ESAB ESP-200 Plasmarc Cutting System Manual de usuario
- Tipo
- Manual de usuario

F-15-466-C
02/2008
Spanish
Instalación, funcionamiento y mantenimiento del
ESP-200
Sistema de corte Plasmarc

El equipo descrito en este manual es
potencialmente peligroso. Tenga cuidado cuando
instale, ponga en funcionamiento y realice labores
de mantenimiento en este equipo.
El comprador es el único responsable del
funcionamiento y el uso seguro de todos los
productos adquiridos, incluido el
cumplimiento de la OSHA y otra normativa
gubernamental vigente. ESAB Cutting
Systems no se hace responsable de cualquier
lesión o daño personal ocasionado como
consecuencia del uso de cualquier producto
fabricado o vendido por ESAB. Lea las
cláusulas y condiciones de venta de ESAB
para una descripción más concreta de las
responsabilidades y limitaciones legales de
ESAB.
La más alta prioridad de ESAB Cutting
Systems es la satisfacción total del cliente.
Estamos constantemente a la búsqueda de
nuevos modos de mejorar nuestros productos,
servicios y documentación. El resultado es
que llevamos a cabo mejoras y/o realizamos
cambios cuando es necesario. ESAB se
esfuerza todo lo posible en garantizar que
nuestra documentación esté actualizada. No
podemos garantizar que cada una de las
partes de nuestra documentación refleje las
últimas mejoras de diseño. Por lo tanto, la
información contenida en este documento está
sujeta a cambios sin previo aviso.
Este manual es el número de pieza ESAB F15466
La fecha Nov-01 refleja la versión final.
La fecha “A”Feb-02 – Procese los Datos
agregamos.
Este manual está escrito para comodidad y uso del
comprador de la máquina de corte. No representa
un contrato o cualquier otra obligación por parte de
ESAB Cutting Systems.
©
©©
© ESAB Cutting Systems, 2001
Impreso en EE.UU.

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC of 12 December 2006, entering into force 16 January 2007
The EMC Directive 2004/108/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Lågspänningsdirektivet 2006/95/EG från 12 december 2006, ikraftsat 16 januari 2007
EMC-Direktivet 2004/108/EG
Type of equipment Materialslag
Plasma Cutting Console
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
ESP-200 Console - 36974
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-1, Arc welding equipment – Part 1: Welding power sources
EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: / Tilläggsinformation: Restrictive use, Class A equipment, intended for use in locations other than
residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2009-02-18
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


Sistema de corte Plasmarc ESP-200 Índice
I
Página
Sección 1 Seguridad
1.1 Introducción......................................................................................... 1
1.2 Indicaciones de seguridad y símbolos................................................... 2
1.3 Información general acerca de la seguridad........................................... 3-4
1.4 Precauciones en la instalación .............................................................. 4
1.5 Conexión eléctrica a tierra..................................................................... 5
1.6 Funcionamiento de una máquina de corte por plasma........................... 5-9
1.7 Precauciones en el servicio................................................................... 10-11
1.8 Referencias de seguridad ...................................................................... 11
1.8.1 EEUU........................................................................................... 12
1.8.2 Internacional................................................................................. 13-14
Sección 2 Descripción
2.1 Información general.............................................................................. 1
2.2 Especificaciones generales................................................................... 1
2.3 Dimensiones y peso .............................................................................. 2-3
2.4 Opciones y accesorios de ESP-200...................................................... 3
2.5 Tubos de gas....................................................................................... 4
2.6 Reguladores de gas ............................................................................. 4
2.7 Paquetes básicos................................................................................. 5
Sección 3 Instalación
3.1 Información general.............................................................................. 1
3.2 Desempaquetado................................................................................. 1-2
3.3 Ubicación............................................................................................. 2
3.4 Conexiones de entrada a la consola...................................................... 3-6
3.4.1 Especificaciones principales sobre la alimentación eléctrica ......... 3
3.4.2 Procedimiento para la conexión eléctrica principal....................... 4-5
3.4.3 Gas............................................................................................ 5-6
3.5 Conectar el soplete de mano PT-26...................................................... 7-15
3.5.1 Cables de salida de plasma, tubos y adaptadores de PT-26 ....... 7
3.5.2 Procedimiento de conexión del soplete de plasma PT-26........... 8-13
3.5.3 Diagrama de interconexión de PT-26/ESP-200 .......................... 14-15
3.6 Conectar el soplete PT-19XLS o PT-600 a la consola............................ 16-25
3.6.1 Cables de salida, tubos y adaptadores del soplete PT-
19XLS/PT-600 ............................................................................................ 16
3.6.2 Procedimiento de conexión del soplete de plasma PT-
19XLS/PT-600 ............................................................................................
17-19
3.6.3 Conexiones a la caja eléctrica ESP ............................................. 20-21
3.6.4 Conexión del mando remoto colgante......................................... 22-23
3.6.5 Diagrama de interconexión de PT-19XLS/PT-600 y ESP-200 ...... 24-25
3.7 Instalación del refrigerante .................................................................... 26

Sistema de corte Plasmarc ESP-200 Índice
II
Sección 4 Funcionamiento
4.1 Introducción – Seguridad en el funcionamiento.....................................
.
1
4.2 Funcionamiento de la consola ESP-200 ...............................................
.
2-5
4.2.1 Controles de la consola..............................................................
.
2-4
4.2.2 Mando remoto colgante ..............................................................
.
5
4.2.3 Panel de mando remoto..............................................................
.
5
4.3 Secuencia de funcionamiento...............................................................
.
6
4.4 Procese los Datos con PT19XLS/PT26 y ESP-200 ...............................
.
6
4.4.1 Características de corte................................................................
.
6
4.4.1.1 Escoria.................................................................................
.
6
4.4.1.2 Ángulo de bisel .....................................................................
.
6
4.4.1.3 Irregularidad de la superficie .................................................
.
7
4.4.2 DE Selección Cortante de la Condición Traza para PT-19XLS
con ESP-200..............................................................................................
.
7
4.4.2.1 Acero del carbon..................................................................
.
7
4.4.2.2 Acero Inoxidable ..................................................................
.
8
4.4.2.3 Aluminio...............................................................................
.
8
4.4.3 Procese los Datos con PT19XLS y ESP-200.................................
.
9
4.4.3.1 Introducción.........................................................................
.
9
4.4.3.2 Datos de amp. 50 - 65 (PT-19XLS y PT-600)........................
.
10
4.4.3.3 Datos de amp. 100 (PT-19XLS y PT-600) .............................
.
11
4.4.3.4 Datos de amp. 150 (PT-19XLS y PT-600) .............................
.
12-13
4.4.3.5 Datos de amp. 200 (PT-19XLS y PT-600) .............................
.
14-15
4.4.4 Parámetros de corte para el PT-26 y el ESP-200..........................
.
16
4.4.4.1 Datos de corte del acero de carbono (PT-26).......................
.
16
4.4.4.2 Alumino (PT-26) ...................................................................
.
17
4.4.4.3 Acero Inoxidable (PT-26) ......................................................
.
18
4.4.5 Gas y Corriente Recomendados...................................................
.
19
4.4.5.1 Acero al carbono..................................................................
.
19
4.4.5.2 Acero Inoxidable ..................................................................
.
20
4.4.5.3 Aluminio...............................................................................
.
21
4.4.6 Condiciones De Máxima Economía ..............................................
.
22
4.4.7 PT-19XLS Valores del corte (mas PT-600) ....................................
.
23-24
Sección 5 Mantenimiento
5.1 Información general..............................................................................
.
1
5.2 Limpieza...............................................................................................
.
1-2
5.3 Interruptores múltiples de gas automáticos por caída de presión ..........
.
3
5.3.1 Procedimiento de ajuste de interruptores automáticos por caída
de presión (si están incluidos)......................................................................
.
3
5.3.2 Interruptores automáticos por caída de presión no ajustables .....
.
3
5.4 Interruptor de flujo de agua refrigerante ...............................................
.
4-5
5.5 Distancia entre electrodos....................................................................
.
6-8

Sistema de corte Plasmarc ESP-200 Índice
III
Sección 6 Localización de averías
6.1 Introduction (Introducción) .................................................................... 1
6.2 Procedure (Procedimiento) ................................................................... 1
6.3 Front Panel Fault Lights (Lámparas de fallas del panel delantero) ........................... 2
6.4 Troubleshooting Guide (Guía de localización de averías) ..................................... 3-9
6.5 PCB Isolation AMP Schematic (4 Pages) (Esquema AMP de aislamiento de la PCI
(4 páginas))
......................................................................................................
10-13
6.6 PCB Assembly Master Module Schematic (4 Pages) (Esquema del módulo
principal del conjunto PCI (4 páginas))
.........................................................................
14-17
6.7 PCB Assembly Slave Module Schematic (4 Pages) (Esquema del módulo
secundario del conjunto PCI (4 páginas))
......................................................................
18-21
6.8 Power Module Schematic (2 Pages) (Esquema del módulo de alimentación (2
páginas))
.........................................................................................................
22-23
6.9 Power Module Wiring Diagram (3 Pages) (Diagrama del cableado del módulo de
alimentación (3 páginas))
........................................................................................
24-27
6.10 Console Schematic (2 Pages) (Esquema de la consola (2 páginas))................... 28-29
6.11 Console Wiring Diagram (6 Pages) (Diagrama del cableado de la consola (6
páginas))
.........................................................................................................
30-35
6.12 Remote Pendant Schematic and Wiring Diagram (1 Page) (Diagrama del
cableado y esquema del mando remoto colgante (1 página))
................................................
36
6.13 Plumbing Box Schematic (1 Page) (Esquema de la caja eléctrica (1 página)) ....... 37
6.14 Plumbing Box Wiring Diagram (2 Pages) (Diagrama del cableado de la caja
eléctrica (2 páginas))
............................................................................................
38-39
Sección 7 Piezas de recambio
7.1 General Information (Información general) ..................................................... 1
7.2 Ordering (Pedidos) ................................................................................... 1
7.3 3 ESP-200 Outside View – Front (ESP-200 Vista externa – Parte delantera) .......... 2-3
7.4 ESP-200 Outside View – Back (ESP-200 Vista externa – Parte posterior)............... 4-5
7.5 ESP-200 Inside View – Front With Front Panel Removed (ESP-200 Vista
interna – Parte delantera sin panel delantero)
..................................................................
6-7
7.6 ESP-200 Inside View – Right (ESP-200 Vista interna – Derecha) ......................... 8-9
7.7 ESP-200 Inside View – Left (ESP-200 Vista interna – Izquierda)........................... 10-11
7.8 ESP-200 Inside View – Back and Top (ESP-200 Vista interna – Parte posterior y
superior)
.........................................................................................................
12-13
7.9 ESP-200 Inside View – Middle Cross Section and Gas Manifold (ESP-
200 Vista interna – Sección central y distribuidor múltiple de gas)
............................................
14-15
7.10 Remote Setup Pendant (Mando remoto colgante)......................................... 16-17
7.11 Plumbing Box – Inside and H.F. Box (caja eléctrica – Vista interna y caja de H.F). .. 18-19
7.12 Plumbing Box – Gas Manifold (caja eléctrica – Distribuidor múltiple de gas)........... 20-21
7.13 Plumbing Box – Outside and Cooling Water Connections (caja eléctrica –
Conexiones de agua refrigerante y exterior)
....................................................................
22-23
Información técnica/para el cliente
Contraportada del
manual

Sistema de corte Plasmarc ESP-200 Índice
IV
Esta página se ha dejado en blanco intencionadamente

DADIRUGES 1 NÓICCES
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-1
1.1 Introducción
ed opiuqe nu etnaidem selatem ratroc ed osecorp lE
plasma proporciona a la industria una herramienta
valiosa y de múltiples usos. Las máquinas de corte
ESAB están diseñadas para facilitar tanto seguridad
como ecacia en el funcionamiento. No obstante,
como ocurre con cualquier maquinaría, son necesarios
una atención razonable a los procedimientos de
funcionamiento, las precauciones y un uso seguro
para lograr una utilidad óptima. Sin importar que un
individuo esté implicado en el funcionamiento, el
mantenimiento o simpleme
nte como mero observador
deben cumplirse las precauciones y la práctica de un
uso seguro. El hecho de no respetar ciertas
precauciones podría tener como consecuencia
lesiones personales graves o serios daños en el
equipo. Las siguientes precauciones son directrices
generales aplicables cuando trabaje con máquinas de
corte. Encontrará precauciones más explícitas
concernientes a la máquina básica y a sus accesorios
en los manuales de instrucciones. Para una
inform
ación más exhaustiva acerca de la seguridad en
el campo de equipos de corte y soldadura, obtenga y
lea las publicaciones que guran en la lista de
Referencias recomendadas.
El equipo de clase A (380/415 V CE) no está diseñado para su uso en
ubicaciones residenciales donde la corriente eléctrica se suministra
mediante el sistema de suministro público de baja tensión. Pueden
surgir posibles problemas a la hora de garantizar la compatibilidad
electromagnética con el equipo de clase A en dichas ubicaciones,
debido a las perturbaciones tanto conducidas como radioeléctricas.
ADVERTENCIA

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-2
1.2 Indicaciones de seguridad y símbolos
Las siguientes palabras y símbolos se utilizan a lo largo
de este manual. Indican diferentes niveles de
compromiso con la seguridad.
!
ALERTA o ATENCIÓN. Su seguridad corre
riesgo o existe un funcionamiento incorrecto
potencial del equipo. Se utiliza con otros
símbolos de información.
PELIGRO
!
Se utiliza para llamar la atención sobre peligros
inmediatos que, de no evitarse, causará lesiones
personales graves o incluso la muerte.
ADVERTENCIA
!
Se utiliza para llamar la atención sobre peligros
potenciales que podrían ocasionar lesiones
personales o incluso la muerte.
PRECAUCION
!
Se utiliza para llamar la atención sobre peligros
que podrían causar lesiones personales o daños
menores en el equipo.
PRECAUCION
Se utiliza para llamar la atención sobre peligros
que pueden afectar al equipo.
AVISO
Se utiliza para llamar la atención acerca de
información importante sobre la instalación, el
funcionamiento o el mantenimiento que no está
directamente relacionada con riesgos.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-3
1.3 Información general acerca de la seguridad
ADVERTENCIA
!
La maquinaría se enciende a menudo
automáticamente.
Este equipo se mueve en diferentes direcciones y a
Este equipo se mueve en diferentes direcciones y a Este equipo se mueve en diferentes direcciones y a
Este equipo se mueve en diferentes direcciones y a
diferentes velocidades.
diferentes velocidades. diferentes velocidades.
diferentes velocidades.
• El desplazamiento de maquinaría podría
provocar aplastamientos.
• Sólo personal cualificado deberá llevar a
cabo el funcionamiento y mantenimiento de
este generador.
• Mantenga a todo el personal, material, y
equipo que no estén implicados en el
proceso de producción lejos de todo el área
del sistema.
• Rodee con vallas toda la celda de trabajo
para evitar que el personal pase por el área
o se encuentre en el espacio de trabajo del
equipo.
• Coloque los símbolos de ADVERTENCIA
adecuados a la entrada de cada celda de
trabajo.
• Siga el procedimiento de bloqueo antes de
proceder a la reparación del equipo.
ADVERTENCIA
!
No seguir las instrucciones podría
ocasionar lesiones graves o la muerte.
Lea y comprenda este manual del operario antes de
Lea y comprenda este manual del operario antes de Lea y comprenda este manual del operario antes de
Lea y comprenda este manual del operario antes de
utilizar la máquina.
utilizar la máquina. utilizar la máquina.
utilizar la máquina.
• Lea el procedimiento completo antes del
funcionamiento y mantenimiento del
sistema.
• Debe prestar especial atención a las
advertencias de peligro que facilitan
información esencial relacionada con la
seguridad del personal y/o posibles daños
al equipo.
• Aquellos que tengan acceso o
responsabilidad sobre el sistema deben
cumplir estrictamente todas las
precauciones de seguridad relativas al
equipo eléctrico y su uso.
• Lea la documentación acerca de la
seguridad disponible en su empresa.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-4
ADVERTENCIA
!
No seguir las instrucciones en las
etiquetas de advertencia podría causar la
muerte o lesiones graves.
Lea y entienda todas las etiquetas de
advertencia de la máquina.
Consulte el manual del operario para obtener
más información acerca de la seguridad.
1.4 Precauciones en la instalación
ADVERTENCIA
!
El equipo instalado incorrectamente puede
causar lesiones o incluso la muerte.
Siga est
Siga estSiga est
Siga estas indicaciones cuando instale la máquina:
as indicaciones cuando instale la máquina:as indicaciones cuando instale la máquina:
as indicaciones cuando instale la máquina:
• Póngase en contacto con su representante
de ESAB antes de proceder a la instalación.
El podría aconsejarle seguir ciertas
precauciones en relación con la instalación
de tubos conductores y el levantamiento de
la máquina, etc. para garantizar la máxima
seguridad.
• No intente nunca realizar modificaciones en
la máquina o agregar complementos al
equipo sin consultar previamente con un
representante de ESAB.
• Cumpla los requisitos de distancias de
seguridad para garantizar un funcionamiento
correcto y la seguridad del personal.
• Debe ser siempre personal cualificado el que
realice la instalación, la localización y
reparación de averías y el mantenimiento de
este equipo.
• Proporcione un desconector de pared con
fusibles del tamaño adecuado cerca del
suministro eléctrico.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-5
1.5 Conexión eléctrica a tierra
La conexión eléctrica es imprescindible para un
funcionamiento correcto de la máquina así como para
la SEGURIDAD. Consulte esta sección del Manual de
instalación para obtener instrucciones detalladas
acerca de la conexión a tierra.
PELIGRO
!
Peligro de descarga.
Una conexión a tierra incorrecta podría
ocasionar lesiones o incluso la muerte.
La máquina debe estar correctamente
conectada a tierra antes de la puesta en
funcionamiento.
1.6 Funcionamiento de una máquina de
corte por plasma
ADVERTENCIA
!
Peligro por materia despedida y ruido.
• Las salpicaduras ardiendo podrían quemar y
lesionar sus ojos. Lleve gafas protectoras
para proteger sus ojos de quemaduras y de
salpicaduras durante el funcionamiento.
• Las astillas podrían estar ardiendo y caer
lejos. Aquellos que se encuentren en los
alrededores también deberán llevar gafas
protectoras.
• El ruido del arco de plasma podría dañar los
oídos. Lleve la protección adecuada para sus
oídos cuando corte sobre agua.
ADVERTENCIA
!
Peligro de quemaduras.
El metal caliente puede producir quemaduras.
El metal caliente puede producir quemaduras.El metal caliente puede producir quemaduras.
El metal caliente puede producir quemaduras.
• No toque la plancha o las piezas de metal
inmediatamente después de cortar. Espere
un tiempo hasta que el metal se enfríe o
póngalo bajo el agua.
• No toque el soplete de plasma
inmediatamente después de cortar. Espere
un tiempo hasta que se enfríe.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-6
ADVERTENCIA
!
Voltaje peligroso. Las descargas
eléctricas pueden causar la muerte.
• NO toque el soplete de plasma, la mesa de
corte o las conexiones de cables durante el
proceso de corte por plasma.
• Cierre siempre los suministros eléctricos de
plasma antes de tocar o reparar el soplete de
plasma.
• Cierre siempre los suministros eléctricos de
plasma antes de tocar o reparar cualquier
componente del sistema.
• No toque piezas eléctricas cargadas.
• Mantenga todas los paneles y cubiertas en
su lugar cuando la máquina esté conectada a
una fuente de alimentación.
• Lleve guantes, calzado y ropa de seguridad
para aislarse de la pieza de trabajo y de la toma
de tierra.
• Mantenga secos los guantes, el calzado, la
ropa, el área de trabajo y el equipo.
• Reemplace los cables gastados o dañados.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-7
ADVERTENCIA
!
Peligro de gases.
Los vapores y gases generados por el proceso
de corte por plasma podrían ser peligrosos para
su salud.
• NO inhale el vapor o los gases.
• No utilice el soplete de plasma si el sistema
de eliminación de humos y gases no funciona
correctamente.
• Utilice sistemas de ventilación adicionales
para eliminar los humos en caso necesario.
• Utilice una mascarilla de respiración si la
ventilación no es adecuada.
• Proporcione ventilación mecánica positiva
cuando corte acero inoxidable, cobre, cinc,
berilio o cadmio. No inhale los vapores.
• No trabaje cerca de operaciones de
desengrasado y pulverización. El calor o los
rayos del arco pueden interactuar con el
hidrocarburo clorado y formar fosgeno, un gas
altamente tóxico, y otros gases irritantes.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-8
ADVERTENCIA
!
Peligro de radiación.
Los rayos del arco pueden causar daños en los ojos y
Los rayos del arco pueden causar daños en los ojos y Los rayos del arco pueden causar daños en los ojos y
Los rayos del arco pueden causar daños en los ojos y
quemaduras en la piel.
quemaduras en la piel.quemaduras en la piel.
quemaduras en la piel.
• Lleve la protección correcta para cuerpo y
ojos.
• Lleve gafas de seguridad oscuras con
protección lateral. Consulte el siguiente
diagrama para el tintado de cristales
recomendado cuando corte con plasma:
Corriente del arco Filtro de la lente
Hasta 100 Amps Sombra No. 8
100-200 Amps Sombra No. 10
200-400 Amps Sombra No. 12
Más de 400 Amps Sombra No. 14
• Reemplace las gafas/lentes cuando los
cristales tengan marcas o estén rotos
• Avise a otras personas en el área para que
no miren directamente al arco a no ser que
lleven unas gafas de seguridad adecuadas.
• Prepare el área de corte para reducir el
reflejo y la transmisión de luz ultravioleta.
§ Utilice una pintura especial en las
paredes que absorba la luz UV.
§ Instale pantallas o cortinas protectoras
para reducir la transmisión ultravioleta.
..
.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-9
ADVERTENCIA
!
Peligro de quemaduras.
El calor, las salpicaduras y las chispas pueden
El calor, las salpicaduras y las chispas pueden El calor, las salpicaduras y las chispas pueden
El calor, las salpicaduras y las chispas pueden
provocar fuego y quemaduras.
provocar fuego y quemaduras. provocar fuego y quemaduras.
provocar fuego y quemaduras.
• No corte cerca de material inflamable.
• No lleve consigo ningún material inflamable (p.ej.
encendedor de butano).
• El arco piloto puede ocasionar quemaduras.
Mantenga la boquilla del soplete lejos de sí mismo y
de otros cuando active el proceso de plasma.
• Lleve la protección correcta para cuerpo y ojos.
• Lleve guantes, calzado de seguridad y gorra.
• Lleve ropa resistente al fuego que le cubra todas
las áreas expuestas.
• Lleve pantalones sin dobladillo para evitar la
entrada de chispas y residuos.
• Tenga a su alcance un equipo de extinción de
incendios.
ADVERTENCIA
!
Peligro de explosión.
• Ciertas aleaciones de aluminio-litio (Al-Li)
fundido pueden causar explosiones cuando el
corte por plasma se realiza SOBRE agua.
§ Dichas aleaciones deberán ser
cortadas en seco sobre una mesa seca.
§ NO corte en seco sobre agua.
§ Póngase en contacto con su
distribuidor de aluminio para obtener
información de seguridad adicional
acerca de los peligros asociados con
estas aleaciones.
• No corte en ambientes impregnados de
polvo o vapores explosivos.
• No lleve ningún material inflamable consigo
(p.ej. un encendedor de butano)
• No corte contenedores que hayan contenido
sustancias inflamables.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-10
1.7 Precauciones en el servicio
PELIGRO
!
Voltaje peligroso. Las descargas
eléctricas pueden causar la muerte.
• NO toque el soplete de plasma, la mesa de
corte o las conexiones de cables durante el
proceso de corte por plasma.
• Cierre siempre los suministros eléctricos de
plasma antes de tocar o reparar cualquier
componente del sistema.
• Apague siempre los suministros eléctricos de
plasma antes de retirar las cubiertas o paneles
para reparar un componente del sistema.
• No toque piezas eléctricas cargadas de
corriente.
• Mantenga todas los paneles y cubiertas en
su lugar cuando la máquina esté conectada a
una fuente de alimentación.
• Mantenga secos los guantes, el calzado, la
ropa, el área de trabajo y el equipo.
• Examine los cables conductores a tierra y
eléctricos para comprobar si están desgastados
o agrietados. Reemplace los cables gastados o
dañados. No los utilice si están defectuosos.
• Nunca pase por alto los bloqueos de
seguridad.
• Siga los procedimientos de bloqueo
.
PRECAUCION
Establezca y cumpla el mantenimiento p
Establezca y cumpla el mantenimiento pEstablezca y cumpla el mantenimiento p
Establezca y cumpla el mantenimiento preventivo. Se
reventivo. Se reventivo. Se
reventivo. Se
puede establecer un programa combinado a partir de
puede establecer un programa combinado a partir de puede establecer un programa combinado a partir de
puede establecer un programa combinado a partir de
los horarios recomendados.
los horarios recomendados.los horarios recomendados.
los horarios recomendados.
Evite dejar equipo de pruebas o herramientas de
mano sobre la máquina. Podrían producirse
daños eléctricos o mecánicos graves en el
equipo o en la máquina.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-11
PRECAUCION
!
Deberá proceder con sumo cuidado cuando
examine el sistema de circuitos con un
osciloscopio o con un voltímetro. Los circuitos
integrados son susceptibles de sobretensión.
Apague antes de utilizar sondas para evitar
corto circuitos accidentales de los componentes.
Antes de que se active el suministro, deben
estar todos los cuadros del circuito en tomas de
corrientes, todos los cables conectados
correctamente, todos los armarios cerrados y
bloqueados, todos los dispositivos de protección
y cubiertas reemplazados.
1.8 Referencias de seguridad -- Reglamentos, normativa, directrices
Se recomiendan las siguientes publicaciones sobre seguridad en las
operaciones de corte y soldadura. Estas publicaciones has sido
preparadas para proteger a las personas de lesiones o enfermedades
y para proteger la propiedad de posibles daños ocasionados por un
uso poco seguro. Aunque algunas de estas publicaciones no están
relacionadas específicamente con este tipo de equipo de corte
industrial, se aplican los mismos principios de seguridad.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-12
1.8.1 EEUU
• “Precautions and Safe Practices in Welding and Cutting with Oxygen-Fuel
Gas Equipment,” (Precauciones y uso seguro en la utilización del equipo
de corte y soldadura con gas y oxígeno-combustible) Form 2035. ESAB
Cutting Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
(Precauciones y prácticas seguras en el corte y soldadura eléctricos)
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” (Seguridad en corte y soldadura) - ANSI Z
49.1, American Welding Society, 2501 NW 7th Street, Miami, Florida,
33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” (Prácticas seguras recomendadas para la protección
de gases durante la soldadura y el corte con arco de plasma) - AWS
C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” (Prácticas
recomendadas para la soldadura con arco de plasma)- AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” (Prácticas recomendadas para
el corte con arco)- AWS C5.2, American Welding Society.
• “Safe Practices” (Prácticas seguras) - AWS SP, American Welding
Society.
• “Standard for Fire Protection in Use of Cutting and Welding Procedures”
(Normas para la protección en caso de fuego en la utilización de
procedimientos de corte y soldadura) - NFPA 51B, National Fire
Protection Association (Asociación Nacional de Protección contra el
fuego), 60 Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas Systems for
Welding and Cutting” (Normas para la instalación y funcionamiento de
sistemas de gas combustible de oxígeno en la soldadura y el corte)-
NFPA 51, National Fire Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon Dioxide,
Hydrogen, and Acetylene” (Precauciones de seguridad para oxígeno,
nitrógeno, argón, helio, dióxido de carbono, hidrógeno y acetileno) Form
3499. ESAB Cutting Systems. Disponible a través de su representante
de ESAB o su distribuidor local.
• "Design and Installation of Oxygen Piping Systems" (Diseño e instalación
de sistemas conductores de oxígeno) Form 5110. ESAB Cutting
Systems.
• “Precautions for Safe Handling of Compressed Gases in Cylinders”
(Precauciones para el manejo seguro de gases comprimidos en los
cilindros), CGA Standard P-1, Compressed Gas Association.
También puede solicitar documentación referente a un uso seguro en las
operaciones de corte y soldadura con materiales gaseosos a Compressed
Gas Association Asociación de gases comprimidos), Inc., 500 Fifth Ave., New
York, NY 10036.

