La página se está cargando...

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
NOZZLE CLEANING
STATION
Installation and Operation
Guide
English
Français
Español
QRC
TM
-2000
Revision No: A Issue Date: November 17, 2008 Manual No: SM-QRC-2000

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
Congratulations on your new Tweco
®
Robotics product. We are proud
to have you as our customer and will strive to provide you with the
best service and reliability in the industry. This product is backed by
our extensive warranty and world-wide service network. To locate your
nearest distributor or service agency, please contact a representative at
the address and phone number in your area listed on the inside back
cover of this manual, or visit us on the web at www.tweco.com.
This Operating Manual has been designed to instruct you on the correct
use and operation of your Tweco
®
Robotics product. Your satisfaction
with this product and its safe operation is our ultimate concern.
Therefore, please take the time to read the entire manual, especially the
Safety Precautions. They will help you to avoid potential hazards that
may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco
®
Robotics is a Global Brand of Arc Welding Products for
Thermadyne Industries Inc. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing,
Construction, Mining, Automotive, Aerospace, Engineering, Rural and
DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading,
dependable products that have stood the test of time. We pride ourselves
on technical innovation, competitive prices, excellent delivery, superior
customer service and technical support, together with excellence in
sales and marketing expertise.
Above all, we are committed to develop technologically advanced
products to achieve a safer working environment within the welding
industry.
WE APPRECIATE YOUR BUSINESS!

WARNING
READ AND UNDERSTAND THIS ENTIRE MANUAL AND YOUR EMPLOYER’S SAFETY PRACTICES BEFORE INSTALLING,
OPERATING, OR SERVICING THE EQUIPMENT.
WHILE THE INFORMATION CONTAINED IN THIS MANUAL REPRESENTS THE MANUFACTURER’S BEST JUDGMENT, THE
MANUFACTURER ASSUMES NO LIABILITY FOR ITS USE.
Nozzle Cleaning Station
Installation and Operation Guide
Instruction Manual Number SM-QRC-2000
Published by:
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2008 by
Thermadyne Industries Inc.
®
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage caused by any
error or omission in this Manual, whether such error results from negligence, accident, or any other cause.
Publication Date: November 17, 2008
Record the following information for Warranty purposes:
Where Purchased: ________________________
Purchase Date: ________________________
Equipment Serial #: ________________________
i

nozzle cleaning station
ii
SM-QRC-2000
Table of Contents
SECTION 1: SAFETY INSTRUCTIONS AND WARNINGS .......................................... 1-3
1.01 Welding Hazards .......................................................................................1-3
1.02 Principal Safety Standards ........................................................................1-5
1.03 Safety and Health ......................................................................................1-5
SECTION 2: INTRODUCTION AND DESCRIPTION ................................................. 2-6
2.01 How to Use this Manual ............................................................................2-6
2.02 Receipt of Equipment ................................................................................2-6
2.03 Introduction ..............................................................................................2-6
SECTION 3: INSTALLATION AND OPERATION ..................................................... 3-7
3.01 Installation ................................................................................................3-7
3.02 Mounting the QRC
TM
-2000 Nozzle Cleaning Station ..................................3-7
3.03 Air Supply, Connections, and Lubrication Requirements ..........................3-8
3.04 QRC
TM
-2000 Wiring Interface ....................................................................3-8
3.05 Electrical and Pneumatic Controls Access ................................................3-9
3.06 Logic Inverse ............................................................................................3-9
3.07 LED Indicators ..........................................................................................3-9
3.08 Reamer Blade and Clamp Block Selection ...............................................3-10
3.09 Tweco
®
Robotic Nozzles vs. Clamp Block ...............................................3-11
3.10 Air Flow Control Valve .............................................................................3-11
3.11 Nozzle and Insertion Parameter ..............................................................3-11
SECTION 4: WIRING AND PNEUMATIC ............................................................
4-13
4.01 Wiring for the QRM-100 and QRM-3 Anti-spatter Mist Applicator .........4-13
4.02 Wiring Diagram .......................................................................................4-13
4.03 Pneumatic Diagram .................................................................................4-14
4.03 QRM-100 and QRM-3 .............................................................................4-14
SECTION 5: MAINTENANCE .........................................................................
5-15
5.01 Maintenance Schedule ............................................................................5-15
5.02 Component Replacement Instructions ....................................................5-15
5.03 Manual Setup ..........................................................................................5-17
SECTION 6: TROUBLESHOOTING ..................................................................
6-18
SECTION 7: REPLACEMENT PARTS ................................................................
7-19
STATEMENT OF WARRANTY ........................................................................
8-20
WARRANTY SCHEDULE .............................................................................
8-21

nozzle cleaning station
1-3
SM-QRC-2000
SAFETY INSTRUCTIONS AND WARNINGS
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS
WARNING
SERIOUS INJURY OR DEATH MAY RESULT IF WELDING AND CUTTING EQUIPMENT IS NOT PROPERLY INSTALLED,
USED AND MAINTAINED. MISUSE OF THIS EQUIPMENT AND OTHER UNSAFE PRACTICES CAN BE HAZARDOUS. THE
OPERATOR, SUPERVISOR, AND HELPER MUST READ AND UNDERSTAND THE FOLLOWING SAFETY WARNINGS AND
INSTRUCTIONS BEFORE INSTALLING OR USING ANY WELDING OR CUTTING EQUIPMENT.
THE WELDING AND CUTTING PROCESS IS USED IN MANY POTENTIALLY DANGEROUS ENVIRONMENTS SUCH
AS ELEVATED HEIGHTS, AREAS OF LIMITED VENTILATION, CLOSE QUARTERS, AROUND WATER, IN HOSTILE
ENVIRONMENTS, ETC., AND IT IS IMPORTANT THAT THE OPERATOR(S) ARE AWARE OF THE DANGERS ASSOCIATED
WITH WORKING IN THESE TYPES OF CONDITIONS. BE CERTAIN THAT THE OPERATOR(S) ARE TRAINED IN
SAFE PRACTICES FOR ENVIRONMENTS IN WHICH THEY ARE EXPECTED TO WORK AND UNDER COMPETENT
SUPERVISION.
IT IS ESSENTIAL THAT THE OPERATOR, SUPERVISOR AND ALL OTHER PERSONNEL IN THE WORK AREA ARE AWARE
OF THE DANGERS OF THE WELDING OR CUTTING PROCESS. TRAINING AND PROPER SUPERVISION ARE IMPORTANT
FOR A SAFE WORK PLACE. KEEP THESE INSTRUCTIONS FOR FUTURE USE. ADDITIONAL RECOMMENDED SAFETY
AND OPERATING INFORMATION IS REFERENCED IN EACH SECTION.
5. All ground connections must be checked periodically
to determine that they are mechanically strong and
electrically adequate for the required current.
6. When engaged in alternating current, welding, or
cutting under wet conditions or warm surroundings
where perspiration is a factor, the use of reliable
automatic controls for reducing the no-load voltage
is recommended to reduce shock hazard.
7. When the welding or cutting process requires values of
open circuit voltages in alternating current machines
higher than 80 volts, and direct current machines
higher than 100 volts, means must be provided to
prevent the operator from making accidental contact
with the high voltage by adequate insulation or other
means.
8. When welding is to be suspended for any substantial
length of time, such as during lunch or overnight,
all electrodes should be removed from the electrode
holder and the electrode holder carefully located so
that accidental contact cannot occur.
9. The holder must be disconnected from the power
source when not in use.
10.
Never immerse Mig-Guns, electrode holders, tig
torches, plasma torches, or electrodes in water.
WARNING
SMOKE, FUMES, AND GASES CAN BE DANGEROUS
TO YOUR HEALTH.
1.01 Welding Hazards
WARNING
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH.
INSTALL AND MAINTAIN EQUIPMENT IN ACCORDANCE
WITH THE NATIONAL ELECTRICAL CODE (NFPA 70)
AND LOCAL CODES. DO NOT SERVICE OR REPAIR
EQUIPMENT WITH POWER ON. DO NOT OPERATE
EQUIPMENT WITH PROTECTIVE INSULATORS
OR COVERS REMOVED. SERVICE OR REPAIR TO
EQUIPMENT MUST BE DONE BY A QUALIFIED REPAIR
TECHNICIAN, OR TRAINED PERSONNEL ONLY.
1. Do not touch live electrical parts.
2.
Do not touch an electrode with bare skin and electrical
ground at the same time.
3. Always keep welding gloves dry and in good
condition.
NOTE
Aluminized protective clothing can become
part of the electrical path.
4. Keep oxygen cylinders, chains, wire ropes, cranes,
hoists, and elevators away from any part of the
electrical path.

nozzle cleaning station
1-4
SM-QRC-2000
SAFETY INSTRUCTIONS AND WARNINGS
21. Flammable hair preparations should not be used when
welding or cutting. Wear ear plugs to protect ears from
sparks.
22. Where the work area permits, the operator should be
enclosed in an individual booth painted with a finish of
low reflectivity such as zinc oxide. This is an important
factor for absorbing ultraviolet radiations, and lamp black.
The operator should be enclosed with non-combustible
screens similarly painted.
WARNING
WELDING SPARKS CAN CAUSE FIRES AND
EXPLOSIONS.
23. Causes of fire and explosion are: combustibles reached by
the arc, flame, flying sparks, hot slag, or heated material.
Remove combustibles from the work area and/or provide
a fire watch.
24
. Avoid oily or greasy clothing as sparks may ignite them. Have
a fire extinguisher nearby, and know how to use it.
25.
Be alert to the danger of conduction or radiation. For
example, if welding or cutting is to be done on a metal
wall, partition, ceiling, or roof, precautions must be taken
to prevent ignition of combustibles on the other side.
26. Do not w
eld or cut containers that have held combustibles.
All hollow spaces, cavities and containers should be vented
prior to welding or cutting to permit the escape of air or
gases. Purging with inert gas is recommended.
27.
Never use oxygen in a welding torch. Use only inert
gases or inert gas mixes as required by the process. Use
of combustible compressed gases can cause explosions
resulting in personal injury or death. Arcing against any
compressed gas cylinder can cause cylinder damage or
explosion.
WARNING
NOISE CAN DAMAGE HEARING.
28. Noise from the air carbon-arc process can damage
your hearing. Wear protective hearing devices to ensure
protection when noise levels exceed OSHA standards.
Adequate hearing protection devices must be worn by
operators and surrounding personnel to ensure personal
protection against noise.
11. Keep smoke, fumes, and gases from the breathing area.
12. Fumes from the welding or cutting process are of various
types and strengths, depending on the kind of base metal
being worked on. To ensure your safety, do not breathe
these fumes.
13. Ventilation must be adequate to remove smoke, fumes,
and gases during the operation to protect operators and
other personnel in the area.
14. Vapors of chlorinated solvents can form the toxic gas
“Phosgene” when exposed to ultraviolet radiation from
an electric arc. All solvents, degreasers, and potential
sources of these vapors must be removed from the work
area.
15. Fumes produced by welding or cutting, particularly in
confined places, can cause discomfort and physical harm
if inhaled over an extended period of time.
16. Provide adequate ventilation in the welding or cutting area.
Use air-supplied respirators if ventilation is not adequate
to remove all fumes and gases. Never ventilate with
oxygen. Oxygen supports and vigorously accelerates
fire.
WARNING
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE
EYES AND BURN SKIN .
17. The welding and cutting processes produces extreme
localized heat and strong ultraviolet rays.
18. Never attempt to weld or cut without a welding helmet
with the proper lens. Ensure that the lens complies with
federal guidelines. A number 12 to 14 shade filter lens
provides the best protection against arc radiation. When
in a confined area, prevent the reflected arc rays from
entering around the helmet.
19. Ensure all personnel in the work area are protected from
arc rays and sparks. Approved shielding curtains and
appropriate goggles should be used to provide protection
to staff in the surrounding area and operators of nearby
equipment.
20. Unprotected skin should also be covered from arc rays,
heat and molten metal. Always wear protective gloves and
clothing that does not allow skin to become exposed. All
pockets should be closed and cuffs sewn shut. Leather
aprons, sleeves, leggings, etc., should be worn for out-of-
position welding and cutting or for heavy operations using
large electrodes. High top work shoes provide adequate
protection from foot burns. For added protection use
leather spats.

nozzle cleaning station
1-5
SM-QRC-2000
SAFETY INSTRUCTIONS AND WARNINGS
1.02 Principal Safety Standards
1.03 Safety and Health
NOTE
Be sure to read and fully comprehend the safety
instuctions and warnings contained within
section 1 of this manual before performing
any welding or cutting operations.
WARNING
SERIOUS INJURY OR DEATH MAY RESULT IF
WELDING AND CUTTING EQUIPMENT IS NOT
PROPERLY INSTALLED, USED, AND MAINTAINED.
MISUSE OF THIS EQUIPMENT, OR OTHER UNSAFE
PRACTICES, CAN BE HAZARDOUS.
Electric shock can cause injury or death.
Smoke, fumes, and gases can be dangerous to your
health.
Arc rays, hot slag, and sparks can injure or burn
unprotected eyes and skin.
Welding sparks can cause fires and explosions.
Excessive noise can damage your hearing.
•
•
•
•
•
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations. (OSHA)
Section 29 Part 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 and 1000.
U.S. Government Printing Office, Washington, DC. 20402.
2. ANSl Z49.1 “Safety In Welding and Cutting”.
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection”.
4. ANSl Z88.2 “Standard Practice for Respiratory Protection”.
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 “Recommended Safe Practices for Welding and Cutting Containers”.
6. AWS C5.3 “Recommended Practices for Air Carbon-Arc Gouging and Cutting”.
The American Welding Society, 550 NW Lejeune RD., P.O.Box 351040, Miami FL. 33135.
7. NFPA 51B “Fire Prevention in Cutting and Welding Processes”.
8. NFPA-7 “National Electrical Code”.
National Fire Protection Association, Battery Park, Quincy, MA. 02269.
9. CSA W117.2, “Safety in Welding, Cutting and Allied Processes”.
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
Warning
This producT conTains chemicals, including
lead, or oTherWise produces chemicals knoWn
To The sTaTe of california To cause cancer,
birTh defecTs and oTher reproducTive harm.
W a s h h a n d s a f t e r h a n d l i n g .
(california healTh & safeTy code § 25249.5 eT
seq.)

nozzle cleaning station
2-6
SM-QRC-2000
INTRODUCTION AND DESCRIPTION
2.01 How to Use this Manual
To ensure safe operation, read the entire manual, including
the chapters on safety instructions and warnings.
Throughout this manual, the words WARNING, CAUTION,
and NOTE may appear. Pay particular attention to the
information provided under these headings. These special
anNotetions are easily recognized as follows:
WARNING
A WARNING GIVES INFORMATION REGARDING
POSSIBLE PERSONAL INJURY.
CAUTION
A CAUTION refers to possible equipment
damage.
NOTE
A NOTE offers helpful information concerning
certain operating procedures.
2.02 Receipt of Equipment
When you receive the equipment, check it against the
invoice to make sure it is complete and inspect the
equipment for possible damage due to shipping. If there is
any damage, notify the carrier immediately to file a claim.
Furnish complete information concerning damage claims
or shipping errors to the location in your area listed in the
inside back cover of this manual. Include a full description
of the parts in error.
If you want additional or replacement copies of this CD,
please contact Tweco
®
Robotics at the address and phone
number in your area listed on the inside back cover of this
manual. Include the Manual number (from page i) and
CD part number: CDROBOTICS.
SECTION 2:
INTRODUCTION AND DESCRIPTION
2.03 Introduction
Before installing or operating the QRC
TM
-2000 Nozzle
Cleaning Station, please read and understand all safety
precautions included with this product and instructions
listed in this manual. Failure to follow all instructions and
safety warnings can result in personal injury or equipment
damage.
The Tweco
®
Robotics QRC
TM
-2000 Nozzle Cleaning Station
was designed to provide the user with high quality nozzle/
tip cleaning that fits well in a robotic work cell. This durable
product is a proven performer in the rigorous environment
associated with a continuous operating robotic station.

nozzle cleaning station
3-7
SM-QRC-2000
INSTALLATION AND OPERATION
SECTION 3:
INSTALLATION AND OPERATION
3.01 Installation
The Tweco
®
Robotics QRC
TM
-2000 Nozzle Cleaning Station
is easy to install. The following are instructions to aid in
mounting and making all necessary connections to your
cleaning station. If you have any questions concerning
these instructions, contact Tweco
®
Robotics Technical
Services for further assistance.
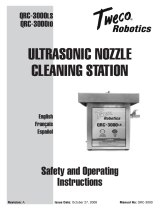
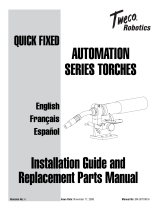
3.02 Mounting the QRC
TM
-2000 Nozzle
Cleaning Station
Install the nozzle cleaning station inside the robot work
cell to make it easy to access. The nozzle cleaning station
should be mounted to allow easy access to the robot arm,
but in a manner that will not interfere with other operations
like loading and unloading fixtures. The drawing shows the
hole pattern required to mount the QRC
TM
-2000 as well as
important clearance dimensions.
The nozzle cleaning station is mounted using four 3/8”
diameter bolts in the holes provided on the base. The unit
should be leveled.
13.1
[334]
16.4
[416]
17.8
[452]
9.8
[249]
4.3
[108]
1.4
[36]
RESET
SWITCH
16.4
[416]
IN
[mm]
.625
[15,88]
.500
[12,7]
5.000
[127]
3.78
[96,01]
1.319
[33,5]
.590
[14,99]
8.088
[205,44]
8.465
[215,01]
9.000
[228,6]
IN
[mm]
.968
[24,59]
2.500
[63.5]
Figure 1
IN
[mm]

nozzle cleaning station
3-8
SM-QRC-2000
INSTALLATION AND OPERATION
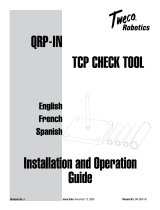
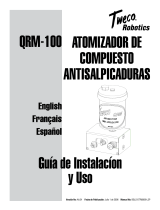
3.03 Air Supply, Connections, and
Lubrication Requirements
The air supply for the QRC
TM
-2000 nozzle cleaning station
should be filtered, unlubricated air. This unit requires 80-
100 PSI @ 8 CFM (5.5 – 6.8 BAR @ 225 LPM). The air
supply line should be a minimum of 1/4” I.D. with a male
1/4” NPT connection to fit the female connection in the
side of the logic cover. The air motor is lubricated through
a servo meter located below the lubricator reservoir.
The servo meter injects a quantity of oil directly into
the solenoid valves and air motor during each cleaning
cycle. The lubrication should be done using a light grade
hydraulic oil with a viscosity rating of 150 VC 15-20 (SAE
5W). When filling the reservoir for the first time or refilling
an empty reservoir, you must manually prime the pump to
distribute the oil through the system. The servo meter has
an adjustment that goes from 0 (-) to 45 (+) clicks and a
push button to prime the lubricant oil. Refer to Figure 2.
Pull the servo meter knob to the unlock position (A).
Set the servo meter knob at 45 (+) and press the button
appromimately 50 to 60 times.
Turn the servo meter knob counter-clockwise to 0 (-)
and set at 3 (+) clicks.
Push the servo meter knob back into the locked position (C).
The amount of lubricant can be adjusted by turning the
adjustment knob located on the servo meter.
•
•
•
•
LUBRICATOR
RESERVOIR
SERVO
METER
Figure 2
SERVO
METER
KNOB
PRIMER
PUSH
BUTTON
NOTE
Do not run unit without lubricant oil. If unit runs
out of lubricant oil, the motor will lock up and
the solenoid valves will stick. When lubricant
oil is added you must prime the unit and check
operation of the solenoid valves. Permanent
damage can be caused to the solenoid valves if
the unit is allowed to run out of lubricant oil.
NOTE
Lubricator Reservoir oil must have a vent in the
open position. If not, oil will not flow.
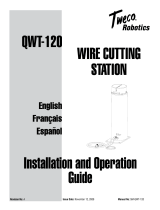
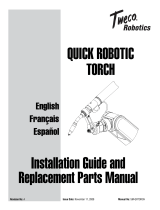
3.04 QRC
TM
-2000 Wiring Interface
The QRC
TM
-2000 Nozzle Cleaning Station wiring interface
requires a five wire connection. Each wire is color-coded.
The drawing below shows the wire color to its connector
pin/socket number and function.
The Following Connections are Required for Proper
Unit Operation:
Red Lead Connection: Operates internal logic with
a +24 V DC supply.
Green Lead Connection: Cycle complete output
signal (+24 V DC for sourcing logic signal; 0 V DC
for sinking logic signal).
White Lead Connection: Supply common.
Orange Lead Connection: Cycle start input signal
+24 V DC for sourcing logic signal; 0 V DC for sinking
logic signal. (.5 - 1.0 second pulse signal)
Black Lead: Spare wire (optional connection).
•
•
•
•
•
NOTE
The QRC2000 nozzle cleaning station is factory
preset at 3 (+) clicks.
TURN
(ADJUST)
RED: +24 VOLTS DC SUPPLY
GREEN: UNCLAMP SYMBOL
WHITE: SUPPLY COMMON
ORANGE: +24 VOLTS DC START SIGNAL
BLACK: SPARE/OPTION
4. START SIGNAL
(ORANGE)
5. OPTION
(BLACK)
ENSURE PROPER INTERFACE HAS BEEN MADE OR DAMAGE
MAY OCCUR
2. +24 VDC
SUPPLY (READ)
1. COMMON
(WHITE)
3. JAWS UNCLAMPED
(GREEN)
Figure 3
ROBOTIC
CONTROL

nozzle cleaning station
3-9
SM-QRC-2000
INSTALLATION AND OPERATION
3.05 Electrical and Pneumatic Controls
Access
Ensure that the power is off and disconnected, and air
supply is off before removing logic cover.
To gain access to the circuit board and pneumatic manifold,
the logic cover must be removed. To free the logic cover
loosen four 10-24 button head screws and slide cover
away from cleaning station being careful not to disconnect
the interface connections from circuit board.
3.06 Logic Inverse
The QRC
TM
-2000 Nozzle Cleaning Station comes from the
factory set for sourcing (high) +24 V DC input or output.
Some installations may require the opposite of this or 0
V DC sinking (low) input or output.
Accessing the circuit board is necessary to switch from
sourcing to sinking input/output. On the lower right hand
corner of the circuit board are two switches that need to be
set to correspond to the input/output signal requirement
as shown.
CAUTION
Do not switch circuit board sourcing and
sinking switches with power on. Damage will
occur. Only move switches with power off.
To operate the unit ON sinking connection, switch SW1
must be in the down position, and switch SW2 must
be in the up position. To operate the unit ON sourcing
connection, reverse the position of the switches. Refer
to diagram shown on Figure 5.
SW2
SWITCH 2 (SW2) OUTPUT
JAWS UNCLAMPED
SINKING (UP)
SOURCING (DOWN)
SOURCING (UP)
SINKING (DOWN)
SWITCH 1 (SW1) INPUT START
SIGNAL
SW1
Figure 5
3.07 LED Indicators
The LED indicators located on the side of the logic
cover, supply visual information regarding cycle status.
This information may be used for both installation and
maintenance to verify proper operation. The LED indicates
the cleaning sequence as follows:
Unclamped - On
Indicates that the clamp cylinder is fully extended, opening
the nozzle clamp block and supplying an output signal that
the reamer cycle is complete.
Reamer Ahead - Off
Indicates that the lift cylinder is fully extended putting the
reamer blade at the top of its reaming stroke and activating
the upper limit switch on the circuit board.
Reamer Home - On
Indicates that the lift cylinder has fully retracted, placing
the reamer blade at the bottom of its stroke (home
position), and has activated the lower limit switch on the
circuit board.
NOTE
Both the
Unclamped
and
Reamer Home Lights
must be on for the unit to start the cleaning
process.
CLEANING SEQUENCE
UNCLAMPED
REAMER AHEAD
REAMER HOME
CAUTION
ENSURE PROPER INTERFACE
HAS BEEN MADE OR DAMAGE
MAY OCCUR. READ TECHNICAL
GUIDE BEFORE START-UP.
Figure 6
LOGIC
COVER
NO. 10-24
X 1/2” LG.
BUTTON
HEAD
SCREW
(4 EA.)
SOLENOID
VALVE (2 EA)
CIRCUIT
BOARD
NO. 10-24
X 1/2” LG.
BUTTON
HEAD
SCREW (4
EA.)
NO.
10X1/2”
LG
THREAD
FORMING
SCREW
(2 EA)
Figure 4

