
120
400V
Art # A-12776ES
ALIMENTACIÓN ELÉCTRICA
VOLTAJE
SALIDA
SALIDA MÁXIMA
FASE
Revisión: AF
Fecha de emisión: 31 de octubre de 2019 Manual No.: 300X5398ES
Manual de
operación
esab.eu
ESAB Cutmaster
®
120
SISTEMA DE CORTE POR PLASMA
SL100 1Torch™

NOSOTROS VALORAMOS SU TRABAJO!
Felicitaciones por su nuevo producto ESAB. Estamos orgullosos de tenerlo como cliente
y nos esforzaremos por brindarle el mejor y más fiable servicio de la industria. Este pro-
ducto está respaldado por nuestra amplia garantía y nuestra extensa red internacional
de atención al cliente. Para encontrar al distribuidor o al agente de servicio técnico más
cercanos a su domicilio visite nuestra página web: www.esab.com.
Este Manual de operación ha sido diseñado para instruirlo acerca del uso y operación
correctos de su producto ESAB. Nuestra mayor preocupación es que esté satisfecho
con el producto y que su utilización sea segura. Por lo tanto, rogamos se tome el tiempo
necesario para leer todo el manual, especialmente las Precauciones de seguridad. Le
ayudarán a evitar riesgos potenciales que pueden existir cuando trabaje con este producto.
¡USTED ESTA EN BUENA COMPAÑÍA!
La marca elegida por contratistas y fabricantes en todo el mundo.
ESAB es una marca global de los productos para corte por plasma manual o automatizado.
Nos distinguimos de nuestros competidores por la fiabilidad de nuestros productos, lí-
deres en el mercado, los que han superado la prueba del tiempo. Estamos orgullosos de
nuestras innovaciones técnicas, precios competitivos, entrega excelente, la alta calidad
de nuestra atención al cliente y asistencia técnica, junto a nuestra gran experiencia en
ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar productos tecnológica-
mente avanzados para generar un ambiente de trabajo más seguro dentro de la industria
de la soldadura.

!
ADVERTENCIA
Antes de instalar y usar el equipo, o realizar tareas de mantenimiento en él,
lea este manual y asegúrese de haber entendido todo su contenido así como
también las prácticas de seguridad laboral de su empresa.
A pesar de que la información contenida en este manual representa el mejor
criterio del fabricante, éste no asume responsabilidad alguna sobre su utiliza-
ción.
Fuente de alimentación para corte por plasma
ESAB Cutmaster
®
120
SL100 1Torch™
Manual de operación Nº 300X5398ES
Publicado por:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Phone: +48 (0) 77 4019270
www.esab.com
Copyright 2015, 2019 por ESAB
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el con-
sentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para ningu-
na parte por ninguna pérdida o daño causado por cualquier error u omisión en este
manual, independientemente de que tal error haya sido ocasionado por negligencia,
accidente o por cualquier otra causa.
Para material de impresión especificaciones, consultar el documento 47x1909
Fecha de publicación original: 15 De Enero de 2015
Fecha de la revisión: 31 de octubre de 2019
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra:_________________________________________________
Fecha de compra:________________________________________________
Nº de serie de la fuente de alimentación:____________________________
Nº de serie de la antorcha:________________________________________
i

ASEGURE DE QUE ESTA INFORMACIÓN ALCANCE EL OPERADOR.
USTED PUEDE CONSEGUIR COPIAS ADICIONALES A TRAVÉS DE SU DISTRIBUIDOR ESAB.
PRECAUCIÓN
Estas INSTRUCCIONES están para los operadores experimentados. Si usted no es
completamente familiar con la teoría de operación y las prácticas seguras para la
soldadura de arco y equipos de corte, le pedimos leer nuestro librete, “precautions
and safe practices for arc welding, cutting, and gouging,” la forma 52-529. No per-
mita a personas inexperimentadas instale, opere, o mantenga este equipo. No pro-
cure instalar o funcionar este equipo hasta que usted ha leído completamente es-
tas instrucciones. Si usted no entiende completa ente estas instrucciones, entre en
contacto con a su distribuidor ESAB para información adicional. Asegure leer las
medidas de seguridad antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo se funcionará en conformidad con la descripción contenida en este manual y las etiquetas
de acompañamiento, y también de acuerdo con las instrucciones proporcionadas. Este equipo se debe com-
probar periódicamente. La operación incorrecta o el equipo mal mantenido no deben ser utilizados. Las piezas
que están quebradas, faltantes, usadas, torcidas o contaminadas se deben sustituir inmediatamente. Si tal
reparación o el reemplazo llegan a ser necesario, el fabricante recomienda que una llamada por teléfono o un
pedido escrito de servicio esté hecha al distribuidor ESAB de quien fue comprado.
Este equipo o cualquiera de sus piezas no se deben alterar sin la previa aprobación escrita del fabrican-
te. El usuario de este equipo tendrá la responsabilidad única de cualquier malfuncionamiento que resulte de
uso incorrecto, de mantenimiento inadecuado, daños, reparaciones o de la alteración incorrecta por cualquier
persona con excepción del fabricante o de un distribuidor autorizado señalado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!

DECLARACIÓN DE CONFORMIDAD DE EU
Conforme a
La Directiva de Baja Tensión 2014/35/EU, con entrada en vigor el 20 de abril de 2016
La Directiva EMC 2014/30/EU, con entrada en vigor el 20 de abril de 2016
La Directiva RoHS 2011/65/EC, con entrada en vigor el 2 de enero de 2013
Tipo de equipo
SISTEMA DE CORTE POR PLASMA
Tipo de designación, etc.
ESAB Cutmaster® 120, a partir del número de serie 845-xxx-xxxx
Nombre de marca o marca comercial
ESAB
Fabricante o su representante autorizado
Nombre, dirección, n.º de teléfono:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Teléfono: +48 (0) 77 4019270, FAX +01 603 298 7402
Las siguientes normas armonizadas en vigor en la EEA se han aplicado en el diseño:
IEC/EN 60974-1:2017 / AMD1:2019 Equipo de soldadura por arco - Parte 1: Fuentes de corriente para soldadura.
IEC/EN 60974-10:2014 / AMD1:2015 Publicado 2015-06-19 Equipo de soldadura por arco - Parte 10: Requisitos
de compatibilidad electromagnética (EMC)
Información adicional: Uso restringido, equipo Clase A, destinado a uso en ubicaciones no residenciales.
Mediante la rma de este documento, el abajo rmante declara como fabricante (o representante autori-
zado del fabricante) que el equipo en cuestión cumple con las normas de seguridad arriba mencionadas.
Fecha Firma Posición
20 de agosto de 2019
Flavio Santos Director general
Accesorios y Adyacencias
2019

Contenido
SECCIÓN 1: SEGURIDAD ......................................................................................................1-1
1.0 Precauciones de seguridad .............................................................................. 1-1
SECTION 2 SYSTEM: INTRODUCCIÓN ...............................................................................2-1
2.01 Cómo utilizar este manual .........................................................................2-1
2.02 Identificación del equipo ..........................................................................2-1
2.03 Recepción del equipo................................................................................2-1
2.04 Especificaciones de la fuente de alimentación eléctrica .........................2-2
2.05 Especificaciones de cableado de entrada ...............................................2-3
2.06 Características de la fuente de alimentación eléctrica ............................2-4
SECCIÓN 2 ANTORCHA: INTRODUCCIÓN ...................................................................... 2T-1
2T.01 Alcance del manual ................................................................................ 2T-1
2T.02 Descripción general ................................................................................ 2T-1
2T.03 Especificaciones .................................................................................... 2T-1
2T.04 Opciones y accesorios ........................................................................... 2T-2
2T.05 Introducción al plasma ........................................................................... 2T-2
SECCIÓN 3 SISTEMA: INSTALACIÓN .................................................................................3-1
3.01 Desembalaje ..............................................................................................3-1
3.02 Opciones de elevación ..............................................................................3-1
3.03 Conexiones de alimentación eléctrica de entrada primaria ....................3-1
3.04 Conexiones de gas ....................................................................................3-2
SECCIÓN 3 ANTORCHA: INSTALACIÓN ........................................................................... 3T-1
3T.01 Conexión de la antorchas ...................................................................... 3T-1
3T.02 Configuración de la antorcha mecánica ................................................ 3T-1
SECCIÓN 4 SISTEMA: FUNCIONAMIENTO ..........................................................................4-1
4.01 Controles / características del panel delantero .......................................4-1
4.02 Preparativos para el funcionamiento ........................................................4-2
SECCIÓN 4 ANTORCHA: FUNCIONAMIENTO .................................................................. 4T-1
4T.01 Selección de piezas de la antorcha ....................................................... 4T-1
4T.02 Calidad del corte .................................................................................... 4T-1
4T.03 Información de corte general ................................................................. 4T-2
4T.04 Operación de la antorcha manual .......................................................... 4T-3
4T.05 Ranurado ................................................................................................. 4T-6
4T.06 Operación de la antorcha mecanizada .................................................. 4T-7
4T.07 Parts Selection for SL100 Torch Cutting ............................................... 4T-9
4T.08 Velocidades de corte recomendadas para la antorcha
SL100 con punta expuesta .................................................................. 4T-10
4T.09 Velocidades de corte recomendadas para la antorcha
SL100 con punta protegida .................................................................. 4T-15
INFORMACIÓN SOBRE PATENTES ................................................................................. 4T-22

Contenido
SECCIÓN 5 SISTEMA: SERVICIO ..........................................................................................5-1
5.01 Mantenimiento general ..............................................................................5-1
5.02 Programa de mantenimiento .....................................................................5-2
5.03 Fallos comunes ..........................................................................................5-2
5.04 Indicación de falla ......................................................................................5-3
5.05 Guía de resolución de problemas básicos ...............................................5-4
5.06 Sustitución de piezas básicas de la fuente de alimentación eléctrica ...5-6
SECCIÓN 5 ANTORCHA: SERVICIO .................................................................................. 5T-1
5T.01 Mantenimiento general ........................................................................... 5T-1
5T.02 Inspección y reemplazo de las piezas consumibles de la antorcha .... 5T-2
SECCIÓN 6: LISTAS DE PIEZAS ............................................................................................6-1
6.01 INTRODUCCIÓN ........................................................................................6-1
6.02 Información para cursar pedidos ..............................................................6-1
6.03 Sustitución de la fuente de alimentación eléctrica ..................................6-1
6.04 Piezas de repuesto de la fuente de alimentación eléctrica
de repuesto ................................................................................................6-1
6.05 Opciones y accesorios ..............................................................................6-2
6.06 Piezas de repuesto para la antorcha manual ..........................................6-3
6.07 Piezas de repuesto para antorchas mecánicas con conectores
no protegidos .............................................................................................6-4
6.08 Piezas consumibles de la antorcha (SL100) .............................................6-6
APÉNDICE 1: SECUENCIA DE OPERACIÓN
(DIAGRAMA DE BLOQUE) ............................................................................................ A-1
APÉNDICE 2: INFORMACIÓN DE ETIQUETA DE DATOS ................................................. A-2
APÉNDICE 3: DIAGRAMA DEL PASADOR DE ANTORCHA ............................................... A-3
APÉNDICE 4: DIAGRAMAS DE CONEXIÓN DE ANTORCHAS .......................................... A-4
APÉNDICE 5: SISTEMA ESQUEMÁTICO, UNIDADES DE 400 V ....................................... A-6
Historial de revisiones .......................................................................................................... A-8

Esta página se dejó intencionalmente en blanco.

ESAB CUTMASTER 120
300X5398ES Información General
1-1
1.0 Precauciones de seguridad
Los usuarios de los equipos de corte y soldadura ESAB tienen la responsabilidad de garantizar que las personas
que trabajan o están cerca del equipo sigan las normas de seguridad.
Las precauciones de seguridad deben ser conformes con equipos de corte y soldadura. Además de las normas
estándares, se deben seguir las recomendaciones que se indican a continuación..
1. Toda persona que utilice un equipo de soldadura o corte por plasma debe estar familiarizada con:
-toda operación
-localización de los pulsadores de emergencia
-sus funciones
-precauciones de seguridad
-corte plasma y soldadura
2. El operador debe asegurarse de que:
-ninguna otra persona esté en el área de trabajo durante el arranque de la maquina
-ninguna persona esté sin protección en el momento del golpe del arco
3. El área de trabajo debe:
-ser adecuada para la labor
-estar libre de corrientes de aire
4. Equipo de protección individual:
-utilice siempre equipos de protección, lentes, prendas ignífugas, guantes, etc.
-no utilice artículos sueltos, como bufandas, pulseras, anillos, etc.
5. Precauciones generales:
-asegúrese de que el cable de retorno esta bien conectado
-el trabajo con alto voltaje debe ser realizado por un técnico cualicado.
-debe disponerse de un extintor de incendios adecuado cerca de la máquina.
-no se debe lubricar la máquina durante la operación.
¡Elimine los aparatos electrónicos en una instalación de reciclado!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y
su aplicación con arreglo a la normativa nacional, los aparatos eléctricos o electrónicos que han llegado al
nal de su vida útil se deben eliminar en una instalación de reciclado.
Como responsable del equipo, le corresponde informarse sobre los puntos de recogida autorizados.
Si desea más información, póngase en contacto con el distribuidor ESAB más cercano.
ESAB puede proporcionarle todos los accesorios y elementos de protección necesarios.
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD

ESAB CUTMASTER 120
Información General 300X5398ES
1-2
ADVERTENCIA
La soldadura y el corte por plasma entraña un peligro de muerte. Adopte las
precauciones de seguridad para corte por plasma y soldadura.
LA DESCARGA ELÉCTRICA puede matar.
- Instale un cable de tierra de acuerdo con las normas
- No toque partes eléctricas o consumibles que estén eléctricamente activos.
- Manténgase aislado del piso y de la pieza de trabajo.
- Asegúrese de que el lugar de trabajo sea seguro.
HUMOS Y GASES- Son peligrosos a su salud
- Mantenga la cabeza alejada de los humos
- Utilice ventilación o aspiración para eliminar los humos del área de trabajo.
RAYO DEL ARCO. Puede quemar la piel o dañar los ojos.
- Protéjase los ojos y la piel con lentes y ropa apropiadas.
- Proteja las personas en el área de trabajo utilizando una cortina
PELIGRO DE INCENDIO
- Las chispas pueden provocar un incendio. Asegúrese de que no haya materiales inamables
alrededor de la máquina.
RUIDO – El ruido en exceso puede dañar los oídos.
- Protéjase los oídos. Utilice protección auricular.
- Avise a las personas de alrededor sobre el riesgo.
AVERÍAS – Llame a ESAB en caso de avería en el equipo.
LEER DETENIDAMENTE EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!
ADVERTENCIA
No utilice la unidad de alimentación para descongelar tubos congelados.
PRECAUCIÓN
Los equipos de tipo Class A no están previstos para su uso en lugares
residenciales en los que la energía eléctrica proceda de la red pública
de baja tensión. En tales lugares puede resultar difícil garantizar la
compatibilidad electromagnética de los equipos Class A, debido a las
perturbaciones tanto conducidas como radiadas.
PRECAUCIÓN
Este producto está diseñado exclusivamente para el corte por plasma. Cualquier
otro uso puede causar daños personales y/o daños al equipo.
PRECAUCIÓN
Leer detenidamente el manual antes de instalar u operar el
equipo.
!

Cutmaster de ESAB 120
300X5398ES INTRODUCCIÓN
2-1
SECTION 2 SYSTEM:
INTRODUCCIÓN
2.01 Cómo utilizar este manual
Este manual de propietario corresponde únicamente a
los números de especificación o de piezas que figuran
en la página i.
Para garantizar el funcionamiento seguro, lea todo el
manual, incluido el capítulo sobre las advertencias e
instrucciones de seguridad.
A lo largo de este manual, la palabras de ADVERTEN-
CIA, PRECAUCIÓN, PELIGRO y NOTA puede aparecer.
Preste atención especial a la información bajo estos
encabezados. Estas anotaciones especiales se pueden
reconocer fácilmente, como sigue:
NOTA!
Una operación, procedimiento o información
de antecedentes que requiera un énfasis
adicional o sea útil en el funcionamiento
eciente del sistema.
!
PRECAUCIÓN
Un procedimiento que, si no se sigue
correctamente, puede causar daños en el
equipo.
!
ADVERTENCIA
Un procedimiento que, si no se sigue
correctamente, puede causar lesiones al
operador u otras personas en el área de
funcionamiento.
ADVERTENCIA
Ofrecer información con respecto a po-
sibles lesiones por descarga eléctrica. Las
advertencias se encierran en un cuadro
como este:
!
PELIGRO
Signica peligros inmediatos que, si no
se evita, dará como resultado inmediato,
lesiones personales graves o la pérdida de
la vida.
Copias adicionales de este manual pueden comprarse
al comunicarse con ESAB a la dirección o número tele-
fónico según su ubicación presentados en el interior de
la cubierta trasera de este manual. Incluya el número del
manual de propietario y los números de identificación
de los equipos.
También pueden descargarse copias electrónicas
gratuitas de este manual en formato Acrobat PDF acu-
diendo a la página web de ESAB citada a continuación
http://www.esab.eu
2.02 Identificación del equipo
El número de identificación de la unidad (número
de pieza o especificación), modelo y el número de
serie normalmente aparecen en la etiqueta de datos
unida al panel trasero. El equipo que no tiene una
etiqueta de datos tales como conjuntos de antorchas
y cables se identifican solo por la especificación o
el número de la pieza impreso en la tarjeta adhe-
rida holgadamente o el contenedor de transporte. Anote
estos números en la parte inferior de la página i para su
referencia futura.
2.03 Recepción del equipo
Cuando reciba el equipo, verifique el contenido con-
tra la factura para garantizar que está completo y
revise cualquier posible daño del equipo por el viaje.
Si existen daños, notifíquelo al transportista de inme-
diato para llenar el formulario de reclamación. Llene la
información completa con respecto a las reclamaciones
por daños o errores de envío para la ubicación en el
área incluida en la cara interior de la tapa trasera de
este manual.
Incluida todos los números de identificación de los equi-
pos descritos arriba junto con la descripción completa
de las piezas con errores.
Mueva el equipo al sitio de instalación antes de des-
embalar la unidad. Tenga cuidado de evitar daños
al equipo cuando utilice palancas, martillos, etc., para
desembalar la unidad.

