La página se está cargando...

6
OPERATING DATA, CLEANING DATA, AND PART NUMBERS
GENERAL NOTES:
1. Pressures given are measured at the torch; there-
fore, pressure drop through hose should be consid-
ered when setting pressure at the regulator. Gener-
ally, 1/4-in. hoses up to 25-ft. long are adequate for
cutting steel up to 4-in. thick. If longer hoses are
requiredandifcuttingthickersteel,3/8-in.hoses
should be used. If using low-pressure fuel gas,
3/8-in.fuelgashoseshouldbeusedforallcutting
operations.
2. The table shows average values based on typical
conditions. The type and quality of steel, its surface
condition, the purity of the oxygen, etc. will always
have a bearing on the end results.
4216 Series Fuel Gas One-Piece Cutting Nozzles
NOTE:PrimarilydesignedforusewithPropyleneorMAPP
4217 Series Fuel Gas Two-Piece Cutting Nozzles
If using LPNG injector (19417) in torch, it will operate with natural pressure less than 1/2 psig.
Use soft-bristled brush (750F99) to clean preheat slots of internal nozzles.
Nozzle Steel Pressure, psig Gas Consumption, ft
3
/hr Cleaning
Thickness, Drill Size
Size Part No. in. Oxygen Fuel Gas Oxygen Fuel Gas Preheat Cutting
Nozzle Sleeve Steel Pressure, psig Gas Consumption, ft
3/
hr Cleaning
Nozzle (Internal) (External) Thickness, Fuel Gas Fuel Gas Drill Size
Size P/N P/N in. Oxygen FG-2 Propane Nat.Gas Oxygen FG-2 Propane Nat.Gas Cutting•
1/4" 19485 19518 1/4" 30 4 6 7 70 8 12 30 68
1/2" 19486 19518 1/2" 35 4 7 8 120 9 14 32 60
1" 19487 19518 1" 40 4 8 9 180 10 15 35 53
2" 19488 19518 2" 45 5 9 10 250 11 16 40 50
4" 19489 19519 4" 40 4 8 10 370 12 18 45 43
6" 19490 19519 6" 50 5 12 13 520 14 20 50 39
8" 19491 19519 8" 50 6 15 16 610 16 22 55 35
12" 19492 19519 12" 75 8 18 20 860 20 30 85 31

7
Steel
Thickness,
in.
Nozzle
Size Part No.
Pressure, psig
Oxygen Acetylene
Gas Consumption
ft
3
/hr
Oxygen Acetylene
Cleaning
Drill Size
Preheat Cutting
Nozzle
Size Part No.
Gas Pressure,
psig
Oxygen Acetylene
Gas Consumption
cu. ft
3
/hr
Oxygen Acetylene
Groove
Dimensions,
in (approx.)
Width Depth
Cleaning Tool *
Preheat Cutting
Gouging
Speed
ft./min.
* Use the listed special cleaning tools only. DO NOT use twist drills.
4202 Series Acetylene General Purpose Nozzles
4207 Series Acetylene Gouging Nozzles
OPERATING DATA
1. The tables show average values based on typical conditions. The type and quality of steel, its surface condition, the
purity of oxygen, etc. will always have a bearing on the end results.
2. If cutting up to 4 in. thick steel, 1/4 in. oxygen and fuel gas hoses up to 25 ft. long are suitable. For heavier cuts of if
longer hoses are required, 3/8 in. hoses are recommended.

9
PIN-62350048
LEVER-19527
NUT-802
OXY.VALVE-0558010896
CUTVALVE
ASSEMBLY
08M05
F.G.VALVE-0558010895
R. H.
CONNECTOR
0558010834
L. H.
CONNECTOR
0558010835
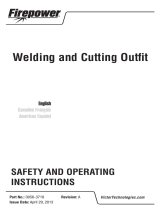
SCT-4200 TOP REAR LEVER - PARTS INFORMATION
SCT-4200 - 75 P/N 0558011386
SCT-4200 - 90 P/N 0558011387
SPRING-28Z01
PIN-62350048
LEVER-17140
NUT-802
OXY.VALVE-0558010896
CUTVALVE
ASSEMBLY
08M05
F.G.VALVE-0558010895
R. H.
CONNECTOR
0558010834
L. H.
CONNECTOR
0558010835
SCT-4200 BOTTOM FRONT LEVER - PARTS INFORMATION
SCT-4200 - 75 P/N 0558011667
SCT-4200 - 90 P/N 0558011668

