La página se está cargando...

INSTRUCCIONES para
F14-253-C
May, 2009
SOPLETE DE CORTE OXÍGENO-COMBUSTIBLE C-84-42
Rango de corte usando acetileno ...........................................hasta 5"
otros gases ..................................hasta 12"
Boquillas de corte .............................................................. Serie 4200
Conexión con manguera del soplete ........... Oxi. CGA-022 (9/16"-18)
Otros –CGA-023 (9/16-18LH)
Longitud total de soplete ........................................................21 pulg.
Peso ..................................................................................... 38 onzas
Estas INSTRUCCIONES son para operadores con experiencia. Si usted no está completamente familiarizado con los principios de
operación y prácticas de seguridad del equipo de gas oxígeno-combustible, le recomendamos encarecidamente que lea nuestro
folleto “Precauciones y prácticas de seguridad para soldadura con gas, corte y calentamiento”, Forma 2035. NO permita que
personas sin entrenamiento instalen, operen o den mantenimiento a este equipo. NO intente instalar u operar este equipo hasta
que haya leído y comprendido totalmente estas instrucciones. Si no entiende estas instrucciones completamente, contacte a su
proveedor para mayor información.
Los sopletes de corte cubiertos en estas instrucciones se listan en los tres parte solamente cuando utilizan partes fabricadas por
Productos de Soldadura y Corte ESAB de acuerdo con las especicaciones exactas en archivo de los tres partes, Inc. y cuando
se utilizan en el servicio de gas para el que están diseñados y listados. El uso de otras partes que provoquen daños o fallas en
el equipo invalidará la garantía del fabricante.
INSTRUCCIONES DE OPERACIÓN
CONEXIÓN
1. Conecte los reguladores a los cilindros de oxígeno
y de gas combustible. Siga las instrucciones
suministradas con los reguladores.
2. Conecte las mangueras de oxígeno y gas combustible
a los reguladores y al soplete, después de asegurarse
que todas las superficies metálicas de asiento
estén limpias. Apriete las tuercas de conexión con
una llave.
3. Conecte la boquilla a la cabeza del soplete y apriete
la tuerca de conexión con una llave.
4. Veriquequelastuercasdelempaquedeapertura
estén ajustadas.
Los retrocesos de llamas pueden causar
quemaduras graves.
Asegúrese que el ujo de gas sea suciente para el
tamaño de la cabeza y la boquilla.
Asegúrese que los reguladores estén a las presiones
psig apropiadas.
Ajuste las válvulas de apertura apropiadamente.
Mantenga en buen estado el soplete.
NO contenga los gases para utiliza una cabeza o boquilla
grandes sobre material delgado.
Asegúrese que esta información llegue hasta el operador.
Puede obtener copias adicionales con su proveedor.
PRUEBA DE FUGAS
Cada herramienta de corte debe probarse minuciosamente
en busca de fugas en su primera conexión y a intervalos
regulares en lo sucesivo. Después de haber realizado
todas las conexiones, asegúrese que todas las válvulas
en el mango del soplete estén cerradas. Luego mueva los
tornillos de ajuste de presión del regulador hasta que el
indicador de presión de salida de oxígeno marque 60 psi
y el indicador de presión de salida del gas combustible
marque 10 psi. Utilice una solución de prueba de fugas
adecuada para el servicio con oxígeno, como el N/P
998771 (en envase de 8 onzas), compruebe que no existen
fugas en las válvulas del cilindro, en las conexiones del
cilindro al regulador, en las conexiones del regulador a la
manguera y en las conexiones de la manguera al soplete.
Si la solución hace burbujas en cualquier punto, es
indicativo de que existe una fuga y deberá ajustar la
conexión. Si esto no detiene la fuga, cierre la válvula
del cilindro apropiada, abra la válvula del soplete
correspondiente para eliminar la presión en la línea y libere
la presión del regulador ajustando el tornillo girándolo en
sentido contrario al reloj. Desconecte la conexión con
fuga,limpielasuperciemetálicadeasientoconuntrapo
seco y revise que no tenga rayaduras o rebabas. Vuelva a
conectar y a probar. No intente encender el soplete hasta
que esté satisfecho con las conexiones.
��
��
PRECAUCIÓN
AD VERTENCIA

ASEGÚRESE DE QUE ESTA INFORMACIÓN LLEGUE AL OPERADOR.