Cutmaster de ESAB 120
INTRODUCCIÓN 300X5398ES
2-2
2.04 Especificaciones de la fuente de alimentación eléctrica
Cutmaster de ESAB 120 Especificaciones de la fuente de alimentación eléctrica
Alimentación eléctrica 400 VAC (360 - 440 VAC), Trifásico, 50/60 Hz
Cable de alimentación
eléctrica de entrada
La fuente de alimentación eléctrica incluye el cable de entrada.
Corriente de salida 30 - 120 amperios, continuamente ajustable
Capacidad de ltrado
del gas de la fuente de
alimentación eléctrica
Partículas hasta 5 micras
Cutmaster de ESAB 120 Ciclo de trabajo de la fuente de alimentación eléctrica *
Temperatura ambiente
Clasicaciones del ciclo de trabajo @ 40° C (104° F)
Rango de funcionamiento 0 – 50 °C
Todas las unidades
Ciclo de trabajo N/A
40% 60% 100%
Clasicación
IEC CE IEC CE IEC CE
Corriente 120V 120V 100V 100V 80V 80V
Voltaje de CC 128 128 120 120 112 112
* NOTA: El ciclo de trabajo se reducirá si la alimentación eléctrica de entrada primaria (CA) es baja o el voltaje
de salida (CC) es más alto que el que se muestra en este organigrama.
NOTA!
La clasicación IEC se determina según lo especicado por la Comisión Electrotécnica Internacional. Estas
especicaciones incluyen el cálculo de un voltaje de salida con arreglo a la corriente nominal de la fuente
de alimentación eléctrica. Para facilitar la comparación entre las fuentes de alimentación eléctrica, todos
los fabricantes utilizan este voltaje de salida para determinar el ciclo de trabajo.
Dimensiones y peso de la fuente de alimentación eléctrica Requisitos de espacios de ventilación
33,5 kg / 73,8 lb
Art # A-12887ES_AC
762 mm
30"
305 mm
12"
381 mm
15"
150 mm
6"
610 mm
24"
150 mm
6"
150 mm
6"
Art # A-14328

Cutmaster de ESAB 120
300X5398ES INTRODUCCIÓN
2-3
2.05 Especificaciones de cableado de entrada
Cutmaster de ESAB 120 Alimentación Cable de entrada Wiring Requirements
Tensión de
entrada
Freq
Alimentación
eléctrica de
entrada
Tamaños sugeridos
Volts Hz kVA I max I eff
Fusible
(am-
perios)
Cable flexible
(AWG mín.)
Cable flexible
(Min. mm
2
)
Trifásica 400 50 23,6 34 31 40 8 10
Voltajes de línea con tamaños de cables y protección de circuitos sugeridos
Con arreglo al Código Eléctrico Nacional y al Código Canadiense de Electricidad
NOTA!
Consulte los códigos locales y nacionales o a la autoridad que tenga jurisdicción local sobre los requisitos
adecuados de cableado.
Los tamaños sugeridos se basan en el cable de red exible con disponibilidad de enchufes eléctricos. Para
instalaciones cableadas, consulte los códigos locales o nacionales.
I
1
máx se toma del ciclo de trabajo mínimo nominal de la TDC.
I
1
eff se toma del ciclo de trabajo nominal al 100 % de la TDC.

Cutmaster de ESAB 120
INTRODUCCIÓN 300X5398ES
2-4
2.06 Características de la fuente de alimentación eléctrica
Manija y enrollacables
Tomacorrientes para los cables
de la antorcha
Panel de control
Art # A-08359S
Cable de trabajo
y abrazadera
Art # A-08547S
Cable de potencia
de entrada
Orificio para cable de interfaz
de automatización opcional
Orificio de entrada de gas
Instalación de un filtro

Cutmaster de ESAB 120
300X5398ES INTRODUCCIÓN
2T-1
SECCIÓN 2 ANTORCHA:
INTRODUCCIÓN
2T.01 Alcance del manual
Este manual contiene descripciones, instrucciones de
funcionamiento y procedimientos de mantenimiento
para modelos de una antorcha: antorchas de corte de
plasma mecanizadas/manuales y SL100/SL100. El
servicio de este equipo está restringido al personal
debidamente capacitado; se advierte estrictamente al
personal no cualificado que no intente realizar repara-
ciones ni ajustes no contemplados en este manual, a
riesgo de perder la garantía.
Lea este manual atentamente. Una comprensión
completa de las características y capacidades de este
equipo asegurarán el funcionamiento fiable para el cual
fue diseñado.
2T.02 Descripción general
Las antorchas de plasma son similares en diseño a la
bujía de encendido del automóvil. Se componen de sec-
ciones positivas y negativas separadas por un aislador
central. Dentro de la antorcha, el arco piloto se inicia
en el espacio entre el electrodo cargado negativamente
y la punta cargada positivamente. Una vez que el arco
piloto ha ionizado el gas de plasma, la columna de gas
sobrecalentado fluye a través del pequeño orificio en
la punta de la antorcha, que se centra en el metal por
cortar.
Un único cabezal de la antorcha proporciona gas desde
una única fuente para su uso como plasma y asimismo
como gas secundario. El flujo de aire se divide en el
interior del cabezal de la antorcha. El funcionamiento
individual del gas proporciona una antorcha de tamaño
inferior y una operación de bajo coste.
NOTA!
Consulte la sección "2T.05 Introducción al
plasma" para obtener una descripción más
detallada del funcionamiento de la antorcha
de plasma.
Consulte las páginas del apéndice para
obtener especicaciones adicionales en
relación con la fuente de alimentación
eléctrica utilizada.
2T.03 Especificaciones
A. Configuraciones de la antorcha
1. Modelos de antorcha manual
El cabezal de la antorcha manual se encuentra a
75° hacia el mango de la antorcha. Las antorchas
manuales incluyen un mango de la antorcha y el
conjunto del gatillo de la antorcha.
257 mm (10,125")
95 mm
(3,75"
)
29 mm (1,17")
Art # A-03322S_AB
2. Modelo de la antorcha mecanizada
La antorcha mecánica estándar tiene un tubo de
posicionamiento con el conjunto de bloques de
bastidor y pinza.
Art # A-02998ES
44,5 mm
/
1,75"
35 mm / 1,375"
403 mm / 15,875"
16 mm /
0,625"
126 mm / 4,95"
30 mm / 1,175"
236 mm / 9,285"
B. Longitud de los cables de la antorcha
Las antorchas manuales están disponibles de la
siguiente manera:
• 6,1 m / 20 pies, con conectores ATC
• 15,2 m / 50 pies, con conectores ATC
Las antorchas mecánicas están disponibles de la
siguiente manera:
• 1,5 m / 5 pies, con conectores ATC
• 3,05 m / 10 pies, con conectores ATC
• 7,6 m / 25 pies, con conectores ATC
• 15,2 m / 50 pies, con conectores ATC
C. Piezas de la antorcha
Cartucho de arranque, electrodo, punta, caperuza
deflectora
D. Piezas colocadas (PIP)
El cabezal de la antorcha tiene un interruptor in-
corporado.
Circuito con una capacidad de 12 VCC
E. Tipo de enfriamiento
Combinación de corriente de aire y gas ambiente a
través de la antorcha.

Cutmaster de ESAB 120
INTRODUCCIÓN 300X5398ES
2T-2
F. Clasificaciones de la antorcha
Clasificaciones de la antorcha manual
Temperatura
ambiente
104° F
40° C
Ciclo de trabajo
100% @ 120 Amps @ 400 scfh
Corriente máxima
120 Amps
Voltaje (
pico
V)
500V
Voltaje de
lanzamiento del arco
7kV
Clasificaciones de la antorcha mecanizada
Temperatura
ambiente
104° F
40° C
Ciclo de trabajo
100% @ 120 Amps @ 400 scfh
Corriente máxima
120 Amps
Voltaje (
pico
V)
500V
Voltaje de
lanzamiento del arco
7kV
G. Requisitos de gas
Especificaciones de gas para la antorcha manual
y mecanizada
Gas (plasma y secundaria)
Aire Comprimido
Presión de funcionamiento
Consulte la NOTA
60 - 95 psi
4,1 - 6,5 bares
Presión máxima de entrada
125 psi / 8,6 bares
Flujo de gas (corte y ranurado)
300 - 500 scfh
142 - 235 lpm
!
ADVERTENCIA
Esta antorcha no se utilizará con oxígeno
(O2).
NOTA!
La presión de trabajo varía según el modelo
de la antorcha, el amperaje de funciona-
miento y la longitud de los cabezales de
la antorcha. Consulte los organigramas de
conguración de la presión de gas para
cada modelo.
H. Peligro de contacto directo
Para la punta de separación, la separación reco-
mendada es de 4,7 mm / 3/16 pulgadas.
2T.04 Opciones y accesorios
Para opciones y accesorios, véase la sección 6.
2T.05 Introducción al plasma
A. Flujo de gas de plasma
El plasma es un gas que se ha calentado a una
temperatura extremadamente alta y se ha ioniza-
do de manera que se convierte en eléctricamente
conductor. Los procesos de corte y ranurado del
arco de plasma utilizan este plasma para transferir
un arco eléctrico a la pieza de trabajo. El metal
por cortar o retirar se funde por el calor del arco y
luego se purga.
Aunque el objetivo del corte por arco de plasma sea
la separación del material, el ranurado por arco de
plasma se utiliza para eliminar los metales a una
profundidad y anchura controladas.
En una antorcha de corte de plasma, un gas frío pe-
nentra en la zona B, donde un arco entre el electrodo
y la punta de la antorcha calienta e ioniza el gas. El
arco de corte principal se transfiere entonces a la
pieza de trabajo a través de la columna de gas de
plasma en la zona C.
A-00002ES
+
_
C
B
A
Pieza a trabajar
Fuente de
Alimentación
Detalle del cabezal de la antorcha típico
Al forzar el gas de plasma y el arco eléctrico a través
de un pequeño orificio, la antorcha proporciona una
alta concentración de calor a una área pequeña. El
arco de plasma constreñido y rígido se muestra en la
zona C. La polaridad directa de corriente continua
(CC) se utiliza para el corte de plasma, tal y como
se muestra en la ilustración.

Cutmaster de ESAB 120
300X5398ES INTRODUCCIÓN
2T-3
La zona A canaliza un gas secundario que enfría
la antorcha. Este gas ayuda asimismo al gas de
plasma de alta velocidad al sacar el metal fundido
fuera del corte permitiendo un corte rápido y libre
de escoria.
B. Distribución de gas
El gas individual utilizado se divide internamente en
plasma y gases secundarios.
El gas de plasma fluye en la antorcha a través el
cable negativo, a través del cartucho de arranque,
alrededor del electrodo y hacia fuera a través del
orificio de la punta.
El gas secundario fluye hacia abajo alrededor de
la parte exterior del cartucho de arranque de la
antorcha, y hacia fuera entre la punta y la caperuza
deflectora alrededor del arco de plasma.
C. Arco piloto
Cuando se inicia la antorcha, se establece un arco
piloto entre el electrodo y la punta de corte. Este
arco piloto crea un camino para que el arco principal
se transfiera a la obra.
D. Arco principal de corte
La alimentación de CC también se utiliza para el
arco de corte principal. La salida negativa está
conectada al electrodo de la antorcha a través del
cabezal de la antorcha. La salida positiva está
conectada a la pieza de trabajo a través del cable
de trabajo y a la antorcha a través de un hilo piloto.
E. Piezas colocadas (PIP)
La antorcha incluye un circuito de 'piezas colo-
cadas' (PIP). Cuando la caperuza deflectora está
correctamente instalada, cierra un interruptor. La
antorcha no funcionará si el interruptor está abierto.
Gatillo del soplete
Interruptor de PIP
Caperuza deflectora
Para el cableado
de control
Interruptor de
la antorcha
A-02997ES
Diagrama de circuito de piezas colocadas para la
antorcha manual
Interruptor de PIP
Caperuza deflectora
Al ATC
Arranque del CNC
Interruptor de PIP
Caperuza deflectora
Interruptor de PIP
Caperuza deflectora
Interruptor colgante remoto
Autorregulación de antorcha
Al ATC
Al ATC
Art # A-08168ES
Diagrama de circuito de piezas colocadas para la
antorcha mecánica

Cutmaster de ESAB 120
INTRODUCCIÓN 300X5398ES
2T-4
Esta página se dejó intencionalmente en blanco.

Cutmaster de ESAB 120
300X5398ES Instalación
3-1
SECCIÓN 3 SISTEMA:
INSTALACIÓN
3.01 Desembalaje
1. Utilice las listas de embalaje para identificar y
dar cuenta de cada artículo.
2. Inspeccione cada artículo para detectar los
posibles daños durante el envío. Si hay daños
evidentes, póngase en contacto con su distri-
buidor y / o empresa de transporte antes de
proceder con la instalación.
3. Anote los números de serie y modelo, la fecha de
compra y el número de vendedor de la fuente de
alimentación eléctrica y la antorcha en el bloque
de información al comienzo de este manual.
3.02 Opciones de elevación
La fuente de alimentación eléctrica incluye un mango
de elevación manual únicamente. Asegúrese de que la
unidad sea levantada y transportada de manera segura.
ADVERTENCIA
NO TOQUE las piezas con carga eléctrica.
Desconecte el cable de alimentación eléc-
trica de entrada antes de mover la unidad.
!
ADVERTENCIA
Un EQUIPO CON FALLOS puede provocar
lesiones graves y daños los equipos.
El MANGO no sirve para la elevación
mecánica.
• Solo las personas con la fuerza física adecuada
deberán levantar la unidad.
• Levante la unidad por el mango, utilizando las dos
manos. No utilice correas para elevar.
• Utilice un carrito opcional o un dispositivo similar
con capacidad adecuada para mover la unidad.
• Coloque la unidad sobre un patín adecuado y fíjela
en su lugar antes de transportarla con una horquilla
elevadora u otro vehículo.
3.03 Conexiones de alimentación
eléctrica de entrada primaria
!
PRECAUCIÓN
Compruebe que la fuente de alimentación
eléctrica tiene el voltaje correcto antes de
enchufar o conectar la unidad. La fuente
de alimentación eléctrica primaria, el fus-
ible y los cables de extensión deben ser
conformes con el código eléctrico local y
los requisitos recomendados de protección
del circuito y del cableado que se especi-
can en la sección 2.
La ilustración y las instrucciones siguientes sirven para
cablear la alimentación eléctrica de entrada trifásica.
Art # A-08548S
Conexiones del cable de potencia de entrada
Tres fases (3ø)
TIERRA
L1
L2
L3
L4
Cableado de fuente de alimentación eléctrica de
entrada trifásico
A. Conexiones a la alimentación eléctrica de
entrada trifásica
ADVERTENCIA
Desconecte la alimentación eléctrica de en-
trada de la fuente de alimentación eléctrica
y del cable de entrada antes de probar este
procedimiento.
Estas instrucciones sirven para sustituir la alimentación
eléctrica de entrada y/o el cable destinados a la fuente
de alimentación eléctrica de 400 VCA a una potencia
de entrada trifásica.
1. Retire la cubierta de la fuente de alimentación
eléctrica de acuerdo con las instrucciones que
se encuentran en la sección 5.
2. Desconecte el cable de alimentación de entrada
original del contactor de entrada principal y la
conexión a tierra del bastidor.
3. Afloje el protector a través del orificio en el panel
posterior de la fuente de alimentación eléctrica.
Tire del cable de alimentación eléctrica original
desde la fuente de alimentación eléctrica.

Cutmaster de ESAB 120
Instalación 300X5398ES
3-2
4. Utilizando un cable de alimentación eléctrica de
entrada de cuatro conductores suministrado al
cliente para el voltaje deseado, pele el aislante
de los cables individuales.
5. Pase el cable que se utiliza a través de la aber-
tura de acceso en el panel posterior de la fuente
de alimentación eléctrica. Consulte la sección 2
para obtener las especificaciones del cable de
alimentación eléctrica.
!
PRECAUCIÓN
La fuente de alimentación eléctrica pri-
maria y el cable de alimentación eléctrica
deben cumplir el código eléctrico local y los
requisitos recomendados de protección del
circuito y del cableado (consulte la tabla en
la sección 2).
6. Conecte los cables como se indica a continua-
ción:
• Cables a la entrada de L1, L2 y L3. No im-
porta en qué orden se acoplan estos cables.
Vea la ilustración anterior y la etiqueta en la
fuente de alimentación eléctrica.
• Cable verde / amarillo a tierra.
7. Con un poco de holgura en los cables, apriete el
protector a través del orificio para fijar el cable
de alimentación eléctrica.
8. Vuelva a instalar la cubierta de la fuente de
alimentación eléctrica de acuerdo con las ins-
trucciones que se encuentran en la sección 5.
9. Conecte el extremo opuesto de los cables indi-
viduales a un enchufe suministrado al cliente o
de desconexión principal.
10. Conecte el cable de alimentación eléctrica de
entrada (o cierre el interruptor de desconexión
principal) para suministrar energía.
3.04 Conexiones de gas
Conexión del suministro de gas a la unidad
La conexión es la misma para los cilondros de aire
comprimido o de alta presión. Consulte las siguientes
dos subsecciones si va a instalarse un filtro de línea de
aire opcional.
1. Conecte la línea de aire al puerto de entrada.
La ilustración muestra acoplamientos típicos a
modo de ejemplo.
NOTA!
Para un sellado seguro, aplique el sellador
de roscas a las roscas del acoplamiento de
acuerdo con las instrucciones del fabrican-
te. NO utilice cinta de teón como sellador
de roscas ya que pueden desprenderse
pequeñas partículas de la cinta y bloquear
los pequeños pasajes de aire de la antor-
cha.
Art # A-07943S
Abrazadera
para manguera
Conjunto de regulador y filtro
Orificio de entrada
Manguera de
suministro de
gas
Acoplamiento de 1/4 NPT o
ISO-R a 1/4" (6 mm)
Conexión de aire a puerto de entrada
Instalación opcional del filtro de aire de única
etapa
Se recomienda un kit opcional de filtro para un mejor
filtrado de aire comprimido y para evitar la humedad y
la suciedad de la antorcha.
1. Fije la manguera del filtro de etapa única al
puerto de entrada.
2. Fije el conjunto del filtro a la manguera del filtro.
3. Conecte la línea de aire al filtro. La ilustración
muestra acoplamientos típicos a modo de ejem-
plo.
NOTA!
Para un sellado seguro, aplique el sellador
de roscas a las roscas del acoplamiento de
acuerdo con las instrucciones del fabrican-
te. NO utilice cinta de teón como sellador
de roscas ya que pueden desprenderse
pequeñas partículas de la cinta y bloquear
los pequeños pasajes de aire de la antor-
cha. Conecte de la siguiente manera:

