Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
- Tipo
- Manual de usuario

SAFETY AND
OPERATING
INSTRUCTIONS
SLICE
®
EXOTHERMIC
CUTTING EQUIPMENT
English
French
Spanish
Italian
SLICE
®
TORCH
SLICE
®
PACKAGE
SLICE
®
STRIKER
Art# A-13635
Revision: AC Issue Date: 24-01-2019 Manual No.: 89250840

WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Arcair
®
product. We are proud to have you as our customer and
will strive to provide you with the best service and support in the industry. This product is
backed by our extensive warranty and world-wide service network. To locate your nearest
distributor or service agency visit us on the web at www.esab.com/arcair.
This Manual has been designed to instruct you on the correct installation and use of your Arcair
product. Your satisfaction with this product and its safe operation is our ultimate concern.
Therefore, please take the time to read the entire manual, especially the Safety Precautions.
They will help you to avoid potential hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Arcair is a Global Brand of cutting Products for ESAB. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing, Construction, Mining, Automotive,
Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading, dependable products
that have stood the test of time. We pride ourselves on technical innovation, competitive prices,
excellent delivery, superior customer service and technical support, together with excellence
in sales and marketing expertise.
Above all, we are committed to develop technologically advanced products to achieve a safer
working environment within the welding industry.

i
!
WARNING
Read and understand this entire Manual and your employer’s safety
practices before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manu-
facturer's best judgment, the Manufacturer assumes no liability for its
use.
SLICE
®
Exothermic Cutting Equipment
Safety and Operating Instructions
Manual Number: 89250840
Published by:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
U.S. Customer Care: (800) 426-1888
International Customer Care: (940) 381-1212
Copyright © 2018 ESAB. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage
caused by any error or omission in this Manual, whether such error results from negligence, accident,
or any other cause.
For Printing Material Specification in the Americas refer to document 47X1920
For Printing Material Specification in Europe refer to document 47X1953
Publication Date: 08-03-2018
Revision Date: 24-01-2019
Record the following information for Warranty purposes:
Where Purchased:
Purchase Date:

ii
Be sure this information reaches the operator.
You can get extra copies through your supplier.
CAUTION
These INSTRUCTIONS are for experienced operators. If you are not fully familiar
with the principles of operation and safe practices for arc welding and cutting equip-
ment, we urge you to read our booklet, "Precautions and Safe Practices for Arc
Welding, Cutting, and Gouging," Form 52-529. Do NOT permit untrained persons to
install, operate, or maintain this equipment. Do NOT attempt to install or operate this
equipment until you have read and fully understand these instructions. If you do not
fully understand these instructions, contact your supplier for further information. Be
sure to read the Safety Precautions before installing or operating this equipment.
USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and accompanying labels and/
or inserts when installed, operated, maintained and repaired in accordance with the instructions provided. This equipment must
be checked periodically. Malfunctioning or poorly maintained equipment should not be used. Parts that are broken, missing,
worn, distorted or contaminated should be replaced immediately. Should such repair or replacement become necessary, the
manufacturer recommends that a telephone or written request for service advice be made to the Authorized Distributor from
whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the manufacturer. The user of this
equipment shall have the sole responsibility for any malfunction which results from improper use, faulty maintenance, damage,
improper repair or alteration by anyone other than the manufacturer or a service facility designated by the manufacturer.
!
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR
OPERATING.
PROTECT YOURSELF AN D OTHERS!

iii
ASSUREZ-VOUS QUE CE DOCUMENT D’INFORMATION EST DISTRIBUÉ À L’OPÉRATEUR.
DES COPIES SUPPLÉMENTAIRES SONT DISPONIBLES CHEZ VOTRE FOURNISSEUR.
MISE EN GARDE
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité applicables au soudage à l’arc et à l’équipement de
coupage, nous vous suggérons de lire notre brochure « Précautions et pratiques
de sécurité pour le soudage à l’arc, le coupage et le gougeage », Formulaire 52-
529. Ne permettez PAS aux personnes non qualiées d’installer, d’utiliser ou
d’effectuer des opérations de maintenance sur cet équipement cet équipement. Ne
tentez PAS d’installer ou d’utiliser cet équipement avant d’avoir lu et bien compris
ces instructions. Si vous ne comprenez pas bien les instructions, renseignez-vous
auprès de votre fournisseur. Assurez-vous de lire les Règles de Sécurité avant
d’installer ou d’utiliser cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement fonctionnera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information à condition d’être installé, utilisé, entretenu et réparé selon les instructions fournies. L’équipement
doit être contrôlé de manière périodique. Ne jamais utiliser un équipement qui ne fonctionne correctement bien ou n’est pas
bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiatement. Dans
le cas où une réparation ou un remplacement est nécessaire, e fabricant recommande de faire une demande de conseil de
service écrite ou par téléphone auprès du distributeur agréé où l’équipement a été acheté.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite du fabricant. L’utilisateur de
l’équipement sera le seul responsable de toute défaillance résultant de toute utilisation, maintenance, réparation incorrectes,
de dommages ou encore de modication apportées par une personne autre que le fabricant ou un centre de service désigné
par ce dernier.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’UTILISER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

iv
DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2014/35/EU, entering into force 20 April 2016
The EMC Directive 2014/30/EU, entering into force 20 April 2016
The RoHS Directive 2011/65/EU, entering into force 2 January 2013
Type of equipment
EXOTHERMIC CUTTING SYSTEM
Type designation etc.
SLICE Exothermic Torch Cutting System
Brand name or trade mark
Arcair SLICE
Manufacturer or his authorised representative
Name, address, telephone No:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Phone: +01 800 426 1888, FAX +01 603 298 7402
The following harmonised standard in force within the EEA has been used in the
design:
IEC/EN 60974-11:2010 Arc Welding Equipment Part II: Electrode Holders
IEC/EN 60974-10:2014 + AMD 1:2015 Published 2015-06-19 Arc Welding Equipment - Part
10: Electromagnetic compatibility (EMC) requirements
Additional Information: Restrictive use, Class A equipment, intended for use in location
other than residential.
By signing this document, the undersigned declares as manufacturer, or the
manufacturer’s authorised representative, that the equipment in question complies
with the safety requirements stated above.
Date Signature Position
15 September, 2016
Flavio Santos General Manager
Accessories and Adjacencies
2018

v
Table of Contents
SECTION 1: INTRODUCTION ........................................................................................1
1.01 How to Use this Manual ............................................................1
1.02 Receipt of Equipment ................................................................1
1.03 Description ...............................................................................1
SECTION 2: SAFETY PRECAUTIONS ...........................................................................2
SECTION 3: PROCESS FUNDAMENTALS .....................................................................5
SECTION 4: EQUIPMENT .............................................................................................6
4.01 SLICE Torch ..............................................................................6
4.02 SLICE Striker ............................................................................6
4.03 SLICE Packs .............................................................................6
4.04 Cutting Rods ............................................................................. 7
4.05 SLICE Components ...................................................................8
4.06 Charging the Ignition Source .....................................................9
SECTION 5: CUTTING DATA ......................................................................................10
5.01 Material Cutting Rates ............................................................10
5.02 Cutting Electrode Types ..........................................................11
5.03 SLICE Cutting Torches .............................................................11
SECTION 6: OPERATION ............................................................................................12
6.01 Cutting without Power ............................................................12
6.02 Cutting with Power .................................................................13
6.03 Hole Piercing ..........................................................................14
6.04 Copper and Copper Alloys ....................................................... 15
SECTION 7: IMPORTANT PROCESS VARIABLES .......................................................16
7.01 Oxygen Pressure.....................................................................16
7.02 Amperage ...............................................................................17
7.03 Travel Speed ...........................................................................17
7.04 Electrode-To-Work Angle ........................................................17
SECTION 8: APPLICATIONS ......................................................................................18
SECTION 9: TROUBLESHOOTING ..............................................................................19
9.01 General troubleshooting ..........................................................19
9.02 Ignition source led display guide ............................................. 20
SECTION 10: PARTS LISTING ....................................................................................22
SECTION 11: STATEMENT OF WARRANTY ................................................................25

vi
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
This Page Intentionally Blank

SLICE EXOTHERMIC CUTTING EQUIPMENT
1
89250840
SECTION 1: INTRODUCTION
1.01 How to Use this Manual
To ensure safe operation, read the entire manual, including the chapter on safety instructions and
warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these headings. These special annotations are easily
recognized as follows:
NOTE!
An operation, procedure, or background information which requires
additional emphasis or is helpful in efcient operation of the system.
!
CAUTION
A procedure which, if not properly followed, may cause damage to the
equipment.
!
WARNING
A procedure which, if not properly followed, may cause injury to the
operator or others in the operating area.
WARNING
Gives information regarding possible electrical shock injury. Warnings
will be enclosed in a box such as this.
1.02 Receipt of Equipment
When you receive the equipment, check it against the invoice to make sure it is complete and
inspect the equipment for possible damage due to shipping. If there is any damage, notify the carrier
immediately to file a claim. Furnish complete information concerning damage claims or shipping
errors to the location in your area, listed on the back cover of this manual. Include a full description
of the parts in error.
If you want additional or replacement copies of this manual, please contact Arcair at the address
and phone number in your area listed on the inside back cover of this manual. Include the Manual
number (Page i).
1.03 Description
Arcair
®
SLICE
®
systems can cut, burn or pierce almost any metallic, non-metallic or composite
material. The SLICE exothermic torch cuts right through hard-to-cut materials such as mild, stainless
and alloy steels, cast iron, aluminum, magnesium and other non-ferrous metals, slag and refractory
materials, and concrete or brick.

2
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 2: SAFETY PRECAUTIONS
!
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment
is not properly installed, used, and maintained. Misuse of this equipment
and other unsafe practices can be hazardous. The operator, supervisor, and
helper must read and understand the following safety warnings and instruc-
tions before installing or using any welding or cutting equipment, and be
aware of the dangers of the welding or cutting process. Training and proper
supervision are important for a safe work place. Keep these instructions for
future use. Additional recommended safety and operating information is refer-
enced in each section.
!
WARNING
This product contains chemicals, including lead, or otherwise produces
chemicals known to the State of California to cause cancer, birth defects
and other reproductive harm. Wash hands after handling.
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
The purchaser is responsible for the safe installation, operation, and use of all products
purchased, including compliance with all applicable ISO standards and local codes in
the country of use. Do not service or repair equipment with power on. Do not operate
equipment with protective insulators or covers removed. Service or repair to equipment
must be done by qualified and/or trained personnel only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition.
Aluminized, protective clothing can become part of the electrical path. Keep oxygen cylinders, chains,
wires, ropes, cranes, and hoists away from any part of the electrical path. All ground connections must
be checked periodically to determine if they are mechanically strong, and electrically adequate for the
required current. When engaged in AC welding/cutting under wet conditions or where perspiration
is a factor, the use of automatic controls for reducing the no load voltage is recommended to reduce
shock hazards. Accidental contact must be prevented when using open circuit voltage exceeding 80
volts AC, or 100 volts DC by adequate insulation or other means. When welding is to be suspended for
any length of time, such as during lunch or overnight, all electrode holders and electrodes should be
removed from the electrode holder and the power supply should be turned off to prevent accidental
contact. Keep MIG Guns, electrode holders, TIG torches, Plasma torches, and electrodes away from
moisture and water. See safety and operating references 1, 2, and 8.
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation to
protect operators and others in the area. Vapors of chlorinated solvents can form the
toxic gas "Phosgene" when exposed to ultraviolet radiation from an electric arc. All
solvents, degreasers, and potential sources of these vapors must be removed from the
operating area. Use air-supplied respirators if ventilation is not adequate to remove all
fumes and gases. Oxygen supports, and vigorously accelerates fire and should never be used for
ventilation. See safety and operating references 1, 2, 3, and 4.

SLICE EXOTHERMIC CUTTING EQUIPMENT
3
89250840
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong ultraviolet
rays. Never attempt to weld/cut without a federally compliant welding helmet with the
proper lens. A number 12 to 14 shade filter lens provides the best protection against arc
radiation. When in a confined area, prevent the reflected arc rays from entering around
the helmet. Approved shielding curtains and appropriate goggles should be used to
provide protection to others in the surrounding area. Skin should be protected from arc rays, heat, and
molten metal. Always wear protective gloves and clothing. All pockets should be closed and cuffs sewn
shut. Leather aprons, sleeves, leggings, etc. should be worn for out-of-position welding and cutting, or
for heavy operations using large electrodes. Hightop work shoes provide adequate protection from foot
burns. For added protection, use leather spats. Flammable hair preparations should not be used when
welding/cutting. Wear ear plugs to protect ears from sparks. Where work permits, the operator should
be enclosed in an individual booth painted with a low reflective material such as zinc oxide. See safety
and operating references 1, 2, and 3.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, flame, flying sparks, hot slag, and heated materials can
cause fire and explosions. Remove combustibles from the work area and/or provide a fire
watch. Avoid oily or greasy clothing as a spark may ignite them. Have a fire extinguisher
nearby, and know how to use it. If welding/cutting is to be done on a metal wall, partition,
ceiling, or roof, precautions must be taken to prevent ignition of nearby combustibles on the other side.
Do not weld/cut containers that have held combustibles. All hollow spaces, cavities, and containers
should be vented prior to welding/cutting to permit the escape of air or gases. Purging with inert gas is
recommended. Never use oxygen in a welding torch. Use only inert gases or inert gas mixes as required
by the process. Use of combustible compressed gases can cause explosions resulting in personal injury
or death. Arcing against any compressed gas cylinder can cause cylinder damage or explosion. See
safety and operating references 1, 2, 5, 7, and 8.

4
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251, 252,
253, 254 and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1-2012 "Safety in Welding, Cutting, and Allied Processes".
3. ANSI Z87.1-2015 "American National Standard for Occupational and Educational Personal
Eye and Face Protection Devices".
4. ANSI/ASSE Z88.2-2015 "American National Standard Practices for Respiratory Protection".
American National Standards Institute Inc., 1430 Broadway, New York, NY 10018.
5. AWS F4.1:2017. "Safe Practices for the Preparation of Containers and Piping for Welding,
Cutting, and Allied Processes"
6. AWS C5.3:2000 (R2011) "Recommended Practices For Air Carbon Arc Gouging And Cutting".
American Welding Society, 8669 NW 36 Street, PO Box 130, Miami, Florida 33166-6672
7. NFPA 51B:2014 "Standard for Fire Prevention During Welding, Cutting, and Other Hot Work"
National Fire Protection Association (NFPA), 1 Batterymarch Park, Quincy, Massachusetts,
USA 02169-7471
8. NFPA-70:2017 "National Electrical Code". National Fire Protection Association (NFPA), 1
Batterymarch Park, Quincy, Massachusetts, USA 02169-7471
9. CAN/CSA-W117.2-12 (R2017) "Safety in Welding, Cutting and Allied Processes". Canadian
Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

SLICE EXOTHERMIC CUTTING EQUIPMENT
5
89250840
SECTION 3: PROCESS FUNDAMENTALS
The SLICE Exothermic Cutting process uses an exothermic chemical reaction that burns, melts or
vaporizes most materials. The reaction begins with an electrical arc or alternate energy source that
causes a steel cutting rod to burn. Oxygen flows through the center of the rod.
Because of the rod’s design, the burning makes excess heat ("exo - thermic") which cuts the
workpiece. Once started, the burn will continue as long as oxygen flows through the rod. The heat
created melts the material being cut. The velocity of oxygen through the rod blows the molten material
away, creating the kerf or cut line.
This arc ignition process led to invention of the oxy-arc torch and design of equipment for underwater
construction and salvage.
The electrical arc that starts the burn can be from a welding power source that delivers at least 100
amps, a 12-volt lead acid or similar low-impedance battery. The cutting process can run without
power, using the heat of the reaction only, or with power, cutting with an electrical arc from a welding
power source providing more heat.
HISTORY
The exothermic cutting rod is a small oxygen lance. A prime example of the combustion triangle is one
side being fuel (the steel lance); the oxygen source (pure oxygen being forced through the lance); the
heat of combustion (some external source of heat). However, when the lance pierces a slag puddle,
the puddle becomes the source of heat until the lance is withdrawn, at which time burning stops.
In 1888, a published paper described passing oxygen through a steel tube and heating the tube to
a bright red. Heat resulted. In 1901, Ernst Henner filed a German patent on an early oxygen lance
made of two concentric tubes. In 1902, documentation shows that the oxygen lance replaced oil
and gas torches for opening furnace taps in steel blast furnaces. The oxygen lance has since been
used to cut rocks and concrete structures. An example is cutting up reinforced concrete structures
such as bunker emplacements and tank traps built in Europe during World War II.
An ideal way to start the lance, workers found, was to use a welding power source on conductive
material to strike an arc and start the burn. This process worked well in construction, even in mud
and water.
Around 1940, the burning bar or exothermic lance was first marketed as a cutting tool. A flexible
version made of an insulated cable was introduced around 1960. Not until the early 1980’s were
smaller burning bars designed for hand torch use, above and below water. A one-piece unit now
allows for adequate rod surface exposure to an oxygen supply for exothermic cutting. Arcair, an ESAB
brand, is a world leader in metal removal and cutting and sells this exothermic cutting equipment
under the trade name Arcair SLICE.

6
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 4: EQUIPMENT
4.01 SLICE Torch
The SLICE Torch, a gun-shaped tool, provides a means of gripping the rod and supplying the oxygen
and power to the cutting rod. The basic torch includes 10 ft. (3.05 m) of power cable and oxygen
hose. The power cable can carry 200 amps in a power cutting operation. The oxygen hose includes
a standard size oxygen fitting and is ready to be connected to the user’s oxygen regulator. This
standard torch has a flexible hand shield which is easily replaceable if damaged, plus the torch is
molded from a super tough Thermo plastic.
An optional 6" (152 mm) collet extension and 6" (152 mm) diameter extension shield is available
to help reduce torch wear or damage when piercing. Also available is a 3/8" (9.5 mm) adapter kit
consisting of a collet chuck, Collet Nut, washer, and flashback arrestor needed to adapt the torch for
using the 3/8" (9.5 mm) diameter cutting rods.
4.02 SLICE Striker
A SLICE Striker is available for cutting without power. The striker is an insulated piece of copper
plate with a serrated surface. By scratching the rod against the copper plate an arc is initiated and
the cutting process begins. Striker wear can be extended by using the smallest exposed portion of
the copper plate and gradually increasing.
SLICE Striker
1” open
SLICE Striker
2” open
SLICE Striker
Full open
The SLICE striker comes standard with a 10 ft. (3.05 m) cable.
4.03 SLICE Packs
SLICE
®
Utility Pack
Includes a rugged carrying case. Power connections (12 volt battery only), tong style
battery clamps makes power connection quick and easy. Industrial oxygen hose
connected to the torch; industry standard Oxygen hose supplies the torch with oxygen
and standard fittings used to connect to oxygen regulators.
SLICE
®
Battery Pack
Includes a rugged carrying case. Power connections twist-lock style connection;
easy to connect to battery ignition source for both torch and striker and color coded
connectors. Industrial oxygen hose connected to the torch; industry standard Oxygen
hose supplies the torch with oxygen, standard fittings used to connect to oxygen
regulators, and color coded connections.

SLICE EXOTHERMIC CUTTING EQUIPMENT
7
89250840
SLICE
®
Industrial Pack
Versatility for industrial type applications. Industrial cart capable of carrying a 9"
diameter oxygen cylinder. Packed with the basic items needed to do a cutting job; SLICE
Torch Assembly - 10 ft leads, striker assembly, oxygen regulator, battery charger, and
cutting rod holder. Industrial oxygen hose connected to the torch; industry standard
Oxygen hose supplies the torch with oxygen and standard fittings used to connect to
oxygen regulators.
SLICE
®
Complete Pack
Rugged aluminum carrying case; packed with the basic items needed to do a
cutting job. Self-contained cutting system lends itself well to the emergency
type cutting situations where seconds count. Complete unit weights 70
lbs (31.75 kg). Storage compartment with hinged door for parts storage
during transportation. Power connections twist-lock style connection; easy
to connect to battery ignition source assembly for both torch and striker
and color coded connectors. Industrial oxygen hose connected to the torch;
industry standard Oxygen hose supplies the torch with oxygen. Standard
fittings used to connect to oxygen regulators.
4.04 Cutting Rods
SLICE Cutting Rods are made of carbon steel, by rolling a steel strip into a rod, and are coated or
uncoated. The coating is made of arc stabilizers and a binder. Several advantages to using the
coated rods with power include:
• More efficient cutting rates (more cut per inch of rod burnt and more cut per minute of burn time)
• Easier rod operation
• Protection from burning out on the side of the rod, especially when piercing
Rod Size Uses
1/4" x 22"
6.4 mm x 558.8 mm
Standard size cutting rods used in a variety of jobs. Recommended for
all straight-line cutting and most general-cutting applications. Coated
or uncoated.
1/4" x 44"
6.4 mm x 1117.6 mm
Used when greater length is needed to reach the cutting area or when
piercing holes in materials thicker than 18" (457,2 mm). Uncoated.
3/8" x 18"
9.5 mm x 457.2 mm
Used for heavy piercing with a large bore. Coated or uncoated.
3/8" x 36"
9.5 mm X 914.4 mm
Used when added length is needed to complete cutting. Uncoated.
NOTE!
All SLICE cutting torches come ready to use the 1/4" (6.4 mm) diameter
rods. Use of the 3/8" (9.5 mm) diameter rods requires the 3/8" (9.5 mm)
conversion kit, Part Number 94-463-032.

8
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
4.05 SLICE Components
Art# A-13635
Figure 1: SLICE Torch
SLICE Torch
Oxygen Valve Lever
Oxygen Hose
Connection
Torch Cable
Power Assisted Torch End
Collet Nut
Black Male Connector
Striker Cable
SLICE Striker
Art# A-13637
Red Male Connector
Figure 2: SLICE Torch and Striker

SLICE EXOTHERMIC CUTTING EQUIPMENT
9
89250840
Art # A-13638
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Cam Lock Female
Terminal F/ Torch
Cam Lock Female
Terminal F/ Striker
Test Button
DC Input
Fault / Charge Status Gauge
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figure 3: SLICE Battery Ignition Source
4.06 Charging the Ignition Source
There are 3 LEDs on the Ignition Source panel (FAULT, CHARGING, and CHARGED). Fully charged
status will display all LEDs green. For explanation of LED readouts refer to Section 9.2 Ignition Source
LED Display Guide. The AC/DC Power Adapter (p/n 96-076-043) is required to complete these steps.
NOTE!
It is recommended that the unit be recharged after every use or when-
ever the Charge Status LEDs shows 50% or less.
Charging the Ignition Source:
1. Press the TEST button on the Ignition Source panel to check status. If the LEDs do not present
all green LEDs then proceed with the steps below.
2. Insert the AC/DC Power Adapter Output connector into the DC Input socket on the Ignition Source
panel and plug the Power Adapter input cord into a 120 V, 60Hz or 240 V 50Hz wall outlet.
3. Keep the unit plugged in until fully charged. Charging time can be between 2-5 hours. On the
Ignition Source panel amber LEDs will display when fully charged.
4. Disconnect the AC/DC Power Adapter connector from the Ignition Source and push the Test
button to confirm full charge status. All the LEDs will display green.

10
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 5: CUTTING DATA
The following chart helps determine the best settings for a specific use as a result of extensive
laboratory testing of the SLICE Equipment to determine the best cutting rates. Actual cutting results
obtained in the field vary due to conditions and experience of the user. Various usages of SLICE
Equipment return various results. Adjust the settings for any use. Use the following chart as a guide.
Oxygen pressure of 80 psi (551.6 kPa) achieves the best cutting. Some operations may require higher
or lower oxygen pressures - minimum 40 psi (275.8 kPa); maximum 100 psi (689.5 kPa). Amperage
over 200 amps does not improve cutting speed.
Find the right metal and thickness. For composites or unlisted metals, locate the listed type that most
resembles the material to be cut.
NOTE!
All these cutting values are based on 1/4" (6.4 mm) diameter ux-
coated rods. Cutting rates with 1/4" (6.4 mm) bare rods are slightly
less than the values listed in the chart.
5.01 Material Cutting Rates
Material Type Material Thickness
Length of Cut per
Inch Rod Used
Cutting Speed
in(mm) in(cm) in/min cm/min
Carbon Steel
1/8 (3.2) 2.25 (5.7) 72 183
1/4 (6.4) 1.5 (3.8) 52 132
3/8 (9.5) 1.38 (3.5) 42 106
1/2 (12.7) 1.25 (3.2) 35 89
3/4 (19.1) .75 (1.9) 22 56
Stainless
1/8 (3.2) 2.0 (5.1) 65 165
1/4 (6.4) 1.13 (2.9) 36 91
Aluminum
1/4 (6.4) 1.75 (4.4) 58 147
3/8 (9.5) 1.25 (3.2) 38 97
3/4 (19.1) .75 (1.9) 23 58
SAMPLE SELECTIONS:
The approximate cut/inch rod x amount of cut per rod = cut per rod used
Data: Cutting 3/8" (9.5 mm) aluminum with 1/4" (6.4 mm) fluxed rod
1.25" (3.2 cm) x 19" (48.3 cm) = 23.8" (60.5 cm). Approximate cut/min arc time = 38" (97 cm)
Data: Cutting 1/4" (6.4 mm) carbon steel with 1/4" fluxed rod
1.5" (3.8 cm) x 19" (48.3 cm) = 28.5" (72.4 cm). Approximate cut/min arc time = 52" (132 cm)

SLICE EXOTHERMIC CUTTING EQUIPMENT
11
89250840
5.02 Cutting Electrode Types
Cutting rates in this chart were obtained using 80 PSI (551.6 kPa) oxygen pressure and 1/4" x 22"
(6.4 mm x 559 mm) cutting rods. These rates are averaged values based on multiple cutting tests.
Actual cutting rates may vary due to parameters used and operator expertise.
Part No.
Diameter
in(mm)
Length
in(mm)
Coated or
Uncoated.
Package
Quantity
Oxygen
Flow Rate
CFM(CMM)
Burn
Time
(sec)
42-049-002 1/4 (6.4) 22 (559) Coated 25 7.5 (.21) 40-45
42-049-003 1/4 (6.4) 22 (559) Coated 100 7.5 (.21) 40-45
43-049-002 1/4 (6.4) 22 (559) Uncoated 25 7.5 (.21) 40-45
43-049-003 1/4 (6.4) 22 (559) Uncoated 100 7.5 (.21) 40-45
43-049-005 1/4 (6.4) 44 (1117) Uncoated 25 7.5 (.21) 80-90
42-049-005 3/8 (9.5) 18 (457) Coated 50 12 (.34) 30-35
43-049-007 3/8 (9.5) 18 (457) Uncoated 50 12 (.34) 30-35
43-049-009 3/8 (9.5) 36 (914) Uncoated 25 12 (.34) 60-70
5.03 SLICE Cutting Torches
Part No.
Cable
Size
Power Cable
Length ft(m)
Oxygen
Hose Length
ft(m)
Cutting with
Power
Cutting without
Power
03-003-010 #1
10 (3.05) 10 (3.05)
Recommended Can Be Used
03-003-011 #6 Limited Use Only Recommended
03-003-012 #10 Not Recommended Recommended

12
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 6: OPERATION
SLICE Exothermic Cutting uses heat from a chemical reaction between a consumable steel rod and
oxygen flowing through the rod. Test data show that little or no oxygen remains. The oxygen not
used in the reaction blows the molten material out of the cut area. This action creates the kerf that
allows cut progression.
6.01 Cutting without Power
Cutting without power uses the heat reaction from the rod and the oxygen to cut. To initiate this type
of cutting, ignite the rod from a spark supplied by a 12-volt battery or by a welding power source
capable of delivering a 100-amp surge. Once this spark has ignited the rod, the electrical path is
broken and the heat of the reaction melts the material and cuts it.
Battery
+ -
SLICE Torch
Striker
Oxygen Supply
Art# A-13639
Figure 4: Cutting without Power
Cutting without power can be done in remote areas. Support equipment and bulky power sources
are not needed.
1. Connect the torch to either terminal of a 12-volt battery or constant-current welding power
source, then connect the striker or a strike plate to the other terminal. If using a welding
power source, set output level for 100 amps.
2. Turn ON the oxygen supply and adjust the regulator to the proper working pressure. Insert
the cutting rod into the collet and tighten the Collet Nut.
3. Tap the cutting rod on a hard, ungrounded surface to seat the rod in the torch.
4. Depress the torch oxygen valve lever and check for oxygen leaks around the Collet Nut.

SLICE EXOTHERMIC CUTTING EQUIPMENT
13
89250840
NOTE!
If oxygen is leaking, repeat the procedure until no oxygen is leaking.
5. Put the torch in one hand and striker in the other. Depress the oxygen lever and touch the
cutting rod to the striker.
6. Once the rod is ignited, remove the striker, then move the burning rod to the workpiece and
begin cutting.
NOTE!
Hold the cutting rod at a 45° to 80° drag angle from the workpiece
surface. The angle depends on the thickness and type of material
being cut.
7. Make slight contact between the burning rod tip and the workpiece as the cut progresses.
This placement requires two motions:
a. Inward towards the workpiece as the rod is consumed
b. In the direction of cut
Use a protective lens shade #5 since there is no electrical arc.
6.02 Cutting with Power
Cutting with power requires an electrical arc from a welding power supply and increases the heat
created exothermically. Almost all constant-current welding power supplies can be used in powered
exothermic cutting. Cutting with power is faster than cutting without power.
Art# A-13111_AB
SLICE Torch
Oxygen Supply
+
-
Work Piece
Ground Clamp
Power Supply
Figure 5: Cutting with Power

14
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
!
CAUTION
Constant-voltage power supplies should not be used with exothermic cut-
ting equipment. When the exothermic cutting rod contacts the workpiece,
the power supply is dead shorted, causing maximum amperage output of
the power supply. This surge can exceed the rated output of the machine
and the recommended amperage for powered exothermic cutting.
1. Connect the torch to one terminal, then connect a welding ground clamp to the other terminal
of a CC (Constant Current) welding power source.
2. Attach the ground clamp to the workpiece. Unlike other processes, this process uses either
a welding power source set for DCEP (reverse polarity) or DCEN (straight polarity). AC
(alternating current) power supplies can also be used without affecting cutting performance.
Do not cut with power using a constant-potential power source.
3. Insert the cutting rod into the collet and tighten. Start the oxygen flow, touch the rod tip to
the workpiece, and begin cutting. Hold the cutting rod at a 45° to 80° drag angle from the
workpiece surface.
4. Depress the torch oxygen valve lever and check for oxygen leaks around the Collet Nut.
5. As the cut proceeds, make slight contact between the burning rod and the workpiece. This
placement requires two motions:
a. Inward towards the workpiece as the rod is consumed
b. In the direction of cut
Use a protective lens shade #10 or higher to protect from arc flash.
6.03 Hole Piercing
Perform most piercing operations without power.
1. Remove the Collet Nut Assembly from the front of the torch and remove the brass collet,
washer and spark arrestor from the torch.
2. Attach the Collet Extension Assembly to the front end of the torch and once tightened re-
install the spark arrestor, washer and brass collet into the assembly.
3. Slide the Extension Shield over the Collet Extension Assembly until it bottoms out against
the metal ring on the assembly.
4. Reinstall the Collet Nut Assembly onto the Collet Extension Assembly.
5. Insert the SLICE cutting rod into the torch and tighten the Collet Nut Assembly. Tap the SLICE
rod against the work surface and tighten the Collet Nut again, this ensures the cutting rod
is seated against the rubber washer.
6. Ignite the cutting rod as explained in the "Cutting without Power" section.
7. Move the burning rod to the pierce point and, with the rod angled away from the operator,
begin piercing the hole.

