DROPSA MaXtreme El manual del propietario
- Tipo
- El manual del propietario

1
C2314II WK 19/20
Manual redactado de acuerdo con
la directiva 2006/42/CE
MaXtreme
Mecanizado con lubricación mínima
por aerosol
Manual de uso y mantenimiento
Instrucciones originales
Los productos DropsA se pueden adquirir en las filiales DropsA y distribuidores autorizados,
consulta la página web www.dropsa.com/contact o escribe a [email protected]

2
Índice
INTRODUCCIÓN ........................................................ 3
1. DESCRIPCIÓN GENERAL......................................... 3
1.2 FUNCIÓN AUTOADAPTATIVA E HÍBRIDA ............. 3
1.3 TABLA RESUMEN DEL FUNCIONAMIENTO DEL
SISTEMA ................................................................... 4
1.3.1 ENCENDIDO/APAGADO DEL MULTIPLICADOR .. 4
1.4 FUNCIONAMIENTO ESQUEMÁTICO DEL CAUDAL
DEL AEROSOL Y CONSUMO ....................................... 4
2. ESTRUCTURA Y FUNCIONAMIENTO....................... 5
2.1 FUNCIONAMIENTO DEL CIRCUITO LP/HP ............ 5
2.2 ACCIONAMIENTO DEL CIRCUITO HP CON MANDO
A DISTANCIA ............................................................. 5
3. SEGURIDAD Y PRECAUCIONES DE USO .................. 7
3.1. MATERIALES DEL SISTEMA ................................. 8
3.2 CALIDAD DEL AIRE............................................... 8
3.3 LUBRICANTE: MAXTREME ACEITE ....................... 8
3.4 PRESIÓN............................................................ 10
4. IDENTIFICACIÓN DE LA MÁQUINA ...................... 10
5. CARACTERÍSTICAS TÉCNICAS ............................... 11
6. COMPONENTES DEL EQUIPO .............................. 12
7. DESEMBALAJE E INSTALACIÓN DE LA MÁQUINA. 13
7.1 DESEMBALAJE ................................................... 13
7.2 INSTALACIÓN .................................................... 13
7.2.2 CONEXIÓN DEL AIRE COMPRIMIDO ............... 13
7.2.3 LLENADO DEL DEPÓSITO ................................ 14
7.2.3.2 LLENADOS SUCESIVOS ................................ 14
7.3 TUBOS Y BOQUILLAS ......................................... 15
8. INSTRUCCIONES DE USO ..................................... 15
8.1 REGULACIÓN MAXTREME ................................. 15
8.2 PUESTA EN MARCHA – PRINCIPIOS BÁSICOS ..... 15
8.3 LUBRICACIÓN INTERNA ..................................... 16
8.4 CONSUMOS INDICATIVOS ................................. 17
8.5 CONEXIONES ELÉCTRICAS NIVEL MÍNIMO ......... 18
8.6 PROBLEMAS Y SOLUCIONES .............................. 18
9. PROCEDIMIENTOS PARA EL MANTENIMIENTO ... 19
9.1 ELIMINACIÓN DE LAS PRESIONES RESIDUALES .. 20
9.2 LIMPIEZA EXTERNA DEL EQUIPO ....................... 20
9.3 LIMPIEZA INTERNA DEL EQUIPO ....................... 20
10. ELIMINACIÓN .................................................... 20
11. INFORMACIÓN PARA PEDIDOS ......................... 21
12.2 BOQUILLA DOBLE CONTROL
NEUMÁTICO/ELÉCTRICO ......................................... 22
13. MANIPULACIÓN Y TRANSPORTE ....................... 23
14. PRECAUCIONES DE USO .................................... 23
15. CONTRAINDICACIONES DE USO ........................ 24
COPYRIGHT ............................................................. 25

3
INTRODUCCIÓN
El presente manual de uso y mantenimiento hace referencia al producto MaXtreme para procesos de mecanizado en
seco.
Puede obtenerse la última versión mediante solicitud a nuestra oficina técnica de ventas, o bien al visitar nuestro sitio
http://www.DropsA.com.
Este manual de uso y mantenimiento contiene información importante para la protección de la salud y la seguridad
del personal encargado del funcionamiento de este equipo. Es necesario leer cuidadosamente este manual y
mantenerlo en un lugar seguro con el fin de que siempre se encuentre disponible para los operadores que deseen
consultarlo.
1. DESCRIPCIÓN GENERAL
MaXtreme está diseñado para el mecanizado near-dry, una tecnología recientemente diseñada para sustituir los
sistemas tradicionales de refrigeración e inmersión en aceite puro o emulsionado en los entornos de mecanizado para
la eliminación de virutas, donde un flujo controlado de aire comprimido transporta cantidades mínimas de aceite de
corte en formato "aerosol" a la superficie de corte. Esta tecnología asegura la lubricación de la superficie de corte y
permite un mecanizado de alto rendimiento, a la vez que ofrece una mayor vida útil de la herramienta y una
reducción de los tiempos de ciclo. La eliminación del refrigerante del proceso también proporciona importantes
beneficios ambientales y reduce los altos costes de los productos de desecho.
El aerosol se transporta a la superficie de corte desde el exterior (mediante boquillas colocadas alrededor de la
herramienta) o desde el interior, método conocido como "a través de la herramienta".
La lubricación interna es la más difícil de lograr debido a la coalescencia de las partículas de aceite dentro de la
herramienta. MaXtreme resuelve esto al generar partículas ultrafinas que pueden pasar a través de la herramienta
rotativa sin el obstáculo causado por la fuerza centrífuga.
MaXtreme combina años de investigación y desarrollo en efectos aerodinámicos y fluidodinámicos para producir
partículas de aceite en un aerosol ultrafino (diámetro inferior a la micra) que permite un mecanizado de alto
rendimiento.
La solución a doble vórtice es un sistema revolucionario que permite una mínima lubricación near-dry interna o
externa de nivel superior.
De hecho, para algunas aplicaciones, la segunda boquilla optimizada para presiones más elevadas está diseñada para
aumentar el caudal de aerosol directamente sobre las herramientas con secciones de paso mínimas, para ofrecer así
una mejor salida de virutas y una refrigeración constante de las herramientas.
Esta opción puede funcionar con una configuración híbrida en la que la boquilla primaria suministra aerosol de
manera constante y con alta concentración, incluso a caudales bajos, de manera que reduce la "zona muerta" a
caudales extremadamente bajos.
Además de la Directiva de Máquinas 2006/42/CE, y debido al aumento del rendimiento de la presión hasta 20 bar,
MaXtreme está certificado de acuerdo con la Directiva PED 2014/68/UE, según la cual el circuito identifica las
siguientes características:
- CATEGORÍA DE RIESGO PED = I
- Módulo PED: Módulo A
- Presión máxima admisible: 22 barg
- Presión de prueba: 36 barg
- Temperatura admisible: mín 0 °C - máx +60 °C
- Grupo de fluidos: Grupo 2
1.2 FUNCIÓN AUTOADAPTATIVA E HÍBRIDA
Las funciones autoadaptativas e híbridas hacen que no sea necesario realizar ajustes entre los cambios de
herramientas o las complejas configuraciones de programación. El sistema se monta y se adapta automáticamente.
Cómo funciona:
El aerosol se produce mediante un nuevo generador de vórtices que presenta una envolvente de funcionamiento
mejorada.
Un diseño especial de la boquilla cónica de emisión combinada con un acabado superficial controlado fragmenta las
partículas de aceite para decelerarlas hasta una velocidad controlada y crear así un aerosol con partículas de

