
MANUAL DEL OPERADOR
5500
POWER-ARC
™
5500
Para usarse con máquina de Número de Código 11182, 11187, 11215, 11403, 11404
IMS871-A
Febrero, 2007
Se encuentran disponibles varias configuraciones y la apariencia de la
máquina variará en consecuencia.
ISO 9001
CERTIFICATE NUMBER: 30273
Designed and Manufactured Under aI
Quality Program Certified byI
ABS Quality Evaluations, Inc.I
to ISO 9001 Requirements.
QMS
ANSI RAB
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © 2007 Lincoln Global Inc.
La seguridad depende de
usted
El equipo de soldadura por arco
y de corte Lincoln está diseñado
y construido teniendo la
seguridad en mente. Sin
embargo, su seguridad general
puede incrementarse por medio
de una instalación adecuada… y
una operación cuidadosa de su
parte. NO INSTALE, OPERE O
REPARE ESTE EQUIPO SIN
LEER ESTE MANUAL Y LAS
PRECAUCIONES DE SE-
GURIDAD CONTENIDAS EN EL
MISMO. Y, lo más importante,
piense antes de actuar y sea
cuidadoso.
This manual covers equipment which is no
longer in production by The Lincoln Electric Co.
Specications and availability of optional
features may have changed.

i
SEGURIDAD
i
Para equipos accionados
por MOTOR.
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
____________________________________________________
1.b. Los motores deben
funcionar en lugares
abiertos bien ventilados, o expulsar los
gases de escape del motor al exterior.
____________________________________________________
1.c. No cargar combustible cerca de un arco de
soldadura cuando
el motor esté funcionan-
do. Apagar el motor y dejar que se enfríe
antes de rellenar de combustible para
impedir que el combustible derramado se
vaporice al quedar en contacto con las
piezas del motor caliente. No derramar com-
bustible al llenar el tanque. Si se derrama,
limpiarlo con un trapo y no arrancar el motor
hasta que los vapores se hayan eliminado.
____________________________________________________
1.d. Mantener todos
los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. No
acercar las manos, cabello, ropa y herramientas a las correas en
V, engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
____________________________________________________
1.e. En algunos casos
puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido.
Quitarlos solamente cuando sea necesario y volver a colocar-
los después de terminado el trabajo de mantenimiento. Tener
siempre el máximo cuidado cuando se trabaje cerca de piezas
en movimiento.
___________________________________________________
1.f. No poner las manos cerca del ventilador
del motor.
No tratar de sobrecontrolar el reg-
ulador de velocidad en vacío empujando las
varillas de control del acelerador mientras el
motor está funcionando.
___________________________________________________
1.g. Para impedir el
arranque accidental de los motores de
gasolina mientras se hace girar el motor o generador de la
soldadura durante el trabajo de mantenimiento, desconectar
los cables de las bujías, tapa del distribuidor o cable del
magneto, según corresponda.
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA
POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS
NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU
MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar
de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida
33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está
disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y
REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
ADVERTENCIA
Mar ‘95
LOS CAMPOS
ELECTRICOS Y
MAGNETICOS pueden ser
peligrosos
2.a. La corriente eléctrica que circula a través de un conductor
origina campos eléctricos y magnéticos (EMF) localizados. La
corriente de soldadura crea campos EMF alrededor de los
cables y los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del
circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
ADVERTENCIA DE LA LEY 65 DE CALIFORNIA
En el estado de California, se considera a las emisio-
nes del motor de diesel y algunos de sus componentes
como dañinas para la salud, ya que provocan cáncer,
defectos de nacimiento y otros daños reproductivos.
Las emisiones de este tipo de productos contienen
químicos que, para el estado de California, provocan
cáncer, defectos de nacimiento y otros daños
reproductivos.
Lo anterior aplica a los motores Diesel
Lo anterior aplica a los motores de gasolina

ii
SEGURIDAD
ii
Los RAYOS DEL ARCO
pueden quemar.
4.a.
Colocarse una pantalla de protección con el fil-
tro adecuado para protegerse los ojos de las
chispas y rayos del arco cuando se suelde o
se observe un soldadura por arco abierto.
Cristal y pantalla han de satisfacer las normas
ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
La DESCARGA ELÉCTRICA
puede causar la muerte.
3.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuando el equipo
de soldadura está encendido. No tocar esas
piezas con tensión con la piel desnuda o con
ropa mojada. Usar guantes secos sin agujeros
para aislar las manos.
3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de
material aislante seco. Asegurarse de que el aislante es suficiente
para protegerle completamente de todo contacto físico con el cir-
cuito de trabajo y tierra.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente
peligrosas (en lugares húmedos o mientras se está
usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o
acostado, si existe un gran riesgo de que ocurra contacto
inevitable o accidental con la pieza de trabajo o con tierra,
usar el equipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión
constante.
• Equipo de soldadura manual C.C.
• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La
conexión debe ser lo más cercana posible al área donde se va a
soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
AGO ‘06
Los HUMOS Y GASES
pueden ser peligrosos.
5.a. La soldadura puede producir humos y
gases peligrosos para la salud. Evite respi-
rarlos. Durantela soldadura, mantener la
cabeza alejada de los humos. Utilice venti-
lación y/o extracción de humos junto al
arco para mantener los humos y gases
alejados de la zona de respiración. Cuando se suelda con elec-
trodos de acero inoxidable o recubrimiento duro que requieren
ventilación especial (Ver instrucciones en el contenedor o la
MSDS) o cuando se suelda chapa galvanizada, chapa recubier-
ta de Plomo y Cadmio, u otros metales que producen humos
tóxicos, se deben tomar precauciones suplementarias.
Mantenga la exposición lo más baja posible, por debajo de los
valores límites umbrales (TLV), utilizando un sistema de
extracción local o una ventilación mecánica. En espacios con-
finados o en algunas situaciones, a la intemperie, puede ser
necesario el uso de respiración asistida.
5.b. La operación de equipo de control de humos de soldadura se
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHA PEL y ACGIH TLV
permisibles.
5.c No soldar en lugares cerca de una fuente de vapores de
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
5.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmente
en las áreas confinadas, para tener la seguridad de que se
respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
5.e. Ver también 1.b.

SEGURIDAD
iii
iii
PARA equipos
ELÉCTRICOS
8.a. Cortar la electricidad entrante usando el inter-
ruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
La BOTELLA de gas puede
explotar si está dañada.
7.a.
Emplear únicamente botellas que con-
tengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras,
rácores, etc. deben ser adecuados para la aplicación y estar en
buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados a mano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“, publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
Ene. 07
Las CHISPAS DE
SOLDADURA pueden
provocar un incendio o
una explosión.
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la
soldadura puede pasar fácilmente por las grietas pequeñas
y aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y una gorra. Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con protecciones laterales
cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crear riesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.

iv
SEGURIDAD
iv
Mar. ‘93
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instruc-
tions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à soud-
er parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se pro-
téger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de n’importe quelle
partie du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du
rayonnement de l’arc et des projections quand on soude
ou quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflamma-
bles.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection
libres de l’huile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas forte-
ment toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de l’électricité et aux recommendations du fabricant. Le dis-
positif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la
debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.

vv
Gracias
por seleccionar un producto de CALIDAD fabricado por Lincoln
Electric. Queremos que esté orgulloso al operar este producto de
Lincoln Electric Company
••• tan orgulloso como lo estamos como lo
estamos nosotros al ofrecerle este producto.
Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y ténga-
lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo
largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños person-
ales graves o incluso la pérdidad de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida
para evitar daños personales menos graves o
daños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-
portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-
tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia
futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente. El número de código es especialmente importante al
identificar las partes de reemplazo correctas.
Registro del Producto En Línea
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro
SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después
“Registro de Producto”. Por favor llene la forma y presente su registro.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro
reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-
mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-
to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-
mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-
ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir
ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar
la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-
tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-
dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar
www.lincolnelectric.com para cualquier información actualizada.

Página
Seguridad..........................................................................................................................................i-iv
Instalación
..........................................................................................................Sección A
Especificaciones Técnicas ..........................................................................................................A-1
Precauciones de Seguridad ........................................................................................................A-2
Colocación y Ventilación .............................................................................................................A-2
Servicio al Motor Antes de la Operación .............................................................................A-3, A-4
Conexiones Eléctricas de Salida .........................................................................................A-5, A-6
Cableado de las Instalaciones e Interruptores Automáticos .......................................................A-7
Dispositivos Eléctricos Utilizados con la Power Arc 500.............................................................A-8
Operación...........................................................................................................Sección B
Instrucciones de Seguridad.........................................................................................................B-1
Descripción General....................................................................................................................B-1
Aplicaciones Recomendadas......................................................................................................B-1
Funciones y Controles Operacionales ........................................................................................B-1
Capacidad de Soldadura.............................................................................................................B-1
Limitaciones ................................................................................................................................B-2
Controles y Configuraciones .......................................................................................................B-2
Operación del Motor ..........................................................................................................B-3 a B-6
Operación de Soldadura..................................................................................................B-7 a B-16
Accesorios ...........................................................................................................................Sección C
Mantenimiento......................................................................................................................Sección D
Precauciones de Seguridad ..............................................................................................................D-1
Mantenimiento de Rutina y Periódico................................................................................................D-1
Perspectiva Explotada del Ensamble General ..................................................................................D-5
Localización de Averías y Reparación...............................................................................Sección E
Diagramas Eléctricos y Dibujo de Dimensión...................................................................Sección F
Manual de Partes (Motores Robin / Subaru y Honda) ..................................................P-510 Series
TABLA DE CONTENIDO
vi vi
POWER-ARC 5500

ESPECIFICACIONES TÉCNICAS - POWER-ARC 5500
Fabricante Descripción Velocidad
Desplazamiento
Encendido Capacidades
Robin / Subaru 1 ciclo, 3700 RPM
16.7 pulgs. cúbicas
Manual,
Combustible: 1.6 gals.
EX 27 4 ciclos, ± 50 RPM (265 cc) arranque de (6.1 l)
Códigos enfriado por aire, sin carga retroceso; Aceite: 1.1 cuartos
(11182) gasolina OHC ahogador de galón
(11187) 9 HP a manual (1.0 l)
(11403) 3600 RPM
INPUT - HONDA GASOLINE ENGINE
INPUT - HONDA GASOLINE ENGINE
Honda 1 ciclo, 3700 RPM
16.5 pulgs. cúbicas
Manual,
Combustible: 1.6 gals.
GX 270 VA2 4 ciclos ± 50 RPM (270 cc) arranque de (6.1 l)
Códigos enfriado por aire sin carga retroceso; Aceite: 1.2 cuartos
(11215) gasolina ahogador de galón
(11404) 9 HP a manual (1.1 l)
3600 RPM
Ciclo de Trabajo Amps CA
Voltios a Amperios Nominales
Ciclo de Trabajo del 30% Corriente Constante de 125 Amps CA 20 VCA
Ciclo de Trabajo del 60% Corriente Constante de 100 Amps CA 25 VCA
Rangos de Soldadura
Voltaje de Circuito Abierto de la Soldadora
Potencia Auxiliar de CA
70 - 125 Amps CA 62 VCA Máx. 4000 Watts Continuos
5500 Watts Pico
PHYSICA
Altura Ancho Profundidad Peso
20.9 pulg. 20 pulg. 30 pulg. 160 lb.
530 mm 508 mm 762 mm 72.5 kg
A-1
INSTALACIÓN
POWER-ARC 5500
A-1
ENTRADA – MOTOR DE GASOLINA
SALIDA NOMINAL – SOLDADORA
SALIDA – SOLDADORA Y GENERADOR
DIMENSIONES FÍSICAS

A-2
INSTALACIÓN
POWER-ARC 5500
A-2
PRECAUCIONES DE SEGURIDAD
Lea toda la sección de instalación antes de
empezar a instalar.
No intente usar este equipo hasta que haya leído
completamente el manual de operación y manten-
imiento que se proporcionan con su máquina.
Incluyen importantes precauciones de seguridad,
detalles de arranque del motor, instrucciones de
operación y mantenimiento, y listas de partes.
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque partes eléctrica-
mente vivas o el electrodo con
la piel o ropa mojada.
• Aíslese del trabajo y tierra.
•Siempre utilice guantes ais-
lantes secos.
El ESCAPE DEL MOTOR puede causar la muerte.
• Utilice en áreas abiertas bien
ventiladas o dé salida externa al
escape.
• No estibe nada sobre o cerca del
motor.
Las PARTES MÓVILES pueden provocar lesiones.
• No opere este equipo sin
alguna de sus puertas o
guardas.
• Pare el motor antes de dar
servicio.
• Aléjese de las partes móviles.
Sólo personal calificado deberá instalar, utilizar o dar
servicio a este equipo.
COLOCACIÓN Y VENTILACIÓN
Cada vez que utilice la POWER-ARC 5500,
asegúrese de que aire limpio y frío pueda fluir a
través del motor de gasolina y generador de la
máquina. Evite áreas sucias y con polvo. También,
mantenga la máquina alejada de fuentes de calor. No
coloque la parte posterior del generador cerca del
escape caliente del motor de otra máquina. Y, por
supuesto, asegúrese de que el escape del motor
tenga salida a un área abierta y externa.
La POWER-ARC 5500 debe utilizarse en exteriores.
No coloque la máquina en charcos ni la sumerja en
agua. Dichas prácticas generan riesgos de seguridad
y provocan una operación inadecuada y corrosión de
las partes.
Siempre opere la POWER-ARC 5500 con el techo del
gabinete y todos los componentes de la máquina
completamente ensamblados. Esto lo protegerá del
peligro que representan las partes móviles, superfi-
cies de metal calientes y dispositivos eléctricos vivos.
ALMACENAMIENTO
1. Almacene la máquina en un lugar frío y seco
cuando no la utilice. Protéjala del polvo y
suciedad. Manténgala donde no pueda dañarse
accidentalmente debido a actividades de con-
strucción, vehículos en movimiento y otros ries-
gos.
2. Si va a almacenar la máquina por más de 30 días,
deberá drenar el combustible para proteger el sis-
tema de combustible y partes del carburador de
los depósitos de goma. Vacíe todo el combustible
del tanque y haga funcionar el motor hasta que
pare por falta de combustible.
3. Puede almacenar la máquina hasta por 24 meses
si utilice un aditivo estabilizador de gasolina en el
sistema de combustibles. Mezcle el aditivo con el
combustible ene el tanque y haga funcionar el
motor por un breve tiempo para circular el aditivo
a través del carburador.
4. Mientras que el motor está todavía caliente, drene
el aceite y vuelva a llenar con aceite fresco con-
forme al manual del motor.
5. Remueva la bujía y ponga aproximadamente 15
ml (media onza) de aceite de motor en el cilindro.
Reemplace la bujía y encienda el motor lenta-
mente para distribuir el aceite.
6. Limpie cualquier suciedad y desecho del cilindro,
sus aletas de cabezal y cubierta, así como del fil-
tro giratorio y áreas del mofle.
7. Almacene en un área limpia y seca.
ADVERTENCIA

