
MANUAL DE INSTRUCCIONES
Lea y comprenda todas las instrucciones y
la información de seguridad de este manual
antes de usar esta herramienta o realizar su
mantenimiento.
Registre este producto en www.greenlee.com
52067791 REV 1 © 2015 Greenlee Textron Inc. 7/15
910FS
Empalmadora de fibra óptica por fusión

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
2
Índice
Prefacio 3
Información de seguridad importante 4
Sección 1. Identificación 9
Sección 2. Funcionamiento 11
Conguración ............................................................................................................... 11
Modo de empalme .......................................................................................................12
Preparación de la bra .................................................................................................13
Procedimiento de empalme por fusión ........................................................................15
Manga termoprotectora ...............................................................................................17
Bandeja de enfriamiento ..............................................................................................17
Conectores “Splice-on-Connectors” ...........................................................................17
Estuche portátil con mesa de trabajo ..........................................................................18
Actualización del software ...........................................................................................19
Función de los botones ................................................................................................19
Apéndices ....................................................................................................................19
Sección 3. Funcionamiento del menú 20
Menú de modo de empalme (S–Mode) ........................................................................22
Menú de modo de calefactor (H–Mode) ......................................................................25
Mantenimiento .............................................................................................................27
Ajustes de empalme .....................................................................................................30
Guardar datos ..............................................................................................................31
Establecer ....................................................................................................................33
Sección 4. Especificaciones 38
Sección 5. Resolución de problemas 39
Apéndice A. Limpieza de la empalmadora por fusión 910FS 44
Apéndice B. Práctica del empalme por fusión 47
Apéndice C. Conectores “Splice-on-Connectors” de Greenlee 49

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
3
Prefacio
Descripción
La empalmadora de bra óptica por fusión 910FS de Greenlee Communications está prevista para
fusionar bras, resultando en bajas pérdidas del empalme y empalmes estables a largo plazo.
Las pérdidas del empalme dependen de ciertas condiciones como la preparación de la bra, los
parámetros del empalme por fusión y las condiciones de la bra.
La empalmadora por fusión 910FS utiliza un sistema de detección de núcleo (Core Detection
System, CDS), que también es ampliamente conocido como sistema de alineamiento de perl
(Prole Alignment System, PAS). Dos cámaras detectan el centro del núcleo de las bras,
mediante la empalmadora por fusión, luego ajustan las dimensiones X, Y y Z para que alineen
de forma automática y precisa los núcleos de ambas bras. Se aplica un arco de fusión, el cual
proporciona así el empalme por fusión con la pérdida más baja.
La empalmadora 910FS con tecnología PAS está diseñada para empalmar por fusión muchos tipos
de bras ópticas. Es pequeña y liviana, lo cual hace conveniente para cualquier entorno operativo.
Es fácil de operar y funciona rápidamente mientras mantiene una pérdida del empalme baja.
Contenido
• Empalmadora por fusión 910FS
• Un par de adaptadores de 250 micras
• Un par de adaptadores de 900 micras
• Adaptador para conectores “Splice-on-Connectors” SC/LC
• Electrodos de repuesto (un par)
• Adaptador de CA (suministro de energía) con cable de alimentación
• Paquete de baterías (instalado en la 910FS)
• Estuche portátil
• Llave hexagonal de 1,5mm
• Pinzas de plástico
• Bandeja de enfriamiento
• Pulidor de electrodos son 10 tiras pulidoras
• Cepillo de limpieza
• Cable USB
• Cable serial RS-232
Seguridad
La seguridad es esencial en el uso y mantenimiento de herramientas y equipo de Greenlee.
Estemanual de instrucciones y todas las marcaciones en la herramienta le ofrecen la información
necesaria para evitar riesgos y prácticas inseguras relacionadas con el uso de esta herramienta.
Siga toda la información de seguridad proporcionada.
Objetivo de este manual
Este manual de instrucciones pretende familiarizar a todo el personal con los procedimientos
seguros de operación y mantenimiento para Empalmadora de bra óptica por fusión 910FS de
Greenlee Communications.
Tenga este manual a disposición de todo el personal. Los manuales de reemplazo están
disponibles a solicitud sin cargo alguno en www.greenlee.com.
Todas las especicaciones son nominales y pueden cambiar a medida que se produzcan mejoras en el
diseño. Greenlee Textron Inc. no se responsabilizará de daños debidos al mal manejo o al uso indebido de sus
productos.
berTOOLS es una marca registrada de Textron Innovations Inc.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
4
Información importante de seguridad
General
Utilice esta unidad solo para los nes previstos por el fabricante, según se describe en este
manual. Cualquier otro uso puede perjudicar la protección que la unidad proporciona. No utilice la
empalmadora en bras activas.
Condiciones ambientales
Esta herramienta está diseñada para funcionar a una humedad relativa máxima del 95% y a una
altitud Máxima de 5000m (16.400ft).
Antes de aplicar alimentación eléctrica
Verique que la herramienta esté ajustada para que coincida con el voltaje de línea disponible y
tenga instalado el fusible correcto.
No la haga funcionar en una atmósfera explosiva.
No haga funcionar la herramienta en presencia de gases o vapores inamables.
No retire la cubierta del instrumento
No retire la cubierta de la unidad por ningún motivo. No contiene piezas que el usuario pueda reparar.
SÍMBOLO DE ALERTA
DE SEGURIDAD
Este símbolo se utiliza para dirigir su atención a los peligros o prácticas inseguras que pueden
resultar en heridas o daños a la propiedad. La palabra del aviso, que se dene a continuación,
indica la gravedad del peligro. El mensaje después de la palabra del aviso proporciona
información para prevenir o evitar el peligro.
Peligros inmediatos que, de no evitarse, PROVOCARÁN heridas graves o la muerte.
Peligros que, de no evitarse, PUEDEN provocar heridas graves o la muerte.
Peligros o prácticas inseguras que, de no evitarse, QUIZÁ provoquen heridas o daños a la
propiedad.
Lea y comprenda todas las instrucciones y la información de seguridad de
este manual antes de usar esta herramienta o realizar su mantenimiento.
Si no se respeta esta advertencia podrían producirse heridas graves o la
muerte.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
5
Información importante de seguridad
Peligro de electrocución:
El contacto con circuitos energizados puede resultar en heridas graves o la
muerte.
Utilice gafas de protección cuando use esta herramienta.
Los fragmentos de bras pueden ser extremadamente peligrosos si entran en
contacto con los ojos o la piel, o si se los ingiere.
Si el usuario observa lo siguiente o la empalmadora recibe los siguientes mensajes de fallas, el
usuario debe desconectar el cable de alimentación de CA del adaptador de entrada de CA o
del tomacorriente de la pared (salida):
• Hay presencia de vapor, mal olor, ruido o sobrecalentamiento.
• En el gabinete hay presencia de líquido o material extraño.
• La empalmadora sufrió daños o se cayó.
Si estas fallas ocurrieron, devuelva la unidad al centro de servicios de Greenlee para
reparaciones. Dejar que la empalmadora siga averiada provocaría fallas, descargas eléctricas o
incendio en el equipo y podrían producirse heridas graves o la muerte.
Peligro de electrocución:
• Utilice únicamente un adaptador de CA o cargador de batería diseñados para esta
empalmadora. Utilizar una fuente de alimentación de CA inadecuada podría originar
vapores, descarga eléctrica o el equipo podría sufrir daños.
• No desarme ni modique la empalmadora, el adaptador de CA o la batería. No retire ni
derive ningún dispositivo eléctrico o mecánico (por ej., fusibles o interruptor de seguridad)
que estén incorporados en el diseño y fabricación de este equipo.
• Nunca opere la herramienta en entornos donde haya líquidos o vapores inamables.
Endichos entornos el arco eléctrico de la herramienta podría provocar una explosión o
unincendio.
• No utilice gas comprimido ni aire en aerosol para limpiar la herramienta. Es posible que
contengan materiales inamables que podrían incendiarse durante una descarga eléctrica.
• No toque los electrodos cuando la empalmadora esté encendida y la unidad esté
conectada a la alimentación eléctrica. Los electrodos generan alto voltaje y altas
temperaturas que podrían provocar quemaduras y descargas graves.
• Antes de reemplazar los electrodos apague la herramienta y desconecte el cable de
alimentación de CA.
Si no se respetan estas advertencias podrían producirse heridas graves o la muerte.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
6
Información importante de seguridad
Peligro de descarga eléctrica: utilice solamente una fuente de alimentación adecuada.
• Verique la fuente de alimentación de CA antes de usar. La fuente de alimentación de CA
adecuada es de 100–240VAC, 50–60Hz. La fuente de alimentación de CC adecuada es
de 10–12VCC. Una fuente de alimentación de CA o de CC inadecuada podría originar
vapores, descarga eléctrica o el equipo podría sufrir daños.
• Por lo general, los generadores de CA producen un voltaje de salida de CA anormalmente
alto o con frecuencias irregulares. Mida el voltaje de CA de salida mediante un probador
de circuitos antes de conectar el cable de alimentación de CA. Dicho voltaje anormalmente
alto o frecuencia de un generador podría originar vapores, descarga eléctrica o el equipo
podría sufrir daños. Asegúrese de vericar y realizarle mantenimiento al generador de
forma regular.
Si no se respetan estas advertencias podrían producirse heridas graves o la muerte.
Peligro de electrocución:
• No modique, abuse, caliente ni tire demasiado del cable de alimentación. Utilizar un cable
dañado podría originar vapores, descarga eléctrica o el equipo podría sufrir daños.
• Esta herramienta utiliza un cable de la alimentación de CA (con núcleo) de tres clavijas que
contiene un mecanismo de seguridad con conexión a tierra. Esta herramienta debe tener
conexión a tierra. Utilice solamente el cable de alimentación suministrado. Nunca utilice un
cable de alimentación (con núcleo), cable de extensión o enchufe de dos clavijas.
• Conecte el cable de alimentación de CA correctamente a la empalmadora (entrada) y al
tomacorriente de la pared (salida). Cuando inserte el enchufe de CA, asegúrese de que
los terminales no tengan polvo ni suciedad. Conecte presionando el enchufe hembra a la
empalmadora (entrada) y el enchufe macho al tomacorriente de la pared (salida) hasta que
ambos hechos que estén completamente conectados. Una conexión incompleta podría
originar vapores, descarga eléctrica o el equipo podría sufrir daños.
• No haga un cortocircuito en los terminales del adaptador de CA ni la batería opcional. Una
corriente eléctrica excesiva podría originar vapores, descarga eléctrica o el equipo podría
sufrir daños.
• No toque La empalmadora, el cable de alimentación de CA y los enchufes de CA con las
manos húmedas.
• No utilice la empalmadora cerca de objetos calientes, en entornos con alta temperatura, en
atmósferas polvorientas/húmedas ni cuando haya condensación en la herramienta. Esto
podría provocar descargas eléctricas, desperfectos en la empalmadora o empalmes de
bajo rendimiento.
Si no se respetan estas advertencias podrían producirse heridas graves o la muerte.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
7
Información importante de seguridad
Peligro de explosión. Siga estas instrucciones cuando utilice baterías de iones de litio:
• No cargue la batería con otro método que el indicado.
• No deseche las baterías en un incinerador o en el fuego.
• No cargue o descargue la batería cerca de una llama o en la luz solar directa.
• No sacuda ni agite excesivamente la batería.
• Si la batería ltra residuos líquidos, tenga cuidado al manipularla para que el líquido no
entre en contacto con la piel ni con los ojos. Si entra en contacto con la piel o con los ojos,
lave minuciosamente y busque atención médica de inmediato. Deseche la batería y solicite
a Greenlee un reemplazo.
• Si la carga no se completó en cuatro horas o el LED “CHARGE” (carga) continúa
encendido, detenga la carga de inmediato y llame al Centro de servicios técnicos para
solicitar una reparación.
Si no se respetan estas advertencias podrían producirse heridas graves o la muerte.
Seguridad de la batería:
• No deje que nada entre en contacto con las terminales de la batería.
• No sumerja las baterías en líquido. El líquido podría originar un cortocircuito y dañar la
batería. En caso de que las baterías fueron sumergidas, comuníquese con el centro de
servicios para una manipulación adecuada.
• No coloque la batería en el bolsillo, bolsa de herramientas o caja de herramientas que
contengan objetos conductores. Los objetos conductores podrían originar un cortocircuito
y dañar la batería.
• No coloque la batería sobre el suelo o césped húmedo. La humedad podría originar un
cortocircuito y dañar la batería.
• No almacene la batería a una temperatura superior a 50°C (122°F) ni inferior a 20°C
(-4°F). La batería podría resultar dañada.
• No utilice el cargador de otro fabricante. Los cargadores de otros fabricantes podrían
sobrecargar la batería y dañarla.
• No intente abrir las baterías. No contiene piezas que el usuario pueda reparar.
Si no toma estas precauciones puede resultar herido y dañar la unidad.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
8
• No almacene la herramienta en áreas con temperatura o humedad extremadamente
elevadas.
• No toque el calefactor para tubo o la manga protectora durante o inmediatamente
después del calentamiento. Estas supercies están muy calientes y tocarlas puede causar
quemaduras.
• No coloque la herramienta en una posición inestable o desequilibrada. La herramienta
podría desplazarse o perder el equilibrio, provocando que se caiga la unidad.
• Esta herramienta se ha ajustado y alineado con precisión. No permita que la unidad
reciba impactos o sacudidas fuertes. Utilice el estuche portátil que se proporciona para su
transporte y almacenamiento. El estuche portátil protege a la herramienta contra daños,
humedad, vibración y sacudidas.
Si no toma estas precauciones puede resultar herido y dañar la unidad.
Siga estas instrucciones para manipular los electrodos:
• Utilice solamente los electrodos especicados.
• Coloque en los electrodos nuevos en la posición correcta.
• Reemplace los electrodos en pares.
De no observarse esta precaución, puede producirse un arco anormal, que podría provocar
daños al equipo o una degradación del rendimiento del empalme.
• No utilice ningún producto químico que no sea alcohol puro (99% o más) para limpiar las
lentes objetivo, la ranura en V, los espejos, el monitor LCD, etc. El uso de otros productos
químicos podría causar difuminación, descoloramiento, daños o deterioro.
• Esta herramienta no necesita de lubricación. El aceite o la grasa pueden degradar el
rendimiento del empalme y dañar la empalmadora.
• Este equipo debe ser reparado o ajustado por un técnico o ingeniero calicado. Una
reparación incorrecta puede provocar incendios o descargas eléctricas. Comuníquese con
el centro de servicios de Greenlee para solicitar una reparación.
Si no toma estas precauciones puede resultar herido y dañar la unidad.
Información importante de seguridad

