
Manual de
operación
DMX Automated Beveler
Número de artículo: 0560956471ES
Fecha de Revisión: August 3, 2018
Número de revisión: AB
Idioma: ES
esab.com
Art # A-13398

NOSOTROS VALORAMOS SU TRABAJO!
Felicitaciones por su nuevo producto ESAB. Estamos orgullosos de tenerlo como cliente y
nos esforzaremos por brindarle el mejor y más able servicio de la industria. Este producto
está respaldado por nuestra amplia garantía y nuestra extensa red internacional de atención
al cliente. Para encontrar al distribuidor o al agente de servicio técnico más cercanos a su
domicilio visite nuestra página web: www.esab.eu.
Este Manual de operación ha sido diseñado para instruirlo acerca del uso y operación correctos
de su producto ESAB. Nuestra mayor preocupación es que esté satisfecho con el producto
y que su utilización sea segura. Por lo tanto, rogamos se tome el tiempo necesario para leer
todo el manual, especialmente las Precauciones de seguridad. Le ayudarán a evitar riesgos
potenciales que pueden existir cuando trabaje con este producto.
¡USTED ESTA EN BUENA COMPAÑÍA!
La marca elegida por contratistas y fabricantes en todo el mundo.
ESAB es una marca global de los productos para corte por plasma manual o automatizado.
Nos distinguimos de nuestros competidores por la abilidad de nuestros productos, líderes
en el mercado, los que han superado la prueba del tiempo. Estamos orgullosos de nuestras
innovaciones técnicas, precios competitivos, entrega excelente, la alta calidad de nuestra
atención al cliente y asistencia técnica, junto a nuestra gran experiencia en ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar productos tecnológica-
mente avanzados para generar un ambiente de trabajo más seguro dentro de la industria de
la soldadura.
Historial de revisiones
AA 12/17 Descarga Original
AB 8/18 Cabeza añadida que nivela procedimiento; partes actualizadas para nivelación; la
asamblea de Cable Corregida separa números; números de Cable de I-serie Añadidos; nota añadida
sobre lubricación DMX

Plasma Cutting Accessory
DMX™ Automated Beveler
Manual de operación No. 0560956471ES
Publicado por:
ESAB Group Incorporated
2800 Airport Rd.
Denton, Texas 76207
www.esab.com
© Copyright 2017 por ESAB.
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el
consentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para ninguna
parte por ninguna pérdida o daño causado por cualquier error u omisión en este
manual, independientemente de que tal error haya sido ocasionado por negligencia,
accidente o por cualquier otra causa.
Para material de impresión especicaciones, consultar el documento 47x????
Fecha de publicación original: December 7, 2017
Fecha de la revisión:
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra:_______________________________
Fecha de compra:__________________________________
N° de serie:___________________________
ADVERTENCIA
Antes de instalar y usar el equipo, o realizar
tareas de mantenimiento en él, lea este
manual y asegúrese de haber entendido todo
su contenido así como también las prácticas
de seguridad laboral de su empresa.
A pesar de que la información contenida en
este manual representa el mejor criterio del
fabricante, éste no asume responsabilidad
alguna sobre su utilización.

PRECAUCIÓN
ASEGÚRESE DE QUE EL OPERADOR ACCEDA A ESTA INFORMACIÓN.
SU DISTRIBUIDOR ESAB PUEDE FACILITARLE COPIAS ADICIONALES.
Estas INSTRUCCIONES son para operadores experimentados. Si usted desconoce la
teoría de operación y las prácticas seguras de la soldadura de arco y equipos de corte,
rogamos que lea nuestro folleto, “precautions and safe practices for arc welding, cutting,
and gouging”, formulario 52-529. No permita que personas inexperimentadas instalen,
operen o mantengan este equipo. No instale ni haga funcionan este equipo hasta
haber leído completamente estas instrucciones. Si no entiende alguna parte de estas
instrucciones, póngase en contacto con su distribuidor ESAB para obtener información
adicional. Asegúrese de leer las medidas de seguridad antes de instalar o de operar este
equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo funcionará en conformidad con la descripción contenida en este manual, las
etiquetas que lo acompañan, y las instrucciones proporcionadas. Este equipo se debe comprobar
periódicamente. No se debe utilizar un equipo con un mantenimiento o un funcionamiento
incorrectos. Las piezas rotas, ausentes, gastadas, torcidas o contaminadas se deben sustituir
inmediatamente. Si tal reparación o reemplazo llegan a ser necesarios, el fabricante recomienda
solicitar el servicio por teléfono o por escrito al distribuidor ESAB del que se adquirió el equipo.
Este equipo o cualquiera de sus piezas no se deben modicar sin la autorización previa y por escrito
del fabricante. El usuario de este equipo será el único responsable de cualquier malfuncionamiento
que resulte de uso incorrecto, mantenimiento inadecuado, daños, reparaciones o modicación
incorrecta por parte de cualquier persona, con excepción del fabricante o de un distribuidor
autorizado indicado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!

Contenido
TOC
Contenidos
SEGURIDAD
Introducción ............................................................................................................................................................. 3
Seguridad general ................................................................................................................................................. 4
Trabajando con equipo de corte por plasma. .............................................................................................. 5
Trabajando con sistemas de control y suministro de gas. ....................................................................... 12
Referencias de seguridad recomendadas ..................................................................................................... 15
Internacional ...................................................................................................................................................... 15
Alemania ............................................................................................................................................................. 16
Estados Unidos ................................................................................................................................................. 17
Canadá ................................................................................................................................................................. 18
Fuentes adicionales ......................................................................................................................................... 18
Descripción
Información general .............................................................................................................................................. 21
Partes de la estación DMX VBA ................................................................................................................... 22
3 Control servo del eje ................................................................................................................................... 22
Tecnología Smartbevel™...................................................................................................................................... 23
Compensación automática de ángulo de inclinación y compensación de la incisión ............ 23
Desplazamiento de altura automático ..................................................................................................... 23
Compensación de terrenos biselados ...................................................................................................... 23
Control de ángulo de alta precisión ..........................................................................................................24
Reducción automática de velocidad ......................................................................................................... 24
Programación de variables de proceso .................................................................................................... 24
Desplazamientos posicionales en corte en bisel .................................................................................. 25
Características ................................................................................................................................................... 26
Contenido

TOC Contenido
Especicaciones ...................................................................................................................................................... 26
Introducción ...................................................................................................................................................... 26
Capacidades ............................................................................................................................................................. 27
Bisel Único .......................................................................................................................................................... 27
Doble biseles ..................................................................................................................................................... 27
Biseles triples. .................................................................................................................................................... 28
Deniciones para los biseles superior e inferior ...................................................................................28
Biseles superiores ............................................................................................................................................. 28
Biseles inferiores ............................................................................................................................................... 29
Ángulo de bisel máximo ............................................................................................................................... 29
Tecnología Smart Bevel ................................................................................................................................. 30
Detección inicial de altura ................................................................................................................................... 31
Limitaciones Dimensionales ............................................................................................................................... 32
Restricciones dimensionales de mesa de agua ..................................................................................... 32
Operación
Introducción ............................................................................................................................................................. 35
Controles de movimiento básicos .................................................................................................................... 36
Funcionamiento de los ejes de bisel ............................................................................................................... 37
Proceso de recuperación de fallos .................................................................................................................. 41
Kit Smart Align ........................................................................................................................................................ 42
Herramienta de alineación de antorcha .................................................................................................. 42
Alineación de un toque ....................................................................................................................................... 43
Descripción breve ............................................................................................................................................ 43
Procedimiento de ajuste ............................................................................................................................... 43
Contenido

Contenido
TOC
Mantenimiento
Introducción ............................................................................................................................................................. 57
Mantenimiento rutinario .................................................................................................................................... 58
Frecuencia de mantenimiento rutinario ........................................................................................................ 58
Controles de mantenimiento rutinarios ......................................................................................................... 59
Diario .................................................................................................................................................................... 61
Una vez por semana ....................................................................................................................................... 61
Mensualmente .................................................................................................................................................. 62
Semestral ............................................................................................................................................................ 63
Anualmente ....................................................................................................................................................... 63
Adicional ............................................................................................................................................................ 63
Limpieza .................................................................................................................................................................... 64
Limpieza de la estación ................................................................................................................................. 64
Recintos eléctricos ........................................................................................................................................... 65
Lubricación ............................................................................................................................................................... 66
Lubricación ......................................................................................................................................................... 66
Levante los rodamientos lineales ............................................................................................................... 67
Levante el tornillo/perno de cabeza ......................................................................................................... 67
Rodamientos lineales de carroza ................................................................................................................ 67
Alineación y calibración mecánica de la estación de bisel ...................................................................... 68
Introducción ...................................................................................................................................................... 68
Calibración de bisel DMX .................................................................................................................................... 70
Reemplazo del motor A y B .......................................................................................................................... 75
Establecer la altura inicial .................................................................................................................................... 76
Estación de ajuste Vertical (plomada) ............................................................................................................. 79
Contenido

Contenido
TOC
Replacement Parts
General Information .............................................................................................................................................. 83
Ordering Information ........................................................................................................................................... 84
DMX Plasma Bevel
0560954600 Rev 5 .................................................................................................................................................. 85
BOM ............................................................................................................................................................................ 95
Electrical Enclosure DMX
0560956085 Rev4 REFERENCE ...........................................................................................................................99
BOM ............................................................................................................................................................................ 101
Smart Align Calibration Unit DMX
0004686176 Rev OR ............................................................................................................................................... 103
Grease Gun Coupler Alemite
0560957495 Rev OR ............................................................................................................................................... 104
Torch Leveling Tool
0558004936 Rev OR ............................................................................................................................................... 105
Alignment Nozzle DMX
0004471607 Rev OR ............................................................................................................................................... 106
Shim Set ..................................................................................................................................................................... 107
0560957592 Rev OR ............................................................................................................................................... 107
Alignment Cable
0558008466 Rev OR .............................................................................................................................................. 108
Contenido

Contenido
TOC
Cables DMX
Part Numbers ........................................................................................................................................................... 109
Torch Bundles
PT-36 ........................................................................................................................................................................... 110
BOM ............................................................................................................................................................................ 111
Torch Bundles
i-Series Torch Bundles ........................................................................................................................................... 112
BOM ............................................................................................................................................................................ 112
Contenido

Contenido
TOC
Página espaciadora
Contenido

SEGURIDAD
SEGURIDAD
Mantenimiento
Operación
Piezas de repuesto
DESCRIPCIÓN

SEGURIDAD
2
Página espaciadora
SEGURIDAD

SEGURIDAD
3
Introducción
Introducción
Las cortadoras de ESAB están diseñadas para
funcionar de forma segura y efectiva. Se requiere
una atención sensible a los procedimientos
operativos, precauciones y prácticas seguras
para lograr una medida completa de utilidad. Ya
sea que una persona participe en la operación,
el servicio o como observador, el cumplimiento
de las precauciones establecidas es obligatorio.
El incumplimiento de las precauciones puede
ocasionar daños al equipo, lesiones graves o la
muerte. Las siguientes precauciones son directrices
cuando se trabaja con máquinas de corte y equipos
asociados. En las instrucciones se encuentran
precauciones más explícitas Para obtener
información especíca relacionada con la industria
y la seguridad, obtenga y lea las publicaciones
enumeradas en Referencias recomendadas.
Las siguientes palabras y símbolos se utilizan a lo
largo de este manual para indicar diferentes niveles
de implicación de seguridad que se requiere:
SEGURIDAD
Utilizados para llamar la atención sobre
peligros de riesgo medio, los cuales, si
no son evitados, pueden resultar en la
muerte o en lesiones graves.
ADVERTENCIA
Usados para llamar la atención hacia
información importante no relacionada
directamente con peligros de seguridad,
o que podrían causar posibles daños al
equipamiento.
Utilizados para llamar la atención sobre
peligros de riesgo alto, los cuales, si no
son evitados, resultarán en la muerte o en
lesiones graves.
PELIGRO
Utilizados para llamar la atención sobre
peligros de riesgo bajo, los cuales, si no
son evitados, pueden resultar en lesiones
menores o moderadas.
PRECAUCIÓN
SEGURIDAD

Seguridad general
SEGURIDAD
4
Seguridad general
LEA Y COMPRENDA ESTE MANUAL DE
INSTRUCCIONES ANTES DE USAR LA
MÁQUINA.
No seguir las instrucciones de seguridad
puede resultar en la muerte o en lesiones
graves.
• Lea el procedimiento completo antes
de operar equipamientos o realizar
mantenimiento.
• Se debe prestar especial atención a
todas las advertencias sobre peligros
que provean información esencial sobre
seguridad personal y/o posibles daños al
equipo.
• Lea todas las publicaciones de seguridad
que su empresa disponga.
ADVERTENCIA
LEA Y COMPRENDA TODAS LAS
ETIQUETAS DE SEGURIDAD EN LA
MÁQUINA.
No seguir las instrucciones de la etiqueta de
seguridad puede resultar en la muerte o en
lesiones graves.
Consulte el contenido del manual de
instrucciones para obtener información
especíca de seguridad.
ADVERTENCIA
WARNING
SEGURIDAD

