ESAB 150 ULTRA-CUT™ Plasma Cutting System Manual de usuario
- Tipo
- Manual de usuario

Revisión: AF.01 Fecha: 28 de marzo de 2007 Manual Nº 0-4800
Características de operación:
ULTRA-CUT
Manual de operación
TM
SISTEMA DE CORTE
POR PLASMA
150

!NOSOTROS VALORAMOS SU
TRABAJO!
Felicitaciones por su nuevo producto Thermal Dynamics. Estamos
orgullosos de tenerlo como cliente y nos esforzaremos por
brindarle el mejor y más fiable servicio de la industria. Este
producto está respaldado por nuestra amplia garantía y nuestra
extensa red internacional de atención al cliente.
Para encontrar al distribuidor o al agente de servicio técnico más
cercanos a su domicilio, llame al 1-800- 426-1888, o visite nuestra
página web www.thermal-dynamics.com.
Este Manual de operación ha sido diseñado para instruirlo acerca
del uso y operación correctos de su producto Thermal Dynamics.
Nuestra mayor preocupación es que esté satisfecho con el producto
y que su operación sea segura. Por lo tanto, rogamos se tome el
tiempo necesario para leer todo el manual, especialmente las
Precauciones de seguridad. Le ayudarán a evitar los riesgos
potenciales que pueden presentarse al trabajar con este producto.
¡USTED ESTÁ EN BUENA
COMPAÑÍA!
Thermal Dynamics, la marca elegida por contratistas y
fabricantes en todo el mundo,
Thermal Dynamics es una marca global de los productos para
corte por plasma manual o automatizado de Thermadyne Industries
Inc.
Nos distinguimos de nuestros competidores por la fiabilidad de
nuestros productos, líderes en el mercado, los que han superado
la prueba del tiempo.
Estamos orgullosos de nuestras innovaciones técnicas, precios
competitivos, entrega excelente, la alta calidad de nuestra atención
al cliente y asistencia técnica, junto a nuestra gran experiencia en
ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar
productos tecnológicamente avanzados para generar un ambiente
de trabajo más seguro dentro de la industria de la soldadura.

ADVERTENCIAS
Antes de instalar y operar el equipo, o realizar tareas de mantenimiento, lea este manual completo y
asegúrese de haber entendido todo su contenido así como también las prácticas de seguridad laboral
de su empresa.
A pesar de que la información contenida en este manual representa el mejor criterio del fabricante del
equipo, éste no asume responsabilidad alguna sobre su utilización.
Fuente de alimentación para corte por plasma, Ultra-Cut
®
150
Manual de funcionamiento Nro. 0-4800
Publicado por:
Thermadyne Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
© Copyright 2005, 2006, 2007 por Thermadyne Corporation
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en
parte, sin el consentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad
para ninguna parte por ninguna pérdida o daño por cualquier error u
omisión en este manual, independientemente de que tal error haya sido
ocasionado por negligencia, accidente o cualquier otra causa.
Impreso en los Estados Unidos de América
Fecha de publicación: 13 de marzo de 2007
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra: ___________________________________
Fecha de compra:____________________________________
N
úmero de serie de la fuente
de alimentación: ____________________________________
N
úmero de serie de la antorcha: _______________________

Esta página ha sido dejada en blanco intencionalmente

SECCIÓN 1: INFORMACIÓN GENERAL ........................................................................................................ 1-1
1.01 Notas, precauciones y advertencias ................................................................................. 1-1
1.02 Precauciones importantes relacionadas con la seguridad ................................................. 1-1
1.03 Publicaciones ................................................................................................................... 1-3
1.04 Declaración de conformidad .............................................................................................. 1-5
1.05 Declaración de garantía .................................................................................................... 1-6
SECCIÓN 2: ESPECIFICACIONES ................................................................................................................ 2-1
Descripción general del sistema ................................................................................................ 2-1
Fuente de alimentación para plasma .......................................................................................... 2-1
Iniciador remoto de arco ............................................................................................................ 2-1
Módulo de control de gas ........................................................................................................... 2-1
Antorcha de precisión para corte por plasma ............................................................................. 2-1
Especificaciones y requisitos eléctricos .................................................................................... 2-2
Disposición de los componentes del sistema ............................................................................ 2-2
Dimensiones de la fuente de alimentación ................................................................................. 2-3
Elementos del panel posterior de la fuente de alimentación ....................................................... 2-4
Requisitos del gas ..................................................................................................................... 2-5
Aplicaciones del gas .................................................................................................................. 2-5
Especificaciones de la antorcha XTTM-300 ............................................................................... 2-6
SECCIÓN 3: INSTALACIÓN ........................................................................................................................... 3-1
A. Requisitos de la instalación .............................................................................................. 3-1
B. Requisitos del sistema de refrigeración ............................................................................ 3-1
C. Disposición del sistema .................................................................................................... 3-2
D. Identificación de los cables y las conexiones ................................................................... 3-3
D. Instrucciones para levantar la fuente de alimentación ....................................................... 3-4
E-1. Ajuste de los conmutadores del módulo de mando y control (Módulo tipo 1)..................... 3-5
E-2. Ajuste de los conmutadores del módulo de mando y control (Módulo tipo 2)..................... 3-7
F. Instrucciones para retirar la cubierta de conexiones ......................................................... 3-9
G. Instrucciones para conectar el cable de masa, el piloto y los cables negativos .............. 3-10
H. Verificación / ajuste de la configuración de la tensión de alimentación ........................... 3-11
I. Instrucciones para conectar los cables de alimentación y los de puesta a tierra
del sistema ..................................................................................................................... 3-12
J. Conexiones de puesta a tierra ........................................................................................ 3-13
K. Instrucciones para conectar las mangueras de refrigerante ............................................ 3-15
L. Instrucciones para conectar los cables de control del CNC, del iniciador remoto
de arco y del gas. Módulo de control .............................................................................. 3-16
M. Instalación del módulo de control de gas ........................................................................ 3-19
N. Instalación del cable de fibra óptica ................................................................................ 3-20
O. Módulo de control de gas: conexiones de control, entrada y salida ................................. 3-22
P. Instalación del iniciador remoto de arco .......................................................................... 3-23
Q. Instalación de las válvulas de las antorchas original y XTL ............................................ 3-31
R. Conexión de la antorcha ................................................................................................. 3-32
S. Instalación de las piezas consumibles de la antorcha..................................................... 3-33
T. Instrucciones para completar la instalación .................................................................... 3-36
Índice

SECCIÓN 4: OPERACIÓN ............................................................................................................................. 4-1
Panel de control de la fuente de alimentación ............................................................................ 4-1
Secuencia de arranque .............................................................................................................. 4-2
Operación del módulo de control de gas .................................................................................... 4-3
Secuencia de operación............................................................................................................. 4-7
Selección del gas .................................................................................................................... 4-10
Códigos de estado de la fuente de alimentación ...................................................................... 4-11
Iniciador remoto de arco: tabla de solución de problemas y reparaciones ................................ 4-14
Iniciador remoto de arco: ajuste de la separación de los electrodos ......................................... 4-15
SECCIÓN 5: MANTENIMIENTO ..................................................................................................................... 5-1
Procedimiento para limpiar el filtro externo de refrigerante ......................................................... 5-1
Procedimiento para limpiar el filtro interno de refrigerante .......................................................... 5-2
Procedimiento para reemplazar el refrigerante ........................................................................... 5-2
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REEMPLAZO ............................................................................... 6-1
Disposición del sistema ............................................................................................................. 6-2
Conexiones y cables ................................................................................................................. 6-3
Conexiones de suministro de gas opcionales ............................................................................ 6-8
Piezas externas de reemplazo de la fuente de alimentación ...................................................... 6-9
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-10
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-11
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-12
Piezas de reemplazo de la fuente de alimentación - Panel frontal ............................................ 6-13
Piezas de reemplazo de la fuente de alimentación - Panel frontal ............................................ 6-14
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-15
Piezas de reemplazo de la fuente de alimentación – Panel posterior ....................................... 6-16
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-17
Piezas de reemplazo de la fuente de alimentación .................................................................. 6-18
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-19
Piezas de reemplazo de la fuente de alimentación .................................................................. 6-20
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-21
Piezas de reemplazo de la fuente de alimentación - Lateral derecho ....................................... 6-22
Piezas de reemplazo del módulo de control de gas (GCM-2010).............................................. 6-23
Piezas de reemplazo del módulo de control de gas (GCM-2010).............................................. 6-24
Piezas de reemplazo del iniciador remoto de arco (RAS-1000) ................................................ 6-25
Piezas de reemplazo del iniciador remoto de arco (RAS-1000) ................................................ 6-26
Piezas de reemplazo del módulo de mando y control tipo 1 ..................................................... 6-27
Piezas de reemplazo del módulo de mando y control tipo 2 ..................................................... 6-28
Piezas de reemplazo del conjunto de válvulas de la antorcha.................................................. 6-29
Piezas de reemplazo externas del conjunto de válvulas de la antorcha XTL ............................ 6-30
Piezas de reemplazo internas del conjunto de válvulas de la antorcha XTL ............................. 6-31
Índice (continuación)

SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA ..................................................................................... 7-1
A. Instrucciones para retirar los consumibles ........................................................................ 7-1
B. Lubricación de la junta tórica (O-ring) ................................................................................ 7-2
C. Desgaste de las piezas .................................................................................................... 7-2
D. Instalación de los consumibles de la antorcha .................................................................. 7-3
E. Solución de pérdidas de refrigerante ................................................................................ 7-5
ANEXO 1: Esquema del iniciador remoto de arco .......................................................................................... A-1
ANEXO 2: Esquema del control de gas y de la válvula de la antorcha .......................................................... A-2
ANEXO 3: Módulo de control de gas.............................................................................................................. A-4
ANEXO 4: Disposición de la placa de circuitos del módulo de control de gas ................................................ A-5
ANEXO 5: Disposición de la placa de circuitos de la interfaz de la pantalla del control de gas ...................... A-6
ANEXO 6: Disposición de la placa de circuitos de la CPU del CCM .............................................................. A-7
ANEXO 7: Conexiones de la placa de circuitos de entradas/salidas del CCM ................................................ A-8
ANEXO 8: Conexiones de la placa de circuitos del módulo de control - CNC ................................................. A-9
Funciones del CNC ..................................................................................................................A-10
Descripción de las entradas / salidas del CNC.........................................................................A-11
Circuito simplificado del CNC...................................................................................................A-12
ANEXO 9: Esquema de la unidad de 230 - 460 V, con piloto recortador con diodo........................................A-14
ANEXO 10: Esquema de la unidad de 230 - 460 V, piloto por resistencia .....................................................A-16
ANEXO 11: Esquema de la unidad CCC de 400 V, con piloto recortador ......................................................A-18
ANEXO 12: Esquema de la unidad CE de 400 V, con piloto recortador.........................................................A-20
ANEXO 13: Esquema de la unidad CE de 400 V con piloto por resistencia ..................................................A-22
ANEXO 14: Esquema de la unidad CSA de 600 V con piloto recortador .......................................................A-24
ANEXO 15: PUBLICACIONES ANTERIORES..............................................................................................A-26
Contactos internacionales para atención al cliente ...................................................................A-28
Índice (continuación)
NOTA:
La SECCIÓN 8, OPERACIÓN DE LA ANTORCHA, se suministra por separado.

Índice (continuación)

Manual Nro. 0-4800 1-1 INFORMACIÓN GENERAL
SECCIÓN 1: INFORMACIÓN GENERAL
1.01 Notas, precauciones y advertencias
A lo largo de este manual, encontrará notas, precauciones y advertencias usadas para destacar la información
importante. Los textos destacados están divididos en categorías según se indica a continuación:
NOTA
Es una operación, procedimiento o información accesoria que requiere un énfasis adicional o que ayuda
a lograr un funcionamiento más eficiente del sistema.
PRECAUCIÓN
Es un procedimiento que si no es correctamente seguido puede ocasionar daños al equipo.
ADVERTENCIA
Es un procedimiento que si no es correctamente seguido puede ocasionar lesiones al operario o a terceros
próximos al área de funcionamiento del equipo.
1.02 Precauciones importantes relacionadas con la seguridad
ADVERTENCIAS
LA OPERACIÓN Y EL MANTENIMIENTO DE LOS EQUIPOS DE ARCO DE PLASMA PUEDEN SER
PELIGROSOS Y PONER EN RIESGO SU SALUD.
El corte por arco de plasma produce intensas emisiones eléctricas y magnéticas que pueden interferir con
el correcto funcionamiento de marcapasos, audífonos y otros equipos electrónicos de uso médico. Las
personas que utilicen equipos médicos, y que trabajen cerca de los equipos de corte por arco de plasma,
deben consultar a su profesional médico y al fabricante de los equipos médicos utilizados para determinar
la existencia de riesgos.
Para evitar posibles lesiones, lea, asegúrese de entender y cumpla con todas las advertencias, precauciones
de seguridad e instrucciones antes de utilizar el equipo. Cualquier pregunta que desee hacer, hágalo al
teléfono 1-603-298-5711 o a través de su distribuidor local.
GASES Y HUMOS
Durante el proceso de corte por plasma se producen gases y humos que pueden ser peligrosos y poner en riego su
salud.
• Mantenga todos los gases y humos alejados del área de respiración. Mantenga su cabeza fuera de la columna
de humo generada por el equipo.
• Si la ventilación no es adecuada para eliminar todos los gases y humos, utilice un respirador con suministro
independiente de aire.
• Las clases de gases y humos generados por el arco de plasma dependen de la clase de metal que está siendo
cortado, del revestimiento que lo recubre y de los distintos procesos. Sea muy cuidadoso cuando corte o suelde

Manual Nro. 0-4800 1-2 INFORMACIÓN GENERAL
cualquier metal que pueda contener uno o más de los siguientes elementos:
Antimonio Cromo Mercurio Berilio
Arsénico Cobalto Níquel Plomo
Bario Cobre Selenio Plata
Cadmio Manganeso Vanadio
• Lea siempre las hojas de datos de seguridad del material (MSDS) que deben serle suministradas con el
material que está utilizando. Estas MSDS le brindarán información acerca de la clase y cantidad de humos y
gases que pueden ser peligrosos para su salud.
• Para informarse acerca de como probar la existencia de humos y gases en su lugar de trabajo, consulte el
punto 1 en la subsección 1.03, ‘Publicaciones’ en este manual.
• Para capturar los gases y humos, utilice equipos especiales tales como agua o mesas con extracción inferior.
• No utilice la antorcha de plasma en áreas en donde haya gases o materiales combustibles o explosivos.
• El fosgeno es un gas tóxico generado por los vapores que emiten los solventes y limpiadores clorados. Elimine
todas las posibles fuentes de emisión de estos vapores.
• Según lo determinado por el estado de California, la utilización de este producto en tareas de soldadura o
corte, genera humos o gases que contienen compuestos químicos que ocasionan defectos congénitos y, en
algunos casos, cáncer. (Código de salud y seguridad de California, sección 25249.5 y subsecuentes)
DESCARGA ELÉCTRICA
Una descarga eléctrica puede herirlo o matarlo. El proceso de generación del arco de plasma utiliza y produce
energía eléctrica de alta tensión. Esta energía eléctrica puede ocasionarle una descarga eléctrica grave o mortal al
operario o a otras personas en el lugar de trabajo.
• Nunca toque partes del equipo que estén con tensión.
• Use guantes y ropas secas. Aíslese usted mismo de la pieza a cortar o de otras piezas que formen parte del
circuito de soldadura.
• Repare o reemplace todas las piezas gastadas o dañadas.
• Adopte cuidados extremos cuando el lugar de trabajo esté húmedo o mojado.
• Instale y bríndele mantenimiento al equipo de acuerdo al NEC (Código nacional eléctrico norteamericano);
consulte el punto 9 en la subsección 1.03, ‘Publicaciones’.
• Desconecte la fuente de alimentación antes de realizar cualquier tarea de mantenimiento o reparaciones.
• Lea y siga todas las instrucciones del manual de operación.
INCENDIO Y EXPLOSIÓN
Las escorias calientes, las chispas o el arco de plasma pueden ocasionar un incendio o una explosión.
• Asegúrese de que no haya materiales combustibles o inflamables en el lugar de trabajo. Todos los materiales
que no puedan ser retirados del lugar deben ser protegidos.
• Elimine mediante ventilación todos los vapores inflamables o explosivos del lugar de trabajo.
• No corte ni suelde recipientes que hayan contenido combustibles.
• Si trabaja en una zona en la cual podría haber peligro de incendio, provéase de un sistema de vigilancia
antiincendio.
• Al cortar piezas de aluminio debajo del agua o sobre una mesa de agua, puede formarse, y quedar confinado
debajo de la pieza, gas hidrógeno. NO CORTE aleaciones de aluminio debajo del agua, o sobre una mesa de
agua, a menos que disponga de un medio para eliminar o disipar el gas hidrógeno. Si el gas hidrógeno
confinado se inflama, ocasionará una explosión.

Manual Nro. 0-4800 1-3 INFORMACIÓN GENERAL
RUIDO
El ruido puede ocasionar la pérdida permanente de la audición. Los procesos de arco de plasma pueden generar
niveles de ruido que excedan los límites de seguridad. Usted debe proteger sus oídos contra el ruido excesivo para
evitar la pérdida permanente de la audición.
• Para protegerse contra el ruido excesivo, use tapones protectores de oídos y/o auriculares protectores. Proteja
al resto de las personas en el lugar de trabajo.
• Los niveles de ruido deben ser medidos para asegurarse de que los decibeles (unidad del sonido) no superen los
niveles de seguridad.
• Para informarse acerca de cómo verificar el nivel de ruido, consulte el punto 1 en la subsección 1.03,
‘Publicaciones’, en este manual.
RAYOS DEL ARCO DE PLASMA
Los rayos del arco de plasma pueden lesionar sus ojos y quemar su piel. El proceso de arco de plasma produce una
muy intensa luz ultravioleta e infrarroja. Si no está correctamente protegido, esta radiación dañará sus ojos y
quemará su piel.
• Siempre use careta de soldador para proteger sus ojos. Además, use siempre anteojos de seguridad con
protectores laterales, gafas u otros protectores oculares.
• Use guantes de soldador y ropas adecuadas para proteger su piel de la radiación y de las chispas.
• Mantenga en buenas condiciones su careta y sus anteojos de seguridad. Reemplace los lentes que presenten
fisuras, picaduras o suciedad.
• Proteja de la radiación del arco al resto de las personas en el lugar de trabajo. Utilice casetas protectoras,
pantallas o protecciones.
• Utilice las tonalidades de filtro para lentes sugeridas a continuación según la norma ANSI/ASC Z49.1:
Nro. de filtro Nro. de filtro
Corriente del arco protector mínimo sugerido
Menos de 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Estos valores se aplican en los casos en que la radiación del arco es directa a la vista. La experiencia ha
demostrado que se pueden utilizar filtros más tenues cuando el arco está oculto detrás de la pieza.

Manual Nro. 0-4800 1-4 INFORMACIÓN GENERAL
1.03 Publicaciones
Si necesita mayor información, consulte las normas siguientes o sus últimas revisiones:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910 (Normas de seguridad y salud ocupacional 29CFR
1910 de la OSHA); se pueden obtener en la Superintendencia de documentos, Imprenta del gobierno de los
Estados Unidos, Washington, D.C. 20402
2. Norma ANSI Z49.1, SAFETY IN WELDING AND CUTTING (Seguridad en el trabajo de soldadura y corte); se
puede obtener en la American Welding Society (Sociedad Norteamericana de Soldadura), 550 N.W. LeJeune Rd,
Miami, FL 3312
6
3.
NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING (Seguridad y salud en
el trabajo de soldadura por arco y soldadura y corte con gas); se puede obtener en la Superintendencia de
documentos, Imprenta del gobierno de los Estados Unidos, Washington, D.C. 2040
2
4.
Norma ANSI Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION
(Prácticas de seguridad ocupacional y educacional, protección ocular y facial); se puede obtener en el American
National Standards Institute (Instituto Nacional Norteamericano de Normalización), 1430 Broadway, New
York, NY 1001
8
5.
Norma ANSI Z41.1, STANDARD FOR MEN’S SAFETY-TOE FOOTWEAR (Norma para calzado de seguridad con
puntera de protección); se puede obtener en el American National Standards Institute (Instituto Nacional
Norteamericano de Normalización), 1430 Broadway, New York, NY 1001
8
6.
Norma ANSI Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES (Prevención de
incendios al utilizar procesos de corte y soldadura; se puede obtener en el American National Standards Institute
(Instituto Nacional Norteamericano de Normalización), 1430 Broadway, New York, NY 1001
8
7.
Norma AWS A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES (Soldadura
y corte en recipientes que han contenido combustibles); se puede obtener en la American Welding Society
(Sociedad Norteamericana de Soldadura), 550 N.W. LeJeune Rd, Miami, FL 3312
6
8. Norma NFPA 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING, CUTTING AND ALLIED PROCESSES (Sistemas
de oxígeno / gas combustible para soldadura, corte y procesos afines); se puede obtener en la National Fire
Protection Association (Asociación Nacional de Protección contra el Fuego), Batterymarch Park, Quincy, MA
0226
9
9.
Norma NFPA 70, NATIONAL ELECTRICAL CODE (Código Nacional Eléctrico Norteamericano); se puede obtener
en la National Fire Protection Association (Asociación Nacional de Protección contra el Fuego), Batterymarch
Park, Quincy, MA 0226
9
10. Norma NFPA 51B, CUTTING AND WELDING PROCESSES (Procesos de corte y soldadura); se puede obtener en
la National Fire Protection Association (Asociación Nacional de Protección contra el Fuego), Batterymarch
Park, Quincy, MA 02269
11. CGA, Folleto P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS (Manejo seguro de cilindros de
gases comprimidos); se puede obtener en la Compressed Gas Association (Asociación de Gas Comprimido), 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202
12. CSA Norma W117.2, CODE FOR SAFETY IN WELDING AND CUTTING (Código de seguridad en el trabajo de
soldadura y corte); se puede obtener en la oficina de Venta de normas de la Canadian Standards Association
(Asociación Canadiense de Normalización), 178 Rexdale Boulevard, Rexdale, Ontario, Canadá M9W 1R3
:
13. Folleto de la NWSA, WELDING SAFETY BIBLIOGRAPHY (BIBLIOGRAFÍA DE SEGURIDAD EN LA SOLDADURA);
se puede obtener en la National Welding Supply Association (Asociación Nacional de Suministros para
Soldadura), 1900 Arch Street, Philadelphia, PA 19103
14. Norma AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING
OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS SUBSTANCES (Prácticas de seguridad
recomendadas para trabajos de soldadura y corte de recipientes y tuberías que han contenido sustancias
peligrosas); se puede obtener en la American Welding Society (Sociedad Norteamericana de Soldadura), 550
N.W. LeJeune Rd, Miami, FL 33126
15. Norma ANSI Z88.2, PRACTICE FOR RESPIRATORY PROTECTION (Prácticas para protección respiratoria); se
puede obtener en el American National Standards Institute (Instituto Nacional Norteamericano de
Normalización), 1430 Broadway, New York, NY 10018

Manual Nro. 0-4800 1-5 INFORMACIÓN GENERAL
1.04 Declaración de conformidad
Fabricante: Thermal Dynamics Corporation
Dirección: 82 Benning Street
West Lebanon, New Hampshire 03784
USA
El equipo descripto en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de baja
tensión’ (Directiva del Consejo Europeo 73/23/EEC como fue enmendada por la Directiva del Consejo 93/68/EEC) y
con la legislación nacional para el cumplimiento de esta Directiva
.
El equipo descripto en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de EMC’
(Compatibilidad electromagnética) (Directiva del Consejo Europeo 89/336/EEC) y con la legislación nacional para el
cumplimiento de esta Directiva
.
Los números de serie son exclusivos de cada equipo individual y detallan su descripción, piezas utilizadas para
elaborar una unidad y su fecha de fabricación
.
N
ormas nacionales y especificaciones técnicas
El producto está diseñado y fabricado de acuerdo a un número de normas y requisitos técnicos. Entre ellas están
:
*
Norma C22.2, número 60, para equipos de soldadura por arco de la CSA (Asociación Canadiense de Normalización).
*
Ensayo de inflamabilidad de todas las placas de circuitos impresos utilizadas según el UL (Underwriters
Laboratory) clasificación 94VO
.
*
Normas ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) aplicables a equipos de corte por
plasma y accesorios asociados
.
*
Norma CENELEC EN50199 EMC para equipos de soldadura por arco
.
*
Para aquellos ambientes en los cuales exista un elevado riesgo de sufrir descargas eléctricas, las fuentes de
alimentación marcadas con el símbolo
S cumplen con la norma EN50192 cuando son utilizadas junto con
antorchas de mano con puntas expuestas, siempre que estén equipadas con guías de sujeción vertical correctamente
instaladas
.
*
Dentro de la fábrica, y como parte de la rutina del proceso de fabricación y diseño, se llevan a cabo exhaustivas
verificaciones del diseño del producto. De esta forma se comprueba que el producto es seguro y funciona según lo
especificado, cuando es utilizado de acuerdo a las instrucciones incluidas en este manual y a las normas relacionadas
con la industria. El proceso de fabricación incluye ensayos rigurosos para asegurar que el producto cumple o
supera todas las especificaciones de diseño
.
T
hermal Dynamics ha estado fabricando productos por más de 30 años, y continuará en el logro de la excelencia
dentro de su área de fabricación
.
Representante responsable del fabricante
: Steve Ward
Operations Director
Thermadyne Europe
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX

Manual Nro. 0-4800 1-6 INFORMACIÓN GENERAL
1.05 Declaración de garantía
GARANTÍA LIMITADA: Thermal Dynamics
®
Corporation (de aquí en adelante denominado “Thermal”) garantiza
que este producto está libre de defectos de mano de obra y material. Thermal podrá corregir tales defectos, a partir
de la notificación y sustanciación de que el producto ha sido almacenado, instalado, operado y mantenido de
acuerdo a las especificaciones, instrucciones y recomendaciones de Thermal y a las prácticas industriales normales
y reconocidas, y de que no ha sido objeto de un uso indebido, reparación, negligencia, alteración o accidente,
mediante la adecuada reparación o reemplazo, a sola opción de Thermal, de cualquier componente o pieza del
producto que Thermal haya determinado como defectuosa.
ESTA GARANTÍA ES EXCLUSIVA Y EXCLUYE TODA OTRA GARANTÍA DE COMERCIALIZACIÓN O APTITUD
PARA UN PROPÓSITO PARTICULAR.
LIMITACIÓN DE LA RESPONSABILIDAD Thermal no será responsable bajo ninguna circunstancia por perjuicios
especiales o consecuentes, incluyendo, pero no limitados a, daños o pérdidas de mercaderías compradas o
reemplazadas, o reclamaciones de los clientes del distribuidor (de aquí en adelante denominados el “Comprador”)
por la interrupción del servicio. Los recursos del Comprador enunciados de aquí en adelante son exclusivos y la
responsabilidad de Thermal con respecto a cualquier contrato, o cualquier actividad relacionada en conexión con
ello tales como desempeño o penalidades derivadas, o dependientes de la manufactura, venta, entrega, reventa, o
utilización de cualquier mercadería cubierta o suministrada por Thermal ya sea por no cumplimiento de contrato,
negligencia, vicios o bajo cualquier otra garantía, o de otro modo, se limitará expresamente a lo aquí escrito, y no
superará el precio de las mercaderías bajo el cual está basada tal responsabilidad
ESTA GARANTÍA PERDERÁ SU VALIDEZ SI SON UTILIZADAS PIEZAS DE REPUESTO O ACCESORIOS QUE
PUEDAN PERJUDICAR LA SEGURIDAD O EL DESEMPEÑO DE CUALQUIER PRODUCTO THERMAL.
ESTA GARANTÍA SE ANULA SI EL PRODUCTO ES VENDIDO POR PERSONAS NO AUTORIZADAS.
Los períodos de validez de esta garantía limitada serán: Un máximo de tres (3) años desde la fecha de venta a un
distribuidor autorizado y un máximo de dos (2) años desde la fecha de venta de tal distribuidor al Comprador, y con
algunas limitaciones en dicho período de dos (2) años (vea la tabla de abajo).
Piezas Mano de obra
Fuentes de alimentación AutoCut
©
y UltraCut
©
y componentes
©
2 años 1 año
Antorcha y conexiones
Antorcha XT
TM
-300 / XT
TM
-301 (excepto las piezas consumibles) 1 año 1 año
Reparaciones / piezas de repuesto 90 días 90 días
Las reclamaciones por garantía por reparaciones o repuestos bajo los términos de esta garantía limitada deben ser
enviados por un taller de reparaciones autorizado Thermal Dynamics
®
dentro de los treinta (30) días posteriores a
la reparación. No se pagarán costos de transporte de ningún tipo bajo la cobertura de esta garantía. Los costos de
transporte por el envío de los productos a un taller de reparaciones autorizado serán por cuenta del cliente. Todas
las mercaderías devueltas serán por cuenta y riesgo del cliente. Esta garantía anula y reemplaza todas las garantías
anteriores de Thermal.
Efectivo a partir del 19 de agosto de 2005

Manual Nro. 0-4800 2-1 ESPECIFICACIONES
SECCIÓN 2: ESPECIFICACIONES
Descripción general del sistema
Una configuración habitual del sistema Ultra-Cut® 150 incluirá:
•
Una fuente de alimentación
• Iniciador remoto de arco
• Módulo de control de gas
•
Montaje de válvulas de la antorcha
• Antorcha de precisión para corte por plasma
• Juego de conexiones
• Juego de piezas de repuesto para la antorcha
Los componentes deben ser conectados durante la instalación.
Fuente de alimentación para plasma
La fuente de alimentación suministra la corriente necesaria para las operaciones de corte. La fuente de alimentación
también supervisa el funcionamiento del sistema y enfría y hace circular el líquido refrigerante por la antorcha y
las conexiones.
Iniciador remoto de arco
Esta unidad produce un pulso temporizado de alta frecuencia (HF) para iniciar el arco piloto. El arco piloto crea un
camino para que el arco principal se transmita a la pieza a cortar. Una vez establecido el arco, el arco piloto se
apaga.
Módulo de control de gas
Este módulo permite el ajuste remoto de la selección del gas, las presiones y los caudales junto con el ajuste de
la corriente de corte.
Antorcha de precisión para corte por plasma
La antorcha entrega la corriente controlada a la pieza a cortar a través del arco principal, realizando el corte del
metal.

Manual Nro. 0-4800 2-2 ESPECIFICACIONES
Especificaciones y requisitos eléctricos
Art. A-Line voltages and wire sizes_UC150_spa
Fuente de alimentación Ultra-Cut 150
Entrada Tamaños sugeridos (vea la nota
Tensión (V) Frecuencia
(Hz)
Potencia
Trifásica
(kVA)
Corriente
Trifásica
(A)
Fusible trifásico
(A)
Cable trifásico
(AWG/mm
2
)
208 60 23 105 125 4 (25)
2
230 60 24 98 110 4 (25)
2
400 50 28 58 75 4 (25)
1
400(CE) 50 28 58 75 4 (25)
1
460 60 26 57 75
4 (25)
1
Tensiones de línea con la protección sugerida para el circuito y medida de los cables de alimentación
Valores basados en el Código Nacional Eléctrico Norteamericano y el Código Eléctrico Canadiense
(1)
Cordones para servicio extra pesado tipos SO, SOW, SOO, SOOW, ST, STW, STO, STOW, STOO, STOOW
(2)
Cordones para servicio extra pesado tipos G, G-GC, W
Disposición de los componentes del sistema
Alimentación
eléctrica
Pieza
CNC
Iniciador
remoto
de arco
Art # A-07233_spa
Antorcha
Sum. de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Sum. de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cable de masa
Cable de
fibra
óptica
Cable de
control
Módulo de
control
de gas
Fuente de alimentación
Conjunto
de válvulas
de la
antorcha
Tubo de
posicionamiento
Gas plasma
Gas preflujo
Protec. por agua
Protección
Gas protec.
Negativo
Retorno del piloto
Cable de control
Long. máxima 100 pies / 30,5 m
Long. máxima 125 pies / 38,1 m
Long. máxima 175 pies / 53,3 m
Blindaje
H
Q
R
T
S
A
B
C
D
E
P
F
K
L
O
F1
F
I
J
G
Long. máxima 175 pies / 53,3 m
Art # A-Specifications_UC150 _spa
Características de diseño y especificaciones de la UItraCut 150
Alimentación eléctrica
208/230 V – 460 V, mono/trifásica, 50/60 Hz
Tensión máxima (U
0
) de circuito abierto (OCV)
380 Vcc
Corriente mínima de salida 10 A
Corriente máxima de salida
150 A
Tensión de salida
60 - 230 Vcc
Ciclo de trabajo nominal
100% con 100 A, 180 V
Temperatura ambiente para el ciclo de trabajo
nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia
0,70 con 100 A de CC de salida
Enfriamiento
Aire forzado (Clase F)

Manual Nro. 0-4800 2-3 ESPECIFICACIONES
Dimensiones de la fuente de alimentación
Art # A-07182_spa
37,75 pulgadas
960 mm
27,5 pulgadas
700 mm
33 pulgadas
840 mm
27 pulgadas
680 mm
41,25 pulgadas
1050 mm
433 lb / 196 kg

Manual Nro. 0-4800 2-4 ESPECIFICACIONES
Elementos del panel posterior de la fuente de alimentación
Soporte de la
cubierta de
terminales
Tanque de refrigerante
Filtro de refrigerante
Conexiones para
el refrigerante
Terminales para la
entrada de
alimentación eléctrica
Terminal (positivo)
del piloto
Panel del interruptor
Cubierta de
los terminales
Lámpara indicadora
de tensión de
alimentación CA
Terminales para
puesta a tierra
Conector para
la consola de
control de gas
RETORNO
SUMINISTRO
Art # A-04794_spa
Conector del CNC
Conector para
el iniciador
remoto de arco
Terminal del
cable de masa
Terminal negativo de
la antorcha
Soporte para
cables

Manual Nro. 0-4800 2-5 ESPECIFICACIONES
Requisitos del gas
El cliente suministrará todos los gases y reguladores de presión. Los gases deben ser de alta calidad. Los
reguladores de presión serán de dos etapas. La siguiente tabla incluye gases que pueden no ser utilizados en
todas las aplicaciones.
Art. A-Gas Requirements_UC150_spa
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Ultra-Cut 100
Gas
Calidad
Presión mínima
Caudal
O2 (Oxígeno)
Pureza 99,5%
(Se recomienda licuado)
120 psi
8,3 bar / 827 kPa
70 pies
3
/h (1982 l/h)
N2 (Nitrógeno)
Pureza 99,5%
(Se recomienda licuado)
<1000 ppm O
2
, < 32 ppm
H
2
O)
120 psi
8,3 bar / 827 kPa
204 pies
3
/h (5777 l/h)
Aire comprimido o en
cilindros
Limpio, seco, libre de
aceite (vea la nota 1)
120 psi
8,3 bar / 827 kPa
244 pies
3
/h (6910 l/h)
H35 (Argón-Hidrógeno)
H35 = 35 % Hidrógeno,
65 % Argón
Pureza 99.995%
(Se recomienda licuado)
120 psi
8,3 bar / 827 kPa
90 pies
3
/h (2550 l/h)
H2O (agua)
Vea la nota 2
50 psi (3,5 bar)
10 galones/h (38 l/h)
Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El
aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar
incendios al combinarse con el oxígeno.
A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01
micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.
Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los
cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de
agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.
Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro.
8-6118.
Aplicaciones del gas
Art. A-Gas Applications_UC150_spa
Aplicaciones del gas para la máquina Ultra-Cut-150
MATERIAL
ACERO DULCE ACERO INOXIDABLE ALUMINIO
TIPO DE GAS TIPO DE GAS TIPO DE GAS
OPERACIÓN
PREFLUJO PLASMA PROTECCIÓN PREFLUJO PLASMA PROTECCIÓN PREFLUJO PLASMA PROTECCIÓN
Aire Aire Aire Aire Aire Aire
CORTE
30 A
Aire O
2
O
2
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Aire Aire Aire Aire Aire Aire
CORTE
50 A
Aire O
2
Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
Aire Aire Aire Aire Aire Aire CORTE
70 A
Aire O
2
Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
CORTE
85 A
Aire Aire Aire
N
2
H35 N
2
N
2
H35 N
2
CORTE
100 A
Aire O
2
Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0
N
2
H35 N
2
N
2
H35 N
2
CORTE
150 A
Aire O
2
Aire
N
2
N
2
H
2
0 N
2
N
2
H
2
0

Manual Nro. 0-4800 2-6 ESPECIFICACIONES
Especificaciones de la antorcha XT
TM
-300
A. Dimensiones de la antorcha
2,25"
57,15 mm
2,0"
50,8 mm
2,39"
60,81 mm
1,49"
37,8 mm
19,00"
482,68 mm
15,50"
393,78 mm
2,74"
69,55 mm
1,57"
39,96 mm
3,54"
89,87 mm
6,30"
160,10 mm
Art # A-04897_spa
Tapa
Tubo de montaje

Manual Nro. 0-4800 2-7 ESPECIFICACIONES
B. Longitud de las conexiones de la antorcha
P ies M etros
10 3,05
15 4,6
25 7,6
35 10,6
50 15,2
75 22,8
100 30, 4
125 38, 2
150 45, 7
175 53, 3
Longitud
Montaje de
conexiones de gas
C. Piezas de la antorcha (se muestran las piezas genéricas)
Cartucho
Copa de protección
Art # A-04741_spa
Electrodo
Punta
Distribuidor de
gas de plasma
Distribuidor de
gas de protección
Casquillo de
protección
D. Piezas correctamente instaladas (PIP)
La antorcha está diseñada para ser utilizada con una fuente de alimentación que detecte el flujo de retorno de
refrigerante para confirmar que las piezas de la antorcha están correctamente instaladas. Si el flujo de retorno
de refrigerante es nulo o insuficiente, la fuente de alimentación bloqueará el suministro de energía eléctrica a
la antorcha. Asimismo, una pérdida de refrigerante en la antorcha indica que faltan piezas en la antorcha o que
las mismas están incorrectamente instaladas.
E. Tipo de refrigeración
Mediante la combinación de la circulación de gas y líquido refrigerante por la antorcha.

Manual Nro. 0-4800 2-8 ESPECIFICACIONES
F. Datos de la antorcha XT
TM
-300 (con la fuente de alimentación Ultra-Cut
TM
150)
G. Fuente de alimentación para plasma utilizada:
• Thermal Dynamics UltraCut
®
150
Valores nominales de la antorcha XT
TM
-300 para
utilizar con la fuente de alimentación Ultra-Cut 150
Temperatura ambiente
104°F / 40°C
Ciclo de trabajo
100 % a 150 A
Corriente máxima
150 A
Tensión (V
pico
)
500 V
Tensión de inicio de
arco
10 kV
Corriente
Hasta 150 A, CC,
polaridad directa
Especificaciones del gas para la antorcha XT
TM
-300
Gases de plasma
Aire comprimido,
oxígeno, nitrógeno, H35
Gases de protección
Aire comprimido,
oxígeno, nitrógeno,
agua
Presión de trabajo
125 psi ± 10 psi 8,6 bar
± 0,7 bar
Presión máxima de
entrada
135 psi / 9,3 bar
Caudal de gas
10 - 300 pies
3
/h
(283 – 8494 l/h)
Art. A-Torch specifications_UC150_spa

Manual Nro. 0-4800 3-1 INSTALACIÓN
SECCIÓN 3: INSTALACIÓN
A. Requisitos de la instalación
1. Suministro eléctrico
La red de alimentación eléctrica y los sistemas de suministro de gas y agua deben cumplir con las normas
locales de seguridad. Su cumplimiento debe ser verificado por personal cualificado
.
Art. A-Line voltages and wire sizes_UC150_spa
Fuente de alimentación Ultra-Cut 150
Entrada Tamaños sugeridos (vea la nota
Tensión (V) Frecuencia
(Hz)
Potencia
Trifásica
(kVA)
Corriente
Trifásica
(A)
Fusible trifásico
(A)
Cable trifásico
(AWG/mm
2
)
208 60 23 105 125 4 (25)
2
230 60 24 98 110 4 (25)
2
400 50 28 58 75 4 (25)
1
400(CE) 50 28 58 75 4 (25)
1
460 60 26 57 75
4 (25)
1
Tensiones de línea con la protección sugerida para el circuito y medida de los cables de alimentación
Valores basados en el Código Nacional Eléctrico Norteamericano y el Código Eléctrico Canadiense
(1)
Cordones para servicio extra pesado tipos SO, SOW, SOO, SOOW, ST, STW, STO, STOW, STOO, STOOW
(2)
Cordones para servicio extra pesado tipos G, G-GC, W
PRECAUCIÓN
El tamaño de los fusibles y cables se brinda solamente a título de referencia. La instalación debe
cumplir con los códigos nacionales y locales para el tipo de cable utilizado y para el método de
montaje.
2. Suministro de gas
El cliente debe suministrar todos los gases y reguladores de presión. Los gases deben ser de alta calidad.
Los reguladores de presión deben ser de dos etapas y estar instalados tan cerca como sea posible a la
consola de gas. El gas contaminado puede ocasionar uno o varios de los siguientes problemas:
• Velocidad de corte reducida
• Mala calidad de corte
• Mala precisión de corte
• Vida de los consumibles reducida
• El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar
incendios al combinarse con el oxígeno.
B. Requisitos del sistema de refrigeración
El refrigerante debe ser añadido al sistema durante la instalación. La cantidad requerida varía con la longitud de
las conexiones de la antorcha.
Thermal Dynamics recomienda el uso de sus refrigerantes 7-3580 y 7-3581 (para bajas temperaturas).
Número de catálogo y mezcla Mezcla Protege hasta
7-3580 'Extra-Cool
TM
'
25 / 75 10 °F / -12 °C
7-3581 'Ultra-Cool
TM
'
50 / 50 27 °F / -33 °C
7-3582 'Extreme Cool
TM
' Concentrado* -65 °F / -51 °C
Opciones del refrigerante a utilizar
* Para mezclar con D-I Cool
TM
7-3583

Manual Nro. 0-4800 3-2 INSTALACIÓN
C. Disposición del sistema
Pieza a cortar
CNC
Iniciador
remoto
de arco
Art # A-06876_spa
Antorcha
Suministro de refrigerante
Retorno de refrigerante
Cable de control
Retorno del piloto
Suministro de refrigerante
Retorno de refrigerante
Gas de plasma
Gas de protección
Cable de masa
Cable de
fibra
óptica
Cable de
control
Módulo de
control
de gas
Fuente
de
alimentación
Montaje
de válvulas
de la
antorcha
Blindaje
Tubo de
posicionamiento
Gas de plasma
Protec. por agua
Protección
Gas de protección
Negativo
Retorno del piloto
Cable de control
Gas de preflujo
Alimentación
eléctrica
Long. máxima 100 pies / 30,5 m
Long. máxima 125 pies / 38,1 m
Long. máxima 175 pies / 53,3 m

Manual Nro. 0-4800 3-3 INSTALACIÓN
D. Identificación de los cables y las conexiones
Verde / amarillo AWG 4
Verde / amarillo
AWG 1/0 (50 mm )
A
Verde
Rojo
Art # A-07473_spa
Cable AWG 8
Cable AWG 1
B
C
D
E
F
F1
K
L
H, Q,
R, S,T
Cable de masa
37
14
Cable AWG 1/0 (50 mm )
Cable de puesta a tierra
O
P
Verde
Rojo
2
14
G
Conjunto de cable blindado
de la antorcha, del iniciador
de arco remoto a la antorcha
I
J
Cable de retorno del piloto
entre la fuente de alimentación
y el iniciador de arco
2
Cable negativo entre la fuente de
alimentación y el iniciador de arco
Conexión de suministro de
refrigerante entre la fuente de
alimentación y el iniciador de arco
Conexión de retorno de refrigerante
entre la fuente de alimentación
y el iniciador de arco
Cable de control entre la fuente de
alimentación y el iniciador de arco
Cable de puesta a tierra entre
el iniciador remoto de arco
y la puesta a tierra
Cable al CNC
(14 conductores)
Conexión de gas de plasma
entre la válvula de la antorcha
y la antorcha
Conexión de gas de protección
entre la válvula de la antorcha
y la antorcha
Cable de control entre la fuente
de alimentación y el módulo
de control de gas
Cable de fibra óptica
entre la fuente de
alimentación y el
módulo de control
de gas

Manual Nro. 0-4800 3-4 INSTALACIÓN
D. Instrucciones para levantar la fuente de alimentación
ADVERTENCIAS
No toque partes eléctricas con tensión.
Antes de mover la unidad corte el suministro de energía eléctrica y luego desconecte los cables de la
línea de alimentación.
LA CAÍDA DE UN EQUIPO puede ocasionar graves lesiones personales y daños en el equipo.
Utilice los cuatro ojales de suspensión para enganchar las eslingas de elevación y levantar la unidad.
Utilice un elevador de horquilla (montacargas de horquilla), una grúa o un aparejo para levantar y retirar la unidad
de la plataforma de transporte como se muestra en la ilustración. Mantenga la fuente de alimentación estable y en
posición vertical. No levante la unidad más de lo necesario para retirarla de la plataforma de transporte.
Art # A-04796
Coloque la unidad sobre una superficie nivelada y firme. El instalador debe sujetar la fuente de alimentación al piso
o a una estructura de soporte con pernos pasantes, a través de las partes horizontales de las patas de la fuente.

Manual Nro. 0-4800 3-5 INSTALACIÓN
E-1.Ajuste de los conmutadores del módulo de mando y control
(Módulo tipo 1)
Compare el módulo de mando y control con el de la ilustración. Siga las instrucciones de esta sección para
configurar un módulo con una cubierta de conexiones externa.
Retire la cubierta del lado derecho de la fuente de alimentación. Ajuste los conmutadores del CCM (módulo de
mando y control) según las ilustraciones. En el apéndice encontrará detalles relativos al ajuste de los conmutadores
y las conexiones.
PRECAUCIÓN
Las placas de circuitos impresos del módulo de mando y control son sensibles a la estática. Antes de
tocar las placas de circuitos impresos, descargue las cargas estáticas que podrían haberse formado
sobre su cuerpo y los alrededores.
SW1
SW3
SW4
SW5
SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
SW-1-1: Reinicio 1 = ON = Función de piloto en automático activada.
automático del
piloto
1 = OFF = Función de piloto en automático desactivada.
(ajuste de fábrica).
SW-1-2: Retardo del piloto 2 = OFF, 3 = OFF, 4 = OFF: 0 segundos (ajuste de fábrica).
SW-1-3: Retardo del piloto 2 = ON, 3 = OFF, 4 = OFF: 0,1 segundos.
SW-1-4: Retardo del piloto 2 = OFF, 3 = ON, 4 = OFF: 0,2 segundos.
2 = ON, 3 = ON, 4 = OFF: 0,4 segundos.
2 = OFF, 3 = OFF, 4 = ON: 0,8 segundos.
2 = ON, 3 = OFF, 4 = ON: 1,0 segundos.
2 = OFF, 3 = ON, 4 = ON: 1,5 segundos.
2 = ON, 3 = ON, 4 = ON: 2,0 segundos.
SW-3: Tiempo de preflujo 1 = OFF, 2 = OFF: 2 segundos (ajuste de fábrica).
de gas 1 = ON, 2 = OFF: 4 segundos.
1 = OFF, 2 = ON: 6 segundos.
1 = ON, 2 = ON: 8 segundos.
SW-4: Tiempo de postflujo 1 = OFF, 2 = OFF: 10 segundos (ajuste de fábrica).
de gas 1 = ON, 2 = OFF: 20 segundos.
1 = OFF, 2 = ON: 5 segundos.
1 = ON, 2 = ON: 0 segundos
SW-5-1: Economizador 1 = OFF = Función economizador desactivada (ajuste de fábrica).
de punta 1 = ON = Función economizador activada.
SW-5-2: Fuera de la placa 2 = OFF = Función fuera de la placa desactivada (ajuste de fábrica).
2= ON = Función fuera de la placa activada.
SW 8-1: Temporización del 1= OFF= Temporización corta (85 ms) (ajuste de fábrica).
piloto 1= ON = Temporización larga (3 s.).
SW 8-3, SW 8-4: reservados para uso de la fábrica
NOTA: ON = ENCENDIDO; OFF = APAGADO
O
N
O
N
Activos sólo
cuando SW-1-1
está ajustado
en ON
Art # A-04819_spa
Para usos futuros
SW 8-2: Corriente remota
1= ON = (Control de corriente analógico remoto)

Manual Nro. 0-4800 3-6 INSTALACIÓN
PRECAUCIÓN
Las placas de circuitos impresos del módulo de mando y control son sensibles a la estática. Antes de
tocar las placas de circuitos impresos, descargue las cargas estáticas que podrían haberse formado
sobre su cuerpo y los alrededores.
Art # A-07673_spa
SW11
SW13
SW6
SW12
SW13: Posiciones de los interruptores
TVA y XTL
SW13
1
2
1
2
TVA XTL TVA
Solamente 1 a la vez
SW-6: Habilitación para el Por contacto cerrado libre de potencial, admite 120 Vca con
movimiento de la mesa 1 A (ajuste de fábrica ) ó
(OK to move): por corriente continua (16-18 Vcc hasta 100 mA)
SW-11: Control de corriente B = desde el control de gas (ajuste de fábrica) ó A = desde el CNC
analógico La posición A requiere que SW-8-2 esté en ON
SW-12-1/2/3/4: Señal de arco Todos = OFF = 50:1 (ajuste de fábrica)
dividido 1 = ON = 16,6:1
2 = ON = 30:1
3 = ON = 40:1
4 = No utilizado
NOTA: ON = ENCENDIDO; OFF = APAGADO

Manual Nro. 0-4800 3-7 INSTALACIÓN
E-2.Ajuste de los conmutadores del módulo de mando y control
(Módulo tipo 2)
Compare el módulo de mando y control con el de la ilustración. Siga las instrucciones de esta sección para
configurar un módulo sin una cubierta de conexiones externa.
Retire la cubierta del lado derecho de la fuente de alimentación. Ajuste los conmutadores del CCM (módulo de
mando y control) según las ilustraciones. En el apéndice encontrará detalles relativos al ajuste de los
conmutadores y las conexiones.
PRECAUCIÓN
Las placas de circuitos impresos del módulo de mando y control son sensibles a la estática. Antes de
tocar las placas de circuitos impresos, descargue las cargas estáticas que podrían haberse formado
sobre su cuerpo y los alrededores.
SW1
SW3
SW4
SW5
SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
O
N
O
N
Para usos futuros
SW-1-1: Reinicio
1 = (ON) = Función de piloto en automático activada.
automático del
piloto
1 = (OFF) = Función de piloto en automático desactivada
(ajuste de fábrica).
SW-1-2: Retardo del piloto 2 = OFF, 3 = OFF, 4 = OFF: 0 segundos (ajuste de fábrica).
SW-1-3: Retardo del piloto 2 = ON, 3 = OFF, 4 = OFF: 0,1 segundos
SW-1-4: Retardo del piloto 2 = OFF, 3 = ON, 4 = OFF: 0,2 segundos
2 = ON, 3 = ON, 4 = OFF: 0,4 segundos
2 = OFF, 3 = OFF, 4 = ON: 0,8 segundos
2 = ON, 3 = OFF, 4 = ON: 1,0 segundos
2 = OFF, 3 = ON, 4 = ON: 1,5 segundos
2 = ON, 3 = ON, 4 = ON: 2,0 segundos
SW-3: Tiempo de preflujo 1 = OFF, 2 = OFF: 2 segundos (ajuste de fábrica).
de gas 1 = ON, 2 = OFF: 4 segundos
1 = OFF, 2 = ON: 6 segundos
1 = ON, 2 = ON: 8 segundos
SW-4: Tiempo de postflujo 1 = OFF, 2 = OFF: 10 segundos (ajuste de fábrica).
de gas 1 = ON, 2 = OFF: 20 segundos
1 = OFF, 2 = ON: 5 segundos
1 = ON, 2 = ON: 0 segundos (Función desactivada)
SW-5-1: Economizador 1 = OFF = Función economizador desactivada (ajuste de fábrica).
de punta 1 = ON = Función economizado activado
SW-5-2: Fuera de la placa 2 = OFF = Función fuera de la placa desactivada (ajuste de fábrica).
2= ON = Función activada
SW 8-1: Temporización del 1= OFF= Temporización corta (85 ms) (ajuste de fábrica).
piloto 1= ON = Temporización larga (3 s.)
SW 8-3, SW 8-4: Reservados para uso de la fábrica
NOTA: ON = ENCENDIDO; OFF = APAGADO
Activos sólo
cuando SW-1-1
está ajustado
en ON
.
Art # A-06791_spa
SW 8-2: Corriente remota 1= ON = (Control de corriente analógico remoto)

