
Protéjase usted mismo
y a otros contra lesiones —
lea, cumpla y conserve estas
importantes precauciones de
seguridad e instrucciones de
utilización.
Información acerca de la garantía
dentro del manual
OM-262 659E/spa
2020-08
Procesos
Oxi-
combustible
Soldadura
Corte
MANUAL DE SEGURIDAD
Form 4105 Rev 2020-01

ÍNDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD - LÉALAS ANTES DE
UTILIZAR EL EQUIPO 1......................................................
1−1. Uso de símbolos 1........................................................
1−2. Peligros relacionados con tareas de soldadura, corte y soldadura fuerte y
manejo de piezas calientes 1...............................................
1−3. Advertencias de la Proposición 65 del estado de California 8......................
1−4. Estándares principales de seguridad 8........................................
SECCIÓN 2 − INTRODUCCIÓN 10.............................................
SECCIÓN 3 − EVENTOS PELIGROSOS 10......................................
SECCIÓN 4 − PELIGROS ASOCIADOS A LA RECOMPRESIÓN DE
OXÍGENO PURO 10.........................................................
SECCIÓN 5 − AJUSTE DEL EQUIPO 11.........................................
5-1. Instalación de los cilindros 11...............................................
5-2. Instalación de reguladores en válvulas de cilindros 11............................
5-3. Instalación de mangueras en los reguladores 12................................
5-4. Instalación de las válvulas de retención 13.....................................
5-5. Instalación de supresores de retroceso de llama 13..............................
5-6. Componentes del soplete combinado 13......................................
5-7. Instalación de mangueras en el mango del soplete 13...........................
5-8. Instalación de un accesorio de corte 14.......................................
5-9. Instalación de un soplete de corte recto (manual) 14.............................
5-10. Instalación de boquillas de corte 14..........................................
5-11. Instalación de boquillas de soldadura 14.......................................
5-12. Instalación de boquillas de calentamiento con llama múltiple 15....................
5-13. Prueba del equipo para verificar la ausencia de fugas 15.........................
SECCIÓN 6 − AJUSTES DE LA BOQUILLA DE SOLDADURA E INSTRUCCIONES DE
ENCENDIDO 15
6-1. Purga del sistema 16......................................................
6-2. Encendido y ajuste de las boquillas de soldadura para acetileno/oxígeno 16..........
6-3. Boquillas para gas combustible LP/oxígeno (distinto al acetileno) 16................
6-4. Apagado de la llama del soplete 17..........................................
6-5. Apagado del sistema 17...................................................
SECCIÓN 7 − AJUSTE DE UNA BOQUILLA PARA CALENTAMIENTO CON LLAMA
MÚLTIPLE E INSTRUCCIONES DE ENCENDIDO 17...............................
SECCIÓN 8 − AJUSTE DE UN ACCESORIO DE CORTE E INSTRUCCIONES DE
ENCENDIDO 17
8-1. Ajuste de un accesorio de corte 17...........................................
8-2. Regulación de la llama de la boquilla para corte con acetileno (conjunto de corte) 18...
8-3. Regulación de la llama de la boquilla de corte con combustible
alternativo (excepto acetileno) 18.............................................
8-4. Apagado de la llama del soplete 19..........................................
SECCIÓN 9 − AJUSTES DEL SOPLETE DE CORTE RECTO (MANUAL) E
INSTRUCCIONES DE ENCENDIDO 19..........................................
9-1. Ajuste del soplete de corte recto (manual) 19...................................
9-2. Regulación de la llama de la boquilla para corte con acetileno (soplete manual) 20....
9-3. Regulación de la llama de la boquilla para corte con combustible (excepto acetileno) 20
9-4. Apagado de la llama del soplete 21..........................................
Tabla 1. Boquillas para corte con acetileno para trabajo pesado serie SC12 (una pieza) 22..
Tabla 2. Boquillas para corte con acetileno para trabajo pesado y
precalentamiento pesado, serie SC56 (una pieza) 23..........................
Tabla 3. Boquillas para corte con acetileno para trabajo mediano serie MC12 (una pieza) 24.
Tabla 4. Boquillas para trabajos especiales, para sopletes manuales y conjuntos
de corte con acetileno, series SC y MC 25..................................
Tabla 5. Boquillas para calentamiento con acetileno 26...............................
Tabla 6. Boquillas para soldadura / soldadura fuerte con oxi−combustible 27..............
Tabla 7.A Efecto del diámetro y del largo de las mangueras en el flujo y en la
presión en el soplete 28.................................................
Tabla 7.B Efecto del diámetro y del largo de las mangueras en el flujo y en la
presión en el soplete 29.................................................
Tabla 7.C Efecto del diámetro y del largo de las mangueras en el flujo y en la
presión en el soplete 30.................................................
Tabla 8. Boquillas para corte con propano para trabajo pesado serie SC40 (dos piezas) 31..
Tabla 9. Boquillas para corte con propano para trabajo pesado y
precalentamiento pesado serie SC50 (dos piezas) 32.........................
Tabla 10. Boquillas para corte con gas natural para trabajo pesado y
precalentamiento pesado serie SC50 (dos piezas) 33.........................
Tabla 11. Boquillas para corte con propano para trabajo pesado serie SC46 (una pieza) 34...
Tabla 12. Boquillas para corte con gas natural para trabajo pesado serie SC46 (una pieza) 35
Tabla 13. Boquillas para corte con propileno para trabajo pesado serie SC60 (dos piezas) 36.
Tabla 14. Boquillas para corte con propileno para trabajo pesado serie SC36 (una pieza) 37..
Tabla 15. Boquillas serie SC para trabajo pesado especializadas − propano/propileno 38.....
Tabla 16. Boquillas para corte con propano para trabajo mediano serie MC40 (dos piezas) 39.
Tabla 17. Boquillas para corte con propileno para trabajo mediano serie MC60 (dos piezas) 40
Tabla 18. Boquillas para calentamiento con propileno, para trabajo pesado 41..............
Tabla 19. Boquillas para calentamiento con gas natural / propano / propileno
para trabajo pesado 41..................................................
Tabla 20. Boquillas para calentamiento con propano / propileno / gas natural
para trabajo mediano 42.................................................
Tabla 21. Boquillas soldadura fuerte con oxi−combustible 42............................
SECCIÓN 10 − SOPLETE PARA CORTE MANUAL GAS AXE SERIE SC900 43........
SECCIÓN 11 − REGLAMENTOS DEL DEPARTAMENTO DE BOMBEROS DE
NUEVA YORK 43...........................................................
GARANTÍA

OM-262 659 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD -
LÉALAS ANTES DE UTILIZAR EL EQUIPO
OXY FUEL_2020-07_spa
Protéjase usted mismo y a otros contra lesiones — lea,
cumpla y conserve estas importantes precauciones de
seguridad e instrucciones de utilización.
1−1. Uso de símbolos
¡PELIGRO! - Indica una situación peligrosa que, si no
es evitada, ocasionará la muerte o graves lesiones.
Los peligros posibles están indicados por los
símbolos adjuntos o explicados en el texto.
Indica una situación peligrosa que, si no es evitada,
podría ocasionar la muerte o graves lesiones. Los
peligros posibles están indicados por los símbolos
adjuntos o explicados en el texto.
AVISO - Proporciona indicaciones no relacionadas con lesiones
personales.
. Indica instrucciones especiales.
Este grupo de símbolos significa
¡Precaución! ¡Tenga cuidado!
Peligro de DESCARGA
ELÉCTRICA, PIEZAS EN
MOVIMIENTO y PIEZAS CALIENTES. Consulte los símbolos y las
instrucciones relacionadas que aparecen a continuación para ver las
acciones necesarias para evitar estos peligros.
1−2. Peligros relacionados con tareas de soldadura, corte
y
soldadura fuerte
y
mane
j
o de
p
iezas calientes
Se usan los símbolos mostrados abajo por todo éste manual
para llamar la atención e identificar a peligros posibles.
Cuando usted vea este símbolo, tenga cuidado, y siga a las
instrucciones relacionadas para evitar el peligro. La
información de seguridad dada abajo es solamente un
resumen de la información más completa de seguridad que
se encuentra en los estándares principales de seguridad de
sección 1−4. Lea y siga todas los estándares de seguridad.
Solamente personal cualificado debe instalar, utilizar,
mantener y reparar este equipo. La definición de personal
cualificado es cualquier persona que, debido a que posee un
título, un certificado o una posición profesional reconocida,
o gracias a su gran conocimiento, capacitación y
experiencia, haya demostrado con éxito la capacidad para
solucionar o resolver problemas relacionados con el trabajo,
el proyecto o el tema en cuestión, además de haber asistido
a una capacitación en seguridad para reconocer y evitar los
peligros que implica el proceso.
Durante el empleo del equipo, mantenga alejada a toda
persona ajena a las tareas, especialmente a los niños.

OM-262 659 Página 2
No utilice este equipo a menos que usted haya sido
capacitado para usarlo correctamente o esté bajo una
supervisión competente. Siga los procedimientos descritos
en este manual cada vez que utilice el equipo. El
incumplimiento de estas instrucciones podría provocar un
incendio, explosión, asfixia, daños materiales o lesiones
personales. Este equipo debe ser utilizado de acuerdo con
todos los reglamentos federales, estatales y locales, así
como los reglamentos del DOT (Departamento de
Transporte) y la CGA (Asociación de Gas Comprimido).
Comuníquese con su proveedor de gas para obtener más
información sobre el uso correcto de los gases
comprimidos.
. En este documento la frase “soldadura y corte” se refiere también
a otros usos del equipo oxi-acetilénico como soldadura fuerte y
calentamiento.
LEA LAS INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones contenidas en
todas las etiquetas y en el Manual del usuario antes de
instalar, utilizar o realizar tareas de mantenimiento en la
unidad. Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Use únicamente piezas de repuesto genuinas del fabricante.
D Los trabajos de mantenimiento deben ser ejecutados de
acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales y
locales.
Las PIEZAS CALIENTES pueden ocasionar
quemaduras.
D No toque ninguna pieza caliente sin protección en las manos.
D Deje que el equipo se enfríe antes de comenzar a trabajar en él.
D Para manejar piezas calientes, use herramientas apropiadas
y/o póngase guantes y ropa aislados para soldadura para
trabajo pesado para evitar quemaduras
EL HUMO Y LOS GASES pueden ser peligrosos.
La soldadura y el corte producen humos y gases. No aspire los
humos producidos, pueden ser peligrosos para su salud.
D Mantenga su cabeza fuera del humo. No respire el humo.

OM-262 659 Página 3
D Ventile el área de trabajo o use ventilación local forzada en la
llama para eliminar los humos y gases de soldadura y corte.
Algunos gases (gas natural y acetileno) son más ligeros que el
aire y se acumulan en las zonas altas. Otros gases (propano y
butano) son más pesados que el aire y se acumulan en las zonas
bajas. Los gases más pesados que el aire tienen mayor dificultad
para esparcirse y es más probable que se acumulen. El método
recomendado para determinar la ventilación adecuada es tomar
muestras de la composición y la cantidad de humos y gases a los
que está expuesto el personal.
D Si la ventilación es escasa, utilice un respirador aprobado con
suministro de aire.
D Lea y entienda las Hojas de datos del material (SDS) y las
instrucciones del fabricante relacionadas con los adhesivos,
metales, consumibles, recubrimientos, limpiadores, refrigerantes,
desengrasadores, fundentes y metales.
D Trabaje en espacios cerrados solo si están bien ventilados o si
utiliza un respirador con suministro de aire. Siempre tenga cerca a
una persona entrenada vigilando. Los humos y los gases de la
soldadura y el corte pueden desplazar el aire y disminuir el nivel
de oxígeno, y causar daños personales graves o mortales.
Asegúrese de que el aire que respira no esté contaminado.
Cuando emplee equipos de oxi-combustible en áreas cerradas,
verifique la atmósfera para confirmar la ausencia de gases
explosivos y tóxicos.
D No suelde ni corte en lugares donde se desarrollan trabajos
de desengrasado, limpieza o rociado. El calor de la soldadura
o de la llama del corte puede reaccionar con los vapores y
formar gases altamente tóxicos e irritantes.
D No suelde ni corte sobre metales revestidos tales como acero
galvanizado, cadmiado o recubierto con plomo a menos que
el revestimiento sea eliminado del área de soldadura de la
pieza y que el lugar esté bien ventilado; si es necesario, utilice
un respirador con suministro de aire Los revestimientos y los
metales que contienen estos elementos pueden emitir humos
tóxicos durante el proceso de soldadura o corte.
D No lleve adelante tareas de soldadura o corte en sistemas de
refrigeración o aire acondicionado, a menos que se hayan
eliminado todos los refrigerantes del sistema.
La ACUMULACIÓN DE GAS puede provocar da-
ños personales graves o mortales.
D Cierre el suministro de gas comprimido cuando no lo use.
D Siempre ventile los espacios cerrados o use un respirador
aprobado con suministro de aire.
La luz de los procesos de soldadura y corte produce rayos visibles
e invisibles de gran intensidad (ultravioletas e infrarrojos), que pueden
quemar los ojos y la piel. La soldadura despide chispas.
D Use una careta para soldar equipada con un filtro de protección
apropiado para proteger su cara y ojos de los rayos de luz y de
las chispas mientras esté soldando, cortando o mirando (vea las
normas ANSI Z49.1 y Z87.1 incluidas en las normas de
seguridad).
Los RAYOS DE LUZ pueden quemar los
ojos y la piel.

