Miller Blue Star 145 El manual del propietario
- Categoría
- Generadores de poder
- Tipo
- El manual del propietario
Este manual también es adecuado para

ESPAÑOL
Blue Star 145DX, 185DX
Processes
Description
Stick (SMAW) Welding
Engine Driven Welding Generator
OM-248 551C
2011−12
File: Engine Drive
Visit our website at
www.MillerWelds.com
ENGLISH

Miller Electric manufactures a full line
of welders and welding related equipment.
For information on other quality Miller
products, contact your local Miller distributor to receive the latest full
line catalog or individual specification sheets. To locate your nearest
distributor or service agency call 1-800-4-A-Miller, or visit us at
www.MillerWelds.com on the web.
Thank you and congratulations on choosing Miller. Now you can get
the job done and get it done right. We know you don’t have time to do
it any other way.
That’s why when Niels Miller first started building arc welders in 1929,
he made sure his products offered long-lasting value and superior
quality. Like you, his customers couldn’t afford anything less. Miller
products had to be more than the best they could be. They had to be the
best you could buy.
Today, the people that build and sell Miller products continue the
tradition. They’re just as committed to providing equipment and service
that meets the high standards of quality and value established in 1929.
This Owner’s Manual is designed to help you get the most out of your
Miller products. Please take time to read the Safety precautions. They
will help you protect yourself against potential hazards on the worksite.
We’ve made installation and operation quick
and easy. With Miller you can count on years
of reliable service with proper maintenance.
And if for some reason the unit needs repair,
there’s a Troubleshooting section that will
help you figure out what the problem is. The
parts list will then help you to decide the
exact part you may need to fix the problem.
Warranty and service information for your
particular model are also provided.
Miller is the first welding
equipment manufacturer in
the U.S.A. to be registered to
the ISO 9001 Quality System
Standard.
Working as hard as you do
− every power source from
Miller is backed by the most
hassle-free warranty in the
business.
From Miller to You
Mil_Thank 2009−09

TABLE OF CONTENTS
SECTION 1 − SAFETY PRECAUTIONS − READ BEFORE USING 1................................
1-1. Symbol Usage 1.......................................................................
1-2. Arc Welding Hazards 1.................................................................
1-3. Engine Hazards 3.....................................................................
1-4. Compressed Air Hazards 3..............................................................
1-5. Additional Symbols For Installation, Operation, And Maintenance 4............................
1-6. California Proposition 65 Warnings 6......................................................
1-7. Principal Safety Standards 6............................................................
1-8. EMF Information 6.....................................................................
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION 7..........................
2-1. Signification des symboles 7............................................................
2-2. Dangers relatifs au soudage à l’arc 7.....................................................
2-3. Dangers existant en relation avec le moteur 9..............................................
2-4. Dangers liés à l’air comprimé 10..........................................................
2-5. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance 11.....
2-6. Proposition californienne 65 Avertissements 13..............................................
2-7. Principales normes de sécurité 13.........................................................
2-8. Informations relatives aux CEM 13........................................................
SECTION 3 − DEFINITIONS 14.................................................................
SECTION 4 − SPECIFICATIONS 14..............................................................
4-1. 145 Model Weld, Power, And Engine Specifications 14........................................
4-2. 185 Model Weld, Power, And Engine Specifications 14........................................
4-3. Dimensions, Weights, And Operating Angles 15.............................................
4-4. Duty Cycle 15..........................................................................
4-5. Volt-Ampere Curves 16..................................................................
4-6.
Fuel Consumption 17....................................................................
4-7. Generator Power Curve 18...............................................................
SECTION 5 − INSTALLATION 19................................................................
5-1. Installing Welding Generator 19...........................................................
5-2. Grounding Generator To Truck Or Trailer Frame 19..........................................
5-3. Grounding Generator When Supplying Building Systems 20...................................
5-4. Fuel Valve Positions 20..................................................................
5-5. Engine Prestart Checks 21...............................................................
5-6. Connecting The Battery 22...............................................................
5-7. Weld Output Terminals 22................................................................
5-8. Connecting To Weld Output Terminals 23...................................................
5-9. Selecting Weld Cable Sizes* 23...........................................................
SECTION 6 − OPERATING THE WELDING GENERATOR 24.......................................
6-1. Engine Controls 24.....................................................................
6-2. Front Panel Controls 25..................................................................
SECTION 7 − OPERATING AUXILIARY EQUIPMENT 26...........................................
7-1. Generator Power Panel Receptacles 26....................................................
SECTION 8 − MAINTENANCE 27...............................................................
8-1. Routine Maintenance 27.................................................................
8-2. Maintenance Label 28...................................................................
8-3. Servicing Air Cleaner 29.................................................................
8-4. Changing Fuel Filter 29..................................................................
8-5. Changing Oil 29........................................................................
8-6. Adjusting Engine Speed 30...............................................................
SECTION 9 − TROUBLESHOOTING 31..........................................................
SECTION 10 − PARTS LIST 32.................................................................
10-1. Recommended Spare Parts 32...........................................................

TABLE OF CONTENTS
SECTION 11 − ELECTRICAL DIAGRAMS 33.....................................................
SECTION 12 − GENERATOR POWER GUIDELINES 34............................................
SECTION 13 − STICK WELDING (SMAW) GUIDELINES 41.........................................
COMPLETE PARTS LIST - www.MillerWelds.com
WARRANTY

OM-248 551 Page 1
SECTION 1 − SAFETY PRECAUTIONS − READ BEFORE USING
rom_2011−10
Protect yourself and others from injury — read, follow, and save these important safety precautions and operating instructions.
1-1. Symbol Usage
DANGER! − Indicates a hazardous situation which, if
not avoided, will result in death or serious injury. The
possible hazards are shown in the adjoining symbols
or explained in the text.
Indicates a hazardous situation which, if not avoided,
could result in death or serious injury. The possible
hazards are shown in the adjoining symbols or ex-
plained in the text.
NOTICE − Indicates statements not related to personal injury.
Indicates special instructions.
This group of symbols means Warning! Watch Out! ELECTRIC
SHOCK, MOVING PARTS, and HOT PARTS hazards. Consult sym-
bols and related instructions below for necessary actions to avoid the
hazards.
1-2. Arc Welding Hazards
The symbols shown below are used throughout this manual
to call attention to and identify possible hazards. When you
see the symbol, watch out, and follow the related instructions
to avoid the hazard. The safety information given below is
only a summary of the more complete safety information
found in the Safety Standards listed in Section 1-7. Read and
follow all Safety Standards.
Only qualified persons should install, operate, maintain, and
repair this unit.
During operation, keep everybody, especially children, away.
Touching live electrical parts can cause fatal shocks or
severe burns. The electrode and work circuit is
electrically live whenever the output is on. The input
power circuit and machine internal circuits are also live
when power is on. In semiautomatic or automatic wire
welding, the wire, wire reel, drive roll housing, and all
metal parts touching the welding wire are electrically
live. Incorrectly installed or improperly grounded
equipment is a hazard.
ELECTRIC SHOCK can kill.
Do not touch live electrical parts.
Wear dry, hole-free insulating gloves and body protection.
Insulate yourself from work and ground using dry insulating mats
or covers big enough to prevent any physical contact with the work
or ground.
Do not use AC output in damp areas, if movement is confined, or if
there is a danger of falling.
Use AC output ONLY if required for the welding process.
If AC output is required, use remote output control if present on
unit.
Additional safety precautions are required when any of the follow-
ing electrically hazardous conditions are present: in damp
locations or while wearing wet clothing; on metal structures such
as floors, gratings, or scaffolds; when in cramped positions such
as sitting, kneeling, or lying; or when there is a high risk of unavoid-
able or accidental contact with the workpiece or ground. For these
conditions, use the following equipment in order presented: 1) a
semiautomatic DC constant voltage (wire) welder, 2) a DC manual
(stick) welder, or 3) an AC welder with reduced open-circuit volt-
age. In most situations, use of a DC, constant voltage wire welder
is recommended. And, do not work alone!
Disconnect input power or stop engine before installing or
servicing this equipment. Lockout/tagout input power according to
OSHA 29 CFR 1910.147 (see Safety Standards).
Properly install, ground, and operate this equipment according to
its Owner’s Manual and national, state, and local codes.
Always verify the supply ground — check and be sure that input
power cord ground wire is properly connected to ground terminal in
disconnect box or that cord plug is connected to a properly
grounded receptacle outlet.
When making input connections, attach proper grounding conduc-
tor first − double-check connections.
Keep cords dry, free of oil and grease, and protected from hot metal
and sparks.
Frequently inspect input power cord for damage or bare wiring —
replace cord immediately if damaged — bare wiring can kill.
Turn off all equipment when not in use.
Do not use worn, damaged, undersized, or poorly spliced cables.
Do not drape cables over your body.
If earth grounding of the workpiece is required, ground it directly
with a separate cable.
Do not touch electrode if you are in contact with the work, ground,
or another electrode from a different machine.
Use only well-maintained equipment. Repair or replace damaged
parts at once. Maintain unit according to manual.
Do not touch electrode holders connected to two welding ma-
chines at the same time since double open-circuit voltage will be
present.
Wear a safety harness if working above floor level.
Keep all panels and covers securely in place.
Clamp work cable with good metal-to-metal contact to workpiece
or worktable as near the weld as practical.
Insulate work clamp when not connected to workpiece to prevent
contact with any metal object.
Do not connect more than one electrode or work cable to any
single weld output terminal. Disconnect cable for process not in
use.
SIGNIFICANT DC VOLTAGE exists in inverter power
sources AFTER stopping engine.
Stop engine on inverter and discharge input capacitors according
to instructions in Maintenance Section before touching any parts.
HOT PARTS can burn.
Do not touch hot parts bare handed.
Allow cooling period before working on equip-
ment.
To handle hot parts, use proper tools and/or wear heavy, insu-
lated welding gloves and clothing to prevent burns.
FLYING METAL or DIRT can injure eyes.
Welding, chipping, wire brushing, and grinding
cause sparks and flying metal. As welds cool,
they can throw off slag.
Wear approved safety glasses with side shields even under your
welding helmet.

OM-248 551 Page 2
Welding produces fumes and gases. Breathing these
fumes and gases can be hazardous to your health.
FUMES AND GASES can be hazardous.
Keep your head out of the fumes. Do not breathe the fumes.
If inside, ventilate the area and/or use local forced ventilation at the
arc to remove welding fumes and gases.
If ventilation is poor, wear an approved air-supplied respirator.
Read and understand the Material Safety Data Sheets (MSDSs)
and the manufacturer’s instructions for metals, consumables,
coatings, cleaners, and degreasers.
Work in a confined space only if it is well ventilated, or while
wearing an air-supplied respirator. Always have a trained watch-
person nearby. Welding fumes and gases can displace air and
lower the oxygen level causing injury or death. Be sure the breath-
ing air is safe.
Do not weld in locations near degreasing, cleaning, or spraying op-
erations. The heat and rays of the arc can react with vapors to form
highly toxic and irritating gases.
Do not weld on coated metals, such as galvanized, lead, or
cadmium plated steel, unless the coating is removed from the weld
area, the area is well ventilated, and while wearing an air-supplied
respirator. The coatings and any metals containing these elements
can give off toxic fumes if welded.
BUILDUP OF GAS can injure or kill.
Shut off compressed gas supply when not in use.
Always ventilate confined spaces or use ap-
proved air-supplied respirator.
Arc rays from the welding process produce intense
visible and invisible (ultraviolet and infrared) rays that
can burn eyes and skin. Sparks fly off from the weld.
ARC RAYS can burn eyes and skin.
Wear an approved welding helmet fitted with a proper shade of filter
lenses to protect your face and eyes from arc rays and sparks
when welding or watching (see ANSI Z49.1 and Z87.1 listed in
Safety Standards).
Wear approved safety glasses with side shields under your
helmet.
Use protective screens or barriers to protect others from flash,
glare, and sparks; warn others not to watch the arc.
Wear protective clothing made from durable, flame-resistant mate-
rial (leather, heavy cotton, or wool) and foot protection.
Welding on closed containers, such as tanks, drums,
or pipes, can cause them to blow up. Sparks can fly off
from the welding arc. The flying sparks, hot workpiece,
and hot equipment can cause fires and burns. Accidental contact of
electrode to metal objects can cause sparks, explosion, overheating,
or fire. Check and be sure the area is safe before doing any welding.
WELDING can cause fire or explosion.
Remove all flammables within 35 ft (10.7 m) of the welding arc. If
this is not possible, tightly cover them with approved covers.
Do not weld where flying sparks can strike flammable material.
Protect yourself and others from flying sparks and hot metal.
Be alert that welding sparks and hot materials from welding can
easily go through small cracks and openings to adjacent areas.
Watch for fire, and keep a fire extinguisher nearby.
Be aware that welding on a ceiling, floor, bulkhead, or partition can
cause fire on the hidden side.
Do not weld on containers that have held combustibles, or on
closed containers such as tanks, drums, or pipes unless they are
properly prepared according to AWS F4.1 and AWS A6.0 (see
Safety Standards).
Do not weld where the atmosphere may contain flammable dust,
gas, or liquid vapors (such as gasoline).
Connect work cable to the work as close to the welding area as
practical to prevent welding current from traveling long, possibly
unknown paths and causing electric shock, sparks, and fire haz-
ards.
Do not use welder to thaw frozen pipes.
Remove stick electrode from holder or cut off welding wire at
contact tip when not in use.
Wear oil-free protective garments such as leather gloves, heavy
shirt, cuffless trousers, high shoes, and a cap.
Remove any combustibles, such as a butane lighter or matches,
from your person before doing any welding.
After completion of work, inspect area to ensure it is free of sparks,
glowing embers, and flames.
Use only correct fuses or circuit breakers. Do not oversize or by-
pass them.
Follow requirements in OSHA 1910.252 (a) (2) (iv) and NFPA 51B
for hot work and have a fire watcher and extinguisher nearby.
NOISE can damage hearing.
Noise from some processes or equipment can dam-
age hearing.
Wear approved ear protection if noise level is
high.
ELECTRIC AND MAGNETIC FIELDS (EMF)
can affect Implanted Medical Devices.
Wearers of Pacemakers and other Implanted
Medical Devices should keep away.
Implanted Medical Device wearers should consult their doctor
and the device manufacturer before going near arc welding, spot
welding, gouging, plasma arc cutting, or induction heating
operations.
Compressed gas cylinders contain gas under high
pressure. If damaged, a cylinder can explode. Since
gas cylinders are normally part of the welding process,
be sure to treat them carefully.
CYLINDERS can explode if damaged.
Protect compressed gas cylinders from excessive heat, mechani-
cal shocks, physical damage, slag, open flames, sparks, and arcs.
Install cylinders in an upright position by securing to a stationary
support or cylinder rack to prevent falling or tipping.
Keep cylinders away from any welding or other electrical circuits.
Never drape a welding torch over a gas cylinder.
Never allow a welding electrode to touch any cylinder.
Never weld on a pressurized cylinder — explosion will result.
Use only correct compressed gas cylinders, regulators, hoses,
and fittings designed for the specific application; maintain them
and associated parts in good condition.
Turn face away from valve outlet when opening cylinder valve.
Keep protective cap in place over valve except when cylinder is in
use or connected for use.
Use the right equipment, correct procedures, and sufficient num-
ber of persons to lift and move cylinders.
Read and follow instructions on compressed gas cylinders,
associated equipment, and Compressed Gas Association (CGA)
publication P-1 listed in Safety Standards.

OM-248 551 Page 3
1-3. Engine Hazards
BATTERY EXPLOSION can injure.
Always wear a face shield, rubber gloves, and
protective clothing when working on a battery.
Stop engine before disconnecting or connect-
ing battery cables, battery charging cables (if
applicable), or servicing battery.
Do not allow tools to cause sparks when working on a battery.
Do not use welder to charge batteries or jump start vehicles un-
less the unit has a battery charging feature designed for this pur-
pose.
Observe correct polarity (+ and −) on batteries.
Disconnect negative (−) cable first and connect it last.
Keep sparks, flames, cigarettes, and other ignition sources
away from batteries. Batteries produce explosive gases during
normal operation and when being charged.
Follow battery manufacturer’s instructions when working on or
near a battery.
FUEL can cause fire or explosion.
Stop engine and let it cool off before checking or
adding fuel.
Do not add fuel while smoking or if unit is near
any sparks or open flames.
Do not overfill tank — allow room for fuel to expand.
Do not spill fuel. If fuel is spilled, clean up before starting engine.
Dispose of rags in a fireproof container.
Always keep nozzle in contact with tank when fueling.
MOVING PARTS can injure.
Keep away from moving parts such as fans,
belts, and rotors.
Keep all doors, panels, covers, and guards
closed and securely in place.
Stop engine before installing or connecting unit.
Have only qualified persons remove doors, panels, covers, or
guards for maintenance and troubleshooting as necessary.
To prevent accidental starting during servicing, disconnect
negative (−) battery cable from battery.
Keep hands, hair, loose clothing, and tools away from moving
parts.
Reinstall doors, panels, covers, or guards when servicing is
finished and before starting engine.
Before working on generator, remove spark plugs or injectors to
keep engine from kicking back or starting.
Block flywheel so that it will not turn while working on generator
components.
EXHAUST SPARKS can cause fire.
Do not let engine exhaust sparks cause fire.
Use approved engine exhaust spark arrestor in
required areas — see applicable codes.
HOT PARTS can burn.
Do not touch hot parts bare handed.
Allow cooling period before working on equip-
ment.
To handle hot parts, use proper tools and/or
wear heavy, insulated welding gloves and
clothing to prevent burns.
STEAM AND HOT COOLANT can burn.
If possible, check coolant level when engine is
cold to avoid scalding.
Always check coolant level at overflow tank, if
present on unit, instead of radiator (unless told
otherwise in maintenance section or engine
manual).
If the engine is warm, checking is needed, and there is no over-
flow tank, follow the next two statements.
Wear safety glasses and gloves and put a rag over radiator cap.
Turn cap slightly and let pressure escape slowly before
completely removing cap.
Using a generator indoors CAN KILL
YOU IN MINUTES.
Generator exhaust contains carbon monoxide.
This is a poison you cannot see or smell.
NEVER use inside a home or garage, EVEN IF
doors and windows are open.
Only use OUTSIDE and far away from windows, doors, and
vents.
BATTERY ACID can BURN SKIN and EYES.
Do not tip battery.
Replace damaged battery.
Flush eyes and skin immediately with water.
ENGINE HEAT can cause fire.
Do not locate unit on, over, or near combustible
surfaces or flammables.
Keep exhaust and exhaust pipes way from
flammables.
1-4. Compressed Air Hazards
COMPRESSED AIR EQUIPMENT can
injure or kill.
Incorrect installation or operation of this unit
could result in equipment failure and personal
injury. Only qualified persons should install, op-
erate, and service this unit according to its
Owner’s Manual, industry standards, and na-
tional, state, and local codes.
Do not exceed the rated output or capacity of the compressor or
any equipment in the compressed air system. Design compressed
air system so failure of any component will not put people or prop-
erty at risk.
Before working on compressed air system, turn off and lockout/
tagout unit, release pressure, and be sure air pressure cannot be
accidentally applied.
Do not work on compressed air system with unit running unless
you are a qualified person and following the manufacturer’s in-
structions.
Do not modify or alter compressor or manufacturer-supplied
equipment. Do not disconnect, disable, or override any safety
equipment in the compressed air system.
Use only components and accessories approved by the manufac-
turer.
Keep away from potential pinch points or crush points created by
equipment connected to the compressed air system.
Do not work under or around any equipment that is supported only
by air pressure. Properly support equipment by mechanical
means.

OM-248 551 Page 4
HOT METAL from air arc cutting and
gouging can cause fire or explosion.
Do not cut or gouge near flammables.
Watch for fire; keep extinguisher nearby.
COMPRESSED AIR can injure or kill.
Before working on compressed air system,
turn off and lockout/tagout unit, release pres-
sure, and be sure air pressure cannot be acci-
dentally applied.
Relieve pressure before disconnecting or con-
necting air lines.
Check compressed air system components
and all connections and hoses for damage,
leaks, and wear before operating unit.
Do not direct air stream toward self or others.
Wear protective equipment such as safety glasses, hearing pro-
tection, leather gloves, heavy shirt and trousers, high shoes, and
a cap when working on compressed air system.
Use soapy water or an ultrasonic detector to search for
leaks−−never use bare hands. Do not use equipment if leaks are
found.
Reinstall doors, panels, covers, or guards when servicing is
finished and before starting unit.
If ANY air is injected into the skin or body seek medical help im-
mediately.
BREATHING COMPRESSED AIR can in-
jure or kill.
Do not use compressed air for breathing.
Use only for cutting, gouging, and tools.
TRAPPED AIR PRESSURE AND WHIPPING
HOSES can injure.
Release air pressure from tools and system be-
fore servicing, adding or changing attach-
ments, or opening compressor oil drain or oil fill
cap.
MOVING PARTS can injure.
Keep away from moving parts such as fans,
belts and rotors.
Keep all doors, panels, covers, and guards
closed and securely in place.
Keep hands, hair, loose clothing, and tools away from moving
parts.
Before working on compressed air system, turn off and lockout/
tagout unit, release pressure, and be sure air pressure cannot be
accidentally applied.
Have only qualified people remove guards or covers for maint-
enance and troubleshooting as necessary.
Reinstall doors, panels, covers, or guards when servicing is
finished and before starting engine.
HOT PARTS can burn.
Do not touch hot compressor or air system
parts.
Allow cooling period before working on equip-
ment.
To handle hot parts, use proper tools and/or wear heavy, insu-
lated welding gloves and clothing to prevent burns.
READ INSTRUCTIONS.
Read and follow all labels and the Owner’s
Manual carefully before installing, operating, or
servicing unit. Read the safety information at
the beginning of the manual and in each
section.
Use only genuine replacement parts from the manufacturer.
Perform maintenance and service according to the Owner’s
Manuals, industry standards, and national, state, and local
codes.
1-5. Additional Symbols For Installation, Operation, And Maintenance
FIRE OR EXPLOSION hazard.
Do not install or place unit on, over, or near
combustible surfaces.
Do not install unit near flammables.
Do not overload building wiring − be sure power supply system is
properly sized, rated, and protected to handle this unit.
FALLING EQUIPMENT can injure.
Use lifting eye to lift unit and properly installed
accessories only, NOT gas cylinders. Do not
exceed maximum lift eye weight rating (see
Specifications).
Use equipment of adequate capacity to lift and
support unit.
If using lift forks to move unit, be sure forks are long enough to
extend beyond opposite side of unit.
Keep equipment (cables and cords) away from moving vehicles
when working from an aerial location.
Follow the guidelines in the Applications Manual for the Revised
NIOSH Lifting Equation (Publication No. 94−110) when manu-
ally lifting heavy parts or equipment.
OVERHEATING can damage motors.
Turn off or unplug equipment before starting or
stopping engine.
Do not let low voltage and frequency caused by
low engine speed damage electric motors.
Do not connect 50 or 60 Hertz motors to the 100 Hertz receptacle
where applicable.
FLYING SPARKS can injure.
Wear a face shield to protect eyes and face.
Shape tungsten electrode only on grinder with
proper guards in a safe location wearing proper
face, hand, and body protection.
Sparks can cause fires — keep flammables away.
MOVING PARTS can injure.
Keep away from moving parts.
Keep away from pinch points such as drive
rolls.

