Lincoln Electric POWER MIG 255 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación

POWER MIG
™
255
IMT636-B
January, 2010
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100
Safety Depends on You
Lincoln arc welding and cutting equipment is designed and built with safety in
mind. However, your overall safety can be increased by proper installation ... and
thoughtful operation on your part. DO NOT INSTALL, OPERATE OR REPAIR
THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY
PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think
before you act and be careful.
OPERATOR’S MANUAL
MANUAL DE OPERACIÓN
MANUEL DE L’OPÉRATEUR
La Seguridad Depende de Usted
Los equipos de corte y soldadura al arco Lincoln han sido diseñados y construi-
dos teniendo en cuenta su seguridad. No obstante, ésta se verá incrementada si
la instalación se realiza correctamente, y si pone atención en el manejo de los
mismos. NO INSTALE, UTILICE O REPARE ESTE EQUIPO SIN ANTES
HABER LEIDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE CON-
TIENE. Y, lo más importante, piense antes de actuar, y tenga mucho cuidado.
La sécurité dépend de vous
Le matériel de soudage et de coupage à l'arc Lincoln est conçu et construit en
tenant compte de la sécurité. Toutefois, la sécurité en général peut être accrue
grâce à une bonne installation... et à la plus grande prudence de votre part. NE
PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL SANSAVOIR LU CE
MANUEL ET LES MESURES DE SÉCURITÉ QU'IL CONTIENT. Et, par dessus
tout, réfléchissez avant d'agir et exercez la plus grande prudence.
For use with machines Code numbers: Para uso con máquinas código:
S’applique aux machines dont le numéro de code est:
10563, 10583, 10986, 10990
Copyright © 2004 Lincoln Global Inc.
Read this Operators Manual completely before attempting to use this equip-
ment. Save this manual and keep it handy for quick reference. Pay particular
attention to the safety instructions we have provided for your protection.
Lea este manual del operador completamente antes de intentar utilizar este
equipo. Guarde este manual y téngalo a la mano para cualquier referencia.
Ponga especial atención a las instrucciones de seguridad que hemos propo
cionado para su protección.
Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour
la première fois. Mettre ce manuel de côté et le tenir à portée pour pouvoir le
consulter rapidement. Faire tout particulièrement attention aux instructions de
sûreté que nous vous avons fournies pour assurer votre protection.
Veuillez examiner le carton et l'équipement pour des dommages immédiatement
Quand cet équipement est embarqué, titre passe à l'acheteur sur le reçu par
le porteur. En conséquence, des réclamations pour le matériel endommagé
dans l'expédition doivent être faites par l'acheteur contre la compagnie de
transport lorsque l'expédition est reçue. Veuillez enregistrer votre information
d'identification d'équipement ci-dessous pour la future référence. Cette infor-
mation peut être trouvée sur votre plaque signalétique de machine.
La datede _______________________
de numéro de série de _________________
de numéro de code de _____________________
de numéro de type de________________________
de produit ou de code de date a acheté le _____________
où le ______________________
acheté toutes les fois que vous demandez des piêces ou l'information de
rechange sur cet équipement, fournissent toujours l'information que vous avez
enregistrée ci-dessus. Le numéro de code est particuliêrement important en
identifiant les piêces de rechange correctes.
Please Examine Carton and Equipment For Damage Immediately
When this equipment is shipped, title passes to the purchaser upon receipt by
the carrier. Consequently, Claims for material damaged in shipment must be
made by the purchaser against the transportation company at the time the
shipment is received.
Please record your equipment identification information below for future refer-
ence. This information can be found on your machine nameplate.
Product ________________________
Model Number _____________________
Code Number or Date Code_________________
Serial Number_______________________
Date Purchased_______________________________
Where Purchased______________________
Whenever you request replacement parts or information on this equipment,
always supply the information you have recorded above. The code number is
especially important when identifying the correct replacement parts.
Examine por favor el cartón y el equipo para el daño inmediatamente
cuando se envía este equipo, título pasa al comprador sobre recibo por el por-
tador. Por lo tanto, las demandas para el material dañado en el envío se deben
hacer por el comprador contra la compañía del transporte cuando se recibe el
envío. Registre por favor su información de la identificación del equipo abajo
para la referencia futura. Esta información se puede encontrar en su placa de
identificación
de la máquina..
La fecha del _______________________
del número de serie del _________________
del número de código del _____________________
del número de modelo del ________________________
del producto o del código de la fecha compró el ____________________
donde el ______________________
Comprado siempre que usted solicitepiezas o lainformación de recambiosobre
este equipo, provee siempre la información que usted ha registrado arriba. El
número de código es especialmente importante al identificar el reemplazo cor-
recto parts.
On-Line Product Registration
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement includ-
ed in the literature packet accompanying this machine and fax the form per the
instructions printed on it.
• For On-Line Registration:
Go to our
WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then
“Product Registration”. Please complete the form and submit your registration.
Registro En línea Del Producto
¿- coloque vía su máquina con Lincoln eléctrica fax o excedente el Internet?
• Para enviar por telefax: ¿Llene el formulario en la parte posteriora de la
declaración de la garantía incluida en el paquete de la literatura que acompaña
esta máquina y envíe por telefax la forma por las instrucciones impresas en él?
• Para El Registro En línea:
Vaya a nuestro Web site en www.lincolnelectric.com. ¿Elija Los Acoplamientos
Del?Quick? y entonces registro del?Product?. Llene el formulario por favor y
someta su registro.
Enregistrement En ligne De Produit
- enregistrez votre machine avec Lincoln électrique par l'intermédiaire du fax ou de
l'excédent l'Internet?
• Pour l'envoi: Remplissez le formulaire sur le dos du rapport de garantie inclus
dans le paquet de littérature accompagnant cette machine et envoyez la forme par
fax par instructions imprimées là-dessus?
• Pour L'Enregistrement En ligne:
Allez à notre SITE WEB à www.lincolnelectric.com. Choisissez Les Liens
De?Quick? et puis enregistrement de?Product?. Veuillez remplir le formulaire et
soumettez votre enregistrement.

2
ARC WELDING CAN BE HAZARDOUS. PROTECT YOUR-
SELF AND OTHERS FROM POSSIBLE SERIOUS INJURY
OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEAR-
ERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE
OPERATING.
Read and understand the following safety highlights. For
additional safety information, it is strongly recommended
that you purchase a copy of “Safety in Welding & Cutting -
ANSI Standard Z49.1” from the American Welding Society,
P.O. Box 351040, Miami, Florida 33135 or CSA Standard
W117.2-1974. A Free copy of “Arc Welding Safety” booklet
E205 is available from the Lincoln Electric Company, 22801
St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERA-
TION, MAINTENANCE AND REPAIR PROCE-
DURES ARE PERFORMED ONLY BY QUALIFIED
INDIVIDUALS.
WARNING
ARC RAYS can burn.
2.a. Use a shield with the proper filter and
cover plates to protect your eyes from
sparks and the rays of the arc when
welding or observing open arc weld-
ing. Headshield and filter lens should
conform to ANSI Z87. I standards.
2.b. Use suitable clothing made from durable flame-resis-
tant material to protect your skin and that of your
helpers from the arc rays.
2.c. Protect other nearby personnel with suitable, non-
flammable screening and/or warn them not to watch
the arc nor expose themselves to the arc rays or to
hot spatter or metal.
FOR ELECTRICALLY
powered equipment.
1.a. Turn off input power using the discon-
nect switch at the fuse box before
working on the equipment.
1.b. Install equipment in accordance with the U.S.
National Electrical Code, all local codes and the man-
ufacturer’s recommendations.
1.c. Ground the equipment in accordance with the U.S.
National Electrical Code and the manufacturer’s rec-
ommendations.
SAFETY
La SOLDADURA POR ARCO puede ser peligrosa.
PROTEJASE USTED Y A LOS DEMAS CONTRA POSI-
BLES LESIONES GRAVES O LA MUERTE. NO PERMI-
TA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONAS
CON MARCAPASOS DEBEN CONSULTAR A SU
MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para
más información acerca de la seguridad, se recomienda
comprar un ejemplar de "Safety in Welding & Cutting -ANIS
Standard Z49.1" de la Sociedad Norteamericana de
Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA
Norma W117.2-1974. Una ejemplar gratis del folleto "Arc
Welding Safety" (Seguridad de la soldadura al arco) E205
está disponible de Lincoln Electric Company, 22801 St.
Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTA-
LACION, OPERACION, MANTENIMIENTO Y REPARA-
CION SEAN HECHOS POR PERSONAS CAPACITADAS
PARA ELLO.
ADVERTENCIA
SEGURIDAD
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. SE
PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES
BLESSURES GRAVES VOIRE MORTELLES. ÉLOIGNER
LES ENFANTS. LES PERSONNES QUI PORTENT UN STIM-
ULATEUR CARDIAQUE DEVRAIENT CONSULTER LEUR
MÉDECIN AVANT D'UTILISER L'APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes.
Pour obtenir des renseignements supplémentaires sur la sécurité, on
recommande vivement d'acheter un exemplaire de la norme Z49.1 de
l'ANSI auprès de l'American Welding Society, P.O. Box 351040, Miami,
Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un
exemplaire gratuit du livret “Arc Welding Safety” E205 auprès de la
société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio
44117-1199.
S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILI-
SATION, D'ENTRETIEN ET DE RÉPARATION NE SONT
CONFIÉES QU'À DES PERSONNES QUALIFIÉES.
AVERTISSEMENT
SÉCURITÉ
Los RAYOS DEL ARCO
pueden quemar.
2.a.Colocarseunacaretaconelfiltroycubier-
tas para protegerse los ojos de las chispas y
rayos del arco cuando sesueldeoseobserve
un soldadura por arco abierta. El cristal del fil-
tro y casco debe satisfacer las normas ANSI Z87.I.
2.b. Usar ropa adecuada hecha de material ignífugo
durable para protegerse la piel propia y la de los ayu-
dantes con los rayos del arco.
2.c. Proteger a otras personas que se encuentren cerca
con un biombo adecuado no inflamable y/o advertirles
que no miren directamente al arco ni que se expongan
a los rayos del arco o a las salpicaduras o metal
calientes.
Para equipos
ELECTRICOS.
1.a. Cortar la electricidad entrante usando el
interruptor de desconexión en la caja de
fusibles antes de trabajar en el equipo.
1.b. Instalar el equipo de acuerdo con el Código Eléctrico
Nacional (EE.UU.), todos los códigos locales y las
recomendaciones del fabricante.
1.c. Conectar a tierra el equipo de acuerdo con el Código
Eléctrico Nacional (EE.UU.) y las recomendaciones
del fabricante.
LE RAYONNEMENT DE L'ARC
peut brûler.
2.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se protéger
les yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Le
masque à serre-tête et les oculaires filtrants doivent être conformes
aux normes ANSI Z87.1.
2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se pro-
téger ainsi que les aides contre le rayonnement de l'arc.
2.c. Protéger les autres employés à proximité en utilisant des par-
avents ininflammables convenables ou les avertir de ne pas
regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux
projections ou au métal chaud.
Matériel ÉLECTRIQUE.
1.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de tra-
vailler sur le matériel.
1.b. Installer le matériel conformément au Code canadien de l'élec-
tricité, à tous les codes locaux et aux recommandations du fabri-
cant.
1.c. Mettre à la terre le matériel conformément au Code canadien de
l'électricité et aux recommandations du fabricant.
MAR95

3
ELECTRIC AND MAGNETIC
FIELDS
may be dangerous
3.a. Electric current flowing through any
conductor causes localized Electric
and Magnetic Fields (EMF). Welding
current creates EMF fields around
welding cables and weldingmachines
3.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their
physician before welding.
3.c. Exposure to EMF fields in welding may have other
health effects which are now not known.
3.d. All welders should use the following procedures in
order to minimize exposure to EMF fields from the
welding circuit:
3.d.1.
Route the electrode and work cables together -
Secure
them with tape when possible.
3.d.2. Never coil the electrode lead around your body.
3.d.3. Do not place your body between the electrode
and work cables. If the electrode cable is on
your right side, the work cable should also be
on your right side.
3.d.4. Connect the work cable to the workpiece as
close as possible to the area being welded.
3.d.5. Do not work next to welding power source.
SAFETY SEGURIDAD SÉCURITÉ
LOS CAMPOS ELECTRICOS
Y MAGNETICOS
pueden ser peligrosos
3.a. La corriente eléctrica que circula por cualquiera de los
conductores causa campos eléctricos y magnéticos
(EMF) localizados. La corriente para soldar crea cam-
pos EMF alrededor de los cables y máquinas soldado-
ras.
3.b. Loscampos EMF pueden interferir con algunos marca-
pasos, y los soldadores que tengan marcapaso deben
consultar a su médico antes de manejar una soldado-
ra.
3.c. La exposición a los campos EMF en soldadura pueden
tener otros efectos sobre la salud que se desconocen.
3.d. Todo soldador debe emplear los procedimientos sigu-
ientes para reducir al mínimo la exposición a los cam-
pos EMF del circuito de soldadura:
3.d.1. Pasar los cables del electrodo y de trabajo jun-
tos -Atarlos con cinta siempre que sea posible.
3.d.2. Nunca enrollarse el cable del electrodo alrede-
dor del cuerpo.
3.d.3. No colocar el cuerpo entre los cables del elec-
trodo y de trabajo. Si el cable del electrodo está
en el lado derecho, el cable de trabajo también
debe estar en el lado derecho.
3.d.4. Conectar el cable de trabajo a lapieza de traba-
jo lo más cerca posible del área que se va a sol-
dar.
3.d.5. No trabajar cerca del suministro eléctrico de la
soldadora.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
3.a. Le courant électrique qui circule dans les conducteurs crée des
champs électromagnétiques locaux. Le courant de soudage
crée des champs électromagnétiques autour des câbles et des
machines de soudage.
3.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs qui
portent un stimulateur cardiaque devraient consulter leur
médecin avant d'entreprendre le soudage.
3.c. L'exposition aux champs électromagnétiques lors du soudage
peut avoir d'autres effets sur la santé que l'on ne connaît pas
encore.
3.d. Les soudeurs devraient suivre les consignes suivantes afin de
réduire au minimum l'exposition aux champs électromagné-
tiques du circuit de soudage :
3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer si pos-
sible avec du ruban adhésif.
3.d.2. Ne jamais entourer le câble électrode autour du corps.
3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le
câble d'électrode se trouve à droite, le câble de retour doit
également se trouver à droite.
3.d.4. Connecter le câble de retour à la pièce le plus près possible de
la zone de soudage.
3.d.5. Ne pas travailler juste à côté de la source de courant de
soudage.
MAR95

4
SAFETY SEGURIDAD SÉCURITÉ
WELDING SPARKS can
cause fire or explosion.
4.a.
Remove fire hazards from the welding
area.
If this is not possible, cover them
to prevent the welding sparks from
starting a fire. Remember that welding
sparks and hot materials from welding
can easily go through small cracks and
openings to adjacent areas. Avoid
welding near hydraulic lines. Have a
fire extinguisher readily available.
4.b. Where compressed gases are to be used at the job
site, special precautions should be used to prevent
hazardous situations. Refer to “Safety in Welding and
Cutting” (ANSI Standard Z49.1) and the operating
information for the equipment being used.
4.c. When not welding, make certain no part of the elec-
trode circuitis touchingthe work or ground.Accidental
contact can cause overheating and create a fire haz-
ard.
4.d. Do not heat, cut or weld tanks, drums or containers
until the
proper steps have been taken to insure that
such procedures
will not cause flammable or toxic
vapors from substances inside. They can cause an
explosion even
though
they have been “cleaned”. For
information, purchase “Recommended Safe Practices
for the
Preparation
for Welding and Cutting of
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding
Society
(see address above).
4.e. Vent hollow castings or containers before heating,
cutting or welding. They may explode.
4.f.
Sparks and spatter are thrown from the welding arc.
Wear oil
free protective garments such as leather
gloves, heavy shirt, cuffless trousers, high shoes and
a cap over your hair. Wear ear plugs when welding
out of position or in confined places. Always wear
safety glasses with side shields when in a welding
area.
4.g. Connect the work cable to the work as close to the
welding area as practical. Work cables connected to
the building framework or other locations away from
the welding area increase the possibility of the weld-
ing current passing through lifting chains, crane
cables or other alternate circuits. This can create fire
hazards or overheat lifting chains or cables until they
fail.
Las CHISPAS DE LA SOL-
DADURA pueden causar
incendio o explosión.
4.a.Quitar todas las cosas que presenten
riesgo de incendio del lugar de soldadura. Si
esto no esposible, cubrirlaspara impedir que las chispas de
la soldadura inicien un incendio. Recordar que las chispas y
los materiales calientes de la soldadura puede pasar fácil-
mente por las grietas pequeñas y aberturas adyacentes al
área.Nosoldar cerca detuberías hidráulicas.Tenerunextin-
guidor de incendios a mano.
4.b. En los lugares donde se van a usar gases comprimi-
dos, se deben tomar precauciones especiales para
impedir las situaciones peligrosas. Consultar la norma
“Safety in Welding and Cutting” (Norma ANSI Z49.1) y
la información de manejo para el equipo que se está
usando.
4.c. No calentar, cortar o soldar tanques, tambores o con-
tenedores hasta haber tomado los pasos necesario
para asegurar que tales procedimientos no van a
causar vapores inflamables o tóxicos de las sustancias
en su interior. Pueden causar una explosión incluso
después dehaberse “limpiado”.Parainformación,com-
prar “RecommendedSafe Practices for thePreparation
for Welding and Cutting of Containers and Piping That
Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society (ver la dirección más arriba).
4.e. Ventilar las piezas fundidas huecas o contenedores
antes de calentar, cortar o soldar. Pueden explotar.
4.f. Las chispas y salpicadurassonlanzadas por el arco de
la soldadura. Usar vestimenta protectoralibre de aceite
tales como guantes de cuero, camisa gruesa, pan-
talones sin bastillas, zapatos de caña alta y un gorro.
Ponerse tapones en los oídos cuando se suelde fuera
de posición o en lugares confinados. Siempre usar
gafas protectoras con escudos laterales cuando se
esté en un área de soldadura.
4.g. Conectar el cable de trabajo a la pieza de trabajo tan
cerca del área de soldadura como sea posible. Los
cablesde la pieza de trabajoconectadosalaestructura
del edificio o a otros lugares alejados del área de sol-
daduraaumentanlaposibilidaddequelacorrientepara
soldar pase por las cadenas de izar, cables de grúas u
otros circuitos alternativos. Esto puedecrearriesgos de
incendio o sobrecalentar las cadenas o cables de izar
hasta hacer que fallen.
LES ÉTINCELLES DE
SOUDAGE peuvent provoquer
un incendie ou une explosion.
4.a. Enlever les matières inflammables de la zone
de soudage. Si ce n'est pas possible, les
recouvrir pour empêcher que les étincelles de
soudage ne les atteignent. Les étincelles et
projections de soudage peuvent facilement
s'infiltrer dansles petites fissures ou ouvertures
des zones environnantes. Éviter de souder
près des conduites hydrauliques. On doit tou-
jours avoir un extincteur à portée de la main.
4.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail,
on doit prendre des précautions spéciales pour éviter les dan-
gers. Voir la normeANSI Z49.1 et les consignes d'utilisation rel-
atives au matériel.
4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de
l'électrode ne touche la pièce ou la terre. Un contact accidentel
peut produire une surchauffe et créer un risque d'incendie.
4.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou
des contenants sans avoir pris les mesures qui s'imposent pour
s'assurer que ces opérations ne produiront pas des vapeurs
inflammables ou toxiques provenant des substances à l'intérieur.
Elles peuvent provoquer une explosion même si elles ont été
“nettoyées”. Pour plus d'informations, se procurer le document
AWS F4.1 de l'American Welding Society (voir l'adresse ci-
avant).
4.e. Mettre à l'air libre les pièces moulées creuses ou les contenants
avant de souder, de couper ou de chauffer. Elles peuvent
exploser.
4.f. Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts d'huile
comme des gants en cuir, une chemise épaisse, un pantalon
sans revers, des chaussures montantes et un casque ou autre
pour se protéger les cheveux. Utiliser des bouche-oreilles quand
on soude hors position ou dans des espaces clos. Toujours
porter des lunettes de sécurité avec écrans latéraux quand on se
trouve dans la zone de soudage.
4.g. Connecter le câble de retour à la pièce le plus près possible de
la zone de soudage. Si les câbles de retour sont connectés à la
charpente du bâtiment ou à d'autres endroits éloignés de la zone
de soudage cela augmente le risque que le courant de soudage
passe dans les chaînes de levage, les câbles de grue ou autres
circuits auxiliaires. Cela peut créer un risque d'incendie ou sur-
chauffer les chaînes de levage ou les câbles et entraîner leur
défaillance.
MAR95

5
ELECTRIC SHOCK can kill.
5.a. The electrode and work (or ground)
circuits are electrically “hot” when the
welder is on. Do not touch these “hot”
parts with your bare skin or wet cloth-
ing. Wear dry, hole-free gloves to
insulate hands.
5.b. Insulate yourself from work and ground using dry
insulation. Makecertain theinsulation is large enough
to cover your full area of physical contact with work
and ground.
In addition to the normal safety precautions, if
welding must be performed under electrically
hazardous conditions (in damp locations or while
wearing wet clothing; on metal structures such as
floors, gratings or scaffolds; when in cramped
positions such as sitting, kneeling or lying, if
there is a high risk of unavoidable or accidental
contact with the workpiece or ground) use the fol-
lowing equipment:
• Semiautomatic DC Constant Voltage (Wire)
Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
5.c. In semiautomatic or automatic wire welding, the elec-
trode, electrode reel, welding head, nozzle or semi-
automatic welding gun are also electrically “hot”.
5.d. Always be sure the work cable makes a good electri-
cal connection with the metal being welded. The con-
nection should be as close as possible to the area
being welded.
5.e. Ground the work or metal to be welded to a good
electrical (earth) ground.
5.f.
Maintain the electrode holder, work clamp, welding
cable and
welding machine in good, safe operating
condition. Replace
damaged insulation.
5.g. Never dip the electrode in water for cooling.
5.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because
voltage between the two can be the total of the open
circuit voltage of both welders.
5.i. When working above floor level, use a safety belt to
protect yourself from a fall should you get a shock.
5.j. Also see Items 4.c. and 1.
El ELECTROCHOQUE
puede causar la muerte.
5.a. Los circuitos del electrodo y pieza de
trabajo (otierra) estáneléctricamente“vivos”
cuando la soldadora está encendida. No
tocar esaspiezas “vivas”conla piel desnuda o ropa mojada.
Usar guantes secos sin agujeros para aislar las manos.
5.b. Aislarse de la pieza de trabajo y tierra usando aislante
seco.Asegurarseque elaislantesealo suficientemente
grande para cubrir toda el área de contacto físico con
la pieza de trabajo y el suelo.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente peli-
grosas (en lugares húmedos o mientras se está usan-
do ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodilla-
do o acostado, si existe un gran riesgo de que ocurra
contacto inevitable o accidental con la pieza de traba-
jo o tierra, usar el equipo siguiente:
• Soldadora (de alambre) de voltaje constante
CD semiautomática.
• Soldadora (de varilla) manual CD.
• Soldadora CA con control de voltaje reducido.
5.c. En la soldadura con alambre semiautomática o
automática, el electrodo, carrete del electrodo, cabezal
soldador, boquilla o pistola para soldar semiautomática
también están eléctricamente “vivas”.
5.d. Siempre asegurar que el cable de trabajo tenga una
buena conexión eléctrica con el metal que se está soldan-
do. La conexión debe ser lo más cerca posible del área
que se va a soldar.
5.e. Conectar la pieza de trabajo o metal que se va a soldar a
una buena tierra eléctrica.
5.f. Mantener el portaelectrodo, pinza de trabajo, cable de la
soldadora y la soldadora en condiciones de trabajo bue-
nas y seguras. Cambiar el aislante si está dañado.
5.g. Nunca sumergir el electrodo en agua para enfriarlo.
5.h. Nunca tocar simultáneamente la piezas eléctricamente
“vivas” de los portaelectrodos conectados a dos soldado-
ras porque el voltaje entre los dos puede ser el total del
voltaje de circuito abierto de ambas soldadoras.
5.i. Cuando se trabaje sobre el nivel del suelo, usar un cin-
turóndeseguridadparaprotegersede unacaídasillegara
a ocurrir electrochoque.
5.j. Ver también las partidas 4.c. y 1.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
5.a. Les circuits de l'électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces pièces
sous tension les mains nues ou si l'on porte des vêtements mouillés.
Porter des gants isolants secs et ne comportant pas de trous.
5.b. S'isoler de la pièce et de la terre en utilisant un moyen d'isolation
sec. S'assurer que l'isolation est de dimensions suffisantes pour
couvrir entièrement la zone de contact physique avec la pièce et
la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses au
point de vue électrique (dans les endroits humides ou si
l'on porte des vêtements mouillés; sur les constructions
métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, il y a un risque élevé de contact
inévitable ou accidentel avec la pièce ou la terre) utiliser le
matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
5.c. En soudage semi-automatique ou automatique, le fil, le dévidoir,
la tête de soudage, la buse ou le pistolet de soudage semi-
automatique sont également sous tension.
5.d. Toujours s'assurer que le câble de retour est bien connecté au
métal soudé. Le point de connexion devrait être le plus près
possible de la zone soudée.
5.e. Raccorder la pièce ou le métal à souder à une bonne prise de
terre.
5.f. Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonction-
nement. Remplacer l'isolation endommagée.
5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
5.h. Ne jamais toucher simultanément les pièces sous tension des
porte-électrodes connectés à deux sources de courant de
soudage parce que la tension entre les deux peut correspondre
à la tension à vide totale des deux appareils.
5.i. Quand on travaille au-dessus du niveau du sol, utiliser une cein-
ture de sécurité pour se protéger contre les chutes en cas de
choc.
5.j. Voir également les points 4.c. et 1.
MAR95
SAFETY SEGURIDAD SÉCURITÉ

6
FUMES AND GASES
can be dangerous.
6.a.Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep your
head out of the fume. Use enough
ventila-
tion and/or exhaust at the arc to keep
fumes and gases
away from the breathing zone. When welding with elec-
trodes which require special ventilation such as stain-
less or hard facing (see instructions on container or
MSDS) or on lead or cadmium plated steel and other
metals or coatings which produce highly toxic fumes,
keep exposure as low as possible and below
Threshold Limit Values (TLV) using local exhaust or
mechanical ventilation. In confined spaces or in some
circumstances, outdoors, a respirator may be
required. Additional precautions are also required
when welding on galvanized steel.
6.b.
Do not weld in locations near chlorinated hydrocarbon
vapors coming from degreasing, cleaning or spray-
ing operations. The heat and rays of the arc can
react with solvent vapors
to
form phosgene, a high-
ly toxic gas, and other irritating products.
6.c. Shielding gases used for arc welding can displace air
and cause injury or death. Always use enough venti-
lation, especially in confined areas, to insure breath-
ing air is safe.
6.d. Read and understand the manufacturer’s instructions
for this equipment and the consumables to be used,
including the material safety data sheet (MSDS) and
follow your employer’s safety practices. MSDS forms
are available from your welding distributor or from the
manufacturer.
Los HUMOS Y GASES
pueden ser peligrosos.
6.a.Lasoldadurapuede producir humosy gases
peligrosospara la salud. No respirarlos.Durante
la soldadura, mantener la cabeza alejada de los
humos. Tener bastante ventilación y/o escape en el arco para
mantener los humos y gases lejos de la zona de respiración.
Cuando se suelde con electrodos que requieren venti-
lación especial tales como aceros inoxidables o reves-
timientos duros (ver las instrucciones en el contenedor u
hoja de datos de seguridad del material, MSDS) o en plomo
o acero cadmiado y otros metales o revestimientos que
produzcan humos hipertóxicos, mantener la exposición
tan baja como sea posible y por debajo de los valores
límites umbrales (TLV), utilizando un escape local o venti-
lación mecánica. En espacios confinados o en algunas
situaciones, a la intemperie, puede ser necesario el uso de
un respirador. También se requiere tomar otras precau-
cionesadicionales cuando se suelda en acero galvanizado.
6.b. No soldar en lugares cerca de vapores de hidrocarburo
clorados provenientes de las operaciones de desengrase,
limpieza o pulverización. El calor y los rayos del arco
puede reaccionar con los vapores de solventes para for-
mar fosgeno, un gas hipertóxico, y otros productos irri-
tantes.
6.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones o la muerte.
Siempre tener suficiente ventilación, especialmente en las
áreas confinadas, para tener la seguridad de que se res-
pira aire fresco.
6.d. Leer y entender las instrucciones del fabricante de este
equipo y el material consumible que se va a usar,
incluyendo la hoja de datos de seguridad del material
(MSDS) y seguir las reglas de seguridad del empleador,
distribuidor de material de soldar o del fabricante.
LES FUMÉES ET LES GAZ peu-
vent être dangereux.
6.a. Le soudage peut produire des fumées et des
gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à
l'extérieur des fumées. Utiliser un système de ventilation ou d'évacu-
ation suffisant au niveau de l'arc pour évacuer les fumées et les gaz
de la zone de travail. Quand on soude avec des électrodes qui
nécessitent une ventilation spéciale comme les électrodes en acier
inoxydable ou pour revêtement dur (voir les directives sur le con-
tenant ou la fiche signalétique) ou quand on soude de l'acier au plomb
ou cadmié ainsi que d'autres métaux ou revêtements qui produisent
des fumées très toxiques, limiter le plus possible l'exposition et au-
dessous des valeurs limites d'exposition (TLV) en utilisant une venti-
lation mécanique ou par aspiration à la source. Dans les espaces
clos ou dans certains cas à l'extérieur, un appareil respiratoire peut
être nécessaire. Des précautions supplémentaires sont également
nécessaires quand on soude sur l'acier galvanisé.
6.b. Ne pas souder dans les endroits à proximité des vapeurs d'hy-
drocarbures chlorés provenant des opérations de dégraissage,
de nettoyage ou de pulvérisation. La chaleur et le rayonnement
de l'arc peuvent réagir avec les vapeurs de solvant pour former
du phosgène, gaz très toxique, et d'autres produits irritants.
6.c. Les gaz de protection utilisés pour le soudage à l'arc peuvent
chasser l'air et provoquer des blessures graves voire mortelles.
Toujours utiliser une ventilation suffisante, spécialement dans les
espaces clos pour s'assurer que l'air inhalé ne présente pas de
danger.
6.d. Prendre connaissance des directives du fabricant relativement à
ce matériel et aux produits d'apport utilisés, et notamment des
fiches signalétiques (FS), et suivre les consignes de sécurité de
l'employeur. Demander les fiches signalétiques au vendeur ou
au fabricant des produits de soudage.
MAR95
SAFETY SEGURIDAD SÉCURITÉ

CYLINDER may explode if
damaged.
7.a. Use only compressed gas cylinders
containing the correct shielding gas for
the process used and properly operat-
ing regulators designed for the gas and
pressure used. All hoses, fittings, etc.
should be suitable for the application
and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
•Away from areas where they may be struck or sub-
jected to physical damage.
•A safe distance from arc welding or cutting opera-
tions and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any
other electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder
valve outlet when opening the cylinder valve.
7.f. Valve protection caps should always be in place and
hand tight except when the cylinder is in use or con-
nected for use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publica-
tion P-l, “Precautions for Safe Handling of
Compressed Gases in Cylinders,” available from the
Compressed Gas Association 1235 Jefferson Davis
Highway, Arlington, VA 22202.
7
SAFETY SEGURIDAD SÉCURITÉ
This statement appears where the information must be fol-
lowed exactly to avoid serious personal injury or loss of
life.
WARNING
This statement appears where the information must be fol-
lowed to avoid minor personal injury or damage to this
equipment.
CAUTION
La frase aparece cuando la información se debe seguir
exactamente para evitar lesiones personales serias o
pérdida de la vida.
ADVERTENCIA
Esta frase aparece cuando la información se debe seguir
para evitar alguna lesión personal menor o daño a este
equipo
PRECAUCIÓN
Cet avis apparaît quand on doit suivre scrupuleusement
les informations pour éviter les blessures graves voire
mortelles.
AVERTISSEMENT
Cet avis apparaît quand on doit suivre les informations pour
éviter les blessures légères ou les dommages du
matériel.
ATTENTION
La BOTELLA de gas puede
explotar si está dañada.
7.a. Emplear únicamente botellas que
contenganel gasdeprotecciónadecuado
para el proceso utilizado, y reguladores
en buenas condiciones de
funcionamiento diseñados paraeltipode
gas y la presión utilizados. Todas las
mangueras, rácores, etc. deben ser
adecuados para la aplicación y estar en
buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical
sujetas firmemente con una cadena a la parte inferior
del carro o a un soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o
estén sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor,
chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o
cualquierotra pieza contensión toque la botelladegas.
7.e. Mantener la cabeza y la cara lejos de la salida de la
válvula de la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre
deben estar colocados y apretados a mano, excepto
cuando la botella está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las
botellas de gas y el equipamiento asociado, y la
publicación P-I deCGA, “Precauciones paraun Manejo
Seguro de los Gases Comprimidos en los Cilindros“,
publicado por Compressed Gas Association 1235
Jefferson Davis Highway,Arlington, VA 22202.
LES BOUTEILLES peuvent
exploser si elles sont
endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection con-
venant pour le procédé utilisé ainsi que
des détendeurs en bon état conçus pour
les gaz et la pression utilisés. Choisir les
tuyaux souples, raccords, etc. en fonction
de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage
à l'arc ou de coupage et de toute autre source de
chaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doiventtoujours
être en place et serrés à la main sauf quand la bouteille
est utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz
comprimé, et le matériel associé, ainsi que la publication
P-1 de la CGA que l'on peut se procurer auprès de la
Compressed Gas Association, 1235 Jefferson Davis
Highway, Arlington, VA22202.

