Thermal Arc Inverter Arc Welder Model 300GTSW AC/DC CC/TIG Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario

SOLDADORA
DE ARCO
T IPO INVERSOR
MODELO 300GTSW AC/DC CC/TIG
• STICK (varilla)
• TIG - ALTA FRECUENCIA
- LIFT START
(Arranque al alzar el
electrodo)
MANUAL DE OPERACIONES
Primera Edición
Noviembre de 1995 Manual Número 0-2514S


CONTENIDO
Introduccion Notas, Advertencias y Avisos de Peligro.............................................iii
Publicaciones.....................................................................................iv
Declaración de Conformidad..............................................................vii
Condiciones de la Guarantía..............................................................viii
Informacion General Especifaciones......................................................................................1
Funcionamiento Métodos de Transporte.........................................................................3
Conexiones eléctricas...........................................................................4
Controles a cargo del aperario.............................................................. 6
Preparativos para la puesta en funcionameinto......................................8
Guia de fallas.......................................................................................15
Anexo Conexiones de Control Remoto de 8 PINES..........................................17
Equipos de Soldadura de Arco tipo Inversor Thermal Arc
TM
,
Modelo 300GTSW AC/DC CC/TIG
Manual de Instrucciones Numero 0-2514S
Editado por:
Thermal Dynamics Corporation
82 Benning Street
West Lebanon, New Hampshire, EE.UU 03784
© Copyright 1995
Thermal Dynamics Corporation
Quedan reservados todos los derechos.
Se prohibe la reproducción total or parcial de este documento sin la autoración pro escrito
del editor.
Aun cuando la información contenida en este manual de instrucciones es correcta a nuestro
buen entender. Thermal Dynamics Corporation no asusme ninguna responsibilidad en
cuanto al uso que se puede hacer de la misma.


iiINTRODUCCIÓN
NOTAS, ADVERTENCIAS Y AVISOS
En este manual se utilizan una serie de notas, advertencias y avisos con el
fin de realzar la información que se estima especialmente importante. Estas
notas, advertencias y avisos se clasifican de la manera siguiente:
NOTA Una operación, procedimiento o información complementaria a la que debe
prestarse una atención adicional, o que se considera útil para el
funcionamiento correcto del sistema.
ADVERTENCIA Un procedimiento que, en el caso de no aplicarse correctamente, puede
provocar daños al equipo.
AVISO Un procedimiento que, en el caso de no aplicarse correctamente, puede
ocasionarlesiones al operario o a las personas que se encuentren en la
zona de trabajo.

iii INTRODUCCIÓN
AVISO
PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD
EL USO Y MANTENIMIENTO DE LOS EQUIPOS DE SOLDADURA POR ARCO DE
PLASMA PUEDE SER PELIGROSO PARA LA SALUD.
Los operarios y el personal en general deben ser informados sobre TODOS los posibles peligros. Para evitar la
posibilidad de daños personales, lea detenidamente y aplique todas las instrucciones y notas y advertencias de
seguridad, antes de utilizar el equipo. Para cualquier pregunta, favor de llamar al número 1-603-298-5711, o a su
distribuidor local.
HUMOS y GASES Los humos y gases producidos durante el proceso de soldadura por arco de
plasma pueden ser peligrosos para su salud.
• Manténgase alejado de los humos y gases. Mantenga la cabeza alejada
del humo que despide la soldadura.
• Utilice un respirador con suministro de aire si el sistema de ventilación
disponible no permite eliminar todos los humos y gases.
• La naturaleza de los humos y gases que se desprenden del arco de
plasma depende del tipo de metal que se utilice, de los recubrimientos
aplicados al metal y del proceso seguido. Por ello, deberá proceder con el
máximo cuidado en las operaciones de corte o soldadura de cualquier
metal que contenga uno o varios de los siguientes elementos:
Antimonio Cromo Mercurio
Arsénico Cobalto Níquel
Bario Cobre Selenio
Berilio Plomo Plata
Cadmio Manganeso Vanadio
• Lea siempre las Hojas de Datos de Seguridad del Material que
normalmente acompañan al material que esté utilizando. Estas Hojas de
Datos le proporcionan la información necesaria sobre la naturaleza y el
volumen de humos y gases que pueden ser perjudiciales para su salud.
• Para información sobre como comprobar la presencia de humos y gases
en su lugar de trabajo, consulte el artículo nº 1 y las otras publicaciones
que se indican en la página vi.
• Utilice equipos especiales como, por ejemplo, mesas de corte con
extracción de gases o agua, para capturar los humos y gases.
• No utilice la antorcha de plasma en zonas en donde pueda haber gases o
materiales combustibles o explosivos.
• El fosgeno, un gas tóxico, se genera de los vapores de disolventes o
limpiadores a base de cloro. Elimine cualquier fuente que genere estos
vapores.

ivINTRODUCCIÓN
PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD (CONTINUACIÓN
)
DESCARGAS ELÉCTRICAS
Las descargas eléctricas pueden causar heridas o la muerte. El proceso de
soldadura al arco de plasma utiliza y produce energía eléctrica de alto
voltaje. Esta energía eléctrica puede causar electrocución severa o mortal al
operario y para las personas que se encuentren en la zona de trabajo.
• No toque jamás las partes del equipo que estén energizadas, use
guantes y ropa seca. Aíslese de la pieza a trabajar u otras partes del
circuito de soldadura.
• Repare o reemplace cualquier pieza desgastada o deteriorada.
• Proceda con el mayor cuidado en el caso de existir humedad o estar
mojada la zona de trabajo.
• Instale y mantenga el equipo de acuerdo con el código eléctrico local.
(Ver punto 9 de la página vi.)
• Desconecte el equipo de la fuente de alimentación, antes de efectuar
cualquier reparación o servicio.
• Lea y aplique todas las instrucciones contenidas en el Manual de
Operación.
INCENDIO Y EXPLOSIÓN
Las escorias calientes, las chispas o el arco de plasma pueden provocar
incendios y explosiones. El proceso de soldadura de arco de plasma produce
chispas y escorias calientes de metal que pueden prender fuego a cualquier
material combustible, o provocar la explosión de vapores inflamables.
• Asegúrese de que no existen materiales combustibles o inflamables en la
zona de trabajo. Cualquier material que no pueda ser retirado de dicha
zona deberá ser protegido adecuadamente.
• Asegure la eliminación adecuada de todos los vapores inflamables o
explosivos fuera de la zona de trabajo.
• No efectúe cortes o soldaduras en recipientes que puedan haber
contenido materiales combustibles.
• Mantenga vigilancia de incendios en las zonas de trabajo en donde
pueda haber peligro de incendio.
RAYOS DEL ARCO Los Rayos del Arco de Plasma pueden producir heridas en los ojos y
quemaduras en la piel. El proceso de soldadura genera luz ultravioleta e
infrarroja muy potente. Estos rayos pueden dañarle los ojos o quemarle la
piel, a menos que esté perfectamente protegido.
• Para protegerse los ojos, use siempre una careta apropiada para soldar.
Utilice siempre gafas de seguridad con escudos laterales, anteojos u otros
elementos de protección.
DE PLASMA

v INTRODUCCIÓN
PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD (CONTINUACIÓN
)
• Póngase guantes para soldar y ropa adecuada para protegerse contra
los rayos del arco y las chispas.
• Mantenga la careta y las gafas de seguridad en buenas condiciones.
Sustituya los lentes en el caso de que estén rotos, fracturados o sucios.
• Proteja a las personas que se encuentren en la zona de trabajo contra los
rayos del arco. Utilice cabinas, cortinas o escudos de protección.
• Utilice la sombra de lente según se recomienda en el manual del
operario. (Ver punto 4 de la página vi.)
El ruido puede causar la pérdida permanente de la audición. El proceso de
soldadura de arco de plasma puede generar niveles de ruido por encima de
los límites de seguridad. Con el fin de prevenir la posibilidad de pérdida
permanente de la audición, proteja sus oídos contra el alto nivel de ruidos.
• Para protegerse contra el elevado nivel de ruidos, utilice tapones para los
oídos y/o orejeras de protección. Proteja a los demás trabajadores en la
zona de trabajo.
• El nivel de ruido debe ser medido para asegurar que no se sobrepasen
los decibelios (sonido) que constituyen el límite de seguridad.
• Para información sobre cómo controlar los niveles de ruido, vea la
sección 1 en la página vi.
RUIDOS

vi
INTRODUCCIÓN
PUBLICACIONES
Para mayor información, consulte las siguientes normas o su última revisión:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910, que se pueden obtener en el Servicio de
Documentación, U.S. Government Printing Office, Washington, D.C. 20402.
2. Norma ANSI Z49.1, SAFETY IN WELDING AND CUTTING, que se puede obtener en la American
Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126.
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING, que
se puede obtener en el Servicio de Documentación, U.S. Government Printing Office, Washington,
D.C. 20402.
4. Norma ANSI Z87.1, SAFETY PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND
FACE PROTECTION, que se puede obtener en el American National Standards Institute, 1430
Broadway, New York, NY 10018.
5. Norma ANSI Z41.1, STANDARD FOR MEN’S SAFETY TOE FOOTWEAR, que se puede obtener en
el American National Standards Institute, 1430 Broadway, New York, NY 10018.
6. Norma ANSI Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES, que
se puede obtener en el American National Standards Institute, 1430 Broadway, New York, NY 10018.
7. Norma AWS A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD
COMBUSTIBLES, que se puede obtener en la American Welding Society, 550 N.W. LeJeune Rd,
Miami, FL 33126.
8. Norma NEPA 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING, CUTTING AND ALLIED
PROCESSES, que se puede obtener en la National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
9. Norma NEPA 70, NATIONAL ELECTRICAL CODE, que se puede obtener en la National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269.
10. Norma NEPA 51B, CUTTING AND WELDING PROCESSES, que se puede obtener en la National
Fire Protection Association, Batterymarch Park, Quincy, MA 02269.
11. Folleto CGA P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, que se puede obtener
en la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202.
12. Norma CSA W117.2 CODE FOR SAFETY IN WELDING AND CUTTING, que se puede obtener en
la Canadian Standards Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3.
13. Folleto NWSA, WELDING SAFETY BIBLIOGRAPHY, que se puede obtener en la National Welding
Supply Association, 1900 Arch Street, Filadelfia, PA 19103.
14. Norma de la American Welding Society AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE
PREPARATION FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE
HELD HAZARDOUS SUBSTANCES, que se puede obtener en la American Welding Society, 550
N.W. LeJeune Rd, Miami, FL 33126.
15. Norma ANSI Z88.2, PRACTICE FOR RESPIRATORY PROTECTION, que se puede obtener en el
American National Standards Institute, 1430 Broadway, New York, NY 10018.

vii INTRODUCCIÓN
DECLARACIÓN DE CONFORMIDAD
Fabricante: Thermal Dynamics Corporation
Dirección: Industrial Park #2
West Lebanon, New Hampshire 03784
EE.UU.
Descripción del equipo: Equipos de Corte por Plasma: Pak2XT, Pak Master 25, Pak Master 50, Pak
Master 100, Stak Pak, Signature 625XR, Signature 1250XR, PAK 15XC,
Pak44, Pak 45, TA500, TA 1000 y accesorios correspondientes.
Equipos de soldadura al plasma: WC100B, HE150, Weld Sequencer, PS3000
y accesorios correspondientes.
• Los números de serie son únicos para cada equipo. Contienen datos
relacionados con la descripción del equipo, así como sobre las piezas
utilizadas en su diseño y la fecha de fabricación.
* El equipo cumple todos los aspectos y requisitos de la Directiva sobre Baja Tensión (Directiva 73/23/EU,
modificada recientemente mediante la Directiva 93/63EU), así como la legislación norteamericana
relacionada con la puesta en aplicación de dicha Directiva.
Normativa Nacional y Especificaciones Técnicas.
En el diseño y fabricación del equipo se han tenido en cuenta una serie de normas y de requisitos
técnicos, entre los que se destacan los siguientes:
• CSA (Canadian Standards Association), norma C22.2, número 60-M1990 relacionada con equipos de
soldadura al arco.
• UL (Underwriters Laboratory) clasificación 94VO, pruebas de inflamabilidad de todas las tarjetas de
circuito impreso utilizadas.
• IEC 974 1 (BS 638-PT10) (EN 60 974-1) aplicable a los equipos de soldadura y sus correspondientes
accesorios.
• En la planta de fabricación se lleva a cabo una comprobación exhaustiva del diseño de los equipos,
como parte del proceso rutinario de diseño y fabricación, con el objeto de asegurar que el producto sea
totalmente seguro y que su funcionamiento sea conforme con las especificaciones. Durante el proceso
de fabricación se realizan pruebas muy rigurosas con el fin de asegurar que el producto fabricado
cumpla o supere todas especificaciones de diseño.
Thermal Dynamics lleva fabricando productos de funcionamiento absolutamente seguro desde hace más
de 30 años y pondrá sus mayores esfuerzos para seguir cumpliendo este objetivo en su área de
fabricación.
Representante autorizado por el fabricante: David Ashworth
Vicepresidente y Director General
Thermadyne Europe
Chorley, Inglaterra

