Lincoln Electric 4300389 Instrucciones de operación
- Tipo
- Instrucciones de operación
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

The Harris Products Group • Gainesville, GA EE.UU.
11
Por su seguridad, lea estas
instrucciones. Si no hace
esto, puede resultar grave-
mente herido.
IMPORTANTE
Manual de instrucciones
Sopletes para soldadura de gas, corte,
soldadura con latón y calentamiento
¡GUARDE ESTAS INSTRUCCIONES!

The Harris Products Group • Gainesville, GA EE.UU.
12
Tabla de contenidos Página
Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Instrucciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Instrucciones de instalación:
Acoplamiento de reguladores, mangueras y soplete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Ajuste de presión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Instrucciones de operación:
Encendido de soplete de acetileno y gas combustible Mapp® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Encendido de soplete de otros gases combustibles (gas propano, propileno y natural) . . . . . . . . . . . . . . . . . . . . . .8
Soldadura de gas y corte autógeno de acero:
Procedimientos básicos de soldadura de gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Práctica y ejercicios de soldadura de gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-9
Soldadura con latón . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Corte autógeno de acero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10-11
Solución de problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Instrucciones de mantenimiento:
Válvulas de retención . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Prueba del regulador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Cambio de cilindros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Sistema de purga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-12
Accesorios para sopletes y corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Almacenamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
SI NO SIGUE
ESTAS INSTRUCCIONES,
PUEDE RESULTAR
GRAVEMENTE HERIDO.
Reparación
Sólo técnicos calificados deben hacer el mantenimiento,
probar y limpiar el equipo.
Copias adicionales
Hay disponibles copias adicionales de estas instrucciones.
Llame a su distribuidor o póngase en contacto con la fábri-
ca de Harris Products Group.
PRECAUCIÓN
Use una manguera grado
“T” que cumple con los
estándares RMA-CGA para
gases combustibles alter-
nativos para prevenir fallas
en la manguera.

Introducción
Estas instrucciones están hechas expresamente para operadores expe-
rimentados y para aquellos que trabajan con la supervisión de soldado-
res expertos. La operación y el mantenimiento del equipo para soldar y
cortar debe cumplir con las disposiciones de la Norma Nacional de los
Estados Unidos, “Seguridad al soldar y cortar”. El manual de la Sociedad
Americana de la Soldadura C4.2-78 “Manual del operador para corte
autógeno” merece un estudio cuidadoso.
Publicaciones de referencia
“Manual del operador para corte autógeno” AWS C-4.2-78 - Sociedad
Americana de la Soldadura, 550 N.W. LeJeune Rd., Miami, Fl 33126
“Seguridad al soldar y cortar” ANSI Z49.1 - Instituto de la Norma
Nacional de los Estados Unidos, 1430 Broadway, Nueva York, NY 10018
Asociación de Gas Comprimido (AGC), 1235 Jefferson Davis Highway,
Arlington, VA 22202
· Boletín de seguridad SB.8 - “Uso de artefactos para soldaduras y
cortes autógenos.”
· Panfleto E-1 - “Conexiones estándar para las salidas del regulador”
· Norma V-1 de la AGC - “Conexiones de entrada y salida de la válvula
del cilindro comprimido”
IMPORTANTE
MEDIDAS DE PREVENCIÓN
Lea todas las instrucciones
Aviso:
Al usar sopletes para soldar o cortar, siempre deben tomarse pre-
cauciones de seguridad para reducir el riesgo de incendio y heridas,
incluyendo las siguientes:
1. Use vestimenta protectora. Siempre use gafas para soldar para pro-
teger sus ojos de las chispas y los rayos de luz. Use guantes y ropa que
lo proteja. Tenga cuidado con las chispas en las mangas. No use guan-
tes aceitosos. No tenga encendedores, fósforos u otros objetos inflama-
bles en los bolsillos mientras suelde o corte.
2. Maniobre los cilindros con cuidado. Sujete con cadenas o asegure
los cilindros para que permanezcan fijos. Tenga cuidado al moverlos.
Para transportar cilindros (excepto cuando están en un carro para cilin-
dros), retire los reguladores y reemplace con tapas de válvulas. Nunca
use los cilindros en otra posición que no sea vertical.
3. Use “Buenas prácticas de orden y limpieza” en la zona de traba-
jo. Mantenga las chispas y la llama alejadas de los combustibles.
Prepare la zona de trabajo antes de soldar o cortar.
4. No aceite ni engrase el equipo. El equipo no necesita lubricación. El
aceite y la grasa se prenden fuego fácilmente y se incendian con violen-
cia en la presencia del oxígeno.
5. “Fuerce” la válvula del cilindro de oxígeno antes de instalar el
regulador. Abra la válvula apenas y luego ciérrela. Esto quitará el polvo
o la suciedad de la válvula para que no se dirijan al regulador y no cau-
sen daños o accidentes. No dirija el flujo de gas a personas o materiales
inflamables.
6. Asegúrese de que todas las conexiones estén ajustadas. No fuer-
ce las conexiones. Nunca compruebe si hay pérdidas con una llama. Use
una solución de jabón espumoso y compruebe las burbujas.
7. Purgue los pasajes de oxígeno y gas combustible por separado
antes de encender el soplete. Esto ayudará a prevenir una mezcla inade-
cuada de gases.
8. Use los ajustes de presión recomendados. El uso de la presión ina-
decuada es un derroche. Mucha presión en los reguladores es una señal
de que necesitan repararse.
9. Nunca use oxígeno o gas combustible para sacudir el trabajo, el
equipo o la ropa. El oxígeno puro permite la combustión y una chispa
puede prender fuego la ropa saturada de oxígeno.
10. Purgue el sistema después de usarlo. Al apagarlo, cierre las vál-
vulas del cilindro, luego purgue el sistema vaciando ambas mangueras
por separado. Primero, abra la válvula de aguja de oxígeno “OX” del
soplete, drene la línea hasta que la presión llegue a cero y luego cierre
la válvula de aguja de oxígeno. Repita el proceso con la válvula de aguja
de “GAS” combustible del soplete.
11. No trabaje con equipos dañados o con pérdidas. Use jabón espu-
moso para detectar pérdidas. No use mangueras desgastadas o daña-
das. Nunca use el soplete como martillo para quitar la escoria del traba-
jo.
12. Maniobre el equipo con cuidado. El buen estado del equipo y su
seguridad dependen de esto.
13. Mantenga la zona de trabajo bien ventilada. Los materiales infla-
mables se incendian con violencia cerca del oxígeno. Deben evitarse las
llamas y los materiales incandescentes (fumar tabaco) al usar oxígeno.
Vea la Norma Nacional de los Estados Unidos Z49.1, párrafo 8.1.2.
14. Al trabajar con acetileno. Nunca lo use a presiones mayores a 15
PSIG (presión manométrica en psi).
15. No fuerce los conectores ni las roscas. Las diferencias son inten-
cionales para los distintos gases.
16. Nunca encienda un soplete con fósforos o un encendedor. Use
siempre un percutor
17. Siempre tenga en cuenta a aquellos a su alrededor al usar un
soplete.
18. Tenga cuidado de no dejar que las mangueras de soldar entren
en contacto con las chispas de la llama del soplete del corte o el
metal caliente.
NOTA: GUARDE ESTAS
INSTRUCCIONES
The Harris Products Group • Gainesville, GA EE.UU.
13

Instrucciones de instalación
Acoplamiento de reguladores, mangueras y soplete
(NO SE INCLUYE LA LLAVE INGLESA)
1. Si los usa, coloque los cilindros de gas en posición vertical.
Nota: Verifique el contenido de los cilindros antes de comenzar para ase-
gurarse de que la reserva es la adecuada para el ciclo operativo a llevar
a cabo.