4
dimensión inferior a una micra. Cuando los caudales aumentan mucho (típicamente para herramientas muy grandes),
se abre una válvula de aumento de presión del aire para integrar el flujo de aire para la evacuación de virutas y calor, y
por tanto reduce la densidad del aerosol, ya que no se requiere una densidad tan alta para este tipo de operaciones
de mecanizado.
1.3 TABLA RESUMEN DEL FUNCIONAMIENTO DEL SISTEMA
ΔPres = presión de suministro - presión del depósito
1.3.1 ENCENDIDO/APAGADO DEL MULTIPLICADOR
PRESIÓN DE SUMINISTRO DEL
AIRE
PRESIÓN DEPÓSITO
DURANTE EL MECANIZADO
MULTIPLICADOR
AIRE
6 bar
>4,5 bar
on
<4,5 bar
off
1.4 Funcionamiento esquemático del caudal del aerosol y consumo
Nota: En la versión doble boquilla, es posible que sea externa. Control remoto HP (desde CNC) insertando una electroválvula
ON/OFF.
CONDICIONES DE FUNCIONAMIENTO
VÓRTICE 1
VÓRTICE 2
AIRE ADICIONAL
DENSIDAD DEL
AEROSOL
PRESIÓN
DEPÓSITO
ΔPres. >1<=2
HERRAMIENTAS
NORMALES
ENCENDIDO
APAGADO
APAGADO
NORMAL
NORMAL
ΔPres. > 2
HERRAMIENTAS GRANDES
ENCENDIDO
APAGADO
ENCENDIDO
BAJA
BAJA
ΔPres.=1
HERRAMIENTAS PEQUEÑAS
Y MEDIANAS
ENCENDIDO
ENCENDIDO
APAGADO
NORMAL-ALTA
NORMAL
ΔPres.<1
HERRAMIENTAS PEQUEÑAS
APAGADO
ENCENDIDO
APAGADO
ALTA
ALTA
CAUDAL AEROSOL Y CONSUMO
ZONA MUERTA
NO AEROSOL
ZONA
ALTA
PRESIÓN
ZONA
HÍBRIDA
ZONA PRESIÓN
NORMAL
ZONA PRESIÓN
CON AIRE
ADICIONAL
(4)
(3)
(1)
(2)
Zona (4)
Zona (3)
Zona (1)
Zona (2)