viii
INTRODUCCIÓN
GARANTÍA
GARANTÍA LIMITADA: Thermal Dynamics Corporation (a continuación denominada “Thermal”)
garantiza que sus productos están libres de defectos de materiales o de mano de obra. En el caso de que
cualquier producto no cumpliera lo especificado en esta garantía, durante el período de tiempo aplicable a
la garantía de los productos que se indica más abajo, Thermal se compromete a corregir el defecto que
pueda afectar al producto, mediante reparación o sustitución (según sea adecuado en la única discreción de
Thermal) de los componentes o piezas del producto que demuestren ser defectuosos, desde el momento de
la notificación de que el producto no cumple lo especificado en esta garantía y justificación de haberlo
almacenado, instalado, utilizado y mantenido de acuerdo con las especificaciones, instrucciones,
recomendaciones y prácticas industriales reconocidas, sin haberlo sometido a abusos, reparación,
negligencia, alteración, o accidente.
ESTA GARANTÍA ES EXCLUSIVA Y SUSTITUYE Y REEMPLAZA CUALQUIER GARANTÍA DE
COMERCIABILIDAD O DE ADECUACIÓN PARA UN USO DETERMINADO.
LIMITACIÓN DE GARANTÍA. Thermal no se hará responsable bajo ninguna circunstancia de los daños
especiales o indirectos, como por ejemplo, sin limitarse a ello: daños o pérdida de los bienes comprados o
reemplazados, o reclamaciones de parte del cliente del distribuidor (a continuación denominado
“Comprador”) por interrupción del servicio. Los remedios del Comprador establecidos en la presente garantía
son exclusivos y, por lo tanto, la responsabilidad de Thermal en relación con cualquier contrato o acto efectuado
en ese sentido, incluyendo el cumplimiento o incumplimiento del mismo, o en relación con la fabricación,
venta, entrega, reventa, o uso de cualquier producto cubierto o suministrado por Thermal, que pudiera
derivarse de contrato, negligencia, daño comercial o reclamación similar no podrá, salvo en lo expresamente
previsto en la presente, exceder el precio de las mercancías en el que se basa dicha responsabilidad.
ESTA GARANTÍA DEJARÁ DE TENER VALIDEZ EN EL CASO DE UTILIZAR PIEZAS O
ACCESORIOS DE REPUESTO QUE PUEDAN DISMINUIR LA SEGURIDAD O EL CORRECTO
FUNCIONAMIENTO DE CUALQUIER PRODUCTO THERMAL.
ESTA GARANTÍA DEJARÁ DE TENER VALIDEZ SI EL PRODUCTO SE VENDE POR PARTE DE
PERSONAS NO AUTORIZADAS.
Los períodos de validez de la garantía limitada sobre los productos Thermal, serán los siguientes: Un
máximo de tres (3) años desde la fecha de venta a un distribuidor autorizado, y un máximo de dos (2) años
desde la fecha de venta por parte de dicho distribuidor al Comprador, con las siguientes limitaciones
adicionales en relación con dicho período de dos (2) años:
UNIDADES PAK. FUENTES DE ALIMENTACIÓN PIEZAS MANO DE OBRA
ELEMENTOS MAGNETICOS DE POTENCIA PRINCIPAL
.2 AÑOS ................... 1 AÑO
RECTIFICADOR DE POTENCIA ORIGINAL ..............2 AÑOS ................... 1 AÑO
TARJETA DE CIRCUITO INTEGRADO DE CONTROL ....
2 AÑOS ................... 1 AÑO
TODOS LOS RESTANTES CIRCUITOS Y COMPONENTES
........
1 AÑO .................... 1 AÑO
INCLUYENDO SIN LIMITARSE A ELLO
EL CIRCUITO DE ARRANQUE, CONTACTORES, RELES, SOLENOIDES,
BOMBAS, SEMI-CONDUCTORES DE CAMBIO DE POTENCIA
CONSOLAS, EQUIPOS DE CONTROL, ....................... 1 AÑO .................. 1 AÑO
INTERCAMBIANDORES DE CALOR Y ACCESORIOS
SOPLETES Y CABLES.................................................. 180 DÍAS .............. 180 DÍAS
PIEZAS DE REPUESTO/REPARACIÓN ....................... 90 DÍAS ...............90 DÍAS
Las reclamaciones relacionadas con la reparación o sustitución de piezas cubiertas por esta garantía
limitada deben ser sometidas por un centro de reparación Thermal Arc dentro de un plazo de treinta (30)
días desde la reparación. Los centros de reparación Thermal Arc autorizados son los distribuidores y
Servicios Técnicos Thermal Arc autorizados. Esta garantía no cubre los gastos de transporte. Los gastos de
transporte para enviar el producto a un centro de reparación autorizado en virtud de la garantía, serán a
cargo del cliente. La devolución de los productos será por cuenta y riesgo del cliente. La presente garantía
anula y reemplaza cualesquiera otras garantías anteriormente emitidas por Thermal.
Thermal Arc
®
es una Marca Registrada de Thermal Dynamics.
Válido a partir del 18 de Enero de 1991


1
1.1 ESPECIFICACIONES
Descripción El equipo Thermal Arc
TM
Modelo 300GTSW es una fuente de alimentación
para soldadura por arco, trifásica o monofásica (subutilización), de
corriente directa, con características de generación de corriente constante
(CC). La unidad está equipada con una válvula para el control de gas, un
control interno de pendiente (Sloper) y de pulsos (Sloper), un arranque al
izar el electrodo y un arranque por alta frecuencia, para uso en procesos
de Soldadura de Tungsteno (GTAW), Soldadura de Tungsteno - Pulsada
(GTAW-P), Soldadura de Tungsteno - Con Pendiente (GTAW-S),
Soldadura de Tungsteno - TIG por Puntos y Soldadura con Electrodos
(SMAW). Se puede utilizar un medidor digital, opcional, que visualiza
amperajes y voltajes.
NOTA Modelos Europeos: Incluyen de serie el medidor digital.
Figura 1: Modelo 300GTSW Curvas Voltios-Amperios
NOTA Las curvas Voltios-Amperios muestran las potencias en cuanto a voltaje y
amperaje de las fuentes de alimentación para soldadura. Las curvas
relacionadas con otros ajustes estarán dentro de las curvas que se indican
en estas figuras.
19V
3005
AMPERIOS
V
OLTIOS
Characteristicas del Arco
Control de "CURRIENTE"
31
0
145
OCV < 70V C.C.

2
1.1 ESPECIFICACIONES
Modelo 300GTSW
Potencia nominal Monofásica Trifásica
Salida
Amperios 300 250 300 250
Voltios 32 30 32 30
Ciclo de Trabajo 25% 40% 25% 40%
Rango de Salidas TIG/STICK
(Min.-Max.)
Amperios 5-300 or 10 - 300 AC
Voltios 10-32
V
oltaje de Circuito Abierto
TCA máximo 64 V
Datos de entrada 50/60 Hz
Dimensiones/Peso
Ancho 8.3 in. (210 mm)
Alto 16.9 in. (430 mm)
Largo 16.5 in. (420 mm)
Peso 46.2 lb. (18.5 kg.)
Potencia con Carga Nominal
Trifásica Monofásica Sin carga
Amperios de salida 300 250 300 250
Voltios de salida 32 30 32 30
Ciclo de Trabajo 25% 40% 25% 40%
KVA 15.7 12.3 19.8 15.5 0.5KVA
KW 12.2 9.5 12.5 9.8 0.3KW
Voltaje de entrada Amperaje
Trifásica Monofásica Sin carga
208 — — 95 74 2,2
230 — — 86 67 2,2
460 — — 43 34 1,1
208 44 34 — — 1,4
230 40 31 — — 1,3
380 24 19 — — 0,8
400 23 18 — — 0,7
415 22 17 — — 0,7
460 20 15 — — 0,6
575 15 12 — — 0,5

3
1.2 MÉTODOS DE TRANSPORTE
Los equipos están provistos de una empuñadura y de una correa para
llevar el equipo cargado al hombro:
AVISO LAS DESCARGAS ELÉCTRICAS representan un peligro mortal.
• NO TOQUE las partes energizadas.
• Desconecte los cables de entrada de la línea de suminis-
tro de energía, antes de mover el equipo.
AVISO LA CAÍDA DEL EQUIPO puede provocar graves heridas o causar daños
al equipo.
• Levante la unidad mediante la empuñadura o la correa en la parte
superior de la caja.
• Utilice un carrito manual o elemento similar de capacidad suficiente.
• Si usa un elevador de horquilla, ponga la unidad sobre una tarima y
sujétela antes de transportarla.
• Esta unidad dispone de una empuñadura y de una correa en la parte
superior de la caja para levantarla. Proceda con cuidado al levantar y
transportar la unidad y asegúrese de que está firmemente sujeta.

4
1.3 CONEXIONES ELÉCTRICAS
AVISO LAS DESCARGAS ELÉCTRICAS representan un peligro mortal.
• No conecte ningún conductor de entrada (blanco, rojo o negro) al terminal
de puesta a tierra.
• No conecte el conductor (verde) de puesta a tierra a un terminal de entrada
de línea.
Consulte la Figura 2 y:
1. Conecte el extremo del conductor de puesta a tierra (verde) a una toma de
tierra adecuada. Utilice un método de puesta a tierra que cumpla con todos
los códigos eléctricos aplicables.
2. Para la potencia de entrada trifásica: conecte los extremos de los
conductores de entrada, rojo (línea 1), blanco (línea 2) y negro (línea 3), a
un disyuntor o interruptor no sometido a voltaje.
3. Para la potencia de entrada monofásica: conecte los extremos de los
conductores de entrada, negro (línea 1) y blanco (línea 2), a un disyuntor o
interruptor no sometido a voltaje. Aisle el conductor rojo (línea 3).
4. Utilice la Tabla 1 como guía para seleccionar los fusibles de línea para el
interruptor de desconexión.
POTENCIA VOLTAJE TAMAÑO DEL
DE ENTRADA
DE ENTRADA
FUSIBLE (AMP)
MONOFÁSICA
208-230 VCA 125
460 VCA 60
TRIFÁSICA 208-230 VCA 60
380-460 VCA 30
575 VCA 25
Tabla 1. Tamaño de los Fusibles
NOTA El tamaño del fusible se basa en no más del 200% del amperaje nominal de
entrada de la fuente de alimentación para soldadura (de acuerdo con el Artículo
630 del National Electrical Code).
Figura 2. Conexiones de entrada de potencia
Cable de potencia principal
Fusible
Fusible
Interruptor de líne
a
Fuente de alimentación
para soldadura
Conductor a tierra
Terminal de puesta
a tierra
GTS300 Elec Input Con (Spanish
)
GAS OUTPUT
OFF ON
208-230V
460V
INPUT SELECT
SWITCH
PRIMARY POWER
PRIMARY CABLE
TURN OFF YOUR MAIN POWER SOURCE AND
CIRCUIT BREAKER OF THIS WELDER BEFORE
MAINTENANCE OR INSPECTION
Thermal Dynamics
WEST LEBANON, NEW HAMPSHIRE USA 03784
MADE IN JAPAN
300GTS
5A/10V - 300A/32V
300A 250A 160A
32V 30V 26V
40% 25%
100%
S
UV
UV
I
64
208V
3/1
3/1
230V
460V
50/60 Hz
44/95A 34/74A
40/86A 31/67A
20/43A 15/34A
19/41A
17/37A
8.5/19A
15.7 /
19.8kVA
12.3 /
15.5kVA
6.8 /
8.6kVA
IP 23S
f1
f2
IEC974
2
1
0
U
2
1
THERMADYNE

5
1.3 CONEXIONES ELÉCTRICAS
Selección del Voltaje El voltaje de entrada debe coincidir con uno de los voltajes de la fuente de
alimentación que figuran en la etiqueta de datos de la placa de
características de la unidad.
Esta fuente de alimentación incorpora el circuito Smart Logic
TM
, que
protege la fuente de alimentación contra una conexión incorrecta del
voltaje de entrada.
• Para los modelos de 208-230/460 voltios, es necesario cambiar
manualmente el interruptor de la fuente de alimentación para
seleccionar el voltaje de entrada correcto. Utilice para ello el
interruptor deslizante instalado en la parte superior derecha del panel
trasero.
• El modelo de 208-230 y 380-415 voltios no utiliza el interruptor
deslizante para el voltaje de entrada.
• El circuito de prevención contra oscilaciones eléctricas se activa
cuando se conecta el INTERRUPTOR PRINCIPAL de la unidad.
• Aproximadamente dos segundos después de conectar la unidad, el
circuito Smart Logic detecta la tensión de entrada para establecer los
circuitos de entrada apropiados. Si el interruptor deslizante del panel
trasero de la unidad 300GTSW está situado en una posición errónea,
el circuito Smart Logic inhibirá el encendido de la unidad.
• Si el conmutador está en la posición correcta, la máquina soldadora
estará preparada para funcionar cinco segundos después de conectar
la fuente de alimentación a la red.

