la antorcha.
No fuerce el cartucho si éste no quedó completamente ajustado. Saque el conjunto del cartu-
cho y limpie la rosca del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con
lubricante compatible con oxígeno (provisto con la antorcha).

DATOS DE LA ANTORCHA 100i-400i 218 Manaual: 0560956430ES
100i/200i/300i/400i
Juntas tóricas
Cabezal de
la antorcha
Cabezal de
la antorcha
Art # A-07202SP
1,6 - 2,1 mm
(0.063 - 0.083")
Saliente
Instalación del cartucho ya armado sobre el cabezal de la antorcha
3. Si utiliza el sensor óhmico de control de la altura de la antorcha, coloque el broche óhmico sobre la copa
de protección.
NOTA
No se recomienda la detección de altura óhmica con protección de agua. El agua de la
placa interfiere eléctricamente con el circuito de detección óhmico.
Clip de Ohmic
Art # A-03393
E
4. Conecte el cable del detector de altura al broche óhmico.

Manaual: 0560956430ES 219 DATOS DE LA ANTORCHA 100i-400i
100i/200i/300i/400i
Recambios para las antorchas
Descripción N.º de referencia
Conjunto de cabezal de la antorcha 0559211002
Conjunto de la válvula antirretorno de refrigerante 9-4846
Conjunto de abrazadera de sujeción de la antorcha 9-9336
Tubo de posicionamiento de la antorcha (incluye kit de accesorios 9-4847) 9-4700
Kit de accesorios del tubo de posicionamiento (junta tórica) 9-4847
Conjunto de conductores de protección y plasma (a la válvula de la antorcha) 4-3026
Broche óhmico (no se muestra) 9-9388
Tubo de posicionamiento
Junta tórica
Cubierta de las conexiones de la antorcha
Gas de protección
Suministro de refrigerante,
retorno de refrigerante
y cables del piloto
Tapa de las
conexiones
A la válvula
de la antorcha
Art # A-07423SP
Cabezal de
la antorcha
Al iniciador remoto
Abrazadera de la antorcha
Gas de plasma
Conjunto del tubo de refrigerante
Válvula de
retención de
refrigerante
8.11 INFORMACIÓN SOBRE PATENTES
Este producto puede estar protegido por uno o varios de los siguientes números de patentes de EE. UU.
6852944; 6919526; 694616; 6989505; 6998566; 7005600; 7019254; 7071443; 7126080; 7132619; 7737383

DATOS DE LA ANTORCHA 100i-400i 220 Manaual: 0560956430ES
100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-1
APÉNDICE 1: Conexiones de la placa de circuitos del
módulo de control - CNC
Art # A-11512seu_AB
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
23X5560_AB
(
-
)
(+)
(+)
(+)
(+)
Remote
Plasma Marking
(
-
)
+
Corner Current
Reduction
(
-
)
(
-
)
(
-
)
(+)
(
-
)
(+)
(
-
)
(+)
(
-
)
Expanded
Metal
Spare #1 Output
Normally Open Contacts
Spare #2 Output
Normally Open Contacts
Hold Start
CNC Plasma Enable
(LV) OK To Move 2
Preflow On
Start/Stop Input
Pilot On Output
(Contacts)
Spare #2 Output
Normally Closed Contacts
Divided Arc Volts
Output
TB1
(LV) OK To Move 2
Stop (NC)
High +10V
Low (-)
10K
Analog Current Control
Wiper / Input
TB2
TB3
SW6
DC
(+)
OK To Move

100i/200i/300i/400i
A-2 APÉNDICES Manaual: 0560956430ES
APÉNDICE 2: CNC
Funciones del CNC
Los circuitos E/S del CNC proporcionan un aislamiento galvánico de al menos 1000V de la fuente de alimentación
de plasma.
Mientras que los circuitos del CNC se aíslan de la fuente de alimentación, muchas de las señales de retorno en J15
y TB1, TB2 y TB3 son comunes entre sí. Los pines 1, 4, 5, 10, 17 de J15; TB1-1, 5, 7, 9; y TB2-1 y 3 son comunes.
El pin 12 de J15 y TB2-10 también se encuentran conectados a los demás cuando el interruptor SW6 (selección
OK para mover) recibe tensión.
Conector J15 CNC del panel posterior:
37 Circuito (Amp. CPC) remoto estándar:
Estos están duplicados en TB1, TB2 y TB3; utilice uno o el otro, pero no ambos.
Tierra del chasis (para el blindaje del cable SC-11) 1
Arranque/Parada 3 (+); 4 (-)
OK para mover (contactos o tensión 1) 12(-); 14 (+)
Voltios de arco dividido (relación seleccionable
50:1; 40:1; 30:1; 16.6:1, 25:1) 5 (-); 6 (+)
Preujo encendido 7 (+); 9 (-)
Reducción de la corriente en esquina 10 (+); 11 (-)
Com. del circuito aislado (para SC-11) 8
Tierra chasis 13
Clavija de manipulación 15
Retención en el arranque 16(+); 17 (-)
Marcado con plasma 21 (+); 22 (-)
Cortar metal expandido 23 (+); 24 (-)
Habilitar plasma del CNC 2 25 (+); 26 (-)
Control remoto de corriente analógica 3 29 (+); 30 (señal); 31 (-)
Parada (con retención) SW4 32 (+); 33 (-) (com.)
Piloto encendido (contactos) 34; 35
Repuesto (contacto) 36; 37