OM-262 659 Página 4
D Use gafas de soldadura, casco de soldadura o careta de
soldadura sobre anteojos de seguridad aprobados con
protecciones laterales.
D Utilice pantallas o barreras para proteger a otras personas contra
el deslumbramiento, el brillo y las chispas; adviértales que no
miren la soldadura o el corte.
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe
contener compuestos derivados del petróleo.
Soldar y cortar en recipientes cerrados como tanques, tambores o
tubos, puede causar su explosión. Las tareas de corte y soldadura
pueden despedir chispas. Las chispas despedidas por el equipo y las
piezas y equipos calientes pueden causar incendios y quemaduras.
Verifique que la zona sea segura antes de soldar o cortar.
LAS TAREAS DE SOLDADURA Y CORTE
pueden causar incendios o explosiones.
D No utilice este equipo de soldadura y corte con gases y presiones
distintos de aquellos para los cuales está destinado. El oxígeno no
es inflamable; sin embargo, la presencia de oxígeno puro
aumentará de manera drástica la velocidad y la fuerza con las
cuales se lleva a cabo la combustión. Nunca deje que el oxígeno
entre en contacto con grasas, aceites u otras sustancias a base
de petróleo; por lo tanto, no use aceite ni grasa en reguladores,
cilindros, válvulas o equipos. No use selladores de tuberías a
base de petróleo. No use selladores en sellos de metal a metal,
como las conexiones de manguera y cilindro CGA; use un
sellador con base de PTFE (cinta de PTFE) en las roscas de los
tubos. No use ni guarde el regulador cerca de fuentes que
produzcan excesivo calor (por encima de 125 °F/51,5 °C) o de
llamas abiertas. No recurra al oxígeno como aire y no utilice
oxígeno como sustituto para el aire comprimido. No utilice
oxígeno para limpiar la ropa o el área de trabajo, para ventilación
ni para manejar herramientas neumáticas. Abra lentamente la
válvula del cilindro de oxígeno. Antes de abrir la válvula del cilindro
de oxígeno, asegúrese de que la manija de ajuste del regulador
se encuentre en la posición hacia fuera (cerrado).
D Revise todo el equipo antes de usarlo. No use equipos para
soldadura y corte dañados, defectuosos o mal ajustados.
Verifique que las palancas y las válvulas funcionen correctamente,
las roscas del equipo estén limpias (sin grasa ni aceite) y sin
deformaciones, los medidores estén intactos y sea fácil leerlos, el
regulador esté limpio y libre de aceite o suciedad y que los
accesorios de conexión tengan el tamaño adecuado para el
cilindro. Asegúrese de que las mangueras estén limpias (sin grasa
ni aceite), y los casquillos estén instalados correctamente para
que los accesorios queden fijos y no giren dentro de la manguera.
Asegúrese de que todas las conexiones estén ajustadas.

OM-262 659 Página 5
D Se recomienda la instalación de una válvula de retención o de un
supresor de retroceso de llama entre el mango del soplete y el re-
gulador. Las válvulas de retención no evitan la propagación de la
llama aguas arriba (retroceso de llama), pero están diseñadas pa-
ra evitar el flujo inverso involuntario de gases hacia el accesorio de
corte, el soplete, las mangueras o el regulador, pues ello podría
causar una explosión o un incendio. Se puede instalar un supre-
sor de retroceso de llama en el mango del soplete en lugar de una
válvula de retención. Los interceptores de retroceso de llama de
Miller tienen una válvula de retención de flujo inverso y previenen
la propagación de una llama ascendente. Si se instala un supresor
de retroceso de llama no se necesita una válvula de retención. El
uso de un supresor de retroceso de llama y una válvula de reten-
ción puede reducir el flujo de gas y afectar el funcionamiento del
soplete. Para ayudar a prevenir el retroceso de los gases, asegú-
rese de que los cilindros contengan suficiente gas para completar
el trabajo.
D Comprenda las propiedades y las aplicaciones de un gas y cómo
usar un gas de manera segura antes de ponerlo en servicio.
D Trabaje únicamente en un lugar con un piso incombustible (hor-
migón). No caliente el hormigón pues puede dilatarse y explotar
bruscamente.
D Trabaje sobre una superficie incombustible. Use protectores
resistentes al calor para proteger las paredes y los revestimientos
cercanos.
D No utilice el equipo si hay grasa o aceite en él o si está averiado.
Haga limpiar y reparar el equipo por personal capacitado.
D No abra rápidamente la válvula del cilindro pues puede averiar el
regulador y causar un incendio.
D No abra la válvula del cilindro de acetileno más de 3/4 de vuelta.
(Para todos los gases, excepto el acetileno, abra la válvula del
cilindro hasta que haga tope con su prensaestopas.) Deje la llave
puesta en la válvula; así podrá cerrarla más rápidamente en caso
de emergencia.
D No abra ligeramente ni “entreabra” la válvula del cilindro de
combustible para expulsar la suciedad de la salida de la válvula.
Elimine la suciedad mediante nitrógeno, aire o un trapo limpio sin
aceite.
D Siempre purgue el gas del sistema antes de encender el soplete.
Purgue el gas en una zona bien ventilada, lejos de la llama o las
chispas.
D Aleje la llama y las chispas del soplete del cilindro, el regulador y la
manguera de gas.
D Use únicamente los gases recomendados por el fabricante del
equipo de oxi-combustible que utiliza.
D Nunca encienda un soplete con fósforos o un encendedor.
Siempre use un encendedor de sopletes.
D No use acetileno por encima de 15 psi (103 kPa) de presión
dinámica. El uso de reguladores de acetileno que indican una
presión estática de hasta 22 psi (151 kPa) es aceptable.

OM-262 659 Página 6
D No extraer acetileno de un cilindro a una velocidad que supere
1/7 de la capacidad del cilindro por hora (50 SCFH para un cilindro
de 350 pies3). La velocidad de extracción de un cilindro de
propano de 100 lb a la mitad de su capacidad y a 70 ºF es de
75 SCFH (2124 lph).
D Cuando los caudales requeridos (SCFH) superen la velocidad
de extracción recomendada de un cilindro, es necesario
agregar más cilindros para garantizar la seguridad y eficiencia
de las operaciones.
D Si se usa oxígeno líquido, es posible que las puntas requieran
un mayor volumen de gas que el que puede producir un solo
cilindro. Es probable que sea necesario agregar
evaporadores externos o varios cilindros para suministrar
caudales de gas suficientes.
D No usar mangueras largas para gas ni varias mangueras
unidas, ya que limitan el caudal de gas y reducen la presión.
Estas situaciones pueden provocar explosiones o retornos de
llama y reducir la eficiencia del equipo.
D Si siente olor a gas, no utilice el soplete. Revise el sistema de oxi−
combustible con una solución aprobada, específica para la detec-
ción de fugas de gas, o utilice un detector de fugas. Nunca realice
pruebas de fuga de gas con una llama.
D Quite todo el material inflamable dentro de un radio de 11 m de la
soldadura o el corte. Si eso no es posible, cúbralo firmemente con
cubiertas aprobadas.
D No suelde ni corte en lugares donde las chispas podrían alcanzar
materiales inflamables.
D Protéjase usted mismo y a otras personas de las chispas y del
metal caliente.
D Tenga en cuenta que las chispas y materiales calientes
provenientes de la soldadura o el corte pueden introducirse
fácilmente a través de pequeñas grietas y aberturas en las áreas
adyacentes.
D Esté alerta ante un principio de un incendio y siempre tenga cerca
suyo un extintor.
D Tenga en cuenta que al efectuar soldaduras o cortes en
cielorrasos, pisos, tabiques o mamparas puede producirse un
incendio en el lado oculto.
D No corte ni suelde sobre llantas para neumáticos o ruedas. Si se
calientan, los neumáticos pueden explotar. Las llantas y las
ruedas reparadas pueden fallar. Consulte la norma OSHA 29
CFR 1910.177, que se menciona en Estándares de seguridad.
D No suelde ni realice tareas de corte en recipientes que han
contenido combustibles, ni en recipientes cerrados como tanques,
tambores o tuberías, a menos que hayan sido preparados
correctamente de acuerdo con la norma AWS F4.1 y AWS A6.0
(vea las normas de seguridad).
D No suelde ni corte en lugares donde la atmósfera podría contener
polvos, gases o vapores inflamables (por ejemplo gasolina).

OM-262 659 Página 7
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe
contener compuestos derivados del petróleo.
D No utilice gases combustibles para limpiar la ropa o el lugar de
trabajo.
D No lleve entre sus ropas elementos combustibles como
encendedores de butano o fósforos cuando realice tareas de
soldadura o corte.
D Una vez completado el trabajo, inspeccione la zona para
asegurarse de que no haya chispas, elementos incandescentes y
llamas.
D Cumpla los requisitos establecidos en las normas OSHA
1910.252 (a) (2) (iv) y NFPA 51B para trabajo con elementos
calientes y haga que una persona esté cerca suyo con un extintor
para vigilar la aparición de un incendio.
Los cilindros de gas comprimido contienen gas a alta presión. Un
cilindro puede explotar si sufre algún daño. Dado que los cilindros de
gas son normalmente parte del proceso de soldadura o corte,
asegúrese de tratarlos con cuidado.
LOS CILINDROS pueden explotar si sufren algún
daño.
D Proteja los cilindros de gas comprimido del calor excesivo, golpes,
daño físico, escorias, llamas y chispas.
D Instale los cilindros en una posición vertical asegurándolos a un
soporte fijo o a un portacilindros para evitar que se caigan o
inclinen. No apoye los cilindros de acetileno sobre sus lados o
saldrá acetona del cilindro y dañará el equipo.
D Mantenga los cilindros alejados de los lugares donde se realicen
trabajos de soldadura o corte por arco, y otros circuitos eléctricos.
D Nunca cuelgue un soplete para soldadura o corte de un cilindro de
gas.
D Nunca suelde o corte en un cilindro con gas a presión pues
estallará.
D Use solamente cilindros de gas comprimido, reguladores,
mangueras y conexiones diseñados para la aplicación específica.
Mantenga estos equipos y sus accesorios en buenas
condiciones. No use cilindros de gas comprimido si no hay un
regulador de gas aprobado conectado a la válvula de gas.
D Aparte su cara de la salida de la válvula mientras abre la válvula
del cilindro. No se pare frente o detrás del regulador al abrir la
válvula del cilindro.
D Mantenga la tapa de protección de la válvula en su lugar, excepto
cuando el cilindro esté en uso o conectado para ello.
D Siga los procedimientos y use los equipos correctos, y solicite la
asistencia de una cantidad suficiente de personas para levantar y
mover los cilindros.
D Almacene los cilindros de gas comprimido y los de oxígeno en
lugares separados.
D Almacene los cilindros vacíos con las válvulas cerradas y las
tapas en su lugar.

OM-262 659 Página 8
D No modifique ni repare los cilindros o las válvulas. Almacene los
cilindros de acetileno con fugas al aire libre en una zona segura.
Identifique los cilindros con fugas y devuélvalos al proveedor.
D Elimine los cilindros desechables usados de acuerdo con las
recomendaciones del fabricante. No arroje los cilindros al fuego.
D Lea y siga las instrucciones suministradas por el fabricante o en
las etiquetas de los cilindros de gas comprimido, sus equipos
auxiliares y la publicación P-1 de la Asociación de gas comprimido
(CGA) incluida en las normas de seguridad.
S Los trabajos de soldadura, corte, desbaste, cepillado con
alambre y esmerilado despiden chispas y partículas metálicas.
Las PARTÍCULAS METÁLICAS o la SUCIEDAD
despedidas por las tareas pueden lesionar sus
ojos.
S
Use gafas de soldadura, casco de soldadura o careta de
soldadura sobre anteojos de seguridad aprobados con
protecciones laterales.
1−3. Advertencias de la Proposición 65 del estado
de California
ADVERTENCIA: Este producto puede exponerlo a químicos,
incluso plomo, que el estado de California conoce como
causantes de cáncer, defectos de nacimiento u otros daños
reproductivos.
Para obtener más información, acceda a
www.P65Warnings.ca.gov.
1−4. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, American Welding So-
ciety standard ANSI Standard Z49.1. Website: www.aws.org.
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1 from Global
Engineering Documents. Website: www.global.ihs.com.
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0 from Global
Engineering Documents. Website: www.global.ihs.com.
Recommended Practices for Safe Oxyfuel Gas Cutting Torch Operation,
American Welding Society Standard C4.2/C4.2M, and Recommended
Practices for Safe Oxyfuel Gas Heating Torch Operation, American
Welding Society Standard C4.3/C4.3M from Global Engineering Docu-
ments. Website: www.global.ihs.com.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association. Website:www.cganet.com.
Acetylene, CGA Pamphlet G-1 from Compressed Gas Association.
Website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard W117.2
from Canadian Standards Association.
Website: www.csagroup.org.
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1 from American National Standards Institute.
Website: www.ansi.org.

OM-262 659 Página 9
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA Occupational Safety and Health Standards for General Industry, Title
29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part
1910 Subpart Q, and Part 1926, Subpart J. Website: www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement on
the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH). Website:
www.cdc.gov/NIOSH.

OM-262 659 Página 10
SECCIÓN 2 − INTRODUCCIÓN
Revise todo el equipo antes de usarlo. No use equipos para
soldadura y corte dañados, defectuosos o mal regulados. Verifique
que las palancas y las válvulas funcionen correctamente, las
roscas del equipo estén limpias (sin grasa ni aceite) y sin
deformaciones, los medidores estén intactos y sea fácil leerlos, el
regulador esté limpio y libre de aceite o suciedad y que los
accesorios de conexión tengan el tamaño adecuado para el
cilindro. Asegúrese de que las mangueras estén limpias (sin grasa
ni aceite), y los casquillos estén instalados correctamente para
que los accesorios queden fijos y no giren dentro de la manguera.
Asegúrese de que todas las conexiones estén ajustadas y que no
haya fugas en el sistema.
Le pedimos que trabaje como un profesional, y los profesionales llevan
adelante las tareas de soldaduras y corte de forma segura. Por favor, lea
y respete todos los procedimientos de seguridad indicados en este manual
y en el Manual del usuario del equipo.
SECCIÓN 3 − EVENTOS PELIGROSOS
Los siguientes eventos son muy peligrosos y pueden ocurrir en cualquier
sistema con oxi-combustible. Es importante que comprenda estos peligros
y sepa cómo prevenirlos.
Retorno de llama: es el retorno de la llama dentro del soplete, normalmente
acompañado por un chasquido. La llama puede extinguirse o puede reaparecer
en el extremo de la boquilla.
Retorno de llama constante: es el retorno de la llama dentro del soplete,
que continúa encendida dentro del soplete y produce un sonido sibilante.
Retroceso de llama: es el retorno de una llama dentro y a través del soplete
o dentro de la manguera. En algunos casos, puede alcanzar el regulador
e incluso entrar en el cilindro. Esto es causado generalmente por la mezcla
de oxígeno y gas combustible en el sistema. Esta es una situación muy
peligrosa, que puede causar una explosión en cualquier sector del sistema.
Es por ello que es muy importante el procedimiento de purga (consulte
la Sección 6-1).
SECCIÓN 4 − PELIGROS ASOCIADOS
A LA RECOMPRESIÓN DE OXÍGENO PURO
Abra lentamente las válvulas del cilindro de oxígeno. Si abre
rápidamente una válvula del cilindro de oxígeno podría causar un
incendio o una explosión. Antes de abrir la válvula del cilindro de
oxígeno, asegúrese de que la manija de regulación del regulador
se encuentre en la posición hacia fuera (cerrado).
La recompresión de oxígeno de alta presión en una cavidad de baja presión
puede generar calor y originar una combustión. Para que esto ocurra, deben
combinarse oxígeno, combustible y temperaturas de ignición. Todos estos
componentes pueden estar presentes cuando se recomprime el oxígeno
al abrir la válvula del cilindro demasiado rápidamente.

