
Manual de
Operación
Español
(Spanish)
CSK 4000 AIRE ARCO-CARBON
ANTORCHAS MANUALES PARA
RANURADO
Revisión: AC Fecha de emisión: 7 oct, 2015 Manual N.°: 89250028ES
CSK4000

VALORAMOS SU NEGOCIO!
Felicidades por la compra de su nuevo producto Arcair
®
. Estamos orgullosos de
tenerlo como cliente y nos esforzaremos por brindarle el mejor servicio y la mayor
confianza en la industria. Este producto está respaldado por nuestra garantía
extensiva y nuestra red de servicio en todo el mundo.
Sabemos que le da orgullo su trabajo y nos sentimos privilegiados en ofrecerle este
producto de alto desempeño, que le ayudará a hacer su trabajo.
Desde hace más de 60 años, Arcair ofrece productos de calidad en los cuales usted
puede confiar cuando su reputación está de por medio.
ESTÁ EN BUENAS MANOS!
Arcair, una marca de ESAB, es un fabricante de corte y remoción de metal
productos. Nos distinguimos de nuestra competencia mediante confiables
productos líderes de mercado que han superado la prueba del tiempo.
Nos esforzamos por mejorar la productividad, eficiencia, y desempeño de su equipo
de soldadura para que destaque en su trabajo. Diseñamos nuestros productos
teniendo presente al soldador para ofrecerle funciones de la tecnología de punta,
con durabilidad, facilidad de uso y confort ergonómico.
Sobre todo, estamos comprometidos con el desarrollo de productos
tecnológicamente avanzados a fin de alcanzar un entorno de trabajo más seguro
en la industria de la soldadura. Su satisfacción con este producto y su operación
segura es de vital importancia para nosotros. Por lo tanto, tómese el tiempo para
leer todo el manual, especialmente las precauciones de seguridad.

!
ADVERTENCIAS
Lea detenidamente todo el manual y las prácticas de seguridad de su empresa
antes de instalar, operar o reparar el equipo.
Aunque la información que aparece en este manual representa el mejor juicio del
fabricante, el fabricante no se hace responsable por el uso.
Arcair
®
CSK4000 Antorchas Manuales Aire Arco-Carbón para Ranurado
Manual de operación
Número de Guía del Manual del Operador: 89250028ES
Publicado por:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.esab.com/arcair
Copyright © 2015 ESAB Todos los derechos reservados.
Queda prohibida la reproducción de esta obra, total o parcialmente, sin permiso
por escrito del editor.
El editor no asume, y por la presente se descarga de cualquier responsabilidad a
cualquier parte por cualquier pérdida o daños causados por error o cualesquier
omisión en este manual, sin importar si el error deriva de negligencia, accidente
o cualquier otra causa.
Para material de impresión especificaciones, consultar el documento 47x1920
Fecha de publicación: 15 enero 2015
Fecha de revisión: 7 oct, 2015

ASEGURE DE QUE ESTA INFORMACIÓN ALCANCE EL OPERADOR.
USTED PUEDE CONSEGUIR COPIAS ADICIONALES A TRAVÉS DE SU DISTRIBUIDOR ESAB.
PRECAUCIÓN
Estas INSTRUCCIONES están para los operadores experimentados. Si usted no es
completamente familiar con la teoría de operación y las prácticas seguras para
la soldadura de arco y equipos de corte, le pedimos leer nuestro librete, “precau-
tions and safe practices for arc welding, cutting, and gouging,” la forma 52-529.
No permita a personas inexperimentadas instale, opere, o mantenga este equipo.
No procure instalar o funcionar este equipo hasta que usted ha leído completa-
mente estas instrucciones. Si usted no entiende completa ente estas instruccio-
nes, entre en contacto con a su distribuidor ESAB para información adicional.
Asegure leer las medidas de seguridad antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo se funcionará en conformidad con la descripción contenida en este manual y las etiquetas
de acompañamiento, y también de acuerdo con las instrucciones proporcionadas. Este equipo se
debe comprobar periódicamente. La operación incorrecta o el equipo mal mantenido no deben ser
utilizados. Las piezas que están quebradas, faltantes, usadas, torcidas o contaminadas se deben
sustituir inmediatamente. Si tal reparación o el reemplazo llegan a ser necesario, el fabricante
recomienda que una llamada por teléfono o un pedido escrito de servicio esté hecha al distribuidor
ESAB de quien fue comprado.
Este equipo o cualquiera de sus piezas no se deben alterar sin la previa aprobación escrita del
fabricante. El usuario de este equipo tendrá la responsabilidad única de cualquier malfuncionamiento
que resulte de uso incorrecto, de mantenimiento inadecuado, daños, reparaciones o de la altera-
ción incorrecta por cualquier persona con excepción del fabricante o de un distribuidor autorizado
señalado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!