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
9
Sección 1. Identificación
Componentes de la empalmadora
Keypads
LCD
Wind Protector
Tube Heater
Cooling Tray
RS-232
Port
USB
Port
Battery
Compartment
Calefactor para tubo
Bandeja de enfriamiento
Protector contra viento
Teclados
LCD
Compartimiento
de la batería
Puerto
RS-232
Puerto
USB

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
10
Vista superior
V-groove
Guide Groove
Electrode Cover
Wind Protector
Mirror
Fiber Adapter
Fiber
Adapter
Electrode
Cover
Espejo del protector
contra viento
Muesca guía
Cubierta
delelectrodo
Adaptador de fibra
Ranura en V
Cubierta del
electrodo
Adaptador
de fibra

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
11
Sección 2. Funcionamiento
Configuración
Cómo instalar la batería en la empalmadora
La 910FS puede funcionar mediante un adaptador de corriente externo y una batería.
Cómo insertar la batería
Retire la cubierta protectora de los contactos de la batería. Insertar la batería en el compartimento
correspondiente hasta que haga calce en su lugar.
Cómo retirar la batería
Apague la empalmadora. Oprima el botón de liberación, que se encuentra en la parte lateral del
cuerpo de la empalmadora y retira la batería.
Dos métodos para comprobar la capacidad restante de la batería
• Si la batería ya está instalada en la empalmadora, encienda la empalmadora. La batería se
identica automáticamente y la capacidad restante de la batería se muestra en la pantalla
“Listo”.
• Presione el botón de vericación que se encuentra en el paquete de la batería. El indicador
LED, indica la capacidad restante de la batería.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
12
Cómo encender la empalmadora
Mantenga presionado hasta que se entienda el LED del teclado (color verde).
?
La pantalla “Listo” se muestra después de que todos los motores se restablecieron a su posición
inicial.
Automáticamente se identica el tipo de fuente de alimentación. Si se utiliza la batería, se muestra
la capacidad restante de la batería.
Modo de empalme
Utilice el modo de empalme SM para empalmar bra SM estándar (ITU-TG.652). Realiza
empalmes en 9 segundos y es el modo más rápido para empalmar bra SM.
Si no se identicó el tipo de bra utilice el modo de empalme AUTO. El empalme tarda 2
segundos más pero cubre la mayoría de los empalmes de bra convencionales por los siguientes
motivos:
• El modo AUTO identica primero el tipo de bra analizando el perl de la misma y escoge
la condición de empalme para este tipo de bra. Los tipos de bras cubiertos por el modo
AUTO son todas las bras convencionales, como SMF (G652), BIF (G657), NZDSF (G655),
MMF (G651), etc. El modo AUTO tarda más el proceso SM pero se recomienda en los
casos donde este tipo de bra no está identicado positivamente o si el usuario no tiene
experiencia realizando empalmes por fusión.
• El modo AUTO utiliza una función automática de calibración de arco, que monitorea el
proceso de empalme y garantiza que se utilice el poder de arco adecuado para el empalme.
Función automática de calibración de arco
Esta función calibra el poder de arco en cada empalme. Cuando la función automática de
calibración de arco está activada, no es necesario ejecutar la función de calibración de arco antes
de la operación de empalme. La función automática de calibración de arco funciona únicamente
en los modos AUTO. No se encuentra activa en los modos de empalme estándar. Cuando se
utilizan estos modos, se recomienda enfáticamente ejecutar la calibración de arco antes de
proceder con el empalme.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
13
Preparación de la fibra
Cómo colocar la manga protectora sobre la fibra
Coloque la manga de protección sobre la bra. Limpie la bra óptica con una gasa con un
pañuelo sin pelusa bañados en alcohol a aproximadamente 100mm (4in) de la punta.
Nota: los conectores “Splice-on-Connectors” están cortados previamente. No intente limpiarla
bra en el conector “Splice-on-Connector”. Siga las instrucciones que se brindan con los
conectores “Splice-on-Connectors”.
• Limpie la bra óptica con una gasa con un pañuelo sin pelusa bañados en alcohol. En la
manga protectora pueden entrar partículas de polvo, provocando la rotura de la bra o un
aumento de la atenuación.
• Asegúrese de que la bra haya atravesado la manga protectora.
• Cuando el tubo central de la manga protectora es más largo que la longitud de la funda
exterior, corte la manga sobrante para evitar microtorceduras después del calentamiento.
Si no toma estas precauciones puede resultar herido y dañar la unidad.
Manga
Fibra