8
TABLE OF CONTENTS
INDICE TABLE DES MATIÈRES
Page
Installation................................................................Section A
Technical Specifications................................................A-1
Safety Precautions........................................................A-2
Uncrating the POWER MIG 255 ...................................A-2
Location ........................................................................A-2
Input Power, Grounding and connection DiagramsA-2/A-4
Output polarity Connections..........................................A-5
Gun and Cable Installation............................................A-5
Shielding Gas .........................................................A-6,A-7
Operation..................................................................Section B
Safety Precautions .......................................................B-1
Product Description.......................................................B-2
Recommended Processes and Equipment...................B-2
Welding Capability.........................................................B-3
Limitations.....................................................................B-3
Description of Controls..................................................B-3
Wire drive Roll...............................................................B-3
Wire Size Conversion Parts..........................................B-4
Procedure for Changing Drive Roll ...............................B-4
Wire Reel Loading..................................................B-4,B-5
Mounting of 10 to 30 lbs. Spools ..................................B-5
To Start the Welder .......................................................B-6
Feeding Electrode.........................................................B-6
Idle Roll Pressure Setting..............................................B-7
Setting Run-in Speed .............................................B-7,B-8
Making a Weld...............................................................B-9
Avoiding Wire Feeding Problems................................B-10
Fan Controls................................................................B-11
Input Line Voltage Protection ......................................B-11
Wire Feed Overload Protection...................................B-11
Welding Thermal Overload Protection........................B-12
Overcurrent Protection................................................B-12
Welding Procedure Information...................................B-12
Accessories..............................................................Section C
Drive Rolls Kits..............................................................C-1
Aluminium Feeding Kit .................................................C-1
K363P Readi-Reel Adapter...........................................C-1
Dual Cylinder Mounting Kit ..........................................C-1
Alternative Magnum GMAW Gun and Cable
Assemblies............................................................C-2
Magnum Gun Connection Kit .......................................C-2
Timer Kit Installation ....................................................C-2
Operating Instructions for Timer Kit......................C-3
Spool Gun Adapter Kit .................................................C-5
Making a Weld with the Spool Gun Adapter Kit and
Spool Gun Installed........................................C-5,C-6
Página
Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . .Sección A
Especificaciones técnicas ...................................A-1
Precauciones de seguridad . . . . . . . . . . . . . . . .A-2
Desembalaje de la POWER MIG 255 . . . . . . . .A-2
Ubicación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-2
Diagramas de suministro de energía de
entrada, conexion a tierra y de conexiones .A-2/A-4
Conexiones de polaridad de salida . . . . . . . . . .A-5
Instalación de la pistola y cable . . . . . . . . . . . . .A-5
Gas protector . . . . . . . . . . . . . . . . . . . . . . . .A-6,A-7
Operación . . . . . . . . . . . . . . . . . . . . . . . . . . .Sección B
Precauciones de seguridad . . . . . . . . . . . . . . . .B-1
Descripción del producto . . . . . . . . . . . . . . . . . .B-2
Procesos y equipo recomendado . . . . . . . . . . . .B-2
Capacidad de soldadura . . . . . . . . . . . . . . . . . . .B-3
Límites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Descripción de controles . . . . . . . . . . . . . . . . . .B-3
Rodillo impulsor de alambre . . . . . . . . . . . . . . . .B-3
Partes para cambiar el calibre de alambre . . . .B-4
Procedimiento para cambiar el rodillo impulsor .B-4
Carga del carrete de alambre . . . . . . . . . . .B-4,B-5
Montaje de bobinas de 10 a
30 lbs (4.5 kg. a 13.5 kg). . . . . . . . . . . . . . . . . . .B-5
Para arrancar la soldadora . . . . . . . . . . . . . . . . .B-6
Alimentación del electrodo . . . . . . . . . . . . . . . . .B-6
Programación de presión del rodillo tensión . . .B-7
Configuración de velocidad de avance . . . .B-7,B-8
Realización de una soldadura . . . . . . . . . . . . . .B-9
Cómo evitar problemas de alimentación
de alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-10
Control del ventilador . . . . . . . . . . . . . . . . . . . .B-11
Protección del voltaje de la línea de entrada . .B-11
Protección contra sobrecarga de
alimentación de alambre . . . . . . . . . . . . . . . . . .B-11
Protección contra sobrecarga térmica
de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . .B-12
Protección contra sobrecorriente de soldadura B-12
Información del procedimiento de soldadura . .B-12
Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . .Sección C
Juegos de rodillos impulsores . . . . . . . . . . . . . .C-1
Juego de alimentación de aluminio . . . . . . . . . .C-1
Adaptador K363P Readi-Reel . . . . . . . . . . . . . .C-1
Juego de montaje de cilindro doble . . . . . . . . .C-1
Ensambles opcionales de antorcha Magnum
GMAW y cable . . . . . . . . . . . . . . . . . . . . . . . . . .C-2
Juego de conexión de la antorcha Magnum . . .C-2
Instalación del juego de programación de tiempos . .C-2
Instrucciones de operación para el
programador de tiempo . . . . . . . . . . . .C-3,C-4
Juego de adaptador para antorcha Spool
Gun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-5
Procedimeinto de soldadura con el
juego de adaptador para antorcha
Spool Gun instalada . . . . . . . . . . . . . .C-5,C-6
Page
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section A
Fiche Technique – . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-1
Mesures De Sécurité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-2
Déballage De La Power Mig 255 . . . . . . . . . . . . . . . . . . . . A-2
Emplacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-2
Courant D’entrée, Mise À La Terre Et
Schéma De Connexion . . . . . . . . . . . . . . . . . . . . . . . . A-2/A-4
Connexions De Polarité De Sortie . . . . . . . . . . . . . . . . . . . A-5
Installation Du Pistolet Et Du Câble . . . . . . . . . . . . . . . . . . A-5
Gaz De Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-6,A-7
Fonctionnement . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section B
Description Du Produit . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-1
Procédés Et Matériel Recommandés . . . . . . . . . . . . . . . . B-2
Capacité De Soudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Limites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Description Des Commandes . . . . . . . . . . . . . . . . . . . . . . B-3
Galet D’entraînement Du Fil . . . . . . . . . . . . . . . . . . . . . . . B-3
Pièces De Conversion De Diamètre De Fil . . . . . . . . . . . . B-3
Méthode De Remplacement Des Jeux De Galets . . . . . . B-4
D’entraînement Et Menés . . . . . . . . . . . . . . . . . . . . . . . . . . . B-4
Chargement Du Dévidoir – Readi-Reel, Bobines
Ou Couronnes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-4,B-5
Support de 10 à 30 lbs. (4.5 kg. a 13.5 kg) . . . . . . . . B-5
Pour Mettre En Marche La Machine À Souder . . . . . B-6
Dévidage Du Fil-Électrode . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Réglage De La Pression Du Galet Mené . . . . . . . . . . . . . B-7
Réglage De La Vitesse Du Fil À L’amorçage (Run-In)
Sur Le Dévidoir Power Mig Standard . . . . . . . . . . . . B-7,B-8
Réalisation D’une Soudure . . . . . . . . . . . . . . . . . . . . . . . . B-9
Comment Éviter Les Problèmes De Dévidage . . . . . . . . . B-10
Commande Du Ventilateur . . . . . . . . . . . . . . . . . . . . . . . . . B-11
Protection De Tension Secteur D’entrée . . . . . . . . . . . . . . B-11
Protection Contre Les Surintensités . . . . . . . . . . . . . . . . . B-11
Protection De Surchauffee Au Cours Du Soudage . . . . . . .B-12
Protection Contre Les Surintensités . . . . . . . . . . . . . . . . . .B-12
Information Sur Le Mode Opératoire De Soudage . . . . . . B-12
Accessoires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section C
Jeux De Galets D’entraînement . . . . . . . . . . . . . . . . . . . . . C-1
Nécessaire De Dévidage De L’aluminium
3/64 Po (1,2 Mm) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1
Adaptateur Readi-Reel K363p . . . . . . . . . . . . . . . . . . . . . . C-1
Nécessaire De Montage De Deux
Bouteilles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1
Autres Ensembles Pistolet-Câble Gmaw Magnum . . . . . . C-2
Nécessaire De Connexion Du Pistolet Magnum . . . . . . . C-2
Nécessaire Temporisateur . . . . . . . . . . . . . . . . . . . . . . . . C-2
Directives De Fonctionnement Du Nécessaire
Temporisateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3,C-4
Nécessaire Adaptateur Du Pistolet Dévidoir . . . . . . . . . . . C-5
Réalisation D’une Soudure Avec Le Pistolet Dévidoir
. .
C-5,C-6

9
TABLE OF CONTENTS
INDICE TABLE DES MATIÈRES
Page
Maintenance.............................................................Section D
Safety Precautions .........................................................D-1
General Maintenence .....................................................D-1
Drive Rolls and Guide Tubes..........................................D-1
Contact Tip and gas Nozzle Installation.........................D-1
Gun Tubes and Nozzles.................................................D-2
Cable Cleaning...............................................................D-2
Liner removal and Replacement..............................D-3,D-4
Gun Handle Disassembly...............................................D-5
Troubleshooting.......................................................Section E
How to Use Troubleshooting Guide................................E-1
Troubleshooting Guide....................................................E-2
Troubleshooting Guide....................................................E-3
Troubleshooting Guide....................................................E-4
Diagrams ..................................................................Section F
Parts Manual .............................................................P Series
POWER MIG 255 .............................................P344 Series
Magnum 250L Gun................................................P202-H.2
Página
Mantenimiento.....................................................Sección D
Precauciones de seguridad.........................................D-1
Mantenimiento general................................................D-1
Rodillos impulsores y tubos guía.................................D-1
Punta de contacto e instalación de la tobera .............D-1
Tubos y boquillas de la antorcha.................................D-2
Limpieza del cableado.................................................D-2
Remoción y reemplazo de la guía........................D-3,D-4
Desensamble del mango de la antorcha.....................D-5
Localización de averías.....................................Sección E
Cómo utilizar la guía de localización de averías.......E-1
Guía de localización de averías ...............................E-2
Guía de localización de averías ...............................E-3
Guía de localización de averías ...............................E-4
Diagramas ...........................................................Sección F
Manual de partes...................................................P Series
POWER MIG 255 .......................................P344 Series
Antorcha Magnum 250L ..................................P202-H.2
Page
Entretien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section D
Mesures De Sécurité . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Entretien Général . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Galets D’entraînement Et Plaques Guides . . . . . . . . .D-1
Montage Du Tube Contact Et De La Buse De Gaz . .D-1
Tubes De Pistolet Et Buses . . . . . . . . . . . . . . . . . . . .D-2
Nettoyage Du Câble Du Pistolet . . . . . . . . . . . . . . . . .D-2
Démontage Du Conduit Intérieur Et
Remplacement . . . . . . . . . . . . . . . . . . . . . . . . . .D-3,D-4
Démontage De La Poignée Du Pistolet . . . . . . . . . . .D-5
Dépannage
.................................................................Section E
Comment Utiliser Le Guide De Dépannage.................
E-1
Dépannage ...................................................................E-2
Dépannage ...................................................................E-3
Dépannage ...................................................................E-4
Schéma, De Dimensions
........................................Section F
La nomenclature des pièces.....................................P Series
POWER MIG 255...................................... P344 Series
Magnum 250L .................................................P202-H.2

A-1
TECHNICAL SPECIFICATIONS
Height Width Depth Weight
31.79 in 18.88 in 38.78 in 220 Ibs
808 mm 480 mm 985 mm 100 kg
Wire Speed 50 - 700 IPM (1.27 - 17.8 m/min)
INPUT – SINGLE PHASE ONLY
RATED OUTPUT
OUTPUT
RECOMMENDED INPUT WIRE AND FUSE SIZES
PHYSICAL DIMENSIONS
WIRE SPEED RANGE
Standard
Voltage/Frequency
208/230/60 Hz
230/460/575/60Hz
Duty Cycle
40%
60%
100%
Amps
250 Amps
200 Amps
145 Amps
Volts at rated
Amperes
26 Volts
28 Volts
26 Volts
Welding Current
Range (Continuous)
30 - 300 Amps
Maximum
Open Circuit
Voltage
40 Volts
Welding
Voltage Range
10-28 Volts
Input Current @ 200
Amp Rated Output
41/37 Amps
41/20/16 Amps
Input Current @ 250
Amp Rated Output
50/46
50/24/19
Input Voltage
Frequency (Hz)
208/60
230/60
460/60
575/60
Fuse or breaker
Size (Super Lag)
60
60
30
25
Input Ampere
Rating On
Nameplate
50
46
24
19
75
o
C Copper Wire in
Conduit AWG (IEC) Sizes
(For lengths up to 100 ft.)
8 (10 mm2)
10 (6 mm2)
14 (2.5 mm2)
14 (2.5 mm2)
75
o
C Copper Wire in
Conduit AWG (IEC) Sizes
(For lengthsexceding100ft.)
6 (16 mm2)
8 (10 mm2)
12 (4 mm2)
12 (4 mm2)
ESPECIFICACIONES TECNICAS
Altura Ancho Profundidad Peso
31.79 in 18.88 in 38.78 in 220 Ibs
808 mm 480 mm 985 mm 100 kg
Velocidad de alambre 50-700IPM(1.27 -17.8 m/minuto)
ENTRADA MONOFASICA UNICAMENTE
SALIDA NOMINAL
SALIDA
CALIBRES RECOMENDADOS DE CABLE DE ENTRADA Y FUSIBLES
DIMENSIONES FISICAS
RANGO DE VELOCIDAD DE ALAMBRE
Voltaje/Frecuencia
Estándar
208/230/60 Hz
230/460/575/60Hz
Ciclo de
Trabajo
40%
60%
100%
Amperes
250 Amps
200 Amps
145 Amps
Voltios en
Amperes
Nominales
26 Volts
28 Volts
26 Volts
Rango de corriente
de soldadura
(Continuo)
30 - 300 Amps
Voltaje Máximo
de Circuito
Abierto
40 Volts
Rango de
Voltaje de
Soldadura
10-28 Volts
Corriente de Entrada a
Salida Nominal de 200
Amp
41/37 Amps
41/20/16 Amps
Corriente de Entrada a
Salida Nominal de 250
Amp
50/46
50/24/19
Voltaje de Entrada
Frecuencia (Hz)
208/60
230/60
460/60
575/60
Tamañode Fusible
oInterruptor
(Quemadolento)
60
60
30
25
Amperesde
Entradaespecifi-
cados enlaPlaca
50
46
24
19
Calibres de alambre de cobre
de 75°C en el conducto AWG
(IEC) (Para longitudes de
hasta 100 pies)
8 (10 mm2)
10 (6 mm2)
14 (2.5 mm2)
14 (2.5 mm2)
Calibres de alambre de cobre
de 75°C en el conducto AWG
(IEC) (Para longitudes que
exceden 100 pies (30 mts))
6 (16 mm2)
8 (10 mm2)
12 (4 mm2)
12 (4 mm2)
FICHE TECHNIQUE – POWER MIG 255
Hauteur Largeur Profondeur Poids
31.79 in 18.88 in 38.78 in 220 Ibs
808 mm 480 mm 985 mm 100 kg
Vitesse de dévidage 50-700po/min (1,27-17,8 m/min)
ENTRÉE – MONOPHASÉ UNIQUEMENT
SORTIE NOMINALE
SORTIE
FIL D’ENTRÉE ET POUVOIR DE COUPURE DES FUSIBLES RECOMMANDÉS
ENCOMBREMENT
PLAGE DE VITESSE DE DÉVIDAGE
Tension/Fréquence
Standard
208/230/60 Hz
230/460/575/60Hz
Facteur de
marche
40%
60%
100%
A
250 Amps
200 Amps
145 Amps
Tension à
intensité
nominale
26 Volts
28 Volts
26 Volts
Plage de courant de
soudage (continu)
30 - 300 Amps
Tension à vide
maximale
40 Volts
Plage de ten-
sion de
soudage
10-28 Volts
Courant d’entrée à
sortie nominale 200 A
41/37 Amps
41/20/16 Amps
Courant d’entrée à
sortie nominale 250 A
50/46
50/24/19
Tension d’entrée
(V)
Fréquence (Hz)
208/60
230/60
460/60
575/60
Pouvoir de
coupure du fusible
ou du disjoncteur
(supertemporisé)
(A)
60
60
30
25
Intensité d’en-
trée sur la
plaque signalé-
tique
50
46
24
19
Fil en cuivre75oCdansconduit
GrosseursAWG (CEI)
(Pour longueurs allantjusqu’à
100 pi)
8 (10 mm2)
10 (6 mm2)
14 (2.5 mm2)
14 (2.5 mm2)
Fil en cuivre75oCdansconduit
GrosseursAWG (CEI)
(Pour longueurs allantjusqu’à
100 pi)
6 (16 mm2)
8 (10 mm2)
12 (4 mm2)
12 (4 mm2)

A-2
INSTALLATION INSTALACION
INSTALLATION
Lea completamente la sección de instalación
antes de iniciar.
PRECAUCIONES DE SEGURIDAD
• La DESCARGA ELECTRICA puede causar la
muerte.
• Sólo el personal calificado podrá realizar
esta instalación.
• Sólo el personal que haya leído y entendido
el Manual de Operacion de la POWER MIG
255 podrá instalar y operar este equipo.
• La máquina debe estar conectada a tierra de acuerdo
con cualquiera de los códigos eléctricos aplicables ya
sean nacionales, locales u otros.
• El interruptor de energía de la POWER MIG deberá
colocarse en posición de APAGADO al instalar el
cable de trabajo y la antorcha y al conectar otro
equipo.
-----------------------------------------------------------------------
DESEMBALAJE DE LA POWER MIG 255
Quite las grapas del filo superior del cartón y
levántelo. Corte la cinta que asegura la máquina a la
plataforma de carga de madera. Retire el material de
empaque. Despegue los accesorios de la Plataforma
de Cilindro de Gas. Destornille los dos tornillos de
madera (en la Plataforma del Cilindro de Gas) que
sujetan la máquina a la plataforma. Retire la maquina
del ensamble de la plataforma.
UBICACION
Coloque la soldadora en un lugar seco en donde
pueda circular libremente aire limpio dentro de las
rejillas de la parte posterior y en el frente. Un lugar
que disminuya la cantidad de humo y la acumulación
de impurezas dentro de las rejillas posteriores que
reduzca la posibilidad de acumulación de polvo que
pudiera bloquear el paso de aire y provocar
sobrecalentamiento.
DIAGRAMAS DE SUMINISTRO DE
ENERGIA, ATERRIZAJE Y CONEXIONES
a DESCARGA ELECTRICA puede causar la
muerte.
• No toque las parte eléctricamente activas
como las terminales de salida o cableado
interno.
• Todo suministro de energía de entrada debe
desconectarse antes de continuar.
-----------------------------------------------------------------------------------------
ADVERTENCIA
ADVERTENCIA
Lire entièrement la section Installation avant
de commencer.
MESURES DE SÉCURITÉ.
• LES CHOCS ÉLECTRIQUES peuvent être
mortels.
• Seul un personnel qualifié doit effectuer cette
installation.
• Seul un personnel qui a pris connaissance du
manuel d’utilisation de la POWER MIG 255
doit installer et faire fonctionner ce matériel.
• La machine doit être mise à la terre selon les codes
nationaux, locaux ou autres applicables.
• L’interrupteur d’alimentation de la POWER MIG doit
être sur «OFF» (arrêt) quand on monte le câble de
retour et le pistolet et quand on raccorde d’autres
équipements.
-----------------------------------------------------------------------
DÉBALLAGE DE LA POWER MIG 255
Couper le cerclage et soulever le carton. Couper le
cerclage qui retient la machine à la palette. Enlever la
mousse et le matériau d’emballage ondulé. Détacher
le ruban adhésif qui retient les accessoires sur la
plate-forme de la bouteille de gaz. Dévisser les deux
vis à bois sur la plate-forme de bouteille de gaz, qui
retient la machine à la palette.
EMPLACEMENT
Placer la machine à souder dans un endroit sec où
l’air pur circule librement dans les persiennes à
l’arrière et à l’avant de la machine. Si un minimum de
fumée et de saleté est attiré dans les persiennes
arrière, la saleté risque de moins s’accumuler et de
boucher les passages d’air entraînant la surchauffe.
COURANT D’ENTRÉE, MISE À LA TERRE
ET SCHÉMA DE CONNEXION
LES CHOCS ÉLECTRIQUES peuvent être
mortels.
• Ne pas toucher les pièces sous tension
comme les bornes de sortie ou le câblage
interne.
• Couper l’alimentation électrique avant de
commencer.
-----------------------------------------------------------------------------------------
AVERTISSEMENT
AVERTISSEMENT
Read entire installation section before
starting installation.
SAFETY PRECAUTIONS
• ELECTRIC SHOCK can kill.
• Only qualified personnel should perform
this installation.
• Only personnel that have read and
understood the POWER MIG 255 Operating
Manual should install and operate this
equipment.
• Machine must be grounded per any national,
local or other applicable electrical
codes.
• The POWER MIG power switch is to be in
the OFF position when installing work
cable and gun and when connecting other
equipment.
-----------------------------------------------------------------------
UNCRATING THE POWER MIG 255
Cut banding and lift off cardboard carton. Cut banding
holding the machine to the skid. Remove foam and
corrugated packing material. Untape accessories
from Gas Bottle Platform. Unscrew the two wood
screws (at the Gas Bottle Platform) holding the
machine to the skid. Roll the machine off the skid
assembly.
LOCATION
Locate the welder in a dry location where there is free
circulation of clean air into the louvers in the back and
out the front. Alocation that minimizes the amount of
smoke and dirt drawn into the rear louvers reduces
the chance of dirt accumulation that can block air
passages and cause overheating.
INPUT POWER, GROUNDING AND
CONNECTION DIAGRAMS
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts such
as output terminals or internal wiring.
• All input power must be electrically dis-
connected before proceeding.
-----------------------------------------------------------------------------------------
WARNING
WARNING

A-3
INSTALLATION INSTALACION
INSTALLATION
1. Before starting the installation, check with the local
power company if there is any question about
whether your power supply is adequate for the volt-
age, amperes, phase, and frequency specified on
the welder nameplate. Also be sure the planned
installation will meet the U.S. National Electrical
Code and local code requirements. This welder
may be operated from a single phase line or from
one phase of a three phase line.
2. Models that have multiple input voltages specified
on the nameplate (e.g. 208/230) are shipped con-
nected for the highest voltage. If the welder is to be
operated on lower voltage, it must be reconnected
according to the instructions in Figure A.1 for dual
voltage machines and Figure A.2 for triple voltage
machines.
Make certain that the input power is electrically
disconnected before removing the screw on
the reconnect panel access cover.
FIGURE A.1 — Dual Voltage Machine Input
Connections
3.The 208/230 volt 60 Hz model POWER MIG is
shipped with a 10 ft. input cable and plug connect-
ed to the welder. Obtain a receptacle and mount it
in a suitable location. Be sure it can be reached by
the plug on the input cable attached to the welder.
Mount with the grounding terminal at the top to
allow the power cable to hang down without
bending.
The 230/460/575 volt 60 Hz model is not equipped
with a plug, an input cable or a receptacle.
1. Antes de comenzar la instalación, verifique con la
compañía de electricidad local si hay alguna duda
con respecto a si su suministro de energía es el
adecuado para el voltaje, amperes, fase y
frecuencia especificada en la placa de la
soldadora. Asimismo, asegúrese de que la
instalación planeada cumpla con los
requerimientos del Código Eléctrico de los EUA y
el código local. Esta soldadora puede funcionar
con línea de una sola fase o con una fase de línea
o trifásica.
2. Los modelos que tienen voltajes de entrada
múltiples especificados en la placa (por ejemplo,
208/230) se envían conectados al voltaje más
elevado. Si la soldadora funcionará con voltaje
menor, deberá volver a conectarse de acuerdo
con las instrucciones de la Figura A.1 para
máquinas de voltaje dual y de la Figura A.2 para
máquinas de tres voltajes.
Asegúrese de desconectar la energía antes de
retirar los tornillos que sostienen al panel
posterior en su lugar.
FIGURA A.1 — Conexiones de alimentación
de una máquina con voltaje dual
3. El modelo 208/230 voltios y 60 Hz POWER MIG
se envía con un cable de alimentación de 10 pies
(3 m) conectado a la soldadora. Obtenga un
receptáculo y monte en una localización
conveniente. Asegúrese de que la clavija en el
cable de entrada unido a la soldadora pueda
alcanzar el receptáculo. Colóquelo con la terminal
de tierra en la parte superior para permitir que el
cable de energía cuelgue sin doblarse.
El modelo 230/460/575 voltios y 60 Hz no incluye
clavija, cable de entrada ni receptáculo.
1. Avant de commencer l’installation, vérifier avec la
compagnie d’électricité locale si la source de
courant convient au point de vue tension, intensité,
phase et fréquence inscrites sur la plaque
signalétique de la machine. S’assurer également
que l’installation prévue est conforme au code de
l’électricité du pays ou au code local. Cette
machine peut fonctionner sur secteur monophasé
ou sur une phase ou secteur triphasé.
2. Les modèles à tension d’entrée multiple indiquée
sur la plaque signalétique (c.-à-d. 208/230) sont
connectés à la tension la plus haute au moment de
l’expédition. Si la machine doit fonctionner à une
tension inférieure, on doit la reconnecter
conformément aux directives de la figure A.1 dans
le cas des machines bitension et à celles de la
figure A.2 dans le cas des machines tritension.
S’assurer que l’alimentation d’entrée est coupée
avant de desserrer la vis sur le couvercle d’accès
du panneau de reconnexion.
FIGURE A.1 – Connexions d’entrée de la machine
bitension
3. Le modèle POWER MIG 208/230 V 60 Hz est
expédié avec un câble d’entrée de 10 pi et fiche
connecté à la machine. Obtenez un réceptacle et
montez dans un endroit approprié. Raccorder, la
mise à la terre sur le haut pour permettre au câble
d’alimentation de pendre sans plier.
Le modèle 230/460/575 V 60 Hz n’est pas muni
d’une fiche, d’un câble d’entrée ou d’une prise.
ADVERTENCIA
WARNING
AVERTISSEMENT
DIAGRAMA DE CONEXION DEL
SUMINISTRO DE ENTRADA
Desconecte la energía de
alimentación antes de
inspeccionar y dar servicio a la
máquina.
No opere con las cubiertas
colocadas.
No toque las partes
eléctricamente activas.
Sólo el personal calificado
deberá dar servicio a este
equipo.
Instale y aterrice la máquina
según el Código Eléctrico
Nacional y los códigos locales.
Utilice un borne de
aterrizamiento interno.
Utilice alambre CU.
Consulte el manual de
instrucciones antes de Instalar
u operar.
Conecte el cable de
entrada del transfor-
mador al rango de
voltaje deseado.
MONOFASICO
60HZ
RECONEXION ENTRADA
SCHÉMA DE CONNEXION
D’ALIMENTATION D’ENTRÉE
. Débrancher le câble
d’alimentation avant d’inspecter,
d’entretenir ou de réparer la
machine.
. Ne pas faire fonctionner les
panneaux enlevés.
. Ne pas toucher les pièces sous
tension.
. Seules des personnes qualifiées
doivent installer, utiliser,
entretenir ou réparer ce matériel.
. Installer la machine à la terre
selon le code électrique national
et les codes locaux. Utiliser le
plot ou la cosse de mise à la
terre à l’intérieur.
. N’utiliser que des fils en cuivre.
. Voir le manuel d’instructions
avant d’installer ou d’utiliser.
Connecter le câble
d’entrée du transfor-
mateur pour la plage
de tension prescrite.
MONOPHASÉ
60HZ
RECONNEXION ENTRÉE

A-4
4. Using the instructions in Figure A.3, have a quali-
fied electrician connect the receptacle or cable to
the input power lines and the system ground per
the U.S. National Electrical Code and any applica-
ble local codes. See "Technical Specifications" at
the beginning of this chapter for proper wire sizes.
For long runs over 100 feet, larger copper wires
should be used. Fuse the two hot lines with super
lag type fuses as shown in the following diagram.
The center contact in the receptacle is for the
grounding connection. A green wire in the input
cable connects this contact to the frame of the
welder. This ensures proper grounding of the
welder frame when the welder plug is inserted into
the receptacle.
FIGURE A.2 — Triple Voltage Machine Input
Connections
FIGURE A.3 —Receptacle Diagram
INSTALLATION
4. Con ayuda de un electricista calificado y siguiendo
las instrucciones de la Figura A.2., conecte el
receptáculo o cable a las líneas de energía de
entrada y conecte a tierra el sistema de acuerdo
con el Código Eléctrico de los EUAo cualquiera de
los códigos locales aplicables. Ver
“Especificaciones Técnicas” al principio de este
capítulo para saber cuáles son los calibres de
alambre adeucados. Para cables más largos de
100 pies (30 m), deben utilizarse cables de cobre
de mayor calibre. Coloque los fusibles tipo
quemado lento tal como se muestra en el siguiente
diagrama. El contacto central en el receptáculo es
para conexión a tierra. El alambre verde del cable
de entrada conecta este contacto al armazón de la
soldadora. Esto asegura una conexión a tierra
adecuada del armazón cuando la clavija de la
soldadora se inserta en el receptáculo.
FIGURA A.2 — Conexiones de Alimentación
para Máquinas de Tres Voltajes.
FIGURA A.3 — Diagrama del receptáculo
INSTALACIÓN
4. En suivant les directives de la figure A.3, deman-
der à un électricien qualifié de connecter la prise
ou le câble au circuit électrique d’entrée et la mise
à la terre selon le code national et tous les codes
locaux applicables. Voir «Fiche technique» au
début de ce chapitre, on y donne les bonnes
grosseurs de fil. Dans le cas des longs câbles de
plus de 100 pi, utiliser des fils en cuivre plus gros.
Munir les deux circuits du fusibles supertempo-
risés comme l’indique le schéma ci-après. Le
contact central dans la prise est prévu pour la
mise à la terre. Un fil vert dans le câble d’entrée
connecte ce contact au bâti de l’appareil. Cela
assure une bonne mise à la terre du bâti de l’ap-
pareil quand la fiche de la machine est enfoncée
dans la prise.
FIGURE A.2 – Connexions d’entrée de la machine
tritension
FIGURE A.3 – Schéma de la
prise
INSTALLATION
Desconecte la energía de
alimentación antes de
inspeccionar y dar servicio
a la máquina.
No opere con las cubiertas
colocadas.
No toque las partes eléctri-
camente activas.
Sólo el personal calificado
deberá dar servicio a este
equipo.
Instale y aterrice la
máquina según el Código
Eléctrico Nacional y los
códigos locales. Utilice un
borne de aterrizamiento
interno.
Utilice alambre CU.
Consulte el manual de
instrucciones antes de
Instalar u operar.
LES CHOCS ÉLECTRIQUES PEU-
VENT ÊTRE MORTELS
Débrancher le câble d’alimentation
avant d’inspecter, d’entretenir ou
de réparer la machine.
Ne pas faire fonctionner les pan-
neaux enlevés.
Ne pas toucher les pièces sous
tension.
Seules des personnes qualifiées
doivent installer, utiliser,
entretenir ou réparer ce matériel.
Installer la machine à la terre selon
le code électrique national et les
codes locaux. Utiliser le plot ou la
cosse de mise à la terre à l’in-
térieur.
N’utiliser que des fils en cuivre.
Voir le manuel d’instructions avant
d’installer ou d’utiliser.
DIAGRAMA DE CONEXION DEL
SUMINISTRO DE ENTRADA
SCHÉMA DE CONNEXION
D’ALIMENTATION D’ENTRÉE
Monofásico 60 HZ
MONOPHASÉ 60 Hz
AMBOS PUENTES USADOS
*DEUX CAVALIERS
UTILISÉS
VERDE
CABLE
FUSIBLE
FUSIBLE
FIL
VERT
FUSIBLE
FUSIBLE
CONNECTER À UN FIL
DE MISE À LA TERRE
DU RÉSEAU. VOIR LE
CODE D’ÉLECTRICITÉ
NATIONAL OU LOCAL
QUI DONNE D’AUTRES
DÉTAILS ET MOYENS
CONVENABLES DE
MISE À LA TERRE.
CONNECTER AUX FILS
SOUS TENSION D’UN
CIRCUIT À TROIS FILS
MONOPHASÉS OU À
UNE PHASE D’UN CIR-
CUIT DIPHASÉ OU
TRIPHASÉ.
CONECTE A UN ALAMBRE DE
TIERRA DEL SISTEMA.
CONSULTE EL CODIGO
ELECTRICO NACIONAL DE
LOS ESTADOS UNIDOS Y/O
LOCAL SI DESEA OBTENER
DETALLES ADICIONALES Y
MEDIOS PARACONECTAR A
TIERRA EN FORMA
ADECUADA.
CONECTE A LOS ALAMBRES
ACTIVOS DE UN SISTEMA
TRIFASICO, MONOFASICO O
A UNA FASE DE UN SISTEMA
DE DOS FASES O TRIFASICO.
CONNECT TO A
SYSTEM GROUNDING
WIRE. SEE THE
UNITED STATES
NATIONAL
ELECTRICAL
CODE AND/OR LOCAL
CODES FOR OTHER
DETAILSAND MEANS
FOR PROPER
GROUNDING.
CONNECT TO HOT
WIRES OF A THREE-
WIRE, SINGLE PHASE
SYSTEM OR TO ONE
PHASE OF A TWO OR
THREE PHASE
SYSTEM.

