
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
14/02/2018
3.300.104/A
IT MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA PAG. 3
EN NSTRUCTION MANUAL FOR PLASMA CUTTING SYSTEM PAGE 37
DE BETRIEBSANLEITUNG FÜR PLASMASCHNEIDANLAGE SEITE 70
FR MANUEL D’INSTRUCTIONS POUR INSTALLATION DE DÉCOUPE PLASMA PAGE 103
ES MANUAL DE INSTRUCCIONES PARA EL SISTEMA DE CORTE AL PLASMA PAG. 137
PT MANUAL DE INSTRUÇÕES PARA EQUIPAMENTO DE CORTE COM PLASMA PAG. 171
FI KÄYTTÖOPAS PLASMALEIKKAUSKONEELLE SIVU. 205
Pagg. Sid.: 239 ÷ 259

2
CEBORA S.p.A - Via Andrea Costa, 24 -
40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
IT L'USO DI CONSUMABILI NON ORIGINALI CEBORA FA AUTOMATICAMENTE DECADERE OGNI
GARANZIA E/O RESPONSABILITÀ SU GENERATORI E TORCE PER IL TAGLIO AL PLASMA.
EN THE USE OF NON-GENUINE CEBORA CONSUMABLES AUTOMATICALLY VOIDS ANY
WARRANTY AND/OR RESPONSIBILITY ON PLASMA CUTTING POWER SOURCES AND TORCHES
DE DIE GARANTIE UND/ODER HAFTUNG FÜR DIE STROMQUELLEN UND BRENNER ZUM
PLASMASCHNEIDEN VERFÄLLT AUTOMATISCH, WENN ANDERE ALS DIE ORIGINAL-
VERBRAUCHSTEILE VON CEBORA VERWENDET WERDEN.
FR L'UTILISATION DE CONSOMMABLES NON ORIGINAUX CEBORA REND AUTOMATIQUEMENT
CADUQUE TOUTE GARANTIE ET/OU RESPONSABILITÉ CONCERNANT LES GÉNÉRATEURS
ET LES TORCHES POUR LE DÉCOUPAGE PLASMA
ES EL USO DE CONSUMIBLES NO ORIGINALES CEBORA DETERMINA AUTOMÁTICAMENTE LA
INVALIDACIÓN DE TODA GARANTÍA Y/O RESPONSABILIDAD RESPECTO DE GENERADORES
Y ANTORCHAS PARA EL CORTE POR PLASMA.
PT O USO DE CONSUMÍVEIS NÃO ORIGINAIS CEBORA ANULA AUTOMATICAMENTE QUALQUER
GARANTIA E/OU RESPONSABILIDADE DO FABRICANTE NOS GERADORES E MAÇARICOS DE
CORTE COM PLASMA.
FI EI-ALKUPERÄISTEN KULUTUSOSIEN KÄYTÖN SEURAUKSENA CEBORA MITÄTÖI AUTO-
MAATTISESTI KAIKKI TAKUUT JA/TAI VAPAUTUU KAIKESTA VASTUUSTA VIRTALÄHTEIDEN
JA PLASMALEIKKAUSPOLTINTEN OSALTA.
DA BRUG AF FORBRUGSMATERIALER, SOM IKKE ER FREMSTILLET AF CEBORA, MEDFØRER
AUTOMATISK BORTFALD AF ENHVER FORM FOR GARANTI OG/ELLER ANSVAR VEDRØREN-
DE STRØMKILDER OG SVEJSESLANGER TIL PLASMASKÆRING.
NL DOOR HET GEBRUIK VAN CONSUMPTIEMATERIAAL DAT NIET DOOR CEBORA GELEVERD
WORDT, VERVALT AUTOMATISCH ELKE GARANTIE EN/OF AANSPRAKELIJKHEID VOOR
GENERATOREN EN PLASMA SNIJTOORTSEN.
SV VID ANVÄNDNING AV FÖRBRUKNINGSDELAR SOM INTE ÄR CEBORA ORIGINALDELAR BORT-
FALLER GARANTIN AUTOMATISKT OCH/ELLER TILLVERKAREN AVSÄGER SIG ALLT ANSVAR
FÖR GENERATORER OCH SLANGPAKET FÖR PLASMASKÄRNING.
PL UŻYCIE CZĘŚCI EKSPLOATACYJNYCH INNYCH NIŻ ORYGINALNE DOSTARCZANE PRZEZ
CEBORA UNIEWAŻNIA GWARANCJĘ ORAZ ZNOSI ODPOWIEDZIALNOŚĆ PRODUCENTA ZA
AGREGATY PLAZMOWE ORAZ PALNIKI DO CIĘCIA PLAZMOWEGO.
EL H ΧΡΉΣΉ ΜΉ ΑΥΘΕΝΤΙΚΏΝ ΑΝΑΛΏΣΙΜΏΝ CEBORA ΑΚΥΡΏΝΕΙ ΑΥΤΌΜΑΤΑ ΤΉΝ ΌΠΌΙΑΔΉΠΌ-
ΤΕ ΠΑΡΕΧΌΜΕΝΉ ΕΓΓΥΉΣΉ Ή/ΚΑΙ ΕΥΘΥΝΉ ΕΠΙ ΤΏΝ ΓΕΝΝΉΤΡΙΏΝ ΚΑΙ ΤΏΝ ΦΑΚΏΝ ΚΌΠΉΣ
ΜΕ ΠΛΑΣΜΑ.

3
INDICE
1 PRECAUZIONI DI SICUREZZA ............................................................................................... 4
1.1 TARGA DELLE AVVERTENZE ............................................................................................... 4
2 DATI TECNICI ....................................................................................................................... 5
2.1 DESCRIZIONE GENERALE DELL’IMPIANTO ....................................................................... 5
2.2 GENERATORE PLASMA ...................................................................................................... 6
2.2.1 Generatore Plasma Prof 166 HQC .............................................................................. 6
2.2.2 Generatore Plasma Prof 255 HQC .............................................................................. 7
2.3 GAS CONSOLE.................................................................................................................... 8
2.3.1 Gas console manuale PGC-3 - PGC-2 ....................................................................... 8
2.3.2 Gas console automatica APGC .................................................................................. 9
2.4 CONSOLE VALVOLE PVC ...................................................................................................10
2.5 UNITÀ DI ACCENSIONE HV19-1 .........................................................................................10
2.6 UNITÀ DI ACCENSIONE – CONSOLE VALVOLE HV19-PVC ..............................................11
2.7 TORCIA CP450G ................................................................................................................. 12
2.8 WATER CONSOLE ..............................................................................................................12
3 INSTALLAZIONE ...................................................................................................................13
3.1 DISIMBALLO E ASSEMBLAGGIO.......................................................................................13
3.2 COLLEGAMENTO DEL GENERATORE ...............................................................................13
3.2.1 Collegamento al pantografo CNC ..............................................................................16
3.2.2 Segnali digitali da controllo pantografo a generatore ................................................17
3.2.3 Segnali digitali da generatore a controllo pantografo ................................................18
3.2.4 Segnali analogici da generatore a controllo pantografo ............................................18
3.2.5 Segnale di arresto di emergenza per generatore ....................................................... 19
3.3 COLLEGAMENTO DELLA GAS CONSOLE ....................................................................... 20
3.3.1 Gas console manuale PGC-3 e PGC-2 .................................................................... 20
3.3.2 Gas console automatica APGC ................................................................................ 20
3.3.3 Nota sul collegamento dei gas ...................................................................................21
3.4 COLLEGAMENTO DELLA TORCIA CP450G ......................................................................21
3.4.1 Applicazioni su pantografo ........................................................................................21
3.4.2 Applicazioni su robot .................................................................................................21
4 IMPIEGO ..................................................................................................................... 22
4.1 DESCRIZIONE DEI PANNELLI DEI GENERATORI ............................................................ 22
4.2 DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE MANUALE E SUO IMPIEGO .... 23
4.2.1 Preparazione ed esecuzione del taglio (CUT) ........................................................... 25
4.2.2 Preparazione ed esecuzione della marcatura (MARK) .............................................. 26
4.2.3 Esecuzione del test di tenuta gas (TEST) .................................................................. 26
4.2.4 Funzioni aggiuntive (Seconde funzioni) ......................................................................27
4.2.4.1 Preparazione ed esecuzione della Marcatura Spot (SPOT MARK) ...............27
4.2.4.2 Gestione della corrente negli angoli del pezzo in lavorazione (CORNER) .....27
4.2.4.3 Gestionedeltempodiraffreddamentodellatorciaanetaglio .................. 28
4.2.4.4 Visualizzazione portata del liquido refrigerante (H2O) .................................. 28
4.2.4.5 Esecuzione del taglio su lamiere forate o grigliati (SR) ................................. 28
4.2.4.6 Regolazionenedellacorrenteadistanza(RRI) .......................................... 28
4.2.5 Codici di errore ......................................................................................................... 29
4.3 DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE AUTOMATICA .......................... 30
4.4 QUALITÀ DEL TAGLIO ........................................................................................................31
4.5 MANUTENZIONE DELL'IMPIANTO .................................................................................... 32
5 APPENDICE ..................................................................................................................... 34
5.1 KIT OPZIONALE (ART. 425) PER LA CONNESSIONE AL PANTOGRAFO ......................... 34
5.2 SCHEMA DI MESSA A TERRA DELL’IMPIANTO ............................................................... 35
5.3 MISURA DEI LIVELLI DI PRESSIONE SONORA ................................................................ 36

4
MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO
POSSONO ESSERE NOCIVI PER VOI E PER
GLI ALTRI, pertanto l’utilizzatore deve essere istruito
contro i rischi, di seguito riassunti, derivanti dalle opera-
zioni di saldatura. Per informazioni più dettagliate richie-
dere il manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiature elettrichegiunteanevita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
1. Le scintille provocate dal taglio possono causare
esplosioni od incendi.
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

5
1.1Tenereimaterialiinammabililontanodall’areadita-
glio.
1.2 Le scintille provocate dal taglio possono causare in-
cendi. Tenere un estintore nelle immediate vicinanze
e far sì che una persona resti pronta ad utilizzarlo.
1.3 Non tagliare mai contenitori chiusi.
2. L’arco plasma può provocare lesioni ed ustioni.
2.1 Spegnere l’alimentazione elettrica prima di smontare
la torcia.
2.2 Non tenere il materiale in prossimità del percorso di
taglio.
2.3 Indossare una protezione completa per il corpo.
3. Le scosse elettriche provocate dalla torcia o dal cavo
possono essere letali. Proteggersi adeguatamente
dal pericolo di scosse elettriche.
3.1 Indossare guanti isolanti. Non indossare guanti umidi
o danneggiati.
3.2 Assicurarsi di essere isolati dal pezzo da tagliare e
dal suolo.
3.3 Scollegare la spina del cavo di alimentazione prima
di lavorare sulla macchina.
4. Inalare le esalazioni prodotte durante il taglio può es-
sere nocivo alla salute.
4.1 Tenere la testa lontana dalle esalazioni.
4.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
4.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
5. I raggi dell’arco possono bruciare gli occhi e ustio-
nare la pelle. L'operatore deve, quindi, proteggere gli
occhi con lenti con grado di protezione uguale o su-
periore a DIN11 e il viso adeguatamente.
5.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con ltri della corretta gradazione. Indossare una
protezione completa per il corpo.
6. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
7. Non rimuovere né coprire le etichette di avvertenza.
2 DATI TECNICI
2.1 DESCRIZIONE GENERALE DELL’IMPIANTO
Il Plasma Prof 166 HQC (Art. 948) e il Plasma Prof 255
HQC (Art. 949) completi di unità di accensione HV19-1
(Art. 464) oppure HV-PVC (art.462), gas console manuale
PGC-3 - PGC-2 (Art. 470) oppure gas console automati-
ca APGC (Art.466), console valvole PVC (Art. 469) e tor-
cia CP450G (vari articoli in dipendenza dell’applicazione),
sono impianti per taglio plasma multigas meccanizzato e
completamente gestiti da microprocessore, in grado di
erogare una corrente max di 120/250 A al 100% di fattore
di utilizzo.
Tutti i parametri di processo (materiale, gas, spessore e
corrente) sono selezionabili dalla gas console e, in base
allaloroscelta,vengonoautomaticamenteindicatiiussi
ottimali dei gas.
Attraverso una porta RS232 posta sul pannello posterio-
re del generatore è possibile acquisire facilmente, tramite
un Personal Computer, lo stato di tutti i parametri opera-
tivi; ciò consente una visione completa della situazione
di lavoro e può aiutare nel caso di eventuali malfunzio-
namenti.
Tramite la stessa RS232 oppure con una chiavetta USB è
possibile poi aggiornare il software di macchina.
Per un taglio ottimale di ogni materiale metallico, l’impian-
to utilizza diversi gas, quali: aria, azoto N2, ossigeno O2,
miscela H35 (35% idrogeno H2 – 65% argon Ar), miscela
F5 (5% idrogeno H2 – 95% azoto N2). Le combinazioni di
questi ultimi vengono proposte in automatico in funzione
del materiale scelto.
E’ possibile poi eseguire la marcatura con il gas argon Ar,
proposto anch’esso in automatico.
Sono disponibili differenti set di consumabili in funzione
della corrente di taglio e del gas usato, calibrati e testati
per ottenere la massima qualità di taglio.
Fig. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225
Art. 464
Art. 948 -949

6
2.2 GENERATORE PLASMA
In esso risiede il microprocessore che gestisce l’inte-
ro impianto e il cui software è aggiornabile dalla porta
RS232 oppure dalla porta USB posta sul pannello po-
steriore.
Nella parte posteriore vi è incluso il gruppo di raffred-
damento,completodiserbatoio,pompa,radiatore,ltri,
ussimetroetemometro.
2.2.1 GENERATORE PLASMA PROF 166 HQC
l Plasma Prof 166 HQC è un generatore di corrente co-
stante, 120A max al 100% di fattore di utilizzo, conforme
alla normativa IEC 60974-1, 60974-2 e 60974-10.
DATI TECNICI
Tensione nominale a vuoto (Uo) 300 V
Max corrente di uscita (I2) 120 A
Tensione di uscita (U2) 128 V
Fattore di utilizzo (duty cycle) 100% @ 120A
Max temperatura ambiente 40 °C
Raffreddamento
Ad aria, con venti-
lazione forzata
Grado di protezione della carcassa IP21S
Peso netto 205 kg
Tensioni e max correnti nominali di alimentazione:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
GRUPPO DI RAFFREDDAMENTO TORCIA
Potenza nominale di raffreddamento
a 1 l/min a 25°C
1.7 kW
Pressione max 0.45 MPa
463
948
960
Fig. 2a

7
2.2.2 GENERATORE PLASMA PROF 255 HQC
Il Plasma Prof 255 HQC è un generatore di corrente co-
stante, 250A max al 100% di fattore di utilizzo, conforme
alla normativa IEC 60974-1, 60974-2 e 60974-10.
DATI TECNICI
Tensione nominale a vuoto (Uo) 315 V
Max corrente di uscita (I2) 250 A
Tensione di uscita (U2) 170 V
Fattore di utilizzo (duty cycle) 100% @ 250A
Max temperatura ambiente 40 °C
Raffreddamento
Ad aria, con venti-
lazione forzata
Grado di protezione della carcassa IP21S
Peso netto 406 kg
Tensioni e max correnti nominali di alimentazione:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
GRUPPO DI RAFFREDDAMENTO TORCIA
Potenza nominale di raffreddamento
a 1 l/min a 25°C
1.7 kW
Pressione max 0.45 MPa
baricentro
681
953
1252
Fig. 2 b

8
2.3 GAS CONSOLE
La gas console è un dispositivo atto a gestire la selezio-
ne dei parametri di processo e la regolazione dei ussi
di gas, conforme alla normativa IEC 60974-8. Contiene
elettrovalvole, riduttori e trasduttori di pressione nonché
schede elettroniche per l’alimentazione e controllo di tali
componenti.
2.3.1 Gas console manuale PGC-3 - PGC-2
E’ suddivisa in due unità: la PGC-3, alimentata da gas
aria, argon Ar, azoto N2 e ossigeno O2, e la PGC-2,
alimentata da gas H35 (miscela al 35% idrogeno H2 e
65% argon Ar) e F5 (miscela al 5% idrogeno H2 e 95%
azoto N2).
DATI TECNICI
GAS
USATI
TITOLO
PRESSIONE MAX
DI INGRESSO
PORTATA
Aria
Pulita, secca e
senza olio come
da normativa ISO
8573-1: 2010. Clas-
se 1.4.2 (particola-
to-acqua-olio)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Azoto 99.997% 0.8 MPa (8 bar) 150 l/min
Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Miscela:
35% idrogeno, 65%
argon
0.8 MPa (8 bar) 130 l/min
F5
Miscela:
5% idrogeno, 95%
azoto
0.8 MPa (8 bar) 30 l/min
*
la normativa ISO 8573-1: 2010 prevede, per la Classe 1.4.2:
• Particolato:
≤ 20.000 particelle solide per m3 d’aria con
dimensioni comprese tra 0.1 e 0.5 µm;
≤ 400 particelle solide per m3 d’aria con dimen-
sioni comprese tra 0.5 e 1.0 µm;
≤ 10 particelle solide per m3 d’aria con dimensio-
ni comprese tra 1.0 e 5.0 µm.
• Acqua:
il punto di rugiada in pressione dell’aria deve
essere inferiore o uguale a 3°C.
• Olio:
la concentrazione totale di olio deve essere infe-
riore o uguale a 0,1 mg per m3 d’aria.
Fattore di utilizzo (duty cycle) 100%
Grado di protezione della carcassa IP 23
Peso netto 20 kg
289
198
M 6
354
380
315
Fig. 3

9
2.3.2 Gas console automatica APGC
E’ suddivisa in due unità: una superiore, alimentata da gas
aria, argon Ar, azoto N2 e ossigeno O2, e una inferiore, ali-
mentata da gas H35 (miscela al 35% idrogeno H2 e 65%
argon Ar) e F5 (miscela al 5% idrogeno H2 e 95% azoto N2).
DATI TECNICI
GAS
USATI
TITOLO
PRESSIONE MAX
DI INGRESSO
PORTATA
Aria
Pulita, secca e
senza olio come
da normativa ISO
8573-1: 2010. Clas-
se 1.4.2 (particola-
to-acqua-olio)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Azoto 99.997% 0.8 MPa (8 bar) 150 l/min
Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Miscela:
35% idrogeno, 65%
argon
0.8 MPa (8 bar) 130 l/min
F5
Miscela:
5% idrogeno, 95%
azoto
0.8 MPa (8 bar) 30 l/min
*
la normativa ISO 8573-1: 2010 prevede, per la Classe 1.4.2:
• Particolato:
≤ 20.000 particelle solide per m3 d’aria con
dimensioni comprese tra 0.1 e 0.5 µm;
≤ 400 particelle solide per m3 d’aria con dimen-
sioni comprese tra 0.5 e 1.0 µm;
≤ 10 particelle solide per m3 d’aria con dimensio-
ni comprese tra 1.0 e 5.0 µm.
• Acqua:
il punto di rugiada in pressione dell’aria deve
essere inferiore o uguale a 3°C.
• Olio:
la concentrazione totale di olio deve essere infe-
riore o uguale a 0,1 mg per m3 d’aria.
Fattore di utilizzo (duty cycle) 100%
Grado di protezione della carcassa IP 23
Peso netto 20 kg
352
289
198
M 6
354
315
Fig. 4

10
2.4 CONSOLE VALVOLE PVC
La console valvole PVC è un dispositivo atto a gestire lo
scambio di gas nei passaggi accensione-trasferimento e
nello spegnimento.
Contiene elettrovalvole, valvole di non ritorno, riduttori di
pressione.
Il peso netto della PVC (Fig. 5) è di 3,2 kg.
145
240
Ø 5,5
70
250
124
Fig. 5
2.5 UNITÀ DI ACCENSIONE HV19-1
L’unità di accensione HV19-1 è un dispositivo atto a forni-
re l’impulso di alta frequenza-alta tensione (14 kV) neces-
sario ad innescare l’arco elettrico all’interno della torcia,
tra elettrodo ed ugello.
Esso è conforme alla normativa IEC 60974-3.
Può essere montato in ogni posizione e l’apertura del co-
perchio provoca un arresto dell’impianto.
DATI TECNICI
Tensione di picco (Upk) 14 kV
Fattore di utilizzo (duty cycle) 100% @ 420A
Grado di protezione della carcassa IP 23
Peso netto 6.5 kg
205
155
320
200
Fig. 6
200
M 6

11
2.6 UNITÀ DI ACCENSIONE – CONSOLE VALVOLE
HV19-PVC
L’unità di accensione – console valvole è un dispositivo
che svolge una duplice funzione:
- fornisce l’impulso di alta frequenza-alta tensione (14 kV),
necessario ad innescare l’arco elettrico all’interno della
torcia tra elettrodo ed ugello;
- gestisce lo scambio dei gas nei passaggi accensione-
trasferimento e nello spegnimento. Contiene elettrovalvo-
le, valvole di non ritorno e riduttori di pressione.
Esso conforme alla normativa IEC 60974-3.
Generalmente viene utilizzata in impianti robotizzati.
L’apertura del coperchio provoca un arresto dell’impianto.
DATI TECNICI
Tensione di picco (Upk) 14 kV
Fattore di utilizzo (duty cycle) 100% @ 420A
Grado di protezione della carcassa IP 23
Peso netto 10 kg
240
173
423
Fig. 7
231
245
M 6

12
2.7 TORCIA CP450G
La torcia CP450G è una torcia multigas raffreddata con
refrigerante liquido, adatta al taglio inclinato (bevel cut-
ting) e conforme alla normativa IEC 60974-7.
E’ adatta all’uso di gas plasma quali: aria, argon Ar, azoto
N2, ossigeno O2, miscela H35 (35% idrogeno H2 – 65%
argon Ar) e miscela F5 (5% idrogeno H2 – 95% azoto N2);
di gas secondari quali: aria, argon Ar, azoto N2, ossigeno
O2; di gas ausiliari quali: aria e azoto N2. Utilizzata con
il generatore Plasma Prof 420 HQC, la corrente max di
taglio è 420A al 100% di fattore di utilizzo.
Vi sono diverse versioni della torcia CP450G in base
all’applicazione: su pantografo oppure su impianti robo-
tizzati.
Il peso netto della torcia completa di cavo, varia da 8 kg a
12 kg in base alle diverse lunghezze.
2.8 WATER CONSOLE
La water console è un dispositivo accessorio atto a ge-
stireilussodiacquanecessarioperiltagliodiStainless
Steel e Alluminio, qualora si voglia usare la combinazione
azoto N2/acqua H2O.
Fare riferimento al manuale istruzioni di tale accessorio
per la descrizione del funzionamento.
Applicazioni
robotizzate
Applicazioni
su pantografo
Fig. 8

13
3 INSTALLAZIONE
L’installazione dell’impianto deve essere eseguita da per-
sonalequalicato.Tuttiicollegamentidevonoesserecon-
formi alle vigenti norme e realizzati nel pieno rispetto della
legge antinfortunistica (vedi CEI 26-23 / IEC-TS 62081).
Assicurarsi che il cavo di alimentazione sia disconnesso
durante tutte le fasi di installazione.
Seguire scrupolosamente lo schema di messa a terra evi-
denziato in Appendice.
3.1 DISIMBALLO E ASSEMBLAGGIO
Per spostare il generatore usare un carrello elevatore.
Per rimuovere la pedana in legno facente parte dell’im-
ballo:
•svitarele4vitidissaggioallapedanadilegno
• sollevare il generatore con un carrello elevatore e posi-
zionare le forche tenendo conto della posizione del suo
baricentro (vedi Fig. 2). L’impianto di raffreddamento pre-
leva l’aria dalla parte posteriore del generatore e la fa fuo-
riuscire dalle grate della parte anteriore. Posizionare il ge-
neratore in modo da avere un’ampia zona di ventilazione
e tenere una distanza da eventuali pareti di almeno 1 m.
3.2 COLLEGAMENTO DEL GENERATORE.
Tutti i collegamenti devono essere eseguiti da personale
qualicato.
Generatore Plasma Prof 166 HQC
Fig. 10 a
• Il generatore viene fornito predisposto per la tensione di
alimentazione di 400V trifase. Per alimentazioni diverse:
smontare il laterale sinistro del generatore (vedi lista ri-
cambi), togliere il coperchio a copertura delle morsettiere
edagiresullestessecomeindicatoingura10a:
Nel caso di alimentazione a 230V trifase, cortocircuitare
anche il primo morsetto in basso a sinistra con l’ultimo in
basso a destra (vedi Fig.10 a riquadro 230V) usando il cavo
indotazione(ssato,confascetta,siucavidellamorsettie-
ra inferiore).
A
B
C
Fig. 13 a

14
Generatore Plasma Prof 255 HQC
• Il generatore viene fornito predisposto per la tensione di
alimentazione di 400V trifase. Per alimentazioni diverse:
smontare il laterale destro del generatore (vedi lista ricam-
bi), togliere il coperchio a copertura delle morsettiere ed
agiresullestessecomeindicatoingura10b:
NOTA: le morsettiere a 3 poli in alto rispettivamente a si-
nistra e a destra sono relative al trasformatore ausiliario e
al trasformatore di servizio.
Nel caso di alimentazione a 230V trifase, cortocircuitare
anche il primo morsetto in basso a sinistra con l’ultimo
in basso a destra (vedi Fig.10 b riquadro 230V) usando il
cavo in dotazione (posizionato con una fascetta sul co-
perchio).
Fig. 10 b
A
B
C
Fig. 13 b
Assicurarsi che la tensione di alimentazione corrisponda a
quella indicata sulla targa dati del generatore.
Il conduttore giallo-verde del cavo di alimentazione deve
esserecollegatoadunaefcientepresaditerradell’im-
pianto (vedi schema in Appendice 5.2-Fig.19); i rimanenti
conduttori devono essere collegati alla linea di alimenta-
zione attraverso un interruttore posto, possibilmente, vi-
cino alla zona di taglio per permettere uno spegnimento
veloce in caso di emergenza. La portata dell’interrutto-
re magnetotermico o dei fusibili deve essere uguale alla
corrente I1max assorbita dall’apparecchio. La I1max è
riportata nella targa dati, sul posteriore della macchina, in
corrispondenza della tensione U1 di alimentazione.
Eventuali prolunghe devono essere di sezione adeguata
alla corrente I1max assorbita.
• Dopo tale operazione, proseguire con il collegamento
delle diverse connessioni (Fig. 11).
Inserire la connessione di collegamento art. 1169, con i
relativi cavi, nell’attacco torcia G del generatore e avvitare
afondole3vitidissaggio.Serrareilcavonerodipoten-
za al morsetto B (-), inserire i due cavetti della sicurezza
nella morsettiera C e il faston del cavo rosso dell’arco pi-
lota nel relativo cavetto A con faston maschio.
Serrare il terminale del cavo massa nel morsetto H (+) come
daguraeitubidell’acquadiraffreddamentoE ed F, fa-
cendo attenzione alla corrispondenza del colore (E-rosso =
acqua calda, ritorno; F-blu = acqua fredda, mandata).
Inserire l’altro capo della connessione art. 1169 nella Uni-
tà HV19/1 (art. 464) come indicato nella parte destra della
gura12(cavonerodipotenzaalmorsettoB (-) e faston
del cavo rosso dell’arco pilota in A. L’Unità HV19/1 deve
essere collegata a massa direttamente sul pantografo
(tramite le 4 viti di ssaggio mostrate nella gura 6), in
posizione tale da permettere una sua apertura.

15
F
E
G
H
C
A
B
Fig. 11
A
B
Fig. 12
Con riferimento alla Fig.13, collegare la connessione
art.1189 al connettore B (relativa alla gas console); la con-
nessione di collegamento al pantografo al connettore A;
inne,l’eventualeconnessioneart.1199al connettoreC
(relativa al remote panel).

16
Fig. 14
Connettore AMP
P/N 182926-1
art 948
3.2.1 Collegamento al pantografo CNC
Nelcasodigeneratoreprovvistodiinterfacciadigitale,riferirsialladocumentazionespecica.
N.B.: per il connettore CNC viene dato in dotazione il connettore volante maschio (AMP P/N 182926-1- Fig. 14) con i
rispettivi pin; il resto della connessione al pantografo è a cura del cliente.

17
3.2.2 Segnali digitali da controllo pantografo a gene-
ratore.
CABLAGGIO DI UN INGRESSO DIGITALE
livello logico basso 0 ÷ +7,5 Vdc;
livello logico alto +14,5 ÷ +24 Vdc;
corrente d’ingresso 2,5 mA, max.;
frequenza d’ingresso 100 Hz, max.;
potenziale di riferimento per ogni ingresso (Gnd) J1, pin 2,
su scheda interfaccia.
ROBOT READY
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
1
Robot
Ready
Segnale J10, pin 3
2 +24 Vdc J10, pin 4
Il segnale “Robot Ready” è attivo alto.
Per avere il Generatore pronto per il taglio è richiesta una
tensione di +24Vdc.
Il Controllo Pantofgrafo deve impostare questo segnale
appena è pronto per il taglio.
La mancanza del segnale “Robot Ready” arresta imme-
diatamente il processo di taglio con indicazione su Pan-
nello di Controllo del messaggio “rob” lampeggiante.
NOTA: Se il segnale “Robot Ready” non è attivo nessun
segnale digitale o analogico viene acquisito.
START
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
3
Start
Segnale J10, pin 1
4 +24 Vdc J10, pin 2
Il segnale “Start” è attivo alto ed avvia il processo di ta-
glio.Ilprocessorimaneattivonchèilsegnale“Start”è
presente.
Eccezioni: il segnale “Robot Ready” è assente.
il segnale “Power Source Ready” è assente (es: so-
vratemperatura,livelloliquidoinsufciente,etc.).
SPOT-MARK
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
5
Spot
Segnale J10, pin 7
6 +24 Vdc J10, pin 8
Il segnale “Spot” è attivo alto.
Spot 0 Vdc= il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Spot +24 Vdc= il Controllo Pantografo comanda al Ge-
neratore di attivare la modalità “Marca-
tura Spot”.
CORNER
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
15
Corner
Segnale J10, pin 5
16 +24 Vdc J10, pin 6
Il segnale “Corner” è attivo alto.
Corner 0 Vdc = il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Corner +24 Vdc = il Controllo Pantografo segnala al Ge-
neratore l’avvicinamento ad un angolo.
PREFLOW
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
17
Preow
Segnale J11, pin 5
18 +24 Vdc J11, pin 6
Ilsegnale“Preow”èattivoalto.
Preow0Vdc= ilControlloPantografosegnalaalGe-
neratore di NON attivare la funzione
“Preow”.
Preow+24Vdc=il Controllo Pantografo comanda al
Generatore di attivare la funzione
“Preow”.
CUT/MARK
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
19
Cut/Mark
Segnale J11, pin 7
20 +24 Vdc J11, pin 8
Il segnale “Cut/Mark” è attivo alto.
Cut/Mark 0 Vdc = il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Cut/Mark +24 Vdc = il Controllo Pantografo segnala al
Generatore di attivare la modalità
“Marcatura”.

18
3.2.3 Segnali digitali da generatore a controllo panto-
grafo.
CABLAGGIO DI UNA USCITA DIGITALE A RELÈ
tensione contatti 24 Vdc / 120 Vac;
corrente contatti 1 Adc / 0,5 Aac max;
frequenza di commutazione 15 Hz max.
ARC TRANSFER
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
12
Arc
Transfer
Contatto NO J4, pin 1
14 Terminale C J4, pin 3
Il segnale “Arc Transfer” è attivo alto (contatto chiuso).
Il segnale “Arc Transfer” rimane attivo per la durata del
taglio, inclusa la fase di sfondamento.
POWER SOURCE READY
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
25 Power
Source
ready
Terminale C J3, pin 5
26 Contatto NO J3, pin 6
Il segnale “Power Source Ready” è attivo alto (contatto
chiuso).
Il segnale “Power Source Ready” rimane attivo per il tem-
po in cui il Generatore è pronto per tagliare. Appena in-
terviene un messaggio di errore nel Generatore, oppure il
segnale “Robot Ready” è disattivato dal Controllo Panto-
grafo, il segnale “Power Source Ready” cessa di essere
attivo.Ciòsignicacheilsegnale“PowerSourceReady”
può rilevare sia errori del Generatore sia errori del Panto-
grafo.
DIP 1
PROCESS ACTIVE
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
27
Process
Active
Terminale C J3, pin 3
28 Contatto NO J3, pin 4
Il segnale “Process Active” è attivo alto (contatto chiuso).
Quando il Controllo Pantografo inizializza il segnale digi-
tale“Start”,ilprocessoditaglioiniziaconilgaspreow,
seguito dall’operazione di taglio e successivamente dal
gaspostow.
Dall’iniziodelgaspreownoallanedelgaspostow,il
Generatore inizializza il segnale “Process Active”. Il Gene-
ratore sta eseguendo il processo.
3.2.4 Segnali analogici da generatore a controllo
pantografo.
CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIO-
NE ISOLATA.
tensione d’uscita 0 ÷ 10 Vdc;
corrente d’uscita 20 mA max;
frequenza d’uscita 5 Hz max.
VALORE DI
FONDO SCALA
PER SEGNALE
V_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON
NOTA: Entrambe le sezioni 1 e 2 di DIP1 devono essere

19
sempre in posizioni uguali (es.: entrambe in ON o entram-
be in OFF).
V_Arc-ISO
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“V_Arc-ISO” è il segnale relativo alla tensione d’arco all’u-
scita del Generatore (tensione “elettrodo-pezzo in lavora-
zione”), fornito in modo isolato e ridotto.
Il segnale “V_Arc-ISO” è disponibile con i seguenti valori
di fondo scala:
• tensione da 0 a 5V, corrispondente alla tensione d’arco
da 0 a 250V (rapporto riduzione = 1/50);
• tensione da 0 a 10V, corrispondente alla tensione d’arco
da 0 a 250V (rapporto riduzione = 1/25).
Il valore di fondo scala dipende dalla posizione dei dip-
switchesDip1sullaschedaInterfaccia(vedig.15).
DIP 3
DIP 1
Fig. 15
La macchina viene fornita con l’uscita della tensione d’ar-
co ridotta isolata a 1/50 Varc.
CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIO-
NE NON ISOLATA.
tensione d’uscita 0 ÷ 250 Vdc;
impedenza d’uscita 10 Kohm, circa.
V_Arc-NO-ISO
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU CIRCUITO
TORCIA +
MISURA
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 2
“V_Arc-NO-ISO” è’ il segnale relativo alla tensione d’arco
all’uscita del Generatore (tensione “elettrodo-pezzo in la-
vorazione”), fornito in modo diretto e NON isolato.
Il segnale “V_Arc-NO-ISO” è disponibile con valori di ten-
sione 0 ÷ 250 Vdc e con il terminale positivo (potenziale
del pezzo in lavorazione) elettricamente collegato al po-
tenziale di massa dell’impianto.
Il potenziale di “elettrodo” è fornito con un resistore da 10
Kohm, circa, inserito in serie all’uscita.
3.2.5 Segnale di arresto di emergenza per generatore
CABLAGGIO DELL’INGRESSO EMERGENZA.
Tensione d’ingresso 24 Vdc;
corrente assorbita 20 mA max
EMERGENCY A
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
INTERNA AL
GENERATORE
21
Emergency
A
Contatto NC
Controllo TL
linea
22 Contatto NC
Controllo TL
linea

20
“Emergency A” è il segnale di arresto di emergenza fornito
al Generatore dal Controllo Pantografo o dai dispositivi di
protezione dell’Impianto. Deve essere fornito dal contatto
di un relè o dispositivo di sicurezza; l’intervento sul dispo-
sitivo provoca l’apertura del contatto e quindi l’arresto im-
mediato del Generatore, con l’apertura del contattore di
linea interno al Generatore. Il Generatore risulta così privo
di alimentazione ai circuiti di potenza. Il segnale “Emer-
gency A” è attivo basso (contatto aperto): per avere il
Generatore pronto per il taglio è richiesta la chiusura del
contatto. “Emergency A” arresta immediatamente l’ero-
gazione di corrente dal Generatore. Su Pannello di Con-
trollo appare il messaggio “OFF rob”.
EMERGENCY B
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
INTERNA AL
GENERATORE
23
Emergency
B
Contatto NC
Controllo TL
linea
24 Contatto NC
Controllo TL
linea
“Emergency B” è il segnale di arresto di emergenza forni-
to al Generatore dal Controllo Pantografo o dai dispositivi
di protezione dell’Impianto. Deve essere fornito dal con-
tatto di un relè o dispositivo di sicurezza; l’intervento sul
dispositivo provoca l’apertura del contatto e quindi l’ar-
resto immediato del Generatore, con l’apertura del con-
tattore di linea interno al Generatore. Il Generatore risulta
così privo di alimentazione ai circuiti di potenza. Il segnale
“Emergency B” è attivo basso (contatto aperto): per ave-
re il Generatore pronto per il taglio è richiesta la chiusu-
ra del contatto. “Emergency B” arresta immediatamente
l’erogazione di corrente dal Generatore. Su Pannello di
Controllo appare il messaggio “OFF rob”.
NOTA: è disponibile, come kit opzionale, un connettore
multipolare con segnali aggiuntivi (vedi appendice).
Fig. 16
3.3 COLLEGAMENTO DELLA GAS CONSOLE
3.3.1 Gas console manuale PGC-3 e PGC-2
• Fissare la gas console sopra il generatore oppure sopra
ilpantografoecollegarelemasseadunefcienteimpian-
toditerrasecondoloschemadig.24inappendice5.2.
Le due unità PGC-3 e PGC-2 sono collegate insieme tra-
mite:
- la connessione tra CN06 e CN07
-iltubotral’uscita“plasmacutow”diPGC-3el’ingresso
“plasma” di PGC-2
• Collegare il fascio tubi art.1166 serrando i tubi alle ri-
spettive uscite dei gas e facendo attenzione alla corri-
spondenza delle marcature (plasma preow, secondary
preow/cutow e auxiliary nella PGC-3; plasma cutlow
nella PGC-2); avvitare il connettore elettrico all’uscita
CN05(vedipartesinistradig.16).
• Collegare l’altra estremità del art.1166 alla console val-
vole PVC (art.469) per i tubi “plasma”, a “secondary” e
“auxiliary”, facendo attenzione alla corrispondenza delle
marcature. Fissare la PVC sulla testa del pantografo, in
prossimitàdellatorcia(vedipartedestradig.16).
• Collegare inne la connessione art.1189 avvitando il
connettore elettrico all’uscita CN04 (vedi parte sinistra di
g.16).
3.3.2 Gas console automatica APGC.
• Fissare la gas console sopra il generatore oppure sopra
ilpantografoecollegarelemasseadunefcienteimpian-
to di terra secondo lo schema di Fig. 24 in appendice 5.2.
• Collegare il fascio tubi art.1166 serrando i tubi alle ri-
spettive uscite dei gas e facendo attenzione alla corri-
spondenza delle marcature (plasma preow - cutow,
secondarypreow-cutoweauxiliary);avvitareilcon-
nettoreelettricoall’uscitaCN05(vedig.17).
• Collegare l’altra estremità del art.1166 alla console val-
vole PVC (art.469) per i tubi “plasma”, a “secondary” e
“auxiliary”, facendo attenzione alla corrispondenza delle
marcature dei tubi gas. Fissare la PVC sulla testa del pan-
tografo,inprossimitàdellatorcia(vedipartedestradig.
16).

21
• Collegare inne la connessione art.1189 avvitando il
connettoreelettricoall’uscitaCN04(vedig.17).
Assicurarsi che l’aria (AIR) sia sempre connessa, alla
pressione adeguata, alla gas console automatica poiché
viene usata come gas di “servizio”.
Fig. 17
3.3.3 Nota sul collegamento dei gas
Lelettaturedegliingressideigas(INLETGAS)sonori-
spettivamente 1/4G per gas aria, Ar, N2, O2 e auxiliary e
1/8G per gas H35 e F5.
La fornitura dei gas così come la manutenzione program-
mata/preventiva dell’impianto di distribuzione degli stessi
è a cura del cliente. Si ricorda che la mancata manuten-
zione dell’impianto può essere causa di gravi incidenti.
Leggere attentamente la “Scheda di Sicurezza” relativa
ad ogni gas usato in modo da non sottovalutare pericoli
derivanti da un uso improprio.
NOTA: La scelta del tipo di tubo va effettuata in base al
gas utilizzato (vedi norma EN 559).
NOTA: l’uso di gas di purezza inferiore può portare, per
ogni dato materiale, ad una riduzione della velocità, della
qualità e dello spessore massimo di taglio. Non è inoltre
garantita la durata dei consumabili.
ATTENZIONE: quando si utilizza gas ossigeno, tutto ciò
che entra in contatto con esso deve essere esente da oli
e grassi.
• quando si seleziona il programma di taglio MS - O2/O2
(taglio di acciaio dolce con gas ossigeno/ossigeno), assi-
curarsi che l’aria (AIR) sia connessa all’ingresso della gas
console,poichévieneutilizzatacomegasdi“preow”.
• quando si seleziona una corrente di taglio superiore a
50A, assicurarsi che l’aria (AIR) o l’azoto (N2) siano con-
nessi all’ingresso della gas console (manuale o automati-
ca) anche nel canale AUXILIARY.
3.4 COLLEGAMENTO DELLA TORCIA CP450G
3.4.1 Applicazioni su pantografo
• Collegare il fascio di tubi uscenti dalla torcia alla con-
sole valvole PVC (art.469) serrandoli alle rispettive uscite
dei gas e seguendo l’ordine indicato dalla marcatura sugli
stessi (vedi Fig. 18).
Fig. 18
• Assicurarsi, con l’uso di una squadra, che la torcia sia
perpendicolare al piano di taglio del pantografo.
• Inserire il cavo della torcia (art.1224, 1225 o)
nell’Unità HV19-1 (art. 464) come mostrato nella parte de-
stradigura19.
Fig. 19
3.4.2 Applicazioni su robot
• Collegare il fascio di tubi uscenti dalla torcia alla unità
accensione - console valvole HV19-PVC (art.462) serran-
doli alle rispettive uscite dei gas e seguendo l’ordine indi-
cato dalla marcatura sugli stessi.
• Assicurarsi, con l’uso di una squadra, che la torcia sia
perpendicolare al piano di taglio del pantografo.

22
• Inserire il cavo della torcia (art.1222 o Art.1223) nell’u-
nità accensione – console valvole HV19-PVC (art. 462) e
procedere allo stesso modo descritto nel paragrafo pre-
cedente.
3.5 REQUISITI DEL LIQUIDO REFRIGERANTE
Il generatore viene fornito con una quantità minima di li-
quido refrigerante: è cura del cliente riempire il serbatoio
prima dell’uso dell’impianto.
Usare unicamente liquido refrigerante CEBORA (art. 1514)
e leggere attentamente il MSDS per un suo uso sicuro ed
una sua conservazione corretta.
L’ingresso del serbatoio, della capacità 10 litri, si trova nella
parteposterioredelgeneratore,comemostratoing.20.
Riempire sino al livello max e, dopo la prima accensione
dell’ impianto, rabboccare per compensare il volume di
liquido presente nei tubi.
NOTA: durante l’uso dell’impianto e in particolare nella
sostituzione della torcia o dei consumabili si hanno pic-
cole perdite di liquido. Rabboccare settimanalmente sino
al livello max.
NOTA: dopo 6 mesi il liquido refrigerante deve essere
completamente sostituito, indipendentemente dalle ore di
lavoro dell’impianto.
Fig. 20 a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R
4 IMPIEGO
4.1 DESCRIZIONE DEI PANNELLI DEI GENERATORI
Tramite la manopola A si accende l’intero impianto, la
lampada B segnala tale operazione.
A = interruttore di rete.
B = lampada spia di rete.
C = porta di ingresso seriale RS232.
D = fusibile protezione pompa del circuito di raffredda-
mento (5A-250V-T).
E = Passacavo per cavo rete.
F = connettore CNC collegamento al pantografo.
G = connettore CN03 collegamento alla Gas Console.
H = tappo serbatoio liquido refrigerante.
I = indicatore di livello liquido refrigerante.

23
L= ltromandataliquidorefrigerante.
M = rubinetto svuotamento serbatoio liquido refrigerante.
N = innesto rapido tubo mandata liquido refrigerante.
O = innesto rapido tubo ritorno liquido refrigerante.
P = attacco torcia.
Q = passacavo per cavo massa.
R=ltroritornoliquidorefrigerante.
S = connettore collegamento al pannello remoto.
T = presaUSBperaggiornareilrmwaredelgeneratore.
4.2 DESCRIZIONE DEL PANNELLO DELLA GAS
CONSOLE MANUALE E SUO IMPIEGO (Fig. 21)
Dal pannello della gas console si gestiscono tutte le fun-
zioni dell’impianto. In particolare si seleziona il tipo di la-
voro da effettuare ossia taglio (CUT), marcatura (MARK),
oppure test di tenuta gas (TEST) dell’impianto.
A: Pulsante di selezione modalità di lavoro.
Ad ogni pressione di questo pulsante si ac-
cende il led corrispondente alla scelta:
B: Led modalità taglio.
C: Led modalità marcatura.
D: Led modalità test.
E: Pulsante di selezione parametri da regolare.
Ad ogni pressione di questo pulsante si
accende il led corrispondente alla scelta:
F: Led che segnala la modalità sele-
zione del tipo di materiale da tagliare.
G: Led che segnala la modalità sele
zione della combinazione gas PLASMA
/SECONDARY.
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Fig. 20 b

24
H: Led che segnala la modalità selezio-
ne dello spessore del materiale da
tagliare.
I: Led che segnala la modalità selezio-
ne della corrente di taglio.
L: Led che segnala la modalità selezio-
ne della velocità di taglio.
M: Led che segnala il diverso set di consu
mabili da utilizzare relativo alle selezio-
ni precedenti.
N: Display che visualizza i valori dei pa-
rametri in regolazione.
O: Manopola di regolazione dei para-
metri.
P: Display che visualizza il tipo di gas plasma
di taglio.
Q: Display che visualizza il tipo di gas seconda-
rio di taglio.
R: Display che visualizza la pressione del gas
plasma durante il taglio.
S: Display che visualizza la pressione del gas
plasma in accensione.
T: Display che visualizza la pressione del gas
secondario in accensione.
U: Display che visualizza la pressione del gas
secondario durante il taglio.
V: Pulsante di selezione dei canali gas plasma
PRE/CUT FLOW e secondary PRE/CUT
FLOW.
W: Pulsante di conferma impostazione parame-
tri: console pronta per CUT, MARK o TEST.
X: Led di aiuto ricerca pressione corretta dei gas:
-pressione bassa = led di sinistra acceso.
-pressione alta = led di destra acceso.
-pressione corretta = entrambi i led accesi.
Y: Manopole di regolazione della pressione dei
gas della console PGC-3.
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Fig. 21

25
Z: Led che segnala l’attivazione della console
PGC-2.
K: Manopola di regolazione della pressione dei
gas della console PGC-2.
4.2.1 Preparazione ed esecuzione del taglio (CUT)
Dopo aver acceso l’impianto tramite l’interruttore posto
sul pannello anteriore del generatore, l’accensione del
led B CUT (vedi Fig. 21) indica che la macchina è in mo-
dalità “taglio”. Occorre dapprima effetturare una serie di
selezioni/regolazioni e pertanto assicurarsi che il tasto
RUN non sia premuto (display PREFLOW e CUTFLOW di
Fig.21delussodeigasPLASMAeSECONDARYspenti).
La prima predisposizione da effettuare, in sequenza, è la
selezione indicata in tabella1.
Tenendo premuto il pulsante nella selezione della corren-
te(ledIacceso),sientrainmodalitàneindicatadalled
lampeggiante. E’ possibile quindi regolare la corrente, con
stepdi1A,inintervallipressati:[20-30A],[40-50A],[70-
90A],[110-120A],[180-200A],[230-250A].
La seconda predisposizione da effettuare, in sequenza, è
la regolazione indicata in tabella 2.
AdunapressionedeltastoSET,ilussodigas,perogni
canale, è attivo per 10 s: dopodichè occorre ripremerlo se
si vuole continuare la regolazione.
Ripremendo il pulsante SET dopo l’ultima regolazione, si
esce dalla modalità di regolazione. Con una successiva
pressione del pulsante si ritorna alla prima regolazione e
cosi via.
I led a freccetta sotto il display del canale corrispondente
indicano il senso di regolazione della manopola: se acce-
soquellodisinistraoccorreincrementareilusso(senso
orario), viceversa per quello di destra (senso antiorario). Al
raggiungimentodelussocorretto,inbaseallaselezione
effettuata in Tab. 1, si ha l’accensione di entrambi.
Usciti dalla modalità regolazione, dopo le suddette predi-
sposizioni, si deve premere il pulsante RUN: si accendono
così tutti i display relativi ai canali PLASMA e SECONDA-
RY e il generatore è pronto per il taglio. Nel caso sia stato
selezionato il gas H35 o F5 si accende il led della gas
console PGC-2.
N.B. all’accensione dell’impianto, rimane memorizzata
l’ultima impostazione di lavoro (i.e. MAT-GAS-mm-A). Se
nella successiva regolazione si cambia il tipo di gas allora
viene eseguito in automatico il “purge” ossia prima uno
svuotamento dei tubi seguito da una successiva pulizia
conussoattivopercirca10s.
Dopo il segnale di start dal pantografo, si attiva in auto-
matico la sequenza seguente:
-Preowdi0.5sconilgasselezionato.
-Impulso di Alta tensione / Alta frequenza.
-Accensione dell’arco pilota.
-Trasferimento dell’arco plasma (invio al CNC del segnale
“arc transfer”).
SELEZIONE
(premendo il pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la manopola O)
tipo di materiale da tagliare
MS = Mild Steel
SS = Stainless Steel
AL = Aluminium
t
combinazione di gas
(PLASMA/SECONDARY)
idonea al materiale scelto
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Spessore del materiale da tagliare Vedi tabelle di taglio
t
Corrente di taglio suggerita per la
combinazione (MAT/GAS/mm) scelta
Vedi tabelle di taglio
t
Velocità di taglio suggerita per la
combinazione (MAT/GAS/mm/A) scelta
Vedi tabelle di taglio
t
Set di consumabili da usare per la
combinazione (MAT/GAS/mm/A) scelta
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
(Vedi tabelle di taglio)
Tab. 1

26
-Inizio del movimento sul piano x-y del CNC al termine del
“pierce delay time”.
Al segnale di stop dal pantografo, si attiva in automatico
la sequenza seguente:
-Spegnimento dell’arco plasma.
-Termine del movimento sul piano x-y del CNC.
-Postowconilgasselezionato.
4.2.2 Preparazione ed esecuzione della marcatura
(MARK)
Dopo aver acceso l’impianto tramite l’interruttore posto
sul pannello anteriore del generatore, l’accensione del led
MARK indica che la macchina è in modalità “marcatura”.
Occorre dapprima effetturare una serie di selezioni/rego-
lazioni e pertanto assicurarsi che il tasto RUN non sia pre-
muto(displayPREFLOW-CUTFLOWdiFig.21delusso
dei gas PLASMA e SECONDARY spenti).
La prima predisposizione da effettuare, in sequenza, è
quella di Tab. 3. Per la seconda predisposizione ci si rife-
risce a quella di Tab. 2 con le relative note.
SELEZIONE
(premendo il
pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la
manopola O)
tipo di materiale
da marcare
MS = Mild Steel
SS = Stainless
Steel
AL = Aluminium
t
combinazione di gas
(PLASMA/SECON-
DARY)
idonea al materiale
scelto
Ar/Ar
t
Corrente di taglio
suggerita per la
combinazione (MAT/
GAS/mm) scelta
Vedi tabelle di
taglio
Tab. 3
4.2.3 Esecuzione del test di tenuta gas (TEST)
Dopo aver acceso l’impianto tramite l’interruttore posto
sul pannello anteriore del generatore, l’accensione del led
TEST indica che la macchina è in modalità “test”. Si deve
eseguire periodicamente il test di tenuta, da T01 a T05,
pervericareeventualiperditedigasneitubi,dall’ingres-
so di essi nella parte posteriore della gas console sino
all’ingressodellaconsolevalvole.Inoltreiltestdiusso
TF6 permette di vericare il usso del canale ausiliario
AUX.
E’ possibile vericare ogni canale singolarmente, come
mostrato in Tab. 4:
SELEZIONE
(ruotando la manopola O)
DESCRIZIONE
Test canale air / air
t
Test canale N2 / N2
t
Test canale O2 / O2
t
Test canale H35 / --
t
Test canale Ar / Ar
t
Test canale AUX
t
Test completo (sequenza
automatica temporizzata
di T01, T02, T03, T04,
T05, T06)
Tab. 4
SELEZIONE
(premendo il pulsante V)
DESCRIZIONE
REGOLAZIONE
(ruotando la manopola Y)
Accensione display R
PLASMA CUTFLOW
Sino all’accensione contemporanea
dei due led a freccetta X
t
Accensione display S
PLASMA PREFLOW
Sino all’accensione contemporanea
dei due led a freccetta X
t
Accensione display T
SECONDARY PREFLOW
Sino all’accensione contemporanea
dei due led a freccetta X
t
Accensione display U
SECONDARY CUTFLOW
Sino all’accensione contemporanea
dei due led a freccetta X
Tab. 2

27
Alla pressione del tasto RUN, si avvia il test selezionato:
la macchina esegue dapprima un “purge”, poi vengono
riempiti i tubi con il gas e successivamente disattivate le
elettrovalvole di INLET GAS e quelle presenti nella conso-
le valvole.
Se non vengono rilevate perdite durante il tempo di test,
ad esempio con AIR/AIR, il display della gas console mo-
stra il messaggio OK AIR (idem per gli altri gas: OK N2,
OK O2, OK H35 e OK Ar).
Nel caso sia stato selezionato il test T04, si accende, du-
rante il TEST, il led della gas console PGC-2.
4.2.4 Funzioni aggiuntive (Seconde funzioni)
Nelle descrizioni seguenti, ci riferiremo alla Fig.21.
Ad impianto acceso ed in modalità inattiva (no RUN: di-
splay R,S,T,U spenti), entrare nel menù “seconde funzio-
ni” premendo contemporaneamente i tasti A ed E.
4.2.4.1 Preparazione ed esecuzione della Marcatura
Spot (SPOT MARK)
La marcatura spot è un particolare tipo di marcatura ove
la traccia consiste in un punto, a differenza di una linea
o un qualunque disegno propri della marcatura normale
(vedi modalità di lavoro MARK, par.4.2.2).
Dopo aver impostato alcuni parametri dalla gas console,
è possibile gestire ed eseguire la marcatura spot diretta-
mente dal CNC, mantenendo gli stessi parametri di taglio
e gli stessi consumabili.
Regolare i parametri di spot marking sottoindicati, sele-
zionabili in successione premendo il pulsante E:
Dopo le regolazioni sopradescritte, tramite un segnale di-
gitale sui pin relativi (vedi Fig.14) si passa dalla modalità
taglio a quella della marcatura spot (CUT/SPOT MARK).
SELEZIONE
(premendo il
pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la ma-
nopola O)
SEN
Spot Enable
(abilita/disabilita la
funzione
di marcatura spot)
OFF = disabilitata
ON = abilitata
t
SI
Spot Current
(corrente di
marcatura spot)
Da 10 a 39 A
t
ST
Spot Time
(tempo di
marcatura spot)
OFF*
Da 0.01 a 1.00 s
Tab. 5
* in tal caso, la durata dello spot viene gestita tramite
il segnale di Start/Stop del pantografo. Se, viceversa,
viene impostato il tempo, allora tale valore rappresen-
ta la durata massima dello spot dal segnale di arco
trasferito.
4.2.4.2 Gestione della corrente negli angoli del pezzo
in lavorazione (CORNER)
La riduzione della corrente negli angoli del pezzo in la-
vorazione è una funzionalità utile quando associata alla
riduzione della velocità di taglio negli stessi. In tal modo si
elimina l’eccessiva rimozione di metallo nell’angolo.
Dopo aver impostato alcuni parametri dalla gas console,
è possibile gestire ed eseguire la funzione Corner diretta-
mente dal CNC, mantenendo gli stessi parametri di taglio
e gli stessi consumabili.
Regolare i parametri di corner sottoindicati, selezionabili
in successione premendo il pulsante E.
SELEZIONE
(premendo il
pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la
manopola O)
CEN
Corner Enable
(abilita/disabilita la
funzione corner)
OFF = disabilitata
ON = abilitata
t
CI
Corner Current
(percentuale della
corrente di corner
rispetto alla corrente
di taglio)
Dal 50 al 100% *
t
CSD
Corner Slope Down
(pendenza della ram-
pa di discesa
della corrente)
Da 1 a 100 A/
(s/100)
t
CSU
Corner Slope Up
(pendenza della
rampa di salita della
corrente)
Da 1 a 100 A/
(s/100)
Tab. 6
* La regolazione della corrente di corner è subordinata
alla posizione dello switch #2 del banco DIP3 presente
nella scheda remote (vedi Fig.15).
Conlo switch #2 in posizioneOFF (congurazionepre-
denita) il valoredella corrente di corner è regolato di-
rettamente dal pantografo attraverso il relativo ingresso
analogico (0-10V) (vedi kit opzionale art.425) secondo la
relazione descritta in tabella 7

28
INGRESSO
ANALOGICO
CORRENTE
DI CORNER
VALORE
ATTUATO
0V 50%
½ della corrente
di taglio
… … …
5V 75%
¾ della corrente
di taglio
… … …
10V 100%
uguale alla
corrente di taglio
Tab. 7
Qualora tale ingresso analogico (0-10V) sia disconnesso,
ilvaloredellacorrentedicornerrimanessatoalvalore
50% (default) della corrente di taglio.
Viceversa con lo switch #2 in posizione ON l’ingresso
analogico sopradescritto viene ignorato dal generatore e
l’operatore può regolare il valore della corrente di corner
direttamente dal pannello della gas console agendo sulla
manopola O.
Nellaguradiseguitoriportata,temporizzazionedeise-
gnali:
Segnale di Corner
Corrente di taglio
Corrente di corner
4.2.4.3 Gestione del tempo di raffreddamento della
torcia a ne taglio
Al termine di ogni taglio del pezzo in lavorazione, si riat-
tivailussodigassecondarioperraffreddarelatorcia.
Ladurataditaleussodipendedallacorrenteditaglioe
aumenta in funzione della corrente stessa.
A volte, per particolari lavorazioni, può essere utile ridurre
tale durata.
L’operatore può regolare il valore del tempo di Post-Flow
(PoF) direttamente dal pannello della gas console agendo
sulla manopola O. In particolare, può ridurre tale tempo
dalla durata massima, dipendente dalla corrente di taglio
impostata, sino ad un minimo di 5 secondi.
SELEZIONE
(premendo il
pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la
manopola O)
PoF
Post Flow
(duratadelusso
di raffreddamen-
to della torcia a
netaglio)
Da 5 a T s
(T=durata max. in
secondi, dipen-
dente dalla cor-
rente di taglio)
4.2.4.4 Visualizzazione portata e temperatura del
liquido refrigerante (H2O)
In tale modalità è possibile visualizzare la portata/tempe-
ratura, sul display N/Q, in litri/min/°C, del liquido di raf-
freddamento; solitamente il suo valore è di circa 3 litri/
minuto.
4.2.4.5 Esecuzione del taglio su lamiere forate o gri-
gliati (SR)
Per tagliare lamiere forate o grigliati, risulta spesso utile
attivare la funzione Self Restart. Con tale funzione attiva-
ta, il generatore riaccende l’arco ogni volta che questo si
interrompe. Occorre predisporre inoltre il pantografo per
tagli di questo tipo.
SELEZIONE
(premendo il
pulsante E)
DESCRIZIONE
SELEZIONE
(ruotando la
manopola O)
SR
Self Restart
(abilita/disabilita
la funzione
di self restart)
OFF = disabilitata
ON = abilitata
4.2.4.6 Regolazione ne della corrente a distanza
(RRI)
Tale funzionalità, presente comunque nel menù “secon-
de funzioni” della gas console, necessita del kit opzionale
art.425.
Fare riferimento al manuale istruzioni di quest’ultimo per
la descrizione completa.

29
4.2.5 CODICI DI ERRORE
DESCRIZIONE ERRORE CODICE POSSIBILE SOLUZIONE
Erroredurantel'aggiornamentodelrmware
da USB
USB
(Err. 85)
Contattare il servizio assistenza CEBORA.
Start premuto all'accensione oppure al riarmo
(passaggio alla modalità RUN) del generatore
TRG
(Err. 53)
Spegnere il generatore, rimuovere il comando di start e
riaccendere il generatore.
Sovratemperatura del liquido di raffredda-
mento
H20 T
(Err. 93)
Vericareeventualiocclusionideitubidelcircuitodi
raffreddamento o della torcia. Controllare l’integrità del
fusibile della pompa. Pulire il radiatore.
Sovra temperatura dei moduli:
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Non spegnere il generatore, per mantenere il ventilatore in
funzione ed avere così un rapido raffreddamento.
Il ripristino del normale funzionamento avviene automatica-
mente al rientro della temperatura entro i limiti consentiti.
Se il problema persiste, contattare il Servizio Assistenza
CEBORA.
Flusso inferiore al limite minimo del liquido di
raffreddamento
H2O
(Err 75)
Vericareeventualiocclusionideitubidelcircuitodi
raffreddamento o della torcia. Controllare l’integrità del
fusibile della pompa. Pulire il radiatore.
Pressione bassa in un canale di
alimentazione gas GAS LO
(Err. 78)
Aumentare la pressione del gas corrispondente tramite la
manopola posta sul pannello frontale della gas console.
Vericarealtresìlapressionedialimentazionedelgas,la
quale deve essere circa 8 bar.
Sportello aperto nel generatore o nel modulo
di accensione HV19-1 o HV19-PVC
OPN
(Err. 80)
Controllare la corretta chiusura del coperchio del
generatore e/o dell’unità HV19-1 o HV19-PVC.
CNC spento, in emergenza oppure non
connesso al generatore
rob
(Err. 90)
Accendere il CNC, uscire dall’emergenza, controllare il
collegamento generatore-CNC.
Sovratemperature del trasformatore di poten-
za
TH0
(Err. 73)
Non spegnere il generatore, per mantenere il ventilatore in
funzione ed avere così un rapido raffreddamento.
Il ripristino del normale funzionamento avviene automatica-
mente al rientro della temperatura entro i limiti consentiti.
Se il problema persiste, contattare il Servizio Assistenza
CEBORA.
Errore interno nella memoria del
microprocessore
Err 2
Contattare il Servizio Assistenza CEBORA.
Il generatore non comunica con la gas
console o con il gruppo di raffreddamento Err 6
Vericareilcollegamentotrailgeneratoreelagas
console oppure il gruppo di raffreddamento. Se il proble-
ma persiste, contattare il Servizio Assistenza CEBORA.
Il generatore non comunica con il circuito
interfaccia
Err 7
Contattare il Servizio Assistenza CEBORA.
La gas console non comunica con il
generatore Err 9
Vericareilcollegamentotrailgeneratoreelagas
console. Se il problema persiste, contattare il Servizio
Assistenza CEBORA.
Tensione continua inferiore al valore minimo
accettato
Err 16
Contattare il Servizio Assistenza CEBORA
Problema sull'orologio interno Err 26 Contattare il servizio assistenza CEBORA.
Errorediscritturanellamemoriaashdel
generatore
Err 27
Contattare il servizio assistenza CEBORA.
Rilevata corrente, ad arco spento, sul modulo
IGBT1
Err 30
Contattare il Servizio Assistenza CEBORA

30
DESCRIZIONE ERRORE CODICE POSSIBILE SOLUZIONE
Misura fuori scala della corrente, sul modulo
IGBT1, durante il taglio
Err 35
Contattare il Servizio Assistenza CEBORA
Rilevata corrente, sul circuito di arco pilota,
ad arco spento.
Err 39
Contattare il Servizio Assistenza CEBORA
Tensione pericolosa: guasto al circuito di
potenza
Err 40
Contattare il Servizio Assistenza CEBORA
Rilevata corrente, nel circuito arco pilota,
durante il taglio
Err 49
Contattare il Servizio Assistenza CEBORA
Elettrodo esaurito
Err 55
Sostituireelettrodoe/ougello.Vericareilcorretto
montaggio dei consumabili in relazione al tipo di lavoro.
Controllare altresì la correttezza del gas di taglio.
Errore di allineamento tra le versioni del
rmwaredi:generatore,gasconsole,modulo
interfaccia CNC; oppure, errore durante la
fase di auto-upgrade operata dal generatore
Err 58
Contattare il Servizio Assistenza CEBORA
Tensionediretefuorispecica
Err 67
Vericareifusibilidelquadroelettricodoveècollegatoil
cavo rete del generatore. Se il problema persiste,
contattare il Servizio Assistenza CEBORA.
Svuotamento tubi gas non completato oppu-
re pressione alta in un canale di alimentazio-
ne gas
Err 79
Controllare i consumabili o ridurre la pressione di
alimentazione.
Gas console non connessa al generatore Err 81 Contattare il Servizio Assistenza CEBORA
Mancanza collegamento tra gas console
PGC-3 e PGC-2 oppure APGC-1 e APGC-2 Err 82
VericareilcollegamentotrailmoduloPGC-3oppure
APGC-1 (quello superiore) e il modulo PGC-2 oppure
APGC-2 (quello inferiore)
Rilevata corrente, ad arco spento, sul modulo
IGBT2
Err 31
Contattare il Servizio Assistenza CEBORA
Misura fuori scala della corrente, sul modulo
IGBT2, durante il taglio
Err 36
Contattare il Servizio Assistenza CEBORA
4.3 DESCRIZIONE DEL PANNELLO DELLA GAS CON-
SOLE AUTOMATICA (FIG. 22)
Il pannello anteriore della gas console automatica presen-
taunledmultifunzione,ilqualenedenisceilsuostato.
In particolare:
Fase Colore LED Descrizione
Accensione del
generatore
Spento
Assenza di alimen-
tazione della scheda
elettronica interna
Rossosso
Problemi al micropro-
cessore della scheda
elettronica interna
Rosso/Verde
alternato
Attesa della comuni-
cazione con il gene-
ratore
A regime
Rosso/Verde
alternato lento
Mancata comunica-
zione con il genera-
tora
Verdesso
Funzionamento
regolare
A=led multifunzione
Perlagestionedellagasconsoleautomatica(congura-
zione dei parametri di taglio e impostazione dello stato di
RUN) occorre collegare il pannello remoto art.460. Fare
riferimento al manuale istruzioni di tale articolo per la de-
scrizione del funzionamento.
Viceversa, con una interfaccia digitale CANopen tra pan-
tografo/robot e generatore ed in assenza del art.460, oc-
correavereunapplicativospecicosulcontrollo.

31
4.4 QUALITÀ DEL TAGLIO
Diversi sono i parametri e le combinazioni di essi che in-
uenzanolaqualitàdeltaglio:nelpresentemanualesono
indicate, nella sezione Tabelle di Taglio, le regolazioni ot-
timali per il taglio di un determinato materiale. Tuttavia,
a causa delle inevitabili differenze dovute all’installazione
sudiversipantograeallavariazionedellecaratteristiche
dei materiali tagliati, i parametri ottimali possono subire
piccole variazioni rispetto a quelli indicati nelle tabelle
suddette. I punti seguenti possono aiutare l’utilizzatore ad
apportare quelle piccole variazioni necessarie all’otteni-
mento di un taglio di buona qualità.
Come mostrato nelle tabelle di taglio, vi sono diversi set
di consumabili in funzione della corrente di taglio e dei
gas usati.
Se prevalgono esigenze di alta produttività, quindi neces-
sità di alte velocità di taglio, impostare la massima cor-
rente permessa e quindi l’ugello di diametro più grande.
Viceversa, se l’attenzione è rivolta alla qualità del taglio
(maggiore squadratura e solco di taglio (kerf) più stretto)
A
Fig. 22
impostare la minima corrente permessa per il materiale e
lo spessore in lavorazione.
Primadieffettuarequalsiasiregolazione,vericareche:
La torcia sia perpendicolare al piano di taglio.
Elettrodo, ugello, portaugello H2O e protezione ugello non
siano eccessivamente usurati e che la loro combinazione
sia rispondente al lavoro scelto.
Ladirezioneditaglio,infunzionedellaguradaottenere,
sia corretta. Ricordare che il lato migliore di un taglio è
sempre quello destro rispetto alla direzione di moto della
torcia (il diffusore plasma usato ha i fori in senso orario).
Nel caso si debbano tagliare alti spessori, particolare
attenzione deve essere posta durante la fase di sfonda-
mento: in particolare, cercare di togliere l’accumulo di
materiale fuso attorno al foro di inizio taglio, in modo da
evitare fenomeni di doppio arco quando la torcia ripassa
per il punto di partenza. Inoltre, tenere sempre pulita la
protezione ugello da eventuali scorie di metallo fuso che
vi hanno aderito.
La tabella 8 indica alcune delle problematiche più fre-
quenti e la relativa soluzione.

32
Semestral-
mente
Sostituire il liquido refrigerante presente
nell’impianto
Pulireiltri,esterniedelserbatoio,del
gruppo di raffreddamento;
Pulireilltrodellagasconsole
Sostituire gli O-ring della torcia, ordinan-
do il kit art.1400
Se, in seguito ad un controllo, si nota un componente ec-
cessivamente usurato o un suo funzionamento non rego-
lare, contattare il Servizio Assistenza CEBORA.
Per una manutenzione delle parti interne dei diversi com-
ponenti l’impianto, richiedere l’intervento di personale
qualicato.Inparticolare,siconsigliadieseguireperiodi-
camente le operazioni di seguito elencate.
Per tutti i componenti:
• Pulire l’interno con aria compressa (pulita, secca e sen-
za olio) per eliminare gli accumuli di polvere. Se possi-
bile, usare un aspiratore;
• Controllare che le connessioni elettriche siano ben ser-
rate e non presentino surriscaldamenti.
4.5 MANUTENZIONE DELL'IMPIANTO
Una corretta manutenzione dell’impianto assicura le pre-
stazioni ottimali e allunga la vita di tutti i suoi componenti,
comprese le parti consumabili. Pertanto, si consiglia di
eseguire le operazioni elencate nella tabella seguente.
Periodo Operazioni di manutenzione
Giornalmente
Controllare la corretta pressione dei gas
di alimentazione
Settimanal-
mente
Controllare il corretto funzionamento
delle ventole del generatore, del gruppo
di raffreddamento e della gas console
Controllare il livello del liquido
refrigerante
Pulireilettidellatorciaecontrollare
che non vi siano segni di corrosione o
scariche elettriche
Mensilmente
Controllare le connessioni gas, acqua
ed elettriche riguardo a screpolature,
abrasioni o perdite
Eseguire il programma TEST tramite la
gas console.
PROBLEMA CAUSA SOLUZIONE
Taglio inclinato
Elettrodo od ugello usurati Sostituire entrambi
Stand off troppo alto Abbassare lo stand off
Velocità di taglio troppo alta Regolare la velocità
Insufcientepenetrazione
Velocità di taglio troppo alta Regolare la velocità
Ugello con diametro troppo grande
rispetto alla corrente impostata
Controllare le Tabelle di Taglio
Spessore eccessivo del pezzo in
lavorazione in rapporto alla corrente
impostata
Aumentare la corrente di taglio
Cavo di massa non in buon contatto
elettrico con il piano di taglio
Vericareilserraggiodelterminaledi
massa al CNC
Presenza di
“bave di bassa velocità” *
Velocità di taglio troppo bassa Regolare la velocità
Corrente di taglio troppo alta Diminuire la corrente di taglio
Stand off troppo basso Alzare lo stand off
Presenza di
“bave di alta velocità” **
Velocità di taglio troppo alta Regolare la velocità
Corrente di taglio troppo bassa Aumentare la corrente di taglio
Stand off troppo alto Abbassare lo stand off
Bordo di taglio arrotondato
Velocità di taglio troppo alta Regolare la velocità
Stand off troppo alto Abbassare lo stand off
* Le bave di bassa velocità (low speed dross) sono bave spesse, di forma globulare, facilmente rimovibili. Il solco di
taglio (kerf) risulta piuttosto ampio.
**Lebavedialtavelocità(highspeeddross)sonobavesottili,difcilidarimuovere.Laparetedeltaglio,nelcasodi
velocità molto alta, risulta piuttosto rugosa.
Tab. 8

33
Per ogni componente:
Componente Operazioni di manutenzione
Generatore
Pulire con aria compressa i radiatori dei
moduli IGBT, dirigendo il getto d’aria su
di essi .
Gruppo di
raffredda-
mento
Pulire con aria compressa il radiatore,
dirigendo il getto d’aria su di esso.
Controllare il circuito idraulico interno
riguardo a screpolature o perdite.
Gas console
Controllare il circuito pneumatico interno
riguardo a screpolature o perdite.
Console
valvole
Controllare il circuito pneumatico interno
riguardo alle perdite.
Unità di ac-
censione
Controllare che lo spinterometro non
presenti annerimenti eccessivi e sia
rispettata la corretta distanza tra le
puntine;
Controllare il circuito idraulico interno
riguardo a screpolature o perdite.
Vericareinoltre,periodicamente,lamessaaterradell’im-
pianto.Inparticolare,seguendoloschemadig.24,con-
trollare che ogni cavo sia ben serrato tra vite e dado re-
lativi.

34
art 948
5 APPENDICE
5.1 KIT OPZIONALE (ART. 425) PER LA CONNESSIO-
NE AL PANTOGRAFO (FIG. 23)
Fig. 23
Per il montaggio del kit Art. 425 fare riferimento all’ istru-
zione relativa.

35
5.2 SCHEMA DI MESSA A TERRA DELL’IMPIANTO (FIG. 24)
Usare cavi di terra di sezione pari o superiore a 16 mm2
Fig. 24
Cavo rete
Ferrite
Barra di
rame
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469

36
5.3 MISURA DEI LIVELLI DI PRESSIONE SONORA
Il processo del taglio plasma produce livelli dannosi di rumore per l’orecchio umano e quindi occorre indossare ade-
guateprotezioni,peresempiocufeotappi,conformiairegolamentinazionaliolocali.
Le misure riportate nella tabella sottostante, relative al mild steel ed effettuate alle distanze indicate, possono aiutare
il responsabile della sicurezza ad adottare tutte le misure previste per rendere sicuro l’ambiente di lavoro (fare riferi-
mento, ad esempio, alla normativa internazionale IEC 60974-9).
Materiale
Gas di
taglio
Spessore
Corrente
di taglio
Velocità
di taglio
Distanze di misura
(di fronte alla
sorgente
x
sopra la sorgente)
Livello di pres-
sione sonora
ponderato A
LpA
Livello di picco
della pressione
sonora
ponderato C
LpC, peak
(mm) (A) (m/min) (m x m) (dB) (dB)
Acciaio dolce O2/air 25 120 0.4 1 x 0.5 105.0 119.7
Acciaio dolce O2/air 25 120 0.4 2 x 0.5 100.5 114.6
Acciaio dolce O2/air 25 120 0.4 3 x 0.5 99.2 113.3
Acciaio dolce O2/air 40 250 0.5 1 x 0.5 111.9 125.0
Acciaio dolce O2/air 40 250 0.5 2 x 0.5 108.1 121.6
Acciaio dolce O2/air 40 250 0.5 3 x 0.5 106.5 120.3
Acciaio dolce O2/air 50 400 0.8 1 x 0.5 114.2 129.5
Acciaio dolce O2/air 50 400 0.8 2 x 0.5 108.9 124.1
Acciaio dolce
O2/air 50 400 0.8 3 x 0.5 107.1 122.9
Le misure, della durata di 1 minuto ciascuna, sono state effettuate al chiuso, in ambiente riverberante, presso i labo-
ratori di CEBORA S.p.A.
I dati rilevati non tengono conto di eventuali correzioni dovute a rumori di fondo o alle dimensioni del locale di prova.
IlivellidipressionesonoraLpAeLpC,peaksonodenitidallanormativainternazionaledisettore(vediIEC11202e
IEC 61672-1).

37
CONTENTS
1 SAFETY PRECAUTIONS ........................................................................................................ 39
1.1 WARNING LABEL .............................................................................................................. 39
2 TECHNICAL SPECIFICATIONS ............................................................................................. 39
2.1 GENERAL DESCRIPTION OF THE SYSTEM ..................................................................... 39
2.2 PLASMA POWER SOURCE ............................................................................................... 40
2.2.1 Plasma PROF 166 HQC Power Source ..................................................................... 40
2.2.2 Plasma PROF 255 HQC Power Source......................................................................41
2.3 GAS CONSOLE .................................................................................................................. 42
2.3.1 Manual gas console .................................................................................................. 42
2.3.2 Automatic gas console.............................................................................................. 43
2.4 PVC VALVE CONSOLE ...................................................................................................... 44
2.5 IGNITION UNIT HV19-1 ...................................................................................................... 44
2.6 IGNITION UNIT – HV19-PVC VALVE CONSOLE ................................................................ 45
2.7 CP450G TORCH ................................................................................................................ 46
2.8 WATER CONSOLE ............................................................................................................. 46
3 INSTALLATION ......................................................................................................................47
3.1 UNPACKING AND ASSEMBLY ...........................................................................................47
3.2 CONNECTING THE POWER SOURCE ...............................................................................47
3.2.1 Connecting the CNC pantograph ............................................................................. 50
3.2.2 Digital signals from pantograph control to power source ......................................... 50
3.2.3 Digital signals from power source to pantograph control ..........................................51
3.2.4 Analogue signals from power source to pantograph control .....................................51
3.2.5 Emergency stop signal for power sourc ................................................................... 52
3.3 CONNECTING THE GAS CONSOLE ................................................................................. 53
3.3.1 Manual gas console PGC-3 and PGC-2 ................................................................... 53
3.3.2 Automatic gas console APGC ................................................................................... 53
3.3.3 Note on gas connection ............................................................................................ 54
3.4 CONNECTING THE TORCHE CP450G .............................................................................. 54
3.4.1 Applications on pantograph ...................................................................................... 54
3.4.2 Applications to robot ................................................................................................. 54
4 USE ..................................................................................................................... 55
4.1 DESCRIPTION OF THE POWER SOURCES PANELS ....................................................... 55
4.2 DESCRIPTION OF MANUAL GAS CONSOLE PANEL AND ITS USE ................................ 56
4.2.1 Preparation and execution of the CUT ...................................................................... 58
4.2.2 Preparation and execution of MARK ......................................................................... 59
4.2.3 Performing the gas TEST .......................................................................................... 59
4.2.4 Additional functions (SECOND FUNCTIONS) ........................................................... 60
4.2.4.1 Preparation and execution of SPOT MARK.................................................. 60
4.2.4.2 Controlling the current in the work piece corners (CORNER) ...................... 60
4.2.4.3 Management of torch cooling time at end of cutting ....................................61
4.2.4.4 Displayofcoolant(H2O)owrateandtemperature .....................................61
4.2.4.5 Making the cut on perforated or gridded plates (SR) ....................................61
4.2.5 Errors codes ................................................................................................. 62
4.3 DESCRIPTION OF AUTOMATIC GAS CONSOLE PANEL .................................................. 63
4.4 CUT QUALITY .................................................................................................................... 64
4.5 SYSTEM MAINTENANCE .................................................................................................. 65
5 APPENDIX ..................................................................................................................... 66
5.1 OPTIONAL KIT (ART. 425)FOR THE CONNECTION TO THE PANTOGRAPH’S CNC ........71
5.2 GROUNDING SCHEMATIC OF THE CUTTING PLANT ..................................................... 72
5.3 SOUND PRESSURE LEVEL MEASUREMENTS ................................................................ 73

38
INSTRUCTION MANUAL FOR PLASMA CUTTING SYSTEM
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS.
THE USER MUST THEREFORE BE EDUCATED AGAINST
THE HAZARDS, SUMMARIZED BELOW, DERIVING
FROM WELDING OPERATIONS. FOR MORE DETAILED
INFORMATION, ORDER THE MANUAL CODE 3.300.758.
NOISE.
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding
procedure may produce noise levels beyond said
limit; users must therefore implement all precautions re-
quired by law.
MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
createsEMFeldsaroundcablesandpo-
wer sources.
·Themagneticeldscreatedbyhighcurrentsmayaffect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) shall consult their physician be-
fore beginning any arc welding, cutting, gouging or spot
welding operations.
· Exposure to EMF elds in welding/cutting may have
other health effects which are now not known.
· All operators should use the followingprocedures in or-
dertominimizeexposuretoEMFeldsfromthewelding/
cutting circuit:
- Route the electrode and work cables together - Secu-
re them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead cable
is on your right side, the work cable should also be on
your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS.
· Do not weld in the vicinity of containers under
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
lators used in welding operations should be handled with
care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the in-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes
in an industrial environment. There may be potential
difculties in ensuring electromagnetic compatibility
in non-industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European Di-
rective 2002/96/EC on Waste Electrical and Elec-
tronic Equipment and its implementation in accordance
with national law, electrical equipment that has reached
the end of its life must be collected separately and retur-
ned to an environmentally compatible recycling facility.
As the owner of the equipment, you should get informa-
tion on approved collection systems from our local re-
presentative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
1. Cuttingsparkscancauseexplosionorre.
1.1Keepammablematerialsawayfromcutting.
1.2Cuttingsparkscancauseres.Haveareextingui-
sher nearby, and have a watchperson ready to use it.
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

39
1.3 Do not cut on drums or any closed container.
2. The plasma arc can cause injury and burns.
2.1 Turn off power before disassembling torch.
2.2 Do not grip material near cutting path.
2.3 Wear complete body protection.
3. Electric shock from torch or wiring can kill.
3.1 Wear dry insulating gloves. Do not wear wet or da-
maged gloves.
3.2 Protect yourself from electric shock by insulating
yourself from work and ground.
3.3 Disconnect input plug or power before working on
machine.
4 Breathing cutting fumes can be hazardous to your
health.
4.1 Keep your head out of fumes.
4.2 Use forced ventilation or local exhaust to remove fu-
mes.
4.3 Use ventilating fan to remove fumes.
5 Arc rays may injure the eyes and burn the skin. Op-
erators should therefore shield their eyes with lens-
es with a protection rating equal to or greater than
DIN11 and adequately protect their face.
5.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shadeoflter.Wearcompletebodyprotection.
6 Become trained and read the instructions before
working on the machine or cutting.
7 Do not remove or paint over (cover) the label.
2 TECHNICAL SPECIFICATIONS
2.1 GENERAL DESCRIPTION OF THE SYSTEM
The Plasma Prof 166 HQC (Art. 948) and the Plasma Prof
255 HQC (Art. 949) , complete with ignition unit HV19-1
(Art. 464) or HV-PVC (art.462), manual gas console PGC-
3 - PGC-2 (Art. 470) or automatic gas console APGC
(Art.466), PVC valve console (Art. 469) and torch CP450G
(articles depend on application), are mechanized multi-
gas plasma cutting systems, fully controlled by a micro-
processor, able to dispense a max current of 120 /250 A
at 100% duty cycle.
All process parameters (material, gas, thickness and cur-
rent) may be selected from the gas console; the optimum
gasowisautomaticallyindicatedbasedonthechoices
made.
The status of all operating parameters may be easily ac-
quired, via personal computer, through a RS232 or USB
port on the front panel of the power source; this allows a
complete overview of the job situation and can help in the
event of any malfunctions.
The machine software can then be updated using the
sameRS232,eitheraUSBashdrive.
For optimum cutting of any metal material, the system
uses different gases, such as: air, nitrogen N2, oxygen
O2, H35 blend (35% hydrogen H2 – 65% argon AR), F5
blend (5% hydrogen H2 – 95% nitrogen N2). Combina-
tions of the latter are automatically suggested based on
the material selected. it is then possible to perform the
marking with gas argon Ar, also automatically suggested.
Various sets of consumables are available based on the
cutting current and gases used, calibrated and tested to
obtain the maximum cutting quality.
Fig. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225
Art. 464
Art. 948 - 949

40
2.2 PLASMA POWER SOURCE
This is where the microprocessor resides and manages
the entire system, and whose software may be updated
from the RS232 port on the front panel.
In the back it includes the cooling unit, complete with
tank,pump,radiator,lters,owmeterandthermometer.
2.2.1 PLASMA PROF166 HQC POWER SOURCE
The Plasma Prof 166 HQC is a direct current power
source, 120A max at 100% duty cycle, compliant with
IEC standards 60974-1, 60974-2 and 60974-10.
TECHNICAL SPECIFICATIONS
Rated open circuit voltage (Uo) 300 V
Max output current (I2) 120 A
Output voltage (U2) 128 V
Duty cycle 100% @ 120A
Max ambient temperature 40 °C
Cooling
Air, with forced
ventilation
Protection rating for the housing IP21S
Net weight 205 kg
Rated supplyes voltage and max currents:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28A
TORCH COOLING UNIT
Rated cooling power at
1 l/min at 25°C
1.7 kW
Max pressure 0.45 MPa
463
948
960
Fig. 2a

41
2.2.2 PLASMA PROF 255 HQC POWER SOURCE
The Plasma Prof 255 HQC is a direct current power
source, 250A max at 100% duty cycle, compliant with
IEC standards 60974-1, 60974-2 and 60974-10.
TECHNICAL SPECIFICATIONS
Rated open circuit voltage (Uo) 315 V
Max output current (I2) 250 A
Output voltage (U2) 170 V
Duty cycle 100% @ 250A
Max ambient temperature 40 °C
Cooling
Air, with forced
ventilation
Protection rating for the housing IP21S
Net weight 406 kg
Rated supplyes voltage and max currents:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
TORCH COOLING UNIT
Rated cooling power at
1 l/min at 25°C
1.7 kW
Max pressure 0.45 MPa
barycenter
681
953
1252
Fig. 2b

42
2.3 GAS CONSOLE
The gas console is a device to manage selection of the
processparameters and adjust the gas ow, compliant
with IEC 60974-8 regulations. It contains solenoid valves,
pressure reducers and transducers as well as electronic
boards to power and control these components.
2.3.1 Manual gas console PGC-3 - PGC-2
It is divided into two units: the PGC-3, powered by air,
argon Ar, nitrogen N2 and oxygen O2, and the PGC-2,
powered by the gases H35 (blend of 35% hydrogen H2
and 65% argon AR) and F5 (blend of 5% hydrogen H2
and 95% nitrogen N2).
TECHNICAL SPECIFICATIONS
GAS
USED
TITRE
MAX. INLET
PRESSURE
FLOW
RATE
Air
Clean, dry and oil
free according to
ISO 8573-1: 2010
standard. Class
1.4.2 (particulate-
water-oil)
*
0.8 MPa (8 bars) 220 l/min
Argon 99.997% 0.8 MPa (8 bars) 70 l/min
Nitrogen 99.997% 0.8 MPa (8 bars) 150 l/min
Oxygen 99.95% 0.8 MPa (8 bars) 90 l/min
H35
Mix:
35% hydrogen,
65% argon
0.8 MPa (8 bars) 130 l/min
F5
Mix:
5% hydrogen, 95%
nitrogen
0.8 MPa (8 bars) 30 l/min
*
lISO 8573-1.2010 standard provides for Class 1.4.2:
• Particulate: ≤ 20,000 solid particles per m3 air measuring
between 0.1 and 0.5 µm;
≤ 400 solid particles per m3 air measuring betwe-
en 0.5 and 1.0 µm;
≤ 10 solid particles per m3 air measuring betwe-
en 1.0 and 5.0 µm.
• Water: Pressure dew point must be lower than or equal
to 3°C.
• Oil: oil total concentration must be lower than or
equal to 0.1 mg per m3 air.
Duty cycle 100%
Protection rating for the housing IP 23
Net weight 20 kg
289
198
M 6
354
380
315
Fig. 3

43
2.3.2 Automatic gas console APGC
This is split into two units: one upper unit, supplied with air
gas, argon Ar, nitrogen N2 and oxygen O2, and one lower
unit supplied by gas H35 (mixture at 35% hydrogen H2 and
65% argon Ar) and F5 (mixture at 5% hydrogen H2 and 95%
nitrogen N2).
TECHNICAL DATA
GASES
USED
TITLE
MAX INLET
PRESSURE
FLOW
RATE
Air
Clean, dry and oil
free as per ISO
8573-1: 2010
standard. Class
1.4.2 (particulate-
water-oil)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Nitrogen 99.997% 0.8 MPa (8 bar) 150 l/min
Oxygen 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Mixture:
35% hydrogen,
65% argon
0.8 MPa (8 bar) 130 l/min
F5
Mixture:
5% hydrogen,
95% azoto
0.8 MPa (8 bar) 30 l/min
*
for the Class 1.4.2, the ISO 8573-1 2010 standard requires:
• Particulate: ≤ 20,000 solid particles per m3 of air with size
between 0.1 and 0.5 µm;
≤ 400 solid particles per m3 of air with size
between 0.5 and 1.0 µm;
≤ 10 solid particles per m3 of air with size betwe-
en 1.0 and 5.0 µm.
• Water: the air pressure dew point must be below or
same as 3°C.
• Oil: the total oil concentration must be below or the
same as 0.1 mg per m3 of air.
Duty cycle 100%
Protection rating for the housing IP 23
Net weight 20 kg
352
289
198
M 6
354
315
Fig. 4

44
2.4 PVC VALVE CONSOLE
The PVC valve console is a device suitable for managing
the exchange of gas in the ignition-transfer passages and
switch-off.
It contains solenoid valves, check valves, pressure reduc-
ers.
The net weight of the PVC (Fig. 5) is 3.2 kg.
145
240
Ø 5,5
70
250
124
Fig. 5
2.5 IGNITION UNIT HV19-1
The HV19-1 ignition unit is a device that provides the high
frequency-high voltage (14 kV) impulse needed to trigger
the electric arc inside the torch, between electrode and
nozzle.
It complies with IEC 60974-3 standard.
It can be mounted in any position and when the cover is
opened, this causes the system to come to a standstill.
TECHNICAL DATA
Peak voltage (Upk) 14 kV
Duty cycle 100% @ 420A
Protection rating for the housing IP 23
Net weight 6.5 kg
205
155
320
200
Fig. 6
200
M 6

45
2.6 IGNITION UNIT – HV19-PVC VALVE CONSOLE
The ignition unit – valve console is a device which per-
forms a double function:
- it provides the high frequency-high voltage (14 kV) im-
pulse needed to trigger the electric arc inside the torch,
between electrode and nozzle;
- it manages the exchange of gas in the ignition-trans-
fer passages and switch-off. It contains solenoid valves,
check valves, pressure reducers.
It complies with IEC 60974-3 standard.
It is generally used in robotized plants.
When the cover is opened, this causes the system to
come to a standstill.
TECHNICAL DATA
Peak voltage (Upk) 14 kV
Duty cycle 100% @ 420A
Protection rating for the housing IP 23
Net weight 10 kg
240
173
423
Fig. 7
231
245
M 6

46
2.7 CP450G TORCH
The CP450G torch is a multi-gas appliance cooled by
means of liquid coolant, suitable for bevel cutting and in
compliance with the IEC 60974-7 standard.
It is suitable for the use of plasma gas such as: air, argon
Ar, nitrogen N2, oxygen O2, mixture H35 (35% hydrogen
H2 – 65% argon Ar) and mixture F5 (5% hydrogen H2 –
95% nitrogen N2); of secondary gases such as: air, argon
Ar, nitrogen N2, oxygen O2; of auxiliary gases such as:
air and nitrogen N2. Used with the Plasma Prof 420 HQC
power source, max cutting current is 420A at 100% of
duty cycle.
Various versions exist of the CP450G torch depending on
the application: on pantograph or on robotized systems.
The net weight of the torch complete with cable varies be-
tween 8 kg and 12 kg depending on the different lengths.
Robotized
applications
Pantograph
applications
Fig. 8
2.8 WATER CONSOLE
The WARTER CONSOLE is an accessory device designed
tomanagethewaterownecessaryforcuttingStainless
Steel and Aluminum, if using the combination nitrogen N2
/ water H2O.
Refer to the instruction manual of this accessory for the
mode operation descriptions.

47
3 INSTALLATION
Thesystemmustbeinstalledbyqualiedpersonnel.All
the connections must comply with applicable standards
and be made in full compliance with safety regulations
(see CEI 26-23 / IEC-TS 62081).
Make sure the supply cable is disconnected during all the
installation phases.
Carefully keep to the earth connection diagram shown on
Appendix.
3.1 UNPACKING AND ASSEMBLY
To move the power source, use a fork-lift truck.
To remove the wooden platform forming part of the pack-
aging:
• loosen the 4 wooden platform retention screws
• lift the power source using a fork-lift truck and posi-
tion the forks, bearing in mind the position of its centre of
gravity (see Fig. 2).
3.2 CONNECTING THE POWER SOURCE.
Alltheconnectionsmustbemadebyqualiedpersonnel.
Plasma Prof 166 HQC power source
• The power source is supplied with power voltage 400V
three-phase. For different power voltages: remove the left
side of the power source (see spare parts list), remove the
cover of the terminal boards and proceed as indicated in
gure10a.
Fig. 10a
In case of 230V three-phase power supply, put in short cir-
cuitalsotherstterminalonthebottomontheleftwiththe
lastoneonthebottomontheright(seeg.10a,230Vbox)
usingthecablesupplied(xed,bymeansofafastener,on
the terminal board cables).
A
B
C
Fig. 13 a
Plasma Prof 255 HQC power source
• The power source is supplied with power voltage 400V
three-phase. For different power voltages: remove the
right side of the power source (see spare parts list), re-
move the cover of the terminal boards and proceed as
indicatedingure10b.
Fig. 10 b

48
NOTE: the 3-pole terminal board at the top relates to the
service transformer.
In case of 230V three-phase power supply, put in short cir-
cuitalsotherstterminalonthebottomontheleftwiththe
lastoneonthebottomontheright(seeg.10b,230Vbox)
usingthecablesupplied(xed,bymeansofafastener,on
the cover).
A
B
C
Fig. 13 b
Plasma Prof 166 HQC and Plasma Prof 255 HQC pow-
er sources
Make sure the power voltage corresponds to that shown
on the power source data plate.
The yellow-green lead of the power cable must be con-
nectedtoanefcientearthsystem(seediagramofAppen-
dix 5.2-Fig.27); the remaining leads must be connected to
the power supply line by means of a switch, possibly near
the cutting area to permit speedy switch-off in case of an
emergency. The capacity of the thermal magnetic switch
or fuses must be the same as the max appliance current
input. This is shown on the data plate, on the rear of the
machine, in correspondence to the U1 power voltage.
Any extensions must have a section suited for the max
power input.
• After performing this operation, proceed to make the
various connections (Fig. 11).
Fit the connection art. 1159, with relative cables, in torch
coupling G of the power sourceand fully tighten the 3 re-
tention screws. Tighten the black power cable to the ter-
minal B(-),tthetwosafetyleadsintheterminalboardC
and the red lead faston of the pilot arc in the relative lead
A with male faston.
Tighten the end of the earth lead in the clamp H (+) as
showningure11.Also,connectthecoolingwaterpipes
E and F, being careful to make sure the colours corre-
spond (E-red = hot water, return; F-blue = cold water,
supply), to the respective connection pipes Art. 1156.
Fit the other end of the connection art. 1159 in the HV19-1
unit(art.464)asindicatedinthepartsectionofgure12
[black power lead to clamp B (-) and red cable faston to
pilot arc in A (+)]:
The HV19-1 unit must be connected to the earth system
directly on the pantograph (by means of the 4 retention
screwsshowningure6),inapositionsuchastopermit
its opening.
With reference to Fig.13, connect the connections
art.1189 to the connectors B (relating to the gas console);
the connection the pantograph to the connector A;
A
B
Fig. 12
F
E
G
H
C
A
B
Fig. 11

49
nally,anyconnectionart.1199totheconnectorC
(relating to the remote control).
3.2.1 Connecting the CNC pantograph.
In the case of a generator featuring Devicenet interface,
refertothespecicdocumentation.
Fig. 14
Connector AMP
P/N 182926-1
art 948

50
NOTE: the male patch connector (AMP P/N 182926-1-
Fig 14) with corresponding pins is provided for the CNC
connector; the customer is responsible for the rest of the
connection to the pantograph.
3.2.2 Digital signals from pantograph control to po-
wer source
WIRING OF A DIGITAL INPUT.
low logic level 0 ÷ +7,5 Vdc;
high logic level +14,5 ÷ +24 Vdc;
input current 2,5 mA, max.;
input frequency 100 Hz, max.;
reference potential for each input (Gnd) J1, pin 2, on
interface board.
ROBOT READY.
CONNECTOR
TERMINALS
CNC ON PO-
WER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
1
Robot
Ready
Signal J10, pin 3
2 +24 Vdc J10, pin 4
"Robot Ready” signal is active in high position.
A +24Vdc voltage is required in order to have the Power
source ready for cutting .
Pantograph Control must set this signal as soon as it is
ready for cutting.
If the “Robot Ready” signal is absent the cutting process
isimmediatelystoppedandaashingsignalisdisplay-
ed on the Control Panel.
NOTE: If the “Robot Ready” signal is not active no signal,
either digital or analog, is obtained.
START.
CONNECTOR
TERMINALS
CNC ON PO-
WER SOURCEE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
3
Start
Signal J10, pin 1
4 +24 Vdc J10, pin 2
I“Start” signal is active in high position and starts the cut-
ting process.The cutting process is active as long as the
“Start” signal is present.
Exceptions: “Robot Ready” signal is absent.
“Power Source Ready” signal is absent (ex.:
overtemperature,insufcientcoolantlevel,etc.).
SPOT-MARK.
CONNECTOR
TERMINALS
CNC ON PO-
WER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
5
Spot
Signal J10, pin 7
6 +24 Vdc J10, pin 8
The “Spot” signal is active at top.
Spot 0 Vdc= the Pantograph control signals normal
cutting condition to the Power source.
Spot +24 Vdc= the Pantograph control commands the
Power source to start “Spot Marking”
mode.
CORNER
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
15
Corner
Signal J10, pin 5
16 +24 Vdc J10, pin 6
The “Corner” signal is active at top.
Corner 0 Vdc = the Pantograph control signals normal
cutting condition to the Power source.
Corner +24 Vdc = the Pantograph control signals ap-
proach to a corner to the Power source.
PREFLOW
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
17
Preow
Signal J11, pin 5
18 +24 Vdc J11, pin 6
The“Preow”signalisactiveattop.
Preow0Vdc= the Pantograph control signals NOT
to start “Preow” function to Power
source.
Preow+24Vdc=the Pantograph control commands
Powersourcetostart“Preow”func-
tion.
CUT/MARK
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION ON
INTERFACE
BOARD
19
Cut/
Mark
Signal J11, pin 7
20 +24 Vdc J11, pin 8
Il segnale “Cut/Mark” è attivo alto.
Cut/Mark 0 Vdc = il Controllo Pantografo segnala al
Generatore la condizione di taglio
normale.
The “Cut/Mark” signal is active at top.
Cut/Mark 0 Vdc = the Pantograph control signals nor-
mal cutting condition to the Power
source.

51
Cut/Mark +24 Vdc = the Pantograph control signals to
the Power source to start “Cut/
Mark” mode.
3.2.3 Digital signals from power source to panto-
graph control.
WIRING A RELAY DIGITAL OUTLET
contact voltage 24 Vdc / 120 Vac;
contact current 1 Adc / 0.5 Aac max;
switchover frequency 15 Hz max.
ARC TRANSFER
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
ON
INTERFACE
BOARD
12
Arc
Transfer
Contact NO J4, pin 1
14 Terminal C J4, pin 3
The “Arc Transfer” signal is active at top (contact closed).
The “Arc Transfer” signal remains active for the duration
of cutting, including break-through phase.
POWER SOURCE READY
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
ON
INTERFACE
BOARD
25 Power
Source
ready
Terminal C J3, pin 5
26 Contact NO J3, pin 6
The “Power Source Ready” signal is active at top (contact
closed).
The “Power Source Ready” signal remains active for the
time the Power source is ready to cut. As soon as an er-
ror message appears on the Power source or the “Robot
Ready” signal is deactivated from the Pantograph control,
the “Power Source Ready” signal ceases being active.
This means that the “Power Source Ready” signal can
detect both Power source errors and Pantograph errors.
PROCESS ACTIVE
CNC CONNECTOR
TERMINALS ON
POWER SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
ON
INTERFACE
BOARD
27
Process
Active
Terminal C J3, pin 3
286 Contact NO J3, pin 4
The “Process Active” signal is active at top (contact
closed).
When the Pantograph control initializes the digital “Start”
signal, the cutting process starts with gas preow, fol-
lowed by the cutting operation and subsequently by gas
postow.
Fromthestartofgaspreowuntiltheendofgaspostow,
the Power source initializes the “Process Active” signal.
The Power source is performing the process.
3.2.4 Analogue signals from power source to panto-
graph control.
WIRING AN INSULATED VOLTAGE ANALOGUE
OUTPUT.
output voltage 0 ÷ 10 Vdc;
output current 20 mA max;
output frequency 5 Hz max.
FULL SCALE
VALUE FOR
V_ARC-ISO
SIGNAL
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON
DIP 1

52
NOTE: Both the sections 1 and 2 of DIP1 must always be
in identical positions (e.g.: both ON or both OFF).
V_Arc-ISO
CNC
CONNECTOR
TERMINALS
ON POWER
SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
ON
INTERFACE
BOARD
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“V_Arc-ISO” is the signal relating to the arc voltage at
Power source output (“electrode-piece being worked”
voltage), provided in insulated and reduced way.
The “V_Arc-ISO” signal is available with the following full-
scale values:
• voltage from 0 to 5V, corresponding to the arc voltage
from 0 to 250V (reduction ratio = 1/50);
• voltage from 0 to 10V, corresponding to arc voltage from
0 to 250V (reduction ratio = 1/25).
The full scale value depends on the position of the
dip-switchesDip1ontheinterfaceboard(seeg.15).
DIP 3
DIP 1
Fig. 15
The machine is supplied with the insulated reduced arc
voltage output at 1/50 Varc.
WIRING OF A NON-INSULATED VOLTAGE ANALOGUE
OUTPUT.
output voltage 0 ÷ 250 Vdc;
output impedance 10 Kohm, approx.
V_Arc-NO-ISO
CNC
CONNECTOR
TERMINALS
ON POWER
SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
ON TORCH
CIRCUIT +
MEASURE-
MENT
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 2
“V_Arc-NO-ISO” is the signal relating to the arc voltage
at Power source output (“electrode-piece being worked”
voltage), provided in a direct and NON insulated way.
The “V_Arc-NO-ISO” signal is available with voltage val-
ues 0 ÷ 250 Vdc and with positive terminal (potential of
piece being worked) electrically connected to the earth
potential of the system.
The “electrode” potential is provided with a 10 Kohm re-
sistor,ttedinseriesatoutput.
3.2.5 Emergency stop signal for power source
WIRING THE EMERGENCY INPUT.
Input voltage 24 Vdc;
Current input 20 mA max
EMERGENCY A
CNC
CONNECTOR
TERMINALS
ON POWER
SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
INSIDE POWER
SOURCE
21
Emergency
A
Contact NC
Line TL
control
22 Contact NC
Line TL
control

53
“Emergency A” is the emergency stop signal sent to the
Power source by the Pantograph control or system pro-
tection devices. It is triggered by a relay contact or safety
device; when the device trips, the contact is opened and
the Power source comes to an immediate halt, with the
opening of the line contact inside the Power source. The
Power source is thus without power supply to the power
circuits. The “Emergency A” signal is active low (contact
open): to have the Power source ready to start cutting,
the contact must be closed. “Emergency A” immediately
stops the power supply from the Power source. The mes-
sage “OFF rob” appears on the control panel.
EMERGENCY B.
CNC
CONNECTOR
TERMINALS
ON POWER
SOURCE
SIGNAL
NAME
SIGNAL
TYPE
POSITION
INSIDE POWER
SOURCE
23
Emergency
B
Contact NC
Line TL
control
24 Contact NC
Line TL
control
“Emergency B” is the emergency stop signal sent to the
Power source by the Pantograph control or system pro-
tection devices. It is triggered by a relay contact or safety
device; when the device trips, the contact is opened and
the Power source comes to an immediate halt, with the
opening of the line contact inside the Power source. The
Power source is thus without power supply to the power
circuits. The “Emergency B” signal is active low (contact
open): to have the Power source ready to start cutting,
the contact must be closed. “Emergency B” immediately
stops the power supply from the Power source. The mes-
sage “OFF rob” appears on the control panel.
NOTE: a multipolar connector with additional signals is
available as an optional kit (see appendix).
Fig. 16
3.3 CONNECTING THE GAS CONSOLE.
3.3.1 Manual gas console PGC-3 and PGC-2.
• Fasten the gas console above the power source or
above the pantograph and connect the earth leads to an
efcientearthsystemasindicatedintheFig.26ofAp-
pendix 5.3.
The two units PGC-3 and PGC-2 are connected together
by means of:
- the connection between CN06 and CN07
- thepipebetweenthe“plasmacutow”outletofPGC-3
and the “plasma” inlet of PGC-2 (see Fig. 16)
• Connect the pipe bundle art.1166 by tightening the
pipes to the relative gas outlets, being careful to ensure
the markings correspond (plasma preow, secondary
preow/cutowandauxiliaryinPGC-3;plasmacutowin
PGC-2); screw the electric connector to the outlet CN05
(see the left part of Fig. 16).
• Connect the other end of art.1166 to the PVC valve
console (art.469) for the “plasma”, to “secondary” and
“auxiliary” pipes, being careful to make sure the markings
correspond. Fasten the PVC to the pantograph head, near
the torch (see the right part of Fig. 16).
• Finally connect the connection art.1189 by screwing the
electric connector onto the CN04 outlet (see the left part
of Fig. 17).
3.3.2 Automatic gas console APGC.
• Fasten the gas console above the power source or
above the pantograph and connect the earth leads to an
efcientearthsystemasindicatedinthediagramofFig.
24 in Appendix 5.3.
• Connect the pipe bundle art.1166 by tightening the
pipes to the relative gas outlets, being careful to ensure
themarkingscorrespond(plasmapreow,secondarypre-
ow/cutowandauxiliary;screwtheelectricconnectorto
the outlet CN05 (see Fig. 17).
• Connect the other end of art.1166 to the PVC valve con-
sole (art.469) for the “plasma”, to “secondary” and “auxil-
iary” pipes, being careful to make sure the gas pipe mark-
ings correspond. Fasten the PVC to the pantograph head,
near the torch (see the right part of Fig. 16).

54
• Finally connect the connection art.1189 by screwing the
electric connector onto the CN04 outlet (see Fig. 17).
Make sure the air (AIR) is always connected, at adequate
pressure, to the automatic gas console, as this is used as
“service” gas.
Fig. 17
3.3.3 Note on gas connection
The gas inlet threads are 1/4G for air gas, Ar, N2, O2 and
auxiliary and 1/8G for H35 and F5 gas respectively.
The customer is responsible for the supply of gases, and
for the programmed/preventive maintenance of the dis-
tribution system. Remember that lack of system mainte-
nance could be the cause of serious accidents.
Carefully read the “Safety Sheet” relating to each of the
gases used, so as not to underestimate hazards caused
by incorrect use.
NOTE: The choice of the type of pipe depends on the gas
used (see EN 559 standard).
NOTE: The use of gas of inferior purity could result in a
reduction in speed, quality and maximum thickness of the
cut. Furthermore, the life-span of expendable materials
cannot be guaranteed.
IMPORTANT: when oxygen gas is used, everything that
comes into contact with it must be free of oils and grease.
• when the MS - O2/O2 cutting program is selected (mild
steel with oxygen/oxygen gas), make sure the air is con-
nected to the gas console inlet, as this is used as “pre-
ow”gas.
• when a cutting current is selected higher than 50A,
make sure the air or nitrogen (N2) are also connected to
the gas inlet of the manual or automatic gas console in the
AUXILIARY channel.
3.4 CONNECTING THE TORCH CP450G
3.4.1 Applications on pantograph
• Connect the pipe bundle exiting from the torch to the
PVC valve console (art.469) tightening these to the re-
spective gas outlets and following the order indicated by
their markings (see Fig. 18).
Fig. 18
• Using a T-square, make sure the torch is perpendicular
to the pantograph cutting surface.
• Insert a torch cable (art.1224, 1225) in the HV19-1 Unit
(art.464)asshownintherightpartofgure19.
Fig. 19
3.4.2 Applications to robot
• Connect the pipe bundle exiting from the torch to the
switch-on unit - HV19-PVC valve console (art.462) tight-
ening these to the respective gas outlets and following the
order indicated by the markings on same.
• Using a T-square, make sure the torch is perpendicular
to the pantograph cutting surface.
• Insert a torch cable (art.1222 or 1223) in the switch-on
unit - HV19-PVC valve console (art. 462) and proceed in
the same manner as described in the previous paragraph.

55
3.5 COOLANT LIQUID REQUIREMENTS
The cooling unit is supplied with a minimum quantity of
coolantliquid:thecustomerisresponsibleforllingthe
tank before using the system.
Use only CEBORA coolant (art. 1514) and carefully read
the MSDS for its safe use and correct storage.
The inlet of the 10-litre tank is in the upper part of the
coolingunit,asshowning.20.
Filltomaxleveland,afterrststartingthesystem,topup
to offset the volume of liquid in the pipes.
NOTE: during system use and especially when replacing
the torch or expendable materials, small liquid leaks oc-
cur. Top up weekly up to max level.
NOTE: after 6 months, the coolant must be completely
changed, whatever the operating hours of the system.
4 USE
4.1 DESCRIPTION OF THE POWER SOURCES PA-
NELS
The entire system can be turned on from the power
source panel using the knob A. The lamp B on signals
such operation.
A = Mains power switch.
B = Mains power lamp.
C = RS232 serial input port.
D = fuse protecting the cooling circuit pump (5A-250V-T).
E = Fairlead for power supply cable.
F = CNC connector for pantograph connection.
G = CN03 connector for Gas Console connection
H = Coolant tank cap.
Fig. 20a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

56
I = Coolant level indicator.
L= Coolantoutletlter.
M= Coolant tank bleeder valve.
N= Coolantdeliverypipequick-tting.
O= Coolantreturnpipequick-tting.
P = Welding torch coupling
Q = Fairlead for earth cable.
R= Coolantreturnlter.
S = Connector for remote panel connection.
T = USBsocketforupdatingthepowersourcermware.
4.2 DESCRIPTION OF MANUAL GAS CONSOLE
PANEL AND ITS USE (FIG. 21)
All system functions can be controlled from the gas con-
sole panel. In particular, the type of job to be performed is
selected, i.e., CUT, MARK, or gas TEST.
A: Work mode selection button.
Every time this button is pressed, the corre-
sponding LED comes on:
B: Cutting mode LED.
C: Mark mode LED.
D: Test mode LED.
E: Button for selecting the parameters to be
regulated.
Every time this button is pressed, the corre-
sponding LED comes on:
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Fig. 20 b

57
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Fig. 21
F: Led indicating the selection mode of
the type of material to be cut.
G: Led indicating the selection mode
of the PLASMA/SECONDARY gas
combination.
H: Led indicating the selection mode of
the thickness of the material to be
cut.
I: Led indicating the selection mode of
the cutting current.
L: Led indicating the different mode of
the cutting speed.
M: Led indicating the different consuma-
bles set to be used relating to previous
selections.
N: Display showing parameters being
adjusted.
O: Parameter adjustment knob.
P: Display showing type of cutting plasma gas.
Q: Display showing type of secondary cutting
gas.
R: Display showing pressure of plasma gas
during cutting.
S: Display showing pressure of plasma gas
being ignited.
T: Display showing pressure of secondary gas
being ignited.
U: Display showing pressure of secondary gas
during cutting.
V: Button for selecting PRE/CUT FLOW and
secondary PRE/CUT FLOW plasma gas
channels.
W: Button for conrming parameter settings:
console ready for CUT, MARK or TEST.

58
SELECTION
(pressing button E)
DESCRIPTION
SELECTION
(turning knob O)
type of material to be cut
MS = Mild Steel
SS = Stainless Steel
AL = Aluminium
t
gas combination
(PLASMA/SECONDARY)
Suitable for chosen material
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Thickness of material to be cut See cut tables
t
Cut current suggested for the chosen
(MAT/GAS/mm) combination
See cut tables
t
Cut speed suggested for the chosen
(MAT/GAS/mm/A) combination
See cut tables
t
Consumables set to be used for the
chosen (MAT/GAS/mm/A) combination
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
See cut tables
Tab. 1
X: Correct gas pressure search help LED:
-low pressure = left LED on.
- high pressure = right LED on.
- correct pressure = both LEDs on.
Y: Knobs for regulating the pressure of the
gases of the PGC-3 console.
Z: Led indicating start of PGC-2 console.
K: Knob for regulating the pressure of the gases
of the PGC-2 console.
4.2.1 Preparation and execution of the CUT
After starting the system by means of the switch on the
front power source panel, the lighting up of the CUT
LED B (see Fig. 21) indicates that the machine is in “cut”
mode. First of all, a series of selections/adjustments must
be made and a check must be carried out to ensure the
RUN key is not pressed (PREFLOW and CUTFLOW dis-
play screen in Fig.21 of PLASMA and SECONDARY gas
owoff).
Therstthingtodo,insequence,istheselectionindicat-
ed on table 1.
By keeping the current selection button pressed (LED I
on), end mode is selected as indicated by the ashing
LED. The current can now be regulated, with 1A step,
in preset intervals [20-30 A] , [40-50 A], [70-90A], [110-
120A], [180-200 A], [230-250 A].
The second thing to do, in sequence, is the regulation in-
dicated on table 2.
WhentheSETkeyispressed,thegasowforeachchan-
nel is active for 10 s: after which, the key must be pressed
again to continue regulation.
By pressing the SET button again after the last adjust-
ment, the regulation mode is exited. If the button is
pressedagain,returnismadetotherstregulation,and
so on.
The arrow LEDs under the display screen of the corre-
sponding channel indicate the direction of adjustment
oftheknob:iftheleftoneislit,owmustbeincreased
(clockwise), vice versa for the right one (anticlockwise).
Oncethecorrectowisachieved,dependingonthese-
lection made on Tab. 1, both are switched on.
After exiting from regulation mode, after the above adjust-
ments, press the RUN button: all the display screens will
thus light up relating to the PLASMA and SECONDARY
channels, and the power source will be ready for cutting.
If the H35 or F5 gas has been selected, the LED comes on
of the PGC-2 gas console.

59
SELECTION
(pressing button V)
DESCRIPTION
REGULATION
(turning knob Y)
Switch on of display R
PLASMA CUTFLOW
Until simultaneous switch-on
of the two arrow LEDs X
t
Switch on of displayy S
PLASMA PREFLOW
Until simultaneous switch-on
of the two arrow LEDs X
t
Switch on of display T
SECONDARY PREFLOW
Until simultaneous switch-on
of the two arrow LEDs X
t
Switch on of display U
SECONDARY CUTFLOW
Until simultaneous switch-on
of the two arrow LEDs X
Tab. 2
NOTE: when the system is switched on, the last work set-
ting remains stored (i.e. MAT-GAS-mm-A). If, in the next
adjustment, the type of gas is changed, then “purge” is
automatically performed, i.e., rst of all pipe emptying,
followed by subsequent cleaning with ow active for
about 10 s.
After the start signal from the pantograph, the following
sequence is automatically started:
- Preowlasting0.5swithselectedgas.
- High voltage / High frequency Pulse.
- Pilot arc switch-on.
- Transfer of plasma arc (sending of “arc transfer” signal to
CNC).
- Start of CNC movement on x-y plane at end of “pierce
delay time”.
When the stop signal is received from the pantograph, the
following sequence automatically starts:
- Switch-off of plasma arc.
- End of CNC movement on x-y plane.
- Postowwithselectedgas.
4.2.2 Preparation and execution of MARK
After starting the system by means of the switch on the
front power source panel, the lighting up of the MARK
LED indicates that the machine is in “mark” mode. First
of all, a series of selections/adjustments must be made
and a check must be carried out to ensure the RUN key is
not pressed (PREFLOW and CUTFLOW display screen in
Fig.21ofPLASMAandSECONDARYgasowoff).
Therstthingtodo,insequence,istheselectionindicat-
ed on table 3.
For the second setting, refer to that of Tab. 2 with relative
notes.
SELECTION
(pressing
button E)
DESCRIPTION
SELECTION
(turning
knob O)
type of material
to be marked
MS = Mild Steel
SS = Stainless
Steel
AL = Aluminium
t
Combination of
(PLASMA/SECON-
DARY) gas suita-
ble for the chosen
material
Ar/Ar
t
Cutting current
suggested for the
chosen (MAT/GAS/
mm) combinationa
See cut tables
Tab. 3
4.2.3 Performing the gas TEST
After starting the system by means of the switch on the
front power source panel, the lighting up of the TEST LED
indicates that the machine is in “test” mode. The seal
test must be periodically performed, from T01 to T05, to
check for any gas leaks in the pipes, from where they en-
ter the rear of the gas console as far as entry into the valve
console.TheTF6owtestalsopermitscheckingtheow
in the auxiliary AUX channel.
Each channel can be checked individually, as shown on
Tab. 4:

60
SELECTION
(turning knob O)
DESCRIPTION
Air / air channel test
t
N2 / N2 channel test
t
O2 / O2 channel test
t
H35 / -- channel test
t
Ar / Ar channel test
t
AUX channel test
t
Complete test (timed au-
tomatic sequence of T01,
T02, T03, T04, T05, T06)
Tab. 4
When the RUN key is pressed, the selected test is start-
ed:themachinerstofallperformsa“purge”,thenthe
pipesarelledwithgasandtheGASINLETsolenoidsare
subsequently deactivated along with those in the valve
console.
If no leaks are found during the test, e.g., with AIR/AIR,
the display screen of the gas console shows the AIR OK
message (same goes for the other gases: N2 OK, O2 OK,
H35 OK and Ar OK).
If the test T04 has been selected, during the TEST, the
LED of the PGC-2 gas console lights up.
4.2.4 Additional functions (SECOND FUNCTIONS)
In the following descriptions, we shall refer to Fig.21.
With system on and in inactive mode (no RUN: display
R,S,T,U off), enter the “second functions” menu by press-
ing the keys A and E at the same time.
4.2.4.1 Preparation and execution of SPOT MARK
The spot mark is a special type of mark in which the trace
consists of a spot, rather than a line or any other normal
type of mark (see MARK work mode, para.4.2.2).
After setting a number of gas console parameters, the
spot mark can be controlled and performed directly by
the CNC, maintaining the same cut parameters and the
same expendables.
Regulate the sport mark parameters indicated below, se-
lectable in succession by pressing button E:
After the above regulations, by means of a digital signal
on the relative pins (see Fig.14), switch is made from cut
mode to spot mark mode (CUT/SPOT MARK).
SELECTION
(pressing
button E)
DESCRIPTION
SELECTION
(turning knob O)
SEN
Spot Enable
(enables/disa-
bles spot mark
function)
OFF = disabled
ON = enabled
t
SI
Spot Current
(spot mark
current)
From 10 to 39 A
t
ST
Spot Time
(spot mark time)
OFF*
From 0.01 to 1.00 s
Tab. 5
*in this case, the duration of the spot is controlled by
means of the pantograph Start/Stop signal. If, on the
other hand, the time is set, then this value represents
the max duration of the spot from the transferred arc
signal.
4.2.4.2 Controlling the current in the work piece cor-
ners (CORNER)
Reducing the current in the corners of the work piece is
a useful function when associated with cutting speed re-
duction in same. This way, excessive removal of metal in
the corner is eliminated. After setting a number of param-
eters from the gas console, the Corner function can be
managed and performed directly from the CNC, maintain-
ing the same cutting parameters and the same expend-
ables. Regulate the corner parameters mentioned below,
selectable in succession by pressing button E.
SELECTION
(pressing
button E)
DESCRIPTION
SELECTION
(turning knob O)
CEN
Corner Enable
(enables/disables
the corner function)
OFF = disabled
ON = enabled
t
CI
Corner Current
(percentage of corner
current with respect
to cutting current)
From 50 to 100 *
t
CSD
Corner Slope Down
(current ramp down
gradient)
From 1 to 100 A/
(s/100)
t
CSU
Corner Slope Up
(current ramp up
gradient)
From 1 to 100 A/
(s/100)
Tab. 6
* The regulation of the corner current depends on
the position of the switch #2 of the bench DIP3 in the
remote board (see Fig.15).

61
Withtheswitch#2inOFFposition(predenedcongura-
tion), the value of the corner current is regulated directly
from the pantograph through the relative analogue input
(0-10V) (see optional kit art.425) according to the ratio de-
scribed on table 7.
ANALOGUE
INPUT
CORNER
CURRENT
IMPLEMENTED
VALUE
0V 50%
½ of cutting
current
… … …
5V 75%
¾ of cutting
current
… … …
10V 100%
same as cutting
current
Tab. 7
In the event of such analogue input (0-10V) being discon-
nected, the corner current value remains xed at 50%
(default) of the cutting current.
With the switch #2 in ON position, the analogue input de-
scribed above is ignored by the power source and the op-
erator can regulate the value of the corner current directly
from the gas console panel by means of the knob O.
The following illustration shows signal timing:
Segnale di Corner
Corrente di taglio
Corrente di corner
4.2.4.3 Management of torch cooling time at end of
cutting
At the end of each cut of the piece being worked, the
owofsecondarygasstartsagaintocoolthetorch.The
durationofthisowdependsonthecuttingcurrentand
increases along with the current itself.
Sometimes, for specic jobs, it may be a good idea to
reduce such duration.
The operator can adjust the Post-Flow (PoF) time directly
from the gas console panel by means of the knob O. In
particular, the max duration of such time can be adjusted,
depending on the set cutting current, by up to 5 seconds
at the most.
SELECTION
(pressing
button E)
DESCRIPTION
SELECTION
(turning knob O)
PoF
Post Flow
(duration of torch
cooling ow at
end of cut)
From 5 to T s
(T=max duration in
seconds, depending
on cutting current)
4.2.4.4 Display of coolant (H2O) ow rate and tem-
perature
Inthismode,theowrateofthecoolant/temperaturecan
be displayed on screen N/Q, in litres/min/C°. This is nor-
mally 3 litres/min.
4.2.4.5 Making the cut on perforated or gridded plates
(SR)
To cut perforated or gridded plates, it is often best to use
the Self Restart function. With such function started, the
power source restarts the arc every time this is interrupt-
ed. The pantograph must also be prepared for cuts of this
type.
SELECTION
(pressing
button E)
DESCRIPTION
SELECTION
(turning knob O)
SR
Self Restart
(enables/disa-
bles self restart
function)
OFF = disabled
ON = enabled
4.2.4.6 Fine remote current adjustment (RRI)
This function, available in the “second functions” menu of
the gas console, requires the optional kit art.425.
Make reference to the instruction manual of the latter for
a complete description.

62
4.2.5 ERROR CODES
ERROR DESCRIPTION CODE POSSIBLE SOLUTION
ErrorduringUSBrmwareupdating USB
(Err. 85)
Contact the Cebora assistance service
Start pressed at switch-on or power source
reset (switch to RUN mode)
TRG
(Err. 53)
Switch off the power source, remove the start command
and restart the power source.
Cooling liquid over-temperature
H20 T
(Err. 93)
Check for any blockages in the cooling circuit or torch
pipes. Check the integrity of the pump fuse. Clean the
radiator.
Module overtemperature: IGBT 1 / IGBT 2 TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Do not switch off the power source. This way the fan will
continue to operate for quick cooling. Return to normal
operation is automatic when the temperature returns to
within normal limits. If the problem continues, contact the
CEBORA assistance service.
Flow below minimum limit of cooling liquid
H2O
(Err 75)
Check for any blockages in the cooling circuit or torch
pipes. Check the integrity of the pump fuse. Clean the
radiator.
Low pressure in a gas supply channel
GAS LO
(Err. 78)
Increase the pressure of the corresponding gas by means
of the knob on the front panel of the gas console. Also
check the gas supply pressure. This must be around 8 bar.
Door open in power source or in ignition mo-
dule HV19-1 or HV19-PVC
OPN
(Err. 80)
Make sure the cover of the power source and/or of the
HV19-1 or HV19-PVC unit is correctly closed.
CNC off, in emergency or not corrected to
the power source
rob
(Err. 90)
Switch on the CNC, exit the emergency, check the power
source-CNC connection.
Power tranformer over-temperature
TH0
(Err. 73)
Do not switch off the power source. This way the fan will
continue to operate for quick cooling. Return to normal
operation is automatic when the temperature returns to
within normal limits. If the problem continues, contact the
CEBORA assistance service.
Internal error in the microprocessor memory Err 2 Contact the CEBORA assistance service.
The power source does not communicate
with the gas console Err 6
Check the connection between the power source and the
gas console. If the problem continues, contact the CEBO-
RA assistance service.
The power source does not communicate
with the interface circuit
Err 7
Contact the CEBORA assistance service.
The gas console does not communicate with
the power source Err 9
Check the connection between power source and gas
console. If the problem continues, contact the CEBORA
assistance service.
Direct current below minimum acceptable
Err 16
Contact the CEBORA assistance service
Problem with internal clock Err 26 Contact the CEBORA assistance service.
Writingerrorinpowersourceashmemory Err 27 Contact the CEBORA assistance service.
Current detected with arc off on IGBT1 mo-
dule
Err 30
Contact the CEBORA assistance service.
Current over range measurement on IGBT1
module during cutting
Err 35
Contact the CEBORA assistance service.
Current detected on pilot arc circuit with arc
off
Err 39
Contact the CEBORA assistance service.

63
ERROR DESCRIPTION CODE POSSIBLE SOLUTION
Hazardous power voltage: power circuit fault Err 40 Contact the CEBORA assistance service.
Current detected in pilot arc circuit during
cutting
Err 49
Contact the CEBORA assistance service.
Electrode spent
Err 55
Replace the electrode and/or nozzle. Make sure the con-
sumablesarecorrectlytteddependingonthetypeofjob.
Also check the correctness of the cutting gas.
Alignmenterrorbetweenthermwarever-
sions of: power source, gas console, CNC in-
terface module; or, error during power source
auto-upgrade phase
Err 58
Contact the CEBORA assistance service.
Mainsvoltageoutsidespecications
Err 67
Check the fuse of the switchboard to which the power
source mains wire is connected. If the problem continues,
contact the CEBORA assistance service.
Gas pipe emptying not completed or pressu-
re high in a gas supply channel
Err 79
Check the consumables parts or reduce the supply pres-
sure.
Gas console not connected to power source Err 81 Contact the CEBORA assistance service.
No connection between the gas console
PGC-3 and PGC-2 or APGC-1 and APGC-2 Err 82
Check the connection between the PGC-3 module or
APGC-1 module (top one) and the PGC-2 module or
APGC-2 module (bottom one)
Detected current, with arc off, on IGBT2
module
Err 31
Contact the CEBORA assistance service.
Current over range measurement on IGBT2
module during cutting
Err 36
Contact the CEBORA assistance service.
4.3 DESCRIPTION OF AUTOMATIC GAS CONSOLE
PANEL (FIG. 22)
The front panel of the automatic gas console features a
multifunctionLEDdeningitsstatus.
In particular:
Phase LED colour Description
Power source
switch-on
Off
No power to internal
electronic board
Red steady
Problems with micro-
processor of internal
electronic board
Red/Green
alternated
Waiting for commu-
nication with power
source
Fully operating
Red/Green
alternated
slow
No communication
with power source
Green steady Regular operation
A=multifunction LED
To manage the automatic gas console (conguration of
the cutting parameters and setting the RUN status) the
remote panel art. 460 must be connected. Make reference
to the instruction manual of this article for a description of
operation.
With the CAN digital interface open between the panto-
graph/robot and the power source, and in the absence of
art.art.460,aspecicapplicationwillberequiredonthe
control.

64
A
Fig. 22
4.4 CUT QUALITY
Many are the parameters and their combinations which
affect cut quality: the Cut Table manual shows the per-
fectadjustmentsforcuttingaspecicmaterial.Never-
theless, because of the inevitable difference caused by
installation on different pantographs and variations in
the characteristics of the cut materials, the most perfect
parameters can undergo small variations with respect to
those indicated on the above tables. The following points
can help the user to make those small alterations needed
to obtain a good-quality cut.
As is shown on the cutting tables, there are various sets
of expendable parts depending on the cutting current
and gas used.
If high output requirements prevail, and therefore the
need for high cutting speeds, set the maximum allowed
current and the nozzle with the largest diameter. If on the
other hand, focus is on cutting quality (greater squaring
and narrower kerf) set the minimum current allowed for
the material and the thickness being worked.
Before making any adjustment, make sure:
The torch is perpendicular to the cutting surface.
The electrode, nozzle, H2O nozzle carrier and nozzle
protection are not too worn and that their combination
corresponds to the chosen job.
Thecuttingdirection,dependingontheguretobeob-
tained, is correct. Remember that the best side of a cut
is always the right side with respect to the direction of
movement of the torch (the plasma diffuser used has the
holes in clockwise direction).
If large thicknesses have to be cut, special attention
must be given during the break-through phase: in par-
ticular, try and remove any build-up of melted material
around the hole where cutting starts to avoid double
arc phenomena when the torch passes over the start-
ing point again. Also always keep the nozzle protection
clean of any melted metal slag.
Table 7 indicates some of the most frequent problems
and relative solutions.

65
PROBLEM CAUSE SOLUTION
Bevel cut
Electrode or nozzle worn Replace both
Stand off too high Lower stand off
Cutting speed too high Regulate speed
Not enough penetration
Cutting speed too high Regulate speed
Nozzle diameter too large with re-
spect to set current
Check Cutting Tables
Work piece thickness excessive with
respect to set current
Increase the cutting current
Earth lead not in good electric con-
tact with cutting surface
Check the tightness of the earth
terminal to CNC
Presence of
“low-speed dross” *
Cutting speed too low Regulate speed
Cutting current too high Reduce cutting current
Stand off too low Raise stand off
Presence of
“high-speed dross” **
Cutting speed too high Regulate speed
Cutting speed too low Increase cutting speed
Stand off too high Lower stand off
Rounded cutting edge
Cutting speed too high Regulate speed
Stand off too high Lower stand off
* The low speed dross is thick dross, of globular shape, easy to remove. The kerf is fairly large.
** The high speed dross is thin dross, hard to remove. In case of very high speed, the cut wall is rather rough.
Tab. 8
4.5 SYSTEM MAINTENANCE
A correct system maintenance ensures top performance
and extends the life of all the components, including con-
sumables parts. We therefore suggest performing the fol-
lowing maintenance jobs.
Period Maintenance operations
Daily
Make sure the gas supply is at the right
pressure
Weekly
Make sure the power source, cooling
unit and gas console fans are working
correctly
Check coolant level
Clean the torch threads and make sure
there are no signs of corrosion or elec-
tric discharges
Monthly
Check the gas, water and electric con-
nections for any cracks, abrasions or
leaks
Run the TEST program through the gas
console.
Every six
months
Change the coolant in the system
Cleantheexternalandtankltersofthe
cooling unit
Cleanthegasconsolelter
Replace the torch O-rings, and order the
kit art.1400
If, during an inspection, a highly worn component part
is found or one that is not working properly, contact the
CEBORA assistance service.
To service the inner parts of the different system com-
ponents, request the assistance of qualied personnel.
In particular, the following operations are best performed
periodically.
For all the component parts:
• Clean the inside with compressed air (clean, dry and
oil free) to eliminate any dust build up. If possible use
a vacuum cleaner;
• Make sure the power connections are tight and are not
overheating.

66
For each component part:
Component Maintenance operations
Power source
Clean the radiators of the IGBT modules
with compressed air, directing the jet of
air on them .
Cooling unit
Clean the radiator with compressed air,
directing the air jet towards it
Check the internal hydraulic circuit for
cracks or leaks.
Gas console
Check the internal pneumatic circuit for
cracks or leaks.
Valve console
Check the internal pneumatic circuit for
leaks.
Ignition unit
Make sure the spark-gap is not excessi-
vely blackened and that the gap distan-
ce is correct;
Check the inner hydraulic circuit for
cracks or leaks.
Also periodically check the system earth connection. In par-
ticular,followingthediagraming.24,makesureallleadsare
perfectly tight between screw and nut.

