REHM TIGER 170 Operating Instructions Manual
- Categoría
- Sistema de soldadura
- Tipo
- Operating Instructions Manual



1
Product Identification
Description TIG Inverter
Article number
Type TIGER 170 150 3170
TIGER 170 - Set 150 3171
TIGER 210 140 2180
Manufacturer REHM GmbH u. Co Schweißtechnik
Otto Straße 2
D-73066 Uhingen
Telephone No.: 0049 (07161) 3007-0
Telefax No.: 0049 (07161) 3007-20
E-mail: rehm@rehm-online.de
Internet: http://www.rehm-online.de
Document Number. 730 1352
Date of Issue. 06.2013
© REHM GmbH u. Co Schweißtechnik, Uhingen, Germany. 2002
The contents of this document is the exclusive property of the REHM GmbH
u. Co Schweißtechnik. The transfer of this information to a third party or the
copying of this document, using the contents other than for the purpose
intended is strictly forbidden, unless otherwise agreed to in writing by the
company. Failure to comply with this condition in full will result in legal action
against the person or company committing the offence. All rights referring to
Patents whether actual or applied for, are reserved.
Using this information for the purposes of production is expressly forbidden.
We reserve the right to alter the contents of this document without prior
notice.

2
GB
1 General description
Valued Customer,
Congratulations!, You have just purchased a REHM welding inverter unit, a top quality
product Made in Germany. We thank you for the confidence you have placed in our product
and hope that it brings you many years of reliable service.
The TIGER 170 / 210 is a real power-house, compact in size and weighing a mere 4.9 kg /
6.0 kg. The robust housing makes the TIGER 170 / 210 the ideal companion for coping with
the arduous working conditions on-site. Nevertheless, the TIGER 170 / 210 has all of the
attributes associated with professional units:
- 170 A /210 A TIG welding current with 50% duty cycle
- Selectable HF ignition On/Off
- Adjustable current downslope and post-flow gas time
- Latch and Non-latch torch trigger operation
- Integrated remote control socket with dust cover as standard
- INTIG-Energy (Intelligent Ignition Energy) – intelligent ignition energy control sequence
for TIG and electrode functions
- EPC (Electronic Power Control) – continuous electronic mains voltage monitoring
- BOOSTER function – 150 A / 170 A electrode welding current at a 55% / 90% duty cycle
- Fuse hold function – electronic monitoring of current load prevents main fuse tripping
- Anti-stick function – prevents electrode overheating in the event of accidental sticking
- ELSA system (Electronic Stabilised Arc) – eliminates undesired interruptions in welding
even with mains supply cables up to 100m long
- Temperature-controlled cooling fan – for automatic cooling of the power source
These TIGER 170 / 210 welding unit is based on Primary switched inverter power supply.
The ingress protection classification is IP23. The unit is designed for use in difficult
environmental conditions. Furthermore it is designed for the TIG and MMA welding process,
and is suitable for welding work of stainless, alloy and low-alloyed steels.

3
2 The following safety precautions must be taken
Dry protective clothing must be worn. The eyes and face must be protected by welding
goggles.
The unit must only be used and operated using earthed power sockets and mains cables
with the earth conductors properly connected in accordance with the local electrical
regulations.
The unit must only be maintained and serviced by suitably trained and qualified staff.
In the event of problems, please contact REHM Customer Service on +49 7161 3007-85.
Accident Prevention Regulation "Welding, Cutting and Related Processes“ (BGR 500) must
be observed during the operation of this unit. The main hazards to be observed are:
Fire and explosion
Harmful substances (gases, fumes, smoke / dust)
Ultra violet radiation
Electrical hazards
Operator errors
The units are intended for stick electrode welding (MMA) and TIG welding. They must be
operated only by personnel who have been correctly trained and are qualified in the use and
maintenance of such welding equipment.
The unit is designed in accordance with EN 55011 for Group 2 Class A and is suitable for
use in all areas, with the exception of residential areas and premises directly connected to a
low voltage network which also supplies residential buildings.

4
GB
3 Interpretation of machine indications and symbols
3.1 The REHM control panel
3.1.1 Summary
The TIG welding unit is operated using the REHM control panel shown in Fig. 3.1 and Fig. 3.2.
0
2
4 6
8
10
sec
A
730 0641
5
20
40
60 80
120
140
150
170
100
0,5
5
10 15
20
25
sec
5
231
6 74
Fig. 3.1 TIGER 170 control panel
Fig. 3.2 TIGER 210 control panel
The control panel is divided into the following areas:
Selector switch HF ignition unit (On/Off)
Downslope time
Post-flow gas time
Indicator lamps for over-temperature and ready for operation
Setting control for welding current
Mode selection switch for: TIG, Stick-electrode, and Booster-Function
Function selection switch for latch and non-latch torch trigger modes

5
3.1.2 The symbols and their meanings
The symbols used on the control panel have the following meanings:
The welding mode is set to TIG welding. The maximum current is up to 170 A
for the TIGER 170 and 210 A for the TIGER 210.
The welding mode is set to stick-electrode welding with Fuse Hold function. The
maximum current is up to 140 A for the TIGER 170 and 160 A for the TIGER
210.
The welding mode is set to stick-electrode welding with BOOSTER function.
The maximum current is up to 150 A for the TIGER 170 and 170 A for the
TIGER 210.
The welding unit is in the latched trigger operation mode.
The welding unit is in the non-latched trigger operation mode.
The high frequency (HF) ignition system is switched ON, this is for non-contact
ignition of the arc during TIG welding.
The high frequency (HF) ignition system is switched OFF. Program controlled
Lift-Arc-Ignition is activated.
Adjustment of downslope (crater fill) time (between 0.0 and 10.0 seconds).
Adjustment of post-flow gas time (between 0.5 and 25.0 seconds).
Open-circuit voltage is being supplied to the torch or the electrode holder.
If this symbol flashes, the internal monitoring system has tripped. Switch the
mains switch OFF and then ON again to reset the unit. If this fails to clear the
fault then please contact the REHM Customer Service Department.
Machine temperature indicator. The yellow LED lights up when the maximum
permitted operating temperature of the machine has been exceeded. As long
as the LED is ON, the output will be inhibited. After the unit has cooled down,
the LED goes out automatically and welding can be restarted.
If this symbol flashes, the internal monitoring system has tripped. Switch the
mains switch OFF and then ON again to reset the unit. If this fails to clear the
fault then please contact the REHM Customer Service Department.

6
GB
3.2 „ + ” Marking on the welding current socket
The „ + “ sign indicates the positive pole of the welding power source. The earth cable is
connected to this socket when TIG welding.
3.3 „ – “ Marking on the welding current socket
The „ - “ sign indicates the negative pole of the welding power source. The torch is
connected to this socket when TIG welding.
4 Mains power supply
The welding unit must be fitted with the correct mains supply plug which fully complies with
the International electrical standards and the local electrical regulations. The unit must only
be operated with fuses or circuit breakers with a maximum current rating of 16A. When the
mains power is switched on, the mains ON/OFF switch on the back of the unit is illuminates.
If the TIGER 170 is switched ON and OFF frequently (in quick succession), the unit may
automatically switch over to the power supply protection mode. In this mode, the unit cannot
be re-started and the green indicator lamp flashes. If this occurs, switch the unit OFF and
wait for approx. 2 minutes. The unit can then be restarted.
5 Installation
Care should be taken during installation of the unit to ensure that the ventilation slots are not
covered and the area where the machine is to be used affords a protection classification of
IP23.
6 Description of Welding processes
6.1 TIG Welding
6.1.1 Principle of the TIG welding process
The unit supplies a current up to 170 A DC for the TIGER 170 and 210 A for the TIGER 210
for TIG welding. The mains current limiting function is inactive during the TIG welding mode.
Despite the higher output current, the power drawn from the mains supply is lower than
required for stick electrode welding; the mains fuse is therefore unlikely to trip-out during TIG
welding.
During TIG welding, a welding arc is established between a tungsten electrode and the
workpiece. The shielding gas normally used is an inert gas such as pure Argon, Helium or a
mixture of both.
The negative pole of the power supply is connected to the tungsten electrode, the positive
pole is connected to the workpiece. The tungsten electrode is the conductor and the current
carrier (non-consumable electrode). The filler metal required is fed manually in the form of a
rod or by a separate cold wire feed unit. The tungsten electrode, and the welding pool is
protected from the atmosphere by the inert shielding gas supplied from the gas nozzle.

7
6.1.2 Arc ignition with INTIG Energy
The highly intelligent processor ensures that the ideal ignition energy is automatically chosen
depending upon the actual weld current setting, this applies not only for HF, but also for the
Lift-Arc ignition sequence.
When the selector switch is set to position ´"HF On", the high-frequency ignition unit is
ready for operation. To ignite the arc, the electrode must be held about 3 to 5 mm above the
workpiece. When the torch button is pressed, the shielding gas is pre-ionised by a high-
voltage, the current flows between the end of the electrode and the workpiece so that the
main arc is established. The ignition of the arc without contact between the tungsten
electrode prevents tungsten inclusion in the weld. once the arc has successfully been ignited
the high-frequency ignition unit is switched off automatically during welding.
When the selector switch is set to position "HF Off", contact ignition can also be carried
out using the processor control ignition system (Lift Arc) to strike the arc. In order to ignite the
welding arc, the tip of the electrode must be placed on the workpiece and the torch button
depressed. The processor control system reduces the ignition current so that the tip of the
electrode does not heat up. The electrode is then gradually lifted away from the workpiece,
this action ignites the arc under the system processor control, this results in arc ignition
without HF and also minimum wear on the tungsten electrode. This process is essential
when welding in areas where sensitive electronic equipment is in operation (e.g. repair welds
on CNC-controlled machines) and where there may be a risk of damage caused by high-
voltage.
When the selector switch is set to position "Electrode“, the HF ignition system is
automatically disabled.
The electrode diameter depends on the welding current. A diameter of 1.6 mm is
recommended for welding currents up to 70 A and 2.4 mm for higher currents.
6.1.3 The Non-latch torch button operation mode sequence
Step 1: Activate torch button
° The solenoid valve for the shielding gas is energised
° The arc ignition cycle starts after the fixed gas pre-flow time (0.1 sec.) has elapsed
° The set welding current is automatically reached after the up-slope time (0.1 sec)
has elapsed.
Step 2: Release torch button
° The current falls to 20% of the set welding current after the down-slope time has
elapsed, the arc is then automatically switched off.
° The shielding gas continues to flow for the duration of set gas post-flow time.
Non-latched welding mode is recommended for rapid, controlled tacking and manual spot
welding.
6.1.4 The Latched torch button operation mode sequence
Step 1: Activate the torch button
° The solenoid valve for the shielding gas is energised
° The arc ignition cycle starts after the fixed gas pre-flow time (0.1 sec.) has elapsed
° The welding current rises to 50% of the value set on the main current potentiometer

8
GB
Step 2: Release torch button
° The set welding current is automatically reached after the up-slope time (0.1 sec)
has elapsed.
Step 3: Activate the torch button once again
° The welding current falls to 20% of the welding current set on the main current
potentiometer for the duration of the downslope time
° The welding current remains at this 20% level.
Step 4: Release torch button
° The arc is extinguished
° The shielding gas continues to flow for the duration of the gas post-flow time.
In the latched torch button operation mode, the operator does not need to keep the torch
button pressed, allowing welding for a relatively long period of time without fatigue.
6.1.5 Gas post-flow timer (0.5 s – 25.0 s)
The gas post-flow time is the time which elapses after the arc is extinguished and before
the shielding gas solenoid valve is de-energised. The shielding gas protects both the
workpiece and the tungsten electrode from contamination form the surrounding atmosphere
until they have cooled down sufficiently.
6.1.6 Downslope timer Crater fill (0.0 s – 10.0 s)
The downslope timer is the time during which the welding current decays to the crater fill
current. In the Non-latched operation mode, the downslope time begins as soon as torch
button 1 is released. In the Latched operation mode, the downslope time commences when
torch button 1 is activated during welding. The longer the setting of the downslope time, the
lower the risk of creating end crater cracking.
6.1.7 Manual Pulsing function
If the torch button is activated during the downslope when in the non-latched TIG 2 mode,
the welding current immediately rises to the value set on the main current setting
potentiometer. The length of each pulse and is manually controlled by the operator
depending upon when he activates the torch button, as a result the average heat input will be
reduced.
6.2 Stick Electrode (MMA) welding
6.2.1 Stick Electrode welding in the Fuse Hold mode
In this mode of operation, the actual current drawn from the mains is continuously monitored.
If necessary, the welding current is reduced to the level required to prevent the mains fuse
form tripping out. A quick acting miniature circuit breaker similar to the type normally installed
in households should be installed in the mains supply cabinet as the Fuse Hold function is
designed for use in conjunction with this type of circuit breaker.
The machine is designed for use with all the common types of stick electrodes. The
maximum current is 140 A for the TIGER 170 and 160 A for the TIGER 210. If a higher
current is set, the current is automatically limited to 140 A / 160 A.
This current is usually sufficient to weld most common types of stick electrodes of up to
3.25mm diameter.

9
For the precise selection of the electrode polarity and current settings for individual
electrodes, please refer to the electrode manufacturer's instructions.
If for some reason there is a permanent short circuit between the electrode and the
workpiece, the Anti-Stick Function will automatically operate after approx. 1.3s, this then
limits the output current to approx. 35 A.
6.2.2 Stick Electrode welding with the BOOSTER Mode
In this mode of operation, the mains fuse monitoring function is automatically de-activated.
The maximum possible welding current is then 150 A for the TIGER 170 and 170 A for the
TIGER 210. If a higher current is selected, the welding current output is automatically limited
to 150 A /170 A.
6.2.3 Anti-Stick Function
If there is a permanent short circuit between the electrode and the workpiece during welding,
the Anti-Stick Function is automatically activated after approx. 1.3s. This function
automatically limits the welding current to approx. 35 A. This prevents the electrode from
overheating and burning out. The operator terminates the short circuit simply by removing
the contact between the electrode and the workpiece.
6.2.4 INTIG Energy for electrode welding
The INTIG energy (Intelligent Ignition Energy) automatically pre-sets a high power ignition
current sequence, which ensures reliable and smooth ignition when stick electrode welding.
Electrode sticking is prevented during re-ignition even with basic electrodes as the high
power ignition current pulse is only activated as the electrode is lifted off following contact
between the electrode and the workpiece, (similar to the Lift-Arc function for TIG welding).
7. Remote control units
7.1 TIG PLUS 1 foot-operated remote current control unit
(Article No. 753 1001)
The TIG PLUS 1 remote control unit is equipped with a foot-pedal for the infinitely varying the
output current during welding. When the pedal is fully depressed, the welding current
reaches the full value pre-set on the machine. The machine can therefore be set to the
maximum current required, allowing optimum resolution over the required operating current
range.
The TIG PLUS 1 remote control unit also incorporates a rocker switch which has the
following function:
- Hand control signal
The welding current is switched on and off using the torch button; the non-latch and latched
functions as well as the downslope time are active and can be selected on the machine. The
foot pedal controls the welding current, it is not de-activated! This type of operation is
intended for mass production applications where the welding current usually remains
constant and only needs to be reduced slightly from time to time. The current ramping
functions which are active in this mode of operation are therefore beneficial.