A-5
OUTPUT POLARITY CONNECTIONS
The welder, as shipped from the factory, is connected
for electrode positive (+) polarity. This is the normal
polarity for GMA welding.
If negative (–) polarity is required, interchange the
connection of the two cables located in the wire drive
compartment near the front panel. The electrode
cable, which is attached to the wire drive, is to be
connected to the negative (–) labeled terminal and
the work lead, which is attached to the work clamp, is
to be connected to the positive (+) labeled terminal.
GUN AND CABLE INSTALLATION
The Magnum 250L gun and cable provided with the
POWER MIG 255 is factory installed with a liner for
.035-.045" (0.9-1.2 mm) electrode and an .035" (0.9
mm) contact tip. Install the .045” tip (also provided) if
this wire size is being used.
Turn the welder power switch off before
installing gun and cable.
1. Lay the cable out straight.
2. Unscrew knurled screw on the drive unit front end
(inside wire feed compartment) until tip of screw no
longer protrudes into gun opening as seen from
front of machine.
3. Insert the male end of gun cable into the female
casting through opening in front panel. Make sure-
connector is fully inserted and tighten knurled-
screw.
4. Connect the gun trigger connector from the gun
and cable to the mating receptacle inside the com-
partment located above the gun connection made
in item 3 above. Make sure that the keyways are
aligned, insert and tighten retaining ring.
INSTALLATION
CONEXIONES DE POLARIDAD DE SALIDA
La soldadora, tal y como se envío de fábrica, está
conectada para polaridad positiva (+) del electrodo.
Esta es la polaridad normal para la soldadura GMA.
Si se necesita polaridad negativa (-), intercambie las
conexiones de los dos cables ubicados en el
compartimiento de impulsión de alambre cerca del
panel frontal. El cable del electrodo, que está
conectado al impulsor de alambre debe conectarse a
la terminal etiquetada como negativa (-) y el cable de
trabajo, que se encuentra conectado a la pinza de
trabajo, debe conectarse a la terminal etiquetada
como positiva (+).
INSTALACION DE LA PISTOLA Y CABLE
La pistola Magnum 250L y el cable que se
proporciona con la POWER MIG 255 se instalaron
desde fábrica con una guía para el electrodo de 0.9-
1.2 mm (0.35-045") y una punta de contacto de 0.9
mm (.035"). Instale la punta .045” (que también se
proporciona) si se está utilizando este calibre de
alambre.
Apague la soldadora antes de instalar la
pistola y el cable
1. Extienda el cable en línea recta.
2. Destornille el tornillo estriado de la unidad de
impulsora frontal (dentro del compartimiento de
alimentación de alambre) hasta que el tornillo no
salga de la abertura de la antorcha como se puede
ver al frente de la máquina.
3. Inserte el extremo macho de la pistola dentro del
la carcaza hembra a través de la abertura del
panel frontal. Asegúrese de que el conector esté
insertado hasta el fondo y apriete el tornillo
estriado.
4. Conecte el conector del gatillo de la antorcha
desde la antorcha y el cable hasta el receptáculo
gemelo dentro del compartimiento interno
localizado arriba de la conexión de la antorcha
que se menciona en el rubro 3 anterior.Asegúrese
de que los orificios queden alineados, inserte y
apriete el anillo de sujeción.
INSTALACIÓN
CONNEXIONS DE POLARITÉ DE
SORTIE
La machine à souder est connectée à l’usine pour la
polarité électrode positive (+). C’est la polarité nor-
male pour le procédé de soudage GMAW.
Si la polarité négative (-) est prescrite, permuter la
connexion des deux câbles qui se trouvent dans le
compartiment du dévidoir près du panneau avant. On
doit connecter le câble électrode, qui est fixé au dévi-
doir, à la borne négative (-) et le câble de retour, qui
est fixé au connecteur de pièce, à la borne positive
(+).
INSTALLATION DU PISTOLET ET DU
CABLE
Le pistolet Magnum 250L et son câble sont équipés
en usine d’un conduit intérieur pour électrode de
0,035-0,045 po (0,9-1,2 mm) et d’un tube contact de
0,035 po (0,9 mm). Monter le tube de 0,045” (égale-
ment fourni) si l’on utilise ce diamètre de fil.
Placer l’interrupteur d’alimentation de la machine
sur O (off) avant d’installer le pistolet et le câble.
1. Étendre le câble.
2. Dévisser la vis moletée à l’extrémité avant du
dévidoir (à l’intérieur du compartiment du dévidoir)
jusqu’à ce que la pointe de la vis ne sorte plus
quand on regarde depuis l’avant de la machine.
3. Enfoncer l’extrémité mâle du câble du pistolet
dans la pièce femelle par l’ouverture du panneau
avant. S’assurer que le connecteur est enfoncé à
fond et serrer la vis moletée.
4. Raccorder le connecteur de la gâchette du pistolet
à la prise correspondante à l’intérieur du compar-
timent qui se trouve au-dessus de la connexion du
pistolet effectuée au paragraphe 3 ci-avant.
S’assurer que les rainures sont alignées, enfoncer
et serrer la bague de retenue.
INSTALLATION
WARNING
ADVERTENCIA
AVERTISSEMENT

SHIELDING GAS
(For Gas Metal Arc Welding Processes)
Customer must provide cylinder of appropriate type
shielding gas for the process being used.
Agas flow regulator, for CO
2
orArgon blend gas, and
an inlet gas hose are factory provided with the
POWER MIG 255.
CYLINDER may explode if
damaged.
• Gas under pressure is explosive.
Always Keep gas cylinders in an
upright position and always keep
chained to undercarriage or
stationary support. See American
National Standard Z-49.1, "Safety
in Welding and Cutting" published
by the American Welding Society.
Install shielding gas supply as follows:
1. Set gas cylinder on rear platform of POWER MIG
255. Hook chain in place to secure cylinder to rear
of welder.
2. Remove the cylinder cap. Inspect the cylinder
valves and regulator for damaged threads, dirt,
dust, oil or grease. Remove dust and dirt with a
clean cloth.
DO NOT ATTACH THE REGULATOR IF OIL,
GREASE OR DAMAGE IS PRESENT! Inform your
gas supplier of this condition. Oil or grease in the
presence of high pressure oxygen is explosive.
3. Stand to one side away from the outlet and open
the cylinder valve for an instant. This blows away
any dust or dirt which may have accumulated in
the valve outlet.
Be sure to keep your face away from the valve
outlet when "cracking" the valve.
4. Attach the flow regulator to the cylinder valve and
tighten the union nut(s) securely with a wrench.
segura con una llave de tuercas.
A-6
INSTALLATION INSTALACIÓN INSTALLATION
WARNING
WARNING
GAS PROTECTOR
(Para los Procesos de Soldadura por Arco Metálico
con Gas)
El cliente debe proporcionar un tanque de gas
protector apropiado para el proceso que se está
utilizando.
Junto con la POWER MIG 255 se proporciona un
regulador de flujo de gas, para CO
2
o Argón
mezclado y una manguera de entrada de gas.
El CILINDRO puede explotar si se
daña.
• El gas bajo presión es explosivo.
Mantenga siempre los cilindros de
gas en posición vertical y siempre
sujetados con cadenas al carro de
transporte o a un soporte fijo.
Consulte el estándar Z49.1
estadounidense, "Seguridad en
la Soldadura y Corte" publicado
por la American Welding Society.
Instale el suministro de gas protector de la siguiente
manera:
1. Coloque el cilindro de gas en la plataforma trasera
de la POWER MIG 255. Enganche la cadena en
su lugar para asegurar el cilindro a la parte trasera
de la soldadora.
2. Quite la cubierta del cilindro. Inspeccione las
válvulas del cilindro para verificar que las llaves no
estén dañadas, que haya suciedad, polvo, aceite o
grasa. Quite el polvo o la suciedad con un pedazo
de tela limpia.
¡NO CONECTE EL REGULADOR SI HAY
ACEITE, GRASA O ALGUN DAÑO! Informe a su
proveedor de gas lo anterior. El aceite o la grasa
cuando hay oxígeno a alta presión son explosivos.
3. Párese a un lado y lo suficientemente lejos de la
salida de gas y abra la válvula del cilindro un
instante. Esto elimina cualquier cantidad de polvo
o suciedad que se haya acumulado
Asegúrese de mantener su cara alejada de la
salida de la válvula cuando la abra la válvula.
4. Conecte el regulador de flujo a la válvula del
cilindro y apriete la tuerca(s) de unión de manera
segura con una llave de tuercas.
GAZ DE PROTECTION
(Pour le procédé GMAW)
Le client doit fournir une bouteille de gaz de protection
de type approprié pour le procédé utilisé.
Un détendeur débitmètre pour le CO
2
ou un mélange
d’argon et un tuyau de gaz d’entrée sont fournis avec
la POWER MIG 255.
LES BOUTEILLES peuvent
exploser si elles sont
endommagées.
• Les gaz sous pression sont
explosifs. Les bouteilles de gaz
doivent toujours être droites et
être toujours enchaînées à un
chariot ou un support fixe. Voir
la norme américaine Z49.1,
«Safety in Welding and Cutting»
publiée par l’American Welding
Society.
Placer la bouteille de gaz de protection comme suit :
1. Placer la bouteille de gaz sur la plate-forme arrière
de la POWER MIG 255. Placer la chaîne pour fixer
la bouteille à l’arrière de la machine.
2. Dévisser le chapeau de la bouteille. Inspecter le
robinet de la bouteille ainsi que le détendeur à la
recherche de filets endommagés, de poussière, de
saleté, d’huile ou de graisse. Enlever la poussière
et la saleté avec un chiffon propre.
NE PAS MONTER LE DÉTENDEUR EN
PRÉSENCE D’HUILE OU DE GRAISSE OU EN
CAS DE DOMMAGE. En informer votre
fournisseur de gaz. En présence d’oxygène à
haute pression, l’huile ou la graisse est explosive.
3. Se tenir sur un côté et à l’écart de la sortie et ouvrir
momentanément le robinet de la bouteille. Cela
permet de chasser la poussière ou la saleté qui a
pu s’accumuler dans la sortie du robinet.
Éloigner le visage de la sortie du robinet quand on
ouvre momentanément le robinet.
4. Monter le détendeur sur le robinet de la bouteille et
bien serrer l’écrou-raccord à l’aide d’une clé.
ADVERTENCIA
ADVERTENCIA
AVERTISSEMENT
AVERTISSEMENT

A-7
NOTE: If connecting to 100% CO 2 cylinder, insert
regulator adapter between regulator and cylinder
valve. If adapter is equipped with a plastic washer, be
sure it is seated for connection to the CO 2 cylinder.
5. Attach one end of the inlet gas hose to the outlet
fitting of the flow regulator, the other end to the
POWER MIG 255 rear fitting, and tighten the
union nuts securely with a wrench.
6. Before opening the cylinder valve, turn the
regulator adjusting knob counterclockwise until
the adjusting spring pressure is released.
7. Standing to one side, open the cylinder valve
slowly a fraction of a turn. When the cylinder
pressure gauge pointer stops moving, open the
valve fully.
Never stand directly in front of or behind the flow
regulator when opening the cylinder valve.
Always stand to one side.
8. The flow regulator is adjustable. Adjust it to the
flow rate recommended for the procedure and
process being used before making the weld.
INSTALLATION
NOTA: Si va a conectar un cilindro de 100% de CO2,
inserte el adaptador del regulador proporcionado
entre el regulador y la válvula del cilindro. Si el
adaptador se encuentra equipado con una arandela
de plástico, asegúrese de que esté colocado en el
lugar apropiado para la conexión con el del cilindro de
CO
2
.
5. Conecte un extremo de la manguera de
alimentación de gas al conector de salida del
regulador de flujo y el otro extremo a la conexión
posterior de la POWER MIG 255; después, apriete
las tuercas de unión de forma segura con una llave
de tuercas.
6. Antes de abrir la válvula del cilindro, gire la perilla
de ajuste del regulador en dirección opuesta a las
manecillas del reloj hasta que se libere la tensión
del resorte de ajuste.
7. Párese a un lado, abra lentamente la válvula del
cilindro, solo una fracción de giro. Cuando el
indicador de presión del cilindro deje de moverse,
abra totalmente la válvula.
Nunca se pare directamente enfrente o atrás del
regulador de flujo cuando abra la válvula del
cilindro. Siempre párese a un lado.
8. El regulador de flujo puede ajustarse. Ajústelo a la
capacidad nominal de flujo recomendada para el
procedimiento y el proceso que se está utilizando
antes de realizar la soldadura.
INSTALACION
WARNING
ADVERTENCIA
NOTE : Si l’on utilise une bouteille à 100 % de CO2,
placer l’adaptateur du détendeur entre celui-ci et le
robinet de la bouteille. Si l’adaptateur est équipé d’une
rondelle en plastique, s’assurer qu’elle est bien
prévue pour la bouteille de CO2.
5. Raccorder une extrémité du tuyau du gaz d’entrée
au raccord de sortie du détendeur, l’autre
extrémité au raccord arrière de la POWER MIG
255 et bien serrer l’écrou-raccord à l’aide d’une
clé.
6. Avant d’ouvrir le robinet de la bouteille, tourner le
volant de réglage du détendeur vers la gauche
pour relâcher la pression de détente.
7. En se tenant sur un côté, ouvrir lentement le
robinet de la bouteille d’une fraction de tour.
Quand l’aiguille du manomètre de la bouteille ne
bouge plus, ouvrir le robinet à fond.
Ne jamais se tenir devant ou derrière le détendeur
quand on ouvre le robinet de la bouteille.
Toujours se tenir sur le côté.
8. Le détendeur est réglable. Le régler au débit
recommandé pour le mode opératoire et le
procédé utilisés avant d’entreprendre la soudure.
INSTALACION
AVERTISSEMENT

B-1
OPERATION OPERACIÓN FONCTIONNEMENT
Lea toda la sección de operación antes de
operar la POWER MIG 255
La DESCARGA ELECTRICA
puede causar la muerte.
• No toque las partes o el
electrodo eléctricamente
energizado con la piel o con
ropa mojada. Aíslese del
área de trabajo y de la tierra.
• Siempre utilice guantes
aislantes secos.
----------------------------------------------------------------------
Los HUMOS Y GASES pueden
ser peligrosos.
• Mantenga su cabeza alejada
de los vapores.
• Utilice la ventilación o los
tubos de escape para
eliminar los vapores de la
zona de respiración.
----------------------------------------------------------------------
LAS CHISPAS DE
SOLDADURA pueden
provocar incendios o
explosiones.
• Mantenga alejados los
materiales inflamables.
• No suelde en contenedores
cerrados.
----------------------------------------------------------------------
LOS RAYOS DEL ARCO
pueden provocar
quemaduras en los ojos y en
la piel
• Utilice protecciones para los
ojos, los oídos y el cuerpo.
Consulte toda la información sobre medidas
de seguridad contenida en este manual.
ADVERTENCIA
Lire entièrement la section Fonctionnement
avant de faire fonctionner la POWER MIG
255.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Ne pas toucher les pièces
sous tension ou l’électrode
les mains nues ou si l’on
porte des vêtements
mouillés. S'isoler de la pièce
et de la terre
• Toujours porter des gants
isolants secs.
----------------------------------------------------------------------
LES FUMÉES ET LES GAZ
peuvent être dangereux.
• Tenir la tête en dehors des
fumées
• Utiliser un système de
ventilation ou d’extraction
pour évacuer les fumées de
la zone de travail.
----------------------------------------------------------------------
LES ÉTINCELLES DE
SOUDAGE peuvent provoquer
un incendie ou une explosion.
• Tenir les matières
inflammables éloignées.
• Ne pas souder sur les
contenants fermés.
----------------------------------------------------------------------
LES RAYONS DE L’ARC
peuvent brûler les yeux et la
peau.
• Porter un dispositif de
protection des yeux, des
oreilles et du corps.
Observer toutes les informations de
sécurité dans tout le manuel.
ADVERTENCIA
Read entire Operation section before
operating the POWER MIG 255.
ELECTRIC SHOCK can kill.
• Do not touch electrically
live parts or electrode with
skin or wet clothing. Insulate
yourself from work and
ground.
• Always wear dry insulating
gloves.
----------------------------------------------------------------------
FUMES AND GASES can be
dangerous.
• Keep your head out of
fumes.
• Use ventilation or exhaust
to remove fumes from
breathing zone.
----------------------------------------------------------------------
WELDING SPARKS can
cause fire or explosion.
• Keep flammable material
away.
• Do not weld on closed
containers.
----------------------------------------------------------------------
ARC RAYS can burn eyes
and skin.
• Wear eye, ear and body
protec-tion.
Observe all safety information throughout
this manual.
WARNING

PRODUCT DESCRIPTION
The POWER MIG™ 255 is a complete semiautomatic
constant voltage DC arc welding machine built to
meet NEMA specifications. It combines a constant
voltage power source and a constant speed wire
feeder with a microcomputer-based controller to form
a reliable high-performance welding system. A simple
control scheme, consisting of continuous full range
voltage and wire feed speed controls, provides
versatility with ease of use and accuracy.
Other features include a 2" (51 mm) O.D. wire reel
spindle with adjustable brake, an integral gas cylinder
mounting undercarriage, an adjustable CO 2 or Argon
blend flow regulator with cylinder pressure gauge and
inlet hose, a 15 ft. (4.6 m) Magnum 250L GMAW gun
and cable with fixed (flush) nozzle, a 10 ft. (3.0 m)
power cable with plug and mating receptacle, and a
10 ft. (3.0 m) work cable with clamp.
An Optional Timer kit provides variable burnback
control, a spot function, a selectable 4-step trigger
interlock and adjustable "Run In" for wire starting
optimization. Also optional are a Spool Gun Adapter
kit, a Dual Cylinder Mounting kit and an Aluminum
Feeding Kit for push feeding with standard built in
feeder.
RECOMMENDED PROCESSES AND
EQUIPMENT
The POWER MIG 255 is recommended for GMA
welding processes using 10 to 44 lb (4.5 to 20 kg) 2"
(51 mm) I.D. spools or Readi-Reel ® coils (with
optional adapter) of .025" through .045" (0.6 – 1.2
mm) solid steel, .035" (0.9 mm) stainless, 3/64" (1.2
mm) aluminum and .045" (1.2 mm) Outershield ® ; as
well as .035" (0.9 mm) and .045" (1.2 mm)
Innershield® self-shielding electrodes.
The POWER MIG is factory equipped to feed .035"
(0.9 mm) and .045(1.2mm) electrode. It also includes
a 200A, 60% duty cycle (or 250A, 40% duty cycle)
rated, 15 ft. (4.6 m) GMAW gun and cable assembly
equipped for these wire sizes. Use of GMAW
processes requires a supply of shielding gas.
B-2
OPERATION FONCTIONNEMENTOPERACIÓN
DESCRIPCION DEL PRODUCTO
La POWER MIG™ 255 es una máquina
completamente semiautomática de soldadura por
arco de CD de voltaje constante que se construyó
para cumplir con las especificaciones de la NEMA.
Combina una fuente de alimentación de voltaje
constante y un alimentador de alambre de velocidad
constante con un controlador basándose en una
microcomputadora, a fin de conformar un sistema de
soldadura confiable, de alto rendimeinto. Un
esquema de control simple, consistente de voltaje de
rango completo continuo y controles de velocidad de
alimentación de alambre, proporciona versatilidad
aunada a la facilidad de uso y precisión.
Otras funciones incluyen un eje de carrete de alambre
O.D. de 2" (51 mm) con freno ajustable, carro de
transporte para montar el eje del cilindro de gas, un
regulador de flujo de CO
2
o Argón mezclado con
calibrador de presión del cilindro y maguera de
entrada, una pistola Magnum 250L GMAW y cable de
15 pies. (4.6 m) con tobera (rociado) fija, un cable de
energía de 10 pies. (3.0 m) con enchufe y receptáculo
gemelo, y cable de trabajo de 10 pies. (3.0 m) con
pinza.
Un juego de programación de tiempos opcional que
proporciona control de quemado en retroceso
variable, función de punteo, interbloqueo del gatillo de
4 pasos seleccionable y “Avance” ajustable para un
óptimo arranque de alambre. También son opcionales
el Juego adaptador Spool Gun, un juego de montaje
de cilindro dual y juego de alimentación de aluminio
para empuje de alimentación con alimentador
integrado estándar.
PROCESOS RECOMENDADOSYEQUIPO
La POWER MIG 255 se recomienda para los
procesos de soldadura de GMA, utilizando carretes
de 4.5 a 20 kg (de 10 a 44 lb) y de 51 mm (2") de
diámetro interno o bobinas Readi-Reel‚ acero sólido
de 0.6 a 1.2 mm (de .025 a 0.45"), acero inoxidable de
0.9 mm(.035"), aluminio de 1.2 mm (3/64"), y
electrodos Outershield
®
; así como electrodos
revestidos Innershield‚ de 0.9 mm (0.35") y de 1.2 mm
(.045").
La ENERGÍA MIG es fábrica equipada para alimentar
el 035"(0.9 milímetro) y el electrodo del 045(1.2mm).
También incluye un 200A, ciclo de deber del 60% (o
250A, ciclo de deber del 40%) clasificó, 15 pies.
(arma de 4.6 m) GMAW y montaje de cable equipado
para estos tamaños del alambre. El uso de los
procesos de GMAW requiere una fuente de blindar el
gas.
DESCRIPTION DU PRODUIT
Le modèle POWER MIGTM 255 est une machine de
soudage à l’arc c.c. à tension constante semi-automatique
construite pour répondre aux spécifications de la NEMA.
Elle comprend à la fois une source de courant de soudage
à tension constante et un dévidoir à vitesse constante avec
un contrôleur sur micro-ordinateur pour former un système
de soudage à hautes performances fiable. Un système de
commande simple, comprenant des commandes de tension
et de vitesse de dévidage continu sur toute la gamme,
assure polyvalence avec facilité d’utilisation et précision.
Parmi les autres caractéristiques, un axe de dévidoir de 2 po
(51 mm) de diamètre extérieur, avec frein réglable, un char-
iot intégré pour une bouteille de gaz, un détendeur de
mélange de CO2 ou d’argon réglable avec manomètre de la
bouteille et tuyau d’entrée, un pistolet Magnum 250L GMAW
et câble de 15 pi (4,6 m) avec buse fixe (affleurante), un
câble d’alimentation de 10 pi (3 m) avec fiche et prise corre-
spondantes et un câble de retour de 10 pi (3 m) avec con-
necteur de pièce.
Une temporisateur en option assure une commande anti-
remontée d’arc variable, une fonction par points, un ver-
rouillage de la gâchette à quatre positions et une vitesse de
fil à l’amorçage (Run-in) réglable pour optimiser l’amorçage
du fil. Parmi les autres dispositifs en option : un nécessaire
adaptateur de pistolet dévidoir, un nécessaire de montage
de deux bouteilles et un nécessaire de dévidage de fil d’alu-
minium pour le dévidage poussé avec dévidoir intégré stan-
dard.
PROCÉDÉS ET MATÉRIEL
RECOMMANDÉS
Le modèle POWER MIG 255 est recommandé pour les
procédés de soudage GMAW en utilisant des bobines de 10
à 44 lb (4,5 à 20 kg) de 2 po (51 mm) de diamètre intérieur
ou des couronnes Readi-Reel“ (avec adaptateur en option)
de fil en acier plein de 0,025 à 0,045 po (0,6-1,2 mm), en
acier inoxydable de 0,035 po (0,9 mm), en aluminium de
3/64 po (1,2 mm) et Outershield“ de 0,045 po (1,2 mm) ainsi
que des électrodes à auto-protection de 0,035 po (0,9 mm)
et de 0,045 po (1,2 mm).
La PUISSANCE MIG est usine équipée pour alimenter
le 035"(0.9 millimètre) et l'électrode de 045(1.2mm).
Elle inclut également un 200A, coefficient d'utilisation
de 60% (ou 250A, coefficient d'utilisation de 40%) a
évalué, 15 pi. (pistolet de 4.6 m) GMAW et câble
équipé équipé pour ces tailles de fil. L'utilisation des
processus de GMAW exige un approvisionnement en
protéger le gaz.

B-3
OPERATION OPERACIÓN FONCTIONNEMENT
WELDING CAPABILITY
The POWER MIG 255 is rated at 250 amps @ 26
volts, at a 40% duty cycle based on a ten minute
cycle time. It is capable of higher duty cycles at lower
output currents and capable of up to 300 Amps at
lower duty cycles.
LIMITATIONS
The POWER MIG 255 MAY NOT operate
satisfactorily if powered with a portable or in-plant
generating system.
DESCRIPTION OF CONTROLS
Power ON/OFF Switch — Place the lever in the
"ON" position to energize the POWER MIG 255.
When the power is on, the red LED display lights
illuminate.
Voltage Control — This is a continuous control that
gives full range adjustment of power source output
voltage. It can be adjusted while welding over its 10
to 28 volt range.
Wire Speed Control — This controls the wire feed
speed from 50 – 700 inches per minute (1.2 – 17.8
m/min). The control can be preset on the dial to the
setting specified on the Procedure Decal on the
inside of the wire compartment door. Wire speed is
not affected when changes are made in the voltage
control.
WIRE DRIVE ROLL
The drive rolls installed with the POWER MIG have
two grooves one for .035(0.9mm) wire Solid Steel
electrode and the other for .045(1.2mm) wire. Drive
roll size is stenciled on each side of the drive roll. If
feeding problems occur, check to make sure that the
wire size and the drive roll size matches. See
"Procedure for Changing Drive Roll" in this section.
This information also appears on the Procedure
Decal on the door inside the wire compartment.
CAPACIDAD DE SOLDADURA
La POWER MIG 255 tiene una capacidad nominal de
250 amps a 26 volts, al 40% del ciclo de trabajo cada
diez minutos. Es capaz de trabajar a ciclos de trabajo
más altos con corrientes de entrada más bajas y
capacidad de hasta 300 Amps en ciclo de trabajo más
bajo.
LIMITES
La POWER MIG 255 puede no operar de acuerdo con
la forma en que se diseñó si se energiza con un
generador portátil o de la planta.
DESCRIPCION DE CONTROLES
Interruptor de Encendido/Apagado — Ponga la
palanca en la posición "ON" para arrancar la POWER
MIG 255. Cuando está encendida, el foco rojo
posterior del LED de la pantalla LCD estará
iluminado.
Control de Voltaje — Este es un control continuo que
da ajuste total de rango del voltaje de salida de la
fuente de poder. Se puede ajustar mientras se suelda
por encima de su rango de 10 a 28 voltios.
Control de Velocidad de Alambre — Este controla la
velocidad de alimentación de alambre de 50 – 700
pulgadas por minuto (1.2 – 17.8 m/min). El control se
puede preestablecer en la marcación de la
configuración especificada en la etiqueta de
procedimientos dentro de la puerta del
compartimiento de alambre. La velocidad de alambre
no se ve afectada cuando se hacen cambios en el
control de voltaje.
RODILLO IMPULSOR DE ALAMBRE
Los rodillos impulsores instalados con la ENERGÍA
MIG tienen dos surcos uno para el electrodo de acero
sólido del alambre del 035(0.9mm) y el otro para el
alambre del 045(1.2mm). El tamaño del rodillo
impulsor es estarcido en cada lado del rodillo
impulsor. Si ocurren los problemas de alimentación,
compruebe para cerciorarse de que el tamaño del
alambre y el rodillo impulsor clasifiquen fósforos. Vea
el "procedimiento para cambiar el rodillo impulsor" en
esta sección. Esta información también aparece en la
etiqueta del procedimiento en la puerta dentro del
compartimiento del alambre.
CAPACITÉ DE SOUDAGE
La machine POWER MIG 255 a une intensité nomi-
nale de 250 A à 26 V, avec facteur de marche 40 %
fondé sur un cycle de 10 minutes. Elle est capable
d’obtenir des facteurs de marche supérieurs à des
courants de sortie inférieurs et peut délivrer jusqu’à
300 A aux facteurs de marche inférieurs.
LIMITES
La machine POWER MIG 255 PEUT NE PAS fonc-
tionner de façon satisfaisante si elle est alimentée par
un groupe électrogène portatif ou le groupe de l’usine
DESCRIPTION DES COMMANDES
Interrupteur d’alimentation ON/OFF – Placer le levi-
er sur «ON» pour mettre sous tension la machine
POWER MIG 255. Quand la machine est sous ten-
sion, les voyants rouges à DEL s’allument.
Commande de tension – Il s’agit d’une commande
continue qui permet de régler la tension de sortie de
la source de courant sur toute la plage. On peut la
régler quand on soude sur la plage 10 à 28 V.
Commande de vitesse de dévidage du fil – Cette
commande règle la vitesse de dévidage du fil entre 50
et 700 po/min (1,2-17,8 m/min). On peut prérégler la
commande sur le cadran à la valeur précisée sur l’au-
tocollant de mode opératoire à l’intérieur de la porte
du compartiment du dévidoir. Les modifications
apportées au réglage de tension n’ont pas d’influence
sur la vitesse de dévidage.
GALET D’ENTRAÎNEMENT DU FIL
Les roulements d'entraînement installés avec la
PUISSANCE MIG ont deux cannelures une pour
l'électrode en acier pleine de fil de 035(0.9mm) et
l'autre pour le fil de 045(1.2mm). La taille de roule-
ment d'entraînement est marquée au poncif de
chaque côté du roulement d'entraînement. Si les
problèmes d'alimentation se produisent, vérifiez pour
s'assurer que la taille de fil et le roulement d'entraîne-
ment classent des allumettes. Voir l'"procédure pour
changer le roulement d'entraînement" dans cette sec-
tion. Cette information apparaît également sur le
décalque de procédé sur la porte à l'intérieur du com-
partiment de fil.

B-4
OPERATION OPERACIÓN FONCTIONNEMENT
WIRE SIZE CONVERSION PARTS
The POWER MIG 255 is rated to feed .025 through
.045" (0.6-1.2 mm) solid or cored electrode sizes.
The drive roll kits and Magnum 250L gun and cable
parts are available to feed different sizes and types of
electrodes. See Accessories section.
PROCEDURE FOR CHANGING
DRIVE AND IDLE ROLL SETS
1. Turn off the power source.
2. Release the pressure on the idle roll by swinging the adjustable
pressure arm down toward the back of the machine. Lift the cast
idle roll assembly and allow it to sit in an upright position.
3. Remove the outside wire guide retaining plate by loosening the
two large knurled screws.
4. Twist the drive roll retaining mechanism to the unlocked position
as shown below and remove the drive roll. (See Figure B.1)
FIGURE B.1
5. Remove the inside wire guide plate.
6. Replace the drive and idle rolls and inside wire guide with a set
marked for the new wire size. NOTE: Be sure that the gun liner
and contact tip are also sized to match the selected wire size.
7. Manually feed the wire fromthe wire reel, overthe drive roll groove
and through the wire guide and then into the brass bushing of the
gun and cable assembly.
8. Replace the outside wire guide retaining plate by tightening the
two large knurled screws. Reposition the adjustable pressure arm
to its original position to apply pressure. Adjust pressure as nec-
essary.
WIRE REEL LOADING - READI
REELS, SPOOLS OR COILS
To Mount a 30 Lb. (14 kg) Readi-Reel Package
(Using the Molded Plastic K363-P Readi-Reel
Adapter:)
PARTES PARA CAMBIAR EL
CALIBRE DE ALAMBRE
La POWER MIG 255 está programada para alimentar calibres de
electrodo solido o revestido de .025 hasta .045" (0.6-1.2 mm).
Los juegos de rodillo impulsor y partes de la pistola Magnum 250L y
cable están disponibles para alimentar diferentes calibres y tipos de
electrodos. Ver Sección de Accesorios.
PROCEDIMIENTO PARA CAMBIAR
EL RODILLO IMPULSOR Y DE
TENSION
1. Dé vuelta apagado a la fuente de energía.
2. Libre la presión en el rodillo ocioso haciendo pivotar el brazo de
presión ajustable abajo hacia la parte posteriora de la máquina.
Levante el montaje de rodillo de la marcha lenta del molde y
permita que se siente en una posición vertical.
3. Quite la placa de retención exterior de la guía de alambre
aflojando los dos tornillos con estrías grandes.
4. Tuerza el mecanismo de retención del rodillo impulsor a la
posición abierta según lo demostrado abajo y quite el rodillo
impulsor. (Véase La Figura B.1)
FIGURE B. 1
5. Quite la placa de guía interior de alambre.
6. Substituya la impulsión y huelgue los rodillos y la guía de alambre
del interior con un sistema marcado para el nuevo tamaño del
alambre. NOTA: Sea seguro que la extremidad del trazador de
líneas y del contacto del arma también está clasificada para
emparejar el tamaño seleccionado del alambre.
7. Alimente manualmente el alambre del carrete del alambre, sobre
el surco del rodillo impulsor y a través de la guía de alambre y
entonces en el buje de cobre amarillo del montaje del arma y de
cable.
8. Substituya la placa de retención exterior de la guía de alambre
apretando los dos tornillos con estrías grandes. Coloque el brazo
de presión de nuevo ajustable a su posición original para aplicar
la presión. Ajuste la presión como necesaria.
CARGA DEL CARRETE DE ALAMBRE -
READI-REELS, BOBINAS O CARRETES
Para montar un paquete Readi-Reel de 30 Lb. (14
kg) (Utilizando un adaptador K363-P Readi-Reel
de plástico moldeado:)
PIÈCES DE CONVERSION DE
DIAMÈTRE DE FIL
La machine POWER MIG 255 est prévue pour fil-électrode plein ou
fourré de 0,025 à 0,045 po (0,6 à 1,2 mm) de diamètre.
Les jeux de galets d’entraînement et les pièces de pistolet et câble
Magnum 250Lexistent pour fils de diamètres et types différents. Voir
la section Accessoires.
MÉTHODE DE REMPLACEMENT DES
JEUX DE GALETS D’ENTRAÎNEMENT
ET MENÉS
1. Arrêtez la source d'énergie.
2. Réduisez la pression sur le roulement à vide en balançant le bras
de pression réglable vers le bas vers le dos de la machine.
Soulevez le roulement de ralenti de fonte et permettez-lui de se
reposer en position droite.
3. Enlevez le plat de retenue extérieur de guide de câblage en
desserrant les deux grandes vis moletées.
4. Tordez le mécanisme de retenue de roulement d'entraînement
dans la position débloquée comme montré ci-dessous et enlevez
le roulement d'entraînement. (Voir La Figure B.1)
FIGURE B.1
5. Enlevez le plat intérieur de guide de câblage.
6. Remplacez la commande et tournez au ralenti les roulements et le
guide de câblage d'intérieur avec un ensemble marqué pour la
nouvelle taille de fil. NOTE : Soyez sûr que le bout de recouvre-
ment et de contact de pistolet sont également classés pour assor-
tir la taille choisie de fil.
7. Introduisez manuellement le fil de la bobine de fil, au-dessus de la
cannelure de roulement d'entraînement et par le guide de câblage
et puis dans la douille en laiton du pistolet et du câble équipé.
8. Remplacez le plat de retenue extérieur de guide de câblage en
serrant les deux grandes vis moletées. Replacez le bras de pres-
sion réglable dans son position originale pour appliquer la pres-
sion. Ajustez la pression selon les besoins.
CHARGEMENT DU DÉVIDOIR – READI-
REEL, BOBINES OU COURONNES
Pour charger un ensemble Readi-Reel de 30 lb (14
kg) (en utilisant l’adaptateur Readi-Reel en plas-
tique moulé K363-P)