67
5 APPENDIX
5.1 OPTIONAL KIT (ART. 425)FOR THE CONNECTION
TO THE PANTOGRAPH’S CNC (FIG. 23)
To assemble the kit Art.425, please refer to the relevant
specicinstructions.
Fig. 23
art 948
FIG. 23

68
5.2 GROUNDING SCHEMATIC OF THE CUTTING
PLANT (FIG. 24)
Use ground cables with cross-section equal or higher
than 16 mm2.
Fig. 24
Power cord
ground
Chocke Copper
bar
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469

69
5.3 SOUND PRESSURE LEVEL MEASUREMENTS
Plasma cutting generates noise levels that can damage the human ear; therefore, operators must wear adequate pro-
tective equipment, such as a headset or earplugs, in conformity to national or local regulations.
Themeasurementsshowninthefollowingtable,referringtomildsteelandtakenatthespecieddistances,canhelp
the safety supervisor adopt all of the means required to make the workplace safe (for example, see international stan-
dard IEC 60974-9).
Material
Cutting
gas
Thickness
Cutting
current
Cutting
speed
Measurement
distance
(opposite source
x
above source)
A-weighted
sound
pressure level
Peak C-
weighted
sound pressure
level
(mm) (A) (m/min) (m x m) (dB) (dB)
Mild Steel O2/air 25 120 0.4 1 x 0.5 105.0 119.7
Mild Steel O2/air 25 120 0.4 2 x 0.5 100.5 114.6
Mild Steel O2/air 25 120 0.4 3 x 0.5 99.2 113.3
Mild Steel O2/air 40 250 0.5 1 x 0.5 111.9 125.0
Mild Steel O2/air 40 250 0.5 2 x 0.5 108.1 121.6
Mild Steel O2/air 40 250 0.5 3 x 0.5 106.5 120.3
Mild Steel O2/air 50 400 0.8 1 x 0.5 114.2 129.5
Mild Steel O2/air 50 400 0.8 2 x 0.5 108.9 124.1
Mild Steel O2/air 50 400 0.8 3 x 0.5 107.1 122.9
The measurements lasted 1 minute each and were conducted in a closed, reverberant room at CEBORA S.p.A. labo-
ratories.
The data do not consider any corrections due to background noise or to the dimensions of the test room.
A-weightedandpeak-Csoundpressurelevelsaredenedbyinternationalstandards(seeIEC11202andIEC61672-1).

70
INHALTSVERZEICHNIS
1 SICHERHEITSVORSCHRIFTEN .............................................................................................71
1.1 WARNHINWEISSCHILD ......................................................................................................71
2 TECHNISCHE DATEN ............................................................................................................ 72
2.1 ALLGEMEINE BESCHREIBUNG DER ANLAGE ................................................................. 72
2.2 STROMQUELLE PLASMA ................................................................................................. 73
2.2.1 Stromquelle Plasma Prof 166 HQC .......................................................................... 73
2.2.2 Stromquelle Plasma Prof 255 HQC ............................................................................74
2.3 GASKONSOLE ....................................................................................................................75
2.3.1 Manuelle Gaskonsole PGC-3 - PGC-2 ......................................................................75
2.3.2 Automatische Gaskonsole APGC ..............................................................................76
2.4 VENTILKONSOLE PVC ...................................................................................................... 77
2.5 ZÜNDGERÄT HV19-1 ......................................................................................................... 77
2.6 ZÜNDGERÄT – VENTILKONSOLE HV19-PVC ....................................................................78
2.7 BRENNER CP450G ............................................................................................................ 79
2.8 WATER CONSOLE ............................................................................................................. 79
3 INSTALLATION ..................................................................................................................... 80
3.1 AUSPACKEN UND ZUSAMMENBAUEN ............................................................................ 80
3.2 ANSCHLUSS DER STROMQUELLE .................................................................................. 80
3.2.1 Anschluss an den CNC-Pantographen ..................................................................... 82
3.2.2 Digitale Signale von der Pantographen-steuerung an die Stromquelle .................... 83
3.2.3 Digitale Signale von der Stromquelle an die Pantographensteuerung ...................... 84
3.2.4 Analoge Signale von der Stromquelle an die Pantographensteuerung ................... 84
3.2.5 Not-Aus-Signal für die Stromquelle .......................................................................... 86
3.3 ANSCHLUSS DER GASKONSOLE .................................................................................... 86
3.3.1 Manuelle Gaskonsole PGC-3 und PGC-2 ................................................................. 86
3.3.2 Automatische Gaskonsole APGC ............................................................................. 86
3.3.3 Hinweis zum Anschluss der Gase ..............................................................................87
3.4 ANSCHLUSS DES BRENNERS CP450G ............................................................................87
3.4.1 Anwendungen auf Pantographen ...............................................................................87
3.4.2 Anwendungen auf Roboter ....................................................................................... 88
4 BETRIEB ..................................................................................................................... 88
4.1 BESCHREIBUNG DER STEUERTAFELN DER STROMQUELLEN ..................................... 88
4.2 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE ............................................. 89
4.2.1 Vorbereitung und Ausfürung des Schneidprozesses (CUT) ...................................... 90
4.2.2 Vorbereitung und Ausführung des Markierprozesses (MARK).................................. 92
4.2.3 Ausführung der Gasdichtigkeitsprüfung (TEST) ........................................................ 93
4.2.4 Zusätzliche Funktionen (Nebenfunktionen) ............................................................... 93
4.2.4.1 Vorbereitung und Ausführung des Punktmarkierprozesses (SPOT MARK) . 93
4.2.4.2 Steuern des Stroms in den Ecken des Werkstücks (CORNER).................... 94
4.2.4.3 Steuerung der Zeit für die Kühlung des Brenners am Ende des Schneidvorgangs 94
4.2.4.4 AnzeigedesVolumenstromsderKühlüssigkeit(H2O) ............................... 95
4.2.4.5 Schneiden von Lochblechen oder Gitterwerk (SR) ...................................... 95
4.2.4.6 Fern-Feineinstellung des Stroms (RRI) ......................................................... 95
4. 2.5 FE H L ER CO DES ........................................................................................................ 95
4.3 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE ..............................................97
4.4 SCHNITTQUALITÄT .............................................................................................................97
4.5 WARTUNG DER ANLAGE .................................................................................................. 99
5 ANHANG ....................................................................................................................100
5.1 OPTIONALER SATZ (ART. 425) FÜR DEN AN-SCHLUSS AN DEN PANTOGRAPHEN ....100
5.2 ERDUNGSPLAN DER ANLAGE ........................................................................................101
5.3
MESSUNG DER SCHALLDRUCKPEGEL ........................................................................102

71
BETRIEBSANLEITUNG FÜR DIE PLASMASCHNEIDANLAGE
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAU-
ER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WER-
DEN. DIESES GERÄT DARF AUSSCHLIESSLICH ZUM
SCHNEIDEN UND BRENNPUTZEN VERWENDET WER-
DEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEISSEN UND
-SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher muß der Be-
nutzer über die nachstehend kurz dargelegten Gefahren
beim Schweißen unterrichtet werden. Für ausführlichere
Informationen das Handbuch Nr. 3.300.758 anfordern.
LÄRM.
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer Geräu-
schentwicklung kommen, die diesen Wert überschreitet.
Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen be-
liebigenLeiterießt,erzeugtelektromagne-
tische Felder (EMF). Der Schweiß- oder
Schneidstrom erzeugt elektromagnetische
Felder um die Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Trä-
ger von lebenswichtigen elektronischen Geräten (Herz-
schrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schnei-
den erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagne-
tische Felder zu mindern, müssen sich alle SchweißerIn-
nen an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der Elektrodenzange
oder des Brenners nicht um den Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen. Wenn
sich das Massekabel rechts vom Schweißer bzw. der
Schweißerinbendet,musssichauchdasKabelder
Elektrodenzange oder des Brenners auf dieser Seite
benden.
- Das Massekabel so nahe wie möglich an der Schweiß-
oder Schneidstelle an das Werkstück anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR.
• Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen ausfüh-
ren, die explosiven Staub, Gas oder Dämpfe ent-
halten. Die für den Schweiß-/Schneiprozeß verwendeten
GasaschenundDruckreglersorgsambehandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Anga-
ben der harmonisierten Norm IEC 60974-10 (Cl. A) kons-
truiert und darf ausschließlich zu gewerblichen Zwe-
cken und nur in industriellen Arbeitsumgebungen
verwendet werden. Es ist nämlich unter Umständen
mit Schwierigkeiten verbunden ist, die elektromag-
netische Verträglichkeit des Geräts in anderen als
industriellen Umgebungen zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND ELEKTRO-
NIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit ge-
wöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie 2002/96/
EG über Elektro- und Elektronik-Altgeräte und der jewei-
ligen Umsetzung in nationales Recht sind nicht mehr ver-
wendete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen Sammlungssyste-
me informieren. Die Umsetzung genannter Europäischer
Richtlinie wird Umwelt und menschlicher Gesundheit zu-
gute kommen!
Im Falle von Fehlfunktionen muß man sich an einen Fach-
mann wenden.
IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
1. Die beim Schneiden entstehenden Funken können
Explosionen oder Brände auslösen.
1.1 KeineentammbarenMaterialienimSchneidbereich
aufbewahren.
1.2 Die beim Schneiden entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmit-
telbaren Nähe bereit halten und sicherstellen, dass
eine Person anwesend ist, die ihn notfalls sofort ein-
setzen kann.
1.3 Niemals Schneidarbeiten an geschlossenen Behäl-
tern ausführen.
2. Der Plasmalichtbogen kann Verbrennungen und
Verletzungen verursachen.
2.1 Vor der Demontage des Brenners die Stromversor-
gung unterbrechen.
2.2 Das Werkstück nicht in der Nähe des Schnittver-
laufs festhalten.
2.3 Einen kompletten Körperschutz tragen.
3. Vom Brenner oder Kabel verursachte Stromschlä-
ge können tödlich sein. Für einen angemessenen

72
Schutz gegen Stromschläge Sorge tragen.
3.1 Isolierhandschuhe tragen. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
3.2 Sicherstellen, dass eine angemessene Isolierung
vom Werkstück und vom Boden gewährleistet ist.
3.3 Vor Arbeiten an der Maschine den Stecker ihres
Netzkabels abziehen.
4. Das Einatmen der beim Schneiden entstehenden
Dämpfe kann gesundheitsschädlich sein.
4.1 Den Kopf von den Dämpfen fern halten.
4.2 Zum Abführen der Dämpfe eine lokale Zwangslüf-
tungs- oder Absauganlage verwenden.
4.3 Zum Beseitigen der Dämpfe einen Sauglüfter ver-
wenden.
5. Die Strahlung des Lichtbogens kann Verbrennungen
an Augen und Haut verursachen. Daher muss die
Bedienperson einen Augenschutz mit mindestens
Schutzstufe DIN 11 und einen geeigneten Gesichts-
schutz benutzen.
5.1 Schutzhelm und Schutzbrille tragen. Einen geeigne-
ten Gehörschutztragen und bei Hemden den Kra-
gen zuknöpfen. Einen Schweißerschutzhelm mit ei-
nem Filter mit der geeigneten Tönung tragen. Einen
kompletten Körperschutz tragen.
6. Vor der Ausführung von Arbeiten an oder mit der
Maschine die Betriebsanleitung lesen.
7. Die Warnhinweisschilder nicht abdecken oder ent-
fernen.
2 TECHNISCHE DATEN
2.1 ALLGEMEINE BESCHREIBUNG DER ANLAGE
Plasma Prof 166 HQC (Art. 948) und Plasma Prof 255
HQC (Art. 949) sind mikroprozessorgesteuerte mecha-
nisierte Plasmaschneidanlagen mit Mehrgastechnik und
Zündeinheit HV19-1 (Art. 464) oder HV-PVC (Art. 462),
manueller Gaskonsole PGC-3 - PGC-2 (Art. 470) oder
automatischer Gaskonsole APGC (Art. 466), Ventilkon-
sole PVC (Art. 469) und Brenner CP450G (anwendungs-
spezische Artikel), die einen Schneidstrom von max.
120/250 A bei 100% Einschaltdauer abgeben können.
Alle Prozessparameter (Material, Gas, Dicke und Strom)
können über die Gaskonsole eingestellt werden und auf
Grundlage dieser Einstellungen werden automatisch die
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464
Abb. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225
Art. 464
Art. 948- 949

73
optimalen Gasvolumenströme angegeben.
Über die Schnittstelle RS-232 oder einen USB-Stick
kann die Software der Anlage aktualisiert werden; so hat
man einen vollständigen Überblick über die Betriebsbe-
dingungen und kann im Falle einer Fehlfunktion das Pro-
blem schneller erkennen.
Über die Schnittstelle RS232 kann ferner die Software
der Maschine aktualisiert werden.
Zur Gewährleistung der optimalen Schnittqualität bei den
verschiedenen Metallen kann die Anlage verschiedene
Gasarten verwenden wie z.B.: Luft, Stickstoff N2, Sau-
erstoff O2, Gemisch H35 (35% Wasserstoff H2 – 65%
Argon Ar), Gemisch F5 (5% Wasserstoff H2 – 95% Stick-
stoff N2). Die Kombinationen werden automatisch in Ab-
hängigkeit vom eingestellten Material vorgeschlagen.
Auch das Markieren mit dem Gas Argon (Ar) ist möglich,
das automatisch vorgeschlagen wird. Für die verschie-
denen Schneidströme und Gasarten stehen unterschied-
liche Sätze von erprobten Verschleißteilen zur Verfügung,
die auf die maximale Schnittqualität ausgelegt sind.
2.2 STROMQUELLE PLASMA
Sie verfügt über einen Mikroprozessor, der die gesamte
Anlage steuert und dessen Software über die Schnittstel-
le RS-232 oder den USB-Anschluss auf der Rückwand
aktualisiert werden kann.
Auf der Rückseite bendet sich das Kühlaggregat mit
Behälter,Pumpe,Kühler,Filtern,Durchussmesserund
Thermometer.
2.2.1 STROMQUELLE PLASMA PROF 166 HQC
Die Plasma Prof 166 HQC ist eine Konstantstromquelle
mit max. 120 A bei 100% Einschaltdauer und entspricht
den IEC-Normen 60974-1, 60974-2 und 60974-10.
TECHNISCHE DATEN
Nennleerlaufspannung (Uo) 300 V
Max. Ausgangsstrom (I2) 120 A
Ausgangsspannung (U2) 128 V
Einschaltdauer (duty cycle) 100% @ 120A
Max. Umgebungstemperatur 40 °C
Kühlung
Luft, mit
Zwangslüftung
Schutzart des Gehäuses IP21S
Nettogewicht 205 kg
Nennspannung und max. Nennstrom:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
KÜHLAGGREGAT DES BRENNER
Nennkühlleistung bei
1 l/min a 25°C
1.7 kW
Max. Druck 0.45 MPa
463
948
960
Abb. 2a

74
2.2.2 STROMQUELLE PLASMA PROF 255 HQC
Die Plasma Prof 255 HQC ist eine Konstantstromquelle
mit max. 250 A bei 100% Einschaltdauer und entspricht
den IEC-Normen 60974-1, 60974-2 und 60974-10.
TECHNISCHE DATEN
Nennleerlaufspannung (Uo) 315 V
Max. Ausgangsstrom (I2) 250 A
Ausgangsspannung (U2) 170 V
Einschaltdauer (duty cycle) 100% @ 250A
Max. Umgebungstemperatur 40 °C
Kühlung
Luft, mit
Zwangslüftung
Schutzart des Gehäuses IP21S
Nettogewicht 406 kg
Nennspannung und max. Nennstrom:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
KÜHLAGGREGAT DES BRENNER
Nennkühlleistung bei
1 l/min a 25°C
1.7 kW
Max. Druck 0.45 MPa
baricentro
681
953
1252
Abb. 2 b

75
2.3 GASKONSOLE
Die Gaskonsole dient zum Einstellen der Prozessparame-
ter und zum Regeln der Gasvolumenströme gemäß Norm
IEC 60974-8. Sie enthält Magnetventile, Druckminderer
und Druckmessumformer sowie Platinen für die Strom-
versorgung und die Kontrolle dieser Komponenten.
2.3.1 Manuelle Gaskonsole PGC-3 - PGC-2
Sie ist in zwei Einheiten unterteilt: Einheit PGC-3, die mit
Luft, Argon Ar, Stickstoff N2 und Sauerstoff O2 gespeist
wird, und Einheit PGC-2, die mit H35 (Gemisch aus 35%
Wasserstoff H2 und 65% Argon Ar) und F5 (Gemisch aus
5% Wasserstoff H2 und 95% Stickstoff N2) gespeist wird.
TECHNISCHE DATEN
VER-WEN-
DETE
GASE
REINHEIT
MAX. EIN-
GANGS-DRUCK
VOLUMEN-
STROM
Luft
Sauber, trocken
und ölfrei nach ISO
8573-1: 2010. Klas-
se 1.4.2 (Partikel,
Wasser, Öl)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Stickstoff 99.997% 0.8 MPa (8 bar) 150 l/min
Sauerstoff 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Gemisch:
35% Wasserstoff,
65% Argon
0.8 MPa (8 bar) 130 l/min
F5
Gemisch:
5% Wasserstoff,
95% Stickstoff
0.8 MPa (8 bar) 30 l/min
*
Die Norm ISO 8573-1:2010 sieht für die Klasse 1.4.2 Folgen-
des vor:
• Partikel: ≤ 20.000 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 0,1 bis 0,5 µm;
≤ 400 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 0,5 bis 1,0 µm;
≤ 10 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 1,0 bis 5.0 µm.
• Wasser: Der Drucktaupunkt darf höchstens 3°C betragen.
• Öl: Die Gesamtkonzentration an Öl darf höchsten 0,1
mg pro Kubikmeter Luft betragen.
Einschaltdauer (duty cycle) 100%
Schutzart des Gehäuses IP 23
Nettogewicht 20 kg
289
198
M 6
354
380
315
Abb. 3

76
2.3.2 Automatische Gaskonsole APGC
Sie ist in zwei Einheiten unterteilt: eine Top, die mit Luft,
Argon Ar, Stickstoff N2 und Sauerstoff O2 gespeist wird,
und eine untere, die mit H35 (Gemisch aus 35% Wasser-
stoff H2 und 65% Argon Ar) und F5 (Gemisch aus 5%
Wasserstoff H2 und 95% Stickstoff N2) gespeist wird.
TECHNISCHE DATEN
VER-WEN-
DETE
GASE
REINHEIT
MAX. EIN-
GANGS-DRUCK
VOLUMEN-
STROM
Luft
Sauber, trocken
und ölfrei nach ISO
8573-1: 2010. Klas-
se 1.4.2 (Partikel,
Wasser, Öl)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Stickstoff 99.997% 0.8 MPa (8 bar) 150 l/min
Sauerstoff 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Gemisch:
35% Wasserstoff,
65% Argon
0.8 MPa (8 bar) 130 l/min
F5
Gemisch:
5% Wasserstoff,
95% Stickstoff
0.8 MPa (8 bar) 30 l/min
*
Die Norm ISO 8573-1:2010 sieht für die Klasse 1.4.2 Folgen-
des vor:
• Partikel: ≤ 20.000 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 0,1 bis 0,5 µm;
≤ 400 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 0,5 bis 1,0 µm;
≤ 10 Feststoffpartikel pro Kubikmeter Luft im
Größenbereich von 1,0 bis 5.0 µm.
• Wasser: Der Drucktaupunkt darf höchstens 3°C betragen.
• Öl: Die Gesamtkonzentration an Öl darf höchsten 0,1
mg pro Kubikmeter Luft betragen.
Einschaltdauer (duty cycle) 100%
Schutzart des Gehäuses IP 23
Nettogewicht 20 kg
352
289
198
M 6
354
315
Abb. 4

77
2.4 VENTILKONSOLE PVC
Die Ventilkonsole PVC steuert den Gaswechsel in den
Phasen Zündung-Übertragung und beim Ausschalten.
Sie enthält Magnetventile, Rückschlagventile und Druck-
minderer.
Das Nettogewicht der Ventilkonsole PVC (Abb. 5) beträgt
3,2 kg.
145
240
Ø 5,5
70
250
124
Abb. 5
2.5 ZÜNDGERÄT HV19-1
Das Zündgerät HV19-1 stellt den Hochspannungs-/Hoch-
frequenzimpuls (14 kV) zum Zünden des Lichtbogens im
Brenner zwischen Elektrode und Düse bereit.
Es entspricht der Norm IEC 60974-3.
Es kann in jeder Lage eingebaut werden. Die Anlage wird
stillgesetzt, wenn der Gehäusedeckel geöffnet wird.
TECHNISCHE DATEN
Spitzenspannung (Upk) 14 kV
Einschaltdauer (duty cycle) 100% bei 420A
Schutzart des Gehäuses IP 23
Nettogewicht 6.5 kg
205
155
320
200
Abb. 6
200
M 6

78
2.6 ZÜNDGERÄT – VENTILKONSOLE HV19-PVC
Die Einheit Zündgerät/Ventilkonsole erfüllt zwei Funktio-
nen:
- sie stellt den Hochspannungs-/Hochfrequenzimpuls (14
kV) zum Zünden des Lichtbogens im Brenner zwischen
Elektrode und Düse bereit;
- sie steuert den Gaswechsel in den Phasen Zündung-
Übertragung und beim Ausschalten. Sie enthält Mag-
netventile, Rückschlagventile und Druckminderer.
Sie entspricht der Norm IEC 60974-3.
Sie kommt im Allgemeinen in robotisierten Anlagen zum
Einsatz.
Die Anlage wird stillgesetzt, wenn der Gehäusedeckel ge-
öffnet wird.
TECHNISCHE DATEN
Spitzenspannung (Upk) 14 kV
Einschaltdauer (duty cycle) 100% bei 420A
Schutzart des Gehäuses IP 23
Nettogewicht 10 kg
240
173
423
Abb. 7
231
245
M 6
Robotisierte
Anwendungen

79
2.7 BRENNER CP450G
DerBrennerCP450GisteinüssigkeitsgekühlterBrenner
mit Mehrgastechnik, der sich zum Fasenschneiden eig-
net. Er entspricht der Norm IEC 60974-7.
Er eignet sich für den Betrieb mit folgenden Plasmagasen:
Luft, Argon Ar, Stickstoff N2, Sauerstoff O2, Gemisch H35
(35% Wasserstoff H2 – 65% Argon Ar) und Gemisch F5
(5% Wasserstoff H2 – 95% Stickstoff N2); mit folgenden
Sekundärgasen: Luft, Argon Ar, Stickstoff N2, Sauerstoff
O2; sowie mit folgenden Hilfsgasen: Luft und Stickstoff
N2. Bei Betrieb mit der Stromquelle Plasma Prof 420 HQC
beträgt der maximale Schneidstrom 420A bei 100% Ein-
schaltdauer.
Es gibt verschiedene Versionen des Brenners CP450G
für die unterschiedlichen Anwendungen: für Pantogra-
phen oder für robotisierte Anlagen.
Das Nettogewicht des Brenners inklusive Kabel beträgt je
nach Kabellänge 8 bis 12 kg.
2.8 WATER CONSOLE
Die Water Console ist eine Zusatzeinrichtung für den Was-
serussbetrieb,umEdelstahl und Aluminiumzuschnei-
den, sofern man die Kombination Stickstoff N2 / Wasser
H2O benutzen wollte.
Nehmen Sie Bezug auf die Bedienungsanleitung dieser
Einrichtung für die Beschreibung ihrer Wirkungsweise.
Robotisierte
Anwendungen
Anwendungen
auf Pantographen
Abb. 8

80
3 INSTALLATION
Die Installation der Anlage muss durch Fachpersonal er-
folgen. Alle Anschlüsse müssen nach den geltenden Be-
stimmungen und unter strikter Beachtung der Unfallver-
hütungsvorschriften ausgeführt werden (siehe CEI 26-23
/ IEC-TS 62081). Während sämtlicher Installationsarbei-
ten darf das Netzkabel nicht angeschlossen sein.
Den Erdungsplan in Anhang einhalten.
3.1 AUSPACKEN UND ZUSAMMENBAUEN
Zum Transportieren der Stromquelle einen Hubwagen
verwenden. Zum Entfernen der Holzpalette, die Teil der
Verpackung ist, wie folgt verfahren:
• die 4 Schrauben für die Befestigung an der Holzpalette
ausschrauben;
• die Stromquelle mit einem Hubwagen anheben; beim
Positionieren der Gabel den Schwerpunkt der Stromquelle
berücksichtigen (siehe Abb. 2). Die Kühlanlage saugt die
Luft auf der Rückseite der Stromquelle an und stößt sie
durch das Gitter auf der Vorderseite aus. Die Stromquelle
so aufstellen, dass ausreichend Platz für die Lüftung ist;
von Wänden einen Mindestabstand von 1 m einhalten.
3.2 ANSCHLUSS DER STROMQUELLE.
Alle Anschlüsse müssen vom Fachmann ausgeführt werden.
Stromquelle PLASMA PROF 166 HQC
Abb. 10 a
• Die Stromquelle ist bei Lieferung für eine dreiphasige
Netzspannung von 400V eingerichtet. Netzspannung von
400V eingerichtet. Für andere Netzspannungen wie folgt
verfahren.
Die gruselig Seitenwand der Stromquelle (siehe Ersatz-
teilliste) ausbauen, die Abdeckung der Klemmenleisten
entfernen und die Klemmenleisten nach den Angaben in
Abbildung10akongurieren:
Bei dreiphasiger Versorgungsspannung von 230V mit Hilfe
des beiliegenden Kabels (mit einer Klemme an den Kabeln
des unteren Klemmenblock) auch die erste Klemme unten
links mit der letzten Klemme unten rechts kurzschließen (sie-
he Abb.10a, Kasten 230V)
A
B
C
Fig. 13 a
Stromquelle PLASMA PROF 255 HQC
• Die Stromquelle ist bei Lieferung für eine dreiphasige
Netzspannung von 400V eingerichtet. Netzspannung von
400V eingerichtet. Für andere Netzspannungen wie folgt
verfahren: Die rechte Seitenwand der Stromquelle (siehe
Ersatzteilliste) ausbauen, die Abdeckung der Klemmen-
leisten entfernen und die Klemmenleisten nach den An-
gabeninAbbildung10bkongurieren:
ANMERKUNG: Die 3-poligen Klemmenleisten oben links
bzw. rechts sind für den Hilfstrafo und den Steuerstromtra-
fo vorgesehen. Bei dreiphasiger Versorgungsspannung von
230V mit Hilfe des beiliegenden Kabels (mit einem Kabelbin-
der am Deckel befestigt) auch die erste Klemme unten links
mit der letzten Klemme unten rechts kurzschließen (siehe
Abb. 10b, Kasten 230V)

81
Fig. 10 b
A
B
C
Fig. 13 b
Stromquelle PLASMA PROF 166 HQC und
Stromquelle PLASMA PROF 255 HQC
Sicherstellen, dass die Netzspannung der auf dem Typenschild
der Stromquelle angegebenen Nennspannung entspricht.
Der gelb-grüne Schutzleiter des Netzkabels muss an einen
wirksamen Erdungsanschluss der Anlage angeschlossen
werden (siehe Plan im Anhang); die übrigen Leiter müssen
über einen Schalter ans Netz angeschlossen werden; der
Schalter sollte sich möglichst in der Nähe der Schneidzone
benden,damiterimNotfallschnellausgeschaltetwerden
kann. Der Bemessungsstrom des LS-Schalters oder der
Sicherungen muss der Stromaufnahme I1max des Geräts
entsprechen. Die Stromaufnahme I1max ist auf dem Typen-
schild auf der Rückseite des Geräts bei der Nennspannung
U1 angegeben. Eventuelle Verlängerungen müssen einen für
die maximale Stromaufnahme I1max geeigneten Querschnitt
haben. • Anschließend die verschiedenen Verbindungslei-
tungen anschließen (Abb. 11). Die Verbindungsleitung Art.
1169 mit den zugehörigen Kabeln in den Brenneran-
schluss G der Stromquelle einführen und die 3 Befesti-
gungsschrauben fest anschrauben. Das schwarze Haupt-
stromkabel mit der Klemme B (-) verschrauben, die zwei
Drähte der Sicherheitsvorrichtung in die Klemmenleiste C
stecken und die Faston-Buchse des roten Kabels des Pi-
lotlichtbogens auf den Faston-Stecker A des zugehörigen
Kabels stecken. Den Kabelschuh des Massekabels an die
Klemme H (+) anschließen (siehe Abbildung) und die Kühl-
wasserleitungen E und F anschließen; hierbei auf die Farb-
codierung achten (E, rot = Warmwasser, Rücklauf; F-blau =
Kaltwasser, Vorlauf). Das andere Ende der Verbindungslei-
tung Art. 1169 an das Zündgerät HV19-1 (Art. 464) an-
schließen, wie es auf der rechten Seite der Abbildung 12
zu sehen ist (schwarzes Hauptstromkabel an die Klemme
B (-) und Faston-Steckverbinder des roten Kabels des Pi-
lotlichtbogens an A):
A
B
Abb. 12
F
E
G
H
C
A
B
Abb. 11

82
Das Zündgerät HV19-1 muss direkt auf dem Pantogra-
phen so an Masse angeschlossen werden (mit den 4 in
Abb. 6 gezeigten Befestigungsschrauben), dass es geöff-
net werden kann.
Anhand von Abb. 13 die Zwischenverbindung Art. 1189
an die Steckbuchse B (für die Gaskonsole), die Zwischen-
verbindung für den Anschluss an den Pantographen an
die Steckbuchse A und schließlich ggf. die Zwischenver-
bindung Art. 1199 an die Steckbuchse C (für die externe
Steuertafel) anschließen.
3.2.1 Anschluss an den CNC-Pantographen.
Falls die Stromquelle über eine digitalet Schnittstelle ver-
fügt, die zugehörige Dokumentation zu Rate ziehen.
HINWEIS:FürdieSteckvorrichtungCNCwirdeiniegen-
Abb. 14
Stecker AMP
P/N 182926-1
art 949

83
der Stecker (AMP P/N 182926-1; Abb. 14) mit den ent-
sprechenden Stiften mitgeliefert; den übrigen Anschluss
an den Pantographen muss der Kunde ausführen.
3.2.2 Digitale Signale von der Pantographen-steue-
rung an die Stromquelle.
VERDRAHTUNG EINES DIGITALEINGANGS
Low-Pegel 0 ÷ +7,5 Vdc;
High-Pegel +14,5 ÷ +24 Vdc;
Eingangsstrom 2,5 mA, max.;
Eingangsfrequenz 100 Hz, max.;
Bezugspotential für jedenEingang (Gnd) J1, pin 2, auf der
Schnittstellenkarte.
ROBOT READY.
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
1
Robot
Ready
Signal J10, pin 3
2 +24 Vdc J10, pin 4
Das Signal “Robot Ready” ist high-aktiv.
Damit die Stromquelle bereit für den Schneidprozess ist,
ist eine Spannung von +24 VDC erforderlich.
Die Pantographensteuerung muss dieses Signal setzen,
sobald sie bereit zum Schneiden ist.
Fehlt das Signal “Robot Ready”, wird der Schneidprozess
unverzüglich gestoppt und auf der Steuertafel wird die
blinkende Meldung “rob” angezeigt.
ANMERKUNG: Ist das Signal “Robot Ready” nicht aktiv,
wird kein digitales oder analoges Signal erfasst.
START.
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
3
Start
Signal J10, pin 1
4 +24 Vdc J10, pin 2
Das Signal “Start” ist high-aktiv und startet den Schneid-
prozess. Der Prozess bleibt aktiviert, solange das Signal
“Start” anliegt.
Ausnahmen: - Das Signal “Robot Ready” liegt nicht an.
- Das Signal “Power Source Ready” liegt
nicht an (Beispiel: Übertemperatur, unge
nügender Flüssigkeitsstand usw.).
SPOT-MARK.
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
5
Spot
Signal J10, pin 7
6 +24 Vdc J10, pin 8
Das Signal “Spot” ist high-aktiv.
Spot 0 VDC = Die Pantographensteuerung signa-
lisiert der Stromquelle die Bedingung
"normaler Schnitt".
Spot +24 VDC = Die Pantographensteuerung weist
die Stromquelle an, den Arbeitsmodus
“Punktmarkierung” zu aktivieren.
CORNER
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
15
Corner
Signal J10, pin 5
16 +24 Vdc J10, pin 6
Das Signal “Corner” ist high-aktiv.
Corner 0 Vdc = Die Pantographensteuerung signalisiert
der Stromquelle die Bedingung "norma-
ler Schnitt".
Corner +24 Vdc = Die Pantographensteuerung signali-
siert der Stromquelle die Anstellung in
einem Winkel.
PREFLOW
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
17
Preow
Signal J11, pin 5
18 +24 Vdc J11, pin 6
DasSignal“Preow”isthigh-aktiv.
Preow0Vdc= DiePantographensteuerungweistdie
Stromquelle an, die Funktion “Pre-
ow”NICHTzuaktivieren.
Preow+24Vdc=Die Pantographensteuerung signali-
siert der Stromquelle den Arbeitsmo-
dus “Markierung”.
CUT/MARK
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
19
Cut/Mark
Signal J11, pin 7
20 +24 Vdc J11, pin 8

84
Das Signal “Cut/Mark” ist high-aktiv.
Cut/Mark 0 Vdc = Die Pantographensteuerung signali-
siert der Stromquelle die Bedingung
"normaler Schnitt".
Cut/Mark+24 Vdc = Die Pantographensteuerung signa-
lisiert der Stromquelle den Arbeits-
modus “Markierung”.
3.2.3 Digitale Signale von der Stromquelle an die
Pantographensteuerung.
VERDRAHTUNG EINES DIGITALEN RELAISAUSGANGS
Spannung Kontakte 24 Vdc / 120 Vac;
Strom Kontakte 1 Adc / 0,5 Aac max;
Schaltfrequenz 15 Hz max.
ARC TRANSFER.
ANSCHLÜS-
SE DES CNC
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALTYP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
12
Arc
Transfer
Arbeitskontakt J4, pin 1
14 Anschluss C J4, pin 3
Das Signal “Arc Transfer” ist high-aktiv (geschlossener
Kontakt).
Das Signal “Arc Transfer” bleibt während des Schneidvor-
gangs inklusive der Einstechphase aktiv.
POWER SOURCE READY
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALTYP
POSITION AUF
DER SCH-
NITTSTELLEN-
KARTE
25
Power
Source
ready
Anschluss C J3, pin 5
26
Arbeitskontakt
NO
J3, pin 6
Das Signal “Power Source Ready” ist high-aktiv (Kontakt
geschlossen).
Das Signal “Power Source Ready” bleibt über die Zeit ak-
tiv, in der die Stromquelle bereit zum Schneiden ist. Gibt
die Stromquelle eine Fehlermeldung aus oder wird das Si-
gnal “Robot Ready” von der Pantographensteuerung de-
aktiviert, ist das Signal “Power Source Ready” nicht mehr
aktiv. Das heißt, dass das Signal “Power Source Ready”
Fehler sowohl der Stromquelle als auch des Pantogra-
phen signalisieren kann.
PROCESS ACTIVE
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALTYP
POSITION AUF
DER SCH-
NITTSTELLEN-
KARTE
27
Process
Active
Anschluss C J3, pin 3
28
Arbeitskontakt
NO
J3, pin 4
Das Signal “Process Active” ist high-aktiv (Kontakt ge-
schlossen).
Wenn die Pantographensteuerung das digitale Signal
“Start” aktiviert, beginnt der Schneidprozess mit der Gas-
vorströmung, auf die der Schneidvorgang und anschlie-
ßend die Gasnachströmung folgen.
Ab dem Beginn der Gasvorströmung bis zum Ende der
Gasnachströmung gibt die Stromquelle das Signal “Pro-
cess Active” aus. Die Stromquelle führt den Prozess aus.
3.2.4 Analoge Signale von der Stromquelle an die
Pantographensteuerung.
VERDRAHTUNG EINES ISOLIERTEN ANALOGEN
SPANNUNGSAUSGANGS.
Ausgangsspannung 0 - 10 VDC;
Ausgangsstrom max. 20 mA;
Ausgangsfrequenz max. 5 H

85
SKALENEN-
DWERT FÜR
DAS SIGNAL
I_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON
ANMERKUNG: Beide Schalter von DIP1 müssen sich
stetsindergleichenSchaltstellungbenden(Beispiel:bei
auf ON oder beide auf OFF). Das Gleiche gilt für DIP2.
V_Arc-ISO.
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNALNAME
SIGNALT-
YP
POSITION
AUF DER
SCHNITT-
STELLEN-
KARTE
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“V_Arc-ISO” ist das Signal für die Lichtbogenspannung
am Ausgang der Stromquelle (Spannung “Elektrode-
Werkstück”). Es wird isoliert mit den folgenden Skale-
nendwerten bereitgestellt:
• Spannung von 0 bis 5V, was einer Lichtbogenspannung
von 0 bis 250V entspricht (Reduktionsverhältnis = 1/50);
• Spannung von 0 bis 10V, was einer Lichtbogenspannung
von 0 bis 250A entspricht (Reduktionsverhältnis = 1/25).
Der Skalenendwert von der Schaltstellung der DIP-Schal-
ter DIP1 auf der Schnittstellenkarte ab (siehe Abb. 15).
DIP 3
DIP 1
Abb. 15
Bei Lieferung ist die Maschine für die Abgabe der galva-
nisch getrennten reduzierten Lichtbogenspannung 1/50
Varc eingerichtet.
VERDRAHTUNG EINES NICHT ISOLIERTEN ANALO-
GEN SPANNUNGSAUSGANGS.
Ausgangsspannung 0 ÷ 250 Vdc;
Ausgangsimpedanz ca. 10 Kohm
V_Arc-NO-ISO.
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNALNAME
SIGNALTYP
POSITION
IM
SCHALTKREIS
BRENNER +
MESSUNG
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 1
V_Arc-NO-ISO.
“V_Arc-NO-ISO” ist das Signal für die Lichtbogenspannung
am Ausgang der Stromquelle (Spannung “Elektrode-Werk-
stück”). Es wird NICHT isoliert und NICHT gedämpft mit
DIP 1

86
Spannungswerten von 0 bis 250 VDC bereitgestellt, wobei der
positive Anschluss (Potential des Werkstücks) elektrisch mit
dem Massepotential der Anlage verbunden ist. Das Potential
“Elektrode” wird mit einem Widerstand von ca. 10 kOhm be-
reitgestellt, der mit dem Ausgang in Reihe geschaltet ist.
3.2.5 Not-Aus-Signal für die Stromquelle.
VERDRAHTUNG DES NOTBEFEHLSEINGANGS.
Eingangsspannung 24 VDC;
Stromaufnahme max. 20 mA
EMERGENCY A
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUEL-
LE
SIGNAL-
NAME
SIGNALTYP
POSITION AUF
DER SCHNITT-
STELLENKARTE
21
Emergency
A
Ruhekontakt
Steuerung
Netzschütz
22 Ruhekontakt
Steuerung
Netzschütz
“Emergency A” ist das Not-Aus-Signal, das von der Pan-
tographensteuerung oder den Schutzeinrichtungen der
Anlage an die Stromquelle gesendet wird. Es muss von
einem Kontakt eines Relais oder einer Sicherheitsvorrich-
tung kommen; die Auslösung der Vorrichtung bewirkt das
Öffnen des Kontakts und folglich die unverzügliche Ab-
schaltung der Stromquelle sowie das Öffnen des Netz-
schützes in der Stromquelle. Die Hauptstromkreise der
Stromquelle sind so ohne Stromversorgung. Das Signal
“Emergancy A” ist low-aktiv (offener Kontakt): Damit die
Stromquelle bereit zum Schneiden ist, muss der Kontakt
geschlossen werden. “Emergency A” unterbricht unver-
züglich die Stromabgabe durch die Stromquelle. Auf der
Steuertafel erscheint die Meldung “OFF rob”.
EMERGENCY B
ANSCHLÜSSE
DES CNC-
STECKVERBIN-
DERS AUF DER
STROMQUELLE
SIGNAL-
NAME
SIGNALTYP
POSITION AUF
DER SCHNITT-
STELLENKARTE
23
Emergency
B
Ruhekontakt
Steuerung
Netzschütz
24 Ruhekontakt
Steuerung
Netzschütz
“Emergency B” ist das Not-Aus-Signal, das von der Pan-
tographensteuerung oder den Schutzeinrichtungen der
Anlage an die Stromquelle gesendet wird. Es muss von
einem Kontakt eines Relais oder einer Sicherheitsvorrich-
tung kommen; die Auslösung der Vorrichtung bewirkt das
Öffnen des Kontakts und folglich die unverzügliche Ab-
schaltung der Stromquelle sowie das Öffnen des Netz-
schützes in der Stromquelle. Die Hauptstromkreise der
Stromquelle sind so ohne Stromversorgung. Das Signal
“Emergancy B” ist low-aktiv (offener Kontakt): Damit die
Stromquelle bereit zum Schneiden ist, muss der Kontakt
geschlossen werden. “Emergency B” unterbricht unver-
züglich die Stromabgabe durch die Stromquelle. Auf der
Steuertafel erscheint die Meldung “OFF rob”.
HINWEIS: Als optionaler Satz ist ein mehrpoliger Steckver-
binder für zusätzliche Signale lieferbar (siehe Anhang)
3.3 ANSCHLUSS DER GASKONSOLE
3.3.1 Manuelle Gaskonsole PGC-3 und PGC-2
• Die Gaskonsole auf der Stromquelle oder dem Panto-
graphen befestigen und die Massen nach dem Plan in
Abb. 24 von Anhang 5.2 mit einer wirksamen Erdungsan-
lage verbinden.
Die zwei Einheiten PGC-3 und PGC-2 sind wie folgt mit-
einander verbunden:
- Verbindungsleitung zwischen CN06 und CN07
- SchlauchzwischendemAusgang“plasmacutow”von
PGC-3 und dem Eingang “plasma” von PGC-2
• Das Schlauchpaket Art. 1166 anschließen. Die Schläu-
che an die zugehörigen Gasausgänge schrauben; hier-
bei auf die Entsprechung der Kennzeichnungen achten
(plasmapreow,secondarypreow/cutowundauxiliary
an PGC-3; plasma cutlow an PGC-2); den elektrischen
Steckverbinder an Ausgang CN05 schrauben (siehe die
linke Seite von Abb. 16).
• Das andere Ende des Schlauchpakets Art. 1166 an die
Ventilkonsole PVC (Art. 469) für die Schläuche “plasma”,
“secondary” und “auxiliary” anschließen; hierbei auf die
Entsprechung der Kennzeichnungen achten. Die Ventil-
konsole PVC auf dem Kopfteil des Pantographen in der
Nähe des Brenners befestigen (siehe die rechte Seite von
Abb. 16).
• Schließlich zum Anschließen der Zwischenverbindung
Art. 1189 den elektrischen Steckverbinder an Ausgang
CN04 schrauben. (siehe die linke Seite von Abb. 16).
3.3.2 Automatische Gaskonsole APGC.
• Die Gaskonsole auf der Stromquelle oder dem Panto-
graphen befestigen und die Massen nach dem Plan in
Abb. 24 von Anhang 5.2 mit einer wirksamen Erdungsan-
lage verbinden.
• Das Schlauchpaket Art. 1166 anschließen. Die Schläu-
che an die zugehörigen Gasausgänge schrauben; hierbei
auf die Entsprechung der Kennzeichnungen achten (plas-
ma preow - cutow, secondary preow - cutow und
auxiliary); den elektrischen Steckverbinder an Ausgang
CN05 schrauben (siehe Abb. 17).
• Das andere Ende des Schlauchpakets Art. 1166 an die
Ventilkonsole PVC (Art. 469) für die Schläuche “plasma”,

87
“secondary” und “auxiliary” anschließen; hierbei auf die
Entsprechung der Kennzeichnungen der Gasschläuche
achten. Die Ventilkonsole PVC auf dem Kopfteil des Pan-
tographen in der Nähe des Brenners befestigen (siehe die
rechte Seite von Abb. 16).
• Schließlich zum Anschließen der Zwischenverbindung
Art. 1189 den elektrischen Steckverbinder an Ausgang
CN04 schrauben (siehe Abb. 17).
Es ist sicherzustellen, dass die Luft (AIR) mit dem richti-
gen Druck stets an die automatische Gaskonsole ange-
schlossen ist, da sie als Prozessgas verwendet wird.
Abb. 17
3.3.3 Hinweis zum Anschluss der Gase
Bei den Gewinden der Gaseingänge (INLET GAS) handelt
es sich um 1/4G für die Gase Luft, Ar, N2, O2 und Hilfsgas
und um 1/8G für die Gase H35 und F5.
Für die Beschaffung der Gase und die Wartung der Ver-
teilungsanlage ist der Kunde zuständig. Es wird daran
erinnert, dass eine mangelhafte Wartung der Anlage zu
schweren Unfällen führen kann.
Die Sicherheitsdatenblätter der einzelnen Gase aufmerk-
sam durchlesen, um die mit einem unsachgemäßen Ge-
brauch verbundenen Gefahren richtig einschätzen zu
können.
HINWEIS: Die Wahl des Schlauchtyps muss in Abhän-
gigkeit vom verwendeten Gas erfolgen (siehe die Norm
EN 559).
HINWEIS: Die Verwendung von Gas mit einer geringe-
ren Reinheit kann je nach Material zu einer Reduzierung
der Geschwindigkeit, der Qualität und der maximalen
Schneiddicke führen. Außerdem ist die Lebensdauer der
Verbrauchsteile nicht garantiert.
ACHTUNG: Bei Verwendung von Sauerstoff müssen alle
Komponenten, die mit ihm in Kontakt kommen, frei von
Ölen und Fetten sein.
• Wenn man das Schneidprogramm MS - O2/O2 (Schnei-
den von unlegiertem Stahl mit Sauerstoff/Sauerstoff)
wählt, muss man sicherstellen, dass die Luft (AIR) an
den Eingang der Gaskonsole angeschlossen ist, da sie
als Vorströmgas verwendet wird.
• Wenn man einen Schneidstrom von mehr als 50A wählt,
muss man sicherstellen, dass die Luft (AIR) oder der
Stickstoff (N2) auch beim Kanal AUXILIARY an den Ein-
gang der Gaskonsole angeschlossen ist.
3.4 ANSCHLUSS DES BRENNER CP450G
3.4.1 Anwendungen auf Pantographen
• Das Schlauchpaket des Brenners an die Ventilkonsole
PVC (Art. 469) anschließen; hierzu die Schläuche unter
Beachtung der durch ihre Kennzeichnung angegebenen
Reihenfolge an die jeweiligen Gasausgänge schrauben
(siehe Abb. 18).
Abb. 16

88
Abb. 18
• Mit einem Winkeldreieck kontrollieren, dass der Bren-
ner senkrecht zur Schneidebene des Pantographen ist.
• Das Kabel des Brenners (Art. 1224, 1225) wie auf der
rechten Seite von Abb. 19 gezeigt in das Zündgerät
HV19-1 einführen.
Abb. 19
3.4.2 Anwendungen auf Roboter
• Das Schlauchpaket des Brenners an die Einheit Zünd-
gerät/Ventilkonsole HV19-PVC (Art. 462) anschließen;
hierzu die Schläuche unter Beachtung der durch ihre
Kennzeichnung angegebenen Reihenfolge an die jewei-
ligen Gasausgänge schrauben.
• Mit einem Winkeldreieck kontrollieren, dass der Bren-
ner senkrecht zur Schneidebene des Pantographen ist.
• Das Kabel des Brenners (Art. 1222 oder Art. 1223) in die
Einheit Zündgerät/Ventilkonsole HV19-PVC (Art. 462)
einführen und dann wie im vorhergehenden Abschnitt
beschrieben verfahren.
3.5 ANFORDERUNGEN AN DIE KÜHLFLÜSSIGKEIT
Die Stromquelle enthält bei Lieferung eine Mindestmenge
Kühlüssigkeit:EsistAufgabedesKunden,denBehälter
vor Gebrauch der Anlage zu füllen.
Ausschließlich das Kühlmittel von CEBORA (Art. 1514)
verwenden und das Sicherheitsdatenblatt aufmerksam le-
sen, um den sicheren Gebrauch und die richtige Lagerung
zu gewährleisten.
Die Einfüllöffnung des Behälters mit einem Fassungsver-
mögenvon10LiternbendetsichaufderRückseiteder
Stromquelle (siehe Abb. 20). Den Behälter bis zur Max-
Markierung füllen und nach der ersten Einschaltung der
Anlage Kühlmittel ergänzen, um das in den Schläuchen
enthaltene Flüssigkeitsvolumen auszugleichen.
ANMERKUNG: Während des Betriebs der Anlage und
insbesondere beim Auswechseln des Brenners oder der
Verschleißteile kommt es zu geringfügigen Flüssigkeits-
verlusten. Wöchentlich bis zur Max-Markierung nachfüllen.
ANMERKUNG:Nach6MonatenmussdieKühlüssigkeit
ungeachtet der Betriebsstunden der Anlage vollständig
gewechselt werden.
4 BETRIEB
4.1 BESCHREIBUNG DER STEUERTAFELN DER
STROMQUELLEN
Mit dem Schalter A auf der Bedienfront der Stromquelle
schaltet man die gesamte Anlage ein: Die Lampe B
schaltet sich ein, um diesen Vorgang zu bestätigen.
A = Netzschalter.
B = Netzkontrolllampe.
C = serielle Schnittstelle RS232.
D = Sicherung der Pumpe des Kühlkreislaufs
(5A-250V-T).
E = Kabeldurchführung für das Netzkabel.
F = Steckverbinder CNC für den Anschluss an den
Pantographen.
G = Steckverbinder CN03 für den Anschluss an die
Gaskonsole.
H = VerschlussdesKühlüssigkeitsbehälters.
I = FüllstandsanzeigederKühlüssigkeit.
L = FilterVorlaufKühlüssigkeit.
M = HahnzumEntleerendesKühlüssigkeitsbehäl
ters.
N = Steckanschluss für den Vorlaufschlauch der
Kühlüssigkeit.
O = Steckanschluss für den Rücklaufschlauch der
Kühlüssigkeit.
P = Brenneranschluss.
Q = Kabeldurchführung für das Massekabel.
R = FilterRücklaufKühlüssigkeit.
S = Steckverbinder für den Anschluss an die externe
Steuertafel.
T = USB-Anschluss.Zum Aktualisieren der Firmware
der Stromquelle.

89
4.2 BESCHREIBUNG DES BEDIENFELDS DER
GASKONSOLE (ABB. 21)
Über das Bedienfeld der Gaskonsole werden alle Funktio-
nen der Anlage gesteuert. Insbesondere wird der Arbeits-
modus gewählt, d.h. Schneiden (CUT), Markieren (MARK)
oder Gasdichtigkeitsprüfung (TEST) der Anlage.
A: Taste für die Wahl des Arbeitsmodus.
Bei jeder Betätigung dieser Taste leuchtet
die der Wahl entsprechende LED auf:
B: LED: Arbeitsmodus Schneiden.
C: LED: Arbeitsmodus Markieren.
D: LED: Arbeitsmodus Test.
E: Taste für die Wahl der einzustellenden
Parameter. Bei jeder Betätigung dieser Taste
leuchtet die der Wahl entsprechende LED auf:
F: Diese LED signalisiert den Modus
für die Wahl des zu schneidenden
Materialtyps.
G: Diese LED signalisiert den Modus
für die Wahl der Gaskombination.
PLASMA/SECONDARY.
H: Diese LED signalisiert den Modus
für die Wahl der Dicke des zu schnei-
denden Materials.
I: Diese LED signalisiert den Modus
für die Wahl des Schneidstroms.
L: Diese LED signalisiert den Modus
für die Wahl der Schnittgeschwindigkeit.
M: zeigt die verschiedenen Verbrauchstei
lesätze an, die in Abhängigkeit von den
vorgenommenen Einstellungen zu ver
wenden sind
N: Dieses Display zeigt die Werte der
eingestellten Parameter an.
O: Regler der Parameter.
P: Dieses Display zeigt den Plasmagastyp an.
Q: Dieses Display zeigt den Sekundärgastyp an.
R: Dieses Display zeigt den Druck das Plasma-
gases beim Schneiden an.
Abb. 20 a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

90
S: Dieses Display zeigt den Druck des Plasma-
gases beim Zünden an.
T: Dieses Display zeigt den Druck des Sekun-
därgases beim Zünden an.
U: Dieses Display zeigt den Druck des Sekun-
därgases beim Schneiden an.
V: Taste für die Wahl der Gaskanäle PLASMA
PRE/CUT FLOW und SECONDARY PRE/CUT
FLOW
W: Taste zum Bestätigen der Parametereinstel-
lungen: Konsole bereit für CUT, MARK oder
TEST
X: LEDs zur Unterstützung bei der Einstellung des
richtigen Drucks der Gase:
- niedriger Druck = linke LED eingeschaltet.
- hoher Druck = rechte LED eingeschaltet.
- richtiger Druck = beide LEDs eingeschaltet.
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Abb. 20 b
Y: Regler für den Druck der Gase der Konsole
PGC-3.
Z: Diese LED signalisiert die Aktivierung der
Konsole PGC-2.
K: Regler für den Druck der Gase der Konsole
PGC-2.
4.2.1 Vorbereitung und Ausfürung des Schneidpro-
zesses (CUT)
Nach dem Einschalten der Anlage mit dem Schalter auf
der Bedienfront der Stromquelle zeigt das Aueuchten
der LED CUT B (siehe Abb. 21) an, dass die Maschine
auf den Arbeitsmodus "Schneiden" geschaltet ist. Da zu-
nächst einige Einstellungen erforderlich sind, muss man
sicherstellen, dass die Taste RUN nicht gedrückt ist (Dis-
plays PREFLOW und CUTFLOW von Abb. 21 der Gasvo-
lumenströme PLASMA und SECONDARY ausgeschaltet).
Zunächst muss man der Reihe nach die in Tabelle 1 ange-
gebenen Einstellungen vornehmen.

91
WAHL
(durch Drücken der Taste E)
BESCHREIBUNG
WAHL
(durch Drehen des Reglers O)
Zu schneidender Materialtyp
MS = Mild Steel
SS = Stainless Steel
AL = Aluminium
t
Gaskombination (PLASMA/SECONDA-
RY), die für das gewählte Material
geeignet ist.
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Dicke des zu schneidenden Materials Siehe die Schneidtabellen
t
Empfohlener Schneidstrom für die
gewählte Kombination (MAT/GAS/mm)
Siehe die Schneidtabellen
t
Empfohlene Schnittgeschwindigkeit
für die gewählte Kombination (MAT/
GAS/mm/A)
Siehe die Schneidtabellen
t
Für die gewählte Kombination (MAT/
GAS/mm/A) zu verwendender
Verbrauchsteilesatz
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
(Siehe die Schneidtabellen)
Tab. 1
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Abb. 21

92
Hält man bei der Wahl des Stroms (LED I eingeschaltet)
die Taste gedrückt, wird die Funktion für die Feineinstel-
lung aktiviert, was durch die blinkende LED signalisiert
wird. Man kann dann den Strom innerhalb der folgenden
vorgegebenen Bereiche in Schritten von 1A einstellen:
[40-50 A], [70-90A], [110-120A], [180-200 A], [230-250 A].
Als nächstes muss man der Reihe nach die in Tabelle 2
angegebenen Einstellungen vornehmen.
WAHL
(durch Drücken der Taste V)
BESCHREIBUNG
EINSTELLUNG
(durch Drehen des Reglers Y)
Einschaltung des Displays R
PLASMA CUTFLOW
Bis gleichzeitig die zwei pfeilförmigen
LEDsaueuchten.X
t
Einschaltung des Displaysy S
PLASMA PREFLOW
Bis gleichzeitig die zwei pfeilförmigen
LEDsaueuchten.X
t
Einschaltung des Displays T
SECONDARY PREFLOW
Bis gleichzeitig die zwei pfeilförmigen
LEDsaueuchten.X
t
Einschaltung des Displays U
SECONDARY CUTFLOW
Bis gleichzeitig die zwei pfeilförmigen
LEDsaueuchten.X
Tab. 2
Bei einmaliger Betätigung der Taste SET wird der Gasvo-
lumenstrom für jeden Kanal für 10 s aktiviert: Will man die
Einstellung anschließend fortsetzen, muss man die Taste
erneut drücken.
Drückt man die Taste SET nach der letzten Einstellung er-
neut, verlässt man den Einstellmodus. Durch erneutes Drü-
cken der Taste kehrt man zur ersten Einstellung zurück usw.
Die pfeilförmigen LEDs unter dem Display des entsprechen-
den Kanals zeigen die Einstellrichtung des Reglers an: Wenn
die linke LED leuchtet, muss man den Volumenstrom erhö-
hen (Uhrzeigersinn), und wenn die rechte LED leuchtet, muss
man den Volumenstrom vermindern (Gegenuhrzeigersinn).
Wenn der für die in Tab. 1 ausgeführte Wahl richtige Volu-
menstrom erreicht wird, leuchten beide LEDs auf.
Nachdem man den Einstellmodus nach den o.g. Vor-
einstellungen verlassen hat, die Taste RUN drücken: Es
leuchten dann die Displays der Kanäle PLASMA und
SECONDARY auf und die Stromquelle ist bereit für den
Schneidprozess. Wenn das Gemisch H35 oder F5 ge-
wählt wurde, leuchtet die LED der Gaskonsole PGC-2 auf.
HINWEIS: Beim Ausschalten der Anlage wird die letz-
te Arbeitseinstellung gespeichert (d.h. MAT-GAS-mm-A).
Wird bei der anschließenden Einstellung die Gasart geän-
dert, wird automatisch das "Purge" durchgeführt, d.h. die
Schläuche werden entleert und dann durch einen für 10 s
aktiven Fluss gereinigt.
Nach dem Startsignal des Pantographen wird automa-
tisch die folgende Sequenz aktiviert:
- Preowvon0,5smitdemgewähltenGas
- Hochspannungs-/Hochfrequenzimpuls.
- Zünden des Pilotlichtbogens.
- Übertragung des Plasmabogens (Übermittlung des Si-
gnals “arc transfer” an den CNC-Pantographen”).
- Beginn der Bewegung in der Ebene x-y des CNC-
Pantographen am Ende der “pierce delay time”. Beim
Stoppsignal vom Pantographen wird automatisch die
folgende Sequenz aktiviert:
- Ausschalten des Plasmabogens.
- Ende der Bewegung in der Ebene x-y des CNC-Panto-
graphen.
- PostowmitdemgewähltenGas.
4.2.2 Vorbereitung und Ausführung des Markierpro-
zesses (MARK)
Nach dem Einschalten der Anlage mit dem Schalter auf
der Bedienfront der Stromquelle zeigt das Aueuchten
der LED MARK an, dass die Maschine auf den Arbeits-
modus "Markieren" geschaltet ist. Da zunächst einige
Einstellungen erforderlich sind, muss man sicherstellen,
dass die Taste RUN nicht gedrückt ist (Displays PRE-
FLOW - CUTFLOW von Abb. 21 der Gasströme PLASMA
und SECONDARY ausgeschaltet).
Zunächst muss man der Reihe nach die in Tabelle 3 ange-
gebenen Einstellungen vornehmen.
Für die zweite Einstellung siehe die Tab. 2 mit den zuge-
hörigen Anmerkungen.

93
WAHL
(durch Drücken
der Taste E)
BESCHREIBUNG
WAHL
(durch Drehen
des Reglers O)
Wahl des zu markie-
renden Materials
MS = Mild Steel
SS = Stainless
Steel
AL = Aluminium
t
Gaskombination
(PLASMA/SECON-
DARY),
die für das gewählte
Material geeignet ist
Ar/Ar
t
Empfohlener
Schneidstrom für die
gewählte Kombina-
tion (MAT/GAS/mm)
Siehe die
Schneidtabellen
Tab. 3
4.2.3 Ausführung der Gasdichtigkeitsprüfung (TEST)
Nach dem Einschalten der Anlage mit dem Schalter auf
der Bedienfront der Stromquelle zeigt das Aueuchten
der LED TEST an, dass die Maschine auf den Arbeitsmo-
dus "Test" geschaltet ist. Die Dichtigkeitsprüfungen von
T01 bis T05 müssen in regelmäßigen Zeitabständen aus-
geführt werden. Hierbei sind die Schläuche vom Eingang
auf der Rückseite der Gaskonsole bis zum Eingang der
Ventilkonsole auf Gaslecks zu prüfen. Außerdem gestattet
derDurchusstestTF6dieKontrolledesDurchussesim
Zusatzkanal AUX. Die Kanäle können einzeln geprüft wer-
den; siehe hierzu die Tab. 4:
WAHL
(durch Drücken der Taste O
BESCHREIBUNG
Test Kanal air / air
t
Test Kanal N2 / N2
t
Test Kanal O2 / O2
t
Test Kanal H35 / --
t
Test Kanal Ar / Ar
t
Test Kanal AUX
t
Kompletter Test (zeitge-
steuerte automatische
Sequenz von T01, T02,
T03, T04, T05 und T06)
Tab. 4
Bei Betätigung der Taste RUN beginnt die gewählte Prü-
fung: Die Maschine führt zuerst ein "Purge" aus; dann
werden die Schläuche mit dem Gas gefüllt und anschlie-
ßend die Magnetventile INLET GAS und die Magnetventi-
le der Ventilkonsole deaktiviert.
Wenn während der Prüfung keine Lecks festgestellt wer-
den, erscheint z.B. im Falle von AIR/AIR auf dem Display
der Gaskonsole die Meldung OK AIR (das gleiche gilt für
die anderen Gase): OK N2, OK O2, OK H35 und OK Ar).
Bei Wahl von Test T04 leuchtet während der Prüfung die
LED der Gaskonsole PGC-2.
4.2.4 Zusätzliche Funktionen (Nebenfunktionen)
Die nachstehenden Beschreibungen beziehen sich auf
Abb.21.
Bei eingeschalteter, aber nur im Bereitschaftszustand be-
ndlicherAnlage(nichtRUN:DisplaysR,S,T und U aus-
geschaltet) gleichzeitig die Tasten A und E drücken, um
das das Menü “Nebenfunktionen” aufzurufen.
4.2.4.1 Vorbereitung und Ausführung des Punktmar-
kierprozesses (SPOT MARK)
Das Punktmarkieren ist ein besonderes Markierverfahren,
bei dem die Spur aus einem Punkt besteht und nicht aus
einer Linie oder einer sonstigen Figur, wie es beim norma-
len Markieren der Fall ist (siehe den Arbeitsmodus MARK,
Abs. 4.2.2).
Hierzu muss man zunächst einige Parameter an der Gas-
konsole einstellen. Dann kann man den Punktmarkierpro-
zess unter Beibehaltung derselben Schnittparameter und
Verbrauchsteile direkt über die CNC-Steuerung steuern
und ausführen.
Die unten angegebenen Parameter für das Punktmarkie-
ren einstellen, die mit der Taste E nacheinander angewählt
werden können:
Nach Ausführung der o.g. Einstellungen schaltet man mit
einem digitalen Signal an den entsprechenden Kontakt-
stiften (siehe Abb. 14) vom Schneidmodus auf den Punkt-
markiermodus (CUT/SPOT MARK).
WAHL
(durch Drücken
der Taste E)
BESCHREIBUNG
WAHL
(durch Drehen des
Reglers O)
SEN
Spot Enable
(Aktivieren/Deakti-
vieren der Funktion
zum Punktmarkie-
ren)
OFF = deaktiviert
ON = aktiviert
t
SI
Spot Current
(Strom für das
Punktmarkieren)
von 10 bis 39 A
t
ST
Spot Time
(Zeit für das
Punktmarkieren)
OFF*
von 0,01 bis 1,00 s
Tab. 5
* In diesem Fall wird die Dauer des Punkts durch das Start/
Stopp-Signal des Pantographen gesteuert. Wird hingegen
die Zeit eingestellt, repräsentiert dieser Wert die maximale
Dauer des Punkts ab dem Signal "Lichtbogen übertragen".

94
4.2.4.2 Steuern des Stroms in den Ecken des
Werkstücks (CORNER)
Die Funktion zum Herabsetzen des Stroms in den Ecken
des Werkstücks ist in Verbindung mit der Herabsetzung
der Schnittgeschwindigkeit in den Ecken von Nutzen. Auf
diese Weise verhindert man, dass in der Ecke zu viel Me-
tall entfernt wird.
Hierzu muss man zunächst einige Parameter an der Gas-
konsole einstellen. Dann kann man die Funktion Corner
unter Beibehaltung derselben Schnittparameter und Ver-
brauchsteile direkt über die CNC-Steuerung steuern und
nutzen.
Die unten angegebenen Parameter der Funktion Corner
einstellen, die mit der Taste E nacheinander angewählt
werden können.
WAHL
(durch
Drücken der
Taste E)
BESCHREIBUNG
WAHL
(durch Drehen
des Reglers O)
CEN
Corner Enable
(Aktivieren/Deakti-
vieren der Funktion
Corner)
OFF = deaktiviert
ON = aktiviert
t
CI
Corner Current
(Prozentsatz des
Stroms der
Funktion Corner
bezogen auf den
Schneidstrom)
von 50 bis 100% *
t
CSD
Corner Slope Down
(Neigung der abfallen-
den Stromrampe)
von 1 bis 100 A/
(s/100)
t
CSU
Corner Slope Up
(Steigung der anstei-
genden Stromrampe)
von 1 bis 100 A/
(s/100)
Tab. 6
* Die Regelung des Corner-Stroms ist abhängig von
der Schaltstellung des Schalters Nr. 2 der Gruppe DIP3
auf der Karte Remote (siehe Abb. 15).
Wenn sich der Schalter Nr. 2 in der Schaltstellung OFF be-
ndet(Voreinstellung),wirdderWertdesCorner-Stroms
auf Grundlage der in Tabelle 7 angegebenen Beziehung
über den entsprechenden Analogeingang (0-10V) (siehe
den optionalen Satz Art. 425) direkt vom Pantographen
geregelt.
ANALOGEIN-
GANG
CORNER-
STROM
GESTEUERTER
WERT
0V 50%
½ des
Schneidstroms
… … …
5V 75%
¾ des
Schneidstroms
… … …
10V 100%
gleich dem
Schneidstrom
Tab. 7
Ist dieser Analogeingang (0-10V) nicht angeschlossen,
bleibt der Wert des Corner-Stroms auf 50% (Standardein-
stellung) des Schneidstroms festgelegt.
BendetsichderSchalterNr.2hingegeninderSchalt-
stellung ON, wird der o.g. Analogeingang von der Strom-
quelle nicht berücksichtigt. Der Benutzer kann den Wert
des Corner-Stroms direkt am Bedienfeld der Gaskonsole
mit dem Regler O regulieren.
Die nachstehende Abbildung zeigt die Zeitsteuerung der
Signale:
Corner-Signal
Schneidstrom
Corner-Strom
4.2.4.3 Steuerung der Zeit für die Kühlung des Bren-
ners am Ende des Schneidvorgangs
Am Ende jedes Schnitts am Werkstück wird der Sekun-
därgasstrom zum Kühlen des Brenners erneut aktiviert.
Die Dauer dieses Gasstroms ist abhängig vom Schneid-
strom und verlängert sich mit steigendem Strom.
Für bestimmte Bearbeitungen kann es manchmal nützlich
sein, diese Dauer zu verkürzen.
Der Bediener kann die Nachströmzeit (PoF) direkt am Be-
dienfeld der Gaskonsole mit dem Regler O einstellen. Ins-
besondere kann er diese Zeit von der maximalen Dauer,
die vom eingestellten Schneidstrom abhängt, bis auf eine
Mindestdauer von 5 Sekunden verkürzen.
WAHL
(durch Drücken
der Taste E)
BESCHREI-
BUNG
WAHL
(durch Drehen
des Reglers O)
PoF
Post Flow
(Dauer des Kühl-
stroms für den
Brenner am Ende
des Schneidvor-
gangs)
von 5 bis T s
(T= max. Dauer
in Sekunden,
abhängig vom
Schneidstrom)

95
4.2.4.4 Anzeige des Volumenstroms und der Tempe-
ratur der Kühlüssigkeit (H2O)
In diesem Modus kann der Volumenstrom/die Temperatur
derKühlüssigkeitaufdemDisplayN/Qinl/min/°Cange-
zeigt werden. gewöhnlich beträgt dieser Wert ca. 3 l/min
4.2.4.5 Schneiden von Lochblechen oder Gitterwerk
(SR)
Zum Schneiden von Lochblechen und Gitterwerk ist es
oft nützlich, die Funktion Self Restart zu aktivieren. Wenn
diese Funktion aktiviert ist, zündet die Stromquelle den
Lichtbogen jedes Mal erneut, wenn er erloschen ist. Au-
ßerdem muss der Pantograph auf Schnitte dieses Typs
eingestellt werden.
WAHL
(durch Drücken
der Taste E)
BESCHREI-
BUNG
WAHL
(durch Drehen
des Reglers O)
SR
Self Restart
(Aktivieren/De-
aktivieren der
Funktion Self
Restart)
OFF = deaktiviert
ON = aktiviert
4.2.4.6 Fern-Feineinstellung des Stroms (RRI)
Für diese ebenfalls im Menü “Nebenfunktionen” der Gas-
konsole verfügbare Funktion ist der optionale Satz Art.
425 erforderlich.
Siehe die Betriebsanleitung dieses Zubehörs für die voll-
ständige Beschreibung.
4.2.5 FEHLERCODES
FEHLERBESCHREIBUNG CODE MÖGLICHE LÖSUNG
Fehler bei der Aktualisierung der Firmware
vom USB-Stick.
USB
(Err. 85)
Den Kundendienst von CEBORA kontaktieren.
Start beim Einschalten oder Wiedereinschal-
ten (Übergang zur Betriebsart RUN) der
Stromquelle gedrückt.
TRG
(Err. 53)
Die Stromquelle ausschalten, den Startbefehl aufheben
und die Stromquelle wieder einschalten.
ÜberhitzungderKühlüssigkeit
H20 T
(Err. 93)
Kontrollieren, ob die Leitungen des Kühlkreislaufs oder des
Brenners verstopft sind. Sicherstellen, dass die Sicherung
der Pumpe intakt ist. Den Kühlkörper reinigen.
Überhitzung der Module:
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Die Stromquelle nicht ausschalten, damit der Lüfter einge-
schaltet bleibt und die Kühlung schneller erfolgt.
Das Gerät kehrt automatisch wieder in den normalen Be-
triebszustand zurück, wenn die Temperatur wieder inner-
halb der zulässigen Grenzen liegt.
Lässt sich das Problem nicht beheben, den Kundendienst
von CEBORA kontaktieren.

96
FEHLERBESCHREIBUNG CODE MÖGLICHE LÖSUNG
VolumenstromderKühlüssigkeitunterUnter-
grenze.
H2O
(Err 75)
Kontrollieren, ob die Leitungen des Kühlkreislaufs oder des
Brenners verstopft sind. Sicherstellen, dass die Sicherung
der Pumpe intakt ist. Den Kühlkörper reinigen.
Niedriger Druck in einem Gasversorgungska-
nal.
GAS LO
(Err. 78)
Den Druck des entsprechenden Gases mit dem Regler auf
dem Bedienfeld der Gaskonsole erhöhen.
Außerdem den Versorgungsdruck des Gases kontrollieren,
der rund 8 bar betragen muss.
Deckel bei der Stromquelle oder beim Zünd-
gerät HV19-1 oder HV19-PVC geöffnet.
OPN
(Err. 80)
Sicherstellen, dass der Deckel der
Stromquelle und/oder der Einheit HV19-1 oder HV19-PVC
ordnungsgemäß geschlossen ist.
CNC-Pantograph ausgeschaltet, notabge-
schaltet oder nicht an die Stromquelle ange-
schlossen.
rob
(Err. 90)
Den CNC-Pantographen einschalten, den Not-Aus-Zu-
stand aufheben und die Verbindung zwischen Stromquelle
und CNC-Pantograph kontrollieren.
Überhitzung des Leistungstransformators
TH0
(Err. 73)
Die Stromquelle nicht ausschalten, damit der Lüfter einge-
schaltet bleibt und die Kühlung schneller erfolgt.
Das Gerät kehrt automatisch wieder in den normalen Be-
triebszustand zurück, wenn die Temperatur wieder inner-
halb der zulässigen Grenzen liegt.
Lässt sich das Problem nicht beheben, den Kundendienst
von CEBORA kontaktieren.
Interner Fehler im Speicher des Mikroprozes-
sors.
Err 2
Den Kundendienst von CEBORA kontaktieren.
Die Stromquelle kommuniziert nicht mit der
Gaskonsole oder dem Kühlaggregat.
Err 6
Die Verbindung zwischen der Stromquelle und der Gaskon-
sole bzw. dem Kühlaggregat überprüfen.
Lässt sich das Problem nicht beheben, den Kundendienst
von CEBORA kontaktieren.
Die Stromquelle kommuniziert nicht mit der
Schnittstellenschaltung.
Err 7
Den Kundendienst von CEBORA kontaktieren.
Die Gaskonsole kommuniziert nicht mit der
Stromquelle.
Err 9
Die Verbindung zwischen der Stromquelle und der Gaskon-
sole überprüfen.
Lässt sich das Problem nicht beheben, den Kundendienst
von CEBORA kontaktieren.
Gleichspannung unter dem zulässigen Min-
destwert
.
Err 16
Den Kundendienst von CEBORA kontaktieren.
Problem bei der internen Uhr. Err 26 Den Kundendienst von CEBORA kontaktieren.
Fehler beim Schreiben in den Flash-Speicher
der Stromquelle.
Err 27
Den Kundendienst von CEBORA kontaktieren.
Bei ausgeschaltetem Lichtbogen wurde am
Modul IGBT1 Strom detektiert.
Err 30
Den Kundendienst von CEBORA kontaktieren.
Strommesswert am Modul IGBT1 während
des Schneidens außer Bereich.
Err 35
Den Kundendienst von CEBORA kontaktieren.
Bei ausgeschaltetem Lichtbogen wurde im
Stromkreis des Pilotlichtbogens Strom detek-
tiert.
Err 39
Den Kundendienst von CEBORA kontaktieren.
Gefährliche Spannung: Fehler beim Haupt-
stromkreis.
Err 40
Den Kundendienst von CEBORA kontaktieren.
Während des Schneidens wurde im Strom-
kreis des Pilotlichtbogens Strom detektiert
.
Err 49
Den Kundendienst von CEBORA kontaktieren.
Elektrode verbraucht.
Err 55
Elektrode und/oder Düse auswechseln. Kontrollieren, ob
die richtigen Verbrauchsteile für die jeweils auszuführende
Arbeit montiert wurden. Außerdem kontrollieren, ob das
richtige Schneidgas verwendet wird.

97
FEHLERBESCHREIBUNG CODE MÖGLICHE LÖSUNG
Fehler beim Abgleich der Firmware-Versionen
von: Stromquelle, Gaskonsole, Schnittstellen-
modul CNC-Pantrograph; bzw. Fehler wäh-
rend der automatischen Aktualisierung durch
die Stromquelle.
Err 58
Den Kundendienst von CEBORA kontaktieren.
Falsche Netzspannung.
Err 67
Die Sicherungen des Schaltschranks überprüfen, an die
das Netzkabel der Stromquelle angeschlossen ist. Lässt
sich das Problem nicht beheben,
den Kundendienst von CEBORA kontaktieren.
Gasschläuche nicht vollständig entleert oder
hoher Druck in einem Gasversorgungskanal.
Err 79
Die Verbrauchsteile kontrollieren oder den Versorgungs-
druck senken.
Gaskonsole nicht an die Stromquelle ange-
schlossen.
Err 81
Den Kundendienst von CEBORA kontaktieren.
Keine Verbindung zwischen den Gaskonsolen
PGC-3 und PGC-2 bzw. APGC-1 und APGC-
2.
Err 82
Die Verbindung zwischen dem (oberen) Modul PGC-3 bzw.
APGC-1 und dem (unteren) Modul PGC-2 bzw. APGC-2
überprüfen.
Bei ausgeschaltetem Lichtbogen wurde am
Modul IGBT2 Strom detektiert.
Err 31
Den Kundendienst von CEBORA kontaktieren.
Strommesswert am Modul IGBT2 während des
Schneidens außer Bereich.
Err 36
Den Kundendienst von CEBORA kontaktieren.
4.3 BESCHREIBUNG DES BEDIENFELDS DER GAS-
KONSOLE (ABB. 22)
Auf dem vorderen Bedienfeld der automatischen Gaskon-
solebendetsicheineMultifunktions-LED,dieihrenZu-
stand anzeigt.
Das heißt im Einzelnen:
Phase Farbe der LED Beschreibung
Einschaltung
der Stromquelle
Ausgeschaltet
Interne Platine ohne
Stromversorgung.
Ständig rot
leuchtend
Probleme beim Mikro-
prozessor der inter-
nen Platine
Abwechselnd
rot/grün
Warten auf Kom-
munikation mit der
Stromquelle
Im Betrieb
Langsam
abwechselnd
rot/grün
Keine Kommunikation
mit der Stromquelle
Ständig grün
leuchtend
Ordnungsgemäßer
Betrieb
A=Multifunktions-LED
Für die Steuerung der automatischen Gaskonsole (Kon-
guration der Schneidparameter und Einstellung des
Zustands RUN) ist die externe Steuertafel Art. 460 anzu-
schließen. Siehe die Betriebsanleitung dieses Geräts für
die Beschreibung seiner Funktionsweise.
Erfolgt die Steuerung hingegen ohne Art. 460 über eine
digitale Schnittstelle CANopen zwischen Pantograph/Ro-
boter und Stromquelle, muss eine spezielle Anwendung in
der Steuerung installiert sein.
4.4 SCHNITTQUALITÄT
Verschiedene Parameter und Parameterkombinationen
beeinussen die Schnittqualität: Im Bereich Schneidta-
bellen des vorliegenden Handbuchs sind die optimalen
Einstellungen zum Schneiden eines bestimmten Materi-
als angegeben. Doch in Anbetracht der unvermeidlichen
Unterschiede aufgrund der verschiedenen Pantographen
und der Abweichungen der Materialeigenschaften können
die optimalen Parameter geringfügig von den Angaben in
den o.g. Tabellen abweichen. Der Benutzer kann anhand
der nachstehenden Punkte diese kleinen Änderungen
vornehmen, die erforderlich sind, um eine gute Schnitt-
qualität zu erhalten.
Wie aus den Schneidtabellen zu ersehen ist, gibt es
verschiedene Verschleißteilsätze für die verschiedenen
Schneidströme und Gasarten.
Wenn eine hohe Produktivität den Vorrang hat und somit
hohe Schnittgeschwindigkeiten verlangt sind, den maxi-
mal zulässigen Strom einstellen und folglich die Düse mit
dem größten Durchmesser verwenden. Wenn umgekehrt
die Schnittqualität Vorrang hat (bessere Rechtwinkligkeit
und schmalere Schnittfuge), den niedrigsten für das je-
weilige Material und die jeweilige Materialdicke zulässi-
gen Strom einstellen.
Vor Ausführung irgendeiner Einstellung sicherstellen,
dass:
der Brenner senkrecht zur Schneidebene ist;
Elektrode, Düse, H2O-Düsenhalter und Schutzkappe
nicht zu stark verschlissen sind und dass ihre Kombinati-
on für die auszuführende Arbeit geeignet ist;
die Schneidrichtung für die auszuführende Figur stimmt.
Man bedenke, dass die beste Seite für einen Schnitt stets
die bezogen auf die Bewegungsrichtung des Brenners
rechte Seite ist (der Plasma-Diffusor hat die Bohrungen
im Uhrzeigersinn).

98
Beim Schneiden von großen Dicken ist während des
Einstechens besondere Aufmerksamkeit erforderlich:
Insbesondere muss man versuchen, Ansammlungen ge-
schmolzenen Materials um das Einstechloch zu entfernen,
um das Auftreten eines Doppellichtbogens zu verhindern,
wenn der Brenner erneut über den Ausgangspunkt fährt.
Außerdem muss der Düsenschutz stets von Metallschla-
cke gesäubert werden.
In Tabelle 7 sind einige der am häugsten auftretenden
Probleme und mögliche Abhilfemaßnahmen aufgeführt.
PROBLEM URSACHE ABHILFE
Schräge Schnittkante
Elektrode oder Düse verschlissen Beide auswechseln
Brennerabstand zu groß Brennerabstand verringern
Schnittgeschwindigkeit zu hoch Geschwindigkeit regulieren
Durchdringung unzureichend
Schnittgeschwindigkeit zu hoch Geschwindigkeit regulieren
Düsendurchmesser zu groß für
den eingestellten Strom
Schneidtabellen kontrollieren
Werkstückdicke zu groß für den
eingestellten Strom
Schneidstrom erhöhen
Schlechter Kontakt zwischen
Massekabel und Schneidtisch
Verschraubung des Masseanschlusses
am CNC-Pantographen kontrollieren
A
Abb. 22

99
Barte wegen zu niedriger
Geschwindigkeit *
Schnittgeschwindigkeit zu niedrig Geschwindigkeit regulieren
Schneidstrom zu hoch Schneidstrom herabsetzen
Brennerabstand zu klein Brennerabstand vergrößern
Barte wegen zu hoher
eschwindigkeit **
Schneidstrom zu hoch Geschwindigkeit regulieren
Schneidstrom zu niedrig Schneidstrom erhöhen
Brennerabstand zu groß Brennerabstand verringern
Runde Schnittkante
Schneidstrom zu hoch Geschwindigkeit regulieren
Brennerabstand zu groß Brennerabstand verringern
* Bei den Barten wegen zu niedriger Geschwindigkeit (low speed dross) handelt es sich um dicke, kugelförmige
Barte, die leicht entfernt werden können. Die Schnittfuge (kerf) ist eher breit.
** Bei den Barten wegen zu hoher Geschwindigkeit (high speed dross) handelt es sich um dünne, schwer zu entfer-
nendeBarte.DieSchnittankensindbeisehrhoherGeschwindigkeiteherrau.
Tab. 7
4.5 WARTUNG DER ANLAGE
Die fachgerechte Wartung der Anlage gewährleistet das
optimale Betriebsverhalten und die lange Lebensdauer
aller ihrer Komponenten, Verbrauchsteile eingeschlossen.
Daher sollten die in der nachstehenden Tabelle aufgeführ-
ten Tätigkeiten regelmäßig ausgeführt werden.
Frist Wartungstätigkeiten
Täglich
Sicherstellen, dass die Gase mit dem
richtigen Druck zugeführt werden.
Wöchentlich
Sicherstellen, dass die Lüfter der Strom-
quelle, des Kühlaggregats und der Gas-
konsole ordnungsgemäß funktionieren.
DenKühlüssigkeitsstandkontrollieren.
Die Gewinde des Brenners reinigen und
kontrollieren, dass sie keine Zeichen von
Korrosion oder elektrischen Entladun-
gen aufweisen.
Monatlich
Die Gas-, Wasser- und Stromleitungen
auf Rissbildung, Abrieb und undichte
Stellen untersuchen.
Mit der Gaskonsole das Programm
TEST ausführen.
Halbjährlich
DieKühlüssigkeitderAnlagewechseln.
Die äußeren Filter und die des Behälters
des Kühlaggregats reinigen.
Den Filter der Gaskonsole reinigen.
Die O-Ringe des Brenners auswechseln;
hierzu den Satz Art. 1400 bestellen
Wenn bei einer Kontrolle festgestellt wird, dass eine Kom-
ponente übermäßig verschlissen ist oder nicht ordnungs-
gemäß funktioniert, den Kundendienst von CEBORA kon-
taktieren.
Mit der Wartung der internen Bauteile der verschiedenen
Komponenten der Anlage einen Fachmann beauftragen.
Insbesondere sollten regelmäßig die nachstehend aufge-
führten Tätigkeiten ausgeführt werden.
Bei allen Komponenten:
• Innenreinigung mit (sauberer, trockener und ölfreier)
Druckluft, um die Staubansammlungen zu entfernen.
Nach Möglichkeit einen Sauger verwenden.
• Kontrollieren, dass die elektrischen Verbindungen fest
angezogen sind und keine Zeichen von Überhitzung
aufweisen.
Bei jeder Komponente:
Komponente Wartungstätigkeiten
Stromquelle
Die Kühlkörper der IGBT-Module mit
Druckluft reinigen.
Kühlaggregat
Den Kühlkörper mit Druckluft reinigen.
Den internen Wasserkreislauf auf Riss-
bildung und undichte Stellen untersu-
chen.
Gaskonsole
Den internen Druckluftkreislauf auf Riss-
bildung und undichte Stellen untersu-
chen.
Ventilkonsole
Den internen Druckluftkreislauf auf un-
dichte Stellen untersuchen.
Zündgerät
Sicherstellen, dass die Funkenstrecke
keine übermäßigen Schwärzungen
aufweist und dass die Zündstifte den
richtigen Abstand haben.
Den internen Wasserkreislauf auf Riss-
bildung und undichte Stellen untersu-
chen.
Außerdem regelmäßig die Erdung der Anlage kontrollie-
ren. Insbesondere anhand des Plans in Abb. 24 kontrollie-
ren, dass die Schraubverbindungen bei allen Kabeln fest
angezogen sind.

100
5 ANHANG
5.1 OPTIONALER SATZ (ART. 425) FÜR DEN AN-
SCHLUSS AN DEN PANTOGRAPHEN (ABB. 23)
Für die Montage des Satzes Art. 425 siehe die zugehörige
Anleitung
Abb. 23
art 948

101
5.2 ERDUNGSPLAN DER ANLAGE (ABB. 24)
Erdungskabel mit einem Mindestquerschnitt von 16 mm2
verwenden.
Abb. 24
Netzkabel
Ferritken Kupferschiene
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469

102
5.3 MESSUNG DER SCHALLDRUCKPEGEL
Beim Plasmaschweißprozess entsteht ein für das men-
schliche Gehör schädlicher Geräuschpegel, weshalb ein
geeigneter, den nationalen und lokalen Bestimmungen
entsprechender Gehörschutz wie Gehörschutzkapseln
oder -stöpsel zu tragen ist.
Die in der nachstehenden Tabelle für Mild Steel angege-
benen Messwerte und Messabstände können dem Si-
cherheitsverantwortlichen dabei helfen, alle vorgesehe-
nen Maßnahmen zu treffen, um die Arbeitsumgebung
sicher zu machen (siehe beispielsweise die internationale
Norm IEC 60974-9).
Werkstoff
Schneid-
gas
Dicke
Schneid-
strom
Schneid-
geschwin-
digkeit
Messabstand
(vor der Quelle
x
über der Quelle)
A-bewerteter
Schalldruckp
egel
LpA
C-bewerteter
Spitzenschalldr
uckpegel
LpC, peak
(mm) (A) (m/min) (m x m) (dB) (dB)
Baustahl O2/Luft 25 120 0.4 1 x 0.5 105.0 119.7
Baustahl O2/Luft 25 120 0.4 2 x 0.5 100.5 114.6
Baustahl O2/Luft 25 120 0.4 3 x 0.5 99.2 113.3
Baustahl O2/Luft 40 250 0.5 1 x 0.5 111.9 125.0
Baustahl O2/Luft 40 250 0.5 2 x 0.5 108.1 121.6
Baustahl O2/Luft 40 250 0.5 3 x 0.5 106.5 120.3
Baustahl O2/Luft 50 400 0.8 1 x 0.5 114.2 129.5
Baustahl O2/Luft 50 400 0.8 2 x 0.5 108.9 124.1
Baustahl
O2/Luft 50 400 0.8 3 x 0.5 107.1 122.9
Die Messungen von jeweils 1 Minute Dauer wurden in
einem geschlossenen Hallraum in den Laboratorien von
CEBORA S.p.A. durchgeführt.
Bei den ermittelten Werten sind etwaige Korrekturen we-
gen der Abmessungen des Prüfraums und aufgrund von
Hintergrundgeräuschen nicht berücksichtigt.
Die Schalldruckpegel LpA und LpC, peak werden von
einschlägigeninternationalenNormendeniert(sieheIEC
11202 und IEC 61672-1).

103
SOMMAIRE
1 CONSIGNES DE SÉCURITÉ .................................................................................................104
1.1 PLAQUETTE DES AVERTISSEMENTS ..............................................................................104
2 DONNÉES TECHNIQUES .....................................................................................................105
2.1 DESCRIPTION GÉNÉRALE DE L’INSTALLATION DE DÉCOUPE......................................105
2.2 GÉNÉRATEUR PLASMA ...................................................................................................106
2.2.1 GENERATEUR PLASMA PROF 166 HQC ................................................................106
2.2.2 GENERATEUR PLASMA PROF 255 HQC ................................................................107
2.3 CONSOLE GAZ.................................................................................................................108
2.3.1 Gas console manuel PGC-3 - PGC-2 ......................................................................108
2.3.2 Gas console automatique APGC .............................................................................109
2.4 CONSOLE VANNES PVC .................................................................................................. 110
2.5 UNITE D’AMORÇAGE HV19-1 ........................................................................................... 110
2.6 UNITE D'AMORÇAGE – CONSOLE VANNES HV19-PVC ................................................. 111
2.7 TORCHE CP450G .............................................................................................................112
2.8 WATER CONSOLE ............................................................................................................ 112
3 MISE EN SERVICE ................................................................................................................113
3.1 DÉBALLAGE ET ASSEMBLAGE ....................................................................................... 113
3.2 RACCORDEMENT DU GÉNÉRATEUR ..............................................................................113
3.2.1 Raccordement à la table de découpe CNC ............................................................. 116
3.2.2 Signaux numériques de contrôle pantographe à générateur ................................... 117
3.2.3 Signaux numériques de générateur à contrôle pantographe ...................................118
3.2.4 Signaux analogiques de générateur à contrôle pantographe .................................. 118
3.2.5 Signal d'arrêt d'urgence pour générateur ................................................................119
3.3 RACCORDEMENT DE LA CONSOLE GAS .......................................................................120
3.3.1 Console Gaz manuelle PGC-3 et PGC-2 .................................................................120
3.3.2 Console Gaz automatique APGC.............................................................................120
3.3.3 Remarque sur le raccordement des gaz ..................................................................121
3.4 RACCORDEMENT DE LA TORCHE CP450G ...................................................................122
3.4.1 Applications sur table de découpe ..........................................................................122
3.4.2 Applications sur robot ..............................................................................................123
3.5 CARACTÉRISTIQUES DU LIQUIDE RÉFRIGÉRANT .........................................................123
4 UTILISATION ....................................................................................................................124
4.1 DESCRIPTION DU PANNEAU DU GÉNÉRATEUR ............................................................124
4.2 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ MANUELLE ET UTILZACION ......124
4.2.1 Préparation et exécution de la découpe (CUT) .......................................................126
4.2.2 Préparation et exécution du marquage (MARK) ......................................................126
4.2.3 Exécution du test d’étanchéité gaz (TEST) ..............................................................127
4.2.4 Fonctions additionnelles (fonctions secondaires) ....................................................127
4.2.4.1 Préparation et exécution du Marquage par points (SPOT MARK) ..............127
4.2.4.2 Gestion du courant dans les angles de la pièce usinée (CORNER) ............128
4.2.4.3 Gestiondutempsderefroidissementdelatorcheàlandeladécoupe ..128
4.2.4.4 Afchagedudébitduliquidederefroidissement(H2O) .............................129
4.2.4.5 Exécution de la découpe sur tôles percées ou grillées (SR) .......................129
4.2.4.6 Réglagenducourantàdistance(RRI) ......................................................129
4.2.5 Codes d'erreur .........................................................................................................129
4.3 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ AUTOMATIQUE ........................... 131
4.4 QUALITÉ DE LA DÉCOUPE ..............................................................................................131
4.5 ENTRETIEN DE L'INSTALLATION .....................................................................................133
5 ANNEXE ....................................................................................................................134
5.1 KIT EN OPTION (ART. 425) POUR LA CONNEXION À LA TABLE DE DÉCOUPE ............134
5.2 SCHÉMA DE MISE À LA TERRE DE L’INSTALLA-TION DE DÉCOUPE ............................135
5.3 MISURE DES NIVEAUX DE PRESSION ACOUSTIQUE ....................................................136

104
MANUEL D’INSTRUCTION POUR INSTALLATION DE DÉCOUPE PLASMA
IMPORTANT: AVANT DE METTRE EN SERVICE L’INS-
TALLATION, LIRE CE MANUEL. LE CONSERVER PEN-
DANT TOUTE LA DURÉE DE VIE DE L’INSTALLATION
DANS UN ENDROIT ACCESSIBLE ET CONNU DU PER-
SONNEL CONCERNÉ. CET APPAREIL DOIT ÊTRE UTILI-
SÉ UNIQUEMENT POUR LES OPÉRATIONS DE DÉCOU-
PAGE.
1 CONSIGNES DE SÉCURITÉ
LA DÉCOUPE A L’ARC PLASMA PEUT EN-
TRAÎNER DES RISQUES POUR LES PER-
SONNES, c’est pourquoi l’utilisateur doit être formé sur
les risques, récapitulés ci-après, dérivant des opérations
de découpe. Pour des informations plus détaillées, de-
mander le manuel réf. 3.300.758
BRUIT.
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des ni-
veaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dan-
gereux.
• Le courant électrique traversant n'importe
quel conducteur produit des champs élec-
tromagnétiques (EMF). Le courant de sou-
dure ou de découpe produisent des champs
électromagnétiques autour des câbles ou
des générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des sti-
mulateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de sou-
dure ou de découpe peut produire des effets inconnus
sur la santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit
suivre les procédures suivantes:
- Vérierquelecâbledemasseetdelapinceporte-
électrode ou de la torche restent disposés côte à côte.
Sipossible,ilfautlesxerensembleavecduruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale-
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de dé-
coupe.
- Ne pas travailler près du générateur.
EXPLOSIONS.
Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles et les
détendeurs de pression utilisés dans les opérations de
soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indica-
tions contenues dans la norme harmonisée IEC 60974-
10(Cl. A) et ne doit être utilisée que pour des buts pro-
fessionnels dans un milieu industriel. En fait, il peut
y avoir des difcultés potentielles dans l’assurance
de la compatibilité électromagnétique dans un milieu
différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements
électriques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés. En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numé-
rotées de la plaquette.
1. Les étincelles provoquées par la découpe peuvent
causer des explosions ou des incendies.
1.1Tenirlesmatièresinammablesàl’écartdelazone
de découpe.
1.2 Les étincelles provoquées par la découpe peuvent
causer des incendies. Maintenir un extincteur à
proximité et faire en sorte qu'une personne soit tou-
jours prête à l'utiliser.
1.3 Ne jamais découper des récipients fermés.
2. L’arc plasma peut provoquer des lésions et des brû-
lures.
2.1 Débrancher l'alimentation électrique avant de dé-
monter la torche.
2.2 Ne jamais garder les matières à proximité du par-
cours de découpe.
2.3 Porter des équipements de protection complets pour
le corps.
3. Les décharges électriques provoquées par la torche
ou le câble peuvent être mortelles. Se protéger de
manière adéquate contre les décharges électriques.
3.1 Porter des gants isolants. Ne jamais porter des gants
humides ou endommagés.
3.2 S'assurer d'être isolés de la pièce à découper et du sol.
3.3Débrancherlacheducordond’alimentationavant
d'intervenir sur la machine.
4. L'inhalation des exhalations produites par la découpe
peut être nuisible pour la santé.

105
4.1 Tenir la tête à l'écart des exhalations.
4.2 Utiliser un système de ventilation forcée ou de dé-
chargement des locaux pour éliminer toute exhala-
tion.
4.3 Utiliser un ventilateur d'aspiration pour éliminer les
exhalations.
5. Les rayons de l’arc peuvent irriter les yeux et brûler
la peau. Par conséquent, l'opérateur doit se protéger
les yeux avec des verres ayant un degré de protec-
tion supérieur ou égal à DIN11 et il doit également se
protéger le visage.
5.1 Porter un casque et des lunettes de sécurité. Utili-
ser des dispositifs de protection adéquats pour les
oreilles et des blouses avec col boutonné. Utiliser
desmasquesetcasquesdesoudeuravecltresde
degré approprié. Porter des équipements de protec-
tion complets pour le corps.
6. Lire la notice d'instruction avant d'utiliser la machine
ou avant d'effectuer toute opération.
7. Ne pas enlever ni couvrir les étiquettes d'avertisse-
ment.
2 DONNÉES TECHNIQUES
2.1 DESCRIPTION GÉNÉRALE DE L’INSTALLATION
DE DÉCOUPE
L’installation de découpe plasma Prof 166 HQC (Art.
948) et Plasma Prof 255 HQC (Art. 949), incluant l’unité
d’amorçage HV19-1 (Art. 464) ou bien HV-PVC (art. 462),
la console gaz manuelle PGC-3 - PGC-2 (Art. 470) ou
la console gaz automatique APGC (Art.466), la console
vannes PVC (Art. 469) et la torche CP450G (articles di-
vers selon l'application), constitue une installation de
découpe plasma multi-gaz mécanisée entièrement gérée
par microprocesseur, en mesure de fournir un courant
max. de 120/250 A avec facteur de marche 100%.
Tous les paramètres de procédé (matériau, gaz, épais-
seur et courant) peuvent être sélectionnés depuis la
console gaz ; les débits optimaux des gaz sont alors
automatiquement indiqués.
Un port RS232 situé sur le panneau arrière du générateur
permet d’acquérir facilement, à l’aide d’un micro-ordi-
nateur, l’état des différents paramètres ; cela permet de
contrôler l’ensemble de la situation de fonctionnement et
peut aider à résoudre d’éventuelles anomalies de fonc-
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464
Fig. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225
Art. 464
Art. 948-949

106
tionnement. Toujours depuis ce port RS232 ou bien au
moyen d’une clé USB, il est également possible d’effec-
tuer la mise à niveau du logiciel. Pour une découpe opti-
male des différents matériaux métalliques, la console gaz
utilise des gaz différents : air, azote N2, oxygène O2, mé-
lange H35 (35% hydrogène H2 - 65% argon Ar), mélange
F5 (5% hydrogène H2 - 95% azote N2). Les combinai-
sons de ces derniers sont proposées automatiquement
en fonction du matériau choisi. Il possible d’exécuter le
marquage au gaz argon Ar, proposé, lui aussi, en auto-
matique. Différents jeux de consommables, réglés et tes-
tés pour assurer une qualité de découpe optimale, sont
disponibles en fonction du courant de découpe et du gaz
utilisé.
2.2 GÉNÉRATEUR PLASMA
Il abrite le microprocesseur qui gère toute l’installation de
découpe et le logiciel qui peut être mis à niveau par le
port RS232 ou bien par le port USB situé sur le panneau
arrière. Dans la partie arrière, il y a le refroidisseur, avec
réservoir,pompe,radiateur,ltres,débitmètreetthermo-
mètre.
2.2.1 GENERATEUR PLASMA PROF 166 HQC
Le générateur plasma Prof 166 HQC est un générateur
de courant constant, 250A max. avec facteur de marche
100%, conforme à la norme IEC 60974-1, 60974-2 et
60974-10.
DONNÉES TECHNIQUES
Tension nominale à vide (Uo) 300 V
Max courant de sortie (I2) 120 A
Tension de sortie (U2) 128 V
Facteur de marche 100% @ 120A
Température ambiante max 40 °C
Refroidissement
Par air, avec venti-
lation forcée
Degré de protection de la carcasse IP21S
Poids net 205 kg
Tensions et courants nominaux d’alimentation max.:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
REFROIDISSEUR DE LA TORCHE
Puissance nominale de refroidis-
sement à 1 l/min à 25°C
1.7 kW
Pression max 0.45 MPa
Fig. 2a

107
2.2.2 GÉNÉRATEUR PLASMA PROF 255 HQC
Le générateur plasma Prof 255 HQC est un générateur
de courant constant, 250A max. avec facteur de marche
100%, conforme à la norme IEC 60974-1, 60974-2 et
60974-10.
DONNÉES TECHNIQUES
Tension nominale à vide (Uo) 315 V
Max courant de sortie (I2) 250 A
Tension de sortie (U2) 170 V
Facteur de marche 100% @ 250A
Température ambiante max 40 °C
Refroidissement
Par air, avec venti-
lation forcée
Degré de protection de la carcasse IP21S
Poids net 406 kg
Tensions et courants nominaux d’alimentation max.:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
REFROIDISSEUR DE LA TORCHE
Puissance nominale de refroidis-
sement à 1 l/min à 25°C
1.7 kW
Pression max 0.45 MPa
baricentro
681
953
1252
Fig. 2 b

108
2.3 CONSOLE GAZ
La console gaz, qui est conforme à la norme IEC 60974-8,
est un dispositif utilisé pour gérer la sélection des para-
mètres de procédé et le réglage des débits de gaz.
Elle comprend les électrovannes, les réducteurs et trans-
ducteurs de pression et les cartes électroniques pour l’ali-
mentation et le contrôle de ces composants.
2.3.1 gas console manuel PGC-3 - PGC-2
Elle est divisée en deux unités : la PGC-3, alimentée à air,
argon Ar, azote N2 et oxygène O2, et la PGC-2 alimentée
au gaz H35 (mélange à 35% hydrogène H2 et 65% argon
Ar) et F5 (mélange à 5% hydrogène H2 et 95% azote N2).
DONNÉES TECHNIQUES
GAZ
EMPLO-
YES
TITRE
PRESSION MAXI-
MUM A L'EN-
TREE
DEBIT
Air
Propre, sec et sans
huile, respectant la
norme ISO 8573-1:
2010. Classe 1.4.2
(particulesnes-
eau-huile*
0.8 MPa (8 bars) 220 l/min
Argon 99.997% 0.8 MPa (8 bars) 70 l/min
Azote 99.997% 0.8 MPa (8 bars) 150 l/min
Oxygène 99.95% 0.8 MPa (8 bars) 90 l/min
H35
Mélange:
35% hydrogène,
65% argon
0.8 MPa (8 bars) 130 l/min
F5
Mélange:
5% hydrogène,
95% azote
0.8 MPa (8 bars) 30 l/min
*
la norme ISO 8573-1: 2010 prévoit, pour la Classe 1.4.2 :
• Particulesnes:≤ 20 000 particules solides pour m3 d’air
ayant des dimensions comprises entre 0,1
et 0,5 µm ;
≤ 400 particules solides pour m3 d’air ayant
des dimensions comprises entre 0,5 et 1,0
µm ;
≤ 10 particules solides pour m3 d’air ayant
des dimensions comprises entre 1.0 et 5.0
µm.
• Eau : le point de rosée sous pression de l'air doit être
inférieur ou égal à 3°C.
• Huile : la concentration totale d'huile doit être inférieure
ou égale à 0,1 mg pour m3 d’air.
Facteur d'utilisation (duty cycle) 100%
Indice de protection du matériel IP 23
Poids net 20 kg
289
198
M 6
354
380
315
Fig. 3

109
2.3.2 gas console automatique APGC
Elle est divisée en deux unités: un supérieur, alimentée
à air, argon Ar, azote N2 et oxygène O2, et un inférieur
alimentée au gaz H35 (mélange à 35% hydrogène H2 et
65% argon Ar) et F5 (mélange à 5% hydrogène H2 et 95%
azote N2).
DONNÉES TECHNIQUES
GAZ
EMPLO-
YES
TITRE
PRESSION MAXI-
MUM A L'EN-
TREE
DEBIT
Air
Propre, sec et sans
huile, respectant la
norme ISO 8573-1:
2010. Classe 1.4.2
(particulesnes-
eau-huile*
0.8 MPa (8 bars) 220 l/min
Argon 99.997% 0.8 MPa (8 bars) 70 l/min
Azote 99.997% 0.8 MPa (8 bars) 150 l/min
Oxygène 99.95% 0.8 MPa (8 bars) 90 l/min
H35
Mélange:
35% hydrogène,
65% argon
0.8 MPa (8 bars) 130 l/min
F5
Mélange:
5% hydrogène,
95% azote
0.8 MPa (8 bars) 30 l/min
*
la norme ISO 8573-1: 2010 prévoit, pour la Classe 1.4.2 :
• Particulesnes:≤ 20 000 particules solides pour m3 d’air
ayant des dimensions comprises entre 0,1
et 0,5 µm ;
≤ 400 particules solides pour m3 d’air ayant
des dimensions comprises entre 0,5 et 1,0
µm ;
≤ 10 particules solides pour m3 d’air ayant
des dimensions comprises entre 1.0 et 5.0
µm.
• Eau : le point de rosée sous pression de l'air doit être
inférieur ou égal à 3°C.
• Huile : la concentration totale d'huile doit être inférieure
ou égale à 0,1 mg pour m3 d’air.
Facteur d'utilisation (duty cycle) 100%
Indice de protection du matériel IP 23
Poids net 20 kg
352
289
198
M 6
354
315
Fig. 4

110
2.4 CONSOLE VANNES PVC
La console vannes PVC est un dispositif utilisé pour gérer
l’échange des gaz dans les passages amorçage-transfert et
dans l’extinction.
Elle comprend les électrovannes, les clapets anti-retour, les
détendeurs de pression.
Le poids net de la PVC (Fig. 5) est 3,2 kg
145
240
Ø 5,5
70
250
124
Fig. 5
2.5 UNITE D’AMORÇAGE HV19-1
L’unité d’amorçage HV19-1 est un dispositif utilisé pour
fournir l’impulsion haute fréquence-haute tension (14 kV)
nécessaire pour amorcer l’arc électrique à l’intérieur de la
torche entre l’électrode et la tuyère ;
elle est réalisée conformément à la norme IEC 60974-3.
Elle peut être montée dans toute position et l’ouverture
de son couvercle provoque l’arrêt de l’installation de dé-
coupe.
DONNEES TECHNIQUES
Tension de crête (Upk) 14 kV
Facteur d'utilisation (duty cycle) 100% @ 420A
Indice de protection du matériel IP 23
Poids net 6.5 kg
205
155
320
200
Fig. 6
200
M 6

111
2.6 UNITE D'AMORÇAGE – CONSOLE VANNES
HV19-PVC
L’unité d'amorçage – console vannes est un dispositif qui
a deux fonctions :
- elle fournit l’impulsion haute fréquence-haute tension
(14 kV) nécessaire pour amorcer l’arc électrique à l’inté-
rieur de la torche entre l’électrode et la tuyère ;
- elle gère l’échange des gaz dans les passages amor-
çage-transfert et dans l’extinction. Elle comprend les
électrovannes, les clapets anti-retour et les détendeurs
de pression.
Elle est réalisée conformément à la norme IEC 60974-3.
Généralement elle est utilisée sur des installations robo-
tisées.
L’ouverture de son couvercle provoque l’arrêt de l’instal-
lation.
DONNÉES TECHNIQUES
Tension de crête (Upk) 14 kV
Facteur d'utilisation (duty cycle) 100% @ 420A
Indice de protection du matériel IP 23
Poids net 10 kg
240
173
423
Fig. 7
231
245
M 6

112
2.7 TORCHE CP450G
La torche CP450G est une torche multi-gaz refroidie par
un réfrigérant liquide, appropriée pour la découpe inclinée
(bevel cutting) et conforme à la norme IEC 60974-7.
Elle est adaptée pour l’utilisation de gaz plasma comme
: air, argon Ar, azote N2, oxygène O2, mélange H35 (35%
hydrogène H2 - 65% argon Ar), mélange F5 (5% hydro-
gène H2 - 95% azote N2) ; d’autres gaz de protection
comme : air, argon Ar, azote N2, oxygène O2 ; de gaz au-
xiliaires comme : air et azote N2. Quand on l’utilise avec le
générateur Plasma Prof 420 HQC, le courant de découpe
maxi est 420A avec facteur de marche 100%.
Des différentes versions de la torche CP450G existent
selon l'application : sur table de découpe ou bien des ins-
tallations robotisées.
Le poids net de la torche complète avec câble, varie de 8
kg à 12 kg selon les différentes longueurs.
2.8 WATER CONSOLE
La water console est un dispositif accessoire conçu pour
gérer le ux d'eau nécessaire pour la coupure d'acier
inoxydable et aluminium, dans la mesure où on veuille uti-
liser la combinaison azote N2 / eau H2O.
Prière de faire référence au mode d'emploi de cet acces-
soire pour la description de son fonctionnement.
Applications
robotisées
Applications
sur table de découpe
Fig. 8

113
3 MISE EN SERVICE
La mise en service de l’installation de découpe doit être
exécutée par du personnel qualié. Tous les raccorde-
ments doivent être conformes aux normes en vigueur et
être réalisés dans le respect des lois sur la sécurité (voir
CEI 26-23 / IEC-TS 62081).
S’assurer que le câble d’alimentation est débranché pen-
dant toutes les phases d’installation.
Respecter scrupuleusement le schéma de mise à la terre
reporté dans l’Appendice.
3.1 DÉBALLAGE ET ASSEMBLAGE
Pour déplacer le générateur, utiliser un chariot élévateur.
Pour retirer la palette de bois qui fait partie de l’emballage:
• dévisserles4visdexationàlapalette;
• soulever le générateur avec un chariot élévateur en posi-
tionnant les fourches en fonction du barycentre du géné-
rateur (voir Fig. 2). Le refroidisseur prélève l’air depuis l’ar-
rière du générateur et la fait sortir depuis les grilles situées
à l’avant. Positionner le générateur de façon à obtenir une
ample zone de ventilation et maintenir une distance d’au
moins 1 m par rapport aux éventuels murs.
3.2 RACCORDEMENT DU GÉNÉRATEUR.
Tous les raccordements doivent être exécutés par du per-
sonnelqualié.
Generateur Plasma Prof 166 HQC
Fig. 10a
• Le générateur est fourni prévu pour une tension d’ali-
mentation triphasée de 400V. En cas d’alimentations dif-
férentes: démonter le panneau latéral gauche du généra-
teur (voir liste pièces de rechange), retirer le couvercle qui
protège les borniers et intervenir sur ceux-ci de la façon
indiquéesurlagure10a:
Dans le cas d’une alimentation triphasée 230V, court-cir-
cuiter également la première borne en bas sur la gauche
avec la dernière borne en bas sur la droite (voir Fig.10a,
section 230V) en utilisant pour ce faire le câble fourni (il est
xéavecuncolliersurlescâblesdubornierinférieu).
A
B
C
Fig. 13 a

114
A
B
C
Fig. 13 b
Generateur Plasma Prof 255 HQC
• Le générateur est fourni prévu pour une tension d’ali-
mentation triphasée de 400V. En cas d’alimentations dif-
férentes : démonter le panneau latéral droit du généra-
teur (voir liste pièces de rechange), retirer le couvercle qui
protège les borniers et intervenir sur ceux-ci de la façon
indiquéesurlagure10b:
REMARQUE: les borniers à 3 pôles en haut, respective-
ment à gauche et à droite, sont ceux du transformateur
auxiliaire et du transformateur de service.
Dans le cas d’une alimentation triphasée 230V, court-cir-
cuiter également la première borne en bas sur la gauche
avec la dernière borne en bas sur la droite (voir Fig.10b,
section 230V) en utilisant pour ce faire le câble fourni (il
estxéaucouvercleavecuncollier).
Fig. 10 b

115
F
E
G
H
C
A
B
Fig. 11
Generateur Plasma Prof 166 HQC et Generateur
Plasma Prof 255 HQC
S’assurer que la tension d’alimentation correspond à la
tension indiquée sur la plaque des données du générateur.
Le conducteur jaune-vert du câble d’alimentation doit
être raccordé à une prise de terre de l’installation élec-
trique qui fonctionne correctement (voir schéma dans
l’Appendice 5.2 - Fig.24). Les autres conducteurs doivent
être raccordés à la ligne d’alimentation par l’intermédiaire
d’un interrupteur situé, si possible, à proximité de la zone
de découpe, de façon à permettre un arrêt rapide en cas
d’urgence. La portée de l’interrupteur magnétothermique
ou des fusibles doit être égale au courant I1max absorbé
par l’appareil. I1max est reporté sur la plaque des don-
nées à l’arrière de la machine, près de la tension U1 d’ali-
mentation. Si l’on utilise des rallonges, elles doivent avoir
une section adaptée au courant I1max absorbé.
• Après cette opération, procéder au raccordement des
différentes connexions (Fig. 11).
Insérer la gaine de raccordement art. 1169, avec les câbles
correspondants, dans le raccord torche G du générateur
etvisseràfondles3visdexation.Serrerlecâblenoir
de puissance dans la borne B (-), insérer les deux câbles
de la sécurité dans le bornier C et le connecteur faston du
câble rouge de l’arc pilote dans le câble A avec connec-
teur faston mâle correspondant.
Serrer la cosse du câble de masse dans la borne H (+),
commeindiquésurlagure,etlestuyauxdel’eaudere-
froidissement E et F, en veillant à respecter les couleurs
(E-rouge = eau chaude, retour ; F-bleu = eau froide, dé-
part). Insérer l’autre bout de la gaine de raccordement art.
1169 dans l’Unité HV19-1 (art. 464), de la façon indiquée
surlapartiedroitedelagure10(câblenoirdepuissance
dans la borne B (-) et connecteur faston du câble rouge
de l’arc pilote dans A):
A
B
Fig. 12
L’Unité HV19-1 doit être reliée à la masse directement sur
latable de découpe (à l’aidedes 4 vis de xationindi-
quéessurlagure6),defaçonàpermettresonouverture.
Avec référence à la Fig.13, relier la connexion art.1189 au
connecteur B (concernant la console gaz); la connexion
de reliage à la table de découpe au connecteur A;Enn,la
connexion éventuelle art.1199 au connecteur C (concer-
nant le panneau à distance).

116
Fig. 14
connecteur AMP
P/N 182926-1
art 948
3.2.1 Raccordement à la table de découpe CNC
En cas de générateur muni d'interface digitale, se référer
àladocumentationspécique.
N.B. : pour le connecteur CNC, le connecteur volant mâle
(AMP P/N 182926-1- Fig. 14) avec les broches correspon-
dantes est fourni avec le générateur ; les autres raccorde-
ments à la table de découpe sont à la charge du client.

117
3.2.2 Signaux numériques de contrôle pantographe à
générateur.
CÂBLAGE D'UNE ENTRÉE NUMÉRIQUE.
niveau logique bas 0 ÷ +7,5 Vdc;
niveau logique élevél +14,5 ÷ +24 Vdc;
courant d'entrée 2,5 mA, max.;
fréquence d'entrée 100 Hz, max.;
potentiel de référence pour J1, pivot 2, sur
chaqueentrée(Gnd) cheinterface.
ROBOT READY.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
1
Robot
Ready
Signal J10, pin 3
2 +24 Vdc J10, pin 4
Le signal «Robot Ready» est actif haut.
Pour que le générateur soit prêt pour la découpe, une ten-
sion de +24VCC est nécessaire.
Le Contrôle Pantographe doit enregistrer ce signal dès
qu'il est prêt pour la découpe.
Le manque du signal «Robot Ready» arrête immédiate-
ment le procédé de découpe et le message clignotant est
visualisé sur le tableau de contrôle.
REMARQUE: Si le signal «Robot Ready» n'est pas actif,
aucun signal, numérique ou analogique, n'est obtenu.
START.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
3
Start
Signal J10, pin 1
4 +24 Vdc J10, pin 2
Le signal «Start» est actif haut et démarre le procédé de
découpe.
Le procédé reste actif jusqu'à quand le signal «Start» est
présent.
Exceptions : -le signal «Robot Ready» est absent.
-le signal «Power Source Ready» est absent
(ex. : surchauffe, niveau du liquide de refroi-
dissementinsufsant,etc.).
SPOT MARK.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
5
Spot
Signal J10, pin 7
6 +24 Vdc J10, pin 8
Le signal «Spot» est actif haut.
Spot 0 VCC = le Contrôle Pantographe signale au Gé-
nérateur la condition de découpe normale.
Spot +24 VCC = le Contrôle Pantographe commande au
Générateur d'activer le mode «Marquage
par points».
CORNER
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
15
Corner
Signal J10, pin 5
16 +24 Vdc J10, pin 6
Le signal « Corner » est actif haut.
Corner 0 Vdc = le Contrôle Table de découpe signale
au Générateur la condition de dé-
coupe normale.
Corner +24 VCC = le Contrôle Table de découpe signale
au Générateur la proximité à un coin.
PREFLOW
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
17
Preow
Signal J11, pin 5
18 +24 Vdc J11, pin 6
Lesignal«Preow»estactifhaut.
Preow0Vdc= leContrôleTablededécoupesignale
au Générateur de NE PAS activer la
fonction«Preow».
Preow+24VCC=leContrôleTablededécoupesignale
au Générateur d'activer la fonction
«Preow».
CUT/MARK
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
19
Cut/Mark
Signal J11, pin 7
20 +24 Vdc J11, pin 8
Le signal «Cut/Mark» est actif haut.
Cut/Mark 0 VCC = le Contrôle Table de découpe signale
au Générateur la condition de dé-
coupe normale.
Cut/Mark +24 VCC= le Contrôle Table de découpe com-
mande au Générateur d'activer le
mode «Marquage».
DIP 1

118
3.2.3 Signaux numériques de générateur à contrôle
pantographe.
CÂBLAGE D'UNE SORTIE NUMÉRIQUE À RELAIS
tension contacts 24 Vdc / 120 Vac;
courant contacts 1 Adc / 0,5 Aac max;
fréquence de commutation 15 Hz max.
ARC TRANSFER.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
12
Arc
Transfer
NO contact J4, pin 1
14 C terminal J4, pin 3
Le signal «Arc Transfer» est actif haut (contact fermé).
Le signal «Arc Transfer» reste actif pendant la durée de la
découpe, y compris la phase de défoncement.
POWER SOURCE READY
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
25 Power
Source
ready
C terminal J3, pin 5
26 NO contact J3, pin 6
Le signal «Power Source Ready» est actif haut (contact
fermé).
Le signal «Power Source Ready» reste actif au cours
du temps où le Générateur est prêt pour découper. Dès
qu'un message d'erreur est visualisé dans le Générateur,
ou bien si le «Robot Ready» est désactivé par le Contrôle
Table de découpe, le signal «Power Source Ready» cesse
d'être actif. Le signal «Power Source Ready» peut alors
détecter les erreurs du Générateur ainsi que les erreurs de
la Table de découpe.
PROCESS ACTIVE
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
27
Process
Active
C terminal J3, pin 3
28 NO contact J3, pin 4
Le signal « Process Active » est actif haut (contact fermé).
Quand le Contrôle Table de découpe initialise le signal
numérique «Start» (Marche), le procédé de découpe
démarreaveclegazpreow,suiviparl'opérationdedé-
coupeestensuiteparlegazpostow.
À partir du démarrage du gaz preowjusqu'à la n du
gaz postow, le Générateur initialise le signal «Process
Active». Le Générateur est en train d'exécuter le procédé.
3.2.4 Signaux analogiques de générateur à contrôle
pantographe.
CÂBLAGE D'UNE SORTIE ANALOGIQUE DE TENSION
ISOLÉE.
tension de sortie 0 ÷ 10 Vdc;
courant de sortie 20 mA max;
fréquence de sortie 5 Hz max.
VALEUR DE
PLEINE ÉCHELLE
POUR SIGNAL
I_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON

119
REMARQUE: Les deux sections 1 et 2 de DIP1 doivent
être toujours dans les mêmes positions (ex. : les deux sur
ON ou les deux sur OFF). Le même pour DIP2.
V_Arc-ISO.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR FICHE
INTERFACE
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“«V_Arc-ISO» est le signal concernant la tension d’arc à la
sortie du Générateur (tension «Électrode-pièce à usiner»),
fourni d'une façon isolée et réduite.
Le signal «I_Arc-ISO» est disponible avec les valeurs de
pleine échelle suivantes :
• tension de 0 à 5V, correspondant au courant d’arc de 0
à 250A (rapport réduction = 1/50) ;
• tension de 0 à 10V, correspondant au courant d’arc de 0
à 250A (rapport réduction = 1/25).
La valeur de pleine échelle est déterminée par la position
desDIPswitchDip1surlacheInterface(voirg.15).
DIP 3
DIP 1
Fig. 13
La machine est fournie avec la sortie de la tension d’arc
réduite isolée à 1/50 Varc.
CÂBLAGE D'UNE SORTIE ANALOGIQUE DE TENSION
NON ISOLÉE.
tension de sortie 0 ÷ 250 Vdc;
impédance de sortie 10 Kohm, approx.
V_Arc-NO-ISO.
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION
SUR CIRCUIT
TORCHE +
MESURE
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 1
«V_Arc-ISO» est le signal concernant la tension d’arc à la
sortie du Générateur (tension «Électrode-pièce à usiner»),
fourni d'une façon directe et NON isolée.
Le signal «V_Arc-NO-ISO» est disponible avec des va-
leurs de tension 0 ÷ 250 V CC et avec la borne positive
(potentiel de la pièce à usiner) reliée électriquement au
potentiel de masse de l'installation.
Le potentiel d'«Électrode» est fourni avec une résistance
d'environ 10 Kohm, connecté en série à la sortie.
3.2.5 Signal d'arrêt d'urgence pour générateur
CABLAGE ENTREE ARRET D'URGENCE.
Tension d'entrée 24 VCC ;
Courant absorbé 20 mA maximum
EMERGENCY A
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION À
L'INTÉRIEUR
DU GÉNÉRA-
TEUR
21
Emergency
A
Contact NC
Contrôle TL
ligne
22 Contact NC
Contrôle TL
ligne

120
«Emergency A» est le signal d'arrêt d'urgence fourni au
Générateur par le Contrôle Table de découpe ou par les
dispositifs de protection de l'installation. Il doit être fourni
par le contact d'un relais ou d'un dispositif de sécurité ;
l’intervention sur le dispositif de sécurité comporte l'ou-
verture du contact et l'arrêt immédiat du Générateur, avec
l'ouverture du contacteur en ligne dans le Générateur. Par
conséquent, le Générateur coupe l'alimentation aux cir-
cuits de puissance. Le signal «Emergency A» est actif bas
(contact ouvert): pour que le Générateur soit prêt pour la
découpe, le contact doit être fermé. «Emergency A» ar-
rête immédiatement le débit de courant du Générateur.
Le tableau de contrôle visualise le message «OFF rob».
EMERGENCY B
BORNES DU
CONNECTEUR
CNC SUR
GÉNÉRATEUR
NOM
SIGNAL
TYPE
SIGNAL
POSITION À
L'INTÉRIEUR
DU GÉNÉRA-
TEUR
23
Emergency
B
Contact NC
Contrôle TL
ligne
24 Contact NC
Contrôle TL
ligne
«Emergency B» est le signal d'arrêt d'urgence fourni au
Générateur par le Contrôle Table de découpe ou par les
dispositifs de protection de l'installation. Il doit être fourni
par le contact d'un relais ou d'un dispositif de sécurité ;
l’intervention sur le dispositif de sécurité comporte l'ou-
verture du contact et l'arrêt immédiat du Générateur, avec
l'ouverture du contacteur en ligne dans le Générateur. Par
conséquent, le Générateur coupe l'alimentation aux cir-
cuits de puissance. Le signal «Emergency B» est actif bas
(contact ouvert): pour que le Générateur soit prêt pour
la découpe, le contact doit être fermé. «Emergency B»
arrête immédiatement le débit de courant du Générateur.
Le tableau de contrôle visualise le message «OFF rob».
REMARQUE: un connecteur multibroches avec des si-
gnaux supplémentaires (voir Appendice)
est disponible en option.
3.3 RACCORDEMENT DE LA CONSOLE GAS
3.3.1 Console Gaz manuelle PGC-3 et PGC-2
• Fixer la console gaz au-dessus du générateur ou de la
table de découpe et brancher les masses à une installa-
tiondemiseàlaterreefcace,conformémentauschéma
reportédanslagure24del’Appendice5.2.
Les deux unités PGC-3 et PGC-2 sont raccordées entre
elles par :
- la connexion entre CN06 et CN07 ;
- letuyauentrelasortie«plasmacutow»dePGC-3et
l’entrée « plasma » de PGC-2
• Raccorder la gaine de tuyaux art. 1166 en serrant les
tuyaux aux sorties des gaz correspondantes et en veillant
à respecter les marquages (plasma preow, secondary
preow/cutowetauxiliary surPGC-3 ;plasma cutow
sur PGC-2) ; visser le connecteur électrique à la sortie
CN05(Cf.lapartiegauchedelagure16).
• Raccorder l’autre bout de la gaine art. 1166 aux consoles
vannes PVC (art. 469) pour les tuyaux «plasma», à tuyaux
«secondary» et «auxiliary», en veillant à respecter les mar-
quages. Fixer la console PVC sur la tête de la table de
découpe, à proximité de la torche (Cf. la partie gauche de
lagure16).
• Enn,raccorderlagaineart.1189envissantleconnec-
teur électrique à la sortie CN04 (Cf. la partie gauche de la
gure16).
3.3.2 Console Gaz automatique APGC.
• Fixer la console gaz au-dessus du générateur ou de la
table de découpe et brancher les masses à une installa-
tiondemiseàlaterreefcace,conformémentàlag.24
reportée dans l’Appendice 5.2.
• Raccorder la gaine de tuyaux art.1166 en serrant les
tuyaux aux sorties des gaz correspondantes et en veil-
lantàrespecterlesmarquages(plasmapreow-cutow,
secondarypreow-cutowetauxiliary);visserleconnec-
teur électrique à la sortie CN05 (voir Fig. 17).
• Raccorder l’autre bout de la gaine art. 1166 à la console
vannes PVC (art.469) pour les tuyaux « plasma », sur «
secondary » et « auxiliary », en veillant à respecter les
marquages. Fixer la console PVC sur la tête de la table
de découpe, à proximité de la torche (Cf. la partie gauche
delagure16).
• Enn, raccorder la connexion art. 1189 en vissant le
connecteur électrique à la sortie CN04 (voir Fig. 17).
Fig. 16

121
Vérierquel’air(AIR)esttoujoursraccordé,àlapression
adéquate, à la console gaz automatique comme il est uti-
lisé en tant que gaz de « service ».
Fig. 17
3.3.3 Remarque sur le raccordement des gaz
Lesletagesdesentréesdesgaz(INLETGAZ)sontres-
pectivement 1/4G pour gaz air, Ar, N2, O2 et auxillary, et
1/8G pour les gaz H35 et F5. La fourniture des gaz et
l’entretien programmé/préventif de leur installation de dis-
tribution sont à la charge du client. Nous rappelons qu’un
entretien inadéquat de cette installation peut provoquer
de graves accidents. Lire avec attention la « Fiche de
données de sécurité » de chaque gaz utilisé, de façon à
ne pas sous-évaluer les risques dérivant d’une utilisation
incorrecte.
REMARQUE: Le choix du type de tuyau doit être effectué
en fonction du gaz utilisé (voir norme EN 559).
REMARQUE: l’utilisation de gaz d’une pureté inférieure
peut déterminer, pour chaque matériau spécique, une
réduction de la vitesse, de la qualité et de l’épaisseur
maximum de découpe. De plus, la durée de vie des
consommables n’est plus garantie.
ATTENTION: quand on utilise de l’oxygène, toutes les
pièces qui entrent en contact avec ce gaz doivent être
sans huiles ni graisses.
• quand on sélectionne le programme de découpe MS
- O2/O2 (découpe d’acier doux avec gaz oxygène/oxy-
gène), s’assurer que l’air (AIR) est raccordé à l’entrée de
laconsolegaz,carilestutilisécommegazde«preow"
(prédébit).
Fig. 20
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

122
• quand on sélectionne un courant de découpe supérieur
à 80A, s’assurer que l’air (AIR) ou l’azote (N2) sont rac-
cordés à l’entrée de la console gaz (manuelle ou automa-
tique) également sur le canal AUXILIARY.
3.4 RACCORDEMENT DE LA TORCHE CP CP450G
3.4.1 Applications sur table de découpe
• Raccorder le faisceau de tuyaux qui sortent de la torche
aux consoles vannes PVC (art.469) en les serrant aux sor-
ties des gaz correspondantes et en respectant leur mar-
quage (voir Fig. 18).
Fig. 18
• S’assurer, en utilisant une équerre, que la torche est per-
pendiculaire par rapport au plan de la table de découpe.
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Fig. 21

123
• Insérer le câble de la torche (art. 1224, 1225)
dans l’Unité HV19-1 (art. 464) de la façon indiquée sur la
partiedroitedegure19.
Fig. 19
3.4.2 Applications sur robot
• Raccorder le faisceau de tuyaux qui sortent de la torche
à l'’unité d'amorçage - consoles vannes HV19-PVC
(art.462) en les serrant aux sorties des gaz correspon-
dantes et en respectant l’ordre indiqué par leur marquage.
• S’assurer, en utilisant une équerre, que la torche est per-
pendiculaire par rapport au plan de la table de découpe.
• Insérer le câble de la torche (art. 1222 ou Art.1223) dans
l’Unité d'amorçage - console vannes HV19-PVC (art. 462)
de la façon indiquée dans le paragraphe précédant
3.5 CARACTÉRISTIQUES DU LIQUIDE RÉFRIGÉRANT
Le générateur est fourni avec une petite quantité de li-
quide réfrigérant : c’est le client qui doit se charger de
remplir le réservoir avant d’utiliser la machine.
Utiliser exclusivement du liquide réfrigérant CEBORA (art.
1514) et lire avec attention la Fiche de Données de sécu-
rité pour assurer une utilisation en sécurité et une conser-
vation correcte. L’entrée du réservoir, d’une capacité de
10 litres, est située à l’arrière du générateur, comme indi-
quésurlag.20.
Remplir jusqu’au niveau maximum, puis, après la pre-
mière mise en fonction du générateur, rajouter du liquide
pour compenser le volume présent dans les tuyaux.
REMARQUE: pendant l’utilisation du générateur et,
notamment, lors du remplacement de la torche ou des
consommables, il y a des petites fuites de liquide. Rajou-
ter du liquide une fois par semaine jusqu’au niveau maxi-
mum.
REMARQUE: ensuite, le liquide réfrigérant doit être en-
tièrement vidangé tous les 6 mois, indépendamment des
heures de service du générateur.
SÉLECTION
(en appuyant sur le bouton E)
DESCRIPTION
SÉLECTION
(en tournant le bouton O)
Type de matériau à couper
MS = Acier doux
SS = Acier inox
AL = Aluminium
t
Combinaison de gaz
(PLASMA/PROTECTION)
adaptée au matériau choisi
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Épaisseur du matériau à couper Voir tableaux de découpe
t
Courant de découpe conseillé pour la
combinaison (MAT/GAZ/mm) choisie
Voir tableaux de découpe
t
Vitesse de découpe conseillée pour la
combinaison (MAT/GAZ/mm/A) choisie
Voir tableaux de découpe
t
Jeu de consommables à utiliser pour
la combinaison (MAT/GAZ/mm/A)
choisie
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
(Voir tableaux de découpe)
Tab. 1

124
4 UTILISATION
4.1 DESCRIPTION DES PANNEAUX DES GÉNÉRA-
TEURS
Depuis le panneau du générateur, on active l’ensemble de
l’installation de découpe au moyen du bouton A : l’allu-
mage du voyant B signale cette opération.
A = interrupteur de secteur.
B = voyant tension de secteur.
C = port série RS232.
D = fusible protection pompe du circuit de refroidisse-
ment (5A-250V-T).
E = presse-étoupe pour câble de secteur.
F = connecteur CNC de connexion à la table de découpe.
G = connecteur CN03 de connexion à la Console gaz.
H = bouchon du réservoir liquide réfrigérant.
I = indicateur de niveau liquide réfrigérant.
L= ltreentréeliquideréfrigérant.
M = robinet vidange réservoir liquide réfrigérant.
N = raccord rapide tuyau départ liquide réfrigérant.
O = raccord rapide tuyau retour liquide réfrigérant.
P = raccord torche.
Q = presse-étoupe pour câble de masse.
R=ltreretourliquideréfrigérant.
S = connecteur reliage au panneau à distance.
T = Prise USB.À utiliser pour mettre à jour le micrologiciel
du générateur.
4.2 DESCRIPTION DU PANNEAU DE LA CONSOLE
GAZ MANUELLE ET UTILZACION (Fig. 21)
Depuis le panneau de la console gaz, on gère toutes les
fonctions de l’installation de découpe.
On sélectionne notamment le type de travail à exécuter,
c’est-à-dire découpe (CUT), marquage (MARK) ou test
d’étanchéité gaz (TEST) de l’installation.
A: Bouton de sélection mode de fonctionne-
ment. À chaque pression du bouton, la LED de la
sélection correspondante s’allume:
B: LED mode découpe.
C: LED mode marquage.
D: LED mode test.
E: Bouton de sélection des paramètres à régler.
À chaque pression du bouton, la LED de la sé-
lection correspondante s’allume:
F: LED qui indique l’activation de la sé-
lection du type de matériau à couper.
G: LED qui indique l’activation de la sé-
lection de la combinaison de gaz
PLASMA/PROTECTION.
H: qui indique l’activation de la sélec-
tion de l’épaisseur du matériau à
couper.
I: LED qui indique l’activation de la sé-
lection de la vitesse de découpe.
L: LED qui indique l’activation de la sé-
lection de la vitesse de découpe.
M: LED qui indique le différent
jeu de consommables à utiliser
par rapport aux sélections précédentes.
N:Afcheurquivisualiselesvaleursdes
paramètres à régler.
O: Bouton de réglage des paramètres.
P:Afcheurquivisualiseletypedegazplasma
de découpe.
Q:Afcheurquivisualiseletypedegazdepro-
tection.
R:Afcheurquivisualiselapressiondugaz
plasma pendant la découpe.
S:Afcheurquivisualiselapressiondugaz
plasma à l’amorçage.
SÉLECTION
(en appuyant sur le bouton V)
DESCRIPTION
RÉGLAGE
(en tournant le bouton Y)
AllumageafcheurR
PLASMA CUTFLOW
Jusqu’à l’allumage en même temps
desdeuxLEDsèche X
t
AllumageafcheurS
PLASMA PREFLOW
Jusqu’à l’allumage en même temps
desdeuxLEDsèche X
t
AllumageafcheurT
SECONDARY PREFLOW
Jusqu’à l’allumage en même temps
desdeuxLEDsèche X
t
AllumageafcheurU
SECONDARY CUTFLOW
Jusqu’à l’allumage en même temps
desdeuxLEDsèche X
Tab. 2

125
Fig. 20 a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Fig. 20 b

126
T:Afcheurquivisualiselapressiondugazde
protection pendant la découpe.
U:Afcheurquivisualiselapressiondugazde
protection pendant la découpe.
V: Bouton de sélection des canaux gaz plasma
PRE/CUT FLOW et gaz de protection
PRE/CUT FLOW.
W: Bouton de validation de la programmation
paramètres : console prête pour CUT, MARK
ou TEST.
X: LED d’aide à la recherche de la pression cor
recte des gaz :
-pression faible = LED gauche allumée ;
-pression élevée = LED droite allumée ;
-pression correcte = les deux LEDs allumées.
Y: Boutons de réglage de la pression des gaz
de la console PGC-3.
Z: LED qui indique l’activation de la console
PGC-2.
K: Bouton de réglage de la pression des gaz de
la console PGC-2.C-2.
4.2.1 Préparation et exécution de la découpe (CUT)
Après que l’on a mis sous tension l’installation au moyen
de l’interrupteur situé sur le panneau antérieur du généra-
teur, l’allumage de la LED CUT B (voir Fig. 21) indique que
la machine est activée en mode « découpe ». Une série
de sélections/réglages doit être effectuée avant de pro-
céder à la découpe, c’est pourquoi il faut s’assurer que la
toucheRUNn’estpasappuyée(afcheursPREFLOWet
CUTFLOWdeFig.21duuxdesgazPLASMAetSECON-
DARY éteints).
Le premier réglage à effectuer, en séquence, est la sélec-
tion indiquée dans le tableau 1.
Maintenir le bouton appuyé sur la sélection du courant
(LEDIallumée)pouraccéderaumoderéglagen,indiqué
par la LED clignotante. Il est alors possible de régler le
courant,parpasde1A,dansdesintervallesxes:[40-50
A],[70-90A],[110-120A],[180-200A],[230-250A].
Le deuxième réglage à effectuer, en séquence, est le ré-
glage indiqué sur le tableau 2.
Quand on appuie une fois sur la touche SET, le débit de
gaz,pourchaquecanal,s’afchependant10s;s’ilfaut
continuer le réglage après ce délai, il faut appuyer de nou-
veau sur la touche. Quand on appuie sur la touche SET
après le dernier réglage, on quitte le mode de réglage ;
en appuyant encore sur la touche, on revient au premier
réglage et ainsi de suite.
LesLEDsèchesousl’afcheurducanalcorrespondantin-
diquentlesensderéglagedubouton:quandlaèchegauche
est allumée, il faut augmenter le débit (sens des aiguilles d’une
montre),quandlaèchedroiteestallumée,ilfautlediminuer
(sens inverse des aiguilles d’une montre). Lorsqu’on atteint le
débit correct, par rapport à la sélection effectuée dans le Tab.
1, les deux LEDs s’allument en même temps.
Une fois le mode réglage quitté, après avoir effectué les
réglages susmentionnés, il faut appuyer sur la touche
RUN:touslesafcheursrelatifsauxcanauxPLASMAet
SECONDARY s’allument et le générateur est prêt pour la
découpe. Si l’on a sélectionné le gaz H35 ou F5, la LED de
la console gaz PGC-2 s’allume, elle aussi.
N.B. : quand on active l’installation, la dernière programma-
tion utilisée est automatiquement proposée (par ex. MAT-
GAZ-mm-A). Si, suite à un nouveau réglage, on change le
type du gaz, alors le système exécute automatiquement
la « purge », c’est-à-dire le vidage des tuyaux suivi de leur
nettoyageavecunuxactifpendantenviron10s.
Après le signal de démarrage de la table de découpe, la
séquence ci-après est automatiquement activée :
- prédébit de 0,5 s avec le gaz sélectionné;
- impulsion en haute tension / haute fréquence;
- allumage de l’arc pilote;
- transfert de l’arc plasma (envoi à la CNC du signal « arc
transfer »);
- débutdumouvementsurleplanx-ydelaCNCàlan
du temps « pierce delay time »;
Après le signal d’arrêt de la table de découpe, la séquence
ci-après est automatiquement activée :
- extinction de l’arc plasma;
- arrêt du mouvement sur le plan x-y de la CNC;
- post-débit avec le gaz sélectionné.
4.2.2 Préparation et exécution du marquage (MARK)
Après avoir mis sous tension l’installation au moyen de
l’interrupteur situé sur le panneau avant du générateur,
l’allumage du voyant MARK indique que la machine est
activée en mode « marquage ». Une série de sélections/
réglages doit être effectuée avant de procéder au mar-
quage, c’est pourquoi il faut s’assurer que la touche RUN
n’estpasappuyée(afcheurPREFLOW-CUTFLOWde
Fig.21duuxdesgazPLASMAetSECONDARYéteints).
Le premier réglage à exécuter, en séquence, est celui de
Tab. 3.
Pour le deuxième réglage, se référer au Tab. 2 et aux re-
marques correspondantes.
SÉLECTION
(appuyer sur
le bouton E)
DESCRIPTION
SÉLECTION
(tourner le
bouton O)
type de matériau
à marquer
MS = acier
doux
SS = acier ino-
xidable
AL = Aluminium
t

127
combinaison de gaz
(PLASMA/SECON-
DARY)
adaptée au matériau
choisi
Ar/Ar
t
courant de découpe
conseillé pour la
combinaison
(MAT/GAZ/mm)
Voir tableaux de
découpe
Tab. 3
4.2.3 Exécution du test d’étanchéité gaz (TEST)
SÉLECTION
(en tournant le bouton O)
DESCRIPTION
Test canal air / air
t
Test canal N2 / N2
t
Test canal O2 / O2
t
Test canal H35 / --
t
Test canal Ar / Ar
t
Test canal AUX
t
Test complet (séquence
automatique temporisée
de T01, T02, T03, T04,
T05, T06)
Tab. 4
Après avoir mis sous tension l’installation au moyen de
l’interrupteur situé sur le panneau avant du générateur,
l’allumage du voyant TEST indique que la machine est
activée en mode « test ». Le test d’étanchéité doit être
exécutépériodiquement,deT01àT05pourvériers’ilya
des fuites de gaz dans les tuyaux, de leur entrée à l’arrière
de la console gaz jusqu’à l’entrée de la console vannes.
Enoutre,letestduuxTF6permetdevérierleuxdu
canal auxiliaire AUX.
Il est possible de vérier chaque canal séparément,
comme indiqué sur le Tab. 4:
Quand on appuie sur la touche RUN, le test sélectionné
démarre : la machine exécute d’abord une « purge », puis
remplit les tuyaux avec le gaz et, ensuite, désactive les
électrovannes INLET GAZ et les électrovannes présentes
dans la console vannes.
Si le système ne détecte pas de fuite pendant le temps de
test,parexempleavecAIR/AIR,l’afcheurdelaconsole
gaz visualise le message OK AIR (de même, pour les
autres gaz :OK N2, OK O2, OK H35 et OK Ar).
Quand on sélectionne le test T04, le voyant de la console
gaz PGC-2 s’allume pendant l’exécution du TEST.
4.2.4 Fonctions additionnelles (fonctions secondaires)
Dans les descriptions suivantes, nous nous référerons à
la Fig.21.
Avec l'installation en marche et en mode inactif (no RUN
:afcheursR,S,T,U éteints), entrer dans le menu «fonc-
tions secondaires» en appuyant en même temps sur les
touches A et E.
4.2.4.1 Préparation et exécution du Marquage par
points (SPOT MARK)
Le marquage par points est un type de marquage particu-
lier dont la trace consiste en un point et non en une ligne
ou un dessin, comme dans un marquage normal (voir
mode de fonctionnement MARK, par. 4.2.2).
Après avoir programmé certains paramètres depuis la
console gaz, il est possible de gérer et exécuter le mar-
quage par points directement depuis la CNC, en main-
tenant les mêmes paramètres de découpe et les mêmes
consommables.
Régler les paramètres de marquage par points indiqués
ci-après, sélectionnables en succession en appuyant sur
le bouton E:
Après le réglage décrit ci-dessuset, au moyen d’un signal
numérique sur les broches correspondantes (voir Fig.
14), on passe du mode découpe au mode marquage par
points (CUT/SPOT MARK).
SÉLECTION
(appuyer sur
le bouton E)
DESCRIPTION
SÉLECTION
(tourner le
bouton O)
SEN
Spot Enable
(active/désactive
la fonction de mar-
quage par points)
OFF = désactivée
ON = activée
t
SI
Spot Current
(courant de mar-
quage par points)
De 10 à 39 A
t
ST
Spot Time
(temps de mar-
quage par points)
OFF*
De 0.01 à 1.00 s
Tab. 5
* dans ce cas, la durée du marquage par points est
gérée au moyen du signal de Marche/Arrêt de la table
de découpe.Quand, en revanche, on programme le
temps, cette valeur représente la durée maximum du
marquage par points à partir du signal d’arc transféré.