10
NOTES

11
INSTRUCCIONESpara
SOPLETES DE CORTE SERIE SCT-4200
0558011944
May, 2013
Intervalo de corte utilizando cualquier gas
combustible, inclusive, acetileno .......................................................... 1/8"-12"
Boquillas de corte ............................................................................... Serie 4200
Conexiones de la manguera del soplete ................Oxi.—CGA-022 (9/16"—18)
F.G.—CGA-023 (LH 9/16"—18)
Longitud total del soplete ............................................................... 21 pulgadas.
Peso .................................................................................................... 3-1/2 libras.
Estas INSTRUCCIONES son para operadores con experiencia. Si no está completamente
familiarizado con los principios de funcionamiento y prácticas de seguridad para los equipos de
gas oxicombustible, lea nuestro folleto "Precauciones y prácticas de seguridad para soldadura por
llama de gas, calentamiento y corte", formulario 2035. La misma información aparece en el "Manual
de oxiacetileno" que puede adquirir a través de cualquier distribuidor de ESAB. NO permita que
personas sin experiencia instalen, manejen o mantengan este equipo. NO intente instalar ni manejar
este equipo hasta que haya leído y comprendido por completo estas instrucciones. Si no comprende
por completo estas instrucciones, comuníquese con su proveedor para obtener más información.
Los sopletes de corte abarcados en estas instrucciones son mencionados por terceros solamente
cuando se utilizan piezas fabricadas por ESAB Welding & Cutting Products conforme a las
especicaciones archivadas con terceros mencionados, y cuando se utilizan en el servicio de gas
para el que están diseñados y detallados. El uso de otras piezas que dañen los equipos anulará
la garantía del fabricante.
Ajuste todas las tuercas de la conexión con una llave.
3. Acople la boquilla al cabezal del soplete y ajuste la
tuerca de la conexión con una llave.
4. Revise que las tuercas de empaque de la válvula
reguladora estén ajustadas.
AJUSTE DE LAS PRESIONES DE GAS
Gas combustible: Si el gas combustible se suministra desde
la salida de una estación sin un regulador, simplemente abra
la válvula de la estación. Si el gas combustible se suministra
a través de una estación o regulador de cilindro, abra la
válvula del gas combustible en el soplete, gire el tornillo de
ajuste de presión en el regulador hasta que el manómetro
de suministro del regulador indique la presión deseada
(vea la tabla en la página 4). Luego cierre inmediatamente
la válvula del gas combustible.
Oxígeno: Abra la válvula de oxígeno de corte accionando
por completo su palanca. Gire el tornillo de ajuste de presión
hasta que el manómetro de suministro del regulador registre
la presión deseada (vea la tabla de corte en la página 4).
Luego suelte la palanca de oxígeno de corte.
NOTA: Cuando se utilizan reguladores sin calibradores,
no abra las válvulas de soplete. Simplemente
gire los tornillos de ajuste de presión a las
presiones deseadas como se indica en las
escalas de las tapas del regulador.
Asegúrese de que esta información llegue al operador.
Puedes obtener copias extra a través de su proveedor.
INSTRUCCIONES DE MANEJO
Los sopletes de corte serie SCT-4200 pueden utilizarse
con cualquier gas combustible inclusive acetileno.
Asegúrese de que el ujo de gas sea suciente
para el tamaño de la boquilla.
Ajuste los reguladores para presiones psig
adecuadas.
Ajuste correctamente las válvulas reguladoras.
Mantenga el soplete en buenas condiciones.
NO reduzca los gases para utilizar una boquilla
grande en material delgado.
CONEXIÓN
1. Acople el regulador al cilindro de oxígeno o la
válvula de la estación; acople el regulador del gas
combustible al cilindro o la válvula de la estación a
menos que el gas combustible deba suministrarse a
través de una válvula hidráulica o de retención desde
un conducto a la presión deseada.
2. Acople la manguera de oxígeno al regulador de
oxígeno; acople la manguera del gas combustible
al regulador o la válvula de la estación de gas
combustible. Acople ambas mangueras al soplete.
ADVERTENCIA
PRECAUCIÓN

