BrassCraft G23305X C1 Guía de instalación
- Categoría
- Artículos sanitarios
- Tipo
- Guía de instalación
Este manual también es adecuado para

FLANGE
Campana
FLUX
Pasta
fundente
BRASS WASHER
Rondana de latón
STEM ASSEMBLY / Cartucho
SOLDER
Soldadura
BONNET NUT
Tuerca de capuchón
SOLDER
Soldadura
STUB OUT
Caño de alimentación
RUBBER BIBB WASHER
Arandela de goma
tipo babero
PIPE NIPPLE
Tubo roscado
VALVE / Llave de paso
THREAD SEALANT / Selladora de rosca
COPPER TUBE / Tubo de cobre
COMPRESSION NUT / Tuerca de compresión
SLEEVE / Manga
VALVE / Llave de paso
PEX TUBE
Tubo de PEX
TUBE INSERT (IF NEEDED) / Inserto para tubería
COMPRESSION NUT / Tuerca de compresión
SLEEVE / Manga
VALVE / Llave de paso
Water Supply Stops
INSTALLATION INSTRUCTIONS
Llaves de Control / INSTRUCCIONES DE INSTALACIÓN
Read All Instructions Carefully Before Beginning Installation.
Lea cuidadosamente las instrucciones antes de instalar.
CAUTION: FOR USE WITH WATER IN ACCESSIBLE LOCATIONS ONLY.
CAUTION:
DO NOT SWEAT WITHIN 12 INCHES OF A G2 1/4 TURN VALVE.
CAUTION: FRACTURES CAN DEVELOP OVER TIME IF USED WITH CONNECTORS
USING A SOLID BRASS CONE DESIGN
Manufacturer assumes no responsibility for failure due to improper installation.
GENERAL INSTRUCTIONS:
• Be sure stub out and riser are square, round and free of burrs.
• Overtightening can cause product to crack and fail over time. See more detailed
instructions below:
CUIDADO: PARA USAR CON AGUA, EN LUGARES ACCESIBLES ÚNICAMENTE.
CUIDADO: NO REALIZAR UNIONES DENTRO DE LAS 12 PULGADAS DE LA
VÁLVULA A G2 DE 1/4 DE VUELTA.
CUIDADO: SI UTILIZA TUBOS DE ABASTO CON UN DISEÑO DE CONO SÓLIDO
DE LATÓN, FRACTURAS PODRÍAN APARECER CON EL TIEMPO.
El fabricante no asume ninguna responsabilidad por fallas causadas por una
instalación inapropiada.
INSTRUCCIONES GENERALES:
• Asegúrese de que el tube de abasto exible y la salida del tubo estén parejos, planos
y libres de rebaba.
• El ajustarlo de más puede hacer que el producto se sure y falle con el tiempo.
Vea las instrucciones más detalladas a continuación:
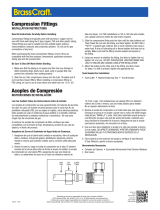
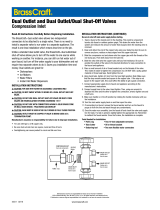
COPPER COMPRESSION INLET
Be sure to shut off water before starting.
For use with type L or M copper only.
1. Place compression nut and sleeve
onto copper tube.
2. Insert valve inlet onto copper tube
until tube bottoms out.
3. A drop of oil or thread sealant will
make tightening easier.
4. If using a drop of oil or thread sealant,
be sure that threads are clean of any debris and that sealant is also free of any
metal debris. DO NOT USE a “PUTTY” or gasket type material.
5. Tighten 1/2 turn after nut begins to take hold or “bite”.
6.
For riser tube installation, see that section.
Tools Needed for Installation: • Wrench
ENTRADA Y SALIDA DE COMPRESIÓN
Asegúrese de cerrar el agua antes de empezar.
Para usar en cobre L o M únicamente.
1. Coloque la tuerca de compresión (compression nut) y el barril (sleeve) en el tubo de
cobre (copper tube).
2. Inserte la entrada de la llave de paso (copper compression valve inlet) en el tubo
de cobre hasta el fondo.
3. Agregue una gota de aceite o sellador de roscas en las roscas para facilitar el ajuste.
4. Si usa una gota de aceite o sellador de roscas, verique que no tenga ningún
contaminante y que el sellador no tenga ningún resto de metal. NO USE “MASILLA”
u otro material como sello.
5. Ajustar 1/2 vuelta a partir de que la tuerca comience a apretar.
6. Para la instalación del tubo elevador, ver esa sección.
Herramientas Necesarias: • Llave
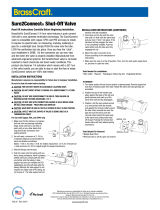
PEX COMPRESSION INLET
Be sure to shut off water before starting.
NOTE: On 3/8" OD and smaller, use plastic compression sleeve.
On larger than 3/8" OD, use brass compression sleeve w/stainless steel tube insert.
1. Place compression nut and correct
sleeve on riser.
2. Cut the riser tube to length so it
bottoms out in the valve.
3. Insert the tube support in the riser
if required.
4. Insert the riser tube into the valve
until it bottoms out.
5. Hand tighten nut, then additional
1-1/2 to 2-1/2 turns with wrench.
Tools Needed for Installation: • Wrench
ENTRADA PEX COMPRESIÓN
Asegúrese de cerrar el suministro de agua antes de empezar.
NOTA: En conexiones de 3/8" DE o mas pequeñas, use la manga de compresión de
plástico. En conexiones mas grandes de 3/8" DE, use la manga de compresión
de latón con inserto de acero inoxidable.