2. Abra la válvula del cilindro (Fig. 1) apenas para quitar la suciedad,
luego ciérrela. NO dirija el flujo de gas a personas o materiales inflama-
bles.
3. Acople los reguladores (Fig. 2 y 3) usando conexiones de entrada
estándar AGC y ajuste con firmeza.
4. Acople las mangueras a los reguladores (Fig. 4) y ajuste.
Nota: Las conexiones de la manguera de gas combustible (rojo) son las
tuercas de la izquierda y las de oxígeno (verde) son las tuercas de la
derecha.
5. Acople la manguera de gas combustible a la válvula del soplete (Fig.
5) que marca “Gas” (tuerca de la izquierda).
Figura 1. Apertura de la válvula de oxígeno del cilindro
Figura 2. Acoplamiento del regulador de oxígeno
Figura 3. Acoplamiento del regulador de gas combustible
Figura 4. Acoplamiento de la manguera al regulador
Figura 5. Acoplamiento de la manguera al soplete
6. Acople la manguera de oxígeno a la válvula del soplete que marca “OX” (tuer-
ca de la derecha).
7. Instale la boquilla del tamaño correcto (Figs. 6 y 7) para los espesores
de metal a ser soldados o cortados. Asegúrese de que el asiento de la
boquilla no tenga muescas ni rebabas. Las boquillas para soldar sólo
deben ajustarse manualmente. Las boquillas para cortar deben ajustar-
se con una llave inglesa.
8. Cierre ambas válvulas del soplete (Fig. 6) (en sentido horario) antes
de abrir los cilindros.
The Harris Products Group • Gainesville, GA U.S.A.
14

Figura 6. Instalación de la boquilla para soldar
Figura 7. Instalación de la boquilla para cortar
Ajuste de presión
Para identificar sopletes de igual presión o presión universal, ajuste a 25
± 5 PSI la reserva de oxígeno, desconecte la manguera de gas combus-
tible y la válvula de retención con el accesorio para mezclar o cortar del
soplete. Abra todas las válvulas de gas y verifique la entrada de gas com-
bustible. Si hay presión, el equipo es del tipo de igual presión. Si nota
succión, el equipo es del tipo de presión universal. Vuelva a conectar la
válvula de retención y la manguera y purgue por completo antes del
encendido.
Nota: 1. Para sopletes de igual presión (a veces llamados “de pre-
sión media”). Este equipo necesita presiones de gas combustible mayo-
res a 1 PSIG. La presión positiva se usa para mezclar gas combustible
con oxígeno.
2. Para sopletes de presión universal (a veces llamados “de presión
baja”). Este equipo funciona con menos de 1 PSIG de presión de gas
combustible. El oxígeno, bajo presión, provoca succión que lleva el gas
combustible dentro de la cámara mezcladora.
1. Asegúrese de que ambas llaves de ajuste del regulador (Fig. 8) estén
libres, girándolas en sentido antihorario hasta que se aflojen.
2. Abra lentamente la válvula del cilindro de gas combustible (Fig. 9) con
no más de una (1) vuelta y ajuste la llave del regulador en la presión de
operación necesaria. Mantenga la empuñadura o llave inglesa en el cilin-
dro para cerrar rápidamente
.
Figura 8. Llave de ajuste del regulador
Figura 9. Apertura de la válvula de gas combustible del cilindro
3. Para evitar un aumento abrupto de la presión, abra lentamente por
completo la válvula de oxígeno del cilindro (Fig. 10) y ajuste el regulador
en la presión de operación necesaria.
Nota: La válvula de oxígeno del cilindro siempre debe estar completa-
mente abierta durante el funcionamiento.
4. Verifique que no haya pérdidas en las conexiones y reguladores
cepillándolos con solución de jabón espumoso mientras observa si hay
burbujas. Si hay burbujas, ajuste los accesorios y quite la solución de
jabón. Consulte “Prueba del regulador” en las instrucciones de manteni-
miento.
Figura 10. Apertura de la válvula de oxígeno
Instrucciones de operación
Encendido de soplete de acetileno y gas combustible Mapp
®
1. Purgue el sistema. Consulte las instrucciones de mantenimiento.
2. Abra la válvula de “GAS” combustible del soplete (Fig. 11) con aproxi-
madamente media vuelta y encienda el gas combustible.
The Harris Products Group • Gainesville, GA U.S.A.
15

3. Siga abriendo la válvula de “GAS” combustible del soplete (Fig. 12)
hasta que la llama deje de hacer humo excesivo y quede a alrededor de
1/8” del extremo de la boquilla, luego reduzca ligeramente para acercar
la llama a la boquilla nuevamente.
4. Abra la válvula de oxígeno “OX” del soplete (Fig. 12) hasta que apa-
rezca un cono brillante dentro de la llama.
Nota: El punto en que los bordes puntiagudos de la llama desaparecen
y aparece un cono bien definido en el interior se denomina “llama neu-
tral”. ® Airco, Inc.
Encendido de soplete de otros gases
combustibles (gas propano, propileno y natural)
1. Purgue el sistema. Consulte las instrucciones de mantenimiento.
2. Abra la válvula de “GAS” combustible del soplete con aproximada-
mente un cuarto de vuelta y encienda el gas combustible. Cierre ligera-
mente la válvula si la llama arrebata la boquilla.
3. Fuerce la válvula de oxígeno “OX” y ábrala hasta que el segundo cono
puntiagudo desaparezca.
4. Abra cada válvula alternadamente para aumentar la intensidad de la
llama al punto deseado.
Nota: La llama neutral tiene un cono acortado, bien definido en el inte-
rior, de color azul. La intensidad del color depende del tipo de gas com-
bustible usado, pero todos los gases se verán azul claro al agregar oxí-
geno pasado el punto neutral.
Figura 11. Encendido del gas combustible
Figura 12. Ajuste de la llama
Apagado del equipo
1. Primero cierre la válvula de oxígeno “OX” del soplete, luego cierre la
válvula de “GAS” combustible del soplete (Fig. 12). Esta secuencia evi-
tará que la llama se escape al momento de apagar.
2. Cierre las válvulas de la reserva de ambos gases (Figs. 9 y 10).
3. Purgue todo el oxígeno de la válvula “OX” del soplete, (Fig. 12) luego
cierre la válvula.
4.
Purgue todo el gas combustible de la válvula “GAS” del soplete, (Fig. 12)
luego cierre la válvula.
5. Todos los medidores de presión deben indicar 0 PSI. Gire ambas lla-
ves de ajuste del regulador de presión (Fig. 8) en sentido antihorario
hasta que se aflojen.
Soldadura de gas y corte autógeno
de acero
Procedimientos básicos de soldadura de gas
Soldadura de gas. La soldadura de gas es un método para unir metales
similares calentando las superficies adyacentes al punto de fusión con
una llama oxiacetilénica, lo que permite que las dos partes se fundan,
con un metal de relleno obligatorio en materiales de 3/16” o más de espe-
sor. El resultado es una soldadura resistente como el metal original.
Limpie todo el metal. Todo el metal debe limpiarse antes de soldar. El
aceite, la grasa, el óxido, las escamas y otras impurezas afectarán la cali-
dad de la soldadura y la fuerza de tensión. Los metales de 3/16” o más
de espesor deben biselarse antes de soldar y cuando se unen los lados
biselados, se necesita una varilla de relleno del mismo material.
Cuadro de boquillas para soldar. Se encuentra disponible una varie-
dad de tamaños de puntas para soldar o cobresoldar materiales de dis-
tinto espesor. Para obtener información detallada sobre el espesor del
material y ajustes de presión, consulte el catálogo actual de productos
o visite el sitio web www.harrisproductsgroup.com.