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
14
Cómo pelar y limpiar la fibra
Utilice el pelacables para bra que se proporciona, para pelar el recubrimiento exterior entre 30
a 40mm (1,25 a 1,5in). Limpie minuciosamente la bra con una gasa con un pañuelo sin pelusa
bañados en alcohol (99% o más).
Corte de la fibra
No permita que la punta de la bra haga contacto con nada. Coloque la bra en el adaptador
universal e inserte el adaptador en la 910CL. Siga las instrucciones para que la 910CL corte
labra.
Cómo colocar la fibra en la empalmadora
1. Abra el protector contra viento e instale los adaptadores de bra en la empalmadora,
asegurándose de que la bra está colocada en el centro de las ranuras en V.
2. Cierre el protector contra viento.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
15
Procedimiento de empalme por fusión
Para garantizar un empalme por fusión adecuado, la bra óptica se observa con el sistema de
procesamiento de imágenes incorporado a la 910FS. No obstante, en algunos casos el sistema de
procesamiento de imágenes no puede detectar un empalme defectuoso. A menudo, es necesario
una inspección visual con el monitor para obtener un mejor resultado en el empalme. Observe el
siguiente procedimiento operativo estándar:
• Después de colocar las bras en la empalmadora, presione y las bras se acercarán entre
sí. El movimiento de la bra se detiene y se ejecuta el arco de limpieza. Se verica el ángulo
de corte y la calidad de la punta. Si el ángulo de corte medido es mayor que su umbral
establecido o se detecta que las bras están astilladas, suena el timbre y un mensaje de error
alerta al operador. El procedimiento de empalme por fusión se detiene. Si no se muestran
ningún mensaje de error, se utilizan las siguientes condiciones de puntas que se expresan a
continuación para realizar la inspección visual. Si se observan las condiciones, retire la bra
de la empalmadora y repita la preparación de la bra. Estos defectos en el corte de la bra
pueden provocar un empalme defectuoso.
Chip Lip Incline
• Después de inspeccionar las bras, se alinean sus núcleos o sus revestimientos. Se puede
mostrar la medición de la excentricidad revestimiento-eje y de la excentricidad núcleo-eje.
• Después de nalizar el alineamiento de las bras, se ejecuta una descarga de arco para
empalmar las bras.
• Al nalizar el empalme por fusión, se muestra el cálculo de la pérdida de empalme. La
pérdida de empalme se ve afectada por los factores que se indican en la Sección 5. Estos
factores se toman en cuenta para calcular, o estimar, la pérdida de empalme. El cálculo se
basa en parámetros dimensionales, como el diámetro de campo modal (Mode Field Diameter,
MFD), la calidad del corte y la forma del empalme por fusión después del empalme. Si el
ángulo de corte medido o el cálculo de la pérdida de empalme superan el umbral jado, se
mostrará un mensaje de error. Si se detecta que la bra empalmada es anormal, es decir,
que está “Abultada”, “Hundida” o “Con burbujas”, se mostrará un mensaje de error. Si no se
muestra ningún mensaje de error, pero la inspección visual a través del monitor detecta que el
empalme parece deciente, se recomienda enfáticamente empezar el empalme de nuevo.
Astilladas Con rebordes Inclinadas

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
16
Notas:
• En ocasiones, la punta del empalme parece un poco más gruesa que las otras partes.
Esto se considera como un empalme normal y no afecta la pérdida del empalme.
• Para modicar el umbral del cálculo de la pérdida del empalme o el ángulo de corte, para
conocer más detalles consulte la sección “Modo de empalme” de este manual.
• En algunos casos es posible mejorar la pérdida de empalme mediante descargas de arco
adicionales. Presiones
para una descarga de arco adicional (rearco). Se vuelve a
calcular la pérdida de empalme y a vericar el empalme. En algunos casos es posible
que empeore la pérdida de empalme debido a las descargas de arco adicionales
(rearcos). Se puede “deshabilitar” la descarga de arco adicionales o limitar la cantidad de
arcos adicionales.
• El resultado del empalme se guarda automáticamente en la memoria de la empalmadora.
Calibración del arco
Cuando una sesión de empalme se empieza por primera vez o si el entorno del empalme ha
cambiado, se recomienda que el técnico ejecute una calibración de arco.
1. Coloque las bras cortadas en la empalmadora.
2. Presione y navegue hasta el menú “Mantenimiento”. Seleccione “Calibración de arco”.
3. Siga las indicaciones de la pantalla.
Nota: podría ser necesario presionar hasta tres veces hasta que aparezca la indicación “el
arco se ajustó correctamente”.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
17
Manga termoprotectora
1. Transera la bra con la manga protectora desde el dispositivo de centrado al calefactor
paratubo.
2. Cierre la tapa del calentador para tubo.
Notas:
• Asegúrese de que la punta del empalme está ubicada en el centro de la manga protectora.
• Asegúrese de que el elemento rígido de la manga protectora esté ubicado hacia abajo.
• Asegúrese de que la bra no esté deformada.
• El conector “Splice-on-Connector” debe estar instalado del lado derecho del calefactor
de la empalmadora. Para el conector “Splice-on-Connectors” (SOC), utilice el perl de
calefactor n.° 1.
3. Presione para empezar a calentar el tubo. Cuando el calentamiento del tubo nalizó, el
timbre suena y el LED de la función HEAT (CALENTAR) (de color rojo) se apaga.
4. Abra las tapas del calefactor para tubo y retire la bra protegida del calefactor. Aplique un
poco de atención a la bra mientras la retira del calefactor para tubo.
5. Inspeccione visualmente la manga terminada para vericar que no haya burbujas o residuos/
polvo en la manga.
Bandeja de enfriamiento
Coloque el empalme en la bandeja de enfriamiento que se encuentra en la parte posterior de la
empalmadora 910FS.
Conectores “Splice-on-Connectors”
La 910FS utiliza la versión de conectores “Splice-on-Connectors” de Greenlee. Actualmente,
la 910FS es compatible con las versiones SC, LC, FC y ST (tanto para acabado en PC y APC,
cuando corresponda).
Siga las instrucciones que se brindan con el embalaje de los conectores “Splice-on-Connectors”
(SOC).

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
18
Estuche portátil con mesa de trabajo
La cubierta superior del estuche portátil se puede utilizar como una mesa de trabajo. Coloque
el accesorio de montaje con forma de bandeja en la parte superior del estuche y monte la
empalmadora por fusión sobre el accesorio de montaje, según se muestra a continuación.
Estoproporciona una supercie de trabajo segura y protegida.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
19
Actualización del software
El software de la 910FS se puede actualizar utilizando la herramienta de actualización de software
en línea que se encuentra en www.greenlee.com.
Función de los botones
Botón Descripción
Enciende y apaga la empalmadora
Tecla menú
Tecla Intro
Tecla retorno/salir
Tecla izquierda
Tecla derecha/Tecla ayuda
Tecla ascendente/tecla de brillo del LCD
Tecla descendente/tecla para oscurecer el LCD
Iniciar/detener termoprotección
Recalibra el poder de arco
Restablece la posición del motor
Empieza el trabajo de empalme
Cambia entre las vistas X, Y, y X/Y
Apéndices
Consulte los siguientes aprendices que se encuentran al nal de este manual para obtener
información de funcionamiento adicional:
• Apéndice A: Limpieza de la empalmadora por fusión 910FS
• Apéndice B: Práctica del empalme por fusión
• Apéndice C: Conectores “Splice-on-Connectors” de Greenlee

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
20
Sección 3. Funcionamiento del menú
Presione para ingresar al menú de la empalmadora. Hay seis menús principales:
1. Menú de modo de empalme (S–Mode)
2. Menú de modo de calefactor (H–Mode)
3. Mantenimiento
4. Ajustes de empalme
5. Guardar datos
6. Establecer