OM-262 659 Página 11
Oxígeno: el oxígeno de alta pureza acelera la velocidad de combustión,
aumenta la generación de calor y reduce el punto de combustión en el que se
encenderán diferentes materiales.
Combustible: el combustible para la combustión puede proveerlo el propio
regulador si se produce el suficiente calor para alcanzar la temperatura de
ignición de los componentes del regulador.
Temperaturas de ignición: la fricción creada al recomprimir el oxígeno de
alta presión puede generar el calor suficiente para encender los
componentes del regulador. Este calor se denomina calor de recompresión.
Si se desarrolla una llama en el interior o un retroceso de llama
(indicados por un sonido sibilante o una llama invertida), proceda
como se indica a continuación:
D Cierre inmediatamente la válvula de oxígeno del soplete.
D Cierre inmediatamente la válvula de combustible del soplete.
D Cierre inmediatamente la válvula del cilindro de oxígeno.
D Cierre inmediatamente la válvula del cilindro de gas combustible.
No vuelva a encender el soplete hasta que el equipo esté frío al tacto y la causa
del retorno de llama haya sido determinada y corregida.
SECCIÓN 5 − AJUSTE DEL EQUIPO
Siga estos pasos para ajustar el equipo de oxi-combustible.
5-1. Instalación de los cilindros
Instale los cilindros en una posición vertical asegurándolos a un
soporte fijo o a un portacilindros para evitar que se caigan
o inclinen. Mantenga despejado el trayecto entre los cilindros y el
lugar de trabajo.
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
No abra ligeramente ni “entreabra” la válvula del cilindro de
acetileno para expulsar la suciedad de la salida de la válvula.
Elimine la suciedad mediante nitrógeno, aire o un trapo limpio sin
aceite.
1. Retire la tapa de protección de la válvula del cilindro.
2. Para todos los cilindros, excepto los de acetileno: párese a un costado
o detrás de la válvula. Abra ligeramente la válvula del cilindro por un
instante y luego ciérrela. Esto ayudará a limpiar la válvula de polvo
o suciedad que pueda haberse acumulado. Estas partículas pueden
dañar los reguladores o causar un incendio o explosión. Aparte de las
personas el flujo de gas.
5-2. Instalación de reguladores en válvulas de cilindros
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
Nunca manipule un regulador de oxígeno con las manos sucias
de aceite ni aplique aceite a las piezas de un regulador de oxígeno.
No utilice lubricante ni cinta de teflón en las conexiones de un
cilindro.
Seleccione reguladores con una capacidad de flujo suficiente.
Asegúrese de que no haya restricciones que pudieran impedir los
flujos de gas (como el largo y el diámetro de las mangueras).

OM-262 659 Página 12
AVISO - No utilice adaptadores para conectar el regulador al cilindro.
Los reguladores tienen conexiones CGA (fabricadas de acuerdo a las
normas de la Asociación del Gas Comprimido), que permiten instalar
el regulador únicamente en la válvula del cilindro correspondiente al gas
para el cual fue fabricado.
Los reguladores de presión son dispositivos de control empleados para
reducir la presión al nivel deseado para el trabajo. En las aplicaciones con
oxi-combustible se utilizan dos tipos de reguladores de presión. Un tipo de
regulador se utiliza en cilindros y el otro para la conexión a un sistema
de tuberías de gas o a una estación reguladora. El rango de temperaturas
de funcionamiento para estos reguladores es de 0
°
F a 140
°
F (18
°
C - 60
°
C).
A continuación, se muestra un regulador para cilindro.
Bonete regulador
Conexión de salida
Medidor de baja
presión
Medidor de alta presión
Conexión de entrada
(con vástago)
Manija de regulación
1. Examine los reguladores reductores de presión que serán conectados
a los cilindros. Verifique que el regulador esté limpio y que el filtro
de entrada esté limpio y correctamente instalado.
2. Conecte el regulador de oxígeno a la válvula del cilindro empleando
la llave adecuada para ajustar la tuerca de la entrada. Conecte el
regulador para gas combustible al cilindro de gas combustible.
3. Cuando reemplace un manómetro, utilice solo medidores
homologados por UL. La cinta de teflón (PTFE) para roscas es el único
sellador de roscas aprobado para el uso en reguladores de oxígeno.
5-3. Instalación de mangueras en los reguladores
Reemplace las mangueras ante el primer indicio de defectos,
imperfecciones o daños. En cualquier caso, las mangueras deben
ser reemplazadas cada cuatro años. Inspeccione las mangueras
para verificar la ausencia de daños o fugas antes de cada uso.
No deje que las mangueras entren en contacto con metal caliente,
metal de soldadura derretido o químicos corrosivos. No exponga
las mangueras a elementos fundentes pues deteriorarán los
materiales de la manguera y causarán fugas.
No empalme ni utilice mangueras para oxi-combustible dañadas.
Para las tareas de soldadura, soldadura fuerte, corte y calentamiento con
equipos de oxi-combustible, emplee solo mangueras para soldadura de
calidad industrial. Generalmente, estas mangueras están codificadas de
color verde para el oxígeno y tienen una conexión con rosca a la derecha; las
mangueras para gas combustible son de color rojo y tienen una conexión
con rosca a la izquierda con una ranura alrededor de la tuerca.
Para acetileno, utilice solo mangueras grado R y RM. Las mangueras grado
T pueden emplearse para acetileno y deben ser utilizadas para otros gases
combustibles.
1. Conecte la manguera de oxígeno al regulador de oxígeno y ajústela
firmemente con una llave.
2. Conecte la manguera de combustible al regulador de combustible
y ajústela firmemente con una llave.
3. Asegúrese de que las manijas del regulador giren hasta la posición de
cierre (en sentido contrario al de las agujas del reloj) sin ofrecer
resistencia.

OM-262 659 Página 13
5-4. Instalación de las válvulas de retención
Las válvulas de retención deben
instalarse en el sistema, ya sea en el
regulador o en el mango del soplete.
Las válvulas de retención están diseñadas para brindar protección contra el
retroceso de un gas dentro de la manguera y el regulador del otro gas cuando
hay una pérdida súbita de presión en uno de los gases. Las válvulas de
retención no detienen el retroceso de llama. Las válvulas de retención no
restringen el flujo. No utilice válvulas de retención con boquillas de corte
y calentamiento muy grandes.
Las válvulas de retención deben ser probadas o reemplazadas a intervalos
regulares programados, dado que la suciedad puede causar su mal
funcionamiento.
Las válvulas de retención están diseñadas para ser instaladas entre los
conectores de salida del regulador y las mangueras o entre el soplete y las
mangueras.
5-5. Instalación de supresores de retroceso de llama
AVISO - Cuando utilice supresores de retroceso de llama adicionales,
asegúrese de que la unidad puede suministrar un flujo suficiente de gas para
mantener la boquilla en uso. Un flujo insuficiente de gas puede ocasionar
fallas en el equipo.
Los supresores de retroceso de llama están diseñados para
evitar que un retroceso de llama vaya más allá del punto en
que están instalados.
Hay varios tipos y estilos disponibles. Se recomienda utilizar
supresores de retroceso de llama en aplicaciones de
soldadura, corte, soldadura fuerte y calentamiento con
oxi-combustible. Lo mejor es montar estas unidades sobre
los mangos del soplete. Si se utilizan supresores de
retroceso de llama adicionales de Miller, no es necesario
emplear válvulas de retención.
5-6. Componentes del soplete combinado
Un soplete combinado consiste en una manija para soldadura y un accesorio
para corte. Equipadas con las boquillas adecuadas, estos sopletes permiten
llevar a cabo tareas de soldadura, corte y calentamiento.
Válvula de oxígeno
para precalentamiento
Válvula de gas combustible
para precalentamiento
Válvula de oxigeno
Mango
Palanca de corte
Conjunto de corte
5-7. Instalación de mangueras en el mango del soplete
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
Los mangos del soplete se usan junto con las boquillas de soldadura,
de calentamiento y los accesorios de corte. La siguiente ilustración muestra
un mango de soplete con un accesorio de corte.
1. Conecte la manguera verde de oxígeno a la conexión de entrada de
oxígeno del mango de soldadura (roscas a la derecha) y ajústela
firmemente con una llave. Si está utilizando una válvula de retención
o un supresor de retroceso de llama en el soplete, conecte la manguera
a la entrada de estos dispositivos (consulte las Secciones 5-4 y 5-5).
2. Conecte la manguera roja de combustible a la conexión de entrada de
combustible del mango de soldadura (roscas a la izquierda) y ajústela

OM-262 659 Página 14
firmemente con una llave. Si está utilizando una válvula de retención
o un supresor de retroceso de llama en el soplete, conecte la manguera
a la entrada de estos dispositivos.
5-8. Instalación de un accesorio de corte
No utilice un accesorio de corte si las juntas tóricas no están
o están dañadas.
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
Los accesorios de corte se usan junto con mangos de soldadura para
realizar cortes con oxi-combustible de metales ferrosos. Vea la ilustración de
un soplete combinado en la Sección 5-6.
5-9. Instalación de un soplete de corte recto (manual)
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
Los sopletes de corte se emplean para cortar metales ferrosos con oxígeno y un
gas combustible. Ajuste el equipo como se describe en las Secciones 5-1 a 5-7.
Cabezal del soplete
Tubo de oxígeno para corte
Palanca de corte
Mango
Válvula de oxígeno para precalentamiento
Válvula de gas combustible
para precalentamiento
Tubo de oxígeno para
precalentamiento
Tubo de gas
combustible
5-10.Instalación de boquillas de corte
Boquilla de corte para
acetileno
Boquilla de corte para
combustible alternativo
Las boquillas de corte se encuentran disponibles en muchos tipos y tamaños,
de acuerdo al espesor del metal y al gas combustible que se utilice. Consulte las
tablas de este manual para seleccionar la boquilla de corte y conocer las
especificaciones de uso. Antes de utilizar las boquillas de corte, revíselas para
verificar la ausencia de daños y asegurarse de que el orificio de corte y los
orificios de precalentamiento no estén obstruidos con suciedad o escoria.
Instale la boquilla en el cabezal del soplete y ajuste la tuerca de la boquilla.
5-11. Instalación de boquillas de soldadura
Las boquillas de soldadura consisten en un
mezclador y una tobera de cobre. Estas boquillas
están disponibles en distintos tamaños para
soldar metales de diferentes espesores. Consulte las tablas de este manual
para seleccionar la boquilla de corte y conocer las especificaciones de uso.
Inspeccione las juntas tóricas para verificar la ausencia de daños y
reemplácelas si es necesario. Instale la boquilla para soldadura en el mango
del soplete; para ello, aplique una ligera presión sobre la boquilla con un
movimiento giratorio hasta que quede asentada. Posicione la boquilla
y ajuste manualmente la tuerca de la boquilla en el mango del soplete.

OM-262 659 Página 15
5-12.Instalación de boquillas de calentamiento con llama
múltiple
Las boquillas de calentamiento tienen
varios orificios para llama en el extremo. Las
boquillas están compuestas por un
mezclador, un tubo de calentamiento y un
cabezal, y pueden usarse con diversos
tipos de gas. Consulte las tablas de este
manual para seleccionar la boquilla de corte
y conocer las especificaciones de uso.
5-13.Prueba del equipo para verificar la ausencia de fugas
Después de instalar la boquilla adecuada en el mango, el accesorio de corte
o el soplete de corte, realice una prueba de fugas en el sistema, antes de
encender el soplete. Siga este proceso cada vez que ajuste el sistema
y cuando cambie un cilindro.
Utilice un líquido para detección de fugas libre de aceite para
localizar posibles fugas.
No se pare frente o detrás del regulador al abrir la válvula del
cilindro. Nunca abra de repente la válvula de un cilindro pues esto
puede causar daños en el regulador o un incendio en el regulador
de oxígeno.
1. Verifique que ambas manijas de regulación del regulador giren en
el sentido contrario al de las agujas del reloj hasta la posición cerrado.
2. Cierre las válvulas de combustible y de oxígeno en el mango del soplete.
3. Párese al costado del regulador y abra lentamente la válvula del cilindro
de oxígeno. Abra completamente la válvula del cilindro de oxígeno.
4. Ajuste el regulador girando la manija de regulación para que suministre
20 psig (138 kPa).
5. Cuando utilice acetileno, no abra la válvula del cilindro de combustible
más de 1/2-3/4 de vuelta. Si el cilindro tiene una llave, déjela en su lugar
para poder cerrar el cilindro rápidamente en caso necesario.
6. Ajuste el regulador girando la manija de regulación en el sentido de las
agujas del reloj para que suministre 15 psig (103 kPa).
7. Revise todas las conexiones y uniones entre la válvula del cilindro y la
boquilla del soplete con una solución aprobada para detección de fugas.
Si detecta fugas, elimínelas antes de continuar con el trabajo. Si no es
posible eliminar las fugas, no utilice el equipo mientras no sea reparado
o reemplazado.
SECCIÓN 6 − AJUSTES DE LA BOQUILLA DE
SOLDADURA E INSTRUCCIONES DE ENCENDIDO
Revise todo el equipo antes de usarlo. No use equipos para
soldadura y corte dañados, defectuosos o mal regulados. Verifique
que las palancas y las válvulas funcionen correctamente, las
roscas del equipo estén limpias (sin grasa ni aceite) y sin
deformaciones, los medidores estén intactos y sea fácil leerlos,
el regulador esté limpio y libre de aceite o suciedad y que los
accesorios de conexión tengan el tamaño adecuado para el
cilindro. Asegúrese de que las mangueras estén limpias (sin grasa
ni aceite). Asegúrese de que todas las conexiones estén ajustadas
y que no haya fugas en el sistema.
Seleccione la boquilla de soldadura del tamaño adecuado para el trabajo
que va a realizar. Consulte las tablas de este manual para seleccionar
la boquilla de corte y conocer las especificaciones de uso.