Si usa una boquilla muy grande y la llama muy suave, la boquilla se
calienta innecesariamente y se produce un sonido de explosión que
salpica el baño de metal fundido. Una llama muy fuerte quema el acero
y una llama muy pequeña no calienta el metal a la temperatura adecua-
da.
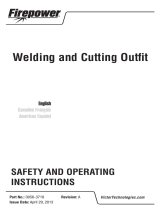
Llama apropiada. En la mayoría de las soldaduras de gas se usa una
llama neutral (Fig. 13). La llama oxiacetilénica consume todo el oxígeno
alrededor de la zona a soldar, lo que tiene como resultado una zona a
soldar sin contaminar y una soldadura de máxima resistencia.
Raramente se usa una llama oxidante, sino que una llama carburante es
de ayuda en ocasiones cuando se endurece con llama o se suelda con
latón.
Figura 13. Llamas neutral, carburante y oxidante
NEUTRAL
CARBURANTE
OXIDANTE
de azul a naranja
de azul a naranja
naranja claro
casi sin color
casi sin color
blanco
blanco
blanco
blanco intenso
con borde difuso
The Harris Products Group • Gainesville, GA U.S.A.
16

Varilla de soldadura. Hay varillas de soldadura para todo tipo de solda-
duras, incluyendo acero dulce, hierro fundido y aluminio, en los siguien-
tes tamaños: 1/16”, 3/32”, 1/8”, 5/32”, 3/16”, 1/4”. El tamaño será deter-
minado por el tipo de soldadura, el espesor del metal y la cantidad de
metal de relleno necesario.
Práctica y ejercicios de soldadura de gas. La soldadura de gas no es
difícil. Los siguientes ejercicios de movimiento del soplete son una buena
práctica y hacen que las posteriores soldaduras sean fáciles.
Ejercicio 1
1. Coloque una boquilla para soldar pequeña y ajuste las presiones ade-
cuadas (vea el cuadro de boquillas para soldar).
2. Dirija la llama directamente al acero (Fig. 14) (se recomienda un mate-
rial de 1/8”) con el cono de la llama sobre la superficie de metal.
3. Cuando se forma un baño de metal fundido, mueva el soplete hacia
adelante y atrás y mueva el metal fundido sobre el acero. Haga esto len-
tamente.
4. Es necesario obtener una buena penetración y esto se obtiene de un
baño de metal fundido profundo. Es útil inclinar la boquilla a alrededor de
45º de la dirección en que quiere que se mueva el baño fundido.
Ejercicio 2
1.
Coloque dos pedazos de acero de 1/8” juntos como muestra la figura 15.
2. Vuelva a formar el baño de metal fundido y moviendo el soplete hacia
adelante y atrás, mueva el baño fundido a lo largo de la unión. Hágalo
lentamente para obtener una buena penetración.
Nota: Puede verificar esto dando vuelta las partes. La penetración debe
ser visible del lado de abajo. Verifique la resistencia de la soldadura
intentando separar las partes.
Figura 14. Ejercicio 1
Figura 15. Ejercicio 2
Ejercicio 3
Nota: Repita el ejercicio 2, pero agregue una varilla de relleno esta vez.
1. Cuando la llama está dirigida al acero para formar el baño de metal
fundido, coloque la varilla en llama (Fig. 16).
2. Cuando la varilla se vuelve roja, mantenga esta temperatura movién-
dola fuera y dentro de la llama. Una vez que comienza la soldadura,
sumerja la varilla en el baño. Esto hace que la parte superior de la sol-
dadura sea redondeada en lugar de cóncava, como cuando no se usa
una varilla.
Nota: Recuerde que la varilla de soldadura es necesaria en todas las
uniones dobles y una vez que el soldador tiene experiencia, preferirá
usar una varilla en todas las soldaduras, sin importar cuán delgado sea
el acero.
3. Los materiales de 3/16” o más de espesor deben biselarse antes de
soldar. Lo más recomendable es un biselado de 30º (Fig. 17) en cada
pedazo. Esto es necesario para obtener una buena penetración a través
de todo el espesor. En todas las soldaduras de bordes biselados es
necesaria una varilla como material de relleno. Una vez dominados los
movimientos del soplete y el control del baño fundido, el soldador puede
hacer soldaduras verticales, horizontales o planas. Ahora tiene una
herramienta que le devolverá su costo muchas veces.
Figura 16. Ejercicio 3
The Harris Products Group • Gainesville, GA U.S.A.
17

Figura 17. Biselado de 30 grados adecuado para soldadura
Soldadura con latón
La soldadura con latón (Fig. 18) es diferente a la soldadura de gas por-
que los dos pedazos de metal no se funden uno con otro. La varilla de
soldadura con latón se funde a menor temperatura que el metal original
y la resistencia de la soldadura con latón está basada en la capa forma-
da por la varilla.
La ventaja de la soldadura con latón sobre la de gas es que es la mejor
manera de unir metales disimilares o reparar hierro fundido. Por ejemplo,
la soldadura con latón es la mejor forma de reparar la bomba de una
camisa de agua. Casi todos los metales pueden unirse, excepto el alu-
minio y el magnesio. Las soldaduras con latón se dividen en dos tipos,
dependiendo del tipo de varilla que se use.
Figura 18. Soldadura con latón
Soldadura con bronce.
El bronce es menos costoso que la aleación de
plata y se usa cuando queda un espacio entre los metales a soldar. Los
metales deben estar bien limpios, luego debe aplicarse la llama sobre
estos hasta que se vuelven de un color rojo apagado. Ambos pedazos
deben tener la misma temperatura o la varilla fluirá al pedazo más calien-
te. Caliente la varilla poniéndola en la llama, luego sumérjala en una lata
de fundente. Note que la temperatura hace que el fundente se pegue a la
varilla. Si usa una varilla cubierta anteriormente con fundente, debe elimi-
nar los pasos de calentamiento y sumergimiento. Una vez que la varilla
está cubierta de fundente y los metales tienen la temperatura adecuada,
coloque la varilla en la unión y fúndala. La varilla se funde y fluye sobre la
zona calentada, uniendo los metales. Debe usarse abundante fundente.
Sin demasiado fundente, la varilla no se “pegará” a los metales.
Soldadura con plata. La soldadura con plata es un poco más rápida que
la soldadura con bronce. Esto se debe a que la aleación de plata se
funde a menor temperatura y menos calor es necesario; sin embargo, la
unión debe encajar firmemente. El bronce une los espacios mejor que la
aleación de plata. En vez de colocar fundente en la varilla, la unión debe
pintarse con el fundente. La manera de determinar cuándo los metales
están a la temperatura adecuada es mirar la varilla. Cuando hace burbu-
jas, es hora de aplicar la varilla. La varilla se funde cuando toca el metal
y fluye hacia la zona cubierta con fundente.
Corte autógeno de acero. El corte autógeno de acero (Fig. 19) es un
proceso sencillo que puede dominarse rápidamente. Sólo los aceros de
alto contenido de carbono pueden cortarse con el método de oxigas com-
bustible, dado que el hierro fundido, el acero inoxidable, el aluminio, el
latón y otros metales ferrosos no se queman como el acero.
La forma de cortar acero es calentarlo hasta la temperatura de inflama-
ción (color rojo) y luego quémelo rápidamente con oxígeno puro. El
soplete de corte proporciona las llamas de precalentamiento y el flujo de
oxígeno puro para cortar. El gas combustible y el oxígeno se combinan
en la cabeza del soplete y arden en la boquilla del soplete a una tempe-
ratura de llama de 4000º-6000ºF. Estas son las llamas de precalenta-
miento. El agujero central de la boquilla para cortar es para el oxígeno
puro, que fluye para cortar el acero después de que el metal se calienta
lo suficiente.