5
2. ESTRUCTURA Y FUNCIONAMIENTO
2.1 FUNCIONAMIENTO DEL CIRCUITO LP/HP
El sistema consiste en un depósito de lubricante presurizado con aire. El lubricante contenido en el depósito (1) se
envía gracias a la presión del aire, regulada por la válvula (2), a través de un tubo dentro del propio depósito, a la
boquilla del generador (3) situada dentro de la cabeza del generador.
El aceite, previamente regulado por la válvula (4), se encuentra con el flujo de aire en rotación a alta velocidad, por lo
que se divide en micropartículas que forman la niebla de aerosol y se transportan con la apertura de la válvula
electroneumática (14), hacia el uso en la cámara CNC.
Con la simple rotación de la válvula (4), la cantidad de aceite introducida en el circuito se define en % según la posición
de la bola en el caudalímetro (11), variando así la densidad de la niebla. (válida solo para el modo LP).
Incluso si está totalmente cerrada, la válvula (4) permite un paso mínimo de aceite para que siempre se garantice una
lubricación mínima.
El caudalímetro tiene integrada la lectura para ambos modos de operación HP/LP.
La lectura de la escala izquierda indica el suministro de aceite en el circuito LP, mientras que la lectura de la escala
derecha indica el suministro de aceite en el circuito HP.
En caso de grandes caudales de aire, la válvula (5) introduce aire adicional en el depósito para mantener constante la
presión en el mismo. (Ref. esq.1 – Pág.6)
Si se usan puntas con diámetros de lubricación muy pequeños, hay un aumento de la presión en el depósito. Esta
condición hace que la válvula neumática (10) abra el conducto de alta presión, activando así el multiplicador (8) (en su
caso) o el accesorio externo conectado a la puerta (7).
En esta situación la presión dentro del depósito tenderá a aumentar, cerrando así la válvula de no retorno (9). Una
mayor presión facilitará el escape del material de desecho, y asegurará así el continuo enfriamiento/lubricación de la
herramienta. (Ref. esq. 2 – Pág.6)
No está prevista la regulación de aceite en el circuito HP.
Puede rellenarse el aceite desde la puerta (16) o la válvula (15), que también actúa como descarga de aceite
El nivel de aceite máximo/mínimo contenido en el depósito se puede observar directamente desde la tubería (12)
colocada en el depósito.
Nota: el nivel de aceite no debe exceder la referencia presente en el depósito.
Al rellenar, hay que asegurarse de excluir el aire de la red mediante la válvula (18), drenar la presión residual
contenida en el depósito con la válvula de descarga rápida (22).
También es posible conectar una alarma de nivel mínimo (13) directamente al conector situado debajo del equipo,
para evitar un posible trabajo sin lubricante cuando el sistema no está controlado.
(Ref. esq.1 – Pág.6)
Nota: Hay una versión de una sola boquilla en la que el circuito HP está desactivado.
2.2 ACCIONAMIENTO DEL CIRCUITO HP CON MANDO A DISTANCIA
Es posible montar una electroválvula ON/OFF (21) manejada externamente por el CNC que controla la intervención de
los accesorios externos.
En este caso, es preferible desactivar la válvula neumática (10) desenroscando completamente el tornillo de ajuste de
la propia válvula. (Ref. esq. 3 - Pág. 6)
En caso de mantenimiento, es posible eliminar la presión residual del circuito multiplicador abriendo la válvula (23) y
activando la electroválvula ON/OFF (21), si está instalada.
VENTAJAS:
• Reducción del tiempo de ciclo: del 25 % al 80
%;
• Reducción de la cantidad necesaria de
lubricante;
• Mayor duración de la herramienta;
• Mejor acabado de las piezas.
APLICACIÓN:
• Máquinas-herramientas;
• Máquinas para corte y plegado de chapa;
• Acerías.

6
Esquema hidráulico
Funcionamiento vórtice (LP) Funcionamiento vórtice (HP) desde la válvula de pilotaje neumático
Esquema 1 Esquema 2
Control (LP/HP) con electroválvula
Esquema 3

7
3. Seguridad y precauciones de uso
Antes de llevar a cabo cualquier intervención, es importante leer este manual. Siempre se recomienda respetar las
normas de seguridad del país donde se instala el equipo y la necesidad de recurrir a personal especializado para las
distintas operaciones de mantenimiento, uso, instalación, etc. necesarias durante la vida útil del equipo.
En este manual, se utilizan las indicaciones y símbolos de seguridad según las normas ANSI Z535, ISO 3864 e ISO 7010,
que se enumeran a continuación:
Tabla de advertencias
Advertencia
Daño
para
Definición
Consecuencias
Personas
Indica una situación peligrosa
que, si no se evita, causará
sin duda la muerte o lesiones graves.
Muerte o lesiones
graves, parálisis.
Indica una situación peligrosa
que, si no se evita, puede
causar la muerte o lesiones graves.
Probabilidad de muerte
o lesiones graves.
Indica una situación peligrosa
que, si no se evita, puede
causar lesiones leves o moderadas.
Posibles lesiones leves
o moderadas
Objetos
Indica prácticas no relacionadas
con daños personales.
Sugerencias u otra información.
Daños a objetos, no a
personas
Tabla de símbolos
PELIGRO
PROHIBIDO
OBLIGACIÓN
Peligro genérico
Prohibición genérica
Obligación genérica
Peligro por radiación
láser
Se prohíbe fumar o
encender llamas
libres
Es obligatorio leer las
instrucciones
Peligro por electricidad
Prohibido entrar con
relojes y objetos
metálicos
Es obligatorio el uso de
protectores auditivos
Peligro por superficie
caliente
Prohibido tocar
Es obligatorio el uso de
protección ocular
Peligro por recipiente a
presión
Prohibido apagar con
agua
Es obligatorio asegurar la
conexión a tierra
Riesgo de
aplastamiento de
manos
Es obligatorio
desconectar la corriente
Peligro por área
explosiva
Es obligatorio usar
guantes de protección
PELIGRO
ADVERTENCIA
ATENCIÓN
AVISO