6
Control del Amperaje—El Control de Amperaje selecciona el
amperaje deseado dentro del rango de amperajes de la
fuente de alimentación de soldadura. El amperaje de salida
se puede incrementar girando este control en el sentido de
las agujas del reloj. La escala que rodea el control de
amperaje representa aproximadamente valores de amperaje
reales.
Control de Frecuencia de Pulsaciones - El Control de
Frecuencia de Pulsaciones permite seleccionar la frecuencia de
pulsaciones cuando el interruptor Pulse está en posición H
(ALTO) o L (BAJO). La frecuencia de pulsaciones se puede
incrementar girando este control en el sentido de las agujas del
reloj. Las dos escalas que rodean el control representa
aproximadamente valores reales. La frecuencia de pulsaciones
se puede ajustar entre 0,5 y 25 Hz en posición L (BAJO) y entre
10 y 500 Hz en posición H (ALTO).
Interruptor Sloper - Cuando se encuentra en posición OFF, el
Sloper está inactivo. Seleccionando la posición ON se activa el
Sloper. Si selecciona la posición SPOT se activa el
temporizador de soldadura por puntos. La secuencia Slope y
los modos de soldadura por puntos se activan mediante un
interruptor remoto ON/OFF, que va conectado al receptáculo
de 8 pins. Ver sección sobre secuencia Slope.
Interruptor Pulser - Cuando se encuentra en posición OFF, el
Pulser está inactivo. Seleccionando H (ALTO) o L (BAJO) se
activa el pulsador TIG. La Frecuencia de Pulsación se puede
ajustar mediante el control de Frecuencia de Pulsaciones. La
anchura de las pulsaciones está fijada en un 35%. La corriente
de fondo está fijada en una quinta parte de la intensidad
máxima de corriente.
Selector de Proceso - El Selector de Proceso permite al
operario el seleccionar los procesos de soldadura STICK
(SMAW), LIFT TIG (GATW) o HF TIG (GTAW).
Spot Time Up/Down Slope Control - Este control permite
controlar el tiempo de pendiente Arriba y Abajo en la soldadura por
puntos. El tiempo se puede incrementar girando este control en el
sentido de las agujas del reloj. La escala que rodea el control
representa aproximadamente valores reales. El tiempo Spot y Up
Slope se puede ajustar en una gama de 0,5 a 5 segundos. El
tiempo Down Slope es el doble del tiempo Up Slope, en intervalos
de 0,5 a 10 segundos.
Indicador de Peligro (Warning) - El indicador de peligro que
se encuentra en el panel frontal se activa en los siguientes
casos:
• Tensión de entrada demasiado baja
• Tensión de entrada demasiado alta
• Sobrecarga térmica
Indicador de Potencia CA - El indicador de potencia CA,
situado en el panel frontal, se enciende cuando el Interruptor
Principal está en posición ON, indicando que la unidad está
energizada.
Conector de 8 Pines - Se utiliza para el control remoto de
contacto y de amperaje.
Salida de Gas - Modelo Europeo. Permite conectar la
antorcha TIG monocable, de 3/8" BSP
Figura 3a. Controles de operación (Panel frontal)
2.1 CONTROLES A CARGO DEL OPERARIO
8
A
A
V
V
PREVIEW
METER
(PUSH)
OPTIONAL METER KIT
GAS OUTPUT
A
DC5
AC10
50
100
200
150
250
300
TIG
H F
START
OUTPUT
SELECTOR
LIFT
START
DC
AC
STICK
PULSER
H
OFF
OFF
L
ON
SPOT
SLOPER
60
80
100
0
20
40
%
100
80
150
120
20
40
60
HZ
AC FREQ WAVE BALANCE
MAX
PENETRATION
MAX
CLEANING
30
50
10
20
40
%
60
80
100
0
20
40
A
STICK/TIG
HOT START
STICK
ARC CONTROL
4
4
8
5
6
10
2
2
1
3
sec
SPOT TIME
UP SLOPE/
DOWN SLOPE(x2)
0.5
0.5
200
400
300
500
25
0.5
5
10
15
20
100
L
H
HZ
PULSE FREQ
10
POWER
WARNING
WORK
AC
TORCH
AC
18
1
3
4
5
13
8
7
11 10 12
1
7
9
1
6
2
1
5
1
4
6
300GTSW
R
GAS OUTPUT
WORK
AC
TORCH
AC
11 10 12

7
Figura 3b. Controles de operación (Panel trasero)
2.1 CONTROLES A CARGO DEL OPERARIO
Terminal Positivo—conector hembra, DIN, 50 mm.
Terminal Negativo—conector hembra, DIN, 50 mm.
Conmutador selector AC/CD - Selecciona salida CA o CD en
los terminales de salida de soldadura.
Control de frecuencia CA - El Control de frecuencia CA
selecciona la salida de frecuencia deseada CA de 20Hz a
150Hz. Girando este control en el sentido de las agujas del reloj
aumenta la frecuencia CA. Opera solamente en modo CA.
Control de Balance de Onda - El Control de Balance de Onda
selecciona la acción de limpieza deseada desde un 10% hasta un
50% de penetración. Opera solamente en modo CA.
Control de Arranque en Caliente—El Control de Arranque en
Caliente funciona en los modos STICK y HF TIG. El tiempo de
arranque en caliente es de aproximadamente 0,01 segundos en
el modo TIG, y de 0,06 segundos en el modo STICK. El valor de
corriente se ajusta en una gama de 0 a 100 amperios con
respecto a la corriente de soldadura fijada mediante el Control
de Amperaje. La corriente de Arranque en Caliente se
incrementa girando este control en el sentido de las agujas del
reloj.
Control de Arco—Este control sólo se usa en el modo SMAW.
Girando el mando en el sentido de las agujas del reloj se
incrementa la corriente de cortocircuito disponible para controlar
el arco de soldadura.
Pantalla LCD
Interruptor Principal—El equipo se conecta colocando en posición
ON el Interruptor Principal (disyuntor), situado en el panel trasero.
Selector de Voltaje —Interruptor deslizante que selecciona el
rango apropiado del voltaje de entrada. Si este interruptor no está
en la posición correspondiente a la tensión de la red, el circuito
Smart Logic inhibirá el encendido del equipo.
Cable de Entrada —3,05 m (10 pies)
Entrada de Gas - La conexión de entrada de gas está situada
en el centro de la parte inferior del panel trasero. Tamaño 5/8"-
18 unf, hembra, modelo Europeo - 3/8" macho.
GAS INPUT
OFF ON
208-230V
460V
INPUT SELECT
SWITCH
PRIMARY POWER
PRIMARY CABLE
TURN OFF YOUR MAIN POWER SOURCE AND
CIRCUIT BREAKER OF THIS WELDER BEFORE
MAINTENANCE OR INSPECTION
Thermal Dynamics
WEST LEBANON, NEW HAMPSHIRE USA 03784
MADE IN JAPAN
300GTS
2
1
20
19
22
5A/10V - 300A/32V
300A 250A 160A
32V 30V 26V
40% 25%
100%
S
UV
UV
I
64
208V
3/1
3/1
230V
460V
50/60 Hz
44/95A 34/74A
40/86A 31/67A
20/43A 15/34A
19/41A
17/37A
8.5/19A
15.7 /
19.8kVA
12.3 /
15.5kVA
6.8 /
8.6kVA
IP 23S
f1
f2
IEC974
2
1
0
U
2
1
THERMADYNE

8
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
Control de Arco El mando ARC CONTROL permite seleccionar un amperaje variable de
cortocircuito para adecuarlo a cada caso concreto de soldadura, operando
en modo STICK (SMAW).
Figura 4. Características del Control de Arco
300A
5 - 300A
75%
0
145A
Mando Principal
Control de Arco
100%25%
50%
Decrecimiento 19V 10V/100A
Mando de Control de Arco
Mando Principal = Mando de Control de Arco =
menos de 310 Límite de Corriente de Salida
Arc Control (Spanis
h)

9
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
Soldadura de Arco Eléctrico con Electrodo Revestido (SMAW)
AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente
las advertencias de seguridad que figuran en las páginas iii-v de este
manual.
1. Instale y conecte la unidad de acuerdo con las instrucciones de
instalación contenidas en la sección 1.3 de este manual.
2. Use guantes secos y ropa de trabajo aislante.
3. Conecte la pinza de tierra a una superficie limpia con buen contacto
eléctrico a la pieza a soldar.
4. Seleccione el electrodo adecuado.
5. Consulte la sección de Controles y ajuste los controles de la manera
siguiente:
a. SELECTOR DE PROCESO [5] en posición STICK
b. Gire el control de AMPERAJE [1] hasta el nivel de corriente de salida
deseado.
6. Inserte el electrodo en el porta-electrodo.
7. Use una careta de soldadura con un filtro adecuado, de acuerdo con
ANSI Z49.1.
8. Conecte el INTERRUPTOR PRINCIPAL [19] a la posición ON.
9. Empiece a soldar.
NOTA Durante el funcionamiento en modo STICK, los controles PULSER y
SLOPER no son operativos. El Contactor de Salida está conectado cuando
la unidad 300GTSW opera en ese modo.
8
A
A
V
V
PREVIEW
METER
(PUSH)
OPTIONAL METER KIT
A
DC5
AC10
50
100
200
150
250
300
TIG
H F
START
OUTPUT
SELECTOR
LIFT
START
DC
AC
STICK
PULSER
H
OFF
OFF
L
ON
SPOT
SLOPER
60
80
100
0
20
40
%
100
80
150
120
20
40
60
HZ
AC FREQ WAVE BALANCE
MAX
PENETRATION
MAX
CLEANING
30
50
10
20
40
%
60
80
100
0
20
40
A
STICK/TIG
HOT START
STICK
ARC CONTROL
4
4
8
5
6
10
2
2
1
3
sec
SPOT TIME
UP SLOPE/
DOWN SLOPE(x2)
0.5
0.5
200
400
300
500
25
0.5
5
10
15
20
100
L
H
HZ
PULSE FREQ
10
POWER
WARNING
1
5
300GTSW
R

10
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
Soldadura de Arco Eléctrico con Electrodo de Tungsteno y Gas Inerte (GTAW)
con Alta Frecuencia/Lift Start
AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente
las advertencias de seguridad que figuran en las páginas iii-v de este
manual.
1. Instale y conecte la unidad de acuerdo con las instrucciones de
instalación contenidas en la sección 1.3 de este manual.
2. Seleccione el electrodo de tungsteno adecuado (ver Selección
del Electrodo en la tabla 2, página 14).
3. Prepare el electrodo de tungsteno e introdúzcalo en la antorcha.
4. Use ropa de trabajo aislante y seca.
5. Conecte el gas de protección a la entrada de gas situada en el panel
trasero.
6. Conecte la antorcha TIG a la salida de gas de 3/8" BSP o 5/8"-18 UNF,
según proceda
7. Conecte el dispositivo de control remoto al conector de 8 pines.
NOTA La máxima potencia que se puede obtener utilizando el control remoto es
fijada por el mando principal de control de corriente.
8. Conecte la pinza de tierra a una superficie limpia con buen contacto
eléctrico a la pieza a soldar.
9. Consulte la sección de Controles y ajuste los controles de la manera
siguiente:
a. SELECTOR DE PROCESO [5] en posición de soldadura LIFT START
(GTAW).
8
A
A
V
V
PREVIEW
METER
(PUSH)
OPTIONAL METER KIT
A
DC5
AC10
50
100
200
150
250
300
TIG
H F
START
OUTPUT
SELECTOR
LIFT
START
DC
AC
STICK
PULSER
H
OFF
OFF
L
ON
SPOT
SLOPER
60
80
100
0
20
40
%
100
80
150
120
20
40
60
HZ
AC FREQ WAVE BALANCE
MAX
PENETRATION
MAX
CLEANING
30
50
10
20
40
%
60
80
100
0
20
40
A
STICK/TIG
HOT START
STICK
ARC CONTROL
4
4
8
5
6
10
2
2
1
3
sec
SPOT TIME
UP SLOPE/
DOWN SLOPE(x2)
0.5
0.5
200
400
300
500
25
0.5
5
10
15
20
100
L
H
HZ
PULSE FREQ
10
POWER
WARNING
1
5
300GTSW
R

11
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
En esta posición, la unidad proporciona potencia para el proceso de
soldadura de tungsteno (GTAW). La alta frecuencia estará presente desde
el instante en que se cierra el contactor hasta que se establece el arco de
soldadura. Una vez establecido el arco, deja de estar presente la alta
frecuencia. La alta frecuencia actúa en todo momento en que se corte el
arco, para ayudar a reabrirlo, siempre que el contactor esté energizado.
Cuando el selector de proceso se encuentre en esta posición, no
funcionará el CONTROL DE ARCO, pero sí lo hará el ARRANQUE EN
CALIENTE.
En este modo, la unidad proporciona potencia para el proceso de
soldadura de tungsteno (GTAW). La alta frecuencia no estará presente.
Cuando el selector de proceso se encuentra en esta posición, no funciona
EL CONTROL DE ARRANQUE EN CALIENTE. La unidad proporcionará
un voltaje de circuito abierto bajo y aproximadamente 15 amperios al
electrodo de tungsteno cuando toque la pieza a soldar. Una vez que se
alza el electrodo de tungsteno y se establece el arco de soldadura, la
corriente de salida estará regulada en el nivel determinado por el control
del amperaje [1].
b. Gire el control de AMPERAJE [1] hasta el nivel de corriente de
salida deseado.
c. Configure el conmutador CA/CD en la salida de soldadura
deseada.
NOTA: En el modo CA, conecte el soplete TIG al receptáculo de
salida negativa.* Si se utiliza un soplete TIG monocable, conéctelo a
un acoplamiento de 3/8” BSP.
10.Conecte el gas de protección.
11.Use una máscara de soldadura con un filtro adecuado, de acuerdo
con ANSI Z49.1.
12.Conecte el INTERRUPTOR PRINCIPAL [19] a la posición ON.
13. Active el dispositivo de control remoto.
a. En modo LIFT TIG, toque el electrodo con la pieza y
NOTAS levántelo para que abra el arco.
b. En modo HF TIG, la alta frecuencia arrancará, seguido por
el arco de soldadura.
14.Empiece a soldar.
AVISO LA ALTA CONCENTRACIÓN DE GAS DE PROTECCIÓN puede
representar un peligro para la salud, pudiendo incluso causar la muerte.
Cierre el suministro de gas cuando no lo éste utilizando.
HF START
(GTAW con
Arranque por
Alta Frecuencia)
LIFT START
(GTAW sin Alta
Frecuencia)

12
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
Soldadura de Tungsteno Pulsada (GTAW-P) con Pendiente (GTAW-S) -TIG Por Puntos
AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente
las advertencias de seguridad que figuran en las páginas iii-v de este
manual.
1. Instale y conecte la unidad de acuerdo con las instrucciones de
instalación contenidas en la sección 1.3 de este manual.
2. Seleccione el electrodo de tungsteno adecuado (ver Selección del
Electrodo en tabla 2, página 14).
3. Prepare el electrodo de tungsteno e introdúzcalo en el soplete.
4. Use guantes secos y aislados.
5. Conecte el gas de protección a la entrada de gas situada en el panel
trasero.
6. Conecte la antorcha TIG a la salida de gas de 3/8" BSP o 5/8"-18 UNF,
según proceda
7. Conecte el dispositivo de control remoto al conector de 8 pines.
8. Conecte la pinza de tierra a una superficie limpia con buen contacto
eléctrico a la pieza a soldar.
9. Consulte la sección de Controles y ajuste los controles de la manera
siguiente:
10. SELECTOR DE PROCESO [5] en posición de soldadura TIG. LIFT o
HF TIG.
a. Configure el conmutador CA/CC en la salida de soldadura deseada.
NOTA En el modo CA, conecte el soplete TIG al receptáculo de salida
negativa. Si se utiliza un soplete TIG monocable, conéctelo a un
acoplamiento de 3/8” BSP.
A.Soldadura TIG PULSADA
1. Coloque el SELECTOR PULSER [4] a la frecuencia de pulsación
deseada (alto o bajo).
2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de
salida deseado.
3. Gire el control de FRECUENCIA DE PULSOS [2] hasta la
frecuencia deseada.
B. Soldadura TIG CON PENDIENTE
1. Coloque el interruptor SLOPE [3] en posición SLOPE.
2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de
soldadura deseado.
3. Gire el control SPOT TIME UP/DOWN SLOPE [6] hasta el
tiempo “slope” ARRIBA/ABAJO deseado.
NOTA: Utilice un interruptor ON/OFF remoto para controlar la
secuencia SLOPE. Ver sección Control a cargo del Operario, en
página 6.