Nota: Las puntas de corte se encuentran disponibles en una variedad
de estilos y un amplio rango de tamaños. El tamaño apropiado se deter-
minará según el espesor del material a cortar. Consulte el catálogo
actual de productos, el cuadro de puntas (P/N 9500593) o nuestro sitio
web www.harrisproductsgroup.com para obtener una lista completa de
tamaños y ajustes de presión.
Figura 19. Corte autógeno de acero
El corte
1. Asegúrese de que la boquilla adecuada esté fija con firmeza en la cabe-
za del soplete.
2. Ajuste las presiones adecuadas en los reguladores.
3. Procedimientos de encendido:
Accesorio de corte. Siempre abra completamente la válvula de oxíge-
no en la empuñadura del soplete. Siga las instrucciones del procedi-
miento de encendido del soplete para soldar, usando la válvula de gas
combustible o la empuñadura del soplete, y precaliente la válvula de oxí-
geno en el accesorio de corte para ajustar las llamas de precalenta-
miento.
Soplete de corte. Siga el mismo procedimiento de las instrucciones del
soplete para soldar. Después de ajustar la llama, tire de la palanca del
oxígeno para cortar y abra la válvula de oxígeno de precalentamiento
apenas para reajustar la llama.
4. Mueva la llama hacia los bordes del acero y coloque los conos de pre-
calentamiento sobre el metal.
5. Cuando el acero se vuelve rojo, lentamente tire de la palanca de oxí-
geno para cortar para largar el flujo y cortar el acero.
6. Lentamente, mueva el soplete hacia el corte.
60
0
30
0
The Harris Products Group • Gainesville, GA U.S.A.
18

Nota:
1. La velocidad correcta de corte está acompañada de un sonido de cre-
pitación y un flujo regular de chispas. El resultado es un corte limpio, sin
escoria con bordes superiores e inferiores rectos (A, Fig. 20).
2. Un movimiento muy rápido no permite que el flujo de oxígeno atravie-
se todo el metal. La escoria se mete en el corte y los dos pedazos no se
separan (B, Fig. 20).
3. Un movimiento muy lento deja un borde superior redondeado con
escoria en la parte inferior del metal (C, Fig. 20).
4. El tamaño de la llama de precalentamiento (D, Fig. 20) determina cuán
rápido se puede comenzar a hacer el corte. Con frecuencia, se reco-
mienda una llama de precalentamiento pequeña para conservar los
gases y evitar que los bordes superiores se fundan.
A. Un corte perfecto muestra una superficie pareja con líneas de arrastre
ligeramente inclinadas. La superficie puede usarse con diversos propósi-
tos sin usar máquinas.
B. Extremadamente rápido, sin tiempo para que la escoria se quite del
corte. La cara cortada es, con frecuencia, ligeramente
C. Extremadamente lento, produce marcas de presión que indican que
hubo demasiado oxígeno para las condiciones de corte.
D. Demasiado precalentamiento, borde superior redondeado.
Demasiado precalentamiento no aumenta la velocidad de corte.
Sólo desperdicia gas.
Instrucciones de mantenimiento
Válvulas de retención
Verifique que las válvulas de retención no tengan pérdidas cada
seis meses de la siguiente forma:
1. Cierre la reserva de gas y desconecte la manguera de la válvula de reten-
ción.
2. Ajuste el regulador de oxígeno a 5 PSI, abra todas las válvulas de gas
del soplete o accesorio de corte.
3. Coloque la boquilla y verifique que no haya flujo inverso hacia la vál-
vula de retención del gas combustible. Use jabón espumoso o sumerja
en agua para verificar que no haya pérdidas. Ajuste la presión en cero
después de la prueba.
4. Reconecte la manguera de gas combustible y desconecte la de oxí-
geno.
5. Repita los pasos 2 y 3 usando un regulador de gas combustible como fuen-
te de presión.
6. Reconecte las mangueras y purgue el sistema antes de usarlo.
Prueba del regulador
Puede hacer la prueba de pérdida de los reguladores de la siguiente
forma: (Vea también el manual de instrucciones del regulador.)
1. Cierre el regulador de gas combustible girando la llave de ajuste en
sentido antihorario hasta que se afloje.
2. Cierre la válvula del cilindro de gas combustible.
3. Cierre la válvula del soplete de gas combustible.
Nota: Observe el medidor de la presión del cilindro por varios minutos.
Una caída de la presión indica una pérdida del lado de la salida. Ajuste
la conexión y vuelva a verificar. También observe el medidor de presión
de distribución. Un aumento de la presión indica una pérdida en la vál-
vula del regulador. Si no puede solucionar la pérdida - NO USE EL
REGULADOR. Todos los medidores deben indicar cero cuando se quita
la presión. Si no lo hacen, los medidores pueden estar dañados. Si
están dañados, verifique el sistema para encontrar la causa del daño.
Haga reparar el daño por un técnico calificado, reemplazando los medi-
dores dañados. Repita el procedimiento anterior con los reguladores de
oxígeno.
Limpieza de medidores
Los vidrios de los medidores están hechos de Lexan
R1
. Use jabón espu-
moso para limpiar, luego séquelos con paños suaves. No use solventes.
R1
General Electric Co.
Cambio de cilindros
Un cilindro está agotado y se considera vacío cuando no distribuye gas
combustible u oxígeno a la boquilla del soplete en la presión ajustada.
1. Cierre la válvula de la reserva del cilindro agotado y purgue todo el gas
de la línea agotada al soplete. Cierre la válvula del soplete.
2. Desconecte la manguera y el regulador del cilindro agotado.
3. Atornille la tapa de protección de la válvula al cilindro, márquelo como “vacío” y
retire.
4. Realice el procedimiento con el nuevo cilindro siguiendo las instrucciones
de instalación.
5. Purgue el sistema (vea a continuación).
Purga del sistema
Aviso: Purgue sólo en una zona bien ventilada. No dirija el flujo de gas a
personas o materiales inflamables. No purgue cerca de llamas al descu-
bierto o fuentes de encendido.
1. Lentamente abra la válvula de reserva de oxígeno, luego abra com-
pletamente y ajuste el regulador en la presión adecuada con la válvula
del soplete cerrada.
2. Abra la válvula del soplete y permita que fluya el gas alrededor de un
segundo por diez pies de manguera. Cierre la válvula del soplete des-
pués de la purga.
The Harris Products Group • Gainesville, GA U.S.A.
19

3. Lentamente abra la válvula de la reserva de gas combustible con no
más de una vuelta completa, luego ajuste el regulador en la presión ade-
cuada con las válvulas del soplete cerradas.
4. Abra la válvula del soplete y permita que fluya el gas alrededor de un
segundo por diez pies de manguera. Cierre la válvula del soplete des-
pués de la purga.
Accesorios para sopletes y corte
1. Verifique que no haya pérdidas periódicamente, usando jabón espu-
moso o sumergiendo en agua y controlando que no haya burbujas.
2. Ajuste las conexiones y las tuercas prensaestopas para detener las
pérdidas. No use demasiado fuerza.
Almacenamiento
Cuando no esté en uso, guarde el equipo en un lugar limpio y seguro.
Solución de problemas
PROBLEMA CAUSA POSIBLE SOLUCIÓN
Explosión en la
boquilla para soldar
• La boquilla funciona
a una temperaturea
demasiado baja
• Boquilla demasiado
grande
• Boquilla demasiado
cerca de la pieza
• Aumentar la presión y
consultar el cuadro de
boquillas adecuadas
• Utilizar una boquilla
más pequeña
• Alejar la boquilla de la
pieza
Llamas no definidas
claramente o
irregulares
Boquilla sucia
Limpiar la boquilla o
sustituirla
El regulador no
mantiene una presión
constante
Asiento defectuoso
Devolver la unidad para
que sea sustituida
Explosión en la
boquilla para cortar
Asiento
rayado / suelto
Ajustar la tuerca
prensaetopa
Pérdida alrededor de
la válvula de aguja
Tuerca prensaetopa
suelta
Ajustar la tuerca
prensaestopa
Alumbrado difícil Demasiada presión
Consultar el cuadro de
boquillas adecuadas
La llama cambia
durante el corte
• La válvula de aguja
del oxígeno está
parcialmente cerrada
• Cilindro de oxígeno
casi vacío
• Bien abrir la válvula de
oxígeno
• Sustituir el cilindro por
uno lleno
The Harris Products Group • Gainesville, GA U.S.A.