nozzle cleaning station
3-10
SM-QRC-2000
INSTALLATION AND OPERATION
3.08 Reamer Blade and Clamp Block
Selection
To ensure that proper nozzle and tip cleaning occurs
without loss of tip alignment, each application must be
customized to fit the specific robotic gun, contact tip, and
nozzle configuration. The chart below will help you select
the best reamer blade for your particular application. The
reamer blade O.D. (outside diameter) selected will depend
on the I.D. (inside diameter) of the nozzle being used. The
reamer blade I.D. used would depend on the O.D. of the
contact tip. All QRC
TM
-2000 Nozzle Cleaning Stations come
from Tweco
®
Robotics with the QRC
TM
-100 reamer blade
(.620”/15,7mm O.D. x .422” / 10,7mm I.D.).
Figure 7
Part No. Stock No. Reamer
O.D. (A)
Reamer
I.D. (B)
Reamer
Length (C)
Nozzle
Bore
Contact Tip
QRC-100 3500-1275 .620” (15,7mm) .422” (10,7mm) 1.25” (31,7mm) 5/8” (15,9mm) A, B, C, & D
QRC-101 3500-1276 .494” (12,5mm) .344” (8,7mm) 1.25” (31,7mm) 1/2” (12,7mm) A & B
QRC-102 3500-1277 .485” (12,3mm) .344” (8,7mm) 1.12” (28,4mm) 1/2” (12,7mm) A & B
QRC-103 3500-1278 .368” (9,3mm) .281” (7,1mm) .94” (23,8mm) 3/8” (9,5mm) A
QRC-104 3500-1279 .734” (18,6mm) .530” (13,5mm) 2.08” (52,8mm) 3/4” (19,1mm) A, B, C, & D
QRC-105 3500-1280 .620” (15,7mm) .344” (8,7mm) 1.25” (31,7mm) 5/8” (15,9mm) A & B
QRC-106 3500-1290 .368” (9,3mm) .270” (6,9mm) .94” (23,8mm) 3/8” (9,5mm) A
QRC-107 3500-1281 .604” (15,3mm) .438” (11,1mm) 1.25” (31,7mm) 5/8” (15,9mm) A, B, C, & D
QRC-108 3500-1282 .505” (12,8mm) .344” (8,7mm) 1.27” (32,2mm) 5/8” (15,9mm) A & B
QRC-109 3500-1283 .620” (15,7mm) .344” (8,7mm) 1.25” (31,7mm) 5/8” (15,9mm) A & B
QRC-110 3500-1284 .620” (15,7mm) .296” (7,5mm) 1.25” (31,7mm) 5/8” (15,9mm) A & B
QRC-111 3500-1285 .734” (18,6mm) .296” (7,5mm) 1.84” (46,7mm) 3/4” (19,1mm) A & B
QRC-112 3500-1286 .620” (15,7mm) .360” (9,1mm) 1.00” (25,4mm) 5/8” (15,9mm) A, B, & C
QRC-113 3500-1287 .734” (18,6mm) .360” (9,1mm) 1.84” (46,7mm) 3/4” (19,1mm) A, B, & C
QRC-114 3500-1288 .620” (15,7mm) .390” (9,9mm) 1.25” (31,7mm) 5/8” (15,9mm) A, B, C, & D
QRC-115 3500-1289 .734” (18,6mm) .390” (9,9mm) 1.84” (46,7mm) 3/4” (19,1mm) A, B, C, & D
QRC-116 3500-1291 .494” (12,5mm) .359” (9,12mm) 1.08” (27,4mm) 1/2” (12,7mm) A, B, & C
QRC-119 3500-1297 .620” (15,7mm) .312” (7,9mm) 1.053” (26,7mm) 5/8” (15,9mm) A & B
QRC-120 3500-1298 .620” (15,7mm) .312” (7,9mm) 1.128” (28,6mm) 5/8” (15,9mm) A & B
QRC-121 3500-1299 .485” (12,3mm) .312” (7,9mm) .73” (18,5mm) 1/2” (12,7mm) A & B
QRC-121S 3500-1274 .485” (12,3mm) .374” (9,5mm) .84” (21,3mm) 1/2” (12,7mm) A, B, & C
QRC-122 3500-1260 .620” (15,7mm) .390” (9,9mm) 1.25” (31,7mm) 5/8” (15,9mm) A, B, C, & D
QRC-123 3500-1261 .552” (14,2mm) .390” (9,9mm) 2.26” (57,4mm) 5/8” (15,9mm) A, B, C, & D
QRC-124 3500-1262 .485” (12,3mm) .344” (8,7mm) ?.84” (21,3mm) 1/2” (12,7mm) A & B
QRC-125 3500-1259 .485” (12,3mm) .390” (9,9mm) 1.25” (31,7mm) 1/2” (12,7mm) A, B, C, & D
QRC-126 3500-1258 .485” (12,3mm) .360” (9,1mm) 1.08” (27,4mm) 1/2” (12,7mm) A, B, C
QRC-127 3500-1253 .528” (13,4mm) .360” (9,1mm) 1.08” (27,4mm) 5/8” (15,9mm) A, B, C
QRC-ABZ 3500-1273 Adapter for use on Binzel cleaning station in order to use Tweco
®
Robotics reamer blades.
Contact Tips (Reference Table 1)
A 11, 14, 14T, EL11 & AL (O.D. = .250” / 6,3mm)
B 11H, 11RS, 14H. 14RS, 14RZ & AL (O.D. = .283” / 7,1mm)
C EL16, EL16RS, & AL (O.D. = .345” / 8,7mm)
D
16S, 16RS, 16RZ & AL (O.D. = .375” / 9,5mm)
Table 1: QRC
TM
-2000 Reamer Blades List

nozzle cleaning station
3-11
SM-QRC-2000
INSTALLATION AND OPERATION
The other variable part in the QRC
TM
-2000 Nozzle Cleaning
Station is the clamp block set. There are five clamp blocks
available. Please refer to Tables 2 and 3.
The clamp block “B” comes assembled on all QRC
TM
-2000
Nozzle Cleaning Station. Clamp blocks A, C, D, and E are
also supplied with the unit.
Table 2: QRC
TM
-2000 Clamp Blocks List
Clamp Block O. D. Fits Nizzels
QRC2102-A .938” (23,8mm)
QRC2102-B 1” (25,4mm)
QRC2102-C 1.062” (27,0mm)
QRC2102-D 1.125” (28,6mm)
QRC2102-E .875” (22,2mm)
QRC2102-F .787” (20,0mm)
Table 3: Tweco
®
Robotic Nozzles vs. Clamp Block
Nozzle Nozzle O.D. Clamp Block
REL21 Series .875” (22,2mm) QRC-2102-E
REL24CT Series 1” (25,4mm) QRC-2102-B
RWC24 Series 1” (25,4mm) QRC-2102-B
RWC26 Series 1.062” (27,0mm) QRC-2102-C
3.09 Tweco
®
Robotic Nozzles vs. Clamp Block
Program the robot to position the Mig nozzle directly above
and centered to the reamer blade above the QRC
TM
-2000.
Insert the nozzle to the required depth to allow complete
cleaning of the tip and nozzle without damaging the torch
consumable parts. (Please refer to section 3.11).
At this time the cycle start signal (pulse .5 to 1.0 seconds)
should be sent to the QRC
TM
-2000 from the robotic
controller. Then the QRC
TM
-2000 will clamp the nozzle and
perform the cleaning operation.
Once the reamer completes the cleaning cycle, the cleaning
station will send a cycle complete signal back to the robot
controller. At this time, the torch is removed from the
QRC
TM
-2000 and the work cycle continues.
3.10 Air Flow Control Valve
The air flow control valve provides an adjustment for the
reamer blade feed rate. The amount of spatter buildup
will determine the required reamer blade feed rate. The
heavier the spatter, the slower the reamer blade feed
rate that should be used. If a smaller amount of spatter
accumulates, the feed rate can be set faster.
Adjusting the air flow control valve:
There is an air flow control valve inside the unit as
shown in Figure 8.
The feed rate may require adjusting for different
applications.
•
•
ADJUSTING
KNOB
LOCKING
NUT
INCREASE
FEED RATE
DECREASE
FEED RATE
Figure 8
3.11 Nozzle and Insertion Parameter
All QRC
TM
-2000 Nozzle Cleaning Stations come from
Tweco
®
Robotics with the QRC-100 reamer blade
(.620”/15,7mm O.D. x .422” / 10,7mm I.D.) and clamp
block “B” (QRC2102-B / 1”(25,4mm)).
Please make sure that the reamer blade and clamp block
fit the need of your application.
Setting up the Torch with Gauges
There are three sizes of gauges (1/2” (12,7mm), 5/8”
(15,9mm) and 3/4” (19,1mm)). These gauges are
available as a set under Part No. QRC
TM
-PG2.
Determine O.D. of reamer blade being used.
Slip proper gauge on O.D. of reamer blade.
Screw in tip index shaft.
Determine O.D. of contact tip being used.
Slip proper alignment sleeve on pointer.
Bring torch down to where the I.D. of contact tip
touches pointer, push alignment sleeve up and over
contact tip to gauge if torch is set at 90 degrees.
Once this is established, back the torch off from the
pointer to allow room to remove the pointer and
alignment sleeve.
Bring the torch back down to where the nozzle
touches top of the gauge.
This allows the programmer to set up for the stroke
of the reamer blade in the cleaning sequence.
NOTE
Using a flush or protruded nozzle, adjust the
reamer blade stroke, leaving a gap between
the nozzle and the top of the gauge. For
flush nozzles: leave a 1/8” (3,2mm) gap.
For protruded nozzles: leave a 1/4” (6,4mm)
gap.
•
•
•
•
•
•
•
•
•
•
To increase the reamer blade feed rate, unscrew the
nut and rotate the valve knob counter-clockwise.
After the adjustment, lock the valve knob nut.
To decrease the reamer blade feed rate, unscrew the
nut and rotate the valve knob clockwise. After the
adjustment, lock the valve knob nut.
•
•

nozzle cleaning station
3-12
SM-QRC-2000
INSTALLATION AND OPERATION
CONTACT TIP
ALIGNMENT SLEEVE
TIP INDEX SHAFT
PROGRAMMING GAUGE
REAMER BLADE
NOZZLE
PROGRAMMING
GAUGE
REAMER BLADE
Figure 9
Figure 10

nozzle cleaning station
4-13
SM-QRC-2000
WIRING AND PNEUMATIC
SECTION 4:
WIRING AND PNEUMATIC
4.01 Wiring for the QRM-100 and QRM-3 Anti-spatter Mist Applicator
The drawings below show the QRM-100 and QRM-3 wiring connections.
For a sinking connection, the wires must be connected to positions 5 and 2. For sourcing connection, the wires
must be connected to positions 5 and 3.
To operate the QRM-100 Anti-Spatter Mist Applicator, a timed 24 V DC signal must be applied to the black lead
(spare) of the interface receptacle.
•
•
MOTOR & CLAMP
SOLENOID VALVE
SPINDLE LIFT
SOLENOID VALVE
PIN #5
PIN #3
ANTISPATTER UNIT
24DC
MOTOR & CLAMP
SOLENOID VALVE
SPINDLE LIFT
SOLENOID VALVE
PIN #5
PIN #2
ANTISPATTER UNIT
24DC
SOURCING SINKING
4.02 Wiring Diagram
Figure 12
LOWER LIMIT
SWITCH
UPPER LIMIT
SWITCH
CLAMP
RETURN LIMIT
SWITCH
NOT USED
START SIGNAL
COMMON
+24VDC
JAWS UNCLAMPED
OPTIONAL EQUIPMENT
SEE 5 PIN
CONNECTOR
WIRING
RESET SWITCH
MOTOR AND CLAMP
SOLENOID VALVE
SPINDLE LIFT
SOLENOID VALVE
OPTIONAL
EQUIPMENT
PIN #4
(ORG) START
SIGNAL
PIN #5 (BLK)
OPTION
PIN #3
(GRN) JAWS
UNCLAMPED
PIN #2 (RED)
+24 VDC
PIN #1 (WHT)
COMMON
EXTERNAL VIEW OF 5-PIN CONNECTOR
Figure 11: Pin #1 on Top/Pin #6 on Bottom

nozzle cleaning station
4-14
SM-QRC-2000
WIRING AND PNEUMATIC
4.03 Pneumatic Diagram
Figure 13
1/8-27 NPT X 5/32
TUBE ELBOW
1/4-18 NPT X 1/4
TUBE ELBOW
1/4-18 NPT X 1/4
TUBE ADAPTER
FEED RATE
CONTROL
10-32 X 5/32
TUBE ADAPTER
1/8-27 NPT X 1/4
TUBE ELBOW
(5 EA.)
1/4-18 NPT X 1/4
TUBE ELBOW
5/32 TUBE X 5/32
TUBE ELBOW
1/4 TUBE X 1/4
TUBE ELBOW
1/4 TUBE “Y”
CONNECTOR
Figure 14: QRM-100 Figure 15: QRM-3
4.03 QRM-100 and QRM-3

nozzle cleaning station
5-15
SM-QRC-2000
MAINTENANCE
SECTION 5:
MAINTENANCE
5.01 Maintenance Schedule
The QRC
TM
-2000 will require a periodic maintenance
schedule to ensure an optimum service life. The following
maintenance checks are required. Depending on the use
of the unit, each specific application could require a more
extensive schedule.
Daily
Ensure incline housing area is clear of excessive
spatter.
Visually check oil level in lubricator reservoir.
Weekly
Ensure incline housing area is clear of excessive
spatter.
Visually check lubricating oil level in lubricator
reservoir. The life of the air motor is dependent on
a sufficient supply of lubricating oil. Replenish this
oil as needed.
Inspect air lines and connections for leaks.
Check interface cables for frayed connections or
bad wiring.
Quarterly
The QRC
TM
-2000 reamer blade life will depend on the
application.
At least quarterly the reamer blade should be inspected
for dullness, clogging and breakage.
Visually check lubricating oil level in lubricator reservoir.
Ensure incline housing area is clear of excessive spatter.
Yearly
The clamp block should be cleaned and inspected
for excessive wear and replaced if needed.
Visually check lubricating oil level in lubricator
reservoir. Replenish this oil as needed.
Inspect air lines and connections for leaks.
Check interface cables for frayed connections or
bad wiring.
Remove top plate and apply grease on cam slides
on top (V-Block) and side plates.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
5.02 Component Replacement Instructions
Upper, Lower, and Jaw Stop Limit Switches
Ensure that the power is off and disconnected, and the air
supply is off before replacing the limit switches.
To replace the limit switches, loosen the screws that
connect the limit switch bracket to the manifold.
Disconnect the wiring for the limit switch that is being
replaced.
Remove the nut that connects the limit switch to the limit
switch bracket.
Replace the limit switches in reverse order
•
•
•
•
NOTE
Be sure to review the wiring diagram when
rewiring and disconnecting the limit switch (see
Figure 12). The limit switches are adjusted at
the factory. If an adjustment needs to be made,
please contact our factory technical center.
Reset Switch
Unscrew the nut that connects the limit switch to
bracket.
Disconnect the wiring from the circuit board and
replace it.
NOTE
Be sure to review the wiring diagram (Figure
12) when rewiring and disconnecting the reset
switch.
•
•
Circuit Board
Ensure that the power and air supply are off and
disconnected before replacing the circuit board.
Replace the circuit board in the following manner:
Once the power and air are disconnected from the
QRC
TM
-2000, carefully unplug all connectors from
the board.
Unscrew the two screws located on the circuit board.
(Fig. 17) The circuit board can now be replaced.
Install the new circuit board on the board insulator.
Once this has been completed, tighten the two circuit
board mounting screws.
Reconnect the connectors while referring to wiring
diagram to be sure the connections are in the
proper location.
CAUTION
Do not switch circuit board sourcing and
sinking switches with the power on. Damage
will occur. Only move the switches with the
power off.
•
•
•
•
•
LOWER
LIMIT
SWITCH
BRACKET
SCREW
LOCKING
NUT
SWITCH
BRACKET
JAW CLAMP
LIMIT
SWITCH
RESET
SWITCH
UPPER LIMIT
SWITCH
Figure 16

nozzle cleaning station
5-16
SM-QRC-2000
MAINTENANCE
Clamp Block
Ensure that the power and air supply are off and
disconnected before replacing the clamp block.
Certain applications or normal wear may cause the need
to replace the QRC
TM
-2000 clamp block. There are five
clamp blocks available.
CIRCUIT BOARD
INSULATOR
NO. 10 S 1/2” LG.
THREAD-FORMING
SCREW (2 EA.)
SW1 SWITCH
SW2 SWITCH
CIRCUIT
BOARD
J5
CONNECTOR
Figure 17
J4 CONNECTOR
J3 CONNECTOR
J1 CONNECTOR
J2 CONNECTOR
Table 4: ORC
TM
-2000 Clamp Blocks List
Clamp Block O.D. Fits Nozzles
QRC2102-A .938” (23,8mm)
QRC2102-B 1” (25,4mm)
QRC2102-C 1.062” (27,0mm)
QRC2102-D 1.125” (28,6mm)
QRC2102-E .875” (22,2mm)
QRC2102-F .787” (20,0mm)
Clamp block “B” comes assembled on all QRC
TM
-2000
Nozzle Cleaning Station. The clamp blocks A, C, D, and E
are also supplied with the unit.
LOCATOR SPACER
CLAMP BLOCK
CLAMP BLOCK
LOCATOR PIN
REAMER BLADE
TOP PLATE
SCREWS (7 EA)
Figure 18
Remove the seven screws on three top plate.
Remove the top plate to the cleaning station.
Lift and rotate the clamp block so that the desired
sizes face the jaws.
Clean the components thoroughly and lubricate with
grease before reassembling them.
NOTE
Part numbers are stamped on clamp blocks.
Please refer to Table 4 - QRC
TM
2000 clamp
block list for the outside diameter of the
nozzle.
•
•
•
•
QRC
TM
-2000 Reamer Blade
To remove the reamer blade, place the 9/16” (14mm)
spanner wrench, part no. QRC-440, on the hex flats
at the end of the extension shaft and the QRC-441
wrench on the top of the reamer blade.
The cutter is removed by turning counterclockwise
when viewed from above. Considerable force may be
required to loosen the reamer blade since it tightens
naturally as the reamer operates.
Please refer to Table 1 for reamer blade options.
•
•
•
T-WRENCH
REAMER BLADE
9/16” SPANNER
WRENCH
Figure 19

nozzle cleaning station
5-17
SM-QRC-2000
MAINTENANCE
Air Solenoids
Ensure that the power is off and disconnected, and air
supply is off before replacing the air solenoids.
Refer to section 5.02 to remove the circuit board.
Remove and replace one solenoid at a time. Unscrew
the two screws on the air solenoid and unplug the
wire connectors.
Remove solenoid.
Install the new solenoid with the gasket and rewire.
Repeat sequence for the other air solenoid.
•
•
•
•
NOTE
Be sure to review the wiring and pneumatic
diagram when rewiring and disconnecting air
solenoids.
GASKET
AIR SOLENOID
M3 X 0.5 SCREW
AIR SOLENOID
ELECTRICAL
WIRES
Figure 20
5.03 Manual Setup
To manually operate the QRC
TM
-2000 Nozzle Cleaning
Station without electricity, connect air in proper place and
manually activate the two air valve buttons located on the
solenoid valves.
Each solenoid valve has a red button. Manually press each
button to activate the unit.
A) The left air valve button activates the up and
down lift movement of the reamer blade.
B) The right air valve button activates the spin and
clamp.
NOTE
The reset button should be pressed prior to
manual setup to reset all circuitry.
SOLENOID
VALVE
LEFT BUTTON ACTIVATES
(REAMER BLADE UP AND
DOWN)
RIGHT BUTTON
ACTIVATES (SPIN AND
CLAMP)
Figure 21

nozzle cleaning station
6-18
SM-QRC-2000
TROUBLESHOOTING
SECTION 6:
TROUBLESHOOTING
Problem Cause Solution
LED signals not activating
1. The unit is not receiving power. 1. Turn power on.
2. The unit is not getting air. 2. Turn air on.
3. Input voltage is incorrect. 3. Check input voltage and change if
required.
Reamer Blade/Air Motor stops
during operation (see also
Pneumatic functions not operating
properly)
1. Cutter feed rate is too fast. 1. Reduce cutter feed rate (see
section 3.10).
2. Excessive spatter buildup. 2. Clean affected area and adjust weld
parameters. Apply or increase
anti-spatter. Clean more often.
3. Incorrect air supply. 3. Adjust air supply (See section
3.03).
Pneumatic functions not operating
properly
1. Incorrect air supply. 1. Adjust air supply (see section
3.03).
2. Air line damage or obstructed and
air leaks.
2. Check lines for leaks and replace
hose if damaged.
3. Faulty reset switch. 3. Repair or replace reset switch.
Broken Reamer Blade
1. Wrong size reamer blade or clamp
block.
1. Check sizing (see section 3.08).
2. Reamer blade feed rate was set
too high.
2. Reduce cutter feed rate. (see
section 3.10).
3. Excessive spatter buildup. 3. Clean affected area and adjust weld
parameters. Apply or increase
anti-spatter. Clean more often.
Reamer Blade stays in down position
1. Damaged lift cylinder or air lines. 1. Reset switch defective.
2. Faulty or contaminated lift solenoid. 2. Check solenoid valves. Fix or
replace faulty solenoid.
3. Reset switch defective. 3. Replace reset switch.
4. Damaged limit switch. 4. Identify and replace faulty
switch.
Reamer Blade stays in up position
1. Reamer Blade is jammed. 1. Press Reset button and Inspect
Reamer Blade.
2. Faulty air solenoid. 2. Replace air solenoid.
3. Bad or dirty lift cylinder. 3. Fix or replace cylinder.
4. Cycle start signal held on. 4. Adjust cleaning cycle program.
5. Faulty limit switch. 5. Replace limit switch.
Cycle complete signal does not
activate
1. Faulty limit switch on lift cylinder
or clamping cylinder.
1. R epl ac e or r ea li gn r ead
switch(es).
2. Unit is not wired correctly. 2. Check wiring (see section 4).

nozzle cleaning station
7-19
SM-QRC-2000
REPLACEMENT PARTS
SECTION 7:
REPLACEMENT PARTS
Item No. Part No. Stock No. Description
1 QRC-2103 3500-1268 Jaws Assembly
2
QRC-2102A 3500-1205 Clamp Block 0.938” (23,8mm).O.D. Nozzles
QRC-2102B 3500-1206 Clamp Block 1.000” (25,4mm).O.D. Nozzles
QRC-2102C 3500-1207 Clamp Block 1.062” (27,0mm).O.D. Nozzles
QRC-2102D 3500-1208 Clamp Block 1.125” (28,6mm).O.D. Nozzles
QRC-2102E 3500-1209 Clamp Block 0.875” (22,2mm).O.D. Nozzles
QRC-2102F 3500-1349 Clamp Block .787” (20mm) O.D. Nozzle
3 See Table 1 See Table 1 Reamer Blades
4 QRC-2205 3500-1266 Limit Switch Kit (4 Switches Included)
5 QRC-2300 3500-1269 Drive Lift Assembly
6 QRC-PG2 3500-1272 Programming Sleeve and Gauges
7 QRC-2213 3500-1263 Solenoid Valve Assembly
8 QRC-2204 3500-1249 Circuit Board
9 QRC-2222 3500-1270 Shroud and.Screws
10 QRC-2225 3500-1264 Interface Power Cord
11 QRC-440 3500-1242 9/16” (14mm) Flat Wrench
12 QRC-441 3500-1243 “T” Wrench
13 QRC-417 3500-1226 10 fl. oz. (292 ml) Lubricator Reservoir
14 QRC-2118 3500-1271 Clamp Cylinder
Table 5: QRC
TM
-2000 Replacement Parts
Figure 23
1 ea. QRC
TM
2000
1 ea. Lubricator Oil Reservoir Assembly
1 ea. QRC
TM
-PG2 Programing Sleeves and Gauges
1 ea. Set of Clamp Blocks (A,B,C, D, and E).
1 ea. QRC
TM
-440 9/16” (14mm) Wrench
•
•
•
•
•
1 ea. QRC
TM
-441 “T” Wrench
1 ea. SuperLube
®
1 ea. Yellow Power Cable
Safeguards, Assembly, and Operation Manual
•
•
•
•
QRC
TM
-2000 Packaging List

nozzle cleaning station
8-20
SM-QRC-2000
STATEMENT OF WARRANTY
LIMITED WARRANTY: THERMADYNE
®
warrants that its products will be free of defects in workmanship or material.
Should any failure to conform to this warranty appear within the time period applicable to the THERMADYNE products
as stated below, THERMADYNE shall, upon notification thereof and substantiation that the product has been stored,
installed, operated, and maintained in accordance with THERMADYNE’s specifications, instructions, recommendations
and recognized standard industry practice, and not subject to misuse, repair, neglect, alteration, or accident, correct
such defects by suitable repair or replacement, at THERMADYNE’s sole option, of any components or parts of the
product determined by THERMADYNE to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING
ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: THERMADYNE shall not under any circumstances be liable for special or consequential
damages, such as, but not limited to, damage or loss of purchased or replacement goods, or claims of customers of
distributor (hereinafter the “Purchaser”) for service interruption. The remedies of the Purchaser set forth herein are
exclusive and the liability of THERMADYNE with respect to any contract, or anything done in connection therewith such
as the performance or breach thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered by or
furnished by THERMADYNE whether arising out of contract, negligence, strict tort, or under any warranty, or otherwise,
shall not, except as expressly provided herein, exceed the price of the goods upon which such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE USED WHICH MAY IMPAIR
THE SAFETY OR PERFORMANCE OF ANY THERMADYNE PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the date that the authorized
distributor delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized THERMADYNE
repair facility within thirty (30) days of the repair. No transportation costs of any kind will be paid under this warranty.
Transportation charges to send products to an authorized warranty repair facility shall be the responsibility of the
Purchaser. All returned goods shall be at the Purchaser’s risk and expense. This warranty supersedes all previous
THERMADYNE warranties.