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
21
Explicación de los modos de empalme
Modo n.°
Modo de
empalme
Descripción
1 AUTO
Para la mayoría de los casos de empalme; la empalmadora ajustará automáticamente los
parámetros de empalme de acuerdo con el tipo de bra.
La calibración de arco automática funciona en este modo de empalme.
2 AUTO SM
Para empalmar bras monomodo estándar (ITU-T G652).
El MFD es de 9 a 10µm a una longitud de onda de 1310nm.
La calibración de arco automática funciona en este modo de empalme.
3 AUTO DS
Para empalmar bra de dispersión desplazada (ITU-T G653).
El MFD es de 7 a 9µm a una longitud de onda de 1550nm.
La calibración de arco automática funciona en este modo de empalme.
4 AUTO NZ
Para empalmar bra de dispersión desplazada distinta a cero (ITU-T G655).
El MFD es de 9 a 10µm a una longitud de onda de 1550nm.
La calibración de arco automática funciona en este modo de empalme.
5 AUTO MM1
Para empalmar bras multimodo (ITU-T G651). Diámetro del núcleo: 50,0 a 62,5µm.
La calibración de arco automática funciona en este modo de empalme.
6 SM
Para empalmar bras monomodo estándar (ITU-T G652).
El MFD es de 9 a 10µm a una longitud de onda de 1310nm.
El usuario puede evitar todos los parámetros de este modo de empalme como la potencia
de prefusión, el tiempo de prefusión, el poder de arco, el tiempo de arco, la alineación, la
prueba de tensión, etc.
Se proporciona el manual de operación de empalme por fusión. La calibración de arco
automática no funciona en este modo de empalme.
7 DS
Para empalmar bra de dispersión desplazada (ITU-T G653).
El MFD es de 7 a 9µm a una longitud de onda de casi 1550nm.
El usuario puede evitar todos los parámetros de este modo de empalme como la potencia
de prefusión, el tiempo de prefusión, el poder de arco, el tiempo de arco, la alineación, la
prueba de tensión, etc.
Se proporciona el manual de operación de empalme por fusión. La calibración de arco
automática no funciona en este modo de empalme.
8 NZ
Para empalmar bra de dispersión desplazada distinta a cero (ITU-T G655).
El MFD es de 9 a 10µm a una longitud de onda de 1550nm.
El usuario puede evitar todos los parámetros de este modo de empalme como la potencia
de prefusión, el tiempo de prefusión, el poder de arco, el tiempo de arco, la alineación, la
prueba de tensión, etc.
Se proporciona el manual de operación de empalme por fusión. La calibración de arco
automática no funciona en este modo de empalme.
9 MM1
Para empalmar bras multimodo (ITU-T G651). Diámetro del núcleo: 50,0 a 62,5µm.
El usuario puede evitar todos los parámetros de este modo de empalme como la potencia
de prefusión, el tiempo de prefusión, el poder de arco, el tiempo de arco, la alineación, la
prueba de tensión, etc.
Se proporciona el manual de operación de empalme por fusión. La calibración de arco
automática no funciona en este modo.
10 AT1(SM)
El usuario puede jar el valor de la atenuación en el rango de 0,1 a 15dB.
Establezca la pérdida de empalme deseada. Si después de haber completado el empalme
no se logró la pérdida deseada, el usuario puede ajustar el coeciente de empalme por
fusión. Aumentar el coeciente aumentará la pérdida deseada; disminuir el coeciente
reducirá la pérdida de empalme.
11 SM FAST
Para empalmar bras monomodo estándar (ITU-T G652).
El MFD es de 9 a 10µm a una longitud de onda de 1310nm.
Es el modo de empalme más rápido con un tiempo de empalme por fusión de 9segundos.
Este proceso de modo no analiza la geometría de la bra.
12~60
EN BLANCO
(otros modos)
El usuario puede asignar estos como su propio perl de empalme personalizado.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
22
Menú de modo de empalme (S–Mode)
(1) Seleccionar modo de empalme
Seleccione el “S-Mode” (Modo de empalme) para acceder a los modos de empalme disponibles.
Utilice p y q para resaltar el modo de empalme deseado. Luego, presione
8
para conrmar.
Seleccione un modo de empalme adecuado para el tipo de bra a empalmar y luego presione
poq para seleccionar el modo de empalme por fusión. Luego, presione
8
para conrmar.
Nota: el modo “1 AUTO SM/NZ/DS/MM” se recomienda para la mayoría de los casos de empalme
por fusión. En este modo, la empalmadora ajusta automáticamente los parámetros de empalme
de acuerdo con el tipo de bra.
(2) Editar modo de empalme
Los parámetros de empalme en cada modo de empalme por fusión se pueden modicar.
En el menú “Seleccionar modo de empalme”, presione u para ingresar a “Editar modo de
empalme” y modique el modo de empalme según se muestra a continuación.
Presione poq para seleccionar el parámetro que se modicará, y luego presione
8
para
ingresar la conguración del parámetro.
Presione poq para modicar el parámetro, y luego presione
8
para conrmar.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
23
Nota: en el modo AUTO, ciertos parámetros no pueden cambiarse.
Parámetro Descripción
Poder de arco En los modos SM/DS/MM/NZ/AUTO el poder de arco se ja en 40bits.
Tiempo de arco El tiempo de arco está jado en 1500ms para los modos SM y DS, en
2000ms para el modo NZ y en 3000ms para el modo MM. Esto se ja
automáticamente dependiendo del tipo de bra cuando está seleccionado el
modo AUTO.
Modo de edición del empalme
• Tipo de bra: seleccione o ingrese el nombre de la bra a empalmar.
• Modo de título 1: ingrese el tipo de bra.
• Modo de título 2: ingrese el nombre alternativo del tipo de bra.
• Alineamiento: seleccione las opciones de núcleo, revestimiento o manual. En el modo manual
del usuario puede controlar los motores manualmente.
• Prueba de tensión: habilite o deshabilite la prueba de tensión después de realizado el
empalme. Deshabilite esta prueba se utiliza conectores “Splice-on-Connectors”.
• Límite de corte: establezca o deshabilite el límite de error de corte en grados.
• Límite de pérdida: establezca o deshabilite el nivel de noticación de la pérdida del empalme.
• Límite de excentricidad del eje: establezca o deshabilite el límite de error de la excentricidad
del eje en grados.
• Arco de limpieza: establezca o deshabilite la duración del arco de limpieza.
• Separación: aumente la separación si las bras son “blandas” y se funden con mucha
facilidad. Disminuya la separación si las bras son “difíciles de fundir”.
• Ajuste de la separación: cuando empalme bras de tamaños distintos, establezca la
separación de acuerdo con la bra cuyo núcleo tenga un mayor diámetro. Esto también
podría ser necesario cuando se empalman lo que el usuario puede considerar como bras del
mismo tamaño pero ambas bras provienen de fabricantes distintos.
• Potencia de prefusión: establezca o deshabilite la potencia que llega al electrodo durante el
ciclo de fusión inicial.
• Tiempo de prefusión: establezca o deshabilite la duración del ciclo de prefusión.
• Superposición: establezca o deshabilite la superposición a un valor más cercano si las bras
son difíciles de empalmar o el diámetro de los núcleos es grande. (Mientras más duras sean
las bras o mayor sea el diámetro, más próxima debe ser la superposición; mientras más
blandas sean las bras o menor sea el diámetro, más alejada debe ser la superposición).
• Poder de arco 1: aumente, reduzca o deshabilite el poder de arco 1.
• Tiempo de arco 1: aumente, reduzca o deshabilite la duración de arco 1.
• Poder de arco 2: aumente, reduzca o deshabilite el poder de arco 2.
• Tiempo de arco 2: aumente, reduzca o deshabilite la duración de arco 2.
• Tiempo de ACTIVIDAD de arco 2: establezca o deshabilite la duración del tiempo de trabajo
(de arco) del arco 2.
• Tiempo de INACTIVIDAD de arco 2: establezca o deshabilite la duración del tiempo de
inactividad del arco 2.
• Tiempo de rearco: establezca o deshabilite la duración del rearco.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
24
Resumen de la activación del electrodo:
A
B
F
G
C D
I J
E
H
A: Arco de limpieza
B: Tiempo de prefusión
C: Tiempo de arco 1
D: Tiempo de arco 2
E: Tiempo de rearco
F: Potencia de prefusión
G: Poder de arco 1
H: Poder de arco 2
I: Tiempo de ACTIVIDAD de arco 2
J:
Tiempo de INACTIVIDAD de arco 2
Nota: en los modos AUTO no están disponibles todas las conguraciones.
Esta es una directriz general para que el usuario controle la conguración del empalme. Cada tipo
de bra tiene sus propias características y propiedades que podrían requerir de la conguración
manual de estos parámetros. El usuario deberá realizar experimentos cuidadosos con las bras
individuales para obtener resultados óptimos.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
25
Menú de modo de calefactor (H–Mode)
Existen 20 modos de calentamiento programables por el usuario. Seleccione el que sea más
conveniente para la manga protectora que utilizó.
Cada modo de calentamiento del tubo está optimizado para un tipo de manga protectora.
Encontrará estos modos en el área de la base de datos para consultarlos. Copie el que
corresponda y péguelo en el área programable por el usuario. El operador puede editar los modos
programables por el usuario.
(1) Seleccionar modo de calefactor
Seleccione el “H-Mode” (Modo de calefactor) para acceder a los modos de calefactor disponibles.
Utilice pyq para resaltar el modo de calefactor deseado. Luego, presione
8
para conrmar.
Seleccione el modo de calefactor que sea más conveniente para la manga protectora que
utilizará.
Presione poq para seleccionar un modo de calefactor. Luego, presione
8
para conrmar.
(2) Editar modo de calefactor
Las condiciones de calentamiento del tubo almacenaba en el modo de calefactor se puede editar
o cambiar.
Los parámetros editables incluyen Tiempo de calefactor y Temperatura de calefactor (temperatura
de calentamiento). El Tiempo de calefactor se ajustará automáticamente de acuerdo con las
condiciones atmosféricas, es decir, la temperatura ambiente. El Tiempo de calefactor real puede
variar del valor jado.
Fija la temperatura de calentamiento: el recubrimiento de la bra puede fundirse si la Temperatura
de calefactor supera los 190°C (374°F).
Fija la temperatura de acabado (temperatura de acabado): cuando el calefactor alcanza esta
temperatura, el timbre suena, indicando que la manga se está enfriando y está lista para ser
retirada del calefactor.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
26
En “Seleccionar modo de calefactor”, presione u para ingresar al menú “Editar modo de
calefactor” según se muestra a continuación.
Presione poq para seleccionar el parámetro que se modicará, y luego presione
8
para
ingresar la conguración del parámetro.
Presione poq para modicar el parámetro, y luego presione
8
para conrmar.
Modo de edición de la configuración del calefactor
• Tipo de manga: ingrese el nombre de la manga protectora.
• Modo de título 1: ingrese el nombre de la conguración del modo de calefactor.
• Modo de título 2: ingrese el nombre alternativo de la conguración del modo de calefactor.
• Tiempo de calefactor: ingrese la duración del calefactor.
• Control de calefactor: ingrese el tamaño del protector del empalme: largo, mediano o micro.
• Temperatura centro del calefactor: ingrese la temperatura del centro del horno.
• Temperatura izquierda/derecha del calefactor: ingrese la temperatura de los lados, izquierdo y
derecho del horno.
• Tiempo de frío: deshabilítelo cuando no sea necesario. Además, es para deshabilitar el
timbre. (El “timbre” se activa cuando se ha establecido el “tiempo de frío” en “x” segundos; el
“timbre” no suena cuando el tiempo de frío fue establecido en cero segundos).
• Modo calefactor: ingrese el modo según se haya activado el centro y los lados o el centro
únicamente.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
27
Mantenimiento
La 910FS puede realizar mantenimiento rutinario. En el menú “Mantenimiento”, el operador puede
calibrar el arco, jar la unidad de motor, calibrar los motores, ajustar la pantalla, reemplazar
electrodos y estabilizar los electrodos.
Calibración del arco
Se utiliza para calibrar la función de arco para obtener los mejores resultados de empalme cuando
una sesión de empalme se empieza por primera vez o si el entorno del empalme ha cambiado.
1. Coloque la empalmadora en el Modo de empalme n.°1 (AUTO).
2. Seleccione “Calibración de arco”.
3. Prepare y coloque las bras.
4. Presione
8
.
5. Si es demasiado alto o demasiado bajo, coloque bras nuevas.
6. Presione
8
.
7. Repita los pasos 1a4 hasta que la pantalla de la empalmadora muestre el mensaje “el arco
se ajustó correctamente”.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
28
Cómo limpiar los electrodos
Es posible que sea necesario limpiar los electrodos si falla la calibración del arco o si la 910FS no
realiza los empalmes apropiadamente.
1. Retire los electrodos y límpielos utilizando el pulidor de electrodos.
2. Inserte la punta del electrodo en el oricio del pulidor de electrodos y gire el electrodo con
suavidad.
3. Limpie los electrodos con alcohol isopropílico (IPA) puro al 99%. No toque la supercie de
los electrodos con los dedos. Ahora es mal momento para limpiar las lentes objetivo, ya que
los electrodos no están estorbando.
4. Vuelva a instalar los electrodos en la empalmadora.
5. Realice una calibración de arco para calibrar la potencia de los electrodos.
Unidad de motor
Se utiliza para controlar manualmente los motores.
1. Presione poq para mover la unidad de motor seleccionada.
2. Presione
8
para cambiar la velocidad del motor.
3. Presione tou para seleccionar el motor.
4. Presione
9
para salir.
Calibración del motor
Se utiliza para ajustar automáticamente la posición del motor.
1. Prepare y coloque las bras derecha e izquierda.
2. Presione
8
y aguarde a que la empalmadora calibre automáticamente las posiciones
delmotor.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
29
Ajuste de pantalla
Se utiliza para ajustar la posición de la bra cuando las bras se muestran fuera de los límites de
visualización de la pantalla.
1. Prepare y coloque las bras derecha e izquierda.
2. Presione
8
y luego presione p y q para cambiar entre las vistas de pantalla X e Y.
3. Presione pyq para ajustar las posiciones de la bra.
4. Presione
8
para conrmar la modicación.
5. Presione
9
para salir.
Reemplazar electrodos
1. APAGUE la empalmadora.
2. Reemplace los electrodos.
3. ENCIENDA la empalmadora.
4. Seleccione “Remplazar electrodos” en el menú.
5. Siga las indicaciones de la pantalla. (Este proceso puede tardar 10 minutos).