PUEDE OBTENER EJEMPLARES ADICIONALES A TRAVÉS DE SU DISTRIBUIDOR.
GUARDE ESTAS INSTRUCCIONES!
PROTECCIÓN IMPORTANTE
Siempre deberán seguirse las precauciones básicas de seguridad cuando se usen sopletes de oxígeno y gas combustible:
Nunca use gas acetileno a una presión sobre 15 psig.a.
Nunca use equipo dañado.b.
Nunca use aceite o grasa sobre o alrededor del equipo de oxígeno.c.
Nunca use oxígeno o gas combustible para soplar la mugre o limpiar el polvo de ropa o equipo.d.
Nunca encienda un soplete con cerillos o con un encendedor. Siempre use un percutor.e.
Siempre use los anteojos, guantes y ropa para soldadura adecuados cuando opere equipo de acetileno con oxígeno. f.
Los pantalones no deberán tener dobladillo.
Al momento de soldar o cortar, no porte encendedores, cerillos u otros objetos inamables en los bolsillos.g.
Siempre esté atento a las otras personas a su alrededor cuando use un soplete.h.
Tenga cuidado de no permitir que las mangueras de soldadura entren en contacto con la llama de la antorcha o con i.
chispas del corte.
GUARDE ESTAS INSTRUCCIONES.j.
Este equipo funcionará de conformidad con la descripción del mismo contenida en este manual y en las etiquetas y/o
insertos que lo acompañan, cuando se instale, opere, efectúe mantenimiento y se repare según las instrucciones
proporcionadas. Deberá vericar periódicamente este equipo. No deberá usarse el equipo que funcione mal o que no tenga
el mantenimiento adecuado. Se deberán sustituir inmediatamente las piezas rotas, faltantes, desgastadas, deformadas o
contaminadas. En caso de que dicha reparación o sustitución sean necesarias, el fabricante recomienda que se realice
una solicitud de recomendación de servicio, telefónica o por escrito, al Distribuidor autorizado con quien se compró
el equipo.
No deberá alterarse este equipo o alguna de sus piezas sin la aprobación previa y por escrito del fabricante. El usuario
de este equipo tendrá la responsabilidad absoluta por cualquier funcionamiento defectuoso que resulte debido al uso
inadecuado, mantenimiento defectuoso, daño, reparación o alteración inadecuadas por parte de cualquier otra persona
diferente al fabricante o a un taller mecánico designado por el fabricante.
Estas INSTRUCCIONES son para operadores experimentados. Si no está completamente familiarizado con
los principios de operación y prácticas de seguridad para equipos de soldadura y corte por gas, lo instamos
a leer nuestro folleto, “Precauciones y prácticas de seguridad para soldadura, corte y calentamiento por
gas”, Formulario F-2035. NO permita que personal no calicado instale, opere o efectúe mantenimiento a
este equipo. NO intente instalar u operar este equipo hasta que haya leído y comprendido totalmente estas
instrucciones. Si no comprende totalmente estas instrucciones, contacte a su distribuidor para obtener más
información. Asegúrese de leer las Precauciones de seguridad antes de instalar o de operar este equipo.
PRECAUCIÓN
RESPONSABILIDAD DEL USUARIO
LEA Y COMPRENDA ESTE MANUAL DE INSTRUCCIONES ANTES DE INSTALAR
O DE OPERAR SU EQUIPO. ¡PROTÉJASE A SÍ MISMO Y A OTRAS PERSONAS!

Estas Precauciones de seguridad son para su protección. Resumen
información preventiva de las referencias enumeradas en la sección
Información adicional de seguridad. Antes de realizar cualquier instalación
o procedimiento de operación, asegúrese de leer y seguir las precauciones
de seguridad enlistadas a continuación así como otros manuales, hojas de
datos de seguridad de los materiales, etiquetas, etc. Dejar de observar las
Precauciones de seguridad puede resultar en lesiones o la muerte.
PROTÉJASE USTED Y A OTRAS PERSONAS - Algunos
procesos de soldadura, corte y torchado son ruidosos
y requieren protección auricular. El metal caliente
puede provocar quemaduras en la piel y los rayos del
calor pueden lesionar los ojos. Capacitarse en el uso
adecuado de los procesos y del equipo es esencial para
prevenir accidentes. También:
1. Siempre utilice gafas de seguridad con protectores
laterales en cualquier área de trabajo, incluso si también se requieren
cascos de soldadura, caretas de protección o gafas protectoras.