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-13
1.8.2 Internacional
Prevención de accidentes
VBG 1 Estipulaciones generales
VBG 4 Equipo eléctrico y maquinaria
VBG 15 Soldadura, corte y métodos de trabajo
relacionados
VBG 48 Trabajos de limpieza con chorro de perdigones
VBG 61 Gases
VBG 62 Oxígeno
VBG 87 Máquinas de chorro de líquido
VBG 93 Rayos láser, prevención de accidentes y electro-
tecnología
VBG 121 Ruido
Normativa VDE (Asociación Alemana de
Ingenieros Eléctricos)
VDE 0100 Montaje de instalaciones eléctricas con voltaje
normal de hasta 1000 voltios
VDE0113 Equipo eléctrico de maquinas industriales
VDE 0837 Seguridad frente a la radiación de productos
láser; guía del usuario (DIN EN 60825)
VDE 0837-
50
Especificación para dispositivos de protección
frente al láser
Normas técnicas TRAC para los depósitos de acetileno y carburo
TRAC-204 Líneas de acetileno
TRAC-206 Sistemas de batería de cilindros de acetileno
TRAC-207 Dispositivos de seguridad
Normas técnicas TRG para gases de presión
TRG 100 Normativa general para gases de presión
TRG 101 Gases a presión
TRG 102 Mezclas de gas técnicas
TRG 104 Gases a presión; uso alternativo de los
depósitos de gases comprimidos

SECCIÓN 1 SEGURIDAD
Consola de plasma ESP
Consola de plasma ESPConsola de plasma ESP
Consola de plasma ESP-
--
-200
200200
200
1-14
Normas DIN
DIN 2310
Parte 1
Corte térmico; terminología y nomenclatura
DIN 2310
Parte 2
Corte térmico; determinación de la calidad de las
caras de corte
DIN 2310
Parte 4
Corte térmico; corte con arco de plasma; principios
del proceso, calidad, tolerancia dimensional
DIN 2310
Parte 5
Corte térmico; corte por rayo láser de materiales
metálicos; principios del proceso
DIN 4844
Parte 1
Etiquetas de seguridad (DIN EN 7287)
Normas basadas en DIN EN ISO
DIN EN
292/1 y 2
Seguridad de la maquinaria
DIN EN 559 Tubos flexibles para soldar, cortar, y procesos
similares
DIN EN 560 Conexiones de tubos y tubos flexibles del equipo
de soldadura, corte y procesos similares.
DIN EN 561 Conexión de tubos flexibles del equipo de
soldadura con gas
DIN EN 626-
1
Seguridad de las máquinas, reducción de riesgos
para la salud
DIN EN 848-
1
Fresadoras con un solo eje vertical
DIN EN 1829 Máquinas de chorro de agua a alta presión
DIN EN 9013 Corte térmico, corte con oxígeno, principios del
proceso, tolerancia dimensional
DIN EN
12584
Imperfecciones en cortes con llama de
oxi/combustible, con rayo láser y plasma
DIN EN
12626
Máquinas de procesamiento de láser
DIN EN
28206
Prueba de aprobación de máquinas de corte con
oxígeno
DIN EN
31252
Equipo láser
DIN EN
31553
Equipo láser y relacionado con el láser
DIN EN
60204-1
Equipo eléctrico de las máquinas
DIN EN
60825
Seguridad de radiación de productos láser
DIN EN 999 Disposición de los dispositivos de protección
Normativa VDI
VDI 2906 Calidad de las caras de corte de piezas metálicas;
corte con chorro de agua abrasivo y corte con arco
de plasma
VDI 2084 Temperatura de la habitación; Sistemas técnicos
para talleres de soldadura

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-1
2.1 Introducción
arap adañesid átse 002 PSE odnam ed alosnoc aL
las aplicaciones de corte manual o mecanizadas
con plasma. Puede utilizarse con otros productos
ESAB como los sopletes PT-26 y PT-600, una caja
eléctrica opcional y un mando remoto colgante.
• Rango de corriente de corte de 50 a 200
amperios
• Refrigerado por aire obligatorio
• Potencia CC en estado sólido
• Refrigerador por agua integral
• Protección de tensión de entrada
• Panel de mandos local o remoto
• Protección de conmutador térmico del
transformador principal y componentes de
l
semiconductor de potencia
Indicadores LED de estado de localización de
averías
2.2 Especificaciones generales
Consola ESP 200
Consola ESP 200Consola ESP 200
Consola ESP 200
Número de pieza
Número de piezaNúmero de pieza
Número de pieza
47963
3697436974
36974
Voltaje
VoltajeVoltaje
Voltaje
160VDC
Rango de
Rango de Rango de
Rango de
corriente CC
corriente CCcorriente CC
corriente CC
50A a 200A
Potencia
PotenciaPotencia
Potencia
8000 W a 32000 W
SALIDA (100
SALIDA (100 SALIDA (100
SALIDA (100
% ciclo de
% ciclo de % ciclo de
% ciclo de
trabajo)
trabajo)trabajo)
trabajo)
Voltaje en
Voltaje en Voltaje en
Voltaje en
circuito abierto
circuito abierto circuito abierto
circuito abierto
(VOC)
(VOC)(VOC)
(VOC)
325VDC
Voltaje
VoltajeVoltaje
Voltaje
(trifásico)
(trifásico)(trifásico)
(trifásico)
200/230/380/415/460/575 voltios
Corriente
CorrienteCorriente
Corriente
(trifásica)
(trifásica)(trifásica)
(trifásica)
115/100/60/55/50/40 amperios
Frecuencia
FrecuenciaFrecuencia
Frecuencia
50/60Hz
KVA
KVAKVA
KVA
39.8 kW
Potencia
PotenciaPotencia
Potencia
37.8 kW
ENTRADA
ENTRADAENTRADA
ENTRADA
Factor de
Factor de Factor de
Factor de
potencia
potenciapotencia
potencia
95%
Fusible de
Fusible de Fusible de
Fusible de
entrada Rec.
entrada Rec.entrada Rec.
entrada Rec.
Consulte la sección 3, Instalación, página 3-3
Suministro eléctrico de 380/415V CE
S
sc min
6.8 MVA
Z
máx
0.025 Ω
Suministro eléctrico de 380/415 V CE, S
sc min
Mínima energía de cortocircuito en la red conforme a la norma
IEC61000-3-12.
Suministro eléctrico de 380/415 V CE, Z
máx
Línea máxima permitida en la impedancia de la red conforme a la norma IEC61000-3-11.

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-2
ADVERTENCIA
!
Las descargas eléctricas pueden
causar la muerte.
El uso de sopletes no fabricados para esta consola
podrían ocasionar descargas eléctricas peligrosas.
Utilice sólo sopletes diseñados para la consola
ESP-200.
2.3 Dimensiones y peso
1100 mm
44 pul.
550 mm
22 pul.
1050 mm
42 pul
Peso de la consola ESP-200 = 725 lbs. (330kg)

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-3
152 mm
6 pul.
406 mm
16 pul.
203 mm
8 pul.
102 mm
4 pul.
190 mm
7,5 pul.
457 mm
18 pul.
Peso de la caja eléctrica ESP = 38 lbs (17kg)
Peso del mando remoto colgante ≈ 1lb (0.9kg)
2.4 Opciones y accesorios de ESP-200
Caja eléctrica ESP-200 N/P
N/PN/P
N/P 22000
22000 22000
22000
Mando remoto colgante N/P 37145
N/P 37145N/P 37145
N/P 37145
Mangueras y cables opcionales
Mangueras y cables opcionalesMangueras y cables opcionales
Mangueras y cables opcionales
25 pies
(7,6m)
50 pies
(15,2m)
75 pies
(22,8m)
100 ft.
(30,4m)
150 ft.
(45.7m)
Mangueras de agua refrigerantes,
de la consola a la caja eléctrica
(se necesitan 2)
33132 33133 33134 33135 33136
Cable de control, de la caja
eléctrica a la consola
22264 22265 22266 22267 22268
Conductor para el arco piloto, de
la caja eléctrica a la consola
33303 33304 33305 33306 33307
Conductor de alimentación, de la
consola a la caja eléctrica
22001 22002 22003 22004 22005
Cable para el control de mandos
colgante
37293 37294 37295 37296 37297
Refrigerante para el soplete –
1galón (3.8 L)
(se necesitan 4)
156F05

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-4
2.5 Tubos de gas
Tipo de gas
Tipo de gasTipo de gas
Tipo de gas
25 ft.
(7,6m)
50 pies
(15,2m)
75 pies
(22,8m)
100 pies
(30,4m)
150 pies
(45,7m)
Nitrógeno
33122 33123 33124 33125 33126
Oxígeno (azul)
0558002973 0558002974 0558002975 0558002976 0558002977
Argón/hidrógeno(H-35)
33122
1
33123
1
33124
1
33125
1
33126
1
Aire (negro)
0558002978
2
0558002979
2
0558002980
2
0558002981
2
0558002982
2
Nota:
Nota: Nota:
Nota:
1
Se necesita un adaptador N/P 19X54 (pedir por
Se necesita un adaptador N/P 19X54 (pedir por Se necesita un adaptador N/P 19X54 (pedir por
Se necesita un adaptador N/P 19X54 (pedir por
separado)
separado)separado)
separado)
2
Se necesita un adaptador N/P 74S76 (pedir por
Se necesita un adaptador N/P 74S76 (pedir por Se necesita un adaptador N/P 74S76 (pedir por
Se necesita un adaptador N/P 74S76 (pedir por
separado)
separado)separado)
separado)
2.6 Reguladores de gas
Regulador
central
Regulador de
cilindros
Nitrógeno 19155 998343
Oxígeno 998961 998336
Argón/hidrógeno(H-35) ------------- 998341
Aire 30338 N/A
AVISO
Se necesita también un regulador de arranque de
Se necesita también un regulador de arranque de Se necesita también un regulador de arranque de
Se necesita también un regulador de arranque de
gas por separado
gas por separado gas por separado
gas por separado
• Para el plasma de aire utilice gas de arranque
Para el plasma de aire utilice gas de arranque Para el plasma de aire utilice gas de arranque
Para el plasma de aire utilice gas de arranque
de aire.
de aire.de aire.
de aire.
• Para oxígeno o nitrógeno utilice n
Para oxígeno o nitrógeno utilice nPara oxígeno o nitrógeno utilice n
Para oxígeno o nitrógeno utilice nitrógeno
itrógeno itrógeno
itrógeno
como gas de arranque.
como gas de arranque.como gas de arranque.
como gas de arranque.
• Para H
Para HPara H
Para H-
--
-35 (argón/hidrógeno) utilice H
35 (argón/hidrógeno) utilice H35 (argón/hidrógeno) utilice H
35 (argón/hidrógeno) utilice H-
--
-35 o gas
35 o gas 35 o gas
35 o gas
de arranque nitrógeno.
de arranque nitrógeno.de arranque nitrógeno.
de arranque nitrógeno.
Se necesitan un total de 3 reguladores (de plasma,
Se necesitan un total de 3 reguladores (de plasma, Se necesitan un total de 3 reguladores (de plasma,
Se necesitan un total de 3 reguladores (de plasma,
arranque y secundario).
arranque y secundario).arranque y secundario).
arranque y secundario).
AVISO
Cuando utilice una caja eléctrica:
Cuando utilice una caja eléctrica:Cuando utilice una caja eléctrica:
Cuando utilice una caja eléctrica:
• Los tubos de gas de los cilindros de su
Los tubos de gas de los cilindros de suLos tubos de gas de los cilindros de su
Los tubos de gas de los cilindros de suministro
ministro ministro
ministro
van directamente a la caja eléctrica.
van directamente a la caja eléctrica.van directamente a la caja eléctrica.
van directamente a la caja eléctrica.
• El distribuidor de gas de la consola no se
El distribuidor de gas de la consola no se El distribuidor de gas de la consola no se
El distribuidor de gas de la consola no se
utiliza
utilizautiliza
utiliza.

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-5
2.7 Paquetes básicos
El sistema ESP-200 está disponible como un
paquete prefabricado o pueden solicitarse piezas
individuales tal y como figura en la lista siguiente.
Los paquetes básicos incluyen:
• Consola ESP-200
• Soplete de plasma
• Reguladores adecuados para los gases
indicados
• Tubos de gas desde los reguladores a la
consola
• Refrigerante para el soplete
Refrigerante para el soplete –
1galón (3.8 L)
N/P 156F05

SECCIÓN 2 Descripción
Sistema de corte Plasmarc ESP 200
2-6
Esta página se ha dejado en blanco intencionadamente
Esta página se ha dejado en blanco intencionadamenteEsta página se ha dejado en blanco intencionadamente
Esta página se ha dejado en blanco intencionadamente