8
Las principales normas de conducta a observar para trabajar con un buen nivel de seguridad son las siguientes:
▪ La instalación, el uso, el mantenimiento, etc. deben ser realizados siempre por personal cualificado y formado.
▪ Es una buena norma usar siempre y sin excepción el equipo de protección individual previsto.
▪ Realizar siempre todas las operaciones de limpieza, ajuste y mantenimiento, asegurándose de que la
alimentación de energía y el aire comprimido estén cortados.
▪ Instalar el equipo lejos de las zonas de paso, para que no pueda ser golpeado o dañado.
▪ No dañar las placas de identificación y los pictogramas que se encuentran en el equipo; si se dañan
involuntariamente, sustituir inmediatamente por otros idénticos.
▪ Verificar la compatibilidad química de los materiales de fabricación del equipo con el fluido que se pretende
utilizar. Una elección equivocada podría conllevar, además del deterioro del equipo y los tubos
correspondientes, riesgos graves para las personas (escape de productos irritantes y peligrosos para la salud) y el
medioambiente.
▪ No superar nunca el valor máximo de la presión de funcionamiento permitido para el equipo y los componentes
conectados a este. En caso de duda, consultar los datos indicados en la placa del equipo.
▪ Utilizar exclusivamente piezas de recambio originales.
▪ En el caso de que fuera preciso reemplazar algunos elementos es necesario asegurarse de que sean aptos para
funcionar a la presión de funcionamiento máxima del equipo.
DropsA S.p.a. declina toda responsabilidad por daños personales o materiales resultantes del uso indebido del
equipo, de la manipulación de su equipo de seguridad o del incumplimiento de las normas de seguridad en el
trabajo.
ADVERTENCIA
Es necesario leer el Manual de Uso y
Mantenimiento del equipo para conocer
los riesgos de su uso.
3.1. Materiales del sistema
Ninguno de los materiales utilizados para la construcción del sistema es peligroso para las personas encargadas de su
gestión (durante todas las fases de la vida útil del sistema). En concreto, los materiales utilizados para la construcción
de la máquina son, principalmente:
• derivados del hierro;
• derivados plásticos;
• derivados del aluminio.
3.2 Calidad del aire
A fin de evitar la mezcla de agua con aceite en el depósito y/o el llenado de las boquillas debido a las impurezas
presentes en el propio circuito de suministro, es aconsejable utilizar aire filtrado y deshumidificado.
Cuando se utiliza el equipo a temperaturas inferiores a 3 °C, es necesario usar aire filtrado y deshumidificado según la
norma DIN ISO 8573-1 (1.3.1).
3.3 Lubricante: MaXtreme Aceite
Durante el funcionamiento, el sistema ha sido diseñado para utilizar productos específicos con fines productivos, es
decir, los lubricantes contenidos en el depósito se utilizan para llevar a cabo su actividad. El único lubricante permitido
por el fabricante DropsA S.p.A. es una mezcla no peligrosa de acuerdo con la (CE) 1272/2008 [GHS], tal y como se
describe en su MSDS (ficha de seguridad del material), con las siguientes ventajas:

9
Sin cloro
Sin aceite mineral
No hay agua para reciclar
Reduce las aguas residuales y disminuye el consumo
Propiedades lubricantes, refrigerantes resistentes al desgaste
Para aplicaciones con:
Sistemas de lubricación mínima Operaciones de corte genéricas de alta/media dureza
Uso en materiales ferrosos y no ferrosos
En caso de que se utilicen aceites distintos a los recomendados por DropsA S.p.A., deben pertenecer al grupo 2 según
la Directiva PED, y deben ser una mezcla no peligrosa según los acuerdos (CE) 1272/2008 [GHS], con las siguientes
características físicas:
Viscosidad: <50 cSt 40°
Densidad: 918 Kg/m3 15 °C
Punto de inflamabilidad: >250 °C
Para la gestión del aceite, atenerse escrupulosamente a las disposiciones locales y a lo relativo a la MSDS (ficha de seguridad
del material).
PELIGRO
El lubricante utilizado en los circuitos de
lubricación es inflamable a temperaturas
>250 °C. Evitar el contacto con partes
calientes o llamas desnudas.
ATENCIÓN
Durante la operación de llenado del aceite, usar gafas y guantes protectores para
evitar el contacto directo con el lubricante.

10
3.4 Presión
ATENCIÓN
Antes de cualquier intervención debe verificarse la ausencia de presión residual en
cada uno de los ramales del circuito de lubricación.
Después de largos periodos de inactividad, se debe comprobar la estanqueidad de
todas las partes sometidas a presión.
Evitar los golpes fuertes sobre las conexiones, los tubos o las piezas sometidas a
presión.
Un tubo o una conexión dañados resultan PELIGROSOS, por lo que se debe proceder a
su sustitución
4. IDENTIFICACIÓN DE LA MÁQUINA
En el lateral de la unidad, hay una etiqueta en la que se indica el código del producto, las tensiones de alimentación y
las características básicas.

11
5. CARACTERÍSTICAS TÉCNICAS
Características técnicas
*Alimentación aire boquilla LP:
6 Bar (87 psi)
*Caudal aire/salida boquilla LP:
35000 Nl/h (W/aire adicional) (1236 cfh ) 6 bar
*Caudal aceite:
220 ml/h (13,2 cu/h)20°
*Alimentación aire boquilla HP:
20 bar ( 290 psi)
*Caudal aire/salida boquilla HP:
6500 Nl/h (229,5 cfh)
*Caudal aceite boquilla en HP:
9,5 ml/h (0,6 cu/h)20°
Diámetro mínimo de funcionamiento boquilla LP (6 bar)
2 mm (7000 Nl/h )(247 cfh)
Diámetro mínimo de funcionamiento boquilla HP (20 bar)
0,8 mm (3500 Nl/h )(123 cfh)
Capacidad del depósito:
2 litros (0,53 galones)
Tubo alimentación aire:
Ø12mm (0.47 in)
Tubo de utilización:
Ø12 ÷ 16 mm (0.47 ÷ 0.6 in.)
Número salidas aerosol:
1÷3
Lubricante
DropsA recomienda MaXtreme ACEITE para obtener los mejores
resultados
Grado de protección:
IP 65
Alimentación válvula electroneumática:
(Opcional)
24 V CC 200 mA
Temperatura de funcionamiento
0°C ÷ +60°C
Temperatura de almacenamiento
-10°C ÷ +80°C
Ruido (distancia 1 m)
70 dB “A”
Válvula de seguridad:
22 bar
Manómetro presión depósito:
0÷25 bar
Todos los valores de las características técnicas se refieren a las conexiones de entrada/salida Ø12
* El valor es variable dependiendo del Ø de salida o de la herramienta elegida para la versión de boquilla HP

12
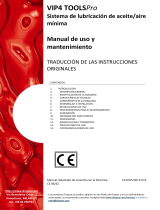
6. COMPONENTES DEL EQUIPO
Válvula de seguridad
Válvula descarga rápida
presión
depósito
Grupo regulación
presión de red
Manómetro presión
depósito
Válvula corredera
On/Off
Boquilla caudal
elevado
6 bar
Regulador caudal
aceite
Entrada de aire
de red
Salida de uso
libre
Electroválvula
(opcional)
Conexión rápida ø12
(opcional)
Llenado de
aceite
Nivel de aceite
(visual)
Válvula de
descarga/carga aceite
Caudalímetro
Control alta/baja presión HP/LP
Válvula
antirretorno
Boquilla HP 20
bar
Boquilla
caudal
elevado 6 bar
Conector alarma
mínimo nivel
Entrada de alimentación
aire 20 bar
Válvula descarga rápida
circuito HP (20 bar
)

