ESAB Feed 30-4 M14, Feed 48-4 M14 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

ES
Valid for serial no. 238--xxx--xxxx0459 160 001 ES 051220
ESABFeed 30- 4 M14
ESABFeed 48- 4 M14
Instrucciones de uso

-- 2 --
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1DIRECTIVA 3........................................................
2 SEGURIDAD 3.......................................................
3 INTRODUCCIÓN 5...................................................
3.1 Equipamiento 5.............................................................
4 CARACTERÍSTICAS TÉCNICAS 5.....................................
5 INSTALACIÓN 6.....................................................
5.1 Instrucciones de elevación 7..................................................
6 FUNCIONAMIENTO 7................................................
6.1 Conexiones y dispositivos de control 8.........................................
6.2 Conexión del agua 9.........................................................
6.3 Descripción del funcionamiento 9..............................................
6.4 Funcionamiento 11...........................................................
6.5 Presión de alimentación de hilo 13..............................................
6.6 Para cargar/cambiar hilo en la unidad ESABFeed 30 14...........................
6.7 Para cargar/cambiar hilo en la unidad ESABFeed 48 14...........................
6.8 Para cambiar los rodillos alimentadores en la unidad ESABFeed 30 14..............
6.9 Para cambiar los rodillos alimentadores en la unidad ESABFeed 48 15..............
7 MANTENIMIENTO 15..................................................
7.1 Revisión y limpieza 15........................................................
8 PEDIDOS DE REPUESTOS 16..........................................
ESQUEMA 18...........................................................
REFERENCIA DE PEDIDO 19.............................................
PIEZAS DE DESGASTE 20...............................................
ACCESORIOS 24........................................................

-- 3 --
bm35d1ca
1DIRECTIVA
DECLARACIÓN DE CONFORMIDAD
ESAB AB Arc Equipment, S--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que la uni-
dad alimentación de hilo ESABFeed 30--4
M14 /ESABFeed 48--4 M14 a partir del número de serie 238
concuerda con la norma EN 60974--5 conforme a la directiva (73/23/CEE) con el suplemento
(93/68/CEE) y con la norma EN 50199 según los requisitos de la directiva (89/336/CEE) con el suple-
mento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Henry Selenius
Vice President
ESAB AB Arc Equipment
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2002--10--23
2 SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de se-
guridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes reco-
mendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un comple-
mento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por per-
sonal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas de protec-
ción, prendas no inflamables y guantes.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan-
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar-
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse duran-
te el funcionamiento.
ES

-- 4 --
bm35d1ca
ADVERTENCIA
LAS ACTIVIDADES DE SOLDADURA Y CORTE PUEDEN SER PELIGROSAS. TENGA CUIDADO
Y RESPETE LAS NORMAS DE SEGURIDAD DE SU EMPRESA, QUE DEBEN BASARSE EN LAS
DEL FABRICANTE.
DESCARGAS ELÉCTRICAS -- Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslesedelatierraydelapiezaasoldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES -- Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO -- Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO -- El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE INSTALAR Y UTILIZAR EL EQUIPO, LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
ESAB puede proporcionarle todos los accesorios e instrumentos de
protección necesarios.
¡ADVERTENCIA!
Antes de instalar y utilizar el equipo, lea atentamente el
manual de instrucciones.
Este producto debe ser utilizado solamente para soldadura de arco¡
ES

-- 5 --
bm35d1ca
3 INTRODUCCIÓN
Las unidades de alimentación de hilo ESABFeed 30--4 y
ESABFeed 48--4 con panel de control M14 están
diseñadas para soldadura MIG/MAG con unidades de
alimentación ESABMig 400t y ESABMig 500t.
Se ofrecen en diferentes combinaciones de elementos
(ver la página 19).
Las unidades de alimentación de hilo están totalmente
encapsuladas y vienen equipadas con alimentadores de
cuatro rodillos y con los controles electrónicos
necesarios.
Pueden utilizar se con hilo en el MarathonPact de ESAB o con dos tipos de
bobinas, bien las estándar de 300 mm de diámetro o las de accesorio de 440 mm.
Las unidades de alimentación de hilo pueden montarse conjuntamente con la unidad de
alimentación (con un dispositivo de suspensión para poder suspenderlas sobre la
superficie de trabajo), sujetas en un braz o de soporte o apoyadas en el suelo sobre un
eje.
Si desea obten er más información sobre los accesorios ESAB para este
producto, consulte la página 24.
3.1 Equipamiento
Junto con la unidad de alimentación de hilo ESABFeed 30 se incluyen los
siguientes materiales e instrumentos:
S Manual de instrucciones
S Pegatinas con los consumibles recomendados.
Junto con la unidad de alimentación de hilo ESABFeed 48 se incluyen los
siguientes materiales e instrumentos:
S Tornillo espaciador (4)
S Llave hexagonal (4 mm)
S Manual de instrucciones
S Pegatinas con los consumibles recomendados.
4 CARACTERÍSTICAS TÉCNICAS
ESABFeed 30--4 M14 ESABFeed 48--4 M14
Tensión de alimentación a red 42 V 50--60 Hz 42 V 50--60 Hz
Requisitos de potencia 336 VA 378 VA
Corriente del motor I
máx
8A 9A
Parámetros de soldadura
Velocidad de aporte de hilo
Duración del postquemado
Duración del relleno de cráteres
Arranque lento
2/4 tiempos
Líneas sinérgicas
1,9--25,0 m/min
0-- 0,5 s
0-- 5,1 s
OFF u ON
2o4tiempos
14 preconfiguradas y
2 programables
1,9--25,0 m/min
0-- 0,5 s
0-- 5,1 s
OFF u ON
2o4tiempos
14 preconfiguradas y
2 programables
ES