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-1
3.1 Información general
ADVERTENCIA
!
No seguir estas instrucciones podría
causar la muerte, lesiones o daños a
la propiedad
Siga estas instrucciones para prevenir
lesiones o daños a la propiedad.
Debe cumplir los códigos de seguridad y
eléctricos locales, estatales y nacionales.
3.2 Desempaquetado
PRECAUCION
Utilice la argolla de izada cuando
realice operaciones de elevación
Utilice prácticas seguras cuando transporte
material por el aire.
La unidad pesa más de 700 lbs. Utilice
cables o correas aprobados y en buen
estado.
• Examine si se ha producido algún daño en el
transporte en cuanto reciba el material.
• Retire todos los componentes del depósito de
transporte y compruebe si existen piezas
sueltas en el depósito.
Compruebe si las rejillas de ventilación están
obstruidas.
¡¡¡ NOTA IMPORTANTE !!!
Exigencias del suministro eléctrico de 380/415 V CE:
Debido a la corriente principal producida por el suministro eléctrico, los equipos de alta potencia podrían
de conexión relativas a la impedancia eléctrica máxima permitida o la capacidad de suministro mínima
necesaria en el punto de interfaz con la red pública para algunos tipos de equipos (véanse los datos
técnicos). En este caso, es responsabilidad del instalador o del usuario del equipo el hecho de asegurarse,
mediante consulta del operador de la red de distribución si procede, que el equipo pueda conectarse.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-2
PRECAUCION
!
No restrinja el flujo de aire.
Restringir el aire de admisión mediante
cualquier tipo de filtro sobre o alrededor de la
consola de plasma provocará un sobre
calentamiento y podría anular la garantía.
3.3 Ubicación
Consola
de plasma
• Un margen de seguridad mínimo de 2 ft. para el
flujo de aire refrigerante.
• Plan de extracción del panel superior y paneles
laterales que deben ser retirados para proceder
a su mantenimiento, limpieza e inspección.
• Coloque ESP-200 relativamente cerca de una
fuente de alimentación eléctrica fundida.
• Mantenga libre el área bajo la fuente de
alimentación para el flujo de aire refrigerante.
• El ambiente debería estar libre de polvo, humos
y calor excesivo. Estos factores influirán sobre
la eficacia de la refrigeración.
PRECAUCION
Polvo o suciedad conductora dentro
de la fuente de alimentación pueden
causar un cortocircuito con emisión
de chispas en el arco
El equipo podría sufrir daños. Podría
producirse un cortocircuito si se permite que
el polvo se acumule dentro de la fuente de
alimentación. Consulte la sección de
mantenimiento.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-3
3.4 Conexiones de entrada a la consola
ADVERTENCIA
!
Las descargas eléctricas pueden
causar la muerte.
Proporcione una protección máxima ante las
descargas eléctricas.
Antes de establecer cualquier conexión
dentro de la máquina, abra el desconectador
de línea en la pared para desconectar el
suministro eléctrico.
3.4.1 Especificaciones principales sobre la alimentación eléctrica
ESP-200 es una unidad trifásica. La potencia de
entrada debe suministrarse desde un
desconectador de línea (pared) que contenga
fusibles o disyuntores de acuerdo con la normativa
local o estatal.
Tamaños recomendados de conductor y fusible de
línea:
Carga máxima
admisible
Voltios Amperios
Conductor de
entrada y a
tierra*
CU/AWG
Tamaño del fusible
de tiempo de retardo
(amperios)
200/208
230
380
415
460
575
140
121
74
66
62
48
2/0
1/0
No.2
No.4
No.4
No.6
200
150
100
100
100
70
*Tamaños según el Código Eléctrico Nacional para conductores de
cobre con temperatura estipulada de 75 °C para una temperatura
ambiente de 40 °C. No más de cuatro conductores por conducto
eléctrico o por cable. Deben respetarse los códigos locales si
especifican otros tamaños diferentes a los mencionados
anteriormente. Los valores de la corriente de entrada que figuran en
esta tabla representan la máxima potencia de salida (40kW) 200
amps a 200VDC.
AVISO
Una línea exclusiva de alta tensión podría
ser necesaria
ESP-200 está equipada con compensación de la
línea de alta tensión pero para evitar un
funcionamiento irregular debido a una sobrecarga
en el circuito, podría ser necesaria una línea
exclusiva de alta tensión.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-4
3.4.2 Procedimiento para la conexión eléctrica principal
Conexión a tierra
Cable de entrada
Interruptor automático
principal
bloque de terminales
de 7 posiciones
Autotransformador
El siguiente procedimiento describe los pasos de
instalación correctos para conectar la fuente
principal de alimentación eléctrica a la consola de
plasma.
NOTA: Los códigos de seguridad especifican que
NOTA: Los códigos de seguridad especifican que NOTA: Los códigos de seguridad especifican que
NOTA: Los códigos de seguridad especifican que
el cable de alimentación a tierra será la última
el cable de alimentación a tierra será la última el cable de alimentación a tierra será la última
el cable de alimentación a tierra será la última
conexión que se rompa en caso de
conexión que se rompa en caso de conexión que se rompa en caso de
conexión que se rompa en caso de que se
que se que se
que se
extraiga el cable de la unidad. Cuando prepare el
extraiga el cable de la unidad. Cuando prepare el extraiga el cable de la unidad. Cuando prepare el
extraiga el cable de la unidad. Cuando prepare el
cable para su conexión, que el cable a tierra sea 6
cable para su conexión, que el cable a tierra sea 6 cable para su conexión, que el cable a tierra sea 6
cable para su conexión, que el cable a tierra sea 6
pulgadas (152mm) mas largo que los tres cables
pulgadas (152mm) mas largo que los tres cables pulgadas (152mm) mas largo que los tres cables
pulgadas (152mm) mas largo que los tres cables
principales.
principales.principales.
principales.
1.
1.1.
1. Asegúrese de que el cable de entrada está
desconectado de todas las fuentes de
alimentación.
2.
2.2.
2. Retire el panel lateral (tal y como se muestra
desde la parte delantera de la consola).
3.
3.3.
3. Meta el cable de entrada a través del
descompensador de tensión situado en el panel
posterior.
4.
4.4.
4. Tire del cable de entrada a través del
descompensador de tensión para que los cables
tengan la longitud suficiente para conectar al
interruptor automático principal. Ajuste el
descompensador de tensión para garantizar que el
cable de entrada está bien sujeto.
5.
5.5.
5. Conecte el cable de entrada a la terminal de
tierra situada encima de TB2 (bloque de terminales
de 7 posiciones)
6.
6.6.
6. Conecte tres conductores de alimentación de
cable de entrada a las terminales situadas sobre el
interruptor automático principal. Sujete bien los
conductores apretando cada tornillo.
7.
7.7.
7. Conecte los cables del puente de conexión del
interruptor automático principal al voltaje de
entrada correspondiente marcado en el
autotransformador. La unidad está
predeterminada de fábrica para 575V tal y como
se muestra a la izquierda.
8.
8.8.
8. Conecte el puente de conexión en TB2 al
voltaje de entrada correspondiente. El puente de
conexión del bloque de terminales de 7 posiciones
está predeterminado de fábrica en 575V.
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
K1
TB2
PHASE 1
PHASE 2 PHASE 3
TB1
Cableado
predeterminado
de fábrica
de 575 voltios

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-5
PELIGRO
!
Conexión de puente de conexión de entrada
Conexión de puente de conexión de entradaConexión de puente de conexión de entrada
Conexión de puente de conexión de entrada
Asegúrese de que cada cable de entrada del
puente de conexión está conectado al voltaje
de entrada correcto en el autotransformador y
en el TB2.
Cableado predeterminado de fábrica de 575
voltios
9.
9.9.
9. Conecte los conductores de entrada al
desconector de línea (pared).
10.
10.10.
10. Reemplace el panel lateral (reemplácelo sólo si
ya ha establecido todas las conexiones --para las
conexiones de salida necesitará retirar este panel)
3.4.3 Conexiones de entrada de gas
Vista posterior de la consola
Conexiones de entrada PT
Conexiones de entrada PTConexiones de entrada PT
Conexiones de entrada PT-
--
-26
2626
26
Conecte los conductores de corriente principales y
la toma de tierra como se ha descrito
anteriormente.
Desatornille las clavijas de la tapa del conector y
conecte los tubos de suministro de gas. Éstos
deberá suministrarlos el cliente. Consulte la
Descripción Sección 2 o Piezas de recambio
Sección 7 para conocer los números de piezas.
Nota:
Nota: Nota:
Nota: Deje insertada la clavija del conector de
Deje insertada la clavija del conector de Deje insertada la clavija del conector de
Deje insertada la clavija del conector de
plasma de oxígeno. NO UTILICE OXÍGENO CON
plasma de oxígeno. NO UTILICE OXÍGENO CON plasma de oxígeno. NO UTILICE OXÍGENO CON
plasma de oxígeno. NO UTILICE OXÍGENO CON
UN SOPLETE PT
UN SOPLETE PTUN SOPLETE PT
UN SOPLETE PT-
--
-26.
26.26.
26.
Instale reguladores de filtro si utiliza el aire del taller
para cualquiera de estos tres gases del proceso.
(Gas de arranque, de protección, de corte)
Filtro: 5 micrones
Regulador: 5 a 125 PSI (0.35 a 8.63 bares)
ESAB N/P 30338
Vista durante el transporte

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-6
Nota: Consulte el manual del soplete para conocer
Nota: Consulte el manual del soplete para conocer Nota: Consulte el manual del soplete para conocer
Nota: Consulte el manual del soplete para conocer
los valores correctos de presión/flujo
los valores correctos de presión/flujolos valores correctos de presión/flujo
los valores correctos de presión/flujo.
Gas de
Gas de Gas de
Gas de
arranque
arranquearranque
arranque
N
2
, CO
2
o aire
Gas de corte
Gas de corteGas de corte
Gas de corte
N
2
, H-35, N
2
-H
2
o aire
Gas de
Gas de Gas de
Gas de
protección
protecciónprotección
protección
N
2
, H-35, N
2
-H
2
,
o aire
PELIGRO
!
Una conexión a tierra incorrecta
puede causar la muerte o lesiones.
El chasis debe estar conectado a una toma
de tierra aprobada.
Asegúrese de que el sistema dispone de una
buena puesta a tierra. Consulte la conexión a
tierra en su manual.
Asegúrese de que el conductor a tierra NO
está conectado a ninguna terminal principal.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-7
3.5 Conectar el soplete de mano PT-26
ADVERTENCIA
!
Las descargas eléctricas pueden
causar la muerte. Corriente y voltaje
peligrosos.
Cuando trabaje cerca de una fuente de
alimentación de plasma no cubierta:
• Desactivar el desconector de línea (pared)
de la fuente de alimentación.
• Haga que un empleado cualificado revise
las barras conductoras (positivas y
negativas) con un voltímetro.
3.5.1 Cables de salida, tubos y adaptadores de PT-26 y ES-200 (proporcionados por el
cliente)
Consola ESP-200 Soplete de
mano PT-
26
Soplete
mecanizado
PT-26M
OFF
ON
La longitud de los tubos y cables puede variar
La longitud de los tubos y cables puede variar La longitud de los tubos y cables puede variar
La longitud de los tubos y cables puede variar
dependiendo del sistema
dependiendo del sistemadependiendo del sistema
dependiendo del sistema
• Retorno del refrigerante (cable del arco piloto
en el interior)
• Suministro de refrigerante (cable de corriente
de plasma en el interior)
• Cable del interruptor
• Gas de protección
• Gas de plasma
• Cable de trabajo
CONSULTE Descripción, Sección 2 para el número
CONSULTE Descripción, Sección 2 para el número CONSULTE Descripción, Sección 2 para el número
CONSULTE Descripción, Sección 2 para el número
de las piezas.
de las piezas.de las piezas.
de las piezas.
NOTA: No utilice el PT
NOTA: No utilice el PTNOTA: No utilice el PT
NOTA: No utilice el PT-
--
-26M (mecanizado) en una
26M (mecanizado) en una26M (mecanizado) en una
26M (mecanizado) en una
aplicación con CNC
aplicación con CNC aplicación con CNC
aplicación con CNC (Control numérico
computerizado) Una caja eléctrica no está
Una caja eléctrica no está Una caja eléctrica no está
Una caja eléctrica no está
disponible (necesario para el control de gas CNC)El
disponible (necesario para el control de gas CNC)El disponible (necesario para el control de gas CNC)El
disponible (necesario para el control de gas CNC)El
soplete puede montarse sobre un tractor
soplete puede montarse sobre un tractor soplete puede montarse sobre un tractor
soplete puede montarse sobre un tractor
mecanizado
mecanizadomecanizado
mecanizado. Se necesita un interruptor de activado
Se necesita un interruptor de activado Se necesita un interruptor de activado
Se necesita un interruptor de activado
(ON) auxiliar para el arco piloto
(ON) auxiliar para el arco piloto(ON) auxiliar para el arco piloto
(ON) auxiliar para el arco piloto cuando utilice un
cuando utilice un cuando utilice un
cuando utilice un
PT
PTPT
PT-
--
-26M. Consulte el procedimiento de conexión
26M. Consulte el procedimiento de conexión 26M. Consulte el procedimiento de conexión
26M. Consulte el procedimiento de conexión
para más detalles
para más detallespara más detalles
para más detalles.
Interruptor manual de activado (ON) remoto del
arco

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-8
3.5.2 Procedimiento de conexión de salida del soplete PT-26
PELIGRO
!
Las descargas eléctricas pueden
causar la muerte.
Apague la potencia de entrada principal en el
bloque de desconector en la pared antes de
establecer cualquier conexión al ESP-200.
Pase los cables
de alimentación a
través del
manguito.
Sopletes de arco de plasma PT
Sopletes de arco de plasma PTSopletes de arco de plasma PT
Sopletes de arco de plasma PT-
--
-26
2626
26
Ambos los sopletes de mano y los mecanizados se
conectan de la misma forma. El soplete
mecanizado necesita un interruptor de activado
(ON) del arco auxiliar que conecte de la misma
forma que el interruptor de activado (ON) de la
antorcha de mano.
Nota: Ajuste todas las sujeciones de gas y agua
Nota: Ajuste todas las sujeciones de gas y agua Nota: Ajuste todas las sujeciones de gas y agua
Nota: Ajuste todas las sujeciones de gas y agua
durante la instalación.
durante la instalación.durante la instalación.
durante la instalación.
1. Pase cuatro líneas de suministro a través del
manguito en el lado derecho central del panel
delantero y proceda tal y como se describe a
continuación:
Adaptador del arco
piloto
a. Inserte un adaptador del arco piloto en el
adaptador del arco piloto roscado del lado
izquierdo.
Adaptador del arco
piloto
(N/P 999278)
b. Conecte el tubo de retorno del refrigerante
(rosca macho del lado izquierdo) al adaptador.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-9
Cable del arco piloto
c. Conecte el cable del arco piloto a uno de los 3
orificios roscados en el exterior del adaptador con
la tuerca incluida.
Conexión suministro
de refrigerante/cable
de electrodos
Refrigerante
Adaptador del
suministro/cable de
electrodos
d. Conecte el suministro de refrigerante/cable de
alimentación al adaptador denominado "TORCH"
(soplete).

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-10
Conexión del
gas de
protección
e. Conecte el tubo de gas de protección (si lo
utiliza) al adaptador de gas de protección
(adaptador roscado macho del lado izquierdo
tamaño ‘B’). El tubo dispone de un adaptador del
lado izquierdo hembra.
f. Conecte el gas de corte por plasma (adaptador
hembra roscado del lado derecho tamaño ‘B’). El
tubo tiene un adaptador macho del lado izquierdo.
Haz de cables
del soplete PT-26
g. Conecte el cable del interruptor.
Nota: el PT
Nota: el PTNota: el PT
Nota: el PT-
--
-26M necesita una caja de interruptores
26M necesita una caja de interruptores 26M necesita una caja de interruptores
26M necesita una caja de interruptores
de activado (ON) de piloto auxiliar. El elemento
de activado (ON) de piloto auxiliar. El elemento de activado (ON) de piloto auxiliar. El elemento
de activado (ON) de piloto auxiliar. El elemento
número 1 a la izquierda no está inclu
número 1 a la izquierda no está inclunúmero 1 a la izquierda no está inclu
número 1 a la izquierda no está incluido en el haz
ido en el haz ido en el haz
ido en el haz
del soplete PT
del soplete PTdel soplete PT
del soplete PT-
--
-26M. Consulte la página siguiente
26M. Consulte la página siguiente 26M. Consulte la página siguiente
26M. Consulte la página siguiente
para más detalles.
para más detalles.para más detalles.
para más detalles.
1 Cable de interruptor
2
Tubo de cable de electrodos/suministro
de refrigerante
3 Tubo de gas de corte por plasma
4 Tubo de retorno de refrigerante
5 Tubo de gas de protección
Caja de interruptor de activado (ON) auxiliar del
arco
OFF
ON
Caja de interruptores de activado ON del piloto
Caja de interruptores de activado ON del pilotoCaja de interruptores de activado ON del piloto
Caja de interruptores de activado ON del piloto
Se utiliza con un soplete de plasma mecanizado
PT-26.
1. Conecte el cable
1
, siga el paso (g) del
proceso descrito anteriormente, para adaptar la
versión mecanizada del soplete de plasma PT-26.
1
P
T-
2
6
1
2
3
4
5
1
2
3
4
5

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-11
2. Vuelva a instalar el panel lateral.
3. Conecte el cable de trabajo para activar la
conexión en el panel delantero.
Inserte y gire en la dirección de las agujas del reloj
hasta que esté ajustado. Aproximadamente ½
vuelta.
4. Empalme el regulador del filtro y soporte de
montaje (N/P 30338) a la esquina superior derecha
en el panel posterior (como se ve desde atrás).
Nota: Puede montarse un segundo filtro/regulador
a la izquierda.
5. Conecte el conjunto de tubos de aire (N/P
678152) al adaptador de salida del regulador de
filtros y al adaptador de gas de plasma de N
2
/aire
en el panel posterior.
Nota: El conjunto de tubos de aire consta de una
tuerca roscada en un extremo y de una tuerca
roscada de lado derecho en el otro.
6. Conecte el suministro de aire al puerto de
entrada en el regulador del filtro. (NPT, rosca
hembra para tubos cónicos, de 1/4 pulgadas –
proporcionada por el cliente)

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-12
Toma de tierra a la pieza de trabajo
7. Conecte el otro extremo del cable de trabajo a la
pieza o a la mesa de corte. La conexión debe
realizarse a una superficie de metal limpia
descubierta, libre de pintura, óxido, cascarillas de
laminación, etc.
Toma de tierra a la mesa de corte
ADVERTENCIA
!
La corriente eléctrica es peligrosa.
Es importante disponer de una buena toma
de tierra conectada a la pieza de trabajo o a
la mesa de corte.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-13
PRECAUCION
El anticongelante comercial
ocasionará un mal funcionamiento
del soplete.
Utilice refrigerante especial para sopletes.
N/P 156F05
Debido a su alto nivel de conductividad, NO
utilice agua corriente o un anticongelante
comercial para automóviles para la
refrigeración del soplete. Se NECESITA un
refrigerante especialmente formulado para
sopletes. Este refrigerante protege asimismo
frente a una congelación con –34 grados C.
Poner en funcionamiento la unidad sin
refrigerante causará daños permanentes a la
bomba de refrigerante.
Compruebe frecuentemente el nivel de
refrigerante.
8. Retire la tapa en la consola delantera y llene el
depósito de refrigerante con 4 galones (15 litros) del
refrigerante de soplete de plasma, N/P 156F05 (un
galón).
• No sobrepase el nivel máximo indicado.
• Coloque la cubierta.
Tapa del depósito de refrigerante

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-14
3.5.3 Diagrama de interconexión del soplete de mano y mecanizado PT-26
CE
2
3
4
5
6
7
16
10
12
13
14
15
8
9
3
4
5
11
1
1
OFF
ON
2
17

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-15
Claves del diagrama de interconexión de PT-26
1
11
1
Gas de protección
2
22
2
Cable del interruptor (el cable del interruptor se conecta a una caja
de interruptores de activado (ON) auxiliares del arco cuando utilice
el soplete PT-26M)
3
33
3
Suministro de refrigerante/corriente de electrodos
4
44
4
Arco piloto/retorno del refrigerante
5
55
5
Gas de plasma
6
66
6
Cable de trabajo
7
77
7
Pieza de trabajo
8
88
8
Toma de tierra
9
99
9
Soplete de mano PT-26
10
1010
10
Soplete mecanizado PT-26
11
1111
11
Suministro de gas de protección
12
1212
12
Regulador/filtro de aire de gas de plasma (si se utiliza aire para el
gas de plasma)
13
1313
13
Suministro de gas de plasma
14
1414
14
Regulador de filtro de aire para el gas de protección
15
1515
15
Suministro de gas de protección
16
1616
16
Potencia de entrada (del desconectador de pared – no se muestra)
17
1717
17
Caja de interruptores auxiliares (sólo necesaria para el soplete PT-
26 mecanizado)

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-16
3.6 Conectar los sopletes de plasma PT-19XLS o PT-600 a la consola ESP-200 y
opciones
3.6.1 Cables de salida, tubos y adaptadores para PT-19XLS o PT600 y ESP-200
(suministrados por el cliente)
Consola ESP-200 Soplete de arco de
plasma PT-600
caja eléctrica Mando remoto colgante
PT
PTPT
PT-
--
-19XLS y PT
19XLS y PT19XLS y PT
19XLS y PT-
--
-600 con caja eléctrica ESP
600 con caja eléctrica ESP600 con caja eléctrica ESP
600 con caja eléctrica ESP-
--
-
200/ESP
200/ESP200/ESP
200/ESP-
--
-200
200200
200
La longitud varia dependiendo del sistema.
La longitud varia dependiendo del sistema.La longitud varia dependiendo del sistema.
La longitud varia dependiendo del sistema.
• Retorno del refrigerante
• Suministro de refrigerante
• Cable del arco piloto
• Adaptador del cable del arco piloto (N/P
999278)
• Cable de electrodos
• Adaptador del cable de electrodos (N/P 36743)
• Gas de protección (directamente a la caja
eléctrica)
• Gas de arranque (directamente a la caja
eléctrica)
• Gas de corte (directamente a la caja eléctrica)
• Cable de trabajo
• Cable de control de mandos colgante (si se
solicita la opción de control de mandos colgante)
Nota: Son necesarios un cable de electrodos y un
Nota: Son necesarios un cable de electrodos y un Nota: Son necesarios un cable de electrodos y un
Nota: Son necesarios un cable de electrodos y un
cable de arco
cable de arcocable de arco
cable de arco piloto por separado cuando utilice la
piloto por separado cuando utilice la piloto por separado cuando utilice la
piloto por separado cuando utilice la
caja eléctrica ESP
caja eléctrica ESPcaja eléctrica ESP
caja eléctrica ESP-
--
-200
200200
200.
CONSULTE Descripción, Sección 2 para el número
CONSULTE Descripción, Sección 2 para el número CONSULTE Descripción, Sección 2 para el número
CONSULTE Descripción, Sección 2 para el número
de las piezas.
de las piezas.de las piezas.
de las piezas.
La opción de panel de MANDOS remoto (N/P
La opción de panel de MANDOS remoto (N/P La opción de panel de MANDOS remoto (N/P
La opción de panel de MANDOS remoto (N/P
22000) está disponible para máquinas de corte
22000) está disponible para máquinas de corte 22000) está disponible para máquinas de corte
22000) está disponible para máquinas de corte
Avenger 1 y máquinas de ESAB de mayor tama
Avenger 1 y máquinas de ESAB de mayor tamaAvenger 1 y máquinas de ESAB de mayor tama
Avenger 1 y máquinas de ESAB de mayor tamaño.
ño. ño.
ño.
Este panel funciona de la misma forma que la
Este panel funciona de la misma forma que la Este panel funciona de la misma forma que la
Este panel funciona de la misma forma que la
consola colgante. Consulte el manual de su
consola colgante. Consulte el manual de su consola colgante. Consulte el manual de su
consola colgante. Consulte el manual de su
máquina para ver las piezas de recambio.
máquina para ver las piezas de recambio.máquina para ver las piezas de recambio.
máquina para ver las piezas de recambio.

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-17
3.6.2 Conexión de salida de sopletes PT-19XLS y PT_600 con caja eléctrica ESP-200
ADVERTENCIA
!
Las descargas eléctricas pueden
causar la muerte.
Apague la potencia de entrada principal en
el bloque de desconector en la pared antes
de establecer cualquier conexión al
ESP-200.
Pase los cables
de alimentación a través
del
manguito grande.
Cable del
arco piloto aquí.
1. Pase 3 cables de líneas de suministro del
soplete (cable de electrodos, suministro de
refrigerante, retorno del refrigerante) a través del
manguito grande en el lado derecho central del
panel delantero. Inserte el cable de alimentación
del arco a través del ojal negro entre el manguito
grande y el enchufe del cable de trabajo.
Proceda tal y como se indica a continuación:
Adaptador del arco
piloto (N/P 999278)
Adaptador del arco
piloto
a. Inserte un adaptador de arco piloto en el
adaptador del arco piloto roscado del lado
izquierdo y apriete con una llave.
Tubo de cable de
electrodos/suministro
de refrigerante
b. Introduzca el adaptador del cable (N/P 36743)
en la conexión de suministro de refrigerante/cable
de electrodos.
Tubo de suministro de
refrigerante/adaptador
de cable de electrodos
Nota: El uso de la caja eléctrica ESP-200 exige la
separación del cable de suministro de refrigerante
y el cable de electrodos. El cable de electrodos
se encuentra dentro del tubo de suministro de
refrigerante en la interfaz del soplete PT-26. (El
PT-26 no utiliza caja eléctrica).