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-3
Conexiones internas del CNC. TB1, TB2 y TB3 en el módulo CCM.
Las conexiones se proporcionan en los bloques de los terminales TB1, TB2 y TB3 del módulo CCM, incluyendo la
mayoría de funciones del panel posterior, además de algunas funciones adicionales. Todas estas señales están
aisladas de la fuente de alimentación del plasma, pero las señales marcadas (com.) y (-) son comunes para ambas.
El usuario debe instalar su propio cable de CNC en estas conexiones. En el panel trasero del módulo CCM se puede
encontrar un oricio troquelado. El usuario deberá colocar un tubo pasacables o un prensacables para el cable instalado.
TB1
Función Conexión
Habilitar/deshabilitar CNC TB1-2 (+), TB1-1(-) (com.)
OK para mover
2
Solo contactos TB1-3 y TB1-12 con capacidad nominal de 1A
a28VCA/CC
Parada enclavada (NC)
4
TB1-4 (+) y TB1-5 (-) (com.) utilizados con el arranque enclavado
Ret. de arranque/parada
4
TB1-6 (+), TB1-5 (-) (com.)
o arranque enclavado (NA)
4
TB1-6 (+), TB1-5 (-) (com.) utilizados con la parada enclavada
Tensión de arco dividido TB1-8 (+), TB1-7 (-) com.
Control remoto de corriente analógica Com. analógica TB1-9 (-) o potenciómetro de CC bajo de 10K
TB1-10 análogo en (+) o contacto deslizante del potenciómetro de CC
TB1-11 Potenciómetro alto de CC de 10 K (suministro de +10 V
a 1 ma. de suministro)
TB2
Función Conexión
Retención en el arranque TB2-2 (+), TB2-1 (-) (com. )
Preujo encendido TB2-4 (+), TB2-3 (-) (com.)
Piloto encendido (contactos) TB2-6, TB2-8 con una capacidad nominal de 1A a 120V CA
o 28VCC
OK para mover (contactos o voltios de CC) TB2-12 (+), TB2-10 (-)
TB3
Función Conexión
Marcado por plasma TB3-2 (+), TB3-1 (-) (com.)
Reducción de la corriente en esquina TB-4 (+), TB3-3 (-) (com.)
Cortar metal expandido TB3-6 (+), TB3-5 (-) (com.)
Contacto de repuesto NA TB3-7, TB3-8
Contacto de repuesto NC TB3-9, TB3-10
Contacto de repuesto NA TB3-11, TB3-12
1
El interruptor 6 (SW6) de la placa de circuitos impresos de E/S del CCM selecciona OK para mover para cerrar
el contacto aislado o los voltios de CC (15-18V) a <100mA. Cuando se ajusta para contactos, el circuito OK
para mover tiene capacidad para 120 VAC / 28 VDC.
2
Retire el puente instalado en fábrica de TB1-1 y 2 si utiliza la habilitación del plasma del CNC en J15.
3-5
Véase más adelante.

100i/200i/300i/400i
A-4 APÉNDICES Manaual: 0560956430ES
Descripción de las entradas / salidas del CNC
Entrada del interruptor E-Stop: para que la unidad funcione, necesita una conexión cerrada con una
capacidad nominal de 35mA a 20VCC. El puente instalado en fábrica entre
TB1-1 y 2 debe retirarse cuando se conecta el circuito E-Stop proporcionado
por el usuario.
4
Entrada de arranque/parada: interruptor con una capacidad nominal (momentánea o constante) de 35mA a
20VCC.
Conguraciones del circuito de arranque/parada. El arranque por pulsador y parada con retención está
disponible solamente en TB1.
MOMENT
Á
NEA ARRANQUE/PARADA
ARRANQUE/PARADA
TB1-6
TB1-5
TB1-4
SOSTENID ARRANQUE/PARADA
ARRANQUE
PARADA
TB1-5
TB1-6
Salida de la tensión de arco dividido: la señal de tensión del arco está aislada del suministro del plasma; sin embargo, (-) es
común a otras señales aisladas del CNC. El nivel de la señal de tensión máxima de arco dividido depende de la tensión real del
arco multiplicada por la razón de división; sin embargo, no puede exceder un valor en torno a los 12V.
3
Entrada de control de la corriente analógica: el control de la corriente analógica incluye un módulo de aislamiento analógico;
por lo general, no se necesita un módulo de aislamiento independiente, si bien una entrada baja suele ser común a las demás
entradas aisladas del CNC. La escala de la entrada de control de la corriente analógica equivale a 0V = 0A, 10V = salida MÁX.
y es lineal en el medio. Sin embargo, la salida MÍNIMA es de 5A. El usuario deberá ajustar la tensión analógica correcta para
mantener una salida de al menos 5A. Para utilizar el control de corriente analógica, en la PCB de entrada y salida, coloque
SW11 en la posición hacia abajo y, en la PCB de la CPU, coloque SW8-2 en la posición ON (encendido) (hacia arriba).
Entrada de retención de arranque: normalmente abierta, cerrada para la retención de arranque. Circuito con una capacidad
nominal de 10 mA a 20VCC. Se retrasa el encendido del piloto, continúa el preujo de gas. Lo utilizan algunos controles de
altura para que el gas uya mientras se encuentra la altura. También se utiliza para sincronizar el arranque cuando se emplean
múltiples suministros de plasma en la misma mesa de corte. El usuario suministra el circuito para mantener activas las entradas
de retención de arranque hasta que todas las antorchas hayan determinado la altura. Se utiliza con CNC START (Arranque del
CNC). Aplique START (inicio) para comenzar el ujo de gas. Aplique HOLD (retención) durante el mismo tiempo para retrasar
el encendido hasta que se determine la altura. Retire HOLD (Retener) para encender el piloto e iniciar la transferencia del arco.
Entrada de preujo encendido: normalmente abierta, cerrada para iniciar el preujo antes de la señal START (Inicio) normal.
Circuito con una capacidad nominal de 10 mA a 20VCC. Normalmente, los controles de altura de la antorcha (THC) envían la
señal START (inicio) al suministro de gas de plasma después de haber determinado la altura de la antorcha. Luego, el plasma
tarda 1-2 segundos (o más) para llevar a cabo el proceso de preujo antes de encender el piloto. Algunos THC tienen una salida
que puede iniciar el preujo anticipadamente, durante el ciclo de búsqueda de la altura, ahorrando 1 o 2 segundos en cada corte.
PREFLOW ON (preujo encendido) debería permanecer activa durante al menos 1 segundo después de que se aplica CNC
START (arranque del CNC). Es correcto si se mantiene encendido hasta completar el corte. Es necesario apagar y encender
la alimentación para iniciar un nuevo preujo antes de aplicar START (Arranque) para el siguiente corte.
Salida del piloto encendido: contactos del relé con una capacidad nominal de 1A a 120VCA/28VCC. Los contactos se
cierran cuando el piloto está encendido. Puede estar cableado de forma paralela con los contactos de Ok to Move (movimiento
permitido) para iniciar el movimiento de la máquina cuando se establece el piloto. Utilizado cuando se comienza a cortar sobre
perforaciones. Para cortar sobre perforaciones, es necesario colocar SW8-1 en ON (encendido) (hacia arriba) en el PCB de la
CPU para extender el tiempo del piloto. Si se extiende el tiempo del piloto para comenzar a cortar sobre perforaciones o cortar
sobre perforaciones, se reduce la vida útil de las piezas.
Salida OK para mover (movimiento permitido): se activa cuando se establece el arco de corte y se transere el arco. Utilizado
para indicarle a la mesa de corte que inicie el movimiento X-Y. Contactos del relé clasicados como 1A a 120 VCA o 28VCC
cuando se establece SW6 para los contactos. Cuando SW6 está congurado para VCC, la salida suministra 15-18 VCC a
100mA. Puede estar cableado de forma paralela con el piloto encendido para iniciar el movimiento de la máquina de corte en
cuanto se ja el piloto.