SEGURIDAD
5
Trabajando con equipo de corte por plasma.
Trabajando con equipo de corte
por plasma.
PELIGRO DE CHOQUE ELÉCTRICO.
El choque eléctrico puede causar lesiones
graves o la muerte.
• NO toque la antorcha de plasma,
la mesa de corte o las conexiones
de cables durante la operación del
plasma.
• Apague TODA la energía antes de
tocar o realizar mantenimiento a los
componentes del sistema (es decir,
antorcha de plasma, controles de
caudal, arrancadores del arco, fuentes
de alimentación, circuladores de
refrigerante o armarios electrónicos).
• No toque los componentes eléctricos
vivos.
• Mantenga todos los paneles y
cubiertas en su lugar cuando la
máquina esté conectada a la fuente de
alimentación.
• Aíslese a usted mismo del lugar de
trabajo y la puesta a tierra eléctrica
con el uso de guantes, zapatos y
vestimentas aislantes.
• Mantenga los guantes, los zapatos,
la vestimenta, el área de trabajo y el
equipamiento secos en todo momento.
ADVERTENCIA
SEGURIDAD

Trabajando con equipo de corte por plasma.
SEGURIDAD
6
ADVERTENCIA
PELIGRO DE CHISPAS.
El calor, las salpicaduras de la soldadura
y las chispas pueden causar incendios y
quemaduras.
• No corte cerca del material inamable.
• No corte recipientes que hayan
contenido combustible.
• No conserve combustibles (por
ejemplo, encendedores o fósforos) con
usted en ningún momento.
• Utilice protección visual, guantes, y
vestimentas ignífugas adecuados que
cubran todas las áreas expuestas.
PELIGRO DE INCENDIO.
El proceso de plasma puede causar
quemaduras severas durante o después de la
secuencia de corte.
• Mantenga las manos alejadas de las
antorchas de plasma durante y después de
la operación. Deje que la antorcha se enfríe
durante un tiempo amplio.
• No toque la placa o las piezas cortadas
inmediatamente después del corte. Deje
que el metal se enfríe durante un tiempo
o mójelo con agua. Utilice guantes tipo
guantelete cuando recoja las piezas
cortadas.
• Los arcos de plasma pueden causar
quemaduras. Manténgase usted y a los
demás alejados del proceso de plasma
durante la operación.
ADVERTENCIA
SEGURIDAD

SEGURIDAD
7
Trabajando con equipo de corte por plasma.
PELIGRO DE EXPLOSIÓN
El proceso de plasma puede crear
bolsas de gas de hidrógeno en las capas
freáticas. Estas bolsas estallarán cuando
se enciendan con chispas o arco de plasma.
Las explosiones pueden causar lesiones
personales graves o la muerte.
• Si corta bajo el agua, airee el agua
debajo de la supercie de la placa con
aire comprimido.
• Si corta por encima del agua, use
ventiladores para hacer circular el aire
entre la placa y la supercie del agua.
• Si el nivel freático no se ha utilizado
durante varias horas, vibre o sacúdalo
para romper las bolsas de hidrógeno.
• No deje la placa en la mesa durante la
noche.
• Cambie el agua en la mesa a menudo
para romper los bolsillos de hidrógeno.
• Mantenga el nivel de pH del agua cerca
de 7 (neutro).
• Limpie los desechos (especialmente las
partículas nas) del fondo de la capa
freática con frecuencia.
• El espacio de partes programado debe
tener un mínimo del doble del ancho
de la ranura para garantizar que el
material siempre esté debajo del corte.
ADVERTENCIA
SEGURIDAD

Trabajando con equipo de corte por plasma.
SEGURIDAD
8
PELIGRO DE EXPLOSIÓN.
Ciertas aleaciones de litios de aluminio
fundido (AlLi) pueden causar explosiones
cuando se corta con plasma en presencia
de agua.
• NO corte con plasma las aleaciones
AlLi con agua o cerca de ella. Estas
aleaciones deben ser cortadas
únicamente en seco sobre una mesa
seca.
• NO realice cortes secos sobre el agua.
• NO utilice antorchas de plasma con
inyección de agua.
• Contacte al proveedor de aluminio
para obtener información adicional
sobre la seguridad respecto a peligros
asociados con dichas aleaciones.
ADVERTENCIA
LOS MONTAJES GIRATORIOS DE
LA ESTACIÓN PUEDEN CAUSAR
LESIONES GRAVES.
La rotación de la unidad ocurrirá
repentinamente y se moverá rápidamente.
Mantenga a todo el personal alejado del
área inmediata durante la conguración,
la prueba, el mantenimiento y la
operación automática.
ADVERTENCIA
SEGURIDAD

SEGURIDAD
9
Trabajando con equipo de corte por plasma.
ADVERTENCIA
PELIGRO DE RADIACIÓN.
Los rayos del arco de plasma pueden
lesionar los ojos y quemar la piel.
• Utilice protección visual y corporal.
• Utilice lentes de seguridad oscuros
o gafas con protectores laterales.
Reemplace los lentes o las gafas cuando
los lentes estén picados o rotos.
• Adviértale a los demás que no miren
directamente al arco a menos que
utilicen lentes de seguridad.
• Prepare el área de corte para reducir
el reejo y la transmisión de luz
ultravioleta.
• Pinte las paredes y demás supercies
con colores oscuros para reducir los
reejos.
• Instale pantallas o cortinas protectoras
para reducir la transmisión ultravioleta.
ADVERTENCIA
PELIGRO DE RUIDOS.
El ruido del arco de plasma puede dañar
su audición. Utilice protección auditiva.
SEGURIDAD

Trabajando con equipo de corte por plasma.
SEGURIDAD
10
PELIGRO DE HUMOS TÓXICOS.
El proceso de corte por plasma puede
producir humos venenosos y gases
tóxicos. Ciertos solventes clorados se
descomponen y forman un gas fosgeno
cuando se los expone a radiación
ultravioleta.
• NO aspire los humos.
• Mantenga una buena ventilación en el
área de corte.
• Utilice aparatos respiratorios cuando la
ventilación no sea adecuada.
• Si el proceso de corte es activo durante
períodos de tiempo extendidos, se
recomienda utilizar un sistema de
eliminación de humos. Asegúrese
de que se instale y se le realice el
mantenimiento adecuadamente.
• No corte metal o metales pintados
que contengan zinc, plomo, cadmio
o berilio, a menos que el equipo de
eliminación de humos se encuentre
instalado y en buen funcionamiento.
ADVERTENCIA
SEGURIDAD

SEGURIDAD
11
Trabajando con equipo de corte por plasma.
PELIGRO DE HUMOS TÓXICOS.
El cromo hexavalente Cr(VI) es un químico
tóxico dentro de los humos. Se crea en una
variedad de procesos, incluido el corte por
plasma del acero inoxidable.
Si corta el acero inoxidable con plasma,
necesitará cumplir los siguientes
requisitos para proteger a sus empleados
de la exposición a Cr(VI).
• La exposición al cromo hexavalente
debe encontrarse por debajo del límite
de exposición permitido (PEL)
de 5 µg/m durante una media
ponderada en el tiempo de ocho horas.
• Se debe realizar un control del lugar
de trabajo o de la tarea para establecer
y cuanticar las áreas con posibles
exposiciones.
• Se deben informar los empleados que
pudieran estar expuestos a Cr(VI) e
implementar medidas correctivas.
• Se les debe otorgar vestimentas
protectoras y protección respiratoria
a los empleados con posibles
exposiciones.
• Se debe realizar una vigilancia
médica de los empleados con posibles
exposiciones.
• Se deben indicar las áreas con posibles
exposiciones con signos de advertencia
que contengan el texto indicado a la
izquierda.
• Se debe utilizar un control de
ingeniería para reducir las exposiciones
a niveles seguros.
• Los detalles especícos de la norma
son complejos y es posible que se
necesite asistencia de profesionales
de salud ocupacional para lograr un
cumplimiento completo.
PELIGRO
SEGURIDAD

Trabajando con sistemas de control y suministro de gas.
SEGURIDAD
12
Trabajando con sistemas de
control y suministro de gas.
PELIGRO DE EXPLOSIONES E
INCENDIOS.
Los materiales ordinarios pueden explotar e
incendiarse en presencia del oxígeno.
• Mantenga todos los equipamientos
limpios y en buenas condiciones
operativas.
• Mantenga toda el área de trabajo libre
de aceite, grasa y demás combustibles.
• No purgue las líneas cerca de una fuente
de ignición (es decir, llamas o cigarrillos),
hacia una persona o cerca de las
vestimentas.
• Todas las piezas utilizadas para reparar
sistemas de oxígeno NO DEBEN contener
aceite.
• Nunca utilice oxígeno como sustituto del
aire comprimido para “desempolvar”
vestimentas o probar la presión.
• Nunca permita que el aceite, la grasa, o
los hidrocarbonos entren en contacto
con el equipamiento de gas oxigenado.
Los reguladores de gas no requieren
lubricación.
• Nunca utilice aire comprimido para
soplar conductos de gas oxigenado. El
aire comprimido contiene aceite que
podría quemarse.
• Siempre reérase al oxígeno por su
nombre adecuado: oxígeno. Nunca llame
al oxígeno “aire”, ya que podría ser
confundido con el aire comprimido.
ADVERTENCIA
SEGURIDAD

SEGURIDAD
13
Trabajando con sistemas de control y suministro de gas.
PELIGRO DE EXPLOSIONES E
INCENDIOS.
Los gases del combustible de plasma
pueden explotar y quemarse, y causar
lesiones severas o la muerte.
• Los gases del combustible de plasma
incluyen metano (CH
4
) y argón-
hidrógeno (H-35).
• No purgue las líneas cerca de una fuente
de ignición (es decir, llamas o cigarrillos),
hacia una persona o cerca de las
vestimentas.
• Ventile las áreas de trabajo que pudieran
acumular gas combustible derramado.
• Aísle el área de corte para protegerse a
usted y a los demás del calor, las llamas,
las chispas y los desechos calientes.
• El personal debe estar al tanto del gas
combustible de plasma utilizado y sus
características.
ADVERTENCIA
SEGURIDAD

Trabajando con sistemas de control y suministro de gas.
SEGURIDAD
14
CONTENIDO BAJO PRESIÓN
EXTREMA/HUMOS TÓXICOS.
Los componentes del sistema de gas
debilitados pueden explotar o liberar
gases tóxicos y causar lesiones graves y la
muerte.
• Compruebe si hay fugas en las
conexiones de gas en todos los
reguladores, válvulas, líneas de gas
y antorchas. Asegúrese de que todos
estén en buenas condiciones de
funcionamiento antes de que comience
la operación.
• Las válvulas de gas deben abrirse
lentamente y apagarse cuando la
máquina está inactiva. Purgue la
presión de la línea cuando la máquina
está inactiva.
• Cierre las válvulas de gas antes de
reparar cualquier conexión de gas,
accesorios, líneas o reguladores.
• Nunca desconecte ningún componente
del sistema que se considere bajo
presión.
• Purgue los reguladores cuando cambie
los cilindros de gas. Asegure TODOS los
cilindros para evitar caídas y pinchazos
en los vasos.
• Despresurice el sistema antes de
realizar cualquier mantenimiento,
desmontaje o reparación.
ADVERTENCIA
SEGURIDAD

SEGURIDAD
15
Referencias de seguridad recomendadas
Se recomiendan las siguientes publicaciones sobre
seguridad de soldadura y corte para su revisión.
Estas publicaciones han sido elaboradas para evitar
lesiones personales y daños a la propiedad, como
resultado de prácticas inseguras. Aunque algunas
fuentes no están relacionadas especícamente con
los sistemas industriales de corte, los principios de
seguridad se aplican por igual.
Referencias de seguridad
recomendadas
Internacional
DIN EN ISO
• DIN EN ISO 3821 Mangueras para soldadura,
corte y procesos anes.
• DIN EN ISO 5172 Sopletes para soldadura de gas,
calefacción y corte.
• DIN EN ISO 12100 Seguridad de la maquinaria:
Evaluación de riesgos.
• DIN EN ISO 13849 Seguridad de la maquinaria:
Partes relacionadas con la seguridad de los
sistemas de control
• DIN EN ISO 13857 Seguridad de la maquinaria:
Distancias de seguridad para evitar que se
puedan alcanzar las zonas de riesgo con las
extremidades superiores e inferiores
DIN EN
• DIN EN 626-1 Seguridad de las máquinas,
reducción de riesgos para la salud
• DIN EN 730 Equipo de Soldadura de Gas:
Dispositivos de seguridad.
• DIN EN 1037 Seguridad de la maquinaria:
prevención de una puesta en marcha
inesperada.
• DIN EN 1088 Dispositivos de enclavamiento
asociados con protecciones: Principios para
diseño y selección.
• DIN EN 1127-1 Prevención y protección contra
explosiones. Parte 1: Conceptos básicos y
metodología.
• DIN EN 7287 Marcas de seguridad.
• DIN EN 60825 Seguridad radiológica de los
productos láser.
SEGURIDAD