-- 6 --
bm35d1ca
ESABFeed 48--4 M14ESABFeed 30--4 M14
Conexión de la pistola Euro Euro
Diámetro máximo de la bobina de hilo 300 mm (*440 mm) 300 mm (*440 mm)
Diámetro del hilo 0,6--1,6 mm 0,6--2,4 mm
Peso
versión básica
con portabobinas encapsulado
11,5 kg
15 kg
14,5 kg
19 kg
Dimensiones (long. x anch. x alt.)
versión básica
con portabobinas encapsulado
380 x 275 x 400 mm
690 x 275 x 420 mm
380 x 275 x 400 mm
690 x 275 x 420 mm
Gas de protección
presión máxima
Todos los tipos diseñados
para soldadura MIG/MAG
5 bares
Todos los tipos diseñados
para soldadura MIG/MAG
5 bares
Refrigerante
presión máxima
50% agua / 50% glicol
5 bares
50% agua / 50% glicol
5 bares
Carga admisible a
ciclo de trabajo del 60%
630 A 630 A
Clase de protección de la carcasa IP23 IP23
* Accesorios no incluidos, ver página 24.
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar con una determinada carga.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
5INSTALACIÓN
La instalació n deb erá hacerla un profesion al autorizado.
¡ADVERTENCIA!
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede provocar
interferencias de radio. Es responsabilidad del usuario adoptar las precauciones oportunas.
¡ADVERTENCIA!
Cuando lleve a cabo trabajos de soldadura en entornos de alto riesgo eléctrico, sólo deberán
utilizarse unidades de alimentación adecuadas para dicho entorno. Dichas unidades de alimenta-
ción pueden identificarse porque en ellas figura el símbolo .
ES

-- 7 --
bm35d1ca
5.1 Instrucciones de elevación
Si desea encargar la escuadra de elevación, busque el código de referencia en la
página 24.
¡Atención! Si emplea un dispositivo de m ontaje diferente, éste deberá estar aislado
de la unidad de alimentación de hilo.
6 FUNCIONAMIENTO
En la página 3 hay instrucciones de seguridad generales para el manejo de
este equipo . Léalas antes de usarlo.
ADVERTENCIA!
Asegúrese de que los paneles laterales están cerrados durante el funcionamiento.
Para que la bobina de hilo no patine en el cubo del freno, bloquee éste
con la maneta roja
¡ADVERTENCIA!
¡ADVERTENCIA!
Las piezas giratorias pueden provocar accidentes. Proceda con mucho
cuidado.
¡ADVERTENCIA!
Al equipar la unidad de alimentación de hilo con un brazo pivotante se puede volcar. Ancle el
equipo, sobre todo si el suelo es irregular o hace pendiente.
Al trasladar el equipo a una nueva ubicación, haga uso de la m aneta dispuesta a tal
efecto. ¡Atención! No accione bajo ninguna circunstancia la pistola.
ES

-- 8 --
bm35d1ca
6.1 Conexiones y dispositivos de control
1 Pantalla 13 Conexión de la unidad de control remoto
2 Piloto indicador de nivel de actividad 14 Conexión AZUL, con bomba ELP* que
ayuda a refrigerar la pistola de soldadura
3 Piloto indicador de parámetros de solda-
dura en proceso de ser almacenados en
memoria
15 Conexión ROJO del refrigerante desde la
pistola de soldadura, Miggytrac, Railtrac
4 Mando de ajuste de la tensión 16 Conexión de la pistola de soldadura
5 Mando para selección de parámetros de
soldadura (1, 2, 3)
17 Interruptor para 2 tiempos / 4 tiempos
6 Botón para almacenar parámetros de sol-
dadura
18 Mando giratorio para fijar duración del
postquemado
7 Botón para preconfigurar valores de ali-
mentación del hilo y tensión eléctrica
19 Conexión de la corriente de soldadura
desde la fuente de alimentación (OKC)
8 Mando
MANUAL, PROGRAMA, SINERGIA
20 Conexión del cable de control desde la
fuente de alimentación
9 Mando giratorio para fijar duración del rel-
leno de cráteres
21 Conexión ROJO del agua de refrigeración
con la fuente de alimentación (unidad de
refrigeración)
10 Mando para seleccionar líneas sinérgicas 22 Conexión AZUL para refrigerante en fuen-
te de alimentación (unidad de refrigera-
ción)
11 Mando de ajuste de la velocidad de aporte
de hilo
23 Conexión del gas de protección
12 Interruptor para arranque lento OFF / ON
¡Atención! Sólo se incluyen conexiones para agua de refrigeración en algunos de los modelos.
* ELP = «ESAB Logic Pump» (bomba inteligente ESAB, ver punto 6.2).
ES