OM-262 659 Página 16
6-1. Purga del sistema
Siempre purgue el gas del sistema antes de encender el soplete
para evitar una posible explosión de la mezcla de gas. Purgue el
gas en una zona bien ventilada, lejos de llamas o chispas.
1. Para purgar el oxígeno del sistema, abra la válvula de oxígeno del
soplete 1/4 de vuelta; deje que el oxígeno fluya por el soplete durante
3-5 segundos por cada 25 pies (8 m) de manguera; luego, cierre la
válvula. Mientras el oxígeno está fluyendo, ajuste la presión
recomendada en el regulador de oxígeno.
2. Cierre la válvula de oxígeno del mango del soplete.
3. Para purgar el gas combustible del sistema, abra la válvula de
combustible del soplete 1/4 de vuelta; deje que el combustible fluya por
el soplete durante 3-5 segundos por cada 25 pies (8 m) de manguera;
luego, cierre la válvula. Ajuste el regulador de combustible a la presión
recomendada mientras el gas está circulando.
4. Cierre la válvula de combustible en el mango del soplete.
5. Ahora, el sistema ha sido purgado y está listo para ser utilizado.
6-2. Encendido y ajuste de las boquillas de soldadura para
acetileno/oxígeno
Antes de encender el soplete, siga las instrucciones de regulación indicadas
en la Sección 5.
1. Purgue las mangueras (vea la Sección 6-1).
2. Abra la válvula de combustible del soplete 1/8 de vuelta y encienda
el acetileno con un encendedor de llama a fricción aprobado.
No encienda el gas con fósforos ni con un encendedor para cigarrillos.
3. Aumente el flujo de gas acetileno hasta que la llama no produzca humo
(hollín).
Si no se fuerza el paso de una cantidad suficiente de gas
combustible a través de la boquilla, ésta se calentará y causará un
retorno de llama o un retroceso de llama.
4. Abra la válvula de oxígeno del soplete hasta obtener una llama neutra.
Llama neutra
Mezcla equilibrada de combustible y oxígeno
6-3. Boquillas para gas combustible LP/oxígeno (distinto
al acetileno)
Siga estos pasos para encender y ajustar las boquillas de gas para
combustible alternativo. Estas boquillas requieren un procedimiento distinto
al utilizado para boquillas de acetileno, para asegurar un rendimiento
adecuado. Antes de encender el soplete, siga las instrucciones de
regulación indicadas en la Sección 5.
1. Purgue las mangueras (vea la Sección 6-1).
2. Abra la válvula de gas combustible 1/8 de vuelta y encienda el gas con
un encendedor de llama a fricción aprobado.
No encienda el gas con fósforos ni con un encendedor para
cigarrillos.
3. Abra lentamente la válvula de oxígeno del soplete hasta que produzca
una llama neutra.
4. Aumente el flujo de gas combustible otro 1/8 de vuelta.
5. Aumente el flujo de oxígeno hasta que la llama sea neutra.
6. Repita este procedimiento hasta utilizar el máximo volumen de
combustible y obtener la llama deseada. Es importante obtener la llama
más eficiente y enfriar la boquilla durante la utilización.
Si no se fuerza el paso de una cantidad suficiente de gas
combustible a través de la boquilla, ésta se calentará y causará
un retorno de llama o un retroceso de llama.

OM-262 659 Página 17
6-4. Apagado de la llama del soplete
1. Gire la válvula de oxígeno del soplete en el sentido de las agujas del
reloj hacia la posición cerrado.
2. Gire la válvula de gas combustible del soplete en el sentido de las
agujas del reloj hacia la posición cerrado.
6-5. Apagado del sistema
1. Gire las válvulas de los cilindros de oxígeno y gas combustible en el
sentido de las agujas del reloj hacia la posición cerrado.
2. Abra las válvulas de oxígeno del soplete 1/2 vuelta y deje que el gas
escape del soplete hasta que ambos medidores indiquen presión cero (0).
3. Cierre la válvula de oxígeno del soplete y gire la manija de regulación
del regulador en el sentido contrario al de las agujas del reloj hacia
la posición cerrado.
4. Abra las válvulas de combustible del soplete 1/2 vuelta y deje que el gas
escape del soplete hasta que ambos medidores indiquen presión cero
(0). Cierre la válvula de combustible del soplete y gire la manija de
regulación del regulador en el sentido contrario al de las agujas del reloj
hacia la posición cerrado.
SECCIÓN 7 − AJUSTE DE UNA BOQUILLA PARA
CALENTAMIENTO CON LLAMA MÚLTIPLE
E INSTRUCCIONES DE ENCENDIDO
Las boquillas para calentamiento se ajustan y regulan del mismo modo que
las boquillas para soldadura. Siga las instrucciones de seguridad
y funcionamiento indicadas en la Sección 6.
Asegúrese de forzar el paso de una cantidad suficiente de gas
a través de las boquillas de calentamiento para evitar la posibilidad
de que se produzca el recalentamiento de la boquilla
y posiblemente un retorno de llama, un retorno de llama sostenido
o el retroceso de la llama.
SECCIÓN 8 − AJUSTE DE UN ACCESORIO DE
CORTE E INSTRUCCIONES DE ENCENDIDO
Los accesorios de corte se usan junto con los mangos de los sopletes para
realizar cortes de metales ferrosos con oxi-combustible.
8-1. Ajuste de un accesorio de corte
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
No utilice un accesorio de corte si las juntas tóricas no están
o están dañadas.
Siempre purgue el gas del sistema antes de encender el soplete
para evitar una posible explosión de la mezcla de gas. Purgue el
gas en una zona bien ventilada, lejos de llamas o chispas.

OM-262 659 Página 18
1. Instale el accesorio de corte en el mango del soplete y ajuste
manualmente la tuerca de conexión.
2. Seleccione la boquilla de corte adecuada para la aplicación (vea las
tablas de boquillas de este manual).
3. Cuando inserte una boquilla de corte nueva en el conjunto de corte,
utilice una llave para ajustar la boquilla 1/8-1/4 de vuelta. Las boquillas
que han sido ajustadas en el soplete pueden apretarse manualmente.
4. Regule el regulador de oxígeno a la presión recomendada (vea la tabla
de boquillas); para ello, gire la manija de regulación del regulador en el
sentido de las agujas del reloj. Abra completamente la válvula
de oxígeno del mango del soplete de modo que el flujo de gas hacia
el accesorio de corte no esté restringido.
5. Regule el regulador de combustible a la presión recomendada (vea la
tabla de boquillas); para ello, gire la manija de regulación del regulador
en el sentido de las agujas del reloj.
6. Para purgar el gas combustible del sistema, abra la válvula de
precalentamiento del mango del soplete; deje que el gas fluya por el
soplete durante 3-5 segundos por cada 25 pies (8 m) de manguera;
luego, cierre la válvula de gas combustible.
7. Para purgar el oxígeno del sistema, abra la válvula de
precalentamiento del accesorio de corte; deje que el gas fluya por el
soplete durante 3-5 segundos por cada 25 pies (8 m) de manguera;
luego, cierre la válvula de oxígeno.
8-2. Regulación de la llama de la boquilla para corte
con acetileno (conjunto de corte)
Este procedimiento se emplea en las boquillas para corte con acetileno.
Asegúrese de que el sistema haya sido ajustado y purgado de acuerdo a lo
indicado en la Sección 8-1.
1. Abra las válvulas de combustible del mango del soplete 1/8 de vuelta
y encienda el gas con un encendedor a fricción.
No encienda el gas con fósforos ni con un encendedor para
cigarrillos.
2. Siga abriendo la válvula de acetileno del soplete hasta que el humo
(hollín) producido por la llama desaparezca completamente o la llama
comience a separarse del extremo de la boquilla.
3. Abra lentamente la válvula de oxígeno para precalentamiento en el
accesorio de corte; aparecerá una llama blanca larga, conocida como
pluma de exceso de acetileno. Continúe agregando oxígeno y reduzca
la pluma de exceso de acetileno hasta que desaparezca en los conos
internos, pequeños y brillantes, en el extremo de la boquilla.
Esto producirá lo que se conoce como llama neutra.
4. Precaliente el metal posicionando los conos internos brillantes a una
distancia de aproximadamente 1/8-1/4 de pulgada (3-6 mm) de la
superficie de acero.
5. Cuando el metal adquiera una tonalidad rojo intenso (aprox. 1500
°
F/
816
°
C), presione lentamente la palanca de corte hasta que el metal sea
perforado. Sujete la palanca completamente hacia abajo y mueva el
soplete lentamente en la dirección a cortar.
8-3. Regulación de la llama de la boquilla de corte
con combustible alternativo (excepto acetileno)
Este procedimiento se utiliza con boquillas de corte para gas combustible
alternativo, como propano, propileno y gas natural. Asegúrese de que el sistema
haya sido ajustado y purgado de acuerdo a lo indicado en la Sección 8-1.
1. Abra las válvulas de combustible del mango del soplete 1/8 de vuelta
y encienda el gas con un encendedor a fricción.
No encienda el gas con fósforos ni con un encendedor
para cigarrillos.
2. Siga abriendo la válvula de combustible del soplete hasta que la llama
esté a punto de dejar la boquilla.
3. Abra lentamente la válvula de oxígeno para precalentamiento en el
accesorio de corte hasta que los conos brillantes de precalentamiento
alcancen su longitud mínima.

OM-262 659 Página 19
4. Siga abriendo la válvula de combustible hasta que la llama de
precalentamiento esté a punto de dejar la boquilla.
5. Abra lentamente la válvula de oxígeno para precalentamiento hasta
que los conos de precalentamiento alcancen su longitud mínima.
6. Repita este proceso hasta que la válvula de combustible esté casi
o totalmente abierta.
7. Precaliente el metal posicionando los conos internos brillantes a una
distancia de aproximadamente 1/2-3/4 de pulgada (13-19 mm) de la
superficie de acero.
8. Cuando el metal adquiera una tonalidad rojo intenso (aprox. 1500
°
F/
816
°
C), presione lentamente la palanca de corte hasta que el metal sea
perforado. Sujete la palanca completamente hacia abajo y mueva
el soplete lentamente en la dirección a cortar.
8-4. Apagado de la llama del soplete
Siga este procedimiento para apagar el sistema cuando haya terminado de
cortar.
1. Gire la válvula de oxígeno para precalentamiento en el sentido de las
agujas del reloj hasta la posición cerrado.
2. Gire la válvula de combustible del soplete en el sentido de las agujas
del reloj hasta la posición cerrado.
3. Gire las válvulas de los cilindros de oxígeno y combustible en el sentido
de las agujas del reloj hasta la posición cerrado.
4. Abra las válvulas de combustible del soplete 1/2 vuelta y deje que el gas
escape del soplete hasta que ambos medidores indiquen presión cero
(0). Cierre la válvula de combustible del soplete y gire la manija de
regulación del regulador de combustible en el sentido contrario al de las
agujas del reloj hacia la posición cerrado.
5. Abra la válvula de oxígeno para precalentamiento del soplete 1/2 vuelta
y deje que el gas escape del soplete hasta que ambos medidores
indiquen presión cero (0) y luego, cierre la válvula. Cierre la válvula de
oxígeno del mango del soplete y gire la manija de regulación del
regulador de oxígeno en el sentido contrario al de las agujas del reloj
hasta la posición cerrado.
6. Ahora el sistema está correctamente apagado.
SECCIÓN 9 − AJUSTES DEL SOPLETE DE CORTE
RECTO (MANUAL) E INSTRUCCIONES DE ENCENDIDO
9-1. Ajuste del soplete de corte recto (manual)
Los sopletes de corte se emplean para cortar metales ferrosos con oxígeno
y un gas combustible. Ajuste el equipo como se describe en la Sección 8.
Revise el equipo antes de usarlo. No utilice el equipo si hay grasa
o aceite en él o si está averiado. Haga limpiar y reparar el equipo
por personal capacitado.
No utilice un soplete de corte si las juntas tóricas no están o están
dañadas.
Siempre purgue el gas del sistema antes de encender el soplete
para evitar una posible explosión de la mezcla de gas. Purgue el
gas en una zona bien ventilada, lejos de llamas o chispas.
Algunos modelos de válvulas de retención pueden restringir el
flujo de gas y causar el sobrecalentamiento de las boquillas de
mayor tamaño y gran volumen. Estas aplicaciones con boquillas
de caudal elevado requieren mangueras de 3/8 de pulgada (9,5 mm)
de Øint o mayor.
1. Seleccione la boquilla de corte recomendada en las tablas de este
manual en función del espesor del metal a cortar.