10
GB
- Foot control signal
In this mode of operation the welding current is switched on and off using the pedal and is
controlled by the operator using his foot. The welding machine automatically operates in the
non-latch mode only. The upslope and downslope times are automatically set to their
minimum values.
Warning: Ensure that accidental operation of the machine is prevented by accidentally
depressing the foot switch. When the foot pedal is activated, there is a danger of electric
shock caused by the high voltage pulses generated by the welding set!
7.2 TIG PLUS 2 hand-operated remote control unit (order no. 753 1002)
The TIG PLUS 2 hand-operated remote control unit allows the welding current to be adjusted
not only before but also during the welding operation. When the hand regulator is set to
100%, the welding current reaches the full value set on the welding output potentiometer on
the machine. The machine can therefore be set to the maximum current required, allowing
optimum resolution in the required current range. The welding current is switched on and off
using the torch button; the Non-latch and latched operating modes as well as the downslope
time are active and can be selected on the machine.
7.3 REHM SR17/4m torch with current control potentiometer and leather
outer cover (Article No. 763 1711)
The REHM R-SR17/4m TIG torch with current control potentiometer and leather outer cover
offers the same functionality as the hand-operated remote control unit described in Section
7.2 above. The welding current can be set and adjusted, prior to and during welding using
the adjustment potentiometer which is integrated within the torch handle. The torch is
connected to the standard torch control and remote control sockets of the TIGER 170/210.
The REHM R-SR17/4m TIG torch with current control potentiometer and leather outer cover
is specifically designed for use with the electronic control of the TIGER 170/210.
WARNING: The use of any other TIG torches with remote control functions except those
specifically supplied by REHM on the TIGER 170 will void the manufacturers warranty.
7.4 TIGER 170 SET (Article No. 150 3171)
TIGER 170 complete in a metal carrying case, together with the REHM R-SR 17/8m torch
with leather outer sleeve and integrated current setting potentiometer. Pressure regulator,
and Workpiece return cable 4m long. The carrying case is of a robust design and affords
protection for the welding machine and accessories. The case is fitted with high quality
catches which can be locked. The unit has very modest dimensions (Lx B x H: 565 x 360 x
200 mm) and weighs a mere 18 kg, making it the ideal companion for the arduous life in the
workshop as well as the building site.
8. Limitations of Application
The units can be used in any environmental conditions which afford protection corresponding
to Protection Classification IP23 or less. For welding in certain locations (e.g. stables), the
Protection Classification of the welding units has to meet special requirements. The use of

11
machines in such an environments should be carefully examined on a case by case basis.
The units are not designed for multi-shift operation.
9. Maintenance
The units do not require regular maintenance However the condition of the electrical cables
and plugs must be checked before using the machine.
9.1 Proper waste disposal
Only for EU countries.
Do not dispose of electric tools together with household waste material.
In observance of European Directive 2002/96/EC on waste electrical and
electronic equipment and its implementation in accordance with national
law, electric tools that have reached the end of their life must be collected
separately and returned to an environmentally compatible recycling facility.
10. Technical data
Model
TIGER 170
TIGER 210
Setting range
TIG
[A]
5 - 170
5 - 210
Electrode in
fuse-hold mode
[A]
5 - 140
5 - 160
Electrode in
BOOSTER mode
[A]
5 - 150
5 - 170
Duty cycle (DC) at
TIG
[%]
50 (30)
50 (30)
I max. by 20°C (40°C)
Electrode
[%]
60 (35)
90 (35)
Welding current at
TIG
[A]
135 (100)
175 (140)
100% DC 20°C (40°C)
Electrode
[A]
120 (100)
160 (120)
Power consumption at I max.
TIG
[kVA]
5,4
4,8
Electrode
[kVA]
5,9
5,5
Main supply voltage
230V/50Hz
230V/50Hz
Main supply voltage
compensation
-15% +10%
-15% +10%
Fuse
[A]
16
16
Power Factor
cos
0,7
0,99
Protection class
IP 23
IP 23
Insulation class
H
H
Torch cooling
Gas
Gas
Dimensions L/W/H
[mm]
320/145/170
375/145/180
Weight
[kg]
4,9
6,0

12
GB
EC Declaration of Conformity
We hereby confirm that the following products
TIGER 170
TIGER 170 – Set
TIGER 210
meet all the major protection requirements laid down in the Council Directive 2004/108/EC
(EMC directive) on the approximation of the laws of the Member States relating to
electromagnetic compatibility and stipulated in the Directive 2006/95/EC relating to electrical
equipment designed for use within certain voltage limits.
The aforementioned products comply with the provisions of this Directive and meet the safety
requirements applicable to equipment for arc welding in accordance with the following
product standards:
EN 60 974-1: 2006-07
Arc welding equipment – Part 1: Welding power sources
EN 60 974-3: 2004-04
Arc welding equipment – Part 3: Arc striking and stabilizing devices
EN 60974-10: 2004-01
Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
According to EC Directive 2006/42/EG Article 1, para. 2, the above products come
exclusively within the scope of Directive 2006/95/EC relating to electrical equipment
designed for use within certain voltage limits.
This declaration is made on behalf of the manufacturer:
REHM GmbH u. Co. KG Schweißtechnik
Ottostr. 2
73066 Uhingen Germany
Uhingen, 12th June 2007
Declaration made by
R. Stumpp
Managing Director

13
Identification du produit
Désignation inverter primaire Tig
référence REHM
Type TIGER 170 150 3170
TIGER 170 set 150 3171
TIGER 210 140 2180
Fabricant REHM GmbH u. Co Schweißtechnik
Otto Straße 2
D-73066 Uhingen
Téléphone: 0049 (07161) 3007-0
Télécopie: 0049 (07161) 3007-20
Courriel: rehm@rehm-online-de
Internet: http://www.rehm-online.de
Doc. n°: 730 1352
Date d’édition: 06.2013
© REHM GmbH u. Co Schweißtechnik, Uhingen, Alemagne 2002.
Le contenu de la présente description est la propriété exclusive de la société
REHM GmbH u. Co.
La transmission ainsi que la reproduction du présent document, l’exploitation
et la communication de son contenu sont interdites sauf autorisation
explicite.
Toute transgression entraîne l’obligation de réparer le dommage. Tous droits
réservés en cas de dépôt de brevet, de modèle d’utilité ou de dessin.
Une fabrication à partir de ces documents est interdite.
Sous réserve de modifications.

14
F
1 Description générale
Cher Client,
Vous avez fait l’acquisition d’un poste de soudage type inverseur REHM et donc d’un
appareil de marque allemand. Nous vous remercions de la confiance que vous placez dans
nos produits de qualité.
Le TIGER 170 / 210 est un véritable paquet d’énergie, et ce pour un poids de seulement 4,9
kg / 6,0 kg et des dimensions des plus réduites. Avec son habillage robuste, le TIGER 170 /
210 est ainsi le parfait assistant dans les durs travaux de chantier à l’extérieur. De même en
atelier, le nouveau poste de soudage à l’arc TIG présente toutes les qualités que vous
pouvez attendre d’un appareil professionnel :
- courant TIG de 170 A / 210 A pour un facteur de service de 50 %
- amorçage HF pouvant être désactivé
- temps de baisse de courant et de post-émission de gaz réglables
- fonction 2 temps ou 4 temps au choix
- douille de télécommande intégrée de série avec capuchon
- INTIG-Energy (Intelligent Ignition Energy) – la forme intelligente de commande de
l’énergie d’amorçage pour les fonctions TIG et Électrode
- EPC (Electronic Power Control) – surveillance électronique permanente de la tension du
secteur
- fonction BOOSTER – courant d’électrode de 150 A / 170 A pour un facteur de service de
55 % / 90 %
- fonction Protection coupe-circuit – pas de déclenchement du coupe-circuit grâce à la
surveillance électronique de la consommation de courant du secteur
- fonction Anti-collage – l’électrode ne se consume pas si elle reste collée par inadvertance
- système ESLA (Electronic Stabilised Arc) – soudage ininterrompu même avec des câbles
d’alimentation secteur longs de 100 m
- commande du ventilateur en fonction de la température – adaptation automatique de la
puissance de refroidissement requise
Le TIGER 170 / 210 est conçu selon le type inverseur primaire, ce qui permet à l’utilisateur
de disposer d’un appareil portatif dans la classe de protection IP23, qui peut également être
mis en œuvre dans des conditions d’environnement défavorables. C’est un appareil
universel qui convient pour tous les travaux de soudage sur des aciers inoxydables, des
aciers fortement ou faiblement alliés et des métaux non ferreux. Il est donc le partenaire
idéal dans tous les cas.

15
2 Observer les consignes de sécurité suivantes
Porter des vêtements protecteurs secs et protéger les yeux et le visage avec un masque de
soudeur.
Le poste doit être branché à une prise raccordée à la terre avec un câble de secteur muni
d’un conducteur de protection correctement connecté.
Le poste ne doit être entretenu que par un personnel qualifié spécialement formé. En cas de
problèmes, le Service Clientèle REHM est à votre entière disposition sous le numéro de
téléphone ++49 (0) 7161 3007-85.
Lors de l’utilisation de ce poste, observer le règlement de prévention des accidents pour le
soudage, le découpage et procédés apparentés (BGR 500). Les principaux dangers sont :
incendie et explosion
substances nocives (gaz, vapeurs, fumées / poussières)
rayonnement optique
risques électriques
erreurs de manipulation
Les postes sont destinés au soudage avec électrodes et au soudage à l’arc TIG. Ils ne
doivent être utilisés que par des personnes ayant reçu une formation dans l’emploi et
l’entretien de postes de soudage.
Selon EN 55011, le poste est conçu pour le groupe 2 classe A et convient à l’utilisation dans
tous les domaines, à l’exception des zones résidentielles et des entreprises directement
connectées à un réseau basse tension qui alimente (également) des immeubles d’habitation.

16
F
3 Signification des marquages et des symboles
3.1 Le panneau de commande REHM
3.1.1 Vue d’ensemble
Le poste de soudage TIG est commandé à partir du panneau de commande REHM
représenté en figure 3.1 et figure 3.2.
0
2
4 6
8
10
sec
A
730 0641
5
20
40
60 80
120
140
150
170
100
0,5
5
10 15
20
25
sec
5
231
6 74
Figure 3.1 Panneau de commande TIGER 170
Figure 3.2 Panneau de commande TIGER 210
Le panneau de commande comprend les éléments suivants :
Sélecteur pour l’appareil d’amorçage HF
Temps de baisse de courant
Temps de post-émission de gaz
Lampes témoins de surchauffe et de marche
Bouton de sélection du courant de soudage
Sélecteur pour TIG, Électrode, booster d’électrode
Sélecteur de fonction TIG 2 temps, TIG 4 temps

17
3.1.2 Symboles et leur signification
Les symboles du panneau de commande signifient :
Le poste de soudage est réglé sur le soudage TIG. Le courant maximal est fixé
sur 170 A pour le TIGER 170 et sur 210 A pour le TIGER 210.
Le poste de soudage est réglé sur le soudage avec électrodes et la fonction
Protection coupe-circuit. Le courant maximal est fixé sur 140 A pour le TIGER
170 et sur 160 A pour le TIGER 210.
Le poste de soudage est réglé sur le soudage avec électrodes et la fonction
BOOSTER. Le courant maximal est fixé sur 150 A pour le TIGER 170 et sur
170 A pour le TIGER 210.
Le poste de soudage est en mode de soudage à 2 temps
Le poste de soudage est en mode de soudage à 4 temps
La haute fréquence (HF) est activée pour l’amorçage sans contact de l’arc
électrique en mode TIG.
La haute fréquence (HF) est coupée. L’amorçage Lift-Arc à cycles
automatiques est activé.
Réglage du temps de baisse de courant dans la plage entre 0,0 et 10,0
secondes.
Réglage du temps de post-émission de gaz dans la plage entre 0,5 et 25,0
secondes.
La tension à vide est appliquée à la torche ou au porte-électrode.
Quand la lampe témoin clignote, la surveillance interne est déclenchée. Le
poste est remis en service en coupant puis rétablissant le courant au
commutateur principal. Merci d’en informer le Service Clientèle REHM (RKS).
Témoin de température. La diode luminescente (jaune) s’allume lorsque la
température maximale autorisée du poste est dépassée. Tant que cette diode
est allumée, le courant de sortie est coupé. Après refroidissement du poste, la
diode s’éteint et le soudage peut être repris automatiquement. Quand le témoin
clignote, la surveillance interne est déclenchée. Le poste est remis en service
en coupant puis rétablissant le courant au commutateur principal. Merci d’en
informer le Service Clientèle REHM (RKS).
3.2 Marquage « + » sur la douille de courant de soudage
Le signe « + » indique le pôle positif de la source de courant de soudage. Dans le soudage
TIG, le câble de mise à la masse est connecté à cette douille.

18
F
3.3 Marquage « - » / symbole TIG sur la douille de courant de soudage
Le signe « - » indique le pôle négatif de la source de courant de soudage. Dans le soudage
TIG, la torche est connectée à cette douille.
4 Branchement au secteur
Le poste de soudage est muni d’une fiche de prise de courant de sécurité. Le poste
fonctionne sous un courant nominal de 16 A avec des coupe-circuit ou des disjoncteurs de
protection de canalisations. Le mode de service EIN (MARCHE) est indiqué par l’allumage
du commutateur principal placé au dos.
Lors de fréquentes (brèves et successives) activations et désactivations du TIGER, il peut
arriver que le poste commute en mode protection, dans lequel il ne peut s’amorcer et la
lampe témoin de marche verte s’allume et s’éteint. Dans ce cas, mettre le poste hors service
et attendre 2 minutes environ. Le poste peut alors être remis en service.
5 Installation
Lors de l’installation des postes, veiller à ce que les grilles d’aération ne soient pas
recouvertes et à ce que l’environnement soit conforme à la classe de protection IP23.
6 Modes de soudage
6.1 Soudage TIG
6.1.1 Principe du procédé de soudage TIG
Pour le soudage TIG, le poste met à disposition un courant pouvant atteindre 170 A / 210 A.
Dans cette fonction, la limitation du courant du secteur n’est pas activée. Étant donné que,
malgré un courant plus important, la puissance utile en mode TIG est inférieure à celle du
soudage avec électrodes, il ne faut pas s’attendre ici à un déclenchement de coupe-circuit.
Dans le procédé de soudage TIG, l’arc électrique se forme librement entre une électrode en
tungstène et la pièce d’œuvre. Le gaz protecteur est un gaz rare tel que l’argon, l’hélium ou
un mélange de ces deux gaz.
Le pôle négatif de la source d’énergie est sur l’électrode en tungstène, le pôle positif sur la
pièce d’œuvre. L’électrode conduit le courant et porte l’arc électrique (électrode
permanente). Le métal d’apport est appliquée sous forme de baguette tenue à la main ou
sous forme de fil par un appareil d’alimentation en fil froid séparé. L’électrode en tungstène
et le bain de fusion ainsi que l’extrémité en fusion du métal d’apport sont protégés de l’entrée
de l’oxygène de l’air par le gaz inerte protecteur qui s’échappe des buses disposées de
manière concentrique autour de l’électrode.
6.1.2 L’amorçage de l’arc électrique avec INTIG-Energy
Avec le mode INTIG-Energy (Intelligent Ignition Energy), le TIGER 170 / 210 maîtrise la
forme intelligente de commande d’énergie d’amorçage. La commande à processeur règle de