B-5
OPERATION OPERACIÓN FONCTIONNEMENT
1. Open the Wire Drive Compartment Door
2. Depress the Release Bar on the Retaining Collar
and remove it from the spindle.
3. Place the Optional Adapter on the spindle
4. Re-install the Retaining Collar. Make sure that the
Release Bar "pops up" and that the collar retainers
fully engage the retaining ring groove on the
spindle.
5. Rotate the spindle and adapter so the retaining
spring is at the 12 o'clock position.
6. Position the Readi-Reel so that it will rotate in a
direction when feeding so as to be de- reeled from
top of the coil.
7. Set one of the Readi-Reel inside cage wires on the
slot in the retaining spring tab.
8. Lower the Readi-Reel to depress the retaining
spring and align the other inside cage wires with
the grooves in the molded adapter.
9. Slide cage all the way onto the adapter until the
retaining spring "pops up" fully.
CHECK TO BE SURE THE RETAINING SPRING
HAS FULLY RETURNED TO THE LOCKING
POSITION AND HAS SECURELY LOCKED THE
READI-REEL CAGE IN PLACE. RETAINING
SPRING MUST REST ON THE CAGE, NOT THE
WELDING ELECTRODE.
---------------------------------------------------------------
10. To remove Readi-Reel from Adapter, depress
retaining spring tab with thumb while pulling the
Readi-Reel cage from the molded adapter with
both hands. Do not remove adapter from spindle.
1. Abra la puerta del compartimiento del mecanismo de
alimentación.
2. Libere tensión de la Barra de Sujeción en el Collar de
Sujeción y retírelo del eje.
3. Coloque el adaptador opcional en el eje.
4. Vuelva a instalar el Collar de Sujeción. Asegúrese de que
la Barra de Sujeción “salte” y de que los sujetadores del
collar entren por completo en la ranura del eje.
5. Gire el eje y el adaptador, de manera que el resorte de
retención se encuentre en la posición de las 12 en punto.
6. Coloque el Readi-Reel en forma tal que pueda girar en
dirección que se desenrede el alambre desde la parte
superior de la bobina.
7. Coloque uno de los alambres internos de la jaula del
Readi-Reel en la ranura que se encuentra en la lengüeta
del resorte de retención.
8. Baje el Readi-Reel hasta que oprima el resorte de
retención y alinee los otros alambres interiores con las
ranuras en el adaptador moldeado.
9. Introduzca el carrete en el adaptador hasta que el resorte
de retención "salte" totalmente.
REVISE PARA ASEGURARSE DE QUE EL RESORTE DE
RETENCIÓN HA REGRESADO TOTALMENTE A LA
POSICIÓN DE SEGURIDAD Y QUE HA SUJETADO DE
MANERA SEGURA EL READI-REEL EN SU LUGAR. EL
RESORTE DE RETENCIÓN DEBE QUEDAR SOBRE LA
JAULA DEL READI-REEL Y NO SOBRE EL ELECTRODO
DE SOLDADURA.
----------------------------------------------------------------
10. Para quitar el Readi-Reel del adaptador, oprima la
lengüeta del resorte de retención con el pulgar mientras
jala con ambas manos el Readi-Reel del adaptador
moldeado. No es necesario quitar el adaptador del eje.
1. Ouvrir la porte du compartiment du dévidoir.
2. Appuyer sur la barrette de déblocage de la bague
de retenue et sortir celle-ci de l’axe.
3. Placer l’adaptateur en option sur l’axe.
4. Replacer la bague de retenue. S’assurer que la
barrette de déblocage s’encliquette et que les
retenues de la bague s’engagent à fond dans la
gorge circulaire de retenue sur l’axe.
5. Faire tourner l’axe et l’adaptateur de sorte que le
ressort de retenue se trouve sur 12 heures.
6. Placer le Readi-Reel pour qu’il tourne dans un sens
lors du dévidage pour se dérouler par la partie
supérieure de la couronne.
7. Placer une des tiges d’armature intérieures du
Readi-Reel sur la fente dans la languette du ressort
de retenue.
8. Abaisser le Readi-Reel pour appuyer sur le ressort
de retenue et aligner les autres tiges d’armature
intérieures sur les gorges de l’adaptateur moulé.
9. Faire glisser l’armature à fond sur l’adaptateur
jusqu’à ce que le ressort de retenue s’encliquette
entièrement.
S’ASSURER QUE LE RESSORT DE RETENUE EST
REVENU ENTIÈREMENT EN POSITION DE VER-
ROUILLAGE ET A VERROUILLÉ EN TOUTE
SÉCURITÉ LE READI-REEL EN PLACE. LE
RESSORT DE RETENUE DOIT REPOSER SUR LA
TIGE D’ARMATURE ET PAS SUR LE FIL-
ÉLECTRODE.
----------------------------------------------------------------
10. Pour démonter le Readi-Reel de l’adaptateur,
appuyer sur la languette du ressort de retenue avec le
pouce tout en tirant avec les deux mains sur le sup-
port Readi-Reel pour l’écarter de l’adaptateur moulé.
Ne pas enlever l’adaptateur de l’axe.
ADVERTENCIA
WARNING
COLLARIN DE SUJECION
DEL EJE O.D. DE 2"
ADAPTADOR
RESORTE DE RETENCION
TORNILLO DE
AJUSTE DE TENSION
DE FRENO
GUIAS
COLLARIN DE
SUJECION
SUJETADOR
A
2 IN. O.D.
SPINDLE
ADAPTER
RETAINING
SPRING
BRAKE
HOLDING
PIN
GROOVES
READI-REEL
INSIDE
CAGE
WIRES
RELEASE
BAR
RETAINING
COLLAR
AXE
2 po D.E.
ADAPTATEUR
RESSORT DE RETENUE
ERGOT
FREIN
GORGE
READI-REEL
TIGES D'ARMATURE
INTÉRIEURE
BARRETE
DE
DÉBLOCAGE
BAGUE DE
RETENUE
AVERTISSEMENT

B-6
OPERATION OPERACIÓN FONCTIONNEMENT
To Mount 10 to 44 Lb. (4.5-20 kg) Spools
(12"/300 mm Diameter) or 14Lb.(6 Kg)
Innershield Coils:
(For 13-14 lb. (6 Kg) Innershield coils, a K435 Coil
Adapter must be used).
1. Open the Wire Drive Compartment Door
2. Depress the Release Bar on the Retaining Collar
and remove it from the spindle.
3. Place the spool on the spindle making certain the
spindle brake pin enters one of the holes in the
back side of the spool (Note: an arrow mark on the
spindle lines up with the brake holding pin to assist
in lining up a hole). Be certain the wire comes off
the reel in a direction so as to de-reel from the top
of the coil.
4. Re-install the Retaining Collar. Make sure that the
Release Bar "pops up" and that the collar retainers
fully engage the retaining ring groove on the spin-
dle.
TO START THE WELDER
Turn the "Power Switch" switch to "ON". This lights the
red LED display lights. With the desired voltage and
wire speed selected, operate the gun trigger for
welder output and to energize the wire feed motor.
FEEDING WIRE ELECTRODE
When triggering, the electrode and drive mecha-
nism are electrically "hot" relative to work and
ground and remain "hot" several seconds after
the gun trigger is released.
NOTE: Check that drive rolls, guide plates and gun
parts are proper for the wire size and type being used.
Refer to Table C.1 in Accessories section.
1. Turn the Readi-Reel or spool until the free end of
the electrode is accessible.
2. While securely holding the electrode, cut off the
bent end and straighten the first six inches. (If the
electrode is not properly straightened, it may not
feed properly through the wire drive system).
Para montar bobinas de 10 a 44 Lb. (4.5-20
kg) (12"/300 mm de diámetro) o bobinas
Innershield de 14Lb.(6 Kg):
Para bobinas Innershield de 13-14 lb. (6 Kg), se debe
utilizar un Adaptador de bobina K435).
1. Abra la puerta del compartimiento del mecanismo
de alimentación.
2. Libere la Lengüeta de sujeción del collar de
bloqueo y quítela del eje.
3.
Coloque el carrete en el eje asegurándose de que el
perno de propulsión entre en uno de los orificios en
el lado posterior del carrete. Asegúrese de que el
alambre salga del carrete en sentido a las
manecillas del reloj cuando se desenrede de la
parte superior de la bobina.
4.
Vuelva a colocar el collar de bloqueo. Asegúrese de
que el r
esorte de retención "salte" totalmente y de que el
collar entre por completo en la ranura del collar en el eje
.
PARA ARRANCAR LA SOLDADORA
Coloque el interruptor "Power" en la posición "ON".
Esto enciende el indicador rojo de la pantalla LCD y
debe aparecer una pantalla de lectura. Con el modo
de soldadura deseado ya seleccionado, opere el
gatillo de la pistola para obtener salida de la
soldadora y para energizar el motor de alimentación
de alambre.
ALIMENTACION DEL ELECTRODO
Cuando se activa el gatillo, el electrodo y el
mecanismo de impulsión siempre se encuentran
"energizados" para trabajar y hacer tierra, y
permanecen "energizados" varios segundos
después de que se libera el gatillo de la pistola.
NOTA: Verifique que los rodillos de impulsión, las
placas guía y las partes de pistola sean apropiados
para el calibre y el tipo de alambre que se está
utilizando. Consulte la Tabla C.1 en la sección de
Accesorios.
1. Gire el Readi-Reel o el carrete hasta que esté
accesible el extremo libre del electrodo.
2. Al tiempo que sostiene de manera segura el
electrodo, corte el extremo doblado y enderece los
primeros 152 mm (6"). Corte los primeros 25 mm
(1"). Si el electrodo no se encuentra
adecuadamente enderezado, no podrá alimentar
bien a través del mecanismo de alimentación.
Montage de bobines de 10 à 44 lb (4,5-20 kg) de 12
po/300 mm de diamètre ou couronnes Innershield de
14 lb (6 kg).
Dans le cas de couronnes Innershield de 13 à 14 lb (6
kg), on doit utiliser un adaptateur de couronne K435).
1. Ouvrir la porte du compartiment du dévidoir.
2. Appuyer sur la barrette de déblocage de la bague de
retenue et sortir celle-ci de l’axe.
3. Placer la bobine sur l’axe en s’assurant que l’ergot du
frein d’axe entre dans un des trous à l’arrière de la
bobine. (Note : Une flèche sur l’axe s’aligne sur l’er-
got de retenue du frein pour aider à s’aligner sur un
trou). S’assurer que le fil sort du dévidoir de façon à
se dévider par le haut de la couronne.
4. Replacer la bague de retenue. S’assurer que la bar-
rette de déblocage s’encliquette et que les retenues
de la bague s’engagent à fond dans la gorge circu-
laire de retenue sur l’axe.
POUR METTRE EN MARCHE LA
MACHINE À SOUDER
Mettre l’interrupteur d’alimentation sur «ON». Les voy-
ants à DEL s’allument. Après avoir choisi la tension pre-
scrite et la vitesse de dévidage choisie, appuyer sur la
gâchette pour obtenir la sortie de la machine et pour met-
tre sous tension le moteur de dévidage.
DÉVIDAGE DU FIL-ÉLECTRODE
Quand on appuie sur la gâchette, l’électrode et le
mécanisme d’entraînement sont sous tension par
rapport à la pièce et à la terre et demeurent sous ten-
sion pendant plusieurs secondes après avoir relâché
la gâchette du pistolet.
NOTE : Vérifier que les galets d’entraînement, les
plaques guides et les pièces du pistolet conviennent pour
le diamètre et le type de fil utilisé. Voir le tableau C.1 à
la section Accessoires.
1. Faire tourner le Readi-Reel ou la bobine jusqu’à ce
que l’extrémité libre du fil-électrode soit accessible.
2. Tout en tenant bien le fil-électrode, couper l’extrémité
tordue et redresser les 6 premiers pouces. (Si le fil
n’est pas bien redressé, il peut ne pas se dévider cor-
rectement dans le système de dévidage).
WARNING
ADVERTENCIA
AVERTISSEMENT

B-7
OPERATION OPERACIÓN FONCTIONNEMENT
3. Release the pressure on the idle roll by swinging
the adjustable pressure arm down toward the back
of the machine. Lift the cast idle roll assembly and
allow it to sit in an upright position. Leave the outer
wire guide plate installed. Manually feed the wire
through the incoming guide bushing and through
the guide plates (over the drive roll groove). Push a
sufficient wire length to assure that the wire has fed
into the gun and cable assembly without restriction.
Reposition the adjustable pressure arm to its origi-
nal position to apply pressure to the wire.
4. Press gun trigger to feed the electrode wire through
the gun.
IDLE ROLL PRESSURE SETTING
The idle roll pressure adjustment knob is set at the
factory at the #3 hash mark. This is an approximate
setting. The optimum idle roll pressure varies with type
of wire, wire diameter, surface conditions, lubrication,
and hardness. As a general rule, hard wires may
require greater pressure, and soft, or aluminum wire,
may require less pressure than the factory setting.
The optimum idle roll setting can be determined as
follows:
1. Press end of gun against a solid object that is
electrically isolated from the welder output and
press the gun trigger for several seconds.
2. If the wire "birdnests", jams or breaks at the drive
roll, the idle roll pressure is too great. Back the
adjustment knob out 1/2 turn, run new wire through
gun, and repeat above steps.
3. If the only result was drive roll slippage, loosen the
adjustment knob on the conductor plate and pull
the gun cable forward about 6" (15 cm). There
should be a slight waviness in the expose wire. If
there is not waviness, the pressure is too low.
Tighten the adjustment knob 1/4 turn, reinstall the
gun cable and repeat the above steps.
SETTING RUN-IN SPEED ON STAN-
DARD POWER MIG FEEDER
3. Libere presión del rodillo moviendo rápidamente el
brazo de presión ajustable bajándolo hacia la parte
posterior de la máquina. Levante el ensamble de
aluminio del rodillo de presión y permita que se
asiente en posición recta. Deje colocada la placa
guía externa de alambre.Alimente manualmente el
alambre a través del buje guía entrante y de las
placas guía (sobre la ranura del rodillo de presión).
Presione una lagitud de alambre suficiente para
asegurar que el alambre se ha alimentado en el
ensamble de pistola y cable sin obstrucción.
Vuelva a colocar el brazo de presión ajustable a su
posición original para aplicar presión al alambre.
4. Oprima el gatillo de la antorcha para alimentar
electrodo de alambre a través de la pistola.
PROGRAMACION DE LA PRESION
DEL RODILLO DE PRESION
La perilla de ajuste de presión del rodillo viene
ajustado de fábrica en #3. Esto es un ajuste
aproximado. La presión óptima del rodillo varía de
acuerdo al tipo de alambre, al diámetro del alambre, a
las condiciones de superficie, a la lubricación y
dureza. Como regla general, los alambres duros
pueden requerir una presión mayor y los suaves o los
alambres de aluminio pueden requerir menos presión
a la que se establece desde la fábrica. El ajuste
óptimo del rodillo se puede determinar de la siguiente
forma:
1. Presione el extremo de la pistola contra un objeto
sólido que esté aislado eléctricamente de la salida
de la soldadora y oprima el gatillo de la pistola
durante varios segundos.
2. Si el alambre se atasca, se atora o se rompe en el
rodillo impulsor esto indica que la presión del
rodillo es demasiada. Gire el tornillo 1/2 vuelta
hacia atrás, desplace alambre nuevo a través de la
pistola y repita los pasos descritos anteriormente.
3. Si el único resultado es que el rodillo impulsor se
resbala, afloje la perilla de ajuste de la placa
conductora y jale el cable de la pistola hacia
adelante alrededor de 152 mm (6"). Deberá de
haber una ondulación ligera en el cable expuesto.
Si no hay ondulación, la presión es muy baja.
Apriete el tornillo 1/4 de giro, asegure el cable de
la pistola en su lugar y repita los pasos descritos
anteriormente.
PROGRAMACION DE VELOCIDAD DE DE
AVANCE EN EL ALIMENTADOR POWER
MIG ESTANDAR
3. Relâcher la pression sur le galet mené en faisant
pivoter le bras de pression réglable vers le bas et
en direction de l’arrière de la machine. Soulever
l’ensemble moulé du galet mené et le laisser
reposer à la verticale. Laisser la plaque guide-fil
intérieur en place. Dévider manuellement le fil
dans le manchon guide d’entrée et dans les
plaques guides (sur la gorge du galet d’entraîne-
ment). Faire sortir une longueur suffisante de fil
pour s’assurer que celui-ci est bien entré dans le
pistolet et le câble. Replacer le bras de pression
réglable dans sa position initiale pour appliquer la
pression sur le fil.
4. Appuyer sur la gâchette du pistolet pour faire
avancer le fil-électrode dans le pistolet.
RÉGLAGE DE LA PRESSION DU
GALET MENÉ
Le volant de réglage de la pression du galet mené est
réglé à l’usine à la marque hachurée no 3. C’est un
réglage approximatif. La pression optimale du galet
mené varie selon le type et le diamètre du fil, l’état de
surface, la lubrification et la dureté du fil. En règle
générale, les fils durs peuvent nécessiter une pres-
sion supérieure et les mous ou fils d’aluminium peu-
vent nécessiter une pression inférieure à celle réglée
à l’usine. On peut déterminer le réglage optimum du
galet mené comme suit :
1. Appuyer l’extrémité du pistolet contre un objet
solide isolé électriquement de la sortie de la
machine et appuyer sur la gâchette du pistolet
pendant plusieurs secondes.
2. Si le fil s’emmêle, bloque ou se casse au niveau
du galet mené, c’est que la pression de ce galet
est trop importante. Desserrer le volant de
réglage d’un demi-tour, faire passer une nouvelle
longueur de fil dans le pistolet et répéter les
étapes ci-avant.
3. Si cela n’a entraîné que le patinage du galet d’en-
traînement, desserrer le volant de réglage sur la
plaque conductrice et tirer le câble du pistolet
d’environ 6 po (15 cm). Le fil sorti devrait être
légèrement ondulé. Sinon, la pression est trop
faible. Serrer le volant de réglage d’un quart de
tour, remonter le câble du pistolet et répéter les
étapes ci-avant.
RÉGLAGE DE LA VITESSE DU FIL À
L’AMORÇAGE (RUN-IN) SUR LE
DÉVIDOIR POWER MIG STANDARD

B-8
FAST OR SLOW RUN-IN MODE SELECTION,
(When Timer Option is not installed)
The POWER MIG 255 is factory set for fast run-in
mode where the wire feed will accelerate directly to
the preset wire feed speed when the gun trigger is
closed.
Slow run-in mode may also be selected, where it will
initially feed wire at 50 IPM until output current is
sensed or for 1.0 seconds, whichever occurs first.
After which it will accelerate to the preset wire feed
speed.
Note: See operating instructions for Timer Option Kit
if it is installed, as it provides its own Run-in operation.
INSTRUCTIONS TO ENTER SLOW
RUN-IN
1. Turn power OFF on front panel of POWER MIG
255.
2. Turn the wire feed speed dial to minimum, fully
counterclockwise.
3. With the gun trigger closed, turn the power ON at
the front panel of the POWER MIG 255.
4. The display will read "SLO run".
INSTRUCTIONS TO ENTER FAST
RUN-IN
1. Turn power OFF on front panel of POWER MIG
255.
2. Turn the wire feed speed dial to maximum, fully
clockwise.
3. With the gun trigger closed, turn the power ON at
the front panel of the POWER MIG 255.
4. The display will read "FAS run".
NOTE:
Arc starting characteristics may be effected when
using the fast run-in mode since optimum starting
processes are being overridden.
On the initial trigger closure at power up, no output
power or wire feed will be available until the trigger is
opened and reclosed, regardless of wire feed speed
dial setting.
OPERATION
SELECCION DE MODO DE AVANCE RAPIDO O
LENTO, (cuando la opción del temporizador no
esté instalado)
La POWER MIG 255 se programa de fábrica a una
modalidad de avance acelerado en la que la
alimentación de alambre se acelerará directamente
para la velocidad de alimentación de alambre cuando
se cierre el gatillo de la antorcha.
También se puede seleccionar el modo de avance
lento, donde alimentará inicialmente alambre a 50
IPM hasta que la corriente de salida se detecte o
durante 1.0 segundos, lo que ocurra primero.
Después de lo cual se acelerará a la velocidad de
alimentación preestablecida.
Nota: Ver instrucciones de operación del Juego de
Programación de Tiempos si ha sido instalado, ya que
este proporciona su propia operacion de avance.
INSTRUCCIONES PARA
PROGRAMAR AVANCE LENTO
1. Apague la energía (OFF) en el panel frontal de la
POWER MIG 255.
2. Gire la perilla de velocidad del alimentador de
alambre al mínimo, completamente en sentido
opuesto a las manecillas del reloj.
3. Con el gatillo de la antorcha cerrado ENCIENDAel
sumunistro de energía, en el panel frontal de la
POWER MIG 255.
4. En la pantalla de leerá “SLO run” (Avance lento).
INSTRUCCIONES PARA
PROGRAMAR AVANCE RAPIDO
1. Apague la energía (OFF) en el panel frontal de la
POWER MIG 255.
2. Gire la perilla de velocidad del alimentador de
alambre al máximo hacia las manecillas del reloj.
3. Con el gatillo de la antorcha cerrado ENCIENDAel
sumunistro de energía, en el panel frontal de la
POWER MIG 255.
4. En la pantalla se leerá “FAST run” (Avance
rápido).
NOTA:
Las características de arranque de arco pueden verse
afectadas cuando se utiliza la modalidad de
alimentación inicial acelerada ya que se anulan los
procesos óptimos de arranque.
En el cierre inicial del gatillo cuando está activada la
energía, ninguna energía de salida o alimentación de
alambre estará disponible hasta que el gatillo se abra
y vuelva a cerrarse, sin importar la programación del
medidor de velocidad de alimentación de alambre.
OPERACIÓN
SCHOIX DU MODE RAPIDE OU LENT (quand
le temporisateur en option n’est pas monté)
La machine POWER MIG 255 est réglée en usine sur
le mode rapide dans lequel la vitesse du fil accélère
directement à la vitesse de dévidage préréglée quand
la gâchette du pistolet est fermée.
On peut également choisir le mode lent, dans lequel le
fil se dévide au départ à 50 po/min jusqu’à ce que le
courant de sortie soit détecté ou pendant une seconde,
la première des deux éventualités étant retenue. La
machine accélère alors à la vitesse de dévidage
préréglée.
Note : Voir les instructions de fonctionnement relatives
au nécessaire temporisateur en option si celui-ci est
installé, car il fournit sa propre vitesse à l’amorçage.
INSTRUCTIONS POUR ENTRER LA
VITESSE LENTE
1. Placer l’interrupteur d’alimentation du panneau
avant de la machine POWER MIG 255 sur OFF.
2. Tourner le cadran de vitesse de dévidage au mini-
mum, à fond vers la gauche.
3. La gâchette du pistolet étant fermée, mettre l’inter-
rupteur d’alimentation du panneau avant de la
machine POWER MIG 255 sur ON.
4. L’affichage indique alors «SLO run».
INSTRUCTIONS POUR ENTRER LA
VITESSE RAPIDE
1. Placer l’interrupteur d’alimentation du panneau
avant de la machine POWER MIG 255 sur OFF.
2. Tourner le cadran de vitesse de dévidage au mini-
mum, à fond vers la gauche.
3. La gâchette du pistolet étant fermée, mettre l’inter-
rupteur d’alimentation du panneau avant de la
machine POWER MIG 255 sur ON.
4. L’affichage indique alors «FAS run».
NOTE:
Les caractéristiques d’amorçage de l’arc peuvent être
modifiées quand on utilise le mode rapide étant donné
que les processus d’amorçage optimum ne sont pas
respectés.
Quand on ferme la gâchette pour la première fois à la
mise sous tension, la puissance de sortie ou le
dévidage n’est disponible que jusqu’à ce qu’on ouvre et
referme la gâchette quel que soit le réglage au cadran
de la vitesse de dévidage.
FONCTIONNEMENT

B-9
OPERATION OPERACIÓN FONCTIONNEMENT
It is not necessary to repeat either of the above
procedures each time the unit is powered up. The unit
will remember the run-in mode from the previous
power down and return you to that same state upon
your next power up. Thus, you need only perform one
of the above procedures when you want to change
the run-in mode.
MAKING A WELD
1. Check that the electrode polarity is correct for the
process being used, then turn the power switch
ON.
2. Set desired arc voltage and wire speed for the
particular electrode wire, material type and
thickness, and gas (for GMAW) being used. Use
the Application Chart on the door inside the wire
compartment as a quick reference for some
common welding procedures.
3. If Timer Kit is installed, select the desired mode as
described in "Operating Instructions for Timer Kit"
in the Accessories section. Refer to the
Accessories section for additional welding
information pertaining to Spot mode.
4. Press the trigger to feed the wire electrode
through the gun and cable and then cut the elec-
trode within approximately 3/8" (10 mm) of the
end of the contact tip [3/4" (20 mm) Outershield
®
].
NOTE: If set for slow run-in when the trigger is pulled,
the wire feeder feeds wire at low speed regardless of
the set wire feed speed until the welding arc starts or
1 second has elapsed. This feature enhances starting
and makes it easier to set the stickout. The 1 second
limit permits high speed loading of the gun and cable.
To change run-in mode, see "Setting Run-In Speed"
in this section, if the Timer Kit is not installed, or Timer
Kit Operation section if installed.
5. If welding gas is to be used, turn on the gas
supply and set the required flow rate (typically 25-
35 CFH; 12-16 liters/min).
6. When using Innershield electrode, the gas nozzle
may be removed from the insulation on the end of
the gun and replaced with the gasless nozzle.
This will give improved visibility and eliminate the
possibility of the gas nozzle overheating.
No es necesario repetir ninguno de los procesos antes
mencionados cada vez que la unidad se encienda. La
unidad registrará la modalidad de alimentación que se
estableció en el apagado anterior y regresará al
mismo estado cuando usted vuelva a encenderla, por
lo que, usted necesita realizar únicamente uno de los
procesos anteriores cuando usted desee cambiar la
modalidad de alimentación incial.
REALIZACION DE UNA SOLDADURA
1. Verifique que la polaridad del electrodo sea la
correcta para el proceso que está siendo
utilizado, posteriormente gire el interruptor de
energía a la posición de ENCENDIDO.
2. Establezca el voltaje de arco que desee y la
velocidad de alambre para el alambre de
electrodo en particular, el tipo de material, el
grosor y el gas que se utiliza para (GMAW).
Utilice la tabla de aplicación que se encuentra en
el interior de la puerta del compartimiento de
alambres como una referencia rápida para alguno
de los procesos de soldadura comunes.
3. Si el juego de programación de tiempos está
instalado, seleccione la modalidad deseada como
se describe en "Instrucciones de Operación para
el Juego de programación de tiempos" en la
sección de Accesorios. Consulte la sección de
Accesorios para mayor información de soldadura
concerniente a las modalidades de punteo.
4. Desplace el electrodo a través de la antorcha y el
cable y posteriormente corte el electrodo a
aproximadamente 10 mm (3/8") del extremo de la
punta de contacto [20 mm (3/4") Outershield"
®
].
NOTA: Si se programa alimentación inicial baja, cuando
se jala el gatillo, el alimentador de alambre, alimenta a
una velocidad baja sin importar la programación de
velocidad de alimentación de alambre hasta que el arco
de soldadura comienza, o dos segundos después de
haber iniciado. Esta característica mejora el arranque y
facilita el ajuste de "punta" electrizada de alambre. El
límite de 2 segundos permite una carga de alambre
rápida de la antorcha y el cable. Para cambiar la
modalidad de ali-mentación inicial, véase en esta sección
"Programación de Velocidad de Alimentación Inicial".
5. Si se va a utilizar soldadura con gas, active
suministro de gas y establezca la proporción de
flujo que se requiere (por lo regular es de 25-35
CFH; 12-16 litros/ min).
6. Cuando se utiliza un electrodo Innershield, la
tobera de gas puede retirarse del aislamiento del
extremo de la antorcha, y reemplazarse por una
tobera de operación sin gas. Esta dará visibilidad
y eliminará la posibilidad de un
sobrecalentamiento en la tobera de gas.
Il n’est pas nécessaire de répéter les étapes ci-avant
chaque fois que l’on met l’appareil sous tension. La
machine mémorise le mode vitesse du fil à l’amorçage
de la mise hors tension précédente et reprend dans
les mêmes conditions lors de la mise sous tension
suivante. Ainsi, il n’est nécessaire d’effectuer qu’une
des marches à suivre ci-avant quand on veut changer
le mode vitesse du fil à l’amorçage.
RÉALISATION D’UNE SOUDURE
1. Vérifier que la polarité de l’électrode convient pour
le procédé utilisé, puis placer l’interrupteur d’ali-
mentation sur ON.
2. Régler la tension d’arc et la vitesse de dévidage
correspondant au fil-électrode particulier au type et
à l’épaisseur du métal, et au gaz (pour GMAW)
utilisé. Se reporter au tableau d’application à l’in-
térieur de la porte du compartiment de dévidage
pour obtenir rapidement des informations sur les
modes opératoires de soudage courants.
3. Si la machine comprend un nécessaire temporisa-
teur, choisir le mode correspondant décrit dans
«Directives de fonctionnement du nécessaire tem-
porisateur» dans la section Accessoires. Voir la
section Accessoires pour obtenir des informations
de soudage supplémentaires sur le mode par
points.
4. Appuyer sur la gâchette pour dévider le fil dans le
pistolet et le câble puis couper le fil à environ 3/8
po (10 mm) de l’extrémité du tube contact [3/4 po
(20 mm) pour l’Outershield“].
NOTE: Si la machine est réglée sur vitesse (à
l’amorçage) lente quand on appuie sur la gâchette, le
dévidoir dévide le fil à faible vitesse quelle que soit la
vitesse de dévidage réglée jusqu’à ce que l’arc de
soudage soit amorcé ou après une seconde. Cette
caractéristique améliore l’amorçage et permet de
régler plus facilement la portée terminale. La limite
d’une seconde permet de charger le pistolet et le câble
à grande vitesse. Pour changer de mode vitesse à
l’amorçage, voir «Réglage de la vitesse du fil à
l’amorçage» dans cette section, si le nécessaire tem-
porisateur n’est pas installé, ou la section
Fonctionnement du nécessaire temporisateur s’il est
installé.
5. Si l’on doit utiliser le gaz de soudage, ouvrir la
bouteille de gaz et régler le débit nécessaire
(généralement de 25 à 35 pi3/h (12-16 L/min).
6. Quand on utilise le fil Innershield, on peut enlever
la buse de gaz de l’isolateur à l’extrémité du pisto-
let et la remplacer par la buse sans gaz. Cela
améliore la visibilité et élimine la possibilité que la
buse de gaz surchauffe.

B-10
7. Connect work cable to metal to be welded. Work
clamp must make good electrical contact to the
work. The work must also be grounded as stated
in "Arc Welding Safety Precautions".
When using an open arc process, it is necessary
to use correct eye, head, and body protection.
8. Position electrode over joint. End of electrode
may be lightly touching the work.
9. Lower welding helmet, close gun trigger, and
begin welding. Hold the gun so the contact tip
to work distance is about 3/8" (10 mm) [3/4"
(20 mm) for Outershield].
10. To stop welding, release the gun trigger and
then pull the gun away from the work after the
arc goes out.
11. When no more welding is to be done, close
valve on gas cylinder (if used), momentarily
operate gun trigger to release gas pressure,
and turn off POWER MIG 255.
AVOIDING WIRE FEEDING
PROBLEMS
Wire feeding problems can be avoided by
observing the following gun handling proce-
dures:
a. Do not kink or pull cable around sharp corners.
b. Keep the gun cable as straight as possible
when welding or loading electrode through
cable.
c. Do not allow dolly wheels or trucks to run over
cables.
d. Keep cable clean by following maintenance
instructions.
e. Use only clean, rust-free electrode. The Lincoln
electrodes have proper surface lubrication.
f. Replace contact tip when the arc starts to
become unstable or the contact tip end is fused
or deformed.
OPERATION
7. Conecte el cable de trabajo al metal que se está
soldando. La pinza de trabajo debe tener un
buen contacto eléctrico con el material de trabajo.
El material de trabajo también debe estar
conectado a tierra como se establece en "las
Precauciones de Seguridad de Soldadura por
Arco".
Al realizar procesos de arco abierto, es necesario
utilizar la protección adecuada para los ojos,
cabeza y cuerpo.
8. Coloque el electrodo sobre la unión. El extremo
del electrodo puede tocar ligeramente el material
de trabajo.
9. Baje la careta de soldadura, cierre el gatillo de la
antorcha y comience la soldadura. Sujete la
antorcha para que la distancia entre la punta de
contacto y el material de trabajo sea de
aproximadamente 10 mm (3/8") [ 30 mm (3/4")
para Outershield].
10. Para detener la soldadura, libere el gatillo de la
antorcha y luego aparte la antorcha del material
de trabajo después que el arco haya
desaparecido.
11. Cuando ya no vaya a realizar más soldaduras,
cierre la válvula del tanque de gas (en caso que
se haya utilizado), presione momentáneamente
el gatillo de la antorcha para liberar la presión de
gas y apague la POWER MIG 255.
CÓMO EVITAR PROBLEMAS DE
ALIMENTACION DE ALAMBRE
Los problemas de la alimentación de alambre pueden
evitarse siguiendo los siguientes procedimientos de
manejo de la antorcha:
a. No retuerza o jale el cable sobre esquinas
afiladas.
b. Mantenga el cable del electrodo en la posición
más recta posible al realizar la soldadura o carga
del electrodo a través del cable.
c. No permita que ruedas o aparatos pasen sobre
los cables.
d. Mantenga limpio el cable siguiendo las
instrucciones de mantenimiento.
e. Utilice únicamente electrodos limpios y sin óxido.
Los electrodos de Lincoln tienen la lubricación de
superficie adecuada.
f. Reemplace la punta de contacto cuando el arco
comience a ser inestable o cuando la punta de
contacto se funda o se deforme.
OPERACIÓN FONCTIONNEMENT
7. Fixer le connecteur de pièce au métal à souder. Le
connecteur de pièce doit assurer un bon contact élec-
trique avec la pièce à souder. La pièce à souder doit
également être mise à la terre comme on l’explique
dans les Mesures de sécurité.
Quand on utilise un procédé de soudage à l’arc à
l’air libre, on doit utiliser une bonne protection des
yeux, de la tête et du corps.
8. Placer le fil-électrode au-dessus du joint à souder.
L’extrémité du fil peut légèrement toucher la pièce.
9. Abaisser le masque, appuyer sur la gâchette du
pistolet et commencer à souder. Tenir le pistolet
de façon que l’écartement tube contact-pièce soit
d’environ 3/8 po (10 mm) [3/4 po (20 mm) pour le
fil Outershield].
10. Pour arrêter de souder, relâcher la gâchette du
pistolet puis éloigner le pistolet de la pièce une fois
que l'arc est éteint.
11. Si le travail est terminé, fermer le robinet de la
bouteille de gaz (éventuelle), faire fonctionner
momentanément la gâchette du pistolet pour libér-
er la pression de gaz et arrêter la machine
POWER MIG 255.
COMMENT ÉVITER LES PROBLÈMES
DE DÉVIDAGE
On peut éviter les problèmes de dévidage en obser-
vant les méthodes suivantes de manipulation du pis-
tolet:
a. Ne pas tordre ou tirer le câble sur les arrêtes vives.
b. Maintenir le câble le plus droit possible quand on
soude ou fait avancer le fil dans le câble.
c. Empêcher les chariots de passer sur les câbles.
d. Tenir le câble propre en suivant les instructions
d’entretien.
e. N’utiliser que du fil propre et antirouille. Les fils-
électrodes Lincoln comportent une bonne lubrifica-
tion de surface.
f. Remplacer le tube contact quand l’arc commence à
être instable ou que son extrémité est fondue ou
déformée.
ADVERTENCIA
AVERTISSEMENT
WARNING

B-11
OPERATION OPERACIÓN FONCTIONNEMENT
g) Mantenga la tensión del freno del eje del carrete
de alambre al mínimo requerido, para evitar
desplazamientos excedentes del carrete lo cual
puede provocar desenrollamientos en la bobina.
h) Utilice los rodillos impulsores adecuados y la
presión del rodillo de tensión del impulsor de
alambre para el tamaño y tipo de alambre que se
utiliza.
CONTROL DEL VENTILADOR
El ventilador está diseñado para encederse
automáticamente cuando se establece el arco de
soldadura. El ventilador permanecerá encendido por
lo menos 6 minutos después de que se apague el
arco de soldadura. Asimismo, el ventilador
permanecerá encendido cuando se deshabilite la
soldadura y alimentación de la máquina durante el
termostático sobre la protección de temperatura. (Ver
Protección de sobrecarga térmica de soldadura)
PROTECCION DE VOLTAJE DE
LINEA DE ENTRADA
Voltaje elevado de línea — Si el voltaje en línea
excede el 125% del voltaje nominal de alimentación,
la salida se reducirá a un nivel más bajo para proteger
la capacidad nominal del voltaje del banco de
capacitores.
Voltaje de línea bajo — Usted pudiera no obtener la
salida máxima de la máquina si el voltaje en línea es
menor a la entrada especificada. La unidad
continuará soldando pero la salida será menor a la
establecida.
PROTECCION CONTRA SOBRECARGA
DE ALIMENTACION DE ALAMBRE
La POWER MIG cuenta con una protección contra
sobrecarga de estado sólido del motor impulsor de
alambre. Si el motor recibe una sobrecarga, los
circuitos de protección apagan el voltaje del arco, la
velocidad de alimentación de alambre y el selenoide
de gas. Verifique que el tamaño de la punta de
contacto sea el adecuado, que el recubrimiento y los
rodillos impulsores no presenten ninguna obstrucción
o dobleces en el cable de la antorcha y cualquier otro
factor que pudiera impedir la alimentación de
alambre.
Para continuar la soldadura simplemente jale el
gatillo. No hay que restablecer el interruptor
automático ya que la protección se hace con
electrónicos de estado sólido confiables.
g. Keep wire reel spindle brake tension to
minimum required to prevent excess reel
over-travel which may cause wire "loop-offs"
from coil.
h. Use proper drive rolls and wire drive idle roll
pressure for wire size and type being used.
FAN CONTROL
The fan is designed to come on automatically when a
weld arc is established. The fan will stay on for a
minimum of 6 minutes after the weld arc is
terminated. The fan will also stay on when the
machine’s welding and feeding are disabled during
thermostatic over temperature protection. (See
Welding Thermal Overload Protection)
INPUT LINE VOLTAGE PROTECTION
High Line Voltage — If the line voltage exceeds
125% of rated input voltage, the output will be
reduced to the lower level to protect voltage rating of
the capacitor bank.
Low Line Voltage — You may not be able to get
maximum output from the machine if the line voltage
is less than rated input. The unit will continue to weld,
but the output may be less than what is set.
WIRE FEED OVERLOAD
PROTECTION
The POWER MIG has solid state overload
protection
of the wire drive motor. If the motor becomes
overloaded, the protection circuitry turns off the
wire feed speed and gas solenoid. Check for
proper size tip, liner, and drive rolls, for any
obstructions or bends in the gun cable, and any
other factors that would impede the wire
feeding.
To resume welding, simply pull the trigger. There
is no circuit breaker to reset, as the protection is
done with reliable solid state electronics.
g. Maintenir la tension du frein de l’axe du dévidoir au min-
imum prescrit pour empêcher le fil de se dévider trop
rapidement et de faire des boucles.
h. Utiliser les galets d’entraînement convenables et la
bonne pression galet d’entraînement-galet mené en
fonction du diamètre et du type de fil utilisé.
COMMANDE DU VENTILATEUR
Le ventilateur est conçu pour se déclencher automa-
tiquement quand on amorce l’arc. Le ventilateur reste
en marche pendant au moins 6 minutes après l’ex-
tinction de l’arc. Le ventilateur reste également en
marche quand les fonctions de soudage et de
dévidage de la machine sont invalidées lors du fonc-
tionnement du dispositif thermostatique de sur-
chauffe. (Voir Protection de surchauffe au cours du
soudage.)
PROTECTION DE TENSION
SECTEUR D’ENTRÉE
Haute tension secteur – Si la tension secteur
dépasse 125 % de la tension d’entrée nominale, la
sortie est réduite au niveau inférieur pour protéger la
tension admissible de la batterie de condensateurs.
Basse tension secteur – On peut ne pas être capa-
ble d’obtenir la sortie maximale de la machine si la
tension secteur est inférieure à l’entrée nominale. La
machine continue à souder, mais la sortie peut être
inférieure à celle qui a été réglée.
PROTECTION CONTRE LES SUR-
CHARGES DU DÉVIDOIR
La machine POWER MIG a une protection contre les
surcharges à semi-conducteurs pour le moteur d’en-
traînement du fil. Si le moteur est surchargé, le circuit
de protection arrête la vitesse de dévidage et l’élec-
trovanne de gaz. Vérifier si le tube contact, le conduit
intérieur et les galets d’entraînement sont de la bonne
dimension, s’assurer que le câble du pistolet n’est
pas plié ou bloqué et rechercher tout ce qui peut
empêcher le dévidage du fil.
Pour reprendre le soudage, appuyer simplement sur
la gâchette. Il n’y a pas de disjoncteur à réarmer étant
donné que la protection est assurée électronique-
ment par des semi-conducteurs fiables.