-- 9 --
bm35d1ca
6.2 Conexión del agua
Al conectar una pistola de soldadura con refrigeración por agua, el interruptor
principal de la unidad de alimentación debe estar en posición «Off» (apagado), y el
interruptor de la unidad de refrigeración, en la posición «ELP/0».
La unidad de alimentación de hilo con refrigeración por agua está equipada con un
sistema de detección de fugas ELP («ESAB Logic Pump», es decir, bomba
inteligente ESAB), el cual verifica que todas las mangueras del agua de refrigeración
estén conectadas. Una vez conectada, la bomba de agua se activa automáticamen -
te.
El sistema de detección de fugas de agua sólo funciona con unidades de
alimentación que cuenten con la función ELP.
6.3 Descripción del funcionamiento
Duración del postquemado
La duración del postquemado es el tiempo que transcurre desde que la velocidad de
aporte del hilo empieza a disminuir hasta que la fuente de alimentación eléctrica
deja de suministrar tensión. Si este periodo de tiempo es demasiado breve, queda
demasiado hilo al terminar la soldadura y existe el riesgo de que el hilo quede
atrapado en el baño de soldadura al solidificarse éste. En cambio, si la duración del
postquemado es excesiva, sobra menos hilo, pero aumenta el riesgo de que el arco
salte a la punta de contacto del hilo.
Relleno de cráteres
El relleno de cráteres ayuda a evitar que se formen poros, fisuras térmicas o
cráteres en la soldadura una vez finalizado el proceso.
En la figura 1 se ve cómo se ha inter-
rumpido la soldadura; en estos casos, y
debido a la contracción que se produce
durante el proceso de solidificación, no
tardan en abrirse fisuras o cráteres en la
parte central solidificada.
Figura 1: s oldadura finalizada sin relleno de cráteres
En la figura 2 se ve cómo el arco con-
tinúa liberando cierta cantidad de calor
mientras se solidifica el baño de solda-
dura. Así, al modificar el proceso de soli-
dificación, la última parte del baño en
solidificarse es la que queda en la parte
i
l
i
t
l
i
i
ó
superior, con lo que se evita la aparición
de cráteres.
Figura 2: s oldadura finalizada con relleno de cráteres
2 tiempos
Conelcontrolde2 tiempos, la alimentación del hilo se conecta al presionar el
gatillo de la pistola y se desconecta al soltarlo.
ES