19
façon optimale l’énergie d’amorçage en fonction du courant de soudage sélectionné tant
dans l’amorçage HF que dans l’amorçage Lift-Arc.
Dans le réglage « HF-Ein » (HF MARCHE) sur le sélecteur de fonction , l’appareil haute
fréquence est activé. Pour amorcer l’arc électrique, l’électrode est maintenue à 3-5 mm au-
dessus de la pièce d’œuvre. En pressant la touche de la torche, l’intervalle est ionisé par une
impulsion haute fréquence et l’arc électrique se forme. Cet amorçage sans contact évite des
inclusions de tungstène dans le cordon de soudure. Une fois l’amorçage effectué, l’appareil
haute fréquence se met automatiquement hors service lors du soudage.
Si le sélecteur est réglé sur « HF-Aus » (HF ARRÊT), on peut aussi effectuer un
amorçage par contact (Lift-Arc) commandé par processeur. Pour amorcer l’arc électrique,
l’électrode est appliquée et la touche de la torche est pressée. La commande à processeur
réduit le courant de soudage pour éviter la combustion de l’électrode. En relevant l’électrode,
l’arc électrique s’amorce automatiquement et sans usure de l’électrode appointée. Cette
possibilité peut être exploitée avantageusement lors de travaux sur des appareils
électroniques sensibles (par exemple des soudages de réparation sur des machines à
commande numérique par ordinateur), lorsque qu’il y a des risques de perturbations par des
impulsions haute fréquence.
Dans le réglage « Elektrode » (électrode) sur le sélecteur de fonction , l’amorçage
haute fréquence est automatiquement désactivé.
Le diamètre de l’électrode est fonction du courant de soudage, sachant qu'un diamètre de
1,6 mm est recommandé sous 70 A, et de 2,4 mm au-delà.
6.1.3 La fonction TIG 2 temps
1er temps: Presser la touche de la torche
° L’électrovanne pour le gaz protecteur s’ouvre
° L’arc électrique est amorcé après le temps de pré-émission du gaz réglé (0,1 s)
° Après un temps de croissance de 0,1 s, le courant de soudage se règle
automatiquement sur la valeur sélectionnée
2e temps : Relâcher la touche de la torche
° Pendant le temps de baisse sélectionné, le courant se réduit à 20 % du courant de
soudage réglé, puis se coupe automatiquement
° Le gaz protecteur s’échappe pendant le temps de post-émission sélectionné.
Le soudage en 2 temps est recommandé pour le pointage rapide et contrôlé ainsi que pour
le soudage par points manuel.
6.1.4 La fonction TIG 4 temps
1er temps : Presser la touche de la torche
° L’électrovanne pour le gaz protecteur s’ouvre
° L’arc électrique est amorcé après le temps de pré-émission du gaz réglé (0,1 s)
° Le courant de soudage s’élève à 50 % de la valeur réglée
2e temps : Relâcher la touche de la torche
° Après un temps de croissance de 0,1 s, le courant de soudage se règle
automatiquement sur la valeur sélectionnée

20
F
3e temps : Presser la touche de la torche
° Pendant le temps de baisse sélectionné, le courant se réduit à 20 % du courant de
soudage réglé.
° Le courant de soudage passe avec 20 % de la valeur réglée
4e temps : Relâcher la touche de la torche
° L’arc électrique s’éteint
° Le gaz protecteur s’échappe pendant le temps de post-émission sélectionné.
Dans le soudage à 4 temps, l’actionnement permanent de la touche est supprimé, si bien
que la torche peut être guidée plus longtemps sans fatigue.
6.1.5 Le temps de post-émission de gaz (0,5 s - 25,0 s)
Le temps de post-émission de gaz est le temps qui s’écoule après l’extinction de l’arc
électrique avant que l’électrovanne pour le gaz se referme. Grâce à la post-émission du gaz
de protection, la pièce d’œuvre et l’aiguille de tungstène sont protégées de l’entrée de
l’oxygène de l’air jusqu’à leur refroidissement.
6.1.6 Le temps de baisse de courant (0,0 s - 10,0 s)
Le temps de baisse de courant est le temps pendant lequel le courant de soudage décroît
linéairement jusqu’au courant de cratère. Dans le soudage à 2 temps, le temps de baisse de
courant commence immédiatement après le relâchement de la touche 1 de la torche. Dans
le soudage à 4 temps, le temps de baisse de courant est lancé pendant le soudage en
pressant la touche 1 de la torche (3e temps). La lente baisse du courant de soudage évite la
formation de cratères.
6.1.7 Impulsions manuelles
Si, dans la fonction TIG à 2 temps, la touche de la torche est pressée pendant le temps de
baisse de courant, le courant de soudage saute immédiatement à la valeur appliquée
pendant le soudage. Selon le temps de baisse qu’on a laissé s’écouler jusqu’à la pression
sur la touche de la torche, on peut sélectionner l’énergie moyenne directement et sans sauts.
6.2 Soudage avec électrodes
6.2.1 Soudage avec électrodes et la fonction Protection coupe-circuit
Dans ce mode de service, la consommation du courant du secteur est surveillée et, si
nécessaire, la valeur consignée est réduite à une valeur évitant le déclenchement du coupe-
circuit de secteur. Veiller à utiliser un coupe-circuit automatique à action instantanée de
classe L pour usage domestique, car la caractéristique de la fonction Protection coupe-circuit
est dimensionnée pour ce type de coupe-circuit automatique.
Le poste convient au soudage avec toutes les électrodes du commerce, sachant que le
courant maximal s’élève à 140 A pour le TIGER 170 et à 160 A pour le TIGER 210. Si un
courant plus élevé est réglé, le poste le limite à 140 A / 210 A .
Avec ce courant, on peut souder avec les électrodes du commerce jusqu’à un diamètre de
3,25 mm.

21
La polarité et le réglage du courant pour les différentes électrodes sont indiqués dans les
instructions des fabricants des électrodes.
En cas de court-circuit permanent, la fonction Anti-Collage qui limite le courant à 35 A
environ s’active après 1,3 s environ.
6.2.2 Soudage avec électrodes et la fonction BOOSTER
Dans ce mode de service, la surveillance du coupe-circuit du secteur est désactivée. Le cou-
rant maximal délivré s’élève à 150 A pour le TIGER 170 et à 170 A pour le TIGER 210. Si
une valeur consignée supérieure est réglée, elle est automatiquement réduite à 150 A / 170 A.
6.2.3 Fonction Anti-collage
Si un court-circuit permanent se produit pendant le soudage avec électrodes, la fonction
Anti-Collage qui limite le courant à 35 A environ s’active après 1,3 s environ. Ceci évite la
combustion de l’électrode et le court-circuit permanent peut être facilement interrompu par
retrait de l'électrode.
6.2.4 Soudage avec électrodes et la fonction INTIG-Energy
Dans le soudage avec électrodes et la fonction INTIG-Energy (Intelligent Ignition Energy), la
capacité d’amorçage accrue est toujours correctement réglée. Ainsi, le processus
d’amorçage est surveillé avec des réactions très rapides par la commande à processeur et
l’énergie optimale pour une amorçage sûr et en douceur est générée. Même le réarmorçage
avec des électrodes nues (types basiques par exemple) se fait sans collage, car l’énergie
n’est augmentée que lors du retrait de l’électrode après contact avec la pièce d’œuvre
(fonction comparable au principe Lift-Arc dans le soudage TIG).
7. Télécommande
7.1 Télérégulateur à pédale WIG PLUS 1 (référence 753 1001)
Avec le télérégulateur à pédale WIG PLUS 1, le courant de soudage peut être adapté en
permanence au travail de soudage a l’aide d’une pédale. Le courant réglé sur la machine est
celui obtenu en appuyant à fond sur la pédale. On peut ainsi régler le courant maximal
souhaité et obtenir une résolution optimale dans toutes les plages de courant !
Sur le télérégulateur à pédale WIG PLUS 1 se trouve un interrupteur basculant avec les
fonctions suivantes :
- Signal de commande Main
Le courant de soudage est activé et coupé par la touche de la torche ; les fonctions 2 ou 4
temps et temps de baisse de courant peuvent être réglées sur le poste et sont activées. La
pédale règle l’intensité du courant de soudage, qui n’est pas coupé ! Ce mode de service est
prévu pour des applications en série avec un courant la plupart du temps constant qui ne doit
être que parfois un peu affaibli. Ceci étant, il peut être avantageux de travailler avec les
fonctions rampes ici actives.

22
F
- Signal de commande Pied
Dans ce mode de service, le courant de soudage est activé, coupé et régulé avec la pédale.
Le poste de soudage travaille automatiquement et uniquement dans le mode à 2 temps, et
les temps de croissance et de baisse de courant sont réglés au minimum en interne.
Attention : veiller à ce que le poste ne soit pas mis en service par inadvertance avec le pied.
Risques de décharges électriques dues à des impulsions haute fréquence en actionnant la
pédale !
7.2 Télérégulateur à main WIG PLUS 2 (référence 753 1002)
Avec le télérégulateur à main WIG PLUS 2, le courant de soudage peut être ajusté avant ou
pendant le soudage. Le courant réglé sur le poste est celui qui s’établit à 100 % sur le
télérégulateur à main. On peut ainsi régler le courant maximal souhaité et obtenir une
résolution optimale dans toutes les plages de courant ! Le courant de soudage est activé et
coupé par la touche de la torche ; les fonctions 2 ou 4 temps et temps de baisse de courant
peuvent être réglées sur le poste et sont activées.
7.3 Torche R-SR17/4m REHM avec potentiomètre et cuir
(référence 763 1711)
La torche TIG R-SR17/4m avec potentiomètre et cuir offre les mêmes possibilités de
télécommande que le télérégulateur à main décrit sous 7.2. Le potentiomètre incorporé à la
torche permet d’ajuster le courant de soudage avant ou pendant le soudage. La torche est
raccordée au TIGER 170 / 210 par les douilles de télécommande et de touche de torche
montées en série. La torche TIG R-SR 17/4m avec potentiomètre et cuir est adaptée aux
composants électroniques du TIGER 170 / 210. L’utilisation d’autres torches TIG avec
possibilités de télécommande peut provoquer des dysfonctionnement ou des dommages sur
le TIGER170/210.
ATTENTION : l’utilisation de torches TIG avec possibilités de télécommande de toute
nature qui ne sont pas explicitement recommandée par REHM a pour
conséquence l’extinction du droit à des prestations de garantie.
7.4 SET TIGER 170 (référence article 150 3171)
TIGER 170 COMPLET incluant dans une valise de transport métallique une torche R-SR-
17/8 mètres avec gaine de faisceau en cuir souple, et potentiomètre de règlage sur la
poignée, détendeur-débilitre et cable de masse de longueur 4 mètres. La valise de transport,
de conception spécialement robuste et étudiée, offre une protection complète pour le poste
de soudage et ses accessoires. Elle est munie de fermetures particulièrement résistantes et
peut être fermée à clé. Le kit est de dimensions modestes (L x I x H : 565x360x200 mm)
pèse à peine 18 Kg, faisant de celui-ci le compagnon idéal pour le conditions de travail
difficiles en atelier ou sur chantier.
8 Restrictions d’utilisation
Les postes peuvent être utilisés dans toutes les conditions environnantes conformes à la
classe de protection IP23 ou inférieure. Des exigences particulières sont posées à la classe
de protection des postes de soudage pour des travaux de soudage dans certains
environnements (par exemple bâtiments réservés aux animaux). La possibilité de mise en
œuvre des postes dans de tels milieux doit être examinée dans chaque cas. Les postes de
soudage ne sont pas prévus pour le travail en plusieurs équipes (3x8).

23
9 Entretien
Les postes ne nécessitent pas d’entretien; cependant l’état des câbles de raccordement
électriques doit être contrôlé régulièrement.
9.1 Élimination conforme
Pour les pays européens uniquement!
Ne pas jeter les appareils électriques dans les ordures ménagères!
Conformément à la directive européenne 2002/96/EG relative aux déchets
d'équipements électriques ou électroniques (DEEE), et à sa transposition
dans la législation nationale, les appareils électriques doivent être collectés
à part et être soumis à un recyclage respectueux de I'environnement.
10. Caractéristique techniques
Model
TIGER 170
TIGER 210
Plage de réglage
TIG
[A]
5 - 170
5 - 210
Electrode avec la
fonction
protection coupe-
circuit
[A]
5 - 140
5 - 160
Electrode avec la
fonction
BOOSTER
[A]
5 - 150
5 - 170
Facteur de service (FS) pour
TIG
[%]
50 (30)
50 (30)
I max. à 20°C (40°C)
Electrode
[%]
60 (35)
90 (35)
Courant de soudage pour
TIG
[A]
135 (100)
175 (140)
FS 100% à 20°C (40°C)
Electrode
[A]
120 (100)
160 (120)
Puissance absobeé pour I max.
TIG
[kVA]
5,4
4,8
Electrode
[kVA]
5,9
5,5
Tension du secteur
230V/50Hz
230V/50Hz
Compensation de la tension du
secteur
-15% +10%
-15% +10%
Fusibile
[A]
16
16
Facteur dipuissance
cos
0,7
0,99
Classe de protection
IP 23
IP 23
Classe d´isolation
H
H
Refroidissement de la torche
Gaz
Gaz
Dimensions L/I/H
[mm]
320/145/170
375/145/180
Poids
[kg]
4,9
6,0

24
F
Déclaration de conformité CE
Par la présente, il est confirmé que les produits désignés ci-après
TIGER 170
TIGER 170 – Set
TIGER 210
sont conformes aux exigences essentielles en matière de protection définies dans la
directive 2004/108/CEE (directive CEM) du Conseil concernant le rapprochement des
législations des États membres relatives à la compatibilité électromagnétique et dans la
directive 2006/95/CEE relative au matériel électrique destiné à être employé dans certaines
limites de tension.
Les produits susmentionnés sont conformes aux prescriptions de ces directives ainsi qu’aux
exigences en matière de sécurité relatives au matériel de soudage à l’arc selon les normes
suivantes relatives aux produits :
EN 60 974-1: 2006-07
Matériel de soudage électrique. - Partie 1 : sources de courant pour soudage
EN 60 974-3: 2004-04
Matériel de soudage à l’arc. - Partie 3 : dispositifs d’amorçage et de stabilisation de l’arc
EN 60974-10: 2004-01
Matériel de soudage à l’arc. - Partie 10 : exigences relatives à la compatibilité
électromagnétique (CEM)
Selon la directive CE 2006/42/EG article 1, alinéa 2, les produits susmentionnés
appartiennent exclusivement au domaine d’application de la directive 2006/95/CEE relative
au matériel électrique destiné à être employé dans certaines limites de tension.
La présente déclaration a été émise à titre de responsable pour le fabricant :
REHM GmbH u. Co. KG Schweisstechnik
Ottostr. 2
D-73066 Uhingen
à Uhingen, le 12 juin 2007
par
R. Stumpp
Gérant

25
Identificación de producto
Designación Equipo inversor primario Tig
n° pedido
Modelo TIGER 170 150 3170
TIGER 170 set 150 3171
TIGER 210 140 2180
Fabricante REHM GmbH u. Co Schweißtechnik
Otto Straße 2
D-73066 Uhingen
Teléfono: 0049 (07161) 3007-0
Fax: 0049 (07161) 3007-20
e-mail: rehm@rehm-online-de
Internet: http://www.rehm-online.de
N° de documento: 730 1352
Fecha de edición: 06.2013
© REHM GmbH u. Co Schweißtechnik, Uhingen, Alemania 2002.
El contenido de esta descripción es propriedad exclusiva de la empresa
REHM GmbH u. Co.
La transmisión y reproducción de este documento, y el aprovechamiento y
comunicación de su contenido están terminantemente prohibidos, siempre y
cuando no se posea una autorización expresa.
Infracciones obligan a indemnización por daños y perjuicios. Reservados
todos los derechos para el caso de registro de patente, modelo de identidad
industrial o modelo estético.
Queda terminantemente prohibida una fabricación en base a estos
documentos.
La REHM se reserva los derechos para eventuales modificaciones.