1. Coloque la tuerca de compresión y manga correctas en el tubo de abasto.
2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula.
3. Inserte el tubo de soporte en el tubo de abasto si es necesario.
4. Inserte el tubo de abasto hasta el fondo de la válvula.
5. Apriete la tuerca con la mano y luego dele 1 ½ a 2 ½ vueltas con una llave.
Herramientas Necesarias: • Llave
FEMALE IRON PIPE (FIP INLET)
Be sure to shut off water before starting.
1. Apply thread sealant to pipe nipple. Thread valve onto pipe. Wrench tighten.
Make sure outlet is positioned correctly.
Tools Needed for Installation:
• Thread sealant • Wrench
ENTRADA CON ROSCA HEMBRA
Asegúrese de cerrar el agua antes
de empezar.
1. Aplique selladora de rosca, a las
roscas del tubo (pipe). Atornille la llave de paso (valve) en el tubo. Apriete con llave.
Asegúrese de alinear la salida (valve outlet) correctamente.
Herramientas Necesarias: • Sellador de rosca • Llave
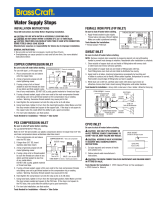
SWEAT INLET
Be sure to shut off water before starting.
NOTE:
Remove complete stem assembly by loosening bonnet nut and unthreading handle to
prevent heat damage to washers. Reassemble after installation is complete.
1. Clean outside of copper stub out and inside of tting/valve with emery cloth
or steel wool and remove all loose particles.
2. Coat outside of copper stub out and inside of tting/valve with ux.
Push tting/valve over stub out and rotate to distribute ux evenly.
3. Apply heat to all sides, checking temperature occasionally by touching end
of solder to surface (not to ame). When solder liquees, temperature is correct.
Feed solder around edge of tting/valve as heat is applied.
4. While stub out is still hot, carefully wipe valve with damp rag to leave an
attractive chrome-like nish. Avoid moving tting/valve until solder hardens.
Tools Needed for Installation: • Emery cloth or steel wool • Flux • Solder • Wrench
• Damp rag
ENTRADA PARA SOLDADURA
Asegúrese de cerrar el agua antes de empezar.
NOTA: Retire completamente el ensamble del vástago aoqando la tuerca del
capuchón y destornillando la manija para prevenir que el calor dañe los
empaques. Vuelva a ensamblar cuando termine su instalación.
1. Limpie el exterior de la salida de cobre y el interior de la llave de
paso/conector con tela de lija ó bra de acero, y retire el polvo.
2. Cubra el exterior de la salida y el interior del conector/llave de paso con pasta
fundente. Gire las piezas para distribuir el fundente uniformente por toda la supercie.
3. Caliente el tubo por todos lados revisando la temperatura ocasionalmente
haciendo contacto con las piezas (no con la ama). La temperatura correcta será
cuando la soldadura se derrita al contacto con la pieza no con la ama. Aplique
soldadura a la unión entre el borde del conector y el tubo mientras calienta.
4. Antes de conectar la llave de paso a la salida de cobre, limpiela ligeramente
con soldadura para darle un ligero acabado cromado. Evite mover el conector
hasta que se entrie y endurezca.
Herramientas Necesarias: • Tela de lija ó bra de acero • Pasta fundente
• Soldadura • Llave • Trapo húmedo

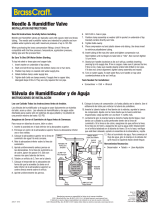
VALVE SOCKET
Entrada de la llave de paso
CPVC PIPE
Tubo de CPVC
DEPTH MARKING
Mcra de profundidad
TUBE INSERT
Inserto para tubería
LOCKING CLIP / Clip de retención
TUBE
Tubo
REMOVAL
FLANGE
Campana para remover
CRIMP RING
Anillo de presión
BARBED INLET
Entrada tipo espiga
PEX TUBE
Tubo de PEX
VALVE
Llave de paso
TO CUT COPPER
Al cobre cortado
TO CUT PEX & CPVC
Al PEX o CPVC cortado
PUSHCONNECT INLET
• For use with Copper, PEX and CPVC
• For use with water in exposed locations only.
Be sure to shut off water before starting.
INSTALLATION
1. Cut Copper, PEX or CPVC tube square, round
and free of burrs. If sharp edges are not
removed, connection may leak. Make sure
stub-out length will accommodate depth of
stop and ange.
2. Mark tube 1-1/8" from end. Push valve onto
tube as far as possible, at least to line marking
on tube is reached. Tube insert will self align
in tubing.
REMOVAL
1. With water pressure off and system
depressurized, be sure to remove supply line
and drain any remaining water from tube.
2. Remove locking clip.
3. Position stop rmly in palm as shown.
With two ngers, depress
removal ange back
towards stop and pull from tubing.
4. Before re-installing
stop, insert locking clip
between removal ange and stop body.
CAUTION:
• FAILURE TO PUSH VALVE TO MARK MAY RESULT IN A LEAK.
• DO NOT USE ANY PLUMBER’S PUTTY, PIPE THREAD TAPE, OR OTHER SEALANT TO
CONNECT VALVE.
• IF G2 1/4 TURN VALVE INSTALLATION, DO NOT SWEAT WITHIN 12 INCHES OF THE VALVE.
• ONLY INSERT COPPER, PEX OR CPVC TUBING INTO THE VALVE.
• DO NOT ATTEMPT TO REMOVE TUBE SUPPORT.
ENTRADA CON CONEXIÓN A PRESIÓN
• Para usar con cobre, PEX y CPVC
•
Para usar con agua, en lugares expuestos únicamente.