OM-262 659 Página 20
2. Cuando instale una boquilla nueva en el cabezal del soplete, utilice una
llave para ajustar la boquilla 1/8-1/4 de vuelta. Las boquillas que han sido
instaladas en el cabezal del soplete pueden ajustarse manualmente.
3. Regule los reguladores de oxígeno y de combustible a la presión
recomendada (vea la tabla de boquillas); para ello, gire la manija
de regulación del regulador en el sentido de las agujas del reloj.
4. Para purgar el gas combustible abra la válvula de precalentamiento
del soplete; deje que el gas fluya por el soplete durante 3-5 segundos
por cada 25 pies (8 m) de manguera; luego, cierre la válvula.
5. Para purgar el oxígeno abra la válvula de precalentamiento del soplete;
deje que el gas fluya por el soplete durante 3-5 segundos por cada
25 pies (8 m) de manguera; luego, cierre la válvula.
9-2. Regulación de la llama de la boquilla para corte
con acetileno (soplete manual)
Este procedimiento se emplea en las boquillas para corte con acetileno.
Asegúrese de que el sistema haya sido ajustado y purgado de acuerdo a lo
indicado en la Sección 9-1.
1. Abra las válvulas de combustible del mango del soplete 1/8 de vuelta
y encienda el gas con un encendedor a fricción.
No encienda el gas con fósforos ni con un encendedor para
cigarrillos.
2. Siga abriendo la válvula de precalentamiento del soplete con acetileno
hasta que el humo (hollín) producido por la llama desaparezca
completamente o la llama comience a separarse del extremo
de la boquilla.
3. Abra lentamente la válvula de oxígeno para precalentamiento;
aparecerá una llama blanca larga, conocida como pluma de exceso de
acetileno. Continúe agregando oxígeno y reduzca la pluma de exceso
de acetileno hasta que desaparezca en los conos internos, pequeños
y brillantes, en el extremo de la boquilla. Esto producirá lo que se
conoce como llama neutra.
4. Precaliente el metal posicionando los conos internos brillantes a una
distancia de aproximadamente 1/8-1/4 de pulgada (3-6 mm) de la
superficie de acero.
5. Cuando el metal adquiera una tonalidad rojo intenso (aprox. 1500
°
F/
816
°
C), presione lentamente la palanca de corte hasta que el metal
sea perforado. Sujete la palanca completamente hacia abajo y mueva
el soplete lentamente en la dirección a cortar.
9-3. Regulación de la llama de la boquilla para corte
con combustible (excepto acetileno)
Este procedimiento se utiliza con boquillas de corte para gas combustible
alternativo, como propano, propileno y gas natural. Asegúrese de que el sistema
haya sido ajustado y purgado de acuerdo a lo indicado en la Sección 9-1.
1. Abra las válvulas de combustible del mango del soplete 1/8 de vuelta
y encienda el gas con un encendedor a fricción.
No encienda el gas con fósforos ni con un encendedor para
cigarrillos.
2. Siga abriendo la válvula de combustible para precalentamiento
del soplete hasta que la llama esté a punto de dejar la boquilla.
3. Abra lentamente la válvula de oxígeno para precalentamiento hasta
que los conos brillantes de precalentamiento alcancen su longitud
mínima.
4. Siga abriendo la válvula de combustible hasta que la llama de
precalentamiento esté a punto de dejar la boquilla.
5. Abra lentamente la válvula de oxígeno para precalentamiento hasta
que los conos de precalentamiento alcancen su longitud mínima.
6. Repita este proceso hasta que la válvula de combustible esté casi
o totalmente abierta.
7. Precaliente el metal posicionando los conos internos brillantes a una
distancia de aproximadamente 1/2-3/4 de pulgada (13-19 mm) de la
superficie de acero.
8. Cuando el metal adquiera una tonalidad rojo intenso
(aprox. 1500
°
F/816
°
C), presione lentamente la palanca de corte hasta

OM-262 659 Página 21
que el metal sea perforado. Sujete la palanca completamente hacia
abajo y mueva el soplete lentamente en la dirección a cortar.
9-4. Apagado de la llama del soplete
Siga este procedimiento para apagar el sistema cuando haya terminado
de cortar.
1. Gire la válvula de oxígeno en el sentido de las agujas del reloj hacia
la posición cerrado.
2. Gire la válvula de combustible del soplete en el sentido de las agujas
del reloj hasta la posición cerrado.
3. Gire las válvulas de los cilindros de oxígeno y combustible en el sentido
de las agujas del reloj hasta la posición cerrado.
4. Abra las válvulas de combustible del soplete 1/2 vuelta y deje que el gas
escape del soplete hasta que ambos medidores indiquen presión cero
(0). Cierre la válvula de combustible del soplete y gire la manija de
regulación del regulador de combustible en el sentido contrario al de las
agujas del reloj hacia la posición cerrado.
5. Abra las válvulas de oxígeno del soplete 1/2 vuelta y deje que el gas
escape del soplete hasta que ambos medidores indiquen presión cero
(0). Cierre la válvula de oxígeno del soplete y gire la manija de
regulación del regulador de oxígeno en el sentido contrario al de las
agujas del reloj hacia la posición cerrado.

OM-262659 Página 22
Tabla 1. Boquillas para corte con acetileno para trabajo pesado serie SC12 (una pieza)
Grandes caudales de descarga de gas requerirán el uso de varios cilindros unidos por un tubo colector. Consulte a su proveedor de gas.
Número
de
boquilla
Espesor del
metal
Presión
(p
si
g)
Ancho
de
ranura
de
corte
Consumo
(p
ie3/h
)
Veloci-
dad
(pulg/
min)
Tamaño del taladro
Oxígeno para
corte
Precalentamiento Oxígeno
Precalent.
del
Acetileno
Chorro
de corte
Preca-
len-
tamien-
to
pulg. mm Reg. Soplete
Oxígen
o
Acetileno Corte
Precalen-
tamiento
SC12-00 3/16 5 20 20 10† 10 .050 24 7 6.5 26 68 75
SC12-0 1/4 6 30 30 10† 10 .055 40 7.5 7 22 62 74
SC12-0 3/8 10 35 35 10† 10 .055 50 7.5 7 20 62 74
SC12-1 1/2 13 35 35 10† 10 .080 75 11 9.5 19 56 71
SC12-1 5/8 16 40 40 10† 10 .080 85 11 9.5 17 56 71
SC12-2 3/4 19 36 35 10† 10 .095 105 12 10.5 16 54 70
SC12-2 1 25 41 40 10† 10 .095 115 12 10.5 14 54 70
SC12-2 1-1/4 32 51 50 10† 10 .095 135 12 10.5 13 54 70
SC12-3 1-1/2 38 42 40 10† 10 .100 170 14 12 12 51 68
SC12-3 2 51 47 45 10† 10 .100 180 14 12 10 51 68
SC12-4 2-1/2 64 38 35 10† 10 .125 240 15 13 9 45 62
SC12-4 3 76 44 40 10† 10 .125 265 15 13 8 45 62
SC12-4 4 102 54 50 10† 10 .125 315 16 14 7 45 62
SC12-5 5 127 56 50 10† 10 .150 420 30 26* 7 41 57
SC12-5 6 152 67 60 10† 10 .150 485 30 26* 6 41 57
SC12-5 8 203 78 70 10† 10 .150 550 30 26* 5.5 41 57
SC12-6 10 254 83 70 10† 10 .230 750 32 28* 5 32 57
SC12-6 12 305 125 90 10† 10 .230 975 32 28* 4.5 32 57
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras. * Se requiere como mínimo un cilindro de 350 pies cúbicos

OM-262659 Página 23
Tabla 2. Boquillas para corte con acetileno para trabajo pesado y precalentamiento pesado, serie SC56 (una pieza)
Número
de
boquilla
Espesor
del metal
Presión (psig)
An-
cho
de ra-
nura
de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño del taladro
Cant.
recomen-
dada de
cilindros*
Oxígeno para Precalentamiento Oxígeno
Precalent.
del
Acetileno
Chorro
de corte
Preca-
len-
tamien-
to
pulg mm Reg.
So-
plete
Oxígeno Acetileno Corte
Preca-
len-
tamien-
to
SC56-1 1/2 13 35 35 10† 10 .080 75 33 30 19 56 65 1
SC56-1 5/8 16 40 40 10† 10 .080 85 33 30 17 56 65 1
SC56-2 3/4 19 36 35 10† 10 .095 105 33 30 16 54 60 1
SC56-2 1 25 41 40 10† 10 .095 115 33 30 14 54 60 1
SC56-2 1-1/4 32 51 50 10† 10 .095 135 33 30 13 54 60 1
SC56-3 1-1/2 38 42 40 10† 10 .100 170 43 39 12 51 57 1
SC56-3 2 51 47 45 10† 10 .100 180 50 45 10 51 57 1
SC56-5 2-5 127 56 50 10† 10 .150 420 57 52 7 41 54 2
SC56-5 6 152 67 60 10† 10 .150 485 66 60 6 41 54 2
SC56-5 8 203 78 70 10† 10 .150 550 72 65 5.5 41 54 2
SC56-7 8–14 356 100 85 10† 10 .250 1250 110 100 4 28 54 2
SC56-9 14–20 508 110 70 14† 12 .350 2150 145 130 3 3 54 3
SC56-9 24 610 130 85 15† 13 .360 2600 175 160 2.5 3 54 4
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras. Las presiones indicadas son para mangueras de 25 pies (7,6 m) o menores de 3/8 de
pulg. (10 mm) de Øint. Aumente la presión si emplea mangueras de mayor longitud. Utilice una manguera de 1/2 pulg. (13 mm) de Øint si su longitud es mayor de 100 pies
(31 m).
* Cilindros requeridos, en base a cilindros de 350 pies cúbicos.

OM-262659 Página 24
Tabla 3. Boquillas para corte con acetileno para trabajo mediano serie MC12 (una pieza)
Número
de
boquilla
Espesor del metal
Presión (psig)
Ancho
de ranu-
ra de
corte
Consumo (pie3/h)
Tamaño del taladro
Oxígeno
Precalent.
del Acetileno
pulg. mm Oxígeno Acetileno Corte
Precalen-
tamiento
Chorro
de corte
Precalen-
tamiento
MC12-00 1/8 3 20* 10 .050 30 7 6 68 75
MC12-00 3/16 5 20* 10 .050 30 7 6 68 75
MC12-0 1/4 6 35* 10 .055 40 7 6 62 75
MC12-0 3/8 10 40* 10 .055 46 7 6 62 75
MC12-1 1/2 13 45* 10 .080 75 9 7 55 74
MC12-1 5/8 16 50* 10 .080 81 9 7 55 74
MC12-2 3/4 19 50* 10 .095 107 11 9 54 71
MC12-2 1 25.4 55* 10 .095 118 11 9 54 71
MC12-3 1-1/2 38 55* 10 .100 170 12 10 51 70
MC12-3 2 51 60* 10 .100 181 12 10 51 70
MC12-4 2-1/2 64 65* 10 .125 249 14 12 45 70
MC12-4 3 76 70* 10 .125 267 14 12 45 70
MC12-4 4 102 65 10 .125 320 15 13 45 70
MC12-5 5 127 80 10 .150 420 15 13 41 70
MC12-5 6 152 90 10 .150 485 15 13 41 70
* Cuando utilice accesorios de corte AC309, aumente la presión a 10-15 psig.

OM-262659 Página 25
Tabla 4. Boquillas para trabajos especiales, para sopletes manuales y conjuntos de corte con acetileno, series SC y MC
Número
de
boquilla
Propósito
Capacidad (ancho x profun-
didad
)
Presión (psig)
At Re
g
ulator
Consumo (pie3/h) Tamaño del taladro
pulg. mm Oxígeno Acetileno Oxígeno
Precalent. del
Acetileno
Chorro
de corte
Precalen-
tamiento
SC13-3 Ranurado 3/8 x 1/4 10 x 6 20 10 151 35 50
29
59
SC13-5 Ranurado 1/2 x 3/8 13 x 10 25 10 246 50 39
10
55
SC14-3 Columna as-
cendente
Remaches de
1-1/2
Remaches de
38 mm
35–40 10 190 20 51 56
SC15-2 Limpieza 1/2 x 3/8 13 x 10 30 10 336 40 3 57
SC17-0 Corte de
chapas finas
o placas
3/8 10 20 10 55 4 62 62
SC83 Calentamiento 83,000 BTUs N/A 15 10 58 52* N/A 56
MC13-3 Ranurado 3/8 x 1/4 10 x 6 20 10 115 24* 50
29
60
SC12-4x9 Corte 4 102 50 10 331 14 45 62
* Se requieren 2 cilindros, en base a cilindros de 350 pies cúbicos.

OM-262659 Página 26
Tabla 5. Boquillas para calentamiento con acetileno
AVISO Cuando utilice supresores de retroceso de llama adicionales, asegúrese de que la unidad puede suministrar un flujo suficiente de gas para
mantener la boquilla en uso. Un flujo insuficiente de gas puede ocasionar fallas en el equipo.
Número
de pieza
Cant. de
llamas
Tamaño del
taladro
Presión (psig) Consumo (pie3/h)
Promedio
de BTU/ho-
ra
Cant. recomen-
dada de cilin-
dros*
Longitud total
Oxígeno
Gas com-
bustible
Oxígeno
Gas com-
bustible
pulg. mm
ST602 6 64 15 15 31 28 40,125 1 16 406
ST603 6 56 15 15 55 50 71,750 1 16 406
ST605 12 57 15 15 96 87 124,670 2 19 483
ST610 12 54 15 15 150 136 194,890 3 19 483
MT603 6 64 15 15 31 28 40,125 1 10 254
MT605 6 56 15 15 57 51 73,085 1 16 406
MT610 12 57 15 15 100 90 128,970 2 18 457
AT605 6 64 15 15 32 29 41,550 1 10 254
. Los datos se basan en una manguera de 7,6 m (25 pies) y un diámetro. Es necesario aumentar la presión si se usa una manguera con uniones, más larga o con un diámetro
interior más pequeño. Todas las configuraciones de presión se refieren a la presión del flujo. Las presiones mostradas son configuraciones óptimas para todos los regulado-
res, no presiones de funcionamiento mínimas para la antorcha.
* Cilindros requeridos, en base a cilindros de 350 pies cúbicos.