OM-248 551 Page 5
BATTERY CHARGING OUTPUT and BATTERY
EXPLOSION can injure.
Battery charging not present on all models.
Always wear a face shield, rubber gloves, and protective
clothing when working on a battery.
Stop engine before disconnecting or connecting battery cables,
battery charging cables (if applicable), or servicing battery.
Do not allow tools to cause sparks when working on a battery.
Do not use welder to charge batteries or jump start vehicles un-
less it has a battery charging feature designed for this purpose.
Observe correct polarity (+ and −) on batteries.
Disconnect negative (−) cable first and connect it last.
Keep sparks, flames, cigarettes, and other ignition sources
away from batteries. Batteries produce explosive gases during
normal operation and when being charged.
Follow battery manufacturer’s instructions when working on or
near a battery.
Have only qualified persons do battery charging work.
If battery is being removed from a vehicle for charging, discon-
nect negative (−) cable first and connect it last. To prevent an arc,
make sure all accessories are off.
Charge lead-acid batteries only. Do not use battery charger to
supply power to an extra-low-voltage electrical system or to
charge dry cell batteries.
Do not charge a frozen battery.
Do not use damaged charging cables.
Do not charge batteries in a closed area or where ventilation is
restricted.
Do not charge a battery that has loose terminals or one showing
damage such as a cracked case or cover.
Before charging battery, select correct charger voltage to match
battery voltage.
Set battery charging controls to the Off position before connect-
ing to battery. Do not allow battery charging clips to touch each
other.
Keep charging cables away from vehicle hood, door, or moving
parts.
WELDING WIRE can injure.
Do not press gun trigger until instructed to do
so.
Do not point gun toward any part of the body,
other people, or any metal when threading
welding wire.
OVERUSE can cause OVERHEATING.
Allow cooling period; follow rated duty cycle.
Reduce current or reduce duty cycle before
starting to weld again.
Do not block or filter airflow to unit.
STATIC (ESD) can damage PC boards.
Put on grounded wrist strap BEFORE handling
boards or parts.
Use proper static-proof bags and boxes to
store, move, or ship PC boards.
TILTING OF TRAILER can injure.
Use tongue jack or blocks to support weight.
Properly install welding generator onto trailer
according to instructions supplied with trailer.
READ INSTRUCTIONS.
Read and follow all labels and the Owner’s
Manual carefully before installing, operating, or
servicing unit. Read the safety information at
the beginning of the manual and in each
section.
Use only genuine replacement parts from the manufacturer.
Perform maintenance and service according to the Owner’s
Manuals, industry standards, and national, state, and local
codes.
H.F. RADIATION can cause interference.
High-frequency (H.F.) can interfere with radio
navigation, safety services, computers, and
communications equipment.
Have only qualified persons familiar with
electronic equipment perform this installation.
The user is responsible for having a qualified electrician
promptly correct any interference problem resulting from the
installation.
If notified by the FCC about interference, stop using the
equipment at once.
Have the installation regularly checked and maintained.
Keep high-frequency source doors and panels tightly shut, keep
spark gaps at correct setting, and use grounding and shielding to
minimize the possibility of interference.
ARC WELDING can cause interference.
Electromagnetic energy can interfere with
sensitive electronic equipment such as micro-
processors, computers, and computer-driven
equipment such as robots.
Be sure all equipment in the welding area is
electromagnetically compatible.
To reduce possible interference, keep weld cables as short as
possible, close together, and down low, such as on the floor.
Locate welding operation 100 meters from any sensitive elec-
tronic equipment.
Be sure this welding machine is installed and grounded
according to this manual.
If interference still occurs, the user must take extra measures
such as moving the welding machine, using shielded cables,
using line filters, or shielding the work area.

OM-248 551 Page 6
1-6. California Proposition 65 Warnings
Welding or cutting equipment produces fumes or gases
which contain chemicals known to the State of California to
cause birth defects and, in some cases, cancer. (California
Health & Safety Code Section 25249.5 et seq.)
Battery posts, terminals and related accessories contain lead
and lead compounds, chemicals known to the State of
California to cause cancer and birth defects or other
reproductive harm. Wash hands after handling.
This product contains chemicals, including lead, known to
the state of California to cause cancer, birth defects, or other
reproductive harm. Wash hands after use.
For Gasoline Engines:
Engine exhaust contains chemicals known to the State of
California to cause cancer, birth defects, or other reproduc-
tive harm.
For Diesel Engines:
Diesel engine exhaust and some of its constituents are
known to the State of California to cause cancer, birth
defects, and other reproductive harm.
1-7. Principal Safety Standards
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (phone: 703-788-2700,
website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Battery Chargers, CSA Standard C22.2 NO 107.2−01, from Canadian
Standards Association, Standards Sales, 5060 Spectrum Way, Suite
100, Ontario, Canada L4W 5NS (phone: 800-463-6727, website:
www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.)
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Portable Generators Safety Alert, U.S. Consumer Product Safety Com-
mission (CPSC), 4330 East West Highway, Bethesda, MD 20814
(phone: 301-504-7923, website: www.cpsc.gov/cpscpub/pubs/port-
gen.pdf).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-8. EMF Information
Electric current flowing through any conductor causes localized electric
and magnetic fields (EMF). Welding current creates an EMF field
around the welding circuit and welding equipment. EMF fields may inter-
fere with some medical implants, e.g. pacemakers. Protective
measures for persons wearing medical implants have to be taken. For
example, restrict access for passers−by or conduct individual risk as-
sessment for welders. All welders should use the following procedures
in order to minimize exposure to EMF fields from the welding circuit:
1. Keep cables close together by twisting or taping them, or using a
cable cover.
2. Do not place your body between welding cables. Arrange cables
to one side and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep head and trunk as far away from the equipment in the
welding circuit as possible.
5. Connect work clamp to workpiece as close to the weld as
possible.
6. Do not work next to, sit or lean on the welding power source.
7. Do not weld whilst carrying the welding power source or wire
feeder.
About Implanted Medical Devices:
Implanted Medical Device wearers should consult their doctor and the
device manufacturer before performing or going near arc welding, spot
welding, gouging, plasma arc cutting, or induction heating operations.
If cleared by your doctor, then following the above procedures is recom-
mended.

OM-248 551 Page 7
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT
UTILISATION
fre_rom_2011−10
Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives
aux précautions de sécurité et au mode opératoire.
2-1. Signification des symboles
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dan-
gers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
NOTE − Indique des déclarations pas en relation avec des blessures
personnelles.
Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
2-2. Dangers relatifs au soudage à l’arc
Les symboles présentés ci-après sont utilisés tout au long du
présent manuel pour attirer votre attention et identifier les ris-
ques de danger. Lorsque vous voyez un symbole, soyez
vigilant et suivez les directives mentionnées afin d’éviter tout
danger. Les consignes de sécurité présentées ci-après ne
font que résumer l’information contenue dans les normes de
sécurité énumérées à la section 1-7. Veuillez lire et respecter
toutes ces normes de sécurité.
L’installation, l’utilisation, l’entretien et les réparations ne
doivent être confiés qu’à des personnes qualifiées.
Au cours de l’utilisation, tenir toute personne à l’écart et plus
particulièrement les enfants.
Un simple contact avec des pièces électriques peut
provoquer une électrocution ou des blessures gra-
ves. L’électrode et le circuit de soudage sont sous
tension dès que l’appareil est sur ON. Le circuit
d’entrée et les circuits internes de l’appareil sont
également sous tension à ce moment-là. En soudage
semi-automatique ou automatique, le fil, le dévidoir, le
logement des galets d’entraînement et les pièces
métalliques en contact avec le fil de soudage sont
sous tension. Des matériels mal installés ou mal mis
à la terre présentent un danger.
UN CHOC ÉLECTRIQUE peut tuer.
Ne jamais toucher les pièces électriques sous tension.
Porter des gants et des vêtements de protection secs ne compor-
tant pas de trous.
S’isoler de la pièce et de la terre au moyen de tapis ou d’autres
moyens isolants suffisamment grands pour empêcher le contact
physique éventuel avec la pièce ou la terre.
Ne pas se servir de source électrique à courant électrique dans les
zones humides, dans les endroits confinés ou là où on risque de
tomber.
Se servir d’une source électrique à courant électrique UNIQUE-
MENT si le procédé de soudage le demande.
Si l’utilisation d’une source électrique à courant électrique s’avère
nécessaire, se servir de la fonction de télécommande si l’appareil
en est équipé.
Des précautions de sécurité supplémentaires sont requises dans
des environnements à risque comme: les endroits humides ou
lorsque l’on porte des vêtements mouillés; sur des structures mé-
talliques au sol, grillages et échafaudages; dans des positions
assises, à genoux et allongées; ou quand il y a un risque important
de contact accidentel avec la pièce ou le sol. Dans ces cas utiliser
les appareils suivants dans l’ordre de préférence: 1) un poste à
souder DC semi−automatique de type CV (MIG/MAG), 2) un poste
à souder manuel (électrode enrobée) DC, 3) un poste à souder
manuel AC avec tension à vide réduite. Dans la plupart des cas, un
poste courant continu de type CV est recommandé. Et, ne pas tra-
vailler seul!
Couper l’alimentation ou arrêter le moteur avant de procéder à
l’installation, à la réparation ou à l’entretien de l’appareil.
Déverrouiller l’alimentation selon la norme OSHA 29 CFR
1910.147 (voir normes de sécurité).
Installez, mettez à la terre et utilisez correctement cet équipement
conformément à son Manuel d’Utilisation et aux réglementations
nationales, gouvernementales et locales.
Installer et mettre à la terre correctement cet appareil conformé-
ment à son manuel d’utilisation et aux codes nationaux,
provinciaux et municipaux.
Toujours vérifier la terre du cordon d’alimentation − Vérifier et
s’assurer que le fil de terre du cordon d’alimentation est bien
raccordé à la borne de terre du sectionneur ou que la fiche du
cordon est raccordée à une prise correctement mise à la terre.
En effectuant les raccordements d’entrée fixer d’abord le conduc-
teur de mise à la terre approprié et contre-vérifier les connexions.
Les câbles doivent être exempts d’humidité, d’huile et de graisse;
protégez−les contre les étincelles et les pièces métalliques chau-
des.
Vérifier fréquemment le cordon d’alimentation pour voir s’il n’est
pas endommagé ou dénudé − remplacer le cordon immédiatement
s’il est endommagé − un câble dénudé peut provoquer une électro-
cution.
Mettre l’appareil hors tension quand on ne l’utilise pas.
Ne pas utiliser des câbles usés, endommagés, de grosseur insuffi-
sante ou mal épissés.
Ne pas enrouler les câbles autour du corps.
Si la pièce soudée doit être mise à la terre, le faire directement
avec un câble distinct − ne pas utiliser le connecteur de pièce ou le
câble de retour.
Ne pas toucher l’électrode quand on est en contact avec la pièce,
la terre ou une électrode provenant d’une autre machine.
Ne pas toucher des porte électrodes connectés à deux machines
en même temps à cause de la présence d’une tension à vide dou-
blée.
N’utiliser qu’un matériel en bon état. Réparer ou remplacer
sur-le-champ les pièces endommagées. Entretenir l’appareil
conformément à ce manuel.
Porter un harnais de sécurité quand on travaille en hauteur.
Maintenir solidement en place tous les panneaux et capots.
Fixer le câble de retour de façon à obtenir un bon contact métal-
métal avec la pièce à souder ou la table de travail, le plus près pos-
sible de la soudure.
Isoler la pince de masse quand pas mis à la pièce pour éviter le
contact avec tout objet métallique.
Ne pas raccorder plus d’une électrode ou plus d’un câble de
masse à une même borne de sortie de soudage. Débrancher le
câble pour le procédé non utilisé.

OM-248 551 Page 8
Il reste une TENSION DC NON NÉGLIGEABLE dans les
sources de soudage onduleur UNE FOIS le moteur coupé.
Couper l’alimentation du poste et décharger les condensateurs
d’entrée comme indiqué dans la Section Maintenance avant de
toucher des composants.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
Ne pas toucher à mains nues les parties chau-
des.
Prévoir une période de refroidissement avant
de travailler à l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils recomman-
dés et porter des gants de soudage et des vêtements épais pour
éviter les brûlures.
DES PIECES DE METAL ou DES
SALETES peuvent provoquer
des blessures dans les yeux.
Le soudage, l’écaillement, le passage de la pièce à la brosse en
fil de fer, et le meulage génèrent des étincelles et des particules
métalliques volantes. Pendant la période de refroidissement des
soudures, elles risquent de projeter du laitier.
Porter des lunettes de sécurité avec écrans latéraux ou un écran
facial.
Le soudage génère des fumées et des gaz. Leur
inhalation peut être dangereux pour votre santé.
LES FUMÉES ET LES GAZ peu-
vent être dangereux.
Eloigner votre tête des fumées. Ne pas respirer les fumées.
À l’intérieur, ventiler la zone et/ou utiliser une ventilation forcée au
niveau de l’arc pour l’évacuation des fumées et des gaz de soudage.
Si la ventilation est médiocre, porter un respirateur anti-vapeurs
approuvé.
Lire et comprendre les spécifications de sécurité des matériaux
(MSDS) et les instructions du fabricant concernant les métaux, les
consommables, les revêtements, les nettoyants et les dégraisseurs.
Travailler dans un espace fermé seulement s’il est bien ventilé ou
en portant un respirateur à alimentation d’air. Demander toujours à
un surveillant dûment formé de se tenir à proximité. Des fumées et
des gaz de soudage peuvent déplacer l’air et abaisser le niveau
d’oxygène provoquant des blessures ou des accidents mortels.
S’assurer que l’air de respiration ne présente aucun danger.
Ne pas souder dans des endroits situés à proximité d’opérations
de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir en présence de vapeurs et for-
mer des gaz hautement toxiques et irritants.
Ne pas souder des métaux munis d’un revêtement, tels que l’acier
galvanisé, plaqué en plomb ou au cadmium à moins que le revête-
ment n’ait été enlevé dans la zone de soudure, que l’endroit soit
bien ventilé, et en portant un respirateur à alimentation d’air. Les
revêtements et tous les métaux renfermant ces éléments peuvent
dégager des fumées toxiques en cas de soudage.
LES ACCUMULATIONS DE GAZ
risquent de provoquer des blessures
ou même la mort.
Fermer l’alimentation du gaz comprimé en cas
de non utilisation.
Veiller toujours à bien aérer les espaces confinés ou se servir
d’un respirateur d’adduction d’air homologué.
LES RAYONS DE L’ARC peuvent
provoquer des brûlures dans les
yeux et sur la peau.
Le rayonnement de l’arc du procédé de soudage
génère des rayons visibles et invisibles intenses
(ultraviolets et infrarouges) susceptibles de provoquer des brûlures
dans les yeux et sur la peau. Des étincelles sont projetées pendant le
soudage.
Porter un casque de soudage approuvé muni de verres filtrants
approprié pour protéger visage et yeux pour protéger votre visage
et vos yeux pendant le soudage ou pour regarder (voir ANSI Z49.1
et Z87.1 énuméré dans les normes de sécurité).
Porter des lunettes de sécurité avec écrans latéraux même sous
votre casque.
Avoir recours à des écrans protecteurs ou à des rideaux pour
protéger les autres contre les rayonnements les éblouissements
et les étincelles ; prévenir toute personne sur les lieux de ne pas
regarder l’arc.
Porter des vêtements confectionnés avec des matières résistan-
tes et ignifuges (cuir, coton lourd ou laine) et des bottes de
protection.
LE SOUDAGE peut provoquer un
incendie ou une explosion.
Le soudage effectué sur des conteneurs fermés tels
que des réservoirs, tambours ou des conduites peut
provoquer leur éclatement. Des étincelles peuvent
être projetées de l’arc de soudure. La projection d’étincelles, des
pièces chaudes et des équipements chauds peut provoquer des
incendies et des brûlures. Le contact accidentel de l’électrode avec
des objets métalliques peut provoquer des étincelles, une explosion,
un surchauffement ou un incendie. Avant de commencer le soudage,
vérifier et s’assurer que l’endroit ne présente pas de danger.
Déplacer toutes les substances inflammables à une distance de
10,7 m de l’arc de soudage. En cas d’impossibilité les recouvrir
soigneusement avec des protections homologués.
Ne pas souder dans un endroit là où des étincelles peuvent tomber
sur des substances inflammables.
Se protéger et d’autres personnes de la projection d’étincelles et
de métal chaud.
Des étincelles et des matériaux chauds du soudage peuvent
facilement passer dans d’autres zones en traversant de petites
fissures et des ouvertures.
Surveiller tout déclenchement d’incendie et tenir un extincteur à
proximité.
Le soudage effectué sur un plafond, plancher, paroi ou séparation
peut déclencher un incendie de l’autre côté.
Ne pas effectuer le soudage sur des conteneurs fermés tels que
des réservoirs, tambours, ou conduites, à moins qu ils n aient
été préparés correctement conformément à AWS F4.1 et AWS
A6.0 (voir les Normes de Sécurité).
Ne soudez pas si l’air ambiant est chargé de particules, gaz, ou va-
peurs inflammables (vapeur d’essence, par exemple).
Brancher le câble de masse sur la pièce le plus près possible de la
zone de soudage pour éviter le transport du courant sur une
longue distance par des chemins inconnus éventuels en provo-
quant des risques d’électrocution, d’étincelles et d’incendie.
Ne pas utiliser le poste de soudage pour dégeler des conduites ge-
lées.
En cas de non utilisation, enlever la baguette d’électrode du porte-
électrode ou couper le fil à la pointe de contact.
Porter des vêtements de protection dépourvus d’huile tels que des
gants en cuir, une chemise en matériau lourd, des pantalons sans
revers, des chaussures hautes et un couvre chef.
Avant de souder, retirer toute substance combustible de vos po-
ches telles qu’un allumeur au butane ou des allumettes.
Une fois le travail achevé, assurez−vous qu’il ne reste aucune tra-
ce d’étincelles incandescentes ni de flammes.
Utiliser exclusivement des fusibles ou coupe−circuits appropriés.
Ne pas augmenter leur puissance; ne pas les ponter.
Suivre les recommandations dans OSHA 1910.252(a)(2)(iv) et
NFPA 51B pour les travaux à chaud et avoir de la surveillance et un
extincteur à proximité.

OM-248 551 Page 9
LE BRUIT peut affecter l’ouïe.
Le bruit des processus et des équipements peut
affecter l’ouïe.
Porter des protections approuvés pour les
oreilles si le niveau sonore est trop élevé.
Les CHAMPS ÉLECTROMAGNÉTIQUES
(CEM) peuvent affecter les implants mé-
dicaux.
Les porteurs de stimulateurs cardiaques et
autres implants médicaux doivent rester à
distance.
Les porteurs d’implants médicaux doivent consulter leur
médecin et le fabricant du dispositif avant de s’approcher de la
zone où se déroule du soudage à l’arc, du soudage par points, du
gougeage, de la découpe plasma ou une opération de chauffage
par induction.
Si des BOUTEILLES sont endomma-
gées, elles pourront exploser.
Des bouteilles de gaz comprimé protecteur contien-
nent du gaz sous haute pression. Si une bouteille est
endommagée, elle peut exploser. Du fait que les bouteilles de gaz font
normalement partie du procédé de soudage, les manipuler avec
précaution.
Protéger les bouteilles de gaz comprimé d’une chaleur excessive,
des chocs mécaniques, des dommages physiques, du laitier, des
flammes ouvertes, des étincelles et des arcs.
Placer les bouteilles debout en les fixant dans un support station-
naire ou dans un porte-bouteilles pour les empêcher de tomber ou
de se renverser.
Tenir les bouteilles éloignées des circuits de soudage ou autres
circuits électriques.
Ne jamais placer une torche de soudage sur une bouteille à gaz.
Une électrode de soudage ne doit jamais entrer en contact avec
une bouteille.
Ne jamais souder une bouteille pressurisée − risque d’explosion.
Utiliser seulement des bouteilles de gaz comprimé, régulateurs,
tuyaux et raccords convenables pour cette application spécifique;
les maintenir ainsi que les éléments associés en bon état.
Ne pas tenir la tête en face de la sortie en ouvrant la soupape de la
bouteille.
Maintenir le chapeau de protection sur la soupape, sauf en cas
d’utilisation ou de branchement de la bouteille.
Utiliser les équipements corrects, les bonnes procédures et suffi-
samment de personnes pour soulever et déplacer les bouteilles.
Lire et suivre les instructions sur les bouteilles de gaz comprimé,
l’équipement connexe et le dépliant P-1 de la CGA (Compressed
Gas Association) mentionné dans les principales normes de sécu-
rité.
2-3. Dangers existant en relation avec le moteur
L’EXPLOSION DE LA BATTERIE
peut provoquer des blessures.
Toujours porter une protection faciale, des
gants en caoutchouc et vêtements de protec-
tion lors d’une intervention sur la batterie.
Arrêter le moteur avant de débrancher ou de brancher des câbles
de batterie, des câbles de chargeur de batterie (le cas échéant) ou
de batterie d’entretien.
Eviter de provoquer des étincelles avec les outils en travaillant sur
la batterie.
Ne pas utiliser l’appareil de soudage pour charger des batteries ou
faire démarrer des véhicules à l’aide de câbles de démarrage, sauf
si l’appareil dispose d’une fonctionnalité de charge de batterie
destinée à cet usage.
Observer la polarité correcte (+ et −) sur les batteries.
Débrancher le câble négatif (–) en premier lieu. Le rebrancher en
dernier lieu.
Les sources d’étincelles, flammes nues, cigarettes et autres
sources d’inflammation doivent être maintenues à l’écart des
batteries. Ces dernières produisent des gaz explosifs en
fonctionnement normal et en cours de charge.
Respecter les consignes du fabricant de la batterie pour
travailler sur une batterie ou à proximité.
LE CARBURANT MOTEUR peut pro-
voquer un incendie ou une explosion.
Arrêter le moteur avant de vérifier le niveau de
carburant ou de faire le plein.
Ne pas faire le plein en fumant ou proche d’une source d’étincel-
les ou d’une flamme nue.
Ne pas faire le plein de carburant à ras bord; prévoir de l’espace
pour son expansion.
Faire attention de ne pas renverser de carburant. Nettoyer tout
carburant renversé avant de faire démarrer le moteur.
Jeter les chiffons dans un récipient ignifuge.
Toujours garder le pistolet en contact avec le réservoir lors du
remplissage.
Les PIÈCES MOBILES peuvent causer
des blessures.
S’abstenir de toucher des parties mobiles telles
que des ventilateurs, courroies et rotors.
Maintenir fermés et verrouillés les portes, panneaux,
recouvrements et dispositifs de protection.
Arrêter le moteur avant d’installer ou brancher l’appareil.
Lorsque cela est nécessaire pour des travaux d entretien et de
dépannage, faire retirer les portes, panneaux, recouvrements ou
dispositifs de protection uniquement par du personnel qualifié.
Pour empêcher tout démarrage accidentel pendant les travaux
d’entretien, débrancher le câble négatif (−) de batterie de la borne.
Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
Remettre en place les portes, panneaux, recouvrements ou
dispositifs de protection à la fin des travaux d’entretien et avant de
mettre le moteur en marche.
Avant d’intervenir, déposer les bougies ou injecteurs pour éviter la
mise en route accidentelle du moteur.
Bloquer le volant moteur pour éviter sa rotation lors d’une
intervention sur le générateur.
LES ÉTINCELLES À L’ÉCHAPPEMENT
peuvent provoquer un incendie.
Empêcher les étincelles d’échappement du
moteur de provoquer un incendie.
Utiliser uniquement un pare-étincelles
approuvé − voir codes en vigueur.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
Ne pas toucher des parties chaudes à main
s
nues.
Prévoir une période de refroidissement avant d
e
travailler à l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils recomman
-
dés et porter des gants de soudage et des vêtements épais pou
r
éviter les brûlures.

OM-248 551 Page 10
LA VAPEUR ET LE LIQUIDE DE
REFROIDISSEMENT CHAUD peuvent
provoquer des brûlures.
Il est préférable de vérifier le liquide de refroi-
dissement une fois le moteur refroidi pour éviter
de se brûler.
Toujours vérifier le niveau de liquide de refroidissement dans le
vase d’expansion (si présent), et non dans le radiateur (sauf si pré-
cisé autrement dans la section maintenance du manuel du
moteur).
Si le moteur est chaud et que le liquide doit être vérifié, opérer com-
me suivant.
Mettre des lunettes de sécurité et des gants, placer un torchon sur
le bouchon du radiateur.
Dévisser le bouchon légèrement et laisser la vapeur s’échapper
avant d’enlever le bouchon.
L’utilisation d’un groupe autonome
à l’intérieur PEUT VOUS TUER EN
QUELQUES MINUTES.
Les fumées d’un groupe autonome contient du
monoxyde de carbone. C’est un poison invisi-
ble et inodore.
JAMAIS utiliser dans une maison ou garage,
même avec les portes et fenêtres ouvertes.
Uniquement utiliser à l’EXTERIEUR, loin des portes, fenêtres et
bouches aération.
L’ACIDE DE LA BATTERIE peut pro-
voquer des brûlures dans les YEUX et
sur la PEAU.
Ne pas renverser la batterie.
Remplacer une batterie endommagée.
Rincer immédiatement les yeux et la peau à l’eau.
LA CHALEUR DU MOTEUR peut pro-
voquer un incendie.
Ne pas placer l’appareil sur, au-dessus ou à
proximité de surfaces inflammables.
Tenir à distance les produits inflammables de l’échappement.
2-4. Dangers liés à l’air comprimé
Un ÉQUIPEMENT PNEUMATIQUE risque
de provoquer des blessures ou même
la mort.
Une installation ou une utilisation incorrecte de
cet appareil pourrait conduire à des dégâts
matériels ou corporels. Seul un personnel
qualifié est autorisé à installer, utiliser et
entretenir cet appareil conformément à son
manuel d’utilisation, aux normes industrielles et
aux codes nationaux, d’état ou locaux.
Ne pas dépasser le débit nominal ou la capacité du compresseur
ou de tout équipement du circuit d’air comprimé. Concevoir
le circuit d’air comprimé de telle sorte que la défaillance
d’un composant ne risque pas de provoquer un accident
matériel ou corporel.
Avant d’intervenir sur le circuit d’air comprimé, couper
l’alimentation électrique, verrouiller et étiqueter l’appareil,
détendre la pression et s’assurer que le circuit d’air ne peut être
mis sous pression par inadvertance.
Ne pas intervenir sur le circuit d’air comprimé lorsque l’appareil
fonctionne. Seul un personnel qualifié est autorisé, et appliquant
les consignes du fabricant.
Ne pas modifier ou altérer le compresseur ou les équipements
fournis par le fabricant. Ne pas débrancher, désactiver ou
neutraliser les équipements de sécurité du circuit d’air
comprimé.
Utiliser uniquement des composants et accessoires
homologués par le fabricant.
Se tenir à l’écart de tout point présentant un danger de pincement
ou d’écrasement créé par l’équipement raccordé au circuit d’air
comprimé.
Ne pas intervenir sous ou autour d’un équipement qui n’est
soutenu que par la pression pneumatique. Soutenir l’équipement
de façon appropriée par un moyen mécanique.
MÉTAL CHAUD provenant du décou-
page ou du gougeage à l’arc risque de
provoquer un incendie ou une explo-
sion.
Ne pas découper ou gouger à proximité de
produits inflammables.
Attention aux risques d’incendie: tenir un extincteur à proximité.
L’AIR COMPRIMÉ risque de provoquer
des blessures ou même la mort.
Avant d’intervenir sur le circuit d’air comprimé,
couper l’alimentation électrique, verrouiller
et étiqueter l’appareil, détendre la pression
et s’assurer que le circuit d’air ne peut être mis
sous pression par inadvertance.
Détendre la pression avant de débrancher ou
de brancher des canalisations d’air.
Avant d’utiliser l’appareil, contrôler
les composants du circuit d’air comprimé,
les branchements et les flexibles en
recherchant tout signe de détérioration, de fuite
et d’usure.
Ne pas diriger un jet d’air vers soi−même ou vers autrui.
Pour intervenir sur un circuit d’air comprimé, porter un équipement
de protection tel que des lunettes de sécurité, des gants de cuir,
une chemise et un pantalon en tissu résistant, des chaussures
montantes et une coiffe.
Pour rechercher des fuites, utiliser de l’eau savonneuse ou
un détecteur à ultrasons, jamais les mains nues. En cas
de détection de fuite, ne pas utiliser l’équipement.
Remettre les portes, panneaux, recouvrements ou dispositifs
de protection quand l’entretien est terminé et avant de mettre
en marche l’appareil.
En cas d’injection d’air dans la peau ou le corps, demander
immédiatement une assistance médicale.