20
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
Transcripción de documentos
Manual de instrucciones Sopletes para soldadura de gas, corte, soldadura con latón y calentamiento IMPORTANTE Por su seguridad, lea estas instrucciones. Si no hace esto, puede resultar gravemente herido. ¡GUARDE ESTAS INSTRUCCIONES! The Harris Products Group • Gainesville, GA EE.UU. 11 Tabla de contenidos Página Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 Instrucciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 Instrucciones de instalación: Acoplamiento de reguladores, mangueras y soplete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 Ajuste de presión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 Instrucciones de operación: Encendido de soplete de acetileno y gas combustible Mapp® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 Encendido de soplete de otros gases combustibles (gas propano, propileno y natural) . . . . . . . . . . . . . . . . . . . . . .8 Soldadura de gas y corte autógeno de acero: Procedimientos básicos de soldadura de gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 Práctica y ejercicios de soldadura de gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-9 Soldadura con latón . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 Corte autógeno de acero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10-11 Solución de problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 Instrucciones de mantenimiento: Válvulas de retención . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 Prueba del regulador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 Cambio de cilindros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 Sistema de purga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-12 Accesorios para sopletes y corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 Almacenamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 SI NO SIGUE ESTAS INSTRUCCIONES, PUEDE RESULTAR GRAVEMENTE HERIDO. Reparación Sólo técnicos calificados deben hacer el mantenimiento, probar y limpiar el equipo. Copias adicionales Hay disponibles copias adicionales de estas instrucciones. Llame a su distribuidor o póngase en contacto con la fábrica de Harris Products Group. 12 PRECAUCIÓN Use una manguera grado “T” que cumple con los estándares RMA-CGA para gases combustibles alternativos para prevenir fallas en la manguera. The Harris Products Group • Gainesville, GA EE.UU. Introducción Estas instrucciones están hechas expresamente para operadores experimentados y para aquellos que trabajan con la supervisión de soldadores expertos. La operación y el mantenimiento del equipo para soldar y cortar debe cumplir con las disposiciones de la Norma Nacional de los Estados Unidos, “Seguridad al soldar y cortar”. El manual de la Sociedad Americana de la Soldadura C4.2-78 “Manual del operador para corte autógeno” merece un estudio cuidadoso. Publicaciones de referencia “Manual del operador para corte autógeno” AWS C-4.2-78 - Sociedad Americana de la Soldadura, 550 N.W. LeJeune Rd., Miami, Fl 33126 “Seguridad al soldar y cortar” ANSI Z49.1 - Instituto de la Norma Nacional de los Estados Unidos, 1430 Broadway, Nueva York, NY 10018 Asociación de Gas Comprimido (AGC), 1235 Jefferson Davis Highway, Arlington, VA 22202 · Boletín de seguridad SB.8 - “Uso de artefactos para soldaduras y cortes autógenos.” 6. Asegúrese de que todas las conexiones estén ajustadas. No fuerce las conexiones. Nunca compruebe si hay pérdidas con una llama. Use una solución de jabón espumoso y compruebe las burbujas. 7. Purgue los pasajes de oxígeno y gas combustible por separado antes de encender el soplete. Esto ayudará a prevenir una mezcla inadecuada de gases. 8. Use los ajustes de presión recomendados. El uso de la presión inadecuada es un derroche. Mucha presión en los reguladores es una señal de que necesitan repararse. 9. Nunca use oxígeno o gas combustible para sacudir el trabajo, el equipo o la ropa. El oxígeno puro permite la combustión y una chispa puede prender fuego la ropa saturada de oxígeno. 10. Purgue el sistema después de usarlo. Al apagarlo, cierre las válvulas del cilindro, luego purgue el sistema vaciando ambas mangueras por separado. Primero, abra la válvula de aguja de oxígeno “OX” del soplete, drene la línea hasta que la presión llegue a cero y luego cierre la válvula de aguja de oxígeno. Repita el proceso con la válvula de aguja de “GAS” combustible del soplete. · Panfleto E-1 - “Conexiones estándar para las salidas del regulador” · Norma V-1 de la AGC - “Conexiones de entrada y salida de la válvula del cilindro comprimido” 11. No trabaje con equipos dañados o con pérdidas. Use jabón espumoso para detectar pérdidas. No use mangueras desgastadas o dañadas. Nunca use el soplete como martillo para quitar la escoria del trabajo. IMPORTANTE MEDIDAS DE PREVENCIÓN 12. Maniobre el equipo con cuidado. El buen estado del equipo y su seguridad dependen de esto. Aviso: 13. Mantenga la zona de trabajo bien ventilada. Los materiales inflamables se incendian con violencia cerca del oxígeno. Deben evitarse las llamas y los materiales incandescentes (fumar tabaco) al usar oxígeno. Vea la Norma Nacional de los Estados Unidos Z49.1, párrafo 8.1.2. Al usar sopletes para soldar o cortar, siempre deben tomarse precauciones de seguridad para reducir el riesgo de incendio y heridas, incluyendo las siguientes: 14. Al trabajar con acetileno. Nunca lo use a presiones mayores a 15 PSIG (presión manométrica en psi). Lea todas las instrucciones 1. Use vestimenta protectora. Siempre use gafas para soldar para proteger sus ojos de las chispas y los rayos de luz. Use guantes y ropa que lo proteja. Tenga cuidado con las chispas en las mangas. No use guantes aceitosos. No tenga encendedores, fósforos u otros objetos inflamables en los bolsillos mientras suelde o corte. 15. No fuerce los conectores ni las roscas. Las diferencias son intencionales para los distintos gases. 2. Maniobre los cilindros con cuidado. Sujete con cadenas o asegure los cilindros para que permanezcan fijos. Tenga cuidado al moverlos. Para transportar cilindros (excepto cuando están en un carro para cilindros), retire los reguladores y reemplace con tapas de válvulas. Nunca use los cilindros en otra posición que no sea vertical. 17. Siempre tenga en cuenta a aquellos a su alrededor al usar un soplete. 3. Use “Buenas prácticas de orden y limpieza” en la zona de trabajo. Mantenga las chispas y la llama alejadas de los combustibles. Prepare la zona de trabajo antes de soldar o cortar. 4. No aceite ni engrase el equipo. El equipo no necesita lubricación. El aceite y la grasa se prenden fuego fácilmente y se incendian con violencia en la presencia del oxígeno. 16. Nunca encienda un soplete con fósforos o un encendedor. Use siempre un percutor 18. Tenga cuidado de no dejar que las mangueras de soldar entren en contacto con las chispas de la llama del soplete del corte o el metal caliente. NOTA: GUARDE ESTAS INSTRUCCIONES 5. “Fuerce” la válvula del cilindro de oxígeno antes de instalar el regulador. Abra la válvula apenas y luego ciérrela. Esto quitará el polvo o la suciedad de la válvula para que no se dirijan al regulador y no causen daños o accidentes. No dirija el flujo de gas a personas o materiales inflamables. The Harris Products Group • Gainesville, GA EE.UU. 13 Instrucciones de instalación Acoplamiento de reguladores, mangueras y soplete (NO SE INCLUYE LA LLAVE INGLESA) 1. Si los usa, coloque los cilindros de gas en posición vertical. Nota: Verifique el contenido de los cilindros antes de comenzar para asegurarse de que la reserva es la adecuada para el ciclo operativo a llevar a cabo. 2. Abra la válvula del cilindro (Fig. 1) apenas para quitar la suciedad, luego ciérrela. NO dirija el flujo de gas a personas o materiales inflamables. 