SLICE EXOTHERMIC CUTTING EQUIPMENT
15
89250840
8. Once the hole is under way, bring the cutting rod perpendicular to the surface of the workpiece.
Keep the cutting rod deep enough in the hole to feel slight resistance from the non-molten
material at the base of the hole. Use a slight circular motion while piercing the hole to keep
the rod free of molten material coming out of the hole.
9. Move the rod in and out of the hole occasionally to maintain an open path for the molten
material.
!
CAUTION
The molten material travels back up the rod while piercing. Wear proper
clothing for protection from the molten spray. Hold the torch at arm’s length
to keep the operator as far away from the molten material as possible. An
optional 6" (152.4 mm) collet extension and extension shield are available
for the SLICE cutting torch to protect the operator and torch.
NOTE!
Piercing in the at position is more difcult than piercing horizontally. Pierc-
ing at progresses more slowly. For example, piercing a hole in a oor is
more difcult and slower than piercing a hole in a wall.
6.04 Copper and Copper Alloys
CUTTING Because of the very rapid heat absorption of copper and its alloys, cut with power on these
materials. Use a maximum of 300 amps since copper quickly absorbs the heat created from the
exothermic reaction, reducing the effectiveness of the cutting process. Cutting with power releases
more heat so it is possible to cut some copper pieces. The larger the size of the part the more
difficult it is to cut. A sawing motion into the cut kerf speeds cutting. Brass, bronze and other alloys
are slightly easier to cut, but these alloys should be cut using power, if possible.
PIERCING Use power when piercing copper and its alloys. This results in extremely fast rod
consumption. The higher the copper content of the part, the harder the material is to cut.

16
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 7: IMPORTANT PROCESS VARIABLES
Exothermic cutting is easier than most cutting processes. Certain variables reduce the efficiency of
this process, resulting in poor cutting. The most important variables are listed and discussed below.
7.01 Oxygen Pressure
Oxygen maintains the exothermic burn and removes the molten material from the cut. Eighty psi
(551.6 kPa) yields the most efficient cutting rates (amount of cut per inch of rod burned) on materials
up to 3" (76.2 mm) thick. Using pressures less than 80 psi (551.6 kPa) on such materials reduces
cutting rates due to inadequate pressure to remove the molten material.
However, scarfing is most efficient using pressures under 80 psi (551.6 kPa). Lower pressures offer
a more controllable scarfing action. With material thicker than 3" (76.2 mm), pressures over 80 psi
(551.6 kPa) can be used to give the oxygen enough velocity to blow away molten material at the
bottom of the cut. Using higher pressures on thicker materials causes a more forceful oxygen jet
and faster rod consumption. A sawing motion at 80 psi (551.6 kPa) or a larger diameter rod may help
cut these materials more efficiently.
When piercing, 80 psi (551.6 kPa) is the best pressure to use. To pierce, an operator should reduce
the pressure slightly to control the distance the molten material travels. Once there is a hole, full
pressure should be used.
The operator can vary pressure by using the torch’s oxygen lever. When the thickness of the material
- usually more than 12" (304.8 mm) - needs added pressure to blow the molten material out of a
pierced hole, pressures above 80 psi (551.6 kPa) are used. This is the only exception.
The SLICE cutting process uses standard industrial-grade oxygen to support the exothermic reaction
and to remove molten metal. All SLICE equipment uses standard oxygen fittings. SLICE torches are
equipped with 10 ft. (3.05 m) of 1/4" (6.4 mm) I.D. oxygen hose. The usual operating pressure is
80 psi (551.6 kPa). Applications such as cutting material sections 3" (76.2 mm) and thicker might
require higher operating pressures. Pressures as low as 40 psi (275.8 kPa) have been used to do
jobs such as washing off rivet heads and scarfing out small cracks for repair.
The oxygen consumption rate for SLICE cutting rods at 80 psi (551.6 kPa) is 7 to 7.5 cfm (0.21 cmm)
for the 1/4" (6.4 mm) diameter cutting rods and 12 to 13 cfm (0.34 to 0.37 cmm) for the 3/8" (95 mm)
diameter cutting rods. This rate varies if a different operating pressure is used.
!
WARNING
DO NOT use compressed air for exothermic cutting. Compressed air does
not contain enough oxygen to support the burn; therefore, impurities can
damage or destroy the torch and components. The torch could burn from
the inside or even explode from the buildup of dirt from the compressed air
in the oxygen-supply tube and cause serious injury to the operator.

SLICE EXOTHERMIC CUTTING EQUIPMENT
17
89250840
7.02 Amperage
Electrical current increases the heat from the reaction in exothermic cutting, allowing faster cutting.
200 amps yields the most efficient cutting rates with power. When cutting with power and using less
than 200 amps, the amount of cut per minute will be lower. Amperage above 200 amps consumes
the rod faster, reducing the cut per inch of rod burned. Exothermic cutting equipment uses around
200 amps. Exceeding this amperage could cause equipment damage.
When cutting without power, current from the battery ignites the rod. To ignite the rod a surge of
at least 100 amps is needed. If the battery has not been properly charged it will not have enough
amperage to ignite the cutting rod.
7.03 Travel Speed
The cutting rod burns constantly without an electrical arc. Therefore, cut as fast as possible without
losing the cut kerf. If the travel speed is too fast, the material will not cut completely through and
molten slag will be blown back from the workpiece.
7.04 Electrode-To-Work Angle
The electrode-to-work angle is the most flexible process variable. However, use of an improper angle
can cause reduced cutting efficiency. For most cutting jobs the ideal angle is between 45° and 80°.
For thicker material, hold the rod closer to an 80° angle. The electrode-to-work angle is typically a
drag angle - the rod is held so the tip of the burning rod is away from the direction of travel. Cutting
sheet metal is one exception since it is usually faster and better controlled when the user keeps a
45° angle or slightly less, and pushes the rod in the direction of cut. Aluminum, regardless of its
thickness, requires a 70° to 80° drag angle.

18
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 8: APPLICATIONS
Industry Applications
Construction
Bridge repair. Cutting structural steel. Pierce and remove rivets and bolts without
damaging surrounding material. Punch holes in concrete, crack rocks. Highway
maintenance. Repair of highway guardrails. Cut reinforcing rods. Cut plaster or
concrete insulated pipes. Repairs on heavy equipment. Removing old structural
steel. Scrap clean up. Salvage work.
Plant Maintenance
Equipment/machinery repair. Remove headless bolts or frozen pins. Remove
seized bearings. Plant renovation. Removing old piping systems. Punch lag holes
to secure machinery. Repair machine bases. Remove old machinery. Cut up or
repair storage tanks.
Heavy Equipment
Maintenance
General maintenance (field or shop repairs). Repair buckets. Remove seized or
worn pins. Cut worn or frayed control cables. Cut badly corroded material.
Foundry
Remove core sand trapped in holes of castings. Remove areas of imbedded sand.
Cut gates, risers, fins from castings. Cut small multiple castings from runners.
Cut through slag in furnace cleanup. Punch relief holes in molds. Cut up spilled
materials for remelting. Cut up scrap castings. General plant maintenance.
Fire Service Rescue
Departments
Rapid entry into buildings. Cut through steel doors, dead bolts, barred windows,
overhead doors. Cut through debris (metal, concrete, plaster, rock) from building
collapse. Rescue operations.
Police/Swat
Rapid entry into buildings. Cut through steel doors, dead bolts, barred windows,
overhead doors. Rescue operations.
Railroad
Rail car repair and maintenance. Track maintenance/cut damaged sections of
track. Repairs in remote yard locations. Remove old rail loading docks.
Mining
Equipment maintenance (field and shop repairs). Cut steel cables. Repair coal
tipples. Belt repairs. Remove abandoned piping and railways. Piercing holes in
rock to set blasting charges.
Metal Fabrication
Pierce starter holes in thick plates. Rough-cut pieces of material from large plates.
Field construction.
Demolition
Cut through rebar. Pierce concrete. Remove rivets and frozen bolts. Cut steel
imbedded in concrete. Equipment maintenance/repair. Cut corroded material.
Power Plants
General maintenance. Removal of piping. Cut out scrap feeder pans. Remove old
grating covered with refractory. Remove old boilers. Remove or repair storage
tanks.
Farming
General maintenance. Equipment/machinery repair. Repair stainless steel fertilizer
tanks. Cut metal encrusted with rust and/or mud.
Scrap/Salvage Yards
Cut all types of scrap metal, including cast iron, stainless steel, and aluminum.
Cut up scrap cars in remote areas of yard. Equipment maintenance. Cut badly
corroded or crusted material.

SLICE EXOTHERMIC CUTTING EQUIPMENT
19
89250840
SECTION 9: TROUBLESHOOTING
9.01 General troubleshooting
Problem Solution
Rod burns but with no cut
progression.
1. Too much gap between the burning rod tip and the workpiece.
Must maintain slight pressure against workpiece.
2. Travel speed too slow.
3. Oxygen pressure too low.
Molten material not being
blown out of cut area.
1. Insufficient oxygen pressure being used.
2. Rubber washer behind collet chuck worn and needs to be
replaced.
3. Travel speed too fast.
Battery will only start a few
rods before charge is depleted.
1. Battery was not given sufficient time to recharge.
2. Battery needs to be replaced.
3. Battery left exposed to subfreezing temperatures.
Torch shield is being burnt off
around Collet Nut.
1. Rod is not properly seated in torch. Refer to Section 6 on
operating techniques to properly seat rod.
2. Collet extension not used when piercing holes.
When piercing anything but
copper and its alloys, the rod
consumes extremely fast.
1. Operator is piercing with power. All piercing operations
except ones on copper and its alloys should be done without
power.
Arced collet chuck and/or rod
is burned off just outside of
collet chuck.
1. Using a CC type welding power source.

20
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
9.02 IGNITION SOURCE LED DISPLAY GUIDE
Condition #
Charger
Connected
Test
Button
Left
LED
Center
LED
Right
LED
Condition Action
1 No Un-pressed Off Off Off Standby None
2 Yes Un-pressed Off Off Off
Wall power disconnected /
Internal electronics fault
Verify electrical outlet is energized.
Verify AC/DC Power Adapter Output connector is
fully inserted into DC Input socket.
Return unit for repair.
3 Yes Un-pressed Off Amber Amber Analyzing battery (30 seconds)
Wait 30 seconds for charge status. New LED
configuration will appear.
4 Yes Un-pressed Off Amber Off Charging battery
Wait up to 2-5 hours for a fully discharged
battery.
5 Yes Un-pressed Off Off Amber
Battery fully charged /
Trickle mode
Disconnect charger and store or keep charger
connected or use unit.
6 Yes Un-pressed Red Off Off
Thermal fuse tripped /
Battery fault /
Battery missing
Disconnect charger and wait 10 minutes for fuse
to reset / Replace battery /
Return unit for repair
7 Yes Un-pressed
Red
(Flash)
Off Off Battery temperature high
Wait for unit to cool down /
Move to cooler location
8 No Pressed Off Off Off Battery <20% capacity Unit not recommended for use / Connect charger
9 No Pressed Off Green Off Battery 20% to 60% capacity
Unit needs charging / Can be operated / Connect
charger
10 No Pressed Green Off Off Battery 60% to 80% capacity Connect charger / Unit ready for use
11 No Pressed Green Green Green Battery >80% capacity Unit ready for use
12 Yes Pressed Off Off Off Battery <20% capacity None
13 Yes Pressed Green Off Off Battery 20% to 60% capacity None
14 Yes Pressed Off Green Off Battery 60% to 80% capacity None
9 Yes Pressed Green Green Green Battery >80% capacity Disconnect Charger / Unit ready for use

SLICE EXOTHERMIC CUTTING EQUIPMENT
21
89250840
9.02 IGNITION SOURCE LED DISPLAY GUIDE
Condition #
Charger
Connected
Test
Button
Left
LED
Center
LED
Right
LED
Condition Action
1 No Un-pressed Off Off Off Standby None
2 Yes Un-pressed Off Off Off
Wall power disconnected /
Internal electronics fault
Verify electrical outlet is energized.
Verify AC/DC Power Adapter Output connector is
fully inserted into DC Input socket.
Return unit for repair.
3 Yes Un-pressed Off Amber Amber Analyzing battery (30 seconds)
Wait 30 seconds for charge status. New LED
configuration will appear.
4 Yes Un-pressed Off Amber Off Charging battery
Wait up to 2-5 hours for a fully discharged
battery.
5 Yes Un-pressed Off Off Amber
Battery fully charged /
Trickle mode
Disconnect charger and store or keep charger
connected or use unit.
6 Yes Un-pressed Red Off Off
Thermal fuse tripped /
Battery fault /
Battery missing
Disconnect charger and wait 10 minutes for fuse
to reset / Replace battery /
Return unit for repair
7 Yes Un-pressed
Red
(Flash)
Off Off Battery temperature high
Wait for unit to cool down /
Move to cooler location
8 No Pressed Off Off Off Battery <20% capacity Unit not recommended for use / Connect charger
9 No Pressed Off Green Off Battery 20% to 60% capacity
Unit needs charging / Can be operated / Connect
charger
10 No Pressed Green Off Off Battery 60% to 80% capacity Connect charger / Unit ready for use
11 No Pressed Green Green Green Battery >80% capacity Unit ready for use
12 Yes Pressed Off Off Off Battery <20% capacity None
13 Yes Pressed Green Off Off Battery 20% to 60% capacity None
14 Yes Pressed Off Green Off Battery 60% to 80% capacity None
9 Yes Pressed Green Green Green Battery >80% capacity Disconnect Charger / Unit ready for use

22
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 10: PARTS LISTING
SLICE STRIKER REPLACEMENT PARTS
4
3
2
5
Art# A-13642
3
1
Item No. Part No. Description
1 94-370-198 Handle Halves - LH / RH
2 94-370-202 SLICE Striker Slider Knob
3 96-070-033 Striker Bar
4 96-130-320 Cable Assembly
5 96-070-034 Striker Shield

SLICE EXOTHERMIC CUTTING EQUIPMENT
23
89250840
BATTERY IGNITION SOURCE
Art# A-13640
1
2
3
4
5
6
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Item No. Part No. Description
1 94-134-038 Battery Pack Case Back Half
2 94-134-039 Battery Pack Case Front Half
3 96-162-758 Circuit Board Assembly
4 96-076-018 Battery Assembly
5 96-169-374 Red Female Panel Receptacle
6 96-169-375 Black Female Panel Receptacle

24
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SLICE TORCH REPLACEMENT PARTS
7 6 5 4
1
8
11
3
9
12
10
16
Art# A-13641_AB
Item No. Part No. Description
1 94-370-197 SLICE Handle - RH & LH (w/screws)
3 94-777-112 Shield
4
94-168-022 1/4" Collet Nut Assembly
95-168-024 3/8" Collet Nut Assembly
5
94-158-048 1/4" Collet Chuck
94-158-045 3/8" Collet Chuck
6 94-940-109 Washer
7 94-305-009 Flashback Arrestor
8 94-378-338 Head/Body Assembly
9 94-476-086 Lever Assembly
10 94-396-193 Oxygen Hose - 10 ft. (3m)
11
96-130-279 Cable Assembly for SLICE Torch Part No. 03-003-010
96-130-276 Cable Assembly (Utility & Industrial Pack)
96-130-319 Cable Assembly (Battery & Complete Pack)
12 94-463-032 3/8" Collet Conversion Kit

SLICE EXOTHERMIC CUTTING EQUIPMENT
25
89250840
SECTION 11: STATEMENT OF WARRANTY
LIMITED WARRANTY: Arcair, an ESAB brand, warrants that its products will be free of defects in
workmanship or material. Should any failure to conform to this warranty appear within the time
period applicable to the Arcair products as stated below, Arcair shall, upon notification thereof and
substantiation that the product has been stored, installed, operated, and maintained in accordance
with Arcair’s specifications, instructions, recommendations and recognized standard industry practice,
and not subject to misuse, repair, neglect, alteration, or accident, correct such defects by suitable
repair or replacement, at Arcair’s sole option, of any components or parts of the product determined
by Arcair to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESS OR
IMPLIED, INCLUDING ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR
PURPOSE.
LIMITATION OF LIABILITY: Arcair, an ESAB brand, shall not under any circumstances be liable
for special or consequential damages, such as, but not limited to, damage or loss of purchased or
replacement goods, or claims of customers of distributor (hereinafter the "Purchaser") for service
interruption. The remedies of the Purchaser set forth herein are exclusive and the liability of Arcair
with respect to any contract, or anything done in connection therewith such as the performance or
breach thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered by or
furnished by Arcair whether arising out of contract, negligence, strict tort, or under any warranty, or
otherwise, shall not, except as expressly provided herein, exceed the price of the goods upon which
such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE USED
WHICH MAY IMPAIR THE SAFETY OR PERFORMANCE OF ANY ARCAIR PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the date that the
authorized distributor delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized
Arcair repair facility within thirty (30) days of the repair. No transportation costs of any kind will be
paid under this warranty. Transportation charges to send products to an authorized warranty repair
facility shall be the responsibility of the Purchaser. All returned goods shall be at the Purchaser’s risk
and expense. This warranty supersedes all previous Arcair warranties.

www.esab.com
©2015 Welding and Cutting Products
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.eu
ESAB subsidiaries and representative offices

GUIDE
D'INSTALLATION
ET
D'UTILISATION
ÉQUIPEMENT
DE DÉCOUPAGE
EXOTHERMIQUE SLICE®
Français
(French)
Torche SLICE®
Ensemble SLICE®
Percuteur SLICE®
Art# A-13635
Révision : AC Date d'émission : 24-01-2019 Manuel nº : 89250840FR

NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l'achat de votr
e
produit Arcair®. Nous sommes fiers de vous avoir comme
client et nous nous efforcerons de vous fournir le meilleur service possible et d'apporter notre
soutien à l'industrie. Ce produit est protégé par notre large garantie et notre réseau mondial
de service. Pour localiser votre distributeur ou agence de service le plus proche, rendez-vous
sur le site www.esab.com/arcair.
Les instructions du présent manuel donnent des informations sur la façon d'installer et d'utiliser
votre produit Arcair. Notre préoccupation principale est votre satisfaction et l'utilisation appropriée
du produit. Il est donc important de prendre le temps de lire ce guide en entier, en particulier les
Consignes de sécurité. Ceci permet d'éviter les risques possibles liés à l'utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des fabricants dans le monde entier.
Arcair® est une marque Internationale de systèmes de coupage d'ESAB. Nos produits sont
destinés aux principaux secteurs industriels spécialisés en soudure notamment les secteurs
de la fabrication, de la Construction, automobile, de l'aérospatiale, de l'ingénierie, de l'industrie
rurale et du bricolage, ainsi qu'aux amateurs.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et d'avant-garde qui
ont fait leurs preuves au fil des ans. Nous sommes fiers de nos innovations techniques, nos prix
compétitifs, nos délais de livraison hors pair, notre service à la clientèle et notre soutien technique
de qualité supérieure, en plus de l'excellence de notre savoir dans le domaine de la vente.
Avant tout, nous sommes engagés dans la conception de produits aux technologies innovatrices
pour obtenir un environnement de travail plus sûr dans le domaine de la soudure.

i
!
AVERTISSEMENT
Lire et assimiler l'intégralité du présent manuel et les consignes
de sécurité de votre employeur avant l'installation, l'exploitation ou
l'entretien de l'équipement. L'information contenue dans ce Guide re-
présente le bon jugement du fabricant, mais celui-ci n'assume aucune
responsabilité lors de l'utilisation.
ÉQUIPEMENT DE DÉCOUPAGE EXOTHERMIQUE SLICE®
GUIDE D'INSTALLATION ET D'UTILISATION
Numéro du manuel 89250840FR
Publié par :
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
ENTRETIEN à la clientèle aux États-Unis : (800) 426-1888
ENTRETIEN à la clientèle Internationale : (940) 381-1212
Copyright © 2018 ESAB. Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de l'éditeur.
L'éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages provoqués
par une erreur ou une omission figurant dans ce Guide, qu'elle soit le résultat d'une négligence, d'un
accident ou d'une autre Cause.
Pour la spécification des matériaux d'impression dans les Amériques, voir le document 47X1920
Pour la spécification des matériaux d'impression dans les Europe, voir le document 47X1953
Publié le : 08-03-2018
Date de révision: 24-01-2019
Conserver les renseignements suivant pour la garantie :
Endroit de l'achat : _______________________________________
Date de l'achat : _________________________________________
No de série de l'appareil : _________________________________________

ii
ASSUREZ-VOUS QUE CE DOCUMENT D’INFORMATION EST DISTRIBUÉ À L’OPÉRATEUR.
DES COPIES SUPPLÉMENTAIRES SONT DISPONIBLES CHEZ VOTRE FOURNISSEUR.
MISE EN GARDE
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité applicables au soudage à l’arc et à l’équipement de
coupage, nous vous suggérons de lire notre brochure " Précautions et pratiques
de sécurité pour le soudage à l’arc, le coupage et le gougeage ", Formulaire 52-
529. Ne permettez PAS aux personnes non qualiées d’installer, d’utiliser ou
d’effectuer des opérations de maintenance sur cet équipement cet équipement. Ne
tentez PAS d’installer ou d’utiliser cet équipement avant d’avoir lu et bien compris
ces instructions. Si vous ne comprenez pas bien les instructions, renseignez-vous
auprès de votre fournisseur. Assurez-vous de lire les Règles de Sécurité avant
d’installer ou d’utiliser cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement fonctionnera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information à condition d’être installé, utilisé, entretenu et réparé selon les instructions fournies. L’équipement
doit être contrôlé de manière périodique. Ne jamais utiliser un équipement qui ne fonctionne correctement bien ou n’est pas
bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiatement. Dans
le cas où une réparation ou un remplacement est nécessaire, e fabricant recommande de faire une demande de conseil de
service écrite ou par téléphone auprès du distributeur agréé où l’équipement a été acheté.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite du fabricant. L’utilisateur de
l’équipement sera le seul responsable de toute défaillance résultant de toute utilisation, maintenance, réparation incorrectes,
de dommages ou encore de modication apportées par une personne autre que le fabricant ou un centre de service désigné
par ce dernier.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’UTILISER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

iii
DÉCLARATION DE CONFORMITÉ
Documents de référence
Directive « Basse tension » 2014/35/EU, entrée en vigueur le 20 avril 2016
Directive « EMC » 2014/30/EU, entrée en vigueur le 20 avril 2016
Directive « RoHS » 2011/65/EU, entrée en vigueur le 2 janvier 2013
Type d'équipement
SYSTÈME DE COUPE EXOTHERMIQUE
Désignation de type, etc.
Système de coupe de torche exothermique SLICE
Nom commercial ou marque commerciale
Arcair SLICE
Fabricant ou son représentant autorisé
Nom, adresse, numéro de téléphone:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Téléphone : +01 800 426 1888, TÉLÉCOPIEUR +01 603 298 7402
Les normes harmonisées ci-dessous, qui sont en vigueur dans l'EEE, ont été
utilisées pour la conception du produit :
IEC / EN 60974-11: 2010 Matériel de soudage à l'arc Partie II: Porte-électrodes
IEC / EN 60974-10: 2014 + AMD 1: 2015 Publié 2015-06-19 Matériel de soudage à l'arc -
Partie 10: Exigences de compatibilité électromagnétique (CEM)
Autres informations : Usage restreint, équipement de classe A, conçu pour être utilisé dans
des endroits non résidentiels.
En signant ce document, le soussigné déclare en tant que fabricant, ou représentant
autorisé du fabricant, que l'équipement en question satisfait aux exigences de
sécurité énoncées ci-dessus.
Date Signature Position
15 Septembre, 2016
Flavio Santos Directrice Générale
Accessoires et contiguïtés
2018

iv
TABLE DES MATIÈRES
SECTION 1 : INTRODUCTION .......................................................................................1
1.01 Comment utiliser ce manuel .....................................................1
1.02 Réception de l'équipement .......................................................1
1.03 Description ...............................................................................1
SECTION 2: PRÉATTENTIONS DE SÉCURITÉ ............................................................... 2
SECTION 3 : FONDEMENTS DU PROCESSUS ..............................................................4
SECTION 4 : ÉQUIPEMENT ..........................................................................................5
4.01 Torche SLICE ............................................................................5
4.02 Percuteur SLICE ........................................................................5
4.03 Ensembles SLICE ......................................................................5
4.04 Baguettes de coupe ..................................................................6
4.05 SLICE Composants ...................................................................7
4.06 Chargement de la source d'allumage ........................................9
SECTION 5 : DONNÉES DE COUPE ...........................................................................10
5.01 Rendements de coupe des matériaux .....................................10
5.02 Types d’électrodes de coupe ...................................................11
5.03 Torches de coupe SLICE .........................................................11
SECTION 6 : MISE EN MARCHE ................................................................................12
6.01 Coupe sans alimentation.........................................................12
6.02 Coupe avec alimentation ........................................................13
6.03 Percer des trous .....................................................................14
6.04 Cuivre et alliages de cuivre ..................................................... 15
SECTION 7 : IMPORTANTES VARIABLES DU PROCÉDÉ ............................................16
7.01 Pression d'oxygène .................................................................16
7.02 Ampérage ...............................................................................17
7.03 Vitesse de déplacement ..........................................................17
7.04 Électrode à travailler les angles ..............................................17
SECTION 8 : APPLICATIONS .....................................................................................18
SECTION 9 : DÉPANNAGE .........................................................................................19
9.01 Dépannage général ................................................................19
9.02 Guide d'affichage del source d'allumage ................................20
SECTION 10 : NOMENCLATURE ................................................................................22
SECTION 11 : ÉNONCÉ DE GARANTIE ....................................................................... 25

SLICE EXOTHERMIC CUTTING EQUIPMENT
1
89250840FR
SECTION 1 : INTRODUCTION
1.01 Comment utiliser ce manuel
Pour assurer une exploitation sûre de l'appareil, lire le manuel dans son intégralité, notamment le
chapitre concernant les directives de sécurité et les Avertissement.
Les mentions AVERTISSEMENT, MISE EN GARDE et REMARQUE peuvent figurer tout au long de ce
manuel. Prêter une attention particulière à l’informations fournie sous ces mentions. Ces symboles
spéciaux se reconnaissent facilement comme suit :
REMARQUE !
Fonction, procédé ou renseignement de base qui nécessite une plus
grande attention ou contribue au bon fonctionnement du système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correctement, peut endommager
l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correctement, peut causer des lésions
à l'utilisateur ou aux personnes dans la zone d'exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles blessures se
devant à une décharge électrique. Les avertissement seront encadrés
par deux lignes noires épaisses comme celles-ci.
1.02 Réception de l'équipement
Lors de la réception de l’équipement, faire l’inventaire de la livraison et le comparer à la facture pour
s'assurer qu’il ne manque aucun élément, puis inspecter l’équipement pour s'assurer qu’il n’a pas
été endommagé durant la livraison. En cas de dommages, entrer immédiatement en contact avec
le transporteur afin de faire une demande d'indemnisation. Fournir des informations complètes
concernant les réclamations de dommages ou les erreurs d'expédition à l'endroit dans votre région,
énumérées sur la couverture arrière de ce manuel. Inclure une Description complète de la pièce
faisant l’objet de la demande.
Pour recevoir des exemplaires supplémentaires ou en remplacement de ce manuel, prendre contact
avec Arcair à l'adresse et au numéro de téléphone correspondant à votre région, lesquels sont
présentés sur la couverture arrière de ce manuel. Spécifier le numéro du manuel (inscrit à la page i).
1.03 Description
Les sy
s
tèmes
A
rcair® SLICE® peuvent couper, brûler ou percer quasiment n’importe quel matériau
métallique, non métallique ou composite. La torche exothermique SLICE convient parfaitement
au découpage de matériaux difficiles à couper tels que l’acier doux, inoxydable et allié, la fonte,
l’aluminium, le magnésium et autres métaux non ferreux, le mâchefer et les matériaux réfractaires,
ainsi que le béton et la brique.

2
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 2: PRÉATTENTIONS DE SÉCURITÉ
!
AVERTISSEMENT
DES BLESSURES GRAVES OU LA MORT peuvent survenir si l'équipement de soudage et de
découpe est installé, utilisé ou réparé incorrectement. La mauvaise utilisation de cet équipe-
ment et la pratique de mesures non sûres peuvent être dangereuses. Le soudeur, le supervi-
seur et l'assistant doivent lire et comprendre les avertissement en matière de sécurité et les
instructions avant d'installer ou d'utiliser tout appareil de soudure ou de découpe. Ils doivent
aussi être sensibilisés aux dangers relatifs aux Processus de soudure et de découpe. Une
bonne formation et une supervision adéquate sont Importantes pour garantir la sécurité des
personnes sur le lieu de travail. Conserver ces instructions pour référence ultérieure. Chaque
Section fournira des informations complémentaires quant à la sécurité et l'exploitation.
!
AVERTISSEMENT
Ce produit contient des éléments chimiques, y compris le plomb, ou produit des éléments
chimiques reconnus en Californie comme Cause de cancer, de déficience congénitale et
d'autres dommages liés aux fonctions reproductives. Se laver les mains après manipu-
lation.
UNE DÉCHARGE ÉLECTRIQUE PEUT CAUSER DES BLESSURES OU LA MORT.
L'acheteur est responsable de la sécurité de l'installation, le fonctionnement et l'utilisation de
tous les produits achetés, y compris la conformité avec toutes les normes ISO applicables et les
codes locaux dans le pays d'utilisation. NE PAS effectuer un entretien ou une réparation sur un
équipement mis sous tension. NE PAS utiliser un équipement dont les isolateurs ou les couvercles
protecteurs ne sont pas en place. L'entretien et la réparation de l'équipement doivent être effectués
uniquement par du personnel formé et/ou qualifié.
Ne jamais toucher les pièces sous tension. Toujours porter des gants de soudeur secs et en bon état. Les
vêtements de protection aluminés risquent de devenir une partie du chemin électrique. Maintenir les bouteilles
d'oxygène, les chaînes, les câbles électriques, les câbles métalliques, les grues et les treuils à bonne distance du
circuit électrique. Vérifier régulièrement toutes les liaisons de terre afin de vous assurer qu'elles sont Massifes
sur le plan mécanique, et que, sur le plan électrique, elles sont adaptées au courant requis. Si des opérations
de soudage/découpage avec du courant alternatif sont réalisées dans des conditions d'humidité ou dans un
environnement chaud dans lequel il est possible de transpirer, utiliser des commandes automatiques fiables
pour réduire la tension à vide et diminuer ainsi les risques de choc électrique. Lorsqu'on utilise une tension de
circuit ouvert dépassant 80 V c.a. ou 100 V c.c., il est important d'éviter tout contact accidentel en assurant
une isolation adéquate ou en utilisant d'autres moyens. Lorsque l'opération de soudage doit être suspendue
pendentif une période de temps prolongée, pendentif le repas ou la nuit par exemple, il est recommandé de retirer
tous les porte-électrodes et toutes les électrodes du porte-électrodes et de couper l'alimentation afin d'éviter
tout contact accidentel. Maintenir les pistolets MIG, les porte-électrodes, les Torches TIG, les Torches Plasma et
les électrodes à l'écart de l'humidité et de l'eau. Consulter les consignes de sécurité et d'utilisation 1, 2 et 8.
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR LA SANTÉ.
La Ventilation doit permettre d'éliminer la fumée, les émanations et les gaz pendentif le processus
afin de protéger le personnel ainsi que toute autre personne présente dans la zone. Les vapeurs
émanant des solvants chlorés peuvent créer du phosgène, un gaz toxique, lorsqu'elles sont
exposées au rayonnement ultraViolet d'un arc électrique. Retirer de la zone de travail tous les
solvants, tous les dégraissants ainsi que tous les produits susceptibles de générer ce type de
vapeur. Utiliser un respirateur à adduction d'air si la Ventilation n'est pas adéquate pour évacuer toutes les
émanations et les gaz. L'oxygène nourrit et accélère les foyers d'incendie ; il ne devrait jamais être utilisé pour
assurer la Ventilation. Consulter les consignes de sécurité et d'utilisation 1, 2, 3 et 4.