Manual Nro. 0-4800 3-8 INSTALACIÓN
PRECAUCIÓN
Las placas de circuitos impresos del módulo de mando y control son sensibles a la estática. Antes de
tocar las placas de circuitos impresos, descargue las cargas estáticas que podrían haberse formado
sobre su cuerpo y los alrededores.
SW11
SW13
SW6
SW12
SW13: Posiciones de los interruptores
TVA y XTL
SW13
1
2
1
2
TVA XTL TVA
Sin cubierta
externa de
conexiones
Art # A-06792_spa
Solamente 1 a la vez
SW-6: Habilitación para el Por contacto cerrado libre de potencial, admite 120 Vca
movimiento de la mesa @ 1 A (ajuste de fábrica) ó
(OK to move): por corriente continua (16-18 Vcc@ hasta 100 mA)
SW-11: Control de corriente B = desde el control de gas (ajuste de fábrica) ó A = desde el CNC
analógico La posición A requiere que SW-8-2 esté en ON.
SW-12-1/2/3/4: Señal de arco Todos = OFF = 50:1 (ajuste de fábrica)
dividido 1 = ON = 16,6:1
2 = ON = 30:1
3 = ON = 40:1
4 = No utilizado
NOTA: ON = ENCENDIDO; OFF = APAGADO

Manual Nro. 0-4800 3-9 INSTALACIÓN
F. Instrucciones para retirar la cubierta de conexiones
El cable de la alimentación eléctrica debe ser provisto y conectado a la fuente de alimentación por el usuario
final.
Quite la cubierta de conexiones de la parte posterior de la fuente de alimentación. Tenga cuidado al retirar el
panel, hay un cable de puesta a tierra conectado a la parte interna del mismo. No desconecte este cable.
Cubierta de
conexiones
(retirada)
Panel de
conexiones
Art # A-04797_spa

Manual Nro. 0-4800 3-10 INSTALACIÓN
G. Instrucciones para conectar el cable de masa, el piloto y los
cables negativos
1. Pase las puntas de los cables de masa, del piloto y los negativos hacia arriba por el soporte para cables
ubicado en la parte inferior del panel posterior, luego pase los cables por las aberturas del soporte de la
cubierta de conexiones.
2. Vea la ilustración. Conecte los cables como se muestra. Ajuste los cables firmemente. No ajuste
excesivamente.
PRECAUCIÓN
No quite el protector transparente de las conexiones.
PILOT WORK TORC
H
Panel de conexiones
AC INPUT
R
S T
Cable de masa
Cable de la antorcha
al iniciador remoto de arco
Masa
Antorcha
Detalle de la conexión de los cables
Soporte de la
cubierta de conexiones
Art # A-07660_spa
Protector de
las conexiones
Piloto
A la mesa de corte
Soporte para
cables
Cable del piloto al
iniciador remoto de arco

Manual Nro. 0-4800 3-11 INSTALACIÓN
H. Verificación / ajuste de la configuración de la tensión de
alimentación
1. La fuente de alimentación posee una placa que debe ser montada en una posición que depende del valor de
la tensión de alimentación. Quite el panel del lado izquierdo de la fuente de alimentación y coloque la placa de
configuración de la tensión según corresponda. La tensión de entrada configurada está marcada en la parte
superior de la placa.
2. Si es necesario, desconecte el puente ubicado en la esquina superior derecha de la placa, quite la placa y
vuelva a instalarla de forma tal que el rótulo de la tensión de alimentación configurada esté en la parte
superior de la placa.
3. Vuelva a conectar el puente. Reinstale el panel del lado derecho de la fuente de alimentación.
Art # A-04856_spa
1. Desconecte el puente
2. Quite los pernos
3. Invierta la placa
4. Reinstale la placa
5. Conecte el puente
Placa de la tensión
de alimentación
208 / 230V / 460V
(Mostrada en la posición
para 460 V)
Módulo inversor

Manual Nro. 0-4800 3-12 INSTALACIÓN
I. Instrucciones para conectar los cables de alimentación y los de
puesta a tierra del sistema
1. Corte cuidadosamente la cubierta exterior del cable de alimentación para acceder a los cables de las fases y
de la puesta a tierra. Corte el aislamiento del extremo de cada cable. Guíe el cable hacia arriba por el soporte
ubicado en la parte inferior del panel posterior, luego páselo por la abertura derecha del soporte de la cubierta
de conexiones.
2. Instale terminales con ojal en cada cable. Comprima firmemente los terminales en cada cable.
3.
Conecte los cables de las fases como se muestra en la ilustración. Conecte el cable de puesta a tierra de la
alimentación al borne de puesta a tierra.
PRECAUCIÓN
No quite el protector transparente de las conexiones.
4. Pase un cable de puesta a tierra del sistema por la misma abertura del soporte de la cubierta de conexiones
por donde pasó el cable de alimentación. Conecte el cable al borne de puesta a tierra del panel posterior de la
fuente de alimentación. Si necesita mayores detalles y los procedimientos acerca de cómo realizar una correcta
puesta a tierra, consulte la sección ‘Conexiones de puesta a tierra’.
PILOT W
ORK
TORCH
AC INPUT
Cable de
entrada de la
alimentación
eléctrica
Cable de puesta a
tierra del sistema
Borne para puesta a tierra
Soporte de la cubierta
de conexiones
Cable de puesta a tierra de
la alimentación eléctrica
Cable de puesta a
tierra del sistema
Detalle de la conexión de los cables
Art # A-07659_spa
L1
L2
L3
al iniciador remoto de arco
Protector de las conexiones
Panel de conexiones
Soporte para cables
al iniciador remoto
de arco
5. Reinstale la cubierta de conexiones en la fuente de alimentación. Ajuste los tornillos a mano. No ajuste
excesivamente.

Manual Nro. 0-4800 3-13 INSTALACIÓN
J. Conexiones de puesta a tierra
A. Interferencia electromagnética (EMI)
El arranque del arco piloto genera una cierta cantidad de interferencia electromagnética (EMI), normalmente
denominada ruido de RF. Este ruido de RF puede interferir en otros equipos electrónicos tales como controladores
del CNC, controles remotos, controladores de altura, etc. Para minimizar la interferencia RF, siga estos
procedimientos de puesta a tierra cuando instale sistemas mecanizados:
B. Puesta a tierra
1. Normalmente, se prefiere una conexión de puesta a tierra en un solo punto, también llamada “estrella”. Este
único punto de conexión, habitualmente en el centro de la mesa de corte, se conecta con un cable AWG 1/0
(50 mm
2
) o mayor a una buena puesta a tierra (menor de 3 ohmios; lo ideal es una puesta a tierra de 1 ohmio
o menor. Consulte el párrafo ‘C’, ‘Creación de una puesta a tierra’). El electrodo de puesta a tierra debe
instalarse tan cerca como sea posible a la mesa de corte, idealmente a menos de 10 pies (3 metros) de ésta,
pero nunca más allá de 20 pies (6,1 metros)
.
NOTA
Todos los cables de puesta a tierra deben ser tan cortos como sea posible. Los cables muy largos
tendrán una mayor resistencia a las frecuencias de RF. Los cables de menor sección también tienen
una mayor resistencia a las frecuencias de RF, por lo tanto, es mejor utilizar cables de mayor tamaño.
2. Para realizar la puesta a tierra de los componentes montados sobre la mesa de corte (controladores del CNC,
controladores de altura, controles remotos de plasma, etc.) se deben seguir las recomendaciones del fabricante
respecto a tamaño y tipo de los cables y ubicación del punto de conexión.
Para los componentes de Thermal Dynamics (excepto el Iniciador remoto de arco y el Módulo de control de
gas), se recomienda utilizar un cable AWG 10 (6 mm
2
) de sección mínima o una malla trenzada plana de cobre
de una sección igual o mayor a AWG 10 (6 mm
2
) conectada a la estructura de la mesa de corte. El Iniciador
remoto de arco utiliza un cable de puesta a tierra AWG 1/0 (50 mm
2
) y el Módulo de control de gas debe usar
un cable AWG 4 (25 mm
2
) ó mayor. En el punto de conexión el metal debe estar a la vista y limpio; el óxido y
la pintura afectan la calidad de las conexiones. Pueden utilizarse conductores de sección mayor a la recomendada
para todos los componentes; esto puede mejorar la protección contra el ruido.
3. Luego, la estructura de la máquina de corte se conecta al punto “estrella” mediante un cable AWG 1/0 (50 mm
2
)
o mayor.
4. El cable de masa de la fuente de alimentación para plasma (vea la NOTA) también se conecta a la mesa de
corte en el punto “estrella” de la puesta a tierra.
NOTA
No conecte el cable de masa directamente al electrodo de puesta a tierra.
5. Asegúrese de que el cable de masa y los cables de puesta a tierra estén correctamente conectados. La
conexión del cable de masa a la mesa de corte debe ser firme. Las conexiones entre la masa y la puesta a
tierra deben estar libres de óxido, suciedad, grasa, aceite y pintura. Si es necesario, esmerile o arene el punto
de conexión hasta dejar el metal al descubierto. Utilice arandelas de presión para mantener ajustadas las
conexiones. También se recomienda utilizar compuestos para uniones eléctricas a fin de evitar la corrosión.
6. El bastidor de la fuente de alimentación para plasma se conecta a la puesta a tierra del sistema de distribución
de acuerdo a lo requerido por los códigos eléctricos. Normalmente, no es necesario instalar un segundo
electrodo de puesta a tierra si la fuente de alimentación para plasma está cerca de la mesa de corte (vea la
NOTA); en realidad, ello podría empeorar la situación pues puede generar lazos de corriente de tierra que
ocasionarían interferencias.
Si la fuente de alimentación para plasma está muy alejada del electrodo de puesta a tierra y se generan
interferencias, la instalación de un segundo electrodo de puesta a tierra cercano a la fuente de alimentación
para plasma puede ayudar a eliminarlas. En este caso, el bastidor de la fuente de alimentación para plasma
debe ser conectado a este segundo electrodo.
NOTA
Se recomienda que dentro de lo posible, la fuente de alimentación para plasma esté ubicada a una
distancia de entre 20 a 30 pies (6,1 a 9,1 m) de la mesa de corte.

Manual Nro. 0-4800 3-14 INSTALACIÓN
7. El cable del control de plasma debe ser blindado, y su blindaje debe ser conectado solamente en el extremo
correspondiente a la máquina de corte. Si el blindaje se conecta a tierra en ambos extremos, permitirá la
formación de lazos de corriente que ocasionarán una interferencia aún mayor a la que se generaría si el
blindaje no existiese.
C. Creación de una puesta a tierra
1. Para crear una puesta a tierra sólida, de baja resistencia, hinque en el terreno una varilla de acero recubierta de
cobre de 1/2" (12,7 mm) de diámetro mínimo, y de 6 a 8 pies (1,8 a 2,4 m) de longitud, de forma tal que la
misma haga contacto con la tierra en la mayor parte de su longitud. En función de la ubicación, puede requerirse
una mayor profundidad para obtener un valor de resistencia de puesta a tierra menor (vea la NOTA). Para lograr
mayores profundidades, los electrodos de puesta a tierra, habitualmente de 10 pies (3 m) de longitud, pueden
unirse soldando sus extremos. Instale el electrodo tan cerca como sea posible a la mesa de corte. Instale un
cable AWG 1/0 (50 mm
2
) o mayor entre el electrodo de puesta a tierra y el punto de conexión a tierra en la mesa
de corte.
NOTA
Un electrodo de puesta a tierra correctamente instalado tendrá una resistencia de tierra de tres ohmios
o menos.
Para verificar si la puesta a tierra es adecuada, vea el siguiente diagrama. En forma ideal, la lectura del
multímetro deberá ser la indicada.
PRECAUCIÓN
No debe haber otras conexiones al electrodo de puesta a tierra durante su verificación.
La prueba supone que el neutro de la red de 115 ó 230 Vca está conectado a tierra del lado de la empresa de
energía.
Art # A-07252_spa
ADVERTENCIA
Extreme los cuidados. Esta
prueba usa tensión de la línea.
NEUTRO
conectado a tierra
FASE
Con 115 Vca:
3 Vca = 3 ohmios
1 Vca = 1 ohmio
Con 230 Vca:
1,5 Vca = 3 ohmios
0,5 Vca = 1 ohmio
Electrodo de puesta a
tierra con las otras co-
nexiones desmontadas
Lámpara incandescente
de 100 w*
* Puede reemplazar la lámpara
con una resistencia de 100 w.
Use 100 ohmios para 115 Vca.
Use 500 ohmios para 230 Vca.
NEUTRO
(al probador)
VAC
FASE
(al probador)
Prueba de la puesta a tierra
2. En general, un incremento en la longitud del electrodo de puesta a tierra más allá de los 20 a 30 pies (6,1 a 9,1
m) no aumenta la eficacia de la puesta a tierra. Por otro lado, una varilla de mayor diámetro puede ayudar
gracias a su mayor superficie de contacto. En ocasiones, mantener la humedad del terreno alrededor del
electrodo mediante un pequeño chorro de agua en forma permanente ayudará a mejorar la puesta a tierra. La
adición de agua salada también puede reducir dicha resistencia. Cuando se utilizan estos métodos, se necesita
controlar periódicamente el valor de la resistencia de puesta a tierra para asegurarse de que mantiene un buen
valor.

Manual Nro. 0-4800 3-15 INSTALACIÓN
D. Instrucciones para el tendido de las conexiones de la antorcha
1. Para minimizar la interferencia de RF, ubique las conexiones de la antorcha tan alejadas como sea posible de
los componentes del CNC, motores de accionamiento, cables de control o líneas de energía. Si algún cable
debe cruzar por sobre las conexiones de la antorcha, hágalo en ángulo respecto a éstas. No tienda los cables
del control de plasma u otros cables de control paralelos a las conexiones de la antorcha en las canalizaciones
eléctricas.
2. Mantenga limpias las conexiones de la antorcha. La suciedad y las partículas de metal le restarán energía, lo
cual ocasionará dificultades en el arranque e incrementará la posibilidad de que se genere interferencia de RF.
K. Instrucciones para conectar las mangueras de refrigerante
1. Conecte las mangueras de refrigerante, codificadas por color, a las conexiones de refrigerante del panel
posterior de la fuente de alimentación. La línea de suministro (salida) es de color verde, mientras que la
línea de retorno (entrada) es roja.
Conexiones de
refrigerante
RETORNO
SUMINISTRO
RETORNO
SUMINISTRO
Art # A-04800_spa
Al iniciador remoto de arco
REFRIGERANTE
ROJO
VERDE

Manual Nro. 0-4800 3-16 INSTALACIÓN
L. Instrucciones para conectar los cables de control del CNC, del
iniciador remoto de arco y del gas. Módulo de control
1. Conecte un extremo de cada cable a la fuente de alimentación.
2. Conecte el otro extremo del cable del CNC al dispositivo del CNC.
3.
El blindaje del cable CNC debe conectarse a tierra.
RETURN
SUPPLY
Art # A-04802_spa
Al CNC
Al iniciador remoto de arco
Al módulo de control de gas

Manual Nro. 0-4800 3-17 INSTALACIÓN
A. Instrucciones para conectar el cable de fibra óptica (módulo interno de control tipo 1)
PRECAUCIÓN
Verifique el tipo de módulo interno de control. Utilice esta sección para realizar las conexiones a un
módulo interno de control con una cubierta de conexiones externa. Utilice la próxima sección para
realizar las conexiones a un módulo interno de control sin una cubierta de conexiones externa.
1. Conecte un extremo de cada cable a la fuente de alimentación como se muestra en la ilustración.
a. Quite la tuerca de fijación del prensacable por el cual pasa(n) el(los) cable(s) de fibra óptica. Afloje la
tuerca de ajuste (redondeada) del prensacable.
b. Pase el conector del cable por la abertura adecuada de la cubierta de conexiones. Introduzca la tuerca
de fijación del prensacable en el cable. Efectúe un bucle en el cable; enchufe cuidadosamente el
conector del cable en el zócalo apropiado del panel posterior de la fuente de alimentación.
c. Deslice el prensacable hasta la cubierta de conexiones; ajústelo en su lugar con la tuerca de fijación.
Asegure el cable con la tuerca de ajuste (redondeada) del prensacable; no ajuste demasiado.
Art # A-04805_spa
Panel del lado
derecho de la
fuente de
alimentación
Al módulo de control de gas
A la HMI (Interfaz
hombre-máquina)
remota
(si está instalada)
A la fuente de alimentación del esclavo
(si está instalado)
Tapa lateral de la
cubierta de conexiones
1
23
Panel posterior de la
fuente de alimentación
Tuerca de ajuste del prensacable
Tuerca de fijación del prensacable
Prensacable
Cable de fibra óptica
Conector del cable
de fibra óptica
Vista lateral en detalle de la instalación del cable de fibra óptica
Cubierta de
conexiones
Tapa lateral de la
cubierta de conexiones

Manual Nro. 0-4800 3-18 INSTALACIÓN
B. Instrucciones para conectar el cable de fibra óptica (módulo interno de control tipo 2)
PRECAUCIÓN
Verifique el tipo de módulo interno de control. Utilice esta sección para realizar las conexiones a un
módulo interno de control sin una cubierta de conexiones externa. Utilice la sección anterior para
realizar las conexiones a un módulo interno de control con una cubierta de conexiones externa
.
1. Conecte un extremo de cada cable a la fuente de alimentación como se muestra en la ilustración.
a.
Quite la tuerca de fijación del prensacable por el cual pasa(n) el(los) cable(s) de fibra óptica. Afloje la
tuerca de ajuste (redondeada) del prensacable.
b.
Pase el conector del cable por la abertura apropiada. Introduzca la tuerca de fijación del prensacable
en el cable. Efectúe un bucle en el cable; enchufe cuidadosamente el conector del cable en el zócalo
apropiado del módulo interno de control.
c. Ajuste el prensacable sobre el(los) cable(s). No ajuste excesivamente.
Al módulo de control de gas
A la HMI (Interfaz hombre-máquina)
remota (si está instalada)
Detalle de la instalación del cable de fibra óptica
Zócalos para los cables
A la fuente de alimentación
del esclavo (si está instalado)
Art # A-06793_spa

Manual Nro. 0-4800 3-19 INSTALACIÓN
M. Instalación del módulo de control de gas
El módulo de control de gas debe ser instalado en una ubicación adecuada y fácilmente accesible para el operador
del sistema. La unidad debe ser montada sobre una superficie plana horizontal. Si el módulo se monta sobre un
pórtico o cualquier otro tipo de soporte sujeto a vibraciones o movimientos, el instalador debe asegurar correctamente
el módulo al soporte.
Para evitar la interferencia electromagnética, el módulo debe ser ubicado tan alejado como sea posible del iniciador
de arco. El cable de control se puede tender en la misma canalización por la cual corren los cables del iniciador del
arco.
El módulo posee patas para separar el panel inferior de la superficie de montaje. El panel inferior posee perforaciones
para ventilación; por ello, el espacio entre el panel inferior y la superficie de montaje debe estar siempre libre para
permitir el ingreso del aire de ventilación al módulo. El panel posterior del módulo tiene rejillas de ventilación, las
cuales también deben permanecer despejadas para permitir la libre circulación del aire de ventilación.
NOTA
La unidad debe ser montada de forma tal que los medidores de flujo estén a plomo. Si dichos medidores
no están aplomados, las indicaciones podrían ser incorrectas.
Preparación
1. Quite los tornillos que sujetan la cubierta al módulo.
2. Retire cuidadosamente la cubierta del módulo y observe el cable de puesta a tierra. Desconéctelo si es
necesario.
Art # A-06882_spa
Cubierta del módulo
de control de gas
No quitar
Desconecte el
cable
de puesta
a tierra
Retiro de la cubierta

Manual Nro. 0-4800 3-20 INSTALACIÓN
N. Instalación del cable de fibra óptica
1. Instale el pasacable protector para el cable de fibra óptica en el agujero del panel de conexión en la parte
posterior del módulo.
2.
Pase el conector del cable de fibra óptica por el agujero del panel de conexión en la parte posterior del
módulo. Pase suficiente cable como para hacer un bucle hacia arriba como se indica en la ilustración.
PRECAUCIÓN
Evite retorcer, doblar o apretar el cable de fibra óptica. Si fuerza al cable a describir un radio muy
pequeño puede dañarlo
.
3.
Inserte el conector del cable de fibra óptica en el zócalo ubicado en la placa de circuitos vertical como se
indica.
2
3
Placa de circuitos
Art # A-04772_spa
Cable de fibra óptica
C
O
MM
P
L
A
S
M
A
O
U
T
P
RE
FL
OW
O
U
T
J
5
7
J
5
6
S
H
IE
L
D
O
U
T
H
2
O
IN
P
U
T
S
TVA
P
OW
E
R
S
U
P
P
LY
H
3
5
F
5
A
I
R
N
2
O
2
1
C
O
MM
J
57
J
5
6
I
N
P
U
T
S
T
VA
P
O
W
E
R
S
UP
P
L
Y
H
3
5
F
5
A
I
R
N
2
O
2
S
H
IE
L
D
P
L
A
S
M
A
P
R
E
F
L
O
W
H
2
O
S
H
IE
L
D
H
2
O

Manual Nro. 0-4800 3-21 INSTALACIÓN
Placa de circuitos
Cable de fibra óptica
Art # A-04773_spa
4. Ajuste el pasacable protector al cable de fibra óptica.
5. Reinstale la cubierta del módulo y asegúrese de reconectar el cable de puesta a tierra.

Manual Nro. 0-4800 3-22 INSTALACIÓN
O. Módulo de control de gas: conexiones de control, entrada y salida
1. Efectúe el resto de las conexiones en la parte posterior del módulo. Las conexiones están rotuladas. El
módulo debe ser puesto a tierra; el terminal de puesta a tierra está marcado. Para ello, utilice un cable
AWG 10 (6 mm
2
) (o de mayor sección). Mantenga todos los cables de puesta a tierra tan cortos como sea
posible.
2.
Coloque el módulo sobre una superficie de montaje plana y horizontal.
3. Asegúrese de que los medidores de flujo estén a plomo.
4.
Asegure el módulo a la superficie de montaje.
5.
Conecte todas las entradas de agua y gas en el panel posterior del módulo.
6. Conecte los cables de control apropiados a los terminales marcados con ‘TVA’ (conjunto de válvulas de la
antorcha) y ‘power supply’ (fuente de alimentación).
Entradas de gas y agua (válvulas antiretorno)
Panel de conexiones
Al conjunto de válvulas de
la antorcha
Al conjunto de válvulas de
la antorcha
A la fuente de alimentación
SHIELD PLASMA
PREFLOW
H O
SHIELD
2
H O
2
AIR
N2
O2
H35
F5
TVA
POWER
SUPPLY
COMM
J57
J56
INPUTS
When Cutting With O2 Plasma
Air MUST BE Connected
Perno para la
puesta a tierra
SHIELD PLASMA
PREFLOW
H O
SHIELD
2
H O
2
AIR
N2
O2
H35
F5
TVA
POWER
SUPPLY
COMM
J57
J56
INPUTS
When Cutting With O2 Plasma
Air MUST BE Connected
Panel posterior
de la caja del control de gas
Art # A-06881_spa

Manual Nro. 0-4800 3-23 INSTALACIÓN
P. Instalación del iniciador remoto de arco
Ubicación
Seleccione una ubicación limpia, seca, con buena ventilación y con un adecuado espacio de trabajo alrededor de
todos los componentes.
Repase las precauciones de seguridad incluidas en la primera parte de este manual para asegurarse de que la
ubicación cumple con todos los requisitos de seguridad.
Los cables de interconexión y las mangueras se sujetan al iniciador de arco. Por lo tanto, debe haber un espacio
adecuado alrededor de la unidad para poder realizar estas conexiones sin apretarlas.
Instalación
El iniciador remoto de arco debe ser instalado en una ubicación adecuada, cercana al cabezal de la antorcha. Si
el iniciador de arco se monta sobre un pórtico o cualquier otro tipo de soporte sujeto a vibraciones o movimientos,
asegúrelo correctamente a dicho soporte.
1. Afloje, pero no los retire, los tornillos inferiores que aseguran la cubierta del iniciador de arco. Quite los
tornillos superiores que sujetan la cubierta del iniciador de arco.
NOTA
Hay un cable de puesta a tierra que conecta la cubierta con la base del iniciador de arco. Este conductor
no debe ser desconectado.
2. Retire la cubierta del iniciador de arco.
Art # A-07029_spa
Tornillos inferiores
Tornillos superiores (4 por lado)
Cubierta
puesta a tierra
Cable de
Desmontaje de la cubierta
3. Coloque el iniciador de arco sobre una superficie de montaje plana y horizontal.