-- 1 0 --
bm35d1ca
4 tiempos
Conelcontrolde4 tiempos, el flujo de gas comienza al p resionar el gatillo de la
pistola, mientras que al soltarlo se activa la alimentación del hilo. El proceso de
soldadura continúa hasta que se vuelva a presionar el gatillo, momento en el que se
detendrá la alimentación del hilo. Al liberar el gatillo, se detendrá el flujo de gas.
Arranque lento
La función de arranque lento permite reducir la alimentación del hilo a una velocidad
inferior hasta que establece contacto eléctrico con la pieza a soldar. En ese
momento, la velocidad aumenta hasta alcanzar el valor especificado.
Sinergia
Con el fin de obtener un arco estable, cada combinación d e tipo de hilo, diámetro de
hilo y mezcla de gas requiere una determinada relación entre la velocidad de aporte
de hilo y la tensión ( longitud del arco). La unidad de alimentación de hilo tiene
«líneas sinérgicas» preconfiguradas.
Si selecciona una línea sinérgica preconfigurada que se corresponda con los valores
con los que vaya a trabajar (mezcla de gases, tipo y diámetro de hilo), lo único que
le quedará por hacer es fijar una velocidad de aporte de hilo adecuada al objeto que
vaya a soldar. La tensión eléctrica (longitud del arco) se ajustará automáticamente a
la línea sinérgica preconfigurada que haya seleccionado.
Existen ligeras diferencias en la tensión eléctrica (longitud del arco) que requieren
los diferentes tipos de objetos y juntas, por lo que el valor de la tensión puede
ajustarse a partir de los valores preconfigurados que se hayan seleccionado.
Las líneas sinérgicas facilitan la tarea de especificar los parámetros de soldadura
correctos. Basta con seleccionar la línea sinérgica adecuada a la combinación de
hilo y gas y fijar a continuación la velocidad de aporte de hilo. La tensión eléctrica se
ajustará de forma automática a la velocidad de aporte de hilo y la línea sinérgica.
Velocidad de aporte de hilo
Permite fijar la velocidad de aporte de hilo en m/minuto.
ES
-- 1 1 --
bm35d1ca
6.4 Funcionamiento
La unidad de alimentación de hilo dispone de diez posiciones de funcionamiento
diferentes. Para seleccionar la que má s le convenga, sólo tiene que utilizar el mando
8: MANUAL , PROGRAM (programa) y SYNERGY (sinergia) 1--8.
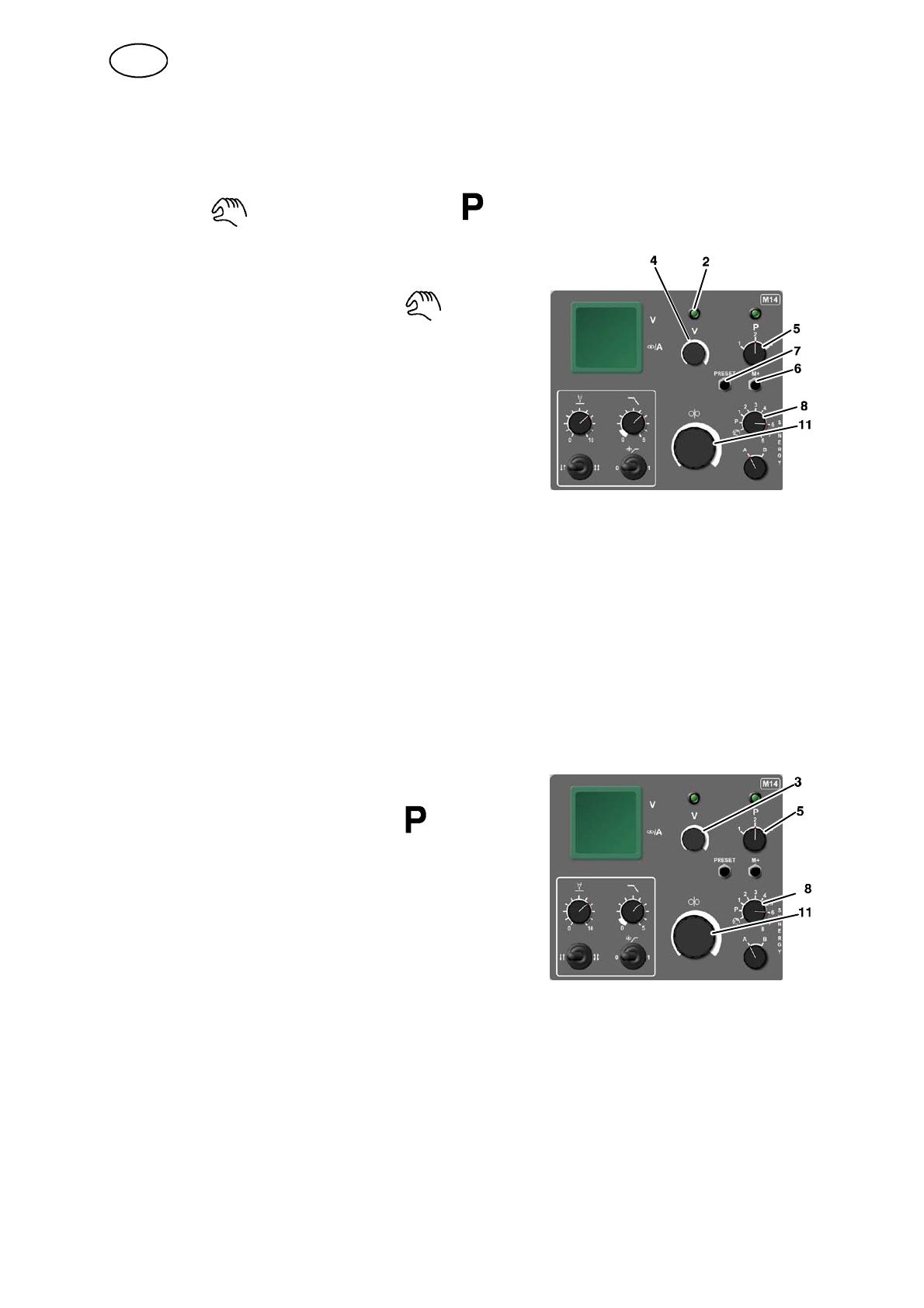
6.4.1 Modo de funcionamiento manual
Coloque el mando 8 en la posición .
Mantenga presionado el botón PRESET (7)al
ajustar los valores de alimentación del hilo (11)y
tensión eléctrica (4), que se mostrarán en la
pantalla. Durante el proceso de soldadura, la
pantalla mostrará una medición de la tensión del
arco y la corriente de soldadura.
Almacenamiento de valores del nivel de actividad
El valor del nivel de actividad es una
combinación de la velocidad de aporte de hilo y la corriente de soldadura. Utilizando
el mando 5, seleccione una de las tres posiciones (1, 2 o 3) y especifique los valores
de alimentación del hilo y tensión eléctrica.
Presione el botón 6 de almacenamiento en memoria para guardar los valores del
nivel de actividad especificado. Una vez transcurridos aproximadamente 2,5
segundos, se encenderá el piloto 2. Dicho piloto permanecerá encendido hasta que
libere el botón de almacenamiento en memoria.
También puede almacenar los valores de alimentación del hilo y tensión eléctrica de
soldadura a partir de una línea sinérgica. Consulte el apartado «Almacenamiento de
valores del nivel de actividad», en la página 12.
6.4.2 Posición de los programas
Coloque el mando 8 en la posición
y el mando
5 en la posición que contenga los parámetros que
desee utilizar. Si ha conectado a la unidad de
control r emoto una pistola de soldadura con
selector de programas, deberá seleccionar un nivel
de actividad. También se puede modificar el nivel
de actividad durante el proceso de soldadura.
Nota: si ha conectado a la unidad de control remoto
una pistola de soldadura con selector de programas, no podrá seleccionar un nivel
de actividad con el mando 5.
No pulse bajo ningún concepto el botón de almacenamiento en memoria cuando
el selector de funciones 8 se encuentre en la posición de programas.
En la posición de programas, sólo los niveles de actividad almacenados pueden
afectar a los valores de alimentación del hilo y tensión eléctrica. El resto de valores
correspondientes a la alimentación del hilo y la tensión eléctrica permanecerán
inactivos.
ES