26
E
1 Descripción general
Estimado cliente,
Usted ha adquirido un inversor de soldeo REHM, un equipo de marca fabricado en
Alemania. Le agradecemos la confianza que por ello ha depositado en nuestros productos
de calidad.
El TIGER 170 / 210 es una auténtica potencia, con un peso de sólo 4,9 kg / 6,0 kg y unas
dimensiones francamente reducidas. Gracias a la resistente carcasa, el TIGER 170 / 210 es
el acompañante ideal para un empleo duro en la misma obra. Pero también en el taller, el
nuevo inversor TIG ofrece todas las características que Vd. puede exigir de un aparato
profesional:
- Corriente TIG de 170 A / 210 A con un factor de marcha del 50%
- Encendido HF desconectable
- Tiempo de reducción de corriente y de flujo posterior de gas ajustable
- Función opcional de dos y cuatro tiempos
- Zócalo de conexión de control remoto con capuchón, integrado de serie
- INTIG Energy (Intelligent Ignition Energy). Forma inteligente de controlar la energía de
encendido en soldadura TIG y por electrodos.
- EPC (Electronic Power Control), control electrónico continuo de la tensión de red
- Función BOOSTER, corriente de electrodo 150 A / 170 A con un factor de marcha del
55% / 90 %.
- Función de supervisión del fusible. Evita el disparo del cortacircuito de la red gracias al
control electrónico de la toma de corriente de red.
- Función Anti-Stick. Evita que el electrodo se ponga al rojo vivo en caso de que quede
pegado.
- Sistema ELSA (Electronic Stabilised Arc). Garantiza una soldadura sin interrupciones,
incluso utilizando cables de alimentación de red de 100 m.
- Conexión de ventilador, controlada por temperatura. Optimización automática de la
capacidad frigorífica necesaria.
El TIGER 170 / 210 ha sido fabricado como inversor primario. Para el usuario, esto significa
disponer de un equipo portátil con el grado de protección IP23, que también puede utilizarse
en condiciones ambientales adversas. Puede utilizarse de forma universal para todas las
tareas de soldadura en aceros inoxidables, aceros de alta y baja aleación y métales no
férreos, por lo que es el socio ideal para todas las tareas.

27
2 Deberán observarse las siguientes indicaciones de seguridad
Los usuarios deberán vestirse con ropa de protección seca, protegiéndose los ojos y la cara
con la careta de soldador.
El equipo sólo debe hacerse funcionar en cajas de enchufe con puesta a tierra y cables de
red con el cable de puesta a tierra debidamente conectado.
El equipo sólo debe ser inspeccionado por personal técnico debidamente formado. En caso
de surgir algún problema, puede dirigirse al Servicio de Atención al Cliente REHM, tel. nº: 49
7161 3007-85.
Durante el funcionamiento de este equipo debe observarse la normativa de prevención de
accidentes en trabajos de soldadura, corte y procesos similares (BGR 500). Los peligros
esenciales son:
Incendio y explosión
Substancias tóxicas (gases, vapores, humo/polvo)
Radiación óptica
Peligrosidad eléctrica
Errores de manejo
Los equipos están previstos para el soldeo por electrodos y para la soldadura TIG. Sólo
deben ser utilizados por personas que hayan sido formadas y aleccionadas en la utilización
y mantenimiento de equipos de soldadura.
El equipo ha sido elaborado según EN 55011 para el grupo 2, clase A, siendo adecuado
para su utilización en todos los ámbitos, excepto en viviendas y en aquellas empresas que
estén directamente conectadas a una red eléctrica de baja tensión que, al mismo tiempo,
alimente edificios de viviendas.

28
E
3 Significado de las señalizaciones y símbolos
3.1 El panel de mando REHM
3.1.1 Sinopsis
El manejo del equipo de soldadura TIG se realiza a través del panel de mando REHM
mostrado en la figura 3.1 y figura 3.2.
0
2
4 6
8
10
sec
A
730 0641
5
20
40
60 80
120
140
150
170
100
0,5
5
10 15
20
25
sec
5
231
6 74
Figura 3.1 Panel de mando TIGER 170
Figura 3.2 Panel de mando TIGER 210
El panel de mando está dividido en los siguientes sectores:
Interruptor selector del aparato de encendido HF (alta frecuencia)
Tiempo de reducción de la corriente
Tiempo de flujo posterior de gas
Lámparas de control para sobretemperatura y servicio
Botón giratorio para la preselección de la corriente de soldadura
Interruptor selector para TIG, electrodo, electrodo-booster
Interruptor selector de funcionamiento TIG 2-tiempos, TIG 4-tiempos

29
3.1.2 Símbolos y su significado
Los símbolos en el panel de mando tienen los siguientes significados:
El equipo de soldadura está ajustado al modo de soldeo TIG. La corriente
máxima se ha fijado en 170 A para el TIGER 170 y 210 A para el TIGER 210.
El equipo de soldadura está ajustado al modo de soldeo por electrodo con
función de supervisión del fusible. La corriente máxima se ha fijado en 140 A
para el TIGER 170 y 160 A para el TIGER 210.
El equipo de soldadura está ajustado al modo de soldeo por electrodo con
función BOOSTER. La corriente máxima se ha fijado en 150 A para el TIGER
170 y 170 A para el TIGER 210.
El equipo de soldadura se encuentra en el modo de servicio de 2 tiempos.
El equipo de soldadura se encuentra en el modo de servicio de 4 tiempos.
La alta frecuencia (HF) para el encendido sin contacto del arco voltaico está
conectada en el modo de soldeo TIG.
La alta frecuencia (HF) está desconectada. El encendido Lift-Arc controlado
por programa se encuentra activado.
Ajuste del tiempo de reducción de la corriente entre 0,0 y 10,0 segundos.
Ajuste del tiempo de flujo posterior de gas entre 0,5 y 25,0 segundos.
La antorcha o el soporte de electrodos presentan tensión de circuito abierto.
Un indicador intermitente indica el disparo de un control interno. En ese caso,
el equipo deberá desconectarse y conectarse de nuevo al interruptor de red,
recuperando su funcionalidad. Se ruega contactar con el Servicio de Atención
al Cliente REHM para mayor información.
Indicación de temperatura. El diodo luminoso (amarillo) se ilumina en caso de
exceder la temperatura máxima autorizada del equipo. Mientras esté
encendido este diodo luminoso, la corriente de salida estará desconectada.
Después de refrigerarse el equipo, el diodo luminoso se apagará y
automáticamente podrá continuarse soldando. Un indicador intermitente indica
el disparo de un control interno. En ese caso, el equipo deberá desconectarse
y conectarse de nuevo al interruptor de red, recuperando su funcionalidad. Se
ruega contactar con el Servicio de Atención al Cliente REHM para mayor
información.
3.2 Marca „ + “ en el zócalo de conexión para la corriente de soldeo
El símbolo „ + ” indica el polo positivo de la fuente de corriente de soldeo. En el caso de la
soldadura TIG, en este zócalo se conectará el cable de masa.

30
E
3.3 Marca „–“ / Símbolo TIG en el zócalo de conexión para la corriente de
soldeo
El símbolo „ – “ indica el polo negativo de la fuente de corriente de soldeo. En el caso de la
soldadura TIG, en este zócalo se conectará la antorcha.
4 Conexión de red
El equipo de soldadura está dotado de un enchufe con puesta a tierra tipo Schuko. El equipo
funcionará con fusibles o cortacircuitos automáticos con una corriente nominal de 16 A. El
estado de funcionamiento ENCENDIDO se indicará mediante la iluminación del interruptor
de red montado en la parte posterior del equipo.
Si se conecta y desconecta repetidamente (y en un espacio de tiempo breve) la función
TIGER, puede suceder que el equipo conmute hacia un estado de seguridad en el que no
arranque, encendiéndose y apagándose la lámpara verde de servicio. En este caso,
desconecte el equipo y espere unos dos minutos. A continuación podrá volverse a utilizar el
equipo.
5 Colocación del equipo
En la colocación del equipo deberá observarse que no se tapen las ranuras de ventilación y
que el entorno corresponda al grado de protección IP23.
6 Modos de soldeo
6.1 Soldadura TIG
6.1.1 Principio funcional del proceso de soldeo TIG
Para la soldadura TIG, el equipo pone a disposición una corriente de hasta 170 A para el
TIGER 170 y 210 A para el TIGER 210. En esta función no está activa la limitación de
corriente de la red. Aunque aquí la corriente sea mayor, debido a que la potencia
suministrada en el modo TIG es menor que en la soldadura por electrodo, en este modo de
servicio no debe contarse con un disparo del fusible.
En el proceso de soldadura TIG, el arco voltaico está encendido entre un electrodo de
tungsteno y la pieza de trabajo. El gas inerte es un gas noble como el argón, el helio o una
mezcla de ambos.
El polo negativo de la fuente energética está conectado al electrodo de tungsteno, mientras
que el polo positivo lo está a la pieza de trabajo. El electrodo hace las funciones de
conductor de la corriente y soporte del arco voltaico (electrodo continuo). El material de
aporte se aplica manualmente en forma de varillas o mediante un aparato de aporte de
alambre frío en forma de alambre. El electrodo de tungsteno y el baño de fusión, así como el
extremo fundido del material de aporte se protegen de la intrusión de oxígeno atmosférico
mediante el gas inerte que emana de la tobera de disposición concéntrica alrededor del
electrodo.

31
6.1.2 El encendido del arco voltaico con INTIG Energy
Con la INTIG Energy (Intelligent Ignition Energy), el TIGER 170 / 210 domina de forma
inteligente el control de la energía de encendido. Mediante el sistema de mando por
procesador, se consigue un proceso de encendido óptimo en función de la corriente de
soldadura elegida, tanto en el encendido de alta tensión (HF) como en el encendido por
contacto (Lift-Arc).
Con el ajuste "HF-conectada“ en el interruptor de selección de función , se encuentra
activado el aparato de encendido de alta tensión. Para el encendido del arco voltaico, se
mantiene el electrodo a 3-5 mm de distancia sobre la pieza de trabajo. Al accionar el
pulsador de la antorcha se ioniza el tramo por un impulso de alta tensión y aparece el arco
voltaico. Mediante el encendido sin contacto se evitan las oclusiones de tungsteno en el
cordón de soldadura. En el proceso de soldeo, una vez realizado el encendido, el aparato de
encendido de alta tensión se apaga de forma automática.
Si el interruptor selector se conmuta hacia "HF-Apagada“, también podrá realizarse un
encendido por contacto (Lift-Arc) controlado por procesador. Para encender el arco voltaico
se pone en contacto el electrodo y la pieza de trabajo, y se acciona el pulsador de la
antorcha. El sistema de mando por procesador reduce la corriente de soldadura para que el
electrodo no se ponga al rojo vivo. Al levantar el electrodo se enciende el arco voltaico
controlado por el programa y sin desgaste del electrodo puntiagudo. Esta posibilidad puede
ser ventajosa para trabajos en aparatos electrónicos delicados (p.ej., en soldaduras de
reparación de máquinas con control numérico computerizado (CNC)), cuando existe peligro
de averías por impulsos de alta tensión.
Con el ajuste "Electrodo“ en el interruptor de selección de función , el encendido por
alta tensión queda desconectado de forma automática.
El diámetro del electrodo se rige por la corriente de soldeo; hasta una corriente de soldeo de
70 A se recomienda un diámetro de 1,6 mm y, por encima de este valor, uno de 2,4 mm.
6.1.3 La función TIG de dos tiempos
1r. tiempo: accionar el pulsador de la antorcha
Se abre la válvula magnética para el gas inerte
El arco voltaico se enciende en función del tiempo de flujo previo de gas (0,1 s),
de ajuste fijo
La corriente de soldadura se ajusta de forma automática al valor
preseleccionado con un tiempo de incremento de 0,1 s.
2º tiempo: soltar el pulsador de la antorcha
La corriente se reduce en función del tiempo de reducción de corriente
preseleccionado hasta un 20% del valor ajustado de la corriente,
desconectándose a continuación de forma automática.
El gas inerte continúa fluyendo en función del tiempo de flujo posterior de gas
seleccionado.
La soldadura de 2 tiempos se recomienda para el punteado rápido y controlado, y para
soldaduras de punto manuales.
6.1.4 La función TIG de cuatro tiempos
1r. tiempo: accionar el pulsador de la antorcha
Se abre la válvula magnética para el gas inerte

32
E
El arco voltaico se enciende en función del tiempo de flujo previo de gas (0,1 s),
de ajuste fijo
La corriente de soldadura es del 50% del valor ajustado.
2º tiempo: soltar el pulsador de la antorcha
La corriente de soldadura se ajusta de forma automática al valor
preseleccionado con un tiempo de incremento de 0,1 s.
3r. tiempo: accionar el pulsador de la antorcha
La corriente se reduce en función del tiempo de reducción de corriente
preseleccionado hasta un 20% del valor de la corriente de soldadura ajustado
La corriente de soldadura circula con un 20% del valor ajustado
4º tiempo: soltar el pulsador de la antorcha
El arco voltaico se apaga
El gas inerte continúa fluyendo en función del tiempo de flujo posterior de gas
seleccionado.
En la soldadura de 4 tiempos se suprime el accionamiento permanente del pulsador; por
ello, la antorcha puede guiarse durante más tiempo sin producir cansancio.
6.1.5 El tiempo de flujo posterior de gas (0,5 s – 25,0 s)
El tiempo de flujo posterior de gas es el tiempo que transcurre entre el apagado del arco
voltaico y el cierre de la válvula del gas inerte. Gracias al flujo posterior de gas inerte se
protege la pieza de trabajo y la aguja de tungsteno de ser alcanzadas por el oxígeno
atmosférico hasta su refrigeración.
6.1.6 El tiempo de reducción de la corriente (0,0 s – 10,0 s)
El tiempo de reducción de la corriente es aquel tiempo en que la corriente de soldadura
disminuye de forma lineal hasta la corriente de cráter final. En la soldadura de dos tiempos,
el tiempo de reducción de la corriente se inicia inmediatamente después de soltar el
pulsador 1 de la antorcha. En la soldadura de cuatro tiempos, el tiempo de reducción de la
corriente se inicia durante el proceso de soldadura al accionar el pulsador 1 de la antorcha
(3r. tiempo). La lenta reducción de la corriente de soldadura evita la formación de cráteres
finales.
6.1.7 Función de impulsos manual
Si durante el funcionamiento TIG de dos tiempos se activa el pulsador de la antorcha
durante el tiempo de reducción de la corriente, la corriente de soldadura saltará de inmediato
hacia el valor utilizado durante el soldeo. Según el tiempo que se deje transcurrir entre el
inicio del tiempo de reducción de la corriente y la activación del pulsador de la antorcha, se
podrá seleccionar la energía media directamente o en continuo.
6.2 Soldadura por electrodos
6.2.1 Soldadura por electrodos; función de supervisión del fusible
En este modo de servicio se controla la alimentación de corriente de red y, en caso
necesario, el valor nominal de la corriente se reduce de tal forma que el fusible de la red no
salte. Deberá observarse la utilización de un cortacircuitos automático rápido de la clase L,

33
tal como los que se encuentran en las viviendas, ya que la característica de la función de
supervisión del fusible está adaptada a este tipo de cortacircuitos automático.
El equipo es adecuado para soldar todo tipo de electrodos habituales en el mercado, siendo
la corriente máxima de 140 A para el TIGER 170 y 160 A para el TIGER 210. Si se ajusta
una corriente superior, el equipo la limitará a 140 A / 160 A.
Con esta corriente pueden soldarse los electrodos habituales en el mercado de hasta 3,25
mm de diámetro.
La polaridad y ajuste de corriente para los electrodos individuales podrá consultarlos en la
documentación del fabricante de los electrodos.
En caso de cortocircuito permanente, después de aprox. 1,3 s se activará la función Anti-
Stick, que limita la corriente a aprox. 35 A.
6.2.2 Soldadura por electrodos con la función BOOSTER
En este modo de servicio se encuentra desactivado el control del fusible de red. La corriente
de soldeo máxima emitida es de 150 A para el TIGER 170 y 170 A para el TIGER 210. Si se
ajusta una corriente superior, el equipo la limitará de forma automática a 150 A / 170 A.
6.2.3 Función Anti-Stick
Si durante el soldeo por electrodos se da un cortocircuito permanente, después de aprox.
1,3 s se activa la función Anti-Stick, que limita la corriente a aprox. 35 A. Con ello se evita
que el electrodo se funda, pudiéndose solucionar con facilidad el cortocircuito permanente
retirando el electrodo.
6.2.4 INTIG Energy en la soldadura por electrodos
En la soldadura por electrodos, la INTIG Energy (Intelligent Ignition Energy) permite ajustar
siempre el aumento de encendido adecuado. El sistema de mando por procesador ejerce un
control de reacción rápida del proceso de encendido, emitiéndose la energía óptima para un
encendido seguro y suave. Incluso el reencendido con electrodo desnudo (p. ej., del tipo
básico) se consigue sin pegado, porque sólo aumenta la energía al levantar el electrodo,
tras el contacto con la pieza de trabajo (al igual que sucede con el principio funcional del Lift-
Arc en la soldadura TIG).
7. Control remoto
7.1 Regulador remoto de pedal TIG PLUS 1 (Pedido nº 753 1001)
Con el regulador remoto de pedal TIG PLUS 1 se puede ajustar de forma permanente la
corriente de soldadura durante el proceso de soldeo a través de un pedal. La corriente
ajustada en la máquina siempre será aquella que se ajuste con el pedal presionado. Así se
deja ajustar la corriente máxima deseada, por lo que se consigue una fusión óptima en el
sector de corriente respectivo.
En el regulador remoto de pedal TIG PLUS 1 se encuentra un conmutador basculante con
las siguientes funciones:
- Señal de mando manual
La corriente de soldadura se conecta y desconecta mediante el pulsador de la
antorcha; las funciones de 2 tiempos, 4 tiempos y tiempo de reducción están activos
en la máquina y pueden ajustarse. ¡El pedal regula la magnitud de la corriente de