3. Acople los reguladores (Fig. 2 y 3) usando conexiones de entrada estándar AGC y ajuste con firmeza. Figura 3. Acoplamiento del regulador de gas combustible 4. Acople las mangueras a los reguladores (Fig. 4) y ajuste. Nota: Las conexiones de la manguera de gas combustible (rojo) son las tuercas de la izquierda y las de oxígeno (verde) son las tuercas de la derecha. 5. Acople la manguera de gas combustible a la válvula del soplete (Fig. 5) que marca “Gas” (tuerca de la izquierda). Figura 4. Acoplamiento de la manguera al regulador Figura 1. Apertura de la válvula de oxígeno del cilindro Figura 5. Acoplamiento de la manguera al soplete 6. Acople la manguera de oxígeno a la válvula del soplete que marca “OX” (tuerca de la derecha). 7. Instale la boquilla del tamaño correcto (Figs. 6 y 7) para los espesores de metal a ser soldados o cortados. Asegúrese de que el asiento de la boquilla no tenga muescas ni rebabas. Las boquillas para soldar sólo deben ajustarse manualmente. Las boquillas para cortar deben ajustarse con una llave inglesa. Figura 2. Acoplamiento del regulador de oxígeno 14 8. Cierre ambas válvulas del soplete (Fig. 6) (en sentido horario) antes de abrir los cilindros. The Harris Products Group • Gainesville, GA U.S.A. Figura 8. Llave de ajuste del regulador Figura 6. Instalación de la boquilla para soldar Figura 9. Apertura de la válvula de gas combustible del cilindro 3. Para evitar un aumento abrupto de la presión, abra lentamente por completo la válvula de oxígeno del cilindro (Fig. 10) y ajuste el regulador en la presión de operación necesaria. Figura 7. Instalación de la boquilla para cortar Ajuste de presión Para identificar sopletes de igual presión o presión universal, ajuste a 25 ± 5 PSI la reserva de oxígeno, desconecte la manguera de gas combustible y la válvula de retención con el accesorio para mezclar o cortar del soplete. Abra todas las válvulas de gas y verifique la entrada de gas combustible. Si hay presión, el equipo es del tipo de igual presión. Si nota succión, el equipo es del tipo de presión universal. Vuelva a conectar la válvula de retención y la manguera y purgue por completo antes del encendido. Nota: La válvula de oxígeno del cilindro siempre debe estar completamente abierta durante el funcionamiento. 4. Verifique que no haya pérdidas en las conexiones y reguladores cepillándolos con solución de jabón espumoso mientras observa si hay burbujas. Si hay burbujas, ajuste los accesorios y quite la solución de jabón. Consulte “Prueba del regulador” en las instrucciones de mantenimiento. Nota: 1. Para sopletes de igual presión (a veces llamados “de presión media”). Este equipo necesita presiones de gas combustible mayores a 1 PSIG. La presión positiva se usa para mezclar gas combustible con oxígeno. 2. Para sopletes de presión universal (a veces llamados “de presión baja”). Este equipo funciona con menos de 1 PSIG de presión de gas combustible. El oxígeno, bajo presión, provoca succión que lleva el gas combustible dentro de la cámara mezcladora. Figura 10. Apertura de la válvula de oxígeno Instrucciones de operación 1. Asegúrese de que ambas llaves de ajuste del regulador (Fig. 8) estén libres, girándolas en sentido antihorario hasta que se aflojen. Encendido de soplete de acetileno y gas combustible Mapp® 2. Abra lentamente la válvula del cilindro de gas combustible (Fig. 9) con no más de una (1) vuelta y ajuste la llave del regulador en la presión de operación necesaria. Mantenga la empuñadura o llave inglesa en el cilindro para cerrar rápidamente. 1. Purgue el sistema. Consulte las instrucciones de mantenimiento. 2. Abra la válvula de “GAS” combustible del soplete (Fig. 11) con aproximadamente media vuelta y encienda el gas combustible. The Harris Products Group • Gainesville, GA U.S.A. 15 3. Siga abriendo la válvula de “GAS” combustible del soplete (Fig. 12) hasta que la llama deje de hacer humo excesivo y quede a alrededor de 1/8” del extremo de la boquilla, luego reduzca ligeramente para acercar la llama a la boquilla nuevamente. válvula de “GAS” combustible del soplete (Fig. 12). Esta secuencia evitará que la llama se escape al momento de apagar. 4. Abra la válvula de oxígeno “OX” del soplete (Fig. 12) hasta que aparezca un cono brillante dentro de la llama. 3. Purgue todo el oxígeno de la válvula “OX” del soplete, (Fig. 12) luego cierre la válvula. Nota: El punto en que los bordes puntiagudos de la llama desaparecen y aparece un cono bien definido en el interior se denomina “llama neutral”. ® Airco, Inc. 4. Purgue todo el gas combustible de la válvula “GAS” del soplete, (Fig. 12) luego cierre la válvula. Encendido de soplete de otros gases combustibles (gas propano, propileno y natural) 1. Purgue el sistema. Consulte las instrucciones de mantenimiento. 2. Abra la válvula de “GAS” combustible del soplete con aproximadamente un cuarto de vuelta y encienda el gas combustible. Cierre ligeramente la válvula si la llama arrebata la boquilla. 3. Fuerce la válvula de oxígeno “OX” y ábrala hasta que el segundo cono puntiagudo desaparezca. 4. Abra cada válvula alternadamente para aumentar la intensidad de la llama al punto deseado. Nota: La llama neutral tiene un cono acortado, bien definido en el interior, de color azul. La intensidad del color depende del tipo de gas combustible usado, pero todos los gases se verán azul claro al agregar oxígeno pasado el punto neutral. 2. Cierre las válvulas de la reserva de ambos gases (Figs. 9 y 10). 5. Todos los medidores de presión deben indicar 0 PSI. Gire ambas llaves de ajuste del regulador de presión (Fig. 8) en sentido antihorario hasta que se aflojen. Soldadura de gas y corte autógeno de acero Procedimientos básicos de soldadura de gas Soldadura de gas. La soldadura de gas es un método para unir metales similares calentando las superficies adyacentes al punto de fusión con una llama oxiacetilénica, lo que permite que las dos partes se fundan, con un metal de relleno obligatorio en materiales de 3/16” o más de espesor. El resultado es una soldadura resistente como el metal original. Limpie todo el metal. Todo el metal debe limpiarse antes de soldar. El aceite, la grasa, el óxido, las escamas y otras impurezas afectarán la calidad de la soldadura y la fuerza de tensión. Los metales de 3/16” o más de espesor deben biselarse antes de soldar y cuando se unen los lados biselados, se necesita una varilla de relleno del mismo material. Cuadro de boquillas para soldar. Se encuentra disponible una variedad de tamaños de puntas para soldar o cobresoldar materiales de distinto espesor. Para obtener información detallada sobre el espesor del material y ajustes de presión, consulte el catálogo actual de productos o visite el sitio web www.harrisproductsgroup.com. Si usa una boquilla muy grande y la llama muy suave, la boquilla se calienta innecesariamente y se produce un sonido de explosión que salpica el baño de metal fundido. Una llama muy fuerte quema el acero y una llama muy pequeña no calienta el metal a la temperatura adecuada. Figura 11. Encendido del gas combustible Llama apropiada. En la mayoría de las soldaduras de gas se usa una llama neutral (Fig. 13). La llama oxiacetilénica consume todo el oxígeno alrededor de la zona a soldar, lo que tiene como resultado una zona a soldar sin contaminar y una soldadura de máxima