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
30
Estabilizar electrodos
Ejecute esta función cuando la empalmadora no funcione apropiadamente y/o cuando el arco no
muestra un patrón de luz uniforme.
1. Prepare y coloque las bras derecha e izquierda.
2. Presione
8
y aguarde a que la empalmadora estabilice automáticamente los electrodos.
Ajustes de empalme
Opciones de conguración del empalme incluyen el control del empalme, la conguración de
visualización y la conguración del límite del empalme para todos los perles de empalme.
Navegue hasta el icono “Ajustes de empalme” y presione
8
.
Cada elemento del menú puede habilitarse o deshabilitarse según las preferencias del usuario.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
31
Guardar datos
La 910FS almacena hasta 5000 resultados de empalmes, que se pueden descargar a través del
puerto USB.
Navegue hasta el icono “Guardar datos” y presione
8
para tener acceso.
Memoria de empalmes
La función Memoria de empalmes permite que el usuario muestre, exporte y borre la memoria de
empalmes. Utilice pyq para seleccionar “Memoria de empalmes” en el menú Guardar datos y
presione
8
para conrmar.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
32
Ingrese al menú “Mostrar memoria de empalmes” para examinar los resultados de empalmes.
Utilice pyq para seleccionar el resultado del empalme y presione
8
para ver los detalles.
Presione
9
para salir.
Ingrese al menú “Borrar memoria de empalmes” para eliminar los resultados de empalmes. Utilice
tyu para cambiar entre el número de Inicio y Final de los resultados de empalmes. Utilice
pyq para cambiar el valor.
Presione
8
para conrmar y presione
9
para salir.
Formatear memoria
La función Formatear memoria permite que el usuario formatee toda la memoria. Presione
8
para
conrmar y presione
9
para salir.
Borrar recuento de arco
La función Borrar recuento de arco permite al usuario borrar los recuentos de arco actuales desde
la última depuración. Presione
8
para conrmar y presione
9
para salir.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
33
INFO de mantenimiento
La función INFO de mantenimiento permite que el usuario compruebe el recuento total de
fusiones, la versión del software y la información del número de serie.
Establecer
Este menú se utiliza para establecer la conguración del sistema.
Idioma
Presione pyq para jar el idioma deseado.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
34
Interruptor de timbre
La función Interruptor de timbre permite que el usuario habilite o deshabilite el timbre de la
empalmadora.
Orientación de la pantalla
La función Orientación de la pantalla permite que el usuario cambie la orientación en la pantalla de
una posición hacia adelante o hacia atrás.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
35
Ahorrar energía
La función Ahorrar energía conserva la potencia apagando la alimentación del monitor LCD si la
empalmadora no realiza ninguna función después de un determinado periodo de tiempo (ajustable
de 0a20 minutos). El indicador LED se enciende cuando la función mayúscula y ahorrar energía
está habilitada. Presione cualquier tecla para volver a entender el monitor LCD. También se puede
establecer que la empalmadora se apague automáticamente después de un determinado periodo
de tiempo sin funcionamiento (ajustable de 0a20 minutos).
Brillo del LCD
En la interfaz “Listo” después de ENCENDER la empalmadora, presione
8
para ingresar al menú
de la empalmadora. Utilice pyq para seleccionar el icono “Establecer” y luego navegue hasta la
pestaña “Brillo del LCD”. Utilice pyq para ajustar el brillo. Luego, presione
8
para conrmar.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
36
Establecer calendario
La función Establecer calendario permite que el usuario je la información sobre la hora y la fecha.
Presione tou para seleccionar el elemento para ajustar y presione poq para aumentar o
disminuir el valor. Presione
8
para conrmar.
Valor de sensor
Muestra la presión (XXX Hpa) y la temperatura (XXX °C).
Cargr Dfault
Presione
8
restablecer la 910FS para los valores predeterminados.
Contraseña
Presione
8
para ingresar al menú “Contraseña”. Seleccione “Bloqueo por contraseña” y presione
8
para habilitar o deshabilitar la función de contraseñas.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
37
Cuando la función de contraseñas esté habilitada, seleccione “Establecer contraseña” y presiones
8
para establecer la contraseña. Utilice pqt u para seleccionar los caracteres, agregar
espacios, borrar caracteres o conrmar. (La longitud máxima de la contraseña es de 8 y la misma
puede contener letras mayúsculas, minúsculas, números o símbolos). Termine la conguración
seleccionando “FINALIZAR”.
Al reiniciar la empalmadora, se mostrará la interfaz de la contraseña. El cliente puede utilizar la
contraseña para realizar el desbloqueo.
Para cancelar la función de contraseña, seleccione “Establecer contraseña” y luego seleccione
“FINALIZAR” (no ingrese nada como contraseña).
Para servicio:
En la interfaz de la contraseña, hay una “Súper contraseña” y las “[XX]” posteriores son las
coordinadas de “super-password.xlsx” (super-contraseña.xlsx). Al utilizar la súper contraseña, el
usuario o el personal de servicio puede desbloquear la empalmadora para renovar la contraseña.
La súper contraseña se obtiene del servicio de atención al cliente de Greenlee. Por cada
reinicio, el valor [XX] cambia, por lo tanto el usuario no puede utilizar la última súper contraseñas
nuevamente y debe comunicarse con el servicio al cliente.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
38
Sección 4. Especificaciones
Fibras pertinentes SM (ITU-T G.652), MM (ITU-T G.651), DS (ITU-T G.653),
NZDS/LEAF (ITU-T G.655), BIF (ITU-T G.657)
Longitud de bra cortada 10mm
Diámetro de revestimiento 80-150μm
Diámetro de recubrimiento 100-1000μm
Recuento de bras Única
Método de alineamiento de la bra Alineamiento de núcleo automático
Pérdida de retorno ≥60dB
Pérdida real promedio del
empalme
0,02dB (SM), 0,01dB (MM),
0,04dB (DS), 0,04dB (NZDS, LEAF y BIF)*
Modo de empalme 60 modos preestablecidos/denibles por el usuario
Tiempo de empalme 9 segundos en SM estándar, 12 segundos en modos AUTO
Modo de calibración de arco Automático y manual
Longitud de la manga protectora 60mm, 40mm y micro mangas
Almacenamiento de los resultados
del empalme
5000 resultados
Prueba de tensión 2 N
Ampliación de la visualización de
la bra
240 veces
Modo de calentamiento del tubo 20 modos preestablecidos y denibles por el usuario;
ajustable de 0–240 segundos
Modo de atenuador 0,1 a 15dB
Duración de los electrodos 3000 empalmes
Empalmes por carga de batería 360
Tiempo de calentamiento del tubo 36 segundos (normalmente)
Tiempo de calentamiento/
empalme
250 ciclos (calentamiento del empalme/tubo), normalmente
Pantalla LCD de 5,7 pulgadas a color, giratoria
Conectividad RS-232/USB 2.0
Condiciones de funcionamiento 0-5000m (0-16.400ft) sobre el nivel del mar; humedad
relativa de 0 a 95%; -10a50°C (14a122°F): Velocidad
máxima del viento de 15m/s
Condiciones de almacenamiento -20 a 70°C (-4 a 158°F); humedad relativa de 0 a 95%
Suministro de energía Adaptador de CA (100-240VCA) usado en Norteamérica;
batería de litio (6600mAh)
Peso 2,6kg (5,72lb) incluyendo la batería
Medidas (An. x Al. x Pr.) 180 x 160 x 155mm (7,1 x 6,3 x 6,1in)
Conector “Splice-on-Connector” SC, LC, FC y ST
* La pérdida por inserción corresponde al corte y nuevo empalme de bras idénticas.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
39
Sección 5. Resolución de problemas
Causas y soluciones para la pérdida de empalme alta
Síntoma Causa Solución
Excentricidad del núcleo/eje
Polvo en la ranura en V o el
chip de la abrazadera de bra.
Limpie la ranura en V y el chip
de la abrazadera de bra.
Ángulo de núcleo
Polvo en la ranura en V o el
chip de la abrazadera de bra
está dañado.
Limpie la ranura en V y la
bra. Verique el chip de la
abrazadera.
Punta de la bra de mala
calidad.
Verique si la cortadora de
bra está limpia y en buen
estado.
Núcleo separado
Polvo en la ranura en V o el
chip de la abrazadera de bra.
Limpie la ranura en V y el chip
de la abrazadera de bra.
Núcleo curvado
Punta de la bra de mala
calidad.
Verique si la cortadora de
bra está limpia y en buen
estado.
Potencia de prefusión
demasiado baja o tiempo de
prefusión demasiado corto.
Aumente la “Potencia de
prefusión” y/o el “Tiempo de
prefusión”.
Incompatibilidad de MFD
Poder de arco demasiado
bajo.
Aumente el “Poder de arco”
y/o el “Tiempo de arco”.
Combustión
Punta de la bra de mala
calidad.
Verique si la cortadora de
bra está limpia y en buen
estado.
Todavía hay polvo después de
limpiar la bra o aplicar el arco
de limpieza.
Limpie minuciosamente la
bra y/o aumente el “Tiempo
del arco de limpieza”.
Con burbujas
Punta de la bra de mala
calidad.
Verique si la cortadora de
bra está limpia y en buen
estado.
Potencia de prefusión
demasiado baja o tiempo de
prefusión demasiado corto.
Aumente la “Potencia de
prefusión” y/o el ”Tiempo de
prefusión”.
Separación
Relleno de la bra demasiado
pequeño.
Lleve a cabo la “Calibración
del motor”.
La potencia de prefusión es
demasiado alta o el tiempo de
prefusión es demasiado largo.
Disminuya la “Potencia de
prefusión” y/o el “Tiempo de
prefusión”.
continúa en la siguiente página