2. Use guantes tipo guantelete inamable, camisa pesada de manga larga,
pantalones sin dobladillo, zapatos con punta alta y casco de soldar o gorra
para protección del cabello, para protegerse contra chispas calientes o
metales calientes. También es aconsejable usar un delantal inamable
como protección contra calor de radiación y chispas.
3. Las chispas o metales calientes se pueden alojar en las mangas enrolladas,
los dobladillos de los pantalones o los bolsillos. Las mangas y los cuellos
deben permanecer abotonados y se deben evitar los bolsillos abiertos
en la parte delantera de la ropa.
4. Proteja a otro personal de las chispas calientes con una separación o
cortinas apropiadas no combustibles.
5. Use gafas protectoras sobre los lentes de seguridad cuando desconche
escoria o triture. La escoria desconchada puede estar caliente y viajar a
distancias considerables. Los espectadores también deben usar gafas
protectoras sobre los lentes de seguridad.
INCENDIOS Y EXPLOSIONES - El calor de una ama puede
actuar como fuente de encendido. La escoria o chispas
calientes también pueden provocar incendios o explo-
siones. Por lo tanto:
1. Retire todos los materiales combustibles bastante lejos
del área de trabajo o coloque sobre todos los materiales una cubierta
protectora inamable. Los materiales combustibles incluyen madera,
tela, aserrín, combustibles líquidos o en gas, disolventes, pinturas y capas
protectoras, papel, etc.
2. Las chispas calientes o el metal caliente pueden caer entre las rajaduras
o hendeduras de los pisos o aberturas en la pared y provocar un fuego
candente oculto en el piso inferior. Compruebe que dichas aberturas
estén protegidas de chispas y metales calientes.
3. No suelde, corte o realice cualquier otro trabajo caliente en materiales,
contenedores o tubería hasta que estén completamente limpios y que no
haya sustancias en el material que puedan producir vapores inamables
o tóxicos. No realice trabajos calientes en recipientes cerrados. Pueden
explotar.
4. Tenga a la mano equipo extintor de fuegos listos para uso inmediato,
como una manguera de jardín, una cubeta de agua o arena, o un extintor
de fuegos portátil. Asegúrese de estar capacitado para su uso.
5. Después de terminar las operaciones, inspeccione el área de trabajo para
comprobar que no haya chispas calientes o metales calientes que puedan
provocar fuego más adelante. Cuando sea necesario, use vigilantes de
incendios.
6. Para obtener información adicional, consulte la norma NFPA 51B,
“Prevención de incendios en el uso de procesos de corte y soldadura”,
que se encuentra disponible en la Asociación Nacional de Protección
contra Incendios, Batterymarch Park, Quincy, MA 02269.
VAPORES Y GASES - Los vapores y gases, particularmente en espacios
cerrados, pueden provocar incomodidad o lesiones. No respire vapores
o gases de soldadura o corte. Por lo tanto:
1. Siempre cuente con ventilación adecuada en el
área de trabajo por medios naturales o de ventilación
mecánica. No suelde, corte o perfore en materiales
como acero galvanizado, acero inoxidable, cobre, zinc,
plomo, berilio o cadmio a menos que haya ventilación mecánica positiva.
No respire los vapores y gases de estos materiales.
2. Si presenta irritación momentánea en ojos, nariz o garganta mientras
está trabajando, esto indica que la ventilación no es adecuada. Detenga
inmediatamente el trabajo y tome los pasos necesarios para mejorar la
ventilación en el área de trabajo. No continúe operando si las molestias
físicas persisten.
3. Consulte en la norma ANSI/ASC Z49.1 listada a continuación recomen-
daciones especícas de ventilación.
4. ADVERTENCIA: Este producto, cuando se usa para soldadura o corte,
produce vapores o gases que contienen sustancias
químicas que el estado de California conoce que
provocan defectos congénitos y, en algunos casos,
cáncer. (Código de Salud y Seguridad de California
§25249.5 y siguientes)
MANTENIMIENTO DEL EQUIPO - El equipo defectuoso o con manteni-
miento deciente, como antorchas, mangueras y regula-
dores, puede dar como resultado trabajo deciente, pero
más importante, puede provocar lesiones o la muerte por
incendios. Por lo tanto:
1. Siempre solicite a personal calificado que realice los
trabajos de instalación, diagnóstico de problemas y manteni-
miento. No opere o repare ningún equipo a menos que esté calicado
para hacerlo.