13
11. Conecte el gas de protección y el suministro de agua según sea
aplicable.
12. Use una careta de soldadura con un filtro adecuado, de acuerdo con
ANSI Z49.1.
13. Cambie el INTERRUPTOR PRINCIPAL [19] a la posición ON.
NOTAS 14. Conecte el dispositivo de control remoto.
a. En modo LIFT TIG, toque el electrodo con la pieza y
levántelo para que abra el arco.
b. En modo HF TIG, la alta frecuencia arrancará, seguido por el arco
de soldadura.
15. Empiece a soldar.
AVISO LA ALTA CONCENTRACIÓN DE GAS DE PROTECCIÓN representa un
peligro para la salud, pudiendo incluso causar la muerte. Cierre el
suministro de gas cuando no lo éste utilizando.
Desconexión del equipo 16. Deje de soldar.
17. Cambie el INTERRUPTOR PRINCIPAL [19] a la posición OFF.
18. Cierre el gas de protección y el suministro de agua, según sea
aplicable.
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
C.Soldadura por PUNTOS TIG
1. Coloque el interruptor SLOPER [3] en posición SPOT.
2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de
soldadura deseado.
3. Gire el control SPOT TIME UP/DOWN SLOPE [6] hasta el
tiempo de soldadura por PUNTOS deseado.
8
A
A
V
V
PREVIEW
METER
(PUSH)
OPTIONAL METER KIT
A
DC5
AC10
50
100
200
150
250
300
TIG
H F
START
OUTPUT
SELECTOR
LIFT
START
DC
AC
STICK
PULSER
H
OFF
OFF
L
ON
SPOT
SLOPER
60
80
100
0
20
40
%
100
80
150
120
20
40
60
HZ
AC FREQ WAVE BALANCE
MAX
PENETRATION
MAX
CLEANING
30
50
10
20
40
%
60
80
100
0
20
40
A
STICK/TIG
HOT START
STICK
ARC CONTROL
4
4
8
5
6
10
2
2
1
3
sec
SPOT TIME
UP SLOPE/
DOWN SLOPE(x2)
0.5
0.5
200
400
300
500
25
0.5
5
10
15
20
100
L
H
HZ
PULSE FREQ
10
POWER
WARNING
1
3
4
5
6
300GTSW
R

14
2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO
Tabla 2. Tabla de selección del electrodo de tungsteno
Electrodo/Diámetro Rango de amperaje
Corriente Directa - Gas Argón Corriente Directa - Gas Argón
Polaridad Directa Polaridad Invertida
Tungsteno puro
(Banda verde)
0.010 " (0,25 mm) 1-15 —
0.020 " (0,51 mm) 5-20 —
0.040 " (1,02 mm) 15-80 —
1/16 " (1,59 mm) 70-150 10-20
3/32 " (2,38 mm) 125-225 15-20
1/8 " (3,18 mm) 225-360 25-40
5/32 " (3,97 mm) 360-450 40-55
3/16 " (4,76 mm) 450-720 55-80
1/4 " (6,35 mm) 720-950 80-125
Tungsteno con 2% Torio
(Banda roja)
0.010 " (0,25 mm) 1-25 —
0.020 " (0,51 mm) 15-40 —
0.040 " (1,02 mm) 25-85 —
1/16 " (1,59 mm) 50-160 10-20
3/32 " (2,38 mm) 135-235 15-30
1/8 " (3,18 mm) 250-400 25-40
5/32 " (3,97 mm) 400-500 40-55
3/16 " (4,76 mm) 500-750 55-80
1/4 " (6,35 mm) 750-1,000 80-125
Tabla 3. Tamaño de cable de soldadura
Longitud total de cable en el circuito de soldadura
Inferior a 100 pies 150 pies 200 pies 250 pies 300 pies 350 pies 400 pies
(inferior a 30 m) (45 m) (60 m) (70 m) (90 m) (105 m) (120 m)
Ciclo de trabajo 100-60% 60-100% 10-100%
Amperios de soldadura
100 4 4 43211/01/0
150 3 3 2 1 1/0 2/0 3/0 3/0
200 3 2 1 1/0 2/0 3/0 4/0 4/0
250 2 1 1/0 2/0 3/0 4/0 2-2/0 2-2/0
300 1 1/0 2/0 3/0 4/0 2-2/0 2-3/0 2-3/0
400 1/0 2/0 3/0 4/0 2-2/0 2-3/0 2-4/0 2-4/0

15
Generalidades La detección y resolución de problemas en esta unidad debe llevarse a
cabo únicamente por personas con experiencia en equipos electrónicos de
alto voltaje, alta potencia.
AVISO El interior del equipo encierra niveles de potencia y de voltaje
extremadamente peligrosos. No intente diagnosticar el origen del
problema
ni reparar el equipo, a menos que cuente con la suficiente
experiencia en medición de potencia y detección de averías en aparatos
electrónicos.
Resolución de Este manual cubre un nivel básico de resolución de problemas, sin
grandes averías básicas requisitos en cuanto a desmontaje y mediciones. Sin
embargo, resulta útil para resolver muchos problemas comunes que pueden afectar el
sistema de Soldadora de Arco Tipo Inversor.
En el caso de averías más complejas, la unidad deberá ser enviada a un
servicio técnico autorizado, para su reparación.
Siga todas las instrucciones que se indican a continuación y lleve a cabo el
procedimiento indicado en cada sección en el orden en que se presenta.
NOTA
Para averías mayores y procedimientos de sustitución de piezas, consulte el Manual de
Servicio para el correspondiente equipo de Soldadora de Arco Tipo Inversor.
Modelo 300GTSW 460 AC/DC CC/TIG Manual de Servicio 0-2515
Modelo 300GTSW 380-415 AC/DC CC/TIG Manual de Servicio 0-2515
Modelo 300GTSW 208-230 AC/DC CC/TIG Manual de Servicio 0-2515
Cómo utilizar esta guía La siguiente información se proporciona como una guía para ayudarle a
determinar las causas más probables de una variedad de síntomas.
Esta guía se presenta de la manera siguiente:
A.Síntoma (resaltado)
Instrucciones especiales (tipo texto)
1. Causa (en cursiva)
a. Comprobar/Remedio (tipo texto)
Localice el síntoma, compruebe la(s) causa(s), teniendo en cuenta que la
más sencilla o más probable se indica en primer lugar, y seguidamente
efectúe la acción indicada en “Remedio”. Efectúe las reparaciones
necesarias, asegurándose de que la unidad funciona correctamente
después de realizar cualquier reparación.
Problemas específicos A.No hay corriente de soldadura; la unidad está completamente
inactiva
1. El interruptor de desconexión de línea está en posición OFF
a. Coloque el interruptor de desconexión de línea en posición ON.
2. Fusible(s) de línea abierto
a. Compruebe y reemplace eventualmente el fusible o fusibles de
línea.
3. Conexiones de entrada de potencia inadecuadas
a. Ver Sección 1.3 Requisitos de Corriente de Entrada para
conectar adecuadamente las entradas.
4. INTERRUPTOR PRINCIPAL (DISYUNTOR PRINCIPAL) en posición
OFF
a. Compruebe y coloque adecuadamente el Disyuntor Principal si
fuera necesario.
2.3 GUÍA DE FALLAS

16
2.3 GUÍA DE FALLAS
B.El indicador de AVISO (Warning) está encendido
1. La unidad está en modo de cierre térmico
a. Déjela enfriar aproximadamente durante cinco (5) minutos.
C. Resultados de soldadura inadecuados o irregulares
1. Conexiones de cable de soldadura flojas
a. Apriete todas las conexiones de cable de soldadura.
2. Tamaño incorrecto del cable de soldadura
a. Utilice un cable del tipo y tamaño adecuado (ver tabla 3,
página 14).
3. Conexiones de entrada inadecuadas
a. Ver sección 1.3 Requisitos de Entrada de Potencia.
4. Estado defectuoso del electrodo
a. Reemplace el electrodo.
D. Arco inestable, bajo control de la dirección del arco
1. Electrodo de tungsteno del tamaño inadecuado, generalmente
mayor del recomendado
a. Utilice un electrodo del tamaño correcto para el amperaje
seleccionado (ver tabla 2, página 14).
2. Electrodo de tungsteno inadecuadamente preparado
a. Prepare el electrodo de tungsteno adecuadamente.
3. Flujo de gas demasiado elevado
a. Reduzca el flujo de gas.
4. Corrientes de aire que alejan el gas de protección del electrodo de
tungsteno
a. Proteja la zona de soldadura contra las corrientes.
5. Acoplamiento del gas al regulador flojo, o línea de gas que desprende
aire en la zona de soldadura
a. Compruebe y apriete todos los acoplamientos de gas.
6. Agua en el soplete
a. Consulte la lista de piezas del soplete en el Manual de
Mantenimiento con el fin de comprobar la(s) pieza(s) que
requieran ser sustituidas y repare el soplete según sea necesario.
E. No hay alta frecuencia
1. El SELECTOR DE PROCESO no está en posición HF TIG
a. Coloque el selector en posición HF TIG.
2. Corrientes de aire que alejan el gas de protección del electrodo de
tungsteno
a. Proteja la zona de soldadura contra las corrientes.
3. Tiempo de post-flujo insuficiente
a. Incremente el tiempo de post-flujo.
4. Acoplamiento del gas al regulador flojo, o línea de gas que desprende
aire en la zona de soldadura
a. Compruebe y apriete todos los acoplamientos de gas.
5. Agua en el soplete
a. Consulte la lista de piezas del soplete en el Manual de
Mantenimiento con el fin de comprobar la(s) pieza(s) que
requieran ser sustituidas y repare el soplete según sea necesario.
6. Estado deficiente del electrodo de tungsteno
a. Reemplace el electrodo.
F. Falta de alta frecuencia; dificultad para establecer un arco
1. Disipación de la alta frecuencia del cable del soplete o manguera de gas
a. Asegúrese de que el cable del soplete no está cerca de cualquier
metal conectado a tierra.
No utilice mangueras de gas conductivas.
2. Fuga en el cable de soldadura
a. Compruebe si existen fisuras o deterioro en el aislamiento de los
cables o del soplete, o si las conexiones son deficientes. Repare o
reemplace los elementos afectados según sea necesario.