nozzle cleaning station
8-21
SM-QRC-2000
WARRANTY SCHEDULE
The warranty is effective below for the time stated in the Warranty Schedule beginning on the date that the authorized
distributor delivers the products to the purchaser. THERMADYNE
®
reserves the right to request documented evidence of date
of purchase.
Engine Driven Welders Parts / Labor
Scout
®
, Raider
®
, Explorer™
Original Main Power Stators and Inductors 3 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
Engines and Associated Components are NOT Warranted by Thermal Arc
®
, Although Most are Warranted by the Engine Manufacturer. SEE THE ENGINE
MANUFACTURERS’ WARRANTY FOR DETAILS.
See the Engine Manufacturers’ Warranty
for Details
GMAW/FCAW (MIG) Welding Equipment Parts / Labor
Fabricator
®
131, 181, 190, 210, 251, 281; Fabstar
®
4030; PowerMaster
®
350, 350P, 500, 500P; Excel-Arc
®
6045; Wire Feeders: Ultrafeed
®
, Porta-feed
®
Original Main Power Transformer and Inductor 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
GTAW (TIG) & Multi-process Inverter Welding Equipment Parts / Labor
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST, 300MST, 400MSTP
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
Plasma Welding Equipment Parts / Labor
Ultima
®
150
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
Welding Console, Weld Controller, Weld Timer 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors, Coolant Recirculators 1 year / 1 year
SMAW (Stick) Welding Equipment Parts / Labor
Dragster™ 85
Original Main Power Magnetics 1 year / 1 year
Original Main Power Rectifiers, Control P.C. Boards 1 year / 1 year
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
160S, 300S, 400S
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
General Arc Equipment Parts / Labor
Water Recirculators 1 year / 1 year
Plasma Welding Torches 180 days / 180 days
Gas Regulators (Supplied with Power Sources) 180 days / NA
MIG and TIG Torches (Supplied with Power Sources) 90 days / NA
Replacement Repair Parts 90 days / NA
MIG, TIG and Plasma Welding Torch Consumable Items NA / NA
Gas Welding and Cutting Equipment Parts / Labor
Victor
®
Professional 5 years / NA
Oxygen Conservers 2 years / NA
Aluminum Cylinders Lifetime / NA
Cutting Machine Motors 1 year / NA
HP&I Brass Regulators/Manifolds 2 years / NA
HP&I Stainless Regulators/Manifolds 1 year / NA
HP&I Corrosive Gas Regulators/Manifolds 90 days / NA
TurboTorch
®
3 years / NA
CutSkill
®
2 years / NA
Steel Cylinders 1 year / NA
Victor Medical 6 years / NA
Victor VSP 2 years / NA
Firepower
®
MIG Welders 5-2-1 years / NA
Transformers 5 years / NA
Parts Used in Rental Applications
1 year from date sold by seller to authorized
distributor
MIG Torches and Arc Accessories Parts / Labor
Arcair
®
N6000 90 days / NA
Eliminator
®
Spool and Pull Guns 90 days / NA
Robotic Deflection Mounts 90 days / NA
QRM-100 Anti-Spatter Applicator 90 days / NA
TC and TCV Water Coolers 1 year / NA
TSC-96 Smoke Collector 1 year / NA
ESG-1, EPG-CR1, EPG-CR2 Control Boxes for Eliminator Spool & Pull Guns 1 year / NA
QRC-2000 Nozzle Cleaning Stations 1 year / 1 year
QRC-3000 UltraSonic Cleaning Stations 2 years / 2 years
All other products 30 days from date purchaser purchases from seller. 30 days / NA
Plasma Cutting Systems Parts / Labor
Automated Plasma 2 years / 1 year
CutMaster™ 3 years / 3 years
PakMaster
®
XL PLUS 3 years / 1 year
Drag-Gun
®
1 year / 1 year
Drag-Gun Plus 2 years / 1 year
Torches 1 year / 1 year
Consoles, Control Equipment, Heat Exchangers and Accessory Equipment 1 year / 1 year

© Thermadyne Industries, Inc., 2008 www.thermadyne.com Printed in U.S.A.
W O R L D H E A D Q U A R T E R S : 1 6 0 5 2 S w i n g l ey R i d g e R o a d , S u i t e 3 0 0 • S t . L o u i s , M i s s o u r i 6 3 0 1 7 U. S. A .
A Global Cutting & Welding Market Leader
™
Denton, TX USA
U.S. Customer Care
Ph: (1) 800-426-1888
Fax: (1) 800-535-0557
Miami, FL USA
Sales Office, Latin America
Ph: (1) 954-727-8371
Fax: (1) 954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: (1) 905-827-4515
Fax: (1) 800-588-1714
International Customer Care
Ph: (1) 905-827-9777
Fax: (1) 905-827-9797
Chorley, United Kingdom
Customer Care
Ph: (44) 1257-261755
Fax: (44) 1257-224800
Milan, Italy
Customer Care
Ph: (39) 0236546801
Fax: (39) 0236546840
Cikarang, Indonesia
Customer Care
Ph: 62 21+ 8983-0011 / 0012
Fax: 62 21+ 893-6067
Osaka, Japan
Sales Office
Ph: 816-4809-8411
Fax: 816-4809-8412
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674
Fax: 613+ 9474-7391
International
Ph: 613+ 9474-7508
Fax: 613+ 9474-7488
Rawang, Malaysia
Customer Care
Ph: 603+ 6092-2988
Fax: 603+ 6092-1085
Shanghai, China
Sales Office
Ph: 86-21-64072626
Fax: 86-21-64483032
Singapore
Sales Office
Ph: 65+ 6832-8066
Fax: 65+ 6763-5812
THE AMERICAS EUROPE ASIA/PACIFIC
U.S. Customer Care: ARCAIR
®
/ STOODY
®
/ THERMAL ARC
®
/ THERMAL DYNAMICS
®
/ TWECO
®
/ VICTOR
®
................... 800-426-1888 / FAX 800-535-0557
FIREPOWER
®
................. 800-858-4232 / FAX 800-535-0557 TDC AUTOMATION................... 866-279-2628 / FAX 800-535-0557
TURBOTORCH
®
............. 800-238-0282 / FAX 800-535-0557 VICTOR MEDICAL .................... 800-382-8187 / FAX 800-535-0557
VICTOR SPECIALTY PRODUCTS................... 800-569-0547 / FAX 800-535-0557
Canada Customer Care: 905-827-4515 / FAX 800-588-1714
•
International Customer Care: 905-827-9777 / FAX 905-827-9797
CIGWELD Customer Care: 1300-654-674 / FAX 613+ 9474-7391
•
www.thermadyne.com

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
POSTE
DENETTOYAGE
DE BUSE
Guide D’installation
et D’utilisation
English
Français
Español
qrc
TM
-2000
Révision: A Date d’émission: 17 novembre 2008 No de Forma: SM-QRC-2000

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
VOTRE ACTIVITÉ NOUS INTÉRESSE!
Félicitations pour votre nouveau produit Tweco
®
. Nous sommes fiers de
vous avoir comme client et nous tâcherons de vous fournir les meilleurs
services et fiabilité dans l’industrie. Ce produit est soutenu par une vaste
garantie et un réseau mondial de service. Pour localiser votre distributeur
ou agence de service le plus proche, veuillez communiquer avec un
représentant à l’adresse ou au numéro de téléphone correspondant à
votre région, indiqué au verso de la couverture du manuel, ou visitez
notre site web www.tweco.com.
Ce Manuel d’utilisation a été conçu pour vous permettre d’utiliser et de
faire fonctionner correctement votre produit Tweco
®
. Votre satisfaction
et le fonctionnement en toute sécurité de votre produit sont nos
principaux soucis. Par conséquent, veuillez prendre le temps de lire
tout le manuel, spécialement en ce qui concerne les Précautions de
Sécurité. Ceci vous aidera à éviter d’éventuels accidents qui pourraient
survenir en travaillant avec ce produit.
VOUS ÊTES EN BONNE COMPAGNIE!
La Marque de Choix pour les Entrepreneurs et les Fabricants dans le Monde.
Tweco
®
Robotics est une marque globale de produits de soudage à l’arc
pour Thermadyne Industries Inc. Nous fabriquons et fournissons aux
plus grands secteurs de l’industrie de soudage dans le monde dont:
Fabrication, Construction, Exploitation Minière, Automobile, Aérospatial,
Ingénierie, Rural et Loisirs/Bricolage.
Nous nous distinguons de notre concurrence grâce à nos produits
en tête du marché, fiables, ayant résisté à l’épreuve du temps. Nous
sommes fiers de notre innovation technique, nos prix compétitifs, notre
excellente livraison, notre service clientèle et notre support technique
de qualité supérieure, ainsi que de l’excellence dans les ventes et
l’expertise en marketing.
Surtout, nous nous engageons à développer des produits utilisant des
technologies de pointe pour obtenir un environnement de travail plus
sécurisé dans l’industrie de la soudure.

AVERTISSEMENT
LISEZ ET COMPRENEZ TOUT LE MANUEL ET LES PRATIQUES DE SÉCURITÉ DE L’UTILISATEUR AVANT L’INSTALLATION,
LE FONCTIONNEMENT OU L’ENTRETIEN DE L’ÉQUIPEMENT. MÊME SI LES INFORMATIONS CONTENUES DANS CE MANUEL
REPRÉSENTENT LE MEILLEUR JUGEMENT DU FABRICANT, CELUI-CI N’ASSUME AUCUNE RESPONSABILITÉ POUR SON
USAGE.
Poste de Nettoyage de Buse
Guide d’Installation et d’Utilisation
Numéro du Manuel d’Instructions pour SM-QRC-2000
Publié par:
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2008 par
Thermadyne Industries Inc.
® Tous droits réservés.
La reproduction, de tout ou partie de cette oeuvre, sans l’autorisation écrite de l’éditeur, est interdite.
L’éditeur n’assume pas et dément toute responsabilité pour perte ou dommage causés à une partie par erreur ou
omission dans ce manuel, si une telle erreur résulte d’une négligence, d’un accident, ou de toute autre cause.
Date de Parution: 17 novembre 2008
Complétez les informations suivantes à des fins de garantie:
Lieu D’achat: ________________________
Date D’achat: ________________________
Numéro de: ________________________
i

POSTE DENETTOYAGE DE BUSE
ii
SM-QRC-2000
Table des Matiéres
SECTION 1: INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE .............................. 1-1
1.01 Accidents de Soudage ...............................................................................1-1
1.02 Principales Normes de Sécurité ................................................................1-3
1.03 Sécurité et Santé .......................................................................................1-3
SECTION 2: INTRODUCTION ET DESCRIPTION ................................................... 2-4
2.01 Comment Utiliser ce Manuel .....................................................................2-4
2.02 Réception de L’équipement .......................................................................2-4
2.03 Introduction ..............................................................................................2-4
SECTION 3: INSTALLATION ET OPÉRATION .......................................................
2-5
3.01 Installation ................................................................................................2-5
3.02 Montage du Poste de Nettoyage de Buse QRC™-2000 .............................2-5
3.03 Spécifications D’alimentation en Air, de Branchements et de Lubrification 2-6
3.04 Câblage de L’interface du QRC™-2000 ......................................................2-6
3.05 Accès Aux Commandes Électriques et Pneumatiques ...............................2-7
3.06 Logique Inversée .......................................................................................2-7
3.07 Indicateurs LED .........................................................................................2-7
3.08 Sélection de la Lame D’alésoir et du Bloc de Serrage ...............................3-8
3.09 Séquence de Programmation de la Commande ........................................3-9
3.10 Limiteur de Débit D’air ..............................................................................3-9
3.11 Buse et Paramètre D’insertion ...................................................................3-9
SECTION 4: CÂBLAGE ET PNEUMATIQUES .......................................................
4-11
4.01 Branchement L’atomiseur Anti-projections QRM-100 et QRM-3 ............4-11
4.02 Schéma de Câblage .................................................................................4-11
4.03 Schémas .................................................................................................4-12
4.03 QRM-100 et QRM-3 ................................................................................4-12
SECTION 5: PROGRAMME ..........................................................................
5-13
5.01 Programme D’entretien ...........................................................................5-13
5.02 Instructions de Remplacement des Composants ....................................5-13
5.03 Réglage Manuel ......................................................................................5-15
SECTION 6: DÉPANNAGE ............................................................................
6-16
SECTION 7: PIECE DE RECHANGE .................................................................
7-17
GARANTIE .............................................................................................8-18
TABLEAU DES GARANTIES ..........................................................................
8-19
COORDONNEES DES SERVVICES CLIENTELES AUTOUR DU MONDE .........................8-20

POSTE DENETTOYAGE DE BUSE
1-1
SM-QRC-2000
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
1.01 Accidents de Soudage
5. Toutes les connexions de terre doivent être vérifiées
périodiquement pour déterminer si elles sont
mécaniquement résistantes et électriquement
appropriées au courant demandé.
6. En cas de soudage ou découpage en courant alternatif
dans des conditions d’humidité ou de chaleur avec
facteur de transpiration, l’utilisation de contrôles
automatiques fiables pour réduire la tension à vide est
recommandée pour diminuer les risques de choc.
7. Lorsque le procédé de soudage ou découpage exige
des valeurs de tension en circuit ouvert dans des
machines à courant alternatif plus élevé que 80
volts, et des machines à courant continu plus élevé
que 100 volts, des mesures doivent être prises pour
empêcher un contact accidentel entre l’opérateur et la
tension élevée par une isolation adéquate ou d’autres
moyens.
8. Lorsque le soudage doit être interrompu pendant une
certaine période, comme lors d’un repas ou d’une nuit,
toutes les électrodes doivent être enlevées de la torche
et celle-ci doit être rangée avec soin pour éviter un
contact accidentel.
9. La torche doit être déconnectée de la source d’énergie
en cas de non utilisation.
10.
Ne plongez jamais les pistolets Mig, les supports
d’électrodes, les torches TIG, les torches à plasma
ou les électrodes dans l’eau.
AVERTISSEMENT
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT
ÊTRE DANGEREUX POUR VOTRE SANTÉ
SECTION 1:
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
AVERTISSEMENT
DES BLESSURES GRAVES OU MORTELLES PEUVENT RÉSULTER D’UNE INSTALLATION, D’UN USAGE ET D’UN ENTRETIEN
INCORRECTS DE L’ÉQUIPEMENT DE SOUDAGE ET DÉCOUPAGE. UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT ET
D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE DANGEREUSES. L’OPÉRATEUR, LE SUPERVISEUR ET L’AIDE DOIVENT
LIRE ET COMPRENDRE LES PRÉMISE EN GARDES ET INSTRUCTIONS DE SÉCURITÉ SUIVANTES AVANT L’INSTALLATION
OU L’UTILISATION DE TOUT ÉQUIPEMENT DE SOUDAGE OU DÉCOUPAGE.
LE PROCÉDÉ DE DÉCOUPAGE ET SOUDAGE EST EMPLOYÉ DANS DE NOMBREUX ENVIRONNEMENTS POTENTIELLEMENT
DANGEREUX COMME LES HAUTEURS, LES ZONES À VENTILATION LIMITÉE, LES PIÈCES ÉTROITES, AUTOUR DE L’EAU,
DANS DES MILIEUX HOSTILES, ETC., ET IL EST IMPORTANT QUE LES OPÉRATEURS SOIENT CONSCIENTS DES DANGERS
LORS DU TRAVAIL DANS CES TYPES DE CONDITIONS. ASSUREZ-VOUS QUE L’(LES) OPÉRATEUR(S) SONT FORMÉS AUX
PRATIQUES DE SÉCURITÉ POUR LES ENVIRONNEMENTS DANS LESQUELS ILS SONT SUPPOSÉS TRAVAILLER ET SOUS
SUPERVISION COMPÉTENTE.
IL EST ESSENTIEL QUE L’OPÉRATEUR, LE SUPERVISEUR OU TOUT LE PERSONNEL DANS LA ZONE DE TRAVAIL SOIENT
CONSCIENTS DES DANGERS DU PROCÉDÉ DE SOUDAGE ET DÉCOUPAGE. UNE FORMATION ET UNE SUPERVISION ADAPTÉES
SONT IMPORTANTES POUR UN LIEU DE TRAVAIL SÛR. GARDEZ CES INSTRUCTIONS POUR UNE UTILISATION FUTURE.
DES INFORMATIONS SUPPLÉMENTAIRES DE SÉCURITÉ ET DE FONCTIONNEMENT SONT MENTIONNÉES DANS CHAQUE
PARTIE.
1. Ne touchez pas les pièces électriques sous tension.
2.
Ne touchez pas en même temps une électrode avec
la peau nue et la masse.
3. Gardez toujours les gants de soudage au sec et en
bon état.
REMARQUE
Les vêtements de protection aluminisés peuvent
devenir une partie du circuit électrique.
4. Eloignez les bouteilles d’oxygène, les chaînes,les
câbles métalliques, les engins de levage, les treuils
et les élévateurs de toute partie du circuit électrique.
AVERTISSEMENT
UN CHOC ELECTRIQUE PEUT PROVOQUER DES
BLESSURES OU PEUT ÊTRE MORTELLE
L’INSTALLATION ET L’ENTRETIEN DE L’ÉQUIPEMENT
DOIVENT ÊTRE CONFORMES AU CODE ELECTRIQUE
NATIONAL (NFPA 70) ET AUX CODES LOCAUX.
N’EFFECTUEZ PAS D’ENTRETIEN OU DE RÉPARATION
LORSQUE L’ÉQUIPEMENT EST EN MARCHE. N’OPÉREZ
PAS L’ÉQUIPEMENT SANS ISOLATEURS OU CACHES
DE PROTECTION. L’ENTRETIEN OU LA RÉPARATION
DE L’ÉQUIPEMENT DOIVENT ÊTRE EFFECTUÉS
UNIQUEMENT PAR UN TECHNICIEN QUALIFIÉ, OU PAR
DU PERSONNEL FORMÉ.

POSTE DENETTOYAGE DE BUSE
1-2
SM-QRC-2000
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
21. Les préparations à cheveux inflammables ne devraient
pas être utilisées lors du soudage ou découpage. Portez
des bouchons d’oreilles pour protégez vos oreilles des
étincelles.
22. Lorsque la zone de travail le permet, l’opérateur devrait
être enfermé dans une cabine individuelle recouverte d’un
revêtement à faible réflectivité comme l’oxyde de zinc. Ceci est
un facteur important pour absorber les rayons ultraviolets, et
un noir de lampe. L’opérateur devrait être enfermé avec des
écrans non combustibles revêtus de manière similaire.
AVERTISSEMENT
LES ETINCELLES DE SOUDURE PEUVENT CAUSER
DES INCENDIES ET DES EXPLOSIONS.
23. Les causes d’incendie et d’explosion sont: les combustibles
atteints par l’arc, flammes, étincelles volantes, scories
chaudes ou matériaux chauffés. Retirez les combustibles de
la zone de travail et/ou etablissez une surveillance du feu.
24.
Evitez les vêtements huileux ou graisseux car les étincelles
peuvent y mettre le feu. Ayez un extincteur à proximité et sachez
comment l’utiliser.
25.
Soyez attentif au danger de conduction ou rayonnement, par
exemple si le soudage ou découpage doit être fait contre un
mur, une cloison, un toit en métal, un plafond ou un toit, des
préMISE EN GARDEs doivent être prises pour éviter la mise à
feu des combustibles de l’autre côté.
26. Ne soudez ni
ne coupez pas des conteneurs ayant contenu
des combustibles. Tous les espaces creux, cavités et
conteneurs devraient être aérés avant le soudage ou
découpage pour permettre l’évasion de l’air ou des gaz.
Une purge avec du gaz inerte est recommandée.
27. N’utilisez jamais d’oxygène dans une torche de
soudage. N’utilisez que des gaz inertes ou des
mélanges de gaz inertes conformément aux exigences
du procédé. L’utilisation de gaz combustibles
comprimés peut causer des explosions pouvant
provoque blessures personnelles ou être fatales.
L’utilisation de l’arc contre toute bouteille de gaz
comprimé peut endommager la bouteille ou causer
une explosion.
AVERTISSEMENT
LE BRUIT PEUT NUIRE A L’AUDITION.
28. Le bruit du procédé Air Carbone Arc peut nuire à
votre audition. Portez les dispositifs de protection
auditive pour vous protéger lorsque les niveaux de
bruit dépassent les standards OSHA. Des dispositifs
de protection auditive appropriés doivent être portés
par les opérateurs et le personnel aux abords pour
assurer une protection personnelle contre le bruit.
11. Eloignez la fumée, les émanations et les gaz de la zone
de respiration.
12. Les émanations du procédé de soudage ou découpage
sont de divers types et forces, selon le genre de métal
de base travaillé. Pour votre sécurité, ne respirez pas
ces émanations.
13. La ventilation doit être suffisante pour enlever la fumée,
les émanations et les gaz pendant le fonctionnement
pour protéger les opérateurs et le personnel présents
dans le secteur.
14. Les vapeurs de solvants chlorés peuvent former le gaz
toxique « Phosgène » en cas d’exposition au rayonnement
ultraviolet d’un arc électrique. Tous les solvants, décapants
et sources potentielles de ces vapeurs doivent être enlevés
de la zone de travail.
15. Les émanations produites lors du soudage ou
découpage, surtout à des endroits confinés, peuvent
causer une gêne et un malaise physique en cas
d’inhalation pendant une période prolongée.
16. Fournissez suffisamment de ventilation dans la zone
de soudage ou découpage. Servez-vous d’appareils
respiratoires à arrivée d’air si la ventilation n’est pas
suffisante pour enlever toutes les émanations et gaz. Ne
ventilez jamais avec de l’oxygène. L’oxygène entretient
et accélère vigoureusement le feu.
17. Les procédés de soudage et découpage produisent une
chaleur localisée extrême et de forts rayons ultraviolets.
18. N’essayez jamais de souder ou couper sans casque de
soudage équipé de verres adéquats. Veillez à ce que
les verres soient conformes aux normes fédérales. Des
verres à filtre de numéro 12 à 14 fournissent la meilleure
protection contre le rayonnement de l’arc. En cas d’endroit
confiné évitez que les réflexions du rayonnement de l’arc
pénètrent autour du casque.
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC, LES SCORIES ET LES
ETINCELLES CHAUDES PEUVENT BLESSER LES YEUX
ET BRULER LA PEAU.
19. Veillez à ce que tout le personnel dans la zone de
travail soit protégé du rayonnement de l’arc et des
étincelles. Des rideaux de protection approuvés et des
lunettes de protection appropriées devraient être utilisés
pour fournir une protection au personnel se trouvant aux
abords et aux opérateurs des équipements voisins.
20. La peau devrait aussi être protégée des rayons de l’arc, de
la chaleur et du métal fondu. Portez toujours des gants et
des vêtements de protection qui empêchent l’exposition de
votre peau. Toutes les poches devraient être fermées et les
manchettes cousues. Des tabliers, manches, guêtres en cuir,
etc. devraient être portés pour le soudage et découpage ou
pour les opérations lourdes utilisant de grandes électrodes. Les
chaussures de sécurité fournissent une protection suffisante
contre les brûlures aux pieds. Pour plus de protection portez
des guêtres en cuir.