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
40
Causas y soluciones para la pérdida de empalme alta
(continuación)
Síntoma Causa Solución
Abultada
Demasiado relleno de bra. Disminuya la “Superposición”
y lleve a cabo la “Calibración
del motor”.
Hundida
Poder de arco inadecuado. Lleve a cabo la “Calibración
del arco”.
Algunos parámetros de arco
no son adecuados.
Ajuste la “Potencia de
prefusión”, el “Tiempo
de prefusión” o la
“Superposición”.
Rayada
Algunos parámetros de arco
no son adecuados.
Ajuste la “Potencia de
prefusión”, el “Tiempo
de prefusión” o la
“Superposición”.
Nota: En ocasiones aparece una línea vertical en el punto de empalme cuando se empalman
bras MM o bras distintas (de diferente diámetro). Esto no afecta la calidad del empalme, como
ser la pérdida de empalme o la resistencia a la tracción.
Nota: si el usuario obtiene altas pérdidas de empalme, asegúrese de que la 910FS no se
encuentra en el modo de empalme n.°10, que se utiliza para empalmes de atenuadores.
Cortadora
Si la cortadora no corta, asegúrese de que retiró el recubrimiento acrílico de 250micras al pelar la
bra.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
41
Mensajes de error
Mensaje de error Motivo Solución
¡Fibras izquierda/derecha/
ambas demasiado cerca!
• La punta de la bra está ubicada en la
línea central del electrodo o más allá.
• La longitud de corte (la parte desnuda
de la bra) es demasiado larga.
• Hay polvo o suciedad en la lente
objetivo o en el espejo protector contra
viento.
• Conrmes la posición del extremo de la bra
pelada en la cortadora de bra. Verique la
longitud de corte.
• Cuando haya polvo o suciedad limpie la lente
o el espejo.
¡Fibras izquierda/derecha/
ambas demasiado lejos!
¡Vuelva a colocar las bras
izquierda/derecha!
¡Limpiar las bras
izquierda/derecha!
• Hay polvo o suciedad en la lente
objetivo o en el espejo protector
contraviento.
• El tiempo del “Arco de limpieza” es
demasiado corto o está deshabilitado.
• Se están empalmando bras de núcleo
poco claro en los modos SM o DS.
• El parámetro “Alineamiento” está
ajustado a “Núcleo” para empalmar
bras de núcleo poco claro cuando se
utilizan otros modos de empalme.
• El parámetro “Foco” está ajustado
incorrectamente cuando se utilizan
otros modos de empalme.
• Vuelva a preparar completamente la bra
(pelar, limpiar y cortar).
• Si hay polvo o suciedad limpie la lente o
elespejo.
• Establezca el tiempo del “Arco de limpieza”
en “30ms”. Cuando empalme bras con
recubrimiento de carbono, establezca el
tiempo en “100ms”.
• Utilice en modo MM para empalmar las bras
de núcleo poco claro (es decir, bras MM).
• Ajuste “Lineamiento” en “Revestimiento”
paraempalmar bras poco claras (es decir,
bras MM).
• Establezca el “Foco” en “Borde” para
empalmar las bras de núcleo poco claro
(esdecir, bras MM). Para empalmar bras de
núcleo poco claro, ingrese “Auto” o el valor de
foco correcto.
¡Error de posición X/Y de la
bra izquierda/derecha!
• La bra no está colocada correctamente
en el fondo de la ranura en V. La
posición de la bra está fuera del rango
del foco.
• Hay polvo o suciedad en la supercie de
la bra, lo que provoca un fallo de foco.
• Hay polvo o suciedad en la lente
objetivo o en el espejo protector contra
viento.
• Presione , y vuelva a colocar la bra para
que se asiente correctamente en el fondo de
la ranura en V.
• Si las bras no se ven, utilice la opción “ajuste
de pantalla”. Siga el procedimiento que se
muestra para poder ver toda la bra.
• Vuelva a preparar completamente la bra
(pelar, limpiar y cortar).
• Si hay polvo o suciedad limpie la lente o el
espejo.
¡El motor X/Y está fuera de
rango!
¡La cubierta está abierta! El protector contra viento está abierto
durante la operación de empalme.
Presione
después de cerrar el protector
contra viento.
Error de ángulo de la bra
izquierda/derecha/ambas,
error de forma y limpiar
errores izquierdo y derecho
• Se estableció un “Límite de ángulo de
núcleo” demasiado bajo.
• Hay polvo o suciedad en la ranura en V
o el chip de la abrazadera.
• Punta de bra en mal estado.
• La empalmadora mide el ángulo del núcleo
solo cuando se utilizan otros modos de
empalme. Aumente el “Límite de ángulo de
núcleo” hasta un límite adecuado. (1,0 grados
es estándar).
• Limpie la ranura en V y el chip de la
abrazadera y coloque nuevamente las bras.
Si el error ocurre nuevamente, pele, simple y
corte las bras.
• Verique el estado de la cortadora de bra.
Sila cuchilla está desgastada, gírela a una
nueva posición.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
42
Mensaje de error Motivo Solución
Muestra “Aguardar
descarga…”
Los botones ON/OFF (Encendido/
apagado) se mantienen presionados al
mismo tiempo.
Apagar. Volver a encender.
Componente dañado: teclado. Se debe reemplazar el teclado.
FIBRA_IZQUIERDA_SUCIA
FIBRA_DERECHA_SUCIA
FIBRA_DERECHA/
IZQUIERDA_SUCIA
Las bras están sucias. Limpie la bra y vuelva a cortarla.
Las ranuras en V están sucias. Limpie las ranuras en V.
Las ranuras en V están dañadas. Las ranuras en V se deben reemplazar en
fábrica.
El prensa bras está sucio. Limpie el prensa bras de la 910CL.
Los adaptadores de bra están sucios. Limpie los adaptadores de bra.
Los espejos están sucios. Limpie los espejos.
Las lentes están sucias. Limpie las lentes.
ERROR_VALOR_DE_
ARCO_DERECHO/
IZQUIERDO
Las bras están sucias, superan el límite
del proceso de vericación.
Limpie la bra y vuelva a cortarla.
El ángulo de corte es demasiado grande. Vuelva a cortar las bras para lograr un ángulo
de corte adecuado.
Error al realizar la calibración de arco. Realice la calibración de arco.
Los electrodos están oxidados. Limpie los electrodos o reemplácelos con un par
nuevo.
Las lentes están sucias. Limpie las lentes.
ERROR_AL_EMPUJAR_
LA_FIBRA
Las bras no están en la ranura en V. Reemplace la bra y verique si la misma está
en la ranura en V.
El soporte de la bra no está ajustado. Vuelva a colocar la bra.
Hay tensión inversa sobre la bra. Libere cualquier tensión sobre la bra.
El soporte del adaptador está sucio. Limpie el soporte del adaptador.
EXCENTRICIDAD_DEL_
ARCO_MUY_GRANDE
Error al realizar la calibración de arco. Realice la calibración de arco.
Error en la posición de los electrodos. Compruebe y/o reemplace los electrodos.
Los electrodos están rotos. Reemplace los electrodos.
Los electrodos están oxidados. Reemplace los electrodos.
EXCENTRICIDAD_DE_
LAS_LENTES_MUY_
GRANDE
La bra está más allá del rango de
observación.
Realice un “Ajuste de pantalla” para poder ver
las bras en la pantalla.
CUBIERTA_ABIERTA
cuando el cortaviento está
cerrado
Falta el imán del cortaviento. El imán se debe reemplazar en fábrica.
Noticado para reemplazar
los electrodos
Los electrodos necesitan de calibración o
reemplazo.
Estabilice en los electrodos según el Menú 3;
reemplace los electrodos.
Mensajes de error (continuación)