Referencias de seguridad recomendadas
SEGURIDAD
16
Alemania
BGV
• BGV A1 Principios de prevención
• BGV A3 Sistemas y equipamientos eléctricos
• BGV D1 Soldadura, corte y procesos anes
• BGV B6 Gases
• BGV B2 Radiación láser
• BGV B3 Ruido
TRG
• TRG-100 Normativas generales para gases a
presión.
• TRG-101 Gases a presión.
• TRG-102 Mezclas técnicas de gases.
• TRG-104 gases a presión; uso alternativo de
tanques de gas comprimido.
TRGS
• TRGS-102 Concentración técnica indicativa para
sustancias peligrosas.
• TRGS-402 Identicación y evaluación de la
concentración de sustancias peligrosas en el
espacio de trabajo.
• TRGS-900 Limites en la atmósfera del lugar de
trabajo (valores límite del aire).
BGR
• BGR 500 Kapitel 2.26 Berufsgenossenschaft
(Asociación profesional alemana).
SEGURIDAD

SEGURIDAD
17
Referencias de seguridad recomendadas
Estados Unidos
ANSI
• ANSI Z49.1 Seguridad en soldadura y corte
American Welding Society
• AWS C5.1 Prácticas recomendadas para la
soldadura con arco de plasma
• AWS C5.10/C5.10M:2003 Prácticas recomendadas
para gases protegidos para soldadura y corte
con arco de plasma.
• AWS C5.2 Prácticas recomendadas para el corte
con arco de plasma.
• AWS SP Prácticas seguras.
Compressed Gas Association
• CGA E-1 Norma para mangueras/accesorios de
gas.
• CGA SB8-2004 Uso de aparatos de soldadura y
corte con combustible oxigenado.
• CGA SB11-20 04 Uso de mangueras de goma para
soldadura.
• CGA P-1 Precauciones para la manipulación
segura de gases comprimidos en cilindros.
OSHA
• OSHA 29 CFR 1910 Seguridad general
• OSHA 29 CFR 1910.1026 Sustancias tóxicas y
peligrosas
• OSHA 3373-10 2009 Cromo hexavalente
National Fire Prevention Association
• NFPA 51B Norma para la protección contra
incendios en el uso de procedimiento de corte y
soldadura.
• NFPA 51 Norma para la instalación y operación
de sistemas de combustible oxigenado para
soldadura y corte.
• NFPA 70 Código eléctrico nacional 2008.
• NFPA 79 Norma eléctrica para maquinaria
industrial.
• NFPA 484 Norma para metales combustibles.
• NFPA 654 Norma para la prevención de
incendios y explosiones por existencia de polvo
resultante de la fabricación, el procesamiento,
y la manipulación de sólidos en partículas
combustibles.
SEGURIDAD

Referencias de seguridad recomendadas
SEGURIDAD
18
Fuentes adicionales
• Directive 2006/42/EC Machinery Directive
• Formulario 2035 Precauciones y prácticas
seguras en soldadura y corte con equipos de gas
combustible de oxígeno: Sistemas de corte ESAB.
• Formulario F52-529 Precauciones y prácticas
seguras para la soldadura y el corte con plasma:
Sistemas de corte ESAB.
• Formulario 3499 Precauciones de seguridad
para oxígeno, nitrógeno, argón, helio, dióxido
de carbono, hidrógeno y acetileno: Sistemas de
corte ESAB.
• Formulario 5110 Diseño e instalación de sistemas
de tuberías de oxígeno: Sistemas de corte ESAB.
Canadá
CSA
• CSA - Z432 Salvaguardia de maquinarias
• CSA - B149.3-10 Código para la aprobación
de campo de componentes relacionados al
combustible en aparatos y equipamientos.
CAN/CSA
• CAN/CSA - W117.2-06 Seguridad en soldadura,
corte, y procesos anes.
SEGURIDAD

Descripción
SEGURIDAD MantenimientoOperación
Piezas de repuesto
Descripción

SEGURIDAD
20
Página espaciadora
SEGURIDAD

Descripción
21
Descripción
La biseladora automática de plasma DMX se utiliza
para biselar con precisión el material de la placa de
corte y es totalmente programable para cortar piezas
que tienen cortes biselados y rectos. Un solo soplete
de plasma se controla mediante servomotores en
tres ejes: rollo, paso y altura vertical. El sistema de
control de altura mantiene la distancia adecuada
sobre la pieza de trabajo en toda la gama de ángulos
de inclinación.
El corte en bisel de plasma es adecuado para
materiales de hasta 2 pulgadas de grosor. Las piezas
se pueden cortar con cortes rectos y en bisel en la
misma pieza. El cabezal puede programarse para
cambiar el ángulo de bisel sobre la marcha.
Vision Computer Numerical Control (CNC) es una
parte integral de la biseladora automática DMX. Al
automatizar muchas de las decisiones de instalación
y operación más difíciles, Vision CNC hace que este
sistema sea sumamente fácil de programar y operar.
Información general
Art # A-13398
Descripción

Descripción
22
Descripción
Art # A-13398
La estación de la biseladora DMX consiste en:
Un motor AC sin escobillas (no se muestra) en el ele-
vador proporciona un control vertical para el cor-
te. El motor Roll Axis proporciona un movimiento
de inclinación de la antorcha hacia la derecha y la
izquierda desde la parte frontal de la máquina. El
motor Pitch Axis proporciona un movimiento de
inclinación de la antorcha hacia y desde el observa-
dor. Estos dos, Roll y Pitch, se combinan para ofrecer
45 grados de biselado continuo en cualquier direc-
ción. La antorcha se ja en un soporte montado
en el motor de paso.
Partes de la estación DMX VBA
3 Control servo del eje
Ambos ejes de inclinación se controlan mediante
servosistemas de lazo cerrado, utilizando
servomotores de accionamiento directo y
amplicadores de accionamiento digital de CA.
Posicionamiento del eje Z está controlada por un
amplicador digital AC Drive. Tensión de arco es
monitorizado para controlar la altura de la antorcha
durante el recto y corte en bisel.
1
2
3
4
2
Art # A-13415

Descripción
23
Descripción
Tecnología Smartbevel™
Compensación automática
de ángulo de inclinación y
compensación de la incisión
Vision CNC proporciona un método para corregir
automáticamente el ángulo de inclinación y la
compensación de corte para varios grosores de
placa y ángulos de bisel. Esta característica simplica
la programación de piezas de bisel al compensar
automáticamente el movimiento y la velocidad
de la herramienta para lograr las dimensiones
programadas reales. Las imprecisiones en la parte
cortada se pueden compensar editando un archivo
de datos en el CNC.
Desplazamiento de altura
automático
Cuando una antorcha DMX Beveler se inclina desde
la posición vertical a una posición de biselado, la
boquilla de la antorcha se mueve más cerca de la
placa. A medida que la antorcha se inclina más, el
control de altura debe elevarse para que la antorcha
no golpee la placa. La compensación necesaria
del control automático de altura se lleva a cabo
por Vision CNC. Los parámetros que denen esa
compensación son ajustables dentro del archivo
.ORG en Vision T5. Vea el Manual de Operación de
Visión.
Compensación de terrenos
biselados
Cuando el biselado de plasma (excepto con un
ángulo negativo Y - bisel de la cuchilla), la punta
de la antorcha debe estar desplazada lateralmente
del contorno programado para mantener las
dimensiones de la parte. El control calculará y
compensará este desplazamiento lateral utilizando
la información incluida en la programación. En la
información requerida gura:
• Altura del bisel
• Ángulo del bisel
• Grosor de la placa
• Altura de la tierra para los biseles Y y K

Descripción
24
Descripción
Control de ángulo de alta precisión
Dado que los ejes de inclinación son servosistemas
de lazo cerrado con retroalimentación de precisión,
Vision CNC puede controlarlos con alta precisión. Las
visualizaciones en pantalla y las entradas de ángulo
se limitan a 0.1°. Sin embargo, Vision CNC maneja
todos los cálculos internos y el control de ejes para
los ejes de inclinación con una precisión mejor que ±
0.07°.
Reducción automática de velocidad
Cuando la antorcha DMX Beveler se inclina desde
0° a cualquier ángulo de inclinación, la velocidad
de corte debe reducirse porque el grosor del corte
real aumenta a medida que aumenta el ángulo del
bisel. A 45° grados, el arco está cortando grosor que
es 1.4 veces el grosor de la placa. Para simplicar la
programación, el CNC reduce automáticamente la
velocidad de corte real según sea necesario: 1,1%
de la velocidad de alimentación programada para
cada grado de ángulo de bisel. (El porcentaje de
reducción se puede cambiar en el archivo ORG). Por
lo tanto, no es necesario que el programador cambie
la velocidad de corte repetidamente en el programa
de pieza.
Programación de variables de
proceso
Vision CNC utiliza variables de proceso, como voltaje
de arco, amperaje de corte y temporizadores de
proceso para controlar el sistema de bisel de plasma.
Estas variables pueden requerir cambios para varios
grosores, materiales y ángulos de bisel. Existen
varias opciones para cambiar estas variables: se
pueden ajustar manualmente, se pueden incluir en
el programa de pieza o se pueden almacenar en un
archivo de datos de corte (archivo SDP). El operador
puede seleccionar manualmente los archivos de
datos de corte antes de ejecutar un programa, o el
programa de pieza puede seleccionarlos.
La mayoría de las unidades de
visualización se pueden ajustar con el
control de visión. Las unidades llamadas
son las unidades predeterminadas y se
pueden personalizar.

Descripción
25
Descripción
Desplazamientos posicionales en
corte en bisel
Contorno programado (referencia): Ruta tal
como está realmente programada
Ángulo de inclinación: La antorcha angular se
inclina según lo programado
Compensación de inclinación: Cuando la
antorcha se inclina, la altura de la punta de la
antorcha en la pieza de trabajo cambia
Compensación lateral (Compensación de terreno
biselado): La ubicación de la antorcha debe ajustarse
para mantener la integridad de la parte dimensional.
La cantidad de desplazamiento es una función
de la altura del terreno biselado multiplicada por
la tangente del ángulo de bisel. Esto es calculado
automáticamente por Vision CNC.
Kerf: Width of material removed due to the
plasma arc.
Restos
Parte
5
4
3
1
2
Art # A-13392
6 7

Descripción
26
Descripción
Especicaciones
Introducción
El sistema de la biseladora DMX se utiliza para
biselar con precisión el material de la placa de
corte y es totalmente programable para cortar
piezas que tienen cortes biselados y rectos. El
ángulo de bisel y la compensación de corte están
incluidos en el programa de pieza y el CNC controla
automáticamente el movimiento de la máquina y la
compensación automática del control de altura en
función del ángulo de inclinación. El sistema permite
el corte de bisel completamente automático con una
conguración mínima del operador.
Características Especicación
Gama de ángulo de corte ±45 grados
Rango de movimiento de la antorcha ± 57 grados
Control de altura Voltaje del arco y altura del codicador
Detección inicial de altura Sensado óhmico y Fuerza de atascamiento
Corriente de plasma máxima 600 amperios
Tipo de control de movimiento Multi Eje
Tipo de eje Z Controlado por CNC
Protección frente a fallos Cumplimiento de movimiento
Peso 160 libras (72 kg)
Corte bajo de agua No
Grosor del material mínimo 6 mm*
Corte bisel máximo* Hasta 50 mm a 45 grados
Corte vertical máximo* Hasta 50 mm
Comienzo de borde máximo
Hasta 75 mm para el inicio de borde dependiendo de la capacidad del
sistema de plasma seleccionado y del material que se va a cortar.
Marcado alfanumérico de plasma Sí
Corriente de corte máximo m3 Sistema de plasma 600 A (PT-36)
Preparación del borde de soldadura
(biselado)
-45° a +45°
Biselado variable. 1 o más bloques de movimiento
Biselado multipaso Capacidad de biselado de “Y”, “X” y “K”
*Valores para el acero dulce de corte seco.
Características