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-5
5
OK para mover 2: proporciona un segundo conjunto de contactos NA que se cierran cuando se detecta la transferencia del
arco. Los contactos tienen una tensión nominal para un máximo de 24 VAC/DC a 1 A. Circuito del CNC simplicado.
5
+10V a 10mA Para potenciómetro de CC remoto: en las versiones anteriores del CCM, si se deseaba utilizar un potenció-
metro para la entrada de control remoto de corriente analógica (CC), era necesaria una alimentación externa de 10V para un
potenciómetro alto. En la actualidad, se incluye una alimentación de 10 V aislada (de los circuitos de plasma principales). El
valor recomendado del potenciómetro es de 5 K o 10 K.
Limpiador
Ext. +10V
11
10
9
TB1
+10V
Art # A-09246SEU
5
Selección de marcado por plasma (remoto): el marcado por plasma, disponible solo con el DFC 3000, puede activarse con
un cierre de contacto entre TB3-1 y TB3-2 si el interruptor SW8-4, DIP en la placa de la CPU (la más pequeña de las 2 placas
del CCM) también está activado. Si se abre la conexión entre el TB3-1 y el TB3-2, se regresa al modo de corte normal.
Es posible que las siguientes funciones no estén disponibles en su sistema. *
*Reducción de la corriente en esquina (entrada): cuando se activa (normalmente desde la señal de inhibición del control de
la altura o la esquina del controlador de la mesa, lo que indica que la velocidad de corte se está reduciendo para trabajar en
un ángulo o un radio pequeño), la corriente de corte se reduce a una velocidad ja hasta alcanzar un nivel predeterminado que
ofrece un mejor corte a menor velocidad.
*Cortar metal expandido (entrada): normalmente, se optimiza el suministro del plasma para el corte de perforación, la altura
de perforación elevada directamente encima del metal que se vaya a cortar, el tiempo corto del piloto, etc. Al activar esta entrada,
se ajusta el suministro del plasma con el objetivo de optimizar sus parámetros de corte de metal expandido, metal perforado, la
ejecución del inicio de extremo, etc. Entre otros cambios, se reduce la altura de la transferencia para equipararla a la de corte.
Además de activar la entrada de Corte de metal expandido, el interruptor SW1-1 del CCM debe encenderse y reiniciar el piloto
automáticamente y SW8-1 debe congurarse para un tiempo del piloto más largo.
*Contactos de repuesto:

100i/200i/300i/400i
A-6 APÉNDICES Manaual: 0560956430ES
Circuito simplicado del CNC
Art # A-11579
Art # A-11579
15 - K ey Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
GND
8- COMM Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)
5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)
22- / Plasma M ark (-)
23- / Cut Expanded M etal (+)
24- / Cut Expanded M etal (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spar
e OUT #1 (a)
37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPA RE #1a
J15-1 to chassis used f or
SC-11 cable shield
+10V (CC Pot Hi )
CC Pot W iper
CC Pot L ow
Di v A rc V (+)
Di v A rc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mo m NC
OK2 (cont act)
/ CNC Enabl e (+)
/ CNC Enabl e (-)
OK2 (cont act)
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)
Prefl ow ON (-)
Hol d Start (-)
Hol d Start (+)
/ Plasma M arki ng (+)
/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)
/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)
/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
1
2
3
4
5
6
7
8
9
10
11
12
TB2
+10V
ALL SW OFF f o r 5 0 : 1 ( d e f au l t )
SW1 2A ( 1 ) ON = 16 . 7 : 1 ( SC- 1 1 )
SW1 2B ( 2 ) ON = 30 : 1
SW1 2C ( 3 ) ON = 40 : 1
1 8
SW 12A
V OLTA GE D IV ID ER
2 7
SW 12B
3 6
SW 12C
4 5
SW 12D
-
4
+
3
5
B
D C VO LT S
C ONTA CT S
18 VD C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC
2 - 24 V AC Re t
8 - Tx +
12 - Tx -
13 - Rx +
14 - Rx -
9 - GND
10 - GN D
RS 485
/ 422
Comm
(115)
(116)
(117)
(118)
(119)
(120)
Harness to CPU PCB
(100)
(108)
(109)
6-H M I Pl asma En abl e SW
5-H M I Pl asma En abl e SW
3- Jumper to 24 V AC
(101)
(102)
Harness to Relay PCB
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin
8 is also for the SC-11

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-7
Art # A-11579
Art # A-11579
15 - K ey Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
GND
8- COMM Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)
5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)
22- / Plasma M ark (-)
23- / Cut Expanded M etal (+)
24- / Cut Expanded M etal (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW Ret
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spar
e OUT #1 (a)
37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPA RE #1a
J15-1 to chassis used f or
SC-11 cable shield
+10V (CC Pot Hi )
CC Pot W iper
CC Pot L ow
Di v A rc V (+)
Di v A rc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mo m NC
OK2 (cont act)
/ CNC Enabl e (+)
/ CNC Enabl e (-)
OK2 (cont act)
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)
Prefl ow ON (-)
Hol d Start (-)
Hol d Start (+)
/ Plasma M arki ng (+)
/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)
/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)
/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
1
2
3
4
5
6
7
8
9
10
11
12
TB2
+10V
ALL SW OFF f o r 5 0 : 1 ( d e f au l t )
SW1 2A ( 1 ) ON = 16 . 7 : 1 ( SC- 1 1 )
SW1 2B ( 2 ) ON = 30 : 1
SW1 2C ( 3 ) ON = 40 : 1
1 8
SW 12A
V OLTA GE D IV ID ER
2 7
SW 12B
3 6
SW 12C
4 5
SW 12D
-
4
+
3
5
B
D C VO LT S
C ONTA CT S
18 VD C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC
2 - 24 V AC Re t
8 - Tx +
12 - Tx -
13 - Rx +
14 - Rx -
9 - GND
10 - GN D
RS 485
/ 422
Comm
(115)
(116)
(117)
(118)
(119)
(120)
Harness to CPU PCB
(100)
(108)
(109)
6-H M I Pl asma En abl e SW
5-H M I Pl asma En abl e SW
3- Jumper to 24 V AC
(101)
(102)
Harness to Relay PCB
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin
8 is also for the SC-11

