
73502_V2_10/11/2020
FR
2-3 / 4-27 / 99-106
NEOPULSE
220 C / 220 C XL
www.gys.fr
EN
2-3 / 28-50 / 99-106
DE
2-3 / 51-74 / 99-106
ES
2-3 / 75-98 / 99-106

A
Acier - Steel - Stahl - Acero - Staal - Aço
Inox - Stainless steel - Edelstahl
B
Aluminium
C
90950
2
NEOPULSE 220 C / 220 C XL
I
II
III
Gaine acier
Steel sheath
Stahlseele
Capillaire buis
Gaine téon
Teon sheath
Teon-Drahtseele
Teon mantell
Tube capillaire / Capillary Pipe / Kapillarrohr
2 3
A B
C
D
E F
4
2
3
6
5
8
12
7
4
9
10
2
3
4
5
6
7
8
9
10
12
1
1
220 C220 C XL
11
11
13
13

3
NEOPULSE 220 C / 220 C XL
1ÈRE UTILISATION / ERSTE VERWENDUNG / FIRST USE / ПЕРВОЕ ИСПОЛЬЗОВАНИЕ / I° UTILIZZO /
EERSTE GEBRUIK / PRIMERA UTILIZACIÓN / 1º USO / 首次使用 / 初めてご使用になる前に
1
- Avant la première utilisation de votre appareil, merci de vérier la présence de nouvelles mises à jour.
- Before using your device for the rst time, please check for new updates.
- Vor der ersten Anwendung des Gerätes bitte prüfen Sie, ob neue Softwareaktualisierungen verfügbar sind.
- Перед тем как использовать аппарат проверьте нет обновлений программного обеспечения.
- Prima di utilizzare per la prima volta il vostro apparecchio, vogliate vericare se ci sono nuovi aggiornamenti.
- Voordat u het apparaat voor de eerste keer gebruikt, moet u de aanwezigheid van nieuwe updates controleren.
- Antes del primer uso de su aparato, compruebe la presencia de nuevas actualizaciones.
- Antes de utilizar o seu dispositivo pela primeira vez, verique se existem novas atualizações.
- 首次使用设备前,请检查是否存在更新。
- 初めて使用する前に、デバイスが最新にアップデートされているか確認してください。
220 C 220 C XL
- Insérer la clé usb fournie dans son port dédié puis démarrer l’appareil.
- Insert the supplied USB ash drive into its dedicated port and start the
device.
- Den mitgelieferten USB-Datenträger im vorgesehenen Anschluss
einstecken und das Gerät einschalten.
- Вставьте входящую в комплект USB флешку в предназначенный для
этого порт и включите аппарат.
- Inserire la chiavetta USB fornita nella porta dedicata e avviare l’appa-
recchio.
- Breng de meegeleverde USB-stick in en start het apparaat.
- Inserte la tarjeta USB incluida en el puerto USB e inicie el aparato.
- Insira o pendrive USB fornecida no slot dedicado e inicie o dispositivo.
- 插入专用USB设备,然后启动设备。
- 付属のUSBキーを専用ポートに挿入してデバイスを起動します。
- L’écran ci-dessus apparait si une nouvelle version est détectée.
- The above screen appears if a new version is detected.
- Wenn eine neue Software-Version erkannt ist, erscheint die obige
Anzeige.
- Указанный ниже экран отобразится если есть в наличии новая
версия программы.
- Sullo schermo si potrà vedere se è stata rilevata una nuova ver-
sione.
- Het hierboven getoonde scherm verschijnt indien een nieuwe versie
is gedetecteerd.
- La pantalla inferior aparece si se detecta una nueva versión.
- A tela acima aparece se uma nova versão ser detectada.
- 若检测到新版本,显示以上屏幕。
- 新しいバージョンが検出されると上記の画面が表示されます。
2
- Avant la première utilisation de votre appareil, procédez à la calibration des câbles de soudage (voir chapitre « Calibration»)
- Before using the machine for the rst time, calibrate the welding cables (see chapter “Calibration”).
- Kalibrieren Sie die Schweißkabel (siehe Kapitel «Kalibration») vor der ersten Benutzung Ihres Geräts.
- Antes de utilizar su aparato por primera vez, calibre los cables de soldadura (ver capítulo «Calibración»).
- Перед первым использованием проведите калибровку сварочных кабелей (см раздел «Калибровка»)
- Voordat u dit apparaat voor de eerste keer gebruikt moeten de laskabels gekalibreerd worden (zie hoofdstuk « Kalibratie»)
- Prima di effettuare il primo utilizzo del vostro apparecchio, procedere alla calibrazione dei cavi di saldatura (vedere capitolo « Calibrazione»)
- Antes de utilizar o seu aparelho pela primeira vez, proceda à calibração dos cabos de soldadura (ver capítulo «Calibração»)
-首次使用设备前,请先校准焊接电缆 (参见第X章“校准” )。
- デバイスを初めて使用する前に、溶接ケーブルを較正してください。( 章「較正」を参照)

NEOPULSE 220 C / 220 C XL
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, consulter une personne qualiée pour manier correctement l’installation.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage à l’arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention
au porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :
An de se protéger de brulures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utiliser une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour
toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brulures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche ou le porte-électrode, il faut s’assurer qu’il/elle soit sufsamment froid(e) en attendant au moins 10 minutes
avant toute intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide
ne puisse pas causer de brulures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans les environnements réduits nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux
contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs.
Dégraisser également les pièces avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
4

NEOPULSE 220 C / 220 C XL
FR
RISQUE DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles, car même à travers des ssures, elles peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts, il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant sous-tension (Torches, pinces, câbles, électrodes)
car celles-ci sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les câbles et torches, par des personnes qualiées et habilitées, si ceux-ci sont endommagés. Dimensionner la section des câbles
en fonction de l’application. Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Porter des chaussures isolantes,
quel que soit le milieu de travail.
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL
Isolation du soudeur à l’arc par rapport à la tension de soudage !
Toutes les pièces actives du circuit du courant de soudage ne peuvent pas être protégées contre le contact direct. Le soudeur doit par conséquent
contrer les risques par un comportement conforme aux règles de sécurité. Même le contact avec une tension basse peut surprendre et, par
conséquent, provoquer un accident.
• Porter un équipement de protection sec et intact (chaussures avec semelle en caoutchouc/gants de protection de soudeur en cuit sans rivets ni
agrafes) !
• Éviter le contact direct avec les prises de raccordement ou prises non isolées !
• Toujours déposer la torche de soudage ou le porte-électrode sur un support isolé !
Risque de brulure au niveau du raccordement de courant de soudage !
Si les raccordements de courant de soudage ne sont pas verrouillés correctement, les raccords et les câbles peuvent chauffer et provoquer des
brulures en cas de contact !
• Vérier quotidiennement les raccordements de courant de soudage et les verrouiller au besoin en tourant vers la droite.
Danger d’électrocution !
Si le soudage est réalisé avec des procédés différents tandis que la torche et le porte-électrode sont raccordés au matériel, une tension à vide ou de
soudage est appliquée aux circuits !
• Toujours isoler en début du travail et pendant les interruptions la torche et le porte-électrode !
CLASSIFICATION CEM DU MATÉRIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des difcultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
5

NEOPULSE 220 C / 220 C XL
FR
Sous réserve que l’impédance de réseau public d’alimentation basse tension au point de couplage commun soit inférieure à
Zmax = 0.349 Ohms, ce matériel est conforme à la CEI 61000-3-11 et peut être connecté aux réseaux publics d’alimentation
basse tension. Il est de la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant l’opérateur du
réseau de distribution si nécessaire, que l’impédance de réseau est conforme aux restrictions d’impédance.
Ce matériel est conforme à la CEI 61000-3-12.
ÉMISSIONS ELECTRO-MAGNETIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés.
Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs doivent utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionner les câbles de soudage ensemble – les xer avec une attache, si possible;
• se positionner (torse et tête) aussi loin que possible du circuit de soudage;
• ne jamais enrouler les câbles de soudage autour du corps;
• ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
• raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne pas travailler à côté de la source de courant de soudage, ne pas s’assoir dessus ou ne pas s’y adosser ;
• ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ce matériel.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connait pas
encore.
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L’INSTALLATION DE SOUDAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de soudage à l’arc suivant les instructions du fabricant. Si des perturbations
électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de soudage à l’arc de résoudre la situation avec
l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit de soudage. Dans
d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec
montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d’installer un matériel de soudage à l’arc, l’utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce
qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage à l’arc d’autres câbles d’alimentation, de commande, de signalisation et de
téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d’appareils contre la surdité;
f) du matériel utilisé pour l’étalonnage ou la mesure;
g) l’immunité des autres matériels présents dans l’environnement.
L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection
supplémentaires;
h) l’heure du jour où le soudage ou d’autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. La zone
environnante peut s’étendre au-delà des limites des installations.
Évaluation de l’installation de soudage
Outre l’évaluation de la zone, l’évaluation des installations de soudage à l’arc peut servir à déterminer et résoudre les cas de perturbations. Il convient
que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11:2009. Les mesures in situ peuvent
également permettre de conrmer l’efcacité des mesures d’atténuation.
RECOMMANDATIONS SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNÉTIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de soudage à l’arc au réseau public d’alimentation selon les recommandations
du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le ltrage
du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent d’un matériel de
soudage à l’arc installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage
à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de courant de soudage.
6

NEOPULSE 220 C / 220 C XL
FR
b. Maintenance du matériel de soudage à l’arc : Il convient que le matériel de soudage à l’arc soit soumis à l’entretien de routine suivant les
recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel
de soudage à l’arc est en service. Il convient que le matériel de soudage à l’arc ne soit modié en aucune façon, hormis les modications et réglages
mentionnés dans les instructions du fabricant. Il convient, en particulier, que l’éclateur d’arc des dispositifs d’amorçage et de stabilisation d’arc soit
réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à souder accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié et choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE
La source de courant de soudage est équipée d’une (de) poignée(s) / sangle(s) supérieure(s) permettant le portage à la main. Attention à ne pas
sous-évaluer son poids. La (les) poignée(s) / sangle(s) n’est (ne sont) pas considérée(s) comme un moyen d’élingage.
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d’objets.
Ne jamais soulever une bouteille de gaz et la source de courant en même temps. Leurs normes de transport sont distinctes.
Il est préférable d’enlever la bobine de l avant tout levage ou transport de la source de courant de soudage.
INSTALLATION DU MATÉRIEL
• Mettre la source de courant de soudage sur un sol dont l’inclinaison maximum est de 10°.
• Prévoir une zone sufsante pour aérer la source de courant de soudage et accéder aux commandes.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
• Le matériel est de degré de protection IP23S, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale lorsque les parties mobiles de l’appareil ne sont pas encore en fonctionnement.
Ce matériel peut donc être stocké à l’extérieur en accord avec l’indice de protection IP23S.
Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchauffe.
Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une
utilisation incorrecte et dangereuse de ce matériel.
Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l’équipement et les dispositifs
électriques et causer des échauffements de composants pouvant entrainer un incendie.
- Toutes les connexions de soudages doivent être connectées fermement, vériez régulièrement !
- S’assurer que la xation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d’électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage
pour qu’ils soient isolés !
- Ne pas déposer d’autres équipements comme des perceuses, dispositifs d’affutage, etc sur la source de soudage, le chariot, ou les systèmes de
levage sans qu’ils soient isolés !
- Toujours déposer les torches de soudage ou portes-électrodes sur une surface isolée quand ils ne sont pas utilisés !
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une personne qualiée. Un entretien annuel est conseillé.
• Couper l’alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. À l’intérieur, les
tensions et intensités sont élevées et dangereuses.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé
par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation. Si le câble d’alimentation est endommagé, il doit être remplacé par le fabricant, son service
après-vente ou une personne de qualication similaire, an d’éviter tout danger.
• Laisser les ouïes de la source de courant de soudage libres pour l’entrée et la sortie d’air.
• Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
7

NEOPULSE 220 C / 220 C XL
FR
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le
générateur est déconnecté du réseau. Il est recommandé d’utiliser les câbles de soudage fournis avec l’appareil an d’obtenir les
réglages optimum du produit.
DESCRIPTION
Le NEOPULSE est un générateur portable monophasé pour le soudage semi-automatique « synergique » (MIG ou MAG), le soudage à électrode enro-
bée (MMA) et le soudage à l’électrode réfractaire (TIG). Le NEOPULSE 220 C accepte les bobines de l Ø 200 mm. Le NEOPULSE 220 C XL accepte
les bobines de l Ø 200 et 300 mm.
DESCRIPTION DU MATÉRIEL (I)
1- Connecteur gaz 7- Motodévidoir
2- Presse étoupe (câble secteur) 8- IHM
3- Commutateur ON/OFF 9- Connecteur torche Push-Pull
4- Support bobine 10- Connecteur Euro
5- Connecteur USB 11- Douille de polarité positive
6- Inverseur purge avance l 12- Douille de polarité négative
13- Câble d’inversion de polarité
INTERFACE HOMME-MACHINE (IHM)
2 3
1
1- Boutons d’accès aux différents menus et paramètres
2- Molette de réglages écran gauche
3- Molette de réglages écran droite
ALIMENTATION-MISE EN MARCHE
• Ce matériel est livré avec une prise 16 A de type CEE7/7 et ne doit être utilisé que sur une installation électrique monophasée 230 V (50 - 60 Hz) à
trois ls avec un neutre relié à la terre. Le courant effectif absorbé (I1eff) est indiqué sur l’appareil, pour les conditions d’utilisation maximales. Vérier
que l’alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut
être nécessaire. de changer la prise pour permettre une utilisation aux conditions maximales. L’utilisateur doit s’assurer de l’accessibilité de la prise.
• La source de courant de soudage se met en protection si la tension d’alimentation est inférieure ou supérieure à 15% de ou des tensions spéciées
(un code défaut apparaîtra sur l’afchage du clavier).
• La mise en marche se fait par rotation du commutateur marche / arrêt sur la position I (Fig 1 - 3), inversement l’arrêt se fait par une rotation sur la
position O. Attention ! Ne jamais couper l’alimentation lorsque la source de courant de soudage est en charge.
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
Cette source de courant de soudage peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences
suivantes :
- La tension doit être alternative, sa valeur efcace doit être de 230 V -20% +15%, et de tension crête inférieure à 400 V,
- La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérier ces conditions, car de nombreux groupes électrogènes produisent des pics de haute tension pouvant endommager la source
de courant de soudage.
UTILISATION DE RALLONGE ÉLECTRIQUE
Toutes les rallonges doivent avoir une longueur et une section appropriées à la tension du matériel. Utiliser une rallonge conforme aux règlementations
nationales.
Tension d’entrée Section de la rallonge (Longueur < 45m)
230 V 2.5 mm²
8

NEOPULSE 220 C / 220 C XL
FR
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (III)
• Ôter de la torche la buse (III-F), ainsi que le tube contact (III-E).
• Ouvrir la trappe du poste.
III-A :
• Positionner la bobine sur son support :
- Tenir compte de l’ergot d’entrainement du support bobine. Pour monter une bobine 200 mm, serrer le maintien bobine au maximum.
• Régler le frein (III-2) pour éviter lors de l’arrêt de la soudure que l’inertie de la bobine n’emmêle le l. De manière générale, ne pas trop serrer, ce
qui provoquerait une surchauffe du moteur.
III-B :
• Mettre en place les galets moteur adaptés à votre utilisation. Les galets fournis sont des galets double gorge acier (0.8 et 1.0).
- Contrôlez l’inscription sur le galet pour vérier que les galets sont adaptés au diamètre du l et à
la matière du l (pour un l de Ø 1.2, utiliser la gorge de Ø 1.2).
- Utilisez des galets avec rainure en V pour les ls acier et autres ls durs.
- Utilisez des galets avec rainure en U pour les ls aluminium et autres ls alliés, souples.
: inscription visible sur le galet (exemple : 1.2 VT)
: gorge à utilisé
III-C :
Pour changer le l, procéder comme suit :
• Desserrer les molettes (III-4) au maximum et l’abaisser, insérer le l, puis refermer le motodévidoir et serrer les molettes selon les indications.
• Actionner le moteur en appuyant sur la gâchette de la torche ou l’inverseur (I-6) sur la position changement de l.
• Faire sortir le l de la torche d’environ 5 cm, puis mettre au bout de la torche le tube contact adapté au l utilisé (III-E), ainsi que la buse (III-F).
Remarques :
• Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchauffe du moteur.
• Le connecteur de la torche doit être également bien serré an d’éviter son échauffement.
• Vérier que ni le l, ni la bobine ne touche la mécanique de l’appareil, sinon il y a danger de court-circuit.
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG)
Le NEOPULSE peut souder du l acier et acier inoxydable de Ø 0.6 à 1.0 mm (II-A).
L’appareil est livré d’origine pour fonctionner avec du l Ø 1,0 mm en acier (galet Ø 0.8/1.0). Le tube contact, la gorge du galet, la gaine de la
torche sont prévus pour cette application. Pour pouvoir souder du l de diamètre 0,6, utiliser une torche dont la longueur n’excède pas 3 m. Il
convient de changer le tube contact (III-E) ainsi que le galet (III-B) du motodévidoir par un modèle ayant une gorge de 0,6 (réf. 042353). Dans ce
cas, le positionner de telle façon à observer l’inscription 0,6 (III-B).
L’utilisation en acier nécessite un gaz spécique au soudage (Ar+CO2). La proportion de CO2 peut varier selon le type de gaz utilisé. Pour l’inox,
utiliser un mélange à 2% de CO2 . En cas de soudage avec du CO2 pur, il est nécessaire de connecter un dispositif de préchauffage de gaz sur la
bouteille de gaz. Pour des besoins spéciques en gaz, veuillez contacter votre distributeur de gaz. Le débit de gaz pour l’acier est compris entre 8 et
15 litres / minute selon l’environnement.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (MODE MIG)
Le NEOPULSE peut souder du l aluminium de Ø 0.8 à 1.2 mm (II-B).
L’utilisation en aluminium nécessite un gaz spécique argon pur (Ar). Pour le choix du gaz, demander conseil à un distributeur de gaz. Le débit de
gaz en aluminium se situe entre 15 et 25 l/min selon l’environnement et l’expérience du soudeur.
Voici les différences entre les utilisations acier et aluminium :
- Utiliser des galets spéciques pour le soudage alu.
- Mettre un minimum de pression des galets presseurs du motodévidoir pour ne pas écraser le l.
- Utiliser le tube capillaire (destiné au guidage l entre les galets du motodévidoir et le connecteur EURO) uniquement pour le soudage acier/inox
(II-B).
- Utiliser une torche spéciale aluminium. Cette torche aluminium possède une gaine téon an de réduire les frottements. NE PAS couper la gaine au
bord du raccord ! Cette gaine sert à guider le l à partir des galets.
- Tube contact : utiliser un tube contact SPÉCIAL aluminium correspondant au diamètre du l.
Lors de l’utilisation de gaine rouge ou bleu (soudage aluminium), il est conseillé d’utiliser l’accessoire 90950
(II-C). Ce guide gaine inox améliore le centrage de la gaine et facilite le débit du l.
Vidéo
SOUDAGE SEMI-AUTOMATIQUE EN CUSI ET CUAL (MODE BRASAGE)
Le NEOPULSE peut souder du l CuSi et CuAl de de Ø 0.8 à 1.0 mm.
De la même façon qu’en acier, le tube capillaire doit être mis en place et l’on doit utiliser une torche avec une gaine acier. Dans le cas du brasage, il
faut utiliser de l’argon pur (Ar).
BRANCHEMENT MIG/MAG (VOIR PAGE 99)
- Le soudage MIG/MAG sous protection gazeuse nécessite généralement une polarité positive ( ).
- Le NEOPULSE peut souder du l sans protection gazeuse (No Gas) de Ø 0.9 à 1.2 mm. Ce type de l demande généralement une polarité néga-
tive ( ). Souder du l fourré avec une buse standard peut entraîner une surchauffe et la détérioration de la torche. Utiliser de préférence une
buse spéciale « No Gas » ou enlever la buse d’origine.
Dans tous les cas, se référer aux recommandations du fabricant de l pour le choix de la polarité.
9

10
NEOPULSE 220 C / 220 C XL
FR
RACCORDEMENT GAZ
- Monter un manodétendeur adapté sur la bouteille de gaz. Le raccorder au poste à souder avec le tuyau fourni. Mettre les 2 colliers de serrage an
d’éviter les fuites.
- Assurer le bon maintien de la bouteille de gaz en respectant la xation de la chaine sur le générateur.
- Régler le débit de gaz en ajustant la molette de réglage située sur le manodétendeur.
NB : pour faciliter le réglage du débit de gaz, actionner les galets moteurs en appuyant sur la gâchette de la torche (desserrer la molette du moto-
dévidoir pour ne pas entrainer de l). Pression maximale de gaz : 0.5 MPa (5 bars). Cette procédure ne s’applique pas au soudage en mode « No
Gaz ».
ORGANISATION GÉNÉRALE DE L’INTERFACE
1
Paramétrage :
• Information : l’ensemble des informations produit y sont réunies (Modèle, S/N …..)
• Procédé : permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA.
• Paramètres : les paramètres avancés du produit y sont réunis (mode d’afchage, nom
de l’appareil, langue…)
• Calibration : permet de lancer la calibration de la vitesse des motodévidoirs.
• Portabilité : permet de charger ou télécharger à partir d’une clé USB les JOBS
utilisateurs ainsi que la conguration machine.
• Traçabilité : permet de lancer la sauvegarde de tous les cordons de soudure ainsi que
son exportation sur clé USB.
2
Procédé : correspond à l’interface du procédé du soudage en cours :
1
Paramètre procédé : permet les réglages du procédé,
2
Aux différentes fenêtres de réglages,
3
JOB : donne accès aux différents modes de rappel de JOB.
1 2 3
3
Paramètres procédés : correspond à la fenêtre de paramétrage du procédé :
• MIG-MAG : Couple matériau/gaz (Paramètres de soudage synergique), diamètre de l,
procédé de soudage (Manuel, Dynamic STD, etc), mode de gâchette.
• TIG : diamètre d’électrode, etc.
• MMA : sous-procédé (Standard ou Pulsé), type d’électrode, anti-sticking, etc.
Énergie : conguration du mode énergie, développé pour le soudage avec contrôle
énergétique encadré par un DMOS (voir chapitre «MODE ENERGIE»).
4
: correspond à la fenêtre des modes de rappel programme :
• JOB : création, sauvegarde, suppression et rappel de JOB.
• QUICKLOAD : rappel de JOB à la gâchette hors soudage.
SOUDAGE SEMI-AUTOMATIQUE (MODE MIG / MAG)
LES PARAMÉTRES DU PROCÉDÉ MIG / MAG

11
NEOPULSE 220 C / 220 C XL
FR
Paramètres Désignation Réglages Manuel
Standard
(Dynamic STD)
Pulse Conseils
Couple
matériau/gaz
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Choix de la matière à souder.
Paramètres de soudage synergique
Diamètre de l Ø 0.6 > Ø 1.2 mm Choix du diamètre l
Procédé de
soudage
- Manuel
- Dynamic STD
- Pulse
- Cold Pulse
Module Arc OFF - ON
Active ou non la modulation du courant de
soudage (aspect d’un cordon de soudure TIG)
Comportement
gâchette
2T, 4T
Choix du mode de gestion du soudage à la
gâchette.
Mode de pointage Spot, Délai Choix du mode de pointage
Réglage
Épaisseur
Vitesse
Courant
Choix du paramètre principal à afcher (Épaisseur
de la pièce à souder, vitesse du l, courant moyen
de soudage).
Énergie
Hold
Coef. thermique
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE MIG-MAG
• MIG-MAG Manuel
Paramètres Désignation Réglages Description & conseils
Vitesse l 0.5 - 20m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• MIG-MAG Standard (Dynamic STD)
Le mode Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et
ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre opération de soudage,
de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Vitesse 0.5 - 20m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 15 - Imax Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à souder.

12
NEOPULSE 220 C / 220 C XL
FR
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Vitesse d’approche 50 - 200 %
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Hot Start
50 - 200 %
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
0 - 5 secs.
Crater Filler 50 - 100 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• MIG-MAG Pulsé
Le principe est de faire pulser le courant de soudage à fort ampérage pour faire fusionner le l en nes gouttes avant que le l ne rentre en contact
avec la pièce. La fréquence de dépôt de gouttes et l’énergie diffusée sont parfaitement contrôlées. Ceci permet de maitriser la température du bain,
d’améliorer l’aspect des cordons tout en éliminant les projections et d’améliorer le mouillage et la pénétration.
Le pulsé est avantageux pour le soudage des alliages légers et les aciers inoxydables. Pour les aciers au carbone, le pulsé sera justié uniquement
lors de contraintes supplémentaires du type ; forte pénétration ou élimination du parachèvement. De plus, le pulsé facilite le soudage en position.
• Module Arc Pulsé
Ce mode de soudage Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire difcile. Grâce au mode de soudage Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement
droit vers le haut peut sufre. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suft.
Dans ce cas, vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maitrise de l’opération de
soudage vertical.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Vitesse 0.5 - 20m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 15 - Imax Courant de soudage.
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Self -4 > +4
Lisse plus ou moins le courant de soudage. À régler en fonction de la position de sou-
dage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Vitesse d’approche 50 - 200 %
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Soft Start 0 - 2 secs.
Montée du courant progressive. An d’éviter les amorçages violents ou les à-coups, le
courant est maitrisé entre le premier contact et le soudage.
Hot Start
50 - 200 %
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à sou-
der. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
0 - 5 secs.
Uplsope 0 - 2 secs. Rampe de montée de courant.
Courant froid 50 - 100 % Deuxième courant de soudage dit «froid»
ModulArc ON
Fréquence du Pulse 0.1 - 2 Hz Fréquence de pulsation
Rapport cyclique 20 - 80 %
En pulsé, règle le temps de courant chaud par rapport au temps de courant
froid.
Evanouisseur 0 - 2 secs. Rampe de descente en courant.

13
NEOPULSE 220 C / 220 C XL
FR
Crater ller 50 - 100 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
LE POINTAGE ( Manuel ou Standard (Dynamic STD))
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Vitesse l 0.5 - 20m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Point 0.1 - 10 secs. Durée dénie.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épais-
seur paramètre automatiquement la tension et la vitesse de l adaptée.
Standard
uniquement
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Courant 15 - Imax
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• DÉLAI
C’est un mode de pointage semblable au SPOT, mais enchainant pointages et temps d’arrêt déni tant que la gâchette est appuyée.
Paramètres Désignation Réglages Description & conseils
Vitesse l 0.5 - 20m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Point 0.1 - 10 secs. Durée dénie.
Durée entre 2 points 0.1 - 10 secs.
Durée entre la n d’un point (hors Post gaz) et la reprise d’un nouveau point (Pré-Gaz
compris).
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.

14
NEOPULSE 220 C / 220 C XL
FR
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épais-
seur paramètre automatiquement la tension et la vitesse de l adaptée.
Standard
uniquement
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Courant 15 - Imax
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
LES CYCLES DE SOUDAGE MIG/MAG
Procédé 2T Standard :
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc, puis le cycle de soudage démarre. Au relâché de
la gâchette, le dévidage s’arrête et un pulse de courant permet de couper le l proprement suivi du Post gaz. Tant que le Post gaz n’est pas terminé,
l’appui de la gâchette permet un redémarrage rapide de la soudure (point chainette manuel) sans passer par la phase de HotStart. Un HotStart et
(ou) un Crater ller peuvent être ajoutés dans le cycle.
Procédé 4T Standard :
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed

15
NEOPULSE 220 C / 220 C XL
FR
En 4T standard, la durée du Pré-gaz ou du HotStart et celle du Post gaz ou du Crater ller est gérable par la gâchette.
Procédé 2T Pulsé :
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc. Puis, la machine commence par le HotStart, le
Upslope et enn, le cycle de soudage démarre. Au relaché de la gâchette, le Downslope commence jusqu’à atteindre ICrater ller. Puis le pic d’arrêt
coupe le l suivi du Post gaz. Comme en « Standard», l’utilisateur a la possibilité de redémarrer rapidement le soudage pendant le Post gaz sans
passer par la phase de HotStart.
Procédé 4T Pulsé :
Istart
Dstart
I hot start
T hotstart
T upslope
T downslope
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T pulse, la gâchette gère le Pré-gaz s’il n’y a pas de HotStart. Sinon elle permet de gérer la durée du HotStart, s’il est validé. Lors de l’arrêt, elle
permet de gérer le Crater ller, s’il est validé ou le Post gaz s’il n’y pas de Crater ller.