B-12
OPERATION OPERACIÓN FONCTIONNEMENT
PROTECCION CONTRA
SOBRECARGA TERMICA DE LA
SOLDADURA
La POWER MIG 255 cuenta con termostatos
protectores integrados que responden a temperaturas
excesivas. Abren los circuitos de alimentación de
alambre y de salida de la soldadora si la máquina
excede la temperatura máxima de seguridad de
operación debido a sobrecarga frecuente o a una
temperatura ambiente alta más sobrecarga. Los
termostatos se restablecen automáticamente cuando
la temperatura alcanza un nivel de operación seguro
y se permiten nuevamente la soldadura y
alimentación cuando se vuelve a activar el gatillo de la
antorcha.
PROTECCION CONTRA
SOBRECARGA DE CORRIENTE
La máquina reducirá automáticamente la salida si la
carga en la máquina excede los 300 a 320 amperes.
Esto protege los SCR’s de energía de soldadura
SCR’s de las corrientes de corto circuito excesivas y
de exceder su rango de temperatura antes de que los
termostatos puedan reaccionar.
INFORMACION DEL PROCEDIMIEN-
TO DE SOLDADURA
WELDING THERMAL OVERLOAD
PROTECTION
The POWER MIG 255 has built-in protective
thermostats that respond to excessive
temperature. They open the wire feed and
welder output circuits if the machine exceeds
the maximum safe operating temperature
because of a frequent overload, or high ambient
temperature plus overload. The thermostats
automatically reset when the temperature
reaches a safe operating level and welding and
feeding are allowed again, when gun is
retriggered.
OVERCURRENT PROTECTION
The machine will automatically reduce the
output if the load on the machine exceeds 300 to
320 amperes. This protects the welding power
SCR’s from excessive short circuit currents and
from exceeding their temperature rating before
the thermostats can react.
WELDING PROCEDURE
INFORMATION
PROTECTION DE SURCHAUFFE AU
COURS DU SOUDAGE
La machine POWER MIG comporte des thermostats
de protection intégrés qui réagissent en cas de tem-
pérature excessive. Ils ouvrent les circuits de
dévidage et de sortie de la machine si celle-ci
dépasse la température de fonctionnement sûre max-
imale en cas d’une surcharge fréquente ou d’une
température ambiante élevée plus surcharge. Les
thermostats se réenclenchent automatiquement
quand la température atteint un niveau de fonction-
nement sûr et que le soudage et le dévidage peuvent
reprendre, quand on appuie à nouveau sur la
gâchette du pistolet.
PROTECTION CONTRE LES
SURINTENSITÉS
La machine réduit automatiquement la sortie si la
charge qu’elle reçoit dépasse 300 à 320 A. Ce dis-
positif protège les thyristors du courant de soudage
contre les courants de court-circuit excessifs et les
empêche de dépasser leur température nominale
avant que les thermostats ne réagissent.
INFORMATION SUR LE MODE
OPÉRATOIRE DE SOUDAGE
Welding Procedure Information
Note: See inside cover of machine for additional, commonly used welding procedure information.

C-1
DRIVE ROLL KITS
Refer to Table C.1 for various drive roll kits that are available for
the POWER MIG. All items in Bold are supplied standard with
the POWER MIG.
TABLE C.1
3/64" (1.2 mm) ALUMINUM FEEDING KIT
(K1703-1)
This kit helps push feeding aluminum through standard
machine feeder and gun. It provides gun and wire drive conver-
sion parts to weld with 3/64" (1.2 mm) aluminum wire. 5356
alloy aluminum wire is recommended for best push feeding
peformance.
Kit includes drive rolls and wire guide plate for the wire drive,
liner and two contact tips for the gun, along with installation
instructions.
K363P READI-REEL ADAPTER
The K363P Readi-Reel Adapter mounts to the 2" spindle. It
is needed to mount the 22-30 lb. Readi-Reels.
DUAL CYLINDER MOUNTING KIT (K1702-1)
Permits stable side-by-side mounting of two full size (9"
dia. x 5' high) gas cylinders with "no lift" loading. Simple
installation and easy instructions provided. Includes upper
and lower cylinder supports, wheel axles and mounting
hardware.
ACCESSORIES
JUEGOS DEL RODILLO IMPULSOR
Consulte la Tabla C.1 para los diversos juegos de
rodillos impulsores que están disponibles para la
POWER MIG. Todas los elementos que están en
Negritas se suministran de manera estándar con la
POWER MIG.
TABLA C.1
JUEGO DE ALIMENTACION DE
ALUMINIO DE 1.2 MM (3/64") (K1703-1)
Este juego ayuda a alimentar aluminio a través del
alimentador estándar de la máquina y antorcha.
Proporciona las partes de conversión para el impulsor
de alambre y antorcha para soldar con alambre de
aluminio de 1.2 mm (3/64"). Se recomienda el
alambre de aleación de aluminio 5356 para un mejor
empuje de la alimentación.
El estuche incluye rodillos impuolsores y placa guía
de alambre para la impulsión de alambre, guía de
alambre y dos puntas de contacto para la pistola junto
con las instrucciones de instalación.
ADAPTADOR K363P READI-REEL
El adaptador K363P Readi-Reel se monta en un eje
de 2". Es necesario montar bobinas Readi-Reel de
22-30 lb.
JUEGO DE MONTAJE DE CILINDRO
DOBLE (K1702-1)
Permite un montaje estable de lado a lado de dos
cilindros de gas de tamaño estándar (de 9" de
diámetro por 5’ de altura) con una plataforma de
"carga fácil" del tanque. La instalación es simple y se
incluyen instrucciones sencillas de instalación.
Incluye los soportes del tanque superior e inferior,
ejes de rueda y hardware de montaje.
ACCESORIOS ACCESSOIRES
JEUX DE GALETS D’ENTRAÎNEMENT
Voir au tableau C.1 les divers jeux de galets d’entraînement
qui existent pour la machine POWER MIG. Tous les articles
en caractères gras sont standard avec la machine POWER
MIG.
TABLEAU C.1
NÉCESSAIRE DE DÉVIDAGE DE L’ALU-
MINIUM 3/64 po (1,2 mm) (K1703-1)
Ce nécessaire permet d’utiliser du fil en aluminium avec un
dévidoir et un pistolet standard. Il fournit les pièces de con-
version du pistolet et du mécanisme d’entraînement du fil
pour souder avec du fil en aluminium de 3/64 po (1,2 mm).
Le fil en alliage d’aluminium 5356 est recommandé pour
obtenir les meilleures performances de dévidage poussé.
Le nécessaire comprend les galets d’entraînement et la
plaque guide-fil pour l’entraînement du fil, le conduit
intérieur et deux tubes contact pour le pistolet ainsi que les
directives de montage.
ADAPTATEUR READI-REEL K363P
L’adaptateur Readi-Reel 363P se monte sur l’axe de 2 po. Il
est nécessaire pour monter les Readi-Reel de 22-30 lb.
NÉCESSAIRE DE MONTAGE DE DEUX
BOUTEILLES (K1702-1)
Permet de monter de façon stable deux grosses bouteilles
de gaz (9 po dia. x 5 pi hauteur) côte à côte sans avoir
besoin de les charger avec un chariot élévateur. Montage
simple et directives faciles à suivre. Comprend les supports
supérieur et inférieur de la bouteille, les axes de roues et la
visserie de montage.
Electrode Type Wire Size Drive Roll Kit
Solid Steel
.023”-.030” (0.6-0.8 mm)
KP1696-030S
.035” (0.9 mm) KP1696-035S
.045” (1.2 mm) KP1696-045S
.035-.045 (0.9-1.2mm) KP1696-1
.040 (1.01) KP1696-2
Cored
.035” (0.9 mm) KP1697-035C
.045” (1.2 mm) KP1697-045C
Aluminum
3/64” (1.2 mm) KP1695-3/64A
(Includes
Stainless
Steel)
Fil Diamètre Jeudegalets
d’entraînemen
Acier plein
.023”-.030” (0.6-0.8 mm)
KP1696-030S
.035” (0.9 mm) KP1696-035S
.045” (1.2 mm) KP1696-045S
.035-.045 (0.9-1.2mm) KP1696-1
.040 (1.01) KP1696-2
Fourré
.035” (0.9 mm) KP1697-035C
.045” (1.2 mm) KP1697-045C
Aluminum
3/64” (1.2 mm) KP1695-3/64A
(Inclut
L'Acier
inoxydable)
Alambre
T
amaño Juegodel
Acero sólido
.023”-.030” (0.6-0.8 mm)
KP1696-030S
.035” (0.9 mm) KP1696-035S
.045” (1.2 mm) KP1696-045S
.035-.045 (0.9-1.2mm) KP1696-1
.040 (1.01) KP1696-2
Tubular
.035” (0.9 mm) KP1697-035C
.045” (1.2 mm) KP1697-045C
Aluminio
3/64” (1.2 mm) KP1695-3/64A
(Incluye El
Acero
Inoxidable)

C-2
ALTERNATIVE MAGNUM GMAW GUN
AND CABLE ASSEMBLIES
The following Magnum 250L gun and cable
assemblies are separately available for use with the
POWER MIG 255. Each is rated 200 amps 60% duty
cycle (or 250 amps 40% duty) and is equipped with
the integrated connector, twist-lock trigger connector,
fixed nozzle and insulator, and includes a liner,
diffuser, and contact tips for the wire sizes specified:
1
Optional liners for different wire diameters are sold
seperately, see table D.1.
MAGNUM GUN CONNECTION KIT
(Optional K466-6)
Using the optional K466-6 Magnum Connection kit for
the POWER MIG permits use of standard Magnum
200, 300 or 400 gun and cable assemblies.
TIMER KIT INSTALLATION (Optional
K1701-1)
The timer kit adds selectable 4-step trigger interlock,
spot and Run-In functions and manual adjustment of
burnback time. Install as follows, or per the
instructions included with the kit:
Remove all input power to the POWER MIG 255
before proceeding.
-----------------------------------------------------------------------
1. Verify that the following items have been included in
the kit:
A. Timer board/with harness and panel assembly .
B. Two screws.
ACCESSORIES
ENSAMBLES OPCIONALES DE
ANTORCHA MAGNUM GMAW Y CABLES
Los siguientes ensambles de antorcha Magnum 250L
y cable se proporcionan por separado para utilizarse
con la POWER MIG 255. Cada uno está clasificado a
200 amperes 60% del ciclo de trabajo (ó 250 amperes
35% de trabajo) y está equipado con un conector
integrado, conector de gatillo de bloqueo giratorio,
aislador y tobera deslizable ajustable e incluye una
guía, difusor y puntas de contacto para los tamaños
de alambre específicos:
1
Se venden por separado guias de alambre para
diferentes diámetros de alambre, ver Tabla D.1
JUEGO DE CONEXION DE LA
ANTORCHA MAGNUM (Opcional K466-6)
Al utilizar el Juego de Conexión de la Magnum K466-
6 para la POWER MIG es posible utilizar ensambles
estándar de antorcha y cable Magnum 200, 300 ó 400
y cables.
INSTALACION DEL JUEGO DE
PROGRAMACION DE TIEMPOS
(Opcional K1701-1)
El juego de Programación de Tiempos agrega un
interbloqueo de gatillo de cuatro pasos seleccionable,
funciones de punteo y puntada, y un ajuste manual
del tiempo de quemado en retroceso. Instale de la
siguiente manera o de acuerdo con las instrucciones
que se incluyen en el juego:
Elimine toda la energía de entrada a la POWER
MIG 255 antes de continuar.
-----------------------------------------------------------------------
1. Verifique los siguientes artículos que se incluyen
en el estuche:
A. Tarjeta de tiempos/con arnés y ensamble de
panel .
B. Dos tornillos.
ACCESORIOS
ACCESSOIRES
AUTRES ENSEMBLES PISTOLET-
CBLE GMAW MAGNUM
Les ensembles suivants pistolet-câble Magnum 250 L
sont livrables à part pour la machine POWER MIG
255. Chacun a une intensité nominale de 200 A, au
facteur de marche 60 % (ou 250 A au facteur de
marche 40 %) et est équipé du connecteur intégré, du
connecteur de gâchette à blocage tournant, de la
buse fixe et de l’isolateur et comprend un conduit
intérieur, un diffuseur, ainsi que des tubes contact
pour les diamètres de fil spécifiés.
1
des conduits intérieurs pour différents diamètres de
fil sont vendus séparément, voir au tableau D.1
NÉCESSAIRE DE CONNEXION DU PIS-
TOLETMAGNUM (en optionK466-6)
Utilisé avec la machine POWER MIG, le nécessaire
de connexion Magnum K466-6 permet d’adapter les
ensembles pistolet-câble Magnum 200, 300 ou 400.
NÉCESSAIRE TEMPORISATEUR (en
option K1701-1)
Le nécessaire temporisateur ajoute les fonctions de
verrouillage de la gâchette à quatre positions, les
fonctions par points et de vitesse du fil à l’amorçage
(Run-in) ainsi que les réglages manuels de la durée
de remontée d’arc (burnback). Monter comme suit ou
selon les directives données avec le nécessaire.
Couper le courant de la machine POWER MIG 255
avant de commencer.
----------------------------------------------------------------------
1. Vérifier que les articles suivants sont bien dans le
nécessaire :
A. Tableautemporisateur avecfaisceau etpanneau.
B. Deux vis.
ADVERTENCIA
WARNING
AVERTISSEMENT
Calibre de Alam. Medida
Longitud No. de Parte Med. inglesa
1
Métrica
10' (3.0 m) K533-1
12' (3.6 m) K533-7 .035 – .045" 0.9–1.2mm
15' (4.5 m) K533-3
English Wire Metric Wire
Length Part No. Size
1
Size
10' (3.0 m) K533-1
12' (3.6 m) K533-7 .035 – .045" 0.9–1.2mm
15' (4.5 m) K533-3
Diamètre du fil Diamètre
Longueur No.Ref
(po)
1
dufil (mm)
10' (3.0 m) K533-1
12' (3.6 m) K533-7 .035 – .045" 0.9–1.2mm
15' (4.5 m) K533-3

C-3
2. Prepare for kit installation by turning the
power switch off and disconnecting power
from the machine.
3. Remove the lower cover panel from the front
of the machine by removing the two screws
which secure
4. Attach the rectangular 10-pin plug connector
on the timer kit wiring harness to the mating
receptacle connector located directly behind
the removed cover panel. Be sure that the
latch on the connec-tor is aligned with the one
on the board and insert it until the latch
engages.
5. Align the timer panel for installation and
carefully insert the printed circuit board and
wiring harness through the opening. Make
sure the wiring harness is not pinched
between panels or between printed circuit
board and front panel cover.
6. Secure the timer assembly with either the two
supplied screws or with the original screws.
The installation is now complete. Refer to the
following section for operating instructions.
OPERATING INSTRUCTIONS FOR
TIMER KIT
If the optional Timer Kit (K1701-1) is installed,
select the desired mode with the selector switch:
A. Normal Welding mode provides weld power
only while the trigger switch is depressed.
This is the same operation as when the Timer
Kit is not installed.
B. 4-Step Trigger interlock mode eliminates
the need to hold the gun trigger while welding.
It operates in 4 steps:
1. Close trigger and establish welding
arc.
2. Release trigger and continue welding.
3. Reclose trigger near end of weld.
4. Release trigger again to stop welding.
If the arc is broken while using this feature, the
machine will reset to the "trigger off" condition
automatically.
ACCESSORIES
2. Prepare la instalación del estuche apagando el
interruptor de energía y desconectando la energía
de la máquina.
3. Elimine el panel de la cubierta inferior del frente de
la máquina quitando los dos tornillos que lo
aseguran utilizando un desarmador.
4. Coloque el conector rectangular de 10 pines en el
arnés del cableado del programador de tiempos al
conector del receptáculo gemelo ubicado
directamente detrás del panel de la cubierta.
Asegúrese que el sujetador del conector esté
alineado con aquel de la tarjeta e inserte hasta
que el sujetador se acople.
5. Alinee el panel del programador de tiempos para
su instalación e inserte cuidadosamente la tarjeta
del circuito impreso y el arnés de cableado a
través de la abertura del panel frontal. Asegúrese
que el arnés de cableado no se atore entre los
paneles o entre la tarjeta de circuito impreso y el
panel frontal.
6. Asegure el ensamble del programador de tiempos
ya sea con los dos tornillos que se le proporcionan
o con los tornillos originales. En este momento se
completa la instalación. Consulte la siguiente
sección para instrucciones de funcionamiento.
INSTRUCCIONES DE OPERACION PARA EL
JUEGO DE PROGRAMACION DE TIEMPOS
En caso que el juego de programación de tiempos
opcional (K1701-1) esté instalado, seleccione la
modalidad deseada con el interruptor de selección:
A. Soldadura Normal este modo proporciona
únicamente energía de soldadura cuando el gatillo
esta presionado, es la misma operación que
cuando el Juego programador de tiempos no está
instalado.
B. Gatillo de 4-Pasos el modo de elimina la
necesidad de mantener presionado el gatillo de la
antorcha mientras se realiza la soldadura.
Funciona en 4 pasos:
1. Cierre el gatillo y establezca el arco de
soldadura.
2. Libere el gatillo y continúe la soldadura.
3. Vuelva a cerrar el gatillo cuando este
próximo a terminar la soldadura.
4. Libere el gatillo nuevamente para detener
la soldadura.
Si se interrumpe el arco al realizar esta función, la
máquina se volverá a programar automáticamente a
la condición "gatillo apagado".
ACCESORIOS
ACCESSOIRES
2. Se préparer pour le montage du nécessaire en
plaçant l’interrupteur d’alimentation sur OFF et en
débranchant la machine.
3. Enlever le panneau inférieur de l’avant de la
machine en desserrant ses deux vis de retenue à
l’aide d’un tournevis.
4. Brancher la fiche rectangulaire à dix broches sur le
faisceau du nécessaire temporisateur à la prise
correspondante qui se trouve directement au-
dessous du panneau enlevé. S’assurer que le
système de verrouillage du connecteur est aligné
sur celui du panneau et l’enfoncer jusqu’à ce qu’il
s’enclenche.
5. Aligner le panneau du temporisateur pour le
monter et placer soigneusement le circuit imprimé
et le faisceau dans l’ouverture. S’assurer que le
faisceau n’est pas retenu entre les panneaux ou
entre un circuit imprimé et le panneau avant.
6. Fixer l’ensemble temporisateur avec les deux vis
fournies ou avec les vis d’origine. Voir les
directives de fonctionnement à la section suivante.
DIRECTIVES DE FONCTIONNEMENT
DU NÉCESSAIRE TEMPORISATEUR
Si le nécessaire temporisateur (K1701-1) est monté,
choisir le mode prescrit avec le sélecteur.
A. Le mode soudage normal ne fournit le courant de
soudage que si l’on appuie sur l’interrupteur à
gâchette. C’est comme si le nécessaire tempo-
risateur n’était pas monté.
B. Le mode d’interverrouillage de la gâchette à
quatre positions permet de ne pas appuyer sur la
gâchette du pistolet quand on soude. Ce mode
comprend quatre étapes:
1. Fermer la gâchette et établir l’arc de
soudage.
2. Relâcher la gâchette et continuer à souder.
3. Fermer à nouveau la gâchette peu avant la
fin de la soudure.
4. Relâcher la gâchette à nouveau pour arrêter
de souder.
Si l’arc est interrompu quand on utilise cette carac-
téristique, la machine se remet automatiquement sur
la fonction «gâchette relâchée».

C. Spot Weld Mode is is used for tack welding parts
into position or for spot plug welds to hold thin
sheet metal together prior to manual stitch or
continuous welding. To use this feature, adjust the
On-Time (0-5 seconds) as appropriate to obtain
the desired results. Closing the trigger initiates a
single timed spot weld cycle.
Plug welds are made by using a punch to make a
3/16" (5 mm) diameter hole in the top sheet and
arc welding through the hole into the back sheet.
To make spot plug welds, punch 3/16" (5 mm)
holes in the top sheet. Set the Spot Time control to
approximately 1.2 seconds and set the procedure
for the metal thickness to be welded. Install spot
weld nozzle (if available) on gun and press it
against the top sheet so the top and bottom sheets
are tight together. Close trigger and hold it closed
until the arc goes out. If a spot weld nozzle is not
used, smoother welds will result by moving the
welding wire in a small circle during the weld.
D. Burnback Time control provides manual
adjustment of the burnback time (0-250
milliseconds) for any selected welding mode. this
control should be set as low as possible without
the wire "sticking" in the puddle after each weld.
Too long of a burnback time may form a "ball" on
the end of the wire, or may "flash back" to the gun
tip.
E. Run-In Mode is used to adjust the starting wire
feed speed. Starting conditions for certain welding
applications can be improved with adjustment to
the Run-In speed. The control allows for initial
starting speeds from 50 - 150 IPM. After the arc is
started, the set point on the wire feed speed
control will dominate. Note that the Run-in is not
functional with the spool gun.Also note that if Run-
in is set fully counter clockwise to "OFF", Run-in
speed will equal the preset WFS on the machine.
ACCESSORIES
C. Modo de soldadura por punteo se utiliza para
puntear partes en una posición o para soldaduras
que sirven para sujetar hojas delgadas de metal
antes de realizar soldadura continua. Para utilizar
esta función, ajuste el punteo/puntada a tiempo
(0-5 segundos) según sea necesario para obtener
los resultados deseados. Al cerrar el gatillo se
inicia un ciclo de soldadura de punteo
cronometrado.
Las soldaduras de enchufe se hacen utilizando
una perforadora para hacer orificios con 03/16"
(5 mm) de diámetro en la parte superior de la
hoja y la soldadura de arco a través del orificio en
la parte posterior de la hoja.
Para hacer soldaduras de enchufe por punteo
perfore orificios de 3/16" (5 mm) en el frente de la
hoja. Establezca el Programador de tiempos por
punteo a 1.2 segundos aproximadamente y
establezca el procedimiento para el grosor de
metal que se va a soldar. Instale la tobera de
soldadura por punteo (si la tiene) en la pistola y
haga presión contra la hoja de metal de manera tal
que las hojas queden bien unidas. Cierre el gatillo
y manténgalo cerrado hasta que el arco
desaparezca. Si no utiliza la tobera para
soldadura por punteo, resultarán soldaduras más
suaves moviendo el alambre de soldadura en
forma circular mientras se suelda.
D. Tiempo de quemado en retroceso Este control
proporciona un ajuste manual de tiempo de
quemado en retroceso de (0-250 milisegundos)
para cualquiera de las modalidades de soldadura
seleccionada, este control debe programarse en
lo más bajo posible sin que el alambre se adhiera
al metal fundido después de cada soldadura. Un
quemado en retroceso demasiado prolongado
puede formar una "acumulación" en el extremo del
alambre, o quizás puede adherirse el alambre a la
punta de contacto".
E. Modo de avance se utiliza para ajustar la
velocidad de alimentación inicial de alambre. Es
posible mejorar las condiciones inciales para
ciertas aplicaciones de soldadura ajustando la
velocidad deAvance. El control permite establecer
velocidades iniciales de 50 - 150 IPM. Después de
iniciar el arco, predominará el punto de
programación que haya en el control de velocidad
de alimentación de alambre. Observe que el
Avance no es funcional con la spool gun. También
considere que si el Avance se establece por
completo en sentido contrario a las manecillas del
reloj “OFF”, la velocidad de Avance inicial será
igual a la Velocidad de Alimentación de Alambre
preestablecida en la máquina.
ACCESORIOS
C-4
ACCESSOIRES
C. Le mode de soudage par points est utilisé pour
pointer par soudage les pièces en position ou
pour réaliser les soudures en bouchon par points
pour retenir les tôles minces entre elles avant le
soudage manuel par points ou continu. Pour
utiliser cette caractéristique, régler le temps de
marche (0,5 s) selon les besoins pour obtenir les
résultats escomptés. En fermant à nouveau la
gâchette, on amorce un cycle de soudage par
points minuté. On réalise les soudures en bou-
chon en utilisant un poinçon pour faire un trou de
3/16 po (5 mm) dans la tôle supérieure et en
déposant du métal de soudure dans le trou et
dans la tôle support.
Pour faire des soudures en bouchon par points,
trouer la tôle supérieure avec un poinçon de 3/16
po (5 mm). Régler la commande de temporisa-
tion des points à environ 1,2 s et choisir le mode
opératoire pour l’épaisseur du métal soudé.
Monter une buse de soudage par points
(éventuellement) sur le pistolet et l’appuyer sur la
tôle supérieure pour que les deux tôles soient
bien en contact. Fermer la gâchette jusqu’à ce
que l’arc s’éteigne. Si l’on n’utilise pas une buse
de soudage par points, on obtiendra des
soudures plus lisses en déplaçant le fil-électrode
par petits cercles pendant le soudage.
D. La commande de durée de remontée d’arc
(Burnback) permet de régler manuellement la
durée de remontée d’arc (0-250 millisecondes)
pour tout mode de soudage choisi. On doit régler
cette commande à la valeur la plus basse possi-
ble sans que le fil ne colle dans le bain de fusion
à la fin de chaque soudure. Si cette durée est
trop longue, il peut se former une boule à l’ex-
trémité du fil ou cette dernière peut même remon-
ter jusqu’au tube contact.
E. On utilise le mode de vitesse du fil à l’amorçage
(Run-in) pour régler la vitesse de dévidage ini-
tiale. On peut améliorer les conditions initiales
pour certaines applications de soudage en
réglant la vitesse du fil à l’amorçage. La com-
mande permet d’obtenir des vitesses de démar-
rage initiales de 50 à 150 po/min. Une fois l’arc
amorcé, le point de consigne sur la commande de
vitesse de dévidage est prioritaire Noter que
cette fonction ne convient pas pour l’utilisation du
pistolet-dévidoir. Noter également que si l’on
règle ce mode à fond vers la droite sur «Off», la
vitesse initiale est égale à la vitesse de dévidage
préréglée sur la machine.