A-3
INSTALACIÓN
POWER-ARC 5500
A-3
ESTIBACIÓN
Las máquinas POWER-ARC 5500 NO SE pueden estibar.
INCLINACIÓN
Coloque la máquina sobre una superficie segura y nivelada
cada vez que la use o guarde. Cualquier otra superficie donde
la coloque que no sea el piso, deberá ser firme, no resbaladiza
y estar estructuralmente sana.
El motor de gasolina está diseñado para funcionar en una posi-
ción nivelada para obtener el mejor desempeño. Puede operar
a un ángulo, pero éste no deberá ser más de 15 grados en
cualquier dirección. Si la opera a un ligero ángulo, asegúrese
de revisar el aceite regularmente y mantener el nivel de aceite
lleno. También, la capacidad del combustible será menos a un
ángulo.
ELEVACIÓN
La POWER-ARC 5500 deberá ser levantada por dos personas.
(Pesa 72.5 kg/160 lbs.) Su gabinete de rollo de tubo soldado
está diseñado para que la elevación sea fácil.
ÁNGULO DE OPERACIÓN
Los motores de combustión interna están diseñados para fun-
cionar en una condición nivelada para lograr un desempeño
óptimo. El ángulo máximo de operación del motor es de 15 gra-
dos de la línea horizontal en cualquier dirección. Asegúrese de
colocar la máquina sobre una superficie de soporte estructural
firme y no resbaladiza. Fije la unidad si es necesario.
Si opera el motor a un ángulo ligero, asegúrese de revisar el
aceite regularmente y mantener una condición nivelada y llena
de aceite. La capacidad de combustible efectiva también será
ligeramente menor que los 6.1 litros especificados (1.6
galones).
SERVICIO DEL MOTOR ANTES DE LA OPERACIÓN
Lea y comprenda la información sobre el motor de gasolina en
las secciones de OPERACIÓN y MANTENIMIENTO de este
manual y el manual del propietario del motor antes de operar la
POWERARC 5500.
ACEITE
La Power-Arc 5500 con el motor Robin / Subaru de 9HP y la
Power-Arc 5500 con el motor Honda de 9 HP se envían con
una protección de bajo aceite. Ambos motores están equipa-
dos con una protección que apagará la máquina en caso de
una condición de bajo aceite. El motor no podrá volver a encen-
derse hasta que se haya agregado suficiente aceite.
La POWER-ARC 5500 se envía con el cárter del motor lleno de
aceite SAE 10W-30. REVISE EL NIVEL DE ACEITE ANTES
DE ARRANCAR EL MOTOR. Esta es una precaución adi-
cional. Cuando está lleno, el nivel de aceite deberá estar al
máximo del orificio del tapón de llenado. Si no está lleno,
agregue suficiente aceite para llenarlo. Asegúrese de que el
tapón de llenado esté apretado. Cambie el aceite después de
las primeras 20 horas de operación. Para mayor información
de llenado y servicio de aceite, vea el manual del propietario
del Motor
.
COMBUSTIBLE
Llene el tanque de combustible con gasolina
limpia, fresca, libre de plomo y de grado reg-
ular. NO MEZCLE EL ACEITE CON LA GASOLINA.
Remueva el tapón de combustible lentamente
para liberar presión. Mantenga las manos lejos
del mofle del motor o de las partes CALIENTES
del mismo.
La POWER-ARC 5500 tiene un tanque de com-
bustible montado en el motor. Para mayores detalles
sobre el combustible, vea el manual del propietario
del motor.
• Pare el motor al suministrar com-
bustible.
• No fume al hacer esto.
• Mantenga las chispas y flama lejos del
tanque.
• No deje la carga de combustible sin
atender.
• Limpie el combustible que se haya tira-
do y permita que los vapores se
desvanezcan antes de arrancar el
motor.
• No llene el tanque de más, la expansión
del combustible puede causar der-
rames.
SÓLO USE GASOLINA
------------------------------------------------------------------------
ADVERTENCIA
La GASOLINA
puede provocar
un incendio o
explosión
.

Sin Carga
3700 RPM ±50 R.P.M.
Salida de Soldadura CC de CA
125 Amps a 20 Voltios
Salida de Soldadura CC de CA
100 Amps a 25 Voltios
Potencia Auxiliar 4000
Watts (120/240 Voltios)
Robin / Subaru 9 HP Certificado Carb.
EX 27
1.17 Litros/Hora
(0.31 Galones/Hora)
2.66 Litros/Hora
(.70 Galones/Hora)
2.48 Litros/Hora
(.66 Galones/Hora)
2.59 Litros/Hora
(.68 Galones/Hora)
Honda 9 HP
Certificado Carb.
1.14 Litros/Hora
(.30 Galones/Hora)
2.18 Litros/Hora
(.58 Galones/Hora)
2.1 Litros/Hora
(.55 Galones/Hora)
2.54 Litros/Hora
(.67 Galones/Hora)
SUPRESOR DE CHISPAS
Los mofles de motores de gasolina pueden generar
chispas cuando los motores están en funcionamiento.
Algunas leyes federales, estatales o locales requieren
supresores de chispa en los lugares donde éstas
podrían provocar un incendio.
Los modelos de Robin / Subaru y Honda de la Power-
Arc 5500 incluyen un supresor de chispas como
equipo estándar. Para el mantenimiento adecuado,
consulte el manual del propietario del motor.
Un supresor de chispas incorrecto, puede causar
daños al motor o afectar el desempeño.
------------------------------------------------------------------------
A-4
INSTALACIÓN
POWER-ARC 5500
A-4
DEFLECTOR DEL MOFLE
La POWER-ARC 5500, modelo Honda, se puede
enviar o no con un deflector de escape. Si recibió uno,
puede montarlo en el motor de gasolina si sus necesi-
dades así lo requieren.
A fin de instalar el deflector, haga lo siguiente:
• Alinee los orificios de la placa del deflector con los del
mofle.
•
Coloque el deflector en tal forma que apunte a la
derecha, izquierda o hacia abajo, lejos del operador.
Nunca coloque el deflector hacia arriba. La
humedad o desechos pueden entrar al motor y
dañarlo. Como una práctica general de seguridad,
coloque el deflector para que dirija los gases del
escape lejos de la cara y ojos del operador.
-------------------------------------------------------------------------
• Sujete el deflector sobre el mofle con los tornillos que
se proporcionan.
NOTA: El deflector reduce la potencia de salida del
generador hasta en 100 watts.
PRECAUCIÓN
PRECAUCIÓN
Consumo Típico de Combustible de la PowerArc 5500

A-5
INSTALACIÓN
POWER-ARC 5500
A-5
CONEXIONES ELÉCTRICAS DE SALIDA
Para la ubicación del disco de control de corriente,
terminales de salida de soldadura, borne de aterriza-
miento, interruptores automáticos, y receptáculos de
240 y 120 voltios, vea la Figura A.1.
CONEXIONES DEL CABLE DE SOLDADURA
Tamaño y Longitud del Cable
Asegúrese de que los cables de soldadura sean lo
suficientemente largos. El tamaño y longitud correc-
tos se vuelven especialmente importantes cuando
está soldando a distancia de la soldadora.
La Tabla A.1 enumera los tamaños y longitudes de
cables recomendados para la corriente y ciclo de tra-
bajo nominales. La longitud se refiere a la distancia
de la soldadora al trabajo y de regreso a la misma
.
Los diámetros de los cables aumentan para que las
longitudes largas de cables reduzcan las caídas de
voltaje.
TABLA A.1
TAMAÑO Y LONGITUD RECOMENDADOS DE
CABLES DE SOLDADURA
LONGITUD TOTAL COMBINADA DE CABLES DE
ELECTRODO Y TRABAJO
Tamaño del Cable para un
Ciclo de Trabajo
Longitud del Cable del 30%/125 amps
0-15 metros (0-50 pies) 6 AWG
15-39 metros (50-100 pies) 4 AWG
30-46 metros (100-150 pies) 3 AWG
46-61 metros (150-200 pies) 2 AWG
61-76 metros (200-250 pies) 1 AWG
POWER ARC
POWER ARC 55
00
00
ELECTRODE SELECTION GUIDE
ELECTRODE SELECTION GUIDE
80
80
90
90
100
100
70
70
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
WARNING
WARNING
AMPS
AMPS
125
125
GENERATOR
GENERATOR
6
5
4
3
2
1
7
80
80
90
100
100
70
70
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
WARNING
WARNING
AMPS
AMPS
125
125
GENERATOR
GENERATOR
ELECTRODE SELECTION GUIDE
ELECTRODE SELECTION GUIDE
5
4
6
2
3
1
POWER ARC 5500
POWER ARC 5500
7
FIGURA A.1 (Para Códigos 11182, 11187, 11215)
CONEXIONES DE SALIDA DE LA POWER-ARC 5500
La Ubicación Física de los Elementos y Componentes pueden variar por Núm. de Código
FIGURA A.2 (Para Códigos 11403, 11404)
1. DISCO DE CONTROL DE CORRIENTE
2. TERMINALES DE SALIDA DE SOLDADURA (2)
3. BORNE DE ATERRIZAMIENTO
4. INTERRUPTORES AUTOMÁTICOS (2) - 20 AMPS
5. RECEPTÁCULO - 240 VOLTIOS, 20 AMPS
6. RECEPTÁCULO DÚPLEX - 120 VOLTIOS, 20 AMPS
7. TACÓMETRO / HORÓMETRO
(SÓLO CÓDIGO 11215)
1. DISCO DE CONTROL DE CORRIENTE
2. TERMINALES DE SALIDA DE SOLDADURA (2)
3. BORNE DE ATERRIZAMIENTO
4. INTERRUPTORES AUTOMÁTICOS- 20 AMP
5. RECEPTÁCULO - 240 VOLTIOS, 20 AMPS
6. RECEPTÁCULO DÚPLEX - 120 VOLTIOS, 20 AMPS
7. TACÓMETRO / HORÓMETRO
(SÓLO CÓDIGO 11404)

A-6
INSTALACIÓN
POWER-ARC 5500
A-6
Instalación del Cable
Instale los cables de soldadura a su POWER-ARC
5500 en la siguiente forma. Para la ubicación de las
partes, vea la Figura A.1.
1. El motor de gasolina debe estar APAGADO a fin
de instalar los cables de soldadura.
2. Remueva las tuercas bridadas de 1/2 – 13 de las
terminales de salida.
3. Conecte el portaelectrodo y los cables de trabajo
a las terminales de salida de soldadura. Puede
conectar cualquier cable a cualquiera de las ter-
minales, ya que la POWER-ARC 5500 propor-
ciona corriente de soldadura de CA.
4. Apriete las tuercas bridadas en forma segura.
5. Asegúrese de que la pieza de metal que está sol-
dando (el trabajo) esté conectada en forma segu-
ra a la pinza de trabajo y cable.
6. Revise y apriete las conexiones periódicamente.
• Las conexiones sueltas harán que las terminales
de salida se sobrecalienten. Las terminales se
pueden derretir eventualmente.
• No cruce los cables de soldadura en la conexión
de la terminal de salida. Mantenga los cables
aislados y sepárelos entre sí.
Lincoln Electric ofrece un kit de accesorios con los
cables de soldadura especificados apropiadamente.
Para mayor información, vea la sección de ACCESO-
RIOS de este manual.
ATERRIZAMIENTO DE LA MÁQUINA
Ya que la POWER-ARC 5500 crea su
propia energía a partir de su generador
de motor de combustión interna de
gasolina, no necesita conectar el
armazón de la máquina a tierra. Sin
embargo, para una mejor protección en contra de
descarga eléctrica, conecte un alambre de calibre
pesado del borne a tierra, localizado en la parte inferi-
or central del panel de salida (vea la Figura A.1), a un
aterrizamiento adecuado como un tubo metálico
enterrado.
No aterrice la máquina a un tubo que lleva materi-
al explosivo o combustible.
Cuando la POWER-ARC 5500 se monta a un camión
o remolque, el borne de aterrizamiento
del generador de la máquina DEBE estar
bien conectado al armazón metálico del
vehículo. Vea la Figura A.1. El borne de
aterrizamiento está marcado con el sím-
bolo.
ENCHUFES Y EQUIPO MANUAL
Para mayor protección en contra de descargas eléctri-
cas, cualquier equipo eléctrico conectado a los
receptáculos del generador debe utilizar un enchufe
tipo aterrizado de tres puntas o un sistema de asil-
amiento doble aprobado por los Underwriter’s
Laboratories (UL) con un enchufe de dos puntas.
Para el equipo manual, se necesita protección contra
falla de aterrizamiento.
Nunca opera esta máquina con cables dañados o
defectuosos. Todo el equipo eléctrico debe estar en
condiciones seguras.
------------------------------------------------------------------------
RECEPTÁCULOS DE POTENCIA AUXILIAR
El panel de control de la POWER-ARC 5500 ofrece
dos receptáculos de potencia auxiliar:
• Un receptáculo dúplex de 20 amps, 120 voltios (sal-
ida doble)
• Un receptáculo simplex de 20 amps, 240 voltios
(salida sencilla).
Vea la Figura A.1.
A través de estos receptáculos, la máquina puede
proporcionar hasta 4000 watts continuos nominales y
5500 watts pico de energía de CA monofásica.
PRECAUCIÓN
ADVERTENCIA
ADVERTENCIA