17
2.4 CONEXIONES DEL RECEPTÁCULO DE CONTROL REMOTO DE 8 PINES
El receptáculo de CONTROL REMOTO de 8 pines se utiliza para conectar
cualquiera de los siguientes equipos a los circuitos de la fuente de alimentación
de soldadura:
• Control remoto manual.
• Control remoto por el pie.
• Control del contactor remoto.
• Control remoto del amperaje
Para establecer las conexiones, alinee las ranuras, introduzca el enchufe y gire
totalmente el collarin roscado en el sentido de las agujas del reloj. La información
sobre el conector está incluida en los documentos que acompañan el equipo para
el caso en que el cable suministrado no sea adecuado. En tal caso será necesario
utilizar un enchufe o cable para establecer la conexión con el receptáculo
REMOTO de 8 pines.
Figura 5. Conexiones del receptáculo remoto de 8 pines
Enchufe Función
1 Carcasa común
2 Control remoto del contactor cuando el cierre
de contacto se encuentra entre los pines 2 y 3
(TIERRA).
3 Control del contactor remoto cuando el cierre
de contacto se encuentra entre los pines 2 y 3
(+24 VCD).
4 Control remoto del amperaje cuando el cierre
de contacto se encuentra entre los pines 4 y 8
(+12 VCD).
5 Control remoto del amperaje (MINIMO); tarjeta
de circuito impreso común; se utiliza como
retorno para las entradas/salidas del control
remoto.
6 Control remoto del amperaje (MAXIMO); señal
de control de entrada; +4 voltios para máximo.
7 Señal de referencia de amperaje remoto
(CONTACTO DESLIZANTE); 0 voltios a +4
voltios (intensidad máxima de corriente
ajustada en el reóstato principal).
8 Control remoto del amperaje cuando el cierre
de contacto se encuentra entre los pines 4 y 8
(SEÑAL).
2
345
6
7
8
8
1