128
4.2.4.2 Gestion du courant dans les angles de la pièce
usinée (CORNER)
La réduction du courant dans les angles de la pièce
usinée est une fonction utile quand elle est associée à
la réduction de la vitesse de découpe dans ces mêmes
angles. Cela permet d’éviter un enlèvement excessif de
métal dans l’angle.
Après avoir programmé certains paramètres depuis la
console gaz, il est possible de gérer et exécuter la fonc-
tion Corner directement depuis la CNC, en maintenant les
mêmes paramètres de découpe et les mêmes consom-
mables.
Régler les paramètres Corner indiqués ci-après, sélec-
tionnables en succession en appuyant sur le bouton E.
SÉLECTION
(appuyer sur
le bouton E)
DESCRIPTION
SÉLECTION
(tourner le
bouton O)
CEN
Corner Enable
(active/désactive la
fonction Corner)
OFF = désactivée
ON = activée
t
CI
Corner Current
(pourcentage du cou-
rant dans les angles
par rapport au cou-
rant de découpe)
De 50 à 100% *
t
CSD
Corner Slope Down
(pente de la rampe de
descente du courant)
De 1 à 100 A/
(s/100)
t
CSU
Corner Slope Up
(pente de la rampe de
montée du courant)
De 1 à 100 A/
(s/100)
Tab. 6
* Le réglage du courant dans les angles est subordonné
à la position du commutateur #2 du groupe DIP3 situé
sur la carte de contrôle à distance (voir Fig.15).
Aveclecommutateur#2surlapositionOFF(congura-
tion par défaut), la valeur du courant dans les angles est
réglée directement par la table de découpe au moyen de
l’entrée analogique correspondante (0-10V) (voir kit en
option art. 425) selon la relation décrite dans le tableau 7.
ENTREE
ANALOGIQUE
COURANT
DANS LES AN-
GLES
VALEUR
APPLIQUEE
0V 50%
½ du courant de
découpe
… … …
5V 75%
¾ du courant de
découpe
… … …
10V 100%
égale au
courant de
découpe
Tab. 7
Quand cette entrée analogique (0-10V) est déconnectée,
lavaleurducourantdanslesanglesestxe,ellecorres-
pond à 50% (par défaut) du courant de découpe.
En revanche, quand le commutateur #2 est positionné sur
ON, cette entrée analogique est ignorée par le générateur
et l’opérateur peut régler la valeur du courant dans les
angles directement depuis le panneau de la console gaz,
en agissant sur le bouton O.
Danslagureci-après,nousreportonslatemporisation
des signaux:
Signal de courant
dans les angles
Courant de
découpe
Courant dans
les angles
4.2.4.3 Gestion du temps de refroidissement de la
torche à la n de la découpe
Àlandechaquedécoupedelapièceàusiner,leux
de gaz secondaire est activé de nouveau pour refroidir la
torche.Laduréeduuxestdéterminéeparlecourantde
découpe et augmente en fonction du courant.
Parfois, en cas d'usinages spéciaux, il est nécessaire de
réduire cette durée.
L'opérateur peut régler la valeur du temps de Post-Flow
(PoF) directement du panneau de la console gaz en agis-
sant sur le bouton O. Notamment, il peut réduire cette
durée à partir de la durée maximum, selon le courant de
découpe enregistré, jusqu'à la valeur minimum de 5 se-
condes.
SÉLECTION
(appuyer sur le
bouton E)
DESCRIPTION
SÉLECTION
(tourner le
bouton O)
PoF
Post Flow
(durée duuxde
refroidissement
de la torche à la
ndeladécoupe)
De 5 à T s
(T=durée maxi-
mum en secon-
des, qui dépend
du courant de
découpe)

129
4.2.4.4 Afchage du débit et de la température du
liquide de refroidissement (H2O))
Souscemodeilestpossibledevisualisersurl'afcheur
N/Q le débit/la température en litres/min/°C du liquide de
refroidissement ; en général, la valeur est environ de 3
litres/minute.
4.2.4.5 Exécution de la découpe sur tôles percées ou
grillées (SR)
Pour découper des tôles percées ou grillées, il est parfois
utile d'activer la fonction Self Restart. Cette fonction étant
activée, le générateur rallume l'arc à chaque interruption.
Il faut en outre prévoir la table de découpe pour ces types
de découpe.
SÉLECTION
(appuyer sur le
bouton E)
DESCRIPTION
SÉLECTION
(tourner le
bouton O)
SR
Self Restart
(abilita/disabilita
active/désactive
la fonction
de Self Restart)
OFF = désactivée
ON = activée
4.2.4.6 Réglage n du courant à distance (RRI)
Cette fonction, présente dans tous les cas dans le menu
« fonctions secondaires » de la console gaz, nécessite de
l’utilisation du kit art. 425, fourni en option.
La description complète est contenue dans la notice
d'emploi du kit optionnel.
4.2.5 CODES D'ERREUR
DESCRIPTION DE L'ERREUR CODE SOLUTION POSSIBLE
Erreur pendant la mise à niveau du micrologi-
ciel da USB
USB
(Err. 85)
Contacter le Service Après-vente de CEBORA.
Bouton de marche (start) appuyé lors de la
mise sous tension ou de la réinitialisation
(passage au mode RUN) du générateur
TRG
(Err. 53)
Éteindre le générateur, désactiver la commande de mar-
che et remettre en fonction le générateur.
Surchauffe du liquide de refroidissement
H20 T
(Err. 93)
Vériersilestuyauxducircuitderefroidissementoude
latorchesontbouchés.Vérierégalementl’intégritédu
fusible de la pompe. Nettoyer le radiateur.
Surchauffe des modules :
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Ne pas éteindre le générateur, pour maintenir le ventilateur
en fonction et obtenir un refroidissement rapide.
Le fonctionnement normal est activé automatiquement
dès que la température revient dans les limites permises.
Si le problème persiste, contacter le Service Après-vente
de CEBORA.
Débit inférieur à la limite du liquide de refroi-
dissement
H2O
(Err 75)
Vériersilestuyauxducircuitderefroidissementoude
latorchesontbouchés.Vérierégalementl’intégritédu
fusible de la pompe. Nettoyer le radiateur.
Faible pression dans un canal
d'alimentation gaz
(Err. 78)
Augmenter la pression du gaz correspondant au moyen
du bouton prévu sur le panneau avant de la console gaz.
Vérierégalementlapressiond'alimentationdugaz,qui
doit être de 8 bars environ.
Porte ouverte dans le générateur ou dans le
module d’amorçage HV19-1 ou HV19-PVC
OPN
(Err. 80)
Contrôler la fermeture correcte du couvercle du
générateur et/ou de l’unité HV19-1 ou HV19-PVC.
CNC éteint, en urgence ou
non connectée au générateur
rob
(Err. 90)
Mettre en fonction le CNC, sortir de l’urgence, contrôler le
raccord générateur-CNC.

130
DESCRIPTION DE L'ERREUR CODE SOLUTION POSSIBLE
Surchauffe du transformateur de puissance
TH0
(Err. 73)
Ne pas éteindre le générateur, pour maintenir le ventilateur
en fonction et obtenir un refroidissement rapide.
Le fonctionnement normal est activé automatiquement
dès que la température revient dans les limites permises.
Si le problème persiste, contacter le Service Après-vente
de CEBORA.
Erreur interne dans la mémoire du
microprocesseur Err 2
Contacter le Service Après-vente de CEBORA.
Le générateur ne communique pas avec la
console gaz
ou le groupe de refroidissement
Err 6
Vérierlebranchemententrelegénérateuretlaconsole
gaz ou le groupe de refroidissement. Si le problème persi-
ste, contacter le Service Après-vente de CEBORA.
Le générateur ne communique pas avec le
circuit d'Interface
Err 7
Contacter le Service Après-vente de CEBORA.
La console gaz ne communique pas avec le
générateur
Err 9
Vérierlebranchemententrelegénérateuretla
console gaz. Si le problème persiste, contacter le Service
Après-vente de CEBORA.
Tension continue inférieure à la valeur mini-
mum acceptée
Err 16
Contacter le Service Après-vente de CEBORA
Problème sur l'horloge interne Err 26 Contacter le Service Après-vente de CEBORA.
Erreurd'écrituresurmémoireashdu
générateur
Err 27
Contacter le Service Après-vente de CEBORA.
Détecté courant, à l'arc éteint, sur module
IGBT1
Err 30
Contacter le Service Après-vente de CEBORA
Mesure hors échelle du courant sur module
IGBT1 pendant la découpe
Err 35
Contacter le Service Après-vente de CEBORA
Détecté courant dans le circuit arc pilote à
l'arc éteint.
Err 39
Contacter le Service Après-vente de CEBORA
Tension dangereuse : panne du circuit de
puissance
Err 40
Contacter le Service Après-vente de CEBORA
Détecté courant dans le circuit arc pilote pen-
dant la découpe
Err 49
Contacter le Service Après-vente de CEBORA
Électrode usée
Err 55
Remplacerl'électrodeet/oulabuse.Vérierqueles
consommables sont montés correctement par rapport au
typedetravailàeffectuer.Vérierégalementquelegazde
découpe est correct.
Erreur alignement entre les versions du
micrologiciel de : générateur, console gaz ,
modulo interface CNC ; ou bien, erreur pen-
dant la phase de mise à niveau automatique
effectuée par le générateur
Err 58
Contacter le Service Après-vente de CEBORA
Tensiond'alimentationhorsspécication
Err 67
Vérierlesfusiblesdutableauélectriqueoùlecâblede
réseau du générateur est branché. Si le problème persiste,
Si le problème persiste, contacter le Service Après-vente
de CEBORA.

131
DESCRIPTION DE L'ERREUR CODE SOLUTION POSSIBLE
Purge des tuyaux gaz non effectuée com-
plètement ou pression élevée dans un canal
d’alimentation gaz
Err 79
Contrôler les consommables ou réduire la pression d'ali-
mentation.
Console gaz non connectée au générateur Err 81 Contacter le Service Après-vente de CEBORA
Consoles gaz PGC-3 et PGC-2 ou bien
APGC-1 et APGC-2 déconnectées Err 82
VérierlebranchemententrelemodulePGC-3oubien
APGC-1 (en haut) et le module PGC-2 ou bien APGC-2
(en bas)
Détecté courant, à l'arc éteint, sur module
IGBT2
Err 31
Contacter le Service Après-vente de CEBORA
Mesure hors échelle du courant sur module
IGBT2 pendant la découpe
Err 36
Contacter le Service Après-vente de CEBORA
4.3 DESCRIPTION DU PANNEAU DE LA CONSOLE
GAZ AUTOMATIQUE (FIG. 22)
Le panneau avant de la console gaz automatique est doté
d'un voyant multifonction, qui en indique la condition.
Et notamment:
Phase Couleur du
voyant
Description
Amorçage du
générateur
Éteint
Carte électronique
interne sans alimen-
tation
Rougexe
Problèmes au mi-
croprocesseur de la
carte électronique
interne
Rouge/Vert
alterné
Attente de communi-
cation avec le généra-
teur
A regime
Rouge/Vert
alterné lent
Aucune communica-
tion avec le généra-
teur
Vertxe
Fonctionnement
régulier
A=voyant multifonction
Pourlagestiondelaconsolegazautomatique(congu-
ration des paramètres de coupe et de l'état RUN) il faut
brancher le panneau à distance art.460. Les instructions
complètes sont contenues dans la notice d'emploi du kit
optionnel.
Par contre, en cas d'interface numérique CANopen entre
table de découpe/robot et générateur et sans le dispositif
art.460, un logiciel spécial est nécessaire.
4.4 QUALITÉ DE LA DÉCOUPE
La qualité de la découpe est inuencée par plusieurs
paramètres et par leurs combinaisons: dans ce manuel,
dans la section Tableaux de Découpe, nous reportons
les réglages optimaux pour la découpe d’un matériau
spécique.Cependant,suite aux inévitablesdifférences
déterminées par l’installation sur différentes machines de
découpe et à la variation des caractéristiques des ma-
tériaux coupés, les paramètres optimaux peuvent subir
des petites variations par rapport aux indications des
tableaux. Les points traités ci-après peuvent aider l’utili-
sateur à apporter les petites variations nécessaires pour
obtenir une découpe de qualité.
Comme on peut le voir dans les tableaux de découpe, il
existe différentes sortes de consommables en fonction
du courant de découpe et des gaz utilisés.
Quand l’exigence d’augmenter la productivité est plus
importante, avec donc une vitesse de découpe éle-
vée, il faut programmer le courant maximum admissible
et, donc, choisir la tuyère au diamètre le plus large. Au
contraire, quand il faut privilégier la qualité de découpe
(perpendicularité et dimension de la saignée plus étroite),
il faut programmer le courant admissible minimum par
rapport au matériau usiné et à son épaisseur.
Avant de procéder à tout réglage, contrôler que :
la torche est perpendiculaire au plan de découpe; l’élec-
trode, la tuyère et la buse de protection ne sont pas ex-
cessivement usées et que leur association est adaptée
au travail à exécuter; la direction de découpe, en fonction
de la forme à obtenir, est correcte. Nous rappelons que
le meilleur côté de découpe est toujours celui à droite
par rapport à la direction de mouvement de la torche (les
trous du diffuseur plasma utilisé sont disposés dans le
sens des aiguilles d’une montre).
Quand on doit découper des grosses épaisseurs, il faut
faire particulièrement attention pendant la phase de per-
cement : il faut notamment essayer d’éliminer l’accumu-
lation de matériau en fusion autour du trou d’attaque, de
façon à éviter des phénomènes de double arc quand la
torche passe de nouveau sur le point de départ. De plus,
il faut nettoyer la buse de protection des scories de métal
fondu qui peuvent adhérer dessus.
Le tableau 7 indique quelques-uns des problèmes les
plus fréquents et la solution correspondante.

132
PROBLÈME CAUSE SOLUTION
Découpe inclinée
Électrode ou tuyère usée Remplacer l’électrode et la buse
Distance trop élevée Diminuer la distance
Vitesse de découpe trop élevée Régler la vitesse
Pénétrationinsufsante
Vitesse de découpe trop élevée Régler la vitesse
Tuyère de diamètre trop large par
rapport au courant programmé
Consulter les Tableaux de Découpe
Épaisseur de la pièce usinée excessive
par rapport au courant programmé
Augmenter le courant de découpe
Mauvais contact électrique entre
câble de masse et plan de découpe
Contrôler le serrage de la cosse du
câble de masse à la CNC
Présence de
« bavures de faible vitesse »*
Vitesse de découpe trop faible Régler la vitesse
Courant de découpe trop élevé Diminuer le courant de découpe
Distance trop rapprochée Augmenter la distance
Présence de
« bavures de vitesse élevée »**
Vitesse de découpe trop élevé Régler la vitesse
Courant de découpe trop faible Augmenter le courant de découpe
Distance trop élevé Diminuer la distance
Bord de découpe arrondi
Vitesse de découpe trop élevé Régler la vitesse
Distance trop élevé Diminuer la distance
* Les bavures de faible vitesse (low speed dross) sont épaisses, de forme globulaire et faciles à éliminer. La saignée
de découpe (kerf) est plutôt ample.
**Lesbavuresdevitesseélevée(highspeeddross)sontmincesetdifcilesàenlever.Leborddedécoupe,dansle
cas d’une vitesse élevée, est plutôt rugueux.
Tab. 7
A
Fig. 22

133
4.5 ENTRETIEN DE L'INSTALLATION
Un entretien adéquat de l'installation garantit des pres-
tations optimales et une longue durée des composants,
y compris les consommables. Par conséquent, on re-
commande d'effectuer les opérations indiquées dans le
tableau ci-après
Fréquence Opérations de maintenance
Tous les jours
Contrôlez que la pression des gaz d'ali-
mentation est correcte
Toutes les
semaines
Contrôlez le bon fonctionnement des
ventilateurs du générateur, du groupe de
refroidissement et de la console de gaz
Contrôlez le niveau du liquide réfrigérant
NettoyezlesletsdelatorcheetCon-
trôlez qu'il n'y a pas de signes de corro-
sion ou de décharges électriques
Tous les mois
Contrôlez les connexions de gaz, d'eau
et d'électricité pour vous assurer qu'il
n'y a ni craquelures, ni abrasions, ni
fuites.
Exécutez le programme TEST par le
biais de la console de gaz.
Tous les
semestres
Remplacez le liquide réfrigérant présent
dans l'installation
Nettoyezlesltres,externesetduréser-
voir, du groupe de refroidissement ;
Nettoyezleltredelaconsoledegaz
Remplacez les joints toriques de la tor-
che, en commandant le kit art. 1400
Si, suite à un contrôle, vous remarquez qu'un composant
est particulièrement usagé ou que son fonctionnement
n'est pas normal, contactez le service assistance CEBORA.
Pour la maintenance des pièces internes des différents
composants de l'installation, demandez l'intervention de
personnelqualié.Ilestnotammentrecommandéd'effec-
tuer régulièrement les opérations répertoriées ci-après.
Pour tous les composants:
• Nettoyez l'intérieur à l'air comprimé (propre, sec et
sans huile) pour éliminer l'accumulation de poussière.
Utilisez si possible un aspirateur ;
• Contrôlez que les connexions électriques sont bien
serrées et qu'il n'y a pas de surchauffe.
Pour chaque composant:
Composant Opérations de maintenance
Générateur
Nettoyez les radiateurs des modules
IGBT à l'air comprimé en dirigeant le jet
d'air dessus.
Groupe de
refroidisse-
ment
Nettoyez le radiateur à l'air comprimé en
dirigeant le jet d'air dessus.
Contrôlez le circuit hydraulique interne
pour vous assurer qu'il n'y a ni craque-
lures, ni fuites.
Console de
gaz
Contrôlez le circuit pneumatique interne
pour vous assurer qu'il n'y a ni craque-
lures, ni fuites.
Composant Opérations de maintenance
Console
vannes
Contrôlez le circuit pneumatique inter-
ne pour vous assurer qu'il n'y a pas de
fuites.
Système
d'allumage
Contrôlez que l'éclateur ne présente
pas de trop de noircissements et que la
distance entre les pointes est correcte.
Contrôlez le circuit hydraulique interne
pour vous assurer qu'il n'y a ni craque-
lures, ni fuites.
Vériezaussirégulièrementlamiseàlaterredel'instal-
lation.Enparticulier,ensuivantleschémadelag.24,
contrôlez que chaque câble est bien serré entre la vis et
l'écrou correspondants.

134
Fig. 19
5 ANNEXE
5.1 KIT EN OPTION (ART. 425) POUR LA CONNEXION
À LA TABLE DE DÉCOUPE (FIG. 23)
Fig. 23
Pour le montage du kit Art. 425, se référer aux instructions
correspondantes.
art 948

135
5.2 SCHÉMA DE MISE À LA TERRE DE L’INSTALLA-
TION DE DÉCOUPE (FIG. 24)
Utiliser des câbles de terre de section égale ou supérieure
à 16 mm².
Câble de
secteur
Fig. 24
Ferrite
Barre de
cuivre
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469
Art. 1159

136
5.3 MISURE DES NIVEAUX DE PRESSION ACOUSTIQUE
Le procédé de coupage plasma produit de niveaux de bruit néfastes pour l’oreille humaine ; c’est pourquoi il faut
porter des protections, par exemple des serre-tête à coquille ou bouchons d’oreille, conformes aux dispositions règle-
mentaires nationales ou locales.
Les mesures reportées dans le tableau ci-dessous, relatives à l’acier doux et effectuée aux distances indiquées, peu-
vent aider le responsable de la sécurité à adopter les mesures nécessaires pour sécuriser l’environnement de travail
(se référer, par exemple, à la norme internationale IEC 60974-9).
Matériau
Gaz de
coupe
Épaisseur
Courant
de coupe
Vitesse
de coupe
Distances de
mesure
(face à la source
x
au-dessus de la
source)
Niveau de
pression
acoustique
pondéré A
LpA
Niveau de pic
de la pression
acoustique
pondéré C
LpC, peak
(mm) (A) (m/min) (m x m) (dB) (dB)
Acier doux O2/air 25 120 0.4 1 x 0.5 105.0 119.7
Acier doux O2/air 25 120 0.4 2 x 0.5 100.5 114.6
Acier doux O2/air 25 120 0.4 3 x 0.5 99.2 113.3
Acier doux O2/air 40 250 0.5 1 x 0.5 111.9 125.0
Acier doux O2/air 40 250 0.5 2 x 0.5 108.1 121.6
Acier doux O2/air 40 250 0.5 3 x 0.5 106.5 120.3
Acier doux O2/air 50 400 0.8 1 x 0.5 114.2 129.5
Acier doux O2/air 50 400 0.8 2 x 0.5 108.9 124.1
Acier doux
O2/air 50 400 0.8 3 x 0.5 107.1 122.9
Les mesures, d’une durée de 1 minute chacune, ont été effectuées dans un environnement fermé et réverbérant, au
sein des laboratoires de CEBORA S.p.A.
Les données relevées ne tiennent pas compte d’éventuelles corrections dues à des bruits de fond ou aux dimensions
de la chambre d’essai.
LesniveauxdepressionacoustiqueLpAetLpC,peaksontdénisparlanomeinternationaledesecteur(Cf.IEC11202
et IEC 61672-1).

137
ÍNDICE
1 MEDIDAS DE SEGURIDAD A ADOPTAR .............................................................................138
1.1 PLACA DE LAS ADVERTENCIAS .....................................................................................139
2 DATOS TÉCNICOS ................................................................................................................139
2.1 DESCRIPCIÓN GENERAL DEL SISTEMA ......................................................................... 139
2.2 GENERADOR AL PLASMA ...............................................................................................140
2.2.1 Generador Plasma Prof 166 HQC ............................................................................140
2.2.2 Generador Plasma Prof 255 HQC ............................................................................141
2.3 CONSOLAS GASES .........................................................................................................142
2.3.1 Consola gases manual PGC-3 - PGC-2 ..................................................................142
2.3.2 Consola gases automática APGC ............................................................................142
2.4 CONSOLAS VÁLVULAS PVC ............................................................................................ 144
2.5 UNIDAD DE ENCENDIDO HV19-1 ....................................................................................144
2.6 UNIDAD DE ENCENDIDO / CONSOLA VÁLVULAS HV19-PVC ........................................145
2.7 ANTORCHA CP450G ........................................................................................................146
2.8 WATER CONSOLE ............................................................................................................146
3 INSTALACIÓN ....................................................................................................................147
3.1 DESEMBALAJE Y ENSAMBLAJE .....................................................................................147
3.2 LAS CONEXIONES DEL GENERADOR ............................................................................147
3.2.1 Conexión al pantógrafo CNC ...................................................................................150
3.2.2 Señales digitales de control pantógrafo a generador ..............................................151
3.2.3 Señales digitales de generador a control pantógrafo ..............................................152
3.2.4 Señales analógicas de generador a control pantógrafo ..........................................152
3.2.5 Señal de parada de emergencia para generador ....................................................153
3.3 CONEXIÓN DE LA CONSOLA GASES .............................................................................154
3.3.1 Consolas gas manual PGC-3 y PGC-2 ....................................................................154
3.3.2 Consola gas automática APGC ...............................................................................154
3.3.3 Nota sobre la conexión de los gases .......................................................................155
3.4 CONEXIÓN DE LA ANTORCHA CP CP450G ...................................................................155
3.4.1 Aplicaciones en pantógrafo .....................................................................................155
3.4.2 Aplicaciones en robot ..............................................................................................155
3.5 REQUISITOS DEL LÍQUIDO REFRIGERANTE ..................................................................156
4 EMPLEO ....................................................................................................................156
4.1 DESCRIPCIÓN DE LOS PANELES DEL LOS GENERADORES ........................................156
4.2 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GASES ....................................................157
4.2.1 Preparación y ejecución del corte (CUT) .................................................................159
4.2.2 Preparación y ejecución del marcado (MARK) ........................................................160
4.2.3 Ejecución de las pruebas de retención gas (TEST) .................................................160
4.2.4 Funciones adicionales (segundas funciones) ........................................................... 161
4.2.4.1 Preparación y ejecución del Marcado Spot (SPOT MARK) ........................161
4.2.4.2 Gestión de la corriente en los ángulos de la pieza en trabajo (CORNER) ...161
4.2.4.3 Gestión del tiempo de enfriamiento de la antorcha después del corte ......162
4.2.4.4 Visualización caudal del líquido refrigerante (H2O) .....................................162
4.2.4.5 Ejecución del corte en chapas perforadas o de rejilla (SR) ......................... 162
4.2.4.6 Regulaciónnadelacorrienteadistancia(RRI) ......................................... 162
4.2.5 Código de error ........................................................................................................163
4.3 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GAS AUTOMÁTICA .................................164
4.4 CALIDAD DEL CORTE ......................................................................................................165
4.5 MANTENIMIENTO DEL SISTEMA .....................................................................................167
5 APÉNDICE ....................................................................................................................168
5.1 KIT OPCIONAL (ART. 425) PARA LA CONEXIÓN AL PANTÓGRAFO ..............................168
5.2 ESQUEMA DE CONTACTO DE TIERRA DEL SISTEMA ....................................................169
5.3 MEDICIÓN DE LOS NIVELES DE PRESIÓN SONORA ....................................................170

138
MANUAL DE INSTRUCCIONES PARA EL SISTEMA DE CORTE AL PLASMA
IMPORTANTE: ANTES DE LA PUESTA EN OBRA SÍRVA-
SE LEER EL CONTENIDO DE ESTE MANUAL Y, SUCE-
SIVAMENTE, CONSERVARLO DURANTE TODA LA VIDA
OPERATIVA DEL APARATO EN LUGAR CONOCIDO POR
LOS OPERADORES.
ESTE APARATO DEBE SER UTILIZADO ÚNICAMENTE
PARA REALIZAR OPERACIONES DE CORTE.
1 MEDIDAS DE SEGURIDAD A ADOPTAR
EL CORTE AL ARCO PUEDE SER NOCIVO
PARA EL OPERADOR Y PARA TERCERAS
PERSONAS, por lo que el usuario debe ser capacitado
respecto de los riesgos que a continuación se indican, de-
rivados de las operaciones de corte. Para informaciones
más detalladas rogamos solicitar el manual cód. 3.300.758.
RUIDO.
Este aparato de por sí no produce ruidos superio-
res a los 80dB. El procedimiento de corte plas-
ma/soldadura podría producir niveles de ruido
superiores a tal límite; por consiguiente, los utilizadores
deberán poner en practica las precauciones previstas
por la ley.
PACE-MAKERCAMPOS ELECTROMAGNÉTICOS- Pue-
den ser dañosos.
• La corriente eléctrica que atraviesa cual-
quier conductor produce campos
electromagnéticos(EMF). La corriente de
soldadura o de corte genera campos elec-
tromagnéticos alrededor de los cables y
generadores.
• Los campos magnéticos derivados de corrientes eleva-
das pueden incidir en el funcionamiento del pacemaker.
Los portadores de aparatos electrónicos vitales (pace-
makers) deberían consultar al médico antes de aproxi-
marse a la zona de operaciones de soldadura al arco, de
corte, desbaste o soldadura por puntos.
• La exposición a los campos electromagnéticos de la
soldadura o del corte podrían tener efectos desconoci-
dos sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que
atenerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectro-
doodelaantorchademaneraquepermanezcanan-
queados.Siposible,jarlosjuntoconcintaadhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable de
masa se encuentra a la derecha del operador también
el de la pinza portaelectrodo o de la antorcha tienen
que quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES.
• No soldar en proximidad de recipientes a pre-
sión o en presencia de polvo, gas o vapores ex-
plosivos. Manejar con cuidado las bombonas y
los reguladores de presión utilizados en las operaciones
de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indi-
caciones contenidas en la norma armonizada IEC 60974-
10 (Cl. A) y se deberá usar solo de forma profesional
en un ambiente industrial. En efecto, podrían pre-
sentarse potenciales dicultades en el asegurar la
compatibilidad electromagnética en un ambiente di-
ferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos! Se-
gún lo establecido por la Directiva Europea 2002/96/CE
sobre residuos de aparatos eléctricos y electrónicos y
su aplicación en el ámbito de la legislación nacional, los
aparatos eléctricos que han concluido su vida útil deben
ser recogidos por separado y entregados a una insta-
lación de reciclado ecocompatible. En calidad de pro-
pietario de los aparatos, usted deberá solicitar a nuestro
representante local las informaciones sobre los sistemas
aprobados de recogida de estos residuos. ¡Aplicando lo
establecido por esta Directiva Europea se contribuye a
mejorar la situación ambiental y salvaguardar la salud
humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 PLACA DE LAS ADVERTENCIAS
El texto numerado que sigue corresponde a los aparta-
dos numerados de la placa.
1. Las chispas provocadas por el corte pueden causar
explosiones o incendios.
1.1Mantenerlosmaterialesinamableslejosdeláreade
corte.
1.2 Las chispas provocadas por el corte pueden causar
incendios. Tener un extintor a la mano de manera
que una persona esté lista para usarlo.
1.3 Nunca cortar contenedores cerrados.
2. El arco plasma puede provocar lesiones y quemadu-
ras.
2.1 Desconectar la alimentación eléctrica antes de des-
montar el soplete.
2.2 No tener el material cerca del recorrido de corte.
2.3 Llevar una protección completa para el cuerpo.
3. Las sacudidas eléctricas provocadas por el soplete
o el cable pueden ser letales. Protegerse adecuada-
mente contra el riesgo de sacudidas eléctricas.
3.1 Llevar guantes aislantes. No llevar guantes mojados
o dañados.
3.2 Asegurarse de estar aislados de la pieza a cortar y
del suelo.
3.3 Desconectar el enchufe del cable de alimentación an-
tes de trabajar en la máquina.
4. Inhalar las exhalaciones producidas durante el corte
puede ser nocivo a la salud.
4.1 Mantener la cabeza lejos de las exhalaciones.
4.2 Usar un sistema de ventilación forzada o de descarga
local para eliminar las exhalaciones.

139
4.3 Usar un ventilador de aspiración para eliminar las ex-
halaciones.
5. Los rayos del arco pueden herir los ojos y quemar la
piel. Por eso el operador tiene que proteger los ojos
con lentes de grado de protección igual o mayor que
DIN11 y la cara de manera adecuada.
5.1 Llevar casco y gafas de seguridad. Usar proteccio-
nes adecuadas para orejas y batas con el cuello abo-
tonado.Usarmáscarasconcascoconltrosdegra-
dación correcta. Llevar una protección completa para
el cuerpo.
6. Leer las instrucciones antes de usar la máquina o de
ejecutar cualquiera operación con la misma.
7. No quitar ni cubrir las etiquetas de advertencia.
2 DATOS TÉCNICOS
2.1 DESCRIPCIÓN GENERAL DEL SISTEMA
El Plasma Prof 166 HQC (Art. 948) y el Plasma Prof 255
HQC (Art. 949) con unidad de encendido HV19-1 (Art.
464) o bien HV-PVC (art.462), consola gas manual PGC-3
- PGC-2 (Art. 470) o bien consola gas automática APGC
(Art. 466), consolas válvulas PVC (Art. 469) y antorcha
CP450G (varios artículos en función de la aplicación),
son sistemas para corte por plasma multigás mecaniza-
do y completamente gestionados por microprocesador,
con entrega de corriente máx. de 120/250 A al 100 % de
factor de uso. Todos los parámetros de proceso (mate-
rial,gases,espesorycorriente)puedensercongurados
desdelaconsolagasesy,enfuncióndeestacongura-
ción,automáticamenteseindicanlosujosoptimizados
de los gases.
A través de un puerto RS232, presente en el panel tra-
sero del generador, es posible adquirir fácilmente –me-
diante un ordenador personal- el estado de todos los
parámetros operativos; ello entrega una visión completa
de la situación de trabajo y puede ayudar en el caso de
eventuales malfuncionamientos.
Mediante la misma RS232 o bien con un dispositivo USB
es posible sucesivamente actualizar el software de má-
quina. Para obtener un corte optimizado de los materia-
les metálicos, el sistema utiliza diferentes gases tales
como: aire, nitrógeno N2, oxígeno O2, mezcla H35 (35%
hidrógeno H2 / 65% argón Ar), mezcla F5 (5% hidróge-
no H2 / 95% nitrógeno N2). Las combinaciones de estos
últimos son propuestas de modo automático, en función
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464
Fig. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 11224-1225
Art. 464
Art. 948 -949

140
del material seleccionado.
Es posible efectuar el marcado con el gas argón Ar, pro-
puesto también éste de modo automático.
Se encuentran disponibles diferentes sets de productos
consumibles, en función de la corriente de corte y del
gas utilizado,calibrados y testadosa n de obtenerla
máxima calidad de corte.
2.2. GENERADOR AL PLASMA
Allí se encuentra el microprocesador que gestiona todo
el sistema y cuyo software puede ser actualizado a tra-
vés del puerto RS232 o del puerto USB presente en el
panel trasero.
En la parte trasera se encuentra la unidad de enfriamien-
to,incluidos:depósito,bomba,radiador,ltros,medidor
deujoytermómetro.
2.2.1 GENERADOR AL PLASMA PROF 166 HQC
El Plasma Prof 166 HQC es un generador de corriente
constante, 120 A máx. al 100% de factor de uso, que
cumple con lo dispuesto por las normativas IEC 60974-1,
60974-2 y 60974-10.
DATOS TÉCNICOS
Tensión nominal en vacío (Uo) 300 V
Corriente máx. en salida (I2) 120 A
Tensión de salida (U2) 128 V
Factor de uso (duty cycle) 100% @ 120A
Temperatura máx. ambiente 40 °C
Refrigeración
Por aire, con venti-
lación forzada
Grado de protección de la carcasa IP21S
Peso neto 205 kg
Tensiónes y corrientes máx. nominales de alimentación:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
GRUPO DE REFRIGERACIÓN DE LA ANTORCHA
Potencia nominal de refrigeración
a 1 l/min a 25°C
1.7 kW
Presión máx. 0.45 MPa
Fig. 2a

141
2.2 .2 GENERADOR AL PLASMA PROF 255 HQC
El Plasma Prof 255 HQC es un generador de corriente
constante, 250 A máx. al 100% de factor de uso, que
cumple con lo dispuesto por las normativas IEC 60974-1,
60974-2 y 60974-10.
En él se encuentra el microprocesador que gestiona el
sistema en su totalidad, cuyo software puede ser actua-
lizado a través del puerto RS232, situado en el panel tra-
sero.
En la parte trasera se encuentra también la unidad de re-
frigeración, que comprende depósito, bomba, radiador,
ltroycaudalímetro.
DATOS TÉCNICOS
Tensión nominal en vacío (Uo) 315 V
Corriente máx. en salida (I2) 250 A
Tensión de salida (U2) 170 V
Factor de uso (duty cycle) 100% @ 250A
Temperatura máx. ambiente 40 °C
Refrigeración
Por aire, con venti-
lación forzada
Grado de protección de la carcasa IP21S
Peso neto 406 kg
Tensiónes y corrientes máx. nominales de alimentación:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
GRUPO DE REFRIGERACIÓN DE LA ANTORCHA
Potencia nominal de refrigeración
a 1 l/min a 25°C
1.7 kW
Presión máx. 0.45 MPa
baricentro
681
953
1252
Fig. 2 b

142
2.3 CONSOLAS GASES
La consola gases es un dispositivo destinado a gestionar
la selección de los parámetros de proceso y la regulación
delosujosdegas,conformeconlodispuestoporlanor-
mativa IEC 60974-8. Contiene electroválvulas, reductores
y transductores de presión, así como tarjetas electrónicas
para la alimentación y control de dichos componentes.
2.3.1 Consola gases manual PGC-3 - PGC-2
Está dividida en dos unidades: la PGC-3, alimentada con
gas aire, argón Ar, nitrógeno N2 y oxígeno O2 y la PGC-2,
alimentada con gas H35 (mezcla al 35% hidrógeno H2 y
65% argón Ar) y F5 (mezcla al 5% hidrógeno H2 y 95%
nitrógeno N2).
DATOS TÉCNICOS
GAS
USADO
TÍTULO
PRESIÓN MÁX.
DE ENTRADA
CAUDAL
Aire
limpio, seco y sin
aceite según norma
ISO 8573-1: 2010.
Clase 1.4.2 (particu-
lado-agua-aceite)
*
0.8 MPa (8 bar) 220 l/min
Argón 99.997% 0.8 MPa (8 bar) 70 l/min
Nitrógeno 99.997% 0.8 MPa (8 bar) 150 l/min
Oxígeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Mezcla:
35% hidrógeno,
65% argón
0.8 MPa (8 bar) 130 l/min
F5
Mezcla:
5% hidrógeno, 95%
nitrógeno
0.8 MPa (8 bar) 30 l/min
*
lla norma ISO 8573-1: 2010 prevé, para la Clase 1.4.2:
• Particulado: ≤ 20.000 partículas sólidas por m3 de aire con
dimensiones entre 0,1 y 0,5 µm;
≤ 400 partículas sólidas por m3 de aire con
dimensiones entre 0,5 y 1,0 µm;
≤ 10 partículas sólidas por m3 de aire con di-
mensiones entre 1,0 y 5,0 µm.
• Agua: el punto de rocío bajo presión del aire tiene que
ser inferior o igual a 3°C.
• Aceite: la concentración total de aceite tiene que ser
inferior o igual a 0,1 mg por m3 de aire.
Factor de uso 100%
Grado de protección de la carcasa IP 23
Peso neto 20 kg
2.3.2 Consola gases automática APGC
Está dividida en dos unidades: una unidad superior, ali-
mentada con gas aire, argón Ar, nitrógeno N2 y oxígeno
O2 y una inferior, alimentada con gas H35 (mezcla al 35%
hidrógeno H2 y 65% argón Ar) y F5 (mezcla al 5% hidró-
geno H2 y 95% nitrógeno N2).
289
198
M 6
354
380
315
Fig. 3

143
DATOS TÉCNICOS
GAS
USADO
TÍTULO
PRESIÓN MÁX.
DE ENTRADA
CAUDAL
Aire
limpio, seco y sin
aceite según norma
ISO 8573-1: 2010.
Clase 1.4.2 (particu-
lado-agua-aceite)
*
0.8 MPa (8 bar) 220 l/min
Argón 99.997% 0.8 MPa (8 bar) 70 l/min
Nitrógeno 99.997% 0.8 MPa (8 bar) 150 l/min
Oxígeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Mezcla:
35% hidrógeno,
65% argón
0.8 MPa (8 bar) 130 l/min
F5
Mezcla:
5% hidrógeno, 95%
nitrógeno
0.8 MPa (8 bar) 30 l/min
*
lla norma ISO 8573-1: 2010 prevé, para la Clase 1.4.2:
• Particulado: ≤ 20.000 partículas sólidas por m3 de aire con
dimensiones entre 0,1 y 0,5 µm;
≤ 400 partículas sólidas por m3 de aire con
dimensiones entre 0,5 y 1,0 µm;
≤ 10 partículas sólidas por m3 de aire con di-
mensiones entre 1,0 y 5,0 µm.
• Agua: el punto de rocío bajo presión del aire tiene que
ser inferior o igual a 3°C.
• Aceite: la concentración total de aceite tiene que ser
inferior o igual a 0,1 mg por m3 de aire.
Factor de uso 100%
Grado de protección de la carcasa IP 23
Peso neto 20 kg
352
289
198
M 6
354
315
Fig. 4

144
2.4 CONSOLAS VÁLVULAS PVC
La consola válvulas PVC es un dispositivo previsto para
gestionar el intercambio de gas durante los pasos de en-
cendido-transferencia y durante el apagado.
Contiene electroválvulas, válvulas antirretorno y reducto-
res de presión.
El peso neto del PVC (Fig. 5) es de 3,2 kg.
145
240
Ø 5,5
70
250
124
Fig. 5
2.5 UNIDAD DE ENCENDIDO HV19-1
La unidad de encendido HV19-1 es un dispositivo que
suministra el impulso de alta frecuencia/alta tensión (14
kV) necesario para activar el arco eléctrico en el interior
de la antorcha, entre electrodo y tobera.
Conforme con lo dispuesto por la normativa IEC 60974-3.
Puede ser montado en cualquier posición y la apertura de
la tapa provoca la detención del sistema.
DATOS TÉCNICOS
Tensión de pico (Upk) 14 kV
Factor de uso (duty cycle) 100 % @ 420 A
Grado de protección
de la carcasa
IP 23
Peso neto 6,5 kg
205
155
320
200
Fig. 6
200
M 6

145
2.6 UNIDAD DE ENCENDIDO / CONSOLA VÁLVULAS
HV19-PVC
La unidad de encendido / consola válvulas es un disposi-
tivo que desempeña una doble función:
- suministra el impulso de alta frecuencia/alta tensión (14
kV), necesario para activar el arco eléctrico en el interior
de la antorcha, entre electrodo y tobera;
- gestiona el intercambio de los gases en los pasos de
encendido/traslado y en el apagado. Contiene electrovál-
vulas, válvulas antirretorno y reductores de presión.
Conforme con lo dispuesto por la normativa IEC 60974-3.
Generalmente se utiliza en sistemas robotizados.
La apertura de la tapa provoca una detención del sistema.
DATOS TÉCNICOS
Tensión de pico (Upk) 14 kV
Factor de uso (duty cycle) 100 % @ 420 A
Grado de protección
de la carcasa
IP 23
Peso neto 10 kg
240
173
423
Fig. 7
231
245
M 6

146
2.7 ANTORCHA CP450G
La CP450G es una antorcha multigás enfriada con refri-
gerante líquido, adecuada para el corte inclinado (bevel
cutting), conforme con lo dispuesto por la normativa IEC
60974-7.
Es idónea para el uso de gases plasma tales como: aire,
argón Ar, nitrógeno N2, oxígeno O2, mezcla H35 (35 %
hidrógeno H2 / 65 % argón Ar) y mezcla F5 (5 % hidró-
geno H2 / 95 % nitrógeno N2) y gases secundarios tales
como: aire, argón Ar, nitrógeno N2, oxígeno O2 y gases
auxiliares tales como: aire y nitrógeno N2. Utilizada con
el generador Plasma Prof 420 HQC, la corriente máx. de
corte es 420 A al 100 % de factor de uso.
Existen varias versiones de la antorcha CP450G en fun-
ción de la aplicación: en pantógrafo o bien en sistemas
robotizados.
El peso neto de la antorcha con cable oscila entre 8 kg y
12 kg, según las diferentes longitudes.
2.8 WATER CONSOLE
La water console es un dispositivo y accesorio diseña-
doparagestionarelujodeaguanecesariaparacortar
acero inoxidable y aluminio, en el caso en que se desee
utilizar la combinación de nitrógenoN2 / agua H2O.
Consulte el manual de instrucciones de este accesorio
para obtener una descripción de su funcionamiento.
Aplicaciones
robotizadas
Aplicaciones
en pantógrafo
Fig. 8

147
3 INSTALACIÓN
La instalación del sistema debe ser efectuada por personal
cualicado.Todaslasconexionesdebencumplirconlodis-
puesto por las normas vigentes y ser realizadas con plena
observancia de la ley sobre prevención de accidentes (véase
CEI 26-23 / IEC-TS 62081). Controlar que el cable de alimen-
tación permanezca desconectado durante la fase completa
de la instalación. Se debe respetar rigurosamente el esque-
ma de contacto de tierra que aparece en el Apéndice
3.1 DESEMBALAJE Y ENSAMBLAJE
Para desplazar el generador se debe usar una carretilla ele-
vadora. Para retirar la plataforma de madera que forma parte
del embalaje:
• desenroscarloscuatrotornillosdejaciónalaplataforma
de madera;
• elevar el generador mediante carretilla elevadora; posicio-
nar las horquillas de la carretilla considerando el centro de
gravedad del generador (véase Fig. 2). El sistema de refri-
geración toma el aire en la parte trasera del generador y lo
hace salir a través de la rejilla de la parte delantera. Posicio-
nar el generador dejando una amplia zona de ventilación y
mantener una distancia mínima de 1 m respecto de posibles
paredes.
3.2 LAS CONEXIONES DEL GENERADOR.
Todas las conexiones deben ser ejecutadas por personal
cualicado.
Generador Plasma Prof 166 HQC
Fig. 10 a
• El generador se suministra preparado para la tensión de
alimentación de 400 V trifásica. Para otras alimentaciones:
desmontar la parte lateral izquierda del generador (véase
lista de recambios), quitar la tapa que cubre las borneras y
operarenellasdelamanerailustradaengura10a:
En el caso de alimentación de 230 V trifásica, cortocircui-
tar también el primer borne inferior izquierdo con el último
inferior derecho (véase Fig. 10a recuadro 230 V) usando el
cablesuministradoadjunto(cablessiujos,conlaabra-
zadera, de bloque de terminales inferior).
A
B
C
Fig. 13 a

148
Generador Plasma Prof 255 HQC
• El generador se suministra preparado para la tensión de
alimentación de 400 V trifásica. Para otras alimentaciones:
desmontar la parte lateral derecha del generador (véase
lista de recambios), quitar la tapa que cubre las borneras y
operarenellasdelamanerailustradaengura10b:
NOTA: las borneras de 3 polos situadas en la parte su-
perior izquierda y derecha se reeren al transformador
auxiliar y al transformador de servicio. En el caso de ali-
mentación de 230 V trifásica, cortocircuitar también el
primer borne inferior izquierdo con el último inferior dere-
cho (véase Fig.10b recuadro 230 V) usando el cable su-
ministrado adjunto (posicionado con una abrazadera en
la tapa).
Fig. 10 b
A
B
C
Fig. 13 b

149
F
E
G
H
C
A
B
Fig. 11
Generador Plasma Prof 166 HQC y Generador Plasma
Prof 255 HQC
Controlar que la tensión de alimentación corresponda a la
que se indica en la placa de datos del generador.
El conductor amarillo-verde del cable de alimentación
debeserconectadoauncontactodetierraecientedel
sistema (véase esquema en el Apéndice 5.2-Fig.24); los
restantes conductores deben ser conectados a la línea de
alimentación mediante un interruptor en lo posible colo-
cado en proximidad de la zona de corte, para permitir un
apagado veloz en caso de emergencia. La capacidad del
interruptor electromagnético o de los fusibles debe ser
igual a la corriente I1 máx. consumida por el aparato. La
corriente máx. I1 aparece indicada en la placa de datos
situada en la parte trasera de la máquina, en correspon-
dencia con la tensión U1 de alimentación.
Eventuales alargadores deben ser de sección adecuada
para la corriente I1 máx. consumida.
• Después de dicha operación, proseguir con el enlace de
las diferentes conexiones (Fig. 11).
Acoplar la conexión de enlace art. 1169, con sus respec-
tivos cables, en la conexión del soplete G del generador
yenroscara fondo los 3tornillos de jación. Apretarel
cable negro de potencia en el borne B (-), conectar los
dos cablecitos de la seguridad en la bornera C y el faston
del cable rojo del arco piloto en el respectivo cable A con
faston macho. Apretar el terminal del cable masa en el
borne H(+),talcomoseilustraenlagura,ylostubos
del agua de refrigeración E y F, prestando atención a la
correspondencia de los colores (E-rojo = agua caliente,
retorno; F-azul = agua fría, impulsión).
Acoplar el otro extremo de la conexión art. 1169 en la
Unidad HV19-1 (art. 464) procediendo de la manera indi-
cadaenlapartederechadelagura10(cablenegrode
potencia en el borne B (-) y faston del cable rojo del arco
piloto en A).
A
B
Fig. 12
La Unidad HV19-1 debe ser conectada a masa directa-
menteenelpantógrafo(mediantelos4tornillosdeja-
ciónindicadosenlagura6),dejándolaenposiciónque
permita su apertura.
Con referencia a la Fig.13, enchufar la conexión art.1189
en el conector B (correspondiente a la consola gas); el
enchufe de conexión al pantógrafo al conector A; por úl-
timo, la eventual conexión art.1199 al conector C (corres-
pondiente al panel remoto).

150
Fig. 14
Conector AMP
P/N 182926-1
art 948
3.2.1 Conexión al pantógrafo CNC
Enelcasodegeneradorprovistodeinterfazdigital,consultarladocumentaciónespecíca.
NOTA: Para el conector CNC se entrega adjunto el conector volante macho (AMP P/N 182926-1- Fig. 14) con los res-
pectivos pins; el resto de la conexión al pantógrafo es de cargo del cliente.

151
3.2.2 Señales digitales de control pantógrafo a ge-
nerador.
CABLAJE DE UNA ENTRADA DIGITAL
Nivel lógico bajo 0 ÷ +7,5 Vdc;
Nivel lógico alto +14,5 ÷ +24 Vdc;
Corriente de entrada 2,5 mA, max.;
Frecuencia de entrada 100 Hz, max.;
Potencial de referencia para cada entrada (Gnd) J1, pin 2,
sobre tarjeta interfaz.
ROBOT READY.
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
1
Robot
Ready
Señal
J10, pin 3
2 +24 Vdc J10, pin 4
La señal "Robot Ready" es activa alta.
Para que el Generador esté listo para el corte es necesa-
ria una tensión de +24Vdc.
El Control Pantógrafo programa esta señal cuando está
listo para el corte.
La falta de la señal “Robot Ready” para inmediatamen-
te el proceso de corte con visualización en el Tablero de
control del mensaje “rob” centelleante.
NOTA: Si no es activa la señal “Robot Ready” tampoco es
adquirida la señal digital o analógica.
START.
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
3
Start
Señal
J10, pin 1
4 +24 Vdc J10, pin 2
La señal “Start” es activa alta y pone en marcha el proce-
so de corte.
El proceso permanece activo todo el tiempo en que está
presente la señal “Start”.
Excepciones: -La señal "Robot Ready" es ausente.
-La señal “Power Source Ready” es ausen-
te(ej.:sobretemperatura,nivelinsuciente
del líquido, etc.).
SPOT MARK.
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
5
Spot
Señal
J10, pin 7
6 +24 Vdc J10, pin 8
ILa señal "Spot" es activa alta.
Spot 0 Vdc = el Control del Pantógrafo señala al
Generador la condición de corte normal.
Spot +24 Vdc = el Control del Pantógrafo manda al
Generador que active la modalidad
“Marcado Spot”.
CORNER (ÁNGULO)
TERMINALES
DEL CONEC-
TOR CNC
SOBRE GENE-
RADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
15
Corner
Señal
J10, pin 5
16 +24 Vdc J10, pin 6
La señal “Corner” está activada arriba.
Corner 0 Vcc = el Control Pantógrafo señala al Gene-
rador la situación de corte normal.
Corner +24 Vcc = el Control Pantógrafo señala al Gene-
rador la aproximación a un ángulo.
PREFLOW (PREFLUJO)
TERMINALES
DEL CONEC-
TOR CNC
SOBRE GENE-
RADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
17
Preow
Señal
J11, pin 5
18 +24 Vdc J11, pin 6
Laseñal“Preow”estáactivadaarriba.
Preow0Vcc= elControlPantógrafoseñalaalGene-
radorNOactivarlafunción“Preow”.
Preow+24Vcc=elControlPantógrafomandaalGene-
radoractivarlafunción“Preow”.
CUT/MARK (CORTE/MARCA)
TERMINALES
DEL CONEC-
TOR CNC
SOBRE GENE-
RADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
19
Cut/Mark
Señal
J11, pin 7
20 +24 Vdc J11, pin 8
La señal “Cut/Mark” está activada arriba.
Cut/Mark 0 Vcc = el Control Pantógrafo señala al
Generador la situación de corte
normal.
Cut/Mark +24 Vcc = el Control Pantógrafo señala al
Generador activar la modalidad
"Marcado".

152
3.2.3 Señales digitales de generador a control pantó-
grafo.
CABLAJE DE UNA SALIDA DIGITAL DE RELÉ
tensión contactos 24 Vdc / 120 Vac;
corriente contactos 1 Adc / 0,5 Aac max;
frecuencia de conmutación 15 Hz max.
ARC TRANSFER.
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
12
Arc
Transfer
Contacto NO J4, pin 1
14 Terminal C J4, pin 3
ILa señal “Arc Transfer” es activa alta (contacto cerrado).
La señal “Pilot Arc On” permanece activa durante el cor-
te, incluida la fase de desfonde.
POWER SOURCE READY (GENERADOR LISTO)
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
25 Power
Source
ready
Terminal C J3, pin 5
26 Contacto NO J3, pin 6
La señal “Power Source Ready” está activada arriba (con-
tacto cerrado).
La señal “Power Source Ready” permanece activada por
el tiempo en que el Generador está listo para cortar. Ape-
nas aparece un mensaje de error en el Generador, o bien
la señal “Robot Ready” (Robot Listo) es desactivada por
el Control Pantógrafo, la señal “Power Source Ready”
dejadeestaractivada.Ellosignicaquelaseñal“Power
Source Ready” puede detectar tanto errores del Genera-
dor como errores del Pantógrafo.
PROCESS ACTIVE (PROCESO ACTIVO)
DIP 1
TERMINALES
DEL CONECTOR
CNC SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
27
Process
Active
Terminal C J3, pin 3
28 Contacto NO J3, pin 4
La señal “Process Active” está activada arriba (contacto
cerrado).
Cuando el Control Pantógrafo inicializa la señal digital
“Start” (Iniciar), el proceso de corte comienza con el gas
depreujo,seguidoporlaoperacióndecorteysucesiva-
menteporelgasdepostujo.
Desde el inicio del gas preujo hasta el n del gas
postujo,elGenerador inicializala señal “ProcessActi-
ve”. El Generador está ejecutando el proceso.
3.2.4 Señales analógicas de generador a control pan-
tógrafo.
CABLAJE DE UNA SALIDA ANALÓGICA DE TENSIÓN
AISLADA.
Tensión de salida 0 ÷ 10 Vdc;
Corriente de salida 20 mA max;
Frecuencia de Salida 5 Hz max.
VALOR DE FON-
DO DE LA ESCA-
LA DE LA SEÑAL
I_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON

153
NOTA: Las dos secciones 1 y 2 de DIP1 tienen que estar siem-
pre en posiciones iguales (ej.: ambas en ON o ambas en Off).
V_Arc-ISO.
TERMINALES
DEL CONEC-
TOR CNC
SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
SOBRE
TARJETA
INTERFAZ
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“V_Arc-ISO” es la señal relativa a la tensión de arco en sa-
lida del Generador (tensión "electrodo-pieza a trabajar"),
proporcionada en modo aislado y reducido.
La señal “V_Arc-ISO” está disponible con los siguientes
valores de fondo de escala:
• tensión de 0 a 5V, correspondiente a la tensión de arco
de 0 a 250V (relación de reducción = 1/50);
• tensión de 0 a 10V, correspondiente a la tensión de arco
de 0 a 250V (relación de reducción = 1/25).
El valor de fondo de escala depende de la posición de
los dip-switches DIP1 en la tarjeta Interfaz (véase Fig. 15).
DIP 3
DIP 1
Fig. 15
La máquina se entrega con la salida de la tensión de arco
reducida aislada a 1/50 Varc.
CABLAJE DE UNA SALIDA ANALÓGICA DE TENSIÓN
NO AISLADA.
ensión de salida 0 ÷ 250 Vdc;
Impedancia de Salida 10 Kohm, aproximadamente.
V_Arc-NO-ISO.
TERMINALES
DEL CONEC-
TOR CNC
SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO
SEÑAL
POSICIÓN
EN CIRCUITO
ANTORCHA +
MEDIDA
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 1
“V_Arc-NO-ISO” es la señal relativa a la tensión de arco
en salida del Generador (tensión "electrodo-pieza a tra-
bajar"), proporcionada en modo directo y NO aislado.
La señal “V_Arc-NO-ISO” está disponible con valories de
tensión 0 ÷ 250 Vdc y con el terminal positivo (potencial
de la pieza a trabajar) eléctricamente conectado al po-
tencial de masa del sistema. El potencial de “electrodo”
es proporcionado con un resistor de 10 Kohm, aproxima-
damente, insertado en serie en la salida.
3.2.5 Señal de parada de emergencia para generador
CABLEADO DE LA ENTRADA DE EMERGENCIA.
Tensión de entrada 24 Vcc;
corriente consumida 20 mA máx.
EMERGENCY A
TERMINALES
DEL CONEC-
TOR CNC
SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO SEÑAL
UBICACIÓN
DENTRO DEL
GENERADOR
21
Emergency
A
Contacto NC
Control TL
línea
22 Contacto NC
Control TL
línea

154
Fig. 16
“Emergency A” es la señal de parada de emergencia su-
ministrada al Generador por el Control Pantógrafo o por
los dispositivos de protección del Sistema. Debe ser su-
ministrada por el contacto de un relé o dispositivo de
seguridad; la intervención en el dispositivo provoca la
apertura del contacto y, por lo tanto, la parada inmediata
del Generador, con la apertura del contactor de línea in-
terno del Generador. De esta forma el Generador queda
desprovisto de alimentación en los circuitos de potencia.
La señal “Emergency A” está activada abajo (contacto
abierto): para dejar el Generador listo para el corte se
requiere el cierre del contacto. “Emergency A” interrumpe
de inmediato el suministro de corriente del Generador. En
el Panel de Control aparece el mensaje “OFF rob”.
EMERGENCY B
TERMINALES
DEL CONEC-
TOR CNC
SOBRE
GENERADOR
NOMBRE
SEÑAL
TIPO SEÑAL
UBICACIÓN
DENTRO DEL
GENERADOR
23
Emergency
B
Contacto NC
Control TL
línea
24 Contacto NC
Control TL
línea
“Emergency B” es la señal de parada de emergencia su-
ministrada al Generador por el Control Pantógrafo o por
los dispositivos de protección del Sistema. Debe ser su-
ministrada por el contacto de un relé o dispositivo de se-
guridad; la intervención en el dispositivo provoca la aper-
tura del contacto y, por lo tanto, la parada inmediata del
Generador, con la apertura del contactor de línea interno
del Generador. De esta forma el Generador queda des-
provisto de alimentación en los circuitos de potencia. La
señal “Emergency B” está activada abajo (contacto abier-
to): para dejar el Generador listo para el corte se requie-
re el cierre del contacto. “Emergency B” interrumpe de
inmediato el suministro de corriente del Generador. En el
Panel de Control aparece el mensaje “OFF rob”.
NOTA: está disponible, como kit opcional, un conector
multipolar con señales adicionales (véase apéndice)
3.3 CONEXIÓN DE LA CONSOLA GASES
3.3.1 Consolas gas manual PGC-3 y PGC-2
• Fijar la consola gas sobre el generador o bien sobre el
pantógrafoyconectarlasmasasaunsistemaecientede
tierrasegúnelesquemadeg.24enapéndice5.2.
Las dos unidades PGC-3 y PGC-2 están conectadas en
conjunto mediante:
- la conexión entre CN06 y CN07
- eltuboentrelasalida“plasmacutow”(corteujoplas-
ma) de PGC-3 y la entrada “plasma” de PGC-2
• Conectar el haz de tubos art.1166 y apretar los tubos a
las respectivas salidas de los gases, prestando atención a
lacorrespondenciadelasmarcas(plasmapreow,secon-
darypreow/cutowyauxiliary(preujoplasma,preujo/
corteujosecundarioyauxiliar)enlaPGC-3;plasmacut-
low(corteujo)enlaPGC-2);enroscarelconectoreléc-
tricoenlasalidaCN05(véaseparteizquierdadeg.16).
• Conectar el otro extremo del art. 1166 a la consola vál-
vulas PVC (art. 469) para los tubos “plasma”, a “secon-
dary” (secundario) y “auxiliary” (auxiliar), prestando aten-
ción a la correspondencia de las marcas. Fijar la PVC en
el cabezal del pantógrafo, en proximidad de la antorcha
(véasepartederechadeg.16).
• Efectuar por último la conexión del art. 1189 enroscan-
do el conector eléctrico en la salida CN04 (véase parte
izquierdadeg.16).
3.3.2 Consola gas automática APGC.
• Fijar la consola gas sobre el generador o bien sobre el
pantógrafoyconectarlasmasasaunsistemaecientede
tierrasegúnelesquemadeg.24enapéndice5.2.
• Conectar el haz de tubos art.1166 apretando los tubos
a las respectivas salidas de los gases, prestando atención
alacorrespondenciadelasmarcas(plasmapreow-cut-
ow,secondarypreow-cutowyauxiliary);enroscarel
conectoreléctricoenlasalidaCN05(véaseg.17).
• Conectar el otro extremo del art. 1166 a la consola vál-
vulas PVC (art. 469) para los tubos “plasma”, a “secon-
dary” y “auxiliary”, prestando atención a la correspon-
dencia de las marcas de los tubos gas. Fijar la PVC en
el cabezal del pantógrafo, en proximidad de la antorcha
(véasepartederechadeg.16).

155
• Efectuar por último la conexión del art. 1189 enroscan-
doelconectoreléctricoenlasalidaCN04(véaseg.17).
Controlar que el aire (AIR) esté siempre conectado, a la
presión adecuada, a la consola gas automática ya que es
usado como gas de “servicio”.
Fig. 17
3.3.3 Nota sobre la conexión de los gases
Los roscados de las entradas de los gases (INLET GAS)
son, respectivamente, 1/4G para gases aire, Ar, N2, O2 y
auxiliares y 1/8G para gases H35 y F5.
El suministro de los gases así como el mantenimiento
programado/preventivo del sistema de distribución de
los mismos queda a cargo del cliente. Se recuerda que
la falta de mantenimiento del sistema puede ser causa de
graves accidentes.
Léase atentamente la “Ficha de Seguridad” relativa a
cadagasusadoandenosubestimarpeligrosderivados
de un uso impropio.
NOTA: La elección del tipo de tubo debe efectuarse en
función del gas utilizado (véase la norma EN 559).
NOTA: el uso de gas de pureza inferior puede causar, para
cadamaterialespecíco,unareduccióndelavelocidad,
de la calidad y del espesor máximo de corte. Además no
queda garantizada la duración de los consumibles.
ATENCIÓN: al utilizar gas oxígeno, es indispensable que
todo lo que entra en contacto con el gas esté exento de
aceites y grasas.
• al seleccionar el programa de corte MS - O2/O2 (corte
de acero dulce con gas oxígeno/oxígeno), controlar que
el aire (AIR) esté conectado a la entrada de la consola
gas,yaqueseutilizacomogasde“preow”.
• al seleccionar una corriente de corte superior a 50 A,
controlar que el aire (AIR) o el nitrógeno (N2) conectado a
la entrada de la consola gas (manual o automática) tam-
bién esté conectado en el canal AUXILIARY.
3.4 CONEXIÓN DE LAS ANTORCHAS CP CP450G
3.4.1 Aplicaciones en pantógrafo
• Conectar el haz de tubos que sale de la antorcha a la
consola de válvulas PVC (art.469), apretándolos en las
respectivas salidas de los gases y siguiendo el orden indi-
cado por la marca presente en los mismos (véase Fig. 18).
Fig. 18
• Utilizar una escuadra para controlar que la antorcha esté
perpendicular respecto del plano de corte del pantógrafo.
• Introducir el cable de la antorcha (art.1224, 1225 )
en la Unidad HV19-1 (art. 464) de la manera ilustrada en
lapartederechadelagura19.
Fig. 19
3.4.2 Aplicaciones en robot
• Conectar el haz de tubos que sale de la antorcha a
la unidad de encendido / consola válvulas HV19-PVC
(art.462), apretando los tubos en las respectivas salidas
de los gases y siguiendo el orden indicado por la marca
presente en los mismos.
• Utilizar una escuadra para controlar que la antorcha esté
perpendicular respecto del plano de corte del pantógrafo.
• Introducir el cable de la antorcha (art.1222 o art.1223)

156
en la unidad de encendido / consola válvulas HV19-PVC
(art. 462) y proceder de la misma manera ilustrada en el
precedente apartado.
3.5 REQUISITOS DEL LÍQUIDO REFRIGERANTE
El generador se entrega con una cantidad mínima de lí-
quido refrigerante. Queda a cargo del cliente la operación
de llenado del depósito antes de usar el sistema.
Usar únicamente líquido refrigerante CEBORA (art. 1514)
y leer atentamente el MSDS para su uso seguro y correcta
conservación.
La entrada del depósito, de 10 litros de capacidad, se en-
cuentra en la parte trasera del generador, tal como se ilustra
eng.20.
Llenar hasta el nivel máx. y, después del primer encendido
delsistema,rellenarandecompensarelvolumendelíqui-
do presente en los tubos.
NOTA. Durante el uso del sistema y, en particular, durante
lasustitucióndelsopleteodelosconsumibles,severican
pequeñaspérdidasdelíquido.Rellenarsemanalmentean
de restablecer y mantener el nivel máximo.
NOTA, Después de 6 meses el líquido refrigerante debe ser
sustituido por completo, independientemente del número
de horas de trabajo del sistema.
4 EMPLEO
4.1 DESCRIPCIÓN DEL PANEL DEL GENERADOR
Desde el panel delantero del generador se enciende el
sistema en su totalidad mediante el mando A: el encendi-
do del testigo B señala dicha operación.
A = Interruptor de red.
B = Piloto testigo de red.
C = Puerto serie de entrada RS232.
D = Fusible de protección bomba circuito de refrigera-
ción (5 A-250 V-T).
E = Pasacable para cable red.
F = Conector CNC conexión al pantógrafo.
G = Conector CN03 conexión a la consola gases.
H = Tapón depósito líquido refrigerante.
I = Indicador de nivel líquido refrigerante.
L = Filtro envío líquido refrigerante.
M = Grifo de vaciado depósito líquido refrigerante.
N = Conexión rápida tubo impulsión líquido refrigerante.
O = Conexión rápida tubo retorno líquido refrigerante.
P = Conexión soplete.
Q = Pasacable para cable masa.
R = Filtro retorno líquido refrigerante.
Fig. 20 a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

157
S = Conector de enlace al panel remoto.
T = Toma USB. A usar para actualizar el rmware del
generador.
4.2 DESCRIPCIÓN DEL PANEL DE LA CONSOLA
GASES (Fig. 21)
Desde el panel de la consola gases se gestionan todas
las funciones del sistema. En particular se selecciona el
tipo de trabajo a efectuar, es decir, corte (CUT), marcado
(MARK), o test de hermeticidad gases (TEST) del sistema.
A: Botón de selección modalidad de trabajo.
Cada vez que se presiona este botón, se
enciende el led correspondiente a la
selección efectuada:
B: Led modalidad corte.
C: Led modalidad marcado.
D: Led modalidad test.
E: Botón de selección parámetros a regular.
Cada vez que se presiona este botón, se
enciende el led correspondiente a la
selección efectuada:
F: Led que señala la modalidad selec-
ción del tipo de material a cortar.
G: Led que señala la modalidad selec-
ción de la combinación gas PLAS-
MA/SECONDARY.
H: Led que señala la modalidad selec-
ción del espesor del material a cortar.
I: Led que señala la modalidad selec-
ción de la corriente de corte.
L: Led que señala la modalidad selec-
ción de la velocidad de corte.
M: Led que señala diferente set de con
sumibles a utilizar con referencia a las
selecciones precedentes.
N:Display que muestra los valores de
los parámetros en regulación.
O: Mando de regulación de los parme-
tros.
P: Display que muestra el tipo de gas plasma
de corte.
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Fig. 20 b

158
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Fig. 21
Q: Display que muestra el tipo de gas secunda-
rio de corte.
R: Display que muestra la presión del gas
plasma durante el corte
S: Display que muestra la presión del gas
plasma en encendido.
T: Display que muestra la presión del gas
secundario en encendido.
U: Display que muestra la presión del gas
secundario durante el corte.
V: Botón de selección de los canales gas
plasma PRE/CUT FLOW y secondary
PRE/CUT FLOW.
W:Botóndeconrmaciónconguraciónpará-
metros: consola lista para CUT, MARK o
TEST.
X: Led de ayuda búsqueda presión correcta de
los gases:
-presión baja = led de izquierda encendido.
-presión alta = led de derecha encendido.
-presión correcta = ambos leds encendidos.
Y: Mando de regulación de la presión de los
gases de la consola PGC-3.
Z: Led que señala la activación de la consola
PGC-2.
K: Mando de regulación de la presión de los
gases de la consola PGC-2. della console
PGC-2.

159
SELECCIÓN
(presionando el botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el mando O)
Tipo de material a cortar
MS = Acero suave
SS = Acero inox.
AL = Aluminio
t
Combinación de gases
(PLASMA/SECONDARY)
adecuada para el material elegido
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Espesor del material a cortar Véanse tablas de corte
t
Corriente de corte sugerida para la
combinación (MAT/GAS/mm) elegida
Véanse tablas de corte
t
Velocidad de corte sugerida para la
combinación (MAT/GAS/mm/A) elegida
Véanse tablas de corte
t
Set di consumibles a utilizar para la
combinación (MAT/GAS/mm/A) elegida
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
(Véanse tablas de corte)
Tab. 1
SELECCIÓN
(presionando el botón V)
DESCRIPCIÓN
REGULACIÓN
(girando el mando Y)
Encendido del display R
PLASMA CUTFLOW
Hasta obtener el encendido simultáneo
delosdosledsechaX
t
Encendido del display S
PLASMA PREFLOW
Hasta obtener el encendido simultáneo
delosdosledsechaX
t
Encendido del display T
SECONDARY PREFLOW
Hasta obtener el encendido simultáneo
delosdosledsechaX
t
Encendido del display U
SECONDARY CUTFLOW
Hasta obtener el encendido simultáneo
delosdosledsechaX
Tab. 2
4.2.1 Preparación y ejecución del corte (CUT)
Después de encender el sistema mediante el interruptor
situado en el panel delantero del generador, el encendido
del led CUT B (véase Fig. 21) indica que la máquina está
en modalidad “corte”. Ante todo se debe efectuar una se-
rie de selecciones/regulaciones y, por lo tanto, controlar
que la tecla RUN no esté presionada (displays PREFLOW
yCUTFLOWdeFig.21delujodelosgasesPLASMAy
SECONDARY apagados).
La primera preparación a efectuar, en secuencia, es la se-
lección indicada en la tabla 1.
Manteniendo presionado el botón en la selección de la
corriente (led I encendido), se entra en modalidad na,
indicada mediante parpadeo del led. De esta forma es
posible regular la corriente, con steps de 1A, según in-
tervalos preestablecidos: [20-30 A] ,[40-50 A], [70-90A],
[110-120A], [180-200 A], [230-250 A] . La segunda prepa-
ración a efectuar, en secuencia, es la regulación indicada
en la tabla 2.
Mediante una presión del botón SET se activa durante
10selujodegasparacadacanal:acontinuación,si
se desea continuar la regulación es necesario presionar
nuevamente el botón.

160
Re-presionando el botón SET después de la última regu-
lación, se sale de la modalidad de regulación. Con una
sucesiva presión del botón se retorna a la primera regu-
laciónyasísucesivamente.Losledstipoechasituados
bajo el display del canal correspondiente indican el senti-
do de regulación del mando: si está encendido el del lado
izquierdosedeberáincrementarelujo(sentidohorario);
se debe hacer lo contrario en cambio para el del lado de-
recho(sentidoantihorario).Alalcanzarseelujocorrecto,
en base a la selección efectuada en Tabla 1, se obtiene el
encendido de ambos leds.
Una vez fuera de la modalidad de regulación, después de
efectuar las indicadas preparaciones, se debe presionar
el botón RUN: con ello se encienden todos los displays
relativos a los canales PLASMA y SECONDARY, mientras
que el generador queda listo para efectuar el corte. En
caso de haber seleccionado el gas H35 o F5, se encen-
derá el led de la consola gases PGC-2.
NOTA. Al encender el sistema aparece memorizada la úl-
timaconguracióndetrabajorealizada(porej.MAT-GAS-
mm-A). Si en la sucesiva regulación se cambia el tipo de
gas, automáticamente será ejecutada una purga del sis-
tema, es decir, un vaciado de los tubos y consiguiente
limpiezamedianteujoactivoduranteunos10s.
Después de la señal de arranque desde el pantógrafo, se
activa en automático la siguiente secuencia:
-Preujode0,5sconelgasseleccionado.
-Impulso de Alta tensión / Alta frecuencia.
-Encendido del arco piloto.
-Traslado del arco plasma (envío al CNC de la señal “arc
transfer”).
-Inicio del movimiento sobre el plano x-y del CNC al tér-
mino del “piece delay time”.
Al enviar la señal de parada desde el pantógrafo, se acti-
va de modo automático la siguiente secuencia:
-Apagado del arco plasma.
-Término del movimiento sobre el plano x-y del CNC.
-Postujoconelgasseleccionado.
4.2.2 Preparación y ejecución del marcado (MARK)
Después de encender el sistema mediante el interruptor
situado en el panel delantero del generador, el encendido
del led MARK indica que la máquina se encuentra en mo-
dalidad de “marcado”. Ante todo es necesario efectuar
una serie di selecciones/regulaciones y, por lo tanto, con-
trolar que el botón RUN (EJECUTAR) no esté presionado
(displayPREFLOW-CUTFLOWdeFig.21delujodelos
gases PLASMA y SECONDARY apagados).
La primera predisposición a efectuar en secuencia es
aquella de Tab. 3.
Para la segunda predisposición véase aquella de Tab. 2
con las respectivas notas.
SELECCIÓN
(presionando
el botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el
mando O)
tipo de material
a marcar
MS = Acero
Dulce
SS = Acero
Inoxidable
AL = Aluminio
t
combinación de
gases
(PLASMA/SECON-
DARY)
idónea para el mate-
rial elegido
Ar/Ar
t
Corriente de corte
sugerida para la
combinación (MAT/
GAS/mm) elegida
Véanse tablas
de corte
Tab. 3
4.2.3 Ejecución de las pruebas de retención gas (TEST)
Después de encender el sistema mediante el interruptor
situado en el panel delantero del generador, el encendido
del led TEST indica que la máquina se encuentra en mo-
dalidad de “prueba”. Se debe ejecutar periódicamente la
prueba de retención, desde T01 hasta T05, para detectar
posibles pérdidas de gas en los tubos, desde la entrada
de ellos en la parte trasera de la consola gases hasta la
entradadelaconsolaválvulas.Además,lapruebadeujo
TF6permitevericarelujodelcanalauxiliarAUX.
Esposiblevericarcadacanalsingularmente,talcomose
muestra en Tab. 4:
SELECCIÓN
(girando el mando O)
DESCRIPCIÓN
Test canal air / air
t
Test canal N2 / N2
t
Test canal O2 / O2
t
Test canal H35 / --
t
Test canal Ar / Ar
t
Test canal AUX
t
Test completo (secuencia
automática temporizada
de T01, T02, T03, T04,
T05 y T06)
Tab. 4
Presionando el botón RUN se activa la prueba selecciona-
da: ante todo la máquina efectúa una “purga” y a continua-
ción los tubos son llenados con el gas; sucesivamente son

161
desactivadas las electroválvulas de INLET GAS (ENTRADA
GAS) y aquellas presentes en la consola válvulas.
Si no se detectan pérdidas durante el tiempo de prue-
ba, por ejemplo con AIR/AIR, el display de la consola gas
muestra el mensaje OK AIR (lo mismo vale para los de-
más gases: OK N2, OK O2, OK H35 y OK Ar).
En caso de que haya sido seleccionada la prueba T04,
durante la PRUEBA se enciende el led de la consola gas
PGC-2.
4.2.4 Funciones adicionales (segundas funciones)
En las siguientes descripciones se hará referencia a la
Fig.21.
Con el sistema encendido y en modalidad inactiva (no
RUN: displays R,S,T,U apagados), entrar en el menú “se-
gundas funciones” presionando simultáneamente los bo-
tones A y E.
4.2.4.1 Preparación y ejecución del Marcado Spot
(SPOT MARK/MARCA PUNTO)
El marcado spot es un particular tipo de marcado en que
la traza consiste en un punto, a diferencia de una línea
o de cualquier dibujo propio del marcado normal (véase
modalidad de trabajo MARK, apart. 4.2.2).
Después de haber programado algunos parámetros de la
consola gas, es posible gestionar y ejecutar el marcado
spot (punto) directamente desde el CNC, manteniendo
los mismos valores paramétricos de corte y los mismos
consumibles.
Establecer los valores de los parámetros de spot marking
(marcado punto) que a continuación se indican, a selec-
cionar en sucesión presionando el botón E:
Después de jar los valores señalados, mediante una
señal digital en las respectivas clavijas (véase Fig.14) se
pasa de la modalidad corte a aquella del marcado punto
(CUT/SPOT MARK).
SELECCIÓN
(presionando
el botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el mando
O)
SEN
Spot Enable
(habilita/inhabilita
la función
del marcado spot)
OFF = inhabilitada
ON = habilitada
t
SI
Spot Current
(corriente de
marcado spot)
De 10 a 39 A
t
ST
Spot Time
(tiempo de
marcado spot)
OFF
*
De 0.01 a 1.00 s
Tab. 6
* en tal caso, la duración del spot es gestionada me-
diante la señal de Start/Stop del pantógrafo. Si, vice-
versa, se programa el tiempo, entonces este valor re-
presenta la duración máxima del spot desde la señal de
arco transferido.
4.2.4.2 Gestión de la corriente en los ángulos de la
pieza qen trabajo (CORNER)
La reducción de la corriente en los ángulos de la pieza
que se está trabajando es una función útil cuando es
asociada a la reducción de la velocidad de corte en los
mismos. De tal modo se elimina la excesiva remoción de
metal en el ángulo.
Después de haber programado algunos parámetros de
la consola gas, es posible gestionar y ejecutar la función
Corner directamente desde el CNC, manteniendo los
mismos valores paramétricos de corte y los mismos con-
sumibles.
Establecer los valores de los parámetros de corner que a
continuación se indican, a seleccionar en sucesión pre-
sionando el botón E:
SELECCIÓN
(presionando
el botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el
mando O)
CEN
Corner Enable
(habilita/inhabilita la
función corner)
OFF = inhabilitada
ON = habilitada
t
CI
Corner Current
(porcentaje de la
corriente de corner
respecto de la cor-
riente de corte)
Del 50 al 100% *
t
CSD
Corner Slope Down
(inclinación de la
rampa de bajada
de la corriente)
De 1 a 100 A/
(s/100)
t
CSU
Corner Slope Up
(inclinación de la
rampa de subida de
la corriente)
De 1 a 100 A/
(s/100)
Tab. 6
* La regulación de la corriente de corner está subordi-
nada a la posición del interruptor # 2 del banco DIP3
presente en la tarjeta remota (véase Fig.15).
Conelinterruptor#2enposiciónOFF(conguraciónpre-
denida),el valor dela corriente de corneres regulada
directamente desde el pantógrafo a través de la respecti-
va entrada analógica (0-10 V) (véase kit opcional art. 425)
según la relación indicada en la tabla 7.
ENTRADA
ANALÓGICA
CORRIENTE
DE CORNER
VALOR
ELEGIDO
0V 50%
½ de la corriente
de corte
… … …

162
5V 75%
¾ de la corriente
de corte
… … …
10V 100%
igual a la
corriente de corte
Tab. 7
En caso de que esa entrada analógica (0-10 V) esté des-
conectada, el valor de la corriente de corner permanece
jadoalvalorde50%(predeterminado)delacorriente
de corte.
En cambio, con el interruptor # 2 en posición ON, la entra-
da analógica señalada es ignorada por el generador y el
operador puede regular el valor de la corriente de corner
directamente desde el panel de la consola gas, operando
con el mando O.
Enlagurasiguiente,temporizacióndelasseñales:
Señal de Corner
Corriente de corte
Corriente de corner
4.2.4.3 Gestión del tiempo de enfriamiento de la an-
torcha después del corte
Al término de cada corte de la pieza que se está traba-
jandosereactivaelujodegassecundarioparaenfriarla
antorcha.Laduracióndeesteujodependedelacorrien-
te de corte y aumenta en función de la corriente misma.
A veces, para efectuar trabajos particulares, puede ser
útil reducir esa duración.
El operador puede regular el valor del tiempo de Post-
Flow (PoF) directamente desde el panel de la consola gas,
operando con el mando O. En particular, puede reducir el
tiempo de la duración máxima en función de la corriente
de corte programada hasta un mínimo de 5 segundos.
SELECCIÓN
(presionando el
botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el
mando O)
PoF
Post Flow
(duración del ujo
de enfriamiento
de la antorcha de-
spués del corte)
De 5 a T s
(T=duración máx.
en segundos, en
función de la cor-
riente de corte)
4.2.4.4 Visualización de caudal y temperatura del lí-
quido de enfriamiento (H2O)
En esta modalidad es posible visualizar caudal/tempera-
tura en la pantalla N/Q, en litros/min/°C, del líquido de
enfriamiento; en general su valor es de aproximadamente
3 litros/minuto.
4.2.4.5 Ejecución del corte en chapas perforadas o
de rejilla (SR)
Para cortar chapas perforadas o de rejilla, con frecuencia
es útil activar la función Self Restart (Autorreinicio). Con
esta función activada, el generador reenciende el arco
cada vez que este se interrumpe. Además es necesario
preparar el pantógrafo para efectuar cortes de este tipo.
SELECCIÓN
(presionando el
botón E)
DESCRIPCIÓN
SELECCIÓN
(girando el
mando O)
SR
Self Restart
(habilita/inhabilita
la función
de self restart)
OFF = inhabilitada
ON = habilitada
4.2.4.6 Regulación na de la corriente a distancia
(RRI)
Esta función, presente siempre en el menú “segundas
funciones” de la consola gas, requiere el kit opcional art.
425.
Véase en el manual de instrucciones de este último la
descripción completa.

163
4.2.5 Códigos de error
DESCRIPCIÓN ERROR CÓDIGO POSIBLE SOLUCIÓN
Errordurantelaactualizacióndelrmware
desde USB
USB
(Err. 85)
Contactarse con el Servicio de Asistencia Cebora
.
Start presionado al efectuar el encendido o
bien al resetear (paso a la modalidad RUN) el
generador
TRG
(Err. 53)
Apagar el generador, desactivar el mando de start y reen-
cender el generador.
Sobretemperatura del líquido de enfriamiento
H20 T
(Err. 93)
Vericareventualesobstruccionesenlostubosdelcircui-
to de enfriamiento o de la antorcha. Controlar la integridad
del fusible de la bomba. Limpiar el radiador.
Sobretemperatura de los módulos:
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
No apagar el generador para mantener así el ventilador
activado y obtener un rápido enfriamiento.
Elrestablecimientodelafunciónnormalsevericade
modo automático al volver la temperatura a valores dentro
de los límites permitidos.
Si el problema persiste, contactarse con el Servicio de
Asistencia CEBORA.
Flujo inferior al límite mínimo del líquido de
enfriamiento
H2O
(Err 75)
Vericareventualesobstruccionesenlostubosdelcircui-
to de enfriamiento o de la antorcha. Controlar la integridad
del fusible de la bomba. Limpiar el radiador.
Presión baja en un canal de alimentación gas
GAS LO
(Err. 78)
Aumentar la presión del gas correspondiente mediante el
respectivo mando presente en el panel frontal de la con-
solagas.Vericartambiénlapresióndealimentacióndel
gas, cuyo valor debe estar en más o menos 8 bares.
Portezuela abierta en el generador o en el
módulo de encendido HV19-1 o HV19-PVC
OPN
(Err. 80)
Controlar el correcto cierre de la tapa del generador y/o
de la unidad HV19-1 o HV19-PVC.
CNC apagado, en emergencia o bien no
conectado al generador
rob
(Err. 90)
Encender el CNC, salir de la emergencia y controlar la
conexión generador-CNC.
Sobretemperatura del transformador de
potencia
TH0
(Err. 73)
No apagar el generador para mantener así el ventilador
activado y obtener un rápido enfriamiento.
Elrestablecimientodelafunciónnormalsevericade
modo automático al volver la temperatura a valores dentro
de los límites permitidos.
Si el problema persiste, contactarse con el Servicio de
Asistencia CEBORA.
Error interno en la memoria del
microprocesador
Err 2
Contactarse con el Servicio de Asistencia CEBORA.
El generador no comunica con la consola gas
o con el grupo de enfriamiento Err 6
Controlar la conexión entre el generador y la consola gas
o la unidad de enfriamiento. Si el problema persiste, con-
tactarse con el Servicio de Asistencia CEBORA.
El generador no se comunica con el circuito
interfaz
Err 7
Contactarse con el Servicio de Asistencia CEBORA.
La consola gas no se comunica con el gene-
rador
Err 9
Controlar la conexión entre el generador y la consola gas.
Si el problema persiste, contactarse con el Servicio de
Asistencia CEBORA
.
Tensión continua inferior al valor mínimo
aceptado
Err 16
Contactarse con el Servicio de Asistencia CEBORA.

164
DESCRIPCIÓN ERROR CÓDIGO POSIBLE SOLUCIÓN
Problema en el reloj interno
Err 26
Contactarse con el Servicio de Asistencia Cebora
.
Errordeescrituraenlamemoriaashdel
generador
Err 27
Contactarse con el Servicio de Asistencia Cebora.
Con arco apagado detectada corriente en el
módulo IGBT1
Err 30
Contactarse con el Servicio de Asistencia CEBORA.
Medida fuera de escala de la corriente en el
módulo IGBT1 durante el corte
Err 35
Contactarse con el Servicio de Asistencia CEBORA.
Con arco apagado detectada corriente en el
circuito de arco piloto
Err 39
Contactarse con el Servicio de Asistencia CEBORA.
Tensión peligrosa: avería en el circuito de
potencia
Err 40
Contactarse con el Servicio de Asistencia CEBORA.
Detectada corriente en el circuito arco piloto
durante el corte
Err 49
Contactarse con el Servicio de Asistencia CEBORA.
Electrodo agotado
Err 55
Sustituirelectrodoy/oboquilla.Vericarelcorrecto
montaje de los consumibles en relación con el tipo de tra-
bajo. Controlar también la validez del gas de corte en uso.
Error de alineación entre las versiones del
rmwarede:generador,consolagas,módulo
interfaz CNC; o bien, error durante la fase de
autoactualización ejecutada por el generador
Err 58
Contactarse con el Servicio de Asistencia CEBORA
.
Tensiónderedfueradeespecicaciones
Err 67
Controlar los fusibles del cuadro eléctrico donde está
conectado el cable de red del generador. Si el problema
persiste, contactarse con el Servicio de Asistencia CEBO-
RA.
Vaciado de tubos gas no completado o bien
presión alta en un canal de alimentación gas
Err 79
Controlar los consumibles o reducir la presión de alimen-
tación.
Consola gas no conectada al generador Err 81 Contactarse con el Servicio de Asistencia CEBORA.
Falta de conexión entre consola gas PGC-3 y
PGC-2 o bien APGC-1 y APGC-2 Err 82
Controlar la conexión entre el módulo PGC-3 o APGC-
1 (aquel superior) y el módulo PGC-2 o APGC-2 (aquel
inferior).
Con arco apagado detectada corriente en el
módulo IGBT2
Err 31
Contactarse con el Servicio de Asistencia CEBORA.
Medida fuera de escala de la corriente en el
módulo IGBT2 durante el corte
Err 36
Contactarse con el Servicio de Asistencia CEBORA.
4.3 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GAS
AUTOMÁTICA (FIG. 22)
En el panel delantero de la consola gas automática está
presenta un led multifunción que señala su estado.
En particular:
Fase Color LED Descripción
Encendido del
generador
Apagado
Ausencia de alimen-
tación de la tarjeta
electrónica interna
Rojojo
Problemas en el
microprocesador de
la tarjeta electrónica
interna
Rojo/Verde
alternado
Espera de la comuni-
cación con el gene-
rador
En régimen
Rojo/Verde al-
ternado lento
Falta de comunica-
ción con el generador
Verdejo
Funcionamiento
normal
A=led led multifunción
Para la gestión de la consola gas automática (congu-
ración de los parámetros de corte y programación del
estado de RUN) es necesario conectar el panel remoto
art.460. Véase en el manual de instrucciones de este artí-
culo la descripción del funcionamiento..
Por el contrario, con una interfaz digital CANopen entre
pantógrafo/robot y generador y en ausencia del art.460,
esnecesario disponer de un aplicativo especíco en el
control.

165
A
Fig. 22
4.4 CALIDAD DEL CORTE
Varios son los parámetros y sus combinaciones que in-
uyenen lacalidad del corte: en lasección Tablas de
Corte, del presente manual se indican las regulaciones
optimizadas para el corte de un determinado material. Sin
embargo, debido a las inevitables diferencias debidas a la
instalación en diferentes pantógrafos y a la variación de
las características de los materiales cortados, los pará-
metros pueden sufrir pequeñas variaciones respecto de
las indicaciones de las citadas tablas. En los siguientes
párrafos se entregan indicaciones para ayudar al usuario
a introducir aquellas pequeñas modicaciones necesa-
rias para obtener un corte de buena calidad.
Tal como se demuestra en las tablas de corte, existen di-
ferentes sets de consumibles, en función de la corriente
de corte y de los gases utilizados. Si prevalecen requeri-
mientos de alta productividad y, por ende, necesidad de
altas velocidades de corte, se debe programar la corrien-
te máxima permitida y la boquilla de mayor diámetro. Por
el contrario, si la atención principalmente está dirigida a
la calidad del corte (mayor escuadrado y surco de corte
(kerf) más estrecho), se debe programar la corriente mí-
nima permitida para el material y el espesor con que se
está trabajando.
Antesdeefectuarcualquierregulación,vericarque:
el soplete esté perpendicular respecto del plano de corte;
electrodo, boquilla, portaboquilla H2O y protección bo-
quilla no estén excesivamente desgastados y que su
combinación sea adecuada para el trabajo a realizar;
ladirecciónde corte, en funcióndelaguraaobtener,
sea correcta; recuérdese que el lado mejor de un corte
es siempre el derecho respecto de la dirección de mo-
vimiento del soplete (el difusor plasma utilizado tiene los
agujeros en sentido horario);
en caso de tener que cortar grandes espesores, prestar
particular atención durante la fase de desfonde: en parti-
cular, conviene tratar de quitar la acumulación de material
fundidoentornoalagujerodeiniciocorte,andeevitar
fenómenos de doble arco cuando el soplete pasa nueva-
mente por el punto de partida. Además se debe mantener
siempre limpia la protección boquilla, eliminando posibles
escorias de metal fundido que allí se adhieren;
en la tabla 7 se indican algunos de los problemas más
frecuentes y su respectiva solución.

166
PROBLEMA CAUSA SOLUCIÓN
Corte inclinado
Electrodo o boquilla desgastada Sustituir ambos
Stand off demasiado alto Bajar el stand off
Velocidad de corte demasiado alta Regular la velocidad
Insucientepenetración
Velocidad de corte demasiado alta Regular la velocidad
Tobera con diámetro demasiado
grande respecto de la corriente
programada
Controlar las Tablas de Corte
Espesor excesivo de la pieza a
trabajar en relación con la corriente
programada
Aumentar la corriente de corte
Cable de masa no está en buen con-
tacto eléctrico con el plano de corte
Vericarelaprietedelterminalde
masa al CNC
Presencia de
“rebabas de baja velocidad” *
Velocidad de corte demasiado baja Regular la velocidad
Corriente de corte demasiado alta Disminuir la corriente de corte
Stand off demasiado bajo Alzar el stand off
Presencia de
“rebabas de alta velocidad” **
Velocidad de corte demasiado alta Regular la velocidad
Corriente de corte demasiado baja Aumentar la corriente de corte
Stand off demasiado alto Bajar el stand off
Borde de corte redondeado
Velocidad de corte demasiado alta Regular la velocidad
Stand off demasiado alto Bajar el stand off
* Las rebabas de baja velocidad (low speed dross) son rebabas espesas, de forma globular, fácilmente removibles.
El surco de corte (kerf) resulta ser más bien amplio.
** Las rebabas de alta velocidad (high speed dross) son rebabas delgadas, difíciles de eliminar. La pared del corte,
en el caso de velocidad muy alta, queda más bien rugosa.
Tab. 7

167
4.5 MANTENIMIENTO DEL SISTEMA
Un correcto mantenimiento del sistema garantiza las
mejores prestaciones y alarga la vida de todos sus com-
ponentes, incluidas las partes consumibles. Por lo tanto,
se aconseja ejecutar las operaciones que se señalan en
la siguiente tabla.
Período Operaciones de mantenimiento
Diariamente
Controlar la correcta presión de los
gases de alimentación
Semanal-
mente
Controlar el correcto funcionamiento de
los ventiladores del generador, del gru-
po de enfriamiento y de la consola gas
Controlar el nivel del líquido refrigerante
Limpiar las roscas de la antorcha y con-
trolar que no haya signos de corrosión o
descargas eléctricas
Mensualmen-
te
Controlar las conexiones de gas, agua y
eléctricas respecto de grietas, abrasio-
nes o pérdidas
Ejecutar el programa TEST (PRUEBA) a
través de la consola gas
Semestral-
mente
Sustituir el líquido refrigerante presente
en el sistema
Limpiarlosltrosexternosydeldepósi-
to del grupo de enfriamiento
Limpiarelltrodelaconsolagas
Sustituir las juntas tóricas de la antor-
cha, ordenando para ello el kit art.1400
Si al efectuar un control, se encuentra un componente
excesivamente desgastado o un mal funcionamiento,
contactarse con el Servicio de Asistencia CEBORA.
Para efectuar mantenimiento de las partes internas de los
componentes del sistema se debe solicitar la intervención
depersonalcualicado.Enparticular,seaconsejaejecu-
tar periódicamente las operaciones que a continuación
se indican.
Para todos los componentes:
• Limpiar las partes internas con aire comprimido (lim-
pio, seco y sin aceite) para eliminar las acumulaciones
de polvo. De ser posible, usar un aspirador.
• Controlar que las conexiones eléctricas estén correc-
tamente apretadas y sin indicios de recalentamientos.
Para cada componente:
Componente Operaciones de mantenimiento
Generador
Limpiar con aria comprimido los radia-
dores de los módulos IGBT, dirigiendo el
chorro de aire hacia ellos
Grupo de
enfriamiento
Limpiar con aria comprimido el radiador,
dirigiendo el chorro de aire hacia él
Controlar el circuito hidráulico interno
vericandoausenciadegrietasopérdi-
das
Consola gas
Controlar el circuito neumático inter-
novericandoausenciadegrietaso
pérdidas
Consola vál-
vulas
Controlar el circuito neumático interno,
vericandoausenciadepérdidas
Unidad de
encendido
Controlar que el espinterómetro no pre-
sente ennegrecimientos excesivos y que
se mantenga la correcta distancia entre
los platinos
Controlar el circuito hidráulico interno
vericandoausenciadegrietasopérdi-
das
Controlar también periódicamente el contacto eléctrico
de tierra del sistema. En particular, siguiendo el esquema
de g.24, controlarque cada cable esté correctamente
apretado entre tuerca y tornillo.

168
5 APÉNDICE
5.1 KIT OPCIONAL (ART. 425) PARA LA CONEXIÓN
AL PANTÓGRAFO (FIG. 23)
Fig. 23
art 948
Para el montaje del kit Art. 425 véanse las respectivas
instrucciones.

169
Cable de
red
Ferrita
Barra de cobre
Fig. 24
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469
5.2 ESQUEMA DE CONTACTO DE TIERRA DEL SIS-
TEMA (FIG. 24)
Usar cables de tierra de sección igual o superior a 16
mm
2.

170
5.3 MEDICIÓN DE LOS NIVELES DE PRESIÓN SONORA
El proceso del corte por plasma produce niveles nocivos de ruido para el oído humano, por lo que es necesario usar
adecuados dispositivos de protección, por ejemplo auriculares o tapones para los oídos, conforme con lo dispuesto
por las normas nacionales o locales.
Las mediciones que se indican en la siguiente tabla, correspondientes al acero dulce y efectuadas a las distancias
indicadas, pueden ayudar al responsable de la seguridad en la adopción de todas las medidas previstas para pro-
porcionar seguridad al ambiente de trabajo (hacer referencia, por ejemplo, a la normativa internacional IEC 60974-9).
Material
Gas de
corte
Espesor
Corriente
de corte
Velocidad
de corte
Distancias de
medición
(de frente a la
fuente
x
sobre la fuente)
Nivel de
presión
sonora
ponderado A
LpA
Nivel de pico
de presión
sonora
ponderado C
LpC, de pico
(mm) (A) (m/min) (m x m) (dB) (dB)
Acero dulce O2/air 25 120 0.4 1 x 0.5 105.0 119.7
Acero dulce O2/air 25 120 0.4 2 x 0.5 100.5 114.6
Acero dulce O2/air 25 120 0.4 3 x 0.5 99.2 113.3
Acero dulce O2/air 40 250 0.5 1 x 0.5 111.9 125.0
Acero dulce O2/air 40 250 0.5 2 x 0.5 108.1 121.6
Acero dulce O2/air 40 250 0.5 3 x 0.5 106.5 120.3
Acero dulce O2/air 50 400 0.8 1 x 0.5 114.2 129.5
Acero dulce O2/air 50 400 0.8 2 x 0.5 108.9 124.1
Acero dulce O2/air
50 400 0.8 3 x 0.5 107.1 122.9
Las mediciones, de un minuto de duración cada una, han sido realizadas en interiores y en ambiente reverberante de
los talleres de CEBORA S.p.A.
Los datos tomados no consideran eventuales correcciones debidas a ruidos de fondo o a las dimensiones del local
de prueba.
Los niveles de presión sonora LpA y LpC, de pico son establecidos por las normativas internacionales del sector
(véanse IEC 11202 y IEC 61672-1).

171
ÍNDICE
1 PRECAUÇÕES DE SEGURANÇA .........................................................................................172
1.1 CHAPA DAS ADVERTÊNCIAS .........................................................................................172
2 DADOS TÉCNICOS................................................................................................................173
2.1 DESCRIÇÃO GERAL DO GERADOR DE PLASMA ........................................................... 173
2.2 GERADOR DE PLASMA ................................................................................................... 174
2.2.1 Gerador de Plasma Prof 166 HQC ........................................................................... 174
2.2.2 Gerador de Plasma Prof 255 HQC ...........................................................................175
2.3 PAINEL DO GÁS ...............................................................................................................176
2.3.1 Painel do gás do gas manual PGC-3 - PGC-2 ........................................................176
2.3.2 Painel do gás do gas automatico PGC-3 - PGC-2 ..................................................177
2.4 CONSOLA DE VÁLVULAS PVC ........................................................................................178
2.5 UNIDADE DE IGNIÇÃO HV19-1 ........................................................................................178
2.6 UNIDADE DE IGNIÇÃO – CONSOLA DE VÁLVULAS HV19-PVC .....................................179
2.7 TOCHA CP450G ................................................................................................................180
2.8 WATER CONSOLE
3 INSTALAÇÃO ....................................................................................................................181
3.1 DESEMBALAMENTO E MONTAGEM ...............................................................................181
3.2 LIGAÇÃO DO GERADOR ..................................................................................................181
3.2.1 Ligação ao pantógrafo CNC ....................................................................................184
3.2.2 Sinais digitais do controlo do pantógrafo ao generador ..........................................185
3.2.3 Sinais digitais do generador ao controlo do pantógrafo ..........................................186
3.2.4 Sinais analógicos do generador ao controlo do pantógrafo ....................................186
3.2.5 Sinal de paragem de emergência para o gerador ...................................................187
3.3 LIGAÇÃO DO PAINEL DO GÁS .........................................................................................188
3.3.1 Consola do gás manual PGC-3 e PGC-2 ................................................................188
3.3.2 Consola do gás automática APGC ..........................................................................188
3.3.3 Nota acerca da ligação dos gases...........................................................................189
3.4 LIGAÇÃO DO MAÇARICO CP450G ..................................................................................189
3.4.1 Aplicações em pantógrafo .......................................................................................189
3.4.2 Aplicações em robô .................................................................................................189
3.5 REQUISITOS DO LÍQUIDO REFRIGERANTE ....................................................................190
4 UTILIZAÇÃO ....................................................................................................................190
4.1 DESCRIÇÃO DOS PAINÉIS DOS GERADORES ...............................................................190
4.2 DESCRIÇÃO DO PAINEL DO GÁS ....................................................................................191
4.2.1 Preparação e execução do corte (CUT) ................................................................... 193
4.2.2 Preparação e execução da marcação (MARK) ........................................................194
4.2.3 Execução do teste de vedação do gás (TEST) ........................................................194
4.2.4 Funções suplementares (Segundas funções) ..........................................................195
4.2.4.1 Preparação e execução da Marcação Spot (SPOT MARK) ........................195
4.2.4.2 Gestão da corrente nos cantos da peça em elaboração (CORNER) ..........195
4.2.4.3 Gestãodotempodearrefecimentodomaçariconomdocorte .............. 196
4.2.4.4 Visualização da vazão do líquido refrigerante (H2O) ...................................196
4.2.4.5 Execução do corte em chapas furadas ou grelhas (SR) .............................196
4.2.4.6 Regulaçãonadacorrenteàdistância(RRI) ..............................................196
4.2.5 CÓDIGOS DE ERRO ................................................................................................197
4.3 DESCRIÇÃO DO PAINEL DA CONSOLA DO GÁS AUTOMÁTICA ....................................198
4.4 QUALIDADE DO CORTE ...................................................................................................199
4.5 MANUTENÇÃO DO EQUIPAMENTO ............................................................................... 200
5 APÊNDICE ................................................................................................................... 202
5.1 KIT OPCIONAL (ART. 425) PARA A CONEXÃO AO PANTÓGRAFO ................................ 202
5.2 ESQUEMA DE LIGAÇÃO À TERRA DO EQUIPAMENTO ................................................. 203
5.3 MEDIÇÃO DOS NÍVEIS DE PRESSÃO ACÚSTICA .......................................................... 204

172
MANUAL DE INSTRUÇÕES PARA EQUIPAMENTO DE CORTE COM PLASMA
IMPORTANTE: ANTES DE PÔR O APARELHO A FUN-
CIONAR LEIA O CONTEÚDO DESTE MANUAL E CON-
SERVE-O DURANTE TODA A VIDA ÚTIL DO MESMO,
NUM LOCAL ACESSÍVEL AOS INTERESSADOS.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA TRABALHOS DE CORTE.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A
ARCO PODEM SER NOCIVOS PARA AS PES-
SOAS PESSOAS, portanto, o utilizador deve conhecer as
precauções contra os riscos, a seguir listados, derivan-
tes das operações de soldadura. Caso forem necessá-
rias outras informações mais pormenorizadas, consultar
o manual cód. 3.300.758
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento plasma/
soldadura pode produzir níveis de rumor superiores a
este limite; portanto, os utilizadores deverão aplicar as
precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qual-
quer condutor produz campos electromag-
néticos (EMF). A corrente de soldadura, ou
de corte, gera campos electromagnéticos
em redor dos cabos e dos geradores.
Os campos magnéticos derivados de correntes elevadas
podeminuenciarofuncionamentodepacemakers.Os
portadoresdeaparelhoselectrónicosvitais(pacemakers)
deverão consultar o médico antes de se aproximarem de
operações de soldadura por arco, de corte, desbaste ou
de soldadura por pontos.
A exposição aos campos electromagnéticos da soldadu-
ra, ou do corte, poderá ter efeitos desconhecidos para a
saúde.
Cada operador, para reduzir os riscos derivados da ex-
posição aos campos electromagnéticos, deve respeitar
os seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado a
lado.Sepossível,xá-losjuntoscomtaadesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da
pinça de suporte do eléctrodo, ou do maçarico. Se o
cabo de massa se encontrar do lado direito do opera-
dor, também o da pinça de suporte do eléctrodo, ou
do maçarico, deverá estar desse mesmo lado.
- Ligarocabodemassaàpeçaatrabalharmaispróxi-
ma possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
· Não soldarnasproximidades derecipientesà
pressão ou na presença de pós, gases ou vapo-
res explosivos. Manejar com cuidado as bombas
e os reguladores de pressão utilizados nas operações de
soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações
contidas na norma IEC 60974-10 (Cl. A) e deve ser usa-
do somente para ns prossionais em ambiente in-
dustrial. De facto, podem vericar-se algumas di-
culdades de compatibilidade electromagnética num
ambiente diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
mente ao lixo normal!De acordo com a Directi-
va Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricaseelectrónicaserespectivaexecuçãonoâmbi-
to da legislação nacional, as aparelhagens eléctricas que
tenham terminado a sua vida útil devem ser separadas e
entregues a um empresa de reciclagem eco-compatível.
Na qualidade de proprietário das aparelhagens, deverá
informar-se junto do nosso representante no local sobre
os sistemas de recolha diferenciada aprovados. Dando
aplicação desta Directiva Europeia, melhorará a situação
ambiental e a saúde humana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A AS-
SISTÊNCIA DE PESSOAS QUALIFICADAS.
1.1 CHAPA DAS ADVERTÊNCIAS
Otextonumeradoseguintecorrespondeàscasasnume-
radas da chapa.
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

173
1. As faíscas provocadas pelo corte podem provocar
explosões ou incêndios.
1.1Mantenhaosmateriaisinamáveisafastadosdaárea
de corte.
1.2 As faíscas provocadas pelo corte podem provocar in-
cêndios. Tenha um extintor nas proximidades e faça
com que uma pessoa esteja sempre pronta a utilizá-lo.
1.3 Nunca corte recipientes fechados.
2. O arco de plasma pode provocar lesões e queima-
duras.
2.1 Desligue a alimentação eléctrica antes de desmontar
o maçarico.
2.2 Não tenha o material nas proximidades do percurso
de corte.
2.3 Use uma protecção completa para o corpo.
3. Os choques eléctricos provocados pelo maçarico ou
pelo cabo podem ser mortais. Proteja-se adequada-
mente do perigo de choques eléctricos.
3.1 Use luvas isolantes. Não use luvas húmidas ou estra-
gadas.
3.2Certique-sedeestarisoladodapeçaacortareochão.
3.3Desligue a chado cabode alimentaçãoantes de
trabalhar na máquina.
4. Inalar as exalações produzidas durante o corte pode
ser nocivo para a saúde.
4.1 Mantenha a cabeça afastada das exalações.
4.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
4.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
5. Os raios do arco podem queimar os olhos e a pele.
Portanto, o operador deve proteger os olhos com
lentes com grau de proteção igual ou superior a
DIN11 e o rosto de modo adequado.
5.1 Use capacete e óculos de segurança. Utilize protec-
ções adequadas para os ouvidos e camisas com o
colarinho abotoado. Utilize máscaras com capacete
comltrosdegraduaçãocorrecta.Useumaprotec-
ção completa para o corpo.
6. Leia as instruções antes de utilizar a máquina ou
executar qualquer trabalho na mesma.
7. Não retire nem cubra as etiquetas de advertência.
2 DADOS TÉCNICOS
2.1 DESCRIÇÃO GERAL DO EQUIPAMENTO
O Plasma Prof 166 HQC (Art. 948) e o Plasma Prof 255
HQC (Art. 949), incluindo as unidades de ignição HV19-1
(Art. 464) ou HV-PVC (art.462), consola de gás manual
PGC-3 - PGC-2 (Art. 470) ou consola de gás automáti-
ca APGC (Art.466), consola das válvulas PVC (Art. 469)
e maçarico CP450G (diferentes artigos dependendo da
aplicação), são equipamentos para corte com plasma
multi-gás mecanizado e completamente geridos por mi-
croprocessador, capazes de aplicar uma corrente máx
de 120/250 A a 100% de fator de utilização
Todososparâmetrosdeprocessamento(material,gás,
espessura e corrente) são seleccionados no painel do
gás e, em função da sua selecção, serão automatica-
menteindicadososuxosideaisdosgases.
Através de uma porta RS232, situada no painel trasei-
ro do gerador, é possível receber facilmente, através de
umComputadorPessoal,oestadodetodososparâme-
tros operacionais; isso permite uma visão completa da
situação do trabalho e pode servir de auxílio em caso de
eventuais maus funcionamentos.
Através da mesma RS232, ou com uma chave USB, é
possível atualizar o software da máquina. Para um corte
perfeito de qualquer material metálico, o equipamento
utiliza diversos tipos de gases, tais como: ar, azoto N2,
oxigénio O2, mistura H35 (35% de hidrogénio H2 – 65%
de árgon Ar), mistura F5 (5% de hidrogénio H2 – 95% de
azoto N2). As combinações destes últimos são propos-
tas automaticamente dependendo do material escolhido.
Depois é possível efectuar a marcação com árgon Ar,
também essa propostas em automático.
Encontram-seàdisposiçãodiferenteskitsdeconsumí-
veis em função da corrente de corte e do gás usado, ca-
librados e ensaiados para obter a melhor qualidade de
corte.
Fig. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225
Art. 464
Art. 948 -949

174
2.2 GERADOR DE PLASMA
Esse contém o microprocessador que controla todo o
equipamento e cujo software pode ser atualizado atra-
vés da porta RS232, ou da porta USB situada no painel
traseiro.
Na parte traseira está incluído o grupo de arrefecimento,
completocomdepósito,bomba,radiador,ltros,uxó-
metro e termómetro.
2.2 1 GERADOR DE PLASMA PROF 166 HQC
O Plasma Prof 166 HQC é um gerador de corrente cons-
tante, máx. 120A com 100% de factor de utilização, em
conformidade com as normativas IEC 60974-1, 60974-2
e 60974-10.
DADOS TÉCNICOS
Tensão nominal a vazio (Uo) 300 V
Corrente máx. de saída (I2) 120 A
Tensão de saída (U2) 128 V
Factor de utilização (duty cycle) 100% @ 120A
Temperatura máx. do ambiente 40 °C
Arrefecimento
A ar, com venti-
lação forçada
Grau de protecção da carcaça IP21S
Peso líquido 205kg
Tensão e corrente máx. nominais de alimentação:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
GRUPO DE ARREFECIMENTO DO MAÇARICO
Potência nominal de arrefecimento
a 1 l/min a 25°C
1.7kW
Pressão máx 0.45 MPa

175
CG
681
953
1252
Fig. 2 b
2.2.2 GERADOR DE PLASMA PROF 255 HQC
O Plasma Prof 255 HQC é um gerador de corrente cons-
tante, máx. 250A com 100% de factor de utilização, em
conformidade com as normativas IEC 60974-1, 60974-2
e 60974-10.
DADOS TÉCNICOS
Tensão nominal a vazio (Uo) 315 V
Corrente máx. de saída (I2) 250 A
Tensão de saída (U2) 170 V
Factor de utilização (duty cycle) 100% @ 250A
Temperatura máx. do ambiente 40 °C
Arrefecimento
A ar, com venti-
lação forçada
Grau de protecção da carcaça IP21S
Peso líquido 406kg
Tensão e corrente máx. nominais de alimentação:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
GRUPO DE ARREFECIMENTO DO MAÇARICO
Potência nominal de arrefecimento
a 1 l/min a 25°C
1.7kW
Pressão máx 0.45 MPa

176
2.3 PAINEL DO GÁS
O painel do gás é um dispositivo para a selecção dos
parâmetrosdeprocessamentoearegulaçãodosuxos
de gás, em conformidade com a normativa IEC 60974-
8. Contém electroválvulas, redutores e transdutores de
pressão, bem como placas electrónicas para a alimenta-
ção e o controlo desses componentes.
2.3.1 Painel do gás manual PGC-3 - PGC-2
Está dividido em duas unidades: a PGC-3, alimentada a
ar, árgon Ar, azoto N2 e oxigénio O2, e a PGC-2, alimen-
tada a gás H35 (mistura a 35% de hidrogénio H2 e 65%
de árgon Ar) e F5 (mistura a 5% de hidrogénio H2 e 95%
de azoto N2).
DADOS TÉCNICOS
GASES
USADOS
TITULAÇÃO
PRESSÃO MÁX.
DE ENTRADA
CAUDAL
Ar
Limpo, seco e sem
óleo, de acordo
com a norma ISO
8573-1: 2010. Clas-
se 1.4.2 (particula-
do-água-óleo)
*
0.8 MPa (8 bar) 220 l/min
Árgon 99.997% 0.8 MPa (8 bar) 70 l/min
Nitrogénio 99.997% 0.8 MPa (8 bar) 150 l/min
Oxigénio 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Mistura:
35% hidrogénio,
65% árgon
0.8 MPa (8 bar) 130 l/min
F5
Mistura:
5% hidrogénio,
95% nitrogénio
0.8 MPa (8 bar) 30 l/min
*
a norma ISO 8573-1: 2010 prevê, para a Classe 1.4.2:
• Particulado: ≤ 20.000 partículas sóldidas por m3 de ar, com
dimensões entre 0.1 e 0.5 µm;
≤ 400 partículas sólidas por m3 de ar com di-
mensões entre 0.5 e 1.0 µm;
≤ 10 partículas sólidas por m3 de ar com di-
mensões entre 1.0 e 5.0 µm.
• Água: o ponto de orvalho em pressão do ar deve ser
inferior ou igual a 3°C.
• Óleo: a concentração total de óleo deve ser inferior ou
igual a 0,1 mg por m3 de ar.
Factor de utilização (duty cycle) 100%
Grau de protecção da carcaça IP 23
Peso líquido 20kg
289
198
M 6
354
380
315
Fig. 3

177
2.3.2 Painel do gás automatico PGC-3 - PGC-2
Está dividido em duas unidades: um parte superior, ali-
mentada a ar, árgon Ar, azoto N2 e oxigénio O2, e um
parte inferior, alimentada a gás H35 (mistura a 35% de
hidrogénio H2 e 65% de árgon Ar) e F5 (mistura a 5% de
hidrogénio H2 e 95% de azoto N2).
DADOS TÉCNICOS
GASES
USADOS
TITULAÇÃO
PRESSÃO MÁX.
DE ENTRADA
CAUDAL
Ar
Limpo, seco e sem
óleo, de acordo
com a norma ISO
8573-1: 2010. Clas-
se 1.4.2 (particula-
do-água-óleo)
*
0.8 MPa (8 bar) 220 l/min
Árgon 99.997% 0.8 MPa (8 bar) 70 l/min
Nitrogénio 99.997% 0.8 MPa (8 bar) 150 l/min
Oxigénio 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Mistura:
35% hidrogénio,
65% árgon
0.8 MPa (8 bar) 130 l/min
F5
Mistura:
5% hidrogénio,
95% nitrogénio
0.8 MPa (8 bar) 30 l/min
*
a norma ISO 8573-1: 2010 prevê, para a Classe 1.4.2:
• Particulado: ≤ 20.000 partículas sóldidas por m3 de ar, com
dimensões entre 0.1 e 0.5 µm;
≤ 400 partículas sólidas por m3 de ar com di-
mensões entre 0.5 e 1.0 µm;
≤ 10 partículas sólidas por m3 de ar com di-
mensões entre 1.0 e 5.0 µm.
• Água: o ponto de orvalho em pressão do ar deve ser
inferior ou igual a 3°C.
• Óleo: a concentração total de óleo deve ser inferior ou
igual a 0,1 mg por m3 de ar.
Factor de utilização (duty cycle) 100%
Grau de protecção da carcaça IP 23
Peso líquido 20kg
352
289
198
M 6
354
315
Fig. 4

178
2.4 CONSOLA DE VÁLVULAS PVC
AconsoladeválvulasPVCéumdispositivodestinadoà
gestão das trocas de gás nas passagens ignição-transfe-
rência e na desligação.
Contém eletroválvulas, válvulas anti-retorno e redutores
de pressão.
OpesolíquidodaPVC(Fig.5)éde3,2kg.
145
240
Ø 5,5
70
250
124
Fig. 5
2.5 UNIDADE DE IGNIÇÃO HV19-1
A unidade de ignição HV19-1 é um dispositivo destinado
a fornecer o impulso de alta frequência-alta tensão (14
kV)necessárioparaaigniçãodoarcoelétricodentrodo
maçarico, entre o elétrodo e a agulheta. Essa está em
conformidade com a normativa IEC 60974-3.
Pode ser montada em qualquer posição e a abertura da
tampa provoca a interrupção do equipamento.
DADOS TÉCNICOS
Tensãodepico(Upk) 14kV
Fator de utilização (duty cycle) 100% @ 420A
Grau de proteção da carcaça IP 23
Peso líquido 6.5kg
205
155
320
200
Fig. 6
200
M 6

179
2.6 UNIDADE DE IGNIÇÃO – CONSOLA DE VÁLVULAS
HV19-PVC
A unidade de ignição – consola de válvulas é um disposi-
tivo que desempenha uma dupla função:
- forneceoimpulsodealtafrequência-altatensão(14kV)
necessário para a ignição do arco elétrico dentro do ma-
çarico, entre o elétrodo e a agulheta.
- gere a troca dos gases nas passagens ignição-transfe-
rência e na desligação. Contém eletroválvulas, válvulas
antirretorno e redutores de pressão. Essa está em confor-
midade com a normativa IEC 60974-3.
Geralmente é utilizada em equipamentos robotizados.
A abertura da tampa provoca a interrupção do equipa-
mento.
DATI TECNICI
Tensãodepico(Upk) 14kV
Fator de utilização (duty cycle) 100% @ 420A
Grau de proteção da carcaça IP 23
Peso líquido 10kg
240
173
423
Fig. 7
231
245
M 6

180
2.7 MAÇARICO CP450G
O maçarico CP450G é um maçarico multi-gás arrefecido
com refrigerante líquido, adequado para o corte inclinado
(bevel cutting) e está em conformidade com a normativa
IEC 60974-7.
É adequado para o uso de gás plasma, como: ar, árgon
Ar, azoto N2, oxigénio O2, mistura H35 (35% de hidrogé-
nio H2 – 65% de árgon Ar) e mistura F5 (5% de hidrogénio
H2 – 95% de azoto N2); de gases secundários, como:
ar, árgon Ar, azoto N2, oxigénio O2; de gases auxiliares,
como: ar e azoto N2. Utilizado com o gerador Plasma Prof
420 HQC, a corrente máx de corte é de 420A a 100% do
fator de utilização.
Há versões diferentes do maçarico CP450G em função
da aplicação: em pantógrafo ou em equipamentos robo-
tizados.
O peso líquido do maçarico, completo com cabo, varia de
8a12kg,dependendodosvárioscomprimentos.
2.7 WATER CONSOLE
O Water Console é um dispositivo acessório projetado
paragerenciarouxodeáguanecessárioparacortaraço
inoxidável e alumínio, se estiver usando a combinação de
nitrogênio N2 / água H2O.
Consulte o manual de instruções deste acessório para as
descrições da operação do modo.
Aplicações
robotizadas
Aplicações
em pantógrafo
Fig. 8

181
3 INSTALAÇÃO
A instalação do equipamento deve ser executada por
pessoalqualicado. Asligações devemestar todasem
conformidade com as normas em vigor e realizadas res-
peitando as leis de segurança contra acidentes (ver CEI
26-23/IEC-TS62081).Certique-sequeocabodeali-
mentação esteja desligado durante todas as fases de ins-
talação. Seguir escrupulosamente o esquema de ligação
àterraevidenciadonoApêndice.
3.1 DESEMBALAMENTO E MONTAGEM
Use um empilhador para deslocar o gerador.
Para retirar a palete de madeira da embalagem:
• desapertaros4parafusosdexaçãoàpalete
• levantar o gerador com um empilhador e introduzir o
garfo de acordo com a posição do seu baricentro (Fig. 2).
O equipamento de arrefecimento capta o ar pela parte
traseira do gerador e descarrega-o pelas grelhas da parte
frontal. Colocar o gerador de modo a deixar uma ampla
zonadeventilaçãoemanterumadistânciadepelome-
nos 1 m de eventuais paredes.
3.2 LIGAÇÃO DO GERADOR.
As ligações devem ser todas efectuadas por pessoal
qualicado.
Gerador de Plasma Prof 166 HQC
Fig. 10 a
• O gerador é fornecido preparado para tensão de alimen-
tação de 400V trifásica. mentação de 400V trifásica. Para
alimentações diferentes: desmontar a parte lateral esquerda
do gerador (ver a lista de peças), retirar a tampa das placas
dejunçõeseprocedercomoindicadonagura10a:
Em caso de alimentação 230V trifásica, fazer também
umaponteentreoprimeiroborneembaixoàesquerda
eoúltimoembaixoàdireita(verFig.10aquadro230V)
usandoocabofornecido(xos,comabraçadeira,cabos
siu de bloco terminal inferior).
A
B
C
Fig. 13 a

182
Gerador de Plasma Prof 255 HQC
• O gerador é fornecido preparado para tensão de ali-
mentação de 400V trifásica. mentação de 400V trifásica.
Para alimentações diferentes: desmontar a parte lateral
direita do gerador (ver a lista de peças), retirar a tampa
dasplacasdejunçõeseprocedercomoindicadona-
gura 10b:
NOTA: as placas de junções com 3 pólos em cima, res-
pectivamenteàesquerdaeàdireitareferem-seaotrans-
formador auxiliar e ao transformador de serviço.
Em caso de alimentação 230V trifásica, fazer também
umaponteentreoprimeiroborneembaixoàesquerda
eoúltimoembaixoàdireita(verFig.10bquadro230V)
usando o cabo fornecido (instalado na tampa com uma
braçadeira).
Fig. 10 b
A
B
C
Fig. 13 b

183
F
E
G
H
C
A
B
Fig. 11
Gerador de Plasma Prof 166 HQC e Gerador de Plas-
ma Prof 255 HQC
Certique-sequeatensãodealimentaçãocorrespondeà
indicadanachapadeidenticaçãodogerador.
O condutor amarelo-verde do cabo de alimentação deve
serligadoaumatomadadeterraecientedainstalação
eléctrica (ver o esquema no Apêndice 5.2-Fig. 24); os res-
tantescondutoresdevemserligadosàlinhadealimenta-
ção, através de um interruptor colocado, de preferência,
juntoàzonadecorteparapermitiradesligaçãorápida
em caso de emergência. A capacidade do interruptor
magnetotérmicooudosfusíveisdeveserigualàcorrente
I1 máx. consumida pelo aparelho. A I1 máx. está indicada
nachapadeidenticação,napartetraseiradamáquina,
junto da tensão U1 de alimentação.
Se for necessário usar extensões, essas devem ter uma
secçãoadequadaàcorrenteI1máx.consumida.
• Depois dessa operação, continuar com a ligação das
diferentes conexões (Fig. 11).
Introduzir a conexão de ligação art. 1169, com os res-
pectivos cabos, na tomada do maçarico G do gerador e
apertarafundoos3parafusosdexação.Apertarocabo
preto de alimentação no borne B (-), introduzir os dois
osdasegurançanaplacadejunçõesC e o terminal do
cabo vermelho do arco piloto no respectivo cabo A com
terminal macho.
Apertar o terminal do cabo de massa no borne H (+) como
indicadonaguraeostubosdaáguadearrefecimento
E e F,prestandoatençãoàscores(E-vermelho = água
quente, retorno; F-azul = água fria, ida).
Introduzir a outra extremidade da conexão art. 1169 na
Unidade HV19-1 (art. 464) como indicado na parte direita
dagura10(cabopretodealimentaçãonoborneB (-) e
terminal do cabo vermelho do arco piloto no A):
AUnidadeHV19deveserligadaàmassa,directamente
nopantógrafo(comos4parafusosdexaçãoilustrados
nagura6),numaposiçãotalquepermitaasuaabertura.
A
B
Fig. 12
Consultando a Fig.13, ligar a conexão art.1189 ao conec-
torB(relativoàconsoladogás);aconexãodeligaçãoao
pantógrafono conector A; por m, a eventual conexão
art.1199 ao conector C (relativa ao painel remoto):

184
3.2.1 Ligação ao pantógrafo CNC
Se o gerador estiver equipado com a interface digital con-
sulte a respectiva documentação.
N.B.: para o conector CNC é fornecido em dotação o co-
nector volante macho (AMP P/N 182926-1- Fig. 14) com
os respectivos pinos; o resto da conexão ao pantógrafo é
a cargo do cliente.
Fig. 14
Conector AMP
P/N 182926-1
art 948

185
3.2.2 Sinais digitais do controlo do pantógrafo ao
generador.
CABLAGEM DE UMA ENTRADA DIGITAL
Nível lógico baixo 0 ÷ +7,5 Vdc;
Nível lógico alto +14,5 ÷ +24 Vdc;
Corrente de entrada 2,5 mA, max.;
Frequência de entrada 100 Hz, max.;
Potencial de referência para cada entrada (Gnd)
J1, pino 2, na placa da interface.
ROBOT READY.
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
1
Robot
Ready
Sinal J10, pin 3
2 +24 Vdc J10, pin 4
IO sinal “Robot Ready” está activo alto.
Para ter o Gerador pronto para o corte é necessária uma
tensão de +24Vcc.
O Controlo do Pantógrafo deve programar este sinal logo
que estiver pronto para o corte.
A falta do sinal “Robot Ready” interrompe imediatamente
o processo de corte com a indicação no Painel de Con-
trolo da mensagem “rob” a piscar.
NOTA: Se o sinal “Robot Ready” não está activo não é
adquirido nenhum sinal digital ou analógico.
START.
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
3
Start
Sinal J10, pin 1
4 +24 Vdc J10, pin 2
O sinal “Start” está activo alto e inicia o processo de corte.
O processo permanece activo enquanto estiver presente
o sinal “Start”.
Excepções: -o sinal “Robot Ready” está ausente.
-o sinal “Power Source Ready” está ausente
(ex.:sobrecargadetemperatura,nívelinsu-
ciente do líquido, etc.).
SPOT MARK.
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
5
Spot
Sinal J10, pin 7
6 +24 Vdc J10, pin 8
IO sinal “Spot” está activo alto.
Spot 0 Vcc = o Controlo do Pantógrafo assinala ao
Gerador a condição de corte normal.
Spot +24 Vcc = o Controlo do Pantógrafo dá ordem ao
Gerador para activar a modalidade “Marcação Spot”.
CORNER
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
15
Corner
Sinal J10, pin 5
16 +24 Vdc J10, pin 6
O sinal “Corner” está ativo alto.
Corner 0 Vcc = o Controlo Pantógrafo assinala ao Ge-
rador a condição de corte normal.
Corner +24 Vcc = o Controlo Pantógrafo assinala ao Ge-
rador a aproximação a um canto.
PREFLOW
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
17
Preow
Sinal J11, pin 5
18 +24 Vdc J11, pin 6
IOsinal“Preow”estáativoalto.
Preow0Vcc= o Controlo Pantógrafo assinala ao
Gerador para NÃO ativar a função
“Preow”.
Preow+24Vcc= o Controlo Pantógrafo dá ordem ao
Gerador para ativar a função “Pre-
ow”.
CUT/MARK
TERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
19
Cut/Mark
Sinal J11, pin 7
20 +24 Vdc J11, pin 8
Osinal“Cut/Mark”estáativoalto.
Cut/Mark0Vcc= o Controlo Pantógrafo assinala ao
Gerador a condição de corte nor-
mal.
Cut/Mark+24Vcc= o Controlo Pantógrafo assinala ao
Gerador para ativar a modalidade
"Marcação".