Tabla de contenido
SECCIÓN 1: Introducción ...................................................................................1-1
1.01 Aire Arco-Carbón Ranurado/Corte ..........................................................1-1
1.02 Historia .................................................................................................1-1
1.03 Aplicaciones .......................................................................................... 1-2
1.04 Lo "MEJOR" se acaba de volver "AÚN MEJOR." ....................................1-2
SECCIÓN 2: SEGURIDAD Y SALUBRIDAD ............................................................2-1
2.1 Precauciones de seguridad ........................................................................2-1
SECCIÓN 3: Cómo utilizar este manual ............................................................. 2-3
3.01 Cómo Utilizar Este Manual .....................................................................2-3
3.01 Recepción del Equipo ............................................................................2-3
SECCIÓN 4: Instalación ......................................................................................2-5
4.01 Instalación del Cable de Energía de Soldadura CD y la Manguera de Aire al
conector de Energía y de Aire ............................................................... 2-5
4.02 Conexión con fuentes de poder CD o CA para Soldadura .......................3-2
SECCIÓN 5: LOCALIZACIÓN DE FALLAS .............................................................4-3
SECCIÓN 6: REPUESTOS .....................................................................................4-5
CSK4000 REFACCIONES PARA LAS ANTORCHAS ............................................. 4-5
DECLARACIÓN DE GARANTÍA ..............................PÁGINA DE LA CONTRAPORTADA

1-1
SECCIÓN 1: INTRODUCCIÓN
1.01 Aire Arco-Carbón Ranurado/Corte
El proceso de aire y arco-carbón (CAA-C) remueve el metal físicamente - no químicamente
como en el corte con combustible y oxígeno (COC.) El corte ocurre cuando el calor inten-
so del arco entre el electrodo de carbón y la pieza de trabajo, funde una parte de la pieza
de trabajo. El aire pasa simultáneamente a través del arco, con velocidad suficiente para
expulsar el material fundido.
El proceso de aire y arco-carbón no requiere oxidación para mantener el corte. Por esto,
puede desbastar o cortar metales que el proceso COC no puede. Los metales más comunes
(p.e., acero de carbón, acero inoxidable, muchas aleaciones de cobre y fierros fundidos) se
pueden cortar con el proceso de aire y arco-carbón. La tasa de remoción del metal depende
de la tasa de fundición y de la eficiencia del chorro de aire en eliminar el metal fundido.
En este proceso, el aire debe levantar el metal fundido para librarlo del arco antes de la
solidificación del metal.
1.02 Historia
El ranurado con aire y arco-carbón se inicia en los años 1940. Evolucionó del actual proceso
de corte con arco de carbón. Myron Stepath, ingeniero de soldadura, desarrollo el ranurado
de aire con arco-carbón para eliminar más de cien metros de soldaduras planas y agrieta-
das de acero inoxidable.
Antes, el corte con arco-carbón removía las soldaduras defectuosas y las cabezas de rema-
ches en las posiciones superior y vertical El arco-carbón derretía el metal; luego el metal
fundido era removido por gravedad.
Stepath razonó que un chorro de aire podía impartir la fuerza necesaria para remover el
metal en la posición plana. Así que, experimentó con un arco de carbón con corriente directa
y electrodo negativo mientras que un segundo operador, con boquilla, dirigía un chorro de
aire hacia el charco del metal fundido. Sin embargo, este esfuerzo no resultó porque el arco
era menos estable que un arco de soldadura con carbón. Por ello, Stepath experimentó con
un arco de corriente directa con electrodo positivo. El resultado fue el ranurado con aire y
arco-carbón.
En 1948, Myron Stepath presentó a la industria de la soldadura, la primera antorcha de aire
con arco-carbón. En 1949, Stepath y dos socios fundaron la compañía Arcair.
Ya no se necesitaban dos operadores. El aire comprimido ya pasaba por la antorcha y
salía por debajo del electrodo. Esta nueva herramienta ahorraba tiempo en sanear base de
soldaduras, eliminación de grietas y reparación de soldaduras defectuosas en aleaciones de
carbón y acero inoxidable. Antes, estas tareas solo se hacían con esmerilado o desbarbado.
Hoy el principio básico es el mismo, pero usa equipos mejorados en una más amplia gama
de aplicaciones.