OM-262659 Página 27
Tabla 6. Boquillas para soldadura / soldadura fuerte con oxi−combustible
Número
de
bo
q
uilla
Rango de soldadura
Tamaño del taladro
Presión (psig) en el
regulador
Consumo (pie3/h)
pulg. mm
SW201 1/32 0.7 71 10 2.3
SW203 5/64 1.9 67 10 3.2
SW205 1/8 3 57 10 6
SW207 3/16 5 54 10 12
SW209 3/8 10 49 10 23
SW210 1/2 13 44 15 36
MW201 1/32 0.7 71 10 2.3
MW203 5/64 1.9 67 10 3.2
MW205 1/8 3 57 10 6
MW207 3/16 5 54 10 12
MW209 3/8 10 49 10 23
AW201 Hasta 1/32 0.7 71 10 2.3
AW203 5/64 1.9 67 10 3.2
AW205 1/8 3 57 10 6
AW207 3/16 5 54 10 12
AW209 3/8 10 49 10 23
AW210 1/2 13 44 10 36

OM-262659 Página 28
Tabla 7.A Efecto del diámetro y del largo de las mangueras en el flujo y en la presión en el soplete
Diámetro de la
manguera
pulg. (mm)
Largo de la
manguera
pies (m)
Tamaño de
la punta de
corte
Presión del regu-
lador
Estático − psig
Presión del regu-
lador
Con flujo − psig
Presión de en-
trada del so-
plete − psig
Caída de pre-
sión en la
manguera − psig
Flujo − scfh
3/16 (5)
50 (15.2) 3 50 47 37−1/2 9−1/2 169
100 (30.4)* 3 51 47 26 21 129
50 (15.2) 5 84−1/2 78 44 34 370
100 (30.4)* 5 83−1/2 78 22 56 215
50 (15.2) 7 108 100 24 76 510
100 (30.4)* 7 106−1/2 100 9 91 270
50 (15.2) 9 138−1/2 130 19−1/2 110−1/2 735
100 (30.4)* 9 136−1/2 130 7 123 405
* Dos largos de 50 ft (15,2 m) de manguera conectados juntos con uniones de manguera estándar.
(Continuado)

OM-262659 Página 29
Tabla 7.B Efecto del diámetro y del largo de las mangueras en el flujo y en la presión en el soplete
Diámetro de la
manguera
pulg. (mm)
Largo de la
manguera
pies (m)
Tamaño de
la punta de
corte
Presión del regu-
lador
Estático − psig
Presión del regu-
lador
Con flujo − psig
Presión de en-
trada del so-
plete − psig
Caída de pre-
sión en la
manguera − psig
Flujo − scfh
1/4 (6)
50 (15.2) 3 50−1/2
47 44−1/2 2−1/2
194
100 (30.4)* 3 50
47 42−1/2 4−1/2
188
50 (15.2) 5 86
78 68−1/2 9−1/2
540
100 (30.4)* 5 85
78 58−1/2 19−1/2
470
50 (15.2) 7 114
100 68 32
1140
100 (30.4)* 7 110 100 49
51 870
50 (15.2) 9 149−1/2 130 65
65 2010
100 (30.4)* 9 144
130 36−1/2 93−1/2
1290
100 (30.4)** 3
50 47 36 11 164
100 (30.4)** 5
84−1/2 78 42 36 360
100 (30.4)** 7
108 100 25 75 560
100 (30.4)** 9
140 130 18 112 795
* Dos largos de 50 ft (15,2 m) de manguera conectados juntos con uniones de manguera estándar.
** Cuatro largos de 25 ft (6,1 m) de manguera conectados juntos con uniones de manguera estándar.
(Continuado)

OM-262659 Página 30
Tabla 7.C Efecto del diámetro y del largo de las mangueras en el flujo y en la presión en el soplete
Diámetro de la
manguera
pulg. (mm)
Largo de la
manguera
pies (m)
Tamaño de
la punta de
corte
Presión del regu-
lador
Estático − psig
Presión del regu-
lador
Con flujo − psig
Presión de en-
trada del so-
plete − psig
Caída de pre-
sión en la
manguera −
psig
Flujo − scfh
3/8 (10)
50 (15.2) 3 51
47 46 1
190
50 (15.2) 5 86
78 74−1/2 3−1/2
580
50 (15.2) 7 117
100 86 14
1400
50 (15.2) 9 163−1/2 130 89−1/2 40−1/2 2700
100 (30.4)* 3 51
47 46 1
198
100 (30.4)* 5 86
78 72 6
570
100 (30.4)* 7 115
100 77 23
1280
100 (30.4)* 9 155 130 75 55 2280
* Dos largos de 50 ft (15,2 m) de manguera conectados juntos con uniones de manguera estándar.

OM-262659 Página 31
Tabla 8. Boquillas para corte con propano para trabajo pesado serie SC40 (dos piezas)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de
ranura
de
corte
Consumo (pie3/h)
Velocidad
(pulg/min)
Tamaño del
taladro
Chorro de
corte
Oxígeno para
corte
Precalentamiento
Oxígeno
para
corte
Precalentamiento
pulg. mm Reg. Soplete Oxígeno Propano Oxígeno Propano
SC40-0 1/4 6 30 30 10† 10 .055 40 38 8 22 62
SC40-0 3/8 10 35 35 10† 10 .055 50 38 8 20 62
SC40-1 1/2 13 35 35 10† 10 .080 75 38 8 19 56
SC40-1 5/8 16 40 40 10† 10 .080 85 38 8 17 56
SC40-2 3/4 19 36 35 10† 10 .095 105 38 8 16 54
SC40-2 1 25 41 40 10† 10 .095 115 38 8 14 54
SC40-2 1-1/4 32 51 50 10† 10 .095 135 38 8 13 54
SC40-3 1-1/2 38 42 40 10† 10 .100 170 38 8 12 51
SC40-3 2 51 47 45 10† 10 .100 180 38 8 10 51
SC40-4 2-1/2 64 38 35 12† 10 .125 240 65 15 9 45
SC40-4 3 76 44 40 12† 10 .125 265 65 15 8 45
SC40-4 4 102 54 50 12† 10 .125 315 65 15 7 45
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 32
Tabla 9. Boquillas para corte con propano para trabajo pesado y precalentamiento pesado serie SC50 (dos piezas)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de ra-
nura de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño
del taladro
Chorro de
corte
Cant. re-
comenda-
da de
cilindros*
Oxígeno para corte Precalentamiento
Oxígeno
para corte
Precalentamiento
pulg. mm Reg. Soplete Oxígeno Propano Oxígeno Propano
SC50-00 3/16 5 20 20 10† 10 .050 24 47 13 26 68 1
SC50-0 1/4 6 30 30 10† 10 .055 40 47 13 22 62 1
SC50-0 3/8 10 35 35 10† 10 .055 50 47 13 20 62 1
SC50-1 1/2 13 35 35 10† 10 .080 75 70 15 19 56 1
SC50-1 5/8 16 40 40 10† 10 .080 85 70 15 17 56 1
SC50-2 3/4 19 36 35 10† 10 .095 105 70 15 16 54 1
SC50-2 1 25 41 40 10† 10 .095 115 70 15 14 54 1
SC50-2 1-1/4 32 51 50 10† 10 .095 135 75 16 13 54 1
SC50-3 1-1/2 38 42 40 10† 10 .100 170 75 16 12 51 1
SC50-3 2 51 47 45 10† 10 .100 180 75 16 10 51 1
SC50-4 2-1/2 64 38 35 10† 10 .125 240 75 16 9 45 1
SC50-4 3 76 44 40 10† 10 .125 265 75 16 8 45 1
SC50-4 4 102 54 50 10† 10 .125 315 80 17 7 45 1
SC50-5 5 127 56 50 10† 10 .150 420 80 17 7 41 1
SC50-5 6 152 67 60 10† 10 .150 485 80 17 6 41 1
SC50-5 8 203 78 70 10† 10 .150 550 90 20 5 41 1
SC50-6 10 254 83 70 40† 10 .230 750 230 50 5 32 1
SC50-6 12 304 125 90 40† 12 .230 975 280 60 4.5 32 1
SC50-7 14 354 125 90 60† 20 .250 1250 330 62 4.0 28 1
SC50-8 16 406 125 90 60† 18 .300 1500 375 80 3.5 17 2
SC50-8 18 457 125 90 60† 20 .340 1800 400 85 3.5 17 2
SC50-9 20 508 125 90 60† 23 .350 2150 420 90 3.0 3 2
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.
* Cilindros requeridos, en base a cilindros de 100 libras.

OM-262659 Página 33
Tabla 10. Boquillas para corte con gas natural para trabajo pesado y precalentamiento pesado serie SC50 (dos piezas)
Número
de
boquilla
Espesor del metal
Presión (psig)
Ancho
de ra-
nura de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño
del taladro
Chorro de
corte
Oxígeno para corte Precalentamiento
Oxígeno
para
corte
Precalentamiento
pulg. mm Reg. Soplete Oxígeno
Gas
natural
Oxígeno
Gas
natural
SC50-00 3/16 5 20 20 6† 5 .050 24 58 36 26 68
SC50-0 1/4 6 30 30 6† 5 .055 40 62 38 22 62
SC50-0 3/8 10 35 35 6† 5 .055 50 62 38 20 62
SC50-1 1/2 13 35 35 8† 6 .080 75 70 40 19 56
SC50-1 5/8 16 40 40 8† 6 .080 85 70 40 17 56
SC50-2 3/4 19 36 35 8† 6 .095 105 70 40 16 54
SC50-2 1 25 41 40 8† 6 .095 115 70 40 14 54
SC50-2 1-1/4 32 51 50 8† 6 .095 135 70 40 13 54
SC50-3 1-1/2 38 42 40 8† 6 .100 170 70 40 12 51
SC50-3 2 51 47 45 8† 6 .100 180 70 40 10 51
SC50-4 2-1/2 64 38 35 8† 6 .125 240 75 45 9 45
SC50-4 3 76 44 40 8† 6 .125 265 75 45 8 45
SC50-4 4 102 54 50 8† 6 .125 315 75 45 7 45
SC50-5 5 127 56 50 8† 6 .150 420 82 50 7 41
SC50-5 6 152 67 60 8† 6 .150 485 82 50 6 41
SC50-5 8 203 78 70 8† 6 .150 550 82 50 5 41
SC50-6 10 254 83 70 10† 8 .230 750 120 75 5 32
SC50-6 12 304 125 90 15† 12 .230 975 165 100 4.5 32
SC50-7 14 354 125 90 20† 16 .250 1250 200 120 4 28
SC50-8 16 406 125 90 20† 18 .300 1500 220 135 3.5 17
SC50-8 18 457 125 90 25† 23 .340 1800 250 150 3.5 17
SC50-9 20 508 125 90 25† 23 .350 2150 250 150 3 3
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 34
Tabla 11. Boquillas para corte con propano para trabajo pesado serie SC46 (una pieza)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de ra-
nura
de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño del taladro
Oxígeno para
corte
Precalentamiento
Oxígeno
para
corte
Precalentamiento
Chorro
de corte
Precalen-
tamiento
pulg. mm Reg. Soplete Oxígeno Propano Oxígeno Propano
SC46-2 3/4 19 36 35 20† 10 .095 105 70 15 16 54 56
SC46-2 1 25 41 40 20† 10 .095 115 70 15 14 54 56
SC46-2 1-1/4 32 51 50 20† 10 .095 135 70 15 13 54 56
SC46-4 2-1/2 64 38 35 20† 10 .125 240 70 15 9 45 56
SC46-4 3 76 44 40 20† 10 .125 265 70 15 8 45 56
SC46-4 4 102 54 50 20† 10 .150 315 70 15 7 45 56
SC46-5 5 127 56 50 20† 10 .150 420 105 22 7 41 54
SC46-5 6 152 67 60 20† 10 .150 485 105 22 6 41 54
SC46-5 8 203 78 70 20† 10 .150 550 105 22 5 41 54
SC46-6 10 254 83 70 20† 12 .200 750 105 22 5 32 54
SC46-6 12 305 125 90 20† 12 .230 975 105 22 4.5 32 54
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 35
Tabla 12. Boquillas para corte con gas natural para trabajo pesado serie SC46 (una pieza)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de ra-
nura
de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño del taladro
Oxígeno para
corte
Precalentamiento
Oxígeno
para
corte
Precalentamiento
Chorro
de corte
Precale-
tamiento
pulg. mm Reg. Soplete Oxígeno
Gas
natural
Oxígeno
Gas
natural
SC46-2 3/4 19 36 35 20† 10 .095 105 70 41 16 54 56
SC46-2 1 25 41 40 20† 10 .095 115 70 41 14 54 56
SC46-2 1-1/4 32 51 50 20† 10 .095 135 70 41 13 54 56
SC46-4 2-1/2 64 38 35 20† 10 .125 240 70 41 9 45 56
SC46-4 3 76 44 40 20† 10 .125 265 70 41 8 45 56
SC46-4 4 102 54 50 20† 10 .150 315 70 41 7 45 56
SC46-5 5 127 56 50 20† 10 .150 420 90 52 7 41 54
SC46-5 6 152 67 60 20† 10 .150 485 90 52 6 41 54
SC46-5 8 203 78 70 20† 10 .150 550 90 52 5 41 54
SC46-6 10 254 83 70 20† 12 .200 750 90 52 5 32 54
SC46-6 12 305 125 90 20† 12 .230 975 90 52 4.5 32 54
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 36
Tabla 13. Boquillas para corte con propileno para trabajo pesado serie SC60 (dos piezas)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de ra-
nura de
corte
Consumo (pie3/h)
Velocidad
(pulg/min)
Tamaño del
taladro
Chorro de
corte
Oxígeno para corte Precalentamiento
Oxígeno
para
corte
Precalentamiento
pulg. mm Reg. Soplete Oxígeno Propileno Oxígeno Propileno
SC60-0 1/4 6 30 30 10† 10 .053 40 38 9 22 62
SC60-0 3/8 10 35 35 10† 10 .055 50 38 9 20 62
SC60-1 1/2 13 35 35 10† 10 .080 75 38 9 19 56
SC60-1 5/8 16 40 40 10† 10 .080 85 38 9 17 56
SC60-2 3/4 19 36 35 10† 10 .095 105 38 9 16 54
SC60-2 1 25 41 40 10† 10 .095 115 38 9 14 54
SC60-2 1-1/4 32 51 50 10† 10 .095 135 38 9 13 54
SC60-3 1-1/2 38 42 40 10† 10 .100 170 38 9 12 51
SC60-3 2 51 47 45 10† 10 .100 180 38 9 10 51
SC60-4 2-1/2 64 38 35 12† 10 .125 240 58 15 9 45
SC60-4 3 76 44 40 12† 10 .125 265 58 15 8 45
SC60-4 4 102 54 50 12† 10 .125 315 58 15 7 45
SC60-5 5 127 56 50 12† 10 .150 420 58 15 7 41
SC60-5 6 153 67 60 12† 10 .150 485 58 15 6 41
SC60-5 8 203 78 70 12† 10 .150 550 58 15 5 41
SC60-6 10 254 83 70 12† 10 .230 750 58 15 5 32
SC60-6 12 305 125 90 12† 10 .230 975 58 15 4.5 32
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 37
Tabla 14. Boquillas para corte con propileno para trabajo pesado serie SC36 (una pieza)
Número
de
boquilla
Espesor del
metal
Presión (psig)
Ancho
de ra-
nura de
corte
Consumo (pie3/h)
Veloci-
dad
(pulg/
min)
Tamaño del taladro
Oxígeno para
corte
Precalentamiento
Oxígeno
para
corte
Precalentamiento
Chorro
de corte
Precalen-
tamiento
pulg. mm Reg. Soplete Oxígeno Propileno Oxígeno Propileno
SC36-1 1/2 13 35 35 20† 10 .080 75 70 15 19 56 56
SC36-1 5/8 16 40 40 20† 10 .080 85 70 15 17 56 56
SC36-2 3/4 19 36 35 20† 10 .095 105 70 15 16 54 56
SC36-2 1 25 41 40 20† 10 .095 115 70 15 14 54 56
SC36-2 1-1/4 32 51 50 20† 10 .095 135 70 15 13 54 56
SC36-3 1-1/2 38 42 40 20† 10 .100 170 70 15 12 51 56
SC36-3 2 51 47 45 20† 10 .125 180 70 15 10 51 56
SC36-4 2-1/2 64 38 35 20† 10 .125 240 70 15 9 45 56
SC36-4 3 76 44 40 20† 10 .125 265 70 15 8 45 56
SC36-4 4 102 54 50 20† 10 .150 315 70 15 7 45 56
SC36-6 10 254 83 70 20† 12 .200 750 105 22 5 32 54
SC36-6 12 305 125 90 20† 12 .230 975 105 22 4.5 32 54
† La presión indicada es solo para sopletes para corte mecanizado de 3 mangueras.