2. Conserve todo el equipo con oxígeno y gas combustible libre de grasa o
aceite. La grasa, el aceite y otros materiales combustibles similares, cuando
se encienden, pueden arder violentamente en presencia de oxígeno.
3. No haga mal uso de ningún equipo o accesorio. Mantenga el equipo
lejos del calor y humedad, aceites o grasas, atmósferas corrosivas y clima
inclemente.
4. Mantenga todos los dispositivos de seguridad en su lugar y reparados.
5. Use el equipo para su uso designado. No lo modique.
MANEJO DE CILINDROS DE GAS - Los cilindros de gas, si se manejan inade-
cuadamente, pueden fracturarse o explotar violentamente.
La fractura repentina de un cilindro, válvula o dispositivo de
alivio puede lesionarlo o matarlo. Por lo tanto:
1. Use el gas adecuado para el proceso y use el regulador
reductor de presión adecuado diseñado para operar con el
cilindro de gas comprimido. No use adaptadores para montar el regulador
al cilindro. Conserve las mangueras y accesorio en buenas condiciones.
Siga las instrucciones de operación del fabricante para colocar el regulador
en el cilindro de gas.
2. Siempre asegure los cilindros en posición vertical con cadena o correa a
carretillas de mano, bancos, muros, postes o estantes adecuados. Nunca
je los cilindros a mesas de trabajo o accesorios donde puedan formar
parte de un circuito eléctrico.
3. Cuando no estén en uso, mantenga cerradas las válvulas del cilindro.
Conserve la tapa protectora de la válvula en su lugar sobre el cilindro si
no hay regulador instalado. Sujete y mueva los cilindros usando carretillas
de mano apropiadas. Evite el mal manejo de los cilindros.
4. Coloque los cilindros lejos del calor, chispas o amas de una operación
de soldadura, corte o perforado. Nunca cebe un arco en un cilindro.
5. Para información adicional, consulte la norma CGA P-1, “Precauciones para
el manejo seguro de gases comprimidos en cilindros”, que se encuentra
disponible en la Asociación de Gas Comprimido, 1235 Jeerson Davis
Highway, Arlington, VA 22202.
INFORMACIÓN ADICIONAL DE SEGURIDAD - Para mayor información sobre
prácticas seguras para equipo de soldadura y corte con oxígeno y
gas combustible, pida a su distribuidor una copia de “Precauciones
y prácticas seguras para soldadura, corte y calentamiento por gas”,
Formulario 2035. Los lineamientos de seguridad para aparatos de gas
también están disponibles en video casetes con su distribuidor.
Las siguientes publicaciones, que se encuentran disponibles en
la Sociedad Americana de Soldadura, 550 N.W. LeJuene Road,
Miami, FL 33126, son recomendables para usted:
1. ANSI/AWS Z49.1 - “Seguridad en soldadura y corte”.
2. AWS F4.1 - “Prácticas recomendadas de seguridad para la
preparación de soldadura y corte de recipientes y tuberías que
han alojado sustancias peligrosas”/
3. AWS SP - “Prácticas de seguridad” - Reimpresión, Manual de soldadura.
Significa peligros inmediatos que, si no se evitan,
resultarán en lesiones personales graves inmediatas o
pérdida de la vida.
Signica peligros potenciales que pueden tener como
resultado lesiones personales o pérdida de la vida.
Signica peligros que pueden resultar en lesiones
personales menores.
SIGNIFICADO DE LOS SÍMBOLOS - Como se usan a lo largo de este
manual: Signica ¡Atención! ¡Manténgase alerta! Su seguridad
está en riesgo
SP-GA 10/98
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
ADVERTENCIA
PRECAUCIÓN
PELIGRO

3
AJUSTE DE LA PRESIÓN DE GAS
Gas combustible: Abra la válvula del gas girándola una
vuelta completa. Gire el tornillo de ajuste de presión en
el regulador de gas hasta que el indicador de presión de
salida marque la presión deseada (vea la tabla de corte
en la página 4). Cierre inmediatamente la válvula de
gas combustible.
Oxígeno: Abra la válvula de oxígeno presionando
completamente la palanca de la válvula. Gire el tornillo
de ajuste de presión en el regulador de oxígeno hasta
que el indicador de presión de salida marque la presión
deseada (vea la tabla de corte en la página 4). Suelte la
palanca de oxígeno de corte.