16
NEOPULSE 220 C / 220 C XL
FR
SOUDAGE A L’ÉLECTRODE TUNGSTÈNE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
• Le soudage TIG DC requiert une protection gazeuse (Argon).
• Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher la torche TIG (réf. 046108) dans le connecteur EURO du
générateur et le cable d’inversion dans le connecteur de raccordement négatif (-).
• S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
AFFUTAGE DE L’ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d’utiliser une électrode affutée de la manière suivante :
d
L
a
a = Ø 0.5 mm
L = 3 x d pour un courant faible.
L = d pour un courant fort.
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
Ø Électrode
(mm)
TIG DC
Tungstène pur Tungstène avec oxydes
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
~ 80 A par mm de Ø
AMORÇAGE TIG LIFT
1 2
3
1- Positionner la buse de la torche et la pointe de l’électrode sur la pièce et actionner le
bouton de la torche.
2- Incliner la torche jusqu’à ce qu’un écart d’environ 2-3 mm sépare la pointe de l’élec-
trode de la pièce. L’arc s’amorce.
3- Remettre la torche en position normale pour débuter le cycle de soudage.
Le dispositif d’amorçage et de stabilisation de l’arc est conçu pour un fonctionnement manuel et à guidage mécanique.
Avertissement: Une augmentation de la longueur de la torche ou des câbles de retour au-delà de la longueur maximale prescrite par le fabricant
augmentera le risque de choc électrique.
LES PARAMÉTRAGES DU PROCÉDÉ TIG
• Le TIG DC est dédié au courant des métaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et ses alliages et le titane.
• Le TIG Synergic ne fonctionne plus sur le choix d’un type de courant DC et les réglages des paramètres du cycle de soudage, mais intègre des règles/
synergies de soudage basées sur l’expérience. Ce mode restreint donc le nombre de paramétrages à trois réglages fondamentaux :
- Le type de matière.
- L’épaisseur à souder.
- La position de soudage.
Paramètres Désignation Réglages
TIG
DC
TIG Synergic Conseils
Standard Courant lisse - -
Pulsé Courant pulsé - -
Spot Pointage lisse - -
Tack Pointage pulsé - -

17
NEOPULSE 220 C / 220 C XL
FR
Type de matériaux Fe, Al, etc. - Choix de la matière à souder
Diamètre de l’électrode
Tungstène
1 - 4 mm
Choix du diamètre de l’électrode. Permet d’afner les
courants d’amorçage HF et les synergies.
Mode de gâchette 2T - 4T - 4TLOG
Choix du mode de gestion du soudage à la gâchette.
Soudage à énergie constante ON - OFF -
Mode de soudage à énergie constante avec correction
des variations de longueur d’arc
Énergie
Hold
Coef. thermique
-
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE TIG DC
• TIG DC Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable,
mais aussi le cuivre et ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre
opération de soudage, de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de démarrage 10 - 200 %
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
Temps de démarrage 0 - 10 secs.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200%
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• TIG DC Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid,
impulsion de refroidissement de la pièce). Ce mode pulsé permet d’assembler les pièces tout en limitant l’élévation en température.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms -> toutes les 100ms, une impulsion à 100A puis une autre à 50A se succède-
ront.

18
NEOPULSE 220 C / 220 C XL
FR
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de démarrage 10 - 200 %
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
Temps de démarrage 0 - 10 secs.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Forme d’onde Forme d’onde de la partie pulsée.
Courant froid 20 - 80% Deuxième courant de soudage dit «froid»
Temps froid 20 - 80% Balance du temps du courant chaud (I) de la pulsation
Fréquence
de pulsation
0.1 - 2500 Hz Fréquence de pulsation
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
CONSEILS DE RÉGLAGE : Le choix de la fréquence
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
LE POINTAGE TIG DC
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
Spot
, 0 - 60
secs.
Manuel ou une durée dénie.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• TACK
Le mode de soudage permet aussi de préassembler des pièces avant soudage, mais cette fois-ci en en deux phases : une première phase de DC pulsé
concentrant l’arc pour une meilleure pénétration, suivi d’une seconde en DC standard élargissant l’arc et donc le bain pour assurer le point.
Les temps réglables des deux phases de pointage permettent une meilleure reproductibilité et la réalisation de point non oxydé.

19
NEOPULSE 220 C / 220 C XL
FR
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
Durée Pulsé
, 0 - 60
secs.
Phase de pulsation manuelle ou d’une durée dénie
Fréquence
de pulsation
0.1 - 2500 Hz Fréquence de pulsation
Durée non Pulsé
, 0 - 60
secs.
Phase à courant lisse manuelle ou d’une durée dénie
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• Soudage en mode E.TIG
Ce mode permet un soudage à puissance constante en mesurant en temps réel les variations de longueur d’arc an d’assurer une largeur de cordon
et une pénétration constantes. Dans les cas où l’assemblage demande la maitrise de l’énergie de soudage, le mode E.TIG garantit au soudeur de
respecter la puissance de soudage quelle que soit la position de sa torche par rapport à la pièce.
Standard
(courant constant)
E-TIG
(énergie constante)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
COMPORTEMENT GÂCHETTE
MODE 2T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secon-
daire est géré comme le bouton principal.
MODE 4T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double bouton + potentio-
mètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.

20
NEOPULSE 220 C / 220 C XL
FR
MODE 4T log
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 – Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
LOG : ce mode de fonctionnement est utilisé en phase de soudage :
- un appui bref sur le bouton principal (<0.5s), le courant bascule le
courant de I soudage à I froid et vice et versa.
- le bouton secondaire est maintenu appuyé, le courant bascule le
courant de I soudage à I froid
- le bouton secondaire est maintenu relâché, le courant bascule le
courant de I froid à I soudage
T3 – Un appui long sur le bouton principal (>0.5s), le cycle passe
en DownSlope et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché le cycle se termine par le
PostGaz.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
SOUDAGE À L’ÉLECTRODE ENROBÉE (MODE MMA)
BRANCHEMENT ET CONSEILS
• Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement.
• Respecter les polarités et intensités de soudage indiquées sur les boites d’électrodes.
• Enlever l’électrode enrobée du porte-électrode lorsque la source de courant de soudage n’est pas utilisée.
• Les appareils sont munis de 3 fonctionnalités spéciques aux Inverters :
- Le Hot Start procure une surintensité en début de soudage.
- L’Arc Force délivre une surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
- L’Anti-Sticking permet de décoller facilement l’électrode sans la faire rougir en cas de collage.
CHOIX DES ÉLECTRODES ENROBÉES
• Électrode Rutile : très facile d’emploi en toutes positions.
• Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
• Électrode Cellulosique : arc très dynamique avec une grande vitesse de fusion, son utilisation en toutes positions la dédie spécialement pour les
travaux de pipeline.
LES PARAMÉTRAGES DU PROCÉDÉ À ÉLECTRODE ENROBÉE (MMA)
Paramètres Désignation Réglages Standard Pulsé Conseils
Type d’électrode
Rutile
Basique
Cellulosique
Le type d’électrode détermine des paramètres spéciques en fonc-
tion du type d’électrode utilisée an d’optimiser sa soudabilité.
Anti-Sticking OFF - ON
L’anti-collage est conseillé pour enlever l’électrode en toute sécu-
rité en cas de collage sur la pièce à souder (le courant est coupé
automatiquement).
Énergie
Hold
Coef. thermique
Voir chapitre «MODE ENERGIE» aux pages
suivantes.

21
NEOPULSE 220 C / 220 C XL
FR
LE SOUDAGE À ÉLECTRODE ENROBÉE (MMA)
• MMA Standard
Ce mode de soudage MMA Standard convient pour la plupart des applications. Il permet le soudage avec tous les types d’électrodes enrobées, rutile,
basique, cellulosique et sur toutes les matières : acier, acier inoxydable et fontes.
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
0 - 100 %
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée du Hot Start 0 - 2 secs.
Courant de soudage 10 - Imax.
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
Arc Force -10 > +10%
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
• MMA Pulsé
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire difcile. Grâce au MMA Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement droit vers
le haut peut sufre. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suft. Dans ce cas,
vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maitrise de l’opération de soudage vertical.
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
0 - 100 %
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée du Hot Start 0 - 2 secs.
Courant de soudage 10 - Imax
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
Courant froid 20 - 80% Deuxième courant de soudage dit «froid».
Fréquence de
pulsation
0.4 - 20 Hz Fréquence de PULSATION du mode PULSE (Hz).
Arc Force -10 > +10%
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
• Réglage de l’intensité de soudage
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode
(mm)
Rutile E6013
(A)
Basique E7018
(A)
Cellulosique E6010
(A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170

22
NEOPULSE 220 C / 220 C XL
FR
• Réglage de l’Arc Force
Il est conseillé de positionner l’Arc force en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.
MÉMORISATIONS ET RAPPELS DES JOBS
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours, il est possible de sauvegarder et rappeler des congurations dites « JOB ».
Les JOBS sont au nombre de 100 par procédé de soudage, la mémorisation concerne :
- Le paramètre principal,
- Le paramètre secondaire,
- Les sous-procédés et modes de bouton.
MODE JOB
Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB.
QUICK LOAD – Rappel des JOB à la gâchette hors soudage.
Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu’en procédé MIG-MAG et TIG.
À partir d’une liste Quickload constituée de JOB préalablement créés, les rappels de JOB se font par appuis brefs à la gâchette. Tous les modes de
gâchette (2T/4T) et modes de soudage (SPOT/STD/PLS) sont supportés.
TORCHE EN OPTION
• Torche Push-Pull (4m : ref. 046283) :
La torche Push-Pull se monte sur le connecteur (FIG 1 - 9). Ce type de torche permet l’utilisation de l AlSi même en Ø 0.8 mm. Cette torche peut-
être utilisée dans tous les modes.
La détection de la torche Push-Pull se fait par un simple appui sur la gâchette.
En cas d’utilisation d’une torche Push-Pull à potentiomètre, le réglage sur l’interface permet de xer la valeur maximum de la plage de réglage.
Le potentiomètre permet alors de varier entre 50% et 100% de cette valeur.
Schéma connectique pour torche Push Pull
à potentiomètre (10 KΩ)
1
3
4 7
8
10
+4
-5
+Pot 10
-Pot 3
R
2
+
-
1 8
M
1 - Choix du réglage (vitesse ou hauteur d’arc)
2 - Led orange (hauteur d’arc)
3 - Led verte (vitesse)
4 - Incrémentation (vitesse ou arc selon bouton 2)
5 - Décrémentation (vitesse ou arc selon bouton 2)
3
45
2
1

23
NEOPULSE 220 C / 220 C XL
FR
PARAMÉTRAGE PRODUIT
INFORMATION
Ce menu permet d’accéder aux numéros de version des cartes et logiciels.
PROCÉDÉ
Ce menu permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA
PARAMÈTRES
Le mode d’afchage donne accès à plus ou moins de paramètres et congurations de soudage.
- Easy : afchage et fonctionnalité réduite : pas d’accès au cycle de soudage.
- Expert : afchage complet, permet d’ajuster les durées et temps des différentes phases du cycle de soudage.
- Avancé : afchage intégral, permet d’ajuster les différentes tensions d’arc dans chaque phase.
Le nom de l’appareil et la possibilité de le personnaliser.
Les langues supportées : Français, Anglais, etc
Les Unités de mesure : International (SI) ou Impérial (USA).
Nommage des matériaux : EN (Européen) ou AWS (USA)
Exemple : Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Heure, date et format.
Luminosité de l’écran
Reset produit (Partiel / Total) :
- Partiel (valeur par défaut du cycle de soudage).
- Total (conguration sortie d’usine).

24
NEOPULSE 220 C / 220 C XL
FR
CALIBRATION
Ce mode est dédié à la calibration de la vitesse du motodévidoir. Le but de la calibration est de compenser les variations de la vitesse du
dévidoir an d’ajuster la mesure de tension afchée et d’afner le calcul d’énergie. La procédure une fois lancée est expliquée avec une
animation sur l’écran.
Ce mode est également dédié à la calibration des accessoires de soudage tels que la torche, câble + porte-électrode et câble + pince de
masse. Le but de la calibration est de compenser les variations de longueurs des accessoires an d’ajuster la mesure de tension afchée
et d’afner le calcul d’énergie. La procédure une fois lancée est expliquée avec une animation sur l’écran.
Important: La calibration câble est à refaire à chaque changement de torche, faisceau ou câble de masse pour assurer un soudage optimal.
PORTABILITÉ
Cette fonctionnalité permet la sauvegarde de la conguration de soudage de la machine.
Elle permet aussi de charger une conguration récupérée sur une autre machine et de l’injecter dans une autre.
Import Cong. : importation d’une clé USB ou des congurations « USER » et ses JOBS.
Export Cong. : exportation sur une clé USB de la conguration « USER » en cours et ses JOBS (PORTABILITY\CONFIG)
Import JOB : importation des JOBS présents sous le répertoire USB\Portability d’une clé USB.
Export JOB : exportation sur une clé USB des JOBS selon les procédés, dans le répertoire USB\PORTABILITY\JOB.
TRAÇABILITÉ
Cette interface de gestion de soudage permet de tracer/enregistrer toutes les étapes de l’opération de soudage, cordon par cordon, lors d’une
fabrication industrielle. Cette démarche qualitative assure une qualité de soudage post-production permettant l’analyse, l’évaluation, le reporting
et la documentation des paramètres de soudage enregistrés. Cette fonctionnalité permet la collecte précise et rapide ainsi que la sauvegarde des
données demandées dans le cadre de la norme EN ISO 3834. La récupération de ces données est possible via une exportation sur clé USB.

25
NEOPULSE 220 C / 220 C XL
FR
1- Création de la traçabilité 2- Création du chantier 3-
Traçabilité simple - OFF
Sélectionner «START» Sélectionner «REC»
Nom du chantier
Intervalle d’échantillonnage :
- Hold : Pas d’enregistrement des valeurs
Courant/Tension.
- 250 ms, 500 ms, etc. : Enregistrement des
valeurs Courant/Tension tous les X temps.
4-
Traçabilité complète - ON
Dénition :
• Un CORDON de soudage correspond à un cycle de soudage.
• La PASSE correspond au soudage sur l’ensemble du périmètre de la pièce à souder.
• La SOUDURE correspond à la jonction nie de deux pièces assemblées. La soudure est
donc constituée de une ou plusieurs passes.
• Le CHANTIER est composé d’une ou plusieurs soudures nies.
• Température
*
ON : Température de la pièce à souder en début de cordon.
• Longueur
*
ON : Longueur du cordon
*
les unités de mesure s’afchent en fonction du choix déni dans PARAMÈTRES/Unités de mesure.
Passe (ON/OFF)
Soudure (ON/OFF)
Température (ON/OFF)
Longueur (ON/OFF)
5- Afchage Chantier/Cordon 6- Identication 7- Validation
En haut à gauche, le Nom du chantier
et le n° du cordon sont afchés.
(Le n° de cordon s’incrémente de manière
automatique et non modiable)
À chaque n de cordon, une fenêtre
d’identication s’afche : N° de passe,
N° de Soudure, Température de la
pièce et/ou la longueur du cordon.
La validation peut s’effectuer sur l’IHM
ou par appui sur la gâchette.
La fonction «Explorer» permet d’accéder à la liste des sessions de travail créées, de les trier et de les supprimer.
Le pictogramme permet de voir le détail de chacune des sessions avec les informations suivantes : fréquence d’échantillonnage, nombre
de cordons enregistrés, temps de soudage total, énergie de soudage fournie, conguration de chaque cordon (procédé, horodatage, temps
de soudage et U-I de soudage).
La récupération de ces informations se fait par exportation des données sur clé USB.
Les données .CSV sont exploitables grâce à un logiciel tableur (Microsoft Excel
®
,
Calc OpenOfce
®
, etc).

26
NEOPULSE 220 C / 220 C XL
FR
MODE ÉNERGIE
Ce mode développé pour le soudage avec contrôle énergétique encadré par un DMOS permet, en plus de l’afchage énergétique du cordon après
soudage, de régler :
Le coefcient thermique selon la norme utilisée : 1 pour les normes ASME et 0.6 (TIG) ou 0.8 (MMA/MIG-MAG) pour les normes européennes.
L’énergie afchée est calculée en prenant en compte ce coefcient.
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES CAUSES POSSIBLES REMÈDES
Le débit du l de soudage n’est pas constant.
Des grattons obstruent l’orice
Nettoyer le tube contact ou le changer remettre du
produit anti-adhésion.
Le l patine dans les galets. Remettre du produit anti-adhésion.
Un des galets patine. Vérier le serrage de la vis du galet.
Le câble de la torche est entortillé. Le câble de la torche doit être le plus droit possible.
Le moteur de dévidage ne fonctionne pas. Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Mauvais dévidage du l.
Gaine guide-l sale ou endommagée. Nettoyer ou remplacer.
Clavette de l’axe des galets manquante Repositionner la clavette dans son logement
Frein de la bobine trop serré. Desserrer le frein.
Pas de courant ou mauvais de courant de soudage.
Mauvais branchement de la prise secteur.
Voir le branchement de la prise et regarder si la prise
est bien alimentée.
Mauvaise connexion de masse.
Contrôler le câble de masse (connexion et état de la
pince).
Pas de puissance. Contrôler la gâchette de la torche.
Le l bouchonne après les galets
Gaine guide-l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Le cordon de soudage est poreux.
Le débit de gaz est insufsant.
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent.
Empêcher les courants d’air, protéger la zone de
soudage.
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise qualité
(rouille, etc.)
Nettoyer la pièce avant de souder
Le gaz n’est pas connecté
Vérier que le gaz est connecté à l’entrée du géné-
rateur.
Particules d’étincelage très importantes.
Tension d’arc trop basse ou trop haute. Voir paramètres de soudage.
Mauvaise prise de masse.
Contrôler et positionner la pince de masse au plus
proche de la zone à souder.
Gaz de protection insufsant. Ajuster le débit de gaz.
Pas de gaz en sortie de torche Mauvaise connexion du gaz
Vérier le branchement des entrées de gaz
Vérier que l’électrovanne fonctionne
Erreur lors de la calibration
Une erreur s’est produite lors de la calibration, celle-
ci est annulée et peut être refaite.
Réessayer une calibration
Erreur lors du téléchargement
Les données sur la clé USB sont erronées ou corrom-
pues.
Vérier vos données.
Problème de sauvegarde
Vous avez dépassé le nombre maximum de sauve-
gardes.
Vous devez supprimer des programmes.
Le nombre de sauvegardes est limité à 500.
Suppression automatique des JOBS.
Certains de vos jobs ont été supprimés, car ils
n’étaient plus valides avec les nouvelles synergies.
-
Erreur de détection de la torche Push Pull - Vérier votre connectique torche Push Pull
Problème clé USB
Aucun JOB n’est détecté sur la clé USB -
Plus de place mémoire dans le produit Libérer de l’espace sur la clé USB.
Problème de chier
Le Fichier «...» ne correspond pas aux synergies
téléchargées dans le produit
Le chier a été créé avec des synergies qui ne sont
pas présentes sur la machine.
Pile La pile semble être usée Changer la pile à l’arrière de l’IHM.
Défaut ventilateur Le ventilateur ne tourne pas à la bonne vitesse.
Veuillez débrancher la machine, vérier puis redé-
marrer
Défaut de surtension réseau - Vérier votre installation.

27
NEOPULSE 220 C / 220 C XL
FR
Défaut de sous-Tension réseau - Vérier votre installation.
Problème de démarrage du soudage -
Vérier que le débit du l est correct ainsi que votre
installation électrique.
RISQUE DE BLESSURE LIÉ AUX COMPOSANTS MOBILES
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entrainer par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entrainement!
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
• Ne pas porter de gants lors de l’enlement du l d’apport et du changement de la bobine du l d’apport.
CONDITIONS DE GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’œuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

28
NEOPULSE 220 C / 220 C XL
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety instructions before use.
Any modication or update that is not specied in the instructions manual should not be undertaken.
The manufacturer is not liable for any injury or damage due to non-compliance with the instructions featured in this manual.
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
Safety instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, ammable gas or any other corrosive agent. Operate the machine in an
open, or well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Storage between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTION & OTHERS
Arc welding can be dangerous and can cause serious injury or even death.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, risk of electric shock, noise and gas fumes. People wearing pacemakers
are advised to consult a doctor before using the welding machine.
To protect oneself as well as others, ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without turn-up or cuffs. These clothes must be insulating, dry,
reproof, in good condition and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/
operation). Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install reproof welding curtains to protect the area against arc rays, weld spatter and sparks.
Advise people around the working area to never look at the arc nor the molten metal, and to wear protective clothes.
Ensure ear protection is worn by the operator if the welding process exceeds the authorised noise limit (the same applies to any
person in the welding area).
Keep hands, hair and clothes away from moving parts such as fans, and engines.
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury
or damage caused due to non-compliance with the safety precautions.
Parts that have just been welded are hot and can cause burns when handled. When servicing the torch or electrode holder, make
sure that it is cold enough by waiting at least 10 minutes before doing so. The cooling unit must be switched on when using a
water-cooled torch to ensure that the liquid cannot cause burns.
It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GASES
Fumes, gas and dust produced during welding are hazardous to health. It is mandatory to ensure adequate ventilation and/
or extraction to keep fumes and gas away from the work area. Using an air fed welding helmet is recommended in case of
insufcient ventilation in the workplace.
Check that the air supply is effective by referring to the recommended safety regulations.
Precautions must be taken when welding in small areas, and the operator will need supervision from a safe distance. In addition, the welding of certain
materials containing lead, cadmium, zinc, mercury or beryllium may be particularly harmful.
Also remove any grease on the metal pieces before welding.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall.
Do not weld in areas where grease or paint are stored.

29
NEOPULSE 220 C / 220 C XL
EN
FIRE AND EXPLOSION RISKS
Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters.
A re extinguisher must be readily available near the welding operations.
Be careful of spatter and sparks, even through cracks. It can be the source of re or explosion.
Keep people, ammable materials/objects and containers that are under pressure at a safe distance.
Welding in closed containers or pipes should be avoided and , if they are opened, they must be emptied of any ammable or explosive material (oil,
fuel, gas ...).
Grinding operations should not be carried out close to the power supply or any ammable materials.
GAS CYLINDERS
Gas leaking from the cylinders can lead to suffocation if present in high concentration around the work area (ventilation required).
Transport must be done safely: cylinders closed and welding machine switched off. They must be stored vertically and held by a
support to limit the risk of falling.
Close the cylinder between two uses. Beware of temperature variations and sun exposure.
The cylinder must not be in contact with a ame, electric arc, torch, earth clamp or all other sources of heat.
Always keep gas cylinders away from electrical circuits, and therefore never weld a cylinder under pressure.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRIC SAFETY
The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious or deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied and skilled professional. Make sure that the cable cross section is adequate with the
usage (extensions and welding cables). Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating
shoes, regardless of the environment in which you work in.
INSTALLATION OF THE REEL AND LOADING OF THE WIRE
Isolation of the welder at the arc in relation to the welding voltage !
Not all the different parts involved in the welding current can be protected against direct human contact. The welder must therefore avoid the risks
by following the relevant safety regulations. Even a contact at low current may take the operator by surprise and cause an incident.
- Wear dry and intact protective equipment (shoes with rubber soles/baked welder’s protective gloves without rivets or staples)!
- Avoid direct contact with non-insulated or connecting sockets!
- Always place the welding torch or electrode holder on an insulated support!
Risk of burns where the welding current is connected!
If the connectors are not safely locked in place, the connectors and the cables may become hot and cause burns !
• Check the welding connectors daily and lock them in place if needed by turning them clockwise.
Risk of electrocution !
If the weld is performed using different processes while the torch and the electrode holder are connected to material, a no-load voltage or welding
voltage is applied to the circuits !
At the beginning of a job and during interruptions, always isolate the torch and the electrode holder !
EMC CLASSIFICATION
These Class A devices are not intended to be used on a residential site where the electric current is supplied by the public
network, with a low voltage power supply. There may be potential difculties in ensuring electromagnetic compatibility on these
sites, because of the interferences, as well as radio frequencies.
Provided that the impedance of the low-voltage public electrical network at the common coupling point is less than Zmax =
0.349 Ohms, this equipment complies with IEC 61000-3-11 and can be connected to public low-voltage electrical mains. It is
the responsibility of the installer or user of the equipment to ensure, in consultation with the distribution netwtork operator if
necessary, that the network impedance complies with the impedance restrictions.
This equipment complies with the IEC 61000-3-12 standard.