SLICE EXOTHERMIC CUTTING EQUIPMENT
3
89250840FR
LES RAYONS DE L'ARC, LES SCORIES BRÛLANTES ET LES ÉTINCELLES PEUVENT PROVOQUER
DES BLESSURES AUX YEUX ET DES BRÛLURES SUR LA PEAU.
Les Processus de soudage et de découpage produisent une chaleur extrême localisée et des
rayons ultraviolets puissants. Ne jamais tenter de procéder au soudage/au découpage sans
enfiler un masque de soudeur équipé des verres appropriés conforme aux directives du
gouvernement fédéral. Un verre filtrant d'une opacité de 12 ou de 14 offre la meilleure protection
contre le rayonnement de l'arc. En cas de travail dans un espace confiné, veiller à empêcher
les reflets des rayons de l'arc de pénétrer dans le masque. Utiliser des rideaux de protection
approuvés ainsi que des lunettes appropriées pour garantir la protection des personnes se trouvant à proximité.
Veiller à protéger la peau contre les rayons de l'arc et le métal fondu brûlant. Toujours porter des gants et des
vêtements de protection. Toutes les poches doivent être fermées et les manchettes cousues. Il faut porter des
tabliers, des gants, des pantalons, etc. de cuir pour toutes les opérations de soudage/découpage exécutées dans
une autre Position que la Position normale ou pour les opérations d'élimination de métaux lourds nécessitant
l'utilisation d'électrodes de grande taille. Des chaussures de travail montantes offrent une protection adéquate
contre les brûlures aux pieds. Pour plus de protection, utiliser des guêtres en cuir. Ne pas utiliser de préparation
pour cheveux inflammable avant une opération de soudage/découpage. Porter des bouchons d'oreille afin de
protéger les oreilles des étincelles. Lorsque la nature du travail le permet, le soudeur doit travailler à l'intérieur
d'une cabine individuelle revêtue d'une couche de peinture de finition garantissant une faible réflectivité, telle
que l'oxyde de zinc par exemple. CONSULTER LES CONSIGNES DE SÉCURITÉ ET D'UTILISATION 1, 2 ET 3.
LES ÉTINCELLES DE SOUDAGE PEUVENT PROVOQUER DES INCENDIES ET DES EXPLOSIONS.
Les matières combustibles touchées par l'arc, une flamme, des étincelles, du laitier chaud et des
matériaux chauffés peuvent déclencher un incendie et des explosions. Éliminer les combustibles
de la zone de travail et/ou poster du personnel de surveillance. Éviter les vêtements tachés d'huile
ou de graisse étant donné qu'une étincelle pourrait y mettre feu. Conserver un extincteur à portée
de main et savoir comment l'utiliser. Si la soudure/le découpage doit être effectué sur une paroi
métallique, une cloison, un plafond ou un toit, il est important de prendre les mesures nécessaires pour empêcher
toute inflammation des combustibles se trouvant de l'autre côté de la pièce. Ne pas effectuer d'opérations de
soudage/découpage sur des conteneurs ayant contenu des combustibles. Mettre à l'air libre tous les espaces
creux, les cavités et les conteneurs avant d'effectuer le gougeage/coupage afin de permettre à l'air ou aux gaz
de s'échapper. Il est recommandé de purger avec des gaz inertes. Ne jamais utiliser d'oxygène avec une Torche
de soudage. Utiliser uniquement des gaz inertes ou des mélanges gazeux inertes, selon les exigences applicables
au procédé. L'utilisation de gaz comprimés combustibles peut Causer des explosions susceptibles de provoquer
des blessures ou de tuer le personnel. La formation d'un arc contre une bouteille de gaz comprimé peut
endommager ou faire exploser la bouteille. Consulter les consignes de sécurité et d'utilisation 1, 2, 5, 7
et 8.
Documents de référence relatifs à la sécurité et à l'utilisation
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251, 252, 253, 254
and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1 "Safety in Welding and Cutting".
3. ANSI Z87.1 "Practice for Occupational and Educational Eye and Face Protection".
4. ANSI Z88.2. "Standard Practice for Respiratory Protection". American National Standards Institute,
1430 Broadway, New York, NY 10018.
5. AWS F4.1. "Recommended Safe Practices for Welding and Cutting Containers."
6. AWS C5.3. "Recommended Practices for Air Carbon-Arc Gouging and Cutting". The American Welding
Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. "Fire Prevention in Cutting and Welding Processes".
8. NFPA-7. "National Electrical Code". National Fire Protection Association, Battery Park, Quincy, MA
02269.
9. CSA W117.2. "Safety in Welding, Cutting and Allied Processes". Canadian Standards Association, 178
Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

4
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 3 : FONDEMENTS DU PROCESSUS
Le Processus de coupe exothermique SLICE fait appel à une réaction chimique exothermique qui
brûle, fond ou vaporise la plupart des matériaux. La réaction commence par un arc électrique ou
source d’énergie alternative qui provoque le brûlage d’une baguette de coupe en acier. L’oxygène
s’écoule par le centre de la baguette.
Grâce à la conception de la baguette, le brûlage produit une chaleur excessive (" exo - thermique ")
qui permet de couper la pièce à souder. Une fois amorcé, le brûlage continue aussi longtemps que de
l’oxygène arrive dans la baguette. La chaleur créée fond le matériau à couper. La vitesse à laquelle
l’oxygène passe dans la baguette souffle sur le matériau fondu, créant une saignée ou ligne de coupe.
Ce Processus d’amorçage d’un arc a mené à l’invention de la Torche oxy-arc et à la conception
d’équipement pour la Construction et le sauvetage sous-marins.
L'arc électrique qui amorce le brûlage peut provenir d’une source de courant de soudage qui produit
au moins 100 A, une batterie 12 volts d’accumulateurs au plomb ou toute autre batterie similaire de
faible impédance. Le Processus de coupe peut être exécuté sans alimentation, en n’utilisant que la
chaleur de la réaction, ou avec alimentation, en coupant avec l’arc électrique à partir d’une source
de courant de soudage fournissant davantage de chaleur.
Histoire
La baguette de coupe exothermique est une petite lance à oxygène. Un bon exemple du triangle
de combustion est un côté alimenté au carburant (la lance d’acier) ; la source d’oxygène (oxygène
pur passé dans la lance) et la chaleur de la combustion (une certaine source externe de chaleur).
Toutefois, lorsque la lance perce un bain de fusion de scories, le bain devient la source de chaleur
jusqu’à ce que la lance soit retirée, au quel point le brûlage cesse.
En 1888, un article publié décrivait le passage d’oxygène dans un tube d’acier qui chauffait le tube
jusqu’à ce qu’il devienne rouge vif. De la chaleur était produite. En 1901, Ernst Henner a déposé un
brevet allemand pour une première lance à oxygène faite de deux tubes concentriques. En 1902, la
documentation montre que la lance à oxygène remplaçait les Torches à pétrole et à gaz pour ouvrir
les perceurs de fours des hauts-fourneaux d’acier. La lance à oxygène a depuis été utilisée pour
couper la roche et les structures en béton. C’est le cas, par exemple, de la découpe de structures en
béton armé tels que les bunkers et les pièges à tanks construits en EUROPE PENDENTIF la Seconde
Guerre mondiale.
Les travailleurs ont remarqué que le moyen idéal de démarrer la lance était d’utiliser une source
d’énergie de soudage sur un matériau conducteur pour provoquer un arc et démarrer le brûlage. Ce
Processus fonctionnait bien pour la Construction, même dans la boue et l’eau.
Aux environs de 1940, la lance thermique ou lance exothermique commence à être commercialisée
comme outil de coupe. Une version souple composée d’un câble isolé fut introduite vers 1960. Mais
ce n’est qu’au début des années 80 que de plus petites lances thermiques furent conçues pour
utilisation de Torche à main, au-dessus ou au-dessous de l’eau. L’unité monobloc permet à présent
l’exposition d’une surface adéquate de la baguette à l’apport d’oxygène pour la coupe exothermique.
Arcair, une marque d'ESAB, est un leader mondial dans le domaine du retrait et du coupage de métal
; la société vend cet équipement de coupe exothermique sous le nom commercial de Arcair SLICE.

SLICE EXOTHERMIC CUTTING EQUIPMENT
5
89250840FR
SECTION 4 : ÉQUIPEMENT
4.01 Torche SLICE
La torche SLICE, un outil en forme de pistolet, constitue un moyen de fixer la baguette et de fournir
l’oxygène et l’énergie à la baguette de coupe. La torche de base comprend un câble d'alimentation
et un tuyau d'oxygène de 10 pieds (3,05 m). Le câble d’alimentation peut supporter 200 A lors d’une
opération de coupage avec alimentation. Le tuyau d'oxygène comprend un raccord d'oxygène de taille
standard et est prêt à être connecté au régulateur d'oxygène de l'utilisateur. Cette torche standard
est munie d'un protège-main flexible qui est facilement remplaçable si elle est endommagée, et la
torche est moulée à partir d'un plastique Thermo super résistant.
Une rallonge de pince de serrage de 6 po (152 mm) et une extension d’écran de 6 po (152 mm) de
diamètre sont disponibles en option pour aider à réduire l’usure ou la détérioration de la torche lors
du perçage. Un kit d’adaptateur de 3/8 po (9,5 mm) composé d’un mandrin à pince, d’un écrou de
pince de serrage, d’une rondelle et d’intercepteurs nécessaires pour adapter la torche à l’utilisation
de baguettes de coupe de 3/8 po (9,5 mm) de diamètre est également disponible.
4.02 Percuteur SLICE
Un percuteur SLICE est disponible pour la coupe sans alimentation. Le percuteur est un morceau
de plaque de cuivre isolé avec une surface dentelée. En grattant la tige contre la plaque de cuivre,
un arc est initié et le processus de découpe commence. L'usure du percuteur peut être prolongée
en utilisant la plus petite partie exposée de la plaque de cuivre et en augmentant progressivement.
SLICE Percuteur
ouvert 1"
SLICE Percuteur
ouvert 2”
SLICE Percuteur
totalement ouvert
Le percuteur SLICE est également fourni en version standard avec un câble de 10 pieds (3,05 m).
4.03 ENSEMBLES SLICE
Ensemble utilitaire SLICE®
Comprend un étui de transport robuste. Les connexions électriques (batterie de 12
volts uniquement), des cosses de batterie type languettes rendent le raccordement
simple et rapide. Tuyau d’oxygène industriel raccordé à la torche ; le tuyau d’oxygène
standard de l'industrie fournit le flambeau avec de l'oxygène et des raccords standards
sont utilisés pour connecter aux régulateurs d’oxygène.
Bloc batterie de SLICE®
Comprend un étui de transport robuste. Connexion de style connexions de puissance
à verrouillage par rotation; facile à connecter à la source d'allumage de la batterie
pour la torche et le percuteur et les connecteurs codés par couleur. Tuyau d'oxygène
industriel relié à la torche; le tuyau d'oxygène standard de l'industrie fournit à la
torche de l'oxygène, des raccords standard sont utilisés pour la connexion aux
régulateurs d'oxygène et des connexions codées par couleur.

6
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
ENSEMble industriel de SLICE®
Polyvalence dans le cas des Applications industrielles. Chariot industriel capable de
transporter une bouteille d'oxygène de 9 po de diamètre. Emballés avec les éléments
de base nécessaires pour faire un travail de coupe ; Ensemble torche SLICE - fils de 10
pi (30,47 m), percuteur, régulateur d'oxygène, chargeur de batterie et porte-électrode
de coupe. Tuyau d’oxygène industriel raccordé à la torche ; le tuyau d’oxygène standard
de l'industrie fournit le flambeau avec de l'oxygène et des raccords standards sont
utilisés pour connecter aux régulateurs d’oxygène.
Pack complet de SLICE®
Robuste mallette en aluminium, livrée avec les éléments de base nécessaires
pour exécuter une coupe. Le système de coupe autonome se prête bien aux
situations de coupure d'urgence où les secondes comptent. Poids complet
de l'unité 70 lb (31,75 kg). Compartiment de rangement avec porte battante
pour stocker des pièces pendant le transport. Connexion de style connexions
de puissance à verrouillage par rotation; facile à connecter à l'ensemble
de source d'allumage de la batterie pour la torche et le percuteur et les
connecteurs codés par couleur. Tuyau d'oxygène industriel relié à la torche;
le tuyau d'oxygène standard de l'industrie alimente la torche en oxygène.
Des raccords standard sont utilisés pour connecter des régulateurs d'oxygène.
4.04 Baguettes de coupe
Les baguettes de coupe SLICE sont faites d’acier au carbone, fabriquées en roulant une bande d'acier
à l’intérieur d’une baguette, et sont enrobées ou nues. L’enrobage est composé de stabilisateurs
d’arc et d’un liant. L’utilisation de baguettes enrobées avec alimentation présente de nombreux
avantages, dont :
• Un rendement de coupe plus efficace (plus de coupe par centimètre de baguette brûlée et plus
de coupe par minute de temps de brûlage)
• Baguette plus facile à manier
• Protection contre la combustion des côtés de la baguette, surtout lors du perçage

SLICE EXOTHERMIC CUTTING EQUIPMENT
7
89250840FR
Taille de la baguette Utilisations
1/4" x 22"
6.4 mm x 558.8 mm
Taille standard des baguettes de coupe utilisées pour une grande
variété de travaux. Recommandée pour toutes les coupes droites et la
plupart des Applications de coupe générales. Enrobé ou nu.
1/4" x 44"
6.4 mm x 1117.6 mm
Utilisé lorsqu'une plus grande longueur est nécessaire pour atteindre
la zone de coupe ou pour percer des trous dans des matériaux d'une
épaisseur supérieure à 18 "(457,2 mm). Nue.
3/8" x 18"
9.5 mm x 457.2 mm
Utilisée pour le perçage intensif de grand diamètre Enrobée ou nue.
3/8" x 36"
9.5 mm X 914.4 mm
Utilisé lorsqu'une longueur supplémentaire est nécessaire pour
terminer la coupe. Uncoated.
REMARQUE !
Toutes les torches de coupe SLICE sont prêtes à l’emploi avec des ba-
guettes de 1/4 po (6,4 mm) de diamètre. L’utilisation de baguettes de 3/8
po (9,5 mm) de diamètre requiert le kit de conversion 3/8 po (9,5 mm),
référence 94-463-032.
4.05 SLICE Composants
Art# A-13635
Figure 1: Torche SLICE

8
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
Torche SLICE
Levier de la soupape
d’oxygène
Connexion du
tuyau d’oxygène
Câble de la torche
Extrémité de torche à
assistance électrique
Écrou de pince de serrage
Raccord mâle noir
Câble du percuteur
Percuteur SLICE
Art# A-13637FR
Connecteur mâle rouge
Figure 2 : torche et percuteur SLICE
Art # A-13638FR
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Connexion Femelle
de Verrou à came
F / Torche
Connexion Femelle
de Verrou à Came
F / Gâche
Bouton de test
Entrée CC
Jauge d'état de défaut / charge
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figure 3: SLICE Source d'allumage de la batterie

SLICE EXOTHERMIC CUTTING EQUIPMENT
9
89250840FR
4.06 Chargement de la source d'allumage
Il y a 3 DELs sur le panneau Source d'Ignition (FAUTE, CHARGEMENT et CHARGÉ). L'état complètement
chargé affichera toutes les DEL vertes. Pour obtenir des explications sur les affichages à DEL, se
reporter à la section 9.2, Guide d'affichage à DEL de la source d'allumage. L'adaptateur secteur AC
/ DC (réf. 96-076-043) est requis pour compléter ces étapes.
REMARQUE !
Il est recommandé que l'unité être rechargées après chaque utilisation
ou à chaque fois que l'état de charge DEL indique 50 % ou moins.
Chargement de la source d'allumage:
1. Appuyez sur le bouton TEST du panneau Source d'Ignition pour vérifier l'état. Si les voyants
DELs ne présentent pas tous les voyants verts DELs, alors procédez comme suit.
2. Insérez le connecteur de sortie de l'adaptateur d'alimentation CA / CC dans la prise d'entrée
CC du panneau Source d'allumage et branchez le cordon d'entrée de l'adaptateur secteur
dans une prise murale 120 V, 60 Hz ou 240 V 50 Hz.
3. Laissez l'appareil branché jusqu'à ce qu'il soit complètement chargé. Le temps de charge
peut être compris entre 2 et 5 heures. Sur le panneau Source d'allumage, des DELs ambre
s'afficheront à pleine charge.
4. Débranchez le connecteur de l'adaptateur d'alimentation CA / CC de la source d'allumage et
appuyez sur le bouton Test pour confirmer l'état de charge complet. Toutes les DEL seront
vertes.

10
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 5 : DONNÉES DE COUPE
Le tableau suivant vous aidera à déterminer les meilleurs réglages à effectuer pour une utilisation
spécifique ; il est le produit d’essais approfondis effectués en laboratoire sur l’équipement SLICE
en vue de déterminer les meilleurs rendements de coupe. Les résultats de coupe obtenus sur le
terrain peuvent varier en fonction des Conditions et de l’expérience de l’utilisateur. Divers usages de
l’équipement SLICE produisent différents résultats. Effectuer les réglages avant toute utilisation. Se
servir de ce tableau comme d’un guide.
De meilleurs résultats de coupe sont obtenus avec une pression d’oxygène de 80 psi (551,6 kPa).
Certaines opérations peuvent nécessiter des pressions d’oxygènes plus ou moins élevées (minimum
40 psi – 275,8 kPa, maximum 100 psi – 689,5 kPa). Une intensité supérieure à 200 A n’améliore
pas la vitesse de coupe.
Trouver le bon métal et la bonne épaisseur. Pour les métaux composites ou non énumérés, localiser
le type énuméré qui ressemble le plus au matériau à couper.
REMARQUE !
Toutes ces valeurs de coupe sont basées sur des baguettes de coupe
enrobées de 1/4 po (6,4 mm) de diamètre. Les rendements de coupe
effectués avec des baguettes nues de 1/4 po (6,4 mm) sont légère-
ment inférieurs aux valeurs énumérées dans ce tableau.
5.01 Rendements de coupe des matériaux
Type de matériau
Épaisseur du
matériau
Longueur de coupe
par pouce de
baguette utilisée
Vitesse de coupe
in(mm) in(cm) in/min cm/min
Acier au carbone
1/8 (3,2) 2,25 (5,7) 72 183
1/4 (6,4) 1,5 (3,8) 52 132
3/8 (9,5) 1,38 (3,5) 42 106
1/2 (12,7) 1,25 (3,2) 35 89
3/4 (19,1) 0,75 (1,9) 22 56
Inoxydable
1/8 (3,2) 2,0 (5,1) 65 165
1/4 (6,4) 1,13 (2,9) 36 91
Aluminium
1/4 (6,4) 1,75 (4,4) 58 147
3/8 (9,5) 1,25 (3,2) 38 97
3/4 (19,1) 0,75 (1,9) 23 58

SLICE EXOTHERMIC CUTTING EQUIPMENT
11
89250840FR
SÉLECTIONS D’ÉCHANTILLONS :
Nombre de coupes/pouces approximatif de la baguette x nombre de coupe par baguette =
coupe par baguette utilisée
Données : Coupe d’aluminium de 3/8 po (9,5 mm) avec baguette enrobée 1/4 po (6,4 mm)
3,2 cm (1,25 po) x 48,3 cm (19 po) = 60,5 cm (23,8 po). Temps d’arc minimum/coupe
approximatif = 97 cm (38 po)
Données : coupe d’acier au carbone de 1/4 po (6,4 mm) avec baguette couverte de flux de 1/4 po
3,8 cm (1,5 po) x 48,3 cm (19 po) = 72,4 cm (28,5 po) Temps approximatif de découpe / min d'arc
= 52 " (132 cm)
5.02 Types d’électrodes de coupe
Les rendements de coupe de ce tableau ont été obtenus en utilisant une pression d’oxygène de 551,6
kPa (80 psi) et des baguettes de coupe de 6,4 mm x 559 mm (1/4 po x 22 po). Ces rendements sont
des valeurs moyennes basées sur de multiples essais de coupe. Les rendements de coupe peuvent
varier en fonction des paramètres utilisés et l’expertise de l’opérateur.
No de pièce
Diamètre po
(mm)
Longueur
po (mm)
Enrobé ou
nu.
Quantité de
l'emballage
Débit
d'oxygène
CFM (CMM)
Temps de
combustion
(s)
42-049-002 1/4 (6,4) 22 (559) Enrobé 25 7.5 (.21) 40-45
42-049-003 1/4 (6,4) 22 (559) Enrobé 100 7.5 (.21) 40-45
43-049-002 1/4 (6,4) 22 (559) Nue 25 7.5 (.21) 40-45
43-049-003 1/4 (6,4) 22 (559) Nue 100 7.5 (.21) 40-45
43-049-005 1/4 (6,4) 44 (1117) Nue 25 7.5 (.21) 80-90
42-049-005 3/8 (9,5) 18 (457) Enrobé 50 12 (.34) 30-35
43-049-007 3/8 (9,5) 18 (457) Nue 50 12 (.34) 30-35
43-049-009 3/8 (9,5) 36 (914) Nue 25 12 (.34) 60-70
5.03 Torches de coupe SLICE
No de pièce
Taille du
câble
Longueur
du câble
d'alimentation
pieds (m)
Longueur
du tuyau
d’oxygène
pieds(mètres)
Coupe avec
alimentation
Coupe sans
alimentation
03-003-010 #1
10 (3,05) 10 (3,05)
Recommandé Peut être utilisé
03-003-011 #6
Utilisation limitée
uniquement
Recommandé
03-003-012 #10 Non recommandé Recommandé

12
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 6 : MISE EN MARCHE
La coupe exothermique SLICE utilise la chaleur d’une réaction chimique entre une baguette en acier
non consommable et l’oxygène qui arrive par la baguette. Les informations des essais montrent qu'il
ne reste que peu ou pas d'oxygène. L’oxygène qui n’est pas utilisé dans la réaction souffle le matériau
fondu hors de la partie coupée. Cette action crée la saignée qui permet la progression de la coupe.
6.01 Coupe sans alimentation
La coupe sans alimentation utilise la chaleur de la réaction de la baguette et de l’oxygène pour
couper. Pour démarrer ce type de coupe, allumer la baguette avec une étincelle produite par une
batterie de 12 volts ou une source de courant de soudage capable de fournir une densité électrique
de 100 A. Une fois que l’étincelle a allumé la baguette, le circuit électrique est rompu et la chaleur
de la réaction fond le matériau et le coupe.
Batterie
+ -
Torche Slice
Percuteur
Approvisionnement
d’oxygène
Art# A-13639FR
Figure 4 : Coupe sans alimentation
La coupe sans alimentation peut être effectuée dans les zones éloignées. L'équipement de support
et les sources d’alimentation encombrantes ne sont pas nécessaires.
1. Connecter la torche à l’une des bornes de la batterie 12 volts ou à la source d’alimentation
de soudage de courant constant, puis connecter le percuteur ou une plaque de percuteur à
l’autre borne. En cas d'utilisation d'une source de courant de soudage, régler le niveau de
sortie sur 100 A.
2. Ouvrir l’alimentation d’oxygène et ajuster le régulateur à la bonne pression de fonctionnement.
Insérer la baguette de coupe dans la pince de serrage et serrer l'écrou de la pince.
3. Taper la baguette de coupe sur une surface dure et non mise à la terre afin de caler la
baguette dans la torche
4. Appuyer sur le levier du robinet d'oxygène de la torche et vérifier si l’oxygène s’écoule autour
de la bague de la pince de serrage.

SLICE EXOTHERMIC CUTTING EQUIPMENT
13
89250840FR
REMARQUE !
Si de l’oxygène continue de s’écouler, répéter la procédure jusqu’à ce
qu’il n’y ait plus de fuite d’oxygène.
5. Placer la torche dans une main et le percuteur dans l’autre. Appuyer sur le levier d’oxygène
et toucher la baguette avec le percuteur.
6. Une fois que la baguette est allumée, retirer le percuteur puis déplacer la baguette brûlante
sur la pièce à couper.
REMARQUE !
Maintenir la baguette de coupe à un angle de traîne de 45° à 80° par
rapport à la surface de la pièce à souder. L’angle dépend de l’épais-
seur et du type de matériau à couper.
7. Établissez un léger contact entre la pointe de la baguette brûlante et l'ouvrage pendant la
coupe Ce placement nécessite deux mouvements :
a. En profondeur vers l'ouvrage au fur et à mesure que la baguette se consume
b. Dans le sens de la coupe
Utiliser une visière de protection n° 5 car il n’y a pas d’arc électrique.
6.02 Coupe avec alimentation
La coupe avec alimentation nécessite un arc électrique généré par une source d’alimentation de
soudage et accroît la chaleur créée exothermiquement. Presque toutes les sources d’alimentation
de soudage à courant constant peuvent être utilisées pour la coupe exothermique avec alimentation.
La coupe avec alimentation est plus rapide que la coupe sans alimentation.
Art# A-13111FR_AB
Torche SLICE
Approvisionnement
d’oxygène
+
-
Pièce à souder
Pince de mise à la terre
Alimentation électrique
Figure 5 : Coupe avec alimentation

14
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
!
MISE EN GARDE
Les alimentations à courant constant ne doivent pas être utilisées avec
un équipement de coupe exothermique. Lorsque la baguette de coupe
exothermique entre en contact avec l'ouvrage, l’alimentation est parfaite-
ment Court-circuitée, ce qui provoque une sortie d'intensité maximum du
bloc d'alimentation. Cette surtension peut excéder la puissance nominale
de la machine et l’intensité recommandée pour la coupe exothermique avec
alimentation.
1. Connectez la torche à une borne, puis connectez une pince soudante de masse à l'autre
borne d'une source de courant de soudage CC (courant constant).
2. Attacher la prise de masse à la pièce à souder. À la différence des autres processus, celui-ci
utilise une source d’alimentation de soudage réglée sur DCEP (polarité inverse) ou DCEN
(polarité normale) Il est également possible d’utiliser des sources d’alimentation c.a. (courant
alternatif) sans que cela affecte la performance de coupe. Ne pas effectuer de coupe avec
alimentation en vous servant d'une source d'alimentation potentiostatique.
3. Insérer la baguette de coupe dans la pince de serrage et la serrer. Ouvrir le flux d’oxygène,
toucher la pièce à souder de la pointe de la baguette, et commencer la coupe Maintenir la
baguette de coupe à un angle de traîne de 45° à 80° par rapport à la surface de la pièce à
souder.
4. Appuyer sur le levier du robinet d'oxygène de la torche et vérifier si l’oxygène s’écoule autour
de la bague de la pince de serrage.
5. Pendant la coupe, établir un léger contact entre la baguette brûlante et la pièce à souder.
Ce placement nécessite deux mouvements :
a. En profondeur vers l'ouvrage au fur et à mesure que la baguette se consume
b. Dans le sens de la coupe
Utiliser une visière de protection n° 10 ou plus afin de vous protéger de l’éclair d’arc.
6.03 Percer des trous
Effectuer la plupart des opérations de perçage sans alimentation.
1. Déposer la bague de la pince de serrage à l'avant de la torche et déposer la bague en laiton,
la rondelle et le pare-étincelles de la torche.
2. Fixer la pince de montage de rallonge sur l'extrémité avant de la torche. Après le serrage,
ré-installer le pare-étincelles, la rondelle et la bague de serrage en laiton sur l'ensemble.
3. Glisser la rallonge de protection au-dessus de la pince de montage de rallonge jusqu'à ce
qu'elle bute contre l'anneau en métal de l'ensemble.
4. Réinstaller l'écrou de serrage sur la rallonge de pince de serrage.

SLICE EXOTHERMIC CUTTING EQUIPMENT
15
89250840FR
5. Insérer la baguette de coupe SLICE dans la torche et serrer la bague de la pince de serrage.
Cogner la baguette SLICE contre la surface de travail et serrer de nouveau la bague de la
pince de serrage ; cette étape permet de s'assurer que la baguette de coupe est bien en
appui contre la rondelle en caoutchouc.
6. Enflammer la tige de coupe comme expliqué dans la section « Coupe sans alimentation ».
7. Déplacer la baguette brûlante vers le point à percer et, en maintenant la baguette à contre-
jour de l'opérateur, commencer à percer le trou
8. Une fois que le trou est amorcé, amener la baguette de coupe à la perpendiculaire de la
surface de la pièce à souder. Maintenir la baguette de coupe assez profondément dans le
trou jusqu'à sentir une légère résistance du matériau non fondu à la base du trou Utiliser
un mouvement légèrement circulaire pour percer le trou afin de ne pas bloquer la baguette
dans du matériau fondu qui s’échapperait du trou
9. Effectuer à l’occasion un mouvement de va-et-vient dans le trou avec la baguette afin de
laisser un passage au matériau fondu.
!
MISE EN GARDE
Le matériau fondu remonte sur la baguette pendant le perçage. S’assurer
de porter des vêtements de protection contre les projections de matériau
en fusion. Maintenir la torche à un bras de distance an d’être aussi loin
que possible du matériau en fusion. Une rallonge de pince de serrage de
6 po (152,4 mm) et une rallonge d’écran sont disponibles pour la torche de
coupe SLICE an de protéger l’opérateur et la torche.
REMARQUE !
Il est plus difcile de percer verticalement que horizontalement. Le perçage
vertical est plus lent. Par exemple, il est plus difcile et plus long de percer
un trou dans le sol que dans un mur.
6.04 Cuivre et alliages de cuivre
COUPE Du fait de l’absorption très rapide de la chaleur du cuivre et de ses alliages, ces matériaux
nécessitent une coupe avec alimentation. Utiliser un maximum de 300 A car le cuivre absorbe
rapidement la chaleur créée par la réaction exothermique, ce qui réduit l’efficacité du processus de
coupe. La coupe avec alimentation dégage plus de chaleur et permet de couper des pièces en cuivre.
Plus la pièce est importante, plus elle sera difficile à couper. Un mouvement d’avant en arrière dans
la saignée accélère la coupe. Le laiton, le bronze et autres alliages sont légèrement plus faciles à
couper, mais il est préférable, si possible, de les couper avec alimentation.
PERCER Utilisez une alimentation pour percer le cuivre et ses alliages Ce processus produit une
combustion extrêmement rapide de la baguette. Plus la teneur en cuivre de la pièce est importante,
plus le matériau sera dur à couper.