A-7
INSTALACIÓN
POWER-ARC 5500
A-7
CABLEADO DE LAS INSTALACIONES
El generador neutral aterrizado de tres alambres de la
POWER-ARC 5500 permite que se conecte al cablea-
do de las instalaciones. Sin embargo, el proced-
imiento de cableado necesario para satisfacer las reg-
ulaciones del Código Eléctrico Nacional(NEC) así
como las ordenanzas de la ciudad pueden ser
desconcertantes. Las conexiones podrían variar de
un sistema de “aterrizamiento común” a uno “sepa-
radamente derivado”, dependiendo de si quiere que la
unidad esté conectada “permanentemente” o “tempo-
ralmente” a las instalaciones.
Sólo un electricista certificado con licencia deberá
instalar la máquina a un sistema eléctrico comer-
cial o doméstico:
• Las instalaciones están aisladas y no hay posi-
bilidad de retroalimentación al sistema de servi-
cios. Ciertas leyes estatales y locales requieren
que las instalaciones estén aisladas antes de
que el generador se conecte a las mismas.
Revise sus requerimientos estatales y locales.
• Un interruptor de transferencia bipolar y de dos
vías en conjunto con un interruptor automático
de dos vías clasificado adecuadamente está
conectado entre el medidor de electricidad del
generador y el de servicios.
La POWER-ARC 5500 no tiene un receptáculo twist-
lock combinado de 120/240 voltios y no se puede
reconectar a las instalaciones como se describe en
otros documentos de Lincoln.
Recuerde que la POWER-ARC 5500 está diseñada
únicamente para energía de respaldo intermitente. El
nivel de aceite debe revisarse cada 5 horas de uso.
No puede soportar uso a largo plazo sin mantenimien-
to adecuado. Para mayor información, vea la sección
de MANTENIMIENTO de este manual y el manual del
propietario del motor.
Ciertos dispositivos eléctricos no pueden ser alimen-
tados por la POWER-ARC 5500. Para estos disposi-
tivos, consulte la Tabla A.2.
INTERRUPTORES
AUTOMÁTICOS
La alimentación auxiliar está protegida por el interrup-
tor automático. Cuando la máquina se opera en
ambientes de alta temperatura, los interruptores tien-
den a abrirse a cargas menores de las normales.
Nunca derive los interruptores automáticos. Sin
protección de sobrecarga, la POWER-ARC 5500
podría sobrecalentarse y/o causar daño al equipo
que se está utilizando.
PRECAUCIÓN
ADVERTENCIA

A-8
INSTALACIÓN
POWER-ARC 5500
A-8
PRECAUCIÓN
Ciertos Dispositivos Eléctricos no se pueden alimentar con la POWER-ARC 5500. Vea la Tabla A.2.
TABLA A.2
USO DE DISPOSITIVOS ELÉCTRICOS CON LA POWER-ARC 5500.
Tipo Dispositivos Eléctricos Comunes Problemas Posibles
Resistivo Calentadores, tostadores, bulbos de luz NINGUNO
incandescente, rango eléctrico, ollas
calientes, sartenes, cafeteras.
Capacitivo
Televisiones, radios, hornos de microondas,
Los Picos de voltaje o
aparatos con control eléctrico. regulación de alto voltaje
pueden causar que los elemen-
tos capacitivos fallen. Se
recomiendan una protección
contra picos, protección transito-
ria y carga adicional para lograr
una operación 100% sin fallas.
NO UTILICE ESTOS DISPOSI-
TIVOS SIN CARGAS DE TIPO
RESISTIVO ADICIONALES.
Inductivo Motores de inducción monofásica,
Estos dispositivos requieren
taladros, bomba para pozos, moledoras, grandes corrientes de entrada
refrigerators, refrigeradores pequeños, para arrancar. (Vea La TABLA
cortasetos y cortadora de hierba. B.3, APLICACIONES DE POTENCIA
DE GENERADORES, en la sección
de OPERACIÓN para los vatajes de
arranque requeridos). Algunos
motores síncronos pueden ser sensi
bles a la frecuencia para lograr un
torque de salida máximo, pero
DEBEN ESTAR SEGUROS contra
cualquier falla inducida por frecuen
cia.
Capacitivo/Inductivo Computadoras, televisiones de alta Se requiere un acondicionador
resolución, equipo eléctrico complicado.
de línea tipo inductivo junto con
protección temporal y contra
picos, pero aún así hay riesgos.
NO TUILICE ESTOS DISPOSI-
TIVOS CON LA POWER-ARC
5500.
La Lincoln Electric Company no es responsable de ningún daño a componentes eléctricos indebidamente conec-
tados a la POWER-ARC 5500.

B-1
OPERACION
B-1
INSTRUCCIONES DE SEGURIDAD
Lea y comprenda toda la sección antes de operar la
POWER-ARC 5500.
No intente usar este equipo hasta que haya leído
completamente el manual de operación y manten-
imiento que se proporcionan con su máquina.
Incluyen importantes precauciones de seguridad,
detalles de arranque del motor, instrucciones de
operación y mantenimiento, y listas de partes.
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque la parte eléctricamente
viva o electrodo con la piel o ropa
mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
Los HUMOS Y GASES pueden
resultar peligrosos.
• Mantenga su cabeza alejada de los humos.
• Use ventilación o escape para eliminar los
humos de su zona de respiración.
Las CHISPAS DE SOLDADURA pueden
provocar un incendio o explosión.
• Mantenga el material inflamable alejado.
• No suelde en contenedores que hayan alberga-
do combustibles.
Los RAYOS DEL ARCO pueden quemar.
• Utilice protección para los ojos,
oídos y cuerpo.
El ESCAPE DEL MOTOR puede causar la muerte.
• Utilice en áreas abiertas bien venti-
ladas o dé salida externa al escape.
• No estibe nada sobre o cerca del
motor.
Las PARTES MÓVILES pueden provocar lesiones.
• No opere este equipo sin alguna de
sus puertas o guardas.
• Pare el motor antes de dar servicio.
• Aléjese de las partes móviles.
Sólo personal calificado deberá instalar, utilizar o
dar servicio a este equipo.
DESCRIPCIÓN GENERAL
La POWER-ARC 5500 es una soldadora/generador diseñada
para utilizarse en el hogar y en otras aplicaciones no comer-
ciales. Como generador, puede suministrar hasta 4000 watts
continuos (o 5500 watts pico) de 120/240 voltios, energía
monofásica de CA. Como soldadora, proporciona 125 amps
de corriente constante de CA para soldadura con electrodos
revestidos de CA. Un solo disco proporciona ajuste continuo
de salida de soldadura. La máquina es de peso ligero, portátil
y dos personas pueden levantarla.
La garantía de Lincoln cubre a la Power-Arc 5500 (excluyendo
el motor) por 3 años a partir de la fecha de compra. El motor
está cubierto por la política de garantía del fabricante del
motor.
APLICACIONES RECOMENDADAS
GENERADOR
La POWER-ARC 5500 proporciona salida de generador de CA
para demandas de uso medio no comerciales. Para mayores
detalles sobre la operación del generador, vea la OPERACIÓN
DEL GENERADOR en la sección de OPERACIÓN de este
manual
.
SOLDADORA
La POWER-ARC 5500 proporciona excelente salida de sol-
dadura de CA de corriente constante para soldadura con elec-
trodo revestido (SMAW). Para más detalles sobre el uso de la
máquina como soldadora, vea la OPERACIÓN DE SOLDADU-
RA en la sección de OPERACIÓN.
FUNCIONES Y CONTROLES OPERA-
CIONALES
La POWER-ARC 5500 fue diseñada para lograr simplicidad.
Por lo tanto, tiene pocos controles de operación. Un solo disco
en el panel de control le permite seleccionar usarla como gen-
erador o soldadora. Para soldadura, el mismo disco selec-
ciona salida de corriente continua a lo largo del rango de 70 a
125 amps de la máquina.
Los controles del motor de gasolina incluyen un arrancador de
retroceso, ahogador e interruptor de paro giratorio. Para
detalles sobre el arranque, funcionamiento, paro y asentamien-
to de los anillos del motor de gasolina, vea la OPERACIÓN
DEL MOTOR en la sección de OPERACIÓN de este manual y
el manual del propietario del motor.
CAPACIDAD DE SOLDADURA
La POWER-ARC 5500 está clasificada a 125 amps,
20 voltios a un ciclo de trabajo del 30% en una base
de diez minutos. Esto significa que puede cargar la
soldadora a 125 amps por tres minutos en un periodo
de diez. La máquina también es capaz de ciclos de
trabajo mayores a corrientes de salida menores. Es
posible cargar la soldadora a 100 amps por seis minu-
tos de diez para un ciclo de trabajo del 60%..
La corriente es continuamente variable de 70 a 125
amps de CA. La POWER-ARC 5500 puede soldar
con todos los electrodos de CA de Lincoln de 3/32 y
la mayoría de 1/8.
POWER-ARC 5500
ADVERTENCIA

B-2
OPERACION
B-2
LIMITACIONES
• La POWER-ARC 5500 no se recomienda para ningún proce-
so que no sean los que se realizan normalmente utilizando
los procedimientos de soldadura con electrodo revestido
(SMAW).
• La POWER-ARC 5500 no se recomienda para descon-
gelación de tuberías.
• Durante la soldadura, la energía del generador está limitada
a 100 watts, y los voltajes de salida pueden caer de 120 a 80
voltios y de 240 a 160 voltios. Por lo tanto, NO OPERE
NINGÚN EQUIPO ELÉCTRICAMENTE SENSIBLE MIEN-
TRAS SUELDA.
CONTROLES Y CONFIGURACIONES
Todos los controles del generador/soldadora se localizan en el
Panel de Control de Salida. Los controles del motor de gasoli-
na están montados en el motor. Vea las Figuras B.1 y B.2 y
las explicaciones que siguen.
CONTROLES DEL GENERADOR/SOLDADORA
Para la ubicación de las siguientes funciones, vea la Figura
B.1:
1. DISCO DE CONTROL DE CORRIENTE: Ajusta la salida
de corriente continua. Los amperajes en el disco corre-
sponden a los amperajes promedio necesarios para los
electrodos de soldadura de Lincoln específicos.
2. GUÍA DE SELECCIÓN DE ELECTRODO: Proporciona el
tipo de electrodo, tamaño, y configuración de salida de
soldadora recomendados con base en el grosor del traba-
jo.
3. TERMINAL DE SALIDA DE SOLDADURA (A PORTA-
ELECTRODO) CON TUERCA BRIDADA DE 1/2 - 13 :
Proporciona el punto de conexión para el portaelectrodo o
cable de trabajo. (Ya que la POWER-ARC 5500 es una
máquina de salida de CA, es posible utilizar cualquier ter-
minal de salida para cualquier cable.)
POWER-ARC 5500
POWER ARC
POWER ARC
55
55
00
00
ELECTRODE SELECTION GUIDE
ELECTRODE SELECTION GUIDE
80
90
90
100
100
70
70
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
WARNING
WARNING
AMPS
AMPS
125
125
GENERATOR
GENERATOR
8
7
6
5
3
1
2
4
9
80
80
90
90
100
100
70
70
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
AMPS
WARNING
WARNING
AMPS
AMPS
125
125
GENERATOR
GENERATOR
ELECTRODE SELECTION GUIDE
ELECTRODE SELECTION GUIDE
7
6
8
3
5
1
4
POWER ARC 5500
POWER ARC 5500
2
9
CONTROLES DEL PANEL DE SALIDA
La Ubicación Física de los Componentes puede variar por Núm. de Código
1. DISCO DE CONTROL DE CORRIENTE
2. GUÍA DE SELECCIÓN DE ELECTRODO
3. TERMINAL DE SALIDA DE SOLDADURA (A PORTAELEC-
TRODO) CON TUERCA BRIDADA DE 1/2 - 13
4. TERMINAL DE SALIDA DE SOLDADURA (AL TRABAJO) CON
TUERCA BRIDADA DE 1/2 - 13
5. BORNE DE ATERRIZAMIENTO
6. INTERRUPTORES AUTOMÁTICOS DE 20 AMPS (2)
7. RECEPTÁCULO DE 20 AMPS, 240 VOLTIOS
8. RECEPTÁCULO DE 20 AMPS, 120 VOLTIOS
9. TACÓMETRO / HORÓMETRO (SÓLO CÓDIGO 11215)
1. DISCO DE CONTROL DE CORRIENTE
2. GUÍA DE SELECCIÓN DE ELECTRODO
3. TERMINAL DE SALIDA DE SOLDADURA (A PORTAELEC-
TRODO) CON TUERCA BRIDADA DE 1/2 - 13
4. TERMINAL DE SALIDA DE SOLDADURA (AL TRABAJO) CON
TUERCA BRIDADA DE 1/2 - 13
5. BORNE DE ATERRIZAMIENTO
6. INTERRUPTORES AUTOMÁTICOS DE 20 AMPS (2)
7. RECEPTÁCULO DE 20 AMPS, 240 VOLTIOS
8. RECEPTÁCULO DE 20 AMPS, 120 VOLTIOS
9. TACÓMETRO / HORÓMETRO (SÓLO CÓDIGO 14404)
FIGURA B.1 (Para Códigos 11182, 11187, 11215)
FIGURA B.2
(Para Códigos 11403, 11404)