34
E
soldadura, no está desconectado! Este modo de servicio está pensado para
aplicaciones de serie con corriente mayoritariamente constante, cuando la corriente
sólo ha de reducirse un poco de vez en cuando. Aquí puede resultar ventajoso
trabajar con las funciones de rampa activas.
- Señal de mando de pie
En este modo de servicio, la corriente de soldadura se conecta y desconecta a través de
un pedal, regulándose con el pie. La máquina de soldar trabaja de forma automática sólo
en el funcionamiento de 2 tiempos, y los tiempos de incremento y reducción se ajustan al
mínimo.
¡Atención!: Deberá observarse que la máquina no se conecte de forma involuntaria con
el pie; al accionar el pedal existe peligro de electrocución por impulsos de alta tensión.
7.2 Regulador remoto manual TIG PLUS 2 (Pedido nº 753 1002)
Con el regulador remoto manual TIG PLUS 2 se puede ajustar la corriente de soldadura
antes o durante el proceso de soldeo. Con ello, la corriente ajustada en la máquina es
aquélla que se ha ajustado al 100% con el regulador remoto manual. Así se deja ajustar la
corriente máxima deseada, por lo que se consigue una fusión óptima en el sector de
corriente respectivo. La corriente de soldadura se conecta y desconecta mediante el
pulsador de la antorcha; las funciones de 2 tiempos, 4 tiempos y tiempo de reducción están
activos en la máquina y pueden ajustarse.
7.3 Antorcha REHM R-SR17/4m con potenciómetro y pieza de cuero
(Pedido nº 763 1711)
Con la antorcha TIG R-SR17/4m con potenciómetro y pieza de cuero existen las mismas
posibilidades de manejo por control remoto que con el regulador remoto manual descrito en
el apartado 7.2. El potenciómetro instalado en la antorcha permite ajustar la corriente de
soldadura antes o durante el proceso de soldeo. En el TIGER 170 / 210, la antorcha se
conecta al zócalo de conexión de serie para control remoto y pulsador de la antorcha. La
antorcha TIG R-SR 17/4 m con potenciómetro y pieza de cuero está adaptada a los
componentes electrónicos del TIGER 170 / 210. La utilización de otras antorchas TIG con
posibilidad de control remoto puede comportar defectos de funcionamiento o averías en el
TIGER 170 / 210.
¡ATENCIÓN!: La utilización de antorchas TIG con posibilidad de control remoto de un
modelo que no esté expresamente recomendado por REHM comporta la
extinción del derecho de garantía.
7.4 TIGER 170 SET (Pedido nº 150 3171)
TIGER 170 completo en maleta metálica con antorcha REHM R-SR 17 con possibilidad de
ajuste mediante potenciómetro y cuello en cuero, reductor de presión y cable masa de 4m.
La maleta robusta garante protección para el equipo y acesorios mediante cierre de
seguridad. Con sus dimenciones compactas de 565/360/200 mm (LxAxA1) y un peso total
de 18 kg, se predestina a una utalización externa.
8 Restricciones de uso
Los equipos pueden ser utilizados en todas aquellas condiciones ambientales que
correspondan al grado de protección IP23 o inferior. Para soldaduras en determinados
ambientes (p.ej., establos) se determinan exigencias especiales al grado de protección de
los equipos de soldadura. Las posibilidades de aplicación de los equipos en un entorno

35
como el mencionado deberán comprobarse de forma individual. Los equipos no están
previstos para su utilización en varios turnos laborales.
9 Mantenimiento
Los equipos no necesitan mantenimiento; sólo deberá controlarse periódicamente el estado
de los cables de conexión eléctricos.
9.1 Gestión correcta como residuo
Sólo para países de la Unión Europea.
¡No deseche los aparatos eléctricos junto con los residuos domésticos!
De conformidad con da Directiva Europea 2002/96/CE sobre residuos de
aparatos eléctricos y electrónicos y su aplicación de acuerdo con la
legislación nacional, las herrameintas elétricas cuya vida útil haya llegasdo
a su fin se deberán recoger por seperado y trasladar a una planta de
reciclaje que cumplacon sas exigencias ecológicas.
10. Dados técnicos
Modelo
TIGER 170
TIGER 210
Campo de regulación
TIG
[A]
5 - 170
5 - 210
función electrodo
con supervición
del fusible
[A]
5 - 140
5 - 160
función electrodo
BOOSTER
[A]
5 - 150
5 - 170
Factor de marcha (FM) con
TIG
[%]
50 (30)
50 (30)
I max. a 20°C (40°C)
electrodo
[%]
60 (35)
90 (35)
Corriente de soldadura a un
TIG
[A]
135 (100)
175 (140)
FM de 100% a 20°C (40°C)
electrodo
[A]
120 (100)
160 (120)
Consumo energético con I max.
TIG
[kVA]
5,4
4,8
electrodo
[kVA]
5,9
5,5
Tensión de red
230V/50Hz
230V/50Hz
Compensación de la tensión
de red
-15% +10%
-15% +10%
Fusible
[A]
16
16
Factor de potencia
cos
0,7
0,99
Grado de protección
IP 23
IP 23
Clase de aislamiento
H
H
Refrigeración de la antorcha
Gas
Gas
Dimenciones (L/A/A1)
[mm]
320/145/170
375/145/180
Peso
[kg]
4,9
6,0

36
E
Declaración de conformidad CE
Para los productos designados a continuación:
TIGER 170
TIGER 170 – Set
TIGER 210
se confirma por la presente que cumplen las exigencias de seguridad esenciales
determinados en la directiva comunitaria 2004/108/CEE sobre compatibilidad
electromagnética (EMC) del consejo para la adaptación de las disposiciones legales de los
países miembros sobre la compatibilidad electromagnética y en la directiva comunitaria
2006/95/CEE relativa a la aproximación de las legislaciones de los Estados Miembros sobre
el material eléctrico destinado a utilizarse con determinados límites de tensión.
Los productos arriba mencionados corresponden a las disposiciones de estas directivas
comunitarias y cumplen con las exigencias de seguridad para dispositivos de soldadura por
arco voltaico determinadas por las siguientes normas de productos:
EN 60 974-1: 2006-07
Dispositivos de soldadura por arco voltaico – parte 1: fuentes de corriente de soldadura
EN 60 974-3: 2004-04
Dispositivos de soldadura por arco voltaico – parte 3: dispositivos de encendido y
estabilización del arco voltaico
EN 60974-10: 2004-01
Dispositivos de soldadura por arco voltaico – parte 10: exigencias de compatibilidad
electromagnética (EMC)
Según la directiva comunitaria 2006/42/EG, artículo 1, párrafo 2, los productos nombrados
más arriba caen bajo al ámbito de aplicación de la directiva 2006/95/CEE relativa a la
aproximación de las legislaciones de los Estados Miembros sobre el material eléctrico
destinado a utilizarse con determinados límites de tensión.
Esta declaración responsabiliza al fabricante:
REHM GmbH u. Co. KG Schweißtechnik
Ottostr. 2
73066 Uhingen
emitida por
R. Stumpp
Gerente

37
Scheda d’identificazione del prodotto
Descrizione inverter primario TIG
Codice Art.
Modello: TIGER 170 150 3170
TIGER 170 - Set 150 3171
TIGER 210 140 2180
Produttore: REHM GmbH u. Co Schweißtechnik
Otto Straße 2
D-73066 Uhingen
Telephono: 0049 (07161) 3007-0
Telefax: 0049 (07161) 3007-20
E-mail: rehm@rehm-online.de
Internet: http://www.rehm-online.de
Documento N° 730 1352
Data: 06.2013
REHM GmbH u. Co Schweitechnik, Uhingen, Germania 2002.
Il contenuto di questo documento è di proprietà esclusiva della REHM
GmbH u.Co Schweitechnik. Il trasferimento di dati a terzi e la copia del
documento stesso, utilizzando il contenuto per scopi diversi da quelli
preposti, è vietato, salvo diversamente accordato per iscritto dalla società.
La mancanza di piena adesione a queste condizioni farà scaturire azione
legale contro la persona o la società recante l'offesa. Tutti i diritti, riferiti a
Certificazioni, già esistenti o in via di applicazione, sono riservati.
L'uso di queste informazioni per scopi produttivi è espressamente vietato.
Ci riserviamo il diritto di modificare senza preavviso il contenuto di questo
documento.

38
I
1 Descrizione generale
Egregio cliente,
Lei ha acquistato un inverter per saldatura REHM, e cioè un apparecchio con marchio
tedesco. La ringraziamo per la fiducia da Lei riposta nei nostri prodotti di qualità.
Il TIGER 170 / 210 è un vero pacchetto di forza che raggiunge solo i 4,9 kg / 6,0 kg di peso e
presenta dimensioni decisamente compatte. Con la sua robusta cassa il TIGER 170/210
diventa così un compagno ideale per il duro impiego sul cantiere. Ma anche in officina il
nuovo inverter TIG dimostra di possedere tutte le qualità che ci si possono aspettare da un
apparecchio professionale:
- Corrente TIG di 170 A / 210 A con il 50% di rapporto di inserzione
- Innesco ad alta frequenza disinseribile
- Tempo di abbassamento della corrente e tempo di corrente susseguente del gas
regolabili
- Funzione a 2 cicli e 4 cicli a scelta
- Presa di comando a distanza integrata fornita di serie con coperchio
- INTIG-Energy (Intelligent Ignition Energy) – la forma intelligente del comando dell'energia
di innesco con funzioni TIG ed a elettrodi
- EPC (Electronic Power Control) – il controllo elettronico continuo della tensione di rete
- Funzione BOOSTER – Corrente sugli elettrodi di 150 A / 170 A per un rapporto di
inserzione del 55% / 90 %
- Funzione hold del fusibile – il fusibile non scatta durante il controllo elettronico
dell'assorbimento della corrente di rete
- Funzione Anti-Stick – l'elettrodo non brucia anche se inavvertitamente si incolla
- Sistema ELSA (Electronic Stabilised Arc) – saldatura senza interruzioni anche con linee
di alimentazione di rete lunghe 100m
- Azionamento ventola in funzione della temperatura – adattamento automatico alla
potenza di raffreddamento richiesta
Il TIGER 170 / 210 è un inverter primario realizzato nella classe di protezione IP23. Questo
apparecchio portatile può essere utilizzato anche in presenza di condizioni ambientali
sfavorevoli per eseguire qualsiasi processo di saldatura su acciaio inox, acciaio a basso o
ad alto tenore di lega e metalli non ferrosi, ed è quindi un partner ideale in qualsiasi
occasione.

39
2 Rispettare le seguenti norme di sicurezza
Indossare abiti protettivi asciutti e proteggere gli occhi e il volto con uno schermo per
saldatura.
L'apparecchio va utilizzato con prese a massa e cavi di rete opportunamente collegati.
La manutenzione dell'apparecchio va affidata solo a personale specializzato qualificato. In
caso di problemi rivolgersi all'assistenza REHM telefonando al N. 07161/3007-85.
Nell'utilizzare l'apparecchio rispettare la norma antinfortunistica "Saldatura, taglio e processo
utilizzati" (BGR 500). I principali pericoli sono:
Incendio ed esplosione
Sostanze nocive (gas, vapori, fumo/polveri)
Radiazioni ottiche
Pericolosità da contatto
Maneggio errato
Gli apparecchi sono stati concepiti per l'esecuzione della saldatura con elettrodi e della
saldatura TIG, e possono essere utilizzati solo da personale informato ed istruito sull'utilizzo
e la manutenzione degli apparecchi per la saldatura.
L'apparecchio è stato progettato per il Gruppo 2 Classe A in conformità alla norma EN
55011. Può essere utilizzato in tutti i settori, tranne quello domestico e quello delle aziende
che sono collegate direttamente alla rete di bassa tensione, che alimenta (anche) gli edifici
d'abitazione.

40
I
3 Significato di segni e simboli
3.1 Il quadro di comando REHM
3.1.1 Panoramica
L'impianto di saldatura TIG viene comandato dal quadro di comando rappresentato in Figura
3.1 e Figura 3.2.
0
2
4 6
8
10
sec
A
730 0641
5
20
40
60 80
120
140
150
170
100
0,5
5
10 15
20
25
sec
5
231
6 74
Figura 3.1 Quadro di comando TIGER 170
Figura 3.2 Quadro di comando TIGER 210
Il quadro di comando è suddiviso nelle seguenti sezioni:
Selettore del dispositivo di innesco dell'arco ad alta frequenza
Tempo di abbassamento della corrente
Tempo di corrente susseguente del gas
Spie luminose per funzionamento e sovratemperatura
Manopola per la preselezione della corrente di saldatura
Selettore per TIG, elettrodi, Booster elettrodi
Selettore di funzione TIG 2 cicli, TIG 4 cicli

41
3.1.2 Simboli e loro significato
I simboli che si trovano sul quadro di comando hanno il seguente significato:
L'impianto di saldatura è impostato sulla saldatura TIG. Il valore massimo della
corrente è fissato a 170 A per il TIGER 170 ed a 210 A per il TIGER 210.
L'impianto di saldatura è impostato sulla saldatura con elettrodi con funzione
hold del fusibile. Il valore massimo della corrente è fissato a 140 A per il TIGER
170 ed a 160 A per il TIGER 210.
L'impianto di saldatura è impostato sulla saldatura con elettrodi con funzione
BOOSTER. Il valore massimo della corrente è fissato a 150 A per il TIGER 170
ed a 170 A per il TIGER 210.
L'impianto di saldatura si trova in modo operativo di saldatura a 2 cicli.
L'impianto di saldatura si trova in modo operativo di saldatura a 4 cicli.
Alta frequenza inserita per innesco dell'arco elettrico senza contatto nel
processo di saldatura TIG.
Alta frequenza disinserita. Innesco dell'arco elettrico programmato attivato.
Impostazione del tempo di abbassamento della corrente tra 0,0 e 10,0 secondi.
Impostazione del tempo di corrente susseguente del gas tra 0,5 e 25,0 secondi.
Tensione a vuoto presente nel cannello o nel portaelettrodo.
Se il display lampeggia è scattato il controllo interno. Spegnendo e
riaccendendo l'interruttore generale l'apparecchio è di nuovo pronto per l'uso.
Informare l'assistenza REHM (RKS).
Indicazione della temperatura. Il diodo luminoso (giallo) è acceso quando viene
superata la temperatura massima consentita per l'apparecchio. Finché questo
diodo resta acceso la corrente di uscita è disinserita. Quando l'apparecchio si è
raffreddato il diodo si spegne e si può automaticamente riprendere la saldatura.
Se il display lampeggia è scattato il controllo interno. Spegnendo e
riaccendendo l'interruttore generale l'apparecchio è di nuovo pronto per l'uso.
Informare l'assistenza REHM (RKS).
3.2 Segno „+“ sulla presa della corrente di saldatura
Il segno „+“ indica il polo positivo della fonte di corrente di saldatura. Per la saldatura TIG il
cavo di massa viene collegato a questa presa.