OM-248 551 Page 11
L’INHALATION D’AIR COMPRIMÉ risque
de provoquer des blessures ou même
la mort.
Ne pas inhaler d’air comprimé.
Utiliser l’air comprimé uniquement pour
découper ou gouger ainsi que pour l’outillage
pneumatique.
Une PRESSION D’AIR RÉSIDUELLE
ET DES FLEXIBLES QUI FOUETTENT
risquent de provoquer des blessures.
Détendre la pression pneumatique des outils et
circuits avant d’entretenir, ajouter ou changer
des accessoires et avant d’ouvrir le bouchon
de vidange ou de remplissage d’huile
du compresseur.
Les PIÈCES MOBILES peuvent causer
des blessures.
S’abstenir de toucher des parties mobiles telles
que des ventilateurs, courroies et rotors.
Maintenir fermés et verrouillés les portes,
panneaux, recouvrements et dispositifs
de protection.
Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
Avant d’intervenir sur le circuit d’air comprimé, couper
l’alimentation électrique, verrouiller et étiqueter l’appareil,
détendre la pression et s’assurer que le circuit d’air ne peut être
mis sous pression par inadvertance.
Demander seulement à un personnel qualifié d’enlever
les dispositifs de sécurité ou les recouvrements pour effectuer,
s’il y a lieu, des travaux d’entretien et de dépannage.
Remettre en place les portes, panneaux, recouvrements ou
dispositifs de protection à la fin des travaux d’entretien et avant
de mettre le moteur en marche.
DES PIÈCES CHAUDES peuvent
provoquer des brûlures graves.
Ne pas toucher de pièces chaudes
du compresseur ou du circuit d’air.
Prévoir une période de refroidissement
avant d’intervenir sur l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils
recommandés et porter des gants de soudage et
des vêtements épais pour éviter les brûlures.
LIRE LES INSTRUCTIONS.
Lire et appliquer les instructions sur les
étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien de
l’appareil. Lire les informations de sécurité au
début du manuel et dans chaque section.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
2-5. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance
Risque D’INCENDIE OU
D’EXPLOSION.
Ne pas placer l’appareil sur, au-dessus ou
à proximité de surfaces inflammables.
Ne pas installer l’appareil à proximité de pro-
duits inflammables.
Ne pas surcharger l’installation électrique − s’assurer que l’ali-
mentation est correctement dimensionnée et protégée avant de
mettre l’appareil en service.
LA CHUTE DE L’ÉQUIPEMENT
peut provoquer des blessures.
Utiliser l’anneau de levage pour lever l’appareil
et les accessoires correctement installées
seuls, PAS les bouteilles de gaz. Ne pas dé-
passer le poids nominal maximal de l’œilleton
(voir les spécifications).
Utiliser un équipement de levage de capacité suffisante pour
lever l’appareil.
En utilisant des fourches de levage pour déplacer l’unité, s’assu-
rer que les fourches sont suffisamment longues pour dépasser
du côté opposé de l’appareil.
Tenir l’équipement (câbles et cordons) à distance des véhicules
mobiles lors de toute opération en hauteur.
Suivre les consignes du Manuel des applications pour l’équation
de levage NIOSH révisée (Publication Nº94−110) lors du levage
manuelle de pièces ou équipements lourds.
LE SURCHAUFFEMENT peut
endommager le moteur électrique.
Arrêter ou déconnecter l’équipement avant d
e
démarrer ou d’arrêter le moteur.
Ne pas laisser tourner le moteur trop lentement sous risque d’en
-
dommager le moteur électrique à cause d’une tension et d’une fré
-
quence trop faibles.
Ne pas brancher de moteur de 50 ou de 60 Hz à la prise de 100 Hz
,
s’il y a lieu.
LES ÉTINCELLES PROJETÉES
peuvent provoquer des blessures.
Porter un écran facial pour protéger le visage et
les yeux.
Affûter l’électrode au tungstène uniquement à
la meuleuse dotée de protecteurs. Cette ma-
nœuvre est à exécuter dans un endroit sûr lors-
que l’on porte l’équipement homologué de pro-
tection du visage, des mains et du corps.
Les étincelles risquent de causer un incendie − éloigner toute
substance inflammable.
Les PIÈCES MOBILES peuvent
causer des blessures.
Ne pas s’approcher des organes mobiles.
Ne pas s’approcher des points de coincement
tels que des rouleaux de commande.

OM-248 551 Page 12
LA SORTIE DE RECHARGE et L’EXPLO-
SION DE LA BATTERIE peuvent
provoquer des blessures.
La recharge de batterie n’existe pas sur tous les
modèles.
Toujours porter une protection faciale, des gants en caoutchouc
et vêtements de protection lors d’une intervention sur la batterie.
Arrêter le moteur avant de débrancher ou de brancher des
câbles de batterie, des câbles de chargeur de batterie (le cas
échéant) ou de batterie d’entretien.
Eviter de provoquer des étincelles avec les outils en travaillant
sur la batterie.
Ne pas utiliser l’appareil de soudage pour charger des batteries
ou faire démarrer des véhicules à l’aide de câbles de démarrage,
sauf si l’appareil dispose d’une fonctionnalité de charge de
batterie destinée à cet usage.
Observer la polarité correcte (+ et −) sur les batteries.
Débrancher le câble négatif (−) en premier lieu. Le rebrancher en
dernier lieu.
Les sources d’étincelles, flammes nues, cigarettes et autres
sources d’inflammation doivent être maintenues à l’écart des
batteries. Ces dernières produisent des gaz explosifs en
fonctionnement normal et en cours de charge.
Respecter les consignes du fabricant de la batterie pour
travailler sur une batterie ou à proximité.
Les opérations de charge de batterie ne doivent être effectuées
que par des personnes qualifiées.
Pour enlever la batterie d’un véhicule pour la recharge,
débrancher tout d’abord le câble négatif (−) et le rebrancher en
dernier lieu. Pour éviter un arc, s’assurer que tous les
accessoires sont débranchés.
Ne charger que des batteries plomb−acide. Ne pas utiliser le
chargeur de batterie pour alimenter un autre circuit électrique
basse tension ou pour charger des batteries sèches.
Ne pas charger une batterie gelée.
Ne pas utiliser de câbles de charge endommagés.
Ne pas charger des batteries dans un espace fermé ou en
l’absence d’une ventilation.
Ne pas charger une batterie dont les bornes sont desserrées ou
présentant une détérioration comme par exemple un boîtier ou
un couvercle fissuré.
Avant de charger une batterie, sélectionner la tension de charge
correspondant à la tension de la batterie.
Régler les commandes de charge de batterie sur la position
d’arrêt avant de brancher la batterie. Veiller à ce que les pinces
de charge ne se touchent pas.
Ranger les câbles de charge à distance du capot, des portes et
des pièces mobiles du véhicule.
LES FILS DE SOUDAGE peuvent
provoquer des blessures.
Ne pas appuyer sur la gâchette avant d’en
avoir reçu l’instruction.
Ne pas diriger le pistolet vers soi, d’autres per-
sonnes ou toute pièce mécanique en enga-
geant le fil de soudage.
L’EMPLOI EXCESSIF peut
SURCHAUFFER L’ÉQUIPEMENT.
Laisser l’équipement refroidir ; respecter le fac-
teur de marche nominal.
Réduire le courant ou le facteur de marche
avant de poursuivre le soudage.
Ne pas obstruer les passages d’air du poste.
LES CHARGES ÉLECTROSTATI-
QUES peuvent endommager les
circuits imprimés.
Établir la connexion avec la barrette de terre
avant de manipuler des cartes ou des pièces.
Utiliser des pochettes et des boîtes antistatiques pour stocker,
déplacer ou expédier des cartes de circuits imprimes.
UNE REMORQUE QUI BASCULE peut
provoquer des blessures.
Utiliser les supports de la remorque ou des
blocs pour soutenir le poids.
Installer convenablement le poste sur la remor-
que comme indiqué dans le manuel s’y rappor-
tant.
LIRE LES INSTRUCTIONS.
Lire et appliquer les instructions sur les
étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien de
l’appareil. Lire les informations de sécurité au
début du manuel et dans chaque section.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
LE RAYONNEMENT HAUTE FRÉ-
QUENCE (H.F.) risque de provoquer
des interférences.
Le rayonnement haute fréquence (H.F.) peut
provoquer des interférences avec les équipe-
ments de radio−navigation et de communica-
tion, les services de sécurité et les ordinateurs.
Demander seulement à des personnes qualifiées familiarisées
avec des équipements électroniques de faire fonctionner l’installa-
tion.
L’utilisateur est tenu de faire corriger rapidement par un électricien
qualifié les interférences résultant de l’installation.
Si le FCC signale des interférences, arrêter immédiatement l’ap-
pareil.
Effectuer régulièrement le contrôle et l’entretien de l’installation.
Maintenir soigneusement fermés les portes et les panneaux des
sources de haute fréquence, maintenir les éclateurs à une distan-
ce correcte et utiliser une terre et un blindage pour réduire les
interférences éventuelles.
LE SOUDAGE À L’ARC risque de
provoquer des interférences.
L’énergie électromagnétique risque de provo-
quer des interférences pour l’équipement élec-
tronique sensible tel que les ordinateurs et
l’équipement commandé par ordinateur tel que
les robots.
Veiller à ce que tout l’équipement de la zone de soudage soit
compatible électromagnétiquement.
Pour réduire la possibilité d’interférence, maintenir les câbles de
soudage aussi courts que possible, les grouper, et les poser
aussi bas que possible (ex. par terre).
Veiller à souder à une distance de 100 mètres de tout équipe-
ment électronique sensible.
Veiller à ce que ce poste de soudage soit posé et mis à la terre
conformément à ce mode d’emploi.
En cas d’interférences après avoir pris les mesures précéden-
tes, il incombe à l’utilisateur de prendre des mesures supplé-
mentaires telles que le déplacement du poste, l’utilisation de câ-
bles blindés, l’utilisation de filtres de ligne ou la pose de protec-
teurs dans la zone de travail.

OM-248 551 Page 13
2-6. Proposition californienne 65 Avertissements
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’État de Californie reconnaît qu’ils provoquent des mal-
formations congénitales et, dans certains cas, des cancers.
(Code de santé et de sécurité de Californie, chapitre 25249.5
et suivants)
Les batteries, les bornes et autres accessoires contiennent
du plomb et des composés à base de plomb, produits chimi-
ques dont l’État de Californie reconnaît qu’ils provoquent des
cancers et des malformations congénitales ou autres
problèmes de procréation. Se laver les mains après manipu-
lation.
Ce produit contient des produits chimiques, notamment du
plomb, dont l’État de Californie reconnaît qu’ils provoquent
des cancers, des malformations congénitales ou d’autres
problèmes de procréation. Se laver les mains après
utilisation.
Pour les moteurs à essence :
Les gaz d’échappement des moteurs contiennent des pro-
duits chimiques dont l’État de Californie reconnaît qu’ils
provoquent des cancers et des malformations congénitales
ou autres problèmes de procréation.
Pour les moteurs diesel :
Les gaz d’échappement des moteurs diesel et certains de
leurs composants sont reconnus par l’État de Californie com-
me provoquant des cancers et des malformations
congénitales ou autres problèmes de procréation.
2-7. Principales normes de sécurité
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (phone: 703-788-2700,
website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Battery Chargers, CSA Standard C22.2 NO 107.2−01, from Canadian
Standards Association, Standards Sales, 5060 Spectrum Way, Suite
100, Ontario, Canada L4W 5NS (phone: 800-463-6727, website:
www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.)
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Portable Generators Safety Alert, U.S. Consumer Product Safety Com-
mission (CPSC), 4330 East West Highway, Bethesda, MD 20814
(phone: 301-504-7923, website: www.cpsc.gov/cpscpub/pubs/port-
gen.pdf).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
2-8. Informations relatives aux CEM
Le courant électrique qui traverse tout conducteur génère des champs
électromagnétiques (CEM) à certains endroits. Le courant de soudage
crée un CEM autour du circuit et du matériel de soudage. Les CEM
peuvent créer des interférences avec certains implants médicaux
comme des stimulateurs cardiaques. Des mesures de protection pour
les porteurs d’implants médicaux doivent être prises: par exemple, des
restrictions d’accès pour les passants ou une évaluation individuelle
des risques pour les soudeurs. Tous les soudeurs doivent appliquer les
procédures suivantes pour minimiser l’exposition aux CEM provenant
du circuit de soudage:
1. Rassembler les câbles en les torsadant ou en les attachant avec
du ruban adhésif ou avec une housse.
2. Ne pas se tenir au milieu des câbles de soudage. Disposer les
câbles d’un côté et à distance de l’opérateur.
3. Ne pas courber et ne pas entourer les câbles autour de votre
corps.
4. Maintenir la tête et le torse aussi loin que possible du matériel du
circuit de soudage.
5. Connecter la pince sur la pièce aussi près que possible de la
soudure.
6. Ne pas travailler à proximité d’une source de soudage, ni
s’asseoir ou se pencher dessus.
7. Ne pas souder tout en portant la source de soudage ou le
dévidoir.
En ce qui concerne les implants médicaux :
Les porteurs d’implants doivent d’abord consulter leur médecin avant
de s’approcher des opérations de soudage à l’arc, de soudage par
points, de gougeage, du coupage plasma ou de chauffage par induc-
tion. Si le médecin approuve, il est recommandé de suivre les
procédures précédentes.

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 14
SECTION 3 − DEFINITIONS
3-1. Symbol Definitions
Engine Choke
Read Operator’s
Manual
A
Amperes
V
Volts
Engine Oil Fuel Battery (Engine) Engine
Positive Negative
Alternating Current
(AC)
Output
h
Hours
s
Seconds Time
Protective Earth
(Ground)
Circuit Protector Temperature
SECTION 4 − SPECIFICATIONS
4-1. 145 Model Weld, Power, And Engine Specifications
Welding
Mode
Weld
Output
Range
Rated
Welding Output
Maximum
Open Circuit
Voltage
Generator
Power Rating
Fuel
Capacity
Engine
CC/DC 40 − 145 A
145 A, 25 V,
20% Duty Cycle
100 A, 25 V,
60% Duty Cycle
80 A, 25 V
100% Duty Cycle
80
Single-Phase,
4.5 kVA/kW (Peak)
4 kVA/kW
(Continuous)
34/17 A,
120/240 V AC,
60 Hz
5 gal (19 L)
Tank
Kohler CS10
Air-Cooled,
One-Cylinder,
Four-Cycle,
10 HP (300 CC),
Gasoline Engine
(Electric-Start)
4-2. 185 Model Weld, Power, And Engine Specifications
Welding
Mode
Weld
Output
Range
Rated
Welding Output
Maximum
Open Circuit
Voltage
Generator
Power Rating
Fuel
Capacity
Engine
CC/DC 55 − 185 A
185 A, 25 V,
20% Duty Cycle
130 A, 25 V,
60% Duty Cycle
100 A, 25 V
100% Duty Cycle
80
Single-Phase,
6 kVA/kW (Peak)
5.5 kVA/kW
(Continuous)
40/23 A,
120/240 V AC,
60 Hz
5 gal (19 L)
Tank
Kohler CS12.75
Air-Cooled,
One-Cylinder,
Four-Cycle,
12.75 HP (360 CC),
Gasoline Engine
(Electric-Start)

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 15
4-3. Dimensions, Weights, And Operating Angles
Dimensions
803 403
4
Holes
Engine End
A
B
G
15°
15°
15°
15°
! Do not exceed tilt angles or engine could
be damaged or unit could tip.
! Do not move or operate unit where it
could tip.
D
C
F
E
803 595
Height 22-3/4 in (578 mm)
Width 22-3/4 in (577 mm)
Depth 31-5/8 in (803 mm)
A 31-5/8 in (803 mm)
B 10-9/16 in (268 mm)
C 13-25/64 in (340 mm)
D 22-3/4 in (577 mm)
E 1-9/16 in (40 mm)
F 19-5/8 in (498 mm)
G 13/32 in (10 mm) Dia.
Weight
145 Model: 309 lb (140 kg)
185 Model: 315 lb (143 kg)
Optional Lifting Eye
Weight Rating
430 lb (195 kg)
4-4. Duty Cycle
220 625-A / 220 626−A
1 100% Duty Cycle
Duty cycle is the percentage of 10
minutes that unit can weld at rated
load without overheating.
The 145 Model is rated for
welding at 80 Amperes con-
tinuously.
The 185 Model is rated for
welding at 100 Amperes con-
tinuously.
NOTICE − Exceeding duty cycle
can damage unit and void warranty.
Continuous Welding
% DUTY CYCLE
WELD AMPERES
0102030405060708090100
0
20
40
60
80
100
120
140
160
180
200
185 Model
145 Model
1

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 16
4-5. Volt-Ampere Curves
220 602
The volt-ampere curve shows the
minimum and maximum voltage
and amperage output capabilities of
the welding generator. Curves of all
other settings fall between the
curves shown.
AMPERES
VOLTS
0
0
50 100 150 200 250
50
20
10
30
40
60
70
80
90
MIN
MID MAX
VOLTS
AMPERES
0
0
10
20
30
40
50
60
70
80
50 100 150 200 250 300
MIN
MID
MAX
B. 185 Model
A. 145 Model
220 605−A

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 17
4-6. Fuel Consumption
220 637 / 220 639-A
DC Weld Amperes At Rated Duty Cycle
US Gal./Hr.
0 25 50 75 100 125 150 175 200
0.00
0.20
0.40
0.60
0.80
1.00
Idle
Auxiliary Power Kw At 100% Duty Cycle
US Gal./Hr.
0123456
0.00
0.20
0.40
0.60
0.80
1.00
185 Model
145 Model
B. Fuel Consumption − Auxiliary Power
A. Fuel Consumption While Welding
145 Model
Idle
185 Model

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 18
4-7. Generator Power Curve
The ac generator power curves
show the generator power available
in amperes at the receptacles.
145 Model generator output is ap-
proximately 85% of 185 Model
shown.
VOLTS
0
50
100
150
200
250
300
01020304050607080
240 VOLT
120 VOLT
220 594−A
AMPERES
Notes
BUTT
BUTT
BUTT
BUTT
T−JOINT
T−JOINT
T−JOINT
T−JOINT
FILLET
GROOVE
FLAT VERTICALHORIZONTAL OVERHEADWELD POSITION:
WELD JOINT
TYPES
Ref. AWS/ANSI D1.1
1G
1F
2G
2F
3G
3F
4G
4F
Ref. 804 248-A

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 19
SECTION 5 − INSTALLATION
5-1. Installing Welding Generator
Ref 151 556 / Ref. 800 652 / 803 595 / S-0854
18 in.
(460 mm)
18 in.
(460 mm)
18 in.
(460 mm)
18 in.
(460 mm)
18 in.
(460 mm)
OR
Movement Airflow Clearance
Location
Do not install unit where air
flow is restricted or engine
may overheat.
Always securely fasten welding
generator onto transport vehicle
or trailer and comply with all
DOT and other applicable codes
! Always ground generator frame to
vehicle frame to prevent electric
shock and static electricity hazards.
! Also see AWS Safety & Health Fact
Sheet No. 29, Grounding of Portable
And Vehicle Mounted Welding Gen-
erators.
! Bed liners, shipping skids, and
some running gear insulate the
welding generator from the vehicle
frame. Always connect a ground
wire from the generator equipment
grounding terminal to bare metal on
the vehicle frame as shown.
! Use GFCI protection when operat-
ing auxiliary equipment. If unit does
not have GFCI receptacles, use
GFCI-protected extension cord.
1 Equipment Grounding Terminal (On
Front Panel)
2 Grounding Cable (Not Supplied)
3 Metal Vehicle Frame
Connect cable from equipment ground
terminal to metal vehicle frame. Use #8
AWG or larger insulated copper wire.
Electrically bond generator frame to ve-
hicle frame by metal-to-metal contact.
5
-2. Grounding Generator To Truck Or Trailer Frame
rot_grnd2 2011−04 − 800 652-D
1
3
2
GND/PE

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 20
5-3. Grounding Generator When Supplying Building Systems
GND/PE
1 2
2
3
800 576-B
! Ground generator to sys-
tem earth ground if supply-
ing power to a premises
(home, shop, farm) wiring
system.
1 Equipment Grounding
Terminal
2 Grounding Cable
Use #8 AWG or larger insulated
copper wire.
Use ground device as stated
in electrical codes.
3 Ground Device
5-4. Fuel Valve Positions
Ref. 804 971-C
1 Fuel Valve Open Position
2 Fuel Valve Closed Positions
1
Always close fuel valve after
stopping unit. Moving unit
with fuel valve open may
cause carburetor flooding
and make starting difficult.
2

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 21
5-5. Engine Prestart Checks
803 595 / 803 596 / 248 493
Full
Gasoline
1/2 in
(13 mm)
Check all fluids daily. Engine must
be cold and on a level surface. Unit
is shipped with 10W30 engine oil.
1 Fuel Valve
Open valve.
Close fuel valve before moving
unit or carburetor may flood
and make starting difficult.
Fuel
Add fresh fuel before starting
engine the first time (see engine
manual for specifications). Fill fuel
tank up to 1/2 in. (13 mm) from top
to allow room for expansion. Check
fuel level on a cold engine before
use each day.
Oil
After fueling, check oil with unit on
level surface. If oil is not up to full
mark on dipstick, add oil (see en-
gine manual).
Unit stops if oil level is too low. Unit
cannot be restarted until sufficient
oil is added.
To improve cold weather
starting:
Keep battery in good condition.
Store battery in warm area off
concrete surface.
Use correct grade oil for cold
weather.
Full
1
Filler Neck
Bring Level Up To
Point Of Overflow
Low

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 22
! Turn Engine Switch to Off.
! Connect negative (−)
cable last.
5-6. Connecting The Battery
803 595-B / 803 466
1/2 in.
Tools Needed:
+
−
5-7. Weld Output Terminals
803 596−B
1 Negative (−) Weld Output
Terminal
2 Positive (+) Weld Output
Terminal
For Direct Current Electrode Posi-
tive (DCEP), connect work cable to
Negative (−) terminal and electrode
holder to Positive (+) terminal.
For Direct Current Electrode nega-
tive (DCEN), reverse cable con-
nections.
Tools Needed:
3/4 in.
1
2