B-3
OPERACION
B-3
POWER-ARC 5500
4. TERMINAL DE SALIDA DE SOLDADURA (AL TRA-
BAJO) CON TUERCA BRIDADA DE 1/2 - 13:
Proporciona el punto de conexión para el portaelec-
trodo o cable de trabajo. (Ya que la POWER-ARC
5500 es una máquina de salida de CA, cualquier
terminal de salida se puede utilizar para cualquier
cable.)
5. BORNE DE ATERRIZAMIENTO: Proporciona un
punto de conexión a fin de conectar el gabinete de
la máquina a tierra para el procedimiento de ater-
rizamiento más seguro.
6. • INTERRUPTORES AUTOMÁTICOS DE 20 AMPS
(2): proporcionan una protección de sobrecorriente
separada para los receptáculos de 120 y 240
voltios. (Para los códigos 11182, 11187, 11215)
• INTERRUPTOR AUTOMÁTICO DE 20 AMPS:
Proporciona protección de sobrecorriente separada
para los receptáculos de 120 y 240 voltios. (Para
códigos 11403, 11404)
7. RECEPTÁCULO DE 20 AMPS, 240 VOLTIOS:
Punto de conexión para suministrar energía de 240
voltios para operar un dispositivo eléctrico.
8. RECEPTÁCULO DÚPLEX DE 20 AMPS, 120
VOLTIOS: Punto de conexión para suministrar
energía de 120 voltios para operar uno o dos dis-
positivos eléctricos.
9. Tacómetro / Horómetro: (Sólo para Código 11215,
11404)
Registra la velocidad del motor en RPMs, tiempo de
funcionamiento del mismo y alerta al usuario sobre
llevar a cabo una tarea de mantenimiento de motor
específica mostrando mensajes específicos. Si el
mensaje dice Cambiar Aceite (Chg Oil) el usuario
necesita cambiar el aceite en el motor. Si el mensaje
dice FILTRO DE AIRE SVC (SVC AIR-FILTER), el
usuario debe limpiar o, si es necesario, cambiar el fil-
tro de aire. (Para mayor información, vea el Manual
del Propietario del Motor Honda).
CONTROLES DEL MOTOR DE GASOLINA
Para la ubicación de las siguientes funciones, con-
sulte el manual de su motor:
1. VÁLVULA DE CIERRE DE COMBUSTIBLE:
Detiene el flujo de gasolina del tanque de com-
bustible al carburador. Deberá cerrarse cada vez
que deje de utilizar la POWER-ARC 5500. Deberá
abrirse antes de encender el motor.
2. TANQUE DE COMBUSTIBLE Y TAPÓN: Para la
capacidad, vea las ESPECIFICACIONES
TÉCNICAS-I.
NOTA: Si utiliza cualquier otro tanque o sumin-
istro de combustible, asegúrese de usar
un filtro de combustible en línea recomen-
dado.
3. MOFLE: Reduce la salida de ruido del motor. Tanto el
mofle Robin / Subaru como el Honda sirven como supre-
sor de chispas. .
Vea SUPRESOR DE CHISPAS en la sección de
INSTALACIÓN de este manual.
4. Interruptor de ENCENDIDO/APAGADO: Un interruptor de
dos posiciones localizado en la parte posterior del motor.
En la posición de encendido (I), el circuito de encendido
del motor – se energiza y el motor puede arrancarse
jalando la correa del arrancador de retroceso. En la posi-
ción de apagado(O), el encendido electrónico queda ater-
rizado y el motor se apaga.
5. FILTRO DE AIRE: Filtra el aire que entra al carburador.
Para detalles sobre el tipo específico de filtro de aire a uti-
lizar, vea MANTENIMIENTO DEL MOTOR en la sección
de MANTENIMIENTO del manual del propietario del
motor.
6. AHOGADOR: Proporciona una mezcla más
rica de aire/combustible para condiciones de
arranque en frío del motor. Para detalles
sobre la configuración del ahogador, vea el
tema OPERACIÓN DEL MOTOR a contin-
uación.
7. ARRANCADOR DE RETROCESO: Arrancador manual
tipo correa. La posición de la manija permite un arranque
fácil desde el piso o desde un camión/camioneta.
8. TAPÓN DE DRENADO DE ACEITE: Permite el drenado
conveniente del aceite del motor durante el mantenimien-
to. Ambos lados del motor están equipados con un tapón
de drenado de aceite.
9. TAPÓN DE LLENADO DE ACEITE: Permite el llenado
conveniente del aceite del motor durante el mantenimien-
to. Ambos lados del motor están equipados con un tapón
de llenado de aceite.
OPERACIÓN DEL MOTOR
NO HAGA FUNCIONAR EL MOTOR A VELOCI-
DADES EXCESIVAS. La alta velocidad máxima
permisible para la POWER-ARC 5500 es de 3750
RPM, sin carga. NO ajuste el tornillo del gober-
nador en el motor. Si se opera a velocidades
superiores a la velocidad nominal máxima, el
resultado pueden ser lesiones personales severas
y daños a la máquina.
------------------------------------------------------------------------
Lea y comprensa todas las instrucciones de seguri-
dad incluidas en el manual de Instrucciones de
Operación y Mantenimiento que se envían con la
POWER-ARC 5500.
ADVERTENCIA

4. Jale la correa rápidamente.
5. Si el motor no arranca, abra el ahogador ligera-
mente y jale nuevamente la correa del arrancador
rápidamente.
Cuando el motor arranque, abra gradualmente el
ahogador hasta llegar a la posición de FUN-
CIONAMIENTO (RUN). A fin de abrir el ahogador
totalmente, es necesario tener un periodo de
calentamiento del motor de varios segundos a
varios minutos, dependiendo de la temperatura.
Después de arrancar el motor, abra primero el
ahogador (hacia FUNCIONAMIENTO) hasta que
el motor empiece a funcionar sin problemas.
Después abra el ahogador en pasos pequeños,
permitiendo que el motor acepte pequeños cam-
bios en la velocidad y la carga, hasta que el
ahogador esté totalmente abierto (en FUN-
CIONAMIENTO). Durante el calentamiento del
motor, es posible operar el equipo.
PARA UN MOTOR EN “CALIENTE”:
1. Abra la válvula de cierre de combustible.
2. Coloque la palanca del ahogador en la posición
de FUNCIONAMIENTO (RUN). Cerrar el
ahogador de un motor caliente inundará el carbu-
rador y evitará el arranque.
3. Jale ligeramente la manija del arrancador de
retroceso hasta sentir resistencia.
4. Jale la correa rápidamente.
PARA UN MEJOR ARRANQUE DEL MOTOR:
• Siempre utilice gasolina fresca y
asegúrese de que el filtro esté limpio y
que recibe mantenimiento adecuado.
• Si utiliza un tanque de combustible alterno,
asegúrese de instalar un filtro de combustible en
línea.
• No jale el arrancador de correa con el ahogador en
la posición de AHOGADOR (CHOKE) más de una
vez. Jalar repetidamente el ahogador de un motor
inundará al carburador.
• Si el motor no arranca, vea la sección de
LOCALIZACIÓN DE AVERÍAS de este manual o
del manual del propietario del motor.
B-4
OPERACION
B-4
ANTES DE ARRANCAR EL MOTOR
REVISE Y LLENE EL NIVEL DE ACEITE DEL MOTOR:
1. Coloque la máquina sobre una
superficie nivelada..
2. Abra el tapón de llenado de aceite.
3. Llene (si es necesario) hasta que el aceite salga
del orificio superior del tapón de llenado.
4. Reemplace el tapón de llenado y apriete bien.
REVISE Y LLENE EL TANQUE DE COMBUSTIBLE DEL MOTOR:
1. Remueva el tapón del tanque de combustible.
2. Llene el tanque para permitir aproxi-
madamente 5 mm (1/4 de pulgada) de
espacio de tanque para la expansión
del combustible. NO LLENE EL
TANQUE A UN PUNTO DE SOBREFLUJO.
3. Vuelva a colocar el tapón del tanque de com-
bustible y apriete bien.
NOTA: El motor operará satisfactoriamente con
cualquier gasolina destinada a uso automotriz.
Se recomienda un mínimo de 87 octanos. NO
MEZCLE ACEITE CON LA GASOLINA.
Utilice gasolina limpia, fresca y libre de plomo. Es
posible utilizar gasolina con plomo si la sin plomo no
está disponible. Sin embargo, la gasolina libre de
plomo deja menos depósitos de combustión y brinda
una mayor vida de válvula. Compre gasolina en can-
tidades que se utilizarán en 30 días para asegurar
frescura.
NOTA: NO recomendamos utilizar gasolina que con-
tenga alcohol, como el gasohol. Sin embar-
go, si se utiliza gasolina con alcohol, NO
DEBERÁ contener más de 10% de Etanol y
DEBERÁ removerse del motor durante el
almacenamiento. NO utilice gasolina que
contenga Metanol.
ARRANQUE DEL MOTOR
NOTA: Remueva todas las cargas conectadas a los
receptáculos de energía de CA antes de
arrancar el motor de gasolina.
Ponga el Interruptor de ENCENDI-
DO/APAGADO en la posición de
encendido (I).
PARA UN MOTOR “FRÍO”:
1. Abra la válvula de cierre de combustible.
2. Coloque la palanca del ahogador en la posición
de AHOGADOR (CHOKE).
3. Jale ligeramente la manija del arrancador de
retroceso hasta sentir resistencia.
POWER-ARC 5500

OPERACIÓN DEL GENERADOR
Asegúrese de que todo el equipo eléctrico enchu-
fado a los receptáculos de alimentación de CA del
generador puedan soportar un voltaje de ±10% y
una variación de frecuencia de ±4%. Algunos dis-
positivos eléctricos no pueden ser alimentados
por la POWER-ARC 5500. Consulte la Tabla A.2,
USO DE DISPOSITIVOS ELÉCTRICOS CON LA
POWERARC 5500, en la sección de INSTALACIÓN
de este manual.
------------------------------------------------------------------------
INFORMACIÓN GENERAL
El generador POWER-ARC 5500 está clasificado a
4000 watts continuos (5500 watts pico). Proporciona
energía de 120 y 240 voltios. Puede obtener hasta 20
amps de cualquier lado del receptáculo dúplex de 120
voltios, pero no más de 33.3 amps de ambos lados al
mismo tiempo. Es posible generar hasta 16.7 amps
desde el receptáculo sencillo de 240 voltios.
Las cargas eléctricas en watts están calculadas multi-
plicando la capacidad nominal de voltaje de la carga
por el número de amps que genera. (Esta información
se brinda en la placa de identificación del dispositivo
de carga.) Por ejemplo, un dispositivo clasificado a
120 voltios, 2 amps necesitará 240 watts de energía
(120 x 2 = 240).
Puede utilizar la Tabla B.3, APLICACIONES DE
ENERGÍA DEL GENERADOR, para determinar los
requerimientos de vataje de los tipos más comunes
de cargas que puede alimentar con la POWER-ARC
5500. Asegúrese de leer las notas en la parte inferior
de la tabla.
A FIN DE UTILIZAR LA POWER – ARC 5500 COMO
UNA FUENTE DE ENERGÍA AUXILIAR:
1. Arranque el motor de gasolina. Vea la sección de
OPERACIÓN DEL MOTOR en este manual y en
el del propietario del motor.
2. Establezca el disco de control de corriente en el
panel de control de salida en GENERADOR
(GENERATOR). Vea la Figura B.1.
3. Enchufe las cargas en el receptáculo adecuado
de 120 ó 240 voltios.
NOTA: Durante la soldadura, la salida máxima del
generador para cargas auxiliares es de 100
watts.
NOTA: Puede suministrar múltiples cargas siempre y
cuando la carga total no exceda 5500 watts o
4000 watts continuos. Asegúrese de iniciar
primero con la carga más grande.
PRECAUCIÓN
B-5
OPERACION
B-5
PARO DEL MOTOR
1. Remueva todas las cargas de energía de sol-
dadura y generador, y permita que el motor se
enfríe dejándolo funcionar por varios minutos.
2. Detenga el motor colocando el interruptor de
ENCENDIDO/APAGADO en la posición de APA-
GADO (O).
3. Cierre la válvula de cierre de combustible.
Cierre la válvula de combustible cuando trans-
porte la máquina para evitar fugas de combustible
del carburador. Drene el tanque antes de trans-
portar la máquina en un vehículo.
Para largos periodos de almacenamiento, apague
la válvula de cierre de combustible y permita que
el motor funcione hasta que no haya más com-
bustible en la línea. Utilice un aditivo de com-
bustible como Sta-Bil para minimizar los depósi-
tos de goma del combustible.
------------------------------------------------------------------------
FUNCIONAMIENTO DEL MOTOR
El motor está configurado de fábrica para funcionar a
alta velocidad sin carga. No deberá ajustar esta con-
figuración usted mismo.
PERIODO DE ASENTAMIENTO DE ANILLOS
El motor utilizará una mayor cantidad de aceite
durante el periodo de asentamiento de anillos.
Revise el aceite frecuentemente durante el periodo de
asentamiento de anillos. Para mayores detalles, vea
la sección de MANTENIMIENTO en el manual del
propietario del motor.
Durante el asentamiento de los anillos, someta la
POWER-ARC 5500 sólo a cargas moderadas.
Evite periodos prolongados de funcionamiento a
baja velocidad. Antes de detener el motor, remue-
va todas las cargas y permita que se enfríe por
varios minutos.
------------------------------------------------------------------------
POWER-ARC 5500
PRECAUCIÓN
ADVERTENCIA

TABLA B.3
APLICACIONES DE ENERGÍA DEL GENERADOR
Sugerencias de Aplicaciones de Energía
Watts de Funcionamiento
*Watts de Encendido
(Continuos) (Pico)
*Compresor de Aire - 1 HP 2,000 4,000 - 8,000
*Compresor de Aire – 3/4 HP 1,250 3,100 - 5,000
*Compresor de Aire – 1/3 HP 600 1,500 - 2,400
Sierra China 1,200
Sierra Circular 1,200
Cafetera 1,000
*Congelador 500 750 - 2,000
*Motor Eléctrico – 1 HP 1,000 2,500 - 4,000
Rango Eléctrico (1 elemento) 1,500
Sartén Eléctrico 1,250
*Ventilador de Horno – 1/3 HP 1,200 3,000 - 4,800
Moledora Portátil (4 ½”) 600
Moledora Portátil (7”) 2,000
Luz de Trabajo de Halógeno 500
Taladro de Mano – ¼” 500
Taladro de Mano – 3/8” 700
Calentador de 1500 Watts 1,750
Cortasetos 450
Bulbo de Luz 100
Sierra Recíproca 900
Sierra de Brazo Radial 2,600
Radio 50
*Refrigerador / Congelador (pequeño) 600 1,500 - 2,400
Estufa Lenta 200
*Bomba Sumergible – 1HP 1,000 2,500 - 4,000
*Bomba de Sumidero 600 1,500 - 2,400
Tostador 1,100
Cortadora de Hierba 500
Alimentador de Alambre/Soldadora de Lincoln 4,000
B-6
OPERACION
B-6
POWER-ARC 5500
NOTAS:
Lo vatajes mencionados son aproximados. Revise su equipo para conocer el vataje real.
Se enumera equipo con WATTS DE ARRANQUE* inusualmente altos. Para el arranque o cualquier otro equipo
en la tabla, permita hasta 2 veces los watts de funcionamiento que se muestran arriba. Por ejemplo, un motor de
1 HP requiere aproximadamente 1000 watts de potencia cuando funciona pero puede requerir (2.5 X 1000) =
2500 watts ó (4.0 X 1000) = 4000 watts para arrancar.
Es posible utilizar cargas múltiples siempre y cuando la carga total no exceda 5500 watts pico o 4000 watts con-
tinuos. Asegúrese de arrancar primero las cargas más grandes.
La capacidad nominal de salida es equivalente a los voltios-amperios al factor de potencia de unidad (carga
resistiva) y se calcula como: WATTS = VOLTIOS X AMPS GENERADOS. Por ejemplo, un dispositivo de 120
voltios que está clasificado en su placa de identificación para generar 2 amps necesitará (120 VOLTIOS) X (2
AMPS) = 240 WATTS DE POTENCIA. 1 KW = 1000 WATTS.