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-18
c. Empalme los tubos de refrigerante (consulte
Descripción, Sección 2 para números de piezas) a
la consola y a la caja eléctrica.
Nota: Los tubos de suministro y retorno del
Nota: Los tubos de suministro y retorno del Nota: Los tubos de suministro y retorno del
Nota: Los tubos de suministro y retorno del
refrigerante entre la consola y la caja eléctrica ESP
refrigerante entre la consola y la caja eléctrica ESP refrigerante entre la consola y la caja eléctrica ESP
refrigerante entre la consola y la caja eléctrica ESP
tienen adaptadores idénticos.Es posible
tienen adaptadores idénticos.Es posible tienen adaptadores idénticos.Es posible
tienen adaptadores idénticos.Es posible
interconectar estos tubos. Tenga cuidado a
interconectar estos tubos. Tenga cuidado ainterconectar estos tubos. Tenga cuidado a
interconectar estos tubos. Tenga cuidado al
l l
l
conectar la conexión de la consola denominada
conectar la conexión de la consola denominada conectar la conexión de la consola denominada
conectar la conexión de la consola denominada
"Pilot arc” (arco piloto) con la caja P denominada
"Pilot arc” (arco piloto) con la caja P denominada "Pilot arc” (arco piloto) con la caja P denominada
"Pilot arc” (arco piloto) con la caja P denominada
“Cooling Water Out” (Salida de agua refrigerante) y
“Cooling Water Out” (Salida de agua refrigerante) y “Cooling Water Out” (Salida de agua refrigerante) y
“Cooling Water Out” (Salida de agua refrigerante) y
la conexión de la consola denominada “Torch”
la conexión de la consola denominada “Torch” la conexión de la consola denominada “Torch”
la conexión de la consola denominada “Torch”
(Soplete) con el adaptador de la caja eléctrica
(Soplete) con el adaptador de la caja eléctrica (Soplete) con el adaptador de la caja eléctrica
(Soplete) con el adaptador de la caja eléctrica
denominado “
denominado “denominado “
denominado “Cooling Water IN”(Entrada de agua
Cooling Water IN”(Entrada de agua Cooling Water IN”(Entrada de agua
Cooling Water IN”(Entrada de agua
refrigerante).
refrigerante).refrigerante).
refrigerante).
Conexiones de la caja
eléctrica del agua
refrigerante
Conexiones de la
consola del agua
refrigerante
Cable del arco piloto
d. Conecte el cable del arco piloto a uno de los 3
orificios roscados en el exterior del adaptador con
la tuerca que se incluye.
e. Fije el cable de electrodos a uno de los 3
orificios roscados más grandes. Tal y como se ha
mostrado anteriormente.
Nota: Es necesaria una conexión más amplia para
dirigir la corriente en este circuito.
Cable de electrodos

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-19
f. Desplace el enchufe P5 de la posición J5 a la
posición J6. Esto es para instalar la consola de
plasma para una caja eléctrica remota.
Posición P5/P6
Mueva el conector
2. Vuelva a instalar el panel lateral de la consola
ESP-200.
3. Conecte el cable de trabajo en el panel
delantero de la consola.
Inserte y gire en la dirección de las agujas del reloj
hasta que esté ajustado. Aproximadamente ½
vuelta.
Cable de trabajo a pieza de trabajo
4. Conecte el otro extremo del cable de trabajo a la
pieza o a la mesa de corte. La conexión debe
realizarse a una superficie de metal limpia
descubierta, libre de pintura, óxido, cascarillas de
laminación, etc.
Cable de trabajo a mesa de corte

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-20
3.6.3 Conexiones de entrada a la caja eléctrica ESP-200
PELIGRO
!
Las descargas eléctricas pueden
causar la muerte.
Apague la potencia de entrada principal en el
bloque de desconector en la pared antes de
establecer cualquier conexión al ESP-200.
1. Conecte el tubo de suministro de agua
refrigerante (desde la conexión de la consola
denominada “TORCH” (soplete) a “COOLING
WATER IN” (entrada de agua refrigerante).
2. Conecte el tubo de retorno de agua refrigerante
(desde la conexión de la consola denominada
“PILOT ARC” (arco piloto) a “COOLING WATER
OUT” (salida de agua refrigerante).
3. Inserte el cable del arco piloto en el
descompensador de tensión del cable del arco
piloto y conéctelo a la terminal del cable del arco
piloto. Ajuste el descompensador de tensión.
4. Inserte el cable de electrodos desde el
adaptador de suministro de agua refrigerante de la
consola de plasma en el descompensador de
tensión denominado “Cable to Power Source Torch
Adapter” (Cable a adaptador fuente de alimentación
del soplete). Conecte a la terminal denominada
“Electrode Cable” (Cable de electrodos) Ajuste el
descompensador de tensión.
5. Cable de mando remoto colgante (si ha
seleccionado esa opción en su paquete) en el
descompensador de tensión denominado “Cable to
Remote Setup Pendant” (Cable a mando remoto
colgante). (Consulte las secciones de
funcionamiento e instalación del mando remoto
colgante para más detalles).

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-21
6. Conecte los tubos de gas de arranque, de
protección y de corte desde el suministro de gas a
los puntos de conexión correctos indicados en la
parte posterior de la caja eléctrica. (Cuando utilice
una caja eléctrica remota, los gases pasan por la
consola y van directamente a la caja eléctrica).
Nota: Los suministros de gas (incluyendo el aire)
deberán filtrarse antes de entrar en la caja eléctrica.
El tamaño de filtro recomendado es 5 micrones.
Consulte Piezas de reemplazo, Sección 7 para el
número de las piezas.
Consola de plasma a
caja eléctrica
7. Conecte el cable de la caja eléctrica remota a la
parte posterior de la consola al receptáculo en la
parte posterior de la caja eléctrica.
caja eléctrica a
consola de plasma

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-22
3.6.4 Instalación del mando colgante
TB5 en la caja eléctrica
Mando remoto colgante
5
7
6
4
3
2
1
TB5
5
7
6
Set-up Pendant
4
3
2
1
TB1
Plumbing Box
El cable del panel/mando colgante es un cable de 6
conductores.
Conecte:
TB5-1 a TB1-1
TB5-2 a TB1-2
TB5-3 a TB1-3
TB5-4 a TB1-4
TB5-5 a TB1-5
TB5-6 a TB1-6
SHIELD START
CUT START
SHIELD
CUT AIR
CUT OXYGEN / NITROGEN
START GAS
SHIELD GAS
CUT GAS
GAS PRESSURE
GAS PRESSURE
Opción de panel de mandos remoto con regulador
para máquinas de corte. Consulte el manual de la
máquina para más detalles

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-23
Caja eléctrica totalmente conectada (incluido el control de mandos colgante)

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-24
3.6.5 Diagrama de interconexión del soplete de plasma PT-600 o PT-19XLS
CE
1
2
3
4
5
6
7
8
9
10
11
12
13
16
19
20
21
22
15
17
18
14

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-25
Claves del diagrama de interconexión PT-600 (y 19XLS)
1
11
1
Cable de electrodos
2
22
2
Tubo de retorno de refrigerante
3
33
3
Cable del arco piloto
4
44
4
Tubo de suministro de refrigerante
5
55
5
Cable de trabajo
6
66
6
Pieza de trabajo
7
77
7
Toma de tierra
8
88
8
Soplete de plasma (se muestra el PT-600)
9
99
9
Entrada del gas de protección (desde el suministro de gas)
10
1010
10
Control de mandos colgante (remoto)
11
1111
11
Entrada del gas de corte (desde el suministro de gas)
12
1212
12
Entrada del gas de arranque (desde el suministro de gas)
13
1313
13
Control de la altura
14
1414
14
Haz de cables del soplete (agua refrigerante: suministro y retorno, Corriente: Arco
piloto y electrodos)
15
1515
15
Control de flujo (Vista delantera)
16
1616
16
Cable de la caja eléctrica remota
17
1717
17
Gas de protección (a soplete)
18
1818
18
Gas de plasma (a soplete)
19
1919
19
Conexiones de gas en la consola (no se utilizan en esta aplicación)
20
2020
20
Cable controlado por CNC
21
2121
21
Interruptor de reactivado (utilizado sólo en la versión CE)
22
2222
22
Entrada de corriente (del desconectador de pared – no se muestra)

SECCION 3 Instalación
Sistema de corte Plasmarc ESP-200
3-26
3.7 Instalación del refrigerante
ADVERTENCIA
!
La corriente eléctrica es peligrosa.
Es importante disponer de una buena
toma de tierra conectada a la pieza de
trabajo o a la mesa de corte.
PRECAUCION
El anticongelante comercial
ocasionará un mal funcionamiento
del soplete.
Utilice refrigerante especial para sopletes.
N/P 156F05
Debido a su alto nivel de conductividad, NO
utilice agua corriente o un anticongelante
comercial para automóviles para la
refrigeración del soplete. Se NECESITA un
refrigerante especialmente formulado para
sopletes. Este refrigerante protege asimismo
frente a una congelación con –34 grados C.
Poner en funcionamiento la unidad sin
refrigerante causará daños permanentes a la
bomba de refrigerante.
Compruebe frecuentemente el nivel de
refrigerante.
Retire la tapa en la consola delantera y llene el
depósito de refrigerante con 4 galones (15 litros) del
refrigerante de soplete de plasma, N/P 156F05 (un
galón).
• No sobrepase el nivel máximo indicado.
• Coloque la cubierta.
Tapa del depósito de refrigerante

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-1
4.1 Introducción – Seguridad en el funcionamiento
PELIGRO
!
Las descargas eléctricas pueden
causar la muerte.
Desconecte el suministro de corriente
desde el desconectador en la pared antes
de reparar la consola, el soplete o la caja
eléctrica.
• No ponga en funcionamiento la consola o
la caja eléctrica cuando las cubiertas estén
retiradas/abiertas.
• No toque ninguna pieza en los extremos
delanteros del soplete cuando haya
corriente eléctrica.
• No intente reparar alguna pieza de este
sistema de plasma a no ser que se haya
desconectado la corriente eléctrica desde el
desconectador de la pared.
ADVERTENCIA
!
Este equipo puede resultar
peligroso si no se utiliza y se
mantiene correctamente.
Lea y comprenda toda la documentación
acerca de este equipo y de sus etiquetas de
advertencia antes de poner en
funcionamiento el equipo.
ADVERTENCIA
!
El corte con arco de plasma puede
ser peligroso para ojos y oídos.
• Lleve protección para los oídos.
• Lleve protección para los ojos
específicamente diseñada para el corte y la
soldadura con arco. Las lentes deberán
tener un filtro de sombra No. 6 o No. 7.
• Lleve ropa protectora para evitar
quemaduras en la piel.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-2
4.2 Funcionamiento de la consola ESP-200
4.2.1 Controles de la consola
1
Interruptor de alto/bajo del arco
piloto
2
Voltaje de corte y medidores de
corriente de corte
3 Control de corriente de salida
4
Interruptor de selección del mando
remoto/panel
5 Interruptor de pruebas de gas
6 Lámparas de fallas
7 Interruptor de potencia principal
Controles e indicadores de la consola ESP-200
Interruptor del arco piloto
Interruptor del arco pilotoInterruptor del arco piloto
Interruptor del arco piloto
Se utiliza para seleccionar el margen de corriente
del arco piloto. La posición HIGH (alto) se utiliza
para la mayor parte de las operaciones de corte.
La duración de los electrodos se ve afectada
negativamente cuando se utilizan en la posición alto
en los casos en los que la posición bajo es
adecuada. El arranque podría resultar difícil si está
en posición bajo cuando es necesario que se
establezca en alto. Depende de la altura en vertical
del soplete.
Medidores de corriente y voltaje de corte
Medidores de corriente y voltaje de corteMedidores de corriente y voltaje de corte
Medidores de corriente y voltaje de corte
El medidor “A”
“A”“A”
“A”indica la corriente de corte actual, 0-
200 amperios
El medidor “V”
“V”“V”
“V” indica el voltaje de salida real, 0-160
VDC
Control de corriente de salida
Control de corriente de salidaControl de corriente de salida
Control de corriente de salida
Establece la corriente de corte cuando los valores
de corriente se determinan desde el panel delantero
de la consola eléctrica. (El interruptor de mando
remoto/panel debe estar en la posición de panel).
1
2
3
4
5
6
7

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-3
Interruptor mando remoto/panel
Interruptor mando remoto/panelInterruptor mando remoto/panel
Interruptor mando remoto/panel
Posición de panel
Posición de panelPosición de panel
Posición de panel – La corriente de salida se
establece por el control de corriente de salida en el
panel delantero de la consola tal y como se ha
descrito anteriormente.
Posición de mando remoto
Posición de mando remotoPosición de mando remoto
Posición de mando remoto – La corriente de salida
se establece mediante CNC (control numérico
computerizado) con una señal análoga de cc.
Interruptor de pruebas de gas
Interruptor de pruebas de gasInterruptor de pruebas de gas
Interruptor de pruebas de gas
Cut
CutCut
Cut – Permite establecer los valores de presión y
flujo de gas de corte.
Start/shield
Start/shieldStart/shield
Start/shield – Establecimiento de valores de presión
y flujo.
Operate
OperateOperate
Operate – Posición predeterminada – Debe estar en
esta posición para el corte.
Lámparas indicadoras de fallas
Lámparas indicadoras de fallasLámparas indicadoras de fallas
Lámparas indicadoras de fallas
• Coolant Flow
Coolant FlowCoolant Flow
Coolant Flow – Indicará flujo bajo de
refrigerante. La lámpara mostrará brevemente el
fallo cuando se active la consola y después se
apagará.
• Plasma Gas Pressure
Plasma Gas PressurePlasma Gas Pressure
Plasma Gas Pressure -- indicador de fallas –
presión de gas de plasma baja. El soplete no se
encenderá cuando esté iluminado este indicador.
• Interlock Fault
Interlock FaultInterlock Fault
Interlock Fault – Indica que la puerta de la caja
eléctrica no está cerrada correctamente.
• P/S Temp
P/S TempP/S Temp
P/S Temp – indicador de fallo – estado de
sobretemperatura en la fuente de alimentación del
convertidor.
• P/S Fault
P/S FaultP/S Fault
P/S Fault – indicador de fallo – no utilizado.
• Over/Under Voltage
Over/Under VoltageOver/Under Voltage
Over/Under Voltage – indicador de fallo – el
voltaje de entrada sobrepasa o está por debajo de
los valores de tolerancia de la consola de la fuente
de alimentación. la consola permanecerá
desactivada hasta que se cambie el interruptor de
potencia central y el fallo sea corregido.
Interruptor de potencia principal
Interruptor de potencia principalInterruptor de potencia principal
Interruptor de potencia principal
Controla la potencia de entrada del ventilador,
refrigerante del agua, convertidor y sistema de
circuitos de la interfaz. La luz se ilumina para
indicar que la potencia está conectada.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-4
CE
AUTO RESTART
AUTO RESTARTAUTO RESTART
AUTO RESTART
ENABLE
ENABLEENABLE
ENABLE
DISABLE
DISABLEDISABLE
DISABLE
Conmutador de reinicio automático
Conmutador de reinicio automáticoConmutador de reinicio automático
Conmutador de reinicio automático
Situado en el lado derecho inferior en la parte
posterior de la consola. Se utiliza sólo para el corte
mecanizado (consola versión CE).
• Activ
ActivActiv
Activar
ar ar
ar – El arco se reiniciará después de que
la señal de arco activado (ON) se pierda si se
proporciona la señal de START (inicio).
• Desactivar
DesactivarDesactivar
Desactivar – La señal de inicio (START) se
desactivará si la señal de arco activado (ON) se
pierde y el arco no se reiniciará hasta que la señal
de inicio (START) se elimine y se emita una nueva
señal.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-5
4.2.2 Mando remoto colgante
El interruptor del mando colgante funciona de forma
idéntica al interruptor de pruebas de gas de la
consola.
El mando colgante tiene un interruptor de tres
posiciones:
Posición CUT (corte)
Posición CUT (corte)Posición CUT (corte)
Posición CUT (corte) – permite que el gas de corte
fluya hasta la presión determinada antes de la
puesta en funcionamiento. La presión del gas de
corte se muestra en el medidor digital superior.
Posición START/SHIELD
Posición START/SHIELDPosición START/SHIELD
Posición START/SHIELD (arranque/protección) –
Permite temporalmente que los gases de arranque
y de protección fluyan antes de la puesta en
funcionamiento. La presión del gas de arranque se
muestra en el medidor digital superior. El gas de
protección se muestra en el medidor digital inferior.
Posición OPERATE
Posición OPERATEPosición OPERATE
Posición OPERATE (activar) – Esta es la posición
predeterminada (La tensión del resorte hace
regresar el basculador a esta posición). El
interruptor regresará a esta posición por sí mismo
cuando se suelte. Esta posición central del
interruptor permite que la consola esté en modo de
corte (no de preparación).
4.2.3 Panel de mando remoto
SHIELD START
CUT START
SHIELD
CUT AIR
CUT OXYGEN / NITROGEN
START GAS
SHIELD GAS
CUT GAS
GAS PRESSURE
GAS PRESSURE
El panel de mando remoto está disponible como
opción con máquinas de corte CNC Avenger 1 o
mayores. Se sustituye por el mando colgante y
funciona de la misma forma pero cuenta con un
regulador adicional para el oxígeno y nitrógeno de
corte.
Consulte el manual de su máquina de corte para
más detalles.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-6
4.3 Secuencia de funcionamiento
HIGH
LOW
PILOT
ARC
PANEL
REMOTE
Apply Power
OFF
0
1
2
3
4
5
6
7
8
9
10
CURRENT
Coolant Level
ON
V
POWER
OFF
PSI
Coolant
Begin Cutting
1. Conecte la potencia cerrando el interruptor de
línea (en la pared). La luz de potencia principal no
se iluminará hasta que el interruptor de alimentación
de la consola se encienda (ON). La lámpara de
fallas parpadeará y se apagará.
2. Seleccione el modo Panel/mando remoto. Si la
corriente está controlada desde el CNC de la
máquina de corte, coloque el interruptor en la
posición Remote
RemoteRemote
Remote. Consulte las instrucciones de la
máquina de corte para establecer la corriente. Si la
corriente no está controlada por CNC, seleccione
Panel
PanelPanel
Panel y establezca la corriente en el círculo
indicador de corriente de salida.
3. Compruebe el nivel de refrigerante. El nivel debe
ser comprobado con la potencia principal de la
consola en la posición de desactivado (OFF). Debe
situarse en el nivel operacional de seguridad.
4. Coloque el interruptor de alto/bajo del arco
piloto (Consulte los datos acerca del proceso de
corte en el manual del soplete).
5. Active la consola colocando el interruptor de
alimentación en la posición de activado (ON). Se
iluminará la luz blanca a la izquierda del interruptor.
6. Compruebe la presión del refrigerante. La
presión está preestablecida de fábrica entre 80 y 90
PSI (5.5 –6.2 bares)
7. Comience la operación de corte por plasma.
Esto podría implicar establecer manualmente otras
opciones dependiendo del paquete total adquirido.
Si utiliza el modo de panel, después de comenzar la
operación de corte, ajuste la corriente hasta el valor
deseado.
Compruebe si se enciende alguna lámpara de
fallas. Si se ilumina, CORTE LA CORRIENTE
CORTE LA CORRIENTE CORTE LA CORRIENTE
CORTE LA CORRIENTE
INMEDIATAMENTE
INMEDIATAMENTEINMEDIATAMENTE
INMEDIATAMENTE y consulte la sección de
localización de averías.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-7
AVISO
Refiérase a su manual de torch para
escoger los números correctos de la
parte para la conservación del
reemplazo y torch.
4.4 Procese los Datos con PT19XLS/PT26 y ESP-200
4.4.1
Características de corte
Características de corteCaracterísticas de corte
Características de corte
La calidad de un corte se juzga en función de tres
características principales;
1. Escoria inferior y salpicadura superior
2. Ángulo de bisel
3. Irregularidad de la superficie
Estas características varían dependiendo de
numerosos factores, incluyendo el tipo y condición
del material de la placa, sobre los cuales se tiene
poco control, como: química de la placa,
revestimientos o escala.
Los gráficos de selección de la condición expresan
la calidad del corte obtenida en pruebas de
laboratorio con una variedad de materiales. La
información de los gráficos se basa en la siguiente
terminología.
4.4.1.1
Escoria:
Escoria:Escoria:
Escoria:
• Excelente – Prácticamente sin escoria, sin
salpicaduras en la parte superior.
• Buena – Escoria muy ligera y fácil de eliminar o
sin escoria y con salpicaduras superiores.
• Regular – Escoria de media a abundante que
se puede eliminar.
• Malo – Escoria persistente
4.4.1.2
Ángulo de bisel:
Ángulo de bisel:Ángulo de bisel:
Ángulo de bisel:
Un bisel ligero es característico del corte con
plasma. El objetivo del gráfico de selección es
establecer las condiciones que causen el menor
ángulo. Las clasificaciones de ángulos de bisel del
gráfico se identifican del siguiente modo: 1 para el
ángulo menor, 2 para el segundo mejor y 3 para el
tercero mejor, etc. Cuando más de un conjunto de
condiciones producen el mismo ángulo de bisel, a
todas las condiciones se les da la misma
clasificación. Es posible tener cuatro condiciones
con una clasificación de “1”, una con un “2” y dos
con un “3”.
Las clasificaciones de ángulos de bisel son relativas
para materiales y grosor concretos, no son
absolutas; un “3” en un material de 25,4mm (1
pulgada) puede tener menos bisel que un “1” en un
material de 6,4mm (1/4 pulgada).