12
ASEGÚRESE DE QUE ESTA INFORMACIÓN LLEGUE AL OPERADOR.
PUEDE OBTENER EJEMPLARES ADICIONALES A TRAVÉS DE SU DISTRIBUIDOR.
GUARDE ESTAS INSTRUCCIONES!
PROTECCIÓN IMPORTANTE
Siempre deberán seguirse las precauciones básicas de seguridad cuando se usen sopletes de oxígeno y gas combustible:
a. Nunca use gas acetileno a una presión sobre 15 psig.
b. Nunca use equipo dañado.
c. Nunca use aceite o grasa sobre o alrededor del equipo de oxígeno.
d. Nunca use oxígeno o gas combustible para soplar la mugre o limpiar el polvo de ropa o equipo.
e. Nunca encienda un soplete con cerillos o con un encendedor. Siempre use un percutor.
f. Siempre use los anteojos, guantes y ropa para soldadura adecuados cuando opere equipo de acetileno con oxígeno.
Los pantalones no deberán tener dobladillo.
g. Al momento de soldar o cortar, no porte encendedores, cerillos u otros objetos inamables en los bolsillos.
h. Siempre esté atento a las otras personas a su alrededor cuando use un soplete.
i. Tenga cuidado de no permitir que las mangueras de soldadura entren en contacto con la llama de la antorcha o con
chispas del corte.
j. GUARDE ESTAS INSTRUCCIONES.
Este equipo funcionará de conformidad con la descripción del mismo contenida en este manual y en las etiquetas y/o
insertos que lo acompañan, cuando se instale, opere, efectúe mantenimiento y se repare según las instrucciones
proporcionadas. Deberá vericar periódicamente este equipo. No deberá usarse el equipo que funcione mal o que no tenga
el mantenimiento adecuado. Se deberán sustituir inmediatamente las piezas rotas, faltantes, desgastadas, deformadas o
contaminadas. En caso de que dicha reparación o sustitución sean necesarias, el fabricante recomienda que se realice
una solicitud de recomendación de servicio, telefónica o por escrito, al Distribuidor autorizado con quien se compró
el equipo.
No deberá alterarse este equipo o alguna de sus piezas sin la aprobación previa y por escrito del fabricante. El usuario
de este equipo tendrá la responsabilidad absoluta por cualquier funcionamiento defectuoso que resulte debido al uso
inadecuado, mantenimiento defectuoso, daño, reparación o alteración inadecuadas por parte de cualquier otra persona
diferente al fabricante o a un taller mecánico designado por el fabricante.
Estas INSTRUCCIONES son para operadores experimentados. Si no está completamente familiarizado con
los principios de operación y prácticas de seguridad para equipos de soldadura y corte por gas, lo instamos
a leer nuestro folleto, “Precauciones y prácticas de seguridad para soldadura, corte y calentamiento por
gas”, Formulario F-2035. NO permita que personal no calicado instale, opere o efectúe mantenimiento a
este equipo. NO intente instalar u operar este equipo hasta que haya leído y comprendido totalmente estas
instrucciones. Si no comprende totalmente estas instrucciones, contacte a su distribuidor para obtener más
información. Asegúrese de leer las Precauciones de seguridad antes de instalar o de operar este equipo.
PRECAUCIÓN
RESPONSABILIDAD DEL USUARIO
LEA Y COMPRENDA ESTE MANUAL DE INSTRUCCIONES ANTES DE INSTALAR
O DE OPERAR SU EQUIPO. ¡PROTÉJASE A SÍ MISMO Y A OTRAS PERSONAS!

