La página se está cargando...

GCE CUTTING & WELDING TECHNOLOGIES
INSTRUCTION FOR USE :
STRAIGHT LINE PORTABLE CUTTING MACHINE
BEDIENUNGSANLEITUNG : TRAGBARE BRENNSCHNEIDMASCHINE
FÜR GERADES BRENNSCHNEIDEN
EN
DE
NÁVOD K POUŽITÍ :
PŘENOSNÝ ŘEZACÍ STROJ PRO PŘÍMÉ ŘEZÁNÍ KYSLÍKEM
MODE D’EMPLOI :
MACHINE D’OXYCOUPAGE DROITE PORTABLE
CS
FR
MANUALE D´USO : MACCHINA DA TAGLIO PORTATILE
PER TAGLIO DIRETTO AD OSSIGENO
INSTRUCCIONES DE USO : MÁQUINA PORTÁTIL
DE CORTE TRANSVERSAL CON OXÍGENO
IT
ES
INSTRUÇÕES DE USO : MÁQUINA CORTADORA PORTÁTIL
PARA CORTE RECTO A OXIGÉNIO
BRUKSANVISNING : PORTABEL SKÄRMASKIN
FÖR RÄTLINJIG SKÄRNING MED OXYFUEL
PT
SV
:
INSTRUKCJA OBSŁUGI : PRZENOŚNY PÓŁAUTOMAT
DO PROSTOLINIOWEGO CIĘCIA TLENEM
RU
PL
HASZNÁLATI ÚTMUTATÓ : HORDOZHATÓ LÁNGVÁGÓGÉP
OXIGÉNNEL TÖRTÉNŐ KÖZVETLEN VÁGÁSRA HU
SLM


EN
3/136
1. DESCRIPTION
GCE proFIT® SLM is portable oxy-fuel
cutting machine that cuts unalloyed steel by
material combustion with using of oxygen –
fuel gas preheating flame. This machine can
also be used for linear and circular cutting
or for cutting curved (patterned) profiles
(figures) by moving manually or by installing
additional parts. There is an option to use
second cutting torch if necessary.
GCE proFIT® SLM can be used for straight
cutting, curved cutting or bevel cutting with
one or two cutting torches at maximum.
Maximal material thickness to be cut is
150mm with one cutting torch and 100mm
with two cutting torches.
Complete machine consists of more parts
to be ordered separately, please see
Fig.1 Machine GCE proFIT® SLM
with Zn-coated guide rail
instructions and recommendation below.
GCE proFIT® SLM machine can also be used for plasma cutting, preheating and welding but
with additional equipment (not supplied with the machine) and by making necessary changes.
These operating instructions explain safe and ecient operation of GCE proFIT® SLM .
GCE proFIT® SLM portable cutting machine should be used taking the warnings specified in the
instructions into consideration.
Operators of the machine shall have learnt the content of this Instruction for Use and shall be
experienced with oxy-fuel equipment and trained according to request of ISO, EN or national
standards with respecting all requests of legal authorities.
2. FEATURES
2.1. TECHNICAL DATA
Cutting capacity up to 150mm with one torch, up to 100mm with two
torches
Cutting speed 50-1600mm/min
Operation forward and reverse with variable speed
Power supply 230V AC / 110V AC
Engine supply 24V DC
Oxygen inlet connection G1/4“, up to 8bar, hose min. DN6
Fuel gas inlet connection G3/8“LH, up to 1bar, hose min. DN8
Machine dimensions 175x350x140 (WxLxH) without torch, hoses and torch bar
Weight 9kg with one torch

EN
4/136
2.2. BASIC MACHINE PACKAGE INCLUDES:
• equipment for one torch-cutting application
• one nozzle-mix cutting torch (only for 0870613)
• torch holder, torch bar, heat shield
• internal gas hoses, gas manifold with shut-o valves
• circle cutting pole, circle centre-piece
• electric cable with plug
• nozzle mounting and cleaning accessories
• flame lighter
• guide rail is delivered separately from the machine
2.3. ITEMS TO BE ORDERED
Cutting machines and guiding rail-tracks
Art number Description
0870613 GCE proFIT® SLM machine with one nozzle mix torch, without track,
230V
0870614 GCE proFIT® SLM machine without torch, without track, 230V
0870615 GCE proFIT SLM machine with one nozzle mix torch, without track, 110V
0870616 Extension kit for second cutting torch
0870617 Guide rail track 1,8 m, Zn/coated steel
Cutting torches to be ordered with machine 0870614, see also Fig.2:
Art number Description Gas type Recomended cutting
nozzles
Pos.
F25310014 Nozzle mix cutting torch APMYF ANME
PNME
1
F25310013 BIR+, injector cutting torch A AC 2
F25310012 BIR+, injector cutting torch PMYF PUZ 2
2.3.1. FLASHBACK ARRESTORS
It is strongly recommended using of flashback arrestors for all gases. Arrestors are to be
mounted at the cutting torch inlets. It is also recommended and according to local rules also
mandatory to use flashback arrestors mounted at the pressure regulator or pipeline outlet point.
Flashback Arrestors for Machine Cutting Torches EN ISO 5175-1
Art number Gas Connection (EN 560)
14008408 Cutting oxygen G3/8”
14008263 Heating oxygen G1/4”
14008278 Fuel gas G3/8” LH
Fig.2 Cutting torches
1 2

EN
5/136
2.4. CUTTING NOZZLES
Art. Nr. Cutting
thickness
(mm)
Cutting speed
(mm/min)
Oxygen (bar) Fuel gas
(bar)
Cutting nozzles AC - Acetylene
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Heating nozzle
Heating nozzle
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Cutting nozzles PUZ - Propane / Natural Gas
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Heating nozzle
Heating nozzle
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Cutting and heating nozzles are delivered separately, cutting nozzles in the 5 pcs
package.
Art. Nr. Cutting
thickness
(mm)
Nozzle size
(inch)
Cutting
speed
(mm/min)
Oxygen (bar) Fuel gas
(bar)
Cutting nozzles ANME - Acetylene
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Cutting nozzles PNME - Propane / Natural Gas
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5--3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

EN
6/136
Forward-
backward
movement
control
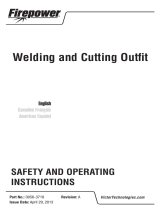
Fig.3: Machine description
Heating oxygen
shut-o valve
Oxygen inlet
connection:
G1/4
Internal gas hoses
Guiding
rail track
Cutting torch
with the rack
Cutting oxygen
shut-o valve
Fuel gas
shut-o valve
Fuel gas inlet
connection:
G3/8 LH
Distance
adjustment
bar
Distance
adjustment
bar set-up
handwheel
Distance adjust-
ment bar fixing
handwheel
Torch height
adjustment
handwheel
Cutting nozzle
Cutting angle
handwheel
Heat shield
Castor wheel
for manual
steering
Machine
body
Power
cable
with plug
Clutch
lever
Speed control

EN
7/136
3. MACHINE INSTALLATION
Machine is delivered partly dismounted with cutting torch and arm parts separated. Take all
parts out of the pack. Install them in sequence as below to operate it.
3.1. POWER SUPPLY
Check power supply before connecting the machine to the network (see above the point 2.1.
Technical data). Only undamaged plug and cable can be connected to the power network. Only
the way of connection conforming to national standards shall be used.
Description of the colours of the power cable single wires:
• Brown: Phase
• Blue: Neutral
• Green / Yellow: Earth
3.2. OXYGEN AND FUEL GAS SUPPLY
3.2.1. Inlet fuel gas hose should be with 8mm internal diameter at least (depends on the hose
length). Only hoses according to ISO 3821 shall be used. Machine hose inlet connection is
G3/8”LH with fitting acc. to EN 560. For fuel gas pressure follow please cutting nozzles chart
with all details above.
3.2.2. Inlet oxygen hose should be with 6mm internal diameter (depends on the hose length
and cutting thickness). Only hoses according to ISO 3821 shall be used. Machine hose inlet
connection is G1/4” with fitting acc. to EN 560. For oxygen pressure follow please cutting
nozzles chart with all details above.
NOTE: In order to prevent flashback (flame backfire) hazards, appropriate flashback arrestors
should be used specified in Accessories below.
NOTE: Only undamaged gas hoses with undamaged, clean and properly fastened fittings
shall be used. Tightness of the hoses shall be tested every three months at latest with using
of maximal working pneumatic pressure in water bath. It is recommended to exchange all gas
hoses every three years at latest.
3.3. INSTALL CABLE AND INTERNAL GAS HOSES
together e.g. with using of hose brace.
3.4. INSTALL CUTTING TORCH BAR, CUTTING TORCH HOLDER AND
CUTTING TORCH
as shown at the Pic. 3 to 5 in accordance with requested cutting shape.
3.5. CONNECT INTERNAL HOSES TO CUTTING TORCH AND GAS
MANIFOLD.
As the hose connection of each gas hose is dierent, it’s not possible to mix them together.
3.6. INSERT THE POWER PLUG OF YOUR MACHINE
to a proper socket (use the type of connection according to national standard). Connect inlet
oxygen hose and inlet fuel gas hose to proper supply system.
NOTE: Install your machine to an earthed plug in order to avoid electrical power hazards.

EN
8/136
4. OPERATION
4.1. BEFORE START CUTTING
4.1.1. The operator shall be aware
of safe operation specified in this
Instruction for Use before any handling
with GCE proFIT® SLM. The operator
shall be experienced with oxy-fuel
equipment and trained according
to request of ISO, EN or national
standards with respecting all requests
of legal authorities.
4.1.2. Only the cutting nozzle
according to chart above shall be
used. Nozzle-mix/injector type of the
cutting torch has to be respected as
well as type of the fuel gas. Use only
undamaged nozzle with undamaged and clean seat.
4.1.3. Please check also cutting torch head seat before mounting the nozzle into the cutting
torch head. Only cutting torch from the list above with undamaged and clean nozzle seat can
be used. Nozzle-mix/injector type of the cutting torch has to be respected as well as type of
the fuel gas.
4.1.4. NOZZLE CHOOSING
Please follow the chart with cutting nozzles above. Use proper nozzle size according to metal
plate thickness. GCE cutting nozzles are designed for cuts of quality level 1 according to EN
ISO 9013. It is possible to reach maximal cutting speed by set-up cutting parameters according
to chart above, cutting of straight cuts, by using of clean metal sheet surface, quality cutting
machine, undamaged cutting nozzle and oxygen with purity 99,5% or better. Gas pressures are
measured at the torch inlet.
4.1.5.TIGHTENING TORQUE OF THE NOZZLES:
Nozzle-mix cutting torch: 22-30 Nm
Cutting torch BIR+: 12 Nm for inner cutting nozzle and 18Nm for outer heating nozzle.
NOTE: All parts in contact with oxygen should be free of oil and grease due to explosion
hazards! Check whether all threaded joints and sealing surfaces, e. g. cones and balls, are
clean and undamaged!
4.2. FLAME IGNITION
AND SET UP
4.2.1. Check all gas connection tightness.
4.2.2. Adjust inlet gas pressures according to the values in the table of cutting nozzles above,
see point 2.4. (1 bar = 1,05 kPa 100kPa = 105 N/m2, 1 bar = 14,5 psi). Open the fuel gas valve and
heating oxygen valve. Ignite the outgoing mixture with proper lighter (Do not use hot metal or
matchstick). With correct pressure adjustment is produced carburizing flame. A neutral heating
flame is to be adjusted with the fuel gas valve to suit the cutting task.
4.2.3. Open shortly the cutting oxygen valve to see correct adjustment of neutral flame and
close it afterwards (see also Fig.4).
Fig.4: Flame adjustment
Carburazing flame
during igniting
Neutral flame Neutral flame with
cutting oxygen jet
approx. 1mm
Workpiece

EN
9/136
4.3. CUTTING PROCESS INITIATION
Bring the torch to the initial cutting position
and start locally heating the workpiece to the
ignition temperature, approximately bright red
/ yellow colour. Then open the cutting oxygen
valve and switch on the feed in the same
moment.
4.4. THE CORRECT CUTTING
SPEED
can be seen from the slag production, from
the almost vertical spray of sparks and from
the cutting noise. The approximate values of
the cutting speed can be taken from relevant
cutting nozzle table as above.
4.5. STRIPS CUTTING WITH
GUIDING RAIL
4.5.1. Place the rail on the part to be cut. If
there is a need for a length more than 1,8m
then connect the second rail with the first as
shown on Figure 5.
4.5.2. Place GCE proFIT® SLM on the rail. Make
sure that front and rear wheels fit in the rail
furrows. Rear wheel should be fixed to avoid
side movement.
4.5.3. Adjust the cutting speed in relation to
particular nozzle and material thickness. Adjust also movement direction. Turn clutch lever to
the direction of arrow to stand-by position.
4.5.4. Set the cutting torch on the metal sheet at the place of cut start. Ignite and set pre-
heating flame as required according to instruction above. Preheat the material on the ignition
temperature.
4.5.5. Fully open cutting oxygen valve in the same time and start moving machine by switching
of movement control knob in requested direction as shown on the Figure 3.
4.5.6. After the cutting is over, stop the machine by bringing the movement control switch in
central position, shut all the gases of. Gas valves shall be closed in following sequence: 1.
cutting oxygen, 2. fuel gas, 3. heating oxygen.
4.6. MANUALLY GUIDED CUTTING
GCE proFIT® SLM can be guided manually by the operator for free pattern cut over the outer
line of the pattern to be cut. Castor wheel is to be adjusted free for all directions and all of the
three wheels should be in contact with the panel. See also Figure 6.
4.7. PREPARING OF THE METAL SHEET EDGES BEFORE WELDING
– level cutting with one torch (without weld root face creation).
Prepare GCE proFIT® SLM according to point 4.5. above. Lose a bit the Cutting angle hand-
wheel and turn the torch with the torch holder to get requested angle. Then tighten properly
again Cutting angle hand-wheel. Proceed according to point 4.5. afterwards
Fig.6: Manually guided cutting
Fig.5: Zn coated track extension
Straight
edge

EN
10/136
4.8. CUTTING WITH TWO
TORCHES
In case the GCE proFIT® SLM machine
is equipped for only one torch cutting
operation, it is necessary to mount
Extension kit with second torch (part
number 0870616) first (see Fig. 7).
Please follow the steps:
1. Remove gas manifold for one torch from
the machine body and hoses from the
manifold.
2. Remove torch holder with torch from
Distance adjustment bar and take the
bar from the machine.
3. Mount gas manifold for two torches on
the machine body.
4. Put Distance adjustment bar for two
torches into the machine.
5. Install both torch holders with cutting
torches at the Distance adjustment bar.
6. Connect both torches and gas manifold
with proper gas hoses.
7. Use proper cutting nozzles according
to point 2.4 above. GCE proFIT® SLM
machine with two torches can be used
for bevel cutting and for strip cutting as
shown at the Figure 8.
5. MAINTENANCE
5.1. DAILY
• Continuously check the tightness of the
nozzle-torch seat
• Wipe GCE proFIT® SLM with a cloth to
clean it from slag and metal oxides.
• Check if there are damages in the hoses and electric cable. Exchange damaged parts.
• Lubricate the spindle of rotating wheel.
5.2. MONTHLY
• Make sure that vertical and horizontal torch movement is going well and all hand wheels are
functional.
• Clean torch rack, distance adjustment bar and all parts of the torch holder.
• Check tightness the gas hoses and gas manifold incl. adjustment valves. Tighten leaking
connections and replace the damaged parts.
5.3. QUARTERLY
• Remove the clutch lever and screws and separate the upper part of the machine body from
the lower part. (make sure that motor cables are not stretched).
• Clean the interior parts of the machine carefully without damaging the speed control unit.
• Lubricate the engine connection parts, gears and clutch with a molybdenum-disulphide
based lubricant as a precaution.
• Reinstall body lids without compression any cables. Connect clutch lever.
• Lubricate front and rear wheel bearings components.
• Check if machine works properly and check gas tightness before starting operating GCE
proFIT® SLM.
Fig.7: Extension kit with second cutting torch
Fig.8: Bevel cutting and strip cutting with two
torches

EN
11/136
6. TROUBLE SHOOTING
Failure Cause Repair
Drive
wheel does not
turn
Cable connections are loose Check the solder of the cables.
Defective commutator Check the cable connection.
Check the commutator with a
test device.
Failure of the main electric cable Check the main electric cable
with a test device.
Defective motor Check it with a test device.
Check if the motor spindle
rotates.
Ragged
Cutting
Surface
(see also adjust-
ment recommen-
dation below)
A ragged surface
Unfitting rail
Make sure that the surface to be
cut is smooth enough for the
rail to fit
Rotating speed of the motor is
wrong
Check or replace the control
units.
External vibration Stop vibrations
Wrong cutting parameters
adjustments
Check the speed of cutting with
the ruler.
Abnormal delays in propulsion
gear component
Repair it or get it repaired.
Distortion of the torch Replace it.
7. STORAGE, CARRYING AND TRANSPORTATION
7.1. PACKING
GCE proFIT® SLM is surrounded by preser-
vations all around the box. Cutting machine
body is in the box separated from the ac-
cessories; the box is divided into two parts.
7.2. STORAGE
If the cutting machine is not going to be
used for a long time, keep the electric
components, torch and nozzles in the box to
protect them from dust, humidity and other
impurities.
7.3. CARRYING
Keep the product in the box to prevent
failures arising from shocks and vibrations during carrying.
7.4. TRANSPORTATION
Keep the product properly in its box to prevent it from damages during transportation. Storage,
carrying and transportation
Fig 9. An example of packing

EN
12/136
8. SAFETY INSTRUCTION
8.1. PRECAUTIONS OF OPERATION AND USING
• Fix the machine position and install the machine properly before starting to use and check.
• Make sure that the switch is in “middle” position before inserting the plug into power socket.
• Keep these operating and safety instructions with you when operating the machine.
• Do not carry the machine while flame is on.
• Prevent metal pieces or burr fall if the machine is working above the floor level.
• Be very careful when transporting the machine to another place.
8.2. PROTECTION PRECAUTIONS REGARDING ELECTRICITY SYSTEM
• Check the network voltage power before starting using. Maximal voltage variations should
be ±10% of the specified voltage. Machine shall not be used with dierent voltage.
Use cutting machine only with the specified voltage.
• Earthen the cable of your machine.
• Send the machine to the Authorized Service or the dealer you bought the machine from
when following situation happen:
• Broken or worn cables.
• If water drips from your machine or if water leaks into the machine.
• If you see there is something wrong about operation in spite of proper operation.
• If the machine breaks down.
• Complicated fault requiring repair.
• Periodically check the electricity system.
8.3. MAINTENANCE AND CONTROL PRECAUTIONS
• Assign a competent authorized person for maintenance and control.
• Remove the plug from the socket before machine body opening and machine repair.
• Apply periodical maintenance to the machine.
Only use the proper cutting torch and nozzles. Respect the fuel gas type when choosing torch
and nozzle.
9. SAFETY SUITS
• Safety suits (gloves, protective glasses with proper light filter, helmet, and protective shoes)
shall be used by operator during cutting operation.
• Wet clothes can lead to electricity accidents.
• Keep the clothes free of oil and grease to avoid reaction with oxygen

EN
13/136
10. PRECAUTIONS WHICH SHALL BE TAKEN IN WORKING
AREA
• Keep the flame away from the gas source, keep at least 3m safety distance (gas cylinders,
pipeline, and hoses)
• Do not expose acetylene cylinder, pipeline, hoses and tubes to temperatures higher than
50°C (130°F).
• Oxygen does not catch fire by itself, however in case of contact with another flammable
material it easily catches fire.
• Make sure that rate of oxygen within the working area is not higher than the rate in
atmosphere.
• Flame forming as a result of contact of oxygen with lubricant, grease or other hydro-carbons
lead to fire and explosions. Keep all components which can be in touch with oxygen free
from oil and grease.
• Oxygen, propane, propylene and their mixtures are heavier than air.
• Ventilate the working room suciently during cutting.
• Keep fire extinguisher, sand, water, etc. available in working area.
• Keep flammable materials away from the location of cutting and from the sparks.

EN
14/136
Adjustment Recommendation for Perfect Machine Cutting
Narrowing of kerf (divergent)
• Forward speed of torch
too fast
• Distance between nozzle
and sheet metal too big
• Dirty and / or damaged
nozzle
Narrowing of kerf (conver-
gent)
• Forward speed of torch
too fast
• Distance between nozzle
and sheet metal too big
• Cutting oxygen pressure
too high
Concave cut surface beneath
top edge
• Cutting oxygen pressure
too high
• Dirty and / or damaged
nozzle
• Distance between nozzle
and sheet metal too big
Step at bottom edge
• Forward speed of torch
too fast
• Dirty and / or damaged
nozzle
Concave cut surface profile
• Forward speed of torch
too fast
• Dirty and/or damaged noz-
zle or nozzle size too small
for the thickness to be cut
• Cutting oxygen pressure
too low
Irregular cut surface profile
• Cutting oxygen pressure
too low
• Dirty and / or damaged
nozzle
• Forward speed of torch
too fast
Edge melting on
• Forward speed of torch
too slow
• Heating flame too strong
• Distance between nozzle
and sheet metal too big to
too small
• Nozzle size too big for the
thickness to be cut
String of solidified droplets
• Heating flame too strong
• Distance between nozzle
and sheet metal too small
• Scaled or corroded sheet
metal surface
Melted down top edge
with adherent slag
• Cutting oxygen pressure
too high
• Heating flame too strong
• Distance between nozzle
and sheet metal too big
Lower edge rounded
• Cutting oxygen pressure
too high
• Forward speed of torch
too fast
• Dirty and / or damaged
nozzle
Excessive cut drag line depth
• Forward speed of torch too
fast or irregular
• Distance between nozzle
and sheet metal too small
• Heating flame too strong
Excessive cut drag line
depth
• Forward speed of torch too
fast or irregular
• Distance between nozzle
and sheet metal too small
• Heating flame too strong
Single gouges
• Forward speed of torch
too slow
• Scaled or corroded or dirty
sheet metal surface
• Distance between nozzle
and sheet metal too small
• Flame too weak
• Flame extinguished with
a ban
• Sheet metal with finely
divided inclusions
Grouped gouge areas
• Forward speed of torch
too fast
• Scaled or corroded or dirty
shee metal surface
• Distance between nozzle
and sheet metal too small
• Flame too weak
Grouped gouges in the bot-
tom half of the cut
• Forward speed of torch
too slow
• Dirty and / or damaged
nozzle
Firmly adherent slag line
ad bottom edge
• Forward speed of torch
too fast or too slow
• Distance between
nozzle and sheet metal
too big
• Cutting oxygen pressure
too low
• Nozzle size too small for
the thickness to be cut
• Flame too weak
• Scaled or corroded or
dirty (colour) sheet metal
surface

DE
15/136
1. BESCHREIBUNG
GCE proFIT® SLM ist eine für das
Brennschneiden von unlegierten Stahl
vorgesehene, tragbare Maschine. Diese
Maschine kann für das Linear- und
Rundschneiden sowie für individuelle
Formschnitte und Schrägschnitte eingesetzt
werden. Hierzu kann die Montage
verschiedener Zusatzteile erforderlich sein.
Die Brennschneidmaschine GCE proFIT®
SLM kann für geraden, gebogenen oder
schrägen Schnitt mit einem oder max.
zwei Schneidbrennern angewandt werden.
Maximale Dicke des zu schneidenden
Materials beträgt 150 mm mit einem
Schneidbrenner und 100 mm mit zwei
Schneidbrennern.
Die vollständige Maschine besteht aus
mehreren Bauteilen, die getrennt bestellt
Bild 1 Maschine GCE proFIT® mit verzinkter
Führungsbahn
werden müssen; siehe unten angegebene Hinweise und Empfehlungen.
Die Maschine GCE proFIT® SLM kann auch für das Plasmaschneiden, Vorwärmen oder
Schweißen angewandt werden, aber nur mit einer Zusatzeinrichtung (nicht mitgeliefert) und
nach der Durchführung der notwendigen Anpassungen.
Diese Bedienungsanleitung erklärt die Grundsätze des sicheren und eektiven schinenbetriebs
GCE proFIT® SLM.
Die tragbare Schneidmaschine GCE proFIT® SLM kann nur bei Beachtung der Warnhinweise
angewandt werden, die in der Bedienungsanleitung angegeben sind.
Es ist notwendig, dass sich das Bedienpersonal dieser Maschine mit dem Inhalt dieser Be-
triebsnaleitung vertraut macht, Erfahrungen besitz und gemäß den Anforderungen aus den
nationalen, internationalen sowie firmeninternen Vorschriften handelt.
2. EIGENSCHAFTEN DER MASCHINE
2.1. TECHNISCHE DATEN
Schneidleistung (Material-
dicke);;
bis 150mm mit einem Brenner, bis 100mm mit zwei
Brennern
Schneidgeschwindigkeit 50-1600mm/min
Bewegungsrichtung vor- und rückwärts mit veränderlicher Geschwindigkeit
Stromversorgung 230V AC / 110V AC
Spannungsversorgung Motor 24V DC
Sauersto-Eingangsanschluss G1/4”, bis 8 bar, Schlauch DN6
Brenngas-Eingangsanschluss G3/8” LH, bis 1bar, Schlauch DN8
Maschinenmaße 175mm x 350mm x 140mm (Breite x Länge x Höhe) ohne
Brenner, Schläuche und Brennerstange
Gewicht 9kg mit einem Brenner

DE
16/136
2.2. DIE GRUNDVERPACKUNG DER MASCHINE
ENTHÄLT:
• Maschine inkl. Einrichtung für einen Brenner
• Ein Schneidbrenner für gasemischende Düsen
(nur für 0870613)
• Brennerhalter, Brennerstange, Wärmeschutzschild
• Schlauchpaket und Gasverteiler mit Absperrventilen
• Kreisschneideinrichtung
• Stromkabel mit Stecker
• Zubehör für die Montage und Düsenreinigung
• Anzünder
• Führungsbahn wird getrennt von der Maschine geliefert
2.3. MÖGLICHE BESTELLPOSITIONEN
Brennschneidmaschinen und Führungsbahnen
Art Nr. Beschreibung
0870613 Maschine GCE proFIT® SLM mit einem Brenner für gasemischende
Düsen, ohne Lauahn, 230V
0870614 Maschine GCE proFIT® SLM ohne Brenner, ohne Bahn, 230V
0870615 Maschine GCE proFIT® SLM mit einem Brenner für gasemischende
Düsen, ohne Lauahn, 110V
0870616 Erweiterungssatz für den zweiten Schneidbrenner
0870617 Führungsbahn 1,8 m mit integriertem Verbindungsschloss, verzinkter
Stahl
Für die mit der Maschine 0870614 mitgelieferten Schneidbrenner, siehe auch Bild 2:
Art Nr. Beschreibung Gastyp Empfohlene
Schneiddüsen
Pos.
F25310014 Schneidbrenner für gasemis-
chende Düsen
APMYF ANME
PNME
1
F25310013 BIR+, Injektor-Schneidbrenner A AC 2
F25310012 BIR+, Injektor-Schneidbrenner PMYF PUZ 2
2.3.1.FLAMMENRÜCKSCHLAGSICHERUNG
Es ist empfohlen, die Flammenrückschlagsicherung für alle Gase anzuwenden. Diese
Sicherung muss am Schneidbrennereingang montiert werden. Es ist auch empfehlenswert,
und gemäß den örtlichen Regelungen ist es notwendig, die Flammenrückschlagsicherung am
Druckminderer oder an der Rohrleitung-Entnahmestelle zu montieren.
Flammenrückschlagsicherung für Schneidbrenner nach EN 5175-1
Art Nr. Gas Anschluss (EN 560)
14008408 Sauersto schneiden G3/8”
14008263 Sauersto erhitzen G1/4”
14008278; Brenngas G3/8” LH
Bild 2 Schneidbrenner
1 2

DE
17/136
2.4. SCHNEIDDÜSE
Art. Nr. Material-
dicke (mm)
Schneidge-
schwindigkeit
(mm/min)
Sauersto
(bar)
Brenn-
gas
(bar)
Schneiddüse AC - Acetylen
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Heizdüse
Heizdüse
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Schneiddüse PUZ - Propan / Erdgas
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Heizdüse
Heizdüse
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Schneid- und Heizdüsen werden einzeln geliefert, Schneiddüsen im Paket je 5 Stück.
Art. Nr. Material-
dicke (mm)
Düsengröße
(inch)
Schneidg-
eschwind-
igkeit
(mm/min)
Sauersto
(bar)
Brenn-
gas
(bar)
Schneiddüse ANME - Acetylen
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Schneiddüse PNME - Propan / Erdgas
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

DE
18/136
Forward-
backward
movement
control
Bild 3: Maschinenbeschreibung
Heizsauerstoes
Absperrventil
Sauersto-
Eingangsanschluss:
G1/4
Schlauchpaket
Lauahn od.
Führungsschiene
Schneidbrenner
mit Zahnstange
Schneidsauersto-
Absperrventil
Brenngas-
Absperrventil
Brenngas-
Eingangs-
anschluss:G3/8 LH
Brennerlager
kompl. mit Ab-
stands
Einstellmögli-
chkeit
Handrad für
die Einstel-
lung
des Brenner-
abstands
Handrad zur
Arretierung
der Stange
für die
Einstellung
des Brenner-
abstands
Handrad
für Brennerhöhen-
einstellung
Schneiddüse
Handrad für
Brennerwinkeleinstellung
Wärmeschild
Führungsrad
Maschinen-
gehäuse
Versorgung-
skabel
mit Stecker
Kupplungs-
hebel
Speed control

DE
19/136
3. MASCHINENINSTALLATION
Nehmen Sie alle Teile aus der Verpackung heraus. Installieren Sie die Teile in der Reihenfolge,
wie unten beschrieben.
3.1. STROMVERSORGUNG
Überprüfen Sie den Stromanschluss (maximale zulässige Spannung) vor dem Netzanschluss
(siehe oben angegebener Punkt 2.1. Technische Daten). An das Versorgungsnetz können nur
unbeschädigte Stecker und Kabel angeschlossen werden. Es muss nur solche Anschlussart
angewandt werden, die die einschlägigen Vorschriften und Normen erfüllt.
Farbenbeschreibung der einzelnen Leiter des Versorgungskabels:
• Braun: Phase
• Blau: Nullleiter
• Grüngelb: Erdung
3.2. SAUERSTOFF UND BRENNGASLIEFERUNG
3.2.1. Der Brenngas-Eingangsschlauch sollte einen Innendurchmesser wenigstens von 8mm
aufweisen (abhängig von der Schlauchlänge). Nur die Schläuche gemäß der Norm ISO 3821
dürfen angewandt werden. Der Eingangsanschluss des Maschinenschlauchs beträgt G3/8”LH
mit einer Armatur nach EN 560. Für den Brenngasdruck weisen wir Sie auf das Schema von
Schneiddüsen mit allen angegebenen Daten hin.
3.2.2. Der Brenngas-Eingangsschlauch sollte einen Innendurchmesser von 6mm oder 8mm
aufweisen (abhängig von der Schlauchlänge). Nur die Schläuche gemäß der Norm ISO 3821
können angewandt werden. Der Eingangsanschluss des Maschinenschlauchs beträgt G1/4”mit
einer Armatur nach EN 560. Für den Sauerstodruck verweisen wir Sie auf den Anschlussplan
der Schneiddüsen mit allen angegebenen Daten.
ANMERKUNG: Um den Flammenrückschlag zu vermeiden, soll die entsprechende Flammen-
rückschlagsicherung angewandt werden, die unten angegeben ist.
ANMERKUNG: Nur die Gasschläuche mit unbeschädigten, sauberen und ordentlich einge-
bundenen Armaturen einsetzen. Die Schlauchdichtheit muss regelmäßig vor Arbeitsantritt
unter Anwendung des maximalen pneumatischen Arbeitsdrucks Überprüft werden.. Es wird
empfohlen, alle Gasschläuche spätestens alle drei Jahre zu ersetzen.
3.3. INSTALLIEREN SIE DAS KABEL UND DAS SCHLAUCHPAKET
zusammen, z.B. unter Anwendung einer Schlauchstütze.
3.4. INSTALLIEREN SIE DIE BRENNERSTANGE, DAS BRENNERLAGER
UND DEN SCHNEIDBRENNER
so, wie in der Bild 3 bis 5 dargestellt, in Übereinstimmung mit der gewünschten Schneidform.
3.5. SCHLIESSEN SIE DAS SCHLAUCHPAKET AN DEN
SCHNEIDBRENNER UND GASVERTEILER GASDICHT AN.
Da die Schlauchanschlüsse jedes Gasschlauches unterschiedlich sind, können sie nicht
vertauscht werden.
3.6. STECKEN SIE DEN VERSORGUNGSSTECKER IHRER MASCHINE
in die entsprechende Steckdose ein (Verwenden Sie den Verbindungstyp gemäß der einschlä-
gigen Norm oder Vorschrift an.) Schließen Sie den Eingangssauersto- und Eingangsbrenngas-
schlauch ornungsgemäß an das System an.
ANMERKUNG: Installieren Sie Ihre Maschine zum geerdeten Stecker, um Gefahren im Zusam-
menhang mit der Stromversorgung zu vermeiden.

DE
20/136
4. BETRIEB
4.1. VOR DEM SCHNEIDEN
4.1.1. Das Bedienpersonal muss vor
der Inbetriebnahme der ProFIT® SLM
Maschine mit den Grundsätzen der
Arbeitssicherheit vertraut sein, die in
dieser Bedienungsanleitung genannt
sind, und. Das Bedienpersonal muss
Erfahrungen mit dem Brennschneiden
haben und gemäß den Anforderungen
aus den ISO, EN Normen sowie den na-
tionalen gesetzlichen Vorschriften und
Verordnungen unterwiesen sein.
4.1.2. Es sind nur die Schneiddüsen
gemäß der oben angegebenen Tabelle
zu verwenden. Die Gasart ist entspre-
chend zu beachten. Verwenden Sie nur
einwandfreie und unbeschädigte Düsen mit unbeschädigtem und sauberem Sitz.
4.1.3. Kontrollieren Sie auch den Sitz des Schneidbrennerkopfs vor der Montage der
Schneiddüse. Nur ein Schneidbrenner gemäß der oben angegebenen Typen darf verwendet
werden. Die Gasart ist zu beachten.
4.1.4. AUSWAHL DER SCHNEIDDÜSE
Gehen Sie gemäß der oben angegebenen Tabellen für die jeweilige Schneiddüse vor.
Wenden Sie die richtige Düsengröße gemäß der Materialdicke an. Die GCE Schneiddüsen
sind für Schnitte auf dem Qualitätsniveau 1 gemäß der Norm EN ISO 9013 vorgesehen. Die
maximale Schneidgeschwindigkeit für Geradschnitte kann nur durch die Einstellung der
Schneidparameter gemäß der oben angegebenen Tabelle, unter Berücksichtigung sauberer
Blechoberflächen, einer intakten Brennschneidmaschine, mit unbeschädigter Schneiddüse
und einer Sauerstoreinheit von mind. 99,5% oder mehr erreicht werden. Die Gasdruckwerte
werden am Brennereingang gemessen.
4.1.5.ANZUGSMOMENT DER DÜSEN:
Schneidbrenner mit der Mischdüse: 22-30 Nm
Schneidbrenner BIR+: 12 Nm für die innere Schneiddüse und 18Nm für die äußere rmedüse
ANMERKUNG: Alle Bauteile im Kontakt mit Sauersto müssen öl- und fettfrei sein.
Explosionsgefahr! Kontrollieren Sie, ob alle Gewindeverbindungen und Dichtungsoberflächen,
z.B. Kegel und Kugelflächen, sauber und unbeschädigt sind!
4.2. FLAMMENZÜNDUNG UND EINSTELLUNG
4.2.1. Kontrollieren Sie die Dichtheit aller Gasverbindungen.
4.2.2. Stellen Sie die Gasdrücke gemäß den Werten in der oben angegebenen
Schneiddüsentabelle ein, siehe Punkt 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5
psi).Önen Sie das Brenngasventil ca.3/4 Umdrehung und das Heizsauerstoventil ca. ½
Umdehung. Zündern Sie das Gasgemisch mit einem geeigneten Anzünder (Verwenden Sie kein
heißes Metall, Streichhölzer oder Feuerzeuge). Bei der richtigen Druckeinstellung kommt es
zur Bildung einer brenngasüberschüssigen Flamme. Mittels Brenngas- und Heizsauerstoventil
muss die neutrale Flamme so eingestellt werden, dass sie der vorgesehenen Schneidaufgabe
entspricht. Für das Zünden der Flamme verwenden
4.2.3. Önen Sie kurz das Schneidsauerstoventil, damit Sie die richtige Einstellung der
neutralen Flamme sehen, und dann schließen Sie es (siehe auch Bild 4)
Bild 4: Flammeneinstellung
Reduktionsflamme
während des
Zündverfahrens
Neutrale
Flamme
Neutrale Flamme
mit Schneidsau-
ersto
ungefähr 1mm
Arbeitsteil

DE
21/136
4.3. BEGINN DES
SCHNEIDVERFAHRENS
Bringen Sie den Brenner in die Startschneidposi-
tion und beginnen Sie, das Teil auf die Zündtem-
peratur lokal zu erwärmen, die Farbe ist ungefähr
rotgelb. Dann önen Sie das Schneidsauersto-
ventil und gleichzeitig damit schalten Sie den
Maschinenvorschub in gewünschter Richtung
ein.
4.4. DIE RICHTIGE
SCHNEIDGESCHWINDIGKEIT
können Sie von der Schlackenbildung, fast verti-
kalen Funkenflug und vom Schneidgeräusch, das
das Schneidverfahren begleitet, erkennen. Die
Richtwerte der Schneidgeschwindigkeit können
von der entsprechenden Schneiddüsentabelle
übernommen werden, wie oben angegeben.
4.5. SCHNEIDEN VON STREIFEN
MITTELS FÜHRUNGSBAHN
4.5.1. Legen Sie die Bahn auf das Werkstück, von
welchem Sie ein Bauteil abschneiden wollen.
Wenn eine Länge über 1,8 m sichergestellt wer-
den soll, verbinden Sie dann die zweite Schiene mit der ersten, wie im Bild 5 dargestellt.
4.5.2. Legen Sie die GCE proFIT® SLM auf der Lauahn ab. Vergewissern Sie sich, dass das
Vorder- und Hinterrad in die Bahnnuten einrasten. Das Hinterrad soll so einrasten, dass es
feststeht.
4.5.3. Stellen Sie die Schneidgeschwindigkeit in Bezug auf die konkrete Düse und Materialdicke
ein. Stellen Sie auch die Bewegungsrichtung ein. Drehen Sie den Kupplungshebel in
Pfeilrichtung, um die Bereitschaftsposition sicherzustellen.
4.5.4. Stellen Sie den Schneidbrenner über das jeweilige Blech und die Stelle des
Schneidbeginns. Zünden und stellen Sie die Vorwärmflamme gemäß den vorgenannten
Betriebsdaten (Tabellen) ein. Erwärmen Sie das Material bis auf Zündtemperatur. Diese
erkennen Sie an einer gelblichen Farbe und örtlicher Funkenbildung.
4.5.5. Gleichzeitig damit önen Sie vollständig das Schneidsauerstoventil und beginnen
Sie, die Maschine durch die Umschaltung des Bewegungsregelungsschalters in gewünschter
Richtung zu bewegen, wie im Bild 3 dargestellt.
4.5.6. Nach der Beendigung des Schneidverfahrens schalten Sie die Maschine so aus, dass
der Umschalter für die Bewegungsregelung in die Mittelstellung eingestellt wird. Schließen Sie
alle Gaszuleitungen. Die Gasventile müssen in folgender Reihenfolge geschlossen werden.
1. Schneidsauersto, 2. Brenngas, 3. Heizsauersto.
4.6. HANDGEFÜHRTES SCHNEIDEN
Die Brennschneidmaschine GCE proFIT® SLM kann vom Bedienpersonal für den freien
Formschnitt gemäß dem auf dem Blech im Vorhinein gezeichneten Außenumriss handgeführt
werden. Das Führungsrad muss für alle Bewegungsrichtungen gelöst werden und alle drei
Räder sollten in Kontakt mit der Platte sein. Siehe auch Bild 6.
Fig.6: Manuell geführtes Schneiden
Gerade Kante
Bild 5: Bahnverbindung