186
3.2.3 Sinais digitais do generador ao controlo do pan-
tógrafo.
CABLAGEM DE UMA SAÍDA DIGITAL POR RELÉ
Tensão nos contactos 24 Vdc / 120 Vac;
Corrente nos contactos 1 Adc / 0,5 Aac max;
Frequência de comutação 15 Hz max.
ARC TRANSFER.
ERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME
DO SI-
NAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
12
Arc
Transfer
Contato NO J4, pin 1
14 Terminal C J4, pin 3
O sinal “Arc Transfer” está activo alto (contacto fechado).
O sinal “Arc Transfer” permanece activo durante o corte,
incluindo a fase de afundamento.
POWER SOURCE READY
ERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME
DO SI-
NAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
25 Power
Source
ready
Terminal C J3, pin 5
26 Contato NO J3, pin 6
O sinal “Power Source Ready” está ativo alto (contacto
fechado).
O sinal “Power Source Ready” permanece ativo durante
o tempo em que o Gerador está pronto para cortar. Assim
que intervém uma mensagem de erro no Gerador, ou o si-
nal “Robot Ready” é desativado pelo Controlo Pantógra-
fo, o sinal “Power Source Ready” deixa de estar ativo.
Issosignicaqueosinal“PowerSourceReady”podede-
tetar erros do Gerador e erros do Pantógrafo.
PROCESS ACTIVE
ERMINAIS DO
CONECTOR
CNC NO
GERADOR
NOME
DO SI-
NAL
TIPO DE
SINAL
POSIÇÃO NA
PLACA DA
INTERFACE
27
Process
Active
Terminal C J3, pin 3
28 Contato NO J3, pin 4
O sinal “Process Active” está ativo alto (contacto fecha-
do).
Quando o Controlo Pantógrafo inicializa o sinal digital
“Start”,oprocessodecorteiniciacomogaspreow,se-
guidodaoperaçãodecorteedepoisdogaspostow.
Desdeoiníciodogaspreowatéaomdogaspostow,
o Gerador inicializa o sinal “Process Active”. O Gerador
está a executar o processo.
3.2.4 Sinais analógicos do generador ao controlo do
pantógrafo.
CABLAGEM DE UMA SAÍDA ANALÓGICA DE TENSÃO
ISOLADA.
Tensão de saída 0 ÷ 10 Vdc;
Corrente de saída 20 mA max;
Frequência de saída 5 Hz max.
VALOR DO FUN-
DO DA ESCALA
PARA SINAL
I_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON
DIP 1

187
NOTA: Ambas secções 1 e 2 de DIP1 devem estar sempre
em posições iguais (por ex.: ambas em ON ou ambas em
OFF). O mesmo aplica-se para DIP2.
V_Arc-ISO.
TERMINAIS
DO CONEC-
TOR CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO
NA PLACA
DA INTER-
FACE
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
“V_Arc-ISO”éosinalrelativoàtensãodoarconasaída
do Gerador (tensão “eléctrodo-peça em trabalho”), forne-
cido de modo isolado e reduzido.
O sinal “V_Arc-ISO” está disponível com os seguintes va-
lores do fundo da escala:
• tensãode0a5V,correspondenteàtensãodoarcode0
a 250V (quociente de redução = 1/50);
• tensãode0a10V,correspondenteàtensãodoarcode
0 a 250V (quociente de redução = 1/25).
O valor do fundo da escala depende da posição dos dip-
-switchesDip2naplacadeInterface(verg.15).
DIP 3
DIP 1
Fig. 15
A máquina é fornecida com a saída da tensão do arco
reduzida isolada a 1/50 Varc.
CABLAGEM DE UMA SAÍDA ANALÓGICA DE TENSÃO
NÃO ISOLADA.
Tensão de saída 0 ÷ 250 Vdc;
Impedânciadesaída 10Kohm,aproximadamente.
V_Arc-NO-ISO.
TERMINAIS
DO CONEC-
TOR CNC NO
GERADOR
NOME DO
SINAL
TIPO DE
SINAL
POSIÇÃO
NO CIRCU-
ITO MAÇA-
RICO +
MEDIDA
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 1
“V_Arc-NO-ISO” é o sinal relativo à tensão do arco na
saída do Gerador (tensão “eléctrodo-peça em trabalho”),
fornecido de modo directo e NÃO isolado.
O sinal “V_Arc-NO-ISO” está disponível com valores de
tensão de 0 a 250 Vcc e com o terminal positivo (poten-
cial da peça em trabalho) ligado electricamente ao poten-
cial de massa do equipamento.
O potencial de “eléctrodo” é fornecido com uma resis-
tência de 10 KOhm, aproximadamente, inserida em série
com a saída..
3.2.5 Sinal de paragem de emergência para o gerador.
CABLAGEM DA ENTRADA DE EMERGÊNCIA.
Tensão de entrada 24 Vcc;
Corrente consumida 20 mA máx
EMERGENCY A
TERMINAIS
DO CONEC-
TOR CNC NO
GERADOR
NOME
DO SINAL
TIPO DE
SINAL
POSIÇÃO NO
INTERIOR DO
GERADOR

188
21
Emergency
A
Contacto NC
Controlo TL
linha
22 Contacto NC
Controlo TL
linha
“Emergency A” é o sinal de paragem de emergência for-
necido ao Gerador pelo Controlo Pantógrafo ou pelos
dispositivos de proteção do equipamento. Deve ser for-
necido pelo contacto de um relé ou dispositivo de se-
gurança; a intervenção no dispositivo provoca a abertura
do contacto e portanto a paragem imediata do Gerador,
com a abertura do contator de linha interno do Gerador.
O Gerador está assim sem alimentação nos circuitos de
potência. O sinal “Emergency A” está ativo baixo (contac-
to aberto): para ter o Gerador pronto para o corte, é ne-
cessário o fecho do contacto. “Emergency A” interrompe
imediatamente o fornecimento de corrente pelo Gerador.
No Painel de Controlo aparece a mensagem “OFF rob”.
EMERGENCY B
TERMINAIS
DO CONEC-
TOR CNC NO
GERADOR
NOME
DO SINAL
TIPO DE
SINAL
POSIÇÃO NO
INTERIOR DO
GERADOR
23
Emergency
B
Contacto NC
Controlo TL
linha
24 Contacto NC
Controlo TL
linha
“Emergency B” é o sinal de paragem de emergência for-
necido ao Gerador pelo Controlo Pantógrafo ou pelos
dispositivos de proteção do equipamento. Deve ser for-
necido pelo contacto de um relé ou dispositivo de se-
gurança; a intervenção no dispositivo provoca a abertura
do contacto e portanto a paragem imediata do Gerador,
com a abertura do contator de linha interno do Gerador.
O Gerador está assim sem alimentação nos circuitos de
potência. O sinal “Emergency B” está ativo baixo (contac-
to aberto): para ter o Gerador pronto para o corte, é ne-
cessário o fecho do contacto. “Emergency B” interrompe
imediatamente o fornecimento de corrente pelo Gerador.
No Painel de Controlo aparece a mensagem “OFF rob”.
NOTA: está disponível, como kit opcional, um conector
multipolar com sinais suplementares (consultar o
apêndice)..
3.3 LIGAÇÃO DO PAINEL DO GÁS
3.3.1 Consola do gás manual PGC-3 e PGC-2
• Fixar a consola do gás por cima do gerador ou por cima
do pantógrafo e ligar as massas a um equipamento de
ligaçãoàterraeciente,seguidooesquemadag.24no
apêndice 5.2.
As duas unidades PGC-3 e PGC-2, são ligadas juntas, do
modo seguinte:
- a conexão entre CN06 e CN07
- o tubo entre a saída “plasma cutow” de PGC-3 e a
entrada “plasma” de PGC-2
• Ligar o feixe de tubos, art.1166, ligando os tubos às
respetivassaídasdosgaseseprestandoatençãoàsmar-
cações(plasmapreow,secondarypreow/cutoweau-
xiliarynaPGC-3;plasmacutownaPGC-2);enroscaro
conector elétrico na saída CN05 (ver a parte esquerda da
g.16).
• Ligar a outra extremidade do art.1166 à consola das
válvulas PVC (art.469) para os tubos “plasma”, “seconda-
ry”e“auxiliary”,prestandoatençãoàsmarcações.Fixar
aPVCàcabeçadopantógrafo,juntodomaçarico(vera
partedireitadag.16).
• Porm,ligaraconexãoart.1189enroscandooconector
elétriconasaídaCN04(veraparteesquerdadag.16).
3.3.2 Consola do gás automática APGC.
• Fixar a consola do gás por cima do gerador ou por cima
do pantógrafo e ligar as massas a um equipamento de
ligaçãoàterraeciente,seguidooesquemadag.24no
apêndice 5.2.
• Ligar o feixe de tubos, art.1166, ligando os tubos às
respetivassaídasdosgaseseprestandoatençãoàsmar-
cações (plasma preow - cutow, secondary preow -
cutoweauxiliary);enroscaroconectorelétriconasaída
CN05(verag.17).
• Ligar a outra extremidade do art.1166 à consola das
válvulas PVC (art.469) para os tubos “plasma”, “secon-
Fig. 16

189
dary”e“auxiliary”,prestandoatençãoàsmarcaçõesdos
tubosdogás.FixaraPVCàcabeçadopantógrafo,junto
domaçarico(verapartedireitadag.16).
• Porm,ligaraconexãoart.1189enroscandooconector
elétriconasaídaCN04(verag.17).
Certicar-sequeoar(AIR)estásempreligado,napres-
sãoadequada,àconsoladogásautomática,poiséusa-
da como gás de “serviço”.
Fig. 17
3.3.3 Nota acerca da ligação dos gases
As roscas das entradas dos gases (INLET GAS) são res-
petivamente 1/4G para gás ar, Ar, N2, O2 e auxiliary e
1/8G para gás H35 e F5.
O fornecimento dos gases, assim como a manutenção
programada/preventiva do equipamento de distribuição
dos mesmos, é a cargo do cliente. Lembramos que a falta
de manutenção do equipamento pode ser causa de aci-
dentes graves.
Ler atentamente a “Ficha de Segurança” relativa a cada
gás usado, de modo a não desvalorizar perigos derivan-
tes de um uso impróprio.
NOTA: A escolha do tipo de tubo deve ser efetuada em
função do gás utilizado (ver a norma EN 559).
NOTA: o uso de gás de pureza inferior pode levar, para
cada material, a uma redução da velocidade, da quali-
dade e da espessura máxima de corte. Também não é
garantida a duração dos consumíveis.
ATENÇÃO: quando se utiliza gás oxigénio, tudo o que
entra em contacto com o mesmo deve estar isento de
óleos e de gorduras.
• quando se seleciona o programa de corte MS - O2/O2
(cortedeaçomaciocomgásoxigénio/oxigénio),certi-
car-sequeoar(AIR)estáligadoàentradadaconsolado
gás,poiséutilizadocomogásde“preow”.
• quando se seleciona uma corrente de corte superior a
50A,certicar-sequeoar(AIR)ouoazoto(N2)estãoliga-
dos á entrada da consola do gás (manual ou automática)
também no canal AUXILIARY.
3.4 LIGAÇÃO DO MAÇARICO CP450G
3.4.1 Aplicações em pantógrafo
• Ligar o feixe de tubos vindos domaçarico à consola
deválvulasPVC(art.469)ligando-osàsrespetivassaídas
dos gases e seguindo a ordem indicada pelas marcações
nas mesmas (ver a Fig. 18).
Fig. 18
• Certicar-se,comumesquadro,queomaçaricoesteja
perpendicularàsuperfíciedecortedopantógrafo.
• Introduzir o cabo do maçarico (art.1224,) na Unidade
HV19-1(art.464)comoilustradonapartedireitadagura
19.
Fig. 19
3.4.2 Aplicações em robô
• Ligarofeixedetubosvindosdomaçaricoàunidadede
ignição - consola de válvulas HV19-PVC (art.462) ligando-
-osàsrespetivassaídasdosgaseseseguindoaordem
indicada pelas marcações nas mesmas.
• Certicar-se,comumesquadro,queomaçaricoesteja
perpendicularàsuperfíciedecortedopantógrafo.

190
• Ligarocabodomaçarico(art.1222ouArt.1223)àuni-
dade de ignição – consola das válvulas HV19-PVC (art.
462) e proceder do mesmo modo descrito no parágrafo
anterior.
3.5 REQUISITOS DO LÍQUIDO REFRIGERANTE
O gerador é fornecido com uma quantidade mínima de lí-
quido refrigerante: é a cargo do cliente atestar o depósito
antes de usar o equipamento.
Use unicamente líquido refrigerante CEBORA (art. 1514) e
leia atentamente o MSDS para o seu uso em segurança e
para a sua correcta conservação. A entrada do depósito,
com a capacidade de 10 litros, encontra-se na parte trasei-
radogerador,comoilustradonag.20.
Atestar até ao nível máx. e, depois da primeira ligação
do equipamento, atestar novamente para compensar o
volume de líquido presente nos tubos.
NOTA: durante o uso do equipamento e em especial na
substituiçãodomaçaricooudosconsumíveis,vericam-
-se pequenas perdas de líquido. Atestar semanalmente
até ao nível máx.
NOTA: após 6 meses, o líquido refrigerante deve total-
mente substituído, independentemente das horas de tra-
balho do equipamento.
4 UTILIZAÇÃO
4.1 DESCRIÇÃO DOS PAINÉIS DOS GERADORES
No painel frontal do gerador acende-se todo o equipa-
mento por meio do manípulo A:oacendimentodalâm-
pada B assinala essa operação.
A = interruptor de alimentação.
B= lâmpadapilotoderede.
C = porta de entrada serial RS232.
D = fusível de protecção da bomba do circuito de
arrefecimento (5A-250V-T).
E = Bujão para o cabo de alimentação.
F = conector CNC de ligação ao pantógrafo.
G = conector CN03 de ligação ao Painel do Gás.
H = tampa do depósito de líquido refrigerante.
I = indicador de nível do líquido refrigerante.
Fig. 20 a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

191
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
Fig. 20 b
L = ltrodesaídadolíquidorefrigerante.
M = torneira de esvaziamento do depósito do líquido
refrigerante.
N = tomada rápida do tubo de saída do líquido refri-
gerante.
O = tomada rápida do tubo de retorno do líquido refri-
gerante.
P = tomada do maçarico.
Q = bujão para o cabo da massa.
R= ltroderetornodolíquidorefrigerante.
S = conetor de ligação ao painel remoto.
S = tomada USB. A utilizar para actualizar o software
ouormwaredogerador.
4.2 DESCRIÇÃO DO PAINEL DO GÁS (Fig. 21)
No painel do gás efectua-se a gestão de todas as fun-
ções do equipamento. Em especial, selecciona-se o tipo
de trabalho a efectuar, ou seja, corte (CUT), marcação
(MARK), ou teste de retenção do gás (TEST) do equipa-
mento.
A: Botão de selecção da modalidade de traba-
llho. Cada vez que se carrega neste botão
acende-seoledrelativoàselecção:
B: Led da modalidade corte.
C: Led da modalidade marcação.
D: Led da modalidade teste.
E: Botãodeselecçãodosparâmetrosaregular.
Cada vez que se carrega neste botão
acende-seoledrelativoàselecção:
F: Led que assinala a modalidade de
selecção do tipo de material a cortar.
G: Led que assinala a modalidade de
selecção da combinação de gases
PLASMA/SECONDARY

192
H: Led que assinala a modalidade de
selecção da espessura do material a
cortar.
I: Led que assinala a modalidade de
selecção da corrente de corte.
L: Led que assinala a modalidade de
selecção da velocidade de corte.
M: Led que assinala o diferente conjunto de
consumíveisautilizarrelativoàsselec
ções anteriores.
N: Visor que mostra os valores dos
parâmetrosemregulação.
O:Manípuloderegulaçãodosparâme-
tros
P: Visor que mostra o tipo de gás plasma de
corte.
Q: Visor que mostra o tipo de gás secundário
de corte.
R: Visor que mostra a pressão do gás plasma
durante o corte.
S: Visor que mostra a pressão do gás plasma
no arranquene.
T: Visor que mostra a pressão do gás secundá
rio no arranquee.
U: Visor que mostra a pressão do gás secundá
rio durante o corte
V: Botão de selecção dos canais de gás plasma
PRE/CUT FLOW e secondary PRE/CUT FLOW.
W:Botãodeconrmaçãodaprogramaçãodos
parâmetros:painelprontoparaCUT,MARK
ou TEST.
X: Led de ajuda na regulação da pressão correcta
dos gases:
-pressão baixa = led esquerdo aceso.
-pressão alta = led direito aceso.
-pressão correcta = ambos os leds acesos.
Y: Manípulos de regulação da pressão dos
gases do painel PGC-3.nsole PGC-3.
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Fig. 21

193
SELECÇÃO
(premindo o botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o manípulo O)
tipo de material a cortar
MS = Aço macio
SS = Aço inox.
AL = Alumínio
t
combinação de gases
(PLASMA/SECONDARY)
adequada ao material escolhido
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Espessura do material a cortar Ver tabelas de corte
t
Corrente de corte aconselhada para a
combinação (MAT/GÁS/mm) escolhida
Ver tabelas de corteo
t
Velocidade de corte aconselhada para a
combinação (MAT/GÁS/mm/A) escolhida
Ver tabelas de corte
t
Conjunto de consumíveis a usar para a
combinação (MAT/GAS/mm/A)
selecionada
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
Ver tabelas de corte
Tab. 1
Z: Led que assinala a activação do painel PGC-2.
K: Manípulo de regulação da pressão dos
gases do painel PGC-2.
4.2.1 Preparação e execução do corte (CUT)
Depois de ter ligado o equipamento no interruptor situado
no painel frontal do gerador, o acendimento do led CUT
B (ver Fig.21) indica que a máquina está na modalidade
“corte”. Primeiro é necessário efectuar uma série de se-
lecções/regulaçõeseportantocertique-sequeobotão
RUN não esteja premido (visor PREFLOW e CUTFLOW
daFig.21 do uxo dos gasesPLASMA e SECONDARY
desligados).
A primeira preparação a efectuar, em sequência, é a se-
lecção indicada na tabela 1.
Mantendo premido o botão na selecção da corrente (led
Iaceso), entra-sena modalidadena indicadapelo led
intermitente. Depois é possível regular a corrente, com
passosde1A,emintervalospré-denidos:[20-30A],[40-
50A], [70-90A],[110-120A], [180-200A], [230-250 A] A
segunda preparação a efectuar, em sequência, é a regu-
lação indicada na tabela 2.
PremindoumavezobotãoSET,ouxodegás,paracada
canal,caactivopor10s:depoisénecessáriopremi-lo
novamente se desejar continuar a regulação.
Premindo novamente o botão SET após a última regula-
ção, sai-se da modalidade de regulação. Premindo mais
umavezobotãoregressa-seàprimeiraregulaçãoeas-
sim por diante.
Os leds em seta abaixo do visor do respectivo canal indi-
cam o sentido de regulação do manípulo: se estiver ace-
soodaesquerdaénecessárioaumentarouxo(sentido
horário), vice-versa para o da direita (sentido anti-horá-
rio).Aoalcançarouxocorrecto,emfunçãodaselecção
efectuada na Tab. 1, obtém-se o acendimento de ambos.
Saídos da modalidade de regulação, após a prepara-
ções acima mencionadas, deve-se premir o botão RUN:
acendem-se assim todos os visores relativos aos canais
PLASMA e SECONDARY e o gerador está pronto para
o corte. No caso em que tenha sido seleccionado o gás
H35 ou F5 acende-se o led do painel do gás PGC-2.
N.B. ao ligar o equipamento, ca memorizada a última
programação de trabalho (por ex.: MAT-GÁS-mm-A). Se,
na regulação seguinte for trocado o tipo de gás, é então
efectuado automaticamente o “purge” ou seja, primeiro
são esvaziados os tubos e depois é efectuada uma la-
vagemcomuxoactivoduranteaproximadamente10s.
Depois do sinal de arranque do pantógrafo, activa-se au-
tomaticamente a sequência seguinte:
-Preowde0,5scomogásseleccionado.
-Impulso de Alta tensão / Alta frequência.
-Acendimento do arco piloto.
-Transferência do arco plasma (envio ao CNC do sinal
“arc transfer”).
-Iníciodomovimentonasuperfíciex-ydoCNCnonaldo
“pierce delay time”.
Ao sinal de paragem do pantógrafo, activa-se automati-
camente a sequência seguinte:
-Desligamento do arco plasma.
-Final do movimento na superfície x-y do CNC.
-Postowcomogásseleccionado.

194
4.2.2 Preparação e execução da marcação (MARK)
Depois de ter ligado o equipamento, no interruptor situa-
do no painel frontal do gerador, o acendimento do led
MARK indica que a máquina está na modalidade “mar-
cação”. Primeiro é necessário efetuar uma série de se-
leções/regulações e portanto é necessário certicar-se
que o botão RUN não esteja premido (visor PREFLOW-
-CUTFLOWdaFig.21douxodosgasesPLASMAeSE-
CONDARY desligados).
Aprimeiraconguraçãoaefetuar,emsequência,éadaTab.
3.
ParaasegundaconguraçãoconsultaradaTab.2com
as respetivas notas.
SELECÇÃO
(premindo o
botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o
manípulo O)
tipo de material a
marcar
MS = Aço
macio
SS = Aço inox.
AL = Alumínio
t
combinação de
gases
(PLASMA/SECON-
DARY)
adequada ao mate-
rial escolhido
Ar/Ar
t
Corrente de corte
aconselhada para a
combinação (MAT/
GÁS/mm) escolhida
Ver tabelas de
corte
Tab. 3
4.2.3 Execução do teste de vedação do gás (TEST)
Depois de ter ligado o equipamento, no interruptor situa-
do no painel frontal do gerador, o acendimento do led
TEST indica que a máquina está na modalidade “teste”.
Deve-se executar periodicamente o teste de vedação, da
T01 a T05, para vericar eventuais fugas de gás pelos
tubos, desde a entrada dos mesmos na parte traseira da
consola do gás até à entrada da consola das válvulas.
Alémdisso,otestedeuxoTF6permitevericarouxo
do canal auxiliar AUX.
Épossívelvericarcadacanalindividualmente,comoilu-
strado na Tab. 4:
SELECÇÃO
(rodando o manípulo O)
DESCRIÇÃO
Teste do canal air / air
t
Teste do canal N2 / N2
t
Teste do canal O2 / O2
t
Teste do canal H35 / --
t
Teste do canal Ar / Ar
t
Teste do canal AUX
t
Teste completo (sequên-
cia automática tempori-
zada de T01, T02, T03,
T04, T05, T06)
Tab. 4
Premindo o botão RUN, inicia-se o teste selecionado:
primeiro, a máquina executa uma “purga”, depois são
SELECÇÃO
(premindo o botão V)
DESCRIÇÃO
REGULAÇÃO
(rodando o manípulo Y)
Acendimento do visor R
PLASMA CUTFLOW
Atéaoacendimentosimultâneo
dos dois leds em seta X
t
Acendimento do visor S
PLASMA PREFLOW
Atéaoacendimentosimultâneo
dos dois leds em seta X
t
Acendimento do visor T
SECONDARY PREFLOW
Atéaoacendimentosimultâneo
dos dois leds em seta X
t
Acendimento do visor U
SECONDARY CUTFLOW
Atéaoacendimentosimultâneo
dos dois leds em seta X
Tab. 2

195
enchidos os tubos com o gás e depois desativadas as
eletroválvulas de INLET GAS e as presentes na consola
das válvulas.
Se não são detetadas perdas durante o tempo de teste,
por exemplo com AIR/AIR, o visor da consola de gás mo-
stra a mensagem OK AIR (idem para os outros gases: OK
N2, OK O2, OK H35 e OK Ar).
No caso em que tenha sido selecionado o teste T04, du-
rante o TESTE acende-se o led da consola do gás PGC-2.
4.2.4 Funções suplementares (Segundas funções)
Nasdescriçõesseguintes,faz-sereferênciaàFig.21.
Com o equipamento ligado e na modalidade inativa (nen-
hum RUN: visor R,S,T,U desligados), entrar no menu “se-
gundas funções” premindo simultaneamente os botões
A e E.
4.2.4.1 Preparação e execução da Marcação Spot
(SPOT MARK)
A marcação spot é um tipo especial de marcação onde
o traço consiste num ponto, ao contrário de uma linha
ou qualquer desenho próprios da marcação normal (ver a
modalidade de trabalho MARK, par.4.2.2).
Depoisdeterdenidoalgunsparâmetrosdaconsolado
gás, é possível gerir e executar a marcação spot direta-
mentepeloCNC,mantendoosmesmosparâmetrosde
corte e os mesmos consumíveis.
Regular os parâmetros de spot marking abaixo-indica-
dos, selecionáveis em sequência premindo o botão E:
Depois das regulações acima descritas, através de um
sinal digital nos respetivos pinos (ver a Fig.14) passa-se
da modalidade corte à de marcação spot (CUT/SPOT
MARK).
SELECÇÃO
(premindo o
botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o
manípulo O)
SEN
Spot Enable
(habilita/inabilita a
função
de marcação spot)
OFF = inabilitada
ON = habilitada
t
SI
Spot Current
(corrente de
marcação spot)
De 10 a 39 A
t
ST
Spot Time
(tempo de
marcação spot)
OFF*
De 0.01 a 1.00 s
Tab. 5
* nesse caso, a duração do spot é gerida pelo sinal de
Start/Stopdopantógrafo.Se,pelocontrário,forde-
nido o tempo, então esse valor representa a duração
máxima do spot desde o sinal de arco.
4.2.4.2 Gestão da corrente nos cantos da peça em
elaboração (CORNER)
A redução da corrente nos cantos da peça em elaboração
éumafuncionalidadeútilquandoassociadaàreduçãoda
velocidade de cortes nos mesmos. Desse modo elimina-
se a remoção excessiva de metal no canto.
Depoisdeterdenidoalgunsparâmetrosdaconsolado
gás, é possível gerir e executar a função Corner direta-
mentepeloCNC,mantendoosmesmosparâmetrosde
corte e os mesmos consumíveis.
Regularosparâmetrosdecornerabaixoindicados,sele-
cionáveis em sequência premindo o botão E.
SELECÇÃO
(premindo o
botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o
manípulo O)
CEN
Corner Enable
(habilita/inabilita a
função corner)
OFF = inabilitada
ON = habilitada
t
CI
Corner Current
(percentagem da
corrente de corner
emrelaçãoàcorrente
de corte)
De 50 a 100% *
t
CSD
Corner Slope Down
(pendência da rampa
de descida da cor-
rente)
De 1 a 100 A/
(s/100)
t
CSU
Corner Slope Up
(pendência da rampa
de subida da corren-
te)
De 1 a 100 A/
(s/100)
Tab. 6
* A regulação da corrente de corner está dependente
da posição do switch #2 do banco DIP3 presente na
placa remote (ver a Fig.15).
Comoswitch#2naposiçãoOFF(conguraçãopredeni-
da) o valor da corrente de corner é regulado diretamente
pelo pantógrafo através da respetiva entrada analógica
(0-10V)(verokitopcionalart.425)deacordocomare-
lação descrita na tabela 7

196
ENTRADA
ANALÓGICA
CORRENTE
DE CORNER
VALOR
ATUADO
0V 50%
½ da corrente de
corte
… … …
5V 75%
¾ da corrente de
corte
… … …
10V 100%
igualàcorrente
de corte
Tab. 7
No caso em que essa entrada analógica (0-10V) esteja
desligada,ovalordacorrentedecornerpermanecexo
no valor 50% (por defeito) da corrente de corte.
Vice-versa com o switch #2 na posição ON, a entra-
da analógica acima descrita é ignorada pelo gerador e
o operador pode regular o valor da corrente de corner
diretamente no painel da consola do gás, atuando no
manípulo O.
Naguraabaixo,temporizaçãodossinais:
Sinal de Corner
Corrente de corte
Corrente de corner
4.2.4.3 Gestão do tempo de arrefecimento do maçari-
co no m do corte
Nomdecadacortedapeçaemelaboração,reativa-se
o uxodegássecundárioparaarrefeceromaçarico.A
duraçãodesseuxodependedacorrentedecorteeau-
menta em função da própria corrente.
Por vezes pode ser útil reduzir essa duração, em caso de
trabalhos especiais.
O operador pode regular o valor do tempo de Post-Flow
(PoF) diretamente no painel da consola do gás atuando
no manípulo O. Em particular, pode reduzir esse tempo
da duração máxima, dependente da corrente de corte de-
nida,atéummínimode5segundos.
SELECÇÃO
(premindo o
botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o
manípulo O)
PoF
Post Flow
(duraçãodouxo
de arrefecimento
do maçarico no
mdocorte)
De 5 a T s
(T=duração máx.
em segundos,
dependente da
corrente de corte)
4.2.4.4 Visualização da capacidade e da temperatura
do líquido refrigerante (H2O)
Nessa modalidade é possível visualizar a capacidade/
temperatura, no ecrã N/Q, em litros/min/°C, do líquido de
arrefecimento; normalmente, o seu valor é de aproxima-
damente 3 litros/minuto.
4.2.4.5 Execução do corte em chapas furadas ou
grelhas (SR)
Frequentemente, para cortar chapas furadas ou grelhas,
é útil ativar a função Self Restart. Com essa função ati-
vada, o gerador reacende o arco sempre que este se in-
terrompe.Tambéménecessárioconguraropantógrafo
para cortes deste tipo.
SELECÇÃO
(premindo o
botão E)
DESCRIÇÃO
SELECÇÃO
(rodando o
manípulo O)
SR
Self Restart
(habilita/inabilita
a função
de self restart)
OFF = inabilitada
ON = habilitada
4.2.4.6 Regulação na da corrente à distância (RRI)
Essa funcionalidade, sempre presente no menu “segun-
dasfunções”daconsoladogás,necessitadokitopcio-
nal art.425.
Consultar o manual de instruções deste último para a de-
scrição completa.

197
4.2.5 CÓDIGOS DE ERRO
DESCRIÇÃO DO ERRO CÓDIGO SOLUÇÃO POSSÍVEL
Erroduranteaatualizaçãodormwarepor
USB
USB
(Err. 85)
Contactar o Serviço de Assistência da CEBORA.
Start premido na ignição ou no rearme
(passagemàmodalidadeRUN)dogerador
TRG
(Err. 53)
Desligar o gerador, retirar o comando de start e ligar o
gerador novamente.
Sobrecarga de temperatura do líquido de
arrefecimento
H20 T
(Err. 93)
Vericareventuaisentupimentosdostubosdocircuito
dearrefecimento,oudomaçarico.Vericaroestadodo
fusível da bomba. Limpar o radiador.
Sobrecarga de temperatura dos módulos:
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Não desligar o gerador, para manter o ventilador a fun-
cionar e obter assim um arrefecimento rápido.
O recomeço do funcionamento normal é automático as-
sim que a temperatura regressa aos valores consentidos.
Se o problema persistir, Contactar o Serviço de Assi-
stência da CEBORA.
Fluxo inferior ao limite mínimo do líquido de
arrefecimento
H2O
(Err 75)
Vericareventuaisentupimentosdostubosdocircuito
dearrefecimento,oudomaçarico.Vericaroestadodo
fusível da bomba. Limpar o radiador
Pressão baixa num canal de alimentação
do gás
GAS LO
(Err. 78)
Aumentar a pressão do respetivo gás usando o manípulo
situado no painel frontal da consola do gás.
Vericartambémapressãodealimentaçãodogás,a
qual deve ser aproximadamente 8 bar.
Portinhola aberta no gerador, ou no módulo
de ignição HV19-1 ou HV19-PVC
OPN
(Err. 80)
Vericarofechocorretodatampadogeradore/ouda
unidade HV19-1 ou HV19-PVC.
CNC desligado, em emergência ou desliga-
do do gerador
rob
(Err. 90)
LigaroCNC,sairdaemergência,vericaraligaçãodo
gerador-CNC.
Sobrecarga de temperatura do transforma-
dor de potência
TH0
(Err. 73)
Não desligar o gerador, para manter o ventilador a fun-
cionar e obter assim um arrefecimento rápido.
O recomeço do funcionamento normal é automático as-
sim que a temperatura regressa aos valores consentidos.
Se o problema persistir, Contactar o Serviço de Assi-
stência da CEBORA.
Erro interno na memória do microproces-
sador
Err 2
Contactar o Serviço de Assistência da CEBORA.
O gerador não comunica com a consola do
gás ou com o grupo de arrefecimento Err 6
Vericaraligaçãoentreogeradoreaconsoladogás,
ou o grupo de arrefecimento. Se o problema persistir,
Contactar o Serviço de Assistência da CEBORA.
O gerador não comunica com o circuito
interface
Err 7
Contactar o Serviço de Assistência da CEBORA
A consola do gás não comunica com o
gerador Err 9
Vericaraligaçãoentreogeradoreaconsoladogás.Se
o problema persistir, Contactar o Serviço de Assistência
da CEBORA.
Tensão continua inferior ao valor mínimo
aceite
Err 16
Contactar o Serviço de Assistência da CEBORA

198
DESCRIÇÃO DO ERRO CÓDIGO SOLUÇÃO POSSÍVEL
Problema no relógio interno Err 26 Contactar o Serviço de Assistência da CEBORA
Errodeescritanamemóriaashdogerador Err 27 Contactar o Serviço de Assistência da CEBORA
Detetada corrente, com o arco desligado,
no módulo IGBT1
Err 30
Contactar o Serviço de Assistência da CEBORA
Medida fora da escala da corrente, no
módulo IGBT1, durante o corte
Err 35
Contactar o Serviço de Assistência da CEBORA
Detetada corrente no circuito de arco pilo-
to, com o arco desligado.
Err 39
Contactar o Serviço de Assistência da CEBORA
Tensão perigosa: avaria no circuito de
alimentação
Err 40
Contactar o Serviço de Assistência da CEBORA
Detetada corrente no circuito arco piloto,
durante o corte
Err 49
Contactar o Serviço de Assistência da CEBORA
Elétrodo gasto
Err 55
Substituiroelétrodoe/ouaagulheta.Vericaramon-
tagem correta dos consumíveis de acordo com o tipo
detrabalho.Vericartambémseogásdecorteestá
correto.
Erro de alinhamento entre as versões de
rmwarede:gerador,consoladogás,
módulo interface CNC; ou, erro durante a
fase de atualização automática acionada
pelo gerador
Err 58
Contactar o Serviço de Assistência da CEBORA
Tensãodaredeforadasespecicações
Err 67
Vericarosfusíveisdoquadroelétricoondeestáligado
o cabo de rede do gerador. Se o problema persistir, Con-
tactar o Serviço de Assistência da CEBORA.
Esvaziamento dos tubos do gás não com-
pletado ou pressão elevada num canal de
alimentação de gás
Err 79
Vericarosconsumíveisoureduzirapressãodealimen-
tação.
Consola do gás desligada do gerador
Err 81
VericaraligaçãoentreomóduloPGC-3ouAPGC-1(o
superior) e o módulo PGC-2 ou APGC-2 (o inferior)
Falta de ligação entre a consola do gás
PGC-3 e PGC-2 ou APGC-1 e APGC-2
Err 82
VericaraligaçãoentreomóduloPGC-3ouAPGC-1(o
superior) e o módulo PGC-2 ou APGC-2 (o inferior)
Detetada corrente, com o arco desligado,
no módulo IGBT2
Err 31
Contactar o Serviço de Assistência da CEBORA
Medida fora da escala da corrente, no
módulo IGBT2, durante o corte
Err 36
Contactar o Serviço de Assistência da CEBORA
4.3 DESCRIÇÃO DO PAINEL DA CONSOLA DO GÁS
AUTOMÁTICA (FIG. 22)
O painel frontal da consola do gás automática mostra um
ledmultifuncional,oqualdeneoseuestado.
Em particular:
Fase Cor do LED Descrição
Ligação do
gerador
Desligado
Ausência de ali-
mentação da placa
eletrónica interna
Vermelho
contínuo
Problemas no micro-
processador da placa
eletrónica interna
Vermelho/Ver-
de alternado
Aguardar comuni-
cação com o gerador
Em regime
Vermelho/Ver-
de alternado
lento
Falta de comunicação
com o gerador
Verde
contínuo
Funcionamento
regular
A=led multifuncional
Paraagestãodaconsoladogásautomática(congura-
çãodosparâmetrosdecorteeconguraçãodoestado
de RUN) é necessário ligar o painel remoto art.460. Con-
sultar o manual de instruções desse artigo para a descri-
ção do funcionamento.
Vice-versa, com uma interface digital CANopen entre o
pantógrafo/robô e o gerador e na ausência do art.460, é
necessárioterumaplicativoespecíconocontrolo.

199
A
Fig. 22
4.4 QUALIDADE DO CORTE
Sãodiversososparâmetroseascombinaçõesdessesque
inuenciamaqualidadedocorte:nestemanualestãoin-
dicadas, na secção Tabelas de Corte, as regulações me-
lhores para o corte de um determinado material. Todavia,
devidoàsinevitáveisdiferençasdevidasàinstalaçãoem
diferentespantógrafoseàvariaçãodascaracterísticasdos
materiais cortados, os parâmetros ideais poderão sofrer
pequenasvariaçõesemrelaçãoàsindicadasnastabelas
acima indicadas. Os pontos seguintes podem ajudar o uti-
lizador a efectuar pequenas alterações necessárias para a
obtenção de um corte de boa qualidade. Como mostrado
nastabelasdecorte,existemdiferenteskitsdeconsumí-
veis em função da corrente de corte e dos gases usados.
Se houver exigências de elevada produtividade, e por-
tanto necessidade de velocidades de corte elevadas,
deve-se programar a corrente máxima admitida e o bico
dediâmetromaior.Vice-versa,seaatençãofordirigida
àqualidadedocorte(maioresquadriaesulcodecorte
(kerf)maisestreito)deve-seprogramaracorrentemínima
admitida para o material e a espessura em trabalho.
Antesdeefectuarqualquerregulação,veriquese:
Omaçaricoestáperpendicularàsuperfíciedecorte.
O Eléctrodo, o bico, o porta-bico H2O e a protecção do
bico não estejam demasiado gastos e que a sua combi-
nação corresponde ao trabalho desejado.
Adirecçãodecorte,emfunçãodaguraaobter,estejacor-
recta. Lembre-se que o lado melhor de um corte é sempre
o direitoemrelaçãoàdirecçãodemovimentodomaçarico
(o difusor de plasma usado tem os furos no sentido horário).
No caso em que se devam cortar grandes espessuras,
deve-se prestar uma atenção especial durante a fase de
afundamento: em particular, tentar retirar a acumulação
de material fundido em redor do furo de início do corte,
de modo a evitar fenómenos de arco duplo quando o ma-
çarico passa novamente no ponto de início. Para além
disso, mantenha sempre limpa a protecção do bico de
eventuais resíduos de metal fundido que aí se tenham
acumulado.
A tabela 8 indica alguns dos problemas mais frequentes e
a respectiva solução.

200
PROBLEMA CAUSA SOLUÇÃO
Corte inclinado
Eléctrodo ou bico gastos Substituir ambos
Stand off demasiado alto Abaixar o stand off
Velocidade de corte demasiado elevada Regular a velocidade
Penetraçãoinsuciente
Velocidade de corte demasiado elevada Regular a velocidade
Bicocomdiâmetromuitograndeem
relaçãoàcorrentedenida
VericarasTabelasdeCorte
Espessura excessiva da peça em labo-
raçãoemrelaçãoàcorrentedenida
Aumentar a corrente de corte
Cabo de terra com mau contacto
eléctrico com a superfície de corte
Vericaroapertodoterminalde
terra ao CNC
Presença de “rebarbas de
baixa velocidade” *
Velocidade de corte demasiado baixa Regular a velocidade
Corrente de corte demasiado elevada Diminuir a corrente de corte
Stand off demasiado baixo Alçar o stand off
Presença de “rebarbas de
alta velocidade” **
Velocitàditagliotroppoalta Regular a velocidade
Corrente de corte demasiado baixa Aumentar a corrente de corte
Stand off demasiado alto Abaixar o stand off
Bordo de corte arredondado
Velocidade de corte demasiado elevada Regular a velocidade
Stand off demasiado alto Abaixar o stand off
* As rebarbas de baixa velocidade (low speed dross) são rebarbas espessas, de forma globular, facilmente eli-
mináveis.Osulcodecorte(kerf)ébastanteamplo.
** Asrebarbasdealtavelocidade(highspeeddross)sãorebarbasnas,difíceisdeeliminar.Aparededocorte,
em caso de velocidade muito elevada, apresenta-se muito rugosa.
Tab. 8
4.5 MANUTENÇÃO DO EQUIPAMENTO
Uma manutenção correta do equipamento assegura o
desempenho ideal e prolonga a vida útil de todos os seus
componentes, incluindo as partes consumíveis. Portanto,
aconselha-se a execução dos trabalhos listados na tabe-
la seguinte.
Período Trabalhos de manutenção
Diariamente
Vericarapressãocorretadosgasesde
alimentação
Semanal-
mente
Vericarofuncionamentocorretodas
ventoinhas do gerador, do grupo de
arrefecimento e da consola do gás
Vericaroníveldolíquidorefrigerante
Limparasroscasdomaçaricoeveri-
car que não haja sinais de corrosão ou
descargas elétricas
Mensalmente
Vericarapresençadefendas,abrasões
ou fugas nas conexões do gás, água e
elétricas
Executar o programa TEST na consola
do gás.
Semestral-
mente
Substituir o líquido refrigerante presente
no equipamento
Limparosltros,externosedodepósi-
to, do grupo de arrefecimento;
Limparoltrodaconsoladogás
Substituir os O-ring do maçarico, enco-
mendandookitart.1400
Se,apósumavericação,senotaumcomponentedema-
siado consumido, ou com funcionamento irregular, con-
tactar o Serviço de Assistência CEBORA.
Para uma manutenção das partes internas dos vários
componentes do equipamento, pedir a intervenção de
pessoalqualicado.Emespecial,aconselha-seexecutar
periodicamente os trabalhos a seguir indicados.
Para todos os componentes:
• Limpar o interior com ar comprimido (limpo, seco e
sem óleo) para eliminar as acumulações de pó. Se
possível, usar um aspirador;
• Vericarseasligaçõeselétricasestãobemapertadas
e não apresentam sobreaquecimentos.
Para cada componente:

201
Componente Trabalhos de manutenção
Gerador
Limpar com ar comprimido os radiado-
res dos módulos IGBT, dirigindo o jato
de ar para os mesmos.
Grupo de ar-
refecimento
Limpar o radiador com ar comprimido,
dirigindo o jato de ar para o mesmo.
Vericarapresençadefendasoufugas
no circuito hidráulico interno.
Consola do
gás
Vericarapresençadefendasoufugas
no circuito pneumático interno.
Consola das
válvulas
Vericarapresençadefugasnocircuito
pneumático interno.
Unidade de
ignição
Vericarseoespinterómetronãose
apresenta demasiado negro e que seja
respeitadaadistânciacorretaentreas
pontas;
Vericarapresençadefendasoufugas
no circuito hidráulico interno.
Vericar também, periodicamente, a ligação à terra do
equipamento. Em particular, seguindo o esquema da
g.24,vericarseoscabosestãotodosbemapertados,
entre o parafuso e a porca.

202
5 APÊNDICE
5.1 KIT OPCIONAL (ART. 425) PARA A CONEXÃO AO
PANTÓGRAFO (FIG. 23)
art 948
ParaamontagemdokitArt.425,consultarasrespectivas
instruções.

203
5.2 ESQUEMA DE LIGAÇÃO À TERRA DO
EQUIPAMENTO(FIG. 24)
Usar cabos de terra de secção igual ou superior a
16 mm2.
Fig. 24
Cabo de
alimentação
Ferrite Barra de cobre
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469

204
5.3 MEDIÇÃO DOS NÍVEIS DE PRESSÃO ACÚSTICA
O processo de corte com plasma produz níveis de ruído nocivos para o ouvido humano e portanto deve-se usar pro-
teções adequadas, por exemplo auscultadores ou tampões, em conformidade com os regulamentos nacionais ou locais.
Asmediçõesindicadasnatabelaabaixo,relativasaomildsteel(açomacio)eefectuadasàsdistânciasindicadas,
podem ajudar o responsável pela segurança a adotar todos os meios previstos para tornar seguro o ambiente de
trabalho (consultar, por exemplo, a normativa internacional IEC 60974-9).
Material
Gás de
corte
Espessura
Corrente
de corte
Veloci-
dade de
corte
Distâncias de
medição
(diante da fonte
x
acima da fonte)
Nível de
pressão
acústica
ponderado A
LpA
Nível de pico
da pressão
acústica
ponderado C
LpC, peak
(mm) (A) (m/min) (m x m) (dB) (dB)
Aço doce O2/air 25 120 0.4 1 x 0.5 105.0 119.7
Aço doce O2/air 25 120 0.4 2 x 0.5 100.5 114.6
Aço doce O2/air 25 120 0.4 3 x 0.5 99.2 113.3
Aço doce O2/air 40 250 0.5 1 x 0.5 111.9 125.0
Aço doce O2/air 40 250 0.5 2 x 0.5 108.1 121.6
Aço doce O2/air 40 250 0.5 3 x 0.5 106.5 120.3
Aço doce O2/air 50 400 0.8 1 x 0.5 114.2 129.5
Aço doce O2/air 50 400 0.8 2 x 0.5 108.9 124.1
Aço doce
O2/air 50 400 0.8 3 x 0.5 107.1 122.9
As medições, com a duração de 1 minuto cada, foram efectuadas em local fechado, em ambiente reverberante, nos
laboratórios da CEBORA S.p.A.
Osdadosregistadosnãotêmemlinhadecontaeventuaiscorreçõesdevidasaruídosdefundoouàsdimensõesdo
local do ensaio.
OsníveisdepressãoacústicaLpAeLpC,peaksãodenidospelanormativainternacionaldosetor(consultarIEC
11202 e IEC 61672-1).

205
SISÄLTÖ
1 TURVAOHJEET ................................................................................................................... 206
1.1 VAROITUSKILPI ............................................................................................................... 206
2 TEKNISET TIEDOT ................................................................................................................207
2.1 LAITTEEN YLEISKUVAUS .................................................................................................207
2.2 PLASMA -VIRTALÄHDE ................................................................................................... 208
2.2.1 PLASMA PROF 166 HQC -VIRTALÄHDE ............................................................... 208
2.2.2 PLASMA PROF 255 HQC -VIRTALÄHDE ................................................................ 209
2.3 KAASUKONSOLI ..............................................................................................................210
2.3.1 Kaasukonsoli oppaat PGC-3 - PGC-2 .....................................................................210
2.3.2 Kaasukonsoli automaattinen APGC ......................................................................... 211
2.4 PVC-VENT TIILIKONSOLI ..................................................................................................212
2.5 HV19-1-SYTYTYSLAITE ...................................................................................................212
2.6 SYTYTYSLAITE – HV19-PVC-VENTTIILIKONSOLI ...........................................................213
2.7 CP450G-POLTIN ............................................................................................................... 214
2.8 WATER CONSOLE ............................................................................................................214
3 ASENNUS ....................................................................................................................215
3.1 PAKKAUKSESTA PURKAMINEN JA ASENNUS ...............................................................215
3.2 VIRTALÄHTEEN LIITÄNTÄ .................................................................................................215
3.2.1 Liitäntä CNC-plasmaleikkuriin ..................................................................................218
3.2.2 Digitalset signaalit plasmaleikkurin ohjauslaitteesta virtalähteeseen .......................219
3.2.3 Digitalset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen ...................... 220
3.2.4 Analogiset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen .................... 220
3.2.5 Virtalähteen hätäseissignaali ....................................................................................221
3.3 KAASUKONSOLIN LIITÄNTÄ ........................................................................................... 222
3.3.1 Käsin ohjattava PGC-3 ja PGC-2 -kaasukonsoli ..................................................... 222
3.3.2 Automaattinen APGC-kaasukonsoli ........................................................................ 222
3.3.3 Kaasujen liitäntää koskeva huomautus ................................................................... 223
3.4 CP450G-POLTTIMEN LIITÄNTÄ ....................................................................................... 223
3.4.1 Käyttö plasmaleikkurissa ........................................................................................ 223
3.4.2 Käyttö robottijärjestelmässä ................................................................................... 223
3.5 JÄÄHDYTYSNESTETTÄ KOSKEVAT VAATIMUKSET .......................................................224
4 KÄYTTÖ ....................................................................................................................224
4.1 VIRTALÄHTEIDEN KÄYTTÖPANEELIEN KUVAUS ............................................................224
4.2 KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS .............................................................225
4.2.1 Leikkauksen (CUT) valmistelu ja suoritus .................................................................227
4.2.2 Merkkauksen (MARK) valmistelu ja suoritus ............................................................228
4.2.3 Kaasun tiiviystestin (TEST) suoritus ........................................................................ 229
4.2.4 Lisätoiminnot (toiset toiminnot) ............................................................................... 229
4.2.4.1 Pistemerkkauksen (SPOT MARK) valmistelu ja suoritus ............................ 229
4.2.4.2 Virran ohjaus työstettävän kappaleen kulmissa (CORNER) ....................... 229
4.2.4.3 Polttimen jäähdytysajan hallinta leikkauksen jälkeen ................................ 230
4.2.4.4 Jäähdytysnesteen (H2O) virtauksen näyttö ............................................... 230
4.2.4.5 Reikä- tai ritilälevyjen leikkaus (SR) ............................................................ 230
4.2.4.6 Virran hienosäätö kauko-ohjauksella (RRI) ................................................. 230
4.2.5 V irhekoodit ...............................................................................................................231
4.3 AUTOMAATTISEN KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS ............................. 232
4.4 LEIKK AUSL A ATU ............................................................................................................. 233
4.5 JÄRJESTELMÄN HUOLTO ............................................................................................... 234
5 LIITE ................................................................................................................... 236
5.1 LISÄSETTI (TUOTE 425) PLASMALEIKKURIN LIITÄNTÄÄN ............................................ 236
5.2 KONEEN MAADOITUSKAAVIO ........................................................................................237
5.3 ÄÄNENPAINETASOJEN MITTAUS ................................................................................... 238

206
KÄYTTÖOPAS PLASMALEIKKAUSKONEELLE
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAIT-
TEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIK-
KIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA
LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA ON
KÄYTETTÄVÄ AINOASTAAN LEIKKAUSTOIMINNOISSA
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHE-
UTTA A VAARATILANTEITA LAITTEEN KÄYT-
TÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE
HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esit-
telemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli
kaipaat lisätietoja, kysy käyttöopasta koodi 3.300.758
MELU.
Laite ei tuota itse yli 80 dB meluarvoja. Plasma-
leikkuu- tai hitsaustoimenpiteiden yhteydessä
voi kuitenkin syntyä tätäkin korkeampia meluar-
voja. Laitteen käyttäjän on suojauduttava melua vastaan
lain määrittämiä turvavarusteita käyttämällä.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
- Aina kun sähkö kulkee johtimen läpi muo-
dostuu johtimen ympärille paikallinen säh-
kö- ja magneettikenttä EMF. Hitsaus-/ leik-
kausvirta synnyttää EMF -kentän kaapelien
ja virtalähteen ympärille.
- Korkean virran synnyttämä magneettikenttä vaikuttaa
haitallisesti sydämentahdistajan toimintaan. Henkilöt jot-
ka joutuvat käyttämään elintärkeitä elektronisia laitteita
kuten sydämentahdistajaa, on aina otettava yhteyttä hoi-
tavaan lääkäriin ennen kuin he alkavat käyttää kaarihit-
saus, -leikkaus, -talttaus tai pistehitsaus laitteita.
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-ken-
tät voivat myös aiheuttaa muitakin vielä tuntemattomia
terveyshaittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seu-
raavia ohjeita minimoidakseen hitsauksessa / leikkauk-
sessa syntyvien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaape-
li niin, että ne kulkevat rinnakkain ja varmista jos mah-
dollista kiinnittämällä ne toisiinsa teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi
ympärille.
- Älä koskaan asetu niin, että kehosi on elektrodi- / hit-
sauskaapelin ja maakaapelin välissä. Jos elektrodi- /
hitsauskaapeli sijaitsee kehosi oikealla puolella on
myös maajohto sijoitettava niin, että se sijaitsee kehosi
oikealla puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa
kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen välittö-
mässä läheisyydessä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai räjähdys-
alttiiden jauheiden, kaasujen tai höyryjen lähei-
syydessä.
· Käsittele hitsaustoimenpiteiden aikana käytettyjä kaa-
supulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teolli-
sissa tiloissa. Laitteen sähkömagneettista yhteenso-
pivuutta ei voida taata, mikäli sitä käytetään teollisis-
ta tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin hyväk-
syttyyn kierrätyskeskuksen elektroniikkaromun vastaan-
ottopisteeseen. Paikalliselta laite- edustajalta voi tiedus-
tella lähimmän kierrätyskeskuksen vastaanottopisteen
sijaintia. Noudattamalla EU direktiiviä parannat ympäris-
tön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAIT-
TEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ.
1.1 VAROITUSKILPI
Seuraavat numeroidut tekstit vastaavat kilvessä olevia
numeroituja kuvia.
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

207
1. Leikkauksessa syntyvät kipinät saattavat aiheuttaa
räjähdyksen tai tulipalon.
1.1 Pidä syttyvät materiaalit etäällä leikkausalueelta.
1.2 Leikkauksessa syntyvät kipinät saattavat aiheuttaa
tulipalon. Pidä palonsammutinta laitteen välittömäs-
sä läheisyydessä ja varmista, että paikalla on aina
henkilö, joka on valmis käyttämään sitä.
1.3 Älä koskaan leikkaa suljettuja astioita.
2. Plasmakaari saattaa aiheuttaa haavoja tai palovam-
moja.
2.1 Katkaise sähkö ennen polttimen poistoa.
2.2 Älä pidä materiaalista kiinni leikkausreitin läheltä.
2.3 Käytä koko kehon suojausta.
3. Polttimen tai kaapelin aiheuttamat sähköiskut ovat
hengenvaarallisia. Suojaudu asianmukaisesti sähkö-
iskuvaaralta.
3.1 Käytä eristäviä käsineitä. Älä käytä kosteita tai vauri-
oituneita käsineitä.
3.2 Eristä itsesi asianmukaisesti leikattavasta kappa-
leesta ja maasta.
3.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä
laitteeseen.
4. Leikkauksen aikana syntyvien savujen sisäänhengi-
tys saattaa olla terveydelle haitallista.
4.1 Pidä pääsi etäällä savuista.
4.2 Poista savut koneellisen ilmanvaihto- tai poistojärjes-
telmän avulla.
4.3 Poista savut imutuulettimen avulla.
5. Valokaaren säteily voi vahingoittaa silmiä ja aiheuttaa
palovammoja ihoon. Käyttäjän tulee suojata silmän-
sä linsseillä, joiden suojaluokka on vähintään DIN 11.
Kasvot tulee suojata asianmukaisesti.
5.1 Käytä kypärää ja suojalaseja. Käytä asianmukai-
sia kuulosuojaimia ja ylös asti napitettua työpaitaa.
Käytä kokonaamaria ja suodatinta, jonka asteluku on
asianmukainen. Käytä koko kehon suojausta.
6. Lue ohjeet ennen laitteen käyttöä tai siihen suoritet-
tavia toimenpiteitä.
7. Älä poista tai peitä varoituskilpiä.é coprire le etichet-
te di avvertenza.
2 TEKNISET TIEDOT
2.1 LAITTEEN YLEISKUVAUS
Plasma Prof 166 HQC (tuote 948) ja Plasma Prof 255
HQC (tuote 949) on varustettu HV19-1 (tuote 464) tai HV-
PVC (tuote 462) -sytytyslaitteella, käsinohjattavalla PGC-
3 - PGC-2 -kaasukonsolilla (tuote 470) tai automaattisella
APGC-kaasukonsolilla (tuote 466), PVC-venttiilikonsolilla
(tuote 469) ja CP450G-polttimella (tuotteen versio riippuu
käyttötavasta). Ne ovat monikaasuisia, mekanisoituja ja
täysin mikroprosessilla ohjattuja plasmaleikkauskoneita,
jotka kykenevät syöttämään 120/250 A:n suurinta virtaa
100 %:n kuormitettavuudella.
Kaikki prosessiparametrit (materiaali, kaasu, paksuus ja
virta) voidaan valita kaasukonsolista. Jokaisella valinnalle
ilmoitetaan optimaalinen kaasun virtaus automaattisesti.
Virtalähteen takalevyyn sijoitetun RS232-portin kautta
voidaan hankkia tietokoneella helposti kaikkien toiminta-
parametrien tila. Siten on helppo tarkistaa kokonaistyöti-
lanne ja selvittää mahdolliset toimintahäiriöt.
Saman RS232-portin tai USB-tikun kautta voidaan päivit-
tää koneen ohjelmisto.
Kone käyttää eri kaasuja leikatakseen kaikki metallimate-
riaalit optimaalisesti. Näitä ovat: ilma, typpi N2, happi O2,
seos H35 (35 % vetyä H2 - 65 % argonia Ar), seos F5 (5
% vetyä H2 - 95 % typpeä N2). Jälkimmäisten yhdistel-
mät tarjotaan automaattisesti valitun materiaalin mukaan.
Koneella voidaan suorittaa merkkaus argonkaasulla Ar,
joka myös tarjotaan automaattisesti.
Saatavilla on erilaisia käytetyn leikkausvirran ja kaasun
mukaisia kulutusosien settejä, jotka on kalibroitu ja tes-
tattu parhaan mahdollisen leikkauslaadun takaamiseksi.
Kuva. 1
Art. 1169....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 1224-1225-
Art. 464
Art. 948 -949

208
2.2 PLASMA-VIRTALÄHDE
Siihen sisältyy mikroprosessori, joka ohjaa koko konetta
ja jonka ohjelmisto voidaan päivittää takalevyyn sijoitetun
RS232- tai USB-portin kautta.
Takaosassa on jäähdytysyksikkö, johon sisältyy säiliö,
pumppu, jäähdytin, suodattimet, virtausmittari ja lämpö-
mittari.
2.2.1 PLASMA PROF 166 HQC -VIRTALÄHDE
Plasma Prof 166 HQC on vakiovirtalähde (maks. 120
A 100 %:n kuormitettavuudella), joka on IEC 60974-1,
60974-2 ja 60974-10 -standardien mukainen.
TEKNISET TIEDOT
Nimellistyhjäkäyntijännite (Uo) 300 V
Maks.antovirta (I2) 120 A
Antojännite (U2) 128 V
Kuormitettavuus (käyttösuhde) 100% @ 120A
Suurin sallittu ympäröivä lämpötila 40 °C
Jäähdytys
Ilma, koneellisella
ilmanvaihdolla
Suojausluokka IP21S
Nettopaino 205 kg
Nimellisliitäntäjännite ja suurin sallittu liitäntävirta:
220/230 V, 3 ~, 50/60 Hz, 52 A
380/400 V, 3 ~, 50/60 Hz, 30 A
415/440 V, 3 ~, 50/60 Hz, 28 A
JÄÄHDYTYSYKSIKKÖ
Nimellisjäähdytysteho
a 1 l/min a 25°C
1.7 kW
Suurin sallittu paine 0.45 MPa
463
948
960
Kuva. 2a

209
681
953
1252
Kuva. 2b
CG
2.2.2 PLASMA PROF 255 HQC -VIRTALÄHDE
Plasma Prof 255 HQC on vakiovirtalähde (maks. 250
A 100 %:n kuormitettavuudella), joka on IEC 60974-1,
60974-2 ja 60974-10 -standardien mukainen.
TEKNISET TIEDOT
Nimellistyhjäkäyntijännite (Uo) 315 V
Maks.antovirta (I2) 250 A
Antojännite (U2) 170 V
Kuormitettavuus (käyttösuhde) 100% @ 250A
Suurin sallittu ympäröivä lämpötila 40 °C
Jäähdytys
Ilma, koneellisella
ilmanvaihdolla
Suojausluokka IP21S
Nettopaino 406 kg
Nimellisliitäntäjännite ja suurin sallittu liitäntävirta:
220/230 V, 3 ~, 50/60 Hz, 145 A
380/400 V, 3 ~, 50/60 Hz, 76 A
415/440 V, 3 ~, 50/60 Hz, 70 A
JÄÄHDYTYSYKSIKKÖ
Nimellisjäähdytysteho
a 1 l/min a 25°C
1.7 kW
Suurin sallittu paine 0.45 MPa

210
2.3 KAASUKONSOLI
Kaasukonsoli on laite, joka hallitsee prosessiparametrien
valintaa ja kaasun virtausten säätöä. Se on IEC 60974-8
-standardin mukainen. Se sisältää magneettiventtiilit, pai-
neenalentimet ja paineanturit sekä elektroniset kortit näi-
den osien virransyöttöön ja ohjaukseen.
2.3.1 Kaasukonsoli oppaat PGC-3 - PGC-2
Se on jaettu kahteen yksikköön: PGC-3, johon syötetään
ilmakaasua, argonia Ar, typpeä N2 ja happea O2, ja PGC-
2, johon syötetään kaasua H35 (seos, jossa on 35 % ve-
tyä H2 ja 65 % argonia Ar) ja F5 (seos, jossa on 5 % vetyä
H2 ja 95 % typpeä N2).
TEKNISET TIEDOT
KÄYTETYT
KAASUT
PITOISUUS
SUURIN SALLIT-
TU SYÖTTÖPAI-
NE
VIRTAUS
Ilma
Puhdasta, kuivaa ja
öljytöntä standardin
ISO 8573-1:2010
mukaan. Luokka
1.4.2 (hiukkaset-
vesi-öljy)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Typpi 99.997% 0.8 MPa (8 bar) 150 l/min
Happi 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Seos:
35 % vetyä, 65 %
argonia
0.8 MPa (8 bar) 130 l/min
F5
Seos:
5 % vetyä, 95 %
typpeä
0.8 MPa (8 bar) 30 l/min
*
standardin ISO 8573-1:2010 vaatimukset luokalle 1.4.2:
• Hiukkaset: ≤ 20 000 kiinteää hiukkasta / m3 ilmaa; hiukkasko-
ko 0,1 - 0,5 µm
≤ 400 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko
0,5 - 1,0 µm
≤ 10 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko
1,0 - 5,0 µm.
• Vesi: kastepisteen tulee olla ilmanpaineessa pienempi
tai yhtä suuri kuin 3°C.
• Vesi: kastepisteen tulee olla ilmanpaineessa pienempi
tai yhtä suuri kuin 3°C.
Kuormitettavuus (käyttösuhde) 100%
Suojausluokka IP 23
Nettopaino 20 kg
289
198
M 6
354
380
315
Kuva. 3

211
2.3.2 Kaasukonsoli automaattinen APGC
Se on jaettu kahteen yksikköön: yksikkö yläosassa, johon
syötetään ilmakaasua, argonia Ar, typpeä N2 ja happea
O2, ja yksi alaosassa, johon syötetään kaasua H35 (seos,
jossa on 35 % vetyä H2 ja 65 % argonia Ar) ja F5 (seos,
jossa on 5 % vetyä H2 ja 95 % typpeä N2).
TEKNISET TIEDOT
KÄYTETYT
KAASUT
PITOISUUS
SUURIN SALLIT-
TU SYÖTTÖPAI-
NE
VIRTAUS
Ilma
Puhdasta, kuivaa ja
öljytöntä standardin
ISO 8573-1:2010
mukaan. Luokka
1.4.2 (hiukkaset-
vesi-öljy)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Typpi 99.997% 0.8 MPa (8 bar) 150 l/min
Happi 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Seos:
35 % vetyä, 65 %
argonia
0.8 MPa (8 bar) 130 l/min
F5
Seos:
5 % vetyä, 95 %
typpeä
0.8 MPa (8 bar) 30 l/min
*
standardin ISO 8573-1:2010 vaatimukset luokalle 1.4.2:
• Hiukkaset: ≤ 20 000 kiinteää hiukkasta / m3 ilmaa; hiukkasko-
ko 0,1 - 0,5 µm
≤ 400 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko
0,5 - 1,0 µm
≤ 10 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko
1,0 - 5,0 µm.
• Vesi: kastepisteen tulee olla ilmanpaineessa pienempi
tai yhtä suuri kuin 3°C.
• Vesi: kastepisteen tulee olla ilmanpaineessa pienempi
tai yhtä suuri kuin 3°C.
Kuormitettavuus (käyttösuhde) 100%
Suojausluokka IP 23
Nettopaino 20 kg
352
289
198
M 6
354
315
Kuva 4

212
2.4 PVC-VENTTIILIKONSOLI
PVC-venttiilikonsoli on laite, joka hallitsee kaasunvaihtoa
sytytys-siirto- ja sammutusvaiheissa.
Se sisältää magneettiventtiilit, takaiskuventtiilit ja pai-
neenalentimet.
PVC:nettopaino (kuva 5) on 3,2 kg.
145
240
Ø 5,5
70
250
124
Kuva. 5
2.5 HV19-1-SYTYTYSLAITE
HV19-1-sytytyslaite on laite, joka antaa korkeataajuus-
korkeajännitepulssin (14 kV) sähköisen valokaaren sytyt-
tämiseksi polttimen sisälle elektrodin ja suuttimen välille.
Se on IEC 60974-3 -standardin mukainen.
Se voidaan asentaa mihin tahansa asentoon. Kannen
avaus aiheuttaa koneen pysäytyksen.
TEKNISET TIEDOT
Huippujännite (Upk) 14 kV
Kuormitettavuus (käyttösuhde) 100 % @ 420 A
Suojausluokka IP 23
Nettopaino 6,5 kg
205
155
320
200
Kuva. 6
200
M 6

213
2.6 SYTYTYSLAITE – HV19-PVC-VENTTIILIKONSOLI
Sytytyslaite – venttiilikonsoli on laite, jolla on kaksi tehtä-
vää:
- antaa korkeataajuus-korkeajännitepulssi (14 kV) sähköi-
sen valokaaren sytyttämiseksi polttimen sisälle elektrodin
ja suuttimen välille
- hallita kaasunvaihtoa sytytys-siirto- ja sammutusvai-
heissa. Se sisältää magneettiventtiilit, takaiskuventtiilit ja
paineenalentimet.
Se on IEC 60974-3 -standardin mukainen.
Sitä käytetään yleensä robottijärjestelmissä.
Kannen avaus aiheuttaa koneen pysäytyksen..
TEKNISET TIEDOT
Huippujännite (Upk) 14 kV
Kuormitettavuus (käyttösuhde) 100 % @ 420 A
Suojausluokka IP 23
Nettopaino 10 kg
240
173
423
Kuva 7
231
245
M 6

214
2.7 CP450G-POLTIN
CP450G-poltin on IEC 60974-7 -standardin mukainen
monikaasupoltin, joka jäähdytetään jäähdytysnesteellä ja
joka soveltuu vinoon leikkaukseen (bevel cutting).
Siinä voidaan käyttää plasmakaasuina ilmaa, argonia Ar,
typpeä N2, happea O2, H35-seosta (35 % vetyä H2 – 65
% argonia Ar) ja F5-seosta (5 % vetyä H2 – 95 % typpeä
N2), toisiokaasuina ilmaa, argonia Ar, typpeä N2 ja hap-
pea O2 sekä apukaasuina ilmaa ja typpeä N2. Käytettä-
essä poltinta Plasma Prof 420 HQC -virtalähteen kanssa
suurin sallittu leikkausvirta on 420 A 100 %:n kuormitet-
tavuudella.
CP450G-poltinta on saatavilla useina versioina riippuen
siitä, käytetäänkö sitä plasmaleikkurissa tai robottijärjes-
telmässä.
Kaapelilla varustetun polttimen nettopaino on 8–12 kg pi-
tuudesta riippuen.
2.8 WATER CONSOLE
Water Console on lisälaite, joka on suunniteltu ruostu-
mattoman teräksen ja alumiinin leikkaamiseen tarvittavan
veden virtauksen hallintaan, jos haluat käyttää typpiyhdis-
telmää N2 / vesi-H2O.
Katso tämän lisävarusteen ohjeet käyttöoppaasta.
Applicazioni
robotizzate
Applicazioni
su pantografo
Kuva. 8

215
3 ASENNUS
Ainoastaan ammattitaitoinen henkilö saa asentaa koneen.
Kaikki liitännät tulee tehdä voimassa olevien standardien
ja täysin työsuojelulain (katso CEI 26-23 / IEC-TS 62081)
mukaisesti. Varmista, että virtakaapeli on kytketty irti kai-
kissa asennusvaiheissa. Noudata tarkasti liitteen maadoi-
tuskaaviota.
3.1 PAKKAUKSESTA PURKAMINEN JA ASENNUS.
Käytä virtalähteen siirtoon haarukkatrukkia.
Irrota pakkaukseen kuuluva puulava seuraavasti:
• ruuvaa irti 4 kiinnitysruuvia puulavasta
• nosta virtalähde haarukkatrukilla; ota haarukoiden ase-
tuksessa huomioon virtalähteen painopiste (katso kuva 2).
Jäähdytysjärjestelmä ottaa ilman virtalähteen takaosasta
ja poistaa sen etuosan ritilöistä. Aseta virtalähde, niin että
eteen jää laaja ilmanvaihtoalue. Jätä vähintään 1 m:n etäi-
syys seiniin.
3.2 VIRTALÄHTEEN LIITÄNTÄ.
Ainoastaan ammattitaitoinen henkilö saa tehdä liitännät.
Plasma Prof 166 HQC -Virtalähde
Kuva. 10 a
• Virtalähde toimitetaan esiasetettuna kolmivaiheiselle
400 V:n sähköjännitteelle. Muut sähköjännitteet: poista
virtalähteen vasenpuoleinen sivulevy (katso varaosaluet-
telo), poista kytkentärimojen kansi ja säädä ne kuvan 10a
mukaan:
Jos koneeseen syötetään kolmivaiheista 230 V:n sähkö-
jännitettä, oikosulje ensimmäinen liitin alhaalta vasem-
malta ja alhaalta oikealta (katso kuvan 10a ruutu 230 V)
ohessa toimitetulla kaapelilla (kiinteät, puristin, Siu kaa-
pelit alempien riviliitin).
A
B
C
Fig. 13 a

216
Plasma Prof 255 HQC -Virtalähde
• Virtalähde toimitetaan esiasetettuna kolmivaiheiselle
400 V:n sähköjännitteelle. Muut sähköjännitteet: poista
virtalähteen oikeanpuoleinen sivulevy (katso varaosaluet-
telo), poista kytkentärimojen kansi ja säädä ne kuvan 10b
mukaan:
HUOMAUTUS: ylhäällä vasemmalla on apumuuntajan
3-napainen kytkentärima ja oikealla käyttömuuntajan kyt-
kentärima.
Jos koneeseen syötetään kolmivaiheista 230 V:n sähkö-
jännitettä, oikosulje ensimmäinen liitin alhaalta vasemmal-
ta ja alhaalta oikealta (katso kuvan 10b ruutu 230 V) ohes-
sa toimitetulla kaapelilla (asennettu nippusiteellä kanteen).
Kuva. 10b
A
B
C
Kuva. 13 b

217
Plasma Prof 166 HQC -Virtalähde ja Plasma Prof 255
HQC -Virtalähde
Varmista, että sähköjännite vastaa virtalähteen arvokilves-
sä annettua jännitettä.
Kytke virtakaapelin kelta/vihreä johdin koneen toimivaan
(katso liitteen 5.2 - kuvan 24 kaaviota) maadoitusnapaan.
Muut johtimet tulee kytkeä sähköverkkoon kytkimellä,
joka tulee pyrkiä sijoittamaan lähelle leikkausaluetta no-
peaa sammutusta varten hätätilassa. Vikavirtakytkimen
tai sulakkeiden tehon tulee vastata koneen virrankulutus-
ta I1max. I1max annetaan koneen takaosassa olevassa
arvokilvessä liitäntäjännitteen U1 kohdalla. Jos käytät jat-
kojohtoa, sen läpimitan tulee sopia liitäntävirralle (I1max).
• Suorita tämän toimenpiteen jälkeen muut liitännät (kuva 11).
Liitä liitin (tuote 1169) johtimineen virtalähteen polttimen
liittimeen G ja ruuvaa 3 kiinnitysruuvia pohjaan asti. Kiin-
nitä musta tehojohdin napaan B (-), liitä kaksi suojajoh-
dinta kytkentärimaan C ja pilottikaaren punaisen johtimen
faston-liitin johtimen A ulkokierteiseen faston-liittimeen.
Kiinnitä maadoituskaapelin liitin napaan H (+) kuvan mukaan
ja jäähdytysveden letkut E ja F värien mukaan (E - punainen =
kuuma vesi, paluu; F - sininen = kylmä vesi, syöttö).
Liitä liittimen (tuote 1169) toinen pää HV19-1-laitteeseen
(tuote 464) kuvan 10 oikealla puolella annetun kaavion
mukaan (musta tehojohdin napaan B (-) ja pilottikaaren
punaisen johtimen faston-liitin liittimeen A):
A
B
Kuva. 12
HV19-1-laite tulee maadoittaa suoraan plasmaleikkuriin
(kuvassa 6 näytetyllä 4 kiinnitysruuvilla) kohtaan, joka
mahdollistaa sen avauksen.
Liitä liitin (tuote 1189) plasmaleikkurin CN03-liittimeen ja
toinen liitin CNC-liittimeen kuvan 11 mukaan:
Liitä liitin (tuote 1189) liittimeen B (kaasukonsoli), plasma-
leikkurin liitin liittimeen A ja lopuksi mahdollinen liitin (tuo-
te 1199) liittimeen C (kauko-ohjain) (kuva 13).
F
E
G
H
C
A
B
Kuva. 11

218
3.2.1 Liitäntä CNC-plasmaleikkuriin.
Jos virtalähde on varustettu digitaalinen liitäntä, katso ai-
hekohtaisia asiakirjoja.
HUOM: CNC-liittimelle toimitetaan ohessa ulkokierteinen
irtoliitin (AMP P/N tuote 182926-1; kuva 14) vastaavine
napoineen. Asiakkaan vastuulla on muu liitäntä plasma-
leikkuriin.
Kuva. 14
liitin AMP
P/N 182926-1
art 948

219
3.2.2 Digitalset signaalit plasmaleikkurin ohjauslait-
teesta virtalähteeseen.
DIGITAALISEN SISÄÄNTULON KAAPELIT
alhainen logiikkataso 0 - +7,5 Vdc
korkea logiikkataso +14,5 - +24 Vdc
tulovirta maks. 2,5 mA
tulotaajuus maks. 100 Hz
viitepotentiaali jokaiselle sisääntulolle (Gnd) J1, napa 2,
liityntäkortissa
ROBOT READY.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
1
Robot
Ready
Signaali J10, pin 3
2 +24 Vdc J10, pin 4
Korkea Robot Ready -signaali on aktiivinen.
Virtalähteen valmistelemiseksi leikkausta varten vaadi-
taan +24 Vdc:n jännite.
Plasmaleikkurin ohjauslaitteen tulee antaa tämä signaali
sen ollessa valmis leikkaukseen.
Jos Robot Ready -signaali puuttuu, leikkausprosessi kes-
keytyy välittömästi ja käyttöpaneelin näytöllä vilkkuu tun-
nus “rob”.
HUOMAUTUS: ellei Robot Ready -signaali ole aktiivinen,
digitaalisia tai analogisia signaaleja ei hankita.
START.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
3
Start
Signaali J10, pin 1
4 +24 Vdc J10, pin 2
Korkea Start-signaali on aktiivinen ja leikkausproses-
si käynnistyy. Prosessi pysyy käynnissä niin kauan, kun
Start-signaali on päällä.
Poikkeukset: - Robot Ready -signaali puuttuu.
- Power Source Ready -signaali puuttuu (esim: ylikuume-
neminen, liian alhainen nestetaso jne.).
SPOT MARK.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
5
Spot
Signaali J10, pin 7
6 +24 Vdc J10, pin 8
Korkea Spot-signaali on aktiivinen
Spot 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa
virtalähteelle normaalista leikkaustilasta.
Spot +24 Vdc = plasmaleikkurin ohjauslaite ohjaa vir-
talähteen kytkemään pistemerkkaustilan
päälle.
CORNER
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
15
Corner
Signaali J10, pin 5
16 +24 Vdc J10, pin 6
Korkea Corner-signaali on aktiivinen.
Corner 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa
virtalähteelle normaalista leikkaustila-
sta.
Corner +24 Vdc = plasmaleikkurin ohjauslaite ilmoittaa
virtalähteelle lähestymisestä kulmaan.
PREFLOW
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
17
Preow
Signaali J11, pin 5
18 +24 Vdc J11, pin 6
Korkea Preow-signaali on aktiivinen.
Preow 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa
virtalähteelle, että Preow-toimintoa
EI tule käynnistää.
Preow +24 Vdc = plasmaleikkurin ohjauslaite käskee
virtalähdettä käynnistämään Preow-
toiminnon.
CUT/MARK
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
19
Cut/Mark
Signaali J11, pin 7
20 +24 Vdc J11, pin 8
Korkea Cut/Mark-signaali on aktiivinen.
Cut/Mark 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa
virtalähteelle normaalista leikkausti-
lasta.
Cut/Mark +24 Vdc = plasmaleikkurin ohjauslaite käskee
virtalähdettä käynnistämään
merkkaustilan.

220
3.2.3 Digitalset signaalit virtalähteestä plasmaleikku-
rin ohjauslaitteeseen.
DIGITAALISEN RELEULOSTULON KAAPELIT
koskettimien jännite 24 Vdc / 120 Vac
koskettimien virta maks. 1 Adc / 0,5 Aac
muuntotaajuus maks. 15 Hz
ARC TRANSFER.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIGNAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
12
Arc
Transfer
Kosketin NO J4, pin 1
14 Napa C J4, pin 3
Korkea Arc Transfer -signaali on aktiivinen (kosketin kiin-
ni).
Arc Transfer -signaali pysyy aktiivisena leikkauksen ajan
lävistysvaihe mukaan lukien.
POWER SOURCE READY
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIGNAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
25 Power
Source
ready
Napa C J3, pin 5
26 Kosketin NO J3, pin 6
Korkea Power Source Ready -signaali on aktiivinen
(kosketin kiinni).
Power Source Ready -signaali pysyy päällä, kun virtalähde
on leikkausvalmiudessa. Jos virtalähde antaa virhevie-
stin tai plasmaleikkurin ohjauslaite kytkee Robot Ready
-signaalin pois, Power Source Ready -signaali kytkeytyy
pois. Tämä tarkoittaa, että Power Source Ready -signaali
voi reagoida sekä virtalähteen että plasmaleikkurin virhe-
eseen.
PROCESS ACTIVE
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAA-
LIN NIMI
SIGNAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
27
Process
Active
Napa C J3, pin 3
28 Kosketin NO J3, pin 4
Korkea Process Active -signaali on aktiivinen (kosketin
kiinni).
Kun plasmaleikkurin ohjauslaite antaa digitaalisen Start-
signaalin, leikkausprosessi alkaa kaasun esivirtauksella,
jatkuu leikkaustoimenpiteellä ja päättyy kaasun jälkivir-
taukseen.
Virtalähde antaa Process Active -signaalia kaasun esivir-
tauksen alusta kaasun jälkivirtauksen loppuun. Virtalähde
suorittaa prosessia.
3.2.4 Analogiset signaalit virtalähteestä plasmaleik-
kurin ohjauslaitteeseen.
ERISTETYN JÄNNITTEEN ANALOGISEN ULOSTULON
KAAPELIT.
antojännite 0 - 10 Vdc
antovirta maks. 20 mA
antotaajuus maks. 5 Hz
V_ARC-ISO -
SIGNAALIN
SUURIN ARVO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON
DIP 1

221
HUOMAUTUS: kummankin DIP2-osan 1 ja 2 tulee olla
samassa asennossa (kumpikin ON tai kumpikin OFF).
V_Arc-ISO.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAALIN
NIMI
SIG-
NAALIN
TYYPPI
SIJOITTELU
LIITYNTÄ-
KORTISSA
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5, pin 3
7 analog out- J5, pin 4
V_Arc-ISO on virtalähteen ulostulon kaarijännitteen (elekt-
rodin ja työstettävän kappaleen välinen jännite) signaali,
joka annetaan eristettynä ja alennettuna.
V_Arc-ISO -signaali on saatavilla seuraavina suurimpina
arvoina:
• jännite 0 - 5 V, vastaa kaarijännitettä 0 - 250 V (alennus-
suhde = 1/50)
• jännite 0 - 10V, vastaa kaarijännitettä 0 - 250 V (alennus-
suhde = 1/25).
Suurin arvo riippuu liityntäkortin dip-kytkimien Dip1 asen-
nosta. (Kuva. 13).
DIP 3
DIP 1
Fig. 13
Kone toimitetaan kaarijännitteen ulostulo eristettynä ja
alennettuna 1/50 Varc:n arvoon.
ERISTÄMÄTTÖMÄN JÄNNITTEEN ANALOGISEN
ULOSTULON KAAPELIT.
antojännite 0 - 250 Vdc
antoimpedanssi noin 10 Kohm.
V_Arc-NO-ISO.
CNC-
LIITTIMEN
NAVAT VIRTA-
LÄHTEESSÄ
SIGNAALIN
NIMI
SIG-
NAALIN
TYYPPI
ASENTO
POLTIN-
PIIRISSÄ +
MITTA
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8, pin 1
8 analog out- J8, pin 1
V_Arc-NO-ISO on virtalähteen ulostulon kaarijännitteen
(elektrodin ja työstettävän kappaleen välinen jännite) sig-
naali, joka annetaan suoraan ja EI eristettynä.
V_Arc-NO-ISO-signaali on saatavilla 0 - 250 Vdc:n jänni-
tearvoina ja plus-napa (työstettävän kappaleen potentiaa-
li) sähköisesti kytkettynä koneen maapotentiaaliin.
Elektrodipotentiaali saadaan noin 10 Kohm:n resistorista,
joka on sarjakytketty ulostuloon.
3.2.5 Virtalähteen hätäseissignaali
HÄTÄTULON JOHDOTUS.
Tulojännite 24 Vdc
Virrankulutus maks. 20 mA
EMERGENCY A
CNC-LI-
ITÄNNÄT VIR-
TALÄHTEESSÄ
SIGNAA-
LIN NIMI
SIGNAALIN
TYYPPI
SIJOITTELU
LIITYNTÄKOR-
TISSA
21
Emergency
A
Kosketin NC
Linjan TL-
säätö
22 Kosketin NC
Linjan TL-
säätö

222
Emergency A on plasmaleikkurin ohjauslaitteen tai järje-
stelmän turvalaitteiden virtalähteelle antama hätäseissi-
gnaali. Se tulee toimittaa releen tai turvalaitteen kosket-
timesta. Laitteen laukeaminen aiheuttaa koskettimen
aukeamisen ja virtalähteen välittömän pysäytyksen. Vir-
talähteen sisäinen linjakontaktori aukeaa. Virtalähde ei
siten saa virtaa tehopiireistä. Alhainen Emergency A -si-
gnaali on aktiivinen (kosketin auki): virtalähteen valmiste-
lemiseksi leikkausta varten koskettimen tulee olla kiinni.
Emergency A pysäyttää virrantulon välittömästi virtalähte-
estä. Käyttöpaneelin näytöllä on OFF rob -viesti.
EMERGENCY B
CNC-LI-
ITÄNNÄT VIR-
TALÄHTEESSÄ
SIGNAA-
LIN NIMI
SIGNAALIN
TYYPPI
SIJOITTELU
LIITYNTÄKOR-
TISSA
23
Emergency
B
Kosketin NC
Linjan TL-
säätö
24 Kosketin NC
Linjan TL-
säätö
Emergency B on plasmaleikkurin ohjauslaitteen tai järje-
stelmän turvalaitteiden virtalähteelle antama hätäseissi-
gnaali. Se tulee toimittaa releen tai turvalaitteen kosket-
timesta. Laitteen laukeaminen aiheuttaa koskettimen
aukeamisen ja virtalähteen välittömän pysäytyksen. Vir-
talähteen sisäinen linjakontaktori aukeaa. Virtalähde ei
siten saa virtaa tehopiireistä. Alhainen Emergency B -si-
gnaali on aktiivinen (kosketin auki): virtalähteen valmiste-
lemiseksi leikkausta varten koskettimen tulee olla kiinni.
Emergency B pysäyttää virrantulon välittömästi virtalähte-
estä. Käyttöpaneelin näytöllä on OFF rob -viesti.
HUOMAUTUS: lisäsettinä saatavilla on moninapainen lii-
tin lisäsignaaleilla (katso liitettä).
3.3 KAASUKONSOLIN LIITÄNTÄ
3.3.1 Käsin ohjattava PGC-3 ja PGC-2 -kaasukonsoli
• Kiinnitä kaasukonsoli virtalähteen tai plasmaleikkurin
yläpuolelle ja liitä maattojohtimet toimivaan maadoitusjär-
jestelmään liitteen 5.2 kaavion (kuva 24) mukaan.
PGC-3 ja PGC-2 on liitetty toisiinsa seuraavasti:
- CN06:n ja CN07:n välinen liitäntä
- PGC-3:n plasma cutow -ulostulon ja PGC-2 plasma-
sisääntulon välinen letku
• Liitä letkuryhmä (tuote 1166) kiristämällä letkut kaasun
ulostuloihin. Varmista, että merkinnät vastaavat toisiaan
(plasma preow, secondary preow/cutow ja auxiliary
PGC-3:ssa; plasma cutow PGC-2:ssa). Ruuvaa sähkölii-
tin kiinni CN05-ulostuloon (katso kuvan 16 vasenta osaa).
• Liitä tuotteen 1166 toinen pää PVC-venttiilikonsoliin
(tuote 469) plasma-, secondary- ja auxiliary-letkuille. Var-
mista, että merkinnät vastaavat toisiaan. Kiinnitä PVC
plasmaleikkurin päähän polttimen lähelle (katso kuvan 16
oikeaa osaa).
• Liitä lopuksi liitin (tuote 1189) ruuvaamalla sähköliitin
kiinni CN04-ulostuloon (katso kuvan 16 vasenta osaa).
3.3.2 Automaattinen APGC-kaasukonsoli
• Kiinnitä kaasukonsoli virtalähteen tai plasmaleikkurin
yläpuolelle ja liitä maattojohtimet toimivaan maadoitusjär-
jestelmään liitteen 5.2 kaavion (kuva 24) mukaan.
• Liitä letkuryhmä (tuote 1166) kiristämällä letkut kaasun
ulostuloihin. Varmista, että merkinnät vastaavat toisiaan
(plasma preow/cutow, secondary preow/cutow ja
auxiliary). Ruuvaa sähköliitin kiinni CN05-ulostuloon (kuva
17).
• Liitä tuotteen 1166 toinen pää PVC-venttiilikonsoliin
(tuote 469) plasma-, secondary- ja auxiliary-letkuille. Var-
mista, että kaasuletkujen merkinnät vastaavat toisiaan.
Kiinnitä PVC plasmaleikkurin päähän polttimen lähelle
(katso kuvan 16 oikeaa osaa).
Kuva. 16

223
• Liitä lopuksi liitin (tuote 1189) ruuvaamalla sähköliitin
kiinni CN04-ulostuloon (kuva 17).
Varmista, että ilma (AIR) on aina liitetty oikealla paineella
automaattiseen kaasukonsoliin, sillä sitä käytetään käyt-
tökaasuna.
Kuva. 17
3.3.3 Kaasujen liitäntää koskeva huomautus
Kaasujen sisääntuloliitinten (INLET GAS) kierteet ovat
1/4G ilma-, Ar-, N2-, O2- ja apukaasuille ja 1/8G H35- ja
F5-kaasuille.
Asiakkaan vastuulla on kaasujen toimitus ja niiden jakelu-
laitteiston määräaikainen/ennaltaehkäisevä huolto. Muis-
ta, että laitteiston huollon laiminlyönti saattaa aiheuttaa
vakavia onnettomuuksia.
Lue jokaisen käytetyn kaasun käyttöturvallisuustiedote
huolellisesti, ettet aliarvoi virheellisestä käytöstä johtuvia
vaaroja.
HUOMAUTUS: letkutyypin valinta tulee tehdä käytetyn
kaasun mukaan (katso EN 559 -standardi).
HUOMAUTUS: Puhtaudeltaan alhaisen kaasun käyttö
saattaa aiheuttaa jokaisen materiaalin kohdalla nopeu-
den, laadun ja maksimiainevahvuuden alenemista. Kulu-
tusosien kestoa ei lisäksi voida taata.
HUOMIO: happea käytettäessä kaikkien siihen koskevien
osien tulee olla öljyttömiä ja rasvattomia.
• Kun valitset leikkausohjelman MS - O2/O2 (pehmeän
teräksen leikkaus happi/happikaasulla), varmista että ilma
(AIR) on liitetty kaasukonsolin sisääntuloon, sillä sitä käy-
tetään esivirtauskaasuna.
• Kun valitset yli 50 A:n hitsausvirran, varmista että ilma
(AIR) tai typpi (N2) on liitetty kaasukonsolin (käsin ohjat-
tava tai automaattinen) sisääntuloon myös AUXILIARY-
kanavaan.
3.4 CP450G-POLTTIMEN LIITÄNTÄ
3.4.1 Käyttö plasmaleikkurissa
• Liitä polttimesta tuleva letkuryhmä PVC-venttiilikonsoliin
(tuote 469) kiristämällä ne kaasun ulostuloihin ja noudat-
tamalla niissä olevien merkintöjen antamaa järjestystä
(kuva 18).
Kuva. 18
• Varmista kulmamitalla, että poltin on samansuuntainen
plasmaleikkurin leikkaustason kanssa.
• Liitä polttimen kaapeli (tuote 1224, 1225) HV19-1-lait-
teeseen (tuote 464) kuvan 19 oikeassa osassa näytetyllä
tavalla.
Kuva. 19
3.4.2 Käyttö robottijärjestelmässä
• Liitä polttimesta tuleva letkuryhmä HV19-PVC-sytytys-
laitteeseen - venttiilikonsoliin (tuote 462) kiristämällä ne
kaasun ulostuloihin ja noudattamalla niissä olevien mer-
kintöjen antamaa järjestystä.
• Varmista kulmamitalla, että poltin on samansuuntainen
plasmaleikkurin leikkaustason kanssa.
• Liitä polttimen kaapeli (tuote 1222 tai 1223) HV19-PVC-
sytytyslaitteeseen – venttiilikonsoliin (tuote 462) ja toimi
edellisessä kappaleessa annettujen ohjeiden mukaan

224
3.5 JÄÄHDYTYSNESTETTÄ KOSKEVAT VAATIMUK-
SET
Virtalähde toimitetaan varustettuna minimimäärällä jääh-
dytysnestettä: asiakkaan vastuulla on täyttää säiliö ennen
koneen käyttöä.
Käytä ainoastaan CEBORA-jäähdytysnestettä (tuote
1514) ja lukitse käyttöturvallisuustiedote huolella ja käytä
sitä turvallisesti ja oikein.
10 litran säiliön sisääntulo on virtalähteen takaosassa ku-
ten kuvassa 20.
Täytä max-tasoon asti ja täydennä koneen ensimmäisen
käynnistyksen jälkeen kompensoidaksesi putkissa olevan
nestemäärän.
HUOMAUTUS: Nestettä vuotaa hieman koneen käytön
aikana ja erityisesti vaihdettaessa poltin tai kulutusosia.
Täydennä viikottain max-tasoon asti.
HUOMAUTUS: 6 kuukauden jälkeen jäähdytysneste tulee
vaihtaa kokonaan koneen toimintatunneista riippumatta.
4 KÄYTTÖ
4.1 VIRTALÄHTEIDEN KÄYTTÖPANEELIEN KUVAUS
Koko kone käynnistetään virtalähteen etupaneelista sää-
tönupilla A: merkkivalo B ilmoittaa toimenpiteestä.
A = virtakytkin
B = virran merkkivalo
C = RS232-sarjaportti
D = jäähdytysjärjestelmän pumpun suojasulake (5A-
250V-T)
E = virtakaapelin liitin
F = CNC-liitin plasmaleikkuriin liitäntään
G = CN03-liitin kaasukonsoliin liitäntään
H = jäähdytysnestesäiliön tulppa
I = jäähdytysnesteen tarkistusikkuna
Kuva. 20a
T IBA FH G
C
S
E
D
P
Q
NO
M
L
R

225
L = jäähdytysnesteen syöttösuodatin
M = jäähdytysnesteen säiliön tyhjennyshana
N = jäähdytysnesteen syöttöletkun pikaliitin
O = jäähdytysnesteen paluuletkun pikaliitin
P = polttimen liitin
Q = maadoituskaapelin liitin.
R = jäähdytysnesteen paluusuodatin
S = kauko-ohjaimen liitin
T = USB-liitin. Virtalähteen laitteisto-ohjelman
päivitykseen
4.2 KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS
(Kuva. 21)
Kaasukonsolin käyttöpaneelista hallitaan kaikkia koneen
toimintoja. Erityisesti siitä valitaan suoritettavan työn
tyyppi eli leikkaus (CUT), merkkaus (MARK) tai koneen
kaasutiiviystesti (TEST).
A: oimintatilan valintanäppäin
Aina kun painat näppäintä, valintaa vastaava
merkkivalo syttyy:
B: Leikkaustilan merkkivalo.
C: Merkkaustilan merkkivalo.
D: Testitilan merkkivalo.
E: Säädettävien parametrien valintanäppäin.
Aina kun painat näppäintä, valintaa vastaava
merkkivalo syttyy:
F: Leikattavan materiaalityypin valinta-
tilan merkkivalo.
G: PLASMA/SECONDARY-kaasuyhdis-
telmän valintatilan merkkivalo.
DBA FC G
S
P
Q
O
N
M
L
R
I
H
E
kuva. 20b

226
H: Leikattavan materiaalin paksuuden
valintatilan merkkivalo.
I: Leikkausvirran valintatilan merkki-
valo.
L: Leikkausnopeuden valintatilan merk-
kivalo.
M: Edellisten valintojen mukaisen erilai
sen kulutusosasetin merkkivalo
N: Säädettävien parametrien arvojen
näyttö
O: Parametrien säätönuppi.
P: Leikkausplasmakaasun tyypin näyttö.
Q: Leikkausapukaasun tyypin näyttö.
R: Plasmakaasun leikkauksen aikaisen paineen
näyttö.
S: Plasmakaasun sytytyksen aikaisen paineen
näyttö.
T: Apukaasun sytytyksen aikaisen paineen
näyttöe.
U: Apukaasun leikkauksen aikaisen paineen
näyttö lio
V: PRE/CUT FLOW-plasmakaasu- ja PRE/CUT
FLOW-apukaasukanavien valintanäppäin.
W: Parametrien asetuksen vahvistusnäppäin:
konsoli valmis CUT-, MARK- tai TEST-toimin-
nolle .
X: Kaasujen oikean paineen hakuvalo
- alhainen paine = vasemmanpuoleinen merkkivalo
syttyy
- korkea paine = oikeanpuoleinen merkkivalo
syttyy
- oikea paine = kumpikin merkkivalo syttyy.
Y: PGC-3-konsolin kaasujen paineen säätönu-
pit.
GB
F
A
E
I
L
N
O
M K Z
C D H P R S W V T
Q
U
X
Y
Kuva. 21

227
VALINTA
(paina näppäintä E)
KUVAUS
VALINTA
(käännä säätönuppia O)
Leikattavan materiaalin tyyppi
MS = Pehmeä teräs
SS = Ruostumaton teräs
AL = Alumiini
t
Valitulle materiaalille sopiva
kaasuyhdistelmä
(PLASMA/SECONDARY)
AIR/AIR - O2/AIR
O2/O2 - N2/N2
F5/N2 - H35/N2
t
Leikattavan materiaalin paksuus Katso leikkaustaulukot
t
Valitulle yhdistelmälle (MAT/GAS/mm)
suositeltu leikkausvirta
Katso leikkaustaulukot
t
Valitulle yhdistelmälle (MAT/GAS/
mm/A) suositeltu leikkausnopeus
Katso leikkaustaulukot
t
Valitulle yhdistelmälle (MAT/GAS/
mm/A) käytettävä kulutusosasetti
• STD (Standard)
• SPD (Speed)
• EXP
• QPC
(Katso leikkaustaulukot)
Taul. 1
Z: PGC-2-konsolin aktivoinnin merkkivalo.
K: PGC-2-konsolin kaasujen paineen säätönuppi.
4.2.1 Leikkauksen (CUT) valmistelu ja suoritus
Kun olet käynnistänyt koneen virtalähteen etupaneelissa
olevalla kytkimellä, CUT-merkkivalo syttyy (katso kuva 21)
osoittamaan, että kone on leikkaustilassa. Suorita ensin
sarja valintoja/säätöjä. Varmista, ettei RUN-näppäintä ole
painettu (kuvan 21 PLASMA- ja SECONDARY-kaasujen
virtauksen PREFLOW- ja CUTFLOW-näyttö sammunut).
Järjestyksessä ensimmäiseksi tulee suorittaa taulukossa
1 näytetty valinta.
Pidä virran valintanäppäin painettuna (merkkivalo I sytty-
nyt) siirtyäksesi vilkkuvalla merkkivalolla osoitettuun hie-
nosäätötilaan. Voit säätää virran vaiheessa 1A esiasete-
tuilla väleillä: [20-30 A] ,[40-50 A], [70-90A], [110-120A],
[180-200 A], [230-250 A]. Järjestyksessä toiseksi tulee
suorittaa taulukossa 2 näytetty säätö.
Painettaessa SET-näppäintä jokaisen kanavan kaasun vir-
taus on päällä 10 s. Tämän jälkeen näppäintä tulee painaa
uudelleen säädön jatkamiseksi.
Paina SET-näppäintä uudelleen viimeisen säädön jälkeen
poistuaksesi säätötilasta. Näppäimen seuraava painami-
nen palauttaa ensimmäiseen säätöön jne.
Vastaavan kanavan näytön alla olevat nuolivalot osoitta-
vat säätönupin säätösuunnan: jos vasemmanpuoleinen
valo on syttynyt, virtausta tulee kasvattaa (myötäpäivään)
ja päinvastoin oikeanpuoleisen valon kohdalla (vastapäi-
vään). Kun virtaus on oikea taulukon 1 valinnan mukaan,
kumpikin valo syttyy.
Kun poistut säätötilasta yllä mainittujen valmistelujen
jälkeen, paina RUN-näppäintä: kaikki PLASMA- ja SE-
CONDARY-kanavien näytöt syttyvät ja virtalähde on leik-
kausvalmiudessa. Jos valitset H35- tai F5-kaasun, PGC-
2-kaasukonsolin merkkivalo syttyy.
HUOM. Käynnistettäessä kone muistiin jää viimeinen
työasetus (esim. MAT-GAS-mm-A). Jos vaihdat kaasu-
tyypin seuraavan säädön aikana, kone tyhjentää putket
automaattisesti ja puhdistaa ne sen jälkeen noin 10 s kes-
tävällä virtauksella.
Plasmaleikkurin käynnistyssignaalin jälkeen seuraava jak-
so käynnistyy automaattisesti:
- Valitun kaasun 0,5 s kestävä esivirtaus
- Korkeajännite / korkeataajuuspulssi
- Pilottikaaren sytytys
- Plasmakaaren siirto (arc transfer -signaalin lähetys
CNC:lle)
- CNC:n x-y-tason liikkeen aloitus lävistyksen viiveajan
(pierce delay time) päätyttyä
Plasmaleikkurin pysäytyssignaalin jälkeen seuraava jakso
käynnistyy automaattisesti:
- Plasmakaaren sammutus
- CNC:n x-y-tason liikkeen lopetus
- Valitun kaasun jälkivirtaus

228
VALINTA
(paina näppäintä V)
KUVAUS
VALINTA
(käännä säätönuppia Y)
PLASMA CUTFLOW
näyttö R syttyy
Kahden nuolivalon
X syttymiseen asti
t
PLASMA PREFLOW
näyttö R syttyy
Kahden nuolivalon
X syttymiseen asti
t
SECONDARY PREFLOW
näyttö T syttyy
Kahden nuolivalon
X syttymiseen asti
t
SECONDARY CUTFLOW
näyttö U syttyy
Kahden nuolivalon
X syttymiseen asti
Taul. 2
4.2.2 Merkkauksen (MARK) valmistelu ja suoritus
Kun olet käynnistänyt koneen virtalähteen etupaneelissa
olevalla kytkimellä, MARK-merkkivalo syttyy osoittamaan,
että kone on merkkaustilassa. Suorita ensin sarja valin-
toja/säätöjä. Varmista, ettei RUN-näppäintä ole painettu
(kuvan 21 PLASMA- ja SECONDARY-kaasun virtauksen
PREFLOW- ja CUTFLOW-näyttö sammunut).
Järjestyksessä ensimmäisenä suoritettava valmistelu
näytetään taulukossa 3.
Järjestyksessä toisena suoritettava valmistelu ja siihen
liittyvät huomautukset näytetään taulukossa 2.
VALINTA
(paina
näppäintä E)
KUVAUS
VALINTA
(käännä
säätönuppia O)
Merkattavan
materiaalin tyyppi
MS = Pehmeä
teräs
SS = Ruostuma-
ton teräs
AL = Alumiini
t
kaasuyhdistelmä
(PLASMA/SECON-
DARY)
sopiva valitulle
materiaalille
Ar/Ar
t
Valitulle yhdistelmäl-
le (MAT/GAS/mm)
suositeltu
leikkausvirta
Katso
leikkaustaulukot
Taul. 3
4.2.3 Kaasun tiiviystestin (TEST) suoritus
Kun olet käynnistänyt koneen virtalähteen etupaneelissa
olevalla kytkimellä, TEST-merkkivalo syttyy osoittamaan,
että kone on testitilassa. Tiiviystesti T01 - T05 tulee suo-
rittaa määräajoin, jotta putkien kaasuvuodot havaitaan
koko väliltä kaasukonsolin takaosan sisääntulosta venttii-
likonsolin sisääntuloon. Lisäksi virtaustestillä TF6 voidaan
tarkistaa virtaus AUX-apukaasukanavassa.
Jokainen kanava voidaan tarkistaa erikseen, kuten taulu-
kossa 4 näytetään:
VALINTA
(käännä säätönuppia O)
KUVAUS
Ilma / ilma -kanavan testi
t
N2 / N2 -kanavan testi
t
O2 / O2 -kanavan testi
t
H35 / -- -kanavan testi
t
Ar / Ar -kanavan testi
t
AUX-kanavan testi
t
Täydellinen testi (au-
tomaattinen ajastettu
järjestys T01, T02, T03,
T04, T05, T06)
Taul. 4

229
Kun painat RUN-näppäintä, valittu testi käynnistyy: kone
suorittaa ensin tyhjennyksen, minkä jälkeen putket täyte-
tään kaasulla ja INLET GAS - ja venttiilikonsolin magneet-
tiventtiilit kytketään pois.
Ellei vuotoja havaita testin aikana (esim. ILMA/ILMA-tapa-
uksessa), kaasukonsolin näytöllä on viesti OK AIR (sama
koskee muita kaasuja: OK N2, OK O2, OK H35 ja OK Ar).
Jos valittu testi on T04, PGC-2-kaasukonsolin merkkivalo
syttyy testin aikana.
4.2.4 Lisätoiminnot (toiset toiminnot)
Seuraavat selostukset viittaavat kuvaan 21.
Kun kone on päällä ja ei-aktiivisessa tilassa (ei RUN: näy-
töt R,S,T,U sammuneet), siirry toisten toimintojen valik-
koon painamalla yhtä aikaa näppäintä A ja E.
4.2.4.1 Pistemerkkauksen (SPOT MARK) valmistelu ja
suoritus
Pistemerkkaus on erikoismerkkausta, jossa jälki muodos-
tuu pisteestä viivan tai muun normaalimerkkaukseen kuu-
luvan kuvion sijaan (katso MARK-toimintatila kappaleesta
4.2.2).
Kun olet asettanut parametrejä kaasukonsolista, voit hal-
lita ja suorittaa pistemerkkauksen suoraan CNC:stä. Voit
säilyttää samat leikkausparametrit ja kulutusosat.
Säädä alla annetut pistemerkkauksen parametrit, jotka
valitaan peräkkäin painamalla näppäintä E:
Yllä selostettujen säätöjen jälkeen vastaavien napojen di-
gitaalisen signaalin kautta (kuva 14) siirrytään leikkausti-
lasta pistemerkkaustilaan (CUT/SPOT MARK).
VALINTA
(paina
näppäintä E)
KUVAUS
VALINTA
(käännä
säätönuppia O)
SEN
Spot Enable
(kytkee päälle/pois
pistemerkkauksen)
OFF = pois
ON = päälle
t
SI
Spot Current
(pistemerkkauksen
virta)
10 - 39 A
t
ST
Spot Time
(pistemerkkauksen
aika)
OFF*
0.01 - 1.00 s
Taul. 5
* Tässä tapauksessa pisteen kestoa hallitaan pla-
smaleikkurin käynnistys/pysäytyssignaalilla. Jos aika
asetetaan, se vastaa siirretyn kaarisignaalin pisteen
maksimikestoa.
4.2.4.2 Virran ohjaus työstettävän kappaleen kulmis-
sa (CORNER)
Virran alennus työstettävän kappaleen kulmissa on hyö-
dyllinen toiminto, kun se yhdistetään leikkausnopeuden
alennukseen samassa kohdassa. Siten metallia ei poiste-
ta liikaa kulmasta.
Kun olet asettanut parametrejä kaasukonsolista, voit hal-
lita ja suorittaa Corner-toiminnon suoraan CNC:stä. Voit
säilyttää samat leikkausparametrit ja kulutusosat.
Säädä alla annetut Corner-parametrit, jotka valitaan pe-
räkkäin painamalla näppäintä E:
VALINTA
(paina
näppäintä E)
KUVAUS
VALINTA
(käännä
säätönuppia O)
CEN
Corner Enable
(kytkee päälle/pois
Corner-toiminnon)
OFF = pois
ON = päälle
t
CI
Corner Current
(Corner-virran
prosentti suhteessa
leikkausvirtaan)
50 - 100% *
t
CSD
Corner Slope Down
(virran laskuaika)
1 - 100 A/(s/100)
t
CSU
Corner Slope Up
(virran nousuaika)
1 - 100 A/(s/100)
Taul. 6
* Corner-virran säätö riippuu etäkortin DIP3-kytkinlevyn
kytkimen #2 asennosta (kuva 15).
Kun kytkin #2 on OFF-asennossa (oletusmääritys), pla-
smaleikkuri säätää Corner-virran arvon suoraan vastaa-
van analogisen sisääntulon kautta (0–10 V) (katso lisäsetti,
tuote 425) taulukon 7 mukaan.

230
ANALOGINEN
SISÄÄNTULO
CORNER-VIRTA KÄYTETTY ARVO
0V 50% ½ leikkausvirrasta
… … …
5V 75% ¾ leikkausvirrasta
… … …
10V 100%
sama kuin
leikkausvirta
Taul. 7
Jos analoginen sisääntulo (0 - 10 V) on kytketty pois, Cor-
ner-virran arvoksi jää 50 % (oletusasetus) leikkausvirrasta.
Jos kytkin #2 on kytketty päälle, virtalähde ei huomioi
yllä mainittua analogista sisääntuloa. Käyttäjä voi säätää
Corner-virran arvon suoraan kaasukonsolin käyttöpanee-
lin säätönupilla O.
Seuraavassa kuvassa annetaan signaalien ajastus:
Corner-signaali
Leikkausvirta
Corner-virta
4.2.4.3 Polttimen jäähdytysajan hallinta leikkauksen
jälkeen
Työstettävän kappaleen jokaisen leikkauksen jälke-
en apukaasun virtaus käynnistyy uudelleen polttimen
jäähdyttämiseksi. Virtauksen kesto riippuu leikkausvirra-
sta ja kasvaa virran mukaan.
Joissakin tapauksissa kestoa saattaa olla hyödyllistä
vähentää määrättyjä työstöjä varten.
Käyttäjä voi säätää jälkivirtausajan arvon (PoF) suoraan
kaasukonsolin käyttöpaneelin säätönupilla O. Erityise-
sti aika voidaan vähentää 5 sekunnin minimiarvoon asti
maksimikestosta, joka riippuu asetetusta leikkausvirrasta.
VALINTA
(paina
näppäintä E)
KUVAUS
VALINTA
(käännä
säätönuppia O)
PoF
Jälkivirtaus
(polttimen
jäähdytysvirtauksen
kesto leikkauksen
jälkeen)
5 - T s
(T = leikkausvirra-
sta riippuva maks.
kesto sekunneissa)
4.2.4.4 Jäähdytysnesteen (H2O) virtauksen ja
lämpötilan näyttö
Tässä tilassa voidaan näyttää jäähdytysnesteen virtaus/
lämpötila (litraa/min/°C) näytöllä N/Q. Yleensä virtausarvo
on noin 3 litraa/minuutti.
4.2.4.5 Reikä- tai ritilälevyjen leikkaus (SR)
Reikä- tai ritilälevyjen leikkausta varten on usein hyödyl-
listä kytkeä päälle Self Restart -toiminto. Kun tämä toi-
minto on päällä, virtalähde sytyttää valokaaren uudelleen
aina, kun se katkeaa. Plasmaleikkuri tulee lisäksi esiaset-
taa tämän tyyppisiä leikkauksia varten.
VALINTA
(paina
näppäintä E)
KUVAUS
VALINTA
(käännä
säätönuppia O)
SR
Self Restart
(kytkee päälle/pois
self restart -
toiminnon)
OFF = pois
ON = päälle
4.2.4.6 Virran hienosäätö kauko-ohjauksella (RRI)
Kaasukonsolin toisten toimintojen valikossa olevaa toi-
mintoa varten tarvitaan lisäsetti (tuote 425).
Katso lisäsetin täydellinen selostus käyttöoppaasta.

231
4.2.5 Virhekoodit
VIRHEEN KUVAUS KOODI MAHDOLLINEN KORJAUS
Virhe laitteisto-ohjelman päivityksessä USB-
tikulta
USB
(Err. 85)
Ota yhteys CEBORA-huoltopalveluun.
Käynnistyskytkin on painettuna käynni-
stettäessä tai kuitattaessa (siirtyminen RUN-
tilaan) virtalähde.
TRG
(Err. 53)
Sammuta virtalähde, kytke käynnistyskytkin pois ja käyn-
nistä virtalähde uudelleen.
Jäähdytysnesteen ylikuumeneminen
H20 T
(Err. 93)
Tarkista, etteivät jäähdytysjärjestelmän tai polttimen letkut
ole tukossa. Tarkista, että pumpun sulake on ehjä. Puhdi-
sta jäähdytin.
IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 -yksiköi-
den ylikuumeneminen
TH1
(Err. 74)
TH2
(Err. 77)
TH3
(Err. 72)
TH4
(Err. 71)
Älä sammuta virtalähdettä, jotta tuuletin jää käyntiin ja
nopeuttaa jäähdytystä.
Normaali toimintatila palautuu automaattisesti lämpötilan
palautuessa sallittuihin rajoihin.
Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalve-
luun.
Jäähdytysnesteen virtaus alittaa alarajan.
H2O
(Err 75)
Tarkista, etteivät jäähdytysjärjestelmän tai polttimen letkut
ole tukossa. Tarkista, että pumpun sulake on ehjä. Puhdi-
sta jäähdytin.
Kaasukanavan paine on alhainen.
GAS LO
(Err. 78)
Kasvata kaasunpainetta kaasukonsolin etupaneelin
säätönupilla.
Tarkista lisäksi kaasun syöttöpaine, jonka tulee olla noin 8
bar.
Virtalähteen tai HV19-1 tai HV19-PVC-
sytytyslaitteen luukku on auki.
OPN
(Err. 80)
Tarkista, että virtalähde ja/tai HV19-1- tai HV19-PVC-laite
on suljettu asianmukaisesti.
CNC sammunut, hätätilassa tai ei liitetty
virtalähteeseen.
rob
(Err. 90)
Käynnistä CNC, kuittaa hätätila ja tarkista virtalähteen ja
CNC:n liitäntä.
Tehomuuntajan ylikuumeneminen
TH0
(Err. 73)
Älä sammuta virtalähdettä, jotta tuuletin jää käyntiin ja
nopeuttaa jäähdytystä.
Normaali toimintatila palautuu automaattisesti lämpötilan
palautuessa sallittuihin rajoihin.
Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalve-
luun.
Mikroprosessorin muistin sisäinen virhe Err 2 Ota yhteys CEBORA-huoltopalveluun.
Virtalähde ei kommunikoi kaasukonsolin tai
jäähdytysyksikön kanssa. Err 6
Tarkista virtalähteen ja kaasukonsolin tai jäähdytysyksikön
välinen liitäntä. Jos ongelma ei poistu, ota yhteys CEBO-
RA-huoltopalveluun.
Virtalähde ei kommunikoi liityntäpiirin kanssa. Err 7 Ota yhteys CEBORA-huoltopalveluun.
Kaasukonsoli ei kommunikoi virtalähteen
kanssa.
Err 9
Tarkista virtalähteen ja kaasukonsolin välinen liitäntä. Jos
ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun.
Tasajännite on sallitun minimiarvon alapuo-
lella.
Err 16
Ota yhteys CEBORA-huoltopalveluun.
Sisäisen kellon ongelma Err 26 Ota yhteys CEBORA-huoltopalveluun.
Virtalähteen ash-muistin kirjoitusvirhe Err 27 Ota yhteys CEBORA-huoltopalveluun.
IGBT1-yksikössä on virtaa, kun kaari on
sammutettu.
Err 30
Ota yhteys CEBORA-huoltopalveluun.
Virheellinen virta-arvo IGBT 1 -yksikössä
leikkauksen aikana
Err 35
Ota yhteys CEBORA-huoltopalveluun.

232
VIRHEEN KUVAUS KOODI MAHDOLLINEN KORJAUS
Pilottikaaren piirissä on virtaa, kun kaari on
sammutettu.
Err 39
Ota yhteys CEBORA-huoltopalveluun.
Vaarallista jännitettä: tehopiirin vika Err 40 Ota yhteys CEBORA-huoltopalveluun.
Pilottikaaren piirissä on virtaa leikkauksen
aikana.
Err 49
Ota yhteys CEBORA-huoltopalveluun.
Elektrodi on kulunut loppuun.
Err 55
Vaihda elektrodi ja/tai suutin. Tarkista, että kulutusosat on
asennettu oikein työn tyypin mukaan. Tarkista lisäksi, että
leikkauskaasu on oikeaa.
Laitteisto-ohjelmaversioiden yhteensopi-
mattomuusvirhe: virtalähde, kaasukonsoli,
CNC-liittymäyksikkö; tai virhe virtalähteen
suorittaman itsepäivityksen aikana
Err 58
Ota yhteys CEBORA-huoltopalveluun.
Jännite on annettujen arvojen ulkopuolella
Err 67
Tarkista virtalähteen kaapelin liitäntäsähkötaulun sulakke-
et. Jos ongelma ei poistu, ota yhteys CEBORA-huoltopal-
veluun.
Kaasuputket eivät ole tyhjentyneet täydellise-
sti tai kaasukanavan paine on korkea.
Err 79
Tarkista kulutusosat tai laske kaasunpainetta.
Kaasukonsolia ei ole liitetty virtalähteeseen. Err 81 Ota yhteys CEBORA-huoltopalveluun.
PGC-3- ja PGC-2- tai APGC-1- ja APGC-
2-kaasukonsolien välinen liitäntä puuttuu.
Err 82
Tarkista PGC-3- tai APGC-1-yksikön (ylempi) ja PGC-2- tai
APGC-2-yksikön (alempi) välinen liitäntä.
IGBT 2 -yksikössä on virtaa, kun kaari on
sammutettu.
Err 31
Ota yhteys CEBORA-huoltopalveluun.
Virheellinen virta-arvo IGBT 2 -yksikössä
leikkauksen aikana
Err 36
Ota yhteys CEBORA-huoltopalveluun.
4.3 AUTOMAATTISEN KAASUKONSOLIN KÄYTTÖPA-
NEELIN KUVAUS (KUVA 22)
Automaattisen kaasukonsolin etupaneelissa on monitoi-
minen merkkivalo, joka määrittää sen tilan.
Erityisesti:
Vaihe Merkkivalon
väri
Kuvaus
Virtalähteen
käynnistys
Sammunut
Sisäisen elektroni-
sen kortin sähkö on
katkennut
Punainen
kiinteä
Sisäisen elektronisen
kortin mikroprosesso-
rin ongelmia
Punainen/vih-
reä, vuorottelu
Odottaa yhteyttä
virtalähteeseen
Toiminta-alue-
ella
Punainen/
vihreä, hidas
vuorottelu
Yhteyttä virtalähtee-
seen ei saada
Vihreä kiinteä
Asianmukainen toi-
minta
A=monitoiminen merkkivalo
Automaattisen kaasukonsolin ohjausta varten (leikkau-
sparametrien määritys ja RUN-tilan asetus) tulee liittää
kauko-ohjain (tuote 460). Katso tuotteen toiminnan selo-
stus käyttöoppaasta.
Jos sen sijaan plasmaleikkurin/robotin ja virtalähteen
välissä on CAN open -digitaaliliittymä eikä tuotetta 460
ole, ohjauslaitteessa tulee olla asianmukainen sovellus.

233
4.4 LEIKKAUSLAATU
Leikkauslaatuun vaikuttaa useita parametrejä ja niiden
yhdistelmiä: käyttöoppaan leikkaustaulukoissa annetaan
määrätyn materiaalin leikkauksen optimaaliset säädöt.
Erilaisiin plasmaleikkureihin asennuksesta ja leikattujen
materiaalien erilaisista ominaisuuksista johtuen optimaa-
liset parametrit saattavat poiketa hieman yllä mainittujen
taulukoiden tiedoista. Seuraavat kohdat saattavat auttaa
käyttäjää tekemään pieniä muutoksia leikkauslaadun pa-
rantamiseksi.
Kuten leikkaustaulukoissa on näytetty, saatavilla on eri-
laisia käytetyn leikkausvirran ja kaasun mukaisia kulutus-
osasettejä.
Jos tavoitteena on ennen kaikkea korkea tuotto ja siten
korkea leikkausnopeus, aseta suurin sallittu virta ja hal-
kaisijaltaan suurempi suutin. Jos sen sijaan leikkauslaa-
tua pidetään tärkeämpänä (parempi särmäys ja kapeampi
leikkausura), aseta työstettävälle materiaalille ja paksuu-
delle sallittu minimivirta.
Tarkista seuraavat kohdat ennen säätöjä:
Poltin on samansuuntainen leikkaustason kanssa.
Elektrodi, suutin, suuttimen pidin H2O ja suuttimen suojus
eivät ole liian kuluneita ja niiden yhdistelmä vastaa valittua
työtä.
Leikkaussuunta on oikea halutulle kuviolle. Muista, että
paras leikkauspuoli on aina oikeanpuoleinen polttimen lii-
kesuuntaan nähden (käytetyn plasmadiffuusorin reiät ovat
myötäsuunnassa).
Jos joudut leikkaamaan erittäin paksuja materiaaleja, ole
erityisen varovainen lävistysvaiheessa: pyri ennen kaik-
kea poistamaan sulaneen materiaalin kerääntymät leik-
kauksen aloitusreiän ympäriltä välttääksesi kaksoisvalo-
kaari-ilmiöt polttimen kulkiessa uudelleen lähtökohdasta.
Poista lisäksi aina suuttimen suojukseen tarttunut sulanut
metallikuona.
Taulukko 8 sisältää joitakin yleisimpiä ongelmia ja niiden
korjaukset.
A
Kuva. 22

234
ONGELMA SYY KORJAUS
Vino leikkaus
Kulunut elektrodi tai suutin Vaihda kumpikin
Liian suuri kaaren jännite Pienennä kaaren jännitettä
Liian korkea leikkausnopeus Säädä nopeutta
Riittämätön tunkeutuminen
Liian korkea leikkausnopeus Säädä nopeutta
Suuttimen halkaisija on liian suuri
asetetulle virralle
Tarkista leikkaustaulukot
Työstettävän kappaleen paksuus on
liian suuri asetetulle virralle
Kasvata leikkausvirtaa
Maadoituskaapelin sähkökosketus
leikkaustasoon ei ole hyvä
Tarkista, että CNC:hen kiinnitetty
maadoitusnapa on kiristetty
Jäystettä alhaisella nopeudella *
Liian alhainen leikkausnopeus Säädä nopeutta
Liian korkea leikkausvirta Vähennä leikkausvirtaa
Liian pieni kaaren jännite Kasvata kaaren jännitettä
äystettä korkealla nopeudella **
Liian korkea leikkausnopeus Säädä nopeutta
Liian alhainen leikkausvirta Kasvata leikkausvirtaa
Liian suuri kaaren jännite Pienennä kaaren jännitettä
Pyöristetty leikkausreuna
Liian korkea leikkausnopeus Säädä nopeutta
Liian suuri kaaren jännite Pienennä kaaren jännitettä
* Alhaisella nopeudella syntyvä kuona (low speed dross) on paksua, muodoltaan pallomaista ja helposti poistetta-
vaa. Leikkausura (kerf) on leveähkö.
** Korkealla nopeudella syntyvä kuona (high speed dross) on ohutta ja vaikeasti poistettavaa. Erittäin korkealla no-
peudella syntyvä leikkausreuna on rosoinen.
Taul. 8
4.5 JÄRJESTELMÄN HUOLTO
Järjestelmän asianmukainen huolto takaa parhaan mahdol-
lisen suorituskyvyn ja pidentää kaikkien komponenttien
käyttöikää, kulutusosat mukaan lukien. Suorita seuraavassa
taulukossa luetellut toimenpiteet.
Aikaväli Huoltotyöt
Päivittäin Tarkista syöttökaasujen oikea paine.
Viikottain
Tarkista, että virtalähteen tuulettimet,
jäähdytysyksikkö ja kaasukonsoli toimi-
vat asianmukaisesti.
Tarkista jäähdytysnesteen määrä.
Puhdista polttimen kierteet ja tarkista,
ettei niissä ole merkkejä ruosteesta tai
sähköpurkauksista.
Kuukausittain
Tarkista, ettei kaasu-, vesi- ja sähköli-
ittimissä ole rikkoutumia, hiertymiä tai
vuotoja.
Suorita TEST-ohjelma kaasukonsolista.
Puolivuosit-
tain
Vaihda järjestelmän jäähdytysneste.
Puhdista jäähdytysyksikön ulkoiset ja
säiliön suodattimet.
Puhdista kaasukonsolin suodatin.
Vaihda polttimen O-rengas. Tilaa setti
(tuote 1400).
Jos huomaat tarkistuksessa liiallisesti kuluneen tai virhe-
ellisesti toimivan komponentin, ota yhteys CEBORA-huol-
topalveluun.
Pyydä ammattitaitoista henkilöä suorittamaan järje-
stelmän eri komponenttien sisäisten osien huolto. Suorita
ennen kaikkea määräajoin seuraavassa luetellut toimenpi-
teet.

235
Kaikki komponentit:
• Puhdista sisäpuoli paineilmalla (puhdas, kuiva ja öljytön) poistaaksesi öljykerääntymät. Jos mahdollista, käytä imuria.
• Tarkista, että sähköliittimet ovat kireällä ja etteivät ne ole ylikuumentuneet.
Kaikki komponentit:
Komponentti Huoltotyöt
Generatore
Puhdista IGBT-yksiköiden jäähdyt-
timet paineilmalla suuntaamalla
ilmasuihku niihin.
Jäähdytysyksikkö
Puhdista jäähdytin paineilmalla
suuntaamalla ilmasuihku siihen.
Tarkista, ettei sisäisessä hydrau-
lijärjestelmässä ole rikkoutumia tai
vuotoja.
Kaasukonsoli
Tarkista, ettei sisäisessä paineil-
majärjestelmässä ole rikkoutumia
tai vuotoja.
Venttiilikonsoli
Tarkista, ettei sisäisessä paineil-
majärjestelmässä ole vuotoja.
Sytytysyksikkö
Tarkista, ettei elektrodissa ja
suuttimessa ole mustumia ja että
kärkien väli on oikea.
Tarkista, ettei sisäisessä hydrau-
lijärjestelmässä ole rikkoutumia tai
vuotoja.
Tarkista lisäksi määräajoin järjestelmän maadoitus. Tarkista erityisesti kuvan 24 kaavion avulla, että jokainen kaapeli on
kiristetty hyvin ruuvin ja mutterin väliin.

236
5 LIITE
5.1 LISÄSETTI (TUOTE 425) PLASMALEIKKURIN
LIITÄNTÄÄN (KUVA 23)
Katso setin (tuote 425) asennus sen ohjeista.
Kuva. 23
art 948

237
5.2 KONEEN MAADOITUSKAAVIO (KUVA 24)
Käytä maajohtoja, joiden läpimitta on vähintään 16 mm2
Kuva. 24
Virtakaapeli
Ferriitti Kuparitanko
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 1224-1225
Art. 464
Art. 948-949
Art. 469

238
5.3 ÄÄNENPAINETASOJEN MITTAUS
Plasmaleikkausprosessi tuottaa ihmiskorvalle haitallisia äänenpainetasoja, joten kansallisten ja paikallisten määräys-
ten mukaisten suojusten (esim. kuulosuojaimet tai korvatulpat) käyttö on pakollista.
Alla olevassa taulukossa annetut mittaukset koskevat rakenneterästä. Mittaukset on tehty ilmoitetuilta etäisyyksiltä
ja niiden tarkoituksena on auttaa turvallisuudesta vastaavaa henkilöä käyttämään asianmukaisia varotoimia työtilan
tekemiseksi turvalliseksi (katso esim. kansainvälistä standardia IEC 60974-9).
Materiaali
Leikkauska-
asu
Paksuus
Leikkau-
svirta
Leikkausno-
peus
Mittau-
setäisyydet
(melulähteen
edessä
x
melulähteen
yläpuolella)
A-painotet-
tu äänen-
painetaso
LpA
C-painotet-
tu äänen-
paineen
huipputaso
LpC, peak
(mm) (A) (m/min) (m x m) (dB) (dB)
Rakenneteräs O2/ilma 25 120 0.4 1 x 0.5 105.0 119.7
Rakenneteräs O2/ilma 25 120 0.4 2 x 0.5 100.5 114.6
Rakenneteräs O2/ilma 25 120 0.4 3 x 0.5 99.2 113.3
Rakenneteräs O2/ilma 40 250 0.5 1 x 0.5 111.9 125.0
Rakenneteräs O2/ilma 40 250 0.5 2 x 0.5 108.1 121.6
Rakenneteräs O2/ilma 40 250 0.5 3 x 0.5 106.5 120.3
Rakenneteräs O2/ilma 50 400 0.8 1 x 0.5 114.2 129.5
Rakenneteräs O2/ilma 50 400 0.8 2 x 0.5 108.9 124.1
Rakenneteräs
O2/ilma 50 400 0.8 3 x 0.5 107.1 122.9
1 minuuttia/mittaus kestäneet mittaukset tehtiin CEBORA S.p.A.:n laboratorioissa suljetussa tilassa, jossa on jälki-
kaikua.
Mittaustuloksissa ei ole huomioitu taustamelun tai testitilan mittojen aiheuttamia korjauksia.
Äänenpainetasot LpA ja LpC, peak on määritetty alan kansainvälisissä standardeissa (katso IEC 11202 ja IEC 61672-
1).