Manual Nro. 0-4800 3-24 INSTALACIÓN
4. Utilice los agujeros pretaladrados de al menos dos de las patas del iniciador de arco para asegurarlo a la
superficie de montaje.
Art # A-04749_spa
2 como mínimo

Manual Nro. 0-4800 3-25 INSTALACIÓN
Conexiones de entrada
1. Vea las ilustraciones. Efectúe las siguientes conexiones de entrada al iniciador de arco.
• Mangueras de suministro y retorno de refrigerante (desde la fuente de alimentación). Las mangueras y
los conectores están codificados por color; rojo para el retorno, verde para el suministro.
Mangueras de suministro y
retorno de refrigerante
(desde la fuente de alimentación)
Art # A-04750_spa
Retorno de refrigerante (rojo)
Suministro
de refrigerante (verde)
Art # A-04751_spa
Retorno de
refrigerante
(rojo)
Rojo
Verde

Manual Nro. 0-4800 3-26 INSTALACIÓN
Art # A-04752_spa
Cable negativo desde
la fuente de alimentación
Cable negativo (desde el panel posterior de la fuente de alimentación)
Art # A-04753_spa
Cable de retorno del piloto
desde la fuente de alimentación
Cable de retorno del PILOTO (desde el panel posterior de la fuente de alimentación)

Manual Nro. 0-4800 3-27 INSTALACIÓN
Art # A-04755
Cable de control desde el panel posterior de la fuente de alimentación
Conexiones de salida
1. Vea las ilustraciones. Efectúe las siguientes conexiones de salida al iniciador de arco.
Detalle de la
conexión del
cable del piloto
Detalle de la
conexión del
blindaje interno
Cable del blindaje interno
Cable del piloto
Art # A-04933_spa
Cable de retorno del piloto y cable del blindaje interior (desde las conexiones de la antorcha)

Manual Nro. 0-4800 3-28 INSTALACIÓN
Art # A-04757_spa
Retorno de refrigerante
(rojo) desde la antorcha
Suministro de
refrigerante (verde)
a la antorcha
Algunos elementos han sido
retirados para mayor claridad
de la ilustración
Acople del suministro de
refrigerante (marcado
con verde)
Acople del retorno de
refrigerante (marcado
con rojo)
Mangueras de suministro y retorno de refrigerante (desde la antorcha)
Reinstale la cubierta del iniciador de arco. Asegúrese de que el cable de tierra no ha quedado aprisionado
entre la cubierta y la base.
Art # A-07029_spa
Tornillos inferiores
Tornillos superiores (4 por lado)
Cubierta
puesta a tierra
Cable de

Manual Nro. 0-4800 3-29 INSTALACIÓN
El iniciador de arco debe ser puesto a tierra; el terminal de puesta a tierra está marcado. Consulte en la
sección anterior los detalles de la puesta a tierra
.
Cable de puesta
a tierra
Art # A-04758_spa
1 tuerca y 1 arandela
deben quedar en
su lugar
Conexiones de
la antorcha
• Utilice una abrazadera para asegurar la malla trenzada del blindaje de la antorcha a la acometida del
iniciador remoto de arco como se muestra en la ilustración
.
Art # A-04759_spa
Conexiones del refrigerante
y del piloto al montaje de
válvulas de la antorcha
Blindaje de las
conexiones de
la antorcha
Abrazadera
del blindaje

Manual Nro. 0-4800 3-30 INSTALACIÓN
Conexión del cable de control
1. Conecte el cable del iniciador remoto de arco al zócalo de conexión del mismo.
Art # A-04801_spa
RETORNO
SUMINISTRO
RETORNO
SUMINISTRO
Panel posterior de la
fuente de alimentación
REFRIGERANTE
Iniciador remoto de arco
Panel de conexión de entrada
Iniciador remoto de arco

Manual Nro. 0-4800 3-31 INSTALACIÓN
Q. Instalación de las válvulas de las antorchas original y XTL
Información general
Este conjunto debe instalarse tan cerca como sea posible al cabezal de la antorcha. Al mismo ingresan los gases
de pre-flujo, plasma y protección del módulo de control de gas y suministra estos gases a la antorcha.
1. Instale el conjunto de válvulas tan cerca como sea posible a la antorcha. El conjunto de válvulas puede ser
instalado en cualquier posición que se necesite, siempre que el lado de las salidas (con dos acoplamientos)
quede más cerca de la antorcha que el lado de las entradas (con tres acoplamientos y un conector para el
cable de control)
.
2. Conecte las salidas del conjunto de válvulas a las conexiones de la antorcha como muestra la ilustración. (se
muestra la antorcha XTL)
Art # A-07645_spa
No quite los tapones de
bronce delantero y lateral
Rosca a la derecha. Al acople de
gas de protección de la antorcha
Rosca a la izquierda. Al acople de
gas de plasma de la antorcha
Lado de las salidas
3. Conecte las líneas de suministro de gas y el conector del cable de control del módulo de control de gas al conjunto
de válvulas como muestra la ilustración. Sostenga las válvulas antiretorno mientras acopla las líneas de gas.
Cable de control
Entrada de gas de plasma
Entrada de gas de protección
Entrada de gas de preflujo
Entrada de agua
Art # A-07646_spa
Silenciador de escape
PRECAUCIÓN
Sostenga todos los acoplamientos mientras ajusta las mangueras pues podrían producirse fugas. La
presión lateral puede romper las válvulas antiretorno o debilitar sus conexiones al conjunto de válvulas
de la antorcha. Luego del armado, verifique la ausencia de fugas en todos los acoplamientos.

Manual Nro. 0-4800 3-32 INSTALACIÓN
R. Conexión de la antorcha
Conecte la antorcha como se muestra:
Art # A-04746_spa
Conector del cable del piloto
Conjunto del cabezal de la antorcha
Tubo de
posicionamiento
Junta tórica
(O-Ring)
Cubierta de las conexiones
de la antorcha
Gas de plasma
(rosca a la izquierda)
Gas de protección
(rosca a la derecha)
Suministro de refrigerante
y cable de potencia (-)
Cable del
piloto
Suministro de refrigerante,
retorno de refrigerante
y cables del piloto
Cubierta de las conexiones
Ranura para junta tórica (O-ring)
A la válvula de
la antorcha
1. Extienda las conexiones de la antorcha sobre una superficie de trabajo limpia y seca.
2. Sostenga la cubierta de las conexiones de la antorcha. Introduzca aproximadamente 18" (0,5 m) de
conexiones a través de la cubierta.
3. Quite y descarte las tapas protectoras de los extremos del tubo de posicionamiento.
4. Instale la junta tórica (O-ring) en la ranura del extremo superior del tubo de posicionamiento.
5. Instale el tubo de posicionamiento como se explica a continuación:
a. Ubique el tubo de posicionamiento al final del conjunto de conexiones como se muestra.
b. Deslice el tubo de posicionamiento hacia arriba sobre el conjunto de conexiones.
c. Presione el extremo superior del tubo de posicionamiento dentro del extremo inferior de la cubierta de
conexiones de la antorcha. Verifique que la junta tórica (O-ring) del tubo encaje en la ranura del interior
de la cubierta de conexiones.
d. Compruebe que el tubo de posicionamiento pueda girar libremente dentro de la cubierta de conexiones
de la antorcha.
6. Conecte las conexiones de gas y refrigerante al cabezal de la antorcha.
a. Las conexiones del cabezal de la antorcha para el suministro y retorno de refrigerante son de diferentes
longitudes.
b. Las conexiones del cabezal de la antorcha para los gases de plasma y secundario tienen distintas
roscas; la conexión del gas de plasma es a la izquierda; la del gas de protección, a la derecha.
c. Sostenga las conexiones del cabezal de la antorcha; gire los acoplamientos de conexión con una
llave para ajustar dichas conexiones al cabezal de la antorcha. No ajuste excesivamente.

Manual Nro. 0-4800 3-33 INSTALACIÓN
PRECAUCIÓN
Las conexiones de gas y refrigerante poseen acoplamientos de compresión. No utilice sellador en
estas conexiones.
Aplique lentamente presión de gas a las tuberías. Antes de continuar, revise todas las conexiones
para verificar la ausencia de pérdidas. Si no hay pérdidas cierre los suministros de gas y continúe con
la instalación.
7.
Conecte el cable del piloto al cabezal de la antorcha. Presione firmemente ambos extremos del conector
al mismo tiempo. Enrosque el conector con recubrimiento plástico en el conector correspondiente del
cabezal de la antorcha.
8. Empuje el conjunto del cabezal de la antorcha hacia arriba para encajarlo en el tubo de posicionamiento.
Tire de las conexiones, haciéndolas retroceder, hasta que queden bien acomodadas dentro del tubo de
posicionamiento y de la cubierta de conexiones de la antorcha. Sostenga el conjunto del cabezal de la
antorcha; gire el tubo de posicionamiento y enrósquelo en el cabezal.
PRECAUCIÓN
Asegúrese de que las conexiones no se retuerzan en el interior del tubo de posicionamiento. Las
conexiones deben quedar como se muestra en el esquema de instalación.
9. El extremo inferior del tubo de posicionamiento posee cuatro agujeros roscados. Instale un perno cabeza
Allen en cualquiera de los agujeros roscados para asegurar el conjunto del cabezal de la antorcha al tubo
de posicionamiento.
10. Instale las piezas consumibles apropiadas como se muestra en las páginas siguientes. El manual de la
antorcha incluye diagramas que muestran las piezas que se deben instalar, en función del metal a ser
cortado y de los gases que se utilicen.
S. Instalación de las piezas consumibles de la antorcha
1. Instale las piezas consumibles como se indica a continuación para asegurar un funcionamiento apropiado.
Estos pasos le ayudarán a asegurarse de que las piezas asienten correctamente entre sí.
Art # A-03887
ADVERTENCIAS
No instale los consumibles en el cartucho si éste está
montado en el cabezal de la antorcha.
Evite la presencia de materiales extraños en los consumibles
y en el cartucho.
Maneje todas las piezas cuidadosamente para evitar dañarlas,
pues ello puede a
fectar el desempeño de la antorcha.
1. Consulte la tabla de corte apropiada para la combinación correcta de piezas para la aplicación de corte
pretendida.
2. Apile juntas las piezas consumibles.
3. Inserte la pila formada por las piezas consumibles dentro del cartucho. Asegúrese de que la junta tórica
(O-ring) grande sobre la punta de la antorcha encaja completamente en el cartucho. Si alguna parte de la
junta tórica sobresale del cartucho, significa que las piezas no asientan correctamente entre sí.

Manual Nro. 0-4800 3-34 INSTALACIÓN
4. Utilice la herramienta de extracción para sostener el conjunto del cartucho mientras gira la copa de protección
sobre el conjunto del cartucho. Una vez completado el armado de este grupo de piezas, el protector debe
sobresalir 0,063" a 0,083" (1,6 a 2,1 mm) de la copa de protección. Si el protector no sobresale esa
distancia, significa que la copa no está correctamente ajustada en el conjunto del cartucho.
5.
Saque la herramienta de extracción del cartucho. Coloque el conjunto del cartucho en el cabezal de la
antorcha. El cartucho debe cubrir y quedar sellado por la junta tórica (O-ring) grande sobre el cuerpo de la
antorcha como muestra la ilustración. Si el cartucho no queda sellado por la junta tórica (O-ring), significa
que no está completamente ajustado.
PRECAUCIÓN
No fuerce el cartucho si este no quedó completamente ajustado. Saque el cartucho y limpie la rosca
del cuerpo del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con lubricante compatible
con oxígeno (provisto con la antorcha).
El cartucho cubre la
junta tórica (O-ring)
superior de la punta
de la antorcha
El casquillo de protección
sobresale 0,063 - 0,083” (1,6 - 2,1 mm)
Electrodo
Distribuidor de
gas de plasma
Punta
Distribuidor de
gas de
protección
Casquillo de
protección
Junta tórica (O-ring)
superior sobre la punta
1: Apile
las piezas
2: Empuje el cartucho sobre
las piezas apiladas
Art # A-04716_spa
No debe haber
separación entre
las piezas
3: Enrosque la copa de protección
en el cartucho
Casquillo de
protección
Copa de protección
4: Verifique la distancia que asoma
el casquillo de protección

Manual Nro. 0-4800 3-35 INSTALACIÓN
Junta tórica
del cabezal
de la antorcha
Cabezal de la antorcha
Art # A-07202_spa
Distancia que
sobresale el protector
0,063 - 0,083”
(1,6 - 2,1 mm)
Instalación del cartucho armado en el cabezal de la antorcha
6. Si utiliza el sensor óhmico de altura de la antorcha, coloque el broche óhmico sobre la copa de protección.
A-03393_spa
Broche óhmico
7. Si utiliza el sensor óhmico de altura de la antorcha, conecte el cable del detector de altura al broche
óhmico.
NOTA
No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la
placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.

Manual Nro. 0-4800 3-36 INSTALACIÓN
T. Instrucciones para completar la instalación
1. Quite la tapa del tanque de refrigerante. Llene el tanque de refrigerante con refrigerante Thermal Dynamics
hasta el nivel indicado. El nivel es bien visible a través del tanque traslúcido de refrigerante. La cantidad
requerida varía con la longitud de las conexiones de la antorcha.
Número de catálogo y mezcla Mezcla Protege hasta
7-3580 'Extra-Cool
TM
'
25 / 75 10 °F / -12 °C
7-3581 'Ultra-Cool
TM
'
50 / 50 27 °F / -33 °C
7-3582 'Extreme Cool
TM
' Concentrado* -65 °F / -51 °C
Opciones del refrigerante a utilizar
* Para mezclar con D-I Cool
TM
7-3583
RETORNO
SUMINISTRO
RETORNO
SUMINISTRO
Art # A-04803_spa
REFRIGERANTE
Intervalo
de llenado
Tanque de
refrigerante
2. Después de haber completado la instalación del sistema, verifique que el refrigerante haya sido bombeado
a través del sistema como se indica a continuación (vea la NOTA):

Manual Nro. 0-4800 3-37 INSTALACIÓN
NOTA
En función de la longitud de las conexiones de la antorcha, el sistema podrá requerir más refrigerante
luego de encenderlo por primera vez.
a. Lleve el interruptor ON/OFF a la posición encendido (ON).
b. Si las conexiones no se llenan de refrigerante, el sistema puede salir de servicio en unos 30 segundos.
c. Lleve el interruptor ON/OFF a la posición apagado (OFF).
d.
Espere 10 segundos y lleve nuevamente el interruptor ON/OFF a la posición encendido (ON).
e.
Repita los pasos ‘b’ hasta ‘d’ hasta que el sistema no vuelva a salir de servicio. Es posible que esta
secuencia necesite ser repetida entre tres y cinco veces en función de la longitud de las conexiones de
la antorcha.
f.
Luego de que el sistema ha quedado operativo, y antes de comenzar a utilizarlo, deje que la bomba
funcione unos diez minutos para purgar el aire que pudiera haber quedado en las tuberías de refrigerante.
3.
Complete el nivel del depósito de refrigerante y coloque la tapa de llenado del mismo.
4. Antes de encender la antorcha purgue el refrigerante de la misma. Antes de la utilización revise que no
haya pérdidas. Si las pérdidas son evidentes, consulte la guía para la solución de problemas de pérdidas
de refrigerante en la sección de mantenimiento de este manual.
.

Esta página ha sido dejada en blanco intencionalmente

Manual Nro. 0-4800 4-1 OPERACIÓN
SECCIÓN 4: OPERACIÓN
Panel de control de la fuente de alimentación
Art # A-04862_spa
Indicador de CA
Indicador de
temperatura
Indicador de gas
Indicador de CC
Indicador de estado
Indicador de tensión de alimentación CA
Indica que hay tensión de alimentación en CA al sistema cuando el interruptor ON/OFF está en la
posición encendido (ON). Cuando el interruptor se lleve a ON por primera vez el indicador parpadeará
indicando la purga de gas en el encendido.
Indicador de temperatura
Normalmente está apagado. El indicador se encenderá cuando los sensores internos de temperatura
detecten valores por encima de los límites normales. En este caso, deje que la unidad se enfríe
antes de continuar con la operación.
Indicador de gas
Normalmente está encendido. Indica que la presión de gas es la adecuada para la operación del
sistema.
Indicador de CC
Indica que la fuente de alimentación está generando la tensión de salida de CC.
Indicador de estado
Muestra el estado del sistema. El número de parpadeos indica el estado. Consulte en la sección
Códigos de estado los detalles de este indicador. Durante el arranque de la fuente de alimentación,
este indicador parpadea para mostrar la versión de la revisión del programa operativo instalado en el
sistema.

Manual Nro. 0-4800 4-2 OPERACIÓN
Secuencia de arranque
1. Conecte la entrada de alimentación eléctrica del sistema.
2.
Lleve el interruptor ON/OFF a la posición ON (hacia arriba). El indicador de CA se enciende.
POWER
ON
OFF
O
I
OFF
O
Art # A-04812
3. Vea el indicador de CA. Si el indicador no enciende, permute dos fases entre sí en la entrada de alimentación
eléctrica. Si el indicador está encendido, significa que el sistema está preparado para funcionar (queda pendiente
la verificación de fallos de los circuitos internos).

Manual Nro. 0-4800 4-3 OPERACIÓN
Operación del módulo de control de gas
Descripción funcional
El módulo de control de gas permite la selección total de los gases de plasma y secundario, y la instrumentación
del control. Posee varios controles e indicadores para ajustar las presiones y los caudales de gas.
AMPERAGE
SET-UP
ENABLE
DISABLE
PLASMA
POWER
SUPPLY
SHIELD
FLOW
GAS
PRESSURE
MODE
GAS
GCM
2010
PLASMA
PREFLOW
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
Art # A-04771
MODE
GAS
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
ENABLE
DISABLE
PLASMA
POWER SUPPLY
FLOW
GAS
PRESSURE
AMPERAGE
SET-UP
9
9
H20
MIST
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST

Manual Nro. 0-4800 4-4 OPERACIÓN
Módulo de control de gas: Controles e indicadores
1. Selector de modo (MODE)
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
PREFLOW
H
2
O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N
2
F5 - N2
AIR - AIR
N
2 - H2O
N
2 - N2
Art # A-04765
9
9
GCM
2010
• Normalmente está en la posición de funcionamiento (RUN) durante la operación de la antorcha.
• En la posición de ajuste de pre-flujo (SET PREFLOW), el aire o el N2 circulan hacia la antorcha. La válvula
de pre-flujo permanece abierta por 2 minutos para permitirle al operador ajustar la presión del flujo.
• En la posición de ajuste de plasma y protección (SET PLASMA & SHIELD), los gases circulan hacia la
antorcha. La válvula de pre-flujo en la antorcha permanece abierta por 2 minutos para permitirle al operador
ajustar las presiones y caudales del flujo de gas.
• En la posición de prueba (TEST), los gases llenan las conexiones de la antorcha. El display muestra la
presión del gas de plasma mientras circula. Luego de 1 minuto, el módulo cierra las válvulas de la antorcha.

Manual Nro. 0-4800 4-5 OPERACIÓN
2. Selector de gas (GAS)
Selecciona las combinaciones de los gases de plasma y protección
.
GAS
O2 - AIR
O2 - O2
H35 -N
2
F5 - N2
AIR - AIR
N
2 - H2O
N
2 - N2
PREFLOW
H
2
O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N
2
F5 - N2
AIR - AIR
N
2 - H2O
N
2 - N2
9
9
Art # A-04766
GCM
2010

Manual Nro. 0-4800 4-6 OPERACIÓN
3. Perilla de ajuste de la corriente (AMPERAGE SET-UP)
Ajusta la corriente de salida de la antorcha
.
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
PREFLOW
H
2
O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N
2
F5 - N
2
AIR - AIR
N
2 -
H
2
O
N
2 -
N
2
9
9
Art # A-04767
GCM
2010
4. Interruptor de activación (ENABLE) ó desactivación (DISABLE) de la fuente de alimentación para plasma
En la posición desactivada (DISABLE), el sistema bloquea el inicio de un arco piloto en la antorcha mientras
el operador selecciona y ajusta los gases o cambia piezas de la antorcha. La posición DISABLE también
detiene el flujo de refrigerante y gas. La posición ENABLE permite la operación normal del sistema (bajo el
control del dispositivo del CNC).
5. Perilla de control de pre-flujo (PREFLOW) y medidor de presión
Se utiliza para ajustar la presión de pre-flujo de gas. El selector MODE debe estar en la posición PREFLOW.
6. Perillas de control de plasma y protección (PLASMA y SHIELD), medidores de presión y de caudal
Se utilizan para ajustar las presiones y los caudales de los gases de plasma y protección. El selector MODE
debe estar en la posición SET PLASMA & SHIELD.
7. Perilla de control de la niebla de agua (H
2
O MIST) y medidor de caudal
Se utiliza para ajustar el caudal del flujo de agua. El selector MODE debe estar en la posición SET PLASMA
& SHIELD. El selector GAS debe estar en la posición N
2
-H
2
O
NOTA
La niebla de agua no se utiliza en todas las aplicaciones.

Manual Nro. 0-4800 4-7 OPERACIÓN
Secuencia de operación
1. Lleve el interruptor PLASMA POWER SUPPLY ENABLE / DISABLE a la posición DISABLE.
PELIGRO
Abra siempre la entrada de alimentación eléctrica al sistema antes de cambiar o inspeccionar las
piezas de la antorcha.
a. Cambie las piezas de la antorcha si es necesario.
b. Lleve el interruptor PLASMA POWER SUPPLY ENABLE / DISABLE (en el módulo de control de gas)
a la posición ENABLE. El módulo realiza una purga de 15 segundos, luego otra de 11 segundos y
finalmente otra de 11 segundos. Esto elimina el agua de las piezas de la antorcha.
2. Seleccione los gases de plasma y de protección deseados poniendo el selector GAS en la posición
correspondiente. 2 segundos después de la selección, el módulo purga el (los) nuevo(s) gas(es) a través
de las conexiones.
3. Ajuste la presión de pre-flujo de gas.
a. Lleve el selector MODE a la posición SET PREFLOW.
b. Utilice la perilla de control PREFLOW para ajustar la presión de pre-flujo de gas. Consulte el manual de
la antorcha acerca de los ajustes de la presión.
c. Utilice la perilla de control de la corriente AMPERAGE SET-UP para ajustar el punto de consigna de la
presión de precarga al valor deseado. Pulse la perilla de control durante 2 segundos sin hacerla girar.
Luego gire la perilla para ajustar la presión.
4. Ajuste las presiones y los caudales de los gases de plasma y protección.
a. Lleve el selector MODE a la posición SET PLASMA & SHIELD.
b. Para ajustar la presión y el caudal de los gases de plasma y protección, utilice las perillas de control
PLASMA y SHIELD, y los medidores de presión y caudal. Consulte el manual de la antorcha acerca de
los ajustes de la presión.
c. En aquellas instalaciones que usan protección por agua, ajuste el caudal de agua mediante la perilla de
control H
2
O MIST y el medidor de caudal. Consulte el manual de la antorcha acerca de los caudales.
5. Utilice la perilla de control de la corriente AMPERAGE SET-UP para ajustar la corriente de salida deseada.
El módulo actualizará el valor de la corriente cada 2 segundos después del último ajuste de la perilla. El
módulo guarda en la memoria el valor del punto de consigna.
6. Lleve el selector MODE a la posición RUN.
7. Lleve el interruptor PLASMA POWER SUPPLY ENABLE / DISABLE (en el módulo de control de gas) a la
posición ENABLE. El módulo realiza una purga de 15 segundos, luego otra de 11 segundos y finalmente
otra de 11 segundos. Esto elimina el agua de las piezas de la antorcha.
NOTA
Cuando se cambian los gases entre operaciones, deje que el tiempo de purga sea lo suficientemente
largo para eliminar el gas previamente utilizado de las conexiones de la antorcha.
PRECAUCIÓN
A pesar de que nada impide que el operador cambie los gases durante el funcionamiento del piloto o en
el corte, se recomienda no realizar dicho cambio en esa condición. Si el operador cambia los gases
durante el funcionamiento del piloto o en el corte, la fuente de alimentación completará el corte con el
gas con el que estaba trabajando. Luego, el control de gas cambiará al nuevo gas. El cambio de gases
durante el funcionamiento del piloto o en el corte puede dañar las piezas de la antorcha, sus conexiones,
el módulo de control o la pieza que está siendo cortada.

Manual Nro. 0-4800 4-8 OPERACIÓN
Calidad del corte
Los requisitos de calidad del corte difieren según la aplicación. Por ejemplo, la formación de nitruros y el ángulo
del chaflán pueden constituirse en factores importantes si la superficie será soldada luego del corte. La ausencia
de residuos en el corte es importante cuando se desea una calidad de terminación del corte que evite una
operación secundaria de limpieza. La calidad del corte varía para los diferentes materiales y espesores.
Ángulo de corte
del lado derecho
Á
ngulo de corte
del lado izquierdo
A-00512_spa
Ancho de ranura
Desviación angular
de la superficie de
corte (chaflán)
Redondeado del
borde superior
Estrías sobre la
superficie del corte
Formación
de residuos
Salpicaduras
superiores
A-00007_spa
Superficie del corte
La condición (suave o rugosa) de la cara del corte.
Ángulo del chaflán
Es el ángulo entre la superficie del borde del corte y un plano perpendicular a la superficie de la placa. Un corte
perfectamente perpendicular daría por resultado un chaflán con un ángulo de 0°.
Redondeo del borde superior
Redondeo en el borde superior de un corte debido al desgaste desde el punto de contacto inicial del arco de
plasma sobre la pieza.
Formación de residuos y salpicaduras en el borde superior
El residuo es material derretido que no es soplado fuera de la zona del corte y se vuelve a solidificar en la
placa. Las salpicaduras en el borde superior son residuos que se acumulan en el borde superior de la pieza.
Un residuo excesivo puede requerir de una operación secundaria de limpieza luego del corte.
Ancho de ranura
Es el ancho del material removido durante el corte.
Formación de nitruros
Los depósitos de nitruros pueden permanecer en el borde del corte en los aceros al carbono cuando hay gas
nitrógeno presente en el flujo del gas de plasma. Las formaciones de nitruros pueden ocasionar dificultades si
la pieza debe ser soldada luego del corte.