Nota: Cuando se utilizan reguladores sin indicador, no
abra las válvulas del soplete. Gire los tornillos de
ajuste de presión a la presión deseada de acuerdo
con lo indicado en las escalas de los tapones de
los reguladores.
AJUSTE DE ENCENDIDO Y FLAMA
Cuando utilice acetileno:
1. Abra la válvula de gas combustible una fracción de
vuelta y encienda el gas con n encendedor de fricción.
NO UTILICE CERILLOS. El uso de cerillos puede
producir graves quemaduras en las manos.
2. Continúe abriendo la válvula de gas combustible
hasta que pueda ver un rastro de residuos de carbón.
Luego abra la válvula de oxígeno de precalentado
hasta que obtenga una llama neutral.
3. Presione la palanca de la válvula de oxígeno de
corte y ajuste la llama de precalentado a neutral
abriendo gradualmente la válvula de oxígeno de
precalentado.
Cuando utilice FG-2 u otros gases combustibles
distintos del acetileno:
1. Purgue la válvula de gas combustible en el soplete u
encienda en gas en la boquilla con un encendedor de
fricción. NO UTILICE CERILLOS. El uso de cerillos
puede producir graves quemaduras en las manos.
2. Abra la válvula de gas combustible hasta que la llama
comience apenas a dejar el extremo de la boquilla
y luego abra la válvula de oxígeno de precalentado
hasta que las llamas estén en su longitud mínima.
3. Presione la palanca de la válvula de oxígeno de
corte y ajuste la llama de precalentado a la mínima
longitud abriendo gradualmente la válvula de oxígeno
de precalentado.
Los procedimientos anteriores normalmente proporcionan
un precalentado apropiado para la boquilla que se utilice.
Si desea cambiar las llamas de precalentado, mantenga
siempre abierta la válvula de oxígeno de corte mientras
reajusta las válvulas de oxígeno de precalentado y de
gas combustible.
CIERRE
Suelte la palanca de la válvula de oxígeno de corte.
Luegocierrelaválvuladegascombustibleynalmente
la válvula de oxígeno de precalentado.
Si debe detenerse la operación por más de media hora,
deberá eliminar toda la presión del soplete, mangueras y
reguladores. Para realizarlo, proceda como sigue:
1. Cierre la válvula del cilindro o la válvula de la
estación.
2. Abra las válvulas del soplete.
3. Después de sacar los gases, regrese el tornillo de
ajuste de presión de cada regulador y cierre las
válvulas del soplete.
PRECAUCIONES DE OPERACIÓN
Flujo:Debeexistirunujoapropiadodegasesparala
operación segura y un rendimiento total. Esto requiere
las siguientes tres condiciones: (1) los reguladores que
determinan la presión de entrada a las mangueras deben
estar ajustados a la presión correcta: (2) las mangueras y
sus conexiones deben tener una capacidad adecuada para
el trabajo (las mangueras demasiado largas, demasiado
cortasoconconectoresconsalidasinsucientespueden
causar problemas); y (3) las válvulas de salida en el
soplete deben ajustarse con el procedimiento mostrado
en estas instrucciones.
Nota: Loselementos(1)y(2)puedenvericarsemidiendo
las presiones de gas en el soplete. Existen
adaptadores de indicadores para este propósito.
Llamarada: La operación inadecuada del soplete podría
provocar que las llamas salieran intempestivamente. Esta
llamarada podría causarse por contacto de la boquilla con
el trabajo, por el uso de una presión de gas incorrecta, o
por fugas en los asientos de las boquillas de corte debido
asuciedadorebabasenlosasientosoaunatuercaoja
en la boquilla.
Retroceso: Bajo ciertas condiciones, la llama podría no
salir y retroceder hacia dentro del soplete con un sonido
silbante. Esto se llama retroceso. Un retroceso no debería
ocurrir si (1) el equipo está en buenas condiciones; (2)
los puertos de precalentado en las boquillas de corte o
puntas de soldadura se limpian frecuentemente; (3) las
presiones de operación son correctas; y (4) las válvulas
de salida están debidamente ajustadas. Si ocurriera un
retroceso, Apague INMEDIATAMENTE el soplete. Deje
que se enfríe por al menos un minuto. A continuación
revise su boquilla o punta, las presiones de gas, reajuste
los reguladores en caso necesario y vuelva a encender
el soplete. Si vuelve a ocurrir un retroceso, envíe para su
reparación el soplete de corte junto con la boquilla a ESAB
Remanufacturing Center, Ebenezer Road, Florence, SC
29501 o a su distribuidor.