-- 1 2 --
bm35d1ca
6.4.3 Posición sinérgica
Puede seleccionar hasta 16 líneas sinérgicas
diferentes, dos de ellas programables. Si desea
más información, consulte la tabla de la página 13 o
la pegatina que encontrará en el interior del panel
situado en la unidad de alimentación de hilo.
Especifique la línea sinérgica correspondiente al
hilo que vaya a utilizar mediante el selector de
funciones 8 y el mando 10.
Utilice el mando giratorio 4 para especificar la
velocidad de aporte de hilo.
Utilizando el potenciómetro de tensión e léctrica de la unidad de control rem oto, o
bien el mando giratorio 4, podrá especificar la desviación sinérgica sobre el arco de
tensión eléctrica que se haya calculado como referencia. Si el valor de la desviación
es cero, se encenderá el piloto verde 2. Si se produce una desviación positiva o
negativa, el piloto se apagará. Si desea volver a la línea sinérgica, deberá reajustar
la tensión eléctrica hasta que el piloto verde vuelva a encenderse.
La desviación sinérgica volverá a cero siempre que seleccione una nueva línea
sinérgica.
En cambio, si se conecta la unidad de control remoto, la desviación sinérgica no
volverá a cero cada vez que se modifique la línea sinérgica. Si el potenciómetro de
la unidad de control remoto se coloca en la posición central, la desviación sinérgica
permanecerá en el valor cero.
Preconfiguración
Si presiona el botón 7, podrá leer los valores de alimentación del hilo y tensión
eléctrica fijados para cada línea sinérgica. La pantalla muestra los valores prefijados
de alimentación del hilo y tensión e léctrica de la soldadura, incluida la desviación
sinérgica, si es que la hay.
Almacenamiento de valores del nivel de actividad
Es posible almacenar un punto arbitrario de la línea sinérgica de la misma forma en
que se guarda el nivel de actividad en el modo de funcionamiento manual:
S Seleccione una línea sinérgica.
S Especifique los valores de alimentación del hilo y desviación sinérgica.
S Compruebe los valores pulsando el botón 7.
S Utilizando el mando 5, seleccione el programa en el que desee almacenar los
nuevos parámetros de soldadura.
S Pulse el botón de almacenamiento en m emoria ( 6). Transcurridos
aproximadamente 2,5 segundos, los parámetros de soldadura quedarán
almacenados.
S Suelte el botón de almacenamiento en memoria (6) cuando se encienda el piloto
verde 3.
ES