Descripción
27
Descripción
Bisel Único
Los bordes de las partes se pueden cortar en ángulo
para permitir la soldadura o coincidencias especiales
con otras partes. El sistema programable Bifurcador
DMX puede hacer biseles superiores o inferiores. Un
bisel “superior” o “inferior” requiere solo una pasada
alrededor de la pieza.
Capacidades
Doble biseles
El sistema también puede cortar biseles con «tierra»
o «nariz» en la parte terminada. Un corte en bisel
con tierra requiere dos pases cortados. Al cortar
múltiples pasadas, es importante cortar siempre el
corte inferior o el más largo primero.
Art # A-13424
Primer
paso
Segundo
paso
Restos Parte
Pasada única
Art # A-13395
Restos Parte

Descripción
28
Descripción
Biseles triples.
El sistema también puede cortar biseles superiores
e inferiores con «tierra» o «nariz» en la parte
terminada. Un corte de bisel triple con un terreno
requiere tres pases cortados. Al cortar múltiples
pasadas, es importante cortar siempre el corte
inferior o el más largo primero.
Deniciones para los biseles
superior e inferior
Biseles superiores
Un bisel superior crea un bisel que mira hacia la
parte superior. Esto requiere que la placa remanente
sea levantada de la mesa antes de recuperar la pieza.
Art # A-13426
Primer
paso
Segundo
paso
Tercer
paso
Restos Parte
Art # A-13396
Restos
Parte
Restos
Restos
Parte
Biseles superiore
Dirección de
corte

Descripción
29
Descripción
Art # A-13408
Ángulo de bisel máximo
Debido a las limitaciones de la antorcha de corte
por plasma, el espesor máximo que se puede biselar
depende del ángulo de bisel que se va a cortar.
Cuando corte en bisel a 45°, el grosor del corte real es
1,4 veces el grosor de la placa.
El grosor de corte real para un grosor de placa y un
ángulo de bisel denidos se determina con esta
fórmula:
Para un programador que intenta determinar la
viabilidad de una aplicación especíca, es más útil
resolver el ángulo de bisel máximo que se puede
cortar en un grosor especíco del material. Existen
diferentes sopletes y combinaciones de consumibles
que pueden producir diferentes capacidades de
corte, por lo que es necesario conocer el grosor
máximo que se puede cortar con una conguración
determinada. Cuando se conoce el espesor de la
placa y la capacidad máxima de corte de la antorcha,
el ángulo de bisel máximo se puede determinar
mediante esta fórmula:
Biseles inferiores
Un bisel inferior coloca la cara biselada en la parte
inferior de la pieza, lo que permite que la pieza se
retire de la mesa antes de la placa remanente. En
general, los cortes en bisel superior producen una
parte de corte de mejor calidad que los biselados
inferiores. En los cortes biselados inferiores, el
quemado se produce en la parte superior de la pieza
y causa irregularidades en la cara cortada.
Grosor de corte real
=
Grosor de la placa
cos(θ)
Ángulo de bisel máximo =
Grosor de la placa
Grosor de Corte máximo
Art # A-13391
Primer
paso
Segundo
paso
Restos Parte
Ángulo
Grosor de
corte real
Grosor del
material

Descripción
30
Descripción
Tecnología Smart Bevel
Todas las compensaciones de bisel son manejadas
por el CNC, por lo que la programación en bisel se
simplica. La precisión del bisel se ana en el CNC,
lo que elimina la necesidad de que el programador
compense los cambios de entalladura, altura, ángulo
y velocidad.
Compensación controlada por CNC automática para:
• Altura de corte debido al ángulo de inclinación.
• Ángulo del bisel
• Compensación de incisión debido al ángulo de
inclinación
• Compensación de incisión debido a la
programación inferior
• Velocidad debido al ángulo de inclinación
• Grosor mínimo de 10 mm para los biseles “Y”
(dos pasos)
• Grosor mínimo de 19 mm para los biseles “K”
(tres pasos)
Art # A-13410
1
Art # A-13409
2
Los ángulos de bisel Y o K deben superar
los 25°. Cuanto mayor es el ángulo, menos
redondeo sobre la tierra o la nariz.
Art # A-13411
3
4

Descripción
31
Descripción
• Los biseles inferiores siempre tienen un borde
superior redondeado. Esto es más pronunciado
en ángulos superiores a 35°.
Art # A-13423
5
Detección inicial de altura
El DMX usa 2 tipos de detección de altura.
• Sensado óhmico. La conductividad eléctrica se
usa para detectar cuándo la antorcha entra en
contacto con la placa.
• Desviación posicional del motor A. El Control
de visión supervisa un error de desviación
posicional y de esa manera puede detectar el
momento en que el soplete entra en contacto
con la placa.

Descripción
32
Descripción
Art # A-13401
1
2
3
4
5
5
Limitaciones Dimensionales
Debido a sus lados altos, existen limitaciones
de espacio libre con las mesas freáticas. Existen
restricciones sobre qué tan cerca puede llegar el
DMX a los lados de la mesa cuando está inclinado.
Las tablas de borrador no tienen las mismas
limitaciones y son recomendadas.
Limitaciones de recorrido en el eje X:
Eje X: Longitud de la placa
21 pulgadas (533 mm)
6 pulgadas (152 mm)
La longitud mínima interna de la mesa es la
longitud de la placa más 30 pulgadas (762 mm)
Mesa delantera y trasera
Art # A-13400
7
8 9
10
11
11
Restricciones dimensionales de
mesa de agua
Limitaciones de recorrido en el eje Y:
Eje Y: Anchura de la placa
7 pulgadas (178 mm)
17 pulgadas (432 mm)
El ancho mínimo interno de la mesa es el ancho
de la placa más 2pulgadas (610 mm)
Paredes laterales de la mesa
PRECAUCIÓN
CORTE SUBMARINA CAUSARÁ
EQUIPO FALLA CATASTRÓFICA.
Este equipo no está diseñado para cortar
bajo el agua.

Operación
SEGURIDAD Mantenimiento
Operación
Piezas de repuesto
Descripción

OPERACIÓN
34
Página espaciadora
Operación

OPERACIÓN
35
Introducción
Operación
Introducción
Un sistema de corte de forma requiere una vista
preliminar antes de que comience la operación real.
Este capítulo proporciona información especíca de
DMX que no se encuentra en los manuales de Vision
T5 provistos con este sistema.
• Para obtener información detallada sobre
el funcionamiento del Control numérico de
computadora (CNC) Vision T5, consulte el
Manual del operador de Vision T5.
• Para obtener información sobre cómo escribir
programas de piezas para Vision T5, consulte el
Manual de programación de Vision T5.
• Para obtener instrucciones detalladas sobre el
funcionamiento de equipos de terceros, consulte
los manuales de instrucciones correspondientes.
Operación

Controles de movimiento básicos
OPERACIÓN
36
Controles de movimiento
básicos
Los controles de movimiento proporcionan a los
operadores control sobre la ejecución del programa
y el movimiento de la máquina.
Se proporciona el botón de parada de emergencia
para el apagado de emergencia tanto del proceso
como del movimiento de la máquina. Este botón
interrumpe los circuitos de 24 voltios, pero no
desconecta la energía de la máquina.
El potenciómetro de velocidad ajusta la velocidad
de la máquina, o velocidad de avance, durante el
corte automático y el movimiento manual. Ajusta la
velocidad para todos los ejes controlables.
El joystick mueve la máquina manualmente en los
modos de jog. Las elevaciones de la estación (eje Z)
no se puede mover con otros ejes.
La tecla verde RUN inicia la ejecución del programa
parcial en modo automático. La tecla Shift + RUN
aplicará 24 voltios a la máquina.
La tecla roja STOP detiene la ejecución de un
programa de pieza en modo automático. El
movimiento programado se detiene, pero los
procesos de corte no se desactivan.
Art # A-13458
Art # A-13460
Art # A-13459
Operación

OPERACIÓN
37
Funcionamiento de los ejes de bisel
Funcionamiento de los ejes de
bisel
Existen dos formas de mover incrementalmente
manualmente el eje de bisel; Joy Stick y Aim Point.
Palanca de mando
Seleccione «Manual» en la pantalla, luego toque
dos veces el eje «A» o «B» deseado. El joystick ahora
controlará ese eje.
El seguidor tangencial debe estar
activado cuando agita con el joystick. Sin
comprometerse, cualquier movimiento
ordenado volverá a cero o posición de
inicio en el momento en que se suelte el
joystick.
Si el botón está oscuro, el proceso o la
función están activos. Si el botón es un
contraste de luz, el proceso o función
está inactivo.
Activo o encendido Inactivo o APAGADO
Operación

Funcionamiento de los ejes de bisel
OPERACIÓN
38
2. Seleccione F2, procedimiento de
posicionamiento.
En la ilustración de la izquierda, representa el eje
"A" o del balanceo y representa el eje "B" o de
cabeceo.
Punto objetivo
La otra manera de agitar el bisel o eje manualmente
se encuentra en la pantalla del manual.
1. Activo tangencial en la ventana del proceso de
plasma
1
2
Art # A-13416
Sin Tangencial encendida, cualquier
movimiento incremental volverá a la
posición anterior cuando se cambie
la página actual. La nueva posición se
perderá.
Operación

OPERACIÓN
39
Funcionamiento de los ejes de bisel
Art # A-13407
3. Seleccione el botón F3 Mover hasta los puntos
objetivos en la parte inferior de la pantalla.
Art # A-13384
4. Ahora puede ingresar los datos de posición
A, B, X, Y, y Z deseados. Seleccione el eje y use
el teclado a la derecha para ingresar los datos
deseados.
Operación

Funcionamiento de los ejes de bisel
OPERACIÓN
40
5. Una vez que se hayan ingresado los datos
deseados, haga clic en OK. El botón Mover a
puntos de objetivo parpadeará en azul. (El color
depende de la conguración de las constantes
del usuario).
6. Al presionar el botón Ejecutar, se iniciará el
movimiento. El carro, el elevador y soplete se
moverán a la posición deseada y al ángulo de
bisel.
Esto permite que la antorcha se coloque
en cualquier ubicación X, Y o Z y en
cualquier ángulo de bisel deseado en un
movimiento.
Operación

OPERACIÓN
41
Proceso de recuperación de fallos
Proceso de recuperación de
fallos
En caso de una falla, el sistema se detendrá de
inmediato. Aparecerá una pantalla de error verde
similar a la que se muestra a continuación con
información relativa al error.
Borre el error en la pantalla tocando el botón OK
en la esquina inferior izquierda. La antorcha se
puede levantar presionando el botón de la estación
hacia arriba o presionando Ejecutar, que elevará la
antorcha y regresará a la posición de inicio.
Si tiene deshabilitado el Control tangencial, la
antorcha también regresará al hogar o a la posición
vertical. En este punto, el sistema vuelve a funcionar
con normalidad.
Art # A-13394
La calibración de la altura inicial debe
realizarse en caso de una colisión grave o
si la antorcha se mueve alguna vez en el
soporte de la antorcha. Si la calidad del
corte se efectúa después de un choque,
se debe sospechar la altura inicial. Ver
la sección de mantenimiento para este
procedimiento.
Operación

Kit Smart Align
OPERACIÓN
42
Componente Parece que...
Placa de nivelación de
base Smart Align
Art # A-13387
Coloque la Caja Smart
Align en la placa base
como se muestra.
Art # A-13386
Cable de alineación
Art # A-13385
Boquilla esférica Smart
Align
Art# A-13367
Kit Smart Align
Escala de la ilustración
Las herramientas de alineación que se
muestran NO son a escala, sino que se
dibujaron para ilustrar los aspectos de
identicación general.
Herramienta de alineación de
antorcha
Herramienta de
alineación de antorcha
Art # A-13425
Operación

OPERACIÓN
43
Alineación de un toque
Descripción breve
Los siguientes pasos describen el proceso de
alineación de la biseladora automática DMX:
• Vericar la alineación vertical de la antorcha.
• Conecte la herramienta Smart Align al control T5
a través del puerto canbus en la parte superior
derecha del elevador
• Instalación de la boquilla de bola de alineación
en la antorcha
• Coloque la boquilla esférica en la herramienta de
alineación del zócalo de calibración.
Procedimiento de ajuste
Para vericar que la antorcha esté alineada
correctamente, debe "hacer referencia" a la máquina.
Una vez hecho esto, coloque la herramienta
Alineación de Antorcha en una sección limpia del
cuerpo de la antorcha y verique que la antorcha
esté nivelada. Si el nivel de burbuja lo indica,
retire la herramienta de nivelación y continúe con
la conguración de la herramienta Smart Align.
Si la antorcha no está alineada, vaya a la sección
Mantenimiento de este manual para obtener detalles
sobre cómo alinear la antorcha.
Placa
Base de SA
X
Y
Art # A-13421ES
Extraer el Kit Smart Align piezas desde el caso y
establecer como sigue:
1. Localizar una sección limpia y plana de material
sin cortar/placa como una plataforma. Colocar
la placa base, de modo que los lados estén
alineadas con los ejes X e Y de la mesa de corte.
Alineación de un toque
Objetos requeridos:
• Herramienta de alineación de antorcha
• Kit Smart Align
• Cable de alineación
Art # A-13399
Operación