1-2
1.03 Aplicaciones
La industria ha adoptado con entusiasmo el ranurado de aire con arco-carbón. Ha descu-
bierto muchas aplicaciones en el proceso de fabricación de metal y acabado de fundiciones,
en la tecnología química y petrolera, la construcción, minería, reparaciones en general y el
mantenimiento.
Las antorchas y electrodos Arcair se usan en el mundo entero – dondequiera que el metal
sea escopleado, ranurado, cortado o eliminado de una superficie.
El proceso de aire con arco de carbón es flexible, eficiente y efectivo en costo en casi
cualquier metal: acero de carbón, acero inoxidable y otras aleaciones ferrosas; hierro gris,
maleable y dúctil; aluminio, níquel, aleaciones de cobre y otros metales no ferrosos.
1.04 Lo "MEJOR" se acaba de volver "AÚN MEJOR."
Arcair está cambiando el mercado cuando se trata del diseño de las conexiones de energía y
aire en el ensamble de los cables para las antorchas Serie-K.
Desde la invención del proceso de aire con arco-carbón en 1949, la antorcha y el cable siempre
han usado un "manguito" de goma moldeada para ofrecer protección eléctrica a la conexión
de la energía, evitando la formación de arcos en la superficie de trabajo aterrizada. El diseño
del manguito integra un amplio extremo rectangular abierto, con espacio para que el cable de
energía y el cable de aire se conecten al cable de la antorcha. Sin embargo, si no está correc-
tamente instalada y se mantiene puesta sobre la conexión, el manguito puede dejar expuesta
la conexión de energía a la superficie de trabajo aterrizada.
Hoy el diseño mejorado del manguito encierra la conexión de energía/aire, eliminando la posi-
bilidad de arcos accidentales. Puede acomodar un cable de soldadura 4/0 desde la fuente de
energía, y un juego de manguera para aire de 3/4" de diámetro que suministra tanto corriente
como aire comprimido.
Este nuevo diseño del manguito está moldeado de un material de fibras reforzadas de nylon
duro que puede soportar el abuso del uso cotidiano en un taller de fabricación.

2-1
SECCIÓN 2: SEGURIDAD Y SALUBRIDAD
2.1 Precauciones de seguridad
Los usuarios de los equipos de corte y soldadura Arcair, una marca ESAB, tienen la responsa-
bilidad de asegurar que las personas que trabajan o están cerca del equipo sigan las normas
de seguridad. Las precauciones de seguridad deben cumplir con los requisitos que se aplican
a este tipo de remoción de corte y metal.
Las precauciones de seguridad deben estar de acuerdo con equipos de corte y soldadura. Las
recomendaciones abajo deben ser seguidas adicionalmente a las normas estándar.
1. Cualquier persona que utilice un equipo de soldadura o corte plasma debe ser familiar con:
-su operación
-sus funciones
-precauciones de seguridad
-remoción de corte y metal
2. El operador debe asegurar que:
-ninguna otra persona este en la área de trabajo durante el arranque de la maquina
-ninguna persona este sin protección al momento de la partida del arco
3. La área de trabajo debe:
-estar de acuerdo con el trabajo
4. Equipo de seguridad individual:
-siempre utilice equipos de seguridad, lentes, prendas ignífugas, guantes, etc.
-no utilice artículos sueltos, como bufandas, pulseras, anillos, etc.
5. Precauciones generales:
-un extintor de incendios apropiado debe estar acerca de la maquina.
Disponer de equipos electrónicos en la instalación de reciclado!
En el cumplimiento de la Directiva Europea 2002/96/CE sobre Residuos de Aparatos
Eléctricos y Electrónicos y su aplicación de conformidad con la legislación nacional,
eléctricos y/o electrónicos que ha llegado al final de su vida debe ser eliminado en una
instalación de reciclaje.
Como la persona responsable del equipo, es su responsabilidad obtener información
recogida en las estaciones.
Para obtener más información póngase en contacto con un concesionario de Arcair.