30
NEOPULSE 220 C / 220 C XL
EN
ELECTROMAGNETIC INTERFERENCES
The electric currents owing through a conductor cause electrical and magnetic elds (EMF). The welding current generates an EMF
eld around the welding circuit and the welding equipment.
The EMF elds may disrupt some medical implants, such as pacemakers. Protection measures should be taken for people wearing medical implants.
For example, access restrictions for passers-by or an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit::
• position the welding cables together – if possible, attach them;
• keep your head and torso as far as possible from the welding circuit;
• never enroll the cables around your body;
• never position your body between the welding cables. Hold both welding cables on the same side of your body;
• connect the earth clamp as close as possible to the area being welded;
• do not work too close to, do not lean and do not sit on the welding machine
• do not weld when you’re carrying the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet known.
RECOMMANDATIONS TO ASSES THE AREA AND WELDING INSTALLATION
Overview
The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer’s instructions. If electromagnetic
disturbances are detected, it is the responsibility of the user of the arc welding equipment to resolve the situation with the manufacturer’s technical
assistance. In some cases, this remedial action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an
electromagnetic shield around the welding power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences
must be reduced until they are no longer bothersome.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned.
In particular, it should consider the following:
a) the presence of other power cables (power supply cables, telephone cables, command cable, etc...)above, below and on the sides of the arc
welding machine.
b) television transmitters and receivers ;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment
g)The isolation of the equipment from other machinery.
The user will have to make sure that the devices and equipments that are in the same room are compatible with each other. This may require extra
precautions;
h) make sure of the exact hour when the welding and/or other operations will take place.
The surface of the area to be considered around the device depends on the the building’s structure and other activities that take place there. The area
taken in consideration can be larger than the limits determined by the companies.
Welding area assessment
Besides the welding area, the assessment of the arc welding systems intallation itself can be used to identify and resolve cases of disturbances. The
assessment of emissions must include in situ measurements as specied in Article 10 of CISPR 11: 2009. In situ measurements can also be used to
conrm the effectiveness of mitigation measures.
RECOMMENDATION ON METHODS OF ELECTROMAGNETIC EMISSIONS REDUCTION
a. National power grid: The arc welding machine must be connected to the national power grid in accordance with the manufacturer’s
recommendation. If interferences occur, it may be necessary to take additional preventive measures such as the ltering of the power suplly network.
Consideration should be given to shielding the power supply cable in a metal conduit. It is necessary to ensure the shielding’s electrical continuity
along the cable’s entire length. The shielding should be connected to the welding current’s source to ensure good electrical contact between the
conduct and the casing of the welding current source.
b. Maintenance of the arc welding equipment: The arc welding machine should be be submitted to a routine maintenance check according to
the manufacturer’s recommendations. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment
is on.. The arc welding equipment must not be modied in any way, except for the changes and settings outlined in the manufacturer’s instructions.
The spark gap of the arc start and arc stabilization devices must be adjusted and maintained according to the manufacturer’s recommendations.
c. Welding cables: Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Electrical bonding : consideration shoud be given to bonding all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the riskof electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing of the welded part : When the part is not earthed - due to electrical safety reasons or because of its size and its location (which is the
case with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions It is preferable
to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate
that the earthing of the part is done directly, but in some countries that do not allow such a direct connection, it is appropriate that the connection is
made with a capacitor selected according to national regulations.
f. Protection and plating : The selective protection and plating of other cables and devices in the area can reduce perturbation issues. The

31
NEOPULSE 220 C / 220 C XL
EN
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE
The machine is tted with handle(s) to facilitate transportation. Be careful not to underestimate the machine’s weight. The handle(s) cannot be used
for slinging.
Do not use the cables or torch to move the machine. The welding equipment must be moved in an upright position.
Do not place/carry the unit over people or objects.
Never lift the machine while there is a gas cylinder on the support shelf. A clear path is available when moving the item.
The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
EQUIPMENT INSTALLATION
• Put the machine on the oor (maximum incline of 10°.)
• Ensure the work area has sufcient ventillation for welding, and that there is easy access to the control panel.
• The machine must not be used in an area with conductive metal dusts.
• The machine must be placed in a sheltered area away from rain or direct sunlight.
- The equipment is IP23S protection degree, meaning :
- protection against access to dangerous parts of solid bodies with diam >12.5 mm and,
- protection against rain directed at 60° to the vertical when the moving parts of the device are not yet in operation.
This equipment can therefore be stored outdoors in accordance with protection class IP23S.
The power cables, extensions and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect
and/or dangerous use of the machine.
Stray welding currents/voltages may destroy earth conductors, damage electrical equipment or cause components to warm up which
may cause a re.
• All welding connections must be rmly secured, check regularly !
• Check that the metal piece xation is strong and without any electrical problems !
• Attach or hang all the electrically conductive elements, such as the trolley and slinging equipment, in order to insulate them
• Do not place any electrical equipment, such as drills or grinders, on top of the welding machine without insulating them !
• Always place welding torches or electrodes holders on an insulated surface when they’re not in use !
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. Annual maintenance is recommended.
• Ensure the machine is unplugged from the mains, and wait for two minutes before carrying out maintenance work. DANGER
High Voltage and Currents inside the machine.
• Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualied
person, with an insulated tool.
• Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales
service or an equally qualied person.
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
• Do not use this equipment to thaw pipes, to charge batteries, or to start any engine.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorized by the manufacturer should perform the installation of the welding equipment. During set up,
the operator must ensure that the machine is unplugged. It is recommended to use the welding cables supplied with the unit in
order to obtain the optimum product settings.
DESCRIPTION
The NEOPULSE is a single-phase portable generator for semi-automatic «synergic» welding (MIG or MAG), coated electrode welding (MMA) and
ller electrode welding (TIG). The NEOPULSE 220 C will take Ø 200 mm wire reels. The NEOPULSE 220 C XL will take Ø 200 and 300 mm wire reels.
EQUIPMENT DESCRIPTION (FIG-1)
1- Gas connector 7- Wirefeed motor
2- Cable gland (mains cable) 8- MMI
3- ON / OFF switch 9- Push-Pull torch connector
4- Reel support 10- Euro connector
5- USB connector 11- Positive polarity plug
6- Rocker switch wire feed / gas purge 12- Negative polarity plug
13- Polarity reversal cable

32
NEOPULSE 220 C / 220 C XL
EN
HUMAN-MACHINE INTERFACE (HMI)
2 3
1
1- Access buttons to the various menus and parameters
2- Adjustment wheel left screen
3- Right screen adjustment knob
POWER SWITCH
• The material is supplied with a 16A plug type CEE7/7 and must only be used on a single-phase electrical installation 230V (50-60 Hz) with 3 wires
including one connected to earth. The absorbed effective current (I1eff) is indicated on the machine, for optimal use. Check that the power supply
and its protections (fuse and/or circuit breaker) are compatible with the current needed by the machine. In some countries, it may be necessary to
change the plug to allow the use at maximum settings. The user must ensure that the plug remain accessible.
• The device turns into protection mode if the power supply tension is below or above the 15%. To indicate this default, the screen displays an error code.
• The power is switched on by rotating the on/off switch to position I (g 1 - 3) and switched off by rotating it to position O. Warning! Never dis-
connect the power supply when the welding electrical distribution is in operation.
CONNECTION TO A GENERATOR
This welding power source can operate on generators providing that the auxiliary power meets the following requirements:
- The voltage must be alternating, its RMS value must be 230 V -20% +15%, and the peak voltage must be less than 400 V,
- The frequency must be between 50 and 60 Hz.
It is imperative to check these requirements as certain generators can create high voltage peaks that can damage machines.
USE OF EXTENSION LEADS
All extension leads must have an adequate size and section, consistent with the voltage of the machine. Use an extension lead that complies with
national safety regulations.
Voltage input Thickness of the extension lead (Length < 45m)
230 V 2.5 mm²
REEL INSTALLATION AND WIRE LOADING (III)
• Remove the nozzle (III-F) and the contact tube (III-E) from the torch.
• Open the machine door.
III-A :
• Position the reel on its support:
- Take into account the drive pin of the reel holder To t a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Adjust the brake (III-2) to prevent the wire from tangling when the weld stops. Overall, do not excessively tighten the brake, which would cause
the motor to overheat.
III-B :
• Fit the motor drive rolls suitable for the application. The original drive rolls supplied are double steel groove rollers (0.8 and 1.0).
- Check the marking on the drive roll to ensure that they are suitable for the diameter of the wire
and the material of the wire (for a Ø 1.2 wire, use the Ø 1.2 groove).
- Use drive rolls with V-groove for steel and other hard wires.
- Use drive rolls with U-slots for aluminium and other soft alloy wires.
: visible inscription on the drive roll (example: 1.2 VT)
: groove to be used
III-C :
To change the thread, proceed as follows:
• Loosen the knobs (III-4) to the maximum and lower it, insert the wire, then close the motorized reel and tighten the knobs as indicated.
• Operate the motor by pressing the torch trigger or the shuttle (I-6) in the wire change position.
• Remove the wire from the torch by about 5 cm, then place the contact tube adapted to the wire used (III-E) and the nozzle (III-F) at the end of
the torch.

33
NEOPULSE 220 C / 220 C XL
EN
Remarks :
• A torch liner that is too narrow may cause wire feeding problems as well as motor overheating.
• The torch connector must also be tight to prevent overheating.
• Check that neither the MIG/MAG wire nor the wire reel are in contact with the machine’s mechanical parts, otherwise there si a
danger of short-circuit.
SEMI-AUTOMATIC WELDING IN STEEL/STAINLESS STEEL (MAG MODE)
NEOPULSE can weld steel and stainless steel wire from Ø 0.6 to 1.0 mm (II-A).
The device is supplied as standard to operate with Ø 1.0 mm steel wire (Ø 0.8/1.0 roller). The contact tube, the roller groove, the torch sheath are
designed for this application. When welding wire with a diameter of 0.6, use a torch with a length of no more than 3 m. The contact tube (III-E)
and the drive roll (III-B) in the motor should be replaced by equivalent parts with a 0.6 groove (ref. 042353). In this case, position it in such a way
that the inscription 0.6 (III-B) is facing you.
Welding steel requires a specic gas (Ar+CO2). The proportion of CO2 may vary depending on the gas used. For stainless steel, use a mixture with
2% CO2. When welding with pure CO2, it is necessary to connect a gas preheating device to the gas cylinder. For specic gas requirements, please
enquire with your gas distributor. The gas ow rate for steel is between 8 and 15 litres / minute depending on the environment.
SEMI-AUTOMATIC ALUMINIUM WELDING (MIG MODE)
NEOPULSE can weld aluminium wire from Ø 0.8 to 1.2 mm (II-B).
Aluminium use requires a specic pure argon gas (Ar). For specic gas requirements, please enquire with your gas distributor. The aluminium gas
ow rate is between 15 and 25 l/min depending on the environment and the welder’s experience.
The differences between using the unit on steel or aluminum are:
- Use specic drive rolls for aluminium welding.
- Apply minimum pressure on the pressure rollers of the motor-driven reel to avoid crushing the wire.
- Use the capillary tube (designed to guide the wire between the drive rolls in the motor and the EURO connector) only for steel/stainless steel
welding (II-B).
- Use a torch designed for aluminium. This aluminium torch is tted with a teon torch liner in order to reduce frictions. DO NOT cut the liner at the
edge of the tting! This liner guides the wire from the drive rolls.
- Contact tube: use a SPECIAL aluminium contact tube corresponding to the diameter of the wire.
When using red or blue liner (aluminium welding), it is recommended to use the part no.90950 (II-C). This
stainless steel liner guide improves the centering of the sheath and facilitates the wire feed.
Video
SEMI AUTOMATIC WELDING WITH CUSI & CUAL (BRAZING MODE)
NEOPULSE can weld CuSi and CuAl wire from Ø 0.8 to 1.0 mm.
Just like with steel, the capillary tube must be in place and it must be used with a steel liner. In brazing mode, use pure argon gas (Ar).
MIG/MAG CONNECTION (SEE PAGE 99)
- MIG/MAG welding under gas protection generally requires positive polarity ( ).
- NEOPULSE can weld wire without gas protection (No Gas) from Ø 0.9 to 1.2 mm. This type of wire generally requires a negative polarity ( ).
Welding lled wire with a standard nozzle can cause overheating and damage to the torch. Preferably use a special «No Gas» nozzle or remove the
original nozzle.
In all cases, refer to the wire manufacturer’s recommendations for the choice of polarity.
GAS CONNECTION
- Fit a gas regulator on the gas cylinder. Connect it to the welding machine using the hose supplied. Put on the 2 clamps to avoid leaks.
- Ensure that the gas bottle is properly secured using the chain on the welding machine.
- Adjust the gas ow rate by adjusting the knob on the regulator.
NB: To facilitate the adjustment of the gas ow rate, start the motor by pressing the torch trigger (loosen the brake on the motor to avoid feeding
the wire through). Maximum gas pressure: 0.5 MPa (5 bar). This procedure does not apply to welding in «No Gas» mode.
GENERAL ORGANISATION OF THE INTERFACE
1
Parameter setting :
• Information: all product information is available here (Model, S/N......)
• Process: choose the welding process: MIG-MAG, TIG or MMA.
• Settings: the advanced product settings are available here (display mode, device name,
language...)
• Calibration: allows you to start the calibration of the speed on the wire feeders.
• Portability: allows you to load or download JOBS from a USB key
as well as the machine conguration.
• Traceability: allows you to start saving all welding beads and exporting them to a USB
key.

34
NEOPULSE 220 C / 220 C XL
EN
2
Process : corresponds to the interface of the welding process in progress:
1
Process parameter: allows process settings,
2
At the various adjustment windows,
3
JOB: gives access to the different JOB reminder modes.
1 2 3
3
Process parameters: corresponds to the process parameter setting window:
• MIG-MAG (GMAW): Material/gas pair (Synergic welding parameters), wire diameter,
welding process (Manual, Dynamic STD, etc.), trigger mode.
• TIG (GTAW): electrode diameter, + to be seen
• MMA (SMAW): sub-process (Standard or Pulse), electrode type, anti-sticking, etc.
Energy: conguration of the energy mode, developed for welding with energy control
supervised by a DMOS (see chapter «ENERGY MODE»).
4
: corresponds to the program recall modes window:
• JOB: create, save, delete and recall JOB.
•QUICKLOAD: JOB recall using the trigger when not welding.
SEMI-AUTOMATIC WELDING (MODE MIG / MAG) - GMAW
THE SETTINGS OF THE MIG / MAG PROCESS
Settings Designation Adjustable settings Manual
Standard
(Dynamic STD)
Pulse Recommendations
Torque
material/gas
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Choice of the material to be welded.
Synergic welding parameters
Wire diameter Ø 0.6 > Ø 1.2 mm Choice of wire diameter
Welding process
- Manual
- Dynamic STD
- Pulse
- Cold Pulse
Arc Module OFF - ON
Enables or not the modulation of the welding
current (appearance of a TIG weld bead)
Trigger behaviour 2T, 4T Choice of trigger welding management mode.
Tack welding mode Spot, Delay Choice of scoring mode
Settings
Thickness
Speed
Current
Choice of the main parameter to be displayed
(Thickness of the part to be welded, wire speed,
average welding current).

35
NEOPULSE 220 C / 220 C XL
EN
Energie
Hold
Thermal coeff.
See chapter «ENERGY MODE» on pages
following.
MIG-MAG WELDING
• GMAW/MIG-MAG Manual
Settings Designation
Adjustable
settings
Description & advice
Wire speed 0.5 - 20m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Sets the welding power.
Self -4 > +4
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• Standard MIG-MAG/GMAW (Dynamic STD)
The Standard mode allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its alloys, titanium... The
many possibilities of current and gas management allow you to perfectly control your welding operation, from the priming to the nal cooling of your
weld bead.
Settings Designation
Adjustable
settings
Description & advice
Thickness 0.1 - 5.5 mm
The synergy allows for fully automatic settings. Adjusting the thickness
automatically sets the right voltage and wire speed.
Speed 0.5 - 20m/min Quantity of ller metal deposited and indirectly the welding intensity.
Current 15 - Imax
The welding current is adjusted according to the type of wire used and the material to
be welded.
Arc length -6 > +6
Used to adjust the distance between the end of the wire and the weld (voltage adjust-
ment).
Self -4 > +4
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Approach speed 50 - 200 %
Progressive wire speed. Before the arcing, the wire arrives slowly to create the rst
contact without causing a jolt.
Hot Start
50 - 200 %
The Hot Start is an overcurrent during generated during the arcing phase to prevent
the wire from sticking. It is adjustable in intensity (% of welding current) and time
(seconds).
0 - 5 secs.
Crater Filler 50 - 100 %
This current treshold when stopped is a phase after the current downslope.
It is adjustable in intensity (% of welding current) and time (seconds).
Post gaz 0 - 25 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.

36
NEOPULSE 220 C / 220 C XL
EN
• GMAW/MIG-MAG Pulse
The principle is to create a high amperage pulse welding current in order for the wire to melt into thin drops before it comes in contact with the metal
plate. The frequency of drops and the diffused energy are perfectly controlled. This helps to control the temperature of the weld pool, improve the
appearance of the beads while eliminating projections and improving penetration.
Pulse is benecial when light alloys and stainless steels. For carbon steels, pulse will only be justied when working with additional constraint such as
high penetration or nish removal. In addition, the pulse feature makes it easier to weld in position.
• Arc Module (ModulArc) Pulse
This Pulse welding mode is suitable for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer
of matter. Without the pulse mode, vertical-up welding requires a difcult «Christmas tree» shape triangular movement. Thanks to the Pulse welding
mode, it is no longer necessary to make this movement, depending on the thickness of your part, a straight upward movement may be sufcient. If
however you wish to widen your weld pool, a simple lateral movement is enough (normal welding movement). In this case the pulse current frequency
can be adjusted on the display. This process allows greater control during vertical-up welding.
Settings Designation
Adjustable
settings
Description & advice
Thickness 0.1 - 5.5 mm
The synergy allows for fully automatic settings. Adjusting the thickness
automatically sets the right voltage and wire speed.
Speed 0.5 - 20m/min Quantity of ller metal deposited and indirectly the welding intensity.
Current 15 - Imax Welding current.
Arc length -6 > +6
Used to adjust the distance between the end of the wire and the weld (voltage adjust-
ment).
Self -4 > +4
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Approach speed 50 - 200 %
Progressive wire speed. Before the arcing, the wire arrives slowly to create the rst
contact without causing a jolt.
Soft Start 0 - 2 secs.
Progressive current rise. In order to avoid abrupt starts or jolts, the current is controlled
between the rst contact and the welding.
Hot Start
50 - 200 %
The Hot Start is an overcurrent during generated during the arcing phase to prevent
the wire from sticking. It is adjustable in intensity (% of welding current) and time
(seconds).
0 - 5 secs.
Uplsope 0 - 2 secs. Up slope current.
Cold current/Back-
ground current
50 - 100 % Second welding current known as «cold» welding current
ModulArc ON
Pulse frequency 0.1 - 2 Hz Pulse frequency
Duty cycle ratio 20 - 80 % In pulsed mode, sets the hot current time in relation to the cold current time.
Downslope 0 - 2 secs. Down slope current.
Crater ller 50 - 100 %
This current treshold when stopped is a phase after the current downslope.
It is adjustable in intensity (% of welding current) and time (seconds).
Post gaz 0 - 25 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
TACK WELDING ( Manual or Standard (Dynamic STD))
• SPOT
This welding mode allows the parts to be pre-assembled before welding. Spot welding can be done manually using the trigger or timed at a prede-
ned pace. This spot welding timer is useful for better reproducibility and when making non-oxidized welds (accessible in the advanced menu).

37
NEOPULSE 220 C / 220 C XL
EN
Settings Designation
Adjustable
settings
Description & advice
Wire speed 0.5 - 20m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Sets the welding power.
Self -4 > +4
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Point 0.1 - 10 secs. Dened duration.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Thickness 0.1 - 5.5 mm
The synergy allows for fully automatic settings. The thickness action automatically
sets the tension and the appropriate yarn speed.
Standard
delay
Arc length -6 > +6
Used to adjust the distance between the end of the wire and the weld (voltage
adjustment).
Current 15 - Imax
The welding current is adjusted according to the type of wire used and the mate-
rial to be welded.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• DELAY
This is a pointing mode similar to SPOT, but with a combination of pointing and stopping time dened as long as the trigger is held in.
Settings Designation
Adjustable
settings
Description & advice
Wire speed 0.5 - 20m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Adjusts the welding power
Point 0.1 - 10 secs. Dened duration.
Duration between 2
spots
0.1 - 10 secs.
Time between the end of a spot (excluding Post gas) and the start of a new spot (including
Pre-Gas).
Self -4 > +4
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool and
the electrode against oxidisation when the metal is cooling down.
Thickness 0.1 - 5.5 mm
The synergy allows for fully automatic settings. The thickness action automatically
sets the tension and the appropriate yarn speed.
Standard
delay
Arc length -6 > +6
Used to adjust the distance between the end of the wire and the weld (voltage
adjustment).
Current 15 - Imax
The welding current is adjusted according to the type of wire used and the mate-
rial to be welded.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.

38
NEOPULSE 220 C / 220 C XL
EN
MIG/MAG WELDING CYCLES
Standard 2T process:
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
When the trigger is pulled, the Pre-gas starts. When the wire comes into contact with the metal, a pulse ignites the arc and the welding cycle starts.
When the trigger is released, the feeding stops and a current pulse cuts the wire properly followed by the Post gas. While the Post gas is still going,
pulling the trigger allows to quickly restart the weld (manual chain point) without going through the HotStart phase. A HotStart and/or Crater ller
can be added to the cycle.
Standard 4T process:
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
In standard 4T, the duration of the Pre-gas or HotStart and the Post gas or Crater ller is managed by the trigger.

39
NEOPULSE 220 C / 220 C XL
EN
2T Pulse process:
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
When the trigger is pulled, the Pre-gas starts. When the wire touches the part, a pulse initiates the arc. Then the machine starts with the HotStart,
Upslope and eventually the welding cycle starts. When the trigger is released, the Downslope starts to reach ICrater ller. Then the stop peak cuts the
wire followed by the Post gas. As in «Standard», the user has the possibility to quickly restart the welding during the Post gas without going through
the HotStart phase.
4T Pulse process :
Istart
Dstart
I hot start
T hotstart
T upslope
T downslope
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T pulse, la gâchette gère le Pré-gaz s’il n’y a pas de HotStart. Sinon elle permet de gérer la durée du HotStart, s’il est validé.v During the shu-
tdown, it allows to manage the Crater ller, if it is validated or the Post gas if there is no Crater ller.

40
NEOPULSE 220 C / 220 C XL
EN
TUNGSTEN ELECTRODE WELDING WITH INERT GAS (TIG/GTAW MODE)
CONNECTION AND ADVICE
• DC TIG welding requires gas protection (Argon).
• Connect the earth clamp to the positive connector (+). Plug the TIG torch (ref. 046108) into the EURO connector of the generator and the inversion
cable into the negative connection connector (-).
• Ensure that the torch is equipped and ready to weld, and that the consumables (Vice grip, ceramic gas nozzle, collet and collet body) are not
damaged.
ELECTRODE SHARPENING
For optimal operation, it is recommended to use a sharpened electrode as follows:
d
L
a
a = Ø 0.5 mm
L = 3 x d for a low current.
L = d for a high current
CHOICE OF ELECTRODE DIAMETER
Ø Electrode
(mm)
TIG/GTAW DC
Pure tungsten Tungsten with oxides
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
~ 80 A per mm de Ø
TIG/GTAW LIFT PRIMING
1 2
3
1- Position the torch nozzle and the tip of the electrode on the metal piece and press the
trigger.
2- Position the torch to create a gap of roughly 2-3 mm between the tip of the electrode
and the metal. The arc starts.
3- Put the position back into position to start the welding cycle.
The arc priming and stabilisation feature is designed for manual and mechanically guided operation.
Warning: Increasing the length of the torch or return cables beyond the maximum length specied by the manufacturer will increase the risk of
electric shock.
TIG/GTAW PROCESS SETTINGS
• The TIG DC is dedicated to the ow of ferrous metals such as steel, stainless steel, but also copper and its alloys and titanium.
• The Synergic TIG no longer works on the choice of a DC current type and the settings of welding cycle parameters, but integrates experience-based
welding rules/synergies. This mode therefore restricts the number of settings to three basic settings:
- The type of material.
- The thickness to be welded.
- The welding position.
Settings Designation
Adjustable
settings
TIG DC
TIG
Synergic
Recommendations
Standard Smooth current - -
Pulsed Pulse current - -
Spot
Smooth poin-
ting
- -
Tack Pulse pointing - -

41
NEOPULSE 220 C / 220 C XL
EN
Type of materials Fe, Al, etc. - Choice of the material to be welded
Diameter of the Tungsten
electrode
1 - 4 mm
Choice of electrode diameter. Allows to rene HF priming
currents and synergies.
Trigger mode
2T - 4T -
4TLOG
Choice of trigger welding management mode.
Constant energy welding -
Constant energy welding mode with correction of arc length
variations
Energie
Hold
Thermal coeff.
- See chapter «ENERGY MODE» on pages following.
TIG DC WELDING / GTAW
• TIG DC Standard
The TIG DC Standard welding process allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its
alloys, titanium... The many possibilities of current and gas management allow you to perfectly control your welding operation, from the priming to
the nal cooling of your weld bead.
Settings Designation
Adjustable
settings
Description & advice
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Starting current 10 - 200 %
This current treshold at the start is a phase before the current upslope.
Starting time 0 - 10 secs.
Rising current 0 - 60 secs. Up slope current.
Welding current 10 - Imax Welding current.
Degression 0 - 60 secs. Down slope current.
End current 10 - 200%
This current treshold when stopped is a phase after the current downslope.
Stop duration 0 - 10 secs.
Post-gas 0 - 60 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• TIG DC Pulse
This pulsed current welding mode is a combination of high current pulses (I, welding pulse) and low current pulses (I_Cold, part cooling pulse). This
pulse mode is used to prevent the machine from overheating when assembling pieces together.
Example :
The welding current I is set to 100A and % (I_Cold) = 50%, i.e. a cold current = 50% x 100A = 50A.
F(Hz) is set to 10Hz, the signal period will be 1/10Hz = 100ms -> every 100ms, one pulse at 100A then another at 50A will follow one another.

42
NEOPULSE 220 C / 220 C XL
EN
Settings Designation
Adjustable
settings
Description & advice
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Starting current 10 - 200 %
This current treshold at the start is a phase before the current upslope.
Starting time 0 - 10 secs.
Rising current 0 - 60 secs. Up slope current.
Welding current 10 - Imax Welding current.
Wave shape Waveform of the pulsed part.
Cold current/Back-
ground current
20 - 80% Second welding current known as "cold" welding current
Cold weather 20 - 80% Time balance of the pulse hot current (I)
Pulse frequency 0.1 - 2500 Hz Pulse frequency
Degression 0 - 60 secs. Down slope current.
End current 10 - 200 %
This current treshold when stopped is a phase after the current downslope.
Stop duration 0 - 10 secs.
Post-gas 0 - 60 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
ADJUSTMENT TIPS : The choice of frequency
• If welding using ller wire, then synchronise F(Hz) with the lling gesture,
• If thickness is low (< 0.8 mm) and not using ller wire, F(Hz) > 10Hz
• Welding in position, then F(Hz) < 100Hz
TIG DC TACK WELDING
• SPOT
This welding mode allows the parts to be pre-assembled before welding. Spot welding can be done manually using the trigger or timed at a predened
pace. This spot welding timer is useful for better reproducibility and when making non-oxidized welds (accessible in the advanced menu).
Settings Designation
Adjustable
settings
Description & advice
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Welding current 5 - Imax Welding current.
Spot
, 0 - 60
secs.
Manual or a dened time.
Post-gas 0 - 60 secs.
Duration for which gas is released after the arc has stopped. It protects the weld
pool and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• TACK
The welding mode also allows parts to be pre-assembled before welding, but this time in two phases: a rst phase of pulsed DC concentrating the arc
for better penetration, followed by a second phase of standard DC widening the arc and thus the bath to ensure the point.
The adjustable duration of each phase enables control of the weld time for better spot welding results and an non-oxidised spot.

43
NEOPULSE 220 C / 220 C XL
EN
Settings Designation
Adjustable
settings
Description & advice
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Welding current 5 - Imax Welding current.
Pulse duration
, 0 - 60
secs.
Pulsation phase controlled manually or for a dened duration
Pulse frequency 0.1 - 2500 Hz Pulse frequency
Non-pulsed duration
, 0 - 60
secs.
Smooth current phase controlled manually or for a dened duration
Post-gas 0 - 60 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• Welding in E.TIG mode
This mode allows constant power welding by measuring arc length variations in real time to ensure constant bead width and penetration. In case the
assembly requires the welding power to be controlled, the E.TIG mode can be used as it is designed to ensure that the welding power remains the
same regardless of the position of the torch.
Standard
(constant current)
E-TIG
(constant power)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
TRIGGER FUNCTIONS
2T MODE
t t
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
T3
T1
Main button
T2
T4
>0.5s<0.5s<0.5s
T1 - The main button is pressed, the welding cycle starts (PreGas,
I_Start, UpSlope and welding).
T2 - The main button is released, the welding cycle is stopped
(DownSlope, I_Stop, PostGas).
For the double button torch and in 2T mode only, the secondary
button works like the main button.
4T MODE
t t
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
T3
T1
Main button
T2
T4
>0.5s<0.5s<0.5s
T1 - The main button is pressed, the cycle starts at PreGas and
stops in the I_Start phase.
T2 - The main button is released, the cycle continues in UpSlope
and in welding.
T3 - The main button is pressed, the cycle switches to DownSlope
and stops in I_Stop.
T4 - The main button is released, the cycle ends with PostGas.
Nb : for torches, double button and double button with potentiome-
ter
=> command « up/welding current » and active potentiometer,
command «low » inactive.

44
NEOPULSE 220 C / 220 C XL
EN
4T MODE log
t t
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
T3
T1
Main button
T2
T4
>0.5s<0.5s<0.5s
T1 - The main button is pressed, the cycle starts at PreGas and
stops in the I_Start phase.
T2 - The main button is released, the cycle continues in UpSlope
and in welding.
LOG : this mode is used during welding :
- A brief press of the main button (<0.5s), the current switches
from I welding current to I cold and vice versa.
- the secondary button is kept pressed, the welding current swit-
ches from I welding current to I cold
- the secondary button is kept released, the welding current swit-
ched from I cold to I welding current.
T3 – A long press on the main button (>0.5s), the cycle switches to
DownSlope and stops in the I_Stop phase.
T4 - The main button is released, the cycle nishes with PostGas.
For double button or double trigger torches, the «high» trigger retains the same functionality as the single trigger or lamella torch. The «low» trigger
is inactive.
ELECTRODE WELDING (MMA/SMAW)
CONNECTION AND ADVICE
• Connect the cables, electrode holder and earth clamp to the connectors.
• Observe the welding polarities and intensities indicated on the electrode boxes.
• Remove the electrode from the electrode holder when the machine is not in use.
• The machine has 3 features exclusive to Inverters:
- The Hot Start creates an overcurrent at the beginning of the weld.
- The Arc Force creates an overcurrent which prevents the electrode from sticking to the weld pool.
- The Anti-Sticking makes it easier to unstick the electrode from the metal.
CHOICE OF COATED ELECTRODES
• Rutile electrode: very easy to use in all positions.
• Basic electrode: usable in all positions, it is suitable for structural work thanks to increased mechanical properties.
• Cellulosic electrode: very dynamic arc with a high melting rate and usable in all positions making it especially suitable for pipe work.
SETTINGS FOR COATED ELECTRODE WELDING (MMA/SMAW)
Settings Designation Adjustable settings Standard Pulse Description & advice
Electrode type
Rutile
Basic
Cellulosic
The electrode type determines specic parameters according to
the type of electrode used in order to optimize its weldability.
Anti-Sticking OFF - ON
Anti-sticking is recommended to safely remove the electrode if it is
stuck to the metal (the power is automatically cut off).
Energie
Hold
Thermal coeff.
See chapter «ENERGY MODE» on pages following.
COATED ELECTRODE WELDING (MMA/SMAW)
• MMA/SMAW Standard
This MMA Standard welding mode is suitable for most applications. It can weld all type of electrodes : rutile, basic, cellulosic... and on any material:
steel, stainless steel, cast iron.