Transcripción de documentos
SOLDADORA DE ARCO T IPO INVERSOR MODELO 300GTSW AC/DC CC/TIG • STICK (varilla) • TIG - ALTA FRECUENCIA - LIFT START (Arranque al alzar el electrodo) MANUAL DE OPERACIONES Primera Edición Noviembre de 1995 Manual Número 0-2514S CONTENIDO Introduccion Notas, Advertencias y Avisos de Peligro.............................................iii Publicaciones.....................................................................................iv Declaración de Conformidad..............................................................vii Condiciones de la Guarantía..............................................................viii Informacion General Especifaciones......................................................................................1 Funcionamiento Métodos de Transporte.........................................................................3 Conexiones eléctricas........................................................................... 4 Controles a cargo del aperario.............................................................. 6 Preparativos para la puesta en funcionameinto......................................8 Guia de fallas....................................................................................... 15 Anexo Conexiones de Control Remoto de 8 PINES..........................................17 Equipos de Soldadura de Arco tipo Inversor Thermal ArcTM, Modelo 300GTSW AC/DC CC/TIG Manual de Instrucciones Numero 0-2514S Editado por: Thermal Dynamics Corporation 82 Benning Street West Lebanon, New Hampshire, EE.UU 03784 © Copyright 1995 Thermal Dynamics Corporation Quedan reservados todos los derechos. Se prohibe la reproducción total or parcial de este documento sin la autoración pro escrito del editor. Aun cuando la información contenida en este manual de instrucciones es correcta a nuestro buen entender. Thermal Dynamics Corporation no asusme ninguna responsibilidad en cuanto al uso que se puede hacer de la misma. NOTAS, ADVERTENCIAS Y AVISOS En este manual se utilizan una serie de notas, advertencias y avisos con el fin de realzar la información que se estima especialmente importante. Estas notas, advertencias y avisos se clasifican de la manera siguiente: NOTA ADVERTENCIA AVISO INTRODUCCIÓN Una operación, procedimiento o información complementaria a la que debe prestarse una atención adicional, o que se considera útil para el funcionamiento correcto del sistema. Un procedimiento que, en el caso de no aplicarse correctamente, puede provocar daños al equipo. Un procedimiento que, en el caso de no aplicarse correctamente, puede ocasionarlesiones al operario o a las personas que se encuentren en la zona de trabajo. ii AVISO PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD EL USO Y MANTENIMIENTO DE LOS EQUIPOS DE SOLDADURA POR ARCO DE PLASMA PUEDE SER PELIGROSO PARA LA SALUD. Los operarios y el personal en general deben ser informados sobre TODOS los posibles peligros. Para evitar la posibilidad de daños personales, lea detenidamente y aplique todas las instrucciones y notas y advertencias de seguridad, antes de utilizar el equipo. Para cualquier pregunta, favor de llamar al número 1-603-298-5711, o a su distribuidor local. HUMOS y GASES Los humos y gases producidos durante el proceso de soldadura por arco de plasma pueden ser peligrosos para su salud. • Manténgase alejado de los humos y gases. Mantenga la cabeza alejada del humo que despide la soldadura. • Utilice un respirador con suministro de aire si el sistema de ventilación disponible no permite eliminar todos los humos y gases. • La naturaleza de los humos y gases que se desprenden del arco de plasma depende del tipo de metal que se utilice, de los recubrimientos aplicados al metal y del proceso seguido. Por ello, deberá proceder con el máximo cuidado en las operaciones de corte o soldadura de cualquier metal que contenga uno o varios de los siguientes elementos: Antimonio Arsénico Bario Berilio Cadmio Cromo Cobalto Cobre Plomo Manganeso Mercurio Níquel Selenio Plata Vanadio • Lea siempre las Hojas de Datos de Seguridad del Material que normalmente acompañan al material que esté utilizando. Estas Hojas de Datos le proporcionan la información necesaria sobre la naturaleza y el volumen de humos y gases que pueden ser perjudiciales para su salud. • Para información sobre como comprobar la presencia de humos y gases en su lugar de trabajo, consulte el artículo nº 1 y las otras publicaciones que se indican en la página vi. • Utilice equipos especiales como, por ejemplo, mesas de corte con extracción de gases o agua, para capturar los humos y gases. • No utilice la antorcha de plasma en zonas en donde pueda haber gases o materiales combustibles o explosivos. • El fosgeno, un gas tóxico, se genera de los vapores de disolventes o limpiadores a base de cloro. Elimine cualquier fuente que genere estos vapores. iii INTRODUCCIÓN PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD (CONTINUACIÓN) DESCARGAS ELÉCTRICAS Las descargas eléctricas pueden causar heridas o la muerte. El proceso de soldadura al arco de plasma utiliza y produce energía eléctrica de alto voltaje. Esta energía eléctrica puede causar electrocución severa o mortal al operario y para las personas que se encuentren en la zona de trabajo. • No toque jamás las partes del equipo que estén energizadas, use guantes y ropa seca. Aíslese de la pieza a trabajar u otras partes del circuito de soldadura. • Repare o reemplace cualquier pieza desgastada o deteriorada. • Proceda con el mayor cuidado en el caso de existir humedad o estar mojada la zona de trabajo. • Instale y mantenga el equipo de acuerdo con el código eléctrico local. (Ver punto 9 de la página vi.) • Desconecte el equipo de la fuente de alimentación, antes de efectuar cualquier reparación o servicio. • Lea y aplique todas las instrucciones contenidas en el Manual de Operación. INCENDIO Y EXPLOSIÓN Las escorias calientes, las chispas o el arco de plasma pueden provocar incendios y explosiones. El proceso de soldadura de arco de plasma produce chispas y escorias calientes de metal que pueden prender fuego a cualquier material combustible, o provocar la explosión de vapores inflamables. • Asegúrese de que no existen materiales combustibles o inflamables en la zona de trabajo. Cualquier material que no pueda ser retirado de dicha zona deberá ser protegido adecuadamente. • Asegure la eliminación adecuada de todos los vapores inflamables o explosivos fuera de la zona de trabajo. • No efectúe cortes o soldaduras en recipientes que puedan haber contenido materiales combustibles. • Mantenga vigilancia de incendios en las zonas de trabajo en donde pueda haber peligro de incendio. RAYOS DEL ARCO DE PLASMA Los Rayos del Arco de Plasma pueden producir heridas en los ojos y quemaduras en la piel. El proceso de soldadura genera luz ultravioleta e infrarroja muy potente. Estos rayos pueden dañarle los ojos o quemarle la piel, a menos que esté perfectamente protegido. • Para protegerse los ojos, use siempre una careta apropiada para soldar. Utilice siempre gafas de seguridad con escudos laterales, anteojos u otros elementos de protección. INTRODUCCIÓN iv PRECAUCIONES IMPORTANTES PARA LA SEGURIDAD (CONTINUACIÓN) • Póngase guantes para soldar y ropa adecuada para protegerse contra los rayos del arco y las chispas. • Mantenga la careta y las gafas de seguridad en buenas condiciones. Sustituya los lentes en el caso de que estén rotos, fracturados o sucios. • Proteja a las personas que se encuentren en la zona de trabajo contra los rayos del arco. Utilice cabinas, cortinas o escudos de protección. • Utilice la sombra de lente según se recomienda en el manual del operario. (Ver punto 4 de la página vi.) RUIDOS El ruido puede causar la pérdida permanente de la audición. El proceso de soldadura de arco de plasma puede generar niveles de ruido por encima de los límites de seguridad. Con el fin de prevenir la posibilidad de pérdida permanente de la audición, proteja sus oídos contra el alto nivel de ruidos. • Para protegerse contra el elevado nivel de ruidos, utilice tapones para los oídos y/o orejeras de protección. Proteja a los demás trabajadores en la zona de trabajo. • El nivel de ruido debe ser medido para asegurar que no se sobrepasen los decibelios (sonido) que constituyen el límite de seguridad. • Para información sobre cómo controlar los niveles de ruido, vea la sección 1 en la página vi. v INTRODUCCIÓN PUBLICACIONES Para mayor información, consulte las siguientes normas o su última revisión: 1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910, que se pueden obtener en el Servicio de Documentación, U.S. Government Printing Office, Washington, D.C. 20402. 2. Norma ANSI Z49.1, SAFETY IN WELDING AND CUTTING, que se puede obtener en la American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126. 3. NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING, que se puede obtener en el Servicio de Documentación, U.S. Government Printing Office, Washington, D.C. 20402. 4. Norma ANSI Z87.1, SAFETY PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION, que se puede obtener en el American National Standards Institute, 1430 Broadway, New York, NY 10018. 5. Norma ANSI Z41.1, STANDARD FOR MEN’S SAFETY TOE FOOTWEAR, que se puede obtener en el American National Standards Institute, 1430 Broadway, New York, NY 10018. 6. Norma ANSI Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES, que se puede obtener en el American National Standards Institute, 1430 Broadway, New York, NY 10018. 7. Norma AWS A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES, que se puede obtener en la American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126. 8. Norma NEPA 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING, CUTTING AND ALLIED PROCESSES, que se puede obtener en la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. 9. Norma NEPA 70, NATIONAL ELECTRICAL CODE, que se puede obtener en la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. 10. Norma NEPA 51B, CUTTING AND WELDING PROCESSES, que se puede obtener en la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. 11. Folleto CGA P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, que se puede obtener en la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. 12. Norma CSA W117.2 CODE FOR SAFETY IN WELDING AND CUTTING, que se puede obtener en la Canadian Standards Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3. 13. Folleto NWSA, WELDING SAFETY BIBLIOGRAPHY, que se puede obtener en la National Welding Supply Association, 1900 Arch Street, Filadelfia, PA 19103. 14. Norma de la American Welding Society AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS SUBSTANCES, que se puede obtener en la American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126. 15. Norma ANSI Z88.2, PRACTICE FOR RESPIRATORY PROTECTION, que se puede obtener en el American National Standards Institute, 1430 Broadway, New York, NY 10018. INTRODUCCIÓN vi DECLARACIÓN DE CONFORMIDAD Fabricante: Dirección: Thermal Dynamics Corporation Industrial Park #2 West Lebanon, New Hampshire 03784 EE.UU. Descripción del equipo: Equipos de Corte por Plasma: Pak2XT, Pak Master 25, Pak Master 50, Pak Master 100, Stak Pak, Signature 625XR, Signature 1250XR, PAK 15XC, Pak44, Pak 45, TA500, TA 1000 y accesorios correspondientes. Equipos de soldadura al plasma: WC100B, HE150, Weld Sequencer, PS3000 y accesorios correspondientes. • Los números de serie son únicos para cada equipo. Contienen datos relacionados con la descripción del equipo, así como sobre las piezas utilizadas en su diseño y la fecha de fabricación. * El equipo cumple todos los aspectos y requisitos de la Directiva sobre Baja Tensión (Directiva 73/23/EU, modificada recientemente mediante la Directiva 93/63EU), así como la legislación norteamericana relacionada con la puesta en aplicación de dicha Directiva. Normativa Nacional y Especificaciones Técnicas. En el diseño y fabricación del equipo se han tenido en cuenta una serie de normas y de requisitos técnicos, entre los que se destacan los siguientes: • CSA (Canadian Standards Association), norma C22.2, número 60-M1990 relacionada con equipos de soldadura al arco. • UL (Underwriters Laboratory) clasificación 94VO, pruebas de inflamabilidad de todas las tarjetas de circuito impreso utilizadas. • IEC 974 1 (BS 638-PT10) (EN 60 974-1) aplicable a los equipos de soldadura y sus correspondientes accesorios. • En la planta de fabricación se lleva a cabo una comprobación exhaustiva del diseño de los equipos, como parte del proceso rutinario de diseño y fabricación, con el objeto de asegurar que el producto sea totalmente seguro y que su funcionamiento sea conforme con las especificaciones. Durante el proceso de fabricación se realizan pruebas muy rigurosas con el fin de asegurar que el producto fabricado cumpla o supere todas especificaciones de diseño. Thermal Dynamics lleva fabricando productos de funcionamiento absolutamente seguro desde hace más de 30 años y pondrá sus mayores esfuerzos para seguir cumpliendo este objetivo en su área de fabricación. Representante autorizado por el fabricante: David Ashworth Vicepresidente y Director General Thermadyne Europe Chorley, Inglaterra vii INTRODUCCIÓN GARANTÍA GARANTÍA LIMITADA: Thermal Dynamics Corporation (a continuación denominada “Thermal”) garantiza que sus productos están libres de defectos de materiales o de mano de obra. En el caso de que cualquier producto no cumpliera lo especificado en esta garantía, durante el período de tiempo aplicable a la garantía de los productos que se indica más abajo, Thermal se compromete a corregir el defecto que pueda afectar al producto, mediante reparación o sustitución (según sea adecuado en la única discreción de Thermal) de los componentes o piezas del producto que demuestren ser defectuosos, desde el momento de la notificación de que el producto no cumple lo especificado en esta garantía y justificación de haberlo almacenado, instalado, utilizado y mantenido de acuerdo con las especificaciones, instrucciones, recomendaciones y prácticas industriales reconocidas, sin haberlo sometido a abusos, reparación, negligencia, alteración, o accidente. ESTA GARANTÍA ES EXCLUSIVA Y SUSTITUYE Y REEMPLAZA CUALQUIER GARANTÍA DE COMERCIABILIDAD O DE ADECUACIÓN PARA UN USO DETERMINADO. LIMITACIÓN DE GARANTÍA. Thermal no se hará responsable bajo ninguna circunstancia de los daños especiales o indirectos, como por ejemplo, sin limitarse a ello: daños o pérdida de los bienes comprados o reemplazados, o reclamaciones de parte del cliente del distribuidor (a continuación denominado “Comprador”) por interrupción del servicio. Los remedios del Comprador establecidos en la presente garantía son exclusivos y, por lo tanto, la responsabilidad de Thermal en relación con cualquier contrato o acto efectuado en ese sentido, incluyendo el cumplimiento o incumplimiento del mismo, o en relación con la fabricación, venta, entrega, reventa, o uso de cualquier producto cubierto o suministrado por Thermal, que pudiera derivarse de contrato, negligencia, daño comercial o reclamación similar no podrá, salvo en lo expresamente previsto en la presente, exceder el precio de las mercancías en el que se basa dicha responsabilidad. ESTA GARANTÍA DEJARÁ DE TENER VALIDEZ EN EL CASO DE UTILIZAR PIEZAS O ACCESORIOS DE REPUESTO QUE PUEDAN DISMINUIR LA SEGURIDAD O EL CORRECTO FUNCIONAMIENTO DE CUALQUIER PRODUCTO THERMAL. ESTA GARANTÍA DEJARÁ DE TENER VALIDEZ SI EL PRODUCTO SE VENDE POR PARTE DE PERSONAS NO AUTORIZADAS. Los períodos de validez de la garantía limitada sobre los productos Thermal, serán los siguientes: Un máximo de tres (3) años desde la fecha de venta a un distribuidor autorizado, y un máximo de dos (2) años desde la fecha de venta por parte de dicho distribuidor al Comprador, con las siguientes limitaciones adicionales en relación con dicho período de dos (2) años: UNIDADES PAK. FUENTES DE ALIMENTACIÓN PIEZAS MANO DE OBRA ELEMENTOS MAGNETICOS DE POTENCIA PRINCIPAL . 2 AÑOS ................... 1 AÑO RECTIFICADOR DE POTENCIA ORIGINAL .............. 2 AÑOS ................... 1 AÑO TARJETA DE CIRCUITO INTEGRADO DE CONTROL .... 2 AÑOS ................... 1 AÑO TODOS LOS RESTANTES CIRCUITOS Y COMPONENTES ........ 1 AÑO .................... 1 AÑO INCLUYENDO SIN LIMITARSE A ELLO EL CIRCUITO DE ARRANQUE, CONTACTORES, RELES, SOLENOIDES, BOMBAS, SEMI-CONDUCTORES DE CAMBIO DE POTENCIA CONSOLAS, EQUIPOS DE CONTROL, ....................... 1 AÑO .................. 1 AÑO INTERCAMBIANDORES DE CALOR Y ACCESORIOS SOPLETES Y CABLES .................................................. 180 DÍAS .............. 180 DÍAS PIEZAS DE REPUESTO/REPARACIÓN ....................... 90 DÍAS ............... 90 DÍAS Las reclamaciones relacionadas con la reparación o sustitución de piezas cubiertas por esta garantía limitada deben ser sometidas por un centro de reparación Thermal Arc dentro de un plazo de treinta (30) días desde la reparación. Los centros de reparación Thermal Arc autorizados son los distribuidores y Servicios Técnicos Thermal Arc autorizados. Esta garantía no cubre los gastos de transporte. Los gastos de transporte para enviar el producto a un centro de reparación autorizado en virtud de la garantía, serán a cargo del cliente. La devolución de los productos será por cuenta y riesgo del cliente. La presente garantía anula y reemplaza cualesquiera otras garantías anteriormente emitidas por Thermal. Thermal Arc® es una Marca Registrada de Thermal Dynamics. INTRODUCCIÓN viii Válido a partir del 18 de Enero de 1991 1.1 ESPECIFICACIONES Descripción NOTA El equipo Thermal ArcTM Modelo 300GTSW es una fuente de alimentación para soldadura por arco, trifásica o monofásica (subutilización), de corriente directa, con características de generación de corriente constante (CC). La unidad está equipada con una válvula para el control de gas, un control interno de pendiente (Sloper) y de pulsos (Sloper), un arranque al izar el electrodo y un arranque por alta frecuencia, para uso en procesos de Soldadura de Tungsteno (GTAW), Soldadura de Tungsteno - Pulsada (GTAW-P), Soldadura de Tungsteno - Con Pendiente (GTAW-S), Soldadura de Tungsteno - TIG por Puntos y Soldadura con Electrodos (SMAW). Se puede utilizar un medidor digital, opcional, que visualiza amperajes y voltajes. Modelos Europeos: Incluyen de serie el medidor digital. OCV < 70V C.C. Characteristicas del Arco Control de "CURRIENTE" VOLTIOS 19V 5 145 AMPERIOS 300 310 Figura 1: Modelo 300GTSW Curvas Voltios-Amperios NOTA Las curvas Voltios-Amperios muestran las potencias en cuanto a voltaje y amperaje de las fuentes de alimentación para soldadura. Las curvas relacionadas con otros ajustes estarán dentro de las curvas que se indican en estas figuras. 1 1.1 ESPECIFICACIONES Modelo 300GTSW Potencia nominal Salida Amperios Voltios Ciclo de Trabajo Rango de Salidas (Min.-Max.) Amperios Voltios Voltaje de Circuito Abierto TCA máximo Datos de entrada Dimensiones/Peso Ancho Alto Largo Peso Potencia con Carga Nominal Amperios de salida Voltios de salida Ciclo de Trabajo KVA KW Voltaje de entrada Monofásica Trifásica 300 32 250 30 25% 40% 300 32 250 30 25% 40% TIG/STICK 5-300 or 10 - 300 AC 10-32 64 V 50/60 Hz 8.3 in. (210 mm) 16.9 in. (430 mm) 16.5 in. (420 mm) 46.2 lb. (18.5 kg.) Trifásica 300 32 25% 15.7 12.2 Monofásica 300 250 32 30 25% 40% 19.8 15.5 12.5 9.8 250 30 40% 12.3 9.5 Sin carga 0.5KVA 0.3KW Amperaje Trifásica Monofásica Sin carga 208 — — 95 74 2,2 230 — — 86 67 2,2 460 — — 43 34 1,1 208 44 34 — — 1,4 230 40 31 — — 1,3 380 24 19 — — 0,8 400 23 18 — — 0,7 415 22 17 — — 0,7 460 20 15 — — 0,6 575 15 12 — — 0,5 2 1.2 MÉTODOS DE TRANSPORTE Los equipos están provistos de una empuñadura y de una correa para llevar el equipo cargado al hombro: AVISO LAS DESCARGAS ELÉCTRICAS representan un peligro mortal. • NO TOQUE las partes energizadas. • Desconecte los cables de entrada de la línea de suministro de energía, antes de mover el equipo. AVISO LA CAÍDA DEL EQUIPO puede provocar graves heridas o causar daños al equipo. • Levante la unidad mediante la empuñadura o la correa en la parte superior de la caja. • Utilice un carrito manual o elemento similar de capacidad suficiente. • Si usa un elevador de horquilla, ponga la unidad sobre una tarima y sujétela antes de transportarla. • Esta unidad dispone de una empuñadura y de una correa en la parte superior de la caja para levantarla. Proceda con cuidado al levantar y transportar la unidad y asegúrese de que está firmemente sujeta. 3 1.3 CONEXIONES ELÉCTRICAS AVISO LAS DESCARGAS ELÉCTRICAS representan un peligro mortal. • No conecte ningún conductor de entrada (blanco, rojo o negro) al terminal de puesta a tierra. • No conecte el conductor (verde) de puesta a tierra a un terminal de entrada de línea. Consulte la Figura 2 y: 1 . Conecte el extremo del conductor de puesta a tierra (verde) a una toma de tierra adecuada. Utilice un método de puesta a tierra que cumpla con todos los códigos eléctricos aplicables. 2 . Para la potencia de entrada trifásica: conecte los extremos de los conductores de entrada, rojo (línea 1), blanco (línea 2) y negro (línea 3), a un disyuntor o interruptor no sometido a voltaje. 3 . Para la potencia de entrada monofásica: conecte los extremos de los conductores de entrada, negro (línea 1) y blanco (línea 2), a un disyuntor o interruptor no sometido a voltaje. Aisle el conductor rojo (línea 3). 4 . Utilice la Tabla 1 como guía para seleccionar los fusibles de línea para el interruptor de desconexión. POTENCIA DE ENTRADA VOLTAJE DE ENTRADA TAMAÑO DEL FUSIBLE (AMP) MONOFÁSICA 208-230 VCA 460 VCA 125 60 TRIFÁSICA 208-230 VCA 380-460 VCA 575 VCA 60 30 25 Tabla 1. Tamaño de los Fusibles NOTA El tamaño del fusible se basa en no más del 200% del amperaje nominal de entrada de la fuente de alimentación para soldadura (de acuerdo con el Artículo 630 del National Electrical Code). Conductor a tierra INPUT SELECT SWITCH 460V PRIMARY POWER 208-230V PRIMARY CABLE OFF 3/1 ON f1 f2 5A/10V - 300A/32V 25% 40% V I2 300A 250A 100% 160A 64 U1 V 208V 230V 460V 50/60 Hz U2 32V 30V S1 44/95A 40/86A 20/43A 15.7 / 19.8kVA 34/74A 31/67A 15/34A 12.3 / 15.5kVA Fusible THERMADYNE Thermal Dynamics IEC974 U0 3/1 Terminal de puesta a tierra 26V 19/41A 17/37A 8.5/19A 6.8 / 8.6kVA WEST LEBANON, NEW HAMPSHIRE USA 03784 MADE IN JAPAN 300GTS TURN OFF YOUR MAIN POWER SOURCE AND CIRCUIT BREAKER OF THIS WELDER BEFORE MAINTENANCE OR INSPECTION IP 23S Interruptor de línea Fusible GAS OUTPUT Fuente de alimentación para soldadura Cable de potencia principal GTS300 Elec Input Con (Spanish) Figura 2. Conexiones de entrada de potencia 4 1.3 CONEXIONES ELÉCTRICAS Selección del Voltaje El voltaje de entrada debe coincidir con uno de los voltajes de la fuente de alimentación que figuran en la etiqueta de datos de la placa de características de la unidad. Esta fuente de alimentación incorpora el circuito Smart LogicTM, que protege la fuente de alimentación contra una conexión incorrecta del voltaje de entrada. • Para los modelos de 208-230/460 voltios, es necesario cambiar manualmente el interruptor de la fuente de alimentación para seleccionar el voltaje de entrada correcto. Utilice para ello el interruptor deslizante instalado en la parte superior derecha del panel trasero. • El modelo de 208-230 y 380-415 voltios no utiliza el interruptor deslizante para el voltaje de entrada. • El circuito de prevención contra oscilaciones eléctricas se activa cuando se conecta el INTERRUPTOR PRINCIPAL de la unidad. • Aproximadamente dos segundos después de conectar la unidad, el circuito Smart Logic detecta la tensión de entrada para establecer los circuitos de entrada apropiados. Si el interruptor deslizante del panel trasero de la unidad 300GTSW está situado en una posición errónea, el circuito Smart Logic inhibirá el encendido de la unidad. • Si el conmutador está en la posición correcta, la máquina soldadora estará preparada para funcionar cinco segundos después de conectar la fuente de alimentación a la red. 5 2.1 CONTROLES A CARGO DEL OPERARIO 14 18 15 1 OPTIONAL METER KIT 3 METER 4 80 L 20 150 HZ 4 2 250 POWER DC 60 40 20 A WARNING 5 R 10 0 % 16 20 400 25 500 L H HZ PULSE FREQ 0.5 9 80 0 A Control de Frecuencia de Pulsaciones - El Control de Frecuencia de Pulsaciones permite seleccionar la frecuencia de pulsaciones cuando el interruptor Pulse está en posición H (ALTO) o L (BAJO). La frecuencia de pulsaciones se puede incrementar girando este control en el sentido de las agujas del reloj. Las dos escalas que rodean el control representa aproximadamente valores reales. La frecuencia de pulsaciones se puede ajustar entre 0,5 y 25 Hz en posición L (BAJO) y entre 10 y 500 Hz en posición H (ALTO). 