2-2
ADVERTENCIA
Soldadura y corte por arco puede ser fatal a usted o otros.
Tome las precauciones de seguridad para corte plasma
y soldadura. Pregunte por las prácticas de seguridad de
su empleador que deberían basarse en los datos sobre
riesgos de los fabricantes.
DESCARGA ELÉCTRICA puede matar.
- Instale un cable tierra de acuerdo con las normas
- No toque partes eléctricas o consumibles que estén energizados.
- Mantengas aislado del piso y de la pieza de trabajo.
- Certifique que su situación de trabajo es segura
HUMOS Y GASES- Son peligrosos a su salud
- Mantenga su cabeza alejada de los humos
- Utilice ventilación o aspiración para eliminar los humos del área de trabajo.
RAYO DEL ARCO. Puede quemar la piel o dañar los ojos.
- Protege sus ojos y piel con lentes y ropa apropiadas.
- Utilizar la pantalla de arranque de metal correcto y lentes de filtros.
- Proteja las personas en la área de trabajo utilizando una cortina
PELIGRO DE INCENDIO
- Chispas pueden provocar incendio. Este seguro que no hagan materiales inflamables al
rededor de la maquina.
RUIDO – El ruido en exceso puede dañar los oídos.
- Proteja sus oídos. utilice protección auricular.
- Avise las personas al rededor sobre el riesgo.
AVERÍAS – Llame a ESAB en caso de una avería con el equipo.
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!
ADVERTENCIA
No use la planta soldadora para descongelar tuberías.
PRECAUCIÓN
Este equipo de Clase A no está destinado para
comunidades residenciales donde la energía
es suministrada por el sistema público de
baja tensión. En estas comunidades pueden
producirse dificultades en garantizar la
compatibilidad electromagnética debido a
las interferencias tanto conducidas como
radiadas.
PRECAUCIÓN
Este producto está diseñado exclusivamente para
remoción de metales. Cualquier otro uso puede
causar daños personales y/o daños al equipo.
PRECAUCIÓN
Leer y entender el manual antes de instalar
u operar el equipo.
!

2-3
SECCIÓN 3: CÓMO UTILIZAR ESTE MANUAL
3.01 Cómo Utilizar Este Manual
Para garantizar un uso seguro, lea todo el manual, incluso el capítulo de instrucciones de
seguridad y advertencias.
A lo largo de todo este manual, pueden aparecer las palabras PELIGRO, ADVERTENCIA, PRE-
CAUCIÓN y NOTA. Preste atención especial a la información bajo estos encabezados. Estas
anotaciones especiales se pueden reconocer fácilmente, como sigue:
NOTA!
Ofrece información útil con respecto a determinados procedimientos de operación.
!
PRECAUCIÓN
Significa el posible riesgo que puede resultar en menores daños a la persona.
!
ADVERTENCIA
Significa el riesgo de un peligro potencial que puede resultar en serio daño personal
o la muerte.
!
PELIGRO
Significa riesgo inmediato que, de no ser evadido, puede resultar inmediatamente
en serio daño personal o la muerte.
Copias electrónicas de este manual también se pueden descargar sin costo en formato PDF
Acrobat, vaya al sitio web ARCAIR se enumeran a continuación:
http://www.esab.com/arcair
3.01 Recepción del Equipo
Cuando reciba el equipo, compárelo con la factura para asegurarse de que está completo y
compruebe la ausencia de daños en el mismo que puedan haberse producido durante el envío.
Si hay algún daño, notifique inmediatamente al transportista para presentar una reclamación.
Llene la información completa con respecto a las reclamaciones por daños o errores de envío
para la ubicación en el área incluida en la cara interior de la tapa trasera de este manual.
Incluya una descripción completa de los componentes defectuosos.

2-4
Esta página ha sido dejada en blanco intencionalmente

2-5
SECCIÓN 4: INSTALACIÓN
4.01 Instalación del Cable de Energía de Soldadura CD y la Manguera
de Aire al conector de Energía y de Aire
Modelos con Números de Catálogo 61-088-007 y 61-088-010
Siga estas instrucciones para conectar el Cable de Energía de Soldadura CD y la Línea de
Aire Comprimido, directamente al Conector de Energía y de Aire en el Ensamble Giratorio
para los Cables de la Antorcha.
1. Saque de la caja el Ensamble de la Antor-
cha y del Cable, y colóquelo en posición
recta, sin torcerse, sobre un banc de
trabajo o el piso.
2. Coloque el manguito moldeado para que
tenga acceso a los cuatro (4) tornillos
según la Figura 4-1.
Figura 4-1
3. Use un desarmador plano para sacar
los cuatro (4) tornillos. Levante la mitad
superior del manguito moldeado para
retirarla del conjunto.
Figura 4-2
Figura 4-3