16
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 7 : IMPORTANTES VARIABLES DU
PROCÉDÉ
La coupe exothermique est plus facile que la plupart des procédés de coupe. Certaines variables
réduisent l’efficacité de ce procédé, ce qui produit une coupe médiocre. Les variables les plus
importantes sont énumérées et expliquées ci-dessous.
7.01 Pression d'oxygène
L’oxygène maintient la brûlure exothermique et élimine le matériau fondu par la coupe Une pression
de quatre-vingts psi (551,6 kPa) produit les rendements de coupe les plus efficaces (quantité de
coupes par pouce de baguette brûlée) sur des matériaux jusqu'à 3 po (76,2 mm) d’épaisseur Avec
une utilisation de pressions inférieures à 80 psi (551,6 kPa) sur de tels matériaux, le rendement de
coupe sera réduit car la pression est inadéquate pour éliminer le matériau fondu.
Toutefois, l’ébarbage est plus efficace s’il est effectué avec des pressions inférieures à 80 psi (551,6
kPa) Les plus basses pressions permettent une action d’ébarbage plus contrôlable Pour du matériau
de plus de 3 po (76,2 mm) d’épaisseur, les pressions supérieures à 80 psi (551,6 kPa) peuvent être
utilisées afin de donner suffisamment de vitesse à l’oxygène pour souffler le matériau en fusion à
la base de la coupe. Le fait d’utiliser des pressions élevées sur des matériaux épais produit un jet
d’oxygène plus puissant et une combustion plus rapide de la baguette. Un mouvement de va-et-
vient avec une baguette à 80 psi (551,6 kPa) ou d’un plus gros diamètre peut faciliter la coupe de
ces matériaux.
Pour le perçage, la meilleure pression à utiliser est 80 psi (551,6 kPa). Pour le perçage, l’opérateur
devra réduire légèrement la pression afin de contrôler la distance à laquelle le matériau fondu est
projeté. Une fois que le trou est amorcé, toute la pression doit être utilisée.
L'opérateur peut faire varier la pression en utilisant le levier d'oxygène de la torche. Lorsque
l’épaisseur du matériau – habituellement plus de 12 po (304,8 mm) – nécessite d’utiliser une pression
supplémentaire pour souffler le matériau fondu hors du trou percé, des pressions supérieures à 80
psi (551,6 kPa) sont utilisées. C’est la seule exception.
Le procédé de coupe SLICE utilise de l’oxygène standard de qualité industrielle pour supporter la
réaction exothermique et éliminer le métal fondu. Tous les équipements SLICE utilisent des raccords
d’oxygène standard. Les torches SLICE sont équipées d’un tuyau d’oxygène de 10 pieds (3,05 m)
d’un diamètre interne de 1/4 po (6,4 mm) La pression d’utilisation normale est 80 psi (551,6 kPa).
Les Applications telles que la coupe de sections de matériau de 3 po (76,2 mm) d’épaisseur et plus
requièrent l’utilisation de pressions de fonctionnement plus élevées. Des faibles pressions de 40
psi (275,8 kPa) ont été utilisées pour effectuer des tâches telles que le retrait de têtes de rivets et
l’ébarbage de petites craquelures pour préparer la réparation.
La vitesse de consommation d’oxygène des baguettes de coupe SLICE à 551,6 kPa (80 psi) est de
0,21 cmm (7 à 7,5 cfm) pour des baguettes de coupe de 1/4 po (6,4 mm) de diamètre et 12 à13 cfm
(0,34 to 0,37 cmm) pour des baguettes de coupe de 3/8 po (95 mm) de diamètre. Cette vitesse varie
si une pression de fonctionnement différente est utilisée.

SLICE EXOTHERMIC CUTTING EQUIPMENT
17
89250840FR
!
AVERTISSEMENT
NE PAS utiliser d'air comprimé pour la coupe exothermique. L’air comprimé
ne contient pas assez d’oxygène pour supporter le brûlage ; des impuretés
peuvent par conséquent endommager ou détruire la torche et ses compo-
sants. Il se peut que la torche brûle de l’intérieur ou même qu'elle explose à
cause de l’accumulation de poussières provenant de l’air comprimé dans le
tube d'approvisionnement d'oxygène, ce qui peut causer de graves bles-
sures à l’opérateur.
7.02 Ampérage
Le courant électrique accroît la chaleur de la réaction dans la coupe exothermique, ce qui permet
une coupe plus rapide. Une alimentation à 200 A produit les rendements de coupe les plus efficaces
pour la coupe avec alimentation. Dans le cas d'une coupe avec alimentation utilisant moins de 200
A, la quantité de coupe par minute sera inférieure. Une intensité supérieure à 200 A consomme la
baguette plus rapidement, ce qui réduit la coupe par pouce de baguette brûlée. L’équipement de coupe
exothermique utilise environ 200 A Le fait de dépasser cette intensité peut endommager l’équipement.
Dans le cas de la coupe sans alimentation, c’est le courant de la batterie qui allume la baguette.
Pour allumer la baguette, une tension d’au moins 100 A est nécessaire. Si la batterie n’a pas été
correctement rechargée, elle ne produira pas une intensité suffisante pour allumer la baguette.
7.03 Vitesse de déplacement
La baguette de coupe brûle constamment sans arc électrique Par conséquent, couper aussi rapidement
que possible sans perdre la saignée. Si la vitesse de déplacement est trop rapide, le matériau ne se
coupera pas complètement et des scories jailliront de l’ouvrage.
7.04 Électrode à travailler les angles
L’angle électrode-pièce est la variable de procédé la plus flexible. Toutefois, l’utilisation d’un angle
incorrect peut réduire l’efficacité de la coupe. Pour la plupart des tâches de coupe, l’angle idéal est
compris entre 45° et 80°. Pour les matériaux plus épais, maintenir la baguette plus près d’un angle
à 80° L’angle électrode-pièce est typiquement un angle arrière – la baguette brûlante est tenue de
façon que sa pointe soit dans le sens inverse au déplacement. La coupe de tôles est une exception
car elle est habituellement plus rapide et plus facile à contrôler lorsque l’utilisateur garde un angle
à 45° ou légèrement inférieur et qu’il pousse la baguette dans le sens de la coupe. L’aluminium,
indépendamment de son épaisseur, nécessite un angle de traîne de 70° à 80°.

18
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 8 : APPLICATIONS
Industrie Applications
Construction
Réparation de ponts. Coupe d'acier de Construction. Perçage et retrait de rivets
et de boulons sans endommager les matériaux alentour. Perçage de trous dans
le béton, fente de la roche. Entretien du réseau routier Réparation des glissières
de sécurité du réseau routier Coupe de barres d’armature. Coupe de tuyaux
calorifugés en plâtre ou en béton. Réparation d’équipement lourd Retrait de vieil
acier de Construction Nettoyage de débris Travaux de récupération.
Entretien d’usine
Réparation d’équipement/de machinerie. Retrait de boulons sans tête ou
de broches figées. Retrait de paliers grippés Rénovation d’usine Retrait de
vieux systèmes de canalisations Perçage de trous de tire-fond pour fixation
de machinerie Réparation de socles de machines Retrait de vieille machinerie
Découpe ou réparation de cuves de stockage.
Entretien de
l'équipement lourd
Entretien général (réparations sur le terrain ou en atelier). Réparation de godets
Retrait de broches grippées ou usées Coupe de câbles de contrôle usagés ou
effilochés. Coupe de matériau très corrodé.
Fonderies
Retrait de sable à noyaux coincé dans des trous de coulage. Retrait de zones de
sable incrusté. Coupe d’amorces, de masselottes, de bavures des coulages. Coupe
de petits coulages multiples dans les canaux Coupe de scories pour le nettoyage
des fours. Perçage de trous de dégagement dans les moules Découpe de produits
déversés pour la refonte. Découpe de chutes de fontes. Entretien général d'usine.
Départements de
sauvetage incendie
Entrée rapide dans les bâtiments. Coupe de portes en acier, pênes dormants,
fenêtres grillagées, portes basculantes. Coupe des débris (en métal, béton, plâtre,
roche) d’écroulements de bâtisses. Opérations de sauvetage.
Police/Armes
spéciales et tactiques
Entrée rapide dans les bâtiments. Coupe de portes en acier, pênes dormants,
fenêtres grillagées, portes basculantes. Opérations de sauvetage.
Voies ferrées
Réparation et entretien des véhicules de chemin de fer. Entretien des voies/Coupe
de sections de voie endommagées Réparation dans des emplacements de triage
éloignés Retrait de vieilles plateformes de chargement ferroviaires.
Exploitation minière
Entretien de l’équipement (réparations sur le terrain ou en atelier). Coupe de
câbles d'acier. Réparation des culbuteurs à charbon Réparation des courroies.
Retrait des canalisations et chemins de fer abandonnés Perçage de trous dans la
roche pour pose de charges explosives.
Fabrication du métal
Perçage de trous d’amorce dans des plaques épaisses. Coupe grossière de pièces
du matériau dans de grandes plaques. Construction à pied-d'œuvre.
Démolition
Coupe de barres d’armature. Perçage du béton Retrait de rivets et de boulons
figés Coupe d’acier incrusté dans du béton. Entretien/réparation d’équipement
Coupe de matériau corrodé.
Centrales électriques
Entretien général. Retrait de canalisations. Découpe de déchets de bacs
d’alimentation. Retrait de vieilles grilles couvertes de réfractaire. Retrait de vieilles
fournaises. Retrait ou réparation de réservoirs de stockage.
Agriculture
Entretien général. Réparation d’équipement/de machinerie. Réparation de
récipients à engrais en acier inoxydable. Coupe de métal incrusté de rouille et/ou
de vase.
Parcs à ferraille
Coupe de tous types de ferraille, y compris la fonte, l’acier inoxydable et
l’aluminium. Découpe de carcasses automobiles dans les zones éloignées du parc.
Entretien de l’équipement Coupe de matériau très corrodé ou croûteux.

SLICE EXOTHERMIC CUTTING EQUIPMENT
19
89250840FR
SECTION 9 : DÉPANNAGE
9.01 Dépannage général
Problème Solution
La baguette brûle mais la coupe
ne progresse pas.
1. Trop d’écartement entre l'extrémité de la baguette brûlante et la
pièce à souder. Une légère pression doit être maintenue contre la pièce
à souder.
2. La vitesse de déplacement est trop lente.
3. La pression d’oxygène est trop basse.
Le matériau fondu n’est pas
éliminé de la zone de coupe.
1. Pression d’oxygène utilisée insuffisante.
2. La rondelle de caoutchouc derrière le mandrin à pince est usée et
doit être remplacée.
3. La vitesse de déplacement est trop rapide.
La batterie est complètement
déchargée après n’avoir allumé
que quelques baguettes.
1. La batterie n’a pas eu le temps de se recharger entièrement.
2. La batterie a besoin d’être remplacée.
3. La batterie a été exposée à des températures inférieures au point
de gel.
L’écran de la torche a été brûlé
autour de l’écrou de pince de
serrage.
1. La baguette n’est pas correctement logée dans la torche. Se
reporter à la section 6 sur les techniques opératoires pour bien loger
une baguette.
2. La rallonge de pince de serrage n’a pas été utilisée lors du perçage
de trous.
Pour le perçage de tout autre
matériau que le cuivre et ses
alliages, la baguette se consomme
extrêmement rapidement.
1. L’opérateur perce avec alimentation. Toutes les opérations de
perçage, sauf celles sur le cuivre et ses alliages, doivent être
effectuées sans alimentation.
Le mandrin à pince en arceaux
et/ou la baguette est brûlé(e) à
l’extérieur du mandrin à pince.
1. Utilisation d’une source de courant de soudage de type c.c.

20
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
9.02 GUIDE D'AFFICHAGE DEL SOURCE D'ALLUMAGE
Condition #
Chargeur
connecté
Bouton de
test
DEL
gauche
Centrale
DEL
DEL de
droite
Condition Action
1 No Non pressé Arrêt Arrêt Arrêt Veille Aucun
2 Oui Non pressé Arrêt Arrêt Arrêt
Alimentation murale déconnectée / Panne
électronique interne
Vérifiez que la prise électrique est sous
tension. Vérifiez que le connecteur de sortie
de l'adaptateur d'alimentation CA / CC est
complètement inséré dans la prise d'entrée CC.
Retournez l'appareil pour réparation.
3 Oui Non pressé Arrêt Ambre Ambre Analyse de la batterie (30 secondes)
Attendre 30 secondes pour l’état de charge. La
nouvelle Configuration DEL apparaîtra.
4 Oui Non pressé Arrêt Ambre Arrêt Batterie en cours de chargement
Attendez jusqu'à 2-5 heures pour une batterie
complètement déchargée.
5 Oui Non pressé Arrêt Arrêt Ambre
Batterie complètement chargée / mode
Trickle
Débranchez le chargeur et rangez ou laissez le
chargeur branché ou utilisez l'appareil.
6 Oui Non pressé Rouge Arrêt Arrêt
Fusible thermique déclenché / Panne de
batterie / Batterie manquante
Débranchez le chargeur et attendre 10 minutes
pour que le fusible se réinitialise / Remplacez la
batterie / Retournez l'unité pour réparation
7 Oui Non pressé
Rouge
(Flash)
Arrêt Arrêt Niveau élevé de la température de batterie
Attendre que l'appareil refroidisse / Déplacer vers
un endroit plus frais
8 No Pressé Arrêt Arrêt Arrêt Batterie <20% de capacité
L'unité n'est pas recommandée pour utilisation /
Connectez le chargeur
9 No Pressé Arrêt Vert Arrêt Batterie 20% à 60% de capacité
L'unité doit être rechargée / peut être utilisée /
connecter le chargeur
10 No Pressé Vert Arrêt Arrêt Batterie 60% à 80% de capacité Connectez le chargeur / l'unité prête à l'emploi
11 No Pressé Vert Vert Vert Batterie >80% de capacité Unité prête à l'emploi
12 Oui Pressé Arrêt Arrêt Arrêt Batterie <20% de capacité Aucun
13 Oui Pressé Vert Arrêt Arrêt Batterie 20% à 60% de capacité Aucun
14 Oui Pressé Arrêt Vert Arrêt Batterie 60% à 80% de capacité Aucun
9 Oui Pressé Vert Vert Vert Batterie >80% de capacité Débrancher le chargeur / appareil prêt à l'emploi

SLICE EXOTHERMIC CUTTING EQUIPMENT
21
89250840FR
9.02 GUIDE D'AFFICHAGE DEL SOURCE D'ALLUMAGE
Condition #
Chargeur
connecté
Bouton de
test
DEL
gauche
Centrale
DEL
DEL de
droite
Condition Action
1 No Non pressé Arrêt Arrêt Arrêt Veille Aucun
2 Oui Non pressé Arrêt Arrêt Arrêt
Alimentation murale déconnectée / Panne
électronique interne
Vérifiez que la prise électrique est sous
tension. Vérifiez que le connecteur de sortie
de l'adaptateur d'alimentation CA / CC est
complètement inséré dans la prise d'entrée CC.
Retournez l'appareil pour réparation.
3 Oui Non pressé Arrêt Ambre Ambre Analyse de la batterie (30 secondes)
Attendre 30 secondes pour l’état de charge. La
nouvelle Configuration DEL apparaîtra.
4 Oui Non pressé Arrêt Ambre Arrêt Batterie en cours de chargement
Attendez jusqu'à 2-5 heures pour une batterie
complètement déchargée.
5 Oui Non pressé Arrêt Arrêt Ambre
Batterie complètement chargée / mode
Trickle
Débranchez le chargeur et rangez ou laissez le
chargeur branché ou utilisez l'appareil.
6 Oui Non pressé Rouge Arrêt Arrêt
Fusible thermique déclenché / Panne de
batterie / Batterie manquante
Débranchez le chargeur et attendre 10 minutes
pour que le fusible se réinitialise / Remplacez la
batterie / Retournez l'unité pour réparation
7 Oui Non pressé
Rouge
(Flash)
Arrêt Arrêt Niveau élevé de la température de batterie
Attendre que l'appareil refroidisse / Déplacer vers
un endroit plus frais
8 No Pressé Arrêt Arrêt Arrêt Batterie <20% de capacité
L'unité n'est pas recommandée pour utilisation /
Connectez le chargeur
9 No Pressé Arrêt Vert Arrêt Batterie 20% à 60% de capacité
L'unité doit être rechargée / peut être utilisée /
connecter le chargeur
10 No Pressé Vert Arrêt Arrêt Batterie 60% à 80% de capacité Connectez le chargeur / l'unité prête à l'emploi
11 No Pressé Vert Vert Vert Batterie >80% de capacité Unité prête à l'emploi
12 Oui Pressé Arrêt Arrêt Arrêt Batterie <20% de capacité Aucun
13 Oui Pressé Vert Arrêt Arrêt Batterie 20% à 60% de capacité Aucun
14 Oui Pressé Arrêt Vert Arrêt Batterie 60% à 80% de capacité Aucun
9 Oui Pressé Vert Vert Vert Batterie >80% de capacité Débrancher le chargeur / appareil prêt à l'emploi

22
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 10 : NOMENCLATURE
PIÈCES DE RECHANGE DU PERCUTEUR SLICE
4
3
2
5
Art# A-13642
3
1
N° article No de pièce Description
1 94-370-198 Moitiés de Poignées - LH / RH
2 94-370-202 SLICE Percuteur Bouton de Percuteur
3 96-070-033 Barre du percuteur
4 96-130-320 Faisceau de câbles
5 96-070-034 Gaine Percuteur

SLICE EXOTHERMIC CUTTING EQUIPMENT
23
89250840FR
SOURCE D'ALLUMAGE DE LA BATTERIE
Art# A-13640
1
2
3
4
5
6
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
N° article No de pièce Description
1 94-134-038 Moitié arrière du boîtier de bloc-batterie
2 94-134-039 Moitié avant du boîtier de bloc-batterie
3 96-162-758 Assemblage de circuits imprimés
4 96-076-018 Batterie
5 96-169-374 Connecteur femelle du panneau rouge
6 96-169-375 Connecteur femelle du panneau femelle noir

24
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
PIÈCES DE RECHANGE DE LA TORCHE SLICE
7 6 5 4
1
8
11
3
9
12
10
16
Art# A-13641_AB
N° article No de pièce Description
1 94-370-197 Poignée SLICE - RH et LH (avec vis)
3 94-777-112 Bouclier
4
94-168-022 Ensemble écrou de pince de serrage 1/4 po
95-168-024 Ensemble écrou de pince de serrage 3/8 po
5
94-158-048 Mandrin à pince 1/4 po
94-158-045 Mandrin à pince 3/8 po
6 94-940-109 Rondelle
7 94-305-009 Intercepteur de rentrée de flamme
8 94-378-338 Assemblage tête/corps
9 94-476-086 Assemblage du levier
10 94-396-193 Tuyau d'oxygène - 10 pi (3 m) (3 m)
11
96-130-279 Ensemble Câble pour Torche SLICE Numéro de Pièce 03-003-010
96-130-276 Faisceau de câbles (Ensemble utilitaire et industriel)
96-130-319 Faisceau de câbles (Ensemble complet et batterie)
12 94-463-032 3/8" Kit de Conversion de Collet

SLICE EXOTHERMIC CUTTING EQUIPMENT
25
89250840FR
SECTION 11 : ÉNONCÉ DE GARANTIE
GARANTIE LIMITÉE : Arcair, une marque ESAB, garantit que ses produits seront exempts de défauts
de fabrication ou de matériel. En cas de non-respect de cette garantie dans le délai applicable aux
produits Arcair tel qu'énoncé ci-dessous, Arcair doit, sur notification et justification, que le produit a été
stocké, installé, utilisé et entretenu conformément aux spécifications, instructions et recommandations
d'Arcair, et les pratiques standard reconnues de l'industrie, et non soumis à une mauvaise utilisation,
une réparation, une négligence, une altération ou un accident, corriger ces défauts en réparant de
façon appropriée ou en remplaçant, à la seule discrétion d'Arcair, tout composant ou partie du produit
déterminé par Arcair comme étant défectueux.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUTE AUTRE GARANTIE, EXPRESSE
OU IMPLICITE, NOTAMMENT TOUTE GARANTIE DE QUALITÉ MARCHANDE OU DE BON
FONCTIONNEMENT POUR UNE UTILISATION PARTICULIÈRE.
LIMITATION DE RESPONSABILITÉ : Arcair, une marque ESAB, sous aucune circonstance ne sera
responsable des dommages spéciaux ou indirects, tels que, mais non limités à, dommages ou pertes
de biens achetés ou de biens de remplacement, ou des réclamations des clients du distributeur
(ci-après l' « Acheteur ») pour interruption de service. Les recours de l'Acheteur énoncés dans
les présentes sont exclusifs et la responsabilité d'Arcair à l'égard de tout contrat ou de tout acte
connexe tel que l'exécution ou la violation de ceux-ci, ou de la fabrication, vente, livraison, revente
ou utilisation de toutes les marchandises couvertes ou fournies par Arcair, qu'elles résultent d'un
contrat, d'une négligence, d'un délit ou d'une garantie, ou autrement, ne doivent pas, sauf stipulation
expresse contraire, excéder le prix des marchandises sur lesquelles cette responsabilité est fondée.
CETTE GARANTIE DEVIENT INAPPROPRIÉE SI DES PIÈCES DE RECHANGE OU DES ACCESSOIRES
UTILISÉS PEUVENT AFFECTER LA SÉCURITÉ OU LES PERFORMANCES DE TOUT PRODUIT ARCAIR.
LA PRÉSENTE GARANTIE EST INVALIDE SI LE PRODUIT EST VENDU PAR DES PERSONNES NON
AGRÉES.
La présente garantie est effective pour la période stipulée dans la période de validité de la garantie
à partir de la date de livraison des produits à l'acheteur par le distributeur agréé.
Les réparations sous garantie ou les réclamations de remplacement en vertu de cette garantie limitée
doivent être soumises par un centre de réparation agréé par Arcair dans les trente (30) jours suivant
la réparation. En vertu de cette garantie, aucun frais de transport, de toute nature, ne sera payé.
L'acheteur est le seul responsable du paiement des frais de transport pour expédier les produits à
un centre de réparation agréé. Toutes les marchandises retournées seront aux risques et frais de
l'acheteur. Cette garantie remplace toutes les garanties antérieures d'Arcair.

www.esab.com
©2015 Welding and Cutting Products
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.eu
ESAB subsidiaries and representative offices

INSTRUCCIONES
DE SEGURIDAD
Y OPERACIÓN
EQUIPO DE CORTE
EXOTÉRMICO SLICE®
Spanish
SOPLETE SLICE®
PAQUETE SLICE®
PERCUTOR SLICE®
Art# A-13635
Revision: AC Fecha de emisión: 24-01-2019 Manual N.°: 89250840ES

¡VALORAMOS SU NEGOCIO!
Felicidades por su nuevo producto Arcair®. Nos complace tenerlo como cliente y nos
esforzaremos por proporcionarle el mejor servicio y asistencia del sector. Este producto
está respaldado por nuestra garantía extensiva y nuestra red de servicio en todo el mundo.
Para localizar a su distribuidor más cercano o una agencia de servicio visítenos en la página
web www.esab.com/arcair.
Este Manual ha sido diseñado para instruirlo sobre la instalación y el uso correctos de su
producto de Arcair. Su satisfacción con este producto y su operación segura es de vital
importancia para nosotros. Por lo tanto, tómese el tiempo para leer todo el manual, especialmente
las Precauciones de seguridad. Lo ayudarán a evitar peligros potenciales que pueden existir
al trabajar con este producto.
¡ESTÁ EN BUENAS MANOS!
La marca elegida por contratistas y fabricantes de todo el mundo.
Arcair es una marca global de productos de corte de ESAB. Fabricamos y suministramos a
los principales sectores industriales de soldadura en el ámbito mundial incluidos: fabricación,
construcción, minería, industria automotriz, aeroespacial, ingeniería, industria rural y decoración/
aficionados.
Nos distinguimos de nuestra competencia mediante productos confiables líderes de mercado
que han superado la prueba del tiempo. Nos enorgullecemos de nuestra innovación técnica,
precios competitivos, excelente entrega, servicio al cliente y soporte técnico superior junto con
la excelencia en ventas y experiencia en mercadeo.
Sobre todo, estamos comprometidos con el desarrollo de productos tecnológicamente avanzados
a fin de alcanzar un entorno de trabajo más seguro en la industria de la soldadura.

i
!
ADVERTENCIA
Lea todo el manual y las prácticas de seguridad de su empleador an-
tes de instalar, poner en funcionamiento o reparar el equipo. Aunque
la información que aparece en este manual representa el mejor juicio
del fabricante, el fabricante no se hace responsable por el uso.
EQUIPO DE CORTE EXOTÉRMICO SLICE®
INSTRUCCIONES DE SEGURIDAD Y OPERACIÓN
Número de manual: 89250840ES
Publicado por:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
U.S. Atención al cliente: +1 (800) 426-1888
Atención al cliente internacional: (940) 381-1212
Copyright © 2018 ESAB. Todos los derechos reservados.
Se prohíbe la reproducción de este trabajo, en todo o en parte, sin el permiso por escrito del editor.
La editorial no asume y por el presente niega toda responsabilidad ante cualquier parte por cualquier
pérdida o daño provocado por cualquier error u omisión en este manual, ya sea que tales errores
sean por negligencia, accidente o cualquier otra causa.
Para la especificación del material de impresión en las Américas, consulte el documento
47X1920
Para la especificación del material de impresión en Europa, consulte el documento 47X1953
Fecha de publicación: 08-03-2018
Fecha de Revisión: 24-01-2019
Registre la siguiente información para propósitos de la Garantía:
Lugar de compra:
Fecha de compra:

ii
ASEGÚRESE DE QUE EL OPERADOR ACCEDA A ESTA INFORMACIÓN.
SU DISTRIBUIDOR ESAB PUEDE FACILITARLE COPIAS ADICIONALES.
PRECAUCIÓN
Estas INSTRUCCIONES son para operadores experimentados. Si usted desconoce
la teoría de operación y las prácticas seguras de la soldadura de arco y equipos
de corte, rogamos que lea nuestro folleto, “precautions and safe practices for
arc welding, cutting, and gouging”, formulario 52-529. No permita que personas
inexperimentadas instalen, operen o mantengan este equipo. No instale ni haga
funcionan este equipo hasta haber leído completamente estas instrucciones.
Si no entiende alguna parte de estas instrucciones, póngase en contacto con
su distribuidor ESAB para obtener información adicional. Asegúrese de leer las
medidas de seguridad antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo funcionará en conformidad con la descripción contenida en este manual, las etiquetas que lo
acompañan, y las instrucciones proporcionadas. Este equipo se debe comprobar periódicamente. No se debe
utilizar un equipo con un mantenimiento o un funcionamiento incorrectos. Las piezas rotas, ausentes, gastadas,
torcidas o contaminadas se deben sustituir inmediatamente. Si tal reparación o reemplazo llegan a ser necesarios,
el fabricante recomienda solicitar el servicio por teléfono o por escrito al distribuidor ESAB del que se adquirió
el equipo.
Este equipo o cualquiera de sus piezas no se deben modicar sin la autorización previa y por escrito del fabricante.
El usuario de este equipo será el único responsable de cualquier malfuncionamiento que resulte de uso incorrecto,
mantenimiento inadecuado, daños, reparaciones o modicación incorrecta por parte de cualquier persona, con
excepción del fabricante o de un distribuidor autorizado indicado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL
EQUIPO.
PROTEJA A USTED Y LOS OTROS!

iii
Declaración de conformidad
Conforme a
La Directiva de Baja Tensión 2014/35/EU, con entrada en vigor el 20 de abril de 2016
La Directiva EMC 2014/30/EU, con entrada en vigor el 20 de abril de 2016
La Directiva RoHS 2011/65/EU, con entrada en vigor el 2 de enero de 2013
Tipo de equipo
SISTEMA DE CORTE EXOTÉRMICO
Tipo de designación etc.
Sistema de corte exotérmico con antorcha SLICE
Nombre de marca o marca comercial
Arcair SLICE
Fabricante o su representante autorizado
Nombre, dirección, n.º de teléfono:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Phone: +01 800 426 1888, FAX +01 603 298 7402
Las siguientes normas armonizadas en vigor en la EEA se han aplicado en el diseño:
Equipo de soldadura por arco (parte II): portaelectrodos IEC/EN 60974-11:2010 Soportes
de electrodos
Equipo de soldadura por arco IEC/EN 60974-10:2014 + AMD 1:2015 Publicado el 19-06-
2015 - Parte 10: Requisitos de compatibilidad electromagnética (EMC)
Información adicional: Uso restringido, equipo Clase A, destinado a uso en ubicaciones no
residenciales.
Mediante la rma de este documento, el abajo rmante declara como fabricante (o
representante autorizado del fabricante) que el equipo en cuestión cumple con las
normas de seguridad arriba mencionadas.
Fecha Firma Cargo
15 de septiembre, 2016
Flavio Santos Director general
Accesorios y Adyacencias
2018

iv
Tabla de contenidos
SECCIÓN 1: INTRODUCCIÓN .......................................................................................1
1.01 Cómo utilizar este manual ........................................................1
1.02 Recepción del equipo ...............................................................1
1.03 Descripción ..............................................................................1
SECCIÓN 2: PRECAUCIONES DE SEGURIDAD ............................................................2
SECCIÓN 3: ASPECTOS BÁSICOS DEL PROCESO .......................................................5
SECCIÓN 4: EQUIPO .................................................................................................... 6
4.01 Soplete SLICE ...........................................................................6
4.02 Percutor SLICE ..........................................................................6
4.03 Paquetes SLICE ........................................................................6
4.04 Varillas de corte ........................................................................ 7
4.05 Componentes de SLICE .............................................................8
4.06 Cargando la fuente de encendido ............................................10
SECCIÓN 5: INFORMACIÓN SOBRE EL CORTE ......................................................... 11
5.01 Velocidades de corte de los materiales ...................................11
5.02 Tipos de electrodos de corte ...................................................12
5.03 Sopletes de corte SLICE ..........................................................12
SECCIÓN 6: FUNCIONAMIENTO ................................................................................13
6.01 Corte sin corriente eléctrica ....................................................13
6.02 Corte con corriente eléctrica ................................................... 14
6.03 Perforación de orificios ...........................................................15
6.04 Cobre y aleaciones de cobre ................................................... 16
SECCIÓN 7: VARIABLES IMPORTANTES DEL PROCESO ...........................................17
7.01 Presión del oxígeno ................................................................17
7.02 Amperaje ................................................................................18
7.03 Velocidad del movimiento .......................................................18
7.04 Ángulo de electrodo de trabajo ...............................................18
SECCIÓN 8: USOS .....................................................................................................19
SECCIÓN 9: RESOLUCIÓN DE PROBLEMAS ..............................................................21
9.01 Localización de averías general ..............................................21
9.02 Guía de la pantalla led de la fuente de encendido ...................22
SECCIÓN 10: LISTA DE PIEZAS .................................................................................24
SECCIÓN 11: DECLARACIÓN DE GARANTÍA .............................................................28

EQUIPO DE CORTE EXOTÉRMICO SLICE
1
89250840ES
SECCIÓN 1: INTRODUCCIÓN
1.01 Cómo utilizar este manual
Para garantizar el funcionamiento seguro, lea todo el manual, incluido el capítulo sobre las advertencias
e instrucciones de seguridad.
En todo este manual, pueden aparecer las palabras ADVERTENCIA, PRECAUCIÓN y NOTA. Preste
atención a la información que se proporciona bajo estos encabezados. Estas anotaciones especiales
son fácilmente reconocidas por:
NOTA!
Una operación, procedimiento o información de antecedentes que
requiera un énfasis adicional o sea útil en el funcionamiento eciente
del sistema.
!
PRECAUCIÓN
Un procedimiento que, si no se sigue correctamente, puede causar
daños en el equipo.
!
ADVERTENCIA
Un procedimiento que, si no se sigue correctamente, puede causar
lesiones al operador u otras personas en el área de funcionamiento.
ADVERTENCIA
Ofrecer información con respecto a posibles lesiones por descarga
eléctrica. Las advertencias se encierran en un cuadro como este:
1.02 Recepción del equipo
Cuando reciba el equipo, verifique el contenido contra la factura para garantizar que está completo
y revise cualquier posible daño del equipo por el viaje. Si existen daños, notifíquelo al transportista
de inmediato para llenar el formulario de reclamación. Rellene toda la información respecto a las
reclamaciones por daños o errores de envío para la ubicación de su zona incluida en la tapa trasera
de este manual. Incluya una descripción completa de los componentes defectuosos.
Si desea recibir copias adicionales o de reemplazo de este manual, comuníquese con Arcair a la
dirección y número telefónico de su zona, indicado en la página de la contratapa de este manual.
Incluya el número del Manual (Página I).
1.03 Descripción
Los sistemas Arcair® SLICE® pueden cortar, quemar o perforar prácticamente cualquier material
metálico, no metálico o compuesto. El soplete exotérmico SLICE corta sin complicaciones materiales
difíciles de cortar, como acero suave, inoxidable y de aleación, hierro fundido, aluminio, magnesio y
otros metales no ferrosos, escoria y materiales refractarios, y hormigón o ladrillos.