Kit Smart Align
OPERACIÓN
44
2. Coloque la caja Smart Align en la placa base
como se muestra. Mantenga las marcas X/Y en
la caja orientadas con el eje X/Y de la máquina.
Esto puede requerir girar la placa base y la caja
a 90 grados.
3. Nivele la placa base con los tres tornillos de
ajuste. La burbuja debe estar centrada en el
indicador de nivel.
X
Y
Vista superior
X
Y
Art # A-13422ES
Nivel de burbuja
de aire
Tornillos de ajuste
Art # A-13420ES
Operación

OPERACIÓN
45
Kit Smart Align
X
Y
Zócalo de calibración
Art # A-13388ES
5. En el control T5, seleccione "Menú de sección
extendida".
6. P2 Máquina
7. F8 VBA.
4. Centre el zócalo de calibración ubicado en la
parte superior de la caja para que quede a la
misma distancia de los cuatro lados. La vista
está mirando hacia abajo.
Operación

Kit Smart Align
OPERACIÓN
46
Art # A-13427
8. Seleccione F2 Establecer VBA como en la
pantalla inferior.
Art # A-13405
Operación

OPERACIÓN
47
Kit Smart Align
Art # A-13428
Art # A-13418
1
2
3
4
5
6
Art # A-13418
9. Retire las partes frontales del soplete:
retenedor de blindaje, protectores,
difusor de gas, retenedores de boquilla y
boquillas del cuerpo del soplete.
10. Coloque la herramienta de alineación de acero
inoxidable (punta/bola) en una copa de
retención de boquilla estándar y atornille la
copa de retención en el soplete.
¡NOTA!
Al volver a armar después de
la calibración, recuerde que es
posible orientar el difusor de gas
incorrectamente. Las muescas
deben estar boca arriba. Consulte el
manual de la antorcha para obtener
instrucciones.
11. La siguiente pantalla conrma que ha
conectado la boquilla de bola de alineación al
soplete. Una vez que haya hecho eso, marque
la casilla en la esquina superior izquierda de la
pantalla.
Art # A-13613
Operación

Kit Smart Align
OPERACIÓN
48
13. Baje la estación DMX hasta que la bola
presione el zócalo de calibración de 1/8" a 1/4".
No permita que vaya más lejos ya que puede
dañar la herramienta de alineación.
Art # A-13429
14. Conrme que la antorcha está en la posición de
alineación en la siguiente pantalla y marque la
casilla.
Art # A-13389
12. Con el joystick de control, alinee la boquilla
de bola Smart Align sobre el casquillo de
calibración.
Operación

OPERACIÓN
49
Kit Smart Align
Art # A-13430
15. Asegúrese de que la estación esté seleccionada
y marque la casilla que se muestra en la
siguiente pantalla.
Art # A-13598
1
16. Retire el conector del resistor pasante .
Operación

Kit Smart Align
OPERACIÓN
50
Art # A-13431
17. Conecte el cable de alineación de la caja SA
a la parte superior derecha de la estación
Bifurcador DMX. Verique que la caja Smart
Align y la placa base aún estén alineadas y
niveladas correctamente.
18. Asegúrese de que la herramienta de alineación
esté conectada a través del cable de alineación.
Marque la siguiente casilla.
Art # A-13390
Operación

OPERACIÓN
51
Kit Smart Align
20. Presione el botón F8 Siguiente para establecer
los nuevos valores en las constantes.
Art#-A13432
19. Con las conexiones adecuadas realizadas y
la herramienta comunicándose, las dos luces
verdes aparecen en la pantalla, como se ve a
continuación.
Al presionar Cancelar, las constantes
volverán a los valores anteriores.
21. Presione el botón Ejecutar.
Operación

Kit Smart Align
OPERACIÓN
52
El proceso de alineación comenzará ahora. Esto
puede tomar hasta 20 minutos. Habrá dos etapas
de movimiento. Cada uno de ellas seguidas de
calibración donde no se produce movimiento.
Terminará con una rotación corta nal.
Art # A013433
Operación

OPERACIÓN
53
Kit Smart Align
Art # A-13434
Una vez que la alineación se complete con éxito, verá
una pantalla similar a la siguiente.
23. Luego «Back Page» fuera de la pantalla de VBA.
22. Presione el botón F8 Siguiente.
Operación

Kit Smart Align
OPERACIÓN
54
24. La alineación ahora está completa. Retire las
herramientas y el cable del kit Smart Align.
Almacenar en un lugar seguro.
25. Regrese el enchufe pasante. Este enchufe debe
estar presente para que la máquina vuelva a las
operaciones normales.
26. Regrese a la operación normal.
Art # A-13598
1
Operación

Mantenimiento
SEGURIDAD
Mantenimiento
Operación
Piezas de repuesto
Descripción

Mantenimiento
56
Página espaciadora
Mantenimiento

Mantenimiento
57
Introducción
Introducción
La información en este capítulo se proporciona
para permitir que el personal de mantenimiento
capacitado pueda mantener y reparar ecazmente
este sistema de corte. Antes de intentar realizar
cualquier tarea de mantenimiento, lea y comprenda
la sección de SEGURIDAD que se encuentra delante
de este manual.
Antes de realizar un esfuerzo para reparar la
máquina, la herramienta de la estación o el control
numérico, asegúrese de que el problema no sea un
error del operador o un problema de programación.
Una vez que se eliminan estas fuentes, el personal
de mantenimiento puede comenzar a considerar
el sistema en sí. Los componentes mecánicos tales
como cajas de engranajes, motores, conexiones
de manguera/cable e interruptores están sujetos a
desgaste y daños. Solo después de que estas fuentes
se comprueben sin problemas, se debe prestar
atención a la electrónica de estado sólido.
Vision CNC™ y algunos componentes del proceso
(por ej., fuentes de alimentación de plasma, sopletes
y circuladores de refrigerante) se describen en
manuales separados suministrados con la máquina o
la herramienta de proceso. Consulte estos manuales
para procedimientos avanzados de solución de
problemas y diagnóstico. Hace uso de estos puede
ayudar a aislar muchos errores del sistema.
Mantenimiento
Mantenimiento

Frecuencia de mantenimiento rutinario
Mantenimiento
58
Mantenimiento rutinario
El mantenimiento rutinario se puede clasicar en tres
categorías:
• Limpieza
• Lubricación
• Ajuste / recalibración
El mantenimiento rutinario extenderá el ciclo de vida
de varios componentes.
Frecuencia de mantenimiento
rutinario
Tenga en cuenta los siguientes factores al determinar
los intervalos de mantenimiento de rutina:
• La máquina está al aire libre o cerca de cuerpos
de agua.
• La máquina está expuesta a alta humedad.
• La máquina se usa en un ciclo de operación
continua.
• La máquina no usa una mesa de corte con
escape de humo de corriente descendente.
• La máquina se usa en un lugar donde otros
equipos producen polvo y suciedad.
Si alguno de estos factores se aplica a su instalación,
aumente la frecuencia de mantenimiento de rutina.
Mantenimiento

Mantenimiento
59
Controles de mantenimiento rutinarios
Controles de mantenimiento
rutinarios
La información a continuación se puede utilizar
para reforzar los buenos hábitos de mantenimiento
con los operadores y el personal de mantenimiento
por igual. La lista contiene todas las actividades de
mantenimiento y la frecuencia sugerida. Se explicará
cada objeto en su totalidad en las siguientes páginas:
WARNING
ADVERTENCIA
RIESGO ELÉCTRICO.
La electricidad puede provocar graves
quemaduras o incluso la muerte.
Activar siempre Bloqueo o Etiquetado al
realizar el mantenimiento de equipos o de
la estación de herramientas.
Leer TODO el contenido de seguridad
del manual de instrucciones (de ESAB
o de terceros) y el etiquetado de
seguridad antes de realizar CUALQUIER
mantenimiento.
Mantenimiento

Controles de mantenimiento rutinarios
Mantenimiento
60
LISTA DE CONTROL DE REFERENCIA DE MANTENIMIENTO RUTINARIO
CONTROLES DE RUTINA
DIARIO
UNA VEZ POR
SEMANA
MENSUALMENTE
SEMESTRAL
ANUALMENTE
ADICIONAL
¿Estado de advertencia/estado del
dispositivo? X X X X X X
¿El montaje de la estación está limpio? X
¿Cajas electrónicas cerradas? X
¿Manguera de gas/conexiones buenas? X
¿Los cables electrónicos del sistema son
buenos? X
¿Movimiento suave de elevación? X
¿Consumibles gastados de la antorcha? X
¿El ujo de gas y la presión son correctos? X
¿Los ltros de suministro de gas son buenos? X
Nivel del refrigerante ¿OK? X
¿El carro de la estación se mueve
suavemente? X
¿Reajustar los cojinetes guía del carro? X
¿Carroza lineal de carril limpio? X
Lubrique la tuerca de tornillo de elevación y
los cojinetes lineales. X
¿Funciona la protección contra choques de la
antorcha y la estación? X
Verique el nivel de la antorcha en la
posición de inicio X
¿La altura inicial está funcionando
correctamente? X
¿Copias de seguridad de archivos? X
¿No hay fugas en las líneas de gas? X
¿Potencial de tierra bueno? X
Limpie los recintos electrónicos X
¿La estación DMX™ está alineada
mecánicamente? X
¿Filtros de plasma reemplazados? X X
¿Inspección programada? X
¿Todas las líneas de gas reemplazadas? X
Mantenimiento

Mantenimiento
61
Controles de mantenimiento rutinarios
Diario
• Compruebe la instalación/operación adecuada de todos los dispositivos de advertencia/seguridad en
la máquina, incluidas las luces, las paradas electrónicas, las cubiertas y los dispositivos de protección de
circuitos.
• Limpie el exceso de contaminación de las supercies de la estación.
• Cierre todos los recintos electrónicos para evitar la contaminación de los circuitos.
• Verique TODAS las mangueras y conexiones de gas, comenzando por la fuente de suministro.
Las mangueras no deben pellizcarse, desgastarse, decolorarse, aojarse ni retorcerse. Reemplace
inmediatamente cualquier daño que se muestre.
• Inspeccione TODOS los cables eléctricos del sistema, comenzando desde su punto de origen. Reemplace
inmediatamente cualquier cable con aislamiento, conexiones o blindaje decolorado o dañado.
• Use los iconos de arriba/abajo de la estación CNC para vericar el movimiento suave y vertical de la
elevación. El elevador no debe vibrar o castañetear mientras se mueve.
• Inspeccione las antorchas de plasma en busca de consumibles desgastados o dañados y reemplácelos
según sea necesario; el uso de consumibles comprometidos reducirá la calidad del corte.
• Verique que todos los reguladores de suministro de gas tengan la presión y el ujo correctos con el gas
que uye a través del sistema.
• Inspeccione la condición de los ltros de la línea de suministro de gas. Limpie o reemplace los elementos
del ltro según sea necesario.
• Verique el nivel de refrigerante de la antorcha en el circulador de agua. Agregue refrigerante al depósito si
es necesario.
Una vez por semana
• Desenganche de la carroza de la estación y muévase a mano. Asegúrese de que viaja libremente y sin
problemas.
• Ajuste los cojinetes de la guía de la carroza de ser necesario.
• Limpie el riel lineal del carro e inspeccione si hay daños.
• Pruebe el montaje de protección contra choques de tacto suave para una operación y sensibilidad
correctas. La señal de colisión debe mostrarse en el CNC cuando se empuja el soplete en cualquier
dirección. Además, verique que la protección contra colisión de la estación inferior y la protección contra
fallas del motor del soplete funcionen correctamente al presionar cada una de ellas hasta que aparezca una
falla en la pantalla del CNC.
• Verique la precisión del nivel de la antorcha (plomada) en la misma ubicación en la máquina. Recomiende
usar la posición inicial de la máquina para este procedimiento.
• Verique que la sensibilidad de altura inicial de la antorcha esté congurada correctamente (consulte la
sección de procedimientos de mantenimiento de este manual).
• Copia de seguridad de archivos de programa CNC.
Mantenimiento