C-5
SPOOL GUN ADAPTER KIT
Remove all input power to the POWER MIG 255
before proceeding.
-----------------------------------------------------------------------
The Spool Gun Adapter Kit provides direct connection
and use of the Spool Gun (with remote speed control)
with the POWER MIG 255 wire feed welder.
It also provides gun trigger switch transfer between
the machine’s use with its feeder gun or the spool gun
for same polarity welding with different wire and gas
processes.
The kit includes a spool gun adapter module
assembly with a single connecting plug, a rear gas
inlet setting with hose and mounting hardware with
installation and operation instructions.
K2297-1 Prince
®
XL Spool Gun with Adapter included
K2310-1* Power MIG 255 Spool Gun Adapter Kit (connects
Magnum
®
SG Spool Gun OR Prince
®
XL Spool
Gun)
K487-25 Magnum
®
SG Spool Gun (requires K2310-1
Adapter Kit)
*This kit can only be configured to run a Magnum
®
SG
Spool Gun OR a Prince
®
XL Spool Gun at a time; kit
is shipped configured for the Magnum
®
SG Spool
Gun.
MAKING A WELD WITH THE SPOOL
GUN, SPOOL GUN INSTALLED
The POWER MIG control circuitry is designed to
sense either the spool gun or (built in) wire feeder
trigger circuitry. After the spool gun adapter kit has
been installed, the spool gun can easily be plugged in
and will be ready to use.
Closing either gun trigger will cause the electrode
of both guns to be electrically "HOT". Be sure
unused gun is positioned so electrode or tip will
not contact metal case or other metal common to
work.
-----------------------------------------------------------------------
ACCESSORIES
JUEGO ADAPTADOR DE SPOOL
GUN
Elimine la energía de la POWER MIG 255 antes de
continuar.
-----------------------------------------------------------------------
El Juego adaptador para "Spool Gun" proporciona conexión
directa y uso de la Spool Gun (con control remoto de
velocidad) con la máquina de soldadura de alimentación de
alambre POWER MIG 255.
También proporciona un cambio con un solo interruptor
entre el uso de la máquina con su alimentador y antorcha o
la antorcha Spool Gun para la misma polaridad de soldadura
con diferentes procesos de alambre y gas.
El estuche incluye un ensamble de módulo adaptador de
antorcha Spool Gun con un sólo enchufe de conexión, una
entrada posterior de gas con manguera, un sujetador de
antorcha y cable y hardware de montaje con instrucciones
de instalación y operación.
K2297-1 Antorcha Spool Gun Prince
®
XL con adaptador
incluido.
K2310-1* Juego Adaptador de antorcha Spool Gun para
Power MIG 255 (conecta las antorchas
Magnum
®
SG Spool Gun o Prince
®
XL).
K487-25 Antorcha Spool Gun Magnum
®
SG (requiere el
juego adaptador K2310-1).
* Este juego solo puede ser configurado para operar una
antorcha Spool Gun Magnum
®
SG o Prince
®
XL a la vez;
el juego es embarcado confirgurado para la antorcha Spool
Gun Magnum
®
SG.
SOLDADURA CON EL ADAPTADOR
DE SPOOL GUN Y LA SPOOL GUN
INSTALADA
La circuitería de control de la POWER MIG está
diseñada para sensibilizar ya sea, la spool gun o
circuitería del gatillo de alimentador de alambre
(integrada). Después de que ha sido instalado el
estuche adaptador de spool gun este se puede
enchufar facilmente y estará listo para usarse.
Al cerrar el gatillo de cualquier pistola ocasionará
que el electrodo de ambas pistolas se “ACTIVE”
eléctricamente. Asegúrese de que la pistola no
utilizada se coloque para que el electrodo o punta
no toquen el metal u otro metal común al trabajo.
----------------------------------------------------------------------
ACCESORIOS
ACCESSOIRES
NÉCESSAIRE ADAPTATEUR DU PIS-
TOLET DÉVIDOIR
Couper toute alimentation d’entrée de la machine
POWER MIG 255 avant de commencer.
----------------------------------------------------------------------
Le nécessaire adaptateur du pistolet dévidoir permet de
connecter directement et d’utiliser le pistolet dévidoir (avec
télécommande de vitesse) avec la machine dévidoir
POWER MIG 255.
Il permet également de passer du fonctionnement de la
machine avec son pistolet à l’utilisation du pistolet dévidoir
pour le soudage à la même polarité mais avec fil et procédé
aux gaz différent.
Le nécessaire comprend un module adaptateur de pistolet
dévidoir avec une fiche de connexion simple, un système de
réglage d’entrée du gaz à l’arrière avec tuyau souple et vis-
serie de montage et instructions d’installation et de fonction-
nement.
K2297-1 Pistolet dévidoire Prince
®
XL avec l'adaptateur.
K2310-1* Adaptateur du pistolet dévidoire de Power MIG
255. (nécessaire pour la connection du pistolet
Magnum
®
SG ou du pistolet Prince
®
XL
K487-25 Pistolet dévidoire Magnum
®
SG (Adaptateur
K2310-1 est nécessaire)
*K2310-1 peut être configurer pour le pistolet dévidoire
Magnum
®
SG ou pour le pistolet dévidoire Prince
®
XL un
par un. K2301-1 est expédiée congfigurer pour le pistolet
dévidoire Magnum
®
SG
RÉALISATION D’UNE SOUDURE
AVEC LE PISTOLET DÉVIDOIR
Le circuit de commande de la machine POWER MIG est
conçu pourdétecter le circuit de la gâchette, dupistolet dévi-
doir ou du pistolet intégré. Une fois le nécessaire adapta-
teur du pistolet dévidoir monté, on peut facilement brancher
le pistolet dévidoir et celui-ci sera prêt à être utilisé.
Quand on ferme la gâchette de l’un ou l’autre pis-
tolet, l’électrode des deux pistolets est sous ten-
sion. S’assurer que le pistolet inutilisé est placé
de façon que l’électrode ou le tube contact ne
touche pas le capot métallique ou autre métal
touchant la pièce
---------------------------------------------------------------------
ADVERTENCIA
AVERTISSEMENT
WARNING
CAUTION
PRECAUCION
ATTENTION

1. Pulling the trigger for the built-in feeder gun:
a. Disables spool gun operation.
b. Closing feeder gun trigger starts feeder gun
welding and makes both electrodes electrically
"HOT".
2. Pulling SPOOL GUN Trigger:
a. Disables built-in feeder gun operation.
b. Closing spool gun trigger starts spool gun weld-
ing and makes both electrodes electrically "HOT".
3. Operation with POWER MIG 255:
a. Turn the POWER MIG-255 input power ON.
b. Adjusting the voltage control will increase or
decrease your welding voltage.
c. Adjusting the wire speed control on the spool
gun will increase or decrease the spool gun wire
feed speed.
4. The following procedure settings for Aluminum 4043
can be used as initial settings for making test
welds to determine final settings:
5. To return to normal POWER MIG 255 welding,
release the spool gun trigger and reset feeder gun
voltage procedure setting if necessary.
6. Operation with Timer Option Kit (K1701-1) installed
in Power MIG 255:
All Timer Option Kit functions, except 4-Step and Run-
in, are functional with the spool gun. (See operating
instructions for Timer Option Kit.
C-6
1. Presione el gatillo para iniciar la alimentación de la
pistola:
a. Deshabilite la operacion de la spool gun.
b. Al cerrar el gatillo de la pistola del alimentador
se inicia la soldadura y ambos
electrodos se
“energizan.
2. Al jalar el gatillo de la SPOOL GUN:
a. Se deshabilita la operación de la pistola del
alimentador integrada.
b. Al cerrar el gatillo de la antorcha del
alimentador comienza la soldadura del
alimentador y hace que ambos electrodos se
"activen" eléctricamente.
3. Operación con la POWER MIG 255:
a. ENCIENDA la energía de alimentación de
la POWER MIG-255.
b. Al ajustar el control de voltaje se aumentará o
disminuirá su voltaje de soldadura.
c. Al ajustar el control de velocidad de alambre
en la spool gun incrementará o disminuirá la
velocidad de alimentación de alambre.
4. Las siguientes programaciones de procedimiento
para Aluminio 4043 se pueden utilizar como
programaciones iniciales para realizar soldaduras
de prueba a fin de determinar las programaciones
finales:
5. Para regresar a la soldadura normal de la POWER
MIG 255, libere el gatillo de la spool gun y
reestablezca la programación del procedimiento
de voltaje de la pistola del alimentador en caso de
ser necesario.
6. Operación con el Juego Opcional de
Programación de Tiempos (K1701-1) instalado en
la Power MIG 255:
Todas las funciones del Juego de Programación de
Tiempos, excepto 4 pasos y arraque Inicial son
funcionales con la spool gun. (Ver instrucciones de
operación para el Juego de Programación de
Tiempos).
ACCESORIOS
ACCESSOIRES
ACCESSORIES
1. Quand on appuie sur la gâchette qui commande le
pistolet intégré :
a. On invalide le fonctionnement du pistolet dévidoir.
b. Si l’on ferme la gâchette du pistolet intégré le pis-
tolet est prêt à souder et les deux électrodes sont
sous tension.
2. Quand on appuie sur la gâchette du pistolet dévidoir
:
a. On invalide le fonctionnement du pistolet intégré.
b. Si l’on ferme la gâchette du pistolet dévidoir le
pistolet est prêt à souder et les deux électrodes sont
sous tension.
3. Fonctionnement avec la POWER MIG 255 :
a. Mettre la POWER MIG 255 en marche (ON).
b. En réglant la commande de tension, on aug-
mente ou on diminue la tension de soudage.
c. En réglant la commande de vitesse de dévidage
sur le pistolet dévidoir, on augmente ou on diminue
la vitesse de dévidage du pistolet dévidoir.
4. On peut utiliser les réglages de mode opératoire
suivants pour l’aluminium 4043 comme réglages ini-
tiaux quand on veut effectuer des soudures d’essai
pour déterminer les réglages finals :
5. Pour retourner au soudage normal avec la POWER
MIG 255, relâcher la gâchette du pistolet dévidoir et
réeffectuer le réglage du mode opératoire de ten-
sion du pistolet intégré s’il y a lieu.
6. Fonctionnement avec nécessaire temporisateur en
option (K1701-1) monté dans la POWER MIG 255.
Toutes les fonctions du nécessaire temporisateur en
option Sauf quatre positions (4-Step) etla vitesse de fil
à l’amorçage sont possibles avec le pistolet dévidoir.
(Voir les instructions de fonctionnement pour le néces-
saire temporisateur en option).
Diam.deAlam. Prog.WFS Programaciónde
pulg(mm) SpoolGun VoltajedeArco
.030" (.8 mm) 270 15V
.035" (.9 mm) 250 16V
3/64" (1.2 mm) 240 20V
WireDia. WFSSetting Arcvoltage
In.(mm) Spool Gun Setting
.030" (.8 mm) 270 15V
.035" (.9 mm) 250 16V
3/64" (1.2 mm) 240 20V
Filpo (mm) Réglage de lavitesse Réglagetension
Pistoletdévidoir d’arc
.030"(.8mm) 270 15V
.035" (.9 mm) 250 16V
3/64"(1.2mm) 240 20V

D-1
MAINTENANCE MANTENIMIENTO ENTRETIEN
PRECAUCIONES DE SEGURIDAD
UNA DESCARGA ELECTRICA
puede causar la muerte.
• Haga que un eléctrico
especializado instale y dé
servicio a este equipo.
• Interrumpa el suministro de
energía de entrada en la caja
de fusibles antes de trabajar en
el equipo.
• No toque las partes
eléctricamente activas.
MANTENIMIENTO EN GENERAL
En los lugares en los que existe demasiado polvo, la
suciedad puede provocar que se cierren los pasajes
de aire, lo que hace que la soldadora se caliente al
funcionar. Sopletee la suciedad de la soldadora con
aire a baja presión en intervalos regulares para
eliminar la suciedad excesiva y la acumulación de
polvo en las partes internas.
Los motores del ventilador cuentan con baleros
sellados que no requieren servicio.
RODILLOS IMPULSORES Y
TUBOS GUIA
Después de cada bobina de alambre, inspeccione el
mecanismo del impulsor de alambre. Limpie en caso
de ser necesario sopleteando con aire comprimido a
baja presión. No utilice solventes para la limpieza del
rodillo de tensión debido a que puede eliminar el
lubricante del rodamiento.
Todos los rodillos tienen una impresión que indica los
calibres de alambre que alimentarán. Si el tamaño de
alambre es diferente al que se indica en la impresión
del rodillo que se está utilizando se debe cambiar el
rodillo.
Para instrucciones de reemplazo o cambio del rodillo
impulsor, véase la sección "Rodillo impulsor de
alambre" en la sección de Operación.
PUNTA DE CONTACTO E INSTALACION
DE LA TOBERA DE GAS
a. Elija la punta de contacto del tamaño adecuado
para el electrodo que se utiliza (el tamaño de
alambre está grabado a un costado lado de la
punta de contacto) y atorníllela dentro del difusor
de gas.
ADVERTENCIA
SAFETY PRECAUTIONS
ELECTRIC SHOCK can kill.
• Have an electrician install and
service this equipment.
• Turn the input power off at the
fuse box before working on
equipment
• Do not touch electrically hot
parts.
GENERAL MAINTENANCE
In extremely dusty locations, dirt may clog the air
passages causing the welder to run hot. Blow dirt out
of the welder with low-pressure air at regular intervals
to eliminate excessive dirt and dust build-up on
internal parts.
The fan motors have sealed ball bearings which
require no service.
DRIVE ROLLS AND GUIDE PLATES
After every coil of wire, inspect the wire drive
mechanism. Clean it as necessary by blowing with low
pressure compressed air. Do not use solvents for
cleaning the idle roll because it may wash the
lubricant out of the bearing.
All drive rolls are stamped with the wire sizes they will
feed. If a wire size other than that stamped on the roll
is used, the drive roll must be changed.
For instructions on replacing or changing drive roll,
see "Wire Drive Rolls" in Operation section.
CONTACT TIP AND GAS NOZZLE
INSTALLATION
a. Choose the correct size contact tip for the
electrode being used (wire size is stenciled on the
side of the contact tip) and screw it snugly into the
gas diffuser.
MESURES DE SÉCURITÉ
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
• Confier l’installation et
l’entretien de ce matériel à un
électricien.
• Couper l’alimentation à la boîte
de fusibles avant de travailler sur
ce matériel.
• Ne pas toucher aux pièces
sous tension.
ENTRETIEN GÉNÉRAL
Dans les endroits où il y a beaucoup de poussière, la
saleté peut obturer les passages d’air et faire chauffer
la machine. Chasser la saleté à intervalles réguliers
en utilisant un jet d’air à basse pression afin d’élimin-
er l’accumulation excessive de poussière et de saleté
sur les pièces internes
Les moteurs de ventilateur ont des roulements à billes
étanches qui ne demandent pas d’entretien.
GALETS D’ENTRAÎNEMENT ET
PLAQUES GUIDES
Après avoir utilisé une couronne de fil, inspecter le
mécanisme d’entraînement du fil. Le nettoyer s’il y a
lieu à l’aide d’un jet d’air comprimé à basse pression.
Ne pas utiliser de solvant pour nettoyer le galet mené
parce qu’il peut éliminer le lubrifiant du roulement.
Le diamètre des fils à utiliser est inscrit sur tous les
galets d’entraînement. Si l’on utilise un fil de diamètre
autre que celui indiqué sur le galet, on doit changer le
galet.
Pour remplacer les galets d’entraînement, voir la sec-
tion «Galets d’entraînement» dans la section
Fonctionnement.
MONTAGE DU TUBE CONTACT ET
DE LA BUSE DE GAZ
a. Choisir le tube contact de la bonne dimension
pour l’électrode utilisée (le diamètre du fil est
inscrit sur le côté du tube contact) et bien le viss-
er dans le diffuseur de gaz.
AVERTISSEMENT
WARNING

D-2
b. Atornille la tobera de gas fija en el difusor. Se
pueden utilizar toberas al ras estándar de 12.7 mm
(.50") u otras toberas al ras o retraídas opcionales
de diversos tamaños. (Véase Tabla D.2. en esta
sección.)
c. Si se utilizan las toberas deslizables ajustables,
véase la Tabla D.2 en esta sección.
1. Asegúrese de que el aislador de la tobera esté
completamente atornillado dentro del tubo de
la antorcha y no bloquee los orificios de gas en
el difusor.
2. Deslice la tobera de gas adecuada dentro del
aislador de la tobera. Se puede utilizar ya sea
una tobera de gas estándar de 12.7 mm (.50")
o la tobera de gas deslizable opcional de 15.9
mm (.62") I.D. y se deben seleccionar en base
a la aplicación de soldadura.
Ajuste la tobera de gas como se indique de
acuerdo con los procesos GMAW que se
utilicen. Por lo regular, el extremo de la punta
de contacto debe estar al ras y hasta 3.2 mm
(.12") extendida para procesos de
transferencia de corto circuito y 3.2 mm (.12")
retraidas para transferencia de spray.
TUBOS DE ANTORCHA Y TOBERAS
a. Reemplace las puntas de contacto gastadas
según sea necesario.
b. Elimine los residuos que se encuentran en el
interior de la tobera de gas y de la punta cada 10
minutos de tiempo de arco o según se requiera.
LIMPIEZA DE LOS CABLES
Para ayudar a evitar problemas de alimentación
Limpie la guía del alambre después de
aproximadamente 136 kg (300 lb) de uso de un
electrodo. Retire el cable del alimentador de alambre
y colóquelo en posición recta sobre el piso. Quite la
punta de contacto de la antorcha. Utilizando una
manguera de aire a presión, aplicando presión parcial
únicamente, cuidadosamente limpie la guía del
alambre desde el extremo del difusor de gas.
Demasiada presión en el comienzo puede
provocar que impurezas formen una
obstrucción.
MAINTENANCE MANTENIMIENTO ENTRETIEN
b. Screw the appropriate fixed gas nozzle fully onto
the diffuser. Either the standard .50" (12.7 mm)
flush nozzle or other optional flush or recessed
(spray arc) nozzle sizes may be used. (See Table
D.2 in this section.)
c. If using optional adjustable slip-on noz-zles, see
Table D.2 in this section.
1. Be sure the nozzle insulator is fully screwed
onto the gun tube and does not block the gas
holes in the diffuser.
2. Slip the appropriate gas nozzle onto the nozzle
insulator. Either a standard .50" (12.7 mm) or
optional .62" (15.9 mm) I.D. slip-on gas nozzle
may be used and should be selected based on
the welding application.
Adjust the gas nozzle as appropriate for the
GMAW process to be used. Typically, the con-
tact tip end should be flush to .12" (3.2 mm)
extended for the short-circuiting transfer
process and .12" (3.2 mm) recessed for spray
transfer.
GUN TUBES AND NOZZLES
a. Replace worn contact tips as required.
b. Remove spatter from inside of gas noz-zle and
from tip after each 10 minutes of arc time or as
required.
GUN CABLE CLEANING
To help prevent feeding problems, clean cable liner
after using approximately 300 pounds (136 kg) of
electrode. Remove the cable from the wire feeder and
lay it out straight on the floor. Remove the contact tip
from the gun. Using an air hose and only partial pres-
sure, gently blow out the cable liner from the gas dif-
fuser end.
Excessive pressure at the start may cause the dirt
to form a plug.
b. Visser à fond la buse de gaz fixe appropriée sur le
diffuseur. On peut utiliser la buse affleurante stan-
dard 0,50 po (12,7 mm) ou une autre buse affleu-
rante ou en retrait (arc pulsé) de dimension dif-
férente en option. (Voir le tableau D.2 dans cette
section.)
c. Si l’on utilise les buses à emmanchement
réglables en option, voir le tableau D.2 de cette
section.
1. S’assurer que l’isolateur de la buse est vissé à
fond sur le tube du pistolet et ne bouche pas
les orifices de gaz du diffuseur.
2. Faire glisser la buse de gaz appropriée sur
l’isolateur de la buse. On peut utiliser une buse
de gaz à emmanchement standard de 0,50 po
(12,7 mm) de D.I. ou en option de 0,62 po (15,9
mm) et on doit la choisir selon l’application de
soudage.
Bien régler la buse de gaz pour le procédé
GMAW à utiliser. En général, l’extrémité du
tube contact doit être affleurante à 0,12 po (3,2
mm), allongée pour le transfert par courts-cir-
cuits et en retrait de 0,12 po (3,2 mm) pour le
transfert par pulvérisation.
TUBES DE PISTOLET ET BUSES
a. Remplacer s’il y a lieu les tubes contact.
b. Éliminer les projections de l’intérieur de la buse de
gaz et du tube après toute période d’arc de 10
minutes ou selon les besoins.
NETTOYAGE DU CBLE DU PISTOLET
Pour éviter les problèmes de dévidage, nettoyer le
conduit intérieur du câble après avoir utilisé environ
300 lb (136 kg) d’électrode. Débrancher le câble du
dévidoir et l’étendre sur le sol. Enlever le tube contact
du pistolet. En utilisant un jet d’air à pression partielle,
insuffler légèrement de l’air dans le conduit intérieur
du câble depuis l’extrémité du diffuseur de gaz.
Si la pression initiale est excessive la saleté peut
former un bouchon.
ADVERTENCIA
WARNING
AVERTISSEMENT

D-3
Estire el cable a todo lo largo y vuelva a limpiarlo.
Repita este proceso hasta que no vuelva a salir más
suciedad. Si se ha presentado este tipo de
problemas, trate de reemplazar la guía y consulte la
sección de localización de averías en la alimentación
de alambre.
REMOCION Y REEMPLAZO DE LA
GUIA
NOTA: al realizar el cambio de la guía para diferentes
calibres de alambre se requiere de reemplazo de
difusor de gas de acuerdo a la Tabla D.1 para
asegurar adecuadamente la nueva guía.
INSTRUCCIONES DE REMOCION, INSTALACION
Y AJUSTE DE LA GUIA PARA LA MAGNUM 250L
NOTA: La variación en las longitudes del cable
previenen que se intercambien las guías entre las
antorchas. Una vez que se ha cortado una guía para
una antorcha en particular, no se debe instalar dentro
de otra antorcha a menos de que pueda cumplir con
los requerimientos de longitud de corte de la guía. Las
guías se envían con la cubierta de la misma extendida
a la longitud adecuada.
1. Retire la tobera de gas y el aislador de gas, si se
utilizan, para localizar el tornillo en el difusor de
gas el cual será utilizado para sujetar la guía
anterior en su lugar. Afloje el tornillo con una llave
Allen de 2.0 mm (5/64").
2. Retire el difusor de gas del tubo de la antorcha.
3. Extienda la antorcha y el cable en una superficie
plana.Afloje el tornillo localizado en el conector de
cobre en el extremo que va al alimentador del
alambre y jale la guía hacia afuera del cable.
MAINTENANCE MANTENIMIENTO ENTRETIEN
Flex the cable over its entire length and again blow
out the cable. Repeat this procedure until no further
dirt comes out. If this has been done and feed prob-
lems are experienced, try liner replacement, and refer
to trouble shooting section on rough wire feeding.
LINER REMOVAL AND REPLACE-
MENT
NOTE: Changing the liner for a different wire size
requires replacement of the gas diffuser per Table D.1
to properly secure the different liner.
LINER REMOVAL, INSTALLATION
AND TRIMMING INSTRUCTIONS FOR
MAGNUM 250L
NOTE: The variation in cable lengths prevents the
interchangeability of liners between guns. Once a liner
has been cut for a particular gun, it should not be
installed in another gun unless it can meet the liner
cutoff length requirement. Liners are shipped with the
jacket of the liner extended the proper amount.
1. Remove the gas nozzle and nozzle insulator, if
used, to locate the set screw in the gas diffuser
which is used to hold the old liner in place.
Loosen the set screw with a 5/64" (2.0 mm) Allen
wrench.
2. Remove the gas diffuser from the gun tube.
3. Lay the gun and cable out straight on a flat sur-
face. Loosen the set screw located in the brass
connector at the feeder end of the cable and pull
the liner out of the cable.
Fléchir le câble sur toute sa longueur puis faire cir-
culer à nouveau un jet d'air comprimé. Répéter cette
marche à suivre jusqu'à ce qu'il ne sorte plus de
saleté. Si malgré tout on a des problèmes de
dévidage, essayer de remplacer le conduit intérieur et
voir la section de dépannage relative au mauvais
dévidage du fil.
DÉMONTAGE DU CONDUIT
INTÉRIEUR ET REMPLACEMENT
NOTE : Quand on remplace le conduit intérieur pour
utiliser un fil de diamètre différent, on doit remplacer
le diffuseur de gaz conformément au tableau D.1.
INSTRUCTIONS POUR LE DÉMONTAGE, LE
MONTAGE ET L’AJUSTEMENT DU CONDUIT
INTÉRIEUR DU PISTOLET MAGNUM 250L
NOTE : La variation de longueur des câbles empêche
l'interchangeabilité des conduits intérieurs entre les
divers pistolets. Une fois que l'on a coupé un conduit
intérieur pour un pistolet particulier, on ne doit pas le
monter dans un autre pistolet à moins qu'il satisfasse
à l'exigence de longueur libre du conduit intérieur.
Les conduits intérieurs sont expédiés avec la gaine de
la bonne longueur.
1. Démonter la buse de gaz et l’isolateur de la buse
(éventuel) pour repérer la vis de fixation dans le
diffuseur de gaz qui est utilisée pour maintenir
l’ancien conduit intérieur. Desserrer la vis de fix-
ation en utilisant une clé Allen de 5/64 po (2 mm).
2. Enlever le diffuseur de gaz du tube du pistolet.
3. Étendre le pistolet et son câble sur une surface
plane. Desserrer la vis de fixation qui se trouve
dans le connecteur en laiton à l'extrémité dévidoir
du câble et sortir le conduit intérieur du câble en
le tirant.
No.deParte
No.deParte del del Difusorde
Número de TamañoGrabado DifusordeGas Gas dela
Diámetro de Partedela en elextremodel delaToberaFija Toberaajustable
ElectrodosUtilizados Guía CilindrodelaGuía (grabado) (grabado)
.025-.030" Steel KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2
(0.6-0.8 mm)
.035-.045" Steel KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1
(0.9-1.2 mm)
3/64" Aluminum KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1
(1.2 mm)
TABLA D.1
No.deParte
No.deParte del del Difusorde
Número de TamañoGrabado DifusordeGas Gas dela
Diámetro de Partedela en elextremodel delaToberaFija Toberaajustable
ElectrodosUtilizados Guía CilindrodelaGuía (grabado) (grabado)
.025-.030" Steel KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2
(0.6-0.8 mm)
.035-.045" Steel KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1
(0.9-1.2 mm)
3/64" Aluminum KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1
(1.2 mm)
TABLE D.1
Diameter of
Electrode Used
Replace
ment
Line
Part
Number
Size
Stencilled on
End of liner
Bushing
Fixed Nozzle
Gas Diffuser
Part No. (and
stencil)
Adjustable
nozzle Gas
Diffuser
Part No.
(and
Stencil)
No.deParte
No.deParte del del Difusorde
Número de TamañoGrabado DifusordeGas Gasdela
Diámetro de Parte dela en el extremodel dela ToberaFija Toberaajustable
ElectrodosUtilizados Guía CilindrodelaGuía (grabado) (grabado)
.025-.030" Steel KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2
(0.6-0.8 mm)
.035-.045" Steel KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1
(0.9-1.2 mm)
3/64" Aluminum KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1
(1.2 mm)
TABLEAU D.1
Diamètre des
électrodes
utilisées
No réf.
conduit
de
rechange
Dimension
inscrite à l’ex-
trémité du
manchon du
conduit
No réf. du
diffuseur de
gaz de buse
fixe
No réf. du
diffuseur de
gaz de la
buse
réglable

D-4
MAINTENANCE MANTENIMIENTO ENTRETIEN
4. Insert a new untrimmed liner into the connector
end of the cable. Be sure the liner bushing is
stencilled appropriately for the wire size being
used.
Note: For liners M16971-7, M16971-8, M17714-1
and M17714-2
Before fully seating the liner bushing, it will be neces-
sary to trim the liner’s inner tube flush with the liner
bushing using a sharp blade. After trimming, remove
any burrs from inner tube and insure that the opening
is fully open.
5. Fully seat the liner bushing into the connector.
tighten the set screw on the brass cable conec-
tor. The gas diffuser, at this time, should not be
installed onto the end of the gun tube.
6. With the gas diffusor still removed from the gun
tube, be sure the cable is straight, and then trim
the liner to the length shown in Figure D.1.
Remove any burrs from the end of the liner.
7. Screw the gas diffuser onto the end of the gun
tube and securely tighten. Be sure the gas
difuser is correct for the liner being used. (See
table and diffuser stencil.)
8. Tighten the set screw in the side of the gas
difuser against the cable liner using a 5/64" (2.0
mm) Allen wrench.
4. Enfoncer un nouveau conduit intérieur brut dans
l'extrémité connecteur du câble. S'assurer que le
diamètre du fil est bien indiqué sur le manchon du
conduit intérieur.
Note: Que les recouvrements M16971-7, M16971-8,
M17714-1 et M17714-2
Avant de poser entièrement la douille de recouvre-
ment, il sera équilibrent l'éclat intérieur de tube de
liner’s avec la douille de recouvrement à l'aide d'une
lame pointue. Après avoir équilibré, retirez toutes les
bavures du tube intérieur et assurez-vous que l'ouver-
ture est entièrement ouverte.
5. Bien enfoncer le manchon du conduit intérieur
dans le connecteur. Serrer la vis de fixation sur le
connecteur du câble en laiton. On ne doit pas
monter encore le diffuseur sur l'extrémité du tube
du pistolet.
6. Le diffuseur étant encore enlevé du tube du pis-
tolet, s'assurer que le câble est droit, puis couper
le conduit intérieur à la longueur indiquée sur la
figure D.1. Ébavurer l'extrémité du conduit
intérieur.
7. Visser le diffuseur de gaz sur l'extrémité du tube du
pistolet et bien serrer. S’assurer que le diffuseur
de gaz convient pour le conduit intérieur utilisé.
(Voir le tableau et le numéro du diffuseur.)
8. Serrer la vis de fixation sur le côté du diffuseur
de gaz contre le conduit intérieur du câble à
l’aide d’une clé Allen 5/64 po (2 mm).
4. Inserte una guía nueva sin recortar dentro del
extremo del cable. Asegúrese que el cilindro de la
guía esté marcado adecuadamente para el calibre
del alambre utilizado.
Nota: Que los trazadores de líneas M16971-7,
M16971-8, M17714-1 y M17714-2
Antes completamente de asentar el buje del trazador
de lÍneas, será necesario corten el rubor interno del
tubo de liner’s con el buje del trazador de líneas usan-
do una lámina sostenida. Después de cortar, quite
cualquier rebaba del tubo interno y asegure que la
apertura está completamente abierta.
5. Inserte completamente el cilindro de la guía dentro
del conector, ajuste el tornillo en el conector de
cobre del cable. En este momento, el difusor de
gas, no debe instalarse en el extremo del tubo de
la antorcha.
6. Con el difusor del gas sin istalar en el tubo de la
antorcha, asegúrese que el cable esté en posición
recta y luego recorte la guía a la longitud que se
muestra en la Figura D.1. Quite cualquier
acumulación en el extremo de la guía.
7. Atornille el difusor de gas al extremo del tubo de la
antorcha y ajuste de manera segura. Asegúrese
que el difusor de gas sea el correcto para el
tamaño de la guía que se utiliza ( véase tabla y
grabado del difusor).
8. Ajuste el tornillo en el costado del difusor de gas
contra la guía de alambre utilizando una llaveAllen
de 2.0 mm (5/64").

D-5
MAINTENANCE MANTENIMIENTO ENTRETIEN
FIGURE D.1
This screw should only be gently tightened.
Overtightening will split or collapse the liner and
cause poor wire feeding.
-----------------------------------------------------
GUN HANDLE DISASSEMBLY
The internal parts of the gun handle may be inspected
or serviced if necessary.
The gun handle consists of two halves that are held
together with a collar on each end. To open up the
handle, turn the collars approximately 60 degrees
counterclockwise (the same direction as removing a
right hand thread) until the collar reaches a stop. Then
pull the collar off the gun handle. If the collars are
difficult to turn, position the gun handle against a
corner, place a screwdriver against the tab on the
collar and give the screwdriver a sharp blow to turn
the collar past an internal locking rib.
FIGURE D.1
Ne serrer cette vis que légèrement. Si on la serre
trop, elle peut fendre ou déformer le conduit
intérieur et provoquer un mauvais dévidage du fil
----------------------------------------------------------------------.
DÉMONTAGE DE LA POIGNÉE DU
PISTOLET
On peut inspecter et entretenir s’il y a lieu les pièces
internes de la poignée du pistolet.
La poignée du pistolet est composée de deux parties
retenues par une virole à chaque extrémité. Pour
ouvrir la poignée, tourner les viroles d’environ 60o
vers la gauche (comme s’il s’agissait d’un filetage à
droite) jusqu’à ce qu’elles atteignent un arrêt. Puis
tirer sur les viroles pour les sortir du pistolet. S’il est
difficile de tourner les viroles, placer la poignée du pis-
tolet dans un angle, placer un tournevis contre la par-
tie en saillie de la virole et donner un bon coup sur le
tournevis pour que la virole dépasse une nervure de
verrouillage interne.
FIGURA D.1
Este tornillo debe apretarse ligeramente. Al
apretar con exceso partirá o romperá la guía y
provocará una alimentación de alambre
deficiente.
-----------------------------------------------------------------------
DESENSAMBLE DEL MANGO DE LA
ANTORCHA
Las partes internas del mango de la antorcha deben
inspeccionarse o recibir servicio en caso de ser
necesario.
El mango de la antorcha consiste de dos mitades que
están sujetas juntas con un collar en cada extremo.
Para abrir el mango, gire ambos collares
aproximadamente 60º en contra de las manecillas del
reloj (la misma dirección para retirar una tuerca de
rosca derecha) hasta que el collar se detenga. Luego
jale el collar fuera del mango de la antorcha. Si los
collares son difíciles de girar coloque el mango de la
antorcha contra una esquina, coloque un
destornillador contra la orilla del collar y de un golpe
para poder girar el collar mas allá de la protuberancia
que lo asegura.
counterclockwise
A la izquierda
Vers la gauche
ADVERTENCIA
WARNING
AVERTISSEMENT
TORNILLO DE FIJACION
TORNILLO DE FIJACION
C
ONECTOR DE CABLE DE COBRE
D
IFUSOR DE GAS
AISLADOR DE TOBERA
(SI SE UTILIZA)
TOBERA DE GAS
1-1/4"
(
31.8mm)
L
ONGITUD DE
CORTE
TORNILLO DE FIJACION
TORNILLO DE FIJACION
C
ONECTOR DE CABLE DE COBRE
D
IFUSOR DE GAS
AISLADOR DE TOBERA
(SI SE UTILIZA)
TOBERA DE GAS
1-1/4"
(
31.8mm)
L
ONGITUD DE
CORTE
VIS DE FIXATION
CONNECTEUR DE CÁBLE EN LAITON
VIS DE FIXATION
LONGUEUR LIBRE
DU CONDUIT
INTÉRIEUR 1-1/4
po (31,8 mm)
DIFFUSEUR DE GAZ
ISOLATEUR DE BUSE
(ÉVENTUEL)
BUSE DE GAZ
TORNILLO DE FIJACION
TORNILLO DE FIJACION
C
ONECTOR DE CABLE DE COBRE
D
IFUSOR DE GAS
AISLADOR DE TOBERA
(SI SE UTILIZA)
TOBERA DE GAS
1-1/4"
(
31.8mm)
L
ONGITUD DE
CORTE
SET SCREW
BRASS CABLE CONNECTOR
SET SCREW
1-1/4 (31,8 mm)
LINER TRIM
LENGHT
GAS DIFFUSER
NOZZLE INSULATOR (IF USED)
GAS NOZZLE

D-6
MAINTENANCE MANTENIMIENTO ENTRETIEN
TABLA D.2
ACCESORIOS Y PARTES DE REMPLAZO A LA
VENTA PARA LA ANTORCHA MAGNUM 250L Y
ENSAMBLES DE CABLE
TABLEAU D.2
ACCESSOIRES ET PIÈCES DE REMPLACEMENT
CONSOMMABLES POUR LES ENSEMBLES PIS-
TOLETS ET CBLES MAGNUM 250L
TABLE D.2
ACCESSORIES AND EXPENDABLE REPLACE-
MENT PARTS FOR MAGNUM 250L GUN AND
CABLE ASSEMBLIES
Medida Medida
Descripción No. de Parte inglesa métrica
GUIA DE ALAMBRE
para cable de 15' KP1934-2 .025 – .030" 0.6 – 0.8 mm
(4.5 m) o más KP1934-1 .035 – .045" 0.9 – 1.2 mm
corto KP1955-1 3/64" 1.2 mm
(Alamb. alum.) (Alamb. alum.)
PUNTAS DE CONTACTO
Trabajo estándar KP2020-6B1 .025" 0.6 mm
KP2020-7B1 .030" 0.8 mm
KP2020-1B1* .035" 0.9 mm
KP2020-2B1* .045" 1.2 mm
Trabajo pesado KP2021-1B1 .035" 0.9 mm
KP2021-2B1 .045" 1.2 mm
Cónica KP2021-5B1 .025" 0.6 mm
KP2021-6B1 .030" 0.8 mm
KP2022-1B1 .035" 0.9 mm
KP2022-2B1 .045" 1.2 mm
Partida (para Alum.) KP2010-5B1 3/64" 1.2 mm
(Alamb. alum.) (Alamb. alum.)
TOBERAS DE GAS
Fija (Al ras) KP1931-1 3/8" 9.5 mm
KP1931-2* 1/2" 12.7 mm
KP1931-3 5/8" 15.9 mm
Fixed (Retraída) KP1930-1 3/8" 9.5 mm
KP1930-2 1/2" 12.7 mm
KP1930-3 5/8" 15.9 mm
Requiere: Ensam.
de difusor de gas KP2026-3 * .025 – .045" 0.6 – 1.2 mm
Deslizamiento KP1935-2 1/2" 12.7 mm
ajustable KP1935-1 5/8" 15.9 mm
Requiere:
Ensamble de KP2025-1
aislador de tobera
Requiere:
Ensamble de KP2026-2 .025 – .030" 0.6 – 0.8 mm
difusor de gas KP2026-1 .035 – .045" 0.9 – 1.2 mm
Tobera sin gas KP1947-1
(Para Innershield)
ENSAMBLES DEL TUBO DE
LA ANTORCHA
estándar (60°) KP2015-1 *
45° KP2041-1 *
Dimensions Dimensions
Descripción No réf. anglaises métriques
z
para cable de 15' KP1934-2 .025 – .030" 0.6 – 0.8 mm
(4.5 m) o más KP1934-1 .035 – .045" 0.9 – 1.2 mm
corto KP1955-1 3/64" 1.2 mm
(Alamb. alum.) (Alamb. alum.)
PUNTAS DE CONT
Trabajo estándar KP2020-6B1 .025" 0.6 mm
KP2020-7B1 .030" 0.8 mm
KP2020-1B1* .035" 0.9 mm
KP2020-2B1* .045" 1.2 mm
Trabajo pesado KP2021-1B1 .035" 0.9 mm
KP2021-2B1 .045" 1.2 mm
Cónica KP2021-5B1 .025" 0.6 mm
KP2021-6B1 .030" 0.8 mm
KP2022-1B1 .035" 0.9 mm
KP2022-2B1 .045" 1.2 mm
Partida (para Alum.) KP2010-5B1 3/64" 1.2 mm
(Alamb. alum.) (Alamb. alum.)
TOBERAS DE GAS
Fija (Al ras) KP1931-1 3/8" 9.5 mm
KP1931-2* 1/2" 12.7 mm
KP1931-3 5/8" 15.9 mm
Fixed (Retraída) KP1930-1 3/8" 9.5 mm
KP1930-2 1/2" 12.7 mm
KP1930-3 5/8" 15.9 mm
Requiere: Ensam.
de difusor de gas KP2026-3 * .025 – .045" 0.6 – 1.2 mm
Deslizamiento KP1935-2 1/2" 12.7 mm
ajustable KP1935-1 5/8" 15.9 mm
Requiere:
Ensamble de KP2025-1
aislador de tobera
Requiere:
Ensamble de KP2026-2 .025 – .030" 0.6 – 0.8 mm
difusor de gas KP2026-1 .035 – .045" 0.9 – 1.2 mm
Tobera sin gas KP1947-1
(Para Innershield)
estándar (60°)
KP2015-1 *
45° KP2041-1 *
English Metric
Description Part No. Size Size
CABLE LINER
For 15' KP1934-2 .025 – .030" 0.6 – 0.8 mm
(4.5 m) or KP1934-1 .035 – .045" 0.9 – 1.2 mm
shorter cable KP1955-1 3/64" 1.2 mm
(Alum. wire) (Alum. wire)
CONTACTS TIPS
Standard Duty KP2020-6B1 .025" 0.6 mm
KP2020-7B1 .030" 0.8 mm
KP2020-1B1* .035" 0.9 mm
KP2020-2B1* .045" 1.2 mm
Heavy Duty KP2021-1B1 .035" 0.9 mm
KP2021-2B1 .045" 1.2 mm
Tapered KP2021-5B1 .025" 0.6 mm
KP2021-6B1 .030" 0.8 mm
KP2022-1B1 .035" 0.9 mm
KP2022-2B1 .045" 1.2 mm
Tab (For Alum.) KP2010-5B1 3/64" 1.2 mm
(Alum. Wire) (Alum. Wire.)
GAS NOZZLES
Fixed (Flush) KP1931-1 3/8" 9.5 mm
KP1931-2* 1/2" 12.7 mm
KP1931-3 5/8" 15.9 mm
Fixed (Recessed) KP1930-1 3/8" 9.5 mm
KP1930-2 1/2" 12.7 mm
KP1930-3 5/8" 15.9 mm
Requires: Gas
Diffuser as’bly KP2026-3 * .025 – .045" 0.6 – 1.2 mm
Adjustable Slip On KP1935-2 1/2" 12.7 mm
KP1935-1 5/8" 15.9 mm
Requires:
Nozzle Insulator KP2025-1
aislador de tobera
Requires:
Gas diffuser KP2026-2 .025 – .030" 0.6 – 0.8 mm
As’bly KP2026-1 .035 – .045" 0.9 – 1.2 mm
Gasless nozzle KP1947-1
(For Innershield)
GUN TUBE ASSEMBLIES
Standard (60°) KP2015-1 *
45° KP2041-1
CONDUIT INTÉRIEUR
Pour câble de
15 pi (4,5 m)
ou moins
TUBES CONTACT
Service normal
Service intense
Conique
Tab (pour aluminium)
BUSES DE GAZ
Fixe (affleurante)
(en retrait)
Nécessite un ensemble
diffuseur de gaz
À emmanchement réglable
Nécessite un ensemble
d’isolateurs de buses
Nécessite :
un ensemble diffuseur de
gaz
Buse sans gaz (pour
Innershield)
ENSEMBLE TUBE DE PIS-
TOLET
Standard (60°)
45°
*Included with Power MIG 255
Requires KP2026-1 Gas Diffuser
*Incluido con la energía MIG 255
Requiere El Difusor De Gases KP2026-1
*Inclus avec la puissance MIG 255
Exige Le Diffuseur de gaz KP2026-1