45
NEOPULSE 220 C / 220 C XL
EN
Settings Désignation
Adjustable
settings
Description & advice
Percentage of
Hot Start
0 - 100 %
The Hot Start generates an overcurrent during the arcing phase to prevent the electrode
from sticking. It is adjustable in intensity (% of welding current) and time (seconds).
Hot Start duration 0 - 2 secs.
Welding current 10 - Imax.
The welding current is adjusted according to the type of electrode chosen (refer to the
electrode packaging).
Arc Force -10 > +10%
The Arc Force is an overcurrent delivered when the electrode or a drop comes into contact
with the weld pool in order to avoid sticking.
• MMA/SMAW Pulse
This MMA Pulse welding mode is useful for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer
of matter. Without the pulse mode, vertical-up welding requires a difcult «Christmas tree» shape triangular movement. With the MMA Pulsed mode,
this movement is no longer required and a simple straight up movement is enough (depending on the thickness of the workpiece). If however you
wish to widen your weld pool, a simple lateral movement is enough (normal welding movement). In this case the pulse current frequency can be
adjusted on the display. This process allows greater control during vertical-up welding.
Settings Designation
Adjustable
settings
Description & advice
Percentage of Hot
Start
0 - 100 %
The Hot Start generates an overcurrent during the arcing phase to prevent the electrode
from sticking. It is adjustable in intensity (% of welding current) and time (seconds).
Hot Start duration 0 - 2 secs.
Welding current 10 - Imax
The welding current is adjusted according to the type of electrode chosen (refer to the
electrode packaging).
Cold current/Back-
ground current
20 - 80% Second welding current known as "cold".
Pulse frequency 0.4 - 20 Hz PULSATION frequency of the PULSE mode (Hz)
Arc Force -10 > +10%
The Arc Force is an overcurrent delivered when the electrode or a drop comes into contact
with the weld pool in order to avoid sticking.
• Setting the welding intensity
The following settings correspond to the usable current range depending on the type and diameter of the electrode. These ranges are quite large as
they depend on the application and the welding position.
Electrode Ø
(mm)
Rutile E6013
(A)
Basic E7018
(A)
Cellulosic E6010
(A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
• Setting the Arc Force
It is recommended to position the Force Arc in the middle position (0) to start welding and adjust it according to welding results and preferences.
Note: the adjustment range of the arcforce is specic to the type of electrode selected.

46
NEOPULSE 220 C / 220 C XL
EN
JOB STORAGE AND RECALL
The current settings are automatically saved and will load next time the machine is used.
In addition to the current settings, it is possible to save and recall so-called «JOB» congurations.
There are 100 JOBS per welding process, the memorisation includes:
- The main parameter,
- The secondary parameter,
- Subprocesses and button modes.
JOB MODE
This mode allows you to create, save, recall and delete JOBs.
QUICK LOAD – Recall of the JOBs using the trigger when not welding.
The Quick Load is a JOB recall mode (20 max) excluding welding and possible only in MIG-MAG and TIG processes.
From a Quickload list of previously created JOBs, JOBs are recalled by pulling the trigger briey. All trigger modes (2T/4T) and welding modes (SPOT/
STD/PLS) are supported.
OPTIONAL TORCH
• Push-Pull Torch (4m : ref. 046283) :
The Push-Pull torch is mounted on the connector (FIG 1 - 9). This type of torch allows the use of AlSi wire even in Ø 0.8 mm. This torch can be
used in all modes.
The detection of the Push-Pull torch is done by simply pulling the trigger.
If a potentiometer Push-Pull lamp is used, the setting on the interface is used to set the maximum value of the adjustment range.
The potentiometer then allows to vary between 50% and 100% of this value.
Connection diagram for Push Pull torch
with potentiometer (10 KΩ)
1
3
4 7
8
10
+4
-5
+Pot 10
-Pot 3
R
2
+
-
1 8
M
1 - Choice of setting (speed or arc height)
2 - Orange LED (arc height)
3 - Green LED (speed)
4 - Increment (speed or arc according to button 2)
5 - Decrement (speed or arc according to button 2)
3
45
2
1
PRODUCT SETTINGS
INFORMATION
This menu provides access to version numbers of the boards and software.

47
NEOPULSE 220 C / 220 C XL
EN
PROCESS
This menu allows you to choose the welding process: MIG-MAG
(GMAW)
, TIG
(GTAW)
or MMA
(SMAW)
PARAMETERS
The display mode gives access to more or less welding parameters and congurations.
- Easy: display and reduced functionality: no access to the welding cycle.
- Expert: complete display, allows to adjust the duration and time of the different phases of the welding cycle.
- Advanced: full display, allows to adjust the different arc voltages in each phase.
The name of the device and the possibility of customizing it.
Supported languages: French, English, etc
The Units of Measurement: International (SI) or Imperial (GB/USA).
Naming material: EN (European) or AWS (USA)
Example: Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Time, date and format.
Screen brightness
Product Reset (Partial / Total) :
- Partial (default value of the welding cycle).
- Total (factory conguration).
CALIBRATION
This mode is dedicated to calibrating the speed of motorized reels. The purpose of the calibration is to compensate for variations in the
reel speed in order to adjust the displayed voltage measurement and to rene the energy calculation. The procedure once launched is
explained with an animation on the screen.
This mode is also dedicated to the calibration of welding accessories such as torch, cable + electrode holder and cable + ground clamp.
The purpose of the calibration is to compensate for variations in accessory lengths in order to adjust the displayed voltage measurement
and rene the energy calculation. The procedure once launched is explained with an animation on the screen.

48
NEOPULSE 220 C / 220 C XL
EN
Important: The cable calibration must be repeated each time the torch, harness or ground cable is changed to ensure optimal welding.
PORTABILITY
This feature allows you to save the welding conguration of the machine.
It also allows you to load a recovered conguration on another machine and inject it into another.
Import Cong. : Importing a USB key or «USER» congurations and its JOBS.
Export Cong. : export to a USB key of the current «USER» conguration and its JOBS in the USB directory
JOB import: import of JOBS present under the USB directory Portability of a USB key.
JOB export: export of JOBS to a USB key according to the processes, in the USB\Portability directory.
TRACEABILITY
This welding management interface is designed to trace/record all the steps of the welding operation, bead by bead, during manufacturing. This
quality based approach enables post-production analysis, evaluation, reporting and documentation of the recorded welding parameters.This func-
tionality allows the accurate and fast collection and storage of the data requested under EN ISO 3834. The recovery of this data is possible via an
export to a USB stick.
1- Creation of traceability 2- Creation of the project 3-
Simple traceability - OFF
Select «START» Select «REC»
Project name
Sampling interval :
- Hold: No recording of Current/Voltage
values.
- 250 ms, 500 ms, etc. : Recording of cur-
rent/voltage values every X times.
4-
Full traceability - ON
Denition :
• A welding CORD corresponds to a welding cycle.
• The PASS corresponds to welding over the entire perimeter of the part to be welded.
• The WELD is the end junction of the two joined up plates. The weld is therefore made of
one or more passes.
• The PROJECT is made of one or more nished welds.
• Temperature
*
ON : Temperature of the plate to be welded at the beginning of the cord.
• Length* ON : Cord length
*
the measurement units are displayed based on the selection dened in PARAMETERS/Units.

49
NEOPULSE 220 C / 220 C XL
EN
Pass (ON/OFF)
Welding (ON/OFF)
Temperature (ON/OFF)
Length (ON/OFF)
5- Project/bead display 6- Identication 7- Validation
At the top left, the project name and
bead number are displayed.
(The bead number is automatically
incremented and cannot be modied)
At each end of the cord, an identica-
tion window is displayed: Pass number,
Weld number, Temperature of the plate
and/or length of the cord.
The validation can be done using the
interface or by pulling the trigger.
The «Explore» function allows you to access the list of work sessions created, sort them and also delete them.
The pictogram shows the details of each session with the following information: sampling frequency, number of recorded beads, total
welding time, welding current supplied, conguration of each bead (process, time stamp, welding time and welding U-I).
The transfer of this information is done by exporting the data to a USB key.
The CSV data can be processed using spreadsheet software (Microsoft Excel
®
, Calc OpenOfce
®
, etc.).
ENERGY MODE
This mode developed for welding with energy control framed by a DMOS allows, in addition to the energy display of the bead after welding, to set:
The thermal coefcient according to the standard used: 1 for ASME standards and 0.6 (TIG) or 0.8 (MMA/MIG-MAG) for European standards.
The displayed energy is calculated by taking this coefcient into account.
TROUBLESHOOTING, CAUSES, SOLUTIONS
SYMPTOMS POSSIBLE CAUSES SOLUTIONS
The wire feed is not constant.
Debris are blocking the hole.
Clean or replace the contact tip and apply an anti-
sticking solution.
The wire is spinning on the rollers. Apply an anti-sticking solution.
One of the rollers is spinning. Check the tightening of the roller screw.
The torch cable is entangled. The torch cable must be as straight as possible.
The wire feed motor does not work. The brake on the reel or roller is too tight. Loosen the brake and rollers
Bad wire feeding.
The wire liner is dirty or damaged. Clean or replace.
The pin of the roller axis is missing Reposition the pin
The brake of the reel is too tight. Release the brake.
No current or bad welding current.
Bad connection at the mains plug.
See the plug connection and check if the plug is
properly powered.
Bad earth connection. Check the earth cable (connection and clamp).
No power. Check the torch trigger

50
NEOPULSE 220 C / 220 C XL
EN
The wire forms a bottleneck after the rollers.
The wire liner is crushed. Check the liner and the torch.
The wire is blocked in the torch. Replace or clean.
No capillary tube. Check the presence of the capillary tube.
Wire speed is too high. Reduce the wire speed.
The weld bead is porous.
The gas ow is insufcient.
Setting range from 15 to 20 L/min.
Clean the metal.
Gas cylinder empty. Replace it.
Unsatisfactory gas quality. Replace it.
Air circulation or wind inuence. Avoid air draughts, protect the welding area.
Gas nozzle is too dirty. Clean the gas nozzle or replace it.
Bad wire quality. Use a wire suitable for MIG/MAG welding.
Bad quality of the surface to weld (rust, etc ...) Clean the workpiece before welding
The gas is not connected
Check that the gas is connected to the machine
input.
Heavy arc splatter.
Arc voltage is too low or too high. See welding settings.
Bad earth clamp connection.
Check and put the earth clamp as close as possible to
the welding zone.
Insufcient gas protection. Adjust the gas ow.
No gas at the end of the torch Bad gas connection.
Check the gas connections
Check that the valve is working properly
Calibration error
An error occurred during the calibration, it is cancel-
led and may be performed again.
Try a new calibration again
Error while downloading The data on the USB stick is incorrect or corrupted. Check your data.
Backup error
You have exceeded the maximum number of bac-
kups.
You must delete some lines.
The number of backup jobs is limited to 500.
Automatic deletion of JOBS.
Some of your JOBs has been deleted because they
were incompatible with the new synergies.
-
Push Pull torch detection error - Check Push Pull torch connectors
USB key error
No JOB is detected on the USB stick -
The memory space in the product is full Free some space on the USB key.
File error
The"..." le does not correspond to the synergies
downloaded into the product
The le was created with synergies which are not
present on the machine.
Battery The battery seems to be worn out Change the battery at the back of the HMI.
Fan default. The fan is not running at the right speed. Unplug the machine, check it and restart it.
Overvoltage fault - Check your electrical installation.
Mains undervoltage failure - Check your electrical installation.
Welding start problem -
Check that the wire ow rate is correct and so is your
electrical installation.
RISK OF INJURY FROM MOVING COMPONENTS
The reels are equipped with moving components that can catch hands, hair, clothing or tools and cause injuries!
• Do not reach for rotating or moving components or drive parts!
• Make sure that all panels remain closed when in use!
• Do not wear gloves when setting up the wire and changing the wire reel.
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported

51
NEOPULSE 220 C / 220 C XL
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Die Nichtbeachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden füh-
ren. Nehmen Sie keine Wartungarbeiten oder Veränderungen an dem Gerät vor, die nicht in der
Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen
Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht
verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m über NN (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, Lichtbogenstrahlung, elektromagnetische
Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen),
elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete,
trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie bitte elektrisch- und wärmeisolierende Schutzhandschuhe.
Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und
-strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen.
In der Nähe des Lichtbogens bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz
ausgerüstet werden.
Bei Gebrauch des Schweißgerätes ensteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Achten Sie auf einen ausreichenden Abstand mit ungeschützten Hände, Haaren und Kleidungstücken zum Lüfter.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht
für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat
nach Schweißende ca. 10min weiterlaufen zu lassen, damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden
werden. Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie
daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweßanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen
Sicherheitsstandards entsprechender Absaugung.
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form
von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere
Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von
Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden.

52
NEOPULSE 220 C / 220 C XL
DE
Die zum Schweißen benötigten Gasaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in
vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens gegen Umkippen. Informationen zum richtigen
Umgang mit Gasaschen erhalten Sie von Ihrem Gaselieferanten. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben sind grundsätzlich
verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und
andere brennbare Materialien beträgt mindestens 11 Meter. Brandschutzausrüstung muss am Schweißbplatz vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder
Explosionen.
Behalten Sie einen Sicherheitsabstand zu Personen, entammbaren Gegenständen und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten (auch keine Reste davon) -> Gefahr entammbarer Gase). Bei geöffneten Behältern
müssen vorhandene Reste entammbarer oder explosiver Stoffe entfernt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entammbaren Materialen.
GASDRUCKAUSRÜSTUNG
Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits-
und Lagerumgebung.
Achten Sie darauf, dass die Gasaschen beim Transport verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die
Gasaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens
gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken
Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle.
Halten Sie mit den Gasaschen Abstand zu Hochspannung und Schweißarbeiten. Das Schweißen einer Druckglasasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für
die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen
Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät im Betrieb ist..
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der
Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Der Austausch von beschädigten Kabeln oder Brennern darf nur von qualiziertem und geschultem Fachpersonal vorgenommen werden. Tragen Sie
beim Schweißen immer trockene, unbeschädigte Kleidung. Tragen Sie unabhängig von den Umgebungsbedingungen immer isolierendes Schuhwerk.
MONTAGE DER SPULE UND EINLEGEN DES DRAHTES
Isolierung der Lichtbogenschweißmaschine hinsichtlich der Schweißspannung!
Alle aktive Werkstücke der Schweißstromsschaltung können nicht gegen den direkten Kontakt geschützt werden. Der Schweißer muss ein der
Sicherheitsregeln entsprechendes Verhalten haben, um den Risiken entgegenzuwirken. Selbst bei Kontakt mit niedrigern Spannung kann es zu
Unfällen kommen.
• Trockene und unbeschädigte Schutzausrüstung tragen! (Schuhe mit Gummisohlen / Lederschutzhandschuhe ohne Niete und Klammer für Schweißer
geeignet).
• Vermeiden Sie direkten Kontakt mit Anschlussbuchsen oder nicht isolierten Steckdosen!
• Legen Sie den Schweißbrenner oder den Elektrodenhalter auf einer isolierte Oberäche ab, wenn sie nicht benutzt werden!
Verbrennungsgefahr an den Schweißstromanschlüssen!
Wenn die Schweißstromkabel unzureichend verriegelt wurden, können die Kontakte und die Kabel erhitzen und beim Kontakt Verbrennungen
verursachen!
• Täglich den Anschluss der Schweißstromkabel prüfen und bei Bedarf durch Drehung nach rechts verriegeln.
Stromschlaggefahr!
Wenn beim Einsatz des Gerätes nicht benötigte Brenner oder Elektrodenhalter am Gerät angeschlossen bleiben, liegt an diesen die Leeraufspannung
oder Schweißspannung an!
• Brenner und Elektrodenhalter immer isoliert ablegen!

53
NEOPULSE 220 C / 220 C XL
DE
CEM-KLASSE DES GERÄTES
ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen
die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von
Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.
Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsversorgungsnetzes an der Übergabestelle
unter Zmax = 0.349 Ohm liegt, ist dieses Gerät konform der Norm CEI 61000-3-11 und kann an einem öffentlichen
Niederspannungsversorgungsnetz angeschlossen werden. Es in der Verantwortung des Betreibers oder des Anwenders
des Gerätes, gegebenenfalls nach Konsultation mit dem Betreiber des Versorgungsnetzes sicherzustellen, dass das Gerät
angeschlossen werden kann.
Das Gerät entspricht der Norm IEC 61000-3-12.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Der durch Leiter ießende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von
Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt
werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Lichtbogenschweißgeräten minimieren :
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Achten Sie darauf, dass ihren Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt benden;
• Achten Sie darauf, dass sich die Kabel, der Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
• Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
• Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Gebrauch des Schweißgerätes und des Zubehörs gemäß der Herstellerangaben verantwortlich. Die Beseitigung
bzw. Minimierung auftretender elektromagnetischer Störungen liegt in der Verantwortung des Anwenders, ggf. mit Hilfe des Herstellers. Die korrekte
Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms
erforderlich sein. Eine Reduzierung der elektromagntische Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Das Umfeld sollte vor der Einrichtung der Lichtbogenschweißeinrichtung auf potenzielle elektromagnetische Probleme geprüfen werden. Zur Bewertung
potentieller elektromagnetischer Probleme in der Umgebung muss folgendes berücksichtigt werden:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, ob andere Werkstoffe in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattndenden Aktivitäten abhängig. Die Umgebung
kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der
IEC/CISPR 11:2009 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung
anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzlter). Eine Abschirmung der Versorgungskabel
durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen Einrichtungen in der
Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche
Versorgung anzuschließen. Alle Zugänge, Betriebstüren und Deckel müssen geschlossen und korrekt verriegelt sein, wenn das Gerät in Betrieb ist.
Das Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten
Änderungen und Einstellungen. Für die Einstellung und Wartung der Lichtbogenzünd- und stabilisierungseinrichtungen müssen die Anweisungen des
Geräteherstellers besonders zu beachten.

54
NEOPULSE 220 C / 220 C XL
DE
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden.
Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich
von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fällen die Störung reduzieren. Die Erdung von Werkstücken, die
Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollte vermieden werden. Die Erdung kann
direkt oder über einen Kondensator erfolgen. Der Kondensator muss gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen
reduzieren. Die Abschirmung der ganen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE
Unterschätzen Sie nicht das Eigengewicht des Gerätes! Da das Gerät über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen
Verantwortung dafür Sorge zu tragen, dass Transport und Bewegung des Gerätes sicher verlaufen (Achten Sie darauf das Gerät nicht zu kippen).
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.
Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasaschen. Diese haben verschiedene
Beförderungsnormen.
Die Drahtspule sollte vor dem Heben und Transport des Schweißgerätes entfernt werden.
AUFSTELLUNG
• Stellen Sie das Gerät ausschließlich auf festen und sicheren Untergrund, mit einem Neigungswinkel nicht größer als 10°.
• Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich
sein.
• Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Material hat die Schutzart IP23S, d.h. :
- Schutz gegen den Zugang zu gefährlichen Teilen von Feststoffen mit Durchmessern >12,5 mm und,
- Schutz gegen Regen, der 60° aus der Vertikalen gerichtet ist, wenn die beweglichen Teile des Gerätes noch nicht in Betrieb sind.
Damit kann dieses Gerät im Freien in der Schutzart IP23S gelagert werden.
Die Netz-, Verlängerungs- und Schweißkabel müssen vollständig abgewickelt sein, um eine Überhitzung zu vermeiden.
Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden
sind.
Schweißkriechströme können Erdungsleiter zerstören, die Schweißanlage und elektrische Geräte beschädigen und die Erwärmung
der Bauteile verursachen, die zum Brand führen können.
• Alle Schweißkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
• Überprüfen Sie die Befestigung des Werkstücks! Diese mus fest und gut elektrisch leitend sein.
• Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweißquelle, sodass sie isoliert sind !
• Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweißquelle, den Wagen oder die Hebesysteme!
• Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberäsche, wenn sie nicht benutzt werden!
WARTUNG / HINWEISE
• Alle Wartungsarbeiten müssen von qualiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung/
Überprüfung ist empfohlen.
• Ziehen Sie den Netzstecker, bevor Sie Arbeiten an dem Gerät vornehmen. Warten Sie bis der Lüfter nicht mehr läuft. Die
Spannungen und Ströme in dem Gerät sind hoch und gefährlich.s.
• Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie
regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualiziertem Techniker durchführen.
• Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine
qualizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
• Lüftungsschlitze nicht bedecken.
• Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieauadung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerät darf auschließlich von qualiziertem und geschultem Fachpersonal im ausgeschalteten und sicher vom Netz getrennten
Zustand montiert werden. Es wird empfohlen, die mit dem Gerät mitgelieferten Schweißkabel zu verwenden, um die optimalen
Produkteinstellungen zu erhalten.
BESCHREIBUNG
Die NEOPULSE ist ein einphasiges, synergisch geregeltes Multiprozessschweißgerät (MIG/MAG, MMA, WIG). In der NEOPULSE 220 C können Spulen
mit einem Durchmesser von 200mm eingesetzt werden. In der NEOPULSE 220 C XL können Spulen mit einem Durchmesser von 200 und 300mm
eingesetzt werden.

55
NEOPULSE 220 C / 220 C XL
DE
BESCHREIBUNG (I)
1- Gasanschluss 7- Drahtvorschubmotor
2- Zugentlastung (Netzleitung) 8- Bedienfeld
3- ON/OFF Schalter 9- Push-Pull Brenneranschluss
4- Drahtspule-Aufnahme 10- Euro-Anschluss
5- USB-Anschluss 11- Schweißkabelbuchse (+)
6- Schalter Drahtvorschub mit/ohne Gas 12- Schweißkabelbuchse (-)
13- Umpolungskabel
BEDIENFELD
2 3
1
1- Zugrifftaste zu den verschiedenen Menüs und Einstellungen
2- Einstellknopf für linke Anzeige
3- Einstellknopf für rechte Anzeige
VERSORGUNG - INBETRIEBNAHME
• Das Gerät ist mit einen Schutzkontaktsstecker (Schukostecker) (EEC7/7) ausgestattet und muss an einer einphasige 230V/16A (50-60Hz) Schutz-
kontaktsteckdose mit vorschriftsmäßig angeschlossen Schutzleiter betrieben werden. Die Stromaufnahme (I1eff) bei maximaler Leistung ist auf
dem Typenschild der Maschine angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlerstroms-
chutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In Ländern mit abweichender Netzversorgungswerten kann ein
Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können. Der Netzstecker muss immer frei zugänglich sein.
• Der interne Überspannungsschutz schaltet das Gerät bei Unter-/ Überschreitung von mehr als 15% der zulässigen Netzspannung bzw. beim Fehlen
einer Phase in den Stand-by-Modus. Diese Fehler werden entsprechend auf dem Display der Gerätevorderseite angezeigt (s. Fehler/Ursache/Lösung).
• Eingeschaltet wird das Gerät mit dem Hauptschalter, (Abb. 1 - 3) auf Position I, mit Drehung auf Position 0 wird das Gerät ausgeschaltet. Hinweis!
Ziehen Sie den Netzstecker nicht, wenn das Gerät eingeschaltet ist.
GENERATORBETRIEB
Das Gerät kann an einem Generator betrieben werden, wenn:
- Die Wechselspannung 230V -20%/+15% beträgt und die Spitzenspannung kleiner als 400V ist.
- Die Frequenz zwischen 50 und 60Hz liegt.
Generatoren die diesen Bedingungen nicht erfüllen, können die Maschine beschädigen und sind nicht erlaubt.
EINSATZ VON VERLÄNGERUNGSLEITUNGEN
Bei Einsatz von Verlängerungsleitungn müssen der Querschnitt entsprechend der Spannung und unter Berücksichtigung des Spannungsfalls gewählt
werden. Verlängerungsleitungen müssen den örtlichen Normen entsprechen.
Versorgungsspannung Querschnitt der Verlängerung (Länge < 45 m)
230 V 2.5 mm²
MONTAGE DER DRAHTROLLE UND -FÜHRUNG (III)
• Entfernen Sie die Düse (III-F) sowie das Kontaktrohr (III-E) aus dem Brenner.
• Öffnen Sie die Abdeckung des Gerätes.
III-A :
• Positionnieren Sie die Drahtrolle auf dem Drahtrollenhalter:
- Beachten Sie den Fixierdorn auf dem Drahtrollenhalter. Bei einer 200mm Drahtrolle sollte die Drahtrollenmutter bei der maximale Einstellung mon-
tiert werden.
• Stellen Sie die Drahtrollenbremse (III-2) ein, diese verhindert beim Beenden des Schweißvorgangs, dass die Trägheit der Drahtrolle den Draht
aufrollt. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
III-B :
• Montieren Sie die geeignete Drahtführungsrollen. Die gelieferten Drahtführungsrollen sind mit Stahl-Doppelrille ausgerüstet (0,8 und 1,0).

56
NEOPULSE 220 C / 220 C XL
DE
- Die sichtbare Angabe auf der Drahführungsrolle muss dem gewählten Drahtdurchmesser
entsprechen. (für einen Ø 1,2mm Draht benutzen Sie die Ø1,2mm Rille).
- Zum Schweißen von Stahl und anderer Drähte benötigen Sie Drahführungsrollen mit V-Form Nut.
- Zum Aluminiumschweißen benötigen Sie Drahführungsrollen mit U-Form Nut.
: sichtbare Beschriftung auf der Drahführungsrolle (z.B.: 1,2 VT)
: Rille zur Verwendung
III-C :
Tausch der Drahtrollen:
• Die Feststellschrauben lösen (III-4) und hochklappen, den Draht einfädeln, die Feststellschrauben anziehen und den Drahtvorschubkoffer schließen.
• Den Motor mit einem Druck auf den Brennertaster oder mit dem Schalter (I-6) auf die Position «Drahtwechsel» einschalten.
• Lassen Sie den Motor laufen, bis der Draht etwa 5cm aus dem Brenner herausragt, schrauben Sie dann ein passendes Kontaktrohr (III-E) und Düse
(III-F) auf den Brennerkopf.
Hinweis:
• Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
• Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
• Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommen, da sonst die Gefahr eines Kurzschluss besteht.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das NEOPULSE ist zum Schweißen von Ø 0,6/1,0 mm Stahl- und Edelstahldraht geeignet (II-A).
Geliefert mit Drahtführungsrollen Ø 0,8/1,0 für Stahl Ø 1,0 mm. Das Kontaktrohr, die Rille der Drahftführungsrolle, die Drahtseele des Brenners sind
für diese Verwendung geeignet. Für das Schweißen von Draht mit einem Durchmesser von 0,6mm verwenden Sie einen Brenner mit einer Länge
von nicht mehr als 3m. Sie sollen das Kontaktrohr (III-E) und die Drahführungsrolle (III-B) des Drahtvorschubmotors mit einer Rolle mit Rille von Ø
0,6 (Art.-Nr. 042353) austauschen. Positionnieren Sie die Rille so, dass die Beschriftung 0,6 (III-B) gezeigt wird.
Das Schweißen vom Stahl erfordert die Verwendung eines bestimmten Gas, d.h. Argon+CO2. Der Anteil von CO2 kann je nach der benutzten
Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweißen mit reinem CO2 sollen Sie eine Gas-
vorwärmeinrichtung an die Gasasche anschließen. Für spezielle Gasanforderungen fragen Sie Ihren Schweißfachhändler oder Schweißgasehändler.
Der Gasdurchuss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung.
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das NEOPULSE ist zum Schweißen von Ø 0,8/1,2 mm Aluminiumdraht geeignet (II-B).
Das Schweißen vom Aluminium erfordert die Verwendung eines bestimmten Gas, d.h. reines Argon (Ar). Für die Auswahl des Gases, wenden Sie
sich an einen Händler. Der Gasdurchuss für Aluminium liegt zwischen 15 und 25 l/Min je nach Umgebung und Schweißererfahrung.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck gering sein, da der Draht sonst zerdrückt wird.
- Das Kapillarrohr zwischen dem Drahtvorschubmotor und dem Euroanschluss darf nur beim Schweißen von Stahl und Edelstahl montiert sein (II-
B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teonseele ausgerüstet. Schneiden Sie
die Drahtseele am Anschluss nicht ab! Diese Drahtseele führt den Draht bis zu den Drahtführungsrollen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.
Bei Verwendung von roter oder blauer Drahtseele (Alu-Schweißen) wird empfohlen, das Zubehör 90950 zu
verwenden (II-C). Diese Seeleführung für Edelstahl verbessert die Zentrierung der Drahtseele und erleichtert den
Drahtdurchuss.
Video
HALBAUTOMATISCHES SCHWEISSEN BEI CUSI UND CUAL (LÖTEN)
Das NEOPULSE ist zum Schweißen von Ø 0,8/1,0 mm CuSi und CuAl-Draht geeignet.
Wie beim Schweißen vom Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Stahldrahtseele ausgerüstet werden. Beim
Löten muss reines Argon (Ar) als Schutzgas eingesetzt werden.
MIG/MAG-VERBINDUNG (SIEHE SEITE 99)
- Das MIG/MAG-Schweißen unter Gasschutz erfordert in der Regel eine positive Polarität ( )..
- NEOPULSE kann Draht ohne Gasschutz (No Gas) von Ø 0,9 bis 1,2 mm schweißen. Diese Art von Draht erfordert im Allgemeinen eine negative
Polarität ( ). Das Schweißen von gefülltem Draht mit einer Standarddüse kann zu Überhitzung und Beschädigung des Brenners führen. Verwen-
den Sie vorzugsweise eine spezielle «No Gas»-Düse oder entfernen Sie die Originaldüse.
In allen Fällen sind die Empfehlungen des Kabelherstellers für die Wahl der Polarität zu beachten.
GAS-ANSCHLUSS
- Montieren Sie einen geeigneten Druckminderer an der Gasasche und verbinden Sie ihn mit dem Schweißgerät mit dem mitgelieferten Schlauch.
Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden.
- Stellen Sie sicher, dass die Gasasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist..
- Stellen Sie die Gasdurchussmenge am Druckminderer ein.
Anmerkung: um die Einstellung des Gasdurchuss zu erleichtern, betätigen Sie die motorisierten Drahtführungsrollen durch Drücken des Brenner-
tasters (lösen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck : 0,5MPa (5Bar). Diese Verfahren ist
beim «No Gas» (Fülldraht) Schweißen unnötig.