239
Schemi elettrici e Parti di ricambio
Electrical schematics and Spare parts
Schaltplan und Ersatzteile
Schémas électrique et Pièces détachées
Esquemas eléctricos y Partes de repuesto
Esquema eléctricos e Partes sobressalentes
Sähkökaavio ja Varaosat

240
Art. 948

241
Art. 948

242
Art. 949

243
Art. 949

244
Art. 470

245
Art. 466

246
Art. 462
Art. 469

247
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
L NROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE
Art. 464

248
Art. 948
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.

249
Art. 948
POS DESCRIZIONE DESCRIPTION
01
PANNELLO LATERALE
SINISTRO
LEFT SIDE PANEL
02 TELERUTTORE CONTACTOR
03 CIRCUITO PRECARICA PRECHARGE CIRCUIT
04 CONNESSIONE CONNECTION
05 MORSETTIERA TERMINAL BOARD
06 COPERCHIO COVER
07 PANNELLO POSTERIORE BACK PANEL
08
CONNESSIONE GAS
CONSOLE
GAS CONSOLE
CONNECTION
09
CIRCUITO SERIALE
RS232/422
RS232/422 SERIAL
CIRCUIT
10 PRESSACAVO STRAIN RELIEF
11 CAVO RETE POWER CORD
12 CONNESSIONE CNC CNC CONNECTION
13 SUPPORTO CONNETTORI CONNECTORS SUPPORT
14 FILTRO AUTOPULENTE SELF CLEANING FILTER
15 RACCORDO TUBO ACQUA WATER HOSE FITTING
16
PANNELLO LATERALE
DESTRO
RIGHT SIDE PANEL
17 MOTORE + POMPA MOTORPUMP
18 SUPPORTO MOTORE MOTOR SUPPORT
19 RADIATORE RADIATOR
20 SUPPORTO MACCHINA MACHINE SUPPORT
21
PANNELLO POSTERIORE
INTERNO
REAR INSIDE PANEL
22 TUNNEL TUNNEL
23 MOTOVENTOLA FAN
24 SUPPORTO INDUTTANZA INDUCTOR SUPPORT
25 RESISTENZA RESISTOR
26 INDUTTANZA INDUCTOR
27
SUPPORTO
TRASFORMATORE
TRANSFORMER
SUPPORT
28
TRASFORMATORE DI
POTENZA
POWER
TRANSFORMER
29 FONDO BOTTOM
30 PANNELLO ANTERIORE FRONT PANEL
31 PANNELLO COMANDI CONTROL PANEL
32 PORTALAMPADA LAMP HOLDER
33 LAMPADA LAMP
34
PROTEZIONE
COMMUTATORE
SWITCH PROTECTION
35 INTERRUTTORE SWITCH
POS DESCRIZIONE DESCRIPTION
36
TRASFORMATORE
DI SERVIZIO
AUXILIARY
TRANSFORMER
37 PULSANTE SICUREZZA SECURITY SWITCH
38
SUPPORTO MICRO
INTERRUTTORE
SWITCH SUPPORT
39 CIRCUITO ALIMENTATORE POWER SUPPLY CIRCUIT
40
GRUPPO CIRCUITO
CONTROLLO
CONTROL CIRCUIT UNIT
41 PIANO INTERMEDIO INSIDE BAFFLE
42
SUPPORTO CIRCUITO
INTERFACCIA
INTERFACE CIRCUIT
SUPPORT
43
CIRCUITO INTERFACCIA
ANALOGICO
ANALOGIC INTERFACE
CIRCUIT
44 PIANO INTERMEDIO INSIDE BAFFLE
45 SERBATOIO TANK
46 TAPPO SERBATOIO TANK CAP
47 GRUPPO FLUSSIMETRO FLOWMETER UNIT
48
SUPPORTO
FLUSSIMETRO
FLOWMETER SUPPORT
49
PANNELLO CHIUSURA
LATERALE
CLOSING SIDE PANEL
50 CIRCUITO FILTRO H.F. HV FILTER CIRCUIT
51 SUPPORTO ISOLANTE INSULATING SUPPORT
52
SUPPORTO
MORSETTIERA
TERMINAL BOARD
SUPPORT
53 PORTAFUSIBILE FUSE HOLDER
54 CONDENSATORE CAPACITOR
55 SUPPORTO SUPPORT
56 PROTEZIONE SCHEDA CIRCUIT PROTECTION
57
CIRCUITO TORCIA +
MISURA
TORCH + MEASURE
CIRCUIT
58 CIRCUITO DI MISURA MEASURE CIRCUIT
59 PIANO INTERMEDIO INSIDE BAFFLE
60 GRUPPO IGBT IGBT UNIT
61 CIRCUITO R.C. R.C. CIRCUIT
62
RINFORZO PIANO
LATERALE
REINFORCEMENT SIDE
PANEL
63 MORSETTIERA TERMINAL BOARD
64 GRUPPO FILTRO DI LINEA FILTER UNIT
65 CONNESSIONE USB USB CONNECTION
66
CONNESSIONE PANNELLO
REMOTO
REMOTE PANEL
CONNECTION
67 RESISTENZA RESISTOR
68 GRUPPO TERMOMETRO THERMOMETER UNIT

250
Art. 949

251
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
01
PANNELLO LATERALE
SINISTRO
LEFT SIDE PANEL
02
PANNELLO CHIUSURA
LATERALE
CLOSING SIDE PANEL
03 COPERCHIO COVER
04 GRUPPO IGBT IGBT UNIT
05 CIRCUITO R.C. R.C. CIRCUIT
06
CIRCUITO PRECARICA
CONDENSATORI
PRECHARGE CAPACITOR
CIRCUIT
07 CIRCUITO ALIMENTATORE POWER SUPPLY CIRCUIT
08 TRASDUTTORE TRANSDUCER
09 PULSANTE SICUREZZA SECURITY SWITCH
10
PIANO INTERMEDIO
VERTICALE
VERTICAL INSIDE BAFFLE
11
TRASFORMATORE DI
SERVIZIO
AUXILIARY
TRANSFORMER
13 SUPPORTO SUPPORT
14 CIRCUITO PRECARICA PRECHARGE CIRCUIT
15 PIANO INTERMEDIO INSIDE BAFFLE
16 CIRCUITO MISURA RETE MEASURE CIRCUIT
17 MORSETTIERA TERMINAL BOARD
18
SUPPORTO
MORSETTIERA
TERMINAL BOARD
SUPPORT
20
TUNNEL GRUPPO DI
POTENZA
POWER UNIT TUNNEL
21 CONVOGLIATORE ARIA AIR CONVEYOR
22
TRASFORMATORE DI
POTENZA
POWER TRANSFORMER
23 INDUTTANZA INDUCTOR
24 PANNELLO COMANDI CONTROL PANEL
25 PANNELLO CHIUSURA CLOSING PANEL
26 PANNELLO ANTERIORE FRONT PANEL
27 FONDO BOTTOM
28 SUPPORTO MACCHINA MACHINE SUPPORT
29 PORTALAMPADA LAMP HOLDER
30 LAMPADA LAMP
31 INTERRUTTORE SWITCH
32 SUPPORTO RESISTENZA RESISTOR SUPPORT
33 RESISTENZA RESISTOR
34
SUPPORTO
MORSETTIERA
TERMINAL BOARD
SUPPORT
35
CIRCUITO TORCIA +
MISURA
TORCH + MEASURE
CIRCUIT
36 PROTEZIONE SCHEDA CIRCUIT PROTECTION
37
CIRCUITO INTERFACCIA
ANALOGICO
ANALOGIC INTERFACE
CIRCUIT
38
SUPPORTO CIRCUITO
INTERFACCIA
INTERFACE CIRCUIT
SUPPORT
39 SUPPORTO ISOLANTE INSULATING SUPPORT
40 MORSETTIERA TERMINAL BOARD
POS DESCRIZIONE DESCRIPTION
41 SUPPORTO SERBATOIO TANK SUPPORT
42 GRUPPO FLUSSIMETRO FLOWMETER UNIT
43
RINFORZO PIANO
INTERMEDIO
REINFORCEMENT INSIDE
BAFFLE
44 RADIATORE RADIATOR
45 SUPPORTO RADIATORE RADIATOR SUPPORT
46 MOTOVENTOLA FAN
47
SUPPORTO PER
MOTOPOMPA
MOTORPUMP SUPPORT
48 MOTORE + POMPA MOTORPUMP
49
PIANO INTERMEDIO
VERTICALE
VERTICAL INSIDE BAFFLE
50 SERBATOIO TANK
51 TAPPO SERBATOIO TANK CAP
52
CIRCUITO SERIALE
RS232/422
RS232/422 SERIAL
CIRCUIT
53
CONNESSIONE GAS
CONSOLE
GAS CONSOLE
CONNECTION
54 PORTAFUSIBILE FUSE HOLDER
55 CONNESSIONE CNC CNC CONNECTION
56 SUPPORTO CONNETTORI CONNECTORS SUPPORT
57 PRESSACAVO STRAIN RELIEF
58
SUPPORTO
MOTOVENTOLA
FAN SUPPORT
59
PROTEZIONE
MOTOVENTOLA
FAN PROTECTION
60
PIASTRA CHIUSURA
SERBATOIO
CLOSING TANK PLATE
61
PROTEZIONE
MOTOVENTOLA
FAN PROTECTION
62
GRUPPO CIRCUITO
CONTROLLO
CONTROL CIRCUIT UNIT
63 MOTOVENTOLA MOTOR WITH FAN
64 TUNNEL+ SUPPORTO TUNNEL + SUPPORT
65
SUPPORTO
MORSETTIERA
TERMINAL BOARD
SUPPORT
66 FILTRO AUTOPULENTE SELF CLEANING FILTER
67 PANNELLO POSTERIORE BACK PANEL
68 RACCORDO TUBO ACQUA WATER HOSE FITTING
69
PANNELLO LATERALE
DESTRO
RIGHT SIDE PANEL
70 SUPPORTO INDUTTANZA INDUCTOR SUPPORT
71 FILTRO RETE MAINS FILTER
72 TELERUTTORE CONTACTOR
73 CIRCUITO FILTRO H.F. HV FILTER CIRCUIT
74 GRUPPO FILTRO DI LINEA FILTER UNIT
76
CONNESSIONE PANNELLO
REMOTO
REMOTE PANEL
CONNECTION
77 CONNESSIONE USB USB CONNECTION
78 GRUPPO TERMOMETRO THERMOMETER UNIT
Art. 949

252
Art. 470

253
Art. 470
POS DESCRIZIONE DESCRIPTION
01 SUPPORTO CIRCUITO BOARD SUPPORT
02
CIRCUITO ALIMENTAZIO-
NE + SERVIZI AUX
SUPPLY CIRCUIT+
AUX SERVICE
03
CIRCUITO ALIMENTAZIO-
NE + SERVIZI
SUPPLY CIRCUIT+
SERVICE
04 FASCIONE HOUSING
05 RACCORDO FITTING
06 ELETTROVALVOLA SOLENOID VALVE
07
RACCORDO PRESE MUL-
TIPLE
FITTING
08
RACCORDO PRESE MUL-
TIPLE
FITTING
09 PIANO INTERMEDIO INSIDE BAFFLE
10 NIPPLO NIPPLE
11 MOTOVENTOLA MOTOR-FAN
12
CONNESSIONE CON CON-
NETTORE
CONNECTO
13 CIRCUITO CONNETTO. CONNECTOR BOARD
14
CONNESSIONE CON CON-
NETTORE
CONNECTOR
15
RACCORDO PRESE MUL-
TIPLE
FITTING
16 RACCORDO FITTING
17 RACCORDO FITTING
POS DESCRIZIONE DESCRIPTION
18
CONNESSIONE
TRASDUTTORE
TRANSDUCERS
CONNECTOR
19
FONDO+ PANNELLO
POSTERIORE
BOTTOM+BACK PANEL
20
GRUPPO RIDUTTORE
DI PRESSIONE
PRESSURE REGULATOR
21 PANNELLO ANTERIORE FRONT PANEL
22 MANOPOLA KNOB
23 CIRCUITO PANNELLO PANEL BOARD
24 TUBO GAS GAS LEAD
25 CONNESSIONE CONNECTION
26 FASCIONE HOUSING
27
GRUPPO PLASMA
CUTFLOW
PLASMA CUTFLOW LEAD
28
RACCORDO PRESE
MULTIPLE
FITTING
29 SUPPORTO VALVOLA VALVE SUPPORT
30
FONDO + PANNELLO
POSTERIORE
BOTTOM+BACK PANEL
31
CONNESSIONE CON
CONNETTORE
CONNECTOR
32 PANNELLO ANTERIORE FRONT PANEL
33 RIDUTTORE PRESSURE REGULATOR
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.

254
Art. 466

255
Art. 466
POS DESCRIZIONE DESCRIPTION
01 FASCIONE HOUSING
02
GRUPPO REGOLATORE DI
PRESSIONE
PRESSURE REGULATOR
UNIT
03 SUPPORTO REGOLATORE ADJUSTING SUPPORT
04 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
05 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
06 CERNIERA HINGE
07 CIRCUITO CONNETTORE CONNECTOR BOARD
08 ELETTROVALVOLA SOLENOID VALVE
09 RACCORDO FITTING
10
RACCORDO PRESE
MULTIPLE
FITTING
11 RACCORDO CON PRESE FITTING
12
RACCORDO PRESE
MULTIPLE
FITTING
13 PIANO INTERMEDIO INSIDE BAFFLE
14 RACCORDO CON PRESE FITTING
15 RACCORDO FITTING
16 RACCORDO FITTING
17
CONNESSIONE
TRASDUTTORE
TRANSDUCERS
CONNECTOR
18
CONNESSIONE CON
CONNETTORE
CONNECTOR
POS DESCRIZIONE DESCRIPTION
19 MOTOVENTOLA MOTOR-FAN
20
FONDO+ PANNELLO
POSTERIORE
BOTTOM+BACK PANEL
21 GRUPPO FILTRO ARIA AIR FILTER UNIT
23 SUPPORTO RIDUTTORI REGULATORS SUPPORT
24
GRUPPO RIDUTTORE
DI PRESSIONE
PRESSURE REGULATOR
UNIT
25 PANNELLO ANTERIORE FRONT PANEL
26 FASCIONE HOUSING
27
FONDO + PANNELLO
POSTERIORE
BOTTOM+BACK PANEL
28 PANNELLO ANTERIORE FRONT PANEL
29 RACCORDO FITTING
30 PIEDE IN GOMMA RUBBER FOOT
31 GRUPPO RIDUTTORE
PRESSURE REDUCER
UNIT
32 RACCORDO CON PRESE FITTING
33 SUPPORTO VALVOLE VALVES SUPPORT
34
CONNESSIONE CON
CONNETTORE
CONNECTOR
35 RACCORDO FITTING
36
CIRCUITO SENSORE
PRESSIONE
PRESSURE SENSOR
CIRCUIT
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.

256
POS DESCRIZIONE DESCRIPTION
01 FASCIONE HOUSING
02
GRUPPO AUSILIARIO
PRE-CUTFLOW
PRE-CUTFLOW AUXILIA-
RY UNIT
03
GRUPPO RIDUTTORE
PRESSIONE AUSILIARIO
AUXILIARY PRESSURE
REGULATOR UNIT
04
GRUPPO SECONDARIO
PRE-CUTFLOW
PRE-CUTFLOW SECONDA-
RY UNIT
Art. 469
POS DESCRIZIONE DESCRIPTION
05
GRUPPO PLASMA PRE-
CUTFLOW
PRE-CUTFLOW PLASMA
UNIT
06 FONDO BOTTOM
07
CONNESSIONE CON CON-
NETTORE
CONNECTOR
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.

257
Art. 464
POS DESCRIZIONE DESCRIPTION
01 FASCIONE HOUSING
02 MORSETTIERA TERMINAL BOARD
03
SUPPORTO
MORSETTIERA
TERMINAL BOARD
SUPPORT
04 AT TACCO CAVI CORDS CONNECTOR
05 PULSANTE SWITCH
06 ISOLAMENTO INSULATION
POS DESCRIZIONE DESCRIPTION
07
CIRCUITO HF HIGH-FREQ. CIRCUIT
08
SUPPORTO ATTACCO
TORCIA
THORCH CONNECTOR
SUPPORT
10
TRASFORMATORE H.F. H.F. TRANSFORMER
11
BLOCCAGGIO LOCKING DEVICE
12 FONDO + PANNELLI BOTTOM + PANELS
13
CIRCUITO FILTRO FILTER CIRCUIT

258
Art. 462

259
Art. 462
POS DESCRIZIONE DESCRIPTION
01 FASCIONE HOUSING
02 MORSETTIERA TERMINAL BOARD
03
SUPPORTO MORSETTIE-
RA
TERMINAL BOARD SUP-
PORT
04 AT TACCO CAVI CORDS CONNECTOR
05 PULSANTE SWITCH
06 ISOLAMENTO INSULATION
07
CIRCUITO HF HIGH-FREQ. CIRCUIT
08
GRUPPO ATTACCO
TORCIA-CAVO POTENZA
TORCH-POWER CABLE
GROUP
10
TRASFORMATORE H.F H.F. TRANSFORMER
11
BLOCCAGGIO LOCKING DEVICE
12 FONDO + PANNELLI BOTTOM + PANELS
13
CIRCUITO FILTRO FILTER CIRCUIT
14
CONNESSIONE CONNECTION
15
SUPPORTO ELETTRO-
VALVOLE
SOLENOID VALVES
SUPPORT
POS DESCRIZIONE DESCRIPTION
16
GRUPPO PLASMA PRE-
CUTFLOW
PRE-CUTFLOW PLASMA
UNIT
17
GRUPPO SECONDARIO
PRE-CUTFLOW
PRE-CUTFLOW SECONDA-
RY UNIT
18
GRUPPO AUSILIARIO
PRE-CUTFLOW
PRE-CUTFLOW AUXILIA-
RY UNIT
19
GRUPPO RIDUTTORE DI
PRESSIONE
PRESSURE REGULATOR
UNIT
20 BLOCCAGGIO LOCKING DEVICE
21 SUPPORTO BLOCCAGGIO
LOCKING DEVICE SUP-
PORT
22 DISTANZIALE SPACER
23 COPERCHIO COVER
24
PROTEZIONE GRUPPO
PLASMA
PLASMA UNIT PROTEC-
TION
25
GRUPPO WATER PURGE
INLET
WATER PURGE INLET
GROUP
26
CONNESSIONE CON
CONNETTORE
CONNECTION WITH CON-
NECTOR
27
CIRCUITO FILTRO TOUCH
SENSING
TOUCH SENSING FILTER
CIRCUIT
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.