Asegúrese de cerrar el agua antes de empezar.
INSTALACIÓN
1. Corte el tubo de cobre, PEX o CPVC a escuadra, redondo y sin rebaba. Si no remueve los
bordes losos, la conexión puede llegar a perder. Verique que la longitud de la toma se
adapte a la profundidad del tope y del reborde.
2.
Haga una marca en el tubo a 1-1/8" desde el extremo. Empuje la válvula sobre el
tubo todo lo que pueda, por lo menos hasta llegar a la marca en el tubo. El inserto
del tubo quedará automáticamente alineado con el tubo.
REMOCIÓN
1. Sin alimentación de agua y con el sistema despresurizado, asegúrese de remover la línea de
alimentación y drenar todo el agua restante del tubo.
2. Remueva el gancho de traba.
3. Coloque el tope rmemente en su palma como se indica, presione el reborde con dos dedos
hacia atrás contra el tope y jale del tubo.
4.
Antes de volver a instalar el tope, inserte el gancho de traba entre el reborde y el cuerpo del tope
.
CUIDADO
:
• EL NO EMPUJAR LA VÁLVULA HASTA LA MARCA PUEDE LLEGAR A PROVOCAR PÉRDIDAS.
• NO USE NINGUNA MASILLA DE PLOMERÍA, CINTA PARA ROSCA DE CAÑOS U OTRO
SELLADOR PARA CONECTAR LA VÁLVULA.
• SI UNA LLAVE DE PASO G2 DE 1/4 DE VUELTA ES INSTALADA; NO SOLDE A MENOS DE 12
PULGADAS DE LA VÁLVULA.
• INSERTE ÚNICAMENTE TUBERÍAS DE COBRE, PEX O CPVC DENTRO DE LA VÁLVULA.
•
NO INTENTE REMOVER EL SOPORTE DEL TUBO.
CPVC INLET
Be sure to shut off water before starting.
CAUTION: USE ONLY CPVC CEMENT OR
AN ALL-PURPOSE CEMENT CONFORMING TO
ASTM F-493 OR JOINT FAILURE MAY RESULT.
CAUTION: ASSEMBLE VALVE ACCORDING
TO SOLVENT WELD MANUFACTURER’S
INSTRUCTIONS.
1. Cut pipe squarely and remove all inside
and outside burrs.
2. Follow solvent weld manufacturer’s instructions.
CAUTION: TOO MUCH CEMENT CAN CLOG WATERWAYS AND WEAKEN INSERT IN
FITTING OR VALVE.
Tools Needed for Installation: • CPVC Cleaner/Primer (or ne sandpaper)
• CPVC Cement • Wrench
ENTRADA PARA TUBO PVC
Asegúrese de cerrar el agua antes de empezar.
CUIDADO:
USE ÚNICAMENTE CEMENTO PARA PVC O UN CEMENTO MULTIPROPÓSITO
QUE CUMPLA CON ASTM F-493 O PODRÍA CAUSAR UNA FALLA EN LA UNIÓN.
CUIDADO:
ARME LA VÁLVULA SIGUIENDO LAS INSTRUCCIONES DEL
FABRICANTE DEL SOLVENTE PARA SOLDADURA.
1. Corte el tubo recto y retire todas las rebabas interiores y exteriores con una lija.
2. Siga las instrucciones del fabricante del solvente para soldar.
CUIDADO: SI APLICA DEMASIADO CEMENTO PUEDE BLOQUEAR EL PASO DEL
AGUA Y EVITAR EL BUEN FUNCIONAMIENTO DE LA LLAVE DE PASO.
Herramientas Necesarias: • Limpiador de tubo PVC (o lija na)
• Cemento para tubo PVC • Llave
BARBED PEX INLET
Be sure to shut off water before starting.
CAUTION: ASSEMBLE VALVE
ACCORDING TO CRIMP TOOL
MANUFACTURER’S
INSTRUCTIONS.
1. Cut PEX tube so the end is
square and round.
2. Slide crimp ring over PEX tube.
3. Insert valve barb inlet into PEX tube
completely until tube stops at
valve body.
4. Position crimp ring over barb area
and follow crimp tool manufacturer’s
instructions to secure.
Tools Needed for Installation: • Tube Cutter • Crimp Tool • PEX Crimp Gauge
ENTRADA DE MANGA PEX
Asegúrese de cerrar el suministro de agua antes de empezar.
CUIDADO: ARME LA VÁLVULA SIGUIENDO LAS INSTRUCCIONES DEL
FABRICANTE DE LA HERRAMIENTA DE COMPRESIÓN.
1. Corte el tubo PEX en linea recta y limpie los escombros.
2. Deslize el anillo de presión sobre el tubo PEX.
3. Inserte la entrada de la válvula tipo manga al tubo PEX, hasta el fondo,
para que llegue al cuerpo de la válvula.
4. Posicione el anillo de presión y aprietelo siguiendo las instrucciones del fabricante
de la herramienta de apretar.