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-8
4.4.1.3 Irregularidad de la superficie:
Irregularidad de la superficie:Irregularidad de la superficie:
Irregularidad de la superficie:
• Excelente – Brillante y lisa
• Buena – Decolorada, bastante lisa
• Regular – Irregularidad moderada
• Mala – Muy áspera
4.4.2 DE
Selección Cortante de la Condición Traza para PT-19XLS con ESP-200
4.4.2.1 Acero del carbon
Corriente
CorrienteCorriente
Corriente
50
5050
50-
--
-65A
65A65A
65A
100A
100A100A
100A
100A
100A100A
100A
150A
150A150A
150A
150A
150A150A
150A
200A
200A200A
200A
200A
200A200A
200A
Gas de plasma
Gas de plasmaGas de plasma
Gas de plasma
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
O
OO
O
2
22
2
AIRE
AIREAIRE
AIRE
O
OO
O
2
22
2
AIRE
AIREAIRE
AIRE
O
OO
O
2
22
2
Gas protector
Gas protectorGas protector
Gas protector
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
Escoria
Escoria
Escoria
Escoria
Ángulo
Ángulo
Ángulo
Ángulo
Superficie
Superficie
Superficie
Superficie
1,6mm
(1/16 pulg.)
G 1 G
3,2mm
(1/8 pulg.)
G 1 G
6,4mm
(1/4 pulg.)
G 2 F E 2 G E 1 E E 1 G E 2 E E 3 G E 3 E
9,6mm
(3/8 pulg.)
E 2 G E 1 E G 2 G E 2 E E 3 G G 3 E
12,7mm
(1/2 pulg.)
F 1 G E 1 E G 1 G E 1 E G 3 G E 2 E
19,1mm
(3/4 pulg.)
F 1 G F 1 E F 2 G F 1 E G 2 G E 1 E
25,4mm
(1 pulg.)
F 1 G G 1 E
31,8mm
(1-1/4
pulg.)
F 1 G F 1 E
38,1mm
(1-1/2
pulg.)
F 1 G F 1 E
44,5mm (1-
3/4 pulg.)
F 1 G F 1 G
Grosor del material
50,8mm
(2 pulg.)
F 1 G F 2 G

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-9
4.4.2.2 Acero Inoxidable
Corriente
CorrienteCorriente
Corriente
50-65A
50-
65A
100A 100A 100A 150A 150A 150A 200A 200A 200A
Gas de
Gas de Gas de
Gas de
plasma
plasmaplasma
plasma
AIRE
AIREAIRE
AIRE
N
2
AIRE
AIREAIRE
AIRE
N
2
N
2
AIRE
AIREAIRE
AIRE
N
2
H-35
AIRE
AIREAIRE
AIRE
N
2
H-35
Gas
Gas Gas
Gas
protector
protectorprotector
protector
AIRE
AIREAIRE
AIRE
N
2
AIRE
AIREAIRE
AIRE
N
2
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
N
2
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
AIRE
AIREAIRE
AIRE
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Su
p
erficie
Escoria
Ángulo
Su
p
erficie
Escoria
Ángulo
Su
p
erficie
Escoria
Ángulo
Superficie
1,6mm
(1/16
pulg.)
E 1 P G 1 G
3,2mm
(1/8
pulg.)
E 1 P P 1 G
6,4mm
(1/4
pulg.)
E 5 P P 5 F E 1 F G 2 G G 2 G G 3 F E 4 G G 2 G E 4 G
9,6mm
(3/8
pulg.)
E 1 F E 1 G E 1 F G 2 F E 2 G G 2 G E 2 G
12,7mm
(1/2
pulg.)
G 2 F E 2 F E 1 F E 2 F E 1 F E 3 E E 2 F E 1 G E 3 E
19,1mm
(3/4
pulg.)
P 2 P P 1 P P 1 F G 2 P G 1 P P 1 E E 1 F E 1 F E 1 E
25,4mm
(1 pulg.)
G 1 P P 2 P P 1 G G 2 F P 2 F P 1 E
31,8mm
(1-1/4
pulg.)
P 1 G
Grosor del material
38,1mm
(1-1/2
pulg.)
P 1 G

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-10
4.4.2.3 Aluminio
Corriente
CorrienteCorriente
Corriente
50-65A 50-65A 100A 150A 150A 200A 200A 200A
Gas de plasma
Gas de plasmaGas de plasma
Gas de plasma
N
2
AIRE AIRE AIRE H-35 N
2
AIRE H-35
Gas protector
Gas protectorGas protector
Gas protector
N
2
AIRE AIRE AIRE N
2
AIRE AIRE N
2
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
Escoria
Ángulo
Superficie
1,6mm
(1/16 pulg.)
E 1 G E 2 F
3,2mm
(1/8 pulg.)
E 1 G E 2 F
6,4mm
(1/4 pulg.)
E 1 G E 2 F E 1 G E 2 G E 2 E G 4 G E 3 G
9,6mm
(3/8 pulg.)
E 1 G E 1 G E 2 E G 3 G E 2 G
12,7mm
(1/2 pulg.)
E 3 G E 1 G E 2 E G 3 F E 1 G
19,1mm
(3/4 pulg.)
G 3 P G 1 F E 3 E G 2 F G 1 F
25,4mm
(1 pulg.)
G 1 F E 1 E G 1 P G 1 F
Grosor del material
31,8mm
(1-1/4 pulg.)

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-11
4.4.3 Procese los Datos con PT19XLS y ESP-200
4.4.3.1 Introducción
Se seleccionaron dos velocidades y condiciones de
corte en las siguientes tablas para proporcionar la
mejor calidad con una combinación concreta de
gas en una corriente concreta.
• Consumibles – Consulte las piezas
recomendadas para estas condiciones. El uso de
las piezas en combinaciones y aplicaciones
distintas a las descritas en este documento
podrían acarrear daños en el soplete o un
rendimiento precario.
• Selección de gas y corriente- Consulte las
tablas siguientes para elegir las condiciones más
apropiadas para su aplicación.
• Máxima economía-Consulte el párrafo D para
condiciones de corte a gran velocidad donde el
coste es la principal preocupación.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-12
4.4.3.2 Datos de amp. 50
Datos de amp. 50 Datos de amp. 50
Datos de amp. 50 -
--
- 65
65 65
65 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de
Tipo de Tipo de
Tipo de
material/Grosor mm
material/Grosor mm material/Grosor mm
material/Grosor mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Amperios
Amperios Amperios
Amperios
actuales
actualesactuales
actuales
Velocidad
Velocidad Velocidad
Velocidad
de
de de
de
recorrido
recorridorecorrido
recorrido
M/m (Ppm)
M/m (Ppm)M/m (Ppm)
M/m (Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/presión bares
/presión bares /presión bares
/presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Pre
PrePre
Presión
sión sión
sión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
de
de de
de
protección
protección protección
protección
Presión
Presión Presión
Presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
CS - 1,6 (1/16)
5,6
(220)
4,0
(5/32)
115
CS – 3,2 (1/8)
50
3,0
(120)
112
CS – 3,2 (1/8)
3,0
(120)
3,2 (1/8)
110
CS - 4,8 (3/16) 2,4 (95) 118
Air – 2,07
(30)
CS - 6,4 (1/4) 2,0 (80)
6,4 (1/4)
120
CS - 9,6 (3/8)
65
2,0 (40)
7,9
(5/16)
4,0
(5/32)
122
Air – 2,76
(40)
Air – 4,14
(60)
Air - 4,48
(65)
SS - 1,6 (1/16) 50
4,6
(180)
111
SS - 3,2 (1/8) 2,0 (80) 119
Air – 2,07
(30)
SS - 6,4 (1/4)
65
1,5 (60)
6,4 (1/4)
4,0
(5/32)
118
Air – 2,76
(40)
Air – 4,14
(60)
Air - 4,48
(65)
AL - 1,6 (1/16)
4,6
(180)
116
AL - 3,2 (1/8)
50
2,8
(110)
3,2 (1/8)
115
Air - 3,1
(45)
AL - 6,4 (1/4) 65 1,6 (65)
6,4 (1/4)
4,0
(5/32)
128
Air – 2,76
(40)
Air – 4,14
(60)
Air - 4,48
(65)
AL - 1,6 (1/16)
4,6
(180)
118
AL - 3,2 (1/8)
50
3,0
(120)
117
N
2
– 2,07
(30)
AL – 6,4 (1/4) 65 1,8 (70)
6,4 (1/4) 3,2 (1/8)
125
N
2
– 2,76
(40)
N
2
– 4,14
(60)
N
2
- 4,48
(65)
SS - 1,6 (1/16) 50
4,6
(180)
119
N
2
- 2,07
(30)
SS - 3,2 (1/8) 2,0 (80) 125
N
2
- 3,1
(45)
SS - 6,4 (1/4)
65
1,4 (55)
6,4 (1/4)
4,0
(5/32)
127
N
2
– 2,76
(40)
N
2
– 4,14
(60)
N
2
- 4,48
(65)
NOTAS: Si utiliza una antorcha de 50 pies se necesita un tiempo de escape de aprox.3 seg. Para que el gas de corte O
2
purgue
totalmente el gas de arranque N
2
.
CS – Acero al carbono, SS – Acero inoxidable, AL - Aluminio
Todos los cortes por plasma de aire/blindaje de aire de 50-65 amp. en acero y el aluminio que no se mancha tienen
superficies ásperas
Todos los cortes por plasma N
2
/blindaje N
2
de 50-65 amp. en acero y el aluminio que no se mancha tienen
justamente a bueno.
Arco piloto - BAJO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-13
4.4.3.3 Datos de amp. 100
Datos de amp. 100Datos de amp. 100
Datos de amp. 100 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de
Tipo de Tipo de
Tipo de
material/Grosor mm
material/Grosor mm material/Grosor mm
material/Grosor mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Amperi
AmperiAmperi
Amperi
os
os os
os
actuale
actualeactuale
actuale
s
ss
s
Velocidad de
Velocidad de Velocidad de
Velocidad de
recorrido
recorridorecorrido
recorrido
M/m (Ppm)
M/m (Ppm)M/m (Ppm)
M/m (Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
de arran
de arrande arran
de arranque
queque
que
/presión
/presión /presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Presión
Presión Presión
Presión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
protección
protección protección
protección
Presión bares
Presión bares Presión bares
Presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
CS - 4,8 (3/16) 3,8 (150) 3,2 (1/8) 148
Air – 7,6
(110)
CS - 6,4 (1/4) 3,0 (120) 4,0 (5/32) 154
CS - 9,6 (3/8) 1,65 (65) 159
Air - 5,86
(85)
CS - 12,7 (1/2) 1,27 (50)
9,6 (3/8)
4,8 (3/16)
162
CS - 15,9 (5/8) 0,89 (35) 7,1 (9/32) 175
CS - 19,1 (3/4)
100
0,50 (20)
12,7
(1/2)
7,9 (5/16) 184
Air - 2,07
(30)
Air - 3,45
(50)
Air - 4,48
(65)
SS - 6,4 (1/4) 1,4 (55) 3,2 (1/8) 154
SS - 9,6 (3/8) 0,89 (35) 4,8 (3/16) 165
Air - 5,86
(85)
SS - 12,7 (1/2) 0,6 (25)
9,6 (3/8)
180
SS - 19,1 (3/4)
100
0,25 (10)
12,7
(1/2)
7,9 (5/16)
189
Air - 2,07
(30)
Air - 3,1
(45)
Air - 4,48
(65)
AL - 6,4 (1/4) 2,5 (100) 4,8 (3/16) 154
Air - 4,48
(65)
AL - 9,6 (3/8) 1,78 (70) 6,4 (1/4) 174
AL - 12,7 (1/2) 1,27 (50)
9,6 (3/8)
183
Air - 5,86
(85)
AL - 19,1 (3/4)
100
0,76 (30)
12,7
(1/2)
7,9 (5/16)
189
Air - 2,07
(30)
Air - 3,45
(50)
Air - 4,48
(65)
CS - 4,8 (3/16) 3,8 (150) 135
CS - 6,4 (1/4) 3,0 (120)
4,0 (5/32)
133
CS - 9,6 (3/8) 2,0 (80) 6,4 (1/4) 149
Air
- 5,86
(85)
CS - 12,7 (1/2) 1,5 (60)
9,6 (3/8)
4,8 (3/16) 141
CS - 15,9 (5/8) 0,94 (37) 159
CS - 19,1 (3/4)
100
0,50 (20)
12,7
(1/2)
7,9 (5/16)
162
N
2
- 2,07
(30)
O
2
- 3,45
(50)
Air - 4,48
(65)
SS - 6,4 (1/4) 1,4 (55) 3,2 (1/8) 153
SS - 9,6 (3/8) 1,1 (45) 157
SS - 12,7 (1/2) 0,89 (35)
9,6 (3/8)
4,8 (3/16)
162
N
2
- 5,86
(85)
SS - 19,1 (3/4)
100
0,33 (13)
12,7
(1/2)
7,9 (5/16) 185
N
2
- 2,07
(30)
N
2
- 2,4
(35)
N
2
- 4,48
(65)
SS - 6,4 (1/4) 1,4 (55) 3,2 (1/8) 153
SS - 9,6 (3/8) 1,1 (45) 157
SS - 12,7 (1/2) 0,89 (35)
9,6 (3/8)
4,8 (3/16)
162
SS - 19,1 (3/4)
100
0,33 (13)
12,7
(1/2)
7,9 (5/16) 185
N
2
- 2,07
(30)
N
2
- 2,4
(35)
Air - 5,86
(85)
NOTAS: Si utiliza una antorcha de 50 pies se necesita un tiempo de escape de aprox.3 seg. Para que el gas de corte O
2
purgue
totalmente el gas de arranque N
2
.
CS – Acero al carbono, SS – Acero inoxidable, AL - Aluminio
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en aluminio tienen buenas superficies excepto en AL
de ¾ pulg. (19 mm) que tiene una superficie de baja calidad.
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en acero inoxidable tienen buenas superficies excepto
en SS de ¾ pulg. (19 mm) cuya superficie es más áspera.
Todos los cortes por plasma N
2
/blindaje N
2
de 100 amp. en acero inoxidable tienen superficies bastante buenas
excepto en SS de 3/4 pulg. (19mm) que es aceptable.
Arco piloto - BAJO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-14
4.4.3.4 Datos de amp. 150
Datos de amp. 150Datos de amp. 150
Datos de amp. 150 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de
Tipo de Tipo de
Tipo de
material/Grosor mm
material/Grosor mm material/Grosor mm
material/Grosor mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Amperios
Amperios Amperios
Amperios
actuales
actualesactuales
actuales
Velocidad
Velocidad Velocidad
Velocidad
de recorrido
de recorridode recorrido
de recorrido
M/m (Ppm)
M/m (Ppm)M/m (Ppm)
M/m (Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
de arranque
de arranquede arranque
de arranque
/presión
/presión /presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Presión bares
Presión bares Presión bares
Presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
protección
protecciónprotección
protección
Presión bares
Presión bares Presión bares
Presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
CS - 4,8 (3/16) 4,1 (160) 143
Aire - 5,86
(85)
CS - 6,4 (1/4) 3,6 (140)
3,2 (1/8)
145
CS - 9,6 (3/8) 2,3 (90)
4,8
(3/16)
156
Aire - 3,8
(55)
CS - 12,7 (1/2) 1,9 (75)
9,6 (3/8)
160
CS - 15,9 (5/8) 1,3 (50)
6,4 (1/4)
164
CS - 19,1 (3/4) 1,1 (45) 179
CS - 25,4 (1)
150
0,64 (25)
12,7
(1/2)
9,6 (3/8)
184
Aire - 1,7
(25)
Aire –
3,45 (50)
Aire - 4,48
(65)
SS - 4,8 (3/16) 5,1 (200) 3,2 (1/8) 138
Aire - 5,86
(85)
SS - 6,4 (1/4) 4,2 (165) 4,8 (3/16) 146
SS - 9,6 (3/8) 2,4 (95) 6,4 (1/4) 155
SS - 12,7 (1/2) 1,5 (60)
9,6 (3/8)
8,0 (5/16) 163
SS – 19,1 (3/4) 0,64 (25) 175
SS - 25,4 (1.0)
150
0,38 (15)
12,7 (1/2) 9,6 (3/8)
185
Aire - 1,7
(25)
Aire - 3,45
(50)
Aire - 4,48
(65)
AL - 4,8 (3/16) 5,1 (200) 148
AL - 6,4 (1/4) 3,6 (140)
4,8 (3/16)
149
Aire - 5,86
(85)
AL - 9,6 (3/8) 2,7 (105) 6,4 (1/4) 159
Aire - 4,48
(65)
AL - 12,7 (1/2) 2,0 (80)
9,6 (3/8)
174
Aire - 5,86
(85)
AL – 19,1 (3/4) 1,1 (45) 180
AL - 25,4 (1.0)
150
0,76 (30)
12,7 (1/2)
8,0 (5/16)
184
Aire - 1,7
(25)
Aire - 3,1
(45)
Aire - 4,48
(65)
CS - 4,8 (3/16) 4,1 (160) 3,2 (1/8) 127
Aire
- 5,86
(85)
CS - 6,4 (1/4) 3,8 (150) 130
Aire - 3,1
(45)
CS - 9,6 (3/8) 2,3 (90)
4,8 (3/16)
134
CS - 12,7 (1/2) 1,9 (75)
9,6 (3/8)
6,4 (1/4) 142
Aire
- 4,48
(65)
CS - 15,8 (5/8) 1,4 (55) 8,0 (5/16) 151
Aire
- 5.86
(85)
CS – 19,1 (3/4) 1,1 (45) 9,6 (3/8) 157
CS – 25,4 (1.0)
150
0,64 (25)
12,7 (1/2)
8,0 (5/16) 160
N
2
- 1,7
(25)
O
2
- 3,1
(45)
Aire – 4,48
(65)
NOTAS: Si utiliza una antorcha de 50 pies se necesita un tiempo de escape de aprox.3 seg. Para que el gas de corte O2
purgue
totalmente el gas de arranque N2.
CS – Acero al carbono, SS – Acero inoxidable, AL - Aluminio
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en aluminio tienen buenas superficies excepto en AL
de ¾ pulg. (19 mm) que tiene una superficie de baja calidad.
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en acero inoxidable tienen buenas superficies excepto
en SS de ¾ pulg. (19 mm) cuya superficie es más áspera.
Todos los cortes por plasma N
2
/blindaje N
2
de 100 amp. en acero inoxidable tienen superficies bastante buenas
excepto en SS de 3/4 pulg. (19mm) que es aceptable.
Arco piloto - BAJO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-15
Datos de amp. 150 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de
Tipo de Tipo de
Tipo de
material/Grosor mm
material/Grosor mm material/Grosor mm
material/Grosor mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Amperios
Amperios Amperios
Amperios
actuales
actualesactuales
actuales
V
VV
Velocidad
elocidad elocidad
elocidad
de
de de
de
recorrido
recorridorecorrido
recorrido
M/m
M/m M/m
M/m
(Ppm)
(Ppm)(Ppm)
(Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/presión bares
/presión bares /presión bares
/presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Presión
Presión Presión
Presión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
de
de de
de
protección
protección protección
protección
Presión
Presión Presión
Presión
bares (LPP
bares (LPPbares (LPP
bares (LPPC)
C)C)
C)
SS - 4,8 (3/16)
5,1
(200)
3,2 (1/8) 132
SS - 6,4 (1/4)
3,3
(130)
140
SS - 9,6 (3/8)
2,16
(85)
4,8 (3/16)
143
SS - 12,7 (1/2) 1,5 (60)
9,6 (3/8)
154
Aire - 5,86
(85)
SS – 19,1 (3/4)
0,45
(18)
6,4 (1/4)
164
SS - 25,4 (1.0)
150
0,25
(10)
12,7 (1/2)
7,9 (5/16) 179
N
2
- 1,7 (25)
N
2
- 3,1
(45)
Aire - 4,48
(65)
SS - 12,7 (1/2) 1,0 (40) 9,6 (3/8) 7,9 (5/16) 160
N
2
- 4,48
(65)
SS – 19,1 (3/4)
150
0,64
(25)
12,7 (1/2) 9,6 (3/8) 175
N
2
- 1,7 (25)
H-35 - 3,8
(55)
N
2
- 3,1
(45)
AL - 4,8 (3/16)
5,1
(200)
4,8 (3/16) 136
AL - 6,4 (1/4)
3,8
(150)
141
AL - 9,6 (3/8)
2,8
(110)
6,4 (1/4)
145
AL - 12,7 (1/2) 2,3 (90)
9,6 (3/8)
7,9 (5/16) 155
Al - 19,1 (3/4) 1,3 (50) 166
AL - 25,4 (1.0)
150
0,76
(30)
12,7 (1/2) 9,6 (3/8)
171
N
2
- 1,7 (25)
H-35 - 3,8
(55)
N
2
- 4,48
(65)
NOTAS: Si utiliza una antorcha de 50 pies se necesita un tiempo de escape de aprox.3 seg. Para que el gas de corte O2
purgue
totalmente el gas de arranque N2.
CS – Acero al carbono, SS – Acero inoxidable, AL - Aluminio
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en aluminio tienen buenas superficies excepto en AL
de ¾ pulg. (19 mm) que tiene una superficie de baja calidad.
Todos los cortes por plasma de aire/blindaje de aire de 100 amp. en acero inoxidable tienen buenas superficies excepto
en SS de ¾ pulg. (19 mm) cuya superficie es más áspera.
Todos los cortes por plasma N2
/blindaje N2 de 100 amp. en acero inoxidable tienen superficies bastante buenas
excepto en SS de 3/4 pulg. (19mm) que es aceptable.
Arco piloto - BAJO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-16
4.4.3.5 Datos de amp. 200 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de
Tipo de Tipo de
Tipo de
materia
materiamateria
material/Grosor mm
l/Grosor mm l/Grosor mm
l/Grosor mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Amperios
Amperios Amperios
Amperios
actuales
actualesactuales
actuales
Velocidad
Velocidad Velocidad
Velocidad
de
de de
de
recorrido
recorridorecorrido
recorrido
M/m
M/m M/m
M/m
(Ppm)
(Ppm)(Ppm)
(Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/presión bares
/presión bares /presión bares
/presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Presión
Presión Presión
Presión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Ti
TiTi
Tipo de gas
po de gas po de gas
po de gas
de
de de
de
protección
protección protección
protección
Presión
Presión Presión
Presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
CS - 6,4 (1/4)
3,8
(150)
143
CS - 9,6 (3/8)
2,5
(100)
3,2 (1/8)
146
CS - 12,7 (1/2) 2,4 (95)
9,6 (3/8)
158
Aire -
4,48 (65)
CS - 15,9 (5/8) 1,9 (75)
5,5
(7/32)
160
CS - 19,1 (3/4)
1,65
(65)
6,4 (1/4) 165
Aire - 3,8
(55)
CS - 25,4 (1.0)
200
0,89
(35)
12,7
(1/2)
9,6 (3/8) 180
Aire– 2,07
(30)
Aire– 3,1
(45)
Aire -
4,48 (65)
CS - 6,4 (1/4)
4,3
(170)
3,2 (1/8) 129
CS - 9,6 (3/8)
2,8
(110)
4,8
(3/16)
133
CS - 12,7 (1/2) 2,4 (95)
9,6 (3/8)
136
Aire -
4,48 (65)
CS - 15,9 (5/8) 1,9 (75)
5,5
(7/32)
139
CS - 19,1 (3/4) 1,4 (55) 6,4 (1/4) 142
Aire - 3,8
(55)
CS - 25,4 (1.0)
200
1,0 (40)
12,7
(1/2)
9,6 (3/8) 155
N
2
- 2,07 (30)
O
2
- 3,1
(45)
Aire -
4,48 (65)
SS - 6,4 (1/4)
3,6
(140)
3,2 (1/8) 142
SS - 9,6 (3/8)
3,2
(125)
150
SS - 12,7 (1/2) 2,2 (85)
9,6 (3/8)
4,8
(3/16)
154
SS - 19,1 (3/4) 1,4 (55) 174
SS - 25,4 (1.0)
200
0,50
(20)
12,7
(1/2)
9,6 (3/8)
180
Aire - 2,07
(30)
Aire - 3,6
(52)
Aire -
5,86 (85)
AL - 6,4 (1/4)
3,2
(125)
4,8
(3/16)
155
AL - 9,6 (3/8)
2,8
(110)
165
AL - 12,7 (1/2) 2,2 (85)
9,6 (3/8)
6,4 (1/4)
167
Al - 19,1 (3/4) 1,5 (60) 182
AL -25,4 (1.0)
200
1,0 (40)
12,7
(1/2)
9,6 (3/8)
189
Aire - 2,07
(30)
Aire- 3,6
(52)
Aire -
5,86 (85)
NOTAS: CS – Acero al carbono, SS – Acero inoxidable, AL - Aluminio
Todos los cortes por plasma N
2
/blindaje de aire de 200 amp. en aluminio y acero inoxidable tienen superficies bastante buenas
excepto en AL de 1 pulg. (24,4mm) que es de baja calidad.
Arco piloto - ALTO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-17
Datos de amp. 200 (PT-19XLS y PT-600)
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
Tipo de material/Grosor
Tipo de material/Grosor Tipo de material/Grosor
Tipo de material/Grosor
mm (pulgada
mm (pulgadamm (pulgada
mm (pulgadas)
s)s)
s)
Amperios
Amperios Amperios
Amperios
actuales
actualesactuales
actuales
Velocidad
Velocidad Velocidad
Velocidad
de
de de
de
recorrido
recorridorecorrido
recorrido
M/m (Ppm)
M/m (Ppm)M/m (Ppm)
M/m (Ppm)
Altura de
Altura de Altura de
Altura de
perforación
perforación perforación
perforación
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Altura de
Altura de Altura de
Altura de
corte mm
corte mm corte mm
corte mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Voltaje
Voltaje Voltaje
Voltaje
del arco
del arcodel arco
del arco
(voltios)
(voltios)(voltios)
(voltios)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/presión bares
/presión bares /presión bares
/presión bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasma plasma
plasma
Presión
Presión Presión
Presión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
de
de de
de
protecc
proteccprotecc
protección
ión ión
ión
Presión
Presión Presión
Presión
bares
bares bares
bares
(LPPC)
(LPPC)(LPPC)
(LPPC)
AL - 6,4 (1/4)
4,6
(180)
151
AL - 9,6 (3/8)
2,8
(110)
155
AL - 12,7 (1/2) 1,8 (70)
9,6 (3/8)
4,8
(3/16)
159
AL – 19,1 (3/4) 1,4 (55) 170
AL - 25,4 (1.0)
200
0,76
(30)
12,7
(1/2)
6,4 (1/4)
177
N
2
- 2,07
(30)
N
2
- 2,4
(35)
Aire -
4,48 (65)
SS - 6,4 (1/4)
4,2
(165)
6,4 (1/4) 148
SS - 9,6 (3/8)
2,7
(105)
149
Aire -
5,86 (85)
SS - 12,7 (1/2) 2,3 (90)
9,6 (3/8)
4,8
(3/16)
150
Aire -
4,48 (65)
SS – 19,1 (3/4) 1,1 (45) 159
Aire - 3,1
(45)
SS - 25,4 (1.0)
200
0,50
(20)
12,7
(1/2)
6,4 (1/4)
169
N
2
- 2,07
(30)
N
2
- 2,4
(35)
Aire -
4,48 (65)
SS - 12,7 (1/2)
1,27
(50)
9,6 (3/8) 163
SS - 15,8 (5/8) 1,2 (47)
7,9
(5/16)
162
SS – 19,1 (3/4) 0,8 (32) 169
SS - 25,4 (1.0)
200
0,43
(17)
12,7
(1/2)
9,6 (3/8)
175
N
2
- 2,07
(30)
H-35 -
3,6 (52)
N
2
- 5,86
(85)
AL - 6,4 (1/4)
3,9
(155)
7,9
(5/16)
146
N
2
- 4,48
(65)
AL - 9,6 (3/8)
3,0
(120)
6,4 (1/4) 148
AL - 12,7 (1/2)
2,8
(110)
9,6 (3/8)
7,9
(5/16)
155
N
2
- 3,1
(45)
AL – 19,1 (3/4) 1,5 (60) 166
AL - 25,4 (1.0)
200
1,0 (40)
12,7
(1/2)
9,6 (3/8)
169
N
2
- 2,07
(30)
H-35 -
3,6 (52)
N
2
- 5,86
(85)
NOTAS: SS - Acero inoxidable, AL - aluminio
NO se recomienda acero inoxidable de 3/8 pulg. (9,6mm) y más fino para el gas plasma H-35 –
escoria excesiva.
Arco piloto - ALTO