Cutmaster de ESAB 120
300X5398ES Instalación
3-3
Art # A-07944S
Abrazadera para
manguera
Acoplamiento de 1/4 NPT a 1/4" (6 mm)
Conjunto de regulador y filtro
Orificio de entrada
Manguera de
suministro
de gas
Instalación opcional del filtro de una única etapa
Instalación opcional del filtro de aire de dos
etapas
Este filtro de línea de aire de dos etapas opcional tam-
bién está destinado a su uso en sistemas de distribución
de aire comprimido. El filtro elimina la humedad y los
contaminantes hasta al menos 5 micras.
Conecte el suministro de aire de la siguiente ma-
nera:
1. Fije el soporte del filtro de dos etapas a la parte
posterior de la fuente de alimentación eléctrica
de acuerdo con las instrucciones suministradas
con el conjunto del filtro.
NOTA!
Para un sellado seguro, aplique el sellador
de roscas a las roscas del acoplamiento de
acuerdo con las instrucciones del fabrican-
te. NO utilice cinta de teón como sellador
de roscas ya que pueden desprenderse
pequeñas partículas de la cinta y bloquear
los pequeños pasajes de aire de la antor-
cha.
2. Conecte la manguera de salida del filtro de
dos etapas al puerto de entrada del regulador /
conjunto del filtro.
3. Utilice acoplamientos suministrado al cliente
para conectar la línea de aire al filtro. Se mues-
tra como ejemplo un NPT de 1/4 pulgadas a
un acoplamiento dentado de manguera de 1/4
pulgadas.
Entrada del regulador
Manguera
de suministro de gas
Acoplamiento
de 1/4 NPT a
1/4" (6 mm)
Conjunto de regulador
y filtro
Orificio de entrada
del filtro de 2 etapas (IN)
Orificio de
salida (OUT)
Instalación de un
filtro de dos etapas
Art # A-07945S
Abrazadera para
manguera
Instalación opcional del filtro de dos etapas
Uso de cilindros de aire de alta presión
Al utilizar los cilindros de aire de alta presión como el
suministro de aire:
1. Consulte las especificaciones del fabricante con
respecto a los procedimientos de instalación y
mantenimiento de reguladores de gas de alta
presión.
2. Examine las válvulas del cilindro para asegurarse
de que están limpias y libres de aceite, grasa o
cualquier material extraño. Abra brevemente
cada válvula del cilindro para soplar el polvo
que pueda estar presente.
3. El cilindro debe estar equipado con un regula-
dor de alta presión ajustable capaz de soportar
presiones de salida de hasta 100 psi (6,9 bares)
como máximo y flujos de al menos 300 scfh
(141,5 lpm).
4. Conecte la manguera de suministro al cilindro.
NOTA!
La presión deberá jarse en 100 psi (6,9
bares) en el regulador del cilindro de alta
presión.
La manguera de suministro debe tener al
menos un diámetro interno de 6 mm (1/4
pulgadas).
Para un sellado seguro, aplique el sellador
de roscas a las roscas del acoplamiento de
acuerdo con las instrucciones del fabrican-
te. NO utilice cinta de teón como sellador
de roscas ya que pueden desprenderse
pequeñas partículas de la cinta y bloquear
los pequeños pasajes de aire de la antor-
cha.

Cutmaster de ESAB 120
Instalación 300X5398ES
3-4
Esta página se dejó intencionalmente en blanco.

Cutmaster de ESAB 120
300X5398ES Instalación
3T-1
SECCIÓN 3 ANTORCHA:
INSTALACIÓN
3T.01 Conexión de la antorchas
Si es necesario, conecte la antorcha a la fuente de
alimentación eléctrica. Conecte solo la antorcha mecá-
nica / manual o SL100 / modelo SL100 de ESAB a esta
fuente de alimentación eléctrica. La longitud máxima
de los cabezales de la antorcha es de 100 pies / 30,5
m, incluidas las extensiones.
ADVERTENCIA
Desconecte la alimentación primaria en la
fuente antes de conectar la antorcha.
1. Alinee el conector ATC macho (en el cabezal de
la antorcha) con el receptáculo hembra. Empuje
el conector macho en el receptáculo hembra.
Los conectores deberán empujar a la vez con
una pequeña cantidad de presión.
2. Fije la conexión girando la tuerca de bloqueo
hacia la derecha hasta que haga clic. NO utilice
la tuerca de bloqueo para tirar de la conexión al
mismo tiempo. No utilice herramientas para fijar
la conexión.
1
2
Art # A-07885
Conexión de la antorcha a la fuente de alimentación
eléctrica
3. El sistema está listo para funcionar.
Revise la calidad del aire
Para probar la calidad del aire:
1. / Ponga el interruptor de ENCENDIDO /
APAGADO en la posición ENCENDIDA (arriba).
2. Ponga el interruptor de control de funciones en
la posición ESTABLECER.
3. Coloque una lente de filtro de soldadura frente
a la antorcha y ENCIENDA el aire. ¡No inicie un
arco!
Cualquier aceite o humedad en el aire serán visibles
en la lente.
3T.02 Configuración de la antorcha
mecánica
NOTA!
Se requiere instalar un adaptador en la
fuente de alimentación eléctrica si se con-
vierte un sistema de antorcha manual para
operar una antorcha máquina.
ADVERTENCIA
Desconecte la alimentación primaria en la
fuente antes de conectar la antorcha.
La antorcha mecánica incluye un tubo de posiciona-
miento con el conjunto de bloques de bastidor y pinza.
1. Monte el conjunto de la antorcha en la mesa de
corte.
2. Para obtener un corte vertical limpio, utilice una
escuadra para alinear la antorcha perpendicular
a la superficie de la pieza de trabajo.
Art # A-02585-S
Pieza de trabajo
Cuadrado
Conjunto de bloque
de estrangulamiento
Configuración de la antorcha mecánica
3. Las piezas de la antorcha apropiadas (caperuza
deflectora, punta, cartucho de arranque y el
electrodo) deben estar instaladas para el tipo de
operación. Consulte la sección "4T.07 Selección
de las piezas de la antorcha" para obtener más
detalles.

Cutmaster de ESAB 120
Instalación 300X5398ES
3T-2
Esta página se dejó intencionalmente en blanco.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4-1
SECCIÓN 4 SISTEMA:
FUNCIONAMIENTO
4.01 Controles / características del panel
delantero
Vea la ilustración para la identificación de los
números
1. Control de corriente de salida
Establezca la corriente de salida deseada. Los
ajustes de salida de hasta 60 amperios pueden
utilizarse para el corte por arrastre (con la punta de
la antorcha en contacto con la pieza de trabajo) o
para el corte de separación.
2. Control de funciones
Mando de control de funciones, utilizado para
seleccionar entre los diferentes modos de funcio-
namiento.
ESTABLECER Se utiliza para pur-
gar el aire a través de la unidad, la antorcha
y los cabezales y ajustar la presión del gas.
EN MARCHA Se utiliza para operaciones de cor-
te general RAPID AUTO RESTART (REINICIO
AUTOMÁTICO RÁPIDO) Permita una rápida reanu-
dación del arco piloto para el corte ininterrumpido.
PRESILLA utilizada para cortes manuales
más largos. Una vez que se ha establecido un arco
de corte, el interruptor de la antorcha se puede
liberar. El arco de corte permanecerá ENCENDIDO
hasta que la antorcha se levante lejos de la pieza
de trabajo, la antorcha abandone el extremo de la
pieza de trabajo, el interruptor de la antorcha se
encienda de nuevo o cuando se haya activado uno
de los dispositivos de bloqueo del sistema.
3. Interruptor de alimentación eléctrica
ENCENDIDO / APAGADO
/ El interruptor de ENCENDIDO / APAGADO
controla la alimentación eléctrica de entrada a la
fuente de alimentación eléctrica. Hacia arriba es
ENCEDIDO, hacia abajo es APAGADO.
4. Control de la presión del gas/aire
+
El control de la presión se utiliza en el modo
de "ESTABLECER" para ajustar la presión de aire/
gas. Tire del mando para ajustarlo y empuje para
cerrarlo.
5. Indicador de CA
Luz fija indica que la fuente de alimentación eléc-
trica está lista para funcionar. La luz intermitente
indica que la unidad está en modo de bloqueo
de protección. APAGUE la unidad, APAGUE o
desconecte la fuente de alimentación eléctrica de
entrada, corrija el fallo y reinicie la unidad. Consulte
la sección 5 para obtener más detalles.
A
+
PSI BAR
MAXMAX
MINMIN
!
12
3
4
5
6
7
8
9
Art# A-07886
MIN
MAX
10
6. Indicador de temperatura
El indicador está normalmente APAGADO. El indi-
cador se ENCIENDE cuando la temperatura interna
supera los límites normales. Deje que la unidad se
enfríe antes de continuar con la operación.
7. Indicador de gas
El indicador se ENCIENDE cuando está presente la
presión de gas de entrada mínima para la operación
de la fuente de alimentación eléctrica. La presión
mínima para la operación de la fuente alimentación
eléctrica no es suficiente para el funcionamiento de
la antorcha.
8. Indicador de CC
El indicador se ENCIENDE cuando el circuito de
salida de CC está activo.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4-2
9.
!
Indicador de errores y fallos
El indicador se APAGA cuando el circuito de fallo
está activo. Vea la sección 5 acerca de las explica-
ciones de las luces de fallo.
10. Indicador de presións
PSI BAR
MAX MAX
MINMIN
80
75
70
65
5.5
85 5.9
90 6.3
5.2
4.8
4.5
Art # A-08170
Los indicadores se iluminarán de acuerdo con la
presión establecida por el mando de control de
presión (número 4).
4.02 Preparativos para el funcionamiento
Al inicio de cada sesión operativa:
ADVERTENCIA
Desconecte la alimentación principal en
la fuente antes de montar o desmontar la
fuente de alimentación, las piezas de la
antorcha o los conjuntos y cabezales de la
antorcha.
Selección de piezas de la antorcha
Verifique el montaje correcto de la antorcha y las
piezas de la antorcha apropiadas. Las piezas de la
antorcha deben corresponder con el tipo de opera-
cióny con la salida de amperaje de esta fuente de
energía (120 amperios como máximo). Consulte la
sección 4T.07 y las siguientes acerca de la selección
de piezas de la antorcha.
Conexión de la antorcha
Compruebe que la antorcha está conectada correc-
tamente. Solo las antorchas mecánicas / manuales
o SL100 / modelo SL100 de ESAB pueden conec-
tarse a esta fuente de alimentación eléctrica. Vea
la sección 3T de este manual.
Compruebe la fuente de alimentación
eléctrica de entrada primaria
1. Compruebe que la fuente de alimentación eléc-
trica tiene el voltaje de entrada correcto. Asegú-
rese de que la fuente de alimentación eléctrica
de entrada cumple los requisitos de alimentación
eléctrica de la unidad con respecto a la sección
2, Especificaciones.
2. Conecte el cable de alimentación eléctrica de
entrada (o cierre el interruptor de desconexión
principal) para suministrar energía al sistema.
Fuente de aire
Asegúrese de que la fuente cumple los requisitos
(consulte la sección 2). Compruebe las conexiones
y ABRA el suministro de aire.
Conecte el cable de trabajo
Sujete el cable de trabajo a la mesa de trabajo o de
corte. El área debe estar libre de aceite, pintura y
óxido. Conecte solo a la parte principal de la pieza
de trabajo; no conecte a la pieza por cortar.
Art # A-04509
Energía ENCENDIDA
Coloque el interruptor de la fuente alimentación
eléctrica ENCENDIDO / APAGADO en la posición
ENCENDIDA (arriba). El indicador
de CA SE ENCIENDE. El indicador de gas se
ENCIENDE si hay suficiente presión de gas para la
operación de la fuente de alimentación eléctrica y
los ventiladores de enfriamiento se ENCIENDEN.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4-3
NOTA!
La presión mínima para la operación de la
fuente alimentación eléctrica no es suci-
ente para el funcionamiento de la antorcha.
Los ventiladores de refrigeración se
ENCENDERÁN tan pronto como la unidad
se ACTIVE. Después de que la unidad
esté inactiva durante diez (10) minutos,
los ventiladores SE DESACTIVARÁN. Los
ventiladores volverán a ENCENDERSE tan
pronto como el interruptor de la antorcha
(señal de inicio) se active o si la unidad se
APAGA y luego vuelve a ENCENDERSE. Si
se produce un exceso de temperatura, los
ventiladores continuarán funcionando mien-
tras exista la condición y por un periodo de
diez (10) minutos una vez que la condición
se elimina.
Ajuste la presión de funcionamiento
1. Coloque el mando de control de funciones de la
fuente de alimentación eléctrica en la posición
ESTABLECER. El gas fluirá.
2. Para el corte por separación, ajuste la presión
del gas de 70-85 psi / 4,8 - 5,9 bares (LED en
el centro del panel de control). Consulte el or-
ganigrama de separación para obtener detalles
sobre el ajuste de la presión.
A
+
PSI BAR
MAXMAX
MINMIN
!
1
2
Art# A-07946
MIN
MAX
SEPARACIÓN
Cutmaster de ESAB 120 ajustes de presión de
gas
Longitud de los
cables
SL100
(Antorcha
manual)
SL100
(Antorcha
mecanizada)
SL 100 SV
(Autorregulación de
antorcha)
Hasta 7,6 m / 25
pies
75 psi
5,2 bares
75 psi
5,2 bares
Cada adicional
7,6 m (25 pies)
Añada 5 psi /
0,4 bares
Añada 5 psi / 0,4
bares
3. Para el corte por arrastre, ajuste la presión del
gas de 75-95 psi / 5,2 - 6,5 bares (LED en el
centro del panel de control). Consulte el organi-
grama de corte por arrastre para obtener detalles
sobre el ajuste de la presión.
ARRASTRE (60 amperios o menos)
Cutmaster de ESAB 120 ajustes de presión de gas
Longitud de los cables
SL100
(Antorcha manual)
Hasta 7,6 m / 25 pies
80 psi
5,5 bares
Cada adicional 7,6 m (25
pies)
Añada 5 psi / 0,4 bares
Seleccione el nivel de salida de la corriente
1. Coloque el mando de control de funciones en
una de las tres posiciones de funcionamiento
disponibles:
EN MARCHA,
RAPID AUTO RESTART (REINICIO
AUTOMÁTICO RÁPIDO)
o PRESILLA. El flujo de gas se
interrumpe.
2. Establezca la corriente de salida en el amperaje
deseado con el mando de control de corriente
de salida.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4-4
Operación de corte
Cuando la antorcha se aparta de la pieza de trabajo
durante las operaciones de corte con el mando de
control de funciones en la posición EN MARCHA,
hay un breve retraso en el reinicio del arco piloto.
Con el mando en la posición REINICIO AUTO-
MÁTICO RÁPIDO, cuando la antorcha se aparte
de la pieza de trabajo, el arco piloto se reiniciará
instantáneamente, y el arco de corte se reiniciará
al instante cuando el arco piloto roce la pieza de
trabajo. (Utilice la posición de 'reinicio automático
rápido' cuando al cortar metal expandido o rejillas,
o en operaciones de ranurado o recorte cuando
se desee un rearranque ininterrumpido). Y con el
mando en la posición de la PRESILLA se manten-
drá el arco principal de corte después de soltar el
interruptor de la antorcha.
Velocidades de corte típicas
Las velocidades de corte varían en función de am-
peraje de salida de la antorcha, del tipo de material
por cortar y de la habilidad del operador. Consulte
la sección 4T.08 y siguientes para obtener más
detalles.
El ajuste de la corriente de salida o las velocidades
de salida pueden reducirse para permitir un cor-
te más lento al seguir una línea, o utilizando una
plantilla o guía de corte al tiempo que se siguen
produciendo cortes de excelente calidad.
Postflujo
Suelte el gatillo para detener el arco de corte. El
gas continúa fluyendo durante aproximadamente
20 segundos. Durante el post-flujo, si el usuario
mueve la traba del gatillo hacia atrás y aprieta el
gatillo, se iniciará el arco piloto. El arco principal
se transfiere a la pieza de trabajo si la punta de la
antorcha está a poca distancia de transferencia de
la pieza de trabaja.
Cierre
/ Turn the Interruptor de ENCENDIDO /
APAGADO para APAGAR (down). Todos los
indicadores de la fuente de alimentación eléctrica
SE APAGAN. Desenchufe el cable de alimentación
eléctrica de entrada o desconecte la alimentación
eléctrica de entrada. La alimentación eléctrica se
elimina del sistema.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-1
SECCIÓN 4 ANTORCHA:
FUNCIONAMIENTO
4T.01 Selección de piezas de la antorcha
Dependiendo del tipo de operación por realizar, deter-
mine las piezas de la antorcha que vayan a utilizarse.
Tipo de operación: Corte por arrastre, corte de
separación o ranurado
Piezas de la antorcha: Caperuza deflectora, punta
de corte, electrodo y cartucho de arranque
NOTA!
Consulte la sección 4T.07 y las siguientes
para obtener información adicional sobre
las piezas de la antorcha.
Cambie las piezas de la antorcha para una operación
diferente de la siguiente manera:
ADVERTENCIA
Desconecte la alimentación principal en
la fuente antes de montar o desmontar la
fuente de alimentación, las piezas de la
antorcha o los conjuntos y cabezales de la
antorcha.
NOTA!
La caperuza deectora mantiene la punta y
el cartucho de arranque en su lugar. Colo-
que la antorcha con la caperuza deectora
hacia arriba para evitar que estas piezas se
caigan cuando se retire la copa.
1. Desatornille y retire el conjunto de la caperuza
deflectora del cabezal de la antorcha.
2. Retire el electrodo tirando de él hacia fuera del
cabezal de la antorcha.
Electrodo
Cartucho
de arranque
Boquilla
Caperuza deflectora
Cabezal de
la antorcha
A-03510ES_AB
Piezas de la
antorcha (caperuza protectora de arrastre y
cuerpo de caperuza deflectora mostrados)
3. Instale el electrodo de repuesto, empujándolo
directamente en el cabezal de la antorcha hasta
que encaje.
4. Instale el cartucho de arranque y la punta de-
seada para la operación en el cabezal de la
antorcha.
5. Apriete con la mano el conjunto de la caperuza
deflectora hasta que se asiente en el cabezal de
la antorcha. Si percibe resistencia al instalar la
copa, revise las roscas antes de continuar.
4T.02 Calidad del corte
NOTA!
La calidad de corte depende en gran me-
dida de la conguración y los parámetros
tales como la separación de la antorcha,
el alineamiento con la pieza de trabajo, la
velocidad de corte, las presiones de gas y
la habilidad del operador.
Los requisitos de calidad de corte varían según la
aplicación. Por ejemplo, la acumulación de nitruro y el
ángulo de bisel pueden constituirse en factores impor-
tantes cuando la superficie sea soldada tras el corte.
El corte libre de escoria es importante cuando se desea
una calidad de corte acabado para evitar una operación
de limpieza secundaria. Las siguientes características
de calidad de corte se ilustran en la imagen siguiente:
Ancho de ranura
Superficie de corte
en ángulo biselado
Redondeo
de borde
superior
Estrías de
superficie de corte
Acumulación
de escoria
Salpicadura
superior
A-00007ES
Características de calidad del corte
Superficie de corte
La condición deseada o especificada (lisa o rugosa)
de la cara del corte.
Acumulación de nitruro
Los depósitos de nitruro se pueden dejar en la su-
perficie de corte cuando el nitrógeno está presente
en la corriente de gas de plasma. Estas acumula-
ciones pueden crear dificultades si el material se va
a soldar después del proceso de corte.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-2
Ángulo de bisel
El ángulo entre la superficie del extremo de corte y
un plano perpendicular a la superficie de la placa.
Un corte perfectamente perpendicular resultaría en
un ángulo de bisel de 0°.
Redondeo del extremo superior
El redondeo en el extremo superior de un corte
debido al desgaste a partir del contacto inicial del
arco de plasma sobre la pieza de trabajo.
Acumulación de escoria inferior
El material fundido que no sale de la zona de corte
vuelve a solidificarse en la placa. Un residuo ex-
cesivo puede requerir operaciones de limpieza
secundarias después del corte.
Ancho de ranura
El ancho del corte (o la anchura del material elimi-
nado durante el corte).
Salpicadura superior (escoria)
Salpicadura superior o la escoria en la parte supe-
rior del corte causada por una baja velocidad de
desplazamiento, el exceso de altura de corte o la
punta de corte cuyo orificio se ha alargado.
4T.03 Información de corte general
!
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la fuente de
alimentación eléctrica, la antorcha o los
cabezales de la antorcha.
Revise con frecuencia las importantes
medidas de seguridad al principio de este
manual. Asegúrese de que el operador
está equipado con guantes, ropa, protec-
ción ocular y auditiva. Asegúrese de que
ninguna parte del cuerpo del operario entra
en contacto con la pieza de trabajo mientras
la antorcha está activada.
!
PRECAUCIÓN
Las chispas del proceso de corte pueden
causar daños a las supercies revestidas,
pintadas y de otro tipo, tales como vidrio,
plástico y metal.
NOTA!
Maneje los cabezales de la antorcha con
cuidado y protéjalos de daños.
Pilotaje
El pilotaje es más difícil en la vida útil de las piezas
que en corte real debido a que el arco piloto se dirige
desde el electrodo hasta la punta en lugar de hasta
una pieza de trabajo. Siempre que sea posible, evite
el excesivo tiempo del arco piloto para mejorar la
vida útil de las piezas.
Separación de la antorcha
Una separación inadecuada (la distancia entre la
punta de la antorcha y la pieza de trabajo) puede
afectar negativamente a la vida útil de la punta, así
como a la vida útil de la caperuza deflectora. La
separación también puede afectar significativa-
mente al ángulo de bisel. La reducción de sepa-
ración generalmente dará como resultado un corte
más cuadrado.
Inicio de extremo
Para los inicios de los extremos, mantenga la antor-
cha perpendicular a la pieza de trabajo con la parte
delantera de la punta cerca (sin tocarlo) del extremo
de la pieza de trabajo en el punto donde el corte va
a empezar. Cuando se inicia en el extremo de la
placa, no se detenga en el extremo y fuerce el arco
para "alcanzar" el borde del metal. Establezca el
arco de corte tan pronto como sea posible.
Dirección de corte
En las antorchas, la corriente de gas de plasma
forma remolinos cuando sale de la antorcha para
mantener una suave columna de gas. Este efecto
de remolino provoca que un lado del corte resulte
más cuadrado que el otro. Visto a lo largo de la
dirección de desplazamiento, el lado derecho del
corte es más cuadrado que el izquierdo.
Ángulo de corte
del lado derecho
Á
ngulo de corte
del lado izquierdo
A-00512ES
Características laterales del corte