Manual Nro. 0-4800 4-9 OPERACIÓN
Dirección del corte
La corriente de gas de plasma forma un remolino mientras deja la antorcha para mantener una columna de gas
uniforme. Este efecto de remolino hace que un lado del corte resulte más perpendicular a la placa que el otro.
Visto en la dirección del movimiento, el lado derecho del corte es más perpendicular que el izquierdo.
Ángulo de corte
del lado derecho
Á
ngulo de corte
del lado izquierdo
A-00512_spa
Desperdicio
Sentido horario
Sentido
antihorario
Art # A-04182_spa
Pieza a cortar
Desperdicio
Efecto de remolino en las características laterales del corte
Para hacer un corte perpendicular al borde de la pieza al cortar un círculo interior, la antorcha debe moverse
en sentido anti horario alrededor del círculo. Para mantener el corte perpendicular al borde de la pieza al cortar
un círculo exterior, la antorcha debe moverse en sentido horario.
Corte bajo el agua
No se recomienda cortar sobre una mesa de agua, ni bajo el agua ni con el agua tocando la placa a cortar, o
utilizar un sistema de cortina de agua. Si se utiliza una mesa de agua, el nivel de agua debe ser como mínimo
de 4 pulgadas (100 mm) de la parte inferior de la placa. Ignorar esta recomendación podría ocasionar una baja
calidad de corte y una disminución de la vida de las piezas consumibles.
Sensor óhmico de altura
No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a
cortar interfiere eléctricamente con el circuito del sensor óhmico.

Manual Nro. 0-4800 4-10 OPERACIÓN
Selección del gas
A. Gases de plasma
1. Plasma de aire
•
Se utiliza más a menudo en materiales ferrosos o al carbono y permite una buena calidad a mayores
velocidades de corte.
•
El plasma de aire se utiliza habitualmente con aire como gas de protección.
• Solamente se recomienda aire limpio y seco para utilizar como gas de plasma. Cualquier contaminación por
aceite o humedad en el suministro de aire reducirá sustancialmente la vida de las piezas de la antorcha
.
• Proporciona resultados satisfactorios en materiales no ferrosos.
2. Plasma de Argón/Hidrógeno (H35)
•
Recomendado para utilizar en aceros inoxidables con espesores de 3/4" (19 mm) y mayores. También está
recomendado para materiales no ferrosos con espesores de 1/2" (12,7 mm) y mayores. Habitualmente, la
mezcla Ar/H2 no se utiliza para materiales no ferrosos de menor espesor pues para estos existen otros
gases de menor costo que pueden realizar cortes de calidad similar.
•
Mala calidad de corte en materiales ferrosos.
•
Permite grandes velocidades de corte y alta calidad de corte en materiales de mayor espesor lo cual compensa
su costo más elevado.
• Debe utilizarse una mezcla compuesta por 65% de argón y 35% de hidrógeno.
3. Plasma de oxígeno (O
2
)
• El oxígeno se recomienda para cortar materiales ferrosos.
• Permite mayores velocidades de corte.
• Proporciona terminaciones muy suaves y minimiza la formación de nitruros en la superficie de corte (si las
formaciones de nitruros no son eliminadas, pueden ocasionar dificultades en la producción de soldaduras de
alta calidad).
4. Plasma de nitrógeno (N2)
• Proporciona una mejor calidad de corte en materiales no ferrosos tales como acero inoxidable y aluminio.
• Puede ser utilizado en lugar del plasma de aire con protección por aire o dióxido de carbono (CO
2
).
• Proporciona una mayor vida de las piezas que el aire.
• Debe utilizarse nitrógeno con un alto grado de limpieza de soldadura.
B. Gases de protección
1. Protección por aire comprimido
• La protección por aire se utiliza habitualmente con el plasma de aire.
• Mejora la calidad de corte en algunos materiales ferrosos.
• Precio ínfimo – reduce los costos de operación.
2. Protección por nitrógeno (N2)
• La protección por nitrógeno se utiliza habitualmente con el plasma de Ar/H2 (H35).
• Proporciona terminaciones suaves en materiales no ferrosos.
• Puede reducir la generación de humo cuando se utiliza con plasma de Ar/H2 (H35).
3. Protección por agua
• Se utiliza habitualmente con plasma de nitrógeno, Ar/H2 (H35) o aire.
• Proporciona una superficie de corte muy suave.
• Reduce el humo y el calentamiento de la pieza.
• Efectiva hasta un espesor máximo de 1/2" (12,7 mm).
• Utiliza agua de red, de muy bajo costo.

Manual Nro. 0-4800 4-11 OPERACIÓN
Códigos de estado de la fuente de alimentación
En el arranque y durante la operación, los circuitos de control de la fuente de alimentación ejecutan varias
pruebas. Si el circuito detecta una condición que requiere la atención del operador, el indicador de estado del
panel de control parpadea y muestra un código compuesto por dos partes; la primera indica un grupo de
código, la segunda indica una condición particular dentro del grupo. Luego de 4 segundos, la secuencia se
repite.
E
jemplo: El indicador parpadea 4 veces; la condición pertenece al grupo 4. Luego de un retardo de 1,2 segundos,
el indicador parpadea 3 veces; por lo tanto, el código de la condición es 4-3, lo cual indica sobretemperatura en
el refrigerante. Luego del retardo de 4 segundos, el indicador repite la secuencia hasta que la condición es
corregida.
Algunas condiciones pueden estar activas indefinidamente mientras que otras son momentáneas. La fuente
de alimentación enclava las condiciones momentáneas; algunas condiciones momentáneas pueden sacar de
servicio al sistema. El indicador puede mostrar múltiples condiciones en secuencia; es importante reconocer
todas las condiciones posibles que pueden ser mostradas.
NOTA
Estos códigos se utilizan en sistemas con firmware versión 2.4 o superior. Si el firmware de su
sistema es una versión anterior comuníquese con su distribuidor para obtener las actualizaciones.
Significado de los códigos de fallo
Código
de error
Error
Solución / comentarios
1-1
Sistema no habilitado o falta
una fase en la entrada de CA.
Habilitación del plasma apagada - Parada de emergencia externa activada
o falta el puente entre TB1-1 y 2 en el CCM - Falta una fase de CA - No
hay alimentación al control de gas GCM 2000 ó 2010 - Verifique la
conexión del cable del control GCM; rearme los interruptores CP4 y CP5
en la fuente de alimentación; verifique que el fusible F19 en el GCM no
esté quemado.
1-2
Fallo en la ignición del piloto.
El piloto no se inicia dentro de un tiempo de 15 segundos. Presión de
preflujo demasiado alta – Iniciador de arco defectuoso.
1-3
Piloto apagado.
El piloto se apagó sin haber señal de parada – Presión de preflujo
demasiado alta – Corriente de corte demasiado baja para los consumibles
instalados.
1-4
Pérdida de transferencia del
arco.
Hay transferencia del arco (>50 ms) pero luego el arco de apaga con el
ARRANQUE aún activado. Distancia excesiva entre la antorcha y la pieza
– Ajuste de la corriente demasiado bajo.
1-5
Fuera de la placa (pieza a
cortar).
Actualmente, esta función no está habilitada.
1-6
Tiempo de espera excedido
sin transferencia.
La transferencia entre el arco piloto y el arco de corte se debe establecer
en 85 ms (si SW8-1 = OFF) o en 3 seg. (si SW8-1 = ON). Distancia
antorcha-pieza excesiva o hay una cavidad en la pieza justo debajo de la
antorcha – Corriente demasiado baja para los consumibles instalados –
Presión de preflujo demasiado baja.
1-7 Economizador de punta.
Actualmente, esta función no está habilitada.
1-8
Posible cortocircuito en la
antorcha.
La tensión detectada en la punta es muy cercana a la tensión del
electrodo. Flujo o presión del plasma demasiado baja – Fuga de plasma –
Corriente de corte demasiado alta – Cortocircuito en el cuerpo de la
antorcha – Piezas consumibles desgastadas.
Art. # Fault code key_Page 4-11_spa.doc

Manual Nro. 0-4800 4-12 OPERACIÓN
Significado de los códigos de fallo
Código
de error
Error Solución / comentarios
2-1 Falta una fase. Fusible quemado, conexión del cable de alimentación rota o floja.
2-2
Tensión de entrada incorrecta. El(los) inversor(es) no está(n) correctamente configurado(s) para la tensión de
entrada – Mala calidad del suministro eléctrico (baja tensión, caídas de tensión) –
Baja potencia del suministro eléctrico o sección pequeña del cableado que
ocasiona caídas de tensión; conexiones del cable de alimentación rotas o flojas.
2-3
Sobretemperatura en el inversor
o en el regulador del piloto.
Ventilador averiado – Temperatura ambiente superior a 40° C (104° F) –
Flujo de aire obstruido.
2-4
La fuente de alimentación no
está preparada.
Inversor defectuoso.
2-5
Salida de CC baja. Salida menor de 60 Vcc – Inversor defectuoso, salida cortocircuitada –
Regulador del piloto (recortador) cortocircuitado – Cables del sensor de
tensión del CCM (J6) cortados o desconectados.
2-6
Fallo por sobrecorriente
primaria.
Se detectó una sobrecorriente en el circuito primario del inversor, desconecte la
alimentación para reiniciar la máquina; inversor defectuoso; pico de tensión.
2-7
Valor inesperado de la
corriente.
Corriente > 20 A en los cables de masa o del piloto antes de que se
produzca la ignición del piloto – Posible cortocircuito en la antorcha –
Sensor de corriente defectuoso.
2-8
Valor inesperado de la
corriente en el circuito del
piloto.
Corriente > 5 A en el circuito del piloto; consumibles incorrectos o que no
coinciden – Cable del piloto cortocircuitado con el negativo en el tubo de la
antorcha – Posible cortocircuito en la antorcha.
2-9
Valor inesperado de la
corriente en el cable de masa.
Corriente > 5 A en el cable de masa – Cortocircuito al chasis en el Iniciador
remoto de arco (RAS) – Cortocircuito del cable negativo a tierra.
3-1
Fallo en la comunicación del
control de gas; no puede
establecerse la comunicación
con el control de gas.
Para el GCM 1000: cable de control desconectado o señal básica ID abierta.
Para los GCM 2010 y 2000: terminaciones de la fibra óptica o conectores sucios;
limpie con aire comprimido seco y limpio – La fibra óptica no está bien asegurada
en el conector o tiene dobleces muy agudos o está averiada – Placa de circuitos
del control de gas defectuosa; reemplácela. CCM averiado, reemplácelo.
3-2
Error en la respuesta de la
comunicación del control de gas,
la conexión se estableció pero el
CCM no recibió una respuesta a
un pedido del proceso.
El control de gas no respondió a la señal del CCM dentro del tiempo permitido.
Terminaciones de la fibra óptica o conectores sucios; limpie con aire
comprimido seco y limpio – La fibra óptica no está bien asegurada en el
conector o tiene dobleces muy agudos o está averiada. Si el problema persiste
y la placa de circuitos del control de gas parece averiada, reemplácela.
3-3
Baja presión de gas. Para el GCM 1000: plasma < 15 psi; presostato averiado o desconectado.
Para los módulos GCM2010_AG, GCM2000_AC o posteriores o para el control
de gas actualizado con una placa de circuitos 19X2219_AG o posterior:
entrada de gas de plasma o protección fuera del intervalo de 105-135 psi.
Para los módulos GCM2010_AG, GCM2000_AC o posteriores o para el control
de gas actualizado con una placa de circuitos 19X2219_AG o posterior:
entrada de gas de plasma o protección fuera del intervalo 105-135 psi o sensor
de presión desenchufado o averiado.
3-4
Control de gas no preparado. En proceso de purga; no está en el modo RUN – Control de gas averiado,
reemplace la placa de circuitos.
3-5
Fallo en el protocolo del
control de gas.
Error en la aplicación o fallo de compatibilidad del firmware.
3-6
Nivel de control de corriente
inválido desde el GCM.
El GCM envió un nivel de corriente de salida fuera del rango de la fuente de
alimentación; verifique la compatibilidad del firmware.
3-7
El control de gas devuelve una
secuencia de órdenes errónea.
Verifique la compatibilidad del firmware.
3-8
Los tipos de CCM y de control
de gas (Autocut-Ultracut) no
coinciden.
Instale el CCM o el control de gas correcto para el sistema.
3-9
Fallo en la respuesta de la
comunicación del control de gas.
La respuesta no es compatible con lo solicitado – Verifique la
compatibilidad del firmware.
3-10
Advertencia. -- El firmware del
control de gas debe actualizarse.
El sistema funcionará pero el control no puede optimizarse para lograr el
mejor rendimiento y la mayor vida de los consumibles.
Art. #Fault code key_Page 4-12_spa.doc

Manual Nro. 0-4800 4-13 OPERACIÓN
Significado de los códigos de fallo
Código
de error
Error Solución / comentarios
4-1
Fallo por bajo nivel de
refrigerante.
Revise el nivel de refrigerante, añada si es necesario.
4-2
Bajo caudal de refrigerante
después de activar la purga.
Sin corte: < 0,7 gal./min.
durante 15 seg. Con corte: flujo
de 0,35 a 0,7 gal./min. durante
3 seg. o inmediatamente si <
0,35 gal./min.
Ingresa aire en la succión de refrigerante, probablemente a través del sello
del filtro en el panel trasero; filtro tapado; bomba averiada.
4-3
Refrigerante sobrecalentado
(>70° C, 158° F)
Ventilador del refrigerante averiado – Aletas del radiador de refrigerante
tapadas con suciedad – Temperatura ambiente > 40° C.
4-4
Sistema de refrigeración no
preparado. El flujo no alcanza
los 0,35 gal./min. durante al
menos 5 segundos al activar la
purga o el cebado.
Si la instalación es nueva, posiblemente deba poner en marcha la bomba
varias veces para llenar las mangueras – Tubo de refrigerante de la
antorcha averiado – Ingresa aire en la succión de refrigerante,
probablemente a través del sello del filtro en el panel trasero; filtro tapado;
bomba averiada.
4-5
Advertencia: bajo nivel de
refrigerante.
Se ha detectado un bajo nivel de refrigerante durante la operación de corte,
pero el corte no se detiene.
5-1
Fallo de CANBUS para
reconocer una avería.
Para el GCM 1000: falta la señal básica ID – Para otros controles de gas:
fibra óptica desconectada o rota, fallo en el transceptor (donde está
enchufada la fibra), reemplace la placa de circuitos del control de gas o el
CCM.
5-2
CANBUS apagado debido a un
exceso de errores de datos.
Terminaciones de la fibra óptica o conectores sucios; limpie con aire
comprimido seco y limpio – La fibra óptica no está bien asegurada en el
conector o tiene dobleces muy agudos o está averiada.
5-3
Advertencia de error en los
datos del CANBUS. Los
errores aumentan y pronto
ocasionarán un fallo.
Terminaciones de la fibra óptica o conectores sucios; limpie con aire
comprimido seco y limpio – La fibra óptica no está bien asegurada en el
conector o tiene dobleces muy agudos o está averiada.
5-4
Mensaje del CCM no enviado. Terminaciones de la fibra óptica o conectores sucios; limpie con aire
comprimido seco y limpio – La fibra óptica no está bien asegurada en el
conector o tiene dobleces muy agudos o está averiada – Error en el
hardware del CANBUS (Placa de circuitos del CCM o del control de gas).
6-1
Error de tensión analógica del
CCM.
Reemplace el CCM.
6-2
Error en los conversores ADC
o DAC del CCM.
Reemplace el CCM.
6-3
Error por flujo de refrigerante
demasiado alto, flujo > 2,7
gal./min.
Tubo de refrigerante de la antorcha roto o faltante – Fallo del CCM,
reemplácelo.
6-4
Error en la memoria de datos
del CCM.
Reemplace el CCM.
Art. #Fault code key_Page 4-13_spa.doc

Manual Nro. 0-4800 4-14 OPERACIÓN
Iniciador remoto de arco: tabla de solución de problemas y reparaciones
Tabla de solución de problemas y reparaciones del iniciador de arco
Síntoma Causa Revise el conector Solución
El refrigerante se ha vuelto
conductor de la electricidad.
Utilice un medidor de
conductividad
Lave el sistema, reemplace el
refrigerante.
El cable del retorno del piloto no
está conectado
Inspección visual Conecte el cable.
La distancia de chispa es muy
pequeña
Verifique con una lámina
de ajuste
Ajuste en 0,063" ± 0,002"
Posiblemente el capacitor de
alta frecuencia (C4) esté abierto
Utilice un medidor de
capacidad
Reconecte o reemplace.
Ferrites rotos o faltantes Inspección visual Reemplace.
Cortocircuito en el inductor (L1) Inspección visual Elimine el cortocircuito,
aumente las separaciones de
la bobina.
Los capacitores para la chispa
(C1, C2, C3) están rotos o
defectuosos
Medidor de capacidad Reemplace.
El piloto no
enciende: hay
chispa en el
iniciador de arco
pero no
enciende
El suministro negativo no está
bien conectado
Inspección visual Reconecte.
La distancia de chispa es
demasiado grande
Verifique con una lámina
de ajuste
Ajuste en 0,063" ± 0,002"
Transformador defectuoso Medición de la resistencia Reemplace.
No hay suministro de 120 V Verifique la tensión de
entrada en el filtro EMI
Efectúe las conexiones;
reemplace el mazo de cables.
No hay conexión (o está floja) a
los electrodos para chispa
Inspección visual Reconecte.
El piloto no
enciende: no
hay chispa en el
iniciador de arco
Filtro de EMI defectuoso Medición de la tensión o
del resistor
Reemplace.
Acoplamiento(s) flojo(s) Inspección visual Ajuste los acoplamientos.
Fallo en las uniones soldadas
(L1)
Inspección visual Reemplace la bobina HF.
Refrigeración
insuficiente o
nula: pérdidas
de refrigerante
Tubería(s) de refrigerante
dañada(s) o pinchada(s)
Inspección visual Reemplace la(s) tubería(s) de
refrigerante.
Mangueras de suministro y
retorno invertidas
Inspección visual de las
conexiones codificadas
por color
Haga coincidir los colores de
las conexiones con los colores
de los acoplamientos en el
iniciador de arco.
Refrigeración
insuficiente o
nula: no hay
circulación de
refrigerante
Bloqueo en la bobina o en las
mangueras de suministro /
retorno
Afloje un poco el
acoplamiento y vea si sale
refrigerante
Lave el sistema.
Drenaje por el blindaje /
Conector del blindaje interior de
las conexiones de la antorcha
faltante o flojo
Inspección visual del
acoplamiento de las
conexiones al iniciador de
arco
Reconecte / ajuste los
conectores.
Conexión de puesta a tierra
faltante o floja
Inspección visual del
cable de puesta a tierra
del iniciador de arco
Efectúe o ajuste las
conexiones a una buena
puesta a tierra.
Comportamiento
errático del
sistema
(interferencia
EMI)
El capacitor C5 no está
conectado, está abierto o falta
Inspección visual /
medición del capacitor
Reemplace la placa de
circuitos.
Art. Remote Arc Starter Service Chart_spa

Manual Nro. 0-4800 4-15 OPERACIÓN
Iniciador remoto de arco: ajuste de la separación de los electrodos
Art # A-04857_spa
0,063" ± 0,002"
1,6 ± 0,05 mm

Manual Nro. 0-4800 4-16 OPERACIÓN
Esta página ha sido dejada en blanco intencionalmente

Manual Nro. 0-4800 5-1 MANTENIMIENTO
SECCIÓN 5: MANTENIMIENTO
Efectúe periódicamente las siguientes verificaciones para asegurar el adecuado desempeño del sistema.
Programa de mantenimiento de la fuente de alimentación
Diario
Revise el nivel de refrigerante en el tanque; añada si es necesario.
Revise las conexiones de la manguera de gas y las presiones.
Mensualmente
Revise el ventilador de refrigeración y el radiador; limpie si es
necesario.
Revise las mangueras de gas en busca de grietas, pérdidas o
abrasión. Reemplace si es necesario.
Revise todas las conexiones eléctricas en busca de grietas o
abrasión.Reemplace si es necesario.
Cada seis meses
Limpie o reemplace el filtro externo de refrigerante.
Limpie el tanque de refrigerante.
Aspire el polvo depositado en el interior de la fuente de
alimentación.
Revise el filtro interno de refrigerante.
Procedimiento para limpiar el filtro externo de refrigerante
La limpieza periódica del filtro de refrigerante asegura la máxima eficiencia del flujo de refrigerante. Un flujo
escaso de refrigerante ocasiona una deficiente refrigeración de las piezas de la antorcha con el consiguiente
desgaste prematuro de los consumibles.
Limpie el filtro de refrigerante como se indica a continuación:
1. Desconecte la alimentación eléctrica del sistema.
Elemento filtrante
Porta filtro
Art # A-04811_spa
2. Desenrosque a mano el vaso del filtro y retírelo. Asegúrese de que no se salga la junta tórica (O-ring).
3. Retire y limpie el filtro. Reinstale el vaso, ajustándolo a mano. Asegúrese de que la junta tórica (O-ring)
esté en su lugar.
4. Encienda el sistema y revise en busca de pérdidas.

Manual Nro. 0-4800 5-2 MANTENIMIENTO
Procedimiento para limpiar el filtro interno de refrigerante
El elemento filtrante de la línea de la tubería debe ser limpiado periódicamente. Para acceder al montaje del filtro
de línea saque el panel lateral derecho (vista la unidad desde el frente) de la fuente de alimentación. Saque el
elemento filtrante desenroscando el porta filtro del montaje del filtro. Limpie el elemento filtrante enjuagándolo con
agua caliente jabonosa. Elimine el jabón residual del elemento enjuagándolo con agua caliente limpia. Asegúrese
de que todo el jabón haya sido eliminado y de que el elemento esté completamente seco antes de reinstalarlo en
el montaje del filtro de línea.
Procedimiento para reemplazar el refrigerante
Reemplace el refrigerante como se indica a continuación:
1.
Corte la alimentación eléctrica del sistema. Desconecte el acoplamiento de la línea de refrigerante de la
parte superior del tanque y recoja el líquido en un recipiente descartable.
2.
Conecte la alimentación eléctrica del sistema y enciéndalo para que la bomba vacíe el tanque. La bomba
funcionará unos 20 segundos antes de que el detector de flujo ocasione la salida de servicio del sistema.
Este procedimiento puede ser repetido unas pocas veces hasta que el tanque esté completamente vacío.
3. Conecte el acoplamiento de la línea de refrigerante y llene el tanque con refrigerante nuevo hasta alcanzar
el nivel correcto.
RETORNO
SUMINISTRO
RETORNO
SUMINISTRO
Art # A-04803_spa
REFRIGERANTE
Intervalo
de llenado
Tanque de
refrigerante
4. Encienda el sistema, déjelo funcionar unos minutos y revise el nivel de refrigerante, complete si es
necesario.