13
7. DESEMBALAJE E INSTALACIÓN DE LA MÁQUINA
7.1 DESEMBALAJE
Una vez identificado el lugar más adecuado para su instalación, abrir el embalaje y extraer el equipo. Comprobar que
no haya sufrido daños durante las etapas de transporte y almacenamiento. El material de embalaje no requiere
precauciones especiales a la hora de su eliminación, ya que no resulta peligroso o contaminante. Para su eliminación,
seguir la reglamentación local.
7.2 INSTALACIÓN
El equipo puede ser instalado en dos modalidades:
a) Fijar el equipo a la estructura de la máquina herramienta. Tomar la precaución de no instalar el equipo en un
ambiente particularmente sujeto a fuertes oscilaciones o vibraciones.
b) Instalar el equipo cerca de la máquina herramienta, verificando que se trate de un ambiente apto para ese
tipo de equipo.
AVISO
Colocar el equipo en la máquina
verticalmente y en una posición de fácil
acceso
NO voltear NUNCA el equipo
El operador es responsable ante cualquier daño ocasionado en el equipo MaXtreme debido a una instalación
inadecuada.
7.2.2 CONEXIÓN DEL AIRE COMPRIMIDO
El nuevo MaXtreme debe conectarse mediante la conexión de la red de
aire comprimido.
La fuente de alimentación debe ser de un máximo de 6 bar.
ADVERTENCIA
La conexión al aire comprimido debe ser efectuada por
personal competente y cualificado.
Por razones de seguridad, la presión del aire
comprimido en la conexión de aire de la red nunca debe
superar los 6 bar.
Conexión
aire de red

14
7.2.3 LLENADO DEL DEPÓSITO
7.2.3.1 PRIMER LLENADO
Durante el primer llenado, es necesario verificar que
no haya ninguna presión residual dentro del depósito
(Ref. apartado 9.1).
El aceite debe trasvasarse dentro del depósito
mediante la entrada correspondiente (RECARGA DE
ACEITE).
Nunca debe superarse la señal de “máximo” (B) en el
indicador de llenado.
7.2.3.2 LLENADOS SUCESIVOS
Cuando el aceite alcanza el nivel “mínimo” (A),
MaXtreme debe ser rellenado de nuevo. Si la unidad
está en funcionamiento, apáguela y elimine la presión
residual (Ref. apartado 9.1). Proceder como se
describe en el punto, 7.2.3.1 PRIMER LLENADO.
Si se conecta en modo analógico con la alarma de nivel
mínimo, el control numérico bloquearía el sistema. En
ese caso, elimine la presión residual (Ref.apar.9.1) y
proceda como se describe en el punto
7.2.3.1 PRIMER LLENADO
ATENCIÓN
Desconectar siempre el sistema del aire
comprimido durante las operaciones de
llenado mediante la válvula manual
corredera y el reductor de presión
alimentación multiplicador, girándolo
completamente en sentido contrario a las
agujas del reloj.
Durante el llenado del depósito, NO
superar nunca el nivel de “máximo” (B).
AVISO
En el caso de llenados sucesivos, utilizar
siempre el mismo aceite.
En caso contrario, asegurarse de eliminar
todo rastro de lubricante previamente
utilizado mediante un grifo de descarga de
aceite.
Únicamente en ese momento es posible
rellenar el depósito con el nuevo aceite y
accionar el equipo.
DropsA declina toda responsabilidad por
el funcionamiento incorrecto del equipo
Lubricantes aconsejados: MaXtreme Aceite
CONEXIÓN DE LA ALARMA
DE NIVEL MÍNIMO DIGITAL
DESCARGA ACEITE
(15)
(A) NIVEL ACEITE MÍN
(B) NIVEL ACEITE MÁX
LLENADO DEL ACEITE

15
7.3 TUBOS Y BOQUILLAS
Los tubos recomendados tienen un diámetro exterior de 12 mm para toda la parte del sistema que es posible cubrir
con este diámetro.
La longitud del conducto del aerosol debe mantenerse tan reducida como sea posible. Cuanto mayor sea la longitud
de los conductos del aerosol, mayores serán las pérdidas de presión y de aerosol.
Los conductos del aerosol deben ser colocados del modo más lineal posible, evitando especialmente "codos
cerrados"; de lo contrario, existirá peligro de precipitación del lubricante. Si no se pueden evitar las conexiones de
transmisión, estas deberán tener un radio de al menos 200 mm.
La línea de tubería del aerosol deberá presentar una inclinación continua en dirección a la máquina. Debe evitarse
todo lo posible las curvas hacia abajo, dado que en estos puntos, en el caso de máquina detenida, podría acumularse
lubricante.
La aducción de aerosol en mandriles o herramientas rotativas deberá ser efectuada en lo posible en dirección axial. En
el caso de aducción radial, puede producirse -especialmente con un número elevado de revoluciones en el mandril-
que el lubricante sea "centrifugado hacia fuera" provocando así una separación del aerosol.
Esto se produce particularmente en caso de utilización con herramientas de pequeñas dimensiones y con una elevada
velocidad de rotación.
ATENCIÓN
El equipo debe funcionar dentro de los
parámetros indicados en las características
técnicas.
8. INSTRUCCIONES DE USO
Deben observarse los mismos procedimientos y precauciones generales típicas de la instalación de los sistemas lubri-
refrigerantes tradicionales.
8.1 REGULACIÓN MaXtreme
Consultar la figura del apartado 6
• Cantidad de aire: mediante una válvula de regulación de presión de aire con manómetro.
• Cantidad de aceite: mediante la válvula de regulación de flujo.
8.2 PUESTA EN MARCHA – PRINCIPIOS BÁSICOS
Consultar la figura del apartado 6
a) Cerrar la válvula reguladora de la presión de aire completamente girando la tuerca en el sentido contrario a
las agujas del reloj.
b) Conectar el tubo de aire comprimido mediante la conexión correspondiente de red.
c) Montar la herramienta en la máquina.
d) Abrir las siguientes válvulas:
• Válvula corredera manual on/off para el aire comprimido moviéndola horizontalmente a (ON).
• Girar la tuerca del regulador de presión del aire hasta que se obtenga una lectura de 6 bar en el
manómetro.
f) Abrir la válvula de funcionamiento.
AVISO
Durante el funcionamiento en modo HP, el porcentaje de aceite
indicado en el caudalímetro puede ser como máximo del 20 %. El
caudal LP en porcentaje de aceite indicado en el caudalímetro
puede ser como máximo del 100 %.
El caudal de aceite de la boquilla HP no es regulable.