260
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
Transcripción de documentos
IT MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA PAG. 3 EN NSTRUCTION MANUAL FOR PLASMA CUTTING SYSTEM PAGE 37 DE BETRIEBSANLEITUNG FÜR PLASMASCHNEIDANLAGE SEITE 70 FR MANUEL D’INSTRUCTIONS POUR INSTALLATION DE DÉCOUPE PLASMA PAGE 103 ES MANUAL DE INSTRUCCIONES PARA EL SISTEMA DE CORTE AL PLASMA PAG. 137 PT MANUAL DE INSTRUÇÕES PARA EQUIPAMENTO DE CORTE COM PLASMA PAG. 171 FI KÄYTTÖOPAS PLASMALEIKKAUSKONEELLE Parti di ricambio e schema elettrico Spare parts and electrical schematic Ersatzteile und Schaltplan Pièces détachées et schéma électrique SIVU. 205 Partes de repuesto y esquema eléctrico Partes sobressalentes e esquema eléctrico Varaosat ja sähkökaavio Pagg. Sid.: 239 ÷ 259 3.300.104/A 14/02/2018 CEBORA S.p.A - Via Andrea Costa, 24 40057 Cadriano di Granarolo - BOLOGNA - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] IT L'USO DI CONSUMABILI NON ORIGINALI CEBORA FA AUTOMATICAMENTE DECADERE OGNI GARANZIA E/O RESPONSABILITÀ SU GENERATORI E TORCE PER IL TAGLIO AL PLASMA. EN THE USE OF NON-GENUINE CEBORA CONSUMABLES AUTOMATICALLY VOIDS ANY WARRANTY AND/OR RESPONSIBILITY ON PLASMA CUTTING POWER SOURCES AND TORCHES DE DIE GARANTIE UND/ODER HAFTUNG FÜR DIE STROMQUELLEN UND BRENNER ZUM PLASMASCHNEIDEN VERFÄLLT AUTOMATISCH, WENN ANDERE ALS DIE ORIGINALVERBRAUCHSTEILE VON CEBORA VERWENDET WERDEN. FR L'UTILISATION DE CONSOMMABLES NON ORIGINAUX CEBORA REND AUTOMATIQUEMENT CADUQUE TOUTE GARANTIE ET/OU RESPONSABILITÉ CONCERNANT LES GÉNÉRATEURS ET LES TORCHES POUR LE DÉCOUPAGE PLASMA ES EL USO DE CONSUMIBLES NO ORIGINALES CEBORA DETERMINA AUTOMÁTICAMENTE LA INVALIDACIÓN DE TODA GARANTÍA Y/O RESPONSABILIDAD RESPECTO DE GENERADORES Y ANTORCHAS PARA EL CORTE POR PLASMA. PT O USO DE CONSUMÍVEIS NÃO ORIGINAIS CEBORA ANULA AUTOMATICAMENTE QUALQUER GARANTIA E/OU RESPONSABILIDADE DO FABRICANTE NOS GERADORES E MAÇARICOS DE CORTE COM PLASMA. FI EI-ALKUPERÄISTEN KULUTUSOSIEN KÄYTÖN SEURAUKSENA CEBORA MITÄTÖI AUTOMAATTISESTI KAIKKI TAKUUT JA/TAI VAPAUTUU KAIKESTA VASTUUSTA VIRTALÄHTEIDEN JA PLASMALEIKKAUSPOLTINTEN OSALTA. DA BRUG AF FORBRUGSMATERIALER, SOM IKKE ER FREMSTILLET AF CEBORA, MEDFØRER AUTOMATISK BORTFALD AF ENHVER FORM FOR GARANTI OG/ELLER ANSVAR VEDRØRENDE STRØMKILDER OG SVEJSESLANGER TIL PLASMASKÆRING. NL DOOR HET GEBRUIK VAN CONSUMPTIEMATERIAAL DAT NIET DOOR CEBORA GELEVERD WORDT, VERVALT AUTOMATISCH ELKE GARANTIE EN/OF AANSPRAKELIJKHEID VOOR GENERATOREN EN PLASMA SNIJTOORTSEN. SV VID ANVÄNDNING AV FÖRBRUKNINGSDELAR SOM INTE ÄR CEBORA ORIGINALDELAR BORTFALLER GARANTIN AUTOMATISKT OCH/ELLER TILLVERKAREN AVSÄGER SIG ALLT ANSVAR FÖR GENERATORER OCH SLANGPAKET FÖR PLASMASKÄRNING. PL UŻYCIE CZĘŚCI EKSPLOATACYJNYCH INNYCH NIŻ ORYGINALNE DOSTARCZANE PRZEZ CEBORA UNIEWAŻNIA GWARANCJĘ ORAZ ZNOSI ODPOWIEDZIALNOŚĆ PRODUCENTA ZA AGREGATY PLAZMOWE ORAZ PALNIKI DO CIĘCIA PLAZMOWEGO. EL H ΧΡΉΣΗ ΜΗ ΑΥΘΕΝΤΙΚΏΝ ΑΝΑΛΩΣΊΜΩΝ CEBORA ΑΚΥΡΏΝΕΙ ΑΥΤΌΜΑΤΑ ΤΗΝ ΟΠΟΙΑΔΉΠΟΤΕ ΠΑΡΕΧΌΜΕΝΗ ΕΓΓΎΗΣΗ Η/ΚΑΙ ΕΥΘΎΝΗ ΕΠΊ ΤΩΝ ΓΕΝΝΗΤΡΙΏΝ ΚΑΙ ΤΩΝ ΦΑΚΏΝ ΚΟΠΉΣ ΜΕ ΠΛΆΣΜΑ. 2 INDICE 1 PRECAUZIONI DI SICUREZZA................................................................................................ 4 1.1 TARGA DELLE AVVERTENZE................................................................................................ 4 2 DATI TECNICI ........................................................................................................................ 5 2.1 DESCRIZIONE GENERALE DELL’IMPIANTO........................................................................ 5 2.2 GENERATORE PLASMA....................................................................................................... 6 2.2.1 Generatore Plasma Prof 166 HQC............................................................................... 6 2.2.2 Generatore Plasma Prof 255 HQC............................................................................... 7 2.3 GAS CONSOLE.................................................................................................................... 8 2.3.1 Gas console manuale PGC-3 - PGC-2........................................................................ 8 2.3.2 Gas console automatica APGC................................................................................... 9 2.4 CONSOLE VALVOLE PVC....................................................................................................10 2.5 UNITÀ DI ACCENSIONE HV19-1..........................................................................................10 2.6 UNITÀ DI ACCENSIONE – CONSOLE VALVOLE HV19-PVC...............................................11 2.7 TORCIA CP450G..................................................................................................................12 2.8 WATER CONSOLE...............................................................................................................12 3 INSTALLAZIONE ....................................................................................................................13 3.1 DISIMBALLO E ASSEMBLAGGIO.......................................................................................13 3.2 COLLEGAMENTO DEL GENERATORE................................................................................13 3.2.1 Collegamento al pantografo CNC...............................................................................16 3.2.2 Segnali digitali da controllo pantografo a generatore.................................................17 3.2.3 Segnali digitali da generatore a controllo pantografo.................................................18 3.2.4 Segnali analogici da generatore a controllo pantografo.............................................18 3.2.5 Segnale di arresto di emergenza per generatore........................................................19 3.3 COLLEGAMENTO DELLA GAS CONSOLE........................................................................ 20 3.3.1 Gas console manuale PGC-3 e PGC-2..................................................................... 20 3.3.2 Gas console automatica APGC................................................................................. 20 3.3.3 Nota sul collegamento dei gas....................................................................................21 3.4 COLLEGAMENTO DELLA TORCIA CP450G.......................................................................21 3.4.1 Applicazioni su pantografo.........................................................................................21 3.4.2 Applicazioni su robot..................................................................................................21 4 IMPIEGO ...................................................................................................................... 22 4.1 DESCRIZIONE DEI PANNELLI DEI GENERATORI............................................................. 22 4.2 DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE MANUALE E SUO IMPIEGO..... 23 4.2.1 Preparazione ed esecuzione del taglio (CUT)............................................................ 25 4.2.2 Preparazione ed esecuzione della marcatura (MARK)............................................... 26 4.2.3 Esecuzione del test di tenuta gas (TEST)................................................................... 26 4.2.4 Funzioni aggiuntive (Seconde funzioni).......................................................................27 4.2.4.1 Preparazione ed esecuzione della Marcatura Spot (SPOT MARK)................27 4.2.4.2 Gestione della corrente negli angoli del pezzo in lavorazione (CORNER)......27 4.2.4.3 Gestione del tempo di raffreddamento della torcia a fine taglio................... 28 4.2.4.4 Visualizzazione portata del liquido refrigerante (H2O)................................... 28 4.2.4.5 Esecuzione del taglio su lamiere forate o grigliati (SR).................................. 28 4.2.4.6 Regolazione fine della corrente a distanza (RRI)........................................... 28 4.2.5 Codici di errore.......................................................................................................... 29 4.3 DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE AUTOMATICA........................... 30 4.4 QUALITÀ DEL TAGLIO.........................................................................................................31 4.5 MANUTENZIONE DELL'IMPIANTO..................................................................................... 32 5 APPENDICE ...................................................................................................................... 34 5.1 KIT OPZIONALE (ART. 425) PER LA CONNESSIONE AL PANTOGRAFO.......................... 34 5.2 SCHEMA DI MESSA A TERRA DELL’IMPIANTO................................................................ 35 5.3 MISURA DEI LIVELLI DI PRESSIONE SONORA................................................................. 36 3 MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l’utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 RUMORE. Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI. · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell’assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell’ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 1.1 TARGA DELLE AVVERTENZE Il testo numerato seguente corrisponde alle caselle numerate della targa. 1. Le scintille provocate dal taglio possono causare esplosioni od incendi. 1 1.1 1.2 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd h a h jhgfjksdhfjksdklcsmkldc jk xc COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 60974-10(Cl. A) e 4 3098464 1.1 Tenere i materiali infiammabili lontano dall’area di taglio. 1.2 Le scintille provocate dal taglio possono causare incendi. Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 1.3 Non tagliare mai contenitori chiusi. 2. L’arco plasma può provocare lesioni ed ustioni. 2.1 Spegnere l’alimentazione elettrica prima di smontare la torcia. 2.2 Non tenere il materiale in prossimità del percorso di taglio. 2.3 Indossare una protezione completa per il corpo. 3. Le scosse elettriche provocate dalla torcia o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 3.1 Indossare guanti isolanti. Non indossare guanti umidi o danneggiati. 3.2 Assicurarsi di essere isolati dal pezzo da tagliare e dal suolo. 3.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 4. Inalare le esalazioni prodotte durante il taglio può essere nocivo alla salute. 4.1 Tenere la testa lontana dalle esalazioni. 4.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 4.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 5. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. L'operatore deve, quindi, proteggere gli occhi con lenti con grado di protezione uguale o superiore a DIN11 e il viso adeguatamente. 5.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 6. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 7. Non rimuovere né coprire le etichette di avvertenza. 2 DATI TECNICI 2.1 DESCRIZIONE GENERALE DELL’IMPIANTO Il Plasma Prof 166 HQC (Art. 948) e il Plasma Prof 255 HQC (Art. 949) completi di unità di accensione HV19-1 (Art. 464) oppure HV-PVC (art.462), gas console manuale PGC-3 - PGC-2 (Art. 470) oppure gas console automatica APGC (Art.466), console valvole PVC (Art. 469) e torcia CP450G (vari articoli in dipendenza dell’applicazione), sono impianti per taglio plasma multigas meccanizzato e completamente gestiti da microprocessore, in grado di erogare una corrente max di 120/250 A al 100% di fattore di utilizzo. Tutti i parametri di processo (materiale, gas, spessore e corrente) sono selezionabili dalla gas console e, in base alla loro scelta, vengono automaticamente indicati i flussi ottimali dei gas. Attraverso una porta RS232 posta sul pannello posteriore del generatore è possibile acquisire facilmente, tramite un Personal Computer, lo stato di tutti i parametri operativi; ciò consente una visione completa della situazione di lavoro e può aiutare nel caso di eventuali malfunzionamenti. Tramite la stessa RS232 oppure con una chiavetta USB è possibile poi aggiornare il software di macchina. Per un taglio ottimale di ogni materiale metallico, l’impianto utilizza diversi gas, quali: aria, azoto N2, ossigeno O2, miscela H35 (35% idrogeno H2 – 65% argon Ar), miscela F5 (5% idrogeno H2 – 95% azoto N2). Le combinazioni di questi ultimi vengono proposte in automatico in funzione del materiale scelto. E’ possibile poi eseguire la marcatura con il gas argon Ar, proposto anch’esso in automatico. Sono disponibili differenti set di consumabili in funzione della corrente di taglio e del gas usato, calibrati e testati per ottenere la massima qualità di taglio. Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225 Art. 1189.... Art. 469 Art. 948 -949 Fig. 1 5 2.2 GENERATORE PLASMA DATI TECNICI In esso risiede il microprocessore che gestisce l’intero impianto e il cui software è aggiornabile dalla porta RS232 oppure dalla porta USB posta sul pannello posteriore. Nella parte posteriore vi è incluso il gruppo di raffreddamento, completo di serbatoio, pompa, radiatore, filtri, flussimetro e temometro. Tensione nominale a vuoto (Uo) 300 V Max corrente di uscita (I2) 120 A Tensione di uscita (U2) 128 V Fattore di utilizzo (duty cycle) 100% @ 120A Max temperatura ambiente Grado di protezione della carcassa 40 °C Ad aria, con ventilazione forzata IP21S Peso netto 205 kg Raffreddamento 2.2.1 GENERATORE PLASMA PROF 166 HQC l Plasma Prof 166 HQC è un generatore di corrente costante, 120A max al 100% di fattore di utilizzo, conforme alla normativa IEC 60974-1, 60974-2 e 60974-10. Tensioni e max correnti nominali di alimentazione: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A GRUPPO DI RAFFREDDAMENTO TORCIA Potenza nominale di raffreddamento 1.7 kW a 1 l/min a 25°C Pressione max 463 960 948 Fig. 2a 6 0.45 MPa 2.2.2 GENERATORE PLASMA PROF 255 HQC DATI TECNICI Il Plasma Prof 255 HQC è un generatore di corrente costante, 250A max al 100% di fattore di utilizzo, conforme alla normativa IEC 60974-1, 60974-2 e 60974-10. Tensione nominale a vuoto (Uo) 315 V Max corrente di uscita (I2) 250 A Tensione di uscita (U2) 170 V Fattore di utilizzo (duty cycle) 100% @ 250A Max temperatura ambiente Grado di protezione della carcassa 40 °C Ad aria, con ventilazione forzata IP21S Peso netto 406 kg Raffreddamento Tensioni e max correnti nominali di alimentazione: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A GRUPPO DI RAFFREDDAMENTO TORCIA Potenza nominale di raffreddamento 1.7 kW a 1 l/min a 25°C Pressione max 681 0.45 MPa 1252 953 baricentro Fig. 2 b 7 2.3 GAS CONSOLE DATI TECNICI La gas console è un dispositivo atto a gestire la selezione dei parametri di processo e la regolazione dei flussi di gas, conforme alla normativa IEC 60974-8. Contiene elettrovalvole, riduttori e trasduttori di pressione nonché schede elettroniche per l’alimentazione e controllo di tali componenti. GAS USATI TITOLO Aria Pulita, secca e senza olio come da normativa ISO 0.8 MPa (8 bar) 8573-1: 2010. Classe 1.4.2 (particolato-acqua-olio) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Azoto 99.997% 0.8 MPa (8 bar) 150 l/min Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min 2.3.1 Gas console manuale PGC-3 - PGC-2 E’ suddivisa in due unità: la PGC-3, alimentata da gas aria, argon Ar, azoto N2 e ossigeno O2, e la PGC-2, alimentata da gas H35 (miscela al 35% idrogeno H2 e 65% argon Ar) e F5 (miscela al 5% idrogeno H2 e 95% azoto N2). H35 F5 * Miscela: 35% idrogeno, 65% 0.8 MPa (8 bar) argon Miscela: 5% idrogeno, 95% 0.8 MPa (8 bar) azoto 130 l/min 30 l/min * la normativa ISO 8573-1: 2010 prevede, per la Classe 1.4.2: • Particolato: ≤ 20.000 particelle solide per m3 d’aria con dimensioni comprese tra 0.1 e 0.5 µm; ≤ 400 particelle solide per m3 d’aria con dimensioni comprese tra 0.5 e 1.0 µm; ≤ 10 particelle solide per m3 d’aria con dimensioni comprese tra 1.0 e 5.0 µm. il punto di rugiada in pressione dell’aria deve • Acqua: essere inferiore o uguale a 3°C. la concentrazione totale di olio deve essere infe• Olio: riore o uguale a 0,1 mg per m3 d’aria. 198 289 M 6 Fattore di utilizzo (duty cycle) 100% Grado di protezione della carcassa IP 23 Peso netto 20 kg 380 315 354 Fig. 3 8 PRESSIONE MAX PORTATA DI INGRESSO 2.3.2 Gas console automatica APGC DATI TECNICI E’ suddivisa in due unità: una superiore, alimentata da gas aria, argon Ar, azoto N2 e ossigeno O2, e una inferiore, alimentata da gas H35 (miscela al 35% idrogeno H2 e 65% argon Ar) e F5 (miscela al 5% idrogeno H2 e 95% azoto N2). GAS USATI TITOLO Aria Pulita, secca e senza olio come da normativa ISO 0.8 MPa (8 bar) 8573-1: 2010. Classe 1.4.2 (particolato-acqua-olio) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Azoto 99.997% 0.8 MPa (8 bar) 150 l/min Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min H35 F5 PRESSIONE MAX PORTATA DI INGRESSO * Miscela: 35% idrogeno, 65% 0.8 MPa (8 bar) argon Miscela: 5% idrogeno, 95% 0.8 MPa (8 bar) azoto 130 l/min 30 l/min * la normativa ISO 8573-1: 2010 prevede, per la Classe 1.4.2: • Particolato: ≤ 20.000 particelle solide per m3 d’aria con dimensioni comprese tra 0.1 e 0.5 µm; ≤ 400 particelle solide per m3 d’aria con dimensioni comprese tra 0.5 e 1.0 µm; ≤ 10 particelle solide per m3 d’aria con dimensioni comprese tra 1.0 e 5.0 µm. il punto di rugiada in pressione dell’aria deve • Acqua: essere inferiore o uguale a 3°C. la concentrazione totale di olio deve essere infe• Olio: riore o uguale a 0,1 mg per m3 d’aria. 198 289 M 6 Fattore di utilizzo (duty cycle) 100% Grado di protezione della carcassa IP 23 Peso netto 20 kg 352 315 354 Fig. 4 9 2.4 CONSOLE VALVOLE PVC La console valvole PVC è un dispositivo atto a gestire lo scambio di gas nei passaggi accensione-trasferimento e nello spegnimento. Contiene elettrovalvole, valvole di non ritorno, riduttori di pressione. Il peso netto della PVC (Fig. 5) è di 3,2 kg. 250 320 200 124 155 Ø 5,5 145 70 M6 205 240 Fig. 5 200 2.5 UNITÀ DI ACCENSIONE HV19-1 L’unità di accensione HV19-1 è un dispositivo atto a fornire l’impulso di alta frequenza-alta tensione (14 kV) necessario ad innescare l’arco elettrico all’interno della torcia, tra elettrodo ed ugello. Esso è conforme alla normativa IEC 60974-3. Può essere montato in ogni posizione e l’apertura del coperchio provoca un arresto dell’impianto. Fig. 6 DATI TECNICI Tensione di picco (Upk) 14 kV Fattore di utilizzo (duty cycle) 100% @ 420A Grado di protezione della carcassa IP 23 Peso netto 6.5 kg 10 2.6 UNITÀ DI ACCENSIONE – CONSOLE VALVOLE HV19-PVC 245 L’unità di accensione – console valvole è un dispositivo che svolge una duplice funzione: - fornisce l’impulso di alta frequenza-alta tensione (14 kV), necessario ad innescare l’arco elettrico all’interno della torcia tra elettrodo ed ugello; - gestisce lo scambio dei gas nei passaggi accensionetrasferimento e nello spegnimento. Contiene elettrovalvole, valvole di non ritorno e riduttori di pressione. Esso conforme alla normativa IEC 60974-3. Generalmente viene utilizzata in impianti robotizzati. L’apertura del coperchio provoca un arresto dell’impianto. 14 kV Fattore di utilizzo (duty cycle) 100% @ 420A Grado di protezione della carcassa IP 23 Peso netto 10 kg 173 M6 240 231 Tensione di picco (Upk) 423 DATI TECNICI Fig. 7 11 2.7 TORCIA CP450G 2.8 WATER CONSOLE La torcia CP450G è una torcia multigas raffreddata con refrigerante liquido, adatta al taglio inclinato (bevel cutting) e conforme alla normativa IEC 60974-7. E’ adatta all’uso di gas plasma quali: aria, argon Ar, azoto N2, ossigeno O2, miscela H35 (35% idrogeno H2 – 65% argon Ar) e miscela F5 (5% idrogeno H2 – 95% azoto N2); di gas secondari quali: aria, argon Ar, azoto N2, ossigeno O2; di gas ausiliari quali: aria e azoto N2. Utilizzata con il generatore Plasma Prof 420 HQC, la corrente max di taglio è 420A al 100% di fattore di utilizzo. Vi sono diverse versioni della torcia CP450G in base all’applicazione: su pantografo oppure su impianti robotizzati. Il peso netto della torcia completa di cavo, varia da 8 kg a 12 kg in base alle diverse lunghezze. La water console è un dispositivo accessorio atto a gestire il flusso di acqua necessario per il taglio di Stainless Steel e Alluminio, qualora si voglia usare la combinazione azoto N2/acqua H2O. Fare riferimento al manuale istruzioni di tale accessorio per la descrizione del funzionamento. Applicazioni robotizzate Applicazioni su pantografo Fig. 8 12 3 INSTALLAZIONE L’installazione dell’impianto deve essere eseguita da personale qualificato. Tutti i collegamenti devono essere conformi alle vigenti norme e realizzati nel pieno rispetto della legge antinfortunistica (vedi CEI 26-23 / IEC-TS 62081). Assicurarsi che il cavo di alimentazione sia disconnesso durante tutte le fasi di installazione. Seguire scrupolosamente lo schema di messa a terra evidenziato in Appendice. • Il generatore viene fornito predisposto per la tensione di alimentazione di 400V trifase. Per alimentazioni diverse: smontare il laterale sinistro del generatore (vedi lista ricambi), togliere il coperchio a copertura delle morsettiere ed agire sulle stesse come indicato in figura 10 a: Nel caso di alimentazione a 230V trifase, cortocircuitare anche il primo morsetto in basso a sinistra con l’ultimo in basso a destra (vedi Fig.10 a riquadro 230V) usando il cavo in dotazione (fissato, con fascetta, siu cavi della morsettiera inferiore). 3.1 DISIMBALLO E ASSEMBLAGGIO Per spostare il generatore usare un carrello elevatore. Per rimuovere la pedana in legno facente parte dell’imballo: • svitare le 4 viti di fissaggio alla pedana di legno • sollevare il generatore con un carrello elevatore e posizionare le forche tenendo conto della posizione del suo baricentro (vedi Fig. 2). L’impianto di raffreddamento preleva l’aria dalla parte posteriore del generatore e la fa fuoriuscire dalle grate della parte anteriore. Posizionare il generatore in modo da avere un’ampia zona di ventilazione e tenere una distanza da eventuali pareti di almeno 1 m. B C A 3.2 COLLEGAMENTO DEL GENERATORE. Tutti i collegamenti devono essere eseguiti da personale qualificato. Generatore Plasma Prof 166 HQC Fig. 13 a Fig. 10 a 13 Generatore Plasma Prof 255 HQC • Il generatore viene fornito predisposto per la tensione di alimentazione di 400V trifase. Per alimentazioni diverse: smontare il laterale destro del generatore (vedi lista ricambi), togliere il coperchio a copertura delle morsettiere ed agire sulle stesse come indicato in figura 10 b: B NOTA: le morsettiere a 3 poli in alto rispettivamente a sinistra e a destra sono relative al trasformatore ausiliario e al trasformatore di servizio. Nel caso di alimentazione a 230V trifase, cortocircuitare anche il primo morsetto in basso a sinistra con l’ultimo in basso a destra (vedi Fig.10 b riquadro 230V) usando il cavo in dotazione (posizionato con una fascetta sul coperchio). C A Fig. 13 b Fig. 10 b 14 Assicurarsi che la tensione di alimentazione corrisponda a quella indicata sulla targa dati del generatore. Il conduttore giallo-verde del cavo di alimentazione deve essere collegato ad una efficiente presa di terra dell’impianto (vedi schema in Appendice 5.2-Fig.19); i rimanenti conduttori devono essere collegati alla linea di alimentazione attraverso un interruttore posto, possibilmente, vicino alla zona di taglio per permettere uno spegnimento veloce in caso di emergenza. La portata dell’interruttore magnetotermico o dei fusibili deve essere uguale alla corrente I1max assorbita dall’apparecchio. La I1max è riportata nella targa dati, sul posteriore della macchina, in corrispondenza della tensione U1 di alimentazione. Eventuali prolunghe devono essere di sezione adeguata alla corrente I1max assorbita. • Dopo tale operazione, proseguire con il collegamento delle diverse connessioni (Fig. 11). Inserire la connessione di collegamento art. 1169, con i relativi cavi, nell’attacco torcia G del generatore e avvitare a fondo le 3 viti di fissaggio. Serrare il cavo nero di potenza al morsetto B (-), inserire i due cavetti della sicurezza nella morsettiera C e il faston del cavo rosso dell’arco pilota nel relativo cavetto A con faston maschio. Serrare il terminale del cavo massa nel morsetto H (+) come da figura e i tubi dell’acqua di raffreddamento E ed F, facendo attenzione alla corrispondenza del colore (E-rosso = acqua calda, ritorno; F-blu = acqua fredda, mandata). Inserire l’altro capo della connessione art. 1169 nella Unità HV19/1 (art. 464) come indicato nella parte destra della figura 12 (cavo nero di potenza al morsetto B (-) e faston del cavo rosso dell’arco pilota in A. L’Unità HV19/1 deve essere collegata a massa direttamente sul pantografo (tramite le 4 viti di fissaggio mostrate nella figura 6), in posizione tale da permettere una sua apertura. A F B E H G C Fig. 11 B A Fig. 12 Con riferimento alla Fig.13, collegare la connessione art.1189 al connettore B (relativa alla gas console); la connessione di collegamento al pantografo al connettore A; infine, l’eventuale connessione art.1199 al connettore C (relativa al remote panel). 15 3.2.1 Collegamento al pantografo CNC Nel caso di generatore provvisto di interfaccia digitale, riferirsi alla documentazione specifica. N.B.: per il connettore CNC viene dato in dotazione il connettore volante maschio (AMP P/N 182926-1- Fig. 14) con i rispettivi pin; il resto della connessione al pantografo è a cura del cliente. art 948 Connettore AMP P/N 182926-1 Fig. 14 16 3.2.2 Segnali digitali da controllo pantografo a generatore. CABLAGGIO DI UN INGRESSO DIGITALE SPOT-MARK TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 5 6 Spot TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Segnale +24 Vdc J10, pin 7 J10, pin 8 Il segnale “Spot” è attivo alto. Spot 0 Vdc= il Controllo Pantografo segnala al Generatore la condizione di taglio normale. Spot +24 Vdc= il Controllo Pantografo comanda al Generatore di attivare la modalità “Marcatura Spot”. CORNER TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE livello logico basso 0 ÷ +7,5 Vdc; livello logico alto +14,5 ÷ +24 Vdc; corrente d’ingresso 2,5 mA, max.; frequenza d’ingresso 100 Hz, max.; potenziale di riferimento per ogni ingresso (Gnd) J1, pin 2, su scheda interfaccia. ROBOT READY TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 1 2 Robot Ready TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Segnale +24 Vdc J10, pin 3 J10, pin 4 Il segnale “Robot Ready” è attivo alto. Per avere il Generatore pronto per il taglio è richiesta una tensione di +24Vdc. Il Controllo Pantofgrafo deve impostare questo segnale appena è pronto per il taglio. La mancanza del segnale “Robot Ready” arresta immediatamente il processo di taglio con indicazione su Pannello di Controllo del messaggio “rob” lampeggiante. NOTA: Se il segnale “Robot Ready” non è attivo nessun segnale digitale o analogico viene acquisito. START TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 3 4 Start TIPO SEGNALE Segnale +24 Vdc POSIZIONE SU SCHEDA INTERFACCIA J10, pin 1 J10, pin 2 Il segnale “Start” è attivo alto ed avvia il processo di taglio. Il processo rimane attivo finchè il segnale “Start” è presente. Eccezioni: il segnale “Robot Ready” è assente. il segnale “Power Source Ready” è assente (es: sovratemperatura, livello liquido insufficiente, etc.). 15 16 Corner TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Segnale +24 Vdc J10, pin 5 J10, pin 6 Il segnale “Corner” è attivo alto. Corner 0 Vdc = il Controllo Pantografo segnala al Generatore la condizione di taglio normale. Corner +24 Vdc = il Controllo Pantografo segnala al Generatore l’avvicinamento ad un angolo. PREFLOW TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 17 18 Preflow TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Segnale +24 Vdc J11, pin 5 J11, pin 6 Il segnale “Preflow” è attivo alto. Preflow 0 Vdc = il Controllo Pantografo segnala al Generatore di NON attivare la funzione “Preflow”. Preflow +24 Vdc = il Controllo Pantografo comanda al Generatore di attivare la funzione “Preflow”. CUT/MARK TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 19 20 Cut/Mark TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Segnale +24 Vdc J11, pin 7 J11, pin 8 Il segnale “Cut/Mark” è attivo alto. Cut/Mark 0 Vdc = il Controllo Pantografo segnala al Generatore la condizione di taglio normale. Cut/Mark +24 Vdc = il Controllo Pantografo segnala al Generatore di attivare la modalità “Marcatura”. 17 PROCESS ACTIVE 3.2.3 Segnali digitali da generatore a controllo pantografo. CABLAGGIO DI UNA USCITA DIGITALE A RELÈ TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 27 28 Process Active TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Terminale C Contatto NO J3, pin 3 J3, pin 4 Il segnale “Process Active” è attivo alto (contatto chiuso). Quando il Controllo Pantografo inizializza il segnale digitale “Start”, il processo di taglio inizia con il gas preflow, seguito dall’operazione di taglio e successivamente dal gas postflow. Dall’inizio del gas preflow fino alla fine del gas postflow, il Generatore inizializza il segnale “Process Active”. Il Generatore sta eseguendo il processo. 3.2.4 Segnali analogici da generatore a controllo pantografo. CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIONE ISOLATA. tensione contatti 24 Vdc / 120 Vac; corrente contatti 1 Adc / 0,5 Aac max; frequenza di commutazione 15 Hz max. ARC TRANSFER TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 12 14 Arc Transfer TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Contatto NO Terminale C J4, pin 1 J4, pin 3 Il segnale “Arc Transfer” è attivo alto (contatto chiuso). Il segnale “Arc Transfer” rimane attivo per la durata del taglio, inclusa la fase di sfondamento. POWER SOURCE READY TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 25 26 Power Source ready TIPO SEGNALE POSIZIONE SU SCHEDA INTERFACCIA Terminale C J3, pin 5 Contatto NO J3, pin 6 Il segnale “Power Source Ready” è attivo alto (contatto chiuso). Il segnale “Power Source Ready” rimane attivo per il tempo in cui il Generatore è pronto per tagliare. Appena interviene un messaggio di errore nel Generatore, oppure il segnale “Robot Ready” è disattivato dal Controllo Pantografo, il segnale “Power Source Ready” cessa di essere attivo. Ciò significa che il segnale “Power Source Ready” può rilevare sia errori del Generatore sia errori del Pantografo. tensione d’uscita corrente d’uscita frequenza d’uscita 0 ÷ 10 Vdc; 20 mA max; 5 Hz max. VALORE DI FONDO SCALA PER SEGNALE V_ARC-ISO DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON DIP 1 NOTA: Entrambe le sezioni 1 e 2 di DIP1 devono essere 18 sempre in posizioni uguali (es.: entrambe in ON o entrambe in OFF). CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIONE NON ISOLATA. V_Arc-ISO TERMINALI CONNETTORE CNC SU GENERATORE 11 7 NOME SEGNALE TIPO SEGNALE analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSIZIONE SU SCHEDA INTERFACCIA J5, pin 3 J5, pin 4 “V_Arc-ISO” è il segnale relativo alla tensione d’arco all’uscita del Generatore (tensione “elettrodo-pezzo in lavorazione”), fornito in modo isolato e ridotto. Il segnale “V_Arc-ISO” è disponibile con i seguenti valori di fondo scala: • tensione da 0 a 5V, corrispondente alla tensione d’arco da 0 a 250V (rapporto riduzione = 1/50); • tensione da 0 a 10V, corrispondente alla tensione d’arco da 0 a 250V (rapporto riduzione = 1/25). Il valore di fondo scala dipende dalla posizione dei dipswitches Dip1 sulla scheda Interfaccia (vedi fig. 15). tensione d’uscita impedenza d’uscita 0 ÷ 250 Vdc; 10 Kohm, circa. V_Arc-NO-ISO TERMINALI CONNETTORE CNC SU GENERATORE 9 8 NOME SEGNALE TIPO SEGNALE V_Arc-NO-ISO analog out+ (0÷250V) analog out- POSIZIONE SU CIRCUITO TORCIA + MISURA J8, pin 1 J8, pin 2 “V_Arc-NO-ISO” è’ il segnale relativo alla tensione d’arco all’uscita del Generatore (tensione “elettrodo-pezzo in lavorazione”), fornito in modo diretto e NON isolato. Il segnale “V_Arc-NO-ISO” è disponibile con valori di tensione 0 ÷ 250 Vdc e con il terminale positivo (potenziale del pezzo in lavorazione) elettricamente collegato al potenziale di massa dell’impianto. Il potenziale di “elettrodo” è fornito con un resistore da 10 Kohm, circa, inserito in serie all’uscita. 3.2.5 Segnale di arresto di emergenza per generatore CABLAGGIO DELL’INGRESSO EMERGENZA. DIP 3 DIP 1 Fig. 15 Tensione d’ingresso 24 Vdc; corrente assorbita 20 mA max La macchina viene fornita con l’uscita della tensione d’arco ridotta isolata a 1/50 Varc. EMERGENCY A TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 21 22 Emergency A TIPO SEGNALE Contatto NC Contatto NC POSIZIONE INTERNA AL GENERATORE Controllo TL linea Controllo TL linea 19 “Emergency A” è il segnale di arresto di emergenza fornito al Generatore dal Controllo Pantografo o dai dispositivi di protezione dell’Impianto. Deve essere fornito dal contatto di un relè o dispositivo di sicurezza; l’intervento sul dispositivo provoca l’apertura del contatto e quindi l’arresto immediato del Generatore, con l’apertura del contattore di linea interno al Generatore. Il Generatore risulta così privo di alimentazione ai circuiti di potenza. Il segnale “Emergency A” è attivo basso (contatto aperto): per avere il Generatore pronto per il taglio è richiesta la chiusura del contatto. “Emergency A” arresta immediatamente l’erogazione di corrente dal Generatore. Su Pannello di Controllo appare il messaggio “OFF rob”. EMERGENCY B TERMINALI CONNETTORE NOME CNC SU SEGNALE GENERATORE 23 24 Emergency B TIPO SEGNALE Contatto NC Contatto NC POSIZIONE INTERNA AL GENERATORE Controllo TL linea Controllo TL linea “Emergency B” è il segnale di arresto di emergenza fornito al Generatore dal Controllo Pantografo o dai dispositivi di protezione dell’Impianto. Deve essere fornito dal contatto di un relè o dispositivo di sicurezza; l’intervento sul dispositivo provoca l’apertura del contatto e quindi l’arresto immediato del Generatore, con l’apertura del contattore di linea interno al Generatore. Il Generatore risulta così privo di alimentazione ai circuiti di potenza. Il segnale “Emergency B” è attivo basso (contatto aperto): per avere il Generatore pronto per il taglio è richiesta la chiusura del contatto. “Emergency B” arresta immediatamente l’erogazione di corrente dal Generatore. Su Pannello di Controllo appare il messaggio “OFF rob”. NOTA: è disponibile, come kit opzionale, un connettore multipolare con segnali aggiuntivi (vedi appendice). Fig. 16 20 3.3 COLLEGAMENTO DELLA GAS CONSOLE 3.3.1 Gas console manuale PGC-3 e PGC-2 • Fissare la gas console sopra il generatore oppure sopra il pantografo e collegare le masse ad un efficiente impianto di terra secondo lo schema di fig. 24 in appendice 5.2. Le due unità PGC-3 e PGC-2 sono collegate insieme tramite: - la connessione tra CN06 e CN07 - il tubo tra l’uscita “plasma cutflow” di PGC-3 e l’ingresso “plasma” di PGC-2 • Collegare il fascio tubi art.1166 serrando i tubi alle rispettive uscite dei gas e facendo attenzione alla corrispondenza delle marcature (plasma preflow, secondary preflow/cutflow e auxiliary nella PGC-3; plasma cutlow nella PGC-2); avvitare il connettore elettrico all’uscita CN05 (vedi parte sinistra di fig. 16). • Collegare l’altra estremità del art.1166 alla console valvole PVC (art.469) per i tubi “plasma”, a “secondary” e “auxiliary”, facendo attenzione alla corrispondenza delle marcature. Fissare la PVC sulla testa del pantografo, in prossimità della torcia (vedi parte destra di fig. 16). • Collegare infine la connessione art.1189 avvitando il connettore elettrico all’uscita CN04 (vedi parte sinistra di fig. 16). 3.3.2 Gas console automatica APGC. • Fissare la gas console sopra il generatore oppure sopra il pantografo e collegare le masse ad un efficiente impianto di terra secondo lo schema di Fig. 24 in appendice 5.2. • Collegare il fascio tubi art.1166 serrando i tubi alle rispettive uscite dei gas e facendo attenzione alla corrispondenza delle marcature (plasma preflow - cutflow, secondary preflow - cutflow e auxiliary); avvitare il connettore elettrico all’uscita CN05 (vedi fig.17). • Collegare l’altra estremità del art.1166 alla console valvole PVC (art.469) per i tubi “plasma”, a “secondary” e “auxiliary”, facendo attenzione alla corrispondenza delle marcature dei tubi gas. Fissare la PVC sulla testa del pantografo, in prossimità della torcia (vedi parte destra di fig. 16). • Collegare infine la connessione art.1189 avvitando il connettore elettrico all’uscita CN04 (vedi fig.17). Assicurarsi che l’aria (AIR) sia sempre connessa, alla pressione adeguata, alla gas console automatica poiché viene usata come gas di “servizio”. 3.4 COLLEGAMENTO DELLA TORCIA CP450G 3.4.1 Applicazioni su pantografo • Collegare il fascio di tubi uscenti dalla torcia alla console valvole PVC (art.469) serrandoli alle rispettive uscite dei gas e seguendo l’ordine indicato dalla marcatura sugli stessi (vedi Fig. 18). Fig. 17 3.3.3 Nota sul collegamento dei gas Le filettature degli ingressi dei gas (INLET GAS) sono rispettivamente 1/4G per gas aria, Ar, N2, O2 e auxiliary e 1/8G per gas H35 e F5. La fornitura dei gas così come la manutenzione programmata/preventiva dell’impianto di distribuzione degli stessi è a cura del cliente. Si ricorda che la mancata manutenzione dell’impianto può essere causa di gravi incidenti. Leggere attentamente la “Scheda di Sicurezza” relativa ad ogni gas usato in modo da non sottovalutare pericoli derivanti da un uso improprio. NOTA: La scelta del tipo di tubo va effettuata in base al gas utilizzato (vedi norma EN 559). NOTA: l’uso di gas di purezza inferiore può portare, per ogni dato materiale, ad una riduzione della velocità, della qualità e dello spessore massimo di taglio. Non è inoltre garantita la durata dei consumabili. ATTENZIONE: quando si utilizza gas ossigeno, tutto ciò che entra in contatto con esso deve essere esente da oli e grassi. • quando si seleziona il programma di taglio MS - O2/O2 (taglio di acciaio dolce con gas ossigeno/ossigeno), assicurarsi che l’aria (AIR) sia connessa all’ingresso della gas console, poiché viene utilizzata come gas di “preflow”. • quando si seleziona una corrente di taglio superiore a 50A, assicurarsi che l’aria (AIR) o l’azoto (N2) siano connessi all’ingresso della gas console (manuale o automatica) anche nel canale AUXILIARY. Fig. 18 • Assicurarsi, con l’uso di una squadra, che la torcia sia perpendicolare al piano di taglio del pantografo. • Inserire il cavo della torcia (art.1224, 1225 o) nell’Unità HV19-1 (art. 464) come mostrato nella parte destra di figura 19. Fig. 19 3.4.2 Applicazioni su robot • Collegare il fascio di tubi uscenti dalla torcia alla unità accensione - console valvole HV19-PVC (art.462) serrandoli alle rispettive uscite dei gas e seguendo l’ordine indicato dalla marcatura sugli stessi. • Assicurarsi, con l’uso di una squadra, che la torcia sia perpendicolare al piano di taglio del pantografo. 21 • Inserire il cavo della torcia (art.1222 o Art.1223) nell’unità accensione – console valvole HV19-PVC (art. 462) e procedere allo stesso modo descritto nel paragrafo precedente. 4.1 DESCRIZIONE DEI PANNELLI DEI GENERATORI Tramite la manopola A si accende l’intero impianto, la lampada B segnala tale operazione. 3.5 REQUISITI DEL LIQUIDO REFRIGERANTE Il generatore viene fornito con una quantità minima di liquido refrigerante: è cura del cliente riempire il serbatoio prima dell’uso dell’impianto. Usare unicamente liquido refrigerante CEBORA (art. 1514) e leggere attentamente il MSDS per un suo uso sicuro ed una sua conservazione corretta. L’ingresso del serbatoio, della capacità 10 litri, si trova nella parte posteriore del generatore, come mostrato in fig. 20. Riempire sino al livello max e, dopo la prima accensione dell’ impianto, rabboccare per compensare il volume di liquido presente nei tubi. NOTA: durante l’uso dell’impianto e in particolare nella sostituzione della torcia o dei consumabili si hanno piccole perdite di liquido. Rabboccare settimanalmente sino al livello max. NOTA: dopo 6 mesi il liquido refrigerante deve essere completamente sostituito, indipendentemente dalle ore di lavoro dell’impianto. A 4 IMPIEGO A = interruttore di rete. B = lampada spia di rete. C = porta di ingresso seriale RS232. D = fusibile protezione pompa del circuito di raffreddamento (5A-250V-T). E = Passacavo per cavo rete. F = connettore CNC collegamento al pantografo. G = connettore CN03 collegamento alla Gas Console. H = tappo serbatoio liquido refrigerante. I= B T indicatore di livello liquido refrigerante. I H F G S C E D R P L Q M O Fig. 20 a 22 N 4.2 L = filtro mandata liquido refrigerante. M = rubinetto svuotamento serbatoio liquido refrigerante. N = innesto rapido tubo mandata liquido refrigerante. DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE MANUALE E SUO IMPIEGO (Fig. 21) Dal pannello della gas console si gestiscono tutte le funzioni dell’impianto. In particolare si seleziona il tipo di lavoro da effettuare ossia taglio (CUT), marcatura (MARK), oppure test di tenuta gas (TEST) dell’impianto. O = innesto rapido tubo ritorno liquido refrigerante. A: Pulsante di selezione modalità di lavoro. Ad ogni pressione di questo pulsante si ac- cende il led corrispondente alla scelta: B: Led modalità taglio. P = attacco torcia. Q = passacavo per cavo massa. R = filtro ritorno liquido refrigerante. C: Led modalità marcatura. S = connettore collegamento al pannello remoto. D: Led modalità test. T = presa USB per aggiornare il firmware del generatore. A E: Pulsante di selezione parametri da regolare. Ad ogni pressione di questo pulsante si accende il led corrispondente alla scelta: F: Led che segnala la modalità sele- zione del tipo di materiale da tagliare. G: Led che segnala la modalità sele zione della combinazione gas PLASMA /SECONDARY. B D C F G S E H I R L M N P Q O Fig. 20 b 23 S: Display che visualizza la pressione del gas plasma in accensione. H: Led che segnala la modalità selezio ne dello spessore del materiale da tagliare. I: Led che segnala la modalità selezio ne della corrente di taglio. L: Led che segnala la modalità selezio ne della velocità di taglio. M: Led che segnala il diverso set di consu mabili da utilizzare relativo alle selezioni precedenti. N: Display che visualizza i valori dei pa rametri in regolazione. T: Display che visualizza la pressione del gas secondario in accensione. U: Display che visualizza la pressione del gas secondario durante il taglio. V: Pulsante di selezione dei canali gas plasma PRE/CUT FLOW e secondary PRE/CUT FLOW. O: Manopola di regolazione dei para- metri. P: Display che visualizza il tipo di gas plasma di taglio. Q: Display che visualizza il tipo di gas seconda rio di taglio. R: Display che visualizza la pressione del gas plasma durante il taglio. B G C D H P W: Pulsante di conferma impostazione parame tri: console pronta per CUT, MARK o TEST. X: Led di aiuto ricerca pressione corretta dei gas: -pressione bassa = led di sinistra acceso. -pressione alta = led di destra acceso. -pressione corretta = entrambi i led accesi. Y: Manopole di regolazione della pressione dei gas della console PGC-3. R S W V T A Q F E U I X L N Y O M 24 K Z Fig. 21 Z: Led che segnala l’attivazione della console PGC-2. K: Manopola di regolazione della pressione dei gas della console PGC-2. 4.2.1 Preparazione ed esecuzione del taglio (CUT) Dopo aver acceso l’impianto tramite l’interruttore posto sul pannello anteriore del generatore, l’accensione del led B CUT (vedi Fig. 21) indica che la macchina è in modalità “taglio”. Occorre dapprima effetturare una serie di selezioni/regolazioni e pertanto assicurarsi che il tasto RUN non sia premuto (display PREFLOW e CUTFLOW di Fig.21 del flusso dei gas PLASMA e SECONDARY spenti). La prima predisposizione da effettuare, in sequenza, è la selezione indicata in tabella1. Tenendo premuto il pulsante nella selezione della corrente (led I acceso), si entra in modalità fine indicata dal led lampeggiante. E’ possibile quindi regolare la corrente, con step di 1A, in intervalli prefissati: [20-30 A] ,[40-50 A], [7090A], [110-120A], [180-200 A], [230-250 A] . La seconda predisposizione da effettuare, in sequenza, è la regolazione indicata in tabella 2. Ad una pressione del tasto SET, il flusso di gas, per ogni canale, è attivo per 10 s: dopodichè occorre ripremerlo se si vuole continuare la regolazione. SELEZIONE (premendo il pulsante E) Ripremendo il pulsante SET dopo l’ultima regolazione, si esce dalla modalità di regolazione. Con una successiva pressione del pulsante si ritorna alla prima regolazione e cosi via. I led a freccetta sotto il display del canale corrispondente indicano il senso di regolazione della manopola: se acceso quello di sinistra occorre incrementare il flusso (senso orario), viceversa per quello di destra (senso antiorario). Al raggiungimento del flusso corretto, in base alla selezione effettuata in Tab. 1, si ha l’accensione di entrambi. Usciti dalla modalità regolazione, dopo le suddette predisposizioni, si deve premere il pulsante RUN: si accendono così tutti i display relativi ai canali PLASMA e SECONDARY e il generatore è pronto per il taglio. Nel caso sia stato selezionato il gas H35 o F5 si accende il led della gas console PGC-2. N.B. all’accensione dell’impianto, rimane memorizzata l’ultima impostazione di lavoro (i.e. MAT-GAS-mm-A). Se nella successiva regolazione si cambia il tipo di gas allora viene eseguito in automatico il “purge” ossia prima uno svuotamento dei tubi seguito da una successiva pulizia con flusso attivo per circa 10 s. Dopo il segnale di start dal pantografo, si attiva in automatico la sequenza seguente: -Preflow di 0.5 s con il gas selezionato. -Impulso di Alta tensione / Alta frequenza. -Accensione dell’arco pilota. -Trasferimento dell’arco plasma (invio al CNC del segnale “arc transfer”). DESCRIZIONE tipo di materiale da tagliare SELEZIONE (ruotando la manopola O) MS = Mild Steel SS = Stainless Steel AL = Aluminium t combinazione di gas (PLASMA/SECONDARY) idonea al materiale scelto AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Spessore del materiale da tagliare Vedi tabelle di taglio Corrente di taglio suggerita per la combinazione (MAT/GAS/mm) scelta Vedi tabelle di taglio Velocità di taglio suggerita per la combinazione (MAT/GAS/mm/A) scelta Vedi tabelle di taglio Set di consumabili da usare per la combinazione (MAT/GAS/mm/A) scelta • STD (Standard) • SPD (Speed) • EXP • QPC (Vedi tabelle di taglio) t t t t Tab. 1 25 SELEZIONE (premendo il pulsante V) REGOLAZIONE (ruotando la manopola Y) DESCRIZIONE Accensione display R PLASMA CUTFLOW Sino all’accensione contemporanea dei due led a freccetta X Accensione display S PLASMA PREFLOW Sino all’accensione contemporanea dei due led a freccetta X Accensione display T SECONDARY PREFLOW Sino all’accensione contemporanea dei due led a freccetta X Accensione display U SECONDARY CUTFLOW Sino all’accensione contemporanea dei due led a freccetta X t t t Tab. 2 -Inizio del movimento sul piano x-y del CNC al termine del “pierce delay time”. Al segnale di stop dal pantografo, si attiva in automatico la sequenza seguente: -Spegnimento dell’arco plasma. -Termine del movimento sul piano x-y del CNC. -Postflow con il gas selezionato. 4.2.2 Preparazione ed esecuzione della marcatura (MARK) Dopo aver acceso l’impianto tramite l’interruttore posto sul pannello anteriore del generatore, l’accensione del led MARK indica che la macchina è in modalità “marcatura”. Occorre dapprima effetturare una serie di selezioni/regolazioni e pertanto assicurarsi che il tasto RUN non sia premuto (display PREFLOW-CUTFLOW di Fig.21 del flusso dei gas PLASMA e SECONDARY spenti). La prima predisposizione da effettuare, in sequenza, è quella di Tab. 3. Per la seconda predisposizione ci si riferisce a quella di Tab. 2 con le relative note. SELEZIONE (premendo il pulsante E) DESCRIZIONE tipo di materiale da marcare SELEZIONE (ruotando la manopola O) MS = Mild Steel SS = Stainless Steel AL = Aluminium Tab. 3 4.2.3 Esecuzione del test di tenuta gas (TEST) Dopo aver acceso l’impianto tramite l’interruttore posto sul pannello anteriore del generatore, l’accensione del led TEST indica che la macchina è in modalità “test”. Si deve eseguire periodicamente il test di tenuta, da T01 a T05, per verificare eventuali perdite di gas nei tubi, dall’ingresso di essi nella parte posteriore della gas console sino all’ingresso della console valvole. Inoltre il test di flusso TF6 permette di verificare il flusso del canale ausiliario AUX. E’ possibile verificare ogni canale singolarmente, come mostrato in Tab. 4: SELEZIONE (ruotando la manopola O) Test canale air / air t Test canale N2 / N2 t Test canale O2 / O2 t Test canale H35 / -- t combinazione di gas (PLASMA/SECONDARY) idonea al materiale scelto t Test canale Ar / Ar Ar/Ar t Test canale AUX t t Corrente di taglio suggerita per la combinazione (MAT/ GAS/mm) scelta 26 DESCRIZIONE Vedi tabelle di taglio Test completo (sequenza automatica temporizzata di T01, T02, T03, T04, T05, T06) Tab. 4 Alla pressione del tasto RUN, si avvia il test selezionato: la macchina esegue dapprima un “purge”, poi vengono riempiti i tubi con il gas e successivamente disattivate le elettrovalvole di INLET GAS e quelle presenti nella console valvole. Se non vengono rilevate perdite durante il tempo di test, ad esempio con AIR/AIR, il display della gas console mostra il messaggio OK AIR (idem per gli altri gas: OK N2, OK O2, OK H35 e OK Ar). Nel caso sia stato selezionato il test T04, si accende, durante il TEST, il led della gas console PGC-2. 4.2.4 Funzioni aggiuntive (Seconde funzioni) Nelle descrizioni seguenti, ci riferiremo alla Fig.21. Ad impianto acceso ed in modalità inattiva (no RUN: display R,S,T,U spenti), entrare nel menù “seconde funzioni” premendo contemporaneamente i tasti A ed E. 4.2.4.1 Preparazione ed esecuzione della Marcatura Spot (SPOT MARK) La marcatura spot è un particolare tipo di marcatura ove la traccia consiste in un punto, a differenza di una linea o un qualunque disegno propri della marcatura normale (vedi modalità di lavoro MARK, par.4.2.2). Dopo aver impostato alcuni parametri dalla gas console, è possibile gestire ed eseguire la marcatura spot direttamente dal CNC, mantenendo gli stessi parametri di taglio e gli stessi consumabili. Regolare i parametri di spot marking sottoindicati, selezionabili in successione premendo il pulsante E: Dopo le regolazioni sopradescritte, tramite un segnale digitale sui pin relativi (vedi Fig.14) si passa dalla modalità taglio a quella della marcatura spot (CUT/SPOT MARK). SELEZIONE (premendo il pulsante E) DESCRIZIONE SELEZIONE (ruotando la manopola O) SEN Spot Enable (abilita/disabilita la funzione di marcatura spot) OFF = disabilitata ON = abilitata SI Spot Current (corrente di marcatura spot) Da 10 a 39 A ST Spot Time (tempo di marcatura spot) OFF* Da 0.01 a 1.00 s t t 4.2.4.2 Gestione della corrente negli angoli del pezzo in lavorazione (CORNER) La riduzione della corrente negli angoli del pezzo in lavorazione è una funzionalità utile quando associata alla riduzione della velocità di taglio negli stessi. In tal modo si elimina l’eccessiva rimozione di metallo nell’angolo. Dopo aver impostato alcuni parametri dalla gas console, è possibile gestire ed eseguire la funzione Corner direttamente dal CNC, mantenendo gli stessi parametri di taglio e gli stessi consumabili. Regolare i parametri di corner sottoindicati, selezionabili in successione premendo il pulsante E. SELEZIONE (premendo il pulsante E) DESCRIZIONE SELEZIONE (ruotando la manopola O) CEN Corner Enable (abilita/disabilita la funzione corner) OFF = disabilitata ON = abilitata CI Corner Current (percentuale della corrente di corner rispetto alla corrente di taglio) Dal 50 al 100% * CSD Corner Slope Down (pendenza della rampa di discesa della corrente) Da 1 a 100 A/ (s/100) CSU Corner Slope Up (pendenza della rampa di salita della corrente) Da 1 a 100 A/ (s/100) t t t Tab. 6 * La regolazione della corrente di corner è subordinata alla posizione dello switch #2 del banco DIP3 presente nella scheda remote (vedi Fig.15). Con lo switch #2 in posizione OFF (configurazione predefinita) il valore della corrente di corner è regolato direttamente dal pantografo attraverso il relativo ingresso analogico (0-10V) (vedi kit opzionale art.425) secondo la relazione descritta in tabella 7 Tab. 5 * in tal caso, la durata dello spot viene gestita tramite il segnale di Start/Stop del pantografo. Se, viceversa, viene impostato il tempo, allora tale valore rappresenta la durata massima dello spot dal segnale di arco trasferito. 27 INGRESSO ANALOGICO CORRENTE DI CORNER VALORE ATTUATO 0V 50% … … 5V 75% … … … 10V 100% uguale alla corrente di taglio SELEZIONE (premendo il pulsante E) ½ della corrente di taglio … ¾ della corrente di taglio Tab. 7 Qualora tale ingresso analogico (0-10V) sia disconnesso, il valore della corrente di corner rimane fissato al valore 50% (default) della corrente di taglio. Viceversa con lo switch #2 in posizione ON l’ingresso analogico sopradescritto viene ignorato dal generatore e l’operatore può regolare il valore della corrente di corner direttamente dal pannello della gas console agendo sulla manopola O. Nella figura di seguito riportata, temporizzazione dei segnali: PoF 4.2.4.4 Visualizzazione portata e temperatura del liquido refrigerante (H2O) In tale modalità è possibile visualizzare la portata/temperatura, sul display N/Q, in litri/min/°C, del liquido di raffreddamento; solitamente il suo valore è di circa 3 litri/ minuto. 4.2.4.5 Esecuzione del taglio su lamiere forate o grigliati (SR) Per tagliare lamiere forate o grigliati, risulta spesso utile attivare la funzione Self Restart. Con tale funzione attivata, il generatore riaccende l’arco ogni volta che questo si interrompe. Occorre predisporre inoltre il pantografo per tagli di questo tipo. SELEZIONE (premendo il pulsante E) SR Segnale di Corner Corrente di taglio Corrente di corner 4.2.4.3 Gestione del tempo di raffreddamento della torcia a fine taglio Al termine di ogni taglio del pezzo in lavorazione, si riattiva il flusso di gas secondario per raffreddare la torcia. La durata di tale flusso dipende dalla corrente di taglio e aumenta in funzione della corrente stessa. A volte, per particolari lavorazioni, può essere utile ridurre tale durata. L’operatore può regolare il valore del tempo di Post-Flow (PoF) direttamente dal pannello della gas console agendo sulla manopola O. In particolare, può ridurre tale tempo dalla durata massima, dipendente dalla corrente di taglio impostata, sino ad un minimo di 5 secondi. 28 SELEZIONE (ruotando la manopola O) Da 5 a T s Post Flow (durata del flusso (T=durata max. in di raffreddamen- secondi, dipento della torcia a dente dalla corfine taglio) rente di taglio) DESCRIZIONE DESCRIZIONE SELEZIONE (ruotando la manopola O) Self Restart (abilita/disabilita OFF = disabilitata la funzione ON = abilitata di self restart) 4.2.4.6 Regolazione fine della corrente a distanza (RRI) Tale funzionalità, presente comunque nel menù “seconde funzioni” della gas console, necessita del kit opzionale art.425. Fare riferimento al manuale istruzioni di quest’ultimo per la descrizione completa. 4.2.5 CODICI DI ERRORE DESCRIZIONE ERRORE Errore durante l'aggiornamento del firmware da USB CODICE POSSIBILE SOLUZIONE USB Contattare il servizio assistenza CEBORA. (Err. 85) Start premuto all'accensione oppure al riarmo TRG Spegnere il generatore, rimuovere il comando di start e (passaggio alla modalità RUN) del generatore (Err. 53) riaccendere il generatore. Sovratemperatura del liquido di raffreddamento Sovra temperatura dei moduli: IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 H20 T (Err. 93) Verificare eventuali occlusioni dei tubi del circuito di raffreddamento o della torcia. Controllare l’integrità del fusibile della pompa. Pulire il radiatore. TH1 Non spegnere il generatore, per mantenere il ventilatore in (Err. 74) funzione ed avere così un rapido raffreddamento. Il ripristino del normale funzionamento avviene automaticaTH2 mente al rientro della temperatura entro i limiti consentiti. (Err. 77) Se il problema persiste, contattare il Servizio Assistenza CEBORA. TH3 (Err. 72) TH4 (Err. 71) Flusso inferiore al limite minimo del liquido di raffreddamento Verificare eventuali occlusioni dei tubi del circuito di H2O o della torcia. Controllare l’integrità del (Err 75) raffreddamento fusibile della pompa. Pulire il radiatore. Pressione bassa in un canale di alimentazione gas Aumentare la pressione del gas corrispondente tramite la GAS LO manopola posta sul pannello frontale della gas console. (Err. 78) Verificare altresì la pressione di alimentazione del gas, la quale deve essere circa 8 bar. Sportello aperto nel generatore o nel modulo di accensione HV19-1 o HV19-PVC OPN Controllare la corretta chiusura del coperchio del (Err. 80) generatore e/o dell’unità HV19-1 o HV19-PVC. CNC spento, in emergenza oppure non connesso al generatore rob Accendere il CNC, uscire dall’emergenza, controllare il (Err. 90) collegamento generatore-CNC. Sovratemperature del trasformatore di potenza Non spegnere il generatore, per mantenere il ventilatore in funzione ed avere così un rapido raffreddamento. TH0 Il ripristino del normale funzionamento avviene automatica(Err. 73) mente al rientro della temperatura entro i limiti consentiti. Se il problema persiste, contattare il Servizio Assistenza CEBORA. Errore interno nella memoria del microprocessore Err 2 Contattare il Servizio Assistenza CEBORA. Il generatore non comunica con la gas console o con il gruppo di raffreddamento Err 6 Verificare il collegamento tra il generatore e la gas console oppure il gruppo di raffreddamento. Se il problema persiste, contattare il Servizio Assistenza CEBORA. Il generatore non comunica con il circuito interfaccia Err 7 Contattare il Servizio Assistenza CEBORA. La gas console non comunica con il generatore Err 9 Verificare il collegamento tra il generatore e la gas console. Se il problema persiste, contattare il Servizio Assistenza CEBORA. Tensione continua inferiore al valore minimo accettato Err 16 Contattare il Servizio Assistenza CEBORA Problema sull'orologio interno Err 26 Contattare il servizio assistenza CEBORA. Errore di scrittura nella memoria flash del generatore Err 27 Contattare il servizio assistenza CEBORA. Rilevata corrente, ad arco spento, sul modulo IGBT1 Err 30 Contattare il Servizio Assistenza CEBORA 29 DESCRIZIONE ERRORE CODICE POSSIBILE SOLUZIONE Misura fuori scala della corrente, sul modulo IGBT1, durante il taglio Err 35 Contattare il Servizio Assistenza CEBORA Rilevata corrente, sul circuito di arco pilota, ad arco spento. Err 39 Contattare il Servizio Assistenza CEBORA Tensione pericolosa: guasto al circuito di potenza Err 40 Contattare il Servizio Assistenza CEBORA Rilevata corrente, nel circuito arco pilota, durante il taglio Err 49 Contattare il Servizio Assistenza CEBORA Err 55 Sostituire elettrodo e/o ugello. Verificare il corretto montaggio dei consumabili in relazione al tipo di lavoro. Controllare altresì la correttezza del gas di taglio. Elettrodo esaurito Errore di allineamento tra le versioni del firmware di: generatore, gas console, modulo interfaccia CNC; oppure, errore durante la fase di auto-upgrade operata dal generatore Tensione di rete fuori specifica Contattare il Servizio Assistenza CEBORA Err 58 Err 67 Verificare i fusibili del quadro elettrico dove è collegato il cavo rete del generatore. Se il problema persiste, contattare il Servizio Assistenza CEBORA. Svuotamento tubi gas non completato oppure pressione alta in un canale di alimentazione gas Err 79 Controllare i consumabili o ridurre la pressione di alimentazione. Gas console non connessa al generatore Err 81 Contattare il Servizio Assistenza CEBORA Mancanza collegamento tra gas console PGC-3 e PGC-2 oppure APGC-1 e APGC-2 Err 82 Verificare il collegamento tra il modulo PGC-3 oppure APGC-1 (quello superiore) e il modulo PGC-2 oppure APGC-2 (quello inferiore) Rilevata corrente, ad arco spento, sul modulo IGBT2 Err 31 Contattare il Servizio Assistenza CEBORA Misura fuori scala della corrente, sul modulo IGBT2, durante il taglio Err 36 Contattare il Servizio Assistenza CEBORA 4.3 DESCRIZIONE DEL PANNELLO DELLA GAS CONSOLE AUTOMATICA (FIG. 22) Il pannello anteriore della gas console automatica presenta un led multifunzione, il quale ne definisce il suo stato. In particolare: Fase Colore LED Descrizione Assenza di alimenSpento tazione della scheda elettronica interna Problemi al microproAccensione del Rosso fisso cessore della scheda generatore elettronica interna Attesa della comuniRosso/Verde cazione con il genealternato ratore Mancata comunicaRosso/Verde zione con il generaalternato lento tora A regime Funzionamento Verde fisso regolare A=led multifunzione 30 Per la gestione della gas console automatica (configurazione dei parametri di taglio e impostazione dello stato di RUN) occorre collegare il pannello remoto art.460. Fare riferimento al manuale istruzioni di tale articolo per la descrizione del funzionamento. Viceversa, con una interfaccia digitale CANopen tra pantografo/robot e generatore ed in assenza del art.460, occorre avere un applicativo specifico sul controllo. A Fig. 22 4.4 QUALITÀ DEL TAGLIO Diversi sono i parametri e le combinazioni di essi che influenzano la qualità del taglio: nel presente manuale sono indicate, nella sezione Tabelle di Taglio, le regolazioni ottimali per il taglio di un determinato materiale. Tuttavia, a causa delle inevitabili differenze dovute all’installazione su diversi pantografi e alla variazione delle caratteristiche dei materiali tagliati, i parametri ottimali possono subire piccole variazioni rispetto a quelli indicati nelle tabelle suddette. I punti seguenti possono aiutare l’utilizzatore ad apportare quelle piccole variazioni necessarie all’ottenimento di un taglio di buona qualità. Come mostrato nelle tabelle di taglio, vi sono diversi set di consumabili in funzione della corrente di taglio e dei gas usati. Se prevalgono esigenze di alta produttività, quindi necessità di alte velocità di taglio, impostare la massima corrente permessa e quindi l’ugello di diametro più grande. Viceversa, se l’attenzione è rivolta alla qualità del taglio (maggiore squadratura e solco di taglio (kerf) più stretto) impostare la minima corrente permessa per il materiale e lo spessore in lavorazione. Prima di effettuare qualsiasi regolazione, verificare che: La torcia sia perpendicolare al piano di taglio. Elettrodo, ugello, portaugello H2O e protezione ugello non siano eccessivamente usurati e che la loro combinazione sia rispondente al lavoro scelto. La direzione di taglio, in funzione della figura da ottenere, sia corretta. Ricordare che il lato migliore di un taglio è sempre quello destro rispetto alla direzione di moto della torcia (il diffusore plasma usato ha i fori in senso orario). Nel caso si debbano tagliare alti spessori, particolare attenzione deve essere posta durante la fase di sfondamento: in particolare, cercare di togliere l’accumulo di materiale fuso attorno al foro di inizio taglio, in modo da evitare fenomeni di doppio arco quando la torcia ripassa per il punto di partenza. Inoltre, tenere sempre pulita la protezione ugello da eventuali scorie di metallo fuso che vi hanno aderito. La tabella 8 indica alcune delle problematiche più frequenti e la relativa soluzione. 31 PROBLEMA Taglio inclinato Insufficiente penetrazione Presenza di “bave di bassa velocità” * Presenza di “bave di alta velocità” ** Bordo di taglio arrotondato CAUSA SOLUZIONE Elettrodo od ugello usurati Sostituire entrambi Stand off troppo alto Abbassare lo stand off Velocità di taglio troppo alta Regolare la velocità Velocità di taglio troppo alta Regolare la velocità Ugello con diametro troppo grande rispetto alla corrente impostata Spessore eccessivo del pezzo in lavorazione in rapporto alla corrente impostata Cavo di massa non in buon contatto elettrico con il piano di taglio Controllare le Tabelle di Taglio Aumentare la corrente di taglio Verificare il serraggio del terminale di massa al CNC Velocità di taglio troppo bassa Regolare la velocità Corrente di taglio troppo alta Diminuire la corrente di taglio Stand off troppo basso Alzare lo stand off Velocità di taglio troppo alta Regolare la velocità Corrente di taglio troppo bassa Aumentare la corrente di taglio Stand off troppo alto Abbassare lo stand off Velocità di taglio troppo alta Regolare la velocità Stand off troppo alto Abbassare lo stand off * Le bave di bassa velocità (low speed dross) sono bave spesse, di forma globulare, facilmente rimovibili. Il solco di taglio (kerf) risulta piuttosto ampio. ** Le bave di alta velocità (high speed dross) sono bave sottili, difficili da rimuovere. La parete del taglio, nel caso di velocità molto alta, risulta piuttosto rugosa. Tab. 8 4.5 MANUTENZIONE DELL'IMPIANTO Una corretta manutenzione dell’impianto assicura le prestazioni ottimali e allunga la vita di tutti i suoi componenti, comprese le parti consumabili. Pertanto, si consiglia di eseguire le operazioni elencate nella tabella seguente. Periodo Operazioni di manutenzione Controllare la corretta pressione dei gas Giornalmente di alimentazione Controllare il corretto funzionamento delle ventole del generatore, del gruppo di raffreddamento e della gas console SettimanalControllare il livello del liquido mente refrigerante Pulire i filetti della torcia e controllare che non vi siano segni di corrosione o scariche elettriche Controllare le connessioni gas, acqua ed elettriche riguardo a screpolature, Mensilmente abrasioni o perdite Eseguire il programma TEST tramite la gas console. 32 Semestralmente Sostituire il liquido refrigerante presente nell’impianto Pulire i filtri, esterni e del serbatoio, del gruppo di raffreddamento; Pulire il filtro della gas console Sostituire gli O-ring della torcia, ordinando il kit art.1400 Se, in seguito ad un controllo, si nota un componente eccessivamente usurato o un suo funzionamento non regolare, contattare il Servizio Assistenza CEBORA. Per una manutenzione delle parti interne dei diversi componenti l’impianto, richiedere l’intervento di personale qualificato. In particolare, si consiglia di eseguire periodicamente le operazioni di seguito elencate. Per tutti i componenti: • Pulire l’interno con aria compressa (pulita, secca e senza olio) per eliminare gli accumuli di polvere. Se possibile, usare un aspiratore; • Controllare che le connessioni elettriche siano ben serrate e non presentino surriscaldamenti. Per ogni componente: Componente Operazioni di manutenzione Pulire con aria compressa i radiatori dei Generatore moduli IGBT, dirigendo il getto d’aria su di essi . Pulire con aria compressa il radiatore, Gruppo di dirigendo il getto d’aria su di esso. raffreddaControllare il circuito idraulico interno mento riguardo a screpolature o perdite. Controllare il circuito pneumatico interno Gas console riguardo a screpolature o perdite. Console Controllare il circuito pneumatico interno valvole riguardo alle perdite. Controllare che lo spinterometro non presenti annerimenti eccessivi e sia rispettata la corretta distanza tra le Unità di acpuntine; censione Controllare il circuito idraulico interno riguardo a screpolature o perdite. Verificare inoltre, periodicamente, la messa a terra dell’impianto. In particolare, seguendo lo schema di fig.24, controllare che ogni cavo sia ben serrato tra vite e dado relativi. 33 5 APPENDICE 5.1 KIT OPZIONALE (ART. 425) PER LA CONNESSIONE AL PANTOGRAFO (FIG. 23) art 948 Fig. 23 34 Per il montaggio del kit Art. 425 fare riferimento all’ istruzione relativa. 5.2 SCHEMA DI MESSA A TERRA DELL’IMPIANTO (FIG. 24) Usare cavi di terra di sezione pari o superiore a 16 mm2 Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Cavo rete Ferrite Barra di rame Fig. 24 35 5.3 MISURA DEI LIVELLI DI PRESSIONE SONORA Il processo del taglio plasma produce livelli dannosi di rumore per l’orecchio umano e quindi occorre indossare adeguate protezioni, per esempio cuffie o tappi, conformi ai regolamenti nazionali o locali. Le misure riportate nella tabella sottostante, relative al mild steel ed effettuate alle distanze indicate, possono aiutare il responsabile della sicurezza ad adottare tutte le misure previste per rendere sicuro l’ambiente di lavoro (fare riferimento, ad esempio, alla normativa internazionale IEC 60974-9). Distanze di misura Livello di picco Livello di pres(di fronte alla della pressione Corrente Velocità sione sonora Spessore sorgente sonora di taglio di taglio ponderato A x ponderato C LpA sopra la sorgente) LpC, peak (mm) (A) (m/min) (m x m) (dB) (dB) 25 120 0.4 1 x 0.5 105.0 119.7 25 120 0.4 2 x 0.5 100.5 114.6 25 120 0.4 3 x 0.5 99.2 113.3 Materiale Gas di taglio Acciaio dolce Acciaio dolce Acciaio dolce O2/air O2/air O2/air Acciaio dolce Acciaio dolce Acciaio dolce O2/air O2/air O2/air 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Acciaio dolce Acciaio dolce Acciaio dolce O2/air O2/air O2/air 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 Le misure, della durata di 1 minuto ciascuna, sono state effettuate al chiuso, in ambiente riverberante, presso i laboratori di CEBORA S.p.A. I dati rilevati non tengono conto di eventuali correzioni dovute a rumori di fondo o alle dimensioni del locale di prova. I livelli di pressione sonora LpA e LpC, peak sono definiti dalla normativa internazionale di settore (vedi IEC 11202 e IEC 61672-1). 36 CONTENTS 1 SAFETY PRECAUTIONS......................................................................................................... 39 1.1 WARNING LABEL............................................................................................................... 39 2 TECHNICAL SPECIFICATIONS.............................................................................................. 39 2.1 GENERAL DESCRIPTION OF THE SYSTEM...................................................................... 39 2.2 PLASMA POWER SOURCE................................................................................................ 40 2.2.1 Plasma PROF 166 HQC Power Source...................................................................... 40 2.2.2 Plasma PROF 255 HQC Power Source......................................................................41 2.3 GAS CONSOLE................................................................................................................... 42 2.3.1 Manual gas console................................................................................................... 42 2.3.2 Automatic gas console.............................................................................................. 43 2.4 PVC VALVE CONSOLE....................................................................................................... 44 2.5 IGNITION UNIT HV19-1....................................................................................................... 44 2.6 IGNITION UNIT – HV19-PVC VALVE CONSOLE................................................................. 45 2.7 CP450G TORCH................................................................................................................. 46 2.8 WATER CONSOLE.............................................................................................................. 46 3 INSTALLATION .......................................................................................................................47 3.1 UNPACKING AND ASSEMBLY............................................................................................47 3.2 CONNECTING THE POWER SOURCE................................................................................47 3.2.1 Connecting the CNC pantograph.............................................................................. 50 3.2.2 Digital signals from pantograph control to power source.......................................... 50 3.2.3 Digital signals from power source to pantograph control...........................................51 3.2.4 Analogue signals from power source to pantograph control......................................51 3.2.5 Emergency stop signal for power sourc.................................................................... 52 3.3 CONNECTING THE GAS CONSOLE.................................................................................. 53 3.3.1 Manual gas console PGC-3 and PGC-2.................................................................... 53 3.3.2 Automatic gas console APGC.................................................................................... 53 3.3.3 Note on gas connection............................................................................................. 54 3.4 CONNECTING THE TORCHE CP450G............................................................................... 54 3.4.1 Applications on pantograph....................................................................................... 54 3.4.2 Applications to robot.................................................................................................. 54 4 USE ...................................................................................................................... 55 4.1 DESCRIPTION OF THE POWER SOURCES PANELS........................................................ 55 4.2 DESCRIPTION OF MANUAL GAS CONSOLE PANEL AND ITS USE................................. 56 4.2.1 Preparation and execution of the CUT....................................................................... 58 4.2.2 Preparation and execution of MARK.......................................................................... 59 4.2.3 Performing the gas TEST........................................................................................... 59 4.2.4 Additional functions (SECOND FUNCTIONS)............................................................ 60 4.2.4.1 Preparation and execution of SPOT MARK.................................................. 60 4.2.4.2 Controlling the current in the work piece corners (CORNER)....................... 60 4.2.4.3 Management of torch cooling time at end of cutting.....................................61 4.2.4.4 Display of coolant (H2O) flow rate and temperature......................................61 4.2.4.5 Making the cut on perforated or gridded plates (SR).....................................61 4.2.5 Errors codes.................................................................................................. 62 4.3 DESCRIPTION OF AUTOMATIC GAS CONSOLE PANEL................................................... 63 4.4 CUT QUALITY..................................................................................................................... 64 4.5 SYSTEM MAINTENANCE................................................................................................... 65 5 APPENDIX ...................................................................................................................... 66 5.1 OPTIONAL KIT (ART. 425)FOR THE CONNECTION TO THE PANTOGRAPH’S CNC.........71 5.2 GROUNDING SCHEMATIC OF THE CUTTING PLANT...................................................... 72 5.3 SOUND PRESSURE LEVEL MEASUREMENTS................................................................. 73 37 INSTRUCTION MANUAL FOR PLASMA CUTTING SYSTEM IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. THE USER MUST THEREFORE BE EDUCATED AGAINST THE HAZARDS, SUMMARIZED BELOW, DERIVING FROM WELDING OPERATIONS. FOR MORE DETAILED INFORMATION, ORDER THE MANUAL CODE 3.300.758. NOISE. This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/ cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS. · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential 38 difficulties in ensuring electromagnetic compatibility in non-industrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 1.1 WARNING LABEL The following numbered text corresponds to the label numbered boxes. 1. Cutting sparks can cause explosion or fire. 1.1 Keep flammable materials away from cutting. 1.2 Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it. 1 1.1 1.2 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd h a h jhgfjksdhfjksdklcsmkldc jk xc 3098464 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4 4.1 4.2 4.3 5 5.1 6 7 Do not cut on drums or any closed container. The plasma arc can cause injury and burns. Turn off power before disassembling torch. Do not grip material near cutting path. Wear complete body protection. Electric shock from torch or wiring can kill. Wear dry insulating gloves. Do not wear wet or damaged gloves. Protect yourself from electric shock by insulating yourself from work and ground. Disconnect input plug or power before working on machine. Breathing cutting fumes can be hazardous to your health. Keep your head out of fumes. Use forced ventilation or local exhaust to remove fumes. Use ventilating fan to remove fumes. Arc rays may injure the eyes and burn the skin. Operators should therefore shield their eyes with lenses with a protection rating equal to or greater than DIN11 and adequately protect their face. Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. Become trained and read the instructions before working on the machine or cutting. Do not remove or paint over (cover) the label. 2 TECHNICAL SPECIFICATIONS 2.1 GENERAL DESCRIPTION OF THE SYSTEM The Plasma Prof 166 HQC (Art. 948) and the Plasma Prof 255 HQC (Art. 949) , complete with ignition unit HV19-1 (Art. 464) or HV-PVC (art.462), manual gas console PGC3 - PGC-2 (Art. 470) or automatic gas console APGC (Art.466), PVC valve console (Art. 469) and torch CP450G (articles depend on application), are mechanized multigas plasma cutting systems, fully controlled by a microprocessor, able to dispense a max current of 120 /250 A at 100% duty cycle. All process parameters (material, gas, thickness and current) may be selected from the gas console; the optimum gas flow is automatically indicated based on the choices made. The status of all operating parameters may be easily acquired, via personal computer, through a RS232 or USB port on the front panel of the power source; this allows a complete overview of the job situation and can help in the event of any malfunctions. The machine software can then be updated using the same RS232, either a USB flashdrive. For optimum cutting of any metal material, the system uses different gases, such as: air, nitrogen N2, oxygen O2, H35 blend (35% hydrogen H2 – 65% argon AR), F5 blend (5% hydrogen H2 – 95% nitrogen N2). Combinations of the latter are automatically suggested based on the material selected. it is then possible to perform the marking with gas argon Ar, also automatically suggested. Various sets of consumables are available based on the cutting current and gases used, calibrated and tested to obtain the maximum cutting quality. Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225 Art. 1189.... Art. 469 Art. 948 - 949 Fig. 1 39 2.2 PLASMA POWER SOURCE TECHNICAL SPECIFICATIONS This is where the microprocessor resides and manages the entire system, and whose software may be updated from the RS232 port on the front panel. In the back it includes the cooling unit, complete with tank, pump, radiator, filters, flow meter and thermometer. 2.2.1 PLASMA PROF166 HQC POWER SOURCE Rated open circuit voltage (Uo) 300 V Max output current (I2) 120 A Output voltage (U2) 128 V Duty cycle 100% @ 120A Max ambient temperature Protection rating for the housing 40 °C Air, with forced ventilation IP21S Net weight 205 kg Cooling The Plasma Prof 166 HQC is a direct current power source, 120A max at 100% duty cycle, compliant with IEC standards 60974-1, 60974-2 and 60974-10. Rated supplyes voltage and max currents: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28A TORCH COOLING UNIT Rated cooling power at 1 l/min at 25°C 1.7 kW Max pressure 0.45 MPa 948 960 463 Fig. 2a 40 2.2.2 PLASMA PROF 255 HQC POWER SOURCE The Plasma Prof 255 HQC is a direct current power source, 250A max at 100% duty cycle, compliant with IEC standards 60974-1, 60974-2 and 60974-10. TECHNICAL SPECIFICATIONS Rated open circuit voltage (Uo) 315 V Max output current (I2) 250 A Output voltage (U2) 170 V Duty cycle 100% @ 250A Max ambient temperature Protection rating for the housing 40 °C Air, with forced ventilation IP21S Net weight 406 kg Cooling Rated supplyes voltage and max currents: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A TORCH COOLING UNIT Rated cooling power at 1 l/min at 25°C 1.7 kW Max pressure 0.45 MPa 681 1252 953 barycenter Fig. 2b 41 2.3 GAS CONSOLE TECHNICAL SPECIFICATIONS The gas console is a device to manage selection of the process parameters and adjust the gas flow, compliant with IEC 60974-8 regulations. It contains solenoid valves, pressure reducers and transducers as well as electronic boards to power and control these components. GAS USED TITRE 2.3.1 Manual gas console PGC-3 - PGC-2 It is divided into two units: the PGC-3, powered by air, argon Ar, nitrogen N2 and oxygen O2, and the PGC-2, powered by the gases H35 (blend of 35% hydrogen H2 and 65% argon AR) and F5 (blend of 5% hydrogen H2 and 95% nitrogen N2). MAX. INLET PRESSURE FLOW RATE Air Clean, dry and oil free according to ISO 8573-1: 2010 standard. Class 1.4.2 (particulatewater-oil)* 0.8 MPa (8 bars) 220 l/min Argon 99.997% 0.8 MPa (8 bars) 70 l/min Nitrogen 99.997% 0.8 MPa (8 bars) 150 l/min Oxygen 99.95% 0.8 MPa (8 bars) 90 l/min H35 F5 130 l/min 30 l/min * lISO 8573-1.2010 standard provides for Class 1.4.2: • Particulate: ≤ 20,000 solid particles per m3 air measuring between 0.1 and 0.5 µm; ≤ 400 solid particles per m3 air measuring between 0.5 and 1.0 µm; ≤ 10 solid particles per m3 air measuring between 1.0 and 5.0 µm. Pressure dew point must be lower than or equal • Water: to 3°C. oil total concentration must be lower than or • Oil: equal to 0.1 mg per m3 air. 198 289 M 6 Duty cycle 100% Protection rating for the housing IP 23 Net weight 20 kg 380 315 354 Fig. 3 42 Mix: 35% hydrogen, 0.8 MPa (8 bars) 65% argon Mix: 5% hydrogen, 95% 0.8 MPa (8 bars) nitrogen 2.3.2 Automatic gas console APGC This is split into two units: one upper unit, supplied with air gas, argon Ar, nitrogen N2 and oxygen O2, and one lower unit supplied by gas H35 (mixture at 35% hydrogen H2 and 65% argon Ar) and F5 (mixture at 5% hydrogen H2 and 95% nitrogen N2). TECHNICAL DATA GASES USED TITLE MAX INLET PRESSURE FLOW RATE Air Clean, dry and oil free as per ISO 8573-1: 2010 standard. Class 1.4.2 (particulatewater-oil) 0.8 MPa (8 bar) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Nitrogen 99.997% 0.8 MPa (8 bar) 150 l/min Oxygen 99.95% 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min H35 F5 * Mixture: 35% hydrogen, 65% argon Mixture: 5% hydrogen, 95% azoto * for the Class 1.4.2, the ISO 8573-1 2010 standard requires: • Particulate: ≤ 20,000 solid particles per m3 of air with size between 0.1 and 0.5 µm; ≤ 400 solid particles per m3 of air with size between 0.5 and 1.0 µm; ≤ 10 solid particles per m3 of air with size between 1.0 and 5.0 µm. the air pressure dew point must be below or • Water: same as 3°C. the total oil concentration must be below or the • Oil: same as 0.1 mg per m3 of air. 198 289 M 6 Duty cycle 100% Protection rating for the housing IP 23 Net weight 20 kg 352 315 354 Fig. 4 43 2.4 PVC VALVE CONSOLE The PVC valve console is a device suitable for managing the exchange of gas in the ignition-transfer passages and switch-off. It contains solenoid valves, check valves, pressure reducers. The net weight of the PVC (Fig. 5) is 3.2 kg. 250 320 124 200 155 Ø 5,5 145 70 M6 205 240 Fig. 5 200 2.5 IGNITION UNIT HV19-1 The HV19-1 ignition unit is a device that provides the high frequency-high voltage (14 kV) impulse needed to trigger the electric arc inside the torch, between electrode and nozzle. It complies with IEC 60974-3 standard. It can be mounted in any position and when the cover is opened, this causes the system to come to a standstill. TECHNICAL DATA Fig. 6 Peak voltage (Upk) 14 kV Duty cycle 100% @ 420A Protection rating for the housing IP 23 Net weight 6.5 kg 44 2.6 IGNITION UNIT – HV19-PVC VALVE CONSOLE 245 The ignition unit – valve console is a device which performs a double function: - it provides the high frequency-high voltage (14 kV) impulse needed to trigger the electric arc inside the torch, between electrode and nozzle; - it manages the exchange of gas in the ignition-transfer passages and switch-off. It contains solenoid valves, check valves, pressure reducers. It complies with IEC 60974-3 standard. It is generally used in robotized plants. When the cover is opened, this causes the system to come to a standstill. 14 kV Duty cycle 100% @ 420A Protection rating for the housing IP 23 Net weight 10 kg 173 M6 240 231 Peak voltage (Upk) 423 TECHNICAL DATA Fig. 7 45 2.7 CP450G TORCH 2.8 WATER CONSOLE The CP450G torch is a multi-gas appliance cooled by means of liquid coolant, suitable for bevel cutting and in compliance with the IEC 60974-7 standard. It is suitable for the use of plasma gas such as: air, argon Ar, nitrogen N2, oxygen O2, mixture H35 (35% hydrogen H2 – 65% argon Ar) and mixture F5 (5% hydrogen H2 – 95% nitrogen N2); of secondary gases such as: air, argon Ar, nitrogen N2, oxygen O2; of auxiliary gases such as: air and nitrogen N2. Used with the Plasma Prof 420 HQC power source, max cutting current is 420A at 100% of duty cycle. Various versions exist of the CP450G torch depending on the application: on pantograph or on robotized systems. The net weight of the torch complete with cable varies between 8 kg and 12 kg depending on the different lengths. The WARTER CONSOLE is an accessory device designed to manage the water flow necessary for cutting Stainless Steel and Aluminum, if using the combination nitrogen N2 / water H2O. Refer to the instruction manual of this accessory for the mode operation descriptions. Robotized applications Pantograph applications Fig. 8 46 3 INSTALLATION The system must be installed by qualified personnel. All the connections must comply with applicable standards and be made in full compliance with safety regulations (see CEI 26-23 / IEC-TS 62081). Make sure the supply cable is disconnected during all the installation phases. Carefully keep to the earth connection diagram shown on Appendix. In case of 230V three-phase power supply, put in short circuit also the first terminal on the bottom on the left with the last one on the bottom on the right (see fig. 10a, 230V box) using the cable supplied (fixed, by means of a fastener, on the terminal board cables). B 3.1 UNPACKING AND ASSEMBLY To move the power source, use a fork-lift truck. To remove the wooden platform forming part of the packaging: • loosen the 4 wooden platform retention screws • lift the power source using a fork-lift truck and position the forks, bearing in mind the position of its centre of gravity (see Fig. 2). C A 3.2 CONNECTING THE POWER SOURCE. All the connections must be made by qualified personnel. Plasma Prof 166 HQC power source • The power source is supplied with power voltage 400V three-phase. For different power voltages: remove the left side of the power source (see spare parts list), remove the cover of the terminal boards and proceed as indicated in figure 10a. Fig. 13 a Plasma Prof 255 HQC power source • The power source is supplied with power voltage 400V three-phase. For different power voltages: remove the right side of the power source (see spare parts list), remove the cover of the terminal boards and proceed as indicated in figure 10b. Fig. 10 b Fig. 10a 47 NOTE: the 3-pole terminal board at the top relates to the service transformer. In case of 230V three-phase power supply, put in short circuit also the first terminal on the bottom on the left with the last one on the bottom on the right (see fig. 10b, 230V box) using the cable supplied (fixed, by means of a fastener, on the cover). B C A Fig. 13 b or fuses must be the same as the max appliance current input. This is shown on the data plate, on the rear of the machine, in correspondence to the U1 power voltage. Any extensions must have a section suited for the max power input. • After performing this operation, proceed to make the various connections (Fig. 11). Fit the connection art. 1159, with relative cables, in torch coupling G of the power sourceand fully tighten the 3 retention screws. Tighten the black power cable to the terminal B (-), fit the two safety leads in the terminal board C and the red lead faston of the pilot arc in the relative lead A with male faston. Tighten the end of the earth lead in the clamp H (+) as shown in figure 11. Also, connect the cooling water pipes E and F, being careful to make sure the colours correspond (E-red = hot water, return; F-blue = cold water, supply), to the respective connection pipes Art. 1156. Fit the other end of the connection art. 1159 in the HV19-1 unit (art. 464) as indicated in the part section of figure 12 [black power lead to clamp B (-) and red cable faston to pilot arc in A (+)]: The HV19-1 unit must be connected to the earth system directly on the pantograph (by means of the 4 retention screws shown in figure 6), in a position such as to permit its opening. With reference to Fig.13, connect the connections art.1189 to the connectors B (relating to the gas console); the connection the pantograph to the connector A; B Plasma Prof 166 HQC and Plasma Prof 255 HQC power sources Make sure the power voltage corresponds to that shown on the power source data plate. The yellow-green lead of the power cable must be connected to an efficient earth system (see diagram of Appendix 5.2-Fig.27); the remaining leads must be connected to the power supply line by means of a switch, possibly near the cutting area to permit speedy switch-off in case of an emergency. The capacity of the thermal magnetic switch A Fig. 12 A F B E H G 48 Fig. 11 C finally, any connection art.1199 to the connector C (relating to the remote control). 3.2.1 Connecting the CNC pantograph. In the case of a generator featuring Devicenet interface, refer to the specific documentation. art 948 Connector AMP P/N 182926-1 Fig. 14 49 NOTE: the male patch connector (AMP P/N 182926-1Fig 14) with corresponding pins is provided for the CNC connector; the customer is responsible for the rest of the connection to the pantograph. “Start” signal is present. Exceptions: “Robot Ready” signal is absent. “Power Source Ready” signal is absent (ex.: over temperature, insufficient coolant level, etc.). 3.2.2 Digital signals from pantograph control to power source SPOT-MARK. WIRING OF A DIGITAL INPUT. CONNECTOR TERMINALS CNC ON POWER SOURCE SIGNAL NAME SIGNAL TYPE POSITION ON INTERFACE BOARD 5 6 Spot Signal +24 Vdc J10, pin 7 J10, pin 8 The “Spot” signal is active at top. Spot 0 Vdc= the Pantograph control signals normal cutting condition to the Power source. Spot +24 Vdc= the Pantograph control commands the Power source to start “Spot Marking” mode. CORNER CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE 15 16 Corner SIGNAL TYPE POSITION ON INTERFACE BOARD Signal +24 Vdc J10, pin 5 J10, pin 6 low logic level 0 ÷ +7,5 Vdc; high logic level +14,5 ÷ +24 Vdc; input current 2,5 mA, max.; input frequency 100 Hz, max.; reference potential for each input (Gnd) J1, pin 2, on interface board. The “Corner” signal is active at top. Corner 0 Vdc = the Pantograph control signals normal cutting condition to the Power source. Corner +24 Vdc = the Pantograph control signals approach to a corner to the Power source. ROBOT READY. PREFLOW CONNECTOR TERMINALS CNC ON POWER SOURCE SIGNAL NAME SIGNAL TYPE POSITION ON INTERFACE BOARD 1 2 Robot Ready Signal +24 Vdc J10, pin 3 J10, pin 4 "Robot Ready” signal is active in high position. A +24Vdc voltage is required in order to have the Power source ready for cutting . Pantograph Control must set this signal as soon as it is ready for cutting. If the “Robot Ready” signal is absent the cutting process is immediately stopped and a flashing signal is displayed on the Control Panel. NOTE: If the “Robot Ready” signal is not active no signal, either digital or analog, is obtained. 17 18 CONNECTOR TERMINALS CNC ON POWER SOURCEE SIGNAL NAME SIGNAL TYPE POSITION ON INTERFACE BOARD 3 4 Start Signal +24 Vdc J10, pin 1 J10, pin 2 I“Start” signal is active in high position and starts the cutting process.The cutting process is active as long as the Preflow SIGNAL TYPE POSITION ON INTERFACE BOARD Signal +24 Vdc J11, pin 5 J11, pin 6 The “Preflow” signal is active at top. Preflow 0 Vdc = the Pantograph control signals NOT to start “Preflow” function to Power source. Preflow +24 Vdc = the Pantograph control commands Power source to start “Preflow” function. CUT/MARK CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE 19 20 START. 50 CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE Cut/ Mark SIGNAL TYPE POSITION ON INTERFACE BOARD Signal +24 Vdc J11, pin 7 J11, pin 8 Il segnale “Cut/Mark” è attivo alto. Cut/Mark 0 Vdc = il Controllo Pantografo segnala al Generatore la condizione di taglio normale. The “Cut/Mark” signal is active at top. Cut/Mark 0 Vdc = the Pantograph control signals normal cutting condition to the Power source. Cut/Mark +24 Vdc = the Pantograph control signals to the Power source to start “Cut/ Mark” mode. 3.2.3 Digital signals from power source to pantograph control. PROCESS ACTIVE CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE 27 286 WIRING A RELAY DIGITAL OUTLET SIGNAL TYPE Process Terminal C Active Contact NO POSITION ON INTERFACE BOARD J3, pin 3 J3, pin 4 The “Process Active” signal is active at top (contact closed). When the Pantograph control initializes the digital “Start” signal, the cutting process starts with gas preflow, followed by the cutting operation and subsequently by gas postflow. From the start of gas preflow until the end of gas postflow, the Power source initializes the “Process Active” signal. The Power source is performing the process. 3.2.4 Analogue signals from power source to pantograph control. WIRING AN OUTPUT. contact voltage contact current switchover frequency INSULATED VOLTAGE ANALOGUE 24 Vdc / 120 Vac; 1 Adc / 0.5 Aac max; 15 Hz max. ARC TRANSFER CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE 12 14 SIGNAL TYPE Contact NO Arc Transfer Terminal C POSITION ON INTERFACE BOARD J4, pin 1 J4, pin 3 The “Arc Transfer” signal is active at top (contact closed). The “Arc Transfer” signal remains active for the duration of cutting, including break-through phase. POWER SOURCE READY CNC CONNECTOR SIGNAL TERMINALS ON NAME POWER SOURCE 25 26 Power Source ready SIGNAL TYPE POSITION ON INTERFACE BOARD Terminal C J3, pin 5 Contact NO J3, pin 6 The “Power Source Ready” signal is active at top (contact closed). The “Power Source Ready” signal remains active for the time the Power source is ready to cut. As soon as an error message appears on the Power source or the “Robot Ready” signal is deactivated from the Pantograph control, the “Power Source Ready” signal ceases being active. This means that the “Power Source Ready” signal can detect both Power source errors and Pantograph errors. output voltage output current output frequency 0 ÷ 10 Vdc; 20 mA max; 5 Hz max. FULL SCALE VALUE FOR V_ARC-ISO SIGNAL DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON DIP 1 51 NOTE: Both the sections 1 and 2 of DIP1 must always be in identical positions (e.g.: both ON or both OFF). WIRING OF A NON-INSULATED VOLTAGE ANALOGUE OUTPUT. V_Arc-ISO CNC CONNECTOR TERMINALS ON POWER SOURCE 11 7 SIGNAL NAME SIGNAL TYPE analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSITION ON INTERFACE BOARD J5, pin 3 J5, pin 4 “V_Arc-ISO” is the signal relating to the arc voltage at Power source output (“electrode-piece being worked” voltage), provided in insulated and reduced way. The “V_Arc-ISO” signal is available with the following fullscale values: • voltage from 0 to 5V, corresponding to the arc voltage from 0 to 250V (reduction ratio = 1/50); • voltage from 0 to 10V, corresponding to arc voltage from 0 to 250V (reduction ratio = 1/25). The full scale value depends on the position of the dip-switches Dip1 on the interface board (see fig. 15). output voltage output impedance 0 ÷ 250 Vdc; 10 Kohm, approx. V_Arc-NO-ISO CNC CONNECTOR TERMINALS ON POWER SOURCE 9 8 SIGNAL NAME SIGNAL TYPE V_Arc-NO-ISO analog out+ (0÷250V) analog out- POSITION ON TORCH CIRCUIT + MEASUREMENT J8, pin 1 J8, pin 2 “V_Arc-NO-ISO” is the signal relating to the arc voltage at Power source output (“electrode-piece being worked” voltage), provided in a direct and NON insulated way. The “V_Arc-NO-ISO” signal is available with voltage values 0 ÷ 250 Vdc and with positive terminal (potential of piece being worked) electrically connected to the earth potential of the system. The “electrode” potential is provided with a 10 Kohm resistor, fitted in series at output. 3.2.5 Emergency stop signal for power source WIRING THE EMERGENCY INPUT. DIP 3 DIP 1 Fig. 15 Input voltage 24 Vdc; Current input 20 mA max EMERGENCY A The machine is supplied with the insulated reduced arc voltage output at 1/50 Varc. CNC CONNECTOR TERMINALS ON POWER SOURCE 21 22 52 SIGNAL NAME Emergency A SIGNAL TYPE Contact NC Contact NC POSITION INSIDE POWER SOURCE Line TL control Line TL control “Emergency A” is the emergency stop signal sent to the Power source by the Pantograph control or system protection devices. It is triggered by a relay contact or safety device; when the device trips, the contact is opened and the Power source comes to an immediate halt, with the opening of the line contact inside the Power source. The Power source is thus without power supply to the power circuits. The “Emergency A” signal is active low (contact open): to have the Power source ready to start cutting, the contact must be closed. “Emergency A” immediately stops the power supply from the Power source. The message “OFF rob” appears on the control panel. EMERGENCY B. CNC CONNECTOR TERMINALS ON POWER SOURCE 23 24 SIGNAL NAME Emergency B SIGNAL TYPE Contact NC Contact NC POSITION INSIDE POWER SOURCE Line TL control Line TL control “Emergency B” is the emergency stop signal sent to the Power source by the Pantograph control or system protection devices. It is triggered by a relay contact or safety device; when the device trips, the contact is opened and the Power source comes to an immediate halt, with the opening of the line contact inside the Power source. The Power source is thus without power supply to the power circuits. The “Emergency B” signal is active low (contact open): to have the Power source ready to start cutting, the contact must be closed. “Emergency B” immediately stops the power supply from the Power source. The message “OFF rob” appears on the control panel. NOTE: a multipolar connector with additional signals is available as an optional kit (see appendix). 3.3 CONNECTING THE GAS CONSOLE. 3.3.1 Manual gas console PGC-3 and PGC-2. • Fasten the gas console above the power source or above the pantograph and connect the earth leads to an efficient earth system as indicated in the Fig. 26 of Appendix 5.3. The two units PGC-3 and PGC-2 are connected together by means of: - the connection between CN06 and CN07 - the pipe between the “plasma cutflow” outlet of PGC-3 and the “plasma” inlet of PGC-2 (see Fig. 16) • Connect the pipe bundle art.1166 by tightening the pipes to the relative gas outlets, being careful to ensure the markings correspond (plasma preflow, secondary preflow/cutflow and auxiliary in PGC-3; plasma cutflow in PGC-2); screw the electric connector to the outlet CN05 (see the left part of Fig. 16). • Connect the other end of art.1166 to the PVC valve console (art.469) for the “plasma”, to “secondary” and “auxiliary” pipes, being careful to make sure the markings correspond. Fasten the PVC to the pantograph head, near the torch (see the right part of Fig. 16). • Finally connect the connection art.1189 by screwing the electric connector onto the CN04 outlet (see the left part of Fig. 17). 3.3.2 Automatic gas console APGC. • Fasten the gas console above the power source or above the pantograph and connect the earth leads to an efficient earth system as indicated in the diagram of Fig. 24 in Appendix 5.3. • Connect the pipe bundle art.1166 by tightening the pipes to the relative gas outlets, being careful to ensure the markings correspond (plasma preflow, secondary preflow/cutflow and auxiliary; screw the electric connector to the outlet CN05 (see Fig. 17). • Connect the other end of art.1166 to the PVC valve console (art.469) for the “plasma”, to “secondary” and “auxiliary” pipes, being careful to make sure the gas pipe markings correspond. Fasten the PVC to the pantograph head, near the torch (see the right part of Fig. 16). Fig. 16 53 • Finally connect the connection art.1189 by screwing the electric connector onto the CN04 outlet (see Fig. 17). Make sure the air (AIR) is always connected, at adequate pressure, to the automatic gas console, as this is used as “service” gas. Fig. 18 Fig. 17 3.3.3 Note on gas connection The gas inlet threads are 1/4G for air gas, Ar, N2, O2 and auxiliary and 1/8G for H35 and F5 gas respectively. The customer is responsible for the supply of gases, and for the programmed/preventive maintenance of the distribution system. Remember that lack of system maintenance could be the cause of serious accidents. Carefully read the “Safety Sheet” relating to each of the gases used, so as not to underestimate hazards caused by incorrect use. NOTE: The choice of the type of pipe depends on the gas used (see EN 559 standard). NOTE: The use of gas of inferior purity could result in a reduction in speed, quality and maximum thickness of the cut. Furthermore, the life-span of expendable materials cannot be guaranteed. IMPORTANT: when oxygen gas is used, everything that comes into contact with it must be free of oils and grease. • when the MS - O2/O2 cutting program is selected (mild steel with oxygen/oxygen gas), make sure the air is connected to the gas console inlet, as this is used as “preflow” gas. • when a cutting current is selected higher than 50A, make sure the air or nitrogen (N2) are also connected to the gas inlet of the manual or automatic gas console in the AUXILIARY channel. 3.4 CONNECTING THE TORCH CP450G 3.4.1 Applications on pantograph • Connect the pipe bundle exiting from the torch to the PVC valve console (art.469) tightening these to the respective gas outlets and following the order indicated by their markings (see Fig. 18). 54 • Using a T-square, make sure the torch is perpendicular to the pantograph cutting surface. • Insert a torch cable (art.1224, 1225) in the HV19-1 Unit (art. 464) as shown in the right part of figure 19. Fig. 19 3.4.2 Applications to robot • Connect the pipe bundle exiting from the torch to the switch-on unit - HV19-PVC valve console (art.462) tightening these to the respective gas outlets and following the order indicated by the markings on same. • Using a T-square, make sure the torch is perpendicular to the pantograph cutting surface. • Insert a torch cable (art.1222 or 1223) in the switch-on unit - HV19-PVC valve console (art. 462) and proceed in the same manner as described in the previous paragraph. 3.5 COOLANT LIQUID REQUIREMENTS 4 USE The cooling unit is supplied with a minimum quantity of coolant liquid: the customer is responsible for filling the tank before using the system. Use only CEBORA coolant (art. 1514) and carefully read the MSDS for its safe use and correct storage. The inlet of the 10-litre tank is in the upper part of the cooling unit, as shown in fig.20. Fill to max level and, after first starting the system, top up to offset the volume of liquid in the pipes. NOTE: during system use and especially when replacing the torch or expendable materials, small liquid leaks occur. Top up weekly up to max level. NOTE: after 6 months, the coolant must be completely changed, whatever the operating hours of the system. 4.1 DESCRIPTION OF THE POWER SOURCES PANELS The entire system can be turned on from the power source panel using the knob A. The lamp B on signals such operation. A = Mains power switch. B = Mains power lamp. C = RS232 serial input port. D = fuse protecting the cooling circuit pump (5A-250V-T). E = Fairlead for power supply cable. F = CNC connector for pantograph connection. G = CN03 connector for Gas Console connection H = Coolant tank cap. A B T I H F G S C E D R P L Q M O N Fig. 20a 55 4.2 I = Coolant level indicator. DESCRIPTION OF MANUAL GAS CONSOLE PANEL AND ITS USE (FIG. 21) L= Coolant outlet filter. All system functions can be controlled from the gas console panel. In particular, the type of job to be performed is selected, i.e., CUT, MARK, or gas TEST. M= Coolant tank bleeder valve. N= Coolant delivery pipe quick-fitting. A: Work mode selection button. Every time this button is pressed, the corresponding LED comes on: B: Cutting mode LED. O= Coolant return pipe quick-fitting. P = Welding torch coupling Q = Fairlead for earth cable. C: Mark mode LED. R= Coolant return filter. D: Test mode LED. S = Connector for remote panel connection. E: Button for selecting the parameters to be regulated. Every time this button is pressed, the corresponding LED comes on: T = USB socket for updating the power source firmware. A B D C F G S E H I R L M N O Fig. 20 b 56 P Q Q: Display showing type of secondary cutting gas. F: Led indicating the selection mode of the type of material to be cut. G: Led indicating the selection mode of the PLASMA/SECONDARY gas combination. H: Led indicating the selection mode of the thickness of the material to be cut. I: Led indicating the selection mode of the cutting current. L: Led indicating the different mode of the cutting speed. M: Led indicating the different consuma- bles set to be used relating to previous selections. N: Display showing parameters being adjusted. R: Display showing pressure of plasma gas during cutting. S: Display showing pressure of plasma gas being ignited. T: Display showing pressure of secondary gas being ignited. U: Display showing pressure of secondary gas during cutting. V: Button for selecting PRE/CUT FLOW and secondary PRE/CUT FLOW plasma gas channels. O: Parameter adjustment knob. W: Button for confirming parameter settings: console ready for CUT, MARK or TEST. P: Display showing type of cutting plasma gas. B G C D H P R S W V T A Q F E U I X L N Y O M K Z Fig. 21 57 By keeping the current selection button pressed (LED I on), end mode is selected as indicated by the flashing LED. The current can now be regulated, with 1A step, in preset intervals [20-30 A] , [40-50 A], [70-90A], [110120A], [180-200 A], [230-250 A]. X: Correct gas pressure search help LED: -low pressure = left LED on. - high pressure = right LED on. - correct pressure = both LEDs on. Y: Knobs for regulating the pressure of the gases of the PGC-3 console. Z: Led indicating start of PGC-2 console. K: Knob for regulating the pressure of the gases of the PGC-2 console. 4.2.1 Preparation and execution of the CUT After starting the system by means of the switch on the front power source panel, the lighting up of the CUT LED B (see Fig. 21) indicates that the machine is in “cut” mode. First of all, a series of selections/adjustments must be made and a check must be carried out to ensure the RUN key is not pressed (PREFLOW and CUTFLOW display screen in Fig.21 of PLASMA and SECONDARY gas flow off). The first thing to do, in sequence, is the selection indicated on table 1. SELECTION (pressing button E) The second thing to do, in sequence, is the regulation indicated on table 2. When the SET key is pressed, the gas flow for each channel is active for 10 s: after which, the key must be pressed again to continue regulation. By pressing the SET button again after the last adjustment, the regulation mode is exited. If the button is pressed again, return is made to the first regulation, and so on. The arrow LEDs under the display screen of the corresponding channel indicate the direction of adjustment of the knob: if the left one is lit, flow must be increased (clockwise), vice versa for the right one (anticlockwise). Once the correct flow is achieved, depending on the selection made on Tab. 1, both are switched on. After exiting from regulation mode, after the above adjustments, press the RUN button: all the display screens will thus light up relating to the PLASMA and SECONDARY channels, and the power source will be ready for cutting. If the H35 or F5 gas has been selected, the LED comes on of the PGC-2 gas console. DESCRIPTION type of material to be cut SELECTION (turning knob O) MS = Mild Steel SS = Stainless Steel AL = Aluminium t gas combination (PLASMA/SECONDARY) Suitable for chosen material AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Thickness of material to be cut See cut tables Cut current suggested for the chosen (MAT/GAS/mm) combination See cut tables Cut speed suggested for the chosen (MAT/GAS/mm/A) combination See cut tables Consumables set to be used for the chosen (MAT/GAS/mm/A) combination • STD (Standard) • SPD (Speed) • EXP • QPC See cut tables t t t t Tab. 1 58 SELECTION (pressing button V) REGULATION (turning knob Y) DESCRIPTION Switch on of display R PLASMA CUTFLOW Until simultaneous switch-on of the two arrow LEDs X Switch on of displayy S PLASMA PREFLOW Until simultaneous switch-on of the two arrow LEDs X Switch on of display T SECONDARY PREFLOW Until simultaneous switch-on of the two arrow LEDs X Switch on of display U SECONDARY CUTFLOW Until simultaneous switch-on of the two arrow LEDs X t t t Tab. 2 NOTE: when the system is switched on, the last work setting remains stored (i.e. MAT-GAS-mm-A). If, in the next adjustment, the type of gas is changed, then “purge” is automatically performed, i.e., first of all pipe emptying, followed by subsequent cleaning with flow active for about 10 s. After the start signal from the pantograph, the following sequence is automatically started: - Preflow lasting 0.5 s with selected gas. - High voltage / High frequency Pulse. - Pilot arc switch-on. - Transfer of plasma arc (sending of “arc transfer” signal to CNC). - Start of CNC movement on x-y plane at end of “pierce delay time”. When the stop signal is received from the pantograph, the following sequence automatically starts: - Switch-off of plasma arc. - End of CNC movement on x-y plane. - Postflow with selected gas. 4.2.2 Preparation and execution of MARK After starting the system by means of the switch on the front power source panel, the lighting up of the MARK LED indicates that the machine is in “mark” mode. First of all, a series of selections/adjustments must be made and a check must be carried out to ensure the RUN key is not pressed (PREFLOW and CUTFLOW display screen in Fig.21 of PLASMA and SECONDARY gas flow off). The first thing to do, in sequence, is the selection indicated on table 3. For the second setting, refer to that of Tab. 2 with relative notes. SELECTION (pressing button E) DESCRIPTION type of material to be marked SELECTION (turning knob O) MS = Mild Steel SS = Stainless Steel AL = Aluminium t Combination of (PLASMA/SECONDARY) gas suitable for the chosen material Ar/Ar t Cutting current suggested for the chosen (MAT/GAS/ mm) combinationa See cut tables Tab. 3 4.2.3 Performing the gas TEST After starting the system by means of the switch on the front power source panel, the lighting up of the TEST LED indicates that the machine is in “test” mode. The seal test must be periodically performed, from T01 to T05, to check for any gas leaks in the pipes, from where they enter the rear of the gas console as far as entry into the valve console. The TF6 flow test also permits checking the flow in the auxiliary AUX channel. Each channel can be checked individually, as shown on Tab. 4: 59 SELECTION (turning knob O) DESCRIPTION Air / air channel test SELECTION (pressing button E) DESCRIPTION SELECTION (turning knob O) SEN Spot Enable (enables/disables spot mark function) OFF = disabled ON = enabled SI Spot Current (spot mark current) From 10 to 39 A ST Spot Time (spot mark time) OFF* From 0.01 to 1.00 s t N2 / N2 channel test t t O2 / O2 channel test t H35 / -- channel test t t Ar / Ar channel test t AUX channel test t Complete test (timed automatic sequence of T01, T02, T03, T04, T05, T06) Tab. 4 When the RUN key is pressed, the selected test is started: the machine first of all performs a “purge”, then the pipes are filled with gas and the GAS INLET solenoids are subsequently deactivated along with those in the valve console. If no leaks are found during the test, e.g., with AIR/AIR, the display screen of the gas console shows the AIR OK message (same goes for the other gases: N2 OK, O2 OK, H35 OK and Ar OK). If the test T04 has been selected, during the TEST, the LED of the PGC-2 gas console lights up. 4.2.4 Additional functions (SECOND FUNCTIONS) In the following descriptions, we shall refer to Fig.21. With system on and in inactive mode (no RUN: display R,S,T,U off), enter the “second functions” menu by pressing the keys A and E at the same time. 4.2.4.1 Preparation and execution of SPOT MARK The spot mark is a special type of mark in which the trace consists of a spot, rather than a line or any other normal type of mark (see MARK work mode, para.4.2.2). After setting a number of gas console parameters, the spot mark can be controlled and performed directly by the CNC, maintaining the same cut parameters and the same expendables. Regulate the sport mark parameters indicated below, selectable in succession by pressing button E: After the above regulations, by means of a digital signal on the relative pins (see Fig.14), switch is made from cut mode to spot mark mode (CUT/SPOT MARK). 60 Tab. 5 *in this case, the duration of the spot is controlled by means of the pantograph Start/Stop signal. If, on the other hand, the time is set, then this value represents the max duration of the spot from the transferred arc signal. 4.2.4.2 Controlling the current in the work piece corners (CORNER) Reducing the current in the corners of the work piece is a useful function when associated with cutting speed reduction in same. This way, excessive removal of metal in the corner is eliminated. After setting a number of parameters from the gas console, the Corner function can be managed and performed directly from the CNC, maintaining the same cutting parameters and the same expendables. Regulate the corner parameters mentioned below, selectable in succession by pressing button E. SELECTION (pressing button E) CEN DESCRIPTION Corner Enable (enables/disables the corner function) SELECTION (turning knob O) OFF = disabled ON = enabled t CI Corner Current (percentage of corner From 50 to 100 * current with respect to cutting current) t CSD Corner Slope Down (current ramp down gradient) From 1 to 100 A/ (s/100) CSU Corner Slope Up (current ramp up gradient) From 1 to 100 A/ (s/100) t Tab. 6 * The regulation of the corner current depends on the position of the switch #2 of the bench DIP3 in the remote board (see Fig.15). With the switch #2 in OFF position (predefined configuration), the value of the corner current is regulated directly from the pantograph through the relative analogue input (0-10V) (see optional kit art.425) according to the ratio described on table 7. ANALOGUE INPUT CORNER CURRENT 0V 50% … … 5V 75% … … 10V 100% IMPLEMENTED VALUE ½ of cutting current … ¾ of cutting current … same as cutting current Tab. 7 In the event of such analogue input (0-10V) being disconnected, the corner current value remains fixed at 50% (default) of the cutting current. With the switch #2 in ON position, the analogue input described above is ignored by the power source and the operator can regulate the value of the corner current directly from the gas console panel by means of the knob O. The following illustration shows signal timing: SELECTION (pressing button E) PoF DESCRIPTION SELECTION (turning knob O) From 5 to T s Post Flow (duration of torch (T=max duration in cooling flow at seconds, depending end of cut) on cutting current) 4.2.4.4 Display of coolant (H2O) flow rate and temperature In this mode, the flow rate of the coolant/temperature can be displayed on screen N/Q, in litres/min/C°. This is normally 3 litres/min. 4.2.4.5 Making the cut on perforated or gridded plates (SR) To cut perforated or gridded plates, it is often best to use the Self Restart function. With such function started, the power source restarts the arc every time this is interrupted. The pantograph must also be prepared for cuts of this type. SELECTION (pressing button E) SR DESCRIPTION SELECTION (turning knob O) Self Restart (enables/disables self restart function) OFF = disabled ON = enabled 4.2.4.6 Fine remote current adjustment (RRI) This function, available in the “second functions” menu of the gas console, requires the optional kit art.425. Make reference to the instruction manual of the latter for a complete description. Segnale di Corner Corrente di taglio Corrente di corner 4.2.4.3 Management of torch cooling time at end of cutting At the end of each cut of the piece being worked, the flow of secondary gas starts again to cool the torch. The duration of this flow depends on the cutting current and increases along with the current itself. Sometimes, for specific jobs, it may be a good idea to reduce such duration. The operator can adjust the Post-Flow (PoF) time directly from the gas console panel by means of the knob O. In particular, the max duration of such time can be adjusted, depending on the set cutting current, by up to 5 seconds at the most. 61 4.2.5 ERROR CODES ERROR DESCRIPTION CODE POSSIBLE SOLUTION Error during USB firmware updating USB Contact the Cebora assistance service (Err. 85) Start pressed at switch-on or power source reset (switch to RUN mode) TRG Switch off the power source, remove the start command (Err. 53) and restart the power source. Cooling liquid over-temperature H20 T (Err. 93) Module overtemperature: IGBT 1 / IGBT 2 Check for any blockages in the cooling circuit or torch pipes. Check the integrity of the pump fuse. Clean the radiator. TH1 Do not switch off the power source. This way the fan will (Err. 74) continue to operate for quick cooling. Return to normal operation is automatic when the temperature returns to TH2 within normal limits. If the problem continues, contact the (Err. 77) CEBORA assistance service. TH3 (Err. 72) TH4 (Err. 71) Flow below minimum limit of cooling liquid Check for any blockages in the cooling circuit or torch H2O Check the integrity of the pump fuse. Clean the (Err 75) pipes. radiator. Low pressure in a gas supply channel the pressure of the corresponding gas by means GAS LO Increase of the knob on the front panel of the gas console. Also (Err. 78) check the gas supply pressure. This must be around 8 bar. Door open in power source or in ignition module HV19-1 or HV19-PVC OPN Make sure the cover of the power source and/or of the (Err. 80) HV19-1 or HV19-PVC unit is correctly closed. CNC off, in emergency or not corrected to the power source rob Switch on the CNC, exit the emergency, check the power (Err. 90) source-CNC connection. Power tranformer over-temperature Do not switch off the power source. This way the fan will continue to operate for quick cooling. Return to normal operation is automatic when the temperature returns to (Err. 73) within normal limits. If the problem continues, contact the CEBORA assistance service. TH0 Internal error in the microprocessor memory Err 2 Contact the CEBORA assistance service. The power source does not communicate with the gas console Err 6 Check the connection between the power source and the gas console. If the problem continues, contact the CEBORA assistance service. The power source does not communicate with the interface circuit Err 7 Contact the CEBORA assistance service. The gas console does not communicate with the power source Err 9 Check the connection between power source and gas console. If the problem continues, contact the CEBORA assistance service. Direct current below minimum acceptable Err 16 Contact the CEBORA assistance service Problem with internal clock Err 26 Contact the CEBORA assistance service. Writing error in power source flash memory Err 27 Contact the CEBORA assistance service. Current detected with arc off on IGBT1 module Err 30 Contact the CEBORA assistance service. Current over range measurement on IGBT1 module during cutting Err 35 Contact the CEBORA assistance service. Current detected on pilot arc circuit with arc off Err 39 Contact the CEBORA assistance service. 62 ERROR DESCRIPTION CODE POSSIBLE SOLUTION Hazardous power voltage: power circuit fault Err 40 Contact the CEBORA assistance service. Current detected in pilot arc circuit during cutting Err 49 Contact the CEBORA assistance service. Err 55 Replace the electrode and/or nozzle. Make sure the consumables are correctly fitted depending on the type of job. Also check the correctness of the cutting gas. Electrode spent Alignment error between the firmware versions of: power source, gas console, CNC interface module; or, error during power source auto-upgrade phase Mains voltage outside specifications Contact the CEBORA assistance service. Err 58 Err 67 Check the fuse of the switchboard to which the power source mains wire is connected. If the problem continues, contact the CEBORA assistance service. Gas pipe emptying not completed or pressure high in a gas supply channel Err 79 Check the consumables parts or reduce the supply pressure. Gas console not connected to power source Err 81 Contact the CEBORA assistance service. No connection between the gas console PGC-3 and PGC-2 or APGC-1 and APGC-2 Err 82 Check the connection between the PGC-3 module or APGC-1 module (top one) and the PGC-2 module or APGC-2 module (bottom one) Detected current, with arc off, on IGBT2 module Err 31 Contact the CEBORA assistance service. Current over range measurement on IGBT2 module during cutting Err 36 Contact the CEBORA assistance service. 4.3 DESCRIPTION OF AUTOMATIC GAS CONSOLE PANEL (FIG. 22) The front panel of the automatic gas console features a multifunction LED defining its status. In particular: Phase LED colour Off Power source switch-on Red steady Red/Green alternated Fully operating Red/Green alternated slow Green steady Description No power to internal electronic board Problems with microprocessor of internal electronic board Waiting for communication with power source No communication with power source A=multifunction LED To manage the automatic gas console (configuration of the cutting parameters and setting the RUN status) the remote panel art. 460 must be connected. Make reference to the instruction manual of this article for a description of operation. With the CAN digital interface open between the pantograph/robot and the power source, and in the absence of art. art.460, a specific application will be required on the control. Regular operation 63 4.4 CUT QUALITY Many are the parameters and their combinations which affect cut quality: the Cut Table manual shows the perfect adjustments for cutting a specific material. Nevertheless, because of the inevitable difference caused by installation on different pantographs and variations in the characteristics of the cut materials, the most perfect parameters can undergo small variations with respect to those indicated on the above tables. The following points can help the user to make those small alterations needed to obtain a good-quality cut. As is shown on the cutting tables, there are various sets of expendable parts depending on the cutting current and gas used. If high output requirements prevail, and therefore the need for high cutting speeds, set the maximum allowed current and the nozzle with the largest diameter. If on the other hand, focus is on cutting quality (greater squaring and narrower kerf) set the minimum current allowed for the material and the thickness being worked. Before making any adjustment, make sure: The torch is perpendicular to the cutting surface. The electrode, nozzle, H2O nozzle carrier and nozzle protection are not too worn and that their combination corresponds to the chosen job. The cutting direction, depending on the figure to be obtained, is correct. Remember that the best side of a cut is always the right side with respect to the direction of movement of the torch (the plasma diffuser used has the holes in clockwise direction). If large thicknesses have to be cut, special attention must be given during the break-through phase: in particular, try and remove any build-up of melted material around the hole where cutting starts to avoid double arc phenomena when the torch passes over the starting point again. Also always keep the nozzle protection clean of any melted metal slag. Table 7 indicates some of the most frequent problems and relative solutions. A Fig. 22 64 PROBLEM Bevel cut Not enough penetration Presence of “low-speed dross” * Presence of “high-speed dross” ** Rounded cutting edge CAUSE SOLUTION Electrode or nozzle worn Replace both Stand off too high Lower stand off Cutting speed too high Regulate speed Cutting speed too high Regulate speed Nozzle diameter too large with respect to set current Check Cutting Tables Work piece thickness excessive with respect to set current Increase the cutting current Earth lead not in good electric contact with cutting surface Check the tightness of the earth terminal to CNC Cutting speed too low Regulate speed Cutting current too high Reduce cutting current Stand off too low Raise stand off Cutting speed too high Regulate speed Cutting speed too low Increase cutting speed Stand off too high Lower stand off Cutting speed too high Regulate speed Stand off too high Lower stand off * The low speed dross is thick dross, of globular shape, easy to remove. The kerf is fairly large. ** The high speed dross is thin dross, hard to remove. In case of very high speed, the cut wall is rather rough. Tab. 8 4.5 SYSTEM MAINTENANCE A correct system maintenance ensures top performance and extends the life of all the components, including consumables parts. We therefore suggest performing the following maintenance jobs. Period Daily Weekly Monthly Maintenance operations Make sure the gas supply is at the right pressure Make sure the power source, cooling unit and gas console fans are working correctly Check coolant level Clean the torch threads and make sure there are no signs of corrosion or electric discharges Check the gas, water and electric connections for any cracks, abrasions or leaks Run the TEST program through the gas console. Every six months Change the coolant in the system Clean the external and tank filters of the cooling unit Clean the gas console filter Replace the torch O-rings, and order the kit art.1400 If, during an inspection, a highly worn component part is found or one that is not working properly, contact the CEBORA assistance service. To service the inner parts of the different system components, request the assistance of qualified personnel. In particular, the following operations are best performed periodically. For all the component parts: • Clean the inside with compressed air (clean, dry and oil free) to eliminate any dust build up. If possible use a vacuum cleaner; • Make sure the power connections are tight and are not overheating. 65 For each component part: Component Maintenance operations Clean the radiators of the IGBT modules Power source with compressed air, directing the jet of air on them . Clean the radiator with compressed air, directing the air jet towards it Cooling unit Check the internal hydraulic circuit for cracks or leaks. Check the internal pneumatic circuit for Gas console cracks or leaks. Check the internal pneumatic circuit for Valve console leaks. Make sure the spark-gap is not excessively blackened and that the gap distance is correct; Ignition unit Check the inner hydraulic circuit for cracks or leaks. Also periodically check the system earth connection. In particular, following the diagram in fig.24, make sure all leads are perfectly tight between screw and nut. 66 5 APPENDIX 5.1 OPTIONAL KIT (ART. 425)FOR THE CONNECTION TO THE PANTOGRAPH’S CNC (FIG. 23) To assemble the kit Art.425, please refer to the relevant specific instructions. art 948 Fig. 23 FIG. 23 67 5.2 GROUNDING SCHEMATIC OF THE CUTTING PLANT (FIG. 24) Use ground cables with cross-section equal or higher than 16 mm2. Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Power cord ground Chocke Copper bar Fig. 24 68 5.3 SOUND PRESSURE LEVEL MEASUREMENTS Plasma cutting generates noise levels that can damage the human ear; therefore, operators must wear adequate protective equipment, such as a headset or earplugs, in conformity to national or local regulations. The measurements shown in the following table, referring to mild steel and taken at the specified distances, can help the safety supervisor adopt all of the means required to make the workplace safe (for example, see international standard IEC 60974-9). Material Cutting gas Mild Steel Mild Steel Mild Steel O2/air O2/air O2/air (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 Measurement distance (opposite source x above source) (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 Mild Steel Mild Steel Mild Steel O2/air O2/air O2/air 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Mild Steel Mild Steel Mild Steel O2/air O2/air O2/air 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 Thickness Cutting current Cutting speed A-weighted sound pressure level Peak Cweighted sound pressure level (dB) 105.0 100.5 99.2 (dB) 119.7 114.6 113.3 The measurements lasted 1 minute each and were conducted in a closed, reverberant room at CEBORA S.p.A. laboratories. The data do not consider any corrections due to background noise or to the dimensions of the test room. A-weighted and peak-C sound pressure levels are defined by international standards (see IEC 11202 and IEC 61672-1). 69 INHALTSVERZEICHNIS 1 SICHERHEITSVORSCHRIFTEN..............................................................................................71 1.1 WARNHINWEISSCHILD.......................................................................................................71 2 TECHNISCHE DATEN............................................................................................................. 72 2.1 ALLGEMEINE BESCHREIBUNG DER ANLAGE.................................................................. 72 2.2 STROMQUELLE PLASMA.................................................................................................. 73 2.2.1 Stromquelle Plasma Prof 166 HQC ........................................................................... 73 2.2.2 Stromquelle Plasma Prof 255 HQC.............................................................................74 2.3 GASKONSOLE.....................................................................................................................75 2.3.1 Manuelle Gaskonsole PGC-3 - PGC-2.......................................................................75 2.3.2 Automatische Gaskonsole APGC...............................................................................76 2.4 VENTILKONSOLE PVC....................................................................................................... 77 2.5 ZÜNDGERÄT HV19-1.......................................................................................................... 77 2.6 ZÜNDGERÄT – VENTILKONSOLE HV19-PVC.....................................................................78 2.7 BRENNER CP450G............................................................................................................. 79 2.8 WATER CONSOLE.............................................................................................................. 79 3 INSTALLATION ...................................................................................................................... 80 3.1 AUSPACKEN UND ZUSAMMENBAUEN............................................................................. 80 3.2 ANSCHLUSS DER STROMQUELLE................................................................................... 80 3.2.1 Anschluss an den CNC-Pantographen...................................................................... 82 3.2.2 Digitale Signale von der Pantographen-steuerung an die Stromquelle..................... 83 3.2.3 Digitale Signale von der Stromquelle an die Pantographensteuerung....................... 84 3.2.4 Analoge Signale von der Stromquelle an die Pantographensteuerung.................... 84 3.2.5 Not-Aus-Signal für die Stromquelle........................................................................... 86 3.3 ANSCHLUSS DER GASKONSOLE..................................................................................... 86 3.3.1 Manuelle Gaskonsole PGC-3 und PGC-2.................................................................. 86 3.3.2 Automatische Gaskonsole APGC.............................................................................. 86 3.3.3 Hinweis zum Anschluss der Gase...............................................................................87 3.4 ANSCHLUSS DES BRENNERS CP450G.............................................................................87 3.4.1 Anwendungen auf Pantographen................................................................................87 3.4.2 Anwendungen auf Roboter........................................................................................ 88 4 BETRIEB ...................................................................................................................... 88 4.1 BESCHREIBUNG DER STEUERTAFELN DER STROMQUELLEN...................................... 88 4.2 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE.............................................. 89 4.2.1 Vorbereitung und Ausfürung des Schneidprozesses (CUT)....................................... 90 4.2.2 Vorbereitung und Ausführung des Markierprozesses (MARK).................................. 92 4.2.3 Ausführung der Gasdichtigkeitsprüfung (TEST)......................................................... 93 4.2.4 Zusätzliche Funktionen (Nebenfunktionen)................................................................ 93 4.2.4.1 Vorbereitung und Ausführung des Punktmarkierprozesses (SPOT MARK).. 93 4.2.4.2 Steuern des Stroms in den Ecken des Werkstücks (CORNER).................... 94 4.2.4.3 Steuerung der Zeit für die Kühlung des Brenners am Ende des Schneidvorgangs.94 4.2.4.4 Anzeige des Volumenstroms der Kühlflüssigkeit (H2O)................................ 95 4.2.4.5 Schneiden von Lochblechen oder Gitterwerk (SR)....................................... 95 4.2.4.6 Fern-Feineinstellung des Stroms (RRI).......................................................... 95 4.2.5 FEHLERCODES......................................................................................................... 95 4.3 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE...............................................97 4.4 SCHNITTQUALITÄT..............................................................................................................97 4.5 WARTUNG DER ANLAGE................................................................................................... 99 5 ANHANG .....................................................................................................................100 5.1 OPTIONALER SATZ (ART. 425) FÜR DEN AN-SCHLUSS AN DEN PANTOGRAPHEN.....100 5.2 ERDUNGSPLAN DER ANLAGE.........................................................................................101 5.3 MESSUNG DER SCHALLDRUCKPEGEL.........................................................................102 70 BETRIEBSANLEITUNG FÜR DIE PLASMASCHNEIDANLAGE WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIESSLICH ZUM SCHNEIDEN UND BRENNPUTZEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEISSEN UND -SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300.758 anfordern. LÄRM. Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweißoder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. EXPLOSIONSGEFAHR. • Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/ EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! Im Falle von Fehlfunktionen muß man sich an einen Fachmann wenden. IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN EINEN FACHMANN WENDEN. 1.1 WARNHINWEISSCHILD Die Nummerierung der Beschreibungen entspricht der Nummerierung der Felder des Schilds. 1. Die beim Schneiden entstehenden Funken können Explosionen oder Brände auslösen. 1.1 Keine entflammbaren Materialien im Schneidbereich aufbewahren. 1.2 Die beim Schneiden entstehenden Funken können Brände auslösen. Einen Feuerlöscher in der unmittelbaren Nähe bereit halten und sicherstellen, dass eine Person anwesend ist, die ihn notfalls sofort einsetzen kann. 1.3 Niemals Schneidarbeiten an geschlossenen Behältern ausführen. 2. Der Plasmalichtbogen kann Verbrennungen und Verletzungen verursachen. 2.1 Vor der Demontage des Brenners die Stromversorgung unterbrechen. 2.2 Das Werkstück nicht in der Nähe des Schnittverlaufs festhalten. 2.3 Einen kompletten Körperschutz tragen. 3. Vom Brenner oder Kabel verursachte Stromschläge können tödlich sein. Für einen angemessenen 71 1 1.1 1.2 3.3 Vor Arbeiten an der Maschine den Stecker ihres Netzkabels abziehen. 4. Das Einatmen der beim Schneiden entstehenden Dämpfe kann gesundheitsschädlich sein. 4.1 Den Kopf von den Dämpfen fern halten. 4.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs- oder Absauganlage verwenden. 4.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwenden. 5. Die Strahlung des Lichtbogens kann Verbrennungen an Augen und Haut verursachen. Daher muss die Bedienperson einen Augenschutz mit mindestens Schutzstufe DIN 11 und einen geeigneten Gesichtsschutz benutzen. 5.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten Gehörschutztragen und bei Hemden den Kragen zuknöpfen. Einen Schweißerschutzhelm mit einem Filter mit der geeigneten Tönung tragen. Einen kompletten Körperschutz tragen. 6. Vor der Ausführung von Arbeiten an oder mit der Maschine die Betriebsanleitung lesen. 7. Die Warnhinweisschilder nicht abdecken oder entfernen. 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 2 TECHNISCHE DATEN 2.1 ALLGEMEINE BESCHREIBUNG DER ANLAGE 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd jk xc h Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg a h jhgfjksdhfjksdklcsmkldc 3098464 Schutz gegen Stromschläge Sorge tragen. 3.1 Isolierhandschuhe tragen. Keinesfalls feuchte oder schadhafte Schutzhandschuhe verwenden. 3.2 Sicherstellen, dass eine angemessene Isolierung vom Werkstück und vom Boden gewährleistet ist. Plasma Prof 166 HQC (Art. 948) und Plasma Prof 255 HQC (Art. 949) sind mikroprozessorgesteuerte mechanisierte Plasmaschneidanlagen mit Mehrgastechnik und Zündeinheit HV19-1 (Art. 464) oder HV-PVC (Art. 462), manueller Gaskonsole PGC-3 - PGC-2 (Art. 470) oder automatischer Gaskonsole APGC (Art. 466), Ventilkonsole PVC (Art. 469) und Brenner CP450G (anwendungsspezifische Artikel), die einen Schneidstrom von max. 120/250 A bei 100% Einschaltdauer abgeben können. Alle Prozessparameter (Material, Gas, Dicke und Strom) können über die Gaskonsole eingestellt werden und auf Grundlage dieser Einstellungen werden automatisch die Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225 Art. 1189.... Art. 469 Art. 948- 949 72 Abb. 1 optimalen Gasvolumenströme angegeben. Über die Schnittstelle RS-232 oder einen USB-Stick kann die Software der Anlage aktualisiert werden; so hat man einen vollständigen Überblick über die Betriebsbedingungen und kann im Falle einer Fehlfunktion das Problem schneller erkennen. Über die Schnittstelle RS232 kann ferner die Software der Maschine aktualisiert werden. Zur Gewährleistung der optimalen Schnittqualität bei den verschiedenen Metallen kann die Anlage verschiedene Gasarten verwenden wie z.B.: Luft, Stickstoff N2, Sauerstoff O2, Gemisch H35 (35% Wasserstoff H2 – 65% Argon Ar), Gemisch F5 (5% Wasserstoff H2 – 95% Stickstoff N2). Die Kombinationen werden automatisch in Abhängigkeit vom eingestellten Material vorgeschlagen. Auch das Markieren mit dem Gas Argon (Ar) ist möglich, das automatisch vorgeschlagen wird. Für die verschiedenen Schneidströme und Gasarten stehen unterschiedliche Sätze von erprobten Verschleißteilen zur Verfügung, die auf die maximale Schnittqualität ausgelegt sind. 2.2 STROMQUELLE PLASMA Sie verfügt über einen Mikroprozessor, der die gesamte Anlage steuert und dessen Software über die Schnittstelle RS-232 oder den USB-Anschluss auf der Rückwand aktualisiert werden kann. Auf der Rückseite befindet sich das Kühlaggregat mit Behälter, Pumpe, Kühler, Filtern, Durchflussmesser und Thermometer. 2.2.1 STROMQUELLE PLASMA PROF 166 HQC Die Plasma Prof 166 HQC ist eine Konstantstromquelle mit max. 120 A bei 100% Einschaltdauer und entspricht den IEC-Normen 60974-1, 60974-2 und 60974-10. TECHNISCHE DATEN Nennleerlaufspannung (Uo) 300 V Max. Ausgangsstrom (I2) 120 A Ausgangsspannung (U2) 128 V Einschaltdauer (duty cycle) 100% @ 120A Max. Umgebungstemperatur Schutzart des Gehäuses 40 °C Luft, mit Zwangslüftung IP21S Nettogewicht 205 kg Kühlung Nennspannung und max. Nennstrom: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A KÜHLAGGREGAT DES BRENNER Nennkühlleistung bei 1 l/min a 25°C 1.7 kW Max. Druck 0.45 MPa 948 960 463 Abb. 2a 73 2.2.2 STROMQUELLE PLASMA PROF 255 HQC TECHNISCHE DATEN Die Plasma Prof 255 HQC ist eine Konstantstromquelle mit max. 250 A bei 100% Einschaltdauer und entspricht den IEC-Normen 60974-1, 60974-2 und 60974-10. Nennleerlaufspannung (Uo) 315 V Max. Ausgangsstrom (I2) 250 A Ausgangsspannung (U2) 170 V Einschaltdauer (duty cycle) 100% @ 250A Max. Umgebungstemperatur Schutzart des Gehäuses 40 °C Luft, mit Zwangslüftung IP21S Nettogewicht 406 kg Kühlung Nennspannung und max. Nennstrom: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A KÜHLAGGREGAT DES BRENNER Nennkühlleistung bei 1 l/min a 25°C 1.7 kW Max. Druck 0.45 MPa 681 1252 953 baricentro Abb. 2 b 74 2.3 GASKONSOLE Wasserstoff H2 und 65% Argon Ar) und F5 (Gemisch aus 5% Wasserstoff H2 und 95% Stickstoff N2) gespeist wird. Die Gaskonsole dient zum Einstellen der Prozessparameter und zum Regeln der Gasvolumenströme gemäß Norm IEC 60974-8. Sie enthält Magnetventile, Druckminderer und Druckmessumformer sowie Platinen für die Stromversorgung und die Kontrolle dieser Komponenten. TECHNISCHE DATEN VER-WENDETE REINHEIT GASE 2.3.1 Manuelle Gaskonsole PGC-3 - PGC-2 Sie ist in zwei Einheiten unterteilt: Einheit PGC-3, die mit Luft, Argon Ar, Stickstoff N2 und Sauerstoff O2 gespeist wird, und Einheit PGC-2, die mit H35 (Gemisch aus 35% MAX. EINVOLUMENGANGS-DRUCK STROM Luft Sauber, trocken und ölfrei nach ISO 8573-1: 2010. Klasse 1.4.2 (Partikel, Wasser, Öl) 0.8 MPa (8 bar) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Stickstoff 99.997% 0.8 MPa (8 bar) 150 l/min 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min * Sauerstoff 99.95% H35 F5 Gemisch: 35% Wasserstoff, 65% Argon Gemisch: 5% Wasserstoff, 95% Stickstoff Norm ISO 8573-1:2010 sieht für die Klasse 1.4.2 Folgen* Die des vor: 289 198 • Partikel: M • Wasser: • Öl: 6 ≤ 20.000 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 0,1 bis 0,5 µm; ≤ 400 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 0,5 bis 1,0 µm; ≤ 10 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 1,0 bis 5.0 µm. Der Drucktaupunkt darf höchstens 3°C betragen. Die Gesamtkonzentration an Öl darf höchsten 0,1 mg pro Kubikmeter Luft betragen. Einschaltdauer (duty cycle) 100% Schutzart des Gehäuses IP 23 Nettogewicht 20 kg 380 315 354 Abb. 3 75 2.3.2 Automatische Gaskonsole APGC TECHNISCHE DATEN Sie ist in zwei Einheiten unterteilt: eine Top, die mit Luft, Argon Ar, Stickstoff N2 und Sauerstoff O2 gespeist wird, und eine untere, die mit H35 (Gemisch aus 35% Wasserstoff H2 und 65% Argon Ar) und F5 (Gemisch aus 5% Wasserstoff H2 und 95% Stickstoff N2) gespeist wird. VER-WENDETE REINHEIT GASE MAX. EINVOLUMENGANGS-DRUCK STROM Luft Sauber, trocken und ölfrei nach ISO 8573-1: 2010. Klasse 1.4.2 (Partikel, Wasser, Öl) 0.8 MPa (8 bar) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Stickstoff 99.997% 0.8 MPa (8 bar) 150 l/min 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min * Sauerstoff 99.95% H35 F5 Gemisch: 35% Wasserstoff, 65% Argon Gemisch: 5% Wasserstoff, 95% Stickstoff Norm ISO 8573-1:2010 sieht für die Klasse 1.4.2 Folgen* Die des vor: • Partikel: 198 289 • Wasser: • Öl: M 6 Einschaltdauer (duty cycle) 100% Schutzart des Gehäuses IP 23 Nettogewicht 20 kg 352 315 354 Abb. 4 76 ≤ 20.000 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 0,1 bis 0,5 µm; ≤ 400 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 0,5 bis 1,0 µm; ≤ 10 Feststoffpartikel pro Kubikmeter Luft im Größenbereich von 1,0 bis 5.0 µm. Der Drucktaupunkt darf höchstens 3°C betragen. Die Gesamtkonzentration an Öl darf höchsten 0,1 mg pro Kubikmeter Luft betragen. 2.4 VENTILKONSOLE PVC Die Ventilkonsole PVC steuert den Gaswechsel in den Phasen Zündung-Übertragung und beim Ausschalten. Sie enthält Magnetventile, Rückschlagventile und Druckminderer. Das Nettogewicht der Ventilkonsole PVC (Abb. 5) beträgt 3,2 kg. 320 200 124 155 250 Ø 5,5 145 70 M6 205 240 Abb. 5 2.5 ZÜNDGERÄT HV19-1 200 Das Zündgerät HV19-1 stellt den Hochspannungs-/Hochfrequenzimpuls (14 kV) zum Zünden des Lichtbogens im Brenner zwischen Elektrode und Düse bereit. Es entspricht der Norm IEC 60974-3. Es kann in jeder Lage eingebaut werden. Die Anlage wird stillgesetzt, wenn der Gehäusedeckel geöffnet wird. TECHNISCHE DATEN Spitzenspannung (Upk) 14 kV Einschaltdauer (duty cycle) 100% bei 420A Schutzart des Gehäuses IP 23 Nettogewicht 6.5 kg Abb. 6 77 2.6 ZÜNDGERÄT – VENTILKONSOLE HV19-PVC 423 245 Die Einheit Zündgerät/Ventilkonsole erfüllt zwei Funktionen: - sie stellt den Hochspannungs-/Hochfrequenzimpuls (14 kV) zum Zünden des Lichtbogens im Brenner zwischen Elektrode und Düse bereit; - sie steuert den Gaswechsel in den Phasen ZündungÜbertragung und beim Ausschalten. Sie enthält Magnetventile, Rückschlagventile und Druckminderer. Sie entspricht der Norm IEC 60974-3. Sie kommt im Allgemeinen in robotisierten Anlagen zum Einsatz. Die Anlage wird stillgesetzt, wenn der Gehäusedeckel geöffnet wird. TECHNISCHE DATEN Spitzenspannung (Upk) 14 kV Einschaltdauer (duty cycle) 100% bei 420A Schutzart des Gehäuses IP 23 Nettogewicht 10 kg 173 M6 231 240 Abb. 7 78 2.7 BRENNER CP450G 2.8 WATER CONSOLE Der Brenner CP450G ist ein flüssigkeitsgekühlter Brenner mit Mehrgastechnik, der sich zum Fasenschneiden eignet. Er entspricht der Norm IEC 60974-7. Er eignet sich für den Betrieb mit folgenden Plasmagasen: Luft, Argon Ar, Stickstoff N2, Sauerstoff O2, Gemisch H35 (35% Wasserstoff H2 – 65% Argon Ar) und Gemisch F5 (5% Wasserstoff H2 – 95% Stickstoff N2); mit folgenden Sekundärgasen: Luft, Argon Ar, Stickstoff N2, Sauerstoff O2; sowie mit folgenden Hilfsgasen: Luft und Stickstoff N2. Bei Betrieb mit der Stromquelle Plasma Prof 420 HQC beträgt der maximale Schneidstrom 420A bei 100% Einschaltdauer. Es gibt verschiedene Versionen des Brenners CP450G für die unterschiedlichen Anwendungen: für Pantographen oder für robotisierte Anlagen. Das Nettogewicht des Brenners inklusive Kabel beträgt je nach Kabellänge 8 bis 12 kg. Die Water Console ist eine Zusatzeinrichtung für den Wasserflussbetrieb, um Edelstahl und Aluminium zu schneiden, sofern man die Kombination Stickstoff N2 / Wasser H2O benutzen wollte. Nehmen Sie Bezug auf die Bedienungsanleitung dieser Einrichtung für die Beschreibung ihrer Wirkungsweise. Robotisierte Anwendungen Anwendungen auf Pantographen Abb. 8 79 3 INSTALLATION Die Installation der Anlage muss durch Fachpersonal erfolgen. Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden (siehe CEI 26-23 / IEC-TS 62081). Während sämtlicher Installationsarbeiten darf das Netzkabel nicht angeschlossen sein. Den Erdungsplan in Anhang einhalten. 3.1 AUSPACKEN UND ZUSAMMENBAUEN Zum Transportieren der Stromquelle einen Hubwagen verwenden. Zum Entfernen der Holzpalette, die Teil der Verpackung ist, wie folgt verfahren: • die 4 Schrauben für die Befestigung an der Holzpalette ausschrauben; • die Stromquelle mit einem Hubwagen anheben; beim Positionieren der Gabel den Schwerpunkt der Stromquelle berücksichtigen (siehe Abb. 2). Die Kühlanlage saugt die Luft auf der Rückseite der Stromquelle an und stößt sie durch das Gitter auf der Vorderseite aus. Die Stromquelle so aufstellen, dass ausreichend Platz für die Lüftung ist; von Wänden einen Mindestabstand von 1 m einhalten. • Die Stromquelle ist bei Lieferung für eine dreiphasige Netzspannung von 400V eingerichtet. Netzspannung von 400V eingerichtet. Für andere Netzspannungen wie folgt verfahren. Die gruselig Seitenwand der Stromquelle (siehe Ersatzteilliste) ausbauen, die Abdeckung der Klemmenleisten entfernen und die Klemmenleisten nach den Angaben in Abbildung 10a konfigurieren: Bei dreiphasiger Versorgungsspannung von 230V mit Hilfe des beiliegenden Kabels (mit einer Klemme an den Kabeln des unteren Klemmenblock) auch die erste Klemme unten links mit der letzten Klemme unten rechts kurzschließen (siehe Abb.10a, Kasten 230V) B C 3.2 ANSCHLUSS DER STROMQUELLE. Alle Anschlüsse müssen vom Fachmann ausgeführt werden. A Stromquelle PLASMA PROF 166 HQC Fig. 13 a Stromquelle PLASMA PROF 255 HQC • Die Stromquelle ist bei Lieferung für eine dreiphasige Netzspannung von 400V eingerichtet. Netzspannung von 400V eingerichtet. Für andere Netzspannungen wie folgt verfahren: Die rechte Seitenwand der Stromquelle (siehe Ersatzteilliste) ausbauen, die Abdeckung der Klemmenleisten entfernen und die Klemmenleisten nach den Angaben in Abbildung 10b konfigurieren: Abb. 10 a 80 ANMERKUNG: Die 3-poligen Klemmenleisten oben links bzw. rechts sind für den Hilfstrafo und den Steuerstromtrafo vorgesehen. Bei dreiphasiger Versorgungsspannung von 230V mit Hilfe des beiliegenden Kabels (mit einem Kabelbinder am Deckel befestigt) auch die erste Klemme unten links mit der letzten Klemme unten rechts kurzschließen (siehe Abb. 10b, Kasten 230V) Fig. 10 b B Stromquelle PLASMA PROF 166 HQC und Stromquelle PLASMA PROF 255 HQC Sicherstellen, dass die Netzspannung der auf dem Typenschild der Stromquelle angegebenen Nennspannung entspricht. Der gelb-grüne Schutzleiter des Netzkabels muss an einen wirksamen Erdungsanschluss der Anlage angeschlossen werden (siehe Plan im Anhang); die übrigen Leiter müssen über einen Schalter ans Netz angeschlossen werden; der Schalter sollte sich möglichst in der Nähe der Schneidzone befinden, damit er im Notfall schnell ausgeschaltet werden kann. Der Bemessungsstrom des LS-Schalters oder der Sicherungen muss der Stromaufnahme I1max des Geräts entsprechen. Die Stromaufnahme I1max ist auf dem Typenschild auf der Rückseite des Geräts bei der Nennspannung U1 angegeben. Eventuelle Verlängerungen müssen einen für die maximale Stromaufnahme I1max geeigneten Querschnitt haben. • Anschließend die verschiedenen Verbindungsleitungen anschließen (Abb. 11). Die Verbindungsleitung Art. 1169 mit den zugehörigen Kabeln in den Brenneranschluss G der Stromquelle einführen und die 3 Befestigungsschrauben fest anschrauben. Das schwarze Hauptstromkabel mit der Klemme B (-) verschrauben, die zwei Drähte der Sicherheitsvorrichtung in die Klemmenleiste C stecken und die Faston-Buchse des roten Kabels des Pilotlichtbogens auf den Faston-Stecker A des zugehörigen Kabels stecken. Den Kabelschuh des Massekabels an die Klemme H (+) anschließen (siehe Abbildung) und die Kühlwasserleitungen E und F anschließen; hierbei auf die Farbcodierung achten (E, rot = Warmwasser, Rücklauf; F-blau = Kaltwasser, Vorlauf). Das andere Ende der Verbindungsleitung Art. 1169 an das Zündgerät HV19-1 (Art. 464) anschließen, wie es auf der rechten Seite der Abbildung 12 zu sehen ist (schwarzes Hauptstromkabel an die Klemme B (-) und Faston-Steckverbinder des roten Kabels des Pilotlichtbogens an A): B C A Fig. 13 b A Abb. 12 A F B E H G C Abb. 11 81 Das Zündgerät HV19-1 muss direkt auf dem Pantographen so an Masse angeschlossen werden (mit den 4 in Abb. 6 gezeigten Befestigungsschrauben), dass es geöffnet werden kann. Anhand von Abb. 13 die Zwischenverbindung Art. 1189 an die Steckbuchse B (für die Gaskonsole), die Zwischenverbindung für den Anschluss an den Pantographen an die Steckbuchse A und schließlich ggf. die Zwischenverbindung Art. 1199 an die Steckbuchse C (für die externe Steuertafel) anschließen. 3.2.1 Anschluss an den CNC-Pantographen. Falls die Stromquelle über eine digitalet Schnittstelle verfügt, die zugehörige Dokumentation zu Rate ziehen. HINWEIS: Für die Steckvorrichtung CNC wird ein fliegen- art 949 Abb. 14 82 Stecker AMP P/N 182926-1 der Stecker (AMP P/N 182926-1; Abb. 14) mit den entsprechenden Stiften mitgeliefert; den übrigen Anschluss an den Pantographen muss der Kunde ausführen. 3.2.2 Digitale Signale von der Pantographen-steuerung an die Stromquelle. VERDRAHTUNG EINES DIGITALEINGANGS - Das Signal “Power Source Ready” liegt nicht an (Beispiel: Übertemperatur, unge nügender Flüssigkeitsstand usw.). SPOT-MARK. ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 5 6 Spot SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J10, pin 7 J10, pin 8 Das Signal “Spot” ist high-aktiv. Spot 0 VDC = Die Pantographensteuerung signalisiert der Stromquelle die Bedingung "normaler Schnitt". Spot +24 VDC = Die Pantographensteuerung weist die Stromquelle an, den Arbeitsmodus “Punktmarkierung” zu aktivieren. CORNER Low-Pegel High-Pegel Eingangsstrom Eingangsfrequenz Bezugspotential für jedenEingang (Gnd) 0 ÷ +7,5 Vdc; +14,5 ÷ +24 Vdc; 2,5 mA, max.; 100 Hz, max.; J1, pin 2, auf der Schnittstellenkarte. ROBOT READY. ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 1 2 Robot Ready SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J10, pin 3 J10, pin 4 Das Signal “Robot Ready” ist high-aktiv. Damit die Stromquelle bereit für den Schneidprozess ist, ist eine Spannung von +24 VDC erforderlich. Die Pantographensteuerung muss dieses Signal setzen, sobald sie bereit zum Schneiden ist. Fehlt das Signal “Robot Ready”, wird der Schneidprozess unverzüglich gestoppt und auf der Steuertafel wird die blinkende Meldung “rob” angezeigt. ANMERKUNG: Ist das Signal “Robot Ready” nicht aktiv, wird kein digitales oder analoges Signal erfasst. START. ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 3 4 Start SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J10, pin 1 J10, pin 2 Das Signal “Start” ist high-aktiv und startet den Schneidprozess. Der Prozess bleibt aktiviert, solange das Signal “Start” anliegt. Ausnahmen: - Das Signal “Robot Ready” liegt nicht an. ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 15 16 Corner SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J10, pin 5 J10, pin 6 Das Signal “Corner” ist high-aktiv. Corner 0 Vdc = Die Pantographensteuerung signalisiert der Stromquelle die Bedingung "normaler Schnitt". Corner +24 Vdc = Die Pantographensteuerung signalisiert der Stromquelle die Anstellung in einem Winkel. PREFLOW ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 17 18 Preflow SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J11, pin 5 J11, pin 6 Das Signal “Preflow” ist high-aktiv. Preflow 0 Vdc = Die Pantographensteuerung weist die Stromquelle an, die Funktion “Preflow” NICHT zu aktivieren. Preflow +24 Vdc = Die Pantographensteuerung signalisiert der Stromquelle den Arbeitsmodus “Markierung”. CUT/MARK ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 19 20 Cut/Mark SIGNALTYP POSITION AUF DER SCHNITTSTELLENKARTE Signal +24 Vdc J11, pin 7 J11, pin 8 83 3.2.3 Digitale Signale von der Stromquelle an die Pantographensteuerung. Das Signal “Power Source Ready” ist high-aktiv (Kontakt geschlossen). Das Signal “Power Source Ready” bleibt über die Zeit aktiv, in der die Stromquelle bereit zum Schneiden ist. Gibt die Stromquelle eine Fehlermeldung aus oder wird das Signal “Robot Ready” von der Pantographensteuerung deaktiviert, ist das Signal “Power Source Ready” nicht mehr aktiv. Das heißt, dass das Signal “Power Source Ready” Fehler sowohl der Stromquelle als auch des Pantographen signalisieren kann. VERDRAHTUNG EINES DIGITALEN RELAISAUSGANGS PROCESS ACTIVE Das Signal “Cut/Mark” ist high-aktiv. Cut/Mark 0 Vdc = Die Pantographensteuerung signalisiert der Stromquelle die Bedingung "normaler Schnitt". Cut/Mark+24 Vdc = Die Pantographensteuerung signalisiert der Stromquelle den Arbeitsmodus “Markierung”. ANSCHLÜSSE DES CNCSIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 27 28 SIGNALTYP Anschluss C Process Arbeitskontakt Active NO POSITION AUF DER SCHNITTSTELLENKARTE J3, pin 3 J3, pin 4 Das Signal “Process Active” ist high-aktiv (Kontakt geschlossen). Wenn die Pantographensteuerung das digitale Signal “Start” aktiviert, beginnt der Schneidprozess mit der Gasvorströmung, auf die der Schneidvorgang und anschließend die Gasnachströmung folgen. Ab dem Beginn der Gasvorströmung bis zum Ende der Gasnachströmung gibt die Stromquelle das Signal “Process Active” aus. Die Stromquelle führt den Prozess aus. Spannung Kontakte Strom Kontakte Schaltfrequenz 3.2.4 Analoge Signale von der Stromquelle an die Pantographensteuerung. 