-- 1 3 --
bm35d1ca
Sinergia A Sinergia B
1 Fe 1,0 80%Ar 20%CO
2
1 MCW 1,2 80%Ar 20%CO
2
2 Fe 1,2 80%Ar 20%CO
2
2 MCW 1,6 80%Ar 20%CO
2
3 AcInox 1,0 98%Ar 2%CO
2
3 RFCW 1,2 80%Ar 20%CO
2
4 AcInox 1,2 80%Ar 20%CO
2
4 RFCW 1,6 80%Ar 20%CO
2
5 Al Mg 1,2 100%Ar 5 BFCW 1,2 80%Ar 20%CO
2
6 Al Mg 1,6 100%Ar 6 BFCW 1,6 80%Ar 20%CO
2
7 Al Si 1,2 100%Ar 7 Programable
8 Al Si 1,6 100%Ar 8 Programable
14 líneas sinérgicas preconfiguradas.
SSFCW = Stainless Steel F lux Cored Wire (electrodo tubular de acero inoxidable
con núcleo de fundente)
MCW = M
etal Cored Wire (electrodo tubular de metal)
RFCW = Rutile Flux Cored Wire (electrodo rutilo tubular con núcleo de
fundente)
BFCW = B
asic Flux Cored Wire (electrodo básico tubular con núcleo de
fundente)
6.4.4 Diseñe sus propias líneas siné rgicas
Si las líneas sinérgicas preconfiguradas no coinciden con la combinación de tipo de
hilo, diámetro de hilo y mezcla de gas que tenga pensado utilizar, conecte el módulo
de programación PAH 1 a la unidad de control rem oto y tendrá la posibilidad de
crear dos líneas sinérgicas personalizadas y almacenarlas en la m emoria de la
unidad de alimentación de hilo.
El módulo PAH 1 es un accesorio no incluido. Ver código de referencia en página 27.
6.5 Presión de alimentación de hilo
En primer lugar, compruebe que el hilo no corra con dificultad por la guía. A
continuación, regule la p resión de los rodillos del mecanismo alimentador. Es
importante que la presión no sea demasiado alta.
Fig. 1 Fig. 2
Para comprobar que la presión de alimentación sea correcta, se puede alimentar
hilo contra un objeto aislado, por ejemplo un taco de madera.
Cuando se sostiene el soplete a unos 5 mm del taco de madera (Fig. 1), los
rodillos de alimentación deben girar en falso.
En cambio, cuando se sostiene el soplete a unos 50 mm del taco de madera, el
hilo debe salir y doblarse (Fig. 2).
ES

-- 1 4 --
bm35d1ca
6.6 Para cargar/cambiar hilo en la unidad ESABFeed 30
S Abra el panel lateral.
S Desconecte el sensor de presión inclinándolo hacia atrás, con los cilindr os de
presión hacia arriba.
S Desenrolle entre 10 y 20 cm del hilo nuevo. Lime cualquier rugosidad o arista
viva que pueda haber en el extremo del hilo antes de insertarlo en la unidad de
alimentación de hilo.
S Asegúrese de que el hilo se introduce cor r e ctamente en la guía del rodillo de
alimentación y en la boquilla de salida o guía del hilo.
S Fije el sensor de presión.
S Cierre el panel lateral.
6.7 Para cargar/cambiar hilo en la unidad ESABFeed 48
S Abra el panel lateral.
S Empuje el dispositivo de presión hacia abajo y tire de él hacia sí y hacia arriba.
S Extraiga el carro.
S Desenrolle entre 10 y 20 cm del hilo nuevo. Lime cualquier rugosidad o arista
viva que pueda haber en el extremo del hilo antes de insertarlo en la unidad de
alimentación de hilo.
S Asegúrese de que el hilo se introduce cor r e ctamente en la guía del rodillo de
alimentación y en la boquilla de salida o guía del hilo.
S Vuelva a instalar el carro.
S Cierre el panel lateral.
6.8 Para cambiar los rodillos alimentadores en la unidad ESABFeed 30
S Abra el panel lateral.
S Desconecte el sensor de presión ( 1) inclinándolo
hacia atrás, con los cilindros de presión hacia
arriba.
S Desconecte los cilindros de presión (2). Para ello,
haga girar el eje (3) un cuarto de vuelta en el
sentido de las agujas del reloj y extráigalo. Al
hacerlo, se desconectan los cilindr os de presión.
S Desconecte los rodillos a limentadores (4). Para ello,
afloje las tuercas (5) y extraiga los rodillos.
Para instalar los rodillos alimentadores, repita los m ismos
pasos en el orden inverso.
Selección de la guía de los rodillo s alimentadores
Gire el rodillo alimentador de forma que la indicación de la
dimensión de la ranura requerida quede a la vista.
ES

-- 1 5 --
bm35d1ca
6.9 Para cambiar los rodillos alimentadores en la unidad ESABFeed 48
S Abra el panel lateral.
S Empuje el dispositivo de presión (1) hacia abajo y
tire de él hacia sí y hacia arriba.
S Extraiga el carro (2).
S Afloje los tornillos de cabeza hueca (3) del soporte
de la boquilla intermedia y extraiga el soporte.
S Afloje el tornillo del tubo de salida (4) y empuje
éste último hacia atrás.
S Afloje por completo el tornillo de cabeza
hueca (5) central.
S Afloje los dos tornillos de cabeza hueca exter iores (6)
sólo media vuelta.
S Extraiga los rodillos alimentadores (7).
Para instalar los rodillos alimentadores, repita los m ismos
pasos en el orden inverso.
Selección de la guía de los rodillo s alimentadores
No coloque ninguna arandela de
montaje, o coloque una o dos, entre la
arandela exterior y los rodillos
alimentadores. ¡Atención! Al cam b iar
los cilindros de presión (8), se sustituye
el carro entero.
7 MANTENIMIENTO
Para garantizar la seguridad y f iabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡Atención!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán
de ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo
durante el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de
fallooavería.
7.1 Revisión y limpieza
Unidad d e alimentación d e hilo
Compruebe con regularidad que la unidad de alimentación de hilo no está
obstruida.
S Limpie y cambie las partes desgastadas del mecanismo de la unidad de
alimentación de hilo a intervalos regulares con el fin de que no se produzca
ningún fallo en la alimentación del hilo. Tenga en cuenta que una presión
previa demasiado alta puede producir un desgaste inusual de los cilindros de
presión, los rodillos de alimentación y la guía del hilo.
ES