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 23
5-8. Connecting To Weld Output Terminals
803 778-B
! Stop engine.
! Failure to properly connect
weld cables may cause ex-
cessive heat and start a fire,
or damage your machine.
Do not place anything between
weld cable terminal and copper
bar. Make sure that the sur-
faces of the weld cable terminal
and copper bar are clean.
1 Correct Weld Cable
Connection
2 Incorrect Weld Cable
Connection
3 Weld Output Terminal
4 Supplied Weld Output
Terminal Nut
5 Weld Cable Terminal
6 Copper Bar
Remove supplied nut from weld
output terminal. Slide weld cable
terminal onto weld output terminal
and secure with nut so that weld
cable terminal is tight against cop-
per bar.
Tools Needed:
4
2
3
1
3/4 in.
5
6
5-9. Selecting Weld Cable Sizes*
NOTICE − The Total Cable Length in Weld Circuit (see table below) is the combined length of both weld cables. For example, if the power source is
100 ft (30 m) from the workpiece, the total cable length in the weld circuit is 200 ft (2 cables x 100 ft). Use the 200 ft (60 m) column to determine cable
size.
! Turn off power be-
fore connecting to
weld output termi-
nals.
! Do not use worn,
damaged, under-
sized, or poorly
spliced cables.
Weld Output
Terminals
Weld Cable Size** and Total Cable (Copper) Length in Weld Circuit
Not Exceeding***
100 ft (30 m) or Less
150 ft
(45 m)
200 ft
(60 m)
250 ft
(70 m)
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
Welding
Amperes
10 − 60%
Duty
Cycle
AWG (mm
2
)
60 − 100%
Duty
Cycle
AWG (mm
2
)
10 − 100% Duty Cycle
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2x2/0
(2x70)
2x2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2x2/0
(2x70)
2x3/0
(2x95)
2x3/0
(2x95)
* This chart is a general guideline and may not suit all applications. If cable overheats, use next size larger cable.
**Weld cable size (AWG) is based on either a 4 volts or less drop or a current density of at least 300 circular mils per ampere.
( ) = mm
2
for metric use
***For distances longer than those shown in this guide, call a factory applications rep. at 920-735-4505 (Miller) or 1-800-332-3281 (Hobart).
Ref. S-0007-J 2011−07

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 24
SECTION 6 − OPERATING THE WELDING GENERATOR
1 Engine Switch
Use switch to control ignition circuit. Turn
switch to Start position for electric start. Turn
switch to Off position to stop engine.
2 Low Oil Level Light
Light goes on and engine stops if engine oil
level is too low.
Engine cannot be restarted until sufficient oil
is added.
! Stop engine and add oil if light goes on
(see Section 5-5).
3 Starter Handle
Use starter handle to start unit if electric start
does not work.
4 Choke Control
Use control to change engine air/fuel mix.
Move control to far right if starting a cold en-
gine. Move control to far left if starting a warm
engine.
The engine starts at weld/power speed and
runs at weld/power speed under weld or gen-
erator power load. With Run/Idle selected, the
engine returns to idle speed 12 seconds after
start-up or after weld or generator power load
is removed.
To Start:
Open fuel valve (see Section 5-5).
Set choke.
Electric-Start: Turn Engine switch to
Start position.
Recoil: Turn Engine switch to On posi-
tion. Pull starter handle until engine
starts.
Open choke as engine warms.
! If the engine does not start, let engine
come to a complete stop before at-
tempting restart.
To Stop:
Turn Engine switch to Off.
Always close fuel valve after stopping
unit. Moving unit with fuel valve open may
cause carburetor flooding and make
starting difficult.
6-1. Engine Controls
803 595
4
1
2
3

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 25
6-2. Front Panel Controls
218 610
4
3
1
2
1 Welding Range Table
Use table to determine correct weld amper-
age based on electrode size, type, and mate-
rial thickness.
2 Run / Idle Switch
Use switch to select whether the engine stays
at run speed continuously or whether the auto
idle feature is enabled so engine speed re-
turns to idle speed after start−up or after weld
or generator load is removed.
3 Weld Output Control
Set control at maximum for full generator
power output at AC receptacles.
Use control to select weld amperage. Control
may be adjusted while welding.
To Set Weld Output Control: Use table to
determine correct size electrode for weld am-
perage. Select electrode type and set control
to corresponding amperage range on name-
plate. Adjust control to obtain desired weld
performance.
EXAMPLE:
Electrode Diameter: 1/8
Electrode Type: E-6013
Current Control Setting: 90 − 120 A
4 Hour Meter
Use hour meter to help schedule routine main-
tenance.

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 26
SECTION 7 − OPERATING AUXILIARY EQUIPMENT
7-1. Generator Power Panel Receptacles
218 611−B
12
4
3
5
145 Model
4.5 kVa/kW Peak
4 kVa/kW Continuous
34/17 Amperes
120/240 Volts AC
60 Hz
185 Model
6 kVa/kW Peak
5.5 kVa/kW Continuous
40/23 Amperes
120/240 Volts AC
60 Hz
! Use GFCI protection when operat-
ing auxiliary equipment. If unit does
not have GFCI receptacles, use
GFCI-protected extension cord.
! Unplug power cord before attempt-
ing to service accessories or tools.
Generator power decreases as weld
current increases.
Set Weld Output control to maximum
for full generator power.
1 240 V 50 A AC Receptacle RC1
2 120 V 20 A AC Receptacles RC2
and RC3 (GFCI Receptacles Shown)
RC1 supplies 60 Hz single-phase power at
weld/power speed. See table for maximum
power output.
RC2 and RC3 supply 60 Hz single-phase
power at weld/power speed. See table for
maximum power output.
GFCI Receptacles
If a ground fault is detected, the GFCI Re-
set button pops out, red light turns on, and
the circuit opens to disconnect the faulty
equipment. Check for damaged tools,
cords, plugs, etc. connected to the recep-
tacle. Press button to reset receptacle and
resume operation.
At least once a month, run engine at
weld/power speed and press Test but-
ton to verify GFCI is working properly.
! If GFCI red light blinks continu-
ously, replace receptacle.
3 Supplementary Protector CB1
CB1 protects receptacles RC1, RC2, and
RC3 from overload. If CB1 opens, the re-
ceptacles do not work. Place switch in On
position to reset.
4 Supplementary Protector CB2
5 Supplementary Protector CB3
CB2 protects RC2 and CB3 protects RC3
from overload. If a supplementary protector
opens, the receptacle does not work.
Press button to reset supplementary
protector. If supplementary protector
continues to open, contact Factory
Authorized Service Agent.
Combined output of all receptacles limited
to rating of the generator, see table above.

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 27
SECTION 8 − MAINTENANCE
Follow the storage procedure in the engine owner’s manual if the unit will not be used for an extended period.
8-1. Routine Maintenance
! Stop engine before maintaining.
See Engine Manual and Maintenance Label
for important start-up, service, and storage
information. Service engine more often if
used in severe conditions.
Recycle engine
fluids.
= Check = Change = Clean = Replace
* To be done by Factory Authorized Service Agent
Reference
Every
8
Hours
Section 8-3,
5-5
Fuel Level Oil Level Oil, Fuel Spills
Every
50
Hours
Weld Terminals
Every
100
Hours
0.030 in.
Engine
Manual,
Section 8-2,
8-3, 8-4
Oil Air Cleaner Element Cooling System Spark Plug Gap
Battery Terminals Optional Spark Arres-
tor Screen
Fuel Filter
Every
200
Hours
Unreadable Labels
Every
300
Hours
Engine
Manual
Valve Clearance*
Every
500
Hours
Weld Cables Slip Rings*
Brushes*

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 28
8-2. Maintenance Label

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 29
8-3. Servicing Air Cleaner
Kohler TP−2503B
! Stop engine.
NOTICE − Do not run engine with-
out air cleaner or with dirty element.
1 Foam Element
Remove cover.
Wash foam element with soap and
water solution. Allow to air dry com-
pletely.
Dip foam element in clean engine
oil. Squeeze out excess oil. The en-
gine will smoke if too much oil re-
mains.
3
8-4. Changing Fuel Filter
804 081-B
! Stop engine, close fuel valve,
and let cool.
! After servicing, start engine
and check for fuel leaks.
Stop engine, close fuel valve,
tighten connections as ne-
cessary, and wipe up spilled
fuel.
1 Fuel Filter
Locate fuel filter below fuel tank.
Release hose clamps and remove
filter. Replace filter . Ensure flow ar-
row points towards carburetor.
1
Tools Needed:
8-5. Changing Oil
Kohler TP−2503B
Change oil while engine is
warm. Make sure engine is
level when filling, checking,
and changing the oil.
1 Oil Drain Plug
2 Oil Fill/Check Plug
Remove the oil drain plug and oil fill/
check plug. Be sure to allow ample
time for oil to drain completely.
Reinstall drain plug and tighten to
13 ft/lb (17.6 N⋅m).
Fill crankcase according to main-
tenance label in Section 8-2.
Reinstall oil fill/check plug.
1
Tools Needed:
1
2
2

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 30
8-6. Adjusting Engine Speed
803 595
2450 − 2550 RPM
(40.83 − 42.5 Hz)
Tools Needed:
After tuning engine, check engine
speed. See table for proper no load
speed. If necessary, adjust speed
as follows:
Start engine and run until warm.
Set Weld Output Control to Max.
Weld/Power Speed Adjustment
1 Adjustment Screw
To increase speed, turn screw in
(clockwise). To decrease speed,
turn screw out (counterclockwise).
Idle Speed Adjustment
2 Throttle Solenoid TS1
3 Adjustment Screw
Loosen two screws on side of
throttle solenoid TS1. Adjust TS1
until idle speed is approximately
2500 rpm. Use adjustment screw
to fine tune idle speed. Be sure TS1
plunger bottoms at idle. Tighten two
screws on TS1.
! Stop engine. Close fuel
valve.
1
2
3
3675 − 3750 RPM
(61.25 − 62.5 Hz)

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 31
SECTION 9 − TROUBLESHOOTING
9-1. Troubleshooting
A. Welding
Trouble Remedy
No weld output or generator power out-
put at ac receptacles.
Be sure all equipment is disconnected from receptacles when starting unit.
Have Factory Authorized Service Agent check brushes, slip rings, rotor, stator, integrated rectifier
SR2, and Weld Output control R1.
No weld output; generator power out-
put okay at ac receptacles.
Check Weld Output control setting.
Check weld connections.
Have Factory Authorized Service Agent check Weld Output control R1, stator, integrated rectifier
SR2, stabilizer DC-Z, main rectifier SR1, and reactor AC-Z.
Low weld output. Check Weld Output control setting.
Check engine speed, and adjust if necessary (see Section 8-6).
Service engine air cleaner (see Section 8-3). Service engine fuel filter (see Section 8-4).
Check weld cable size and length.
Have Factory Authorized Service Agent check Weld Output control R1, stator, integrated rectifier
SR2, stabilizer DC-Z, main rectifier SR1, and reactor AC-Z.
High weld output. Check Weld Output control setting.
Check engine speed, and adjust if necessary (see Section 8-6).
Erratic weld output. Check Weld Output control setting.
Tighten and clean connections to electrode and workpiece.
Use dry, properly-stored electrodes for Stick welding.
Remove excessive coils from weld cables.
Clean and tighten connections both inside and outside welding generator.
Check engine speed, and adjust if necessary (see Section 8-6).
Check throttle/governor linkage for smooth, non-binding operation.
Service engine air cleaner (see Section 8-3). Service engine fuel filter (see Section 8-4).
B. Generator Power
Trouble Remedy
No output at generator power ac re-
ceptacles; no weld output.
Be sure all equipment is disconnected from receptacles when starting unit.
Have Factory Authorized Service Agent check brushes, slip rings, rotor, stator, integrated rectifier
SR2, and Weld Output control R1.
No output at generator power ac re-
ceptacles; weld output okay.
Reset and check supplementary protector (see Section 7-1).
Check receptacle wiring and connections.
Have Factory Authorized Service Agent check stator windings and connections at terminal block 1T.
High output at generator power ac
receptacles.
Check engine speed, and adjust if necessary (see Section 8-6).
Low output at generator power ac
receptacles.
Check Weld Output control setting.
Check engine speed, and adjust if necessary (see Section 8-6). Open circuit voltage is reduced as engine
speed drops.

Complete Parts List available at www.MillerWelds.com
OM-248 551 Page 32
Trouble Remedy
Erratic output at generator power ac
receptacles.
Check fuel level.
Have Factory Authorized Service Agent check connections at terminal block 1T.
Check receptacle supplementary protector, wiring, and connections.
Check throttle linkage for smooth, non-binding operation.
Service air cleaner according to engine manual. Service engine fuel filter (see Section 8-4).
Check engine speed, and adjust if necessary (see Section 8-6).
C. Engine
Trouble Remedy
Engine will not crank. Check and replace ignition fuse (see engine manual).
Check battery voltage.
Check battery connections and tighten if necessary.
Have Factory Authorized Service Agent check engine ignition circuit.
Engine will not start. Check fuel level (see Section 5-5).
Move choke control to correct position (see Section 6-1).
Open fuel valve (see Section 5-5). Close fuel valve before moving unit or carburetor may flood and make
starting difficult.
Check battery voltage.
Check battery connections and tighten if necessary.
Check oil level (see Section 5-5). Engine stops if oil level is too low. Refill crankcase with proper viscosity
oil for operating temperature.
Have Factory Authorized Service Agent check low oil level shutdown switch.
Engine stopped during normal
operation.
Check fuel level (see Section 5-5).
Open fuel valve (see Section 5-5). Close fuel valve before moving unit or carburetor may flood and make
starting difficult.
Check oil level (see Section 5-5). Engine stops if oil level is too low.
Battery discharges between uses. Clean battery, terminals, and posts with baking soda and water solution; rinse with clear water.
Periodically recharge battery (approximately every 3 months).
Replace battery.
Check engine battery charging circuit and connections according to engine manual.
Unstable or sluggish engine speeds. Check engine speed, and adjust if necessary (see Section 8-6).
Check throttle/governor linkage for smooth, non-binding operation.
Tune-up engine according to engine manual.
SECTION 10 − PARTS LIST
10-1. Recommended Spare Parts
Description
Part
No.
Quantity
221584 Tune−up & Filter Kit, Kohler CS 10 & 12 Electric (includes)................... .. ..............
203960 Spark Plug, 1................... .... ....................................................
221582 Filter, Air Kohler CS 10 & 12 Electric 1................... .... ..............................
221583 Filter, Air Pre Cleaner Kohler CS 10 & 12 Electric 1................... .... ...................
247590 Filter, Fuel 1................... .. .......................................................
239348 Fuse, 10 Amp Ato Type 1................... .. ...........................................

OM-248 551 Page 33
SECTION 11 − ELECTRICAL DIAGRAMS
226 738-B
Figure 11-1. Circuit Diagram for Welding Generator

OM-248 551 Page 34
SECTION 12 − GENERATOR POWER GUIDELINES
The views in this section are intended to be representative of all engine-driven welding generators. Your unit may differ from those shown.
12-1. Selecting Equipment
gen_pwr 2011−04 − ST-800 577
1 Generator Power Receptacles
− Neutral Bonded To Frame
2 3-Prong Plug From Case
Grounded Equipment
3 2-Prong Plug From Double
Insulated Equipment
Be sure equipment has double
insulated symbol and/or word-
ing on it.
! Do not use 2-prong plug un-
less equipment is double in-
sulated.
OR
2
3
1
! Always ground generator
frame to vehicle frame to pre-
vent electric shock and static
electricity hazards.
! Also see AWS Safety &
Health Fact Sheet No. 29,
Grounding of Portable And
Vehicle Mounted Welding
Generators.
1 Equipment Grounding
Terminal (On Front Panel)
2 Grounding Cable (Not
Supplied)
3 Metal Vehicle Frame
Connect cable from equipment
ground terminal to metal vehicle
frame. Use #8 AWG or larger insu-
lated copper wire.
Electrically bond generator
frame to vehicle frame by met-
al-to-metal contact.
! Bed liners, shipping skids,
and some running gear insu-
late the welding generator
from the vehicle frame. Al-
ways connect a ground wire
from the generator equip-
ment grounding terminal to
bare metal on the vehicle
frame as shown.
! Use GFCI protection when
operating auxiliary equip-
ment. If unit does not have
GFCI receptacles, use GFCI-
protected extension cord.
12-2. Grounding Generator To Truck Or Trailer Frame
800 652-D
1
3
2
GND/PE

OM-248 551 Page 35
12-3. Grounding When Supplying Building Systems
ST-800 576-B
1 Equipment Grounding
Terminal
2 Grounding Cable
Use #8 AWG or larger insulated
copper wire.
3 Ground Device
Use ground device as stated in
electrical codes.
! Ground generator to system
earth ground if supplying
power to a premises (home,
shop, farm) wiring system.
! Also see AWS Safety &
Health Fact Sheet No. 29,
Grounding of Portable And
Vehicle Mounted Welding
Generators.
GND/PE
1 2
2
3
12-4. How Much Power Does Equipment Require?
S-0623
1 Resistive Load
A light bulb is a resistive load and
requires a constant amount of power.
2 Non-Resistive Load
Equipment with a motor is a non-re-
sistive load and requires approxi-
mately six times more power while
starting the motor than when running
(see Section 12-8).
3 Rating Data
Rating shows volts and amperes, or
watts required to run equipment.
Amperes x Volts = Watts
Example 1: If a drill uses 4.5 am-
peres at 115 volts, calculate its run-
ning power requirement in watts.
4.5 A x 115 V = 520 W
The load applied by the drill is 520
watts.
Example 2: If three 200 watt flood
lamps are used with the drill from Ex-
ample 1, add the individual loads to
calculate total load.
(3 x 200W) + 520 W = 1120 W
The total load applied by the three
flood lamps and drill is 1120 watts.
VOLTS 115
4.5
60
AMPS
Hz
1
2
3
3

OM-248 551 Page 36
12-5. Approximate Power Requirements For Industrial Motors
Industrial Motors Rating Starting Watts Running Watts
Split Phase 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Capacitor Start-Induction Run 1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
Capacitor Start-Capacitor Run 1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Fan Duty 1/8 HP 1000 400
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
12-6. Approximate Power Requirements For Farm/Home Equipment
Farm/Home Equipment Rating Starting Watts Running Watts
Stock Tank De-Icer 1000 1000
Grain Cleaner 1/4 HP 1650 650
Portable Conveyor 1/2 HP 3400 1000
Grain Elevator 3/4 HP 4400 1400
Milk Cooler 2900 1100
Milker (Vacuum Pump) 2 HP 10500 2800
FARM DUTY MOTORS 1/3 HP 1720 720
Std. (e.g. Conveyors, 1/2 HP 2575 975
Feed Augers, Air 3/4 HP 4500 1400
Compressors) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
High Torque (e.g. Barn 1-1/2 HP 8100 2000
Cleaners, Silo Unloaders, 5 HP 23300 6000
Silo Hoists, Bunk Feeders) 7-1/2 HP 35000 8000
10 HP 46700 10700
3-1/2 cu. ft. Mixer 1/2 HP 3300 1000
High Pressure 1.8 Gal/Min 500 PSI 3150 950
Washer 2 gal/min 550 PSI 4500 1400
2 gal/min 700 PSI 6100 1600
Refrigerator or Freezer 3100 800
Shallow Well Pump 1/3 HP 2150 750
1/2 HP 3100 1000
Sump Pump 1/3 HP 2100 800
1/2 HP 3200 1050

OM-248 551 Page 37
12-7. Approximate Power Requirements For Contractor Equipment
Contractor Rating Starting Watts Running Watts
Hand Drill 1/4 in 350 350
3/8 in 400 400
1/2 in 600 600
Circular Saw 6-1/2 in 500 500
7-1/4 in 900 900
8-1/4 in 1400 1400
Table Saw 9 in 4500 1500
10 in 6300 1800
Band Saw 14 in 2500 1100
Bench Grinder 6 in 1720 720
8 in 3900 1400
10 in 5200 1600
Air Compressor 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Electric Chain Saw 1-1/2 HP, 12 in 1100 1100
2 HP, 14 in 1100 1100
Electric Trimmer Standard 9 in 350 350
Heavy Duty 12 in 500 500
Electric Cultivator 1/3 HP 2100 700
Elec. Hedge Trimmer 18 in 400 400
Flood Lights HID 125 100
Metal Halide 313 250
Mercury 1000
Sodium 1400
Vapor 1250 1000
Submersible Pump 400 gph 600 200
Centrifugal Pump 900 gph 900 500
Floor Polisher 3/4 HP, 16 in 4500 1400
1 HP, 20 in 6100 1600
High Pressure Washer 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
55 gal Drum Mixer 1/4 HP 1900 700
Wet & Dry Vac 1.7 HP 900 900
2-1/2 HP 1300 1300

OM-248 551 Page 38
12-8. Power Required To Start Motor
Single-Phase Induction Motor Starting Requirements
Motor Start
Code
G H J K L M N P
KVA/HP 6.3 7.1 8.0 9.0 10.0 11.2 12.5 14.0
S-0624
1 Motor Start Code
2 Running Amperage
3 Motor HP
4 Motor Voltage
To find starting amperage:
Step 1: Find code and use table to
find kVA/HP. If code is not listed,
multiply running amperage by six to
find starting amperage.
Step 2: Find Motor HP and Volts.
Step 3: Determine starting amper-
age (see example).
Welding generator amperage out-
put must be at least twice the
motor’s running amperage.
(kVA/HP x HP x 1000) / Volts =
Starting Amperage
Example: Calculate starting amper-
age required for a 230 V, 1/4 HP mo-
tor with a motor start code of M.
Volts = 230, HP = 1/4, kVA/HP =
11.2
(11.2 x 1/4 x 1000) / 230 = 12.2A
Starting the motor requires 12.2
amperes.
VOLTS AMPS
HP
230 2.5
1/4
Hz
PHASE
CODE 60
1
M
AC MOTOR
1
2
3
4
12-9. How Much Power Can Generator Supply?
Ref. ST-800 396-A / S-0625
1 Limit Load To 90% Of
Generator Output
Always start non-resistive (motor)
loads in order from largest to small-
est, and add resistive loads last.
2 5 Second Rule
If motor does not start within 5
seconds, turn off power to prevent
motor damage. Motor requires
more power than generator can
supply.
1
2

OM-248 551 Page 39
12-10. Typical Connections To Supply Standby Power
Transfer Switch
Essential
Loads
Fused
Disconnect
Switch
(If Required)
Utility
Electrical
Service
123
4
5
Welding
Generator
Output
! Have only qualified persons
perform these connections
according to all applicable
codes and safety practices.
! Properly install, ground, and
operate this equipment ac-
cording to its Owner’s Manu-
al and national, state, and lo-
cal codes.
Customer-supplied equipment
is required if generator will sup-
ply standby power during
emergencies or power out-
ages.
1 Utility Electrical Service
2 Transfer Switch (Double-Throw)
Switch transfers the electrical load
from electric utility service to the
generator. Transfer load back to
electric utility when service is re-
stored.
Install correct switch (customer-
supplied). Switch rating must be
same as or greater than the branch
overcurrent protection.
3 Fused Disconnect Switch
Install correct switch (customer-
supplied) if required by electrical
code.
4 Welding Generator Output
Generator output voltage and wir-
ing must be consistent with regular
(utility) system voltage and wiring.
Connect generator with temporary
or permanent wiring suitable for the
installation.
Turn off or unplug all equipment
connected to generator before
starting or stopping engine. When
starting or stopping, the engine has
low speed which causes low volt-
age and frequency.
5 Essential Loads
Generator output may not meet the
electrical requirements of the prem-
ises. If generator does not produce
enough output to meet all require-
ments, connect only essential
loads (pumps, freezers, heaters,
etc. − See Section 12-4).