DE
22/136
4.7. VORBEREITUNG DER
BLECHKANTEN VOR DEM
SCHWEISSEN
– schräge Schnitte mit einem Brenner (ohne
Abstumpfung der Schweißnahtwurzel).
Bereiten Sie die Einheit GCE proFIT® SLM
gemäß dem Punkt 4.5. oben vor. Lösen Sie
leicht das Handrad für die Einstellung des
Brennerwinkels und drehen Sie den Brenner
mit dem Halter so, dass der gewünschte
Winkel erreicht werden kann. Ziehen Sie
dann ordentlich das Steuergerät für die
Einstellung des Brennerwinkels an. Gehen
Sie dann gemäß dem Punkt 4.5.3. vor.
4.8. SCHNEIDEN MITTELS ZWEI
BRENNER
Falls die Maschine GCE proFIT® SLM
nur für den Schneidvorgang mit einem
Brenner ausgerüstet wird, muss zuerst ein
Erweiterungssatz mit dem zweiten Brenner
montiert werden (Teile-Nummer 0870616)
(siehe Bild 7).
Führen Sie folgende Schritte durch:
1. Demontieren Sie den Gasverteiler
für einen Brenner aus dem
Maschinengehäuse und die Schläuche.
2. Nehmen Sie den Brennerhalter
zusammen mit dem Brenner von der
Stange für die Einstellung des Abstands
ab und nehmen Sie die Stange heraus.
3. Montieren Sie den Gasverteiler für beide
Brenner am Maschinengehäuse.
4. Legen Sie die Brennerstange in die
Maschine für die Abstandseinstellung für
zwei Brenner ein.
5. Installieren Sie beide Brennerhalter mit
Schneidbrennern .
6. Verbinden Sie beide Brenner und den Gasverteiler mit entsprechenden Gasschläuchen.
7. Verwenden Sie die richtigen Schneiddüsen gemäß dem Punkt 2.4 oben. Die Maschine GCE
proFIT® SLM mit zwei Haltern kann für das Schrägschneiden und für das Schneiden von
Bändern angewandt werden, wie im Bild 8 angezeigt.
5. WARTUNG
5.1. TÄGLICH
• Kontrollieren Sie immer die Dichtheit des Sitzes Düse-Brenner
• Wischen Sie die Maschine GCE proFIT® SLM mit dem Tuch ab, um sie von der Schlacke
und Metalloxiden zu reinigen.
• Kontrollieren Sie, ob Schläuche und Stromkabel nicht beschädigt werden. Ersetzen Sie
beschädigte Teile.
• Schmieren Sie die Spindel des Rotationsrads unter Anwendung.
Bild 7: Erweiterungssatz mit dem zweiten
Schneidbrenner
Bild 8 Schrägschneiden und Schneiden von
Bändern mit zwei Brennern

DE
23/136
5.2. MONATLICH
• Vergewissern Sie sich, dass die vertikale und horizontale Bewegung des Brenners problemlos
erfolgt und dass die Handräder funktionsfähig sind.
• Reinigen Sie die Brennerstange, Stange für die Abstandseinstellung und alle Teile des
Brennerhalters.
• Kontrollieren Sie die Dichtheit der Gasschläuche und des Gasverteilers, inkl. der Einstellventile.
Ziehen Sie die undichten Verbindungen an und ersetzen Sie die beschädigten Teile.
5.3. VIERTELJÄHRLICH
• Demontieren Sie den Kupplungshebel und die Schrauben und trennen Sie den Oberteil des
Maschinengehäuses vom Unterteil (vergewissern Sie sich, dass dabei die Motorkabel nicht
gespannt werden).
• Reinigen Sie sorgfältig die Maschineninnenteile, ohne dass die Steuereinheit für bzw. der
Geschwindigkeisregler beschädigt wird.
• Schmieren Sie die Verbindungsteile des Motors, Zahnräder und die Kupplung mit dem
Schmiersto auf Molybdändisulfidbasis als Vorbeugungsmaßnahme.
• Installieren Sie die Gehäuseabdeckungen wieder, ohne dass Kabel gequetscht werden.
Schließen Sie den Kupplungshebel an.
• Schmieren Sie die Lagerkomponenten des Vorder- und Hinterrades.
• Kontrollieren Sie, ob die Maschine ordentlich arbeitet und die Dichtheit des Gassystems vor
dem Betriebsbeginn der GCE proFIT® SLM Maschine.
6. FEHLERSUCHE
Störung Ursache Abstellmassnahme
Antriebsrad
dreht sich nicht
Kabelverbindungen wurden
gelöst
Kabelanschluss überprüfen
Fehler am Kommutator Kabelverbindung überprüfen
Kommutator mittels Prüf-
gerät überprüfen
Check the main electric cable with a
test device.
Störung des Hauptstrom-
kabels
Hauptstromkabels mittels Prüfgerät
überprüfen
Fehler am Motor Motor mittels Prüfgerät überprüfen.
Zackige Schnit-
toberfläche
(siehe auch die
unten angege-
benen Emp-
fehlungen für
Einstellungen)
Zackige Bahnoberfläche
Undichte Bahn
Vergewissern Sie sich, dass die zu sch-
neidende Oberfläche für die Montage
der Bahn ausreichend glatt ist.
Unrichtige Motordrehzahl Überprüfen oder Steuereinheiten
ersetzen
Externe Schwingungen Schwingungen beseitigen
Unrichtige Einstellung der
Schneidparameter
Schneidgeschwindigkeit mittels Füh-
rungsleiste überprüfen.
Abnormale Verweilzeiten
im Getriebesystem
Reparatur des Systems durchführen
oder durchführen lassen
Brennerstörung Brenner ersetzen

DE
24/136
7. LAGERUNG, ÜBERTRAGUNG UND TRANSPORT
7.1. VERPACKUNG
Die Einheit GCE proFIT® SLM wird während der
Verpackung im Herstellwerk mit Schutzelementen
im ganzen Kistenbereich versehen. Das Gehäuse
der Schneidmaschine ist im Karton vom Zubehör
getrennt; die Kiste wird in zwei Teile geteilt.
7.2. LAGERUNG
Falls die Schneidmaschine eine längere Zeit nicht
verwendet wird, sollen elektrische Komponenten,
Brenner und Düsen in der Kiste auewahrt
werden, damit deren Staub-, Feuchtigkeits- und
Verunreinigungsschutz gewährleistet wird.
7.3. ÜBERTRAGUNG
Die Maschine ist in der Kiste aufzubewahren, damit Störungen infolge Schläge und
Schwingungen während der Übertragung verhütet werden.
7.4. TRANSPORT
Die Maschine ist in der Kiste ordentlich aufzubewahren, damit Transportschäden verhütet
werden.
8. SICHERHEITSHINWEISE
8.1. BETRIEBS UND ANWENDUNGSMASSNAHMEN
• Bestimmen Sie die stabile Maschinenlage und installieren Sie die Maschine or dentlich vor
dem Arbeitsbeginn und dann führen Sie die Kontrolle durch.
• Vergewissern Sie sich, dass sich der Schalter in der „Mittelstellung“ befindet, bevor Sie
den Stecker in die Steckdose einstecken.
• Wenn Sie an der Maschine arbeiten, sollen diese Anleitung und die Sicherheitshin weise
immer gribereit sein.
• Übertragen Sie nicht die Maschine, wenn die Flamme brennt.
• Vermeiden Sie das Herausfallen der Metallteile oder Grate, wenn die Maschine über dem
Fußbodenniveau arbeitet.
• Gehen Sie sehr vorsichtig während des Maschinentransport an einen anderen Ort vor.
8.2. 10.2. SCHUTZMASSNAHMEN BEZÜGLICH DES STROMSYSTEMS
• Vor dem Motorstart überprüfen Sie die Netzspannung Maximale Spannungsänderungen
sollten ±10% der festgelegten Spannung betragen. Die Maschine mit einer abweichenden
Spannung darf nicht verwendet werden.
Verwenden Sie die Maschine nur mit der festgelegten Spannung.
• Erden Sie das Kabel Ihrer Maschine.
• Senden Sie die Maschine dem autorisierten Service oder Händler, wo Sie die Maschine
gekauft haben, wenn folgende Situationen eintreten:
• Beschädigte oder benutzte Kabel.
• Wenn das Wasser aus Ihrer Maschine austritt oder in die Maschine eindringt.
• Wenn Sie bemerken, dass im Zusammenhang mit dem Betrieb etwas Unrichtiges erfolgt,
auch wenn die Maschine ordentlich betrieben wird
• Wenn die Maschine kaputt wird.
• Wenn eine komplizierte Störung eintritt, die die Reparatur erfordert.
• Kontrollieren Sie periodisch das Elektrosystem.Schutzkleidung
Bild 9. Verpackungsbeispiel

DE
25/136
8.3. MASSNAHMEN AUF DEM GEBIET DER MASCHINENWARTUNG UND
KONTROLLE
• Beauftragen Sie mit der Wartung und Kontrolle der Maschine eine zuständige berechtigte
Person.
• Vor dem Önen des Maschinengehäuses und der Maschinenreparatur ziehen Sie den
Stecker aus der Steckdose ab.
• Führen Sie die periodische Maschinenwartung durch.
Verwenden Sie nur saubere und unbeschädigte Brenner und Düsen. Beachten Sie bei der
Brenner –und Düsenwahl die Gasart.
9. SCHUTZKLEIDUNG
• Es ist notwendig, dass das Bedienpersonal während der Durchführung der Schnitte die
Schutzkleidung trägt (Handschuhe, Schutzbrille mit dem entsprechenden Lichtfilter, Helm
und Schutzschuhe).
• Nasse Kleidung kann zum Stromunfall führen.
• Halten Sie die Kleidung öl- und fettfrei, damit die Sauerstoreaktion vermieden wird.
10. AM ARBEITSPLATZ ZU ERGREIFENDE MASSNAHMEN
• Halten Sie die Flamme außerhalb der Gasquelle, beachten Sie den Sicherheitsab stand
wenigstens 3 m (Druckgasflaschen, Gasleitung und Schläuche)
• Setzen Sie die Azetylenflasche, Rohrleitung, Schläuche und Düsen den Temperaturen
über 50 °C (130 °F) nicht aus. Der Sauersto selbst entzündet sich nicht, aber in Kontakt mit
anderen brennbaren Stoen kann es leicht zur Entzündung kommen
• Vergewissern Sie sich, dass die Sauerstokonzentration im Arbeitsbereich nicht höher ist, als
die Sauerstokonzentration in der Atmosphäre.
• Kontakt des Sauerstos mit dem Schmiersto, Fett oder anderen Kohlenwasserstof fen
kann Brand und Explosion verursachen. Sorgen Sie dafür, dass alle Komponenten, die in
Kontakt mit Sauersto kommen können, öl- und fettfrei sind.
• Sauersto, Propan, Butan, Propylen und deren Mischungen sind schwerer als die Luft.
• Sorgen Sie während des Schneidverfahrens für die ausreichende Lüftung des
Arbeitsbereichs.
• Sorgen Sie dafür, dass im Arbeitsbereich Löschgerät, Sand, Wasser, usw. bereitstehen.
• Bewahren Sie die Brennstoe außerhalb des Orts auf, an dem das Schneidverfahren erfolgt
und Funken gebildet werden.

DE
26/136
Geschmolzene Oberkante mit
der anliegenden Schlacke
• Zu hoher Schneidsauerst-
odruck
• Zu starke Vorwärmeflamme
• Zu großer Abstand der Düse
vom Blech
Gerundete Unterkante
• Zu hoher Schneidsauerst-
odruck
• Zu große Schneidg-
eschwindigkeit
• Schmutzige und/oder
beschädigte Düse
Übermäßige Tiefe der Zugli-
nie am Schnitt
• Zu große oder un-
regelmäßige Schneidg-
eschwindigkeit
• Zu kleiner Abstand der Düse
vom Blech
• Zu starke Vorwärmeflamme
Unregelmäßige Tiefe der
Schnittlinie
• Zu große oder un-
regelmäßige Schneidg-
eschwindigkeit
• Zu schwache Flamme
Einzelne Nutenstörungen
• Zu kleine Schneidgeschwin-
digkeit
• Korrodierte oder schmutzige
Blechoberfläche oder
Ablagerungen
• Zu kleiner Abstand der Düse
vom Blech
• Zu schwache Flamme
• Erlöschen des Brenners
• Blech mit fein geteilten
Einschlüssen
Gruppierte Bereiche der
Nutenstörungen
• Zu große Schneidg-
eschwindigkeit
• Korrodierte oder schmutz-
ige Blechoberfläche oder
Ablagerungen
• Zu kleiner Abstand der
Düse vom Blech
• Zu schwache Flamme
Gruppierte Nutenstörungen
in der unteren Schnitthälfte
• Zu kleine Schneidg-
eschwindigkeit
• Schmutzige und/oder
beschädigte Düse
Fest anliegende Schlackenli-
nie an der Unterkante
• Zu große oder zu kleine
Schneidgeschwindigkeit
• Zu großer Abstand der Düse
vom Blech
• Zu niedriger Schneidsauer-
stodruck
• Zu kleine Düsengröße für
die zu schneidende Dicke
• Zu schwache Flamme
• Korrodierte oder schmutzige
(gefärbte) Blechoberfläche
oder Ablagerungen
Konkaves Profil der Schnitto-
berfläche
• Zu große Schneidgeschwin-
digkeit
• Schmutzige und/oder
beschädigte Düse oder zu
kleine Düsengröße für die
zu schneidende Dick zu
niedriger Schneidsauerst-
odruck
• Cutting oxygen pressure
too low
Unregelmäßiges Profil der
Schnittoberfläche
• Zu niedriger Schneidsauer-
stodruck
• Schmutzige und/oder
eschädigte Düse
• Zu große Schneidg-
eschwindigkeit
Geschmolzene Kantenober-
fläche
• Zu kleine Schneidgeschwin-
digkeit
• Zu starke Vorwärmeflamme
• Zu großer/kleiner Abstand
der Düse vom Blech
• Zu große Düsengröße für
die zu schneidende Dicke
thickness to be cut
Kette der erstarrten Tropfen
• Zu starke Vorwärmeflamme
• Zu kleiner Abstand der
Düse vom Blech
• Korrodierte Blechober-
fläche oder Ablagerungen
Verengung der Trennungs-
fuge (Zusammenlaufen)
• Zu große Schneidg-
eschwindigkeit
• Zu großer Abstand der
Düse vom Blech
• Schmutzige und/oder
beschädigte Düse
Verengung der Trennungsfu-
ge (Auseinanderlaufen)
• Zu große Schneidg-
eschwindigkeit
• Zu großer Abstand der
Düse vom Blech
• Zu hoher Schneidsauerst-
odruck
Konkave Schnittoberfläche
vor dem oberen Rand
• Zu hoher Schneidsauerst-
odruck
• Schmutzige und/oder
beschädigte Düse
• Zu großer Abstand der Düse
vom Blech
Stufe an der Unterkante
• Zu große Schneidg-
eschwindigkeit
• Schmutzige und/oder
beschädigte Düse
Empfehlungen für perfektes Schneiden

CS
27/136
Obr.1 Stroj GCE proFIT® SLM s pozinkovanou
vodicí dráhou
1. POPIS
GCE proFIT® SLM je přenosný řezací stroj
pro řezání kyslíkem, který se používá pro
kyslíkové řezání nelegované oceli za použití
předehřívacího plamene kyslík – hořlavý
plyn Tento stroj je rovněž možno používat
pro lineární a kruhové řezání nebo pro
řezání zakřivených tvarů manuálním řízením
pohybu za předpokladu dodatečné instalace
přídavných součástí a např. dalšího řezacího
hořáku.
Řezačku GCE proFIT® SLM je možno používat
pro přímý řez, zakřivený řez nebo šikmý řez
s jedním nebo max. dvěma řezacími hořáky.
Maximální tloušťka řezaného materiálu je
150mm s jedním řezacím hořákem a 100mm
se dvěma řezacími hořáky.
Kompletní stroj sestává z více částí, které je
třeba objednat zvlášť, viz níže uvedené pokyny
a doporučení.
Stroj GCE proFIT® SLM je rovněž možno použít pro plazmové řezání, předehřev či svařování,
avšak s přídavným zařízením (není dodáváno spolu se strojem) a při provedení nezbytných
změn.
Tento návod k použití vysvětluje zásady bezpečného a efektivního provozu stroje GCE proFIT®
SLM.
Přenosný řezací stroj GCE proFIT® SLM lze používat jen při respektování varovných upozorně-
ní, jež jsou uvedena v návodu k použití.
Je nutné, aby si pracovníci obsluhy tohoto stroje osvojili obsah tohoto návodu k použití a aby
měli zkušenosti se zařízením pro řezání kyslíkem a aby byli vyškoleni podle požadavků norem
řady ISO, EN nebo vnitrostátních a vnitrofiremních norem, při respektování všech zákonných
požadavků.
2. VLASTNOSTI STROJE
2.1. TECHNICKÁ DATA
Řezací výkon (tloušťka ma-
teriálu)
až 150mm s jedním hořákem, až 100mm se dvěma
hořáky
Řezací rychlost 50-1600mm/min
Směr pohybu dopředu a zpět s proměnnou rychlostí
Elektrické napájení 230V AC / 110V AC
Napájení motoru 24V DC
Vstupní přípojka kyslíku G1/4”, až do 8 bar, hadice DN6
Vstupní přípojka hořlavého
plynu
G3/8” LH, až do 1bar, hadice min. DN8
Rozměry stroje 175mm x 350mm x 140mm (šířka x délka x výška) bez
hořáku, hadic a hořákové tyče
Hmotnost 9kg s jedním hořákem

28/136
CS
2.2. ZÁKLADNÍ BALENÍ STROJE OBSAHUJE:
• stroj vč. zařízení pro jeden hořák
• jeden řezací hořák pro směšovací hubice (pouze pro
0870613)
• držák hořáku, hořáková tyč, ochranný tepelný štít
• vnitřní plynové hadice, plynový rozdělovač s uzavíracími
ventily
• tyč pro kruhové řezání, kruhový středový díl
• elektrický kabel se zástrčkou
• příslušenství pro montáž a čištění hubic
• zapalovač plamene
• vodicí dráha je dodávána odděleně od stroje
2.3. POLOŽKY, KTERÉ JE TŘEBA OBJEDNAT:
Řezací stroje a vodicí dráhy
Č. položky Popis
0870613 Stroj GCE proFIT® SLM s jedním hořákem pro směšovací hubice, bez
dráhy, 230V
0870614 Stroj GCE proFIT® SLM bez hořáku, bez dráhy, 230V
0870615 Stroj GCE proFIT® SLM s jedním hořákem pro směšovací hubice, bez
dráhy, 110V
0870616 Rozšiřovací souprava pro druhý řezací hořák
0870617 Vodicí dráha 1,8 m s integrovaným spojovacím zámkem, pozinkovaná
ocel
Pro řezací hořáky objednávané se strojem 0870614 viz též Obr.2:
Č. položky Popis Typ
plynu
Doporučené řezací
hubice
Pos.
F25310014 Řezací hořák pro směšovací
hubice
APMYF ANME
PNME
1
F25310013 BIR+, injektorový řezací hořák A AC 2
F25310012 BIR+, injektorový řezací hořák PMYF PUZ 2
2.3.1.POJISTKY PROTI ZPĚTNÉMU ŠLEHNUTÍ PLAMENE
Je doporučeno používat pojistky proti zpětnému šlehnutí plamene pro všechny plyny. Tyto
pojistky je třeba namontovat na vstupy řezacích hořáků. Rovněž se doporučuje a podle místních
pravidel je také nutné používat pojistky proti zpětnému šlehnutí plamene namontované u
redukčního ventilu nebo na odběrném místě z potrubního vedení.
Pojistky proti zpětnému šlehnutí plamene pro řezací hořáky stroje dle EN 5175-1
Číslo položky Plyn Zapojení (EN 560)
14008408 Řezací kyslík G3/8”
14008263 Nahřívací kyslík G1/4”
14008278 Hořlavý plyn G3/8” LH
Obr.2 Řezací hořáky
1 2

CS
29/136
2.5. ŘEZACÍ HUBICE
Č. položky Řezací
tloušťka
(mm)
Řezací
rychlost
(mm/min)
Kyslík
(bar)
Hořlavý
plyn
(bar)
Řezací hubice AC - Acetylén
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Nahřív. trubice
Nahřív. trubice
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Řezací hubice PUZ - Propan / Zemní plyn
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Nahřív. trubice
Nahřív. trubice
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Řezací a topné hubice jsou dodávány samostatně, řezací hubice v balíčku po 5 kusech.
Č. položky Řezací
tloušťka
(mm)
Velikost
hubice
(palce)
Řezací
rychlost
(mm/min)
Kyslík
(bar)
Hořlavý
plyn
(bar)
Řezací hubice ANME - Acetylén
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Řezací hubice PNME - Propan / Zemní plyn
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

30/136
CS
Ovládání
pohybu
dopředu -
dozadu
Obr.3: Popis stroje
Uzavírací ventil
nahřívacího
kyslíku
Vstupní zapo-
jení kyslíku:
G1/4
Vnitřní plynové
hadice
Vodicí
dráha
Řezací hořák
s držákem
Uzavírací ventil
řezacího kyslíku
Uzavírací ventil
hořlavého plynu
Vstupní zapojení
hořlavého
plynu: G3/8 LH
Lišta pro
seřízení
vzdálenosti
Ovladač pro
nastavení tyče
pro seřízení
vzdálenosti
Ovladač pro
aretaci tyče
pro seřízení
vzdálenosti
hořáku
Ovladač pro
seřízení
výšky hořáku
Řezací hubice
Ovladač
pro řezací úhel
Tepelný štít
Kolečko
pro manuální
řízení
Skříň stroje
Napájecí
kabel se
zástrčkou
Páčka
spojky
Ovládání rychlosti

CS
31/136
3. INSTALACE STROJE
Stroj je dodáván v částečně demontovaném stavu s odděleným řezacím hořákem a oddělenými
díly ramene. Vyjměte všechny díly z obalu. Nainstalujte je v pořadí, které je popsáno níže,
abyste s nimi mohli pracovat.
3.1. ELEKTRICKÉ NAPÁJENÍ
Zkontrolujte elektrické napájení (maximální přípustné napětí) před zapojením stroje do sítě (viz
výše uvedený bod 2.1. Technická data). Do napájecí sítě je možno zapojit pouze noškozenou
zástrčku a kabel. Je nutno používat jen takový způsob zapojení, který je v souladu s příslušnými
předpisy a normami.
Popis barev jednotlivých vodičů napájecího kabelu:
• Hnědá: fáze
• Modrá: nulový vodič
• Zelenožlutá: uzemnění
3.2. PŘÍVOD KYSLÍKU A HOŘLAVÉHO PLYNU
3.2.1. Vstupní hadice hořlavého plynu by měla mít vnitřní průměr alespoň 8mm (závisí na délce
hadice). Je možno používat pouze hadice podle normy ISO 3821. Vstupní zapojení hadice stroje
je G3/8”LH s armaturou podle EN 560. Pro tlak hořlavého plynu vás odkazujeme na schéma
řezacích hubic se všemi výše uvedenými údaji.
3.2.2. Vstupní hadice kyslíku by měla mít vnitřní průměr 6mm nebo 8mm (závisí na délce
hadice a řezací tloušťce). Je možno používat pouze hadice podle normy ISO 3821. Vstupní
zapojení hadice stroje je G1/4” s armaturou podle EN 560. Pro tlak kyslíku vás odkazujeme na
schéma řezacích hubic se všemi výše uvedenými údaji.
POZNÁMKA: Aby se zabránilo nebezpečím zpětného šlehnutí plamene, měly by se používat
odpovídající pojistky proti zpětnému prošlehnutí plamene, jež jsou uvedeny níže.
POZNÁMKA: Je nutno používat pouze plynové hadice s nepoškozenými, čistými a řádně
upevněnými armaturními prvky. Těsnost hadice se musí testovat nejpozději každé tři měsíce
za použití maximálního pracovního pneumatického tlaku ve vodní lázni. Doporučuje se
provést výměnu všech plynových hadic nejpozději každé tři roky.
3.3. NAINSTALUJTE KABEL A VNITŘNÍ PLYNOVÉ HADICE
společně, např. za použití hadicové podpěry.
3.4. NAINSTALUJTE TYČ ŘEZACÍHO HOŘÁKU, DRŽÁK ŘEZACÍHO
HOŘÁKU A ŘEZACÍ HOŘÁK,
jak je to znázorněno na obr. 3 - 5, v souladu s požadovaným řezacím tvarem.
3.5. PŘIPOJTE VNITŘNÍ HADICE K ŘEZACÍMU HOŘÁKU A PLYNOVÉMU
ROZDĚLOVAČI.
Jelikož je hadicové spojení každé plynové hadice odlišné, není možné je vzájemně zaměnit.
3.6. VLOŽTE NAPÁJECÍ ZÁSTRČKU VAŠEHO STROJE DO ODPOVÍDAJÍCÍ
ZÁSUVKY
(použijte typ spojení podle příslušné lokální normy či předpisu). Zapojte vstupní hadici kyslíku a
vstupní hadici hořlavého plynu pro řádné zásobování systému.
POZNÁMKA: Nainstalujte svůj stroj k uzemněné zástrčce, aby se zabránilo nebezpečím v
souvislosti s elektrickým napájením.

32/136
CS
4. PROVOZ
4.1. PŘED ZAHÁJENÍM
ŘEZÁNÍ
4.1.1. Pracovník obsluhy si musí být
vědom zásad bezpečného provozu,
jež jsou specifikovány v tomto návodu
k použití, ještě před jakoukoliv
manipulací se strojem
GCE proFIT® SLM. Pracovník obsluhy
musí mít zkušenosti se zařízením pro
řezání kyslíkem a musí být vyškolen
podle požadavků norem ISO, EN
nebo zákonných předpisů či vyhlášek
při respektování všech požadavků
právních orgánů.
4.1.2. Je nutno používat pouze řezací
hubice (hubice) podle výše uvedené
tabulky. Je nutné respektovat typ řezacího hořáku (směšovací hubice event. injektorový hořák)
a rovněž je nutno respektovat typ hořlavého plynu. Používejte pouze nepoškozenou hubici s
nepoškozeným a čistým sedlem.
4.1.3. Zkontrolujte rovněž sedlo hlavy řezacího hořáku před montáží hubice do hlavy řezacího
hořáku. Je nutno používat pouze řezací hořák z výše uvedeného seznamu, s nepoškozeným
a čistým sedlem hubice. Je nutné respektovat typ řezacího hořáku (směšovací hubice event.
injektorový hořák) a rovněž je nutno respektovat typ hořlavého plynu.
4.1.4. VÝBĚR HUBICE
Postupujte podle výše uvedené tabulky s řezacími hubicemi (hubicemi). Použijte správnou
velikost hubice podle tloušťky kovové desky. Řezací hubice GCE jsou navrženy pro řezy jakostní
úrovně 1 podle normy EN ISO 9013. Je možno dosáhnout maximální řezací rychlosti nastavením
řezacích parametrů podle výše uvedené tabulky, při provádění přímých řezů, za použití čistého
povrchu plechu, kvalitního řezacího stroje, nepoškozené řezací hubice a kyslíku o čistotě 99,5%
nebo lepší. Hodnoty tlaku plynu se měří u vstupu hořáku.
4.1.5. Utahovací moment hubic:
Řezací hořák se směšovací hubicí: 22-30 Nm
Řezací hořák BIR+: 12 Nm pro vnitřní řezací hubici a 18Nm pro vnější nahřívací hubici
POZNÁMKA: Všechny součásti v kontaktu s kyslíkem by měly být prosté oleje a tuku z důvodu
nebezpečí výbuchu! Zkontrolujte, zda jsou všechny závitové spoje a těsnicí povrchy, např.
kužele a kulové plochy, čisté a nepoškozené!
4.2. ZAPÁLENÍ A NASTAVENÍ PLAMENE
4.2.1. Zkontrolujte těsnost všech plynových spojů.
4.2.2. Seřiďte vstupní hodnoty tlaku plynu podle hodnot v tabulce řezacích hubic uvedené výše,
viz bod 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi). Otevřete ventil hořlavého plynu
a ventil nahřívacího kyslíku. Zapalte výstupní směs vhodným zapalovačem (Nepoužívejte horký
kov nebo zápalku). Při správném seřízení tlaku dojde k vytvoření redukčního (nauhličujícího)
plamene. Pomocí ventilu hořlavého plynu je třeba seřídit neutrální plamen tak, aby vyhovoval
zamýšlenému řezání.
4.2.3. Otevřete krátce ventil řezacího kyslíku, abyste viděli správné seřízení neutrálního
plamene, a následně jej uzavřete (viz též Obr. 4)
Obr. 4: Seřízení plamene
Redukční pla-
men během
zapalování
Neutrální
plamen Neutrální plamen s
řezacím kyslíkem
přibližně 1mm
Pracovní
dílec

CS
33/136
4.3. ZAHÁJENÍ ŘEZACÍHO
PROCESU
Uveďte hořák do počáteční řezací polohy a
začněte lokálně zahřívat dílec na zapalovací
teplotu, barva je přibližně světle červenožlutá.
Poté otevřete ventil řezacího kyslíku a
současně s tím zapněte posuv stroje v
požadovaném směru.
4.4. SPRÁVNOU ŘEZACÍ
RYCHLOST
můžete vypozorovat z tvorby strusky, z
téměř vertikálního stříkání jisker a ze zvuku
doprovázejícího řezání. Přibližné hodnoty
řezací rychlosti je možno převzít z příslušné
tabulky řezacích hubic, jak je uvedeno výše.
4.5. ŘEZÁNÍ PÁSŮ POMOCÍ VODICÍ
DRÁHY
4.5.1. Umístěte dráhu na tu část, kterou chcete
řezat. Pokud bude třeba zajistit délku delší než
1,8 m, pak spojte druhou kolejnici s první, jak je
znázorněno na obrázku 5.
4.5.2. Umístěte jednotku GCE proFIT® SLM
na dráhu. Ujistěte se, že přední a zadní kolo
zapadají do drážek dráhy. Zadní kolo by mělo
zapadnout tak, aby se nehýbalo.
4.5.3. Seřiďte řezací rychlost ve vztahu ke konkrétní trysce a tloušťce materiálu. Seřiďte rovněž
směr pohybu. Otočte páčkou spojky ve směru šipky pro zajištění pohotovostní polohy.
4.5.4. Nastavte řezací hořák na příslušný plech a místo začátku řezu. Zapalte a nastavte
předehřívací plamen tak, jak je to požadováno podle výše uvedených pokynů. Proveďte
předhřev materiálu na zapalovací teplotu.
4.5.5. Současně s tím plně otevřete ventil řezacího kyslíku a začněte pohybovat strojem
přepnutím spínače pro regulaci pohybu v požadované směru, jak je znázorněno na obrázku 3.
4.5.6. Po dokončení řezání vypněte stroj tak, že uvedete přepínač pro ovládání pohybu do
středové polohy, uzavřete přívody všech plynů. Plynové ventily musejí být uzavřeny v
následujícím pořadí: 1. řezací kyslík, 2. Hořlavý plyn, 3. Nahřívací kyslík.
4.6. MANUÁLNĚ VEDENÉ ŘEZÁNÍ
Řezací stroj GCE proFIT® SLM může být veden manuálně pracovníkem obsluhy pro volný
tvarový řez podle vnějšího obrysu nakresleného předem na plech. Manipulační kolečko musí
být uvolněno pro všechny směry pohybu a všechna tři kolečka by měla být v kontaktu s deskou.
Viz též obrázek 6.
4.7. PŘÍPRAVA HRAN PLECHU PŘED SVAŘOVÁNÍM
– šikmé řezy s jedním hořákem (bez vytvoření otupení kořene svaru). – schräge Schnitte mit
einem Brenner (ohne Abstumpfung der Schweißnahtwurzel).Připravte jednotku GCE proFIT®
SLM podle bodu 4.5. výše. Povolte lehce ovladač pro nastavení úhlu hořáku a otočte hořák
s držákem tak, aby bylo možno dostat požadovaný úhel. Potom opět řádně utáhněte ovladač
nastavení úhlu hořáku. Následně postupujte podle bodu 4.5.
Obr. 5: Spojování dráhy
Přímá hrana
Obr. 6: Manuálně vedené řezy

34/136
CS
Obr. 8: Šikmé řezání a řezání pásů
se dvěma hořáky
Obr. 7: Rozšiřovací souprava s druhým řezacím
hořákem
4.8. ŘEZÁNÍ SE DVĚMA
HOŘÁKY
V případě, že je stroj GCE proFIT® SLM
vybaven pouze pro operaci řezání s
jedním hořákem, je nezbytné nejprve
namontovat rozšiřovací soupravu s
druhým hořákem (číslo dílu 0870616) (viz
Obr. 7).
Proveďte následující kroky:
1. Odmontujte plynový rozdělovač pro
jeden hořák ze skříně stroje a hadice
z něj.
2. Sejměte držák hořáku spolu s hořákem
z tyče pro seřízení vzdálenosti a
vyjměte tyč ze stroje.
3. Namontujte plynový rozdělovač pro
dva hořáky na skříň stroje
4. Vložte do stroje tyč pro seřízení
vzdálenosti pro dva hořáky.
5. Nainstalujte oba držáky hořáků s
řezacími hořáky u tyče pro seřízení
vzdálenosti.
6. Spojte oba hořáky a plynový rozdělovač
s příslušnými plynovými hadicemi.
7. Použijte správné řezací hubice podle
bodu 2.5 výše. Stroj GCE proFIT® SLM
se dvěma hořáky je možno použít pro
šikmé řezání a pro řezání pásů, jak je
znázorněno na obrázku 8.
5. ÚDRŽBA
5.1. DENNÍ
• Soustavně kontrolujte těsnost sedla
hubice-hořáku
• Otřete stroj GCE proFIT® SLM hadříkem,
abyste jej vyčistili od strusky a oxidů
kovů.
• Zkontrolujte, zda u hadic a elektrického kabelu nedošlo k poškození. Vyměňte poškozené
díly.
• Namažte vřeteno rotačního kola.
5.2. MĚSÍČNÍ
• Ujistěte se, že vertikální a horizontální pohyb hořáku probíhá bez problémů a že všechny
ovladače jsou funkční.
• Vyčistěte držák hořáku, tyč pro seřízení vzdálenosti a všechny díly držáku hořáku.
• Zkontrolujte těsnost plynových hadic a rozdělovacího dílu plynového potrubí, včetně
seřizovacích ventilů. Utáhněte netěsnící spoje a vyměňte poškozené díly.

CS
35/136
5.3. ČTVRTLETNÍ
• Odmontujte páčku spojky a šrouby a oddělte horní část skříně stroje od spodní části (ujistěte
se, že přitom nedochází k napínání kabelů motoru).
• Vyčistěte pečlivě vnitřní součásti stroje, aniž by došlo k poškození řídicí jednotky rychlosti.
• Namažte spojovací díly motoru, ozubená kola a spojku za použití maziva na bázi sirníku
molybdeničitého jakožto preventivní opatření.
• Nainstalujte zpět víka skříně, aniž by došlo ke stlačení jakýchkoliv kabelů. Připojte páčku
spojky.
• Namažte komponenty ložisek předního a zadního kola.
• Zkontrolujte, zda stroj řádně pracuje, a zkontrolujte těsnost plynového systému před
zahájením provozu jednotky GCE proFIT® SLM.
6. LOKALIZACE CHYB
PORUCHA PŘÍČINA OPATŘENÍ K NÁPRAVĚ
Hnací kolo se
neotáčí
Došlo k povolení kabelových
spojů
Zkontrolujte připojení kabelů.
Závada na komutátoru Zkontrolujte kabelový spoj.
Zkontrolujte komutátor za použití
zkoušečky.
Porucha hlavního elektrick-
ého kabelu
Zkontrolujte hlavní elektrický kabel za
použití zkoušečky.
Závada na motoru Zkontrolujte motor za použití
zkoušečky. Zkontrolujte, zda se otáčí
vřeteno motoru.
Vroubkovaný
povrch řezu
(viz též níže
uvedená
doporuče-ní
pro seřízení)
Vroubkovaný povrch dráhy
Nepřiléhající dráha
Ujistěte se, že povrch, který má být
řezán, je dostatečně hladký pro
montáž dráhy.
Rychlost otáček u motoru je
nesprávná
Zkontrolujte nebo vyměňte řídicí
jednotky.
Externí vibrace Odstraňte vibrace.
Nesprávné seřízení řezacích
parametrů
Zkontrolujte rychlost řezání pravítkem.
Abnormální prodlevy v
hnacím převodovém systému
Proveďte nebo zajistěte opravu
systému.
Narušení hořáku Vyměňte jej.