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-3
Para hacer un corte de extremos cuadrados a lo
largo de un diámetro interior de un círculo, la an-
torcha deberá moverse en sentido contrario a las
agujas del reloj alrededor del círculo. Para mantener
el extremo cuadrado al cortar un círculo exterior, la
antorcha deberá moverse en sentido horario.
Escoria
Cuando la escoria está presente en acero al carbo-
no, se conoce comúnmente como "escoria de alta
velocidad, baja velocidad o de la parte superior".
La escoria presente en la parte superior de la placa
normalmente está causada por una distancia entre
la antorcha y la placa demasiado grande. La "es-
coria superior" normalmente es muy fácil de quitar
y, a menudo, se puede limpiar con un guante de
soldadura. La "escoria de baja velocidad" está nor-
malmente presente en el borde inferior de la placa.
Puede variar de un talón ligero a pesado, pero no
se adhiere firmemente al extremo del corte y puede
rasparse fácilmente. La "escoria de alta velocidad"
forma a menudo un cordón estrecho a lo largo de la
parte inferior del borde de corte y es muy difícil de
eliminar. Al cortar un acero problemático, a veces
es útil reducir la velocidad de corte para producir
"escoria de baja velocidad". Cualquier limpieza
resultante se puede lograr mediante el raspado,
no el debastado.
4T.04 Operación de la antorcha manual
Corte de separación con antorcha manual
NOTA!
Para obtener un rendimiento y una vida útil
mejores de las piezas, utilice siempre las
piezas correctas para el tipo de operación.
1. La antorcha puede sostenerse cómodamente
con una mano o sujetarse con ambas manos.
Coloque la mano para apretar el gatillo en el
mango de la antorcha. Con la antorcha manual,
la mano podrá colocarse cerca del cabezal de
la antorcha para un control máximo o cerca de
la parte trasera para una protección térmica
máxima. Elija la técnica de sujeción que sea más
cómoda y permita un buen control y movimiento.
NOTA!
La punta nunca debe entrar en contacto
con la pieza de trabajo excepto durante las
operaciones de corte por arrastre.
2. Dependiendo de la operación de corte, em-
prenda una de las siguientes acciones:
a. Para los inicios de los extremos, mantenga la
antorcha perpendicular a la pieza de trabajo
con la parte delantera de la punta cerca (sin
tocarlo) del extremo de la pieza de trabajo
en el punto donde el corte va a empezar.
b. Para el corte por separación, sostenga la
antorcha de 01/8 - 3/8 pulgadas (3-9 mm)
desde la pieza de trabajo tal y como se
muestra a continuación.
A-00024ES_AB
Caperuza
deflectora
Soplete
Distancia de separación
1/8" - 3/8" (3 - 9mm)
Distancia de separación
3. Mantenga la antorcha lejos de su cuerpo.
4. Deslice la traba del gatillo hacia la parte posterior
del mango de la antorcha al mismo tiempo que
oprime el gatillo. El arco piloto se iniciará.
A-02986ES
Gatillo
Liberación del gatillo
5. Lleve la antorcha dentro de la distancia de trans-
ferencia a la obra. El arco principal se transferirá
a la pieza y el arco piloto se APAGARÁ.
NOTA!
El preujo y postujo de gas son una
característica de la fuente de alimentación
eléctrica y no una función de la antorcha.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-4
3
4
Art # A-03383ES
Gatillo
2
1
Liberación del gatillo
6. Corte como de costumbre. Simplemente suelte
el conjunto del gatillo para detener el corte.
7. Siga las prácticas normales de corte recomenda-
das según lo dispuesto en el manual del operario
de la máquina.
NOTA!
Cuando la caperuza deectora está cor-
rectamente instalada, hay una ligera
diferencia entre la caperuza deectora y
el mango de la antorcha. Salidas de gas
a través de esta brecha como parte de
la operación normal. No intente forzar la
caperuza deectora para cerrar esta bre-
cha. Forzar la caperuza protectora contra
el cabezal de la antorcha o el mando de la
antorcha puede dañar los componentes.
8. Para una altura de separación consistente de la
pieza de trabajo, instale la guía de separación
deslizándola en la caperuza deflectora de la
antorcha. Instale la guía con las patas a los
lados del cuerpo de caperuza deflectora para
mantener una buena visibilidad del arco de
corte. Durante el funcionamiento, coloque las
patas de la guía de separación frente a la pieza
de trabajo.
Copa de protección
Pieza de trabajo
Guía de separación
Art # A-04034ES
Punta de antorcha
Caperuza deflectora con extremo recto
La caperuza deflectora de arrastre se puede utili-
zar con un extremo recto no conductor para hacer
cortes rectos a mano.
ADVERTENCIA
El extremo recto debe ser no conductor.
A-03539ES
Guía de corte para
los bordes rectos
no conductores
Uso de la caperuza deflectora de arrastre con
extremo recto
La caperuza deflectora de la corona funciona mejor
al cortar 4,7 mm (3/16 pulgadas) de metal sólido
con una superficie relativamente lisa.
Corte por arrastre con una antorcha manual
El corte por arrastre funciona mejor en metales de
6 mm (1/4 pulgadas) de espesor o menos.
NOTA!
El corte por arastre solo se puede realizar a
60 amperios o menos.
Para obtener un rendimiento y una vida útil
mejores de las piezas, utilice siempre las
piezas correctas para el tipo de operación.
1. Instale la punta de corte por arrastre y ajuste la
corriente de salida.
2. La antorcha puede sostenerse cómodamente
con una mano o sujetarse con ambas manos.
Coloque la mano para apretar el gatillo en el
mango de la antorcha. Con la antorcha manual,
la mano podrá colocarse cerca del cabezal de
la antorcha para un control máximo o cerca de
la parte trasera para una protección térmica
máxima. Elija la técnica de sujeción que sea más
cómoda y permita un buen control y movimiento.
3. Mantenga la antorcha en contacto con la pieza
de trabajo durante el ciclo de corte.
4. Mantenga la antorcha lejos de su cuerpo.
5. Deslice la traba del gatillo hacia la parte posterior
del mango de la antorcha al mismo tiempo que
oprime el gatillo. El arco piloto se iniciará.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-5
A-02986ES
Gatillo
Liberación del gatillo
6. Lleve la antorcha dentro de la distancia de trans-
ferencia a la obra. El arco principal se transferirá
a la pieza y el arco piloto se APAGARÁ.
NOTA!
El preujo y postujo de gas son una
característica de la fuente de alimentación
eléctrica y no una función de la antorcha.
3
4
Art # A-03383ES
Gatillo
2
1
Liberación del gatillo
7. Corte como de costumbre. Simplemente suelte
el conjunto del gatillo para detener el corte.
8. Siga las prácticas normales de corte recomenda-
das según lo dispuesto en el manual del operario
de la máquina.
NOTA!
Cuando la caperuza deectora está cor-
rectamente instalada, hay una ligera
diferencia entre la caperuza deectora y
el mango de la antorcha. Salidas de gas
a través de esta brecha como parte de
la operación normal. No intente forzar la
caperuza deectora para cerrar esta bre-
cha. Forzar la caperuza protectora contra
el cabezal de la antorcha o el mando de la
antorcha puede dañar los componentes.
Perforación con antorcha manual
1. La antorcha puede sostenerse cómodamente
con una mano o sujetarse con ambas manos.
Coloque la mano para apretar el gatillo en el
mango de la antorcha. Con la antorcha manual,
la mano podrá colocarse cerca del cabezal de
la antorcha para un control máximo o cerca de
la parte trasera para una protección térmica
máxima. Elija la técnica que sea más cómoda
y permita un buen control y movimiento.
NOTA!
La punta nunca debe entrar en contacto
con la pieza de trabajo excepto durante las
operaciones de corte por arrastre.
2. Incline la antorcha ligeramente para que las
chispas vuelen lejos de la punta de la antorcha (y
el operador) en lugar de colocarla directamente
de nuevo en ella hasta completar la perforación.
3. En una porción del metal no deseado comienza
la perforación de la línea de corte y luego con-
tinúa el corte sobre la línea. Mantenga la antor-
cha perpendicular a la pieza de trabajo después
de completar la perforación.
4. Mantenga la antorcha lejos de su cuerpo.
5. Deslice la traba del gatillo hacia la parte posterior
del mango de la antorcha al mismo tiempo que
oprime el gatillo. El arco piloto se iniciará.
A-02986ES
Gatillo
Liberación del gatillo
6. Lleve la antorcha dentro de la distancia de trans-
ferencia a la obra. El arco principal se transferirá
a la pieza y el arco piloto se APAGARÁ.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-6
NOTA!
El preujo y postujo de gas son una
característica de la fuente de alimentación
eléctrica y no una función de la antorcha.
Cuando la caperuza deectora está cor-
rectamente instalada, hay una ligera
diferencia entre la caperuza deectora y
el mango de la antorcha. Salidas de gas
a través de esta brecha como parte de
la operación normal. No intente forzar la
caperuza deectora para cerrar esta bre-
cha. Forzar la caperuza protectora contra
el cabezal de la antorcha o el mando de la
antorcha puede dañar los componentes.
7. Limpie las salpicaduras e incrustaciones de la
caperuza deflectora y la punta tan pronto como
sea posible. Rociar la caperuza deflectora en un
compuesto anti-salpicaduras minimizará la can-
tidad de incrustaciones adheridas a la misma.
La velocidad de corte depende del material, del grosor y
de la capacidad del operador para seguir con precisión
la línea de corte deseada. Los siguientes factores pu-
eden tener un impacto en el rendimiento del sistema:
• Desgaste de las piezas de la antorcha
• Calidad del aire
• Fluctuaciones en el voltaje de línea
• Altura de separación de la antorcha
• Conexión del cable de trabajo adecuada
4T.05 Ranurado
!
ADVERTENCIA
Asegúrese de que el operador está equi-
pado con guantes, ropa, protección ocular
y auditiva y que se han seguido todas las
precauciones de seguridad que guran al
principio de este manual. Asegúrese de
que ninguna parte del cuerpo del operario
entra en contacto con la pieza de trabajo
mientras la antorcha está activada.
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
!
PRECAUCIÓN
Las chispas de ranurado por plasma
pueden causar daños a las supercies re-
vestidas, pintadas o de otro tipo, tales como
vidrio, plástico y metal.
Compruebe las piezas de la antorcha. Las
piezas de la antorcha deben corresponder
con el tipo de operación. Refer to Section
4T.07, Selección de piezas de la antorcha.
Parámetros de ranurado
El rendimiento de ranurado depende de parámetros
tales como la velocidad de desplazamiento de la an-
torcha, del nivel de corriente, del ángulo de avance
(el ángulo entre la antorcha y la pieza de trabajo)
y de la distancia entre la punta de la antorcha y la
pieza de trabajo (separación).
!
PRECAUCIÓN
Tocar la punta de la antorcha o la cape-
ruza deectora en la supercie de trabajo
causará un desgaste excesivo de las piezas.
Velocidad de desplazamiento de la antorcha
NOTA!
Consulte las páginas del apéndice para ob-
tener información adicional en relación con
la fuente de alimentación eléctrica utilizada.
La velocidad de desplazamiento óptima de la an-
torcha depende de la configuración de la corriente,
del ángulo de avance y del modo de operación
(antorcha manual o mecánica).
Configuración de la corriente
Los ajustes de la corriente dependen de la veloci-
dad de desplazamiento de la antorcha, del modo
de operación (antorcha manual o mecánica) y de la
cantidad de material por eliminar.
Ajuste de presión
A pesar de que el ajuste está dentro del rango es-
pecificado, si la antorcha no se dirige bien, podrá
ser necesario reducir la presión.
Ángulo de avance
El ángulo entre la antorcha y la pieza de trabajo
depende de la configuración de la corriente de
salida y de la velocidad de desplazamiento de la
antorcha. El ángulo de avance recomendado es
de 35°. Si el ángulo de avance es mayor de 45°, el
metal fundido no se expulsará fuera de la ranura y
podrá salir disparado de nuevo a la antorcha. Si el
ángulo de avance es demasiado pequeño (menos

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-7
de 35°), podrá retirarse menos material, lo que re-
quiere más pasadas. En algunas aplicaciones, tales
como la eliminación de soldaduras o el trabajo con
metales ligeros, esto puede ser deseable.
35°
Pieza de Trabajo
Cabezal de
la antorcha
Altura de separación
A-00941ES_AB
Ánngulo de ranurado y distancia de separación
Distancia de separación
La distancia de la punta a la pieza de trabajo afecta
a la calidad y profundidad de la ranura. La distan-
cia de separación de 3 - 6 mm (1/8 - 1/4 pulgadas)
permite la eliminación suave y consistente de metal.
Unas distancias de separación menores puede dar
lugar a un corte profundo en en vez de una ranura.
Las distancias de separación superiores a 6 mm
(1/4 pulgadas) pueden resultar en una mínima
eliminación de metales o en la pérdida del arco
principal transferido.
Acumulación de escoria
La escoria generada por el ranurado en materia-
les tales como aceros al carbono e inoxidables,
níqueles y aceros aleados puede quitarse fácilmente
en la mayoría de los casos. La escoria no obstruye
el proceso de ranurado si se acumula en el lado de
la trayectoria de la ranura. Sin embargo, la acumu-
lación de escoria puede causar inconsistencias y
la eliminación irregular de metales si se acumulan
grandes cantidades de material en frente del arco.
La acumulación es más a menudo el resultado de
una velocidad de desplazamiento, un ángulo de
avance o altura de separación inadecuados.
4T.06 Operación de la antorcha
mecanizada
Corte con antorcha mecanizada
La antorcha mecanizada puede activarse por con-
trol remoto colgante o por un dispositivo de interfaz
remoto tal como CNC.
1. Para iniciar un corte en el extremo de la placa,
posicione el centro de la antorcha a lo largo del
extremo de la placa.
Velocidad del movimiento
La velocidad de desplazamiento adecuada se indica
por el recorrido del arco que se ve por debajo de
la placa. El arco puede ser uno de los siguientes:
1. Arco recto
Un arco recto es perpendicular a la superficie
de la pieza de trabajo. Este arco se recomienda
generalmente para el mejor corte con plasma de
aire en acero o aluminio.
2. Arco en avance
El arco principal se dirige en la misma direc-
ción que el desplazamiento de la antorcha. Se
recomienda generalmente un arco en avance
de cinco grados para el plasma de aire en acero
blando.
3. Arco de fuga
El arco de arrastre se dirige en la dirección
contraria que el desplazamiento de la antorcha.
Distancia de
separación
Arco recto
Arco de seguimiento
Arco líder
Dirección de viaje de la antorcha
Art # A-02586-S
Operación de la antorcha mecanizada