100i/200i/300i/400i
A-8 APÉNDICES Manaual: 0560956430ES
Conexiones del CNC
Movimiento Según
(OK PARA MOVER)
Cortando Motores Cable de CNC
Alimentación
protección
J15
1
3
4
9
6
7
8
13
14
12
5
OK PARA MOVER
2
(1)
3
4
9
6
7
14
12
5
2
Arranque/Parada
*
( )
( )
( )
( )
( )
( )
( )
( )
( )
{
*
*
NC
..........
Principal, 16 VDC, 10 ma.
...
Arco dividido
V (-)
..........
..........
..........
Preflujo ON
(+)
Preflujo ON (-)
10
11
10
11
( )
( )
..........
Arco dividido
V (+)
Reducción de la corriente en esquina (-)
Reducción de la corriente en esquina (+)
...
Contactos DCV (-)
del relé o
(1 A @ DCV (+)
120 VAC ( 15 - 18 VDC @
o 28 VDC) up to 100 ma.)
* Fuente de alimentación no suelo utilizar cable de CNC
No conecte el cable #1 para nada.
** Blindaje del cable cable de drenaje debe estar
conectado a tierra en máquina de corte.
**
Art # A-11901SEU
SW6
DC
(+)
18
19
17
15
16
23
24
22
20
21
28
29
27
25
26
33
34
32
30
31
37
35
36
10 K
(17)
(16)
(23)
(24)
(22)
(21)
(25)
(26)
(29)
(33)
(34)
(32)
(30)
(31)
(37)
(35)
(36)
Representa contactor, relé,
transistor de colector
abierto, etc.
De repuesto #1 (b)
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
De repuesto #1 (a)
Piloto está activado (b)
Detiene SW Ret
Piloto está activado (a)
Contactos del relé 1 A @
120 VAC o 28
Detiene SW (momentánea)
Remoto potenciómetro bajo de CC (-)
Remoto CC 0-10 V contacto deslizante del potenciómetro de CC
Potenciómetro alto de CC remoto (+10 VDC)
/Activar plasma CNC (-)
/Activar plasma CNC (+)
/Cortar metal expandido (-)
/Cortar metal expandido (+)
/Marca de plasma (-)
/Marca de plasma (+)
/Retener Inicio(+)
/Retener Inicio(-)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-9
Código de color de cable del CNC
Clavija 1
Art # A-12757ES
Tabla 1: Cable elemento #4 Tabla de código de color
Ubicación
de clavija
Color
Descripción dela señal
3
Blanco/Azul
Arranque de CNC (+)
4
Blanco/Violeta
Arranque de CNC (-)
5
Blanco/Café/Violeta
Arco DIV (-)
6
Blanco/Café
Arco DIV (+)
7
Amarillo
Preflujo encendido (+)
8
Verde
Comm 1K
9
Blanco/Negro/Café
Preflujo encendido (-)
10
Blanco/Café/Azul
Esquina CR (+)
11
Blanco/Negro
Esquina CR (-)
12
Negro
OK para moverse (-)
14
Azul
OK para moverse (+)
16
Blanco/Café/Amarillo
/Detener arranque (+)
17
Blanco/Café/Verde
/Detener arranque (-)
21
Blanco/Negro/Anaranjado
/Marcado con plasma (+)
22
Blanco/Negro/Rojo
/Marcado con plasma (-)
23
Blanco/Café/Anaranjado
/Cortar metal expandido (+)
24
Anaranjado
/Cortar metal expandido (-)
25
Rojo
/CNC Activar plasma (+)
26
Café
/CNC Activar plasma (-)
29
Blanco/Café/Rojo
Potenciómetro de CC remoto alto
30
Blanco
CC remoto (analógica)
31
Gris
Potenciómetro de CC remoto baja
32
Violeta
Interruptor de parada (temporal)
33
Blanco/Negro/Amarillo
Retorno de interruptor de parada
34
Blanco/Negro/Gris
Arco del piloto está encendido (A)
35
Blanco/Negro/Violeta
Arco del piloto está encendido (B)
36
Blanco/Negro/Azul
Salida auxiliar #1 (A)
37
Blanco/Negro/Verde
Salida auxiliar #1 (B)

100i/200i/300i/400i
A-10 APÉNDICES Manaual: 0560956430ES
APÉNDICE 3: Diagrama de refrigeración
Art # A-12268ES
HS1 Temperatura
Sensor
Interruptor de flujo
Sensor de burbujas
Interruptor de nivel
HE400
Suministro de
refrigerante de
la antorcha
Retorno del
refrigerante de
la antorcha
Placa fría 1
Placa fría 2
Placa fría 3
Radiador
Bomba
Depósito del refrigerante
Filtro 1
Más de flujo
Suministro
RAS 1000
XT-300
**PARA SISTEMAS
DE 400 AMP.
Retorno del refrigerante
Flujo
Flujo
ULTRA CUT XT fuentes de suministro
de alimentación 100A-400A
Rev Descripción Fecha Aprobado
AA ECO B2502 8-8-2013 AJR

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-11
Esta página se dejó intencionalmente en blanco.

100i/200i/300i/400i
A-12 APÉNDICES Manaual: 0560956430ES
APÉNDICE 4: Esquema del sistema 100A, 380-415V PG 1
Art # A-11972_AD
Art # A-11972_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1349
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 100A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43
ELECTRODE
1
J44
EARTH GROUND
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
INVERTER MODULE (IM) #1
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
(49)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(25)
1
L1
1
L2
1
L3
1
Earth
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VDC
38 COMMON
39 24 VDC
40 COMMON
RI
BBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, A1)
(Sht 2, E3)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
16 A
(27A&B)
(26)
(28)
(27B)
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
(1-20)
(2-21)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARD
LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A,
Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control, (Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
conta
ct (Sht2, A1)
MC2 Relay, 120 VAC, Fan
Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-3 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transforme
r (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Tem
perature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25
DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
1
WORK
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-13
Art # A-11972_AD
Art # A-11972_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1349
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 100A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43
ELECTRODE
1
J44
EARTH GROUND
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
INVERTER MODULE (IM) #1
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
(49)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(25)
1
L1
1
L2
1
L3
1
Earth
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VDC
38 COMMON
39 24 VDC
40 COMMON
RI
BBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, A1)
(Sht 2, E3)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
16 A
(27A&B)
(26)
(28)
(27B)
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
(1-20)
(2-21)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARD
LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A,
Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control, (Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
conta
ct (Sht2, A1)
MC2 Relay, 120 VAC, Fan
Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-3 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transforme
r (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Tem
perature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25
DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
1
WORK
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP

100i/200i/300i/400i
A-14 APÉNDICES Manaual: 0560956430ES
APÉNDICE 5: Esquema del sistema 100A, 380-415V PG 2
Art # A-11973_AD
Art # A-11973_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1349
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 100A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63
(Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
FAN1
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON
J32 - 30 CKT RIBBON
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
123 4
567 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / C
NC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW Ret
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC
ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS
chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I /
O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2 COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J72
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht 1, C8)
(Sht 1, B8)
(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
4102/61/9TADAA
(44A)
MC1A
(87)
R2
4.7 30W
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60) (107)
(61)
(62)
(62)
(63)
(63)
(107)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
120VAC_1
120VAC_2
24VAC
FAN2
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
Alternate fan.
100 & 200A units may use either this
single larger fan (same as 300 & 400A
units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-15
Art # A-11973_AD
Art # A-11973_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1349
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 100A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63
(Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
FAN1
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON
J32 - 30 CKT RIBBON
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
123 4
567 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I /
O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2 COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J72
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht 1, C8)
(Sht 1, B8)
(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
4102/61/9TADAA
(44A)
MC1A
(87)
R2
4.7 30W
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60) (107)
(61)
(62)
(62)
(63)
(63)
(107)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
120VAC_1
120VAC_2
24VAC
FAN2
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
Alternate fan.
100 & 200A units may use either this
single larger fan (same as 300 & 400A
units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details

100i/200i/300i/400i
A-16 APÉNDICES Manaual: 0560956430ES
APÉNDICE 6: Esquema del sistema 200A, 380-415V PG 1
Art # A-11974_AD
Art # A-11974_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1348
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 200A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
J41
TIP
1
J43
ELECTRODE
1
J44
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J104A
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
1
2
J103A
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (bottom)
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(51C)
(51F)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37
24 VDC
38 COMMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control,
(Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-5 Toriod Co
re Common Mode Ind (Sht1 B8, B&C3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)
MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3
Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-3 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transformer (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
(51)
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-17
Art # A-11974_AD
Art # A-11974_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1348
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 200A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
J41
TIP
1
J43
ELECTRODE
1
J44
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J104A
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
1
2
J103A
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (bottom)
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(51C)
(51F)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37
24 VDC
38 COMMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control,
(Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-5 Toriod Co
re Common Mode Ind (Sht1 B8, B&C3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)
MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3
Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-3 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transformer (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
(51)
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)

100i/200i/300i/400i
A-18 APÉNDICES Manaual: 0560956430ES
APÉNDICE 7: Esquema del sistema 200A, 380-415V PG 2
Art # A-11975_AD
Art # A-11975_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1348
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 200A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSORS
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
FAN1
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
1 2 3 4
5 6 7 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(97)
(98)
(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / CNC P
lasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW Ret
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID
**
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS chassi
s.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2 COOLANT
FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP
4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J72
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1, C8)
N/C
N/CN/C
(64B)
(64A)
4102/61/9TADAA
(44A)
MC1A
R2
4.7 30W
(87)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(60)
(107)
(107)
(62)
(62)
(63)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
FAN2
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
Alternate fan.
100 & 200A units may use either this
single larger fan (same as 300 & 400A
units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-19
Art # A-11975_AD
Art # A-11975_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1348
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 200A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSORS
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
FAN1
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
1 2 3 4
5 6 7 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(97)
(98)
(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2 COOLANT
FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP
4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J72
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1, C8)
N/C
N/CN/C
(64B)
(64A)
4102/61/9TADAA
(44A)
MC1A
R2
4.7 30W
(87)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(60)
(107)
(107)
(62)
(62)
(63)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
FAN2
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
Alternate fan.
100 & 200A units may use either this
single larger fan (same as 300 & 400A
units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
A-20 APÉNDICES Manaual: 0560956430ES
APÉNDICE 8: Esquema del sistema 300A, 380-415V PG 1
Art # A-11976_AD
Art # A-11976_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1347
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 300A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43
ELECTRODE
1
J44
EARTH GROUND
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104B
1
2
J103B
1
2
J105A AC INPUT
1
2
J104A
1
2
J103A
1
2
J104A
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (bottom)
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
TO CCM
CPU PCB J35
TO CCM
CPU PCB J36
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51C)
(51F)
(49E)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VDC
38 CO
MMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A
, Work Lead
(Sht 1, C8)
K1
Relay, 24VAC, Inrush Control, (Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
cont
act (Sht2, A1)
MC2 Relay, 120 VAC, Fan Con
trol, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transform
er (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temper
ature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to
5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47
OHM to COMM
J58A
J58C
R3 & R4
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP
TORCH
TIP
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-21
Art # A-11976_AD
Art # A-11976_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1347
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 300A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43
ELECTRODE
1
J44
EARTH GROUND
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104B
1
2
J103B
1
2
J105A AC INPUT
1
2
J104A
1
2
J103A
1
2
J104A
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (bottom)
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
TO CCM
CPU PCB J35
TO CCM
CPU PCB J36
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51C)
(51F)
(49E)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VDC
38 CO
MMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A
, Work Lead
(Sht 1, C8)
K1
Relay, 24VAC, Inrush Control, (Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
cont
act (Sht2, A1)
MC2 Relay, 120 VAC, Fan Con
trol, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transform
er (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temper
ature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to
5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
28 CURRENT +
29 CURRENT -
30 47
OHM to COMM
J58A
J58C
R3 & R4
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
1
PILOT
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP
TORCH
TIP
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687