POSTE DENETTOYAGE DE BUSE
1-3
SM-QRC-2000
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
1.02 Principales Normes de Sécurité
1.03 Sécurité et Santé
REMARQUE
Veillez à lire et comprendre toutes les
instructions de sécurité et les préMISE EN
GARDEs contenues dans section 1 de ce
manuel avant de procéder à des opérations de
soudage ou découpage.
AVERTISSEMENT
UN ÉQUIPEMENT DE SOUDAGE OU DE DÉCOUPAGE
MAL INSTALLÉ, UTILISÉ ET ENTRETENU PEUT
ENTRAÎNER DES BLESSURES GRAVES OU FATALES.
UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT
ET D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE
DANGEREUSES.
Un choc électrique peut causer des blessures ou
la mort.
La fumée, les émanations et les gaz peuvent être
dangereux pour la santé.
Les rayonnements d’arc, les scories chaudes et les
étincelles peuvent causer des lésions oculaires et
des brûlures de la peau.
Les étincelles de soudure peuvent causer des
incendies et des explosions.
Le bruit excessif peut nuire à votre audition.
•
•
•
•
•
RÉFÉRENCES DE SÉCURITÉ ET D’OPÉRATION
1. Code de Règlements Fédéraux. (OSHA)
Article 29 Parties 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 et 1000.
U.S. Government Printing Office, Washington, DC. 20402.
2. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
3. ANSI Z87.1 “Pratique pour la Protection Professionnelle et Educative du Visage et des Yeux”.
4. ANSl Z88.2 “Pratique Standard pour la Protection Respiratoire”.
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 “Pratiques de Sécurité Recommandées pour les Conteneurs de Soudage et
Découpage”.
6. AWS C5.3 “Pratiques Recommandées pour le Gougeage et le Découpage Air Carbone Arc”.
The American Welding Society, 550 NW Lejeune RD., P.O.BOX 351040, Miami FL. 33135.
7. NFPA 51B “Prévention d’Incendie dans les Procédés de Découpage et Soudage.”
8. NFPA-7 “Code Electrique National”.
National Fire Protection Association, Battery Park, Quincy, MA, 02269.
9. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
AVERTISSEMENT
Ce produit Contient des produits Chimiques,
Comme le plomb, ou engendre des
produits Chimiques, reConnus par l’état de
Californie Comme pouvant être à l’origine
de CanCer, de malformations fœtales
ou d’autres problèmes de reproduCtion.
I l f a u t s e l a v e r l e s m a I n s
a p r è s t o u t e m a n I p u l a t I o n .
(Code de Californie de la séCurité et santé,
paragraphe 25249.5 et suivants)

POSTE DENETTOYAGE DE BUSE
2-4
SM-QRC-2000
INTRODUCTION ET DESCRIPTION
2.01 Comment Utiliser ce Manuel
Pour vous assurer d’utiliser le chalumeau de façon
sécuritaire, lisez le manuel en entier, y compris les sections
sur les instructions de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et
REMARQUE peuvent figurer tout au long de ce manuel.
Prêtez une attention particulière à l’information fournie
sous ces mentions. Il s’agit de remarques spéciales
facilement reconnaissables:
AVERTISSEMENT
UN AVERTISSEMENT FOURNIT DE L’INFORMATION
SUR LES RISQUES DE BLESSURES.
MISE EN GARDE
Une MISE EN GARDE fournit de l’information sur
un endommagement possible d’équipement.
REMARQUE
Une
REMARQUE fournit de l’information utile
sur certaines procédures d’exploitation.
2.02 Réception de L’équipement
Lorsque vous recevez l’équipement, faites l’inventaire
de la livraison et comparez-le à la facture pour vous
assurer qu’il ne manque aucun élément, puis inspectez
l’équipement pour vous assurer qu’il n’a pas été
endommagé durant la livraison. Si l’équipement a été
endommagé, communiquez immédiatement avec le
transporteur afin de faire une demande d’indemnisation.
Adressez-vous à l’endroit indiqué au verso de la couverture
de ce manuel et fournissez tous les renseignements
nécessaires à la demande d’indemnisation pour les
dommages à l’équipement ou l’erreur de livraison. Incluez
une description complète de la pièce faisant l’objet de la
demande.
Si vous désirez un exemplaire supplémentaire ou de
remplacement de ce DC, veuillez communiquer avec
Tweco
®
Robotics à l’adresse ou au numéro de téléphone
correspondant à votre région, indiqué au verso de la
couverture du manuel. Dans votre demande, incluez le
numéro du manuel (à la page i) et le numéro de pièce du
DC: CDROBOTICS.
SECTION 2:
INTRODUCTION ET DESCRIPTION
2.03 Introduction
Avant d’installer ou d’utiliser le poste de nettoyage de
buse QRC™-2000, lire et veiller à bien comprendre
toutes les consignes de sécurité relatives au produit
et les instructions fournies dans le présent manuel. Le
non-respect de tout ou partie de ces instructions et
consignes de sécurité risque d’entraîner des blessures
ou d’endommager l’équipement.
Le poste de nettoyage de buse QRC™-2000 de Tweco
Robotics a été conçu pour fournir à l’utilisateur un
nettoyage de haute qualité des buses/becs adapté à une
cellule de travail robotisée. Ce produit durable a fait ses
preuves dans l’environnement rigoureux que constitue un
poste robotisé en régime permanent.

POSTE DENETTOYAGE DE BUSE
2-5
SM-QRC-2000
INSTALLATION ET OPÉRATION
3.01 Installation
Le poste de nettoyage de buse QRC™-2000 de Tweco
Robotics est simple à installer. Les instructions suivantes
facilitent le montage et l’établissement des branchements
nécessaires au poste de nettoyage. Pour toute question
concernant ces instructions, contacter les services
techniques de Tweco Robotics.
3.02 Montage du Poste de Nettoyage de
Buse QRC™-2000
Installer le poste de nettoyage de buse à l’intérieur de la
cellule de travail robotisée pour en faciliter l’accès. Le
poste de nettoyage de buse doit être monté de façon à
permettre d’accéder facilement au bras robotisé, mais
sans gêner les autres opérations telles que le chargement
et le déchargement des montages. Le schéma illustre
la configuration des trous requise pour le montage du
QRC™-2000, ainsi que les mesures de jeu importantes.
Le poste de nettoyage de buse est monté avec quatre
boulons de 3/8 pouce. de diamètre dans les trous prévus
à cet effet sur la base. L’appareil doit être mis à niveau.
13.1
[334]
16.4
[416]
17.8
[452]
9.8
[249]
4.3
[108]
1.4
[36]
BOUTON DE
RÉINITIALISATION
16.4
[416]
IN
[mm]
.625
[15,88]
.500
[12,7]
5.000
[127]
3.78
[96,01]
1.319
[33,5]
.590
[14,99]
8.088
[205,44]
8.465
[215,01]
9.000
[228,6]
IN
[mm]
.968
[24,59]
2.500
[63.5]
Figure 1
IN
[mm]
SECTION 3:
INSTALLATION ET OPÉRATION

POSTE DENETTOYAGE DE BUSE
2-6
SM-QRC-2000
INSTALLATION ET OPÉRATION
3.03 Spécifications D’alimentation en Air,
de Branchements et de Lubrification
L’air admis dans le poste de nettoyage de buse QRC™-2000 doit
être filtré et non lubrifié. Cet appareil requiert une pression
de 5,5 à 6,8 BAR pour un débit de 225 l/mn. La conduite
d’alimentation en air doit présenter un diamètre interne d’au
moins 1/4 pouce et être munie d’un raccord mâle à filetage
NPT de 1/4 pouce adapté au raccord femelle sur le côté de la
protection de logique. Le moteur à air est lubrifié au moyen
d’un dispositif de dosage asservi, situé sous le réservoir de
lubrifiant. Ce dispositif injecte une quantité d’huile directement
dans les électrovannes et le moteur à air au cours de chaque
cycle de nettoyage. La lubrification doit être effectuée avec
une huile hydraulique légère affichant une viscosité de 150
VC 15-20 (SAE 5W). Lors du tout premier remplissage du
réservoir ou d’un remplissage ultérieur de réservoir vide,
amorcer la pompe manuellement pour distribuer l’huile
uniformément dans tout le circuit. Le dispositif de dosage
asservi offre une plage de réglage comprenant 0 (-) à 45 (+)
déclics et un bouton-poussoir pour amorcer l’huile lubrifiante.
(Voir les Fig. 5 et 6.)
Tirer la molette du dispositif de dosage asservi en
position de déblocage (A).
Régler la molette du dispositif de dosage asservi sur
45 (+) et appuyer 50 à 60 fois sur le bouton.
Tourner la molette du dispositif de dosage asservi vers
la gauche sur 0 (-), puis la régler sur 3 (+) déclics.
Repousser la molette du dispositif de dosage asservi en
position de blocage (C). La quantité de lubrifiant peut
être ajustée en tournant la molette de réglage située
sur le dispositif de dosage asservi.
•
•
•
•
RÉSERVOIR
DU
LUBRIFIANT
SYSTÈME
DE
DOSAGE
Figure 2
MOLETTE DE
RÉGLAGE
BOUTON-
POUSSOIR
PIMAIRE
REMARQUE
Ne pas faire fonctionner l’appareil sans huile
lubrifiante. Cela entraînerait le blocage du
moteur et le grippage des électrovannes.
Lorsque de l’huile est ajoutée, amorcer l’appareil
et vérifier le fonctionnement des électrovannes.
Celles-ci risquent d’être endommagées de
façon irréversible si l’appareil fonctionne sans
huile lubrifiante.
REMARQUE
L'évent du réservoir de lubrifiant doit être
ouvert, sans quoi l'huile ne s'écoule pas.
3.04 Câblage de L’interface du QRC™-2000
Le câblage de l’interface du poste de nettoyage de buse
QRC™-2000 requiert un connecteur à 5 fils. Chaque fil a
un code couleur. Le schéma ci-dessous indique la couleur
des fils et le numéro et la fonction de la broche/l'embase
de connecteur correspondante.
ROUGE: ALIMENTATION DE +24 VOLTS CC
VERT: SIGNAL DE DESSERRAGE
BLANC: ALIMENTATION COMMUNE
ORANGE: SIGNAL D’INITIATION DE +24 VOLTS CC
NOIR: RÉSERVE / OPTION
Les Branchements Suivants Sont Requis pour que
L’appareil Puisse Fonctionner:
Fil rouge: Active la logique interne avec une
alimentation de +24 Vcc.
Fil vert: Signal de sortie de cycle terminé ( +24 Vcc
pour le signal logique d’induction ; 0 Vcc pour le
signal logique d’absorption)
Fil blanc: Commun de alimentation.
Fil orange: Signal d’entrée d’initiation de cycle : +24
Vcc pour le signal logique d’induction ; 0 Vcc pour
le signal logique d’absorption. (signal à impulsions
de 0,5 à 1,0 seconde)
Fil noir: Fil de réserve. (branchement optionnel)
•
•
•
•
•
4. SIGNAL
D’INITIATION
(ORANGE)
5. OPTION
(NOIR)
ENSURE PROPER INTERFACE HAS BEEN MADE OR DAMAGE
MAY OCCUR
2. ALIM. +24 VCC
(ROUGE)
1. COMMUNE
(BLANC)
3. MÂCHOIRES
DESSERRÉES (VERT)
Figure 3
REMARQUE
Le poste de nettoyage de buse QRC2000 est
préréglé en usine sur 3 (+) déclics.
COMMANDE
DE ROBOT

POSTE DENETTOYAGE DE BUSE
2-7
SM-QRC-2000
INSTALLATION ET OPÉRATION
3.05 Accès Aux Commandes Électriques et
Pneumatiques
Avant de déposer la protection de logique, s’assurer
que l’alimentation en air est coupée et que l’appareil est
hors tension et débranché de la source d’alimentation
électrique.
Pour pouvoir accéder à la carte de circuit imprimé et au
collecteur pneumatique, la protection de logique doit être
retirée. Pour ce faire, desserrer les quatre vis à tête ronde
10-24 et dégager la protection du poste de nettoyage en
la faisant glisser doucement pour ne pas débrancher les
connexions d’interface de la carte de circuit imprimé.
PROTECTION DE
LOGIQUE
ÉLECTROVANNE (2)
CARTE DE
CIRCUIT
IMPRIMÉ
VIS À TÊTE
RONDE
N° 10-24 X
1/2 IN.
DE LONG
(4)
VIS
AUTOTAR-
AUDEUSE
N° 10 X
1/2 IN. DE
LONG (2)
Figure 4
3.06 Logique Inversée
Le poste de nettoyage de buse QRC™-2000 est réglé
en usine avec une entrée ou une sortie d’induction
(élevée) de + 24 Vcc. Il se peut toutefois que certaines
installations requièrent l’inverse, soit une entrée ou une
sortie d’absorption (basse) de 0 Vcc.
Pour passer d’une entrée/sortie d’induction à une entrée/
sortie d’absorption, il faut accéder à la carte du circuit
imprimé. Dans le coin inférieur droit de la carte du circuit
imprimé se trouvent deux contacteurs qui doivent être
réglés selon le signal d’entrée/de sortie requis, comme
illustré.
MISE EN GARDE
Ne pas activer les contacteurs d’induction et
d’absorption de la c a rte de circuit imprim
sous tension. Cela endommagerait le matériel.
Ne déplacer les contacteurs que lorsque la
tension est coupée.
Pour utiliser l’appareil en mode d’absorption, le contacteur
SW1 doit être enfoncé et le contacteur SW2 relevé. Pour
utiliser l’appareil en mode d’induction, il suffit d’inverser la
position des contacteurs. Voir le schéma de la Figure 5.
SW2
RCONTACTEUR 2 (SW2) SORTIE DE
MÂCHOIRES DESSERRÉES
ABSORPTION
(RELEVÉ)
INDUCTION
(ENFONCÉ)
INDUCTION
(RELEVÉ)
ABSORPTION
(ENFONCÉ)
SWITCH 1 (SW1) INPUT
START SIGNA
SW1
Figure 5
3.07 Indicateurs LED
Les indicateurs LED, situés sur le côté de la protection
de logique, informent visuellement de l’état du cycle. Ces
informations peuvent être utilisées pendant l’installation
comme pendant l’entretien pour vérifier que tout
fonctionne correctement. Les LED indiquent les différentes
étapes du cycle de nettoyage comme suit:
Unclamped (Desserré) - Allumé
Indique que le vérin de serrage est complètement étendu,
ouvrant le bloc de serrage de la buse et envoyant un signal
de sortie qui indique que le cycle d’alésage est terminé.
Reamer Ahead (Alésoir en Haut) - Éteint
Indique que le vérin de relevage est complètement étendu,
plaçant la lame d’alésoir en haut de sa course d’alésage
et activant le contacteur de fin de course supérieur de la
carte de circuit imprimé.
Reamer Home (Alésoir en Position de Repos) - Allumé
Indique que le vérin de relevage est complètement rétracté,
plaçant la lame d’alésoir en bas de sa course d’alésage
(position de repos) et qu’il a activé le contacteur de fin de
course inférieur de la carte de circuit imprimé.
REMARQUE
Les indicateurs de desserrage (Unclamped) et
d’alésoir en position de repos (Reamer ome) doivent
tous les deux être allumés pour que l’appareil puisse
lancer le processus de nettoyage.
CLEANING SEQUENCE
UNCLAMPED
REAMER AHEAD
REAMER HOME
CAUTION
ENSURE PROPER INTERFACE
HAS BEEN MADE OR DAMAGE
MAY OCCUR. READ TECHNICAL
GUIDE BEFORE START-UP.
Figure 6

POSTE DENETTOYAGE DE BUSE
3-8
SM-QRC-2000
INSTALLATION ET OPÉRATION
3.08 Sélection de la Lame D’alésoir et du
Bloc de Serrage
Pour s’assurer que le nettoyage de la buse et du bec
s’effectue correctement sans modifier l’alignement du bec,
chaque application doit être adaptée au pistolet robotisé,
au bec de contact et à la configuration de buse spécifiques
utilisés. Le tableau ci-dessous aide à sélectionner la lame
d’alésoir la mieux adaptée à l’application envisagée. Le
diamètre externe (D.E.) sélectionné pour la lame d’alésoir
dépend du diamètre interne (D.I.) de la buse utilisée. Le
diamètre interne utilisé pour la lame d’alésoir dépend
quant à lui du diamètre externe du bec de contact.
Figure 7
N° de
Pièce
N° de
Commande
D.E.
D’alésoir (A)
D.I.
D’alésoir (B)
Longueur
D’alésoir (C)
Alésage de
Buse
Bec de
Contact
QRC-100 3500-1275 15,7mm 10,7mm 31,7mm 15,9mm A, B, C, & D
QRC-101 3500-1276 12,5mm 8,7mm 31,7mm 12,7mm A & B
QRC-102 3500-1277 12,3mm 8,7mm 28,4mm 12,7mm A & B
QRC-103 3500-1278 9,3mm 7,1mm 23,8mm 9,5mm A
QRC-104 3500-1279 18,6mm 13,5mm 52,8mm 19,1mm A, B, C, & D
QRC-105 3500-1280 15,7mm 8,7mm 31,7mm 15,9mm A & B
QRC-106 3500-1290 9,3mm 6,9mm 23,8mm 9,5mm A
QRC-107 3500-1281 15,3mm 11,1mm 31,7mm 15,9mm A, B, C, & D
QRC-108 3500-1282 12,8mm 8,7mm 32,2mm 15,9mm A & B
QRC-109 3500-1283 15,7mm 8,7mm 31,7mm 15,9mm A & B
QRC-110 3500-1284 15,7mm 7,5mm 31,7mm 15,9mm A & B
QRC-111 3500-1285 18,6mm 7,5mm 46,7mm 19,1mm A & B
QRC-112 3500-1286 15,7mm 9,1mm 25,4mm 15,9mm A, B, & C
QRC-113 3500-1287 18,6mm 9,1mm 46,7mm 19,1mm A, B, & C
QRC-114 3500-1288 15,7mm 9,9mm 31,7mm 15,9mm A, B, C, & D
QRC-115 3500-1289 18,6mm 9,9mm 46,7mm 19,1mm A, B, C, & D
QRC-116 3500-1291 12,5mm 9,12mm 27,4mm 12,7mm A, B, & C
QRC-119 3500-1297 15,7mm 7,9mm 26,7mm 15,9mm A & B
QRC-120 3500-1298 15,7mm 7,9mm 28,6mm 15,9mm A & B
QRC-121 3500-1299 12,3mm 7,9mm 18,5mm 12,7mm A & B
QRC-121S 3500-1274 12,3mm 9,5mm 21,3mm 12,7mm A, B, & C
QRC-122 3500-1260 15,7mm 9,9mm 31,7mm 15,9mm A, B, C, & D
QRC-123 3500-1261 14,2mm 9,9mm 57,4mm 15,9mm A, B, C, & D
QRC-124 3500-1262 12,3mm 8,7mm 21,3mm 12,7mm A & B
QRC-125 3500-1259 12,3mm 9,9mm 31,7mm 12,7mm A, B, C & D
QRC-126 3500-1258 12,3mm 9,1mm 27,4mm 12,7mm A, B, C
QRC-127 3500-1253 13,4mm 9,1mm 27,4mm 15,9mm A, B, C
QRC-ABZ 3500-1273 Adaptateur Permettant D’utilseur des Lames D’alésior Tweco® Robotics sur un Poste
de Nettoyage Binzel
Becs de Contact (Référence Tableau 1)
A 11, 14, 14T, EL11 & AL (O.D. = .250” / 6,3mm)
B 11H, 11RS, 14H. 14RS, 14RZ & AL (O.D. = .283” / 7,1mm)
C EL16, EL16RS, & AL (O.D. = .345” / 8,7mm)
D
16S, 16RS, 16RZ & AL (O.D. = .375” / 9,5mm)
Tableau 1: Lames D’alésoir du QRC™-2000
Tous les postes de nettoyage de buse QRC™-2000 sont
fournis par Tweco Robotics avec une lame d’alésoir
QRC™-100 (15,7 mm D.E. x 10,7 mm D.I.). (Dimensions
du bec de contact page 10.)

POSTE DENETTOYAGE DE BUSE
3-9
SM-QRC-2000
INSTALLATION ET OPÉRATION
Le jeu de blocs de serrage constitue l’autre pièce variable
du poste de nettoyage de buse QRC™-2000. Il y a cinq
blocs de serrage disponibles. Voir les tableaux 2 et 3.
Par défaut, le bloc de serrage « B » est assemblé sur
tout poste de nettoyage de buse QRC™-2000. Les blocs
de serrage A, C, D et E sont également fournis avec
l’appareil.
Tableau 2: Liste des Blocs de Serrage du QRC™-2000
Bloc de Serrage D.E. de Buse
QRC2102-A 23,8mm
QRC2102-B 25,4mm
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
Tableau 3: Buses et Blocs de Serrage du Tweco
®
Robotic
Buse D.E. de Buse Bloc d e Serrage
Série REL21 22,2mm QRC-2102-E
Série REL24CT 25,4mm QRC-2102-B
Série RWC24 25,4mm QRC-2102-B
Série RWC26 27,0mm QRC-2102-C
3.09 Séquence de Programmation de la
Commande
Programmer le robot de façon à centrer la buse du pistolet
directement au-dessus de la lame d’alésoir, au-dessus du
QRC™-2000. Insérer la buse à la profondeur requise pour
permettre un nettoyage complet du bec et de la buse sans
endommager les consommables du chalumeau. (Voir la
section 3.11)
À ce moment, la commande du robot doit envoyer le signal
d’initiation du cycle (impulsion de 0,5 à 1,0 seconde) au
QRC™-2000. Le QRC™-2000 serre alors la buse et effectue
le nettoyage.
Une fois que l’alésoir a terminé le cycle de nettoyage, le
poste de nettoyage renvoie un signal de cycle terminé à
la commande du robot. Le chalumeau est alors retiré du
QRC™-2000 et le cycle de travail se poursuit.
3.10 Limiteur de Débit D’air
Le limiteur de débit d’air permet d’ajuster le débit d’alimentation
de la lame d’alésoir. Le niveau des éclaboussures accumulées
détermine le débit d’alimentation nécessaire de la lame
d’alésoir. Plus il y a d’éclaboussures, moins le débit de la
lame d’alésoir utilisé sera rapide. Lorsque les accumulations
d’éclaboussures sont moindres, le débit d’alimentation peut
être défini sur un niveau plus rapide.
Réglage du Limiteur de Débit D’air:
Un limiteur de débit d’air se trouve à l’intérieur de
l’appareil, comme illustré sur le dessin. (Figure 8)
Il se peut que le débit d’alimentation doive être ajusté
selon les diverses applications.
•
•
BOUTON DE
RÉGLAGE
ÉCROU DE
BLOCAGE
AUGMENTER LE DÉBIT
D’ALIMENTATION
RÉDUIRE LE DÉBIT
D’ALIMENTATION
Figure 8
3.11 Buse et Paramètre D’insertion
Tous les postes de nettoyage de buse QRC™-2000 sont
fournis par Tweco Robotics avec la lame d’alésoir QRC™-100
(15,7 mm D.E. x 10,7 mm D.I.) et le bloc de serrage « B »
(QRC™2102-B / 25,4 mm).
S’assurer que la lame d’alésoir et le bloc de serrage sont
adaptés aux besoins de l’application..
Réglage du Chalumeau à L’aide de Calibres:
Les calibres sont disponibles en trois tailles (12,7 mm,
15,9 mm et 19,1 mm), sous forme de jeu sous le numéro
de pièce QRC - pg2.
Déterminer le D.E. de la lame d’alésoir utilisée.
Enfiler l’indicateur approprié sur le D.E. de la lame
d’alésoir.
Visser l’arbre index du bec.
Déterminer le D.E. du bec de contact utilisé.
Enfiler le manchon d’alignement sur l’aiguille.
Abaisser le chalumeau au niveau où le D.I. du bec de
contact touche l’aiguille, pousser le manchon d’alignement
vers le haut et par-dessus le bec de contact jusqu’à
l’indicateur si le chalumeau est réglé sur 90 degrés.
Une fois cela fait, écarter le chalumeau de l’aiguille afin de
laisser suffisamment d’espace pour retirer l’aiguille et le
manchon d’alignement.
Rabaisser le chalumeau au niveau où la buse touche le
haut de l’indicateur
Cela permet au programmateur de régler la course de la
lame d’alésoir dans le cycle de nettoyage.
REMARQUE
Avec une buse à affleurement ou à dépassement,
régler la course de la lame d’alésoir en laissant un
écart entre la buse et le haut du calibre. Buses à
affleurement: laisser un écart de 2,53 mm. Buses
à dépassement: laisser un écart de 7,62 mm.
•
•
•
•
•
•
•
•
•
•
Pour augmenter le débit d’alimentation de la lame
d’alésoir, dévisser l’écrou et tourner le bouton du
limiteur vers la gauche. Une fois le réglage effectué,
bloquer le bouton du limiteur avec l’écrou.
Pour réduire le débit d’alimentation de la lame
d’alésoir, dévisser l’écrou et tourner le bouton du
limiteur vers la droite. Une fois le réglage effectué,
bloquer le bouton du limiteur avec l’écrou.
•
•

POSTE DENETTOYAGE DE BUSE
3-10
SM-QRC-2000
INSTALLATION ET OPÉRATION
BEC DE CONTACT
MANCHON D’ALIGNEMENT
ARBRE INDEX DU BEC
INDICATEUR DE PROGRAMMATION
LAME D’ALÉSOIR
BUSE
INDICATEUR DE
PROGRAMMATION
LAME D’ALÉSOIR
Figure 9
Figure 10

