El ESAB Feed 484 M12 es una unidad de alimentación de hilo de alto rendimiento, versátil y con un potente motor de 9A que proporciona una alimentación de hilo suave y estable. Con velocidades de alimentación de alambre ajustables de 1,9 a 25,0 m/min, la unidad puede manejar una amplia gama de materiales y aplicaciones de soldadura. La unidad también cuenta con una duración de posgas ajustable de hasta 0,5 segundos y una función de arranque lento para evitar salpicaduras y quemaduras.
El ESAB Feed 484 M12 es una unidad de alimentación de hilo de alto rendimiento, versátil y con un potente motor de 9A que proporciona una alimentación de hilo suave y estable. Con velocidades de alimentación de alambre ajustables de 1,9 a 25,0 m/min, la unidad puede manejar una amplia gama de materiales y aplicaciones de soldadura. La unidad también cuenta con una duración de posgas ajustable de hasta 0,5 segundos y una función de arranque lento para evitar salpicaduras y quemaduras.
































-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































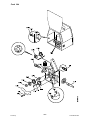
ESAB Feed 484 M12 Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
El ESAB Feed 484 M12 es una unidad de alimentación de hilo de alto rendimiento, versátil y con un potente motor de 9A que proporciona una alimentación de hilo suave y estable. Con velocidades de alimentación de alambre ajustables de 1,9 a 25,0 m/min, la unidad puede manejar una amplia gama de materiales y aplicaciones de soldadura. La unidad también cuenta con una duración de posgas ajustable de hasta 0,5 segundos y una función de arranque lento para evitar salpicaduras y quemaduras.
Artículos relacionados
-
ESAB Feed 484 M13 - Origo™ Feed 304 M13 Manual de usuario
-
ESAB Aristo Feed 4804 Manual de usuario
-
ESAB ESABFeed 48-4 M14 Manual de usuario
-
ESAB Feed 302 M11 Manual de usuario
-
-
-
ESAB Feed 3004 Manual de usuario
-
ESAB Aristo®Feed 30-4, Aristo®Feed 48-4 Manual de usuario
-
-