2-6
4. Use un tornillo de ½”-13 x 1”, de cabeza
hexagonal, para apretar el tornillo para
que pasen sus cuerdas pasen a través de
la uña doblada del Cable de Energía CD
de Soldadura y a través del Conector de
energía y del Aire en el Conjunto Giratorio
de los Cables. La cabeza del tornillo debe
apretar al lado plano de la uña doblada
según la Figura 4-4.
5. Coloque una rondana de seguridad de ½”
sobre las cuerdas del tornillo y empiece
a apretar una tuerca de ½”-13 sobre el
conjunto.
Figura 4-4
6. Restaure el Conector de Energía y Aire,
hecho de latón, dentro de la mitad inferior
del manguito.
Figura 4-5
7. Use el dedo índice para presionar hacia
arriba sobre el tornillo, y apriete el con-
junto.
Figura 4-6
8. Levante el conjunto de la mitad inferior
del manguito para sujetarlo sólidamente.
No deje moverse la uña doblada mientras
que realice este apriete final.
Figura 4-7

3-1
9. Enrosque la línea de Aire Comprimido de
entrada, con una conexión de tubo rosca-
do con diámetro interior de 3/8", dentro
del Conector de Energía y del Aire. Esta
conexión debe ser apretada con llave.
Figura 4-8
10. Restaure el Conjunto del Cable con el
Cable de Energía CD de Soldadura y la
Manguera de Aire, en su lugar en la mitad
inferior del manguito.
Figura 4-9
11. Restaure la mitad superior del manguito
en su lugar y sujétela con los cuatro (4)
tornillos que sacó en el Paso 3.
12. El ensamble ya está listo para utilizarse
en su aplicación para la remoción de
metal.
Figura 4-10

3-2
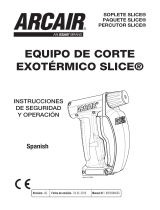
4.02 Conexión con fuentes de poder CD o CA para Soldadura
Las aplicaciones de ranurado normalmente usan fuentes de poder trifásica para soldadura,
con voltaje mayor que 60 voltios en el circuito abierto para contemplar cualquier caída de
voltaje en el circuito
1. Conecte el Cable de Poder para Soldadura que está conectado al cable Giratorio de la
Antorcha, al terminal positivo de la fuente de poder (CD positivo o CA.) Consulte la figura
4-11.
2. Conecte a la pieza de trabajo, el Cable de Poder para soldadura que está conectado al
terminal negativo en la fuente de poder.
Art# A-13069ES
(POLARIDAD INVERSA)
(–)
(+)
ALIMENTACIÓN
AIRE COMPRIMIDO
ELECTRODO DE CARBÓN
PIEZA DE TRABAJO
ANTORCHA
CABLE PARA LA
PIEZA DE TRABAJO
CABLE DEL ELECTRODO
CD POSITIVO O CA
CONCENTRIC
CABLE
Figura 4-11
3. Encienda la fuente de poder y el suministro de aire a la antorcha de escopleadura y el
conjunto de cables.
4. Estando abierta la válvula de la antorcha, ajuste la presión del aire en la antorcha dentro
del rango d presiones normales, entre 80 psi (551.6 kPa) y 100 psi (690 kPa). Pueden
usarse presiones mayores pero no eliminarán el metal más eficientemente.
5. Presione hacia abajo sobre la palanca de la antorcha para insertar el "carbón" del electrodo
de arco de carbón dentro de la antorcha. Al usar carbones recubiertos con cobre, el carbón
desnudo debe estar hacia abajo, y retirado de la antorcha. Aquí es donde se formará el
arco entre el carbono y la pieza de trabajo. Consulte la figura 4-12.
!
ADVERTENCIAS
El carbono es eléctricamente CALIENTE en este momento.