24 Vdc / 120 Vac; 1 Adc / 0,5 Aac max; 15 Hz max. VERDRAHTUNG EINES ISOLIERTEN SPANNUNGSAUSGANGS. ARC TRANSFER. ANSCHLÜSSE DES CNC SIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 12 14 SIGNALTYP Arbeitskontakt Arc Transfer Anschluss C POSITION AUF DER SCHNITTSTELLENKARTE J4, pin 1 J4, pin 3 Das Signal “Arc Transfer” ist high-aktiv (geschlossener Kontakt). Das Signal “Arc Transfer” bleibt während des Schneidvorgangs inklusive der Einstechphase aktiv. POWER SOURCE READY ANSCHLÜSSE DES CNCSIGNALSTECKVERBINNAME DERS AUF DER STROMQUELLE 25 26 84 Power Source ready SIGNALTYP Anschluss C Arbeitskontakt NO POSITION AUF DER SCHNITTSTELLENKARTE J3, pin 5 J3, pin 6 Ausgangsspannung Ausgangsstrom Ausgangsfrequenz 0 - 10 VDC; max. 20 mA; max. 5 H ANALOGEN SKALENENDWERT FÜR DAS SIGNAL I_ARC-ISO DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON DIP 1 DIP 3 DIP 1 ANMERKUNG: Beide Schalter von DIP1 müssen sich stets in der gleichen Schaltstellung befinden (Beispiel: bei auf ON oder beide auf OFF). Das Gleiche gilt für DIP2. V_Arc-ISO. ANSCHLÜSSE DES CNCSTECKVERBIN- SIGNALNAME DERS AUF DER STROMQUELLE 11 7 SIGNALTYP analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSITION AUF DER SCHNITTSTELLENKARTE J5, pin 3 J5, pin 4 “V_Arc-ISO” ist das Signal für die Lichtbogenspannung am Ausgang der Stromquelle (Spannung “ElektrodeWerkstück”). Es wird isoliert mit den folgenden Skalenendwerten bereitgestellt: • Spannung von 0 bis 5V, was einer Lichtbogenspannung von 0 bis 250V entspricht (Reduktionsverhältnis = 1/50); • Spannung von 0 bis 10V, was einer Lichtbogenspannung von 0 bis 250A entspricht (Reduktionsverhältnis = 1/25). Der Skalenendwert von der Schaltstellung der DIP-Schalter DIP1 auf der Schnittstellenkarte ab (siehe Abb. 15). Abb. 15 Bei Lieferung ist die Maschine für die Abgabe der galvanisch getrennten reduzierten Lichtbogenspannung 1/50 Varc eingerichtet. VERDRAHTUNG EINES NICHT ISOLIERTEN ANALOGEN SPANNUNGSAUSGANGS. Ausgangsspannung Ausgangsimpedanz 0 ÷ 250 Vdc; ca. 10 Kohm V_Arc-NO-ISO. POSITION ANSCHLÜSSE IM DES CNCSTECKVERBIN- SIGNALNAME SIGNALTYP SCHALTKREIS BRENNER + DERS AUF DER MESSUNG STROMQUELLE 9 8 V_Arc-NO-ISO analog out+ (0÷250V) analog out- J8, pin 1 J8, pin 1 V_Arc-NO-ISO. “V_Arc-NO-ISO” ist das Signal für die Lichtbogenspannung am Ausgang der Stromquelle (Spannung “Elektrode-Werkstück”). Es wird NICHT isoliert und NICHT gedämpft mit 85 Spannungswerten von 0 bis 250 VDC bereitgestellt, wobei der positive Anschluss (Potential des Werkstücks) elektrisch mit dem Massepotential der Anlage verbunden ist. Das Potential “Elektrode” wird mit einem Widerstand von ca. 10 kOhm bereitgestellt, der mit dem Ausgang in Reihe geschaltet ist. 3.2.5 Not-Aus-Signal für die Stromquelle. VERDRAHTUNG DES NOTBEFEHLSEINGANGS. “Emergency B” ist das Not-Aus-Signal, das von der Pantographensteuerung oder den Schutzeinrichtungen der Anlage an die Stromquelle gesendet wird. Es muss von einem Kontakt eines Relais oder einer Sicherheitsvorrichtung kommen; die Auslösung der Vorrichtung bewirkt das Öffnen des Kontakts und folglich die unverzügliche Abschaltung der Stromquelle sowie das Öffnen des Netzschützes in der Stromquelle. Die Hauptstromkreise der Stromquelle sind so ohne Stromversorgung. Das Signal “Emergancy B” ist low-aktiv (offener Kontakt): Damit die Stromquelle bereit zum Schneiden ist, muss der Kontakt geschlossen werden. “Emergency B” unterbricht unverzüglich die Stromabgabe durch die Stromquelle. Auf der Steuertafel erscheint die Meldung “OFF rob”. HINWEIS: Als optionaler Satz ist ein mehrpoliger Steckverbinder für zusätzliche Signale lieferbar (siehe Anhang) 3.3 ANSCHLUSS DER GASKONSOLE Eingangsspannung 24 VDC; Stromaufnahme max. 20 mA EMERGENCY A ANSCHLÜSSE DES CNCSTECKVERBIN- SIGNALDERS AUF DER NAME STROMQUELLE 21 22 Emergency A SIGNALTYP Ruhekontakt Ruhekontakt POSITION AUF DER SCHNITTSTELLENKARTE Steuerung Netzschütz Steuerung Netzschütz “Emergency A” ist das Not-Aus-Signal, das von der Pantographensteuerung oder den Schutzeinrichtungen der Anlage an die Stromquelle gesendet wird. Es muss von einem Kontakt eines Relais oder einer Sicherheitsvorrichtung kommen; die Auslösung der Vorrichtung bewirkt das Öffnen des Kontakts und folglich die unverzügliche Abschaltung der Stromquelle sowie das Öffnen des Netzschützes in der Stromquelle. Die Hauptstromkreise der Stromquelle sind so ohne Stromversorgung. Das Signal “Emergancy A” ist low-aktiv (offener Kontakt): Damit die Stromquelle bereit zum Schneiden ist, muss der Kontakt geschlossen werden. “Emergency A” unterbricht unverzüglich die Stromabgabe durch die Stromquelle. Auf der Steuertafel erscheint die Meldung “OFF rob”. EMERGENCY B ANSCHLÜSSE DES CNCSTECKVERBINDERS AUF DER STROMQUELLE 23 24 86 SIGNALNAME SIGNALTYP Emergency Ruhekontakt B Ruhekontakt POSITION AUF DER SCHNITTSTELLENKARTE Steuerung Netzschütz Steuerung Netzschütz 3.3.1 Manuelle Gaskonsole PGC-3 und PGC-2 • Die Gaskonsole auf der Stromquelle oder dem Pantographen befestigen und die Massen nach dem Plan in Abb. 24 von Anhang 5.2 mit einer wirksamen Erdungsanlage verbinden. Die zwei Einheiten PGC-3 und PGC-2 sind wie folgt miteinander verbunden: - Verbindungsleitung zwischen CN06 und CN07 - Schlauch zwischen dem Ausgang “plasma cutflow” von PGC-3 und dem Eingang “plasma” von PGC-2 • Das Schlauchpaket Art. 1166 anschließen. Die Schläuche an die zugehörigen Gasausgänge schrauben; hierbei auf die Entsprechung der Kennzeichnungen achten (plasma preflow, secondary preflow/cutflow und auxiliary an PGC-3; plasma cutlow an PGC-2); den elektrischen Steckverbinder an Ausgang CN05 schrauben (siehe die linke Seite von Abb. 16). • Das andere Ende des Schlauchpakets Art. 1166 an die Ventilkonsole PVC (Art. 469) für die Schläuche “plasma”, “secondary” und “auxiliary” anschließen; hierbei auf die Entsprechung der Kennzeichnungen achten. Die Ventilkonsole PVC auf dem Kopfteil des Pantographen in der Nähe des Brenners befestigen (siehe die rechte Seite von Abb. 16). • Schließlich zum Anschließen der Zwischenverbindung Art. 1189 den elektrischen Steckverbinder an Ausgang CN04 schrauben. (siehe die linke Seite von Abb. 16). 3.3.2 Automatische Gaskonsole APGC. • Die Gaskonsole auf der Stromquelle oder dem Pantographen befestigen und die Massen nach dem Plan in Abb. 24 von Anhang 5.2 mit einer wirksamen Erdungsanlage verbinden. • Das Schlauchpaket Art. 1166 anschließen. Die Schläuche an die zugehörigen Gasausgänge schrauben; hierbei auf die Entsprechung der Kennzeichnungen achten (plasma preflow - cutflow, secondary preflow - cutflow und auxiliary); den elektrischen Steckverbinder an Ausgang CN05 schrauben (siehe Abb. 17). • Das andere Ende des Schlauchpakets Art. 1166 an die Ventilkonsole PVC (Art. 469) für die Schläuche “plasma”, Abb. 16 “secondary” und “auxiliary” anschließen; hierbei auf die Entsprechung der Kennzeichnungen der Gasschläuche achten. Die Ventilkonsole PVC auf dem Kopfteil des Pantographen in der Nähe des Brenners befestigen (siehe die rechte Seite von Abb. 16). • Schließlich zum Anschließen der Zwischenverbindung Art. 1189 den elektrischen Steckverbinder an Ausgang CN04 schrauben (siehe Abb. 17). Es ist sicherzustellen, dass die Luft (AIR) mit dem richtigen Druck stets an die automatische Gaskonsole angeschlossen ist, da sie als Prozessgas verwendet wird. Die Sicherheitsdatenblätter der einzelnen Gase aufmerksam durchlesen, um die mit einem unsachgemäßen Gebrauch verbundenen Gefahren richtig einschätzen zu können. HINWEIS: Die Wahl des Schlauchtyps muss in Abhängigkeit vom verwendeten Gas erfolgen (siehe die Norm EN 559). HINWEIS: Die Verwendung von Gas mit einer geringeren Reinheit kann je nach Material zu einer Reduzierung der Geschwindigkeit, der Qualität und der maximalen Schneiddicke führen. Außerdem ist die Lebensdauer der Verbrauchsteile nicht garantiert. ACHTUNG: Bei Verwendung von Sauerstoff müssen alle Komponenten, die mit ihm in Kontakt kommen, frei von Ölen und Fetten sein. • Wenn man das Schneidprogramm MS - O2/O2 (Schneiden von unlegiertem Stahl mit Sauerstoff/Sauerstoff) wählt, muss man sicherstellen, dass die Luft (AIR) an den Eingang der Gaskonsole angeschlossen ist, da sie als Vorströmgas verwendet wird. • Wenn man einen Schneidstrom von mehr als 50A wählt, muss man sicherstellen, dass die Luft (AIR) oder der Stickstoff (N2) auch beim Kanal AUXILIARY an den Eingang der Gaskonsole angeschlossen ist. 3.4 ANSCHLUSS DES BRENNER CP450G Abb. 17 3.3.3 Hinweis zum Anschluss der Gase Bei den Gewinden der Gaseingänge (INLET GAS) handelt es sich um 1/4G für die Gase Luft, Ar, N2, O2 und Hilfsgas und um 1/8G für die Gase H35 und F5. Für die Beschaffung der Gase und die Wartung der Verteilungsanlage ist der Kunde zuständig. Es wird daran erinnert, dass eine mangelhafte Wartung der Anlage zu schweren Unfällen führen kann. 3.4.1 Anwendungen auf Pantographen • Das Schlauchpaket des Brenners an die Ventilkonsole PVC (Art. 469) anschließen; hierzu die Schläuche unter Beachtung der durch ihre Kennzeichnung angegebenen Reihenfolge an die jeweiligen Gasausgänge schrauben (siehe Abb. 18). 87 3.5 ANFORDERUNGEN AN DIE KÜHLFLÜSSIGKEIT Die Stromquelle enthält bei Lieferung eine Mindestmenge Kühlflüssigkeit: Es ist Aufgabe des Kunden, den Behälter vor Gebrauch der Anlage zu füllen. Ausschließlich das Kühlmittel von CEBORA (Art. 1514) verwenden und das Sicherheitsdatenblatt aufmerksam lesen, um den sicheren Gebrauch und die richtige Lagerung zu gewährleisten. Die Einfüllöffnung des Behälters mit einem Fassungsvermögen von 10 Litern befindet sich auf der Rückseite der Stromquelle (siehe Abb. 20). Den Behälter bis zur MaxMarkierung füllen und nach der ersten Einschaltung der Anlage Kühlmittel ergänzen, um das in den Schläuchen enthaltene Flüssigkeitsvolumen auszugleichen. ANMERKUNG: Während des Betriebs der Anlage und insbesondere beim Auswechseln des Brenners oder der Verschleißteile kommt es zu geringfügigen Flüssigkeitsverlusten. Wöchentlich bis zur Max-Markierung nachfüllen. ANMERKUNG: Nach 6 Monaten muss die Kühlflüssigkeit ungeachtet der Betriebsstunden der Anlage vollständig gewechselt werden. Abb. 18 4 BETRIEB • Mit einem Winkeldreieck kontrollieren, dass der Brenner senkrecht zur Schneidebene des Pantographen ist. • Das Kabel des Brenners (Art. 1224, 1225) wie auf der rechten Seite von Abb. 19 gezeigt in das Zündgerät HV19-1 einführen. Abb. 19 3.4.2 Anwendungen auf Roboter • Das Schlauchpaket des Brenners an die Einheit Zündgerät/Ventilkonsole HV19-PVC (Art. 462) anschließen; hierzu die Schläuche unter Beachtung der durch ihre Kennzeichnung angegebenen Reihenfolge an die jeweiligen Gasausgänge schrauben. • Mit einem Winkeldreieck kontrollieren, dass der Brenner senkrecht zur Schneidebene des Pantographen ist. • Das Kabel des Brenners (Art. 1222 oder Art. 1223) in die Einheit Zündgerät/Ventilkonsole HV19-PVC (Art. 462) einführen und dann wie im vorhergehenden Abschnitt beschrieben verfahren. 88 4.1 BESCHREIBUNG DER STROMQUELLEN STEUERTAFELN DER Mit dem Schalter A auf der Bedienfront der Stromquelle schaltet man die gesamte Anlage ein: Die Lampe B schaltet sich ein, um diesen Vorgang zu bestätigen. A = Netzschalter. B = Netzkontrolllampe. C = serielle Schnittstelle RS232. D = Sicherung der Pumpe des Kühlkreislaufs (5A-250V-T). E = Kabeldurchführung für das Netzkabel. F = Steckverbinder CNC für den Anschluss an den Pantographen. G = Steckverbinder CN03 für den Anschluss an die Gaskonsole. H = Verschluss des Kühlflüssigkeitsbehälters. = Füllstandsanzeige der Kühlflüssigkeit. I L = Filter Vorlauf Kühlflüssigkeit. M = Hahn zum Entleeren des Kühlflüssigkeitsbehäl ters. N = Steckanschluss für den Vorlaufschlauch der Kühlflüssigkeit. O = Steckanschluss für den Rücklaufschlauch der Kühlflüssigkeit. P = Brenneranschluss. Q = Kabeldurchführung für das Massekabel. R = Filter Rücklauf Kühlflüssigkeit. = Steckverbinder für den Anschluss an die externe S Steuertafel. = USB-Anschluss.Zum Aktualisieren der Firmware T der Stromquelle. 4.2 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE (ABB. 21) Über das Bedienfeld der Gaskonsole werden alle Funktionen der Anlage gesteuert. Insbesondere wird der Arbeitsmodus gewählt, d.h. Schneiden (CUT), Markieren (MARK) oder Gasdichtigkeitsprüfung (TEST) der Anlage. A: Taste für die Wahl des Arbeitsmodus. Bei jeder Betätigung dieser Taste leuchtet die der Wahl entsprechende LED auf: B: LED: Arbeitsmodus Schneiden. C: LED: Arbeitsmodus Markieren. D: LED: Arbeitsmodus Test. O: Regler der Parameter. E: Taste für die Wahl der einzustellenden Parameter. Bei jeder Betätigung dieser Taste leuchtet die der Wahl entsprechende LED auf: F: Diese LED signalisiert den Modus für die Wahl des zu schneidenden Materialtyps. G: Diese LED signalisiert den Modus für die Wahl der Gaskombination. A PLASMA/SECONDARY. H: Diese LED signalisiert den Modus für die Wahl der Dicke des zu schnei- denden Materials. I: Diese LED signalisiert den Modus für die Wahl des Schneidstroms. L: Diese LED signalisiert den Modus für die Wahl der Schnittgeschwindigkeit. M: zeigt die verschiedenen Verbrauchstei lesätze an, die in Abhängigkeit von den vorgenommenen Einstellungen zu ver wenden sind N: Dieses Display zeigt die Werte der eingestellten Parameter an. B P: Dieses Display zeigt den Plasmagastyp an. Q: Dieses Display zeigt den Sekundärgastyp an. R: Dieses Display zeigt den Druck das Plasma gases beim Schneiden an. T I H F G S C E D R P L Q M O N Abb. 20 a 89 A B D C F G S E H I R L P M N Q O Abb. 20 b S: Dieses Display zeigt den Druck des Plasma gases beim Zünden an. T: Dieses Display zeigt den Druck des Sekun- därgases beim Zünden an. Z: Diese LED signalisiert die Aktivierung der Konsole PGC-2. U: Dieses Display zeigt den Druck des Sekun- därgases beim Schneiden an. K: Regler für den Druck der Gase der Konsole PGC-2. V: Taste für die Wahl der Gaskanäle PLASMA PRE/CUT FLOW und SECONDARY PRE/CUT FLOW W: Taste zum Bestätigen der Parametereinstel- lungen: Konsole bereit für CUT, MARK oder TEST X: LEDs zur Unterstützung bei der Einstellung des richtigen Drucks der Gase: - niedriger Druck = linke LED eingeschaltet. - hoher Druck = rechte LED eingeschaltet. - richtiger Druck = beide LEDs eingeschaltet. 90 Y: Regler für den Druck der Gase der Konsole PGC-3. 4.2.1 Vorbereitung und Ausfürung des Schneidprozesses (CUT) Nach dem Einschalten der Anlage mit dem Schalter auf der Bedienfront der Stromquelle zeigt das Aufleuchten der LED CUT B (siehe Abb. 21) an, dass die Maschine auf den Arbeitsmodus "Schneiden" geschaltet ist. Da zunächst einige Einstellungen erforderlich sind, muss man sicherstellen, dass die Taste RUN nicht gedrückt ist (Displays PREFLOW und CUTFLOW von Abb. 21 der Gasvolumenströme PLASMA und SECONDARY ausgeschaltet). Zunächst muss man der Reihe nach die in Tabelle 1 angegebenen Einstellungen vornehmen. WAHL (durch Drücken der Taste E) WAHL (durch Drehen des Reglers O) MS = Mild Steel SS = Stainless Steel AL = Aluminium BESCHREIBUNG Zu schneidender Materialtyp t Gaskombination (PLASMA/SECONDARY), die für das gewählte Material geeignet ist. AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Dicke des zu schneidenden Materials Siehe die Schneidtabellen Empfohlener Schneidstrom für die gewählte Kombination (MAT/GAS/mm) Siehe die Schneidtabellen Empfohlene Schnittgeschwindigkeit für die gewählte Kombination (MAT/ GAS/mm/A) Siehe die Schneidtabellen Für die gewählte Kombination (MAT/ GAS/mm/A) zu verwendender Verbrauchsteilesatz • • • • t t t t STD (Standard) SPD (Speed) EXP QPC (Siehe die Schneidtabellen) Tab. 1 B G C D H P R S W V T A Q F E U I X L N Y O M K Z Abb. 21 91 Hält man bei der Wahl des Stroms (LED I eingeschaltet) die Taste gedrückt, wird die Funktion für die Feineinstellung aktiviert, was durch die blinkende LED signalisiert wird. Man kann dann den Strom innerhalb der folgenden vorgegebenen Bereiche in Schritten von 1A einstellen: [40-50 A], [70-90A], [110-120A], [180-200 A], [230-250 A]. Als nächstes muss man der Reihe nach die in Tabelle 2 angegebenen Einstellungen vornehmen. WAHL (durch Drücken der Taste V) BESCHREIBUNG EINSTELLUNG (durch Drehen des Reglers Y) Einschaltung des Displays R PLASMA CUTFLOW Bis gleichzeitig die zwei pfeilförmigen LEDs aufleuchten. X Einschaltung des Displaysy S PLASMA PREFLOW Bis gleichzeitig die zwei pfeilförmigen LEDs aufleuchten. X Einschaltung des Displays T SECONDARY PREFLOW Bis gleichzeitig die zwei pfeilförmigen LEDs aufleuchten. X Einschaltung des Displays U SECONDARY CUTFLOW Bis gleichzeitig die zwei pfeilförmigen LEDs aufleuchten. X t t t Tab. 2 Bei einmaliger Betätigung der Taste SET wird der Gasvolumenstrom für jeden Kanal für 10 s aktiviert: Will man die Einstellung anschließend fortsetzen, muss man die Taste erneut drücken. Drückt man die Taste SET nach der letzten Einstellung erneut, verlässt man den Einstellmodus. Durch erneutes Drücken der Taste kehrt man zur ersten Einstellung zurück usw. Die pfeilförmigen LEDs unter dem Display des entsprechenden Kanals zeigen die Einstellrichtung des Reglers an: Wenn die linke LED leuchtet, muss man den Volumenstrom erhöhen (Uhrzeigersinn), und wenn die rechte LED leuchtet, muss man den Volumenstrom vermindern (Gegenuhrzeigersinn). Wenn der für die in Tab. 1 ausgeführte Wahl richtige Volumenstrom erreicht wird, leuchten beide LEDs auf. Nachdem man den Einstellmodus nach den o.g. Voreinstellungen verlassen hat, die Taste RUN drücken: Es leuchten dann die Displays der Kanäle PLASMA und SECONDARY auf und die Stromquelle ist bereit für den Schneidprozess. Wenn das Gemisch H35 oder F5 gewählt wurde, leuchtet die LED der Gaskonsole PGC-2 auf. HINWEIS: Beim Ausschalten der Anlage wird die letzte Arbeitseinstellung gespeichert (d.h. MAT-GAS-mm-A). Wird bei der anschließenden Einstellung die Gasart geändert, wird automatisch das "Purge" durchgeführt, d.h. die Schläuche werden entleert und dann durch einen für 10 s aktiven Fluss gereinigt. Nach dem Startsignal des Pantographen wird automatisch die folgende Sequenz aktiviert: - Preflow von 0,5 s mit dem gewählten Gas - Hochspannungs-/Hochfrequenzimpuls. 92 - Zünden des Pilotlichtbogens. - Übertragung des Plasmabogens (Übermittlung des Signals “arc transfer” an den CNC-Pantographen”). - Beginn der Bewegung in der Ebene x-y des CNCPantographen am Ende der “pierce delay time”. Beim Stoppsignal vom Pantographen wird automatisch die folgende Sequenz aktiviert: - Ausschalten des Plasmabogens. - Ende der Bewegung in der Ebene x-y des CNC-Pantographen. - Postflow mit dem gewählten Gas. 4.2.2 Vorbereitung und Ausführung des Markierprozesses (MARK) Nach dem Einschalten der Anlage mit dem Schalter auf der Bedienfront der Stromquelle zeigt das Aufleuchten der LED MARK an, dass die Maschine auf den Arbeitsmodus "Markieren" geschaltet ist. Da zunächst einige Einstellungen erforderlich sind, muss man sicherstellen, dass die Taste RUN nicht gedrückt ist (Displays PREFLOW - CUTFLOW von Abb. 21 der Gasströme PLASMA und SECONDARY ausgeschaltet). Zunächst muss man der Reihe nach die in Tabelle 3 angegebenen Einstellungen vornehmen. Für die zweite Einstellung siehe die Tab. 2 mit den zugehörigen Anmerkungen. WAHL (durch Drücken der Taste E) BESCHREIBUNG WAHL (durch Drehen des Reglers O) MS = Mild Steel Wahl des zu markie- SS = Stainless renden Materials Steel AL = Aluminium t Gaskombination (PLASMA/SECONDARY), die für das gewählte Material geeignet ist Ar/Ar t Empfohlener Siehe die Schneidstrom für die gewählte Kombina- Schneidtabellen tion (MAT/GAS/mm) Tab. 3 4.2.3 Ausführung der Gasdichtigkeitsprüfung (TEST) Nach dem Einschalten der Anlage mit dem Schalter auf der Bedienfront der Stromquelle zeigt das Aufleuchten der LED TEST an, dass die Maschine auf den Arbeitsmodus "Test" geschaltet ist. Die Dichtigkeitsprüfungen von T01 bis T05 müssen in regelmäßigen Zeitabständen ausgeführt werden. Hierbei sind die Schläuche vom Eingang auf der Rückseite der Gaskonsole bis zum Eingang der Ventilkonsole auf Gaslecks zu prüfen. Außerdem gestattet der Durchflusstest TF6 die Kontrolle des Durchflusses im Zusatzkanal AUX. Die Kanäle können einzeln geprüft werden; siehe hierzu die Tab. 4: WAHL (durch Drücken der Taste O BESCHREIBUNG Test Kanal air / air t Test Kanal N2 / N2 Bei Betätigung der Taste RUN beginnt die gewählte Prüfung: Die Maschine führt zuerst ein "Purge" aus; dann werden die Schläuche mit dem Gas gefüllt und anschließend die Magnetventile INLET GAS und die Magnetventile der Ventilkonsole deaktiviert. Wenn während der Prüfung keine Lecks festgestellt werden, erscheint z.B. im Falle von AIR/AIR auf dem Display der Gaskonsole die Meldung OK AIR (das gleiche gilt für die anderen Gase): OK N2, OK O2, OK H35 und OK Ar). Bei Wahl von Test T04 leuchtet während der Prüfung die LED der Gaskonsole PGC-2. 4.2.4 Zusätzliche Funktionen (Nebenfunktionen) Die nachstehenden Beschreibungen beziehen sich auf Abb.21. Bei eingeschalteter, aber nur im Bereitschaftszustand befindlicher Anlage (nicht RUN: Displays R,S,T und U ausgeschaltet) gleichzeitig die Tasten A und E drücken, um das das Menü “Nebenfunktionen” aufzurufen. 4.2.4.1 Vorbereitung und Ausführung des Punktmarkierprozesses (SPOT MARK) Das Punktmarkieren ist ein besonderes Markierverfahren, bei dem die Spur aus einem Punkt besteht und nicht aus einer Linie oder einer sonstigen Figur, wie es beim normalen Markieren der Fall ist (siehe den Arbeitsmodus MARK, Abs. 4.2.2). Hierzu muss man zunächst einige Parameter an der Gaskonsole einstellen. Dann kann man den Punktmarkierprozess unter Beibehaltung derselben Schnittparameter und Verbrauchsteile direkt über die CNC-Steuerung steuern und ausführen. Die unten angegebenen Parameter für das Punktmarkieren einstellen, die mit der Taste E nacheinander angewählt werden können: Nach Ausführung der o.g. Einstellungen schaltet man mit einem digitalen Signal an den entsprechenden Kontaktstiften (siehe Abb. 14) vom Schneidmodus auf den Punktmarkiermodus (CUT/SPOT MARK). WAHL (durch Drücken der Taste E) t Test Kanal O2 / O2 SEN t Test Kanal H35 / -- t t Test Kanal Ar / Ar SI Spot Current (Strom für das Punktmarkieren) von 10 bis 39 A ST Spot Time (Zeit für das Punktmarkieren) OFF* von 0,01 bis 1,00 s t t Test Kanal AUX t Kompletter Test (zeitgesteuerte automatische Sequenz von T01, T02, T03, T04, T05 und T06) Tab. 4 WAHL BESCHREIBUNG (durch Drehen des Reglers O) Spot Enable (Aktivieren/Deakti= deaktiviert vieren der Funktion OFF ON = aktiviert zum Punktmarkieren) Tab. 5 * In diesem Fall wird die Dauer des Punkts durch das Start/ Stopp-Signal des Pantographen gesteuert. Wird hingegen die Zeit eingestellt, repräsentiert dieser Wert die maximale Dauer des Punkts ab dem Signal "Lichtbogen übertragen". 93 4.2.4.2 Steuern des Stroms in den Ecken des Werkstücks (CORNER) Die Funktion zum Herabsetzen des Stroms in den Ecken des Werkstücks ist in Verbindung mit der Herabsetzung der Schnittgeschwindigkeit in den Ecken von Nutzen. Auf diese Weise verhindert man, dass in der Ecke zu viel Metall entfernt wird. Hierzu muss man zunächst einige Parameter an der Gaskonsole einstellen. Dann kann man die Funktion Corner unter Beibehaltung derselben Schnittparameter und Verbrauchsteile direkt über die CNC-Steuerung steuern und nutzen. Die unten angegebenen Parameter der Funktion Corner einstellen, die mit der Taste E nacheinander angewählt werden können. WAHL (durch Drücken der Taste E) BESCHREIBUNG WAHL (durch Drehen des Reglers O) CEN Corner Enable (Aktivieren/Deaktivieren der Funktion Corner) OFF = deaktiviert ON = aktiviert CI Corner Current (Prozentsatz des Stroms der Funktion Corner bezogen auf den Schneidstrom) von 50 bis 100% * … … 5V 75% … … 10V 100% … ¾ des Schneidstroms … gleich dem Schneidstrom Tab. 7 Ist dieser Analogeingang (0-10V) nicht angeschlossen, bleibt der Wert des Corner-Stroms auf 50% (Standardeinstellung) des Schneidstroms festgelegt. Befindet sich der Schalter Nr. 2 hingegen in der Schaltstellung ON, wird der o.g. Analogeingang von der Stromquelle nicht berücksichtigt. Der Benutzer kann den Wert des Corner-Stroms direkt am Bedienfeld der Gaskonsole mit dem Regler O regulieren. Die nachstehende Abbildung zeigt die Zeitsteuerung der Signale: t Schneidstrom t CSD Corner Slope Down von 1 bis 100 A/ (Neigung der abfallen(s/100) den Stromrampe) t CSU Corner Slope Up (Steigung der ansteigenden Stromrampe) von 1 bis 100 A/ (s/100) Tab. 6 * Die Regelung des Corner-Stroms ist abhängig von der Schaltstellung des Schalters Nr. 2 der Gruppe DIP3 auf der Karte Remote (siehe Abb. 15). Wenn sich der Schalter Nr. 2 in der Schaltstellung OFF befindet (Voreinstellung), wird der Wert des Corner-Stroms auf Grundlage der in Tabelle 7 angegebenen Beziehung über den entsprechenden Analogeingang (0-10V) (siehe den optionalen Satz Art. 425) direkt vom Pantographen geregelt. 94 ANALOGEINGANG CORNERSTROM 0V 50% Corner-Signal GESTEUERTER WERT ½ des Schneidstroms Corner-Strom 4.2.4.3 Steuerung der Zeit für die Kühlung des Brenners am Ende des Schneidvorgangs Am Ende jedes Schnitts am Werkstück wird der Sekundärgasstrom zum Kühlen des Brenners erneut aktiviert. Die Dauer dieses Gasstroms ist abhängig vom Schneidstrom und verlängert sich mit steigendem Strom. Für bestimmte Bearbeitungen kann es manchmal nützlich sein, diese Dauer zu verkürzen. Der Bediener kann die Nachströmzeit (PoF) direkt am Bedienfeld der Gaskonsole mit dem Regler O einstellen. Insbesondere kann er diese Zeit von der maximalen Dauer, die vom eingestellten Schneidstrom abhängt, bis auf eine Mindestdauer von 5 Sekunden verkürzen. WAHL (durch Drücken der Taste E) PoF BESCHREIBUNG WAHL (durch Drehen des Reglers O) Post Flow (Dauer des Kühlstroms für den Brenner am Ende des Schneidvorgangs) von 5 bis T s (T= max. Dauer in Sekunden, abhängig vom Schneidstrom) 4.2.4.4 Anzeige des Volumenstroms und der Temperatur der Kühlflüssigkeit (H2O) In diesem Modus kann der Volumenstrom/die Temperatur der Kühlflüssigkeit auf dem Display N/Q in l/min/°C angezeigt werden. gewöhnlich beträgt dieser Wert ca. 3 l/min 4.2.4.5 Schneiden von Lochblechen oder Gitterwerk (SR) Zum Schneiden von Lochblechen und Gitterwerk ist es oft nützlich, die Funktion Self Restart zu aktivieren. Wenn diese Funktion aktiviert ist, zündet die Stromquelle den Lichtbogen jedes Mal erneut, wenn er erloschen ist. Außerdem muss der Pantograph auf Schnitte dieses Typs eingestellt werden. WAHL (durch Drücken der Taste E) SR BESCHREIBUNG WAHL (durch Drehen des Reglers O) Self Restart (Aktivieren/Deaktivieren der Funktion Self Restart) OFF = deaktiviert ON = aktiviert 4.2.4.6 Fern-Feineinstellung des Stroms (RRI) Für diese ebenfalls im Menü “Nebenfunktionen” der Gaskonsole verfügbare Funktion ist der optionale Satz Art. 425 erforderlich. Siehe die Betriebsanleitung dieses Zubehörs für die vollständige Beschreibung. 4.2.5 FEHLERCODES FEHLERBESCHREIBUNG CODE MÖGLICHE LÖSUNG Fehler bei der Aktualisierung der Firmware USB Den Kundendienst von CEBORA kontaktieren. vom USB-Stick. (Err. 85) Start beim Einschalten oder WiedereinschalDie Stromquelle ausschalten, den Startbefehl aufheben TRG ten (Übergang zur Betriebsart RUN) der (Err. 53) und die Stromquelle wieder einschalten. Stromquelle gedrückt. Überhitzung der Kühlflüssigkeit H20 T (Err. 93) Überhitzung der Module: IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 Kontrollieren, ob die Leitungen des Kühlkreislaufs oder des Brenners verstopft sind. Sicherstellen, dass die Sicherung der Pumpe intakt ist. Den Kühlkörper reinigen. TH1 Die Stromquelle nicht ausschalten, damit der Lüfter einge(Err. 74) schaltet bleibt und die Kühlung schneller erfolgt. Das Gerät kehrt automatisch wieder in den normalen BeTH2 triebszustand zurück, wenn die Temperatur wieder inner(Err. 77) halb der zulässigen Grenzen liegt. Lässt sich das Problem nicht beheben, den Kundendienst TH3 (Err. 72) von CEBORA kontaktieren. TH4 (Err. 71) 95 FEHLERBESCHREIBUNG CODE MÖGLICHE LÖSUNG Volumenstrom der Kühlflüssigkeit unter UnterKontrollieren, ob die Leitungen des Kühlkreislaufs oder des H2O grenze. verstopft sind. Sicherstellen, dass die Sicherung (Err 75) Brenners der Pumpe intakt ist. Den Kühlkörper reinigen. Niedriger Druck in einem Gasversorgungskanal. GAS LO (Err. 78) Den Druck des entsprechenden Gases mit dem Regler auf dem Bedienfeld der Gaskonsole erhöhen. Außerdem den Versorgungsdruck des Gases kontrollieren, der rund 8 bar betragen muss. Deckel bei der Stromquelle oder beim Zünd- OPN Sicherstellen, dass der Deckel der gerät HV19-1 oder HV19-PVC geöffnet. und/oder der Einheit HV19-1 oder HV19-PVC (Err. 80) Stromquelle ordnungsgemäß geschlossen ist. CNC-Pantograph ausgeschaltet, notabgeDen CNC-Pantographen einschalten, den Not-Aus-Zurob schaltet oder nicht an die Stromquelle ange- (Err. aufheben und die Verbindung zwischen Stromquelle 90) stand schlossen. und CNC-Pantograph kontrollieren. Überhitzung des Leistungstransformators Die Stromquelle nicht ausschalten, damit der Lüfter eingeschaltet bleibt und die Kühlung schneller erfolgt. Das Gerät kehrt automatisch wieder in den normalen BeTH0 triebszustand zurück, wenn die Temperatur wieder inner(Err. 73) halb der zulässigen Grenzen liegt. Lässt sich das Problem nicht beheben, den Kundendienst von CEBORA kontaktieren. Interner Fehler im Speicher des Mikroprozessors. Err 2 Den Kundendienst von CEBORA kontaktieren. Die Stromquelle kommuniziert nicht mit der Gaskonsole oder dem Kühlaggregat. Err 6 Die Verbindung zwischen der Stromquelle und der Gaskonsole bzw. dem Kühlaggregat überprüfen. Lässt sich das Problem nicht beheben, den Kundendienst von CEBORA kontaktieren. Die Stromquelle kommuniziert nicht mit der Schnittstellenschaltung. Err 7 Den Kundendienst von CEBORA kontaktieren. Err 9 Die Verbindung zwischen der Stromquelle und der Gaskonsole überprüfen. Lässt sich das Problem nicht beheben, den Kundendienst von CEBORA kontaktieren. Die Gaskonsole kommuniziert nicht mit der Stromquelle. Den Kundendienst von CEBORA kontaktieren. Gleichspannung unter dem zulässigen Mindestwert. Err 16 Problem bei der internen Uhr. Err 26 Den Kundendienst von CEBORA kontaktieren. Fehler beim Schreiben in den Flash-Speicher der Stromquelle. Err 27 Den Kundendienst von CEBORA kontaktieren. Bei ausgeschaltetem Lichtbogen wurde am Modul IGBT1 Strom detektiert. Err 30 Den Kundendienst von CEBORA kontaktieren. Strommesswert am Modul IGBT1 während des Schneidens außer Bereich. Err 35 Den Kundendienst von CEBORA kontaktieren. Bei ausgeschaltetem Lichtbogen wurde im Stromkreis des Pilotlichtbogens Strom detektiert. Err 39 Gefährliche Spannung: Fehler beim Hauptstromkreis. Err 40 Während des Schneidens wurde im Stromkreis des Pilotlichtbogens Strom detektiert. Err 49 Elektrode verbraucht. Err 55 96 Den Kundendienst von CEBORA kontaktieren. Den Kundendienst von CEBORA kontaktieren. Den Kundendienst von CEBORA kontaktieren. Elektrode und/oder Düse auswechseln. Kontrollieren, ob die richtigen Verbrauchsteile für die jeweils auszuführende Arbeit montiert wurden. Außerdem kontrollieren, ob das richtige Schneidgas verwendet wird. FEHLERBESCHREIBUNG Fehler beim Abgleich der Firmware-Versionen von: Stromquelle, Gaskonsole, Schnittstellenmodul CNC-Pantrograph; bzw. Fehler während der automatischen Aktualisierung durch die Stromquelle. CODE MÖGLICHE LÖSUNG Den Kundendienst von CEBORA kontaktieren. Err 58 Falsche Netzspannung. Err 67 Die Sicherungen des Schaltschranks überprüfen, an die das Netzkabel der Stromquelle angeschlossen ist. Lässt sich das Problem nicht beheben, den Kundendienst von CEBORA kontaktieren. Gasschläuche nicht vollständig entleert oder hoher Druck in einem Gasversorgungskanal. Err 79 Die Verbrauchsteile kontrollieren oder den Versorgungsdruck senken. Gaskonsole nicht an die Stromquelle angeschlossen. Err 81 Den Kundendienst von CEBORA kontaktieren. Keine Verbindung zwischen den Gaskonsolen PGC-3 und PGC-2 bzw. APGC-1 und APGC2. Err 82 Die Verbindung zwischen dem (oberen) Modul PGC-3 bzw. APGC-1 und dem (unteren) Modul PGC-2 bzw. APGC-2 überprüfen. Bei ausgeschaltetem Lichtbogen wurde am Modul IGBT2 Strom detektiert. Err 31 Den Kundendienst von CEBORA kontaktieren. Strommesswert am Modul IGBT2 während des Schneidens außer Bereich. Err 36 Den Kundendienst von CEBORA kontaktieren. 4.3 BESCHREIBUNG DES BEDIENFELDS DER GASKONSOLE (ABB. 22) Auf dem vorderen Bedienfeld der automatischen Gaskonsole befindet sich eine Multifunktions-LED, die ihren Zustand anzeigt. Das heißt im Einzelnen: Phase Farbe der LED Beschreibung Interne Platine ohne Ausgeschaltet Stromversorgung. Probleme beim MikroStändig rot Einschaltung prozessor der interleuchtend der Stromquelle nen Platine Warten auf KomAbwechselnd munikation mit der rot/grün Stromquelle Langsam Keine Kommunikation abwechselnd mit der Stromquelle rot/grün Im Betrieb Ständig grün Ordnungsgemäßer leuchtend Betrieb A=Multifunktions-LED Für die Steuerung der automatischen Gaskonsole (Konfiguration der Schneidparameter und Einstellung des Zustands RUN) ist die externe Steuertafel Art. 460 anzuschließen. Siehe die Betriebsanleitung dieses Geräts für die Beschreibung seiner Funktionsweise. Erfolgt die Steuerung hingegen ohne Art. 460 über eine digitale Schnittstelle CANopen zwischen Pantograph/Roboter und Stromquelle, muss eine spezielle Anwendung in der Steuerung installiert sein. 4.4 SCHNITTQUALITÄT Verschiedene Parameter und Parameterkombinationen beeinflussen die Schnittqualität: Im Bereich Schneidtabellen des vorliegenden Handbuchs sind die optimalen Einstellungen zum Schneiden eines bestimmten Materials angegeben. Doch in Anbetracht der unvermeidlichen Unterschiede aufgrund der verschiedenen Pantographen und der Abweichungen der Materialeigenschaften können die optimalen Parameter geringfügig von den Angaben in den o.g. Tabellen abweichen. Der Benutzer kann anhand der nachstehenden Punkte diese kleinen Änderungen vornehmen, die erforderlich sind, um eine gute Schnittqualität zu erhalten. Wie aus den Schneidtabellen zu ersehen ist, gibt es verschiedene Verschleißteilsätze für die verschiedenen Schneidströme und Gasarten. Wenn eine hohe Produktivität den Vorrang hat und somit hohe Schnittgeschwindigkeiten verlangt sind, den maximal zulässigen Strom einstellen und folglich die Düse mit dem größten Durchmesser verwenden. Wenn umgekehrt die Schnittqualität Vorrang hat (bessere Rechtwinkligkeit und schmalere Schnittfuge), den niedrigsten für das jeweilige Material und die jeweilige Materialdicke zulässigen Strom einstellen. Vor Ausführung irgendeiner Einstellung sicherstellen, dass: der Brenner senkrecht zur Schneidebene ist; Elektrode, Düse, H2O-Düsenhalter und Schutzkappe nicht zu stark verschlissen sind und dass ihre Kombination für die auszuführende Arbeit geeignet ist; die Schneidrichtung für die auszuführende Figur stimmt. Man bedenke, dass die beste Seite für einen Schnitt stets die bezogen auf die Bewegungsrichtung des Brenners rechte Seite ist (der Plasma-Diffusor hat die Bohrungen im Uhrzeigersinn). 97 A Abb. 22 Beim Schneiden von großen Dicken ist während des Einstechens besondere Aufmerksamkeit erforderlich: Insbesondere muss man versuchen, Ansammlungen geschmolzenen Materials um das Einstechloch zu entfernen, um das Auftreten eines Doppellichtbogens zu verhindern, wenn der Brenner erneut über den Ausgangspunkt fährt. Außerdem muss der Düsenschutz stets von Metallschlacke gesäubert werden. In Tabelle 7 sind einige der am häufigsten auftretenden Probleme und mögliche Abhilfemaßnahmen aufgeführt. PROBLEM Schräge Schnittkante Durchdringung unzureichend 98 URSACHE ABHILFE Elektrode oder Düse verschlissen Beide auswechseln Brennerabstand zu groß Brennerabstand verringern Schnittgeschwindigkeit zu hoch Geschwindigkeit regulieren Schnittgeschwindigkeit zu hoch Geschwindigkeit regulieren Düsendurchmesser zu groß für den eingestellten Strom Werkstückdicke zu groß für den eingestellten Strom Schlechter Kontakt zwischen Massekabel und Schneidtisch Schneidtabellen kontrollieren Schneidstrom erhöhen Verschraubung des Masseanschlusses am CNC-Pantographen kontrollieren Barte wegen zu niedriger Geschwindigkeit * Barte wegen zu hoher eschwindigkeit ** Runde Schnittkante Schnittgeschwindigkeit zu niedrig Geschwindigkeit regulieren Schneidstrom zu hoch Schneidstrom herabsetzen Brennerabstand zu klein Brennerabstand vergrößern Schneidstrom zu hoch Geschwindigkeit regulieren Schneidstrom zu niedrig Schneidstrom erhöhen Brennerabstand zu groß Brennerabstand verringern Schneidstrom zu hoch Geschwindigkeit regulieren Brennerabstand zu groß Brennerabstand verringern * Bei den Barten wegen zu niedriger Geschwindigkeit (low speed dross) handelt es sich um dicke, kugelförmige Barte, die leicht entfernt werden können. Die Schnittfuge (kerf) ist eher breit. ** Bei den Barten wegen zu hoher Geschwindigkeit (high speed dross) handelt es sich um dünne, schwer zu entfernende Barte. Die Schnittflanken sind bei sehr hoher Geschwindigkeit eher rau. Tab. 7 Bei allen Komponenten: • Innenreinigung mit (sauberer, trockener und ölfreier) Druckluft, um die Staubansammlungen zu entfernen. Die fachgerechte Wartung der Anlage gewährleistet das Nach Möglichkeit einen Sauger verwenden. optimale Betriebsverhalten und die lange Lebensdauer • Kontrollieren, dass die elektrischen Verbindungen fest aller ihrer Komponenten, Verbrauchsteile eingeschlossen. angezogen sind und keine Zeichen von Überhitzung Daher sollten die in der nachstehenden Tabelle aufgeführaufweisen. ten Tätigkeiten regelmäßig ausgeführt werden. Bei jeder Komponente: Komponente Wartungstätigkeiten Frist Wartungstätigkeiten Die Kühlkörper der IGBT-Module mit Sicherstellen, dass die Gase mit dem Stromquelle Täglich Druckluft reinigen. richtigen Druck zugeführt werden. Den Kühlkörper mit Druckluft reinigen. Sicherstellen, dass die Lüfter der StromDen internen Wasserkreislauf auf Rissquelle, des Kühlaggregats und der GasKühlaggregat bildung und undichte Stellen untersukonsole ordnungsgemäß funktionieren. chen. Den Kühlflüssigkeitsstand kontrollieren. Wöchentlich Den internen Druckluftkreislauf auf RissDie Gewinde des Brenners reinigen und Gaskonsole bildung und undichte Stellen untersukontrollieren, dass sie keine Zeichen von chen. Korrosion oder elektrischen EntladunDen internen Druckluftkreislauf auf ungen aufweisen. Ventilkonsole dichte Stellen untersuchen. Die Gas-, Wasser- und Stromleitungen Sicherstellen, dass die Funkenstrecke auf Rissbildung, Abrieb und undichte keine übermäßigen Schwärzungen Stellen untersuchen. Monatlich aufweist und dass die Zündstifte den Mit der Gaskonsole das Programm richtigen Abstand haben. Zündgerät TEST ausführen. Den internen Wasserkreislauf auf RissDie Kühlflüssigkeit der Anlage wechseln. bildung und undichte Stellen untersuchen. Die äußeren Filter und die des Behälters des Kühlaggregats reinigen. Halbjährlich Außerdem regelmäßig die Erdung der Anlage kontrollieDen Filter der Gaskonsole reinigen. ren. Insbesondere anhand des Plans in Abb. 24 kontrollieDie O-Ringe des Brenners auswechseln; ren, dass die Schraubverbindungen bei allen Kabeln fest hierzu den Satz Art. 1400 bestellen angezogen sind. 4.5 WARTUNG DER ANLAGE Wenn bei einer Kontrolle festgestellt wird, dass eine Komponente übermäßig verschlissen ist oder nicht ordnungsgemäß funktioniert, den Kundendienst von CEBORA kontaktieren. Mit der Wartung der internen Bauteile der verschiedenen Komponenten der Anlage einen Fachmann beauftragen. Insbesondere sollten regelmäßig die nachstehend aufgeführten Tätigkeiten ausgeführt werden. 99 5 ANHANG 5.1 OPTIONALER SATZ (ART. 425) FÜR DEN ANSCHLUSS AN DEN PANTOGRAPHEN (ABB. 23) Für die Montage des Satzes Art. 425 siehe die zugehörige Anleitung art 948 Abb. 23 100 5.2 ERDUNGSPLAN DER ANLAGE (ABB. 24) Erdungskabel mit einem Mindestquerschnitt von 16 mm2 verwenden. Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Netzkabel Ferritken Kupferschiene Abb. 24 101 5.3 MESSUNG DER SCHALLDRUCKPEGEL Beim Plasmaschweißprozess entsteht ein für das menschliche Gehör schädlicher Geräuschpegel, weshalb ein geeigneter, den nationalen und lokalen Bestimmungen entsprechender Gehörschutz wie Gehörschutzkapseln oder -stöpsel zu tragen ist. Die in der nachstehenden Tabelle für Mild Steel angegebenen Messwerte und Messabstände können dem Sicherheitsverantwortlichen dabei helfen, alle vorgesehenen Maßnahmen zu treffen, um die Arbeitsumgebung sicher zu machen (siehe beispielsweise die internationale Norm IEC 60974-9). Baustahl Baustahl Baustahl O2/Luft O2/Luft O2/Luft (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 Messabstand (vor der Quelle x über der Quelle) (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 Baustahl Baustahl Baustahl O2/Luft O2/Luft O2/Luft 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Baustahl Baustahl Baustahl O2/Luft O2/Luft O2/Luft 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 SchneidWerkstoff gas Dicke Schneidstrom Schneidgeschwindigkeit Die Messungen von jeweils 1 Minute Dauer wurden in einem geschlossenen Hallraum in den Laboratorien von CEBORA S.p.A. durchgeführt. Bei den ermittelten Werten sind etwaige Korrekturen wegen der Abmessungen des Prüfraums und aufgrund von Hintergrundgeräuschen nicht berücksichtigt. Die Schalldruckpegel LpA und LpC, peak werden von einschlägigen internationalen Normen definiert (siehe IEC 11202 und IEC 61672-1). 102 A-bewerteter Schalldruckp egel LpA (dB) 105.0 100.5 99.2 C-bewerteter Spitzenschalldr uckpegel LpC, peak (dB) 119.7 114.6 113.3 SOMMAIRE 1 CONSIGNES DE SÉCURITÉ..................................................................................................104 1.1 PLAQUETTE DES AVERTISSEMENTS...............................................................................104 2 DONNÉES TECHNIQUES......................................................................................................105 2.1 DESCRIPTION GÉNÉRALE DE L’INSTALLATION DE DÉCOUPE......................................105 2.2 GÉNÉRATEUR PLASMA....................................................................................................106 2.2.1 GENERATEUR PLASMA PROF 166 HQC.................................................................106 2.2.2 GENERATEUR PLASMA PROF 255 HQC.................................................................107 2.3 CONSOLE GAZ.................................................................................................................108 2.3.1 Gas console manuel PGC-3 - PGC-2.......................................................................108 2.3.2 Gas console automatique APGC..............................................................................109 2.4 CONSOLE VANNES PVC................................................................................................... 110 2.5 UNITE D’AMORÇAGE HV19-1............................................................................................ 110 2.6 UNITE D'AMORÇAGE – CONSOLE VANNES HV19-PVC.................................................. 111 2.7 TORCHE CP450G.............................................................................................................. 112 2.8 WATER CONSOLE............................................................................................................. 112 3 MISE EN SERVICE................................................................................................................. 113 3.1 DÉBALLAGE ET ASSEMBLAGE........................................................................................ 113 3.2 RACCORDEMENT DU GÉNÉRATEUR............................................................................... 113 3.2.1 Raccordement à la table de découpe CNC.............................................................. 116 3.2.2 Signaux numériques de contrôle pantographe à générateur.................................... 117 3.2.3 Signaux numériques de générateur à contrôle pantographe.................................... 118 3.2.4 Signaux analogiques de générateur à contrôle pantographe................................... 118 3.2.5 Signal d'arrêt d'urgence pour générateur................................................................. 119 3.3 RACCORDEMENT DE LA CONSOLE GAS........................................................................120 3.3.1 Console Gaz manuelle PGC-3 et PGC-2..................................................................120 3.3.2 Console Gaz automatique APGC.............................................................................120 3.3.3 Remarque sur le raccordement des gaz...................................................................121 3.4 RACCORDEMENT DE LA TORCHE CP450G....................................................................122 3.4.1 Applications sur table de découpe...........................................................................122 3.4.2 Applications sur robot...............................................................................................123 3.5 CARACTÉRISTIQUES DU LIQUIDE RÉFRIGÉRANT..........................................................123 4 UTILISATION .....................................................................................................................124 4.1 DESCRIPTION DU PANNEAU DU GÉNÉRATEUR.............................................................124 4.2 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ MANUELLE ET UTILZACION.......124 4.2.1 Préparation et exécution de la découpe (CUT)........................................................126 4.2.2 Préparation et exécution du marquage (MARK).......................................................126 4.2.3 Exécution du test d’étanchéité gaz (TEST)...............................................................127 4.2.4 Fonctions additionnelles (fonctions secondaires).....................................................127 4.2.4.1 Préparation et exécution du Marquage par points (SPOT MARK)...............127 4.2.4.2 Gestion du courant dans les angles de la pièce usinée (CORNER).............128 4.2.4.3 Gestion du temps de refroidissement de la torche à la fin de la découpe...128 4.2.4.4 Affichage du débit du liquide de refroidissement (H2O)..............................129 4.2.4.5 Exécution de la découpe sur tôles percées ou grillées (SR)........................129 4.2.4.6 Réglage fin du courant à distance (RRI).......................................................129 4.2.5 Codes d'erreur..........................................................................................................129 4.3 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ AUTOMATIQUE............................131 4.4 QUALITÉ DE LA DÉCOUPE...............................................................................................131 4.5 ENTRETIEN DE L'INSTALLATION......................................................................................133 5 ANNEXE .....................................................................................................................134 5.1 KIT EN OPTION (ART. 425) POUR LA CONNEXION À LA TABLE DE DÉCOUPE.............134 5.2 SCHÉMA DE MISE À LA TERRE DE L’INSTALLA-TION DE DÉCOUPE.............................135 5.3 MISURE DES NIVEAUX DE PRESSION ACOUSTIQUE.....................................................136 103 MANUEL D’INSTRUCTION POUR INSTALLATION DE DÉCOUPE PLASMA IMPORTANT: AVANT DE METTRE EN SERVICE L’INSTALLATION, LIRE CE MANUEL. LE CONSERVER PENDANT TOUTE LA DURÉE DE VIE DE L’INSTALLATION DANS UN ENDROIT ACCESSIBLE ET CONNU DU PERSONNEL CONCERNÉ. CET APPAREIL DOIT ÊTRE UTILISÉ UNIQUEMENT POUR LES OPÉRATIONS DE DÉCOUPAGE. 1 CONSIGNES DE SÉCURITÉ LA DÉCOUPE A L’ARC PLASMA PEUT ENTRAÎNER DES RISQUES POUR LES PERSONNES, c’est pourquoi l’utilisateur doit être formé sur les risques, récapitulés ci-après, dérivant des opérations de découpe. Pour des informations plus détaillées, demander le manuel réf. 3.300.758 BRUIT. Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. • Le courant électrique traversant n'importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l'exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l'opérateur, le câble de la pince porte-électrode ou de la torche doit être également à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. EXPLOSIONS. Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou 104 vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 6097410(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés. En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 1.1 PLAQUETTE DES AVERTISSEMENTS Le texte numéroté suivant correspond aux cases numérotées de la plaquette. 1. Les étincelles provoquées par la découpe peuvent causer des explosions ou des incendies. 1.1 Tenir les matières inflammables à l’écart de la zone de découpe. 1.2 Les étincelles provoquées par la découpe peuvent causer des incendies. Maintenir un extincteur à proximité et faire en sorte qu'une personne soit toujours prête à l'utiliser. 1.3 Ne jamais découper des récipients fermés. 2. L’arc plasma peut provoquer des lésions et des brûlures. 2.1 Débrancher l'alimentation électrique avant de démonter la torche. 2.2 Ne jamais garder les matières à proximité du parcours de découpe. 2.3 Porter des équipements de protection complets pour le corps. 3. Les décharges électriques provoquées par la torche ou le câble peuvent être mortelles. Se protéger de manière adéquate contre les décharges électriques. 3.1 Porter des gants isolants. Ne jamais porter des gants humides ou endommagés. 3.2 S'assurer d'être isolés de la pièce à découper et du sol. 3.3 Débrancher la fiche du cordon d’alimentation avant d'intervenir sur la machine. 4. L'inhalation des exhalations produites par la découpe peut être nuisible pour la santé. 5. 1 1.1 1.2 Les rayons de l’arc peuvent irriter les yeux et brûler la peau. Par conséquent, l'opérateur doit se protéger les yeux avec des verres ayant un degré de protection supérieur ou égal à DIN11 et il doit également se protéger le visage. 5.1 Porter un casque et des lunettes de sécurité. Utiliser des dispositifs de protection adéquats pour les oreilles et des blouses avec col boutonné. Utiliser des masques et casques de soudeur avec filtres de degré approprié. Porter des équipements de protection complets pour le corps. 6. Lire la notice d'instruction avant d'utiliser la machine ou avant d'effectuer toute opération. 7. Ne pas enlever ni couvrir les étiquettes d'avertissement. 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 3.2 3.3 2 DONNÉES TECHNIQUES 4 4.1 5 4.2 2.1 DESCRIPTION GÉNÉRALE DE L’INSTALLATION DE DÉCOUPE 4.3 5.1 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd jk xc h Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg a h jhgfjksdhfjksdklcsmkldc 3098464 4.1 Tenir la tête à l'écart des exhalations. 4.2 Utiliser un système de ventilation forcée ou de déchargement des locaux pour éliminer toute exhalation. 4.3 Utiliser un ventilateur d'aspiration pour éliminer les exhalations. L’installation de découpe plasma Prof 166 HQC (Art. 948) et Plasma Prof 255 HQC (Art. 949), incluant l’unité d’amorçage HV19-1 (Art. 464) ou bien HV-PVC (art. 462), la console gaz manuelle PGC-3 - PGC-2 (Art. 470) ou la console gaz automatique APGC (Art.466), la console vannes PVC (Art. 469) et la torche CP450G (articles divers selon l'application), constitue une installation de découpe plasma multi-gaz mécanisée entièrement gérée par microprocesseur, en mesure de fournir un courant max. de 120/250 A avec facteur de marche 100%. Tous les paramètres de procédé (matériau, gaz, épaisseur et courant) peuvent être sélectionnés depuis la console gaz ; les débits optimaux des gaz sont alors automatiquement indiqués. Un port RS232 situé sur le panneau arrière du générateur permet d’acquérir facilement, à l’aide d’un micro-ordinateur, l’état des différents paramètres ; cela permet de contrôler l’ensemble de la situation de fonctionnement et peut aider à résoudre d’éventuelles anomalies de fonc- Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225 Art. 1189.... Art. 469 Art. 948-949 Fig. 1 105 tionnement. Toujours depuis ce port RS232 ou bien au moyen d’une clé USB, il est également possible d’effectuer la mise à niveau du logiciel. Pour une découpe optimale des différents matériaux métalliques, la console gaz utilise des gaz différents : air, azote N2, oxygène O2, mélange H35 (35% hydrogène H2 - 65% argon Ar), mélange F5 (5% hydrogène H2 - 95% azote N2). Les combinaisons de ces derniers sont proposées automatiquement en fonction du matériau choisi. Il possible d’exécuter le marquage au gaz argon Ar, proposé, lui aussi, en automatique. Différents jeux de consommables, réglés et testés pour assurer une qualité de découpe optimale, sont disponibles en fonction du courant de découpe et du gaz utilisé. 2.2 GÉNÉRATEUR PLASMA Il abrite le microprocesseur qui gère toute l’installation de découpe et le logiciel qui peut être mis à niveau par le port RS232 ou bien par le port USB situé sur le panneau arrière. Dans la partie arrière, il y a le refroidisseur, avec réservoir, pompe, radiateur, filtres, débitmètre et thermomètre. 2.2.1 GENERATEUR PLASMA PROF 166 HQC Le générateur plasma Prof 166 HQC est un générateur de courant constant, 250A max. avec facteur de marche 100%, conforme à la norme IEC 60974-1, 60974-2 et 60974-10. DONNÉES TECHNIQUES Tension nominale à vide (Uo) 300 V Max courant de sortie (I2) 120 A Tension de sortie (U2) 128 V Facteur de marche 100% @ 120A Température ambiante max Degré de protection de la carcasse 40 °C Par air, avec ventilation forcée IP21S Poids net 205 kg Refroidissement Tensions et courants nominaux d’alimentation max.: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A REFROIDISSEUR DE LA TORCHE Puissance nominale de refroidissement à 1 l/min à 25°C 1.7 kW Pression max 0.45 MPa Fig. 2a 106 2.2.2 GÉNÉRATEUR PLASMA PROF 255 HQC DONNÉES TECHNIQUES Le générateur plasma Prof 255 HQC est un générateur de courant constant, 250A max. avec facteur de marche 100%, conforme à la norme IEC 60974-1, 60974-2 et 60974-10. Tension nominale à vide (Uo) 315 V Max courant de sortie (I2) 250 A Tension de sortie (U2) 170 V Facteur de marche 100% @ 250A Température ambiante max Degré de protection de la carcasse 40 °C Par air, avec ventilation forcée IP21S Poids net 406 kg Refroidissement Tensions et courants nominaux d’alimentation max.: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A REFROIDISSEUR DE LA TORCHE Puissance nominale de refroidissement à 1 l/min à 25°C 1.7 kW Pression max 0.45 MPa 681 1252 953 baricentro Fig. 2 b 107 2.3 CONSOLE GAZ DONNÉES TECHNIQUES La console gaz, qui est conforme à la norme IEC 60974-8, est un dispositif utilisé pour gérer la sélection des paramètres de procédé et le réglage des débits de gaz. Elle comprend les électrovannes, les réducteurs et transducteurs de pression et les cartes électroniques pour l’alimentation et le contrôle de ces composants. GAZ EMPLOYES TITRE Air Propre, sec et sans huile, respectant la norme ISO 8573-1: 0.8 MPa (8 bars) 2010. Classe 1.4.2 (particules fineseau-huile* 220 l/min 99.997% 0.8 MPa (8 bars) 70 l/min 99.997% 0.8 MPa (8 bars) 150 l/min 99.95% Mélange: 35% hydrogène, 65% argon Mélange: 5% hydrogène, 95% azote 0.8 MPa (8 bars) 90 l/min 0.8 MPa (8 bars) 130 l/min 0.8 MPa (8 bars) 30 l/min 2.3.1 gas console manuel PGC-3 - PGC-2 Elle est divisée en deux unités : la PGC-3, alimentée à air, Argon argon Ar, azote N2 et oxygène O2, et la PGC-2 alimentée Azote au gaz H35 (mélange à 35% hydrogène H2 et 65% argon Oxygène Ar) et F5 (mélange à 5% hydrogène H2 et 95% azote N2). H35 F5 DEBIT * la norme ISO 8573-1: 2010 prévoit, pour la Classe 1.4.2 : • Particules fines : ≤ 20 000 particules solides pour m3 d’air ayant des dimensions comprises entre 0,1 et 0,5 µm ; ≤ 400 particules solides pour m3 d’air ayant des dimensions comprises entre 0,5 et 1,0 µm ; ≤ 10 particules solides pour m3 d’air ayant des dimensions comprises entre 1.0 et 5.0 µm. • Eau : le point de rosée sous pression de l'air doit être inférieur ou égal à 3°C. • Huile : la concentration totale d'huile doit être inférieure ou égale à 0,1 mg pour m3 d’air. 198 289 M 6 Facteur d'utilisation (duty cycle) 100% Indice de protection du matériel IP 23 Poids net 20 kg 380 315 354 Fig. 3 108 PRESSION MAXIMUM A L'ENTREE 2.3.2 gas console automatique APGC Elle est divisée en deux unités: un supérieur, alimentée à air, argon Ar, azote N2 et oxygène O2, et un inférieur alimentée au gaz H35 (mélange à 35% hydrogène H2 et 65% argon Ar) et F5 (mélange à 5% hydrogène H2 et 95% azote N2). DONNÉES TECHNIQUES GAZ EMPLOYES TITRE Air Propre, sec et sans huile, respectant la norme ISO 8573-1: 0.8 MPa (8 bars) 2010. Classe 1.4.2 (particules fineseau-huile* 220 l/min Argon 99.997% 0.8 MPa (8 bars) 70 l/min Azote 99.997% 0.8 MPa (8 bars) 150 l/min Oxygène 99.95% Mélange: 35% hydrogène, 65% argon Mélange: 5% hydrogène, 95% azote 0.8 MPa (8 bars) 90 l/min 0.8 MPa (8 bars) 130 l/min 0.8 MPa (8 bars) 30 l/min H35 F5 PRESSION MAXIMUM A L'ENTREE DEBIT * la norme ISO 8573-1: 2010 prévoit, pour la Classe 1.4.2 : • Particules fines : ≤ 20 000 particules solides pour m3 d’air ayant des dimensions comprises entre 0,1 et 0,5 µm ; ≤ 400 particules solides pour m3 d’air ayant des dimensions comprises entre 0,5 et 1,0 µm ; ≤ 10 particules solides pour m3 d’air ayant des dimensions comprises entre 1.0 et 5.0 µm. • Eau : le point de rosée sous pression de l'air doit être inférieur ou égal à 3°C. • Huile : la concentration totale d'huile doit être inférieure ou égale à 0,1 mg pour m3 d’air. 198 289 M 6 Facteur d'utilisation (duty cycle) 100% Indice de protection du matériel IP 23 Poids net 20 kg 352 315 354 Fig. 4 109 2.4 CONSOLE VANNES PVC La console vannes PVC est un dispositif utilisé pour gérer l’échange des gaz dans les passages amorçage-transfert et dans l’extinction. Elle comprend les électrovannes, les clapets anti-retour, les détendeurs de pression. Le poids net de la PVC (Fig. 5) est 3,2 kg 250 320 124 200 155 Ø 5,5 145 70 M6 205 240 Fig. 5 L’unité d’amorçage HV19-1 est un dispositif utilisé pour fournir l’impulsion haute fréquence-haute tension (14 kV) nécessaire pour amorcer l’arc électrique à l’intérieur de la torche entre l’électrode et la tuyère ; elle est réalisée conformément à la norme IEC 60974-3. Elle peut être montée dans toute position et l’ouverture de son couvercle provoque l’arrêt de l’installation de découpe. DONNEES TECHNIQUES Tension de crête (Upk) 14 kV Facteur d'utilisation (duty cycle) 100% @ 420A Indice de protection du matériel IP 23 Poids net 6.5 kg 110 200 2.5 UNITE D’AMORÇAGE HV19-1 Fig. 6 423 245 2.6 UNITE D'AMORÇAGE – CONSOLE VANNES HV19-PVC L’unité d'amorçage – console vannes est un dispositif qui a deux fonctions : - elle fournit l’impulsion haute fréquence-haute tension (14 kV) nécessaire pour amorcer l’arc électrique à l’intérieur de la torche entre l’électrode et la tuyère ; - elle gère l’échange des gaz dans les passages amorçage-transfert et dans l’extinction. Elle comprend les électrovannes, les clapets anti-retour et les détendeurs de pression. Elle est réalisée conformément à la norme IEC 60974-3. Généralement elle est utilisée sur des installations robotisées. L’ouverture de son couvercle provoque l’arrêt de l’installation. DONNÉES TECHNIQUES 14 kV Facteur d'utilisation (duty cycle) 100% @ 420A Indice de protection du matériel IP 23 Poids net 10 kg 173 M6 240 231 Tension de crête (Upk) Fig. 7 111 2.7 TORCHE CP450G 2.8 WATER CONSOLE La torche CP450G est une torche multi-gaz refroidie par un réfrigérant liquide, appropriée pour la découpe inclinée (bevel cutting) et conforme à la norme IEC 60974-7. Elle est adaptée pour l’utilisation de gaz plasma comme : air, argon Ar, azote N2, oxygène O2, mélange H35 (35% hydrogène H2 - 65% argon Ar), mélange F5 (5% hydrogène H2 - 95% azote N2) ; d’autres gaz de protection comme : air, argon Ar, azote N2, oxygène O2 ; de gaz auxiliaires comme : air et azote N2. Quand on l’utilise avec le générateur Plasma Prof 420 HQC, le courant de découpe maxi est 420A avec facteur de marche 100%. Des différentes versions de la torche CP450G existent selon l'application : sur table de découpe ou bien des installations robotisées. Le poids net de la torche complète avec câble, varie de 8 kg à 12 kg selon les différentes longueurs. La water console est un dispositif accessoire conçu pour gérer le flux d'eau nécessaire pour la coupure d'acier inoxydable et aluminium, dans la mesure où on veuille utiliser la combinaison azote N2 / eau H2O. Prière de faire référence au mode d'emploi de cet accessoire pour la description de son fonctionnement. Applications robotisées Applications sur table de découpe Fig. 8 112 3 MISE EN SERVICE La mise en service de l’installation de découpe doit être exécutée par du personnel qualifié. Tous les raccordements doivent être conformes aux normes en vigueur et être réalisés dans le respect des lois sur la sécurité (voir CEI 26-23 / IEC-TS 62081). S’assurer que le câble d’alimentation est débranché pendant toutes les phases d’installation. Respecter scrupuleusement le schéma de mise à la terre reporté dans l’Appendice. • Le générateur est fourni prévu pour une tension d’alimentation triphasée de 400V. En cas d’alimentations différentes: démonter le panneau latéral gauche du générateur (voir liste pièces de rechange), retirer le couvercle qui protège les borniers et intervenir sur ceux-ci de la façon indiquée sur la figure 10a: Dans le cas d’une alimentation triphasée 230V, court-circuiter également la première borne en bas sur la gauche avec la dernière borne en bas sur la droite (voir Fig.10a, section 230V) en utilisant pour ce faire le câble fourni (il est fixé avec un collier sur les câbles du bornier inférieu). 3.1 DÉBALLAGE ET ASSEMBLAGE Pour déplacer le générateur, utiliser un chariot élévateur. Pour retirer la palette de bois qui fait partie de l’emballage: • dévisser les 4 vis de fixation à la palette; • soulever le générateur avec un chariot élévateur en positionnant les fourches en fonction du barycentre du générateur (voir Fig. 2). Le refroidisseur prélève l’air depuis l’arrière du générateur et la fait sortir depuis les grilles situées à l’avant. Positionner le générateur de façon à obtenir une ample zone de ventilation et maintenir une distance d’au moins 1 m par rapport aux éventuels murs. B C A 3.2 RACCORDEMENT DU GÉNÉRATEUR. Tous les raccordements doivent être exécutés par du personnel qualifié. Generateur Plasma Prof 166 HQC Fig. 13 a Fig. 10a 113 Generateur Plasma Prof 255 HQC • Le générateur est fourni prévu pour une tension d’alimentation triphasée de 400V. En cas d’alimentations différentes : démonter le panneau latéral droit du générateur (voir liste pièces de rechange), retirer le couvercle qui protège les borniers et intervenir sur ceux-ci de la façon indiquée sur la figure 10b: B REMARQUE: les borniers à 3 pôles en haut, respectivement à gauche et à droite, sont ceux du transformateur auxiliaire et du transformateur de service. Dans le cas d’une alimentation triphasée 230V, court-circuiter également la première borne en bas sur la gauche avec la dernière borne en bas sur la droite (voir Fig.10b, section 230V) en utilisant pour ce faire le câble fourni (il est fixé au couvercle avec un collier). C A Fig. 13 b Fig. 10 b 114 Generateur Plasma Prof 166 HQC et Generateur Plasma Prof 255 HQC B S’assurer que la tension d’alimentation correspond à la tension indiquée sur la plaque des données du générateur. Le conducteur jaune-vert du câble d’alimentation doit être raccordé à une prise de terre de l’installation électrique qui fonctionne correctement (voir schéma dans l’Appendice 5.2 - Fig.24). Les autres conducteurs doivent être raccordés à la ligne d’alimentation par l’intermédiaire d’un interrupteur situé, si possible, à proximité de la zone de découpe, de façon à permettre un arrêt rapide en cas d’urgence. La portée de l’interrupteur magnétothermique ou des fusibles doit être égale au courant I1max absorbé par l’appareil. I1max est reporté sur la plaque des données à l’arrière de la machine, près de la tension U1 d’alimentation. Si l’on utilise des rallonges, elles doivent avoir une section adaptée au courant I1max absorbé. • Après cette opération, procéder au raccordement des différentes connexions (Fig. 11). Insérer la gaine de raccordement art. 1169, avec les câbles correspondants, dans le raccord torche G du générateur et visser à fond les 3 vis de fixation. Serrer le câble noir de puissance dans la borne B (-), insérer les deux câbles de la sécurité dans le bornier C et le connecteur faston du câble rouge de l’arc pilote dans le câble A avec connecteur faston mâle correspondant. Serrer la cosse du câble de masse dans la borne H (+), comme indiqué sur la figure, et les tuyaux de l’eau de refroidissement E et F, en veillant à respecter les couleurs (E-rouge = eau chaude, retour ; F-bleu = eau froide, départ). Insérer l’autre bout de la gaine de raccordement art. 1169 dans l’Unité HV19-1 (art. 464), de la façon indiquée sur la partie droite de la figure 10 (câble noir de puissance dans la borne B (-) et connecteur faston du câble rouge de l’arc pilote dans A): A Fig. 12 L’Unité HV19-1 doit être reliée à la masse directement sur la table de découpe (à l’aide des 4 vis de fixation indiquées sur la figure 6), de façon à permettre son ouverture. Avec référence à la Fig.13, relier la connexion art.1189 au connecteur B (concernant la console gaz); la connexion de reliage à la table de découpe au connecteur A; Enfin, la connexion éventuelle art.1199 au connecteur C (concernant le panneau à distance). A F B E H G C Fig. 11 115 3.2.1 Raccordement à la table de découpe CNC En cas de générateur muni d'interface digitale, se référer à la documentation spécifique. N.B. : pour le connecteur CNC, le connecteur volant mâle (AMP P/N 182926-1- Fig. 14) avec les broches correspondantes est fourni avec le générateur ; les autres raccordements à la table de découpe sont à la charge du client. art 948 Fig. 14 116 connecteur AMP P/N 182926-1 3.2.2 Signaux numériques de contrôle pantographe à générateur. CÂBLAGE D'UNE ENTRÉE NUMÉRIQUE. SPOT MARK. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 5 6 Spot Signal +24 Vdc J10, pin 7 J10, pin 8 Le signal «Spot» est actif haut. Spot 0 VCC = le Contrôle Pantographe signale au Générateur la condition de découpe normale. Spot +24 VCC = le Contrôle Pantographe commande au Générateur d'activer le mode «Marquage par points». CORNER niveau logique bas 0 ÷ +7,5 Vdc; niveau logique élevél +14,5 ÷ +24 Vdc; courant d'entrée 2,5 mA, max.; fréquence d'entrée 100 Hz, max.; J1, pivot 2, sur potentiel de référence pour chaque entrée (Gnd) fiche interface. ROBOT READY. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 1 2 NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE Robot Ready Signal +24 Vdc J10, pin 3 J10, pin 4 Le signal «Robot Ready» est actif haut. Pour que le générateur soit prêt pour la découpe, une tension de +24VCC est nécessaire. Le Contrôle Pantographe doit enregistrer ce signal dès qu'il est prêt pour la découpe. Le manque du signal «Robot Ready» arrête immédiatement le procédé de découpe et le message clignotant est visualisé sur le tableau de contrôle. REMARQUE: Si le signal «Robot Ready» n'est pas actif, aucun signal, numérique ou analogique, n'est obtenu. START. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 3 4 Start Signal +24 Vdc J10, pin 1 J10, pin 2 Le signal «Start» est actif haut et démarre le procédé de découpe. Le procédé reste actif jusqu'à quand le signal «Start» est présent. Exceptions : -le signal «Robot Ready» est absent. -le signal «Power Source Ready» est absent (ex. : surchauffe, niveau du liquide de refroidissement insuffisant, etc.). BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 15 16 Corner Signal +24 Vdc J10, pin 5 J10, pin 6 Le signal « Corner » est actif haut. le Contrôle Table de découpe signale Corner 0 Vdc = au Générateur la condition de découpe normale. Corner +24 VCC = le Contrôle Table de découpe signale au Générateur la proximité à un coin. PREFLOW BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 17 18 Preflow Signal +24 Vdc J11, pin 5 J11, pin 6 Le signal « Preflow » est actif haut. Preflow 0 Vdc = le Contrôle Table de découpe signale au Générateur de NE PAS activer la fonction « Preflow ». Preflow +24 VCC = le Contrôle Table de découpe signale au Générateur d'activer la fonction «Preflow». CUT/MARK BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR DIP 119 20 NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE Cut/Mark Signal +24 Vdc J11, pin 7 J11, pin 8 Le signal «Cut/Mark» est actif haut. Cut/Mark 0 VCC = le Contrôle Table de découpe signale au Générateur la condition de découpe normale. Cut/Mark +24 VCC= le Contrôle Table de découpe commande au Générateur d'activer le mode «Marquage». 117 3.2.3 Signaux numériques de générateur à contrôle pantographe. CÂBLAGE D'UNE SORTIE NUMÉRIQUE À RELAIS PROCESS ACTIVE BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 27 28 Process Active C terminal NO contact J3, pin 3 J3, pin 4 Le signal « Process Active » est actif haut (contact fermé). Quand le Contrôle Table de découpe initialise le signal numérique «Start» (Marche), le procédé de découpe démarre avec le gaz preflow, suivi par l'opération de découpe est ensuite par le gaz postflow. À partir du démarrage du gaz preflow jusqu'à la fin du gaz postflow, le Générateur initialise le signal «Process Active». Le Générateur est en train d'exécuter le procédé. 3.2.4 Signaux analogiques de générateur à contrôle pantographe. CÂBLAGE D'UNE SORTIE ANALOGIQUE DE TENSION ISOLÉE. tension contacts courant contacts fréquence de commutation 24 Vdc / 120 Vac; 1 Adc / 0,5 Aac max; 15 Hz max. ARC TRANSFER. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE 12 14 Arc Transfer NO contact C terminal J4, pin 1 J4, pin 3 Le signal «Arc Transfer» est actif haut (contact fermé). Le signal «Arc Transfer» reste actif pendant la durée de la découpe, y compris la phase de défoncement. POWER SOURCE READY BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 25 26 NOM SIGNAL TYPE SIGNAL POSITION SUR FICHE INTERFACE Power Source ready C terminal J3, pin 5 NO contact J3, pin 6 Le signal «Power Source Ready» est actif haut (contact fermé). Le signal «Power Source Ready» reste actif au cours du temps où le Générateur est prêt pour découper. Dès qu'un message d'erreur est visualisé dans le Générateur, ou bien si le «Robot Ready» est désactivé par le Contrôle Table de découpe, le signal «Power Source Ready» cesse d'être actif. Le signal «Power Source Ready» peut alors détecter les erreurs du Générateur ainsi que les erreurs de la Table de découpe. 118 tension de sortie courant de sortie fréquence de sortie 0 ÷ 10 Vdc; 20 mA max; 5 Hz max. VALEUR DE PLEINE ÉCHELLE POUR SIGNAL I_ARC-ISO DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON REMARQUE: Les deux sections 1 et 2 de DIP1 doivent être toujours dans les mêmes positions (ex. : les deux sur ON ou les deux sur OFF). Le même pour DIP2. V_Arc-ISO. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 11 7 NOM SIGNAL TYPE SIGNAL analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSITION SUR FICHE INTERFACE J5, pin 3 J5, pin 4 “«V_Arc-ISO» est le signal concernant la tension d’arc à la sortie du Générateur (tension «Électrode-pièce à usiner»), fourni d'une façon isolée et réduite. Le signal «I_Arc-ISO» est disponible avec les valeurs de pleine échelle suivantes : • tension de 0 à 5V, correspondant au courant d’arc de 0 à 250A (rapport réduction = 1/50) ; • tension de 0 à 10V, correspondant au courant d’arc de 0 à 250A (rapport réduction = 1/25). La valeur de pleine échelle est déterminée par la position des DIP switch Dip1 sur la fiche Interface (voir fig. 15). tension de sortie impédance de sortie 0 ÷ 250 Vdc; 10 Kohm, approx. V_Arc-NO-ISO. BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 9 8 NOM SIGNAL POSITION SUR CIRCUIT TORCHE + MESURE TYPE SIGNAL V_Arc-NO-ISO analog out+ (0÷250V) analog out- J8, pin 1 J8, pin 1 «V_Arc-ISO» est le signal concernant la tension d’arc à la sortie du Générateur (tension «Électrode-pièce à usiner»), fourni d'une façon directe et NON isolée. Le signal «V_Arc-NO-ISO» est disponible avec des valeurs de tension 0 ÷ 250 V CC et avec la borne positive (potentiel de la pièce à usiner) reliée électriquement au potentiel de masse de l'installation. Le potentiel d'«Électrode» est fourni avec une résistance d'environ 10 Kohm, connecté en série à la sortie. 3.2.5 Signal d'arrêt d'urgence pour générateur CABLAGE ENTREE ARRET D'URGENCE. DIP 3 DIP 1 Tension d'entrée 24 VCC ; Courant absorbé 20 mA maximum Fig. 13 La machine est fournie avec la sortie de la tension d’arc réduite isolée à 1/50 Varc. CÂBLAGE D'UNE SORTIE ANALOGIQUE DE TENSION NON ISOLÉE. EMERGENCY A BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 21 22 NOM SIGNAL Emergency A TYPE SIGNAL Contact NC Contact NC POSITION À L'INTÉRIEUR DU GÉNÉRATEUR Contrôle TL ligne Contrôle TL ligne 119 «Emergency A» est le signal d'arrêt d'urgence fourni au Générateur par le Contrôle Table de découpe ou par les dispositifs de protection de l'installation. Il doit être fourni par le contact d'un relais ou d'un dispositif de sécurité ; l’intervention sur le dispositif de sécurité comporte l'ouverture du contact et l'arrêt immédiat du Générateur, avec l'ouverture du contacteur en ligne dans le Générateur. Par conséquent, le Générateur coupe l'alimentation aux circuits de puissance. Le signal «Emergency A» est actif bas (contact ouvert): pour que le Générateur soit prêt pour la découpe, le contact doit être fermé. «Emergency A» arrête immédiatement le débit de courant du Générateur. Le tableau de contrôle visualise le message «OFF rob». EMERGENCY B BORNES DU CONNECTEUR CNC SUR GÉNÉRATEUR 23 24 NOM SIGNAL Emergency B TYPE SIGNAL Contact NC Contact NC POSITION À L'INTÉRIEUR DU GÉNÉRATEUR Contrôle TL ligne Contrôle TL ligne «Emergency B» est le signal d'arrêt d'urgence fourni au Générateur par le Contrôle Table de découpe ou par les dispositifs de protection de l'installation. Il doit être fourni par le contact d'un relais ou d'un dispositif de sécurité ; l’intervention sur le dispositif de sécurité comporte l'ouverture du contact et l'arrêt immédiat du Générateur, avec l'ouverture du contacteur en ligne dans le Générateur. Par conséquent, le Générateur coupe l'alimentation aux circuits de puissance. Le signal «Emergency B» est actif bas (contact ouvert): pour que le Générateur soit prêt pour la découpe, le contact doit être fermé. «Emergency B» arrête immédiatement le débit de courant du Générateur. Le tableau de contrôle visualise le message «OFF rob». REMARQUE: un connecteur multibroches avec des signaux supplémentaires (voir Appendice) est disponible en option. 3.3 RACCORDEMENT DE LA CONSOLE GAS Fig. 16 120 3.3.1 Console Gaz manuelle PGC-3 et PGC-2 • Fixer la console gaz au-dessus du générateur ou de la table de découpe et brancher les masses à une installation de mise à la terre efficace, conformément au schéma reporté dans la figure 24 de l’Appendice 5.2. Les deux unités PGC-3 et PGC-2 sont raccordées entre elles par : - la connexion entre CN06 et CN07 ; - le tuyau entre la sortie « plasma cutflow » de PGC-3 et l’entrée « plasma » de PGC-2 • Raccorder la gaine de tuyaux art. 1166 en serrant les tuyaux aux sorties des gaz correspondantes et en veillant à respecter les marquages (plasma preflow, secondary preflow/cutflow et auxiliary sur PGC-3 ; plasma cutflow sur PGC-2) ; visser le connecteur électrique à la sortie CN05 (Cf. la partie gauche de la figure 16). • Raccorder l’autre bout de la gaine art. 1166 aux consoles vannes PVC (art. 469) pour les tuyaux «plasma», à tuyaux «secondary» et «auxiliary», en veillant à respecter les marquages. Fixer la console PVC sur la tête de la table de découpe, à proximité de la torche (Cf. la partie gauche de la figure 16). • Enfin, raccorder la gaine art. 1189 en vissant le connecteur électrique à la sortie CN04 (Cf. la partie gauche de la figure 16). 3.3.2 Console Gaz automatique APGC. • Fixer la console gaz au-dessus du générateur ou de la table de découpe et brancher les masses à une installation de mise à la terre efficace, conformément à la fig. 24 reportée dans l’Appendice 5.2. • Raccorder la gaine de tuyaux art.1166 en serrant les tuyaux aux sorties des gaz correspondantes et en veillant à respecter les marquages (plasma preflow - cutflow, secondary preflow-cutflow et auxiliary) ; visser le connecteur électrique à la sortie CN05 (voir Fig. 17). • Raccorder l’autre bout de la gaine art. 1166 à la console vannes PVC (art.469) pour les tuyaux « plasma », sur « secondary » et « auxiliary », en veillant à respecter les marquages. Fixer la console PVC sur la tête de la table de découpe, à proximité de la torche (Cf. la partie gauche de la figure 16). • Enfin, raccorder la connexion art. 1189 en vissant le connecteur électrique à la sortie CN04 (voir Fig. 17). Vérifier que l’air (AIR) est toujours raccordé, à la pression adéquate, à la console gaz automatique comme il est utilisé en tant que gaz de « service ». Fig. 17 A 3.3.3 Remarque sur le raccordement des gaz Les filetages des entrées des gaz (INLET GAZ) sont respectivement 1/4G pour gaz air, Ar, N2, O2 et auxillary, et 1/8G pour les gaz H35 et F5. La fourniture des gaz et l’entretien programmé/préventif de leur installation de distribution sont à la charge du client. Nous rappelons qu’un entretien inadéquat de cette installation peut provoquer de graves accidents. Lire avec attention la « Fiche de données de sécurité » de chaque gaz utilisé, de façon à ne pas sous-évaluer les risques dérivant d’une utilisation incorrecte. REMARQUE: Le choix du type de tuyau doit être effectué en fonction du gaz utilisé (voir norme EN 559). REMARQUE: l’utilisation de gaz d’une pureté inférieure peut déterminer, pour chaque matériau spécifique, une réduction de la vitesse, de la qualité et de l’épaisseur maximum de découpe. De plus, la durée de vie des consommables n’est plus garantie. ATTENTION: quand on utilise de l’oxygène, toutes les pièces qui entrent en contact avec ce gaz doivent être sans huiles ni graisses. • quand on sélectionne le programme de découpe MS - O2/O2 (découpe d’acier doux avec gaz oxygène/oxygène), s’assurer que l’air (AIR) est raccordé à l’entrée de la console gaz, car il est utilisé comme gaz de « preflow" (prédébit). B T I H F G S C E D R P L Q M O N Fig. 20 121 • quand on sélectionne un courant de découpe supérieur à 80A, s’assurer que l’air (AIR) ou l’azote (N2) sont raccordés à l’entrée de la console gaz (manuelle ou automatique) également sur le canal AUXILIARY. 3.4 RACCORDEMENT DE LA TORCHE CP CP450G 3.4.1 Applications sur table de découpe • Raccorder le faisceau de tuyaux qui sortent de la torche aux consoles vannes PVC (art.469) en les serrant aux sorties des gaz correspondantes et en respectant leur marquage (voir Fig. 18). Fig. 18 • S’assurer, en utilisant une équerre, que la torche est perpendiculaire par rapport au plan de la table de découpe. B G C D H P R S W V T A Q F E U I X L N Y O M 122 K Z Fig. 21 • Insérer le câble de la torche (art. 1224, 1225) dans l’Unité HV19-1 (art. 464) de la façon indiquée sur la partie droite de figure 19. Fig. 19 3.4.2 Applications sur robot • Raccorder le faisceau de tuyaux qui sortent de la torche à l'’unité d'amorçage - consoles vannes HV19-PVC (art.462) en les serrant aux sorties des gaz correspondantes et en respectant l’ordre indiqué par leur marquage. • S’assurer, en utilisant une équerre, que la torche est perpendiculaire par rapport au plan de la table de découpe. • Insérer le câble de la torche (art. 1222 ou Art.1223) dans l’Unité d'amorçage - console vannes HV19-PVC (art. 462) de la façon indiquée dans le paragraphe précédant SÉLECTION (en appuyant sur le bouton E) 3.5 CARACTÉRISTIQUES DU LIQUIDE RÉFRIGÉRANT Le générateur est fourni avec une petite quantité de liquide réfrigérant : c’est le client qui doit se charger de remplir le réservoir avant d’utiliser la machine. Utiliser exclusivement du liquide réfrigérant CEBORA (art. 1514) et lire avec attention la Fiche de Données de sécurité pour assurer une utilisation en sécurité et une conservation correcte. L’entrée du réservoir, d’une capacité de 10 litres, est située à l’arrière du générateur, comme indiqué sur la fig. 20. Remplir jusqu’au niveau maximum, puis, après la première mise en fonction du générateur, rajouter du liquide pour compenser le volume présent dans les tuyaux. REMARQUE: pendant l’utilisation du générateur et, notamment, lors du remplacement de la torche ou des consommables, il y a des petites fuites de liquide. Rajouter du liquide une fois par semaine jusqu’au niveau maximum. REMARQUE: ensuite, le liquide réfrigérant doit être entièrement vidangé tous les 6 mois, indépendamment des heures de service du générateur. SÉLECTION (en tournant le bouton O) MS = Acier doux SS = Acier inox AL = Aluminium DESCRIPTION Type de matériau à couper t Combinaison de gaz (PLASMA/PROTECTION) adaptée au matériau choisi AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Épaisseur du matériau à couper Voir tableaux de découpe Courant de découpe conseillé pour la combinaison (MAT/GAZ/mm) choisie Voir tableaux de découpe Vitesse de découpe conseillée pour la combinaison (MAT/GAZ/mm/A) choisie Voir tableaux de découpe t t t t Jeu de consommables à utiliser pour la combinaison (MAT/GAZ/mm/A) choisie • • • • STD (Standard) SPD (Speed) EXP QPC (Voir tableaux de découpe) Tab. 1 123 SÉLECTION (en appuyant sur le bouton V) DESCRIPTION RÉGLAGE (en tournant le bouton Y) Allumage afficheur R PLASMA CUTFLOW Jusqu’à l’allumage en même temps des deux LEDs flèche X Allumage afficheur S PLASMA PREFLOW Jusqu’à l’allumage en même temps des deux LEDs flèche X Allumage afficheur T SECONDARY PREFLOW Jusqu’à l’allumage en même temps des deux LEDs flèche X Allumage afficheur U SECONDARY CUTFLOW Jusqu’à l’allumage en même temps des deux LEDs flèche X t t t Tab. 2 4 UTILISATION C: LED mode marquage. 4.1 DESCRIPTION DES PANNEAUX DES GÉNÉRATEURS D: LED mode test. Depuis le panneau du générateur, on active l’ensemble de l’installation de découpe au moyen du bouton A : l’allumage du voyant B signale cette opération. A = interrupteur de secteur. B = voyant tension de secteur. C = port série RS232. D = fusible protection pompe du circuit de refroidissement (5A-250V-T). E = presse-étoupe pour câble de secteur. F = connecteur CNC de connexion à la table de découpe. G = connecteur CN03 de connexion à la Console gaz. H = bouchon du réservoir liquide réfrigérant. I = indicateur de niveau liquide réfrigérant. L = filtre entrée liquide réfrigérant. M = robinet vidange réservoir liquide réfrigérant. N = raccord rapide tuyau départ liquide réfrigérant. O = raccord rapide tuyau retour liquide réfrigérant. P = raccord torche. Q = presse-étoupe pour câble de masse. R = filtre retour liquide réfrigérant. S = connecteur reliage au panneau à distance. T = Prise USB.À utiliser pour mettre à jour le micrologiciel du générateur. 4.2 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ MANUELLE ET UTILZACION (Fig. 21) Depuis le panneau de la console gaz, on gère toutes les fonctions de l’installation de découpe. On sélectionne notamment le type de travail à exécuter, c’est-à-dire découpe (CUT), marquage (MARK) ou test d’étanchéité gaz (TEST) de l’installation. A: Bouton de sélection mode de fonctionnement. À chaque pression du bouton, la LED de la sélection correspondante s’allume: B: LED mode découpe. 124 E: Bouton de sélection des paramètres à régler. À chaque pression du bouton, la LED de la sélection correspondante s’allume: F: LED qui indique l’activation de la sé lection du type de matériau à couper. G: LED qui indique l’activation de la sé lection de la combinaison de gaz PLASMA/PROTECTION. H: qui indique l’activation de la sélec- tion de l’épaisseur du matériau à couper. I: LED qui indique l’activation de la sé lection de la vitesse de découpe. L: LED qui indique l’activation de la sé lection de la vitesse de découpe. M: LED qui indique le différent jeu de consommables à utiliser par rapport aux sélections précédentes. N: Afficheur qui visualise les valeurs des paramètres à régler. O: Bouton de réglage des paramètres. P: Afficheur qui visualise le type de gaz plasma de découpe. Q: Afficheur qui visualise le type de gaz de pro tection. R: Afficheur qui visualise la pression du gaz plasma pendant la découpe. S: Afficheur qui visualise la pression du gaz plasma à l’amorçage. A B T I H F G S C E D R P L Q M O N Fig. 20 a A B D C F G S E H I R L M N P Q O Fig. 20 b 125 T: Afficheur qui visualise la pression du gaz de protection pendant la découpe. U: Afficheur qui visualise la pression du gaz de protection pendant la découpe. V: Bouton de sélection des canaux gaz plasma PRE/CUT FLOW et gaz de protection PRE/CUT FLOW. W: Bouton de validation de la programmation paramètres : console prête pour CUT, MARK ou TEST. X: LED d’aide à la recherche de la pression cor recte des gaz : -pression faible = LED gauche allumée ; -pression élevée = LED droite allumée ; -pression correcte = les deux LEDs allumées. Y: Boutons de réglage de la pression des gaz de la console PGC-3. Z: LED qui indique l’activation de la console PGC-2. K: Bouton de réglage de la pression des gaz de la console PGC-2.C-2. 4.2.1 Préparation et exécution de la découpe (CUT) Après que l’on a mis sous tension l’installation au moyen de l’interrupteur situé sur le panneau antérieur du générateur, l’allumage de la LED CUT B (voir Fig. 21) indique que la machine est activée en mode « découpe ». Une série de sélections/réglages doit être effectuée avant de procéder à la découpe, c’est pourquoi il faut s’assurer que la touche RUN n’est pas appuyée (afficheurs PREFLOW et CUTFLOW de Fig.21 du flux des gaz PLASMA et SECONDARY éteints). Le premier réglage à effectuer, en séquence, est la sélection indiquée dans le tableau 1. Maintenir le bouton appuyé sur la sélection du courant (LED I allumée) pour accéder au mode réglage fin, indiqué par la LED clignotante. Il est alors possible de régler le courant, par pas de 1A, dans des intervalles fixes: [40-50 A], [70-90A], [110-120A], [180-200 A], [230-250 A] . Le deuxième réglage à effectuer, en séquence, est le réglage indiqué sur le tableau 2. Quand on appuie une fois sur la touche SET, le débit de gaz, pour chaque canal, s’affiche pendant 10 s ; s’il faut continuer le réglage après ce délai, il faut appuyer de nouveau sur la touche. Quand on appuie sur la touche SET après le dernier réglage, on quitte le mode de réglage ; en appuyant encore sur la touche, on revient au premier réglage et ainsi de suite. 126 Les LEDs flèche sous l’afficheur du canal correspondant indiquent le sens de réglage du bouton : quand la flèche gauche est allumée, il faut augmenter le débit (sens des aiguilles d’une montre), quand la flèche droite est allumée, il faut le diminuer (sens inverse des aiguilles d’une montre). Lorsqu’on atteint le débit correct, par rapport à la sélection effectuée dans le Tab. 1, les deux LEDs s’allument en même temps. Une fois le mode réglage quitté, après avoir effectué les réglages susmentionnés, il faut appuyer sur la touche RUN : tous les afficheurs relatifs aux canaux PLASMA et SECONDARY s’allument et le générateur est prêt pour la découpe. Si l’on a sélectionné le gaz H35 ou F5, la LED de la console gaz PGC-2 s’allume, elle aussi. N.B. : quand on active l’installation, la dernière programmation utilisée est automatiquement proposée (par ex. MATGAZ-mm-A). Si, suite à un nouveau réglage, on change le type du gaz, alors le système exécute automatiquement la « purge », c’est-à-dire le vidage des tuyaux suivi de leur nettoyage avec un flux actif pendant environ 10 s. Après le signal de démarrage de la table de découpe, la séquence ci-après est automatiquement activée : - prédébit de 0,5 s avec le gaz sélectionné; - impulsion en haute tension / haute fréquence; - allumage de l’arc pilote; - transfert de l’arc plasma (envoi à la CNC du signal « arc transfer »); - début du mouvement sur le plan x-y de la CNC à la fin du temps « pierce delay time »; Après le signal d’arrêt de la table de découpe, la séquence ci-après est automatiquement activée : - extinction de l’arc plasma; - arrêt du mouvement sur le plan x-y de la CNC; - post-débit avec le gaz sélectionné. 4.2.2 Préparation et exécution du marquage (MARK) Après avoir mis sous tension l’installation au moyen de l’interrupteur situé sur le panneau avant du générateur, l’allumage du voyant MARK indique que la machine est activée en mode « marquage ». Une série de sélections/ réglages doit être effectuée avant de procéder au marquage, c’est pourquoi il faut s’assurer que la touche RUN n’est pas appuyée (afficheur PREFLOW - CUTFLOW de Fig. 21 du flux des gaz PLASMA et SECONDARY éteints). Le premier réglage à exécuter, en séquence, est celui de Tab. 3. Pour le deuxième réglage, se référer au Tab. 2 et aux remarques correspondantes. SÉLECTION (appuyer sur le bouton E) DESCRIPTION type de matériau à marquer t SÉLECTION (tourner le bouton O) MS = acier doux SS = acier inoxidable AL = Aluminium combinaison de gaz (PLASMA/SECONDARY) adaptée au matériau choisi Ar/Ar t courant de découpe Voir tableaux de conseillé pour la combinaison découpe (MAT/GAZ/mm) Tab. 3 4.2.3 Exécution du test d’étanchéité gaz (TEST) SÉLECTION (en tournant le bouton O) DESCRIPTION Test canal air / air t Test canal N2 / N2 t Test canal O2 / O2 t Si le système ne détecte pas de fuite pendant le temps de test, par exemple avec AIR/AIR, l’afficheur de la console gaz visualise le message OK AIR (de même, pour les autres gaz :OK N2, OK O2, OK H35 et OK Ar). Quand on sélectionne le test T04, le voyant de la console gaz PGC-2 s’allume pendant l’exécution du TEST. 4.2.4 Fonctions additionnelles (fonctions secondaires) Dans les descriptions suivantes, nous nous référerons à la Fig.21. Avec l'installation en marche et en mode inactif (no RUN : afficheurs R,S,T,U éteints), entrer dans le menu «fonctions secondaires» en appuyant en même temps sur les touches A et E. 4.2.4.1 Préparation et exécution du Marquage par points (SPOT MARK) Le marquage par points est un type de marquage particulier dont la trace consiste en un point et non en une ligne ou un dessin, comme dans un marquage normal (voir mode de fonctionnement MARK, par. 4.2.2). Après avoir programmé certains paramètres depuis la console gaz, il est possible de gérer et exécuter le marquage par points directement depuis la CNC, en maintenant les mêmes paramètres de découpe et les mêmes consommables. Régler les paramètres de marquage par points indiqués ci-après, sélectionnables en succession en appuyant sur le bouton E: Test canal H35 / -t Test canal Ar / Ar t Test canal AUX t Après le réglage décrit ci-dessuset, au moyen d’un signal numérique sur les broches correspondantes (voir Fig. 14), on passe du mode découpe au mode marquage par points (CUT/SPOT MARK). SÉLECTION (appuyer sur le bouton E) Test complet (séquence automatique temporisée de T01, T02, T03, T04, T05, T06) Tab. 4 DESCRIPTION SÉLECTION (tourner le bouton O) SEN Spot Enable (active/désactive la fonction de marquage par points) OFF = désactivée ON = activée SI Spot Current (courant de marquage par points) De 10 à 39 A ST Spot Time (temps de marquage par points) OFF* De 0.01 à 1.00 s t Après avoir mis sous tension l’installation au moyen de l’interrupteur situé sur le panneau avant du générateur, l’allumage du voyant TEST indique que la machine est activée en mode « test ». Le test d’étanchéité doit être exécuté périodiquement, de T01 à T05 pour vérifier s’il y a des fuites de gaz dans les tuyaux, de leur entrée à l’arrière de la console gaz jusqu’à l’entrée de la console vannes. En outre, le test du flux TF6 permet de vérifier le flux du canal auxiliaire AUX. Il est possible de vérifier chaque canal séparément, comme indiqué sur le Tab. 4: Quand on appuie sur la touche RUN, le test sélectionné démarre : la machine exécute d’abord une « purge », puis remplit les tuyaux avec le gaz et, ensuite, désactive les électrovannes INLET GAZ et les électrovannes présentes dans la console vannes. t Tab. 5 * dans ce cas, la durée du marquage par points est gérée au moyen du signal de Marche/Arrêt de la table de découpe.Quand, en revanche, on programme le temps, cette valeur représente la durée maximum du marquage par points à partir du signal d’arc transféré. 127 4.2.4.2 Gestion du courant dans les angles de la pièce usinée (CORNER) La réduction du courant dans les angles de la pièce usinée est une fonction utile quand elle est associée à la réduction de la vitesse de découpe dans ces mêmes angles. Cela permet d’éviter un enlèvement excessif de métal dans l’angle. Après avoir programmé certains paramètres depuis la console gaz, il est possible de gérer et exécuter la fonction Corner directement depuis la CNC, en maintenant les mêmes paramètres de découpe et les mêmes consommables. Régler les paramètres Corner indiqués ci-après, sélectionnables en succession en appuyant sur le bouton E. SÉLECTION (appuyer sur le bouton E) DESCRIPTION SÉLECTION (tourner le bouton O) CEN Corner Enable (active/désactive la fonction Corner) OFF = désactivée ON = activée CI Corner Current (pourcentage du courant dans les angles par rapport au courant de découpe) De 50 à 100% * Corner Slope Down (pente de la rampe de descente du courant) De 1 à 100 A/ (s/100) Corner Slope Up (pente de la rampe de montée du courant) De 1 à 100 A/ (s/100) t … … 5V 75% ¾ du courant de découpe … … … 10V 100% égale au courant de découpe Tab. 7 Quand cette entrée analogique (0-10V) est déconnectée, la valeur du courant dans les angles est fixe, elle correspond à 50% (par défaut) du courant de découpe. En revanche, quand le commutateur #2 est positionné sur ON, cette entrée analogique est ignorée par le générateur et l’opérateur peut régler la valeur du courant dans les angles directement depuis le panneau de la console gaz, en agissant sur le bouton O. Dans la figure ci-après, nous reportons la temporisation des signaux: Signal de courant dans les angles t CSD … Courant de découpe Courant dans les angles t CSU Tab. 6 * Le réglage du courant dans les angles est subordonné à la position du commutateur #2 du groupe DIP3 situé sur la carte de contrôle à distance (voir Fig.15). Avec le commutateur #2 sur la position OFF (configuration par défaut), la valeur du courant dans les angles est réglée directement par la table de découpe au moyen de l’entrée analogique correspondante (0-10V) (voir kit en option art. 425) selon la relation décrite dans le tableau 7. ENTREE ANALOGIQUE 0V 128 COURANT DANS LES ANGLES VALEUR APPLIQUEE 50% ½ du courant de découpe 4.2.4.3 Gestion du temps de refroidissement de la torche à la fin de la découpe À la fin de chaque découpe de la pièce à usiner, le flux de gaz secondaire est activé de nouveau pour refroidir la torche. La durée du flux est déterminée par le courant de découpe et augmente en fonction du courant. Parfois, en cas d'usinages spéciaux, il est nécessaire de réduire cette durée. L'opérateur peut régler la valeur du temps de Post-Flow (PoF) directement du panneau de la console gaz en agissant sur le bouton O. Notamment, il peut réduire cette durée à partir de la durée maximum, selon le courant de découpe enregistré, jusqu'à la valeur minimum de 5 secondes. SÉLECTION (appuyer sur le bouton E) PoF DESCRIPTION SÉLECTION (tourner le bouton O) Post Flow (durée du flux de refroidissement de la torche à la fin de la découpe) De 5 à T s (T=durée maximum en secondes, qui dépend du courant de découpe) 4.2.4.4 Affichage du débit et de la température du liquide de refroidissement (H2O)) Sous ce mode il est possible de visualiser sur l'afficheur N/Q le débit/la température en litres/min/°C du liquide de refroidissement ; en général, la valeur est environ de 3 litres/minute. 4.2.4.5 Exécution de la découpe sur tôles percées ou grillées (SR) Pour découper des tôles percées ou grillées, il est parfois utile d'activer la fonction Self Restart. Cette fonction étant activée, le générateur rallume l'arc à chaque interruption. Il faut en outre prévoir la table de découpe pour ces types de découpe. SÉLECTION (appuyer sur le bouton E) SR DESCRIPTION SÉLECTION (tourner le bouton O) Self Restart (abilita/disabilita OFF = désactivée active/désactive ON = activée la fonction de Self Restart) 4.2.4.6 Réglage fin du courant à distance (RRI) Cette fonction, présente dans tous les cas dans le menu « fonctions secondaires » de la console gaz, nécessite de l’utilisation du kit art. 425, fourni en option. La description complète est contenue dans la notice d'emploi du kit optionnel. 4.2.5 CODES D'ERREUR DESCRIPTION DE L'ERREUR CODE SOLUTION POSSIBLE Erreur pendant la mise à niveau du micrologiciel da USB USB Contacter le Service Après-vente de CEBORA. (Err. 85) Bouton de marche (start) appuyé lors de la mise sous tension ou de la réinitialisation (passage au mode RUN) du générateur TRG Éteindre le générateur, désactiver la commande de mar(Err. 53) che et remettre en fonction le générateur. Surchauffe du liquide de refroidissement Vérifier si les tuyaux du circuit de refroidissement ou de la torche sont bouchés. Vérifier également l’intégrité du (Err. 93) fusible de la pompe. Nettoyer le radiateur. Surchauffe des modules : IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 H20 T TH1 Ne pas éteindre le générateur, pour maintenir le ventilateur en fonction et obtenir un refroidissement rapide. (Err. 74) Le fonctionnement normal est activé automatiquement TH2 dès que la température revient dans les limites permises. Si le problème persiste, contacter le Service Après-vente (Err. 77) de CEBORA. TH3 (Err. 72) TH4 (Err. 71) Débit inférieur à la limite du liquide de refroidissement H2O Vérifier si les tuyaux du circuit de refroidissement ou de (Err 75) la torche sont bouchés. Vérifier également l’intégrité du fusible de la pompe. Nettoyer le radiateur. Faible pression dans un canal d'alimentation gaz Augmenter la pression du gaz correspondant au moyen du bouton prévu sur le panneau avant de la console gaz. (Err. 78) Vérifier également la pression d'alimentation du gaz, qui doit être de 8 bars environ. Porte ouverte dans le générateur ou dans le module d’amorçage HV19-1 ou HV19-PVC OPN Contrôler la fermeture correcte du couvercle du (Err. 80) générateur et/ou de l’unité HV19-1 ou HV19-PVC. CNC éteint, en urgence ou non connectée au générateur Mettre en fonction le CNC, sortir de l’urgence, contrôler le rob (Err. 90) raccord générateur-CNC. 129 DESCRIPTION DE L'ERREUR Surchauffe du transformateur de puissance Erreur interne dans la mémoire du microprocesseur Le générateur ne communique pas avec la console gaz ou le groupe de refroidissement Le générateur ne communique pas avec le circuit d'Interface La console gaz ne communique pas avec le générateur CODE Ne pas éteindre le générateur, pour maintenir le ventilateur en fonction et obtenir un refroidissement rapide. TH0 Le fonctionnement normal est activé automatiquement (Err. 73) dès que la température revient dans les limites permises. Si le problème persiste, contacter le Service Après-vente de CEBORA. Contacter le Service Après-vente de CEBORA. Err 2 Err 6 Err 7 Err 9 Tension continue inférieure à la valeur minimum acceptée Err 16 Problème sur l'horloge interne Err 26 Erreur d'écriture sur mémoire flash du générateur Err 27 Détecté courant, à l'arc éteint, sur module IGBT1 Err 30 Mesure hors échelle du courant sur module IGBT1 pendant la découpe Err 35 Détecté courant dans le circuit arc pilote à l'arc éteint. Err 39 Tension dangereuse : panne du circuit de puissance Err 40 Détecté courant dans le circuit arc pilote pendant la découpe Err 49 Électrode usée Err 55 Erreur alignement entre les versions du micrologiciel de : générateur, console gaz , modulo interface CNC ; ou bien, erreur pendant la phase de mise à niveau automatique effectuée par le générateur Vérifier le branchement entre le générateur et la console gaz ou le groupe de refroidissement. Si le problème persiste, contacter le Service Après-vente de CEBORA. Contacter le Service Après-vente de CEBORA. Vérifier le branchement entre le générateur et la console gaz. Si le problème persiste, contacter le Service Après-vente de CEBORA. Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA. Contacter le Service Après-vente de CEBORA. Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA Remplacer l'électrode et/ou la buse. Vérifier que les consommables sont montés correctement par rapport au type de travail à effectuer. Vérifier également que le gaz de découpe est correct. Contacter le Service Après-vente de CEBORA Err 58 Tension d'alimentation hors spécification Err 67 130 SOLUTION POSSIBLE Vérifier les fusibles du tableau électrique où le câble de réseau du générateur est branché. Si le problème persiste, Si le problème persiste, contacter le Service Après-vente de CEBORA. DESCRIPTION DE L'ERREUR CODE SOLUTION POSSIBLE Purge des tuyaux gaz non effectuée complètement ou pression élevée dans un canal d’alimentation gaz Err 79 Contrôler les consommables ou réduire la pression d'alimentation. Console gaz non connectée au générateur Err 81 Contacter le Service Après-vente de CEBORA Consoles gaz PGC-3 et PGC-2 ou bien APGC-1 et APGC-2 déconnectées Err 82 Vérifier le branchement entre le module PGC-3 ou bien APGC-1 (en haut) et le module PGC-2 ou bien APGC-2 (en bas) Détecté courant, à l'arc éteint, sur module IGBT2 Err 31 Mesure hors échelle du courant sur module IGBT2 pendant la découpe Err 36 4.3 DESCRIPTION DU PANNEAU DE LA CONSOLE GAZ AUTOMATIQUE (FIG. 22) Le panneau avant de la console gaz automatique est doté d'un voyant multifonction, qui en indique la condition. Et notamment: Phase Couleur du Description voyant Carte électronique Éteint interne sans alimentation Problèmes au miAmorçage du croprocesseur de la Rouge fixe générateur carte électronique interne Attente de communiRouge/Vert cation avec le généraalterné teur Aucune communicaRouge/Vert tion avec le généraalterné lent teur A regime Fonctionnement Vert fixe régulier A=voyant multifonction Pour la gestion de la console gaz automatique (configuration des paramètres de coupe et de l'état RUN) il faut brancher le panneau à distance art.460. Les instructions complètes sont contenues dans la notice d'emploi du kit optionnel. Par contre, en cas d'interface numérique CANopen entre table de découpe/robot et générateur et sans le dispositif art.460, un logiciel spécial est nécessaire. 4.4 QUALITÉ DE LA DÉCOUPE Contacter le Service Après-vente de CEBORA Contacter le Service Après-vente de CEBORA découpe et à la variation des caractéristiques des matériaux coupés, les paramètres optimaux peuvent subir des petites variations par rapport aux indications des tableaux. Les points traités ci-après peuvent aider l’utilisateur à apporter les petites variations nécessaires pour obtenir une découpe de qualité. Comme on peut le voir dans les tableaux de découpe, il existe différentes sortes de consommables en fonction du courant de découpe et des gaz utilisés. Quand l’exigence d’augmenter la productivité est plus importante, avec donc une vitesse de découpe élevée, il faut programmer le courant maximum admissible et, donc, choisir la tuyère au diamètre le plus large. Au contraire, quand il faut privilégier la qualité de découpe (perpendicularité et dimension de la saignée plus étroite), il faut programmer le courant admissible minimum par rapport au matériau usiné et à son épaisseur. Avant de procéder à tout réglage, contrôler que : la torche est perpendiculaire au plan de découpe; l’électrode, la tuyère et la buse de protection ne sont pas excessivement usées et que leur association est adaptée au travail à exécuter; la direction de découpe, en fonction de la forme à obtenir, est correcte. Nous rappelons que le meilleur côté de découpe est toujours celui à droite par rapport à la direction de mouvement de la torche (les trous du diffuseur plasma utilisé sont disposés dans le sens des aiguilles d’une montre). Quand on doit découper des grosses épaisseurs, il faut faire particulièrement attention pendant la phase de percement : il faut notamment essayer d’éliminer l’accumulation de matériau en fusion autour du trou d’attaque, de façon à éviter des phénomènes de double arc quand la torche passe de nouveau sur le point de départ. De plus, il faut nettoyer la buse de protection des scories de métal fondu qui peuvent adhérer dessus. Le tableau 7 indique quelques-uns des problèmes les plus fréquents et la solution correspondante. La qualité de la découpe est influencée par plusieurs paramètres et par leurs combinaisons: dans ce manuel, dans la section Tableaux de Découpe, nous reportons les réglages optimaux pour la découpe d’un matériau spécifique. Cependant, suite aux inévitables différences déterminées par l’installation sur différentes machines de 131 A Fig. 22 PROBLÈME Découpe inclinée Pénétration insuffisante Présence de « bavures de faible vitesse »* Présence de « bavures de vitesse élevée »** Bord de découpe arrondi CAUSE SOLUTION Électrode ou tuyère usée Remplacer l’électrode et la buse Distance trop élevée Diminuer la distance Vitesse de découpe trop élevée Régler la vitesse Vitesse de découpe trop élevée Régler la vitesse Tuyère de diamètre trop large par rapport au courant programmé Épaisseur de la pièce usinée excessive par rapport au courant programmé Mauvais contact électrique entre câble de masse et plan de découpe Consulter les Tableaux de Découpe Augmenter le courant de découpe Contrôler le serrage de la cosse du câble de masse à la CNC Vitesse de découpe trop faible Régler la vitesse Courant de découpe trop élevé Diminuer le courant de découpe Distance trop rapprochée Augmenter la distance Vitesse de découpe trop élevé Régler la vitesse Courant de découpe trop faible Augmenter le courant de découpe Distance trop élevé Diminuer la distance Vitesse de découpe trop élevé Régler la vitesse Distance trop élevé Diminuer la distance * Les bavures de faible vitesse (low speed dross) sont épaisses, de forme globulaire et faciles à éliminer. La saignée de découpe (kerf) est plutôt ample. ** Les bavures de vitesse élevée (high speed dross) sont minces et difficiles à enlever. Le bord de découpe, dans le cas d’une vitesse élevée, est plutôt rugueux. Tab. 7 132 4.5 ENTRETIEN DE L'INSTALLATION Composant Un entretien adéquat de l'installation garantit des prestations optimales et une longue durée des composants, y compris les consommables. Par conséquent, on recommande d'effectuer les opérations indiquées dans le tableau ci-après Console vannes Fréquence Opérations de maintenance Contrôlez que la pression des gaz d'aliTous les jours mentation est correcte Contrôlez le bon fonctionnement des ventilateurs du générateur, du groupe de refroidissement et de la console de gaz Toutes les Contrôlez le niveau du liquide réfrigérant semaines Nettoyez les filets de la torche et Contrôlez qu'il n'y a pas de signes de corrosion ou de décharges électriques Contrôlez les connexions de gaz, d'eau et d'électricité pour vous assurer qu'il n'y a ni craquelures, ni abrasions, ni Tous les mois fuites. Exécutez le programme TEST par le biais de la console de gaz. Remplacez le liquide réfrigérant présent dans l'installation Nettoyez les filtres, externes et du réserTous les voir, du groupe de refroidissement ; semestres Nettoyez le filtre de la console de gaz Remplacez les joints toriques de la torche, en commandant le kit art. 1400 Système d'allumage Opérations de maintenance Contrôlez le circuit pneumatique interne pour vous assurer qu'il n'y a pas de fuites. Contrôlez que l'éclateur ne présente pas de trop de noircissements et que la distance entre les pointes est correcte. Contrôlez le circuit hydraulique interne pour vous assurer qu'il n'y a ni craquelures, ni fuites. Vérifiez aussi régulièrement la mise à la terre de l'installation. En particulier, en suivant le schéma de la fig. 24, contrôlez que chaque câble est bien serré entre la vis et l'écrou correspondants. Si, suite à un contrôle, vous remarquez qu'un composant est particulièrement usagé ou que son fonctionnement n'est pas normal, contactez le service assistance CEBORA. Pour la maintenance des pièces internes des différents composants de l'installation, demandez l'intervention de personnel qualifié. Il est notamment recommandé d'effectuer régulièrement les opérations répertoriées ci-après. Pour tous les composants: • Nettoyez l'intérieur à l'air comprimé (propre, sec et sans huile) pour éliminer l'accumulation de poussière. Utilisez si possible un aspirateur ; • Contrôlez que les connexions électriques sont bien serrées et qu'il n'y a pas de surchauffe. Pour chaque composant: Composant Générateur Groupe de refroidissement Console de gaz Opérations de maintenance Nettoyez les radiateurs des modules IGBT à l'air comprimé en dirigeant le jet d'air dessus. Nettoyez le radiateur à l'air comprimé en dirigeant le jet d'air dessus. Contrôlez le circuit hydraulique interne pour vous assurer qu'il n'y a ni craquelures, ni fuites. Contrôlez le circuit pneumatique interne pour vous assurer qu'il n'y a ni craquelures, ni fuites. 133 5 ANNEXE 5.1 KIT EN OPTION (ART. 425) POUR LA CONNEXION À LA TABLE DE DÉCOUPE (FIG. 23) Pour le montage du kit Art. 425, se référer aux instructions correspondantes. art 948 Fig. 2319 Fig. 134 5.2 SCHÉMA DE MISE À LA TERRE DE L’INSTALLATION DE DÉCOUPE (FIG. 24) Utiliser des câbles de terre de section égale ou supérieure à 16 mm². Art. 1159 Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Câble de secteur Ferrite Barre de cuivre Fig. 24 135 5.3 MISURE DES NIVEAUX DE PRESSION ACOUSTIQUE Le procédé de coupage plasma produit de niveaux de bruit néfastes pour l’oreille humaine ; c’est pourquoi il faut porter des protections, par exemple des serre-tête à coquille ou bouchons d’oreille, conformes aux dispositions règlementaires nationales ou locales. Les mesures reportées dans le tableau ci-dessous, relatives à l’acier doux et effectuée aux distances indiquées, peuvent aider le responsable de la sécurité à adopter les mesures nécessaires pour sécuriser l’environnement de travail (se référer, par exemple, à la norme internationale IEC 60974-9). Matériau Gaz de coupe Acier doux Acier doux Acier doux O2/air O2/air O2/air (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 Distances de mesure (face à la source x au-dessus de la source) (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 Acier doux Acier doux Acier doux O2/air O2/air O2/air 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Acier doux Acier doux Acier doux O2/air O2/air O2/air 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 Épaisseur Courant Vitesse de coupe de coupe Niveau de pression acoustique pondéré A LpA Niveau de pic de la pression acoustique pondéré C LpC, peak (dB) 105.0 100.5 99.2 (dB) 119.7 114.6 113.3 Les mesures, d’une durée de 1 minute chacune, ont été effectuées dans un environnement fermé et réverbérant, au sein des laboratoires de CEBORA S.p.A. Les données relevées ne tiennent pas compte d’éventuelles corrections dues à des bruits de fond ou aux dimensions de la chambre d’essai. Les niveaux de pression acoustique LpA et LpC, peak sont définis par la nome internationale de secteur (Cf. IEC 11202 et IEC 61672-1). 136 ÍNDICE 1 MEDIDAS DE SEGURIDAD A ADOPTAR..............................................................................138 1.1 PLACA DE LAS ADVERTENCIAS......................................................................................139 2 DATOS TÉCNICOS.................................................................................................................139 2.1 DESCRIPCIÓN GENERAL DEL SISTEMA..........................................................................139 2.2 GENERADOR AL PLASMA................................................................................................140 2.2.1 Generador Plasma Prof 166 HQC.............................................................................140 2.2.2 Generador Plasma Prof 255 HQC............................................................................. 141 2.3 CONSOLAS GASES..........................................................................................................142 2.3.1 Consola gases manual PGC-3 - PGC-2...................................................................142 2.3.2 Consola gases automática APGC.............................................................................142 2.4 CONSOLAS VÁLVULAS PVC.............................................................................................144 2.5 UNIDAD DE ENCENDIDO HV19-1.....................................................................................144 2.6 UNIDAD DE ENCENDIDO / CONSOLA VÁLVULAS HV19-PVC.........................................145 2.7 ANTORCHA CP450G.........................................................................................................146 2.8 WATER CONSOLE.............................................................................................................146 3 INSTALACIÓN .....................................................................................................................147 3.1 DESEMBALAJE Y ENSAMBLAJE......................................................................................147 3.2 LAS CONEXIONES DEL GENERADOR.............................................................................147 3.2.1 Conexión al pantógrafo CNC....................................................................................150 3.2.2 Señales digitales de control pantógrafo a generador...............................................151 3.2.3 Señales digitales de generador a control pantógrafo...............................................152 3.2.4 Señales analógicas de generador a control pantógrafo...........................................152 3.2.5 Señal de parada de emergencia para generador.....................................................153 3.3 CONEXIÓN DE LA CONSOLA GASES..............................................................................154 3.3.1 Consolas gas manual PGC-3 y PGC-2.....................................................................154 3.3.2 Consola gas automática APGC................................................................................154 3.3.3 Nota sobre la conexión de los gases........................................................................155 3.4 CONEXIÓN DE LA ANTORCHA CP CP450G....................................................................155 3.4.1 Aplicaciones en pantógrafo......................................................................................155 3.4.2 Aplicaciones en robot...............................................................................................155 3.5 REQUISITOS DEL LÍQUIDO REFRIGERANTE...................................................................156 4 EMPLEO .....................................................................................................................156 4.1 DESCRIPCIÓN DE LOS PANELES DEL LOS GENERADORES.........................................156 4.2 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GASES.....................................................157 4.2.1 Preparación y ejecución del corte (CUT)..................................................................159 4.2.2 Preparación y ejecución del marcado (MARK).........................................................160 4.2.3 Ejecución de las pruebas de retención gas (TEST)..................................................160 4.2.4 Funciones adicionales (segundas funciones)............................................................161 4.2.4.1 Preparación y ejecución del Marcado Spot (SPOT MARK).........................161 4.2.4.2 Gestión de la corriente en los ángulos de la pieza en trabajo (CORNER)....161 4.2.4.3 Gestión del tiempo de enfriamiento de la antorcha después del corte.......162 4.2.4.4 Visualización caudal del líquido refrigerante (H2O)......................................162 4.2.4.5 Ejecución del corte en chapas perforadas o de rejilla (SR)..........................162 4.2.4.6 Regulación fina de la corriente a distancia (RRI)..........................................162 4.2.5 Código de error.........................................................................................................163 4.3 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GAS AUTOMÁTICA..................................164 4.4 CALIDAD DEL CORTE.......................................................................................................165 4.5 MANTENIMIENTO DEL SISTEMA......................................................................................167 5 APÉNDICE .....................................................................................................................168 5.1 KIT OPCIONAL (ART. 425) PARA LA CONEXIÓN AL PANTÓGRAFO...............................168 5.2 ESQUEMA DE CONTACTO DE TIERRA DEL SISTEMA.....................................................169 5.3 MEDICIÓN DE LOS NIVELES DE PRESIÓN SONORA.....................................................170 137 MANUAL DE INSTRUCCIONES PARA EL SISTEMA DE CORTE AL PLASMA IMPORTANTE: ANTES DE LA PUESTA EN OBRA SÍRVASE LEER EL CONTENIDO DE ESTE MANUAL Y, SUCESIVAMENTE, CONSERVARLO DURANTE TODA LA VIDA OPERATIVA DEL APARATO EN LUGAR CONOCIDO POR LOS OPERADORES. ESTE APARATO DEBE SER UTILIZADO ÚNICAMENTE PARA REALIZAR OPERACIONES DE CORTE. 1 MEDIDAS DE SEGURIDAD A ADOPTAR EL CORTE AL ARCO PUEDE SER NOCIVO PARA EL OPERADOR Y PARA TERCERAS PERSONAS, por lo que el usuario debe ser capacitado respecto de los riesgos que a continuación se indican, derivados de las operaciones de corte. Para informaciones más detalladas rogamos solicitar el manual cód. 3.300.758. RUIDO. Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. PACE-MAKERCAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos(EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deberían consultar al médico antes de aproximarse a la zona de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES. • No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y 138 los reguladores de presión utilizados en las operaciones de soldadura. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 6097410 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 1.1 PLACA DE LAS ADVERTENCIAS El texto numerado que sigue corresponde a los apartados numerados de la placa. 1. Las chispas provocadas por el corte pueden causar explosiones o incendios. 1.1 Mantener los materiales inflamables lejos del área de corte. 1.2 Las chispas provocadas por el corte pueden causar incendios. Tener un extintor a la mano de manera que una persona esté lista para usarlo. 1.3 Nunca cortar contenedores cerrados. 2. El arco plasma puede provocar lesiones y quemaduras. 2.1 Desconectar la alimentación eléctrica antes de desmontar el soplete. 2.2 No tener el material cerca del recorrido de corte. 2.3 Llevar una protección completa para el cuerpo. 3. Las sacudidas eléctricas provocadas por el soplete o el cable pueden ser letales. Protegerse adecuadamente contra el riesgo de sacudidas eléctricas. 3.1 Llevar guantes aislantes. No llevar guantes mojados o dañados. 3.2 Asegurarse de estar aislados de la pieza a cortar y del suelo. 3.3 Desconectar el enchufe del cable de alimentación antes de trabajar en la máquina. 4. Inhalar las exhalaciones producidas durante el corte puede ser nocivo a la salud. 4.1 Mantener la cabeza lejos de las exhalaciones. 4.2 Usar un sistema de ventilación forzada o de descarga local para eliminar las exhalaciones. 1 1.1 1.2 5.1 Llevar casco y gafas de seguridad. Usar protecciones adecuadas para orejas y batas con el cuello abotonado. Usar máscaras con casco con filtros de gradación correcta. Llevar una protección completa para el cuerpo. 6. Leer las instrucciones antes de usar la máquina o de ejecutar cualquiera operación con la misma. 7. No quitar ni cubrir las etiquetas de advertencia. 1.3 ? 2 2.1 2.2 2 DATOS TÉCNICOS 2.3 2.1 DESCRIPCIÓN GENERAL DEL SISTEMA F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd jk xc h a h jhgfjksdhfjksdklcsmkldc 3098464 4.3 Usar un ventilador de aspiración para eliminar las exhalaciones. 5. Los rayos del arco pueden herir los ojos y quemar la piel. Por eso el operador tiene que proteger los ojos con lentes de grado de protección igual o mayor que DIN11 y la cara de manera adecuada. El Plasma Prof 166 HQC (Art. 948) y el Plasma Prof 255 HQC (Art. 949) con unidad de encendido HV19-1 (Art. 464) o bien HV-PVC (art.462), consola gas manual PGC-3 - PGC-2 (Art. 470) o bien consola gas automática APGC (Art. 466), consolas válvulas PVC (Art. 469) y antorcha CP450G (varios artículos en función de la aplicación), son sistemas para corte por plasma multigás mecanizado y completamente gestionados por microprocesador, con entrega de corriente máx. de 120/250 A al 100 % de factor de uso. Todos los parámetros de proceso (material, gases, espesor y corriente) pueden ser configurados desde la consola gases y, en función de esta configuración, automáticamente se indican los flujos optimizados de los gases. A través de un puerto RS232, presente en el panel trasero del generador, es posible adquirir fácilmente –mediante un ordenador personal- el estado de todos los parámetros operativos; ello entrega una visión completa de la situación de trabajo y puede ayudar en el caso de eventuales malfuncionamientos. Mediante la misma RS232 o bien con un dispositivo USB es posible sucesivamente actualizar el software de máquina. Para obtener un corte optimizado de los materiales metálicos, el sistema utiliza diferentes gases tales como: aire, nitrógeno N2, oxígeno O2, mezcla H35 (35% hidrógeno H2 / 65% argón Ar), mezcla F5 (5% hidrógeno H2 / 95% nitrógeno N2). Las combinaciones de estos últimos son propuestas de modo automático, en función Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 11224-1225 Art. 1189.... Art. 469 Art. 948 -949 Fig. 1 139 del material seleccionado. Es posible efectuar el marcado con el gas argón Ar, propuesto también éste de modo automático. Se encuentran disponibles diferentes sets de productos consumibles, en función de la corriente de corte y del gas utilizado, calibrados y testados a fin de obtener la máxima calidad de corte. 2.2. GENERADOR AL PLASMA Allí se encuentra el microprocesador que gestiona todo el sistema y cuyo software puede ser actualizado a través del puerto RS232 o del puerto USB presente en el panel trasero. En la parte trasera se encuentra la unidad de enfriamiento, incluidos: depósito, bomba, radiador, filtros, medidor de flujo y termómetro. DATOS TÉCNICOS Tensión nominal en vacío (Uo) 300 V Corriente máx. en salida (I2) 120 A Tensión de salida (U2) 128 V Factor de uso (duty cycle) 100% @ 120A Temperatura máx. ambiente Grado de protección de la carcasa 40 °C Por aire, con ventilación forzada IP21S Peso neto 205 kg Refrigeración Tensiónes y corrientes máx. nominales de alimentación: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A 2.2.1 GENERADOR AL PLASMA PROF 166 HQC GRUPO DE REFRIGERACIÓN DE LA ANTORCHA El Plasma Prof 166 HQC es un generador de corriente constante, 120 A máx. al 100% de factor de uso, que cumple con lo dispuesto por las normativas IEC 60974-1, 60974-2 y 60974-10. Potencia nominal de refrigeración a 1 l/min a 25°C 1.7 kW Presión máx. 0.45 MPa Fig. 2a 140 2.2 .2 GENERADOR AL PLASMA PROF 255 HQC DATOS TÉCNICOS El Plasma Prof 255 HQC es un generador de corriente constante, 250 A máx. al 100% de factor de uso, que cumple con lo dispuesto por las normativas IEC 60974-1, 60974-2 y 60974-10. En él se encuentra el microprocesador que gestiona el sistema en su totalidad, cuyo software puede ser actualizado a través del puerto RS232, situado en el panel trasero. En la parte trasera se encuentra también la unidad de refrigeración, que comprende depósito, bomba, radiador, filtro y caudalímetro. Tensión nominal en vacío (Uo) 315 V Corriente máx. en salida (I2) 250 A Tensión de salida (U2) 170 V Factor de uso (duty cycle) 100% @ 250A Temperatura máx. ambiente Grado de protección de la carcasa 40 °C Por aire, con ventilación forzada IP21S Peso neto 406 kg Refrigeración Tensiónes y corrientes máx. nominales de alimentación: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A GRUPO DE REFRIGERACIÓN DE LA ANTORCHA Potencia nominal de refrigeración a 1 l/min a 25°C 1.7 kW Presión máx. 0.45 MPa 681 1252 953 baricentro Fig. 2 b 141 2.3 CONSOLAS GASES DATOS TÉCNICOS La consola gases es un dispositivo destinado a gestionar la selección de los parámetros de proceso y la regulación de los flujos de gas, conforme con lo dispuesto por la normativa IEC 60974-8. Contiene electroválvulas, reductores y transductores de presión, así como tarjetas electrónicas para la alimentación y control de dichos componentes. GAS USADO TÍTULO PRESIÓN MÁX. DE ENTRADA CAUDAL Aire limpio, seco y sin aceite según norma 0.8 MPa (8 bar) ISO 8573-1: 2010. Clase 1.4.2 (particulado-agua-aceite) 220 l/min Argón 99.997% 0.8 MPa (8 bar) 70 l/min Nitrógeno 99.997% 0.8 MPa (8 bar) 150 l/min Oxígeno 0.8 MPa (8 bar) 90 l/min 2.3.1 Consola gases manual PGC-3 - PGC-2 Está dividida en dos unidades: la PGC-3, alimentada con gas aire, argón Ar, nitrógeno N2 y oxígeno O2 y la PGC-2, alimentada con gas H35 (mezcla al 35% hidrógeno H2 y 65% argón Ar) y F5 (mezcla al 5% hidrógeno H2 y 95% nitrógeno N2). H35 F5 99.95% Mezcla: 35% hidrógeno, 0.8 MPa (8 bar) 65% argón Mezcla: 5% hidrógeno, 95% 0.8 MPa (8 bar) nitrógeno 130 l/min 30 l/min * lla norma ISO 8573-1: 2010 prevé, para la Clase 1.4.2: • Particulado: ≤ 20.000 partículas sólidas por m3 de aire con dimensiones entre 0,1 y 0,5 µm; ≤ 400 partículas sólidas por m3 de aire con dimensiones entre 0,5 y 1,0 µm; ≤ 10 partículas sólidas por m3 de aire con dimensiones entre 1,0 y 5,0 µm. el punto de rocío bajo presión del aire tiene que • Agua: ser inferior o igual a 3°C. la concentración total de aceite tiene que ser • Aceite: inferior o igual a 0,1 mg por m3 de aire. 198 289 M 6 Factor de uso 100% Grado de protección de la carcasa IP 23 Peso neto 20 kg 2.3.2 Consola gases automática APGC Está dividida en dos unidades: una unidad superior, alimentada con gas aire, argón Ar, nitrógeno N2 y oxígeno O2 y una inferior, alimentada con gas H35 (mezcla al 35% hidrógeno H2 y 65% argón Ar) y F5 (mezcla al 5% hidrógeno H2 y 95% nitrógeno N2). 380 315 354 Fig. 3 142 * DATOS TÉCNICOS PRESIÓN MÁX. DE ENTRADA TÍTULO Aire 220 l/min Argón 99.997% 0.8 MPa (8 bar) 70 l/min Nitrógeno 99.997% 0.8 MPa (8 bar) 150 l/min Oxígeno 0.8 MPa (8 bar) 90 l/min CAUDAL H35 F5 * 99.95% Mezcla: 35% hidrógeno, 0.8 MPa (8 bar) 65% argón Mezcla: 5% hidrógeno, 95% 0.8 MPa (8 bar) nitrógeno 130 l/min 30 l/min * lla norma ISO 8573-1: 2010 prevé, para la Clase 1.4.2: • Particulado: ≤ 20.000 partículas sólidas por m3 de aire con dimensiones entre 0,1 y 0,5 µm; ≤ 400 partículas sólidas por m3 de aire con dimensiones entre 0,5 y 1,0 µm; ≤ 10 partículas sólidas por m3 de aire con dimensiones entre 1,0 y 5,0 µm. • Agua: el punto de rocío bajo presión del aire tiene que ser inferior o igual a 3°C. • Aceite: la concentración total de aceite tiene que ser inferior o igual a 0,1 mg por m3 de aire. 289 198 M Factor de uso 100% Grado de protección de la carcasa IP 23 Peso neto 20 kg 6 352 354 315 GAS USADO limpio, seco y sin aceite según norma ISO 8573-1: 2010. 0.8 MPa (8 bar) Clase 1.4.2 (particulado-agua-aceite) Fig. 4 143 2.4 CONSOLAS VÁLVULAS PVC La consola válvulas PVC es un dispositivo previsto para gestionar el intercambio de gas durante los pasos de encendido-transferencia y durante el apagado. Contiene electroválvulas, válvulas antirretorno y reductores de presión. El peso neto del PVC (Fig. 5) es de 3,2 kg. 250 320 124 200 155 Ø 5,5 145 70 M6 205 240 Fig. 5 200 2.5 UNIDAD DE ENCENDIDO HV19-1 La unidad de encendido HV19-1 es un dispositivo que suministra el impulso de alta frecuencia/alta tensión (14 kV) necesario para activar el arco eléctrico en el interior de la antorcha, entre electrodo y tobera. Conforme con lo dispuesto por la normativa IEC 60974-3. Puede ser montado en cualquier posición y la apertura de la tapa provoca la detención del sistema. Fig. 6 DATOS TÉCNICOS Tensión de pico (Upk) 14 kV Factor de uso (duty cycle) 100 % @ 420 A Grado de protección de la carcasa Peso neto 144 IP 23 6,5 kg 2.6 UNIDAD DE ENCENDIDO / CONSOLA VÁLVULAS HV19-PVC 245 La unidad de encendido / consola válvulas es un dispositivo que desempeña una doble función: - suministra el impulso de alta frecuencia/alta tensión (14 kV), necesario para activar el arco eléctrico en el interior de la antorcha, entre electrodo y tobera; - gestiona el intercambio de los gases en los pasos de encendido/traslado y en el apagado. Contiene electroválvulas, válvulas antirretorno y reductores de presión. Conforme con lo dispuesto por la normativa IEC 60974-3. Generalmente se utiliza en sistemas robotizados. La apertura de la tapa provoca una detención del sistema. Tensión de pico (Upk) 14 kV Factor de uso (duty cycle) 100 % @ 420 A IP 23 173 10 kg M6 240 231 Grado de protección de la carcasa Peso neto 423 DATOS TÉCNICOS Fig. 7 145 2.7 ANTORCHA CP450G La CP450G es una antorcha multigás enfriada con refrigerante líquido, adecuada para el corte inclinado (bevel cutting), conforme con lo dispuesto por la normativa IEC 60974-7. Es idónea para el uso de gases plasma tales como: aire, argón Ar, nitrógeno N2, oxígeno O2, mezcla H35 (35 % hidrógeno H2 / 65 % argón Ar) y mezcla F5 (5 % hidrógeno H2 / 95 % nitrógeno N2) y gases secundarios tales como: aire, argón Ar, nitrógeno N2, oxígeno O2 y gases auxiliares tales como: aire y nitrógeno N2. Utilizada con el generador Plasma Prof 420 HQC, la corriente máx. de corte es 420 A al 100 % de factor de uso. Existen varias versiones de la antorcha CP450G en función de la aplicación: en pantógrafo o bien en sistemas robotizados. El peso neto de la antorcha con cable oscila entre 8 kg y 12 kg, según las diferentes longitudes. Aplicaciones robotizadas Aplicaciones en pantógrafo Fig. 8 146 2.8 WATER CONSOLE La water console es un dispositivo y accesorio diseñado para gestionar el flujo de agua necesaria para cortar acero inoxidable y aluminio, en el caso en que se desee utilizar la combinación de nitrógenoN2 / agua H2O. Consulte el manual de instrucciones de este accesorio para obtener una descripción de su funcionamiento. 3 INSTALACIÓN La instalación del sistema debe ser efectuada por personal cualificado. Todas las conexiones deben cumplir con lo dispuesto por las normas vigentes y ser realizadas con plena observancia de la ley sobre prevención de accidentes (véase CEI 26-23 / IEC-TS 62081). Controlar que el cable de alimentación permanezca desconectado durante la fase completa de la instalación. Se debe respetar rigurosamente el esquema de contacto de tierra que aparece en el Apéndice • El generador se suministra preparado para la tensión de alimentación de 400 V trifásica. Para otras alimentaciones: desmontar la parte lateral izquierda del generador (véase lista de recambios), quitar la tapa que cubre las borneras y operar en ellas de la manera ilustrada en figura 10a: En el caso de alimentación de 230 V trifásica, cortocircuitar también el primer borne inferior izquierdo con el último inferior derecho (véase Fig. 10a recuadro 230 V) usando el cable suministrado adjunto (cables siu fijos, con la abrazadera, de bloque de terminales inferior). 3.1 DESEMBALAJE Y ENSAMBLAJE Para desplazar el generador se debe usar una carretilla elevadora. Para retirar la plataforma de madera que forma parte del embalaje: • desenroscar los cuatro tornillos de fijación a la plataforma de madera; • elevar el generador mediante carretilla elevadora; posicionar las horquillas de la carretilla considerando el centro de gravedad del generador (véase Fig. 2). El sistema de refrigeración toma el aire en la parte trasera del generador y lo hace salir a través de la rejilla de la parte delantera. Posicionar el generador dejando una amplia zona de ventilación y mantener una distancia mínima de 1 m respecto de posibles paredes. B C A 3.2 LAS CONEXIONES DEL GENERADOR. Todas las conexiones deben ser ejecutadas por personal cualificado. Generador Plasma Prof 166 HQC Fig. 13 a Fig. 10 a 147 Generador Plasma Prof 255 HQC • El generador se suministra preparado para la tensión de alimentación de 400 V trifásica. Para otras alimentaciones: desmontar la parte lateral derecha del generador (véase lista de recambios), quitar la tapa que cubre las borneras y operar en ellas de la manera ilustrada en figura 10b: B NOTA: las borneras de 3 polos situadas en la parte superior izquierda y derecha se refieren al transformador auxiliar y al transformador de servicio. En el caso de alimentación de 230 V trifásica, cortocircuitar también el primer borne inferior izquierdo con el último inferior derecho (véase Fig.10b recuadro 230 V) usando el cable suministrado adjunto (posicionado con una abrazadera en la tapa). C A Fig. 13 b Fig. 10 b 148 Generador Plasma Prof 166 HQC y Generador Plasma Prof 255 HQC Controlar que la tensión de alimentación corresponda a la que se indica en la placa de datos del generador. El conductor amarillo-verde del cable de alimentación debe ser conectado a un contacto de tierra eficiente del sistema (véase esquema en el Apéndice 5.2-Fig.24); los restantes conductores deben ser conectados a la línea de alimentación mediante un interruptor en lo posible colocado en proximidad de la zona de corte, para permitir un apagado veloz en caso de emergencia. La capacidad del interruptor electromagnético o de los fusibles debe ser igual a la corriente I1 máx. consumida por el aparato. La corriente máx. I1 aparece indicada en la placa de datos situada en la parte trasera de la máquina, en correspondencia con la tensión U1 de alimentación. Eventuales alargadores deben ser de sección adecuada para la corriente I1 máx. consumida. • Después de dicha operación, proseguir con el enlace de las diferentes conexiones (Fig. 11). Acoplar la conexión de enlace art. 1169, con sus respectivos cables, en la conexión del soplete G del generador y enroscar a fondo los 3 tornillos de fijación. Apretar el cable negro de potencia en el borne B (-), conectar los dos cablecitos de la seguridad en la bornera C y el faston del cable rojo del arco piloto en el respectivo cable A con faston macho. Apretar el terminal del cable masa en el borne H (+), tal como se ilustra en la figura, y los tubos del agua de refrigeración E y F, prestando atención a la correspondencia de los colores (E-rojo = agua caliente, retorno; F-azul = agua fría, impulsión). Acoplar el otro extremo de la conexión art. 1169 en la Unidad HV19-1 (art. 464) procediendo de la manera indicada en la parte derecha de la figura 10 (cable negro de potencia en el borne B (-) y faston del cable rojo del arco piloto en A). B A Fig. 12 La Unidad HV19-1 debe ser conectada a masa directamente en el pantógrafo (mediante los 4 tornillos de fijación indicados en la figura 6), dejándola en posición que permita su apertura. Con referencia a la Fig.13, enchufar la conexión art.1189 en el conector B (correspondiente a la consola gas); el enchufe de conexión al pantógrafo al conector A; por último, la eventual conexión art.1199 al conector C (correspondiente al panel remoto). A F B E H G C Fig. 11 149 3.2.1 Conexión al pantógrafo CNC En el caso de generador provisto de interfaz digital, consultar la documentación específica. NOTA: Para el conector CNC se entrega adjunto el conector volante macho (AMP P/N 182926-1- Fig. 14) con los respectivos pins; el resto de la conexión al pantógrafo es de cargo del cliente. art 948 Fig. 14 150 Conector AMP P/N 182926-1 3.2.2 Señales digitales de control pantógrafo a generador. CABLAJE DE UNA ENTRADA DIGITAL SPOT MARK. TERMINALES DEL CONECTOR NOMBRE CNC SOBRE SEÑAL GENERADOR 5 6 TIPO SEÑAL Señal Spot +24 Vdc POSICIÓN SOBRE TARJETA INTERFAZ J10, pin 7 J10, pin 8 ILa señal "Spot" es activa alta. Spot 0 Vdc = el Control del Pantógrafo señala al Generador la condición de corte normal. Spot +24 Vdc = el Control del Pantógrafo manda al Generador que active la modalidad “Marcado Spot”. CORNER (ÁNGULO) Nivel lógico bajo 0 ÷ +7,5 Vdc; Nivel lógico alto +14,5 ÷ +24 Vdc; Corriente de entrada 2,5 mA, max.; Frecuencia de entrada 100 Hz, max.; Potencial de referencia para cada entrada (Gnd) J1, pin 2, sobre tarjeta interfaz. ROBOT READY. TERMINALES DEL CONECTOR NOMBRE CNC SOBRE SEÑAL GENERADOR 1 2 Robot Ready TIPO SEÑAL Señal +24 Vdc POSICIÓN SOBRE TARJETA INTERFAZ J10, pin 3 J10, pin 4 TERMINALES DEL CONECTOR CNC SOBRE GENERADOR NOMBRE SEÑAL 15 16 Corner TIPO SEÑAL Señal +24 Vdc POSICIÓN SOBRE TARJETA INTERFAZ J10, pin 5 J10, pin 6 La señal “Corner” está activada arriba. Corner 0 Vcc = el Control Pantógrafo señala al Generador la situación de corte normal. Corner +24 Vcc = el Control Pantógrafo señala al Generador la aproximación a un ángulo. PREFLOW (PREFLUJO) TERMINALES DEL CONECTOR CNC SOBRE GENERADOR NOMBRE SEÑAL 17 18 Preflow TIPO SEÑAL POSICIÓN SOBRE TARJETA INTERFAZ La señal "Robot Ready" es activa alta. Para que el Generador esté listo para el corte es necesaria una tensión de +24Vdc. El Control Pantógrafo programa esta señal cuando está listo para el corte. La falta de la señal “Robot Ready” para inmediatamente el proceso de corte con visualización en el Tablero de control del mensaje “rob” centelleante. NOTA: Si no es activa la señal “Robot Ready” tampoco es adquirida la señal digital o analógica. La señal “Preflow” está activada arriba. Preflow 0 Vcc = el Control Pantógrafo señala al Generador NO activar la función “Preflow”. Preflow +24 Vcc = el Control Pantógrafo manda al Generador activar la función “Preflow”. START. CUT/MARK (CORTE/MARCA) TERMINALES DEL CONECTOR CNC SOBRE GENERADOR NOMBRE SEÑAL 3 4 Start TIPO SEÑAL Señal +24 Vdc POSICIÓN SOBRE TARJETA INTERFAZ J10, pin 1 J10, pin 2 La señal “Start” es activa alta y pone en marcha el proceso de corte. El proceso permanece activo todo el tiempo en que está presente la señal “Start”. Excepciones: -La señal "Robot Ready" es ausente. -La señal “Power Source Ready” es ausente (ej.: sobretemperatura, nivel insuficiente del líquido, etc.). TERMINALES DEL CONECTOR CNC SOBRE GENERADOR NOMBRE SEÑAL 19 20 Cut/Mark Señal +24 Vdc TIPO SEÑAL Señal +24 Vdc J11, pin 5 J11, pin 6 POSICIÓN SOBRE TARJETA INTERFAZ J11, pin 7 J11, pin 8 La señal “Cut/Mark” está activada arriba. Cut/Mark 0 Vcc = el Control Pantógrafo señala al Generador la situación de corte normal. Cut/Mark +24 Vcc = el Control Pantógrafo señala al Generador activar la modalidad "Marcado". 151 3.2.3 Señales digitales de generador a control pantógrafo. CABLAJE DE UNA SALIDA DIGITAL DE RELÉ TERMINALES DEL CONECTOR NOMBRE CNC SOBRE SEÑAL GENERADOR 27 28 Process Active TIPO SEÑAL POSICIÓN SOBRE TARJETA INTERFAZ Terminal C Contacto NO J3, pin 3 J3, pin 4 La señal “Process Active” está activada arriba (contacto cerrado). Cuando el Control Pantógrafo inicializa la señal digital “Start” (Iniciar), el proceso de corte comienza con el gas de preflujo, seguido por la operación de corte y sucesivamente por el gas de postflujo. Desde el inicio del gas preflujo hasta el fin del gas postflujo, el Generador inicializa la señal “Process Active”. El Generador está ejecutando el proceso. 3.2.4 Señales analógicas de generador a control pantógrafo. CABLAJE DE UNA SALIDA ANALÓGICA DE TENSIÓN AISLADA. tensión contactos corriente contactos frecuencia de conmutación 24 Vdc / 120 Vac; 1 Adc / 0,5 Aac max; 15 Hz max. ARC TRANSFER. TERMINALES DEL CONECTOR NOMBRE CNC SOBRE SEÑAL GENERADOR 12 14 Arc Transfer TIPO SEÑAL POSICIÓN SOBRE TARJETA INTERFAZ Contacto NO Terminal C J4, pin 1 J4, pin 3 ILa señal “Arc Transfer” es activa alta (contacto cerrado). La señal “Pilot Arc On” permanece activa durante el corte, incluida la fase de desfonde. POWER SOURCE READY (GENERADOR LISTO) TERMINALES DEL CONECTOR NOMBRE CNC SOBRE SEÑAL GENERADOR 25 26 Power Source ready TIPO SEÑAL POSICIÓN SOBRE TARJETA INTERFAZ Terminal C J3, pin 5 Contacto NO J3, pin 6 La señal “Power Source Ready” está activada arriba (contacto cerrado). La señal “Power Source Ready” permanece activada por el tiempo en que el Generador está listo para cortar. Apenas aparece un mensaje de error en el Generador, o bien la señal “Robot Ready” (Robot Listo) es desactivada por el Control Pantógrafo, la señal “Power Source Ready” deja de estar activada. Ello significa que la señal “Power Source Ready” puede detectar tanto errores del Generador como errores del Pantógrafo. PROCESS ACTIVE (PROCESO ACTIVO) 152 Tensión de salida Corriente de salida Frecuencia de Salida 0 ÷ 10 Vdc; 20 mA max; 5 Hz max. VALOR DE FONDO DE LA ESCALA DE LA SEÑAL I_ARC-ISO DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON DIP 1 NOTA: Las dos secciones 1 y 2 de DIP1 tienen que estar siempre en posiciones iguales (ej.: ambas en ON o ambas en Off). CABLAJE DE UNA SALIDA ANALÓGICA DE TENSIÓN NO AISLADA. V_Arc-ISO. TERMINALES DEL CONECTOR CNC SOBRE GENERADOR 11 7 NOMBRE SEÑAL TIPO SEÑAL analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSICIÓN SOBRE TARJETA INTERFAZ J5, pin 3 J5, pin 4 “V_Arc-ISO” es la señal relativa a la tensión de arco en salida del Generador (tensión "electrodo-pieza a trabajar"), proporcionada en modo aislado y reducido. La señal “V_Arc-ISO” está disponible con los siguientes valores de fondo de escala: • tensión de 0 a 5V, correspondiente a la tensión de arco de 0 a 250V (relación de reducción = 1/50); • tensión de 0 a 10V, correspondiente a la tensión de arco de 0 a 250V (relación de reducción = 1/25). El valor de fondo de escala depende de la posición de los dip-switches DIP1 en la tarjeta Interfaz (véase Fig. 15). ensión de salida Impedancia de Salida 0 ÷ 250 Vdc; 10 Kohm, aproximadamente. V_Arc-NO-ISO. TERMINALES DEL CONECTOR CNC SOBRE GENERADOR 9 8 NOMBRE SEÑAL TIPO SEÑAL V_Arc-NO-ISO analog out+ (0÷250V) analog out- POSICIÓN EN CIRCUITO ANTORCHA + MEDIDA J8, pin 1 J8, pin 1 “V_Arc-NO-ISO” es la señal relativa a la tensión de arco en salida del Generador (tensión "electrodo-pieza a trabajar"), proporcionada en modo directo y NO aislado. La señal “V_Arc-NO-ISO” está disponible con valories de tensión 0 ÷ 250 Vdc y con el terminal positivo (potencial de la pieza a trabajar) eléctricamente conectado al potencial de masa del sistema. El potencial de “electrodo” es proporcionado con un resistor de 10 Kohm, aproximadamente, insertado en serie en la salida. 3.2.5 Señal de parada de emergencia para generador CABLEADO DE LA ENTRADA DE EMERGENCIA. DIP 3 DIP 1 Fig. 15 Tensión de entrada 24 Vcc; corriente consumida 20 mA máx. EMERGENCY A La máquina se entrega con la salida de la tensión de arco reducida aislada a 1/50 Varc. TERMINALES DEL CONECTOR CNC SOBRE GENERADOR 21 22 NOMBRE SEÑAL Emergency A TIPO SEÑAL Contacto NC Contacto NC UBICACIÓN DENTRO DEL GENERADOR Control TL línea Control TL línea 153 “Emergency A” es la señal de parada de emergencia suministrada al Generador por el Control Pantógrafo o por los dispositivos de protección del Sistema. Debe ser suministrada por el contacto de un relé o dispositivo de seguridad; la intervención en el dispositivo provoca la apertura del contacto y, por lo tanto, la parada inmediata del Generador, con la apertura del contactor de línea interno del Generador. De esta forma el Generador queda desprovisto de alimentación en los circuitos de potencia. La señal “Emergency A” está activada abajo (contacto abierto): para dejar el Generador listo para el corte se requiere el cierre del contacto. “Emergency A” interrumpe de inmediato el suministro de corriente del Generador. En el Panel de Control aparece el mensaje “OFF rob”. EMERGENCY B TERMINALES DEL CONECTOR CNC SOBRE GENERADOR 23 24 NOMBRE SEÑAL Emergency B TIPO SEÑAL Contacto NC Contacto NC UBICACIÓN DENTRO DEL GENERADOR Control TL línea Control TL línea “Emergency B” es la señal de parada de emergencia suministrada al Generador por el Control Pantógrafo o por los dispositivos de protección del Sistema. Debe ser suministrada por el contacto de un relé o dispositivo de seguridad; la intervención en el dispositivo provoca la apertura del contacto y, por lo tanto, la parada inmediata del Generador, con la apertura del contactor de línea interno del Generador. De esta forma el Generador queda desprovisto de alimentación en los circuitos de potencia. La señal “Emergency B” está activada abajo (contacto abierto): para dejar el Generador listo para el corte se requiere el cierre del contacto. “Emergency B” interrumpe de inmediato el suministro de corriente del Generador. En el Panel de Control aparece el mensaje “OFF rob”. NOTA: está disponible, como kit opcional, un conector multipolar con señales adicionales (véase apéndice) Fig. 16 154 3.3 CONEXIÓN DE LA CONSOLA GASES 3.3.1 Consolas gas manual PGC-3 y PGC-2 • Fijar la consola gas sobre el generador o bien sobre el pantógrafo y conectar las masas a un sistema eficiente de tierra según el esquema de fig. 24 en apéndice 5.2. Las dos unidades PGC-3 y PGC-2 están conectadas en conjunto mediante: - la conexión entre CN06 y CN07 - el tubo entre la salida “plasma cutflow” (corte flujo plasma) de PGC-3 y la entrada “plasma” de PGC-2 • Conectar el haz de tubos art.1166 y apretar los tubos a las respectivas salidas de los gases, prestando atención a la correspondencia de las marcas (plasma preflow, secondary preflow/cutflow y auxiliary (preflujo plasma, preflujo/ corte flujo secundario y auxiliar) en la PGC-3; plasma cutlow (corte flujo) en la PGC-2); enroscar el conector eléctrico en la salida CN05 (véase parte izquierda de fig. 16). • Conectar el otro extremo del art. 1166 a la consola válvulas PVC (art. 469) para los tubos “plasma”, a “secondary” (secundario) y “auxiliary” (auxiliar), prestando atención a la correspondencia de las marcas. Fijar la PVC en el cabezal del pantógrafo, en proximidad de la antorcha (véase parte derecha de fig. 16). • Efectuar por último la conexión del art. 1189 enroscando el conector eléctrico en la salida CN04 (véase parte izquierda de fig. 16). 3.3.2 Consola gas automática APGC. • Fijar la consola gas sobre el generador o bien sobre el pantógrafo y conectar las masas a un sistema eficiente de tierra según el esquema de fig. 24 en apéndice 5.2. • Conectar el haz de tubos art.1166 apretando los tubos a las respectivas salidas de los gases, prestando atención a la correspondencia de las marcas (plasma preflow - cutflow, secondary preflow - cutflow y auxiliary); enroscar el conector eléctrico en la salida CN05 (véase fig.17). • Conectar el otro extremo del art. 1166 a la consola válvulas PVC (art. 469) para los tubos “plasma”, a “secondary” y “auxiliary”, prestando atención a la correspondencia de las marcas de los tubos gas. Fijar la PVC en el cabezal del pantógrafo, en proximidad de la antorcha (véase parte derecha de fig. 16). • Efectuar por último la conexión del art. 1189 enroscando el conector eléctrico en la salida CN04 (véase fig. 17). Controlar que el aire (AIR) esté siempre conectado, a la presión adecuada, a la consola gas automática ya que es usado como gas de “servicio”. 3.4 CONEXIÓN DE LAS ANTORCHAS CP CP450G 3.4.1 Aplicaciones en pantógrafo • Conectar el haz de tubos que sale de la antorcha a la consola de válvulas PVC (art.469), apretándolos en las respectivas salidas de los gases y siguiendo el orden indicado por la marca presente en los mismos (véase Fig. 18). Fig. 17 3.3.3 Nota sobre la conexión de los gases Los roscados de las entradas de los gases (INLET GAS) son, respectivamente, 1/4G para gases aire, Ar, N2, O2 y auxiliares y 1/8G para gases H35 y F5. El suministro de los gases así como el mantenimiento programado/preventivo del sistema de distribución de los mismos queda a cargo del cliente. Se recuerda que la falta de mantenimiento del sistema puede ser causa de graves accidentes. Léase atentamente la “Ficha de Seguridad” relativa a cada gas usado a fin de no subestimar peligros derivados de un uso impropio. NOTA: La elección del tipo de tubo debe efectuarse en función del gas utilizado (véase la norma EN 559). NOTA: el uso de gas de pureza inferior puede causar, para cada material específico, una reducción de la velocidad, de la calidad y del espesor máximo de corte. Además no queda garantizada la duración de los consumibles. ATENCIÓN: al utilizar gas oxígeno, es indispensable que todo lo que entra en contacto con el gas esté exento de aceites y grasas. • al seleccionar el programa de corte MS - O2/O2 (corte de acero dulce con gas oxígeno/oxígeno), controlar que el aire (AIR) esté conectado a la entrada de la consola gas, ya que se utiliza como gas de “preflow”. • al seleccionar una corriente de corte superior a 50 A, controlar que el aire (AIR) o el nitrógeno (N2) conectado a la entrada de la consola gas (manual o automática) también esté conectado en el canal AUXILIARY. Fig. 18 • Utilizar una escuadra para controlar que la antorcha esté perpendicular respecto del plano de corte del pantógrafo. • Introducir el cable de la antorcha (art.1224, 1225 ) en la Unidad HV19-1 (art. 464) de la manera ilustrada en la parte derecha de la figura 19. Fig. 19 3.4.2 Aplicaciones en robot • Conectar el haz de tubos que sale de la antorcha a la unidad de encendido / consola válvulas HV19-PVC (art.462), apretando los tubos en las respectivas salidas de los gases y siguiendo el orden indicado por la marca presente en los mismos. • Utilizar una escuadra para controlar que la antorcha esté perpendicular respecto del plano de corte del pantógrafo. • Introducir el cable de la antorcha (art.1222 o art.1223) 155 en la unidad de encendido / consola válvulas HV19-PVC (art. 462) y proceder de la misma manera ilustrada en el precedente apartado. 3.5 REQUISITOS DEL LÍQUIDO REFRIGERANTE El generador se entrega con una cantidad mínima de líquido refrigerante. Queda a cargo del cliente la operación de llenado del depósito antes de usar el sistema. Usar únicamente líquido refrigerante CEBORA (art. 1514) y leer atentamente el MSDS para su uso seguro y correcta conservación. La entrada del depósito, de 10 litros de capacidad, se encuentra en la parte trasera del generador, tal como se ilustra en fig.20. Llenar hasta el nivel máx. y, después del primer encendido del sistema, rellenar a fin de compensar el volumen de líquido presente en los tubos. NOTA. Durante el uso del sistema y, en particular, durante la sustitución del soplete o de los consumibles, se verifican pequeñas pérdidas de líquido. Rellenar semanalmente a fin de restablecer y mantener el nivel máximo. NOTA, Después de 6 meses el líquido refrigerante debe ser sustituido por completo, independientemente del número de horas de trabajo del sistema. A 4 EMPLEO 4.1 DESCRIPCIÓN DEL PANEL DEL GENERADOR Desde el panel delantero del generador se enciende el sistema en su totalidad mediante el mando A: el encendido del testigo B señala dicha operación. A = Interruptor de red. B = Piloto testigo de red. C = Puerto serie de entrada RS232. D = Fusible de protección bomba circuito de refrigeración (5 A-250 V-T). E = Pasacable para cable red. F = Conector CNC conexión al pantógrafo. G = Conector CN03 conexión a la consola gases. H = Tapón depósito líquido refrigerante. I = Indicador de nivel líquido refrigerante. L = Filtro envío líquido refrigerante. M = Grifo de vaciado depósito líquido refrigerante. N = Conexión rápida tubo impulsión líquido refrigerante. O = Conexión rápida tubo retorno líquido refrigerante. P = Conexión soplete. Q = Pasacable para cable masa. R = Filtro retorno líquido refrigerante. B T I H F G S C E D R P L Q M O Fig. 20 a 156 N S = Conector de enlace al panel remoto. T = Toma USB. A usar para actualizar el firmware del generador. 4.2 enciende el led correspondiente a la selección efectuada: F: Led que señala la modalidad selec ción del tipo de material a cortar. G: Led que señala la modalidad selec- ción de la combinación gas PLAS- MA/SECONDARY. H: Led que señala la modalidad selec- ción del espesor del material a cortar. I: Led que señala la modalidad selec- ción de la corriente de corte. L: Led que señala la modalidad selec- ción de la velocidad de corte. M: Led que señala diferente set de con sumibles a utilizar con referencia a las selecciones precedentes. N:Display que muestra los valores de los parámetros en regulación. DESCRIPCIÓN DEL PANEL DE LA CONSOLA GASES (Fig. 21) Desde el panel de la consola gases se gestionan todas las funciones del sistema. En particular se selecciona el tipo de trabajo a efectuar, es decir, corte (CUT), marcado (MARK), o test de hermeticidad gases (TEST) del sistema. A: Botón de selección modalidad de trabajo. Cada vez que se presiona este botón, se enciende el led correspondiente a la selección efectuada: B: Led modalidad corte. C: Led modalidad marcado. O: Mando de regulación de los parme- tros. D: Led modalidad test. E: Botón de selección parámetros a regular. Cada vez que se presiona este botón, se A P: Display que muestra el tipo de gas plasma de corte. B D C F G S E H I R L M N P Q O Fig. 20 b 157 Q: Display que muestra el tipo de gas secunda rio de corte. X: Led de ayuda búsqueda presión correcta de los gases: -presión baja = led de izquierda encendido. -presión alta = led de derecha encendido. -presión correcta = ambos leds encendidos. R: Display que muestra la presión del gas plasma durante el corte S: Display que muestra la presión del gas plasma en encendido. Y: Mando de regulación de la presión de los gases de la consola PGC-3. T: Display que muestra la presión del gas secundario en encendido. Z: Led que señala la activación de la consola PGC-2. U: Display que muestra la presión del gas secundario durante el corte. K: Mando de regulación de la presión de los gases de la consola PGC-2. della console PGC-2. V: Botón de selección de los canales gas plasma PRE/CUT FLOW y secondary PRE/CUT FLOW. W: Botón de confirmación configuración pará metros: consola lista para CUT, MARK o TEST. B G C D H P R S W V T A Q F E U I X L N Y O M 158 K Z Fig. 21 SELECCIÓN (presionando el botón E) SELECCIÓN (girando el mando O) MS = Acero suave SS = Acero inox. AL = Aluminio DESCRIPCIÓN Tipo de material a cortar t Combinación de gases (PLASMA/SECONDARY) adecuada para el material elegido AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Espesor del material a cortar Véanse tablas de corte Corriente de corte sugerida para la combinación (MAT/GAS/mm) elegida Véanse tablas de corte Velocidad de corte sugerida para la combinación (MAT/GAS/mm/A) elegida Véanse tablas de corte t t t t Set di consumibles a utilizar para la combinación (MAT/GAS/mm/A) elegida • • • • STD (Standard) SPD (Speed) EXP QPC (Véanse tablas de corte) Tab. 1 SELECCIÓN (presionando el botón V) DESCRIPCIÓN REGULACIÓN (girando el mando Y) Encendido del display R PLASMA CUTFLOW Hasta obtener el encendido simultáneo de los dos leds flecha X Encendido del display S PLASMA PREFLOW Hasta obtener el encendido simultáneo de los dos leds flecha X Encendido del display T SECONDARY PREFLOW Hasta obtener el encendido simultáneo de los dos leds flecha X Encendido del display U SECONDARY CUTFLOW Hasta obtener el encendido simultáneo de los dos leds flecha X t t t Tab. 2 Manteniendo presionado el botón en la selección de la 4.2.1 Preparación y ejecución del corte (CUT) corriente (led I encendido), se entra en modalidad fina, Después de encender el sistema mediante el interruptor indicada mediante parpadeo del led. De esta forma es situado en el panel delantero del generador, el encendido posible regular la corriente, con steps de 1A, según indel led CUT B (véase Fig. 21) indica que la máquina está tervalos preestablecidos: [20-30 A] ,[40-50 A], [70-90A], en modalidad “corte”. Ante todo se debe efectuar una se- [110-120A], [180-200 A], [230-250 A] . La segunda preparie de selecciones/regulaciones y, por lo tanto, controlar ración a efectuar, en secuencia, es la regulación indicada que la tecla RUN no esté presionada (displays PREFLOW en la tabla 2. y CUTFLOW de Fig.21 del flujo de los gases PLASMA y Mediante una presión del botón SET se activa durante 10 s el flujo de gas para cada canal: a continuación, si SECONDARY apagados). La primera preparación a efectuar, en secuencia, es la se- se desea continuar la regulación es necesario presionar nuevamente el botón. lección indicada en la tabla 1. 159 Re-presionando el botón SET después de la última regulación, se sale de la modalidad de regulación. Con una sucesiva presión del botón se retorna a la primera regulación y así sucesivamente. Los leds tipo flecha situados bajo el display del canal correspondiente indican el sentido de regulación del mando: si está encendido el del lado izquierdo se deberá incrementar el flujo (sentido horario); se debe hacer lo contrario en cambio para el del lado derecho (sentido antihorario). Al alcanzarse el flujo correcto, en base a la selección efectuada en Tabla 1, se obtiene el encendido de ambos leds. Una vez fuera de la modalidad de regulación, después de efectuar las indicadas preparaciones, se debe presionar el botón RUN: con ello se encienden todos los displays relativos a los canales PLASMA y SECONDARY, mientras que el generador queda listo para efectuar el corte. En caso de haber seleccionado el gas H35 o F5, se encenderá el led de la consola gases PGC-2. NOTA. Al encender el sistema aparece memorizada la última configuración de trabajo realizada (por ej. MAT-GASmm-A). Si en la sucesiva regulación se cambia el tipo de gas, automáticamente será ejecutada una purga del sistema, es decir, un vaciado de los tubos y consiguiente limpieza mediante flujo activo durante unos 10 s. Después de la señal de arranque desde el pantógrafo, se activa en automático la siguiente secuencia: -Preflujo de 0,5 s con el gas seleccionado. -Impulso de Alta tensión / Alta frecuencia. -Encendido del arco piloto. -Traslado del arco plasma (envío al CNC de la señal “arc transfer”). -Inicio del movimiento sobre el plano x-y del CNC al término del “piece delay time”. Al enviar la señal de parada desde el pantógrafo, se activa de modo automático la siguiente secuencia: -Apagado del arco plasma. -Término del movimiento sobre el plano x-y del CNC. -Postflujo con el gas seleccionado. 4.2.2 Preparación y ejecución del marcado (MARK) Después de encender el sistema mediante el interruptor situado en el panel delantero del generador, el encendido del led MARK indica que la máquina se encuentra en modalidad de “marcado”. Ante todo es necesario efectuar una serie di selecciones/regulaciones y, por lo tanto, controlar que el botón RUN (EJECUTAR) no esté presionado (display PREFLOW-CUTFLOW de Fig.21 del flujo de los gases PLASMA y SECONDARY apagados). La primera predisposición a efectuar en secuencia es aquella de Tab. 3. Para la segunda predisposición véase aquella de Tab. 2 con las respectivas notas. SELECCIÓN (presionando el botón E) 160 DESCRIPCIÓN SELECCIÓN (girando el mando O) tipo de material a marcar MS = Acero Dulce SS = Acero Inoxidable AL = Aluminio t combinación de gases (PLASMA/SECONDARY) idónea para el material elegido Ar/Ar Corriente de corte sugerida para la combinación (MAT/ GAS/mm) elegida Véanse tablas de corte t Tab. 3 4.2.3 Ejecución de las pruebas de retención gas (TEST) Después de encender el sistema mediante el interruptor situado en el panel delantero del generador, el encendido del led TEST indica que la máquina se encuentra en modalidad de “prueba”. Se debe ejecutar periódicamente la prueba de retención, desde T01 hasta T05, para detectar posibles pérdidas de gas en los tubos, desde la entrada de ellos en la parte trasera de la consola gases hasta la entrada de la consola válvulas. Además, la prueba de flujo TF6 permite verificar el flujo del canal auxiliar AUX. Es posible verificar cada canal singularmente, tal como se muestra en Tab. 4: SELECCIÓN (girando el mando O) DESCRIPCIÓN Test canal air / air t Test canal N2 / N2 t Test canal O2 / O2 t Test canal H35 / -t Test canal Ar / Ar t Test canal AUX t Test completo (secuencia automática temporizada de T01, T02, T03, T04, T05 y T06) Tab. 4 Presionando el botón RUN se activa la prueba seleccionada: ante todo la máquina efectúa una “purga” y a continuación los tubos son llenados con el gas; sucesivamente son desactivadas las electroválvulas de INLET GAS (ENTRADA GAS) y aquellas presentes en la consola válvulas. Si no se detectan pérdidas durante el tiempo de prueba, por ejemplo con AIR/AIR, el display de la consola gas muestra el mensaje OK AIR (lo mismo vale para los demás gases: OK N2, OK O2, OK H35 y OK Ar). En caso de que haya sido seleccionada la prueba T04, durante la PRUEBA se enciende el led de la consola gas PGC-2. 