100i/200i/300i/400i
A-22 APÉNDICES Manaual: 0560956430ES
APÉNDICE 9: Esquema del sistema 300A, 380-415V PG 2
Art # A-11977_AD
Art # A-11977_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1347
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 300A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W2
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON
J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3A
To J100 of IM #3B
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
1 2 3 4
5 6 7 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / C
NC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC
ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to
PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2
COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (
PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(D2)
(D2)
J34 - 30 CKT RIBBON
N/C
(64A)
(64A)
(64B)
4102/61/9TADAA
(44A)
MC1A
R2
4.7 30W
(87)
(63)
(62)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(107)
(62)
(63)
(61)
(107)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-23
Art # A-11977_AD
Art # A-11977_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1347
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 300A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W2
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_1
24 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON
J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3A
To J100 of IM #3B
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
1 2 3 4
5 6 7 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
GCM 1000 XT
Jumper
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2
COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (
PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(D2)
(D2)
J34 - 30 CKT RIBBON
N/C
(64A)
(64A)
(64B)
4102/61/9TADAA
(44A)
MC1A
R2
4.7 30W
(87)
(63)
(62)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(107)
(62)
(63)
(61)
(107)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
A-24 APÉNDICES Manaual: 0560956430ES
APÉNDICE 10: Esquema del sistema 400A, 380-415V PG 1
Art # A-11978_AD
Art # A-11978_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1346
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 400A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
1
J43
ELECTRODE
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104B
1
2
J103B
1
2
J105A AC INPUT
1
2
J104A
1
2
J103A
1
2
J105B
AC INPUT
1
2
J104A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
INVERTER MODULE (IM) #1 (bottom)
J100 -- 30 CKT RIBBON
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
TO CCM
CPU PCB J34
TO CCM
CPU PCB J35
TO CCM
CPU PCB J36
IM #2 Section B (upper)
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51D)
(51C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VD
C
38 CO
MMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control,
(Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-9 Toriod Cor
e Common Mode Ind (Sht1 B8, A-D3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)
MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3
Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transformer (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
W2
Contactor , Input (Coil Sht 2, A8), (Cont
acts A2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
2
8 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
2102/5/01TAD10 Initial Design
DAT 10/17/2014AB ECO-B2687
CHASSIS GND
(49)
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP
1
PILOT
1
J44
EARTH GROUND
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-25
Art # A-11978_AD
Art # A-11978_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1346
C
1 2
10/05/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 400A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
1
J43
ELECTRODE
1
2
3
4
5
6
7
8
9
10
J42
TO RELAY BOARD
1
2
3
4
Hall Effect Sensor
HCT1
W1A
W1B
W1C
1
2
J105B
AC INPUT
1
2
J104B
1
2
J103B
1
2
J105A AC INPUT
1
2
J104A
1
2
J103A
1
2
J105B
AC INPUT
1
2
J104A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
1
2
J105B
AC INPUT
1
2
J104A
1
2
J103A
1
2
J104B
1
2
J103B
1
2
J105A
AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
INVERTER MODULE (IM) #1 (bottom)
J100 -- 30 CKT RIBBON
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
1
2
3
4
5
J102B
OUTPUT
1
2
3
4
5
J102A
OUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15 VDC
-15 VDC
COMMON
SIG (+)
TO J1 on RELAY PCB
TO CCM
CPU PCB J31
TO CCM
CPU PCB J32
TO CCM
CPU PCB J33
TO CCM
CPU PCB J34
TO CCM
CPU PCB J35
TO CCM
CPU PCB J36
IM #2 Section B (upper)
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1
2
3
4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire
b
oth in and out of
CB1
1
2
3
4
5
6
7
8
J45
TO I/O BOARD
019X501600
1
2
3
4
5
J40
INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51D)
(51C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12
T1 PRIMARY
K1A
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V-ID
400V-ID
208-230V-ID
COM
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
(43A)
(44A)
019X501900
K1B
1
2
3
4
5
6
7
8
9
10
11
12
J63
TO AUX TRANSFORMER
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J60
AC INPUT
J63 = Mini-Fit Jr goes to
J12 on T1 primary
400 VAC -- Single 18 AWG
in pins 1 & 12
480 VAC -- Single 18 AWG
in pins 1 & 12
230 VAC -- 18 AWG
wires in pins
1, 6, 7, 12
1
2
J46-F
1
2
J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1
2
3
4
J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:
J61-2 for 208-230 VAC
J61-3 for 400 VAC
J61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC
SUPPRESSION
PCB
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J50
AC LINE
GND
1
2
3
4
J52
INTERNAL AC INDICATOR
1
2
3
4
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1
L1
1
L2
1
L3
1
Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON
2 /1TORCH START *
3 NA
4 /1TORCH GAS SOL ON *
5 /MAIN TORCH IDLE *
6 /1TORCH PRESS OK *
7 FLOW SENSOR (pulses)
8 LOW COOLANT FLOW
9 COOLANT LEVEL OK
10 COMMON
11 NA
12 /PLASMA ENABLE-HMI
13 /COOLANT PUMP ON
14 COMMON
15 /PILOT ENABLE
16 /RAS ON
17 /CONTACTORS ON
18 COMMON
19 /COOLANT FANS ON
20 /1TORCH CONTACTOR ON *
21 /PLASMA ENABLE RELAY
22 COMMON
23 PILOT CURRENT SIG-
24 NC
25 PILOT CURRENT SIG+
26 COMMON
27 WORK CURRENT SIG-
28 WORK CURRENT SIG+
29 NC
30 AMBIENT TEMP
31 COOLANT TEMP
* Used with 1 Torch Option
32 COMMON
33 -15 VDC
34 COMMON
35 24 VDC
36 COMMON
37 24 VD
C
38 CO
MMON
39 24 VDC
40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC
2,4,6,8 COMMON
9,10 NC
11-16 SERIAL DATA
1,2 24 VDC
3,4,7,10 COMMON
5 PILOT ENABLE +
6 PILOT ENABLE –
8 PILOT CURRENT SIG –
9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt
RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt
CCM ( J37) - DISPLAY
PCB (J17)
RIBBON CABLE 30 ckt.
CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2
INPUT POWER
N
EON INDICATORS
Rear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP
IMBALANCE
D4, GREEN, READY
D6, GREEN, -12V
D11, GREEN, +12VP
D13, GREEN, +12V
D1, RED, INV FLT
D14, RED, OVER TEMP
D24, GREEN, PWM ON
D32, RED, PRI OC
CONTROL PCB LEDS
CAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
CB1
ON / OFF
(3-22)
(1-20)
(2-21)
FRONT PANEL
(27A&B)
(26)
(28)
(27B)
16 A
8A, 500V, SB
F2
8A, 500V, SB
F1
(27A)
(86A)
(86B)
(85A)
(85B)
LEDS
D3, RED, MISSING PHASE
D4, RED, AC V HIGH
D14, RED, AC V LOW
D26, GREEN, +12V PRI
D30, GREEN, 24VDC
D44, GREEN, T1 ON
TEST POINTS
TP1 SECONDARY GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 VCC1
TP5 VCC2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P ISOL GND
System Bias LEDs & Test Points
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLE
D11 +5V
TEST POINTS
TP1 GND
TP2 PILOT GATE
TP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)
CB1 Circuit Breaker /ON/OFF SW, 15A 480V
(Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)
F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)
FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)
FL1 Flow meter, pulse output (Sht 2, B2)
FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)
HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)
K1 Relay, 24VAC, Inrush Control,
(Sht2, B9)
L1 Inductor, (Sht 1, B7)
L3-9 Toriod Cor
e Common Mode Ind (Sht1 B8, A-D3)
LS1 Level Switch, Coolant Tank (Sht 2, A3)
LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)
M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)
MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)
MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)
MC3
Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)
R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)
R3,4 Ext RC, 100 ohm 55W (Sht1, A7)
SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)
T1 Aux Transformer (Sht 2, B2)
TB4 Terminal Block (Sht 1, C9)
TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)
TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)
W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
W2
Contactor , Input (Coil Sht 2, A8), (Cont
acts A2)
1 READY +
2 READY -
3 INVERTER_FLT +
4 INVERTER_FLT -
5 OVERTEMP_FLT +
6 OVERTEMP_FLT -
7 PWR_PRESENT +
8 PWR_PRESENT -
9 OUT_COM (+3 to 5VDC)
10 VAC_SELA
11 VAC_SELB
12 IS_IDA
13 IS_IDB
14 IS_IDC
15 ENABLE +
16 ENABLE -
17 START2 +
18 START2 -
19 SPARE
20 SYNC_IN +
21 SYNC_IN -
22 NC
23 NC
24 47 OHM to COMM
25 DEMAND +
26 DEMAND -
27 47 OHM to COMM
2
8 CURRENT +
29 CURRENT -
30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
2102/5/01TAD10 Initial Design
DAT 10/17/2014AB ECO-B2687
CHASSIS GND
(49)
1
WORK
Work
Tip
Electrode
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
1
2
J41 (J87)
(52)
To TB4-6
TIP
TORCH
To TB4-7
To / From Optional
1 Torch Module
(Refer to 1 Torch
section for details.)
1
2
J41
TIP
1
PILOT
1
J44
EARTH GROUND
TORCH
TIP
(Sht 1, A9)
(Sht 1, A9)