OM-248 551 Page 40
12-11. Selecting Extension Cord (Use Shortest Cord Possible)
Cord Lengths for 120 Volt Loads
Use GFCI protection when operating auxiliary equipment. If unit does not have GFCI receptacles, use GFCI-protected exten-
sion cord.
Current
(Amperes)
Maximum Allowable Cord Length in ft (m) for Conductor Size (AWG)*
Load (Watts) 4 6 8 10 12 14
5 600 350 (106) 225 (68) 137 (42) 100 (30)
7 840 400 (122) 250 (76) 150 (46) 100 (30) 62 (19)
10 1200 400 (122) 275 (84) 175 (53) 112 (34) 62 (19) 50 (15)
15 1800 300 (91) 175 (53) 112 (34) 75 (23) 37 (11) 30 (9)
20 2400 225 (68) 137 (42) 87 (26) 50 (15) 30 (9)
25 3000 175 (53) 112 (34) 62 (19) 37 (11)
30 3600 150 (46) 87 (26) 50 (15) 37 (11)
35 4200 125 (38) 75 (23) 50 (15)
40 4800 112 (34) 62 (19) 37 (11)
45 5400 100 (30) 62 (19)
50 6000 87 (26) 50 (15)
*Conductor size is based on maximum 2% voltage drop
Cord Lengths for 240 Volt Loads
Use GFCI protection when operating auxiliary equipment. If unit does not have GFCI receptacles, use GFCI-protected exten-
sion cord.
Current
(Amperes)
Maximum Allowable Cord Length in ft (m) for Conductor Size (AWG)*
Load (Watts) 4 6 8 10 12 14
5 1200 700 (213) 450 (137) 225 (84) 200 (61)
7 1680 800 (244) 500 (152) 300 (91) 200 (61) 125 (38)
10 2400 800 (244) 550 (168) 350 (107) 225 (69) 125 (38) 100 (31)
15 3600 600 (183) 350 (107) 225 (69) 150 (46) 75 (23) 60 (18)
20 4800 450 (137) 275 (84) 175 (53) 100 (31) 60 (18)
25 6000 350 (107) 225 (69) 125 (38) 75 (23)
30 7000 300 (91) 175 (53) 100 (31) 75 (23)
35 8400 250 (76) 150 (46) 100 (31)
40 9600 225 (69) 125 (38) 75 (23)
45 10,800 200 (61) 125 (38)
50 12,000 175 (53) 100 (31)
*Conductor size is based on maximum 2% voltage drop

OM-248 551 Page 41
SECTION 13 − STICK WELDING (SMAW) GUIDELINES
13-1. Stick Welding Procedure
stick 2010−02 − 151 593
! Weld current starts when
electrode touches work-
piece.
! Weld current can damage
electronic parts in vehicles.
Disconnect both battery
cables before welding on a
vehicle. Place work clamp
as close to the weld as
possible.
Always wear appropriate per-
sonal protective clothing.
1 Workpiece
Make sure workpiece is clean be-
fore welding.
2 Work Clamp
3 Electrode
A small diameter electrode re-
quires less current than a large
one. Follow electrode manufactur-
er’s instructions when setting weld
amperage (see Section 13-2).
4 Insulated Electrode Holder
5 Electrode Holder Position
6 Arc Length
Arc length is the distance from the
electrode to the workpiece. A short
arc with correct amperage will give
a sharp, crackling sound.
7 Slag
Use a chipping hammer and wire
brush to remove slag. Remove
slag and check weld bead before
making another weld pass.
1
4
3
5
2
7
6
Tools Needed:
Equipment Needed:
Constant Current
Welding Power Source

OM-248 551 Page 42
13-2. Electrode and Amperage Selection Chart
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRATION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER
MED
13-3. Striking an Arc
S-0049 / S-0050
1 Electrode
2 Workpiece
3 Arc
Scratch Technique
Drag electrode across workpiece
like striking a match; lift electrode
slightly after touching work. If arc
goes out, electrode was lifted too
high. If electrode sticks to work-
piece, use a quick twist to free it.
Tapping Technique
Bring electrode straight down to
workpiece; then lift slightly to start
arc. If arc goes out, electrode was
lifted too high. If electrode sticks to
workpiece, use a quick twist to free
it.
1
2
3
1
3
2

OM-248 551 Page 43
13-4. Positioning Electrode Holder
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 End View Of Work Angle
2 Side View Of Electrode Angle
1
1
2
2
Groove Welds
Fillet Welds
13-5. Poor Weld Bead Characteristics
S-0053-A
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
5
4
2
3
1
13-6. Good Weld Bead Characteristics
S-0052-B
1 Fine Spatter
2 Uniform Bead
3 Moderate Crater During
Welding
Weld a new bead or layer for each
1/8 in. (3.2 mm) thickness in metals
being welded.
4 No Overlap
5 Good Penetration into Base
Metal
1
5234

OM-248 551 Page 44
13-7. Conditions That Affect Weld Bead Shape
S-0061
Slow
Normal Fast
10° - 30°
Drag
Too Short
Normal Too Long
Spatter
Angle Too Small
Angle Too Large
Correct Angle
Electrode Angle
Arc Length
Travel Speed
Weld bead shape is affected
by electrode angle, arc
length, travel speed, and thick-
ness of base metal.
13-8. Electrode Movement During Welding
S-0054-A
Normally, a single stringer
bead is satisfactory for most
narrow groove weld joints;
however, for wide groove weld
joints or bridging across gaps,
a weave bead or multiple
stringer beads work better.
1 Stringer Bead − Steady
Movement Along Seam
2 Weave Bead − Side to Side
Movement Along Seam
3 Weave Patterns
Use weave patterns to cover a
wide area in one pass of the elec-
trode. Do not let weave width ex-
ceed 2-1/2 times diameter of
electrode.
1
2
3

OM-248 551 Page 45
13-9. Groove (Butt) Joints
S-0062
1 Tack Welds
Prevent edges of joint from draw-
ing together ahead of electrode by
tack welding the materials in posi-
tion before final weld.
2 Square Groove Weld
Good for materials up to 3/16 in. (5
mm) thick.
3 Single V-Groove Weld
Good for materials 3/16 − 3/4 in.
(5-19 mm) thick. Cut bevel with
oxyacetylene or plasma cutting
equipment. Remove scale from
material after cutting. A grinder can
also be used to prepare bevels.
Create 30 degree angle of bevel on
materials in V-groove welding.
4 Double V-Groove Weld
Good for materials thicker than
3/16 in. (5 mm).
30°
2
1
1/16 in.
(1.6 mm)
3
4
13-10. Lap Joint
S-0063 / S-0064
1 Electrode
2 Single-Layer Fillet Weld
Move electrode in circular motion.
3 Multi-Layer Fillet Weld
Weld a second layer when a heavi-
er fillet is needed. Remove slag be-
fore making another weld pass.
Weld both sides of joint for maxi-
mum strength.
30°
Or Less
30°
Or Less
1
1
2
3
13-11. Tee Joint
S-0060 / S-0058-A / S-0061
1 Electrode
2 Fillet Weld
Keep arc short and move at defi-
nite rate of speed. Hold electrode
as shown to provide fusion into the
corner. Square edge of the weld
surface.
For maximum strength weld both
sides of upright section.
3 Multi-Layer Deposits
Weld a second layer when a heavi-
er fillet is needed. Use any of the
weaving patterns shown in Section
13-8. Remove slag before making
another weld pass.
45°
Or
Less
1
2
1
3
2

OM-248 551 Page 46
13-12. Weld Test
S-0057-B
1 Vise
2 Weld Joint
3 Hammer
Strike weld joint in direction shown.
A good weld bends over but does
not break.
2 To 3 in.
1/4 in.
3
2
1
2 To 3 in.
3
2
1
(51-76 mm)
(6.4 mm)
(51-76 mm)
13-13. Troubleshooting
Porosity − small cavities or holes resulting from gas pockets in weld metal.
Possible Causes Corrective Actions
Arc length too long. Reduce arc length.
Damp electrode. Use dry electrode.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.
Excessive Spatter − scattering of molten metal particles that cool to solid form near weld bead.
Possible Causes Corrective Actions
Amperage too high for electrode. Decrease amperage or select larger electrode.
Arc length too long or voltage too high. Reduce arc length or voltage.
Incomplete Fusion − failure of weld metal to fuse completely with base metal or a preceeding
weld bead.
Possible Causes Corrective Actions
Insufficient heat input. Increase amperage. Select larger electrode and increase amperage.
Improper welding technique. Place stringer bead in proper location(s) at joint during welding.
Adjust work angle or widen groove to access bottom during welding.
Momentarily hold arc on groove side walls when using weaving technique.
Keep arc on leading edge of weld puddle.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.

OM-248 551 Page 47
Lack of Penetration
Good Penetration
Lack Of Penetration − shallow fusion between weld metal and base metal.
Possible Causes Corrective Actions
Improper joint preparation. Material too thick. Joint preparation and design must provide access to bottom of groove.
Improper weld technique. Keep arc on leading edge of weld puddle.
Insufficient heat input. Increase amperage. Select larger electrode and increase amperage.
Reduce travel speed.
Good Penetration
Excessive Penetration
Excessive Penetration − weld metal melting through base metal and hanging underneath weld.
Possible Causes Corrective Actions
Excessive heat input. Select lower amperage. Use smaller electrode.
Increase and/or maintain steady travel speed.
Burn-Through − weld metal melting completely through base metal resulting in holes where no
metal remains.
Possible Causes Corrective Actions
Excessive heat input. Select lower amperage. Use smaller electrode.
Increase and/or maintain steady travel speed.
Waviness Of Bead − weld metal that is not parallel and does not cover joint formed by base metal.
Possible Causes Corrective Actions
Unsteady hand. Use two hands. Practice technique.
Base metal moves
in the direction of
the weld bead.
Distortion − contraction of weld metal during welding that forces base metal to move.
Possible Causes Corrective Actions
Excessive heat input. Use restraint (clamp) to hold base metal in position.
Make tack welds along joint before starting welding operation.
Select lower amperage for electrode.
Increase travel speed.
Weld in small segments and allow cooling between welds.

OM-248 551 Page 48
Notes
FILLETGROOVE
WELD JOINT
TYPES
BUTT
BUTT
BUTT
BUTT
T−JOINT
T−JOINT
T−JOINT
T−JOINT
FLAT
VERTICAL
HORIZONTAL
OVERHEAD
WELD POSITION:
Ref. AWS/ANSI D1.1
1G
1F
2G
2F
3G
3F
4G
4F
Ref. 804 248-A

OM-248 551 Page 49
Notes

OM-248 551 Page 50
Notes

Warranty Questions?
Call
1-800-4-A-MILLER
for your local
Miller distributor.
miller_warr 2011−01
Your distributor also gives
you ...
Service
You always get the fast,
reliable response you
need. Most replacement
parts can be in your
hands in 24 hours.
Support
Need fast answers to the
tough welding questions?
Contact your distributor.
The expertise of the
distributor and Miller is
there to help you, every
step of the way.
Effective January 1, 2011
(Equipment with a serial number preface of MB or newer)
This limited warranty supersedes all previous Miller warranties and is exclusive with no other
guarantees or warranties expressed or implied.
LIMITED WARRANTY − Subject to the terms and conditions
below, Miller Electric Mfg. Co., Appleton, Wisconsin, warrants to its
original retail purchaser that new Miller equipment sold after the
effective date of this limited warranty is free of defects in material
and workmanship at the time it is shipped by Miller. THIS
WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER
WARRANTIES, EXPRESS OR IMPLIED, INCLUDING THE
WARRANTIES OF MERCHANTABILITY AND FITNESS.
Within the warranty periods listed below, Miller will repair or replace
any warranted parts or components that fail due to such defects in
material or workmanship. Miller must be notified in writing within
thirty (30) days of such defect or failure, at which time Miller will
provide instructions on the warranty claim procedures to be
followed.
Miller shall honor warranty claims on warranted equipment listed
below in the event of such a failure within the warranty time
periods. All warranty time periods start on the delivery date of the
equipment to the original end-user purchaser, and not to exceed
one year after the equipment is shipped to a North American
distributor or eighteen months after the equipment is shipped to an
International distributor.
1. 5 Years Parts — 3 Years Labor
* Original main power rectifiers only to include SCRs,
diodes, and discrete rectifier modules
2. 3 Years — Parts and Labor
* Engine Driven Welding Generators
(NOTE: Engines are warranted separately by the
engine manufacturer.)
* Inverter Power Sources (Unless Otherwise Stated)
* Plasma Arc Cutting Power Sources
* Process Controllers
* Semi-Automatic and Automatic Wire Feeders
* Smith 30 Series Flowgauge and Flowmeter
Regulators (No Labor)
* Transformer/Rectifier Power Sources
* Water Coolant Systems (Integrated)
3. 2 Years — Parts
* Auto-Darkening Helmet Lenses (No Labor)
4. 1 Year — Parts and Labor Unless Specified
* Automatic Motion Devices
* CoolBelt and CoolBand Blower Unit (No Labor)
* External Monitoring Equipment and Sensors
* Field Options
(NOTE: Field options are covered for the remaining
warranty period of the product they are installed in, or
for a minimum of one year — whichever is greater.)
* Flowgauge and Flowmeter Regulators (No Labor)
* RFCS Foot Controls (Except RFCS-RJ45)
* Fume Extractors
* HF Units
* ICE Plasma Cutting Torches (No Labor)
* Induction Heating Power Sources, Coolers, and
Electronic Controls/Recorders
* Load Banks
* Motor Driven Guns (w/exception of Spoolmate
Spoolguns)
* PAPR Blower Unit (No Labor)
* Positioners and Controllers
* Racks
* Running Gear/Trailers
* Spot Welders
* Subarc Wire Drive Assemblies
* Water Coolant Systems (Non-Integrated)
* Weldcraft-Branded TIG Torches (No Labor)
* Wireless Remote Foot/Hand Controls and Receivers
* Work Stations/Weld Tables (No Labor)
5. 6 Months — Parts
* Batteries
* Bernard Guns (No Labor)
* Tregaskiss Guns (No Labor)
6. 90 Days — Parts
* Accessory (Kits)
* Canvas Covers
* Induction Heating Coils and Blankets, Cables, and
Non-Electronic Controls
* M-Guns
* MIG Guns and Subarc (SAW) Guns
* Remote Controls and RFCS-RJ45
* Replacement Parts (No labor)
* Roughneck Guns
* Spoolmate Spoolguns
Miller’s True Blue® Limited Warranty shall not apply to:
1. Consumable components; such as contact tips,
cutting nozzles, contactors, brushes, relays, work
station table tops and welding curtains, or parts that
fail due to normal wear. (Exception: brushes and
relays are covered on all engine-driven products.)
2. Items furnished by Miller, but manufactured by others,
such as engines or trade accessories. These items are
covered by the manufacturer’s warranty, if any.
3. Equipment that has been modified by any party other than
Miller, or equipment that has been improperly installed,
improperly operated or misused based upon industry
standards, or equipment which has not had reasonable
and necessary maintenance, or equipment which has
been used for operation outside of the specifications for
the equipment.
MILLER PRODUCTS ARE INTENDED FOR PURCHASE AND
USE BY COMMERCIAL/INDUSTRIAL USERS AND PERSONS
TRAINED AND EXPERIENCED IN THE USE AND
MAINTENANCE OF WELDING EQUIPMENT.
In the event of a warranty claim covered by this warranty, the
exclusive remedies shall be, at Miller’s option: (1) repair; or (2)
replacement; or, where authorized in writing by Miller in
appropriate cases, (3) the reasonable cost of repair or
replacement at an authorized Miller service station; or (4) payment
of or credit for the purchase price (less reasonable depreciation
based upon actual use) upon return of the goods at customer’s risk
and expense. Miller’s option of repair or replacement will be F.O.B.,
Factory at Appleton, Wisconsin, or F.O.B. at a Miller authorized
service facility as determined by Miller. Therefore no
compensation or reimbursement for transportation costs of any
kind will be allowed.
TO THE EXTENT PERMITTED BY LAW, THE REMEDIES
PROVIDED HEREIN ARE THE SOLE AND EXCLUSIVE
REMEDIES. IN NO EVENT SHALL MILLER BE LIABLE FOR
DIRECT, INDIRECT, SPECIAL, INCIDENTAL OR
CONSEQUENTIAL DAMAGES (INCLUDING LOSS OF
PROFIT), WHETHER BASED ON CONTRACT, TORT OR ANY
OTHER LEGAL THEORY.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND
ANY IMPLIED WARRANTY, GUARANTY OR
REPRESENTATION AS TO PERFORMANCE, AND ANY
REMEDY FOR BREACH OF CONTRACT TORT OR ANY
OTHER LEGAL THEORY WHICH, BUT FOR THIS PROVISION,
MIGHT ARISE BY IMPLICATION, OPERATION OF LAW,
CUSTOM OF TRADE OR COURSE OF DEALING, INCLUDING
ANY IMPLIED WARRANTY OF MERCHANTABILITY OR
FITNESS FOR PARTICULAR PURPOSE, WITH RESPECT TO
ANY AND ALL EQUIPMENT FURNISHED BY MILLER IS
EXCLUDED AND DISCLAIMED BY MILLER.
Some states in the U.S.A. do not allow limitations of how long an
implied warranty lasts, or the exclusion of incidental, indirect,
special or consequential damages, so the above limitation or
exclusion may not apply to you. This warranty provides specific
legal rights, and other rights may be available, but may vary from
state to state.
In Canada, legislation in some provinces provides for certain
additional warranties or remedies other than as stated herein, and
to the extent that they may not be waived, the limitations and
exclusions set out above may not apply. This Limited Warranty
provides specific legal rights, and other rights may be available,
but may vary from province to province.

ORIGINAL INSTRUCTIONS − PRINTED IN USA © 2011 Miller Electric Mfg. Co. 2011−01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-Attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
For International Locations Visit
www.MillerWelds.com
Model Name Serial/Style Number
Purchase Date (Date which equipment was delivered to original customer.)
Distributor
Address
City
State Zip
Please complete and retain with your personal records.
Always provide Model Name and Serial/Style Number.
Contact a DISTRIBUTOR or SERVICE AGENCY near you.
Welding Supplies and Consumables
Options and Accessories
Personal Safety Equipment
Service and Repair
Replacement Parts
Training (Schools, Videos, Books)
Technical Manuals (Servicing Information
and Parts)
Circuit Diagrams
Welding Process Handbooks
Contact the Delivering Carrier to:
For Service
Owner’s Record
File a claim for loss or damage during
shipment.
For assistance in filing or settling claims, contact
your distributor and/or equipment manufacturer’s
Transportation Department.
Contact your Distributor for:
To locate a Distributor or Service Agency visit
www.millerwelds.com or call 1-800-4-A-Miller

ESPAÑOL
Serie Blue Star
145DX, 185DX
Procesos
Descripción
Soldadura Convencional por
Electrodo
Generador de Soldadura Impulsado a
Motor
OM-248 551C/spa
2011−12
www.MillerWelds.com
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Peligros del motor 3....................................................................
1-4. Peligros del aire comprimido 4...........................................................
1-5. Símbolos adicionales para instalación, operación y mantenimiento 5...........................
1-6. CALIFORNIA Proposición 65 Advertencia 7................................................
1-7. Estándares principales de seguridad 7....................................................
1-8. Información sobre los campos electromagnéticos (EMF) 7...................................
SECCIÓN 2 − DEFINICIONES 9................................................................
SECCIÓN 3 − ESPECIFICACIONES 9..........................................................
3-1. Especificaciones de la soldadura, potencia auxiliar y motor de los modelos 145 9................
3-2. Especificaciones de la soldadura, potencia auxiliar y motor de los modelos 185 9................
3-3. Dimensiones, pesos, y angulos de operación 10.............................................
3-4. Ciclo de trabajo 10......................................................................
3-5. Curvas de voltios/amperios 11............................................................
3-6. Consumo de combustible 12.............................................................
3-7. Potencia generador 13..................................................................
SECCIÓN 4 − INSTALACION 14................................................................
4-1. Instalando el generador de soldadura 14...................................................
4-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque 14....................
4-3. Conexión del generador a tierra cuando se está proveyendo potencia a sistemas de en un edificio 15
4-4. Posiciones de la válvula de combustible 15.................................................
4-5. Chequeos antes de arrancar el motor 16...................................................
4-6. Conectando la batería 17................................................................
4-7. Bornes o terminales de salida de soldadura 17..............................................
4-8. Conectar los cables de salida de soldadura 18..............................................
4-9. Seleccionando los tamaños del cable 18...................................................
SECCIÓN 5 − OPERANDO EL GENERADOR DE SOLDADURA 19..................................
5-1. Controles 19...........................................................................
5-2. Controles del Panel Frontal 20............................................................
SECCIÓN 6 − OPERANDO EQUIPO AUXILIAR 21................................................
6-1. Receptáculos del panel de potencia del generador 21........................................
SECCIÓN 7 − MANTENIMIENTO 22.............................................................
7-1. Mantenimiento rutinario 22...............................................................
7-2. Etiqueta de mantenimiento 23............................................................
7-3. Dando servicio al limpiador de aire 24......................................................
7-4. Cambio del filtro de combustible 24........................................................
7-5. Cambio de aceite 24....................................................................
7-6. Ajustando la velocidad del motor 25.......................................................
SECCIÓN 8 − REPARACION DE AVERÍAS 26....................................................
SECCIÓN 9 − LISTA DE PARTES 28............................................................
9-1. Piezas de repuesto recomendadas 28.....................................................
SECCIÓN 10 − DIAGRAMAS ELECTRICOS 29...................................................
SECCIÓN 11 − RECOMENDACIONES PARA PREGUNTAS SOBRE LOS GENERADORES
DE POTENCIA 31.............................................................................
SECCIÓN 12 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 38....
LISTA COMPLETA DE PIEZAS − www.Millerwelds.com
GARANTIA


OM-248 551 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_rom_2011−10
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad
e instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-7. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. El
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
No toque partes eléctricamente vivas.
Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
Se requiere precauciones de seguridad adicionales cuando hay
alguna de las siguientes condiciones que son eléctricamente peli-
grosas: en lugares húmedos o mientras está usándose ropa
mojada o húmeda; en estructuras metálicas tales como pisos, reji-
llas o andamios; cuando se está en una posición apretada o
estrecha, tal como estar sentado, arrodillado o acostado, o cuan-
do hay un riesgo alto de contacto accidental con la pieza de trabajo
o tierra. Para estas condiciones, use los siguientes equipos en la
orden aquí presentada: 1) una soldadora semiautomática CD de
voltaje constante, una soldadora de alambre semiautomática CD
de voltaje constante, 2) una soldadora manual CD (de varilla con-
vencional); o 3) una soldadora CA con voltaje de circuito abierto
reducido. En la mayoría de las situaciones se recomienda el uso
de una soldadora CD de voltaje constante. ¡Y, no trabaje sólo!
Desconecte la potencia de entrada o pare el motor antes de insta-
lar o dar servicio a este equipo. Apague con candado o usando
etiqueta inviolable (“lockout/tagout”) la entrada de potencia de
acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes de Seguri-
dad).
Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
Instale el equipo y conecte a la tierra de acuerdo al manual del ope-
rador y los códigos nacionales estatales y locales.
Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
Apague todo equipo cuando no esté usándolo.
No use cables que estén gastados, dañados de tamaño muy pe-
queño o mal conectados.
No envuelva los cables alrededor de su cuerpo.
Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado. Nunca use la grampa de trabajo o el
cable de trabajo.
No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
Mantenga todos los paneles y cubiertas en su sitio.
Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Des-
conecte los cables si no utiliza la máquina.

OM-248 551 Página 2
Aun DESPUÉS de haber apagado el motor, puede quedar
un VOLTAJE IMPORTANTE DE CC en las fuentes de poder
con convertidor CA/CC.
Detenga el motor en la inversora y descargue los capacitadores
de entrada, de acuerdo a las instrucciones en Sección de Manteni-
miento, antes de tocar cualquier pieza.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes con la mano sin
guante.
Permita que haya un período de enfriamiento
antes de trabajar en la máquina.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para solar y ro-
pa para prevenir quemaduras.
METAL QUE VUELA o TIERRA puede le-
sionar los ojos.
El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
HUMO y GASES pueden ser peligrosos
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
Mantenga su cabeza fuera del humo. No respire el humo.
Si está adentro, ventile el área y/o use ventilación local forzada
ante el arco para quitar el humo y gases de soldadura.
Si la ventilación es mala, use un respirador de aire aprobado.
Lea y entienda las hojas de datos sobre seguridad de material
(MSDS’S) y las instrucciones del fabricante con respecto a me-
tales, consumibles, recubrimientos, limpiadores y desgrasado-
res.
Trabaje en un espacio cerrado solamente si está bien ventilado
o mientras esté usando un respirador de aire. Siempre tenga
una persona entrenada cerca. Los humos y gases de la suelda
pueden desplazar el aire y bajar el nivel de oxígeno causando
daño a la salud o muerte. Asegúrese que el aire de respirar esté
seguro.
No suelde en ubicaciones cerca de operaciones de grasa, lim-
piamiento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxi-
cos e irritantes.
No suelde en materiales de recubrimientos como acero galvani-
zado, plomo, o acero con recubrimiento de cadmio a no se que
se ha quitado el recubrimiento del área de soldar, el área esté
bien ventilada y esté usando un respirador de aire. Los recubri-
mientos de cualquier metal que contiene estos elementos pue-
den emanar humos tóxicos cuando se sueldan.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
Cierre el suministro de gas comprimido cuando
no lo use.
Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
Use una careta de soldar aprobada que tenga un matiz apropiado de
lente-filtro para proteger su cara y ojos mientras esté soldando o mi-
rando (véase los estándares de seguridad ANSI Z49.1 y Z87.1).
Use anteojos de seguridad aprobados que tengan protección late-
ral.
Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el equipo caliente
pueden causar fuegos y quemaduras. Un contacto accidental del
electrodo a objectos de metal puede causar chispas, explosión,
sobrecalentamiento, o fuego. Chequee y asegúrese que el área esté
segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
No suelde donde las chispas pueden impactar material inflamable.
Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
No use una soldadora para descongelar tubos helados.
Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
Siga los requerimientos en el número 1910.252 (a) (2) (iv) de OS-
HA, y 51B de NFPA para trabajo caliente y tenga un vigilante para
incendio con un extintor (extinguidor) cercado.