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-18
4.4.4 Parámetros de corte para el PT-26 y el ESP-200
4.4.4.1 Datos de corte del acero de carbono (PT-26)
Tipo de material
Tipo de materialTipo de material
Tipo de material-
--
-
grosor
grosorgrosor
grosor
mm (pulgadas)
mm (pulgadas)mm (pulgadas)
mm (pulgadas)
Corriente
CorrienteCorriente
Corriente
(amp.)
(amp.)(amp.)
(amp.)
Velocidad de
Velocidad de Velocidad de
Velocidad de
recorrido
recorrido recorrido
recorrido
M/m (ppm)
M/m (ppm)M/m (ppm)
M/m (ppm)
Altura de
Altura deAltura de
Altura de
corte
cortecorte
corte
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/
//
/presión
presiónpresión
presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasmaplasma
plasma
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
protector
protectorprotector
protector
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
CS- 3,2 (1/8) 4,95 (195)
CS- 4,7 (3/16) 3,8 (150)
CS- 6,35 (1/4) 2,58 (100)
CS- 7,9 (5/16) 1,9 (75)
CS- 9,5 (3/8) 1,27 (50)
CS- 12,7 (1/2)
50
0,63 (25)
7,9
(5/16)
Aire – 2,76
(40)
Aire - 4,14
(60)
Aire - 3,45 (50)
CS- 1,6 (1/16) 4,45 (175)
CS- 3,2 (1/8) 3,94 (155)
CS- 6,3 (1/4) 3,48 (137)
CS- 7,9 (5/16) 3,17 (125)
CS- 9,5 (3/8) 2,2 (87)
CS- 12,7 (1/2) 1,93 (76)
CS- 15,9 (5/8) 1,57 (62)
CS- 19,1 (3/4) 1,27 (50)
CS- 25,4 (1.0) 0,76 (30)
CS- 28,6 (1-1/8) 0,63 (25)
CS- 31,7 (1-1/4) 0,5 (20)
CS- 34,9 (1-3/8) 0,38 (15)
CS- 38,1 (1-1/2) 0,33 (13)
CS- 44,5 (1-3/4) 0,15 (6)
CS- 50,8 (2.0)
150
0,10 (4)
7,9
(5/16)
Aire - 2,76
(40)
Aire - 4,14
(60)
Aire - 3,45 (50)
CS- 4,7 (3/16) 4,57 (180)
CS- 6,35 (1/4) 4,32 (170)
CS- 7,9 (5/16) 3,8 (150)
CS- 9,5 (3/8) 3,43 (135)
CS- 12,7 (1/2) 2,67 (105)
CS- 15,9 (5/8) 2,1 (82)
CS- 19,1 (3/4)
200
1,73 (68)
7,9
(5/16)
Aire - 2,76
(40)
Aire - 4,14
(60)
Aire - 3,45 (50)
CS- 25,4 (1.0) 0,96 (38)
CS- 28,6 (1-1/8) 0,76 (30)
CS- 31,7 (1-1/4) 0,63 (25)
CS- 34,9 (1-3/8) 0,5 (20)
CS- 38,1 (1-1/2) 0,3 (12)
CS- 44,5 (1-3/4) 0,2 (8)
CS- 50,8 (2.0)
200
0,13 (5)
7,9
(5/16)
Aire - 2,76
(40)
Aire – 4,14
(60)
Aire - 3,45 (50)

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-19
4.4.4.2 Alumino (PT-26)
Tipo de material
Tipo de materialTipo de material
Tipo de material-
--
-
grosor
grosorgrosor
grosor
mm (pulgadas)
mm (pulgadas)mm (pulgadas)
mm (pulgadas)
Corriente
CorrienteCorriente
Corriente
(amp.)
(amp.)(amp.)
(amp.)
Velocidad de
Velocidad de Velocidad de
Velocidad de
recorrido
recorrido recorrido
recorrido
M/m (ppm)
M/m (ppm)M/m (ppm)
M/m (ppm)
Altura de
Altura deAltura de
Altura de
corte
cortecorte
corte
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arran
arranarran
arranque
queque
que
/
//
/presión
presiónpresión
presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasmaplasma
plasma
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
protector
protectorprotector
protector
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
AL- 6,35 (1/4) 3,56 (140)
AL- 7,9 (5/16) 3,17 (125)
AL- 9,5 (3/8) 2,9 (115)
AL- 12,7 (1/2) 2,4 (95)
AL- 15,9 (5/8) 2,16 (85)
AL- 19,1 (3/4) 1,78 (70)
AL- 25,4 (1,0) 1,27 (50)
AL- 28,9 (1-1/8) 1,02 (40)
AL- 31,7 (1-1/4) 0,89 (35)
AL- 34,9 (1-3/8) 0,76 (30)
AL- 38 (1-1/2) 0,63 (25)
AL- 44,5 (1-3/4) 0,5 (20)
AL- 50,8 (2.0)
200
0,43 (17)
7,9 (5/16)
Aire - 2,1
(30)
Aire - 3,45
(50)
Aire - 3,45 (50)
AL- 6,35 (1/4) 2,84 (112)
AL- 7,9 (5/16) 2,54 (100)
AL- 9,6 (3/8) 2,36 (93)
AL- 12,7 (1/2) 1,98 (78)
AL- 15,9 (5/8) 1,6 (63)
AL- 19,1 (3/4) 1,32 (52)
AL- 25,4 (1,0)
150
0,94 (37)
7,9 (5/16)
H-35 or N
2
2,06 (30)
H-35- 3,45
(50)
Aire- 3,45 (50)
AL- 28,9 (1-1/8) 0,76 (30)
AL- 31,7 (1-1/4) 0,63 (25)
AL- 34,9 (1-3/8) 0,5 (20)
AL- 38,1 (1-1/2) 0,46 (18)
AL- 44,5 (1-3/4) 0,3 (12)
AL- 50,8 (2.0)
150
0,25 (10)
7,9 (5/16)
H-35 or N
2
2,06 (30)
H-35 - 3,45
(50)
Aire- 3,45 (50)
AL- 6,35 (1/4) 4,11 (162)
AL- 7,9 (5/16) 3,8 (150)
AL- 9,5 (3/8) 3,35 (132)
AL- 12,7 (1/2) 2,67 (105)
AL- 15,9 (5/8) 2,2 (87)
AL- 19,1 (3/4) 1,78 (70)
AL- 25,4 (1.0) 1,17 (46)
AL- 28,9 (1-1/8) 0,94 (37)
AL- 31,7 (1-1/4) 0,76 (30)
AL- 34,9 (1-3/8) 0,63 (25)
AL- 38 (1-1/2) 0,5 (20)
AL- 44,5 (1-3/4) 0,3 (12)
AL- 50,8 (2.0)
200
0,25 (10)
7,9 (5/16)
H-35 or N
2
2,06 (30)
H-35 - 3,45
(50)
Aire - 3,45 (50)

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-20
4.4.4.3 Acero Inoxidable (PT-26)
Tipo de material
Tipo de materialTipo de material
Tipo de material-
--
-
grosor
grosorgrosor
grosor
mm (pulgadas)
mm (pulgadas)mm (pulgadas)
mm (pulgadas)
Corriente
CorrienteCorriente
Corriente
(amp.)
(amp.)(amp.)
(amp.)
Velocidad de
Velocidad de Velocidad de
Velocidad de
recorrido
recorrido recorrido
recorrido
M/m (ppm)
M/m (ppm)M/m (ppm)
M/m (ppm)
Altura de
Altura deAltura de
Altura de
corte
cortecorte
corte
mm
mm mm
mm
(pulgadas)
(pulgadas)(pulgadas)
(pulgadas)
Tipo de gas de
Tipo de gas de Tipo de gas de
Tipo de gas de
arranque
arranquearranque
arranque
/
//
/presión
presiónpresión
presión
bares (
bares (bares (
bares (LPPC)
LPPC)LPPC)
LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
plasma
plasmaplasma
plasma
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
Tipo de gas
Tipo de gas Tipo de gas
Tipo de gas
protector
protectorprotector
protector
/presión
/presión/presión
/presión
bares (LPPC)
bares (LPPC)bares (LPPC)
bares (LPPC)
SS- 6,35 (1/4) 3,8 (150)
SS- 9,5 (3/8) 2,87 (113)
SS- 12,7 (1/2) 2,16 (85)
SS- 15,9 (5/8) 1,6 (63)
SS- 19,1 (3/4) 1,27 (50)
SS- 25,4 (1.0) 0,68 (27)
SS- 31,7 (1-1/4) 0,33 (13)
SS- 38,1 (1-1/2) 0,25 (10)
SS- 44,5 (1-3/4) 0,13 (5)
SS- 50,8 (2.0)
200
0,08 (3)
7,9 (5/16)
Aire - 2,76
(40)
Aire - 4,14
(60)
Aire - 3,45 (50)
SS- 9,5 (3/8) 1,19 (47)
SS- 12,7 (1/2) 0,96 (38)
SS- 15,9 (5/8) 0,89 (35)
SS- 19,1 (3/4) 0,81 (32)
SS- 25,4 (1.0) 0,5 (20)
SS- 31,7 (1-1/4) 0,33 (13)
SS- 38,1 (1-1/2) 0,3 (12)
SS- 44,5 (1-3/4) 0,2 (8)
SS- 50,8 (2.0)
200
0,15 (6)
7,9 (5/16)
H-35 or N
2
2,06 (30)
H-35 - 4,83
(70)
Aire - 3,45 (50)

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-21
4.4.5 Gas y Corriente Recomendados
Gas y Corriente RecomendadosGas y Corriente Recomendados
Gas y Corriente Recomendados
Los siguientes datos proporcionan la selección
recomendada de gas y corriente para los metales
comunes con el fin de obtener los mejores
resultados de corte.
4.4.5.1 Acero al carbono
1/8 pulg. (3,2mm) y más fino:
Plasma de aire/blindaje de aire de 50 / 65
amp.
3/16 - ½ pulg.(4,8-12,7mm):
Plasma O
2
/blindaje de aire de 100 amp. El
plasma de aire/ blindaje de aire de 100 amp.
también sirve pero existirá escoria en la parte
inferior en material de ½ pulg. (12,7mm).
NOTA: Si utiliza un sistema de antorcha de 50
pies, necesitará 2-1/2 segundos antes
de que el O
2
llegue al corte.
5/8 pulg. (15,8mm) o más grueso:
Es mejor utilizar plasma N
2
/blindaje de aire
de 200 amp.. No podrán realizarse cortes
que no produzcan escoria en material más
grueso que ¾ pulg. pero la escoria se puede
eliminar. El aire de plasma/blindaje de aire de
200 amp. es una segunda alternativa que
resulta económica, aunque causa un poco
más de escoria y una superficie un poco más
áspera.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-22
4.4.5.2 ACERO INOXIDABLE
ACERO INOXIDABLEACERO INOXIDABLE
ACERO INOXIDABLE
1/8 pulg. (3,2mm) y más fino:
El plasma N
2
/blindaje N
2
de 50 – 65 amp.
produce la mejor superficie pero muy poca
escoria con material de 1/8 pulg.. El plasma
de aire/blindaje de aire de 50 – 65 amp.
Puede producir cortes sin escoria pero la
superficie será áspera.
¼ - 3/8 pulg. (3,2-9,6mm):
El plasma N
2
/blindaje N
2
de 100 amp.
produce muy poca o ninguna escoria y una
superficie de buena calidad a través de
material de ½ pulg. (12,7mm).
El plasma de aire/blindaje de aire de 100
amp. es igual de efectivo en lo que se refiere
a escoria en la parte inferior pero produce
una superficie de corte más áspera.
½ pulg. (12,7) y más grueso:
El plasma H-35/blindaje de aire de 200 amp.
puede producir cortes sin escoria con una
superficie excelente a través de material de
¾ pulg. (19mm) y una superficie mejor pero
con más escoria a través de material de 1-1/2
pulg. (38mm).
El plasma N
2
/blindaje de aire puede producir
cortes sin escoria hasta ¾ pulg. (19mm) con
una calidad de superficie aceptable a través de
una placa de 1 pulg. (25,4mm).
El plasma de aire/blindaje de aire de 200
amp. produce una superficie de corte
ligeramente más áspera pero con menos
escoria en una placa de 1 pulg. (25,4mm).

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-23
4.4.5.3 ALUMINIO
1/4 pulg. (6,4mm) y más fino:
El plasma N
2
/blindaje N
2
de 50/65 amp.
produce habitualmente cortes sin escoria, y
bastante lisos.
El plasma de aire/blindaje de aire de 50/65
produce superficies de corte mucho más
ásperas.
1/4 pulg. (6,4mm) y más grueso:
El plasma H-35/blindaje N
2
produce los
mejores resultados con muy poca o ninguna
escoria en material con un grosor de 1 pulg.
(25,4mm), y una calidad de superficie
excelente en material de ¼ a ½ pulg. (6,4 –
12,7mm). La superficie es buena en
materiales más gruesos.
El plasma de aire/blindaje de aire de 200
amp. produce superficies aceptables en
material de ¾ pulg. (19mm) y más fino con
muy poca o incluso ninguna escoria en material
de ½ pulg. (12,7mm) y más fino.
El plasma N2/blindaje de aire de 200 amp.
produce más escoria que ningún otro de 200
amp. pero una superficie ligeramente más
lisa en material de 3/8 pulg. (9,6mm) y más
fino comparado al plasma de aire/blindaje de aire.