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-8
Para una calidad de superficie lisa óptima, la velocidad de desplazamiento se deberá ajustar de manera que
solo el externo delantero de la columna del arco produzca el corte. Si la velocidad de desplazamiento es
demasiado lenta, se producirá un primer corte cuando el arco se mueva de un lado a otro en busca de metal
para la transferencia.
La velocidad de desplazamiento también afecta al ángulo de bisel de un corte. Al cortar en un círculo o alred-
edor de una esquina, frenar la velocidad de desplazamiento dará lugar a un corte más cuadrado. La salida de
la fuente de energía deberá reducirse también. Consulte el manual de funcionamiento del módulo de control
adecuado para realizar cualquier ajuste de desaceleración de esquina que pueda ser necesario.
Perforación con antorcha mecánica
Para perforar con una antorcha mecánica, el arco deberá iniciarse con la antorcha posicionada tan alta como
sea posible por encima de la placa al tiempo que permita transferir y perforar el arco. Esta separación ayuda
a evitar que el metal entre de nuevo en el extremo delantero de la antorcha.
Cuando se trabaja con una máquina de corte, se requiere un tiempo de perforación o de permanencia. El
desplazamiento de la antorcha no deberá habilitarse hasta que el arco penetre en la parte inferior de la placa.
Cuando comienza el movimiento, la separación de la antorcha debe reducirse a la distancia recomendada de
1/8 - 1/4 pulgadas (3-6 mm) para la velocidad óptima y la calidad del corte. Limpie las salpicaduras e incrus-
taciones de la caperuza deflectora y la punta tan pronto como sea posible. Rociar o sumergir la caperuza
deflectora en un compuesto anti-salpicaduras minimizará la cantidad de incrustaciones adheridas a la misma.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-9
4T.07 Parts Selection for SL100 Torch Cutting
Cartucho
de arranque
9-8213
Electrodo
Auto 9-8232
Manual 9-8215
50-55A 9-8209
60A 9-8210
70A 9-8231
80A 9-8211
90/100A 9-8212
120A Auto 9-8233
120A Manual 9-8253
Punta:
Punta:
Punta A 9-8225 (40 Amps Max.)
Punta B 9-8226 (50 - 120 Amps)
Punta C 9-8227 (60 - 120 Amps)
Punta D 9-8228 (60 - 120 Amps)
Punta E 9-8254 (60 - 120 Amps)
Copa de protección, Ranurado
9-8241
Cuerpo de la
copa de
protección
9-8237
Punta:
40-120A
Ranurado
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Cubierta de protección, deflector
9-8243
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Cubierta de protección, máquina
50-60A 9-8238
Copa de protección para
corte por arrastre
9-8235
Copa de protección para
corte por arrastre
70-100A 9-8236
Copa de protección para
corte por arrastre
120A 9-8258
Cubierta de protección, máquina
70-100A 9-8239
Cubierta de protección, máquina
120A 9-8256
Art # A-08066S
Corte separado
de la pieza
70-120A
Corte separado
de la pieza
20-40A
Cubierta de protección, deflector
9-8243
50-60A
Corte separado
de la pieza
Cartucho de arranque
de gran resistencia,
solo de baja
frecuencia 9-8277
Cubierta de protección, deflector
9-8243
Cubierta de protección, máquina
40A 9-8245
20A 9-8205
30A 9-8206
40A 9-8208
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Punta:
Clip óhmico de la
antorcha mecanizada
9-8224
Clip óhmico de la
antorcha manual
9-8259

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-10
4T.08 Velocidades de corte recomendadas para la antorcha SL100 con punta expuesta
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,036 0,9 9-8208 104 40 340 8,64 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 108 40 250 6,35 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 108 40 190 4,83 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 110 40 105 2,67 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 113 40 60 1,52 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 111 40 40 1,02 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 124 40 21 0,53 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 123 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 137 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total** Retraso (Seg.) Pulg. mm
0,036 0,9 9-8208 103 40 355 9,02 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 98 40 310 7,87 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 98 40 240 6,10 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 100 40 125 3,18 0,125 3,2 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 120 40 30 0,76 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 124 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 122 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 126 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total** Retraso (Seg.) Pulg. mm
0,032 0,8 9-8208 110 40 440 11,18 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 109 40 350 8,89 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,064 1,6 9-8208 112 40 250 6,35 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 112 40 200 5,08 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 118 40 100 2,54 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 120 40 98 2,49 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 123 40 50 1,27 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 134 40 16 0,41 0,187 4,8 65 4,5 55 170 NR NR NR

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-11
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8210 110 60 290 7,37 0,19 4,8 70 4,8 90 245 0,00 0,19 4,8
0,075 1,9 9-8210 120 60 285 7,24 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,120 3,0 9-8210 120 60 180 4,57 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,135 3,4 9-8210 119 60 170 4,32 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,188 4,8 9-8210 121 60 100 2,54 0,19 4,8 70 4,8 90 245 0,20 0,19 4,8
0,250 6,4 9-8210 119 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,19 4,8
0,375 9,5 9-8210 124 60 50 1,27 0,19 4,8 70 4,8 90 245 0,50 0,19 4,8
0,500 12,7 9-8210 126 60 26 0,66 0,19 4,8 70 4,8 90 245 0,75 0,19 4,8
0,625 15,9 9-8210 127 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 134 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 140 60 6 0,15 0,19 4,8 70 4,8 90 245 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,06 1,5 9-8210 119 60 350 8,91 0,19 4,8 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 300 7,64 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 123 60 150 3,82 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 125 3,18 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 122 60 90 2,29 0,19 4,8 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 120 60 65 1,65 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 130 60 30 0,76 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 132 60 21 0,53 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 130 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 12 0,31 0,25 6,4 70 4,8 90 245 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,00 0,25 6,4
0,075 1,9 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,120 3,0 9-8210 116 60 250 6,35 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,188 3,4 9-8210 116 60 170 4,32 0,25 6,4 70 4,8 90 245 0,20 0,25 6,4
0,250 6,4 9-8210 132 60 85 2,16 0,25 6,4 70 4,8 90 245 0,30 0,25 6,4
0,375 9,5 9-8210 140 60 45 1,14 0,25 6,4 70 4,8 90 245 0,50 0,25 6,4
0,500 12,7 9-8210 143 60 30 0,76 0,25 6,4 70 4,8 90 245 0,80 0,25 6,4
0,625 15,9 9-8210 145 60 20 0,51 0,25 6,4 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 18 0,46 0,25 6,4 70 4,8 90 245 NR NR NR

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-12
Tipo de antorcha: SL100 con punta expuesta
Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8211 113 80 320 8,13 0,19 4,8 65 4,5 115 340 0,00 0,19 4,8
0,120 3,0 9-8211 113 80 230 5,84 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,135 3,4 9-8211 115 80 180 4,57 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,188 4,8 9-8211 114 80 140 3,56 0,19 4,8 65 4,5 115 340 0,20 0,19 4,8
0,250 6,4 9-8211 114 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,19 4,8
0,375 9,5 9-8211 117 80 42 1,07 0,19 4,8 65 4,5 115 340 0,40 0,19 4,8
0,500 12,7 9-8211 120 80 33 0,84 0,19 4,8 65 4,5 115 340 0,60 0,19 4,8
0,625 15,9 9-8211 133 80 22 0,56 0,19 4,8 65 4,5 115 340 0,75 0,19 4,8
0,750 19,1 9-8211 128 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 133 80 10 0,25 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 132 80 9 0,23 0,19 4,8 65 4,5 115 340 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8211 120 80 340 8,64 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,120 3,0 9-8211 120 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,135 3,4 9-8211 120 80 280 7,11 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 140 3,56 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 120 80 100 2,54 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 126 80 50 1,27 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 129 80 28 0,71 0,25 6,4 65 4,5 115 340 0,80 0,25 6,4
0,625 15,9 9-8211 135 80 20 0,51 0,25 6,4 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 143 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 143 80 9 0,23 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 146 80 8 0,20 0,25 6,4 65 4,5 115 340 NR NR NR

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-13
Tipo de antorcha: SL100 con punta expuesta Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,06 1,5 9-8211 120 80 350 8,89 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 124 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 124 80 180 4,57 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 128 80 110 2,79 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 136 80 55 1,40 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 139 80 38 0,97 0,25 6,4 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,25 6,4 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 145 80 24 0,61 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 153 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 6 0,15 0,25 6,4 65 4,5 115 340 NR NR NR
Tipo de antorcha: SL100 con punta expuesta
Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4
9-8212 110 100 105 2,65 0,190 4,8 75 5,2 130 390
0,4
0,200 5,1
0,375 9,5
9-8212 117 100 70 1,75 0,190 4,8 75 5,2 130 390
0,5
0,200 5,1
0,500 12,7
9-8212 120 100 50 1,25 0,190 4,8 75 5,2 130 390
0,6
0,200 5,1
0,625 15,9
9-8212 125 100 35 0,90 0,190 4,8 75 5,2 130 390
1,0 0,200
5,1
0,750 19,0
9-8212 131 100 18 0,45 0,190 4,8 75 5,2 130 390
2,0 0,250
6,4
1,000 25,4
9-8212
135
100
10
0,25
0,190
4,8 75 5,2 130 390
NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250
6,4
9-8212
118
100
90
2,30
0,190
4,8 75 5,2 130 390
0,5 0,250
6,4
0,375
9,5 9-8212
122
100
55
1,40
0,190
4,8 75 5,2 130 390
0,8 0,250
6,4
0,500
12,7 9-8212
126
100
30
0,75
0,190
4,8 75 5,2 130 390
1,0 0,250
6,4
0,625
15,9 9-8212
133
100
20
0,50
0,190
4,8 75 5,2 130 390
1,5 0,250
6,4
0,750
19,0 9-8212
138
100
15
0,40
0,190
4,8 75 5,2 130 390
NR NR
NR
1,000
25,4 9-8212
139
100
10
0,25
0,190
4,8 75 5,2 130 390
NR NR
NR

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-14
Tipo de antorcha: SL100 con punta expuesta Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8212 108 100 120 3,05 0,190 4,8 65 4,5 120 360 0,2 0,225 5,7
0,375 9,5 9-8212 117 100 65 1,65 0,190 4,8 65 4,5 120 360 0,4 0,225 5,7
0,500 12,7 9-8212 120 100 45 1,15 0,190 4,8 65 4,5 120 360 0,5 0,225 5,7
0,625 15,9 9-8212 125 100 30 0,75 0,190 4,8 65 4,5 120 360 0,8 0,225 5,7
0,750 19,0 9-8212 131 100 25 0,65 0,190 4,8 65 4,5 120 360 1,0 0,225 5,7
1,000
25,4 9-8212
140
100
10
0,25
0,190
4,8 65 4,5 120 360
NR NR
NR
Tipo de antorcha: SL100 con punta expuesta
Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 138 120 150 3,81 0,19 4,8 75 5,2 180 360 0,10 0,25 6,4
0,375 9,5 9-8253 140 120 85 2,16 0,19 4,8 75 5,2 180 360 0,30 0,25 6,4
0,500 12,7 9-8253 144 120 70 1,78 0,19 4,8 75 5,2 180 360 0,50 0,25 6,4
0,625 15,9 9-8253 152 120 45 1,14 0,19 4,8 75 5,2 180 360 0,70 0,25 6,4
0,750 19,0 9-8253 155 120 30 0,76 0,19 4,8 75 5,2 180 360 0,90 0,25 6,4
0,875 22,2 9-8253 160 120 25 0,64 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 164 120 20 0,51 0,25 6,4 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 12 0,30 0,25 6,4 75 5,2 180 360 NR NR NR
1,500 38,1 9-8253 180 120 8 0,20 0,25 6,4 75 5,2 180 360 NR NR NR
Tipo de antorcha: SL100 con punta expuesta Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 135 120 180 4,57 0,19 4,8 75 5,2 180 360 0,20 0,25 6,4
0,375 9,5 9-8253 144 120 100 2,54 0,19 4,8 75 5,2 180 360 0,40 0,25 6,4
0,500 12,7 9-8253 146 120 60 1,52 0,19 4,8 75 5,2 180 360 0,80 0,25 6,4
0,625 15,9 9-8253 155 120 40 1,02 0,25 6,4 75 5,2 180 360 1,20 0,28 7,0
0,750 19,0 9-8253 164 120 26 0,66 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 164 120 18 0,46 0,25 6,4 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 9 0,23 0,25 6,4 75 5,2 180 360 NR NR NR

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-15
Tipo de antorcha: SL100 con punta expuesta Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 142 120 190 4,83 0,19 4,8 75 5,2 180 360 0,30 0,25 6,4
0,375 9,5 9-8253 145 120 120 3,05 0,19 4,8 75 5,2 180 360 0,50 0,25 6,4
0,500 12,7 9-8253 151 120 70 1,78 0,19 4,8 75 5,2 180 360 0,80 0,25 6,4
0,625 15,9 9-8253 162 120 50 1,27 0,25 6,4 75 5,2 180 360 1,00 0,28 7,0
0,750 19,0 9-8253 164 120 34 0,86 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 170 120 20 0,51 0,25 6,4 75 5,2 180 360 NR NR NR
NOTA!
* La presión del gas que se muestra se aplica a antorchas con cabezales de hasta 7,6 m / 25 pies de largo.
Para los cabezales de 15,2 m / 50 pies cables, consulte la sección "Presión operativa de conguración" en
la página <?>.
** La tasa de ujo total incluye plasma y ujo de gas secundario.
4T.09 Velocidades de corte recomendadas para la antorcha SL100 con punta protegida
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,036 0,9 9-8208 114 40 170 4,32 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 120 40 90 2,29 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 121 40 80 2,03 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 122 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 123 40 30 0,76 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 125 40 25 0,64 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 138 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 142 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 152 40 3 0,08 0,19 4,8 65 4,5 55 170 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,036 0,9 9-8208 109 40 180 4,57 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 105 40 165 4,19 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 115 40 120 3,05 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 120 40 65 1,65 0,187 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 125 40 25 0,64 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 130 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 130 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-16
Tipo de antorcha: SL100 con punta protegida Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,032 0,8 9-8208 116 40 220 5,59 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 116 40 210 5,33 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,064 1,6 9-8208 118 40 180 4,57 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 116 40 150 3,81 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 130 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 60 1,52 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 134 40 28 0,71 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 143 40 11 0,28 0,187 4,8 65 4,5 55 170 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total** Retraso (Seg.) Pulg. mm
0,060 1,5 9-8210 124 60 250 6,35 0,19 4,8 70 4,8 90 245 0,00 0,2 5,1
0,075 1,9 9-8210 126 60 237 6,02 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,120 3,0 9-8210 126 60 230 5,84 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,135 3,4 9-8210 128 60 142 3,61 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,188 4,8 9-8210 128 60 125 3,18 0,19 4,8 70 4,8 90 245 0,20 0,2 5,1
0,250 6,4 9-8210 123 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,2 5,1
0,375 9,5 9-8210 132 60 34 0,86 0,19 4,8 70 4,8 90 245 0,50 0,2 5,1
0,500 12,7 9-8210 137 60 23 0,58 0,19 4,8 70 4,8 90 245 0,75 0,2 5,1
0,625 15,9 9-8210 139 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 156 60 4 0,10 0,19 4,8 70 4,8 90 245 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,06 1,5 9-8210 110 60 165 4,19 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 155 3,94 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 115 60 125 3,18 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 80 2,03 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 120 60 75 1,91 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 121 60 60 1,52 0,13 3,2 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 129 60 28 0,71 0,13 3,2 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 135 60 17 0,43 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 135 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 10 0,25 0,19 4,8 70 4,8 90 245 NR NR NR

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-17
Tipo de antorcha: SL100 con punta protegida Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 70 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8211 128 80 280 7,11 0,19 4,8 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 126 80 203 5,16 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 128 80 182 4,62 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 128 80 137 3,48 0,19 4,8 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 131 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 134 80 40 1,02 0,19 4,8 65 4,5 115 340 0,50 0,2 5,1
0,500 12,7 9-8211 136 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,2 5,1
0,625 15,9 9-8211 145 80 21 0,53 0,19 4,8 65 4,5 115 340 0,75 0,2 5,1
0,750 19,1 9-8211 144 80 14 0,36 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 149 80 11 0,28 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,060 1,5 9-8211 110 80 340 8,50 0,125 3,2 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 115 80 260 6,50 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 113 80 250 6,25 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 114 80 170 4,25 0,125 3,2 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 116 80 85 2,13 0,125 3,2 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 123 80 45 1,13 0,125 3,2 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 133 80 18 0,45 0,125 3,2 65 4,5 115 340 0,75 0,25 6,4
0,625 15,9 9-8211 135 80 16 0,40 0,125 3,2 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 144 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 137 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 140 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-18
Tipo de antorcha: SL100 con punta protegida
Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,06 1,5 9-8211 115 80 320 8,13 0,13 3,2 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 120 80 240 6,10 0,13 3,2 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 165 4,19 0,13 3,2 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 124 80 100 2,54 0,13 3,2 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 138 80 60 1,52 0,19 4,8 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 141 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,19 4,8 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 150 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 156 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 164 80 6 0,15 0,19 4,8 65 4,5 115 340 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4
9-8212
124
100
110
2,80
0,180
4,6 75 5,2 130 390
0,4 0,200
5,1
0,375 9,5
9-8212
127
100
75
1,90
0,180
4,6 75 5,2 130 390
0,5 0,200
5,1
0,500 12,7
9-8212
132
100
50
1,30
0,180
4,6 75 5,2 130 390
0,6 0,200
5,1
0,625 15,9
9-8212
136
100
30
0,75
0,180
4,6 75 5,2 130 390
0,8 0,200
5,1
0,750 19,0
9-8212
140
100
18
0,45
0,190
4,8 75 5,2 130 390
2,0 0,225
5,7
1,000 25,4
9-8212
147
100
10
0,25
0,190
4,8 75 5,2
130
390
NR NR
NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250
6,4 9-8212
121 100 110
2,80
0,125
3,2 75 5,2 130 390
0,5 0,200
5,1
0,375
9,5 9-8212
125 100 60
1,50
0,150
3,8 75 5,2 130 390
0,8 0,200
5,1
0,500
12,7 9-8212
132 100 35
0,90
0,150
3,8 75 5,2 130 390
1,0 0,200
5,1
0,625
15,9 9-8212
137 100 20
0,50
0,150
3,8 75 5,2 130 390
2,0 0,225
5,7
0,750
19,0 9-8212
144 100 15
0,40
0,190
4,8 75 5,2 130 390
NR NR
NR
1,000
25,4 9-8212
154 100 8
0,20
0,190
4,8 75 5,2 130 390
NR NR
NR