57
NEOPULSE 220 C / 220 C XL
DE
ALLGEMEINE ÜBERSICHT DES BEDIENFELDES
1
Einstellung :
• Information : alle Informationen zum Gerät sind vorhanden (Modell, Seriennummer...)
• Verfahren : ermöglicht, das Schweißverfahren MIG/MAG, WIG oder E-Hand (MMA)
auszuwählen.
• Parameter : erweiterte Parameter sind hier vorhanden (Anzeigemodus, Bezeichnung,
Sprache...).
• Kalibrierung : kalibriert die Geschwindigkeit der Drahtvorschubmotoren.
• Portability : ermöglicht, auf/von einem USB-Stick die User-JOBs und die Gerätkongu-
ration hoch oder herunterzuladen.
• Tracability : ermöglicht die Aufzeichung aller Schweißungen und deren Speicherung auf
einem USB-Stick
2
Verfahren: entspricht den Parametern für das laufende Schweißen. Sie haben Zugang zu:
1
Verfahren-Einstellungen: zur Einstellung der Verfahrenparameter,
2
Verschiedenen Einstellungsfenstern,
3
JOB : verschiedene JOB-Aufruf-Parameter.
1 2 3
•
Einstellung Verfahren: zur Einstellung der verfahrenspezischen Parameter:
• MIG-MAG : Material/Gas (Synergische Schweißparameter), Drahtdurchmesser,
Schweißverfahren (manuell, Dynamic STD, usw.), Brennertaster-Modus.
• WIG : Elektrodenstärke, usw
• MMA : Verfahren (Standard oder Puls), Elektrodentyp, Antisticking, usw.
Energie: Einstellung des Energie-Modus zum Schweißen mit energischen Kontrolle von
einer DMOS (siehe Kapitel «ENERGIEMODUS»).
4
: Fenster zum Programmaufruf-Modus.
• JOB: Erstellung, Speicherung, Löschen, und Aufruf von einem JOB.
• QUICKLOAD: JOB-Aufruf durch die Brennertaste außerhalb des Schweißvorganges.
HALBAUTOMATISCHES SCHWEISSEN (MIG/MAG-MODUS)
EINSTELLUNGEN FÜR MIG / MAG-SCHWEISSEN
Parameter Bezeichnung Einstellungen Manuell
Standard
(Dynamic STD)
Pulse Hinweise
Material-Gas-
Kopplung
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- usw.
Auswahl des zu verschweißenden Materials
Synergische Schweißparameter
Drahtdurchmesser Ø 0.6 > Ø 1.2 mm Auswahl des Drahtdurchmessers

58
NEOPULSE 220 C / 220 C XL
DE
Schweissverfahren
- Manuell
- Dynamic STD
- Pulse
- Cold Pulse
Lichtbogen-Modul OFF - ON
Ermöglicht oder nicht, die Modulation des
Schweißstroms (Aussehen einer WIG-
Schweißraupe).
Betrieb
Brennertaster
2T, 4T Auswahl des Brennertastermodus.
Heftschweißen-
Modus
Spot, Delay Auswahl des Heftschweißen-Modus
Einstellung
Materialstärke
Geschwindigkeit
Strom
Auswahl des Hauptparameters (Mate-
rialstärke, Drahtgeschwindigkeit, mittlerer
Schweißstrom).
Energie
Hold
Wärmekoefzient
Siehe Kapitel «ENERGIE-MODUS» auf den
Seiten folgend.
MIG-MAG-SCHWEISSEN
• MIG-MAG Manueller Modus
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
0.5 - 20m/min Menge des Schweißzusatzwerkstoffs und des Schweißstroms.
Spannung 10 - Umax Einstellung der Schweißleistung
Drossel -4 > +4
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida-
tion.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• MIG-MAG Standard-Modus (Dynamic STD)
Der Schweißmodus Standard ist für das Schweißen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und dessen Legierungen sowie
Titan geeignet. Von der Zündung bis zur Abkühlung der Schweißnaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine hervor-
ragende Beherrschung des Schweißvorgangs sorgt.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Dicke 0,1 - 5,5mm
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt automa-
tisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Geschwindigkeit 0.5 - 20m/min Menge des Schweißzusatzwerkstoffs und des Schweißstroms.
Strom 15 - Imax Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden.
Lichtbogenlänge -6 > +6
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelzbad an
(Anpassung der Spannung).
Drossel -4 > +4
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.

59
NEOPULSE 220 C / 220 C XL
DE
Anschleichgeschwin-
digkeit
50 - 200%
Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der
ersten Kontakt herzustellen ohne Ruck.
Hot Start
50 - 200 %
Der Hot Start verbessert die Zündeigenschaften durch eine kurzzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
0 - 5s.
Crater Filler 50 - 100 %
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Gasnachströmung 0 - 25 secs.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida-
tion.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• MIG-MAG Puls
Das Prinzip besteht darin, den Schweißstrom mit hoher Stromstärke zu pulsieren, um den Draht zu feinen Tropfen zu verschmelzen, bevor der
Draht mit dem Teil in Kontakt kommt. Die Frequenz der Tröpfchenabscheidung und die diffuse Energie werden perfekt gesteuert. Dies hilft, die
Badtemperatur zu kontrollieren, das Aussehen der Schnüre zu verbessern, Spritzer zu vermeiden und die Benetzung und Penetration zu verbessern.
Der Impuls ist vorteilhaft beim Schweißen von Leichtmetallen und Edelstählen. Bei Kohlenstoffstählen ist die Pulsation nur dann gerechtfertigt, wenn
zusätzliche Spannungen des Typs vorhanden sind; eine hohe Durchdringung oder Entfernung der Oberäche. Darüber hinaus erleichtert die gepulste
Ausführung das Schweißen in Position.
• Lichtbogen-Modul Puls (ModulArc)
Der MIG/MAG-Puls Schweißmodus ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Ener-
gieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem «Tannenbaumprinzip», d.h. schwierige Dreiecks-
bewegungen. Im Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine geradlinige
Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich wie beim
Schweißen in acher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen von Stei-
gnähten besser beherrschbar.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Dicke 0,1 - 5,5mm
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt automa-
tisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Geschwindigkeit 0.5 - 20m/min Menge des Schweißzusatzwerkstoffs und des Schweißstroms.
Strom 15 - Imax Schweißstrom
Lichtbogenlänge -6 > +6
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelzbad an
(Anpassung der Spannung).
Drossel -4 > +4
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Anschleichgeschwin-
digkeit
50 - 200%
Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der
ersten Kontakt herzustellen ohne Ruck.
Soft Start 0 - 2s.
Stufenloser Stromanstieg Um heftige Starts oder Stöße zu vermeiden, wird der Strom
zwischen dem ersten Kontakt und dem Schweißen gesteuert.
Hot Start
50 - 200 %
Der Hot Start verbessert die Zündeigenschaften durch eine kurzzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
0 - 5s.
Uplsope 0 - 2s. Stromanstieg.
Zweitstrom 50 - 100% Zweitstrom (Kaltstrom)
ModulArc ON
Puls-Frequenz 0,1 - 2Hz Puls-Frequenz
Zyklisches Verhältnis 20 - 80% Beim Puls-Modus steht die Heißstromzeit in Bezug zur Kaltsstromzeit.
Stromabsenkung 0 - 2s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Crater ller 50 - 100%
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Gasnachströmung 0 - 25s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.

60
NEOPULSE 220 C / 220 C XL
DE
HEFTEN ( Manuell oder Standard (Dynamic STD))
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess Das Heften kann manuell mit der Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen (über das erweiterte Menü zugänglich).
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
0.5 - 20m/min Menge des Schweißzusatzwerkstoffs und des Schweißstroms.
Spannung 10 - Umax Einstellung der Schweißleistung
Drossel -4 > +4
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Punkt 0,1 - 10s. Denierte Dauer.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida-
tion.
Dicke 0,1 - 5,5mm
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt
automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Standard
Lichtbogenlänge -6 > +6
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelz-
bad an (Anpassung der Spannung).
Strom 15 - Imax
Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt
werden.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• SPOT DELAY
Dieser Heft-Modus ist dem SPOT ähnlich, aber Heftpunkte und Stillstandzeiten folgen aufeinander, solange die Brennertaste gedrückt gehalten wir.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
0.5 - 20m/min Menge des Schweißzusatzwerkstoffs und des Schweißstroms.
Spannung 10 - Umax Einstellung der Schweißleistung
Punkt 0,1 - 10s. Denierte Dauer.
Dauer zwischen 2
Heftpunkten
0,1 - 10s.
Dauer zwischen Punktschweißende (außer Nachgasströmung) und nächstem Punkt-
schweißvorgang (inkl. Vorgasströmung).
Drossel -4 > +4
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida-
tion.

61
NEOPULSE 220 C / 220 C XL
DE
Dicke 0,1 - 5,5mm
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt
automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Standard
Lichtbogenlänge -6 > +6
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelz-
bad an (Anpassung der Spannung).
Strom 15 - Imax
Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt
werden.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
MIG/MAG-SCHWEIßZYKLEN
2T Standard:
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweißzyklus
startet. Beim Loslassen des Brennerstaster stoppt der Drahtvorschub und ein Puls ermöglicht den sauberen Schnitt des Drahtes, danach startet die
Gasnachströmung. Ist die Gasnachströmung noch nicht beendet, ermöglicht ein Druck auf den Brennertaster den schnellen Neustart des Schweißvor-
gangs (manueller «Kettenpunkt»), ohne die Hotstartphase. Eine Hostart- und/oder eine Crater-Filler-Phase kann dem Schweißzyklus hinzugefügt
werden.
4T Standard:
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed

62
NEOPULSE 220 C / 220 C XL
DE
Beim 4T Standard ist die Dauer von Gasvorströmung, Hot-Start, Gasnachströmung oder dem Crater Filler durch den Brennertaster einstellbar.
2T Puls:
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen Hot-
Start und Stromanstieg, der Schweißzyklus beginnt. Beim Loslassen des Brennertasters beginnt der Stromabstieg bis der Crater Filler-Strom erreicht
wird. Danach schneidet die Stopp-Phase den Draht ab und es folgt die Gasnachströmung. Wie im Standardmodus kann der Schweißvorgang während
der Gasnachströmung ohne Hotstartphase neugestartet werden.
4T Puls:
Istart
Dstart
I hot start
T hotstart
T upslope
T downslope
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
Beim 4T-Pulsbetrieb wird über den Brennertaster die Gasnachströmung oder die Hotstartdauer gesteuert. Erneuter Druck auf den Brennertaster star-
tet den Crater Filler-Modus oder dier Gasnachströmung, wenn keine Crater-Filler-Phase eingestellt wurde.

63
NEOPULSE 220 C / 220 C XL
DE
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLÜSSE UND EMPEHLUNGEN
• Beim WIG-DC-Schweißen ist Schutzgas (Argon) erforderlich.
• Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Stecken Sie den WIG-Brenner (Art.-Nr. 046108) in den EURO-Anschluss des
Generators und das Inversionskabel in den negativen Anschluss (-).
• Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse,
Spannhülse, Brennerkappe und Wolfram-Elektrode).
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
d
L
a
a = Ø 0,5mm
L = 3 x d bei niedrigem Schweißstrom.
L = d bei hohem Schweißstrom.
AUSWAHL DES ELEKTRODENDURCHMESSERS
Ø Elektrode
(mm)
WIG DC
Wolfram pur Wolfram mit Oxiden
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
~ 80A per Ø-mm
WIG-LIFT-ZÜNDUNG
1 2
3
1- Brennerdüse und Elektrodenspitze auf dem Werkstück positionieren und Brennertaste
auslösen.
2- Brenner über die Kante der Düse abkippen, so dass zwischen Elektrodenspitze und
Werkstück ein Abstand von 2 - 3mm besteht. Der Lichtbogen zündet.
3- Brenner wieder in Normalposition bringen, um den Schweißzyklus zu beginnen.
Das Lichtbogenzündungs- und -stabilisierungssystem ist zum manuellen Betrieb mit mechanischer Führung konzipiert.
ACHTUNG!: Der Einsatz von Brennern und Massekabeln über die vom Hersteller maximale vorgeschriebene Länge erhöhen das Risiko eines
Stromschlags.
EINSTELLUNGEN BEI WIG-VERFAHREN
• WIG DC ist für das Schweißen von eisenhaltigen Metallen wie Stahl und Edelstahl, aber auch Kupfer, dessen Legierungen und Titan geeignet.
• Der WIG Synergic-Modus funktioniert nicht mit der Auswahl DC und Schweißzykluseinstellungen, sondern integriert auf Erfahrung basierte
Schweißeinstellungen und -synergien. Dieser Modus beschränkt also die Anzahl an Parameter auf drei grundsätzlichen Einstellungen.
- Metalltyp.
- Zu verschweißende Materialstärke.
- Schweißposition.

64
NEOPULSE 220 C / 220 C XL
DE
Parameter Bezeichnung Einstellungen
WIG
DC
WIG
Synergic
Hinweise
Standard Konstanter Strom - -
Puls Pulsstrom - -
Spot
Heften mit konstantem
Strom
- -
Tack Heften mit Pulsstrom - -
Materialtyp Fe, Al, usw.. - Auswahl des zu verschweißenden Materials
Durchmesser der Wolframelektrode 1 - 4 mm
Auswahl des Elektrodendurchmessers Ermöglicht, die
HF-Zündung-Ströme und Synergien zu verfeinern.
Zündungsart HF - LIFT Auswahl der Zündart
Schweißmodus mit Konstant-Ener-
gie.
-
Schweißmodus mit Konstant-Energie und Korrektur der
Lichtbogenlängenabweichungen.
Energie
Hold
Wärmekoef-
zient
-
Siehe Kapitel «ENERGIE-MODUS» auf den Seiten
folgend.
WIG-DC-SCHWEISSEN
• WIG DC - Standard
Das Schweißverfahren WIG DC Standard ist für das Schweißen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und dessen Legie-
rungen sowie Titan geeignet. Von der Zündung bis zur Abkühlung der Schweißnaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine
hervorragende Beherrschung des Schweißvorgangs sorgt.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Startstrom 10 - 200%
Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Startzeit 0 - 10s.
Stromanstieg 0 - 60s. Stromanstieg.
Schweißstrom 10 - Imax Schweißstrom
Stromabsenkung 0 - 60s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Stillstandstrom 10 - 200%
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Stillstandzeit 0 - 10s.
Gasnachströmzeit 0 - 60s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• WIG-Puls-Schweißen
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Puls-Modus ermöglicht
das Fügen von Werkstücken bei gleichzeitiger Reduzierung der Temperatureinbringung.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.

65
NEOPULSE 220 C / 220 C XL
DE
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Startstrom 10 - 200 %
Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Startzeit 0 - 10s.
Stromanstieg 0 - 60s. Stromanstieg.
Schweißstrom 10 - Imax Schweißstrom
Wellenform Wellenform des Gleichstrompulses.
Zweitstrom 20 - 80% Zweitstrom (Kaltstrom)
Kaltzeit 20 - 80% Verhältnis zwischen Grundstromhöhe und Pulsstromhöhe.
Puls-Frequenz 0.1 - 2500 Hz Puls-Frequenz
Stromabsenkung 0 - 60s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Stillstandstrom 10 - 200 %
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Stillstandzeit 0 - 10s.
Gasnachströmzeit 0 - 60s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
HINWEISE: Frequenzauswahl
- Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisieren
- Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählen
- Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz wählen
HEFTEN - WIG DC
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess Das Heften kann manuell mit der Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen (über das erweiterte Menü zugänglich).
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Schweißstrom 5 - Imax Schweißstrom
Spot
, 0 - 60s.
Manuell oder denierte Dauer.
Gasnachströmzeit 0 - 60s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.

66
NEOPULSE 220 C / 220 C XL
DE
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• TACK-HEFTEN
Dieser Schweißmodus ermöglich ebenfalls das Heften der Werkstücke vor dem Schweißen, allerdings in zwei Phasen: bei der ersten Phase mit gepuls-
tem Gleichstrom wird der Lichtbogen für einen besseren Einbrand gebündelt. Die darauf folgende zweite Phase mit Standard-Gleichstrom verbreitert
den Lichtbogen und somit die Schmelze, um den Schweißpunkt zu setzen.
Mit den einstellbaren Zeiten der zwei Phasen lässt sich eine höhere Wiederholgenauigkeit und das Setzen von nicht oxidierten Schweißpunkten mit
geringem Durchmesser (Zugang im erweiterten Menü) erzielen.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Schweißstrom 5 - Imax Schweißstrom
Dauer Puls
, 0 - 60s.
Pulsphase, manuell oder mit denierter Dauer.
Puls-Frequenz 0.1 - 2500 Hz Puls-Frequenz
Dauer ohne Puls
, 0 - 60s.
Konstant-Strom-Phase, manuell oder mit denierter Dauer.
Gasnachströmzeit 0 - 60s.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• E-WIG-SCHWEISSVERFAHREN
Dieser Modus sorgt für konstant stabile Energieeinbringung in der gesamten Schweißnaht. Änderungen der Lichtbogenlänge werden in Echtzeit regis-
triert und ausgeglichen. Bei Schweißaufgaben bei denen es auf besonders gleichmäßiges Einbrandverhalten ankommt, kann dieser Modus genutzt
werden um die Energie unabhängig von der Brennerposition konstant zu halten.
Standard (Konstant-Strom) E-WIG (Konstant-Energie)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
BETRIEB BRENNERTASTER
2-T-Modus
t t
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s<0.5s<0.5s
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet (Gasvorströ-
mung, I_Start, UpSlope und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (DownSlope,
I_Stop, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekun-
där-Taste als Haupttaste verwendet.

67
NEOPULSE 220 C / 220 C XL
DE
4-T-Modus
t t
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s<0.5s<0.5s
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gas-
vorströmung und stoppt bei der Phase I_Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope
und Schweißen.
T3 - Haupttaste ist gedrückt, der Schweißzyklus geht über in
DownSlope und stoppt bei Phase I_Stop.
T4 - Haupttaste ist gelöst, der Schweißzyklus endet durch die Gas-
nachströmung.
NB: für Brenner, Doppeltasten und Doppeltaste + Potentiometer
Taste «»oben/Schweißstrom»» und Potentiometer aktiv,
Taste «»unten»» inaktiv
4-Tlog-Modus
t t
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s<0.5s<0.5s
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gas-
vorströmung und stoppt bei Phase I_Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope
und beim Schweißen.
LOG: dieser Betriebsmodus wird in der Schweißphase angewandt:
- durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom
zwischen I Schweißstrom und I Kaltstrom und umgekehrt.
- bei gedrückt gehaltener Sekundär-Taste schaltet der Strom von I
Schweißstrom zu I Kaltstrom
- bei lösen der Sekundär-Taste schaltet der Strom von I Kaltstrom
zurück zu I Schweißstrom
T3 - durch langen Druck auf die Haupttaste (> 0,5s) geht der Zykus
in DownSlope über und stoppt bei der Phase I_Stop.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachs-
trömung.
Bei Doppelknopf- oder Doppelabzugbrennern behält der «hohe» Abzug die gleiche Funktionalität wie der Einzelabzug oder Lamellenbrenner. Der
Trigger «low» ist inaktiv.
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE (MMA-/E-HANDSCHWEISSEN)
ANSCHLUSSE UND EMPFEHLUNGEN
• Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlüsse an
• Beachten Sie die auf den Elektrodenpackungen angegebene Schweißpolarität und Schweißstrom.
• Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
• Die Geräte sind mit drei speziellen Funktionen zur Verbesserung der Schweißeigenschaften ausgerüstet:
- Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweißbad
wird verhindert.
- Anti Sticking: schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während des oben genannten, möglichen Festbrennens wird
vermieden.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
• Rutile Elektroden: einfache Bedienung in allen Positionen.
• Basische Elektroden: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
• Zellulose-Elektroden: sehr dynamischer Bogen, schnelle Verschmelzgeschwindigkeit und Bedienung in allen Positionen, deswegen für Schweißarbei-
ten in Pipelines geeignet.
EINSTELLUNGEN FÜR E-HANDSCHWEISSEN (MMA)
Parameter Bezeichnung Einstellungen Standard Puls Beschreibung und Hinweise
Elektrodentyp
Rutil
Basisch
Zellulose
Der Elektrodentyp bestimmt die spezischen Parameter je nach
der Umhüllungart für die Optimierung der Schweißfähigkeit.
Anti-Sticking OFF - ON
Anti-Sticking im Fall des Festbrennens auf dem Werkstück (der
Schweißstrom wird automatisch ausgeschaltet).
Energie
Hold
Wärmekoefzient
Siehe Kapitel «ENERGIE-MODUS» auf den Seiten folgend.

68
NEOPULSE 220 C / 220 C XL
DE
E-HANDSCHWEISSEN (MMA)
• MMA Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhüll-
ten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl, Güssen.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Prozentsatz
Hot Start
0 - 100%
Der Hot Start verbessert die Zündeigenschaften durch eine kurzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Dauer Hot Start 0 - 2s.
Schweißstrom 10 - Imax.
Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektroden-
verpackung).
Arc Force -10 > +10%
Arc Force ist ein erhöhter Strom, wenn die Elektrode oder der Tropfen das Schmelzbad
berührt, damit die Elektrode nicht verklebt.
• MMA Puls
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Ener-
gieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem «Tannenbaumprinzip», d.h. schwierige Dreiecks-
bewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine
geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich
wie beim Schweißen in acher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen
von Steignähten besser beherrschbar.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Prozentsatz
Hot Start
0 - 100%
Der Hot Start verbessert die Zündeigenschaften durch eine kurzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Dauer Hot Start 0 - 2s.
Schweißstrom 10 - Imax
Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektroden-
verpackung).
Zweitstrom 20 - 80% Zweitstrom (Kaltstrom)
Puls-Frequenz 0,4 - 20Hz Verhältnis zwischen Pulsstromzeit u. Grundstromzeit (Kaltstrom)
Arc Force -10 > +10%
Arc Force ist ein erhöhter Strom, wenn die Elektrode oder der Tropfen das Schmelzbad
berührt, damit die Elektrode nicht verklebt.

69
NEOPULSE 220 C / 220 C XL
DE
• Einstellung des Schweißstroms
Die folgende Einstellungen entsprechen dem anwendbaren Strombereich je nach Elektrodentyp und -durchmesser. Diese Bereiche sind abhängig von
der Anwendung und der Schweißposition.
Elektrodendurchmesser
(mm)
Rutil E6013
(A)
Basisch E7018
(A)
Zellulose E6010
(A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
• Arc Force-Einstellung
Stellen Sie die Arc Force erst in einem mittleren Bereich (0) ein und passen sie je nach Ergebniss an. Hinweis: Der Einstellbereich des Arc Force ist
abhängig vom ausgewählten Elektrodentyp.
SPEICHERUNG UND AUFRUFEN DER JOBS
Die während des Einsatzes verwendeten Parameter werden automatisch gespeichert und beim nächsten Einschalten wieder aufgerufen.
Zusätzlich zu den aktuellen Parametern ist es möglich, die «JOB» Kongurationen zu speichern und später aufzurufen.
Es können 100 JOBs abgespeichert werden. Die Speicherung betrifft:
- Die Hauptparameter,
- Die Sekundär-Parameter,
- Die Unterverfahren und Tasten-Modi
JOB-MODUS
Dieser Modus ermöglicht die Erstellung, Speicherung, den Aufruf und das Löschen der JOBs.
QUICK LOAD – JOB-Aufruf durch die Brennertaste außerhalb des Schweißvorganges.
Quick Load ist ein Modus zum Aufrufen von JOB (max. 20) außerhalb des Schweißens und ist nur beim MIG-MAG und WIG-Verfahren möglich.
Aus einer Quickload-Liste werden JOBS aus vorher eingestellten JOBs durch kurzen Druck der Brennertaste aufgerufen. Alle Brennertastenmodi (2T
/ 4T) und Schweißmodi (SPOT / STD / PLS) werden unterstützt.
OPTIONALE BRENNER
• Push-Pull Brenner (4m : Art.-Nr. 046283) :
Der Push-Pull-Brenner wird auf dem Stecker montiert (FIG 1 - 9). Dieser Brennertyp ermöglicht die Verwendung von AlSi-Draht auch in Ø 0,8 mm.
Diese Taschenlampe kann in allen Modi verwendet werden.
Die Erkennung des Push-Pull-Brenners erfolgt durch einfaches Drücken des Auslösers.
Bei Verwendung einer Potentiometer-Push-Pull-Lampe wird über die Einstellung an der Schnittstelle der Maximalwert des Einstellbereichs
eingestellt. Das Potentiometer ermöglicht es dann, zwischen 50% und 100% dieses Wertes zu variieren.
Anschlussplan für Push Pull-Brenner
mit Potentiometer (10 KΩ)
1
3
4 7
8
10
+4
-5
+Pot 10
-Pot 3
R
2
+
-
1 8
M
1 - Wahl der Einstellung (Geschwindigkeit oder Bogenhöhe)
2 - Orange LED (Bogenhöhe)
3 - Grüne LED (Geschwindigkeit)
4 - Schrittweite (Geschwindigkeit oder Bogen gemäß Taste 2)
5 - Dekrement (Geschwindigkeit oder Bogen gemäß Taste 2)
3
45
2
1

70
NEOPULSE 220 C / 220 C XL
DE
GERÄTEINSTELLUNG
INFORMATION
Dieses Menü bietet Zugriff auf die Versionsnummern der Schweißparameter und der Software.
VERFAHREN
Dieses Menü ermöglicht das Schweißverfahren auszuwählen: MIG/MAG-, WIG- oder E-Hand (MMA).
PARAMETER
Der Anzeige-Modus ermöglicht den Zugang zu mehr oder weniger detaillierten Schweißeinstellungen.
- Easy: vereinfachte Anzeige der Einstellungen: kein Zugang zum Schweißzyklus.
- Expert: vollständige Anzeige ermöglicht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweißzyklus.
- Fortgeschritten: vollständige Anzeige, die die Einstellung der verschiedenen Lichtbogenspannungen ermöglicht.
Der Gerätename.
Die unterstützten Sprachen: FR, UK usw.
Maßeinheiten: International (SI) oder Imperial (USA).
Materialbezeichnung : EN (Europäisch) oder AWS (USA)
Beispiel: Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Uhrzeit, Datum und Format.
Bildschirmhelligkeit
Reset (partiell / gesamt):
- Partiell (standardmäßiger Wert für Schweißvorgänge).
- Gesamt (Werkseinstellung).