36/136
CS
7. SKLADOVÁNÍ, PŘENÁŠENÍ A PŘEPRAVA
7.1. ZABALENÍ
Jednotka GCE proFIT® SLM je při balení ve
výrobním podniku obklopena ochrannými prvky
o celém prostoru krabice. Skříň řezačky je v
krabici oddělena od příslušenství; krabice je
rozdělena na dvě části.
7.2. SKLADOVÁNÍ
Pokud řezačka nebude používána po dlouhou
dobu, uchovávejte elektrické komponenty,
hořák a hubice v krabici, aby byla zajištěna
jejich ochrana před prachem, vlhkostí a jinými
nečistotami.
7.3. PŘENÁŠENÍ
Uchovávejte výrobek v krabici,
aby se zabránilo poruchám vznikajícím z nárazů a vibrací během přenášení.
7.4. PŘEPRAVA
Uchovávejte výrobek řádně v jeho krabici, aby se zabránilo poškození výrobku během přepravy.
8. BEZPEČNOSTNÍ POKYNY
8.1. OPATŘENÍ PRO PROVOZ A POUŽITÍ
• Určete stabilní polohu stroje a řádně nainstalujte stroj před zahájením práce se strojem a
proveďte kontrolu.
• Ujistěte se, že spínač je ve „středové“ poloze před vložením zástrčky do napájecí zásuvky.
• Když budete pracovat se strojem, mějte tento návod k použití a bezpečnostní pokyny stále
u sebe.
• Nepřenášejte stroj, když plamen hoří.
• Zabraňte pádu kovových dílů nebo otřepů, jestliže stroj pracuje nad úrovní podlahy.
• Postupujte velmi opatrně při přepravě stroje na jiné místo.
8.2. OCHRANNÁ OPATŘENÍ OHLEDNĚ ELEKTRICKÉHO SYSTÉMU
• Před spuštěním motoru zkontrolujte síťové napětí. Maximální změny napětí by měly být ±10%
stanoveného napětí. Stroj se nesmí používat s odlišným napětím.
Používejte stroj pouze se stanoveným napětím.
• Uzemněte kabel vašeho stroje.
• Pošlete stroj do autorizovaného servisu nebo k prodejci, kde jste stroj zakoupili, pokud
nastanou následující situace:
• Porušené nebo opotřebené kabely.
• Pokud z vašeho stroje skapává voda nebo pokud do stroje zatéká voda.
• Pokud můžete pozorovat, že se v souvislosti s provozem děje něco nesprávného, i když
je stroj provozován řádně.
• Pokud se stroj rozbije.
• Pokud vznikne komplikovaná porucha požadující opravu.
• Periodicky kontrolujte elektrický systém.
Obr. 9. Příklad zabalení

CS
37/136
8.3. OPATŘENÍ V OBLASTI ÚDRŽBY A KONTROLY STROJE
• Údržbou a kontrolou stroje pověřte kompetentní oprávněnou osobu.
• Odstraňte zástrčku ze zásuvky před otevřením skříně stroje a opravou stroje.
• Provádějte periodickou údržbu stroje.
Používejte pouze řádný řezací hořák a hubice. Dodržujte typ hořlavého plynu při výběru ho-
řáku a hubice.
9. OCHRANNÉ ODĚVY
• Je nutné, aby pracovník obsluhy při provádění řezů používal ochranné oděvy (rukavice,
ochranné brýle s odpovídajícím světelným filtrem, helmu a ochrannou obuv).
• Mokré oděvy mohou vést k úrazům elektrickým proudem.
• Udržujte oděvy prosté od oleje a tuku, aby se zabránilo reakci s kyslíkem.
10. OPATŘENÍ, KTERÁ JE TŘEBA PODNIKNOUT NA PRACOVIŠTI
• Udržujte plamen mimo oblast plynového zdroje, dodržujte bezpečnostní vzdálenost alespoň
3 m (plynové tlakové láhve, plynové potrubní vedení a hadice)
• Nevystavujte láhev s acetylenem, potrubní vedení, hadice a trubice teplotám vyšším než
50°C (130 °F).
• Kyslík sám o sobě nevzplane, avšak v případě kontaktu s jinými hořlavými materiály může
snadno dojít ke vznícení.
• Ujistěte se, že koncentrace kyslíku v pracovní oblasti není vyšší než jeho koncentrace v
atmosféře.
• Kontakt kyslíku s mazivem, tukem či jinými uhlovodíky může vést k požáru a výbuchu.
Zajistěte, aby všechny komponenty, které se mohou dostat do kontaktu s kyslíkem, byly prosté
oleje a tuku.
• Kyslík, propan, butan, propylen a jejich směsi jsou těžší než vzduch.
• Zajistěte během řezání dostatečné větrání pracovního prostoru.
• Zajistěte, aby byly v pracovní oblasti k dispozici hasicí přístroj, písek, voda, atd.
• Uchovávejte hořlavé materiály mimo místo, kde probíhá řezání a kde dochází k tvorbě jisker.

38/136
CS
Roztavená horní hrana s
přiléhající struskou
• Tlak řezacího kyslíku je příliš
vysoký
• Příliš silný nahřívací plamen
• Vzdálenost mezi hubicí a
plechem je příliš velká
Zaoblená spodní hrana
• Tlak řezacího kyslíku je
příliš vysoký
• Příliš velká rychlost řezání
• Špinavá a/nebo poškozená
hubice
Nadměrná hloubka tažné linie
u řezu
• Příliš velká nebo nepravide-
lná rychlost řezání
• Vzdálenost mezi hubicí a
plechem je příliš malá
• Příliš silný nahřívací plamen
Nepravidelná hloubka linie
řezu
• Příliš velká nebo nepravi-
delná rychlost řezání
• Plamen je příliš slabý
Jednotlivé drážkové poruchy
• Příliš malá rychlost řezání
• Povrch plechu je zkorodo-
vaný nebo špinavý nebo s
usazeninami
• Vzdálenost mezi hubicí a
plechem je příliš malá
• Plamen je příliš slabý
• Došlo k zhasnutí hořáku
• Plech s jemně rozdělenými
vměstky
Seskupené oblasti
drážkových poruch
• Příliš velká rychlost řezání
• Povrch plechu je zkorodo-
vaný nebo špinavý nebo s
usazeninami
• Vzdálenost mezi hubicí a
plechem je příliš malá
• Plamen je příliš slabý
Seskupené drážkové
poruchy ve spodní polovině
řezu
• Příliš malá rychlost řezání
• Špinavá a/nebo poškozená
hubice
Pevně přiléhající linie strusky
u spodní hrany
• Příliš velká nebo příliš malá
rychlost řezání
• Vzdálenost mezi hubicí a
plechem je příliš velká
• Tlak řezacího kyslíku je příliš
nízký
• Příliš malá velikost hubice
vzhledem k tloušťce, která
se má řezat
• Plamen je příliš slabý
• Povrch plechu je zkorodo-
vaný nebo špinavý (zbar-
vený) nebo s usazeninami
Konkávní profil povrchu řezu
• Příliš velká rychlost řezání
• Špinavá a/nebo poškozená
hubice nebo je velikost hu-
bice příliš malá na tloušťku,
která se má řezat
• Tlak řezacího kyslíku je
příliš nízký
Nepravidelný profil povrchu
řezu
• Tlak řezacího kyslíku je
příliš nízký
• Špinavá a/nebo poškozená
hubice
• Příliš velká rychlost řezání
vysoký
Roztavení povrchu hrany
• Příliš malá rychlost řezání
• Příliš silný nahřívací plamen
• Vzdálenost mezi hubicí
a plechem je příliš velká/
příliš malá
• Příliš velká velikost hubice
vzhledem k tloušťce, která
se má řezat
Řetězec ztuhnutých kapek
• Příliš silný zahřívací plamen
• Vzdálenost mezi hubicí a
plechem je příliš malá
• Zkorodovaný povrch
plechu nebo s obsahem
nánosů
Zúžení řezné spáry (sbíhání)
• Příliš velká rychlost
řezání
• Vzdálenost mezi hubicí a
plechem je příliš velká
• Špinavá a/nebo poškozená
hubice
Zúžení řezné spáry (roz-
bíhání)
• Příliš velká rychlost řezání
• Vzdálenost mezi hubicí a
plechem je příliš velká
• Tlak řezacího kyslíku je
příliš vysoký
Konkávní povrch řezu pod
horním okrajem
• Tlak řezacího kyslíku je příliš
vysoký
• Špinavá a/nebo poškozená
hubice
• Vzdálenost mezi hubicí a
plechem je příliš velká
Schod u spodní hrany
• Příliš velká rychlost řezání
• Špinavá a/nebo poškozená
hubice
Doporučení k seřízení pro dokonalé řezání

FR
39/136
Fig.1 Machine GCE proFIT® SLM avec rail de
guidage à revêtement zingué
1. DESCRIPTION
GCE proFIT® SLM est la machine portable
de découpe droite par oxycoupage utilisée
pour découpe de l’acier non allié en utilisant
la flamme de préchauage oxygène – gaz
combustible. Cette machine peut également
être utilisée pour la coupe linéaire et
circulaire ou pour la coupe des courbes avec
la commande manuelle de déplacement,
sous condition d’installation des parties
supplémentaires et p. ex. d’un chalumeau
additionnel.
La machine de découpe GCE proFIT® SLM
peut être utilisée pour la coupe droite,
coupe courbée ou la coupe angulaire avec
un ou deux torches de coupe au maximum.
L’épaisseur de matière à couper maximale
est de 150 mm avec un chalumeau et
100mm avec deux chalumeaux.
La machine complète se compose de plusieurs parties à commander séparément, voir
instructions et recommandations ci-dessous.
La machine GCE proFIT® SLM peut être utilisée aussi pour coupage par plasma, préchauage
et soudure, mais seulement avec des équipements supplémentaires (non fournis avec la
machine), et après avoir fait les modifications nécessaires.
Ce mode d’emploi explique les principes de fonctionnement sûr et ecace de la machine GCE
proFIT® SLM.
La machine portable de découpe GCE proFIT® SLM peut être utilisée seulement en respectant
les avertissements spécifiés dans le mode d’emploi.
Il faut que les opérateurs de cette machine aprennent le contenu de ce mode d’emploi et
qu’ils aient les expériences avec équipement d’oxycoupage et qu’ils soyent formés suivant
les exigences des normes ISO, EN, nationales ou les procédure de l’entreprise, tout en
respectant toutes les exigences de la loi.
2. CARACTÉRISTIQUES DE LA MACHINE
2.1. PARAMÈTRES TECHNIQUES
Capacité de coupe (épaisseur
de matière)
capacité de coupe jusqu’à 150mm avec un chalumeau,
jusqu’à 100mm avec deux chalumeaux
Vitesse de coupe 50-1600mm/min
Direction de mouvement en avant et en arrière à vitesse variable
Alimentation électrique 230V AC / 110V AC
Alimentation du moteur 24V DC
Connexion d’oxygène
d’entrée
G1/4”, jusqu’à 8 bar, tuyau DN6
Connexion de gaz d’entrée G3/8” LH, jusqu’à 1 bar, tuyau DN8
Dimensions de la machine 175mm x 350mm x 140mm (largeur x longueur x hau-
teur) sans chalumeau, tuyaux et barre de chalumeau
Poids 9kg avec un chalumeau

FR
40/136
2.2. L’ENSEMBLE DE MACHINE DE BASE
COMPREND:
• La machine y compris l’équipement pour un chalumeau
• Un chalumeau mixte pour les tubes de mélange
(seulement pour 0870613)
• Support de chalumeau, barre de chalumeau, capot de
protection thermique
• Tuyaux intérieurs de gaz, le corps distributeur de gaz avec
des vannes d’arrêt
• Tige pour coupage circulaire, pièce cylindrique centrale
• Câble électrique avec prise
• Accessoires de montage et nettoyage des buses
• Allume-gaz
• Rail de guidage est livré séparément de la machine
2.3. ARTICLES À COMMANDER
Machines de découpe et rails de guidage
Numéro d’art. Description
0870613 Machine GCE proFIT® SLM avec un chalumeau pour buses de mélange,
sans guide, 230V
0870614 Machine GCE proFIT® SLM sans chalumeau, sans guide, 230V
0870615 Machine GCE proFIT® SLM avec un chalumeau pour buses de mélange,
sans guide, 110V
0870616 Kit d’adaptation pour le seconde chalumeau de coupage
0870617 Guide 1,8 m avec un verrou de connexion intégré, acier avec revête-
ment zingué
Pour les chalumeaux découpeurs commandés avec la machine 0870614 voir aussi Fig. 2:
Numéro d’art. Description Type de
gaz
Buses
recommandées
Pos.
F25310014 Chalumeau découpeur pour
buses de mélange
APMYF ANME
PNME
1
F25310013 BIR+, chalumeau découpeur
- injecteur
AAC 2
F25310012 BIR+, chalumeau découpeur
- injecteur
PMYF PUZ 2
2.3.1.ARRÊTOIRS CONTRE LE RETOUR DE FLAMME
Il est recommandé d’utiliser les arrêtoirs antiretour de flamme pour tous les gaz. Ces arrêtoirs
doivent être installés sur les entrées des chalumeaux. Il est également recommandé et selon
les règles locales également obligatoire d’utiliser les arrêtoirs antiretour de flamme installés
chez le détendeur ou dans la prise de gaz de tuyau de gaz.
Arrêtoirs antiretour de flamme pour chalumeaux découpeurs suivant EN 5171-1.
Numéro d’art. Gaz Raccordement (EN 560)
14008408 Oxygène de découpe G3/8”
14008263 Oxygène de préchauage G1/4”
14008278 Gaz combustible G3/8” LH
Fig.2 Chalumeaux de coupe
1 2

FR
41/136
2.4. BUSES DE COUPE
Code Épaisseur de
matière
(mm)
Épaisseur de
matière (mm)
Oxygène (bar) Gaz
combus-
tible
(bar)
Torches de coupe AC - Acétylène
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Nahřív. trubice
Nahřív. trubice
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Torches de coupe PUZ - Propane / Gaz naturel
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Buse de préch.
Buse de préch.
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Les buses de découpe et de préchauffage sont fournies séparément, les buses de
découpe en paquet par 5 pièces.
Code Épaisseur de
matière
(mm)
Gaz combus-
tible
(bar)
Épaisseur de
matière (mm)
Oxygène
(bar)
Gaz com-
bustible
(bar)
Torches de coupe ANME - Acétylène
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Torches de coupe PNME - Propane / Gaz naturel
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

FR
42/136
Commande
de mouve-
ment en
avant
Fig.3: Description de la machine
Vanne d’arrêt de
l’oxygène de
réchauement
Raccord d’entrée
de l’oxygène:
G1/4
Flexibles intérieurs
de gaz
Guide
Chalumeau
de coupage
avec support
Vanne d’arrêt
de l’oxygène de
découpe
Vanne d’arrêt de
gaz combustible
Raccord d’entrée
de gaz combusti-
ble: G3/8 LH
Lame de
réglage de
distance
Commande de
réglage de tige
pour réglage de
la distance
Commande
pour verrouil-
lage de tige
pour réglage
de distance de
chalumeau
Commande de
réglage de la hauteur
de chalumeau
Buse de découpe
Commande pour
angle de découpe
Capot de protec-
tion thermique
Roue de
commande
manuelle
Corps
de machine
Câble
d’alimentation
avec prise
Levier de
raccord
Commande
de vitesse

FR
43/136
3. INSTALLATION DE LA MACHINE
La machine est livrée partiellement démontée, avec chalumeau de coupage et les parties
du bras séparées. Sortez toutes les pièces de leur emballage. Installez les dans la séquence
décrite ci-dessous pour pouvoir les utiliser.
3.1. ALIMENTATION ÉLECTRIQUE
Vérifier l’alimentation électrique (tension maximum autorisée) avant de connecter la machine au
réseau (voir le point 2.1. ci-dessus Paramètres techniques). Seule la prise et câbles qui ne sont
pas endommagés peuvent être connectés dans le réseau d’alimentation. Seule la manière de
raccordement conforme aux normes nationales doit être utilisée.
Description des couleurs des fils du câble d’alimentation:
• Brun: Phase
• Bleu: Neutre
• Vert / jaune: Terre
3.2. FOURNITURE DE L’OXYGÈNE ET DU GAZ COMBUSTIBLE
3.2.1. Le tuyau d’entrée de gaz combustible devrait avoir le diamètre intérieur 8mm au moins
(dépend de la longueur de tuyau). Seuls les tuyaux selon ISO 3821 doivent être utilisés. Le
raccordement de tuyau d’entrée de la machine est G3/8”LH avec armature suivant EN 560.
Pour une pression de gaz combustible s’il vous plaît suivez le schéma des buses de découpage
avec tous les détails ci-dessus.
3.2.2. Le tuyau d’entrée de l’oxygène devrait avoir le diamètre intérieur 6mm ou 8mm (dépend
de la longueur de tuyau de l’épaisseur de découpe). Seuls les tuyaux selon ISO3821 doivent
être utilisés. Le raccordement de tuyau est G1/4”LH avec armature suivant EN 560. Pour une
pression de l’oxygène s’il vous plaît suivez le schéma des buses de découpage avec tous les
détails ci-dessus.
NOTE: Afin d’éviter les dangers suite au retour de flamme, il faut utiliser les arrêtoirs
correspondantes contre le retour de flamme spécifiés ci-dessous.
NOTE: Seuls les tuyaux de gaz avec des éléments d’armature qui ne sont pas endommagés
et qui sont propres et bien fixés. L’étanchéité des tuyaux doit être testéé tous les trois mois
au plus tard avec aide de la pression pneumatique maximale de travail au bain de l’eau. Il est
recommandé de remplacer la totalité des tuyaux du gaz tous les trois ans au plus tard.
3.3. INSTALLEZ LE CÂBLE ET LES TUYAUX DE GAZ INTERNES
en même tempas, par exemple avec l’aide de support de tuyaux.
3.4. INSTALLEZ LA BARRE DE CHALUMEAU DÉCOUPEUR,
le support de chalumeau découpeur et le chalumeau découpeur, comme indiqué sur Fig. 3 - 5,
conformément à la forme de découpe demandée.
3.5. RACCORDER LES TUYAUX INTERNES SUR LE CHALUMEAU DE
DÉCOUPE ET LE DISTRIBUTEUR DE GAZ.
Comme le raccordement de chaque tuyau de gaz est diérent, il n’est pas possible de les
changer ensemble.
3.6. INSÉREZ LE CORDON D’ALIMENTATION DE VOTRE MACHINE
à une prise correspondate (utiliser le type de connexion suivant la norme ou réglementation
locale correspondante). Branchez le tuyau d’oxygène d’entrée et de gaz combustible d’entrée
pour assurer le système d’approvisionnement adéquat.
NOTE: Installez votre appareil sur une prise mise à la terre afin d’éviter les dangers liés avec
alimentation électrique.

FR
44/136
4. OPÉRATION
4.1. AVANT DE
COMMENCER À
DÉCOUPER
4.1.1. L’opérateur doit être au
courant des principes de sécurité
spécifiés dans la présente
Instruction pour l’utilisation avant
toute manipulation avec la machine
GCE proFIT® SLM. L’opérateur
doit avoir les expériences avec
l’équipement d’oxycoupage et il doit
être formé suivant les exigences des
normes ISO, EN ou règlements en
respectant toutes les exigences des
autorités judiciaires.
4.1.2. Il est possible d’utiliser
seulement des buses de découpe (buses) suivant le tableau ci-dessus. Il est nécessaire de
respecter le type de buse de découpe (buse mélangeur, resp. chalumeau injecteur), et il est
aussi respecter le type du gaz combustible. N’utiliser que la buse sans endommagement, avec
le siège propre et en bon état.
4.1.3. Vérifiez également le siège de la tête du chalumeau de découpe avant le montage
de buse dans la tête du chalumeau. Il est nécessaire d’utiliser seulement le chalumeau de
découpe de la liste ci-dessus, avec un siège de buse propre et en bon état. Il est nécessaire de
respecter le type du chalumeau de coupage (mélangeur ou injecteur), et il faut aussi respecter
le type du gaz combustible.
4.1.4. CHOIX DE BUSE
Suivez le tableau ci-dessus avec les buses de découpe (buses). Utiliser la taille des buses
appropriée selon l’épaisseur des tôles de métal. Les buses de coupe GCE sont conçues pour
découpage de niveau de qualité 1 selon la norme EN ISO 9013. Il est possible d’obtenir la
vitesse de découpage maximale en utilisant les paramètres de configuration de coupe selon
tableau ci-dessus, en faisant des coupes droites, en utilisant les tôles de métal avec surface
propre, machine de découpage de qualité, des buses de découpe en bon état, d’oxygène
avec la pureté de 99,5% ou mieux. Les valeurs de pression de gaz sont mesurées à l’entrée
du chalumeau.
4.1.5.COUPLE DE SERRAGE DES BUSES:
Chalumeau de coupage avec buse mélangeur: 22 – 30 Nm
Chalumeau de coupage BIR+: 12 Nm pour buse de coupage intérieure et 18 Nm pour buse de
réchaue extérieure
NOTE: Toutes les pièces en contact avec l’oxygène doit être exemptes d’huile et de graisse
pour la cause de danger d’explosion! Vérifiez si tous les raccords filetés et les surfaces
d’étanchéité, p. ex. des cônes et des balles sont propres et en bon état!
4.2. ALLUMAGE ET RÉGLAGE DE LA FLAMME
4.2.1. Vérifiez l’étanchéité de tous les raccordements de gaz.
4.2.2. Réglez la pression d’entrée de gaz selon les valeurs dans le tableau des buses de coupe
ci-dessus, voir point 2.4 (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi). Ouvrez la vanne de
gaz combustible et la vanne de l’oxygène de préchauage. Allumez le mélange sortant avec
un allumeur correspondant (Ne pas utilisez de métal chaud ou une alumette). Si la pression est
réglée correctement, la flamme de réduction (de carburation) est créée. A l’aide de la vanne
du gaz combustible, il faut régler la flamme neutre pour qu’elle corresponde à la découpe
demandée.
Fig.4: Réglage de flamme
Flamme de
réduction lors
d’allumage
Flamme neutre
Flamme neutre
avec l’oxygène
de découpe
env. 1mm
Pièce coupée

FR
45/136
4.2.3. Ouvrez brièvement la vanne de
l’oxygène de découpe pour voir l’ajustement
correct de flamme neutre et fermez-le. (voir
aussi Fig. 4)
4.3. INITIATION D’OPÉRATION DE
DÉCOUPE
Portez le chalumeau à la position initiale de
coupe et commencez à chauer localement la
pièce à la température d’allumage, la couleur
est environ rouge / jaune claire. Ensuite,
ouvrez la vanne d’oxygène de découpe en
même temps mettez en marche l’avance de la
machine dans la direction demandée.
4.4. LA VITESSE DE COUPE
CORRECTE
peut être vue par la production de scories, de
jet des étincelles presque vertical et du bruit
de découpe. Les valeurs approximatives de la
vitesse de découpe peuvent être reprises à
partir du tableau des buses de coupe coupe
comme indiqué ci-dessus.
4.5. LA DÉCOUPE DES BANDES À
L’AIDE DU RAIL DE GUIDAGE
4.5.1. Placer le rail sur la partie à couper. Si il ya
un besoin pour une longueur de plus de 1,8 m,
connectez le second rail avec le premier comme indiqué sur la figure 5.
4.5.2. Placez l’unité GCE proFIT® SLM sur le rail. Assurez-vous que les roues avant et arrière se
positionnent dans les rainures du rail. La roue arrière doit s’enclencher afin qu’elle ne bouge
pas.
4.5.3. Réglez la vitesse de coupe par rapport à la buse particulière et l’épaisseur de matière.
Réglez aussi la direction de mouvement. Tournez le levier d’embrayage à la direction de la
flèche pour assurer la position de garde.
4.5.4. Réglez le chalumeau découpeur à la tôle correspondante et l’endroit de début de coupe.
Allumez et réglez la flamme de préchauage comme demandé dans les instruction ci-dessus.
Faites le préchauage de la matière à la température d’allumage.
4.5.5. En même temps, ouvrez entièrement la vanne d’oxygène de découpe et commencez
à déplacer la machine en mettant le commutateur de contrôle du mouvement dans le sens
demandé, comme indiqué sur la figure 3.
4.5.6. Après avoir fini le découpage, arrêtez la machine en mettant le commutateur de contrôle
du mouvement en position centrale, fermez l’entrées de tous les gaz. Les soupapes à gaz
doivent être fermées en séquence suivante: 1. oxycoupage, 2. gaz combustible, 3. oxygène
de préchauage.
4.6. DÉCOUPE GUIDÉE MANUELLEMENT
La machine de coupage GCE proFIT® SLM peut être guidée manuellement par l’opérateur
pour créer n’importe quelle forme de coupe suivant la forme marquée sur la tôle. La roue de
manipulation doit être libre pour toutes les directions de mouvement, et toutes les trois roues
devraient être en contact avec le panneau. Voir aussi figure 6.
Fig.5: Liaison de guide
Bord droit
Fig. 6: Coupe guidée manuellement

FR
46/136
4.7. PRÉPARATION DES BORDS DE TÔLE AVANT SOUDAGE
– coupes angulaires avec un chalumeau (sans émousser la racine de soudure).
Préparez l’unité GCE proFIT® SLM suivant le point 4.5. ci-dessus. Dévissez légèrement la
commande de réglage de l’angle du chalumeau et tournez le chalumeau avec son support
pour pouvoir obtenir l’angle souhaité. Puis reserrez bien la commande de réglage de l’angle du
chalumeau. Après, suivez les instructions dans le point 4.5.
4.8. DÉCOUPAGE AVEC DEUX CHALUMEAUX
Si la machine GCE proFIT® SLM est équipée
seulement pour opération de découpe avec
un chalumeau, il est nécessaire d’installer un
kit d’extension avec un second chalumeau
(référence article 0870616) (voir Fig. 7).
Eectuez les étapes suivantes:
1. Démontez le distributeur de gaz pour un
chalumeau du corps de la machine et
déposez des tuyaux du distributeur.
2. Déposez le support de chalumeau avec
le chalumeau de la barre de réglage
de distance et déposez la barre de la
machine.
3. Installez le distributeur de gaz pour les
deux chalumeaux sur le corps de la
machine.
4. Mettez la barre de réglage de la distance
pour les deux chalumeaux dans la
machine.
5. Installez les deux supports de
chalumeaux avec chalumeaux
découpeurs près de la barre de réglage
de distance.
6. Connectez les deux chalumeaux et le
distributeur de gaz avec les tuyaux de
gaz appropriés.
7. Utilises les bonnes buses de coupe
suivant le point 2.4 ci-dessus. La
machine GCE proFIT® SLM avec deux
chalumeaux peut être utilisée pour
découpe angulaire et découpe des
bandes, comme illustré sur figure 8.
5. ENTRETIEN
5.1. QUOTIDIEN
• Vérifiez en permanence l’étanchéité du
siège de buse de coupe.
• Essuyez la machine GCE proFIT® SLM avec un chion pour le nettoyer des scories et des
oxydes métalliques.
• Contrôlez, si les tuyaux et le câble électriques ne sont pas endommagés. Remplacez les
pièces endommagées.
• Graissez l’axe de rotation de la roue.
Fig.7: Kit d’extension avec le second
chalumeau découpeur
Fig. 8: Découpe angulaire et découpe des
bandes avec deux chalumeaux

FR
47/136
5.2. MENSUEL
• Assurez-vous que le mouvement vertical et horizontal du chalumeau est sans problèmes et
que toutes les commandes foncitonnent.
• Nettoyez le support du chalumeau, barre de réglage de distance et de toutes les parties du
support de chalumeau.
• Vérifiez l’étanchéité des tuyaux de gaz et la pièce de distribution de tuyau de gaz, y
compris les vannes de réglage. Serrez les connexions desserrées et remplacez les pièces
endommagées.
5.3. TRIMESTRIEL
• Démonter le levier d’accouplement et les vis et séparez la partie supérieure du corps de la
machine de la partie inférieure (assurez-vous que les câbles de moteur ne sont pas tendus).
• Nettoyez soigneusement les parties intérieures de la machine sans abîmer l’unité de contrôle
de la vitesse.
• Lubrifiez les pièces de connexion de moteur, les engrenages et l’accouplement avec le
lubrifiant sur la base de molybdenumdisulphide comme une mesure préventive.
• Remettez les couvercles du corps sans compression des câbles. Connectez levier
d’accouplement.
• Lubrifiez les composants des roulements de la roue avant et arrière.
• Vérifiez si la machine fonctionne correctement et vérifiez l’étanchéité du système gaz avant
de commencer à utiliser l’unité GCE proFIT® SLM.
6. LOCALISATION DE DÉFAUTS
Failure Cause Action corrective
Roue
d’entraînement
ne tourne pas
Connexions par câble sont
lâchées
Vérifiez la connexion des câbles.
Commutateur défectueux Vérifiez la connexion par câbles.
Vérifiez le commutateur en uti-
lisant un testeur.
Défaut du câble électrique
principal
Vérifiez le câble électrique princi-
pal en utilisant un testeur.
Défaut du moteur Vérifiez le moteur en utilisant un
testeur.
Vérifiez si l'arbre de moteur
tourne.
Surface de
coupe moletée
(voir aussi les
recommenda-
tions pour
réglage)
Surface de rail moletée
Rail n’est pas en contact
Assurez-vous que la surface à
découper est sufisament lisse
pour installation de rail.
Nombre de tours du moteur
incorrect
Vérifiez ou remplaces les unités
de commande.
Vibrations externes Éliminez les vibrations.
Mauvais réglage des paramètres
de découpe
Contrôlez la vitesse de découpe
par un règle.
Paliers anormaux dans le système
de transmission d'entraînement
Eectuez ou assurez la réparation
du système.
Chalumeau endommagé Remplacez le chalumeau.

FR
48/136
7. STOCKAGE, PORTAGE ET TRANSPORT
7.1. EMBALLAGE
L’unité GCE proFIT® SLM est lors d’emballage
chez le fabricant entourée par les éléments de
protection dans la boîte entière. Le corps de
machine de découpe est dans la boîte séparée
de ses accessoires; la boîte est divisée en deux
parties.
7.2. STOCKAGE
Si la machine de découpe ne va pas être
utilisée pendant une longue période, garder les
composants électriques, le chalumeau et les
buses dans la boîte pour les protéger devant la
poussière, l’humidité et autres impuretés.
7.3. PORTAGE
Conserver le produit dans la boîte afin de prévenir défauts résultants de chocs et vibrations
lors du portage.
7.4. TRANSPORT
Conserver le produit correctement dans sa boîte pour éviter son endommagement en cours
de transport.
8. CONSIGNES DE SÉCURITÉ
8.1. PRÉCAUTIONS POUR OPÉRATION ET UTILISATION
• Désignez la position stable de la machine et installez la machine correctement avant de
commencer à utiliser la machine, faites le contrôle.
• Assurez-vous que le commutateur est en position « centrale » avant d’insérer la fiche dans
prise d’alimentation.
• Gardez ces instructions de fonctionnement et de sécurité avec vous quand vous utilisez la
machine.
• Ne transportez pas la machine quand la flamme est allumée.
• Prévenir la chute des morceaux de métal ou bavures, si la machine fonctionne au-dessus du
niveau de sol.
• Soyez très prudent lorsque vous transportez la machine à l’autre endroit.
8.2. PRÉCAUTIONS DE PROTECTION CONCERNANT LE SYSTÈME
ÉLECTRIQUE
• Avant de démarrer le moteur, vérifiez la tension du réseau. Variations de tension maximale
devraient être de ± 10% de la tension spécifiée. Machine ne doit pas être utilisé avec
diérentes tensions.
Utilisez machine uniquement avec la tension spécifiée.
• Connectez le câble de votre machine à la terre.
• Envoyez la machine au service agréé ou chez le revendeur chez lequel vous avez acheté la
machine, si une des situations suivantes se produisent:
• Câbles cassés ou usés
• Si les gouttes d’eau dégouttent de votre machine ou si l’eau coule dans la machine
• Si vous pouvez observer qu’il y a quelque chose anormale dans l’opération même si la
machine est opérée correctement
• Si la machine se casse
• Si une panne compliquée nécessitant la réparation se produit
• Vérifiez régulièrement le système électrique
Fig. 9. Exemple d’emballage

FR
49/136
8.3. PRÉCAUTI,ONS CONCERNANT L’ENTRETIEN ET LE CONTRÔLE DE
LA MACHINE
• Attribuer une personne compétente et autorisée pour la maintenance et le contrôle de la
machine.
• Enlevez la fiche de la prise avant d’ouvrir le corps de la machine et réparation de la machine.
• Eectuez l’entretien périodique de la machine.
N’utilisez que le chalumeau découpeur et les buses correctes. Lors de choix du chalumeau et
des buses, respectez le type du gaz combustible.
9. VÊTEMENTS DE PROTECTION
• Il est nécessaire que l’opérateur de la machine faisant découpage utilise les vêtements
de protection (gants, lunettes de protection avec filtre de lumière adéquate, le casque et
chaussures de protection).
• Les vêtements mouillés peuvent conduire à des accidents de l’électricité.
• Gardez les vêtements sans huile et la graisse pour éviter une réaction avec l’oxygène.
10. PRÉCAUTIONS QUI DOIVENT ÊTRE PRISES DANS LA
ZONE DE TRAVAIL
• Tenez la flamme hors de la source de gaz, respectez la distance de sécurité au moins de 3m
(bouteilles de gaz, tuyaux de gaz et des flexibles)
• Ne pas exposer la bouteille d’acétylène, tuyaux de gaz et tubes aux températures supérieures
à 50 °C (130 °F).
• L’oxygène ne s’enflamme pas par lui-même, cependant en cas de contact avec un autre
matériau inflammable, il peut s’enflammer facilement.
• Assurez-vous que la concentration d’oxygène dans la zone de travail n’est pas plus élevée
que sa concentration dans l’atmosphère.
• Le contact de l’oxygène avec un lubrifiant, la graisse ou autres hydrocarbures peuvent
provoquer une incendie et explosion. Assurez que tous les composants qui peuvent être en
contact avec l’oxygène soient exempts d’huile et de graisse.
• Oxygène, propane, propylène et leurs mélanges sont plus lourds que l’air.
• Lors de découpe, assurez une bonne ventilation de la zone de travail.
• Assurez qu’un extincteur, sable, eau, etc. soient disponibles dans la zone de travail.
• Gardez les matériaux inflammables hors de l’endroit de découpe et où des étincelles se
produisent.

FR
50/136
Recommandations pour réglage afin d’obtenir la découpe parfaite
Étranglement de la fente de
découpe (convergence)
• Vitesse de coupe trop
grande
• Distance entre la buse et la
tôle trop grande
• Buse de coupe encrassée ou
endommagée
Étranglement de la fente de
découpe (divergence)
• Vitesse de coupe trop
grande
• Distance entre la buse et la
tôle trop grande
• Pression d’oxygène de
coupe trop grande
Profil concave de surface de
coupe sous le bord supérieur
• Pression d’oxygène de
coupe trop grande
• Buse de coupe encrassée
ou endommagée
• Distance entre la buse et la
tôle trop grande
Gradin au bord inférieur
• Vitesse de coupe trop
grande
• Buse de coupe encrassée
ou endommagée
Profil concave de surface
de coupe
• Vitesse de coupe trop
grande
• Buse de coupe encrassée
ou endommagée ou la
buse est trop petite pour
l’épaisseur à couper
demandée
• Pression d’oxygène de
coupe trop basse
Profil irrégulier de surface
de coupe
• Pression d’oxygène de
coupe trop basse
• Buse de coupe encrassée
ou endommagée
• Vitesse de coupe trop
grande
Fusion de surface de bord
• Vitesse de coupe trop petite
• Flamme de chaue trop
forte
• Distance entre la buse et la
tôle trop grande/trop petite
• La taille de buse trop grande
par rapport à l’épaisseur qui
doit être coupée
Chaîne de gouttelettes
solidifiées
• Flamme de chaue trop
forte
• Distance entre la buse et la
tôle trop petite
• Surface de tôle corrodé ou
avec dépôts
Arête supérieure fondue avec
scories jointes
• Pression d’oxygène de
coupe trop grande
• Flamme de chaue trop
forte
• Distance entre la buse et la
tôle trop grande
Arête inférieure arrondie
• Pression d’oxygène de
coupe trop grande
• Vitesse de coupe trop
grande
• Buse de coupe encrassée
ou endommagée
Profondeur de la ligne de
coupe excessive
• Vitesse de coupe trop
grande ou irrégulière
• Distance entre la buse et la
tôle trop petite
• Flamme de chaue trop
forte
Profondeur de la ligne de
coupe irrégulière
• Vitesse de coupe trop
grande ou irrégulière
• Flamme trop faible
Arrachements isolés
• Vitesse de coupe trop petite
• Surface de tôle corrodé ou
encrassé ou avec dépôts
• Distance entre la buse et la
tôle trop petite
• Flamme trop faible
• Flamme éteinte
• Tôle avec inclusions fine-
ment distribuées
Zones des groupes
d’arrachement
• Vitesse de coupe trop
grande
• Surface de tôle corrodé ou
encrassé ou avec dépôts
• Distance entre la buse et la
tôle trop petite
• Flamme trop faible
Zones des groupes
d’arrachement dans la partie
inférieure de coupe
• Vitesse de coupe trop petite
• Buse de coupe encrassée
ou endommagée
Ligne de scorie fermement
adhérente au bord inférieur
• Vitesse de coupe trop
grande ou trop petite
• Distance entre la buse et la
tôle trop grande
• Pression d’oxygène de
coupe trop basse
• La taille de buse trop petite
par rapport à l’épaisseur
qui doit être coupée
• Flamme trop faible
• Surface de tôle corrodé ou
encrassé(coloré) ou avec
dépôts

IT
51/136
Fig.1 Macchina GCE proFIT® SLM con la rotaia
zincata
1. DESCRIZIONE
GCE proFIT® SLM è una macchina portatile
per l´ossitaglio. La macchina si usa per tagli
di acciai non legati con l´uso di fiamma
preriscaldante, composta dall´ossigeno e
il gas combustibile. Inoltre, la macchina è
adatta per tagli lineari e circolari o per tagli
sagomati tramite controllo manuale del
movimento, a condizione che siano istallati
accessori e eventualmente un altro cannello.
La macchina da taglio GCE proFIT® SLM si
può utilizzare per tagli lineari, sagomati o
inclinati con una o massimo due cannelli da
taglio. Lo spessore massimo del materiale
tagliato con un cannello è 150mm e 100mm
con due cannelli.
La completa macchina è composta da più
parti che bisogna ordinare separatamente,
vedi le istruzioni e raccomandazioni riportate
in basso.
La macchina GCE proFIT® SLM si può utilizzare per taglio plasma, preriscaldamento o saldatura,
a condizione che sia dotata di accessori (che non fanno parte della fornitura) e di alcune
modifiche tecniche.
Il presente manuale descrive i principi del funzionamento sicuro ed ecace della macchina
GCE proFIT® SLM.
La macchina da taglio portatile GCE proFIT® SLM si può usare solo in osservanza di avvertimenti
che sono riportati nel manuale d´uso.
É necessario, che addetti alla macchina si familiarizzino con il contenuto della manuale d´uso.
Inoltre è importante che il personale abbia esperienza con il taglio ad ossigeno e che sia
addestrato ai requisiti della norma ISO, EN o alle norme nazionali e aziendali che rispettano
tutti i requisiti di legge.
2. CARATTERISTICHE DELLA MACCHINA
2.1. DATI TECNICI
Potenza di taglio (spessore
materiale)
Fino a 150mm con un cannello, fino a 100mm con due
cannelli
Velocità di taglio 50-1600mm/min
Direzione movimento Avanti e dietro con velocità variabile
Alimentazione elettrica 230V AC / 110V AC
Alimentazione del motore 24V DC
Allacciamento ingresso
dell´ossigeno
G1/4”, fino a 8 bar, tubo flessibile DN6
Allacciamento ingresso gas
combustibile
G3/8” LH, fino a 1bar, tubo flessibile DN8
Dimensioni della macchina 175mm x 350mm x 140mm (larghezza x lunghezza x
altezza) senza cannello, tubi e barra del cannello
Peso 9kg con un cannello

IT
52/136
2.2. CONFEZIONE DI BASE CONTIENE:
• macchina compreso accessori per un cannello
• un cannello per ugelli di miscela (solo per 0870613)
• porta cannello, barra di cannello, scudo protettivo
• tubi flessibili interni per gas, distributore gas con valvole di chiusura
• barra per taglio circolare, pezzo centrale circolare
• cavo elettrico con spina
• accessori per montaggio e pulizia di ugelli
• accendi fiamma
• rotaia di guida è fornita separatamente dalla macchina
2.3. KIT DA ORDINARE
Macchina da taglio e rotaie di guida
N. voce Descrizione
0870613 Macchina GCE proFIT® SLM con un cannello per ugelli miscela, senza
rotaia, 230V
0870614 Macchina GCE proFIT® SLM senza cannello, senza rotaia, 230V
0870615 Macchina GCE proFIT® SLM con un cannello per ugelli miscela, senza
rotaia, 110V
0870616 Kit ampliato per secondo cannello di taglio
0870617 1,8Rotaia 1,8 m con attacco integrato, acciaio zincato
Per cannelli da taglio ordinati con la macchina 0870614 vedi anche Fig. n.2
N. voce Descrizione Gas tipo Ugelli da taglio
raccomandati
Pos.
F25310014 Cannello da taglio con ugello APMYF ANME
PNME
1
F25310013 BIR +, torcia per taglio iniettori A AC 2
F25310012 BIR +, torcia per taglio iniettori PMYF PUZ 2
2.3.1.SICUREZZE CONTRO RITORNO DELLA FIAMMA
Si raccomanda di usare le sicurezze contro ritorno fiamma, per tutti i gas. Le sicurezze si
montano agli ingressi dei cannelli. Inoltre si raccomanda e, in funzione delle norme locali
può essere obbligatorio, l´uso delle sicurezze contro ritorno fiamma, installate dalla valvola di
riduzione o sul punto di prelievo dall´impianto di distribuzione.
Sicurezze contro ritorno fiamma per cannelli da taglio della macchina secondo
EN5175-1
Numero voce Gas Collegamento (EN 560)
14008408 Ossigeno da taglio G3/8”
14008263 Ossigeno riscaldante G1/4”
14008278 Gas combustibile G3/8” LH
Fig.2 Ugelli da taglio
1 2

IT
53/136
2.4. UGELLI DA TAGLIO
N. voce Spessore
da tagliare
(mm)
Velocità di
taglio
(mm/min)
Ossigeno
(bar)
Gas
combustible
(bar)
Ugelli da taglio AC - Acetilene
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Ugello riscal.
Ugello riscal.
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Ugelli da taglio PUZ - Propano / Gas naturale
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Ugello riscal.
Ugello riscal.
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Ugelli da taglio e riscaldanti sono forniti separatamente. Ugelli da taglio in una
confezione da 5 pezzi.
N. voce Spessore
da tagliare
(mm)
Grandezza
ugello
(pollici)
Velocità di
taglio
(mm/min)
Ossigeno
(bar)
Gas
combustible
(bar)
Ugelli da taglio ANME - Acetilene
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Ugelli da taglio PNME - Propano / Gas naturale
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

IT
54/136
Comando
movimento
avanti-
dietro
Fig.3: Descrizione della macchina
Valvola di
chiusura ossigeno
riscaldante
Ingresso os-
sigeno: G1/4
Tubi di gas interni
Rotaia
Cannello con
portacannello
Valvola
di chiusura
ossigeno da taglio
Valvola di chiusura
gas combustibile
Ingresso gas
combustibile :
G3/8 LH
Listello
regolazione
lunghezza
Manopola
regolazione
lunghezza
barra
Manopola
per arresto
barra di
regolazione
Manopola regolazione
altezza cannello
Ugello da taglio
Manopola
angolo di taglio
Scudo antitermico
Manopola
controllo
manuale
Cassa
macchina
Cavo alime-
nazione
con spina
Levetta ac-
coppiamento
Comando
di velocità

IT
55/136
3. ISTALLAZIONE DELLA MACCHINA
La macchina è fornita parzialmente smontata, con cannello da taglio separato e parti del
braccio separati. Prelevare tutte le parti dall´imballaggio. Per iniziare il lavoro, montare le parti
nell´ordine sotto riportato.
3.1. ALIMENTAZIONE ELETTRICA
Controllare l´alimentazione elettrica (tensione massima ammissibile) prima di allacciare la
macchina in rete (vedi il punto sopra riportato 2.1. Dati tecnici). Nella rete si può allacciare solo
la presa e il cavo non danneggiato. Applicare il modo di allacciamento che ottempera i requisiti
della norma.
Colori di singoli conduttori del cavo d´alimentazione:
• Marrone: fase
• Blu: conduttore zero
• Giallo-verde: terra
3.2. EROGAZIONE DELL´OSSIGENO E GAS COMBUSTIBILE
3.2.1. Il tubo d´ingresso del gas combustibile deve avere il diametro interno pari almeno a 8mm
(dipende dalla lunghezza del tubo). Si possono utilizzare solo tubi flessibili a norma ISO 3821 .
Allacciamento all´ingresso macchina G3/8”LH con il raccordo a norma EN 560. Per la pressione
del gas combustibile, consultare lo schema di ugelli da taglio con tutti i dati sopra riportati.
3.2.2. Il tubo d´ingresso dell´ossigeno deve avere il diametro interno di almeno 6mm o 8mm
(dipende dalla lunghezza del tubo e spessore da tagliare). Si possono utilizzare solo tubi
flessibili a norma ISO 3821. Allacciamento all´ingresso macchina G1/4” con il raccordo a norma
EN 560. Per la pressione dell´ossigeno, consultare lo schema di ugelli da taglio con tutti i dati
sopra riportati.
NOTA: Per prevenire il rischio di ritorno della fiamma, utilizzare le sicurezze contro ritorno
fiamma, che sono riportate in basso.
NOTA: É necessario utilizzare solo tubi flessibili di gas con raccordi integri, puliti e ben fissati.
La tenuta del tubo deve essere provata almeno ogni tre mesi in bagno d´acqua, usando
massima pressione pneumatica di lavoro. Vi raccomandiamo di sostituire tutti i tubi flessibili
dopo ogni tre anni.
3.3. ISTALLARE INSIEME IL CAVO E TUBI INTERNI DI GAS,
per es. usando un sostegno di tubolare.
3.4. ISTALLARE LA BARRA DEL CANNELLO DA TAGLIO, IL
PORTACANNELLO ED IL CANNELLO
come si vede nella fig. n. 3 - 5, in funzione della sagoma richiesta.
3.5. ALLACCIARE I TUBI INTERNI AL CANNELLO DA TAGLIO ED AL
DISTRIBUTORE DI GAS.
Siccome i raccordi dei tubi sono diversi, non possono essere scambiati.
3.6. INSERIRE LA SPINA DEL CAVO DELL´ALIMENTAZIONE
nell’apposita presa (usare la connessione a norma). Per erogare i gas al sistema, allacciare il
tubo d´ingresso dell´ossigeno e il tubo d´ingresso del gas combustibile.
NOTA: Allacciare la macchina alla presa con messa a terra, per prevenire i rischi concernenti
l´alimentazione elettrica.