8 20 100 15 5 60 40 80 STICK ARC CONTROL 8 100 10 sec SPOT TIME UP SLOPE/ DOWN SLOPE(x2) 300 DC5 AC10 LIFT START TIG 0.5 OUTPUT SELECTOR AC 2 50 MAX CLEANING 300 10 8 1 0.5 % 200 3 2 200 100 10 MAX PENETRATION 6 150 ON 50 STICK 40 PREVIEW SPOT H F START 30 20 120 4 SLOPER 6 WAVE BALANCE 100 60 40 OFF OFF 13 AC FREQ V (PUSH) PULSER H 5 A V A Control del Amperaje—El Control de Amperaje selecciona el amperaje deseado dentro del rango de amperajes de la fuente de alimentación de soldadura. El amperaje de salida se puede incrementar girando este control en el sentido de las agujas del reloj. La escala que rodea el control de amperaje representa aproximadamente valores de amperaje reales. 100 STICK/TIG HOT START 300GTSW 7 17 Interruptor Sloper - Cuando se encuentra en posición OFF, el Sloper está inactivo. Seleccionando la posición ON se activa el Sloper. Si selecciona la posición SPOT se activa el temporizador de soldadura por puntos. La secuencia Slope y los modos de soldadura por puntos se activan mediante un interruptor remoto ON/OFF, que va conectado al receptáculo de 8 pins. Ver sección sobre secuencia Slope. Interruptor Pulser - Cuando se encuentra en posición OFF, el Pulser está inactivo. Seleccionando H (ALTO) o L (BAJO) se activa el pulsador TIG. La Frecuencia de Pulsación se puede ajustar mediante el control de Frecuencia de Pulsaciones. La anchura de las pulsaciones está fijada en un 35%. La corriente de fondo está fijada en una quinta parte de la intensidad máxima de corriente. Selector de Proceso - El Selector de Proceso permite al operario el seleccionar los procesos de soldadura STICK (SMAW), LIFT TIG (GATW) o HF TIG (GTAW). WORK AC GAS OUTPUT TORCH AC Spot Time Up/Down Slope Control - Este control permite controlar el tiempo de pendiente Arriba y Abajo en la soldadura por puntos. El tiempo se puede incrementar girando este control en el sentido de las agujas del reloj. La escala que rodea el control representa aproximadamente valores reales. El tiempo Spot y Up Slope se puede ajustar en una gama de 0,5 a 5 segundos. El tiempo Down Slope es el doble del tiempo Up Slope, en intervalos de 0,5 a 10 segundos. 11 10 12 Indicador de Peligro (Warning) - El indicador de peligro que se encuentra en el panel frontal se activa en los siguientes casos: • Tensión de entrada demasiado baja • Tensión de entrada demasiado alta • Sobrecarga térmica WORK AC GAS OUTPUT TORCH AC Indicador de Potencia CA - El indicador de potencia CA, situado en el panel frontal, se enciende cuando el Interruptor Principal está en posición ON, indicando que la unidad está energizada. Conector de 8 Pines - Se utiliza para el control remoto de contacto y de amperaje. 11 10 12 Salida de Gas - Modelo Europeo. Permite conectar la antorcha TIG monocable, de 3/8" BSP Figura 3a. Controles de operación (Panel frontal) 6 2.1 CONTROLES A CARGO DEL OPERARIO 19 20 Terminal Positivo—conector hembra, DIN, 50 mm. Terminal Negativo—conector hembra, DIN, 50 mm. Conmutador selector AC/CD - Selecciona salida CA o CD en los terminales de salida de soldadura. 21 INPUT SELECT SWITCH 460V PRIMARY POWER 208-230V Control de frecuencia CA - El Control de frecuencia CA selecciona la salida de frecuencia deseada CA de 20Hz a 150Hz. Girando este control en el sentido de las agujas del reloj aumenta la frecuencia CA. Opera solamente en modo CA. PRIMARY CABLE OFF 3/1 ON f1 f2 5A/10V - 300A/32V 25% 40% U0 V 100% I2 300A 250A 160A U2 32V 30V 26V 64 3/1 U1 V 208V 230V 460V 50/60 Hz S1 44/95A 40/86A 20/43A 15.7 / 19.8kVA 34/74A 31/67A 15/34A 12.3 / 15.5kVA Control de Balance de Onda - El Control de Balance de Onda selecciona la acción de limpieza deseada desde un 10% hasta un 50% de penetración. Opera solamente en modo CA. THERMADYNE Thermal Dynamics IEC974 19/41A 17/37A 8.5/19A 6.8 / 8.6kVA WEST LEBANON, NEW HAMPSHIRE USA 03784 MADE IN JAPAN 300GTS TURN OFF YOUR MAIN POWER SOURCE AND CIRCUIT BREAKER OF THIS WELDER BEFORE MAINTENANCE OR INSPECTION Control de Arranque en Caliente—El Control de Arranque en Caliente funciona en los modos STICK y HF TIG. El tiempo de arranque en caliente es de aproximadamente 0,01 segundos en el modo TIG, y de 0,06 segundos en el modo STICK. El valor de corriente se ajusta en una gama de 0 a 100 amperios con respecto a la corriente de soldadura fijada mediante el Control de Amperaje. La corriente de Arranque en Caliente se incrementa girando este control en el sentido de las agujas del reloj. IP 23S Control de Arco—Este control sólo se usa en el modo SMAW. Girando el mando en el sentido de las agujas del reloj se incrementa la corriente de cortocircuito disponible para controlar el arco de soldadura. Pantalla LCD Interruptor Principal—El equipo se conecta colocando en posición ON el Interruptor Principal (disyuntor), situado en el panel trasero. Selector de Voltaje —Interruptor deslizante que selecciona el rango apropiado del voltaje de entrada. Si este interruptor no está en la posición correspondiente a la tensión de la red, el circuito Smart Logic inhibirá el encendido del equipo. GAS INPUT Cable de Entrada —3,05 m (10 pies) Entrada de Gas - La conexión de entrada de gas está situada en el centro de la parte inferior del panel trasero. Tamaño 5/8"18 unf, hembra, modelo Europeo - 3/8" macho. 22 Figura 3b. Controles de operación (Panel trasero) 7 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO Control de Arco El mando ARC CONTROL permite seleccionar un amperaje variable de cortocircuito para adecuarlo a cada caso concreto de soldadura, operando en modo STICK (SMAW). Mando Principal Control de Arco 5 - 300A Decrecimiento 19V 10V/100A 300A 0 25% 50% 100% 75% 145A Mando de Control de Arco Mando Principal = Mando de Control de Arco = menos de 310 Límite de Corriente de Salida Arc Control (Spanish) Figura 4. Características del Control de Arco 8 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO Soldadura de Arco Eléctrico con Electrodo Revestido (SMAW) AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente las advertencias de seguridad que figuran en las páginas iii-v de este manual. 1. Instale y conecte la unidad de acuerdo con las instrucciones de instalación contenidas en la sección 1.3 de este manual. 2. Use guantes secos y ropa de trabajo aislante. 3. Conecte la pinza de tierra a una superficie limpia con buen contacto eléctrico a la pieza a soldar. 4. Seleccione el electrodo adecuado. 5. Consulte la sección de Controles y ajuste los controles de la manera siguiente: a. SELECTOR DE PROCESO [5] en posición STICK b. Gire el control de AMPERAJE [1] hasta el nivel de corriente de salida deseado. 1 OPTIONAL METER KIT METER A V A AC FREQ V 80 PULSER H 5 20 150 HZ 4 2 STICK OUTPUT SELECTOR LIFT START TIG 20 A POWER DC 60 40 300 DC5 AC10 AC WARNING 0 % 20 100 5 15 20 400 25 500 L H HZ PULSE FREQ 0.5 8 60 40 80 STICK ARC CONTROL R 10 0.5 50 H F START 100 50 MAX CLEANING 300 10 8 1 5 0.5 10 sec SPOT TIME UP SLOPE/ DOWN SLOPE(x2) 250 SPOT % 200 3 2 200 100 10 MAX PENETRATION 6 150 ON OFF L 40 PREVIEW 4 SLOPER 30 20 120 (PUSH) OFF WAVE BALANCE 100 60 40 80 0 A 100 STICK/TIG HOT START 300GTSW 6. Inserte el electrodo en el porta-electrodo. 7. Use una careta de soldadura con un filtro adecuado, de acuerdo con ANSI Z49.1. 8. Conecte el INTERRUPTOR PRINCIPAL [19] a la posición ON. 9. Empiece a soldar. NOTA Durante el funcionamiento en modo STICK, los controles PULSER y SLOPER no son operativos. El Contactor de Salida está conectado cuando la unidad 300GTSW opera en ese modo. 9 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO Soldadura de Arco Eléctrico con Electrodo de Tungsteno y Gas Inerte (GTAW) con Alta Frecuencia/Lift Start AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente las advertencias de seguridad que figuran en las páginas iii-v de este manual. 1. Instale y conecte la unidad de acuerdo con las instrucciones de instalación contenidas en la sección 1.3 de este manual. 2. Seleccione el electrodo de tungsteno adecuado (ver Selección del Electrodo en la tabla 2, página 14). 3. Prepare el electrodo de tungsteno e introdúzcalo en la antorcha. 4. Use ropa de trabajo aislante y seca. 5. Conecte el gas de protección a la entrada de gas situada en el panel trasero. 6. Conecte la antorcha TIG a la salida de gas de 3/8" BSP o 5/8"-18 UNF, según proceda 7. Conecte el dispositivo de control remoto al conector de 8 pines. 1 OPTIONAL METER KIT METER A V A AC FREQ V 80 PULSER H 5 20 150 HZ OUTPUT SELECTOR 20 A POWER DC 60 40 300 DC5 AC10 AC LIFT START TIG 0.5 50 STICK WARNING 0 % 10 20 100 5 15 20 400 25 500 L H HZ PULSE FREQ 0.5 8 60 40 80 STICK ARC CONTROL R 100 50 MAX CLEANING 300 10 8 1 5 0.5 10 sec SPOT TIME UP SLOPE/ DOWN SLOPE(x2) 250 SPOT H F START NOTA 4 2 % 200 3 2 200 100 10 MAX PENETRATION 6 150 ON OFF L 40 PREVIEW 4 SLOPER 30 20 120 (PUSH) OFF WAVE BALANCE 100 60 40 80 0 A 100 STICK/TIG HOT START 300GTSW La máxima potencia que se puede obtener utilizando el control remoto es fijada por el mando principal de control de corriente. 8. Conecte la pinza de tierra a una superficie limpia con buen contacto eléctrico a la pieza a soldar. 9. Consulte la sección de Controles y ajuste los controles de la manera siguiente: a. SELECTOR DE PROCESO [5] en posición de soldadura LIFT START (GTAW). 10 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO HF START (GTAW con Arranque por Alta Frecuencia) En esta posición, la unidad proporciona potencia para el proceso de soldadura de tungsteno (GTAW). La alta frecuencia estará presente desde el instante en que se cierra el contactor hasta que se establece el arco de soldadura. Una vez establecido el arco, deja de estar presente la alta frecuencia. La alta frecuencia actúa en todo momento en que se corte el arco, para ayudar a reabrirlo, siempre que el contactor esté energizado. Cuando el selector de proceso se encuentre en esta posición, no funcionará el CONTROL DE ARCO, pero sí lo hará el ARRANQUE EN CALIENTE. LIFT START En este modo, la unidad proporciona potencia para el proceso de (GTAW sin Alta soldadura de tungsteno (GTAW). La alta frecuencia no estará presente. Frecuencia) Cuando el selector de proceso se encuentra en esta posición, no funciona EL CONTROL DE ARRANQUE EN CALIENTE. La unidad proporcionará un voltaje de circuito abierto bajo y aproximadamente 15 amperios al electrodo de tungsteno cuando toque la pieza a soldar. Una vez que se alza el electrodo de tungsteno y se establece el arco de soldadura, la corriente de salida estará regulada en el nivel determinado por el control del amperaje [1]. b. Gire el control de AMPERAJE [1] hasta el nivel de corriente de salida deseado. c. Configure el conmutador CA/CD en la salida de soldadura deseada. NOTA: En el modo CA, conecte el soplete TIG al receptáculo de salida negativa.* Si se utiliza un soplete TIG monocable, conéctelo a un acoplamiento de 3/8” BSP. 10.Conecte el gas de protección. 11. Use una máscara de soldadura con un filtro adecuado, de acuerdo con ANSI Z49.1. 12.Conecte el INTERRUPTOR PRINCIPAL [19] a la posición ON. NOTAS AVISO 13. Active el dispositivo de control remoto. a. En modo LIFT TIG, toque el electrodo con la pieza y levántelo para que abra el arco. b. En modo HF TIG, la alta frecuencia arrancará, seguido por el arco de soldadura. 14.Empiece a soldar. LA ALTA CONCENTRACIÓN DE GAS DE PROTECCIÓN puede representar un peligro para la salud, pudiendo incluso causar la muerte. Cierre el suministro de gas cuando no lo éste utilizando. 11 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO Soldadura de Tungsteno Pulsada (GTAW-P) con Pendiente (GTAW-S) -TIG Por Puntos AVISO Antes de poner el equipo en funcionamiento, lea y observe estrictamente las advertencias de seguridad que figuran en las páginas iii-v de este manual. 1. Instale y conecte la unidad de acuerdo con las instrucciones de instalación contenidas en la sección 1.3 de este manual. 2. Seleccione el electrodo de tungsteno adecuado (ver Selección del Electrodo en tabla 2, página 14). 3. Prepare el electrodo de tungsteno e introdúzcalo en el soplete. 4. Use guantes secos y aislados. 5. Conecte el gas de protección a la entrada de gas situada en el panel trasero. 6. Conecte la antorcha TIG a la salida de gas de 3/8" BSP o 5/8"-18 UNF, según proceda 7. Conecte el dispositivo de control remoto al conector de 8 pines. 8. Conecte la pinza de tierra a una superficie limpia con buen contacto eléctrico a la pieza a soldar. 9. Consulte la sección de Controles y ajuste los controles de la manera siguiente: 10. SELECTOR DE PROCESO [5] en posición de soldadura TIG. LIFT o HF TIG. a. Configure el conmutador CA/CC en la salida de soldadura deseada. NOTA En el modo CA, conecte el soplete TIG al receptáculo de salida negativa. Si se utiliza un soplete TIG monocable, conéctelo a un acoplamiento de 3/8” BSP. A.Soldadura TIG PULSADA 1. Coloque el SELECTOR PULSER [4] a la frecuencia de pulsación deseada (alto o bajo). 2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de salida deseado. 3. Gire el control de FRECUENCIA DE PULSOS [2] hasta la frecuencia deseada. B. Soldadura TIG CON PENDIENTE 1. Coloque el interruptor SLOPE [3] en posición SLOPE. 2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de soldadura deseado. 3. Gire el control SPOT TIME UP/DOWN SLOPE [6] hasta el tiempo “slope” ARRIBA/ABAJO deseado. NOTA: Utilice un interruptor ON/OFF remoto para controlar la secuencia SLOPE. Ver sección Control a cargo del Operario, en página 6. 12 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO C. Soldadura por PUNTOS TIG 1. Coloque el interruptor SLOPER [3] en posición SPOT. 2. Gire el control de AMPERAJE [1] hasta el nivel de corriente de soldadura deseado. 3. Gire el control SPOT TIME UP/DOWN SLOPE [6] hasta el tiempo de soldadura por PUNTOS deseado. 1 OPTIONAL METER KIT 3 METER 4 AC FREQ V 80 PULSER H 20 150 HZ 4 2 250 SPOT 10 sec SPOT TIME UP SLOPE/ DOWN SLOPE(x2) 0.5 50 STICK OUTPUT SELECTOR LIFT START TIG 20 A POWER DC 60 40 300 DC5 AC10 AC WARNING 0 % 10 20 100 5 15 20 400 25 500 L H HZ PULSE FREQ 0.5 8 60 40 80 STICK ARC CONTROL R 100 5 50 MAX CLEANING 300 10 8 1 0.5 % 200 3 2 200 100 10 MAX PENETRATION 6 150 ON H F START 40 PREVIEW OFF L 6 30 20 120 4 SLOPER WAVE BALANCE 100 60 40 (PUSH) OFF 5 A V A 80 0 A 100 STICK/TIG HOT START 300GTSW 11. Conecte el gas de protección y el suministro de agua según sea aplicable. 12. Use una careta de soldadura con un filtro adecuado, de acuerdo con ANSI Z49.1. 13. Cambie el INTERRUPTOR PRINCIPAL [19] a la posición ON. NOTAS 14. Conecte el dispositivo de control remoto. a. En modo LIFT TIG, toque el electrodo con la pieza y levántelo para que abra el arco. b. En modo HF TIG, la alta frecuencia arrancará, seguido por el arco de soldadura. 15. Empiece a soldar. AVISO Desconexión del equipo LA ALTA CONCENTRACIÓN DE GAS DE PROTECCIÓN representa un peligro para la salud, pudiendo incluso causar la muerte. Cierre el suministro de gas cuando no lo éste utilizando. 16. Deje de soldar. 17. Cambie el INTERRUPTOR PRINCIPAL [19] a la posición OFF. 18. Cierre el gas de protección y el suministro de agua, según sea aplicable. 13 2.2 PREPARATIVOS PARA LA PUESTA EN FUNCIONAMIENTO Tabla 2. Tabla de selección del electrodo de tungsteno Electrodo/Diámetro Rango de amperaje Corriente Directa - Gas Argón Polaridad Directa Corriente Directa - Gas Argón Polaridad Invertida Tungsteno puro (Banda verde) 0.010 " (0,25 mm) 1-15 — 0.020 " (0,51 mm) 5-20 — 0.040 " (1,02 mm) 15-80 — 1/16 " (1,59 mm) 70-150 10-20 3/32 " (2,38 mm) 125-225 15-20 1/8 " (3,18 mm) 225-360 25-40 5/32 " (3,97 mm) 360-450 40-55 3/16 " (4,76 mm) 450-720 55-80 1/4 " (6,35 mm) 720-950 80-125 Tungsteno con 2% Torio (Banda roja) 0.010 " (0,25 mm) 0.020 " (0,51 mm) 1-25 — 15-40 — 0.040 " (1,02 mm) 25-85 — 1/16 " (1,59 mm) 50-160 10-20 3/32 " (2,38 mm) 135-235 15-30 1/8 " (3,18 mm) 250-400 25-40 5/32 " (3,97 mm) 400-500 40-55 3/16 " (4,76 mm) 500-750 55-80 1/4 " (6,35 mm) 750-1,000 80-125 Tabla 3. Tamaño de cable de soldadura Ciclo de trabajo Amperios de soldadura 100 Longitud total de cable en el circuito de soldadura Inferior a 100 pies 150 pies 200 pies 250 pies 300 pies 350 pies 400 pies (inferior a 30 m) (45 m) (60 m) (70 m) (90 m) (105 m) (120 m) 100-60% 60-100% 10-100% 4 4 4 3 2 1 1/0 1/0 150 3 3 2 1 1/0 2/0 3/0 3/0 200 3 2 1 1/0 2/0 3/0 4/0 4/0 250 2 1 1/0 2/0 3/0 4/0 2-2/0 2-2/0 300 1 1/0 2/0 3/0 4/0 2-2/0 2-3/0 2-3/0 400 1/0 2/0 3/0 4/0 2-2/0 2-3/0 2-4/0 2-4/0 14 2.3 GUÍA DE FALLAS Generalidades AVISO Resolución de grandes embargo, resulta útil sistema La detección y resolución de problemas en esta unidad debe llevarse a cabo únicamente por personas con experiencia en equipos electrónicos de alto voltaje, alta potencia. El interior del equipo encierra niveles de potencia y de voltaje extremadamente peligrosos. No intente diagnosticar el origen del problema ni reparar el equipo, a menos que cuente con la suficiente experiencia en medición de potencia y detección de averías en aparatos electrónicos. Este manual cubre un nivel básico de resolución de problemas, sin averías básicas requisitos en cuanto a desmontaje y mediciones. Sin para resolver muchos problemas comunes que pueden afectar el de Soldadora de Arco Tipo Inversor. En el caso de averías más complejas, la unidad deberá ser enviada a un servicio técnico autorizado, para su reparación. Siga todas las instrucciones que se indican a continuación y lleve a cabo el procedimiento indicado en cada sección en el orden en que se presenta. NOTA Para averías mayores y procedimientos de sustitución de piezas, consulte el Manual de Servicio para el correspondiente equipo de Soldadora de Arco Tipo Inversor. Modelo 300GTSW 460 AC/DC CC/TIG Manual de Servicio 0-2515 Modelo 300GTSW 380-415 AC/DC CC/TIG Manual de Servicio 0-2515 Modelo 300GTSW 208-230 AC/DC CC/TIG Manual de Servicio 0-2515 Cómo utilizar esta guía La siguiente información se proporciona como una guía para ayudarle a determinar las causas más probables de una variedad de síntomas. Esta guía se presenta de la manera siguiente: A. Síntoma (resaltado) Instrucciones especiales (tipo texto) 1. Causa (en cursiva) a. Comprobar/Remedio (tipo texto) Localice el síntoma, compruebe la(s) causa(s), teniendo en cuenta que la más sencilla o más probable se indica en primer lugar, y seguidamente efectúe la acción indicada en “Remedio”. Efectúe las reparaciones necesarias, asegurándose de que la unidad funciona correctamente después de realizar cualquier reparación. Problemas específicos A. No hay corriente de soldadura; la unidad está completamente inactiva 1. El interruptor de desconexión de línea está en posición OFF a. Coloque el interruptor de desconexión de línea en posición ON. 2. Fusible(s) de línea abierto a. Compruebe y reemplace eventualmente el fusible o fusibles de línea. 3. Conexiones de entrada de potencia inadecuadas a. Ver Sección 1.3 Requisitos de Corriente de Entrada para conectar adecuadamente las entradas. 4. INTERRUPTOR PRINCIPAL (DISYUNTOR PRINCIPAL) en posición OFF a. Compruebe y coloque adecuadamente el Disyuntor Principal si fuera necesario. 15 2.3 GUÍA DE FALLAS B.El indicador de AVISO (Warning) está encendido 1. La unidad está en modo de cierre térmico a. Déjela enfriar aproximadamente durante cinco (5) minutos. Resultados de soldadura inadecuados o irregulares 1. Conexiones de cable de soldadura flojas a. Apriete todas las conexiones de cable de soldadura. 2. Tamaño incorrecto del cable de soldadura a. Utilice un cable del tipo y tamaño adecuado (ver tabla 3, página 14). 3. Conexiones de entrada inadecuadas a. Ver sección 1.3 Requisitos de Entrada de Potencia. 4. Estado defectuoso del electrodo a. Reemplace el electrodo. D. Arco inestable, bajo control de la dirección del arco 1 . Electrodo de tungsteno del tamaño inadecuado, generalmente mayor del recomendado a. Utilice un electrodo del tamaño correcto para el amperaje seleccionado (ver tabla 2, página 14). 2. Electrodo de tungsteno inadecuadamente preparado a. Prepare el electrodo de tungsteno adecuadamente. 3. Flujo de gas demasiado elevado a. Reduzca el flujo de gas. 4. Corrientes de aire que alejan el gas de protección del electrodo de tungsteno a. Proteja la zona de soldadura contra las corrientes. 5. Acoplamiento del gas al regulador flojo, o línea de gas que desprende aire en la zona de soldadura a. Compruebe y apriete todos los acoplamientos de gas. 6. Agua en el soplete a. Consulte la lista de piezas del soplete en el Manual de Mantenimiento con el fin de comprobar la(s) pieza(s) que requieran ser sustituidas y repare el soplete según sea necesario. E. No hay alta frecuencia 1. El SELECTOR DE PROCESO no está en posición HF TIG a. Coloque el selector en posición HF TIG. 2. Corrientes de aire que alejan el gas de protección del electrodo de tungsteno a. Proteja la zona de soldadura contra las corrientes. 3. Tiempo de post-flujo insuficiente a. Incremente el tiempo de post-flujo. 4. Acoplamiento del gas al regulador flojo, o línea de gas que desprende aire en la zona de soldadura a. Compruebe y apriete todos los acoplamientos de gas. 5. Agua en el soplete a. Consulte la lista de piezas del soplete en el Manual de Mantenimiento con el fin de comprobar la(s) pieza(s) que requieran ser sustituidas y repare el soplete según sea necesario. 6. Estado deficiente del electrodo de tungsteno a. Reemplace el electrodo. F. Falta de alta frecuencia; dificultad para establecer un arco 1. Disipación de la alta frecuencia del cable del soplete o manguera de gas a. Asegúrese de que el cable del soplete no está cerca de cualquier metal conectado a tierra. No utilice mangueras de gas conductivas. 2. Fuga en el cable de soldadura a. Compruebe si existen fisuras o deterioro en el aislamiento de los cables o del soplete, o si las conexiones son deficientes. Repare o reemplace los elementos afectados según sea necesario. C. 16 2.4 CONEXIONES DEL RECEPTÁCULO DE CONTROL REMOTO DE 8 PINES El receptáculo de CONTROL REMOTO de 8 pines se utiliza para conectar cualquiera de los siguientes equipos a los circuitos de la fuente de alimentación de soldadura: • • • • Control remoto manual. Control remoto por el pie. Control del contactor remoto. Control remoto del amperaje Para establecer las conexiones, alinee las ranuras, introduzca el enchufe y gire totalmente el collarin roscado en el sentido de las agujas del reloj. La información sobre el conector está incluida en los documentos que acompañan el equipo para el caso en que el cable suministrado no sea adecuado. En tal caso será necesario utilizar un enchufe o cable para establecer la conexión con el receptáculo REMOTO de 8 pines. 8 2 5 4 8 Enchufe 1 7 3 6 Función 1 Carcasa común 2 Control remoto del contactor cuando el cierre de contacto se encuentra entre los pines 2 y 3 (TIERRA). 3 Control del contactor remoto cuando el cierre de contacto se encuentra entre los pines 2 y 3 (+24 VCD). 4 Control remoto del amperaje cuando el cierre de contacto se encuentra entre los pines 4 y 8 (+12 VCD). 5 Control remoto del amperaje (MINIMO); tarjeta de circuito impreso común; se utiliza como retorno para las entradas/salidas del control remoto. 6 Control remoto del amperaje (MAXIMO); señal de control de entrada; +4 voltios para máximo. 7 Señal de referencia de amperaje remoto (CONTACTO DESLIZANTE); 0 voltios a +4 voltios (intensidad máxima de corriente ajustada en el reóstato principal). 8 Control remoto del amperaje cuando el cierre de contacto se encuentra entre los pines 4 y 8 (SEÑAL). Figura 5. Conexiones del receptáculo remoto de 8 pines 17-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