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-24
4.4.6 Condiciones De Máxima Economía
Las condiciones descritas en las siguientes tablas
minimizarán el coste de explotación de los metales
comunes:
• Utilizar AIRE como PLASMA y como GAS DE
PROTECCIÓN.
• Alcanzar la velocidad máxima de recorrido sin
considerar la calidad del corte.
Corriente – 200 amp.
Gas de arranque – AIRE @ 25 psig
Gas plasma - aire @ 45 psig (3,1 bares) para CS, 50 psig (3,5 bares) para SS & Al
nGas de protección –AIRE (Ver tabla)
Arco piloto – ALTO
Refiérase a su manual de torch para escoger los números correctos de la parte para la conservación del
reemplazo y torch
PARADA
Material
Grosor
mm
(pulgadas)
Velocidad
M/m (pulgadas
por minuto)
PERFORACIÓN
CORTE
CORTE
FIJACIÓN
DEL AIRE DE
PROTECCIÓN
CS - 6,4 (1/4) 5,1 (200) 9,6 (3/8)
9,6 (3/8)
153 4,48 (65)
CS - 9,6 (3/8) 3,17 (125) 9,6 (3/8)
9,6 (3/8)
161
4,48 (65)
CS - 12,7 (1/2) 3,4 (95) 9,6 (3/8)
9,6 (3/8)
163
4,48 (65)
CS – 19,1 (3/4) 1,65 (65) 12,7 (1/2) 6,4 (1/4) 165
4,48 (65)
CS - 25,4 (1.0) 0,89 (35) 12,7 (1/2)
9,6 (3/8)
180
4,48 (65)
CS - 31,7 (1-1/4) 0,64 (25) NR
9,6 (3/8)
182 2,07 (30)
CS – 38,1 (1-1/2) 0,38 (15) NR
9,6 (3/8)
189 2,07 (30)
CS - 50,8 (2.0) 0,15 (6) NR
9,6 (3/8)
211 2,07 (30)
SS - 6,4 (1/4) 5,33 (210) 9,6 (3/8)
9,6 (3/8)
164
4,48 (65)
SS - 9,6 (3/8) 3,94 (155) 9,6 (3/8)
9,6 (3/8)
166
4,48 (65)
SS - 12,7 (1/2) 2,8 (110) 9,6 (3/8)
9,6 (3/8)
170
4,48 (65)
SS – 19,1 (3/4) 1,4 (55) 12,7 (1/2)
9,6 (3/8)
174
4,48 (65)
SS - 25,4 (1.0) 0,64 (25) 12,7 (1/2)
9,6 (3/8)
181
4,48 (65)
SS - 31,7 (1-1/4) 0,38 (15) NR
9,6 (3/8)
187
2,07 (30)
SS – 38,1 (1-1/2) 0,25 (10) NR
9,6 (3/8)
194
2,07 (30)
AL - 6,4 (1/4) 5,33 (210) 9,6 (3/8)
9,6 (3/8)
171 5,86 (85)
AL - 9,6 (3/8) 3,94 (155) 9,6 (3/8)
9,6 (3/8)
179
4,48 (65)
AL - 12,7 (1/2) 2,8 (110) 9,6 (3/8)
9,6 (3/8)
182
4,48 (65)
AL – 19,1 (3/4) 1,65 (65) 9,6 (3/8)
9,6 (3/8)
187
4,48 (65)
AL - 25,4 (1.0) 1,0 (40) 9,6 (3/8)
9,6 (3/8)
189 5,86 (85)
AL - 31,7 (1-1/4) 0,50 (20) NR
9,6 (3/8)
193 2,07 (30)
AL – 38,1 (1-1/2) 0,35 (14) NR
9,6 (3/8)
197 2,07 (30)

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-25
4.4.7 Valores del corte de PT-19XLS y PT-600
100 Amperios
Espresor del Material
Corta Horizontal
Corta Horizontal
Espresor del Material
0.000 in.
0.020 in.
0.040 in.
0.060 in.
0.080 in.
0.100 in.
0.120 in.
0.140 in.
0.160 in.
0.188 in. 0.250 in. 0.375 in. 0.500 in. 0.625 in. 0.750 in.
0.00 mm
0.50 mm
1.01 mm
1.52 mm
2.03 mm
2.54 mm
3.04 mm
3.55 mm
4.06 mm
4.78 mm 6.35 mm 9.53 mm 12.70 mm 15.88 mm 19.05 mm

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-26
150 Ampéres
Espresor del Material
Corta Horizontal
Corta Horizontal
Espresor del Material
0.020 in.
0.040 in.
0.060 in.
0.080 in.
0.100 in.
0.120 in.
0.140 in.
0.160 in.
0.180 in.
0.188 in. 0.250 in. 0.375 in. 0.500 in. 0.625 in. 0.750 in. 1.000 in.
0.51 mm
1.02 mm
1.52 mm
2.03 mm
2.54 mm
3.05 mm
3.56 mm
4.06 mm
4.57 mm
4.78 mm 6.35 mm 9.53 mm 12.70 mm 15.88 mm 19.05 mm 25.40 mm

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-27
200 Ampéres
Espresor del Material
Corta Horizontal
anchura de la sangría
Corta Horizontal
Espresor del Material
0.020 in.
0.040 in.
0.060 in.
0.080 in.
0.100 in.
0.120 in.
0.140 in.
0.160 in.
0.180 in.
0.250 in. 0.375 in. 0.500 in. 0.625 in. 0.750 in. 1.000 in.
0.51 mm
1.02 mm
1.52 mm
2.03 mm
2.54 mm
3.05 mm
3.56 mm
4.06 mm
4.57 mm
6.35 mm 9.53 mm 12.70 mm 15.88 mm 19.05 mm 25.40 mm

SECCIÓN 4 FUNCIONAMIENTO
Sistema de corte Plasmarc ESP-200
4-28
Esta página se ha dejado en blanco intencionadamente

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-1
5.1 Información general
ADVERTENCIA
!
Las descargas eléctricas pueden
causar la muerte.
Abra el desconectador en la pared antes de
realizar labores de mantenimiento en:
• la consola de plasma
• la caja eléctrica
• el soplete de plasma
• los cables de interconexión
PRECAUCION
!
Sólo personal cualificado debe
realizar labores de mantenimiento o
reparaciones en este equipo.
5.2 Inspección y limpieza
Posición del
filtro de la bomba
Se recomiendan la limpieza y el examen de la ESP-
200 y del resto del equipo para la seguridad y un
funcionamiento correcto. Tenga en cuenta lo
siguiente durante la inspección y la limpieza:
• Compruebe la conexión del cable a la pieza de
trabajo.
• Compruebe la seguridad de la toma de tierra en
el chasis de la pieza de trabajo y de la fuente de
alimentación.
• Compruebe la coraza térmica en el soplete.
Reemplácela si está dañada.
• Compruebe diariamente el desgaste de la
boquilla de corte y electrodos del soplete.
• Asegúrese de que el cable y los tubos no están
dañados o deformados.
• Asegúrese de que todas las conexiones a tierra,
los adaptadores y los enchufes están
perfectamente sujetos.
• Compruebe periódicamente el filtro de pantalla
en la bomba del refrigerante (situada dentro de
la consola) y limpie con agua cuando sea
necesario.

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-2
ADVERTENCIA
!
Peligro de lesión por objetos
despedidos.
Los objetos despedidos pueden dañar sus
ojos gravemente
Lleve gafas protectoras cuando limpie con
aire comprimido.
Utilice sólo aire de baja presión.
PRECAUCION
Evite posibles daños al equipo
El agua y/o el aceite pueden acumularse en
las líneas de aire comprimido. Asegúrese de
que dirige el primer chorro de aire lejos del
equipo para evitar daños en la caja de
conexiones o en la caja de control del flujo.
• Con toda la potencia de entrada desconectada
y con protección adecuada de ojos y cara, dirija
aire hacia el interior de la fuente de
alimentación, la caja de control de flujo y de
conexiones utilizando aire comprimido limpio y
seco.
• Drene regularmente el agua de la trampa del
filtro/regulador del aire.

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-3
5.3 Interruptores múltiples de gas automáticos por caída de presión
Posición del
interruptor de
gas automático
por caída de
presión
Las consolas ESP-200 más actuales están
equipadas con interruptores de gas múltiples
automáticos por caída de presión.
Las consolas ESP-200 más antiguas disponen de
interruptores automáticos por caída de presión
ajustables.
Ambos tipos de interruptores están
predeterminados en:
• 17 psig (1.2 bares), interruptores de gas de
arranque y protección
• 22 psig (1.5 bares) interruptor de gas de corte
5.3.1 Procedimiento de ajuste del interruptor automático por caída de presión
Rueda de ajuste de
presión
1. Gire el interruptor de potencia principal a la
posición de desconectado (OFF)
OFF)OFF)
OFF).
2. Retire el panel lateral derecho
3. Gire la rueda:
• En dirección contraria a las agujas del reloj
para incrementar
incrementarincrementar
incrementar la presión
• En dirección de las agujas del reloj para reducir
reducirreducir
reducir
la presión
4. Reemplace el panel.
5. Reanude el funcionamiento.
5.3.2 Distribuidor múltiple de gas con interruptores automáticos por caída de presión
ajustables (referencia)
Solenoides
Interruptores automáticos
por caída de presión
no ajustables
Distribuidor de gas

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-4
5.4 Interruptor de flujo de agua refrigerante
Se indicará la limpieza del interruptor de flujo de
agua si se detecta una excesiva contaminación de
refrigerante o se ilumina la lámpara de fallas del
refrigerante.
AVISO
No es necesario retirar el interruptor de
flujo de la consola para limpiar.
PELIGRO
!
Las descargas eléctricas pueden
causar la muerte.
No realice mantenimiento en la consola con el
interr. de alim. pppal conct. La bomba de
refriger. funciona con el interr. de alim. conct.

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-5
Clavija de conexión
Muelle
Pistón
Cuerpo del interruptor
de flujo
Procedimiento de limpieza:
1. Desconecte la consola (OFF).
2. Retire el panel lateral derecho (como se muestra
desde la parte delantera).
3. Compruebe que el calibrador de presión del
refrigerante esté en cero.
Nota: Se bloquearán las líneas del sistema de
Nota: Se bloquearán las líneas del sistema de Nota: Se bloquearán las líneas del sistema de
Nota: Se bloquearán las líneas del sistema de
refrigeración si el calibrador no regresa al valor cero
refrigeración si el calibrador no regresa al valor cero refrigeración si el calibrador no regresa al valor cero
refrigeración si el calibrador no regresa al valor cero
cuando se desconect
cuando se desconectcuando se desconect
cuando se desconecta la consola. Solucione el
a la consola. Solucione el a la consola. Solucione el
a la consola. Solucione el
problema antes de continuar.
problema antes de continuar.problema antes de continuar.
problema antes de continuar.
4. Retire la clavija de conexión.
5. Retire el muelle con cuidado. No lo deforme.
Reemplace con una pieza de recambio original si se
daña durante la operación. No reemplazar el
muelle por uno correcto hará que cambie la
calibración del interruptor y podría dañar el soplete
u otros componentes.
6. Retire el pistón.
7. Limpie todas las piezas con una solución
limpiadora suave y aclárelas abundantemente con
agua limpia.
8. Vuelva colocarlas siguiendo el orden inverso del
procedimiento.
Nota: Utilice sólo piezas de recambio ESAB.

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-6
0
.040"
(1 mm)
5.5 Distancia entre electrodos
PRECAUCION
Una interferencia de alta frecuencia podría
dañar los componentes electrónicos de la
máquina
Una interferencia de alta frecuencia
potencialmente peligrosa puede producirse al
incrementar la distancia entre electrodos más de
lo recomendado. Esta interferencia eléctrica
podría afectar a las placas de CI en el cabinete de
electrónica o al control visual. El resultado podría
ser un funcionamiento incorrecto de alguna parte
de la máquina.
No se recomienda establecer la distancia
entre electrodos con una distancia inferior
a 0.040"
""
" (1,0 mm)
Fiabilidad de arranque
Alta
el arco para
Duración de los electrodos reducida e interferencia de
alta frecuencia
La distancia entre electrodos controla la cantidad
de corriente de arranque (alta frecuencia) emitida al
soplete. Existe una relación directa entre la
distancia entre electrodos y la fiabilidad de
arranque/duración de los electrodos.
La distancia entre electrodos debería establecerse
en 0.040 pulgadas (1 mm).
Características de la distancia entre electrodos
Características de la distancia entre electrodos Características de la distancia entre electrodos
Características de la distancia entre electrodos
inferior a 0.040 pulgadas
inferior a 0.040 pulgadasinferior a 0.040 pulgadas
inferior a 0.040 pulgadas
(1 mm);
(1 mm);(1 mm);
(1 mm);
• Efecto negativo
Efecto negativoEfecto negativo
Efecto negativo - La fiabilidad de arranque
disminuye.
• Efecto positivo
Efecto positivoEfecto positivo
Efecto positivo – Reduce el riesgo de
interferencias de alta frecuencia y mejora la
duración de los electrodos.
Características de la distancia entre electrodos
Características de la distancia entre electrodos Características de la distancia entre electrodos
Características de la distancia entre electrodos
superior a 0.040 pulgadas
superior a 0.040 pulgadassuperior a 0.040 pulgadas
superior a 0.040 pulgadas
(1 mm);
(1 mm);(1 mm);
(1 mm);
• Efecto negativo
Efecto negativoEfecto negativo
Efecto negativo – Aumenta el riesgo de daño
por interferencias de alta frecuencia y acorta la
duración de los electrodos.
• Efec
EfecEfec
Efecto positivo
to positivoto positivo
to positivo – Aumenta la fiabilidad de
arranque (hasta aproximadamente 0.056
pulgadas (1,4 mm) valor al que la distancia es
demasiada, lo que provoca que no haya chispa).
Baja
Distancia entre electrodos

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-7
PELIGRO
!
La electricidad puede causar la
muerte
Desconecte la potencia principal antes de
realizar cualquier ajuste.
1
El acceso a la caja de arranque de alta frecuencia
1
es retirando el panel lateral derecho.
Nota:
Nota: Nota:
Nota:
No realice ningún ajuste a esta caja si utiliza la caja
eléctrica ESP. El arco inicial de plasma se genera
desde la caja eléctrica.
2
Establezca la distancia entre electrodos en 0.040"
(1 mm)
Vista superior de la caja
del arrancador de la
consola
Conjunto de distancia
entre electrodos
Establezca la distancia
en 0.040" (1 mm)

SECCIÓN 5 Mantenimiento
Sistema de corte Plasmarc ESP-200
5-8
Panel de
acceso a la
distancia
entre
electrodos
Nota:
Nota: Nota:
Nota:
Si se incluye una caja eléctrica en su sistema, no
necesitará utilizar la caja de arranque en la consola.
El arco inicial de plasma viene desde la caja
eléctrica.
El acceso a la distancia entre electrodos es por el
lado izquierdo, en frente de la puerta.
Retire el único tornillo y la cubierta.
Establezca la distancia entre electrodos en 0.040
pulgadas (1 mm).

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-1
6.1 Introduction
WARNING
!
Electric Shock Can Kill!
Ensure all primary power to machine has
been externally disconnected.
Open line (wall) switch before attempting
inspection or performing work inside the
plasma console or plumbing box.
WARNING
!
Capacitors Can Store High Voltages.
Disconnecting plasma console does not
ensure capacitors are de-energized.
Ensure console capacitors are grounded after
removing power and prior to performing
maintenance.
6.2 Procedure
1. Shut main power switch on the console to OFF
position.
2. Disconnect main power line (wall) switch.
3. Check for obvious external settings, switches
and external connections.
4. If a problem is found, correct and proceed with
normal operations.
5. If not, remove side panels. (Rem
(Rem(Rem
(Reminder: Power
inder: Power inder: Power
inder: Power
must be disconnected before removing any covers.)
must be disconnected before removing any covers.)must be disconnected before removing any covers.)
must be disconnected before removing any covers.)
6. Perform a visual inspection of internal
components. Check for:
• Loose or burned wiring and components
• Secure terminal connections
• Bulged or leaking capacitors
• Other signs of discoloration
Refer to the troubleshooting guide for identification
Refer to the troubleshooting guide for identification Refer to the troubleshooting guide for identification
Refer to the troubleshooting guide for identification
of many problems, possible causes and remedies.
of many problems, possible causes and remedies.of many problems, possible causes and remedies.
of many problems, possible causes and remedies.
Reference wiring diagrams and schematics are
Reference wiring diagrams and schematics are Reference wiring diagrams and schematics are
Reference wiring diagrams and schematics are
found in the last part of this section.
found in the last part of this section.found in the last part of this section.
found in the last part of this section.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-2
6.3 Front Panel Fault Lights
Fault Indicator Lights
Fault Indicator LightsFault Indicator Lights
Fault Indicator Lights
• Coola
CoolaCoola
Coolant Flow
nt Flownt Flow
nt Flow – Will show low coolant flow. The
light will briefly show a fault when console is
turned on and then go out.
• Plasma Gas Pressure
Plasma Gas PressurePlasma Gas Pressure
Plasma Gas Pressure -- fault indicator – low
plasma gas pressure. Torch will not fire when
indicated.
• Interlock Fault
Interlock FaultInterlock Fault
Interlock Fault – Indicates Remote Plumbing
box door is not properly closed.
• P/S Temp
P/S TempP/S Temp
P/S Temp – fault indicator – over temperature
condition in the inverter power source.
• P/S Fault
P/S FaultP/S Fault
P/S Fault – Not used.
• Over/Under Voltage
Over/Under VoltageOver/Under Voltage
Over/Under Voltage – fault indicator – input
voltage is above or below the tolerances of the
power source console. Will stay shut down
console until main power switch is recycled.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-3
6.4 Troubleshooting Guide
WARNING
!
High Voltages Can Cause Serious
Injury or Death!
Voltages in plasma cutting equipment are high
enough to cause serious injury or death.
Only trained technicians should attempt
diagnosis and repair of this machinery.
CAUTION
!
Avoid damaging your voltmeter.
Disconnect the power from the high frequency
generator before checking voltages in the high
frequency circuit.
Problem
ProblemProblem
Problem
Possi
PossiPossi
Possible Cause
ble Causeble Cause
ble Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Power switch is ON. Power LED
Power switch is ON. Power LED Power switch is ON. Power LED
Power switch is ON. Power LED
is OFF. Fan is OFF. Pump is
is OFF. Fan is OFF. Pump is is OFF. Fan is OFF. Pump is
is OFF. Fan is OFF. Pump is
OFF.
OFF.OFF.
OFF.
1) Bad Power switch S1.
2) Open Fuse F4.
3) Open Jumper at TB2.
1) Check continuity of power
switch.
2) Check Fuse F4 and related
wiring
3) Check jumper and wiring of TB2
Power
Power Power
Power switch is ON. Power LED
switch is ON. Power LED switch is ON. Power LED
switch is ON. Power LED
in ON. Pump is OFF. Fan is ON.
in ON. Pump is OFF. Fan is ON.in ON. Pump is OFF. Fan is ON.
in ON. Pump is OFF. Fan is ON.
1) Bad or open CB2.
2) Pump Motor Failed.
1) Reset CB2. Check wiring and
check free rotation of pump fan.
2) Replace Pump motor
Power LED is OFF. Pump is ON.
Power LED is OFF. Pump is ON. Power LED is OFF. Pump is ON.
Power LED is OFF. Pump is ON.
Fan is ON. LEDs in power
Fan is ON. LEDs in power Fan is ON. LEDs in power
Fan is ON. LEDs in power
modules are OFF
modules are OFFmodules are OFF
modules are OFF
1) Bad or Open CB1. 1) a. Reset CB1
b. If CB1 fails to reset, check
wiring, bad T1, or PCB1.
Plasma gas fault indicator is ON
Plasma gas fault indicator is ONPlasma gas fault indicator is ON
Plasma gas fault indicator is ON
1) Plasma gas pressure to console
is below 40 psi.
2) Bad pressure switch
3) Open wire between pressure
switch and PCB1.
1) Adjust gas pressure to proper
level for torch and application
2) Adjust (if adjustable type) or
replace pressure switch.
3) Check wiring between PS1 &
PS2 and PCB1 P1-9 and P1-10.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-4
Problem
ProblemProblem
Problem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Power Source Temp fault
Power Source Temp fault Power Source Temp fault
Power Source Temp fault
indicator is ON.
indicator is ON.indicator is ON.
indicator is ON.
1) Poor ventilation at rear of
console.
2) Open thermal switch.
3) Open wire between temperature
switch and PCB1
1) Make sure that there is 2 feet of
clearance on each side of
console.
2) With power OFF, check each
thermal switch. Normal
operation is: switch closed
below 194
&F.
3) Check wiring between
temperature switches and PCB1
P1-15 and P1-16.
Over/Under Voltage fault indicator
Over/Under Voltage fault indicator Over/Under Voltage fault indicator
Over/Under Voltage fault indicator
is ON
is ONis ON
is ON
1) Input voltage is 15% above or
below the selected console
operating voltage.
2) Bad PCB1.
3) Bad PCB1 in MOD1.
4) Bad T1 in MOD1.
1) Provided input voltage must be
equal to the selected console
operating voltage. Change if
necessary.
2) Replace PCB1.
3) Replace PCB1 in MOD1
4) Replace T1 in MOD1
Meters M1 or M2, no display.
Meters M1 or M2, no display.Meters M1 or M2, no display.
Meters M1 or M2, no display.
1) Bad Meter 1) Replace Meter
Meters M2 and M2, no display.
Meters M2 and M2, no display.Meters M2 and M2, no display.
Meters M2 and M2, no display.
1) Bad PCB1.
1) Replace one meter to verify
above step did not happen
twice. If still not working replace
PCB1.
Press torch switch or send start
Press torch switch or send start Press torch switch or send start
Press torch switch or send start
signal.
signal. signal.
signal.
(No pilot arc or main arc transfer.)
(No pilot arc or main arc transfer.)(No pilot arc or main arc transfer.)
(No pilot arc or main arc transfer.)
1) Gas Test switch is in
START/SHIELD or CUT
positions
2) Plasma gas pressure is to LOW
3) Improper current command
signal
4) LEDX on MOD1 PCB1 is not ON
when torch switch is depressed
or start signal sent.
5) LEDX is ON but main contactor
does not close
6) LEDX is ON. Main contactor is
closed. No OCV or arc transfer.
1) Place Gas Test switch in
OPERATE position.
2) Set plasma gas pressure per
torch or application requirements
(above 40 psi)
3) IF in manual mode, panel switch
must be in PANEL and P5 must
be in J5 connector. If in
mechanized mode, panel switch
must be in REMOTE and a
current signal above 0 volts must
be present. P5 must be in J6
connector
4) Test tbd
5) Test tbd
6) Test tbd