2
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
SECCIÓN 2: PRECAUCIONES DE SEGURIDAD
!
ADVERTENCIA
Se pueden causar LESIONES GRAVES O MUERTE si no se instala y man-
tiene correctamente este equipo de soldadura y corte. Puede ser peligroso el
mal uso de estos equipos y otras prácticas inseguras. El operador, el super-
visor y el ayudante deben leer y comprender las siguientes advertencias e
instrucciones de seguridad antes de instalar o usar cualquier equipo de corte
o soldadura, y deben ser conscientes de los peligros del proceso de corte o
soldadura. Son importantes la capacitación y la supervisión adecuada para
mantener un lugar de trabajo seguro. Conserve estas instrucciones para su
consulta posterior. Cada sección se reere a información adicional sobre la
seguridad y la operación.
!
ADVERTENCIA
Este producto contiene sustancias químicas, como plomo, o genera
sustancias químicas que, según el estado de California, producen cáncer,
defectos de nacimiento y otros problemas congénitos. Lávese las manos
después de manipularlo.
CHOQUE ELÉCTRICO PUEDE CAUSAR LESIONES O MUERTE
El comprador es responsable de la instalación, operación y uso seguros de todos los
productos comprados, incluido el cumplimiento de todas las normas ISO aplicables y
las normas locales del país de uso. No haga mantenimiento ni reparaciones si la energía
está encendida. No opere el equipo si se han quitado los aislantes o cubiertos de
protección. El mantenimiento o la reparación deben ser llevados a cabo únicamente
por personal calificado y/o capacitado.
No toque los componentes eléctricamente vivos. Para la soldadura, siempre vista guantes secos en
buen estado. La ropa de protección aluminizada podrá formar parte del trayecto eléctrico. Mantenga
a los cilindros de oxígeno, cadenas, cables, sogas, grúas y malacates alejados de cualquier parte
del circuito eléctrico. Se deben revisar periódicamente todas las conexiones a tierra para determinar
si están mecánicamente sólidas y eléctricamente adecuadas para la corriente necesaria. Cuando
realice soldaduras/cortes con CA bajo condiciones húmedas o en las cuales el sudor sea factor, se
recomienda utilizar controles automáticos para reducir el voltaje de operación sin carga a fin de
reducir el riesgo de choque eléctrico. Debe evitar el contacto accidental al usar un voltaje de circuito
abierto que supere 80 voltios de CA o 100 voltios de CD mediante el aislamiento adecuado u otros
medios. Cuando se suspenda la soldadura por cierto periodo, como el almuerzo o la noche, todos
los soportes de electrodos y los electrodos se deberán quitar de los soportes y se deberá apagar
la fuente de alimentación para evitar un contacto accidental. Mantenga los Mig Gun, soportes de
electrodos, sopletes TIG, sopletes de plasma y electrodos alejados de la humedad y el agua. Consulte
las referencias de seguridad y operación 1, 2 y 8.

EQUIPO DE CORTE EXOTÉRMICO SLICE
3
89250840ES
HUMO, VAPORES Y GASES PUEDEN SER PELIGROSOS PARA SU SALUD.
La ventilación debe ser adecuada para extraer el humo, los vapores y gases durante la
operación para proteger a los operadores de resanado y demás personal en el área. Los
vapores de los solventes clorados pueden formar gas tóxico de "Fosgeno" si se exponen
a la irradiación ultravioleta de un arco eléctrico. Se deben sacar del área de operación
todos los solventes, agentes de desengrase y fuentes potenciales de estos vapores. Si
la ventilación no es adecuada para eliminar todos los vapores y gases, use respiradores con fuente de
aire. El oxígeno fomenta y aviva las llamas vigorosamente y no debe utilizarse nunca para la
ventilación. Consulte las referencias de seguridad y operación 1, 2, 3 y 4.
RAYOS DE ARCOS, ESCORIA CALIENTE Y CHISPAS PUEDEN LESIONAR LOS OJOS Y QUEMAR LA
PIEL
Los procesos de resanado/corte producen calor extremo y localizado, e intensos rayos
ultravioletas. Nunca intente soldar/cortar sin un casco de soldadura con los lentes
correspondientes aptos a nivel federal. Un lente con filtro de sombre 12 a 14 ofrece la
mejor protección contra la radiación de los arcos. Si se trabaja en un área encerrada,
evite la introducción de los rayos reflejados del arco alrededor del casco. Deben utilizarse
cortinas de protección aprobadas y anteojos de seguridad apropiados para brindar protección a las
demás personas en el área circundante. La piel debe ser protegida contra rayos de los arcos, calor y
metal fundido. Siempre vista guantes y ropa de protección. Todos los bolsillos deben estar cerrados y
los puños cosidos. Deben usarse mandiles, camisas, mangas, polainas, etc. de piel para toda soldadura/
corte fuera de posición u operaciones pesadas que usen electrodos gruesos. Los zapatos de trabajo
con enfranque alto ofrecen protección adecuada contra las quemaduras de los pies. Para mayor
protección, utilice polainas cortas de piel. No se pueden usar sustancias inflamables para el cabello al
ranurar/cortar. Utilice tapones auditivos para proteger los oídos contra las chispas. Donde lo permita
el trabajo, el operador debe estar encerrado en una cabina individual pintada con un acabado
antirreflector, como óxido de cinc. Consulte las referencias de seguridad y operación 1, 2 y 3.
CHISPAS DE SOLDADURA PUEDEN CAUSAR INCENDIOS Y EXPLOSIONES
Los combustibles alcanzados por el arco, llamas, chispas voladoras, escoria caliente y
materiales calientes pueden causar incendios y explosiones. Saque los combustibles del
área de trabajo, y/o mantenga una brigada contra incendio. No use ropa manchada con
aceite o grasa, ya que una chispa podría encenderla. Mantenga un extintor al alcance y
conozca su uso. Si la soldadura o el corte se realiza sobre una pared, cancelería, techo o plafón metálico,
deben tomarse precauciones para evitar el incendio de los combustibles al otro lado. No suelde/corte
envases que hayan contenido combustibles. Se deben ventilar todos los espacios huecos, cavidades y
envases antes de hacer ranuras/cortes para liberar al aire o los gases. Se recomienda la purga con un
gas inerte. No use nunca oxígeno en un soplete soldador. Use solo gases inertes o mezclas de gases
inertes según el proceso. El uso de gases combustibles comprimidos podría causar explosiones, con
lesiones personales o muerte. Los arcos contra cilindros de gas comprimido pueden provocar daños o
explosiones del cilindro. Consulte las referencias de seguridad y operación 1, 2, 5, 7 y 8.

4
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
Referencias de Seguridad y Operación
1. Código de normas federales (OSHA) Sección 29, Parte 1910.95, 132, 133, 134, 139, 251,
252, 253, 254 y 1000. Oficina de Publicaciones del Gobierno de Estados Unidos, Washington,
D.C. 20402.
2. Norma ANSI Z49.1-2012 «Seguridad de los procesos de soldadura, corte y afines».
3. Norma ANSI Z87.1-2015 «Norma nacional estadounidense de dispositivos ocupacionales y
educativos para la protección ocular y facial personal».
4. Norma ANSI/ASSE Z88.2-2015 «Norma nacional estadounidense de prácticas para la
protección respiratoria». American National Standards Institute Inc., 1430 Broadway, Nueva
York, 10018 (EE. UU.).
5. AWS F4.1: 2017. «Prácticas de seguridad para la preparación de contenedores y tuberías
para procesos de soldadura, corte y asociados».
6. AWS C5.3:2000 (R2011) "Recomendado Practices For Air Carbon Arc Gouging And Cutting".
Sociedad Americana de Soldadura (American Welding Society), 8669 NW 36 Street, PO Box
130, Miami, Florida 33166-6672
7. NFPA 51B:2014 «Norma para la prevención de incendios durante la soldadura, el corte y
otros trabajos en caliente» Asociación Nacional de Protección contra Incendios (NFPA), 1
Batterymarch Park, Quincy, Massachusetts, EE. UU. 02169-7471
8. NFPA-70:2017 «Código eléctrico nacional». Asociación Nacional de Protección contra
Incendios (NFPA), 1 Batterymarch Park, Quincy, Massachusetts, EE. UU. 02169-7471
9. CAN/CSA-W117.2-12 (R2017) «Seguridad en procesos de soldadura, corte y similares».
Asociación Canadiense de Normas, 178 REXDALE BLVD., REXNALE ONTARIO, CANADÁ M9W
1R3.

EQUIPO DE CORTE EXOTÉRMICO SLICE
5
89250840ES
SECCIÓN 3: ASPECTOS BÁSICOS DEL PROCESO
El proceso de corte exotérmico SLICE emplea una reacción química exotérmica que quema, funde o
vaporiza la mayoría de los materiales. La reacción comienza con un arco eléctrico o una fuente de
corriente alterna que hace que se encienda una varilla de corte de acero. Por el centro de la varilla
fluye oxígeno.
Debido al diseño de la varilla, la combustión produce exceso de calor ("exotérmico") que permite
cortar la pieza de trabajo. Una vez que comienza, la combustión durará mientras fluya el oxígeno por
la varilla. El calor que se produce, funde el material que se está cortando. La velocidad del oxígeno
que fluye por la varilla sopla hacia afuera el material fundido, lo cual crea la ranura o línea de corte.
El proceso de ignición de arco condujo a la invención del soplete oxy-arc y el diseño de equipos para
usar en construcciones debajo del agua y recuperaciones.
El arco eléctrico que inicia la combustión puede provenir de una fuente de energía para soldar que
proporcione por lo menos 100 amperios, una batería de plomo y ácido de 12 voltios u otra batería
similar de baja impedancia. El proceso de corte puede realizarse sin corriente eléctrica, nada más
que con el calor que produce la reacción, o, con corriente eléctrica, lo cual permite hacer el corte con
un arco eléctrico de una fuente de energía para soldar que proporciona más calor.
HISTORY
La varilla de corte exotérmico es una pequeña lanza de oxígeno. Un ejemplo básico del triángulo de
combustión es el siguiente: un lado recibe combustible (la lanza de acero); otro, es la fuente de oxígeno
(oxígeno puro que se hace circular por la lanza), y, el último, el calor de la combustión (una fuente
externa de calor). Sin embargo, cuando la lanza atraviesa una poza de escoria, la poza se convierte
en la fuente de calor hasta que se retira la lanza, momento en el que la combustión se detiene.
En 1888, un documento publicado describió el proceso de pasar oxígeno a través de un tubo de
acero y calentar el tubo al rojo vivo. Esto produjo calor. En 1901, Ernst Henner presentó una solicitud
para una patente alemana de un primer modelo de lanza de oxígeno de dos tubos concéntricos. En
1902, la documentación indica que la lanza de oxígeno reemplazó los sopletes de gas y aceite para
la abertura de coladas de altos hornos de acero. Desde ese entonces, se utilizó la lanza de oxígeno
para cortar rocas o estructuras de hormigón. Por ejemplo, para cortar estructuras de hormigón
reforzadas, como emplazamientos de depósitos y trampas para tanques construidas en Europa
durante la Segunda Guerra Mundial.
Los trabajadores descubrieron que una manera ideal de encender la lanza era utilizar una fuente
de energía para soldar en material conductivo para crear un arco y comenzar la combustión. Este
proceso funcionó bien en construcciones, incluso húmedas y con lodo.
Alrededor de 1940, la lanza exotérmica o barra de combustión se comercializó por primera vez como
una herramienta de corte. Cerca de 1960, se presentó una versión flexible hecha con un cable
aislado. Pero no fue hasta los primeros años de la década de los ochenta que se diseñaron barras
de combustión más pequeñas para usar como sopletes manuales en superficies secas o debajo del
agua. Ahora, una unidad de una pieza permite la exposición adecuada de la superficie de la varilla
a un suministro de oxígeno para realizar un corte exotérmico. Arcair, una marca de ESAB, es el líder
mundial de productos para corte y remoción de metales, y vende este equipo de corte exotérmico
bajo la marca comercial Arcair SLICE.

6
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
SECCIÓN 4: EQUIPO
4.01 Soplete SLICE
El soplete SLICE, una herramienta con forma de pistola, ofrece una forma de sujetar la varilla, y
suministrar oxígeno y corriente eléctrica a la varilla de corte. El soplete básico incluye 3,05 m (10 pies)
de cable de alimentación y una manguera de oxígeno. El cable de alimentación puede transmitir 200
amperios durante una operación de corte con corriente eléctrica. La manguera de oxígeno incluye
un adaptador de oxígeno de tamaño estándar y está lista para conectarse al regulador de oxígeno del
usuario. Este soplete estándar tiene un protector manual flexible que se puede sustituir fácilmente
si se daña; además, se moldea a partir de un termoplástico muy resistente.
Están disponibles una extensión de la boquilla de 6" (152 mm) y una extensión de 6" (152 mm) de
diámetro para el accesorio protector para ayudar a reducir el daño o desgaste del soplete cuando se
perfora. También se encuentra disponible un kit de adaptadores de 9,5 mm (3/8") que consisten en
una boquilla de mordazas, una tuerca de seguridad, una arandela y un supresor de retroceso necesarios
para adaptar el soplete para poder usarlo con las varillas de corte de 9,5 mm (3/8") de diámetro.
4.02 Percutor SLICE
Para cortar sin corriente eléctrica, se encuentra disponible el percutor SLICE. El percutor es un
fragmento aislado de una placa de cobre con una superficie dentada. Al raspar la varilla sobre la placa
de cobre, se inicia un arco y comienza el proceso de corte. El desgaste del percutor puede prolongarse
al utilizar la porción expuesta más pequeña de la placa de metal y aumentarse gradualmente.
Percutor de apertura
de 25 mm (1 ") SLICE
Percutor de apertura de
50,8 mm (2 ") SLICE
Percutor de apertura
total SLICE
El percutor SLICE estándar incluye un cable de 3,05 m (10 pies).
4.03 Paquetes SLICE
Paquete de servicios SLICE®
Incluye un robusto maletín de transporte. Las conexiones de alimentación (batería de
12 voltios solamente), tong estilo las pinzas de la batería, conexión de alimentación
rápida y fácil. Manguera de oxígeno industrial conectada al soplete; la manguera
de oxígeno estándar de la industria aporta oxígeno al soplete, así como accesorios
estándares que se utilizan para conectarse a los reguladores de oxígeno.

EQUIPO DE CORTE EXOTÉRMICO SLICE
7
89250840ES
Paquete de batería SLICE®
Incluye un robusto maletín de transporte. Conexión de cierre por torsión con
conexiones eléctricas; fácil de conectar a la fuente de encendido de la batería
tanto para el soplete como para el percutor, y conectores codificados con colores.
Manguera de oxígeno industrial conectada al soplete; la manguera de oxígeno
estándar de la industria aporta oxígeno al soplete, así como accesorios estándares utilizados para
conectarse a reguladores de oxígeno, y conexiones con códigos de color.
PAQUEte industrial SLICE®
Versatilidad para las aplicaciones de tipo industrial. Carro Industrial capaz de llevar una
9" de diámetro del cilindro de oxígeno. El paquete incluye los elementos básicos para
realizar un trabajo de corte; Conjunto de soplete SLICE, conductores de 3 m (10 pies),
conjunto de percutor, regulador de oxígeno, cargador de batería y soporte de varilla de
corte. Manguera de oxígeno industrial conectada al soplete; la manguera de oxígeno
estándar de la industria aporta oxígeno al soplete, así como accesorios estándares
que se utilizan para conectarse a los reguladores de oxígeno.
Paquete completo SLICE®
Aluminio resistente estuche de transporte, con los elementos básicos
necesarios para realizar una tarea. El sistema de corte independiente
constituye una solución ideal para las situaciones de corte de emergencia
en las que cada segundo cuenta. La unidad completa pesa 31,75 kg (70
libras). Compartimiento de almacenamiento con puerta batiente para
almacenamiento de piezas durante el transporte. Conexión de cierre por
torsión con conexiones eléctricas; fácil de conectar al montaje de la fuente
de encendido de la batería tanto para el soplete como para el percutor,
y conectores codificados por colores. Manguera de oxígeno industrial
conectada al soplete; la manguera de oxígeno estándar de la industria aporta oxígeno al soplete.
Accesorios estándar utilizado para conectarse a oxígeno reguladores.
4.04 Varillas de corte
Las varillas de corte SLICE son de acero al carbono y, para hacerlas, se envuelve una tira de acero en
una varilla; además, vienen revestidas o sin revestir. El revestimiento está hecho de estabilizadores
de arco y un aglutinante. Entre las varias ventajas de usar varillas revestidas y corriente eléctrica
se incluyen:
• Velocidades de corte más eficaces (mayor corte por pulgada de varilla quemada y mayor corte
por minuto de quemado)
• Funcionamiento más sencillo de las varillas
• Protección contra consumo del costado de la varilla, especialmente al perforar.

8
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
Cédula de las varillas Aplicaciones
1/4" x 22"
6.4 mm x 558.8 mm
Tamaño estándar de varillas de corte, se usa en varios trabajos. Se
recomienda para todos los cortes de línea recta y para la mayoría de
aplicaciones de corte general. Con o sin revestimiento.
1/4" x 44"
6.4 mm x 1117.6 mm
Se emplea cuando se necesita una mayor longitud para alcanzar
el área de corte o cuando se perforan orificios en materiales cuyo
espesor es superior a 18" (457,2 mm). Sin revestimiento.
3/8" x 18"
9.5 mm x 457.2 mm
Se usa en casos de perforaciones complejas con grandes diámetros
interiores. Con o sin revestimiento.
3/8" x 36"
9.5 mm X 914.4 mm
Se usa cuando se necesita una mayor longitud para completar el
corte. Sin revestimiento.
NOTA!
Todos los sopletes SLICE vienen listos para usar las varillas de 6,4 mm
(1/4") de diámetro. Para usar varillas de 9,5 mm (3/8") de diámetro, se ne-
cesita el kit de conversión de 9,5 mm (3/8"), Número de pieza: 94-463-032.
4.05 Componentes de SLICE
Art# A-13635
Figura 1: Soplete SLICE

EQUIPO DE CORTE EXOTÉRMICO SLICE
9
89250840ES
Soplete Slice
Palanca de válvula
de oxígeno
Conexión de la
manguera de oxígeno
Cable del soplete
Extremo del
soplete eléctrico
Tuerca de seguridad
Conector macho negro
Cable del percutor
Percutor Slice
Art# A-13637ES
Conector macho rojo
Figura 2: percutor y soplete SLICE
Art # A-13638ES
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Soplete / Terminal
hembra de bloqueo
Percutor / Terminal
hembra de bloqueo
Botón de prueba
Entrada CC
Indicador de estado de carga/fallo
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figura 3: Fuente de encendido de la batería SLICE

10
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
4.06 Cargando la fuente de encendido
Hay tres LED en el panel fuente de encendido (FALLO, CARGANDO y CARGADO). Con una carga
completa, todos los LED se pondrán en verde. Para obtener una explicación de las lecturas de los
LED, consulte la Sección 9.2 Guía de la pantalla LED de la fuente de encendido. El adaptador de
alimentación de CA/CC (n.º de pieza 96-076-043) debe completar estos pasos.
NOTA!
Se recomienda que la unidad debe recargarse después de cada uso
o cada vez que el LED de estado de carga se muestra en un 50% o
menos.
Cargando la fuente de encendido:
1. Presione el botón de prueba en el panel de la fuente de encendido para comprobar el estado.
Si los LED no se encuentran en verde, proceda con los pasos que se detallan a continuación.
2. Inserte el conector de salida del adaptador de alimentación de CA/CC en la toma de entrada
de CC que se encuentra en el panel de fuente de encendido y enchufe el cable de entrada
del adaptador de alimentación a una toma de corriente de 120 V, 60 Hz o de 240 V, 50 Hz.
3. Mantenga la unidad enchufada hasta que esté completamente cargada. El tiempo de carga
puede ser de entre 2 y 5 horas. Cuando esté completamente cargada, en el panel de fuente
de encendido se mostrarán LED en ámbar.
4. Desconecte el conector del adaptador de alimentación de CA/CC de la fuente de encendido
y presione el botón de prueba para confirmar el estado de carga completa. Todos los LED se
podrán en verde.

EQUIPO DE CORTE EXOTÉRMICO SLICE
11
89250840ES
SECCIÓN 5: INFORMACIÓN SOBRE EL CORTE
La siguiente tabla lo ayudará a establecer la mejor configuración para un determinado uso según
pruebas exhaustivas de laboratorio que se realizaron al equipo SLICE para poder determinar las
mejores velocidades de corte. Los resultados reales de corte que se obtienen en el campo de trabajo
varían debido a las condiciones y la experiencia del usuario. Distintos usos del equipo SLICE producen
diversos resultados. Ajuste la configuración para cada uso. Utilice la siguiente tabla como guía.
Una presión de oxígeno de 551,6 kPa (80 psi) logra el mejor corte. Es posible que algunas operaciones
requieran presiones de oxígeno mayores o menores: mínimo: 275,8 kPa (40 psi), máximo: 689,5 kPa
(100 psi). Un amperaje superior a 200 amperios no mejora la velocidad de corte.
Busque el metal y espesor adecuados. Para metales compuestos o que no se encuentran en la lista,
busque el material de la lista que más se parezca a aquél que cortará.
NOTA!
Todos estos valores de corte se basan en varillas revestidas con
fundente de 6,4 mm (1/4") de diámetro. Las velocidades de corte para
varillas de 6,4 mm (1/4") sin revestimiento son un poco menores que
los valores que se enumeran en la tabla.
5.01 Velocidades de corte de los materiales
Tipo de material Espesor del material
Longitud del corte
por pulgada de varilla
usada
Velocidad del corte
in(mm) in(cm) in/min cm/min
Acero al carbono
1/8 (3,2) 2,25 (5,7) 72 183
1/4 (6,4) 1,5 (3,8) 52 132
3/8 (9,5) 1,38 (3,5) 42 106
1/2 (12,7) 1,25 (3,2) 35 89
3/4 (19,1) 0,75 (1,9) 22 56
Inoxidable
1/8 (3,2) 2,0 (5,1) 65 165
1/4 (6,4) 1,13 (2,9) 36 91
Aluminio
1/4 (6,4) 1,75 (4,4) 58 147
3/8 (9,5) 1,25 (3,2) 38 97
3/4 (19,1) 0,75 (1,9) 23 58
SELECCIONES DE MUESTRAS:
Corte aproximado/varilla por pulgada x cantidad de corte por varilla = corte por varilla usada
Datos: Corte de aluminio de 9,5 mm (3/8") con varilla con fundente de 6,4 mm (1/4")
3,2 cm (1,25") x 48,3 cm (19") = 60,5 cm (23,8"). Corte aproximado/tiempo de arco min = 97 cm (38")
Datos: Corte de acero al carbono de 6,4 mm (1/4") con varilla con fundente de 6,4 mm (1/4")
1.5" (3.8 cm) x 19" (48.3 cm) = 28.5" (72.4 cm). Corte aproximado/tiempo de arco min = 52" (132 cm)

12
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
5.02 Tipos de electrodos de corte
Las velocidades de corte de esta tabla se obtuvieron con una presión de oxígeno de 551,6 kPa (80
PSI) y varillas de corte de 6,4 mm x 559 mm (1/4" x 22"). Estas velocidades son valores promedios
basados en varias pruebas de corte. Las velocidades de corte reales pueden variar según los
parámetros que se usan y la experiencia del operador.
Nº de pieza
Diámetro
en (mm)
Longitud
en (mm)
Con o sin
revestimiento,
Cantidad
de
paquetes
Tasa de
flujo de
oxígeno
CMM (CFM)
Tiempo de
combustión
(seg)
42-049-002 1/4 (6,4) 22 (559)
Con
revestimiento
25 7,5 (0,21) 40-45
42-049-003 1/4 (6,4) 22 (559)
Con
revestimiento
100 7,5 (0,21) 40-45
43-049-002 1/4 (6,4) 22 (559)
Sin
revestimiento
25 7,5 (0,21) 40-45
43-049-003 1/4 (6,4) 22 (559)
Sin
revestimiento
100 7,5 (0,21) 40-45
43-049-005 1/4 (6,4)
44
(1117)
Sin
revestimiento
25 7,5 (0,21) 80-90
42-049-005 3/8 (9,5) 18 (457)
Con
revestimiento
50 12 (0,34) 30-35
43-049-007 3/8 (9,5) 18 (457)
Sin
revestimiento
50 12 (0,34) 30-35
43-049-009 3/8 (9,5) 36 (914)
Sin
revestimiento
25 12 (0,34) 60-70
5.03 Sopletes de corte SLICE
Nº de pieza
Calibre
del
cable
Longitud
del cable de
alimentación
ft (m)
Longitud de
la manguera
de oxígeno
ft (m)
Corte con
corriente eléctrica
Corte sin
corriente
eléctrica
03-003-010 #1
10 (3,05) 10 (3,05)
Recomendado Se puede usar
03-003-011 #6 Sólo uso limitado Recomendado
03-003-012 #10 No recomendado Recomendado

EQUIPO DE CORTE EXOTÉRMICO SLICE
13
89250840ES
SECCIÓN 6: FUNCIONAMIENTO
Los cortes exotérmicos SLICE utilizan calor de una reacción química que se produce entre una varilla
de acero consumible y el oxígeno que fluye por la varilla. La información de las pruebas demuestra
que queda poco oxígeno o nada. El oxígeno que no se usa en la reacción sopla el material fundido
hacia afuera del área de corte. Esto crea la ranura que permite que el corte avance.
6.01 Corte sin corriente eléctrica
Al cortar sin energía se utiliza el calor de la reacción de la varilla y el oxígeno. Para comenzar este
tipo de corte, encienda la varilla con una chispa proveniente de una batería de 12 voltios o de una
fuente de energía para soldar con capacidad de suministrar una sobretensión de 100 amperios. Una
vez que esta chispa enciende la varilla, el circuito eléctrico se corta y el calor de la reacción funde
y corta el material.
Batería
+ -
Soplete Slice
Percutor
Suministro de oxígeno
Art# A-13639ES
Figura 4: corte sin corriente eléctrica
El corte sin corriente eléctrica se puede realizar en áreas remotas. No se necesitan fuentes de
alimentación voluminosas ni equipos de soporte.
1. Conecte el soplete a uno de los terminales de una batería de 12 voltios o de una fuente
de energía para soldar de corriente constante, luego, conecte el percutor o una placa de
percutor al otro terminal. Si utiliza una fuente de energía para soldar, configure el nivel a
salida en 100 amperios.
2. Encienda el suministro de oxígeno y coloque el regulador en la presión de trabajo adecuada.
Introduzca la varilla de corte en la boquilla y ajuste el anillo de la boquilla.
3. Golpee ligeramente la varilla de corte en una superficie dura y sin conexión a tierra para
que ésta calce en el soplete.

14
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
4. Tire de la palanca de la válvula de oxígeno del soplete y verifique que no haya pérdidas de
oxígeno alrededor del Anillo de la boquilla.
NOTA!
Si hay pérdidas de oxígeno, repita el procedimiento hasta que éstas
cesen.
5. Tome el soplete con una mano y el percutor con la otra. Tire de la palanca de oxígeno y
haga que la varilla de corte entre en contacto con el percutor.
6. Una vez que la varilla está encendida, quite el percutor, luego, mueva la varilla encendida a
la pieza de trabajo y comience a cortar.
NOTA!
Sostenga la varilla de corte a un ángulo de resistencia de entre 45° y
80° de la supercie de la pieza de trabajo. El ángulo dependerá del
espesor y el tipo de material que se esté cortando.
7. Haga que la punta de la varilla encendida esté en leve contacto con la pieza de trabajo
mientras avanza con el corte. Este desplazamiento requiere dos movimientos:
a. Hacia adentro en dirección a la pieza de trabajo a medida que la varilla se consume
b. En la dirección del corte
Utilice lentes protectores tono número 5, ya que no hay arco eléctrico.
6.02 Corte con corriente eléctrica
El corte con corriente eléctrica requiere un arco eléctrico de una fuente de alimentación para soldar y
aumenta el calor que se crea de manera exotérmica. Prácticamente todas las fuentes de alimentación
para soldar de corriente constante se pueden usar un cortes exotérmicos con corriente eléctrica.
Los cortes con corriente eléctrica son más rápidos que los que se realizan sin corriente eléctrica.
Art# A-13111ES_AB
Soplete Slice
Suministro de oxígeno
+
-
Pieza de trabajo
Abrazadera de
conexión a tierra
Fuente de alimentación
Figura 5: corte con corriente eléctrica

EQUIPO DE CORTE EXOTÉRMICO SLICE
15
89250840ES
!
PRECAUCIÓN
No se deben usar fuentes de energía de voltaje constante con equipos de
corte exotérmico. Cuando la varilla de corte exotérmico entra en contacto
con la pieza de trabajo, se produce un cortocircuito perfecto en el sumi-
nistro eléctrico, lo cual causa un máximo amperaje de salida del suminis-
tro eléctrico. Esta sobretensión puede exceder la salida nominal de la
máquina y el amperaje recomendado para cortes exotérmicos con corriente
eléctrica.
1. Conecte el soplete a un terminal, luego, conecte la abrazadera de conexión a tierra para
soldaduras al otro terminal de una fuente de energía CC (corriente continua) para soldar.
2. Una la abrazadera de conexión a tierra a la pieza de trabajo. A diferencia de otros procesos,
este proceso utiliza un conjunto de fuente de energía para soldar para DCEP (polaridad
invertida) o DCEN (polaridad directa). También se pueden usar fuentes de CA (corriente
alterna) sin que esto afecte el rendimiento del corte. No corte con corriente eléctrica si
utiliza una fuente de energía de potencia constante.
3. Introduzca la varilla de corte en la boquilla y ajústela. Inicie el flujo de oxígeno, haga que
la punta de la varilla toque la pieza de trabajo y comience a cortar. Sostenga la varilla de
corte a un ángulo de resistencia de entre 45° y 80° de la superficie de la pieza de trabajo.
4. Tire de la palanca de la válvula de oxígeno del soplete y verifique que no haya pérdidas de
oxígeno alrededor del Anillo de la boquilla.
5. A medida que avanza el corte, haga que la varilla encendida esté en leve contacto con la
pieza de trabajo. Este desplazamiento requiere dos movimientos:
a. Hacia adentro en dirección a la pieza de trabajo a medida que la varilla se consume
b. En la dirección del corte
Utilice lentes protectores tono número 10 o superior para protegerse de los destellos del arco.
6.03 Perforación de orificios
Realice la mayoría de las perforaciones sin corriente eléctrica.
1. Quite la pinza Conjunto de tuerca desde la parte frontal de la antorcha y extraer el collar de
latón, arandela y chispas de la antorcha.
2. Fije el conjunto de collarín de extensión en el extremo delantero del soplete y, una vez
apretado, reinstale el supresor de chispas, la arandela y el collar de metal en el ensamble.
3. Deslice la extensión de las pinzas de protección Conjunto de extensión hasta que se asiente
en el anillo de metal por la asamblea.
4. Vuelva a instalar el collar Conjunto de tuerca de apriete en el conjunto de la extensión.
5. Inserte el corte de la varilla en la antorcha y apretar el collar Conjunto de tuerca. Toque en la
corte de varilla sobre la superficie de trabajo y apretar la tuerca de sujeción, de este modo
se garantiza la varilla quede asentado contra la arandela de goma.
6. Encender la mecha de la barra de corte como se explica en el "Corte sin poder" sección.