4-1
PALILLO HACIA FUERA
7" DE MÁX
ANTORCHA
ELECTRODO
ANTORCHA JEFES (+)
AIRE 80 PSI
VIAJES
PIEZA DE TRABAJO (-)
PELAR COBRE
3/4" to 2"
SIEMPRE BAJO EL ELECTRODO
Art# A-13070ES
Figura 4-12
6. Sujete el electrodo según se aprecia en la Figura 4-12 para que se extienda un máximo
de 7” (178 mm) desde la antorcha. Para el aluminio, esta extensión debe ser de 3” (76.5
mm.)
7. Ajuste la corriente de la soldadura (corriente constante) o el voltaje (voltaje constante),
dependiendo del tipo de fuente de energía que se utilice, de acuerdo con el rango de
corrientes recomendados para el diámetro del carbono que se utilice. Consulte la Tabla
4-1.
Tabla 4-1 - Rangos de Corriente Recomendada (en amperios) para Electrodos de Tipos y
Tamaños más Comunes
Diámetro del
electrodo
DC Electrodo DCEP AC Electrodo
AC
AC Electrodo DCEN
Pulgadas (mm) mín – máx mín – máx mín – máx
1/8 (3.2) 60 - 90
N/D
5/32 (4.0) 90 - 150
3/16 (4.8) 200 - 250 200 - 250 150 - 180
1/4 (6.4) 300 - 400 300 - 400 200 - 250
5/16 (7.9) 350 - 450 N/D
3/8 (9.5) 450 - 600 350 - 450 300 - 400
1/2 (12.7) 800 - 1000
N/D
5/8 (15.9) 1000 - 1250
3/4 (19.1) 1250 - 1600
1 (25.4) 1600 - 2200
3/8 (9.5)
POSICIÓN PLANA
250 - 450
5/8 (9.5)
POSICIÓN PLANA
300 - 500

4-2
8. Abra el chorro aire antes de formar el arco. Sujete la antorcha en un ángulo de trabajo
entre 45° y 60° para que el electrodo se incline hacia atrás de la dirección del recorrido.
El chorro de aire barre entre el electrodo y la pieza de trabajo, suministrando la fuerza
necesaria para eliminar del surco todo el metal fundido.
9. Toque la pieza de trabajo ligeramente con el electrodo para formar el arco. No retire el
electrodo después de encendido el arco. Si se está manteniendo el voltaje correcto del
arco, será alto el sonido del arco y del aire comprimido. Si el sonido esté amortiguado, el
voltaje del arco está más abajo de las condiciones de operación recomendada. El voltaje
normal del arco con una antorcha de ranurado manual se mide entre 35 y 50 voltios.
10. La profundidad de la ranura está controlada por la velocidad de recorrido. Se podrán formar
ranuras de hasta 1" (25 mm.) de profundidad. Sin embargo, mientras más profunda la
ranura, más experimentado tiene que ser el operador. Las bajas velocidades de recorrido
producen surcos profundos, mientras que las altas velocidades de recorrido producen
surcos poco profundos. El ancho del surco está determinado por el diámetro del electrodo
que se use, y típicamente es 1/8" (3.2 mm.) más ancho que el diámetro del electrodo. Se
podrán formar surcos más anchos con electrodos pequeños, oscilándolos en un movimiento
circular o de vaivén.