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-19
Tipo de antorcha: SL100 con punta protegida
Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250
6,4 9-8212
120
100
120
3,05
0,180
65 4,5 105 360
0,2 0,225
5,7
0,375
9,5 9-8212
128
100
65
1,65
0,180
65 4,5 105 360
0,4 0,225
5,7
0,500
12,7 9-8212
130
100
45
1,15
0,180
65 4,5 105 360
0,5 0,225
5,7
0,625
15,9 9-8212
135
100
30
0,75
0,180
65 4,5 105 360
0,8 0,225
5,7
0,750
19,0 9-8212
140
100
25
0,65
0,180
65 4,5 105 360
1,0 0,225
5,7
1,000
25,4 9-8212
148
100
10
0,25
0,190
65 4,5
105 360 NR NR
NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero blando
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 140 120 165 4,19 0,125 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 142 120 85 2,16 0,125 3,2 75 5,2 180 360 0,50 0,20 5,1
0,500 12,7 9-8253 144 120 75 1,91 0,125 3,2 75 5,2 180 360 0,70 0,20 5,1
0,625 15,9 9-8253 150 120 50 1,27 0,125 3,2 75 5,2 180 360 0,80 0,20 5,1
0,750 19,0 9-8253 154 120 30 0,76 0,150 3,8 75 5,2 180 360 1,50 0,20 5,1
0,875 22,2 9-8253 158 120 25 0,64 0,150 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 160 120 20 0,51 0,150 3,8 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 13 0,33 0,175 4,4 75 5,2 180 360 NR NR NR
1,500 38,1 9-8253 176 120 8 0,20 0,175 4,4 75 5,2 180 360 NR NR NR
Tipo de antorcha: SL100 con punta protegida Tipo de material: acero inoxidable
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 136 120 180 4,57 0,13 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 144 120 100 2,54 0,13 3,2 75 5,2 180 360 0,40 0,20 5,1
0,500 12,7 9-8253 149 120 60 1,52 0,13 3,2 75 5,2 180 360 0,80 0,20 5,1
0,625 15,9 9-8253 153 120 40 1,02 0,15 3,8 75 5,2 180 360 1,20 0,20 5,1
0,750 19,1 9-8253 157 120 30 0,76 0,15 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 162 120 20 0,51 0,15 3,8 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 165 120 10 0,25 0,15 3,8 75 5,2 180 360 NR NR NR

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-20
Tipo de antorcha: SL100 con punta protegida
Tipo de material: aluminio
Tipo de gas de plasma: aire Tipo de gas secundario: antorcha de gas individual
Espesor Boquilla Salida Amperaje
Velocidad (por
minuto)
Separación
Prensa de gas de
plasma
Flujo (CFH) Perforar
Altura de
perforación
Pulg. mm
(Núm. de
Cat.)
Voltios (VCC) (Amp) Pulg. Métrico Pulg. mm psi* bares Plasma Total**
Retraso
(Seg.)
Pulg. mm
0,250 6,4 9-8253 144 120 190 4,83 0,13 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 148 120 120 3,05 0,13 3,2 75 5,2 180 360 0,50 0,20 5,1
0,500 12,7 9-8253 152 120 75 1,91 0,15 3,8 75 5,2 180 360 0,70 0,20 5,1
0,625 15,9 9-8253 162 120 45 1,14 0,15 3,8 75 5,2 180 360 1,00 0,20 5,1
0,750 19,1 9-8253 163 120 35 0,89 0,15 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 168 120 20 0,51 0,15 3,8 75 5,2 180 360 NR NR NR
NOTA!
* La presión del gas que se muestra se aplica a antorchas con cabezales de hasta 7,6 m / 25 pies de largo.
Para los cabezales de 15,2 m / 50 pies cables, consulte la sección "Presión operativa de conguración" en
la página <?>.
** La tasa de ujo total incluye plasma y ujo de gas secundario.

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-21
Esta página se dejó intencionalmente en blanco.

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-22
INFORMACIÓN SOBRE PATENTES
Patentes de la antorcha de corte de plasma
Las siguientes piezas están cubiertas por patentes estadounidenses y extranjeras de la siguiente manera:
N.º catálogo Descripción Patente(s)
9-8215 Electrodo Piezas estadounidenses nº 6163008; 6987238
Otra(s) pieza(s) pendientes
9-8213 Cartucho Piezas estadounidenses nº 6903301; 6717096; 6936786;
6703581; D496842; D511280; D492709; D499620;
D504142 Otra(s) pieza(s) pendientes
9-8205 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8206 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8207 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8252 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8208 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8209 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8210 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8231 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8211 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8212 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8253 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8225 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8226 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8227 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8228 Boquilla Piezas estadounidenses nº 6774336; 7145099; 6933461
Otra(s) pieza(s) pendientes
9-8241 Caperuza protectora Piezas estadounidenses nº 6914211; D505309
Otra(s) pieza(s) pendientes
9-8243 Caperuza protectora Piezas estadounidenses nº 6914211; D493183
Otra(s) pieza(s) pendientes
9-8235 Caperuza protectora Piezas estadounidenses nº 6914211; D505309
Otra(s) pieza(s) pendientes
9-8236 Caperuza protectora Piezas estadounidenses nº 6914211; D505309
Otra(s) pieza(s) pendientes
9-8237 Caperuza deflectora Piezas estadounidenses nº 6914211; D501632; D511633
Otra(s) pieza(s) pendientes
9-8238 Caperuza protectora Piezas estadounidenses nº 6914211; D496951
Otra(s) pieza(s) pendientes
9-8239 Caperuza protectora Piezas estadounidenses nº 6914211; D496951
Otra(s) pieza(s) pendientes
9-8244 Caperuza protectora Piezas estadounidenses nº 6914211; D505309
Otra(s) pieza(s) pendientes

Cutmaster de ESAB 120
300X5398ES FUNCIONAMIENTO
4T-23
N.º catálogo Descripción Patente(s)
9-8245 Caperuza protectora Piezas estadounidenses nº 6914211; D496951
Otra(s) pieza(s) pendientes
Las siguientes piezas también están protegidas con una licencia con arreglo a la patente estadoun-
idense nº 5,120,930 y 5,132,512:
N.º catálogo Descripción
9-8235 Caperuza protectora
9-8236 Caperuza protectora
9-8237 Caperuza deflectora
9-8238 Caperuza protectora
9-8239 Caperuza protectora
9-8244 Caperuza protectora
9-8245 Caperuza protectora

Cutmaster de ESAB 120
FUNCIONAMIENTO 300X5398ES
4T-24
Esta página se dejó intencionalmente en blanco.

Cutmaster de ESAB 120
300X5398ES SERVICIO
5-1
SECCIÓN 5 SISTEMA: SERVICIO
5.01 Mantenimiento general
Advertencia!
Desconecte la alimentación antes de realizar mantenimiento.
En cada uso
Inspección visual de la
punta de la antorcha y
el electrodo
Una vez por semana
Inspeccionar visualmente la punta
del cuerpo de la antorcha, el electrodo,
el cartucho de arranque y la copa de protección.
Inspeccione visualmente
los cables y las
conexiones.
Reemplace según sea necesario.
Cada 3 meses
Limpie el exterior
de la fuente de
alimentación
Cada 6 meses
Reemplace todas
las piezas rotas
Realizar una inspección
visual y limpiar
cuidadosamente el interior.
Realice mantenimiento
más a menudo si se usa
en condiciones rigurosas
Art # A-07938S

Cutmaster de ESAB 120
SERVICIO 300X5398ES
5-2
5.02 Programa de mantenimiento
NOTA!
Puede ser necesario ajustar la frecuencia
real de mantenimiento de acuerdo con el
entorno de funcionamiento.
Comprobaciones de funcionamiento diario o
cada seis horas de corte:
1. Compruebe las piezas consumibles de la antor-
cha, cámbielas si están dañadas o desgastadas.
2. Compruebe el suministro de plasma y secunda-
rio y la presión/el flujo.
3. Purgue la línea de gas de plasma para eliminar
cualquier acumulación de humedad.
Semanalmente o cada 30 horas de corte:
1. Compruebe el funcionamiento correcto del ven-
tilador y el flujo de aire adecuado.
2. Inspeccione la antorcha para detectar posibles
grietas o cables expuestos, reemplácela si es
necesario.
3. Inspeccione el cable de alimentación eléctrica
de entrada para detectar daños o los cables
expuestos y reemplácelos si es necesario.
Seis meses o cada 720 horas de corte:
1. Compruebe el filtro o filtros de aire en línea,
límpielos o reemplácelos según sea necesario.
2. Revise los cables y las mangueras para detectar
fugas o grietas, reemplácelas si fuese necesario.
3. Revise todos los puntos de contactores para
detectar la formación de arcos o fosas severas,
reemplácelos si fuese necesario.
4. Aspire el polvo y la suciedad de toda la máquina.
!
PRECAUCIÓN
No sople aire dentro de la fuente de alimen-
tación durante la limpieza. Soplar aire en
la unidad puede causar que las partículas
metálicas intereran con componentes
eléctricos sensibles y provoquen daños a la
unidad.
5.03 Fallos comunes
Problema - síntoma Causa común
Penetración
insuciente
1. Velocidad de corte demasiado rápida.
2. La antorcha se inclinó demasiado.
3. Metal demasiado grueso.
4. Piezas de la antorcha desgastadas
5. Corriente de corte demasiado baja.
6. No se utilizan piezas de ESAB que no
sean genuinas.
7. Presión de gas incorrecta
El arco principal se
extingue
1. Velocidad de corte demasiado lenta.
2. Altura de la antorcha demasiado alta
desde la pieza de trabajo.
3. Corriente de corte demasiado alta.
4. Cable de trabajo desconectado.
5. Piezas de la antorcha desgastadas.
6. No se utilizan piezas de ESAB que no
sean genuinas.
Formación excesiva de
escoria
1. Velocidad de corte demasiado lenta.
2. Altura de la antorcha demasiado alta
desde la pieza de trabajo.
3. Piezas de la antorcha desgastadas.
4. Corriente de corte incorrecta.
5. No se utilizan piezas de ESAB que no
sean genuinas.
6. Presión de gas incorrecta
Vida útil breve de las
piezas de la antorcha
1. Aceite o humedad en la fuente de aire.
2. Exceso de la capacidad del sistema
(materiales demasiado gruesos).
3. Exceso de tiempo de arco piloto.
4. La presión del gas es demasiado baja.
5. Antorcha ensamblada incorrectamente.
6. No se utilizan piezas de ESAB que no
sean genuinas.
Inicio difícil 1. Piezas de la antorcha desgastadas.
2. No se utilizan piezas de ESAB que no
sean genuinas.
3. Presión de gas incorrecta.

Cutmaster de ESAB 120
300X5398ES SERVICIO
5-3
5.04 Indicación de falla
En el encendido inicial, dos luces se iluminarán temporalmente durante 2-3 segundos para mostrar la versión del
software utilizado.
Para determinar el primer dígito, cuente los indicadores de función de izquierda a derecha y del 1 al 5. Para de-
terminar el segundo dígito, cuente los indicadores de presión, leyendo de abajo hacia arriba y del 0 al 7. En el
siguiente ejemplo, el indicador de temperatura y los indicadores de 75 psi están ENCENDIDOS indicando que la
versión sería 2.3.
A
+
PSI BAR
MAXMAX
MINMIN
!
1
2
3
4
Art# A-07988
MIN
MAX
0
1
2
3
4
5
6
7
5
!
Cuando el indicador de "fallo" esté ENCENDIDO o parpadeando, se acompañará una de las luces indica-
doras de presión en función de lo que suponga el fallo. En la siguiente tabla se explica cada uno de esos fallos.
Indicador de
presión
FALLA
Max SOBREPRESIÓN
90 ERROR INTERNO
85 Compruebe los consumibles
80 CONSUMIBLES QUE FALTAN
75 ERROR DE INICIO
70 PIEZAS COLOCADAS
65 Alimentación eléctrica
Min BAJO PRESIÓN
NOTA!
Las explicaciones sobre los fallos están cubiertas en las siguientes tablas.

Cutmaster de ESAB 120
SERVICIO 300X5398ES
5-4
5.05 Guía de resolución de problemas básicos
ADVERTENCIA
Hay niveles de voltaje y corriente extremadamente peligrosos dentro de esta unidad. No intente diag-
nosticar o efectuar reparaciones a menos que haya sido formado en técnicas de medición electrónica
de potencia y de solución de problemas.
Problema - síntoma Causa posible Acción recomendada
El interruptor de
ENCENDIDO / APAGADO
está ENCENDIDO pero
el indicador de CA no se
ilumina
1. La desconexión de alimentación eléctrica
primaria está en la posición ENCENDIDA.
2. Los fusibles / interruptores primarios están
fundidos o se han disparado.
3. Fusible interno de las unidades fundido.
4. Componente defectuoso en la unidad.
1. Coloque el interruptor de desconexión de alimentación eléctrica primaria
en la posición ENCENDIDA.
2. a) Disponga que una persona cualicada revise los fusibles / disyuntores
primarios.
b) Conecte la unidad a un buen receptáculo de alimentación eléctrica
primaria conocida
3. a) Reemplace el fusible.
b) Si el fusible se funde de nuevo, devuélvalo al centro de servicio
autorizado para su reparación o sustitución.
4. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
Indicación de fallo
intermitente, indicador de
65 PSI intermitente
1.Problema de voltaje de entrada primario.
2. Problema de voltaje de entrada primario.
3. Componente defectuoso en la unidad.
1. Compruebe la fuente de alimentación eléctrica de entrada primaria.
2. Disponga que la persona cualicada revise el voltaje primario para
asegurar que cumple los requisitos de la unidad, véase la sección 2.05.
3. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
Indicador de
TEMPERATURA
ENCENDIDO. Indicador
de FALLO intermitente.
1. El ujo de aire a través o alrededor de la
unidad está obstruido.
2. Se ha superado el ciclo de trabajo de la
unidad
3. Componentes defectuosos en la unidad
1. Consulte la información de liberación: sección 2.04
2. Deje que se enfríe la unidad.
3. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
LED DE GAS APAGADO,
indicadores de presión
de FALLO y MÍN
intermitentes.
1. El suministro de gas no está conectado a la
unidad.
2. Suministro de gas no ENCENDIDO.
3. Presión demasiado baja del suministro de
gas.
4. Conguración del regulador de CONTROL DE
LA PRESIÓN DEL AIRE demasiado baja.
5. Componentes defectuosos en la unidad.
1. Conecte el suministro de gas a la unidad.
2. ABRA el suministro de gas.
3. Ajuste la presión de entrada de suministro de aire a la unidad en 120 psi.
4. Ajuste el regulador para establecer la presión del aire - véase la sección
4.02.
5. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
FALLO e indicadores
intermitentes de 70 PSI.
1. Caperuza deectora suelta.
2. La antorcha no está conectada
adecuadamente a la fuente de alimentación
eléctrica.
3. Problema en la antorcha y el circuito PIP de
conductores.
4. Componentes defectuosos en la unidad.
1. Apriete con la mano la caperuza deectora hasta que quede rme.
2. Asegúrese de que la antorcha ATC está bien sujeta a la unidad.
3. Reemplace la antorcha y los cabezales o devuélvalos a un centro de
servicio autorizado para su reparación o sustitución.
4. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
FALLO e indicadores
intermitentes de 75 PSI.
1. La señal de inicio está activa cuando el
INTERRUPTOR DE ENCENDIDO / APAGADO está
en la posición ENCENDIDA.
2. Problema en la antorcha y el circuito del
conmutador de conductores.
3. Componentes defectuosos en la unidad.
1. El inicio puede esta activo para uno de los siguientes:
• El interruptor de la antorcha manual se mantiene cerrado.
• El interruptor colgante manual se mantiene cerrado.
• La señal de INICIO CNC es activa baja
Suelte la fuente de la señal INICIO
2. Reemplace la antorcha y los cabezales o devuélvalos a un centro de
servicio autorizado para su reparación o sustitución.
3. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.