Manual Nro. 0-4800 6-1 PIEZAS Y CONJUNTOS DE REEMPLAZO
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REEMPLAZO
Unidad completa / Números de catálogo de los componentes Número de catálogo
Fuente de alimentación
Ultra-Cut
®
150, 208/230 V 3-9117-1
Fuente de alimentación Ultra-Cut
®
150, 460 V 3-9117-2
Fuente de alimentación Ultra-Cut
®
150, 400 V 3-9117-3
Fuente de alimentación Ultra-Cut
®
150, 400 V (CE) 3-9117-4
Módulo de control de gas (GCM-2010) con conjunto de válvulas para antorcha XTL 3-9131
Módulo de control de gas (GCM-2010)
solo 7-4000
Conjunto de válvulas de repuesto (solo) para antorcha original 4-3049
Conjunto de válvulas (solo) para antorcha XTL 4-3054
Iniciador remoto de arco
(RAS-1000) 3-9130
EQUIPO OPCIONAL:
Juego de ruedas 9-9379

Manual Nro. 0-4800 6-2 PIEZAS Y CONJUNTOS DE REEMPLAZO
Disposición del sistema
Pieza a cortar
CNC
Iniciador
remoto
de arco
Art # A-06876_spa
Antorcha
Suministro de refrigerante
Retorno de refrigerante
Cable de control
Retorno del piloto
Suministro de refrigerante
Retorno de refrigerante
Gas de plasma
Gas de protección
Cable de masa
Cable de
fibra
óptica
Cable de
control
Módulo de
control
de gas
Fuente
de
alimentación
Montaje
de válvulas
de la
antorcha
Blindaje
Tubo de
posicionamiento
Gas de plasma
Protec. por agua
Protección
Gas de protección
Negativo
Retorno del piloto
Cable de control
Gas de preflujo
Alimentación
eléctrica
Long. máxima 100 pies / 30,5 m
Long. máxima 125 pies / 38,1 m
Long. máxima 175 pies / 53,3 m

Manual Nro. 0-4800 6-3 PIEZAS Y CONJUNTOS DE REEMPLAZO
Conexiones y cables
Verde / amarillo AWG 4
Verde / amarillo
AWG 1/0 (50 mm )
A
Verde
Rojo
Art # A-07473_spa
Cable AWG 8
Cable AWG 1
B
C
D
E
F
F1
K
L
H, Q,
R, S,T
Cable de masa
37
14
Cable AWG 1/0 (50 mm )
Cable de puesta a tierra
O
P
Verde
Rojo
2
14
G
Conjunto de cable blindado
de la antorcha, del iniciador
de arco remoto a la antorcha
I
J
Cable de retorno del piloto
entre la fuente de alimentación
y el iniciador de arco
2
Cable negativo entre la fuente de
alimentación y el iniciador de arco
Conexión de suministro de
refrigerante entre la fuente de
alimentación y el iniciador de arco
Conexión de retorno de refrigerante
entre la fuente de alimentación
y el iniciador de arco
Cable de control entre la fuente de
alimentación y el iniciador de arco
Cable de puesta a tierra entre
el iniciador remoto de arco
y la puesta a tierra
Cable al CNC
(14 conductores)
Conexión de gas de plasma
entre la válvula de la antorcha
y la antorcha
Conexión de gas de protección
entre la válvula de la antorcha
y la antorcha
Cable de control entre la fuente
de alimentación y el módulo
de control de gas
Cable de fibra óptica
entre la fuente de
alimentación y el
módulo de control
de gas

Manual Nro. 0-4800 6-4 PIEZAS Y CONJUNTOS DE REEMPLAZO
Letra clave Descripción Número de catálogo
A,B,C,D,E
Juego de cables de suministro, 3 pies / 1 m (vea la nota 1) 4-3027
A,B,C,D,E Juego de cables de suministro, 10 pies / 3,05 m (vea la nota 1) 4-3028
A,B,C,D,E Juego de cables de suministro, 15 pies / 4,5 m (vea la nota 1) 4-3029
A,B,C,D,E Juego de cables de suministro, 25 pies / 7,6 m (vea la nota 1) 4-3030
A,B,C,D,E Juego de cables de suministro, 35 pies / 10,6 m (vea la nota 1) 4-3050
A,B,C,D,E Juego de cables de suministro, 50 pies / 15,2 m (vea la nota 1) 4-3031
A,B,C,D,E Juego de cables de suministro, 75 pies / 22,9 m (vea la nota 1) 4-3032
A,B,C,D,E Juego de cables de suministro, 100 pies / 30,5 m (vea la nota 1) 4-3033
A,B,C,D,E Juego de cables de suministro, 125 pies / 38,1 m (vea la nota 1) 4-3034
A Cable de retorno de piloto (solo), 4 pies / 1,2 m 9-4890
A Cable de retorno de piloto (solo), 10 pies / 3,05 m 9-4891
A Cable de retorno de piloto (solo), 15 pies / 4.5 m 9-4790
A Cable de retorno de piloto (solo), 25 pies / 7,6 m 9-4791
A Cable de retorno de piloto (solo), 35 pies / 10,6 m 9-9426
A Cable de retorno de piloto (solo), 50 pies / 15,2 m 9-4792
A Cable de retorno de piloto (solo), 75 pies /22,8 m 9-4793
A Cable de retorno de piloto (solo), 100 pies /30,5 m 9-4794
A Cable de retorno de piloto (solo), 125 pies /38,1m 9-4796
B Cable negativo (solo), 3 pies / 1 m 9-4892
B Cable negativo (solo), 10 pies / 3,05 m 9-4897
B Cable negativo (solo), 15’ / 4.5 m 9-4798
B Cable negativo (solo), 25’ / 7,6 m 9-4799
B Cable negativo (solo), 35’ / 10,6 m 9-9427
B Cable negativo (solo), 50’ / 15,2 m 9-4800
B Cable negativo (solo), 75’ / 22,8 m 9-4801
B Cable negativo (solo), 100’ / 30,5 m 9-4802
B Cable negativo (solo), 125’ / 38,1 m 9-4804
C Manguera de suministro de refrigerante (sola), 3 pies / 1 m 9-4886
C Manguera de suministro de refrigerante (sola), 10 pies / 3,05 m 9-4887
C Manguera de suministro de refrigerante (sola), 15 pies / 4,6 m 9-4780
C Manguera de suministro de refrigerante (sola), 20 pies / 6 m 9-4781
C Manguera de suministro de refrigerante (sola), 25 pies / 7,6 m 9-4782
C Manguera de suministro de refrigerante (sola), 30 pies / 9,1 m 9-4783
C Manguera de suministro de refrigerante (sola), 35 pies / 10,6 m 9-4784
C Manguera de suministro de refrigerante (sola), 40 pies / 12 m 9-4785
C Manguera de suministro de refrigerante (sola), 50 pies / 15,2 m 9-4786
C Manguera de suministro de refrigerante (sola), 75 pies / 23 m 9-4787
C Manguera de suministro de refrigerante (sola), 100 pies / 30,5 m 9-4788
D Manguera de suministro de refrigerante (sola), 3 pies / 1 m 9-4888
D Manguera de suministro de refrigerante (sola), 10 pies / 3,05 m 9-4889
D Manguera de suministro de refrigerante (sola), 15 pies / 4,6 m 9-4762
D Manguera de suministro de refrigerante (sola), 20 pies / 6 m 9-4763
D Manguera de suministro de refrigerante (sola), 25 pies / 7,6 m 9-4764
D Manguera de suministro de refrigerante (sola), 30 pies / 9,1 m 9-4765
D Manguera de suministro de refrigerante (sola), 35 pies / 10,6 m 9-4766
D Manguera de suministro de refrigerante (sola), 40 pies / 12 m 9-4767
D Manguera de suministro de refrigerante (sola), 50 pies / 15,2 m 9-4768
D Manguera de suministro de refrigerante (sola), 75 pies / 23 m 9-4769
D Manguera de suministro de refrigerante (sola), 100 pies / 30,5 m 9-4770
NOTA 1:
Los juegos de cables de suministro incluyen el cable de retorno de piloto, el cable negativo, las
mangueras de suministro y retorno de refrigerante y el cable de control.
.

Manual Nro. 0-4800 6-5 PIEZAS Y CONJUNTOS DE REEMPLAZO
Letra clave Descripción Número de catálogo
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 3 pies / 1 m 9-4941
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 10 pies / 3,05 m 9-4916
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 15 pies / 4,5 m 9-4917
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 25 pies / 7,6 m 9-4918
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 50 pies / 15,2 m 9-4942
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 75 pies / 22,9 m 9-4943
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 100 pies / 30,5 m 9-4944
E
Cable de control (solo), entre la fuente de alimentación y el
iniciador de arco 125' / 38,1 m 9-4922
F Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 3 pies / 1 m 9-4923
F
Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 15 pies / 4,5 m 9-4924
F Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 25 pies / 7,6 m 9-4925
F
Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 50 pies / 15,2 m 9-4926
F Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 75 pies / 22,9 m 9-4927
F Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 100 pies / 30,5 m 9-4928
F
Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 125' / 38,1 m 9-4929
F Cable de puesta a tierra, entre la fuente de alimentación y el
módulo de control de gas, 150 pies / 45,7 m 9-4930
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 3 pies / 1 m 9-4931
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 15 pies / 4,5 m 9-4932
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 25 pies / 7,6 m 9-4933
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 50 pies / 15,2 m 9-4934
F1
Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 75 pies / 22,9 m 9-4935
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 100 pies / 30,5 m 9-4936
F1 Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 125 pies / 38,1 m 9-4937
F1
Cable de puesta a tierra entre el iniciador remoto de arco y
la puesta a tierra, 150 pies / 45,7 m 9-4938

Manual Nro. 0-4800 6-6 PIEZAS Y CONJUNTOS DE REEMPLAZO
NOTA 2:
Los juegos de conexiones de gas incluyen las
mangueras de gases de plasma y de protección,
la manguera de gas de pre-flujo y el cable de
control.
Letra clave Descripción Número de catálogo
G Conjunto de manguera de retorno de refrigerante, 10 pies / 3,05 m 9-4882
G Conjunto de retorno de piloto, 3 pies / 1 m 9-4995
G Conjunto de retorno de piloto, 10 pies / 3,05 m 9-4883
G Conjunto de negativo/suministro de refrigerante, 10 pies / 3,05 m 9-4939
G Conjunto de cable de la antorcha, 3 pies / 1 m 9-4884
G Conjunto de cable de la antorcha, 10 pies / 3,05 m 9-4885
H,Q,R,S,T Juego de conexiones de gas, 10 pies / 3,05 m (vea la nota 2) 4-3035
H,Q,R,S,T
Juego de conexiones de gas, 15 pies / 4,5 m (vea la nota 2) 4-3036
H,Q,R,S,T
Juego de conexiones de gas, 25 pies / 7,6 m (vea la nota 2) 4-3037
H,Q,R,S,T
Juego de conexiones de gas, 35 pies / 10,6 m (vea la nota 2) 4-3051
H,Q,R,S,T
Juego de conexiones de gas, 50 pies / 15,2 m (vea la nota 2) 4-3038
H,Q,R,S,T
Juego de conexiones de gas, 75 pies / 22,9 m (vea la nota 2) 4-3039
H,Q,R,S,T
Juego de conexiones de gas, 25 pies / 7,6 m (vea la nota 2) 4-3040
H,Q,R,S,T
Juego de conexiones de gas, 125 pies / 38,1 m (vea la nota 2) 4-3041
H,Q,R,S,T
Juego de conexiones de gas, 150 pies / 45,7 m (vea la nota 2) 4-3042
H,Q,R,S,T
Juego de conexiones de gas, 175 pies / 53,3 m (vea la nota 2) 4-3043
I
Conexión para plasma (entre el conjunto de válvulas
de la antorcha y la antorcha) (4 pies / 1,22 m) 9-3333
J Cable de blindaje (entre el conjunto de válvulas
de la antorcha y la antorcha)
(4 pies / 1,22 m) 9-3334
L
Cable de control, fibra óptica, 3 pies / 1 m 9-4898
L Cable de control, fibra óptica, 15 pies / 4,5 m 9-4899
L Cable de control, fibra óptica, 25 pies / 7,6 m 9-4900
L
Cable de control, fibra óptica, 35 pies / 10,6 m 9-9335
L Cable de control, fibra óptica, 50 pies / 15,2 m 9-4901
L Cable de control, fibra óptica, 75 pies / 22,9 m 9-4902
L Cable de control, fibra óptica, 100 pies / 30,5 m 9-4903
L Cable de control, fibra óptica, 125 pies / 38,1 m 9-4904
L Cable de control, fibra óptica, 150 pies / 45,7 m 9-4905
L
Cable de control, fibra óptica, 175 pies / 53,3 m 9-4906

Manual Nro. 0-4800 6-7 PIEZAS Y CONJUNTOS DE REEMPLAZO
Letra clave Descripción Número de catálogo
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 3 pies / 1 m 9-4907
K Cable de control entre la fuente de alimentación y el módulo
de control de gas, 15 pies / 4,5 m 9-4908
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 25 pies / 7,6 m 9-4909
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 35 pies / 10,6 m 9-9332
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 50 pies / 15,2 m 9-4910
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 75 pies / 22,9 m 9-4911
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas
, 100 pies / 30,5 m 9-4912
K
Cable de control entre la fuente de alimentación y el módulo
de control de gas, 125' / 38,1 m 9-4913
K Cable de control entre la fuente de alimentación y el módulo
de control de gas, 150 pies / 45,7 m 9-4914
O
Cable de masa, 10 pies / 3,05 m 9-9300
O
Cable de masa, 15 pies / 4,5 m 9-9301
O
Cable de masa, 25 pies / 7,6 m 9-9302
O
Cable de masa, 35' / 10,6 m 9-9303
O Cable de masa, 50 pies / 15,2 m 9-9304
O Cable de masa, 75 pies / 22,9 m 9-9305
O Cable de masa, 100 pies / 30,5 m 9-9306
O Cable de masa, 125 pies / 38,1 m 9-9307
P Cable de control, entre la fuente de alimentación y el
CNC, 25 pies / 7,6 m 9-8312
P
Cable de control, entre la fuente de alimentación y el
CNC, 50 pies / 15,2 m 9-8313
P Cable de control, entre la fuente de alimentación y el
CNC, 75 pies / 22,9 m 9-8315
P
Cable de control, entre la fuente de alimentación y el
CNC, 100 pies / 30,5 m 9-8316
P
Cable de control, entre la fuente de alimentación y el
CNC, 125' / 38,1 m 9-8317

Manual Nro. 0-4800 6-8 PIEZAS Y CONJUNTOS DE REEMPLAZO
Conexiones de suministro de gas opcionales
CONJUNTOS DE MANGUERA (Número de catálogo)
Pies 10' 15' 25' 35' 50' 75' 100'
Metros 3,05 4,6 7,6 10,6 15,2 22,9 30,4
Inerte B (RH) 9-2146 9-5061 9-5073 9-5085 9-5097 9-5109 9-5121
1109-90109-99009-98009-9)HR( B
2
O
JIC 9-6956 9-6957 9-6959 9-6961 9-6963 9-6964 9-6965
Inerte B (RH)
5109-94109-93109-92109-9)HL( B etrenI
JIC 9-6985 9-6986 9-6988 9-6996 9-6992 9-6993 9-6994
ACOPLAMIENTOS DE MANGUERA (Número de catálogo)
Ø interior
NÚMERO
DE CAT.
TUERCA
Inerte B
TUERCA
Inerte B
NIPLE
TUERCA
Combustible
TUERCA
O
2
B
NIPLE JIC
por pie (LH) (RH) Inerte (RH) (RH)
1/4" 9-3743 9-3556 9-2776 9-2775 8-5518 8-5015 8-0327 8-0266 8-0384
3/8" 9-3616 8-6473 20x962 N/D N/D 8-6617 N/D 8-0271 8-0384
1383-97620-8D/N488x020746-81552-9"2/1
Número de
catálogo
Inerte B (RH)
Inerte B (LH)
O
2
B (RH)
Combustible
B (LH)
Combustible
B (RH)
Espiga de
1/4"
8-4264
1/4" NPT
Longitud
1/4"
3/8"
ABRAZADERA
ACOPLAMIENTOS
ADAPTADORES
8-0330
8-0329
8-0260
NOTA:
RH: ROSCA DERECHA
LH: ROSCA IZQUIERDA
Art. A-Optional Gas Supply Leads_spa

Manual Nro. 0-4800 6-9 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas externas de reemplazo de la fuente de alimentación
Nro. de ítem Cantidad Descripción Número de catalogo
1
Panel frontal de la fuente de alimentación 9-9380
1
Panel posterior de la fuente de alimentación 9-9381
1 Panel superior de la fuente de alimentación 9-9382
1
Panel lateral derecho de la fuente de alimentación 9-9383
1
Panel lateral izquierdo de la fuente de alimentación 9-9384
1 Rejilla de ventilación 9-9385
1
Cubierta de conexiones de la fuente de alimentación 9-9386
1
Ojales de elevación 9-9373
1
Pintura para retoques (no ilustrada) 9-9388
9-9380
9-9382
9-9384
9-9373
9-9386
9-9383
Art # A-04931
9-9381
9-9385
9-9385
9-9385

Manual Nro. 0-4800 6-10 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
11
Ventilador FAN1 9-9338
2 1 Radiador 9-9339

Manual Nro. 0-4800 6-11 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
3 1 Resistor R6 9-9340
41Placa del filtro de salida PCB8 9-9341
5 1 Sensor HCT1 9-9342

Manual Nro. 0-4800 6-12 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
5 1 Sensor HCT1 9-9342
6 1 Contactor MC2 9-9343

Manual Nro. 0-4800 6-13 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Panel frontal
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
71
Interruptor de la alimentación eléctrica P1 9-9344
(interruptor automático de protección)

Manual Nro. 0-4800 6-14 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Panel frontal
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
11 1
Placa de circuitos de la pantalla PCB6 9-9347

Manual Nro. 0-4800 6-15 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
19 1 Resistor R1-5 9-9353
20 1 Resistor R1-5 9-9353
21 1 Resistor R1-5 9-9353
1 Módulo recortador (chopper) 9-9389

Manual Nro. 0-4800 6-16 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación – Panel posterior
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
12 1
Interruptor (RAS, 120V, 2,5 A) CP2 9-9348
13 1
Interruptor (’TDC’, 24V, 3,25 A) CP3 9-9349
14 1 Interruptor (AGC, 24V, 10 A) CP4 9-9350
15 1
Interruptor (AGC, 120V, 2,5 A) CP5 9-9348
16 1
Interruptor (AGC, 15V, 2,5 A) CP6 9-9348
17 1 Interruptor (Bomba, 200V, 5 A) CP7 9-9351
18 1
Interruptor (Ventilador, 24V, 15 A) CP8 9-9352
1
Tanque de refrigerante 9-5948
1
Tapa del tanque 8-5142
RETORNO
SUMINISTRO
Art # A-04932_spa
REFRIGERANTE
Tanque de refrigerante
tanque
Tapa del
RAS
120V 5A
CCM
24V3 15A
GCM
24V 10A
GCM
120V2 5A
GCM
15V2 5A
PUMP
200V 5A
FAN
24V 15A
CIRCUIT
BREAKERS
J55
J59
J15
G
C
M
C
N
C
R
A
S
CP2
CP3
CP4
CP5
CP6
CP7
CP8
12
13
14
15
16
17
18
Art # A-06017

Manual Nro. 0-4800 6-17 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
23 1 Transformador T1 9-9355

Manual Nro. 0-4800 6-18 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación
Nro. de ítem Cantidad Descripción Número de catálogo
29 2 Módulo del inversor 208/230 V 9-9360D
2 Módulo del inversor 400 V CE y 400 V sin marca CE 9-9482D
2 Módulo del inversor 600 V 9-9485D
Art # A-04786

Manual Nro. 0-4800 6-19 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
30 1 Sensor (Termistor) TH1 9-9361

Manual Nro. 0-4800 6-20 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
31 1
Placa de circuitos del filtro PCB1 9-9362
32 1 Resistor R7 9-9363
33 1
Contactor magnético MC1 9-9364
34 1
Placa de circuitos PCB3 9-9365

Manual Nro. 0-4800 6-21 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
81
Rectificador (diodo) D1 9-9345
10 1
Placa interna de control PCB5 9-9346
23 1 Transformador T1 9-9355
35 1
Placa de circuitos de relé PCB7 9-9366

Manual Nro. 0-4800 6-22 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo de la fuente de alimentación - Lateral derecho
Nro. de ítem Cantidad Descripción Referencia Número de catálogo
22 1
Sensor (Interruptor de nivel) LSW1 9-9354
24 1
Conjunto bomba / motor M 9-9356
25 1 Válvula antiretorno
26 1 Válvula de derivación (válvula de alivio) 9-9357
27 1
Bomba (parte del conjunto del motor)
28 1 Sensor (indicador de flujo) F1 9-9359

Manual Nro. 0-4800 6-23 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del módulo de control de gas (GCM-2010)
Nro. de ítem Cantidad Descripción Número de catálogo
11Solenoide 7W para usar con O
2
9-9393
21Conjunto del tubo múltiple de selección de gas 9-9391
31Válvula antiretorno, 1/4 NPT 0,5 psi 9-9390
41Interruptor rotativo de 4 posiciones 9-9396
51Interruptor rotativo de 7 posiciones 9-9397
61Juego de placa de circuitos de interfaz y pantalla LCD 9-9408
71Encoder rotativo (interruptor) 9-9398
81Interruptor de palanca 9-3426
91Placa de solenoide / lógica 9-9409
10 1 Cubierta 9-9410
11 1
Medidor de presión, 0-100 psi 8-4313
12 1 Medidor de presión, 0-160 psi 8-6800
13 1 Regulador 8-3223
14 1 Transductor de presión y mazo de cables 9-9407
15 2 Transductor de presión y mazo de cables para 250 PSI 9-9508
NO ILUSTRADOS:
1 Mazo de cables del conjunto de válvulas de la antorcha
(J13 hasta J57) 9-9399
1 Mazo de cables de conexión de la fuente de alimentación
(J3, J5 hasta J56) 9-9400
1 Mazo de cables de la placa de interfaz con la pantalla LCD 9-9401
1 Mazo de cables del encoder rotativo (interruptor) 9-9402
1 Mazo de cables del selector de gas (J11 y SW1 hasta SW7) 9-9403
1 Mazo de cables del mando A de solenoides (J12 y los
solenoides 1 al 6) 9-9404
1 Mazo de cables del mando B de solenoides (J1 y los
solenoides 7 al 12) 9-9405
1 Mazo de cables del selector de modo (J7 y SW1 al 4) 9-9406
Art # A-07030
2
1
1
1
1
3
7
8
4
5
6
3
3
1
1
8
9
10
13
13
11
12
12
13

Manual Nro. 0-4800 6-24 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del módulo de control de gas (GCM-2010)
Nro. de ítem Cantidad Descripción Número de catálogo
11
Perilla de instrumento (1" color negro) 9-4233
21
Medidor de caudal de agua con válvula 9-7005
31Interruptor unipolar de palanca de dos posiciones (SPDT) 9-3426
41
Medidor de presión, diámetro 2" 8-6800
51
Medidor de presión, diámetro 2" 8-4313
61Medidor de caudal 8-6801
71
Lente de protección de la pantalla (solo) 9-9395
PREFLOW
H
2O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N
2
F5 - N
2
AIR - AIR
N
2 -
H
2
O
N
2 -
N
2
9
9
GCM
2010
Art # A-04814
3
5
4
1
2
6
7
3
6
1
1
4

Manual Nro. 0-4800 6-25 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del iniciador remoto de arco (RAS-1000)
Nro. de ítem Cantidad Descripción Número de catálogo
11
Mazo de cables, interno (no mostrado) 9-4956
21
Conjunto de la tapa del piloto 9-4960
3 1 Filtro de EMI 9-1023 9-1023
41Conjunto de la bobina de RF refrigerada por agua 9-4958
51
Conjunto de la bobina HF, iniciador de arco 9-4959
61Caja del iniciador de arco 9-4961
71
Conjunto de la tapa y separador de contactos
para la chispa de AF
9-4957
81
Núcleo de ferrita de 2" de longitud 9-4965
Art # A-04898_spa
3
5
4
6
7
8
8
2
Al conjunto de
válvulas de la
antorcha

Manual Nro. 0-4800 6-26 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del iniciador remoto de arco (RAS-1000)
Nro. de ítem Cantidad Descripción Número de catálogo
11
Soportes del mamparo de ABS 9-4964
21
Conjunto de la puesta a tierra (exterior) del cable de la antorcha 9-4955
31Soporte del mamparo 9-4963
41
Cubierta del iniciador de arco 9-4962
Art # A-04899_spa
3
4
1
2
1
Conexiones de refrigerante
desde la fuente de alimentación

Manual Nro. 0-4800 6-27 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del módulo de mando y control tipo 1
Nro. de ítem Cantidad Descripción Número de catálogo
11
Mazo de cables, placa de entradas/salidas del CCM 9-4946
2 1 Cara del CCM 9-4947
3 1 Panel de montaje del CCM No disponible
4 1 Soporte de prensacables del CCM 9-4949
5 1 Cubierta de los prensacables del CCM 9-4950
61Conjunto CCM (Ultra-Cut) 9-4953
3
5
4
1
2
6
Art # A-04850
NOTA
Esta página cubre las piezas para el módulo de mando y control con una cubierta externa de conexiones.
Vea en la página siguiente el módulo de mando y control sin una cubierta externa de conexiones.

Manual Nro. 0-4800 6-28 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del módulo de mando y control tipo 2
Nro. de ítem Cantidad Descripción Número de catálogo
11
Conjunto del CCM (Ultra-Cut) 9-9417
21
Cara del CCM 9-9419
3 1 Panel de montaje del CCM No disponible
41Mazo de cables, placa de entradas/salidas del CCM 9-9421
3
4
2
1
Art # A-06867
NOTA
Esta página cubre las piezas para el módulo de mando y control sin una cubierta externa de conexiones.
Vea en la página anterior el módulo de mando y control con una cubierta externa de conexiones.

Manual Nro. 0-4800 6-29 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo del conjunto de válvulas de la antorcha
Nro. de ítem Cantidad Descripción Número de catálogo
11
Conjunto de válvulas de la antorcha 4-3049
21
Mazo de conexiones del conjunto de válvulas de la antorcha 9-9413
31Conector para 14 circuitos 9-3294
41
Válvula antiretorno 8-4512
51
Válvula antiretorno 9-7006
61Acoplamiento recto en “T” macho-hembra, NPT 1/8” 8-0352
71
Codo macho-hembra 8-3369
Art # A-07031
3
5
4
1
2
6
7

Manual Nro. 0-4800 6-30 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo externas del conjunto de válvulas de la antorcha XTL
NOTA
El conjunto de válvulas para la antorcha XTL requiere versiones de firmware 3.2 o superiores para el
CCM y 3.1 o superiores para el GCM 2010. También es necesario reiniciar los interruptores DIP en
el CCM.
Nro. de ítem Cantidad Descripción Número de catálogo
1 1 Conjunto de válvulas de la antorcha 4-3054
2 1 Mazo de cables del conjunto de válvulas de la antorcha 9-9413
3 1 Conector para 14 circuitos 9-3294
4 1 Válvula antiretorno 8-4512
5 3 Válvula antiretorno 9-7006
61Acoplamiento recto en “T” macho-hembra, NPT 1/8" 8-0352
7 1 Codo macho-hembra 8-3369
8 1 Cubierta superior 9-3324
9 1 Cubierta delantera 9-3323
1
Art # A-07650
3
7
5
4
2
6
8
9

Manual Nro. 0-4800 6-31 PIEZAS Y CONJUNTOS DE REEMPLAZO
Piezas de reemplazo internas del conjunto de válvulas de la antorcha XTL
NOTA
El conjunto de válvulas para la antorcha XTL requiere versiones de firmware 3.2 o superiores para el
CCM y 3.1 o superiores para el GCM 2010. También es necesario reiniciar los interruptores DIP en
el CCM.
Nro. de ítem Cantidad Descripción Número de catálogo
1 1 Silenciador del escape 9-3321
2 2 Solenoide 9-3319
3 3 Solenoide 9-9392
Art # A-07651
SOL18
SOL19
1
2
3

Manual Nro. 0-4800 6-32 PIEZAS Y CONJUNTOS DE REEMPLAZO
Esta página ha sido dejada en blanco intencionalmente.