4-3
SECCIÓN 5: LOCALIZACIÓN DE FALLAS
Problema Causa Solución
Un gran depósito de carbón
libre al principio del surco.
1. O el operador olvidó abrir
el chorro de aire antes de
formar el arco, o la antor-
cha estaba incorrectamente
colocada.
1. Abra el aire antes de formar
el arco. El aire debe fluir entre
el electrodo y la pieza de
trabajo.
2. La varilla de carbón no
estaba colocada correcta-
mente dentro del conjunto
de la cabeza.
2. Verifique que la varilla de
carbón esté asentada dentro
de la ranura de la cabeza de
la antorcha.
Arco inestable, obligando al
operador recorrer a velocidad
lenta incluso en las ranuras
poco profundas.
1. Amperaje insuficiente para
el diámetro del electrodo
utilizado (ver la Tabla 2.)
Aunque sea suficiente el
amperaje más bajo que se
recomiende, requiere mayor
habilidad de parte del ope-
rador. Un amperaje a medio
rango funciona mejor.
1. Si la fuente de poder dispo-
nible no ofrece el amperaje
deseado, utilice el electrodo
del siguiente diámetro menor,
o instale en paralelo dos o
más fuentes de energía para
soldadura.
Ranura errática. El arco
se desplaza en vaivén y el
electrodo se calienta rápida-
mente.
1. El proceso que se usa con
CDEN (electrodo negativo.)
1. Cuando sea posible, el pro-
ceso de escopleadura debe
hacerse con CDEP (electrodo
positivo). Los electrodos
de corriente directa deben
usarse con CDEP (electrodo
positivo) en todos los metales
salvo algunas aleaciones de
cobre tales como Superston y
Nialite.
Arco con acción intermitente.
Produce un surco con super-
ficie irregular.
1. La velocidad de recorrido
estaba demasiado baja
en el ranurado manual. Es
posible que el operador
haya puesto la mano sobre
otro trabajo para equilibrar-
se. Esta es una tendencia
en la soldadura con arco
metálico protegido. La
fricción entre la mano con
guante y la pieza de trabajo
podrá causar un jaloneo en
el avance, produciendo un
hueco entre el electrodo y
la pieza de trabajo que sea
demasiado grande para
mantener el arco.
1. El operador debe pararse
cómodamente para que los
brazos se muevan libremente
y los guantes no se arrastren
sobre la pieza de trabajo. Si
se usa equipos mecánicos,
ver la Tabla 4 (página 4-24)
para las condiciones apropia-
das de operación.
2. Deficiente conexión a tierra. 2. Inspeccione las abrazaderas y
los cables a tierra para garan-
tizar una conexión correcta.

4-4
Problema Causa Solución
En el ranurado, depósitos de
carbón libre en intervalos
diferentes del surco; En el
lavado de placas, depósitos
de carbón libre en diversos
puntos sobre la superficie
lavada.
1. Un corto circuito en el
electrodo utilizado en la
pieza de trabajo durante
la escopleadura manual.
Esto es el resultado de una
velocidad excesiva de reco-
rrido respecto al amperaje
empleado y la profundidad
del surco que se forme. En
las operaciones mecaniza-
das, es el resultado de una
velocidad excesiva de reco-
rrido o el uso de una fuente
de poder con curva plana
y voltaje constante con un
electrodo de diámetro bajo,
de 5/16" (7,9 mm). En el
lavado de placas, esto es
el resultado de sostener el
electrodo en un ángulo de
empuje insuficiente.
1. Use un ángulo de 15° a 70°
entre el electrodo y el trabajo.
Un ángulo menor aumenta
el área para la formación del
arco, reduciendo la densidad
de la corriente. Esta reducción
en la densidad del arco-
corriente requiere una gran
disminución de la longitud del
arco, hasta llegar al punto de
corto circuito. Mantenga un
hueco apropiado del arco.
Surco irregular. Demasiado
profundo; luego demasiado
poco profundo.
1. El operador estaba en una
posición inestable.
1. El operador debe asumir una
posición cómoda durante las
operaciones de ranurado
Escoria adherida a los bordes
del surco.
1. Inadecuada eyección de
escoria. Para resolver esta
situación, mantenga una
adecuada presión de aire
y relación de flujo (pies³/
minuto.) Una presión del
aire entre 80 y 100 psi
(550-690 kPa) podría no
eyectar eficazmente toda
la escoria si el volumen es
insuficiente.
1. Para proporcionar un volumen
adecuado, la manguera de
aire que alimenta el conjunto
concéntrico del cable necesita
una manguera con diámetro
interior mínimo de 3/8" (9.5
mm) para las antorchas
manuales. Para las antorchas
automáticas, el mínimo diá-
metro interior de la manguera
debe ser 1/2" (12.7 mm).
Dirija el chorro de aire en
paralelo al área de ranura-
do. El operador no debe de
tenderse hacia un lado u otro,
al no ser que desee minimizar
la adherencia de las escorias
en un solo lado del corte.

4-5
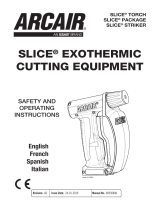
SECCIÓN 6: REPUESTOS
CSK4000 REFACCIONES PARA LAS ANTORCHAS
14
4
5
6
8
3
7
12
1
10
2
1
9
13
11
RELACIÓN DE REFACCIONES PARA LAS
ANTORCHAS
Elemento Descripción CSK4000
1 Aisladores y Tornillos 94-433-183CSK
2 Palanca y Tornillo 94-476-066CSK
3 Bonete de la Válvula 94-104-016
4 Llave para el Bonete 94-960-001
5 Bonete Solo 94-104-012
6 Carrete y O-Rings 94-801-011
7 Anillo tórico 94-710-036
8 Carrete Solo 94-801-010
9 Brazo Superior 94-048-088
10 Tornillo y Cabeza 94-378-368
11 Cuerpo de la Antorcha 94-103-206
12 Pasador de Bisagra 94-632-094
13 Spring 94-800-077
14 Manija 94-370-163