Thermal Arc Inverter Arc Welder Model 300GTSW AC/DC CC/TIG Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Documentos relacionados
Otros documentos
-
GYS TROLLEY 10m³ Ficha de datos
-
GYS TROLLEY 10m³ XL/TM 2 Ficha de datos
-
GYS SACK TRUCK 4M3 Ficha de datos
-
Thermal Dynamics Plasma Cutting System Model Drag-Gun Plus Manual de usuario
-
 Thermal Dynamics 100 ULTRA-CUT™ Plasma Cutting System Manual de usuario
Thermal Dynamics 100 ULTRA-CUT™ Plasma Cutting System Manual de usuario
-
 Thermal Dynamics 150 ULTRA-CUT™ Plasma Cutting System Manual de usuario
Thermal Dynamics 150 ULTRA-CUT™ Plasma Cutting System Manual de usuario
-
 Thermal Dynamics Plasma Cutting Location CutMaster™ 151 Manual de usuario
Thermal Dynamics Plasma Cutting Location CutMaster™ 151 Manual de usuario
-
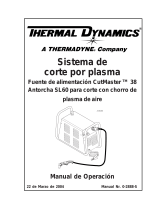 Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manual de usuario
Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manual de usuario
-
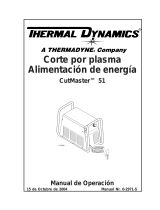 Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 51 Manual de usuario
Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 51 Manual de usuario
-
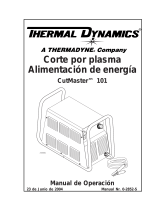 Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 101 Manual de usuario
Thermal Dynamics Plasma Cutting Power Supply CutMaster™ 101 Manual de usuario