16
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
7. Mueva la varilla encendida hacia la punta de la pieza y, con la varilla orientada hacia afuera
del operador, comience a perforar el orificio.
8. Una vez que esté realizando el orificio, acerque la varilla de corte de manera perpendicular a
la superficie de la pieza de trabajo. Introduzca bastante la varilla de corte dentro del orificio
de manera que sienta una leve resistencia del material no fundido de la base del orificio.
Realice un movimiento circular leve mientras perfora el orificio a fin de que la varilla no se
cubra con el material fundido que sale del orificio.
9. Introduzca y retire la varilla del orificio de vez en cuando para mantener un recorrido abierto
para el material fundido.
!
PRECAUCIÓN
El material fundido se desplaza hacia la parte superior de la varilla mien-
tras perfora. Utilice las prendas adecuadas para protegerse contra el rocío
de los materiales fundidos. Sostenga el soplete a cierta distancia de ma-
nera que el operador esté lo más lejos posible del material fundido. Para
el soplete de corte SLICE, se encuentran disponibles una extensión del
accesorio protector y una extensión de la boquilla de 152,4 mm (6") que
permiten proteger el soplete y al operador.
NOTA!
Perforar en posición plana es más difícil que hacerlo de manera horizontal.
Cuando se perfora en posición plana se avanza más lento. Por ejemplo,
perforar un oricio en el piso en más difícil y lleva más tiempo que perforar
un oricio en la pared.
6.04 Cobre y aleaciones de cobre
CORTE Debido a que el cobre y las aleaciones de cobre absorben el calor muy rápidamente, corte
estos materiales con corriente eléctrica. Utilice un máximo de 300 amperios, ya que el cobre absorbe
rápidamente el calor que genera la reacción exotérmica, lo cual reduce la efectividad del proceso de
corte. Al cortar con corriente eléctrica, se libera más calor, por lo tanto se pueden cortar más piezas
de cobre. Cuanto más grande es la pieza, más difícil es cortarla. Al realizar un movimiento de sube
y baja en la ranura de corte, se acelera el corte. El latón, el bronce y otras aleaciones son más fáciles
de cortar, pero dichas aleaciones deben cortarse con corriente eléctrica, de ser posible.
PERFORACIÓN Utilice corriente eléctrica cuando perfora cobre y aleaciones de cobre. Así, la varilla
se consume extremadamente rápido. Cuanto mayor sea el contenido de cobre de la pieza, más duro
de cortar es el material.

EQUIPO DE CORTE EXOTÉRMICO SLICE
17
89250840ES
SECCIÓN 7: VARIABLES IMPORTANTES DEL
PROCESO
El corte exotérmico es más sencillo que la mayoría de los procesos de corte. Ciertas variables reducen
la efectividad de este proceso, lo cual resulta en un corte deficiente. A continuación, se enumeran
y analizan las variables más importantes.
7.01 Presión del oxígeno
El oxígeno mantiene la combustión exotérmica y quita el material fundido del corte. 551,6 kPa (80
psi) producen la velocidad de corte más eficaz (cantidad de corte por pulgada de varilla quemada)
en materiales de hasta 76,2 mm (3") de espesor. Al usar una presión menor de 551,6 kPa (80 psi)
en dichos materiales, la velocidad de corte disminuye porque la presión es inadecuada para quitar
el material fundido.
Sin embargo, para biselar es más eficaz usar una presión menor de 551,6 kPa (80 psi). Las presiones
más bajas permiten realizar el biselado de manera más controlada. Con materiales cuyo espesor
es mayor que 76,2 mm (3"), se puede usar una presión superior a 551,6 kPa (80 psi) para que el
oxígeno tenga la velocidad suficiente para quitar el material fundido de la parte inferior del corte. Si
se usa una presión más elevada en materiales de mayor espesor, se obtiene un chorro de oxígeno
más fuerte y la varilla se consume más rápido. Realizar un movimiento de subida y bajada a 551,6
kPa (80 psi) o una varilla de un diámetro más grande puede ayudarlo a cortar estos materiales de
manera más eficaz.
Al perforar, es mejor usar una presión de 551,6 kPa (80 psi). Para perforar, el operador debe reducir
la presión levemente para controlar la distancia que se desplaza el material fundido. Una vez que se
realiza el orificio, se debe usar máxima presión.
El operador puede variar la presión con la palanca de oxígeno del soplete. Cuando el espesor del
material, generalmente superior a 304,8 mm (12"), requiere mayor presión para quitar el material
fundido de un orificio perforado, se usa una presión superior a 551,6 kPa (80 psi). Ésta es la única
excepción.
El proceso de corte SLICE emplea oxígeno industrial estándar para realizar la reacción exotérmica y
quitar el metal fundido. Todos los equipos SLICE utilizan adaptadores de oxígeno estándar. Los sopletes
SLICE tienen una manguera de oxígeno de 3,05 m (10 pies) y un diámetro interior de 6,4 mm (1/4").
La presión de operación típica es 551,6 kPa (80 psi). Cuando se cortan secciones de materiales de
76,2 mm (3") o mayor espesor, es posible que se requiera una presión más elevada. Para realizar
trabajos como remover cabezales de remaches y biselar pequeñas grietas para repararlas, se han
usado presiones bajas de hasta 275,8 kPa (40 psi).
La tasa de consumo de oxígeno para las varillas de corte SLICE a 551,6 kPa (80 psi) es de 0,21
cmm (7 a 7,5 cfm) para varillas de corte de 6,4 mm (1/4") de diámetro y 0,34 a 0,37 cmm (12 a 13
cfm) para varillas de corte de 95 mm (3/8") de diámetro. La tasa varía si se usa una presión de
operación diferente.

18
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
!
ADVERTENCIA
NO use aire comprimido para cortes exotérmicos. El aire comprimido
no tiene suciente oxígeno para realizar la combustión; por lo tanto, las
impurezas pueden dañar o destruir el soplete y los componentes. El soplete
puede quemarse desde adentro o incluso explotar debido a la acumulación
de suciedad del aire comprimido del tubo de suministro de oxígeno y causar
daños graves al operador.
7.02 Amperaje
La corriente eléctrica aumenta el calor de la reacción en el corte exotérmico, lo cual permite un
corte más rápido. 200 amperios producen la velocidad de corte más eficaz con corriente eléctrica.
Al cortar con corriente eléctrica, pero con menos de 200 amperios, la cantidad de corte por minuto
disminuirá. Si se usa un amperaje superior a 200 amperios, la varilla se consume más rápido, lo cual
reduce el corte por pulgada de varilla quemada. Los equipos de corte exotérmico usan alrededor de
200 amperios. Si se excede este amperaje, puede dañarse el equipo.
Cuando se corta sin corriente eléctrica, la energía de la batería enciende la varilla. Para encender
la varilla, se necesita una sobretensión de, por lo menos, 100 amperios. Si la batería no está bien
cargada, no tendrá el amperaje necesario para encender la varilla de corte.
7.03 Velocidad del movimiento
La varilla de corte se quema constantemente sin un arco eléctrico. Por lo tanto, corte lo más rápido
que pueda sin perder la ranura de corte. Si la velocidad de desplazamiento es demasiado rápida, el
material no se cortará por completo y la escoria fundida volverá a la pieza de trabajo.
7.04 Ángulo de electrodo de trabajo
El ángulo de electrodo de trabajo es la variable más flexible del proceso. Sin embargo, si se usa un
ángulo inadecuado, la eficacia del corte puede disminuir. Para la mayoría de los trabajos, el ángulo
ideal es entre 45° y 80°. Para materiales de mayor espesor, sostenga la varilla más cerca, a un ángulo
de 80°. El ángulo del electrodo de trabajo es generalmente un ángulo de resistencia, la varilla se
sostiene de manera que la punta de la varilla encendida esté lejos de la dirección de desplazamiento.
Una excepción es cortar láminas de metal debido a que, en general, se puede hacer más rápido y
con un mayor control cuando el usuario mantiene un ángulo de 45° o levemente inferior, y presiona
la varilla en dirección del corte. El aluminio, independientemente del espesor, requiere un ángulo
de resistencia de 70° a 80°.

EQUIPO DE CORTE EXOTÉRMICO SLICE
19
89250840ES
SECCIÓN 8: USOS
Industria Aplicaciones
Construcción
Reparación de puentes: corte de acero estructural. Perforación y eliminación
de remaches y pernos sin dañar el material cercano. Perforación de orificios
en hormigón o resquebrajamiento de rocas. Mantenimiento de la autopista.
Reparación de guardarraíles. Corte de varillas reforzadas. Corte de caños aislados
de hormigón o yeso. Reparaciones de equipos pesados. Eliminación de acero
estructural viejo. Eliminación de escoria. Trabajo de recuperación.
Mantenimiento de la
planta
Reparación de máquinas o equipos. Eliminación de pernos sin cabeza o
pasadores congelados. Eliminación de cojinetes atascados. Renovación de la
planta. Eliminación de sistemas de tuberías viejos. Perforación de orificios
de fijación para asegurar las máquinas. Reparación de bases de máquinas.
Eliminación de máquinas viejas. Corte en pedazos o reparación de tanques de
almacenamiento.
Mantenimiento de
equipos pesados
Mantenimiento en general (reparaciones en el negocio o en las instalaciones del
cliente). Reparación de cubetas. Eliminación de pasadores gastados o atascados.
Corte de cables de control deteriorados o gastados. Corte de material muy
corroído.
Fundición
Eliminación de arena para machos acumulada en orificios de fundición.
Eliminación de arena incrustada. Corte de compuertas, elevadores y rebabas de
fundiciones. Corte de varias fundiciones pequeñas de canales de colada. Corte de
escoria en la limpieza de hornos. Perforación de orificios de liberación en moldes.
Limpieza de materiales derramados por volver a fundir. Limpieza de fundición de
escoria. Mantenimiento general de la planta.
Departamentos de
rescate y bomberos
Entrada rápida a edificios. Corte de puertas de acero, cerrojos muertos, ventanas
enrejadas, puertas basculantes. Corte de fragmentos (de metal, hormigón, yeso,
roca) de derrumbamientos de edificios. Operaciones de rescate.
Policía/Equipo de
Armas y Tácticas
Especiales
Entrada rápida a edificios. Corte de puertas de acero, cerrojos muertos, ventanas
enrejadas, puertas basculantes. Operaciones de rescate.
Ferrocarril
Mantenimiento y reparación de vagones ferroviarios. Mantenimiento de carril o
corte de secciones dañadas del carril. Reparaciones en ubicaciones remotas del
patio. Eliminación de embarcaderos ferroviarios viejos.
Minería
Mantenimiento de equipos (reparaciones en el negocio y en las instalaciones
del cliente). Corte de cables de acero. Reparación de vagones para transporte
de carbón. Reparaciones de correas. Eliminación de vías férreas y tuberías
abandonadas. Perforación de orificios en rocas para colocar cargas explosivas.
Fabricación de metal
Perforación de orificios para facilitar el inicio de trabajo en placas gruesas. Cortes
gruesos de material de placas grandes. Construcción en las instalaciones del
cliente.
Demolición
Corte de barras de refuerzo. Perforación de hormigón. Eliminación de remaches
y pernos congelados. Corte de acero incrustado en hormigón. Reparación o
mantenimiento de equipos. Corte de material corroído.

20
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
Industria Aplicaciones
Plantas de energía
Mantenimiento general. Eliminación de tuberías. Eliminación de bandejas
de alimentación de escoria. Eliminación de rejillas cubiertas con productos
refractarios. Eliminación de calderas viejas. Eliminación o reparación de tanques
de almacenamiento.
Agricultura
Mantenimiento general. Reparación de máquinas o equipos. Reparación de
tanques de fertilizante de acero inoxidable. Corte de metal oxidado y/o con lodo.
Patios de desechos o
escoria.
Corte de todo tipo de escoria de metal, incluso hierro fundido, acero inoxidable
y aluminio. Eliminación de vagones de escoria en áreas remotas del patio.
Mantenimiento de equipos. Corte de material con costras o muy corroído.

EQUIPO DE CORTE EXOTÉRMICO SLICE
21
89250840ES
SECCIÓN 9: RESOLUCIÓN DE PROBLEMAS
9.01 Localización de averías general
Problema Solución
La varilla se quema pero no
avanza el corte.
1. Hay demasiado espacio entre la punta de la varilla encendida
y la pieza de trabajo. Debe mantener una leve presión sobre la
pieza de trabajo.
2. Velocidad de recorrido demasiado lenta.
3. La presión del oxígeno es demasiado baja.
El material fundido no se sale
del área de corte.
1. La presión del oxígeno no es suficiente.
2. La arandela de goma que está detrás de la boquilla de
mordazas está gastada y debe reemplazarse.
3. Velocidad de recorrido demasiado rápida.
La batería enciende sólo
unas pocas varillas antes de
agotarse drásticamente.
1. La batería no se cargo lo suficiente.
2. La batería debe reemplazarse.
3. La batería se dejó expuesta a temperaturas bajo cero.
El accesorio de protección del
soplete se quema alrededor de
la tuerca de seguridad.
1. La varilla no está bien calzada en el soplete. Consulte la
Sección 6 sobre técnicas de operación para calzar la varilla
adecuadamente.
2. No se está usando la extensión de la boquilla para perforar
orificios.
Al perforar cualquier material
que no sea cobre y sus
aleaciones, la varilla se
consume rápidamente.
1. El operador está perforando con corriente eléctrica. Todas
las perforaciones, excepto las que se realizan en cobre y sus
aleaciones, deben realizarse sin corriente eléctrica.
La boquilla de mordazas
presenta un arco o la varilla se
está quemando justo fuera de
la boquilla de mordazas.
1. Use una fuente de energía para soldar CC.

22
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
9.02 GUÍA DE LA PANTALLA LED DE LA FUENTE DE ENCENDIDO
Condición #
Cargador
conectado
Botón de
prueba
LED
izquierdo
Centro
LED
LED
derecho
Condición Acción
1 No Sin comprimir Apagado Apagado Apagado Modo reposo No hay
2 Sí Sin comprimir Apagado Apagado Apagado
Toma de corriente desconectada / Fallo
electrónico interno
Verifique que la toma de corriente tenga tensión.
Verifique que el conector de salida del adaptador
de potencia AC/CC esté completamente insertado
en la toma de entrada CC. Devuelva la unidad
para su reparación.
3 Sí Sin comprimir Apagado Ámbar Ámbar Analizando la batería (30 segundos)
Espere 30 segundos para saber el estado de
carga. Aparecerá una nueva configuración de
LED.
4 Sí Sin comprimir Apagado Ámbar Apagado Cargando batería
Espere entre 2 y 5 horas para que la batería se
descargue completamente.
5 Sí Sin comprimir Apagado Apagado Ámbar
Batería completamente cargada / modo de
mantenimiento
Desconecte el cargador y almacénelo o
manténgalo conectado o bien utilice la unidad.
6 Sí Sin comprimir Rojo Apagado Apagado
Fusible térmico fundido / Fallo de batería /
Sin batería
Desconecte el cargador y espere 10 minutos para
que el fusible se reinicie / Reemplace la batería /
Devuelva la unidad para su reparación
7 Sí Sin comprimir
Rojo
(destello)
Apagado Apagado Temperatura alta de la batería
Espere a que la unidad se enfríe / Muévala a un
lugar más fresco
8 No Prensado Apagado Apagado Apagado Capacidad de batería: <20 %
Uso de la unidad no recomendable / Conecte el
cargador
9 No Prensado Apagado Verde Apagado Capacidad de batería: 20-60%
La unidad necesita cargarse / Puede funcionar /
Conecte el cargador
10 No Prensado Verde Apagado Apagado Capacidad de batería 60%-80% Conecte el cargador / Unidad lista para usar
11 No Prensado Verde Verde Verde Capacidad de batería >80% Unidad lista para usarse
12 Sí Prensado Apagado Apagado Apagado Capacidad de batería: <20 % No hay
13 Sí Prensado Verde Apagado Apagado Capacidad de batería: 20-60% No hay
14 Sí Prensado Apagado Verde Apagado Capacidad de batería 60%-80% No hay
9 Sí Prensado Verde Verde Verde Capacidad de batería >80% Desconecte el cargador / Unidad lista para usar

EQUIPO DE CORTE EXOTÉRMICO SLICE
23
89250840ES
9.02 GUÍA DE LA PANTALLA LED DE LA FUENTE DE ENCENDIDO
Condición #
Cargador
conectado
Botón de
prueba
LED
izquierdo
Centro
LED
LED
derecho
Condición Acción
1 No Sin comprimir Apagado Apagado Apagado Modo reposo No hay
2 Sí Sin comprimir Apagado Apagado Apagado
Toma de corriente desconectada / Fallo
electrónico interno
Verifique que la toma de corriente tenga tensión.
Verifique que el conector de salida del adaptador
de potencia AC/CC esté completamente insertado
en la toma de entrada CC. Devuelva la unidad
para su reparación.
3 Sí Sin comprimir Apagado Ámbar Ámbar Analizando la batería (30 segundos)
Espere 30 segundos para saber el estado de
carga. Aparecerá una nueva configuración de
LED.
4 Sí Sin comprimir Apagado Ámbar Apagado Cargando batería
Espere entre 2 y 5 horas para que la batería se
descargue completamente.
5 Sí Sin comprimir Apagado Apagado Ámbar
Batería completamente cargada / modo de
mantenimiento
Desconecte el cargador y almacénelo o
manténgalo conectado o bien utilice la unidad.
6 Sí Sin comprimir Rojo Apagado Apagado
Fusible térmico fundido / Fallo de batería /
Sin batería
Desconecte el cargador y espere 10 minutos para
que el fusible se reinicie / Reemplace la batería /
Devuelva la unidad para su reparación
7 Sí Sin comprimir
Rojo
(destello)
Apagado Apagado Temperatura alta de la batería
Espere a que la unidad se enfríe / Muévala a un
lugar más fresco
8 No Prensado Apagado Apagado Apagado Capacidad de batería: <20 %
Uso de la unidad no recomendable / Conecte el
cargador
9 No Prensado Apagado Verde Apagado Capacidad de batería: 20-60%
La unidad necesita cargarse / Puede funcionar /
Conecte el cargador
10 No Prensado Verde Apagado Apagado Capacidad de batería 60%-80% Conecte el cargador / Unidad lista para usar
11 No Prensado Verde Verde Verde Capacidad de batería >80% Unidad lista para usarse
12 Sí Prensado Apagado Apagado Apagado Capacidad de batería: <20 % No hay
13 Sí Prensado Verde Apagado Apagado Capacidad de batería: 20-60% No hay
14 Sí Prensado Apagado Verde Apagado Capacidad de batería 60%-80% No hay
9 Sí Prensado Verde Verde Verde Capacidad de batería >80% Desconecte el cargador / Unidad lista para usar

24
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
SECCIÓN 10: LISTA DE PIEZAS
CERRADERO SLICE PIEZAS DE REPUESTO
4
3
2
5
Art# A-13642
3
1
Núm. del
Item
Nº de pieza Descripción
1 94-370-198 Mitades del mango: derecha/izquierda
2 94-370-202 Perilla deslizante del percutor SLICE
3 96-070-033 Barra del percutor
4 96-130-320 Conjunto Cable
5 96-070-034 Protección del percutor

EQUIPO DE CORTE EXOTÉRMICO SLICE
25
89250840ES
FUENTE DE ENCENDIDO DE LA BATERÍA
Art# A-13640
1
2
3
4
5
6
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Núm. del
Item
Nº de pieza Descripción
1 94-134-038 Mitad trasera de la funda de la batería
2 94-134-039 Mitad delantera de la funda de la batería
3 96-162-758 Conjunto del tablero de circuitos impresos
4 96-076-018 Conjunto de batería
5 96-169-374 Receptáculo de panel hembra rojo
6 96-169-375 Receptáculo de panel hembra negro

26
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
PIEZAS DE REPUESTO DE SOPLETE SLICE
7 6 5 4
1
8
11
3
9
12
10
16
Art# A-13641_AB
Núm. del
Item
Nº de pieza Descripción
1 94-370-197 Mango derecho e izquierdo SLICE (con tornillos)
3 94-777-112 Accesorio protector
4
94-168-022 Conjunto del anillo de la boquilla de 1/4"
95-168-024 Conjunto del anillo de la boquilla de 3/8"
5
94-158-048 Boquilla de mordazas de 1/4".
94-158-045 Boquilla de mordazas de 3/8".
6 94-940-109 Rondana
7 94-305-009 Supresor de retroceso
8 94-378-338 Conjunto de cabezal/cuerpo
9 94-476-086 Conjunto de palancas
10 94-396-193 Manguera de oxígeno, 3 m (10 ')
11
96-130-279 Montaje de cable para soplete SLICE, pieza n.º 03-003-010
96-130-276 Conjunto de cables (Utilidad & Paquete industrial)
96-130-319 Conjunto de cables (Batería & Pack completo)
12 94-463-032 3/8' Equipo de Conversión de Collet

EQUIPO DE CORTE EXOTÉRMICO SLICE
27
89250840ES
Esta página se dejó intencionalmente en blanco.

28
EQUIPO DE CORTE EXOTÉRMICO SLICE
89250840ES
SECCIÓN 11: DECLARACIÓN DE GARANTÍA
GARANTÍA LIMITADA: Arcair, una marca de ESAB, garantiza que sus productos están libres de
defectos de fabricación o materiales. En caso de incumplimiento de esta garantía como se indica
a continuación dentro del período de tiempo aplicable a los productos Arcair, una vez que se haya
notificado y comprobado que el producto se ha almacenado, instalado, operado y mantenido
de acuerdo con las especificaciones, instrucciones, recomendaciones y prácticas industriales
estándar reconocidas por Arcair, y que no haya sido objeto de un uso indebido, una reparación,
una negligencia, una alteración o un accidente, Arcair corregirá dichos defectos mediante una
sustitución o reparación adecuada (según el criterio exclusivo de Arcair) de cualquier componente
o pieza del producto que Arcair defina como defectuoso.
ESTA GARANTÍA ES EXCLUSIVA Y REEMPLAZA A TODAS LAS OTRAS GARANTÍAS, EXPRESAS
O IMPLÍCITAS, INCLUSO A CUALQUIER GARANTÍA DE COMERCIABILIDAD O APTITUD PARA
UN FIN EN PARTICULAR.
LÍMITE DE RESPONSABILIDAD: Arcair, una marca de ESAB, no será responsable bajo ninguna
circunstancia por daños especiales y resultantes, como por ejemplo, sin carácter taxativo: los
daños o pérdidas de bienes comprados o de reemplazo o las reclamaciones de clientes de
distribuidoras (en adelante el «Comprador») por interrupción del servicio. Los recursos para
la defensa del Comprador aquí establecidos son exclusivos y la responsabilidad de Arcair con
respecto a cualquier contrato, o cualquier acción vinculada con el mismo, como su cumplimiento
o infracción, o la fabricación, venta, entrega, reventa o uso de bienes cubiertos o provistos por
Arcair, ya sea que deriven del contrato, una negligencia, agravio objetivo, o bien bajo cualquier
garantía, o de otra manera, no deberán, salvo lo expresamente previsto en este documento,
exceder el precio de los bienes en los que se basa dicha responsabilidad.
ESTA GARANTÍA PIERDE VALIDEZ SI SE USAN PIEZAS DE REPUESTO O ACCESORIOS QUE
PUEDAN LIMITAR LA SEGURIDAD O EL RENDIMIENTO DE CUALQUIER PRODUCTO DE ARCAIR.
ESTA GARANTÍA PIERDE VALIDEZ SI EL PRODUCTO ES VENDIDO POR PERSONAS NO
AUTORIZADAS.
La garantía está vigente durante el plazo estipulado en el Calendario de la Garantía a partir de
la fecha en que el proveedor autorizado entregue los productos al Comprador.
Las reparaciones de garantía o las solicitudes de reemplazo de esta garantía limitada deben
presentarse mediante un servicio de reparación autorizado de Arcair dentro de los treinta (30)
días de la reparación. Esta garantía no ampara ningún costo de transporte. Será responsabilidad
del Comprador el costo del transporte para embarcar los productos a las instalaciones de
reparación autorizadas bajo la garantía. Todo producto devuelto deberá ser por cuenta y riesgo
del Comprador. Esta garantía sustituye a toda garantía previa de Arcair.

EQUIPO DE CORTE EXOTÉRMICO SLICE
29
89250840ES
Esta página se dejó intencionalmente en blanco.

www.esab.com
©2015 Los productos de corte y soldadura
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB Internacional AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
ASIA/PACÍFICO
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB ASIA/PACÍFICO Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distribuidores
For addresses and phone
numbers to our Distribuidores in
other countries, please visit our
home page
www.esab.eu
ESAB filiales y oficinas de representación

ISTRUZIONI
RELATIVI ALLA
SICUREZZA E
ALL'USO
ATTREZZATURA PER
TAGLIO ESOTERMICO
SLICE®
Italian
TORCIA SLICE®
CONFEZIONE SLICE®
PERCUSSORE SLICE®
Art# A-13635
Revisione: AC Data di emissione: 24-01-2019 Manuale N.: 89250840IT

NOI APPREZZIAMO LA VOSTRA ATTIVITÀ!
Congratulazioni per il vostro nuov
o
prodotto Arcair®. Siamo orgogliosi di avervi come cliente
e ci impegneremo per fornirvi la miglior assistenza e supluceo del settore. Questo prodotto
è sostenuto dalla nostra ampia garanzia e da una rete di assistenza mondiale. Per individuare
il distributore o l'agenzia di assistenza più vicina, visita il nostro sito web all'indirizzo www.
esab.com/arcair.
Questo Manuale è stato progettato per fornirvi le informazioni sull'installazione e sull’uso corretti
del vostro prodotto Arcair. La vostra soddisfazione con questo prodotto e il suo uso sicuro hanno
il nostro più grande interesse. Vi preghiamo, quindi, di prendervi il tempo che serve per leggere
l’intero Manuale, specialmente le "Istruzioni relative alla sicurezza". Così potrete evitare i rischi
potenziali che possono esistere quando si lavora con questo prodotto.
SIETE IN BUONA COMPAGNIA!
La marca scelta dagli appaltatori e dai costruttori di tutto il mondo.
Arcair è un marchio globale di prodotti per il taglio per ESAB. Produciamo e riforniamo i principali
settori industriali di saldatura in tutto il mondo, tra cui l'industria di produzione, l'edilizia,
l'industria mineraria, l'industria Automobilistica, aerospaziale, ingegneristica, il settore rurale
e il fai da te/hobbistica.
Ci distinguiamo dai nostri concorrenti perché abbiamo prodotti affidabili che primeggiano nel
mercato, e che hanno superato la prova del tempo. Andiamo fieri delle innovazioni tecniche dei
nostri prodotti, dei prezzi competitivi, dell’eccellenza nei tempi di consegna, del livello superiore
della nostra assistenza ai clienti e del nostro supluceo tecnico, che si coniugano con l’eccellenza
nelle vendite e con la perizia nel marketing.
Soprattutto, siamo impegnati a sviluppare prodotti tecnologicamente avanzati per ottenere un
ambiente di lavoro più sicuro nell industria della saldatura.

i
!
Avvertenza
Leggere e comprendere l’intero Manuale e le Procedura di sicurezza
locali prima di installare, usare o effettuare la manutenzione dell’appa-
recchiatura. Il Costruttore non assume alcuna responsabilità per l’uso
di questo Manuale, benché le informazioni ivi contenute ne rappresen-
tino il miglior avviso.
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE®
ISTRUZIONI RELATIVI ALLA SICUREZZA E ALL'USO
Numero manuale: 89250840IT
Pubblicato da:
ESAB Group Inc.
2800 Airluce Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
Assistenza clienti Stati Uniti: (800) 426-1888
Assistenza clienti internazionale: (940) 381-1212
Copyright © 2018 ESAB. Tutti i diritti riservati.
È proibita la riproduzione di quest’opera, in tutto o in parte, senza il permesso scritto dell’editore.
L’editore non assume alcuna responsabilità, e qui le respinge, nei confronti di qualunque parte per
qualunque perdita o danno provocato da qualunque errore o omissione di questo Manuale, sia che
tale errore dipenda da negligenza, incidente, o qualsiasi altra causa.
Per le specifiche dei materiali di stampa nelle Americhe, fare riferimento al documento 47X1920
Per le specifiche dei materiali di stampa in Europa, fare riferimento al documento 47X1953
Data di pubblicazione: 08-03-2018
Data di Revisione: 24-01-2019
Annotare le seguenti informazioni utili per la Garanzia:
Luogo di acquisto:
Data di acquisto :

ii
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono
perfettamente i principi di funzionamento e le indicazioni per la sicurezza delle
apparecchiature per la saldatura e il taglio ad arco, è necessario leggere l’opuscolo
“Precauzioni e indicazioni per la sicurezza per la saldatura, il taglio e la scriccatura
ad arco,” Modulo 52-529. L’installazione, l’uso e la manutenzione devono essere
effettuati SOLO da persone adeguatamente addestrate. NON tentare di installare
o utilizzare questa attrezzatura senza aver letto e compreso Totalemente queste
istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di
installare o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo Manuale e nelle etichette e/o gli allegati,
se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa attrezzatura deve
essere controllata periodicamente. Non utilizzareattrezzature malfunzionanti o sottoposte a manutenzione insufciente. Sostituire
immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel caso in cui tale riparazione o sostituzione
diventi necessaria, il produttore raccomanda di richiedere telefonicamente o per iscritto assistenza al distributore Autorizzato
presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore. L’utente di
questo dispositivo sarà il solo responsabile di un eventuale funzionamento errato derivante da uso non corretto, manutenzione
erronea, danni, riparazione non corretta o modica da parte di un soggetto diverso dal produttore o dal centro di assistenza
ndicato dal produttore.
!
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COM-
PRESO IL Manuale DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

iii
Dichiarazione di conformità
Ai sensi
La direttiva bassa tensione 2014/35/UE, entrata in vigore il 20 aprile 2016
La direttiva compatibilità elettromagnetica 2014/30/UE, entrata in vigore il 20 aprile 2016
La direttiva compatibilità elettromagnetica 2014/30/UE, entrata in vigore il 20 aprile 2016
Tipo di apparecchiatura
SISTEMA DI TAGLIO ESOTERMICO
Designazione tipo ecc.
Sistema di taglio a torcia esotermica SLICE
Nome commerciale o marchio
Arcair SLICE
Produttore o del suo rappresentante autorizzato:
Nome, indirizzo e numero di telefono
ESAB Group Inc.
2800 Airluce Rd
Denton TX 76207
Phone: +01 800 426 1888, FAX +01 603 298 7402
Nella progettazione è stata applicata la seguente norma armonizzata in vigore
all’interno del SEE:
IEC/EN 60974-11:2010 Apparecchiature per la saldatura ad arco Parte II: Pinza
portaelettrodo
IEC/EN 60974-10:2014 + AMD 1:2015 Pubblicato il 19/06/2015 Apparecchiatura
per saldatura ad arco - Parte 10: Requisiti di compatibilità elettromagnetica (EMC,
Electromagnetic Compatibility)
Informazioni aggiuntive: uso restrittivo, apparecchiatura di classe A, per uso in ambienti non
a uso residenziale.
Firmando il presente documento, il sottoscritto dichiara in qualità di fabbricante,
o di rappresentante autorizzato del fabbricante in vigore all’interno del SEE, che
l’apparecchiatura in questione soddisfa i requisiti di sicurezza di cui sopra.
Data Firma Posizione
15 Settembre, 2016
Flavio Santos Direttore generale
Accessori y adyacencias
2018

iv
Indice
SEZIONE 1: INTRODUZIONE ........................................................................................1
1.01 Come usare questo Manuale ....................................................1
1.02 Ricezione dell'apparecchiatura .................................................1
1.03 Descrizione ...............................................................................1
SEZIONE 2: MISURE DI SICUREZZA ........................................................................... 2
SEZIONE 3: PRINCIPI FONDAMENTALI DEL PROCESSO .............................................5
SEZIONE 4: APPARECCHIATURA .................................................................................6
4.01 Torcia SLICE .............................................................................6
4.02 Percussore SLICE .....................................................................6
4.03 Confezioni SLICE .......................................................................6
4.04 Bacchette di taglio ....................................................................7
4.05 Componenti della SLICE ............................................................8
4.06 Carica della sorgente di accensione ........................................ 10
SEZIONE 5: DATI RELATIVI AL TAGLIO ....................................................................11
5.01 Velocità di taglio del materiale ................................................11
5.02 Tipi di elettrodi per il taglio .....................................................12
5.03 Torce per taglio SLICE .............................................................12
SEZIONE 6: OPERAZIONE ..........................................................................................13
6.01 Taglio senza alimentazione .....................................................13
6.02 Taglio con corrente ................................................................. 14
6.03 Perforazione di fori .................................................................15
6.04 Rame e leghe di rame .............................................................16
SEZIONE 7: IMLUCEANTI VARIABILI DI PROCESSO ..................................................17
7.01 Pressione ossigeno .................................................................17
7.02 Amperaggio ............................................................................ 18
7.03 Velocità di taglio .....................................................................18
7.04 Angolo dell'elettrodo con il lavoro ...........................................18
SEZIONE 8: APPLICAZIONI ........................................................................................19
SEZIONE 9: RISOLUZIONE DEI PROBLEMAI ..............................................................20
9.01 Risoluzione dei problemi generali............................................20
9.02 Guida del display a led della sorgente di accensione ............... 22
SEZIONE 10: ELENCO PARTI .....................................................................................24
SEZIONE 11: DICHIARAZIONE DI GARANZIA ............................................................27

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
1
89250840IT
SEZIONE 1: INTRODUZIONE
1.01 Come usare questo Manuale
Al fine di garantire il funzionamento sicuro, leggere attentamente l'intero Manuale, incluso il capitolo
sulla sicurezza le istruzioni e le avvertenze.
In tutto il Manuale, possono essere visualizzati i termini AVVERTENZA, ATTENZIONE e NOTA. Prestare
particolare attenzione alle informazioni fornite in queste intestazioni. Queste annotazioni speciali si
riconoscono in modo semplice come indicato di seguito
NOTA!
Una operazione, procedura, o informazione di base che richiede un
risalto aggiuntivo o è utile per l’uso efciente del sistema.
!
ATTENZIONE
Una procedura che, se non seguita in modo appropriato, può danneg-
giare l’attrezzatura.
!
Avvertenza
Una procedura che, se non seguita in modo appropriato, può provo-
care lesioni all’operatore o ad altri ella zona di utilizzo.
Avvertenza
Offre informazioni su possibili danni causati da scosse elettriche. Le
avvertenze saranno racchiuse in una casella di questo tipo.
1.02 Ricezione dell'apparecchiatura
Quando si riceve l'apparecchiatura, verificare confrontando con la fattura per accertarsi che sia
completa e ispezionare l'apparecchiatura per eventuali danni dovuti alla spedizione. In caso di eventuali
danni, avvisare immediatamente il corriere per inoltrare un reclamo. Fornire informazioni complete
relative a richieste di risarcimento danni o a errori di spedizione alla propria sede di riferimento,
riportata sulla copertina posteriore del presente manuale. Includere una descrizione completa delle
parti interessate dall'anomalia.
Se si desiderano copie aggiuntive o sostitutive di questo Manuale, contattare Arcair all'indirizzo e al
numero di telefono della propria area riluceato sulla terza di copertina di questo Manuale. Includere
il numero del Manuale (Pagina i).
1.03 Descrizione
I sist
e
mi SLICE® Arcair® possono tagliare, bruciare o perforare quasi tutti i materiali metallici, non
metallici o compositi. La torcia esotermica SLICE taglia materiali duri come acciaio dolce, inossidabile
e legato, ghisa, alluminio, magnesio e altri metalli non ferrosi, sfridi e materiali refrattari, calcestruzzo
o mattoni.