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-5
Problem
ProblemProblem
Problem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
LEDX on MOD1 not ON
LEDX on MOD1 not ONLEDX on MOD1 not ON
LEDX on MOD1 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ONLEDX on MOD2 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ON when
LEDX on MOD2 not ON when LEDX on MOD2 not ON when
LEDX on MOD2 not ON when
torch switch is depressed or start
torch switch is depressed or start torch switch is depressed or start
torch switch is depressed or start
signal is sent
signal is sentsignal is sent
signal is sent
Arc does not transfer to work.
Arc does not transfer to work.Arc does not transfer to work.
Arc does not transfer to work.
(Ope
(Ope(Ope
(Open Circuit Voltage is between
n Circuit Voltage is between n Circuit Voltage is between
n Circuit Voltage is between
315 and 355. Pilot arc IS
315 and 355. Pilot arc IS 315 and 355. Pilot arc IS
315 and 355. Pilot arc IS
present.)
present.)present.)
present.)
1) Open connection between the
console WORK connector and the
workpiece.
1) a) Check continuity of WORK
cable and clamp
b) Attach clamp to workpiece
c) Ground work table to earth
ground
Arc do
Arc doArc do
Arc does not transfer to work.
es not transfer to work.es not transfer to work.
es not transfer to work.
(Open Circuit Voltage is between
(Open Circuit Voltage is between (Open Circuit Voltage is between
(Open Circuit Voltage is between
315 and 355. Pilot arc is NOT
315 and 355. Pilot arc is NOT 315 and 355. Pilot arc is NOT
315 and 355. Pilot arc is NOT
present.)
present.)present.)
present.)
1) Pilot arc fuses F1 and/or F2 are
open.
2) Bad pilot arc contactor.
3) Bad K3.
4) Bad PCB1 in MOD2.
5) Nozzle to Electrode short in
torch.
6) Bad control PCB
7) No preflow signal from CNC.
8) Current setting to low
9) Contaminated or worn electrode.
1) Replace F1 and/or F2.
2) Replace pilot arc contactor.
3) Replace K3
4) Replace PCB1 in MOD2.
5) Disconnect torch from console.
Check for open between pilot
arc and torch leads. Repair if
shorted.
6) Replace control PCB.
7) Bad PCB1. Bad MOD1 PCB1.
8) Readjust Current setting. Torch
to high above workpiece.
9) Replace electrode.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-6
Torch and Cut Quality
Note:
Note: Note:
Note:
This is offered as a general guide. Refer to your torch manual for specifics on your equipment.
This is offered as a general guide. Refer to your torch manual for specifics on your equipment.This is offered as a general guide. Refer to your torch manual for specifics on your equipment.
This is offered as a general guide. Refer to your torch manual for specifics on your equipment.
Problem
ProblemProblem
Problem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Reduced Electrode Life
Reduced Electrode LifeReduced Electrode Life
Reduced Electrode Life
1) Skeleton cutting
2) Height control problems.
3) Piercing standoff too low.
4) Starting on edges with
continuous pilot arc.
5) Gas pressures too high or low.
6) Coolant flow below 3/4 GPM
(0.5 l/sec).
7) Gas or water leaks in torch
1) Cutting skeletons to facilitate their
Removal from the table can
adversely affect electrode life by:
a) Causing the torch to run off
the work.
b) Continuous pilot arc edge
starts.
c) Greatly increasing the
frequency of starts. This is
mainly a problem for O
2
cutting and can be alleviated
by choosing a path with a
minimum number of starts.
d) Increased likelihood that the
plate will spring up against
the nozzle causing double
arc. Careful attention by the
operator, increasing standoff
and reducing cutting speeds
will help mitigate these
conditions.
If the machine is equipped with a gas
torch, it may be more practical to use
it for skeleton cutting.
2) See crashing/diving in item 6.
3) Increase piercing standoff
4) Position torch more carefully or
use waste plate to start on.
5) Make appropriate adjustment
6) Check coolant level and flow
7) See torch manual

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-7
Problem
ProblemProblem
Problem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Reduced Nozzle Life
Reduced Nozzle LifeReduced Nozzle Life
Reduced Nozzle Life
1) Diving
2) Work flipping
3) Catching on piece
4) Excessive speed
5) Excessive pilot arc on time
6) Process factors
7) Inadequate initial delay. Pierce
not complete before starting
1). Diving is usually caused by a
change in arc voltage when an
automatic height control is in use.
Diving can result in damage to the
nozzle. Usually, the voltage change is
the result of a change of direction or
speed to negotiate a corner, failure
to disable the height control during
piercing, or of plate falling away from
the arc. These problems can be dealt
with by disabling the height control in
such situations and by extinguishing
the arc earlier when finishing the cut
on falling plate.
Diving may also be caused by a
problem with the height control
or signals fed to it.
2). The nozzle may sometimes be
damaged if the torch hits a flipped up
part. This is difficult to avoid entirely
but careful part programming can
minimize the problem.
3). This refers to crashes or nozzle
damage caused by the front end of
the torch catching on top spatter
after a pierce. Hold the torch at a
higher standoff for a longer lead-in to
avoid this problem.
4). Reduce speed to prevent
rooster tailing during cut.
Reduce speed on corners if
rooster tailing occurs only when
coming out of corners.
5). Check the following:
a). When the torch is properly
positioned, it should start on
the first pop.
b). The pilot arc contactor
should open as soon as the
arc transfers.
c). Pilot Arc switch in wrong
position.
d). Gas or water leak in torch.
6). Same as for electrode.
7). Increase delay time.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-8
Prob
ProbProb
Problem
lemlem
lem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Poor Cut Quality
Poor Cut QualityPoor Cut Quality
Poor Cut Quality
Refer to your torch manual for
Refer to your torch manual for Refer to your torch manual for
Refer to your torch manual for
more details.
more details.more details.
more details.
1. Gas selection
2. Torch alignment to work
3. Incorrect current
4. Cutting over slats
5. Cutting machine or torch vibrates
6. Bevel angle
7. Wrong travel direction (good
angle on scrap side).
8. Plate shifting while being cut.
9. Slag buildup on cutting table.
10. Wrong gas settings.
11. Gas or water leak in torch.
1. Refer to gas selection section.
2. Verify and correct torch alignment
(vertically).
3. Verify current value. Refer to
parameter tables.
4. Cutting over slats will cause some
bottom dross. If the cut runs along
the slat, it can produce other cut
quality problems. The only solution is
to try to avoid running along the
slats.
5. Make sure bracket and height
control is rigid and properly adjusted.
6. Standoff and speed have
considerable effect on bevel angle.
7. With standard swirl the squarest
side is on the right side of the
direction of travel.
8. Small, thin, or lightweight plates
can shift while cutting. Clamp them
down.
9. Clean slag from cutting table.
10. Check gas chart and adjust for
proper settings.
11. Check torch manual.
No PreFlow
No PreFlowNo PreFlow
No PreFlow
1. No start signal.
2. Emergency stop signal open
3. Shorted, closed, or jumpered out
CWFS.
4. No Coolant flow.
5. N
2
pressure switch not activated
1. Check input. Verify a start
command has been given.
2.Check for continuity between TB3-
18 and TB3-19.
3. Check coolant LED on front panel.
Should be lit.
4. Check reservoir. Add coolant until
full.
5. Check switch for flow. Pressure
too low.

SECTION 6 Troubleshooting
ESP-200 Plasmarc Cutting System
6-9
Problem
ProblemProblem
Problem
Possible Cause
Possible CausePossible Cause
Possible Cause
Corrective Action
Corrective ActionCorrective Action
Corrective Action
Torch Fails to Fire
Torch Fails to FireTorch Fails to Fire
Torch Fails to Fire
1. Start gas too high.
2. Coolant flow switch not satisfied.
3. Torch parts worn out.
4. Start signal not present
5. Pressure switches for gas not
satisfied.
6. Power supply problem.
1. Lower start gas flow.
2.a). Pump pressure too low,
should be 90 - 100 psig.
b). Faulty coolant flow switch.
c). Obstruction in torch limiting
coolant flow.
3. Service torch as outlined in the
torch manual.
4. Trouble shoot signal path.
5. Check for proper pressure and
flow.
6. Run through all setup procedures.
Positive Cut Angle
Positive Cut AnglePositive Cut Angle
Positive Cut Angle
1. Arc voltage too high.
2.Cutting speed too fast.
3. Cutting current too high.
1. Lower arc voltage in small (5 Volt)
increments.
2. If cutting speed is too fast,
decrease speed.
3. a). Wrong nozzle being used.
b). Lower current into correct
operating range.
Negative Cut Angle
Negative Cut AngleNegative Cut Angle
Negative Cut Angle
1. Arc voltage too low.
2. Cutting speed too slow.
3. Cutting current too low
1. Raise the arc voltage in small
increments (5 Volts).
2. Simply increase speed.
3. Change to a higher current
nozzle.

SECTION 6 TROUBLESHOOTING

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-1
7.1 General
Always provide the serial number of the unit on
which the parts will be used. The serial number is
stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that
only genuine ESAB parts and products be used
with this equipment. The use of non-ESAB parts
may void your warranty.
Replacement parts may be ordered from your
ESAB Distributor or from:
ESAB Welding and Cutting Products
ATTN: Customer Service Department
PO Box 100545 Ebenezer Road
Florence, SC USA 29501-0545
Phone (843) 664-4405
(800) ESAB-123 (372-3123)
ESAB Cutting Systems - Canada
6010 Tomken Road
Mississauga, Ontario, Canada L5T 1X9
Phone (905) 670-0220
Fax (905) 670-4879
ESAB Cutting Systems GmbH
Robert-Bosch-Strasse 20
P.O. Box 1128
D-61184 Karben
Phone +011 49 60 39 400
Fax +011 49 60 39 40301 02
http://www.esab.de
Be sure to indicate any special shipping instructions
when ordering replacement parts.
Refer to the Communications Guide located on the
last page of this manual for a list of customer
service phone numbers.

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-2
7.3 ESP-200 P/N 36324 -- Outside View – Front
1
2
3
4
5
6
7
8
9
10
11
12

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-3
Item No Qty Part Number Description Circuit Symbol
1 1 952182 Spout –Remote Filler
2 1 See Below Gauge –200PSI
3 1 636702 Switch – Toggle DPDT 3pos 15A 125V S4
4 1 634518 Switch – Toggle DPDT 2pos 15A S2
5 1 2062018 POT 10K 2W R1
6 1 954619 Overlay 200I
7 2 951061 Meter – LED 5VDC AM1, VM1
8 2 672508 Switch – Toggle 2PST 2pos 15A S1, S3
9 2 952556 Fuse – 30A 600V F1, F2
10 1 639533 Bushing –Snap .88ID X 1.09 MH X .45L
11 1 33053 Strain Relief
1 951188 Locknut – Conduit 2 in. NPT
12 1 13733935 Panel Recpt 2-1/0 WORK
NOTICE
Refer to Console Serial Number to determine
which gauge to order. Gauges require
different hole sizes in front panel and are not
interchangeable.
• Console with serial number in PxxJ348xx
format require gauge P/N 0558004488
• All others use P/N 598481
P/N 598481 P/N 0558004488

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-4
7.4 Outside View- Back
CE
1
2
3
4
5
6
7
8
9
10
11
CE Unit Only
12
13

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-5
Item No Qty Part Number Description Circuit Symbol
1 3 639582 Plug and Chain B/I—G M RH BRS
2 1 13730763 Plate -- Serial
3 1 952137 Fuse – 600V 15A Fast acting F4
4 2 950829 Circuit Breaker 3 AMP CB1,2
5 1 952595 Strain Relief
6 3 23610197 Hole Plugs
7 1 Reference Restart Switch -- CE Units S7
8 1 952210 Conn – Box Recept 14 FS SH J2
9 1 952209 Conn – Box Recpt 19 FS SH J7
10 1 182W62 Conn – Box Recpt 3 FS 18S J8
11 1 32233GY Rear Panel
12 1 88W40 Plug and Chain B/OXY F RH BRS
13 1 954565 Label, CE Logo

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-6
7.5 Front View with Front Panel Removed
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
24
23

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-7
Item No Qty Part Number Description Circuit Symbol
1 3 950760 Relay Enclose DPDT 24 VAC 10A K4,5,6
2 1 2080196 Relay Enclose 3PDT 120VAC K3
3 1 673168 Terminal Block 13pos 20A TB4
4 5 2234521 Plug – 16pos
P4,5,6, Mod1 P1,
Mod2 P1
5 1 952252 Sensor --Current TD1
6 3 2234520 Plug – 8pos
P3, Mod1 P2,
Mod2 P2
7 2 2234891 Plug – 10pos Mod1 P3,4,
8 2 2234891 Plug – 10pos Mod2 P3,4
9 5 2234521 Plug – 16pos
P4,5,6, Mod1 P1,
Mod2 P1
10 1 673458 Contactor – Pilot Arc 3 pole 40A K2
11 2 951161 Capacitor – Metpoly 20uf 120VDC C1,C2
12 3 2234520 Plug – 8pos
P3, Mod1 P2,
Mod2 P2
13 3 2234518 Recpt 16pos J3
3 2234520 Plug – 8pos
P3, Mod1 P2,
Mod2 P2
14 1 36351 Board – Terminal Output
15 3 2234519 Recpt 16pos
J4,5,6
3 2234521 Plug – 16pos
P4,5,6, Mod1 P1,
Mod2 P1
16 1 58V58 Adapter B/I—G F ¼ NPTM BKHD
17 1 33033 Adapter B/A-W M ¼ NPTM BKHD
18 1 997830 Recpt 5 Pole J1
19 1 36909GY Box – High Frequency
20 1 950823 Snap Bushing
21 1 837302 Reactor Assembly H.F. T3
22 1 836431 Spark gap Assembly SG
23 1 58v75 Adapter, B/A-W ¼ NPTM BKHD
24 1 634090 Adapter, C/A-W F ¼ NPTM Cable

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-8
7.6 Right Inside View
1
2
3
4
5
6
7
8
9
10
11
12
13
14

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-9
Item No Qty Part Number Description
Circuit
Symbol
1 1 950487 Term Blk 2pos TB5
2 1 0558005165 Control Xfrmr 35759 w/ Terminals
3 4 17300008 Resistor 8ohm 300W R7,8,9,10
4 1 952251 Contactor 3 pole 150A K1
5 1 952026 Term Blk 7pos 25A 12-18 AWG TB2
6 1 952198 Term Block 145 A TB1
7 1 36910 Gas Manifold
8 1 38131 Board –PC/Startup PCB2
9 1 952230 Flow Switch .50 GPM SPST FS1
10 1 37805 Auto XFMR T5
11 1 951215 Motor Carb 1/3 HP M2
12 1 951347 Pump Carb W/Strainer
13 2 68100126
Reducer
3
/
8
NPT to ¼ NPT
1 67100080 NPL Pipe ¼ NPT X 1.5" long
4 182W82 Elbow 90 deg. ¼ NPT
1 21124 Valve – Check Assembly
1 950179 Tee Pipe Branch ¼ BRS
4 810Z30 Adapter B/A—W M ¼ NPTM
14 1 951346 Fan Blade for pump motor

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-10
7.7 Left Side View
+
1
2
3
4
5
6
7
8
11
12
13
9
10
14
18
17
16
14
19
15
14
22
23
24
25
26
27
21
20

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-11
Item No Qty Part Number Description Circuit Symbol
1 1 36349 Auto XFMR T2
2 1 17315247 Resistor 4.7K OHM 12W R6
3 1 950627 Capacitor 4200uf 350VAC C3
4 2 951109 Housing Contact 12pos J9,10
2 2062367 Recpt Housing 12pos nylon P9,10
5 1 673676 Fan Blade
6 1 2062334 Motor --Fan M1
7 1 952002 Core -- Saturable L1
8 1 38094 PCB Isolation Amp PCB1
9 2 950101 Housing –Contact Crimp 4 pin PCB1 P9,5
1 952034 Plug 5pos PCB1 P10
3 952030 Plug 18pos PCB1 P1,3,4
10 1 952032 Plug 16pos PCB1 P2
1 950096 Housing, Contact Crimp 3 pin PCB1 P7
11 2 952013 Caster --Swivel
12 1 952179 Water Tank
13 2 952012 Caster -- Fixed
14 5 994471 Clamp – Hose W/D .5OD X 1.06 D SS
15 1.25ft 90858007 Tubing Braided 5/8 ID
16 3.67ft 90858625 Tubing, Vinyl Clear 5/8 ID
17 1.25ft 90858007 Tubing Braided 5/8 ID
18 1 952182 Spout Remote Filler
19 1 952181 “Y” plastic pipe
20 3 156F05 Plasma torch coolant 1 gallon (3.8 L)
21 Reference Restart Switch Assembly –Ref. CE units only
22 1 674553 Relay Enclosed, TD10 DPDT 120 VAC K8
23 1 37671 BRKT Restart Sel Mod
24 1 13735310 Relay enclosed, DPDT 24VDC K7
25 1 950826 Term Block 5 POS 20A TB6
1 2062197 Marker Strip 5 POS
26 1 673213 SW, SPST, TGGL S7
27 1 2062367 Recpt. Housing 12 POS nylon P10
1 951109 Housing Contact, 12 POS J10

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-12
7.8 Back and Top Inside View
6
1
4
5
6
Ref.
Ref.
2
3

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-13
Item No Qty Part Number Description Circuit Symbol
1 4 2234891 Plug 10pos
Mod1 P3,4
Mod2 P3,4
2 1 37243 Module –Power CE Mod2
3 1 37100 Module – Power CE Mod1
4 1 2017483 Fuse N-T Delay 1.00A 250V F3
5 1 995103 Terminal Block 24pos 15A TB3
6 1 13735961 Heat Exchanger

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-14
7.9 Cross Section and Gas Manifold
TO GAUGE
1
2
3
4
5
6
7
8
17
10
11
12
13
14
15
16
2X
2X
2X
2X
2X
9
A
A
View A - A

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-15
Item No Qty Part Number Description Circuit Symbol
1 1 951215 Motor carb 1/3 HP M2
2 1 951347 Pump Carb w/Strainer
3 2 13735961 Heat Exchanger
4 1 36910 Manifold, Gas Control Assembly
5 2 0558002345 Pressure Switch 17 PSI PS1,2
6 1 0558002346 Pressure Switch 22 PSI PS3
7 2 83389 Adapter B/OXY m ¼ NPTM
8 1 60101025 Plug Pipe Socket HD 1/8 BRS
9 1 36357 Manifold – Gas control
10 3 0558006864 Valve -- Solenoid SOL1,2,3
11 1 10Z30 Adaptor B/A—W M ¼ NPTM
12 2 36358 Plug -- Manifold
13 2 639678 Tube
14 2 639669 Spring
15 2 950654 Ball, Neoprene 70DUR
16 1 74S76 Adapter B/I—G F ¼ NPTM
17 2 182W82 Elbow 90 deg. ¼ NPTM

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-16
7.10 Remote Setup Pendant P/N 37145
1
2
3
4
5
6
7
8

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-17
Item No Qty Part Number Description Circuit Symbol
1 2 951086 Handle
2 1 32282GY Cover
3 1 951474 Switch Boot
4 1 527376 Strain Relief
1 2062151 Locknut
5 1 952026 Term Blk 7pos 25A 12—18AWG
6 1 37239GY Base
7 1 636702 Switch – Toggle DPDT 3pos 15A 125V
8 2 952625 Display – LCD 4—20mA

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-18
7.11 ESP-200 Plumbing Box P/N 22000 -- Inside and H.F. Box
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-19
Item No Qty Part Number Description Circuit Symbol
1 1 56997963 Board, PC Arc Voltage PCB1
2 1 674969 Filter Board PCB2
3 1 37232 Hose Assembly – Plasma Gas
4 1 37233 Hose Assembly – Shield Gas
5 1 952026 Term Block 7pos 25A 12—18AWG TB5
6 2 952624 Transducer Pressure 4—20mA TD1,2
7 1 673085 Switch Micro SPDT 25A 250V SCR ISW
8 1 0558001952 Manifold Assembly
9 1 37234 Hose Assembly – Water Supply
10 1 37235 Hose Assembly – Water Return
11 1 32281 Enclosure
12 1 37230 Busbar Torch Connection TB3
13 1 0558001297 Spark Gap Assembly
14 1 Ref. Busbar – Pilot Arc TB1,2
15 1 Ref. Busbar – Pilot Arc TB1,2
16 1 37250 Rector Assembly – High Frequency T2
17 1 36682 Wire Kit – Plumbing Box

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-20
7.12 Gas Manifold – Plumbing Box P/N 0558001952
2
3
2X
4
2X
5
6
3X
7
8
2X
9
2X
10
2X
11
2X
12
2X
1

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-21
Item No Qty Part Number Description Circuit Symbol
1 1 0558002345 Pressure Switch – 17 PSI PS1
2 2 952087 Elbow – Male Swivel 90 deg 1/8 NPT
3 1 0558002346 Pressure Switch – 22 PSI PS2
4 2 83389 Adapter CPLR B/OXY M ¼ NPTM
5 1 36357 Manifold
6 3 0558006864 Valve Solenoid SOL1,2,3
7 2 182W82 Elbow 90deg ¼ NPT
8 1 74S76 Adapter B/1—G F ¼ NPTM
9 2 36358 Plug Manifold
10 2 639678 Tube
11 2 639669 Spring
12 2 950654 Ball – Neoprene 70 DUR

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-22
7.13 ESP-200 Plumbing Box – Outside and Cooling Water Connections
2
1
7
8
9
10
8
12
13
11
10
14
3
4
5
6

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-23
Item No Qty Part Number Description Circuit Symbol
1 1 33053 Strain Relief
1 951188 Locknut
2 1 993952 Conn Box Recpt ^FS Shell 18 J2
3 1 33033 Adapt B/A-W M ¼ NPTM BKHD
4 1 58V58 Adapt B/I-G F ¼ NPTM BKHD
5 1 526652 Strain Relief
1 2062151 Locknut
6 1 527376 Strain Relief
1 2062151 Locknut
7 1 950762 Conn Box Recpt 19MP Shell 22 J1
8 2 58V75 Adapt B/A-W ¼ NPTM BKHD
9 2 21124 Check Valve Assembly (note flow direction)
10 2 182W82 Elbow ST90 ¼ BRS
11 1 REF Nut .138--32
12 1 11N16 Adapt B/A—W F ¼ NPTM
13 1 952230 Flow Switch .50 GPM SPST FS1
14 2 182W82 Elbow ST90 ¼ BRS
15 1 13730623 Door Latch

SECTION 7 Replacement Parts
ESP-200 Plasmarc Cutting System
7-24
This page intentionally left blank.

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

7 - INSERT
SECTION 7 REPLACEMENT PARTS
ESP-200 Power Module

REVISION HISTORY
1. Revision of 09/2004 - changed p/n 36911, wire kit to: p/n 0558005165, contrl xfrmr 35679 w/terminals in the replace-
ment parts section 7.
2. Revision of 02/2005 - updated schematic 37105 (ESP-200 CE) per change notice #043269.
3. Revision of 08/2005 - Updated schematics per CN-053071.

Customer // Technical Support
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545
http://www.esab.com
ESAB Cutting Systems – Canada
6010 Tomken Road
Mississauga, Ontario Canada L5T 1X9
Phone: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Printed in U.S.A
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
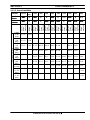 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
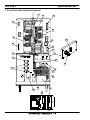 106
106
-
 107
107
-
 108
108
-
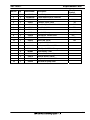 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
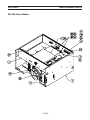 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134






































































































































ESAB ESP-200 Plasmarc Cutting System Manual de usuario
- Tipo
- Manual de usuario
Artículos relacionados
-
ESAB PT-600 or PT-19XLS Manual de usuario
-
ESAB ESP-150 Manual de usuario
-
-
-
-
ESAB Precision Plasmarc System Guía de instalación
-
-
-
-