16
8.3 LUBRICACIÓN INTERNA
MaXtreme se emplea para trabajos de lubricación interna; el aerosol se coloca en el interior de la herramienta
mediante el mandril.
En tal situación, se sugiere seguir las siguientes instrucciones:
• El cabezal debe ser adecuado al tipo de aplicación en cuestión (mecanizado en seco).
• Algunos cabezales presentan una válvula de no retorno. Esto podría representar un problema a causa de la
presión de trabajo relativamente baja de sistema. Podría ser necesaria una modificación de la válvula.
Solicitar asesoramiento a DropsA.
• Asegurarse de que el tubo utilizado para transportar el aceite no tenga ninguna alteración como cortes
transversales, grietas o hendiduras. En este caso, el lubricante se depositaría en las grietas y no alcanzaría la
cantidad correcta hasta el punto de corte.
• Solicitar asesoramiento al elegir la herramienta ideal para la lubricación mínima.
• Asegurarse de que no haya una excesiva flexión o encogimiento (reducción de diámetro) de los tubos en la
línea de lubricación. Esto daría lugar a un depósito de lubricante en estas zonas que impediría que el aerosol
llegara al centro de mecanizado.
• Asegurar que salga niebla aerosol de la herramienta.
• La pieza que se debe mecanizar debe posicionarse a una distancia máx. de 40 mm (1,57 in.) de la salida del
canal de lubricación mínima, para asegurar la formación de una película fina de lubricante.
• La cantidad de mezcla aerosol debe ser adecuada para el tipo de mecanizado. En ese caso, modificar la
cantidad de flujo mediante la válvula de regulación del flujo aceite. (Ref. apar.6)
AVISO
MaXtreme puede efectuar la lubricación eficaz a través de canales
de la herramienta muy pequeños (capilares); en este caso podría
ser necesario configurar el sistema para una presión del aerosol
de hasta 20 bar.
Para un sistema más eficiente, recomendamos el uso de las
mismas herramientas o de herramientas con un paso de
lubricación interna similar, si se usan al mismo tiempo.

17
CAUDAL ACEITE (cc/h)
CAUDAL AIRE (Nm3/h)
CAUDAL ACEITE (cc/h)
CAUDAL AIRE (Nm3/h)
CAUDAL ACEITE (cc/h)
CAUDAL AIRE (Nm3/h)
8.4 CONSUMOS INDICATIVOS
*no aplicable al MaXtreme one
*no aplicable al MaXtreme one
Aceite MaXtreme: viscosidad <50cSt 40°
Temperatura de prueba: 20°C
AVISO
Para un rendimiento óptimo, cuando se utiliza a temperaturas < 20
°C, se recomienda el uso de un calentador.
PRESIÓN DEPÓSITO. (bar)
Caudal aceite (cc/h)
Caudal aire (Nm3/h)
CAUDAL DE AIRE/ACEITE PRESIÓN 20 BAR VÓRTICE 2
CAUDAL AIRE/ACEITE VÓRTICES COMBINADOS
CAUDAL DE AIRE/ACEITE PRESIÓN NORMAL 6 BAR VÓRTICE 1
PRESIÓN DEPÓSITO. (bar)
Caudal aceite (cc/h)
Caudal aire (Nm3/h)
PRESIÓN DEPÓSITO. (bar)
Caudal aceite (cc/h)
Caudal aire (Nm3/h)

18
8.5 CONEXIONES ELÉCTRICAS NIVEL MÍNIMO
El nivel mínimo puede conectarse a una señal de pre-alarma o de alarma
1
Común
2
Pre-alarma de mínimo nivel, (NA en ausencia de
aceite)
3
Alarma (NA en ausencia de aceite)
No conectada
8.6 PROBLEMAS Y SOLUCIONES
ATENCIÓN
La unidad solo puede ser abierta y
reparada por personal de Dropsa
autorizado.
A continuación se incluye una tabla de diagnóstico en la que se indican las principales anomalías que se pueden
encontrar, las causas más probables y las posibles soluciones.
Si después de consultar la tabla de diagnóstico, no se consigue resolver el problema, no debe intentarse buscar la
avería desmontando partes de la máquina, sino que se debe contactar con la Oficina técnica de DropsA y comunicar
las anomalías que se han detectado incluyendo una descripción detallada.
TABLA DE DIAGNÓSTICO
ANOMALÍA
CAUSA
SOLUCIÓN
Al activar la electroválvula de
trabajo, no sale aire.
Falta aire de alimentación
Comprobar que hay presión en el
depósito.
Asegurarse de que haya aire de red y
que todas las válvulas y reductores de
presión estén correctamente
configurados
Electroválvula defectuosa
Contactar con el centro de asistencia
técnica de DropsA S.p.A
Al activar la electroválvula de
trabajo, no se produce la generación
de aerosol.
Electroválvula defectuosa
Contactar con el centro de asistencia
técnica de DropsA S.p.A
La presión del depósito es igual que la
presión de alimentación
Aumentar el agujero de paso de aire
en la unidad a lubricar
Falta aceite
Verificar el nivel de aceite
Lubricante por debajo del nivel mínimo
en el depósito
Rellenar el depósito con lubricante
nuevo.
El multiplicador siempre funciona por
debajo de 4,5 bar.
Válvula de pilotaje
Apretar el tornillo de la válvula de
pilotaje hasta que el multiplicador casi
se detenga.
El multiplicador no funciona y
la presión del depósito es igual que la
presión de red
Válvula de pilotaje
Desenroscar el tornillo de la válvula de
pilotaje hasta que el multiplicador
vuelva a funcionar normalmente. (en
ese caso la válvula debe ser recalibrada,
ver punto anterior).