POSTE DENETTOYAGE DE BUSE
4-11
SM-QRC-2000
CÂBLAGE ET PNEUMATIQUES
SECTION 4:
CÂBLAGE ET PNEUMATIQUES
4.01 Branchement L’atomiseur Anti-projections QRM-100 et QRM-3
Les schémas ci-dessous illustrent les branchements électriques au QRM-100 et au QRM-3.
Dans le cas d’un branchement à courant d’absorption, les fils doivent être branchés comme indiqué. Dans le cas
d’un branchement à courant d’induction, les fils doivent être branchés comme indiqué.
Pour que l’atomiseur anti-projections QRM-100 fonctionne, un signal temporisé de 24 Vcc doit être appliqué sur
le fil noir (de réserve) de la prise d’interface.
•
•
ÉLECTROVANNE DE
MOTEUR ET DE
SERRAGE
ÉLECTROVANNE
DE LEVAGE
DE BROCHE
BROCHE N°5
DISPOSITIF
ANTIPROJECTIONS
24 VCC
DISPOSITIF
ANTIPROJECTIONS
24 VCC
INDUCTION ABSORPTION
4.02 Schéma de Câblage
Figure 12
CONTACTEUR DE FIN DE
COURSE INFÉRIEUR
CONTACTEUR DE
FIN DE COURSE
SUPÉRIEUR
CONTACTEUR
DE FIN DE
COURSE DE
RETOUR DE
SERRAGE
INUTILISÉE
SIGNAL D’INITIATION
COMMUNE
+24 VCC
MÂCHOIRES DESSERRÉES
ÉQUIP. OPTIONNEL
VOIR LE CÂBLAGE
DU CONNECTEUR
À 5 BROCHES
BOUTON DE RÉINITIALISATION
ÉLECTROVANNE DE
MOTEUR ET DE SERRAGE
ÉLECTROVANNE DE
LEVAGE DE BROCHE
ÉQUIP.
OPTIONNEL
BROCHE N° 4
(ORG) SIGNAL
D’INITIATION
BROCHE N°
5 (NR)
OPTION
BROCHE N° 3 (VRT)
MÂCHOIRES
DESSERRÉES
BROCHE N° 2
(RGE) +24 VCC
BROCHE N° 1 (BLC)
COMMUNE
VUE EXTERNE DU CONNECTEUR À 5 BROCHES
BROCHE N°5
BROCHE N°3
BROCHE N°2
ÉLECTROVANNE DE
MOTEUR ET DE
SERRAGE
ÉLECTROVANNE
DE LEVAGE
DE BROCHE
Figure 11: Broche N° 1 en Haut / Broche N° 6 en Bas

POSTE DENETTOYAGE DE BUSE
4-12
SM-QRC-2000
CÂBLAGE ET PNEUMATIQUES
4.03 Schémas
Figure 13
RACCORD COUDÉ
1/8-27 NPT X 5/32
RACCORD COUDÉ
1/4-18 NPT X 1/4
ADAPTATEUR DE
TUBE 1/4-18 NPT
X 1/4
COMMANDE
DE DÉBIT
D’ALIMENTATION
ADAPTATEUR DE
TUBE 10-32 X 5/32
COUDÉ DE TUBE
1/8-27 NPT X 1/4 (5)
RACCORD COUDÉ
1/4-18 NPT X 1/4
TUBE 5/32 X RACCORD
COUDÉ 5/32
TUBE 1/4 X RACCORD
COUDÉ 1/4
RACCORD “Y”
DE TUBE 1/4
Figure 14: QRM-100 Figure 15: QRM-3
4.03 QRM-100 et QRM-3

POSTE DENETTOYAGE DE BUSE
5-13
SM-QRC-2000
PROGRAMME
SECTION 5:
PROGRAMME
5.01 Programme D’entretien
Le QRC™-2000 doit être soumis à un programme d’entretien
périodique pour optimiser sa durée de vie. Les vérifications
d’entretien suivantes sont requises. Selon l’utilisation de
l’appareil, il se peut que chaque application spécifique requière
un programme plus intensif.
Quotidien
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Vérifier visuellement le niveau d’huile dans le réservoir
de lubrifiant.
Hebdomadaire
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Vérifier visuellement le niveau d’huile lubrifiante dans le
réservoir de lubrifiant. La durée de vie du moteur à air
dépend d’une alimentation suffisante en huile lubrifiante.
Faire l’appoint d’huile si nécessaire.
Vérifier l’étanchéité des conduites d’air et des
branchements.
Vérifier que les câbles d’interface ne sont ni effilochés ni
mal branchés.
Trimestriel
La durée de vie de la lame d’alésoir QRC™-2000 dépend
de l’application.
Inspecter la lame d’alésoir au moins tous les trois mois
pour s’assurer qu’elle n’est pas émoussée, encrassée
ou cassée.
Vérifier visuellement le niveau d’huile lubrifiante dans le
réservoir de lubrifiant.
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Annuel
Nettoyer le bloc de serrage et l’inspecter en vue d’éventuels
signes d’usure excessive. Le remplacer si nécessaire.
Vérifier visuellement le niveau d’huile lubrifiante dans
le réservoir de lubrifiant. Faire l’appoint d’huile si
nécessaire.
Vérifier l’étanchéité des conduites d’air et des
branchements.
Vérifier que les câbles d’interface ne sont ni effilochés ni
mal branchés.
Déposer la plaque supérieure et appliquer de la graisse
sur les porte-cames des plaques supérieure (de support
en V) et latérale.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
5.02 Instructions de Remplacement des
Composants
Contacteurs de Fin de Course Supérieur, Inférieur et
de Mâchoires
Avant de remplacer les contacteurs de fin de course, s’assurer
que l’alimentation en air est coupée et que l’appareil est hors
tension et débranché des sources d’alimentation électrique
et en air.
Pour remplacer un contacteur de fin de course, desserrer les
vis qui retiennent le support de contacteur au collecteur.
Débrancher les fils du contacteur de fin de course à
remplacer.
Retirer l’écrou qui retient le contacteur de fin de course
au support de contacteur.
Remettre le contacteur de fin de course en place en suivant
la procédure dans l’ordre inverse
REMARQUE
Veiller à consulter le schéma de câblage
pour le débranchement et rebranchement du
contacteur de fin de course. Les contacteurs
de fin de course sont réglés en usine. Si un
réglage s’avère nécessaire, contacter le service
technique de l’usine.
Bouton de Réinitialisation
Dévisser l’écrou qui retient le contacteur de fin de
course au support.
Débrancher les fils de la carte de circuit imprimé et
effectuer le remplacement.
REMARQUE
Veiller à consulter le schéma de câblage pour
le débranchement et rebranchement du bouton
de réinitialisation.
•
•
•
•
•
•
Carte dU Circuit Imprimé
Avant de remplacer la carte du circuit imprimé, s’assurer
que l’alimentation en air est coupée et que l’appareil est
hors tension et débranché des sources d’alimentation
électrique et en air.
Remplacer la carte de circuit imprimé comme suit:
Une fois les sources d’alimentation électrique et en
air débranchées du QRC™- 2000, débrancher tous
les connecteurs de la carte avec précaution.
Desserrer les deux vis situées sur la carte du circuit
imprimé. (Fig. 16). La carte du circuit imprimé peut
maintenant être remplacée.
•
•
Figure 16
CONTACTEUR DE
FIN DE COURSE
INFÉRIEUR
VIS DU
SUPPORT
ÉCROU DE
BLOCAGE
SUPPORT
DE
CONTACTEUR
CONTACTEUR
DE FIN DE
COURSE DE
SERRAGE
DES
MÂCHOIRES
BOUTON DE
RÉINITIALISATION
CONTACTEUR
DE FIN DE
COURSE
SUPÉRIEUR

POSTE DENETTOYAGE DE BUSE
5-14
SM-QRC-2000
PROGRAMME
Bloc de Serrage
Avant de remplacer le bloc de serrage, s’assurer que
l’alimentation en air est coupée et que l’appareil est hors
tension et débranché des sources d’alimentation électrique
et en air.
Le remplacement du bloc de serrage du QRC™-2000
peut être rendu nécessaire du fait du type d’application
ou de l’usure normale. Il y a cinq blocs de serrage
disponibles.
ISOLATEUR DE
LA CARTE DE
CIRCUIT IMPRIMÉ
VIS AUTOTARAUDEUSE N°
10 X 1/2 IN. DE LONG (2)
CONTACTEUR
SW1
CONTACTEUR
SW2
CARTE DE
CIRCUIT
IMPRIMÉ
CONNECTEUR J5
Figure 17
CONNECTEUR J4
CONNECTEUR J3
CONNECTEUR J1
CONNECTEUR J2
Tableau 4: Liste des Blocs de Serrage du Qrc™-2000
Bloc de Serrage D.E. de Buse
QRC2102-A 23,8mm
QRC2102-B 25,4mm
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
Le bloc de serrage « B » est assemblé d’office sur tout poste
de nettoyage de buse QRC™-2000. Les blocs de serrage A,
C, D, et E sont également fournis avec l’appareil.
PIÈCE
D’ÉCARTEMENT DE
POSITIONNEMENT
BLOC DE
SERRAGE
GOUPILLE DE
POSITIONNEMENT
DU BLOC DE
SERRAGE
LAME
D’ALÉSOIR
VIS DE LA
PLAQUE
SUPÉRIEURE (7)
Figure 18
Retirer les sept vis de la plaque supérieure.
Déposer la plaque supérieure du poste de
nettoyage.
Soulever et tourner le bloc de serrage de façon
à ce que les tailles souhaitées soient en face des
mâchoires.
Nettoyer soigneusement les composants et les
lubrifier à la graisse avant de les remonter.
REMARQUE
Les numéros de pièce sont estampillés sur les
blocs de serrage. Pour le diamètre externe de
la buse, voir le Tableau 2: Liste des Blocs de
Serrage du QRC™-2000.
•
•
•
•
Lame D’alésoir du QRC™-2000
Pour retirer la lame d’alésoir, placer la clé de serrage
de 14 mm (n° de pièce QRC™-440) sur les méplats
hexagonaux à l’extrémité de l’arbre d’extension et la
clé QRC™-441 en haut de la lame d’alésoir.
Pour retirer la lame, la tourner vers la gauche (vu
de dessus). Un effort important peut être requis
pour desserrer la lame d’alésoir car elle se serre
automatiquement lorsque l’alésoir fonctionne.
Voir le Tableau 1 pour les options de lames
d’alésoir.
•
•
•
CLÉ À MANCHE EN T
LAME D’ALÉSOIR
CLÉ DE SERRAGE
DE 9/16 IN.
Figure 19
MISE EN GARDE
Ne pas activer les contacteurs d’induction et
d’absorption du la carte de circuit imprimé
sous tension. Cela endommagerait le matériel.
Ne déplacer les contacteurs que lorsque la
tension est coupée.
Installer la nouvelle carte de circuit imprimé sur
l’isolateur de la carte.
Une fois cela fait, resserrer les deux vis de montage
de la carte de circuit imprimé.
Rebrancher les connecteurs en s’aidant du schéma
de câblage pour s’assurer que les branchements
sont effectués correctement.
•
•
•

POSTE DENETTOYAGE DE BUSE
5-15
SM-QRC-2000
PROGRAMME
Solénoïdes D’alimentation en Air
Avant de remplacer les solénoïdes d’alimentation
en air, s’assurer que l’alimentation en air est coupée
et que l’appareil est hors tension et débranché des
sources d’alimentation électrique et en air.
Voir la section 5.3 pour retirer la carte de circuit
imprimé.
Retirer et remplacer les solénoïdes un à un.
Desserrer les deux vis du solénoïde d’alimentation
en air et débrancher les capuchons de connexion.
Retirer le solénoïde.
Poser le solénoïde neuf avec un joint et le rebrancher.
Répéter la procédure pour l’autre solénoïde
d’alimentation en air.
•
•
•
•
•
REMARQUE
Veiller à consulter les schémas pneumatique
et de câblage pour le débranchement et
rebranchement des solénoïdes d’alimentation
en air.
JOINT
SOLÉNOÏDE
D’ALIMENTATION
EN AIR
VIS M3 X 0,5
SOLÉNOÏDE
D’ALIMENTATION
EN AIR
FILS
ÉLECTRIQUES
Figure 20
5.03 Réglage Manuel
Pour utiliser le poste de nettoyage de buse QRC™-2000
en mode manuel (sans électricité), brancher l’arrivée d’air
à l’emplacement approprié et actionner manuellement
les deux boutons des limiteurs d’air situés sur les
électrovannes.
Chaque électrovanne est munie d’un bouton rouge.
Appuyer sur chacun d’eux pour activer manuellement
l’appareil.
A) Le bouton de la valve à air situé à gauche active
the mouvement verticale de la lame d’alésoir. Le
bouton de la valve à air situé à droite active la
rotation et le serrage.
B) Le bouton de limiteur d’air de droite actionne la
rotation et le serrage.
REMARQUE
Avant d’utiliser l’appareil en mode manuel,
enfoncer le bouton de réinitialisation pour
réinitialiser tous les circuits.
ÉLECTROVANNE
BOUTON DE GAUCHE
(ACTIVATION DE
RELEVAGE ET
ABAISSEMENT DE LA
LAME D’ALÉSOIR)
RBOUTON DE
DROITE (ACTIVATION
DE ROTATION ET
SERRAGE)
Figure 21

POSTE DENETTOYAGE DE BUSE
6-16
SM-QRC-2000
DÉPANNAGE
SECTION 6:
DÉPANNAGE
Problème Cause Solution
Les LED n’émettent aucun
signal
1. L’appareil est hors tension. 1. Mettre l’appareil sous tension.
2. L’appareil n’est pas alimenté en air. 2. Activer l’alimentation en air.
3. La tension d’entrée est incorrecte. 3. Vérifier la tension d’entrée et la modifier
si nécessaire.
La lame d’alésoir/le moteur
à air s’arrête en cours de
fonctionnement (voir aussi
« Fonctions pneuma-tiques
défectueuses »)
1. Le débit d’alimentation de la lame
est trop rapide.
1. Réduire le débit d’alimentation de la ame
(voir la section 3.10).
2. Accumulation excessive
d’éclaboussures.
2. Nettoyer la zone concernée et régler les
paramètres de soudage. Appliquer une
quantité (plus importante) d’agent anti-
projections. Nettoyer plus souvent.
3. Alimentation en air incorrecte. 3. Ajuster l’alimentation en air (voir la
section 3.03).
Fonctions pneumatiques
défectueuses
1. Alimentation en air incorrecte. 1. Ajuster l’alimentation en air (voir la
section 3.03).
2. Conduite d’air endommagée ou
obstruée et fuites d’air.
2. Vérifier l’étanchéité des conduites et les
remplacer si nécessaire.
3. Bouton de réinitialisation
défectueux
3. Réparer ou remplacer le bouton de
réinitialisation.
Lame d’alésoir cassée
1. Diamètre de la lame d’alésoi rou
du bloc de serrage.
1. Vérifier la taille (voir la section 3.08).
2. Débit d’alimentation de la lame
d’alésoir trop rapide.
2. Réduire le débit d’alimentation de la lame
(voir la section 3.10).
3. A c c u m u l a t i o n e x c e s s i v e
d’éclaboussures.
3. Nettoyer la zone concernée et régler les
paramètres de soudage. Appliquer une
quantité (plus importante) d’agent anti-
projections. Nettoyer plus souvent.
La lame d’alésoir reste en
position de repos
1. Vérin de relevage ou conduites
d’air endommagé(es).
1. Identifier et remplacer les composants
défectueux sur le vérin de relevage ou
les conduites d’air.
2. Solénoïde de relevage défectueux
oucontaminé.
2. Vérifier les électrovannes (voir la
section6). Réparer ou remplacer le
solénoïde défectueux.
3. Bouton de réinitialisation défectueux.
3. Remplacer le bouton de réinitialisation.
4. Contacteur de fin de course
endommagé.
4. Identifier et remplacer le contacteur
défectueux.
La lame d’alésoir reste en
position relevée
1. Lame d’alésoir bloquée. 1. Appuyer sur le bouton de réinitialisation
et inspecter la lame d’alésoir.
2. Solénoïde d’alimentation en air
défectueux.
2. Remplacer le solénoïde d’alimentation
en air.
3. Vérin de relevage incorrect ou sale. 3. Réparer ou remplacer le vérin.
4. Le signal d’initiation de cycle reste
activé.
4. Ajuster la programmation du cycle de
nettoyage.
5. Contacteur de fin de course
défectueux.
5. Remplacer le contacteur de fin de
course.
Le signal de cycleterminé ne
s’active pas
1. Contacteur de fin de course
défectueux sur le vérin de relevage
ou de serrage.
1. Remplacer ou réaligner le(s)
contacteur(s).
2. Branchement incorrect de l’appareil. 2. Vérifier le câblage (voir la section 3.04).

POSTE DENETTOYAGE DE BUSE
7-17
SM-QRC-2000
PIECE DE RECHANGE
SECTION 7:
PIECE DE RECHANGE
Article N° de Pièce N° de Commande Description
1 QRC-2103 3500-1268 Mâchoires
2
QRC-2102A 3500-1205 Bloc de Serrage pour Buses de 23,8mm de D.E.
QRC-2102B 3500-1206 Bloc de Serrage pour Buses de 25,4mm de D.E.
QRC-2102C 3500-1207 Bloc de Serrage pour Buses de 27,0mm de D.E.
QRC-2102D 3500-1208 Bloc de Serrage pour Buses de 28,6mm de D.E.
QRC-2102E 3500-1209 Bloc de Serrage pour Buses de 22,2mm de D.E.
QRC-2102F 3500-1349 Bloc de Serrage pour Buses de 20mm de D.E.
3 Voir Tableau 1 Voir Tableau 1 Lames D’alésoir
4 QRC-2205 3500-1266 Kit de Contacteurs de Fin de Course (Comprend 4 contacteurs)
5 QRC-2300 3500-1269 Ensemble de Relevage
6 QRC-PG2 3500-1272 Manchon et Calibres de Programmation
7 QRC-2213 3500-1263 Électrovanne
8 QRC-2204 3500-1249 Carte de Circuit Imprimé
9 QRC-2222 3500-1270 Enveloppe de Protection et Vis
10 QRC-2225 3500-1264 Cordon D’alimentation de L’interface
11 QRC-440 3500-1242 Clé Plate de 14mm
12 QRC-441 3500-1243 Clé à Manche en T
13
QRC-417 3500-1226
Réservoir de Lubrifiant de 292ml
14 QRC-2118 3500-1271 Vérin de Serrage
Tableau 5: QRC
TM
-2000 Replacement Parts
Figure 23
QRC™2000
1 réservoir d’huile lubrifiante
1 jeu de manchons et calibres de programmation
QRC™-PG2
1 jeu de blocs de serrage (A,B,C, D et E).
1 clé de 14 mm QRC™-440
•
•
•
•
•
1 clé à manche en T QRC™-441
1 SuperLube
®
1 câble d’alimentation jaune
Mesures de sécurité, manuel de montage et
d’utilisation
•
•
•
•
Contenu de L’emballage Du QRC
TM
-2000

POSTE DENETTOYAGE DE BUSE
8-18
SM-QRC-2000
GARANTIE
GARANTIE LIMITÉE : THERMADYNE
®
garantit que ses produits seront exempts de tout vice de fabrication et de matériaux.
Si un défaut devait apparaître durant la période de garantie applicable aux produits de THERMADYNE telle que décrite
ci-dessous et qu’un avis de défaut était dûment émis démontrant que le produit a été entreposé, installé, exploité et
entretenu selon les spécifications, les instructions, et les recommandations de THERMADYNE ainsi que les pratiques
normalisées acceptées dans l’industrie, sans avoir été soumis à des abus, réparations, négligences, modifications
ou accidents, alors THERMADYNE corrigera le défaut par une réparation appropriée ou un remplacement, à sa seule
discrétion , des composants ou des pièces du produit que THERMADYNE jugera défectueux.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUTES AUTRES GARANTIES EXPRESSES OU IMPLICITES
INCLUANT TOUTE GARANTIE D’APTITUDE OU DE QUALITÉ MARCHANDE À UNE FIN PARTICULIÈRE.
LIMITATIONS DE RESPONSABILITÉ : THERMADYNE ne sera responsable sous aucune circonstance de dommages
particuliers ou conséquents tels que, sans en exclure d’autres, des dommages ou perte de marchandises achetées ou de
remplacement, ou de réclamations des clients du distributeur (désignés ci-après comme l’« Acheteur ») pour interruption
de service. Les recours de l’Acheteur exposés dans le présent sont exclusifs et la responsabilité de THERMADYNE
envers tout contrat ou toute action prise à ce sujet telle que le rendement ou un manquement au rendement, ou de
la fabrication, la vente, la livraison, la revente ou l’usage de marchandises couvertes ou fournies par THERMADYNE
découlant soit d’un contrat, d’une négligence, d’un délit spécifique, ou en vertu de toute garantie, ou autrement, ne
devront pas, excepté si expressément prévus dans le présent, excéder lecoû des marchandises sur lequel de telles
responsabilités sont basées.
CETTE GARANTIE SERA INVALIDE SI DES PIÈCES DE RECHANGE OU DES ACCESSOIRES UTILISÉS POURRAIENT
DIMINUER LA SÉCURITÉ OU LE RENDEMENT DE TOUT PRODUIT THERMADYNE.
CETTE GARANTIE N’EST PAS VALIDE SI LE PRODUIT EST VENDU PAR DES PERSONNES NON AUTORISÉES.
Cette garantie est effective pour la durée spécifiée dans le Tableau des garanties et débute la journée à laquelle le
distributeur autorisé livre le produit à l’Acheteur.
Les réclamations pour la réparation ou le remplacement en vertu de cette garantie limitée doivent être soumises par un
Centre de réparation autorisé de THERMADYNE dans les trente (30) jours suivant la réparation. Aucun frais de transport
quel qu’il soit ne sera payé en vertu de cette garantie. Les frais de transport pour envoyer les produits à un Centre
autorisé de réparation en vertu de cette garantie seront aux dépens de l’Acheteur. Toutes les marchandises retournées
le seront aux risques et dépens de l’Acheteur. Cette garantie remplace et annule toutes les garanties précédentes de
THERMADYNE.

POSTE DENETTOYAGE DE BUSE
8-19
SM-QRC-2000
TABLEAU DES GARANTIES
La garantie est effective pour la durée spécifiée ci-dessous dans le Tableau des garanties et débute la journée à laquelle le distributeur autorisé livre le
produit à l’Acheteur. THERMADYNE
®
se réserve le droit de demander des preuves documentées de la date d’achat.
Appareils à souder motorisés Pièces / Main-d’œuvre
Scout
®
, Raider
®
, Explorer™
Stators et inductances de puissance principaux originaux. 3 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
Les moteurs et autres composants connexes NE SONT PAS garantis par Thermal Arc
®
, quoique la plupart le sont par le fabricant du moteur . VOIR LA GARANTIE DU
FABRICANT DU MOTEUR POUR PLUS D’INFORMATION.
Voir la garantie du fabricant du moteur
pour plus d’information
Appareils à souder GMAW/FCAW (MIG) Pièces / Main-d’œuvre
Fabricator
®
131, 181, 190, 210, 251, 281; Fabstar
®
4030; PowerMaster
®
350, 350P, 500, 500P; Excel-Arc
®
6045; Dévidoirs : Ultrafeed
®
, Porta-feed
®
Transformateur et inductance de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et moteurs électriques. 1 an / 1 an
Appareils à souder à onduleur GTAW (TIG) et à usage multiple Pièces / Main-d’œuvre
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST, 300MST, 400MSTP
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et moteurs électriques. 1 an / 1 an
Appareils à souder au plasma Pièces / Main-d’œuvre
Ultima
®
150
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Console de soudage, régulateur de soudage et minuterie de soudage. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs, moteurs électriques et
circulateurs de liquide de refroidissement.
1 an / 1 an
Appareils à souder SMAW (STICK) Pièces / Main-d’œuvre
Dragster™ 85
Composants magnétiques de puissance principaux originaux. 1 an / 1 an
Redresseurs de puissance principaux originaux et cartes de circuits imprimés de commande. 1 an / 1 an
Tous autres circuits et composantes originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
160S, 300S, 400S
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande. 3 ans / 3 ans
Tous autres circuits et composantes originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
Appareils à arc en général Pièces / Main-d’œuvre
Circulateurs d’eau. 1 an / 1 an
Torches de soudage au plasma. 180 jours / 180 jours
Régulateurs de gaz (fournis avec les sources de puissance). 180 jours / Sans objet
Torches MIG et TIG (fournis avec les sources de puissance). 90 jours / Sans objet
Pièces de rechange. 90 jours / Sans objet
Consommables des torches MIG, TIG et au plasma. Sans objet / Sans objet
Appareils à souder et à découper au gaz Pièces / Main-d’œuvre
Victor
®
Professional. 5 ans / Sans objet
Économiseurs d’oxygène. 2 ans / Sans objet
Cylindres en aluminium. À vie / Sans objet
Moteurs de machine à découper. 1 an / Sans objet
Régulateurs et collecteurs en bronze HP&I. 2 ans / Sans objet
Régulateurs et collecteurs en acier inoxydable HP&I. 1 an / Sans objet
Régulateurs et collecteurs pour gaz corrosif HP&I. 90 jours / Sans objet
TurboTorch
®
. 3 ans / Sans objet
CutSkill
®
. 2 ans / Sans objet
Cylindres en acier. 1 an / Sans objet
Victor Medical. 6 ans / Sans objet
Victor VSP. 2 ans / Sans objet
Appareils à souder Firepower
®
MIG. 5-2-1 ans / Sans objet
Transformateurs. 5 ans / Sans objet
Pièces utilisées en location.
1 an à partir de la date de vente par un
distributeur autorisé
Accessoires de torches et à arc mig Pièces / Main-d’œuvre
Arcair
®
N6000. 90 jours / Sans objet
Pistolets de bobine et de tirage Eliminator
®
. 90 jours / Sans objet
Supports de déflecteur robotique. 90 jours / Sans objet
Applicateur d’anti-projections QRM-100. 90 jours / Sans objet
Refroidisseurs à eau TC et TCV. 1 an / Sans objet
Collecteur de fumée TSC-96. 1 an / Sans objet
Contrôles de pistolets de bobine et de tirage ESG-1, EPG-CR1 et EPG-CR2. 1 an / Sans objet
Postes de nettoyage des buses QRC-2000. 1 an / 1 an
QRC-3000 Station de nettoyage a Ultrason pour embouts 2 ans / 2 ans
Tous les autres produits, 30 jours de la date d’achat. 30 jours / Sans objet
Systèmes à découper au plasma Pièces / Main-d’œuvre
Plasma automatisé. 2 ans / 1 an
CutMaster™. 3 ans / 3 ans
PakMaster
®
XL PLUS. 3 ans / 1 an
Drag-Gun
®
. 1 an / 1 an
Drag-Gun Plus. 2 ans / 1 an
Torches. 1 an / 1 an
Consoles, équipements de contrôle, échangeurs de chaleur et équipement connexe. 1 an / 1 an