Controles de mantenimiento rutinarios
Mantenimiento
62
Mensualmente
• Lubrique la tuerca del tornillo de elevación vertical y los cojinetes lineales en las uniones de engrase
(consulte la sección de procedimientos de mantenimiento de este manual).
Sobrecargar los soportes lineales con
exceso de lubricante puede dañar el
funcionamiento del elevador. Se debe
conservar un espacio libre dentro del
bloque de soporte para que los cojinetes
internos puedan volver a circular.
• Compruebe todos los componentes de la línea de gas (mangueras, conexiones, válvulas y accesorios) para
detectar fugas, usando una solución de agua jabonosa. Repárela o cámbiela si es necesario.
• Verique TODOS los cables de tierra y puntos de conexión del sistema. Los ohmímetros digitales deberían
leer menos de un ohmio (<1Ω).
• Abra todos los recintos electrónicos y aspire con cuidado cualquier acumulación de polvo o suciedad. No
apague el recinto con aire comprimido o gas (consulte la sección de procedimientos de mantenimiento de
este manual).
ADVERTENCIA
¡RIESGO DE DESCARGA ELÉCTRICA!
Las descargas eléctricas pueden ocasionar
lesiones graves o la muerte.
Controlar que la corriente eléctrica de la
grúa principal esté desconectada antes
de iniciar el mantenimiento dentro de los
recintos eléctricos.
Mantenimiento

Mantenimiento
63
Controles de mantenimiento rutinarios
¡PRESENCIA DE ELECTRICIDAD
ESTÁTICA NOCIVA!
Las descargas estáticas pueden destruir el
interior de dispositivos de estado sólido.
Utilizar un equipo de mantenimiento
antiestático o una tira de toma a tierra al
limpiar los recintos eléctricos.
Anualmente
• Reemplace todos los ltros de gas de plasma.
• Considere llamar al representante de servicio de ESAB para programar una inspección anual de la máquina/
herramienta.
• Asegúrese de que la estación de plasma DMX™ esté alineada mecánicamente (consulte la sección de
procedimientos de mantenimiento de este manual).
Semestral
• Reemplace todos los ltros de gas de plasma.
Adicional
• Reemplace todas las líneas de suministro del sistema de gas una vez cada cinco años.
NO lubricar la superficie de ninguna
cremallera o piñón; el aceite o la grasa
que se agrega a estas superficies
acumulan polvo y acortan la vida útil del
componente.
NO lubricar ningún regulador de gas de la
estación o la grúa.
Mantenimiento

Limpieza
Mantenimiento
64
Limpieza
Debido a que este sistema opera en un ambiente
hostil, la limpieza de rutina es uno de los
procedimientos de mantenimiento más importantes.
El polvo y la suciedad generados por los procesos
de corte pueden causar un desgaste prematuro.
Además, el polvo metálico que se acumula en los
componentes electrónicos puede causar fallas.
A continuación se enumeran los artículos más
importantes para limpiar:
Limpieza de la estación
La escoria se acumulará en la supercie del motor
A y B y podría causar problemas de movimiento. Se
debe limpiar la escoria de la supercie del motor A y
B diariamente.
NO lubricar la superficie de ninguna
cremallera o piñón; el aceite o la grasa
que se agrega a estas superficies
acumulan polvo y acortan la vida útil del
componente.
NO lubricar ningún regulador de gas de la
estación o la grúa.
“A” Motor
“B” Motor
Art # A-13397
Mantenimiento

Mantenimiento
65
Limpieza
Recintos eléctricos
Estos recintos están sellados, pero pueden acumular
polvo en su interior. Inspeccione los interiores
de todos los recintos mensualmente. Aspire los
contaminantes del interior de cada armario. No corte
ninguna conexión eléctrica. Asegúrese de que se
mantenga la conexión a tierra adecuada mediante el
uso de una pulsera antiestática.
PELIGRO DE CHOQUE ELÉCTRICO!
La electricidad puede ocasionar
quemaduras graves y shock o la muerte.
Asegurar el pórtico principal está
apagado antes de empezar cualquier
trabajo de mantenimiento dentro de los
armarios eléctricos.
¡PRESENCIA DE ELECTRICIDAD
ESTÁTICA NOCIVA!
Las descargas estáticas pueden destruir el
interior de dispositivos de estado sólido.
Utilizar un equipo de mantenimiento
antiestático o una tira de toma a tierra al
limpiar los recintos eléctricos.
ADVERTENCIA
Mantenimiento

Lubricación
Mantenimiento
66
Lubricación
Requisitos:
• Compre toalla o papel toalla desechable
• Almohadilla abrasiva no abrasiva como Scotch
Brite®
• Pistola de engrase, estilo rígido con un sello de
punta, tal como se detalla a continuación:
• Pistola engrasadora rígida Mfr de máximo - 5,000
psi, estilo pistola de PRO-LUBE Pieza N° G5R/
PRO/N o equivalente
• Alemite: 10,000 psi, 1/8 Rosca, Acoplador de
grasa para pistola NPTF hembra Rosca Mfr. Parte
#: Z737 o equivalente
• Grasa: jabón de complejo de litio con base de
aceite mineral
Lubricación
Muy pocos montajes requieren lubricación regular.
La mayoría de los dispositivos mecánicos móviles
tienen cojinetes sellados y no requieren lubricación.
Sin embargo, los siguientes componentes requerirán
lubricación periódica:
Art # A-13383
Mantenimiento

Mantenimiento
67
Lubricación
Levante los rodamientos lineales
Para lubricar los cojinetes lineales, aplique grasa de
litio a ambos lados en el punto y el punto . Use
1 g (.04 oz.) De grasa de litio en cada lado una vez
cada 3 meses.
Levante el tornillo/perno de cabeza
Para lubricar la tuerca de elevación y el tornillo,
el elevador deberá moverse mientras se engrasa.
Aplique grasa de litio en el punto o . Use
2.4g (0.09oz) de grasa de litio durante 100mm del
recorrido una vez al mes. Haga un ciclo de elevación
a los límites de recorrido superior e inferior tres veces
para distribuir el lubricante.
Art # A-13404
Art # A-13402
Art # A-13403
Rodamientos lineales de carroza
Dependiendo del estilo de la carroza instalada,
puede tener de uno a cuatro rodamientos lineales
o de captura en el riel lineal. Un superior y un
cojinete inferior por lado, deben engrasarse
semanalmente. Aplique 2 bombas de grasa de litio a
cada una de las conexiones zerk.
Si no se mantiene una lubricación adecuada, se
producirá un desgaste o falla prematura de los
componentes. La frecuencia de lubricación debe
ajustarse en función del tiempo de operación de la
máquina.
Mantenimiento

Alineación y calibración mecánica de la estación de bisel
Mantenimiento
68
Alineación y calibración
mecánica de la estación de bisel
Introducción
Los cortes de bisel exactos dependen del soporte
de la antorcha y de que los conjuntos de inclinación
estén alineados con la propiedad. Realice este
procedimiento antes de poner la estación de bisel
en funcionamiento por primera vez y cada vez
que se reemplacen las partes mecánicas, las partes
biseladas estén fuera de tolerancia o se produzca
una colisión en la cabeza.
Este procedimiento requiere un estudio cuidadoso
de los ajustes realizados antes de intentar alinear los
subconjuntos de la estación de bisel. Si el cabezal
se ajustó erróneamente demasiado lejos de la
alineación, realinearlo correctamente puede ser
extremadamente difícil y llevar tiempo.
Se deben realizar los siguientes pasos, en el
orden mostrado, para que la estación funcione
correctamente y produzca piezas de corte precisas.
Tenga en cuenta que todos los datos se encuentran
respecto al nivel de la tierra:
• El soplete debe ajustarse correctamente en su
soporte para establecer un punto de pivote
común para cualquier ángulo.
• El soporte del soplete debe ser paralelo al eje Z
(es decir, perpendicular al plano XY).
Mantenimiento

Mantenimiento
69
Alineación y calibración mecánica de la estación de bisel
ESCALA DE LA ILUSTRACIÓN
Las ilustraciones de la herramienta de
alineación anteriores NO son a escala.
Componente
ESAB NÚMERO
DE PARTE
Parece que...
Placa de nivelación
de base Smart Align
Coloque la Caja Smart
Align en la placa base
como se muestra.
0004686176
Cable de alineación 0558008466
Boquilla esférica
Smart Align
0004471607
Herramienta de
alineación de
antorcha
0558004936
Art # A-13387
Art# A-13367
Art # A-13370
Art # A-13419
Art # A-13369
Mantenimiento

Calibración de bisel DMX
Mantenimiento
70
Calibración de bisel DMX
Este procedimiento es necesario para hacer que la
antorcha sea perpendicular a la tierra (plomada).
No debería ser necesario a menos que ocurra un
evento catastróco que requiera el reemplazo de
una pieza. Este sería el paso inicial para calibrar el
cabezal de bisel después de reemplazar cualquiera
de los motores de la unidad de la cabeza o el soporte
de la antorcha. El uso de Smart Align seguirá este
procedimiento para completar la alineación de la
cabeza.
La máquina debe ser Homed.
1. P3 para ingresar al modo Manual
Art # A-13413
2. F4 Procedimiento de orientación
Mantenimiento

Mantenimiento
71
Calibración de bisel DMX
3. Ejecute para iniciar la búsqueda automática.
4. Coloque manualmente la estación de biselado
para permitir el acceso visual a la antorcha
mientras está en el control.
5. Sujete la herramienta de nivelación de la
antorcha a un área limpia del cuerpo de
la antorcha como se muestra. Aunque la
orientación del eje de la abrazadera de nivel
no es crítica, puede acelerar el proceso si está
alineado con el eje X o Y.
Art # A-13406
6. Seleccione el eje «A» en la pantalla Manual
Art # A-13399
Mantenimiento

Calibración de bisel DMX
Mantenimiento
72
7. Use el joystick para ajustar el eje de rotación
hasta que la burbuja se centre tanto como sea
posible al ajustar solo un eje.
Art # A-13406
8. Seleccione el eje A o B, el que parezca estar
más apagado y gírelo hasta que la burbuja esté
lo más centrada posible.
El ajuste no del nivel de burbuja
es posible escribiendo pequeñas
cantidades incrementales en los
campos del eje en la ventana Mover al
punto del objetivo. Consulte la sección
Funcionamiento de los ejes de bisel en la
sección Operación.
A B
Art # A-13584
Mantenimiento

Mantenimiento
73
Calibración de bisel DMX
Art # A-13405
9. Repita alternando entre los ejes A y B hasta que
la burbuja esté centrada.
10. Registre los valores mostrados en los campos
del eje A y B en una hoja de papel.
11. Entrar en modo de servicio
12. Presione el menú de Sección extendida
13. P2 Máquina
Mantenimiento

Calibración de bisel DMX
Mantenimiento
74
14. F1 Editor constante
15. F3 Buscar. Ingrese "14" o desplácese hacia abajo
a la constante 14.
16. Ingrese los valores registrados en los campos
apropiados. Es importante tener en cuenta
que si los valores registrados son negativos,
se deben ingresar en la Constante 14 como
positivos; si son positivos, se deben ingresar
como negativos.
17. Guardar
18. Máquina principal
19. Verique con la herramienta de nivelación de
la antorcha la condición de plomada. Repita el
procedimiento si es necesario.
Art # A-13393
Mantenimiento

Mantenimiento
75
Calibración de bisel DMX
Reemplazo del motor A y B
Al instalar un motor nuevo, asegúrese de orientar las
marcas de alineación en la carcasa y la parte giratoria
entre sí.
Establezca el motor en la ubicación de inicio
premarcada orientando la marca de alineación en la
supercie de accionamiento giratoria con la marca
en la carcasa.
El motor deberá permanecer en esta posición para
garantizar que los requisitos de rotación del motor se
mantengan dentro del rango de rotación limitado.
Alinee las marcas
de inicio
Vista frontal
Alinee los conectores
como se muestra
Vista posterior
Art # A-13371ES
Para el motor A, también asegúrese de que las
conexiones eléctricas estén orientadas como se
muestra en la "Vista posterior".
Art # A-13412
Posición de inicio de
114,0° Pin en la
línea central +/- 3 °
Agujeros de
montaje a120°
Art # A-13414ES
Montaje del motor A y B:
• La marca de inicio es independiente de los
patrones de pernos.
• El patrón de pernos de la carcasa es
independiente de la posición inicial.
• El patrón de pernos de Drive Surface depende
de la posición inicial; tolerancia: +/- 3°.
Mantenimiento