OM-248 551 Página 3
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
Use protección aprobada para el oído si el ni-
vel de ruido es muy alto.
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento de
los dispositivos médicos implantados.
Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben
mantenerse apartadas de la zona de trabajo.
Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, siempre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
Nunca permita que un electrodo de soldadura toque ningún cilin-
dro.
Nunca suelde en un cilindro de presión − una explosión resultará.
Use solamente gas comprimido correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P-1 que están enlistados en los Estándares de
Seguridad.
1-3. Peligros del motor
La EXPLOSIÓN DE LA BATERÍA
puede producir lesiones.
Siempre use una cubierta para la cara, guantes
de seguridad y ropa protectiva cuando esté tra-
bajando con una batería.
Pare el motor antes de desconectar o conectar los cables de la
batería o los del cargador de baterías (si corresponde), o antes de
realizar tareas de mantenimiento en la batería.
No permita herramientas que causen chispas cuando esté traba-
jando en una batería.
No utilice la soldadora para cargar baterías ni para hacer arrancar
vehículos a menos que la unidad tenga incorporado un cargador
de baterías diseñado para ello.
Observe la polaridad correcta (+ y −) en baterías.
Desconecte primero el cable negativo (−) y conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento normal y en el proceso de carga.
Cuando trabaje en o cerca de una batería, siga las indicaciones
del fabricante de ésta.
EL COMBUSTIBLE DE UN MOTOR
puede causar fuego o explosión.
Detenga el motor y permita que se enfríe antes
de chequearlo o añadir combustible.
No añada combustible mientras esté fumando o si la unidad está
cerca de chispas o llamas expuestas.
No sobre llene el tanque − permita que haya espacio para que el
combustible se expanda.
No derrame combustible. Si se ha derramado el combustible, lim-
pie y seque antes de arrancar el motor.
Deseche los trapos en un receptáculo contra llamas.
Siempre mantenga la boquilla en contacto con el tanque, cuando
lo esté llenando.
Las PIEZAS MÓVILES pueden provocar
lesiones.
Manténgase apartado de las piezas
en movimiento como ventiladores, correas
y rotores.
Mantenga todas las puertas, paneles, tapas y guardas cerrados y
en su lugar.
Pare el motor antes de instalarlo o conectarlo.
Verifique que sólo personal cualificado retire puertas, paneles,
tapas o resguardos para brindar mantenimiento o resolver
problemas en caso necesario.
Para evitar un arranque accidental durante las tareas
de mantenimiento, desconecte el cable negativo (−) de la batería.
Mantenga sus manos, pelo, ropa y herramientas alejados
de las piezas en movimiento.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
Antes de trabajar sobre el generador, desmonte las bujías
o inyectores para evitar que el motor haga un giro de retroceso
o que arranque.
Si debe trabajar sobre los componentes del generador, bloquee el
volante para evitar que gire.
Las CHISPAS DEL ESCAPE pueden
causar fuego.
No permita que las chispas que salen por el tu-
bo de escape del motor causen un fuego.
Use un eliminador de chispas del escape apro-
bado en las áreas que se requieran. Véase los
códigos que aplican.

OM-248 551 Página 4
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes del motor
Permita que haya un período de enfriamiento
antes de dar mantenimiento.
Use guantes y ropa protectiva cuando esté trabajando en un mo-
tor caliente.
El VAPOR y LIQUIDO ENFRIANTE
CALIENTE pueden causar quemadu-
ras.
Si es posible, chequee el nivel de líquido en-
friante cuando el motor esté frío para no que-
marse.
Siempre verifique el nivel del líquido enfriante en el tanque de so-
breflujo, si hay uno en la unidad, en vez de hacerlo en el radiador
(a no ser que se indique de otra manera en la Sección de Mante-
nimiento, o en el manual del motor).
Si el motor está caliente y necesita chequearse el nivel, siga las
recomendaciones que siguen.
Use anteojos de seguridad y guantes y ponga un trapo sobre la
tapa del radiador.
Dé vuelta a la tapa ligeramente y permita que la presión escape
lentamente antes de quitar la tapa completamente.
El uso de un generador adentro PUE-
DE MATARLE EN MINUTOS.
El escape de un generador contiene monóxido
de carbono. Éste es un veneno que no se pue-
de ver u oler.
NUNCA lo use adentro en casa o garaje, AUNQUE las puertas y
ventanas estuvieran abiertas.
Úselo sólo AL AIRE LIBRE y lejos de ventanas, puertas y respira-
deros.
ACIDO DE BATERIA puede QUEMAR
LA PIEL Y LOS OJOS.
No incline la batería.
Reemplace las baterías dañadas.
Completa e inmediatamente lave los ojos y la piel con agua.
El CALOR DEL MOTOR puede causar
fuego.
No ponga la unidad encima, sobre o cerca de
superficies combustibles o artículos inflama-
bles.
Mantenga el escape y los tubos de escape lejos de artículos in-
flamables.
1-4. Peligros del aire comprimido
El EQUIPAMIENTO DE AIRE COMPRIMIDO
puede producir lesiones o la muerte.
La instalación o el uso incorrectos de esta
unidad pueden provocar desperfectos en
el equipo y lesiones al personal. Sólo personas
capacitadas deberían instalar, operar y dar
servicio a esta unidad según el manual del
dueño, los estándares de la industria y los
códigos nacionales, estatales y locales.
No exceda la potencia nominal o la capacidad del compresor
ni de otros equipos del sistema de aire comprimido. Diseñe
el sistema de aire comprimido de forma tal que el desperfecto
de cualquiera de sus componentes no ponga en peligro
al personal ni provoque daños materiales.
Antes de comenzar a trabajar sobre el sistema de aire
comprimido, apague la unidad, coloque un bloqueo y
una etiqueta de advertencia en el interruptor principal,
descargue la presión de aire y asegúrese de que no pueda ser
aplicada accidentalmente.
No trabaje en el sistema de aire comprimido mientras la unidad
esté funcionando a no ser que sea una persona capacitada y
esté siguiendo las intrucciones del fabricante.
No modifique o altere el compresor ni otros equipos
suministrados por el fabricante. No desconecte, ni desactive,
ni inhabilite temporalmente ningún equipo de seguridad
del sistema de aire comprimido.
Use únicamente componentes y accesorios aprobados por
el fabricante.
Manténgase alejado de los puntos donde haya peligro de sufrir
pellizcos o aplastamientos en sus miembros provocados por
los equipos conectados al sistema de aire comprimido.
No trabaje debajo o alrededor de cualquier equipo que esté
sostenido únicamente por la presión neumática; sostenga dicho
equipo por medios mecánicos adecuados.
El METAL CALIENTE producido por
el corte y el ranurado por arco con aire
puede provocar incendios o explosiones.
No efectúe operaciones de corte o ranurado
cerca de elementos inflamables.
Vigile que no se produzcan incendios; tenga siempre a mano un
extinguidor.
El AIRE COMPRIMIDO puede producir
lesiones o la muerte.
Antes de comenzar a trabajar sobre el sistema
de aire comprimido, apague la unidad, coloque
un bloqueo y una etiqueta de advertencia en
el interruptor principal, descargue la presión
de aire y asegúrese de que no pueda ser
aplicada accidentalmente.
Descargue la presión del equipo antes
de desconectar o conectar las tuberías de aire.
Antes de poner en marcha la unidad revise los componentes
del sistema de aire comprimido y todas las conexiones y
mangueras para verificar la ausencia de daños, fugas o desgaste.
No dirija el chorro de aire comprimido hacia usted u otras
personas.
Cuando trabaje en el sistema neumático use equipos de
protección como lentes de seguridad, protección auditiva,
guantes de cuero, camisa y pantalones de trabajo, zapatos altos y
una gorra.
Use agua jabonosa o un detector ultrasónico para buscar fugas de
aire; nunca use las manos desnudas. No use el equipo
si encuentra fugas de aire.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar la unidad.
Si ALGO de aire es inyectado en la piel o en el cuerpo busque
asistencia médica inmediatamente.

OM-248 551 Página 5
RESPIRAR EL AIRE COMPRIMIDO puede
producir lesiones o la muerte.
No utilice aire comprimido para respirar.
Utilícelo únicamente para las operaciones
de corte, ranurado y accionamiento
de herramientas.
EL AIRE A PRESI
Ó
N CONTENIDO EN
EL SISTEMA Y UNA MANGUERA
AZOTANDO EL LUGAR DE TRABAJO
puede causar lesiones.
Antes de realizar tareas de mantenimiento,
agregar o cambiar accesorios, abrir el drenaje
o la tapa de llenado de aceite del compresor,
descargue la presión de aire en
las herramientas y en el sistema.
Las PIEZAS MÓVILES pueden provocar
lesiones.
Manténgase apartado de las piezas en
movimiento como ventiladores, correas y
rotores.
Mantenga todas las puertas, paneles, tapas
y guardas cerrados y en su lugar.
Mantenga sus manos, pelo, ropa y herramientas alejados de las
piezas en movimiento.
Antes de comenzar a trabajar sobre el sistema de aire comprimido,
apague la unidad, coloque un bloqueo y una etiqueta de advertencia
en el interruptor principal, descargue la presión de aire y asegúrese
de que no pueda ser aplicada accidentalmente.
Verifique que sólo personal cualificado retire tapas o resguardos
para brindar mantenimiento o resolver problemas en caso
necesario.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
PARTES CALIENTES puedan causar
quemaduras severas.
No toque las piezas calientes del compresor
o del sistema de aire.
Deje que el sistema se enfríe antes de realizar
tareas de mantenimiento o tocar partes
del mismo.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para solar
y ropa para prevenir quemaduras.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabrican-
te.
Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
1-5. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
No instale la unidad cerca a objetos inflama-
bles.
No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
Use la orejera para levantar la unidad y los ac-
cesorios bien instalados, NO los cilindros de
gas. No exceda la capacidad máxima de peso
de la orejera (vea las especificaciones).
Con el equipo apropiado y con los procedimientos correctos, le-
vante y sostenga sólo la unidad.
Si use un carro montecargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
EL SOBRECALENTAMIENTO puede
dañar a los motores.
Apague o desenchufe el equipo antes de arran-
car o parar el motor.
No deje que voltaje y frecuencia baja causadas por una veloci-
dad de motor lenta, hagan daño a los motores eléctricos.
No conecte motores de 50 o 60 Hertz al receptáculo de 100
Hertz cuando ésto fuera aplicable.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
Use un resguardo para la cara para proteger
los ojos y la cara.
De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
Las chispas pueden causar fuego − mantenga los inflamables
lejos.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Aléjese de toda parte en movimiento.
Aléjese de todo punto que pellizque, tal como
rodillos impulsados.

OM-248 551 Página 6
La SALIDA PARA CARGA DE BATERÍAS y la
EXPLOSIÓN DE LA BATERÍA pueden
producir lesiones.
No todos los modelos se pueden utilizar para cargar
baterías.
Use siempre una careta de protección para la cara, guantes de
caucho (hule) y ropa protectora cuando trabaje con una
batería.00
Pare el motor antes de desconectar o conectar los cables de la
batería o los del cargador de baterías (si corresponde), o antes
de realizar tareas de mantenimiento en la batería.
Evite que las herramientas causen chispas cuando trabaje con
una batería.
No utilice la soldadora para cargar baterías ni para hacer
arrancar vehículos a menos que tenga incorporado un cargador
de baterías diseñado para ello.
Observe la polaridad correcta (+ y −) de las baterías.
Desconecte primero el cable negativo (−) y, cuando vuelva a
conectar la batería, conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento normal y en el proceso de carga.
Cuando trabaje en o cerca de una batería, siga las indicaciones
del fabricante de ésta.
Nunca permita que personas sin la capacitación suficiente
carguen baterías.
Si retira una batería de un vehículo para su carga, desconecte
primero el cable negativo (−) y, cuando vuelva a conectar la
batería, conéctelo al último. Para evitar un arco, verifique que
todos los accesorios estén apagados.
Cargue únicamente baterías de plomo−ácido. No utilice el
cargador de baterías para alimentar un sistema eléctrico de muy
bajo voltaje ni para cargar baterías secas.
No cargue una batería congelada.
No use cables averiados para cargar baterías.
No cargue las baterías en un lugar cerrado o con poca
ventilación.
No cargue una batería cuyos terminales estén flojos o una batería
con daños visibles como la caja o la tapa agrietadas.
Antes de cargar una batería, seleccione el voltaje del cargador
de acuerdo al voltaje de la batería.
Antes de conectar la batería al cargador, coloque los controles
de éste en la posición Off (apagado). Evite que los conectores a
resorte del cargador de baterías se toquen entre sí.
Mantenga los cables del cargador apartados del cofre y la puerta
del vehículo y de piezas en movimiento.
El ALAMBRE de SOLDAR puede
causar heridas.
No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alambre.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
Reduzca la corriente o ciclo de trabajo antes de soldar de nuevo.
No bloquee o filtre el flujo de aire a la unidad.
ELECTRICIDAD ESTATICA puede
dañar a las tarjetas impresas de
circuito.
Ponga los tirantes aterrizados de muñeca AN-
TES de tocar los tableros o partes.
Use bolsas y cajas adecuadas anti-estáticas para almacenar,
mover o enviar tarjetas impresas de circuito.
La INCLINACIÓN DEL REMOLQUE
puede provocar lesiones.
Use el gato para la barra de remolque o blo-
quéela para soportar su peso.
Instale apropiadamente el generador de solda-
dura sobre el remolque, de acuerdo a las ins-
trucciones que vinieron con el remolque.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabricante.
Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
Radiacion de alta frequencia puede interferir con
navegación de radio, servicios de seguridad,
computadores, y equipos de comunicación.
Asegure que solamente personas calificadas, familiarizadas con
equipos electronicas instala el equipo.
El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la
instalación.
Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
Asegure que la instalación recibe chequeo y mantención regular.
Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
Asegúrese que todo el equipo en el área de soldadura sea compa-
tible eletromagnéticamente.
Para reducir posible interferencia, mantenga los cables de solda-
dura lo más cortos posible, lo más juntos posible o en el suelo, si
fuerá posible.
Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
Asegúrese que la máquina de soldar esté instalada y aterrizada de
acuerdo a este manual.
Si todavía ocurre interferencia, el operador tiene que tomar medi-
das extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.

OM-248 551 Página 7
1-6. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Los postes de la batería, los terminales y los accesorios rela-
cionados contienen plomo y compuestos de plomo que son
químicos, conocidos por el estado de California, como capa-
ces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor. Lávese las manos después de mani-
pularlos.
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
Para un motor de gasóleo:
Los gases del escape de un motor de gasóleo contienen
químicos, conocidos por el estado de California, como
capaces de causar cáncer, defectos de nacimiento y otros
daños al sistema reproductor.
Para un motor de diesel:
El humo que despide un motor de gasoil y alguno de sus
constituyentes se reconocen en el estado de California que
pueden causar cáncer, defectos al feto, y otros daños al sis-
tema reproductor.
1-7. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (phone: 703-788-2700,
website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Battery Chargers, CSA Standard C22.2 NO 107.2−01, from Canadian
Standards Association, Standards Sales, 5060 Spectrum Way, Suite
100, Ontario, Canada L4W 5NS (phone: 800-463-6727, website:
www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.)
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Portable Generators Safety Alert, U.S. Consumer Product Safety Com-
mission (CPSC), 4330 East West Highway, Bethesda, MD 20814
(phone: 301-504-7923, website: www.cpsc.gov/cpscpub/pubs/port-
gen.pdf).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-8. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-248 551 Página 8

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 9
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones
Ahogador del
motor
Lea el manual del
operador A
Amperios
V
Voltios
Aceite del motor Combustible Batería (Motor) Motor
Positivo Negativo
Corriente Alterna
(CA)
Salida
h
Horas
s
Segundos Tiempo
Tierra protectiva
(masa)
Protector
suplementario
Temperatura
SECCIÓN 3 − ESPECIFICACIONES
3-1. Especificaciones de la soldadura, potencia auxiliar y motor de los modelos 145
Modo de
Soldadura
Gama de
Salida
Salida
Nominal de Corriente
Máx. Voltaje de
Circuito
Abierto
Gama de
Potencia
Generador
Capacidad de
Combustible
Motor
CC/CD 40 − 145 A
145 A, 25 V,
20% ciclo de trabajo
100 A, 25 V,
60% ciclo de trabajo
80 A, 25 V
100% ciclo de trabajo
80
Monofásico,
4.5 kVA/kW (pico)
4 kVA/kW
(continua)
34/17 A,
120/240 V CA,
60 Hz
5 gal (19 L)
tanque
Kohler CS10
enfriado por aire,
de un cilindro,
cuatro ciclos,
10 HP (300 CC),
Motor de gasolina
(Inicio de retroceso o
Inicio eléctrico)
3-2. Especificaciones de la soldadura, potencia auxiliar y motor de los modelos 185
Modo de
Soldadura
Gama de
Salida
Salida
Nominal de Corriente
Máx. Voltaje de
Circuito
Abierto
Gama de
Potencia
Generador
Capacidad de
Combustible
Motor
CC/CD 55 − 185 A
185 A, 25 V,
20% ciclo de trabajo
130 A, 25 V,
60% ciclo de trabajo
100 A, 25 V
100% ciclo de trabajo
80
Monofásico,
6 kVA/kW (pico)
5,5 kVA/kW
(continua)
40/23 A,
120/240 V CA,
60 Hz
5 gal (19 L)
tanque
Kohler CS12,75
enfriado por aire,
de un cilindro,
cuatro ciclos,
12,75 HP (360 CC),
Motor de gasolina
(Inicio eléctrico)

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 10
3-3. Dimensiones, pesos, y angulos de operación
Dimensiones
! No exceda los ángulos de inclinación in-
dicados y a que podria dañar el motor o
la unidad se pudria desplomar.
! No use o opere la unidad donde podría
caerse.
803 403
4
huecos
A
B
G
D
C
F
E
Extremo del motor
15°
15°
15°
15°
803 595
Alto 22-3/4 pulg. (578 mm)
Ancho 22-3/4 pulg. (577 mm)
Prof. 31-5/8 pulg. (803 mm)
A 31-5/8 pulg. (803 mm)
B 10-9/16 pulg. (268 mm)
C 13-25/64 pulg. (340 mm)
D 22-3/4 pulg. (577 mm)
E 1-9/16 pulg. (40 mm)
F 19-5/8 pulg. (498 mm)
G 13/32 pulg. (10 mm) Dia.
Peso
Modelo 145 estandar 263 lb (119 kg)
Modelo DX: 309 lb (140 kg)
Modelo 185DX: 315 lb (143 kg)
Peso de orejera para levantar
opcional
430 lb (195 kg)
3-4. Ciclo de trabajo
220 625-A / 220 626−A
1 100% ciclo de trabajo
Ciclo de trabajo es el porcentaje de
10 minutos que la unidad puede
soldar a la carga nominal sin
recalentarse.
Los modelos 145 admiten una
carga de soldadura nominal de
80 A continuos.
El modelo 185 admite una
carga de soldadura nominal de
100 A continuos.
AVISO − Excediendo el ciclo de tra-
bajo puede dañar la unidad e invali-
dar la garantía.
Soldadura continua
0102030405060708090100
0
20
40
60
80
100
120
140
160
180
200
Modelos 185
1
AMPERIOS
% CICLO DE TRABAJO
Modelos 145

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 11
3-5. Curvas de voltios/amperios
220 602
AMPERIOS
VOLTIOS
0
0
50 100 150 200 250
50
20
10
30
40
60
70
80
90
MIN
MID MAX
VOLTIOS
AMPERIOS
0
0
10
20
30
40
50
60
70
80
50 100 150 200 250 300
MIN
MID
MAX
B. Modelos 185DX
A. Modelos 145
220 605−A
Las curvas de voltios−amperios
muestran las capacidades de sali-
da del voltaje y amperaje máximo
de la unidad. Las curvas de otras fi-
jaciones caen entre las curvas que
se han mostrado.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 12
3-6. Consumo de combustible
220 637 / 220 639-A
AMPERIOS DE SOLDADURA EN CC AL 100 % DEL CICLO DE TRABAJO
US Gal./Hr.
0 25 50 75 100 125 150 175 200
0.00
0.20
0.40
0.60
0.80
1.00
145 Model Idle
185 Model Idle
185 Model
145 Models
B. Consumo de combustible durante el uso de la potencia auxiliar
A. Consumo de combustible durante la soldadura
Potencia auxiliar de kW al 100% ciclo de trabajo
US Gal./Hr.
0123456
0.00
0.20
0.40
0.60
0.80
1.00
145
Idle
185

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 13
3-7. Potencia generador
AMPERIOS
0
0
10 20 30 40 50 60 70 80
50
100
150
200
250
300
240 Volt
120 Volt
VOLTIOS
La curva de potencia CA muestra la
potencia generador a los amperios
disponibles en los receptáculos.
La salida del generador del modelo
145 es aproximadamente un 85%
de la capacidad del modelo 185,
que es el que se muestra.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 14
SECCIÓN 4 − INSTALACION
No instale la unidad en un lu-
gar donde la circulación de
aire esté restringida pues el
motor podría recalentarse.
4-1. Instalando el generador de soldadura
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
O
Siempre sujete el generador de soldadura
con seguridad sobre el vehículo transporta-
dor o remolque y cumpla con todos los códi-
gos DOT y otros aplicables.
Espacio para el flujo del aire
Movimiento
Ubicación
Ref 151 556 / Ref. 800 652 / 803 595 / S-0854
! Siempre conecte el generador al
chasis del vehículo para impedir
choques o descargas eléctricas y
peligros de la electricidad estática.
! Vea también la hoja del AWS sobre
Safety & Health Fact Sheet No. 29
(Seguridad y Salud), acerca de con-
ectar a tierra Generadores de Solda-
dura Portátiles o Montados en
Vehículos.
! Las protecciones de la caja del vehí-
culo, los patines de embalaje y algu-
nas ruedas de transporte pueden
aislar al generador de la estructura
del vehículo. Conecte siempre un
cable de puesta a tierra entre el ter-
minal de puesta a tierra del equipo y
una superficie de metal limpio de la
estructura del vehículo como mues-
tra la figura.
! Use interruptores de protección
diferencial (GFCI) cuando utilice eq-
uipos auxiliares.Si la unidad no tie-
ne receptáculos GFCI, use un cor-
dón de extensión protegido por
GFCI.
1 Terminal de puesta a tierra del equipo
(en el panel frontal)
2 Cable de puesta a tierra (no se
provee)
3 Armazón metálico del vehículo
Conecte el cable de la terminal de tierra del
equipo al armazón metálico del vehículo.
Use alambre de cobre de tamaño No.8
AWG o más grande.
Conecte el armazón del generador al
armazón del vehículo por medio de
contacto de metal a metal.
4
-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque
rot_grnd2 2011−04 − 800 652- D
1
3
2
GND/PE

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 15
! Conecte el generador a la tierra
del sistema si está suminis-
trando potencia al sistema de
alambrado de un edificio (casa,
taller, granja).
1 Terminal para Conectar a Tierra
el Equipo
2 Cable de Tierra
Use alambre de cobre de tamaño
No.10 AWG (6 mm
2
) o más grande.
Use un dispositivo de tierra como
lo dicen los códigos eléctricos.
3 Dispositivo de tierra
4-3. Conexión del generador a tierra cuando se está proveyendo potencia a sistemas de
en un edificio
GND/PE
1 2
2
3
800 576-B
4-4. Posiciones de la válvula de combustible
Ref. 804 971-C
1 Posición abierta de la válvula
de combustible
2 Posición cerrada de la válvula
de combustible
Siempre cierre la válvula de
combustible después de parar
la unidad. Mover la unidad con
la válvula de combustible
abierta puede causar que se
inunde el carburador haciendo
difícil el arranque
1
2

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 16
4-5. Chequeos antes de arrancar el motor
Chequee todos los fluídos todos los
días. El motor debe estar frío y en
una superfície plana. Se embarca la
unidad con aceite tipo 10W30.
1 Válvula de combustible
Abra la válvula.
Cierre la válvula de combustible
antes de mover la unidad ya que
se puede sobre llenar el carbura-
dor, lo cual hará dificultoso al
arranque.
Combustible
Añada gasóleo fresco antes de
arrancar el motor por la primera vez
(vea el manual del motor para las es-
pecificaciones). Añada el tanque
hasta que esté media pulgada debajo
del máximo (13 mm.) para que haya
espacio para expansión. Antes usar-
lo cada día, examine el nivel de com-
bustible, con el motor frío.
Aceite
Después de llenar el combustible,
chequee el aceite mientras la unidad
está en una superficie nivelada. Si el
aceite no está al punto máximo en el
medidor, añada aceite (vea el ma-
nual del motor).
El motor se para, si la presión de
aceite está baja. No se puede arran-
car a la unidad hasta que se haya
añadido suficiente aceite.
Para mejorar el arranque duran-
te el tiempo frío:
Mantenga la batería en buena
condición. Almacene la batería
en una área tibia y no sobre una
superficie de hormigón.
Use el grado correcto del aceite
para tiempo frío.
1
Lleno
Gasolina
1/2 pulg.
(13 mm)
Lleno
Bajo
Bajo
Agregue aceite
hasta el borde
del cuello
de llenado
803 595 / 803 596 / 248 493