13
Estas Precauciones de seguridad son para su protección. Resumen
información preventiva de las referencias enumeradas en la sección
Información adicional de seguridad. Antes de realizar cualquier instalación
o procedimiento de operación, asegúrese de leer y seguir las precauciones
de seguridad enlistadas a continuación así como otros manuales, hojas de
datos de seguridad de los materiales, etiquetas, etc. Dejar de observar las
Precauciones de seguridad puede resultar en lesiones o la muerte.
PROTÉJASE USTED Y A OTRAS PERSONAS - Algunos
procesos de soldadura, corte y torchado son ruidosos
y requieren protección auricular. El metal caliente
puede provocar quemaduras en la piel y los rayos del
calor pueden lesionar los ojos. Capacitarse en el uso
adecuado de los procesos y del equipo es esencial para
prevenir accidentes. También:
1. Siempre utilice gafas de seguridad con protectores
laterales en cualquier área de trabajo, incluso si también se requieren
cascos de soldadura, caretas de protección o gafas protectoras.
2. Use guantes tipo guantelete inamable, camisa pesada de manga larga,
pantalones sin dobladillo, zapatos con punta alta y casco de soldar o gorra
para protección del cabello, para protegerse contra chispas calientes o
metales calientes. También es aconsejable usar un delantal inamable
como protección contra calor de radiación y chispas.
3. Las chispas o metales calientes se pueden alojar en las mangas enrolladas,
los dobladillos de los pantalones o los bolsillos. Las mangas y los cuellos
deben permanecer abotonados y se deben evitar los bolsillos abiertos
en la parte delantera de la ropa.
4. Proteja a otro personal de las chispas calientes con una separación o
cortinas apropiadas no combustibles.
5. Use gafas protectoras sobre los lentes de seguridad cuando desconche
escoria o triture. La escoria desconchada puede estar caliente y viajar a
distancias considerables. Los espectadores también deben usar gafas
protectoras sobre los lentes de seguridad.
INCENDIOS Y EXPLOSIONES - El calor de una ama puede
actuar como fuente de encendido. La escoria o chispas
calientes también pueden provocar incendios o explo-
siones. Por lo tanto:
1. Retire todos los materiales combustibles bastante lejos
del área de trabajo o coloque sobre todos los materiales una cubierta
protectora inamable. Los materiales combustibles incluyen madera,
tela, aserrín, combustibles líquidos o en gas, disolventes, pinturas y capas
protectoras, papel, etc.
2. Las chispas calientes o el metal caliente pueden caer entre las rajaduras
o hendeduras de los pisos o aberturas en la pared y provocar un fuego
candente oculto en el piso inferior. Compruebe que dichas aberturas
estén protegidas de chispas y metales calientes.
3. No suelde, corte o realice cualquier otro trabajo caliente en materiales,
contenedores o tubería hasta que estén completamente limpios y que no
haya sustancias en el material que puedan producir vapores inamables
o tóxicos. No realice trabajos calientes en recipientes cerrados. Pueden
explotar.
4. Tenga a la mano equipo extintor de fuegos listos para uso inmediato,
como una manguera de jardín, una cubeta de agua o arena, o un extintor
de fuegos portátil. Asegúrese de estar capacitado para su uso.
5. Después de terminar las operaciones, inspeccione el área de trabajo para
comprobar que no haya chispas calientes o metales calientes que puedan
provocar fuego más adelante. Cuando sea necesario, use vigilantes de
incendios.
6. Para obtener información adicional, consulte la norma NFPA 51B,
“Prevención de incendios en el uso de procesos de corte y soldadura”,
que se encuentra disponible en la Asociación Nacional de Protección
contra Incendios, Batterymarch Park, Quincy, MA 02269.
VAPORES Y GASES - Los vapores y gases, particularmente en espacios
cerrados, pueden provocar incomodidad o lesiones. No respire vapores
o gases de soldadura o corte. Por lo tanto:
1. Siempre cuente con ventilación adecuada en el
área de trabajo por medios naturales o de ventilación
mecánica. No suelde, corte o perfore en materiales
como acero galvanizado, acero inoxidable, cobre, zinc,
plomo, berilio o cadmio a menos que haya ventilación mecánica positiva.
No respire los vapores y gases de estos materiales.
2. Si presenta irritación momentánea en ojos, nariz o garganta mientras
está trabajando, esto indica que la ventilación no es adecuada. Detenga
inmediatamente el trabajo y tome los pasos necesarios para mejorar la
ventilación en el área de trabajo. No continúe operando si las molestias
físicas persisten.
3. Consulte en la norma ANSI/ASC Z49.1 listada a continuación recomen-
daciones especícas de ventilación.
4. ADVERTENCIA: Este producto, cuando se usa para soldadura o corte,
produce vapores o gases que contienen sustancias
químicas que el estado de California conoce que
provocan defectos congénitos y, en algunos casos,
cáncer. (Código de Salud y Seguridad de California
§25249.5 y siguientes)
MANTENIMIENTO DEL EQUIPO - El equipo defectuoso o con manteni-
miento deciente, como antorchas, mangueras y regula-
dores, puede dar como resultado trabajo deciente, pero
más importante, puede provocar lesiones o la muerte por
incendios. Por lo tanto:
1. Siempre solicite a personal calificado que realice los
trabajos de instalación, diagnóstico de problemas y manteni-
miento. No opere o repare ningún equipo a menos que esté calicado
para hacerlo.
2. Conserve todo el equipo con oxígeno y gas combustible libre de grasa o
aceite. La grasa, el aceite y otros materiales combustibles similares, cuando
se encienden, pueden arder violentamente en presencia de oxígeno.
3. No haga mal uso de ningún equipo o accesorio. Mantenga el equipo
lejos del calor y humedad, aceites o grasas, atmósferas corrosivas y clima
inclemente.
4. Mantenga todos los dispositivos de seguridad en su lugar y reparados.
5. Use el equipo para su uso designado. No lo modique.
MANEJO DE CILINDROS DE GAS - Los cilindros de gas, si se manejan inade-
cuadamente, pueden fracturarse o explotar violentamente.
La fractura repentina de un cilindro, válvula o dispositivo de
alivio puede lesionarlo o matarlo. Por lo tanto:
1. Use el gas adecuado para el proceso y use el regulador
reductor de presión adecuado diseñado para operar con el
cilindro de gas comprimido. No use adaptadores para montar el regulador
al cilindro. Conserve las mangueras y accesorio en buenas condiciones.
Siga las instrucciones de operación del fabricante para colocar el regulador
en el cilindro de gas.
2. Siempre asegure los cilindros en posición vertical con cadena o correa a
carretillas de mano, bancos, muros, postes o estantes adecuados. Nunca
je los cilindros a mesas de trabajo o accesorios donde puedan formar
parte de un circuito eléctrico.
3. Cuando no estén en uso, mantenga cerradas las válvulas del cilindro.
Conserve la tapa protectora de la válvula en su lugar sobre el cilindro si
no hay regulador instalado. Sujete y mueva los cilindros usando carretillas
de mano apropiadas. Evite el mal manejo de los cilindros.
4. Coloque los cilindros lejos del calor, chispas o amas de una operación
de soldadura, corte o perforado. Nunca cebe un arco en un cilindro.
5. Para información adicional, consulte la norma CGA P-1, “Precauciones para
el manejo seguro de gases comprimidos en cilindros”, que se encuentra
disponible en la Asociación de Gas Comprimido, 1235 Jeerson Davis
Highway, Arlington, VA 22202.
INFORMACIÓN ADICIONAL DE SEGURIDAD - Para mayor información sobre
prácticas seguras para equipo de soldadura y corte con oxígeno y
gas combustible, pida a su distribuidor una copia de “Precauciones
y prácticas seguras para soldadura, corte y calentamiento por gas”,
Formulario 2035. Los lineamientos de seguridad para aparatos de gas
también están disponibles en video casetes con su distribuidor.
Las siguientes publicaciones, que se encuentran disponibles en
la Sociedad Americana de Soldadura, 550 N.W. LeJuene Road,
Miami, FL 33126, son recomendables para usted:
1. ANSI/AWS Z49.1 - “Seguridad en soldadura y corte”.
2. AWS F4.1 - “Prácticas recomendadas de seguridad para la
preparación de soldadura y corte de recipientes y tuberías que
han alojado sustancias peligrosas”/
3. AWS SP - “Prácticas de seguridad” - Reimpresión, Manual de soldadura.
Significa peligros inmediatos que, si no se evitan,
resultarán en lesiones personales graves inmediatas o
pérdida de la vida.
Signica peligros potenciales que pueden tener como
resultado lesiones personales o pérdida de la vida.
Signica peligros que pueden resultar en lesiones
personales menores.
SIGNIFICADO DE LOS SÍMBOLOS - Como se usan a lo largo de este
manual: Signica ¡Atención! ¡Manténgase alerta! Su seguridad
está en riesgo
SP-GA 10/98
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
ADVERTENCIA
PRECAUCIÓN
PELIGRO