42
I
3.3 Segno „-“ / Simbolo TIG sulla presa della corrente di saldatura
Il segno „-“ indica il polo negativo della fonte di corrente di saldatura. Per la saldatura TIG il
cannello viene collegato a questa presa.
4 Allacciamento alla rete
L'apparecchio di saldatura è dotato di una spina con contatto di terra e funziona con fusibili o
interruttori automatici con una corrente nominale di 16A. L'apparecchio è acceso quando è
illuminato l'interruttore generale montato sul retro dell'apparecchio stesso.
Quando si accende e si spegne ripetutamente (in continuazione) il TIGER, può succedere
che l'apparecchio vada in regime di protezione e non si avvii: la lampadina verde del
funzionamento si accende e si spegne. In questo caso spegnere l'apparecchio ed attendere
ca. 2 minuti, dopo di che l'apparecchio può essere rimesso in funzione.
5 Installazione
Per l'installazione dell'apparecchio è importante assicurarsi che le feritoie di ventilazione non
vengano coperte e che l'ambiente corrisponda alla classe di protezione IP23.
6 Possibilità di saldatura
6.1 Saldatura TIG
6.1.1 Principio del processo di saldatura TIG
Per la saldatura TIG l'apparecchio mette a disposizione una corrente fino a 170 A. Con
questa funzione la limitazione della corrente di rete non è attiva. Essendo la potenza di
erogazione minore nella saldatura TIG rispetto alla saldatura con elettrodi, nonostante la
maggiore corrente, non ci si deve aspettare lo scatto del fusibile.
Nel processo di saldatura TIG l'arco elettrico scocca liberamente tra un elettrodo di
tungsteno e il pezzo. Il gas inerte è un gas nobile, come l'argon, l'elio o una miscela di argon
ed elio.
Il polo negativo della fonte di energia si trova sull'elettrodo di tungsteno, mentre il polo
positivo si trova sul pezzo. L'elettrodo è il conduttore di corrente e il supporto dell'arco
elettrico (elettrodo continuo). Il materiale di apporto viene applicato manualmente sotto forma
di bacchetta oppure sotto forma di filo per mezzo di un meccanismo separato di
alimentazione del filo freddo. L'elettrodo di tungsteno e il bagno di fusione, nonché l'estremità
fusa del materiale di apporto, vengono protetti dalla penetrazione dell'ossigeno atmosferico
per mezzo del gas inerte che fuoriesce dall'ugello disposto concentricamente attorno
all'elettrodo.
6.1.2 L'innesco dell'arco elettrico con INTIG Energy
Con l'INTIG Energy (Intelligent Ignition Energy) il TIGER 170 / 210 è in grado di gestire in
modo intelligente l'energia di innesco. Il comando a processore attiva il processo di innesco
ottimale in funzione della corrente di saldatura selezionata sia all'innesco dell'alta frequenza
che all'innesco dell'arco elettrico.
Impostando „HF-ON“ (alta frequenza ON) con il selettore di funzione il dispositivo di
innesco ad alta tensione è pronto per l'uso. Per innescare l'arco elettrico l'elettrodo va tenuto
ca. 3-5 mm sopra al pezzo. Premendo il tasto del cannello si genera un impulso di alta

43
tensione che ionizza la distanza tra l'elettrodo e il pezzo generando l'arco elettrico. L'innesco
senza contatto impedisce inclusioni di tungsteno nel cordone di saldatura. Durante la
saldatura l'apparecchio di innesco ad alta tensione si spegne automaticamente dopo
l'innesco.
Se si imposta il selettore su „HF-OFF“ (alta frequenza OFF) è anche possibile
effettuare un innesco a contatto con controllo di processo (Lift-Arc). Per far scoccare l'arco
elettrico si colloca l'elettrodo sul pezzo e si preme il tasto del cannello. Il controllo a
processore abbassa la corrente di saldatura per evitare la fusione dell‘elettrodo. Al distacco
dell‘elettrodo avviene l‘innesco programmato dell‘arco elettrico senza usura dell‘elettrodo
appuntito. Questa possibilità può essere utilizzata in modo vantaggioso per lavori su
apparecchi elettronici sensibili (ad es. per saldature di riparazione su macchine CNC) se vi è
pericolo di guasti a causa di impulsi ad alta tensione.
Impostando „Elettrodo“ sul selettore di funzione si spegne automaticamente l'innesco
dell'alta frequenza.
Il diametro dell'elettrodo dipende dalla corrente di saldatura. Fino a 70 A si consiglia di
utilizzare un diametro di 1,6 mm, oltre i 70 A un diametro di 2,4 mm.
6.1.3 La funzione TIG a 2 cicli
1° ciclo: Premere il tasto del cannello
° La valvola elettromagnetica per il gas inerte si apre
° L'arco si innesca quando è trascorso il tempo di corrente preliminare impostato per il
gas (0,1 sec.)
° La corrente di saldatura si imposta automaticamente sul valore preselezionato con
un tempo di salita di 0,1 sec.
2° ciclo: Rilascia il tasto del cannello
° Trascorso il tempo di abbassamento della corrente preselezionato la corrente si
riduce al 20% della corrente di saldatura impostata e si disinserisce quindi
automaticamente.
° Il gas inerte continua a scorrere in base al tempo di corrente susseguente del gas
selezionato.
La saldatura a 2 cicli è consigliata per la puntatura rapida e controllata e per la saldatura a
punti manuale.
6.1.4 La funzione TIG a 4 cicli
1° ciclo: Premere il tasto del cannello
° La valvola elettromagnetica per il gas inerte si apre
° L'arco si innesca quando è trascorso il tempo di corrente preliminare impostato per il
gas (0,1 sec.)
° La corrente di saldatura è pari al 50% del valore impostato
2° ciclo: Rilasciare il tasto del cannello
° La corrente di saldatura si imposta automaticamente sul valore preselezionato con
un tempo di salita di 0,1 sec.
3° ciclo: Premere il tasto del cannello
° Trascorso il tempo di abbassamento della corrente preselezionato la corrente si
riduce al 20% della corrente di saldatura impostata.

44
I
° La corrente di saldatura passa con un valore pari al 20% del valore impostato.
4° ciclo: Rilasciare il tasto del cannello
° L'arco elettrico si spegne
° Il gas inerte continua a scorrere in base al tempo di corrente susseguente
selezionato.
Nella saldatura a 4 cicli il tasto del cannello non viene azionato in continuazione, quindi il
cannello può essere utilizzato senza problemi anche a lungo.
6.1.5 Il tempo di corrente susseguente del gas (0,5 s - 25,0 s)
Il tempo di corrente susseguente del gas è il tempo che intercorre tra lo spegnimento
dell'arco e la richiusura della valvola del gas inerte. La corrente susseguente del gas inerte
protegge il pezzo e l'ago di tungsteno dalla penetrazione di ossigeno atmosferico fino al
raffreddamento.
6.1.6 Il tempo di abbassamento della corrente (0,0 s - 10,0 s)
Il tempo di abbassamento della corrente è il tempo impiegato dalla corrente di saldatura
per abbassarsi in modo lineare fino a raggiungere la corrente di cratere finale. Nella
saldatura a 2 cicli il tempo di abbassamento della corrente inizia immediatamente dopo il
rilascio del tasto del cannello 1. Nella saldatura a 4 cicli il tempo di abbassamento inizia
durante la saldatura premendo il tasto del cannello 1 (ciclo 3). Il lento abbassamento della
corrente di saldatura impedisce la formazione di crateri finali.
6.1.7 Impulsi manuali
Se nella funzione TIG a 2 cicli si preme il tasto del cannello durante il tempo di
abbassamento della corrente, la corrente di saldatura salta immediatamente sul valore
utilizzato durante la saldatura. L'energia media può essere selezionata direttamente e in
modo continuo in dipendenza della durata del tempo di abbassamento prima che venga
premuto il tasto del cannello.
6.2 Saldatura con elettrodi
6.2.1 Saldatura con elettrodi con funzione hold del fusibile
Con questo modo operativo viene effettuata la verifica dell'assorbimento della corrente di
rete e, se necessario, la riduzione del valore nominale della corrente per impedire che il
fusibile di rete scatti. Importante è l'utilizzo di un interruttore automatico di classe L, come per
gli apparecchi di uso domestico, perché la caratteristica della funzione hold del fusibile è
stata sviluppata per questo tipo di interruttori automatici.
L'apparecchio può essere utilizzato per la saldatura con tutti gli elettrodi che si trovano in
commercio. Il valore massimo della corrente è 140 A per il TIGER 170 ed 160 A per il TIGER
210. Se si imposta un valore maggiore l'apparecchio lo limita a 140 A / 160 A.
Con questa corrente si può saldare con tutti gli elettrodi esistenti in commercio che abbiano
un diametro fino a 3,25 mm.
Per la polarizzazione e l'impostazione della corrente dei singoli elettrodi consultare il
manuale del costruttore degli elettrodi.

45
In caso di corto circuito permanente dopo ca. 1,3 s si attiva la funzione Anti-Stick, che limita
la corrente a ca. 35 A.
6.2.2 Saldatura con elettrodi con funzione BOOSTER
Con questo modo operativo il controllo del fusibile di rete è disinserito. Il valore massimo
della corrente di saldatura erogata è 150 A per il TIGER 170 e 170 A per il TIGER 210.Se si
imposta un valore nominale maggiore questo viene ridotto automaticamente a 150 A / 170 A.
6.2.3 Funzione Anti-Stick
Se durante la saldatura con elettrodi si verifica un corto circuito permanente, dopo ca. 1,3 s
si inserisce la funzione Anti-Stick, che limita la corrente a ca. 35 A. In questo modo si evita la
fusione dell'elettrodo e al corto circuito permanente si può facilmente ovviare distaccando
l'elettrodo.
6.2.4 INTIG-Energy nella saldatura con elettrodi
Nella saldatura con elettrodi l'INTIG-Energy (Intelligent Ignition Energy) consente di
impostare sempre l‘adeguato incremento innesco. Il processo di innesco viene così verificato
prontamente dal controllo a processore, che eroga l'energia ottimale per garantire un innesco
sicuro e dolce. Perfino nel caso di reinnesco con elettrodo nudo (per es. tipi basici) non si
hanno adesioni, dato che l'energia aumenta solo dopo il contatto con il pezzo al momento del
distacco (similmente al principio Lift-Arc per la saldatura TIG).
7. Comando a distanza
7.1 Regolatore a distanza a pedale TIG PLUS 1 (numero d'ordine 753 1001)
Con il regolatore a distanza a pedale TIG PLUS 1 durante la saldatura è possibile, agendo
sull'apposito pedale, adattare sempre la corrente di saldatura al processo di saldatura. La
corrente impostata sulla macchina in questo caso è quella che si imposta col pedale
premuto. In questo modo è possibile regolare la corrente massima desiderata ottenendo una
definizione ottimale nel rispettivo ambito di corrente!
Il regolatore a distanza a pedale TIG PLUS 1 è provvisto di un interruttore a bilico con le
seguenti funzioni:
- Segnale di controllo manuale
La corrente di saldatura viene inserita e disinserita tramite il tasto del cannello. Le funzioni a
2 e a 4 cicli ed il tempo di abbassamento sono impostabili sulla macchina ed attivi. Il pedale
regola la quantità di corrente di saldatura, e non è disinserito! Questo modo operativo è stato
concepito per utilizzi in serie che prevedono una corrente di saldatura pressoché costante,
ovvero quando è necessario diminuire leggermente la corrente solo di tanto in tanto. In
questi casi è possibile lavorare in modo vantaggioso con le funzioni di rampa qui attive
- Segnale di controllo a pedale
Con questo modo operativo la corrente di saldatura viene inserita e disinserita con il pedale
e viene regolata con il piede. La saldatrice lavora automaticamente solo nell'esercizio a 2
cicli ed i tempi di salita e di abbassamento vengono regolati internamente sul minimo.

46
I
Attenzione: Assicurarsi che la macchina non venga accesa inavvertitamente con il piede.
Azionando il pedale si corre il pericolo che gli impulsi dell'alta tensione generino scosse
elettriche.
7.2 Regolatore a distanza manuale TIG PLUS 2 (numero d'ordine 753 1002)
Con il regolatore a distanza manuale TIG PLUS 2 è possibile adattare la corrente di
saldatura prima o durante la saldatura. La corrente impostata sulla macchina è quella che si
imposta sul 100% sul regolatore a distanza manuale. In questo modo è possibile regolare la
corrente massima desiderata ottenendo una definizione ottimale nel rispettivo ambito di
corrente! La corrente di saldatura viene inserita e disinserita agendo sul tasto del cannello.
Le funzioni a 2 e a 4 cicli ed il tempo di abbassamento sono impostabili sulla macchina e
attive.
7.3 Cannello REHM R-SR17/4m con potenziometro e cuoio
(numero d'ordine 763 1711)
Il cannello TIG R-SR17/4m con potenziometro e cuoio offre le stesse possibilità di comando
a distanza offerte dal regolatore a distanza manuale descritto al paragrafo 7.2. Con il
potenziometro montato sul cannello è possibile adattare la corrente di saldatura prima o
durante la saldatura. Nel TIGER 170 / 210 il cannello è collegato alle prese per il tasto e per
il comando a distanza. Il cannello TIG R-SR 17/4m con potenziometro e cuoio è
perfettamente compatibile con le componenti elettroniche del TIGER 170 / 210. L'utilizzo di
altri cannelli TIG con possibilità di comando a distanza può compromettere il funzionamento
del TIGER 170 / 210, causando anche eventuali guasti.
ATTENZIONE: L'utilizzo di cannelli TIG di qualsiasi tipo, dotati di comando a distanza, non
espressamente consigliati dalla REHM, priva l'utente del diritto alla garanzia.
7.4 TIGER 170 SET (numero d´ordine 150 3171)
Il set nella pratica valigia comprende il TIGER 170, la torcia per la saldatura TIG REHM R-
SR 17 completa di potenziometro per la regolazione della corrente ed impugniatura in pelle,
regolatore per il flusso del gas e quattro metri di cavo massa.
La robusta valigia nella quale il TIGER 170 e tutti gli accessori trovano il proprio posto,
protetti da qualsiasi evento, e la robusta chiusura, assicurano la totale protezione.
Le compatte dimensioni (LxLxA: 565x360x200 mm) ed il contenuto peso di soli 18 kg, fanno
del TIGER 170 SET il piú pratico, completo ed affidabile kit per svolgere tutti i lavori fuori
officina con la certezza di portare a termine un ottimo lavoro.
8 Limitazioni del campo d'impiego
Gli apparecchi possono essere utilizzati in presenza di qualsiasi condizione ambientale che
corrisponda alla classe di protezione IP23 o ad una classe inferiore. La classe di protezione
degli apparecchi utilizzati per la saldatura in ambienti particolari (per es. stalle) deve avere
determinati requisiti, quindi la possibilità d'impiego degli apparecchi in questi ambienti va
valutata di volta in volta. Gli apparecchi non sono idonei per l'impiego continuativo su più
turni.