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
43
Si la pérdida calculada es alta
Motivo Solución
Limpieza insuciente de la bra. La presencia de polvo o suciedad en la supercie de la
bra resulta en demasiada pérdida de empalme y poca
resistencia a la tracción.
• Limpie sucientemente la supercie de la bra.
• No limpie la bra después de cortarla para evitar que haya
polvo en la punta de la bra.
• Evite cualquier contacto con la punta de la bra.
• Presione para realizar una calibración de arco según
lo denido en este manual de instrucciones.
Punta de bra en mal estado.
• Verique el estado de la cortadora de bra. Si la cuchilla
está desgastada, gírela a una nueva posición.
• Conrme el ajuste del “Límite de corte”; se recomienda
2,0° o menos.
Hay polvo o suciedad en la
ranura en V o el chip de la
abrazadera.
La presencia de polvo o suciedad en la ranura en V o el
chip de la abrazadera provoca un movimiento deciente
de la bra durante el ajuste de la misma. Límpielos
periódicamente.
Hay polvo o suciedad en las
lentes o el espejo.
Si hay polvo o suciedad, limpie las lentes o los espejos.
Electrodo en mal estado. Reemplace los electrodos si parecen estar desgastados
(punta redondeada), sucios o doblados.
Poder de arco inadecuado. Calibre el poder de arco mediante la función “calibración
dearco”.
Usar un modo de empalme por
fusión inadecuado.
Seleccione un modo de empalme por fusión adecuado para
las bras que empalmará.
Se estableció un “Límite de
pérdida” demasiado bajo.
Aumente el “Límite de pérdida” hasta un límite adecuado.
Las bras se empalmaron
después que el error fuera
cancelado.
Seleccione el modo de empalme por fusión apropiado entre
los Otros modos.
Parámetros de arco inadecuados
en otros modos de empalme por
fusión.
Conrme que los parámetros de arco sean los adecuados
para empalmar las bras.
Parámetros de cálculo
inadecuados en el Otro modo.
Conrme que los parámetros de cálculo sean los adecuados
para calcular la pérdida. La función de incompatibilidad
MFD no funciona en ciertos tipos de bras especiales.
En estos casos, ajuste la “Incompatibilidad MFD” en
DESHABILITADA.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
44
Apéndice A. Limpieza de la empalmadora por
fusión910FS
Precauciones a limpiar la 910FS y la 910CL
• Apague la empalmadora.
• Utilice solamente hisopos de algodón sin pelusa.
• Utilice solamente alcohol isopropílico puro al 99% o un sustituto aprobado.
• No toque los electrodos.
• Nunca utilice aire comprimido.
• Utilice el cepillo de limpieza solamente para limpiar los residuos del área de trabajo en
general, nunca en las lentes, las ranuras en V o los espejos.
Cómo limpiar las ranuras en V (se recomienda hacerlo diariamente)
Consulte la Figura 1.
Limpie el fondo de la ranura en V con un hisopo de algodón sin pelusa empapado con alcohol
isopropílico. Quite el exceso de alcohol de la ranura en V con un hisopo de algodón sin pelusa
seco y limpio.
Ranuras
en V
Hisopo de
limpieza
Ranuras
en V
Fibra
cortada
Figura 1 Figura 2
Si no se pueden eliminar las impurezas de la ranura encubre con un hisopo de algodón sin pelusa
empapado con alcohol, utilice la punta de una bra cortada para retirar las impurezas del fondo
de la ranura en V. Consulte la Figura 2. Repita el proceso de limpieza de las ranuras en V como
muestra la Figura 1.
Cómo limpiar las abrazadera de fibra V
(se recomienda hacerlo diariamente)
Consulte la Figura 3.
Si la abrazadera presenta impurezas, es posible que no ocurra una sujeción apropiada, lo
que provocará empalmes de baja calidad. Las abrazaderas de bra se deben inspeccionar
con frecuencia y limpiar periódicamente durante el funcionamiento normal. Para limpiar las
abrazaderas de bra, haga lo siguiente:
Limpie la supercie de las abrazaderas con un hisopo de algodón sin pelusa empapado con
alcohol. Quite el exceso de alcohol de las abrazaderas con un hisopo de algodón sin pelusa seco
y limpio.

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
45
Como limpiar el espejo del protector contra viento
(se recomienda hacerlo diariamente)
Consulte la Figura 3.
Si los espejos del protector contra viento se ensucian, la posición del núcleo de la bra podría
ser la incorrecta debido a una disminución de la claridad del trayecto óptico, lo que provoca una
pérdida de empalme mayor. Para limpiar los espejos, haga lo siguiente.
• Limpie la supercie del espejo con un hisopo de algodón sin pelusa delgado empapado con
alcohol. Quite el exceso de alcohol del espejo con un hisopo de algodón sin pelusa seco
ylimpio.
• El espejo se debe ver limpio, sin rayas y manchas.
Abrazaderas
de fibra
Espejos del
protector contra viento
Figura 3
Como limpiar las lentes objetivo (recomienda hacerlo semanalmente)
Consulte la Figura 4.
Si la supercie de las lentes objetivos se ensucia, la observación normal de la posición del núcleo
puede ser incorrecta, lo que provocará una pérdida de empalme mayor o un funcionamiento
deciente de la empalmadora. Por lo tanto, debe limpiar ambas lentes a intervalos regulares.
Delo contrario, se podría acumular suciedad y volverse imposible de quitar. Para limpiar las lentes
objetivo, haga lo siguiente:
• Antes de limpiar las lentes objetivo, siempre debe apagar la empalmadora.
• Limpie suavemente la supercie (eje X y eje Y) de las lentes con un hisopo de algodón sin
pelusa seco. Utilizando el hisopo, empiece en el centro de la lente y mueva en hisopo en
forma de espiral hacia el borde externo de la supercie de las lentes.
• La supercie de la lente debe estar limpia y sin rayas ni manchas.
• Encienda el equipo y asegúrese que no se vean manchas ni rayas en la pantalla del monitor.
Presione X/Y para cambiar la pantalla y compruebe el estado de la supercie de las lentes en
las pantallas X e Y.
Lentes objetivo
Figura 4

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
46
NOTA:
• No toque los electrodos cuando realice la limpieza.
• Se recomienda limpiar las lentes objetivo cuando al reemplazar los electrodos.
Cómo limpiar los electrodos
1. Inserte la punta del electrodo en el oricio del pulidor de electrodos y gire el electrodo
consuavidad.
2. Limpie los electrodos con alcohol isopropílico (IPA) puro al 99%. No toque la supercie de
los electrodos con los dedos.
3. Vuelva a instalar los electrodos en la empalmadora.
4. Realice una calibración de arco para calibrar la potencia de los electrodos.
Limpieza general de la empalmadora por fusión
(se recomienda hacerlo diariamente)
• Utilice el cepillo de limpieza solamente para limpiar los residuos del área de trabajo en
general, nunca en las lentes, las ranuras en V o los espejos.
• Limpie de forma periódica los adaptadores de bras con alcohol isopropílico y un hisopo
de algodón sin pelusa. Nunca toque el área de las abrazaderas de bra de los adaptadores
debra.
Cómo limpiar la cortadora 910CL (se recomienda hacerlo diariamente)
Consulte la Figura 5.
Si se ensucian la cuchilla circular o las almohadillas de la abrazadera de la cortadora de bra,
podría degradarse la calidad del corte. Esto puede provocar la contaminación de la supercie
con la punta de la bra, lo que resultaría en una mayor pérdida de empalme. Limpie la cuchilla de
corte circular y las almohadillas de la abrazadera con un hisopo de algodón sin pelusa mojado
con alcohol isopropílico.
Cuchilla
de corte
Abrazaderas
de fibra (5)
Figura 5

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
47
Apéndice B. Práctica del empalme por fusión
Precauciones generales
• Consulte el manual del usuario de la 910FS y la 910CL.
• Limpie todos los conectores antes de realizar una conexión.
Se recomienda enfáticamente que los nuevos usuarios de la 910FS utilicen el perfil de
empalme por fusión del modo AUTO hasta que sean hábiles en el empalme por fusión.
Como verificar la calidad del empalme por fusión de
la910FS
El usuario debe practicar el empalme por fusión con el tipo de bra que utilizará en la instalación
antes de intentar empalmar las bras en esas instalaciones.
Se debe utilizar el siguiente procedimiento para practicar el empalme por fusión de los cables de
bra:
1. Identique el tipo de bra de campo consultando la hoja de datos del fabricante de la bra.
2. Obtenga una bra con una longitud aproximada de 10m (igual que la bra de campo).
3. Determine si este tipo de bra tiene un perl de empalme por fusión preprogramado en la
910FS. Utilice este perl para realizar el empalme.
4. Si no existe un perl de empalme que coincida exactamente, utilice el perl de empalme del
modo AUTO.
5. Empalme a un extremo de la bra de 10m una bra de acoplamiento con un conector
adecuado para su emisor/medidor de potencia de una bra parecida.
6. Empalme al otro extremo de la bra de 10m una bra de acoplamiento con un conector
adecuado para su emisor/medidor de potencia de una bra parecida.
7. Conecte un emisor láser (SM) o LED (MM) a un extremo de la bra y un medidor de potencia
al otro extremo de la bra. Consulte la Figura 1.
8. Ponga a cero el medidor de potencia. Consulte la Figura 2.
9. Corte la pieza de 10m de bra por la mitad y vuelva a empalmarla por fusión. La lectura del
medidor de potencia debe ser de 0dB MÁS 2 veces la pérdida empalme.
10. El técnico de empalme debe repetir el paso 9 hasta que pueda preparar empalmes conables
utilizando la bra deseada.
On/Off
(Encendido/
apagado)
(Encendido/
apagado)
1
st
λ 2
nd
λ
Emisor óptico
On/Off
λ dB/dBm
Emisor óptico
EMPALME EMPALME
10 metros de
bra de prueba
On/Off
1
st
λ 2
nd
λ
Emisor óptico
(Encendido/
apagado)
(Encendido/
apagado)
On/Off
λ dB/dBm
0 dB
EMPALME EMPALME
10 metros de
bra de prueba
Figura 1 Figura 2