15
NOTA: Debido a los diversos factores implicados
(inyector, tamaño de la boquilla, presiones de
gas) los procedimientos de ajuste proporcionados
arriba no se aplican a todas las situaciones. Sin
embargo, esta es una buena regla general
si quiere llamas de precalentamiento a una
efectividad máxima. Generalmente tiene que
poder mantener una válvula de precalentamiento
totalmente abierta si la presión de oxígeno del
regulador se ha establecido correctamente para
la boquilla en uso.
CIERRE
Suelte la palanca de la válvula de oxígeno de corte.
Luegocierrelaválvuladelgascombustible,ynalmente
la válvula de oxígeno de precalentamiento.
Si el funcionamiento debe detenerse durante media hora
o más, se debe liberar toda la presión del soplete, las
mangueras y los reguladores realizando lo siguiente:
1. Cierre cada cilindro o válvula de la estación.
2. Abra las válvulas del soplete.
3. Después de liberar los gases, retire el tornillo de
ajuste de presión de cada regulador y cierre las
válvulas del soplete.
PRECAUCIONES PARA EL MANEJO
Retroceso de la llama:Elfuncionamientoincorrecto
del soplete puede ocasionar que las llamas salgan
con un “estallido” fuerte. Tal retroceso de la llama
puede producirse por el contacto de la boquilla con el
trabajo, una salpicadura desde el trabajo, por el uso de
presiones de gas incorrectas o por fugas en los asientos
de la boquilla de corte debido a suciedad o marcas en
losasientosodebidoaunatuercaojaenlaboquilla.
Retorno de la llama: Bajo ciertas circunstancias, tal vez
la llama no “estalle” (retroceso de la llama) sino que en
lugar de eso se queme dentro del soplete con un silbido
agudoochillido.Estoseconocecomoun“retornodela
llama”. Nunca se producirá un retorno de la llama si (1)
el equipo está en buenas condiciones; (2) los puertos
de precalentamiento en las boquillas de corte o las
puntas de la soldadura se limpian con frecuencia; (3)
las presiones de funcionamiento son correctas; y (4) las
válvulas reguladoras están correctamente ajustadas.
Encasodeproducirseunretornodelallama,apagueel
sopleteINMEDIATAMENTE.Dejequeseenfríedurante
un minuto por lo menos. Luego revise su boquilla o
punta, presión del gas, vuelva a ajustar los reguladores
si es necesario y vuelva a encender el soplete. Si el
retorno de la llama se repite, envíe el soplete a su
distribuidoroalcentroderefabricaciónESAB,411S.
EbenezerRoad,Florence,SC29501parareparación.
PRUEBA PARA DETECTAR FUGAS
Cada equipo de corte debe probarse exhaustivamente
para detectar fugas después de que se lo acopla por
primera vez, y a intervalos regulares en lo sucesivo.
Una vez realizadas todas las conexiones, asegúrese
de que todas las válvulas en el mango del soplete
estén cerradas. Luego ajuste los reguladores, o abra
las válvulas de la estación, para aplicar una presión de
oxígenode60psiyunapresióndegascombustiblede
hasta10psialasmangueras.
Utilice solución para pruebade fugas (P/N 998771),
o cualquier otra solución adecuada para servicio de
oxígeno, revise que no haya fugas en las válvulas
del cilindro, las conexiones del cilindro al regulador,
las conexiones del regulador a la manguera y las
conexiones de la manguera al soplete. Si el burbujeo
en algún punto indica fugas, ajuste la conexión. Si
esto no detiene la fuga, cierre la válvula del cilindro
adecuada, abra la válvula del soplete correspondiente
paraquitartodalapresióndelalínea,ynalmenteaoje
el tornillo de ajuste de presión del regulador girándolo
hacia la izquierda; luego interrumpa la conexión con
fugas,limpielassuperciesdesoportedemetalcon
un trapo limpio y seco y revise que no tengan marcas
ni ralladuras. Vuelva a realizar las conexiones y vuelva
a probar. No intente encender el soplete hasta que esté
seguro de que todas las conexiones están ajustadas y
no pueda escaparse el gas.
Después de encender el soplete y ajustar las llamas,
utilicesoluciónparapruebadefugasparavericarque
no haya fugas en todas las válvulas del soplete y en la
tuerca de la boquilla.
AJUSTE DE ILUMINACIÓN Y LLAMA
1. Abra por completo la válvula de oxígeno de
precalentamiento (dos vueltas).
2. Abra la válvula del gas combustible una vuelta y
encienda el gas en la boquilla con un encendedor
porfricción.NOUTILICEUNFÓSFORO.Elusode
un fósforo puede quemarle la mano gravemente.
3. Luego abra la válvula de oxígeno de corte y ajuste
las llamas con la válvula del gas combustible. Las
llamas son más calientes cuando los conos internos
son más cortos. No regule la válvula de oxígeno de
precalentamiento a menos que las llamas estén
apagadas, o saldrán por la boquilla.