OM-262659 Página 38
Tabla 15. Boquillas serie SC para trabajo pesado especializadas − propano/propileno
Número
de
boquilla
Propósito
Capacidad (ancho x
profundidad)
Gas com-
bustible
Presión (psig) Consumo (pie3/h)
Tamaño
del tal-
adro con
oxígeno
Configuración
del gas com-
bustible
Cant. re-
comendada
de cilin-
dros**
Oxígeno
Gas com-
bustible
Oxígeno
Gas com-
bustible
pulg. mm
SC2-2 Ranurado
(general)
5/16 x 1/8 8 x 3 Propano 60 22 389 53 53
31
Ranuras 1
SC2-4 Ranurado
(general)
3/8 x 1/4 10 x 6 Propano 75 22 564 53 44
28
Ranuras 1
SC112* Calenta-
miento
289,000
BTUs
N/A Propano 60 25 495 125 N/A Ranuras 2
SC23-3 Ranurado
(pesado)
3/8 x 1/4 10 x 6 Propano 50–60 12–18 174 31 50
29
Ranuras 1
SC23-3M Ranurado 3/8 x 1/4 10 x 6 Propileno 50–60 10–15 174 31 50
29
Ranuras 1
* Utilice solo con sopletes manuales (rectos). No utilice en accesorios de corte.
** Cilindros requeridos, en base a cilindros de 100 libras.

OM-262659 Página 39
Tabla 16. Boquillas para corte con propano para trabajo mediano serie MC40 (dos piezas)
Número
de
boquilla
Espesor del metal
Presión (psig)
Ancho de
ranura de
corte
Consumo (pie3/h)
Tamaño del tal-
adro Chorro de
corte
Oxígeno
para corte
Precalentamiento
pulg. mm Oxígeno Propano Oxígeno Propano
MC40-00 3/16 5 30* 10 .050 24 35 7 68
MC40-0 1/4 6 35* 10 .055 40 35 7 62
MC40-0 3/8 10 40* 10 .055 46 35 7 62
MC40-1 1/2 13 45* 10 .080 75 35 7 55
MC40-1 5/8 16 50* 10 .080 81 35 7 55
MC40-2 3/4 19 50* 10 .095 107 35 7 54
MC40-2 1 25 55* 10 .095 118 35 7 54
MC40-2 1-1/4 32 60* 10 .095 133 35 7 54
MC40-3 1-1/2 38 55* 10 .100 170 35 7 51
MC40-3 2 51 60* 10 .100 181 35 7 51
MC40-4 2-1/2 64 65* 10 .125 249 35 7 51
MC40-4 3 76 70* 10 .125 267 35 7 51
MC40-4 4 102 75* 10 .125 320 35 7 51
* Cuando utilice accesorios de corte AC305 o AC309, aumente la presión a 10-15 psig.

OM-262659 Página 40
Tabla 17. Boquillas para corte con propileno para trabajo mediano serie MC60 (dos piezas)
Número
de
boquilla
Espesor del metal
Presión (psig)
Ancho de
ranura de
corte
Consumo (pie3/h)
Tamaño del tal-
adro Chorro de
corte
Oxígeno
para corte
Precalentamiento
pulg. mm Oxígeno Propileno Oxígeno Propileno
MC60-0 1/4 6 35* 10 .055 40 26 7 62
MC60-0 3/8 10 40* 10 .055 46 26 7 62
MC60-1 1/2 13 45* 10 .080 75 26 7 55
MC60-1 5/8 16 50* 10 .080 81 26 7 55
MC60-2 3/4 19 50* 10 .095 107 26 7 54
MC60-2 1 25 55* 10 .095 118 26 7 54
MC60-2 1-1/4 32 60* 10 .095 133 26 7 54
MC60-3 1-1/2 38 55* 10 .100 170 42 11 51
MC60-3 2 51 60* 10 .100 181 42 11 51
MC60-4 2-1/2 64 65* 10 .125 249 42 11 45
MC60-4 3 76 70* 10 .125 267 42 11 45
MC60-4 4 102 75* 10 .125 320 42 11 45
* Cuando utilice accesorios de corte AC305 o AC309, aumente la presión a 10-15 psig.

OM-262659 Página 41
Tabla 18. Boquillas para calentamiento con propileno, para trabajo pesado
Número
de pieza
Cant. de
llamas
Usos
Presión (psig) Consumo (pie3/h)
Promedio
de
BTU/hora
Cant. re-
comendada
de cilindros*
Longitud total
Nº de pieza
del cabezal
Oxígeno
Gas com-
bustible
Oxígeno
Gas com-
bustible
pulg. mm
ST800 Estriada
Propano 30–40 20–25 107–108 22–24 58,000 1
15-1/2 394 16317
Propileno 30–40 20–25 118–138 31–34 75,000 1
ST815 Estriada Propileno 37–77 13–37 390–655 120–235 273,000 1−2 15-1/2 394 4642
ST825 Estriada Propileno 60–110 20–35 580–1500 225–525 830,000 2−5 31 787 4639
* Cilindros requeridos, en base a cilindros de 100 libras.
Tabla 19. Boquillas para calentamiento con gas natural / propano / propileno para trabajo pesado
Número
de pieza
Cant.
De
llamas
Usos
Presión (psig) Consumo (pie3/h)
Promedio
de
BTU/hora
Cant. re-
comendada
de
cilindros*
Longitud total
Nº de
pieza del
cabezal
Oxígeno
Gas
com-
bustible
Oxígeno
Gas com-
bustible
pulg. mm
ST615 Estriada
Propano 23–65 10–28 225–535 70–160 244,000 1−2
15-1/2 394 1495
Gas natural
18–55 10–28 175–450 96–267 155,145 N/A
Propileno 20–60 10–28 235–430 100–160 280,000 1
ST625
Estriada
Propano 50–110 17–28 480–1000 140–280 455,000 2−3
31 787 1504
Gas natural
43–80 18–28 390–785 200–450 313,950 N/A
ST635 Propano 70–115 18–40 670–1580 185–480 614,195 2−5 31 787 1499
* Cilindros requeridos, en base a cilindros de 100 libras.

OM-262659 Página 42
Tabla 20. Boquillas para calentamiento con propano / propileno / gas natural para trabajo mediano
Número
de pieza
Cant.
De
llamas
Usos
Presión (psig) Consumo (pie3/h)
Promedio
de
BTU/hora
Cilindros
de com-
bustible
requeridos*
Longitud total
Nº de
pieza del
cabezal
Oxígeno
Gas
com-
bustible
Oxígeno
Gas
combustible
pulg. mm
MT800 Estriada
Propileno 30–40 20–25 135–146 51–56 123,000 1
14 356
16317
Propano 30–40 20–25 119–121 36–38 93,000 1
MT805 Estriada
Propileno 50–60 20–25 242–270 120–135 280,000 1
14 356
4642
Propano 50–60 20–25 206–230 80–100 208,000 1
MT615 Estriada
Propileno 20–60 10–25 235–430 100–160 280,000 1
14 356
1495
Propano 20–60 10–25 225–535 70–160 269,000 1−2
Gas
natural
15–50 10–25 175–450 96–267 182,000 N/A
* Cilindros requeridos, en base a cilindros de 100 libras.
Tabla 21. Boquillas soldadura fuerte con oxi−combustible
Número de
boquilla
Rango de soldadura Presión (psig) Consumo (pie3/h)
pulg. mm Oxígeno Propano Oxígeno Propano
MW411 1/2–5/8 13–16 11 11 52 13

OM-262 659 Página 43
SECCIÓN 10 − SOPLETE PARA CORTE MANUAL
GAS AXE SERIE SC900
10-1. Inversión de la palanca de corte
Para invertir la válvula con asiento de alta presión, desmonte los componentes que
se indican a continuación y vuelva a instalarlos en el lado opuesto del soplete.
Junta tórica (A)
Conjunto (B)
Cuando desmonte el conjunto (B) del soplete, es probable que la
junta tórica (A) se salga del conjunto y quede en el interior del
soplete. Esto provocará que tanto el oxígeno para el corte como
el usado para el precalentamiento se mezclen y escapen
del soplete. Asegúrese de desmontar la junta tórica e insértela
con el conjunto en el orificio opuesto.
SECCIÓN 11 − REGLAMENTOS DEL
DEPARTAMENTO DE BOMBEROS DE NUEVA YORK
Trabajos con soplete
§38-01 Otorgamiento de permisos vigentes en toda la ciudad para el
almacenamiento, uso y/o transporte de oxígeno y gases
combustibles durante trabajos con soplete temporales o de
emergencia
§38-01.1 Otorgamiento de permisos para almacenamiento y uso de
oxígeno y gases combustibles para cualquier trabajo con soplete
durante tareas de construcción, refacción o demolición
§38-02 Operarios que utilicen sopletes calentadores empleados en la
fabricación de joyas
§38-03 Guardias de incendio durante los trabajos con soplete
§38-01 Otorgamiento de permisos vigentes en toda la ciudad para el
almacenamiento, uso y/o transporte de oxígeno y gases
combustibles durante trabajos con soplete temporales o de
emergencia
(a) Los sopletes utilizados con oxígeno y gases combustibles deben ser de
un tipo aprobado por el Departamento de Bomberos o de un tipo
aprobado previamente por el Consejo de Normas y Apelaciones.
(b) Los operarios que utilicen sopletes y los guardias de incendio
requeridos deberán contar con un certificado de aptitud médica
expedido por el Departamento de Bomberos durante los trabajos
con soplete.
(c) Los sopletes no deben ser utilizados por encima o a una distancia de
7,5 metros de materiales o construcciones combustibles, a menos que
tales materiales o construcciones estén protegidos contra posibles
chispas o fuego por protectores o cobertores no inflamables. Todas las
aberturas en pisos o paredes que se encuentren a una distancia de
7,5 metros o menos de los trabajos con soplete deben estar protegidas
de manera similar.

OM-262 659 Página 44
(d) Los sopletes no deben ser utilizados en áreas o lugares donde pueda
haber presencia de gases, vapores o polvos peligrosos.
(e) Los sopletes no deben ser utilizados en recipientes que hayan sido
utilizados para el almacenamiento de líquidos o gases inflamables,
a menos que todos los vapores inflamables hayan sido eliminados
de esos recipientes.
(f) Los cilindros de gas comprimido deberán estar, cuando se encuentren
en uso, adecuadamente asegurados y colocados a una distancia
segura de los trabajos con soplete.
(g) Cuando el o los cilindros no estén en uso, deberán estar asegurados
y guardados en un lugar seguro, protegidos de daños y de la
exposición al fuego.
(h) En el lugar y en las áreas expuestas a los trabajos con soplete deberá
haber mangueras totalmente cargadas de agua o extintores con agua
de un tamaño adecuado y en cantidad suficiente, listos para su uso
inmediato por los guardias de incendio.
(i) Excepto que el comisionado indique lo contrario, los guardias de
incendio deben permanecer en sus puestos durante los trabajos con
soplete. Se necesitará un guardia de incendio por cada operario que
trabaje con soplete y uno adicional en el piso o nivel inferior al lugar
donde se desarrollan las tareas con soplete. A tales personas no se les
deberá asignar ninguna otra tarea excepto la de mantenerse alerta,
resguardar contra el fuego por chispas o transmisión de calor la ignición
de materiales o construcciones combustibles; también debe conocer
la ubicación y la operación del equipo de extinción. Los guardias
de incendio deberán realizar una inspección inicial del equipo
de extinción. Los guardias de incendio deberán realizar una inspección
media hora después de concluidas las tareas con la finalidad
de detectar la presencia de fuego. Se deberá completar un informe
de inspección firmado por la persona a cargo de los trabajos con
soplete y este documento debe quedar a disposición del Departamento
de Bomberos.
(j) Los vehículos utilizados por el contratista de soldadura o corte para
transportar sopletes o cilindros que contengan oxígeno y gases
combustibles para el uso en trabajos con soplete, ya sean temporales
o de emergencia, deberán ser inspeccionados antes de la emisión del
permiso. Los cilindros deben llevar etiquetas que indiquen que han
superado las pruebas hidrostáticas dentro de los últimos diez años
y deberán estar asegurados con soportes o cadenas de metal. Ambos
laterales y la parte posterior del vehículo deben llevar símbolos claros
que indiquen que se transportan materiales inflamables. El vehículo
deberá contar en su interior con un extintor ubicado en una posición
de fácil acceso.
(k) El dueño, operador o persona que maneje o controle las instalaciones
donde se realizarán trabajos con soplete deberá ser notificado por
escrito por el portador del permiso, con por lo menos cuarenta y ocho
horas de antelación, de los trabajos con soplete que se realizarán en
cualquier lugar de la instalación, y el dueño u operador o persona que
posee o mantiene o controla las instalaciones o su representante
designado, que no deberá ser el contratista de soldadura, será
responsable de supervisar que los trabajos se lleven a cabo de acuerdo
con esta regla. El contratista deberá presentar al dueño una copia de
la regla en el momento de la notificación.
(l) El portador del permiso deberá entregar al dueño o persona a cargo de
las instalaciones donde se desarrollarán los trabajos con soplete una
copia de esta regla. El dueño o persona a cargo de las instalaciones
será responsable del cumplimiento absoluto de esta regla.
(m) Cualquier violación a esta regla quedará sujeta a ejecución de acuerdo
con los artículos 27-4020 y 27-4254 del Código Administrativo.
(n) El Permiso para cualquier lugar de trabajo en particular será válido por
hasta treinta (30) días como máximo; sin embargo, tal permiso puede
continuar en vigencia por un año según su uso en otros lugares
de trabajo.