Herramientas Necesarias: • Cortador para Tubo • Herramienta para Encrespar
• Calibrador para PEX

SLIP-JOINT NUT
Tuerca de junta
deslizable
FRICTION RING
Anillo de fricción
VALVE OUTLET
Salida de la llave
de paso
CONE
WASHER
Rondana
cónica
VALVE
Llave de paso
BRASS
SLEEVE
Manga de latón
COPPER
TUBE
Tubo de
cobre
COMPRESSION NUT
Tuerca de
compresión
VALVE OUTLET
Salida de la llave
de paso
VALVE
Llave de paso
COMPRESSION
SLEEVE
Manga de
compresión
PEX TUBE
Tubo de PEX
TUBE INSERT
(IF NEEDED)
Inserto para tubería
COMPRESSION
NUT
Tuerca de
compresión
VALVE OUTLET
Salida de la llave
de paso
VALVE
Llave de paso
FLEXIBLE
RISER
Conector exible
COMPRESSION NUT
Tuerca de compresión
VALVE OUTLET
Salida de la llave
de paso
VALVE
Llave de paso
SLIP-JOINT OUTLET
Be sure to shut off water before starting.
NOTE: Do not use pipe compound on
slip-joint threads.
1. Be sure tube is not attened
out-of-round and all burrs are
removed. If tube is oval or
out-of-round, do not rely on the nut
to correct. Bring into shape before
tightening nut. Replace tube if it
is grooved, pocked or scarred
as abrasions prevent a good seal.
2. Slide slip-joint nut, friction ring and
cone washer onto tube.
3. Be sure tube is lined up with valve
so it enters straight and “bottoms”
true. If cocked or tilted, nut will not
seat properly and could eventually
develop a leak.
4. Tighten nut, wrench tighten. DO NOT OVERTIGHTEN. Use tape to protect the nish.
5. Turn on main water supply. Turn on valve counterclockwise. If slip-joint nut leaks,
turn off water supply. Back off (loosen) nut completely, realign and retighten.
DO NOT OVERTIGHTEN as this could lead to future failure.
Tools Needed for Installation: • Wrench • Protective tape
• Sandpaper or le (if necessary)
SALIDA CON TUERCA DE COMPRESIÓN
Asegúrese de cerrar el agua antes de empezar.
NOTA: NO utilice sellador en pasta en estas roscas.
1. Cierre el suministro de agua. Asegúrese de que el tubo no esté abollado y esté
completamente redondo y retire todas las rebabas. Si el tubo no está redondo ó
está ovalado, no tomará su forma al enroscar la tuerca y podrá tener fugas. Dele
forma antes de apretar la tuerca. (Cambie el tubo si está abollado ó maltratado,
pues esto evitaría un buen sellado).
2. Deslice la tuerca de compresión, el anillo de fricción y el empaque cónico en el tubo.
3.
Asegúrese de que el tubo esté alineado con la llave de paso para que entre derecho
y hasta el fondo. Si está abollado, la tuerca no asentará adecuadamente y
podría ocasionar goteras.
4. Apriete la tuerca con una llave. NO APRIETE DEMASIADO. Utilice cinta protectora
para proteger el acabado.
5. Abra el suministro de agua. Abra la llave de paso en sentido contrario a las
manecillas del reloj. Si la tuerca de compresión gotea, cierre el suministro de
agua. Aoje la tuerca completamente, vuelva a alinear las piezas y apriete
nuevamente. NO APRIETE DEMASIADO pues podría ocasionar fallas posteriores.
Herramientas Necesarias: • Llave • Cinta protectora • Liva o la (si es necesario)
FLEXIBLE NUT X NUT
RISER
Be sure to shut off water before
starting.
1. Follow exible riser manufacturer’s
instructions.
TUBO DE ABASTO FLEXIBLE
TUERCA X TUERCA
Asegúrese de cerrar el suministro
de agua antes de empezar.
1. Siga las instrucciones del fabricante
del tubo de abasto exible.
COPPER COMPRESSION OUTLET
Be sure to shut off water before starting.
NOTE: A drop of oil or thread sealant
will make tightening easier.
1. Place compression nut and brass
sleeve on riser.
2. Cut the riser tube to length so it
bottoms out in the valve.
3. Insert the riser tube until it
bottoms out.
4. Tighten 1/2 turn after nut begins to
take hold or “bite”.
Tools Needed for Installation: Wrench
SALIDA DE COMPRESION
PARA COBRE
Asegúrese de cerrar el suministro
dae gua antes de empezar.
NOTA: Una gota de aceite o sellador de roscas, hará que sea mas fácil apretar.
1. Coloque la tuerca de compresión y la manga de latón en el tubo de abasto.
2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula.
3. Inserte el tubo de abasto hasta el fondo.
4. Apriete la tuerca y dele ½ vuelta mas cuando se sienta apretada.
Herramientas Necesarias: • Llave
PEX COMPRESSION OUTLET
Be sure to shut off water before
starting.
NOTE: On 3/8" OD and smaller, use
plastic compression sleeve.
On larger than 3/8" OD, use brass
compression sleeve w/stainless
steel tube insert.
1. Place compression nut and correct
sleeve on riser.
2. Cut the riser tube to length so it
bottoms out in the valve.
3. Insert the tube support in the riser
if required.
4. Insert the riser tube into the valve
until it bottoms out.
5. Hand tighten nut, then additional 1-1/2 to 2-1/2 turns with wrench.
Tools Needed for Installation: Wrench
ENTRADA PEX COMPRESIÓN
Asegúrese de cerrar el suministro de agua antes de empezar.
NOTA: En conexiones de 3/8" DE o mas pequeñas, use la manga de compresión de
plástico. En conexiones mas grandes de 3/8" DE, use la manga de compresión
de latón con inserto de acero inoxidable.
1. Coloque la tuerca de compresión y manga correctas en el tubo de abasto.
2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula.