-- 1 6 --
bm35d1ca
Cubo del freno
El cubo viene ajustado de fábrica. Si necesita
volver a ajustarlo, siga las instrucciones que
figuran a continuación. Ajuste el cubo del freno
de manera que el hilo quede relativamente flojo
cuando se detenga la alimentación.
S Ajuste el par de frenado:
S Gire la maneta roja hasta la posición de bloqueo.
S Introduzca un destornillador en los muelles del cubo.
Para reducir el par de frenado, gire los muelles en el sentido de las agujas del
reloj.
Para aumentar el par de frenado, gire los muelles en sentido contrario a las
agujas del reloj. ¡ATENCIÓN! Tenga cuidado para no girar un muelle más
que el otro.
Pistola de soldadura
S Limpie y/o r eponga a intervalos regulares las partes desgastadas (o
susceptibles de sufrir desgaste) del mecanismo de alimentación, con el fin de
que no se produzca ningún fallo en la alimentación de hilo. Limpie con aire
comprimido la guía del hilo cada cierto tiempo, así como la punta de contacto
del hilo.
8 PEDIDOS DE REPUESTOS
El ESABFeed 30--4/ ESABFeed 48--4 se han construido y ensayado según el estándar
internacional y europeo IEC/EN 60974--5 y EN 50199. Después de haber realizado una
operación de servicio o reparación, la empresa o persona de servicio que la haya rea-
lizado deberá cerciorarse de que el equipo siga cumpliendo la norma antedicha.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
ES

-- 1 7 --
page

Esquema
-- 1 8 --
bm35e11a

ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
Edition 051220
Referencia de pedido
-- 1 9 --
bm35o11a
1.
Feeder for Marathon Pact Feeder with
capsuled bobbin
ESABFeed 30--4 M14 with water cooling 0459 114 895 0459 116 895
ESABFeed 48--4 M14 with water cooling 0459 114 995 0459 116 995
Spare parts list 0459 160 990 0459 160 990

ESABFeed 30- 4 M14
Edition 051220
Piezas de desgaste
-- 2 0 --
bm29whj1
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 0.8--1.6 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 &0.8S2
0459 052 002 Feed/pressure rollers Fe , Ss & cored Ø 0.8 & 1,0 mm V
0.8 S2 &1.0S2
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 1.0 S2 &1.2S2
0459 052 013 Feed/pressure rollers Fe , Ss & cored Ø 1.4 & 1.6 mm V 1.4 S2 &1.6S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 & 1.4 mm V--Knurled 1.2 R2 &1.4R2
0458 825 003 Feed/pressure rollers Cored Ø1.6mm V--Knurled 1.6 R2 &2.0R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 & 1.6 mm U 1.2 A2 &1.6A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
HI 15 Nut M10
HI 16 0458 748 002 Insulating washer
HI 17 0458 748 001 Insulating bushing
Item Ordering no. Denomination Notes Wire dimensions
HI 18 0156 602 001
0332 318 001
Inlet nozzle (S)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 2.4 mm steel for 1.2--2.0 mm
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

ESABFeed 30- 4 M14
Edition 051220
-- 2 1 --
bm29whj1

ESABFeed 48- 4 M14
Edition 051220
-- 2 2 --
bm29whk1
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle (S)
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 1.0--1.6 mm
Ø 3.4 mm steel for 2.0--2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark-
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6--1.2 0.6--0.8 0.9--1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4--1.6 1.4--1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller (S) Fe, Ss & cored 0.9--1.6 0.9--1.0 1.2 1.4--1.6 V 6
0366 966 882 Feed Roller Cored 1.2--2.0 1.2 1.4--1.6 2.0 V--Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V--Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0--1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø0.6--1.2mm V 1
0366 902 900 Bogey Fe, Ss & cored Ø0.9--1.6mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø1.4--2.4mm V
2
0366 902 894 Bogey Fe, Ss & cored Ø1.2mm V .045 / 7
0366 902 882 Bogey (HD)(S) Cored Ø1.2--2.0mm V--Knurled 3
0366 902 883 Bogey (HD) Cored Ø2.4mm V--Knurled 4
0366 902 899 Bogey Al Ø1.0--1.6mm U U4
0366 902 886 Bogey (HD) Al Ø1.2mmx3 U --
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 W asher
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle (S)
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm copper for 1.2--2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle (S)
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm steel for 1.2--2.0 mm
Ø 4 mm steel for 2.4 mm