Cutmaster de ESAB 120
300X5398ES SERVICIO
5-5
Problema - síntoma Causa posible Acción recomendada
FALLO e indicadores
intermitentes de 80 PSI.
El ujo de gas oscila
entre ENCENDIDO y
APAGADO.
1. La caperuza deectora de la antorcha está
suelta.
2. Faltan la punta de la antorcha, el electrodo o
el cartucho de arranque.
3. El cartucho de arranque de la antorcha está
trabado.
4. Abra el conductor en los cabezales de la
antorcha.
5. Problema en la antorcha y el circuito del
conmutador de conductores.
6. Componentes defectuosos en la unidad.
1. Apriete la caperuza deectora con la mano. No apriete demasiado.
2. APAGUE la alimentación eléctrica de entrada. Retire la caperuza
deectora. Instale las piezas que faltan.
3. APAGUE la alimentación eléctrica de entrada. Purgue la presión del
sistema. Retire la caperuza deectora, la punta y el cartucho de arranque.
Compruebe la libre circulación del acoplamiento nal inferior del cartucho
de arranque. Reemplácela si el acoplamiento no se mueve libremente.
4. Reemplace la antorcha y los cabezales o devuélvalos a un centro de
servicio autorizado para su reparación o sustitución.
5. Reemplace la antorcha y los cabezales o devuélvalos a un centro de
servicio autorizado para su reparación o sustitución.
6. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
No ocurre nada cuando el
interruptor de la antorcha
o el interruptor remoto
está cerrado (ni cuando
la señal de INICIO CNC
señal está activa), no hay
ujo de gas, LED de CC
APAGADO.
1. Problema en la antorcha y el circuito del
conmutador de conductores (circuito del
interruptor colgante remoto).
2. El dispositivo de control CNC no emite señal
de inicio.
3. Componentes defectuosos en la unidad.
1. Lleve la antorcha y los cabezales (colgantes remotos) a una instalación de
reparación autorizada.
2. Es necesario ponerse en contacto con el fabricante del controlador.
3. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
FALLO e indicadores
intermitentes de 85 PSI.
1. La junta tórica superior en el cabezal de la
antorcha está en posición incorrecta.
2. El cartucho de arranque de la antorcha está
trabado.
3. Piezas de la antorcha desgastadas o
defectuosas.
4. ANTORCHA CORTOCIRCUITADA.
5. Cortocircuito temporal indicado por 5
parpadeos por segundo.
6. Fallo de la fuente de alimentación eléctrica
(tasa normal de parpadeo)
1. Retire la caperuza deectora del antorcha; compruebe la posición
superior de la junta tórica; corríjala si es necesario.
2. APAGUE la alimentación eléctrica de entrada. Purgue la presión del
sistema. Retire la caperuza deectora, la punta y el cartucho de arranque.
Compruebe la libre circulación del acoplamiento nal inferior del cartucho
de arranque. Reemplácela si el acoplamiento no se mueve libremente.
3. Inspeccione las piezas consumibles de la antorcha. Reemplace si es
necesario
4. Reemplace la antorcha y los cabezales o devuélvalos a un centro de
servicio autorizado para su reparación.
5. Suelte el interruptor de la antorcha y reactive.
6. Devuélvala a un centro de servicio autorizado para su reparación o
sustitución.
No hay luces de fallo
ENCENDIDAS, no hay
ningún arco en la
antorcha.
1. Componentes defectuosos en la unidad. 1. Devuélvala a un centro de servicio autorizado para su reparación.
FALLO e indicadores
intermitentes de 90 PSI.
1. ERROR INTERNO 1. Coloque el interruptor de ENCENDIDO/APAGADO en la posición APAGADA
y a continuación vuelva a ENCENDERLO. Si eso no soluciona el fallo,
devuélvala a un centro de servicio autorizado para su reparación.
El arco piloto está
ENCENDIDO pero no se
establecerá el corte de
arco
1. Cable de trabajo no conectado a la pieza de
trabajo.
2. Cable de trabajo/conector rotos.
3. Componentes defectuosos en la unidad.
1. Conecte el cable de trabajo.
2. Reemplace el cable de trabajo.
3. Devuélvala a un centro de servicio autorizado para su reparación.
El corte de la antorcha
disminuye
1. Ajuste incorrecto de la corriente.
2. Consumibles de la antorcha desgastados.
3. Conexión del cable de trabajo deciente
para la pieza de trabajo.
4. La antorcha se mueve con demasiada
rapidez.
5. Exceso de aceite o agua en la antorcha.
6. Componentes defectuosos en la unidad.
1. Compruebe y ajuste a la conguración adecuada.
2. Compruebe los consumibles de la antorcha y reemplácelos según sea
necesario.
3. Compruebe la conexión del cable de masa a la pieza de trabajo.
4. Reduzca la velocidad de corte.
5. Consulte "Compruebe la calidad del aire" en la sección 3: Antorcha.
6. Devuélvala a un centro de servicio autorizado para su reparación.

Cutmaster de ESAB 120
SERVICIO 300X5398ES
5-6
5.06 Sustitución de piezas básicas de la
fuente de alimentación eléctrica
!
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
Esta sección describe los procedimientos para la susti-
tución de las piezas básicas. Para los procedimientos
de sustitución de piezas más detallados, consulte el ma-
nual de servicio de la fuente de alimentación eléctrica.
A. Extracción de el cubierto
1. Extraiga los tornillos de NOTA, los cuales fijan
la cubierta al conjunto principal. No afloje los
tornillos inferiores dentro de las ranuras cortadas
en la parte inferior de la cubierta.
Art # A-08429S
Tornillos
inferiores
Tornillos
inferiores
Ranuras
Tornillos
superiores
2. Tire con cuidado de la cubierta hacia arriba y
lejos de la unidad.
B. Instalación de la cubierta
1. Vuelva a conectar el cable de tierra, si es nece-
sario.
2. Coloque la cubierta en la fuente de alimenta-
ción eléctrica de manera que las ranuras en los
extremos inferiores de la cubierta se acoplen a
los tornillos inferiores.
3. Apriete los tornillos inferiores.
4. Vuelva a instalar y apriete los tornillos superiores.
C. Reemplazo del conjunto de elementos del
filtro
El conjunto del elemento filtrante se encuentra en el
panel trasero. Para un mejor rendimiento del sistema,
el elemento filtrante deberá ser revisado por el programa
de mantenimiento (sección 5.02) y o bien limpiarse o
reemplazarse.
1. Corte la corriente de la fuente de alimentación
eléctrica; CIERRE el suministro de gas y purgue
el sistema.
2. Retire la cubierta del sistema. Vea "Extracción
de la cubierta A" en esta sección.
3. Localice la línea de aire interno y el acoplamiento
del conjunto del filtro. Número 1 en la siguiente
ilustración.
4. Mantenga una llave o herramienta similar contra
el anillo de seguridad en el conjunto del filtro
apropiado; a continuación, tire de la manguera
para liberarlo. (Números 2 y 3 en la siguiente
ilustración.).
Art # A-07989
1
2
3
4
5
6mm

Cutmaster de ESAB 120
300X5398ES SERVICIO
5-7
5. Extraiga el acoplamiento del conjunto del ele-
mento filtrante mediante la inserción de una
llave hexagonal de 6 mm en el acoplamiento
hexagonal interno y gírela en sentido contrario
a las agujas del reloj (izquierda). Números 4 y 5
en la ilustración anterior.
6. Desconecte la línea de entrada del conjunto del
elemento filtrante.
7. Extraiga el conjunto del elemento filtrante a
través de la abertura trasera.
NOTA!
Si va a sustituir o limpiar solo el elemento
del ltro, consulte la siguiente ilustración
para el desmontaje.
Art # A-07990S
Elemento filtrante
8. Instale el conjunto nuevo o limpio mediante la
inversión de estos procedimientos.
9. ABRA el suministro de aire y revise si hay fugas
antes de volver a instalar la cubierta.
Sustitución opcional del elemento filtrante de
una única etapa
Estas instrucciones se aplican a las fuentes de alimen-
tación eléctrica, donde se ha instalado un filtro de una
única etapa opcional.
La fuente de alimentación eléctrica se apaga automá-
ticamente cuando el elemento filtrante se satura por
completo. El elemento filtrante puede retirarse de su
carcasa, secarse y reutilizarse. Deje transcurrir 24 horas
para que se seque el elemento. Consulte la sección 6,
Listado de piezas, para obtener el número del catálogo
del elemento filtrante de repuesto.
1. Corte la corriente de la fuente de alimentación
eléctrica.
2. CIERRE el suministro de aire y purgue el siste-
ma antes de desarmar el filtro para cambiar el
elemento filtrante.
3. Desconecte la manguera de suministro de gas.
4. Gire la tapa de la carcasa del filtro en sentido
contrario a las agujas del reloj y retírela. El
elemento filtrante está ubicado dentro de la
carcasa.
Elemento
Filtrante
(Nr. Cat. 9-7741)
Alojamiento
Cubierta
Accesorio
dentado
Resorte
Filtro montado
O-Anilla
(Nr. Cat. 9-7743)
Art # A-02476-S
Sustitución opcional del elemento filtrante de una
única etapa
5. Extraiga el elemento filtrante de la carcasa y
aparte el elemento para secarlo.
6. Limpie el interior de la carcasa; a continuación,
inserte primero el lado abierto del elemento
filtrante de repuesto.
7. Reemplace la carcasa en la cubierta.
8. Vuelva a acoplar el suministro de gas.
NOTA!
Si la unidad se ltra entre la carcasa y la
cubierta, inspeccione la junta tórica para
detectar cortes u otros daños.
Sustitución opcional del elemento filtrante de
dos etapas
El filtro de aire de dos etapas tiene dos elementos fil-
trantes. Cuando los elementos filtrantes se ensucien,
la fuente de alimentación eléctrica seguirá funcionando,
pero la calidad del corte podrá ser inaceptable. Con-
sulte la sección 6, Listado de piezas, para obtener el
número del catálogo del elemento filtrante de repuesto.
1. APAGUE la fuente de alimentación eléctrica de
entrada primaria.
2. CIERRE el suministro de aire y purgue el sistema.

Cutmaster de ESAB 120
SERVICIO 300X5398ES
5-8
!
ADVERTENCIA
DESCONECTE siempre el suministro de aire y purgue el sistema antes de desmontar el conjunto del ltro,
ya que podría provocar lesiones.
3. Afloje los dos pernos en la parte superior del conjunto del filtro lo suficiente para permitir que los elementos
filtrantes se muevan libremente.
4. Tenga en cuenta la ubicación y orientación de los elementos filtrantes antiguos.
5. Saque los elementos filtrantes antiguos.
Cartuchos de
primera &
segunda etapa
(según marcación)
Art # A-02942-S
Sustitución opcional del elemento filtrante de dos etapas
6. Deslice los elementos filtrantes de repuesto en el conjunto del filtro, con la misma orientación que se indica
en el paso 4 anterior.
7. Apriete con la mano los dos tornillos de manera uniforme, luego apriete cada perno a 20 - 30 pulgadas-
libras (2,3 - 3,4 Nm). Un par incorrecto puede dañar la junta.
8. Aplique lentamente presión de aire al conjunto para detectar fugas.
NOTA!
Una pequeña cantidad de fugas de aire desde el acoplamiento inferior es normal.
Esto completa los procedimientos de sustitución de piezas.

Cutmaster de ESAB 120
300X5398ES SERVICIO
5T-1
SECCIÓN 5 ANTORCHA:
SERVICIO
5T.01 Mantenimiento general
NOTA!
Consulte la "sección 5: Sistema" anterior
para obtener descripciones de indicadores
comunes y de fallos.
Limpieza de la antorcha
Incluso si se toman precauciones para utilizar sola-
mente aire limpio con una antorcha, al final el inte-
rior de la antorcha se recubre con el residuo. Esta
acumulación puede afectar a la iniciación del arco
piloto y a la calidad general de corte de la antorcha.
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
NO toque las piezas internas de la antor-
cha mientras la luz del indicador de CA de
la fuente de alimentación esté ENCENDIDA.
El interior de la antorcha se debe limpiar con un
limpiador de contacto eléctrico utilizando un hiso-
po de algodón o un paño suave y húmedo. En los
casos graves, la antorcha puede retirarse de los
cables y limpiarse más a fondo mediante el vertido
del limpiador de contacto eléctrico en la antorcha
y su soplado con aire comprimido.
!
PRECAUCIÓN
Seque la antorcha completamente antes de
reinstalarla.
Lubricación de las juntas tóricas
Una junta tórica en el cabezal de la antorcha y el
conector macho ATC requiere lubricación de forma
programada. Esto permitirá que las juntas tóricas
permanezcan flexibles y proporcionen un sellado
adecuado. Las juntas tóricas se secarán, se en-
durecerán y agrietarán si el lubricante no se utiliza
con regularidad. Esto puede originar problemas
potenciales de rendimiento.
Se recomienda aplicar una capa muy fina de lubri-
cante de junta tórica (nº de catálogo 8-4025) a las
juntas tóricas semanalmente.
La ranura superior con
los orificios de ventilacion
debe permanecer abierta
Filetes de la rosca
Junta torica superior
en la ranura correcta
Junta torica inferior
Art # A-03725S
Junta tórica del cabezal de la antorcha
Conector macho ATC
Art #A-03791ES_AB
O-Anilla
#8-0525
Junta tórica de ATC
NOTA!
NO utilice otros lubricantes o grasas, que
pueden no estar diseñados para funcionar a
altas temperaturas o contener "elementos
desconocidos" que podrían reaccionar con
la atmósfera. Esta reacción puede dejar
contaminantes en el interior de la antorcha.
Cualquiera de estas condiciones puede
provocar un rendimiento inconsistente o
una vida útil deciente de las piezas.

Cutmaster de ESAB 120
SERVICIO 300X5398ES
5T-2
5T.02 Inspección y reemplazo de las
piezas consumibles de la antorcha
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
NO toque las piezas internas de la antorcha
mientras la luz del indicador de CA de la
fuente de alimentación esté ENCENDIDA.
Retire las piezas consumibles de la antorcha de la si-
guiente manera:
NOTA!
La caperuza deectora mantiene la punta y
el cartucho de arranque en su lugar. Colo-
que la antorcha con la caperuza deectora
hacia arriba para evitar que estas piezas se
caigan cuando se retire la copa.
1. Desatornille y retire el conjunto de la caperuza
deflectora de la antorcha.
NOTA!
La acumulación de escoria en la caperuza
deectora que no se puede quitar puede
afectar al rendimiento del sistema.
2. Inspeccione la caperuza en busca de daños.
Límpielo o sustitúyalo si está dañado.
Art # A-08067
Caperuza deflectora
3. En antorchas con un cuerpo de caperuza de-
flectora y una caperuza protectora o deflector,
asegúrese de que la tapa o el deflector se en-
rosca firmemente contra el cuerpo de caperuza
deflectora. En operaciones de corte por arrastre
protegidas (solamente), puede haber una junta
tórica entre el cuerpo de caperuza deflectora y
la caperuza protectora de arrastre. No lubrique
la junta tórica.
Copa de protección, estría
Cuerpo de copa
de protección
O-Anilla No. 8-3488
Art # A-03878ES
4. Retire la punta. Compruebe si hay desgaste
excesivo (indicado por un orificio alargado o de
gran tamaño). Limpie o reemplace la punta, si
es necesario.
ACCIÓN:
Conmutador ON / OFF
a posición ON
RESULTADO:
Indicador de CA ON.
Ventilador(es) ON.
Indicador de GAS ON
cuando la presión de entrada
es la adecuada para operar
con alimentación eléctrica.
Circuito de energía listo.
ACCIÓN:
RESULTADO:
El gas fluye durante un tiempo
corto y luego para.
El gas vuelve a fluir.
Indicador de CD ON
Arco eléctrico piloto establecido.
Art #A-03706-S
ACCIÓN:
Desenchufe el
cable de alimentación
o desconecte desde
posición externa.
RESULTADO:
No hay alimentación
al sistema.
ACCIÓN:
Conecte el cable de trabajo
a la pieza de trabajo.
Fije el amperaje de salida.
RESULTADO:
El sistema está listo para funcionar.
ACCIÓN:
MARCHA /
Rearranque automático
rápido / conmutador SET
a posición SET
RESULTADO:
El gas fluye hasta la
presión fijada.
ACCIÓN:
MARCHA /
Rearranque automático
rápido / conmutador SET
a posición RUN
(para la mayoría de
los usos) o para
Rearranque
automático rápido
(para aplicaciones de
ranurado, de eliminación
de rebarbas o con metales
expandidos)
RESULTADO:
El flujo de gas para.
ACCIÓN:
Suelte el gatillo del antorcha.
RESULTADO:
Para el arco principal.
El flujo de gas se para
después del flujo posterior.
ACCIÓN:
Conmutador ON / OFF
a posición OFF
RESULTADO:
Todos los indicadores
están apagados.
El (los) ventilador(es) de la fuente
de alimentación se apaga(n).
ACCIÓN:
Cierre el
conmutador de
desconexión
externo.
RESULTADO:
Alimentación
al sistema.
ARCO ELÉCTRICO
PILOTO
ACCIÓN:
El antorcha se alejó del trabajo
(mientras sequía activado)
RESULTADO:
Para el arco principal.
El arco pilot rearranca
automáticamente.
ACCIÓN:
El antorcha se movió dentro de la distancia
admisible para la pieza de trabajo.
RESULTADO:
El arco principal se transfiere.
El arco eléctrico piloto se apaga.
Proteja los ojos y active el antorcha.
Ejemplo de desgaste de la punta
5. Extraiga el cartucho de arranque. Compruebe si
hay desgaste excesivo, agujeros de gas tapados
o decoloración. Compruebe el movimiento libre
del acoplamiento final inferior. Reemplace si es
necesario
Art # A-08064S
Acople del extremo inferior
accionado por resorte
totalmente comprimido
Acople del extremo inferior
accionado por resorte
retraído/completamente extendido
6. Tire del electrodo directamente desde el cabezal
de la antorcha. Compruebe la cara del electrodo
para detectar desgaste excesivo. Consulte la
imagen siguiente.
Electrodo desgastado
Nuevo electrodo
Art # A-03284ES
Desgaste de electrodos
7. Vuelva a instalar el electrodo, empujándolo di-
rectamente en el cabezal de la antorcha hasta
que encaje.
8. Vuelva a instalar el cartucho de arranque desea-
do y la punta en el cabezal de la antorcha.
9. Apriete con la mano la caperuza deflectora hasta
que se asiente en el cabezal de la antorcha. Si
percibe resistencia al instalar la copa, revise las
roscas antes de continuar.
Esto completa los procedimientos de sustitución de
piezas.