71
NEOPULSE 220 C / 220 C XL
DE
KALIBRIERUNG
Der Modus ermöglicht die Kalibrierung der elektronisch geregelten Drahtvorschubmotoren Das Kalibrieren gleicht z.B. veränderte Ges-
chwindigkeit des Drahtvorschubmotors aus, um die Spannungsmessung und Enegieberechnung zu präzisieren. Der Vorgang wird beim
Start durch eine Animation am Bildschirm erklärt.
In diesem Modus wird das Schweißzubehör wie Brenner, Kabel + Elektrodenhalter sowie Kabel + Masseklemme kalibriert.. Das Kalilbrie-
ren gleicht z.B. veränderte Kabellängen des Zubehörs aus, um die Spannungsmessung und Enegieberechnung zu präzisieren.
Der Vorgang wird beim Start durch eine Animation am Bildschirm erklärt.
Wichtig: Die Kabelkalibrierung muss bei jedem Wechsel des Brenners, des Kabelbaums oder des Erdungskabels wiederholt werden, um eine opti-
male Schweißung zu gewährleisten.
PORTABILIY
Diese Funktion ermöglicht die Speicherung der Schweißparameter.
Es ist ebenfalls möglich Einstellungen von einem anderen Gerät zu importieren.
Import Cong. : Laden einer oder mehrerer USER-Einstellung und deren Jobs von einem USB-Stick.
Export Cong. : Speichern der laufende USER-Einstellung und deren Jobs auf einen USB-Stick (USB\PORTABILITY\CONFIG)
Import JOB : Laden der vorhandenen JOBs aus dem Ordner USB\Portability eines USB-Sticks.
Export JOB : Speichern der JOBs (nach Verfahren) in den Ordner USB\PORTABILITY\JOB eines USB-Sticks.

72
NEOPULSE 220 C / 220 C XL
DE
TRACEABILITY
Diese Schnittstelle zur Verwaltung des Schweißens erlaubt es, alle Schritte der Schweißvorgänge während der Fertigung zu speichern bzw. nach-
zuverfolgen, Schweissraupe für Schweissraupe. Diese qualitätssichernde Vorgehensweise garantiert die Qualität einer nachfolgenden Analyse und
Bewertung, der Berichterstellung und der Dokumentation der gespeicherten Schweißparameter. Diese Funktion entspricht der Norm EN 3834. Die
Speicherung dieser Daten ist durch einen Export auf einen USB-Stick möglich.
1- Start der Rückverfolgbarkeit 2- Erstellung des Projekts 3-
Vereinfachte Rückverfolgbarkeit
- OFF
«START» auswählen «REC» auswählen
Name des Projekts
Intervall der Datenaufzeichnung:
- Hold: Keine Aufzeichnung von Strom-/
Spannungswerten.
- 250 ms, 500 ms, usw. : Aufzeichnung der
Strom-/Spannungswerte in dem genannten
Zeitabstand
4-
Vollständige Rückverfolgbarkeit
- ON
Zur Erinnerung:
• Eine SCHWEISSRAUPE ist das Ergebnis eines einzelnen Arbeitsganges beim Schweißen.
• Die LAGE entspricht dem Schweissen auf dem ganzen zu schweissenden Teil.
• Die SCHWEISSNAHT entspricht der fertigen Verbindung von zwei aneinandergefügten
Teilen. Die Schweissnaht besteht daher aus einer oder mehreren Lagen.
• Das PROJEKT umfasst eine oder mehrere fertige Schweissnähte.
• Temperatur* ON : Temperatur des zu schweißenden Teils am Ende der Schweissraupe.
• Länge* ON : Länge der Schweissraupe
*die Maßeinheiten werden entsprechend der in PARAMETER/Maßeinheiten denierten Auswahl
angezeigt.
Lage (ON/OFF)
Schweissnaht (ON/OFF)
Temperatur (ON/OFF)
Länge (ON/OFF)
5- Anzeige Projekt/Schweissraupe 6- Identizierung 7- Bestätigung
Oben links werden der Projektname
und die Nummer der Schweissraupe
angezeigt.
(Die Nummer der Schweissraupe
erhöht sich automatisch und kann nicht
abgeändert werden)
Am Ende jeder Schweissraupe öffnet
sich ein Fenster zur Identizierung
: Nummer der Lage, Nummer der
Schweissnaht, Temperatur des Teils
und/oder die Länge der Schweissraupe.
Die Bestätigung kann erfolgen durch
das Bedienfeld oder durch Drücken des
Brennertasters

73
NEOPULSE 220 C / 220 C XL
DE
Die Funktion «Explorer» ermöglicht den Zugang zur Liste der erstellten Schweißarbeiten und diese zu ordnen und zu löschen.
Das Piktogramm ermöglicht, Details jedes Arbeitsvorgangs mit den folgenden Informationen abzulesen: Intervall der Datenaufzeich-
nung, Anzahl der gespeicherten Schweissraupen, gesamte Schweißzeit, gelieferte Schweißenergie, Konguration jeder Schweissraupe
(Verfahren, Uhrzeit, Schweißzeit, Schweißspannung und Schweißstrom).
Die Sicherung dieser Informationen ist möglich durch einen Export der Daten auf einen USB-Stick.
Die Daten im Format CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel
®
, Calc OpenOfce
®
, etc.) ausgewertet werden.
ENERGIE-MODUS
Dieser Modus wurde enwickelt, um reproduzierbare Schweißergebnisse unter gleichbleibenden Bedingungen mit Hilfe einer «DMOS» zu gewährleis-
ten. Geregelt werden:
Der Wärmekoefzient gemäß der zugrunde gelegten Norm: 1 für ASME und 0,6 (WIG) oder 0,8 (MMA/MIG-MAG) für die europäische Norm. Die
angezeigte Energie wird berechnet unter Berücksichtiung dieses Koefzienten.
- Die Länge der Schweißnaht (OFF - mm): Wenn eine Länge eingegeben wurde, dann wird der Engergieverbrauch nicht mehr in Joule, sondern in
Joule / mm (Einheit im Display «J» blinkt) angezeigt.
FEHLER, URSACHEN, LÖSUNGEN
SYMPTOME MÖGLICHE URSACHEN LÖSUNGEN
Der Schweißdrahtvorschub ist nicht konstant.
Partikel verstopfen die Öffnung Reinigen Sie das Kontaktrohr oder ersetzen Sie es.
Der Draht rutscht in den Drahtführungsrollen. Fügen Sie Antihaftmittel hinzu.
Eine Drahtführungsrolle rutscht. Prüfen Sie den Sitz der Drahtführungsrollenschraube.
Das Brennerkabel ist verwickelt. Das Brennerkabel muss möglichst gerade sein.
Der Drahtvorschubmotor funktioniert nicht. Spulenbremse oder Drahtführungsrollen zu fest. Lösen Sie die Bremse und die Drahtführungsrollen.
Falscher Drahtvorschub.
Schmutzige oder beschädigtes Drahtführungsseele. Reinigen oder ersetzen Sie es.
Fehlende Passfeder bei den Drahtführungsrollen Ergänzen Sie die fehlende Passfeder im Gehäuse.
Spulenbremse zu fest angezogen. Lösen Sie die Bremse.
Kein Strom oder falscher Schweißstrom.
Falscher Netzanschluss.
Kontrollieren Sie den Anschluss der Steckdose und
überprüfen Sie, ob die Steckdose richtig versorgt ist.
Falscher Masseanschluss.
Prüfen Sie das Massekabel (Anschluss und Zustand
der Masseklemme).
Keine Leistung. Prüfen Sie den Brennertaster.
Der Draht reibt sich auf den Drahtführungsrollen ab.
Zerdrückter Drahtführungsmantel. Prüfen Sie die Drahtseele und den Brennerkörper.
Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner.
Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist.
Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren

74
NEOPULSE 220 C / 220 C XL
DE
Poröse Schweißnaht.
Gasdurchuss zu niedrig.
"Einstellbereich von 15 bis 20l/min.
Reinigen Sie das Basismetall."
Gasasche leer. Diese ersetzen
Schlechte Gasqualität. Das Gas ersetzen.
Belüftung oder Einuss des Windes.
Vermeiden Sie Luftzug und schützen Sie den
Schweißbereich.
Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse.
Schlechte Drahtqualität.
Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten
Draht.
Werkstück nicht ausreichend vorbereitet (Rost usw.) Reinigen Sie das Werkstück vor dem Schweißen.
Das Gas ist nicht angeschlossen
Prüfen Sie, ob das Gas an das Gerät angeschlossen
ist.
Starke Funkenbildung.
Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter.
Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen.
Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchuss ein.
Kein Gas am Ausgang des Brenners Falscher Gasanschluss
Prüfen Sie die Gasanschlüsse
Prüfen Sie, ob das Gasventil richtig funktioniert.
Fehler bei Kalibrierung
Fehler bei der Kalibrierung. Diese wurde abgebrochen
und kann wiederholt werden.
Versuchen Sie eine neue Kalibrierung.
Fehler beim Download
Die Daten auf die SD-Karte sind falsch oder beschä-
digt.
Prüfen Sie Ihre Daten.
Backup-Problem Alle Speicherplätze sind belegt.
Sie müssen Programme löschen.
Die Anzahl an Speichplätzen ist auf 500 beschränkt.
Automatisches Löschung der JOBs.
Manche JOBs wurden gelöscht, weil sie mit den
neuen Synergien nicht mehr kompatibel waren.
-
Fehler bei der Erkennung des Push Pull Brenner. - Prüfen Sie den Anschluss Ihres Push Pull Brenners.
Fehler beim USB-Stick
Kein JOB auf dem USB-Stick entdeckt -
Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei.
Datei-Problem
Die Datei "..." entspricht nicht den heruntergelade-
nen Synergien des Produktes
Die Datei wurde mit Synergien erstellt, die nicht in
der Maschine sind.
Batterie Die Batterie scheint leer zu sein.
Wechseln Sie die Batterie auf der Rückseite des
Bedienfelds.
Lüfterstörung
Der Lüfter dreht sich nicht in der richtigen Geschwin-
digkeit.
Schalten das Gerät aus, prüfen und starten Sie es
neu.
Überspannungswarnung - Prüfen Sie Ihre Elektroanlage.
Unterspannungswarnung - Prüfen Sie Ihre Elektroanlage.
Problem beim Starten des Schweißvorgang -
Prüfen Sie, dass der Drahtdurchuss genügend ist
und auch Ihre elektrische Anlage.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR
Drahtvorschubkoffer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassen
und von daher Verletzungen verursachen können!
• Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
• Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
• Tragen Sie weder beim Einlegen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
• Durch Transport verursachten Beschädigungen.
• Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
• Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
• Durch Umwelteinüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller.
Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.

75
NEOPULSE 220 C / 220 C XL
ES
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicada en el manual no se debe llevar a cabo..
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben
respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que
lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:
Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según aplicaciones).
Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco,
proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas
adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier
otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de
la antorcha o portaelectrodos, se debe asegurar que esta esté lo sucientemente fría y espere al menos 10 minutos antes de toda
intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido
no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación
insuciente. Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.

76
NEOPULSE 220 C / 220 C XL
ES
RIESGO DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
BOTELLAS DE GAS
El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura
(comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar verticalmente
y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de
incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso
de soldadura.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla
de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas,
pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen. No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada. Dimensione la sección de los cables de forma adecuada
a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar
donde trabaje.
INSTALACIÓN DE LA BOBINA Y CARGA DEL HILO
Aislamiento del soldador al arco respecto a la tensión de soldadura.
No todas las piezas activas del circuito de corriente de soldadura se pueden proteger contra el contacto directo. El soldador debe, por consiguiente,
contrarrestar los riesgos mediante un comportamiento que siga las normas de seguridad. Incluso el contacto con una tensión baja puede sorprender
y, en consecuencia, provocar un accidente.
• Lleve equipo de protección seco e intacto (zapatos con suela de caucho, guantes de protección de soldador en cuero sin remaches ni grapas).
• Evite el contacto directo con las tomas de conexión o conectores no aislados!
• Coloque siempre las antorcha de soldadura o el portaelectrodo sobre una supercie aislada!
Riesgo de quemaduras en la conexión de corriente de soldadura!
Si las conexiones de corriente de soldadura no se bloquean correctamente, los conectores y los cables se pueden calentar y provocar quemaduras
en caso de contacto!
• Compruebe regularmente las conexiones de corriente de soldadura y bloquéelas si fuera necesario girándolas hacia la derecha.
Riesgo de electrocución.
Si la soldadura se realiza con procesos diferentes mientras que la antorcha y el porta-electrodos están conectados al material, una tensión en vacío
o de soldadura se aplica a los circuitos.
• Aísle siempre al principio y durante las interrupciones la antorcha y el porta-electrodos!
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.

77
NEOPULSE 220 C / 220 C XL
ES
Bajo condición que la impedancia de la red pública de alimentación baja tensión al punto de acoplamiento sea inferior a Zmax
= 0.349 Ohms, este material esta conforme a la CEI 61000-3-11 y puede ser conectado a las redes públicas de alimentación
baja tensión. Es de la responsabilidad del instalador o del usuario del material de asegurarse, consultando el operador de la red
de distribución si fuese necesario, que la impedancia de la red está conforme con las restricciones de impedancia.
Este material es conforme a la norma CEI 61000-3-12.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura
produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de soldadura:
• Coloque los cables de soldadura juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
• No enrolle nunca los cables de soldadura alrededor de su cuerpo;
• No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
• no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de soldadura o la devanadera.
Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el
usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En algunos
casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario construir
una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con ltros de entrada. En cualquier caso, las
perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona
donde se va a instalar. Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de soldadura al arco de otros cables de red eléctrica, control, de señalización y de
teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edicio y de las otras actividades que se lleven a cabo en el lugar.
La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas
de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11:2009. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Red eléctrica pública: conviene conectar el equipo de soldadura a la red eléctrica pública según las recomendaciones del fabricante. Si se produjeran
interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de alimentación eléctrica. Se recomienda
apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura instalado de forma ja. Conviene asegurar la continuidad
eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de soldadura para asegurar un buen contacto
eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura al arco: conviene que el material de soldadura al arco esté sometido a un mantenimiento regular según
las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de soldadura al
arco. El material de soldadura al arco no se debe modicar de ningún modo, salvo modicaciones y ajustes mencionados en el manual de instrucciones del
fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un mantenimiento siguiendo las
recomendaciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.

78
NEOPULSE 220 C / 220 C XL
ES
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En cualquier
caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos elementos
metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones y
lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edicios, una conexión a tierra de la pieza puede reducir
en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios o dañar otros
materiales eléctricos. Si fuese necesario, conviene que la conexión a tierra de la pieza a soldar se haga directamente, pero en algunos países no se autoriza
este conexión directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en función de la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones. La
protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
El aparato está equipado de (un) mango (s) en la parte superior que permiten transportarlo con la mano. No se debe subestimar su peso. El (los)
mango (s) no se debe (deben) considerar un modo para realizar la suspensión del producto.
No utilice los cables o la antorcha para desplazar el aparato. Se debe desplazar en posición vertical.
No transporte el generador de corriente por encima de otras personas u objetos.
No eleve una botella de gas y el generador al mismo tiempo. Sus normas de transporte son distintas.
Es preferible quitar la bobina antes de elevar o transportar el generador.
INSTALACIÓN DEL MATERIAL
• La fuente de corriente de soldadura se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• Coloque la máquina en una zona lo sucientemente amplia para airearla y acceder a los comandos.
• No utilice en un entorno con polvos metálicos conductores.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
• El material tiene el grado de protección IP23S, es decir, :
- protección contra el acceso a partes peligrosas de sólidos con diámetros >12,5 mm y,
- protección contra la lluvia dirigida a 60° de la vertical cuando las partes móviles del dispositivo no están todavía en funcionamiento.
Por lo tanto, este equipo puede almacenarse en el exterior de acuerdo con la clase de protección IP23S.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y
peligroso de este aparato.
Las corrientes vagabundas de soldadura pueden destruir los conductores de tierra, dañar el equipo y los dispositivos eléctricos y
provocar el calentamiento de los componentes, pudiendo causar un incendio.
• Todas las conexiones de soldadura deben conectarse con rmeza, compruebe con regularidad.
• Asegúrese de que la jación de la pieza es sólida y sin problemas eléctricos.
• Fije o deje en suspensión todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado
para que estén aislados.
• No coloque otros equipos como taladros, aparatos de alado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén
aislados.
• Coloque siempre las antorcha de soldadura o los portaelectrodos sobre una supercie aislada cuando no estén siendo utilizados.
MANTENIMIENTO / CONSEJOS
• El mantenimiento sólo debe realizarlo un personal cualicado. Se aconseja efectuar un mantenimiento anual.
• Corte el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior,
la tensión y la intensidad son elevadas y peligrosas.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualicado que compruebe
que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
• Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su
servicio post-venta o una persona con cualicación similar, para evitar cualquier peligro.
• Deje los oricios del equipo libres para la entrada y la salida de aire.
• No utilice este generador de corriente para deshelar cañerías, recargar baterías/acumuladores o arrancar motores.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que
el generador está desconectado de la red eléctrica. Se recomienda utilizar los cables de soldadura suministrados con la unidad para
obtener los ajustes óptimos del producto.
DESCRIPCIÓN
El NEOPULSE es un generador portátil monofásico para la soldadura semi-automática « sinérgica » (MIG o MAG), la soldadura al electrodo revestido
y la soldadura al electrodo tungsteno (TIG). El NEOPULSE 220 C acepta bobinas de hilo Ø 200 mm. El NEOPULSE 220 C XL acepta las bobinas de hilo
Ø 200 y 300 mm.

79
NEOPULSE 220 C / 220 C XL
ES
DESCRIPTION DU MATÉRIEL (I)
1- Conector de gas 7- Motodevanadera
2- Prensaestopas (cable de red eléctrica) 8- IHM
3- Conmutador ON / OFF 9- Conector antorcha Push Pull
4- Soporte bobina 10- Conector EURO
5- Conector USB 11- Conector de polaridad positiva
6- Inversor puga gas y avance de hilo 12- Conector de polaridad negativa
13- Cable de inversión de polaridad
INTERFAZ HOMBRE-MÁQUINA (IHM)
2 3
1
1- Teclas de acceso a los diferentes menús y parámetros
2- Pantalla izquierda de la rueda de ajuste
3- Perilla derecha de ajuste de la pantalla
RED ELÉCTRICA - PUESTA EN MARCHA
• Este material incluye una clavija de 16 A de tipo CEE7/7 y se debe conectar a una instalación eléctrica monofásica de 230V (50-60 Hz) de tres hilos
con el neutro conectado a tierra. La corriente efectiva absorbida (I1eff) está señalada sobre el equipo para condiciones de uso máximas. Compruebe
que la alimentación y sus protecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En ciertos países puede
ser necesario cambiar la toma de corriente para permitir condiciones de uso máximas. El usuario debe asegurarse de la accesibilidad de la toma de
corriente.
• El generador de corriente de soldadura se pone en protección si la tensión de la red eléctrica es superior a 15% de las tensiones especicadas (un
código de fallo aparece en la pantalla del teclado).
• La puesta en marcha del se efectúa rotando el conmutador de encendido/apagado (Fig 1 - 3) sobre la posición I, y el apagado se hace girándolo
sobre la posición O. Atención: No interrumpa nunca la alimentación eléctrica cuando el generador de corriente esté en proceso de
soldadura.
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este equipo puede funcionar con grupos electrógenos siempre y cuando la potencia auxiliar responda a las exigencias siguientes:
- La tensión debe ser alterna, su valor ecaz de 230V (+/- 15%) y la tensión pico inferior a 400V.
- La frecuencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar el generador de
corriente de soldadura.
USO DE PROLONGADOR ELÉCTRICO
Todos los prolongadores deben tener un tamaño de sección apropiados a la tensión del aparato. Utilice un prolongador que se ajuste a las normativas
nacionales.
Tensión de entrada Sección de la prolongación (Longitud <45m)
230 V 2.5 mm²
INSTALACIÓN DE LA BOBINA Y CARGA DEL HILO (III)
• Quite la boquilla de la antorcha (III-FIG), así como el tubo de contacto (III-FIG).
• Abrir la trampilla del aparato.
III-A :
• Coloque la bobina sobre su soporte :
- Tenga en cuenta la lengüeta de arrastre del soporte de la bobina. Para instalar una bobina de 200 mm, apriete el soporte de bobina al máximo.
• Ajuste el freno (III-2) para evitar que la inercia de la bobina enrede el hilo cuando se pare la soldadura. Evite apretar demasiado, pues podría
provocar un sobrecalentamiento del motor.
III-B :
• Coloque los rodillos adaptados al uso. Los rodillos de origen son rodillos de doble ranura para acero (0,8 y 1,0).

80
NEOPULSE 220 C / 220 C XL
ES
- Compruebe la marca en el rodillo para asegurarse de que los rodillos son adecuados para el diá-
metro del alambre y el material del alambre (para un alambre de Ø 1,2, utilice la ranura de Ø 1,2).
- Utilice rodillos con ranura en V para acero y otros alambres duros.
- Use rodillos con ranura en U para alambres de aluminio y otras aleaciones blandas.
: inscripción visible en el rodillo (ejemplo: 1.2 VT)
: ranura a utilizar
III-C :
Para cambiar el hilo, proceda como sigue:
• Desaoje la ruedecilla (FIG-3, 4) al máximo, bájela, inserte el hilo, cierre la devanadera y apriete los rodillos según las indicaciones.
• Accione el motor apretando el gatillo de la antorcha o el inversor (FIG 1 - n°6) sobre la posición de cambio de hilo.
• Saque el hilo aproximadamente 5 cm de la antorcha, luego coloque en el extremo de la antorcha el tubo de contacto adecuado al hilo utilizado
(FIG-3, E), y la boquilla (FIG-3, F).
Atención :
• Una funda demasiado estrecha puede provocar problemas de devanado y un sobrecalentamiento del motor.
• El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento.
• Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
SOLDADURA SEMI-AUTOMATICA CON ACERO / ACERO INOXIDABLE (MODO MAG)
El NEOPULSE puede soldar alambre de acero y de acero inoxidable de Ø 0,6 a 1,0 mm (II-A).
El equipo está entregado de origen para funcionar con hilo de acero de 1,0 mm (rodillo Ø 0,8/1,0). El tubo de contacto, la ranura del rodillo y la
funda de la antorcha están diseñados para esta aplicación. Para soldar con hilo de diámetro de 0,6, utilice una antorcha cuya longitud no supere
3m. El tubo de contacto (III-E) y el rodillo (III-B) del carrete motorizado deben ser sustituidos por un modelo con ranura de 0,6 (ref. 042353). En
este caso, colóquela de manera que se ajuste a la inscripción 0,6 (III-B).
La utilización en modo acero requiere un gas especíco para la soldadura (Ar+CO2). La proporción de CO2 puede variar según el tipo de gas utili-
zado. Para el acero inoxidable, utilice una mezcla de 2% de CO². Al soldar con CO2 puro, es necesario conectar un dispositivo de precalentamiento
de gas a la botella de gas. Para requerimientos especícos de gas, por favor contacte a su distribuidor de gas. El caudal de gas de acero se sitúa
entre 8 y 15 litros / minuto según el ambiente.
SOLDADURA SEMI-AUTOMATICA CON ALUMINIO (MODO MIG)
NEOPULSE puede soldar alambre de aluminio de Ø 0,8 a 1,2 mm (II-B).
El uso en aluminio requiere un gas especíco de argón puro (Ar). Para la elección del gas, pida consejo a un distribuidor. El caudal de gas para el
acero está entre 15 y 25 L/min según el entorno y la experiencia del soldador.
Estas son las diferencias entre la utilización en acero y en aluminio:
- Rodillos: utilice rodillos especícos para la soldadura de aluminio.
- Coloque una presión mínima en los rodillos de la motodevanadera para no aplastar el hilo.
- Utilice el tubo capilar (destinado al guiado de hilo entre los rodillos de la motodevanadera y el conector EURO) sólo para la soldadura de acero y
acero inoxidable.
- Utilice una antorcha especial aluminio. La antorcha de aluminio posee una funda de teón que reduce las fricciones. ¡NUNCA corte la funda a ras
del empalme! Esta funda sirve para guiar el hilo desde los rodillos.
- Tubo contacto: utilice un tubo de contacto ESPECIAL aluminio adaptado al diámetro de hilo.
Cuando se utiliza la cubierta roja o azul (soldadura de aluminio), se recomienda utilizar el accesorio 90950.
(II-C). Esta guía de funda de acero inoxidable mejora el centrado de la funda y facilita el caudal de hilo.
Vídeo
SOLDADURA SEMIAUTOMÁTICA CON CUSI Y CUAL (MODO BRASEADO)
NEOPULSE puede soldar alambre de CuSi y CuAl de Ø 0,8 a 1,0 mm.
Del mismo modo que en acero, el tubo capilar se debe colocar y se debe utilizar una antorcha con funda acero. En el caso del braseado, hay que
utilizar argón puro (Ar).
CONEXIÓN MIG/MAG (VER PÁGINA 99)
- La soldadura MIG/MAG bajo protección de gas generalmente requiere polaridad positiva ( ).
- NEOPULSE puede soldar alambre sin protección de gas (Sin gas) de Ø 0,9 a 1,2 mm. Este tipo de alambre generalmente requiere una polaridad
negativa ( ). Soldar el alambre lleno con una boquilla estándar puede causar sobrecalentamiento y daños a la antorcha. Utilice preferiblemente
una boquilla especial «Sin gas» o retire la boquilla original.
En todos los casos, consulte las recomendaciones del fabricante del cable para la elección de la polaridad.
CONEXIÓN GAS
- Monte un manorreductor adaptado sobre la botella de gas. Conéctelo al equipo con el conducto incluido. Ponga las 2 abrazaderas de jación para
evitar fugas.
- Asegúrese de que la botella de gas esté bien mantenida, respetando la jación de la cadena al generador.
- Ajuste el caudal de gas ajustando la ruedecilla de ajuste situada en el manorreductor.
NB : para facilitar el ajuste del caudal de gas, accione los rodillos apoyando sobre el gatillo de la antorcha (aoje la ruedecilla de la motodevana-
dera para que no arrastre hilo). Presión máxima de gas: 0.5 MPa (5 bars). Este procedimiento no se aplica a la soldadura en modo «No Gas».