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 17
4-6. Conectando la batería
803 595−B / 803 466
1/2 pulg
! Mueva el interruptor del mo-
tor a “Off” (apagado)
! Conecte cable negativo (−) al
último)
Herramientas necesarias
+
−
4-7. Bornes o terminales de salida de soldadura
803 596−B
1
2
1 Terminal de salida positivo (+)
2 Terminal de salida negativo (−)
Para electrodo positivo, corriente direc-
ta (DCEP en inglés) conecte el cable de
trabajo a la terminal (−) y el cable del por-
taelectrodos al terminal (+).
Para soldar con el electrodo negativo
(DCEN), invierta las conexiones de los
cables.
3/4 pulg. (19 mm)
Herramientas necesarias:

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 18
! Pare el motor.
! El no conectar los cables de
soldadura adecuadamente
puede causar calor excesivo
y causar un incendio, o hacer
daño a su máquina.
No ponga nada entre el ter-
minal del cable de soldadura y
la barra de cobre. Asegúrese
de que las superficies del ter-
minal del cable de soldadura y
de la barra de cobre estén lim-
pias.
1 Instalación correcta
2 Instalación incorrecta
3 Borne de salida de soldadura
4 Tuerca proporcionada del
borne de salida de soldadura
5 Terminal del cable de
soldadura
6 Barra de cobre
Quite la tuerca proporcionada del
borne de salida de soldadura. Des-
lice el terminal del cable de sol-
dadura sobre el borne y sujételo
con la tuerca de manera que el ter-
minal del cable de soldadura esté
apretado contra la barra de cobre.
4-8. Conectar los cables de salida de soldadura
803 778-B
4
2
3
1
5
6
Herramientas necesarias:
3/4 pulg. (19 mm)
4-9. Seleccionando los tamaños del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 100 pies (30 m) de la pieza, la longitud total del cable del circuito de soldadura será 200 pies (2 cables x 100 pies). Use la columna
60 m (200 pies) para determinar la medida del cable.
Largo de Cable** Total (Cobre) en el Circuito de Soldadura que no Exceda
(mm
2
)***
30 m (100 pies) o
Menos
45 m
(150
pies)
60 m
(200
pies)
70 m
(250
pies)
90 m
(300
pies)
105 m
(350
pies)
120 m
(400
pies)
Amperios de
Soldadura
! Detenga el motor an-
tes de conectar los ter-
minales de soldadura.
! No use cables que es-
tén desgastados, da-
ñados, de tamaño muy
pequeño, o mal con-
juntados.
Amperios
de
Soldadura
10 −
60%
Ciclo de
Trabajo
AWG
(mm
2
)
60 − 100%
Ciclo de
Trabajo
AWG (mm
2
)
10 − 100% Ciclo de Trabajo
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2x70)
2 x 2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
*La tabla es una guía general y puede que no cumpla con todas las aplicaciones. Si ocurre sobrecalentamiento del cable (normalmente usted
puede olerlo), use el próximo tamaño más grande de cable.
**El tamaño del cable de soldar está basado en ya sea 4 voltios o menos de caida, o una densidad corriente de por lo menos
300 mils circulares por amperios. ( ) = mm
2
-
***Para distancias mayores a aquéllas que se muestran en esta guía, llame al representante de aplicaciones en la fábrica al 920−735−4505.
Ref. S-0007-J 2011−07

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 19
SECCIÓN 5 − OPERANDO EL GENERADOR
DE SOLDADURA
1 Interruptor del motor
Use el interruptor para controlar el circuito del
encendido. Dé vuelta al interruptor a la posi-
ción “Start” (arrancar) para el arranque eléc-
trico. Dé vuelta al interruptor a la posición
“Off” (apagada) para detener el motor.
2 Luz de nivel bajo del aceite
El motor se para, si la presión de aceite está
baja.
No se puede arrancar a la unidad hasta que
se haya añadido suficiente aceite.
! Detenga al motor y añada aceite si la
luz se enciende (véase sección 4-5).
3 Manija del arranque
Use el mango de arrancar si el arranque eléc-
trico no funciona.
4 Palanca que controla el ahogador
Use esta palanca para cambiar la mezcla de
aire/combustible del motor. Mueva la palanca
a la derecha si está arrancando un motor frío.
Muévala a la izquierda si está arrancando un
motor caliente.
El motor arranca a la velocidad prefijada para
soldadura/potencia y se mantiene en esa
velocidad durante los trabajos de soldadura o
cuando se utiliza el generador. Si se ha
seleccionado la velocidad de
funcionamiento/ralentí, el motor vuelve a su
velocidad de ralentí 12 segundos después del
arranque o de haber finalizado la soldadura o
desconectado la carga del generador.
Para arrancar
Abra la válvula del combustible (véase
Sección 4-5).
Mueva la palanca del acelerador a la po-
sición ralentí (idle)
Arranque eléctrico: Dé vuelta al interrup-
tor del motor a la posición “Start”.
Arranque “Recoil” (con cordel): Dé vuel-
ta al interruptor del motor a la posición
“On”. Tire del cordel hasta que el motor
arranque.
Fije el ahogador y tire la manija para ar-
rancar. Abra el ahogador cuando el mo-
tor se caliente.
! Si el motor no arranca, deje que el
motor se detenga completamente an-
tes de tratar de volver a arrancar.
Para detenerse:
Mueva el interruptor de arranque a la po-
sición “Off” (apagado).
Siempre cierre la válvula de combustible
después de haber detenido la unidad.
Moviendo la unidad con la válvula de
combustible abierta, causará que el car-
burador se llene demasiado y haga difi-
cultoso arrancar la unidad.
5-1. Controles
803 956−B / 803 594−B / 218 610
4
1
2
3

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 20
5-2. Controles del Panel Frontal
4
3
1
2
1 Tabla que muestra la gama de
soldadura
Use la tabla para determinar el amperaje cor-
recto basado en el tamaño y tipo del electrodo
y espesor del material.
2 Interruptor ”Run/idle” (marcha/ralentí)
Use el interruptor para seleccionar si el motor
se queda en la velocidad rápida continuamen-
te o si quiere usarse la característica de ralen-
tí para que el motor regrese a la velocidad de
ralentí después de arrancarlo, o después de
que se ha quitado la carga de generador o de
soldar.
3 Control de salida de soldadura
Fije el control al máximo para salida de
potencia completa del generador en los
receptáculos CA
Use el control para seleccionar el amperaje
de soldadura. Al control se lo puede ajustar
mientras se esté soldando.
Para fijar el control de corriente: use la ta-
bla para determinar el tamaño correcto del
electrodo para el grosor de material al sol-
darse. Seleccione el tipo de electrodo y fije el
control de corriente a la gama correspon-
diente del amperaje. Ajuste el control para ob-
tener el rendimiento de soldadura deseado.
EJEMPLO:
El diámetro del electrodo: 1/8”
Tipo de electrodo: E−6013
Fijación del control de corriente: 90 − 120A
4 Horómetro (modelos DX solamente)
Use el horómetro para programar manteni-
miento rutinario.
218 610

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 21
SECCIÓN 6 − OPERANDO EQUIPO AUXILIAR
! Use interruptores de protección
diferencial (GFCI) cuando utilice
equipos auxiliares. Si la unidad no
cuenta con tomas de corriente pro-
tegidas por interruptores diferen-
ciales (GFCI), utilice un cable de ex-
tensión protegido por un GFCI para
conectar la carga.
! Desenchufe el cordón de alimenta-
ción antes de efectuar tareas de re-
paración o mantenimiento en los
accesorios o herramientas.
La potencia del generador disminuye
conforme aumenta la corriente de
soldadura.
Ajuste la corriente de soldadura al
máximo valor que permita disponer de
la potencia máxima del generador
1 Toma de corriente RC1, 240 Vca, 50
A
2 Toma de corriente RC2 y RC3, 120
Vca, 20 A y (la ilustración muestra
tomas de corriente con interruptor
diferencial GFCI)
Esta toma de corriente suministra energía
monofásica de 60 Hz cuando el generador
funciona a la velocidad Weld/power. Ver
tabla para potencia máxima
RC2 y RC3 suministran energía monofási-
ca de 60 Hz cuando el generador alcanza
la velocidad adecuada para soldar o pro-
ducir energía eléctrica. Ver tabla para po-
tencia máxima.
Tomas de corriente con interruptor
diferencial GFCI
Si se detecta una falla a tierra, el botón de
rearme del GFCI salta hacia fuera, se en-
ciende la luz roja y el circuito se abre para
desconectar el equipo defectuoso. Veri-
fique si hay herramientas, cordones, en-
chufes dañados, etc. conectados a la toma
de corriente. Pulse el botón para rearmar la
toma de corriente y reanudar su utilización.
Al menos una vez por mes, haga
funcionar el motor a la velocidad
adecuada para soldar o producir
energía eléctrica y oprima el botón de
prueba para verificar que el interruptor
GFCI está funcionando bien.
! Si la luz roja GFCI parpadea de man-
era continua, reemplace la toma de
corriente.
3 Interruptor de protección complemen-
tario CB1
CB1 protege a las tomas de corriente RC1,
RC2 y RC3 de las sobrecargas. Si CB1
abre, las tomas de corriente no funcionan.
Ponga el interruptor en la posición On
(encendido) para rearmarlo.
4 Interruptor de protección
complementario CB2
5 Interruptor de protección
complementario CB3
CB2 protege a RC2 y CB3 protege a RC3
de las sobrecargas. Si el interruptor
complementario abre, la toma de corriente
no funciona.
Pulse el botón para rearmar el inter-
ruptor complementario. Si el inter-
ruptor de protección complementario
continúa abriendo, comuníquese con
un agente del servicio autorizado por
la fábrica.
La salida combinada de todos los receptá-
culos limita la calificacíon del generador,
ver tabla superior.
6-1. Receptáculos del panel de potencia del generador
218 611−B
124 35
Modelos 145
4.5 kVa/kW pico
4 kVa/kW continua
34/17 Amperios
120/240 V CA
60 Hz
Modelos 185
6 kVa/kW pico
5.5 kVa/kW continua
40/23 Amperios
120/240 V CA
60 Hz

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 22
SECCIÓN 7 − MANTENIMIENTO
7-1. Mantenimiento rutinario
Siga el procedimiento de almacenaje en el manual de motor del dueño si la unidad no se usa por un periodo de tiempo extendido.
Recicle los
líquidos del
motor.
! Pare el motor antes de dar
mantenimiento.
Vea el Manual del Motor y Etiqueta de Mantenimiento pa-
ra información importante sobre arranque inicial, servi-
cio, y almacenaje. Dé servicio más frecuente a la unidad
si se la usó en condiciones duras.
= Chequee = Cambio = Limpie = Reemplace
* Para que lo haga un Agente de Servicio Autorizado de la Fábrica
Referenia
Cada 8
horas
Sección 7-3
y 4-5
Nivel de combustible Nivel del aceite Derrames de aceite,
combustible
Cada
50
horas
Terminales de soldadura
Cada
100
horas
0,030 pulg.
Manual del
motor, Sec-
ción 7-2,
7-3, 7-4
Aceite Elemento del filtro de aire Sistema de enfria-
miento
Bujía
Conexiones de la batería
(solamente modelos DX)
Arrestador de chispas
(opcional en los modelos DX)
Filtro del combustible
Cada
200
horas
Etiquetas no legibles
Cada
300
horas
Manual del
motor
El espacio de la válvulas*
Cada
500
horas
Manual del
motor
Cables de soldadura Anillos divididos*
Carbones*
Cada
1000
horas
O
Dentro de la unidad

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 23
7-2. Etiqueta de mantenimiento

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 24
7-3. Dando servicio al limpiador de aire
! Párele al motor.
AVISO − No haga caminar al motor sin
el limpiador de aire o con un elemento
sucio.
1 Prelimpiador
2 Elemento de papel
3 Elemento filtrante de espuma
No lave el elemento de papel, ni lo
limpie con aire comprimido.
Quite la tapa.
Lave el prelimpiador o el elemento
filtrante de espuma con una solución de
agua jabonosa. Déjelo secar
naturalmente.
Sumerja el prelimpiador o el elemento
filtrante de espuma en aceite de motor
limpio. Elimine el exceso de aceite. El
motor echará humo si contiene aceite en
exceso.
Reemplace el elemento de papel si está
sucio, aceitoso, o averiado.
3
Kohler TP−2503B
7-4. Cambio del filtro de combustible
804 081-B
! Pare el motor, cierre la válvula
de combustible y déjelo enfriar.
! Después de dar servicio, encien-
da el motor y chequee que no haya
fugas de combustible. Detenga al
motor, apriete las conexiones
como fuera necesario, y limpie el
combustible desrramado.
1 Filtro de combustible
Ubique el filtro de combustible debajo del
tanque de combustible. Afloje las
abrazaderas de la manguera y desmonte
el filtro. Reemplace el filtro. Verifique que
las flechas indicadoras del sentido del
flujo de combustible apunten hacia el
carburador.
1
Herramientas necesarias
7-5. Cambio de aceite
Kohler TP−2503B
Cambie el aceite con el motor
caliente. Compruebe que el motor
esté nivelado durante el llenado,
verificación y cambio del aceite.
1 Tapón de drenaje del aceite
2 Tapón de llenado y revisión
del aceite
Retire los tapones de drenaje y de
llenado/revisión del aceite. Espere un
lapso de tiempo suficiente para
asegurarse de que todo el aceite haya
drenado.
Coloque el tapón de drenaje y apriételo
con un par de 13 libras/pie (17,6 NVm).
Llene el cárter de aceite de acuerdo a
lo indicado por la etiqueta de
mantenimiento (vea la sección 7-2.
Coloque el tapón de llenado y revisión
del aceite
1
1
2
2
Herramientas necesarias

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 25
Después de afinar el motor, verifiq-
ue las velocidades del motor. Con-
sulte la table para la velocidad ap-
ropiada, sin carga. Si fuera
necesario, ajuste la velocidad
como sigue:
Arranque el motor y hágalo fun-
cionar hasta que esté caliente.
Fije el control de salida de soldadu-
ra al máximo.
Ajuste de la velocidad de solda-
dura/potencia
1 Tornillo de ajuste
Para aumentar la velocidad, dé
vuelta al tornillo hacia adentro (di-
rección horaria). Para disminuir la
velocidad, dé vuelta al tornillo hacia
afuera (dirección antihoraria).
Ajuste de la velocidad de ralentí
2 Solenoide del acelerador TS1
3 Tornillo de ajuste
Afloje los dos tornillos en el lado del
solenoide del acelerador TS1.
Ajuste TS1 hasta que la velocidad
de ralentí sea aproximadamente
2500 rpm. Use el tornillo de ajustar
para afinar bien la velocidad de ra-
lentí. Esté seguro de que el émbolo
se asiente al fondo en ralentí. Aprie-
te los dos tornillo de TS1.
! Detenga al motor. Cierre la
válvula de combustible.
7-6. Ajustando la velocidad del motor
803 595−B
2450 − 2550 RPM
(40.83 − 42.5 Hz)
1
2
3
3675 − 3750 RPM
(61.25 − 62.5 Hz)
Herramientas necesarias

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 26
SECCIÓN 8 − REPARACION DE AVERÍAS
8-1. Reparación de averías
A. Soldadura
Problema Solución
No hay salida de soldadura o potencia
de generador en los receptáculos ca.
Asegúrese que todo el equipo esté desconectado de los receptáculos cuando arranque la unidad.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee carbones (cepillos), anillos resba-
ladores, rotor, estator, rectificadores integrados SR2 y el control del amperaje R1.
No hay salida de soldadura, la salida
del generador esta buena en los recep-
táculos ca.
Chequee la fijación del control de salida de soldadura.
Chequee las conexiones de soldadura.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el control de salida de soldadura
R1, el estator, el rectificador integrado SR2, el estabilizador DC−Z, el rectificador principal SR1, y el
reactor AC−Z.
Salida de soldadura muy baja Chequee la fijación del control de salida de soldadura.
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6).
Dé servicio al limpiador de aire del motor (véase Sección 7-3). Cambio del filtro de combustible (véase
Sección 7-4).
Verifique el tamaño y la largura del cable de soldadura.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el control de salida de soldadura
R1, el estator, el rectificador integrado SR2, el estabilizador DC−Z, el rectificador principal SR1, y el
reactor AC−Z.
Salida de soldadura alta. Chequee la fijación del control de salida de soldadura.
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6).
Salida de soldadura errática. Chequee la fijación del control de salida de soldadura.
Apriete y limpie las conexiones del electrodo a la pieza de trabajo.
Use electrodos que estén secos y hayan sido almacenados correctamente, si está soldando soldadura
convencional por electrodo.
Quite las envolturas excesivas en los cables de soldadura.
Limpie y apriete las conexiones adentro y afuera del generador de soldadura.
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6).
Verifique los brazos conectores del acelerador/gobernador para que haya operación suave y sin trancas.
Dé servicio al limpiador de aire del motor (véase Sección 7-3). Cambio del filtro de combustible (véase
Sección 7-4).
B. Potencia generador
Problema Solución
No hay salida de potencia de genera-
dor en los receptáculos ca; no hay sali-
da de soldadura.
Asegúrese que todo el equipo esté desconectado de los receptáculos cuando arranque la unidad.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee carbones (cepillos), anillos res-
baladores, estator, rectificador integrado SR2, y.el control de salida de soldadura R1.
No hay salida de potencia del genera-
dor en los receptáculos ca; la salida de
soldadura está bien.
Rearme y chequee el protector suplimentario (véase la Sección 6-1).
Chequee el cableado y conexiones del receptáculo.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el embobinado del estator y las cone-
xiones en el bloque terminal 1T.
Salida alta en los receptáculos CA de
potencia del generador.
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6).

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 27
Problema Solución
Salida baja en los receptáculos de po-
tencia CA del generador.
Chequee la fijación del control de salida de soldadura.
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6). El voltaje
de circuito abierto está reduciéndose al mismo tiempo que la velocidad del motor decae.
Salida errática en los receptáculos de
potencia CA del generador.
Verifique el nivel del combustible.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las conexiones en el bloque terminal
1T.
Chequee protectores suplimenatrios del receptáculo, cableado y conexiones.
Chequee que las conexiones del acelerador operen bien y sin atrancarse.
Dé servicio al limpiador de aire de acuerdo al manual del motor. Cambio del filtro de combustible
(véase Sección 7-4).
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6).
C. Motor
Problema Solución
El motor no da vueltas
Chequee y reemplace el fusible del encendido (vea el manual del motor).
Chequee el voltage de la batería.
Chequee las conexiones de la batería y apriételas si fuera necesario.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el circuito de encendido del motor.
El motor no arranca.
Chequee el nivel del combustible (véase Sección 4-5).
Mueva la palanca del ahogador a la posición correcta (véase Sección 5-1 o 5-2).
Abra la válvula de combustible (véase Sección 4-5). Cierre la válvula de combustible antes de mover la
unidad ya que el carburador puede sobre llenarse y hacer que sea dificultoso el arrancar.
Chequee el voltage de la batería.
Chequee las conexiones de la batería y apriételas si fuera necesario.
Verifique el nivel del aceite (véase Sección 4-5). El motor se detiene si el nivel del aceite está demasiado
bajo. Vuelva a llenar el cárter con aceite de la viscosidad apropiada para la temperatura en la cual se está
operando.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el interruptor que apaga cuando el
nivel de aceite está muy bajo.
El motor se detuvo durante la opera-
ción normal.
Chequee el nivel del combustible (véase Sección 4-5).
Abra la válvula de combustible (véase Sección 4-5). Cierre la válvula de combustible antes de mover la
unidad ya que el carburador puede sobre llenarse y hacer que sea dificultoso el arrancar.
Verifique el nivel del aceite (véase Sección 4-5).
La batería se descarga entre usos. Limpie la batería, sus terminales y los postes con bicarbonato de soda y una solución de agua; límpielos
con agua limpia.
Periódicamente recargue la batería (aproximadamente cada tres meses).
Reemplace la batería.
Chequee las conexiones de la batería y el circuito de cargar del motor según el manual del motor.
Velocidad del motor inestable o sin
fuerza
Verifique la velocidad del motor y ajústela si fuera necesario (véase Sección NO TAG o 7-6)
Verifique los brazos conectores del acelerador/gobernador para que haya operación suave y sin trancas.
Afine el motor de acuerdo al manual del motor.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-248 551 Página 28
SECCIÓN 9 − LISTA DE PARTES
9-1. Piezas de repuesto recomendadas
Descripción
No. de
Pieza
Marc
Diag. Cantida
d
221584 Tune−up & Filter Kit, Kohler CS 10 & 12 Electric (includes)................... .. ..............
203960 Spark Plug, 1................... .... ....................................................
221582 Filter, Air Kohler CS 10 & 12 Electric 1................... .... ..............................
221583 Filter, Air Pre Cleaner Kohler CS 10 & 12 Electric 1................... .... ...................
247590 Filter, Fuel 1................... .. .......................................................
239348 Fuse, 10 Amp Ato Type 1................... .. ...........................................

