ESAB ESABFeed 48-4 M14 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para
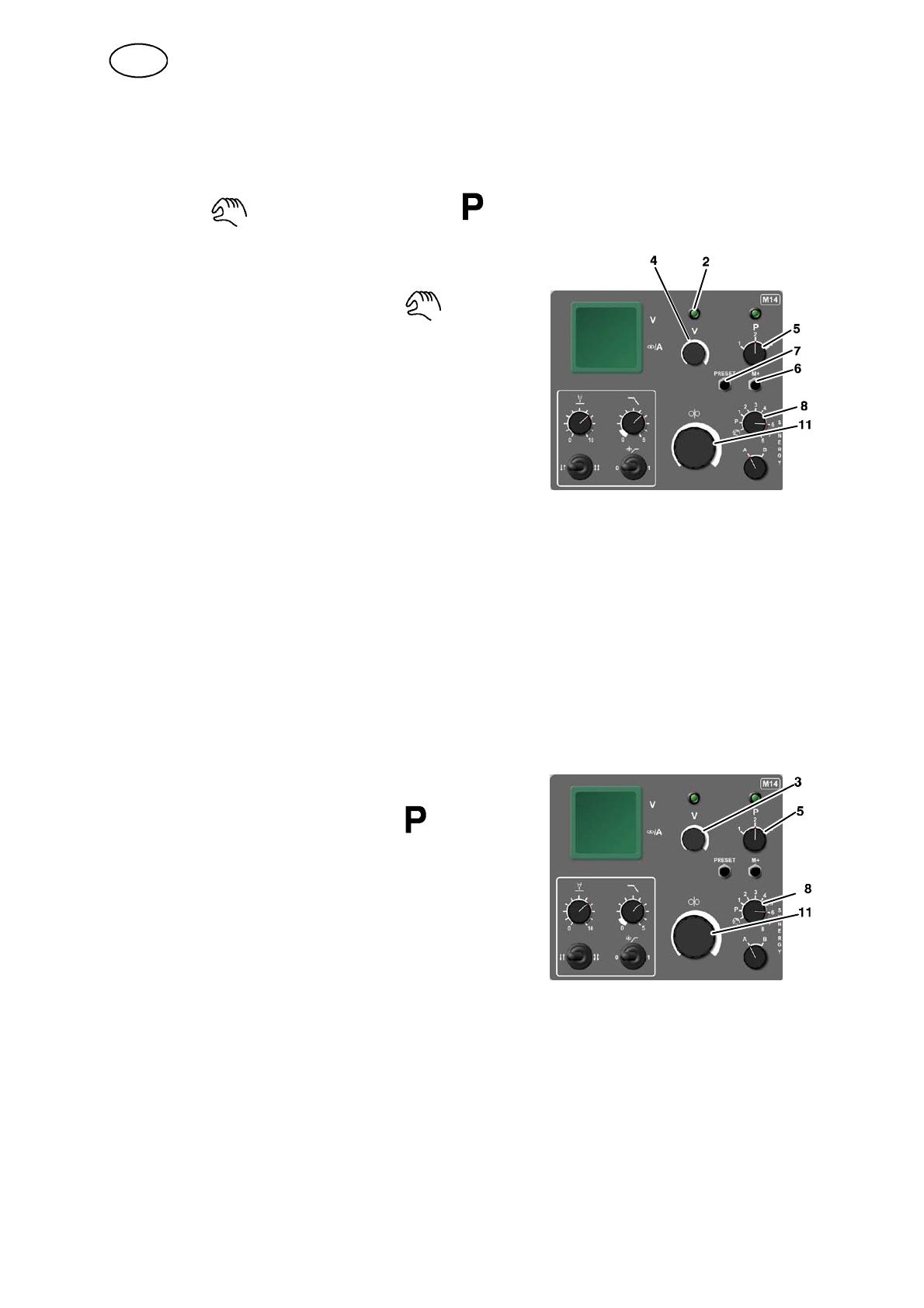
El ESAB ESABFeed 48-4 M14 es una unidad de alimentación de hilo diseñada para soldadura MIG/MAG con unidades de alimentación ESABMig 400t y ESABMig 500t. Es capaz de soldar con hilo de 0,6 a 2,4 mm de diámetro y puede utilizar bobinas de hilo estándar de 300 mm o bobinas de accesorio de 440 mm. La unidad tiene un motor potente con una corriente máxima de 8A, lo que le permite proporcionar una velocidad de alimentación de hilo de 1,9 a 25,0 m/min. También cuenta con funciones avanzadas como arranque lento, 2/4 tiempos y 14 líneas sinérgicas preconfiguradas.
El ESAB ESABFeed 48-4 M14 es una unidad de alimentación de hilo diseñada para soldadura MIG/MAG con unidades de alimentación ESABMig 400t y ESABMig 500t. Es capaz de soldar con hilo de 0,6 a 2,4 mm de diámetro y puede utilizar bobinas de hilo estándar de 300 mm o bobinas de accesorio de 440 mm. La unidad tiene un motor potente con una corriente máxima de 8A, lo que le permite proporcionar una velocidad de alimentación de hilo de 1,9 a 25,0 m/min. También cuenta con funciones avanzadas como arranque lento, 2/4 tiempos y 14 líneas sinérgicas preconfiguradas.





























-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























ESAB ESABFeed 48-4 M14 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
El ESAB ESABFeed 48-4 M14 es una unidad de alimentación de hilo diseñada para soldadura MIG/MAG con unidades de alimentación ESABMig 400t y ESABMig 500t. Es capaz de soldar con hilo de 0,6 a 2,4 mm de diámetro y puede utilizar bobinas de hilo estándar de 300 mm o bobinas de accesorio de 440 mm. La unidad tiene un motor potente con una corriente máxima de 8A, lo que le permite proporcionar una velocidad de alimentación de hilo de 1,9 a 25,0 m/min. También cuenta con funciones avanzadas como arranque lento, 2/4 tiempos y 14 líneas sinérgicas preconfiguradas.
Artículos relacionados
-
ESAB Feed 302 M11 Manual de usuario
-
ESAB Feed 484 M12 Manual de usuario
-
ESAB Feed 484 M13 - Origo™ Feed 304 M13 Manual de usuario
-
-
ESAB Feed 30-2 M11 Manual de usuario
-
-
ESAB ESABFeed 30L-4i Manual de usuario
-
-
ESAB Mig C300i Manual de usuario
-