81
NEOPULSE 220 C / 220 C XL
ES
ORGANIZACIÓN GENERAL DE LA INTERFAZ
1
Ajuste de parámetros :
• Información: toda la información del producto se recopila allí (Modelo, N/S.........)
• Proceso: permite elegir el proceso de soldadura: MIG-MAG, TIG o MMA..
• Ajustes: se combinan los ajustes avanzados del producto (modo de visualización,
nombre del dispositivo, idioma...)
• Calibración: permite iniciar la calibración de la velocidad de las bobinas motorizadas.
• Portabilidad: permite cargar o descargar JOBS desde una llave USB
así como la conguración de la máquina.
• Trazabilidad: permite iniciar la copia de seguridad de todos los cordones de soldadura
así como su exportación en una llave USB..
2
Proceso: corresponde a la interfaz del proceso de soldadura en curso:
1
Parámetro de proceso: permite la conguración del proceso,
2
En las diferentes ventanas de ajuste,
3
JOB: permite acceder a los diferentes modos de recordatorio de JOB.
1 2 3
3
Parámetros del procedimiento: corresponde a la ventana de ajuste de parámetros del
proceso:
• MIG-MAG : Par material/gas (parámetros de soldadura sinérgicos), diámetro del hilo,
proceso de soldadura (manual, Dynamic STD, etc.), modo de disparo.
• TIG : diámetro del electrodo, + para ver
• MMA : subproceso (Estándar o Pulso), tipo de electrodo, antiadherente, etc.
Energía : conguración del modo de energía, desarrollado para soldar con control de
energía supervisado por un DMOS (ver capítulo «MODO DE ENERGÍA»).
4
: corresponde a la ventana de modos de recuperación de programas:
• JOB : crear, guardar, borrar y recuperar JOB.
• QUICKLOAD : programables JOB al gatillo fuera de soldadura.
SOLDADURA SEMI-AUTOMÁTICA MIG / MAG
LOS AJUSTES DEL PROCESO MIG / MAG
Parámetros Designación Ajustes Manual
Standard
(Dynamic STD)
Pulsado Consejos
Par
material/gas
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Selección del material a soldar
Parámetros de soldadura sinérgicos
Diámetro del hilo Ø 0.6 > Ø 1.2 mm Selección del diámetro del hilo

82
NEOPULSE 220 C / 220 C XL
ES
Procesos de
soldadura
- Manual
- Dynamic STD
- Pulsado
- Cold Pulsado
ModulArc
(Modulo Arc)
OFF - ON
Permite o no la modulación de la corriente de
soldadura (aspecto de un cordón de soldadura
TIG)
Comportamiento
gatillo
2T, 4T
Elección del modo de gestión de la soldadura
por gatillo.
Modo Punteado Spot, Delay Elección del modo de puntuación
Ajuste
Grosor
Velocidad
Corriente
Elección del parámetro principal a visualizar
(Espesor de la pieza a soldar, velocidad del hilo,
corriente de soldadura media).
Energía
Visualizado
Coeciente térmico
Ver capítulo «MODO DE ENERGÍA» en las
páginas siguientes.
La soldadura MIG/MAG
• MIG-MAG Manual
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 0.5 - 20m/min
Cantidad de metal de aportación depositado e indirectamente la intensidad de solda-
dura.
Tensión 10 - Umax Ajusta la potencia de soldadura.
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Pre-gas 0-25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0-25 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• MIG-MAG Standard (Dynamic STD)
El proceso de soldadura MIG-MAG Standard permite la soldadura de alta calidad en la mayoría de los materiales ferrosos como el acero, el acero
inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las múltiples posibilidades de gestión de la corriente y del gas le permiten controlar
perfectamente su proceso de soldadura, desde el cebado hasta el enfriamiento nal de su cordón de soldadura.
Parámetros Designación Ajustes Descripción & consejos
Grosor 0.1 - 5.5 mm
La sinergia permite una conguración totalmente automática. Acción sobre el espesor
ajusta automáticamente la tensión correcta y la velocidad del hilo.
Velocidad 0.5 - 20m/min
Cantidad de metal de aportación depositado e indirectamente la intensidad de solda-
dura.
Corriente 15 - Imax
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del material a
soldar.
Longitud de arco -6 > +6
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de ten-
sión).
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.

83
NEOPULSE 220 C / 220 C XL
ES
Pre-gas 0-25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Velocidad de acerca-
miento
50 - 200 %
Velocidad progresiva del hilo. Antes del cebado, el alambre llega lentamente para crear
el primer contacto sin causar una sacudida.
Hot Start
50 - 200 %
El Hot Start es una sobrecorriente durante el cebado para evitar que el alambre se
pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
0 - 5 secs.
Crater ller 50 - 100 %
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Es ajustable en intensidad (% de la corriente de soldadura) y tiempo (segundos).
Post-gas 0-25 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• MIG-MAG Pulsado
El principio es de hacer pulsar la corriente de soldadura a un alto amperaje para que el hilo fusione en nas gotas antes de que entre en contacto
con la pieza. La frecuencia de deposición de gotas y la energía difundida están perfectamente controladas. Esto permite manejar la temperatura del
baño, mejorar el aspecto de los cordones eliminando las proyecciones, mejorando el mojado y la penetración.
El pulsado es la mejor solución para la soldadura de las aleaciones ligeras y de los aceros inoxidables. Para los aceros al carbono, el pulsado será jus-
ticado únicamente con restricciones adicionales como: una fuerte penetración o la eliminación de la terminación. Adicionalmente, el pulsado facilita
la soldadura en posición.
• Modulo Arc Pulsado (ModulArc)
Este modo de soldadura por pulsos es adecuado para aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío
favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», lo cual es un des-
plazamiento triangular dícil. Mediante el modo de soldadura Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un
desplazamiento recto hacia arriba puede bastar. Si aun así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en
llano es suciente. En este caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece un gran dominio de la
operación de soldadura vertical.
Parámetros Designación Ajustes Descripción & consejos
Grosor 0.1 - 5.5 mm
La sinergia permite una conguración totalmente automática. Acción sobre el espesor
ajusta automáticamente la tensión correcta y la velocidad del hilo.
Velocidad 0.5 - 20m/min
Cantidad de metal de aportación depositado e indirectamente la intensidad de solda-
dura.
Corriente 15 - Imax Corriente de soldadura
Longitud de arco -6 > +6
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de ten-
sión).
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Velocidad de
acercamiento
50 - 200 %
Velocidad progresiva del hilo. Antes del cebado, el alambre llega lentamente para crear
el primer contacto sin causar una sacudida.
Soft Start 0 - 2 seg.
Aumento progresivo de la corriente Para evitar arranques o sacudidas violentas, la cor-
riente se controla entre el primer contacto y la soldadura.
Hot Start
50 - 200 %
El Hot Start es una sobrecorriente durante el cebado para evitar que el alambre se
pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
0 - 5 seg.
Uplsope 0 - 2 secs. Rampa de subida de corriente
Corriente fría 50 - 100 % Segunda corriente de soldadura conocida como corriente de soldadura en frío.
ModulARC ON
Frecuencia de
pulsado
0.1 - 2 Hz Frecuencia de pulsación
Ciclo de servicio 20 - 80 %
En modo pulsado, ajusta el tiempo de corriente caliente en relación con el
tiempo de corriente fría.
Desvanecimiento 0 - 2 seg. Rampa de descenso de corriente.
Crater ller 50 - 100 %
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Es ajustable en intensidad (% de la corriente de soldadura) y tiempo (segundos).

84
NEOPULSE 220 C / 220 C XL
ES
Post-gas 0 - 25 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
EL PUNTEADO ( Manual o Standard (Dynamic STD))
• SPOT
El modo de soldadura permite el preensamblado de piezas antes de la soldadura. La puntuación puede ser manual por el gatillo o retardada con un
retardo de puntuación predenido. El tiempo de punteado permite una mejor reproductibilidad y la realización de puntos no oxidados (accesible en
el menú Avanzado).
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 0.5 - 20m/min Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Tensión 10 - Umax Ajusta la potencia de soldadura.
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Punto 0.1 - 10 seg. Duración denida.
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0 - 25 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Grosor 0.1 - 5.5 mm
La sinergia permite una conguración totalmente automática. Acción sobre el
espesor ajusta automáticamente la tensión correcta y la velocidad del hilo.
Standard
únicamente
Longitud de arco -6 > +6
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de
tensión).
Corriente 15 - Imax
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del
material a soldar.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• DELAY
Este es un modo de apuntamiento similar a SPOT, pero con una combinación de tiempo de apuntamiento y parada denida mientras el disparador
esté apretado.

85
NEOPULSE 220 C / 220 C XL
ES
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 0.5 - 20m/min Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Tensión 10 - Umax Ajusta la potencia de soldadura.
Punto 0.1 - 10 seg. Duración denida.
Duración entre 2
puntos
0.1 - 10 seg.
Tiempo entre el nal de un punto (excluido el gas post) y la recuperación de un nuevo
punto (incluido el pregas).
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0 - 25 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Grosor 0.1 - 5.5 mm
La sinergia permite una conguración totalmente automática. Acción sobre el
espesor ajusta automáticamente la tensión correcta y la velocidad del hilo.
Standard
únicamente
Longitud de arco -6 > +6
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de
tensión).
Corriente 15 - Imax
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del
material a soldar.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
CICLOS DE SOLDADURA MIG/MAG
Proceso 2T estándar:
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Al presionar el gatillo el pregas inicia. Cuando el hilo toca la pieza un pulso inicia el arco y el ciclo de soldadura arranca. Al soltar el gatillo el devanado
se detiene y un pulso de corriente permite cortar el hilo de forma limpia, el postgas sigue. Mientras que el postgas no haya terminado, si se presiona
el gatillo se reinicia la soldadura rápidamente (punto de cadeneta manual) sin pasar por la fase de Hotstart. Un Hotstart y/o un crater ller se pueden
añadir en el ciclo.

86
NEOPULSE 220 C / 220 C XL
ES
Proceso 4T estándar:
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T estándar, la duración del pregas, del hotstart, del postgas o del crater ller se puede gestionar mediante el gatillo.
Proceso 2T Pulsado:
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Al presionar el gatillo el pregas inicia. Cuando el cable toca la pieza, un pulso inicia el arco. Luego, la máquina comienza por el Hot-start, el upslope,
y luego el ciclo de soldadura inicia. Al soltar el gatillo, el downslope comienza hasta llegar a Icrater Filler. Después el pico de parada corta el alambre
seguido por el gas de poste. Como en estándar, es posible reiniciar rápidamente la soldadura durante el postgas sin pasar por la fase de Hotstart.

87
NEOPULSE 220 C / 220 C XL
ES
Proceso 4T Pulsado:
Istart
Dstart
I hot start
T hotstart
T upslope
T downslope
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T pulsado, el gatillo gestiona el pregas si no hay Hot-Start. De lo contrario, permite gestionar la duración del Hotstart si está validado. Durante la
parada, permite gestionar el crater ller, si está validado o el postgas si no hay crater ller.
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (MODO TIG)
CONEXIÓN Y CONSEJOS
• La soldadura TIG DC requiere una protección gaseosa (Argón).
• Conecte la pinza de masa en el conector de conexión positivo (+). Conecte la linterna TIG (ref. 046108) en el conector EURO del generador y el
cable de inversión en el conector negativo (-).
• Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
AFILADO DE ELECTRODOS
Para un funcionamiento óptimo, debe utilizar un electrodo alado de la siguiente manera:
d
L
a
a = Ø 0.5 mm
L = 3 x d para una corriente débil.
L = d para una corriente fuerte.
ELECCIÓN DEL DIÁMETRO DEL ELECTRODO
Ø Electrodo
(mm)
TIG DC
Tungsteno puro Tungsteno con óxidos
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
~ 80 A par mm de Ø
CEBADO TIG LIFT
1 2
3
1- Coloque la boquilla de la antorcha en la punta del electrodo sobre la pieza y accione el
botón de la antorcha.
2- Incline la antorcha hasta que haya una separación de 2-3 mm entre la punta del elec-
trodo y la pieza. El arco se ceba.
3- Vuelva a colocar la antorcha en posición normal para iniciar el ciclo de soldadura.
El dispositivo de cebado y estabilización del arco está diseñado para un funcionamiento manual y guiado mecánicamente.
Atención: un aumento de la longitud de la antorcha o de los cables superior a la longitud máxima recomendada por el fábricante aumentará el riesgo
de descarga eléctrica.

88
NEOPULSE 220 C / 220 C XL
ES
CONFIGURACIÓN DEL PROCESO TIG
• El TIG DC está dedicado al ujo de metales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones y el titanio..
• El TIG Synergic ya no funciona con la elección de un tipo de corriente continua y la conguración de los parámetros del ciclo de soldadura, sino que
integra reglas/sinergias de soldadura basadas en la experiencia. Por lo tanto, este modo restringe el número de ajustes a tres ajustes básicos :
- El tipo de material.
- El grosor a soldar en
- La posición de soldadura.
Parámetros Designación Ajustes TIG DC
TIG
Sinérgico
Consejos
Estándar Corriente homogénea - -
Pulsado Corriente pulsada - -
Spot Punteado homogéneo - -
Tack Punteado pulsado - -
Tipos de materiales Fe, Al, etc. - Selección del material a soldar
Diámetro del electrodo Tungsteno 1 - 4 mm
Elección del diámetro del electrodo. Permite renar
las corrientes de arranque en ondas decamétricas y
las sinergias.
Modo de gatillo 2T - 4T - 4TLOG
Elección del modo de gestión de la soldadura por
gatillo.
Soldadura con energía constante -
Modo de soldadura de energía constante con correc-
ción de las variaciones de longitud del arco
Energía
Hold
Coeciente
térmico
-
Ver capítulo «MODO DE ENERGÍA» en las páginas
siguientes.
LA SOLDADURA TIG DC
• TIG DC Standard
El proceso de soldadura TIG DC Standard permite la soldadura de gran cantidad sobre la mayoría de materiales férreos como el acero, el acero inoxi-
dable, el cobre y sus aleaciones, el titanio...
Las numerosas posibilidades de gestión de corriente y gas le permiten el dominio perfecto de su operación de soldadura y del cebado hasta el enfria-
miento del cordón de soldadura.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de arranque 10 - 200 %
Esta secuencia de corriente es una fase antes de la rampa de subida de corriente.
Tiempo de arranque 0 - 10 seg.
Subida de corriente 0 - 60 seg. Rampa de subida de corriente
Corriente de solda-
dura
10 - Imax Corriente de soldadura
Desvanecimiento 0 - 60 seg. Rampa de descenso de corriente.

89
NEOPULSE 220 C / 220 C XL
ES
Corriente de inter-
rupción
10 - 200%
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Tiempo de interrup-
ción
0 - 10 seg.
Post-gas 0 - 60 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• TIG DC Pulsado
Este modo de soldadura con corriente pulsada encadena impulsos de corriente fuerte (I, impulso de soldadura) y de corriente débil (I_Froid,
impulso de enfriamiento de la pieza). El modo pulse permite ensamblar las piezas limitando el aumento de temperatura.
Ejemplo:
La corriente de soldadura I está congurada a 100A y %(I_Froid) = 50%, es decir corriente fría = 50% x 100A = 50A.
F(Hz) está parametrado a 10Hz, el período de la señal será 1/10Hz = 100ms -> todos los 100ms, un impulso a 100A y otra a 50A seguirán.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de arranque 10 - 200 %
Esta secuencia de corriente es una fase antes de la rampa de subida de corriente.
Tiempo de arranque 0 - 10 seg.
Subida de corriente 0 - 60 seg. Rampa de subida de corriente
Corriente de soldadura 10 - Imax Corriente de soldadura
Forma de onda Forma de onda de la parte pulsada.
Corriente fría 20 - 80% Segunda corriente de soldadura conocida como corriente de soldadura en frío.
Tiempo de
refrigeración
20 - 80% Equilibrio de tiempo de la corriente caliente (I) de la pulsación
Frecuencia de
pulsación
0.1 - 2500 Hz Frecuencia de pulsación
Desvanecimiento 0 - 60 seg. Rampa de descenso de corriente.
Corriente de
interrupción
10 - 200 %
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Tiempo de
interrupción
0 - 10 seg.
Post-gas 0 - 60 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
CONSEJOS DE AJUSTE : la selección de la frecuencia
- Si se efectúa una soldadura con aporte de metal manual, una F (Hz) sincronizada con el gesto de aporte,
- Si la pieza es de pequeño grosor sin aporte (< 8 mm), F(Hz) >> 10Hz
- Soldadura en posición entonces F(Hz) 5 < 100Hz

90
NEOPULSE 220 C / 220 C XL
ES
EL PUNTEADO TIG DC
• SPOT
El modo de soldadura permite el preensamblado de piezas antes de la soldadura. La puntuación puede ser manual por el gatillo o retardada con un
retardo de puntuación predenido. El tiempo de punteado permite una mejor reproductibilidad y la realización de puntos no oxidados (accesible en
el menú Avanzado).
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de solda-
dura
5 - Imax Corriente de soldadura
Spot
, 0 - 60 seg.
Manual o una duración denida.
Post-gas 0 - 60 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del
arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• TACK
El modo de soldadura permite igualmente el preensamblado de piezas antes de la soldadura, pero esta vez en dos fases: una primera fase de DC
pulsado concentrando el arco para una mejor penetración, seguido de una segunda en DC estándar que expande el arco y por lo tanto el baño para
asegurar el punto. Los tiempo de ajustes de las dos fases de punteado permiten una mejor reproductibilidad y la realización de puntos no oxidados.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de
soldadura
5 - Imax Corriente de soldadura
Duración de Pulsada
, 0 - 60 seg.
Fase de pulsación manual o de duración denida
Frecuencia de
pulsación
0.1 - 2500 Hz Frecuencia de pulsación
Duración no pulsada
, 0 - 60 seg.
Manual de fase de corriente suave o de duración denida
Post-gas 0 - 60 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del
arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• Soldadura en modo E-TIG
Este modo permite una soldadura con potencia constante midiendo en tiempo real las variaciones de longitud de arco para asegurar una anchura
de cordón y una penetración constantes. En el caso en el que el ensamble requiera el control de la energía de soldadura, el modo E.TIG asegura al
soldador que se respete la potencia de soldadura en cualquier posición de antorcha respecto a la pieza.

91
NEOPULSE 220 C / 220 C XL
ES
Estándar (Corriente constante) E-TIG (energía constante)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
COMPORTAMIENTO GATILLO
MODO 2T
t t
t t
t
t
T2
T1
Botón principal
T3
T1
Botón principal
T2
T4
T3
T1
Botón principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Al presionar el botón principal, el ciclo de soldadura inicia
(PreGas, I_Start, UpSlope y soldadura).
T2 - Al soltar el botón principal, el ciclo de soldadura se detiene
(DownSlope, I_Stop, PostGas).
Para la antorcha de dos botones y solo en Modo 2T, el botón secun-
dario funciona como botón principal.
MODO 4T
t t
t t
t
t
T2
T1
Botón principal
T3
T1
Botón principal
T2
T4
T3
T1
Botón principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Al presionar el botón principal, el ciclo de soldadura inicia a
partir del pregas y se detiene en la fase de I_Start
T2 - Al soltar el botón principal, el ciclo continúa en UpSlope y en
soldadura.
T3 - Al presionar el botón principal, el ciclo pasa a DownSlope y se
detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el
Postgas.
Nota: En las antorchas de doble botón, o doble botón + potenció-
metro, el botón superior activa la corriente de soldadura y el poten-
ciómetro está activo, mientra que el gatillo inferior está inactivo.
MODO 4T log
t t
t t
t
t
T2
T1
Botón principal
T3
T1
Botón principal
T2
T4
T3
T1
Botón principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Al presionar el botón principal, el ciclo de soldadura inicia a
partir del pregas y se detiene en la fase de I_Start
T2 - Al soltar el botón principal, el ciclo continúa en UpSlope y en
soldadura.
LOG: este modo de funcionamiento se utiliza en fase de soldadura:
- Mediante una presión breve sobre el botón principal (<0.5s), la
corriente pasa a corriente de soldadura fría y viceversa.
- Si se mantiene presionado el botón secundario (>0.5s), la cor-
riente pasa de I de soldadura a I fría.
- Al soltar el botón secundario, la corriente pasa de corriente fría a
corriente de soldadura., le courant bascule le courant de I froid à I
soudage
T3 – Al efectuar una presión superior sobre el botón principal
(>0.5s), el ciclo pasa a DownSlope y se detiene en la fase de
I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el
Postgas.
En el caso de los antorchas de doble botón o de doble gatillo, el gatillo «alto» conserva la misma funcionalidad que el antorcha de gatillo simple o de
lamelas. El disparador «bajo» está inactivo.
SOLDADURA CON ELECTRODO REVESTIDO (MODO MMA)
CONEXIÓN Y CONSEJOS
• Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electrodos.
• Quite el electrodo del portaelectrodos cuando no se esté usando el equipo.
• Los aparatos poseen 3 funcionalidades especícas de los inverters :
- El Hot Start procura una sobreintensidad al inicio de la soldadura.
- El Arc Force libera una sobreintensidad que impide que el electrodo se pegue cuando entre en el baño de fusión.
- El Anti-Sticking permite despegar fácilmente su electrodo sin que tenga que calentarlo en caso de que se pegue.
ELECCIÓN DE LOS ELECTRODOS REVESTIDOS
• Electrodo de rutilo: muy fácil de usar en todas las posiciones.
• Electrodo básico: utilizado en todas las posiciones, es adecuado para trabajos de seguridad debido a sus propiedades mecánicas.
• Electrodo celulósico: arco muy dinámico con una alta tasa de fusión, su uso en todas las posiciones lo dedica especialmente para trabajos en tuberías.

92
NEOPULSE 220 C / 220 C XL
ES
LOS AJUSTES DEL PROCESO DE ELECTRODOS REVESTIDOS (MMA)
Parámetros Designación Ajustes Estándar Pulsado Consejos
Tipo de electrodo
Rutilo
Básico
Celulósico
El tipo de electrodo determina los parámetros especícos en
función del tipo de revestimiento utilizado para optimizar su
soldabilidad.
Anti-Sticking OFF - ON
Se recomienda el antiadherente para quitar con seguridad el
electrodo si está pegado a la pieza que se va a soldar (se corta
automáticamente la corriente).
Energía
Hold
Coeciente térmico
Ver capítulo «MODO DE ENERGÍA» en las páginas siguientes.
SOLDADURA CON ELECTRODO REVESTIDO (MMA)
• MMA ESTÁNDAR
Este modo de soldadura MMA Standard conviene para la mayoría de aplicaciones. Permite la soldadura con todos los tipos de electrodos revestidos,
rutilo, básico, celulósico... y sobre todos los materiales: acero, acero inoxidable, hierro fundido.
Parámetros Designación Ajustes Descripción & consejos
Porcentaje de
Hot Start
0 - 100 %
Le Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se
adhiera a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
Duración del Hot
Start
0 - 2 seg.
Corriente de
soldadura
10 - Imax.
La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el emba-
laje del electrodo).
Arc Force -10 > +10%
Es una sobrecorriente que se produce cuando el electrodo o la gota entra en contacto con
el baño de soldadura para evitar que se pegue.
• MMA PULSADO
El modo de soldadura MMA Pulsado conviene a aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío favore-
ciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», lo cual es un desplazamiento
triangular dícil. Mediante el MMA Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un desplazamiento recto hacia
arriba puede bastar. Si aun así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en llano es suciente. En este
caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece un gran dominio de la operación de soldadura vertical.

93
NEOPULSE 220 C / 220 C XL
ES
Parámetros Designación Ajustes Descripción & consejos
Porcentaje de Hot
Start
0 - 100 %
Le Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se
adhiera a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
Duración del Hot
Start
0 - 2 seg.
Corriente de
soldadura
10 - Imax
La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el emba-
laje del electrodo).
Corriente fría 20 - 80% Segunda corriente de soldadura conocida como corriente de soldadura "en frío.
Frecuencia de
pulsación
0.4 - 20 Hz Frecuencia de pulsación del modo PULSE (Hz).
Arc Force -10 > +10%
es una sobrecorriente que se produce cuando el electrodo o la gota entra en contacto con
el baño de soldadura para evitar que se pegue.
• Ajuste de la intensidad de soldadura:
Los ajustes siguientes corresponden a la zona de intensidad utilizable en función del tipo y del diámetro del electrodo. Estas zonas son bastante
amplias ya que dependen de la aplicación y de la posición de soldadura.
Ø de electrodo
(mm)
Rutilo E6013
(A)
Básico E7018
(A)
Celulósico E6010
(A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
• Ajuste del Arc Force
Se aconseja posicionar el Arc Force en posición media (0) para iniciar la soldadura y ajustarla en función de los resultados y de las preferencias de
soldadura. Nota : el margen de ajuste de la fuerza de arco es especíco para el tipo de electrodo elegido.
MEMORIZACIONES Y RECORDATORIOS DE TRABAJOS
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador.
Además de los parámetros en uso, las diferentes conguraciones (JOB) se pueden registrar y usar.
Se pueden registrar 100 JOBS por proceso de soldadura, y memorizar lo siguiente:
- El parámetro principal
- El parámetro secundario (MMA, TIG)
- Los sub-procesos y modos de botón.
MODE JOB
Este modo JOB permite la creación, registro, recuperar y borrar JOB.
QUICK LOAD – es un modo de carga de JOB cuando no se está soldando.
El Quick Load es un modo de recuperación de JOB (20 máximo) excluyendo la soldadura y sólo es posible en el proceso MIG-MAG y TIG.
A partir de una lista de Quickload constituida por JOB y creada previamente, los recordatorios de JOBs se realizan por medio de una pulsación corta
del gatillo. Compatible con todos los modos de gatillo (2T/4T/4Tlog) y todos los modos de soldadura (SPOT/STD/PLS).
TORCHAS EN OPCIÓN
• Torcha Push-Pull (4m : ref. 046283) :
La antorcha Push-Pull (Push-Pull) se monta en el conector (FIG 1 - 9). Este tipo de linterna permite el uso de alambre de AlSi incluso en Ø 0,8 mm.
Esta linterna se puede utilizar en todos los modos.
La detección de la antorcha Push-Pull se realiza simplemente apretando el gatillo.
Si se utiliza un potenciómetro Push-Pull lamp, el ajuste en la interfaz se utiliza para ajustar el valor máximo del rango de ajuste.
El potenciómetro permite entonces variar entre el 50% y el 100% de este valor.

94
NEOPULSE 220 C / 220 C XL
ES
Esquema de conexión de la linterna Push Pull Pull
con potenciómetro (10 KΩ)
1
3
4 7
8
10
+4
-5
+Pot 10
-Pot 3
R
2
+
-
1 8
M
1 - Elección del ajuste (velocidad o altura del arco)
2 - LED naranja (altura del arco)
3 - LED verde (velocidad)
4 - Incremento (velocidad o arco según el botón 2)
5 - Disminución (velocidad o arco según el botón 2)
3
45
2
1
AJUSTES DEL PRODUCTO
INFORMACIÓN
Este menú permite acceder a varias versiones de tarjetas y programas.
PROCEDIMIENTO
Este menú le permite elegir el proceso de soldadura : MIG-MAG, TIG ou MMA
PARÁMETROS
El modo de visualización permite acceder a más o menos parámetros y conguraciones de soldadura.
- Easy : visualización y funcionalidad reducida: no hay acceso al ciclo de soldadura.
- Expert : visualización completa, permite ajustar la duración y el tiempo de las diferentes fases del ciclo de soldadura.
- Avanzado : La pantalla integral, permite ajustar los diferentes voltajes de arco en cada fase.

95
NEOPULSE 220 C / 220 C XL
ES
El nombre del aparato y la posibilidad de personalizarlo.
Los idiomas incluidos : francés, Inglés, etc...
Las unidades de medida: Internacional (SI) o Imperial (USA).
Denominación de los materiales : EN (Europeo) o AWS (USA)
Ejemplo : Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Hora, fecha y formato
Luminosidad
Reset producto (Parcial / Total) :
- Parcial (valor por omisión del ciclo de soldadura).
- Total (conguración de fábrica).
CALIBRACIÓN
Este modo está dedicado a calibrar la velocidad de los carretes motorizados. La nalidad del calibrado es de compensar las variaciones
de longitud de los accesorios para ajustar la medida de tensión indicada y anar el cálculo de energía. Una vez el proceso iniciado, se
explica por medio de una animación en la pantalla.
Este modo también está dedicado a la calibración de accesorios de soldadura tales como antorcha, cable + soporte de electrodo y cable
+ abrazadera de tierra. El propósito de la calibración es compensar las variaciones en las longitudes de los accesorios para ajustar la
medida de tensión visualizada y renar el cálculo de energía. El procedimiento una vez iniciado se explica con una animación en la
pantalla.
Importante: La calibración del cable debe repetirse cada vez que se cambie la antorcha, el arnés o el cable de tierra para garantizar una solda-
dura óptima.
PORTABILIDAD
Esta función permite el registro de la conguración de soldadura de la máquina.
También permite cargar una conguración recuperada en otro equipo e introducirla en otro.
Import Cong. : importación de una llave USB una u otras conguraciones « USER » y sus JOB.
Export Cong. : exportar a una llave USB la conguración actual de «USUARIO» y sus JOBS en el directorio USB {PORTABILIDAD}
CONFIGURACIÓN
Import JOB: importación de los JOB presentes en el registro USB\Portability de una llave USB.
Export JOB : exportación de los JOBS en una llave USB según los procedimientos en el registro USB\PORTABILITY\JOB.