IT
56/136
4. FUNZIONAMENTO
4.1. PRIMA DEL TAGLIO
4.1.1. L´addetto alla macchina deve
conoscere i principi dell´uso sicuro,
che sono specificati nel presente
manuale prima di iniziare qualsiasi
manipolazione con la macchina GCE
proFIT® SLM. L´addetto deve avere
esperienze con taglio ad ossigeno e
deve essere istruito in ottemperanza
alle disposizioni normative ISO, EN
o altre norme o regolamenti che
richiedono enti competenti.
4.1.2. É necessario usare
esclusivamente ugelli descritti nella
tabella sopra riportata, rispettando
inoltre il tipo del cannello (ugello
miscela, eventualmente ugello ad iniezione) ed il tipo del gas combustibile. Utilizzare solo ugelli
non danneggiati, con sede integra e pulita.
4.1.3. Controllare inoltre la sede della testa del cannello prima del montaggio di ugello nella
testa del cannello. Utilizzare solo ugelli descritti nell´elenco sopra riportato, con la sede integra
e pulita. Rispettare il tipo del cannello (ugello miscela, eventualmente ugello ad iniezione),
nonché il tipo del gas combustibile.
4.1.4. SELEZIONE DELL’UGELLO
Procedere secondo la tabella sopra riportata di ugelli da taglio. Utilizzare la corretta grandezza,
in funzione della piastra di metallo. Gli ugelli GCE sono progettati per tagli di qualità livello 1, di
cui la EN ISO 9013. Si può raggiungere la velocità massima, impostando i parametri di taglio
secondo la tabella, tagliando diritto, avendo la superficie di lamiera pulita, usando macchine da
taglio di qualità, ugelli non danneggiati e l´ossigeno di purezza pari al 99,5% o migliore. I valori
della pressione del gas si misurano all´ingresso del cannello.
4.1.5.COPPIA DI SERRAGGIO DI UGELLI:
Cannello da taglio con ugello miscela: 22-30 Nm
Cannello da taglio BIR+: 12 Nm per ugello da taglio interno e 18Nm per ugello da riscaldamento
NOTA: ! Tutte le parti che sono in contatto con l´ossigeno devono essere sprovviste di oli e
grassi, dato il pericolo d´esplosione! Controllare, se tutte le filettature e superfici di tenuta, per
es. coni e superfici a sfera, siano pulite e integre!
4.2. ACCENSIONE E IMPOSTAZIONE DELLA FIAMMA
4.2.1. Controllare la tenuta di tutti i giunti gas.
4.2.2. Regolare valori d´ingresso della pressione del gas secondo valori descritti nella tabella
ugelli, vedi il punto 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi). Aprire la valvola
del gas combustibile e la valvola dell´ossigeno riscaldante. Accendere la miscela con un
accendi fiamma adatto (Non utilizzare un metallo caldo o fiammiferi). In caso di regolazione
della pressione corretta si crea una fiamma ridotta (carburante). Tramite la valvola del gas
combustibile bisogna regolare la fiamma neutra in funzione al taglio richiesto.
4.2.3. Aprire per breve tempo la valvola dell´ossigeno da taglio, per controllare corretta
regolazione della fiamma neutra e poi richiuderla. (vedi anche fig.4).
Fig.4: Regolazione fiamma
Fiamma di
riduzione durante
accensione
Fiamma neutra Fiamma neutra con
ossigeno da taglio
circa 1mm
Pezzo da lavorare

IT
57/136
4.3. INIZIO DEL PROCESSO DI
TAGLIO
4.3.1. Portare il cannello nella posizione
di taglio iniziale e scaldare localmente il
pezzo alla temperatura d´incandescenza,
il colore è circa rosso giallo. Poi aprire la
valvola dell´ossigeno da taglio e attivare
contemporaneamente l´avanzamento della
macchina in direzione richiesta.
4.4. LA CORRETTA VELOCITÀ DI
AVANZAMENTO
si può dedurre dalle scorie, dall’uscita
di scintille quasi verticali e dal suono
che accompagna il taglio. Per le velocità
approssimative si possono applicare i dati
dalla tabella sopra riportata che riguarda ugelli
da taglio.
4.5. TAGLIO DI STRISCE TRAMITE
ROTAIA DI GUIDA
4.5.1. Posizionare la rotaia sulla parte che
volete tagliare. Se bisogna preparare la
lunghezza superiore ai 1,8 m, collegare le due
rotaie, come si vede nella figura. n. 5.
4.5.2. Posizionare l´unità GCE proFIT® SLM sulla rotaia. Assicurarsi, che sia la ruota anteriore
che la posteriore è incastrata nella scanalatura della rotaia. La ruota posteriore deve incastrarsi
in modo fermo.
4.5.3. Aggiustare la velocità di taglio in funzione dell’ugello e dello spessore del materiale.
Correggere inoltre la direzione d´avanzamento. Per la posizione stand-by, girare la levetta
dell´accoppiamento in senso della freccia.
4.5.4. Impostare il cannello da taglio sulla lamiera e sul punto d´inizio. Accendere la fiamma
e impostarla per preriscaldamento, come decritto nelle istruzioni suddette. Preriscaldare il
materiale alla temperatura d´incandescenza.
4.5.5. Aprire contemporaneamente la valvola dell´ossigeno da taglio e iniziare ad avanzare la
macchina in senso richiesto, agendo sul selettore per regolazione di movimenti, come si vede
nella figura 3 o 4.
4.5.6. Al termine del taglio, spegnere la macchina girando il selettore di movimenti alla
posizione centrale e chiudere alimentazione di tutti i gas. Le valvole di gas devono essere
chiuse in quest’ordine: 1. Ossigeno da taglio, 2. Gas combustibile, 3. Ossigeno riscaldante.
4.6. TAGLIO CON GUIDA MANUALE
La macchina da taglio GCE proFIT® SLM può essere condotta manualmente, per creare una
sagoma libera, disegnata sulla lamiera. La rotella di manipolazione deve essere libera in tutti i
sensi e tutte e tre rotelle devono essere in contatto con la piastra. Vedi la figura n. 6.
4.7. PREPARAZIONE DI BORDI DELLA LAMIERA PRIMA DELLA
SALDATURA
– tagli inclinati con un cannello (senza smussare la radice saldatura).
Preparare l´unità GCE proFIT® SLM come descritto nel punto 4.5. sopra riportato. Allentare
leggermente la manopola per impostazione angolo del cannello e girare il cannello in modo
da ottenere l angolo richiesto, poi serrare bene la manopola d´impostazione angolo. Procedere
come descritto nel punto 4.5.
Fig.5: Collegamento della rotaia
Bordo diretto
Fig.6: Tagli manuali

IT
58/136
4.8. TAGLIO CON DUE CANNELLI
Se la macchina GCE proFIT® SLM è
equipaggiato solo per taglio con un
cannello, bisogna dapprima montare
il kit di ampliamento con secondo
cannello (n. pezzo 0870616) (vedi
Fig.7).
Eseguire seguenti passi:
1. Smontare il distributore gas per
un cannello dalla cassa macchina,
nonché i tubi flessibili
2. Togliere il portacannello con il
cannello dalla barra di regolazione
distanza e togliere la barra dalla
macchina.
3. Montare il distributore gas per due
cannelli sulla cassa della macchina
4. Inserire nella macchina la barra per
regolazione distanza di due cannelli.
5. Impostare ambedue portacannelli
con cannelli da taglio sulla barra di
regolazione distanza.
6. Collegare entrambi cannelli ed il
distributore del gas con relativi tubi
di gas.
7. Usare ugelli adatti, come descritto
nel punto 2.4. La macchina GCE
proFIT® SLM con due cannelli si può
usare per il taglio inclinato e per il
taglio di strisce, come è descritto
nella figura n. 8.
5. MAINTENANCE
5.1. GIORNALIERA
• Controllare continuamente la tenuta
della sede ugello-cannello
• Spolverare la macchina GCE proFIT®
SLM con un panno, per asportare le
scorie e l´ossidazione.
• Controllare, se i tubi flessibili e il cavo elettrico non presentino alcuni danni. Sostituire i
componenti danneggiati.
• Lubrificare l´albero della ruota.
5.2. MENSILE
• Assicurarsi, che il movimento verticale e orizzontale del cannello sia senza problemi e che
tutti i dispositivi di comando siano funzionali.
• Pulire il portacannello, la barra regolazione distanza e tutti i componenti del portacannello.
• Controllare la tenuta dei tubi di gas e del distributore gas, compreso la regolazione delle
valvole. Serrare i giunti allentati e sostituire componenti danneggiati.
Fig.7: Kit di ampliamento
con secondo cannello
Fig. 8:Taglio inclinato e taglio di strisce
con due cannelli

IT
59/136
5.3. TRIMESTRALE
• Smontare la levetta dell´accoppiamento, togliere le viti e separare la parte superiore della
cassa dalla parte bassa (attenzione a non tirare i cavi del motore).
• Pulire debitamente la parte interna della macchina senza danneggiare la centralina di
velocità.
• Come azione preventiva, lubrificare i componenti di attacco del motore, ruote dentate e la
frizione, usando grassi in base al bisolfuro molibdeno.
• Rimontare il coperchio della cassa senza premere i cavi. Collegare la levetta della frizione.
• Lubrificare le parti di cuscinetti della ruota anteriore e posteriore.
• Verificare il corretto funzionamento della macchina e controllare la tenuta del sistema a gas
prima di mettere l´unità GCE proFIT® SLM in esercizio.
6. RISOLUZIONE DEI PROBLEMI
GUASTO CAUSA PROVVEDIMENTO
La ruota di
comando non
gira
I giunti del cablaggio allentati Controllare la connessione dei cavi.
Guasto del commutatore Controllare la connessione del cavo.
Controllare il commutatore tramite
tester elettrico.
Guasto del cavo elettrico
principale
Controllare il cavo elettrico principale
con un tester.
Guasto del motore Controllare il motore con un tester.
Controllare se ruota l´albero motore.
La superficie
del taglio è
zigrinata
(vedi anche
raccoman-
dazioni per
regolazione
sotto riportate)
La rotaia è zigrinata.
La rotaia non attaccata alla
lamiera
Assicurarsi, che la superficie da
tagliare è sucientemente liscia per
montaggio della rotaia.
Scorretti giri del motore Controllare o sostituire la centralina.
Vibrazioni esterne Eliminare le vibrazioni.
Impostazione sbagliata dei
parametri di taglio
Controllare la velocità di taglio con
un regolo.
Tempi di pausa anomali nel
sistema di trasmissione
Provvedere alla riparazione del
sistema.
Danneggiamento del cannello Sostituire il cannello.
7. IMMAGAZZINAMENTO, MOVIMENTAZIONE E TRASPORTO
7.1. IMBALLAGGIO
L´unità GCE proFIT® SLM è protetta da materiali
antiurto nell´intero spazio della scatola. La cassa
della macchina è separata dagli accessori. La
scatola è suddivisa in due parti.
7.2. IMMAGAZZINAMENTO
Se la macchina da taglio non viene utilizzata per
un tempo prolungato, mantenere componenti
elettrici, cannello e ugelli nella scatola, per
proteggere la macchina dalla polvere, umidità
e impurità.
Fig. 9. Esempio dell´imballaggio

IT
60/136
7.3. MOVIMENTAZIONE
Conservare il prodotto nella scatola per prevenire i guasti da urti e vibrazioni causati durante
la movimentazione.
7.4. TRASPORTO
Conservare il prodotto nella scatola per prevenire i guasti durante il trasporto.
8. ISTRUZIONI DI SICUREZZA
8.1. MISURE PER IL FUNZIONAMENTO E L´USO
• Fissate la macchina in una posizione stabile. Provvedere alla corretta istallazione e controllo
prima di iniziare i lavori.
• Prima di inserire la spina nella presa, assicurarsi, che il selettore sia in posizione „centrale“.
• Tenere sempre il presente manuale e le istruzioni di sicurezza alla portata del personale della
macchina.
• Non movimentare la macchina se la fiamma è accesa.
• Impedire alla caduta dei pezzi metallici o bave, se la macchina lavora sopra il livello del
pavimento.
• Durante il trasportare della macchina in un altro luogo operare con cautela.
8.2. MISURE DI SICUREZZA RELATIVE AL SISTEMA ELETTRICO
• Controllare la tensione di rete prima di avviare il motore. Le oscillazioni massime ammissibili
di tensione sono ±10% della tensione specificata. Non usare la macchina con la tensione
diversa.
Usare la macchina solo con la tensione specificata.
• Collegare a terra il cavo della vostra macchina.
• Qualora avvengano le seguenti situazioni, spedire la macchina al centro di servizio autorizzato
o al rivenditore dove la macchina è stata acquistata:
• Cavi danneggiati o usurati
• Se dalla vostra macchina sgocciola l´acqua o se l´acqua trafila nella macchina
• Se riscontrate qualche anomalia durante il funzionamento, anche se la macchina è
esercitata a regola d´arte
• Se la macchina si rompe
• Se si rileva un guasto complesso che richiede una riparazione
• Controllare periodicamente il sistema elettrico
8.3. DISPOSIZIONI PER MANUTENZIONE E CONTROLLO DELLA
MACCHINA
• Adare le operazioni di manutenzione e di controllo macchina a una persona competente.
• Prima di eseguire una riparazione e prima di aprire la cassa, togliere la spina dalla presa
elettrica.
• Eseguire periodicamente la manutenzione.
Usare solo l´apposito ugello e cannello da taglio. Utilizzare il tipo del gas combustibile
approvato per il cannello e l´ugello richiesto.
9. INDUMENTO PROTETTIVO
• É necessario che il personale indossi durante le operazioni di taglio l´indumento protettivo,
i guanti, gli occhiali di protezione con l´apposito filtro antiluce, il casco e le scarpe protettive.
• Gli indumenti bagnati possono provocare la scossa elettrica.
• Tenere gli indumenti sprovvisti da oli o grassi per impedire alla reazione con l´ossigeno.

IT
61/136
10. MISURE DA PRENDERE SUL LUOGO DI LAVORO
• Tenere la fiamma fuori la fonte del gas, la distanza minima di sicurezza è almeno 3 m
(bombole a gas, l´impianto di distribuzione di gas e tubi flessibili)
• Non esporre la bombola con acetilene, l´impianto di distribuzione di gas e tubi flessibili alle
temperature superiori a 50 °C (130 °F).
• L´ossigeno da solo non s´accende, ma in contatto con altri materiali combustibili la sostanza
può facilmente infiammare.
• Assicurarsi, che la concentrazione dell´ossigeno nella zona di lavoro non sia superiore alla
concentrazione nell´aria.
• Il contatto dell´ossigeno con grassi o altri idrocarburi può causare l´incendio o esplosione.
Mantenere tutti i componenti che possono venire in contatto con l´ossigeno sprovvisti da
grassi o oli.
• Ossigeno, propano, butano, propilene e loro miscele sono più pesanti che l´aria.
• Durante le operazioni di taglio bisogna assicurare una suciente ventilazione della zona di
lavoro.
• Assicurare nella zona di lavori estintori, sabbia, acqua ecc..
• Conservare i materiali infiammabili fuori la zona di taglio e di scintille.

IT
62/136
Raccomandazioni per un taglio perfetto
Fenditura di taglio si ras-
trema (divergenza)
• Velocità di taglio troppo alta
• Distanza troppo grande tra
ugello e lamiera
• Ugello sporco e /o
danneggiato
Fenditura del taglio ras-
tremata (convergenza)
• Velocità di taglio troppo alta
• Distanza troppo grande tra
ugello e lamiera
• Pressione dell´ossigeno
troppo alta
Superficie del taglio concava
dallo spigolo superiore
• Pressione dell´ossigeno da
taglio troppo alta
• Ugello sporco e /o
danneggiato
• Distanza troppo grande tra
ugello e lamiera
Scalino dal bordo inferiore
• Velocità di taglio troppo
alta
• Ugello sporco e /o
danneggiato
Profilo concavo della superfi-
cie di taglio
• Velocità di taglio troppo alta
• Ugello sporco e /o dan-
neggiato o l´ugello è troppo
piccolo per lo spessore da
tagliare
• Pressione dell´ossigeno da
taglio troppo bassa
Profilo del taglio irregolare
• Pressione dell´ossigeno da
taglio troppo bassa
• Ugello sporco e /o
danneggiato
• Velocità di taglio troppo alta
Superficie del bordo è fusa
• Velocità di taglio troppo
bassa
• Fiamma di riscaldamento
troppo forte
• Distanza troppo grande /
troppo corta tra ugello e
lamiera
• Ugello troppo grande visto
lo spessore da tagliare
Catena di gocce indurite
• Fiamma di riscaldamento
troppo forte
• Distanza troppo corta tra
ugello e lamiera
• Lamiera con ruggine o con
depositi
Bordo superiore fuso con
bave
• Pressione dell´ossigeno da
taglio troppo alta
• Fiamma di riscaldamento
troppo forte
• Distanza troppo grande tra
ugello e lamiera
Bordo inferiore smussato
• Pressione dell´ossigeno da
taglio troppo alta
• Velocità di taglio troppo alta
• Ugello sporco e /o
danneggiato
Profondità eccessiva di linea
taglio
• Velocità di taglio troppo alta
o irregolare
• Distanza troppo corta tra
ugello e lamiera
• Fiamma di riscaldamento
troppo forte
Profondità di taglio ir-
regolare
• Velocità di taglio troppo
alta o irregolare
• Fiamma troppo debole
Singole irregolarità -righe
• Velocità di taglio troppo
bassa
• Lamiera con ruggine, con
depositi o sporca
• Distanza troppo corta tra
ugello e lamiera
• Fiamma troppo debole
• Cannello spento
• Lamiera con inclusioni
sparpagliati
Zone di irregolarità di righe
raggruppate
• Velocità di taglio troppo alta
• Lamiera con ruggine o con
depositi o sporca
• Distanza troppo corta tra
ugello e lamiera
• Fiamma troppo debole
Zone di irregolarità di righe
raggruppate nella metà
inferiore del taglio
• Velocità di taglio troppo
bassa
• Ugello sporco e /o dan-
neggiato
• Velocità di taglio troppo
bassa
• Ugello sporco e /o dan-
neggiato
• Velocità di taglio troppo
bassa o troppo alta
• Distanza troppo grande tra
ugello e lamiera
• Pressione dell´ossigeno da
taglio troppo bassa
• Ugello troppo piccolo visto
lo spessore da tagliare
• Fiamma troppo debole
• Lamiera con ruggine, con
depositi o sporca (colorato)

ES
63/136
Fig.1 Cortador GCE proFIT® SLM con pista
guía de metal galvanizado
1. DESCRIPCIÓN
La GCE proFIT® SLM en una máquina portátil
para cortes con oxígeno. Se utiliza para
cortes con oxígeno en aceros no aleados
usando una llama recalentada con oxígeno y
gas inflamable. Este aparto se puede utilizar
también para cortes lineares circulares.
Con la instalación de otros accesorios,
por ejemplo un soplete adicional de corte,
será posible usarlo para cortes de formas
irregulares con un manejo manual del
movimiento.
La GCE proFIT® SLM se pude utilizar para
cortes directos, circulares oblicuos con uno
o, un máximo de, dos sopletes de corte. El
espesor máximo del material a cortar es de
150mm con un soplete de corte y de 100mm
con dos sopletes de corte.
El aparto se compone de varias partes, que
deben ser ordenadas todas aparte. Consulte las directrices y recomendaciones siguientes.
La GCE proFIT® SLM puede ser usada también, una vez instalados componentes adicionales,
para cortes de plasma, precalentamientos y soldaduras. Estos accesorios adicionales no están
incluidos en la versión básica y requieren ciertas modificaciones en el montaje.
El presente manual de instrucciones explica los principios de seguridad para una operación
eficiente del aparato GCE proFIT® SLM.
Para mantener la precisión de corte de la GCE proFIT® SLM respete siempre las advertencias,
que aparecen en el manual de instrucciones.
Es imprescindible que el operador de este aparato esté al tanto de contenido de este manual
de instrucciones, que tenga la experiencia necesaria con equipos de corte de oxígeno y que
haya sido instruido según los requisitos de las normas ISO, EN o las normas nacionales, res-
petando todos los requisitos legales.
2. CARACTERÍSTICAS DEL APARATO
2.1. PARÁMETROS TÉCNICOS
Rendimiento de corte (espe-
sor de material)
hasta 150mm con un soplete, hasta 100mm con dos
sopletes
Velocidad de corte 50-1600mm/min
Dirección del movimiento Adelante / reversa con velocidad variable
Fuente eléctrica 230V AC / 110V AC
Fuente del motor 24V DC
Conexión de entrada oxígeno G1/4”, hasta 8 bar, mangas DN6
Conexión de entrada gas
inflamable
G3/8” LH, hasta 1bar, manga DN8
Dimensiones 175mm x 350mm x 140mm (ancho x largo x alto) sin
sopletes, mangas ni barras de soplete.
Peso 9kg con un soplete

ES
64/136
2.2. EL EQUIPO BÁSICO DEL APARATO INCLUYE:
• el aparato, incluyendo el dispositivo para un soplete
• un soplete de corte para boquilla carburadora
(solo para el 0870613)
• soporte de soplete, barra de soplete, escudo protector de
calor
• manguera interna de gas, distribuidor de gas
con válvulas de cierre.
• barra para cortes circulares, eje circular
• cable eléctrico con enchufe
• accesorios para el montaje y limpieza de las boquillas
• mechero
• la pista guía se entrega en empaque aparte.
2.3. ARTÍCULOS QUE DEBEN SER ORDENADOS
Aparatos de corte y pistas guías
Núm. de art. Descripción
0870613 GCE proFIT® SLM con un soplete para boquilla carburadora, sin pista,
230V
0870614 GCE proFIT® SLM sin soplete, sin pista, 230V
0870615 GCE proFIT® SLM con un soplete para boquilla carburadora, sin pista, 110V
0870616 Accesorio de expansión para un segundo soplete
0870617 Pista guía 1,8 m con seguro de junta integrado, acero galvanizado.
Para sopletes de corte con el aparato 0870614. Vea la fig. 2:
Núm. de art. Descripción Tipo de
gas
Boquillas de corte
recomendadas
Pos.
F25310014 soplete de corte para boquilla
carburadora
APMYF ANME
PNME
1
F25310013 BIR+, soplete inyector de cortes A AC 2
F25310012 BIR+, soplete inyector de cortes PMYF PUZ 2
2.3.1. FUSIBLES SUPRESORES DE LLAMA
Se recomienda el uso de fusibles supresores del retorno de llama para todos los gases. Estos
fusibles deben ser instalados en la entrada del soplete de corte. También se recomienda, como
de conformidad con las normas locales, montar fusibles supresores del retorno de llama en la
válvula reductora de presión o en el punto de partida de la tubería.
Fusibles supresores del retorno de la llama para sopletes de corte de acuerdo con la
norma EN 5175-1
Núm. de art. Gas Cableado (EN 560)
14008408 Oxígeno de corte G3/8”
14008263 Oxígeno de caldeo G1/4”
14008278 Gas inflamable G3/8” LH
Fig.2 Boquillas de corte
1 2

ES
65/136
2.4. BOQUILLAS DE CORTE
Núm. art. Espesor
corte
(mm)
Velocidad
corte
(mm/min)
Oxígeno
(bar)
Gas
inflamable
(bar)
Boquillas de corte AC - Acetileno
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Boquillas de
calentamiento
Boquillas de
calentamiento
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Boquillas de corte PUZ - Propano / Gas Natural
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Boquillas de
calentamiento-
Boquillas de
calentamiento
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Cutting and heating nozzles are delivered separately, cutting nozzles in the 5 pcs package.
Núm. art. Espesor
corte
(mm)
Tamaño
boquilla
(pugadas)
Velocidad
corte
(mm/min)
Oxígeno
(bar)
Gas
inflamable
(bar)
Boquillas de corte ANME - Acetileno
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Boquillas de corte PNME - Propano / Gas Natural
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

ES
66/136
Control de
dirección:
adelante /
reversa
Fig.3: Descripción del aparato
Válvula de cierre
del oxígeno
de caldeo
Conexión de
entrada del:
G1/4
Mangueras
internas de gas
Pista guía
Soplete de corte
con soporte
Válvula de cierre
del oxígeno
de corte
Válvula de cierre
del gas inflamable
Conexión de en-
trada del gas
inflamable: G3/8 LH
Barra para
ajuste de la
distancia
Control de
ajuste de la
barra para el
ajuste de la
distancia.
Control de
bloqueo de la
barra para el
ajuste de la
distancia del
soplete
Control para ajuste
de la altura del soplete
Boquilla de corte
Control
de ángulo de corte
Escudo de calor
Rueda
de control
manual
Caja
del aparato
Cable
eléctrico
con enchufe
Palanca de la
transmisión
Control
de velocidades

ES
67/136
3. INSTALACIÓN DEL APARATO
La máquina se suministra en un estado parcialmente desmontado, con un soplete de corte
aparte y ciertas partes de la caja separadas. Para ensamblar estas partes retire todas las piezas
del embalaje y móntelas en el orden descrito a continuación.
3.1. INSTALACIÓN ELÉCTRICA
Revise la fuente de alimentación (voltaje máximo) antes de conectar la máquina a la red (vea
la sección 2.1. - Datos técnicos). Solo un enchufe y cable intactos pueden ser conectados a
la red de alimentación. Realice la conexión en conformidad con los reglamentos y normas
pertinentes.
Descripción de los colores de los cables:
• Marrón: fase
• Azul: neutro
• Amarillo - verde: Tierra
3.2. SUMINISTRO DE OXÍGENO Y DE GAS INFLAMABLE
3.2.1. La manguera del gas inflamable debe tener un diámetro interno de al menos 8 mm
(según la longitud de la manguera). Las mangueras a utilizar deben corresponder a la norma
ISO 3821. La manguera de conexión de entrada del aparato es la G3/8”LH con válvula, según
la EN 560. Para la presión del gas inflamable, consulte el diagrama de las boquillas de corte
donde encontrará todos los detalles.
3.2.2. La manguera de entrada de oxígeno debe tener un diámetro interno de 6mm a 8mm
(según la longitud de la manguera y el espesor del corte). Las mangueras a utilizar deben
corresponder a la norma ISO 3821. La manguera de conexión de entrada del aparato es la G1/4”
con válvula, según la EN 560. Para la presión del gas inflamable, consulte el diagrama de las
boquillas de corte donde encontrará todos los detalles.
NOTA: Para evitar el peligro del rebote de llamas, use las salvaguardias apropiadas contra el
rebote de llamas que se enumeran a continuación.
NOTA: Use mangueras de gas que estén en buen estado, limpias y con su válvula fija. La
estanqueidad de la manguera se debe examinar por lo menos cada tres meses usando la
presión neumática máxima de trabajo en un baño de agua. Se recomienda sustituir todos los
tubos de gas por lo menos cada tres años
3.3. INSTALE EL CABLE Y LAS MANGUERAS INTERNAS
simultáneamente, por ejemplo usando un apoyo de manguera.
3.4. INSTALE LA BARRA DEL SOPLETE DE CORTE, EL SOPORTE DEL
SOPLETE DE CORTE Y EL SOPLETE
corte según la figura 3 - 5 y se acuerdo a la forma del corte deseada.
3.5. CONECTE LAS MANGUERAS INTERIORES AL SOPLETE DE CORTE Y
AL DISTRIBUIDOR DE GAS.
Dado que la conexión de cada manguera es diferente, no hay riesgo de que sean intercambiadas.
3.6. INSERTE EL ENCHUFE DE SU MÁQUINA
a un toma corrientes apropiado (proceda con el tipo de conexión pertinente según las normas
y reglamentaciones locales válidas). Conecte las mangueras de la entrada de oxígeno y la del
gas inflamable para alimentar correctamente el sistema.
NOTA: Instale su aparato a una conexión de tierra para evitar los riesgos relacionados con la
instalación eléctrica.