B-7
OPERACION
B-7
OPERACIÓN DE SOLDADURA
INFORMACIÓN GENERAL
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque la parte eléctricamente viva o
electrodo con la piel o ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
------------------------------------------------------------------------
La POWER-ARC 5500 tiene un voltaje de hasta 62
Voltios de CA que pueden causar una descarga. El
generador/soldadora POWER-ARC 5500 puede ofre-
cer de 70 a 125 amps de corriente de salida de sol-
dadura continua. La salida puede ajustarse estable-
ciendo el disco de control de corriente en el panel de
control de salida.
Es posible obtener máxima salida de soldadura
estableciendo el disco en 125 AMPS. A altas configu-
raciones de corriente como ésta, algo de la salida
puede disminuir a medida que se utiliza la máquina.
Si está soldando por tiempo prolongado, puede nece-
sitar girar el disco ligeramente hacia arriba para man-
tener los mismos resultados.
Los números en el disco corresponden a los amperios
promedio necesarios para soldar utilizando varillas de
soldadura de Lincoln específicas. La Tabla B.4, APLI-
CACIONES DE SOLDADURA, les brinda las configu-
raciones de disco recomendadas con base en el
grosor del trabajo, y en el tamaño y tipo de la varilla
que está utilizando.
A FIN DE UTILIZAR LA POWER-ARC 5500 PARA
SOLDADURA:
1. Remueva las tuercas bridadas de las terminales
de salida de soldadura, y coloque los cables de
soldadura de trabajo y electrodo sobre las termi-
nales. (Vea la Figura B.1) Vuelva a colocar las
tuercas bridadas y apriete bien. Asegúrese de
que las conexiones estén bien apretadas.
2.
Seleccione el electrodo adecuado. (Vea la Tabla
B.4, APLICACIONES DE SODLADURA, o la
GUÍA DE SELECCIÓN DE ELECTRODOS en el
Panel de Control de Salida de la máquina.
3. Conecte la pinza de trabajo en forma segura al
trabajo que está soldando.
4. Inserte el electrodo en el portaelectrodo.
5. Establezca el disco de control de corriente en la
corriente de salida deseada.
6. Arranque el motor de gasolina. Vea OPERACIÓN
DEL MOTOR en esta sección del manual.
7. Inicie un arco y empiece a soldar. Para informa-
ción sobre las técnicas de soldadura, vea los LIN-
EAMIENTOS DE SOLDADURA en esta sección
del manual.
DESPUÉS DE QUE TERMINÓ LA SOLDADURA:
1. Detenga el motor de gasolina. Vea OPERACIÓN
DEL MOTOR en esta sección del manual.
2. Permita que el electrodo y trabajo se enfríen com-
pletamente.
3. Remueva la pinza de trabajo del trabajo.
4. Remueva la pieza restante del electrodo del por-
taelectrodo.
5. Si ya terminó de usar la POWER-ARC 5500 para
soldar, desconecte los cables de soldadura de las
terminales de salida de soldadura. Vuelva a
conectar las tuercas bridadas y déjelas en las ter-
minales.
NOTA: 1. La corriente de soldadura varía continua-
mente con un ciclo de trabajo del 60%
aplicando a corrientes de salida de 100
Amps y menos, y un ciclo de trabajo del
30% aplicando a corrientes arriba de 100
Amps.
2. El ciclo de trabajo se base en un periodo
de diez minutos. La soldadora se puede
cargar a 125 Amps por tres minutos de
cada diez, o a 100 Amps por seis minutos
de cada diez.
FUNCIÓN / OPERACIÓN DE CONTROL
“Disco de Control de Corriente”
Proporciona ajuste de corriente de soldadura de 70 a
125 Amps.
A fin de obtener la salida de soldadura máxima, gire
el Disco de Control de Corriente” a “125 Amps” para
un motor frío o caliente. A medida que se utiliza la
máquina, algo del voltaje de soldadura puede dis-
minuir a altas configuraciones de corriente. Si está
soldando por periodos prolongados, tal vez sea nece-
sario girar el disco ligeramente hacia arriba para pro-
porcionar los mismos resultados de soldadura que
cuando la máquina se enfrió.
Los números que aparecen en el disco corresponden
al amperaje promedio necesario para soldar varillas
de Lincoln específicas. Para las configuraciones ade-
cuadas de corriente y electrodo, consulte la Tabla B.4
“Guía de Aplicaciones de Soldadura” y la “Guía de
Selección del Electrodo”enumeradas en la placa de
identificación de la máquina.
POWER-ARC 5500
ADVERTENCIA

Los RAYOS DEL ARCO pueden quemar.
• Cuando utilice un proceso de arco
abierto, es necesario utilizar pro-
tección adecuada para los ojos,
cabeza y cuerpo.
------------------------------------------------------------------------
SOLDADURA CON ELECTRODO REVESTIDO
Soldadura de Alambre Semiautomática con un
Alimentador de Alambre/Soldadora de Lincoln
El generador Power-Arc 5500 puede utilizarse para sum-
inistrar hasta 4000 watts continuos de alimentación a un
Alimentador de Alambre/Soldadora de Lincoln. El
Alimentador de Alambre/Soldadora está equipado con
todo lo necesario para Soldadura de Arco Tubular
(FCAW). Asimismo, algunos Alimentadores de
Alambre/Soldadoras vienen equipados con lo esencial
para Soldadura de Arco Metálico con Gas, GMAW, o
procesos MIG, mientras que otros requieren la compra
de un kit de conversión. Estos productos están
disponibles donde se vendan productos de Lincoln. Para
más detalles, póngase en contacto con su representante
de Lincoln local autorizado
.
B-8
OPERACION
B-8
POWER-ARC 5500
Grosor del Material Tipo de Electrodo Tamaño Configuración
FLEETWELD
®
37 90 amps
1
AWS E6013
1/8” y más delgado FLEETWELD
®
180 3/32” 70 amps
AWS E6011
Lincoln 7018 AC 90 amps
AWS E7018
3/16” Máximo FLEETWELD
®
37 1/8” 125 amps
AWS E6013
5/16” Máximo FLEETWELD
®
180 1/8” 90 amps
AWS E6011
Cualquier Grosor WEARSHIELD
®
ABR 1/8” 100 amps
LINEAMIENTOS DE SOLDADURA
TABLA B.4
APLICACIONES DE SOLDADURA/GUÍA DE SELECCIÓN DE ELECTRODOS
NOTAS:
Los valores mencionados son sugerencias de configura-
ciones. La configuración real puede variar dependiendo
de las preferencias individuales y/o de la aplicación
específica. Los principiantes deben utilizar el Lincoln
E7018 CA.
Para los electrodos no enumerados, siga las tablas que
se incluyen con los electrodos.
Solicite el DIRECTORIO DE SOLDADURA de Lincoln
(Publicación C2.10) para obtener una lista completa de
todos los electrodos revestidos de Lincoln disponibles.
1
AWS = Sociedad de Soldadura Estadounidense
Cómo Aprender a Hacer una
Soldadura con Electrodo Revestido
La servicialidad de un producto o estructura que
utiliza este tipo de información es y debe ser la
única responsabilidad del fabricante/usuario.
Muchas variables más allá del control de The
Lincoln Electric Company afectan los resultados
obtenidos al aplicar estos programas. Estas vari-
ables incluyen, pero no se limitan al procedimien-
to de soldadura, química y temperatura de la
placa, diseño de la soldadura, métodos de fabri-
cación y requerimientos de servicio.
ADVERTENCIA

B-9
OPERACION
B-9
POWER-ARC 5500
Nadie puede aprender a soldar tan solo leyendo. La
habilidad se adquiere sólo con la práctica. Las sigu-
ientes páginas ayudarán al soldador inexperto a com-
prender la soldadura y a desarrollar su habilidad. Para
información más detallada, ordene una copia del libro
“Nuevas Lecciones sobre la Soldadura con Arco.” (Vea
la sección de División de Libros al final de este manual).
El conocimiento del operador de la soldadura con arco
debe ir más allá del arco en sí. Debe saber cómo con-
trolarlo, y esto requiere un conocimiento del circuito de
soldadura y el equipo que proporciona la corriente eléc-
trica utilizada en el arco. La Figura 3 es un diagrama
del circuito de soldadura. El circuito inicia donde el
cable del electrodo está conectado a la máquina de sol-
dadura y termina donde el cable de trabajo está conec-
tado a la máquina. La corriente fluye a través del cable
del electrodo al portaelectrodo, de éste al electrodo y a
través del arco. En el lado del trabajo, la corriente fluye
a través del metal base al cable de trabajo y de regreso
a la máquina de soldadura. El circuito debe estar com-
pleto para que la corriente fluya. Para soldar, la pinza
de trabajo debe estar bien conectada a un metal base
limpio. Remueva la pintura, óxido, etc. según sea nece-
sario para obtener una buena conexión. Conecte la
pinza de trabajo tan cerca como sea posible al área que
desea soldar. Evite permitir que el circuito de soldadura
pase a través de las bisagras, rodamientos, compo-
nentes electrónicos o dispositivos similares que puedan
dañarse.
El arco eléctrico se hace entre el trabajo y e extreme
de la punta de un alambre metálico pequeño, el elec-
trodo, que se coloca en un portaelectrodo sujetado
por el soldador. Se hace una abertura en el circuito de
soldadura (vea la Figura 3) retirando la punta del elec-
trodo de 1.6 - 3.2 mm (1/16 - 1/8”) del trabajo o metal
base que se está soldando. Se establece el arco eléc-
trico en esta abertura, y se mantiene y mueve a lo
largo de la junta a soldar derritiendo el metal a medi-
da que se mueve.
La soldadura con arco es una habilidad manual que
requiere una mano estable, buena condición física, y
vista óptima. El operador controla el arco de soldadu-
ra y, por lo tanto, la calidad de la soldadura que se
hace.
¿Qué Pasa en el Arco?
La Figura 4 ilustra la acción que toma lugar en el arco
eléctrico. Ilustra muy bien lo que se ve en realidad
durante la soldadura.
La “corriente del arco” se ve en medio de la imagen.
Esto es el arco eléctrico creado por la corriente eléc-
trica que fluye a través del espacio entre el extremo
del electrodo y el trabajo. La temperatura de este
arco es de cerca de 3300°C (6000°F) que es más que
suficiente para derretir metal. El arco es muy bril-
lante, así como caliente, y no se le puede ver sin pro-
tección en los ojos ya que existe el riesgo de lesiones
dolorosas y posiblemente permanentes. Debe uti-
lizarse un lente muy oscuro, especialmente diseñado
para la soldadura con arco, con la careta cada vez
que se ve el arco.
El arco derrite el metal base y de hecho, lo penetra,
así como el agua que sale de la boquilla de una
manguera penetra en la tierra de un jardín. El metal
derretido forma un charco o cráter, y tiende a fluir
lejos del arco. A medida que se aleja del arco, se
enfría y solidifica. Es así que se forma la escoria
sobre la soldadura para protegerla mientras se enfría.
FIGURA 4 – El arco de soldadura.
Cubierta
Electrodo
Gases Protectores
Escoria Solidificada
Arco
Metal de Soldadura
Metal Base
FIGURA 3 – El circuito de soldadura para soldadura de arco metálico protegida (Electrodo Revestido).
FUENTDE DE PODER
DE CA O CD Y
CONTROLES DE LA
MÁQUINA DE
SOLDADURA
ARCO
CABLE DE TRABAJO
TRABAJO
CABLE DEL ELECTRODO
PORTAELECTRODO
ELECTRODO