4.2.4 Funciones adicionales (segundas funciones) En las siguientes descripciones se hará referencia a la Fig.21. Con el sistema encendido y en modalidad inactiva (no RUN: displays R,S,T,U apagados), entrar en el menú “segundas funciones” presionando simultáneamente los botones A y E. 4.2.4.1 Preparación y ejecución del Marcado Spot (SPOT MARK/MARCA PUNTO) El marcado spot es un particular tipo de marcado en que la traza consiste en un punto, a diferencia de una línea o de cualquier dibujo propio del marcado normal (véase modalidad de trabajo MARK, apart. 4.2.2). Después de haber programado algunos parámetros de la consola gas, es posible gestionar y ejecutar el marcado spot (punto) directamente desde el CNC, manteniendo los mismos valores paramétricos de corte y los mismos consumibles. Establecer los valores de los parámetros de spot marking (marcado punto) que a continuación se indican, a seleccionar en sucesión presionando el botón E: Después de fijar los valores señalados, mediante una señal digital en las respectivas clavijas (véase Fig.14) se pasa de la modalidad corte a aquella del marcado punto (CUT/SPOT MARK). DESCRIPCIÓN SELECCIÓN (girando el mando O) SEN Spot Enable (habilita/inhabilita la función del marcado spot) OFF = inhabilitada ON = habilitada SI Spot Current (corriente de marcado spot) De 10 a 39 A ST Spot Time (tiempo de marcado spot) OFF* De 0.01 a 1.00 s SELECCIÓN (presionando el botón E) t t Tab. 6 * en tal caso, la duración del spot es gestionada me- diante la señal de Start/Stop del pantógrafo. Si, viceversa, se programa el tiempo, entonces este valor representa la duración máxima del spot desde la señal de arco transferido. 4.2.4.2 Gestión de la corriente en los ángulos de la pieza qen trabajo (CORNER) La reducción de la corriente en los ángulos de la pieza que se está trabajando es una función útil cuando es asociada a la reducción de la velocidad de corte en los mismos. De tal modo se elimina la excesiva remoción de metal en el ángulo. Después de haber programado algunos parámetros de la consola gas, es posible gestionar y ejecutar la función Corner directamente desde el CNC, manteniendo los mismos valores paramétricos de corte y los mismos consumibles. Establecer los valores de los parámetros de corner que a continuación se indican, a seleccionar en sucesión presionando el botón E: SELECCIÓN (presionando el botón E) DESCRIPCIÓN SELECCIÓN (girando el mando O) Corner Enable OFF = inhabilitada CEN (habilita/inhabilita la ON = habilitada función corner) t CI Corner Current (porcentaje de la corriente de corner respecto de la corriente de corte) Del 50 al 100% * CSD Corner Slope Down (inclinación de la rampa de bajada de la corriente) De 1 a 100 A/ (s/100) CSU Corner Slope Up (inclinación de la rampa de subida de la corriente) De 1 a 100 A/ (s/100) t t Tab. 6 * La regulación de la corriente de corner está subordinada a la posición del interruptor # 2 del banco DIP3 presente en la tarjeta remota (véase Fig.15). Con el interruptor # 2 en posición OFF (configuración predefinida), el valor de la corriente de corner es regulada directamente desde el pantógrafo a través de la respectiva entrada analógica (0-10 V) (véase kit opcional art. 425) según la relación indicada en la tabla 7. ENTRADA ANALÓGICA CORRIENTE DE CORNER VALOR ELEGIDO 0V 50% ½ de la corriente de corte … … … 161 5V 75% ¾ de la corriente de corte … … … 10V 100% igual a la corriente de corte Tab. 7 En caso de que esa entrada analógica (0-10 V) esté desconectada, el valor de la corriente de corner permanece fijado al valor de 50 % (predeterminado) de la corriente de corte. En cambio, con el interruptor # 2 en posición ON, la entrada analógica señalada es ignorada por el generador y el operador puede regular el valor de la corriente de corner directamente desde el panel de la consola gas, operando con el mando O. En la figura siguiente, temporización de las señales: 4.2.4.4 Visualización de caudal y temperatura del líquido de enfriamiento (H2O) En esta modalidad es posible visualizar caudal/temperatura en la pantalla N/Q, en litros/min/°C, del líquido de enfriamiento; en general su valor es de aproximadamente 3 litros/minuto. 4.2.4.5 Ejecución del corte en chapas perforadas o de rejilla (SR) Para cortar chapas perforadas o de rejilla, con frecuencia es útil activar la función Self Restart (Autorreinicio). Con esta función activada, el generador reenciende el arco cada vez que este se interrumpe. Además es necesario preparar el pantógrafo para efectuar cortes de este tipo. SELECCIÓN (presionando el botón E) SR Corriente de corte Corriente de corner 4.2.4.3 Gestión del tiempo de enfriamiento de la antorcha después del corte Al término de cada corte de la pieza que se está trabajando se reactiva el flujo de gas secundario para enfriar la antorcha. La duración de este flujo depende de la corriente de corte y aumenta en función de la corriente misma. A veces, para efectuar trabajos particulares, puede ser útil reducir esa duración. El operador puede regular el valor del tiempo de PostFlow (PoF) directamente desde el panel de la consola gas, operando con el mando O. En particular, puede reducir el tiempo de la duración máxima en función de la corriente de corte programada hasta un mínimo de 5 segundos. PoF 162 SELECCIÓN (girando el mando O) Self Restart (habilita/inhabilita OFF = inhabilitada la función ON = habilitada de self restart) 4.2.4.6 Regulación fina de la corriente a distancia (RRI) Esta función, presente siempre en el menú “segundas funciones” de la consola gas, requiere el kit opcional art. 425. Véase en el manual de instrucciones de este último la descripción completa. Señal de Corner SELECCIÓN (presionando el botón E) DESCRIPCIÓN SELECCIÓN (girando el mando O) De 5 a T s Post Flow (duración del flujo (T=duración máx. de enfriamiento en segundos, en de la antorcha de- función de la corspués del corte) riente de corte) DESCRIPCIÓN 4.2.5 Códigos de error DESCRIPCIÓN ERROR Error durante la actualización del firmware desde USB Start presionado al efectuar el encendido o bien al resetear (paso a la modalidad RUN) el generador CÓDIGO POSIBLE SOLUCIÓN USB Contactarse con el Servicio de Asistencia Cebora. (Err. 85) TRG (Err. 53) Apagar el generador, desactivar el mando de start y reencender el generador. Sobretemperatura del líquido de enfriamiento Verificar eventuales obstrucciones en los tubos del circuiH20 T to de enfriamiento o de la antorcha. Controlar la integridad (Err. 93) del fusible de la bomba. Limpiar el radiador. Sobretemperatura de los módulos: IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 TH1 (Err. 74) TH2 (Err. 77) TH3 (Err. 72) TH4 (Err. 71) Flujo inferior al límite mínimo del líquido de enfriamiento Verificar eventuales obstrucciones en los tubos del circuiH2O to de enfriamiento o de la antorcha. Controlar la integridad (Err 75) del fusible de la bomba. Limpiar el radiador. Presión baja en un canal de alimentación gas Aumentar la presión del gas correspondiente mediante el GAS LO respectivo mando presente en el panel frontal de la con(Err. 78) sola gas. Verificar también la presión de alimentación del gas, cuyo valor debe estar en más o menos 8 bares. Portezuela abierta en el generador o en el módulo de encendido HV19-1 o HV19-PVC OPN Controlar el correcto cierre de la tapa del generador y/o (Err. 80) de la unidad HV19-1 o HV19-PVC. CNC apagado, en emergencia o bien no conectado al generador Encender el CNC, salir de la emergencia y controlar la rob (Err. 90) conexión generador-CNC. Sobretemperatura del transformador de potencia No apagar el generador para mantener así el ventilador activado y obtener un rápido enfriamiento. El restablecimiento de la función normal se verifica de TH0 modo automático al volver la temperatura a valores dentro (Err. 73) de los límites permitidos. Si el problema persiste, contactarse con el Servicio de Asistencia CEBORA. Error interno en la memoria del microprocesador El generador no comunica con la consola gas o con el grupo de enfriamiento El generador no se comunica con el circuito interfaz La consola gas no se comunica con el generador Tensión continua inferior al valor mínimo aceptado Err 2 Err 6 Err 7 Err 9 Err 16 No apagar el generador para mantener así el ventilador activado y obtener un rápido enfriamiento. El restablecimiento de la función normal se verifica de modo automático al volver la temperatura a valores dentro de los límites permitidos. Si el problema persiste, contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Controlar la conexión entre el generador y la consola gas o la unidad de enfriamiento. Si el problema persiste, contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Controlar la conexión entre el generador y la consola gas. Si el problema persiste, contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. 163 DESCRIPCIÓN ERROR CÓDIGO Problema en el reloj interno Err 26 Error de escritura en la memoria flash del generador Err 27 Con arco apagado detectada corriente en el módulo IGBT1 Err 30 Medida fuera de escala de la corriente en el módulo IGBT1 durante el corte Err 35 Con arco apagado detectada corriente en el circuito de arco piloto Err 39 Tensión peligrosa: avería en el circuito de potencia Err 40 Detectada corriente en el circuito arco piloto durante el corte Err 49 Electrodo agotado Err 55 Error de alineación entre las versiones del firmware de: generador, consola gas, módulo interfaz CNC; o bien, error durante la fase de autoactualización ejecutada por el generador POSIBLE SOLUCIÓN Contactarse con el Servicio de Asistencia Cebora. Contactarse con el Servicio de Asistencia Cebora. Contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. Sustituir electrodo y/o boquilla. Verificar el correcto montaje de los consumibles en relación con el tipo de trabajo. Controlar también la validez del gas de corte en uso. Contactarse con el Servicio de Asistencia CEBORA. Err 58 Tensión de red fuera de especificaciones Err 67 Controlar los fusibles del cuadro eléctrico donde está conectado el cable de red del generador. Si el problema persiste, contactarse con el Servicio de Asistencia CEBORA. Vaciado de tubos gas no completado o bien presión alta en un canal de alimentación gas Err 79 Controlar los consumibles o reducir la presión de alimentación. Consola gas no conectada al generador Err 81 Contactarse con el Servicio de Asistencia CEBORA. Falta de conexión entre consola gas PGC-3 y PGC-2 o bien APGC-1 y APGC-2 Err 82 Controlar la conexión entre el módulo PGC-3 o APGC1 (aquel superior) y el módulo PGC-2 o APGC-2 (aquel inferior). Con arco apagado detectada corriente en el módulo IGBT2 Err 31 Medida fuera de escala de la corriente en el módulo IGBT2 durante el corte Err 36 4.3 DESCRIPCIÓN DEL PANEL DE LA CONSOLA GAS AUTOMÁTICA (FIG. 22) En el panel delantero de la consola gas automática está presenta un led multifunción que señala su estado. En particular: Fase Color LED Descripción Ausencia de alimenApagado tación de la tarjeta electrónica interna Problemas en el Encendido del microprocesador de Rojo fijo generador la tarjeta electrónica interna Espera de la comuniRojo/Verde cación con el genealternado rador 164 Contactarse con el Servicio de Asistencia CEBORA. Contactarse con el Servicio de Asistencia CEBORA. En régimen Rojo/Verde al- Falta de comunicaternado lento ción con el generador Funcionamiento Verde fijo normal A=led led multifunción Para la gestión de la consola gas automática (configuración de los parámetros de corte y programación del estado de RUN) es necesario conectar el panel remoto art.460. Véase en el manual de instrucciones de este artículo la descripción del funcionamiento.. Por el contrario, con una interfaz digital CANopen entre pantógrafo/robot y generador y en ausencia del art.460, es necesario disponer de un aplicativo específico en el control. A Fig. 22 4.4 CALIDAD DEL CORTE Varios son los parámetros y sus combinaciones que influyen en la calidad del corte: en la sección Tablas de Corte, del presente manual se indican las regulaciones optimizadas para el corte de un determinado material. Sin embargo, debido a las inevitables diferencias debidas a la instalación en diferentes pantógrafos y a la variación de las características de los materiales cortados, los parámetros pueden sufrir pequeñas variaciones respecto de las indicaciones de las citadas tablas. En los siguientes párrafos se entregan indicaciones para ayudar al usuario a introducir aquellas pequeñas modificaciones necesarias para obtener un corte de buena calidad. Tal como se demuestra en las tablas de corte, existen diferentes sets de consumibles, en función de la corriente de corte y de los gases utilizados. Si prevalecen requerimientos de alta productividad y, por ende, necesidad de altas velocidades de corte, se debe programar la corriente máxima permitida y la boquilla de mayor diámetro. Por el contrario, si la atención principalmente está dirigida a la calidad del corte (mayor escuadrado y surco de corte (kerf) más estrecho), se debe programar la corriente mí- nima permitida para el material y el espesor con que se está trabajando. Antes de efectuar cualquier regulación, verificar que: el soplete esté perpendicular respecto del plano de corte; electrodo, boquilla, portaboquilla H2O y protección boquilla no estén excesivamente desgastados y que su combinación sea adecuada para el trabajo a realizar; la dirección de corte, en función de la figura a obtener, sea correcta; recuérdese que el lado mejor de un corte es siempre el derecho respecto de la dirección de movimiento del soplete (el difusor plasma utilizado tiene los agujeros en sentido horario); en caso de tener que cortar grandes espesores, prestar particular atención durante la fase de desfonde: en particular, conviene tratar de quitar la acumulación de material fundido en torno al agujero de inicio corte, a fin de evitar fenómenos de doble arco cuando el soplete pasa nuevamente por el punto de partida. Además se debe mantener siempre limpia la protección boquilla, eliminando posibles escorias de metal fundido que allí se adhieren; en la tabla 7 se indican algunos de los problemas más frecuentes y su respectiva solución. 165 PROBLEMA Corte inclinado Insuficiente penetración Presencia de “rebabas de baja velocidad” * Presencia de “rebabas de alta velocidad” ** Borde de corte redondeado CAUSA SOLUCIÓN Electrodo o boquilla desgastada Sustituir ambos Stand off demasiado alto Bajar el stand off Velocidad de corte demasiado alta Regular la velocidad Velocidad de corte demasiado alta Tobera con diámetro demasiado grande respecto de la corriente programada Espesor excesivo de la pieza a trabajar en relación con la corriente programada Cable de masa no está en buen contacto eléctrico con el plano de corte Velocidad de corte demasiado baja Regular la velocidad Corriente de corte demasiado alta Disminuir la corriente de corte Stand off demasiado bajo Alzar el stand off Velocidad de corte demasiado alta Regular la velocidad Corriente de corte demasiado baja Aumentar la corriente de corte Stand off demasiado alto Bajar el stand off Velocidad de corte demasiado alta Regular la velocidad Stand off demasiado alto Bajar el stand off Controlar las Tablas de Corte Aumentar la corriente de corte Verificar el apriete del terminal de masa al CNC Regular la velocidad * Las rebabas de baja velocidad (low speed dross) son rebabas espesas, de forma globular, fácilmente removibles. El surco de corte (kerf) resulta ser más bien amplio. ** Las rebabas de alta velocidad (high speed dross) son rebabas delgadas, difíciles de eliminar. La pared del corte, en el caso de velocidad muy alta, queda más bien rugosa. Tab. 7 166 4.5 MANTENIMIENTO DEL SISTEMA Un correcto mantenimiento del sistema garantiza las mejores prestaciones y alarga la vida de todos sus componentes, incluidas las partes consumibles. Por lo tanto, se aconseja ejecutar las operaciones que se señalan en la siguiente tabla. Período Operaciones de mantenimiento Controlar la correcta presión de los Diariamente gases de alimentación Controlar el correcto funcionamiento de los ventiladores del generador, del grupo de enfriamiento y de la consola gas SemanalControlar el nivel del líquido refrigerante mente Limpiar las roscas de la antorcha y controlar que no haya signos de corrosión o descargas eléctricas Controlar las conexiones de gas, agua y eléctricas respecto de grietas, abrasioMensualmennes o pérdidas te Ejecutar el programa TEST (PRUEBA) a través de la consola gas Sustituir el líquido refrigerante presente en el sistema Limpiar los filtros externos y del depósiSemestralto del grupo de enfriamiento mente Limpiar el filtro de la consola gas Sustituir las juntas tóricas de la antorcha, ordenando para ello el kit art.1400 Componente Operaciones de mantenimiento Limpiar con aria comprimido los radiaGenerador dores de los módulos IGBT, dirigiendo el chorro de aire hacia ellos Limpiar con aria comprimido el radiador, dirigiendo el chorro de aire hacia él Grupo de Controlar el circuito hidráulico interno enfriamiento verificando ausencia de grietas o pérdidas Controlar el circuito neumático interConsola gas no verificando ausencia de grietas o pérdidas Consola vál- Controlar el circuito neumático interno, vulas verificando ausencia de pérdidas Controlar que el espinterómetro no presente ennegrecimientos excesivos y que se mantenga la correcta distancia entre Unidad de los platinos encendido Controlar el circuito hidráulico interno verificando ausencia de grietas o pérdidas Controlar también periódicamente el contacto eléctrico de tierra del sistema. En particular, siguiendo el esquema de fig.24, controlar que cada cable esté correctamente apretado entre tuerca y tornillo. Si al efectuar un control, se encuentra un componente excesivamente desgastado o un mal funcionamiento, contactarse con el Servicio de Asistencia CEBORA. Para efectuar mantenimiento de las partes internas de los componentes del sistema se debe solicitar la intervención de personal cualificado. En particular, se aconseja ejecutar periódicamente las operaciones que a continuación se indican. Para todos los componentes: • Limpiar las partes internas con aire comprimido (limpio, seco y sin aceite) para eliminar las acumulaciones de polvo. De ser posible, usar un aspirador. • Controlar que las conexiones eléctricas estén correctamente apretadas y sin indicios de recalentamientos. Para cada componente: 167 5 APÉNDICE 5.1 KIT OPCIONAL (ART. 425) PARA LA CONEXIÓN AL PANTÓGRAFO (FIG. 23) Para el montaje del kit Art. 425 véanse las respectivas instrucciones. art 948 Fig. 23 168 5.2 ESQUEMA DE CONTACTO DE TIERRA DEL SISTEMA (FIG. 24) Usar cables de tierra de sección igual o superior a 16 mm2. Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Cable de red Ferrita Barra de cobre Fig. 24 169 5.3 MEDICIÓN DE LOS NIVELES DE PRESIÓN SONORA El proceso del corte por plasma produce niveles nocivos de ruido para el oído humano, por lo que es necesario usar adecuados dispositivos de protección, por ejemplo auriculares o tapones para los oídos, conforme con lo dispuesto por las normas nacionales o locales. Las mediciones que se indican en la siguiente tabla, correspondientes al acero dulce y efectuadas a las distancias indicadas, pueden ayudar al responsable de la seguridad en la adopción de todas las medidas previstas para proporcionar seguridad al ambiente de trabajo (hacer referencia, por ejemplo, a la normativa internacional IEC 60974-9). Material Gas de corte Acero dulce Acero dulce Acero dulce O2/air O2/air O2/air (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 Distancias de medición (de frente a la fuente x sobre la fuente) (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 Acero dulce Acero dulce Acero dulce O2/air O2/air O2/air 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Acero dulce Acero dulce Acero dulce O2/air O2/air O2/air 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 Espesor Corriente Velocidad de corte de corte Nivel de presión sonora ponderado A LpA Nivel de pico de presión sonora ponderado C LpC, de pico (dB) 105.0 100.5 99.2 (dB) 119.7 114.6 113.3 Las mediciones, de un minuto de duración cada una, han sido realizadas en interiores y en ambiente reverberante de los talleres de CEBORA S.p.A. Los datos tomados no consideran eventuales correcciones debidas a ruidos de fondo o a las dimensiones del local de prueba. Los niveles de presión sonora LpA y LpC, de pico son establecidos por las normativas internacionales del sector (véanse IEC 11202 y IEC 61672-1). 170 ÍNDICE 1 PRECAUÇÕES DE SEGURANÇA..........................................................................................172 1.1 CHAPA DAS ADVERTÊNCIAS ..........................................................................................172 2 DADOS TÉCNICOS................................................................................................................173 2.1 DESCRIÇÃO GERAL DO GERADOR DE PLASMA............................................................173 2.2 GERADOR DE PLASMA.................................................................................................... 174 2.2.1 Gerador de Plasma Prof 166 HQC............................................................................ 174 2.2.2 Gerador de Plasma Prof 255 HQC............................................................................175 2.3 PAINEL DO GÁS................................................................................................................176 2.3.1 Painel do gás do gas manual PGC-3 - PGC-2.........................................................176 2.3.2 Painel do gás do gas automatico PGC-3 - PGC-2...................................................177 2.4 CONSOLA DE VÁLVULAS PVC.........................................................................................178 2.5 UNIDADE DE IGNIÇÃO HV19-1.........................................................................................178 2.6 UNIDADE DE IGNIÇÃO – CONSOLA DE VÁLVULAS HV19-PVC......................................179 2.7 TOCHA CP450G.................................................................................................................180 2.8 WATER CONSOLE 3 INSTALAÇÃO .....................................................................................................................181 3.1 DESEMBALAMENTO E MONTAGEM................................................................................181 3.2 LIGAÇÃO DO GERADOR...................................................................................................181 3.2.1 Ligação ao pantógrafo CNC.....................................................................................184 3.2.2 Sinais digitais do controlo do pantógrafo ao generador...........................................185 3.2.3 Sinais digitais do generador ao controlo do pantógrafo...........................................186 3.2.4 Sinais analógicos do generador ao controlo do pantógrafo.....................................186 3.2.5 Sinal de paragem de emergência para o gerador....................................................187 3.3 LIGAÇÃO DO PAINEL DO GÁS..........................................................................................188 3.3.1 Consola do gás manual PGC-3 e PGC-2.................................................................188 3.3.2 Consola do gás automática APGC...........................................................................188 3.3.3 Nota acerca da ligação dos gases...........................................................................189 3.4 LIGAÇÃO DO MAÇARICO CP450G...................................................................................189 3.4.1 Aplicações em pantógrafo........................................................................................189 3.4.2 Aplicações em robô..................................................................................................189 3.5 REQUISITOS DO LÍQUIDO REFRIGERANTE.....................................................................190 4 UTILIZAÇÃO .....................................................................................................................190 4.1 DESCRIÇÃO DOS PAINÉIS DOS GERADORES................................................................190 4.2 DESCRIÇÃO DO PAINEL DO GÁS.....................................................................................191 4.2.1 Preparação e execução do corte (CUT)....................................................................193 4.2.2 Preparação e execução da marcação (MARK).........................................................194 4.2.3 Execução do teste de vedação do gás (TEST).........................................................194 4.2.4 Funções suplementares (Segundas funções)...........................................................195 4.2.4.1 Preparação e execução da Marcação Spot (SPOT MARK).........................195 4.2.4.2 Gestão da corrente nos cantos da peça em elaboração (CORNER)...........195 4.2.4.3 Gestão do tempo de arrefecimento do maçarico no fim do corte...............196 4.2.4.4 Visualização da vazão do líquido refrigerante (H2O)....................................196 4.2.4.5 Execução do corte em chapas furadas ou grelhas (SR)..............................196 4.2.4.6 Regulação fina da corrente à distância (RRI)...............................................196 4.2.5 CÓDIGOS DE ERRO.................................................................................................197 4.3 DESCRIÇÃO DO PAINEL DA CONSOLA DO GÁS AUTOMÁTICA.....................................198 4.4 QUALIDADE DO CORTE....................................................................................................199 4.5 MANUTENÇÃO DO EQUIPAMENTO................................................................................ 200 5 APÊNDICE .................................................................................................................... 202 5.1 KIT OPCIONAL (ART. 425) PARA A CONEXÃO AO PANTÓGRAFO................................. 202 5.2 ESQUEMA DE LIGAÇÃO À TERRA DO EQUIPAMENTO.................................................. 203 5.3 MEDIÇÃO DOS NÍVEIS DE PRESSÃO ACÚSTICA........................................................... 204 171 MANUAL DE INSTRUÇÕES PARA EQUIPAMENTO DE CORTE COM PLASMA IMPORTANTE: ANTES DE PÔR O APARELHO A FUNCIONAR LEIA O CONTEÚDO DESTE MANUAL E CONSERVE-O DURANTE TODA A VIDA ÚTIL DO MESMO, NUM LOCAL ACESSÍVEL AOS INTERESSADOS. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA TRABALHOS DE CORTE. 1 PRECAUÇÕES DE SEGURANÇA A SOLDADURA E O CISALHAMENTO A ARCO PODEM SER NOCIVOS PARA AS PESSOAS PESSOAS, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cód. 3.300.758 RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/ soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) deverão consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. EXPLOSÕES · Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. 172 COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! EM CASO DE MAU FUNCIONAMENTO SOLICITAR A ASSISTÊNCIA DE PESSOAS QUALIFICADAS. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado seguinte corresponde às casas numeradas da chapa. 1 1.1 1.2 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd h a h jhgfjksdhfjksdklcsmkldc jk xc 3098464 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 4.2 4.3 5. 5.1 6. As faíscas provocadas pelo corte podem provocar explosões ou incêndios. Mantenha os materiais inflamáveis afastados da área de corte. As faíscas provocadas pelo corte podem provocar incêndios. Tenha um extintor nas proximidades e faça com que uma pessoa esteja sempre pronta a utilizá-lo. Nunca corte recipientes fechados. O arco de plasma pode provocar lesões e queimaduras. Desligue a alimentação eléctrica antes de desmontar o maçarico. Não tenha o material nas proximidades do percurso de corte. Use uma protecção completa para o corpo. Os choques eléctricos provocados pelo maçarico ou pelo cabo podem ser mortais. Proteja-se adequadamente do perigo de choques eléctricos. Use luvas isolantes. Não use luvas húmidas ou estragadas. Certifique-se de estar isolado da peça a cortar e o chão. Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. Inalar as exalações produzidas durante o corte pode ser nocivo para a saúde. Mantenha a cabeça afastada das exalações. Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. Utilize uma ventoinha de aspiração para eliminar as exalações. Os raios do arco podem queimar os olhos e a pele. Portanto, o operador deve proteger os olhos com lentes com grau de proteção igual ou superior a DIN11 e o rosto de modo adequado. Use capacete e óculos de segurança. Utilize protecções adequadas para os ouvidos e camisas com o colarinho abotoado. Utilize máscaras com capacete com filtros de graduação correcta. Use uma protecção completa para o corpo. Leia as instruções antes de utilizar a máquina ou 7. executar qualquer trabalho na mesma. Não retire nem cubra as etiquetas de advertência. 2 DADOS TÉCNICOS 2.1 DESCRIÇÃO GERAL DO EQUIPAMENTO O Plasma Prof 166 HQC (Art. 948) e o Plasma Prof 255 HQC (Art. 949), incluindo as unidades de ignição HV19-1 (Art. 464) ou HV-PVC (art.462), consola de gás manual PGC-3 - PGC-2 (Art. 470) ou consola de gás automática APGC (Art.466), consola das válvulas PVC (Art. 469) e maçarico CP450G (diferentes artigos dependendo da aplicação), são equipamentos para corte com plasma multi-gás mecanizado e completamente geridos por microprocessador, capazes de aplicar uma corrente máx de 120/250 A a 100% de fator de utilização Todos os parâmetros de processamento (material, gás, espessura e corrente) são seleccionados no painel do gás e, em função da sua selecção, serão automaticamente indicados os fluxos ideais dos gases. Através de uma porta RS232, situada no painel traseiro do gerador, é possível receber facilmente, através de um Computador Pessoal, o estado de todos os parâmetros operacionais; isso permite uma visão completa da situação do trabalho e pode servir de auxílio em caso de eventuais maus funcionamentos. Através da mesma RS232, ou com uma chave USB, é possível atualizar o software da máquina. Para um corte perfeito de qualquer material metálico, o equipamento utiliza diversos tipos de gases, tais como: ar, azoto N2, oxigénio O2, mistura H35 (35% de hidrogénio H2 – 65% de árgon Ar), mistura F5 (5% de hidrogénio H2 – 95% de azoto N2). As combinações destes últimos são propostas automaticamente dependendo do material escolhido. Depois é possível efectuar a marcação com árgon Ar, também essa propostas em automático. Encontram-se à disposição diferentes kits de consumíveis em função da corrente de corte e do gás usado, calibrados e ensaiados para obter a melhor qualidade de corte. Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225 Art. 1189.... Art. 469 Art. 948 -949 Fig. 1 173 2.2 GERADOR DE PLASMA Esse contém o microprocessador que controla todo o equipamento e cujo software pode ser atualizado através da porta RS232, ou da porta USB situada no painel traseiro. Na parte traseira está incluído o grupo de arrefecimento, completo com depósito, bomba, radiador, filtros, fluxómetro e termómetro. 2.2 1 GERADOR DE PLASMA PROF 166 HQC O Plasma Prof 166 HQC é um gerador de corrente constante, máx. 120A com 100% de factor de utilização, em conformidade com as normativas IEC 60974-1, 60974-2 e 60974-10. DADOS TÉCNICOS Tensão nominal a vazio (Uo) 300 V Corrente máx. de saída (I2) 120 A Tensão de saída (U2) 128 V Factor de utilização (duty cycle) 100% @ 120A Temperatura máx. do ambiente Grau de protecção da carcaça 40 °C A ar, com ventilação forçada IP21S Peso líquido 205 kg Arrefecimento Tensão e corrente máx. nominais de alimentação: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A GRUPO DE ARREFECIMENTO DO MAÇARICO 174 Potência nominal de arrefecimento a 1 l/min a 25°C 1.7 kW Pressão máx 0.45 MPa DADOS TÉCNICOS 2.2.2 GERADOR DE PLASMA PROF 255 HQC O Plasma Prof 255 HQC é um gerador de corrente constante, máx. 250A com 100% de factor de utilização, em conformidade com as normativas IEC 60974-1, 60974-2 e 60974-10. Tensão nominal a vazio (Uo) 315 V Corrente máx. de saída (I2) 250 A Tensão de saída (U2) 170 V Factor de utilização (duty cycle) 100% @ 250A Temperatura máx. do ambiente Grau de protecção da carcaça 40 °C A ar, com ventilação forçada IP21S Peso líquido 406 kg Arrefecimento Tensão e corrente máx. nominais de alimentação: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A GRUPO DE ARREFECIMENTO DO MAÇARICO Potência nominal de arrefecimento a 1 l/min a 25°C 1.7 kW Pressão máx 0.45 MPa 681 1252 953 CG Fig. 2 b 175 2.3 PAINEL DO GÁS DADOS TÉCNICOS O painel do gás é um dispositivo para a selecção dos parâmetros de processamento e a regulação dos fluxos de gás, em conformidade com a normativa IEC 609748. Contém electroválvulas, redutores e transdutores de pressão, bem como placas electrónicas para a alimentação e o controlo desses componentes. GASES USADOS TITULAÇÃO PRESSÃO MÁX. DE ENTRADA CAUDAL Ar Limpo, seco e sem óleo, de acordo com a norma ISO 0.8 MPa (8 bar) 8573-1: 2010. Classe 1.4.2 (particulado-água-óleo) 220 l/min Árgon 99.997% 0.8 MPa (8 bar) 70 l/min Nitrogénio 99.997% 0.8 MPa (8 bar) 150 l/min Oxigénio 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min 2.3.1 Painel do gás manual PGC-3 - PGC-2 Está dividido em duas unidades: a PGC-3, alimentada a ar, árgon Ar, azoto N2 e oxigénio O2, e a PGC-2, alimentada a gás H35 (mistura a 35% de hidrogénio H2 e 65% de árgon Ar) e F5 (mistura a 5% de hidrogénio H2 e 95% de azoto N2). H35 F5 99.95% Mistura: 35% hidrogénio, 65% árgon Mistura: 5% hidrogénio, 95% nitrogénio * a norma ISO 8573-1: 2010 prevê, para a Classe 1.4.2: • Particulado: ≤ 20.000 partículas sóldidas por m3 de ar, com dimensões entre 0.1 e 0.5 µm; ≤ 400 partículas sólidas por m3 de ar com dimensões entre 0.5 e 1.0 µm; ≤ 10 partículas sólidas por m3 de ar com dimensões entre 1.0 e 5.0 µm. o ponto de orvalho em pressão do ar deve ser • Água: inferior ou igual a 3°C. • Óleo: a concentração total de óleo deve ser inferior ou igual a 0,1 mg por m3 de ar. 198 289 M 6 Factor de utilização (duty cycle) 100% Grau de protecção da carcaça IP 23 Peso líquido 20 kg 380 315 354 Fig. 3 176 * 2.3.2 Painel do gás automatico PGC-3 - PGC-2 Está dividido em duas unidades: um parte superior, alimentada a ar, árgon Ar, azoto N2 e oxigénio O2, e um parte inferior, alimentada a gás H35 (mistura a 35% de hidrogénio H2 e 65% de árgon Ar) e F5 (mistura a 5% de hidrogénio H2 e 95% de azoto N2). DADOS TÉCNICOS GASES USADOS TITULAÇÃO PRESSÃO MÁX. DE ENTRADA CAUDAL Ar Limpo, seco e sem óleo, de acordo com a norma ISO 0.8 MPa (8 bar) 8573-1: 2010. Classe 1.4.2 (particulado-água-óleo) 220 l/min Árgon 99.997% 0.8 MPa (8 bar) 70 l/min Nitrogénio 99.997% 0.8 MPa (8 bar) 150 l/min Oxigénio 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min H35 F5 * 99.95% Mistura: 35% hidrogénio, 65% árgon Mistura: 5% hidrogénio, 95% nitrogénio * a norma ISO 8573-1: 2010 prevê, para a Classe 1.4.2: • Particulado: ≤ 20.000 partículas sóldidas por m3 de ar, com dimensões entre 0.1 e 0.5 µm; ≤ 400 partículas sólidas por m3 de ar com dimensões entre 0.5 e 1.0 µm; ≤ 10 partículas sólidas por m3 de ar com dimensões entre 1.0 e 5.0 µm. o ponto de orvalho em pressão do ar deve ser • Água: inferior ou igual a 3°C. • Óleo: a concentração total de óleo deve ser inferior ou igual a 0,1 mg por m3 de ar. 198 289 M 6 Factor de utilização (duty cycle) 100% Grau de protecção da carcaça IP 23 Peso líquido 20 kg 352 315 354 Fig. 4 177 2.4 CONSOLA DE VÁLVULAS PVC A consola de válvulas PVC é um dispositivo destinado à gestão das trocas de gás nas passagens ignição-transferência e na desligação. Contém eletroválvulas, válvulas anti-retorno e redutores de pressão. O peso líquido da PVC (Fig. 5) é de 3,2 kg. 250 320 124 200 155 Ø 5,5 145 70 M6 205 240 Fig. 5 200 2.5 UNIDADE DE IGNIÇÃO HV19-1 A unidade de ignição HV19-1 é um dispositivo destinado a fornecer o impulso de alta frequência-alta tensão (14 kV) necessário para a ignição do arco elétrico dentro do maçarico, entre o elétrodo e a agulheta. Essa está em conformidade com a normativa IEC 60974-3. Pode ser montada em qualquer posição e a abertura da tampa provoca a interrupção do equipamento. Fig. 6 DADOS TÉCNICOS Tensão de pico (Upk) 14 kV Fator de utilização (duty cycle) 100% @ 420A Grau de proteção da carcaça IP 23 Peso líquido 6.5 kg 178 2.6 UNIDADE DE IGNIÇÃO – CONSOLA DE VÁLVULAS HV19-PVC 245 A unidade de ignição – consola de válvulas é um dispositivo que desempenha uma dupla função: - fornece o impulso de alta frequência-alta tensão (14 kV) necessário para a ignição do arco elétrico dentro do maçarico, entre o elétrodo e a agulheta. - gere a troca dos gases nas passagens ignição-transferência e na desligação. Contém eletroválvulas, válvulas antirretorno e redutores de pressão. Essa está em conformidade com a normativa IEC 60974-3. Geralmente é utilizada em equipamentos robotizados. A abertura da tampa provoca a interrupção do equipamento. 423 DATI TECNICI 14 kV Fator de utilização (duty cycle) 100% @ 420A Grau de proteção da carcaça IP 23 Peso líquido 10 kg 173 M6 240 231 Tensão de pico (Upk) Fig. 7 179 2.7 MAÇARICO CP450G 2.7 WATER CONSOLE O maçarico CP450G é um maçarico multi-gás arrefecido com refrigerante líquido, adequado para o corte inclinado (bevel cutting) e está em conformidade com a normativa IEC 60974-7. É adequado para o uso de gás plasma, como: ar, árgon Ar, azoto N2, oxigénio O2, mistura H35 (35% de hidrogénio H2 – 65% de árgon Ar) e mistura F5 (5% de hidrogénio H2 – 95% de azoto N2); de gases secundários, como: ar, árgon Ar, azoto N2, oxigénio O2; de gases auxiliares, como: ar e azoto N2. Utilizado com o gerador Plasma Prof 420 HQC, a corrente máx de corte é de 420A a 100% do fator de utilização. Há versões diferentes do maçarico CP450G em função da aplicação: em pantógrafo ou em equipamentos robotizados. O peso líquido do maçarico, completo com cabo, varia de 8 a 12 kg, dependendo dos vários comprimentos. O Water Console é um dispositivo acessório projetado para gerenciar o fluxo de água necessário para cortar aço inoxidável e alumínio, se estiver usando a combinação de nitrogênio N2 / água H2O. Consulte o manual de instruções deste acessório para as descrições da operação do modo. Aplicações robotizadas Aplicações em pantógrafo Fig. 8 180 3 INSTALAÇÃO A instalação do equipamento deve ser executada por pessoal qualificado. As ligações devem estar todas em conformidade com as normas em vigor e realizadas respeitando as leis de segurança contra acidentes (ver CEI 26-23 / IEC-TS 62081). Certifique-se que o cabo de alimentação esteja desligado durante todas as fases de instalação. Seguir escrupulosamente o esquema de ligação à terra evidenciado no Apêndice. • O gerador é fornecido preparado para tensão de alimentação de 400V trifásica. mentação de 400V trifásica. Para alimentações diferentes: desmontar a parte lateral esquerda do gerador (ver a lista de peças), retirar a tampa das placas de junções e proceder como indicado na figura 10a: Em caso de alimentação 230V trifásica, fazer também uma ponte entre o primeiro borne em baixo à esquerda e o último em baixo à direita (ver Fig. 10a quadro 230V) usando o cabo fornecido (fixos, com a braçadeira, cabos siu de bloco terminal inferior). 3.1 DESEMBALAMENTO E MONTAGEM Use um empilhador para deslocar o gerador. Para retirar a palete de madeira da embalagem: • desapertar os 4 parafusos de fixação à palete • levantar o gerador com um empilhador e introduzir o garfo de acordo com a posição do seu baricentro (Fig. 2). O equipamento de arrefecimento capta o ar pela parte traseira do gerador e descarrega-o pelas grelhas da parte frontal. Colocar o gerador de modo a deixar uma ampla zona de ventilação e manter uma distância de pelo menos 1 m de eventuais paredes. B C A 3.2 LIGAÇÃO DO GERADOR. As ligações devem ser todas efectuadas por pessoal qualificado. Gerador de Plasma Prof 166 HQC Fig. 13 a Fig. 10 a 181 Gerador de Plasma Prof 255 HQC • O gerador é fornecido preparado para tensão de alimentação de 400V trifásica. mentação de 400V trifásica. Para alimentações diferentes: desmontar a parte lateral direita do gerador (ver a lista de peças), retirar a tampa das placas de junções e proceder como indicado na figura 10b: B NOTA: as placas de junções com 3 pólos em cima, respectivamente à esquerda e à direita referem-se ao transformador auxiliar e ao transformador de serviço. Em caso de alimentação 230V trifásica, fazer também uma ponte entre o primeiro borne em baixo à esquerda e o último em baixo à direita (ver Fig. 10b quadro 230V) usando o cabo fornecido (instalado na tampa com uma braçadeira). C A Fig. 13 b Fig. 10 b 182 Gerador de Plasma Prof 166 HQC e Gerador de Plasma Prof 255 HQC Certifique-se que a tensão de alimentação corresponde à indicada na chapa de identificação do gerador. O condutor amarelo-verde do cabo de alimentação deve ser ligado a uma tomada de terra eficiente da instalação eléctrica (ver o esquema no Apêndice 5.2-Fig. 24); os restantes condutores devem ser ligados à linha de alimentação, através de um interruptor colocado, de preferência, junto à zona de corte para permitir a desligação rápida em caso de emergência. A capacidade do interruptor magnetotérmico ou dos fusíveis deve ser igual à corrente I1 máx. consumida pelo aparelho. A I1 máx. está indicada na chapa de identificação, na parte traseira da máquina, junto da tensão U1 de alimentação. Se for necessário usar extensões, essas devem ter uma secção adequada à corrente I1 máx. consumida. • Depois dessa operação, continuar com a ligação das diferentes conexões (Fig. 11). Introduzir a conexão de ligação art. 1169, com os respectivos cabos, na tomada do maçarico G do gerador e apertar a fundo os 3 parafusos de fixação. Apertar o cabo preto de alimentação no borne B (-), introduzir os dois fios da segurança na placa de junções C e o terminal do cabo vermelho do arco piloto no respectivo cabo A com terminal macho. Apertar o terminal do cabo de massa no borne H (+) como indicado na figura e os tubos da água de arrefecimento E e F, prestando atenção às cores (E-vermelho = água quente, retorno; F-azul = água fria, ida). Introduzir a outra extremidade da conexão art. 1169 na Unidade HV19-1 (art. 464) como indicado na parte direita da figura 10 (cabo preto de alimentação no borne B (-) e terminal do cabo vermelho do arco piloto no A): A Unidade HV19 deve ser ligada à massa, directamente no pantógrafo (com os 4 parafusos de fixação ilustrados na figura 6), numa posição tal que permita a sua abertura. B A Fig. 12 Consultando a Fig.13, ligar a conexão art.1189 ao conector B (relativo à consola do gás); a conexão de ligação ao pantógrafo no conector A; por fim, a eventual conexão art.1199 ao conector C (relativa ao painel remoto): A F B E H G C Fig. 11 183 3.2.1 Ligação ao pantógrafo CNC Se o gerador estiver equipado com a interface digital consulte a respectiva documentação. N.B.: para o conector CNC é fornecido em dotação o conector volante macho (AMP P/N 182926-1- Fig. 14) com os respectivos pinos; o resto da conexão ao pantógrafo é a cargo do cliente. art 948 Conector AMP P/N 182926-1 Fig. 14 184 3.2.2 Sinais digitais do controlo do pantógrafo ao generador. CABLAGEM DE UMA ENTRADA DIGITAL SPOT MARK. TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR 5 6 Spot TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J10, pin 7 J10, pin 8 IO sinal “Spot” está activo alto. Spot 0 Vcc = o Controlo do Pantógrafo assinala ao Gerador a condição de corte normal. Spot +24 Vcc = o Controlo do Pantógrafo dá ordem ao Gerador para activar a modalidade “Marcação Spot”. CORNER TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR Nível lógico baixo 0 ÷ +7,5 Vdc; Nível lógico alto +14,5 ÷ +24 Vdc; Corrente de entrada 2,5 mA, max.; Frequência de entrada 100 Hz, max.; Potencial de referência para cada entrada (Gnd) J1, pino 2, na placa da interface. ROBOT READY. TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR 1 2 Robot Ready TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J10, pin 3 J10, pin 4 IO sinal “Robot Ready” está activo alto. Para ter o Gerador pronto para o corte é necessária uma tensão de +24Vcc. O Controlo do Pantógrafo deve programar este sinal logo que estiver pronto para o corte. A falta do sinal “Robot Ready” interrompe imediatamente o processo de corte com a indicação no Painel de Controlo da mensagem “rob” a piscar. NOTA: Se o sinal “Robot Ready” não está activo não é adquirido nenhum sinal digital ou analógico. START. TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR 3 4 Start TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J10, pin 1 J10, pin 2 O sinal “Start” está activo alto e inicia o processo de corte. O processo permanece activo enquanto estiver presente o sinal “Start”. Excepções: -o sinal “Robot Ready” está ausente. -o sinal “Power Source Ready” está ausente (ex.: sobrecarga de temperatura, nível insuficiente do líquido, etc.). 15 16 Corner TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J10, pin 5 J10, pin 6 O sinal “Corner” está ativo alto. o Controlo Pantógrafo assinala ao GeCorner 0 Vcc = rador a condição de corte normal. Corner +24 Vcc = o Controlo Pantógrafo assinala ao Gerador a aproximação a um canto. PREFLOW TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR 17 18 Preflow TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J11, pin 5 J11, pin 6 IO sinal “Preflow” está ativo alto. Preflow 0 Vcc = o Controlo Pantógrafo assinala ao Gerador para NÃO ativar a função “Preflow”. Preflow +24 Vcc = o Controlo Pantógrafo dá ordem ao Gerador para ativar a função “Preflow”. CUT/MARK TERMINAIS DO CONECTOR NOME DO CNC NO SINAL GERADOR 19 20 Cut/Mark TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE Sinal +24 Vdc J11, pin 7 J11, pin 8 O sinal “Cut/Mark” está ativo alto. Cut/Mark 0 Vcc = o Controlo Pantógrafo assinala ao Gerador a condição de corte normal. Cut/Mark +24 Vcc = o Controlo Pantógrafo assinala ao Gerador para ativar a modalidade "Marcação". 185 3.2.3 Sinais digitais do generador ao controlo do pantógrafo. CABLAGEM DE UMA SAÍDA DIGITAL POR RELÉ PROCESS ACTIVE ERMINAIS DO CONECTOR CNC NO GERADOR NOME DO SINAL TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE 27 28 Process Active Terminal C Contato NO J3, pin 3 J3, pin 4 O sinal “Process Active” está ativo alto (contacto fechado). Quando o Controlo Pantógrafo inicializa o sinal digital “Start”, o processo de corte inicia com o gas preflow, seguido da operação de corte e depois do gas postflow. Desde o início do gas preflow até ao fim do gas postflow, o Gerador inicializa o sinal “Process Active”. O Gerador está a executar o processo. 3.2.4 Sinais analógicos do generador ao controlo do pantógrafo. CABLAGEM DE UMA SAÍDA ANALÓGICA DE TENSÃO ISOLADA. Tensão nos contactos 24 Vdc / 120 Vac; Corrente nos contactos 1 Adc / 0,5 Aac max; Frequência de comutação 15 Hz max. ARC TRANSFER. ERMINAIS DO CONECTOR CNC NO GERADOR NOME DO SINAL TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE 12 14 Arc Transfer Contato NO Terminal C J4, pin 1 J4, pin 3 O sinal “Arc Transfer” está activo alto (contacto fechado). O sinal “Arc Transfer” permanece activo durante o corte, incluindo a fase de afundamento. POWER SOURCE READY ERMINAIS DO CONECTOR CNC NO GERADOR 25 26 NOME DO SINAL Power Source ready 0 ÷ 10 Vdc; 20 mA max; 5 Hz max. TIPO DE SINAL POSIÇÃO NA PLACA DA INTERFACE VALOR DO FUNDO DA ESCALA PARA SINAL I_ARC-ISO DIP1 1 DIP1 2 Terminal C J3, pin 5 Contato NO J3, pin 6 10 V 5V OFF ON OFF ON O sinal “Power Source Ready” está ativo alto (contacto fechado). O sinal “Power Source Ready” permanece ativo durante o tempo em que o Gerador está pronto para cortar. Assim que intervém uma mensagem de erro no Gerador, ou o sinal “Robot Ready” é desativado pelo Controlo Pantógrafo, o sinal “Power Source Ready” deixa de estar ativo. Isso significa que o sinal “Power Source Ready” pode detetar erros do Gerador e erros do Pantógrafo. 186 Tensão de saída Corrente de saída Frequência de saída DIP 1 NOTA: Ambas secções 1 e 2 de DIP1 devem estar sempre em posições iguais (por ex.: ambas em ON ou ambas em OFF). O mesmo aplica-se para DIP2. CABLAGEM DE UMA SAÍDA ANALÓGICA DE TENSÃO NÃO ISOLADA. V_Arc-ISO. TERMINAIS DO CONECTOR CNC NO GERADOR 11 7 NOME DO SINAL TIPO DE SINAL analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- POSIÇÃO NA PLACA DA INTERFACE J5, pin 3 J5, pin 4 “V_Arc-ISO” é o sinal relativo à tensão do arco na saída do Gerador (tensão “eléctrodo-peça em trabalho”), fornecido de modo isolado e reduzido. O sinal “V_Arc-ISO” está disponível com os seguintes valores do fundo da escala: • tensão de 0 a 5V, correspondente à tensão do arco de 0 a 250V (quociente de redução = 1/50); • tensão de 0 a 10V, correspondente à tensão do arco de 0 a 250V (quociente de redução = 1/25). O valor do fundo da escala depende da posição dos dip-switches Dip2 na placa de Interface (ver fig. 15). Tensão de saída Impedância de saída 0 ÷ 250 Vdc; 10 Kohm, aproximadamente. V_Arc-NO-ISO. TERMINAIS DO CONECTOR CNC NO GERADOR 9 8 NOME DO SINAL TIPO DE SINAL V_Arc-NO-ISO analog out+ (0÷250V) analog out- POSIÇÃO NO CIRCUITO MAÇARICO + MEDIDA J8, pin 1 J8, pin 1 “V_Arc-NO-ISO” é o sinal relativo à tensão do arco na saída do Gerador (tensão “eléctrodo-peça em trabalho”), fornecido de modo directo e NÃO isolado. O sinal “V_Arc-NO-ISO” está disponível com valores de tensão de 0 a 250 Vcc e com o terminal positivo (potencial da peça em trabalho) ligado electricamente ao potencial de massa do equipamento. O potencial de “eléctrodo” é fornecido com uma resistência de 10 KOhm, aproximadamente, inserida em série com a saída.. 3.2.5 Sinal de paragem de emergência para o gerador. CABLAGEM DA ENTRADA DE EMERGÊNCIA. DIP 3 DIP 1 Fig. 15 Tensão de entrada 24 Vcc; Corrente consumida 20 mA máx A máquina é fornecida com a saída da tensão do arco reduzida isolada a 1/50 Varc. EMERGENCY A TERMINAIS DO CONECNOME TOR CNC NO DO SINAL GERADOR TIPO DE SINAL POSIÇÃO NO INTERIOR DO GERADOR 187 21 22 Emergency A Contacto NC Contacto NC Controlo TL linha Controlo TL linha “Emergency A” é o sinal de paragem de emergência fornecido ao Gerador pelo Controlo Pantógrafo ou pelos dispositivos de proteção do equipamento. Deve ser fornecido pelo contacto de um relé ou dispositivo de segurança; a intervenção no dispositivo provoca a abertura do contacto e portanto a paragem imediata do Gerador, com a abertura do contator de linha interno do Gerador. O Gerador está assim sem alimentação nos circuitos de potência. O sinal “Emergency A” está ativo baixo (contacto aberto): para ter o Gerador pronto para o corte, é necessário o fecho do contacto. “Emergency A” interrompe imediatamente o fornecimento de corrente pelo Gerador. No Painel de Controlo aparece a mensagem “OFF rob”. EMERGENCY B TERMINAIS DO CONECNOME TOR CNC NO DO SINAL GERADOR 23 24 Emergency B TIPO DE SINAL Contacto NC Contacto NC POSIÇÃO NO INTERIOR DO GERADOR Controlo TL linha Controlo TL linha “Emergency B” é o sinal de paragem de emergência fornecido ao Gerador pelo Controlo Pantógrafo ou pelos dispositivos de proteção do equipamento. Deve ser fornecido pelo contacto de um relé ou dispositivo de segurança; a intervenção no dispositivo provoca a abertura do contacto e portanto a paragem imediata do Gerador, com a abertura do contator de linha interno do Gerador. O Gerador está assim sem alimentação nos circuitos de potência. O sinal “Emergency B” está ativo baixo (contacto aberto): para ter o Gerador pronto para o corte, é necessário o fecho do contacto. “Emergency B” interrompe imediatamente o fornecimento de corrente pelo Gerador. No Painel de Controlo aparece a mensagem “OFF rob”. Fig. 16 188 NOTA: está disponível, como kit opcional, um conector multipolar com sinais suplementares (consultar o apêndice).. 3.3 LIGAÇÃO DO PAINEL DO GÁS 3.3.1 Consola do gás manual PGC-3 e PGC-2 • Fixar a consola do gás por cima do gerador ou por cima do pantógrafo e ligar as massas a um equipamento de ligação à terra eficiente, seguido o esquema da fig. 24 no apêndice 5.2. As duas unidades PGC-3 e PGC-2, são ligadas juntas, do modo seguinte: - a conexão entre CN06 e CN07 - o tubo entre a saída “plasma cutflow” de PGC-3 e a entrada “plasma” de PGC-2 • Ligar o feixe de tubos, art.1166, ligando os tubos às respetivas saídas dos gases e prestando atenção às marcações (plasma preflow, secondary preflow/cutflow e auxiliary na PGC-3; plasma cutflow na PGC-2); enroscar o conector elétrico na saída CN05 (ver a parte esquerda da fig. 16). • Ligar a outra extremidade do art.1166 à consola das válvulas PVC (art.469) para os tubos “plasma”, “secondary” e “auxiliary”, prestando atenção às marcações. Fixar a PVC à cabeça do pantógrafo, junto do maçarico (ver a parte direita da fig. 16). • Por fim, ligar a conexão art.1189 enroscando o conector elétrico na saída CN04 (ver a parte esquerda da fig. 16). 3.3.2 Consola do gás automática APGC. • Fixar a consola do gás por cima do gerador ou por cima do pantógrafo e ligar as massas a um equipamento de ligação à terra eficiente, seguido o esquema da fig. 24 no apêndice 5.2. • Ligar o feixe de tubos, art.1166, ligando os tubos às respetivas saídas dos gases e prestando atenção às marcações (plasma preflow - cutflow, secondary preflow cutflow e auxiliary); enroscar o conector elétrico na saída CN05 (ver a fig. 17). • Ligar a outra extremidade do art.1166 à consola das válvulas PVC (art.469) para os tubos “plasma”, “secon- dary” e “auxiliary”, prestando atenção às marcações dos tubos do gás. Fixar a PVC à cabeça do pantógrafo, junto do maçarico (ver a parte direita da fig. 16). • Por fim, ligar a conexão art.1189 enroscando o conector elétrico na saída CN04 (ver a fig. 17). Certificar-se que o ar (AIR) está sempre ligado, na pressão adequada, à consola do gás automática, pois é usada como gás de “serviço”. 3.4 LIGAÇÃO DO MAÇARICO CP450G 3.4.1 Aplicações em pantógrafo • Ligar o feixe de tubos vindos do maçarico à consola de válvulas PVC (art.469) ligando-os às respetivas saídas dos gases e seguindo a ordem indicada pelas marcações nas mesmas (ver a Fig. 18). Fig. 17 3.3.3 Nota acerca da ligação dos gases As roscas das entradas dos gases (INLET GAS) são respetivamente 1/4G para gás ar, Ar, N2, O2 e auxiliary e 1/8G para gás H35 e F5. O fornecimento dos gases, assim como a manutenção programada/preventiva do equipamento de distribuição dos mesmos, é a cargo do cliente. Lembramos que a falta de manutenção do equipamento pode ser causa de acidentes graves. Ler atentamente a “Ficha de Segurança” relativa a cada gás usado, de modo a não desvalorizar perigos derivantes de um uso impróprio. NOTA: A escolha do tipo de tubo deve ser efetuada em função do gás utilizado (ver a norma EN 559). NOTA: o uso de gás de pureza inferior pode levar, para cada material, a uma redução da velocidade, da qualidade e da espessura máxima de corte. Também não é garantida a duração dos consumíveis. ATENÇÃO: quando se utiliza gás oxigénio, tudo o que entra em contacto com o mesmo deve estar isento de óleos e de gorduras. • quando se seleciona o programa de corte MS - O2/O2 (corte de aço macio com gás oxigénio/oxigénio), certificar-se que o ar (AIR) está ligado à entrada da consola do gás, pois é utilizado como gás de “preflow”. • quando se seleciona uma corrente de corte superior a 50A, certificar-se que o ar (AIR) ou o azoto (N2) estão ligados á entrada da consola do gás (manual ou automática) também no canal AUXILIARY. Fig. 18 • Certificar-se, com um esquadro, que o maçarico esteja perpendicular à superfície de corte do pantógrafo. • Introduzir o cabo do maçarico (art.1224,) na Unidade HV19-1 (art. 464) como ilustrado na parte direita da figura 19. Fig. 19 3.4.2 Aplicações em robô • Ligar o feixe de tubos vindos do maçarico à unidade de ignição - consola de válvulas HV19-PVC (art.462) ligando-os às respetivas saídas dos gases e seguindo a ordem indicada pelas marcações nas mesmas. • Certificar-se, com um esquadro, que o maçarico esteja perpendicular à superfície de corte do pantógrafo. 189 • Ligar o cabo do maçarico (art.1222 ou Art.1223) à unidade de ignição – consola das válvulas HV19-PVC (art. 462) e proceder do mesmo modo descrito no parágrafo anterior. 3.5 REQUISITOS DO LÍQUIDO REFRIGERANTE O gerador é fornecido com uma quantidade mínima de líquido refrigerante: é a cargo do cliente atestar o depósito antes de usar o equipamento. Use unicamente líquido refrigerante CEBORA (art. 1514) e leia atentamente o MSDS para o seu uso em segurança e para a sua correcta conservação. A entrada do depósito, com a capacidade de 10 litros, encontra-se na parte traseira do gerador, como ilustrado na fig. 20. Atestar até ao nível máx. e, depois da primeira ligação do equipamento, atestar novamente para compensar o volume de líquido presente nos tubos. NOTA: durante o uso do equipamento e em especial na substituição do maçarico ou dos consumíveis, verificam-se pequenas perdas de líquido. Atestar semanalmente até ao nível máx. NOTA: após 6 meses, o líquido refrigerante deve totalmente substituído, independentemente das horas de trabalho do equipamento. A 4 UTILIZAÇÃO 4.1 DESCRIÇÃO DOS PAINÉIS DOS GERADORES No painel frontal do gerador acende-se todo o equipamento por meio do manípulo A: o acendimento da lâmpada B assinala essa operação. A = interruptor de alimentação. B = lâmpada piloto de rede. C = porta de entrada serial RS232. D = fusível de protecção da bomba do circuito de arrefecimento (5A-250V-T). E = Bujão para o cabo de alimentação. F = conector CNC de ligação ao pantógrafo. G = conector CN03 de ligação ao Painel do Gás. H = tampa do depósito de líquido refrigerante. I B = indicador de nível do líquido refrigerante. T I H F G S C E D R P L Q M O Fig. 20 a 190 N L = filtro de saída do líquido refrigerante. 4.2 DESCRIÇÃO DO PAINEL DO GÁS (Fig. 21) No painel do gás efectua-se a gestão de todas as funções do equipamento. Em especial, selecciona-se o tipo de trabalho a efectuar, ou seja, corte (CUT), marcação (MARK), ou teste de retenção do gás (TEST) do equipamento. M = torneira de esvaziamento do depósito do líquido refrigerante. N = tomada rápida do tubo de saída do líquido refri- gerante. A: Botão de selecção da modalidade de traba- llho. Cada vez que se carrega neste botão acende-se o led relativo à selecção: B: Led da modalidade corte. O = tomada rápida do tubo de retorno do líquido refri- gerante. P = tomada do maçarico. C: Led da modalidade marcação. Q = bujão para o cabo da massa. D: Led da modalidade teste. R = filtro de retorno do líquido refrigerante. E: Botão de selecção dos parâmetros a regular. Cada vez que se carrega neste botão acende-se o led relativo à selecção: F: Led que assinala a modalidade de selecção do tipo de material a cortar. G: Led que assinala a modalidade de selecção da combinação de gases PLASMA/SECONDARY S = conetor de ligação ao painel remoto. S = tomada USB. A utilizar para actualizar o software ou o firmware do gerador. A B D C F G S E H I R L M N P Q O Fig. 20 b 191 S: Visor que mostra a pressão do gás plasma no arranquene. H: Led que assinala a modalidade de selecção da espessura do material a cortar. I: Led que assinala a modalidade de selecção da corrente de corte. L: Led que assinala a modalidade de selecção da velocidade de corte. M: Led que assinala o diferente conjunto de consumíveis a utilizar relativo às selec ções anteriores. N: Visor que mostra os valores dos parâmetros em regulação. T: Visor que mostra a pressão do gás secundá rio no arranquee. U: Visor que mostra a pressão do gás secundá rio durante o corte V: Botão de selecção dos canais de gás plasma PRE/CUT FLOW e secondary PRE/CUT FLOW. W: Botão de confirmação da programação dos parâmetros: painel pronto para CUT, MARK ou TEST. O: Manípulo de regulação dos parâme tros P: Visor que mostra o tipo de gás plasma de corte. X: Led de ajuda na regulação da pressão correcta dos gases: -pressão baixa = led esquerdo aceso. -pressão alta = led direito aceso. -pressão correcta = ambos os leds acesos. Q: Visor que mostra o tipo de gás secundário de corte. R: Visor que mostra a pressão do gás plasma durante o corte. B G C D H Y: Manípulos de regulação da pressão dos gases do painel PGC-3.nsole PGC-3. P R S W V T A Q F E U I X L N Y O M 192 K Z Fig. 21 Z: Led que assinala a activação do painel PGC-2. K: Manípulo de regulação da pressão dos gases do painel PGC-2. 4.2.1 Preparação e execução do corte (CUT) Depois de ter ligado o equipamento no interruptor situado no painel frontal do gerador, o acendimento do led CUT B (ver Fig.21) indica que a máquina está na modalidade “corte”. Primeiro é necessário efectuar uma série de selecções/regulações e portanto certifique-se que o botão RUN não esteja premido (visor PREFLOW e CUTFLOW da Fig.21 do fluxo dos gases PLASMA e SECONDARY desligados). A primeira preparação a efectuar, em sequência, é a selecção indicada na tabela 1. Mantendo premido o botão na selecção da corrente (led I aceso), entra-se na modalidade fina indicada pelo led intermitente. Depois é possível regular a corrente, com passos de 1A, em intervalos pré-definidos: [20-30 A] ,[4050 A], [70-90A], [110-120A], [180-200 A], [230-250 A] A segunda preparação a efectuar, em sequência, é a regulação indicada na tabela 2. Premindo uma vez o botão SET, o fluxo de gás, para cada canal, fica activo por 10 s: depois é necessário premi-lo novamente se desejar continuar a regulação. Premindo novamente o botão SET após a última regulação, sai-se da modalidade de regulação. Premindo mais uma vez o botão regressa-se à primeira regulação e assim por diante. SELECÇÃO (premindo o botão E) Os leds em seta abaixo do visor do respectivo canal indicam o sentido de regulação do manípulo: se estiver aceso o da esquerda é necessário aumentar o fluxo (sentido horário), vice-versa para o da direita (sentido anti-horário). Ao alcançar o fluxo correcto, em função da selecção efectuada na Tab. 1, obtém-se o acendimento de ambos. Saídos da modalidade de regulação, após a preparações acima mencionadas, deve-se premir o botão RUN: acendem-se assim todos os visores relativos aos canais PLASMA e SECONDARY e o gerador está pronto para o corte. No caso em que tenha sido seleccionado o gás H35 ou F5 acende-se o led do painel do gás PGC-2. N.B. ao ligar o equipamento, fica memorizada a última programação de trabalho (por ex.: MAT-GÁS-mm-A). Se, na regulação seguinte for trocado o tipo de gás, é então efectuado automaticamente o “purge” ou seja, primeiro são esvaziados os tubos e depois é efectuada uma lavagem com fluxo activo durante aproximadamente 10 s. Depois do sinal de arranque do pantógrafo, activa-se automaticamente a sequência seguinte: -Preflow de 0,5 s com o gás seleccionado. -Impulso de Alta tensão / Alta frequência. -Acendimento do arco piloto. -Transferência do arco plasma (envio ao CNC do sinal “arc transfer”). -Início do movimento na superfície x-y do CNC no final do “pierce delay time”. Ao sinal de paragem do pantógrafo, activa-se automaticamente a sequência seguinte: -Desligamento do arco plasma. -Final do movimento na superfície x-y do CNC. -Postflow com o gás seleccionado. SELECÇÃO (rodando o manípulo O) MS = Aço macio SS = Aço inox. AL = Alumínio DESCRIÇÃO tipo de material a cortar t combinação de gases (PLASMA/SECONDARY) adequada ao material escolhido AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Espessura do material a cortar Ver tabelas de corte Corrente de corte aconselhada para a combinação (MAT/GÁS/mm) escolhida Ver tabelas de corteo Velocidade de corte aconselhada para a combinação (MAT/GÁS/mm/A) escolhida Ver tabelas de corte t t t t Conjunto de consumíveis a usar para a combinação (MAT/GAS/mm/A) selecionada • • • • STD (Standard) SPD (Speed) EXP QPC Ver tabelas de corte Tab. 1 193 SELECÇÃO (premindo o botão V) REGULAÇÃO (rodando o manípulo Y) DESCRIÇÃO Acendimento do visor R PLASMA CUTFLOW Até ao acendimento simultâneo dos dois leds em seta X Acendimento do visor S PLASMA PREFLOW Até ao acendimento simultâneo dos dois leds em seta X Acendimento do visor T SECONDARY PREFLOW Até ao acendimento simultâneo dos dois leds em seta X Acendimento do visor U SECONDARY CUTFLOW Até ao acendimento simultâneo dos dois leds em seta X t t t Tab. 2 4.2.2 Preparação e execução da marcação (MARK) Depois de ter ligado o equipamento, no interruptor situado no painel frontal do gerador, o acendimento do led MARK indica que a máquina está na modalidade “marcação”. Primeiro é necessário efetuar uma série de seleções/regulações e portanto é necessário certificar-se que o botão RUN não esteja premido (visor PREFLOW-CUTFLOW da Fig.21 do fluxo dos gases PLASMA e SECONDARY desligados). A primeira configuração a efetuar, em sequência, é a da Tab. 3. Para a segunda configuração consultar a da Tab. 2 com as respetivas notas. 4.2.3 Execução do teste de vedação do gás (TEST) Depois de ter ligado o equipamento, no interruptor situado no painel frontal do gerador, o acendimento do led TEST indica que a máquina está na modalidade “teste”. Deve-se executar periodicamente o teste de vedação, da T01 a T05, para verificar eventuais fugas de gás pelos tubos, desde a entrada dos mesmos na parte traseira da consola do gás até à entrada da consola das válvulas. Além disso, o teste de fluxo TF6 permite verificar o fluxo do canal auxiliar AUX. É possível verificar cada canal individualmente, como ilustrado na Tab. 4: SELECÇÃO (rodando o manípulo O) DESCRIÇÃO Teste do canal air / air SELECÇÃO (premindo o botão E) DESCRIÇÃO SELECÇÃO (rodando o manípulo O) t tipo de material a marcar MS = Aço macio SS = Aço inox. AL = Alumínio t Teste do canal N2 / N2 Teste do canal O2 / O2 t t combinação de gases (PLASMA/SECONDARY) adequada ao material escolhido Teste do canal H35 / -Ar/Ar t Teste do canal Ar / Ar t t Teste do canal AUX Corrente de corte aconselhada para a combinação (MAT/ GÁS/mm) escolhida Tab. 3 194 Ver tabelas de corte t Teste completo (sequência automática temporizada de T01, T02, T03, T04, T05, T06) Tab. 4 Premindo o botão RUN, inicia-se o teste selecionado: primeiro, a máquina executa uma “purga”, depois são enchidos os tubos com o gás e depois desativadas as eletroválvulas de INLET GAS e as presentes na consola das válvulas. Se não são detetadas perdas durante o tempo de teste, por exemplo com AIR/AIR, o visor da consola de gás mostra a mensagem OK AIR (idem para os outros gases: OK N2, OK O2, OK H35 e OK Ar). No caso em que tenha sido selecionado o teste T04, durante o TESTE acende-se o led da consola do gás PGC-2. 4.2.4 Funções suplementares (Segundas funções) Nas descrições seguintes, faz-se referência à Fig.21. Com o equipamento ligado e na modalidade inativa (nenhum RUN: visor R,S,T,U desligados), entrar no menu “segundas funções” premindo simultaneamente os botões A e E. 4.2.4.1 Preparação e execução da Marcação Spot (SPOT MARK) A marcação spot é um tipo especial de marcação onde o traço consiste num ponto, ao contrário de uma linha ou qualquer desenho próprios da marcação normal (ver a modalidade de trabalho MARK, par.4.2.2). Depois de ter definido alguns parâmetros da consola do gás, é possível gerir e executar a marcação spot diretamente pelo CNC, mantendo os mesmos parâmetros de corte e os mesmos consumíveis. Regular os parâmetros de spot marking abaixo-indicados, selecionáveis em sequência premindo o botão E: Depois das regulações acima descritas, através de um sinal digital nos respetivos pinos (ver a Fig.14) passa-se da modalidade corte à de marcação spot (CUT/SPOT MARK). SELECÇÃO (premindo o botão E) DESCRIÇÃO SELECÇÃO (rodando o manípulo O) SEN Spot Enable (habilita/inabilita a função de marcação spot) OFF = inabilitada ON = habilitada SI Spot Current (corrente de marcação spot) De 10 a 39 A ST Spot Time (tempo de marcação spot) OFF* De 0.01 a 1.00 s t t 4.2.4.2 Gestão da corrente nos cantos da peça em elaboração (CORNER) A redução da corrente nos cantos da peça em elaboração é uma funcionalidade útil quando associada à redução da velocidade de cortes nos mesmos. Desse modo eliminase a remoção excessiva de metal no canto. Depois de ter definido alguns parâmetros da consola do gás, é possível gerir e executar a função Corner diretamente pelo CNC, mantendo os mesmos parâmetros de corte e os mesmos consumíveis. Regular os parâmetros de corner abaixo indicados, selecionáveis em sequência premindo o botão E. SELECÇÃO (premindo o botão E) DESCRIÇÃO SELECÇÃO (rodando o manípulo O) CEN Corner Enable (habilita/inabilita a função corner) OFF = inabilitada ON = habilitada CI Corner Current (percentagem da corrente de corner em relação à corrente de corte) De 50 a 100% * CSD Corner Slope Down (pendência da rampa de descida da corrente) De 1 a 100 A/ (s/100) CSU Corner Slope Up (pendência da rampa de subida da corrente) De 1 a 100 A/ (s/100) t t t Tab. 6 * A regulação da corrente de corner está dependente da posição do switch #2 do banco DIP3 presente na placa remote (ver a Fig.15). Com o switch #2 na posição OFF (configuração predefinida) o valor da corrente de corner é regulado diretamente pelo pantógrafo através da respetiva entrada analógica (0-10V) (ver o kit opcional art. 425) de acordo com a relação descrita na tabela 7 Tab. 5 * nesse caso, a duração do spot é gerida pelo sinal de Start/Stop do pantógrafo. Se, pelo contrário, for definido o tempo, então esse valor representa a duração máxima do spot desde o sinal de arco. 195 ENTRADA ANALÓGICA CORRENTE DE CORNER VALOR ATUADO 0V 50% ½ da corrente de corte … … … 5V 75% ¾ da corrente de corte … … … 10V 100% igual à corrente de corte Tab. 7 No caso em que essa entrada analógica (0-10V) esteja desligada, o valor da corrente de corner permanece fixo no valor 50% (por defeito) da corrente de corte. Vice-versa com o switch #2 na posição ON, a entrada analógica acima descrita é ignorada pelo gerador e o operador pode regular o valor da corrente de corner diretamente no painel da consola do gás, atuando no manípulo O. Na figura abaixo, temporização dos sinais: SELECÇÃO (premindo o botão E) PoF 4.2.4.4 Visualização da capacidade e da temperatura do líquido refrigerante (H2O) Nessa modalidade é possível visualizar a capacidade/ temperatura, no ecrã N/Q, em litros/min/°C, do líquido de arrefecimento; normalmente, o seu valor é de aproximadamente 3 litros/minuto. 4.2.4.5 Execução do corte em chapas furadas ou grelhas (SR) Frequentemente, para cortar chapas furadas ou grelhas, é útil ativar a função Self Restart. Com essa função ativada, o gerador reacende o arco sempre que este se interrompe. Também é necessário configurar o pantógrafo para cortes deste tipo. SELECÇÃO (premindo o botão E) SR Sinal de Corner Corrente de corte Corrente de corner 4.2.4.3 Gestão do tempo de arrefecimento do maçarico no fim do corte No fim de cada corte da peça em elaboração, reativa-se o fluxo de gás secundário para arrefecer o maçarico. A duração desse fluxo depende da corrente de corte e aumenta em função da própria corrente. Por vezes pode ser útil reduzir essa duração, em caso de trabalhos especiais. O operador pode regular o valor do tempo de Post-Flow (PoF) diretamente no painel da consola do gás atuando no manípulo O. Em particular, pode reduzir esse tempo da duração máxima, dependente da corrente de corte definida, até um mínimo de 5 segundos. 196 SELECÇÃO (rodando o manípulo O) De 5 a T s Post Flow (duração do fluxo (T=duração máx. de arrefecimento em segundos, do maçarico no dependente da fim do corte) corrente de corte) DESCRIÇÃO DESCRIÇÃO SELECÇÃO (rodando o manípulo O) Self Restart (habilita/inabilita a função de self restart) OFF = inabilitada ON = habilitada 4.2.4.6 Regulação fina da corrente à distância (RRI) Essa funcionalidade, sempre presente no menu “segundas funções” da consola do gás, necessita do kit opcional art.425. Consultar o manual de instruções deste último para a descrição completa. 4.2.5 CÓDIGOS DE ERRO DESCRIÇÃO DO ERRO CÓDIGO SOLUÇÃO POSSÍVEL Erro durante a atualização do firmware por USB USB (Err. 85) Contactar o Serviço de Assistência da CEBORA. Start premido na ignição ou no rearme (passagem à modalidade RUN) do gerador TRG (Err. 53) Desligar o gerador, retirar o comando de start e ligar o gerador novamente. Sobrecarga de temperatura do líquido de arrefecimento Sobrecarga de temperatura dos módulos: IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 H20 T (Err. 93) TH1 (Err. 74) TH2 (Err. 77) TH3 (Err. 72) Verificar eventuais entupimentos dos tubos do circuito de arrefecimento, ou do maçarico. Verificar o estado do fusível da bomba. Limpar o radiador. Não desligar o gerador, para manter o ventilador a funcionar e obter assim um arrefecimento rápido. O recomeço do funcionamento normal é automático assim que a temperatura regressa aos valores consentidos. Se o problema persistir, Contactar o Serviço de Assistência da CEBORA. TH4 (Err. 71) Fluxo inferior ao limite mínimo do líquido de arrefecimento Pressão baixa num canal de alimentação do gás H2O (Err 75) GAS LO (Err. 78) Verificar eventuais entupimentos dos tubos do circuito de arrefecimento, ou do maçarico. Verificar o estado do fusível da bomba. Limpar o radiador Aumentar a pressão do respetivo gás usando o manípulo situado no painel frontal da consola do gás. Verificar também a pressão de alimentação do gás, a qual deve ser aproximadamente 8 bar. Portinhola aberta no gerador, ou no módulo de ignição HV19-1 ou HV19-PVC OPN (Err. 80) Verificar o fecho correto da tampa do gerador e/ou da unidade HV19-1 ou HV19-PVC. CNC desligado, em emergência ou desligado do gerador rob (Err. 90) Ligar o CNC, sair da emergência, verificar a ligação do gerador-CNC. Sobrecarga de temperatura do transformador de potência TH0 (Err. 73) Erro interno na memória do microprocessador O gerador não comunica com a consola do gás ou com o grupo de arrefecimento O gerador não comunica com o circuito interface A consola do gás não comunica com o gerador Tensão continua inferior ao valor mínimo aceite Err 2 Err 6 Err 7 Err 9 Err 16 Não desligar o gerador, para manter o ventilador a funcionar e obter assim um arrefecimento rápido. O recomeço do funcionamento normal é automático assim que a temperatura regressa aos valores consentidos. Se o problema persistir, Contactar o Serviço de Assistência da CEBORA. Contactar o Serviço de Assistência da CEBORA. Verificar a ligação entre o gerador e a consola do gás, ou o grupo de arrefecimento. Se o problema persistir, Contactar o Serviço de Assistência da CEBORA. Contactar o Serviço de Assistência da CEBORA Verificar a ligação entre o gerador e a consola do gás. Se o problema persistir, Contactar o Serviço de Assistência da CEBORA. Contactar o Serviço de Assistência da CEBORA 197 DESCRIÇÃO DO ERRO CÓDIGO SOLUÇÃO POSSÍVEL Problema no relógio interno Err 26 Contactar o Serviço de Assistência da CEBORA Erro de escrita na memória flash do gerador Err 27 Contactar o Serviço de Assistência da CEBORA Detetada corrente, com o arco desligado, no módulo IGBT1 Err 30 Medida fora da escala da corrente, no módulo IGBT1, durante o corte Err 35 Detetada corrente no circuito de arco piloto, com o arco desligado. Err 39 Tensão perigosa: avaria no circuito de alimentação Err 40 Detetada corrente no circuito arco piloto, durante o corte Err 49 Elétrodo gasto Err 55 Erro de alinhamento entre as versões de firmware de: gerador, consola do gás, módulo interface CNC; ou, erro durante a fase de atualização automática acionada pelo gerador Contactar o Serviço de Assistência da CEBORA Contactar o Serviço de Assistência da CEBORA Contactar o Serviço de Assistência da CEBORA Contactar o Serviço de Assistência da CEBORA Substituir o elétrodo e/ou a agulheta. Verificar a montagem correta dos consumíveis de acordo com o tipo de trabalho. Verificar também se o gás de corte está correto. Contactar o Serviço de Assistência da CEBORA Err 58 Tensão da rede fora das especificações Err 67 Esvaziamento dos tubos do gás não completado ou pressão elevada num canal de alimentação de gás Contactar o Serviço de Assistência da CEBORA Err 79 Verificar os fusíveis do quadro elétrico onde está ligado o cabo de rede do gerador. Se o problema persistir, Contactar o Serviço de Assistência da CEBORA. Verificar os consumíveis ou reduzir a pressão de alimentação. Err 81 Verificar a ligação entre o módulo PGC-3 ou APGC-1 (o superior) e o módulo PGC-2 ou APGC-2 (o inferior) Falta de ligação entre a consola do gás PGC-3 e PGC-2 ou APGC-1 e APGC-2 Err 82 Verificar a ligação entre o módulo PGC-3 ou APGC-1 (o superior) e o módulo PGC-2 ou APGC-2 (o inferior) Detetada corrente, com o arco desligado, no módulo IGBT2 Err 31 Medida fora da escala da corrente, no módulo IGBT2, durante o corte Err 36 Consola do gás desligada do gerador Contactar o Serviço de Assistência da CEBORA Contactar o Serviço de Assistência da CEBORA 4.3 DESCRIÇÃO DO PAINEL DA CONSOLA DO GÁS AUTOMÁTICA (FIG. 22) Em regime O painel frontal da consola do gás automática mostra um led multifuncional, o qual define o seu estado. Em particular: Fase Cor do LED Descrição Ausência de aliDesligado mentação da placa eletrónica interna Ligação do Problemas no microVermelho gerador processador da placa contínuo eletrónica interna Vermelho/Ver- Aguardar comunide alternado cação com o gerador 198 Vermelho/Verde alternado lento Verde contínuo Falta de comunicação com o gerador Funcionamento regular A=led multifuncional Para a gestão da consola do gás automática (configuração dos parâmetros de corte e configuração do estado de RUN) é necessário ligar o painel remoto art.460. Consultar o manual de instruções desse artigo para a descrição do funcionamento. Vice-versa, com uma interface digital CANopen entre o pantógrafo/robô e o gerador e na ausência do art.460, é necessário ter um aplicativo específico no controlo. A Fig. 22 4.4 QUALIDADE DO CORTE São diversos os parâmetros e as combinações desses que influenciam a qualidade do corte: neste manual estão indicadas, na secção Tabelas de Corte, as regulações melhores para o corte de um determinado material. Todavia, devido às inevitáveis diferenças devidas à instalação em diferentes pantógrafos e à variação das características dos materiais cortados, os parâmetros ideais poderão sofrer pequenas variações em relação às indicadas nas tabelas acima indicadas. Os pontos seguintes podem ajudar o utilizador a efectuar pequenas alterações necessárias para a obtenção de um corte de boa qualidade. Como mostrado nas tabelas de corte, existem diferentes kits de consumíveis em função da corrente de corte e dos gases usados. Se houver exigências de elevada produtividade, e portanto necessidade de velocidades de corte elevadas, deve-se programar a corrente máxima admitida e o bico de diâmetro maior. Vice-versa, se a atenção for dirigida à qualidade do corte (maior esquadria e sulco de corte (kerf) mais estreito) deve-se programar a corrente mínima admitida para o material e a espessura em trabalho. Antes de efectuar qualquer regulação, verifique se: O maçarico está perpendicular à superfície de corte. O Eléctrodo, o bico, o porta-bico H2O e a protecção do bico não estejam demasiado gastos e que a sua combinação corresponde ao trabalho desejado. A direcção de corte, em função da figura a obter, esteja correcta. Lembre-se que o lado melhor de um corte é sempre o direito em relação à direcção de movimento do maçarico (o difusor de plasma usado tem os furos no sentido horário). No caso em que se devam cortar grandes espessuras, deve-se prestar uma atenção especial durante a fase de afundamento: em particular, tentar retirar a acumulação de material fundido em redor do furo de início do corte, de modo a evitar fenómenos de arco duplo quando o maçarico passa novamente no ponto de início. Para além disso, mantenha sempre limpa a protecção do bico de eventuais resíduos de metal fundido que aí se tenham acumulado. A tabela 8 indica alguns dos problemas mais frequentes e a respectiva solução. 199 PROBLEMA Corte inclinado CAUSA SOLUÇÃO Eléctrodo ou bico gastos Substituir ambos Stand off demasiado alto Abaixar o stand off Velocidade de corte demasiado elevada Regular a velocidade Velocidade de corte demasiado elevada Regular a velocidade Penetração insuficiente Presença de “rebarbas de baixa velocidade” * Presença de “rebarbas de alta velocidade” ** Bordo de corte arredondado * Bico com diâmetro muito grande em relação à corrente definida Verificar as Tabelas de Corte Espessura excessiva da peça em laboração em relação à corrente definida Aumentar a corrente de corte Cabo de terra com mau contacto eléctrico com a superfície de corte Verificar o aperto do terminal de terra ao CNC Velocidade de corte demasiado baixa Regular a velocidade Corrente de corte demasiado elevada Diminuir a corrente de corte Stand off demasiado baixo Alçar o stand off Velocità di taglio troppo alta Regular a velocidade Corrente de corte demasiado baixa Aumentar a corrente de corte Stand off demasiado alto Abaixar o stand off Velocidade de corte demasiado elevada Regular a velocidade Stand off demasiado alto Abaixar o stand off As rebarbas de baixa velocidade (low speed dross) são rebarbas espessas, de forma globular, facilmente elimináveis. O sulco de corte (kerf) é bastante amplo. ** As rebarbas de alta velocidade (high speed dross) são rebarbas finas, difíceis de eliminar. A parede do corte, em caso de velocidade muito elevada, apresenta-se muito rugosa. Tab. 8 4.5 MANUTENÇÃO DO EQUIPAMENTO Uma manutenção correta do equipamento assegura o desempenho ideal e prolonga a vida útil de todos os seus componentes, incluindo as partes consumíveis. Portanto, aconselha-se a execução dos trabalhos listados na tabela seguinte. Período Trabalhos de manutenção Verificar a pressão correta dos gases de Diariamente alimentação Verificar o funcionamento correto das ventoinhas do gerador, do grupo de arrefecimento e da consola do gás SemanalVerificar o nível do líquido refrigerante mente Limpar as roscas do maçarico e verificar que não haja sinais de corrosão ou descargas elétricas Verificar a presença de fendas, abrasões ou fugas nas conexões do gás, água e Mensalmente elétricas Executar o programa TEST na consola do gás. 200 Semestralmente Substituir o líquido refrigerante presente no equipamento Limpar os filtros, externos e do depósito, do grupo de arrefecimento; Limpar o filtro da consola do gás Substituir os O-ring do maçarico, encomendando o kit art.1400 Se, após uma verificação, se nota um componente demasiado consumido, ou com funcionamento irregular, contactar o Serviço de Assistência CEBORA. Para uma manutenção das partes internas dos vários componentes do equipamento, pedir a intervenção de pessoal qualificado. Em especial, aconselha-se executar periodicamente os trabalhos a seguir indicados. Para todos os componentes: • Limpar o interior com ar comprimido (limpo, seco e sem óleo) para eliminar as acumulações de pó. Se possível, usar um aspirador; • Verificar se as ligações elétricas estão bem apertadas e não apresentam sobreaquecimentos. Para cada componente: Componente Trabalhos de manutenção Limpar com ar comprimido os radiadoGerador res dos módulos IGBT, dirigindo o jato de ar para os mesmos. Limpar o radiador com ar comprimido, Grupo de ar- dirigindo o jato de ar para o mesmo. refecimento Verificar a presença de fendas ou fugas no circuito hidráulico interno. Consola do Verificar a presença de fendas ou fugas gás no circuito pneumático interno. Consola das Verificar a presença de fugas no circuito válvulas pneumático interno. Verificar se o espinterómetro não se apresenta demasiado negro e que seja respeitada a distância correta entre as Unidade de pontas; ignição Verificar a presença de fendas ou fugas no circuito hidráulico interno. Verificar também, periodicamente, a ligação à terra do equipamento. Em particular, seguindo o esquema da fig.24, verificar se os cabos estão todos bem apertados, entre o parafuso e a porca. 201 5 APÊNDICE 5.1 KIT OPCIONAL (ART. 425) PARA A CONEXÃO AO PANTÓGRAFO (FIG. 23) art 948 202 Para a montagem do kit Art. 425, consultar as respectivas instruções. 5.2 ESQUEMA DE LIGAÇÃO À TERRA EQUIPAMENTO(FIG. 24) Usar cabos de terra de secção igual ou superior a 16 mm2. DO Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Cabo de alimentação Ferrite Barra de cobre Fig. 24 203 5.3 MEDIÇÃO DOS NÍVEIS DE PRESSÃO ACÚSTICA O processo de corte com plasma produz níveis de ruído nocivos para o ouvido humano e portanto deve-se usar proteções adequadas, por exemplo auscultadores ou tampões, em conformidade com os regulamentos nacionais ou locais. As medições indicadas na tabela abaixo, relativas ao mild steel (aço macio) e efectuadas às distâncias indicadas, podem ajudar o responsável pela segurança a adotar todos os meios previstos para tornar seguro o ambiente de trabalho (consultar, por exemplo, a normativa internacional IEC 60974-9). Espessura Corrente de corte Velocidade de corte O2/air O2/air O2/air (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 Distâncias de medição (diante da fonte x acima da fonte) (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 Aço doce Aço doce Aço doce O2/air O2/air O2/air 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Aço doce Aço doce Aço doce O2/air O2/air O2/air 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 Material Gás de corte Aço doce Aço doce Aço doce Nível de pressão acústica ponderado A LpA (dB) 105.0 100.5 99.2 Nível de pico da pressão acústica ponderado C LpC, peak (dB) 119.7 114.6 113.3 As medições, com a duração de 1 minuto cada, foram efectuadas em local fechado, em ambiente reverberante, nos laboratórios da CEBORA S.p.A. Os dados registados não têm em linha de conta eventuais correções devidas a ruídos de fundo ou às dimensões do local do ensaio. Os níveis de pressão acústica LpA e LpC, peak são definidos pela normativa internacional do setor (consultar IEC 11202 e IEC 61672-1). 204 SISÄLTÖ 1 TURVAOHJEET .................................................................................................................... 206 1.1 VAROITUSKILPI................................................................................................................ 206 2 TEKNISET TIEDOT.................................................................................................................207 2.1 LAITTEEN YLEISKUVAUS..................................................................................................207 2.2 PLASMA -VIRTALÄHDE.................................................................................................... 208 2.2.1 PLASMA PROF 166 HQC -VIRTALÄHDE ................................................................ 208 2.2.2 PLASMA PROF 255 HQC -VIRTALÄHDE................................................................. 209 2.3 KAASUKONSOLI...............................................................................................................210 2.3.1 Kaasukonsoli oppaat PGC-3 - PGC-2......................................................................210 2.3.2 Kaasukonsoli automaattinen APGC.......................................................................... 211 2.4 PVC-VENTTIILIKONSOLI...................................................................................................212 2.5 HV19-1-SYTYTYSLAITE....................................................................................................212 2.6 SYTYTYSLAITE – HV19-PVC-VENTTIILIKONSOLI............................................................213 2.7 CP450G-POLTIN................................................................................................................214 2.8 WATER CONSOLE.............................................................................................................214 .....................................................................................................................215 3 ASENNUS 3.1 PAKKAUKSESTA PURKAMINEN JA ASENNUS................................................................215 3.2 VIRTALÄHTEEN LIITÄNTÄ..................................................................................................215 3.2.1 Liitäntä CNC-plasmaleikkuriin...................................................................................218 3.2.2 Digitalset signaalit plasmaleikkurin ohjauslaitteesta virtalähteeseen........................219 3.2.3 Digitalset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen....................... 220 3.2.4 Analogiset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen..................... 220 3.2.5 Virtalähteen hätäseissignaali.....................................................................................221 3.3 KAASUKONSOLIN LIITÄNTÄ............................................................................................ 222 3.3.1 Käsin ohjattava PGC-3 ja PGC-2 -kaasukonsoli...................................................... 222 3.3.2 Automaattinen APGC-kaasukonsoli......................................................................... 222 3.3.3 Kaasujen liitäntää koskeva huomautus.................................................................... 223 3.4 CP450G-POLTTIMEN LIITÄNTÄ........................................................................................ 223 3.4.1 Käyttö plasmaleikkurissa......................................................................................... 223 3.4.2 Käyttö robottijärjestelmässä.................................................................................... 223 3.5 JÄÄHDYTYSNESTETTÄ KOSKEVAT VAATIMUKSET........................................................224 4 KÄYTTÖ .....................................................................................................................224 4.1 VIRTALÄHTEIDEN KÄYTTÖPANEELIEN KUVAUS.............................................................224 4.2 KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS..............................................................225 4.2.1 Leikkauksen (CUT) valmistelu ja suoritus..................................................................227 4.2.2 Merkkauksen (MARK) valmistelu ja suoritus.............................................................228 4.2.3 Kaasun tiiviystestin (TEST) suoritus......................................................................... 229 4.2.4 Lisätoiminnot (toiset toiminnot)................................................................................ 229 4.2.4.1 Pistemerkkauksen (SPOT MARK) valmistelu ja suoritus............................. 229 4.2.4.2 Virran ohjaus työstettävän kappaleen kulmissa (CORNER)........................ 229 4.2.4.3 Polttimen jäähdytysajan hallinta leikkauksen jälkeen ................................. 230 4.2.4.4 Jäähdytysnesteen (H2O) virtauksen näyttö................................................ 230 4.2.4.5 Reikä- tai ritilälevyjen leikkaus (SR)............................................................. 230 4.2.4.6 Virran hienosäätö kauko-ohjauksella (RRI).................................................. 230 4.2.5 Virhekoodit................................................................................................................231 4.3 AUTOMAATTISEN KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS.............................. 232 4.4 LEIKKAUSLAATU.............................................................................................................. 233 4.5 JÄRJESTELMÄN HUOLTO................................................................................................ 234 5 LIITE .................................................................................................................... 236 5.1 LISÄSETTI (TUOTE 425) PLASMALEIKKURIN LIITÄNTÄÄN............................................. 236 5.2 KONEEN MAADOITUSKAAVIO.........................................................................................237 5.3 ÄÄNENPAINETASOJEN MITTAUS.................................................................................... 238 205 KÄYTTÖOPAS PLASMALEIKKAUSKONEELLE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA ON KÄYTETTÄVÄ AINOASTAAN LEIKKAUSTOIMINNOISSA 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi 3.300.758 MELU. Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. - Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran synnyttämä magneettikenttä vaikuttaa haitallisesti sydämentahdistajan toimintaan. Henkilöt jotka joutuvat käyttämään elintärkeitä elektronisia laitteita kuten sydämentahdistajaa, on aina otettava yhteyttä hoitavaan lääkäriin ennen kuin he alkavat käyttää kaarihitsaus, -leikkaus, -talttaus tai pistehitsaus laitteita. - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinnakkain ja varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elektrodi- / hitsauskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. 206 SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 1.1 VAROITUSKILPI Seuraavat numeroidut tekstit vastaavat kilvessä olevia numeroituja kuvia. 1 1.1 1.2 1.3 ? 2 2.1 2.2 2.3 F OF 3 3.1 4 4.1 5 5.1 3.2 4.2 3.3 4.3 7 6 G kl a g xm b Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx g Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò g hsjkklasjlòsòlxc,òz tg n zx n , sx h xn m j x n m ks j su zx ks k w e kx sd n sk h cm js jk c sd h a h jhgfjksdhfjksdklcsmkldc jk xc 3098464 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 4.2 4.3 5. 5.1 6. 7. Leikkauksessa syntyvät kipinät saattavat aiheuttaa räjähdyksen tai tulipalon. Pidä syttyvät materiaalit etäällä leikkausalueelta. Leikkauksessa syntyvät kipinät saattavat aiheuttaa tulipalon. Pidä palonsammutinta laitteen välittömässä läheisyydessä ja varmista, että paikalla on aina henkilö, joka on valmis käyttämään sitä. Älä koskaan leikkaa suljettuja astioita. Plasmakaari saattaa aiheuttaa haavoja tai palovammoja. Katkaise sähkö ennen polttimen poistoa. Älä pidä materiaalista kiinni leikkausreitin läheltä. Käytä koko kehon suojausta. Polttimen tai kaapelin aiheuttamat sähköiskut ovat hengenvaarallisia. Suojaudu asianmukaisesti sähköiskuvaaralta. Käytä eristäviä käsineitä. Älä käytä kosteita tai vaurioituneita käsineitä. Eristä itsesi asianmukaisesti leikattavasta kappaleesta ja maasta. Irrota pistotulppa ennen kuin suoritat toimenpiteitä laitteeseen. Leikkauksen aikana syntyvien savujen sisäänhengitys saattaa olla terveydelle haitallista. Pidä pääsi etäällä savuista. Poista savut koneellisen ilmanvaihto- tai poistojärjestelmän avulla. Poista savut imutuulettimen avulla. Valokaaren säteily voi vahingoittaa silmiä ja aiheuttaa palovammoja ihoon. Käyttäjän tulee suojata silmänsä linsseillä, joiden suojaluokka on vähintään DIN 11. Kasvot tulee suojata asianmukaisesti. Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä kokonaamaria ja suodatinta, jonka asteluku on asianmukainen. Käytä koko kehon suojausta. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia toimenpiteitä. Älä poista tai peitä varoituskilpiä.é coprire le etichette di avvertenza. 2 TEKNISET TIEDOT 2.1 LAITTEEN YLEISKUVAUS Plasma Prof 166 HQC (tuote 948) ja Plasma Prof 255 HQC (tuote 949) on varustettu HV19-1 (tuote 464) tai HVPVC (tuote 462) -sytytyslaitteella, käsinohjattavalla PGC3 - PGC-2 -kaasukonsolilla (tuote 470) tai automaattisella APGC-kaasukonsolilla (tuote 466), PVC-venttiilikonsolilla (tuote 469) ja CP450G-polttimella (tuotteen versio riippuu käyttötavasta). Ne ovat monikaasuisia, mekanisoituja ja täysin mikroprosessilla ohjattuja plasmaleikkauskoneita, jotka kykenevät syöttämään 120/250 A:n suurinta virtaa 100 %:n kuormitettavuudella. Kaikki prosessiparametrit (materiaali, kaasu, paksuus ja virta) voidaan valita kaasukonsolista. Jokaisella valinnalle ilmoitetaan optimaalinen kaasun virtaus automaattisesti. Virtalähteen takalevyyn sijoitetun RS232-portin kautta voidaan hankkia tietokoneella helposti kaikkien toimintaparametrien tila. Siten on helppo tarkistaa kokonaistyötilanne ja selvittää mahdolliset toimintahäiriöt. Saman RS232-portin tai USB-tikun kautta voidaan päivittää koneen ohjelmisto. Kone käyttää eri kaasuja leikatakseen kaikki metallimateriaalit optimaalisesti. Näitä ovat: ilma, typpi N2, happi O2, seos H35 (35 % vetyä H2 - 65 % argonia Ar), seos F5 (5 % vetyä H2 - 95 % typpeä N2). Jälkimmäisten yhdistelmät tarjotaan automaattisesti valitun materiaalin mukaan. Koneella voidaan suorittaa merkkaus argonkaasulla Ar, joka myös tarjotaan automaattisesti. Saatavilla on erilaisia käytetyn leikkausvirran ja kaasun mukaisia kulutusosien settejä, jotka on kalibroitu ja testattu parhaan mahdollisen leikkauslaadun takaamiseksi. Art. 1169.... Art. 470-466 Art. 1166.... Art. 464 Art. 1224-1225- Art. 1189.... Art. 469 Art. 948 -949 Kuva. 1 207 2.2 PLASMA-VIRTALÄHDE TEKNISET TIEDOT Siihen sisältyy mikroprosessori, joka ohjaa koko konetta ja jonka ohjelmisto voidaan päivittää takalevyyn sijoitetun RS232- tai USB-portin kautta. Takaosassa on jäähdytysyksikkö, johon sisältyy säiliö, pumppu, jäähdytin, suodattimet, virtausmittari ja lämpömittari. 2.2.1 PLASMA PROF 166 HQC -VIRTALÄHDE Plasma Prof 166 HQC on vakiovirtalähde (maks. 120 A 100 %:n kuormitettavuudella), joka on IEC 60974-1, 60974-2 ja 60974-10 -standardien mukainen. Nimellistyhjäkäyntijännite (Uo) 300 V Maks.antovirta (I2) 120 A Antojännite (U2) 128 V Kuormitettavuus (käyttösuhde) 100% @ 120A Suurin sallittu ympäröivä lämpötila Suojausluokka 40 °C Ilma, koneellisella ilmanvaihdolla IP21S Nettopaino 205 kg Jäähdytys Nimellisliitäntäjännite ja suurin sallittu liitäntävirta: 220/230 V, 3 ~, 50/60 Hz, 52 A 380/400 V, 3 ~, 50/60 Hz, 30 A 415/440 V, 3 ~, 50/60 Hz, 28 A JÄÄHDYTYSYKSIKKÖ Nimellisjäähdytysteho a 1 l/min a 25°C 1.7 kW Suurin sallittu paine 0.45 MPa 948 960 463 Kuva. 2a 208 2.2.2 PLASMA PROF 255 HQC -VIRTALÄHDE TEKNISET TIEDOT Plasma Prof 255 HQC on vakiovirtalähde (maks. 250 A 100 %:n kuormitettavuudella), joka on IEC 60974-1, 60974-2 ja 60974-10 -standardien mukainen. Nimellistyhjäkäyntijännite (Uo) 315 V Maks.antovirta (I2) 250 A Antojännite (U2) 170 V Kuormitettavuus (käyttösuhde) 100% @ 250A Suurin sallittu ympäröivä lämpötila Suojausluokka 40 °C Ilma, koneellisella ilmanvaihdolla IP21S Nettopaino 406 kg Jäähdytys Nimellisliitäntäjännite ja suurin sallittu liitäntävirta: 220/230 V, 3 ~, 50/60 Hz, 145 A 380/400 V, 3 ~, 50/60 Hz, 76 A 415/440 V, 3 ~, 50/60 Hz, 70 A JÄÄHDYTYSYKSIKKÖ 681 Nimellisjäähdytysteho a 1 l/min a 25°C 1.7 kW Suurin sallittu paine 0.45 MPa 1252 953 CG Kuva. 2b 209 2.3 KAASUKONSOLI TEKNISET TIEDOT Kaasukonsoli on laite, joka hallitsee prosessiparametrien valintaa ja kaasun virtausten säätöä. Se on IEC 60974-8 -standardin mukainen. Se sisältää magneettiventtiilit, paineenalentimet ja paineanturit sekä elektroniset kortit näiden osien virransyöttöön ja ohjaukseen. 2.3.1 Kaasukonsoli oppaat PGC-3 - PGC-2 Se on jaettu kahteen yksikköön: PGC-3, johon syötetään ilmakaasua, argonia Ar, typpeä N2 ja happea O2, ja PGC2, johon syötetään kaasua H35 (seos, jossa on 35 % vetyä H2 ja 65 % argonia Ar) ja F5 (seos, jossa on 5 % vetyä H2 ja 95 % typpeä N2). SUURIN SALLITTU SYÖTTÖPAINE VIRTAUS Ilma Puhdasta, kuivaa ja öljytöntä standardin ISO 8573-1:2010 mukaan. Luokka 1.4.2 (hiukkasetvesi-öljy) 0.8 MPa (8 bar) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Typpi 99.997% 0.8 MPa (8 bar) 150 l/min Happi 99.95% 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min KÄYTETYT PITOISUUS KAASUT H35 F5 Seos: 35 % vetyä, 65 % argonia Seos: 5 % vetyä, 95 % typpeä * standardin ISO 8573-1:2010 vaatimukset luokalle 1.4.2: • Hiukkaset: ≤ 20 000 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 0,1 - 0,5 µm ≤ 400 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 0,5 - 1,0 µm ≤ 10 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 1,0 - 5,0 µm. • Vesi: kastepisteen tulee olla ilmanpaineessa pienempi tai yhtä suuri kuin 3°C. • Vesi: kastepisteen tulee olla ilmanpaineessa pienempi tai yhtä suuri kuin 3°C. 198 289 M 6 Kuormitettavuus (käyttösuhde) 100% Suojausluokka IP 23 Nettopaino 20 kg 380 315 354 Kuva. 3 210 * 2.3.2 Kaasukonsoli automaattinen APGC Se on jaettu kahteen yksikköön: yksikkö yläosassa, johon syötetään ilmakaasua, argonia Ar, typpeä N2 ja happea O2, ja yksi alaosassa, johon syötetään kaasua H35 (seos, jossa on 35 % vetyä H2 ja 65 % argonia Ar) ja F5 (seos, jossa on 5 % vetyä H2 ja 95 % typpeä N2). TEKNISET TIEDOT SUURIN SALLITTU SYÖTTÖPAINE VIRTAUS Ilma Puhdasta, kuivaa ja öljytöntä standardin ISO 8573-1:2010 mukaan. Luokka 1.4.2 (hiukkasetvesi-öljy) 0.8 MPa (8 bar) 220 l/min Argon 99.997% 0.8 MPa (8 bar) 70 l/min Typpi 99.997% 0.8 MPa (8 bar) 150 l/min Happi 99.95% 0.8 MPa (8 bar) 90 l/min 0.8 MPa (8 bar) 130 l/min 0.8 MPa (8 bar) 30 l/min KÄYTETYT PITOISUUS KAASUT H35 F5 * Seos: 35 % vetyä, 65 % argonia Seos: 5 % vetyä, 95 % typpeä * standardin ISO 8573-1:2010 vaatimukset luokalle 1.4.2: • Hiukkaset: ≤ 20 000 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 0,1 - 0,5 µm ≤ 400 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 0,5 - 1,0 µm ≤ 10 kiinteää hiukkasta / m3 ilmaa; hiukkaskoko 1,0 - 5,0 µm. • Vesi: kastepisteen tulee olla ilmanpaineessa pienempi tai yhtä suuri kuin 3°C. • Vesi: kastepisteen tulee olla ilmanpaineessa pienempi tai yhtä suuri kuin 3°C. 198 289 M 6 Kuormitettavuus (käyttösuhde) 100% Suojausluokka IP 23 Nettopaino 20 kg 352 315 354 Kuva 4 211 2.4 PVC-VENTTIILIKONSOLI PVC-venttiilikonsoli on laite, joka hallitsee kaasunvaihtoa sytytys-siirto- ja sammutusvaiheissa. Se sisältää magneettiventtiilit, takaiskuventtiilit ja paineenalentimet. PVC:nettopaino (kuva 5) on 3,2 kg. 320 200 124 155 250 Ø 5,5 145 70 M6 205 240 Kuva. 5 200 2.5 HV19-1-SYTYTYSLAITE HV19-1-sytytyslaite on laite, joka antaa korkeataajuuskorkeajännitepulssin (14 kV) sähköisen valokaaren sytyttämiseksi polttimen sisälle elektrodin ja suuttimen välille. Se on IEC 60974-3 -standardin mukainen. Se voidaan asentaa mihin tahansa asentoon. Kannen avaus aiheuttaa koneen pysäytyksen. TEKNISET TIEDOT Kuva. 6 Huippujännite (Upk) 14 kV Kuormitettavuus (käyttösuhde) 100 % @ 420 A Suojausluokka IP 23 Nettopaino 6,5 kg 212 2.6 SYTYTYSLAITE – HV19-PVC-VENTTIILIKONSOLI 245 Sytytyslaite – venttiilikonsoli on laite, jolla on kaksi tehtävää: - antaa korkeataajuus-korkeajännitepulssi (14 kV) sähköisen valokaaren sytyttämiseksi polttimen sisälle elektrodin ja suuttimen välille - hallita kaasunvaihtoa sytytys-siirto- ja sammutusvaiheissa. Se sisältää magneettiventtiilit, takaiskuventtiilit ja paineenalentimet. Se on IEC 60974-3 -standardin mukainen. Sitä käytetään yleensä robottijärjestelmissä. Kannen avaus aiheuttaa koneen pysäytyksen.. 14 kV Kuormitettavuus (käyttösuhde) 100 % @ 420 A Suojausluokka IP 23 Nettopaino 10 kg 173 M6 240 231 Huippujännite (Upk) 423 TEKNISET TIEDOT Kuva 7 213 2.7 CP450G-POLTIN CP450G-poltin on IEC 60974-7 -standardin mukainen monikaasupoltin, joka jäähdytetään jäähdytysnesteellä ja joka soveltuu vinoon leikkaukseen (bevel cutting). Siinä voidaan käyttää plasmakaasuina ilmaa, argonia Ar, typpeä N2, happea O2, H35-seosta (35 % vetyä H2 – 65 % argonia Ar) ja F5-seosta (5 % vetyä H2 – 95 % typpeä N2), toisiokaasuina ilmaa, argonia Ar, typpeä N2 ja happea O2 sekä apukaasuina ilmaa ja typpeä N2. Käytettäessä poltinta Plasma Prof 420 HQC -virtalähteen kanssa suurin sallittu leikkausvirta on 420 A 100 %:n kuormitettavuudella. CP450G-poltinta on saatavilla useina versioina riippuen siitä, käytetäänkö sitä plasmaleikkurissa tai robottijärjestelmässä. Kaapelilla varustetun polttimen nettopaino on 8–12 kg pituudesta riippuen. Applicazioni robotizzate Applicazioni su pantografo Kuva. 8 214 2.8 WATER CONSOLE Water Console on lisälaite, joka on suunniteltu ruostumattoman teräksen ja alumiinin leikkaamiseen tarvittavan veden virtauksen hallintaan, jos haluat käyttää typpiyhdistelmää N2 / vesi-H2O. Katso tämän lisävarusteen ohjeet käyttöoppaasta. 3 ASENNUS Ainoastaan ammattitaitoinen henkilö saa asentaa koneen. Kaikki liitännät tulee tehdä voimassa olevien standardien ja täysin työsuojelulain (katso CEI 26-23 / IEC-TS 62081) mukaisesti. Varmista, että virtakaapeli on kytketty irti kaikissa asennusvaiheissa. Noudata tarkasti liitteen maadoituskaaviota. telo), poista kytkentärimojen kansi ja säädä ne kuvan 10a mukaan: Jos koneeseen syötetään kolmivaiheista 230 V:n sähköjännitettä, oikosulje ensimmäinen liitin alhaalta vasemmalta ja alhaalta oikealta (katso kuvan 10a ruutu 230 V) ohessa toimitetulla kaapelilla (kiinteät, puristin, Siu kaapelit alempien riviliitin). 3.1 PAKKAUKSESTA PURKAMINEN JA ASENNUS. B Käytä virtalähteen siirtoon haarukkatrukkia. Irrota pakkaukseen kuuluva puulava seuraavasti: • ruuvaa irti 4 kiinnitysruuvia puulavasta • nosta virtalähde haarukkatrukilla; ota haarukoiden asetuksessa huomioon virtalähteen painopiste (katso kuva 2). Jäähdytysjärjestelmä ottaa ilman virtalähteen takaosasta ja poistaa sen etuosan ritilöistä. Aseta virtalähde, niin että eteen jää laaja ilmanvaihtoalue. Jätä vähintään 1 m:n etäisyys seiniin. C A 3.2 VIRTALÄHTEEN LIITÄNTÄ. Ainoastaan ammattitaitoinen henkilö saa tehdä liitännät. Plasma Prof 166 HQC -Virtalähde Fig. 13 a Kuva. 10 a • Virtalähde toimitetaan esiasetettuna kolmivaiheiselle 400 V:n sähköjännitteelle. Muut sähköjännitteet: poista virtalähteen vasenpuoleinen sivulevy (katso varaosaluet215 Plasma Prof 255 HQC -Virtalähde • Virtalähde toimitetaan esiasetettuna kolmivaiheiselle 400 V:n sähköjännitteelle. Muut sähköjännitteet: poista virtalähteen oikeanpuoleinen sivulevy (katso varaosaluettelo), poista kytkentärimojen kansi ja säädä ne kuvan 10b mukaan: HUOMAUTUS: ylhäällä vasemmalla on apumuuntajan 3-napainen kytkentärima ja oikealla käyttömuuntajan kytkentärima. Jos koneeseen syötetään kolmivaiheista 230 V:n sähköjännitettä, oikosulje ensimmäinen liitin alhaalta vasemmalta ja alhaalta oikealta (katso kuvan 10b ruutu 230 V) ohessa toimitetulla kaapelilla (asennettu nippusiteellä kanteen). B C A Kuva. 13 b Kuva. 10b 216 Plasma Prof 166 HQC -Virtalähde ja Plasma Prof 255 HQC -Virtalähde Varmista, että sähköjännite vastaa virtalähteen arvokilvessä annettua jännitettä. Kytke virtakaapelin kelta/vihreä johdin koneen toimivaan (katso liitteen 5.2 - kuvan 24 kaaviota) maadoitusnapaan. Muut johtimet tulee kytkeä sähköverkkoon kytkimellä, joka tulee pyrkiä sijoittamaan lähelle leikkausaluetta nopeaa sammutusta varten hätätilassa. Vikavirtakytkimen tai sulakkeiden tehon tulee vastata koneen virrankulutusta I1max. I1max annetaan koneen takaosassa olevassa arvokilvessä liitäntäjännitteen U1 kohdalla. Jos käytät jatkojohtoa, sen läpimitan tulee sopia liitäntävirralle (I1max). • Suorita tämän toimenpiteen jälkeen muut liitännät (kuva 11). Liitä liitin (tuote 1169) johtimineen virtalähteen polttimen liittimeen G ja ruuvaa 3 kiinnitysruuvia pohjaan asti. Kiinnitä musta tehojohdin napaan B (-), liitä kaksi suojajohdinta kytkentärimaan C ja pilottikaaren punaisen johtimen faston-liitin johtimen A ulkokierteiseen faston-liittimeen. Kiinnitä maadoituskaapelin liitin napaan H (+) kuvan mukaan ja jäähdytysveden letkut E ja F värien mukaan (E - punainen = kuuma vesi, paluu; F - sininen = kylmä vesi, syöttö). Liitä liittimen (tuote 1169) toinen pää HV19-1-laitteeseen (tuote 464) kuvan 10 oikealla puolella annetun kaavion mukaan (musta tehojohdin napaan B (-) ja pilottikaaren punaisen johtimen faston-liitin liittimeen A): HV19-1-laite tulee maadoittaa suoraan plasmaleikkuriin (kuvassa 6 näytetyllä 4 kiinnitysruuvilla) kohtaan, joka mahdollistaa sen avauksen. Liitä liitin (tuote 1189) plasmaleikkurin CN03-liittimeen ja toinen liitin CNC-liittimeen kuvan 11 mukaan: Liitä liitin (tuote 1189) liittimeen B (kaasukonsoli), plasmaleikkurin liitin liittimeen A ja lopuksi mahdollinen liitin (tuote 1199) liittimeen C (kauko-ohjain) (kuva 13). B A Kuva. 12 A F B E H G C Kuva. 11 217 3.2.1 Liitäntä CNC-plasmaleikkuriin. Jos virtalähde on varustettu digitaalinen liitäntä, katso aihekohtaisia asiakirjoja. HUOM: CNC-liittimelle toimitetaan ohessa ulkokierteinen irtoliitin (AMP P/N tuote 182926-1; kuva 14) vastaavine napoineen. Asiakkaan vastuulla on muu liitäntä plasmaleikkuriin. art 948 liitin AMP P/N 182926-1 Kuva. 14 218 3.2.2 Digitalset signaalit plasmaleikkurin ohjauslaitteesta virtalähteeseen. DIGITAALISEN SISÄÄNTULON KAAPELIT SPOT MARK. CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 5 6 Spot Signaali +24 Vdc J10, pin 7 J10, pin 8 Korkea Spot-signaali on aktiivinen Spot 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa virtalähteelle normaalista leikkaustilasta. Spot +24 Vdc = plasmaleikkurin ohjauslaite ohjaa virtalähteen kytkemään pistemerkkaustilan päälle. CORNER alhainen logiikkataso 0 - +7,5 Vdc korkea logiikkataso +14,5 - +24 Vdc tulovirta maks. 2,5 mA tulotaajuus maks. 100 Hz viitepotentiaali jokaiselle sisääntulolle (Gnd) J1, napa 2, liityntäkortissa ROBOT READY. CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 1 2 Robot Ready Signaali +24 Vdc J10, pin 3 J10, pin 4 Korkea Robot Ready -signaali on aktiivinen. Virtalähteen valmistelemiseksi leikkausta varten vaaditaan +24 Vdc:n jännite. Plasmaleikkurin ohjauslaitteen tulee antaa tämä signaali sen ollessa valmis leikkaukseen. Jos Robot Ready -signaali puuttuu, leikkausprosessi keskeytyy välittömästi ja käyttöpaneelin näytöllä vilkkuu tunnus “rob”. HUOMAUTUS: ellei Robot Ready -signaali ole aktiivinen, digitaalisia tai analogisia signaaleja ei hankita. START. CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 3 4 Start Signaali +24 Vdc J10, pin 1 J10, pin 2 Korkea Start-signaali on aktiivinen ja leikkausprosessi käynnistyy. Prosessi pysyy käynnissä niin kauan, kun Start-signaali on päällä. Poikkeukset: - Robot Ready -signaali puuttuu. - Power Source Ready -signaali puuttuu (esim: ylikuumeneminen, liian alhainen nestetaso jne.). CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 15 16 Corner Signaali +24 Vdc J10, pin 5 J10, pin 6 Korkea Corner-signaali on aktiivinen. Corner 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa virtalähteelle normaalista leikkaustilasta. Corner +24 Vdc = plasmaleikkurin ohjauslaite ilmoittaa virtalähteelle lähestymisestä kulmaan. PREFLOW CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 17 18 Preflow Signaali +24 Vdc J11, pin 5 J11, pin 6 Korkea Preflow-signaali on aktiivinen. plasmaleikkurin ohjauslaite ilmoittaa Preflow 0 Vdc = virtalähteelle, että Preflow-toimintoa EI tule käynnistää. Preflow +24 Vdc = plasmaleikkurin ohjauslaite käskee virtalähdettä käynnistämään Preflowtoiminnon. CUT/MARK CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ SIGNAALIN NIMI SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA 19 20 Cut/Mark Signaali +24 Vdc J11, pin 7 J11, pin 8 Korkea Cut/Mark-signaali on aktiivinen. Cut/Mark 0 Vdc = plasmaleikkurin ohjauslaite ilmoittaa virtalähteelle normaalista leikkaustilasta. Cut/Mark +24 Vdc = plasmaleikkurin ohjauslaite käskee virtalähdettä käynnistämään merkkaustilan. 219 3.2.3 Digitalset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen. DIGITAALISEN RELEULOSTULON KAAPELIT PROCESS ACTIVE CNCLIITTIMEN SIGNAANAVAT VIRTA- LIN NIMI LÄHTEESSÄ 27 28 Process Active SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA Napa C Kosketin NO J3, pin 3 J3, pin 4 Korkea Process Active -signaali on aktiivinen (kosketin kiinni). Kun plasmaleikkurin ohjauslaite antaa digitaalisen Startsignaalin, leikkausprosessi alkaa kaasun esivirtauksella, jatkuu leikkaustoimenpiteellä ja päättyy kaasun jälkivirtaukseen. Virtalähde antaa Process Active -signaalia kaasun esivirtauksen alusta kaasun jälkivirtauksen loppuun. Virtalähde suorittaa prosessia. 3.2.4 Analogiset signaalit virtalähteestä plasmaleikkurin ohjauslaitteeseen. ERISTETYN JÄNNITTEEN ANALOGISEN ULOSTULON KAAPELIT. koskettimien jännite 24 Vdc / 120 Vac koskettimien virta maks. 1 Adc / 0,5 Aac muuntotaajuus maks. 15 Hz ARC TRANSFER. CNCLIITTIMEN SIGNAANAVAT VIRTA- LIN NIMI LÄHTEESSÄ 12 14 Arc Transfer SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA Kosketin NO Napa C J4, pin 1 J4, pin 3 Korkea Arc Transfer -signaali on aktiivinen (kosketin kiinni). Arc Transfer -signaali pysyy aktiivisena leikkauksen ajan lävistysvaihe mukaan lukien. POWER SOURCE READY CNCLIITTIMEN SIGNAANAVAT VIRTA- LIN NIMI LÄHTEESSÄ 25 26 Power Source ready SIGNAALIN TYYPPI SIJOITTELU LIITYNTÄKORTISSA Napa C J3, pin 5 Kosketin NO J3, pin 6 Korkea Power Source Ready -signaali on aktiivinen (kosketin kiinni). Power Source Ready -signaali pysyy päällä, kun virtalähde on leikkausvalmiudessa. Jos virtalähde antaa virheviestin tai plasmaleikkurin ohjauslaite kytkee Robot Ready -signaalin pois, Power Source Ready -signaali kytkeytyy pois. Tämä tarkoittaa, että Power Source Ready -signaali voi reagoida sekä virtalähteen että plasmaleikkurin virheeseen. 220 antojännite antovirta antotaajuus 0 - 10 Vdc maks. 20 mA maks. 5 Hz V_ARC-ISO SIGNAALIN SUURIN ARVO DIP1 1 DIP1 2 10 V 5V OFF ON OFF ON DIP 1 HUOMAUTUS: kummankin DIP2-osan 1 ja 2 tulee olla samassa asennossa (kumpikin ON tai kumpikin OFF). V_Arc-ISO. CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ 11 7 SIGNAALIN NIMI SIGNAALIN TYYPPI analog out+ V_Arc-ISO (0÷5V) (0÷10V) analog out- SIJOITTELU LIITYNTÄKORTISSA J5, pin 3 J5, pin 4 V_Arc-ISO on virtalähteen ulostulon kaarijännitteen (elektrodin ja työstettävän kappaleen välinen jännite) signaali, joka annetaan eristettynä ja alennettuna. V_Arc-ISO -signaali on saatavilla seuraavina suurimpina arvoina: • jännite 0 - 5 V, vastaa kaarijännitettä 0 - 250 V (alennussuhde = 1/50) • jännite 0 - 10V, vastaa kaarijännitettä 0 - 250 V (alennussuhde = 1/25). Suurin arvo riippuu liityntäkortin dip-kytkimien Dip1 asennosta. (Kuva. 13). antojännite 0 - 250 Vdc antoimpedanssi noin 10 Kohm. V_Arc-NO-ISO. CNCLIITTIMEN NAVAT VIRTALÄHTEESSÄ 9 8 SIGNAALIN NIMI SIGNAALIN TYYPPI V_Arc-NO-ISO analog out+ (0÷250V) analog out- ASENTO POLTINPIIRISSÄ + MITTA J8, pin 1 J8, pin 1 V_Arc-NO-ISO on virtalähteen ulostulon kaarijännitteen (elektrodin ja työstettävän kappaleen välinen jännite) signaali, joka annetaan suoraan ja EI eristettynä. V_Arc-NO-ISO-signaali on saatavilla 0 - 250 Vdc:n jännitearvoina ja plus-napa (työstettävän kappaleen potentiaali) sähköisesti kytkettynä koneen maapotentiaaliin. Elektrodipotentiaali saadaan noin 10 Kohm:n resistorista, joka on sarjakytketty ulostuloon. 3.2.5 Virtalähteen hätäseissignaali HÄTÄTULON JOHDOTUS. DIP 3 DIP 1 Tulojännite 24 Vdc Virrankulutus maks. 20 mA Fig. 13 EMERGENCY A Kone toimitetaan kaarijännitteen ulostulo eristettynä ja alennettuna 1/50 Varc:n arvoon. ERISTÄMÄTTÖMÄN JÄNNITTEEN ULOSTULON KAAPELIT. ANALOGISEN CNC-LISIGNAAITÄNNÄT VIRLIN NIMI TALÄHTEESSÄ 21 22 Emergency A SIGNAALIN TYYPPI Kosketin NC Kosketin NC SIJOITTELU LIITYNTÄKORTISSA Linjan TLsäätö Linjan TLsäätö 221 Emergency A on plasmaleikkurin ohjauslaitteen tai järjestelmän turvalaitteiden virtalähteelle antama hätäseissignaali. Se tulee toimittaa releen tai turvalaitteen koskettimesta. Laitteen laukeaminen aiheuttaa koskettimen aukeamisen ja virtalähteen välittömän pysäytyksen. Virtalähteen sisäinen linjakontaktori aukeaa. Virtalähde ei siten saa virtaa tehopiireistä. Alhainen Emergency A -signaali on aktiivinen (kosketin auki): virtalähteen valmistelemiseksi leikkausta varten koskettimen tulee olla kiinni. Emergency A pysäyttää virrantulon välittömästi virtalähteestä. Käyttöpaneelin näytöllä on OFF rob -viesti. EMERGENCY B CNC-LISIGNAAITÄNNÄT VIRLIN NIMI TALÄHTEESSÄ 23 24 Emergency B SIGNAALIN TYYPPI Kosketin NC Kosketin NC SIJOITTELU LIITYNTÄKORTISSA Linjan TLsäätö Linjan TLsäätö Emergency B on plasmaleikkurin ohjauslaitteen tai järjestelmän turvalaitteiden virtalähteelle antama hätäseissignaali. Se tulee toimittaa releen tai turvalaitteen koskettimesta. Laitteen laukeaminen aiheuttaa koskettimen aukeamisen ja virtalähteen välittömän pysäytyksen. Virtalähteen sisäinen linjakontaktori aukeaa. Virtalähde ei siten saa virtaa tehopiireistä. Alhainen Emergency B -signaali on aktiivinen (kosketin auki): virtalähteen valmistelemiseksi leikkausta varten koskettimen tulee olla kiinni. Emergency B pysäyttää virrantulon välittömästi virtalähteestä. Käyttöpaneelin näytöllä on OFF rob -viesti. HUOMAUTUS: lisäsettinä saatavilla on moninapainen liitin lisäsignaaleilla (katso liitettä). Kuva. 16 222 3.3 KAASUKONSOLIN LIITÄNTÄ 3.3.1 Käsin ohjattava PGC-3 ja PGC-2 -kaasukonsoli • Kiinnitä kaasukonsoli virtalähteen tai plasmaleikkurin yläpuolelle ja liitä maattojohtimet toimivaan maadoitusjärjestelmään liitteen 5.2 kaavion (kuva 24) mukaan. PGC-3 ja PGC-2 on liitetty toisiinsa seuraavasti: - CN06:n ja CN07:n välinen liitäntä - PGC-3:n plasma cutflow -ulostulon ja PGC-2 plasmasisääntulon välinen letku • Liitä letkuryhmä (tuote 1166) kiristämällä letkut kaasun ulostuloihin. Varmista, että merkinnät vastaavat toisiaan (plasma preflow, secondary preflow/cutflow ja auxiliary PGC-3:ssa; plasma cutflow PGC-2:ssa). Ruuvaa sähköliitin kiinni CN05-ulostuloon (katso kuvan 16 vasenta osaa). • Liitä tuotteen 1166 toinen pää PVC-venttiilikonsoliin (tuote 469) plasma-, secondary- ja auxiliary-letkuille. Varmista, että merkinnät vastaavat toisiaan. Kiinnitä PVC plasmaleikkurin päähän polttimen lähelle (katso kuvan 16 oikeaa osaa). • Liitä lopuksi liitin (tuote 1189) ruuvaamalla sähköliitin kiinni CN04-ulostuloon (katso kuvan 16 vasenta osaa). 3.3.2 Automaattinen APGC-kaasukonsoli • Kiinnitä kaasukonsoli virtalähteen tai plasmaleikkurin yläpuolelle ja liitä maattojohtimet toimivaan maadoitusjärjestelmään liitteen 5.2 kaavion (kuva 24) mukaan. • Liitä letkuryhmä (tuote 1166) kiristämällä letkut kaasun ulostuloihin. Varmista, että merkinnät vastaavat toisiaan (plasma preflow/cutflow, secondary preflow/cutflow ja auxiliary). Ruuvaa sähköliitin kiinni CN05-ulostuloon (kuva 17). • Liitä tuotteen 1166 toinen pää PVC-venttiilikonsoliin (tuote 469) plasma-, secondary- ja auxiliary-letkuille. Varmista, että kaasuletkujen merkinnät vastaavat toisiaan. Kiinnitä PVC plasmaleikkurin päähän polttimen lähelle (katso kuvan 16 oikeaa osaa). • Liitä lopuksi liitin (tuote 1189) ruuvaamalla sähköliitin kiinni CN04-ulostuloon (kuva 17). Varmista, että ilma (AIR) on aina liitetty oikealla paineella automaattiseen kaasukonsoliin, sillä sitä käytetään käyttökaasuna. tamalla niissä olevien merkintöjen antamaa järjestystä (kuva 18). Kuva. 17 3.3.3 Kaasujen liitäntää koskeva huomautus Kaasujen sisääntuloliitinten (INLET GAS) kierteet ovat 1/4G ilma-, Ar-, N2-, O2- ja apukaasuille ja 1/8G H35- ja F5-kaasuille. Asiakkaan vastuulla on kaasujen toimitus ja niiden jakelulaitteiston määräaikainen/ennaltaehkäisevä huolto. Muista, että laitteiston huollon laiminlyönti saattaa aiheuttaa vakavia onnettomuuksia. Lue jokaisen käytetyn kaasun käyttöturvallisuustiedote huolellisesti, ettet aliarvoi virheellisestä käytöstä johtuvia vaaroja. HUOMAUTUS: letkutyypin valinta tulee tehdä käytetyn kaasun mukaan (katso EN 559 -standardi). HUOMAUTUS: Puhtaudeltaan alhaisen kaasun käyttö saattaa aiheuttaa jokaisen materiaalin kohdalla nopeuden, laadun ja maksimiainevahvuuden alenemista. Kulutusosien kestoa ei lisäksi voida taata. HUOMIO: happea käytettäessä kaikkien siihen koskevien osien tulee olla öljyttömiä ja rasvattomia. • Kun valitset leikkausohjelman MS - O2/O2 (pehmeän teräksen leikkaus happi/happikaasulla), varmista että ilma (AIR) on liitetty kaasukonsolin sisääntuloon, sillä sitä käytetään esivirtauskaasuna. • Kun valitset yli 50 A:n hitsausvirran, varmista että ilma (AIR) tai typpi (N2) on liitetty kaasukonsolin (käsin ohjattava tai automaattinen) sisääntuloon myös AUXILIARYkanavaan. 3.4 CP450G-POLTTIMEN LIITÄNTÄ 3.4.1 Käyttö plasmaleikkurissa • Liitä polttimesta tuleva letkuryhmä PVC-venttiilikonsoliin (tuote 469) kiristämällä ne kaasun ulostuloihin ja noudat- Kuva. 18 • Varmista kulmamitalla, että poltin on samansuuntainen plasmaleikkurin leikkaustason kanssa. • Liitä polttimen kaapeli (tuote 1224, 1225) HV19-1-laitteeseen (tuote 464) kuvan 19 oikeassa osassa näytetyllä tavalla. Kuva. 19 3.4.2 Käyttö robottijärjestelmässä • Liitä polttimesta tuleva letkuryhmä HV19-PVC-sytytyslaitteeseen - venttiilikonsoliin (tuote 462) kiristämällä ne kaasun ulostuloihin ja noudattamalla niissä olevien merkintöjen antamaa järjestystä. • Varmista kulmamitalla, että poltin on samansuuntainen plasmaleikkurin leikkaustason kanssa. • Liitä polttimen kaapeli (tuote 1222 tai 1223) HV19-PVCsytytyslaitteeseen – venttiilikonsoliin (tuote 462) ja toimi edellisessä kappaleessa annettujen ohjeiden mukaan 223 3.5 JÄÄHDYTYSNESTETTÄ KOSKEVAT VAATIMUKSET 4 KÄYTTÖ 4.1 VIRTALÄHTEIDEN KÄYTTÖPANEELIEN KUVAUS Virtalähde toimitetaan varustettuna minimimäärällä jäähdytysnestettä: asiakkaan vastuulla on täyttää säiliö ennen koneen käyttöä. Käytä ainoastaan CEBORA-jäähdytysnestettä (tuote 1514) ja lukitse käyttöturvallisuustiedote huolella ja käytä sitä turvallisesti ja oikein. 10 litran säiliön sisääntulo on virtalähteen takaosassa kuten kuvassa 20. Täytä max-tasoon asti ja täydennä koneen ensimmäisen käynnistyksen jälkeen kompensoidaksesi putkissa olevan nestemäärän. HUOMAUTUS: Nestettä vuotaa hieman koneen käytön aikana ja erityisesti vaihdettaessa poltin tai kulutusosia. Täydennä viikottain max-tasoon asti. HUOMAUTUS: 6 kuukauden jälkeen jäähdytysneste tulee vaihtaa kokonaan koneen toimintatunneista riippumatta. A B Koko kone käynnistetään virtalähteen etupaneelista säätönupilla A: merkkivalo B ilmoittaa toimenpiteestä. A = virtakytkin B = virran merkkivalo C = RS232-sarjaportti D = jäähdytysjärjestelmän pumpun suojasulake (5A- 250V-T) E = virtakaapelin liitin F = CNC-liitin plasmaleikkuriin liitäntään G = CN03-liitin kaasukonsoliin liitäntään H = jäähdytysnestesäiliön tulppa I = jäähdytysnesteen tarkistusikkuna T I H F G S C E D R P L Q M O Kuva. 20a 224 N L = jäähdytysnesteen syöttösuodatin M = jäähdytysnesteen säiliön tyhjennyshana N = jäähdytysnesteen syöttöletkun pikaliitin O = jäähdytysnesteen paluuletkun pikaliitin P = polttimen liitin Q = maadoituskaapelin liitin. 4.2 KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS (Kuva. 21) Kaasukonsolin käyttöpaneelista hallitaan kaikkia koneen toimintoja. Erityisesti siitä valitaan suoritettavan työn tyyppi eli leikkaus (CUT), merkkaus (MARK) tai koneen kaasutiiviystesti (TEST). A: oimintatilan valintanäppäin Aina kun painat näppäintä, valintaa vastaava merkkivalo syttyy: B: Leikkaustilan merkkivalo. R = jäähdytysnesteen paluusuodatin C: Merkkaustilan merkkivalo. S = kauko-ohjaimen liitin D: Testitilan merkkivalo. T = USB-liitin. Virtalähteen laitteisto-ohjelman päivitykseen A E: Säädettävien parametrien valintanäppäin. Aina kun painat näppäintä, valintaa vastaava merkkivalo syttyy: F: Leikattavan materiaalityypin valinta- tilan merkkivalo. G: PLASMA/SECONDARY-kaasuyhdis telmän valintatilan merkkivalo. B D C F G S E H I R L M N P Q O kuva. 20b 225 S: Plasmakaasun sytytyksen aikaisen paineen näyttö. H: Leikattavan materiaalin paksuuden valintatilan merkkivalo. I: Leikkausvirran valintatilan merkki- valo. L: Leikkausnopeuden valintatilan merk kivalo. M: Edellisten valintojen mukaisen erilai sen kulutusosasetin merkkivalo N: Säädettävien parametrien arvojen näyttö T: Apukaasun sytytyksen aikaisen paineen näyttöe. U: Apukaasun leikkauksen aikaisen paineen näyttö lio V: PRE/CUT FLOW-plasmakaasu- ja PRE/CUT FLOW-apukaasukanavien valintanäppäin. O: Parametrien säätönuppi. W: Parametrien asetuksen vahvistusnäppäin: konsoli valmis CUT-, MARK- tai TEST-toiminnolle . P: Leikkausplasmakaasun tyypin näyttö. X: Kaasujen oikean paineen hakuvalo - alhainen paine = vasemmanpuoleinen merkkivalo syttyy - korkea paine = oikeanpuoleinen merkkivalo syttyy - oikea paine = kumpikin merkkivalo syttyy. Q: Leikkausapukaasun tyypin näyttö. R: Plasmakaasun leikkauksen aikaisen paineen näyttö. Y: PGC-3-konsolin kaasujen paineen säätönupit. B G C D H P R S W V T A Q F E U I X L N Y O M 226 K Z Kuva. 21 Z: PGC-2-konsolin aktivoinnin merkkivalo. K: PGC-2-konsolin kaasujen paineen säätönuppi. 4.2.1 Leikkauksen (CUT) valmistelu ja suoritus Kun olet käynnistänyt koneen virtalähteen etupaneelissa olevalla kytkimellä, CUT-merkkivalo syttyy (katso kuva 21) osoittamaan, että kone on leikkaustilassa. Suorita ensin sarja valintoja/säätöjä. Varmista, ettei RUN-näppäintä ole painettu (kuvan 21 PLASMA- ja SECONDARY-kaasujen virtauksen PREFLOW- ja CUTFLOW-näyttö sammunut). Järjestyksessä ensimmäiseksi tulee suorittaa taulukossa 1 näytetty valinta. Pidä virran valintanäppäin painettuna (merkkivalo I syttynyt) siirtyäksesi vilkkuvalla merkkivalolla osoitettuun hienosäätötilaan. Voit säätää virran vaiheessa 1A esiasetetuilla väleillä: [20-30 A] ,[40-50 A], [70-90A], [110-120A], [180-200 A], [230-250 A]. Järjestyksessä toiseksi tulee suorittaa taulukossa 2 näytetty säätö. Painettaessa SET-näppäintä jokaisen kanavan kaasun virtaus on päällä 10 s. Tämän jälkeen näppäintä tulee painaa uudelleen säädön jatkamiseksi. Paina SET-näppäintä uudelleen viimeisen säädön jälkeen poistuaksesi säätötilasta. Näppäimen seuraava painaminen palauttaa ensimmäiseen säätöön jne. VALINTA (paina näppäintä E) Vastaavan kanavan näytön alla olevat nuolivalot osoittavat säätönupin säätösuunnan: jos vasemmanpuoleinen valo on syttynyt, virtausta tulee kasvattaa (myötäpäivään) ja päinvastoin oikeanpuoleisen valon kohdalla (vastapäivään). Kun virtaus on oikea taulukon 1 valinnan mukaan, kumpikin valo syttyy. Kun poistut säätötilasta yllä mainittujen valmistelujen jälkeen, paina RUN-näppäintä: kaikki PLASMA- ja SECONDARY-kanavien näytöt syttyvät ja virtalähde on leikkausvalmiudessa. Jos valitset H35- tai F5-kaasun, PGC2-kaasukonsolin merkkivalo syttyy. HUOM. Käynnistettäessä kone muistiin jää viimeinen työasetus (esim. MAT-GAS-mm-A). Jos vaihdat kaasutyypin seuraavan säädön aikana, kone tyhjentää putket automaattisesti ja puhdistaa ne sen jälkeen noin 10 s kestävällä virtauksella. Plasmaleikkurin käynnistyssignaalin jälkeen seuraava jakso käynnistyy automaattisesti: - Valitun kaasun 0,5 s kestävä esivirtaus - Korkeajännite / korkeataajuuspulssi - Pilottikaaren sytytys - Plasmakaaren siirto (arc transfer -signaalin lähetys CNC:lle) - CNC:n x-y-tason liikkeen aloitus lävistyksen viiveajan (pierce delay time) päätyttyä Plasmaleikkurin pysäytyssignaalin jälkeen seuraava jakso käynnistyy automaattisesti: - Plasmakaaren sammutus - CNC:n x-y-tason liikkeen lopetus - Valitun kaasun jälkivirtaus KUVAUS Leikattavan materiaalin tyyppi VALINTA (käännä säätönuppia O) MS = Pehmeä teräs SS = Ruostumaton teräs AL = Alumiini t Valitulle materiaalille sopiva kaasuyhdistelmä (PLASMA/SECONDARY) AIR/AIR - O2/AIR O2/O2 - N2/N2 F5/N2 - H35/N2 Leikattavan materiaalin paksuus Katso leikkaustaulukot Valitulle yhdistelmälle (MAT/GAS/mm) suositeltu leikkausvirta Katso leikkaustaulukot Valitulle yhdistelmälle (MAT/GAS/ mm/A) suositeltu leikkausnopeus Katso leikkaustaulukot t t t t Valitulle yhdistelmälle (MAT/GAS/ mm/A) käytettävä kulutusosasetti • STD (Standard) • SPD (Speed) • EXP • QPC (Katso leikkaustaulukot) Taul. 1 227 VALINTA (paina näppäintä V) VALINTA (käännä säätönuppia Y) KUVAUS PLASMA CUTFLOW Kahden nuolivalon X syttymiseen asti PLASMA PREFLOW Kahden nuolivalon X syttymiseen asti SECONDARY PREFLOW Kahden nuolivalon X syttymiseen asti SECONDARY CUTFLOW Kahden nuolivalon X syttymiseen asti näyttö R syttyy t näyttö R syttyy t näyttö T syttyy t näyttö U syttyy Taul. 2 4.2.2 Merkkauksen (MARK) valmistelu ja suoritus Kun olet käynnistänyt koneen virtalähteen etupaneelissa olevalla kytkimellä, MARK-merkkivalo syttyy osoittamaan, että kone on merkkaustilassa. Suorita ensin sarja valintoja/säätöjä. Varmista, ettei RUN-näppäintä ole painettu (kuvan 21 PLASMA- ja SECONDARY-kaasun virtauksen PREFLOW- ja CUTFLOW-näyttö sammunut). Järjestyksessä ensimmäisenä suoritettava valmistelu näytetään taulukossa 3. Järjestyksessä toisena suoritettava valmistelu ja siihen liittyvät huomautukset näytetään taulukossa 2. VALINTA (paina näppäintä E) KUVAUS Merkattavan materiaalin tyyppi VALINTA (käännä säätönuppia O) MS = Pehmeä teräs SS = Ruostumaton teräs AL = Alumiini 4.2.3 Kaasun tiiviystestin (TEST) suoritus Kun olet käynnistänyt koneen virtalähteen etupaneelissa olevalla kytkimellä, TEST-merkkivalo syttyy osoittamaan, että kone on testitilassa. Tiiviystesti T01 - T05 tulee suorittaa määräajoin, jotta putkien kaasuvuodot havaitaan koko väliltä kaasukonsolin takaosan sisääntulosta venttiilikonsolin sisääntuloon. Lisäksi virtaustestillä TF6 voidaan tarkistaa virtaus AUX-apukaasukanavassa. Jokainen kanava voidaan tarkistaa erikseen, kuten taulukossa 4 näytetään: VALINTA (käännä säätönuppia O) Ilma / ilma -kanavan testi t N2 / N2 -kanavan testi t O2 / O2 -kanavan testi t t kaasuyhdistelmä (PLASMA/SECONDARY) sopiva valitulle materiaalille Ar/Ar Valitulle yhdistelmälle (MAT/GAS/mm) suositeltu leikkausvirta Katso leikkaustaulukot H35 / -- -kanavan testi t Ar / Ar -kanavan testi t Taul. 3 228 KUVAUS t AUX-kanavan testi t Täydellinen testi (automaattinen ajastettu järjestys T01, T02, T03, T04, T05, T06) Taul. 4 Kun painat RUN-näppäintä, valittu testi käynnistyy: kone suorittaa ensin tyhjennyksen, minkä jälkeen putket täytetään kaasulla ja INLET GAS - ja venttiilikonsolin magneettiventtiilit kytketään pois. Ellei vuotoja havaita testin aikana (esim. ILMA/ILMA-tapauksessa), kaasukonsolin näytöllä on viesti OK AIR (sama koskee muita kaasuja: OK N2, OK O2, OK H35 ja OK Ar). Jos valittu testi on T04, PGC-2-kaasukonsolin merkkivalo syttyy testin aikana. 4.2.4 Lisätoiminnot (toiset toiminnot) Seuraavat selostukset viittaavat kuvaan 21. Kun kone on päällä ja ei-aktiivisessa tilassa (ei RUN: näytöt R,S,T,U sammuneet), siirry toisten toimintojen valikkoon painamalla yhtä aikaa näppäintä A ja E. 4.2.4.1 Pistemerkkauksen (SPOT MARK) valmistelu ja suoritus Pistemerkkaus on erikoismerkkausta, jossa jälki muodostuu pisteestä viivan tai muun normaalimerkkaukseen kuuluvan kuvion sijaan (katso MARK-toimintatila kappaleesta 4.2.2). Kun olet asettanut parametrejä kaasukonsolista, voit hallita ja suorittaa pistemerkkauksen suoraan CNC:stä. Voit säilyttää samat leikkausparametrit ja kulutusosat. Säädä alla annetut pistemerkkauksen parametrit, jotka valitaan peräkkäin painamalla näppäintä E: Yllä selostettujen säätöjen jälkeen vastaavien napojen digitaalisen signaalin kautta (kuva 14) siirrytään leikkaustilasta pistemerkkaustilaan (CUT/SPOT MARK). VALINTA (paina näppäintä E) KUVAUS SEN Spot Enable (kytkee päälle/pois pistemerkkauksen) SI Spot Current (pistemerkkauksen virta) VALINTA (käännä säätönuppia O) 4.2.4.2 Virran ohjaus työstettävän kappaleen kulmissa (CORNER) Virran alennus työstettävän kappaleen kulmissa on hyödyllinen toiminto, kun se yhdistetään leikkausnopeuden alennukseen samassa kohdassa. Siten metallia ei poisteta liikaa kulmasta. Kun olet asettanut parametrejä kaasukonsolista, voit hallita ja suorittaa Corner-toiminnon suoraan CNC:stä. Voit säilyttää samat leikkausparametrit ja kulutusosat. Säädä alla annetut Corner-parametrit, jotka valitaan peräkkäin painamalla näppäintä E: VALINTA (paina näppäintä E) KUVAUS VALINTA (käännä säätönuppia O) CEN Corner Enable (kytkee päälle/pois Corner-toiminnon) CI Corner Current (Corner-virran prosentti suhteessa leikkausvirtaan) 50 - 100% * CSD Corner Slope Down (virran laskuaika) 1 - 100 A/(s/100) CSU Corner Slope Up (virran nousuaika) 1 - 100 A/(s/100) OFF = pois ON = päälle t t t Taul. 6 OFF = pois ON = päälle * Corner-virran säätö riippuu etäkortin DIP3-kytkinlevyn kytkimen #2 asennosta (kuva 15). 10 - 39 A Kun kytkin #2 on OFF-asennossa (oletusmääritys), plasmaleikkuri säätää Corner-virran arvon suoraan vastaavan analogisen sisääntulon kautta (0–10 V) (katso lisäsetti, tuote 425) taulukon 7 mukaan. t t ST Spot Time (pistemerkkauksen aika) OFF* 0.01 - 1.00 s Taul. 5 * Tässä tapauksessa pisteen kestoa hallitaan pla- smaleikkurin käynnistys/pysäytyssignaalilla. Jos aika asetetaan, se vastaa siirretyn kaarisignaalin pisteen maksimikestoa. 229 ANALOGINEN SISÄÄNTULO CORNER-VIRTA 0V 50% … … 5V 75% … … 10V 100% KÄYTETTY ARVO PoF ½ leikkausvirrasta … ¾ leikkausvirrasta … sama kuin leikkausvirta Taul. 7 Jos analoginen sisääntulo (0 - 10 V) on kytketty pois, Corner-virran arvoksi jää 50 % (oletusasetus) leikkausvirrasta. Jos kytkin #2 on kytketty päälle, virtalähde ei huomioi yllä mainittua analogista sisääntuloa. Käyttäjä voi säätää Corner-virran arvon suoraan kaasukonsolin käyttöpaneelin säätönupilla O. Seuraavassa kuvassa annetaan signaalien ajastus: Leikkausvirta Corner-virta 4.2.4.3 Polttimen jäähdytysajan hallinta leikkauksen jälkeen Työstettävän kappaleen jokaisen leikkauksen jälkeen apukaasun virtaus käynnistyy uudelleen polttimen jäähdyttämiseksi. Virtauksen kesto riippuu leikkausvirrasta ja kasvaa virran mukaan. Joissakin tapauksissa kestoa saattaa olla hyödyllistä vähentää määrättyjä työstöjä varten. Käyttäjä voi säätää jälkivirtausajan arvon (PoF) suoraan kaasukonsolin käyttöpaneelin säätönupilla O. Erityisesti aika voidaan vähentää 5 sekunnin minimiarvoon asti maksimikestosta, joka riippuu asetetusta leikkausvirrasta. 230 4.2.4.4 Jäähdytysnesteen (H2O) virtauksen ja lämpötilan näyttö Tässä tilassa voidaan näyttää jäähdytysnesteen virtaus/ lämpötila (litraa/min/°C) näytöllä N/Q. Yleensä virtausarvo on noin 3 litraa/minuutti. 4.2.4.5 Reikä- tai ritilälevyjen leikkaus (SR) Reikä- tai ritilälevyjen leikkausta varten on usein hyödyllistä kytkeä päälle Self Restart -toiminto. Kun tämä toiminto on päällä, virtalähde sytyttää valokaaren uudelleen aina, kun se katkeaa. Plasmaleikkuri tulee lisäksi esiasettaa tämän tyyppisiä leikkauksia varten. VALINTA (paina näppäintä E) SR KUVAUS VALINTA (käännä säätönuppia O) Self Restart (kytkee päälle/pois self restart toiminnon) OFF = pois ON = päälle 4.2.4.6 Virran hienosäätö kauko-ohjauksella (RRI) Kaasukonsolin toisten toimintojen valikossa olevaa toimintoa varten tarvitaan lisäsetti (tuote 425). Katso lisäsetin täydellinen selostus käyttöoppaasta. Corner-signaali VALINTA (paina näppäintä E) 5-Ts Jälkivirtaus ( p o l t t i m e n (T = leikkausvirrajäähdytysvirtauksen sta riippuva maks. kesto leikkauksen kesto sekunneissa) jälkeen) KUVAUS VALINTA (käännä säätönuppia O) 4.2.5 Virhekoodit VIRHEEN KUVAUS KOODI MAHDOLLINEN KORJAUS Virhe laitteisto-ohjelman päivityksessä USBtikulta USB Ota yhteys CEBORA-huoltopalveluun. (Err. 85) Käynnistyskytkin on painettuna käynnistettäessä tai kuitattaessa (siirtyminen RUNtilaan) virtalähde. Sammuta virtalähde, kytke käynnistyskytkin pois ja käynTRG (Err. 53) nistä virtalähde uudelleen. Jäähdytysnesteen ylikuumeneminen H20 T (Err. 93) IGBT 1 / IGBT 2 / IGBT 3 / IGBT 4 -yksiköiden ylikuumeneminen Tarkista, etteivät jäähdytysjärjestelmän tai polttimen letkut ole tukossa. Tarkista, että pumpun sulake on ehjä. Puhdista jäähdytin. TH1 Älä sammuta virtalähdettä, jotta tuuletin jää käyntiin ja (Err. 74) nopeuttaa jäähdytystä. Normaali toimintatila palautuu automaattisesti lämpötilan TH2 palautuessa sallittuihin rajoihin. (Err. 77) Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun. TH3 (Err. 72) TH4 (Err. 71) Jäähdytysnesteen virtaus alittaa alarajan. Tarkista, etteivät jäähdytysjärjestelmän tai polttimen letkut H2O tukossa. Tarkista, että pumpun sulake on ehjä. Puhdi(Err 75) ole sta jäähdytin. Kaasukanavan paine on alhainen. Kasvata kaasunpainetta kaasukonsolin etupaneelin GAS LO säätönupilla. (Err. 78) Tarkista lisäksi kaasun syöttöpaine, jonka tulee olla noin 8 bar. Virtalähteen tai HV19-1 tai HV19-PVCsytytyslaitteen luukku on auki. OPN Tarkista, että virtalähde ja/tai HV19-1- tai HV19-PVC-laite (Err. 80) on suljettu asianmukaisesti. CNC sammunut, hätätilassa tai ei liitetty virtalähteeseen. rob Käynnistä CNC, kuittaa hätätila ja tarkista virtalähteen ja (Err. 90) CNC:n liitäntä. Tehomuuntajan ylikuumeneminen Älä sammuta virtalähdettä, jotta tuuletin jää käyntiin ja nopeuttaa jäähdytystä. TH0 Normaali toimintatila palautuu automaattisesti lämpötilan (Err. 73) palautuessa sallittuihin rajoihin. Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun. Mikroprosessorin muistin sisäinen virhe Err 2 Ota yhteys CEBORA-huoltopalveluun. Virtalähde ei kommunikoi kaasukonsolin tai jäähdytysyksikön kanssa. Err 6 Tarkista virtalähteen ja kaasukonsolin tai jäähdytysyksikön välinen liitäntä. Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun. Virtalähde ei kommunikoi liityntäpiirin kanssa. Err 7 Ota yhteys CEBORA-huoltopalveluun. Kaasukonsoli ei kommunikoi virtalähteen kanssa. Err 9 Tarkista virtalähteen ja kaasukonsolin välinen liitäntä. Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun. Tasajännite on sallitun minimiarvon alapuolella. Err 16 Ota yhteys CEBORA-huoltopalveluun. Sisäisen kellon ongelma Err 26 Ota yhteys CEBORA-huoltopalveluun. Virtalähteen flash-muistin kirjoitusvirhe Err 27 Ota yhteys CEBORA-huoltopalveluun. IGBT1-yksikössä on virtaa, kun kaari on sammutettu. Err 30 Ota yhteys CEBORA-huoltopalveluun. Virheellinen virta-arvo IGBT 1 -yksikössä leikkauksen aikana Err 35 Ota yhteys CEBORA-huoltopalveluun. 231 VIRHEEN KUVAUS KOODI MAHDOLLINEN KORJAUS Pilottikaaren piirissä on virtaa, kun kaari on sammutettu. Err 39 Ota yhteys CEBORA-huoltopalveluun. Vaarallista jännitettä: tehopiirin vika Err 40 Ota yhteys CEBORA-huoltopalveluun. Pilottikaaren piirissä on virtaa leikkauksen aikana. Err 49 Ota yhteys CEBORA-huoltopalveluun. Err 55 Vaihda elektrodi ja/tai suutin. Tarkista, että kulutusosat on asennettu oikein työn tyypin mukaan. Tarkista lisäksi, että leikkauskaasu on oikeaa. Elektrodi on kulunut loppuun. Laitteisto-ohjelmaversioiden yhteensopimattomuusvirhe: virtalähde, kaasukonsoli, CNC-liittymäyksikkö; tai virhe virtalähteen suorittaman itsepäivityksen aikana Jännite on annettujen arvojen ulkopuolella Ota yhteys CEBORA-huoltopalveluun. Err 58 Err 67 Tarkista virtalähteen kaapelin liitäntäsähkötaulun sulakkeet. Jos ongelma ei poistu, ota yhteys CEBORA-huoltopalveluun. Kaasuputket eivät ole tyhjentyneet täydellisesti tai kaasukanavan paine on korkea. Err 79 Tarkista kulutusosat tai laske kaasunpainetta. Kaasukonsolia ei ole liitetty virtalähteeseen. Err 81 Ota yhteys CEBORA-huoltopalveluun. PGC-3- ja PGC-2- tai APGC-1- ja APGC2-kaasukonsolien välinen liitäntä puuttuu. Err 82 Tarkista PGC-3- tai APGC-1-yksikön (ylempi) ja PGC-2- tai APGC-2-yksikön (alempi) välinen liitäntä. IGBT 2 -yksikössä on virtaa, kun kaari on sammutettu. Err 31 Ota yhteys CEBORA-huoltopalveluun. Virheellinen virta-arvo IGBT 2 -yksikössä leikkauksen aikana Err 36 Ota yhteys CEBORA-huoltopalveluun. 4.3 AUTOMAATTISEN KAASUKONSOLIN KÄYTTÖPANEELIN KUVAUS (KUVA 22) Automaattisen kaasukonsolin etupaneelissa on monitoiminen merkkivalo, joka määrittää sen tilan. Erityisesti: Vaihe Merkkivalon Kuvaus väri Sisäisen elektroniSammunut sen kortin sähkö on katkennut Virtalähteen Sisäisen elektronisen Punainen käynnistys kortin mikroprosessokiinteä rin ongelmia Punainen/vih- Odottaa yhteyttä reä, vuorottelu virtalähteeseen Punainen/ Yhteyttä virtalähteevihreä, hidas seen ei saada Toiminta-aluevuorottelu ella Asianmukainen toiVihreä kiinteä minta A=monitoiminen merkkivalo 232 Automaattisen kaasukonsolin ohjausta varten (leikkausparametrien määritys ja RUN-tilan asetus) tulee liittää kauko-ohjain (tuote 460). Katso tuotteen toiminnan selostus käyttöoppaasta. Jos sen sijaan plasmaleikkurin/robotin ja virtalähteen välissä on CAN open -digitaaliliittymä eikä tuotetta 460 ole, ohjauslaitteessa tulee olla asianmukainen sovellus. A Kuva. 22 4.4 LEIKKAUSLAATU Leikkauslaatuun vaikuttaa useita parametrejä ja niiden yhdistelmiä: käyttöoppaan leikkaustaulukoissa annetaan määrätyn materiaalin leikkauksen optimaaliset säädöt. Erilaisiin plasmaleikkureihin asennuksesta ja leikattujen materiaalien erilaisista ominaisuuksista johtuen optimaaliset parametrit saattavat poiketa hieman yllä mainittujen taulukoiden tiedoista. Seuraavat kohdat saattavat auttaa käyttäjää tekemään pieniä muutoksia leikkauslaadun parantamiseksi. Kuten leikkaustaulukoissa on näytetty, saatavilla on erilaisia käytetyn leikkausvirran ja kaasun mukaisia kulutusosasettejä. Jos tavoitteena on ennen kaikkea korkea tuotto ja siten korkea leikkausnopeus, aseta suurin sallittu virta ja halkaisijaltaan suurempi suutin. Jos sen sijaan leikkauslaatua pidetään tärkeämpänä (parempi särmäys ja kapeampi leikkausura), aseta työstettävälle materiaalille ja paksuudelle sallittu minimivirta. Tarkista seuraavat kohdat ennen säätöjä: Poltin on samansuuntainen leikkaustason kanssa. Elektrodi, suutin, suuttimen pidin H2O ja suuttimen suojus eivät ole liian kuluneita ja niiden yhdistelmä vastaa valittua työtä. Leikkaussuunta on oikea halutulle kuviolle. Muista, että paras leikkauspuoli on aina oikeanpuoleinen polttimen liikesuuntaan nähden (käytetyn plasmadiffuusorin reiät ovat myötäsuunnassa). Jos joudut leikkaamaan erittäin paksuja materiaaleja, ole erityisen varovainen lävistysvaiheessa: pyri ennen kaikkea poistamaan sulaneen materiaalin kerääntymät leikkauksen aloitusreiän ympäriltä välttääksesi kaksoisvalokaari-ilmiöt polttimen kulkiessa uudelleen lähtökohdasta. Poista lisäksi aina suuttimen suojukseen tarttunut sulanut metallikuona. Taulukko 8 sisältää joitakin yleisimpiä ongelmia ja niiden korjaukset. 233 ONGELMA Vino leikkaus Riittämätön tunkeutuminen Jäystettä alhaisella nopeudella * äystettä korkealla nopeudella ** Pyöristetty leikkausreuna SYY KORJAUS Kulunut elektrodi tai suutin Vaihda kumpikin Liian suuri kaaren jännite Pienennä kaaren jännitettä Liian korkea leikkausnopeus Säädä nopeutta Liian korkea leikkausnopeus Säädä nopeutta Suuttimen halkaisija on liian suuri asetetulle virralle Tarkista leikkaustaulukot Työstettävän kappaleen paksuus on liian suuri asetetulle virralle Kasvata leikkausvirtaa Maadoituskaapelin sähkökosketus leikkaustasoon ei ole hyvä Tarkista, että CNC:hen kiinnitetty maadoitusnapa on kiristetty Liian alhainen leikkausnopeus Säädä nopeutta Liian korkea leikkausvirta Vähennä leikkausvirtaa Liian pieni kaaren jännite Kasvata kaaren jännitettä Liian korkea leikkausnopeus Säädä nopeutta Liian alhainen leikkausvirta Kasvata leikkausvirtaa Liian suuri kaaren jännite Pienennä kaaren jännitettä Liian korkea leikkausnopeus Säädä nopeutta Liian suuri kaaren jännite Pienennä kaaren jännitettä * Alhaisella nopeudella syntyvä kuona (low speed dross) on paksua, muodoltaan pallomaista ja helposti poistettavaa. Leikkausura (kerf) on leveähkö. ** Korkealla nopeudella syntyvä kuona (high speed dross) on ohutta ja vaikeasti poistettavaa. Erittäin korkealla nopeudella syntyvä leikkausreuna on rosoinen. Taul. 8 4.5 JÄRJESTELMÄN HUOLTO Vaihda järjestelmän jäähdytysneste. Järjestelmän asianmukainen huolto takaa parhaan mahdollisen suorituskyvyn ja pidentää kaikkien komponenttien Puolivuositkäyttöikää, kulutusosat mukaan lukien. Suorita seuraavassa tain taulukossa luetellut toimenpiteet. Aikaväli Huoltotyöt Päivittäin Tarkista syöttökaasujen oikea paine. Tarkista, että virtalähteen tuulettimet, jäähdytysyksikkö ja kaasukonsoli toimivat asianmukaisesti. Viikottain Tarkista jäähdytysnesteen määrä. Puhdista polttimen kierteet ja tarkista, ettei niissä ole merkkejä ruosteesta tai sähköpurkauksista. Tarkista, ettei kaasu-, vesi- ja sähköliittimissä ole rikkoutumia, hiertymiä tai Kuukausittain vuotoja. Suorita TEST-ohjelma kaasukonsolista. 234 Puhdista jäähdytysyksikön ulkoiset ja säiliön suodattimet. Puhdista kaasukonsolin suodatin. Vaihda polttimen O-rengas. Tilaa setti (tuote 1400). Jos huomaat tarkistuksessa liiallisesti kuluneen tai virheellisesti toimivan komponentin, ota yhteys CEBORA-huoltopalveluun. Pyydä ammattitaitoista henkilöä suorittamaan järjestelmän eri komponenttien sisäisten osien huolto. Suorita ennen kaikkea määräajoin seuraavassa luetellut toimenpiteet. Kaikki komponentit: • Puhdista sisäpuoli paineilmalla (puhdas, kuiva ja öljytön) poistaaksesi öljykerääntymät. Jos mahdollista, käytä imuria. • Tarkista, että sähköliittimet ovat kireällä ja etteivät ne ole ylikuumentuneet. Kaikki komponentit: Komponentti Huoltotyöt Generatore Puhdista IGBT-yksiköiden jäähdyttimet paineilmalla suuntaamalla ilmasuihku niihin. Puhdista jäähdytin paineilmalla suuntaamalla ilmasuihku siihen. Jäähdytysyksikkö Tarkista, ettei sisäisessä hydraulijärjestelmässä ole rikkoutumia tai vuotoja. Kaasukonsoli Tarkista, ettei sisäisessä paineilmajärjestelmässä ole rikkoutumia tai vuotoja. Venttiilikonsoli Tarkista, ettei sisäisessä paineilmajärjestelmässä ole vuotoja. Sytytysyksikkö Tarkista, ettei elektrodissa ja suuttimessa ole mustumia ja että kärkien väli on oikea. Tarkista, ettei sisäisessä hydraulijärjestelmässä ole rikkoutumia tai vuotoja. Tarkista lisäksi määräajoin järjestelmän maadoitus. Tarkista erityisesti kuvan 24 kaavion avulla, että jokainen kaapeli on kiristetty hyvin ruuvin ja mutterin väliin. 235 5 LIITE 5.1 LISÄSETTI (TUOTE 425) LIITÄNTÄÄN (KUVA 23) PLASMALEIKKURIN Katso setin (tuote 425) asennus sen ohjeista. art 948 Kuva. 23 236 5.2 KONEEN MAADOITUSKAAVIO (KUVA 24) Käytä maajohtoja, joiden läpimitta on vähintään 16 mm2 Art. 1159.... Art. 470-466 Art. 1166.... Art. 469 Art. 464 Art. 1189.... Art. 1224-1225 Art. 948-949 Virtakaapeli Ferriitti Kuparitanko Kuva. 24 237 5.3 ÄÄNENPAINETASOJEN MITTAUS Plasmaleikkausprosessi tuottaa ihmiskorvalle haitallisia äänenpainetasoja, joten kansallisten ja paikallisten määräysten mukaisten suojusten (esim. kuulosuojaimet tai korvatulpat) käyttö on pakollista. Alla olevassa taulukossa annetut mittaukset koskevat rakenneterästä. Mittaukset on tehty ilmoitetuilta etäisyyksiltä ja niiden tarkoituksena on auttaa turvallisuudesta vastaavaa henkilöä käyttämään asianmukaisia varotoimia työtilan tekemiseksi turvalliseksi (katso esim. kansainvälistä standardia IEC 60974-9). Materiaali LeikkauskaLeikkau- LeikkausnoPaksuus svirta peus asu Mittausetäisyydet (melulähteen edessä x melulähteen yläpuolella) A-painotettu äänenpainetaso LpA C-painotettu äänenpaineen huipputaso LpC, peak Rakenneteräs Rakenneteräs Rakenneteräs O2/ilma O2/ilma O2/ilma (mm) 25 25 25 (A) 120 120 120 (m/min) 0.4 0.4 0.4 (m x m) 1 x 0.5 2 x 0.5 3 x 0.5 (dB) 105.0 100.5 99.2 (dB) 119.7 114.6 113.3 Rakenneteräs Rakenneteräs Rakenneteräs O2/ilma O2/ilma O2/ilma 40 40 40 250 250 250 0.5 0.5 0.5 1 x 0.5 2 x 0.5 3 x 0.5 111.9 108.1 106.5 125.0 121.6 120.3 Rakenneteräs Rakenneteräs Rakenneteräs O2/ilma O2/ilma O2/ilma 50 50 50 400 400 400 0.8 0.8 0.8 1 x 0.5 2 x 0.5 3 x 0.5 114.2 108.9 107.1 129.5 124.1 122.9 1 minuuttia/mittaus kestäneet mittaukset tehtiin CEBORA S.p.A.:n laboratorioissa suljetussa tilassa, jossa on jälkikaikua. Mittaustuloksissa ei ole huomioitu taustamelun tai testitilan mittojen aiheuttamia korjauksia. Äänenpainetasot LpA ja LpC, peak on määritetty alan kansainvälisissä standardeissa (katso IEC 11202 ja IEC 616721). 238 Schemi elettrici e Parti di ricambio Electrical schematics and Spare parts Schaltplan und Ersatzteile Schémas électrique et Pièces détachées Esquemas eléctricos y Partes de repuesto Esquema eléctricos e Partes sobressalentes Sähkökaavio ja Varaosat 239 Art. 948 240 Art. 948 241 Art. 949 242 Art. 949 243 Art. 470 244 Art. 466 245 Art. 462 Art. 469 246 Art. 464 CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE A NERO BLACK L NROSA-NERO PINK-BLACK B ROSSO RED M GRIGIO-VIOLA GREY-PURPLE C GRIGIO GREY N BIANCO-VIOLA WHITE-PURPLE D BIANCO WHITE O BIANCO-NERO WHITE-BLACK E VERDE GREEN P GRIGIO-BLU GREY-BLUE F VIOLA PURPLE Q BIANCO-ROSSO WHITE-RED G GIALLO YELLOW R GRIGIO-ROSSO GREY-RED H BLU BLUE S BIANCO-BLU WHITE-BLUE K MARRONE BROWN T NERO-BLU BLACK-BLUE J ARANCIO ORANGE U GIALLO-VERDE YELLOW-GREEN I ROSA PINK V AZZURRO BLUE 247 Art. 948 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 248 When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 948 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION 01 PANNELLO LATERALE SINISTRO LEFT SIDE PANEL 36 TRASFORMATORE DI SERVIZIO AUXILIARY TRANSFORMER 02 TELERUTTORE CONTACTOR 37 PULSANTE SICUREZZA SECURITY SWITCH 03 CIRCUITO PRECARICA PRECHARGE CIRCUIT 04 CONNESSIONE CONNECTION 38 SUPPORTO MICRO INTERRUTTORE SWITCH SUPPORT 05 MORSETTIERA TERMINAL BOARD 39 CIRCUITO ALIMENTATORE POWER SUPPLY CIRCUIT 06 COPERCHIO COVER 40 CONTROL CIRCUIT UNIT 07 PANNELLO POSTERIORE BACK PANEL GRUPPO CIRCUITO CONTROLLO CONNESSIONE GAS CONSOLE GAS CONSOLE CONNECTION 41 PIANO INTERMEDIO INSIDE BAFFLE 08 42 RS232/422 SERIAL CIRCUIT INTERFACE CIRCUIT SUPPORT 09 CIRCUITO SERIALE RS232/422 SUPPORTO CIRCUITO INTERFACCIA 43 10 PRESSACAVO STRAIN RELIEF CIRCUITO INTERFACCIA ANALOGICO ANALOGIC INTERFACE CIRCUIT 11 CAVO RETE POWER CORD 44 PIANO INTERMEDIO INSIDE BAFFLE 12 CONNESSIONE CNC CNC CONNECTION 45 SERBATOIO TANK 13 SUPPORTO CONNETTORI CONNECTORS SUPPORT 46 TAPPO SERBATOIO TANK CAP 14 FILTRO AUTOPULENTE SELF CLEANING FILTER 47 GRUPPO FLUSSIMETRO FLOWMETER UNIT 15 RACCORDO TUBO ACQUA WATER HOSE FITTING 48 FLOWMETER SUPPORT 16 PANNELLO LATERALE DESTRO SUPPORTO FLUSSIMETRO RIGHT SIDE PANEL 49 CLOSING SIDE PANEL 17 MOTORE + POMPA MOTORPUMP PANNELLO CHIUSURA LATERALE 18 SUPPORTO MOTORE MOTOR SUPPORT 50 CIRCUITO FILTRO H.F. HV FILTER CIRCUIT 19 RADIATORE RADIATOR 51 SUPPORTO ISOLANTE INSULATING SUPPORT 20 SUPPORTO MACCHINA MACHINE SUPPORT 52 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT 21 PANNELLO POSTERIORE INTERNO REAR INSIDE PANEL 53 PORTAFUSIBILE FUSE HOLDER 22 TUNNEL TUNNEL 54 CONDENSATORE CAPACITOR 23 MOTOVENTOLA FAN 55 SUPPORTO SUPPORT 24 SUPPORTO INDUTTANZA INDUCTOR SUPPORT 56 PROTEZIONE SCHEDA CIRCUIT PROTECTION 25 RESISTENZA RESISTOR 57 CIRCUITO TORCIA + MISURA TORCH + MEASURE CIRCUIT 26 INDUTTANZA INDUCTOR 58 CIRCUITO DI MISURA MEASURE CIRCUIT 27 SUPPORTO TRASFORMATORE TRANSFORMER SUPPORT 59 PIANO INTERMEDIO INSIDE BAFFLE POWER TRANSFORMER 60 GRUPPO IGBT IGBT UNIT 28 TRASFORMATORE DI POTENZA 61 CIRCUITO R.C. R.C. CIRCUIT 29 FONDO BOTTOM 62 30 PANNELLO ANTERIORE FRONT PANEL RINFORZO PIANO LATERALE REINFORCEMENT SIDE PANEL 31 PANNELLO COMANDI CONTROL PANEL 63 MORSETTIERA TERMINAL BOARD 32 PORTALAMPADA LAMP HOLDER 64 GRUPPO FILTRO DI LINEA FILTER UNIT 33 LAMPADA LAMP 65 CONNESSIONE USB 34 PROTEZIONE COMMUTATORE SWITCH PROTECTION 66 CONNESSIONE PANNELLO REMOTE PANEL REMOTO CONNECTION 35 INTERRUTTORE SWITCH 67 RESISTENZA RESISTOR 68 GRUPPO TERMOMETRO THERMOMETER UNIT USB CONNECTION 249 Art. 949 250 Art. 949 POS DESCRIZIONE 01 02 03 04 05 06 07 08 09 10 11 13 14 15 16 17 18 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 PANNELLO LATERALE SINISTRO PANNELLO CHIUSURA LATERALE COPERCHIO GRUPPO IGBT CIRCUITO R.C. CIRCUITO PRECARICA CONDENSATORI CIRCUITO ALIMENTATORE TRASDUTTORE PULSANTE SICUREZZA PIANO INTERMEDIO VERTICALE TRASFORMATORE DI SERVIZIO SUPPORTO CIRCUITO PRECARICA PIANO INTERMEDIO CIRCUITO MISURA RETE MORSETTIERA SUPPORTO MORSETTIERA TUNNEL GRUPPO DI POTENZA CONVOGLIATORE ARIA TRASFORMATORE DI POTENZA INDUTTANZA PANNELLO COMANDI PANNELLO CHIUSURA PANNELLO ANTERIORE FONDO SUPPORTO MACCHINA PORTALAMPADA LAMPADA INTERRUTTORE SUPPORTO RESISTENZA RESISTENZA SUPPORTO MORSETTIERA CIRCUITO TORCIA + MISURA PROTEZIONE SCHEDA CIRCUITO INTERFACCIA ANALOGICO SUPPORTO CIRCUITO INTERFACCIA SUPPORTO ISOLANTE MORSETTIERA DESCRIPTION POS DESCRIZIONE DESCRIPTION LEFT SIDE PANEL 41 42 CLOSING SIDE PANEL 43 COVER IGBT UNIT R.C. CIRCUIT PRECHARGE CAPACITOR CIRCUIT POWER SUPPLY CIRCUIT TRANSDUCER SECURITY SWITCH 44 45 46 TANK SUPPORT FLOWMETER UNIT REINFORCEMENT INSIDE BAFFLE RADIATOR RADIATOR SUPPORT FAN VERTICAL INSIDE BAFFLE AUXILIARY TRANSFORMER SUPPORT PRECHARGE CIRCUIT INSIDE BAFFLE MEASURE CIRCUIT TERMINAL BOARD TERMINAL BOARD SUPPORT POWER UNIT TUNNEL AIR CONVEYOR POWER TRANSFORMER INDUCTOR CONTROL PANEL CLOSING PANEL FRONT PANEL BOTTOM MACHINE SUPPORT LAMP HOLDER LAMP SWITCH RESISTOR SUPPORT RESISTOR TERMINAL BOARD SUPPORT TORCH + MEASURE CIRCUIT CIRCUIT PROTECTION ANALOGIC INTERFACE CIRCUIT INTERFACE CIRCUIT SUPPORT INSULATING SUPPORT TERMINAL BOARD La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 76 77 78 SUPPORTO SERBATOIO GRUPPO FLUSSIMETRO RINFORZO PIANO INTERMEDIO RADIATORE SUPPORTO RADIATORE MOTOVENTOLA SUPPORTO PER MOTOPOMPA MOTORE + POMPA PIANO INTERMEDIO VERTICALE SERBATOIO TAPPO SERBATOIO CIRCUITO SERIALE RS232/422 CONNESSIONE GAS CONSOLE PORTAFUSIBILE CONNESSIONE CNC SUPPORTO CONNETTORI PRESSACAVO SUPPORTO MOTOVENTOLA PROTEZIONE MOTOVENTOLA PIASTRA CHIUSURA SERBATOIO PROTEZIONE MOTOVENTOLA GRUPPO CIRCUITO CONTROLLO MOTOVENTOLA TUNNEL+ SUPPORTO SUPPORTO MORSETTIERA FILTRO AUTOPULENTE PANNELLO POSTERIORE RACCORDO TUBO ACQUA PANNELLO LATERALE DESTRO SUPPORTO INDUTTANZA FILTRO RETE TELERUTTORE CIRCUITO FILTRO H.F. GRUPPO FILTRO DI LINEA CONNESSIONE PANNELLO REMOTO CONNESSIONE USB GRUPPO TERMOMETRO MOTORPUMP SUPPORT MOTORPUMP VERTICAL INSIDE BAFFLE TANK TANK CAP RS232/422 SERIAL CIRCUIT GAS CONSOLE CONNECTION FUSE HOLDER CNC CONNECTION CONNECTORS SUPPORT STRAIN RELIEF FAN SUPPORT FAN PROTECTION CLOSING TANK PLATE FAN PROTECTION CONTROL CIRCUIT UNIT MOTOR WITH FAN TUNNEL + SUPPORT TERMINAL BOARD SUPPORT SELF CLEANING FILTER BACK PANEL WATER HOSE FITTING RIGHT SIDE PANEL INDUCTOR SUPPORT MAINS FILTER CONTACTOR HV FILTER CIRCUIT FILTER UNIT REMOTE PANEL CONNECTION USB CONNECTION THERMOMETER UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 251 Art. 470 252 Art. 470 POS DESCRIZIONE DESCRIPTION 01 SUPPORTO CIRCUITO BOARD SUPPORT 02 CIRCUITO ALIMENTAZIONE + SERVIZI AUX SUPPLY CIRCUIT+ AUX SERVICE CIRCUITO ALIMENTAZIONE + SERVIZI SUPPLY CIRCUIT+ SERVICE 04 FASCIONE HOUSING 05 RACCORDO 06 POS DESCRIZIONE DESCRIPTION 18 CONNESSIONE TRASDUTTORE TRANSDUCERS CONNECTOR 19 FONDO+ PANNELLO POSTERIORE BOTTOM+BACK PANEL 20 GRUPPO RIDUTTORE DI PRESSIONE PRESSURE REGULATOR FITTING 21 PANNELLO ANTERIORE FRONT PANEL ELETTROVALVOLA SOLENOID VALVE 22 MANOPOLA KNOB 07 RACCORDO PRESE MULTIPLE FITTING 23 CIRCUITO PANNELLO PANEL BOARD 24 TUBO GAS GAS LEAD 08 RACCORDO PRESE MULTIPLE FITTING 25 CONNESSIONE CONNECTION 09 PIANO INTERMEDIO INSIDE BAFFLE 26 FASCIONE HOUSING 10 NIPPLO NIPPLE 27 GRUPPO PLASMA CUTFLOW PLASMA CUTFLOW LEAD 11 MOTOVENTOLA MOTOR-FAN 28 RACCORDO PRESE MULTIPLE FITTING 12 CONNESSIONE CON CONCONNECTO NETTORE 29 SUPPORTO VALVOLA VALVE SUPPORT 13 CIRCUITO CONNETTO. FONDO + PANNELLO POSTERIORE BOTTOM+BACK PANEL 14 CONNESSIONE CON CONCONNECTOR NETTORE 30 31 CONNESSIONE CON CONNETTORE CONNECTOR 32 PANNELLO ANTERIORE FRONT PANEL 33 RIDUTTORE PRESSURE REGULATOR 03 CONNECTOR BOARD 15 RACCORDO PRESE MULTIPLE FITTING 16 RACCORDO FITTING 17 RACCORDO FITTING La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 253 Art. 466 254 Art. 466 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION 01 FASCIONE HOUSING 19 MOTOVENTOLA MOTOR-FAN 02 GRUPPO REGOLATORE DI PRESSURE REGULATOR PRESSIONE UNIT 20 BOTTOM+BACK PANEL 03 SUPPORTO REGOLATORE ADJUSTING SUPPORT FONDO+ PANNELLO POSTERIORE 04 SUPPORTO CIRCUITO 21 GRUPPO FILTRO ARIA AIR FILTER UNIT 05 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 23 SUPPORTO RIDUTTORI REGULATORS SUPPORT 06 CERNIERA HINGE 24 GRUPPO RIDUTTORE DI PRESSIONE PRESSURE REGULATOR UNIT 07 CIRCUITO CONNETTORE CONNECTOR BOARD 25 PANNELLO ANTERIORE FRONT PANEL 08 ELETTROVALVOLA SOLENOID VALVE 26 FASCIONE HOUSING 09 RACCORDO FITTING FITTING FONDO + PANNELLO POSTERIORE BOTTOM+BACK PANEL 10 RACCORDO PRESE MULTIPLE 27 28 PANNELLO ANTERIORE FRONT PANEL 11 RACCORDO CON PRESE FITTING 29 RACCORDO FITTING 12 RACCORDO PRESE MULTIPLE FITTING 30 PIEDE IN GOMMA RUBBER FOOT 13 PIANO INTERMEDIO INSIDE BAFFLE 31 GRUPPO RIDUTTORE PRESSURE REDUCER UNIT 14 RACCORDO CON PRESE FITTING 32 RACCORDO CON PRESE FITTING 15 RACCORDO FITTING 33 SUPPORTO VALVOLE VALVES SUPPORT 16 RACCORDO FITTING TRANSDUCERS CONNECTOR CONNESSIONE CON CONNETTORE CONNECTOR 17 CONNESSIONE TRASDUTTORE 34 35 RACCORDO FITTING 18 CONNESSIONE CON CONNETTORE CONNECTOR 36 CIRCUITO SENSORE PRESSIONE PRESSURE SENSOR CIRCUIT CIRCUIT BOARD SUPPORT La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 255 Art. 469 POS DESCRIZIONE DESCRIPTION 01 FASCIONE HOUSING GRUPPO AUSILIARIO PRE-CUTFLOW GRUPPO RIDUTTORE PRESSIONE AUSILIARIO PRE-CUTFLOW AUXILIARY UNIT AUXILIARY PRESSURE REGULATOR UNIT GRUPPO SECONDARIO PRE-CUTFLOW PRE-CUTFLOW SECONDARY UNIT 02 03 04 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 256 POS DESCRIZIONE DESCRIPTION 05 GRUPPO PLASMA PRECUTFLOW PRE-CUTFLOW PLASMA UNIT 06 FONDO BOTTOM 07 CONNESSIONE CON CONCONNECTOR NETTORE When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 464 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE 01 FASCIONE HOUSING 07 02 MORSETTIERA TERMINAL BOARD 03 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT 04 ATTACCO CAVI 05 06 DESCRIPTION 10 CIRCUITO HF SUPPORTO ATTACCO TORCIA TRASFORMATORE H.F. HIGH-FREQ. CIRCUIT THORCH CONNECTOR SUPPORT H.F. TRANSFORMER CORDS CONNECTOR 11 BLOCCAGGIO LOCKING DEVICE PULSANTE SWITCH 12 FONDO + PANNELLI BOTTOM + PANELS ISOLAMENTO INSULATION 13 CIRCUITO FILTRO FILTER CIRCUIT 08 257 Art. 462 258 Art. 462 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE 01 FASCIONE HOUSING 16 02 MORSETTIERA TERMINAL BOARD 03 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT 04 ATTACCO CAVI CORDS CONNECTOR 18 05 PULSANTE SWITCH 19 06 ISOLAMENTO INSULATION 07 10 CIRCUITO HF GRUPPO ATTACCO TORCIA-CAVO POTENZA TRASFORMATORE H.F HIGH-FREQ. CIRCUIT TORCH-POWER CABLE GROUP H.F. TRANSFORMER 11 BLOCCAGGIO LOCKING DEVICE 12 FONDO + PANNELLI BOTTOM + PANELS 13 CIRCUITO FILTRO FILTER CIRCUIT 25 14 CONNESSIONE SUPPORTO ELETTROVALVOLE CONNECTION SOLENOID VALVES SUPPORT 08 15 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. DESCRIPTION GRUPPO PLASMA PRECUTFLOW GRUPPO SECONDARIO PRE-CUTFLOW GRUPPO AUSILIARIO PRE-CUTFLOW GRUPPO RIDUTTORE DI PRESSIONE PRE-CUTFLOW PLASMA UNIT PRE-CUTFLOW SECONDARY UNIT PRE-CUTFLOW AUXILIARY UNIT PRESSURE REGULATOR UNIT 20 BLOCCAGGIO LOCKING DEVICE 21 SUPPORTO BLOCCAGGIO LOCKING DEVICE SUPPORT 22 DISTANZIALE SPACER 23 COPERCHIO COVER PROTEZIONE GRUPPO PLASMA GRUPPO WATER PURGE INLET PLASMA UNIT PROTECTION WATER PURGE INLET GROUP 26 CONNESSIONE CON CONNETTORE CONNECTION WITH CONNECTOR 27 CIRCUITO FILTRO TOUCH SENSING TOUCH SENSING FILTER CIRCUIT 17 24 When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 259 CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] 260-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
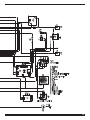 241
241
-
 242
242
-
 243
243
-
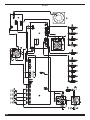 244
244
-
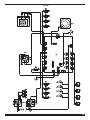 245
245
-
 246
246
-
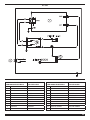 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260




































































































































































































































































Cebora Plasma PROF 166 HQC Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
- français: Cebora Plasma PROF 166 HQC Manuel utilisateur
- italiano: Cebora Plasma PROF 166 HQC Manuale utente
- English: Cebora Plasma PROF 166 HQC User manual
- Deutsch: Cebora Plasma PROF 166 HQC Benutzerhandbuch
- português: Cebora Plasma PROF 166 HQC Manual do usuário
- suomi: Cebora Plasma PROF 166 HQC Ohjekirja
Artículos relacionados
-
Cebora 958 Plasma Prof 165 HQC Manual de usuario
-
-
-
-
-
-
-
-
-
Cebora 197 Plasma PROF 162 interface connection Manual de usuario
Otros documentos
-
Fagor SR-16 User Instructions
-
 ETAS PCG-1000 Guía del usuario
ETAS PCG-1000 Guía del usuario
-
Otsein-Hoover LBOHT775 A Manual de usuario
-
Peak Scientific Genius SQ 24 Manual de usuario
-
ESAB X21 Original II Manual de usuario
-
3B SCIENTIFIC 1023406 El manual del propietario
-
-
Block EB-2724-2040-0 Manual de usuario
-
-
Bresser F000224 El manual del propietario