4
DATOS DE OPERACIÓN
1. Las tablas muestran los valores promedio con base en condiciones normales. El tipo y calidad del acero, la condición de
susupercie,lapurezadeloxígeno,etc.tendránsiempreunpesoenlosresultadosnales.
2. Si corta acero de hasta 4 pulgadas de espesor, son adecuadas las mangueras de 1/4-pulg. de oxígeno y gas combustible
de hasta 25 pies de largo. Para cortes más pesados o si se requieren mangueras más largas, se recomiendan mangueras
de 3/8-pulgada.
Boquillas de propósito general para acetileno Serie 4202
Boquilla Espesor Presión del gas, Consumo de gas, Tamaño del
Núm. de del acero, psig pies
3
/hr. limpiador
Tamaño parte pulg. Oxígeno Acetileno Oxígeno Acetileno Precalentado Corte
1/4” 16K08 1/8-1/4 30 10 35-45 8-10 73 68
1/2” 16K09 1/2-3/4 40 12 60-85 12-14 73 60
1-1/2” 16K10 1-1-1/2 50 14 100-170 15-18 69 55
4” 16K11 2-5 55 15 200-360 20-25 68 50
Boquillas de corte de dos piezas para gas combustible Serie 4217
Tamaño N/P N/P Espesor Presión, psig Consumo de gas, pies
3
/hr. Tamaño de
de la boquilla camisa del acero, Gas combustible Gas combustible limpiador
boquilla (interna) (externa) pulg. Oxígeno FG-2 Propano Gas nat. Oxígeno FG-2 Propano Gas nat. Corte
1/4” 19485 1/4” 30 4 6 7 70 8 12 30 68
1/2” 19486 19518 1/2” 35 4 7 8 120 9 14 32 60
1” 19487 1” 40 4 8 9 180 10 15 35 53
2” 19488 2” 45 5 9 10 250 11 16 40 50
4” 19489 4” 40 4 8 10 370 12 18 45 43
6” 19490 19519 6” 50 5 12 13 520 14 20 50 39
8” 19491 8” 50 6 15 16 610 16 22 55 35
12” 19492 12” 75 8 18 20 860 20 30 85 31
Utilice un cepillo suave (750F99) para limpiar las ranuras del precalentador de las boquillas internas.
Boquillas de corte de una pieza para gas combustible Serie 4216
Boquilla Espesor Presión del gas, psig Consumo de gas, pies
3
/hr. Tamaño de
Núm. de del acero, Gas Gas limpiador
Tamaño parte pulg. Oxígeno combustible Oxígeno combustible
Precalentado
Corte
3 998589 1/8-1/4 25 4 50-60 5-6 67 68
4 998590 3/8-5/8 35 4 75-100 6-7 67 60
6 998591 3/4-1-1/2 45 5 175-190 7-8 64 53
8 998592 2-4 55 7 315-325 10-12 62 46
10 998593 6-8 65 10 650-690 12-15 59 39
12 998594 10-12 75 10 825-875 15-20 56 31

5
INSTRUCCIONES DE MANTENIMIENTO
Para todas las reparaciones distintas a las
cubiertas a continuación, envíe el soplete a ESAB
Remanufacturing Center, Ebenezer Road, Florence,
SC 29501, o con su distribuidor de equipos para
soldar ESAB. Los aparatos mal reparados son
peligrosos.
Válvulas de precalentado: Las fugas alrededor de
la válvula de Saluda pueden corregirse casi siempre
apretando ligeramente la tuerca de empaque.
Si la válvula de precalentado no se cierra completamente,
afloje la tuerca de empaque y retire el conjunto de
salida del cuerpo. Limpie el asiento con el vástago de
laválvulaylasuperciedeasentamientoenelcuerpo
con un trapo limpio. A continuación reinstale la válvula
y vuelva a apretar la tuerca de empaque. Si la válvula
sigue teniendo fugas, instale una nueva válvula de salida.
Después de hacerlo, apriete la tuerca de empaque hasta
que encuentre extremadamente difícil girar la rueda
de la válvula. No utilice la unidad durante unas horas
paraqueseajusteelempaque.Acontinuaciónaojela
tuerca de empaque hasta que el vástago de la válvula
gire fácilmente.