16
DATOS DE FUNCIONAMIENTO, DATOS DE LIMPIEZA Y NÚMEROS DE LAS PIEZAS
NOTAS GENERALES:
1. Las presiones proporcionadas se miden en el
soplete; por lo tanto, la caída de presión a través
de la manguera debe considerarse cuando se
ajuste la presión en el regulador. Generalmente,
las mangueras de 1/4 de pulgada hasta 25 pies son
adecuadas para cortar acero de hasta 4 pulgadas
de espesor. Si se necesitan mangueras más largas
y si se corta acero más grueso, deben utilizarse
manguerasde3/8depulgadas.Siseutilizagas
combustible de baja presión, se debe utilizar una
mangueraparagascombustiblede3/8depulgadas
para todos los procedimientos de corte.
2. La tabla muestra valores promedio en base a las
condicionestípicas.Eltipoylacalidaddelacero,la
condicióndesusupercie,lapurezadeloxígeno,
etc. siempre repercutirán sobre los resultados
nales.
Boquillas de corte de una pieza de gas combustible serie 4216
NOTA: Diseñadas principalmente para utilizar con propileno o metilacetileno-propadieno estabilizado
Boquillas de corte de dos piezas de gas combustible serie 4217
Si utiliza el inyector LPNG (19417) en el soplete, funcionará con presión natural inferior a 1/2 psig.
Utilice una escobilla de cerdas suaves (750F99) para limpiar las ranuras de precalentamiento de las boquillas internas.
Acero
Espesor,
pulgadas
Boquilla
Presión de gas, psig
Consumo de gas
pies
3
/hora
Limpieza de broca
Tamaño
Tamaño
N.º de
parte
Oxígeno
Gas
combustible
Oxígeno
Gas
combustible
Precalenta-
miento
Corte
Limpieza
Tamaño
de broca
Corte
Gas
natural
Propano
Oxígeno
Gas combustible
Consumo de gas, pies
3
/hora
Gas
natural
Propano
Oxígeno
Gas combustible
Presión, psig
Acero
Espesor,
pulgadas
Funda
(externa)
P/N
Boquilla
(interna)
P/N
Boquilla
Tamaño
Propi
leno
Propi
leno