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
48
Empalme de prueba con conectores
“Splice-on-Connectors” (SOC)
La 910FS puede empalmar por fusión SOC utilizando adaptadores SOC universales. Antes de
realizar el empalme, asegúrese de seleccionar el SOC correcto para que coincida con las bras de
campo.
Se debe utilizar el siguiente procedimiento para practicar el empalme por fusión con SOC:
1. Identique el tipo de bra de campo consultando la hoja de datos del fabricante de la bra.
2. Obtenga un “cable de conexión de bra” con el mismo tipo de bra y conector que el SOC
que se utilizará.
3. Conecte un emisor láser (SM) o LED (MM) a un extremo de la bra y un medidor de potencia
al otro extremo de la bra. Consulte la Figura 3.
4. Ponga a cero el medidor de potencia. Consulte la Figura 4.
5. Obtenga una bra con una longitud aproximada de 10m (igual que la bra de campo).
6. Determine si este tipo de bra tiene un perl de empalme por fusión preprogramado en la
910FS. Utilice este perl para realizar el empalme.
7. Si no existe un perl de empalme que coincida exactamente, utilice el perl de empalme del
modo AUTO.
8. Empalme un SOC a cada extremo de la bra. Esto se denominará el “cable de conexión
empalmado con SOC”.
9. Reemplace el “cable de conexión de bra” con el “cable de conexión empalmado con SOC”.
La lectura del medidor de potencia debe ser de 0dB MÁS 2 veces la pérdida empalme.
Consulte la Figura 5.
10. El técnico de empalme debe repetir los pasos 8 y 9 hasta que pueda preparar empalmes
conables utilizando el SOC.
Cable de conexión
de bra
On/Off
1
st
λ 2
nd
λ
Emisor óptico
On/Off
λ dB/dBm
Medidor de
potencia
(Encendido/
apagado)
(Encendido/
apagado)
Cable de conexión
de bra
On/Off
1
st
λ 2
nd
λ
Emisor óptico
(Encendido/
apagado)
(Encendido/
apagado)
On/Off
λ dB/dBm
0 dB
Figura 3 Figura 4
On/Off
1
st
λ 2
nd
λ
Emisor óptico
On/Off
λ dB/dBm
SOC
SOC
Cable de conexión
SOC empalmado
0 dB
(Encendido/
apagado)
(Encendido/
apagado)
Figura 5

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
49
Apéndice C. Conectores “Splice-on-Connectors” de Greenlee
Nota: este conector “Splice-on-Connector” es compatible con bra óptica de 900µm.
El conector “Splice-on-Connector” de Greenlee contiene
los siguientes elementos:
A. (1) Mango, cada kit contiene una cantidad limitada
B. (1) Cubierta exterior (solo del tipo SC)
C. (1) Fibra de acoplamiento en el conector “Splice-on-Connector” (SOC) con protector de corte
y manga de alineamiento de bra
D. (1) Mini manga protectora de empalme de 27mm
E. (1) Prensacable universal
F. (1) Herramienta de colocación de bra (no aparece en la imagen)
Nota: si la manga de alineamiento de bra se ha separado del cuerpo del SOC, no intente volver a
instalarla; deséchela.
A B C D E
Preparación del cable
Deslice el prensacable de 900μm y luego la mini manga protectora de empalme de 27mm sobre
la bra de campo de 900μm. Utilice la 910CL para cortar la bra de campo. Inserte el adaptador
de bra con la bra cortada en el lado izquierdo de la empalmadora por fusión 910FS. Asegúrese
de unir a tope el refuerzo de 900µm con el borde del adaptador de bra. Esto garantizará que la
mini manga protectora de empalme se adhiera a ambos lados del refuerzo de 900µm.
Instalación
1. Deshabilite la “Prueba de tensión” en la empalmadora por fusión.
2. Retire del conector la tapa contra el polvo que trae de fábrica.
Nota: en este punto puede colocar la capa contra polvo extendida, si así lo desea, para
facilitar la transferencia del conector. NO DEJE LA TAPA CONTRA EL POLVO EXTENDIDA
SOBRE EL CONECTOR, DENTRO DE LA EMPALMADORA POR FUSIÓN.
3. Mientras sujeta rmemente el conector, tire del protector de corte para sacarlo del conector
(Figura 1).
Nota: no toque el cabo de bra cortada con el protector o los dedos ya que podría dañar el
corte de fábrica.
Figura 1

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
50
4. Inserte el conector en el soporte de conector “Splice-on-Connectors” universal de forma que
el extremo posterior del conector quede al mismo nivel del extremo del soporte (Figuras 2-5).
Una vez que esté alineado apropiadamente, el conector debe encajar cómodamente en el
soporte sin necesidad de aplicar fuerza.
Figura 2 (SC) Figura 3 (FC) Figura 4 (LC) Figura 5 (ST)
5. Inserte el soporte en el lado derecho de la empalmadora (Figura 6), asegurándose de
que el cabo de la bra se asiente apropiadamente en el bloque de la ranura en V de la
empalmadora. Puede utilizar la herramienta de colocación de bra para alinear la bra en la
ranura en V. En el caso de la bra para los conectores “Splice-on-Connectors” FC y ST la
misma debe estar asentada en el extremo de la ranura para bras en la ranura en V. Se puede
utilizar la herramienta de colocación de bra para alinear la bra con la ranura en V. Para
lograr esto, es posible que también sea necesario girar la bra y/o el conector. Además, es
posible que también deba torcer ligeramente el adaptador de bra FC/ST para asegurarse de
que la bra se encuentra alineada con la ranura en V.
Nota: Asegúrese
de que el borde
del refuerzo de
900micras encontrar
parejo con el borde del
adaptador de fibra de
900micras.
Nota: Retire la tapa
contra el polvo
extendida antes de
iniciar el empalme
por fusión.
Figura 6
6. Realice el empalme por fusión según se describe en las instrucciones del fabricante de la
empalmadora por fusión.
7. Una vez completado el ciclo de empalme por fusión, retire el conector de la empalmadora y
deslice el protector hacia arriba hasta cubrir el empalme. Asegúrese de que el protector del
empalme está colocado contra el cuerpo del conector.
Nota: ahora puede colocar la tapa extendida en su lugar para facilitar la transferencia al horno
para protector de empalme.
8. Transera el empalme al horno de calentamiento para empalmes se encuentra del lado
derecho (Figura 7). Verique que la posición del protector de empalme se encuentra a tope
contra la porción metálica del conector “Splice-on Connector”. Utilice el modo n.°1 del horno
de 60mm por el centro y los bordes desactivados. Presione el botón HEAT (CALENTAR) para
ejecutar el ciclo de contracción.
9. Verique que el protector de empalme se haya contraído completamente sobre la bra para
evitar que el extremo se enganche en el prensacable. Si el protector de empalme no se
contrajo completamente, vuelva a colocarlo en el horno para protector que inicia un segundo
ciclo de calentamiento.
Nota: asegúrese de que el protector de empalme se haya enfriado por completo antes de
volver a colocar el prensacable en su lugar. En el caso de conectores SC, instale la cubierta
exterior al conector, asegurándose de alinear las esquinas el ángulo de la cubierta interior en
relación con las de la cubierta exterior (Figura 8).

Empalmadora 910FS
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 EE. UU. • 815-397-7070
51
Figura 7 Figura 8
Tabla de compatibilidad
El adaptador SOC de Greenlee permite utilizar el SOC de 900micras de Greenlee con empalmadoras de la competencia.
Fabricante AFL Sumitomo Fitel INNO FIS
Modelo FSM11 (S/M) FSM-17S FSM-18S Tipo 25e (U/S/M) S122(A/C/M/) IFS10 CA3
FSM-19S Tipo 39FH S121 (A/M) IFS15
FSM-60(S/R) Tipo 46 S123 (C/M)
FSM-70(S/R) Tipo 66 S153
Quantum (Q101-CA) S178A
SOC TOOLS™ compatible
confibras
Todas las
versiones
Solo SC y LC Solo SC, LC y ST Todas las
versiones
Todas las
versiones
Todas las
versiones
Todas las
versiones
Adaptador SOC de Greenlee 52075260 52075260 52075260 52075282 52075281 52075283 52075284
Visite www.greenleecommunications.com para obtener una lista de compatibilidad actualizada y ver un video demostrativo de SOC.

4455 Boeing Drive • Rockford, IL 61109-2988 • EE. UU. • 815-397-7070
Una compañía ISO 9001 •
Greenlee Textron Inc. es una empresa subsidiaria de Textron Inc.
EE. UU. Teléfono: 800-435-0786
Fax: 800-451-2632
Canadá Teléfono: 800-435-0786
Fax: 800-524-2853
Internacional Teléfono: +1-815-397-7070
Fax: +1-815-397-9247
www.greenlee.com
Garantía
Greenlee Textron Inc. garantiza al comprador original de estos
bienes para su uso que los productos estarán libres de defectos de
materiales y fabricación durante un año. Esta garantía está sujeta
a los mismos términos y condiciones contenidos en la garantía
estándar limitada de un año de Greenlee Textron Inc.
Para todas las reparaciones de instrumentos de pruebas,
comuníquese con el servicio al cliente al 800-642-2155 o
760-598-8900 y solicite una autorización de devolución.
Para los artículos que no están cubiertos por la garantía (tales como
artículos dañados, maltratados, etc.), se dispone de una cotización
a solicitud de precios de reparación.
Nota: Antes de devolver cualquier instrumento de prueba, revise
las baterías reemplazables o asegúrese de que la batería esté
totalmente cargada.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
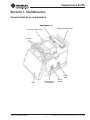 9
9
-
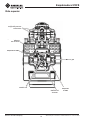 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Documentos relacionados
-
Greenlee 910CL Manual de usuario
-
-
Textron Greenlee GATOR LS50L2 Manual de usuario
-
-
-
-
-
-
-
Otros documentos
-
DeLOCK 90515 Ficha de datos
-
Edision Mechanical splicer Manual de usuario
-
Edision 2324 Precision Stripper Manual de usuario
-
Promax PROLITE-41 Manual de usuario
-
Watts Couplings RFCF Blueline FRPP Guía de instalación
-
-
-
Trendnet TC-FST Ficha de datos