ES
68/136
4. FUNCIONAMIENTO
4.1. ANTES DE COMENZAR EL
CORTE
4.1.1. El operador debe estar consciente
de los principios de seguridad,
especificados en este manual, antes
de comenzar cualquier manipulación
con el aparato GCE proFIT® SLM. El
operador debe tener experiencia con
dispositivos de corte con oxígeno.
También debe estar propiamente
capacitado según los requisitos de la
norma ISO, EN y otras disposiciones
legales vigentes, así como respetar
todo requisito de tipo legal.
4.1.2. Es imperativo utilizar solo las
boquillas de corte (cabezales) según
la tabla anterior. Es igualmente imperativo respetar el tipo de soplete de corte (la boquilla
carburadora, el soplete inyector), así como respetar el tipo de gas inflamable. Use solamente
boquillas de asiento limpio y en buen estado.
4.1.3. Inspeccione el asiento de la cabeza del soplete de cortes antes de montar la boquilla al
soplete. Es imperativo usar sopletes de corte que aparezcan en la lista anterior. Controle que el
asiento de la boquilla esté limpio y en buen estado. Es igualmente imperativo respetar el tipo
de soplete de corte (la boquilla carburadora, el soplete inyector), así como respetar el tipo de
gas inflamable.
4.1.4. LA SELECCIÓN DE LA BOQUILLA
Para seleccionar la boquilla de corte proceda según la tabla de boquillas anterior. Use el tamaño
correcto de boquilla según el espesor de la placa metálica a cortar. Las boquillas de corte GCE
están diseñadas para cortes de calidad nivel 1, según la norma EN ISO 9013. Es posible alcanzar
la velocidad máxima de corte, ajustando los parámetros del corte según la tabla para cortes
rectos y siempre que la superficie de la placa esté limpia, se use un cortador de calidad, que
las boquillas estén en buen estado y que el oxígeno sea de una pureza de al menos 99,5%. Los
valores de la presión del gas se miden a la entrada del soplete.
4.1.5.MOMENTO DE ROTACIÓN DE LAS BOQUILLAS:
Soplete de corte con boquilla carburadora: 22-30 Nm
Soplete de corte BIR+: 12 Nm para la boquilla interior de corte, y 18Nm para la boquilla de
calentamiento
NOTA: ¡Todo componente en contacto con el oxígeno debe estar libre de aceites o grasas para
evitar el peligro de explosión! Compruebe que todas las uniones roscadas y sus superficies
de sellado, conos y superficies planas, estén limpias y en buen estado!
4.2. ENCENDIDO DE LA LLAMA Y AJUSTE
4.2.1. Inspeccione la estanqueidad de todas las conexiones.
4.2.2. Ajuste los valores de presión de entrada según los valores de la tabla de las boquillas
de corte, arriba mencionada, vea el punto 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5
psi). Abra la válvula del gas inflamable y la del oxígeno de caldeo. Encienda la mezcla con un
encendedor apropiado (No use metales calientes o fósforos.). Cuando la presión está ajustada
correctamente se forma una llama de reducción (carbonificadora). Ajuste la llama neutral con la
válvula del gas inflamable para afinar el corte.
4.2.3. Abra brevemente la válvula del oxígeno de corte para que se vea el ajuste correcto de la
llama neutral, luego ciérrela. (vea la fig. 4)
Fig.4: Ajuste de la llama
Llama de reduc-
ción durante el
encendido
Llama neutral Llama neutral
con oxígeno de
corte.
Aproximada-
mente 1mm
Placa a cortar

ES
69/136
4.3. COMIENZO DEL PROCESO DEL
CORTE
Coloque el soplete en la posición de
corte inicial y comience a calentar la placa
localmente, a temperatura de caldeo, el color
es rojo – amarillo luminoso. A continuación
abra la válvula del oxígeno de corte y
simultáneamente comience el movimiento en
la dirección deseada.
4.4. LA VELOCIDAD CORRECTA
del corte se puede inferir por la formación
de escoria ferrosa, por la pulverización casi
vertical de las chispas y por el sonido particular
del corte. Los valores aproximados de la
velocidad del corte se pueden tomar de la
tabla de las boquillas de corte, como descrito
anteriormente.
4.5. CORTE DE TIRAS CON LA
PISTA GUÍA
4.5.1. Coloque la pista sobre la sección que
desea cortar. Si se trata de una pieza de más
de 1,8m, conecte una segunda pista, como
ilustrado en la figura 5.
4.5.2. Coloque la unidad GCE proFIT® SLM sobre la pista. Asegúrese de que las ruedas trasera
y delantera encajen en las ranuras de la pista. La rueda trasera debe encajar de tal forma que
no se pueda mover.
4.5.3. Ajuste la velocidad del corte en relación con la boquilla y el espesor del material. Ajuste
igualmente la dirección del movimiento. Gire la palanca del embrague en dirección de la flecha
para asegurar la posición de espera.
4.5.4. Coloque el soplete de corte sobre la placa al comienzo del corte. Encienda y ajuste la
llama precalentamiento según lo dispuesto en las instrucciones anteriores. Proceda con el
precalentamiento del material a temperatura de ignición.
4.5.5. Al mismo tiempo abra ampliamente la válvula del oxígeno y comience a mover el aparato,
cambiando la posición del interruptor de regulación de movimiento a la posición deseada,
como se muestra en la figura 3.
4.5.6. Al terminar el corte apague la máquina, cambiando el interruptor de regulación
de movimiento a la posición del centro, cierre las válvulas de todos los gases. Las válvulas
de gas se tienen que cerrar en el orden siguiente: 1. Oxígeno de corte, 2. Gas inflamable,
3. Oxígeno de caldeo.
4.6. CORTE GUIADO MANUALMENTE
La GCE proFIT® SLM puede ser controlada manualmente para propósitos de cortes libres con
contornos previamente dibujados sobre la placa. Para estos propósitos, las tres ruedas deben
ser liberadas para todas las direcciones del movimiento, así como estar en contacto con la
placa. Vea la figura 6.
4.7. PREPARAZIONE DEI BORDI DELLA LAMIERA PRIMA DELLA
SALDATURA
- taglio conico con una torcia (senza creazione della superficie della radice di saldatura).
Preparare GCE proFIT® SLM come indicato al punto 4.5. sopra. Perdi un po ‘il volantino
dell’angolo di taglio e ruota la torcia con il supporto della torcia per ottenere l’angolo richiesto.
Quindi stringere di nuovo correttamente Volante ad angolo di taglio. Procedere secondo il
punto 4.5. in seguito
Fig.5: Conexión de las pistas
Borde recto
Fig.6: Corte manual guiado

ES
70/136
4.8. CORTE CON DOS
ANTORCHAS
En caso de que la máquina GCE proFIT®
SLM esté equipada solo para una operación
de corte de antorcha, es necesario montarla
Kit de extensión con segunda antorcha
(número de pieza 0870616) primero (vea la
Fig. 7).
Por favor sigue los pasos:
1. Desmontar el colector de gas para una
antorcha de el cuerpo de la máquina y las
mangueras del colector.
2. Retire el soporte de la antorcha con la
antorcha de Barra de ajuste de distancia y
tomar la barra de la máquina.
3. Monte el colector de gas para dos
antorchas en el cuerpo de la máquina.
4. Ponga la barra de ajuste de distancia para
dos antorchas en la máquina.
5. Instale ambos porta antorchas con
corte antorchas en la barra de ajuste de
Distancia.
6. Conecte ambas antorchas y el colector de
gas con mangueras de gas adecuadas.
7. Use las boquillas de corte adecuadas
de acuerdo con el punto 2.4 anterior.
Máquina GCE proFIT® SLM con dos las
antorchas se pueden usar para cortar en
bisel y para cortar tiras, como se muestra
en la Figura 8.
5. MANTENIMIENTO
5.1. DIARIO
• Revise continuamente la impermeabilidad
del asiento entre la boquilla y el soplete.
• Limpie la escoria y los óxidos metal en la GCE proFIT® SLM con un paño de tela.
• Revise el estado de las mangueras y de los cables eléctricos. Reemplace las piezas dañadas.
• Lubrique el eje de rotación de la rueda.
5.2. MENSUALMENTE
• Asegúrese de que el movimiento vertical y horizontal del soplete funcione sin problemas y
que todos los controles estén trabajando.
• Limpie el soporte del soplete, la barra del ajuste de distancia y todas las partes del soporte
del soplete.
• Revise la estanqueidad de las mangueras y del distribuidor de gas, la tubería del gas y las
válvulas de ajuste. Ajuste las juntas si encuentra fugas y sustituya las piezas dañadas.
5.3. TRIMESTRALMENTE
• Desmonte la palanca del embrague y sus tornillos, separe la parte superior de la caja del
aparato y asegúrese de que no haya tensión, en los cables del motor.
• Limpie cuidadosamente las partes internas de la máquina sin dañar el regulador de velocidad.
• Como medida preventiva, lubrique las piezas que conectan el motor, el embrague y los
engranajes, con un lubricante basado en disulfuro de molibdeno.
Fig.7: Conjunto de expansión con segundo
soplete
Fig.8: Cortes oblicuos y cortes de tiras con dos
sopletes

ES
71/136
• Vuelva a colocar la tapa de la caja teniendo cuidado para no crear tensión en los cables.
Conecte la palanca del embrague.
• Engrase los cojinetes de las ruedas delantera y trasera.
• Asegúrese de que la máquina esté trabajando correctamente, y verifique la estanqueidad
del sistema de gas antes de recomenzar con la operación de la unidad GCE proFIT® SLM.
6. LOCALIZACIÓN DE ERRORES
DEFECTO CAUSA MEDIDAS CORRECTIVAS
La tracción no
gira
Hay cables de conexión
sueltos
Compruebe las conexiones de los
cables
Fallo del interruptor Compruebe la conexión del cable.
Compruebe el conmutador utilizando
probadores.
Fallo en el cable de aliment-
ación principal.
Inspeccione el cable de corriente
usando un probador.
Fallo del motor Inspeccione el motor usando un
probador.
Asegúrese de que el motor del
husillo rota.
Superficie
estriada del
corte
(vea también
las siguientes
recomenda-
ciones para el
ajuste)
Superficie estriada de la pista.
La pista guía no está de-
bidamente apoyada en la
superficie.
Asegúrese de que la superficie a
cortar es suficientemente lisa para el
montaje de la pista guía.
La velocidad de rotación del
motor es incorrecta.
Verifique o reemplace la unidad de
control.
Vibraciones externas. Elimine la vibración.
Ajuste incorrecto de parámet-
ros de corte.
Compruebe la velocidad del corte
con una regla.
Retrasos anormales en el
sistema de transmisión.
Proceda o planifique una reparación
del sistema.
La antorcha se interrumpe Sustituya el soplete / boquilla.
7. ALMACENAMIENTO, TRASLADO Y TRANSPORTE
7.1. EMBALAJE
La unidad GCE proFIT® SLM, se empaca en la fábrica
con elementos de seguridad en todo el área de la
caja. El cuerpo del cortador se empaca, dividido de los
accesorios. La caja por tanto se divide en dos partes.
7.2. ALMACENAMIENTO
Si la unidad no se ha de utilizar durante un largo
periodo, guarde los componentes eléctricos, sopletes
y boquillas en su caja para asegurar su protección
contra el polvo, la humedad y otras impurezas.
Fig 9. Ejemplo de embalaje

ES
72/136
7.3. TRASLADO
Durante el traslado, mantenga este producto en una caja, para evitar las perturbaciones
derivadas de golpes y vibraciones.
7.4. TRANSPORTE
Almacene el producto correctamente en su caja para evitar daños durante el transporte.
8. MEDIDAS DE SEGURIDAD
8.1. MEDIDAS PARA EL FUNCIONAMIENTO Y USO
• Determine una ubicación estable para la adecuada instalación para la máquina y realice una
inspección antes de proceder con la marcha.
• Asegúrese de que el interruptor principal esté en el “medio” antes de introducir el enchufe a
la toma de corriente.
• Cuando opere la máquina, mantenga a la mano tanto este manual de instrucciones como las
instrucciones de seguridad.
• No transporte la máquina, con la llama encendida.
• Evite que caigan piezas metálicas o residuos, cuando la máquina trabaje sobre el nivel del
suelo.
• Proceda con precaución al transportar la máquina a otro lugar.
8.2. 10.2. MEDIDAS DE PROTECCIÓN PARA EL SISTEMA ELÉCTRICO
• Antes de arrancar el motor compruebe la tensión de red. El cambio de tensión máximo debe
ser de ± 10% de la tensión determinada. La máquina no debe ser utilizada con una tensión
diferente a la establecida.
Use el aparato solamente con la tensión establecida.
• Conecte el cable de tierra a la máquina.
• Envíe la máquina a un centro de servicio autorizado, o al distribuidor donde adquirió, siempre
que ocurra una situación del género.
• Cables rotos o desgastados.
• Gotea agua de la máquina o se ha introducido agua en la máquina.
• Se observa que, aún operando el aparato correctamente, la operación es defectuosa.
• Se rompe la máquina.
• Se produce una fallo complejo que requiera reparación.
• Revise periódicamente la instalación eléctrica.
8.3. MEDIDAS PARA EL MANTENIMIENTO Y LA INSPECCIÓN DE LA
MÁQUINAS
• Asigne una persona competente para el mantenimiento y el control del aparato.
• Retire el enchufe de la toma de corriente antes de abrir la caja o reparar la máquina.
• Garantice un mantenimiento periódico de la máquina.
Utilice exclusivamente el soplete de corte y la boquilla adecuados. Considere el tipo de gas
combustible durante la selección del soplete y de la boquilla.
9. ROPA DE SEGURIDAD
• Es necesario que durante la operación del aparato, el operador use ropa protectora (guantes,
gafas con filtro de luz correspondiente, casco y calzado de seguridad).
• La ropa mojada puede provocar accidentes de descargas eléctricas.
• Mantenga su ropa libre de aceite y grasa para evitar cualquier reacción con el oxígeno.

ES
73/136
10. MEDIDAS QUE DEBEN ADOPTARSE EN EL LUGAR DE TRA
BAJO
• Mantenga la llama fuera del área de la fuente del gas, respete la distancia de seguridad de al
menos 3 metros (para cilindros de gas, tuberías de gas y mangueras de gas).
• No exponga el cilindro con acetileno, tuberías, mangueras y tubos a temperaturas superiores
a 50°C. (130°F).
• El oxígeno por sí solo no se enciende, sin embargo, en contacto con otros materiales
combustibles puede producir combustión.
• Asegúrese de que la concentración de oxígeno en el área de trabajo no sea mayor que la
concentración de oxígeno en la atmósfera.
• El contacto del oxígeno con grasas, lubricantes u otros hidrocarburos puede provocar
incendios o explosiones. Asegúrese de que los componentes que pueden entrar en contacto
con el oxígeno, estén libres de aceite y grasa.
• El oxígeno, propán - butano, propileno y sus mezclas, son más pesados que el aire.
• Asegure una ventilación adecuada en área de trabajo durante los trabajos de corte.
• Asegúrese de que en el área de trabajo haya un extinguidor de incendios, arena, agua, etc.
• Mantenga los materiales inflamables lejos del lugar donde el corte se lleva a cabo, o donde
haya peligro de incendios.

ES
74/136
1.1. RECOMENDACIONES DE AJUSTE PARA CORTES CORRECTOS
Reducción de la ranura
(convergente)
• Velocidad de corte dema-
siado alta
• La distancia entre la bo-
quilla y la placa demasiado
grande.
• Boquilla dañada o sucia.
Reducción de la ranura
(divergente)
• Velocidad de corte dema-
siado alta
• La distancia entre la
boquilla y la placa es dema-
siado grande
• La presión del oxígeno de
corte es demasiado alta
Superficie cóncava bajo el
borde superior del corte
• La presión del oxígeno de
corte es demasiado alta
• Boquilla dañada o sucia
• La distancia entre la boquilla
y la hoja es demasiado
grande
Escalón en el borde inferior
• Velocidad de corte dema-
siado alta
• Boquilla dañada o sucia
Corte superficial de perfil
cóncavo
• Velocidad de corte dema-
siado alta.
• Boquilla dañada o sucia, o
el tamaño de la boquilla es
demasiado pequeño para el
espesor a cortar.
• La presión del oxígeno de
corte es demasiado baja
Corte superficial de perfil
irregular
• La presión del oxígeno
de corte es demasiado
baja.
• Boquilla dañada o sucia
• Velocidad de corte
demasiado alta
Borde superficial derretido
• Velocidad de corte demasiado
baja.
• Llama de caldeo demasiado
fuerte.
• La distancia entre la boquilla y
la hoja es demasiado pequeña
/ grande.
• El tamaño de la boquilla es
demasiado grande para el
espesor a cortar.
Cadena de gotas
• Llama de caldeo dema-
siado fuerte.
• La distancia entre la
boquilla y la hoja es dema-
siado pequeña.
• Superficie corroída de la
placa o sedimentos
El borde superior con escoria
adyacente fundida.
• La presión del oxígeno de
corte es demasiado alta.
• Llama de caldeo demasiado
fuerte.
• La distancia entre la boquilla
y la placa es demasiado
grande
Borde inferior arqueado.
• La presión del oxígeno de
corte es demasiado alta
• Velocidad de corte dema-
siado alta.
• Boquilla dañada o sucia
Excesiva profundidad de la línea
de remolque del corte
• Velocidad de corte irregular o
demasiado alta.
• La distancia entre la boquilla y la
placa es demasiado pequeña.
• Llama de caldeo demasiado
fuerte
Profundidad irregular
de la línea de corte
• Velocidad de corte
irregular o demasiado
alta
• La llama es demasiado
débil
Defectos de Costura
• Velocidad de corte dema-
siado baja.
• La superficie del metal
está corroída, sucia, o con
sedimentos.
• La distancia entre la boquilla
y la placa es demasiado
pequeña.
• La llama es demasiado
débil.
• El soplete se apagó.
• Placa con inclusiones
finamente divididas
Grupo de defectos estriados
• Velocidad de corte dema-
siado alta.
• La superficie del metal
está corroída, sucia, o con
sedimentos.
• La distancia entre la
boquilla y la placa es dema-
siado pequeña
• La llama es demasiado
débil
Defectos de costura en la
parte inferior de corte.
• Velocidad de corte dema-
siado baja
• Boquilla dañada o sucia
Líneas apretadas de esco-
ria en el borde inferior
• Fo Velocidad de
corte demasiado alta o
baja.
• La distancia entre la
boquilla y la placa es
demasiado pequeña
• La presión del oxígeno
de corte es demasiado
baja.
• El Tamaño de la boquilla
es demasiado pequeño
para el espesor a cortar.
• La llama es demasiado
débil.
• La superficie del metal
está corroída, sucia, o
con sedimentos

PT
75/136
1. DESCRIÇÃO
GCE proFIT® SLM é uma máquina cortadora
portátil para corte a oxigénio utilizada para
o corte a oxigénio do aço sem liga com uso
da chama de pré-aquecimento de oxigénio
– gás combustível. A máquina igualmente
pode se utilizar para o corte linear e
circular ou para o corte de formas curvadas
mediante o comando manual do movimento
sob a condição da instalação adicional das
peças adicionais e, por exemplo, dum outro
maçarico de cortar.
É possível utilizar a máquina cortadora GCE
proFIT® SLM para o corte recto, corte curvado
ou corte oblíquo com um ou no máximo dois
maçaricos de cortar. A espessura máxima do
material cortado é 150mm com um maçarico
de cortar e 100mm com dois maçaricos de
cortar.
A máquina completa consta de mais partes, sendo necessário encomendá-las em separado,
ver as instruções e recomendações indicadas abaixo.
Igualmente é possível utilizar a máquina GCE proFIT® SLM para o corte a plasma, para o pré-
aquecimento ou para a soldagem, mas com o equipamento adicional (não fornecido junto com
a máquina) e com a realização de alterações indispensáveis.
As presentes Instruções de uso explicam os princípios do serviço seguro e efectivo da máquina
GCE proFIT® SLM.
É possível utilizar a máquina cortadora portátil GCE proFIT® SLM apenas respeitando os avi-
sos de advertência indicados nas Instruções de uso.
É necessário que os trabalhadores encarregados de serviço desta máquina aprendam o con-
teúdo das presentes Instruções de uso e que tenham experiências com o equipamento para
o corte a oxigénio e que sejam treinados conforme as exigências das normas das séries ISO,
EN ou das normas nacionais ou internas da empresa, respeitando todos os requisitos legais.
2. CARACTERÍSTICAS DA MÁQUINA
2.1. DADOS TÉCNICOS
Capacidade de corte (espes-
sura do material)
até 150mm com um maçarico, até 100mm com dois
maçaricos
Velocidade de corte 50-1600mm/min
Sentido do movimento para frente e para trás com a velocidade variável
Alimentação eléctrica 230V AC / 110V AC
Alimentação do motor 24V DC
Conexión de entrada oxígeno G1/4”, at 8 bar, mangueira DN6
Ligação de entrada do gás
combustível
G3/8” LH, até 1bar, mangueira DN8
Diâmetros da máquina 175mm x 350mm x 140mm (largura x comprimento x
altura) sem o maçarico, mangueiras e haste de maçarico
Peso 9kg com um maçarico
Fig.1 Máquina GCE proFIT® SLM
com pista de guia zincada

PT
76/136
2.2. A EMBALAGEM BÁSICA DA MÁQUINA
INCLUI:
• máquina incluindo o equipamento para um maçarico
• um maçarico de cortar para bicos de mistura (apenas para
0870613)
• suporte de maçarico, haste de maçarico, escudo de
protecção térmica
• mangueiras de gás internas, distribuidor de gás com válvulas
de fechamento
• haste para corte circular, parte circular central
• cabo eléctrico com ficha
• acessórios para a montagem e limpeza dos bicos
• acendedor da chama
• pista de guia é fornecida em separado da máquina
2.3. ITENS A ENCOMENDAR
Máquinas cortadoras e pistas de guia
Núm. do item Descrição
0870613 Máquina GCE proFIT® SLM com um maçarico para bicos de mistura,
sem a pista, 230V
0870614 Máquina GCE proFIT® SLM sem o maçarico, sem a pista, 230V
0870615 Máquina GCE proFIT® SLM com um maçarico para bicos de mistura,
sem a pista, 110V
0870616 Conjunto de extensão para o segundo maçarico de cortar
0870617 Pista de guia de 1,8 m com fechadura de ligação integrada, aço zincado
Para os maçaricos de cortar encomendados com a máquina 0870614 ver também a fig.2:
Núm. do item Descrição Tipo de
gás
Bicos de corte
recomendados
Pos.
F25310014 Tocha de corte com mistura de
bicos
APMYF ANME
PNME
1
F25310013 BIR+, tocha de corte do injetor A AC 2
F25310012 BIR+, tocha de corte do injetor PMYF PUZ 2
2.3.1.PÁRAFLASHBACKS
Recomenda-se utilizar os pára-flashbacks contra o retorno da chama (flashback) para todos
os gases. É necessário montar estes pára-flashbacks nas entradas dos maçaricos de cortar.
Igualmente recomenda-se e conforme os regulamentos locais é necessário utilizar os pára-
flashbacks montados junto da válvula de redução ou no lugar de tomada da tubulação.
Pára-flashbacks para os maçaricos de cortar da máquina conforme EN 5175-1
Núm. do item Gás Ligação (EN 560)
14008408 Oxigénio de corte G3/8”
14008263 Oxigénio de aquecimento G1/4”
14008278 Gás combustível G3/8” LH
Fig.2 Bocais de corte
1 2

PT
77/136
2.4. BICOS DE CORTE
No. do item Espessura
de corte
(mm)
Velocidade
de corte
(mm/min)
Oxigénio
(bar)
Gás
combustíve
(bar)
Bicos de corte AC - Acetileno
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Bico de aquec.
Bico de aquec.
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Bicos de corte PUZ - Propano / Gás Natural
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Bico de aquec.
Bico de aquec.
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Os bicos de corte e aquecimento são fornecidos separadamente, cortando os bicos
no pacote de 5 unidades.
No. do item Espessura
de corte
(mm)
Bocal
tamanho
(polegada)
Velocidade
de corte
(mm/min)
Oxigénio
(bar)
Gás
combustíve
(bar)
Bicos de corte ANME - Acetileno
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Bicos de corte PNME - Propano / Gás Natural
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5-3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

PT
78/136
Comando
do movi-
mento para
diante
Fig.3: Descrição da máquina
Válvula de
fechamento de
oxigénio
de aquecimento
Ligação de
entrada do
oxigénio: G1/4
Mangueiras
de gás internas
Pista de
guia
Maçarico de corte
com suporte
Válvula de
fechamento do
oxigénio de corte
Válvula de fecha-
mento do gás
combustível
Ligação de en-
trada do gás
combustível:
G3/8 LH
Régua para o
ajustamento da
distância
Dispositivo de
comando para
o ajustamento
da haste para
o ajustamento da
distância
Dispositivo de
comando para o
bloqueio da
haste para o
ajustamento da
distância do
maçarico
Dispositivo de comando
para o ajustamento
da altura do maçarico
Bico de corte
Dispositivo de comando
parao ângulo de corte
Escudo térmico
Roda para
o comando
manual
Armário da
máquina
Cabo de ali-
mentação
com ficha
Alavanca do
acoplamento
Comando
da velocidade

PT
79/136
3. INSTALAÇÃO DA MÁQUINA
A máquina fornece-se em estado parcialmente desmontado com o maçarico de cortar separado
e componentes do braço separados. Retire todos os componentes da embalagem. Instale-os
na ordem abaixo descrita para poder trabalhar com estes.
3.1. ALIMENTAÇÃO ELÉCTRICA
Controle a alimentação eléctrica (tensão máxima admissível) antes da ligação da máquina à
rede (ver o item acima indicado 2.1 Dados técnicos). É possível ligar à rede de alimentação
somente a ficha e o cabo não danificados. É necessário utilizar apenas tal modo da ligação o
qual está em harmonia com os respectivos regulamentos e normas.
Descrição das cores dos condutores individuais do cabo de alimentação:
• Marrom: fase
• Azul: condutor neutro
• Verde-amarela: ligação à terra
3.2. FORNECIMENTO DE OXIGÉNIO E GÁS COMBUSTÍVEL
3.2.1. A mangueira de entrada de gás combustível deveria ter o diâmetro interior pelo menos
8mm (depende do comprimento da mangueira). É possível utilizar somente as mangueiras
conforme a norma ISO 3821. A ligação de entrada da mangueira da máquina é G3/8”LH com os
fittings conforme EN 560. Para a pressão do gás combustível vazão fazemos-Lhe a referência
ao esquema dos bicos de corte com todos os dados acima indicados.
3.2.2. A mangueira de entrada de oxigénio deveria ter o diâmetro interior de 6mm ou 8mm
(depende do comprimento da mangueira e da espessura de corte). É possível utilizar somente
as mangueiras conforme a norma ISO 3821. A ligação de entrada da mangueira da máquina é
G1/4” com os fittings conforme EN 560. Para a pressão do oxigénio passagem fazemos-Lhe a
referência ao esquema dos bicos de corte com todos os dados acima indicados.
OBSERVAÇÃO: Para impedir os perigos do retorno da chama (flashback), deveriam ser
utilizados os respectivos pára-flashbacks contra o retorno da chama, indicados abaixo.
OBSERVAÇÃO: É necessário utilizar apenas as mangueiras de gás com fittings não
danificados, limpos e devidamente fixados. A estanqueidade da mangueira deve ser testada,
o mais tardar, cada três meses, utilizando a pressão máxima de trabalho no banho-maria.
Recomenda-se realizar a troca de todas as mangueiras de gás cada três anos o mais tardar.
3.3. INSTALE O CABO E AS MANGUEIRAS DE GÁS INTERNAS
em conjunto, por exemplo usando o suporte de mangueira.
3.4. INSTALE A HASTE DO MAÇARICO DE CORTAR, O SUPORTE DO
MAÇARICO DE CORTAR E O MAÇARICO DE CORTAR
como representado na fig. 3 - 5, de acordo com a forma de corte exigida.
3.5. LIGUE AS MANGUEIRAS INTERNAS AO MAÇARICO DE CORTAR E
AO DISTRIBUIDOR DE GÁS.
Como as conexões de mangueira das mangueiras de gás individuais são diferentes, não é
possível intercambiá-las mutuamente.
3.6. INTRODUZA A FICHA DE ALIMENTAÇÃO
da Sua máquina na tomada respectiva (utilize o tipo da conexão conforme a norma ou
regulamento respectivos locais).
OBSERVAÇÃO: Instale a sua máquina à ficha ligada à terra para impedir perigos em relação
à alimentação eléctrica.

PT
80/136
4. SERVIÇO
4.1. ANTES DO INÍCIO DO
CORTE
4.1.1. O trabalhador encarregado de
serviço deve ter em conta os princípios
do serviço seguro, especificados nas
presentes Instruções de uso, ainda antes
de qualquer manipulação da máquina
GCE proFIT® SLM. O trabalhador
encarregado de serviço deve ter
experiências com o equipamento para
o corte a oxigênio e deve estar treinado
conforme os requisitos das normas ISO,
EN ou regulamentos ou decretos legais,
respeitando todas as exigências dos
órgãos jurídicos.
4.1.2. É necessário utilizar apenas os
bicos de corte (os bicos) conforme a tabela acima indicada. É necessário respeitar o tipo do
maçarico de cortar (bico de mistura, eventualmente maçarico de injector), sendo necessário
igualmente respeitar o tipo de gás combustível. Utilize somente o bico não danificado com o
assento não danificado e limpo.
4.1.3. Também controle o assento da cabeça do maçarico de cortar antes da montagem do bico
na cabeça do maçarico de cortar. É necessário utilizar somente o maçarico de cortar indicado
da lista acima mencionada, com o assento do bico não danificado e limpo. É necessário
respeitar o tipo do maçarico de cortar (bicos de mistura eventualmente o maçarico de injector)
e igualmente é necessário respeitar o tipo de gás combustível.
4.1.4. ESCOLHA DO BICO
Proceda conforme a tabela de bicos de corte (bicos) acima indicada. Utilize o tamanho correcto
do bico de acordo com a espessura da placa metálica. Os bicos de corte GCE são projectados
para os cortes de nível qualitativo 1 conforme a norma EN ISO 9013. É possível atingir a
velocidade de corte máxima por meio do ajustamento dos parâmetros de corte conforme a
tabela acima indicada, no caso da realização de cortes rectos, utilizando a superfície limpa da
chapa, máquina cortadora de boa qualidade, bico de corte não danificado e oxigénio de pureza
de 99,5% ou superior. Os valores da pressão do gás medem-se na entrada no maçarico.
4.1.5. MOMENTO DE APERTO DOS BICOS:
Maçarico de cortar com bico de mistura: 22-30 Nm
Maçarico de cortar BIR+: 12 Nm para o bico de corte interno e 18Nm para o bico de aquecimento
externo
OBSERVAÇÃO: Todas as peças em contacto com o oxigénio deveriam ser isentas de óleo e
graxa por motivo do perigo de explosão ! Controle se todas as uniões roscadas e superfícies
de vedação, por exemplo cones e superfícies esféricas, estão limpas e não danificadas!
4.2. IGNIÇÃO E AJUSTAMENTO DA CHAMA
4.2.1. Controle a estanqueidade de todas as ligações de gás.
4.2.2. Ajuste os valores de entrada da pressão de gás conforme os valores na tabela de bicos
de corte acima indicada, ver o item 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi).
Abra a válvula de gás combustível e a válvula do oxigénio de aquecimento. Acenda a mistura
de saída por meio dum acendedor apropriado (Não utilize o metal quente ou o fósforo). No
caso do ajustamento correcto da pressão ocorre a criação da chama redutora (carburante).
Por meio da válvula do gás combustível é necessário ajustar a chama neutra de maneira que
convenha ao corte pretendido.
Fig.4: Ajustamento da chama
Chama redu-
tora durante
a ignição
Chama
neutra
Chama
neutra com o
oxigénio de
corte
Aprox. 1mm
Componente de

PT
81/136
4.2.3. Abra brevemente a válvula de oxigénio de
corte para ver o ajustamento correcto da chama
neutra e feche-a em seguida (ver também a Fig.4)
4.3. INÍCIO DO PROCESSO DE CORTE
Coloque o maçarico na posição de corte inicial
e comece aquecer localmente a peça para a
temperatura de ignição, a cor é aproximadamente
vermelha-amarela clara. Depois abra a válvula
do oxigénio de corte e ao mesmo tempo ligue o
deslocamento da máquina no sentido exigido.
4.4. PODE VER A VELOCIDADE DE
CORTE CORRECTA
com base na formação da escória, na pulverização
quase vertical de faíscas e no som que acompanha
o corte. Os valores aproximados da velocidade de
corte podem ser retirados da respectiva tabela de
bicos de corte, tão como está indicado acima.
4.5. CORTE DAS FITAS POR MEIO DA
PISTA DE GUIA
4.5.1. Coloque a pista na parte a cortar. Caso seja
necessário assegurar o comprimento superior a 1,8
m, ligue o segundo trilho ao primeiro trilho, como
representado na figura 5.
4.5.2. Coloque o GCE proFIT® no trilho. Certifique-se de que as rodas dianteiras e traseiras
encaixam nos sulcos do trilho. A roda traseira deve ser fixada para evitar o movimento lateral.
4.5.3. Ajuste a velocidade de corte em relação ao bico e à espessura do material. Ajuste
também a direção do movimento. Rodar a alavanca da embraiagem na direcção da seta para
a posição de espera.
4.5.4. Coloque a tocha de corte na folha de metal no local de início de corte. Incendiar e definir
o pré-aquecimento da chama conforme necessário de acordo com as instruções acima. Pré-
aqueça o material na temperatura de ignição.
4.5.5. Abra totalmente a válvula de oxigênio de corte ao mesmo tempo e comece a mover
a máquina, alternando o botão de controle de movimento na direção solicitada, conforme
mostrado na Figura 3.
4.5.6. Após o corte, pare a máquina colocando o interruptor de controle de movimento na
posição central, desligue todos os gases de. As válvulas de gás devem ser fechadas na
seguinte seqüência: 1. oxigênio de corte, 2. gás combustível, 3. oxigênio de aquecimento.
4.6. CORTE COMANDADA MANUALMENTE
A máquina cortadora GCE proFIT® SLM pode ser comandada manualmente pelo trabalhador
encarregado de serviço para a corte de forma livre conforme o contorno externo pré-desenhado
na chapa. A roda de manipulação deve ser liberada para todos os sentidos do movimento e
todas três rodas deveriam estar em contacto com a chapa. Também ver a figura 6.
4.7. PREPARAÇÃO DAS BORDAS DA CHAPA ANTES DA SOLDAGEM
– cortes oblíquos com um maçarico (sem formação do embotamento da raiz da solda). Prepare
a unidade GCE proFIT® SLM conforme o item 4.5. acima. Afrouxe levemente o dispositivo de
comando para o ajustamento do ângulo do maçarico e gire o maçarico com o suporte de
maneira que seja possível atingir o ângulo exigido. Depois reaperte devidamente o dispositivo
de comando do ajustamento do ângulo do maçarico. Em seguida proceda conforme o item 4.5.
Fig.5: Ligação da pista
Borda recta
Fig.6: Cortes comandados
manualmente

PT
82/136
4.8. CORTE COM DOIS MAÇARICOS
Caso que a máquina GCE proFIT® SLM
esteja equipada apenas para a operação
do corte com um maçarico, é indispensável
montar primeiramente o conjunto de
extensão com o outro maçarico (número da
peça 0870616) (ver a Fig.7).
Efectue os passos seguintes:
1. Desmonte o distribuidor de gás para um
maçarico do armário da máquina e as
mangueiras dele.
2. Remova o suporte do maçarico junto com
o maçarico da haste para o ajustamento
da distância e retire a haste da máquina.
3. Monte o distribuidor de gás para dois
maçaricos no armário da máquina
4. Introduza na máquina a haste para o
ajustamento da distância para dois
maçaricos.
5. Instale ambos os suportes dos maçaricos
com os maçaricos de cortar junto da
haste para o ajustamento da distância.
6. Conecte ambos os maçaricos e o distribuidor de gás com as respectivas mangueiras de gás.
7. Utilize os bicos de corte correctos conforme o item 2.5 acima. A máquina GCE proFIT®
SLM com dois maçaricos pode se utilizar para o corte oblíquo e para o corte de fitas, como
representado na figura 8.
5. MANUTENÇÃO
5.1. DIÁRIA
• Controle sistematicamente a estanqueidade do assento do bico-maçarico
• Limpe a máquina GCE proFIT® SLM com um pano para limpá-la da escória e óxidos de metais.
• Controle se nas mangueiras e no cabo eléctrico não ocorreu uma danificação. Troque as
peças danificadas.
• Lubrifique o fuso da roda rotativa.
5.2. MENSAL
• Assegure-se de que o movimento vertical e horizontal do maçarico realiza-se sem problemas
e que todos os dispositivos de comando estão funcionais.
• Limpe o suporte do maçarico, a haste para o ajuste da distância e todas as peças do suporte
do maçarico.
• Controle a estanqueidade das mangueiras de gás e da parte componente de distribuição da
tubulação de gás, incluindo as válvulas de ajuste. Aperte as conexões mal vedadas e troque
as partes componentes danificadas.
Fig.7: Conjunto de expansão
com o segundo maçarico de corte

PT
83/136
5.3. TRIMESTRAL
• Desmonte a alavanca do acoplamento e os parafusos e separe a parte superior do armário
da máquina da parte inferior (assegure-se de que ao mesmo tempo não ocorre o esticamento
dos cabos do motor).
• Limpe cuidadosamente as peças interiores da máquina sem que ocorrer uma danificação da
unidade de comando da velocidade.
• Lubrifique as peças de união do motor, as rodas dentadas e o acoplamento utilizando um
lubrificante à base do bissulfureto de molibdénio como medida preventiva.
• Reinstale as tampas do armário sem ocorrer a compressão de quaisquer cabos. Ligue a
alavanca do acoplamento.
• Lubrifique os componentes dos mancais das rodas dianteira e traseira.
• Controle se a máquina trabalha devidamente e controle a estanqueidade do sistema de gás
antes do início do serviço da unidade GCE proFIT® SLM.
6. LOCALIZAÇÃO DE FALHAS
FALHA CAUSA MEDIDAS PARA O CONSERTO
A roda motriz
não gira
Ocorreu o afrouxamento das
conexões de cabos
Controle a ligação dos cabos.
Defeito no comutador Controle a conexão de cabo.Controle
o comutador utilizando o dispositivo
de teste.
Falha do cabo eléctrico
principal
Controle o cabo eléctrico principal
utilizando o dispositivo de teste.
Defeito no motor Controle o motor utilizando o disposi-
tivo de teste. Controle se gira o fuso
do motor.
Superfície
irregular
(ranhurada) do
corte(também
ver as reco-
mendações
para o ajusta-
mento abaixo
indicadas)
Superfície irregular (ranhurada)
da pista. Pista não aderente
Assegure-se de que a superfície a
cortar é bastante lisa para a monta-
gem da pista.
Velocidade incorrecta das
rotações do motor
Controle ou troque as unidades de
comando.
Vibrações externas Remova as vibrações.
Ajustamento incorrecto dos
parâmetros de corte
Controle a velocidade do corte por
meio da régua.
Atrasos anormais no sistema
de engrenagem de acciona-
mento
Realize ou assegure o conserto.
Desarranjo do maçarico Troque-o.

PT
84/136
7. ARMAZENAGEM, TRANSFERÊNCIA E TRANSPORTE
7.1. EMBALAGEM
Durante a embalagem na fábrica produtora a unidade
GCE proFIT® SLM é envolvida em elementos de protecção
em todo o espaço da caixa. O armário da máquina
cortadora na caixa está separado dos acessórios; a caixa
está dividida em duas partes.
7.2. ARMAZENAGEM
Caso a máquina cortadora não se utilizar durante um longo
tempo, guarde os componentes eléctricos, o maçarico e
os bicos na caixa para garantir a sua protecção contra pó,
humidade e outras impurezas.
7.3. TRANSFERÊNCIA
Guarde o produto na caixa para impedir defeitos causados por choques e vibrações durante
a transferência.
7.4. TRANSPORTE
Guarde o produto devidamente na sua caixa para impedir uma danificação do produto durante
o transporte.
8. INSTRUÇÕES DE SEGURANÇA
8.1. MEDIDAS PARA O SERVIÇO E USO
• Determine a posição estável da máquina e instale devidamente a máquina antes do início do
trabalho com a máquina e realize o controlo.
• Assegure-se de que o interruptor está na posição „central“ antes da inserção da ficha na
tomada de alimentação.
• Durante o trabalho com a máquina tenha permanentemente à sua disposição as presentes
Instruções de uso e as Instruções de segurança.
• Não transporte (não transfira) a máquina quando a chama arde.
• Impeça a caída das peças metálicas ou rebarbas, se a máquina trabalha acima do nível do
chão.
• Proceda muito cautelosamente durante o transporte da máquina para um outro lugar.
8.2. MEDIDAS DE PROTECÇÃO REFERENTES AO SISTEMA ELÉCTRICO
• Antes do arranque do motor controle a tensão de rede. As mudanças máximas da tensão
deveriam ser de ±10% da tensão estabelecida. A máquina não se deve utilizar com uma
tensão diferente..
Utilize a máquina apenas com a tensão estabelecida.
• Ligue o cabo da sua máquina à terra.
• Envie a máquina à oficina autorizada do serviço de assistência técnica ou ao vendedor, onde
comprou a máquina, no caso da ocorrência das situações seguintes:
• Cabos danificados ou desgastados
• Se a água goteja da sua máquina ou se a água penetra na máquina
• Se pode observar que ocorre uma coisa incorrecta em relação ao serviço, mesmo que a
máquina é operada devidamente.
• Se a máquina quebra.
• Se ocorre um desarranjo complicado que exige o conserto
• Controle periodicamente o sistema eléctrico.
Fig 14. Exemplo da
embalagem

PT
85/136
8.3. MEDIDAS NA ÁREA DE MANUTENÇÃO E CONTROLO DA MÁQUINA
• Encarregue uma pessoa autorizada competente da manutenção e controlo da máquina.
• Remova a ficha da tomada antes da abertura do armário da máquina e antes do conserto da
máquina.
• Realize a manutenção periódica da máquina.
Utilize apenas o maçarico de cortar devido e os bicos devidos. Respeite o tipo de gás
combustível ao escolher o maçarico e o bico.
9. ROUPAS DE PROTECÇÃO
• É necessário que o trabalhador encarregado de serviço utilize a roupa de protecção durante
a realização dos cortes (luvas, óculos de protecção com o respectivo filtro de luz, capacete
e calçado de protecção).
• A roupa molhada pode causar acidentes com a corrente eléctrica.
• Mantenha a roupa livre de óleo e graxa para evitar a reacção com o oxigénio.
10. MEDIDAS QUE DEVEM SER REALIZADAS NO LOCAL DE
TRABALHO
• Mantenha a chama fora da área da fonte de gás, observe a distância de segurança de pelo
menos 3 m (garrafas de pressão para gases, linhas de tubulações de gás e mangueiras)
• Não exponha a garrafa com acetileno, tubulações, mangueiras e tubos a temperaturas
superiores a 50 °C (130 °F).
• O oxigénio, por si só, não inflama, mas no caso do contacto com outros materiais inflamáveis
pode facilmente ocorrer a inflamação.
• Assegure-se de que a concentração de oxigénio na área de trabalho não está superior à sua
concentração na atmosfera.
• O contacto do oxigénio com o lubrificante, graxa ou outros hidrocarbonetos pode causar o
incêndio ou a explosão. Garanta que todos os componentos que podem entrar em contacto
com o oxigénio, sejam livres de óleo e graxa.
• O oxigénio, o propano, o butano, o propileno e suas misturas são mais pesados do que o ar.
• Durante o corte garanta a ventilação suficiente do espaço de trabalho.
• Garanta que na área de trabalho estejam à disposição o extintor, a areia, a água etc.
• Guarde os materiais inflamáveis fora do lugar onde se realiza o corte e onde ocorre a
produção de faíscas.