3. Inserte el tubo de soporte en el tubo de abasto si es necesario.
4. Inserte el tubo de abasto hasta el fondo de la válvula.
5. Apriete la tuerca con la mano y luego dele 1 ½ a 2 ½ vueltas con una llave.
Herramientas Necesarias: • Llave
BrassCraft Mfg. Co., 39600 Orchard Hill Place Novi, Michigan 48375-5331
TOLL-FREE: 877.272.7755 FAX: 248.305.6011 www.brasscraft.com
©2009-2011 BrassCraft Mfg.
425.04 Rev. 9/11
Scan for
more
information
Escanear
para mayor
información
Manufacturer assumes no responsibility for failure due to improper installation.
©2011 BrassCraft Mfg. Co., Novi, MI 48375-5331 U.S.A. All Rights Reserved. www.brasscraft.com
Designed, Machined and Assembled in the U.S.A.
El fabricante no asume ninguna responsabilidad si la instalación no se hace de acuerdo al instructivo.
Todos los Derechos Reservados. Diseñado, Maquinado y Ensamblado en E.U.A.
Transcripción de documentos
Water Supply Stops Installation Instructions Llaves de Control / Instrucciones de Instalación Read All Instructions Carefully Before Beginning Installation. Lea cuidadosamente las instrucciones antes de instalar. CAUTION: FOR USE WITH WATER IN accessible LOCATIONS ONLY. CAUTION: Do Not Sweat within 12 inches of A G2 1/4 turn Valve. CAUTION: Fractures can develop over time if used with connectors using a solid brass cone design Manufacturer assumes no responsibility for failure due to improper installation. GENERAL INSTRUCTIONS: • Be sure stub out and riser are square, round and free of burrs. • Overtightening can cause product to crack and fail over time. See more detailed instructions below: CUIDADO: PARA USAR CON AGUA, EN LUGARES ACCESIBLES ÚNICAMENTE. CUIDADO: No realizar uniones dentro de las 12 pulgadas de la válvula A G2 de 1/4 de vuelta. CUIDADO: si utiliza tubos de abasto con un diseño de cono sólido de latón, fracturas podrían aparecer con el tiempo. El fabricante no asume ninguna responsabilidad por fallas causadas por una instalación inapropiada. INSTRUCCIONES GENERALES: • Asegúrese de que el tube de abasto flexible y la salida del tubo estén parejos, planos y libres de rebaba. • El ajustarlo de más puede hacer que el producto se fisure y falle con el tiempo. Vea las instrucciones más detalladas a continuación: COPPER COMPRESSION INLET Be sure to shut off water before starting. COMPRESSION NUT / Tuerca de compresión For use with type L or M copper only. SLEEVE / Manga 1. Place compression nut and sleeve onto copper tube. 2. Insert valve inlet onto copper tube until tube bottoms out. 3. A drop of oil or thread sealant will VALVE / Llave de paso make tightening easier. COPPER TUBE / Tubo de cobre 4. If using a drop of oil or thread sealant, be sure that threads are clean of any debris and that sealant is also free of any metal debris. DO NOT USE a “PUTTY” or gasket type material. 5. Tighten 1/2 turn after nut begins to take hold or “bite”. 6. For riser tube installation, see that section. Tools Needed for Installation: • Wrench Entrada Y SALIDA de CompresiÓn Asegúrese de cerrar el agua antes de empezar. Para usar en cobre L o M únicamente. 1. Coloque la tuerca de compresión (compression nut) y el barril (sleeve) en el tubo de cobre (copper tube). 2. Inserte la entrada de la llave de paso (copper compression valve inlet) en el tubo de cobre hasta el fondo. 3. Agregue una gota de aceite o sellador de roscas en las roscas para facilitar el ajuste. 4. Si usa una gota de aceite o sellador de roscas, verifique que no tenga ningún contaminante y que el sellador no tenga ningún resto de metal. NO USE “MASILLA” u otro material como sello. 5. Ajustar 1/2 vuelta a partir de que la tuerca comience a apretar. 6. Para la instalación del tubo elevador, ver esa sección. Herramientas Necesarias: • Llave PEX COMPRESSION INLET Be sure to shut off water before starting. NOTE: On 3/8" OD and smaller, use plastic compression sleeve. On larger than 3/8" OD, use brass compression sleeve w/stainless steel tube insert. 1. Place compression nut and correct COMPRESSION NUT / Tuerca de compresión sleeve on riser. SLEEVE / Manga 2. Cut the riser tube to length so it bottoms out in the valve. 3. Insert the tube support in the riser if required. 4. Insert the riser tube into the valve PEX TUBE until it bottoms out. Tubo de PEX VALVE / Llave de paso 5. Hand tighten nut, then additional TUBE INSERT (IF NEEDED) / Inserto para tubería 1-1/2 to 2-1/2 turns with wrench. Tools Needed for Installation: • Wrench ENTRADA PEX CompresiÓn Asegúrese de cerrar el suministro de agua antes de empezar. NOTA: En conexiones de 3/8" DE o mas pequeñas, use la manga de compresión de plástico. En conexiones mas grandes de 3/8" DE, use la manga de compresión de latón con inserto de acero inoxidable. 1. Coloque la tuerca de compresión y manga correctas en el tubo de abasto. 2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula. 3. Inserte el tubo de soporte en el tubo de abasto si es necesario. 4. Inserte el tubo de abasto hasta el fondo de la válvula. 5. Apriete la tuerca con la mano y luego dele 1 ½ a 2 ½ vueltas con una llave. Herramientas Necesarias: • Llave Female Iron Pipe (FIP INLET) Be sure to shut off water before starting. 