17
* Utilice las herramientas de limpieza especiales indicadas solamente. NO utilice brocas helicoidales.
Boquillas de corte de acetileno serie 4207
DATOS DE FUNCIONAMIENTO
1. Las tablas muestran valores promedio en base a las condiciones típicas. El tipo y la calidad del acero, la condición de
su supercie, la pureza del oxígeno, etc. siempre repercutirán sobre los resultados nales.
2. Para cortar acero de hasta 4 pulgadas de espesor, las mangueras para gas combustible y oxígeno de 1/4 pulgadas
hasta 25 pies son adecuadas. Para cortes más gruesos o si se necesitan mangueras más largas, se recomiendan las
mangueras de 3/8 pulgadas.
Boquillas para uso general de acetileno serie 4202
Acero
Espesor,
pulgadas
Boquilla
Presión de gas, psig
Consumo de gas
pies
3
/hora
Limpieza de broca
Tamaño
Tamaño
N.º de
parte
Oxígeno
Oxígeno
Precalenta-
miento
Corte
AcetilenoAcetileno
Boquilla
Presión de gas, psig
Consumo de gas
pies
3
/hora
Tamaño
N.º de
parte
Oxígeno
Oxígeno
Precalen-
tamiento
Corte
Acetileno
Acetileno
Dimensiones
de la ranura,
pulgadas
(aproximadamente)
Ancho
Profundi
dad
Herramientas
de limpieza *
Velocidad
de
corte
pies/min

18
Limpieza de las boquillas de corte: Los oricios
de la boquilla de corte deben limpiarse a mano
utilizando limpiadores de punta OXWELD,cada
vez que se observe una distorsión en la llama. Se
recomiendamantenerlosoricioslimpiosparareducir
cualquier incidencia de retornos de la llama. Si no
tiene limpiadores de punta, pueden utilizarse brocas
helicoidales de tamaños correctos (vea la tabla en la
página 4). Inserte la broca cuidadosamente, y empuje
haciaatrásyadelante.NOTUERZALABROCA.
Para limpiar las ranuras de precalentamiento en las
boquillas internas, quite la funda externa y utilice una
escobilladecerdassuaves(750F99).
INSTRUCCIONES DE MANTENIMIENTO
Para todas las reparaciones que no sean las indicadas
debajo, envíe el aparato al distribuidor ESAB más
cercano o al centro de refabricación ESAB, 411 S.
Ebenezer Road, Florence, SC 29501. La reparación
incorrecta del aparato es peligrosa.
Válvulas de precalentamiento: Las fugas alrededor
de cualquier válvula reguladora generalmente pueden
corregirse ajustando levemente la tuerca de empaque.
Si esto no detiene la fuga, reemplace el conjunto de la
válvula.
Si alguna de las válvulas de precalentamiento no se
apaga por completo, quite el conjunto de la válvula del
soplete. Con un trapo limpio, limpie la bola en el extremo
del vástago. Luego vuelva a insertar el conjunto de la
válvula y ajústela varias veces con máxima fuerza. Si
esto no elimina las fugas, pruebe un conjunto de válvula
nuevo. Si después la válvula no se cierra por completo,
envíe el soplete a una estación de reparación para el
reasentamiento del cuerpo.
Después de instalar un nuevo conjunto de la válvula
reguladora, ajuste la tuerca de empaque hasta que la
válvulasepuedagirarsolamenteconmuchadicultad,
y aparte la unidad, durante tres o cuatro horas al menos,
paraestablecerelempaque.Luegoaojelatuercade
empaque hasta que la válvula gire fácilmente.
Válvula de corte: Si se detecta una fuga entre la tapa de
la válvula de corte del tallo y de la válvula, o si la válvula
de corte no se cierra completamente, quite la palanca de la
válvula de corte y luego desenroscar el conjunto de la vál-
vula (08M05), o bien puede reemplazar todo el conjunto de
la válvula o desmontar la válvula para reemplazar vástago
de la válvula (19 216), el asiento (19 215) y la junta tórica
(14K11). En este último caso, desenroscar el vástago de la
válvula de la tapa (824). Usando el nuevo vástago de la vál-
vula, asiento, y la junta tórica, volver a montar la válvula de
la siguiente manera:
1. Coloque la nueva junta tórica y arandela de retención
(10K23) en
la tuerca de la válvula (19217).
2. Inserte el resorte de la válvula (23K07) detrás de la reten-
ción
lavadora y mantenerlo en su lugar con rmeza al insertar
nuevos
asiento y nuevo vástago de la válvula a través de la tuerca
de la válvula
y O-ring.
3. Enrosque el vástago de la válvula en la tapa vástago de la
válvula con rmeza.
4. Reemplace la junta tórica (14K07) sobre el asiento de la
válvula
tuerca si aparece tórica distorsionada.
5. Atornille todo el conjunto en el cuerpo de la antorcha y
apriete rmemente con una llave. Vuelva a montar el corte
palanca de la válvula para el cuerpo de la antorcha.