© Thermadyne Industries, Inc., 2008 www.thermadyne.com Printed in U.S.A.
W O R L D H E A D Q U A R T E R S : 1 6 0 5 2 S w i n g l ey R i d g e R o a d , S u i t e 3 0 0 • S t . L o u i s , M i s s o u r i 6 3 0 1 7 U. S. A .
A Global Cutting & Welding Market Leader
™
Denton, TX USA
U.S. Customer Care
Ph: (1) 800-426-1888
Fax: (1) 800-535-0557
Miami, FL USA
Sales Office, Latin America
Ph: (1) 954-727-8371
Fax: (1) 954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: (1) 905-827-4515
Fax: (1) 800-588-1714
International Customer Care
Ph: (1) 905-827-9777
Fax: (1) 905-827-9797
Chorley, United Kingdom
Customer Care
Ph: (44) 1257-261755
Fax: (44) 1257-224800
Milan, Italy
Customer Care
Ph: (39) 0236546801
Fax: (39) 0236546840
Cikarang, Indonesia
Customer Care
Ph: 62 21+ 8983-0011 / 0012
Fax: 62 21+ 893-6067
Osaka, Japan
Sales Office
Ph: 816-4809-8411
Fax: 816-4809-8412
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674
Fax: 613+ 9474-7391
International
Ph: 613+ 9474-7508
Fax: 613+ 9474-7488
Rawang, Malaysia
Customer Care
Ph: 603+ 6092-2988
Fax: 603+ 6092-1085
Shanghai, China
Sales Office
Ph: 86-21-64072626
Fax: 86-21-64483032
Singapore
Sales Office
Ph: 65+ 6832-8066
Fax: 65+ 6763-5812
THE AMERICAS EUROPE ASIA/PACIFIC
U.S. Customer Care: ARCAIR
®
/ STOODY
®
/ THERMAL ARC
®
/ THERMAL DYNAMICS
®
/ TWECO
®
/ VICTOR
®
................... 800-426-1888 / FAX 800-535-0557
FIREPOWER
®
................. 800-858-4232 / FAX 800-535-0557 TDC AUTOMATION................... 866-279-2628 / FAX 800-535-0557
TURBOTORCH
®
............. 800-238-0282 / FAX 800-535-0557 VICTOR MEDICAL .................... 800-382-8187 / FAX 800-535-0557
VICTOR SPECIALTY PRODUCTS................... 800-569-0547 / FAX 800-535-0557
Canada Customer Care: 905-827-4515 / FAX 800-588-1714
•
International Customer Care: 905-827-9777 / FAX 905-827-9797
CIGWELD Customer Care: 1300-654-674 / FAX 613+ 9474-7391
•
www.thermadyne.com

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
LIMPIADORA DE
BOQUILLAS
QRC
TM
-2000
Guía de Instalacíon
y Uso
English
Français
Español
Revisión: A Fecha de edición: 17 de noviembre de 2008 N
o
de Forma: SM-QRC-2000

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
¡NOSOTROS APRECIAMOS SUS NEGOCIOS!
Felicitaciones por su nuevo producto Tweco
®
Robotics estamos
orgullosos de tenerlo como nuestro cliente y nos esforzaremos para
ofrecerle el mejor servicio y confiabilidad del ramo. Este producto
está respaldado por nuestra garantía extendida y una red mundial de
servicios. Para ubicar su distribuidor más cercano comuníquese con un
representante a la dirección y número telefónico de su zona, indicado en la
contratapa de este manual, o visítenos en la Web en: www.tweco.com.
Este manual ha sido elaborado para instruirlo en lo referente la correcta
instalación y uso de su producto Tweco
®
Robotics. Su satisfacción con
este producto y su operación segura es nuestra preocupación más
importante. De esta forma, por favor, tómese el tiempo necesario para
leer todo el manual, especialmente las Precauciones de Seguridad. Esto
lo ayudará a evitar peligros potenciales que pueden existir al trabajar
con este producto.
¡USTED ESTÁ EN BUENA COMPAÑÍA!
La Marca Elegida por Contratistas y Fabricantes del Mundo Entero.
Tweco
®
Robotics es una marca global de productos de soldadura de
arco de Thermadyne Industries Inc. Fabricamos y abastecemos a los
principales sectores de la industria de soldadura del mundo, como
Manufactura, Construcción, Minería, Automovilística, Aeroespacial,
Ingeniería Rural y para los sectores de Hágalo Usted Mismo/
Amadores.
Nos distinguimos de nuestros competidores por el liderazgo en el
mercado, con productos confiables que han resistido a la prueba
del tiempo. Nos enorgullecemos de la innovación técnica, precios
competitivos, excelente entrega, superior servicio al cliente y soporte
técnico, juntamente con la excelencia en las ventas y en la experiencia
de comercialización.
Pero más que nada, estamos comprometidos con el desarrollo de
productos tecnológicamente avanzados para alcanzar un ambiente de
trabajo más seguro en la industria de la soldadura.

i
ADVERTENCIA
LEA Y COMPRENDA ESTE MANUAL COMPLETO Y LAS PRÁCTICAS DE SEGURIDAD DE SU EMPRESA, ANTES DE INSTALAR,
MANEJAR O REALIZAR EL MANTENIMIENTO DEL EQUIPO.
AUNQUE LA INFORMACIÓN CONTENIDA EN ESTE MANUAL REPRESENTA LA OPINIÓN MÁS RAZONADA DEL FABRICANTE,
ÉSTE NO ASUME RESPONSABILIDAD ALGUNA POR SU USO.
Limpiadora de Boquillas
Guía de Instalacíon y Uso
Manual de instrucciones número SM-QRC-2000
Publicado por:
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2008 por
Thermadyne Industries Inc.
® Reservados todos los derechos.
Queda prohibida la reproducción de esta obra, total o parcialmente, sin permiso por escrito del editor.
El editor no asume, y por la presente se descarga de cualquier responsabilidad a cualquier parte por cualquier pérdida
o daños causados por error u cualesquier omisión en este manual, sin importar si el error deriva de negligencia,
accidente o cualquier otra causa.
Fecha de Publicación: 17 de noviembre de 2008
Anote la siguiente información para su garantía:
Lugar de compra: ________________________
Fecha de compra: ________________________
Nº de serie del equipo: ________________________

limpiadora de boquillas
ii
SM-QRC-2000
Contenido
SECCIÓN 1: INSTRUCCIONES Y ADVERTENCIAS DE SEGURIDAD.............................. 1-3
1.01 Peligros de Soldadura ...............................................................................1-3
1.02 Principales Normas de Seguridad .............................................................1-5
1.03 Seguridad y Salud .....................................................................................1-5
SECCIÓN 2: INTRODUCCIÓN Y DESCRIPCIÓN .................................................... 2-6
2.01 Cómo Utilizar este Manual ........................................................................2-6
2.02 Recibo del Equipo .....................................................................................2-6
2.03 Introducción ..............................................................................................2-6
SECCIÓN 3: INSTALACIÓN Y OPERACIÓN .........................................................
3-7
3.01 Installation ................................................................................................3-7
3.02 Montaje de la Limpiadora de Boquillas QRC™-2000 .................................3-7
3.03 Requisitos de Suministro de Aire, Conexiones y Lubricación ...................3-8
3.04 Conexión de Alambrado de QRC™-2000 ...................................................3-8
3.05 Acceso a Controles Eléctricos y Neumáticos .............................................3-9
3.06 Inversión de Señales Lógicas ....................................................................3-9
3.07 Indicadores LED ........................................................................................3-9
3.08 Selección de Hoja Escariadora y Bloque de Fijación ................................3-10
3.09 Secuencia de Programación de Unidad de Control .................................3-11
3.10 Válvula de Control de Cuadal de Aire.......................................................3-11
3.11 Boquilla y Parámetro de Inserción ..........................................................3-11
SECTION 4: ALAMBRADO Y NEUMÁTICO .........................................................
4-13
4.01 Conexion de Alambrado Para Rociadora de Compuesto Antisalpicaduras QRM-100 y
QRM-3 ....................................................................................................4-13
4.02 Diagrama de Alambrado ..........................................................................4-13
4.03 Diagrama Neumático ...............................................................................4-14
4.03 QRM-100 y QRM-3 .................................................................................4-14
SECTION 5: MANTENIMIENTO ......................................................................
5-15
5.01 Mantenimiento de Limpiadora ................................................................5-15
5.02 Instrucciones de Sustitucion de Componentes .......................................5-15
5.03 Funcionamiento Manual .........................................................................5-17
SECTION 6: DÉPANNAGE ............................................................................
6-18
SECCIÓN 4: PIEZAS DE REPUESTO ................................................................
7-19
DECLARACIÓN DE GARANTÍA ........................................................................
20
PROGRAMA DE GARANTÍA
............................................................................ 21

limpiadora de boquillas
1-3
SM-QRC-2000
INSTRUCCIONES Y ADVERTENCIAS DE SEGURIDAD
SECCIÓN 1:
INSTRUCCIONES Y ADVERTENCIAS DE SEGURIDAD
!
!
WARNING
SE PUEDEN CAUSAR LESIONES GRAVES O LA MUERTE SI EL EQUIPO DE SOLDADURA Y CORTE NO SE INSTALA, UTILIZA
Y MANTIENE DEBIDAMENTE. EL USO INADECUADO DE ESTE EQUIPO Y OTRAS PRÁCTICAS NO SEGURAS PUEDEN SER
PELIGROSAS. EL OPERADOR, SUPERVISOR Y AYUDANTE DEBEN LEER Y COMPRENDER LAS SIGUIENTES ADVERTENCIAS
E INSTRUCCIONES DE SEGURIDAD ANTES DE INSTALAR O USAR CUALQUIER EQUIPO DE SOLDADURA O CORTE.
EL PROCESO DE SOLDADURA Y CORTE SE USA EN MUCHOS AMBIENTES QUE SON POTENCIALMENTE PELIGROSOS,
COMO ALTURAS ELEVADAS, ÁREAS CON POCA VENTILACIÓN, AMBIENTES CERRADOS, ALREDEDOR DE AGUA O EN
AMBIENTES ADVERSOS, ETC. Y ES IMPORTANTE QUE EL(LOS) OPERADOR(ES) CONOZCA(N) LOS PELIGROS ASOCIADOS
AL TRABAJO BAJO ESTE TIPO DE CONDICIONES. CERCIÓRESE QUE EL(LOS) OPERADOR(ES) ESTÉ(N) ENTRENADO(S) EN
LAS PRÁCTICAS SEGURAS PARA AMBIENTES EN LOS QUE SE ESPERA QUE TRABAJE(N) Y QUE TENGA(N) SUPERVISIÓN
COMPETENTE.
ES ESENCIAL QUE EL OPERADOR, SUPERVISOR Y TODAS LAS DEMÁS PERSONAS EN EL ÁREA DE TRABAJO ESTÉN
ATENTOS A LOS PELIGROS DEL PROCESO DE SOLDADURA Y CORTE. EL ENTRENAMIENTO Y SUPERVISIÓN ADECUADOS
SON IMPORTANTES PARA UN LUGAR DE TRABAJO SEGURO. GUARDE ESTAS INSTRUCCIONES PARA USO FUTURO. EN
CADA SECCIÓN SE INCLUYEN OTRAS RECOMENDACIONES SOBRE SEGURIDAD Y OPERACIÓN.
5. Todas las conexiones a tierra se deben verificar
periódicamente para determinar si están
mecánicamente fuertes y eléctricamente adecuadas
a la corriente necesaria.
6. Cuando conectadas a corriente alternada, cuando
se suelde o corte en condiciones de humedad o en
ambientes calurosos donde se pueda transpirar, se
recomienda el uso de mandos automáticos confiables
para reducir el voltaje de descarga para reducir los
riesgos de descarga eléctrica.
7. Cuando el proceso de soldadura o corte exija voltajes
de circuito abierto en máquinas de corriente alternada
superiores a 80 voltios y máquinas de corriente
directa superiores a 100 voltios, se deben propiciar
medios adecuados de aislamiento u otros para evitar
que el operador contacte accidentalmente con el alto
voltaje.
8. Cuando se tenga que interrumpir la soldadura por un
período substancial de tiempo, como en el almuerzo
o a la noche, todos los electrodos se deben retirar del
portaelectrodos y ésta se debe ubicar cuidadosamente
de forma que no ocurran contactos accidentales.
9. El portaelectrodos se debe desconectar de la toma
cuando no esté en uso.
10.
Nunca sumerja en agua Pistolas MIG, portaelectrodos,
sopletes TIG, sopletes de plasma o electrodos.
ADVERTENCIA
HUMO, VAPORES Y GASES PUEDEN SER PELIGROSOS
PARA LA SALUD.
1.01 Peligros de Soldadura
ADVERTENCIA
LA DESCARGA ELÉCTRICA PUEDE CAUSAR HERIDAS
O LA MUERTE.
INSTALE Y MANTENGA EL EQUIPO DE ACUERDO A
EL CÓDIGO NACIONAL ELÉCTRICO (NFPA 70) Y LAS
NORMAS LOCALES. NO REALICE MANTENIMIENTO
O REPARACIONES CON EL EQUIPO PRENDIDO.
NO OPERE EQUIPOS SIN LOS AISLADORES DE
PROTECCIÓN O SIN TAPAS. LOS SERVICIOS O
REPARACIÓN DE LOS EQUIPOS SOLAMENTE DEBEN
SER EJECUTADOS POR TÉCNICOS CALIFICADOS O
PERSONAL ENTRENADO.
1. No toque las piezas eléctricas activas.
2. No toque
los electrodos con la piel desprotegida y un
tierra eléctrico al mismo tiempo.
3. Siempre mantenga los guantes de soldadura secos y
en buen estado.
NOTA
La ropa de protección aluminizada puede ser
conductora de la electricidad.
4. Mantenga los tubos de oxígeno, cadenas, cuerdas
de alambre, guinchos, grúas y elevadores fuera del
alcance de cualquier parte del trayecto eléctrico.

limpiadora de boquillas
1-4
SM-QRC-2000
INSTRUCCIONES Y ADVERTENCIAS DE SEGURIDAD
Se deben usar delantales de cuero, mangas, pantalones,
etc. para la soldadura y el corte fuera de posición o
para operaciones pesadas con electrodos grandes. Las
botas de trabajo ofrecen protección adecuada contra las
quemaduras de los pies. Use protectores de cuero para
brazos y piernas para una protección adicional.
21. Las preparaciones para el cabello inflamables no se
deben usar cuando se suelde o corte. Usar orejeras
para proteger las orejas de las chispas.
22. Cuando el área de trabajo lo permita, el operador
debe trabajar dentro de una cabina individual pintada
con una terminación de baja reflexión como óxido
de zinc. Este es un factor importante para absorber
las radiaciones ultravioletas y de lámpara negra.
El operador debe envolverse con pantallas no
inflamables pintadas de la misma forma.
ADVERTENCIA
LAS CHISPAS DE LA SOLDADURA PUEDEN CAUSAR
INCENDIO Y EXPLOSIONES.
23. Las causas de incendio y explosión son: combustibles alcanzados
por el arco, llamas, chispas sueltas, escorias o materiales calientes.
Retire los combustibles del área de trabajo y/o instale un detector
de incendios.
24.
Evite que las ropas estén aceitosas o grasosas porque una chispa
puede encenderlas. Tenga un extintor de incendios cerca y sepa como
usarlo.
25.
Manténgase alerta al peligro de conducción o radiación, por ejemplo,
si está soldando o cortando en una pared, divisoria, cielorraso o techo
metálico, se deben tomar precauciones para evitar la ignición de
combustibles que puedan estar del otro lado.
26. No s
uelde ni corte contenedores que puedan haber contenido
materiales combustibles. Todos los espacios vacíos, cavidades y
recipientes deben ventilarse antes de soldar o cortar para permitir la
salida de aire o gases. Se recomienda purgarlos con gas inerte.
27.
Nunca use oxígeno en un soplete de soldadura. Use solamente
gases inertes o mezclas de gases inertes conforme exigido por el
proceso. El uso de gases comprimidos en combustibles puede
provocar explosiones y causar daños personales o la muerte. La
radiación del arco contra cualquier tubo de gas comprimido puede
causarle daños al tubo o su explosión.
ADVERTENCIA
EL RUIDO PUEDE DAÑAR LA AUDICIÓN.
28. El ruido del proceso de soldadura o corte puede dañar su
audición. Use dispositivos de protección auricular para
asegurar la protección cuando los niveles excedan las
normas de la OSHA. Los operadores y personal próximo
deben usar protectores auriculares para asegurar la
protección contra el ruido.
11. Mantenga humo, vapores y gases lejos del área de
respiración.
12. Los vapores del proceso de soldadura o corte son de
varios tipos y potencias, dependiendo del tipo de metal
base que se vaya a trabajar. Para garantizar su seguridad,
no respire estos vapores.
13. La ventilación debe ser adecuada para que salga el
humo, los vapores y los gases durante la operación para
proteger a los operadores y otras personas en el área.
14. Los vapores de solventes clorados pueden formar el
gas tóxico “Fosgeno” cuando expuestos a los rayos
ultravioletas de un arco eléctrico. Todos los solventes,
desengrasantes y fuentes potenciales de esos vapores
deben retirarse del área de trabajo.
15. Los vapores producidos por la soldadura o el corte,
particularmente en espacios confinados, pueden causar
incomodidad y daños físicos cuando se inhalan por un
largo período.
16. Mantenga ventilación adecuada en el área de soldadura
o corte. Utilice respiradores con suministro de aire si la
ventilación no resulta adecuada para eliminar todos los
humos y gases. Nunca ventile con oxígeno. El oxígeno
sostiene y acelera vigorosamente el fuego.
ADVERTENCIA
LOS RAYOS DEL ARCO, ESCORIAS CALIENTES Y
CHISPAS PUEDEN LASTIMAR LOS OJOS Y QUEMAR
LA PIEL.
17. Los procesos de soldadura y corte producen calor
extremadamente localizado y fuertes rayos ultravioletas.
18. Nunca intente soldar o cortar sin una máscara de soldadura
con lentes adecuados. Cerciorarse que los lentes cumplan
las orientaciones federales. Los lentes con filtro número
12 a 14 ofrecen la mejor protección contra la radiación del
arco. Cuando trabaje en área confinada, evite que los rayos
reflejados del arco entren alrededor de la máscara (careta).
19. Cerciorarse que todo el personal en el área de trabajo esté
protegido contra la radiación del arco y las chispas. Se deben
usar cortinas de protección y gafas apropiadas para proteger
al equipo de áreas cercanas y operadores cerca del equipo.
20. La piel desprotegida también se debe cubrir para evitar los
rayos del arco, el calor y el metal derretido. Siempre use
guantes y ropa protectora que no permitan la exposición de
la piel. Todos los bolsillos deben estar cerrados y los
dobladillos cosidos.

limpiadora de boquillas
1-5
SM-QRC-2000
INSTRUCCIONES Y ADVERTENCIAS DE SEGURIDAD
1.03 Seguridad y Salud
NOTA
Cerciórese de haber leído y comprendido
completamente las instrucciones y advertencias
de seguridad de la sección 1 de este manual
antes de ejecutar cualquier operación de
soldadura o corte.
ADVERTENCIA
SE PUEDEN CAUSAR LESIONES GRAVES O LA MUERTE
SI EL EQUIPO DE SOLDADURA Y CORTE NO SE
INSTALA, UTILIZA Y MANTIENE DEBIDAMENTE. EL USO
INADECUADO DE ESTE EQUIPO Y OTRAS PRÁCTICAS
NO SEGURAS PUEDEN SER PELIGROSAS.
La descarga eléctrica pueden causar lesiones o la
muerte.
El humo, vapores y gases pueden ser nocivos para
la salud.
Los rayos del arco, escorias calientes y chispas
pueden lesionar o quemar los ojos y la piel.
Las chispas de soldadura pueden causar incendios
y explosiones.
El ruido excesivo puede dañar su audición.
•
•
•
•
•
1.02 Principales Normas de Seguridad
REFERENCIAS DE SEGURIDAD Y OPERACIÓN
1. Código de Normas Federales. (OSHA)
Sección 29 Parte 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 y 1000.
Oficina de Publicaciones del Gobierno de Estados Unidos, Washington, DC. 20402
2. ANSI Z49.1 “Seguridad en Soldadura y Corte”.
3. ANSI Z87.1 “Práctica para Protección Ocular y Facial - Ocupacional y Educacional”.
4. ANSI Z88.2 “Práctica Estándar para Protección Respiratoria”.
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 “Prácticas Seguras Recomendadas para Soldadura y Corte de Contenedores”.
6. AWS C5.3 “Prácticas Recomendadas para Escopleo y Corte con Arco de Aire/Carbón”.
The American Welding Society, 550 NW Lejeune RD., P.O.Box 351040, Miami FL. 33135
7. NFPA 51B “Prevención de Incendios en Procesos de Corte y Soldadura”.
8. NFPA-7 “Código Eléctrico Nacional”.
National Fire Protection Association, Battery Park, Quincy, MA, 02269.
9. CSA W117.2 “Seguridad en Soldadura, Corte y Procesos Asociados”.
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
ADVERTENCIA
ESTE PRODUCTO CONTIENE SUSTANCIAS QUÍMICAS,
DENTRO DE LAS QUE SE INCLUYE EL PLOMO, O DE
OTRO MODO PRODUCE SUSTANCIAS QUÍMICAS
QUE EL ESTADO DE CALIFORNIA SABE QUE
PROVOCAN CÁNCER, DEFECTOS CONGÉNITOS
Y/U OTROS DAÑOS REPRODUCTORES. LÁVESE
LAS MANOS DESPUÉS DE HABER ESTADO
EN CONTACTO CON ESTAS SUSTANCIAS.
(CÓDIGO SOBRE SALUD Y SEGURIDAD DE CALIFORNIA,
SEC. 25249.5 Y SIGUIENTES)

limpiadora de boquillas
2-6
SM-QRC-2000
INTRODUCCIÓN Y DESCRIPCIÓN
SECCIÓN 2:
INTRODUCCIÓN Y DESCRIPCIÓN
2.01 Cómo Utilizar este Manual
Para garantizar una operación segura, lea todo el
manual, incluyendo los capítulos con las instrucciones
de seguridad y las advertencias.
En este manual pueden aparecer las palabras
ADVERTENCIA, PRECAUCIÓN y NOTA. Preste especial
atención a la información resaltada por estos títulos.
Estos párrafos especiales se reconocen fácilmente de la
siguiente manera:
ADVERTENCIA
UNA ADVERTENCIA BRINDA ATENCIÓN ESPECIAL
RELACIONADA CON POSIBLES LESIONES
PERSONALES.
PRECAUCIÓN
Una
PRECAUCIÓN indica posibles daños que
puede sufrir el equipo.
NOTA
Una
NOTA brinda información de utilidad
referida a ciertos procedimientos operativos.
2.02 Recibo del Equipo
El recibir el equipo, contrólelo con la factura en mano para
asegurarse que esté completo, además de inspeccionarlo
en búsqueda de posibles daños sufridos durante el
envío. En caso que encuentre cualquier tipo de daño,
notifique inmediatamente a la empresa de transportes
para presentar el reclamo. Indique toda la información
correspondiente para iniciar el reclamo por daños o
por errores de transporte al lugar correspondiente a su
zona, indicada en la contratapa de este manual. Incluya
una completa descripción de las partes que presenten
problemas.
Si desea recibir copias adicionales o una copia de
reemplazo de este CD, comuníquese con Tweco
®
Robotics
a la dirección y número telefónico de su zona, indicado
en la contratapa de este manual. Incluya el número del
Manual (indicado en la página i) y el número de repuesto
del CD: CDROBOTICS.
2.03 Introducción
Antes de instalar o de utilizar la limpiadora de boquillas
QRC™-2000, favor de leer y comprender todas las
precauciones de seguridad incluidas con este producto,
al igual que las instrucciones dadas en este manual. Si
no se siguen todas las instrucciones y advertencias de
seguridad, se pueden causar lesiones personales o daños
al equipo.
La limpiadora de boquillas QRC™-2000 de Tweco Robotics
ha sido diseñada para brindarle al usuario una limpieza de
boquillas / puntas de alta calidad que funciona bien en una
celda de trabajo de robot. Este producto duradero ofrece
un rendimiento demostrado en los entornos rigurosos
relacionados con un sistema robot de funcionamiento
continuo.
!
!