PT
86/136
Recomendações para o ajustamento para o corte perfeito
Estreitamento da fenda de
corte (convergência)
• Velocidade de corte dema-
siado grande
• A distância entre o bico e
a chapa está demasiado
grande
• Bico sujo e/ou danificado
Estreitamento da fenda de
corte (divergência
• Velocidade de corte dema-
siado grande
• A distância entre o bico e
a chapa está demasiado
grande
• A pressão do oxigénio de
corte é demasiado alta
Superfície côncava do corte
debaixo da borda superior
• A pressão do oxigénio de
corte está demasiado alta
• Bico sujo e/ou danificado
• A distância entre o bico e
a chapa está demasiado
grande
Degrau junto da borda
inferior
• Velocidade de corte dema-
siado grande
• Bico sujo e/ou danificado
Perfil côncavo da superfície
do corte
• Velocidade de corte dema-
siado grande
• Bico sujo e/ou danificado
ou o tamanho do bico está
demasiado pequeno em
relação à espessura que
deve ser cortada
• A pressão do oxigénio de
corte está demasiado baixa
Perfil irregular da superfície
do corte
• A pressão do oxigénio de
corte está demasiado baixa
• Bico sujo e/ou danificado
• Velocidade de corte dema-
siado grande
Derretimento da superfície
da borda
• Velocidade de corte dema-
siado pequena
• Chama de aquecimento
demasiado forte
• A distância entre o bico e
a chapa está demasiado
grande/demasiado pequena
• O tamanho do bico está de-
masiado grande em relação
à espessura que deve ser
cortada
Cadeia de gotas solidifi-
cadas
• Chama de aquecimento
demasiado forte
• A distância entre o bico e
a chapa está demasiado
pequena
• A superfície da chapa
está corroída ou contem
depósitos
Borda superior derretida com
a escória aderente
• A pressão do oxigénio de
corte está demasiado alta
• Chama de aquecimento
demasiado forte
• A distância entre o bico e
a chapa está demasiado
grande
Borda inferior arredondada
• A pressão do oxigénio de
corte está demasiado alta
• Velocidade de corte dema-
siado grande
• Bico sujo e/ou danificado
Profundidade excessiva da
linha de arrasto do corte
• Velocidade de corte demasi-
ado grande ou irregular
• A distância entre o bico e
a chapa está demasiado
pequena
• Chama de aquecimento
demasiado forte
Profundidade irregular da
linha do corte
• Velocidade de corte dema-
siado grande ou irregular
• A chama está demasiado
fraca
Desarranjos individuais de
ranhuras
• Velocidade de corte dema-
siado pequena
• A superfície da chapa está
corroída ou suja ou contem
depósitos
• A distância entre o bico e
a chapa está demasiado
pequena
• A chama é demasiado fraca
• Ocorreu a extinção do
maçarico
• Chapa com inclusões fina-
mente divididas
Áreas agrupadas dos desar-
ranjos de ranhuras
• Velocidade de corte dema-
siado grande
• A superfície da chapa está
corroída ou suja ou contem
depósitos
• A distância entre o bico e
a chapa está demasiado
pequena
• A chama está demasiado
fraca
Desarranjos agrupados
de ranhura na metade
inferior do corte
• Velocidade de corte
demasiado pequena
• Bico sujo e/ou dani-
ficado
Linha firmemente aderente da
escória junto da borda inferior
• Velocidade de corte demasiado
grande ou demasiado pequena
• A distância entre o bico e a
chapa está demasiado grande
• A pressão do oxigénio de corte
está demasiado baixa
• O tamanho do bico é demasiado
pequeno em relação à espes-
sura que deve ser cortada
• A chama está demasiado fraca
• A superfície da chapa está
corroída ou suja (colorida) ou
contem depósitos

SV
87/136
1. BESKRIVNING
GCE proFIT® SLM är en portabel skärmaskin
för oxy-fuelskärning, som används vid
oxygenskärning av olegerade stål med
hjälp av en oxy-fuel förvärmningslåga.
Maskinen kan användas såväl för
rätlinjig som cirkelskärning, eller för
skärning av kurvformer genom manuell
styrning av rörelsen, under förutsättning
att extratillbehör och ex.vis ytterligare
skärbrännare installeras.
Skärmaskinen GCE proFIT® SLM kan
användas för rätlinje-, kurv-, eller fasskärning
med en, eller maximalt två skärbrännare.
Maximal materialtjocklek är 150 mm med
en skärbrännare och 100 mm med två
skärbrännare.
En komplett maskin består av flera Bild 1: Skärmaskin GCE proFIT® SLM med
galvaniserad styrskena
komponenter som beställs separat, se nedanstående anvisningar och rekommendationer.
Maskinen GCE proFIT® SLM kan även användas för plasmaskärning, förvärmning, eller svetsning,
dock med tilläggsutrustning (ingår inte i maskinleveransen) och nödvändig modifiering.
Bruksanvisningen ger upplysningar om grunderna för säker och eektiv drift av skärmaskinen
GCE proFIT® SLM.
Den portabla skärmaskinen GCE proFIT® SLM får endast användas i enlighet med den var-
ningsinformation som finns i bruksanvisningen.
Operatören måste lära sig innehållet i bruksanvisningen, ha erfarenhet av utrustningar för
oxygenskärning och vara utbildad enl. kraven i ISO- och EN-normerna, nationella normer,
företagsinterna föreskrifter och uppfylla samtliga juridiska krav.
2. MASKINEGENSKAPER
2.1. TEKNISKA DATA
Skärkapacitet (materialtjocklek) max 150 mm med en brännare, max 100 mm med två
brännare
Skärhastighet 50-1600 mm/min
Skärriktning framåt och bakåt med variabel hastighet
Matningsspänning 230 V AC / 110V AC, läs informationen på maskinens
etikett
Motorspänning 24 V DC
Ingångsanslutning för oxygen G1/4”, max 8 bar, slang DN6
Ingångsanslutning för bränngas G3/8” LH, max 1bar, slang DN8
Mått 175mm x 350mm x 140mm (bredd x längd x höjd) utan
brännare, slangar och brännarstång
Vikt 9 kg med en brännare

SV
88/136
2.2. MASKINENS GRUNDFÖRPACKNING
INNEHÅLLER
• maskin inkl. utrustning för en brännare
• en brännare för gasblandningsmunstycke
(endast för 0870613)
• brännarhållare, brännarstång, värmesköld
• inre gasslangar, gasregulator med stängningsventiler
• stång för cirkelskärning, centrumstycke
• elkabel 10 m, med stickkontakt
• tillbehör för montering och rengöring av munstycken
• tändare för låga
• styrskenan levereras separerad från maskinen
2.3. EXTRATILLBEHÖR FÖR SEPARAT
BESTÄLLNING
Skärmaskin och styrskena
Art Nr. Beskrivning
0870613 Skärmaskin GCE proFIT® SLM med en brännare för gasblandnings-
munstycke, utan styrskena, 230V
0870614 Skärmaskin GCE proFIT® SLM utan brännare, utan styrskena, 230V
0870615 Skärmaskin GCE proFIT® SLM med en brännare för gasblandnings-
munstycke, utan styrskena, 110V
0870616 Utökningssats för ytterligare skärbrännare
0870617 Führungsbahn 1,8 m mit integriertem Verbindungsschloss, verzinkter
Stahl Styrskena 1,8 m med integrerat anslutningslås, galvaniserat stål
För skärbrännare beställda med maskin 0870614, se även Bild 2:
Art Nr. Beskrivning Gastyp Rek. gasblandnings-
munstycke
Pos.
F25310014 Skärbrännare för gas-
blandningsmunstycke
APMYF ANME
PNME
1
F25310013 BIR+, injektorbrännare A AC 2
F25310012 BIR+, injektorbrännare PMYF PUZ 2
2.3.1.SÄKRING MOT BAKSLAG
Vi rekommenderar att man använder bakslagsskydd för samtliga gaser. Dessa skydd skall
monteras på ingångarna hos skärbrännarna. Likaså rekommenderar vi att bakslagsskydd
monteras vid reduceringsventilen, eller vid anslutningen till rörledning för gas, vilket också
föreskrivs av lokala föreskrifter.
Bakslagsskydd för skärbrännare enl. EN ISO 5175-1
Art Nr. Gas Anslutning (EN 560)
14008408 Skäroxygen G3/8”
14008263 Värmeoxygen G1/4”
14008278 Bränngas G3/8” LH
Bild 2: Skärbrännare
1 2

SV
89/136
2.4. SKÄRMUNSTYCKEN
Art. Nr. Materialt-
jocklek
(mm)
Skärhastighet
(mm/min)
Oxygen
(bar)
Bränngas
(bar)
Skärmunstycken AC - Acetylen
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Värmemunstycke
Värmemunstycke
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Skärmunstycken PUZ - Propan / Naturgas
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Värmemunstycke
Värmemunstycke
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Skär- och värmemunstycken levereras separat, skärmunstycken i förpackning om 5
st.
Art. Nr. Materialt-
jocklek
(mm)
Storlekmun-
stycke
(tum)
Skär-
hastighet
(mm/min)
Oxygen
(bar)
Bränngas
(bar)
Skärmunstycken ANME - Acetylen
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Skärmunstycken PNME - Propan / Naturgas
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5--3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

SV
90/136
Reglage
för rörelse
framåt -
bakåt
Bild 3: Maskinbeskrivning
Stängningsventil
värmeoxygen
Ingångsanslutn.
oxygen:
G1/4
Inre gasslangar
Styrskena
Skärbrännare
med hållare
Stängningsventil
skäroxygen
Stängningsventil
bränngas
Ingångsanslut-
ning bränngas:
G3/8 LH
List för
inställning
av avstånd
Reglage för
inställning av
stång till
avståndsjust-
ering
Reglage för
fixering av
stång till
avståndsjust-
ering
Reglage för inställning
av brännarens höjd
Skärmunstycke
Reglage
för skärvinkel
Värmesköld
Reglage
för manuell
styrning
Apparatlåda
Anslutning-
skabel
m. stickkontakt
Manöverspak
till koppling
Hastighets-
reglering

SV
91/136
3. MASKININSTALLATION
Maskinen levereras i delvis isärtaget skick, med skärbrännare och detaljer till stången
separerade. Ta ur samtliga delar ur emballaget. Installera dem i den ordning som beskrivs
nedan, för att kunna arbeta med maskinen.
3.1. ELEKTRISK MATNINGSSPÄNNING
Kontrollera den elektriska matningsspänningen (maximalt tillåten spänning) före det att
maskinen ansluts till nätspänningen (se ovan punkt 2.1 Tekniska data). Till nätet får endast
felfria stickkontakter och kablar anslutas. Endast sådan anslutning som överensstämmer med
tillämpliga föreskrifter och normer får användas.
Beskrivning av ledarna i anslutningskabeln:
• Brun: fas
• Blå: nolledare
• Gulgrön: jord
3.2. OXYGEN OCH BRÄNNGASTILLFÖRSEL
3.2.1. Tillförselslangen för bränngas bör ha en inre diameter om åtminstone 8 mm (beror
på slanglängd). Endast slangar som uppfyller norm ISO 3821 får användas. Slangens
ingångsanslutning till maskinen är G3/8”LH med anslutningsdon enl. EN 560. Beträande
bränngasens tryck, se schema över skärmunstycken med ovanstående data.
3.2.2. Tillförselslangen för oxygen bör ha en inre diameter om 6 eller 8 mm (beror på slanglängd
och skärtjocklek). Endast slangar som uppfyller norm ISO 3821 får användas. Slangens
ingångsanslutning till maskinen är G1/4”, med anslutningsdon enl. EN 560. Beträande
oxygentryck, se schemat över skärmunstycken med ovanstående data.
Anm.: För att förhindra bakslag bör alltid bakslagsskydd användas enligt nedanstående
beskrivning.
Anm: Endast gasslangar med felfria, rena och korrekt fästa anslutningsdon får användas.
Tätheten hos slangarna skall provas med maximalt driftstryck i vattenbad åtminstone var
tredje månad. Vi rekommenderar att samtliga gasslangar byts ut var tredje år.
3.3. INSTALLERA KABEL OCH INRE GASSLANGAR
• tillsammans, ev. med slanghållare.
3.4. INSTALLERA SKÄRBRÄNNARENS STÅNG OCH SKÄRBRÄNNARE
för önskad skärprofil, som visas i bild 3 - 5.
3.5. ANSLUT DE INRE SLANGARNA TILL SKÄRBRÄNNARE OCH
REGULATORENHET.
Eftersom slanganslutningarna till de olika gasslangarna är olika, kan de inte förväxlas.
3.6. ANSLUT STICKKONTAKTEN
till ett nätuttag (använd anslutningar enl. lokala normer eller föreskrifter). Anslut ingångsslangarna
för oxygen och bränngas så att systemet får korrekt matning.
Anm: Anslut maskinen till ett jordat kontaktuttag, så att risker med den elektriska matningen
förhindras.

SV
92/136
4. DRIFT
4.1. FÖRE SKÄRNING
4.1.1. Före någon som helst hantering
av maskinen GCE proFIT® SLM, skall
operatören ha kunskap om de grunder för
säkerhet vid drift, som finns specificerade
i bruksanvisningen. Operatören skall
ha erfarenhet av utrustningar för
oxygenskärning och skall vara utbildad
enl. kraven i normerna ISO, EN, eller
juridiska föreskrifter eller kungörelser,
samt uppfylla alla myndighetskrav.
4.1.2. Endast skärmunstycken som anges
i ovanstående tabeller får användas.
Man måste ta hänsyn till skärbrännartyp
(gasblandningsmunstycke, ev.
injektorbrännare) och likaså måste man ta hänsyn till den bränngas som används. Använd
endast felfria munstycken med felfri och ren tätningsyta.
4.1.3. Kontrollera likaså skärhuvudets tätningsyta på brännaren. Endast skärbrännare från
ovanstående lista, med felfria och rena tätningsytor till munstycken, får användas. Man måste
ta hänsyn till skärbrännartyp (gasblandningsmunstycke, ev. injektorbrännare) och likaså måste
man ta hänsyn till den bränngas som används.
4.1.4. VAL AV MUNSTYCKE
Gå till väga enl. ovanstående tabell med skärmunstycken. Använd korrekt storlek på munstyckena
i förhållande till metallskivans tjocklek. Skärmunstycken från GCE är konstruerade för snittskåror
med kvalitetsnivå 1 enl. norm EN ISO 9013. Maximal skärhastighet kan uppnås genom att ställa
in skärparametrarna enl. ovanstående tabeller, vid rätlinjig skärning, vid användning av plåt med
ren yta, kvalitetsmaskin för skärning, felfria skärmunstycken och oxygen med en renhet om
99,5%, eller bättre. Värdet på gastrycket mäts vid brännarens ingång.
4.1.5. ÅTDRAGSMOMENT FÖR MUNSTYCKEN:
Skärbrännare med gasblandningsmunstycke: 22-30 Nm
Skärbrännare BIR+: 12 Nm för inre skärmunstycke och 18 Nm för yttre värmemunstycke
OBS!: Alla detaljer som kommer i kontakt med syrgas skall vara rena från olja och fett p.g.a.
explosionsrisken! Kontrollera att alla gänganslutningar och tätningsytor, ex.vis koniska och
kulformade ytor, är rena och felfria!
4.2. TÄNDNING OCH INSTÄLLNING AV LÅGAN
4.2.1. Kontrollera tätheten hos alla gasanslutningar.
4.2.2. Justera in ingångstrycket på gasen enl. värdena i ovanstående tabeller över
skärmunstycken, se punkt 2.5 (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi). Öppna
ventilerna för bränngas och värmeoxygen. Tänd utgångsblandningen med lämplig tändare
(Använd inte het metall, eller tändstickor). Korrekt inställt tryck medför att en reducerande
(sotande) låga skapas. En neutral låga som passar den tänkta tillämpningen justeras in med
ventilen för bränngas. Ventilen för värmeoxygen förblir fullt öppen.
4.2.3. Öppna ventilen för skäroxygen kort, så att man kan kontrollera korrekt injustering av den
neutrala lågan, stäng den därefter (se även Bild 4)
4.3. SKÄRPROCESSENS START
Ställ brännaren i utgångsläge för skärning och börja lokal uppvärmning av arbetsdetaljen till
upp till tändningstemperatur, färg ungefär rödgul. Öppna därefter ventilen till skäroxygen och
starta samtidigt förflyttning av maskinen i önskad riktning.
4.4. KORREKT SKÄRHASTIGHET
Bild 4: Injustering av låga
Reducerande
låga under
upptändning
Neutral låga Neutral låga
med
skäroxygen
ca. 1 mm
Arbetsdetalj

SV
93/136
kan fastställas genom att iaktta
slaggproduktion, från det i stort sett vertikala
gnistregnet och från det ljud som uppstår
vid skärningen. Ungefärliga värden på
skärhastigheten kan hämtas från tillämpliga
tabeller för skärmunstycken ovan.
4.5. BANDSKÄRNING MED HJÄLP
AV STYRSKENA
4.5.1. Placera styrskenan på den detalj som
skall skäras. Koppla den andra styrskenan till
den första om en längd större än 2 m behöver
skäras enl. bild 5.
4.5.2. Placera enheten GCE proFIT® SLM på
styrskenan. Se till att främre och bakre hjulen
sätter sig i skenans spår. Det bakre hjulet skall
sätta sig så att det inte rör sig.
4.5.3. Ställ in skärhastigheten i förhållande
till aktuellt munstycke och tjocklek hos
materialet. Ställ likaså in rörelseriktningen.
Vrid kopplingsspaken i pilens riktning, så att
utrustningen befinner sig i beredskapsläge.
4.5.4. Sätt skärbrännaren på den aktuella
plåten och på den plats där skärningen skall
börja. Tänd och ställ in värmelågan på så
sätt som krävs enl. ovanstående anvisningar.
Förvärm materialet till tändningstemperatur.
4.5.5. Öppna samtidigt ventilen för skäroxygen helt och starta maskinens rörelse genom att slå
om strömställaren för förflyttning i önskad riktning enl. bild 3.
4.5.6. Efter att skärningsarbetet har avslutats slås maskinen ifrån genom att ställa strömställaren
för rörelse i mittläge och genom att stänga av all gastillförsel. Stängningsventilerna skall
stängas i följande ordning: 1. skäroxygen, 2. bränngas, 3. värmeoxygen.
4.6. MANUELL SKÄRNING
Skärmaskin GCE proFIT® SLM kan styras manuellt av operatören, så att skärning av en godtycklig
form som är baserad på en i förväg uppritad kontur på plåten, kan utföras. Styrhjulet måste
lossas så att det kan röra sig fritt i alla riktningar och alla tre hjulen bör vara i kontakt med skivan,
se även bild 6.
4.7. BEREDNING AV PLÅTKANTER INFÖR SVETSNING
- fasskärning med en brännare (utan att fogbottenyta skapas)
Förbered GCE proFIT® SLM-enheten enl. punkt 4.5. ovan. Lossa reglaget för inställning av
brännarvinkel en aning och vrid brännaren med hållare så att önskad vinkel erhålls. Dra därefter
åt reglaget för inställning av brännarvinkeln. Följ därefter punkt 4.5.
4.8. SKÄRNING MED TVÅ BRÄNNARE
Om GCE proFIT® SLM endast är utrustad för skärning med en brännare, måste utökningssats
med en andra brännare (art.nr. 0870616) monteras (se bild 7) först.
Bild 6: Manuell skärning
Fig.5: Sammanfogning av styrskenor
Borda recta

SV
94/136
Utför följande åtgärder:
1. Ta bort gasregulatorn från apparatlådan och
slangarna från denna.
2. Ta bort brännarhållaren tillsammans med
stången för inställning av avstånd och ta bort
stången från maskinen.
3. Montera regulatorenhet för två brännare på
maskinens apparatlåda.
4. Sätt i stång för injustering av avstånd avsedd
för två brännare.
5. Installera båda hållarna till skärbrännare,
tillsammans med skärbrännare, på stången
för avståndsinställning.
6. Koppla samman båda brännarna och
gasregulatorn med rätt gasslangar.
7. Använd korrekta skärmunstycken enl. punkt
2.4 ovan. GCE proFIT® SLM med två brännare
kan användas för fasskärning och för
bandskärning som visas i bild 8.
5. UNDERHÅLL
5.1. DAGLIGT
• Kontrollera alltid tätningsytorna mellan
munstycke och brännare
• Torka av maskinen GCE proFIT® SLM
med duk, så att den blir fri från slagg och
metalloxider.
• Kontrollera att slangar och elkabel inte
har skadats. Byt ut skadade delar.
• Smörj axeln hos det roterande hjulet
med Shell ”Vitrea 31” eller motsvarande
smörjmedel.
5.2. MÅNATLIGT
• Se till att vertikal och horisontell rörelse
hos brännaren löper utan problem och
att samtliga reglage fungerar.
• Rengör brännarhållare, stång för avståndsjustering och samtliga detaljer till brännarhållare.
• Kontrollera tätheten hos gasslangar och gasledningarnas armaturer, inkl. justeringsventiler.
Dra åt otäta kopplingar och byt ut skadade delar.
5.3. KVARTAL
• Ta bort kopplingsspaken och skruvar och skilj apparatlådans övre och undre delar (se till att
motorkabeln inte sträcks).
• Rengör maskinens inre delar noggrant och se upp så att styrenheten för hastighet inte
skadas.
• Som preventiv åtgärd smörjs motordelar, kugghjul och koppling med smörjmedel baserat på
molybdensulfid.
• Montera samman apparatlådans lock och se upp så att kablar inte kommer i kläm. Anslut
kopplingsspaken.
• Smörj inte lagerkomponenter hos främre och bakre hjulen.
• Före det att GCE proFIT® SLM tas i drift kontrolleras att maskinen arbetar korrekt och tätheten
hos gassystemet.
Bild 7: Utökningssats för ytterligare
skärbrännare
Bild 8: Fasskärning och bandskärning med två
brännares

SV
95/136
6. TROUBLE SHOOTING
FEL ORSAK ÅTGÄRDER FÖR AVHJÄLPANDE
AV FEL
Drivhjulet roterar
inte
Kabelanslutningen har lossnat Kontrollera kabelanslutningen
Fel på kommutatorn Kontrollera kabelanslutningen.
Kontrollera kommutatorn med
felsökningsinstrument.
Fel hos huvudkabeln Kontrollera huvudkabeln med
felsökningsinstrument.
Motorfel Kontrollera motorn med felsökn-
ingsinstrument. Kontrollera att
motorspindeln roterar.
Hackig skäryta
(se även nedan-
stående rekom-
mendationer för
justering)
Ojämn yta hos styrskenan Styr-
skenan ligger inte an
Se till att ytan hos arbetsstycket
är tillräckligt jämn för montering
av styrskenan.
Felaktigt motorvarvtal Kontrollera eller byt ut styren-
heten.
Externa vibrationer Avlägsna vibrationerna.
Felaktig inställning av skärpara-
metrar
Kontrollera skärhastigheten med
linjal.
Onormalt spel i drivningens växel Utför, eller se till att reparationer
utförs på systemet.
Brännarfel Byt ut den.
7. FÖRVARING, FÖRFLYTTNING OCH TRANSPORT
7.1. EMBALAGEM
GCE proFIT® SLM omges vid förpackning hos
tillverkaren av skyddselement runtom inuti
emballaget. Skärenheten ligger skild från
tillbehör inuti emballaget, d.v.s. emballaget
är uppdelat i två utrymmen.
7.2. FÖRVARING
För att skydda skärmaskinen mot damm, fukt
och andra föroreningar om skärmaskinen
inte kommer att användas under en längre
tid, skall elektriska komponenter, brännare
och munstycken förvaras i emballaget.
7.3. FÖRFLYTTNING
Förvara produkten i emballaget, så att fel p.g.a. slag och vibrationer inte uppstår under
förflyttning.
7.4. TRANSPORT
Förvara produkten korrekt i dess emballage för att förhindra skador på den vid transport.
Bild 9: An example of packing

SV
96/136
8. SÄKERHETSANVISNINGAR
8.1. ÅTGÄRDER FÖR DRIFT OCH ANVÄNDNING
• Se till att maskinen står stabilt, installera den korrekt och utför kontroll före det att arbete
påbörjas.
• Se till att strömbrytaren står i ”mittläget” före det att stickkontakten sätts i eluttaget.
• Se till att ha denna anvisning och säkerhetsföreskrifter till hands då maskinen används.
• Flytta inte maskinen då flamman brinner.
• Förhindra att metalldetaljer eller spill faller ned då maskinen arbetar ovan golvytan.
• Var väldigt varsam då maskinen flyttas till annan plats.
8.2. SKYDDSÅTGÄRDER AVSEENDE ELSYSTEMET
• Kontrollera nätspänningen före det att motorn startas. Max spänningsvariation får vara ±10%
av fastställd nätspänning. Maskinen får inte användas med annan nätspänning.
Använd endast maskinen med den fastställda nätspänningen.
• Jorda maskinens kabel.
• Skicka maskinen till auktoriserad service, eller den säljare där maskinen har köpts in, om
något av följande inträar:
• Kabelbrott eller slitna kablar
• Om vatten droppar från, eller tränger in i maskinen
• Om man iakttar att något inte stämmer vid drift, trots att maskinen används korrekt
• Om maskinen går sönder
• Om ett komplicerat fel som kräver reparation uppstår
• Kontrollera regelbundet elsystemet
8.3. UNDERHÅLLS OCH KONTROLLÅTGÄRDER GÄLLANDE MASKINEN
• Underhåll och kontroll av maskinen skall överlåtas till kompetent, auktoriserad personal.
• Ta bort stickkontakten från uttaget före det att maskinen öppnas, eller reparationer utförs.
• Utför regelbundet underhåll på maskinen.
Använd endast korrekt skärbrännare och munstycken. Se till att använda rätt gas vid val av
brännare och munstycken.
9. SKYDDSKLÄDER
• Operatören skall bära skyddskläder (handskar, skyddsglasögon med tillämpliga ljusfilter,
hjälm och skyddsskor) då skärningsarbeten utförs.
• Våta kläder kan medföra elolyckor.
• Håll kläderna rena från olja och fett, så att inte reaktion med syrgas kan uppstå.
10. ÅTGÄRDER SOM SKALL UTFÖRAS PÅ ARBETSPLATSEN
• Håll lågan borta från gaskällan och håll ett säkerhetsavstånd om minst 3 m (gasflaskor,
gasledningar och slangar)
• Utsätt inte acetylenflaskor, ledningar, slangar och rör för högre temperatur än 50°C (130°F).
• Syrgas antänds inte själv, dock kan kontakt med brännbara material lätt leda till antändning.
• Se till att syrgaskoncentrationen på arbetsplatsen inte är högre än koncentrationen i
atmosfären.
• Kontakt mellan syrgas och smörjmedel, fett och andra kolväten, kan medföra brand och
explosion. Se till att alla komponenter som kan komma i kontakt med syrgas är helt rena från
olja och fett.
• Syrgas, propan, butan, propylen och blandningar av dessa är tyngre än luft.
• Se till att arbetsplatsen är väl ventilerad vid skärning.
• Se till att brandsläckare, sand, vatten o.s.v. finns till hands på arbetsplatsen.
• Håll brännbara material borta från platser där skärning pågår och där gnistor kan uppstå.

SV
97/136
Rekommendationer till injustering för perfekt skärning
Avsmalning av snittskåra
(divergerande)
• För hög skärhastighet
• Avstånd mellan munstycke
och plåt för stort
• Nedsmutsat och/eller
skadat munstycke
Avsmalning av snittskåra
(konvergerande)
• För hög skärhastighet
• Avstånd mellan munstycke
och plåt för stort
• För högt tryck hos skäroxy-
gen
Konkav yta under övre
kanten hos snittyta
• För högt tryck hos
skäroxygen
• Nedsmutsat och/eller
skadat munstycke
• Avstånd mellan munstycke
och plåt för stort
Klack vid snittytans un-
derkant
• För hög skärhastighet
• Nedsmutsat och/eller
skadat munstycke
Konkav profil hos snittyta
• För hög skärhastighet
• Nedsmutsat och/eller
skadat munstycke, eller
för liten dimension hos
munstycket i förhållande till
skärtjocklek
• För lågt tryck hos skäroxy-
gen
Oregelbunden profil hos
snittyta
• För lågt tryck hos skär-
oxygen
• Nedsmutsat och/eller
skadat munstycke
• För hög skärhastighet
Smältning hos snittyta
• För låg skärhastighet
• För kraftig värmelåga
• Avstånd mellan munstycke
och plåt för stort/för litet
• För stort munstycke i förhål-
lande till skärtjocklek
Sträng av stelnade droppar
• För kraftig värmelåga
• Avstånd mellan munstycke
och plåt för litet
• Korroderad eller flagnad
plåt
Nedsmält övre kant med
fastsittande slagg hos
snittyta
• För högt tryck hos skär-
oxygen
• För kraftig värmelåga
• Avstånd mellan munstycke
och plåt för stort
Avrundad undre kant i
snittyta
• För högt tryck hos skäroxy-
gen
• För hög skärhastighet
• Nedsmutsat och/eller
skadat munstycke
För stort djup hos skärlinje
• För stor eller för
oregelbunden
skärhastighet
• Avstånd mellan munstycke
och plåt för stort/för litet
• För kraftig värmelåga
Oregelbundet djup hos
skärlinje
• För stor eller för
oregelbunden
skärhastighet
• För svag låga
Lokala fel i skäryta
• För låg skärhastighet
• Ytan på plåten korroderad,
nedsmutsad, eller flagnad
• Avstånd mellan plåt och
munstycke för litet
• För svag låga
• Nedsläckt brännare
• Plåt innehållande finförde-
lade partiklar
Grupperade fel i skäryta
• För hög skärhastighet
• Ytan på plåten korroderad,
nedsmutsad, eller flagnad
• Avstånd mellan plåt och
munstycke för litet
• För svag låga
Grupperade fel i undre
delen av skäryta
• Grupperade fel i undre
delen av skäryta
Fastsittande linje med slagg
på undre kanten
• För hög eller för låg
skärhastighet
• Avstånd mellan plåt och
munstycke för stort
• För högt tryck hos
skäroxygen
• För litet munstycke i
förhållande till skärtjocklek
• För svag låga
• Ytan på plåten korroderad,
nedsmutsad (med färg),
eller flagnad

RU
98/136
Рис. 1 Агрегат GCE proFIT® SLM с
оцинкованной направляющей
1.
GCE proFIT® SLM – это переносной
режущий агрегат для резки кислородом,
который применяется для кислородной
резки нелегированной стали с
применением пламени предварительного
нагревания кислород – горючий газ. Этот
агрегат можно также использовать для
линейной и круговой резки или для резки
изогнутых форм ручным управлением
движения при условии добавочной
установки дополнительных компонентов и,
напр., еще одной режущей горелки.
Резак GCE proFIT® SLM можно использовать
для прямой резки, изогнутой резки или
косой резки с одной или макс. двумя
режущими горелками. Максимальная
толщина разрезаемого материала
составляет 150 мм с одной режущей
горелкой и 100 мм с двумя режущими горелками.
Агрегат в сборе состоит из нескольких частей, которые необходимо заказывать
отдельно, см. нижеприведенные указания и рекомендации.
Агрегат GCE proFIT® SLM можно также использовать для плазменной резки,
предварительного нагревания или сваривания, но с дополнительным оборудованием
(не поставляется вместе с агрегатом) и при выполнении необходимых изменений.
Настоящая инструкция по эксплуатации объясняет принципы безопасной и
эффективной работы агрегата GCE proFIT® SLM.
GCE proFIT® SLM -
, -
.
, -
, , -
ISO, EN -
.
2.
2.1.
до 150 мм с одной горелкой, до 100 мм с двумя
горелками
50-1600 мм/мин
вперед и назад с переменной скоростью
230 В перем. тока / 110 Гц, читай данные на табличке
агрегата
24 В пост
G1/4”, до 8 бар, шланг DN6
G3/8” LH, до 1 бар, шланг DN8

RU
99/136
175x350x140 мм (WxLxH) (ширина x длина x высота)
без горелки, шлангов и держателя горелок
9кг с одной горелкой
2.2. :
• агрегат вместе с устройством для одной горелки;
• одну режущую горелку для смесительного наконечника
(только для 0870613);
• держатель горелки, стержень горелки, защитный
тепловой щит;
• внутренние газовые шланги, газовый распределитель с
запорными вентилями;
• стержень для круговой резки, круглая средняя деталь;
• электрический кабель длиной со штепселем;
• принадлежности для монтажа и чистки наконечников;
• запальник пламени;
• направляющие поставляются отдельно от агрегата.
2.3. ,
Режущий агрегат и направляющи
0870613 Агрегат GCE proFIT® SLM с одной горелкой для смесительного
наконечника, без направляющих, 230 В
0870614 Агрегат GCE proFIT® SLM без горелки, без направляющих, 230 В
0870615 Агрегат GCE proFIT® SLM с одной горелкой для смесительного
наконечника, без направляющих, 110 В
0870616 Расширительный комплект для второй режущей горелки
0870617 Направляющие 1,8 м со встроенным соединительным замком,
оцинкованная сталь
Для режущих горелок заказывать с агрегатом 0870614 см. также Рис. 2:
F25310014 Режущая горелка
для смесительного
наконечника
APMYF ANME
PNME
1
F25310013 BIR+, инжекторная
режущая горелка
AAC 2
F25310012 BIR+, инжекторная
режущая горелка
PMYF PUZ 2
Рис. 2 Резаки
1 2

RU
100/136
2.3.1.
Рекомендуется использовать предохранители от обратного выхлопа пламени для всех
газов. Эти предохранители необходимо установить на входы режущих горелок. Также
рекомендуется, а в соответствии с местными правилами даже необходимо использовать
предохранители от обратного выхлопа пламени, установленные у редукционного
клапана или на месте отбора из трубопровода.
Предохранители от обратного выхлопа пламени для режущих горелок агрегата в
соответствии с нормой EN 5175-1
. Gas Connection (EN 560)
14008408 Режущий кислород G3/8”
14008263 Нагревающий кислород G1/4”
14008278 Горючий газ G3/8” LH
2.4.
.
()
(/
)
()
()
AC -
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Нагревательное
сопло
Нагревательное
сопло
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
PUZ - /
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Нагревательное
сопло
Нагревательное
сопло
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Режущие и нагревающие наконечники поставляются отдельно, режущие
наконечники в упаковках по 5 штук.

RU
101/136
.
()
Nozzle size
(inch)
(/)
кислород
(бар)
()
ANME -
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
PNME - /
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5--3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4
3.
Агрегат поставляется в частично разобранном состоянии с отсоединенной режущей
горелкой и отсоединенными деталями кронштейна. Вынуть все детали из упаковки.
Установить их в порядке, который описан ниже, чтобы с ними можно было работать.
3.1.
Проверьте электропитание (максимальное допустимое напряжение) перед включением
агрегата в сеть (см. вышеприведенный пункт 2.1. Технические данные). В сеть питания
можно подключать только неповрежденный штепсель и кабель. Необходимо
использовать только такой способ подключения, который отвечает соответствующим
указаниям и нормам.
Описание цветов отдельных проводов питающего кабеля:
• Коричневый: фаза.
• Синий: ноль.
• Желто-зеленый: заземление.
3.2.
3.2.1. Входные шланги горючего газа должны иметь внутренний диаметр хотя бы 8 мм
(зависит от длины шланга). Можно использовать только шланги соответствующие норме
ISO3821. Входное подключение шланга агрегата G3/8”LH с арматурой в соответствии с
EN560. Для давления горючего газа посмотрите схему режущих наконечников со всеми
вышеприведенными данными.
3.2.2. Входные шланги кислорода должны иметь внутренний диаметр 6 мм или 8 мм
(зависит от длины шланга и режущей толщины). Можно использовать только шланги
соответствующие норме ISO 3821. Входное подключение шланги агрегата G1/4” с
арматурой в соответствии с EN560. Для давления кислорода посмотрите схему режущих
наконечников со всеми вышеприведенными данными.
ПРИМЕЧАНИЕ:
,
, .
ПРИМЕЧАНИЕ: ,
.
.
.

RU
102/136
-
Рис. 3: Описание агрегата
-
-
: G1/4
: G3/8 LH

RU
103/136
3.3.
шланги вместе, напр. с применением опоры для шлангов.
3.4. ,
,
как это изображено на Рис. 3 - 5, в соответствии с необходимой формой резания.
3.5.
.
Eftersom slanganslutningarna till de olika gasslangarna är olika, kan de inte förväxlas.
3.6.
в соответствующую розетку (используйте вид соединения согласно соответствующей
местной норме или указанию). Подключите входные шланги кислорода и входные
шланги горючего газа для надлежащего снабжения системы.ПРИМЕЧАНИЕ: Установите
свой агрегат к заземленной розетке, чтобы предотвратить возникновение опасности,
связанной с электрическим током.
: ,
, .
4.
4.1.
4.1.1. Обслуживающий работник должен знать основы безопасной эксплуатации, которые
специфицированы в настоящей инструкции по эксплуатации, еще перед началом
любой манипуляции с агрегатом GCE proFIT® SLM. Работник обслуживания должен
обладать опытом работы с оборудованием для резки кислородом и должен быть
проинструктирован в соответствии с требованиями норм ISO, EN или законных указаний
или постановлений при соблюдении всех требований правовых органов.
4.1.2. Необходимо использовать только режущие наконечники (наконечники) в
соответствии с вышеприведенной таблицей. Необходимо соблюдать тип режущей
горелки (смесительного наконечника или инжекторной горелки), а также необходимо
соблюдать тип горючего газа. Пользуйтесь только неповрежденным наконечником с
неповрежденным и чистым седлом.
4.1.3. Проверьте также седло головки режущей горелки перед установкой наконечника
в головку режущей горелки. Необходимо использовать только режущую горелку
из вышеприведенного списка, с неповрежденным и чистым седлом наконечника.
Необходимо соблюдать тип режущей горелки (смесительного наконечника или
инжекторной горелки), а также необходимо соблюдать тип горючего газа.
4.1.4.
Поступайте в соответствии с вышеприведенной таблицей с режущими наконечниками
(наконечниками). Применяйте правильный размер наконечника в соответствии с
толщиной металлической плиты. Режущие наконечники GCE разработаны для резания
с качественным уровнем 1 в соответствии с нормой EN ISO 9013. Можно достигнуть
максимальной скорости резания регулировкой режущих параметров в соответствии с
вышеприведенной таблицей, при выполнении прямого резания, с применением чистой
поверхности листа, качественного режущего агрегата, неповрежденного режущего
наконечника и кислорода чистотой 99,5% или выше. Значения давления газа измеряются
на входе в горелку.