E-1
HOW TO USE
TROUBLESHOOTING GUIDE
Service and Repair should only be performed by
Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment
may result in danger to the technician and machine
operator and will invalidate your factory warranty.
For your safety and to avoid Electrical Shock, please
observe all safety notes and precautions detailed
throughout this manual.
_________________________________________
This Troubleshooting Guide is provided to help you
locate and repair possible machine malfunctions.
Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMP-
TOMS)”. This column describes possible symptoms
that the machine may exhibit. Find the listing that
best describes the symptom that the machine is
exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE”
lists the obvious external possibilities that may con-
tribute to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the
Possible Cause, generally it states to contact your
local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the
Recommended Course ofAction safely, contact your
local Lincoln Authorized Field Service
Facility
mpartment is reset.
If for any reason you do not understand the test proce-
dures or are unable to perform the tests/repairs safely,
contact your Local Lincoln Authorized Field Service
Facility for technical troubleshooting assistance before
you proceed.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
WARNING
CAUTION
COMO UTILIZAR LA GUIA DE
LOCALIZACION DE AVERIAS
El servicio y la reparación sólo deben ser realizados
por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a
cabo en este equipo pueden resultar peligrosas para
el técnico y el operador de la máquina e invalidará
su garantía de fábrica. Para su seguridad y para
evitar una descarga eléctrica, por favor tome en
cuenta todas las notas de seguridad y precauciones
detalladas en este manual.
_________________________________________
Esta guía de detección de problemas se
proporciona para ayudarle a localizar y a reparar
posibles averías de la máquina. Simplemente siga
el procedimiento de tres pasos que se da
enseguida.
Paso 1. LOCALIZACION DEL PROBLEMA
(SINTOMA)
Observe debajo la columna llamada “PROBLEMA
(SÍNTOMA)”. Esta columna describe los posibles
síntomas que la máquina puede presentar.
Encuentre la lista que describa de la mejor manera
el síntoma que la máquina está presentando.
Paso 2. CAUSA POSIBLE
En la segunda columna llamada “CAUSA
POSIBLE”, se enumeran los factores que pueden
originar el síntoma de la máquina.
Paso 3. ACCION RECOMENDADA
Esta columna da un curso de acción recomendada
para la Causa Posible por lo general le recomienda
establecer contacto con un taller de Servicio
Autorizado Local.
En caso de que no entienda o no pueda realizar la
acción recomendada de manera segura, consulte
con un taller de Servicio Autorizado Local.
Si por cualquier razón usted no entiende los procesos de
prueba o no está en la posibilidad de realizar las
pruebas/reparaciones con seguridad, contacte a su Taller
de Servicio Autorizado Local para asistencia técnica en la
localización de fallas antes de proceder.
ADVERTENCIA
PRECAUCIóN
COMMENT UTILISER LE
GUIDE DE DÉPANNAGE
L’entretien et les réparations doivent être effectués
par le personnel de Lincoln Electric ayant reçu une
formation en usine. Les réparations non autorisées
effectuées sur ce matériel peuvent entraîner un
danger pour le technicien et l’opérateur de la
machine et annulent la garantie d’usine. Par
mesure de sécurité et pour éviter un choc électrique,
veuillez observer toutes les notes de sécurité et les
mises en garde données en détail dans ce manuel.
_________________________________________
Ce guide de dépannage a pour but de vous aider à
localiser et à réparer les mauvais fonctionnements
éventuels de la machine. Suivre simplement la
méthode en trois étapes donnée ci-après.
Étape 1. REPÉRER LE PROBLÈME
(SYMPTÔME).
Regarder dans la colonne «PROBLÈMES
(SYMPTÔMES)». Cette colonne décrit les
symptômes éventuels que peut présenter la
machine. Trouver la phrase qui décrit le mieux le
symptôme que présente la machine.
Étape 1. CAUSE POSSIBLE
La deuxième colonne «CAUSE POSSIBLE» donne
la liste des possibilités externes évidentes qui
peuvent contribuer au symptôme de la machine.
Étape 3. MESURE À PRENDRE RECOMMANDÉE
Cette colonne donne une mesure à prendre en
fonction de la cause possible. En général, elle
indique de communiquer avec le service après-
vente agréé Lincoln.
Si vous ne comprenez pas ou êtes incapable de
prendre la mesure recommandée en toute sécurité,
communiquez avec votre service après-vente agréé
Lincoln.
Si pour une raison ou une autre vous ne comprenez
pas les modes opératoires d'essai ou êtes incapable
d'effectuer les essais ou les réparations en toute
sécurité, communiquez avant de poursuivre avec
votre service après-vente local agréé Lincoln qui
vous prêtera assistance.
AVERTISSEMENT
ATTENTION

E-2
Major physical or electrical damage is evident.
1. Contact your Local Lincoln Authorized
Field service facility.
There is no wire feed or open circuit voltage
when the gun trigger is pulled. The machine dis-
plays are lit indicating input power to the
POWER MIG 255.
1 The gun trigger or cable may be faulty.
Check or replace gun assembly.
2. The thermal protection circuit may be acti-
vated. If this is the case, the display will
show "too hot". Allowing the machine to cool
will clear the error condition.
3. Make sure input voltage is correct and
matches nameplate rating and reconnect
panel configu-ration.
.
Machine output is low. Welds are "cold", weld
bead is rounded or bumped up demonstrating
poor wetting into plate.
1. Remove gun assembly from machine. If
problem is solved gun assembly is faulty.
Repair or replace.
2. If problem persists when gun assembly is
removed from machine then the problem is
within the POWER MIG 255.
Daño Eléctrico o Físico Mayor es evidente
1. Comuníquese con su Taller de Servicio
Autorizado Lincoln de su localidad.
No hay alimentación de alambre o voltaje de cir-
cuito abierto cuando el gatillo de la antorcha se
presiona. El foco piloto de la máquina esta
encendido e indica entrada de energía en la
POWER MIG 255.
1. El gatillo de la antorcha o el cable
pueden tener falla. Verifique o
reemplace el ensamble de la antorcha.
2. El circuito de protección térmica puede
estar activado. Si este es el caso, la
pantalla mostrará “too hot” (demasiado
energizado). Permita que la máquina se
enfríe para borrar la condición de error.
3. Asegúrese de que el voltaje de entrada
sea el correcto y coincida con lo
indicado en la placa y vuelva a conectar
la configuración del panel.
Se presenta el voltaje de salida y alimentación
de alambre cuando el gatillo de la antorcha no
se presiona (no activado)
1. Retire el ensamble de la antorchade la
máquina. Si el problema se resuelve el
ensamble de la antorcha es el que
falla. Repare o reemplace.
2. Si el problema continúa cuando el
ensamble de la antorcha se ha removido
de la máquina entonces el problema se
encuentra dentro de la POWER MIG
255.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
If for any reason you do not understand the test pro-
cedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
Dommages physiques ou électriques impor-
tants évidents.
1. Communiquer avec le service après-vente
agréé Lincoln local.
Le fil ne se dévide pas et il n’y a pas de tension
à vide quand on appuie sur la gâchette du pis-
tolet. Les affichages de la machine sont
éclairés et indiquent que la POWER MIG 255 est
sous tension.
1. La gâchette du pistolet ou le câble peut
être défectueux. Vérifier ou remplacer le
pistolet.
2. Le circuit de protection thermique peut être
activé. Si c’est le cas, l’affichage indique
«trop chaud». Laisser la machine refroidir
pour annuler cette anomalie.
3. S’assurer que la tension d’entrée convient
et correspond à celle de la plaque signalé-
tique et reconnecter la configuration du
panneau.
La tension de sortie est présente et le fil se
dévide quand on n’appuie pas sur la gâchette
du pistolet.
1. Enlever le pistolet de la machine. Si le
problème est réglé, c’est que le pistolet est
défectueux. Réparer ou remplacer.
2. Si le problème persiste quand on
débranche le pistolet de la machine, c’est
que le problème vient de la POWER MIG
255.
Si pourune raisonou uneautre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de pour-
suivre.
ATTENTION

E-3
Machine output is low. Welds are "cold", weld
bead is rounded or bumped up demonstrating
poor wetting into plate.
1. Check input voltage. Make sure input voltage
matches name-plate rating and reconnect panel
configuration.
2. Make sure settings for wire feed speed and volt-
age are correct for process being used.
3. Make sure output polarity is correct for process
being used.
4. Check welding cables and gun assembly for
loose or faulty connections.
Poor arc striking with electrode sticking or blast-
ing off.
1. Make sure settings for wire feed speed and
voltage are correct for process being used.
2. The Run-In (Fast or Slow) speed may be
wrong for process and technique being
used. See Operation Section.
3. The gas shielding may be improper for
process being used
La máquina no arroja toda la energía, las sol-
daduras son "frías". El cordón de soldadura
presenta topes lo que demuestra una fundición
deficiente con el metal.
1. Verifique el voltaje de entrada. Asegúrese
que el voltaje de entrada coincida con lo
indicado en la placa y vuelva a conectar la
configuración del panel.
2. Asegúrese de que las programaciones para
la velocidad de alimentación de alambre y el
voltaje sean correctas para el proceso que
está siendo utilizado.
3. Asegúrese que la polaridad de salida sea la
correcta para el proceso que está siendo
utilizado.
4. Verifique que los cables de soldadura y
ensamble de la antorcha no tenga
conexiones dañadas o flojas.
Arranque de arco deficiente y el electrodo se
pega o hace explosiones.
1. Asegúrese de que las programaciones
para la velocidad de alimentación de alam-
bre y el voltaje sean las correctas para el
proceso que está siendo utilizado.
2. La velocidad de alimentación inicial (alta o
baja) puede ser la equivocada para el pro-
ceso y técnica que se está utilizando.
Véase sección de operación.
3. El gas protector puede ser inadecuadopara
el proceso que se está utilizando.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
If for any reason you do not understand the test pro-
cedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
La sortie de la machine est faible. Les
soudures sont «froides», le cordon de soudure
est arrondi ou bombé ou révèle un mauvais
mouillage de la tôle.
1. Vérifier la tension d’entrée. S’assurer que
la tension d’entrée correspond à celle de la
plaque signalétique et reconnecter la con-
figuration du panneau.
2. S’assurer que les réglages de vitesse de
dévidage du fil et de tension conviennent
pour le procédé utilisé.
3. S’assurer que la polarité de sortie est
bonne pour le procédé utilisé.
4. Vérifier les câbles de soudage et le pistolet
pour voir s’il y a des connexions desser-
rées ou mauvaises.
Mauvais amorçage de l’arc. L’électrode colle
ou explose.
1. S’assurer que les réglages de vitesse de
dévidage du fil et de tension conviennent
pour le procédé utilisé.
2. La vitesse du fil à l’amorçage, «Run-in»
(rapide ou lente) peut ne pas convenir
pour le procédé et la technique utilisés.
Voir la section Fonctionnement.
3. La protection de gaz peut être insuffisante
pour le procédé utilisé.
Si pourune raisonou uneautre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de pour-
suivre.
ATTENTION