Si aún continua la fuga en la válvula de precalentado
después de haber instalado una nueva válvula de salida,
envíe el soplete a su distribuidor para su ajuste.
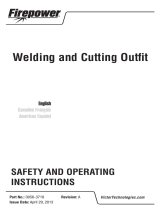
Válvula de corte: Si detecta alguna fuga entre la válvula
de corte, o si la válvula no cierra completamente cuando
se suelta la palanca de la válvula de oxígeno de corte,
desatornille el tornillo de seguridad (vea ilustración) con
una llave. Cuando esté completamente desenroscado,
levante la válvula. Luego incline el soplete y deje que el
resorte de la válvula caiga en su mano.
Ahora jale el tornillo para sacarlo del vástago de la válvula
y saque el asiento y el retén del vástago. Examine con
cuidado el vástago. Si la supercie de asentamiento
o la sección cilíndrica que corre en el tornillo de la
válvula están dañadas, reemplace el vástago con uno
nuevo. Siempre reemplace el asiento con uno nuevo.
Reemplace el O-ring pequeño en el tornillo de seguridad
por uno nuevo si se ha presentado fuga alrededor del
vástago. Revise el O-ring grande y cámbielo si no está
en excelentes condiciones. Coloque el nuevo asiento
en el vástago, deslice el retén e insértelo en el tornillo
de seguridad (asegúrese que el tornillo de seguridad
tenga ambos o-ring en su posición). Finalmente, deslice
el resorte de la válvula en el cuerpo, inserte la válvula y
apriete el tornillo de seguridad.
Limpieza de las boquillas de corte: Si la boquilla de
corte no produce una llama recta y uniforme, o si alguno
delosoriciosdelaboquillaestáobstruido,límpieloa
mano con los limpiadores del tamaño apropiado que
se muestran en la tabla de la página 4, o con puntas
OXWELD. (La relación entre las puntas OXWELD y los
limpiadores se muestra en la caja de las puntas.)
Para limpiar las ranuras de precalentado en las boquillas
internas, quite la manga exterior y utilice un cepillo suave
(750F99).
Para una mayor duración, puede limpiar periódicamente
las boquillas con una solución de compuesto limpiador
para boquillas OXWELD (N/P 761F00) preparada y
utilizada como se indica en el envase.

6
INFORMACIÓN SOBRE PARTES
Todas las partes que pueden ser reemplazadas sin romper las uniones soldadas o con abrazaderas se ilustran y se listan
a continuación. Cuando ordene partes, por favor proporcione el número de parte y la descripción (incluyendo el tamaño
cuando se requiera). Puede ordenar sus partes con su distribuidor de equipo para soldar ESAB o directamente a ESAB
Welding & Cutting Products, Departamento de Servicio al Cliente, Florence, SC.
RÓTULA - 9232
RESORTE - 28Z01
PALANCA - 19527
PASADOR DE RODILLO -
5/32" DIA. X 3/4" (Vea Nota 1)
CONECTOR OXÍGENO - 3389
(Vea Nota 4)
CONECTOR GAS
COMBUSTIBLE - 3390
(Vea Nota 4)
CONJ. DE VÁLVULA - 18255
(Vea Nota 3)
TUERCA - 802
VÁSTAGO - 18559
TORNILLO - 57K02
O-RING - 85W11
(Vea Nota 2)
RESORTE - 23K08
O-RING - 14K07
(Vea Nota 2)
RETEN 57K03
ASIENTO - 32Z01
CONJ. DE VÁLVULA DE OXÍGENO DE CORTE
(Vista ampliada)
NOTAS:
1. Coloque la ranura del pasador de rodillo hacia arriba.
2. Aplique una capa delgada de grasa de silicón N/P 17672
(tubo de 1 oz.) en los O-ring antes de armar.
3. Debe lubricar las válvulas de salida con compuesto
KRYTOX 240, N/P 73585064 (frasco de 2 oz.).
4. Aplique una gota de compuesto Loctite No. 271, N/P
73185271, en la segunda rosca del tubo roscado de la
conexión y luego una y apriete la conexión al cuerpo a
aproximadamente 350 pulg/lb.
Soplete de corte C-84-42, cabeza a 75° ..................N/P 18261
Soplete de corte C-84-42, cabeza a 90° ..................N/P 18260
1/20