4-6
Esta página ha sido dejada en blanco intencionalmente

DECLARACIÓN DE GARANTÍA
GARANTÍA LIMITADA: Arcair, una marca de ESAB, garantiza que el diseño y el material de sus
productos están libres de. Si no se cumple esta garantía de alguna manera en el período de
tiempo aplicable a los productos Arcair según lo descrito a continuación, Arcair deberá (luego
de notificar previamente y confirmar que el producto ha sido almacenado, instalado, operado,
y mantenido de acuerdo con las especificaciones, instrucciones y recomendaciones de Arcair,
así como con métodos industriales estándar reconocidos, y de que no ha sido objeto de uso
indebido, reparaciones, negligencia, alteraciones, o accidentes) corregir tales defectos mediante
la reparación o el reemplazo adecuado, a criterio de Arcair, de cualquiera de los componentes
o las piezas defectuosos del producto de Arcair.
ESTA GARANTÍA ES EXCLUSIVA Y SUSTITUYE A CUALQUIER OTRA GARANTÍA, EXPRESA
O IMPLÍCITA, INCLUIDAS LAS GARANTÍAS DE COMERCIABILIDAD O IDONEIDAD PARA UN
PROPÓSITO ESPECÍFICO..
LIMITACIÓN DE RESPONSABILIDAD: Arcair, una marca de ESAB, no se hace responsable, bajo
ninguna circunstancia, de los daños especiales o consecuenciales, incluidos, sin limitación,
el daño o la pérdida de productos adquiridos o remplazados y las quejas de los clientes del
distribuidor (a partir de ahora, el “Comprador”) por la interrupción del servicio. Los recursos
del Comprador aquí expuestos son exclusivos, y la responsabilidad de Arcair con respecto a
cualquier contrato o cualquier aspecto relacionado con este, como su cumplimiento o incumpli-
miento, o respecto a la fabricación, venta, entrega, reventa o uso de cualquier producto cubierto
o suministrado por Arcair ya sea por contrato, negligencia, responsabilidad extracontractual
o por cualquier tipo de garantía o medio, no superará, con la excepción de lo estipulado en el
presente documento, el precio de los productos sobre los que se basa dicha responsabilidad.
ESTA GARANTÍA NO SERÁ VÁLIDA SI SE USAN PIEZAS O ACCESORIOS DE SUSTITUCIÓN QUE
PUEDAN AFECTAR A LA SEGURIDAD O EL RENDIMIENTO DE CUALQUIER PRODUCTO ARCAIR.
ESTA GARANTÍA NO SERÁ VÁLIDA SI EL PRODUCTO LO VENDEN PERSONAS NO AUTORI-
ZADAS.
Esta garantía entrará en vigor en el momento establecido en el calendario de la garantía, a
partir de la fecha en la que el distribuidor autorizado entregue los productos al Comprador.
Las reclamaciones por reparación o sustitución bajo esta garantía limitada deberán enviarse
por unas instalaciones de reparación autorizadas por Arcair en el plazo máximo de treinta (30)
días a partir de la fecha de reparación. Esta garantía no ampara ningún costo de transporte. Los
cargos de transporte por el envío de productos a las instalaciones de reparación autorizadas en
la garantía serán responsabilidad del Comprador. Los productos devueltos deberán estar en el
comprador el riesgo y el costo. Esta garantía sustituye a todas las garantías previas de Arcair.

Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Oce
Soa
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacic
AUSTRALIA
ESAB South Pacic
Archereld BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacic Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers
to our distributors in other coun-
tries, please visit our home page
www.esab.eu
ESAB subsidiaries and representative oces
www.esab.eu
©2015 ESAB Welding and Cutting Products
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























Arcair CSK4000 Air Carbon-Arc Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
Arcair Air Carbon-Arc Manual Gouging Torches Manual de usuario
-
-
-
Arcair SLICE® Exothermic Cutting Equipment Manual de usuario
-
 Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
-
-
 Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
Arcair SLICE® NEW Exothermic Cutting Equipment Manual de usuario
-