100i/200i/300i/400i
A-26 APÉNDICES Manaual: 0560956430ES
APÉNDICE 11: Esquema del sistema 400A, 380-415V PG 2
Art # A-11979_AD
Art # A-11979_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1346
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 400A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W2
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #2B
To J100 of IM #3A
To J100 of IM #3B
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
123 4
567 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- /
CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BA
SIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
Jumper & SOL in
GCM 1000 XT
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects
SC-11
chassis to PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2
COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (
PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
(64B)
(64A)
(44A)
MC1A
R2
4.7 30W
(87)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60) (107)
(63)
(63)
(62)
(62)
(61)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
120VAC_1
120VAC_2
24VAC
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
DAT 4102/61/9AA
2102/5/01TAD10 Initial Design
DAT 10/17/2014AB ECO-B2687
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
Manaual: 0560956430ES APÉNDICES A-27
Art # A-11979_AD
Art # A-11979_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F
F
E
E
D
D
C
C
B
B
A
A
Rev
Revision
By
Date
Rev
Revision
By
Date
042X1346
C
2 2
10/5/2012
DAT
Drawn
Date
Sheet
of
Size
Drawing Number
SCHEMATIC
Ultra-Cut XT 400A 480V
Title
12/16/2014
Date Printed
Date Revised
11/20/2014
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Remote HMI & CNC COMM
1
2
3
4
5
6
7
J70 - HE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J59 - RAS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J10
HMI/GCM
1
2
3
4
5
6
7
8
9
10
11
12
J9
BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC
2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J26
15 - Key Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1
2
3
4
J6
TORCH FLOW SENSOR
1
2
3
4
5
6
J2
TEMP SENSOR
1
2
3
4
5
6
7
8
J7
LEVEL SENSORS
1
2
J5
COOLANT FLOW SW
1
2
3
4
5
6
7
8
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230 VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1
COOLANT
TS2
AMBIENT
6-HMI Plasma Enable SW
5-HMI Plasma Enable SW
3- Jum
p
er to 24 VAC
8 - Tx+
12 - Tx-
13 - Rx+
14 - Rx-
9 - GND
10 - GND
RS 485
/ 422
Comm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J8
CONTROL OUTPUTS
MC2
Fan Control
MC3
Pump Motor Control
M1
Torch Coolant Pump
J28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
1
2
3
4
5
6
J30
(115)
(116)
(117)
(118)
(119)
(120)
Harness
Harness
W2
W1
TO PILOT PCB
TO HCT1 (Work)
+15 VDC
-15 VDC
COMMON
SIG (+)
FS1
COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW
goes to J70
for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILOT A SIG Vin+
PILOT A SIG Vin-
/ PILOT ENABLE
/ PILOT ENABLE RET
10 CKT RIBBON
J37
1
2
3
4
5
6
7
8
9
J38
RS 232 D-SUB
SERIAL PROG
PORT
1
2
3
4
J39
USB
PORT
1
2
3
4
5
6
7
8
9
10
11
12
J20
2 WIRE 4 WIRE
1
2
3
4
5
6
7
8
9
10
11
12
J19
NORMAL PROGRAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON
J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON
J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #2B
To J100 of IM #3A
To J100 of IM #3B
TIP VOLTS
WORK
ARC VOLTS
Harness from Pilot PCB J45
0.7 GPM
1
2
3
4
J1
WORK CURRENT SENSOR
1
2
3
4
5
6
7
8
9
10
J3
PILOT PCB
GND
1
2
3
J16
To J100 of IM #1A
To J100 of IM #1B
1
2
3
4
5
6
J18
PROG
USB IC
GAS ON
ENABLE
PLAS_ENABLE SW
PLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr
400 VAC -- Single 18 AWG in pins 1 & 4
480 VAC -- Single 18 AWG in pins 1 & 8
230 VAC -- 18 AWG wires in pins 1,5,2,6
1
2
3
4
5
6
7
8
J12
123 4
567 8
1
2
3
4
J13
J13 to CB5
and to MC2
& MC3, also
J14, J16
all 18 AWG
19X501200
019X501700
19X501100
(29)
(30)
(31)
(32)
(33)
(34)
(35)
(36)
(37)
(38)
(39)
(40)
(41)
(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC
24 VDC
24 VDC_RET
24 VDC_RET
MISSING PHASE a
MISSING PHASE b
AC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a
/ VAC_IDA b
VAC_IDB a
/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1
2
3
4
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55 - GCM
(64A)
(65B)
(66)
(67)
(69)
(70)
(64B)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)
1
2
J74
(96)
(97)
(98)
(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)
(104)
(106)
(108)
(109)
(110)
(111)
(101)
(102)
(108)
(109)
(113)
(121)
Tx+
GND
GND
Tx-
Rx+
Rx-
(120)
(119)
(118)
(117)
(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)
5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)
22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)
26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spare OUT #1 (a)
37- Spare OUT #1 (b)
(121)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(122)
(123)
(124)
(125)
(126)
(127)
(128)
(129)
(130)
(131)
(132)
(133)
(137)
(112)
(114)(131)
(132)
(133)
(103)
(110)
(104)
(111)
5- POT HIGH (GCM 1000)
6- POT WIPER (GCM 1000)
7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *
2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)
(114)
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPARE #1a
Jumper & SOL in
GCM 1000 XT
15- 24 VAC - RET
10-
11-
14-
J15-1 to chassis used for
SC-11 cable shield
J15-13 connects SC-11
chassis to PS chassis.
The COMM Ref at pin 8
is also for the SC-11
(65A)
(65A)
(160)
(161)
(162)
(163)
3 - Key Plug
. 230V 400V 480V ERR
J62-12 (/VAC_IDAb) 0 1 0 1
J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET)
"0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)
(81)
(82)
r
b
g
1
2
3
FL1
+10V (CC Pot Hi)
CC Pot Wiper
CC Pot Low
Div Arc V (+)
Div Arc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mom NC
OK2 (contact)
/ CNC Enable (+)
/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)
Preflow ON (-)
Hold Start (-)
Hold Start (+)
1
2
3
4
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS ON
D7, GREEN, PILOT ENABLED
D11, GREEN, PILOT CURRENT
D12, GREEN, WORK CURRENT
D22, GREEN, CONTACTORS ON
D23, GREEN, RF ON
D24, GREEN, FANS ON
D25, GREEN, PLASMA ENABLED
D26, GREEN, 1TORCH ON
D27, GREEN, COOLANT ON
I / O PCB LEDS
----------------------------------------------
D2 CNC PLASMA ENABLE
D3 E-STOP_PS
D4 GAS ON (Auto-cut, PAK)
D6 CNC START
D8 HOLD START
D12 PREFLOW ON
D13 CSD (corner current reduction)
D18 MARK
D20 SPARE
D25 EXP METAL
D33 OK_CNC
D37 PSR
D41 SPARE OUT 2
D43 SPARE OUT 1
I / O PCB TEST POINTS
-------------------------------------
TP1 PCB COMMON
TP2
COOLANT FANS ON
TP3 PUMP ON
TP4 LOW FLOW (SW)
TP5 FLOW SIGNAL (pulse, Ultracut only)
TP6 +15VDC_ISO (ref to TP10)
TP7 -15VDC_ISO (ref to TP10)
TP8 +16-18 VDC_ISO (ref to TP10)
TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)
TP10 ISOLATED VOLTAGE COMMON
TP11 1 TORCH CONTACTOR ON
TP12 +5 VDC
TP13 -15 VDC
TP14 +15 VDC
TP15 +24 VDC
TP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs
----------------------------
D2 RXD (red)
D3 TXD (red)
D4 CAN BUS (slave)
D7 CAN BUS (MAIN)
D11 5 VDC POWER
D17 STATUS CODE
D18 INITIALIZING /
PROGRAMMING (red)
CPU PCB TEST POINTS
--------------------------------------------
TP1 GND (
PCB common)
TP2 +5V_ISO (REF TP5)
TP3 +24 VDC
TP4 +3.3V
TP5 GND_ISO
TP6 +5.0 V
TP7 TOTAL DEMAND
(3.3V = 400A)
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW
---------------------------------------------
SW6 OK TO MOVE
(CONTACTS, VOLTS)
SW11 ANALOG CC SOURCE
SW12 DIVIDED ARC VOLTAGE
(50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW
---------------------------------------------
SW1 AUTO PILOT RESTART
SW3 PREFLOW TIME
SW4 POSTFLOW TIME
SW5 FUNCTION
SW8 SYSTEM CONTROL
(pilot time, etc.)
SW9 RESERVED (future)
SW10 ADDRESS (default = 0)
SW13 UNIT TYPE (AC / UC)
SW14 LINE TERMINATION
(serial comm.)
1
2
3
J73
LS1
COOLANT LEVEL
019X501800
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63
(Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
(64B)
(64A)
(44A)
MC1A
R2
4.7 30W
(87)
1
5
3
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60) (107)
(63)
(63)
(62)
(62)
(61)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW
27- GAS SEL SW RET
1
2
J69
* Plasma Enable SW
in GCM 2010.
Jumpered in
GCM 1000 XT
and DMC 3000.
** Jumper in
GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points
TP1, GND
TP2, -15V
TP3, +5VDC
TP4, +12V
TP5, +24V
TP6, +15V
TP7, +5VDC
120VAC_1
120VAC_2
24VAC
1
2
3
J72
C4
FAN1
R
R
BK
BN
BL
DAT 4102/61/9AA
2102/5/01TAD10 Initial Design
DAT 10/17/2014AB ECO-B2687
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J11
1 TORCH INTERFACE
1
2
3
J85
1
2
3
4
5
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)
/ Plasma Marking (-)
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB3
Spare
Digital
Inputs
Spare
Digital
Inputs
23- / Spare Digital Input(+)
24- / Spare Digital Input (-)
10- / Spare Digital Input (+)
11- / Spare Digital Input (-)