Manual 0-4800 7-1 INFORMACIÓN SOBRE LA ANTORCHA
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA
A. Instrucciones para retirar los consumibles
1. Utilice la herramienta de extracción para sostener la copa de protección y el conjunto del cartucho. Haga girar
la copa de protección para sacarla del conjunto del cartucho.
Cartucho armado
Herramienta de
extracción
Copa de protección
Art # A-04344_spa
2. Saque la herramienta de extracción de la parte de atrás del conjunto del cartucho y empuje con ella las piezas
consumibles fuera del cartucho.
Conjunto del cartucho
Herramienta de extracción
Art # A-04345_spa

Manual 0-4800 7-2 INFORMACIÓN SOBRE LA ANTORCHA
B. Lubricación de la junta tórica (O-ring)
Lubrique periódicamente las tres juntas tóricas (O-rings) del conjunto del cartucho y las tres del cabezal de la
antorcha con el lubricante para juntas tóricas suministrado. Quite el seguro del conjunto del cartucho y deslice el
anillo de bloqueo hacia abajo para acceder a la junta tórica ubicada debajo del anillo.
PRECAUCIÓN
Utilice solamente lubricante para juntas tóricas (O-rings) Thermal Dynamics Nro. 9-4893 (Christo Lube
MCG-129) en esta pieza de la antorcha. El uso de otros lubricantes puede ocasionar daños irreparables en
la antorcha.
C. Desgaste de las piezas
Reemplace el distribuidor de gas si está carbonizado o fisurado.
Reemplace el distribuidor de gas si la pestaña tiene daños de cualquier tipo.
Reemplace la punta y/o el electrodo si están gastados.
Electrodo en
buen estado
Electrodo gastado
Punta en
buen estado
Punta gastada
Art # A-04745_spa
Art # A-04066_spa
Nº de cat. 8-0539
Nº de cat. 8-0534
Nº de cat. 8-0530
Cabezal de la antorcha
Nº de cat. 9-9041
Juntas tóricas
Junta tórica,
Nº de cat. 8-0544
Junta tórica interna (Nº 8-0545)
Ubicada bajo el anillo de bloqueo)
Junta tórica,
Nº de cat. 8-0540
Art # A-04071_spa
Seguro
Conjunto del cartucho

Manual 0-4800 7-3 INFORMACIÓN SOBRE LA ANTORCHA
D. Instalación de los consumibles de la antorcha
Art # A-03887_spa
ADVERTENCIAS
No instale los consumibles en el cartucho si éste está
montado en el cabezal de la antorcha.
Evite la presencia de materiales extraños en los consumibles
y en el cartucho.
Maneje todas las piezas cuidadosamente para evitar dañarlas,
pues ello puede afectar el desempeño de la antorcha.
1. Instale los consumibles como se explica a continuación:
El cartucho cubre la
junta tórica (O-ring)
superior de la punta
de la antorcha
El casquillo de protección
sobresale 0,063 - 0,083” (1,6 - 2,1 mm)
Electrodo
Distribuidor de
gas de plasma
Punta
Distribuidor de
gas de
protección
Casquillo de
protección
Junta tórica (O-ring)
superior sobre la punta
1: Apile
las piezas
2: Empuje el cartucho sobre
las piezas apiladas
Art # A-04716_spa
No debe haber
separación entre
las piezas
3: Enrosque la copa de protección
en el cartucho
Casquillo de
protección
Copa de protección
4: Verifique la distancia que asoma
el casquillo de protección

Manual 0-4800 7-4 INFORMACIÓN SOBRE LA ANTORCHA
2.
Saque la herramienta de extracción del cartucho e instale el cartucho armado en el cabezal de la antorcha.
PRECAUCIÓN
El conjunto del cartucho debe cubrir la junta tórica sobre el cabezal de la antorcha
.
No fuerce el cartucho si éste no quedó completamente ajustado. Saque el conjunto del cartucho y limpie la
rosca del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con lubricante compatible con
oxígeno (provisto con la antorcha).
Junta tórica
del cabezal
de la antorcha
Cabezal de la antorcha
Art # A-07202_spa
Distancia que
sobresale el protector
0,063 - 0,083”
(1,6 - 2,1 mm)
Instalación del cartucho ya armado sobre el cabezal de la antorcha
3. Si utiliza el sensor óhmico de altura de la antorcha, coloque el broche óhmico sobre la copa de protección.
A-03393_spa
Broche óhmico
4. Conecte el cable del detector de altura al broche óhmico.
NOTA
No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la
placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.

Manual 0-4800 7-5 INFORMACIÓN SOBRE LA ANTORCHA
E. Solución de pérdidas de refrigerante
Nunca haga funcionar el sistema si la antorcha pierde refrigerante. Un goteo constante de refrigerante indica que las
piezas de la antorcha están gastadas o incorrectamente instaladas. Si hace funcionar el sistema en esta condición
puede dañar el cabezal de la antorcha. Consulte el diagrama siguiente como guía para solucionar los problemas de
pérdida de refrigerante por el cabezal de la antorcha.
Corriente
30
50
70
100
Pulg. mm
O
2
0,04 1
Aire 0,04 2
O
2
0,04 1
Aire 0,08 2
O
2
0,04 1
Aire 0,08 2
O
2
0,04 1
H35 0,08 2
Gas de
plasma
No
Sí
Sí
¿Las piezas
son nuevas
o usadas?
¿Están todas las
piezas armadas
dentro de la
antorcha?
¿No está seguro?
Desarme
completamente la
antorcha y vuelva
a armarla correctamente.
Vea el manual
de instalación.
Reemplace el cabezal
de la antorcha
¿Está dañada
la antorcha?
Reemplace el
cartucho consumible y
la copa de protección.
¿Aún pierde la
antorcha?
Saque y lubrique
todas las juntas tóricas
(O-rings) del cabezal de la
antorcha, cartucho de consumibles
y consumibles. Arme
nuevamente la antorcha.
¿Aún pierde?
Probablemente las piezas ya estén totalmente
gastadas. Vea la tabla de vida útil aproximada.
La antorcha puede estar dañada.
Vea la página para determinar si el cabezal
está dañado.
Pida el conjunto de
reemplazo del tubo
de refrigerante
¿La
pérdida proviene
del suministro o
del retorno de
refrigerante?
Sí
Sí
Sí
No
Retorno
Suministro
Usadas
Pida el conjunto de
válvula antiretorno
de refrigerante 9-4846
Nuevas
La antorcha
pierde
Puntas de
la antorcha
¿Están
instaladas las
piezas consumibles
en la antorcha?
Profundidad de desgaste
para la cual se recomienda
el reemplazo
Art # A-04704_spa

Manual 0-4800 7-6 INFORMACIÓN SOBRE LA ANTORCHA
Esta página ha sido dejada en blanco intencionalmente

Manual Nro. 0-4800 A-1 ANEXO
ANEXO 1: Esquema del iniciador remoto de arco
5
5
4
4
3
3
2
2
1
1
D D
C C
B B
A A
NEG (from PS)
120 VAC120 VAC
120 VAC RET120 VAC RET
CHASSIS GNDCHASSIS GND
PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)PILOT RETURN (from torch)
NEG
PLT
SHLD
CGND
DWG No:
Sheet
of
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
THERMAL DYNAMICS
INDUSTRIAL PARK #2
WEST LEBANON, NH 03784
(603) 298-5711
Tuesday, November 01, 2005
11
14:47:17
DWG No:
Sheet
of
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
THERMAL DYNAMICS
INDUSTRIAL PARK #2
WEST LEBANON, NH 03784
(603) 298-5711
Tuesday, November 01, 2005
11
14:47:17
DWG No:
Sheet
of
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
THERMAL DYNAMICS
INDUSTRIAL PARK #2
WEST LEBANON, NH 03784
(603) 298-5711
Tuesday, November 01, 2005
11
14:47:17
8X290
NEG & HF (to Torch)
8X291
DAT 9-21-04
EAGLE HF ARC STARTER
POWER SUPPLY
ARC STARTER
TORCH
Jumper in Cable to ID
Arc Starter Connected
Water Cooled
Inductor
L1
T1 Assembly
TORCH LEAD
INNER SHIELD
AB ECO 101916
RS
11/01/05
J59 --RAS
14 PIN
J59 --RAS
14 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
T1
11X16
T1
11X16
1
2
3
4
GAP1
SPARK GAP 0.060"
GAP1
SPARK GAP 0.060"
C2
1900 pf
C2
1900 pf
C4
0.1 uf 1000VDC
C4
0.1 uf 1000VDC
R1 6.8K 1W
<Part Number>
R1 6.8K 1W
<Part Number>
C6
0.1 uf 1000VDC
C6
0.1 uf 1000VDC
Line Filter 1phLine Filter 1ph
Line1
Line2
Load1
Load2
GND
PILOTPILOT
WORKWORK
C3
1900 pf
C3
1900 pf
R2 6.8K 1W
<Part Number>
R2 6.8K 1W
<Part Number>
C5
0.047 uf 1000VDC
C5
0.047 uf 1000VDC
CHASSIS GNDCHASSIS GND
C1
1900 pf
C1
1900 pf
NEG
C7
0.047 uf 1000VDC
C7
0.047 uf 1000VDC
J58
16 PIN
J58
16 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
PILOT
NEG (from PS)NEG (from PS)
Art # A-06896
WORK

Manual Nro. 0-4800 A-2 ANEXO
ANEXO 2: Esquema del control de gas y de la válvula de la
antorcha
5
5
4
4
3
D
C
B
A
(16) (17) (18) (19) (20) (21)
120 VAC(60)
(61)(61)(61)(61)
(1) (9)(7)(6)(5)(4)(3) (10) (12) (14)(13)
(22)
(23)
(24)
(25)
(26)
(27)
(59)
(50)
(51)
(53)
(52)
120 VAC to SOLENOIDS
120 VAC to BOARD POWER
24 VAC
(56)
24 VAC RET
(57)
(54)(54)(54)(54)
E-STOP + (58)(58)E-STOP + (58)E-STOP + (58)(58)E-STOP + (58)E-STOP + (58)(58)E-STOP + (58)E-STOP + (58)(58)E-STOP + (58)
E-STOP -
Shield
(8)(8)(8)(8)(8)(8) (15)
(55)
PLASMA ENABLE -PLASMA ENABLE -
PLASMA ENABLE +
120 VAC
120 VAC RET
120 VAC
120 VAC RET
24 VAC RET
24 VAC
15 VDC RET
+15 VDC
RUN
TEST
SET PREFLOW
SET CUTFLOW
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
FLOW
PRESSURE
ON
1
AIR
2
N2
3
O2
4
H35
5
F5
6
AIR
7
N2
8
AIR
9
N2
10
O2
SOLENOID MANIFOLD
(from rear)
FRONT PANEL (rear)
17
1112
13
SOLENOID LOCATIONS
ULTRACUT
INTERMEDIATE
GAS CONTROL
POWER SUPPLY
PLASMA <
SHIELD <
PREFLOW <
FERRITE
CORE
Safety Gnd
(low freq)
RF Gnd
(Shield)
F20 1AF20 1A
SOL5SOL5
1
2
3
4
5
6
7
8
9
10
J11
10 PIN
J11
10 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
17
16
15
19
20
18
J12
18 PIN
J12
18 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J55J55
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
J5
16 PIN
J5
16 PIN
2
1
3
SW6
PLASMA ENABLE
SW6
PLASMA ENABLE
1
2
5
4
+
-
PLASMA ENABLE
+
-
PL A ENABLE
1
2
3
4
5
J7
5 PIN
J7
5 PIN
1
2
3
J3J3
SOL4SOL4
F18 1AF18 1A
2
1
3
SW7
SHIELD FLOW / PRESSURE
SW7
SHIELD FLOW / PRESSURE
D13
GREEN
D13
GREEN
SOL3SOL3
SOL1SOL1
A
1
2
3
4
5
6
7
8
9
10
11
12
SW2
GAS
SW2
GAS
D25
GREEN
D25
GREEN
E-STOPE-STOP
SOL2SOL2
1
2
5
4
+
-
E-STOP
+
-
E-STOP
A
1
2
3
4
5
6
7
8
9
10
11
12
SW3
MODE
SW3
MODE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J56J56
F19 1AF19 1A
SOL6SOL6
Art # A-04837

Manual Nro. 0-4800 A-3 ANEXO
3
2
2
1
1
D
C
B
A
(29) (30) (31) (32)(28) (33)
(46) (47)
(43)(43)
(41)(41)
(45)(45)
(42)
(42) (44)
(44)
(40)
(49)
(48)
(67)
(66)
(65)
(64)
(63)
(62)
(34)
(35)
(36)
(37)(37)(37)
(38)
(39)
(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)(40)
(40)(40)
+5VDC
+5VDC
+5VDC
-5VDC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1202
Friday, June 10, 2005
11
Ultracut Intermediate Gas Control & TVA
Wednesday, January 26, 2005
13:57:13
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1202
Friday, June 10, 2005
11
Ultracut Intermediate Gas Control & TVA
Wednesday, January 26, 2005
13:57:13
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1202
Friday, June 10, 2005
11
Ultracut Intermediate Gas Control & TVA
Wednesday, January 26, 2005
13:57:13
D
LCD DISPLAY CONNECTOR
CURRENT CONTROL
(Thumbwheel)
optional
ENCODER
IN-CIRCUIT SERIAL
PROGRAMMING
LCD DISPLAY
ENCODER w/SW
AB
F1 SOL1
F2 SOL2
F3 SOL3
F4 SOL4
F5 SOL5
F6 SOL6
F7 SOL7
F8 SOL8
F9 SOL9
F10 SOL10
F11 SOL11
F12 SOL12
F13 SOL13
F14 SOL14
F15 SOL15
F16 SOL16
F17 SOL17
F18 120 VAC
F19 120 AC to Low
Voltage Power
F20 E-Stop
0.125A FUSES IN SERIES
WITH EACH SOLENOID
F18-20 = 1A
ULTRACUT TORCH VALVE
ASSEMBLY (TVA)
DAT
RIBBON
CABLE
15 16 1 2
{
INTERFACE
BOARD
3 4 5 6 7 8 9 10 11 12 13 14
{
LCD Display & Interface
PCB are one assembly
15
14
16
TVA
FERRITE
CORE
Safety Gnd
(low freq)
RF Gnd
(Shield)
01
FIRST ISSUE HAS
06/10/05
SOL15 TSOL15 T
SOL11SOL11
1
2
3
4
JP1JP1
SOL10SOL10
F1- F17
0.125A
F1- F17
0.125A
SOL17SOL17
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
17
18
J6
18 PIN
J6
18 PIN
SOL9SOL9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
18
20
22
24
26
17
19
21
23
25
28
30
32
34
27
29
31
33
J8
34 DUAL RIBBON HEADER
J8
34 DUAL RIBBON HEADER
1
2
3
4
5
6
J9J9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
J13
18 PIN
J13
18 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
18
20
22
24
26
17
19
21
23
25
28
30
32
34
27
29
31
33
J1
34 DUAL RIBBON HEADER
J1
34 DUAL RIBBON HEADER
SOL8SOL8
1
2
3
4
5
6
J16J16
1
2
3
4
5
6
J10J10
SOL13SOL13
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J60J60
1 4
2 3
SW1
OFF for Programming
SW1
OFF for Programming
SOL7SOL7
1
2
3
4
5
6
7
8
9
10
11
12
13
14
18
17
16
15
J1J1
3
1
2 4
PS1 Plasma PressurePS1 Plasma Pressure
SOL12SOL12
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J57J57
SOL16 TVA SHIELDSOL16 TVA SHIELD
SOL14 TSOL14
Art # A-04837
PLASMA <
SHIELD <
PREFLOW <
PLASMA <
SHIELD <
TVA PLASMA
CUTFLOW
TVA PLASMA
PREFLOW

Manual Nro. 0-4800 A-4 ANEXO
ANEXO 3: Módulo de control de gas
Art # A-07577_spa
AIRE
N
2
O
2
H35
F5
SOL1
SOL2
SOL3
SOL8
SOL9
SOL10
SOL6
SOL7
SOL11
SOL12
SOL13
DISTRIBUIDOR DE GAS
SOL5
GAS DE
PROTECCIÓN
PLASMA
PREFLUJO
TVA
AGUA
H
2
O
Sensor de
presión
para
100 PSI
SOL4
SOL17
SOL14
SOL15
SOL16
Nuevo sensor de presión de la
entrada de plasma para 250 PSI
Nuevo sensor de presión de
la entrada de gas de
protección para 250 PSI

Manual Nro. 0-4800 A-5 ANEXO
ANEXO 4: Disposición de la placa de circuitos del módulo
de control de gas
J1
J13
J3
J12
J6
J7
J11
TP11
TP12
TP13
TP15
TP14
TP16
J8 J10
F12
F11
F8
F15
F17
F7
F16
F9
F13
F14
F10
F19
F18
TP4
TP2
TP3
F20
J5
JP1
TP6
TP5
TP10
TP9
TP8
F5
F3
F1
F2
F4
F6
Art # A-07621
TP18
TP19
TP1

Manual Nro. 0-4800 A-6 ANEXO
ANEXO 5: Disposición de la placa de circuitos de la
interfaz de la pantalla del control de gas
R21
D17
R8
R12
19X2220 REV
R7
R16R18
D11
R20
R9
R13
R5
D5
R15
C1
D4
D18
R4
D1
R6
R19
D12
D2
R3
D10
R22 R17
D6
D3
D19
R2
R14
D13
R11
D7
D20
R10
68
69
D21
1
33
D15
R23
J1
D22
LCD INTERFACE
C 2005
TDC
D23
D14
70
D24
R24
D25
D9
D26
D16
R1
C2
16
34
2
1
72
+
D8
AB
Art # A-06904
J1

Manual Nro. 0-4800 A-7 ANEXO
ANEXO 6: Disposición de la placa de circuitos de la CPU
del CCM
H1
J4
U6
1
TP11TP10TP9
TP1
TP3
TP6
TP4
TP7
TP5
TP2
TP8
44
23
22
1
U4
1
2
1
SW3
C18
D10
R69
C19
C41
R30
R23
C15
C26
C12
C22
R65
R74
U26
R17
C3
J5
R1
R34
D6
C16
C33
R47
R81
U25
R77
U24
1
R22
R9
R46
C13
C49
+
R73
1
2
1
SW9
R19
R24
R64
C56
C58
U12
R35
R28
L2
C21
C5
R5
C40
R80
U18
C57
C20
R43
R29
R52
C50
+
C27
R6
C38
C36
R82
C4
R15
R88
R45
6
9
5
1
J1
R56
U16
1
R71
C54
R67
C17
+
C32
L4
R68
R54
D1
R72
R50
L3
C43
C35
1
2
1
SW5
U9
D9
H3
R87
H4
R26
R86
PRE
FLOW
POST
R10
FLOW FUNC
SYS
CONT
R42
AUTO PILOT
OK TO
MOVE/D
R11
19X2169 REV
C 2004 TDC
Y1
C30
C55
R90
R25
R66
C6
C42
+
U30
1
D8
D15
R70
R2
U27
R79
C2
+
U5
R91
D11
R51
C25
R89
R18
R8
C51
D3
D13
U28
1
C8
R31
R40
C34
+
R85
R38
C48
D7
R92
R57
R7
R4
C1
R36
1
2
1
SW4
C9
R3
R62
R63
U17
R13
160
U14
1
40
120
80
R27
C31
R59
R55
R32
U13
1
C45
C39
L1
R44
R84
R61
R20
R58
R78
U29
C14
D2
R33
C7
U22
C52
R76
C46
R21
U11
1
R37
R16
C10
R41
D4
R83
R49
U15
R93
R39
C53
C59
+
C47
U23
1
U19
1
C24
C29
R94
D5
R48
R60
D14
C28
R75
R12
C11
U10
C44
+
R53
C23
L6
1
U21
C37
D12
R14
L5
+15V
DAC DAC
-15V
+3.3V
CLKO
GND
AGND
+5.0V
TEMP
SENSE
+3.3VA
/WR
/RD
RC
GP1
U20
GP2
U31
NC
U32
U7
1
3
2
1
1
SW1
4
3
2
1
1
TPAD1
SW8
4
U8
1
1
1
1
H6
H2
H5
1
CPU/COMMUNICATIONS
29
2
1
J3
30
3029
21
J2
Art # A-06906_spa
O
N
Note: Switch Settings May Vary.
AC
Switches
O
N
TP9 TP10 TP11
TP2
TP1
TP3
TP4
TP5
TP6
TP7
TP8
J2
J3
J1
1
2
1
SW3
1
2
1
SW9
1
2
1
SW5
PRE
FLOW
POST
FLOW FUNC
SYS
CONTAUTO PILOT
OK TO
MOVE/D
1
2
1
SW4
3
2
1
1
SW1
4
3
2
1
1
SW8
4
Nota: El ajuste de los conmutadores puede variar.
Conmutadores

Manual Nro. 0-4800 A-8 ANEXO
ANEXO 7: Conexiones de la placa de circuitos de
entradas/salidas del CCM
H1
H1
C75
C75
C79
C79
C41
C41
R149
R149
R144
R144
R148
R148
R103
R103
C11
C11
U1
U1
1
1
D34
D34
1
1
U10
U10
R88
R88
R128
R128
R39
R39
R73
R73
R118
R118
R120
R120
C16
C16
R81
R81
29
29
2
2
1
1
J3
J3
30
30
R11
R11
1
1
U12
U12
D8
D8
D10
D10
TP6
TP6
SW6
SW6
U7
U7
1
1
R75
R75
K5-E-STOP
K5-E-STOP
R20
R20
R1
R1
R151
R151
D37
D37
J5
J5
U14
U14
1
1
U5
U5
1
1
R139
R139
U13
U13
1
1
C56
C56
C22
C22
C50
C50
U6
U6
1
1
R10
R10
R14
R14
R2
R2
D6
D6
D29
D29
D12
D12
R104
R104
C6
C6
R125
R125
D20
D20
R47
R47
R5
R5
R82
R82
J36
J36
J4
J4
D18
D18
R77
R77
R72
R72
R9
R9
TP7
TP7
1
1
2
2
1
1
SW13
SW13
J35
J35
C3
C3
R131
R131
R13
R13
C53
C53
C78
C78
R62
R62
C39
C39
C77
C77
C87
C87
C33
C33
R23
R23
R132
R132
U22
U22
1
1
R145
R145
C17
C17
K1-PSR
K1-PSR
D22
D22
R69
R69
D21
D21
TP9
TP9
R76
R76
C26
C26
C58
C58
R64
R64
U3
U3
1
1
R117
R117
R6
R6
R79
R79
R55
R55
C40
C40
C68
C68
C7
C7
R41
R41
R44
R44
R8
R8
R66
R66
R121
R121
D25
D25
D23
D23
R31
R31
R28
R28
R45
R45
R123
R123
R102
R102
R135
R135
C2
C2
D14
D14
C24
C24
TP3
TP3
U18
U18
1
1
R67
R67
R49
R49
TP12
TP12
U23
U23
1
1
C45
C45
R57
R57
R138
R138
R127
R127
C76
C76
C66
C66
R12
R12
D26
D26
C19
C19
TP5
TP5
R38
R38
D7
D7
R53
R53
C18
C18
D30
D30
R27
R27
C47
C47
D17
D17
C30
C30
B
B
A
A
SW11
SW11
H2
H2
R71
R71
U20
U20
H5
H5
J1
J1
H4
H4
R97
R97
H6
H6
H8
H8
R99
R99
H9
H9
C84
C84
19X2174
19X2174
D2
D2
1
1
1
1
R141
R141
1
1
1
1
1
1
1
1
1
1
1
1
R15
R15
1
1
1
1
REV
REV
C TDC 2005
C TDC 2005
C8
C8
ALL SW OFF FOR 50:1 (DEFAULT)
ALL SW OFF FOR 50:1 (DEFAULT)
SW12-1 ON FOR 16.7:1 (SC-11)
SW12-1 ON FOR 16.7:1 (SC-11)
U16
U16
OK TO MOVE SELECT
OK TO MOVE SELECT
CONTACTS
CONTACTS
1
1
DC VOLTS
DC VOLTS
+
+
+
+
+
+
C93
C93
+
+
+
+
U17
U17
1
1
1
1
+
+
+
+
+
+
R43
R43
H10
H10
H11
H11
OK CNC
OK CNC
R46
R46
PSR
PSR
CNC_E-STOP
CNC_E-STOP
CNC_START
CNC_START
HOLD_START
HOLD_START
R115
R115
CNC PREFLOW
CNC PREFLOW
GAS ON
GAS ON
E-STOP_PS
E-STOP_PS
C65
C65
C35
C35
U24
U24
1
1
+
+
GND
GND
+5V
+5V
R80
R80
+15V
+15V
-15V
-15V
+15V
+15V
-15V
-15V
R87
R87
+18V
+18V
GND
GND
ISOLATED
ISOLATED
PILOT
PILOT
R56
R56
DEMAND
DEMAND
CUT
CUT
DEMAND
DEMAND
ARC V-
ARC V-
R114
R114
PILOT V
PILOT V
CC POT
CC POT
D3
D3
TP8
TP8
R26
R26
K7-GAS ON
K7-GAS ON
C34
C34
U19
U19
L2
L2
C27
C27
R29
R29
C83
C83
+
+
R90
R90
C69
C69
+
+
C52
C52
U2
U2
1
1
C48
C48
U9
U9
1
1
R129
R129
R50
R50
C15
C15
TB1
TB1
R59
R59
C20
C20
R83
R83
C82
C82
D9
D9
C4
C4
C23
C23
C55
C55
R147
R147
C88
C88
C95
C95
+
+
K2-START
K2-START
C46
C46
R61
R61
R109
R109
D4
D4
D32
D32
J9
J9
Q1
Q1
R143
R143
C71
C71
C49
C49
R91
R91
R24
R24
R60
R60
J6
J6
R22
R22
R142
R142
R21
R21
R7
R7
R108
R108
R63
R63
R40
R40
R101
R101
R37
R37
C5
C5
C64
C64
C92
C92
T1
T1
R30
R30
J8
J8
R134
R134
R119
R119
R116
R116
R89
R89
R48
R48
+
+
K3-E-STOP CNC
K3-E-STOP CNC
R78
R78
D36
D36
D31
D31
R140
R140
R107
R107
C37
C37
R65
R65
R100
R100
C28
C28
R84
R84
U11
U11
1
1
K4-OK
K4-OK
D1
D1
C73
C73
R25
R25
R110
R110
C54
C54
D15
D15
R133
R133
R150
R150
R122
R122
R19
R19
C31
C31
TP11
TP11
D39
D39
29
29
2
2
1
1
J2
J2
30
30
D38
D38
R86
R86
R68
R68
R42
R42
D13
D13
R126
R126
R70
R70
R3
R3
C80
C80
R96
R96
U4
U4
TB2
TB2
1
1
C21
C21
K6
K6
C85
C85
+
+
R33
R33
C70
C70
D40
D40
R17
R17
C51
C51
R136
R136
TP4
TP4
D28
D28
R93
R93
R52
R52
C9
C9
TP14
TP14
D16
D16
C61
C61
D35
D35
C13
C13
R58
R58
D5
D5
R85
R85
R98
R98
R94
R94
C89
C89
C62
C62
C25
C25
R74
R74
R130
R130
TP1
TP1
J7
J7
TP13
TP13
C91
C91
R35
R35
TP10
TP10
R18
R18
C29
C29
C72
C72
C42
C42
C74
C74
D19
D19
R4
R4
+
+
R124
R124
R95
R95
C81
C81
D11
D11
R54
R54
C36
C36
D24
D24
C12
C12
C86
C86
U21
U21
1
1
U15
U15
R16
R16
1
1
L1
L1
TP2
TP2
C60
C60
R32
R32
+
+
R51
R51
U8
U8
C32
C32
1
1
C14
C14
D27
D27
R113
R113
D33
D33
C38
C38
R105
R105
R34
R34
R92
R92
C59
C59
R112
R112
R106
R106
H3
H3
R146
R146
R111
R111
R36
R36
C10
C10
C57
C57
1
1
2
2
25
25
26
26
1
1
2
2
33
33
34
34
+29-41 VDC
+29-41 VDC
C67
C67
C63
C63
C90
C90
R223
R223
C94
C94
R155
R155
C1
C1
R158
R158
D60
D60
R156
R156
3
3
2
2
1
1
1
1
SW12
SW12
4
4
R154
R154
R157
R157
D61
D61
SW12-2 ON FOR 30:1
SW12-2 ON FOR 30:1
SW12-3 ON FOR 40:1
SW12-3 ON FOR 40:1
SW12-4 SPARE
SW12-4 SPARE
+
+
+
+
R152
R152
C44
C44
H7
H7
R224
R224
R225
R225
C43
C43
R227
R227
R228
R228
Q2
Q2
R226
R226
Q3
Q3
AD+
AD+
Art # A-06901
TP14
TP7
TP6
J1
SW6
SW12
J36
TB1
TB2
J4
J9
TP11
J5
J6
J7
SW11 TP9
J8
TP12
J2
TP10
TP8
J35
TP4
TP3
TP2
SW13
TP5
TP1
TP13
J3