2
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 2: MISURE DI SICUREZZA
!
Avvertenza
Se l'installazione, l'impiego e la manutenzione degli apparecchi per salda-
tura e taglio non vengono effettuati in modo corretto, possono vericarsi
LESIONI GRAVI O MORTE. L'utilizzo non conforme di questi apparecchi e
altre pratiche non sicure possono essere pericolosi. Operatori, supervisori e
assistenti devono leggere e comprendere le seguenti avvertenze di sicurezza
e istruzioni prima di installare o utilizzare gli apparecchi per saldatura e taglio
e devono conoscere i pericoli che caratterizzano le Procedura di saldatura o
taglio. La formazione e una corretta supervisione sono elementi imluceanti
per un luogo di lavoro sicuro. Conservare queste istruzioni come riferimento
per il futuro. Ulteriori informazioni relative alla sicurezza e all'uso sono indica-
te in ogni sezione.
!
Avvertenza
Questo prodotto contiene sostanze chimiche, compreso il piombo, o produ-
ce altrimenti sostanze chimiche che per lo Stato della California possono
causare cancri, difetti alla nascita e altri danni agli apparati riproduttivi.
Lavarsi le mani dopo essere entrati in contatto col prodotto.
LE SCOSSE ELETTRICHE POSSONO CAUSARE LESIONI O MORTE
L'acquirente è responsabile per la sicurezza nell'installazione, nel funzionamento e
nell'uso di tutti i prodotti acquistati, inclusa la conformità a tutti gli standard ISO
applicabili e alle norme locali vigenti nel paese di utilizzo. Non eseguire la manutenzione
o una riparazione mentre l'apparecchio è acceso. Non utilizzare l'apparecchio senza
gli isolanti o le coperture protettivi. La manutenzione o riparazione dell'apparecchio
deve essere effettuata solo da personale qualificato e/o competente.
Non collegare elettricamente gli elementi in tensione. Indossare sempre guanti per saldatura asciutti
in buone condizioni. Abbigliamento protettivo albuminizzato può essere integrato nel percorso
elettrico. Tenere bombole di ossigeno, catene, cavi, corde, gru e montacarichi lontano dai componenti
del percorso elettrico. È necessario controllare periodicamente i collegamenti a terra per verificare
che siano meccanicamente solidi ed elettricamente adeguati per la tensione necessaria. In caso di
operazioni di taglio/saldatura con corrente CA in condizioni di bagnato o in cui la traspirazione è
un fattore, si consiglia l'utilizzo di comandi automatici per ridurre la tensione a vuoto ed evitare il
rischio di scosse. Il contatto accidentale può essere evitato quando si utilizza una tensione di circuito
aperto superiore a 80 volt CA o 100 volt CC attraverso un isolamento adeguato o altri mezzi. Quando
occorre sospendere la saldatura per determinati periodi di tempo, ad esempio, durante la pausa
pranzo o la notte, tutti i portaelettrodi e gli elettrodi devono essere rimossi dal portaelettrodi ed è
necessario spegnere l'alimentazione per evitare il contatto accidentale. Tenere pistole di saldatura
MIG, portaelettrodi, torce TIG, torce al PLASMA ed elettrodi lontano da umidità e acqua. Consultare i
riferimenti relativi alla sicurezza e all'uso 1, 2 e 8.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
3
89250840IT
FUMI E GAS POSSONO ESSERE NOCIVI PER LA SALUTE
Durante l'utilizzo deve essere assicurata una ventilazione adeguata per rimuovere fumi
e gas e proteggere gli operatori e le altre persone nell'area. Vapori di solventi clorurati
possono formare il gas tossico "fosgene" se esposti a radiazioni ultraViolate di un arco
voltaico. Tutti i solventi, gli sgrassanti e le possibili fonti di questi vapori devono essere
rimossi dall'area operativa. Utilizzare i respiratori se la ventilazione non è adeguata per
rimuovere fumi e gas. L'ossigeno alimenta e accelera fortemente gli incendi e non deve mai essere
utilizzato per la ventilazione. Consultare i riferimenti relativi alla sicurezza e all'uso 1, 2, 3 e 4.
RADIAZIONI DELL'ARCO, SCORIE CALDE E SCINTILLE POSSONO DANNEGGIARE GLI OCCHI E
USTIONARE LA PELLE
I processi di saldatura e taglio producono calore estremo localizzato e raggi ultraViolati
forti. Non tentare mai di saldare/tagliare senza indossare una maschera per saldatura
con lenti adeguate a norma. Le lenti con indice di protezione tra 12 e 14 offrono la miglior
protezione dalle radiazioni emesse dall'arco. Se ci si trova in un'area limitata, impedire
che i raggi riflessi dall'arco penetrino nella maschera. Cortine schermate approvate e
occhiali appropriati devono essere utilizzati per proteggere le altre persone nell'area circostante. La
pelle va protetta dai raggi dell'arco, dal calore e dal metallo fuso. Indossare sempre guanti e abbigliamento
protettivi. Tutte le tasche devono essere chiuse e i polsini cuciti. Grembiuli, maniche, calze in pelle e
così via devono essere indossati per saldatura e taglio in posizione o per operazioni pesanti con grandi
elettrodi. Le scarpe da lavoro alte forniscono un'adeguata protezione dalle ustioni al piede. Per ulteriore
protezione, utilizzare ghette in pelle. Le persone che si apprestano a saldare o a tagliare non devono
usare prodotti infiammabili per capelli. Indossare tappi per le orecchie per proteggerle dalle scintille. Se
il lavoro lo permette, l'operatore dovrebbe operare in una cabina singola rivestita con materiale
poco riflettente, come ad esempio, l'ossido di zinco. Consultare i riferimenti relativi alla sicurezza
e all'uso 1, 2 e 3.
LE SCINTILLE DI SALDATURA POSSONO CAUSARE INCENDI ED ESPLOSIONI
I combustibili raggiunti da archi, fiamme, scintille volanti, scorie calde e materiali riscaldati
possono causare incendi ed esplosioni. Rimuovere i combustibili dall'area di lavoro e/o
prevedere un sistema di monitoraggio degli incendi. Evitare di indossare indumenti sporchi
di grasso o olio poiché potrebbero prendere fuoco con una scintilla. Tenere a luceata di
mano un estintore e imparare a utilizzarlo. Se il lavoro di saldatura/taglio deve essere eseguito su una
parete, un tramezzo, soffitto o tetto in metallo, devono essere prese precauzioni al fine di prevenire
l'innesco dei combustibili nelle vicinanze. Non saldare/tagliare container in cui sono conservati
combustibili. Tutte le intercapedini, le cavità e i container devono essere ventilati prima della saldatura
o del taglio per permettere la fuga di aria o gas. È raccomandato l'inserimento di gas inerte. Non utilizzare
mai l'ossigeno in una torcia per saldatura. Utilizzare esclusivamente gas inerti o miscele di gas inerti,
come richiesto dal processo. L'utilizzo di gas compressi combustibili può dare luogo a esplosioni che
possono causare lesioni o morte. La formazione di un arco su una bombola di gas compresso può
causare l'esplosione della bombola o danneggiarla. Consultare i riferimenti relativi alla sicurezza
e all'uso 1, 2, 5, 7 e 8.

4
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
RIFERIMENTI RELATIVI ALLA SICUREZZA E ALL'USO
1. Codice di errore of Federal Regulations (Codice dei Regolamenti Federali) (OSHA) Sezione 29,
Parte 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 e 1000. U.S. Government Printing
Office, Washington, DC 20402.
2. ANSI Z49.1-2012 "SICUREZZA in Saldatura, TAGLIO, and Allied Processes".
3. ANSI Z87.1-2015 "American National Standard for Occupational and Educational Personal
Eye and Face Protection Devices".
4. ANSI/ASSE Z88.2-2015 "American National Standard Practices for Respiratory Protection".
American National Standards Institute Inc., 1430 Broadway, New York, NY 10018.
5. AWS F4.1:2017. "Safe Practices for the Preparazione of Containers and Piping for Saldatura,
TAGLIO, and Allied Processes"
6. AWS C5.3:2000 (R2011) "Raccomandato Practices For Air Carbon Arc Incisione And TAGLIO".
American Saldatura Society, 8669 NW 36 Street, PO Box 130, Miami, Florida 33166-6672
7. NFPA 51B:2014 "Standard for Fire Prevention During Saldatura, TAGLIO, and Other Hot Work"
National Fire Protection Association (NFPA), 1 Batterymarch Park, Quincy, Massachusetts,
USA 02169-7471
8. NFPA-70:2017 "National Electrical Codice di errore". National Fire Protection Association
(NFPA), 1 Batterymarch Park, Quincy, Massachusetts, USA 02169-7471
9. CAN/CSA-W117.2-12 (R2017) "SICUREZZA in Saldatura BGV D1, taglio e processi affini".
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
5
89250840IT
SEZIONE 3: PRINCIPI FONDAMENTALI DEL
PROCESSO
Il processo di taglio esotermico SLICE utilizza una reazione chimica esotermica che brucia, fonde o
vaporizza la maggior parte del materiale. La reazione ha inizio con un arco elettrico o con una fonte di
energia alternata che fa accendere una bacchetta per taglio in acciaio. L'ossigeno fluisce attraverso
il centro della bacchetta.
Il design della bacchetta fa in modo che la combustione produca calore in eccesso ("esotermico")
che taglia il pezzo in lavorazione. Una volta avviata, la combustione proseguirà fPolliceé l'ossigeno
fluisce attraverso la bacchetta. Il calore che si crea fonde il materiale che viene tagliato. La velocità
dell'ossigeno attraverso la bacchetta rimuove il materiale fuso creando il solco o la LINEAa di taglio.
Questo processo di accensione ad arco ha luceato all'invenzione della torcia ossi-arco e alla
progettazione di apparecchiature destinate ad attività di costruzione e recupero subacquee.
L'arco elettrico che avvia la combustione può derivare da una fonte di alimentazione di saldatura che
fornisce almeno 100 amp, da una batteria da 12 volt al piombo acido o con una bassa impedenza
simile. Il processo di taglio può avvenire senza alimentazione, utilizzando solo il calore della reazione,
o con alimentazione, tagliando con un arco elettrico da una fonte di alimentazione di saldatura che
fornisce più calore.
STORIA
La bacchetta per taglio esotermico è una piccola lancia per ossigeno. Un esempio ottimale del triangolo
di combustione è dato considerando un lato essere il carburante (la lancia di acciaio), la sorgente di
ossigeno (l'ossigeno puro è propulsato attraverso la lancia), il calore di combustione (una fonte esterna
di calore). Tuttavia, quando la lancia perfora il bagno di sfridi, il bagno diventa la sorgente del calore
fino al momento in cui viene ritirata la lancia e allora la combustione si arresta.
Nel 1888 in un documento pubblicato veniva descritto il passaggio dell'ossigeno attraverso un tubo di
acciaio e il riscaldamento del tubo fino a diventare rosso vivo. Ciò che ne risultò fu il calore. Nel 1901
Ernst Henner deposita un brevetto tedesco relativo a un primo MODALITÀllolo di lancia per ossigeno
costituita da due tubi concentrici. Nel 1902 i documenti attestano che la lancia per ossigeno ha
sostituito le torce a olio e gas per l'apertura delle colate negli altiforni in acciaio. Da allora la lancia
per ossigeno è stata utilizzata per tagliare le strutture in pietra e calcestruzzo. Un esempio è dato
dal taglio di strutture in cemento armato come i bunker e le trappole anticarro costruiti in Europa
durante la Seconda Guerra Mondiale.
Un modo ideale per accendere la lancia, hanno scoperto gli operatori, era quello di utilizzare una
fonte di alimentazione di saldatura su un materiale conduttivo per far scoccare un arco e avviare la
combustione. Questo processo dava ottimi risultati nell'edilizia, anche nel fango e nell'acqua.
Intorno al 1940 la barra termica o lancia esotermica è stata COMMercializzata per la prima volta
come utensile per il taglio. Intorno al 1960 è stata introdotta una versione flessibile di cavo isolato.
Solo all'inizio del 1980 furono progettate barre termiche più piccole per essere utilizzate con torce
Manualei sia in superficie che sott'acqua. Adesso un'unità monopezzo consente un'esposizione
adeguata della superficie della bacchetta a un sistema di fornitura di ossigeno per eseguire un taglio
esotermico. Arcair, un marchio ESAB, è un'azienda Nicheler nella rimozione e nel taglio dei metalli
e distribuisce questa apparecchiatura per taglio esotermico con il nome COMMerciale Arcair SLICE.

6
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 4: APPARECCHIATURA
4.01 TORCIA SLICE
La torcia SLICE, con la forma di una pistola, è un utensile che consente di afferrare la bacchetta
e di fornire ossigeno e alimentazione alla bacchetta di taglio. La torcia base include 3,05 m (10
piedi) di cavo elettrico e di tubo flessibile per l'ossigeno. Il cavo elettrico può condurre 200 amp in
un'operazione di taglio con alimentazione. Il tubo flessibile dell'ossigeno include un raccordo per
ossigeno di dimensione Standard ed è pronto per essere collegato al regolatore di ossigeno dell'utente.
Questa torcia standard ha una protezione per le mani flessibile, facilmente sostituibile se danneggiata;
inoltre, la torcia è modellata in una plastica Thermo super resistente.
È disponibile una prolunga opzionale per la bussola di chiusura da 152 mm (6") e una protezione della
prolunga del diametro di 152 mm (6") per ridurre l'usura e il danneggiamento della torcia durante la
perforazione. È, inoltre, disponibile un kit di adattatori da 9,5 mm (3/8") costituito da un mandrino
di serraggio, un dado per bussola di chiusura, una rondella e un parafiamma necessari per poter
adattare la torcia e utilizzare bacchette per taglio del diametro di 9,5 mm (3/8").
4.02 PERCUSSORE SLICE
Un percussore SLICE è disponibile per il taglio senza alimentazione. Il riscontro è un pezzo isolato
di piastra di rame con una superficie dentellata. Da graffiare lo stelo contro la piastra di rame di un
arco è iniziato e il processo di taglio inizia a. Usura di riscontro può essere estesa utilizzando la più
piccola porzione esposta della piastra di rame e aumentando gradualmente.
Percussore SLICE
Aperto 1”
Percussore SLICE
Aperto 2”
Percussore SLICE
Aperto per esteso
Il percussore SLICE è disponibile nella versione Standard con un cavo da 3,05 m (10 piedi).
4.03 CONFEZIONI SLICE
Confezione di servizio SLICE®
Include una custodia robusta per il trasporto. I collegamenti di potenza (solo batteria
da 12 volt), i morsetti della batteria a pinza rendono il collegamento elettrico rapido
e semplice. Il tubo flessibile per l'ossigeno industriale è collegato alla torcia; il tubo
flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia, e i raccordi standard
sono utilizzati per essere collegati a regolatori di ossigeno e collegamenti codificati
in base al colore.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
7
89250840IT
Pacco
batteria SLICE®
Robusta valigetta di alluminio; contiene gli utensili di base necessari per eseguire
un'operazione di taglio. Sistema di taglio autonomo si presta bene alle situazioni di
taglio di emergenza in cui contano i secondi. L'unità completa ha un peso di 34kg
(75 lbs). Vano di stoccaggio con sportello incernierato per lo stoccaggio delle parti
durante il trasporto. Collegamenti di potenza con connessione di tipo twistlock; semplici da collegare al
vano batteria sia per la torcia che per il percussore e i connettori codificati per colori. Il tubo flessibile
per l'ossigeno industriale è collegato alla torcia; il tubo flessibile "verde" standard industriale fornisce
l'ossigeno alla torcia. Raccordi standard utilizzati per collegare i regolatori di ossigeno.
Pacco
industriale SLICE®
Versatilità per applicazioni di tipo industriale. Carrello industriale capace di trasluceare
bombole di ossigeno con un diametro di 9". Confezionato insieme agli utensili di base
necessari per eseguire un'operazione di taglio: gruppo torcia SLICE, connettori da 3
m (10 piedi), gruppo percussore, regolatore dell'ossigeno, caricabatteria e supluceo
per bacchetta di taglio. Il tubo flessibile per l'ossigeno industriale è collegato alla
torcia; il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia, mentre i
raccordi standard sono utilizzati per essere collegati ai regolatori di ossigeno.
Pacco
completo SLICE®
Robusta valigetta di alluminio; contiene gli utensili di base necessari per
eseguire un'operazione di taglio. Il sistema di taglio autonomo si presta
bene alle situazioni di taglio di tipo di emergenza in cui i secondi contano.
L'unità completa ha un peso di 31,75 kg. Vano di stoccaggio con sluceello
incernierato per lo stoccaggio delle parti durante il trasluceo. Collegamenti
di potenza con connessione di tipo twistlock; semplici da collegare al vano
batteria sia per la torcia che per il percussore e i connettori codificati per
colori. il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia;
il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia.
Raccordi Standard utilizzati per collegare i regolatori di ossigeno.
4.04 BACCHETTE DI TAGLIO
Le bacchette per taglio SLICE sono fatte di acciaio al carbonio, mediante la laminazione di un
nastro di acciaio in una bacchetta, e possono essere rivestite o meno. Il rivestimento è costituiti
da stabilizzatori dell'arco e da un legante. Tra i numerosi vantaggi dati dall'impiego di bacchette
rivestite con corrente, ci sono:
• Velocità di taglio più efficienti (più taglio per ogni pollice della bacchetta bruciata e più taglio
al minuto del tempo di combustione)
• Funzionamento più semplice della bacchetta
• Protezione da bruciature sul lato della bacchetta, soprattutto durante la perforazione

8
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
Dimensione della
bacchetta
Usi
1/4" x 22"
6.4 mm x 558.8 mm
Bacchette per taglio di dimensione Standard utilizzate in diversi tipi
di lavoro. Raccomandato per tutti i tagli lineari e per la maggior parte
delle applicazioni di taglio in generale. Rivestito o non rivestito.
1/4" x 44"
6.4 mm x 1117.6 mm
Utilizzato quando è necessaria una maggiore lunghezza per
raggiungere l'area di taglio o quando si forano in materiali più spessi
di 457,2 mm. Non rivestito.
3/8" x 18"
9.5 mm x 457.2 mm
Utilizzato per perforazioni difficili con un alesaggio grande. Rivestito o
non rivestito.
3/8" x 36"
9.5 mm X 914.4 mm
Utilizzato quando è necessaria lunghezza extra per completare
l'operazione di taglio. Non rivestito.
NOTA!
Tutte le torce per taglio SLICE vengono fornite pronte all'uso con bacchette
del diametro di 6,4 mm (1/4"). L'utilizzo di barre con un diametro di 9,5
mm (3/8") necessita del kit di conversione da 9,5 mm (3/8"), codice parte
94-463-032.
4.05 Componenti della SLICE
Art# A-13635
Figura 1: Torcia SLICE

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
9
89250840IT
Torcia SLICE
Leva della valvola
dell'ossigeno
Tubo essibile
dell'ossigeno
Cavo torcia
Antiritorno di
amma servoassistito
Dado bussola di chiusura
Connettore maschio nero
Cavo del percussore
Percussore SLICE
Art# A-13637IT
Connettore maschio rosso
Figura 2: Torcia e percussore SLICE
Art # A-13638IT
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Cam Lock terminale
femmina F/Torcia
Cam Lock
terminale femmina
F/Percussore
Pulsante di test
Ingresso CC
Indicatore di stato di guasto/carica
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figura 3: Batteria di accensione SLICE

10
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
4.06 Carica della sorgente di accensione
Ci sono 3 LED sul pannello di accensione (FAULT, CHARGING e CHARGED). Tutti i LED in verde indicano
lo stato di carica completa. Per la spiegazione dei display dei LED, fare riferimento alla Sezione 9.2 della
Guida ai display dei LED della sorgente di accensione. Per completare questi passaggi è necessario
l'alimentatore CA/CC (componente numero 96-076-043).
NOTA!
Si raccomanda che l'unità debba essere ricaricato dopo ogni uso o
quando lo stato di carica LED mostra il 50% o meno.
Carica della sorgente di accensione:
1. Premere il pulsante TEST sul pannello di accensione per verificare lo stato. Se i LED non sono
tutti verdi, eseguire le operazioni qui sotto.
2. IInserire il connettore di uscita dell'adattatore di alimentazione CA/CC nella presa di ingresso
CC sul pannello della sorgente di accensione e collegare il cavo di ingresso dell'adattatore di
alimentazione a una presa a muro da 120 V, 60 Hz o 240 V 50 Hz.
3. Tenere l'unità collegata alla presa fino a quando non è completamente carica. Il tempo di carica
può variare da 2 a 5 ore. Sul pannello della fonte di accensione, i LED ambra si illuminano
quando la carica è completa.
4. Scollegare il connettore dell'adattatore di alimentazione CA/CC dalla sorgente di accensione
e premere il pulsante di prova per confermare lo stato di carica completa. Tutti i LED faranno
una luce verde.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
11
89250840IT
SEZIONE 5: DATI RELATIVI AL TAGLIO
Lo schema seguente aiuta a determinare le configurazioni ottimali per un impiego specifico come
risultato di approfondite prove di Lavoroatorio dell'apparecchiatura SLICE volte a determinare le
migliori velocità di taglio. GlI effettivi risultati di taglio ottenuti sul campo variano in base alle condizioni
e all'esperienza dell'utilizzatore. Impieghi diversi dell'apparecchiatura SLICE determinano risultati
diversi. Regolare le impostazioni per qualsiasi utilizzo. Utilizzare lo schema seguente come guida.
Una pressione di ossigeno pari a 551,6 kPa (80 psi) conferisce un taglio ottimale. Le stesse operazioni
possono richiedere pressioni di ossigeno maggiori o minori - minimo 275,8 kPa (40 psi); massimo
689,5 kPa (100 psi). Un amperaggio superiore a 200 amp non migliora la velocità di taglio.
Trovare il materiale giusto e lo spessore. Per materiali compositi o non inclusi nell'elenco, individuare
il tipo riluceato nell'elenco che più si avvicina al materiale che deve essere tagliato.
NOTA!
Tutti questi valori di taglio si basano su bacchette rivestite di fondente del
diametro di 6,4 mm (1/4"). Le velocità di taglio con bacchette nude da 6,4
mm (1/4") sono lievemente minori rispetto ai valori riluceati nel diagramma.
5.01 VELOCITÀ DI TAGLIO DEL MATERIALE
Tipo di materiale Spessore materiale
Lunghezza di taglio per pollice
della bacchetta utilizzata
Velocità di taglio
in(mm) in(cm) in/min cm/min
Acciaio al
carbonio
1/8 (3.2) 2.25 (5.7) 72 183
1/4 (6.4) 1.5 (3.8) 52 132
3/8 (9.5) 1.38 (3.5) 42 106
1/2 (12.7) 1.25 (3.2) 35 89
3/4 (19.1) .75 (1.9) 22 56
Inossidabile
1/8 (3.2) 2.0 (5.1) 65 165
1/4 (6.4) 1.13 (2.9) 36 91
Alluminio
1/4 (6.4) 1.75 (4.4) 58 147
3/8 (9.5) 1.25 (3.2) 38 97
3/4 (19.1) .75 (1.9) 23 58
SELEZIONI DI ESEMPI:
Il valore approssimativo di taglio/mm x quantità di taglio per asta = taglio per asta utilizzata.
Dati: taglio di 9,5 mm su alluminio con asta flussata da 6,4 mm
3,2 cm (1,25") x 48,3 cm (19") = 60,5 cm (23,8"). Valore approssimativo della durata di taglio/
arco min 97 cm (38")
Dati: Taglio di acciaio al carbonio da 6,4 mm (1/4") con bacchetta rivestita da 1/4"
1.5" (3.8 cm) x 19" (48.3 cm) = 28.5" (72.4 cm). Valore approssimativo della durata di taglio/arco
min = 52" (132 cm)

12
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
5.02 TIPI DI ELETTRODI PER IL TAGLIO
Le velocità di taglio riluceate in questo schema sono state ottenute utilizzando una pressione di
ossigeno di 551,6 kPa (80 psi) e bacchette per il taglio da 6,4 mm x 559 mm (1/4" x 22"). Queste
velocità rappresentano valori medi basati su diverse prove di taglio. Le effettive velocità di taglio
possono variare in base ai parametri utilizzati e al livello di competenza dell'operatore.
Cod. articolo
Diametro in
(mm)
Lunghezza
in (mm)
Rivestito
o non
rivestito.
Quantità di
confezioni
Ossigeno
Luceata Rate
CFM(CMM)
Tempo di
accensione
(sec)
42-049-002 1/4 (6.4) 22 (559) Rivestito 25 7.5 (.21) 40-45
42-049-003 1/4 (6.4) 22 (559) Rivestito 100 7.5 (.21) 40-45
43-049-002 1/4 (6.4) 22 (559) Non rivestito 25 7.5 (.21) 40-45
43-049-003 1/4 (6.4) 22 (559) Non rivestito 100 7.5 (.21) 40-45
43-049-005 1/4 (6.4) 44 (1117) Non rivestito 25 7.5 (.21) 80-90
42-049-005 3/8 (9.5) 18 (457) Rivestito 50 12 (.34) 30-35
43-049-007 3/8 (9.5) 18 (457) Non rivestito 50 12 (.34) 30-35
43-049-009 3/8 (9.5) 36 (914) Non rivestito 25 12 (.34) 60-70
5.03 TORCE PER TAGLIO SLICE
Cod.
articolo
Dimensione
cavo
Lunghezza
del cavo di
alimentazione
piedi (m)
Lunghezza
del tubo
flessibile
dell'ossigeno
m (piedi)
TAGLIO CON
CORRENTE
TAGLIO SENZA
ALIMENTAZIONE
03-003-010 #1
10 (3.05) 10 (3.05)
Raccomandato
Possono essere
utilizzati
03-003-011 #6 Solo un uso limitato Raccomandato
03-003-012 #10 Non raccomandato Raccomandato

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
13
89250840IT
SEZIONE 6: OPERAZIONE
Il taglio esotermico SLICE utilizza il calore generato da una reazione chimica tra la bacchetta in
acciaio fusibile e il flusso di ossigeno attraverso la bacchetta. I dati di prova mostrano che l'ossigeno
è esiguo o assente. L'ossigeno non usato nella reazione rimuove il materiale fuso dall'area di taglio.
Questa azione crea il solco che consente l'avanzamento del taglio.
6.01 TAGLIO SENZA ALIMENTAZIONE
Il taglio eseguito senza alimentazione utilizza la reazione di calore generata dalla bacchetta e
dall'ossigeno per il taglio. Per iniziare questo tipo di taglio, accendere la bacchetta con una scintilla
provocata da una batteria da 12 volt o con una fonte di alimentazione di saldatura in grado di fornire
una sovracorrente di 100 amp. Una volta che la scintilla ha acceso la bacchetta, il percorso elettrico
è interrotto e il calore di reazione fonde il materiale tagliandolo.
Batteria
+ -
Torcia SLICE
Percussore
Fornitura dell'ossigeno
Art# A-13639IT
Figura 4: Taglio senza corrente
Il taglio senza alimentazione può essere realizzato in aree remote. Non occorrono apparecchiature
di supluceo e ingombranti fonti di alimentazione elettrica.
1. Collegare la torcia al terminale di una batteria da 12 volt o a una sorgente di saldatura a
corrente costante, quindi collegare il percussore o la piastra di percussione all'altro terminale.
Se si utilizza una sorgente di saldatura, impostare il livello di uscita a 100 amp.
2. Attivare il sistema di fornitura dell'ossigeno e impostare il regolatore secondo un'adeguata
pressione di esercizio. Inserire la bacchetta per il taglio nella bussola di chiusura e stringere
il dado.
3. Picchiettare la bacchetta per il taglio su una superficie dura non collegata a terra per
posizionare la bacchetta nella torcia.
4. Premere la leva della valvola dell'ossigeno della torcia e controllare l'eventuale presenza di
perdite intorno al dado della bussola di chiusura.