96
NEOPULSE 220 C / 220 C XL
ES
TRAZABILIDAD
Esta interfaz de gestión de la soldadura le permite rastrear/registrar todos los pasos de la operación de soldadura, cordón por cordón, durante un
proceso de fabricación industrial. Este método cualitativo garantiza una calidad de soldadura posterior a la producción que permite el análisis, la
evaluación, el informe y la documentación de los parámetros de soldadura registrados. Esta funcionalidad permite la recogida y almacenamiento
preciso y rápido de los datos solicitados según EN ISO 3834. La recuperación de estos datos es posible a través de una exportación a una llave
USB.
1- Creación de trazabilidad 2- Creación del sitio 3-
Trazabilidad simplicada - OFF
Seleccionar «START» Seleccionar «REC»
Nombre del sitio
Intervalo de muestreo:
- Hold : No hay registro de valores de
corriente/voltaje.
- 250 ms, 500 ms, etc. : Registro de los
valores de corriente/tensión cada X veces.
4-
Trazabilidad completa - ON
Recordatorio:
• Un CABLE de soldadura corresponde a un ciclo de soldadura.
• La PASSE corresponde a la soldadura en todo el perímetro de la pieza a soldar.
• La SOLDADURA es la conexión nal de dos piezas ensambladas. Por lo tanto, la solda-
dura se considera como una o varias pasadas.
• El SITIO se compone de una o más soldaduras acabadas.
• Temperatura
*
ON : Temperatura de la pieza a soldar al comienzo del cordón.
• Longitud* ON : Longitud del cable
*las unidades de medida se visualizan según la elección denida en PARÁMETROS/Unidades de medida.
Passe (ON/OFF)
Soldadura (ON/OFF)
Temperatura (ON/OFF)
Longitud (ON/OFF)
5-
Visualización del sitio de construc-
ción/cable
6- Identicación 7- Calibrado
En la parte superior izquierda, se mues-
tran el nombre del sitio y el número de
cable.
(El número de cable se incrementa
automáticamente y no se puede modi-
car)
En cada extremo del cable se muestra
una ventana de identicación: número
de paso, número de soldadura, tem-
peratura de la pieza y/o longitud del
cable.
La validación se puede realizar en la
HMI o apretando el gatillo.

97
NEOPULSE 220 C / 220 C XL
ES
La función «Explorar» permite acceder a la lista de sesiones de trabajo creadas, ordenarlas y borrarlas.
El pictograma permite ver los detalles de cada sesión con la siguiente información: frecuencia de muestreo, número de cordones regis-
trados, tiempo total de soldadura, energía de soldadura suministrada, conguración de cada cordón (proceso, marca de tiempo, tiempo de
soldadura y soldadura U-I).
La recuperación de esta información se realiza exportando los datos a una llave USB.
Los datos CSV pueden ser usados usando software de hoja de cálculo (Microsoft Excel
®
, Calc OpenOfce
®
, etc).
MODO DE ENERGÍA
Este modo desarrollado para soldar con control de energía enmarcado por un DMOS permite, además de la visualización de la energía del cordón
después de la soldadura, ajustar:
El coeciente térmico según la norma utilizada: 1 para las normas ASME y 0,6 (TIG) o 0,8 (MMA/MIG-MAG) para las normas europeas. La energía
visualizada se calcula teniendo en cuenta este coeciente.
ANOMALÍAS, CAUSAS Y SOLUCIONES
Anomaías Causas posibles Soluciones
La velocidad del hilo de soldadura no es constante.
El oricio está obstruido por salpicaduras.
Limpie el tubo de contacto o cámbielo y vuelva a
poner producto anti-adherente.
El hilo patina en los rodillos. Vuelva a poner producto anti-adherente.
Uno de los rodillos patina. Compruebe el ajuste del tornillo del rodillo.
El cable de la antorcha está retorcido.
El cable de la antorcha debe estar lo más recto
posible.
Le motor de devanado no funciona.
El freno de la bobina o el rodillo están demasiado
apretados.
Aoje el freno y los rodillos
Mal devanado del hilo.
Funda pasa-hilos sucia o dañada. Límpiela o reemplácela.
La cuña del eje de los rodillos no está presente Coloque la cuña en su lugar.
Freno de la bobina demasiado apretado. Aoje el freno.
No hay corriente de soldadura o la corriente es
incorrecta.
Mala conexión de la toma de corriente.
Compruebe la conexión de la toma y verique que
esta es trifásica.
Mala conexión de masa.
Compruebe el cable de masa (conexión y estado de
la pinza).
No hay potencia. Compruebe el gatillo de la antorcha.
El hilo se tapona tras los rodillos.
La funda pasa-hilos está aplastada. Compruebe la funda y el cuerpo de la antorcha.
Bloqueo del hilo en la antorcha. Límpiela o reemplácela.
No hay tubo capilar. Compruebe el tubo capilar.
Velocidad demasiado alta. Reduzca la velocidad del hilo.
El cordón de soldadura es poroso.
El caudal de gas es insuciente.
Zona de ajuste de 15 a 20 L / min.
Limpie el metal de base.
Botella de gas vacía. Reemplácela.
Calidad del gas insuciente. Reemplácelo.
Corriente de aire o inuencia del viento. Evite corrientes de aire, proteja la zona de soldadura.
Boquilla de gas demasiado ensuciada. Limpie la boquilla de gas o reemplácela.
Mala calidad de hilo. Utilice un hilo adaptado a la soldadura MIG-MAG.
Mal estado de la supercie que se va a soldar (óxido,
etc...)
Limpie la pieza antes de soldar.
El gas no está conectado
Compruebe que el gas esté conectado a la entrada
del generador.

98
NEOPULSE 220 C / 220 C XL
ES
Partículas de chisporroteo importantes
Tensión del arco demasiado baja o demasiado alta. Ver parámetros de soldadura.
La masa no está bien colocada.
Compruebe y posicione la pinza de masa lo más
cerca posible de la zona donde se va a soldar.
Gas de protección insuciente. Ajuste el caudal de gas
No sale gas de la antorcha. Mala conexión del gas.
Compruebe la conexión de las entradas de gas.
Compruebe que la electroválvula funciona.
Fallo durante la calibración
Se ha producido un error durante el calibrado, este
se ha anulado y se puede reiniciar.
Vuelva a intentar una nueva calibración
Error en la descarga.
Los datos del lápiz de memoria USB son incorrectos o
están dañados.
Compruebe sus datos.
Problema de guardado Ha superado el número máximo de guardados.
Debe suprimir algunos programas de soldadura.
El numero de conguraciones guardadas está limi-
tado a 500.
Supresión automática de los JOBS.
Algunos de sus JOBS se han suprimido, ya que no
eran válidos con las nuevas sinergías.
-
Error de detección de la antorcha Push Pull - Compruebe la conexión de la antorcha Push Pull
Problema de tarjeta USB
No se ha detectado ningún JOB en la llave USB -
No queda espacio en la memoria del producto Libere espacio en la tarjeta USB.
Problema de archivo
El archivo «...» no corresponde a sinergias descarga-
das en el producto
El chero se ha creado con sinergías que no están
presentes en la máquina.
Pila La pila parece desgastada. Cambiar la pila en la parte trasera de la interfaz.
Fallo de ventilador El ventilador no gira a la velocidad correcta. Desconecte la máquina, compruebe y reinicie.
Fallo de sobretensión de red - Compruebe su instalación.
Fallo de subtensión de red - Compruebe su instalación.
Problema de inicio de soldadura -
Compruebe que el caudal del cable es correcto y que
su instalación eléctrica también lo es.
RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MÓVILES
Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y pro-
vocar heridas.
• No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre.
• Asegúrese de que la carcasa del aparato o cubiertas de protección estén cerradas durante el funcionamiento.
• No lleve guantes cuando coloque el hilo de soldadura y cuando cambie la bobina de hilo.
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
• Todas las otras averías resultando del transporte
• El desgaste normal de las piezas (cables, pinzas…)
• Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
• Los fallos relacionados con el entorno (polución, oxidación, polvo…)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
• Un justicativo de compra con fecha (recibo, factura…)
• Una nota explicativa del fallo.

99
NEOPULSE 220 C / 220 C XL
CHOIX DE POLARITÉ / CHOICE OF POLARITY / WAHL DER POLARITÄT / ELECCIÓN DE POLARIDAD / ВЫБОР
ПОЛЯРНОСТИ / KEUZE VAN POLARITEIT / SCELTA DELLA POLARITÀ
Specic
(ref. 041868)
ou
or
oder
o
of
NO

NEOPULSE 220 C / 220 C XL
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / ЗАПЧАСТИ / PIEZAS DE RECAMBIO /
ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
1
6
24
18
9
26
5
4
25
7
28
8
27
29
12
15
19
23
10
11
2
3
14
17
16
4
22
20
21
NEOPULSE 220 C XL
13
220 C 220 C XL
1 Carter plastique / Plastic Crankcase / Kunststoffgehäuse / Carter plástico / Kunststoffen behuizing 56199 56199
2 Bouton noir 28mm / Black button 28mm / Schwarzer Knopf 28mm / Botón negro 28mm / Zwarte knop 28mm 73016 73016
3 Clavier / Keypad / Bedienfeld / Teclado / Zwarte knop 28mm 51973 51973
4 Circuit IHM / MMI circuit / Displayplatine / Tarjeta Interfaz / IHM circuit 97712C 97712C
5 Poignée plastique S / Plastic handle S / Plastikhandgriff S / Mango de plástico S / Kunststoffen handvat S 56047 56047
6 Embase texas / Texas connector / Texasstecker / Conector texas / Texas aansluiting 51468 51468
7 Charnière / Hinge / Gelenk / Bisagra / Scharnier 56239 56239
8 Verrou / Lock / Verriegelung / Cerrojo / Vergrendeling 71003 71003
9
Moto dévidoir24V 50W / Wire feeder 24V 50W / Drahtvorschubmotor 24V 50W / Motodevanadera 24V 50W / Draa-
daanvoerssyteem 24V 50W
51141 51141
10 Circuit dévidoir / Wire feeder circuit / Drahtvorschubplatine / Circuito devanadera / Circuit draadaanvoersysteem 97777C 97777C
11 Circuit contrôle / Control circuit / Steuerplatine / Circuito de control / Circuit controle 97776C 97776C
12 Circuit alimentation / Power supply circuit / Versorgungsspannungsplatine / Circuito alimentación / Voedingscircuit 97781C 97781C
13 Circuit condensateurs / Capacitors circuit / Kondensatorplatine / Circuito condensadores / Circuit condensatoren 97479C 97479C
14 Circuit CEM / CEM circuit / EMV-Platine / Tarjeta CEM / EMC Circuit 97369C 97369C
15 Module puissance complet / Complete power module / Leistungsplatine / Modulo de potencia completo / Full Power Module 97555 97555
16 Capteur de courant 500A / 500A current sensor / Stromsensor 500A / Sensor de corriente 500A / Stroomsensor 500A 64460 64460
17 Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Vermogenstransformator 96138 96138
18 Self de sortie / Output capacitor / Ausgangsdrossel / Inductancia de salida / Uitgaande smoorklep 96143 96143
19 Ventilateur / Fan / Lüfter / Ventilador / Ventilator 50999 50999
20 Electrovanne / Solenoid valve / Schutzgasmagnetventil / Electroválvula / Magneetventiel 71542 71542
100

21 Cordon secteur / Power supply cable / Netzleitung / Cable de conexión eléctrica / Elektrisch netsnoer 21462 21462
22 Interrupteur marche/arrêt / On/off switch / Schalter Start/Stop / Interruptor encendido / apagado / Schakelaar aan/uit 51075 51075
23 Poignée L / handle L / Handgriff L / Mango L / Handvat L 56014 56014
24 Patin d'angle / Angle pad / Winkel-Gummifuß / Soporte de angulo / Hoekblokje 56061 56120
25 Support bobine 15Kg / 15Kg wire reel holder / Drahtspule-Aufnahme 15kg / Soporte de bobine de 15Kg / Spoelhouder 15kg 71602 71613
26 Câble inversion de polarité / Polarity reversal cable / Umpolungskabel / Cable de inversión de polaridad / Kabel ompoling 71919 71919
27 Fenêtre dévidoir / Wirefeeder opening / Drahtvorschubklappe / Ventana devanadera / Venster draadaanvoersysteem - 56231
28 Vitre fenêtre / Glass opening / Glasscheibe / Vidrio ventana / Scherm venster - 56238
29 LED laire / LED laire / LED-Lichtband / LED lar / LED - 51990
NEOPULSE 220 C / 220 C XL
101

102
NEOPULSE 220 C / 220 C XL
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / STROMLAUFPLAN / ESQUEMA ELÉCTRICO /
ЭЛЕКТРИЧЕСКАЯ СХЕМА / ELEKTRISCH SCHEMA / SCHEMA ELETTRICO
NEOPULSE 220 C XL
52104
97705
96138
64674
64673
64460
63616
96143
51468
-
51468
+
97369C
-
+
97479C
97478C
97477C
97555
97776
-
+
97712
51973
97777
97781
4 8 6
71542
2
P.P
M
51141
94392ST
54
8
10
21462
51075
75045
63615
63616
8
3
2
4
4
4
M
50999
M
50999
71919

103
NEOPULSE 220 C / 220 C XL
52104
97705
96138
64674
64673
64460
63616
96143
51468
-
51141 (2/2)
+
97369C
-
+
97479C
97478C
97477C
97555
97776
-
+
97712
51973
97777
97781
4 8 6
71542
2
P.P
M
51141 (1/2)
94392ST
54
8
10
21462
51075
75045
63615
63616
8
3
2
4
4
4
M
50999
M
50999
NEOPULSE 220 C

104
NEOPULSE 220 C / 220 C XL
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE ANGABEN /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / ESPECIFICACIONES TÉCNICAS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ
/ TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
NEOPULSE
220 C 220 C XL
Référence / Reference / Art.-Nr. / Referencia / Ссылка / Referentie / Riferimento 061835 061842
Bobines supportées / Supported wire reels / Geeignete Spulengrößen / Bobinas soportadas / Подходящие
бобины / Ondersteunde spoelen / Bobine supportate / 支撑线盘
200 mm
200 mm
300 mm
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica /
Напряжение питания / Voedingsspanning / Tensione di alimentazione
230 V +/- 15%
1~
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie
sector / Frequenza settore
50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий
предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore
16 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
MIG/MAG MMA TIG
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого
хода / Nullastspanning / Tensione a vuoto
80 V
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Cor-
riente de salida nominal (I2) / Номинальный выходной ток (I2) / Nominale uitgangsstroom (I2) /
Corrente di uscita nominale (I2)
10
>
220 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeit-
sspannung (U
2
) / Tensión de salida convencional (U2) / Условное выходные напряжения (U2) /
Conventionele uitgangsspanning (U2) / Tensione di uscita convenzionale (U2)
14.5>25 V 20.4>28.8 V 10.4>18.8 V
- Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
- Duty cycle at 40°C (10 min)*
Standard EN60974-1.
- Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
- Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
- ПВ% при 40°C (10 мин)*
Норма EN60974-1.
- Inschakelduur bij 40°C (10 min)*
Norm EN60974-1.
I2max
220 A
(20%)
220 A
(20%)
220 A
(25%)
60% 150 A 160 A
100% 130 A 120 A 150 A
Vitesse de moteur / Motor speed / Motorgeschwindigkeit / Velocidad de motor / Скорость
двигателя / Snelheid motor / Velocità del motore / 电动机转速
0.5
>
20 m/min
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha /
Соединения горелки / Aansluiting toorts / Connettori della torcia / 焊枪连接器
EURO
Fils supportés / Supported wires / Geeignete Drahtsorten / Alambres/hilos soportados /
Подходящие виды проволоки / Ondersteunde draden / Fili supportati / 支撑线
Fe ø 0.6
>
1.0
Inox
Edelstahl
ø 0.6
>
1.0
Al ø 0.8
>
1.2
CuSi / CuAl ø 0.8
>
1.0
Pression maximale de gaz (Pmax) / Maximaler Gasdruck / Maximale gasdruk (Pmax) 0.5 MPa (5 bars)
Type de galet / Drive roller type / Drahtführungsrollensorte / Tipo de rodillo / Тип ролика / Type aandrij-
frol / Tipo di rullo
B
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcio-
namiento / Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento
-10°C
>
+40°C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje /
Температура хранения / Bewaartemperatuur / Temperatura di stoccaggio
-20°C
>
+55°C
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Bescher-
mingsklasse / Grado di protezione
IP23S
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ)
/ Afmetingen (Lxlxh) / Dimensioni (Lxlxh)
55 x 29 x 41 cm 61 x 32 x 49 cm
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso
27 kg 29.5 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.L’appareil, en fonction du mode choisi, décrit une caractéristique soit de type courant constant, soit de type tension constante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator
switches on.
Keep the machine’s power supply on to enable cooling until thermal protection cancellation.
The device, depending on the selected mode, describes either an output characteristic of «constant current» type, or an output characteristic of «constant voltage» type.
*Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Eine Überschreitung der Einschaltdauer kann zur Aktivierung des Überhitzungschutzes führen. In diesem Fall wird der Lichtbogen ausgeschaltet und die Kontrollleuchte leuchtet.
Lassen sie das Gerät bis zum Erlöschen der Warnleuchte eingeschaltet. Je nach ausgewähltem Modus arbeitet das Gerät mit einer Konstantstrom- oder Konstantspannungs-Kennlinie.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección. El equipo, en función del modo elegido, posee una característica de salida de tipo corriente constante o tensión constante.
* Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
Bei sehr intensivem Gebrauch (> Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen
bis das Gerät wieder bereit ist.

105
NEOPULSE 220 C / 220 C XL
ICÔNES / SYMBOLS / SYMBOLE / ICONOS / ZEICHENERKLÄRUNG / СИМВОЛЫ
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Let op! Lees voorzichtig de gebruiksaanwijzing.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso
f
f
1
2
1
- Source de courant de technologie onduleur délivrant un courant continu.
- Трехфазный трансформатор-выпрямитель.
- Driefase transformator-gelijkrichter.
- Trasformatore-raddrizzatore trifase.
EN60974-1
EN60974-5
EN60974-10
Class A
- La source de courant de soudage est conforme aux normes EN60974-1/-5/-10 et de classe A.
- This welding machine is compliant with standard EN60974-1/-5/-10 of class A.
- Die Stromquelle entspricht der Norm EN60974-1/-5/-10. Gerät Klasse A.
- El aparato es conforme a las normas EN60974-1/-5/-10 y de clase A.
- Источник сварочного тока отвечает нормам EN60974-1/-5/-10 и относится к классу A.
- De lasstroomvoorziening is conform aan de EN60974-1/-5/-10 en klasse A norm.
- La fonte di corrente di saldatura è conforme alle norme EN60974-1/-5/-10 e di classe A.
- Soudage à l’électrode enrobée (MMA – Manual Metal Arc)
- MMA welding (Manual Metal Arc)
- Schweißen mit umhüllter Elektrode (E-Handschweißen)
- Soldadura con electrodo revestido (MMA - Manual Metal Arc)
- Сварка электродом с обмазкой (MMA – Manual Metal Arc)
- Booglassen met beklede elektrode (MMA – Manual Metal Arc)
- Saldatura ad elettrodo rivestito (MMA – Manual Metal Arc)
- Soudage MIG / MAG
- MIG / MAG welding
- MIG / MAG-Schweißen
- Soldadura MIG / MAG
- Сварка MIG / MAG
- MIG / MAG lassen
- Saldatura MIG / MAG
- Soudage TIG (Tungsten Inert Gaz)
- TIG welding (Tungsten Inert Gaz)
- TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas)
- Soldadura TIG (Tungsten Inert Gaz)
- Сварка TIG (Tungsten Inert Gaz)
- TIG lassen (Tungsten Inert Gaz)
- Saldatura TIG (Tungsten Inert Gaz)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels
locaux.
- Suitable for welding in environment with an increased risk of electric shock. However this a machine should not placed in such an environment.
- Geeignet für Schweißarbeiten in Bereichen mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben
werden.
- Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares.
- Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении.
- Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst.
- È consigliato per la saldatura in un ambiente con grandi rischi di scosse elettriche. La fonte di corrente non deve essere localizzata in tale posto.
IP23S
- Protégé contre l’accès aux parties dangereuses des corps solides de diam>12,5mm (équivalent doigt de la main) et aux chute d’eau (30% horizontal) lorsque les
parties mobiles de l’appareil ne sont pas en fonctionnement.
- Protected against access to dangerous parts of solid bodies with a diameter of >12.5mm (hand nger equivalent) and waterfalls (30% horizontal) when the moving
parts of the device are not in operation.
- Geschützt gegen den Zugang zu gefährlichen Teilen von festen Körpern mit einem Durchmesser von >12,5 mm (Handngeräquivalent) und Wasserfällen (30%
horizontal), wenn die beweglichen Teile des Gerätes nicht in Betrieb sind.
- Protegido contra el acceso a partes peligrosas de cuerpos sólidos con un diámetro de >12,5 mm (equivalente a un dedo de la mano) y caídas de agua (30%
horizontal) cuando las partes móviles del dispositivo no están en funcionamiento.
- Защита от доступа к опасным частям твердых тел диаметром >12,5 мм (пальцевидный эквивалент) и водопадам (30% по горизонтали), когда движущиеся
части устройства не работают.
- Beschermd tegen toegang tot gevaarlijke delen van vaste lichamen met een diameter van >12,5 mm (handvingerequivalent) en watervallen (30% horizontaal)
wanneer de bewegende delen van het apparaat niet in werking zijn.
- Protetto contro l’accesso a parti pericolose di corpi solidi di diametro >12,5 mm (equivalente mano dito) e cascate (30% orizzontale) quando le parti mobili
dell’apparecchio non sono in funzione.
- Courant de soudage continu.
- Direct welding current.
- Gleichschweißstrom
- Corriente de soldadura continua.
- Постоянный сварочный ток.
- DC lasstroom
- Corrente di saldatura continua.
U0
- Tension assignée à vide - Off load voltage - Leerlaufspannung - Tensión asignada en vacío - Номинальное напряжение холостого хода - Nullastspanning - Tensione
nominale a vuoto
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer: 10 min - 40°C, richtlinienkonform EN60974-1
- Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C).
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
I2: courant de soudage conventionnel correspondant.
I2: corresponding conventional welding current
I2: entsprechender Schweißstrom
I2: corriente de soldadura convencional correspondiente.
I2: соответствующий номинальный сварочный ток.
I2 : overeenkomstige conventionele lasstroom
I2: corrente di saldatura convenzionale corrispondente.
A
Ampères - Amperes - Ampere - Amperios - Амперы - Ampère - Amper
U2
- U2: Tensions conventionnelles en charges correspondantes.
- U2: Conventional voltage in corresponding loads.
- U2: entsprechende Arbeitsspannung
- U2: Tensiones convencionales en cargas correspondientes.
- U2: Номинальные напряжения при соответствующих нагрузках.
- U2 : Conventionele spanning in corresponderende belasting.
- U2: Tensioni convenzionali in cariche corrispondenti.
V
Volt - Volt - Volt - Voltio - Вольт - Volt
Hz
Hertz - Hertz - Hertz - Hercios - Герц - Hertz
- Alimentation électrique monophasée 50 ou 60Hz
- Single phase power supply 50 or 60Hz
- Einphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica monofásica 50 o 60 Hz
- Однофазное напряжение 50 или 60Гц
- Enkel fase elektrische voeding 50Hz of 60Hz
- Alimentazione elettrica monofase 50 o 60Hz
U1
- Tension assignée d’alimentation.
- Rated power supply voltage.
- Netzspannung
- Tensión asignada de alimentación eléctrica.
- Номинальное напряжение питания.
- Nominale voedingsspanning.
- Tensione nominale di alimentazione.
I1max
- Courant d’alimentation assigné maximal (valeur efcace).
- Maximum rated power supply current (effective value).
- Maximaler Eingangsstrom (Effektiwert)
- Corriente de alimentación eléctrica asignada máxima (valor ecaz).
- Максимальный сетевой ток (эффективное значение).
- Aangewende maximale voedingsstroom (effectieve waarde).
- Corrente di alimentazione nominale massima (valore effettivo).
I1eff
- Courant d’alimentation effectif maximal.
- Maximum effective rated power supply current.
- Maximaler tatsächlicher Eingangsstrom.
- Corriente de alimentación eléctrica máxima.
- Максимальная эффективная подача тока.
- Maximale effectieve voedingsstroom
- Corrente di alimentazione effettiva massima.

106
NEOPULSE 220 C / 220 C XL
- Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).
- Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page).
- Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere Webseite.
- Aparato conforme a las directivas europeas. La declaración de conformidad está disponible en nuestra página web.
- Аппарат соответствует директивам Евросоюза. Декларация о соответствии есть в наличии на нашем сайте.
- Appara(a)t(en) conform de Europese richtlijnen. Het certicaat van overeenstemming is beschikbaar op onze internet site.
- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAEC Conformity marking (Eurasian Economic Community).
- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)
- Marca de conformidad EAC (Comunidad económica euroasiática).
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstem-
ming.
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture).
- Equipment in conformity with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page).
- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).
- Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на нашем сайте (см на титульной странице).
- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).
- Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).
- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).
- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).
- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).
- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу).
- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).
- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina)
- Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll ent-
sorgt werden!
- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).
- Produit dont le fabricant participe à la valorisation des emballages en cotisant à un système global de tri, collecte sélective et recyclage des déchets d’emballages
ménagers.
- The product’s manufacturer contributes to the recycling of its packaging by contributing to a global recycling system.
- Produkt für getrenne Entsorgung (Elektroschrott). Werfen Sie es daher nicht in den Hausmüll!
- Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un sistema global de separación, recogida selectiva y reciclado de
los deshechos de embalajes domésticos.
- Продукт, производитель которого участвует в глобальной программе переработки упаковки, выборочной утилизации и переработке бытовых отходов.
- De fabrikant van dit product neemt deel aan het hergebruik en recyclen van de verpakking, door middel van een contributie aan een globaal sorteer en recycle-
systeem van huishoudelijk verpakkingsafval.
- Prodotto con cui il fabbricante partecipa alla valorizzazione degli imballaggi in collaborazione con un sistema globale di smistamento, raccolta differenziata e riciclaggio
degli scarti d’imballaggio.
- Produit recyclable qui relève d’une consigne de tri.
- Producto reciclable que requiere una separación determinada.
- Этот продукт подлежит утилизации.
- Product recyclebaar, niet met het huishoudelijk afval weggooien.
- Prodotto riciclabile soggetto a raccolta differenziata.
- Recyclebares Produkt, das sich zur Mülltrennung eignet
Entrée gaz / Entrada de gas / Разъем подачи газа / Ingang gas / Entrata del gas / Gaszufuhr
- Vitesse du l
- Wire speed
- Drahtgeschwindigkeit
- Velocidad de hilo
- Скорость проволоки
- Draadsnelheid
- Velocità di lo
- Purge gaz
- Gas purge
- Gasventil einschalten
- Epurazione del gas
- Продувка взором
- Afvoeren gas
- Gas di lavaggio
- Polarité positive
- Positive polarity
- Positive Polarität
- Polaridad positiva
- положительная полярность
- Positieve polariteit
- Polarità positiva
- Polarité négative
- Negative polarity
- Negative Polarität
- Polaridad negativa
- отрицательной полярности
- Negatieve polariteit
- Polarità negativa
GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106










































































































GYS NEOPULSE 220 C XL El manual del propietario
- Tipo
- El manual del propietario
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
GYS TIG 220 DC HF FV (machine only) El manual del propietario
-
GYS NEOPULSE 320 C El manual del propietario
-
GYS TIG 160 DC-LIFT (TORCH+EL.HOLDER+CLAMP) El manual del propietario
-
-
-
-
-
-
GYS MASTER 450 El manual del propietario
-
GYS TIG 220 AC/DC El manual del propietario
Otros documentos
-
ARC Inverter Power Sources Manual de usuario
-
Air Liquide 8695-8029 Instruction For Operation And Maintenance
-
 Tool Up Spark 130 Manual de usuario
Tool Up Spark 130 Manual de usuario
-
Parkside PMSG 200 A1 Operation and Safety Notes
-
 Reboot RBM2100 Manual de usuario
Reboot RBM2100 Manual de usuario
-
Metabo E 150 Manual de usuario
-
Herkules ES 150 Turbo Manual de usuario
-
Sera mic pH Controller Information For Use
-
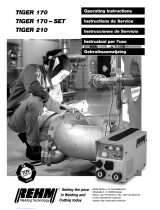 REHM TIGER 170 Operating Instructions Manual
REHM TIGER 170 Operating Instructions Manual
-
Rothenberger Soldering torch QUICK FIRE Manual de usuario