B-10
OPERACION
B-10
POWER-ARC 5500
La función del electrodo revestido es mucho más que
simplemente llevar la corriente al arco. El electrodo se
compone de un alambre tubular de metal alrededor
del cual se ha horneado y moldeado una cubierta
química. El alambre tubular se derrite en el arco y
gotas pequeñas de metal derretido se disparan a
través del arco hacia el charco derretido. El electrodo
proporciona metal de relleno adicional para que la
junta llene la ranura o abertura entre las dos piezas
del metal base. La cubierta también se derrite o
quema en el arco. Tiene varias funciones. Hace que
el arco sea más estable, proporciona una protección
de gas tipo humo alrededor del arco para mantener el
oxígeno y nitrógeno en el aire lejos del metal derreti-
do, y proporciona un fundente para el charco derreti-
do. El fundente recoge las impurezas y forma una
escoria protectora. Las diferencias del principio entre
los varios tipos de electrodos están en su recubrim-
iento. Al variar el recubrimiento, es posible alterar en
mucho las características de operación de los electro-
dos. Al entender las diferencias de los varios
recubrimientos, comprenderá mejor cómo seleccionar
el mejor electrodo para el trabajo que tiene a mano.
Al seleccionar un electrodo, deberá considerar:
1. El tipo de depósito que desea, por ejemplo, acero
suave, acero inoxidable, baja aleación, recubrim-
iento duro.
2. El grosor de la placa que desea soldar.
3. La posición en que se debe soldar (mano abajo,
fuera de posición).
4. La condición de la superficie del metal a soldar.
5. Su capacidad para manejar y obtener el electrodo
deseado.
Cuatro manipulaciones simples son de vital importan-
cia. Sin el dominio total de estas cuatro, otros inten-
tos de soldadura son fútiles. Si las domina completa-
mente, soldar será fácil.
1. La Posición de Soldadura Correcta
Se ilustra la posición de soldadura correcta para per-
sonas diestras. (Para personas zurdas es lo opuesto.)
Cada vez que sea posible, suelde de izquierda a
derecha (si es diestro). Esto le permite ver clara-
mente lo que está haciendo.
Sostenga el electrodo a un ángulo ligero como se
muestra en la Figura 5.
Figura 5
vista lateral
vista frontal
Posición de Soldadura Correcta
2. La Forma Correcta de Iniciar un Arco
Asegúrese de que la pinza de trabajo haga buen con-
tacto eléctrico con el trabajo.
Baje la careta y frote el electrodo lentamente sobre el
metal, y verá chispas volar. Mientras frota, levante el
electrodo 3.2mm (1/8”) y se establecerá el arco.
NOTA: Si deja de mover el electrodo mientras frota,
el electrodo se fusionará al charco. La mayoría de los
principiantes intentarán iniciar el arco hundiendo el
electrodo rápidamente en la placa. Resultado: Su
electrodo se fusionará o el movimiento es tan rápido
que rompen el arco inmediatamente.
3. La Longitud de Arco Correcta
La longitud del arco es la distancia de la punta del
alambre tubular del electrodo al metal base.
Una vez que el arco se ha establecido, mantener la
longitud correcta del arco es de extrema importancia.
El arco deberá ser corto, aproximadamente de 1.6 -
3.2mm (1/16 a 1/8”) de largo. A medida que el electro-
do se quema, éste debe ser alimentado al trabajo
para mantener la longitud de arco correcta.
La forma más fácil de decir si el arco tiene la longitud
correcta es escuchando cómo suena. Un buen arco
corto tiene un sonido de “chisporroteo” distintivo, muy
parecido al de unos huevos friéndose en el sartén. El
arco largo incorrecto tiene un sonido hueco, de sopli-
do o silbido.
4. La Velocidad de Soldadura Correcta
Lo importante a observar mientras se suelda es el
charco de metal derretido justo detrás del arco. NO
OBSERVE AL ARCO EN SÍ. La apariencia del charco
y el reborde donde el charco derretido se solidifica
indican la velocidad de soldadura correcta. El rebor-
de deberá ser de aproximadamente 9.5mm (3/8”)
detrás del electrodo.
La mayoría de los principiantes tienden a soldar muy
rápido, lo que da como resultado un cordón de apari-
encia de “gusano” delgado y disparejo. No están
observando el metal derretido.
IMPORTANTE:Generalmente, no es necesario mover
el arco hacia delante, hacia atrás o a los lados.
Suelde a lo largo a un ritmo estable, y le será más
fácil.
NOTA: Cuando suelde sobre una placa delgada, des-
cubrirá que tiene que aumentar la velocidad de sol-
dadura, mientras que cuando lo hace sobre una placa
pesada, será necesario ir más lento para asegurar
fusión y penetración.
Reborde donde el charco
se solidifica
Charco derretido

B-11
OPERACION
B-11
POWER-ARC 5500
PRACTICA
La mejor forma de obtener práctica en las cuatro
habilidades que le permiten mantener:
1. Posición de Soldadura Correcta.
2. Forma Correcta de Iniciar un Arco.
3. Longitud de Arco Correcta.
4. Velocidad de Soldadura Correcta.
es invertir un poco más de tiempo en el siguiente ejer-
cicio.
Utilice lo siguiente:
Placa de Acero Suave: 4.8mm (3/16”), o más pesado
Electrodo: AWS 6011 3.2mm (1/8”)
(Fleetweld® 180)
Configuración de Corriente: 90-125 Amps de CA
Haga lo siguiente:
1. Aprenda a iniciar el arco frotando el electrodo
sobre la placa. Asegúrese de que el ángulo del
electrodo sea el correcto y asegúrese de utilizar
ambas manos.
2. Cuando pueda iniciar un arco sin que se fusione al
charco, practique la longitud de arco correcta.
Aprenda a distinguirla por su sonido.
3. Cuando esté seguro de que puede sostener un
arco corto chisporroteante, empiece a moverse.
Observe el charco derretido constantemente, y
busque el reborde donde el metal se solidifica.
4. Haga cordones sobre una placa plana. Hágalos
en forma paralela al borde superior (el borde que
está más lejos de usted). Esto le brindará práctica
en hacer soldaduras rectas y, también, le brinda
una forma fácil de revisar su progreso. La décima
soldadura se verá considerablemente mejor que la
primera. Al revisar constantemente sus errores y
su progreso, soldar será pronto una cuestión ruti-
naria.
Metales Comunes
La mayoría de los metales en la granja o taller
pequeño son de acero de bajo carbón, algunas veces
llamado acero suave. Objetos típicos hechos con
este tipo de acero incluyen la mayoría de las hojas
metálicas, placas, tubos y formas corredizas como los
canales, ángulos y vigas “I”. Por lo general, este tipo
de acero se puede soldar fácilmente sin precauciones
especiales. Sin embargo, algunos aceros contienen
más carbón. Aplicaciones típicas incluyen placas
deslizantes, ejes, varillas de conexión, espigas, rejas
de arado y cuchillas de raspadores.
Estos aceros de carbón más alto se pueden soldar
exitosamente en la mayoría de los casos; sin embar-
go, se debe tener cuidado de seguir los procedimien-
tos adecuados, incluyendo el precalentamiento del
metal a soldar y, en algunos casos, controlar cuida-
dosamente la temperatura durante y después del pro-
ceso de soldadura. Para mayor información sobre
cómo identificar los varios tipos de acero y otros met-
ales, y de los procedimientos adecuados para soldar-
los, sugerimos que compre una copia de “Nuevas
Lecciones en la Soldadura con Arco” (Vea la sección
de la División de Libros).
Sin importar el tipo de metal que está siendo soldado,
a fin de obtener una soldadura de calidad, es impor-
tante que éste no tenga aceite, pintura, óxido y otros
contaminantes.
Tipos de Soldaduras
Los cinco tipos de juntas de soldadura son: Juntas a
Tope, Juntas de Filete, Juntas de Empalme y Juntas
de Esquinas.
De éstas, la Juntas a Tope y de Filete son las más
comunes.
Juntas a Tope
Las Juntas a Tope son las juntas más utilizadas.
Coloque dos placas una al lado de la otra, dejando un
espacio entre las dos de 1.6mm (1/16”) para metal
delgado a 3.2mm (1/8”) para metal pesado a fin de
obtener una penetración profunda.
Una las placas en ambos extremos; de lo contrario, el
calor hará que las placas se aparten. (Vea el dibujo).
Junta a Tope
Junta de Esquin
Junta de Filete
Junta de Empal
m
Junta de perfil

B-12
OPERACION
B-12
POWER-ARC 5500
Ahora suelde las dos placas juntas. Suelde de
izquierda a derecha (si es diestro). Apunte el electro-
do hacia la abertura entre las dos placas, mantenien-
do el electrodo ligeramente inclinado en la dirección
de recorrido.
Observe el metal derretido para asegurarse de que se
distribuye equitativamente en los dos bordes y entre
las placas.
Penetración
A menos que una soldadura penetre cerca del 100%,
una junta a tope será más débil que el material que se
soldó junto.
En este ejemplo, la soldadura total es sólo la mitad del
grosor del material; por lo tanto, la soldadura es
aproximadamente sólo la mitad de fuerte que el metal.
En este ejemplo, la junta ha sido biselada con flama o
afilada antes de la soldadura por lo que se pudo lograr
una penetración del 100%. La soldadura, si se hace
bien, es tan firme o más firme que el metal original.
Deberán utilizarse pases sucesivos para acumular sol-
daduras a tope en metal más pesado.
Juntas de Filete
Cuando suelde juntas de filete, es muy importante
sostener el electrodo a un ángulo de 45° entre los dos
lados o el metal no se distribuirá equitativamente.
A fin de lograr un ángulo de 45° más fácilmente, es
mejor poner el electrodo en el portaelectrodo a un
ángulo de 45°, como se muestra.
Soldaduras de Pases Múltiples
Haga filetes horizontales de pases múltiples como se
muestra en la figura. Ponga el primer cordón en la
esquina con una corriente bastante alta. Sostenga el
ángulo del electrodo necesario para depositar los cor-
dones de filete como se muestra, poniendo el cordón
final en contra de la placa vertical.
Soldadura en Posición Vertical
Soldar en la posición vertical se puede lograr hacia
arriba o hacia abajo. Verticalmente hacia arriba se uti-
liza cuando se desea una soldadura grande y firme.
Verticalmente hacia abajo se usa básicamente en
hojas metálicas para soldaduras rápidas de baja pen-
etración.
vista frontal vista lateral
Deficiente
Bien
60°
4
3
2
1
1/8" (3.2mm)
45°
45°
1
1
2
2
3
4

B-13
OPERACION
B-13
POWER-ARC 5500
Soldadura Vertical Hacia Arriba
El problema, al soldar verticalmente hacia arriba, es
poner el metal derretido donde se debe y que per-
manezca ahí. Si se deposita demasiado metal derreti-
do, la gravedad lo empuja hacia abajo y lo hace
“gotear”. Por lo tanto, es necesario seguir cierta técni-
ca:
1. Utilice un AWS 6011 de 3.2mm (1/8”), 90-115 amps
ó de 2.5mm (3/32”), 70 amps.
2. Cuando suelde, el electrodo deberá mantenerse
horizontal o apuntando ligeramente hacia arriba.
(Vea el dibujo anterior).
3. Inicia el arco y el metal se deposita en la parte infe-
rior de las dos piezas a soldarse juntas.
4. Antes de que demasiado metal derretido se
deposite, el arco se mueve LENTAMENTE 12-
20mm (1/2-3/4”) hacia arriba. Esto aleja el calor del
charco derretido, que se solidifica. (Si el arco no se
retira lo suficientemente pronto, se depositará
demasiado metal y “goteará”.)
5. El movimiento hacia arriba del arco es causado por
un movimiento muy ligero de muñeca.
Definitivamente, el brazo no debe moverse hacia
adentro o afuera, ya que esto hace que todo el pro-
ceso sea muy complicado y difícil de aprender.
6. Si el movimiento hacia arriba del arco se hace cor-
rectamente con un movimiento de muñeca, el arco
se volverá automáticamente un arco largo que
deposita poco o ningún metal. (Vea el dibujo anteri-
or.)
7. Durante todo este proceso, lo ÚNICO que se debe
vigilar es el metal derretido. Tan pronto como se
ha solidificado, el arco se retrae LENTAMENTE, y
otras cuantas gotas de metal se depositan. NO
SIGA EL MOVIMIENTO HACIA ARRIBA Y ABAJO
DEL ARCO CON SUS OJOS. MANTÉNGALOS EN
EL METAL DERERETIDO.
8. Cuando el arco se trae de regreso al ahora charco
solidificado, DEBE SER CORTO, de lo contrario,
no se depositará ningún metal, el charco se derre-
tirá de nuevo y “goteará”.
9. Es importante darse cuenta que el proceso con-
siste de movimientos LENTOS, DELIBERADOS.
No hay movimientos rápidos.
Soldadura Vertical Hacia Abajo
Las soldaduras verticales hacia abajo se aplican a un
ritmo rápido. Estas soldaduras son, por lo tanto, poco
profundas y estrechas, y son excelentes para hojas
metálicas. No utilice la técnica vertical hacia abajo en
metal pesado. Las soldaduras no serán lo suficiente-
mente fuertes.
1. Utilice un AWS 6011 de 3.2m (1/8”) ó 2.5mm
(3/32”).
2. En metal Delgado utilice 70-75 amps.
(14 ga., 75 A - 16 ga., 60 A.).
3. Sostenga el electrodo en un ángulo de 30-45° con
la punta del electrodo apuntando hacia arriba.
4. Mantenga un arco MUY CORTO, pero no deje que
el electrodo toque al metal.
5. Un movimiento de latigueo hacia
arriba y abajo ayudará a evitar
perforar una placa muy del-
gadae.
6. Observe el metal derretido muy cuidadosamente.
Lo importante es continuar bajando todo el brazo a
medida que se hace la soldadura, por lo que el ángulo
del electrodo no cambia. Mueva el electrodo lo sufi-
cientemente rápido para que la escoria no alcance al
arco.
Very
short
arc
30°-40°
Arco largo
Arco corto
NOTA: el extremo de portaelectrodo
del electrodo está más abajo que el arco
.

B-14
OPERACION
B-14
POWER-ARC 5500
Soldadura en Posición Elevada
Se utilizan varias técnicas para soldadura en posición
elevada. Sin embargo, en el interés de la simplicidad
para el soldador inexperto, la siguiente técnica proba-
blemente se hará cargo de sus necesidades para sol-
dadura en posición elevada:
1. Utilice un electrodo AWS 6011 de 3.2mm (1/8”), 90-
105 A ó de 2.5mm (3/32”), 70 A en CA.
2.
Ponga el electrodo en el portaelectrodo para que
haya inmediatamente una punta electrizada de
alambre.
3. Sostenga el electrodo a un ángulo aproximado de
30° fuera de la vertical, visto desde el lado como
del frente. (Vea el dibujo a continuación.)
Es importante mantener un arco MUY CORTO. (Un
arco largo dará como resultado la caída del metal der-
retido; un arco corto hará que el metal se quede en su
lugar.)
Si es necesario, y esto lo dicta la apariencia del charco
derretido, es posible utilizar una técnica de latigueo
ligera hacia atrás y adelante para evitar el “goteo”.
Soldadura de Hojas Metálicas
Soldar hojas metálicas presenta un problema adi-
cional: perforación. Siga estas simples reglas:
1.
Mantenga un arco muy corto. Esto junto con la
velocidad de recorrido adecuada, eliminará la per-
foración.
2. Utilice un AWS 6011 de 3.2mm (1/8”) ó 2.5mm
(3/32”).
3. UUtilice un bajo amperaje. 75 A para el electrodo
de 3.2mm (1/8”), 70 A para el electrodo de 2.5mm
(3/32”).
4. Muévase lo suficientemente rápido para adelan-
tarse a la escoria derretida. Es posible utilizar una
técnica de latigueo para minimizar aún más la per-
foración.
5. Si tiene opción, utilice juntas de empalme en lugar
de las de filete o tope; el efecto de doble grosor de
una junta de tope facilita soldar sin perforación.
Recubrimiento Duro (Para Reducir Desgaste)
Existen varios tipos de desgaste. Los dos más
comunes son:
1. Desgaste de Metal a Piso: Rejas de arado, hojas
de tractor oruga, cubetas, rejas de cultivadoras y
otras partes metálicas que se mueven en la tierra.
2. Desgaste de Metal a Metal: Muñones, ejes, rodillos
y poleas, grúas y ruedas de vagones mineros, etc.
Cada uno de estos tipos de desgaste demanda un
tipo diferente de electrodo de recubrimiento duro.
Cuando aplica el electrodo adecuado, la vida de servi-
cio de la parte será, en la mayoría de los casos, más
del doble. Por ejemplo, el recubrimiento duro de las
rejas del arado da como resultado un área arada 3-5
veces mayor.
Cómo Hacer un Recubrimiento Duro de un Borde
Filoso (Desgaste de Metal a Piso)
1. Esmerile la reja, aproximadamente una pulgada a
lo largo del borde para que el metal esté brilloso y
limpio.
2. Coloque la reja con una inclinación aproximada de
20-30°. La forma más fácil de hacer esto, es
poner un extremo de la reja sobre un ladrillo. (Vea
los dibujos) La mayoría de los usuarios tienden a
recubrir la parte inferior de la reja, pero algunos tal
vez descubran que el desgaste está en la parte
superior. Lo importantes es recubrir el lado que se
desgasta.
3. Utilice un Wearshield de 3.2mm (1/8”) a 80-100 A.
Inicie el arco casi a una pulgada del borde filoso.
Vista Lateral
Vista Frontal