Manual Nro. 0-4800 A-9 ANEXO
Art # A-04900_spa
TB1-1 Parada de emergencia (común)
TB1-2 Parada de emergencia
TB1-3
TB1-4 Parada enclavada
TB1-5 Arranque/parada con retención
TB1-6 Arranque/parada o arranque enclavado (NA)
TB1-7 Tensión de arco dividido (-)
TB1-8 Tensión de arco dividido (+)
TB1-9 Control analógico de corriente remoto (0-10V) (-)
TB1-10 Control analógico de corriente remoto (0-10V) (+)
TB1-11
TB1-12
TB2-1 Retardo en el arranque (-)
TB2-2 Retardo en el a
rranque (+)
TB2-3 Pre-flujo encendido (-)
TB2-4 Pre-flujo encendido (+)
TB2-5
TB2-6 Piloto encendido (Contactos NA del relé)
TB2-7
TB2-8 Piloto encendido (Contactos NA del relé)
TB2-9
TB2-10 Habilitación movimiento de mesa (contacto libre de potencial o con tensión de CC) (-)
TB2-11
TB2-12 Habilitación movimiento de mesa (contacto libre de potencial o con tensión de CC) (+)
TB2
TB1
Arranque/parada con
retención
TB1-5
TB1-6
Arranque/parada
por pulsador
TB1-4
TB1-5
TB1-6
Parada
Arranque
Configuraciones del cto. de arranque/parada
Estos puntos están puenteados de
fábrica entre sí. Quite el puente para
utilizar los circuitos existentes
de parada de emergencia.
ANEXO 8: Conexiones de la placa de circuitos del módulo
de control - CNC

Manual Nro. 0-4800 A-10 ANEXO
Funciones del CNC
Los circuitos de entrada/salida del CNC poseen un aislamiento galvánico de al menos 1000 V respecto a la fuente de
alimentación para plasma.
Si bien los circuitos del CNC están aislados de la fuente de alimentación, muchas de las señales de retorno de los
bloques de bornes J15, TB1 y TB2 son comunes entre sí. Los bornes 1, 4, 5 y 10 del bloque J15, los 1, 5, 7 y 9 del
bloque TB1 y los 1 y 3 del bloque TB2 son todos comunes. El borne 12 del bloque J15 y el borne 10 del bloque TB2
también están conectados a los anteriores cuando el conmutador SW6 (selección de habilitación para el movimiento
de la mesa) está ajustado para tensión.
Bloque de bornes J15 del panel posterior para el CNC:
Conector circular plástico (CPC de AMP) estándar de 14 circuitos remotos:
Puesta a tierra del bastidor (para el blindaje del cable SC-11) 1
1
Arranque/parada 3 (+); 4 (-)
1
Habilitación movimiento de mesa (Ok to Move) (contactos o tensión
2
) 12(-); 14 (+)
1
Voltios de arco dividido (relaciones seleccionables: 50:1; 40:1; 30:1; 16,6:1) 5 (-); 6 (+)
Voltios de arco (con resistor serie de 100K) 7 (-); 9 (+)
1
Control analógico de corriente (0-10 V)
3
10 ( ); 11 ( )
Común del circuito aislado (para SC-11)8
Puesta a tierra del bastidor 13
1
Estos también están duplicados en los bloques TB1 y TB2, utilice uno u otro pero nunca ambos. Hay funciones
adicionales sólo disponibles en los bloques TB1 y TB2.
2
SW6 sobre la placa de circuitos CCM I/O selecciona ‘OK to Move’ para el cierre del contacto libre de potencial o para
tensión en CC (15 a 18 V), <100 mA. Cuando la función ‘OK to Move’ se ajusta para cierre de contacto libre de
potencial, el circuito admite 120 Vca / 28 Vcc @ 1 A.
Conexiones internas al CNC TB1 y TB2 en el módulo CCM.
Las conexiones se efectúan en los bloques de bornes TB1 y TB2 del módulo CCM, e incluyen la mayoría de las
funciones del panel posterior más algunas características adicionales. Todas estas señales están aisladas de la
fuente de alimentación para plasma pero las señales marcadas con (comm.) y (-) son comunes a ambos.
El cable (suministrado por el usuario) del CNC a estas conexiones debe ser instalado por el usuario. El panel posterior
del módulo CCM dispone de un acceso troquelado circular para pasar el cable. El usuario también suministrará el
prensacable o grapa de sujeción del cable.
Función Conexión
Parada de emergencia TB1-1 (común) y TB1-2
Parada enclavada (NC)
4
TB1-4
Arranque/parada con retención
4
TB1-5 (común)
Arranque/parada o arranque enclavado (NA)
4
TB1-6
Tensión de arco dividido TB1-7(-); TB1- 8(+)
Control analógico de corriente remoto (0 - 10 V) TB1-9(-); TB1-10(+)
Retardo en el arranque TB2-1(-); TB2-2(+)
Pre-flujo encendido TB2-3(-); TB2-4(+)
Piloto encendido (Contactos NA del relé) TB2-6; TB2-8
Habilitación movimiento de mesa (Ok to Move)
(contacto libre de potencial o con tensión de CC) TB2-10(-); TB2-12(+)

Manual Nro. 0-4800 A-11 ANEXO
Descripción de las entradas / salidas del CNC
Entrada de parada de emergencia — Requiere una conexión cerrada apta para 35 mA. a 20 Vcc para que la
unidad opere. El puente entre TB1-1 y TB1-2 (instalado en fábrica) debe ser retirado al conectar el
circuito (suministrado por el usuario) de parada de emergencia.
4
Entrada de arranque/parada — Requiere interruptor (pulsador o con retención) apto para 35 mA. a 20 Vcc
Configuraciones del circuito de arranque/parada. El arranque por pulsador y parada con retención está disponible
solamente en TB1.
MOMENTARY START / STOP
START / STOP
TB1-6
TB1-5
TB1-4
SUSTAINED START / STOP
START
STOP
TB1-5
TB1-6
Salida de tensión de arco dividido — La señal de tensión de arco está aislada de la fuente de alimentación para
plasma, sin embargo el (-) es común con las otras señales aisladas del CNC. El nivel máximo de la señal de tensión
de arco dividido depende de la relación real de veces en que se divide el arco, sin embargo, no puede exceder de
aproximadamente 12 V.
3
Entrada analógica de control de corriente — El control de corriente analógico incluye el módulo analógico de
aislamiento; habitualmente no se requiere un módulo separado de aislamiento a pesar de que el negativo de la entrada
es común con las otras entradas aisladas del CNC. La escala de la entrada analógica de control de corriente es lineal
y sus límites son: 0 V = 0 A, 10 V = salida MÁXIMA. Sin embargo, la corriente MÍNIMA de salida es 10 A. El usuario
es responsable por el ajuste de la tensión analógica correcta para mantener la salida en al menos 10 A. Para utilizar
el control analógico de corriente en la placa de circuitos de entradas/salidas, lleve el conmutador SW11 hacia abajo y
en la placa de la CPU ajuste SW8-2 en activado (ON) (arriba).
Entrada de retardo en el arranque — Normalmente abierta, se cierra para activar el retardo en el arranque. El circuito
admite 10 mA a 20 Vcc. Retarda la ignición del piloto mientras continua el pre-flujo de gas. Se usa para sincronizar los
arranques cuando se utilizan múltiples suministros de plasma sobre la misma mesa de corte. El usuario debe suministrar
el circuito para mantener las entradas de retardo en el arranque hasta que todas las antorchas hayan encontrado su
altura.
Entrada de pre-flujo encendido — Normalmente abierta, se cierra para iniciar el pre-flujo previo a la señal de ARRANQUE
normal. El circuito admite 10 mA a 20 Vcc. Normalmente, los controles de altura de antorcha (THC) emiten la señal de
ARRANQUE a la fuente de alimentación para plasma luego de haber encontrado la altura de la antorcha. Luego el
plasma tarda 1 ó 2 segundos (o más) para efectuar el pre-flujo antes de encender el piloto. Algunos THCs tienen una
salida que puede iniciar el pre-flujo anticipadamente, durante el ciclo de búsqueda de la altura, para economizar 1 ó 2
segundos en cada corte.
Salida de piloto encendido — Los contactos del relé admiten 1 A a 120 Vca / 28 Vcc. Los contactos se cierran
cuando el piloto se enciende. Pueden ser cableados en paralelo con los contactos ‘Ok to Move’ para arrancar el
movimiento de la máquina una vez establecido el piloto. Se utiliza cuando se arranca sobre perforaciones en la pieza
a cortar. El arranque sobre perforaciones requiere el ajuste del SW8-1 en activado (ON) (arriba) en la placa de circuitos
de la CPU para prolongar el tiempo del piloto. Al prolongar el tiempo del piloto para arrancar sobre perforaciones en la
pieza o para cortar por sobre perforaciones, reducirá la vida de las piezas de la antorcha.
Salida de habilitación del movimiento de la mesa (OK to Move) — Activa cuando se ha establecido el arco de
corte, el arco se transfiere a la pieza a cortar. Se utiliza para ordenarle a la mesa de corte que inicie el movimiento
según X e Y. Los contactos del relé admiten 1 A a 120 Vca ó 28 Vcc cuando el conmutador SW6 está ajustado para
contacto libre de potencial. Cuando SW6 está ajustado para tensión de CC, la salida suministra 15-18 Vcc a 100 mA.
Puede ser cableado en paralelo con el contacto ‘Pilot On’ para arrancar el movimiento de la máquina ni bien se
establece el piloto.

Manual Nro. 0-4800 A-12 ANEXO
Circuito simplificado del CNC
1
2
3
4
5
6
7
8
9
Remote Analog Current Control (+)
J15 CNC
14 pin CPC
rear panel
Remote Analog Current Control (-)
Divided Arc V (-)
SC 11 Comm Ref
Divided Arc V (+)
1K
START / STOP (-)
START / STOP (+)
ARC V_100K (+)
ARC V_100K (-)
1
2
3
4
5
6
7
J4
OK to MOVE (+)
OK to MOVE (-)
Active LOW Logic Input
Active LOW Logic Input
START / STOP
MOMENTARY START / STOP
TB1-5
TB1-4
TB1-6
SUSTAINED START / STOP
START
STOP
TB1-6
TB1-5
Active LOW Logic Input
ALL SW OFF for 50:1 (default)
SW12-1 ON = 16.7:1 (SC-11)
SW12-2 ON = 30:1
SW12-3 ON = 40:1
SW12-4 ON =
ARC V (+)
2
1
3
5
4
6
SW6
Active LOW Logic Input
+16 to 18 VDC
(isolated)
PSR
OK to Move
ARC V (-)
Active LOW Logic Input
100K
3 6
SW12-3
4 5
SW12-4
1 8
SW12-1
2 7
SW12-2
2
1
3
SW11
100K
1
8
7
6
2
+
-
U37A
LT1013
Input Circuit
Common
(isolated)
OK to MOVE (+)
STOP (NC)
PREFLOW ON (+)
START/STOP OR START LATCH (+)
START/STOP Ret (-)
PILOT ON
output
(Contacts)
OK TO MOVE
output
(contacts or
DC Volts)
Remote Analog Current Control input (+)
E-STOP Ret (-)
E-STOP input (+)
Remote Analog Current Control ret (-)
1
2
3
4
5
6
7
8
9
10
11
12
TB1
HOLD START (+)
DIVIDED ARC V (+)
HOLD START (-)
DIVIDED ARC V (-)
1
2
3
4
5
6
7
8
9
10
11
12
TB2
OK to MOVE (-)
PREFLOW ON (-)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J15
To CPU PCB
Analog Input
CCM Module
Art # A-07327
J1

Manual Nro. 0-4800 A-13 ANEXO
Esta página ha sido dejada en blanco intencionalmente

Manual Nro. 0-4800 A-14 ANEXO
ANEXO 9: Esquema de la unidad de 230 - 460 V, con piloto
recortador con diodo
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1215
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Chopper Pilot) Power Supply
H5B442000 (Rev C)
Art # A-07004
2
30-460V Inp
u
t
1 2

Manual Nro. 0-4800 A-15 ANEXO
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1215
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
S
chem
a
tic, 100-150 Amp (Chopper Pilot) Power
Supply
H5B442000 (Rev C)
Art # A-07005
230-460V Input
2 2

Manual Nro. 0-4800 A-16 ANEXO
ANEXO 10: Esquema de la unidad de 230 - 460 V, piloto por
resistencia
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1214
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
S
chema
tic, 100-150 Amp (Res
i
s
tor Pilot) Power Supply
H5B442000 (Rev C)
Art # A-07002
230-460V Input
1 2

Manual Nro. 0-4800 A-17 ANEXO
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1214
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schem
a
tic, 150-200 Amp (Re
si
s
tor Pilot) Power
Su
pply
H5B442000 (Rev C)
Art # A-07003
230-460V Input
2 2

Manual Nro. 0-4800 A-18 ANEXO
ANEXO 11: Esquema de la unidad CCC de 400 V, con
piloto recortador
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1218
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Chopper Pilot) Power Supply
H5B442100 (Rev A)
Art # A-07010
400V CCC Inp
ut
1 2

Manual Nro. 0-4800 A-19 ANEXO
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1218
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
S
chematic, 100-150 Amp (Chopper Pilot) Power Supply
H5B442100 (Rev A)
Art # A-07011
400V CCC Input
2 2

Manual Nro. 0-4800 A-20 ANEXO
ANEXO 12: Esquema de la unidad CE de 400 V, con piloto
recortador
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1217
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schema
tic, 100-150 Amp (Chopper Pilot) Power
Supply
H5B442200 (Rev A)
Art # A-07008
400V CE Input
1 2

Manual Nro. 0-4800 A-21 ANEXO
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1217
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schem
a
tic, 100-150 Amp (Chopper Pilot) Power Supply
H5B442200 (Rev A)
Art # A-07009
400V CE Inp
ut
2 2

Manual Nro. 0-4800 A-22 ANEXO
ANEXO 13: Esquema de la unidad CE de 400 V con piloto
por resistencia
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateBy
RevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1216
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateBy
RevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn: References
DateBy
RevisionsRev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Resistor Pilot) Power Supply
H5B442200 (Rev A)
Art # A-07006
400V CE Input
1 2

Manual Nro. 0-4800 A-23 ANEXO
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1216
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
ByRevisions
Rev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Re
si
stor Pilot) Power
Su
pply
H5B442200 (Rev A)
Art # A-07007
400V CE Input
2 2

Manual Nro. 0-4800 A-24 ANEXO
ANEXO 14: Esquema de la unidad CSA de 600 V con
piloto recortador
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1219
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Chopper Pilot) Power Supply
H5B442300 (Rev A)
Art # A-07012
600V CSA Input
1 2

Manual Nro. 0-4800 A-25 ANEXO
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
By
RevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
42X1219
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
By
RevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
Date
By
RevisionsRev PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Chk: App:
TITLE:
Last Modified:
Size
INDUSTRIAL PARK No. 2
WEST LEBANON, NH 03784
603-298-5711
THERMAL DYNAMICS
Schematic, 100-150 Amp (Chopper Pilot) Power
Supply
H5B442300 (Rev A)
Art # A-07013
600V CS
A Input
2 2

Manual Nro. 0-4800 A-26 ANEXO
ANEXO 15: PUBLICACIONES ANTERIORES
Manual Nro. 0-4800
Fecha de portada Rev. Cambio(s)
3/octubre/2005 -- Primera edición
12/octubre/2005 -- Actualización de las tablas de velocidad de la antorcha e ilustración de selección de
consumibles.
21/octubre/2005 -- Se añadió la aplicación de 30 A para acero inoxidable N
2
– H
2
O. Actualización de la tabla
de códigos de fallo en la página 4-11. 4-11. Se añadió la precaución contra el uso del
sensado de altura óhmico con protección por agua. Ampliación de información acerca del
CCM. Se añadieron las tensiones de entrada.
4/enero/2006 -- Actualización de los esquemas de disposición para mostrar las nuevas conexiones de
agua entre el GCM-2010 y la válvula de antorcha. Actualización del GCM-2010 y la válvula
de antorcha para mostrar la nueva conexión de agua. Se añadió la información acerca del
tendido de los cables de alimentación por el soporte de la parte posterior de la fuente de
alimentación. Actualización del método de puesta a tierra para la cubierta del iniciador
remoto de arco. Se añadieron los datos de marcado en la sección de antorcha. Actualización
del esquema del iniciador remoto de arco.
28/enero/2006 -- Actualización de la tabla de especificaciones del gas, sección 2.
20/febrero/2006 -- Actualización de las secciones de las antorchas para 30 A para acero dulce O
2
/O
2
(nueva
tabla); 70 A para A.Inox. y Aluminio, nuevos números de pieza y tablas; 100 A A.Inox. y
Aluminio, nuevos números de pieza. Actualización de información sobre conexión a tierra.
Actualización de la ilustración sobre la instalación de la copa de protección; se añadió
información sobre la presión de precarga para el marcado; actualización del esquema del
GCM. Se añadió el esquema del sistema.
25/abril/2006 AA Actualización de las velocidades para Aluminio c/N
2
/H
2
0 para 30 A en la sección 8. Se
añadió la presión máxima de la entrada de gas. Se añadieron los gases de preflujo a la
tabla de aplicaciones de gas. Se añadieron las especificaciones de la antorcha. Cambio
de la sección de AWG 1/0 a AWG 4 para el cable de puesta a tierra ‘F1’. Se añadió la
nota, ‘La presión lateral puede romper las válvulas antiretorno o debilitar sus conexiones
al conjunto de válvulas de la antorcha’. Se añadió el grupo 6 de códigos de error, Fallos
no solucionables, contacte a TDC para su solución’ (V2.3.1 del software del CCM). Se
comenzaron a utilizar nuevos estilos de portada. Ref: ECO B-122.
25/agosto/2006 AA.01 Se añadieron las longitudes C y D de los cables como parte del faltante anterior de
ECO B122. Se corrigieron las ilustraciones de las páginas 2-2, 3-2, 3-3, 6-2 y 6-3 y se
añadieron los códigos de letras en los diagramas del sistema, se añadió el código G y
se eliminó el código S a la ilustración del diagrama de cables y conexiones. Se
eliminaron las referencias y las ilustraciones de la bolsa y la cestilla deionizadora de
refrigerante. Se insertó el diagrama del módulo de control de gas en el Anexo 3.
Actualización de la revisión a la nueva versión para incluir los números.
10/octubre/2006 AB.01 Se añadieron los números de pieza de los módulos inversores de 400 V, 400 V CE y
600 V.
10/enero/2007 AC.01 Actualización de los códigos de error en la sección 4. Se añadió una nota para
actualizar el firmware a la revisión 2.4 o superior. Actualización de la disposición de la
placa de circuitos del control de gas en el anexo.
5/marzo/2007 AD.01 Actualización con la ilustración de la nueva XTL TVA y números de pieza según
ECOB356. Corrección de la longitud a 4 pies de las mangueras de gas de plasma y
protección con los nuevos números de pieza. Corrección de las ilustraciones de la
sección 3 que muestra la fijación de los cables de masa, alimentación, etc.
8/marzo/2007 AE.01 Corrección de los errores en los ajustes de los interruptores en las páginas 3-5, 3-6 y 3-
7 para SW8-2.
28/marzo/2007 AF.01 Actualización de la tabla de requisitos del gas en la sección 2.

Manual Nro. 0-4800 A-27 ANEXO
NO TA
Antes del 25 de abril de 2006, Thermal Dynamics
utilizaba la fecha que aparecía en la portada del manual
para indicar su revisión más reciente.

Manual Nro. 0-4800 A-28 ANEXO
Thermadyne USA
2800 Airport Road
Denton, Tx 76207 USA
Teléfono: (940) 566-2000
800-426-1888
Fax: 800-535-0557
Correo electrónico: [email protected]
Thermadyne Victor Brasil
Avenida Brasil
13629-Cordovil
Río de Janeiro, Brasil 21012-351
Teléfono: 55-21-2485-8998
Fax: 55-21-2-485-8735
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canadá, L6L5V6
Teléfono: (905)-827-1111
Fax: 905-827-3648
Thermadyne Chile
Piloto Lazo #90
Cerrillos
Santiago, Chile 7278-654
Teléfono: 56-2-557-2465
Fax: 56-2-557-5349
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
Inglaterra, PR6 7Bx
Teléfono: 44-1257-261755
Fax: 44-1257-224800
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Teléfono: 86-21-69171135
Fax: 86-21-69171139
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Teléfono: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld, Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Teléfono: 61-3-9474-7400
Fax: 61-3-9474-7510
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milán, Italia
Teléfono: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne South Africa
209 Risi Ave.
Linmeyer
Johannesburgo, 2197
Sudáfrica
Teléfono: (27) 11-917 3600
Fax: (27) 11-917 8580
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canadá, L6L5V6
Teléfono: (905)-827-9777
Fax: 905-827-9797
Contactos internacionales para
atención al cliente

Manual Nro. 0-4800 A-29 ANEXO
Corporate Headquarters
16052 Swingley Ridge Road
Suite 300
St. Louis, MO 63017
Telephone: 636-728-3000
Email: TDCSales@Thermadyne.com
www.thermadyne.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
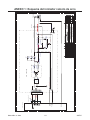 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145

















































































































































ESAB 150 ULTRA-CUT™ Plasma Cutting System Manual de usuario
- Tipo
- Manual de usuario
Artículos relacionados
-
 Thermal Dynamics 100 ULTRA-CUT™ Plasma Cutting System Manual de usuario
Thermal Dynamics 100 ULTRA-CUT™ Plasma Cutting System Manual de usuario
-
ESAB 100i Manual de usuario
-
 Thermal Dynamics Plasma Cutting Location CutMaster™ 151 Manual de usuario
Thermal Dynamics Plasma Cutting Location CutMaster™ 151 Manual de usuario
-
Thermal Dynamics Plasma Cutting System Model Drag-Gun Plus Manual de usuario
-
ESAB CUTMASTER® 60i Plasma Cutting System Manual de usuario
-
 Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 51 Manual de usuario
Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 51 Manual de usuario
-
 Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manual de usuario
Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manual de usuario
-
 Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 101 Manual de usuario
Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 101 Manual de usuario
-
 Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 81 Manual de usuario
Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 81 Manual de usuario
-
 Thermal Arc Inverter Arc Welder Model 300GTSW AC/DC CC/TIG Manual de usuario
Thermal Arc Inverter Arc Welder Model 300GTSW AC/DC CC/TIG Manual de usuario







Otros documentos
-
Bell'O WAVS-317 Manual de usuario
-
Pass and Seymour 14W47GCM Guía de instalación
-
 NuVue 26005 El manual del propietario
NuVue 26005 El manual del propietario
-
Sony XVM-61EX Guía de instalación
-
-
 Sentera Controls SFPR4-40L40 Mounting Instruction
Sentera Controls SFPR4-40L40 Mounting Instruction
-
Danfoss Electrically operated expansion valve, type CCM Guía de instalación