ESABFeed 48- 4 M14
Edition 051220
-- 2 3 --
bm29whk1

Edition 051220
ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
Accesorios
-- 2 4 --
bm35a11a
1 Bobbin cover, plastic Ø 300mm ........... 0458 674 880
1 Bobbin cover, metal Ø 300mm ............. 0459 431 880
1
2
Bobbin holder ...........................
Adapter for 5 kg bobbin ....................
0458 704 880
0455 410 001
1 Adapter for 440 mm bobbin ................ 0459 233 880
1
2
Lifting eye ...............................
Quick connector MarathonPact ...........
0458 706 880
F102 440 880

Edition 051220
ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
-- 2 5 --
bm35a11a
1
2
3
Turning piece ............................
Guide pin ................................
Quick connector MarathonPact ...........
0458 703 880
0349 302 303
F102 440 880
1 Wheel kit ................................ 0458 707 880
1 Strain relief for welding gun .............. 0457 341 881
Strain relief bracket for connection set .... 0459 234 880
Remote control unit M1 ..................
MIG/MAG:wire feed speed and voltage
0459 491 895
Remote cable 23 pole -- 8 pole
5m......................................
0459 553 880

Edition 051220
ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
-- 2 6 --
bm35a11a
Extension cable for remote control 23 pole
8m......................................
16m.....................................
0467 197 880
0467 197 881
Counter balance device ...................
(includes mast and counter balance)
0458 705 880
Feeder stand ............................. 0458 522 880

Edition 051220
ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
-- 2 7 --
bm35a11a
Connection set for 400 A power sources
1.7m ....................................
5m......................................
10m.....................................
15m.....................................
25m.....................................
35m.....................................
1.7m,water ..............................
5m,water................................
10m,water...............................
15m,water...............................
25m,water...............................
35m,water...............................
0469 836 880
0469 836 981
0469 836 881
0469 836 882
0469 836 883
0469 836 884
0469 836 885
0469 836 983
0469 836 886
0469 836 887
0469 836 888
0469 836 889
Connection set for 500 A power sources
1.7m ....................................
10m.....................................
15m.....................................
25m.....................................
35m.....................................
1.7m,water ..............................
10m,water...............................
15m,water...............................
25m,water...............................
35m,water...............................
0469 836 890
0469 836 891
0469 836 892
0469 836 893
0469 836 894
0469 836 895
0469 836 896
0469 836 897
0469 836 898
0469 836 899
Miggytrac 1000, Miggytrac 2000
Equipment for mechanized welding ..........
More infor--
mation at the
nearest
ESAB agency
Railtrac
Equipment for mechanized welding ..........
More infor--
mation at the
nearest
ESAB agency
Welding gun MXH 400w PP
6.0m ....................................
10.0m ...................................
0700 200 015
0700 200 016
Programming unit
PAH1 ....................................
0455 525 880

Edition 051220
ESABFeed 30- 4 M14, ESABFeed 48- 4 M14
-- 2 8 --
bm35a11a
Weld ing gun with EURO connection
Self cooled
Type Ordering no. Max welding current Wire dimensions
Hose length 3 m Hose length 4,5 m CO
2
Mix Ar
PSF 250 0368 100 882 0368 100 883 250A 60% 225A 60% 0.6 -- 1.0
PSF 305 0458 401 880 0458 401 881 315A 60& 285A 60% 0.6 -- 1.2
PSF 405 0458 401 882 0458 401 883 380A 60% 325A 60% 0.6 -- 1.6
PSF 505 0458 401 884 0458 401 885 475A 60% 410A 60% 0.6 -- 2.4
Self co o led with RS3 Remote 3--step program switch
Type Ordering no. Max welding current Wire dimensions
Hose length 3 m Hose length 4,5 m CO
2
Mix Ar
PSF 250 0469 798 882 0469 798 883 250A 60% 225A 60% 0.6 -- 1.0
PSF 405 0458 401 892 0458 401 893 380A 60% 325A 60% 0.6 -- 1.6
Water cooled
Type Ordering no. Max welding current Wire dimensions
Hose length 3 m Hose length 4,5 m CO
2
Mix Ar
PSF 410W 0458 400 882 0458 400 883 425A 100% 400A 100% 0.6 -- 1.6
PSF 510W 0458 400 884 0458 400 885 500A 100% 440A 100% 0.6 -- 2.4
Water cooled with RS3 Remote 3--step program switch
Type Ordering no. Max welding current Wire dimensions
Hose length 3 m Hose length 4,5 m CO
2
Mix Ar
PSF 410W 0458 400 898 0458 400 899 425A 100% 400A 100% 0.6 -- 1.6
PSF 510W 0458 400 900 0458 400 901 500A 100% 440A 100% 0.6 -- 2.4

-- 2 9 --
page

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
0511118
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax: +60 3 8027 4754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























ESAB Feed 30-4 M14, Feed 48-4 M14 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB Feed 302 M11 Manual de usuario
-
ESAB Feed 484 M12 Manual de usuario
-
ESAB Feed 484 M13 - Origo™ Feed 304 M13 Manual de usuario
-
-
ESAB Feed 30-2 M11 Manual de usuario
-
-
ESAB ESABFeed 30L-4i Manual de usuario
-
-
ESAB Mig C300i Manual de usuario
-