limpiadora de boquillas
3-7
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
3.01 Installation
La limpiadora de boquillas QRC™-2000 de Tweco
®
Robotics se instala fácilmente. Las instrucciones dadas
a continuación son un medio auxiliar para el montaje y
conexión de la limpiadora. Si surgen preguntas en cuanto
a estas instrucciones, comunicarse con Tweco Robotics
Technical Services para recibir ayuda.
3.02 Montaje de la Limpiadora de
Boquillas QRC™-2000
Instalar la limpiadora de boquillas dentro de la celda de
trabajo del robot para facilitar el acceso a la misma. La
limpiadora de boquillas debe montarse de modo que
permita acceso fácil al brazo robot, pero en una forma
tal que no interfiera con otras operaciones tales como
la carga y descarga de soportes. El diagrama ilustra
el patrón de agujeros que se necesita para montar la
QRC™-2000, al igual que las dimensiones de los espacios
libres importantes.
La limpiadora se monta utilizando cuatro pernos de 3/8
pulg de diámetro en los agujeros provistos en su base.
La máquina debe nivelarse.
13.1
[334]
16.4
[416]
17.8
[452]
9.8
[249]
4.3
[108]
1.4
[36]
RESET
SWITCH
16.4
[416]
IN
[mm]
.625
[15,88]
.500
[12,7]
5.000
[127]
3.78
[96,01]
1.319
[33,5]
.590
[14,99]
8.088
[205,44]
8.465
[215,01]
9.000
[228,6]
IN
[mm]
.968
[24,59]
2.500
[63.5]
Figura 1
IN
[mm]
SECCIÓN 3:
INSTALACIÓN Y OPERACIÓN

limpiadora de boquillas
3-8
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
3.03 Requisitos de Suministro de Aire,
Conexiones y Lubricación
El suministro de aire de la limpiadora QRC™-2000 debe
proporcionar aire filtrado y sin lubricación. Esta máquina
requiere 5,5 – 6,8 bar a 225 l/min. La línea de suministro de
aire debe tener un D.I. mínimo de 1/4 pulg, con una conexión
macho de 1/4 pulg NPT que corresponda con la conexión
hembra del costado de la cubierta de circuitos lógicos. El
motor neumático se lubrica a través de un servodosificador
ubicado debajo del depósito del lubricador. El servodosificador
inyecta una cantidad de aceite directamente en las válvulas
de solenoide y en el motor neumático durante cada ciclo de
limpieza. Para la lubricación se usa aceite hidráulico para
servicio ligero con una clasificación de viscosidad de 150 VC
15- 20 (SAE 5W). Cuando se llena el depósito por primera vez,
o cuando se vuelve a llenar un depósito vacío, hay que cebar
manualmente la bomba para distribuir el aceite a través del
sistema. El servodosificador tiene un margen de ajuste que
oscila entre 0 (-) y 45 (+) chasquidos y un botón que sirve
para cebar el aceite lubricante. (Ver las Figura 2.)
Tirar de la perilla del servodosificador para ponerla en la
posición de desbloqueo (A).
Ajustar la perilla del servodosificador en 45 (+) y
pulsar el botón de 50 a 60 veces.
Girar la perilla del servodosificador en sentido
contrahorario hasta 0 (-) y luego ajustarla en 3 (+)
chasquidos.
Empujar la perilla del servodosificador para ponerla
en la posición de bloqueo (C).
La cantidad de lubricante puede ajustarse girando la
perilla de ajuste ubicada en el servodosificador.
•
•
•
•
DEPOSITO DEL
LUBRICADOR
SERVODOSIFICADOR
Figura 2
PERILLA DEL
SERVODOSIFICADOR
BOTON
CEBADOR
NOTA
No hacer funcionar la máquina sin aceite
lubricante. Si se agota el aceite lubricante de la
máquina, el motor se agarrotará y las válvulas
de solenoide se pegarán. Cuando se añade
aceite lubricante, es necesario cebar la máquina
y verificar el funcionamiento de las válvulas de
solenoide. Se pueden causar daños permanentes
a las válvulas de solenoide si se permite que las
máquinas funcionen sin aceite lubricante.
NOTA
El depósito del lubricador debe tener el
respiradero en posición abierta. De lo contrario,
el aceite no fluirá.
3.04 Conexión de Alambrado de QRC™-2000
La limpiadora de boquillas QRC™-2000 requiere una conexión
de cinco alambres. Cada uno de los alambres está codificado
por color. El diagrama siguiente muestra la relación entre el
color de cada alambre, el número de su clavija/receptáculo
en el conector y la función que cumple.
Se Requieren las Conexiones Siguientes para el
Funcionamiento Correcto de la Máquina:
Conductor Rojo - Acciona los circuitos lógicos internos
con un voltaje de +24 VCC
Conductor Verde - Señal de salida de terminación del ciclo
(+24 VCC para señal lógica de fuente; 0 VCC para señal
lógica de sumidero)
Conductor Blanco
- Conductor común de alimentación.
Conductor Naranja - Señal de entrada de inicio del ciclo
(+24 VCC para señal lógica de fuente; 0 VCC para señal
lógica de sumidero). (impulso de 0,5 - 1,0 s)
Conductor Negro - Alambre de reserva (conexión
opcional)
•
•
•
•
•
NOTA
La limpiadora de boquillas QRC
TM
-2000 se
ajusta en la fábrica en la posición de 3 (+)
chasquidos.
GIRAR
(AJUSTE)
4. SEÑAL DE
ARRANQUE
(NARANJA)
5. OPCION
(NEGRO)
ENSURE PROPER INTERFACE HAS BEEN MADE OR DAMAGE
MAY OCCUR
2. ALIMENTACION
DE +24 VCC (ROJO)
1. COMUN
(BLANCO)
3. MORDAZAS
SUELTAS (VERDE)
Figura 3
ROJO: ALIMENTACION DE +24 VCC
VERDE: SE
ÑAL DE SOLTADO
BLANCO: CONDUCTOR COMUN DE ALIMENTACION
NARANJA: SE
ÑAL DE ARRANQUE DE +24 VCC
NEGRO: RESERVA / OPCIONAL

limpiadora de boquillas
3-9
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
3.05 Acceso a Controles Eléctricos y
Neumáticos
Comprobar que la alimentación esté apagada y
desconectada y que el suministro de aire haya sido cortado
antes de quitar la cubierta de los circuitos lógicos.
Para lograr acceso a la tarjeta de circuitos y al múltiple
neumático, hay que quitar la cubierta de circuitos lógicos.
Para retirar la cubierta de circuitos lógicos, soltar los
cuatro tornillos 10-24 y deslizar la cubierta para quitarla de
la limpiadora, procurando no desconectar las conexiones
de la tarjeta de circuitos.
3.06 Inversión de Señales Lógicas
La limpiadora de boquillas QRC™-2000 se configura en la
fábrica para señales de entrada o salida tipo fuente (nivel
alto) de +24 VCC. Algunas instalaciones pueden requerir
una configuración opuesta, es decir, señales de entrada
o de salida tipo sumidero (nivel bajo) de 0 VCC.
Es necesario acceder a la tarjeta de circuitos para cambiar
la configuración de las señales de entrada/salida de tipo
fuente a tipo sumidero. En la esquina inferior derecha
de la tarjeta de circuitos hay dos interruptores que es
necesario ajustar de modo correspondiente a las señales
de entrada/salida que se necesiten, como se ilustra.
PRECAUCIÓN
No conmutar los interruptores de fuente y
de sumidero con la alimentacion electrica
conectada. Se causaran daños. Conmutar los
interruptores unicamente con la alimentacion
electrica desconectada.
Para hacer funcionar la máquina con conexión tipo
sumidero, el interruptor SW1 debe estar hacia abajo y el
SW2 hacia arriba. Para hacer funcionar la máquina con
conexión tipo fuente, sencillamente hay que invertir la
posición de los interruptores. Consultar el diagrama dado
en la Fig. 5.
SW2
INTERRUPTOR 2 (SW2)
MORDAZAS DE SALUDA
SUELTAS
SUMIDERO (ARRIBA)
FUENTE (ABAJO)
FUENTE (ARRIBA)
SUMIDERO (ABAJO)
INTERRUPTOR 1 (SW1) SEÑAL
DE ARRANQUE DE ENTRADA
SW1
Figura 5
3.07 Indicadores LED
Los LED ubicados en el costado de la cubierta de circuitos
lógicos proporcionan una indicación visual del estado del
ciclo. Esta información puede utilizarse durante la instalación
y el mantenimiento para verificar el funcionamiento correcto
de la máquina. El LED indica la secuencia de limpieza de la
manera siguiente:
Unclamped (Suelto) - Encendido
Indica que el cilindro de fijación está completamente
extendido, lo cual abre el bloque de fijación de la boquilla y
envía una señal de salida que indica que la escariadora ha
completado su ciclo.
Reamer Ahead (Escariadora Adelantada) - Apagado
Indica que el cilindro elevador está completamente extendido,
lo cual coloca la hoja escariadora en la parte superior de su
carrera de escariado y activa el interruptor limitador superior
de la tarjeta de circuitos.
Reamer Home (Escariadora En Posicion Inicial) - Encendido
Indica que el cilindro elevador se ha retraído completamente,
lo cual coloca la hoja escariadora en la parte inferior de su
carrera de escariado (posición inicial) y activa el interruptor
limitador inferior de la tarjeta de circuitos.
NOTA
Las luces de suelto y de escariadora en
posición inicial deben estar iluminadas para
que la máquina pueda iniciar el proceso de
limpieza.
CLEANING SEQUENCE
UNCLAMPED
REAMER AHEAD
REAMER HOME
CAUTION
ENSURE PROPER INTERFACE
HAS BEEN MADE OR DAMAGE
MAY OCCUR. READ TECHNICAL
GUIDE BEFORE START-UP.
Figura 6
CUBIERTA DE
CIRCUITOS
LOGICOS
TORNILLOS
N° 10-24 X
1/2 PULG DE
LARGO (4
C/U)
VALVULAS DE
SOLENOIDE (2 C/U)
CIRCUIT
BOARD
TORNILLOS
AUTORROSCANTES
N° 10 X 1/2 PULG
DE LARGO (2 C/U)
Figura 4

limpiadora de boquillas
3-10
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
N Pieza N°
Almacén
D.E. de
Escariadora (A)
D.I de
Escariadora (B)
Largo de
Escariadora (C)
Cavidad de Boquilla
Punta de
Contacto
QRC-100 3500-1275 15,7 mm 10,7 mm 31,7 mm 15,9 mm A,B,C y D
QRC-101 3500-1276 12,5 mm 8,7 mm 31,7 mm 12,7 mm A y B
QRC-102 3500-1277 12,3 mm 8,7 mm 28,4 mm 12,7 mm A y B
QRC-103 3500-1278 9,3 mm 7,1 mm 23,8 mm 9,5 mm A
QRC-104 3500-1279 18,6 mm 13,5 mm 52,8 mm 19,1 mm A,B,C y D
QRC-105 3500-1280 15,7 mm 8,7 mm 31,7 mm 15,9 mm A & B
QRC-106 3500-1290 9,3 mm 6,9 mm 23,8 mm 9,5 mm A
QRC-107 3500-1281 15,3 mm 11,1 mm 31,7 mm 15,9 mm A,B,C y D
QRC-108 3500-1282 12,8 mm 8,7 mm 32,2 mm 15,9 mm A y B
QRC-109 3500-1283 15,7 mm 8,7 mm 31,7 mm 15,9 mm A y B
QRC-110 3500-1284 15,7 mm 7,5 mm 31,7 mm 15,9 mm A y B
QRC-111 3500-1285 18,6 mm 7,5 mm 46,7 mm 19,1 mm A y B
QRC-112 3500-1286 15,7 mm 9,1 mm 25,4 mm 15,9 mm A,B y C
QRC-113 3500-1287 18,6 mm 9,1 mm 46,7 mm 19,1 mm A,B y C
QRC-114 3500-1288 15,7 mm 9,9 mm 31,7 mm 15,9 mm A,B,C y D
QRC-115 3500-1289 18,6 mm 9,9 mm 46,7 mm 19,1 mm A,B,C y D
QRC-116 3500-1291 12,5 mm 9,12 mm 27,4 mm 12,7 mm A,B y C
QRC-119 3500-1297 15,7 mm 7,9 mm 26,7 mm 15,9 mm A y B
QRC-120 3500-1298 15,7 mm 7,9 mm 28,6 mm 15,9 mm A y B
QRC-121 3500-1299 12,3 mm 7,9 mm 18,5 mm 12,7 mm A y B
QRC-121S 3500-1274 12,3 mm 9,5 mm 17,3 mm 12,7 mm A,B y C
QRC-122 3500-1260 15,7 mm 9,9 mm 31,7 mm 15,9 mm A,B,C y D
QRC-123 3500-1261 14,2 mm 9,9 mm 57,4 mm 15,9 mm A,B,C y D
QRC-124 3500-1262 12,3 mm 8,7 mm 21,3 mm 12,7 mm A y B
QRC-125 3500-1259 12,3 mm 9,9 mm 31,7 mm 12,7 mm A,B,C y D
QRC-126 3500-1258 12,3 mm 9,1 mm 27,4 mm 12,7 mm A,B,C
QRC-127 3500-1253 13,4 mm 9,1 mm 27,4 mm 15,9 mm A,B,C y D
QRC-ABZ
3500-1273
Adaptador Parauso en Limpiadorbinzel Para permitir el uso de Hojas Escariadoras
3.08 Selección de Hoja Escariadora y
Bloque de Fijación
Para asegurar que la limpieza de la boquilla y de la punta
ocurra correctamente y sin desalinear la punta, cada situación
debe ajustarse de modo correspondiente a la configuración
específica de la pistola robot, la punta de contacto y la boquilla.
La tabla siguiente ayuda a seleccionar la mejor hoja escariadora
para la situación particular. El D.E. (diámetro exterior) de la
hoja escariadora que se seleccione depende del D.I. (diámetro
interior) de la boquilla en uso. El D.I. de la hoja escariadora
utilizada depende del D.E. de la punta de contacto. Tweco
Robotics entrega todas las limpiadoras de boquillas QRC™-2000
con la hoja escariadora QRC™-100 (15,7 mm D.E. x 10,7 mm
D.I.). (Dimensiones de puntas de contacto, pág. 10.)
Figura 7
Contact Tips (Reference Table 1)
A 11, 14, 14T, EL11 & AL (O.D. = .250” / 6,3mm)
B 11H, 11RS, 14H. 14RS, 14RZ & AL (O.D. = .283” / 7,1mm)
C EL16, EL16RS, & AL (O.D. = .345” / 8,7mm)
D
16S, 16RS, 16RZ & AL (O.D. = .375” / 9,5mm)
Tabla 1: Hojas Escariadoras de QRC™-2000

limpiadora de boquillas
3-11
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
La otra pieza variable de la limpiadora de boquillas QRC™-
2000 es el juego de bloques de fijación. Se ofrecen cinco
bloques de fijación. Favor de consultar las Tablas 2 y 3.
El bloque de fijación “B” viene instalado en todas las
limpiadoras de boquillas QRC™ 2000. Los bloques de fijación
A, C, D y E también se suministran con la máquina.
Tabla 2: Lista de Bloques de Fijacion de QRC™-2000
Bloque de Fijacion Para Boquillas con D.E.
QRC2102-A 23,8mm
QRC2102-B 25,4mm)
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
Tabla 3: Relacion de Boquillas y Bloques de Fijacion
de la Tweco
®
Robotic
Boquilla D.E. de Boquilla Bloque de Fijacion
REL21 Series 22,2mm QRC-2102-E
REL24CT Series 25,4mm QRC-2102-B
RWC24 Series 25,4mm QRC-2102-B
RWC26 Series 27,0mm QRC-2102-C
3.09 Secuencia de Programación de Unidad de
Control
Programar el robot de modo que coloque la boquilla de la
pistola directamente encima y sobre el punto central de la hoja
escariadora, sobre la QRC™-2000. Insertar la boquilla hasta
la profundidad necesaria para limpiar la punta y la boquilla
completamente, sin dañar las piezas desgastables del soplete.
(Consultar la Sección 3.11.)
En este instante la unidad de control del robot debe enviar la
señal de inicio del ciclo (impulso de 0,5 a 1,0 s) a la QRC™-
2000. La QRC™-2000 entonces sujeta la boquilla y lleva a cabo
la operación de limpieza.
Una vez que la escariadora termina el ciclo de limpieza, la
máquina limpiadora envía una señal de terminación del ciclo a
la unidad de control del robot. En este momento, se extrae el
soplete de la QRC™-2000 y el ciclo de trabajo continúa.
3.10 Válvula de Control de Cuadal de Aire
La válvula de control de caudal del aire permite ajustar el ritmo
de alimentación de la hoja escariadora. La cantidad acumulada
de salpicaduras determina el ritmo de alimentación requerido
para la hoja escariadora. Cuanto mayores sean las salpicaduras,
tanto más lento deberá ser el ritmo de alimentación de la hoja
escariadora. Si se acumula una cantidad más pequeña de
salpicaduras, el ritmo de alimentación puede aumentarse.
Ajuste de la válvula de control de caudal de aire:
Hay una válvula de control de caudal dentro de la unidad,
como se muestra en la ilustración. (Fig. 12)
Puede ser necesario ajustar el ritmo de alimentación para
diferentes situaciones.
•
•
PERILLA DE
AJUSTE
CONTRATUERCA
ALIMENTAR RITMO DE
ALIMENTACION
REDUCIR RITMO DE
ALIMENTACION
Figura 8
3.11 Boquilla y Parámetro de Inserción
Tweco Robotics entrega todas las limpiadoras de boquillas
QRC™-2000 con la hoja escariadora QRC™-100 (15,7 mm
D.E. x 10,7 mm D.I.) y el bloque de fijación “B” (QRC™
2102-B / 25,4 mm).
Verificar que la hoja escariadora y el bloque de fijación sean
adecuados para su situación.
Configuración del soplete con calibradores
Hay tres tamaños de calibradores (12,7 mm, 15,9 mm
y 19,1 mm). Estos calibradores se ofrecen como un
juego con el N° de pieza QRC - pág. 2.
Determinar el D.E. de la hoja escariadora que se
utilizará.
Deslizar el calibrador correspondiente en el D.E. de la
hoja escariadora.
Atornillar el eje alineador de punta.
Determinar el D.E. de la punta de contacto que se utilizará.
Deslizar el manguito alineador correspondiente sobre la
aguja.
Bajar el soplete hasta que el D.I. de la punta de contacto
toque la aguja, empujar el manguito alineador hacia
arriba y sobre la punta de contacto para revisar si el
soplete se ha ajustado a 90 grados.
Una vez establecido este punto, quitar el soplete de la
aguja para dar espacio suficiente para quitar la aguja
y el manguito alineador.
Bajar el soplete hasta que la boquilla toque la parte
superior del calibrador
Esto permite al programador configurar la carrera de la
hoja escariadora en la secuencia de limpieza.
NOTA
Usar una boquilla a ras o sobresaliente para
ajustar la carrera de la hoja escariadora de modo
que se deje una separación entre la boqui-lla y
la parte superior del calibrador. Para boquillas
a ras: dejar una separación de 2,53 mm. Para
boquillas sobresalientes: dejar una separación
de 7,62 mm.
•
•
•
•
•
•
•
•
•
•
Para aumentar el ritmo de alimentación de la hoja escariadora,
desenroscar la tuerca y girar la perilla de la válvula en sentido
contrahorario. Después de haber hecho el ajuste, enroscar la
tuerca en la perilla de la válvula para trabarla.
Para reducir el ritmo de alimentación de la hoja escariadora,
desenroscar la tuerca y girar la perilla de la válvula en sentido
horario. Después de haber hecho el ajuste, enroscar la tuerca
en la perilla de la válvula para trabarla.
•
•

limpiadora de boquillas
3-12
SM-QRC-2000
INSTALACIÓN Y OPERACIÓN
PUNTA DE CONTACTO
MANGUITO ALINEADOR
EJE ALINEADOR DE PUNTA
CALIBRADOR DE PROGRAMACION
HOJA ESCARIADORA
BOQUILLA
CALIBRADOR DE
PROGRAMACION
HOJA
ESCARIDORA
Figura 9
Figura 10

limpiadora de boquillas
4-13
SM-QRC-2000
ALAMBRADO Y NEUMÁTICO
SECTION 4:
ALAMBRADO Y NEUMÁTICO
4.01 Conexion de Alambrado Para Rociadora de Compuesto Antisalpicaduras QRM-100
y QRM-3
Los diagramas a continuación muestran las conexiones del alambrado de las QRM-100 y QRM-3.
Para una conexión tipo sumidero, conectar los alambres a las posiciones. Para una conexión tipo fuente, conectar
los alambres a las posiciones.
Para activar la rociadora de compuesto antisalpicaduras QRM-1, es necesario aplicar una señal de 24 VCC
controlada por cronómetro al conductor negro (reserva) del receptáculo de conexión.
•
•
Figura 11: Clavija N° 1 en parte Superior/Clavija N° 6 en Parte Inferior
MOTOR Y VALVULA
DE SOLENOIDE DE
ABRAZADERA
VALVULA DE SOLENOIDE
DE ELEVACION DE
VASTAGO
CLAVIJA #5
ROCIADORA DE
COMPUESTO
ANTISALPICADURAS
24 VCC
SOURCING SINKING
4.02 Diagrama de Alambrado
Figura 12
INTERRUPTOR
LIMITADOR INFERIOR
INTERRUPTOR
LIMITADOR
SUPERIOR
INTERRUPTOR
LIMITADOR DE
RETORNO DE
MORDAZAS
NO SE USA
SEÑAL DE ARRANQUE
COMUN
+24VDC
MORDAZAS SUELTAS
EQUIPO OPCONAL
VER
ALAMBRADO
DE CONECTOR
DE 5 CLAVIJAS
INTERRUPTOR DE REPOSICION
EQUIPO
OPCIONAL
CLAVIJA N
°
(NAR) SEÑAL DE
ARRANQUE
CLAVIJA N
°
(NGR) OPCION
CLAVIJA N° 3
(VER) MORDAZAS
SUELTAS
CLAVIJA N° 2
(ROJ) +24 VCC
CLAVIJA N°
(BLA) COMUN
VISTA EXTERIOR DEL CONECTOR DE 5 CLAVIJAS
CLAVIJA #3
MOTOR Y VALVULA
DE SOLENOIDE DE
ABRAZADERA
VALVULA DE SOLENOIDE
DE ELEVACION DE
VASTAGO
CLAVIJA #5
ROCIADORA DE
COMPUESTO
ANTISALPICADURAS
24 VCC
CLAVIJA #2
MOTOR Y VALVULA
DE SOLENOIDE DE
ABRAZADERA
VALVULA DE SOLENOIDE
DE ELEVACION DE
VASTAGO

limpiadora de boquillas
4-14
SM-QRC-2000
ALAMBRADO Y NEUMÁTICO
4.03 Diagrama Neumático
Figura 13
CODO DE 1/8-27 NPT X
5/32 DE TUBERIA
CODO DE 1/4-18 NPT X
1/4 DE TUBERIA
ADAPTADOR DE 1/4-18
NPT X 1/4 DE TUBERIA
CONTROL DE RITMO
DE ALIMENTACION
ADAPTADOR DE 10-32
X 5/32 DE TUBERIA
CODO DE 1/8-27 X 1/4
DE TUBERIA (5 C/U)
CODO DE 1/4-18 NPT X
1/4 DE TUBERIA
CODO DE 5/32 DE
TUBERIA X 5/32 DE
TUBERIA
CODO DE 1/4 DE
TUBERIA X 1/4
CONECTOR “Y” DE 1/4
DE TUBERIA
Figura 14: QRM-100 Figura 15: QRM-3
4.03 QRM-100 y QRM-3