19
ATENCIÓN
Es necesario asegurarse de que la
alimentación neumática está
desconectada antes de efectuar cualquier
intervención de mantenimiento.
9. PROCEDIMIENTOS PARA EL MANTENIMIENTO
ATENCIÓN
Antes de cualquier intervención debe verificarse la ausencia de presión residual en
cada uno de los ramales del circuito de lubricación.
Después de largos periodos de inactividad, se debe comprobar la estanqueidad de
todas las partes sometidas a presión.
Evitar los golpes fuertes sobre las conexiones, los tubos o las piezas sometidas a
presión.
Un tubo o una conexión dañados resultan PELIGROSOS, por lo que se debe proceder a
su sustitución.
Recomendamos que se utilicen exclusivamente piezas de recambio originales.
Las unidades se han diseñado y fabricado para que sus requisitos de mantenimiento sean mínimos.
Para simplificar su mantenimiento, se recomienda que se monten en una posición fácilmente accesible.
(Ref. apar.7.2).
• Controlar periódicamente las juntas de los tubos para detectar posibles pérdidas.
• Comprobar periódicamente el nivel del aceite y, eventualmente, proceder al rellenado del mismo a través del
tapón de descarga.
La máquina no requiere ningún equipo especial para las actividades de control o mantenimiento. Se recomienda
utilizar herramientas y protecciones personales adecuadas al uso correspondiente según el D. Lgs. 81/2008, y en
buenas condiciones (según la normativa vigente), para evitar daños a personas o partes de las máquinas.

20
9.1 ELIMINACIÓN DE LAS PRESIONES RESIDUALES
Consultar la figura del apartado 6
• Eliminar la presión de la red mediante la válvula corredera on/off.
• Eliminar la presión de la red en cualquier accesorio externo.
• Abrir la válvula de descarga rápida en la cabeza asegurándose de que el manómetro marca "0" bar.
• Abrir la válvula de descarga rápida del circuito a 20 bar.
9.2 LIMPIEZA EXTERNA DEL EQUIPO
Limpieza MaXtreme
• Eliminar la presión residual. (Apar. 9.1)
• Limpiar con un paño húmedo, no utilizar cepillos de acero.
• No lavar con agua corriente.
• No utilizar agentes de limpieza agresivos, detergentes, sustancias químicas.
• Después de la limpieza, secar con un paño suave.
• Volver a posicionar el equipo. No conectar la fuente de aire comprimido hasta no haber completado todas las
demás operaciones de conexión.
9.3 LIMPIEZA INTERNA DEL EQUIPO
En las condiciones de uso normales, la limpieza interna no es necesaria. Si esta fuera indispensable:
• Eliminar la presión residual. (Apar. 9.1)
• Descomprimir incluso los tubos de salida.
• Abrir el grifo de descarga de aceite.
• Recoger el aceite en una cubeta.
• Volver a cerrar la salida de aceite. Rellenar la unidad con lubricante nuevo (aproximadamente 2 l – 0, 44
galones - según se describe en la sección 5.3.1.)
Volver a poner el equipo en funcionamiento (ver Cap. 8. Instrucciones de uso).
ATENCIÓN
Antes de cualquier operación de
mantenimiento/limpieza, es necesario
asegurarse de que la alimentación
neumática està desconectadas.
10. ELIMINACIÓN
Durante el mantenimiento de la máquina, o en caso de desguace de la misma, no se deben dispersar partes
contaminantes en el medio ambiente. Seguir los reglamentos locales para su correcta eliminación. En el momento del
desguace de la máquina es necesario destruir la correspondiente placa de identificación y cualquier otro documento
relacionado.

21
11. INFORMACIÓN PARA PEDIDOS
Accesorios
Código
Descripción
3155187
Electroválvula control de aerosoles
0295188
Kit Multiplicador aire
0295189
Kit electroválvula on/off para circuito de presión elevada
0295272
Kit electroválvula on/off para circuito de presión baja
Productos de consumo
Código
Descripción
3226692
Maxtreme - Aceite 22 l
3226693
Maxtreme - Aceite 206 l
3226694
Maxtreme - Aceite 980 l
Código
Descripción
3135263
Maxtreme -1 con mínimo nivel, boquilla única (circuito HP desactivado)
3135264
Maxtreme - con mínimo nnivel boquilla doble
Repuestos
Código
Descripción
0020685
Válvula regulación presión 0÷10 bar
3292142
Manómetro 0-25 bar
3155312
Válvula de seguridad
3089043
Válvula de retención aire

22
12.2 BOQUILLA DOBLE CONTROL NEUMÁTICO/ELÉCTRICO
Dimensiones mm (pulgadas)
A
570 (22.5)
B
292 (11.5)
C
170 (6.69)
D
232 (9.1)
E
439 (17.28)
F
97 (3.81)
G
120 (4.72)
H
140 (5.51)
I
157 (6.18)
L
TUBO ø12 / NIPPLO G1/2”