B-15
OPERACION
B-15
POWER-ARC 5500
4. El cordón deberá hacerse con un movimiento de zig-
zag y deberá tener 12.7-19.0 mm (1/2-3/4”) de ancho.
No permita que arco sople sobre el borde ya que esto
le quitará su filo. (Vea la siguiente figura.)
5. Utilice el método de retroceso. Empiece a soldar a
75 mm (3”) del talón de la reja y suelde a la misma.
La segunda soldadura iniciará a 152 mm (6”) del
talón; la tercera a 229mm (9”) del talón, etc.
El retroceso reduce significativamente las oportu-
nidades de que se agriete la reja y también minimiza
en mucho el pandeo.
NOTA: Todo el proceso es muy rápido. Muchos prin-
cipiantes van muy despacio cuando recubren rejas de
arado, corriendo el riesgo de perforar el metal delga-
do.
Soldadura de Hierro Fundido
Cuando suelde en una pieza de hierro fundido, el
tremendo calor del arco será absorbido y distribuido
rápidamente en la masa fría. Este calor y enfriamiento
repentino crea hierro fundido BLANCO QUEBRADIZO
en la zona de fusión. (Vea la siguiente figura.)
Esta es la razón por la que las soldaduras en hierro
fundido se rompen. De hecho, una pieza del hierro
fundido roto tiene toda la soldadura en ella y la otra
no. (Vea la siguiente figura.)
Para evitar esto, el operador de soldadura tiene dos
opciones:
1. Precaliente todo el hierro a 260-649°C (500-
1200°F). Si el hierro fundido está caliente antes
de la soldadura, no habrá enfriamiento repentino
que cree un hierro fundido blanco quebradizo.
Toda el hierro se enfriará lentamente.
2. Suelde 12.7mm (1/2”) a la vez, y no suelde en ese
punto de nuevo hasta que la soldadura esté fría.
En esta forma, no se aplica ninguna cantidad grande
de calor en la masa.
Los soldadores más inexpertos utilizarán probable-
mente el Segundo método, porque no tienen forma de
precalentar grandes piezas de fundición. Piezas más
pequeñas se pueden (de hecho, se deben) precalen-
tar antes de soldar. Una fragua, estufa, fuego o la
Antorcha de Arco son todos excelente medios de pre-
calentamiento.
Cuando utilice el método de 12.7mm (1/2”) a la vez,
se recomienda empezar con 12.7mm (1/2”) lejos del
cordón previo y soldar en el cordón anterior. Esto se
llama retroceso.
Después de soldar Hierro Fundido, proteja la pieza de
fundición para que no se enfríe muy rápido.
Colóquela en un contenedor con arena o cal caliente
y seca.
Si no hay arena o cal, cúbrala con una hoja metálica o
cualquier otro material no inflamable que resista las
corrientes de aire y retenga el calor.
Preparación de la Placa de Hierro Fundido
Cada vez que sea práctico, la junta a soldarse deberá
tener “punta” ya sea afilando o esmerilando para
lograr una penetración completa como se muestra en
las figuras (a), (b) y (c) a continuación. Esto es espe-
cialmente importante en piezas de fundición gruesas
donde se requiere una máxima firmeza.
Ladrillo
Mesa de Trabajo
Reja de Arado
Posicionamiento de la Reja
Inicie el Arco
Aquí
Borde Filoso
12-20mm
(1/2-3/4”) de ancho
Movimiento de Zig-Zag
caliente
frío
frío
Hierro Fundido
Blanco Quebradizo
Cuando se rompe,
la soldadura permane
c
en una pieza
Primero suelde de A á B; después
de C á A; entonces de D a C;
luego de E a D; y así sucesivamente
RETROCESO

B-16
OPERACION
B-16
POWER-ARC 5500
Grupo de Alta Velocidad (AWS E60 13)
Este grupo incluye aquéllos electrodos que tienen un
arco moderadamente vigoroso y velocidades de
depósito entre las de los electrodos fuera de posición
y los de alto depósito.
Son básicamente electrodos de producción de fines
generales, especialmente para soldaduras de filete de
pendiente abajo y de empalme, o cortas e irregulares
que cambian de dirección o posición. También se uti-
lizan ampliamente en el mantenimiento y se
recomiendan para soldaduras de filete y empalme de
hojas metálicas. El movimiento “D” (vea el dibujo) se
utiliza generalmente para soldadura vertical hacia arri-
ba, pero los movimientos “A” y “B” también son ade-
cuados.
Grupo de Bajo Hidrógeno (AWS E70 18)
En algunos casos, es posible utilizar una tira de
respaldo y las placas se pueden separar 3.2mm (1/8”)
o más, como se muestra en la figura (b).
En las secciones donde sólo se requiere una junta sel-
lada y la fuerza no es importante, la junta puede sol-
darse después de afilar ligeramente la costura como
se muestra en la figura (d) a continuación.
Selección de Electrodos
¿Qué electrodo es el mejor para un trabajo en particu-
lar? ¿Cómo debe utilizarlo? Estas son preguntas
importantes porque el costo, calida y apariencia de su
trabajo depende de la selección y aplicación de elec-
trodos adecuados. Los ELECTRODOS DE ACERO
SUAVE se pueden clasificar en los siguientes grupos:
Grupo Fuera de Posición (AWS E60 11)
Este grupo incluye aquéllos que tienen un arco pene-
trante profundo vigoroso y depósitos de congelamien-
to rápido.
Estos electrodos se utilizan para fabricación de fines
generales en todas las posiciones y soldadura de
reparación. También son la mejor opción para la sol-
dadura de tubería y soldaduras a tope, de esquina y
borde de hojas metálicas. Se pueden utilizar para tra-
bajo de reparación cuando la suciedad, grasa, platina-
do o pintura no se pueden limpiar completamente del
acero. Estos electrodos se utilizan típicamente con
los movimientos “A” y “B” (vea el dibujo) para el primer
pase en las soldaduras verticales hacia arriba.
Tira de respaldo de chatarra de acero
Tres formas de preparar placas donde
es necesaria una penetración completa.
Cordones únicos y dobles, con y sin biselado
para juntas estrechas de firmeza parcial.
Movimientos
INICIO
Vista
Lateral

C-1
ACCESORIOS
C-1
OPCIONES/ACCESORIOS
ACCESORIOS DE LINCOLN ELECTRIC
Las siguientes opciones/accesorios para su POWER-
ARC 5500 están disponibles en su Distribuidor
Lincoln local.
Kit de Accesorios (K875) - Incluye lo siguiente:
• 6.1 metros (veinte pies) de cable de electrodo AWG
#6 con terminal.
• 4.6 metros (quince pies) de cable de trabajo #6 con
terminales.
• Cartea con filtro Núm. 10.
• Pinza de trabajo
• Portaelectrodo aislado
• Paquete de muestra de electrodos de acero suave
de 150 Amps de capacidad.
Carro de transporte (K882-2) - De dos ruedas,
empujado con las manos.
Kit de Remoción de Rotor (S20925) – Un kit de ser-
vicio con pernos pasantes y de impacto para remover
el rotor del generador del cigüeñal del motor ahusado.
POWER-ARC 5500

D-1
MANTENIMIENTO
D-1
POWER-ARC 5500
PRECAUCIONES DE SEGURIDAD
• Haga que personal calificado lleve a cabo todo
el trabajo de mantenimiento y localización de
averías.
• Apague el motor antes de trabajar dentro de la
máquina.
• Remueva las guardas sólo cuando sea nece-
sario para realizar el mantenimiento requerido y
vuélvalas a colocar cuando haya terminado el
trabajo de mantenimiento que requirió su remo-
ción.
• Si hacen falta guardas de la máquina, obtenga
reemplazos de su Distribuidor Lincoln. Vea la
LISTA DE PARTES Y LA VISTA DETALLADA al
final de este manual.
------------------------------------------------------------------------
Lea las Precauciones de Seguridad al frente de este
manual y en el manual del propietario del motor antes
de trabajar en la POWER-ARC 5500.
Mantenga todas las guardas, cubiertas y dispositivos
de seguridad del equipo en posición y en buenas
condiciones. Mantenga sus manos, cabello, ropa y
herramientas lejos de la cubierta del arranque de
retroceso, ventiladores y otras partes móviles cuando
inicie, opere o repare esta máquina.
MANTENIMIENTO DE RUTINA Y
PERIÓDICO
MANTENIMIENTO DEL MOTOR
A fin de evitar que el motor arranque accidental-
mente, desconecte el cable de la bujía antes de
dar servicio al motor.
------------------------------------------------------------------------
Vea el manual del propietario del motor para un
resumen de los intervalos de mantenimiento de los
elementos enumerados a continuación. Siga los
intervalos por hora o calendario, lo que suceda
primero. Tal vez se requiera un servicio más fre-
cuente, dependiendo de las condiciones específicas
de su aplicación y operación. La Tabla D.1 muestra
las partes y números de reemplazo del mantenimiento
del motor.
Si esta Power Arc 5500 está equipada con un
Tacómetro/Horómetro (Vea la página B-3), entonces
use su función de alerta parpadeante para determinar
los intervalos de cambio de aceite, así como las
veces que se requiere servicio del filtro de aire.
Una vez que el servicio de filtro de Aceite y Aire ha terminado,
es necesario reiniciar el Tacómetro/Horómetro. El proced-
imiento de reinicio detendrá el parpadeo de la pantalla y acti-
vará el medidor para que empiece a contar el tiempo del próxi-
mo servicio del motor. A fin de detener la alerta parpadeante
para el servicio del filtro de Aceite o Aire, haga lo siguiente:
Mientras el mensaje de alerta esté parpadeando, presione con
la herramienta de reinicio en el área que se muestra en la figu-
ra D.1 por varios segundos. La pantalla dejará de parpadear.
El intervalo de servicio ha sido reiniciado y la alerta de men-
saje deberá empezar a parpadear para el próximo cambio del
filtro de Aceite o Aire.
FIGURA D.1
ACEITE: Revise el nivel de aceite
después de cada 5 horas de operación
o diariamente. ASEGÚRESE DE MAN-
TENER EL NIVEL DE ACEITE. Cambie
el aceite la primera vez después de 2 horas de
operación. Después, bajo condiciones normales de
operación, cambie el aceite después de cada 100
horas o cada 6 meses, lo que ocurra primero. Si el
motor se opera bajo carga pesada o en altas temper-
aturas ambiente, cambia el aceite cada 25 horas.
Drene el aceite desde el tapón de drenado localizado
en cualquier lado de la parte inferior del motor, como
se muestra en la Figura D.2. Rellene a través del
tapón de llenado de aceite hasta que el aceite
alcance la parte superior del orificio de llenado. Use el
grado y viscosidad recomendados en el manual del
propietario del motor.
FIGURA D.2 - DRENADO DE ACEITE Y
UBICACIÓN DE RELLENADO
1. TAPÓN DE DRENADO DE ACEITE
2. TAPÓN DE LLENADO DE ACEITE
3. NIVEL DE ACEITE
PRECAUCIÓN
1
2
3
12345
PARA ELIMINAR EL
QUE DESTELLA LA
HERRAMIENTA DEL
REAJUSTE EN ESTA ÁREA.
REAJUSTE LA HERRAMIENTA
ADVERTENCIA

D-2
MANTENIMIENTO
D-2
COMBUSTIBLE: Al final del uso diario,
vuelva a llenar el tanque de combustible
para minimizar la condensación de humedad
y contaminación de suciedad en la línea de
combustible.
AJUSTES DEL MOTOR
EL EXCESO DE VELOCIDAD ES PELIGROSO – La
alta velocidad máxima permisible para esta
máquina es de 3750 RPM, sin carga. NO altere los
componentes o configuración del gobernador ni
haga otros ajustes para aumentar la velocidad
máxima. Si se opera a velocidades por arriba de la
máxima, los resultados podrían ser severas
lesiones personales y daños a la máquina.
------------------------------------------------------------------------
Sólo un Centro de Servicio de Lincoln o un Taller de
Servicio de Campo Autorizado deberán hacer los
ajustes al motor.
No utilice solventes de petróleo como el
queroseno para limpiar el filtro de aire. Pueden
deteriorarlo. NO APLIQUE ACEITE AL FILTRO DE
AIRE NI AIRE PRESURIZADO PARA LIMPIARLO O
SECARLO.
------------------------------------------------------------------------
Para dar servicio el prefiltro:
1. Lave en detergente líquido y agua.
2. Seque exprimiendo en un trapo limpio.
3. Satúrelo en aceite de motor limpio.
4. Exprímalo en un trapo limpio y absorbente para
remover todo el exceso de aceite.
LIMPIEZA DEL MOTOR: Elimine la suciedad y dese-
chos con un trapo o cepillo. No limpie con un aerosol
vigoroso o agua. El agua puede contaminar el sis-
tema de combustible.
Limpie periódicamente el área del mofle para
remover los desechos del combustible.
------------------------------------------------------------------------
Limpieza del Filtro Giratorio: Si su POWER-ARC
5500 está equipada con un motor que tiene un filtro
giratorio, deberá limpiarlo tan seguido como sea
necesario, a fin de remover la suciedad o desechos
que se puedan colectar en el filtro. Un filtro sucio
puede dar como resultado el sobrecalentamiento y
daño del motor. (Vea la Figura D.3).
FIGURA D.3 - LIMPIEZA DEL FILTRO GIRA-
TORIO/GUARDA DE DEDOS/GUARDA DE
DESECHOS
1. FILTRO GIRATORIO
LIMPIEZA DEL SISTEMA DE ENFRIAMIENTO: Vea
la Figura D.4. Limpie las aletas y superficies de enfri-
amiento internas para evitar el exceso de velocidad,
sobrecalentamiento y daño al motor. Limpie cada 100
horas de operación o tan seguido como sea nece-
sario.
FIGURA D.4 - LIMPIEZA DEL SISTEMA DE
ENFRIAMIENTO
1. ELIMINE LA SUCIEDAD DE ESTAS ÁREAS.
POWER-ARC 5500
PRECAUCIÓN
PRECAUCIÓN
1
1
ADVERTENCIA