RU
104/136
4.1.5.
:
Режущая горелка со смесительными
наконечниками: 22-30 Нм;
Режущая горелка BIR+: 12 Нм
для внутреннего режущего
наконечника и 18 Нм для наружного
нагревающего наконечника.
ПРИМЕЧАНИЕ: ,
,
-
! ,
,
.,
!
4.2.
4.2.1. Проверьте герметичность всех
газовых соединений.
4.2.2. Отрегулируйте входные
значения давления газа в
соответствии со значениями в
таблице режущих наконечников
приведенными выше, см. пункт
2.4. (1 бар = 105 Па, 100 кПа = 105 Н/м2, 1 бар = 14,5 пси).Откройте вентиль горючего
газа и вентиль нагревающего кислорода. Подожгите выходящую смесь подходящим
запальником (Не пользуйтесь горячим металлом или спичками). При правильной
регулировке давления произойдет возникновение редукционного (науглероживающего)
пламени. При помощи вентиля горючего газа необходимо отрегулировать нейтральное
пламя так, чтобы оно соответствовало планируемой резке. Вентиль нагревающего
кислорода остается полностью открытым.
4.2.3. Откройте на короткое время вентиль режущего кислорода, чтобы Вы видели
правильную регулировку нейтрального пламени, а потом закройте его (см. также Рис. 4)
4.3.
Установите горелку в начальное режущее положение и начните локально нагревать
деталь на зажигательную температуру, цвет примерно светлый красно-желтый. После
этого откройте вентиль режущего кислорода и одновременно с этим включите движение
агрегата в необходимом направлении.
4.4.
можно установить по образованию шлака, по почти вертикальному снопу искр и по звуку,
сопровождающему резку. Примерные значения скорости резания можно взять из соответствующей
таблицы режущих наконечников, как указано выше.
4.5.
4.5.1. Разместите направляющие на ту часть, которую хотите резать. Если необходимо
будет обеспечить длину более 1,8 м, то соедините вторую направляющую с первой, как
изображено на рисунке 5.
4.5.2. Установите устройство GCE proFIT® SLM на направляющую. Убедитесь, что переднее
и заднее колесо входят в канавки направляющих. Заднее колесо должно входить так,
Рис. 4: Регулировка пламени
Редукционное
пламя во
время
розжига
Нейтральное
пламя
Нейтральное
пламя с
режущим
кислородом
примерно 1 мм
Рабочая деталь
Рис.5: удлинение дорожки
с покрытием Zn
прямая
грань

RU
105/136
чтобы было неподвижно.
4.5.3. Отрегулируйте скорость резания
в зависимости от конкретной форсунки
и толщины материала. Отрегулируйте
также направление движения. Поверните
рычажок муфты в направлении стрелки
для обеспечения положения готовности.
4.5.4. Установите режущую
горелку на соответствующий лист
и место начала резки. Подожгите и
отрегулируйте нагревающее пламя
так, как это требуется в соответствии
с вышеприведенными указаниями.
Произведите предварительное
нагревание материала на зажигательную
температуру.
4.5.5. Одновременно с этим полностью
откройте вентиль режущего кислорода
и начните передвигать агрегат
переключением выключателя для
регуляции движения в необходимом
направлении, как изображено на
рисунке3.
4.5.6. После окончания резки выключите
агрегат установив переключатель
управления движения в среднее
положение, закройте подачу всех
газов. Газовые вентили должны быть
закрыты в следующем порядке: 1.
Режущий кислород, 2. Горючий газ, 3.
Нагревающий кислород.
4.6.
Режущий агрегат GCE proFIT® SLM может
передвигаться вручную обслуживающим
работником для резки произвольной
формы в соответствии с внешним
контуром, нанесенным на лист заранее. Манипуляционное колесико должно быть
свободно для всех направлений движения, и все три колесика должны быть в контакте
с листом. См. также рисунок 6.
4.7.
- косая резка с одной горелкой (без образования притупления корня сварного шва).
Подготовьте устройство GCE proFIT® SLM в соответствии с пунктом 4.5. выше. Ослабьте слегка
регулятор для регулировки угла горелки и поверните горелку с кронштейном так, чтобы можно было
достичь требуемого угла. Потом снова тщательно затяните регулятор регулировки угла горелки.
После этого поступайте в соответствии с пунктом 4.5.
4.8.
В случае если агрегат GCE proFIT® SLM укомплектован только для операции резки с
одной горелкой, необходимо сначала установить расширительный комплект со второй
Рис. 7: Расширительный комплект
со второй режущей горелкой
Рис. 6: Ручное выполнение резки

RU
106/136
горелкой (номер детали 0870616) (см. Рис.
7).
:
1. Снимите газовый распределитель для
одной горелки с корпуса агрегата и
шланги с него.
2. Снимите держатель горелки вместе с
горелкой со стержня для регулировки
расстояния и выньте стержень из
агрегата.
3. Установите газовый распределитель
для двух горелок на корпус агрегата
4. Вставьте в агрегат стержень для
регулировки расстояния для двух
горелок.
5. Установите оба держателя горелок с режущими горелками у стержня для регулировки
расстояния.
6. Соедините обе горелки и газовый распределитель с соответствующими газовыми
шлангами.
7. Пользуйтесь правильными режущими наконечниками в соответствии с пунктом 2.4
выше. Агрегат GCE proFIT® SLM с двумя горелками можно использовать для косой
резки и для резки полос, как изображено на рисунке 8.
5.
5.1.
• Систематически проверяйте герметичность седла наконечника-горелки
• Вытирайте агрегат GCE proFIT® SLM тряпочкой, чтобы очистить его от шлака и окислов
металлов.
• Проверяйте, нет ли повреждений у шлангов и электрического кабеля. Замените
поврежденные детали.
• Смажьте шпиндель вращающегося колеса
5.2.
• Убедитесь, что вертикальное и горизонтальное движение горелки выполняется без
проблем, и что все регуляторы находятся в рабочем состоянии.
• Очистите держатель горелки, стержень для регулировки расстояния и все детали
держателя горелки.
• Проверьте герметичность газовых шлангов и распределительного узла газовых
трубок, включая регулировочные вентили. Затяните неплотные соединения и замените
поврежденные детали.
5.3.
• Снимите рычажок муфты и болты и отделите верхнюю часть корпуса агрегата от
нижней части (убедитесь, что при этом не происходит натяжения кабелей двигателя).
• Тщательно очистите внутренние детали агрегата так, чтобы не повредить
регулировочные устройства скорости.
• Смажьте соединительные детали двигателя, шестерни и муфту с применением смазки
на базе сульфида молибдена в качестве профилактической меры.
• Установите обратно крышки корпуса так, чтобы не были зажаты какие-нибудь кабели.
Подключите рычажок муфты.
• Смажьте компоненты подшипников переднего и заднего колеса.
• Проверьте, нормально ли работает агрегат, и проверьте герметичность газовой
Рис. 8: Косая резка и резка полос
с двумя горелками

RU
107/136
системы перед началом эксплуатации устройства GCE proFIT® SLM.
6.
Произошло ослабление
кабельных соединений
Проверьте подключение
кабелей.
Неисправность на
коммутаторе
Проверьте кабельное
соединение.Проверьте
коммутатор с применением
тестера.
Неисправность главного
электрического кабеля
Проверьте главный
электрический кабель с
применением тестера.
Неисправность двигателя Проверьте двигатель с
применением тестера.
Проверьте, вращается ли
шпиндель двигателя.
(см. также
нижеприведенные
рекомендации по
регулировке)
Зубчатая поверхность
направляющих. Не
прилегают направляющие
Убедитесь, что поверхность,
которая должна резаться,
достаточно гладкая для монтажа
направляющих.
Количество оборотов
двигателя неправильное
Проверьте или замените блоки
управления.
Внешние вибрации Устраните вибрации.
Неправильная
регулировка режущих
параметров
Проверьте скорость резки
линейкой.
Ненормальные задержки
в приводной редукторной
системе
Выполните или обеспечьте
ремонт системы.
Неисправность горелки Замените ее.
7. ,
7.1.
Устройство GCE proFIT® SLM при
упаковке на заводе-изготовителе
защищено защитными элементами по
всему объему коробки. Корпус резака
в коробке отделен от принадлежностей;
коробка разделена на две части.
7.2.
Если резак не будет применяться в
течение длительного времени, храните
электрические компоненты, горелку
и наконечники в коробке, чтобы они
были защищены от попадания пыли,
влажности и иных загрязнений.
Рис. 9. Пример упаковки

RU
108/136
7.3.
Храните изделие в коробке, чтобы предотвратить неисправности, возникающие от
ударов и вибраций во время переноски.
7.4.
Храните изделие надлежаще в его коробке, чтобы предотвратить повреждения изделия
во время транспортировки.
8.
8.1.
• Определите стабильное положение агрегата и надлежаще установите агрегат перед
началом работы с агрегатом и произведите контроль.
• Убедитесь, что выключатель находится в „среднем“ положении перед вставлением
штепселя в питающую розетку.
• Когда будете работать с агрегатом, держите настоящую инструкцию по эксплуатации и
указания по технике безопасности постоянно при себе.
• Не переносите агрегат при горящем пламени.
• Предотвращайте падение металлических предметов или заусенцев, если агрегат
работает над уровнем пола.Поступайте очень аккуратно при транспортировке агрегата
на другое место.
8.2.
• Перед запуском двигателя проверьте напряжение в сети. Максимальные изменения
напряжения должны быть ±10% установленного напряжения. Агрегат запрещено
использовать для другого напряжения.
.
• Заземлите кабель вашего агрегата.
• Пошлите агрегат в авторизованный сервис или продавцу, где вы купили агрегат, если
возникнут следующие ситуации:
• Поврежденные или изношенные кабели;
• Если из вашего агрегата капает вода или если в агрегат затекает вода;
• Если можно наблюдать, что при работе происходит что-то странное, даже если
агрегат работает нормально;
• Если агрегат будет разбит;
• Если возникнет сложная неисправность, требующая ремонта;
• Периодически проверяйте электрическую систему.
8.3.
• Для обслуживания и контроля агрегата назначьте компетентное лицо.
• Выньте штепсель из розетки перед открытием корпуса агрегата и ремонтом агрегата.
• Выполняйте систематическое обслуживание агрегата.
.
.

RU
109/136
9.
• Необходимо, чтобы работник обслуживания при выполнении резки пользовался
защитной спецодеждой (перчатки, защитные очки с соответствующим световым
фильтром, каской и защитной обувью).
• Мокрая одежда может привести к получению травмы в результате поражения
электрическим током.
• Поддерживайте одежду в чистом состоянии, очищайте ее от следов масла и смазки,
чтобы предотвратить реакцию с кислородом.
10. ,
• Не направляйте пламя на область источника газа, соблюдайте безопасное расстояние
хотя бы 3 м (газовые баллоны, газовые трубки и шланги).
• Не подвергайте баллон с ацетиленом, трубопроводы, шланги и трубки воздействию
температур выше 50 °C (130 °F).
• Кислород сам по себе не возгорается, но при контакте с иными горючими материалами
может легко возникнуть самовозгорание.
• Убедитесь, что концентрация кислорода в рабочей области не выше его концентрации
в атмосфере.
• Контакт кислорода со смазкой или иными углеводородами может привести к
возникновению пожара и взрыву. Обеспечьте, чтобы все компоненты, которые могут
войти в контакт с кислородом, были очищены от масла и смазки.
• Кислород, пропан, бутан, пропилен и их смеси являются более тяжелыми, чем воздух.
• Обеспечьте во время резки достаточную вентиляцию рабочего участка.
• Обеспечьте, чтобы на рабочем участке имелись огнетушители, песок, вода и т.д.
• Храните горючие материалы за пределами места, где выполняется резка и где
происходит возникновение искр.

RU
110/136
Сужение шва (схождение)
• Слишком высокая
скорость резки
• Расстояние между
наконечниками и листом
слишком большое
• Грязные и/или
поврежденные
наконечники
Сужение шва
(расхождение)
• Слишком высокая
скорость резки
• Расстояние между
наконечниками и
листом слишком
большое
• Давление режущего
кислорода слишком
высокое
Вогнутая поверхность
резки под верхней кромкой
• Давление режущего
кислорода слишком
высокое
• Грязные и/или
поврежденные
наконечники
• Расстояние между
наконечниками и листом
слишком большое
Схождение у нижней
кромки
• Слишком высокая
скорость резки
• Грязные и/или
поврежденные
наконечники
Вогнутый профиль
поверхности резки
• Слишком высокая скорость
резки
• Грязные и/или
поврежденные
наконечники или размер
наконечников слишком
маленький относительно
толщины, которая должна
разрезаться
• Давление режущего
кислорода слишком низкое
Неодинаковый
профиль поверхности
резки
• Давление режущего
кислорода слишком
низкое
• Грязные и/или
поврежденные
наконечники
• Слишком высокая
скорость резки
Расплавление поверхности
грани
• Cлишком низкая скорость
резки
• Слишком сильное
нагревающее пламя
• Расстояние между
наконечниками и листом
слишком большое/слишком
маленькое
• Слишком большой размер
наконечника относительно
толщины, которая должна
разрезаться
Цепочка застывших
капель
• Слишком сильное
нагревающее пламя
• Расстояние между
наконечниками и листом
слишком маленькое
• Заржавевшая
поверхность листа или с
содержанием нанесений
Расплавленная верхняя
кромка прилегающим
шлаком
• Давление режущего
кислорода слишком
высокое
• Слишком сильное
нагревающее пламя
• Расстояние между
наконечниками и листом
слишком большое
Закругленная нижняя
кромка
• Давление режущего
кислорода слишком
высокое
• Слишком высокая
скорость резки
• Грязные и/или
поврежденные
наконечники
Чрезмерная глубина
тянутой линии резки
• Слишком высокая или
прерывистая скорость
резки
• Расстояние между
наконечниками и листом
слишком маленькое
• Слишком сильно
нагревающее пламя
Неодинаковая глубина
линии резки
• Слишком высокая или
прерывистая скорость
резки
• Пламя слишком слабое
Отдельные неисправности
направляющих
• Слишком низкая скорость
резки
• Поверхность листа
заржавевшая или грязная
или с отложениями
• Расстояние между
наконечниками и листом
слишком маленькое
• Пламя слишком слабое
• Произошло затухание
горелки
• Лист с тонко разделенными
включениями
Сгруппированные
области неисправностей
направляющих
• Слишком высокая
скорость резки
• Поверхность листа
заржавевшая или
грязная или с
отложениями
• Расстояние между
наконечниками и
листом слишком
маленькое
• Пламя слишком слабое
Сгруппированные
неисправности
направляющих в
нижней половине
резки
• Слишком низкая
скорость резки
• Грязные и/или
поврежденные
наконечники
Плотно прилегающие линии шлака
у нижней грани
• Слишком высокая или слишком
низкая скорость резки
• Расстояние между наконечниками
и листом слишком большое
• Давление режущего кислорода
слишком низкое
• Слишком маленький размер
наконечника относительно
толщины, которая должна
разрезаться
• Пламя слишком слабое
• Поверхность листа заржавевшая
или грязная (окрашенная) или с
отложениями

PL
111/136
1. OPIS
GCE proFIT® SLM to przenośny półautomat
do cięcia tlenem, który stosowany jest do
cięcia tlenowego stali niestopowej przy
pomocy płomienia podgrzewającego tlen –
palny gaz. Urządzenie zastosować można
do cięcia prostego i do wycinania okręgów
oraz do cięcia konturowego pod warunkiem
ręcznej obsługi urządzenia, oraz dodatkowej
instalacji zestawu uzupełniającego i np.
kolejnego palnika tnącego.
Urządzenie GCE proFIT® SLM stosować
można do cięcia prostego, wycinania
okręgów lub do cięcia ukośnego przy
pomocy jednego albo max. dwu palników
tnących. Maksymalna grubość materiału
ciętego jednym palnikiem wynosi 150 mm, a
dwoma palnikami 100 mm. Rys.1 Maszyna GCE proFIT ® SLM z szyną
prowadzącą z powłoką Zn
Kompletne urządzenie składa się z kilku części, które należy zamawiać oddzielnie, patrz.
poniższe instrukcje i wskazówki.
Urządzenie GCE proFIT® SLM wykorzystać można do cięcia plazmowego, podgrzewania lub
spawania, jednak zastosować trzeba zestaw uzupełniający (nie jest częścią dostawy urządzenia)
i wykonać konieczne zmiany.
Niniejsza instrukcja obsługi wyjaśnia zasady bezpiecznej i efektywnej pracy urządzenia GCE
proFIT® SLM.
Z przenośnego półautomatu do cięcia GCE proFIT® SLM korzystać można tylko pod warun-
kiem przestrzegania ostrzeżeń, które podane są w niniejszej instrukcji obsługi.
Konieczne jest, by pracownicy obsługi zapoznali się z treścią niniejszej instrukcji i by mie-
li doświadczenie z półautomatami tlenowymi oraz byli wyszkoleni zgodnie z wymaganiami
norm ISO, EN albo norm krajowych i zakładowych, oraz jednocześnie przestrzegali wszyst-
kich przepisów prawnych.
2. PARAMETRY URZĄDZENIA
2.1. DANE TECHNICZNE
Wydajność cięcia do 150 mm z jednym palnikiem, do 100 mm z dwoma
palnikami
Prędkość cięcia 50-1600mm/min
Kierunek posuwu Do przodu i do tyłu prędkością zmienną
Zasilanie elektryczne 230V AC / 110V AC
Zasilanie silnika 24V DC
Przyłącze wlotowe tlenu G1/4”, nawet do 8 bara, wąż DN6
Przyłącze wlotowe gazu
palnego
G3/8” LH, nawet do 1bara, wąż DN8
Wymiary urządzenia 175mm x 350mm x 140mm (szerokość x długość x
wysokość) bez palnika, węży i nasadki
Ciężar 9 kg z jednym palnikiem9 kg z jednym palnikiem

PL
112/136
2.2. DOSTAWA PODSTAWOWA ZAWIERA:
• urządzenie wraz z osprzętem dla jednego palnika
• jeden palnik do cięcia dla miksera gazu (tylko dla 0870613)
• uchwyt palnika, nasadka palnika, tarcza ochronna
• wewnętrzne węże gazowe, rozdzielacz gazów z zaworami odcinającymi
• cyrkiel do wycinania okręgów, okrągły element środkowy
• kabel przyłącza do sieci z wtyczką
• zestaw do montażu i czyszczenia dysz
• zapalniczkę
• szyna prowadząca dostarczana jest oddzielnie od urządzenia
2.3. POZYCJE, KTÓRE NALEŻY ZAMÓWIĆ
Półautomat do cięcia i szyny prowadzące
Numer pozycji Opis
0870613 Urządzenie GCE proFIT® SLM z jednym palnikiem dla miksera gazu, bez
szyny, 230V
0870614 Urządzenie GCE proFIT® SLM bez palnika, bez szyny, 230V
0870615 Urządzenie GCE proFIT® SLM z jednym palnikiem dla miksera gazu, bez
szyny, 110V
0870616 Zestaw uzupełniający dla drugiego palnika do cięcia
0870617 Szyna prowadząca 1,8 m ze wbudowanym zamkiem łączącym, stal
ocynkowana
Dla palników do cięcia zamówionych z urządzeniem 0870614 patrz także Rys.2:
Numer pozycji Opis Typ gazu Zalecenia dla
dyszy tnącej
Pozycja
F25310014 Palnik do cięcia dla dysz z
mikserem
APMYF ANME
PNME
1
F25310013 BIR+, palnik do cięcia
inżektorowy
AAC 2
F25310012 BIR+, palnik do cięcia
inżektorowy
PMYF PUZ 2
2.3.1. ZABEZPIECZENIE PRZECIWKO COFNIĘCIU PŁOMIENIA
Zalecane jest stosowanie zabezpieczenia przeciwko cofnięciu płomienia dla wszystkich gazów.
Zabezpieczenie zainstalować należy na wlotach palników do cięcia. Zalecane jest również, i
według lokalnych warunków jest konieczne, stosowanie zabezpieczeń przeciwko cofnięciu
płomienia zainstalowanych przy zaworze redukcyjnym lub w miejscu poboru z instalacji
rurociągowej.
Zabezpieczenie przeciwko cofnięciu płomienia zgodnie z EN 5175-1
Art number Gas Connection (EN 560)
14008408 Tlen tnący G3/8”
14008263 Tlen podgrzewający G1/4”
14008278 Gaz palny G3/8” LH
Rys.2 Palniki do cięcia
1 2

PL
113/136
2.4. DYSZE TNĄCE
Nr poz. Grubość
materiału
(mm)
Prędkość cięcia
(mm/min)
Tlen (bar) Gaz
palny
(bar)
Dysze tnące AC - Acetylen
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Dysza
podgrzewająca
Dysza
podgrzewająca
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Dysze tnące PUZ - Propan / gaz ziemny
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Dysza
podgrzewająca
Dysza
podgrzewająca
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Dysze tnące i dysze podgrzewające dostarczane są samodzielnie, dysze tnące w
opakowaniu zawierającym 5 sztuk.
Nr poz. Grubość
materiału
(mm)
Wymiar
dyszy (cal)
Prędkość
cięcia (mm/
min)
Tlen (bar) Gaz
palny
(bar)
Dysze tnące ANME - Acetylen
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Dysze tnące PNME - Propan / gaz ziemny
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5--3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4
•

PL
114/136
Regulator
posuwu do
przodu – do
tyłu
Rys.3: Opis urządzenia
Zawór
odcinający tlenu
podgrzewającego
Wlot tlenu:
G1/4
Wewnętrzne węże
gazowe
Szyna
prowadząca
Palnik do cięcia
z uchwytem
Zawór odcinający
tlenu tnącego
Zawór odcinający
gazu palnego
Wlot gazu pal-
nego: G3/8 LH
Listwa
regulacji
odległości
Pokrętło do
regulacji pręta
ustawiającego
odległość
Pokrętło do
unieruchom-
ienia pręta
służące
do ustawiania
odległości
palnika
Regulator wysokości
palnika
Dysza tnąca
Regulator
kąta cięcia
Tarcza ochronna
Dźwignia
sprzęgła
Regulator
prędkości
Pokrętło trybu
ręcznego
Obudowa
urządzenia
Kabel
przyłącza
do sieci z
wtyczką

PL
115/136
3. INSTALACJA URZĄDZENIA
Urządzenie dostarczane jest w częściowo zdemontowanym stanie z osobno umieszczonym
palnikiem do cięcia oraz częściami ramiona. Wyjmij wszystkie części z opakowania. Zainstaluj
je w poniżej podanej kolejności, by można było z nimi pracować.
3.1. ZASILANIE ELEKTRYCZNE
Przed podłączeniem urządzenia do sieci sprawdź zasilanie elektryczne (maksymalne
dopuszczalne napięcie patrz powyższy punkt 2.1. Dane techniczne). Do sieci zasilającej
podłączyć można wyłącznie nieuszkodzoną wtyczkę i kabel. Zastosować można tylko takie
podłączenie, które spełnia wymagania odpowiednich przepisów i norm.
Opis kolorów poszczególnych przewodów kabla zasilającego:
• Brunatny: faza
• Niebieski: przewód neutralny
• Zielonożółty: uziemienie
3.2. DOSTAWA TLENU I GAZU PALNEGO
3.2.1. Średnica wewnętrzną węży wlotowych gazu palnego powinna wynosić minimum 8 mm
(w zależności od długości węża). Możliwe jest zastosowanie wyłącznie węży według normy
ISO3821. Podłączenie wlotowe węża urządzenia to G3/8”LH z armaturą według EN560. W
sprawie ciśnienia gazu palnego patrz schematy dysz tnących z powyżej podanymi wszystkimi
danymi.
3.2.2. Średnica wewnętrzną węży wlotowych tlenu powinna wynosić 6 mm albo 8mm (w
zależności od długości węża i grubości cięcia). Możliwe jest zastosowanie wyłącznie węży
według normy ISO3821. Podłączenie wlotowe węża urządzenia to G1/4” z armaturą według
EN560. W sprawie ciśnienia tlenu patrz schematy dysz tnących z powyżej podanymi wszystkimi
danymi.
NOTATKA: W celu zapobiegania niebezpieczeństwa cofnięcia płomienia, powinny zostać
zastosowane odpowiednie zabezpieczenia przeciwko cofnięciu płomienia, które podane są
poniżej.
NOTATKA: Używać należy wyłącznie węży z nieuszkodzonymi, czystymi i poprawnie
zainstalowanymi końcówkami. Szczelność węży sprawdzona musi zostać najpóźniej po
trzech miesiącach pracy przez zanurzenie w cieczy. Zalecane jest wymiana wszystkich węży
gazowych zawsze najpóźniej po trzech latach eksploatowania.
3.3. ZAINSTALUJ KABEL I WSZYSTKIE
węże gazowe razem, np. przy pomocy wspornika dla węży.
3.4. ZAINSTALUJ PRĘT PALNIKA DO CIĘCIA,
uchwyt palnika do cięcia oraz palnik do cięcia tak, jak jest to przedstawione na rys.3 - 5, zgodnie
z wymaganym kształtem cięcia.
3.5. DO PALNIKA DO CIĘCIA I DO ROZDZIELACZA GAZÓW PODŁĄCZ
WĘŻE WEWNĘTRZNE.
Ponieważ system połączenia każdego węża gazowego jest inny, nie można węży nawzajem
pomylić.
3.6. WŁÓŻ WTYCZKĘ TWOJEGO URZĄDZENIA
do odpowiedniego gniazdka (zastosuj typ połączenia zgodnie z lokalnymi normami czy też
przepisami). W celu poprawnego zasilania gazem wykonaj podłączenie węża wlotowego tlenu
i węża wlotowego gazu palnego.
NOTATKA: Swoje urządzenie podłącz do uziemionego gniazdka tak, byś unikał
niebezpieczeństwa związanego z zasilaniem elektrycznym.

PL
116/136
4. EKSPLOATACJA
4.1. PRZED ROZPOCZĘCIEM
CIĘCIA
4.1.1. Pracownik obsługi powinien zostać
zapoznany z zasadami bezpieczeństwa
pracy podanymi w niniejszej instrukcji
obsługi, jeszcze przed rozpoczęciem
manipulacji z urządzeniem GCE proFIT®
SLM. Pracownik obsługi powinien mieć
doświadczenie z urządzeniami do cięcia
tlenem i powinien zostać wyszkolony
zgodnie z wymaganiami norm ISO,
EN albo przepisów prawnych, czy
też obwieszczeń przy jednoczesnym
przestrzeganiu wszystkich wymagań
przepisów prawnych.
4.1.2. Konieczne jest stosowanie dysz tnących (dysz) według powyżej podanych tabeli.
Przestrzegać należy typu palnika do cięcia (dysze z mikserem ewent. palnik inżektorowy) i
jednocześnie przestrzegać typu gazu palnego. Korzystaj wyłącznie z nieuszkodzonej dyszy z
nieuszkodzoną i czystą powierzchnią przylegania.
4.1.3. Przed zainstalowaniem dyszy w głowicy palnika do cięcia sprawdź także powierzchnię
przylegania głowicy palnika do cięcia. Zastosować można wyłącznie palnik z powyżej podanego
spisu z nieuszkodzoną i czystą powierzchnią przylegania dyszy. Przestrzegać należy typu
palnika do cięcia (miksera ewent. palnika inżektorowego) i jednocześnie typu gazu palnego.
4.1.4. WYBÓR DYSZY
Postępuj zgodnie z powyżej podaną tabelą dysz tnących (dysz). Korzystaj z poprawnej dyszy
dobranej odpowiednio do grubości płyty metalowej. Głowice do cięcia GCE zaprojektowane są
do cięcia 1 klasy zgodnie z normą EN ISO 9013. Maksymalnej prędkości cięcia osiągać można
ustawieniem parametrów cięcia zgodnie z powyżej podaną tabelą, podczas wykonywania
cięcia prostych odcinków, z zastosowaniem czystej powierzchni blachy, nieuszkodzonej dyszy
oraz czystości tlenu 99,5% albo wyższej. Pomiar wartości ciśnienia gazu wykonywany jest na
wlocie do palnika.
4.1.5. MOMENT DOKRĘCANIA DYSZ:
Palnik do cięcia z mikserem: 22-30 Nm
Palnik do cięcia BIR+: 12 Nm dla wewnętrznej dyszy do cięcia i 18Nm dla zewnętrznej dyszy
podgrzewającej
NOTATKA: !Wszystkie elementy spotykające się z tlenem powinny zostać z powodów
bezpieczeństwa pozbawione oleju i tłuszczu! Sprawdź, czy wszystkie połączenia gwintowe
oraz elementy uszczelniające, np. stożki oraz powierzchnie kuliste są czyste i nieuszkodzone.
4.2. ZAPALENIE I REGULACJA PŁOMIENIA
4.2.1. Sprawdź szczelność wszystkich połączeń gazowych.
4.2.2. Ustaw wartości wlotowe ciśnienia zgodnie z wartościami w podanymi w powyższej tabeli
dysz tnących, patrz punkt 2.4. (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5 psi). Otwórz zawór
gazu palnego oraz zawór tlenu podgrzewającego. Przy pomocy odpowiedniej zapalniczki zapal
mieszankę (Nie stosuj gorącego metalu ani zapałki). Po poprawnej regulacji ciśnienia powstanie
płomień redukcyjny (nawęglający). Przy pomocy zaworu gazu palnego ustaw neutralny płomień
tak, by nadawał się do przewidywanego cięcia. Zawór tlenu podgrzewającego pozostaje
zupełnie otwarty.
4.2.3. W celu sprawdzenia neutralnego ustawienia płomienia otwórz przez chwilkę zawór tlenu
tnącego i następnie go zamknij (patrz także Rys.4).
Rys.4: Regulacja płomienia
Płomień
redukujący
podczas
zapalania
Neutralny
płomień
Neutralny
płomień
z tlenem
tnącym
około 1 mm
Element
roboczy

PL
117/136
4.3. ROZPOCZĘCIA PROCESU
CIĘCIA
Umieść palnik w pozycji wyjściowej i rozpocznij
podgrzewać cięty materiał do temperatury
zapalania, kolor mniej więcej jasny czerwono-
żółty. Następnie otwórz zawór tlenu tnącego
i jednocześnie włącz posuw urządzenia w
wymaganym kierunku.
4.4. POPRAWNĄ PRĘDKOŚĆ
wyśledzić możesz z powstawania żużla, z
prawie poziomego odpryskiwania iskier i z
dźwięku towarzyszącego cięciu. Zbliżone
wartości prędkości cięcia wybrać możesz z
odpowiednich, powyżej podanych tabeli dysz
tnących.skärmunstycken ovan.
4.5. CIĘCIE PASÓW PRZY POMOCY
SZYNY PROWADZĄCEJ
4.5.1. Placera styrskenan på den detalj som
skall skäras. Koppla den andra styrskenan till
den första om en längd större än 2 m behöver
skäras enl. bild 5.
4.5.2. 4.5.2. Jednostkę GCE proFIT® SLM połóż
na szynie. Upewnij się, że koło przednie i tylne
znajduje się w rowkach szyny. Koło tylne powinno zająć taką pozycją, żeby się nie poruszało.
4.5.3. Ustaw prędkość cięcia odpowiednio do konkretnej dyszy i grubości materiału. Ustaw
również kierunek posuwu. W celu zabezpieczenia pozycji gotowej do pracy przekręć dźwignię
sprzęgła w kierunku strzałki.
4.5.4. Palnik do cięcia ustaw do konkretnej blachy i w miejscu rozpoczęcia cięcia. Zapal i ustaw
płomień podgrzewający tak, jak wymagają tego powyższe instrukcje. Wykonaj podgrzanie
materiału do temperatury zapłonu.
4.5.5. Jednocześnie otwórz w pełni zawór tlenu tnącego i poprzez przełączenia przełącznika
regulacji posuwu uruchom przemieszczanie urządzenia w wymaganym kierunku zgodnie z
rysunkiem 3.
4.5.6. Po zakończeniu cięcia wyłącz urządzenie poprzez przełączenie przełącznika regulacji
posuwu do pozycji środkowej, zamknij wloty wszystkich gazów. Zawory gazowe zamykać
trzeba w następującej kolejności: 1. Tlen tnący, 2. Gaz palny, 3. Tlen podgrzewający.
4.6. RĘCZNE PROWADZENIE CIĘCIA
Do cięcia dowolnego kształtu albo cięcia konturowego według wzoru wyrysowanego na
blasze, urządzenie GCE proFIT® SLM prowadzone może być ręcznie przez pracownika obsługi.
Kółko manipulacyjne zluzowane powinno zostać dla wszystkich kierunków ruchu i wszystkie
kółka powinny dotykać blachy. Patrz rysunek 6.
4.7. PRZYGOTOWANIE KRAWĘDZIE PRZED SPAWANIEM
– ukosowanie z jednym palnikiem (bez stępienia jądra zgrzeiny).
Przygotuj jednostkę GCE proFIT® SLM zgodnie z powyższym punktem 4.5. Lekko zluzuj regulator ustawiania
kąta palnika i palnik z uchwytem wychyl pod wymaganym kątem. Następnie ponownie dokręć regulator
ustawienia kąta palnika. Potem postępuj zgodnie z punktem 4.5.
Rys.6: Ręczne prowadzenie cięcia
Rys.5: Łączenie szyn
Krawędź
prosta

PL
118/136
4.8. CIĘCIE Z DWOMA
PALNIKAMI
Jeżeli urządzenie GCE proFIT® SLM
wyposażone jest do cięcia tylko jednym
palnikiem, konieczne jest zainstalowanie
zestawu uzupełniającego (numer części
0870616) (patrz Rys. 7).
Wykonaj następującą procedurę:
1. Z obudowy urządzenia zdemontuj
rozdzielacz gazowy dla jednego palnika
oraz jego węże.
2. Z pręta do ustawiania odległości zdejmij
uchwyt palnika wraz z palnikiem i z
urządzenia wyjmij pręt.
3. Na obudowie zainstaluj nowy
rozdzielacz gazowy dla dwu palników
4. Włóż pręt do ustawiania odległości dla
dwu palników.
5. Przy pręcie do ustawiania odległości
zainstaluj obydwa uchwyty palników z
palnikami do cięcia.
6. Odpowiednimi wężami gazowymi
połącz obydwa palniki i rozdzielacz.
7. Stosuj odpowiednie dysze tnące
zgodnie z powyższym punktem 2.4.
Urządzenie GCE proFIT® SLM z dwoma
palnikami jest przedstawione na rys.8.
5. KONSERWACJA
5.1. CODZIENNA
• Nieustannie sprawdzaj szczelność
powierzchni przylegania dyszy-palnika
• Urządzenie GCE proFIT® SLM wycieraj
szmatką w celu usunięcia żużla i tlenków
metali.
• Sprawdź, czy nie doszło do uszkodzenia węży i kabla elektrycznego. Uszkodzone części
zamień na nowe.
• Nasmaruj wrzeciono koła obrotowego.
5.2. MIESIĘCZNA
• Upewnij się, że ruch poziomy i pionowy palnika odbywa się bez problemów i że wszystkie
sterowniki działają.
• Wyczyść uchwyt palnika, pręt do ustawienia odległości oraz wszystkie części uchwytu
palnika.
• Sprawdź szczelność węży gazowych i rozdzielacza instalacji gazowej, włącznie zaworów
regulacyjnych. Dokręć nieszczelne połączenia i dokonaj wymiany uszkodzonych części.
Rys.7: Zestaw uzupełniający z drugim palnikiem
do cięcia
Rys.8: Cięcie skośne i cięcia pasów dwoma
palnikami

PL
119/136
5.3. KWARTALNA
• Zdemontuj dźwignię sprzęgła oraz śruby i oddziel część górną obudowy urządzenia od
części dolnej (upewnij się jednak, że nie dochodzi do napinania kabli silnika).
• Starannie wyczyść części wewnętrzne urządzenia bez uszkodzenia jednostki sterującej
prędkością.
• W ramach konserwacji prewentywnej nasmaruj części łączące silnika, koła zębate oraz
sprzęgło smarem na bazie siarczku molibdenu.
6. OKREŚLANIE USTEREK
AWARIA POWÓD SPOSÓB NAPRAWY
Koło
napędowe się
nie obraca
Zluzowanie połączeń kablow-
ych
Sprawdź podłączenie kabli.
Awaria komutatora Sprawdź połączenie kablowe. Przy
pomocy próbnika sprawdź komutator.
Awaria głównego kabla elek-
trycznego
Przy pomocy próbnika sprawdź
główny kabel elektryczny.
Awaria silnika Przy pomocy próbnika sprawdź silnik.
Sprawdź, czy obraca się wrzeciono
silnika.
Powierzch-
nia cięcia z
rowkami
(patrz także
poniżej po-
dane instrukcje
regulacji)
Powierzchnia szyny z rowkami.
Szyna nie dolega
Upewnij się, że gładkość ciętej powi-
erzchni nadaje się do montażu szyny.
Niepoprawna prędkość obro-
towa silnika
Sprawdź lub wymień jednostki
sterujące.
Drgania zewnętrzne Usuń drgania.
Niepoprawne ustawienie para-
metrów cięcia
Przy pomocy linijki sprawdź prędkość
cięcia.
Niezwykłe przerwy
napędowego systemu
przekładniowego
Wykonaj lub zapewnij naprawę
systemu.
Usterka palnika Zamień palnik na nowy.
7. MAGAZYNOWANIE, PRZENOSZENIE I TRANSPORT
7.1. PAKOWANIE
Jednostka GCE proFIT® SLM podczas
pakowania w zakładzie produkcyjnym
wyposażona została w materiał ochronny
w całej przestrzeni opakowania. Obudowa
urządzenia oddzielona jest od akcesoriów;
pudło rozdzielone jest na dwie części.
7.2. MAGAZYNOWANIE
Jeżeli urządzenie nie będzie przez
dłuższy czas eksploatowane, przechowuj
elementy elektryczne, palnik i dysze w
pudle, by zapewniona była ich ochrona
przed pyłem, wilgotnością oraz innymi
zanieczyszczeniami. Rys. 9. Przykład zapakowania

PL
120/136
7.3. PRZENOSZENIE
W celu zapobiegania awarii powstałych z powodu uderzeń lub drgań podczas przenoszenia,
przechowuj urządzenie w pudle.
7.4. TRANSPORT
Przechowuj urządzenie w jego pudle, by podczas transportu nie doszło do jego uszkodzenia.
8. INSTRUKCJE BEZPIECZEŃSTWA
8.1. ZSKAZÓWKI OBSŁUGI I EKSPLOATACJI
• Przed rozpoczęciem eksploatacji połóż urządzenie w stabilnej pozycji, poprawnie go
zainstaluj i wykonaj jego kontrolę.
• Przed włożeniem wtyczki do gniazdka upewnij się, że przełącznik znajduje się w pozycji
„środkowej”.
• Podczas pracy z urządzeniem miej do dyspozycji niniejszą instrukcję obsługi oraz wskazówki
bezpieczeństwa.
• Nie przenoś urządzenia, kiedy płomień jest zapalony.
• Zapobiegnij spadaniu metalowych części lub rąbków, kiedy urządzenia pracuje nad
powierzchnią podłogi.
• Podczas przenoszenia urządzenia w inne miejsce bądź bardzo ostrożnym.
8.2. WSKAZÓWKI BEZPIECZEŃSTWA DOTYCZĄCE SYSTEMU
ELEKTRYCZNEGO
• Przed włączeniem silnika sprawdź napięcie sieciowe. Maksymalna zmiany napięcia powinna
wynosić ±10% ustalonego napięcia. Urządzenia nie wolno eksploatować z innym napięciem.
Z urządzenia korzystaj tylko z ustalonym napięciem.
• Wykonaj uziemienie kabla swojego urządzenia.
• Urządzenie wyślij do autoryzowanego serwisu lub sprzedawcy, u którego zakupiłeś
urządzenie, tylko w przypadku wystąpienia następujących sytuacji:
• Uszkodzone albo zużyte kable
• Jeżeli z Twojego urządzenia wycieka woda albo jeżeli woda do niego zaciekła
• Jeżeli podczas poprawnej eksploatacji urządzenia stwierdzisz nietypowe stany pracy
urządzenia
• W przypadku rozbicia urządzenia
• Jeżeli powstanie skomplikowana awaria wymagająca naprawy
• Periodycznie sprawdzaj system elektryczny
8.3. WSKAZÓWKI DOTYCZĄCE KONSERWACJI I KONTROLI URZĄDZENIA
• Konserwację i kontrolę urządzenia zleć kompetentnej upoważnionej osobie.
• Przed otwarciem obudowy i naprawą urządzenia wyjmij wtyczkę z gniazdka sieciowego.
• Wykonuj regularną konserwację urządzenia.
Do cięcia stosuj wyłącznie poprawne palniki i dysze. Przestrzegaj typu gazu palnego i dyszy.