resistencia. Raramente se usa una llama oxidante, sino que una llama carburante es de ayuda en ocasiones cuando se endurece con llama o se suelda con latón. de azul a naranja NEUTRAL casi sin color blanco naranja claro CARBURANTE blanco blanco intenso con borde difuso OXIDANTE Figura 12. Ajuste de la llama Apagado del equipo 1. Primero cierre la válvula de oxígeno “OX” del soplete, luego cierre la 16 blanco casi sin color de azul a naranja Figura 13. Llamas neutral, carburante y oxidante The Harris Products Group • Gainesville, GA U.S.A. Varilla de soldadura. Hay varillas de soldadura para todo tipo de soldaduras, incluyendo acero dulce, hierro fundido y aluminio, en los siguientes tamaños: 1/16”, 3/32”, 1/8”, 5/32”, 3/16”, 1/4”. El tamaño será determinado por el tipo de soldadura, el espesor del metal y la cantidad de metal de relleno necesario. Práctica y ejercicios de soldadura de gas. La soldadura de gas no es difícil. Los siguientes ejercicios de movimiento del soplete son una buena práctica y hacen que las posteriores soldaduras sean fáciles. Ejercicio 1 1. Coloque una boquilla para soldar pequeña y ajuste las presiones adecuadas (vea el cuadro de boquillas para soldar). 2. Dirija la llama directamente al acero (Fig. 14) (se recomienda un material de 1/8”) con el cono de la llama sobre la superficie de metal. 3. Cuando se forma un baño de metal fundido, mueva el soplete hacia adelante y atrás y mueva el metal fundido sobre el acero. Haga esto lentamente. 4. Es necesario obtener una buena penetración y esto se obtiene de un baño de metal fundido profundo. Es útil inclinar la boquilla a alrededor de 45º de la dirección en que quiere que se mueva el baño fundido. Ejercicio 2 1. Coloque dos pedazos de acero de 1/8” juntos como muestra la figura 15. 2. Vuelva a formar el baño de metal fundido y moviendo el soplete hacia adelante y atrás, mueva el baño fundido a lo largo de la unión. Hágalo lentamente para obtener una buena penetración. Nota: Puede verificar esto dando vuelta las partes. La penetración debe ser visible del lado de abajo. Verifique la resistencia de la soldadura intentando separar las partes. Figura 15. Ejercicio 2 Ejercicio 3 Nota: Repita el ejercicio 2, pero agregue una varilla de relleno esta vez. 1. Cuando la llama está dirigida al acero para formar el baño de metal fundido, coloque la varilla en llama (Fig. 16). 2. Cuando la varilla se vuelve roja, mantenga esta temperatura moviéndola fuera y dentro de la llama. Una vez que comienza la soldadura, sumerja la varilla en el baño. Esto hace que la parte superior de la soldadura sea redondeada en lugar de cóncava, como cuando no se usa una varilla. Nota: Recuerde que la varilla de soldadura es necesaria en todas las uniones dobles y una vez que el soldador tiene experiencia, preferirá usar una varilla en todas las soldaduras, sin importar cuán delgado sea el acero. 3. Los materiales de 3/16” o más de espesor deben biselarse antes de soldar. Lo más recomendable es un biselado de 30º (Fig. 17) en cada pedazo. Esto es necesario para obtener una buena penetración a través de todo el espesor. En todas las soldaduras de bordes biselados es necesaria una varilla como material de relleno. Una vez dominados los movimientos del soplete y el control del baño fundido, el soldador puede hacer soldaduras verticales, horizontales o planas. Ahora tiene una herramienta que le devolverá su costo muchas veces. Figura 14. Ejercicio 1 Figura 16. Ejercicio 3 The Harris Products Group • Gainesville, GA U.S.A. 17 Corte autógeno de acero. El corte autógeno de acero (Fig. 19) es un proceso sencillo que puede dominarse rápidamente. Sólo los aceros de alto contenido de carbono pueden cortarse con el método de oxigas combustible, dado que el hierro fundido, el acero inoxidable, el aluminio, el latón y otros metales ferrosos no se queman como el acero. 600 300 Figura 17. Biselado de 30 grados adecuado para soldadura Soldadura con latón La soldadura con latón (Fig. 18) es diferente a la soldadura de gas porque los dos pedazos de metal no se funden uno con otro. La varilla de soldadura con latón se funde a menor temperatura que el metal original y la resistencia de la soldadura con latón está basada en la capa formada por la varilla. La ventaja de la soldadura con latón sobre la de gas es que es la mejor manera de unir metales disimilares o reparar hierro fundido. Por ejemplo, la soldadura con latón es la mejor forma de reparar la bomba de una camisa de agua. Casi todos los metales pueden unirse, excepto el aluminio y el magnesio. Las soldaduras con latón se dividen en dos tipos, dependiendo del tipo de varilla que se use. La forma de cortar acero es calentarlo hasta la temperatura de inflamación (color rojo) y luego quémelo rápidamente con oxígeno puro. El soplete de corte proporciona las llamas de precalentamiento y el flujo de oxígeno puro para cortar. El gas combustible y el oxígeno se combinan en la cabeza del soplete y arden en la boquilla del soplete a una temperatura de llama de 4000º-6000ºF. Estas son las llamas de precalentamiento. El agujero central de la boquilla para cortar es para el oxígeno puro, que fluye para cortar el acero después de que el metal se calienta lo suficiente. Nota: Las puntas de corte se encuentran disponibles en una variedad de estilos y un amplio rango de tamaños. El tamaño apropiado se determinará según el espesor del material a cortar. Consulte el catálogo actual de productos, el cuadro de puntas (P/N 9500593) o nuestro sitio web www.harrisproductsgroup.com para obtener una lista completa de tamaños y ajustes de presión. Figura 19. Corte autógeno de acero Figura 18. Soldadura con latón El corte 1. Asegúrese de que la boquilla adecuada esté fija con firmeza en la cabeza del soplete. 2. Ajuste las presiones adecuadas en los reguladores. Soldadura con bronce. El bronce es menos costoso que la aleación de plata y se usa cuando queda un espacio entre los metales a soldar. Los metales deben estar bien limpios, luego debe aplicarse la llama sobre estos hasta que se vuelven de un color rojo apagado. Ambos pedazos deben tener la misma temperatura o la varilla fluirá al pedazo más caliente. Caliente la varilla poniéndola en la llama, luego sumérjala en una lata de fundente. Note que la temperatura hace que el fundente se pegue a la varilla. Si usa una varilla cubierta anteriormente con fundente, debe eliminar los pasos de calentamiento y sumergimiento. Una vez que la varilla está cubierta de fundente y los metales tienen la temperatura adecuada, coloque la varilla en la unión y fúndala. La varilla se funde y fluye sobre la zona calentada, uniendo los metales. Debe usarse abundante fundente. Sin demasiado fundente, la varilla no se “pegará” a los metales. Soldadura con plata. La soldadura con plata es un poco más rápida que la soldadura con bronce. Esto se debe a que la aleación de plata se funde a menor temperatura y menos calor es necesario; sin embargo, la unión debe encajar firmemente. El bronce une los espacios mejor que la aleación de plata. En vez de colocar fundente en la varilla, la unión debe pintarse con el fundente. La manera de determinar cuándo los metales están a la temperatura adecuada es mirar la varilla. Cuando hace burbujas, es hora de aplicar la varilla. La varilla se funde cuando toca el metal y fluye hacia la zona cubierta con fundente. 