19
PIN-62350048
PALANCA-19527
TUERCA-802
VÁLVULADEOXÍGENO-0558010896
MONTAJEDE
LAVÁLVULADE
CORTE
08M05
VÁLVULAF.G.-0558010895
CONECTOR
R.H.
0558010834
CONECTOR
L.H.
0558010835
PALANCA PARTE POSTERIOR SUPERIOR SCT-4200 -
INFORMACIÓN SOBRE LAS PIEZAS
SCT-4200 - 75 P/N 0558011386
SCT-4200 - 90 P/N 0558011387
RESORTE-28Z01
PIN-62350048
PALANCA-17140
TUERCA-802
VÁLVULADEOXÍGENO-0558010896
MONTAJEDE
LAVÁLVULADE
CORTE
08M05
VÁLVULAF.G.-0558010895
CONECTOR
R.H.
0558010834
CONECTOR
L.H.
0558010835
PALANCA PARTE FRONTAL INFERIOR SCT-4200 - INFORMACIÓN
SOBRE LAS PIEZAS
SCT-4200 - 75 P/N 0558011667
SCT-4200 - 90 P/N 0558011668

20
NOTAS

26
DONNÉES OPÉRATIONNELLES, DONNÉES DE NETTOYAGE ET NUMÉROS DE PIÈCE
REMARQUES D'ORDRE GÉNÉRAL :
1. Les pressions indiquées sont mesurées au niveau
du chalumeau ; en conséquence, la chute de pres-
sion par le tuyau doit être prise en compte lors du
réglagedelapressionauniveaudurégulateur.En
principe, des tuyaux de 1/4 po d'une longueur de
7m(25pi)sontappropriéspourcouperl'acierd'une
épaisseurde10cm.Sidestuyauxpluslongssont
requis et si l'acier à couper est plus épais, utiliser
destuyauxde3/8po.Avecdesgazcombustibles
à basse pression, un tuyau de gaz combustible de
3/8podoitêtreutilisépourtouteslesopérationsde
coupe.
2. Le tableau indique des valeurs moyennes basées
sur des conditions standard. Le type et la qualité de
l'acier, l'état de la surface, la pureté de l'oxygène,
etc. ont une incidence sur les résultats.
Buses de coupe monopièce de la série 4216
REMARQUE :ConçuesessentiellementpourutilisationavecdupropylèneouMAPP
Buses de coupe à deux pièces à gaz combustible de la série 4217
Avec un injecteur LPNG (19417) dans le chalumeau, la pression de service est inférieure à 1/2 psig.
Utiliser une brosse à poils doux (750F99) pour nettoyer les fentes de préchauage des buses internes.
Épaisseur
acier,
po
Buse
Taille Référence
Pression du gaz,
psig
Oxygène
Gaz
combustible
Consommation de gaz
pi
3
/h
Oxygène
Gaz
combustible
Foret de nettoyage
Taille
Préchauffage
Découpe
Propy-
lène
Propy-
lène
Nettoyage
Taille du
foret
Découpe
Gaz nat.
PropaneOxygène
Gaz combustible
Consommation gaz, pi
3
/h
Gaz nat.
PropaneOxygène
Gaz combustible
Pression, (psig)
Épaisseur
acier,
po
Manchon
(Externe)
Réf.
Buse
(Interne)
Réf.
Buse -
Taille

29
GOUPILLE-62350048
MANETTE-19527
ÉCROU-802
VANNEOXY-0558010896
VANNE
DECOUPE
08M05
VANNEGAZCOMB.-0558010895
CONNECTEUR
DROIT
0558010834
CONNECTEUR
GAUCHE
0558010835
MANETTE ARRIÈRE SUPÉRIEUR SCT-4200 - INFORMATIONS
SUR LES PIÈCES
SCT-4200 - 75 Réf. 0558011386
SCT-4200 - 90 Réf. 0558011387
RESSORT-28Z01
GOUPILLE-62350048
MANETTE-17140
ÉCROU-802
VANNEOXY-0558010896
VANNE
DECOUPE
08M05
VANNEGAZCOMB.-0558010895
CONNECTEUR
DROIT
0558010834
CONNECTEUR
GAUCHE
0558010835
MANETTE AVANT INFÉRIEURE SCT-4200 - INFORMATIONS
SUR LES PIÈCES
SCT-4200 - 75 Réf. 0558011667
SCT-4200 - 90 Réf. 0558011668

31
NOTES

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
ES AB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLAN D S
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Me xico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/ P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
OXWELD and PUROX are registered
trademarks of ESAB Welding & Cutting
Products.
1/32