100i/200i/300i/400i
A-28 APÉNDICES Manaual: 0560956430ES
Esta página se dejó intencionalmente en blanco.

100i/200i/300i/400i
Esta página se dejó intencionalmente en blanco.

Asistencia técnica/al consumidor
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545 (EE.UU.)
http://www.esab.com
ESAB Cutting Systems – Canadá
6010 Tomken Road
Mississauga, Ontario Canadá L5T 1X9
Teléfono: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1 (Alemania)
Teléfono 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
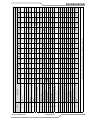 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
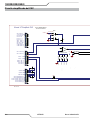 208
208
-
 209
209
-
 210
210
-
 211
211
-
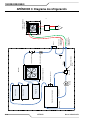 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232








































































































































































































































ESAB 300i Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB 100i Manual de usuario
-
-
ESAB ESP-150 Manual de usuario
-
ESAB Cut Chart 22 Manual de usuario
-
-
-
-
ESAB Warrior 300i CC/CV Manual de usuario
-
ESAB ESP-100i Plasma Cutting Console/Power Source Manual de usuario
-
Otros documentos
-
Laserliner DampMaster Compact Plus El manual del propietario
-
Bell'O WAVS-317 Manual de usuario
-
Pass and Seymour 14W47GCM Guía de instalación
-
Laserliner DampFinder Compact El manual del propietario
-
Olympus TP-6 Manual de usuario
-
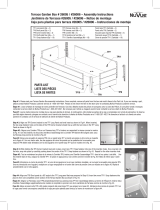 NuVue 26005 El manual del propietario
NuVue 26005 El manual del propietario
-
 Sentera Controls SFPR4-40L40 Mounting Instruction
Sentera Controls SFPR4-40L40 Mounting Instruction
-
EDWARDS 5530M & 5530MHV Series Guía de instalación
-
WEG CFW-08 Manual de usuario
-
Anova CA06 El manual del propietario