Establecer la altura inicial
Mantenimiento
76
Establecer la altura inicial
La altura inicial debe calibrarse en caso de un
choque/remoción/ajuste severo de la antorcha.
1. Asegúrese de que el seguidor tangencial esté
apagado. Esto asegurará que la antorcha se
mantenga vertical
pantalla de datos de proceso a 0.500". Guardar
Valor
4. Comando Altura inicial para activar.
2. Verique que la antorcha esté congurada en
vertical ("nivel" o plomada) con la herramienta
de nivelación de la antorcha. Realice el
procedimiento de nivelación en la subsección
Calibración, página 74, si no es nivel.
3. Cambie manualmente la altura inicial en la
Si el botón está oscuro, el proceso o la
función están activos. Si el botón es un
contraste de luz, el proceso o función
está inactivo.
Activo o encendido Inactivo o APAGADO
Art # A-13399
Mantenimiento

Mantenimiento
77
Establecer la altura inicial
5. Use un bloque de calibre 0.500 u otro material
A-13610
de tierra de precisión para pasar entre la punta
de la antorcha y la placa.
6. Ajuste la constante Eje 4 # 70 hasta que el
bloque de calibración pase por debajo de la
punta de la antorcha de forma ajustada (con
algo de resistencia).
a. Entrar en modo de servicio
b. Presione la máquina
c. Desplácese hacia la columna izquierda para
encontrar Ejes/Eje n° 4/Constante n° 70
Mantenimiento

Establecer la altura inicial
Mantenimiento
78
e. Haga pequeños cambios Use un calibre de
palpador o calce para calcular la cantidad a
ajustar. Agregue esta cantidad al número en
el campo de valor.
f. Presione OK. El soplete se elevará hasta el eje
Z.
g. Reinicie altura inicial. Verique nuevamente
y repita hasta que el bloque de calibración
pueda deslizarse entre la punta del soplete y
la placa con una ligera resistencia.
d. Presione "Editar".
Art # A-13611
Art # A-13609
Tira calibradora
Mantenimiento

Mantenimiento
79
Estación de ajuste Vertical (plomada)
Estación de ajuste Vertical
(plomada)
Congurar el DMX estación vertical o vertical a la
tierra es necesario cuando se instala por primera vez.
Este procedimiento debe ser completado por un
técnico ESAB.
La Asamblea debe hacerse vertical en dos planos
geométricos; Perpendicular al eje de rotación y,
paralelo al eje de rotación (ver página siguiente).
1. Asegure la nivelación apoyo Bar
directamente detrás de la placa . Este bar es
compatible con la elevación de la estación y
proporciona el eje de inclinación para ajuste.
2. Medir el plano :
a. Ubicar nivelación cha en el lado derecho
de la placa trasera.
b. Coloque el dispositivo de nivelación en la
parte delantera de la cha .
3. Ajuste del plano :
a. Aojando ligeramente el hex (4) pernos
que aseguran la placa posterior a la
extrusión de aluminio; recomienda llave
tamaño 13 mm.
b. Instale cuñas entre la placa y extrusión de
aluminio cuando sea necesario.
c. Apriete los tornillos y verique grado de
nivelación.
1
5
8
4
A-13768
2
3
6
7
Mantenimiento

Estación de ajuste Vertical (plomada)
Mantenimiento
80
1. Plano de medida :
a. Ubicar nivelación cha en el lado derecho
de la placa trasera.
b. Coloque el dispositivo de nivelación en el
lado de la cha .
2. Ajuste del plano :
a. Aoje ligeramente los tornillos hexagonales
(4) que asegura la placa posterior a la
extrusión de aluminio; tamaño de llave
13mm recomendado.
b. Manualmente la inclinación la estación en la
posición deseada.
c. Garantizar que calzas permanecen en su
lugar, apriete todos los tornillos y verique
grado de nivelación. Par de apriete
recomendado es 42 Nm [31 lb-pie].
7
9
6
10
11
Mantenimiento

REPLACEMENT PARTS
SAFETY
MAINTENANCE
OPERATION
REPLACEMENT PARTS
DESCRIPTION

Replacement Parts
82
Spacer Page
REPLACEMENT PARTS

Replacement Parts
This section provides replacement parts information
and will assist during machine maintenance. It is
arranged by functional groups or assemblies for easy
identication of individual parts and replaceable
assemblies. The Replacement Parts List consists of
a parts list for the main assembly and one for each
major assembly and subassembly. Item numbers
that identify parts in the illustration are given in the
list where applicable, along with part numbers and
descriptive information.
Common hardware items or other parts readily
available from commercial sources are not included.
Parts purchased from vendors by ESAB are listed by
ESAB part numbers. Hardware is specied as items in
the parts list but normally doesn’t have an ESAB part
number.
Do not use this number as a recommended quantity
of spare parts. The customer must determine how
many spare parts to purchase.
General Information
Replacement Parts
Replacement Parts
83
REPLACEMENT PARTS

Replacement Parts
When ordering replacement parts, order by part
number and complete part description as given in
the description column. Also, give machine model
number and serial number. Address all inquiries
to your local ESAB Distributor or to ESAB Cutting
Systems, P.O. Box 100545, Florence, South Carolina,
29501.
This manual may contain part illustrations
not applicable to your specic machine. To
avoid unnecessary delays, positively identify
your correct assembly before ordering
replacement parts.
Ordering Information
Replacement Parts
84
REPLACEMENT PARTS

DMX Plasma Bevel
DMX Plasma Bevel
0560954600 Rev 5
Some components are not shown in all
views in order to expose more detail.
100
20
33
62
11
18 33
76
66
75
78
18 33
18
33
79
27
14
29
32
61
64
75
74
A-13379
Replacement Parts
85
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
68
21 36 34 49
80
34
22
65
33
18
76
66
11
62
77
18
33
18 33
18 33
82
61
89
A-13614
Replacement Parts
86
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
14
72
71
2
91
81
42
56
13
105
A-13374
Replacement Parts
87
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
92
15
96
59
93
11
94
95
17
90
55
13
100
84
85
101
24
13
12
117
86
99
98
83
102
A-13375
Replacement Parts
88
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
39
13
53
11
58
106
107
10
34
57
108
10 34
114
60
40
49
32 29 16
73
33 35 19
45
52
25
37
31
30 44
60
16
64
49
22
34
65
22
34
49
22
34
22
34
65
88
48
20
33
97
A-13376
Replacement Parts
89
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
103
30 44
46
109
47
4
6
32
16
5
33 18
80
26
48
33
19
26
80
63
81
20 35 33
107
33
43
19 35 33
23
7
8
19 35 33
73
67
52
50
1
116
28 38
A-13615
Replacement Parts
90
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
66
83 86
117
99 98
102
101
33
18
76
33 18
100
9
87
A-13378
Replacement Parts
91
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
36 21
48
88
33
49
60
33
35
20
81
57
73
19 35 33
25
37
31
33
35
20
A-13379
Replacement Parts
92
REPLACEMENT PARTS

DMX Plasma Bevel
Some components are not shown in all
views in order to expose more detail.
33
18
33 19
80
73
63
64
34
22
34
22
A-13614_AB
Replacement Parts
93
REPLACEMENT PARTS

DMX Plasma Bevel
88
33
48
36
21
49
33
19
48
63
63
26
80
A-13380
Some components are not shown in all
views in order to expose more detail.
Replacement Parts
94
REPLACEMENT PARTS

DMX Plasma Bevel
ITEM QTY UNIT PART NUMBER DESCRIPTION
1 1 PC 0002256517 TOOL-TIP BOARD UNDERWATER
2 2 PC 0003754099 Plug Connector QSM-M3-4
3 1 PC 0004410145 Y-Plug Connector / d = 6-4mm
4 1 PC 0004653430 KEL-QUICK Cable Entry Plate B/4
5 1 PC 0004653432 KEL-QUICK FEED-IN QT 8
6 3 PC 0004653436 KEL-QUICK CABLE FEED-IN
7 1 PC 0004656252 CONNECTOR BAR 10 PIN, MALE
8 1 PC 0004656666 CONNECTOR BAR 10 PIN, FEMALE
9 7 PC 0004800723 FASTON Receptacle
10 6 PC REFERENCE Hexagon screw galvanized M8x20
11 12 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M4x16
12 9 ST REFERENCE Hex.S.H.C.Scr.-ISO4762-M4x8-8.8
13 18 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x12-8.8
14 8 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x16-8.8
15 6 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x20-8.8
16 12 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x25-8.8
17 5 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M4x6-
18 36 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M6x10-
19 6 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M6X16-8.8
20 12 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M6x20-8.8
21 4 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M8x16-8.8
22 12 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M8x20-8.8
23 3 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M3x12-8.8
24 6 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x8-8.8
25 4 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M3x6-8.8
26 4 PC REFERENCE Countersunk Screw
27 2 PC REFERENCE Lifting Eye Bolt DIN 580 M16 C15
28 4 PC REFERENCE Hex. Nut-ISO4032-M3-8-A1 (DIN934)
29 6 PC REFERENCE Hex. Nut.-ISO4032-M5
30 2 PC REFERENCE Hex.Nut-ISO4032-M6-Brass
31 4 PC REFERENCE Washer A3,2-DIN125
32 10 PC REFERENCE Washer B5.3-DIN125
33 50 PC REFERENCE Washer galv. B6.4 DIN125
34 22 PC REFERENCE Washer galv. B8,4-DIN125
35 10 PC REFERENCE Spr.L.Washer-DIN128-B6-
36 4 PC REFERENCE Spr.L.Washer-DIN128-B8-
BOM
Replacement Parts
95
REPLACEMENT PARTS

DMX Plasma Bevel
ITEM QTY UNIT PART NUMBER DESCRIPTION
37 4 PC REFERENCE Spr.L.Washer-DIN128-B3
38 4 PC REFERENCE Toothed Lock Washer J3,2 DIN 6797
39 1 PC REFERENCE Toothed Lock Washer J5,1 DIN 6797
40 2 PC 0006177041 Parallel-Pin-ISO2338-5m6x24-
41 1 PC 0006177092 Parallel-Pin-ISO2338-5h8x12-B
42 1 PC 0006177093 Parallel-Pin-ISO2338-5h8x20-B
43 1 PC 0006289003 MOUNTING CLIP
44 1 PC 0558008658 Ground Stud M6-1 x 2 in
45 1 PC 0558009173 PLUG PASS-THROUGH CAN
46 1 PC 0560944097 Connector, m12 x 5pos. Front Mount
Socket
47 1 PC 0560948302 SOCKET REAR MNT M12X12
48 4 PC 0560949714 T-NUT M6 STAINLESS
49 18 PC 0560949716 T-NUT M8 STAINLESS
50 1 PC 0560950487 COMBICON PLUG MSTB 1.5/10-ST-5.08
51 AR CM 0560950491 WIRE 16AWG GRN/YEL
52 1 PC 0560950768 Strain Relief 1/2”
53 1 PC 0560952892 SERVO MOTOR SGMAV-04A3A6C
54 1 PC 0560952893 Encoder Cable Flexible JZSP-CSP21-03-E
55 1 PC 0560953433 Shaft Pitch Motor
56 1 PC 0560953860 Roll Cover Plate
57 1 PC 0560953987 Actuator MSDKUVE15-KGT_5-
ADA_671-381
58 1 PC 0560954152 Motor Coupling
59 1 PC 0560954603 Keyless Bushing PL017x031-KE
60 1 PC 0560954604 Adapter Plate Small Bevel Lift
61 2 PC 0560954608 Holder Triex Cable Chain TL 60-01-Z0
62 1 PC 0560954609 Front Cap Roll Motor
63 1 PC 0560954612 Cable Chain Z-Axis Small Bevel
64 1 PC 0560954615 Al Prole 90 x 180H
65 2 PC 0560954618 Angle Bracket Small Bevel Mount
66 1 PC 0560954619 Collision Protection Bottom Cover
67 1 PC 0560955027 LOCKNUT CONDUIT 1/2
68 1 PC 0560956071 RAS Mount Bracket Small Bevel
69 1 PC 0560956072 Prox INI-CS-50PNC-QD
70 1 PC 0560956072 Prox INI-CS-50PNC-QD
71 1 PC 0560956092 Cable Gland HSK-ME 1.089.2999.19
72 1 PC 0560956093 Cable Gland Holder
Replacement Parts
96
REPLACEMENT PARTS