1. Apply thread sealant to pipe nipple. Thread valve onto pipe. Wrench tighten. Make sure outlet is positioned correctly. THREAD SEALANT / Selladora de rosca Tools Needed for Installation: • Thread sealant • Wrench Entrada Con Rosca Hembra Asegúrese de cerrar el agua antes de empezar. PIPE NIPPLE VALVE / Llave de paso Tubo roscado 1. Aplique selladora de rosca, a las roscas del tubo (pipe). Atornille la llave de paso (valve) en el tubo. Apriete con llave. Asegúrese de alinear la salida (valve outlet) correctamente. Herramientas Necesarias: • Sellador de rosca • Llave Sweat INLET Be sure to shut off water before starting. NOTE: Remove complete stem assembly by loosening bonnet nut and unthreading handle to prevent heat damage to washers. Reassemble after installation is complete. 1. Clean outside of copper stub out and inside of fitting/valve with emery cloth or steel wool and remove all loose particles. 2. Coat outside of copper stub out and inside of fitting/valve with flux. Push fitting/valve over stub out and rotate to distribute flux evenly. 3. Apply heat to all sides, checking temperature occasionally by touching end of solder to surface (not to flame). When solder liquefies, temperature is correct. Feed solder around edge of fitting/valve as heat is applied. 4. While stub out is still hot, carefully wipe valve with damp rag to leave an attractive chrome-like finish. Avoid moving fitting/valve until solder hardens. Tools Needed for Installation: • Emery cloth or steel wool • Flux • Solder • Wrench • Damp rag STEM ASSEMBLY / Cartucho BONNET NUT Tuerca de capuchón FLANGE FLUX Pasta fundente Campana SOLDER Soldadura STUB OUT Caño de alimentación RUBBER BIBB WASHER BRASS WASHER Arandela de goma tipo babero SOLDER Soldadura Rondana de latón Entrada Para SoldaduRa Asegúrese de cerrar el agua antes de empezar. NOTA: Retire completamente el ensamble del vástago afloqando la tuerca del capuchón y destornillando la manija para prevenir que el calor dañe los empaques. Vuelva a ensamblar cuando termine su instalación. 1. Limpie el exterior de la salida de cobre y el interior de la llave de paso/conector con tela de lija ó fibra de acero, y retire el polvo. 2. Cubra el exterior de la salida y el interior del conector/llave de paso con pasta fundente. Gire las piezas para distribuir el fundente uniformente por toda la superficie. 3. Caliente el tubo por todos lados revisando la temperatura ocasionalmente haciendo contacto con las piezas (no con la flama). La temperatura correcta será cuando la soldadura se derrita al contacto con la pieza no con la flama. Aplique soldadura a la unión entre el borde del conector y el tubo mientras calienta. 4. Antes de conectar la llave de paso a la salida de cobre, limpiela ligeramente con soldadura para darle un ligero acabado cromado. Evite mover el conector hasta que se entrie y endurezca. Herramientas Necesarias: • Tela de lija ó fibra de acero • Pasta fundente • Soldadura • Llave • Trapo húmedo CPVC INLET VALVE SOCKET Entrada de la llave de paso Be sure to shut off water before starting. CAUTION: Use only CPVC cement or an all-purpose cement conforming to ASTM F-493 or joint failure may result. PUSHCONNECT INLET • For use with Copper, PEX and CPVC • For use with water in exposed locations only. To Cut Copper To Cut PEX & CPVC Al cobre cortado Al PEX o CPVC cortado Be sure to shut off water before starting. CPVC PIPE CAUTION: Assemble valve according to solvent weld manufacturer’s instructions. Tubo de CPVC 1. Cut pipe squarely and remove all inside and outside burrs. 2. Follow solvent weld manufacturer’s instructions. CAUTION: Too much cement can clog waterways and weaken insert in fitting or valve. Tools Needed for Installation: • CPVC Cleaner/Primer (or fine sandpaper) • CPVC Cement • Wrench Installation 1. Cut Copper, PEX or CPVC tube square, round and free of burrs. If sharp edges are not removed, connection may leak. Make sure stub-out length will accommodate depth of stop and flange. 2. Mark tube 1-1/8" from end. Push valve onto tube as far as possible, at least to line marking on tube is reached. Tube insert will self align in tubing. Depth Marking Mcra de profundidad Tube Insert Inserto para tubería Tube Tubo Removal Entrada para Tubo PVC Asegúrese de cerrar el agua antes de empezar. CUIDADO: Use únicamente cemento para PVC o un cemento multipropósito que cumpla con ASTM F-493 o podría causar una falla en la unión. CUIDADO: Arme la válvula siguiendo las instrucciones del fabricante del solvente para soldadura. 1. Corte el tubo recto y retire todas las rebabas interiores y exteriores con una lija. 2. Siga las instrucciones del fabricante del solvente para soldar. CUIDADO: Si aplica demasiado cemento puede bloquear el paso del agua y evitar el buen funcionamiento de la llave de paso. 1. With water pressure off and system depressurized, be sure to remove supply line and drain any remaining water from tube. Locking Clip / Clip de retención 2. Remove locking clip. 3. Position stop firmly in palm as shown. With two fingers, depress removal flange back towards stop and pull from tubing. 