PL
121/136
9. UBRANIE OCHRONNE
• Konieczne jest, by pracownik obsługi podczas wykonywania cięcia stosował ubranie
ochronne (rękawice, okulary ochronne z odpowiednim filtrem świetlnym, kask i buty
ochronne).
• Mokre ubranie spowodować może porażenie prądem elektrycznym.
• W celu zapobiegania reakcji z tlenem nie miej ubrania zabrudzonego od oleju lub smaru.
10. POSTANOWIENIA DOTYCZĄCE MIEJSCA PRACY
• Płomień utrzymuj poza zasięgiem źródła gazu, przestrzegaj bezpiecznej odległości minimum
3 m (gazowe butle ciśnieniowe, rurociągi i węże gazowe)
• Nie narażaj butli z acetylenem, rurociągów, węży ani dysz na temperatury powyżej 50 °C (130
°F).
• Tlen sam się nie zapali, jednak w przypadku kontaktu z innymi materiałami palnymi może
lekko się zapalić.
• Upewnij się, że stężenie tlenu w miejscu pracy nie przekracza stężenia atmosferycznego.
• Kontakt tlenu ze smarem, tłuszczem lub innymi węglowodorami prowadzić może do pożaru,
albo wybuchu. Zapewnij, by wszystkie komponenty, które mogą się zetknąć z tlenem,
pozbawione były oleju i tłuszczu.
• Tlen, propan, butan, propylen oraz ich mieszanki są cięższe od powietrza.
• Podczas cięcia zapewnij dostateczną wentylację miejsca pracy.
• Zapewnij, by w przestrzeni roboczej do dyspozycji była gaśnica, piasek, woda itd.
• Materiały łatwopalne przechowuj poza miejscem, w którym wykonywane jest cięcie i gdzie
dochodzi do powstawania iskier.

PL
122/136
Zalecenia dotyczące wykonania ustawień w celu osiągnięcia doskonałego cięcia
Zwężenie fugi cięcia
• Zbyt szybki posuw palnika
• Zbyt duży odstęp dyszy od
materiału
• Dysza uszkodzona lub
zanieczyszczona
Rozszerzenie fugi cięcia
• Zbyt wysokie ciśnienie
tlenu tnącego
• Zbyt duży odstęp dyszy od
materiału
• Zbyt szybki posuw palnika
tnącego tlenu
Cięcie wklęsłe pod krawędzią
górną
• Zbyt wysokie ciśnienie tlenu
tnącego
• Dysza uszkodzona lub
zanieczyszczona
• Zbyt duży odstęp dyszy od
materiału
Stopień na krawędzi górnej
• Zbyt szybki posuw palnika
• Dysza uszkodzona lub
zanieczyszczona
Pusty profil płaszczyzny
przekroju
• Zbyt szybki posuw palnika
• Dysza uszkodzona lub za-
nieczyszczona albo wielkość
dyszy jest zbyt mała do
grubości ciętego materiału
• Zbyt niskie ciśnienie tlenu
Falowany profil płaszczyzny
przekroju
• Zbyt niskie ciśnienie tlenu
tnącego
• Dysza uszkodzona lub
zanieczyszczona
• Zbyt szybki posuw palnika
Nadtopienie krawędzi
• Zbyt powolny posuw palnika
• Zbyt mocny płomień
podgrzewający
• Zbyt mały lub zbyt duży
odstęp dyszy od materiału
• Zbyt duża dysza do tej
grubości materiału
Sznur pkerełe
• Zbyt mocny płomień
podgrzewający
• Zbyt mały odstęp dyszy od
materiału
• Rdza lub zgorzelina na
powierzchni materiału
Nadwyrężona krawędź górna
z wystąpieniem żużla
• Zbyt wysokie ciśnienie tlenu
tnącego
• Zbyt mocny płomień
podgrzewający
• Zbyt duży odstęp dyszy od
materiału
Krawędź dolna zaokrąglona
• Zbyt wysokie ciśnienie
tlenu tnącego
• Zbyt szybki posuw palnika
• Dysza uszkodzona lub
zanieczyszczona
Nadmierna głębokość cięcia
• Zbyt szybki lub nierówny
posuw palnika
• Zbyt mały odstęp dyszy od
materiału
• Zbyt mocny płomień
podgrzewający
Nierównomierna głębokość
cięcia
• Zbyt szybki lub nierówny
posuw palnika
• Zbyt słaby płomień
Pojedyncze zagłębienia
• Zbyt wolny posuw palnika
• Rdza, zgorzelina lub za-
nieczyszczenia powierzchni
materiału
• Zbyt mały odstęp dyszy od
materiału
• Zbyt słaby płomień
• Płomień palnika zgasł
• Wtrącenia niemetaliczne
w blasze
Związki obszarów zagłębień
• Zbyt szybki posuw palnika
• Rdza, zgorzelina lub za-
nieczyszczenia powierzchni
materiału
• Zbyt mały odstęp dyszy od
materiału
• Zbyt słaby płomień
Zagłębienie w dolnej
połowie
cięcia
• Zbyt wolny posuw
palnika
• Dysza uszkodzona lub
zanieczyszczona
Przyklejona zalewka żużlowa
• Zbyt szybki lub zbyt powolny
• posuw palnika
• Zbyt duży odstęp dyszy od
materiału
• Zbyt małe ciśnienie tlenu
tnącego
• Zbyt mała dysza do tej grubości
materiału
• Zbyt słaby płomień
• Rdza, zgorzelina lub zanieczyszc-
zenie (farba) na powierzchni
materiału

HU
123/136
1. LEÍRÁS
A GCE proFIT® SLM oxigénnel történő
vágásra szolgáló hordozható vágógép,
amelyet a nem ötvözött acél oxigénes
vágására használnak oxigén-gyúlékony gáz
előmelegítő lángjának felhasználásával.
Ez a gép szintén felhasználható lineáris
és kör alakú vágásra, vagy ívelt formák
vágására a mozgás kézi szabályozásával,
tartozék alkatrészek és pl. további lángvágó
égőfejek utólagos felszerelésének
feltételével.
A GCE proFIT® SLM vágógép egy vagy
max. két lángvágó égőfej felhasználásával
használható egyenes vágás, ívelt vágás
vagy ferde vágás céljából. A vágandó
anyag maximális vastagsága egy lángvágó
égőfejjel 150 mm és két lángvágó égőfejjel 1. kép: GCE proFIT® gép horganyzott
vezetőpályával
100 mm.
A komplett gép több olyan részből áll, amelyeket külön kell megrendelni, lásd a lejjebb
feltüntetett utasításokat és ajánlásokat.
A GCE proFIT® SLM gép szintén felhasználható plazmás vágásra, előmelegítésre vagy
hegesztésre, de csak tartozék berendezéssel (nincs a géppel együtt szállítva) és a szükséges
módosítások elvégzése mellett.
Ez a használati útmutató a GCE proFIT® SLM gép biztonságos és hatékony működésének elvét
magyarázza meg.
A GCE proFIT® SLM hordozható lángvágógép csak a használati útmutatóban feltüntetett fi-
gyelmeztetések tiszteletben tartásával használható.
Szükséges, hogy e gépet kezelő személyek elsajátítsák ezt a használati útmutatót, hogy
tapasztalatuk legyen az oxigénes vágásra szolgáló készülékkel, és hogy iskolázottak legye-
nek az ISO, EN vagy belföldi és az cégen belüli szabványok követelményei alapján, minden
törvényes követelmény tiszteletben tartásával.
2. FEATURES
2.1. TECHNICAL DATA
Gyúlékony gáz bemeneti
bekötése
egészen 150 mm-ig egy lángvágó égőfejjel, egészen 100
mm-ig két lángvágó égőfejjel
Vágósebesség 50-1600mm/min
Mozgás iránya változó sebességgel előre és vissza
Elektromos tápegység 230V AC / 110V AC
Motor tápja 24V DC
Oxigén bemeneti bekötése G1/4”, egészen 8bar-ig, DN6 tömlő
Gyúlékony gáz bemeneti
bekötése
G3/8” LH, egészen 1bar-ig, tömlő DN8
Gép méreteions 175mm x 350mm x 140mm (szélesség x hosszúság x
magasság) lángvágó égőfej, tömlők és égőszár nélkül
Tömeg 9 kg egy lángvágó égőfejjel
•

HU
124/136
2.2. A GÉP ALAPKISZERELÉSE A KÖVETKEZŐT
TARTALMAZZA:
• gép egy lángvágó égőfejhez való berendezéssel együtt
• egy lángvágó égőfej a keverő fúvókához (csak az 0870613
számára)
• lángvágó égőfej tartó, égőszár, hő ellen védő pajzs
• belső gáztömlők, gázelosztó záró-szeleppel
• körvágáshoz pálca/körző, kör alakú középső rész
• dugóval ellátott elektromos kábel
• tartozékok a fúvókák telepítésére és tisztítására
• lángbegyújtó
• a vezetőpályát a géptől elkülönítve szállítják
2.3. TÉTELEK, AMELYEKET MEG KELL RENDELNI
Vágógépek és vezetőpályák
Tételszám Leírás
0870613 GCE proFIT® SLM gép egy égőfejjel a keverő fúvókák számára, pálya
nélkül, 230V
0870614 GCE proFIT® SLM gép égőfej nélkül, pálya nélkül, 230V
0870615 GCE proFIT® SLM gép egy égőfejjel a keverő fúvókák számára, pálya
nélkül, 110V
0870616 Kibővítő szett a második lángvágó égőfej számára
0870617 Vezetőpálya 1,8 m, integrált összekötő zárral, horganyzott acél
A 0870614 géppel megrendelt lángvágó égőfej számára lásd szintén a 2. képet:
Tételszám Leírás Gáz
típusa
Ajánlott lángvágó
fúvókák
Poz.
F25310014 Lángvágó égőfejek a keverő
fúvókákhoz
APMYF ANME
PNME
1
F25310013 BIR+, injektoros lángvágó
égőfej
AAC 2
F25310012 BIR+, injektoros lángvágó
égőfej
PMYF PUZ 2
2.3.1.LÁNGVISSZACSAPÓDÁS ELLENI BIZTOSÍTÉKOK
Minden gáz számára ajánlott a lángvisszacsapódás elleni biztosítékok használata. Ezeket
a biztosítékokat a lángvágó égőfejek belépésére kell felszerelni. Szintén ajánlott és a helyi
szabályok szerint szintén szükséges a nyomáscsökkentő szelepnél vagy a csővezeték vételi
helyén felszerelt lángvisszacsapódás elleni biztosítékok használata.
Lángvisszacsapódás elleni biztosítékok a gép lángvágó égőfejei számára az EN 5175-1
alapján
Tételszám Gáz Bekötés (EN 560)
14008408 Vágási oxigén G3/8”
14008263 Felmelegítő oxigén G1/4”
14008278 Gyúlékony gáz G3/8” LH
2. Kép: Lángvágó fúvókák
1 2

HU
125/136
2.4. LÁNGVÁGÓ FÚVÓKÁK
Télelszám Vágási
vastagság
(mm)
Vágási
sebesség (mm/
min)
Oxigén
(bar)
Gyálékony
gáz (bar)
Lángvágó fúvókák AC - Acetylene
14001010
14001011
14001012
14001013
14001014
14001015
14001020
14001021
3-10
10-25
25-40
40-60
60-100
100-200
3-100
100-300
600-730
410-620
340-410
310-340
250-320
210-270
Felmelegítő
fúvókák
Felmelegítő
fúvókák
2,0-3,0
4,5-5,0
4,0-5,0
4,0-5,0
5,0-6,0
6,5-7,5
0,5
0,5
0,5
0,5
0,5
0,5
Lángvágó fúvókák PUZ - Propane / Natural Gas
14001350
14001351
14001352
14001353
14001354
14001355
14001147
14001148
3-10
10-25
25-40
40-60
60-10
100-200
3-10
100-300
550-600
400-560
350-400
310-340
260-310
180-260
Felmelegítő
fúvókák
Felmelegítő
fúvókák
2,0-3,0
4,5-5,0
4,0-5,0
4,5-5,5
5,0-6,0
5,5-6,5
0,2
0,2
0,2
0,2
0,2
0,3
* Vágó és melegítő fúvókákat önállóan szállítják, vágófúvókákat 5 darabonként
csomagolt kiszerelésben.
Télelszám Vágási
vastagság
(mm)
Fúvóka
nagysága
(hügelyk)
Vágási
sebesség
(mm/min)
Oxigén
(bar)
Gyálékony
gáz (bar)
Lángvágó fúvókák ANME - Acetylene
0768670
0768635
0768599
0768636
0768662
3 - 6
5 - 12
10 - 75
70 - 100
90-150
1/32
3/64
1/16
5/64
3/32
470-560
390-480
205-400
150-220
125-160
2,5-3,5
2,0-4,0
3,5-4,5
4,5-5,5
5,5-6,0
0,3
0,3
0,3
0,5
0,5
Lángvágó fúvókák PNME - Propane / Natural Gas
0769494
0769495
0769496
0769497
0769498
3-6
5-12
10-75
70-100
90-150
1/32
3/64
1/16
5/64
3/32
430-150
360-440
205-380
150-220
125-160
2,5--3,5
3,0-4,0
3,5-4,5
4,5-5,5
5,5-6,5
0,2
0,2
0,2
0,4
0,4

HU
126/136
Előre-
hátramozgás
vezérlése
3. kép: Gép leírása
Hevítő oxigén
zárószelepe
Oxigén beme-
neti kötése:
G1/4
Belső gáztömlők
Vezetőpálya/
sín
Lángvágó
égőfej tartóval
Vágási oxigén
zárószelepe
Gyúlékony gáz
zárószelepe
Gyúlékony gáz
bemeneti kötése:
G3/8 LH
Távolság
beállítására
szolgáló léc
Távolság-
beállító pálca
beállításának
vezérlése
Lángvágó
égőfejek
távolság-
beállító
pálcájának
vezérlése
Égőfej magassága
beállításának vezérlése
Lángvágó fúvóka
Vágási
szög vezérlése
Hő-pajzs
Kézi vezérlés
kereke
Tápkábel
dugóval
Tenge-
lykapcsoló
karja
Sebesség
vezérlése
Gépszekrény

HU
127/136
3. A GÉP TELEPÍTÉSE
A gép, részben szétszerelt állapotban, elkülönített lángvágó égőfejjel és a kar elkülönített
részeivel kerül szállításra. Vegyen ki minden részt a csomagolásból. Szerelje fel azokat olyan
sorrendben, ahogy azt lejjebb feltüntették, hogy dolgozni tudjon velük.
3.1. ELEKTROMOS TÁPEGYSÉG
Ellenőrizze az elektromos feszültséget (maximális megengedett feszültséget) a gép hálózatra
való kapcsolása előtt (lásd a fent feltüntetett pontot: 2.1. Műszaki adatok). A táphálózatba csak
sértetlen dugót és kábelt lehet bekapcsolni. Csak olyan csatlakozási mód használható, amely
az illetékes előírásokkal és szabványokkal egységben van.
A tápkábel egyes vezetéke színeinek leírása:
• Barna: fázis
• Kék: nullás vezeték
• Zöld-sárga: földelés
3.2. OXIGÉN ÉS GYÚLÉKONY GÁZ SZÁLLÍTÁSA
3.2.1. Á gyúlékony gáz bemeneti tömlője legalább 8 mm belső átmérővel rendelkezzen (a tömlő
hosszától függ). Csak az ISO 3821 szabványnak megfelelő tömlőket lehet használni. A gép
tömlőjének bemeneti csatlakozása G3/8”LH az EN560 szerinti szerelvénnyel. A gyúlékony gáz
nyomását illetően a lángvágó fúvókák fent feltüntetett, minden adatot tartalmazó sémájára
utaljuk.
3.2.2. Az oxigén bemeneti tömlőjének 6 mm vagy 8mm belső átmérővel kellene rendelkeznie
(a tömlő hosszától és a vágás vastagságától függ). Csak az ISO3821 szabványoknak megfelelő
tömlőket lehet használni. A gép tömlőjének bemeneti csatlakozása G1/4” az EN560 szerinti
szerelvénnyel. Az oxigén nyomását illetően a lángvágó fúvókák fent feltüntetett, minden adatot
tartalmazó sémájára utaljuk.
MEGJEGYZÉS: A láng visszacsapódása veszélyének elkerülése céljából, olyan
lángvisszacsapódás elleni megfelelő biztosítékokat kellene használni, amelyeket lejjebb
tüntettek fel.
MEGJEGYZÉS: Csak sérületlen, tiszta és megfelelően felerősített szerelvényes elemeket
tartalmazó gáztömlők használhatók. A tömlő tömítését/tömörségét legkésőbb minden három
hónapban kell tesztelni vízfürdőben maximális üzemi légnyomás felhasználásával. Ajánlott
minden gáztömlő cseréje legkésőbb minden három évben.
3.3. SZERELJE FEL A KÁBELT ÉS A BELSŐ GÁZTÖMLŐKET
együttesen, pl. tömlőtámaszték használatával.
3.4. SZERELJE FEL A LÁNGVÁGÓ ÉGŐFEJ SZÁRÁT, LÁNGVÁGÓ ÉGŐFEJ
TARTÓJÁT ÉS A LÁNGVÁGÓ ÉGŐFEJET ÚGY,
ahogy ezt az 3 - 5. kép ábrázolja, a kívánt vágási alakkal egységben.
3.5. CSATLAKOZTASSA A BELSŐ TÖMLŐKET A LÁNGVÁGÓ ÉGŐFEJHEZ
ÉS A GÁZELOSZTÓHOZ.
Mivel minden gáztömlő tömlős csatlakozása különböző, ezeket nem lehetséges kölcsönösen
felcserélni.
3.6. GÉPÉNEK TÁPDUGÓJÁT TEGYE
bele a megfelelő konnektorba (csatlakoztatás típusát használja az illetékes helyi szabvány vagy
előírás szerint). Kösse be az oxigén bemeneti tömlőjét és a gyúlékony gáz bemeneti tömlőjét a
rendszer megfelelő ellátása céljából.
MEGJEGYZÉS: Telepítse gépét leföldelt dugóhoz, hogy megakadályozza az elektromos
táplálással összefüggő veszélyeket.

HU
128/136
4. ÜZEMELTETÉS
4.1. A VÁGÁS MEGKEZDÉSE
ELŐTT
4.1.1. A kezelőszemélynek tudatosítania
kell a biztonságos üzemeltetés azon
elveit, amelyeket e használati útmutató
specifikál, még a GCE proFIT® SLM
géppel való bármilyen manipuláció
előtt. A kezelőszemélynek tapasztalattal
kell rendelkeznie az oxigénnel történő
vágásra szolgáló berendezéssel, és
iskolázottnak kell lennie az ISO, EN
szabványok vagy törvényes előírások
illetve rendeletek követelményei alapján,
a jogi szervek minden követelményének
tiszteletben tartása mellett.
4.1.2. Csak a fent feltüntetett táblázat szerinti lángvágó fúvókák (fúvókák) használata szükséges.
Tiszteletben kell tartani a lángvágó égőfej típusát (gázkeverő fúvóka, ill. injektoros égőfej), és
szintén tiszteletben kell tartani a gyúlékony gáz típusát. Csak sérületlen fúvókát használjon,
sérületlen és tiszta nyereggel.
4.1.3. Ellenőrizze szintén a lángvágó égőfej nyergét a fúvóka lángvágó égőfejbe történő
beszerelése előtt. Szükséges csak a fent feltüntetett jegyzékből származó lángvágó égőfejek
használata, sérületlen és tiszta nyergű fúvókával. Tiszteletben kell tartani a lángvágó égőfej
típusát (gázkeverő fúvóka, ill. injektoros égőfej), és szintén tiszteletben kell tartani a gyúlékony
gáz típusát.
4.1.4. FÚVÓKA KIVÁLASZTÁSA
Járjon el a lángvágó fúvókákat (fúvókákat) tartalmazó fent feltüntetett táblázat alapján.
Használjon helyes nagyságú fúvókát a fémlap vastagsága alapján. A GCE lángvágó fúvókákat
az 1. minőségi szintű vágásokra tervezték az EN ISO 9013 szabvány alapján. Maximális vágási
sebesség érhető el a vágási paraméterek fent feltüntetett táblázat szerinti beállításával,
egyenes vágások végzésénél, tiszta felületű lemez, minőségi vágógép, sérületlen lángvágó
fúvóka és 99,5% vagy jobb tisztaságú oxigén használatánál. A gáznyomás értékeit az égőfej
bemenetelénél mérik.
4.1.5. FÚVÓKÁK MEGHÚZÁSI NYOMATÉKA:
Lángvágó égőfej gázkeverő fúvókával: 22-30 Nm
Lángvágó égőfej BIR+: 12 Nm a belső lángvágó fúvókához és18Nm a külső hevítő fúvókához
MEGJEGYZÉS: az oxigénnel kapcsolatba lépő minden alkatrésznek olajtól és zsírtól
mentesnek kellene lennie robbanásveszély miatt! Ellenőrizze, hogy minden menetes kötés
és tömítő felület, pl. kúpok és gömbölyű felületek, tiszták és sérületlenek-e!
4.2. A LÁNG MEGGYÚJTÁSA ÉS BEÁLLÍTÁSA
4.2.1. Ellenőrizze minden gázkötés tömítését.
4.2.2. Állítsa be a gáznyomás bemeneti értékeit a lángvágó fúvókák fent feltüntetett
táblázatának értékei alapján, lásd 2.4. pont (1 bar = 105 Pa, 100kPa = 105 N/m2, 1 bar = 14,5
psi). Nyissa ki a gyúlékony gáz szelepét és a felmelegítő oxigén szelepét. Gyújtsa meg a kilépő
keveréket megfelelő lánggyújtóval (Ne használjon forró fémet vagy gyufát). Helyesen beállított
gáz esetében csökkentő (parázsló) láng kialakulására kerül sor. A gyúlékony gáz szelepe
segítségével úgy kell a neutrális lángot beállítani, hogy megfeleljen a tervezett vágásnak. A
felmelegítő oxigén szelepe teljesen nyitva marad.
4.2.3. Nyissa ki rövid időre a vágási oxigén szelepét, hogy megláthassa a neutrális láng helyes
beállítását, és ezt követően zárja el (lásd szintén 4. kép)
4. kép: Láng beállítása
A karburátor
gyulladása
Semleges
láng
Semleges láng
oxigénsugárral
kb. 1 mm
munkadarab

HU
129/136
4.3. A VÁGÁSI FOLYAMAT
ELKEZDÉSE
Hozza az égőfejet kezdeti vágóhelyzetbe
és kezdje el helyileg felmelegíteni a
munkadarabot gyújtóhőmérsékletre, a szín
körülbelül világos piros-sárga. Ezután nyissa ki
a vágási oxigén szelepét és ezzel egyidejűleg
kapcsolja be a gép előtolását/léptetését/ a
kívánt irányba.
4.4. A HELYES VÁGÁSI
SEBESSÉGET
a salakképződésből, a szikrák csaknem
vertikális szóródásából és a vágást kísérő
hangból figyelheti meg. A vágási sebesség
megközelítő értékeit a lángvágó fúvókák
illetékes táblázatából lehet átvenni, ahogy ez
feljebb feltüntetésre került.
4.5. SZALAGOK/SÁVOK/ VÁGÁSA
VEZETŐPÁLYA/SÍN/ SEGÍTSÉGÉVEL
4.5.1. Helyezze a pályát/sínt/ arra a részre,
amelyet vágni akar. Amennyiben 1,8 méternél
hosszabb méretet kell biztosítani, kösse össze
a másik sínt az elsővel, ahogy ezt a 5. kép
ábrázolja.
4.5.2. Helyezze a GCE proFIT® SLM egységet a
pályára. Győződjön meg arról, hogy az elülső és hátsó kerék beilleszkedik a pálya hornyaiba. A
hátsó keréknek úgy kellene illeszkednie, hogy ne mozogjon.
4.5.3. Állítsa be a vágási sebességet a konkrét fúvókára és az anyag vastagságára vonatkozóan.
Szintén állítsa be a mozgás irányát. Fordítsa a tengelykapcsoló karját a készenléti helyzet
biztosítását jelölő nyíl irányába.
4.5.4. Állítsa be a lángvágó égőfejet az illetékes lemezre és a vágás kezdetének helyére.
Gyújtsa meg és állítsa be az előmelegítő lángot úgy, ahogy ezt a fentiekben feltüntetett
utasítások alapján megkövetelik. Végezze el az anyag előmelegítését gyújtóhőmérsékletre.
4.5.5. Ezzel egyidejűleg nyissa ki teljesen a vágási oxigén szelepét és kezdjen el kívánt
irányba mozogni a géppel a mozgást szabályozó kapcsoló átkapcsolásával, ahogy ezt a 3. kép
ábrázolja.
4.5.6. A vágás befejezése után kapcsolja ki a gépet úgy, hogy a mozgásvezérlő kapcsolót
középső helyzetbe hozza, zárjon el minden gáz bevezetését. A gázszelepeket a következő
sorrendben kell elzárni: 1. Vágási oxigén, 2. Gyúlékony gáz, 3. Felmelegítő oxigén.
4.6. KÉZZEL VEZETETT VÁGÁS
Aj GCE proFIT® SLM lángvágó gép a kezelőszemély által kézzel vezethető a lemezre előrerajzolt
külső körvonal alapján történő szabad alakvágás céljából. A manipuláló kereket minden irányú
mozgásra fel kell lazítani és mind a három keréknek érintkeznie kellene a lemezzel. Lásd
szintén a 6. képet
4.7. A LEMEZ ÉLEINEK ELŐKÉSZÍTÉSE HEGESZTÉS ELŐTT
– ferde vágások egy égőfejjel (varrattő letompításának kialakítása nélkül).
Készítse el a GCE proFIT® SLM egységet a fenti 4.5. pont alapján. Gyöngéden lazítsa fel az
égőfej szögét beállító vezérlőt és fordítsa el az égőfejet a tartójával együtt úgy, hogy meg
lehessen kapni a kívánt szöget. Ezután ismét rendesen húzza meg az égőfej szögét beállító
vezérlőt. Ezt követően folytassa a 4.5. pont alapján.
6. kép: Kézzel vezetett vágások
5. kép: Zn bevonatú vágányhosszabbítás
Egyenes él

HU
130/136
4.8. VÁGÁS KÉT ÉGŐFEJJEL
Abban az esetben, ha a GCE proFIT®
SLM gép csak egy égőfejjel van vágási
műveletre felszerelve, elkerülhetetlen
először is a második égőfejet tartalmazó
bővítő készlet felszerelése (tartozék
száma 0870616) (lásd 7. kép).
Végezze el a következő lépéseket:
1. Szerelje le a gépszekrényről az egy
égőfejnek való gázelosztót és a rajta
lévő tömlőket.
2. Az égőfej tartót vegye le az égőfejjel
együtt a távolságbeállító rúdról és
vegye ki ezt a rudat a gépből.
3. Szerelje fel a két égőfejnek való
gázelosztót a gépszekrényre.
4. Helyezze a gépbe a két égőfejnek való
távolságbeállító rudat.
5. Szerelje be a lángvágó égőfejekkel
ellátott égőfej tartókat a
távolságbeállító rúdnál.
6. Kösse össze mindkét égőfejet és a
gázelosztót az illetékes gáztömlőkkel.
7. Használjon helyes lángvágó fúvókákat
a fenti 2.4. pont alapján. A két égőfejjel
ellátott GCE proFIT® SLM gép ferde
vágásra és szalag/sáv/vágásra
használható, ahogy ezt a 8. kép
ábrázolja.
5. KARBANTARTÁS
5.1. MINDENNAPOS
• Ellenőrizze rendszeresen a fúvóka-
égőfej nyereg tömítését.
• Törölje meg a GCE proFIT® SLM gépet törlőruhával, hogy kitisztítsa a salaktól és a
fémoxidoktól.
• Ellenőrizze, hogy a tömlők és az elektromos kábelek nem sérültek-e meg. A sérült részeket
cserélje ki.
• Kenje be a forgókerék orsóját ekvivalens kenőszer felhasználásával.
5.2. HÓNAPOS
• Győződjön meg arról, hogy az égőfej vertikális és horizontális mozgása problémamentesen
működik és hogy minden vezérlés működőképes.
• Tisztítsa ki az égőfejtartót, a távolságbeállító rudat és az égőfejtartó minden alkatrészét.
• Ellenőrizze a gáztömlők és a gázvezeték elosztórészének tömítését, a beállító szelepekkel
együtt. Húzza meg a nem tömítő kötéseket és cserélje ki a sérült alkatrészeket.
5.3. 5.3. NEGYEDÉVES
• Szerelje le a tengelykapcsoló karját és csavarjait és válassza el a gépház felső részét az alsó
résztől (győződjön meg arról, hogy eközben nem kerül sor a motorkábelek megfeszítésére).
• Tisztítsa ki gondosan a gép belső részeit anélkül, hogy a sebesség vezérlőegységének
megsérülésére kerülne sor.
• Kenje be a motor összekötő részeit, a fogaskerekeket és
7. kép: Bővítő készlet másik lángvágó égőfejjel
8. kép: Ferde vágás és szalag/sáv/vágás két
égőfejjel

HU
131/136
6. A HIBÁK LOKALIZÁLÁSA
HIBA OK KORREKCIÓS INTÉZKEDÉSEK
A meghajtó kerék
nem forog
A kábelkötések meglazultak Ellenőrizze a kábelek kötéseit.
Hiba a kommutátoron Ellenőrizze a kábelkötést.
Ellenőrizze a kommutátort tesztelő
használatával.
Az elektromos főkábel hibája Ellenőrizze az elektromos főkábelt
tesztelő használatával.
Hiba a motoron Ellenőrizze a motort tesztelő
használatával. Ellenőrizze, hogy
forog-e a motor orsója.
Csipkés vágás-
felület
(lásd szintén a
lejjebb feltüntetett
beállítási aján-
lásokat)
Csipkés pálya/sín/felület Nem
hozzásimuló pálya
Győződjön meg arról, hogy a vá-
gandó felület eléggé sima-e a pálya
felszereléséhez.
A motor fordulati sebessége
nem helyes
Ellenőrizze vagy cserélje ki a
vezérlőegységeket.
Külső rezgések Távolítsa el a rezgéseket.
A vágási paraméterek nem
helyes beállítása
Ellenőrizze vonalzóval a vágási
sebességet.
Abnormális késések a
hajtóműrendszerben
Végezze el vagy biztosítsa be a
rendszer megjavítását.
Égőfej zavar Cserélje ki.
7. TÁROLÁS, ÁTHELYEZÉS ÉS SZÁLLÍTÁS
7.1. BECSOMAGOLÁS
A GCE proFIT® SLM egység a
gyártóüzemben történő csomagolásnál
a doboz egész terében védőelemekkel
van körülvéve. A vágógép szekrényét a
dobozban elkülönítették a tartozékoktól; a
dobozt két részre osztották.
7.2. TÁROLÁS
Ha a vágógép huzamosabb ideig nem lesz
használva, az elektromos komponenseket,
égőfejet és fúvókákat tárolja a dobozban,
hogy biztosítva legyen por, nedvesség és
más szennyeződés elleni védelmük.
7.3. ÁTHELYEZÉS/HORDOZÁS
Tartsa a terméket dobozban áthelyezés/hordozás közben, hogy megelőzze az ütések és
rezgések által okozott károsodásukat.
7.4. SZÁLLÍTÁS
Tartsa a terméket megfelelően dobozában, hogy megelőzze a termék szállítás folyamán
előforduló károsodását.
9. Kép: Példa a csomagolásra

HU
132/136
8. BIZTONSÁGI UTASÍTÁSOK
8.1. 10.1 ÜZEMELTETÉSI ÉS HASZNÁLATI INTÉZKEDÉSEK
• Határozza meg a gép stabil helyzetét és szerelje fel szakszerűen a gépet a géppel való
munka megkezdése előtt, valamint végezze el az ellenőrzést.
• Győződjön meg arról, hogy a kapcsoló „középső“ helyzetben van a dugó tápaljzatba/
konnektorba történő betevése előtt.
• Ha dolgozni fog a géppel, ezt a használati útmutatót és a biztonsági utasításokat mindig
tartsa magánál.
• Ne hordozza/helyezze át a gépet, ha ég a láng.
• Előzze meg a fémrészek vagy vágáshulladékok leesését, ha a gép a padlózat szintje felett
dolgozik.
• Nagyon óvatosan járjon el a gép más helyre történő szállításánál.
8.2. 10.2. VÉDŐINTÉZKEDÉSEK AZ ELEKTROMOS RENDSZERRE VALÓ
TEKINTETTEL
• A motor indítása előtt ellenőrizze a hálózati feszültséget. A feszültség maximális változásai
a meghatározott feszültség ±10%-ának kellene lenniük. A gépet nem szabad eltérő
feszültséggel használni.
A gépet csak a meghatározott feszültséggel használja.
• Földelje le gépének kábelét.
• Küldje el a gépet autorizált szervizbe vagy ahhoz az eladóhoz, ahol a gépet megvásárolta, ha
a következő helyzetekre kerül sor:
• Hibás vagy elhasználódott kábelek
• Ha gépéből víz csepeg, vagy ha gépébe befolyik a víz
• Ha azt figyeli meg, hogy a működéssel összefüggésben valami helytelenség történik, még
ha a gépet szakszerűen működteti is
• Ha a gép összetörik
• Ha javítást igénylő komplikált hiba jön létre
• Ellenőrizze periódusosan az elektromos rendszert
8.3. A GÉP KARBANTARTÁSA ÉS ELLENŐRZÉSE TERÜLETÉRE
VONATKOZÓ INTÉZKEDÉSEK
• A gép karbantartásával és ellenőrzésével bízzon meg kompetens jogosult személyt.
• Húzza ki a dugót a konnektorból a gép szekrényének kinyitása és a gép javítása előtt.
• Végezzen a gépen periódusos karbantartását.
Csak megfelelő lángvágó égőfejet és fúvókákat használjon. Tartsa be a gyúlékony gáz típusát
az égőfej és a fúvóka kiválasztásánál.
9. VÉDŐÖLTÖZÉK
• Szükséges, hogy a kezelőszemély a vágások végzésénél védőöltözéket (kesztyű, megfelelő
fényszűrővel ellátott védőszemüveget, védősisakot és védőcipőt) használjon.
• Nedves öltözék elektromos áram által okozott balesetekhez vezethet.
• Tartsa az öltözéket olaj és zsírmentesen, hogy megelőzze az oxigénnel való reakciót.

HU
133/136
10. INTÉZKEDÉSEK, AMELYEKET MEG KELL TENNI A
MUNKAHELYEN
• Tartsa a lángot a gázforrás területén kívül, tartsa be a legalább 3 m biztonsági távolságot
(nyomás alatti gázpalackok, gázvezeték csőrendszere és a tömlők)
• Ne tegye ki az acetilénes palackot, csővezetéket, tömlőket és fúvókákat 50 °C (130 °F) –nál
magasabb hőmérsékletnek.
• Az oxigén önmagától nem lobban fel, de más gyúlékony anyagokkal való érintkezés esetén
könnyen meggyulladhat.
• Győződjön meg arról, hogy az oxigén koncentrációja a munkaterületen nem nagyobb, mint
az atmoszférában lévő koncentrációja.
• Az oxigén kenőanyaggal, zsírral vagy más szénhidráttal való érintkezése tűzhöz és
robbanáshoz vezethet. Biztosítsa be, hogy minden olyan komponens, amely érintkezésbe
léphet az oxigénnel, olajmentes és zsírmentes legyen.
• Az oxigén, propán, bután, propilén és ezek keverékei nehezebbek a levegőnél.
• Biztosítsa be a munkatér elégséges szellőztetését a vágás folyamán.
• Biztosítsa be, hogy a munkaterületen tűzoltó készülék, homok, víz, stb. álljon rendelkezésre.
• Tárolja a gyúlékony anyagokat azon a helyen kívül, ahol a vágás folyik és ahol szikrák
képződésére kerül sor.

HU
134/136
Ajánlatok a tökéletes vágás beállításához
Vágási rés szűkülése (össze-
tartás, konvergencia)
• Túl nagy vágási sebesség
• A fúvóka és a lemez közötti
távolság túl nagy
• Szennyezett és/vagy hibás
fúvóka
• Túl nagy vágási sebesség
• A fúvóka és a lemez közötti
távolság túl nagy
• Szennyezett és/vagy hibás
fúvóka
Vágási rés szűkülése (szé-
ttartás, divergencia)
• Túl nagy vágási sebes-
ség
• A fúvóka és a lemez
közötti távolság túl nagy
• A vágási oxigén nyomása
túl nagy
Konkáv vágási felület a felső
szél alatt
• A vágási oxigén nyomása
túl nagy
• Szennyezett és/vagy hibás
fúvóka
• A fúvóka és a lemez közötti
távolság túl nagy
Kiugrás/lépés/ az alsó élnél
• Túl nagy vágási sebesség
• Szennyezett és/vagy hibás
fúvóka
Vágási felület konkáv profilja
• Túl nagy vágási sebesség
• Szennyezett és/vagy hibás
fúvóka vagy a fúvóka
nagysága túl kicsi a vágandó
vastagsághoz viszonyítva
• A vágási oxigén nyomása túl
alacsony
Vágási felület rendsz-
ertelen profilja
• A vágási oxigén ny-
omása túl alacsony
• Szennyezett és/vagy
hibás fúvóka
• Túl nagy vágási sebes-
ség
Az él felületének szétolvadása
• Túl kicsi vágási sebesség
• Túl erős felmelegítő láng
• A fúvóka és a lemez közötti
távolság túl nagy/túl kicsi
• A fúvóka nagysága túl nagy
a vágandó vastagsághoz
viszonyítva
Megszilárdult cseppek
láncsora
• Túl erős felmelegítő láng
• A fúvóka és a lemez
közötti távolság túl kicsi
• Korrodált lemezfelület
vagy lerakódást tartalmaz
Szétolvadt felső él hozzáta-
padó salakkal
• A vágási oxigén nyomása
túl nagy
• Túl erős felmelegítő láng
• A fúvóka és a lemez közötti
távolság túl nagy
Legömbölyített alsó él
• A vágási oxigén nyomása
túl nagy
• Túl nagy vágási sebesség
• Szennyezett és/vagy hibás
fúvóka
Vontatóvonal túlzott mély-
sége a vágásnál
• Túl nagy vagy rendszertelen
vágási sebesség
• A fúvóka és a lemez közötti
távolság túl kicsi
• Túl erős felmelegítő láng
A vágási vonal rendszertel-
en mélysége
• Túl nagy vagy rendszertel-
en vágási sebesség
• A láng túl gyenge
Egyedi horonyhibák
• Túl kicsi vágási sebesség
• A lemezfelület korrodált vagy
szennyezett, vagy lerakódást
tartalmaz
• A fúvóka és a lemez közötti
távolság túl kicsi
• A láng túl gyenge
• Az égőfej elaludt
• Finom elosztású zárványokat
tartalmazó lemez
Horonyhibák csoportosu-
lási területei
• Túl nagy vágási sebesség
• A lemezfelület korrodált
vagy szennyezett, vagy
lerakódást tartalmaz
• A fúvóka és a lemez
közötti távolság túl kicsi
• A láng túl gyenge
Csoportos horony-
hibák a vágás alsó
felében
• Túl kicsi vágási
sebesség
• Szennyezett és/vagy
hibás fúvóka
A salak erősen hozzátapadó von-
alai az alsó élnél
• Túl nagy vagy túl kicsi vágási
sebesség
• A fúvóka és a lemez közötti
távolság túl nagy
• A vágási oxigén nyomása túl
alacsony
• A fúvóka nagysága túl kicsi a vá-
gandó vastagsághoz viszonyítva
• A láng túl gyenge
• A lemezfelület korrodált vagy
szennyezett (elszíneződött), vagy
lerakódást tartalmaz


Manufacturer:
GCE s.r.o.
Žižkova 381, 583 01 Chotěboř, Česká republika
http://www.gcegroup.com
Doc. Nr.: IFU0119; DOI: 2018-10-23; Rev.: 01; TI: A5, CB, V1
UNITED STATES
OF AMERICA
CHINA
INDIA
RUSSIA
MEXICO
SWEDEN
POLAND
GERMANY
FRANCE
SPAIN ITALY
IRELAND
UNITED
KINGDOM
PORTUGAL
ROMANIA
CZECH REPUBLIC
HUNGARY
PANAMA
/