D-3
MANTENIMIENTO
D-3
POWER-ARC 5500
Consulte la Tabla D.1 para las partes de mantenimiento del motor. Los números de parte son exactos al
momento de la impresión. (Verifique el número de parte de corriente consultando el manual del propietario del
motor).
Reemplace o limpie las partes de mantenimiento del motor conforme al intervalo descrito en el manual del propi-
etario del motor.
Parte Robin / Subaru Parte # Honda Parte #
BUJÍA NGK BR6 HS NGK BPR6ES
(RESISTOR) DENSO W20EPR-U
FILTRO DE COMBUSTIBLE
NINGUNO NINGUNO
AIR CLEANER PANEL 279-32616-00 5266721 (17210-ZE2-505)
(Papel Plegado)
PREFILTRO DE AIRE 279-32611-00 2538429 (17218-ZE2-821)
(SEGÚN SEA NECESARIO)
(SE PUEDE LIMPIAR Y REUTILIZAR SEGÚN SEA NECESARIO)
LIMPIEZA O REEMPLAZO DE LA BUJÍA: Limpie o
reemplace la bujía cada 100 horas de operación o
cada temporada, lo que suceda primero. No limpie la
bujía con un dispositivo de limpieza abrasivo.
Límpiela raspando o utilizando un cepillo de alambre.
Lave la bujía con un solvente comercial. Después de
limpiar o cuando instale una nueva bujía, establezca
la abertura de la terminal en .76 mm (.030 pulg.) con
un medidor de holgura. Vea la Figura D.5.
FIGURA D.5 - CONFIGURACIÓN DE LA
ABERTURA DE LA BUJÍA
Para la información de Abertura de Bujía más reciente, utilice el
manual del propietario del motor.
LIMPIEZA DEL FILTRO DEL SUPRESOR DE CHIS-
PAS: Para la limpieza adecuada, consulte el manual
del propietario del motor que se envió con su
POWER-ARC 5500.
2
1
TABLA D.1
PARTES DE MANTENIEMIENTO DEL MOTOR

D-4
MANTENIMIENTO
D-4
POWER-ARC 5500
MANTENIMIENTO DEL GENERADOR/SOLDADORA
ALMACENAMIENTO: Almacene la POWER-ARC
5500 en áreas limpias, secas y protegidas.
LIMPIEZA: Aplique aire al generador y controles
periódicamente con aire de baja presión. Haga esto
por lo menos una vez a la semana en áreas particu-
larmente sucias.
REMOCIÓN Y REEMPLAZO DE LAS ESCOBIL-
LAS: Vea la Figura D.5. Es normal que las escobil-
las y anillos de deslizamiento se desgasten y
oscurezcan ligeramente. Inspeccione las escobillas
cuando sea necesaria una reparación general.
Remueva las escobillas y limpie los anillos de
deslizamiento con papel lija de granulado fino.
No intente pulir los anillos de deslizamiento
mientras funciona el motor.
A fin de reinstalar las escobillas, oprímalas hacia
arriba y deslice un cable de amarre o palo de
madera a través de las salientes del portaescobilla.
Instale el portaescobilla en el soporte con extremo
de rodamiento y asegure con los tornillos que se
removieron previamente. Remueva el cable de
amarre o palo de madera. Las escobillas des-
cansarán sobre los anillos de deslizamiento.
RECEPTÁCULOS: Mantenga los receptáculos eléc-
tricos en buenas condiciones. Remueva cualquier
suciedad, aceite u otro desecho de sus superficies y
orificios.
CONEXIONES DE CABLES: Revise a menudo las
conexiones del cable de soldadura en las terminales
de salida de soldadura. Asegúrese de que las
conexiones siempre estén apretadas.
NOTA: Lincoln ofrece un kit de remoción de rotor
para cualquier servicio que requiera la remoción del
rotor del motor. Para mayores detalles, vea la sec-
ción de ACCESSORIOS.
La remoción del ensamble del motor/generador del
soporte se puede lograr en la siguiente manera:
• Remueva los tornillos Allen guía de 5/16-18 del
bloque del motor a través del orificio de acceso
localizado en el canal de apoyo cruzado del
soporte. Deje todos los otros montajes del motor
intactos.
• Remueva las tuercas hexagonales de los postes
roscados del aislador en la abrazadera de soporte
del estator localizada en frente del motor. Deje
intactos los otros montajes del estator.
• Con un montacargas de brazo o grúa, levante la
unidad y retire el soporte suelto del ensamble del
motor/generador.
1
3
5
6
2
4
FIGURA D.5. – REMOCIÓN Y REEMPLAZO DE LAS ESCOBILLAS
1. SOPORTE DEL EXTREMO DEL GENERADOR
2. ENSAMBLE DEL PORTAESCOBILLA
3. CUBIERTA
4. TORNILLOS (2)
5. ESCOBILLAS
6. CABLE DE AMARRE
PRECAUCIÓN

D-5
MANTENIMIENTO
D-5
POWER-ARC 5500
8
7
6
5
1
2
3
4
1. ENSAMBLE DEL SOPORTE
2. ENSAMBLE DEL ROTOR, VENTILADOR Y RODAMIENTO
3. ENSAMBLE DEL ESTATOR
4. ENSAMBLE DE LA ESCOBILLA Y PORTAESCOBILLA
5. ENSAMBLE SODLADO DE LA CAJA DE CONTROL
6. ENSAMBLE DEL REACTOR
7. ENSAMBLE DE LA TERMINAL DE SALIDA
8. ENSAMBLE DEL PANEL DE SALIDA
FIGURA D.6. - UBICACIÓN DE LOS COMPONENTES PRINCIPALES

POWER-ARC 5500
E-1
LOCALIZACIÓN DE AVERÍAS
E-1
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento de
tres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre
la lista que describa de la mejor manera el síntoma
que la máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
se enumeran los factores que pueden originar el sín-
toma en la máquina.
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa
Posible, generalmente recomienda que establezca
contacto con su Taller de Servicio de Campo
Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción
Recomendada de manera segura, contacte su Taller
de Servicio de Campo Lincoln Autorizado
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas
para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y
para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precau-
ciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA

E-2
LOCALIZACIÓN DE AVERÍAS
E-2
POWER-ARC 5500
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
No hay alimentación del generador o
salida de soldadura.
La alimentación del generador está
disponible pero la unidad no suelda.
1. Desconecte todo lo que esté enchu-
fado a los receptáculos auxiliares y
cargas de soldadura.
2. Cable abierto en el circuito de inter-
mitencia o campo.
3. Diodo intermitente abierto (D1)
4. Escobillas con falla.
5. Reóstato con falla (R1).
6. Rectificador de campo con falla (D1).
7. Capacitor con falla (C1).
8. Devanado de campo del estator con
falla.
9. Rotor con falla.
10. Anillos de deslizamiento sucios;
límpielos cuando no estén en uso.
1. Conexión suelta al borne de salida.
2. El trabajo no está conectado.
3. Portaelectrodo suelto.
4. No hay voltaje de circuito abierto en
los bornes de salida. Cable abierto
en el circuito de soldadura.
5. Reactor con falla (L1).
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.

E-3
LOCALIZACIÓN DE AVERÍAS
E-3
POWER-ARC 5500
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
La unida suelda, pero hay poca o ningu-
na alimentación de generador
disponible.
El motor funciona erráticamente o deja
de funcionar.
El motor hace ruido pero no arranca.
1. Interruptor automático abierto.
2. Conexión suelta o abierta con com-
ponente de enchufe eléctrico.
3. Disco de control de corriente no a
“125”.
4. No hay voltaje de circuito abierto en
el receptáculo. Cable abierto en el
circuito del receptáculo.
5. No hay voltaje de circuito abierto en
el receptáculo. Receptáculo malo.
6. Cable del reóstato (R1) roto.
1. El motor no está totalmente caliente
y el ahogador del motor está en la
posición de totalmente abierto
(RUN).
2. El motor requiere de servicio en el
cabezal, carburador, filtros, aceite,
bujía y/o gas.
1. Gas, filtro, filtro de aire, bujía y/o res-
pirador deficientes.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.

E-4
LOCALIZACIÓN DE AVERÍAS
E-4
POWER-ARC 5500
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
El motor no arranca. 1. Funda o alambre de la bujía removi-
do, suelto o mojado.
2. La válvula de cierre de combustible
está cerrada.
3. La protección de bajo aceite o de
paro por bajo aceite del motor no
permite que la unidad arranque. La
luz en el interruptor de ENCENDI-
DO-APAGADO parpadeará cuando
se encienda el motor. (Los motores
están equipados sólo con protección
de apagado por bajo aceite).).
4. El ahogador se dejó en posición de
ahogador total y el carburador se
inundó.
5. Línea de combustible obstruida o
cerrada.
6. El arranque de retroceso no se
acciona con el motor.
7. Bujía con falla.
8. El motor requiere de servicio en el
cabezal, empaque del cabezal, y/o
válvulas.
9. Flotador abierto en el carburador y
el gas se fuga del contenedor.
10. El motor opera con bajo nivel de
aceite. El motor se traba y el
arranque de retroceso no se
mueve.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.

F-1
DIAGRAMAS
F-1
POWER-ARC 5500
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
DIAGRAMA DE CABLEADO – POWER ARC 5500 (PARA CÓDIGOS ROBIN/SUBARU 11182, 11187)
BORNES DE SALIDA
TIERRA DEL SOPORTE
DEL EXTREMO
DEL ESTATOR
ESTATOR
SÍMBOLOS
ELÉCTRICOS
CONFORME
A E1537
TIERRA
DEL PANEL
FRONTAL
NOTA:
TODOS LOS COMPONENTES DEL FRENTE DEL
GABINETE VISTOS DESDE LA PARTE POSTERIOR.
CABLEADO DEL MOTOR
MÓDULO
INTERRUPTOR
DE BAJO
ACEITE
INTERRUPTOR
DE FUNCIONAMIENTO/PARO

F-2
DIAGRAMAS
F-2
POWER-ARC 5500
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
DIAGRAMA DE CABLEADO – POWER ARC 5500 (PARA C
Ó
DIGOS HONDA 11215)
BORNES DE SALIDA
ESTATOR
TIERRA DEL
SOPORTE
DEL EXTREMO
DEL ESTATOR
TACÓMETRO /
HORÓMETRO
ENVUELVA EL ALAMBRE
DE LA BUJÍA CUATRO
VECES
CABLEADO DEL MOTOR
INTERRUPTOR
DE PROTECCIÓN
DE BAJO ACEITE
(SI ESTÁ INSTALADO)
INTERRUPTOR DE
FUNCIONAMIENTO/PARO
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
NOTA:
TODOS LOS COMPONENTES DEL FRENTE DEL GABINETE
VISTOS DESDE LA PARTE POSTERIOR.

F-3
DIAGRAMAS
F-3
POWER-ARC 5500
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
DIAGRAMA DE CABLEADO – POWER ARC 5500 (PARA CÓDIGO 11403) ROBIN/SUBARU
BORNES DE SALIDA
TIERRA DEL
SOPORTE
DEL EXTREMO
DEL ESTATOR
ESTATOR
CABLEADO DEL MOTOR
MÓDULO
INTERRUPTOR
DE BAJO
ACEITE
INTERRUPTOR
DE FUNCIONAMIENTO/PARO
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
NOTA:
TODOS LOS COMPONENTES DEL FRENTE DEL GABINETE VISTOS
DESDE LA PARTE POSTERIOR.

F-4
DIAGRAMAS
F-4
POWER-ARC 5500
DIAGRAMA DE CABLEADO – POWER ARC 5500 PARA C
Ó
DIGO 11404 HONDA
BORNES DE SALIDA
ESTATOR
TIERRA DEL
SOPORTE
DEL EXTREMO
DEL ESTATOR
TACÓMETRO /
HORÓMETRO
ENVUELVA EL ALAMBRE
DE LA BUJÍA
CUATRO VECES
CABLEADO DEL MOTOR
INTERRUPTOR
DE PROTECCIÓN
DE BAJO ACEITE
(SI ESTÁ INSTALADO)
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
NOTA:
TODOS LOS COMPONENTES DEL FRENTE DEL GABINETE
VISTOS DESDE LA PARTE POSTERIOR.
INTERRUPTOR DE
FUNCIONAMIENTO/PARO
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-5
DIAGRAMAS
F-5
POWER-ARC 5500
M17196
A.01
R
ELECTRIC
LINCOLN
20.00
20.88
7.92
14.16
30.00
DIBUJO DE DIMENSIÓN DE POWER ARC 5500

NOTAS

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-
STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa moja-
da.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molha-
da.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Turn power off before servicing.
● Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
● Débranchez le courant avant l’entre-
tien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● Não toque as partes elétricas nuas.
● Do not operate with panel open or
guards off.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ou guardas removidas.

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
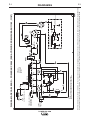 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50


















































Lincoln Electric Power Arc 5500 Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
Lincoln Electric Red-D-Arc LN-25 Pro Instrucciones de operación
-
-
Lincoln Electric Cool Arc 35 Instrucciones de operación
-
Lincoln Electric INVERTER ARC 120 Instrucciones de operación
-
Lincoln Electric Bulldog 5500 Instrucciones de operación
-
Lincoln Electric OUTBACK 145 Instrucciones de operación
-
Lincoln Electric AutoDrive 4R100 Instrucciones de operación
-
-