OM-248 551 Página 29
SECCIÓN 10 − DIAGRAMAS ELECTRICOS
226 738-B
Ilustración 10-2. Diagrama de circuito para modelos 145 estandar

OM-248 551 Página 30
226 738-A
Ilustración 10-3. Diagrama de circuito para modelos DX

OM-248 551 Página 31
SECCIÓN 11 − RECOMENDACIONES PARA PREGUNTAS
SOBRE LOS GENERADORES DE POTENCIA
Las ilustraciones de esta sección representan a todos los generadores de soldadura impulsados a motor. Es posible que su unidad sea diferente
de la que se muestra aquí.
1 Receptáculos de potencia
generador − alambre neutro
está unido al armazón
2 Enchufe de 3 púas del equipo
que está aterrizado a su
bastidor
3 2 púes para equipo con
aisamiento doble
Asegúrese que el equipo tenga
el símbolo indicando que esté
aislado doblemente y/o las pa-
labras que así lo indiquen.
! No use enchufes de 2 púas a
no ser que el equipo sea de
doble aislamiento.
11-1. Seleccionando el equipo
O
2
3
gen_pwr 2011−04spa − ST-800 577
1
! Siempre conecte el armazón del generador al
armazón del vehículo para evitar los peligros
de descarga eléctrica y golpes de electricidad
estática.
! Vea también la hoja del AWS sobre Safety &
Health Fact Sheet No. 29 (Seguridad y Salud),
acerca de conectar a tierra Generadores de
Soldadura Portátiles o Montados en Vehícu-
los.
1 Terminal para Conectar a Tierra el Equipo
(panel frontal)
2 Cable de Tierra (no se provee)
3 Armazón de Metal del Vehículo
Conecte el cable del terminal de tierra al chasís
metálico del vehículo. Use alambre de cobre de
tamaño No.8 AWG (10 mm
2
) o más grande.
Una eléctricamente el armazón del generador al
armazón del vehículo por un contacto de metal a
metal.
! Los forros de la cama (paila) del vehículo, pa-
letas de embarcar, y algunos de los carros de
ruedas aislan al generador de soldadura del
chasís del vehículo que lo porta. Siempre
conecte un alambre de tierra, del terminal de
tierra del equipo de soldadura, al metal des-
nudo del chasís del vehículo, como se mues-
tra aquí.
! Use interruptores de protección diferencial
(GFCI) cuando utilice equipos auxiliares. Si la
unidad no tiene receptáculos GFCI, use un
alambre de extensión protegido por GFCI
11-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque
1
3
2
GND/PE
800 652-D

OM-248 551 Página 32
1 Terminal para Conectar a
Tierra el Equipo
2 Cable de Tierra
Use alambre de cobre de tamaño
No.8 AWG (10 mm
2
) o más grande.
3 Dispositivo de Tierra
Use un dispositivo de tierra
como lo dicen los códigos eléc-
tricos.
! Aterrice el generador al sis-
tema de tierra si está
dándose corriente al sistema
de alambrado de un edificio
(casa, taller, hacienda).
! Vea también la hoja del AWS
sobre Safety & Health Fact
Sheet No. 29 (Seguridad y
Salud), acerca de conectar a
tierra Generadores de Solda-
dura Portátiles o Montados
en Vehículos.
11-3. Aterrizando la unidad cuando se da potencia a sistemas de construcción
ST-800 576-B
GND/PE
1 2
2
3
1 Carga Resistiva
Un bombillo o foco para luz es una carga
resistiva y requiere una cantidad cons-
tante de potencia.
2 Carga No Resistiva
Equipo que tenga un motor es una carga
no resistiva y requiere aproximadamente
seis veces más potencia cuando está
arrancando el motor que cuando está
funcionando (véase la Sección 11-8).
3 Datos de Capacidad
Los datos muestran los voltios y ampe-
rios o vatios que se requieren para hacer
funcionar el equipo.
AMPERIOS x VOLTIOS =
VATIOS
EJEMPLO 1: Si un taladro usa 4.5 ampe-
rios a 115 voltios, calcule el requerimien-
to de potencia en vatios.
4.5 A x 115 V = 520 vatios
La carga aplicada por el taladro es 520
vatios
EJEMPLO 2: Si se usan 3 lámparas de
iluminación de 200 vatios con el taladro
del ejemplo 1, añada las cargas indivi-
duales para calcular la carga total.
(3 x 200 W) + 520 W = 1120 w
La carga total que se ha aplicado para las
tres lámparas y el taladro es 1120 Vatios.
11-4. ¿Cuánta potencia requiere el equipo?
S-0623
1
2
3
3
VOLTIOS 115
4,5
60
AMPS
Hz

OM-248 551 Página 33
11-5. Requerimientos aproximados de potencia para motores industriales
Motores Industriales Capacidad Vatios para Arrancar Vatios para Funcionar
Fase Dividida 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Arranque con Capacitador − Funcionamiento con
Inducción
1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
Arranque con Capacitador − Funcionamiento con
Capacitador
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Servicio de Ventilación 1/8 HP 1000 400
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
11-6. Los requerimientos aproximados de potencia para una hacienda/casa
Equipo en Hacienda/Casa Capacidad Vatios para Arrancar Vatios para Funcionar
Decongelador de Tanque Estándar 1000 1000
Limpiador para Granos 1/4 HP 1650 650
Cinta Portátil 1/2 HP 3400 1000
Cinta Transportadora de Granos 3/4 HP 4400 1400
Enfriador de Leche 2900 1100
Ordeñador (Bomba de Vacío) 2 HP 10500 2800
MOTORES DE SERVICIO DE HACIENDA 1/3 HP 1720 720
Estándar (e.g.: Cinta Transportadora, 1/2 HP 2575 975
Empujadores de Grano, 3/4 HP 4500 1400
Compresores de Aire) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
De Alta Torsión (e.g. Limpiadores de Graneros,
Descargadores de Silos, Grúas de Silos,
Alimentadores de Cama)
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Mezcladora de 3-1/2 pies
3
1/2 HP 3300 1000
Lavadora de Alta Presión 1.8 Gal./Min. 500 lbs./pulg.
2
3150 950
Con Lavadora con 2 gal./min. 550 lbs./pulg.
2
4500 1400
2 gal./min. 700 lbs./pulg.
2
6100 1600
Refrigeradora o Congeladora 3100 800
Bomba de Pozo 1/3 HP 2150 750
1/2 HP 3100 1000
Bomba para Subterráneo 1/3 HP 2100 800
1/2 HP 3200 1050

OM-248 551 Página 34
11-7. Requerimientos aproximados de potencia para equipo de contratista
Contratista Capacidad Vatios para Arrancar Vatios para Funcionar
Taladro de Mano 1/4 pulg. 350 350
3/8 pulg. 400 400
1/2 pulg. 600 600
Sierra Circular 6-1/2 pulg. 500 500
7-1/4 pulg. 900 900
8-1/4 pulg. 1400 1400
Sierra de Mesa 9 pulg. 4500 1500
10 pulg. 6300 1800
Sierra de Banda 14 pulg. 2500 1100
Amoladora de Banco 6 pulg. 1720 720
8 pulg. 3900 1400
10 pulg. 5200 1600
Compresor de Aire 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Sierra de Cadena Eléctrica 1-1/2 HP, 12 pulg. 1100 1100
2 HP, 14 pulg. 1100 1100
Recortador Eléctrico Estándar de 9 pulg. 350 350
De Servicio Pesado 12 pulg. 500 500
Cultivador Eléctrico 1/3 HP 2100 700
Cortador de Plantas Eléctricas 18 pulg. 400 400
Luces de Iluminación HID 125 100
Hálido de Metal 313 250
Mercurio 1000
Sodio 1400
Vapor 1250 1000
Bomba Sumergible 400 gal./hr. 600 200
Bomba Centrífuga 900 gal./hr. 900 500
Lustrador de Pisos 3/4 HP, 16 pulg. 4500 1400
1 HP, 20 pulg. 6100 1600
Lavador de Alta Presión 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
Mezclador de Tambores de 55 gal. 1/4 HP 1900 700
Aspiradora en Mojado y en Seco 1.7 HP 900 900
2-1/2 HP 1300 1300

OM-248 551 Página 35
11-8. Potencia requerida para arrancar un motor
Requerimientos de Arranque para Motores Monofásicos de Inducción
Code de
arranque del
motor
G H J K L M N P
KVA/HP 6,3 7,1 8 9 10 11,2 12,5 14,0
1 Código de Arranque de Motor
2 Amperaje de Funcionamiento
3 Caballaje del Motor
4 Voltaje del Motor
Para encontrar el amperaje de arranque:
Paso 1: Encuentre el código y use la tabla
para encontrar el kVA/HP. Si el código no
está enlistado, multiplique el amperaje de
funcionamiento por seis para encontrar el
amperaje de arranque.
Paso 2: Encuentre el HP del motor y los
voltios.
Paso 3: Determine el amperaje de
arranque (véase el ejemplo).
El amperaje de salida del generador del
soldador, debe ser por lo menos dos
veces el amperaje con que funciona el
motor.
(kVA/HP x HP x 1000) / Voltios =
Amperaje de arranque
Ejemplo: Calcule el amperaje de arran-
que requerido para un motor de 230 V, 1/4
HP con un código de arranque del motor
de M.
Voltios = 230 HP = 1/4
kVA/HP = 11,2
11,2 x 1/4 x 1000) / 230 = 12,2A
Para arrancar el motor se requiere 12,.2
amperios
S-0624
VOLTS AMPS
HP
230 2.5
1/4
Hz
PHASE
CODE 60
1
M
MOTOR CA
1
2
3
4
1 Limite la Carga al 90% de la
Salida del Generador
Siempre arranque cargas que no
sean resistivas (motor) en la orden
de lo más grande a lo más peque-
ño, y añada las cargas resistivas al
último.
2 La Regla de los 5 Segundos
Si el motor no arranca dentro de 5
segundos apague la potencia para
evitar daño al motor. El motor
requiere más potencia de lo que el
generador puede entregar.
11-9. ¿Cuánta potencia puede entregar el generador?
Ref. ST-800 396-A / S-0625
1
2

OM-248 551 Página 36
Bréiqueres de
circuito o inter-
ruptor de des-
conexión con
fusible
(Si se requiere)
11-10. Conexiones típicas para suministrar potencia auxiliar
! Estas conexiones sólo deben
ser manipuladas por person-
al cualificado, y de acuerdo
con todas las normas y códi-
gos de protección aplicables
! Instale, conecte a tierra y
utilice correctamente este
equipo de acuerdo a las in-
strucciones de su Manual del
usuario y a lo establecido en
los reglamentos nacionales,
estatales y locales.
Se necesita equipo que tiene
que suministrar el cliente si se
va a usar el generador para dar
potencia auxiliar durante emer-
gencias o apagones.
1 Servicio de la red eléctrica
2 Interruptor de transferencia (de
dos polos)
El interruptor transfiere la carga
eléctrica del servicio de la red
eléctrica al generador. Vuelva a
transferir la carga a la conexión de
la red eléctrica cuando se haya
restaurado el servicio.
Instale el interruptor correcto (lo
provee el cliente). La capacidad del
interruptor tiene que ser la misma o
más grande que la protección de
sobre corriente lateral.
3 Bréiqueres de circuito o
interruptor de desconexión con
fusible
Instale el interruptor correcto (lo
provee el cliente) si así lo requiere
el código eléctrico.
4 Salida del generador de
soldadura
La salida de voltaje del generador y
el alambrado deben ser consisten-
tes con el voltaje y alambrado del
sistema de la red eléctrica.
Conecte el generador con alambres
provisionales o permanentes, aptos
para la instalación.
Apague o desenchufe todo el equi-
po que está conectado al generador
antes de arrancar o parar el motor.
Cuando esté arrancando o dete-
niendo el motor, el motor tiene una
velocidad baja, lo cual causa un
voltaje y una frecuencia demasiado
bajos.
5 Cargas esenciales
La salida del generador tal vez no
cumpla con los requerimientos
eléctricos del inmueble. Si el gene-
rador no produce suficiente salida
para cumplir con todos los requeri-
mientos, conecte sólo las cargas
esenciales (bombas, congelado-
res, calefactores, etc. − véase Sec-
ción 11-4).
Interruptor de
transferencia
Cargas
esenciales
Servicio de la
red eléctrica
1234
5
Salida del
generador de
soldadura

OM-248 551 Página 37
11-11. Seleccionando los cordones de extensión (usese el cordón más corto que fuera
posible)
Largos del cordón para cargas de 120 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI,
use un alambre de extensión protegido por GFCI
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
Carga (Vatios) 4 6 8 10 12 14
5 600 106 (350) 68 (225) 42 (137) 30 (100)
7 840 122 (400) 76 (250) 46 (150) 30 (100) 19 (62)
10 1200 122 (400) 84 (275) 53 (175) 34 (112) 19 (62) 15 (50)
15 1800 91 (300) 53 (175) 34 (112) 23 (75) 11 (37) 9 (30)
20 2400 68 (225) 42 (137) 26 (87) 15 (50) 9 (30)
25 3000 53 (175) 34 (112) 19 (62) 11 (37)
30 3600 46 (150) 26 (87) 15 (50) 11 (37)
35 4200 38 (125) 23 (75) 15 (50)
40 4800 34 (112) 19 (62) 11 (37)
45 5400 30 (100) 19 (62)
50 6000 26 (87) 15 (50)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%
Largos del cordón para cargas de 240 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI, use
un alambre de extensión protegido por GFCI
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
Carga (Vatios) 4 6 8 10 12 14
5 1200 213 (700) 137 (450) 84 (225) 61 (200)
7 1680 244 (800) 5152 (500) 91 (300) 61 (200) 38 (125)
10 2400 244 (800) 168 (550) 107 (350) 69 (225) 38 (125) 31 (100)
15 3600 183 (600) 107 (350) 69 (225) 46 (150) 23 (75) 18 (60)
20 4800 137 (450) 84 (275) 53 (175) 31 (100) 18 (60)
25 6000 107 (350) 69 (225) 38 (125) 23 (75)
30 7000 91 (300) 53 (175) 31 (100) 23 (75)
35 8400 76 (250) 46 (150) 1 (100)
40 9600 69 (225) 38 (125) 23 (75)
45 10,800 61 (200) 38 (125)
50 12,000 53 (175) 31 (100)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%

OM-248 551 Página 38
SECCIÓN 12 − DIRECTIVAS PARA SOLDADURA
CONVENCIONAL POR ELECTRODO (SMAW)
12-1. Procedimiento para soldadura convencional por electrodo
stick 2008−05spa − ST-151 593
1
4
3
5
2
7
6
Equipo necesario:
Fuente de poder de soldadura
de corriente constante
! La corriente de soldadura
comienza cuando el elec-
trodo toca la pieza de
trabajo.
! La corriente de soldadura
puede dañar partes elec-
trónicas en vehículos. Des-
conecte ambos cables de la
batería antes de soldar en un
vehículo. Ponga la ab-
razadera de tierra lo más cer-
ca posible al sitio donde se
va a soldar.
Siempre use la ropa de protec-
ción personal apropiada.
1 Trabajo
Asegúrese que la pieza de trabajo
esté limpia antes de soldar.
2 Grampa de tierra
3 Electrodo
Un electrodo de diámetro pequeño
requiere menos corriente que uno
de diámetro grande. Siga las
instrucciones del fabricante de
electrodos cuando esté fijando el
amperaje de soldadura (véase la
Sección 12-2).
4 Porta electrodos aislado
5 Posición del porta electrodos
6 Largo del arco
El largo del arco es la distancia de
la punta del electrodo al trabajo. Un
largo de arco corto con el amperaje
correcto le dará un sonido agudo
cómo si estuviera hirviendo.
7 Escoria
Use un martillo de picar y un cepillo
de alambre para quitar la escoria.
Quite la escoria y chequee el cor-
dón de soldadura antes de hacer
otro paso de soldadura.
Herramientas necesarias:

OM-248 551 Página 39
12-2. Tabla de selección de electrodo y amperaje
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRATION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER
12-3. Comenzando el arco
S-0049 / S-0050
1 Electrodo
2 Pieza de trabajo
3 Arco
Técnica de raspar
Arrastre el electrodo a lo largo de la
pieza de trabajo como si estuviera
prendiendo un fósforo; levante el
electrodo ligeramente después de
tocar el trabajo. Si el arco se apaga
es por qué se levantó el electrodo
demasiado alto. Si el electrodo se
pega al trabajo, use un movimiento
rotativo rápido para separarlo.
Técnica de golpe
Mueva el electrodo verticalmente
hacia abajo para golpear la pieza
de trabajo; entonces levántelo lige-
ramente para comenzar el arco. Si
el arco se apaga, quiere decir que
se levantó al electrodo demasiado
alto. Si el electrodo se pega al tra-
bajo, use un movimiento rotativo rá-
pido para separarlo.
1
2
3
1
3
2

OM-248 551 Página 40
12-4. Posicionando el porta electrodos
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 Vista de un estremo del
angulo de trabajo
2 Vista lateral del angulo del
electrodo
1
1
2
2
Sueldas de ranura
Sueldas de filete
12-5. Características malas de un cordón de soldadura
S-0053-A
5
4
2
3
1
1 Pedazos de escoria grandes
2 Cordón aspero y desnivelado
3 Pequeño cráter durante la
suelda
4 Sobresale mal
5 Mala penetración
12-6. Características buenas de un cordón de soldadura
S-0052-B
1
5234
1 Salpicadura de escoria muy
fina
2 Cordón uniforme
3 Un cráter moderado durante
la soldadura
Suelde un nuevo cordón o capa por
cada 3.2 mm de grosor en metales
que esté soldando.
4 No sobrepasa
5 Buena penetración dentro del
metal base

OM-248 551 Página 41
12-7. Condiciones que afectan la forma del cordón de soldadura
Angulo muy grande
Angulo muy pequeño
Angulo correcto
S-0061
10° - 30°
Arrastare
Spatter
Angulo del eletrodo
Largo del arco
Velocidad de avance
A la forma del cordón de solda-
dura le afecta el ángulo del
electrodo, el largo del arco, la
velocidad de avance, y el gro-
sor del material base.
Muy largo
Normal
Muy corto
Lento Normal
Rápido
12-8. Movimiento del electrodo durante la soldadura
S-0054-A
Una cordón en forma de cordel
es satisfactorio para la mayoría
de las uniones de ranura an-
gosta. Para uniones de ranura
ancha o haciendo puentes
sobre aberturas anchas, una
cordón de vaivén funciona me-
jor.
1 Cordón en forma de cordel;
movimiento constante a lo
largo de la unión
2 Cordón de vaivén;
movimiento de lado a lo largo
de la unión
3 Patrones de vaivén
Usese patrones de vaivén para cu-
brir un área ancha en un paso del
electrodo. No permita que el ancho
del vaivén sea más de 2-1/2 veces
el diámetro del electrodo.
1
2
3

OM-248 551 Página 42
12-9. Uniones a tope
S-0062
1 Tack Welds
Prevent edges of joint from drawing
together ahead of electrode by tack
welding the materials in position be-
fore final weld.
2 Square Groove Weld
Good for materials up to 3/16 in. (5
mm) thick.
3 Single V-Groove Weld
Good for materials 3/16 − 3/4 in.
(5-19 mm) thick. Cut bevel with oxy-
acetylene or plasma cutting equip-
ment. Remove scale from material
after cutting. A grinder can also be
used to prepare bevels.
Create 30 degree angle of bevel on
materials in V-groove welding.
4 Double V-Groove Weld
Good for materials thicker than 3/16
in. (5 mm).
30°
2
1
1/16 in.
(1.6 mm)
3
4
12-10. Unión de falda
S-0063 / S-0064
30°
o menos
30°
o menos
11
2
3
1 Electrodo
2 Soldadura de filete de una
sola capa
Mueva el electrodo en un movi-
miento circular
3 Soldadura de filete de varias
capas
Suelde un segundo nivel cuando se
necesita un filete más fuerte. Quite
la escoria antes de hacer otro pase.
Suelde ambos lados de la unión pa-
ra mayor fuerza.
45°
o menos
1 Electrodo
2 Soldadura de filete
Mantenga el arco corto y muévalo a
una velocidad definida. Sostenga el
electrodo cómo se muestra para dar
la fusión dentro de la esquina. Alinie
el filo de la superficie de soldadura.
Para mayor fuerza suelde ambos la-
dos de la pieza vertical.
3 Depósitos de capa múltiple
Suelde un segundo cordón cuando
se necesita un filete más fuerte. Use
cualquiera de los patrones de vaivén
que se mostraron en la 12-8. Quite la
escoria antes de hacer un nuevo pa-
se de soldadura.
12-11. Unión en forma de “T”
S-0060 / S-0058-A / S-0061
1
2
1
3
2

OM-248 551 Página 43
51-76 mm
(2 - 3 pulg)
6,4 mm
(1/4 pulg)
51-76 mm
(2 - 3 pulg)
1 Tornillo de banco
2 Unión de soldadura
3 Martillo
Golpee la unión de soldadura en la
dirección que se muestra. Una bue-
na suelda se tuerce pero no se rom-
pe.
12-12. Prueba de soldadura
S-0
0
3
2
1
3
2
1
12-13. Soluciones a problemas de soldadura
Porosidad − pequeñas cavidades o huecos que resultan de espacios de gas en el metal de
soldadura.
Causas Posibles Acción Correctiva
Largo del arco muy largo. Reduzca el largo del arco.
Electrodo húmedo. Use un electrodo seco.
Pieza de trabajo sucio. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria, y suciedad de la super-
ficie a soldarse antes de comenzar a soldar.
Excesiva salpicadura − la salpicadura de partículas de metal derritidas que se enfrían al formar una
forma sólida cerca del cordón de soldadura.
Causas Posibles Acción Correctiva
Amperaje muy alto para el electrodo. Baje el amperaje o seleccione un electrodo más grande.
Largo del arco demasiado largo o el voltaje
muy alto.
Reduzca el largo del arco o el voltaje.
Fusión Incompleta − el metal de soldadura no se ha fundido completamente con el metal base
o con el cordón de soldadura que precedía.
Causas Posibles Acción Correctiva
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Técnica de soldar inapropiada.
Ponga el cordón tipo cordel en la ubicación apropiada sobre la unión durante la soldadura.
Ajuste el ángulo del trabajo o enanche la ranura para poder llegar hasta el fondo durante la sol-
dadura.
Momentariamente sostenga el arco en las paredes laterales de la ranura cuando use una técnica
de vaivén.
Mantenga el arco en el filo frontal del charco de soldadura.
Pieza de trabajo sucia. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria y suciedad de las
superficies de trabajo antes de soldar.

OM-248 551 Página 44
Buena penetraciónFalta de penetración
Falta de Penetración − una fusión poco profunda entre el metal de soldadura y el metal
base.
Causas Posibles Acción Correctiva
Preparación inapropriada de unión. Material demasiado grueso. La preparación de la unión y el diseño deben de darle acceso al
fondo de la ranura.
Técnica de soldar inapropiada. Mantenga el arco en el filo frontal del charco de soldadura.
Inversión de calor insuficiente.
Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Reduzca la velocidad de avance.
Penetración Excesiva Buena Penetración
Penetración Excesiva − el metal de soldadura está derritiéndose a través del metal base y se queda
colgado debajo de la pieza de soldadura.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Agujereando la Pieza de Metal − el metal de soldadura se derrite completamente a través del me-
tal base resultando en huecos donde no queda ningún metal.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Vaivén en el Cordón − el metal de soldadura no está paralelo y no cubre la unión formada por el
metal base.
Causas Posibles Acción Correctiva
Mal pulso. Use las dos manos. Practique la técnica.
El metal base de meuve
en la dirección del
cordón de soldadura
Distorsión − la contracción del metal de soldadura durante la soldadura que forza al metal base
a moverse.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Use un sostén para mantener el metal base en posición.
Haga sueldas de unión temporarias a lo largo de la unión antes de comenzar la operación de
soldadura.
Seleccione un amperaje más bajo para el electrodo.
Incremente la velocidad de avance.
Suelde en segmentos pequeños y permita que todo se enfríe entre las sueldas.

Apuntes

Apuntes

Efectivo 1 enero, 2011 (Equipo equipo con el número de serie
que comienza con las letras “MB” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano de obra
* Rectificadores de potencia de entrada originales
(incluye a los SCR, diodos y módulos con rectificadores
discretos)
2. Garantía de 3 años para piezas y mano de obra
* Generadores de soldadura impulsados por motor de
combustión interna
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC
(excepto que se establezca otra cosa)
* Fuentes de poder para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
(sin mano de obra)
* Fuentes de poder transformador/ rectificador
* Sistemas de agua de refrigeración (integrados)
3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano de obra)
4. Garantía de 1 año para piezas y mano de obra excepto que se
especifique otra cosa
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (sin mano de
obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo están cubiertas por el
tiempo restante de la garantía del producto en el que
están instaladas o por un mínimo de un año, el que sea
mayor.)
* Calibradores y reguladores de flujo (sin mano de obra)
* Controles de pie RFCS (excepto el RFCS−RJ45)
* Extractores de humo
* Unidades de alta frecuencia
* Antorchas para corte con plasma ICE (sin mano de
obra)
* Fuentes de poder para calentamiento por inducción,
refrigeradores y controles o registradores electrónicos
* Bancos de carga
* Antorchas impulsadas a motor
(excepto las antorchas portacarrete Spoolmate)
* Unidad sopladora PAPR (sin mano de obra)
* Posicionadores y controladores
* Sistemas de estantes para equipos
* Remolques/carros de ruedas
* Soldadoras de punto
* Conjuntos alimentadores de alambre para arco
sumergido
* Sistemas de agua de refrigeración (no integrados)
* Antorchas TIG Weldcraft (sin mano de obra)
* Controles remotos Inalámbricos de Mano/ Pedal
y sus receptores.
* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)
5. Garantía de 6 meses para piezas
* Baterías
* Antorchas Bernard (sin mano de obra)
* Antorchas Tregaskiss (sin mano de obra)
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Antorchas MIG y antorchas para arco sumergido (SAW)
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas Roughneck
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en
todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2011−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2011 Miller Electric Mfg. Co.
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
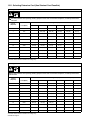 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
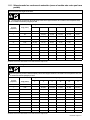 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108












































































































Miller Blue Star 145 El manual del propietario
- Categoría
- Generadores de poder
- Tipo
- El manual del propietario
- Este manual también es adecuado para
En otros idiomas
Documentos relacionados
-
Miller MA020784U El manual del propietario
-
-
-
-
-
Miller MB120301A El manual del propietario
-
-
-
-
Otros documentos
-
Bernard 195399 Manual de usuario
-
 Tregaskiss 293039 Iron Pro 450 Self Shielded MIG Gun Manual de usuario
Tregaskiss 293039 Iron Pro 450 Self Shielded MIG Gun Manual de usuario
-
Campbell Hausfeld GR2100 Manual de usuario
-
HobartWelders HANDLER 125 EZ AND H-9B GUN El manual del propietario
-
Bernard 600 Amp Manual de usuario
-
Bernard Dura-Flux 350A 15 ft. Self-Shielded Flux-Cored Gun Manual de usuario
-
 Tregaskiss OM-NCF-1.6 Tough Gun Neck Checking Fixture El manual del propietario
Tregaskiss OM-NCF-1.6 Tough Gun Neck Checking Fixture El manual del propietario
-
 Tregaskiss OM-NCF-1.6 Tough Gun Neck Checking Fixture El manual del propietario
Tregaskiss OM-NCF-1.6 Tough Gun Neck Checking Fixture El manual del propietario
-
 Tregaskiss M081-1.3 600 amp Robotic Water-Cooled MIG Gun El manual del propietario
Tregaskiss M081-1.3 600 amp Robotic Water-Cooled MIG Gun El manual del propietario
-
 Tregaskiss OM-MF4 Tough Gard Anti-Spatter Multi-Feed System El manual del propietario
Tregaskiss OM-MF4 Tough Gard Anti-Spatter Multi-Feed System El manual del propietario