47
9 Manutenzione
Gli apparecchi non richiedono alcuna manutenzione. E' importante però controllare
regolarmente le condizioni delle linee di allacciamento elettriche.
9.1 Smaltimento a norma di legge
Solo per Paesi UE.
Non gettare le apparecchiature elettriche tra i rifiuti domestici!
Secondo la Direttiva Europea 2002/96/CE sui rifiuti di apparecchiature
elettriche ed elettroniche e la sua attuazione in conformità alle norme
nazionali, le apparecchiature elettriche esauste devono essere raccolte
separatamente, al fine di essere reimpiegate in modo eco-compatibile.
10. Technical data
Modello
TIGER 170
TIGER 210
Campo di regolazione
TIG
[A]
5 - 170
5 - 210
elettrodo con
funzione
Hold del fusibile
[A]
5 - 140
5 - 160
elettrodo con
funzione
BOOSTER
[A]
5 - 150
5 - 170
Fattore di utilizzo (FU) con
TIG
[%]
50 (30)
50 (30)
I mass. a 20°C (40°C)
elettrodo
[%]
60 (35)
90 (35)
Corrente di saldatura ad
TIG
[A]
135 (100)
175 (140)
un FU di 100% a 20°C (40°C)
elettrodo
[A]
120 (100)
160 (120)
Potenza assorbita a I mass.
TIG
[kVA]
5,4
4,8
elettrodo
[kVA]
5,9
5,5
Tensione di rete
230V/50Hz
230V/50Hz
Compensazione della tensione
di rete
-15% +10%
-15% +10%
Fusibile di protezione
[A]
16
16
Fattore di potenza
cos
0,7
0,99
Classe di protezzione
IP 23
IP 23
Classe di isolamento
H
H
Raffredamento della torcia
Gas
Gas
Dimensioni L/L/A
[mm]
320/145/170
375/145/180
Peso
[kg]
4,9
6,0

48
I
Dichiarazione di conformità CE
Con la presente si certifica che i prodotti di seguito indicati
TIGER 170
TIGER 170 – Set
TIGER 210
sono conformi ai requisiti di protezione essenziali stabiliti nella direttiva 2004/108/CEE
(Direttiva CEM) del Consiglio per l’adeguamento delle disposizioni di legge degli stati membri
circa la compatibilità elettromagnetica e nella direttiva 2006/95/CEE relativa ai mezzi
d’esercizio elettrici per l’utilizzo entro determinati limiti di tensione.
I succitati prodotti soddisfano le prescrizioni di questa direttiva e rispettano i requisiti di
sicurezza relativi a dispositivi per la saldatura ad arco in base alle norme di prodotto citate di
seguito:
EN 60 974-1: 2006-07
Dispositivi di saldatura ad arco – parte 1: fonti elettriche per la saldatura
EN 60 974-3: 2004-04
Dispositivi di saldatura ad arco – parte 3: dispositivi di innesco e di stabilizzazione arco
EN 60974-10: 2004-01
Dispositivi di saldatura ad arco – parte 10: compatibilità elettromagnetica (CEM), requisiti
Secondo la direttiva CE 2006/42/EG articolo 1, comma 2, i succitati prodotti rientrano
esclusivamente nella sfera di applicazione della direttiva 2006/95/CEE relativa a mezzi
d’esercizio elettrici da utilizzare entro determinati limiti di tensione.
La presente dichiarazione è rilasciata dal sottoscritto, in nome e per conto del produttore:
REHM GmbH u. Co. KG Schweißtechnik
Ottostr. 2
73066 Uhingen
Uhingen, 6 giugno 2007
rilasciata da
R. Stumpp
Amministratore

49
Produktidentifikatie
Elektroden- / Tig-lasinverter
TIGER 170 150 3170
TIGER 170 SET 150 3171
TIGER 210 140 2180
REHM GmbH & Co.
Ottostrasse 2
D-73066 Uhingen
Telefoon: +49 – 7161 – 30070
Telefax: +49 – 7161 – 300720
e-mail: rehm@rehm-online.de
Internet: http://www.rehm-online.de
REHM Lastechniek Nederland b.v.
Telefoon: 0485 – 470520 / 013 – 4684727
Telefax: 0485 – 470820 / 013 – 4686819
e-mail: rehm.info@planet.nl
Dok.-Nr.: 730 1352
Uitgavedatum: 06.2013
REHM GmbH u Co., Uhingen, Duitsland 2002
De inhoud van deze gebruiksaanwijzing is blijvend eigendom van de firma
REHM GmbH & Co.
Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaakt
worden door middel van druk, fotokopie, microfilm of op welke andere wijze
dan ook, zonder voorafgaande schriftelijke toestemming van de firma REHM
GmbH & co.
Overtreding verplicht tot schadevergoeding.
Wijzigingen voorbehouden.
Omschrijving
Type
Fabrikant

50
NL
1 Algemene beschrijving.
Geachte relatie,
U heeft een REHM – Lasinverter en daarmee een apparaat van Duitse kwaliteit aangeschaft.
Wij danken U voor het vertrouwen welke U in onze kwaliteitsproducten stelt.
De TIGER 170 / 210 is een echt krachtpakket en dat bij een gewicht van slechts 4,9 kilo / 6,0
kilo en uitgesproken compacte afmetingen. Tezamen met de robuuste behuizing wordt de
TIGER 170 / 210 hierdoor de ideale begeleider voor de veeleisende laswerkzaamheden op
locatie. Maar ook in de werkplaats toont de nieuwe Tig- / elektroden-inverter alle
eigenschappen, die men van een professioneel lasapparaat verwachten mag, zoals:
- 170 / 210 ampère TIG-lasstroom met een inschakelduur van 50%.
- Uitschakelbare Hoog-Frequent ontsteking.
- Instelbare stroomaflooptijd en gasnastroomtijd.
- Keuzeschakelaar voor 2-Takt of 4-Takt.
- Standaard geïntegreerde aansluiting voor afstandbediening met stofkap.
- INTIG-Energy (Intelligent Ignition Energy) – De intelligente vorm van startstroom-energie
regeling bij Tig-lassen en elektroden-lassen.
- EPC (Electronic Power Control) – Die continue elektronisch de netspanning bewaakt.
- BOOSTER-functie – 150 / 170 ampère elektroden-lasstroom met een inschakelduur van
55% / 90%.
- Netzekering-beveiligings-functie – Voorkomt het doorslaan van de netzekering, door
elektronische bewaking van de netstroom-opname.
- Anti-Stick-funktie – Voorkomt het uitgloeien van de elektrode bij het vastplakken.
- ESLA-Systeem (Electronic Stabilised Arc) – Onderbrekingsvrij lassen, ook bij het gebruik
van een verlengkabel van 100 meter.
- Temperatuur gestuurde ventilator – Automatische aanpassing van de koelcapaciteit,
afhankelijk van de belasting van de machine.
De TIGER 170 / 210 is als primäir-inverter geconstrueerd, welke de gebruiker in combinatie
met de beschermingsklasse IP23 een draagbaar apparaat ter beschikking stelt, die ook
onder ongunstige omstandigheden kan worden ingezet. Hij is universeel inzetbaar voor alle
laswerkzaamheden aan roestvaststaal, laaggelegeerde en hooggelegeerde stalen, en
zodoende de ideale partner in alle gevallen.

51
2 De volgende veiligheidsadviezen dienen in acht genomen te
worden.
Draag droge veiligheidskleding en bescherm gezicht en ogen met een laskap of lashelm
tegen schadelijke straling.
Het apparaat dient met een correct aangesloten netspanningskabel te worden aangesloten
op een geaard stopcontact.
Het apparaat mag alleen door hiervoor door REHM opgeleide monteurs onderhouden en/of
gerepareerd worden. Bij eventuele problemen staat de REHM klantenservice of de
geautoriseerde REHM vakhandelaar waar U de machine gekocht hebt immer tot uw
beschikking.
Bij het bedienen en gebruiken van de machine dient men ten alle tijden de
veiligheidsvoorschriften lassen, snijden en aanverwante processen (BGR 500) in acht te
nemen. De cruciale gevaren zijn:
- Brand en explosie.
- Schadelijke stoffen (Gassen, Dampen, Rook / Stoffen).
- Optische straling.
- Elektrische gevaren.
- Bedieningsfouten.
Deze machines zijn bestemd voor het TIG-lassen en het lassen van beklede elektroden. Zij
mogen alleen worden bediend door personen, die geschoold en opgeleid zijn in het
gebruiken en onderhouden van lasapparatuur.
Het apparaat is volgens EN 55011 voor groep 2 klasse A geconstrueerd en is geschikt voor
de toepassing op alle gebieden, met uitzondering van woongebieden en bedrijven, die direct
aangesloten zijn aan een laagspanningsnet, dat (ook) woongebouwen verzorgt.

52
NL
3 Betekenis van de aanduidingen en symbolen.
3.1 Het REHM-Bedieningspaneel.
3.1.1 Overzicht.
De bediening van de Tig – lasinverter gebeurt door middel van het in afb. 3.1 en afb. 3.2
afgebeelde REHM bedieningspaneel.
0
2
4 6
8
10
sec
A
730 0641
5
20
40
60 80
120
140
150
170
100
0,5
5
10 15
20
25
sec
5
231
6 74
Afb. 3.1 Bedieningspaneel TIGER 170
Afb. 3.2 Bedieningspaneel TIGER 210
Het bedieningspaneel is als volgt onderverdeeld:
Keuzeschakelaar Hoog-Frequent ontsteking bij Tig-lassen “AAN / UIT”.
Instelknop voor stroomaflooptijd.
Instelknop voor gasnastroomtijd.
Controlelampen voor “OVERTEMPERATUUR“ en “IN BEDRIJF”.
Instelknop voor de lasstroom.
Keuzeschakelaar voor de functies: TIG / Elektroden / Elektroden-Booster.
Keuzeschakelaar voor de functies: TIG 2-takt / TIG 4-takt.

53
3.1.2 Symbolen en hun betekenis.
De symbolen op het bedieningspaneel hebben de volgende betekenis.
De lasmachine is op Tig-lassen ingesteld. De maximale lasstroom is 170
ampère voor de TIGER 170 en 210 Ampère voor de TIGER 210.
De lasmachine is op elektroden lassen met Netzekering-beveiligings-functie
ingesteld. De maximale lasstroom is begrenst op 140 ampère voor de TIGER
170 en 160 Ampère voor de TIGER 210.
De lasmachine is op elektroden lassen met BOOSTER functie ingesteld. De
maximaal instelbare lasstroom is 150 ampère voor de TIGER 170 en 170
Ampère voor de TIGER 210.
De lasmachine is ingesteld op de 2-takt functie voor Tig-lassen.
De lasmachine is ingesteld op de 4-takt functie voor Tig-lassen.
Het hoogfrequent (HF) om de vlamboog contactloos te kunnen ontsteken bij het
Tig-lassen is ingeschakeld.
Het hoogfrequent (HF) is uitgeschakeld. De programmagestuurde Lift-Arc
ontsteking is geactiveerd.
Instelling van de stroomaflooptijd met een bereik van 0,0 tot 10,0 seconden.
Instelling van de gasnastroomtijd met een bereik van 0,5 tot 25,0 seconden.
De nullastspanning ligt aan het Tig-laspistool of de elektrodenhouder.
Bij een knipperende aanduiding wordt een interne bewaking uitgevoerd. Door
de machine uit te schakelen, en opnieuw in te schakelen is de machine weer
gebruiksklaar. Gaarne REHM-klantenservice (RKS) hierover informeren.
Temperatuuraanduiding. De lichtdiode (geel) licht op bij overschrijding van de
maximaal toelaatbare machinetemperatuur. Zolang de lichtdiode brand, is de
lasstroom uitgeschakeld. Na afkoeling van de machine dooft de lichtdiode, en is
de machine weer gebruiksklaar. Bij een knipperende aanduiding wordt een
interne bewaking uitgevoerd. Door de machine uit te schakelen, en opnieuw in
te schakelen is de machine weer gebruiksklaar. Gaarne REHM klantenservice
(RKS) hierover informeren.
3.2 Aanduiding „ + “ symbool op de bajonetaansluiting.
Het „ + “ - teken geeft de positieve pool van de stroombron aan. Bij het Tig-lassen wordt
aan deze aansluiting de massakabel gekoppeld. Bij het elektroden lassen wordt aan deze
aansluiting de massakabel of de elektrodenhouder gekoppeld, afhankelijk van het type
elektrode.

54
NL
3.3 Aanduiding „ - “ / Tig symbool op de bajonetaansluiting.
Het „ - “ - teken geeft de negatieve pool van de stroombron aan. Bij het Tig-lassen wordt
aan deze aansluiting het Tig-laspistool gekoppeld. Bij het elektroden lassen wordt aan deze
aansluiting de massakabel of de elektrodenhouder gekoppeld, afhankelijk van het type
elektrode.
4 Primaire aansluiting.
De TIGER 170 lasmachine is voorzien van een veiligheidsstekker, en dient aangesloten te
worden op een netspanning van 220/230 volt, en afgezekerd te worden met een netzekering
van 16 ampère. De bedrijfstoestand “AAN” wordt door de verlichte netschakelaar op de
achterzijde van de machine aangeduid.
Na meerdere keren (kort na elkaar) inschakelen en uitschakelen van de TIGER 170 kan het
voorkomen, dat de machine in een “beschermmodus” overgaat, waardoor hij niet zal starten
en de groene “in bedrijf” lichtdiode aan- en uitgeschakeld wordt. Schakelt u in dit geval de
machine uit en wacht a.u.b. ongeveer 2 minuten. Hierna kan de machine weer in gebruik
genomen worden.
5 Opstelling van het apparaat.
Bij het opstellen van de machine dient u er op te letten dat de luchtuitsparingen niet afgedekt
worden en dat de omgeving met de veiligheidsklasse IP23 overeen komt.
6 Lasprocessen.
6.1 TIG – Lassen.
6.1.1 Principe van het TIG – Lasproces.
Voor het Tig-lassen heeft u met deze machine 170 ampère lasstroom voor de TIGER 170 en
210 Ampère voor de TIGER 210 tot uw beschikking. De Netzekering-beveiligings-functie is
bij dit lasproces niet actief. Ondanks een hogere lasstroom bij het Tig-lassen ten opzichte
van het elektroden lassen, is het opgenomen vermogen kleiner, waardoor het doorslaan van
de netzekering onwaarschijnlijk is.
Bij het Tig-lasproces brand de vlamboog vrij tussen een niet afsmeltende wolfraam-elektrode
en het werkstuk. Het beschermgas is een edelgas zoals Argon, Helium of een mengsel
hiervan.
De negatieve pool van de stroombron ligt aan de wolfraam-elektrode, de positieve pool aan
het werkstuk. De wolfraam-elektrode is tegelijkertijd stroomgeleider en vlamboogdrager. Het
lastoevoegmateriaal wordt in staafvorm met de hand, of in draadvorm door een
koudedraadaanvoerunit toegevoegd. De wolfraam-elektrode, het smeltbad en het vloeibare
einde van de toevoegdraad worden door het inerte beschermgas, dat uit een concentrisch
gasmondstuk stroomt beschermd tegen zuurstof-inwerking van buitenaf.