23
13. MANIPULACIÓN Y TRANSPORTE
Antes de su envío, la unidad se embala cuidadosamente en el interior de una caja de cartón. Cuando se reciba el
equipo, verificar que el embalaje no esté dañado y almacenar el equipo en un lugar seco.
AVISO
Durante el periodo de almacenamiento, los componentes del
equipo pueden soportar temperaturas de -10 a+ 80 °C;
Para evitar daños, el equipo debe ser puesto en funcionamiento
cuando haya alcanzado una temperatura de 0 °C.
14. PRECAUCIONES DE USO
Deben leerse cuidadosamente las advertencias relativas a los riesgos que implica el uso de una unidad para
lubricantes.
El operador debe conocer su funcionamiento y debe comprender perfectamente cuáles son los riesgos relacionados
con el bombeo de aceite bajo presión.
ATENCIÓN
Verificar la compatibilidad química de los materiales de fabricación
de la unidad con el fluido que se pretende bombear. Una elección
equivocada podría conllevar, además del deterioro de las unidades
y los tubos correspondientes, riesgos graves para las personas
(escape de productos irritantes y peligrosos para la salud) y el
medioambiente.
No superar nunca el valor máximo de la presión de
funcionamiento permitido para la unidad y los componentes
conectados a esta. En caso de duda, consultar los datos indicados
en la placa del equipo.
Utilizar exclusivamente piezas de recambio originales.
En el caso de que fuera preciso reemplazar algunos elementos es
necesario asegurarse de que sean aptos para funcionar a la
presión de funcionamiento máxima de la unidad.
Nunca se debe intentar detener o desviar fugas con la mano o con
otras partes del cuerpo.

24
15. CONTRAINDICACIONES DE USO
La verificación de la conformidad con los requisitos esenciales de seguridad y con las disposiciones previstas en la
Directiva de máquinas se ha realizado a través de la cumplimentación de listas de control ya preparadas y contenidas
en el expediente técnico.
Las listas utilizadas han sido de dos tipos:
• Evaluación del riesgo (UNI EN ISO 121002010).
• Conformidad con los requisitos esenciales de seguridad (Dir. de Máquinas - CE 06/42).
A continuación se indican los peligros no totalmente eliminados, pero considerados aceptables:
ATENCIÓN
En fase de mantenimiento pueden producirse salpicaduras de aceite a baja presión
(por ello, las actividades de mantenimiento deben llevarse a cabo utilizando unos
adecuados EPI).
Electrocución: Puede producirse solamente en caso de grave incompetencia por parte
del usuario, el cual, por otra parte, debe estar cualificado.
Posturas incongruentes: en el presente manual se indican las dimensiones correctas y
las modalidades de instalación.
Uso de lubricante inadecuado: las características del lubricante están indicadas tanto
en la unidad como en este Manual de Uso y Mantenimiento (en caso de duda
contactar con la Oficina Técnica de DropsA S.p.A.).

25
DropsA S.p.A.
Via Benedetto Croce,1
20055 Vimodrone (MI)
Tel: +39 02 250 79 1
Fax: +39 02 250 79 767
www.dropsa.com
Copyright
© 2022 DropsA S.p.A. Via Benedetto Croce,1- 20055 Vimodrone (MI)
Este documento está protegido por derechos de autor.
Todos los derechos reservados, incluyendo la traducción.
Todos los derechos reservados en caso de patente o registro del modelo de utilidad.
Ninguna parte de este documento puede ser reproducida de ninguna forma (por ejemplo, en forma impresa, por
copia, microfilm o por cualquier otro método) ni procesada, duplicada o distribuida en sistemas de procesamiento de
datos.
Las infracciones son responsables de los daños ocasionados. Las reimpresiones, incluso de extractos, solo se permiten
con la aprobación de DropsA S.p.A.
Nos reservamos el derecho de hacer cambios técnicos en la máquina en cualquier momento para mejorar la
seguridad, la fiabilidad, la funcionalidad y el diseño.
Todas las descripciones e informaciones contenidas en este catálogo de productos se aplican al estado actual en el
momento de la creación.
Nos reservamos el derecho de cambiar el contenido de este documento sin previo aviso.
Advertimos que las denominaciones de software y hardware utilizadas en este documento y los nombres comerciales
de cada empresa están sujetos a la protección general de la ley de marcas o patentes.
La representación gráfica y textual puede no ajustarse necesariamente al contenido de la entrega.
Los dibujos técnicos pueden no estar necesariamente hechos a escala.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25

























DROPSA MaXtreme El manual del propietario
- Tipo
- El manual del propietario
Artículos relacionados
-
 DROPSA AOB - Air/Oil injector distribution block El manual del propietario
DROPSA AOB - Air/Oil injector distribution block El manual del propietario
-
 Grip C2102IS – WK 19/07 El manual del propietario
Grip C2102IS – WK 19/07 El manual del propietario
-
 DROPSA VIP4Air/Continuous Air El manual del propietario
DROPSA VIP4Air/Continuous Air El manual del propietario
-
 DROPSA VIP4ToolsPro El manual del propietario
DROPSA VIP4ToolsPro El manual del propietario
-
 DROPSA VIP4Tools Coaxial El manual del propietario
DROPSA VIP4Tools Coaxial El manual del propietario
-
 DROPSA SMART2 El manual del propietario
DROPSA SMART2 El manual del propietario
-
 DROPSA MiQueL El manual del propietario
DROPSA MiQueL El manual del propietario
-
 DROPSA Mini-SUMO El manual del propietario
DROPSA Mini-SUMO El manual del propietario
-
 DROPSA SMART3 El manual del propietario
DROPSA SMART3 El manual del propietario
-
 DROPSA VIP4Tools El manual del propietario
DROPSA VIP4Tools El manual del propietario