limpiadora de boquillas
5-15
SM-QRC-2000
MANTENIMIENTO
SECTION 5:
MANTENIMIENTO
5.01 Mantenimiento de Limpiadora
La QRC™-2000 requiere de mantenimiento periódico para
asegurar que rinda una vida útil óptima. Es necesario efectuar
las siguientes revisiones de mantenimiento. Dependiendo del
uso dado a la máquina, una situación particular puede exigir
un programa más riguroso.
Diario
Verificar que la zona de la caja inclinada esté libre de
exceso de salpicaduras.
Revisar visualmente el nivel de aceite en el depósito
del lubricador.
Semanal
Verificar que la zona de la caja inclinada esté libre de
exceso de salpicaduras.
Revisar visualmente el nivel de aceite en el depósito del
lubricador. La vida útil del motor neumático depende de
que haya un suministro adecuado de aceite lubricante.
Añadir aceite según se necesite.
Inspeccionar las líneas neumáticas y sus conexiones
en busca de fugas.
Revisar los cables de conexión en busca de defectos
y daños.
Trimestral
La vida útil de la hoja escariadora de la QRC™-2000 depende
del uso que reciba.
Al menos una vez cada tres meses se debe revisar la hoja
escariadora en busca de pérdida del filo, obstrucciones y
rotura.
Revisar visualmente el nivel de aceite en el depósito del
lubricador.
Verificar que la zona de la caja inclinada esté libre de exceso
de salpicaduras.
Anual
Limpiar el bloque de fijación e inspeccionarlo en busca
de desgaste excesivo. Sustituirlo de ser necesario.
Revisar visualmente el nivel de aceite en el depósito del
lubricador. Añadir aceite según se necesite.
Inspeccionar las líneas neumáticas y sus conexiones
en busca de fugas.
Revisar los cables de conexión en busca de defectos
y daños.
Quitar la placa superior y aplicar grasa a los patines de
leva en las placas superior (bloque en V) y laterales.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
5.02 Instrucciones de Sustitucion de
Componentes
Interruptores Limitadores Superior, Inferior y de Parada
de Mordazas
Verificar que se haya desconectado la alimentación
eléctrica y el suministro de aire antes de sustituir los
interruptores limitadores.
Para sustituir los interruptores limitadores, soltar los
tornillos que conectan la escuadra del interruptor limitador
al múltiple.
Desconectar el alambrado del interruptor limitador que
va a sustituirse.
Quitar la tuerca que conecta el interruptor limitador a su
escuadra.
Sustituir el interruptor limitador e instalarlo invirtiendo el
orden de los pasos de retiro.
•
•
•
•
NOTA
Asegurarse de repasar el diagrama de
alambrado al conectar y desconectar el
interruptor limitador. Los interruptores
limitadores se ajustan en la fabrica. Si se
requiere ajuste, comunicarse con el centro
tecnico de la fabrica.
Interruptor de Reposición
Quitar la tuerca que conecta el interruptor limitador
a su escuadra.
Desconectar el alambrado de la tarjeta de circuitos
y sustituir.
NOTA
Asegurarse de repasar el diagrama de
alambrado al conectar y desconectar el
interruptor de reposicion, Figura 8.
•
•
INTERRUPTOR
LIMITADOR
INFERIOR
TORNILLO DE
ESCUADRA
CONTRATUERCA
INTERRUPTOR
LIMITADOR DE
MORDAZAS
INTERRUPTOR
DE REPOSICION
INTERRUPTOR
LIMITADOR
SUPERIOR
Figura 16
ESCUADRA DEL
INTERRUPTOR

limpiadora de boquillas
5-16
SM-QRC-2000
MANTENIMIENTO
Bloque de Fijación
Verificar que se haya desconectado la alimentación
eléctrica y el suministro de aire antes de sustituir el bloque
de fijación.
El uso dado a la máquina o el desgaste normal puede hacer
necesario sustituir el bloque de fijación de la QRC™-2000.
Se ofrecen cinco bloques de fijación.
ASLANTE DE TARJETA
DE CIRCUITOS
TORNILLOS
AUTORROSCANTES N
°
10 X 1/2 PULG DE LARGO
(2 C/U)
INTERRUPTOR SW1
INTERRUPTOR SW2
TARJETA DE
CIRCUITOS
CONECTOR J5
Figura 17
CONECTOR J4
CONECTOR J3
CONECTOR J1
CONECTOR J2
Table 4: Lista de Bloques de Fijacion de QRC™-2000
Bloque de
Fijacion
Para Boquillas con D.E.
QRC2102-A 23,8mm
QRC2102-B 25,4mm
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
El bloque de fijación “B” viene instalado en todas las
limpiadoras de boquillas QRC™-2000. Los bloques
de fijación A, C, D y E también se suministran con la
máquina.
ESPACIADOR DE
LOCALIZACION
BLOQUE DE
FIJACION
PASADOR DE
LOCALIZACION
DEL BLOQUE DE
FIJACION
HOJA
ESCARIADORA
TORNILLOS DE
PLACA SUPERIOR
(7 C/U)
Figura 18
Sacar los siete tornillos de la placa superior.
Quitar la placa superior de la máquina limpiadora.
Levantar y girar el bloque de fijación de modo que el
tamaño deseado quede hacia las mordazas.
Limpiar los componentes a fondo y lubricarlos con
grasa antes de volverlos a armar.
NOTA
Los numeros de pieza estan esta m pados en
los bloques de fijacion. Consultar la tabla 2 -
lista de bloques de Fijacion de qrc -2000 pa r a
obtener el diametro exterior De la boquilla.
•
•
•
•
Hoja Escariadora de la QRC™-2000
Para quitar la hoja escariadora, colocar la llave ajustable
de 14 mm, pieza N° QRC™-440, en la parte hexagonal
del extremo del eje de extensión y la llave QRC™-441
en la parte superior de la hoja escariadora.
La hoja se quita girándola en sentido contrahorario,
mirándola desde arriba. Puede ser necesario aplicar
bastante fuerza para soltar la hoja escariadora puesto
que la misma tiende a apretarse naturalmente durante
el funcionamiento.
Consultar la Tabla 1 para las opciones de hoja
escariadora.
•
•
•
Tarjeta de Circuitos
Verificar que se haya desconectado la alimentación
eléctrica y el suministro de aire antes de sustituir la tarjeta
de circuitos.
Sustituir la tarjeta de circuitos de la manera siguiente:
Una vez que se desconecta la alimentación eléctrica y
el suministro de aire de la QRC™-2000, desenchufar
cuidadosamente todos los conectores de la tarjeta
de circuitos.
Desenroscar los dos tornillos ubicados en la tarjeta
de circuitos. (Fig. 16.) La tarjeta de circuitos ahora
puede sustituirse.
Instalar la tarjeta de circuitos nueva en el aislante
de la tarjeta.
Una vez que se ha completado este paso, apretar los
dos tornillos de montaje de la tarjeta de circuitos.
Volver a conectar los conectores, consultando el
diagrama de alambrado para comprobar que las
conexiones se hacen en los puntos correctos.
•
•
•
•
•
PRECAUCIÓN
Asegurarse de repasar el diagrama de alambrado
al conectar y desconectar el interruptor limitador.
Los interruptores limitadores se ajustan en la
fabrica. Si se requiere ajuste, comunicarse con
el centro tecnico de la fabrica.

limpiadora de boquillas
5-17
SM-QRC-2000
MANTENIMIENTO
LLAVE EN T
HOJA ESCARIADORA
LLAVE
ADJUSTABLE DE
9/16 PULG
Figura 19
Solenoides Neumáticos
Verificar que se haya desconectado la alimentación
eléctrica y el suministro de aire antes de sustituir los
solenoides neumáticos.
Consultar la Sección 5.3 para el procedimiento de
retiro de la tarjeta de circuitos.
Quitar y sustituir un solenoide a la vez. Desenroscar
los dos tornillos del solenoide neumático y
desenchufar los conectores de alambre.
Quitar el solenoide.
Instalar el solenoide nuevo con su empaquetadura y
volver a conectar los alambres eléctricos. Repetir la
secuencia con el otro solenoide neumático.
•
•
•
•
NOTA
Asegurarse de repasar los diagramas
de alambrado y neumatico al conectar y
desconectar los solenoides neumaticos.
EMPAQUETADURA
SOLENOIDE
NEUMATICO
TORNILLO M3
X 0,5
AIR SOLENOID
ALAMBRES
ELECTRICOS
Figura 20
5.03 Funcionamiento Manual
Para hacer funcionar la limpiadora de boquillas QRC™-
2000 manualmente sin electricidad, conectar el suministro
de aire al punto correcto y activar manualmente los dos
botones de las válvulas neumáticas ubicadas en las
válvulas de solenoide.
Cada válvula de solenoide tiene un botón rojo. Pulsar cada
botón manualmente para activar la máquina.
A) El botón de la válvula neumática izquierda activa
los movimientos de elevación y bajada.
B) El botón de la válvula neumática derecha activa
las funciones de giro y fijación.
VALVULA DE
SOLENOIDE
LEFT BUTTON ACTIVATES
(REAMER BLADE UP AND
DOWN)
EL BOTON IZQUIERDO
ACTIVA LA ELEVACION
Y BAJADA DE LA HOJA
ESCARIADORA
Figura 21
NOTA
Pulsar el boton de reposicion antes de hacer
funcionar la maquina manualmente para
reponer todos los circuitos.

limpiadora de boquillas
6-18
SM-QRC-2000
DÉPANNAGE
SECTION 6:
DÉPANNAGE
Problema Causa Solucion
Los LED indicadores no se
activan
1. La máquina no recibe alimentación eléctrica. 1. Conectar la alimentación eléctrica.
2. La máquina no recibe suministro de aire. 2. Conectar el suministro de aire.
3. El voltaje de la señal de entrada es
incorrecto.
3. Revisar el voltaje de la señal de entrada
y cambiarlo de ser necesario.
La hoja escariadora/motor
neumático se detiene
durante el funcionamiento
(ver también “Las funciones
neumáticas no responden
correctamente”)
1. El ritmo de alimentación de la hoja es
excesivamente rápido.
1. Reducir el ritmo de alimentación de la
hoja (ver la Sección 3.4).
2. Acumulación excesiva de salpicaduras. 2. Limpiar la zona afectada y ajustar los
parámetros de soldadura. Aplicar o
aumentar compuesto antisalpicaduras.
Limpiar con más frecuencia.
3. Suministro incorrecto de aire. 3. Ajustar el suministro de aire (ver la
Sección 2.2).
Las funciones
neumáticas no responden
correctamente
1. Suministro incorrecto de aire. 1. Ajustar el suministro de aire (ver la
Sección 2.2).
2. Daños u obstrucciones en línea neumática
o fugas de aire.
2. Revisar las líneas en busca de fugas y
sustituir la manguera si tiene daños.
3. Avería en interruptor de reposición. 3. Reparar o reemplazar el interruptor de
reposición.
Hoja escariadora rota
1. Hoja escariadora o bloque de fijación de
tamaño incorrecto.
1. Revisar los tamaños (ver la Sección
3.2).
2. Ritmo de alimentación de la hoja escariadora
excesivamente alto.
2. Reducir el ritmo de alimentación de la
hoja (ver la Sección 3.4).
3. Acumulación excesiva de salpicaduras. 3. Limpiar la zona afectada y ajustar los
parámetros de soldadura. Aplicar o
aumentar compuesto antisalpicaduras.
Limpiar con más frecuencia.
La hoja escariadora
permanece hacia abajo
1. Avería en cilindro elevador o en líneas
neumáticas.
1. Identificar y sustituir los componentes
averiados en el cilindro elevador o en
las líneas neumáticas.
2. Avería o contaminación del solenoide de
elevación.
2. Revisar las válvulas de solenoide (ver
la Sección 6). Reparar o reemplazar el
solenoide averiado.
3. Avería del interruptor de reposición. 3. Sustituir el interruptor de reposición.
4. Interruptor limitador dañado. 4. Identificar y sustituir el interruptor
averiado.
La hoja escariadora
permanece hacia arriba
1. La hoja escariadora está atorada. 1. Pulsar el botón de reposición e
inspeccionar la hoja escariadora.
2. Solenoide neumático averiado. 2. Sustituir el solenoide neumático.
3. Avería o suciedad en cilindro elevador. 3. Reparar o reemplazar el cilindro.
4. La señal de inicio de ciclo permanece en
estado activo.
4. Ajustar el programa del ciclo de
limpieza.
5. Avería en interruptor limitador. 5. Sustituir el interruptor limitador
La señal de terminación de
ciclo no se activa
1. Avería de interruptor limitador en cilindro
elevador o en cilindro de fijación.
1. Sustituir o realinear el o los interruptores
de lectura.
2. Alambrado mal conectado a la máquina. 2. Revisar el alambrado (ver la Sección
2.3).

limpiadora de boquillas
7-19
SM-QRC-2000
PIEZAS DE REPUESTO
Tabla 5: QRC
TM
-2000 Piezas de Repuesto
Figura 23
1 QRC™2000
1 conjunto de depósito de aceite lubricante
1 juego de manguitos y calibradores de programación
QRC™-PG2
1 juego de bloques de fijación (A, B, C, D y E).
•
•
•
•
1 llave de 14 mm QRC™-440
1 llave en T QRC™-441
1 SuperLube
®
1 cordón eléctrico amarillo
Manual de seguridad, armado y uso
•
•
•
•
•
LISTA DE EMPACADO DE QRC
TM
-2000
SECCIÓN 4:
PIEZAS DE REPUESTO
Item N° pieza N° almacén Descripción
1 QRC-2103 3500-1268 Conjunto de mordazas
2
QRC-2102A 3500-1205 Bloque de Fijación para Boquillas de 23,8 mm D.E.
QRC-2102B 3500-1206 Bloque de Fijación para Boquillas de 25,4 mm D.E.
QRC-2102C 3500-1207 Bloque de Fijación para Boquillas de 27,0 mm D.E.
QRC-2102D 3500-1208 Bloque de Fijación para Boquillas de 28,6 mm D.E.
QRC-2102E 3500-1209 Bloque de Fijación para Boquillas de 22,2 mm D.E.
QRC-2102F 3500-1349 Bloque de Fijación para Boquillas de 20 mm D.E.
3 Ver la Tabla 1 Ver la Tabla 1 Hojas Escariadoras
4 QRC-2205 3500-1266
Juego de Interruptores Limitadores (Incluye 4
interruptores)
5 QRC-2300 3500-1269 Conjunto Elevador de Mando
6 QRC-PG2 3500-1272 Manguito y Calibradores de Programación
7 QRC-2213 3500-1263 Conjunto de Válvula de Solenoide
8 QRC-2204 3500-1249 Tarjeta de Circuitos
9 QRC-2222 3500-1270 Envuelta y Tornillos
10 QRC-2225 3500-1264 Cordón Eléctrico de Conexión
11 QRC-440 3500-1242 Llave plana de 14 mm
12 QRC-441 3500-1243 Llave en T
13 QRC-417 3500-1226 Depósito de Lubricador de 292 ml
14 QRC-2118 3500-1271 Cilindro de Fijación

limpiadora de boquillas
20
SM-QRC-2000
DECLARACIÓN DE GARANTÍA
GARANTÍA LIMITADA: THERMADYNE
®
garantiza que este producto está libre de defectos de fabricación o materiales.
Si no se cumple esta garantía de alguna manera en el período aplicable a los productos THERMADYNE según lo
descrito a continuación, THERMADYNE corregirá los defectos, mediante reparación o reemplazo, a criterio exclusivo
de THERMADYNE, de los componentes o piezas del producto que THERMADYNE determine que son defectuosos,
tras previo aviso y comprobación de que el producto se ha almacenado, instalado, operado y mantenido de acuerdo
con las especificaciones, instrucciones y recomendaciones de THERMADYNE, así como con métodos industriales
estándar reconocidos, y que el producto no ha sido objeto de uso indebido, reparaciones, negligencia, alteraciones,
o accidentes.
ESTA GARANTÍA ES EXCLUSIVA Y REEMPLAZA A TODAS LAS DEMÁS GARANTÍAS EXPRESAS E IMPLÍCITAS,
INCLUIDA TODA GARANTÍA DE COMERCIABILIDAD O IDONEIDAD PARA UN FIN ESPECÍFICO.
RESTRICCIÓN DE RESPONSABILIDAD LEGAL: Bajo ninguna circunstancia THERMADYNE acepta responsabilidad
por daños especiales o secundarios, incluidos y sin limitaciones los daños por pérdida de mercancías compradas o
reemplazadas, o reclamaciones de los clientes del distribuidor (en adelante el “Comprador”) por interrupciones del
servicio. Las soluciones ofrecidas al Comprador descritas en el presente documento son de carácter exclusivo y la
responsabilidad de THERMADYNE respecto a cualquier contrato, o a cualquier acción emprendida en relación con el
mismo, por ejemplo la ejecución o infracción del mismo, o respecto a la fabricación, venta, entrega, reventa, o uso de
toda mercancía cubierta por, o suministrada por THERMADYNE, así surja por contrato, negligencia, estrictamente por
trabajo, o bajo cualquier garantía, o por alguna otra razón, no deberá, excepto según lo dispuesto expresamente en
este documento, superar el precio de las mercancías en las que se basa la responsabilidad legal.
ESTA GARANTÍA PIERDE VALIDEZ SI SE UTILIZAN PIEZAS O ACCESORIOS DE REEMPLAZO QUE PUEDAN PERJUDICAR
LA SEGURIDAD O EL FUNCIONAMIENTO DE CUALQUIER PRODUCTO DE THERMADYNE.
ESTA GARANTÍA PIERDE VALIDEZ SI EL PRODUCTO ES VENDIDO POR PERSONAS SIN AUTORIZACIÓN.
Esta garantía es válida durante el tiempo establecido en el Programa de Garantía a partir de la fecha en que el distribuidor
autorizado entrega los productos al Comprador.
Las reclamaciones de reparaciones o reemplazo bajo los térmidos de esta garantía limitada deben ser presentadas por
una instalación de reparación autorizada de THERMADYNE en un plazo de treinta (30) días a partir de la reparación.
No se pagará por costos de transporte de ninguna clase bajo esta garantía. Los cargos de transporte para el envío de
productos a una instalación autorizada de reparaciones bajo garantía corren por cuenta del Comprador. El Comprador
asume todos los riesgos y costos relacionados con la mercancía devuelta. Esta garantía reemplaza a todas las garantías
anteriores de THERMADYNE.

limpiadora de boquillas
21
SM-QRC-2000
PROGRAMA DE GARANTÍA
Esta garantía es válida durante el tiempo establecido en el Programa de Garantía a partir de la fecha en que el distribuidor autorizado
entrega los productos al Comprador. THERMADYNE
®
se reserva el derecho de solicitar evidencia documentada de la fecha de compra.
Soldadores a motor Piezas / Labor
Scout
®
, Raider
®
, Explorer™
Estatores e inductores eléctricos principales originales 3 años / 3 años
Rectificadores eléctricos principales originales, tarjetas de control P.C. 3 años / 3 años
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, semiconductores
eléctricos con interruptor
1 año / 1 año
Los motores y los componentes relacionados NO están garantizados por Thermal Arc
®
, aunque la mayoría están garantizados por el fabricante del motor.
CONSULTE LA GARANTÍA DEL FABRICANTE DEL MOTOR PARA OBTENER DETALLES.
Consulte la garantía del fabricante del motor
para obtener detalles.
Equipo de soldadura GMAW/FCAW (MIG) Piezas /Labor
Fabricator
®
131, 181, 190, 210, 251, 281; Fabstar
®
4030; PowerMaster
®
350, 350P, 500, 500P; Excel-Arc
®
6045; Alimentadores de cable: Ultrafeed
®
, Porta-feed
®
Estator y transformador eléctrico principal original 5 años / 3 años
Rectificadores eléctricos principales originales, tarjetas de control P.C., semiconductores eléctricos con interruptor 3 años / 3 años
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, motores eléctricos 1 año / 1 año
GTAW (TIG) y equipo de soldadura del invertor multiprocesos Piezas /Labor
160 TS, 300TS, 400TS, 185 CA/CC, 200 CA/CC, 300 CA/CC, 400 GTSW, 400 MST, 300 MST, 400 MSTP
Equipos magnéticos principales originales 5 años / 3 años
Rectificadores eléctricos principales originales, tarjetas de control de circuito impreso, semiconductores eléctricos con interruptor 3 años / 3 años
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, motores eléctricos 1 año / 1 año
Equipo de soldadura a plasma Piezas /Labor
Ultima
®
150
Equipos magnéticos principales originales 5 años / 3 años
Rectificadores eléctricos principales originales, tarjetas de control de circuito impreso, semiconductores eléctricos con interruptor 3 años / 3 años
Consola de soldadura, controlador de soldadura, temporizador de soldadura 3 años / 3 años
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, motores eléctricos,
recirculadores de refrigerante
1 año / 1 año
Equipo de soldadura SMAW (CILINDRO) Piezas /Labor
Dragster™ 85
Equipos magnéticos principales originales 1 año / 1 año
Rectificadores eléctricos principales originales, tarjetas de control de circuito impreso 1 año / 1 año
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, semiconductores
eléctricos con interruptor
1 año / 1 año
160S, 300S, 400S
Equipos magnéticos principales originales 5 años / 3 años
Rectificadores eléctricos principales originales, tarjetas de control de circuito impreso 3 años / 3 años
Todos los circuitos y componentes originales, incluidos y sin limitaciones los relés, interruptores, contactos, solenoides, ventiladores, semiconductores
eléctricos con interruptor
1 año / 1 año
Equipo general de arcos Piezas /Labor
Recirculadores de agua 1 año / 1 año
Soldadores a plasma 180 días / 180 días
Reguladores de gas (suministrados con fuentes de alimentación) 180 días / ND
Soldadores MIG y TIG (suministrados con fuentes de alimentación) 90 días / ND
Piezas de reemplazo para reparación 90 días / ND
Artículos de consumo para los soldadores MIG, TIG y a plasma ND / ND
Equipos de corte y soldadura a gas Piezas /Labor
Victor
®
Professional 5 años / ND
Conservadores de oxígeno 2 años / ND
Cilindros de aluminio De por vida / ND
Motores de máquinas de corte 1 año / ND
Reguladores y distribuidores de latón HP&I 2 años / ND
Reguladores y distribuidores inoxidables HP&I 1 año / ND
Reguladores y distribuidores a gas corrosivo HP&I 90 días / NA
TurboTorch
®
3 años / ND
CutSkill
®
2 años / ND
Cilindros de acero 1 año / ND
Victor Medical 6 años / ND
Victor VSP 2 años / ND
Soldadores Firepower
®
MIG 5-2-1 año(s) / ND
Transformadores 5 años / ND
Piezas utilizadas para usos de alquiler
1 año a partir de la fecha en que el vendedor las
haya vendido al distribuidor autorizado
Soldadores mig y accesorios para arcos Piezas /Labor
Arcair
®
N6000 90 días / NA
Pistolas de tiro y devanado Eliminator
®
90 días / ND
Montajes robóticos de deflexión 90 días / NA
Rociador contra salpicaduras QRM-100 90 días / NA
Enfriadores de agua TC y TCV 1 año / ND
Recolector de humo TSC-96 1 año / ND
Cajas de control para pistolas de tiro y devanado de eliminador ESG-1, EPG-CR1, EPG-CR2 1 año / ND
Estaciones para limpieza de boquillas QRC-2000 1 año / 1 año
QRC-3000 Estación Ultrasónica de limpieza de boquillas 2 años / 2 años
Los demás productos, 30 días a partir de la fecha en que el comprador las adquiere del vendedor. 30 días / NA
Sistemas de corte a plasma Piezas /Labor
Plasma automatizado 2 años / 1 año
CutMaster™ 3 años / 3 años
PakMaster
®
XL PLUS 3 años / 1 año
Drag-Gun
®
1 año / 1 año
Drag-Gun Plus 2 años / 1 año
Soldadores 1 año / 1 año
Consolas, equipos de control, intercambiadores de calor y equipos accesorios 1 año / 1 año

© Thermadyne Industries, Inc., 2008 www.thermadyne.com Printed in U.S.A.
W O R L D H E A D Q U A R T E R S : 1 6 0 5 2 S w i n g l e y R i d g e R o a d , S u i t e 3 0 0 • S t . L o u i s , M i s s o u r i 6 3 0 1 7 U. S . A .
A Global Cutting & Welding Market Leader
™
Denton, TX USA
U.S. Customer Care
Ph: (1) 800-426-1888
Fax: (1) 800-535-0557
Miami, FL USA
Sales Office, Latin America
Ph: (1) 954-727-8371
Fax: (1) 954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: (1) 905-827-4515
Fax: (1) 800-588-1714
International Customer Care
Ph: (1) 905-827-9777
Fax: (1) 905-827-9797
Chorley, United Kingdom
Customer Care
Ph: (44) 1257-261755
Fax: (44) 1257-224800
Milan, Italy
Customer Care
Ph: (39) 0236546801
Fax: (39) 0236546840
Cikarang, Indonesia
Customer Care
Ph: 62 21+ 8983-0011 / 0012
Fax: 62 21+ 893-6067
Osaka, Japan
Sales Office
Ph: 816-4809-8411
Fax: 816-4809-8412
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674
Fax: 613+ 9474-7391
International
Ph: 613+ 9474-7508
Fax: 613+ 9474-7488
Rawang, Malaysia
Customer Care
Ph: 603+ 6092-2988
Fax: 603+ 6092-1085
Shanghai, China
Sales Office
Ph: 86-21-64072626
Fax: 86-21-64483032
Singapore
Sales Office
Ph: 65+ 6832-8066
Fax: 65+ 6763-5812
THE AMERICAS EUROPE ASIA/PACIFIC
U.S. Customer Care: ARCAIR
®
/ STOODY
®
/ THERMAL ARC
®
/ THERMAL DYNAMICS
®
/ TWECO
®
/ VICTOR
®
................... 800-426-1888 / FAX 800-535-0557
FIREPOWER
®
................. 800-858-4232 / FAX 800-535-0557 TDC AUTOMATION................... 866-279-2628 / FAX 800-535-0557
TURBOTORCH
®
............. 800-238-0282 / FAX 800-535-0557 VICTOR MEDICAL .................... 800-382-8187 / FAX 800-535-0557
VICTOR SPECIALTY PRODUCTS................... 800-569-0547 / FAX 800-535-0557
Canada Customer Care: 905-827-4515 / FAX 800-588-1714
•
International Customer Care: 905-827-9777 / FAX 905-827-9797
CIGWELD Customer Care: 1300-654-674 / FAX 613+ 9474-7391
•
www.thermadyne.com
1/72