14
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
NOTA!
Se vi sono fuoriuscite di ossigeno, ripetere la procedura fPolliceé non ci
sono più perdite.
5. Tenere la torcia in una mano e il percussore con l'altra. Premere la leva dell'ossigeno e far
toccare la bacchetta per il taglio con il percussore.
6. Una volta che la bacchetta è accesa, rimuovere il percussore, quindi spostare la bacchetta
ardente sul pezzo in lavorazione e iniziare a tagliare.
NOTA!
Tenere la bacchetta per il taglio con un angolo di trascinamento compreso
tra 45° e 80° rispetto alla supercie del pezzo in lavorazione. L'angolo
dipende dallo spessore e dal tipo di materiale che deve essere tagliato.
7. Creare un contatto lieve tra la punta della bacchetta ardente e il pezzo in lavorazione man
mano che il taglio avanza. Questo posizionamento richiede due movimenti:
a. All'interno verso il pezzo in lavorazione man mano che la bacchetta si consuma
b. Nella direzione di taglio
Utilizzare un filtro protettivo per lenti #5 non essendoci alcun arco elettrico.
6.02 TAGLIO CON CORRENTE
Il taglio con corrente richiede un arco elettrico da un generatore per saldatura e aumenta il calore
generato esotermicamente. Per il taglio esotermico con alimentazione possono essere utilizzati quasi
tutti i generatori per saldatura a corrente costante. Il taglio con corrente è più rapido rispetto a quello
eseguito senza corrente.
Art# A-13111IT_AB
Torcia SLICE
Fornitura dell'ossigeno
+
-
Pezzo
Morsetto di terra
Generatore
Figura 5: Taglio con corrente

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
15
89250840IT
!
ATTENZIONE
Con l'apparecchiatura per taglio esotermico non devono essere utilizzati
generatori a tensione costante. Quando la bacchetta per il taglio esotermico
tocca il pezzo in lavorazione, il generatore va in cortocircuito assoluto cau-
sando l'uscita di amperaggio massimo del generatore. Questo sovraccarico
può superare l'uscita nominale della macchina e l'amperaggio raccomanda-
to per il taglio esotermico con alimentazione.
1. Collegare la torcia a un terminale, quindi collegare un morsetto di terra di saldatura all'altro
terminale di una sorgente di saldatura a CC (corrente continua).
2. Collegare il morsetto di terra al pezzo in lavorazione. Diversamente dagli altri processi, questo
processo utilizza una sorgente di corrente di saldatura per DCEP (polarità inversa) o per DCEN
(polarità diretta). I generatori AC (corrente alternata) possono essere utilizzati anche senza
compromettere le prestazioni di taglio. Non eseguire il taglio con l'alimentazione elettrica
utilizzando un alimentatore a potenziale costante.
3. Inserire la bacchetta per il taglio nella bussola di chiusura e stringere. Avviare il flusso di
ossigeno, far toccare la punta della bacchetta con il pezzo in lavorazione e iniziare a tagliare.
Tenere la bacchetta per il taglio con un angolo di trascinamento compreso tra 45° e 80°
rispetto alla superficie del pezzo in lavorazione.
4. Premere la leva della valvola dell'ossigeno della torcia e controllare l'eventuale presenza di
perdite intorno al dado della bussola di chiusura.
5. Man mano che il taglio procede, realizzare un contatto lieve tra la bacchetta ardente e il
pezzo in lavorazione. Questo posizionamento richiede due movimenti:
a. All'interno verso il pezzo in lavorazione man mano che la bacchetta si consuma
b. Nella direzione di taglio
Utilizzare un filtro protettivo per lenti #10 o superiore per proteggersi dall'arco elettrico.
6.03 PERFORAZIONE DI FORI
Eseguire la maggior parte delle operazioni di perforazione senza corrente.
1. Rimuovere il gruppo del dado della bussola di chiusura dalla parte anteriore della torcia e
rimuovere il bussola di chiusura in ottone, la rondella e il parascintille dalla torcia.
2. Collegare il gruppo della prolunga della bussola di chiusura all'estremità frontale della torcia
e una volta serrata reinstallare il parascintille, la rondella e la bussola di chiusura in ottone
nel gruppo.
3. Far scivolare la protezione della prolunga al di sopra del gruppo della prolunga della bussola
di chiusura fino al punto in cui non si arresta in fondo contro l'anello di metallo del gruppo.
4. Rimontare il gruppo del dado della bussola di chiusura sul gruppo della prolunga della bussola
di chiusura.

16
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
5. Inserire la bacchetta per il taglio SLICE nella torcia e stringere il dado della bussola di chiusura.
Picchiettare la bacchetta SLICE contro la superficie del pezzo e stringere nuovamente il dado
della bussola di chiusura, in questo modo si garantisce che la bacchetta per il taglio si trovi
sulla rondella di gomma.
6. Accendere la bacchetta per il taglio, come spiegato nella sezione "Taglio senza corrente".
7. Spostare la bacchetta ardente in corrispondenza del punto da perforare tenendo la bacchetta
inclinata in direzione opposta all'operatore, iniziare la perforazione.
8. Mentre il foro sta per essere realizzato, mettere la bacchetta per il taglio perpendicolarmente
alla superficie del pezzo in lavorazione. Tenere la bacchetta per il taglio all'interno del foro
a una profondità sufficiente che consente di sentire una leggera resistenza da parte del
materiale non fuso alla base del foro. Eseguire un movimento leggermente rotatorio durante
la perforazione per liberare la bacchetta dal materiale fuso proveniente dal foro.
9. Muovere la bacchetta all'interno e all'esterno del foro di tanto in tanto per mantenere un
passaggio aperto per il materiale fuso.
!
ATTENZIONE
Il materiale fuso risale la bacchetta durante la perforazione. Indossare un
abbigliamento protettivo adeguato per proteggersi dagli spruzzi di fusione.
Tenere la torcia a un braccio di distanza afnché l'operatore si trovi il più
possibile lontano dal materiale fuso. Sono disponibili opzionalmente una
prolunga per la bussola di chiusura da 152 mm (6") e una protezione della
prolunga per la torcia per taglio SLICE a protezione dell'operatore e della
torcia.
NOTA!
La perforazione nella posizione stesa è più difcile della perforazione
eseguita orizzontalmente. La perforazione in piano procede più lentamen-
te. Per esempio, eseguire una perforazione in un pavimento più difcile
rispetto a una perforazione in una parete.
6.04 RAME E LEGHE DI RAME
TAGLIO Considerata l'elevata rapidità con cui viene assorbito il calore dal rame e dalle sue leghe,
eseguire il taglio su questi materiali con alimentazione. Utilizzare massimo 300 amp dal momento
che il rame assorbe rapidamente il calore generato dalla reazione esotermica riducendo l'efficacia
del processo di taglio. Il taglio con corrente produce più calore rendendo così possibile tagliare alcuni
pezzi di rame. Maggiore è la dimensione della parte, più difficile è il taglio. Un movimento di segatura
nel solco di taglio accelera il processo di taglio. L'ottone, il bronzo e le altre leghe sono leggermente
più facili da tagliare, ma queste leghe dovrebbero essere tagliate con l'alimentazione, se possibile.
PERFORAZIONE Utilizzare l'alimentazione quando si perfora il rame e le sue leghe. Ciò comlucea
un consumo estremamente rapido della bacchetta. Maggiore è il contenuto di rame, più duro risulta
essere il materiale da tagliare.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
17
89250840IT
SEZIONE 7: IMLUCEANTI VARIABILI DI PROCESSO
Il taglio esotermico è più semplice della maggior parte dei processi di taglio. Alcune variabili riducono
l'efficienza di questo processo, determinando un taglio scadente. Le variabili più imluceanti sono
elencate e spiegate di seguito.
7.01 Pressione ossigeno
L'ossigeno mantiene la combustione esotermica e rimuove il materiale fuso dal taglio. Ottanta psi
(551,6 kPa) producono le velocità di taglio più efficienti (quantità di taglio per ogni pollice della
bacchetta bruciata) su materiali con uno spessore massimo di 76,2 mm (3"). L'impiego di pressioni
inferiori a 551,6 kPa (80 psi) su questi materiali riduce le velocità di taglio a causa della pressione
inadeguata per la rimozione del materiale fuso.
Tuttavia, la sfiammatura è più efficace se si utilizzano pressioni inferiori a 551,6 kPa (80 psi). Le
pressioni più basse consentono di controllare meglio l'operazione di sfiammatura. Per i materiale con
uno spessore superiore a 76,2 mm (3"), possono essere utilizzate pressioni superiori a 551,6 kPa (80
psi) per conferire all'ossigeno una velocità adeguata per soffiare via il materiale fuso in fondo al taglio.
L'utilizzo di pressioni più alte su materiali con uno spessore maggiore genera un getto di ossigeno più
energico e determina un consumo più rapido della bacchetta. Un movimento di segatura a 551,6 kPa
(80 psi) o una bacchetta dal diametro maggiore consente un taglio più efficiente di questi materiali.
Durante la foratura, la migliore pressione da utilizzare è pari a 551,6 kPa (80 psi). Per eseguire la
perforazione un operatore deve ridurre lievemente la pressione per controllare la distanza percorsa
dal materiale fuso. Una volta realizzato il foro, è possibile utilizzare la massima pressione.
L'operatore può modificare la pressione utilizzando la leva per l'ossigeno della torcia. Quando lo
spessore del materiale, Generalitàmente superiore a 304,8mm (12"), necessita di maggiore pressione
per soffiare via dal foro realizzato il materiale fuso, vengono utilizzate pressioni superiori a 551,6 kPa
(80 psi). Questa costituisce l'unica eccezione.
Il processo di taglio SLICE utilizza l'ossigeno per uso industriale Standard per supluceare la reazione
esotermica e rimuovere il materiale fuso. Tutte le apparecchiature SLICE utilizzano raccordi per
ossigeno Standard. Le torce SLICE sono dotate di tubi flessibili per l'ossigeno da 3,05 m (10 piedi) con
un D.I. di 6.4 mm(1/4"). La normale pressione di esercizio è pari a 551,6 kPa (80 psi). Applicazioni
come il taglio di sezioni di materiale da 76,2 mm (3") e più spesse possono richiedere pressioni
operative maggiori. Le pressioni basse almeno 275,8 kPa (40 psi) sono state utilizzate per eseguire
lavori di rimozione delle teste dei rivetti e per scordonare piccole incrinature per la riparazione.
Il tasso di consumo di ossigeno delle bacchette per taglio SLICE a 551,6 kPa (80 psi) è compreso tra
0,21 cmm (7 e 7,5 cfm) per le bacchette di taglio con un diametro da 6,4 mm (1/4") e tra 0,34 a 0,37
cmm (da 12 e13 cfm) per le bacchette di taglio con un diametro da 95 mm (3/8"). Questa quantità
varia in base alle diverse pressioni di esercizio utilizzate.
!
Avvertenza
NON utilizzare aria compressa per il taglio esotermico. L'aria compressa
non contiene ossigeno sufciente per sostenere la bruciatura; pertanto, le
impurità possono danneggiare o distruggere la torcia e i componenti. La tor-
cia potrebbe bruciare dall'interno e persino esplodere a causa della forma-
zione di impurità che dall'aria compressa passano nel tubo di alimentazione
dell'ossigeno causando lesioni gravi all'operatore.

18
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
7.02 AMPERAGGIO
La corrente elettrica aumenta il calore generato dalla reazione che si ha nel taglio esotermico
consentendo un taglio più rapido. 200 Amp conferiscono le migliori velocità di taglio con alimentazione.
Quando si esegue il taglio con corrente e si utilizzano meno di 200 amp, la quantità di taglio al minuto
è più bassa. Un amperaggio superiore a 200 amp consuma la bacchetta più velocemente e riduce il
taglio per ogni pollice della bacchetta bruciata. L'apparecchiatura per taglio esotermico utilizza circa
200 amp. Il superamento di questo amperaggio può causare danni all'apparecchiatura.
Quando si taglia senza alimentazione, la corrente della batteria accende la bacchetta. Per accendere
la bacchetta è necessario un sovraccarico di almeno 100 amp. Se la batteria non è stata ricaricata
correttamente, non sarà disponibile l'amperaggio sufficiente per accendere la bacchetta per il taglio.
7.03 Velocità di taglio
La bacchetta per il taglio brucia costantemente senza un arco elettrico. Pertanto, è necessario
tagliare il più velocemente possibile senza perdere il solco del taglio. Se la velocità di spostamento
è troppo elevata, il materiale non verrà tagliato completamento e lo sfrido fuso verrà sospinto indietro
dal pezzo in lavorazione.
7.04 ANGOLO DELL'ELETTRODO CON IL LAVORO
L'angolo dell'elettrodo con il lavoro è la variabile più flessibile del processo. Tuttavia, l'utilizzo di un
angolo inadeguato può determinare una riduzione dell'efficienza di taglio. Per la maggior parte dei
lavori di taglio l'angolo è compreso tra 45° e 80°. Per i materiali più spessi, tenere la bacchetta
più vicina a un angolo di 80°. L'angolo dell'elettrodo con il lavoro è generalmente un angolo di
trascinamento, la bacchetta viene tenuta in modo che la punta della bacchetta ardente sia rivolta
nella direzione opposta a quella di spostamento. Il taglio della lamiera rappresenta un'eccezione dal
momento che è generalmente più rapido e meglio controllato se l'utente mantiene un angolo di 45° o
leggermente inferiore e spinge la bacchetta nella direzione di taglio. L'alluminio, indipendentemente
dal suo spessore, richiede un angolo di trascinamento compreso tra 70° e 80°.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
19
89250840IT
SEZIONE 8: APPLICAZIONI
Industriale Applicazioni
Edilizia
Riparazione di ponti. Taglio di acciaio strutturale. Perforare e rimuovere i rivetti e i
bulloni senza danneggiare il materiale contiguo. Punzonatura di fori nel calcestruzzo,
rottura di rocce. Manutenzione delle Autostrade. Riparazione delle barriere di
protezione delle Autostrade. Taglio di barre di consolidamento. Taglio di tubazioni
isolate nell'intonaco o nel calcestruzzo. Riparazioni su apparecchiature pesanti.
Rimozione del vecchio acciaio strutturale. Frantumazione. Attività di recupero.
Manutenzione
dell'impianto
Riparazione apparecchiatura/macchinario. Rimuovere i bulloni senza testa o i perni
congelati. Rimozione di cuscinetti grippati. Rinnovo dell'impianto. Rimozione dei
vecchi sistemi di tubature. Realizzare fori per tirafondi per fissare il macchinario.
Riparare i suplucei della macchina. Rimuovere i vecchi macchinari. Taglio o
riparazione di serbatoi di stoccaggio.
Manutenzione
di attrezzature
pesanti
Manutenzione generale (riparazioni sul campo e in officina). Riparazione di benne.
Rimozione di perni grippati o usurati. Taglio di cavi di comandi usurati o logorati.
Taglio di materiale fortemente corroso.
Fonderia
Rimozione di sabbia per stampi intrappolata nei fori delle colate. Rimozione di aree
piene di sabbia. Taglio di cancelli, montanti, bave da colate di sfrido. Taglio di piccole
colate multiple da canali. Ritaglio di sfridi nella pulizia della fornace. Punzonatura di
fori di sfiato negli stampi. Taglio di materiali versati per la rifusione. Taglio di colate
di sfrido. Manutenzione generale dell'impianto.
Vigili del fuoco
Ingresso rapido negli edifici. Taglio di lucee in acciaio, bulloni morti, finestre
inferriate, lucee basculanti. Taglio di armature (metallo, calcestruzzo, intonaco,
roccia) da edifici crollati. Operazioni di soccorso.
Polizia/Swat
(Reparto armi e
tattiche speciali)
Ingresso rapido negli edifici. Taglio di lucee in acciaio, bulloni morti, finestre
inferriate, lucee basculanti. Operazioni di soccorso.
Ferrovia
Riparazione e manutenzione di vagoni. Manutenzione dei binari/taglio di sezioni di
binari danneggiate. Riparazioni in punti remoti del cantiere. Rimozione di banchine
di carico ferroviarie dismesse.
Industria mineraria
Manutenzione dell'apparecchiatura (riparazioni sul campo e in officina). Taglio di
cavi in acciaio. Riparazione delle installazioni di scarico del carbone. Riparazioni della
cinghia. Rimuovere le tubazioni e le ferrovie abbandonate. Perforazione di fori nella
roccia per cariche esplosive.
Produzione di
metalli
Perforazione di fori iniziali in piastre spesse. Pezzi di materiale tagliati in modo
grezzo provenienti da piastre di grandi dimensioni. Cantieri.
Demolizione
Taglio di armature. Perforazione di calcestruzzo. Rimozione di rivetti e bulloni
congelati. Taglio di acciaio immerso nel calcestruzzo. Manutenzione/riparazione
dell'apparecchiatura. Taglio di materiale corroso.
Centrali elettriche
Manutenzione generale. Rimozione delle tubazioni. Taglio di vassoi di alimentazione
di sfridi. Rimozione di vecchie grate ricoperte di refrattari. Rimozione di vecchi
macchinari. Rimozione o riparazione di serbatoi di stoccaggio.
Agricoltura
Manutenzione generale. Riparazione apparecchiatura/macchinario. Riparare i
serbatoi di fertilizzante in acciaio inossidabile. Taglio di metallo incrostato con
ruggine e/o fango.
Centri di recupero/
Rottami
Taglio di tutti i tipi di rottami metallici, compresi ghisa, acciaio inossidabile e
alluminio. Riduzione in piccoli pezzi di rottami provenienti da veicoli nelle aree
remote del cantiere. Manutenzione dell'apparecchiatura. Taglio di materiale
fortemente corroso o incrostato.

20
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 9: RISOLUZIONE DEI PROBLEMAI
9.01 RISOLUZIONE DEI PROBLEMI GENERALI
Problema Soluzione
La bacchetta brucia ma il taglio
non avanza.
1. Spazio vuoto eccessivo tra la punta della bacchetta ardente e
il pezzo in lavorazione. Deve mantenere una lieve pressione
sul pezzo in lavorazione.
2. Velocità di spostamento troppo lenta.
3. Pressione ossigeno troppo bassa.
Il materiale fuso non viene
rimosso dall'area di taglio.
1. È utilizzata una pressione di ossigeno insufficiente.
2. La rondella di gomma dietro il mandrino di serraggio è
usurata e deve essere sostituita.
3. Velocità di spostamento troppo rapida.
La batteria sarà in grado di
accendere solo un numero
minimo di bacchette prima di
scaricarsi completamente.
1. La batteria non si è ricarica in modo sufficiente.
2. La batteria deve essere sostituita.
3. Batteria lasciata esposta a temperature inferiori allo zero.
La protezione della torcia si
brucia nell'area intorno al dado
della bussola di chiusura.
1. La bacchetta non è posizionata correttamente nella torcia.
Consultare la sezione 6 relative alle tecniche operative per il
posizionamento corretto della bacchetta.
2. La prolunga della bussola di chiusura non è usata quando si
realizzano fori.
Quando si perfora qualsiasi
materiale, eccetto il rame e
le relative leghe, la bacchetta
si consuma in modo
estremamente rapido.
1. L'operatore sta eseguendo la perforazione con corrente.
Tutte le operazioni di foratura, eccetto quelle eseguite sul rame
e sulle relative leghe, devono essere eseguite in assenza di
potenza.
Il mandrino di serraggio
curvo e/o la bacchetta
vengono bruciati direttamente
all'esterno del mandrino di
serraggio.
1. Utilizzando una fonte di alimentazione di saldatura di tipo
CC.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
21
89250840IT
Pagina intenzionalmente bianca.

22
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
9.02 GUIDA DEL DISPLAY A LED DELLA SORGENTE DI ACCENSIONE
Condizione #
Caricabatteria
collegato
Pulsante di
test
LED
sinistro
LED
centrale
LED
destro
Condizione Azione
1 No Onu-premuto Off Off Off Standby Nessuna
2 Si Onu-premuto Off Off Off
Alimentazione a parete scollegata / Guasto
all'elettronica interna
Verificare che la presa elettrica abbia energia.
Verificare che il connettore di uscita
dell'adattatore di alimentazione CA/CC sia
completamente inserito nella presa di ingresso
CC.
Restituire l'unità per la riparazione.
3 Si Onu-premuto Off Ambra Ambra Analisi della batteria (30 secondi)
Attendere 30 secondi per lo stato di carica.
Apparirà una nuova configurazione LED.
4 Si Onu-premuto Off Ambra Off Carica della batteria
Attendere fino a 2-5 ore per una batteria
completamente scarica.
5 Si Onu-premuto Off Off Ambra
Batteria completamente carica /modalità a
bassa corrente
Scollegare il caricabatterie e riporlo, oppure
tenerlo collegato o utilizzare l'unità.
6 Si Onu-premuto Rosso Off Off
Fusibile termico scattato /
Guasto alla batteria /
Batteria mancante
Scollegare il caricabatterie e attendere 10 minuti
fino al reset del fusibile/Sostituire la batteria/
Restituire l'unità per la riparazione
7 Si Onu-premuto
Rosso
(Flash)
Off Off Temperatura batteria alta
Attendere che l'unità si raffreddi /
Passare a un luogo più fresco
8 No Premuto Off Off Off Batteria <20% della capacità
Unità non consigliata per l'uso / Collegare il
caricabatterie
9 No Premuto Off Verde Off Capacità della batteria 20-60%
L'unità deve essere caricata / Può essere
azionata / Collegare il caricabatterie
10 No Premuto Verde Off Off Capacità della batteria 60-80% Collegare il caricabatterie/Unità pronta all'uso
11 No Premuto Verde Verde Verde Batteria >80% della capacità Unità pronta per l'uso
12 Si Premuto Off Off Off Batteria <20% della capacità Nessuna
13 Si Premuto Verde Off Off Capacità della batteria 20-60% Nessuna
14 Si Premuto Off Verde Off Capacità della batteria 60-80% Nessuna
9 Si Premuto Verde Verde Verde Batteria >80% della capacità Sollegare il caricabatterie/Unità pronta all'uso

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
23
89250840IT
9.02 GUIDA DEL DISPLAY A LED DELLA SORGENTE DI ACCENSIONE
Condizione #
Caricabatteria
collegato
Pulsante di
test
LED
sinistro
LED
centrale
LED
destro
Condizione Azione
1 No Onu-premuto Off Off Off Standby Nessuna
2 Si Onu-premuto Off Off Off
Alimentazione a parete scollegata / Guasto
all'elettronica interna
Verificare che la presa elettrica abbia energia.
Verificare che il connettore di uscita
dell'adattatore di alimentazione CA/CC sia
completamente inserito nella presa di ingresso
CC.
Restituire l'unità per la riparazione.
3 Si Onu-premuto Off Ambra Ambra Analisi della batteria (30 secondi)
Attendere 30 secondi per lo stato di carica.
Apparirà una nuova configurazione LED.
4 Si Onu-premuto Off Ambra Off Carica della batteria
Attendere fino a 2-5 ore per una batteria
completamente scarica.
5 Si Onu-premuto Off Off Ambra
Batteria completamente carica /modalità a
bassa corrente
Scollegare il caricabatterie e riporlo, oppure
tenerlo collegato o utilizzare l'unità.
6 Si Onu-premuto Rosso Off Off
Fusibile termico scattato /
Guasto alla batteria /
Batteria mancante
Scollegare il caricabatterie e attendere 10 minuti
fino al reset del fusibile/Sostituire la batteria/
Restituire l'unità per la riparazione
7 Si Onu-premuto
Rosso
(Flash)
Off Off Temperatura batteria alta
Attendere che l'unità si raffreddi /
Passare a un luogo più fresco
8 No Premuto Off Off Off Batteria <20% della capacità
Unità non consigliata per l'uso / Collegare il
caricabatterie
9 No Premuto Off Verde Off Capacità della batteria 20-60%
L'unità deve essere caricata / Può essere
azionata / Collegare il caricabatterie
10 No Premuto Verde Off Off Capacità della batteria 60-80% Collegare il caricabatterie/Unità pronta all'uso
11 No Premuto Verde Verde Verde Batteria >80% della capacità Unità pronta per l'uso
12 Si Premuto Off Off Off Batteria <20% della capacità Nessuna
13 Si Premuto Verde Off Off Capacità della batteria 20-60% Nessuna
14 Si Premuto Off Verde Off Capacità della batteria 60-80% Nessuna
9 Si Premuto Verde Verde Verde Batteria >80% della capacità Sollegare il caricabatterie/Unità pronta all'uso

24
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 10: ELENCO PARTI
PARTI DI RICAMBIO PERCUSSORE SLICE
4
3
2
5
Art# A-13642
3
1
N° Art. Cod. articolo Descrizione
1 94-370-198 Metà impugnatura - destra/sinistra
2 94-370-202 Pomello cursore del percussore SLICE
3 96-070-033 Barra del percussore
4 96-130-320 Fascio di cavi
5 96-070-034 Schermatura del percussore

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
25
89250840IT
SORGENTE DI ACCENSIONE DELLA BATTERIA
Art# A-13640
1
2
3
4
5
6
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
N° Art. Cod. articolo Descrizione
1 94-134-038 Parte posteriore del contenitore del pacco batteria
2 94-134-039 Parte anteriore del contenitore del pacco batteria
3 96-162-758 Gruppo scheda del circuito
4 96-076-018 Gruppo batteria
5 96-169-374 Connettore da pannello femmina rosso
6 96-169-375 Connettore da pannello femmina nero

26
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
PARTI DI RICAMBIO TORCIA SLICE
7 6 5 4
1
8
11
3
9
12
10
16
Art# A-13641_AB
N° Art. Cod. articolo Descrizione
1 94-370-197 SLICE Manico - RH & LH (con viti)
3 94-777-112 PROTEZIONE
4
94-168-022 Gruppo dato bussola di chiusura da 1/4"
95-168-024 Gruppo dato bussola di chiusura da 3/8"
5
94-158-048 Mandrino di serraggio da 1/4"
94-158-045 Mandrino di serraggio da 3/8"
6 94-940-109 Rondella
7 94-305-009 Para-fiamma
8 94-378-338 Gruppo per testa e corpo
9 94-476-086 Gruppo leva
10 94-396-193 Ossigeno Tubo - 10 ft. (3m)
11
96-130-279 Cavo composito per cod. parte torcia SLICE 03-003-010
96-130-276 Fascio cavi (Confezione di servizio e industriale)
96-130-319 Fascio di cavi (Pacco batteria e confezione completa)
12 94-463-032 3/8' pinza Kit di conversione

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
27
89250840IT
SEZIONE 11: DICHIARAZIONE DI GARANZIA
GARANZIA LIMITATA: Arcair, un marchio ESAB, garantisce che i suoi prodotti sono privi di difetti di
fabbrica o di materiale. In caso di mancata conformità alla presente garanzia entro il periodo di tempo
applicabile ai prodotti Arcair, come indicato di seguito, Arcair dovrà, previa notifica e dimostrazione
del fatto che il prodotto è stato stoccato, installato, gestito e sottoposto a manutenzione in conformità
alle specifiche Arcair, istruzioni, raccomandazioni e pratica industriale riconosciuta e non soggetta
a uso improprio, riparazione, negligenza, alterazione o incidente, correggere tali difetti mediante
riparazione o sostituzione adeguata, a discrezione di Arcair, di qualsiasi componente o parte del
prodotto determinato da Arcair difettoso.
QUESTA GARANZIA È ESCLUSIVA E SOSTITUISCE TUTTE LE ALTRE GARANZIE, ESPRESSE O
IMPLICITE, INCLUSA QUALSIASI GARANZIA DI COMMERCIABILITÀ O IDONEITÀ A UNO SCOPO
PARTICOLARE.
LIMITAZIONE DI RESPONSABILITÀ: Arcair, un marchio ESAB, non sarà in alcuna circostanza
responsabile di danni particolari o indiretti, quali, a titolo esemplificativo e non esaustivo,
danneggiamento o perdita di beni acquistati o di sostituzione, o richieste dei clienti del distributore (di
seguito "Acquirente") per l'interruzione del servizio. I rimedi dell'Acquirente qui enunciati sono esclusivi
e la responsabilità di Arcair in relazione a qualsiasi contratto, o qualsiasi cosa fatta in relazione ad
essa come la prestazione o la violazione dello stesso, o dalla produzione, vendita, consegna, rivendita
o uso di qualsiasi bene coperto o fornito da Arcair indipendentemente dal fatto che siano originati da
contratto, negligenza, illecito civile, o sotto qualsiasi garanzia, o altro, non eccederanno, eccetto quanto
espressamente previsto nel presente documento, il prezzo dei beni su cui si basa tale responsabilità.
QUESTA GARANZIA PERDE DI VALIDITÀ IN CASO DI UTILIZZO DI PARTI DI RICAMBIO O DI
ACCESSORI CHE POSSANO COMPROMETTERE LA SICUREZZA O LE PRESTAZIONI DI QUALSIASI
PRODOTTO ARCAIR.
QUESTA GARANZIA NON È VALIDA SE IL PRODOTTO VIENE VENDUTO DA PERSONE NON
AUTORIZZATE.
Questa garanzia è applicabile per il tempo indicato nel Piano di garanzia a partire della data in cui il
distributore Autorizzato consegna i prodotti all’Acquirente.
Le riparazioni in garanzia o le richieste di sostituzione in base alla presente garanzia limitata devono
essere presentate da un centro di riparazione Arcair autorizzato entro trenta (30) giorni dalla riparazione.
Nessun costo di trasluceo di qualsiasi tipo verrà pagato in base a questa garanzia. I costi di trasluceo
per l’invio dei prodotti a una struttura di riparazione in garanzia Autorizzata saranno responsabilità
dell’Acquirente. Tutti i beni verranno restituiti a rischio e spese dell’Acquirente. Questa garanzia
sostituisce tutte le precedenti garanzie Arcair.

www.esab.com
©2015 Saldatura and TAGLIO Products
Europa
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARCATURA
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Saldatura & TAGLIO
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
LuceUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB Internazionale AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Saldatura & TAGLIO
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacifico
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacifico Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Saldatura & TAGLIO
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
PAGINA INIZIALE page
www.esab.eu
ESAB subsidiaries and representative offices
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
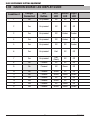 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
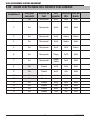 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
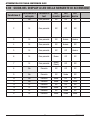 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136








































































































































Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
- Tipo
- Manual de usuario
en otros idiomas
Artículos relacionados
Otros documentos
-
 Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guía de instalación
Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guía de instalación
-
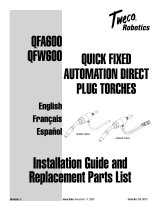 Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guía de instalación
Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guía de instalación
-
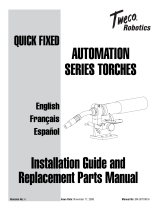 Tweco Robotics Quick Fixed Automation Series Torches Guía de instalación
Tweco Robotics Quick Fixed Automation Series Torches Guía de instalación
-
ESAB SabreCut™ SC-270 WH & SC-370 WH Welding Torches Manual de usuario
-
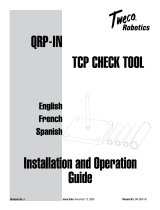 Tweco Robotics QRP-IN TCP Check Tool Guía de instalación
Tweco Robotics QRP-IN TCP Check Tool Guía de instalación
-
Tweco Robotics Light Weight Quick Robotics Torch Guía de instalación
-
-
Delta 904000D Guía de instalación
-
Lastolite Cubelite™ LiteTable Manual de usuario
-
 Croydex MM731200E Manual de usuario
Croydex MM731200E Manual de usuario




