-- 1 1 --
bm35d1ca
6.4 Funcionamiento
La unidad de alimentación de hilo dispone de diez posiciones de funcionamiento
diferentes. Para seleccionar la que má s le convenga, sólo tiene que utilizar el mando
8: MANUAL , PROGRAM (programa) y SYNERGY (sinergia) 1--8.
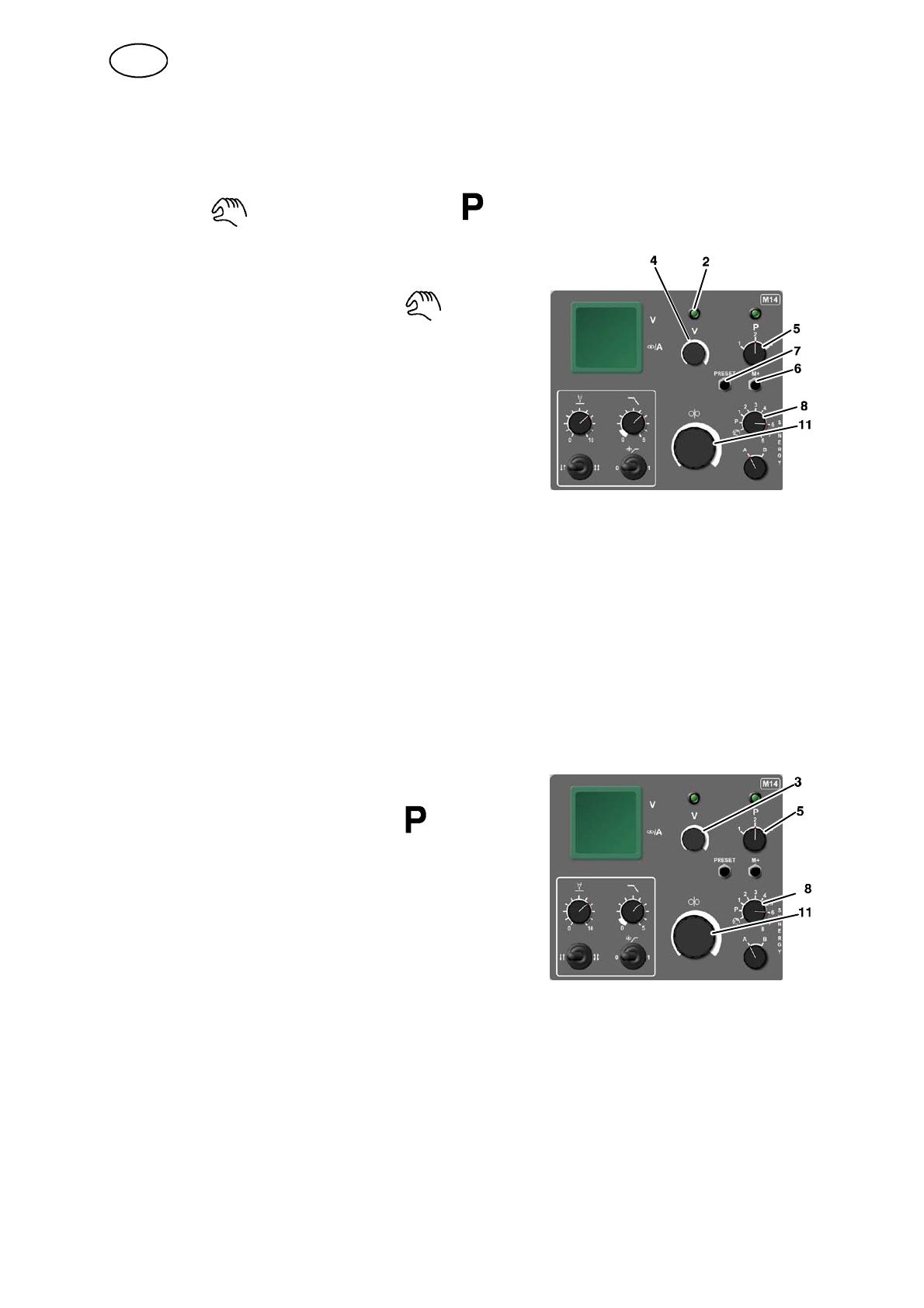
6.4.1 Modo de funcionamiento manual
Coloque el mando 8 en la posición .
Mantenga presionado el botón PRESET (7)al
ajustar los valores de alimentación del hilo (11)y
tensión eléctrica (4), que se mostrarán en la
pantalla. Durante el proceso de soldadura, la
pantalla mostrará una medición de la tensión del
arco y la corriente de soldadura.
Almacenamiento de valores del nivel de actividad
El valor del nivel de actividad es una
combinación de la velocidad de aporte de hilo y la corriente de soldadura. Utilizando
el mando 5, seleccione una de las tres posiciones (1, 2 o 3) y especifique los valores
de alimentación del hilo y tensión eléctrica.
Presione el botón 6 de almacenamiento en memoria para guardar los valores del
nivel de actividad especificado. Una vez transcurridos aproximadamente 2,5
segundos, se encenderá el piloto 2. Dicho piloto permanecerá encendido hasta que
libere el botón de almacenamiento en memoria.
También puede almacenar los valores de alimentación del hilo y tensión eléctrica de
soldadura a partir de una línea sinérgica. Consulte el apartado «Almacenamiento de
valores del nivel de actividad», en la página 12.
6.4.2 Posición de los programas
Coloque el mando 8 en la posición
y el mando
5 en la posición que contenga los parámetros que
desee utilizar. Si ha conectado a la unidad de
control r emoto una pistola de soldadura con
selector de programas, deberá seleccionar un nivel
de actividad. También se puede modificar el nivel
de actividad durante el proceso de soldadura.
Nota: si ha conectado a la unidad de control remoto
una pistola de soldadura con selector de programas, no podrá seleccionar un nivel
de actividad con el mando 5.
No pulse bajo ningún concepto el botón de almacenamiento en memoria cuando
el selector de funciones 8 se encuentre en la posición de programas.
En la posición de programas, sólo los niveles de actividad almacenados pueden
afectar a los valores de alimentación del hilo y tensión eléctrica. El resto de valores
correspondientes a la alimentación del hilo y la tensión eléctrica permanecerán
inactivos.
ES





