4. Before re-installing stop, insert locking clip between removal flange and stop body. CAUTION: Removal Flange Campana para remover Herramientas Necesarias: • Limpiador de tubo PVC (o lija fina) • Cemento para tubo PVC • Llave • Failure to push valve to mark may result in a leak. BARBED PEX INLET • Do not use any plumber’s putty, pipe thread tape, or other sealant to connect valve. Be sure to shut off water before starting. • If G2 1/4 turn valve installation, do not sweat within 12 inches of the valve. CAUTION: Assemble valve according to crimp tool manufacturer’s instructions. • Only insert Copper, PEX or CPVC tubing into the valve. 1. Cut PEX tube so the end is square and round. • Do not attempt to remove tube support. CRIMP RING Anillo de presión BARBED INLET Entrada tipo espiga 2. Slide crimp ring over PEX tube. 3. Insert valve barb inlet into PEX tube completely until tube stops at valve body. 4. Position crimp ring over barb area and follow crimp tool manufacturer’s instructions to secure. Entrada Con Conexión A Presión • Para usar con cobre, PEX y CPVC • Para usar con agua, en lugares expuestos únicamente. Asegúrese de cerrar el agua antes de empezar. INSTALACIÓN PEX TUBE Tubo de PEX VALVE Llave de paso Tools Needed for Installation: • Tube Cutter • Crimp Tool • PEX Crimp Gauge ENTRADA DE MANGA PEX 1. Corte el tubo de cobre, PEX o CPVC a escuadra, redondo y sin rebaba. Si no remueve los bordes filosos, la conexión puede llegar a perder. Verifique que la longitud de la toma se adapte a la profundidad del tope y del reborde. 2. Haga una marca en el tubo a 1-1/8" desde el extremo. Empuje la válvula sobre el tubo todo lo que pueda, por lo menos hasta llegar a la marca en el tubo. El inserto del tubo quedará automáticamente alineado con el tubo. Asegúrese de cerrar el suministro de agua antes de empezar. REMOCIÓN CUIDADO: Arme la válvula siguiendo las instrucciones del fabricante de la herramienta de compresión. 1. Sin alimentación de agua y con el sistema despresurizado, asegúrese de remover la línea de alimentación y drenar todo el agua restante del tubo. 1. Corte el tubo PEX en linea recta y limpie los escombros. 2. Remueva el gancho de traba. 2. Deslize el anillo de presión sobre el tubo PEX. 3. Coloque el tope firmemente en su palma como se indica, presione el reborde con dos dedos hacia atrás contra el tope y jale del tubo. 3. Inserte la entrada de la válvula tipo manga al tubo PEX, hasta el fondo, para que llegue al cuerpo de la válvula. 4. Posicione el anillo de presión y aprietelo siguiendo las instrucciones del fabricante de la herramienta de apretar. Herramientas Necesarias: • Cortador para Tubo • Herramienta para Encrespar • Calibrador para PEX 4. Antes de volver a instalar el tope, inserte el gancho de traba entre el reborde y el cuerpo del tope. CUIDADO: • El no empujar la válvula hasta la marca puede llegar a provocar pérdidas. • No use ninguna masilla de plomería, cinta para rosca de caños u otro sellador para conectar la válvula. • Si una llave de paso G2 de 1/4 de vuelta es instalada; no solde a menos de 12 pulgadas de la válvula. • Inserte únicamente tuberías de cobre, PEX o CPVC dentro de la válvula. • No intente remover el soporte del tubo. SLIP-JOINT OUTLET COPPER COMPRESSION OUTLET Be sure to shut off water before starting. Be sure to shut off water before starting. NOTE: Do not use pipe compound on slip-joint threads. 1. Be sure tube is not flattened out-of-round and all burrs are removed. If tube is oval or out-of-round, do not rely on the nut to correct. Bring into shape before tightening nut. Replace tube if it is grooved, pocked or scarred as abrasions prevent a good seal. NOTE: A drop of oil or thread sealant will make tightening easier. SLIP-JOINT NUT Tuerca de junta deslizable FRICTION RING Anillo de fricción CONE WASHER VALVE OUTLET Rondana cónica Salida de la llave de paso Be sure tube is lined up with valve so it enters straight and “bottoms” true. If cocked or tilted, nut will not seat properly and could eventually develop a leak. VALVE NOTA: NO utilice sellador en pasta en estas roscas. Cierre el suministro de agua. Asegúrese de que el tubo no esté abollado y esté completamente redondo y retire todas las rebabas. Si el tubo no está redondo ó está ovalado, no tomará su forma al enroscar la tuerca y podrá tener fugas. Dele forma antes de apretar la tuerca. (Cambie el tubo si está abollado ó maltratado, pues esto evitaría un buen sellado). 2. Deslice la tuerca de compresión, el anillo de fricción y el empaque cónico en el tubo. 3. Asegúrese de que el tubo esté alineado con la llave de paso para que entre derecho y hasta el fondo. Si está abollado, la tuerca no asentará adecuadamente y podría ocasionar goteras. 4. Apriete la tuerca con una llave. NO APRIETE DEMASIADO. Utilice cinta protectora para proteger el acabado. Abra el suministro de agua. Abra la llave de paso en sentido contrario a las manecillas del reloj. Si la tuerca de compresión gotea, cierre el suministro de agua. Afloje la tuerca completamente, vuelva a alinear las piezas y apriete nuevamente. NO APRIETE DEMASIADO pues podría ocasionar fallas posteriores. Herramientas Necesarias: • Llave • Cinta protectora • Liva o fila (si es necesario) FLEXIBLE RISER COMPRESSION NUT Tuerca de compresión Conector flexible VALVE OUTLET Salida de la llave de paso TUBO DE ABASTO FLEXIBLE TUERCA X TUERCA Asegúrese de cerrar el suministro de agua antes de empezar. 