18 3. Procedimientos de encendido: Accesorio de corte. Siempre abra completamente la válvula de oxígeno en la empuñadura del soplete. Siga las instrucciones del procedimiento de encendido del soplete para soldar, usando la válvula de gas combustible o la empuñadura del soplete, y precaliente la válvula de oxígeno en el accesorio de corte para ajustar las llamas de precalentamiento. Soplete de corte. Siga el mismo procedimiento de las instrucciones del soplete para soldar. Después de ajustar la llama, tire de la palanca del oxígeno para cortar y abra la válvula de oxígeno de precalentamiento apenas para reajustar la llama. 4. Mueva la llama hacia los bordes del acero y coloque los conos de precalentamiento sobre el metal. 5. Cuando el acero se vuelve rojo, lentamente tire de la palanca de oxígeno para cortar para largar el flujo y cortar el acero. 6. Lentamente, mueva el soplete hacia el corte. The Harris Products Group • Gainesville, GA U.S.A. Nota: 1. La velocidad correcta de corte está acompañada de un sonido de crepitación y un flujo regular de chispas. El resultado es un corte limpio, sin escoria con bordes superiores e inferiores rectos (A, Fig. 20). 2. Un movimiento muy rápido no permite que el flujo de oxígeno atraviese todo el metal. La escoria se mete en el corte y los dos pedazos no se separan (B, Fig. 20). 3. Un movimiento muy lento deja un borde superior redondeado con escoria en la parte inferior del metal (C, Fig. 20). 4. El tamaño de la llama de precalentamiento (D, Fig. 20) determina cuán rápido se puede comenzar a hacer el corte. Con frecuencia, se recomienda una llama de precalentamiento pequeña para conservar los gases y evitar que los bordes superiores se fundan. 3. Coloque la boquilla y verifique que no haya flujo inverso hacia la válvula de retención del gas combustible. Use jabón espumoso o sumerja en agua para verificar que no haya pérdidas. Ajuste la presión en cero después de la prueba. 4. Reconecte la manguera de gas combustible y desconecte la de oxígeno. 5. Repita los pasos 2 y 3 usando un regulador de gas combustible como fuente de presión. 6. Reconecte las mangueras y purgue el sistema antes de usarlo. Prueba del regulador Puede hacer la prueba de pérdida de los reguladores de la siguiente forma: (Vea también el manual de instrucciones del regulador.) 1. Cierre el regulador de gas combustible girando la llave de ajuste en sentido antihorario hasta que se afloje. 2. Cierre la válvula del cilindro de gas combustible. 3. Cierre la válvula del soplete de gas combustible. A. Un corte perfecto muestra una superficie pareja con líneas de arrastre ligeramente inclinadas. La superficie puede usarse con diversos propósitos sin usar máquinas. B. Extremadamente rápido, sin tiempo para que la escoria se quite del corte. La cara cortada es, con frecuencia, ligeramente Nota: Observe el medidor de la presión del cilindro por varios minutos. Una caída de la presión indica una pérdida del lado de la salida. Ajuste la conexión y vuelva a verificar. También observe el medidor de presión de distribución. Un aumento de la presión indica una pérdida en la válvula del regulador. Si no puede solucionar la pérdida - NO USE EL REGULADOR. Todos los medidores deben indicar cero cuando se quita la presión. Si no lo hacen, los medidores pueden estar dañados. Si están dañados, verifique el sistema para encontrar la causa del daño. Haga reparar el daño por un técnico calificado, reemplazando los medidores dañados. Repita el procedimiento anterior con los reguladores de oxígeno. Limpieza de medidores Los vidrios de los medidores están hechos de LexanR1. Use jabón espumoso para limpiar, luego séquelos con paños suaves. No use solventes. R1General Electric Co. C. Extremadamente lento, produce marcas de presión que indican que hubo demasiado oxígeno para las condiciones de corte. Cambio de cilindros Un cilindro está agotado y se considera vacío cuando no distribuye gas combustible u oxígeno a la boquilla del soplete en la presión ajustada. 1. Cierre la válvula de la reserva del cilindro agotado y purgue todo el gas de la línea agotada al soplete. Cierre la válvula del soplete. 2. Desconecte la manguera y el regulador del cilindro agotado. D. Demasiado precalentamiento, borde superior redondeado. Demasiado precalentamiento no aumenta la velocidad de corte. Sólo desperdicia gas. 3. Atornille la tapa de protección de la válvula al cilindro, márquelo como “vacío” y retire. 4. Realice el procedimiento con el nuevo cilindro siguiendo las instrucciones de instalación. 5. Purgue el sistema (vea a continuación). Instrucciones de mantenimiento Purga del sistema Válvulas de retención Aviso: Purgue sólo en una zona bien ventilada. No dirija el flujo de gas a personas o materiales inflamables. No purgue cerca de llamas al descubierto o fuentes de encendido. Verifique que las válvulas de retención no tengan pérdidas cada seis meses de la siguiente forma: 1. Cierre la reserva de gas y desconecte la manguera de la válvula de retención. 2. Ajuste el regulador de oxígeno a 5 PSI, abra todas las válvulas de gas del soplete o accesorio de corte. 1. Lentamente abra la válvula de reserva de oxígeno, luego abra completamente y ajuste el regulador en la presión adecuada con la válvula del soplete cerrada. 2. Abra la válvula del soplete y permita que fluya el gas alrededor de un segundo por diez pies de manguera. Cierre la válvula del soplete después de la purga. The Harris Products Group • Gainesville, GA U.S.A. 19 3. Lentamente abra la válvula de la reserva de gas combustible con no más de una vuelta completa, luego ajuste el regulador en la presión adecuada con las válvulas del soplete cerradas. 4. Abra la válvula del soplete y permita que fluya el gas alrededor de un segundo por diez pies de manguera. Cierre la válvula del soplete después de la purga. Accesorios para sopletes y corte 1. Verifique que no haya pérdidas periódicamente, usando jabón espumoso o sumergiendo en agua y controlando que no haya burbujas. 2. Ajuste las conexiones y las tuercas prensaestopas para detener las pérdidas. No use demasiado fuerza. Almacenamiento Cuando no esté en uso, guarde el equipo en un lugar limpio y seguro. Solución de problemas PROBLEMA Explosión en la boquilla para soldar SOLUCIÓN Llamas no definidas claramente o irregulares Boquilla sucia Limpiar la boquilla o sustituirla El regulador no mantiene una presión constante Asiento defectuoso Devolver la unidad para que sea sustituida Explosión en la boquilla para cortar Asiento rayado / suelto Ajustar la tuerca prensaetopa Pérdida alrededor de la válvula de aguja Tuerca prensaetopa suelta Ajustar la tuerca prensaestopa Alumbrado difícil Demasiada presión Consultar el cuadro de boquillas adecuadas La llama cambia durante el corte 20 CAUSA POSIBLE • La boquilla funciona • Aumentar la presión y a una temperaturea consultar el cuadro de demasiado baja boquillas adecuadas • Boquilla demasiado • Utilizar una boquilla grande más pequeña • Boquilla demasiado • Alejar la boquilla de la cerca de la pieza pieza • La válvula de aguja • Bien abrir la válvula de del oxígeno está oxígeno parcialmente cerrada • Sustituir el cilindro por • Cilindro de oxígeno uno lleno casi vacío The Harris Products Group • Gainesville, GA U.S.A.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























Lincoln Electric 4300389 Instrucciones de operación
- Tipo
- Instrucciones de operación
en otros idiomas
Artículos relacionados
Otros documentos
-
Harris 4403249 Instrucciones de operación
-
-
Victor Cutting, Heating and Welding Guide Manual de usuario
-
-
Campbell Hausfeld WT5000 Manual de usuario
-
 Victor Technologies Welding and Cutting Outfit Manual de usuario
Victor Technologies Welding and Cutting Outfit Manual de usuario
-
ESAB PUROX W-300 Manual de usuario
-
-
-