Cutmaster de ESAB 120
300X5398ES Lista de piezas
6-1
SECCIÓN 6: LISTAS DE PIEZAS
6.01 INTRODUCCIÓN
A. Desglose de la lista de piezas
La lista de piezas proporciona un desglose de todos los componentes reemplazables. Las listas de piezas se
organizan de la siguiente manera:
Sección "6.03 Sustitución de la fuente de alimentación eléctrica"
Sección "6.04 Piezas de repuesto de la fuente de alimentación eléctrica de repuesto"
Sección "6.05 Opciones y accesorios"
Sección "6.06 Piezas de repuesto para la antorcha manual"
Sección "6.07 Piezas de repuesto para antorchas mecánicas con conectores no protegidos"
Sección "6.08 Piezas consumibles de la antorcha (SL100)"
NOTA!
Las piezas de la lista sin números de artículo no se muestran, pero pueden ordenarse por el número de
catálogo presentado.
B. Devoluciones
Si ha de devolver un producto para el servicio, póngase en contacto con su distribuidor. No se aceptarán mate-
riales devueltos sin la debida autorización.
6.02 Información para cursar pedidos
Solicite piezas de repuesto por número de catálogo y descripción completa de la pieza o conjunto, enumeradas
en la lista de piezas para cada tipo de artículo. Incluya también el modelo y número de serie de la fuente de ali-
mentación eléctrica. Dirija todas sus dudas a su distribuidor autorizado.
6.03 Sustitución de la fuente de alimentación eléctrica
Los siguientes artículos se incluyen con la fuente de alimentación eléctrica de repuesto: cable de trabajo y abra-
zadera, cable de alimentación eléctrica de entrada, regulador / filtro de presión de gas y manual de instrucciones.
Cant. Descripción N.º catálogo
Cutmaster de ESAB 120 CE Alimentación con 400VAC, Trifásica 50/60 Hz,
Cable de alimentación eléctrica de entrada 0559319304
6.04 Piezas de repuesto de la fuente de alimentación eléctrica de repuesto
Cant. Descripción N.º catálogo
1 Regulador 9-0115
1 Elemento de reemplazo del conjunto del filtro 9-0116
1 Cable de alimentación de corriente por 380/400 V Alimentación 9-0216

Cutmaster de ESAB 120
Lista de piezas 300X5398ES
6-2
6.05 Opciones y accesorios
Cant. Descripción N.º catálogo
1 Kit de filtro de una única etapa (incluye filtro y manguera) 7-7507
1 Cuerpo de filtrado de repuesto 9-7740
1 Manguera de filtrado de repuesto (no se muestra) 9-7742
2 Elemento filtrante de repuesto 9-7741
1 Kit de filtro de dos etapas (incluye manguera y tornillos de montaje) 9-9387
1 Conjunto del filtro de aire de dos etapas 9-7527
1 Cartucho de primera etapa 9-1021
1 Cartucho de segunda etapa 9-1022
1 Cable de trabajo extendido (50 pies / 15,2 m) con abrazadera 9-8529
1 Kit de interfaz de automatización
para Inicio/Parada, Aceptar para mover y voltaje de arco dividido) 9-8311
1 Arnés de automatización para Inicio/Parada y Aceptar con fines de movimiento 9-9385
1 Cable CNC para kit de interfaz de automatización de 7,6 m / 25 pies 9-1008
1 Cable CNC para kit de interfaz de automatización de 10,7 m / 35 pies 9-1010
1 Cable CNC para kit de interfaz de automatización de 15,2 m / 50 pies 9-1011
Elemento
Filtrante
(Nr. Cat. 9-7741)
Alojamiento
Cubierta
Accesorio
dentado
Resorte
Filtro montado
O-Anilla
(Nr
. Cat. 9-7743)
Ar
t # A-02476-S
Cartuchos de
primera &
segunda etapa
(según marcación)
Art # A-02942-S
Instalación opcional del kit de filtro de una única etapa Kit de filtro opcional de dos etapas

Cutmaster de ESAB 120
300X5398ES Lista de piezas
6-3
6.06 Piezas de repuesto para la antorcha manual
Art. n.º Cant. Descripción N.º catálogo
1 1 Kit de reemplazo del conjunto del mango de la antorcha
(incluye los artículos nº 5 y 6) 9-7030
2 1 Kit de reemplazo del conjunto del gatillo 9-7034
3 1 Kit de tornillos del mango (5 cada uno, tapón de rosca
de 6-32 x 1/2 pulgada y llave) 9-8062
4 1 Kit de reemplazo del conjunto del cabezal de la antorcha
(incluye los artículos nº 5 y 6) 9-8219
5 1 Junta tórica grande 8-3487
6 1 Anillo "O" pequeño 8-3486
7 Conjuntos de conectores con conectores ATC
(incluye conjuntos de interruptores)
1 Conjunto de conductores de 6,1 m / 20 pies con conector ATC SL100 4-7836
1 Conjunto de conductores de 15,2 m / 50 pies con conector ATC SL100 4-7837
8 1 Kit del interruptor 9-7031
10 1 Adaptador de cable de control de la antorcha (incluye el artículo nº 11) 7-3447
11 1 Protector a través del orificio 9-8103
7
5
6
3
4
2
Art # A-07993_AB
1
8

Cutmaster de ESAB 120
Lista de piezas 300X5398ES
6-4
6.07 Piezas de repuesto para antorchas mecánicas con conectores no protegidos
Art. n.º Cant. Descripción N.º catálogo
1 1 Conjunto del cabezal de la antorcha sin cables
(incluye los artículos 2, 3 y 14) 9-8220
2 1 Junta tórica grande 8-3487
3 1 Anillo "O" pequeño 8-3486
4 1 Kit del interruptor PIP 9-7036
5 Conjuntos de conductores automatizados no protegidos con conectores ATC
1 Conjunto de conductores de 1,5 m / 5 pies con conector ATC 4-7850
1 Conjunto de conductores de 3,05 m / 10 pies con conector ATC 4-7851
1 Conjunto de conductores de 7,6 m / 25 pies con conector ATC 4-7852
1 Conjunto de conductores de 15,2 m / 50 pies con conector ATC 4-7853
6 Conjuntos de conductores mecanizados no protegidos con conectores ATC
1 Conjunto de conductores de 1,5 m / 5 pies con conector ATC 4-7842
1 Conjunto de conductores de 3,05 m / 10 pies con conector ATC 4-7843
1 Conjunto de conductores de 7,6 m / 25 pies con conector ATC 4-7844
1 Conjunto de conductores de 15,2 m / 50 pies con conector ATC 4-7845
7 1 Bastidor de 279 mm / 11 pulgadas 9-7041
8 1 Tubo de montaje de 279 mm / 11 pulgadas 9-7043
9 1 Montaje de la tapa del extremo 9-7044
10 2 Cuerpo, montaje, bloqueo de apriete 9-4513
11 1 Clavija, montaje, bloqueo de apriete 9-4521
12 1 Manguito de soporte de la antorcha 7-2896
13 1 Kit del émbolo PIP y muelle de retorno 9-7045
1 Conjunto del piñón (no se muestra) 7-2827
1 Tubo de posicionamiento de 126 mm / 5 pulgadas (no se muestra) 9-7042
NOTA!
*No incluye adaptador de cable de control ni protector a través de agujeros.

Cutmaster de ESAB 120
300X5398ES Lista de piezas
6-5
A-07994_AB
1
4
2
3
5 & 6
7
8
9
10
12
11
10
13

Cutmaster de ESAB 120
Lista de piezas 300X5398ES
6-6
6.08 Piezas consumibles de la antorcha (SL100)
Cartucho
de arranque
9-8213
Electrodo
Auto 9-8232
Manual 9-8215
50-55A 9-8209
60A 9-8210
70A 9-8231
80A 9-8211
90/100A 9-8212
120A Auto 9-8233
120A Manual 9-8253
Punta:
Punta:
Punta A 9-8225 (40 Amps Max.)
Punta B 9-8226 (50 - 120 Amps)
Punta C 9-8227 (60 - 120 Amps)
Punta D 9-8228 (60 - 120 Amps)
Punta E 9-8254 (60 - 120 Amps)
Copa de protección, Ranurado
9-8241
Cuerpo de la
copa de
protección
9-8237
Punta:
40-120A
Ranurado
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Cubierta de protección, deflector
9-8243
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Cubierta de protección, máquina
50-60A 9-8238
Copa de protección para
corte por arrastre
9-8235
Copa de protección para
corte por arrastre
70-100A 9-8236
Copa de protección para
corte por arrastre
120A 9-8258
Cubierta de protección, máquina
70-100A 9-8239
Cubierta de protección, máquina
120A 9-8256
Art # A-08066S
Corte separado
de la pieza
70-120A
Corte separado
de la pieza
20-40A
Cubierta de protección, deflector
9-8243
50-60A
Corte separado
de la pieza
Cartucho de arranque
de gran resistencia,
solo de baja
frecuencia 9-8277
Cubierta de protección, deflector
9-8243
Cubierta de protección, máquina
40A 9-8245
20A 9-8205
30A 9-8206
40A 9-8208
Cuerpo de la
copa de
protección,
9-8237
Copa de
protección
9-8218
Punta:
Clip óhmico de la
antorcha mecanizada
9-8224
Clip óhmico de la
antorcha manual
9-8259

ESAB CUTMASTER 120
300X5398ES APÉNDICE
A-1
APÉNDICE 1: SECUENCIA DE OPERACIÓN
(DIAGRAMA DE BLOQUE)
ACCIÓN
Gire el interruptor ON / OFF a
la posición ON (encendido).
RESULTADO
El indicador AC se
enciende. El(los)
ventilador(es) se enciende(n).
El indicador de GAS se
enciende cuando la presión
de gas es la adecuada.
El
circuito de potencia
está preparado.
ACCIÓN
Proteja sus ojos y active la
antorcha
RESULTADO
El gas fluye por unos instantes,
luego se detiene. El flujo de gas
se reinicia.
El indicador DC encendido,
el arco piloto establecido.
Art-# A-08793ES_AB
ACCIÓN
Conecte el cable de masa a la
pieza. Ajuste el amperaje de salida.
RESULTADO
El sistema esta listo
para funcionar.
ACCIÓN
Gire el interruptor RUN /
Rapid Auto Restart/ SET
a la posición SET
RESULTADO
El gas fluye para
establecer la presión.
ACCIÓN
Gire el interruptor RUN / Rapid
Auto Restart / SET a la posición
RUN
(para la mayoría de las aplicaciones)
o para Rapid Auto Restart
(para aplicaciones
de ranurado, rebabado o metal
expandido) o para la posición
LATCH
se utiliza para
aplicaciones
específicas
RESULTADO
El flujo del gas se detiene.
ACCIÓN
Suelte el gatillo de la antorcha
RESULTADO
El arco principal se detiene
El flujo de gas se detiene,
luego del postflujo
ACCIÓN
Gire el interruptor ON / OFF a
la posición OFF
(apagado)
ACCIÓN
Cierre el
seccionador del
suministro
RESULTADO
Se enciende la
alimentación
del
sistema
ACCIÓN
La antorcha se mueve dentro de la
distancia de transferencia a la pieza.
RESULTADO
El arco principal se transfiere.
El arco piloto se apaga
ARCO PILOTO
RESULTADO
Todos los indicadores se
apagan. El(los) ventilador(es)
de la fuente de alimentación
se detiene(n).
ACCIÓN
La antorcha se aparta de la pieza
(mientras aún está activada).
RESULTADO
El arco principal se detiene. El arco
piloto se reinicia automáticamente.
ACCIÓN
Desenchufe el cable
de alimentación o
abra el seccionador
del suministro.
RESULTADO
Se apaga la
alimentación
del sistema.

ESAB CUTMASTER 120
APÉNDICE 300X5398ES
A-2
Mo del:
Da te of Mf r:
1/ 3
f
f
1
2
U
1
1
1
1max 1eff
I
I
U
2
3Ø
3Ø1Ø
1Ø
S/N
U
0
=
X
Símbolos estándar
Ø
CA
CC
Fase
NOTAS:
1. El símbolo que se muestra indica entrada de CA monofásica o trifásica,
convertidor-transformador-rectificador de frecuencia estática, salida de CC.
2. Indica los voltajes de entrada para esta fuente de alimentación.
La mayoría de las fuentes de alimentación llevan una etiqueta en el
cable de alimentación que muestra los requisitos de voltaje de entrada
para la fuente de alimentación.
3. Fila superior: valores del ciclo de trabajo.
El valor del ciclo de trabajo IEC se calcula según lo
especifica la Comisión Electrotécnica Internacional.
El valor del ciclo de trabajo TDC se determina según los
procedimientos de prueba del fabricante de la fuente de alimentación.
Segunda fila: valores nominales de la corriente de corte.
Tercera fila: valores convencionales del voltaje de carga.
4. Algunas secciones de la etiqueta de datos pueden aplicarse a áreas
separadas de la fuente de alimentación.
I
Art # A-12765ES
Rango de salida (amperaje /
voltaje)
Tipo de alimentación
(Nota 1)
Tipo de corriente de salida
Voltaje nominal
sin carga
Símbolo de corte
con plasma
Nombre y/o logotipo del
fabricante, ubicación, modelo
y nivel de revisión, número de
serie y código de producción
Voltaje convencional
de carga
Estándar de regulación para
este tipo de alimentación
eléctrica
Datos del ciclo de trabajo
(Nota 3)
Factor de ciclo de trabajo
Especificaciones
Potencia de entrada
(fase, frecuencia en
Hz de CA o CC)
Símbolo de entrada
de energía
Voltaje nominal de
alimentación (Nota 2)
Corriente máxima
de alimentación nominal
Corriente máxima de
alimentación efectiva
Grado de protección
Número de archivo de esquema
eléctrico y nivel de revisión del
fabricante
APÉNDICE 2: INFORMACIÓN DE ETIQUETA DE DATOS

ESAB CUTMASTER 120
300X5398ES APÉNDICE
A-3
APÉNDICE 3: DIAGRAMA DEL PASADOR DE ANTORCHA
A. Diagrama de conexión de la antorcha manual
1
2
3
4
5
6
7
8
5
6
7
8
1
2
3
4
Vista frontal del
receptáculo ATC hembra
Piloto
Piloto
6 - Abierto
7 - Abierto
8 - Abierto
5 - Abierto
Negativo /
Plasma
6 - Abierto
7 - Abierto
5 - Abierto
2 - PIP
3 - Conmutador
4 - Conmutador
1 - PIP
4 – Verde /
Conmutador
2- Anaranjado /
PIP
3 – Blanco /
Conmutador
1- Negro /
PIP
Negativo /
Plasma
8 - Tierra
Vista frontal del
conector ATC macho
Art # A-03701-S
B. Diagrama de conexión de la antorcha (mecánica) mecanizada
Vista frontal del
receptáculo ATC hembra
Vista frontal del
conector ATC macho
Negativo / Plasma
3 - Blanco -
Colgante
Conector
4- Negro -
Colgante
Conector
2 - Anaranjado/
PIP
1 - Negro /
PIP
Piloto
2 - PIP
1 - PIP
6 - Abierto
7 - Abierto
5 - Abierto
8 - Tierra
8 – Verde –
puesta a
tierra del
conector
colgante
5 – Blanco /
sin usar
7 – Verde /
sin usar
6 - Abierto
3- Conmutador
4 - Conmutador
Art # A-03799ES
Negativo / Plasma
Piloto
1
2
3
4
5
6
7
8
5
6
8
1
2
3
4
7
ANTORCHA DE CORTE SIN BLINDAJE

ESAB CUTMASTER 120
APÉNDICE 300X5398ES
A-4
APÉNDICE 4: DIAGRAMAS DE CONEXIÓN DE
ANTORCHAS
A. Diagrama de conexión de la antorcha manual
Piloto
Negativo / Plasma
Conector de
cables
ATC Macho
Receptáculo
ATC hembra
Piloto
Negativo / Plasma
Negro
Anaranjado
Al circuito de
alimentación eléctrica
Art # A-03797-S
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Verde
Blanco
Al circuito de
alimentación eléctrica
Antorcha: Antorcha manuales SL60/SL100
Conexiones: Cables para antorchas con conector
de alimentación ATC
Alimentación eléctrica: con receptáculo ATC
Cables para antorcha
Alimentación
de energia
Conmutador
del antorcha
Conmutador
de PIP
Cabezal
del antorcha
B. Diagrama de conexión de la antorcha mecanizada
Piloto
Negativo / Plasma
Al control remoto
Conector
Colgante
Remoto
Sin
usar
Conector de
cables ATC
Macho
Receptáculo
ATC hembra
Cable piloto
Negativo / cable de plasma
Art # A-03798ES
1
2
5
6
4
3
8
7
Al circuito de
alimentación eléctrica
Verde
Al circuito de
alimentación eléctrica
1
2
5
6
4
3
8
7
Negro
Blanco
Verde
Negro
Anaranjado
Blanco
Antorcha: Antorcha de corte mecanizado sin blindaje SL100
Conexiones: Cables para antorchas con conector
de alimentación ATC
Alimentación eléctrica: con receptáculo ATC
Cables para antorcha
Alimentación
de energia
Conmutador
de PIP
Cabezal
del antorcha

ESAB CUTMASTER 120
300X5398ES APÉNDICE
A-5
Esta página se dejó intencionalmente en blanco.

ESAB CUTMASTER 120
APÉNDICE 300X5398ES
A-6
APÉNDICE 5: SISTEMA ESQUEMÁTICO, UNIDADES DE
400 V
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130

ESAB CUTMASTER 120
300X5398ES APÉNDICE
A-7
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130

ESAB CUTMASTER 120
APÉNDICE 300X5398ES
A-8
Historial de revisiones
Fecha Rev Descripción
01/15/2015 AA Descarga manual
06/15/2015 AB Se ha corregido un problema por el ciclo de trabajo nominal de 120A @ 80%
08/14/2015 AC
Arte actualizado sobre la cubierta, actualizado DoC, ciclo de trabajo valores añadidos, eliminado Conjuntos
de cables de antorcha mecánica protegidos de repuesto
11/14/2015 AD DoC revisado, extraído en el texto impreso
10/31/2019 AE Archivos de Arte actualizados, Declaración Actualizada de Conformidad

Esta página se dejó intencionalmente en blanco.

Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone num-
bers to our distributors in other
countries, please visit our home
page
www.esab.eu
ESAB subsidiaries and representative offices
www.esab.eu
©2015 ESAB Welding and Cutting Products
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
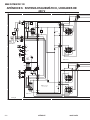 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78














































































ESAB ESAB Cutmaster 120 Plasma Cutting System Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB ESAB Cutmaster 80 Plasma Cutting System Manual de usuario
-
-
-
-
-
ESAB CUTMASTER® A80 Automated Plasma Cutting System Manual de usuario
-
-
-
-