OM-262 659 Página 45
(o) El permiso con vigencia para toda la ciudad no incluye el
almacenamiento y uso de oxígeno y gases combustibles durante
el curso de las tareas de construcción, refacción o demolición. Para tal
almacenamiento y uso, se deberá contar con un permiso aparte.
§38-01 Otorgamiento de permisos para el almacenamiento y uso de
oxígeno y gases combustibles para cualquier trabajo con soplete
que se realice durante las tareas de construcción, refacción
o demolición
(a) Los sopletes utilizados con oxígeno y gases combustibles deben ser de
un tipo aprobado por el Departamento de Bomberos o de un tipo
aprobado previamente por el Consejo de Normas y Apelaciones.
(b) Los operarios que utilicen sopletes y los guardias de incendio
requeridos deberán contar con un certificado de aptitud médica
expedido por el Departamento de Bomberos durante los trabajos
con soplete.
(c) Los sopletes no deben ser utilizados por encima o a una distancia de
7,5 metros de materiales o construcciones combustibles, a menos que
tales materiales o construcciones estén protegidos contra posibles
chispas o fuego por protectores o cobertores no inflamables. Todas las
aberturas en pisos o paredes que se encuentren a una distancia
de 7,5 metros o menos de los trabajos con soplete deben estar
protegidas de manera similar.
(d) Los sopletes no deben ser utilizados en áreas o lugares donde pueda
haber presencia de gases, vapores o polvos peligrosos.
(e) Los sopletes no deben ser utilizados en recipientes que hayan sido
utilizados para el almacenamiento de líquidos o gases inflamables,
a menos que todos los vapores inflamables hayan sido eliminados de
esos recipientes.
(f) Cuando los cilindros de gas comprimido estén en uso, deberán estar
asegurados y guardados en un lugar seguro, protegidos de daños y de
la exposición al fuego.
(g) Cuando el o los cilindros no estén en uso, deberán estar asegurados
y guardados en un lugar seguro, protegidos de daños y de la
exposición al fuego.
(h) En el lugar y en las áreas expuestas a los trabajos con soplete deberá
haber mangueras totalmente cargadas de agua o extintores con agua
de un tamaño adecuado y en cantidad suficiente, listos para su uso
inmediato por los guardias de incendio.
(i) Excepto que el comisionado indique lo contrario, los guardias de
incendio deben permanecer en sus puestos durante los trabajos con
soplete. Se necesitará un guardia de incendio por cada operario que
trabaje con soplete y uno adicional en el piso o nivel inferior al lugar
donde se desarrollan las tareas con soplete. A tales personas no se les
deberá asignar ninguna otra tarea excepto la de mantenerse alerta,
resguardar contra el fuego por chispas o transmisión de calor la ignición
de materiales o construcciones combustibles; también debe conocer
la ubicación y la operación del equipo de extinción. Los guardias
de incendio deberán realizar una inspección de las áreas expuestas
media hora después de la finalización de las operaciones con soplete.
Tal inspección deberá ser seguida por una última inspección media
hora más tarde con la finalidad de detectar la presencia de fuego.
Se deberá completar un informe de inspección firmado por la persona
a cargo de los trabajos con soplete y este documento debe quedar
a disposición del Departamento de Bomberos.
(j) El dueño, operador o persona que maneje o controle las instalaciones
donde se realizarán trabajos con soplete deberá ser notificado por
escrito por el portador del permiso, con por lo menos cuarenta y ocho
horas de antelación, de los trabajos con soplete que se realizarán en
cualquier lugar de la instalación, y el dueño u operador o persona que
posee o mantiene o controla las instalaciones o su representante
designado, que no deberá ser el contratista de soldadura, será
responsable de supervisar que los trabajos se lleven a cabo de acuerdo
con esta regla.

OM-262 659 Página 46
(k) El portador del permiso deberá entregar al dueño o persona a cargo de
las instalaciones donde se desarrollarán los trabajos con soplete una
copia de esta regla. El dueño o persona a cargo de las instalaciones
será responsable del cumplimiento absoluto de esta regla.
(l) Cualquier violación a esta regla quedará sujeta a ejecución de acuerdo
con los artículos 27-4020 y 27-4254 del Código Administrativo.
(m) El permiso con vigencia para toda la ciudad no incluye el
almacenamiento y uso de oxígeno y gases combustibles durante
el curso de las tareas de construcción, refacción o demolición. Para tal
almacenamiento y uso, se deberá contar con un permiso aparte.
§38-02 Operarios que utilicen sopletes calentadores empleados en la
fabricación de joyas.
(a) Los operarios que manejen sopletes calentadores utilizados en la
fabricación de joyas no necesitan certificado de aptitud para manejar
tales sopletes.
(b) Se requerirá un certificado de aptitud para las personas cuyas tareas
las hagan responsables por lo siguiente:
(1) Regulación de presión y flujo de oxígeno y gas natural a cada
operario que maneje sopletes calentadores:
(2) Supervisión del trabajo individual con soplete calentador.
§38-03 Guardias de incendio durante trabajos con soplete. Durante las
tareas de construcción, refacción o demolición en las que se
deban realizar trabajos con soplete, incluso los trabajos
temporales o de emergencia, se requerirá la presencia de una
persona que cuente con un certificado de aptitud otorgado por el
Departamento de Bomberos para que actúe en calidad de guardia
de incendio. Tales personas deberán proporcionar el equipo de
extinción necesario en los lugares donde se realizan trabajos con
soplete; deberán resguardar contra incendio las áreas expuestas
y realizar una inspección completa de las áreas expuestas en
busca de posibles incendios.

OM-262 659 Página 47
En efecto a partir del 1 de enero de 2020
(Para equipos de regulación de presión y oxi-combustible
con un código de fecha de CAA o más nueva)
Esta garantía limitada anula y sustituye todas las garantías anteriores de Miller y es
exclusiva, sin otras garantías o avales expresos o implícitos.
GARANTÍA LIMITADA - Sujeta a los términos y condiciones indicados abajo,
Miller Electric Mfg. LLC, de Appleton, Wisconsin, EE.UU., garantiza a los
distribuidores autorizados que el equipo de Miller nuevo vendido después de la
fecha de entrada en vigor de esta garantía limitada no tiene defectos en el material ni
la mano de obra en el momento en que Miller realiza el envío. ESTA GARANTÍA
EXPRESAMENTE TOMA EL LUGAR DE CUALQUIER OTRA GARANTÍA
EXPRESA O IMPLÍCITA, INCLUSO LAS GARANTÍAS DE COMERCIABILIDAD Y
APTITUD PARA EL FIN PREDETERMINADO. Dentro de los periodos de garantía
que aparecen abajo, MILLER reparará o reemplazará cualquier pieza o
componente garantizado que haya fallado debido a tales defectos en material o
mano de obra. MILLER debe de ser notificado por escrito dentro de los treinta (30)
días a partir de la aparición de este defecto o falla; en ese momento, MILLER dará
instrucciones sobre el procedimiento para hacer el reclamo de garantía que se debe
seguir. Miller aceptará los reclamos de garantía del equipo garantizado abajo
indicado en caso de que tal defecto se produzca dentro de los períodos de cobertura
de la garantía detallados a continuación. Los períodos de garantía comienzan en la
fecha de entrega del equipo al usuario final o doce meses después de enviar el
equipo a un distribuidor internacional o de América de Norte, y lo que ocurra
primero.
1. 5 años - Piezas y mano de obra
* Mangos de sopletes, accesorios de corte y sopletes de corte rectos. El
uso de boquillas que no sean de Miller anular la garantía.
2. 3 años - Piezas y mano de obra
* Conjuntos Toughcut, reguladores serie 30, 32, 35, 36, 40, 46 y todos
los flujómetros, medidores de flujo y reguladores con flujómetro
3. 2 años - Piezas y mano de obra
* Reguladores de gas serie 250 y 820
4. 1 año - Piezas y mano de obra
* Sopletes de corte Gas Axe, reguladores para HVAC/Purga,
reguladores de inertización de baja presión de nitrógeno de 3 etapas,
economizadores de gas, mezcladores de gas y otros productos
para oxi-combustible
* The Little Torch, Quickbraze Torch, Handi-Heet/Silver Smith Torch
5. 90 días - Piezas y mano de obra
* Reguladores para ambientes corrosivos
La garantía limitada True Blue de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles; boquillas para corte, soldadura y calentamiento
con oxi-combustible, o piezas sujetas a un desgaste normal.
2. Elementos suministrados por Miller, pero fabricados por terceros.
Estos componentes están cubiertos por la garantía del fabricante, en caso
de que exista alguna.
3. Equipos que han sido modificados por terceros distintos de Miller o equipos
que han sido instalados indebidamente, utilizados incorrectamente o de
manera inapropiada, de acuerdo a las normas de la industria, o equipos que
no han recibido un mantenimiento razonable y necesario, o equipos que han
sido usados para una finalidad fuera de las especificaciones para el equipo.
4. Defectos causados por accidente, reparación no autorizada o realización de
pruebas indebidas.
LOS PRODUCTOS MILLER ESTÁN DISEÑADOS PARA USUARIOS INDUSTRIALES
Y COMERCIALES CAPACITADOS CON EXPERIENCIA EN EL USO Y EL
MANTENIMIENTO DE EQUIPOS DE SOLDADURA. Las medidas correctivas
exclusivas para los reclamos de garantía son, a elección de Miller, alguna de las
siguientes: (1) reparación; o (2) reemplazo; o bien con aprobación por escrito de
Miller, (3) el costo preaprobado de reparación o reemplazo en una estación de
servicio autorizada de Miller; o (4) el pago del precio de compra o el crédito
correspondiente (menos una desvalorización razonable por uso). No se pueden
devolver productos sin la aprobación por escrito de Miller. El envío de devolución

OM-262 659 Página 48
corre por cuenta y riesgo del cliente. Las medidas correctivas anteriores son libres a
bordo de Appleton, WI o el establecimiento de servicio autorizado de Miller. El
transporte y el flete son responsabilidad del cliente. EN EL GRADO EN QUE LA LEY
LO PERMITA, LAS MEDIDAS CORRECTIVAS PROPORCIONADAS AQUÍ SON
LAS MEDIDAS ÚNICAS Y EXCLUSIVAS, INDEPENDIENTEMENTE DE LA
TEORÍA JURÍDICA. EN NINGÚN CASO, MILLER SERÁ RESPONSABLE DE
NINGÚN DAÑO DIRECTO, INDIRECTO, ESPECIAL, INCIDENTAL O DERIVADO
(INCLUIDA LA PÉRDIDA DE BENEFICIOS), INDEPENDIENTEMENTE DE LA
TEORÍA JURÍDICA. MILLER EXCLUYE Y RENUNCIA A TODA GARANTÍA QUE
NO SE INCLUYA AQUÍ Y A TODA GARANTÍA IMPLÍCITA, AVAL O
REPRESENTACIÓN, INCLUIDA TODA GARANTÍA IMPLÍCITA DE
COMERCIABILIDAD O ADECUACIÓN PARA UN FIN DETERMINADO.
Algunos estados de EE.UU. no permiten limitaciones en la duración de una garantía
implicada, o la exclusión de daños incidentales, indirectos, especiales
o consecuentes, de manera que es posible que la limitación indicada anteriormente
o la exclusión no correspondan en su caso. Esta garantía brinda derechos legales
específicos, y otros derechos pueden estar disponibles, pero varían de estado
a estado. En Canadá, la legislación de algunas provincias permite que haya ciertas
garantías adicionales o remedios que no han sido indicados aquí y al no poder ser
desechados, es posible que las limitaciones y exclusiones que aparecen arriba no
sean pertinentes. Esta garantía limitada brinda derechos legales específicos pero
puede haber otros derechos disponibles que pueden variar de provincia en
provincia.
Mil oxy-fuel warr 2020−01

OM-262 659 Página 49

INSTRUCCIONES ORIGINALES - IMPRESO EN EE.UU.
E2020 Miller Electric Mfg. LLC. 2020-01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
Sede internacional - EE.UU.
Teléfono en EE.UU.: 920-735-4505
(atención automatizada)
FAX para EE.UU. y Canadá: 920-735-4134
FAX internacional: 920-735-4125
Vea ubicaciones internacionales en
www
.MillerWelds.com
Paquete de seguridad
Formulario de pedido N.º 5145 w/DVD
Este kit incluye:
30 Folletos “37 Violations Safety Quiz” (37 preguntas
y respuestas sobre violaciones a la seguridad)
30 Guía de reuniones de seguridad (en inglés, francés
y español)
1 Video de 41 minutos sobre seguridad en el uso
de procesos con oxi-combustible
1 Juego de 6 carteles de seguridad caricaturizados
de Miller
1 Video con prueba de seguridad y hoja de respuestas
(pueden ser duplicadas)
Para solicitar material de seguridad,
comuníquese con el Servicio
de atención al cliente.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
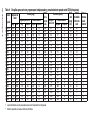 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller GAS EQUIP- El manual del propietario
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
Otros documentos
-
Victor Cutting, Heating and Welding Guide Manual de usuario
-
-
ESAB SabreCut™ SC-270 WH & SC-370 WH Welding Torches Manual de usuario
-
-
-
-
-
-
-
Zebra MC40 Guía de inicio rápido