1. Siga las instrucciones del fabricante del tubo de abasto flexible. ©2009-2011 BrassCraft Mfg. Manga de latón Salida de la llave de paso VALVE Llave de paso NOTA: Una gota de aceite o sellador de roscas, hará que sea mas fácil apretar. 1. Coloque la tuerca de compresión y la manga de latón en el tubo de abasto. 2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula. 3. Inserte el tubo de abasto hasta el fondo. PEX COMPRESSION OUTLET Asegúrese de cerrar el agua antes de empezar. 1. Follow flexible riser manufacturer’s instructions. BRASS SLEEVE 4. Apriete la tuerca y dele ½ vuelta mas cuando se sienta apretada. Herramientas Necesarias: • Llave salida con tuerca de compresión Be sure to shut off water before starting. Tubo de cobre VALVE OUTLET Asegúrese de cerrar el suministro dae gua antes de empezar. Llave de paso Tools Needed for Installation: • Wrench • Protective tape • Sandpaper or file (if necessary) FLEXIBLE NUT X NUT RISER 3. Insert the riser tube until it bottoms out. COPPER TUBE Tuerca de compresión SALIDA DE COMPRESION PARA COBRE 5. Turn on main water supply. Turn on valve counterclockwise. If slip-joint nut leaks, turn off water supply. Back off (loosen) nut completely, realign and retighten. DO NOT OVERTIGHTEN as this could lead to future failure. 5. COMPRESSION NUT Tools Needed for Installation: Wrench 4. Tighten nut, wrench tighten. DO NOT OVERTIGHTEN. Use tape to protect the finish. 1. Place compression nut and brass sleeve on riser. Cut the riser tube to length so it bottoms out in the valve. 4. Tighten 1/2 turn after nut begins to take hold or “bite”. 2. Slide slip-joint nut, friction ring and cone washer onto tube. 3. 1. 2. VALVE Be sure to shut off water before starting. NOTE: On 3/8" OD and smaller, use plastic compression sleeve. On larger than 3/8" OD, use brass compression sleeve w/stainless steel tube insert. 1. 2. Place compression nut and correct sleeve on riser. Cut the riser tube to length so it bottoms out in the valve. PEX TUBE Tubo de PEX COMPRESSION NUT COMPRESSION SLEEVE Tuerca de compresión Manga de compresión TUBE INSERT VALVE OUTLET (IF NEEDED) Salida de la llave de paso Inserto para tubería 3. Insert the tube support in the riser if required. 4. Insert the riser tube into the valve until it bottoms out. VALVE Llave de paso 5. Hand tighten nut, then additional 1-1/2 to 2-1/2 turns with wrench. Tools Needed for Installation: Wrench ENTRADA PEX CompresiÓn Asegúrese de cerrar el suministro de agua antes de empezar. NOTA: En conexiones de 3/8" DE o mas pequeñas, use la manga de compresión de plástico. En conexiones mas grandes de 3/8" DE, use la manga de compresión de latón con inserto de acero inoxidable. 1. Coloque la tuerca de compresión y manga correctas en el tubo de abasto. 2. Corte el tubo de abasto para que llegue hasta el fondo de la válvula. 3. Inserte el tubo de soporte en el tubo de abasto si es necesario. 4. Inserte el tubo de abasto hasta el fondo de la válvula. 5. Apriete la tuerca con la mano y luego dele 1 ½ a 2 ½ vueltas con una llave. Herramientas Necesarias: • Llave Llave de paso Manufacturer assumes no responsibility for failure due to improper installation. ©2011 BrassCraft Mfg. Co., Novi, MI 48375-5331 U.S.A. All Rights Reserved. www.brasscraft.com Designed, Machined and Assembled in the U.S.A. El fabricante no asume ninguna responsabilidad si la instalación no se hace de acuerdo al instructivo. Todos los Derechos Reservados. Diseñado, Maquinado y Ensamblado en E.U.A. BrassCraft Mfg. Co., 39600 Orchard Hill Place Novi, Michigan 48375-5331 TOLL-FREE: 877.272.7755 FAX: 248.305.6011 www.brasscraft.com Scan for more information Escanear para mayor información 425.04 Rev. 9/11-
 1
1
-
 2
2
-
 3
3



BrassCraft G23305X C1 Guía de instalación
- Categoría
- Artículos sanitarios
- Tipo
- Guía de instalación
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
BrassCraft G2CR09X C1 Guía de instalación
-
 BrassCraft G2PS04X C1 Guía de instalación
BrassCraft G2PS04X C1 Guía de instalación
-
Brass Craft CR1901LRX R1 Guía de instalación
-
 BrassCraft 62CA-5XY P Guía de instalación
BrassCraft 62CA-5XY P Guía de instalación
-
Brass Craft 62-6X Guía de instalación
-
 BrassCraft G2A14 C1 Guía de instalación
BrassCraft G2A14 C1 Guía de instalación
-
 BrassCraft G2CR14X C1 Guía de instalación
BrassCraft G2CR14X C1 Guía de instalación
-
 BrassCraft CR1903DVX R Guía de instalación
BrassCraft CR1903DVX R Guía de instalación
-
 BrassCraft PNEVCA-NCV4X P Guía de instalación
BrassCraft PNEVCA-NCV4X P Guía de instalación
-
BrassCraft WB00-18N Manual de usuario






Otros documentos
-
SharkBite CPVCA1238Z Guía de instalación
-
-
John Guest 802119 Guía de instalación
-
Everbilt 803039 Guía de instalación
-
Watts EZ Quick 1/2 IN Water Line Installation Kit Guía de instalación
-
-
Moen INS162E Manual de usuario
-
ProFlo PFXCAC32CLKC12 Guía de instalación
-
Jones Stephens C77419LF Guía de instalación
-
Glacier Bay F1AA0005OB Guía de instalación