DMX Plasma Bevel
ITEM QTY UNIT PART NUMBER DESCRIPTION
73 1 PC 0560956175 Upper Cover Anchor
74 1 PC 0560956176 Lift Cover, Left
75 1 PC 0560956177 Lift Cover, Right
76 1 PC 0560956178 Bottom Cover
77 1 PC 0560956179 Top Cover, Roll Motor
78 1 PC 0560956180 Lift Cover, Front
79 1 PC 0560956181 Lift Cover Top
80 2 PC 0560956183 Mount Arm, Z Powertrack
81 1 PC 0560956184 Roll Motor Mount
82 1 PC 0560956185 Cover, Z Powertrack Exit
83 6 PC 0560956186 Vibration Isolator
84 1 PC 0560956224 Cover, Pitch Motor
85 1 PC 0560956225 Cover, Collision Protection
86 6 PC 0560956227 Nylon Washer M4
87 7 PC REFERENCE FASTON Male Connector
88 1 PC 0560956238 Ground Bar Assy, 45mm
89 1 PC 0560956627 Torch Powertrack Mount
90 1 PC 0560956828 Motor, Direct Drive 4NM Yaskawa w/ Conn Recept 4Pos
91 1 PC 0560956829 Motor, Direct Drive 10NM Yaskawa, Homed
92 1 PC 0560956921 Bracket Pitch Motor Assy
93 1 PC 0560956922 Torch Holder DMX Bevel
94 1 PC 0560956923 Torch Retainer DMX Bevel
95 1 PC 0560956932 Front Cover Torch Holder
96 1 PC 0560956933 Rear Cover Torch Holder
97 1 PC 0560957341 Adaptor Plate, Actuator to Motor
98 6 PC 0560957415 Compression Spring
99 6 PC REFERENCE Spring Mnt Nut, M5
100 6 PC 0560957422 Hex.S.H.Scr.Plastic, SPA-M5x15-
101 2 PC 0560957430 Grommet Bushing 0.5” Nylon Black
102 6 PC 0560957441 Retaining Ring External, 5/16” Shaft Dia
103 7 PC 0560957482 Terminal Ring 16 Gauge Wire (672533)
104 2 PC 0560957483 Combicon Plug MSTB 2.5/3-ST-5.08 (951005)
105 1 PC 0560957497 Rotary Shaft Seal
106 1 PC 0560957498 KEY, 3MM X 3MM X 12MM
107 1 PC 0560957524 Cable, 0.3m, 4Pos. M8 Female - Free
108 1 PC 0560957525 Y Distributor M8 4Pos M - 3Pos F x 2
Replacement Parts
97
REPLACEMENT PARTS

DMX Plasma Bevel
ITEM QTY UNIT PART NUMBER DESCRIPTION
109 1 PC 0560957527 Cable, 0.3m, M12 Socket 8Pos. - M12 Socket 8Pos.
110 1 PC 0560957532 Cable Encoder A-Axis 3m
111 1 PC 0560957533 Cable Encoder B-Axis 3m
112 2 PC 0560957535 Cable Power A/B-Axis 3m
113 50 CM 0560957536 T-Slot Cover N10 Aluminum
114 1 PC 0560957541 Leveling Support Plate
115 1 PC 0560957555 Cable Power Z-Axis 3m
116 4 PC 0615554014 DISTANCE BOLT M3x8
117 6 PC 0615575015 CABLE SOCKET
Replacement Parts
98
REPLACEMENT PARTS

Electrical Enclosure DMX
2
50
34
37
39
38
20
14
21
10
13
35
16
12
22
23
14
40
49
42
B
B
VIEW B-B
Art # A-13381
Electrical Enclosure DMX
0560956085 Rev4 REFERENCE
Some components are not shown in all
views in order to expose more detail.
Replacement Parts
99
REPLACEMENT PARTS

Electrical Enclosure DMX
45
47
46
19
40
1
42
48
44
43
A
A
View A-A
Art # A-13382
Some components are not
shown in all views in order to
expose more detail.
Replacement Parts
100
REPLACEMENT PARTS

Electrical Enclosure DMX
ITEM QTY UNIT PART NUMBER DESCRIPTION
1 3 PC 0002256505 YASKAWA SERVO ADAPTER
2 1 PC 0004600624 RESISTOR 47R/50W
3 1 PC 0004605781 TRANSIENT SUPPRESSOR DIODE
4 6 PC 0004619032 Ferrrite Rect. Snap Fixing
5 1 PC 0004622397 CONTINUOS PLUG-IN BRIDGE GREY
6 1 PC 0004622400 ZACK STRIP, 10 SECTION
7 30 CM 0004648073 RUBBER-FOAM PROFIL
8 1 PC 0004654049 SIGN DESIGNATION CARD 1-50
9 3 PC REFERENCE SIGN DESIGNATION CARD
10 28 PC 0004654135 TERMINAL ZDU 2.5/4AN
11 3 PC 0004654136 GROUND TERMINAL ZPE 2.5/4AN
12 1 PC 0004654137 FUSE TERMINAL ZSI 2,5
13 12 PC 0004654138 END PLATE
14 2 PC 0004654140 END PLATE
15 2 PC 0004654143 CROSS BAR
16 1 PC 0004654158 TERMINAL
17 1 PC REFERENCE SIGN DESIGNATION CARD 1-10
18 1 PC REFERENCE SIGN DESIGNATION CARD 11-20
19 4 PC 0004654275 CABLE STRIP
20 1 PC 0004656411 MALE INSERT
21 1 PC 0004656427 HOUSING
22 1 PC 0004676606 ACON-PCUD
23 1 PC 0004677150 POWER SUPPLY DC 24V/5A
24 2 PC REFERENCE Hex.S.H.C.Scr.-ISO4762-M5x10-8.8
25 11 PC REFERENCE Pan H. Scr.-ISO7045-M5x8-4.8-Z
26 2 PC REFERENCE Pan H. Scr.-ISO7045-M3x8-4.8-Z
27 2 PC REFERENCE Hex. S. BH Scr-ISO7380-M3x6-A2
28 4 PC REFERENCE Hex. Nut-ISO4032-M6
29 4 PC REFERENCE Hex. Nut-ISO4032-M6
30 2 PC REFERENCE Washer B5.3-DIN125
31 4 PC REFERENCE Washer galv. B6.4 DIN125
32 4 PC REFERENCE Washer galv. B6.4 DIN125
33 160 CM REFERENCE Adhesive Gasket 9x2
34 1 PC 0558008165 CONNECTOR M12 8P FEMALE
35 7 PC 0560947008 PLC-RSC 24DC/21 Relay Base
36 1 PC 0560948238 PLUG SET PCUD
BOM
Replacement Parts
101
REPLACEMENT PARTS

Electrical Enclosure DMX
ITEM QTY UNIT PART NUMBER DESCRIPTION
37 1 PC 0560948302 SOCKET REAR MNT M12X12
38 1 PC 0560948452 REAR MNT. RECEPTACLE FEMALE
39 1 PC 0560948457 Socket M12x4 PIN Rear Mount
40 450 MM 0560950493 MOUNTING RAIL NS 35/7.5
42 3 PC 0560956817 SERVO-AMPLIFIER - SIGMA 7 - 400 W
43 1 PC 0560956920 Air Supply Small Bevel
44 2 PC REFERENCE Nut, Self Clinching PEM S-M5-1-Z1
45 1 PC 0560957446 DMX Enclosure Bottom Cover
46 1 PC 0560957447 DMX Enclosure Cable Mount
47 1 PC 0560957448 DMX Enclosure Seal Mount
48 1 PC REFERENCE Modied Electronic Cabinet 500x500x300
49 1 PC 0560957523 Side Cover, Air Conditioner
50 1 PC 0560957521 Mounting Bracket Cable Connectors
Replacement Parts
102
REPLACEMENT PARTS

Smart Align Calibration Unit DMX
Smart Align Calibration Unit DMX
0004686176 Rev OR
Art # A-13368
Replacement Parts
103
REPLACEMENT PARTS

Grease Gun Coupler Alemite
Grease Gun Coupler Alemite
0560957495 Rev OR
Art # A-13383
Replacement Parts
104
REPLACEMENT PARTS

Torch Leveling Tool
Torch Leveling Tool
0558004936 Rev OR
Art # A-13369
Replacement Parts
105
REPLACEMENT PARTS

Alignment Nozzle DMX
Alignment Nozzle DMX
0004471607 Rev OR
Art# A-13367
Replacement Parts
106
REPLACEMENT PARTS

Alignment Nozzle DMX
Shim Set
0560957592 Rev OR
A-13769
Replacement Parts
107
REPLACEMENT PARTS

Alignment Cable
Alignment Cable
0558008466 Rev OR
Art # A-13370
Replacement Parts
108
REPLACEMENT PARTS

Cables DMX
Cables DMX
Part Numbers
PART NUMBER DESCRIPTION
0560957532 Cable Encoder A-axis 3.0 m
0560957533 Cable Encoder B-axis 3.0 m
0560957534 Cable Drive 3.0 m
0560957535 Cable Drive A/B_Axis 3.0 m
0560957555 Power Cable 3.0 m Z-axis
0560956926 Power Cable 5.0 m Z-axis
0560956927 Power Cable 7.0 m Z-axis
0560956928 Power Cable 10.0 m Z-axis
0560956929 Power Cable 15.0 m Z-axis
0560956925 Y Bundle DMX Beveler 25 ft. (Common A/B/Z Axis Motor and Encoder Cables)
0003101514 Cable and Hose Holder, DMX
Art # A-13515
Replacement Parts
109
REPLACEMENT PARTS

Torch Bundles
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17 - Not shown
Art # A-13417
Torch Bundles
PT-36
Replacement Parts
110
REPLACEMENT PARTS

Torch Bundles
Item Part Number Description
1 0558012663 PT36 ASSY 7.5FT SMALL BEVEL
1 0558012556 PT36 ASSY 12FT SMALL BEVEL
1 0558012557 PT36 ASSY 15FT SMALL BEVEL
1 0558012558 PT36 ASSY 17FT SMALL BEVEL
1 0558012559 PT36 ASSY 20FT SMALL BEVEL
1 0558012560 PT36 ASSY 25FT SMALL BEVEL
1 0558012608 PT36 ASSY 35FT SMALL BEVEL
2 0558003804 PT-36 TORCH BODY ASSY
3 0558012552 SLEEVE ASSY PT36 BEVEL
4 0558003834 CBL POWER PT-36 12’
4 0558003835 CBL POWER PT-36 15’
4 0558003836 CBL POWER PT-36 17’
4 0558003837 CBL POWER PT-36 20’
4 0558003838 CBL POWER PT-36 25’
5 0558012555 HOSE ASSY GAS 100 INCH
6 0558008312 CBL PILOT ARC PT-36 G2 12'
6 0558008313 CBL PILOT ARC PT-36 G2 15'
6 0558008314 CBL PILOT ARC PT-36 G2 17'
6 0558008315 CBL PILOT ARC PT-36 G2 20'
6 0558008316 CBL PILOT ARC PT-36 G2 25'
7 0558012553 ROBOTIC CABLE SHEATH
8 0558012546 ANCHOR SLEEVING ADAPTOR PT36
9 0558003841 SLEEVING LEATHER TORCH 6FT
9 0558003843 SLEEVING LEATHER TORCH 12FT
9 0558003844 SLEEVING LEATHER TORCH 15FT
9 0558003846 SLEEVING LEATHER TORCH 20FT
10 0558012550 NUT COMPRESSION PT36 BEVEL
11 33029 NUT SHIELD CONN (0558101574)
12 33030 NPL SHIELD CONN
13 951168 CLAMP BAND-IT 2.001.DX0.63W
14 0558001505 SLEEVING EXPANDABLE (200’ROLL)
15 0558012554 HOSE ASSY SHIELD GAS 100 INCH
16 0558012708 CABLE ASSY, SOFT TOUCH, 10FT
17 0558011627 HOSE 3/8” NON-CONDUCTIVE
BOM
Replacement Parts
111
REPLACEMENT PARTS

Torch Bundles
Torch Bundles
i-Series Torch Bundles
Catalog Number Description
4-5092 I-Series Bundle ASSY 10FT SMALL BEVEL
4-5093 I-Series Bundle ASSY 15FT SMALL BEVEL
4-5094 I-Series Bundle ASSY 20FT SMALL BEVEL
4-5095 I-Series Bundle ASSY 25FT SMALL BEVEL
4-5096 I-Series Bundle ASSY 30FT SMALL BEVEL
4-5097 i-Series Bundle ASSY 35FT SMALL BEVEL
4-5103 I-Series Bundle ASSY 40FT SMALL BEVEL
4-5100 I-Series Bundle ASSY 50FT SMALL BEVEL
BOM
To order other lengths use 562X where x represents desired length in feet.
Replacement Parts
112
REPLACEMENT PARTS

Spacer Page

Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Oce
Soa
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacic
AUSTRALIA
ESAB South Pacic
Archereld BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacic Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers
to our distributors in other coun-
tries, please visit our home page
www.esab.eu
ESAB subsidiaries and representative oces
www.esab.eu
©2017 ESAB Welding and Cutting Products
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
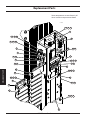 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124




























































































































ESAB ESAB DMX Automated Beveler Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB ESP-200 Plasmarc Cutting System Manual de usuario
-
-
-
-
-
-
-
-
ESAB ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Manual de usuario
-