55
6.1.2 Het ontsteken van de vlamboog met het INTIG Energy systeem.
Met het INTIG Energy (Intelligent Ignition Energy) systeem beschikt de TIGER 170 / 210
over een intelligente vorm van startstroom-regeling. Door de processorbesturing wordt bij
zowel het Hoogfrequent ontsteken als bij het Lift-Arc ontsteken, de startenergie automatisch
aan de vooraf ingestelde lasstroom aangepast.
Bij de instelling „HF-Aan“ d.m.v. de keuzeschakelaar is de hoogspanning-
ontstekingsmodule ingeschakeld. Om de vlamboog te ontsteken wordt de wolfraam-
elektrode circa 3-5mm boven het werkstuk gehouden, Bij het indrukken van de druktaster op
het Tig-laspistool wordt door een hoogspanningsimpuls de ruimte tussen de wolfraam-
elektrode en het werkstuk geïoniseerd, en de vlamboog ontstoken.
Wanneer de keuzeschakelaar op „HF-Uit“ wordt ingesteld, kan ook een
processorgestuurde “Lift-Arc” ontsteking worden uitgevoerd. Om de vlamboog te ontsteken
wordt de wolfraam-elektrode op het materiaal gezet en de druktaster op het Tig-laspistool
ingedrukt. De processorbesturing reduceert de lasstroom, zodat de wolfraam-elektrode niet
wordt uitgegloeid en beschadigd. Bij het “Liften” van de wolfraam-elektrode ontsteekt de
vlamboog programma gestuurd, zonder dat daarbij de elektrode punt wordt beschadigd.
Deze manier van ontsteken kan voordelen hebben bij het lassen aan elektronische
apparatuur (b.v. reparatie lassen aan CNC gestuurde machines) waar het gevaar van storing
door hoogfrequent-spanning aanwezig is.
Bij de instelling „Elektroden“ en „Elektroden Booster“ d.m.v. de keuzeschakelaar is
de hoogfrequent ontsteking automatisch uitgeschakeld.
De diameter van de te gebruiken wolfraam-elektrode is afhankelijk van de ingestelde
lasstroom, waarbij tot 70 ampère een 1,6mm en daarboven een 2,4mm geadviseerd wordt.
6.1.3 De TIG 2-Takt Functie.
1. Takt: Druktaster op het Tig-laspistool indrukken.
° Het magneetventiel voor het beschermgas wordt geopend.
° De vlamboog wordt na het verstrijken van de vast ingestelde gasvoorstroomtijd
van 0,1 seconden ontstoken.
° De lasstroom stelt zich na het verstrijken van de vast ingestelde stroomoplooptijd
van 0,1 seconden in op de vooraf ingestelde waarde.
2. Takt: Druktaster op het Tig-laspistool loslaten.
° De lasstroom verminderd zich met de vooraf ingestelde stroomaflooptijd tot 20%
van de ingestelde lasstroom, en schakelt dan automatisch uit.
° Het beschermgas stroomt overeenkomstig de vooraf ingestelde gasnastroomtijd na
Het 2-Takt lassen wordt aanbevolen bij snel, gecontroleerd hechten en bij handmatig
puntlassen.
6.1.4 De TIG 4-Takt Functie.
1. Takt: Druktaster op het Tig-laspistool indrukken.
° Het magneetventiel voor het beschermgas wordt geopend.
° De vlamboog wordt na het verstrijken van de vast ingestelde gasvoorstroomtijd
van 0,1 seconden ontstoken.
° De lasstroom bedraagt 50% van de ingestelde waarde.
2. Takt: Druktaster op het Tig-laspistool loslaten.
° De lasstroom stelt zich na het verstrijken van de vast ingestelde stroomoplooptijd
van 0,1 seconden in op de vooraf ingestelde waarde.

56
NL
3. Takt: Druktaster op het Tig-laspistool indrukken.
° De lasstroom verminderd zich met de vooraf ingestelde stroomaflooptijd tot 20%
van de ingestelde waarde.
° De lasstroom vloeit met 20% van de ingestelde waarde.
4. Takt: Druktaster op het Tig-laspistool loslaten.
° De vlamboog dooft.
° Het beschermgas stroomt overeenkomstig de vooraf ingestelde gasnastroomtijd na
Bij het 4-Takt lassen vervalt het continue ingedrukt moeten houden van de druktaster op het
Tig-laspistool, waardoor vermoeidheidsverschijnselen worden voorkomen.
6.1.5 De gasnastroomtijd (0,5 sec. - 25,0 sec.).
De gasnastroomtijd is die tijd, die na het doven van de vlamboog verstrijkt voor dat het
gasventiel gesloten wordt. Door het nastromen van het beschermgas worden het werkstuk
en de wolfraam-elektrode tegen zuurstof-inwerking beschermd tot dat deze zijn afgekoeld.
6.1.6 De stroomaflooptijd (0,0 sec. - 10,0 sec.).
De stroomaflooptijd is die tijd, waarin de lasstroom lineair tot aan de eindkraterstroom
afloopt. De stroomaflooptijd begint bij het 2-takt lassen direct na het loslaten van de
druktaster op het Tig-laspistool. Bij het 4-takt lassen begint de stroomaflooptijd wanneer
tijdens het lassen de druktaster op het Tig-laspistool wordt ingedrukt. Het langzaam aflopen
van de lasstroom voorkomt het ontstaan van een eindkrater.
6.1.7 Manueel Pulsen.
Wanneer bij het TIG 2-takt lassen tijdens de stroomaflooptijd de druktaster op het Tig-
laspistool opnieuw wordt ingedrukt, dan springt de lasstroom direct op de ingestelde waarde.
Zolang de stroomaflooptijd actief is, kan telkens opnieuw door het indrukken van de
schakelaar de onderste waarde direct en traploos gekozen worden.
6.2 Elektroden lassen.
6.2.1 Elektroden lassen met de Netzekering-beveiligings-functie.
Wanneer deze functie is ingeschakeld, dan wordt de netstroomopname bewaakt, en zonodig
de lasstroom zover gereduceerd dat de netzekering niet doorslaat. Hierbij dient u erop te
letten dat als netzekering een automatische zekering klasse L gebruikt wordt, daar de
karakteristiek van de Netzekering-beveiligings-functie op dit automatentype is aangepast.
De TIGER 170 / 210 is geschikt voor het verlassen van alle gangbare elektroden, waarbij de
maximale lasstroom 140 / 160 ampère bedraagt. Wordt een hogere lasstroom op de
machine ingesteld, dan begrenst deze zichzelf op 140 / 160 ampère.
Met deze lasstroom kunnen alle gebruikelijke elektroden tot en met een diameter van
3,25mm verlast worden.
De polariteit en de instelling van de benodigde lasstroom voor de verschillende elektroden
kunt u vinden in de documentatie van de fabrikant van de elektroden.
Bij een permanente kortsluiting schakelt na circa 1,3 seconden de Anti-Stick functie in, die de
lasstroom op circa 35 ampère begrenst.

57
6.2.2 Elektroden lassen met de BOOSTER-functie.
Wanneer deze functie is ingeschakeld, is de Netzekering-beveiligings-functie niet actief. De
maximale lasstroom bedraagt 150 ampère voor de TIGER 170 en 170 Ampère voor de
TIGER 210. Wordt een hogere lasstroom op de machine ingesteld, dan begrenst deze
zichzelf op 150 ampère.
6.2.3 Anti-Stick-functie.
Wanneer bij het elektroden lassen een permanente kortsluiting optreedt, dan schakelt na 1,3
seconden de Anti-Stick functie in, die de lasstroom tot circa 35 ampère reduceert. Hierdoor
wordt het uitgloeien van de elektrode voorkomen, en kan de kortsluiting worden verbroken
door het losbreken van de elektrode.
6.2.4 Het INTIG-Energy systeem bij elektroden lassen.
Bij het elektroden lassen wordt door middel van het INTIG-Energy (Intelligent Ignition
Energy) systeem altijd automatisch de juiste “startstroom-verhoging” ingesteld. Hierbij wordt
het ontstekingsproces zeer snel door de processorbesturing bewaakt, en van een optimale
startstroom-energie voorzien om een gegarandeerde en zachte boogontsteking tot stand te
brengen. Dit systeem ondersteund ook het herstarten van moeilijk lasbare elektroden (zoals
o.a. basische), omdat de verhoging pas tot stand komt na het oplichten van de elektrode
(zoals bij het Lift-Arc principe bij Tig-lassen).
7. Afstandbediening.
7.1 Voetpedaal WIG PLUS 1 (Bestelnummer 753 1001).
Met de voetafstandbediening WIG PLUS 1 kan de lasstroom tijden het lassen permanent via
de voetpedaal aan het lasproces worden aangepast. De op de machine ingestelde lasstroom
is hierbij de maximale lasstroom bij volledig ingedrukte pedaal. Hierdoor is het mogelijk een
maximale lasstroom in te stellen, met een optimaal naar omstandigheden regelbaar
stroombereik.
Op de voetpedaal WIG PLUS 1 bevindt zich een schakelaar met de volgende functies:
- Stuursignaal Hand
De lasstroom wordt door de druktaster op het Tig-laspistool in- en uitgeschakeld. De functies
2-takt, 4-takt, stroomaflooptijd en gasnastroomtijd zijn actief en op de machine instelbaar. De
voetpedaal regelt de hoogte van de lasstroom, maar schakelt deze niet uit. Deze functie is
het meest geschikt voor seriewerkzaamheden met meestal een gelijkblijvende lasstroom,
waarvan af en toe iets afgeweken moet worden.
- Stuursignaal Fuß ( Voet )
Wanneer deze functie is ingeschakeld wordt de lasstroom via de voetpedaal in- en
uitgeschakeld, en met de voet geregeld. De lasmachine schakelt automatisch op 2-takt, en
de stroomoplooptijd en de stroomaflooptijd worden intern tot een minimum gereduceerd.
Pas op: U dient erop te letten, dat de machine niet per ongeluk met de voet wordt
ingeschakeld. Bij het indrukken van de voetpedaal bestaat het gevaar van elektrische
schokken door hoogspanningsimpulsen.

58
NL
7.2 Handafstandbediening WIG PLUS 2 (Bestelnummer 753 1002).
Met de handafstandbediening WIG PLUS 2 kan de lasstroom voor of tijdens het lassen
aangepast worden. De op de machine ingestelde lasstroom is daarbij de 100% instelling op
de afstandbediening. Hierdoor is het mogelijk een maximale lasstroom in te stellen, met een
optimaal naar omstandigheden regelbaar stroombereik. De lasstroom wordt via de druktaster
op het Tig-laspistool in- en uitgeschakeld. De functies 2-takt, 4-takt, stroomaflooptijd en
gasnastroomtijd zijn actief en op de machine instelbaar.
7.3 REHM-TIG-laspistool R-SR17/4mtr. en R-SR17/8mtr. met potentiometer
en lederen hoes. (Bestelnummer 7631711).
Met het Tig-laspistool R-SR17/4mtr. of R/SR17/8mtr. met potentiometer en lederen hoes
hebt u dezelfde afstandbediening-mogelijkheden tot uw beschikking zoals de onder 7.2
beschreven handafstandbediening. Met de in het Tig-laspistool ingebouwde potentiometer
kan de lasstroom voor of tijdens het lassen aangepast worden. De aansluiting van dit Tig-
laspistool gebeurt via de standaard stuurstroom-aansluiting en de aansluiting voor de
afstandbediening.
PAS OP: Bij het gebruik van een Tig-laspistool met afstandbediening van welk type of
merk dan ook, die niet uitdrukkelijk door REHM wordt aanbevolen, vervalt alle
aanspraak op garantie.
7.4 TIGER 170 SET (Bestelnummer 150 3171)
TIGER 170 kompleet in een metalen koffer met het REHM Tig-laspistool R-SR 17/4mtr. met
lederen hoes en potentiometer, een drukregelaar met inhoud- en litermanometer en een
4mtr. massakabel met veerklem. Dankzij de afsluitbare robuuste transportkoffer met
compacte afmetingen (LxBxH: 565x360x200mm) en een totaalgewicht van slechts 18 kilo is
de TIGER 170 SET een uitstekende machine voor zowel gebruik in de werkplaats als voor
laswerkzaamheden op locatie.
8 Toepassingsbeperkingen.
De TIGER 170 lasapparaten kunnen onder alle omstandigheden gebruikt worden die
overeenkomen met de beschermingsklasse IP23 of lager. Voor het lassen onder bijzondere
omstandigheden worden speciale eisen aan de beschermingsklasse van de machine
gesteld. De gebruiksmogelijkheden van de machine in een dergelijke omgeving moeten
afzonderlijk onderzocht worden.
9 Onderhoud.
De TIGER 170 lasapparaten zijn in principe onderhoudsvrij, waarbij wel opgemerkt dient te
worden, dat de elektrische aansluitingen en de kabels regelmatig gecontroleerd dienen te
worden.

59
9.1 Volgens voorschrift afvoeren
Alleen voor EU-landen.
Geef elektrisch gereedschap niet met het huisvuil mee!
Volgens de Europese richtlijn 2002196/EG inzake oude elektrische en
lektronische apparaten en de toepassing daarvan binnen de nationale
wetgeving, dient gebruikt elektrisch gereedschap gescheiden te worden
ingezameld en te worden afgevoerd naar een recycle bedrijf dat voldoet
aan de geldende milieu-eisen.
10. Technische gegevens
Model
TIGER 170
TIGER 210
Instelbereik
TIG
[A]
5 - 170
5 - 210
Netzekering-
beveiligings-
functie
[A]
5 - 140
5 - 160
Booster-functie
[A]
5 - 150
5 - 170
Inschakelduur (ID) dij
TIG
[%]
50 (30)
50 (30)
I max. bij 20°C (40°C)
Elektrode
[%]
60 (35)
90 (35)
Las-stroom bij
TIG
[A]
135 (100)
175 (140)
100% ID bij 20°C (40°C)
Elektrode
[A]
120 (100)
160 (120)
Opgenomen vermogen bij I max.
TIG
[kVA]
5,4
4,8
Elektrode
[kVA]
5,9
5,5
Netspanning
230V/50Hz
230V/50Hz
Netspanning-kompensatie
-15% +10%
-15% +10%
Afzekering
[A]
16
16
Vermogens-faktor
cos
0,7
0,99
Beschermingsklasse
IP 23
IP 23
Isolatieklasse
H
H
Laspistoolkoeling
Gas
Gas
Afmetingen L/B/H
[mm]
320/145/170
375/145/180
Gewicht
[kg]
4,9
6,0

60
NL
EG - Conformiteitverklaring
Voor de volgende omschreven producten
TIGER 170
TIGER 170 – Set
TIGER 210
wordt hiermee bevestigd, dat deze machine’s aan de wezenlijke veiligheidseisen voldoen,
die vastgelegd zijn in de richtlijn 2004/108/EG (EMV - richtlijn) van het raadscollege ter
aanpassing van de rechtsvoorschriften van de lidstaten met betrekking tot
elektromagnetische verdraagbaarheid en in de richtlijn 2006/95/EWG betreffend elektrische
bedrijfsmiddelen voor gebruik binnen bepaalde spanningsgrenzen.
De boven genoemde producten komen met de voorschriften van deze richtlijn overeen en
voldoen aan de veiligheidsvoorschriften voor machines voor vlambooglassen in
overeenstemming met de volgende product normen:
EN 60 974-1: 2006-07
Vlambooglasmachines – Deel 1: Lasstroombronnen.
EN 60 974-3: 2004-04
Vlambooglasmachines – Deel 3: Vlamboogontsteek- en stabiliseringsinrichting
EN 60974-10: 2004-01
Vlambooglasmachines – Deel 10: Elektromagnetisch verdraagbare (EMV) toepassingen.
In overeenstemming met de EG richtlijn 2006/42/EG artikel 1, paraaf 2 vallen
bovengenoemde producten uitsluitend in het gebruiksbereik van de richtlijn 2006/95/EG
betreffende elektrische bedrijfsmiddelen voor gebruik binnen bepaalde spanningsgrenzen.
Voor deze verklaring is verantwoordelijk de fabrikant:
REHM GmbH u. Co. KG Schweisstechnik
Ottostrasse 2
D-73066 Uhingen
Uhingen, 12 juni 2007
Afgegeven door
R. Stumpp
Bedrijfsleiding

-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63































































REHM TIGER 170 Operating Instructions Manual
- Categoría
- Sistema de soldadura
- Tipo
- Operating Instructions Manual
en otros idiomas
- français: REHM TIGER 170
- italiano: REHM TIGER 170
- English: REHM TIGER 170
Otros documentos
-
GYS NEOPULSE 320 C El manual del propietario
-
-
-
GYS WIRE FEEDER AIR/WATER NEOFEED-4W El manual del propietario
-
GYS TIG 220 AC/DC El manual del propietario
-
GYS PROTIG 200 DC HF El manual del propietario
-
-
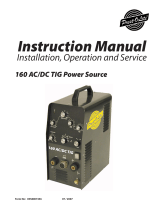 Prest-O-Lite 160 AC/DC Tig Power Source Manual de usuario
Prest-O-Lite 160 AC/DC Tig Power Source Manual de usuario
-
-
GYS EXATIG HF GENERATOR - FOR EXAGON/GENIUS 400 El manual del propietario