E-4
Rough wire feeding or wire will not
feed but drive rolls are turning.
1. The gun cable may be kinked or twisted.
2. The wire may be jammed in the gun cable, or
gun cable may be dirty.
3. Check drive roll tension and position of
grooves.
4. Check for worn or loose drive rolls.
5. The electrode may be rusty or dirty.
6. Check for damaged or incorrect contact tip.
7. Check wire spindle for ease of rotation and
adjust break ten-sion knob if necessary.
The wire feed stops while welding. When trigger
is released and pulled again the wire feed starts.
1. Check the wire feed drive rolls and motor for
smooth operation.
2. Check for restrictions in the wire feed path.
Check the gun and cable for restrictions.
3. Make sure gun liner and tip are correct for
wire size being used.
4. Make sure drive rolls and guide plates are
clean and are the correct size.
5. If K1701-1 Timer Option Kit is installed,
make sure the spot timer knob is set to off.
6. Check spindle for ease of rotation.
Gas does not flow when gun trigger is pulled.
1. Make sure gas supply is connected proper-
ly and turned "on".
2. If the gas solenoid does actuate (click) when
the gun trigger is pulled there may be a
restriction in the gas supply line.
3. The gun cable assembly may be faulty.
Check or replace.
4. If gas solenoid does not operate when gun
trigger is pulled the problem is within the
POWER MIG 255.
5. Make sure the gun is pushed all the way into
gun mount and is properly seated.
La alimentación de alambre es dificil no alimenta
alambre pero los rodillos siguen girando.
1. El cable de la antorcha puede estar enrollado o
doblado.
2. El alambre puede estar atorado dentro del cable de
la antorcha o el cable de la antorcha puede estar
sucio.
3. Verifique la tensión del rodillo impulsor y la posición
de las ranuras.
4. Verifique si el rodillo impulsor está desgastado o
suelto.
5. El electrodo puede estar oxidado o sucio.
6. Verifique que la punta de contacto no presente algún
daño o defecto.
7. Verifique el eje del alambre y vea que gire facilmente
y ajuste la perilla de tensión del freno si es necesario.
El alambre se detiene mientras se suelda.
Cuando el gatillo se suelta y se vuelve a
presionar comienza la alimentacion de alambre.
1. Verifique que los rodillos impulsores de alimentación
de alambre y el motor funcionen adecuadamente.
2. Verifique las restricciones en la trayectoria de
alimentación de alambre. Verifique las restricciones
para la antorcha y el cable.
3. Asegúrese que la guía y punta de la an-torcha sean
para el tamaño de alambre que se está utilizando.
4. Asegúrese que los rodillos impulsores y los tubos
guía estén limpios y sean de la medida correcta.
5. Si el Estuche Opcional de Programación de tiempos
K1701-1 está instalado, asegúrese de que la perilla esté
en apagado.
6. Revise que el eje gire facilmente.
El gas no fluye cuando se presiona el gatillo de
la antorcha.
1. Asegúrese que el suministro de gas esté conectado
adecuadamente y en posición de "abierto".
2. Si el solenoide de gas no actúa cuando el gatillo de la
antorcha se presiona puede existir alguna
obstrucción en la línea de suministro de gas.
3. El ensamble del cable de la antorcha puede fallar.
Verifique o reemplace.
4. Si el solenoide de gas no funciona cuando el gatillo
de la antorcha se jala el problema se encuentra
dentro de la POWER MIG 255.
5. Asegúrese de que la pistola entre hasta el fondo en el
montaje de la antorcha y esté bien colocada.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
Mauvais dévidage ou le fil ne se dévide pas
même si les galets d’entraînement tournent.
1. Le câble du pistolet peut être tordu ou plié.
2. Le fil peut être bloqué dans le câble du pistolet, ou
le câble du pistolet peut être sale.
3. Vérifier la tension des galets d’entraînement et la
position des gorges.
4. Vérifier si les galets d’entraînement sont desserrés
ou usés.
5. L’électrode peut être rouillée ou sale.
6. Vérifier si le tube contact est endommagé ou n’est
pas le bon.
7. Vérifier l’axe de dévidage pour voir s’il tourne bien
et régler s’il y a lieu le bouton de tension du frein.
Le fil arrête de se dévider au cours du soudage.
Quand on relâche la gâchette et qu’on y appuie
à nouveau, le fil recommence à se dévider.
1. Vérifier le bon fonctionnement des galets d’en-
traînement et du moteur.
2. Vérifier si quelque chose obstrue le circuit de
dévidage. Vérifier si le problème provient du pis-
tolet ou du câble.
3. S’assurer que le conduit du pistolet et le tube
conviennent pour le diamètre de fil utilisé.
4. S’assurer que les galets d’entraînement et les
plaques guides sont propres et sont de la bonne
dimension.
5. Si le nécessaire temporisateur K1701-1 en option
est monté, s’assurer que le bouton temporisateur
des points est sur off.
6. Vérifier que l’axe tourne normalement.
Le gaz ne s’écoule pas quand on appuie sur la
gâchette.
1. S’assurer que le gaz d’alimentation est raccordé
correctement et est ouvert.
2. Si l’électrovanne de gaz est actionnée (déclic)
quand on appuie sur la gâchette du pistolet, il peut
y avoir une obstruction dans la conduite du gaz
d’alimentation.
3. Le câble du pistolet peut être défectueux. Vérifier
ou remplacer.
4. Si l’électrovanne de gaz ne fonctionne pas quand
on appuie sur la gâchette du pistolet, le problème
provient de la POWER MIG 255.
5. S’assurer que le pistolet est poussé à fond dans
le support et bien en place.
If for any reason you do not understand the test pro-
cedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
Si pourune raisonou uneautre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de pour-
suivre.
ATTENTION
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa moja-
da.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous de la piece et de la
terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molha-
da.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.
● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
La página se está cargando...
La página se está cargando...
Transcripción de documentos
IMT636-B POWER MIG™ 255 For use with machines Code numbers: January, 2010 S’applique aux machines dont le numéro de code est: 10563, 10583, 10986, 10990 Para uso con máquinas código: OPERATOR’S MANUAL MANUAL DE OPERACIÓN Copyright © 2004 Lincoln Global Inc. Safety Depends on You Lincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful operation on your part. DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think before you act and be careful. Please Examine Carton and Equipment For Damage Immediately When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims for material damaged in shipment must be made by the purchaser against the transportation company at the time the shipment is received. Please record your equipment identification information below for future reference. This information can be found on your machine nameplate. La Seguridad Depende de Usted Los equipos de corte y soldadura al arco Lincoln han sido diseñados y construidos teniendo en cuenta su seguridad. No obstante, ésta se verá incrementada si la instalación se realiza correctamente, y si pone atención en el manejo de los mismos. NO INSTALE, UTILICE O REPARE ESTE EQUIPO SIN ANTES HABER LEIDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE CONTIENE. Y, lo más importante, piense antes de actuar, y tenga mucho cuidado. MANUEL DE L’OPÉRATEUR La sécurité dépend de vous Le matériel de soudage et de coupage à l'arc Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, la sécurité en général peut être accrue grâce à une bonne installation... et à la plus grande prudence de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL SANS AVOIR LU CE MANUEL ET LES MESURES DE SÉCURITÉ QU'IL CONTIENT. Et, par dessus tout, réfléchissez avant d'agir et exercez la plus grande prudence. Examine por favor el cartón y el equipo para el daño inmediatamente cuando se envía este equipo, título pasa al comprador sobre recibo por el portador. Por lo tanto, las demandas para el material dañado en el envío se deben hacer por el comprador contra la compañía del transporte cuando se recibe el envío. Registre por favor su información de la identificación del equipo abajo para la referencia futura. Esta información se puede encontrar en su placa de identificación de la máquina.. Veuillez examiner le carton et l'équipement pour des dommages immédiatement Quand cet équipement est embarqué, titre passe à l'acheteur sur le reçu par le porteur. En conséquence, des réclamations pour le matériel endommagé dans l'expédition doivent être faites par l'acheteur contre la compagnie de transport lorsque l'expédition est reçue. Veuillez enregistrer votre information d'identification d'équipement ci-dessous pour la future référence. Cette information peut être trouvée sur votre plaque signalétique de machine. La fecha del _______________________ La datede _______________________ del número de serie del _________________ de numéro de série de _________________ del número de código del _____________________ de numéro de code de _____________________ del número de modelo del ________________________ de numéro de type de________________________ del producto o del código de la fecha compró el ____________________ de produit ou de code de date a acheté le _____________ donde el ______________________ où le ______________________ Product ________________________ Model Number _____________________ Code Number or Date Code_________________ Serial Number_______________________ Date Purchased_______________________________ Where Purchased______________________ Whenever you request replacement parts or information on this equipment, always supply the information you have recorded above. The code number is especially important when identifying the correct replacement parts. On-Line Product Registration - Register your machine with Lincoln Electric either via fax or over the Internet. • For faxing: Complete the form on the back of the warranty statement included in the literature packet accompanying this machine and fax the form per the instructions printed on it. • For On-Line Registration: Go to our WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then “Product Registration”. Please complete the form and submit your registration. Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection. Comprado siempre que usted solicite piezas o la información de recambio sobre este equipo, provee siempre la información que usted ha registrado arriba. El número de código es especialmente importante al identificar el reemplazo correcto parts. Registro En línea Del Producto ¿- coloque vía su máquina con Lincoln eléctrica fax o excedente el Internet? • Para enviar por telefax: ¿Llene el formulario en la parte posteriora de la declaración de la garantía incluida en el paquete de la literatura que acompaña esta máquina y envíe por telefax la forma por las instrucciones impresas en él? • Para El Registro En línea: Vaya a nuestro Web site en www.lincolnelectric.com. ¿Elija Los Acoplamientos Del?Quick? y entonces registro del?Product?. Llene el formulario por favor y someta su registro. Lea este manual del operador completamente antes de intentar utilizar este equipo. Guarde este manual y téngalo a la mano para cualquier referencia. Ponga especial atención a las instrucciones de seguridad que hemos propo cionado para su protección. acheté toutes les fois que vous demandez des piêces ou l'information de rechange sur cet équipement, fournissent toujours l'information que vous avez enregistrée ci-dessus. Le numéro de code est particuliêrement important en identifiant les piêces de rechange correctes. Enregistrement En ligne De Produit - enregistrez votre machine avec Lincoln électrique par l'intermédiaire du fax ou de l'excédent l'Internet? • Pour l'envoi: Remplissez le formulaire sur le dos du rapport de garantie inclus dans le paquet de littérature accompagnant cette machine et envoyez la forme par fax par instructions imprimées là-dessus? • Pour L'Enregistrement En ligne: Allez à notre SITE WEB à www.lincolnelectric.com. Choisissez Les Liens De?Quick? et puis enregistrement de?Product?. Veuillez remplir le formulaire et soumettez votre enregistrement. Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour la première fois. Mettre ce manuel de côté et le tenir à portée pour pouvoir le consulter rapidement. Faire tout particulièrement attention aux instructions de sûreté que nous vous avons fournies pour assurer votre protection. 22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100 SAFETY SEGURIDAD WARNING ADVERTENCIA SÉCURITÉ AVERTISSEMENT ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING. La SOLDADURA POR ARCO puede ser peligrosa. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES GRAVES O LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO. LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER L'APPAREIL. Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Una ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la sécurité, on recommande vivement d'acheter un exemplaire de la norme Z49.1 de l'ANSI auprès de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit du livret “Arc Welding Safety” E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS. ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, OPERACION, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO. Para equipos ELECTRICOS. FOR ELECTRICALLY powered equipment. 1.a. Turn off input power using the disconnect switch at the fuse box before working on the equipment. 1.b. Install equipment in accordance with the U.S. National Electrical Code, all local codes and the manufacturer’s recommendations. 1.c. Ground the equipment in accordance with the U.S. National Electrical Code and the manufacturer’s recommendations. 1.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 1.b. Instalar el equipo de acuerdo con el Código Eléctrico Nacional (EE.UU.), todos los códigos locales y las recomendaciones del fabricante. 1.c. Conectar a tierra el equipo de acuerdo con el Código Eléctrico Nacional (EE.UU.) y las recomendaciones del fabricante. Los RAYOS DEL ARCO pueden quemar. ARC RAYS can burn. 2.a. Use a shield with the proper filter and cover plates to protect your eyes from sparks and the rays of the arc when welding or observing open arc welding. Headshield and filter lens should conform to ANSI Z87. I standards. 2.b. Use suitable clothing made from durable flame-resistant material to protect your skin and that of your helpers from the arc rays. 2.c. Protect other nearby personnel with suitable, nonflammable screening and/or warn them not to watch the arc nor expose themselves to the arc rays or to hot spatter or metal. MAR95 2.a. Colocarse una careta con el filtro y cubiertas para protegerse los ojos de las chispas y rayos del arco cuando se suelde o se observe un soldadura por arco abierta. El cristal del filtro y casco debe satisfacer las normas ANSI Z87.I. 2.b. Usar ropa adecuada hecha de material ignífugo durable para protegerse la piel propia y la de los ayudantes con los rayos del arco. 2.c. Proteger a otras personas que se encuentren cerca con un biombo adecuado no inflamable y/o advertirles que no miren directamente al arco ni que se expongan a los rayos del arco o a las salpicaduras o metal calientes. 2 S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION NE SONT CONFIÉES QU'À DES PERSONNES QUALIFIÉES. Matériel ÉLECTRIQUE. 1.a. Couper l'alimentation d'entrée en utilisant le disjoncteur à la boîte de fusibles avant de travailler sur le matériel. 1.b. Installer le matériel conformément au Code canadien de l'électricité, à tous les codes locaux et aux recommandations du fabricant. 1.c. Mettre à la terre le matériel conformément au Code canadien de l'électricité et aux recommandations du fabricant. LE RAYONNEMENT DE L'ARC peut brûler. 2.a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat et protège-oculaire pour se protéger les yeux contre les étincelles et le rayonnement de l'arc quand on soude ou quand on observe l'arc de soudage. Le masque à serre-tête et les oculaires filtrants doivent être conformes aux normes ANSI Z87.1. 2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se protéger ainsi que les aides contre le rayonnement de l'arc. 2.c. Protéger les autres employés à proximité en utilisant des paravents ininflammables convenables ou les avertir de ne pas regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux projections ou au métal chaud. SAFETY SEGURIDAD ELECTRIC AND MAGNETIC FIELDS may be dangerous 3.a. Electric current flowing through any conductor causes localized Electric and Magnetic Fields (EMF). Welding current creates EMF fields around welding cables and weldingmachines 3.b. EMF fields may interfere with some pacemakers, and welders having a pacemaker should consult their physician before welding. 3.c. Exposure to EMF fields in welding may have other health effects which are now not known. 3.d. All welders should use the following procedures in order to minimize exposure to EMF fields from the welding circuit: 3.d.1. Route the electrode and work cables together Secure them with tape when possible. 3.d.2. Never coil the electrode lead around your body. 3.d.3. Do not place your body between the electrode and work cables. If the electrode cable is on your right side, the work cable should also be on your right side. 3.d.4. Connect the work cable to the workpiece as close as possible to the area being welded. 3.d.5. Do not work next to welding power source. LOS CAMPOS ELECTRICOS Y MAGNETICOS pueden ser peligrosos 3.a. La corriente eléctrica que circula por cualquiera de los conductores causa campos eléctricos y magnéticos (EMF) localizados. La corriente para soldar crea campos EMF alrededor de los cables y máquinas soldadoras. 3.b. Los campos EMF pueden interferir con algunos marcapasos, y los soldadores que tengan marcapaso deben consultar a su médico antes de manejar una soldadora. 3.c. La exposición a los campos EMF en soldadura pueden tener otros efectos sobre la salud que se desconocen. 3.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura: 3.d.1. Pasar los cables del electrodo y de trabajo juntos - Atarlos con cinta siempre que sea posible. 3.d.2. Nunca enrollarse el cable del electrodo alrededor del cuerpo. 3.d.3. No colocar el cuerpo entre los cables del electrodo y de trabajo. Si el cable del electrodo está en el lado derecho, el cable de trabajo también debe estar en el lado derecho. 3.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cerca posible del área que se va a soldar. 3.d.5. No trabajar cerca del suministro eléctrico de la soldadora. MAR95 3 SÉCURITÉ LES CHAMPS ÉLECTROMAGNÉTIQUES peuvent être dangereux 3.a. Le courant électrique qui circule dans les conducteurs crée des champs électromagnétiques locaux. Le courant de soudage crée des champs électromagnétiques autour des câbles et des machines de soudage. 3.b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant d'entreprendre le soudage. 3.c. L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore. 3.d. Les soudeurs devraient suivre les consignes suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage : 3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer si possible avec du ruban adhésif. 3.d.2. Ne jamais entourer le câble électrode autour du corps. 3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le câble d'électrode se trouve à droite, le câble de retour doit également se trouver à droite. 3.d.4. Connecter le câble de retour à la pièce le plus près possible de la zone de soudage. 3.d.5. Ne pas travailler juste à côté de la source de courant de soudage. SAFETY SEGURIDAD WELDING SPARKS can cause fire or explosion. 4.a. Remove fire hazards from the welding area. If this is not possible, cover them to prevent the welding sparks from starting a fire. Remember that welding sparks and hot materials from welding can easily go through small cracks and openings to adjacent areas. Avoid welding near hydraulic lines. Have a fire extinguisher readily available. 4.b. Where compressed gases are to be used at the job site, special precautions should be used to prevent hazardous situations. Refer to “Safety in Welding and Cutting” (ANSI Standard Z49.1) and the operating information for the equipment being used. 4.c. When not welding, make certain no part of the electrode circuit is touching the work or ground. Accidental contact can cause overheating and create a fire hazard. 4.d. Do not heat, cut or weld tanks, drums or containers until the proper steps have been taken to insure that such procedures will not cause flammable or toxic vapors from substances inside. They can cause an explosion even though they have been “cleaned”. For information, purchase “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 from the American Welding Society (see address above). 4.e. Vent hollow castings or containers before heating, cutting or welding. They may explode. 4.f. Sparks and spatter are thrown from the welding arc. Wear oil free protective garments such as leather gloves, heavy shirt, cuffless trousers, high shoes and a cap over your hair. Wear ear plugs when welding out of position or in confined places. Always wear safety glasses with side shields when in a welding area. 4.g. Connect the work cable to the work as close to the welding area as practical. Work cables connected to the building framework or other locations away from the welding area increase the possibility of the welding current passing through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains or cables until they fail. Las CHISPAS DE LA SOLDADURA pueden causar incendio o explosión. 4.a.Quitar todas las cosas que presenten riesgo de incendio del lugar de soldadura. Si esto no es posible, cubrirlas para impedir que las chispas de la soldadura inicien un incendio. Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tener un extinguidor de incendios a mano. 4.b. En los lugares donde se van a usar gases comprimidos, se deben tomar precauciones especiales para impedir las situaciones peligrosas. Consultar la norma “Safety in Welding and Cutting” (Norma ANSI Z49.1) y la información de manejo para el equipo que se está usando. 4.c. No calentar, cortar o soldar tanques, tambores o contenedores hasta haber tomado los pasos necesario para asegurar que tales procedimientos no van a causar vapores inflamables o tóxicos de las sustancias en su interior. Pueden causar una explosión incluso después de haberse “limpiado”. Para información, comprar “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 de la American Welding Society (ver la dirección más arriba). 4.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar o soldar. Pueden explotar. 4.f. Las chispas y salpicaduras son lanzadas por el arco de la soldadura. Usar vestimenta protectora libre de aceite tales como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y un gorro. Ponerse tapones en los oídos cuando se suelde fuera de posición o en lugares confinados. Siempre usar gafas protectoras con escudos laterales cuando se esté en un área de soldadura. 4.g. Conectar el cable de trabajo a la pieza de trabajo tan cerca del área de soldadura como sea posible. Los cables de la pieza de trabajo conectados a la estructura del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para soldar pase por las cadenas de izar, cables de grúas u otros circuitos alternativos. Esto puede crear riesgos de incendio o sobrecalentar las cadenas o cables de izar hasta hacer que fallen. MAR95 4 SÉCURITÉ LES ÉTINCELLES DE SOUDAGE peuvent provoquer un incendie ou une explosion. 4.a. Enlever les matières inflammables de la zone de soudage. Si ce n'est pas possible, les recouvrir pour empêcher que les étincelles de soudage ne les atteignent. Les étincelles et projections de soudage peuvent facilement s'infiltrer dans les petites fissures ou ouvertures des zones environnantes. Éviter de souder près des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main. 4.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on doit prendre des précautions spéciales pour éviter les dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisation relatives au matériel. 4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne touche la pièce ou la terre. Un contact accidentel peut produire une surchauffe et créer un risque d'incendie. 4.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des contenants sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations ne produiront pas des vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent provoquer une explosion même si elles ont été “nettoyées”. Pour plus d'informations, se procurer le document AWS F4.1 de l'American Welding Society (voir l'adresse ciavant). 4.e. Mettre à l'air libre les pièces moulées creuses ou les contenants avant de souder, de couper ou de chauffer. Elles peuvent exploser. 4.f. Les étincelles et les projections sont expulsées de l'arc de soudage. Porter des vêtements de protection exempts d'huile comme des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes et un casque ou autre pour se protéger les cheveux. Utiliser des bouche-oreilles quand on soude hors position ou dans des espaces clos. Toujours porter des lunettes de sécurité avec écrans latéraux quand on se trouve dans la zone de soudage. 4.g. Connecter le câble de retour à la pièce le plus près possible de la zone de soudage. Si les câbles de retour sont connectés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudage cela augmente le risque que le courant de soudage passe dans les chaînes de levage, les câbles de grue ou autres circuits auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les chaînes de levage ou les câbles et entraîner leur défaillance. SAFETY SEGURIDAD ELECTRIC SHOCK can kill. El ELECTROCHOQUE puede causar la muerte. SÉCURITÉ LES CHOCS ÉLECTRIQUES peuvent être mortels. 5.a. The electrode and work (or ground) circuits are electrically “hot” when the welder is on. Do not touch these “hot” parts with your bare skin or wet clothing. Wear dry, hole-free gloves to insulate hands. 5.a. Los circuitos del electrodo y pieza de trabajo (o tierra) están eléctricamente “vivos” cuando la soldadora está encendida. No tocar esas piezas “vivas” con la piel desnuda o ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 5.a. Les circuits de l'électrode et de retour (ou masse) sont sous tension quand la source de courant est en marche. Ne pas toucher ces pièces sous tension les mains nues ou si l'on porte des vêtements mouillés. Porter des gants isolants secs et ne comportant pas de trous. 5.b. Insulate yourself from work and ground using dry insulation. Make certain the insulation is large enough to cover your full area of physical contact with work and ground. 5.b. Aislarse de la pieza de trabajo y tierra usando aislante seco. Asegurarse que el aislante sea lo suficientemente grande para cubrir toda el área de contacto físico con la pieza de trabajo y el suelo. 5.b. S'isoler de la pièce et de la terre en utilisant un moyen d'isolation sec. S'assurer que l'isolation est de dimensions suffisantes pour couvrir entièrement la zone de contact physique avec la pièce et la terre. In addition to the normal safety precautions, if welding must be performed under electrically hazardous conditions (in damp locations or while wearing wet clothing; on metal structures such as floors, gratings or scaffolds; when in cramped positions such as sitting, kneeling or lying, if there is a high risk of unavoidable or accidental contact with the workpiece or ground) use the following equipment: • Semiautomatic DC Constant Voltage (Wire) Welder. • DC Manual (Stick) Welder. • AC Welder with Reduced Voltage Control. Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales como suelos, emparrillados o andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra contacto inevitable o accidental con la pieza de trabajo o tierra, usar el equipo siguiente: • Soldadora (de alambre) de voltaje constante CD semiautomática. • Soldadora (de varilla) manual CD. • Soldadora CA con control de voltaje reducido. En plus des consignes de sécurité normales, si l'on doit effectuer le soudage dans des conditions dangereuses au point de vue électrique (dans les endroits humides ou si l'on porte des vêtements mouillés; sur les constructions métalliques comme les sols, les grilles ou les échafaudages; dans une mauvaise position par exemple assis, à genoux ou couché, il y a un risque élevé de contact inévitable ou accidentel avec la pièce ou la terre) utiliser le matériel suivant : • Source de courant (fil) à tension constante c.c. semiautomatique. • Source de courant (électrode enrobée) manuelle c.c. • Source de courant c.a. à tension réduite. 5.c. In semiautomatic or automatic wire welding, the electrode, electrode reel, welding head, nozzle or semiautomatic welding gun are also electrically “hot”. 5.d. Always be sure the work cable makes a good electrical connection with the metal being welded. The connection should be as close as possible to the area being welded. 5.c. En la soldadura con alambre semiautomática o automática, el electrodo, carrete del electrodo, cabezal soldador, boquilla o pistola para soldar semiautomática también están eléctricamente “vivas”. 5.c. En soudage semi-automatique ou automatique, le fil, le dévidoir, la tête de soudage, la buse ou le pistolet de soudage semiautomatique sont également sous tension. 5.e. Ground the work or metal to be welded to a good electrical (earth) ground. 5.f. Maintain the electrode holder, work clamp, welding cable and welding machine in good, safe operating condition. Replace damaged insulation. 5.g. Never dip the electrode in water for cooling. 5.h. Never simultaneously touch electrically “hot” parts of electrode holders connected to two welders because voltage between the two can be the total of the open circuit voltage of both welders. 5.i. When working above floor level, use a safety belt to protect yourself from a fall should you get a shock. 5.j. Also see Items 4.c. and 1. 5.d. Siempre asegurar que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cerca posible del área que se va a soldar. 5.e. Conectar la pieza de trabajo o metal que se va a soldar a una buena tierra eléctrica. 5.f. Mantener el portaelectrodo, pinza de trabajo, cable de la soldadora y la soldadora en condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado. 5.g. Nunca sumergir el electrodo en agua para enfriarlo. 5.h. Nunca tocar simultáneamente la piezas eléctricamente “vivas” de los portaelectrodos conectados a dos soldadoras porque el voltaje entre los dos puede ser el total del voltaje de circuito abierto de ambas soldadoras. 5.i. MAR95 Cuando se trabaje sobre el nivel del suelo, usar un cinturón de seguridad para protegerse de una caída si llegara a ocurrir electrochoque. 5.j. Ver también las partidas 4.c. y 1. 5 5.d. Toujours s'assurer que le câble de retour est bien connecté au métal soudé. Le point de connexion devrait être le plus près possible de la zone soudée. 5.e. Raccorder la pièce ou le métal à souder à une bonne prise de terre. 5.f. Tenir le porte-électrode, le connecteur de pièce, le câble de soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée. 5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir. 5.h. Ne jamais toucher simultanément les pièces sous tension des porte-électrodes connectés à deux sources de courant de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils. 5.i. Quand on travaille au-dessus du niveau du sol, utiliser une ceinture de sécurité pour se protéger contre les chutes en cas de choc. 5.j. Voir également les points 4.c. et 1. SAFETY SEGURIDAD FUMES AND GASES can be dangerous. Los HUMOS Y GASES pueden ser peligrosos. 6.a.Welding may produce fumes and gases hazardous to health. Avoid breathing these fumes and gases.When welding, keep your head out of the fume. Use enough ventilation and/or exhaust at the arc to keep fumes and gases away from the breathing zone. When welding with electrodes which require special ventilation such as stainless or hard facing (see instructions on container or MSDS) or on lead or cadmium plated steel and other metals or coatings which produce highly toxic fumes, keep exposure as low as possible and below Threshold Limit Values (TLV) using local exhaust or mechanical ventilation. In confined spaces or in some circumstances, outdoors, a respirator may be required. Additional precautions are also required when welding on galvanized steel. 6.b. Do not weld in locations near chlorinated hydrocarbon vapors coming from degreasing, cleaning or spraying operations. The heat and rays of the arc can react with solvent vapors to form phosgene, a highly toxic gas, and other irritating products. 6.c. Shielding gases used for arc welding can displace air and cause injury or death. Always use enough ventilation, especially in confined areas, to insure breathing air is safe. 6.d. Read and understand the manufacturer’s instructions for this equipment and the consumables to be used, including the material safety data sheet (MSDS) and follow your employer’s safety practices. MSDS forms are available from your welding distributor or from the manufacturer. MAR95 6.a.La soldadura puede producir humos y gases peligrosos para la salud. No respirarlos. Durante la soldadura, mantener la cabeza alejada de los humos. Tener bastante ventilación y/o escape en el arco para mantener los humos y gases lejos de la zona de respiración. Cuando se suelde con electrodos que requieren ventilación especial tales como aceros inoxidables o revestimientos duros (ver las instrucciones en el contenedor u hoja de datos de seguridad del material, MSDS) o en plomo o acero cadmiado y otros metales o revestimientos que produzcan humos hipertóxicos, mantener la exposición tan baja como sea posible y por debajo de los valores límites umbrales (TLV), utilizando un escape local o ventilación mecánica. En espacios confinados o en algunas situaciones, a la intemperie, puede ser necesario el uso de un respirador. También se requiere tomar otras precauciones adicionales cuando se suelda en acero galvanizado. 6.b. No soldar en lugares cerca de vapores de hidrocarburo clorados provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los vapores de solventes para formar fosgeno, un gas hipertóxico, y otros productos irritantes. 6.c. Los gases protectores usados para la soldadura por arco pueden desplazar el aire y causar lesiones o la muerte. Siempre tener suficiente ventilación, especialmente en las áreas confinadas, para tener la seguridad de que se respira aire fresco. 6.d. Leer y entender las instrucciones del fabricante de este equipo y el material consumible que se va a usar, incluyendo la hoja de datos de seguridad del material (MSDS) y seguir las reglas de seguridad del empleador, distribuidor de material de soldar o del fabricante. 6 SÉCURITÉ LES FUMÉES ET LES GAZ peuvent être dangereux. 6.a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un système de ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer les fumées et les gaz de la zone de travail. Quand on soude avec des électrodes qui nécessitent une ventilation spéciale comme les électrodes en acier inoxydable ou pour revêtement dur (voir les directives sur le contenant ou la fiche signalétique) ou quand on soude de l'acier au plomb ou cadmié ainsi que d'autres métaux ou revêtements qui produisent des fumées très toxiques, limiter le plus possible l'exposition et audessous des valeurs limites d'exposition (TLV) en utilisant une ventilation mécanique ou par aspiration à la source. Dans les espaces clos ou dans certains cas à l'extérieur, un appareil respiratoire peut être nécessaire. Des précautions supplémentaires sont également nécessaires quand on soude sur l'acier galvanisé. 6.b. Ne pas souder dans les endroits à proximité des vapeurs d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et le rayonnement de l'arc peuvent réagir avec les vapeurs de solvant pour former du phosgène, gaz très toxique, et d'autres produits irritants. 6.c. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves voire mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air inhalé ne présente pas de danger. 6.d. Prendre connaissance des directives du fabricant relativement à ce matériel et aux produits d'apport utilisés, et notamment des fiches signalétiques (FS), et suivre les consignes de sécurité de l'employeur. Demander les fiches signalétiques au vendeur ou au fabricant des produits de soudage. SAFETY SEGURIDAD CYLINDER may explode if damaged. La BOTELLA de gas puede explotar si está dañada. 7.a. Use only compressed gas cylinders containing the correct shielding gas for the process used and properly operating regulators designed for the gas and pressure used. All hoses, fittings, etc. should be suitable for the application and maintained in good condition. 7.a. Emplear únicamente botellas que contengan el gas de protección adecuado para el proceso utilizado, y reguladores en buenas condiciones de funcionamiento diseñados para el tipo de gas y la presión utilizados. Todas las mangueras, rácores, etc. deben ser adecuados para la aplicación y estar en buenas condiciones. 7.b. Always keep cylinders in an upright position securely chained to an undercarriage or fixed support. 7.c. Cylinders should be located: • Away from areas where they may be struck or subjected to physical damage. • A safe distance from arc welding or cutting operations and any other source of heat, sparks, or flame. 7.b. Mantener siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro o a un soporte fijo. 7.c. Las botellas de gas deben estar ubicadas: • Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico. 7.d. Never allow the electrode, electrode holder or any other electrically “hot” parts to touch a cylinder. • A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas. 7.e. Keep your head and face away from the cylinder valve outlet when opening the cylinder valve. 7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra pieza con tensión toque la botella de gas. 7.f. Valve protection caps should always be in place and hand tight except when the cylinder is in use or connected for use. 7.g. Read and follow the instructions on compressed gas cylinders, associated equipment, and CGA publication P-l, “Precautions for Safe Handling of Compressed Gases in Cylinders,” available from the Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. WARNING This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life. CAUTION This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment. 7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de la botella de gas cuando se abra. 7.f. Los capuchones de protección de la válvula siempre deben estar colocados y apretados a mano, excepto cuando la botella está en uso o conectada para uso. 7.g. Leer y seguir las instrucciones de manipulación en las botellas de gas y el equipamiento asociado, y la publicación P-I de CGA, “Precauciones para un Manejo Seguro de los Gases Comprimidos en los Cilindros“, publicado por Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. ADVERTENCIA La frase aparece cuando la información se debe seguir exactamente para evitar lesiones personales serias o pérdida de la vida. PRECAUCIÓN Esta frase aparece cuando la información se debe seguir para evitar alguna lesión personal menor o daño a este equipo 7 SÉCURITÉ LES BOUTEILLES peuvent exploser si elles sont endommagées. 7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé utilisé ainsi que des détendeurs en bon état conçus pour les gaz et la pression utilisés. Choisir les tuyaux souples, raccords, etc. en fonction de l'application et les tenir en bon état. 7.b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à un chariot ou à support fixe. 7.c. On doit placer les bouteilles : • Loin des endroits où elles peuvent être frappées ou endommagées. • À une distance de sécurité des opérations de soudage à l'arc ou de coupage et de toute autre source de chaleur, d'étincelles ou de flammes. 7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre pièce sous tension toucher une bouteille. 7.e. Éloigner la tête et le visage de la sortie du robinet de la bouteille quand on l'ouvre. 7.f. Les bouchons de protection des robinets doivent toujours être en place et serrés à la main sauf quand la bouteille est utilisée ou raccordée en vue de son utilisation. 7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, et le matériel associé, ainsi que la publication P-1 de la CGA que l'on peut se procurer auprès de la Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA22202. AVERTISSEMENT Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles. ATTENTION Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel. TABLE OF CONTENTS INDICE Página Page Installation ................................................................Section A Technical Specifications ................................................A-1 Safety Precautions. .......................................................A-2 Uncrating the POWER MIG 255 ...................................A-2 Location ........................................................................A-2 Input Power, Grounding and connection DiagramsA-2/A-4 Output polarity Connections..........................................A-5 Gun and Cable Installation............................................A-5 Shielding Gas .........................................................A-6,A-7 Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . .Sección A Especificaciones técnicas ...................................A-1 Precauciones de seguridad . . . . . . . . . . . . . . . .A-2 Desembalaje de la POWER MIG 255 . . . . . . . .A-2 Ubicación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-2 Diagramas de suministro de energía de entrada, conexion a tierra y de conexiones .A-2/A-4 Conexiones de polaridad de salida . . . . . . . . . .A-5 Instalación de la pistola y cable . . . . . . . . . . . . .A-5 Gas protector . . . . . . . . . . . . . . . . . . . . . . . .A-6,A-7 Operation ..................................................................Section B Safety Precautions .......................................................B-1 Product Description .......................................................B-2 Recommended Processes and Equipment...................B-2 Welding Capability.........................................................B-3 Limitations .....................................................................B-3 Description of Controls..................................................B-3 Wire drive Roll ...............................................................B-3 Wire Size Conversion Parts ..........................................B-4 Procedure for Changing Drive Roll ...............................B-4 Wire Reel Loading ..................................................B-4,B-5 Mounting of 10 to 30 lbs. Spools ..................................B-5 To Start the Welder .......................................................B-6 Feeding Electrode .........................................................B-6 Idle Roll Pressure Setting..............................................B-7 Setting Run-in Speed .............................................B-7,B-8 Making a Weld...............................................................B-9 Avoiding Wire Feeding Problems................................B-10 Fan Controls ................................................................B-11 Input Line Voltage Protection ......................................B-11 Wire Feed Overload Protection ...................................B-11 Welding Thermal Overload Protection ........................B-12 Overcurrent Protection ................................................B-12 Welding Procedure Information...................................B-12 Operación . . . . . . . . . . . . . . . . . . . . . . . . . . .Sección B Precauciones de seguridad . . . . . . . . . . . . . . . .B-1 Descripción del producto . . . . . . . . . . . . . . . . . .B-2 Procesos y equipo recomendado . . . . . . . . . . . .B-2 Capacidad de soldadura . . . . . . . . . . . . . . . . . . .B-3 Límites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3 Descripción de controles . . . . . . . . . . . . . . . . . .B-3 Rodillo impulsor de alambre . . . . . . . . . . . . . . . .B-3 Partes para cambiar el calibre de alambre . . . .B-4 Procedimiento para cambiar el rodillo impulsor .B-4 Carga del carrete de alambre . . . . . . . . . . .B-4,B-5 Montaje de bobinas de 10 a 30 lbs (4.5 kg. a 13.5 kg). . . . . . . . . . . . . . . . . . .B-5 Para arrancar la soldadora . . . . . . . . . . . . . . . . .B-6 Alimentación del electrodo . . . . . . . . . . . . . . . . .B-6 Programación de presión del rodillo tensión . . .B-7 Configuración de velocidad de avance . . . .B-7,B-8 Realización de una soldadura . . . . . . . . . . . . . .B-9 Cómo evitar problemas de alimentación de alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-10 Control del ventilador . . . . . . . . . . . . . . . . . . . .B-11 Protección del voltaje de la línea de entrada . .B-11 Protección contra sobrecarga de alimentación de alambre . . . . . . . . . . . . . . . . . .B-11 Protección contra sobrecarga térmica de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . .B-12 Protección contra sobrecorriente de soldadura B-12 Información del procedimiento de soldadura . .B-12 Accessories ..............................................................Section C Drive Rolls Kits..............................................................C-1 Aluminium Feeding Kit .................................................C-1 K363P Readi-Reel Adapter ...........................................C-1 Dual Cylinder Mounting Kit ..........................................C-1 Alternative Magnum GMAW Gun and Cable Assemblies............................................................C-2 Magnum Gun Connection Kit .......................................C-2 Timer Kit Installation ....................................................C-2 Operating Instructions for Timer Kit ......................C-3 Spool Gun Adapter Kit .................................................C-5 Making a Weld with the Spool Gun Adapter Kit and Spool Gun Installed........................................C-5,C-6 TABLE DES MATIÈRES Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . .Sección C Juegos de rodillos impulsores . . . . . . . . . . . . . .C-1 Juego de alimentación de aluminio . . . . . . . . . .C-1 Adaptador K363P Readi-Reel . . . . . . . . . . . . . .C-1 Juego de montaje de cilindro doble . . . . . . . . .C-1 Ensambles opcionales de antorcha Magnum GMAW y cable . . . . . . . . . . . . . . . . . . . . . . . . . .C-2 Juego de conexión de la antorcha Magnum . . .C-2 Instalación del juego de programación de tiempos . .C-2 Instrucciones de operación para el programador de tiempo . . . . . . . . . . . .C-3,C-4 Juego de adaptador para antorcha Spool Gun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-5 Procedimeinto de soldadura con el juego de adaptador para antorcha Spool Gun instalada . . . . . . . . . . . . . .C-5,C-6 8 Page Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section A Fiche Technique – . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-1 Mesures De Sécurité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-2 Déballage De La Power Mig 255 . . . . . . . . . . . . . . . . . . . . A-2 Emplacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-2 Courant D’entrée, Mise À La Terre Et Schéma De Connexion . . . . . . . . . . . . . . . . . . . . . . . . A-2/A-4 Connexions De Polarité De Sortie . . . . . . . . . . . . . . . . . . . A-5 Installation Du Pistolet Et Du Câble . . . . . . . . . . . . . . . . . . A-5 Gaz De Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-6,A-7 Fonctionnement . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section B Description Du Produit . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-1 Procédés Et Matériel Recommandés . . . . . . . . . . . . . . . . B-2 Capacité De Soudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2 Limites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3 Description Des Commandes . . . . . . . . . . . . . . . . . . . . . . B-3 Galet D’entraînement Du Fil . . . . . . . . . . . . . . . . . . . . . . . B-3 Pièces De Conversion De Diamètre De Fil . . . . . . . . . . . . B-3 Méthode De Remplacement Des Jeux De Galets . . . . . . B-4 D’entraînement Et Menés . . . . . . . . . . . . . . . . . . . . . . . . . . . B-4 Chargement Du Dévidoir – Readi-Reel, Bobines Ou Couronnes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-4,B-5 Support de 10 à 30 lbs. (4.5 kg. a 13.5 kg) . . . . . . . . B-5 Pour Mettre En Marche La Machine À Souder . . . . . B-6 Dévidage Du Fil-Électrode . . . . . . . . . . . . . . . . . . . . . . . . . B-6 Réglage De La Pression Du Galet Mené . . . . . . . . . . . . . B-7 Réglage De La Vitesse Du Fil À L’amorçage (Run-In) Sur Le Dévidoir Power Mig Standard . . . . . . . . . . . . B-7,B-8 Réalisation D’une Soudure . . . . . . . . . . . . . . . . . . . . . . . . B-9 Comment Éviter Les Problèmes De Dévidage . . . . . . . . . B-10 Commande Du Ventilateur . . . . . . . . . . . . . . . . . . . . . . . . . B-11 Protection De Tension Secteur D’entrée . . . . . . . . . . . . . . B-11 Protection Contre Les Surintensités . . . . . . . . . . . . . . . . . B-11 Protection De Surchauffee Au Cours Du Soudage . . . . . . .B-12 Protection Contre Les Surintensités . . . . . . . . . . . . . . . . . .B-12 Information Sur Le Mode Opératoire De Soudage . . . . . . B-12 Accessoires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section C Jeux De Galets D’entraînement . . . . . . . . . . . . . . . . . . . . . C-1 Nécessaire De Dévidage De L’aluminium 3/64 Po (1,2 Mm) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1 Adaptateur Readi-Reel K363p . . . . . . . . . . . . . . . . . . . . . . C-1 Nécessaire De Montage De Deux Bouteilles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1 Autres Ensembles Pistolet-Câble Gmaw Magnum . . . . . . C-2 Nécessaire De Connexion Du Pistolet Magnum . . . . . . . C-2 Nécessaire Temporisateur . . . . . . . . . . . . . . . . . . . . . . . . C-2 Directives De Fonctionnement Du Nécessaire Temporisateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3,C-4 Nécessaire Adaptateur Du Pistolet Dévidoir . . . . . . . . . . . C-5 Réalisation D’une Soudure Avec Le Pistolet Dévidoir . . C-5,C-6 TABLE OF CONTENTS INDICE TABLE DES MATIÈRES Página Page Maintenance.............................................................Section D Safety Precautions .........................................................D-1 General Maintenence .....................................................D-1 Drive Rolls and Guide Tubes..........................................D-1 Contact Tip and gas Nozzle Installation .........................D-1 Gun Tubes and Nozzles .................................................D-2 Cable Cleaning ...............................................................D-2 Liner removal and Replacement..............................D-3,D-4 Gun Handle Disassembly ...............................................D-5 Mantenimiento .....................................................Sección D Troubleshooting .......................................................Section E How to Use Troubleshooting Guide................................E-1 Troubleshooting Guide....................................................E-2 Troubleshooting Guide....................................................E-3 Troubleshooting Guide....................................................E-4 Remoción y reemplazo de la guía........................D-3,D-4 Precauciones de seguridad .........................................D-1 Mantenimiento general ................................................D-1 Rodillos impulsores y tubos guía.................................D-1 Punta de contacto e instalación de la tobera .............D-1 Tubos y boquillas de la antorcha.................................D-2 Limpieza del cableado.................................................D-2 Desensamble del mango de la antorcha.....................D-5 Localización de averías .....................................Sección E Cómo utilizar la guía de localización de averías .......E-1 Guía de localización de averías ...............................E-2 Diagrams ..................................................................Section F Parts Manual .............................................................P Series POWER MIG 255 .............................................P344 Series Magnum 250L Gun................................................P202-H.2 Guía de localización de averías ...............................E-3 Guía de localización de averías ...............................E-4 Diagramas ...........................................................Sección F Manual de partes ...................................................P Series Page Entretien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section D Mesures De Sécurité . . . . . . . . . . . . . . . . . . . . . . . . .D-1 Entretien Général . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1 Galets D’entraînement Et Plaques Guides . . . . . . . . .D-1 Montage Du Tube Contact Et De La Buse De Gaz . .D-1 Tubes De Pistolet Et Buses . . . . . . . . . . . . . . . . . . . .D-2 Nettoyage Du Câble Du Pistolet . . . . . . . . . . . . . . . . .D-2 Démontage Du Conduit Intérieur Et Remplacement . . . . . . . . . . . . . . . . . . . . . . . . . .D-3,D-4 Démontage De La Poignée Du Pistolet . . . . . . . . . . .D-5 Dépannage .................................................................Section E Comment Utiliser Le Guide De Dépannage .................E-1 Dépannage ...................................................................E-2 Dépannage ...................................................................E-3 Dépannage ...................................................................E-4 POWER MIG 255 .......................................P344 Series Schéma, De Dimensions ........................................Section F La nomenclature des pièces.....................................P Series Antorcha Magnum 250L ..................................P202-H.2 POWER MIG 255 ...................................... P344 Series Magnum 250L .................................................P202-H.2 9 TECHNICAL SPECIFICATIONS ESPECIFICACIONES TECNICAS FICHE TECHNIQUE – POWER MIG 255 INPUT – SINGLE PHASE ONLY ENTRADA MONOFASICA UNICAMENTE ENTRÉE – MONOPHASÉ UNIQUEMENT Standard Voltage/Frequency Input Current @ 200 Amp Rated Output 208/230/60 Hz 230/460/575/60 Hz 41/37 Amps 41/20/16 Amps Input Current @ 250 Amp Rated Output Voltaje/Frecuencia Estándar Corriente de Entrada a Salida Nominal de 200 Amp Corriente de Entrada a Salida Nominal de 250 Amp Tension/Fréquence Standard Courant d’entrée à sortie nominale 200 A Courant d’entrée à sortie nominale 250 A 50/46 50/24/19 208/230/60 Hz 230/460/575/60 Hz 41/37 Amps 41/20/16 Amps 50/46 50/24/19 208/230/60 Hz 230/460/575/60 Hz 41/37 Amps 41/20/16 Amps 50/46 50/24/19 SALIDA NOMINAL RATED OUTPUT Duty Cycle Amps Volts at rated Amperes 40% 60% 100% 250 Amps 200 Amps 145 Amps 26 Volts 28 Volts 26 Volts Ciclo de Trabajo Amperes 40% 60% 100% 250 Amps 200 Amps 145 Amps Welding Current Range (Continuous) Maximum Open Circuit Voltage Welding Voltage Range 30 - 300 Amps 40 Volts 10-28 Volts RECOMMENDED INPUT WIRE AND FUSE SIZES Input Voltage Frequency (Hz) Fuse or breaker Size (Super Lag) 208/60 230/60 460/60 575/60 60 60 30 25 8 (10 mm2) 10 (6 mm2) 14 (2.5 mm2) 14 (2.5 mm2) Width 18.88 in 480 mm Input Ampere Rating On Nameplate 50 46 24 19 75oC Copper Wire in Conduit AWG (IEC) Sizes (For lengths exceding 100 ft.) 6 (16 8 (10 12 (4 12 (4 mm2) mm2) mm2) mm2) Depth 38.78 in 985 mm Weight 220 Ibs 100 kg WIRE SPEED RANGE Wire Speed A 40% 60% 100% 250 Amps 200 Amps 145 Amps Voltaje Máximo de Circuito Abierto Rango de Voltaje de Soldadura 30 - 300 Amps 40 Volts 10-28 Volts CALIBRES RECOMENDADOS DE CABLE DE ENTRADA Y FUSIBLES Voltaje de Entrada Frecuencia (Hz) Tamaño de Fusible o Interruptor (Quemado lento) 208/60 230/60 460/60 575/60 60 60 30 25 50 - 700 IPM (1.27 - 17.8 m/min) Tension à intensité nominale 26 Volts 28 Volts 26 Volts SORTIE Rango de corriente de soldadura (Continuo) Amperes de Entrada especificados en la Placa 50 46 24 19 Plage de courant de Tension à vide maximale soudage (continu) Plage de tension de soudage 40 Volts 30 - 300 Amps 10-28 Volts FIL D’ENTRÉE ET POUVOIR DE COUPURE DES FUSIBLES RECOMMANDÉS Tension d’entrée (V) Fréquence (Hz) 208/60 230/60 460/60 575/60 Pouvoir de coupure du fusible ou du disjoncteur (supertemporisé) (A) Intensité d’entrée sur la plaque signalétique Calibres de alambre de cobre Calibres de alambre de cobre de 75°C en el conducto AWG de 75°C en el conducto AWG (IEC) (Para longitudes que (IEC) (Para longitudes de exceden 100 pies (30 mts)) hasta 100 pies) 6 (16 mm2) 8 (10 mm2) 8 (10 mm2) 10 (6 mm2) 12 (4 mm2) 14 (2.5 mm2) 12 (4 mm2) 14 (2.5 mm2) 50 60 46 60 24 30 19 25 Fil en cuivre 75 oC dans conduit Fil en cuivre 75 oC dans conduit Grosseurs AWG (CEI) Grosseurs AWG (CEI) (Pour longueurs allant jusqu’à (Pour longueurs allant jusqu’à 100 pi) 100 pi) 6 (16 mm2) 8 (10 mm2) 8 (10 mm2) 10 (6 mm2) 12 (4 mm2) 14 (2.5 mm2) 12 (4 mm2) 14 (2.5 mm2) DIMENSIONES FISICAS ENCOMBREMENT PHYSICAL DIMENSIONS Height 31.79 in 808 mm Facteur de marche SALIDA OUTPUT 75oC Copper Wire in Conduit AWG (IEC) Sizes (For lengths up to 100 ft.) SORTIE NOMINALE Voltios en Amperes Nominales 26 Volts 28 Volts 26 Volts Altura 31.79 in 808 mm Ancho 18.88 in 480 mm Profundidad 38.78 in 985 mm Peso 220 Ibs 100 kg RANGO DE VELOCIDAD DE ALAMBRE Velocidad de alambre 50 - 700 IPM (1.27 - 17.8 m/minuto) A-1 Hauteur 31.79 in 808 mm Largeur 18.88 in 480 mm Profondeur 38.78 in 985 mm Poids 220 Ibs 100 kg PLAGE DE VITESSE DE DÉVIDAGE Vitesse de dévidage 50-700 po/min (1,27-17,8 m/min) INSTALLATION INSTALACION INSTALLATION Read entire installation section before starting installation. Lea completamente la sección de instalación antes de iniciar. Lire entièrement la section Installation avant de commencer. SAFETY PRECAUTIONS PRECAUCIONES DE SEGURIDAD MESURES DE SÉCURITÉ. WARNING • ELECTRIC SHOCK can kill. • Only qualified personnel should perform this installation. • Only personnel that have read and understood the POWER MIG 255 Operating Manual should install and operate this equipment. • Machine must be grounded per any national, local or other applicable electrical codes. • The POWER MIG power switch is to be in the OFF position when installing work cable and gun and when connecting other equipment. ----------------------------------------------------------------------- UNCRATING THE POWER MIG 255 Cut banding and lift off cardboard carton. Cut banding holding the machine to the skid. Remove foam and corrugated packing material. Untape accessories from Gas Bottle Platform. Unscrew the two wood screws (at the Gas Bottle Platform) holding the machine to the skid. Roll the machine off the skid assembly. LOCATION Locate the welder in a dry location where there is free circulation of clean air into the louvers in the back and out the front. A location that minimizes the amount of smoke and dirt drawn into the rear louvers reduces the chance of dirt accumulation that can block air passages and cause overheating. INPUT POWER, GROUNDING AND CONNECTION DIAGRAMS WARNING ELECTRIC SHOCK can kill. • Do not touch electrically live parts such as output terminals or internal wiring. • All input power must be electrically disconnected before proceeding. ----------------------------------------------------------------------------------------- AVERTISSEMENT ADVERTENCIA • La DESCARGA ELECTRICA puede causar la muerte. • Sólo el personal calificado podrá realizar esta instalación. • Sólo el personal que haya leído y entendido el Manual de Operacion de la POWER MIG 255 podrá instalar y operar este equipo. • La máquina debe estar conectada a tierra de acuerdo con cualquiera de los códigos eléctricos aplicables ya sean nacionales, locales u otros. • El interruptor de energía de la POWER MIG deberá colocarse en posición de APAGADO al instalar el cable de trabajo y la antorcha y al conectar otro equipo. ----------------------------------------------------------------------- DESEMBALAJE DE LA POWER MIG 255 Quite las grapas del filo superior del cartón y levántelo. Corte la cinta que asegura la máquina a la plataforma de carga de madera. Retire el material de empaque. Despegue los accesorios de la Plataforma de Cilindro de Gas. Destornille los dos tornillos de madera (en la Plataforma del Cilindro de Gas) que sujetan la máquina a la plataforma. Retire la maquina del ensamble de la plataforma. UBICACION Coloque la soldadora en un lugar seco en donde pueda circular libremente aire limpio dentro de las rejillas de la parte posterior y en el frente. Un lugar que disminuya la cantidad de humo y la acumulación de impurezas dentro de las rejillas posteriores que reduzca la posibilidad de acumulación de polvo que pudiera bloquear el paso de aire y provocar sobrecalentamiento. DIAGRAMAS DE SUMINISTRO DE ENERGIA, ATERRIZAJE Y CONEXIONES ADVERTENCIA a DESCARGA ELECTRICA puede causar la muerte. • No toque las parte eléctricamente activas como las terminales de salida o cableado interno. • Todo suministro de energía de entrada debe desconectarse antes de continuar. ----------------------------------------------------------------------------------------- A-2 • LES CHOCS ÉLECTRIQUES peuvent être mortels. • Seul un personnel qualifié doit effectuer cette installation. • Seul un personnel qui a pris connaissance du manuel d’utilisation de la POWER MIG 255 doit installer et faire fonctionner ce matériel. • La machine doit être mise à la terre selon les codes nationaux, locaux ou autres applicables. • L’interrupteur d’alimentation de la POWER MIG doit être sur «OFF» (arrêt) quand on monte le câble de retour et le pistolet et quand on raccorde d’autres équipements. ----------------------------------------------------------------------- DÉBALLAGE DE LA POWER MIG 255 Couper le cerclage et soulever le carton. Couper le cerclage qui retient la machine à la palette. Enlever la mousse et le matériau d’emballage ondulé. Détacher le ruban adhésif qui retient les accessoires sur la plate-forme de la bouteille de gaz. Dévisser les deux vis à bois sur la plate-forme de bouteille de gaz, qui retient la machine à la palette. EMPLACEMENT Placer la machine à souder dans un endroit sec où l’air pur circule librement dans les persiennes à l’arrière et à l’avant de la machine. Si un minimum de fumée et de saleté est attiré dans les persiennes arrière, la saleté risque de moins s’accumuler et de boucher les passages d’air entraînant la surchauffe. COURANT D’ENTRÉE, MISE À LA TERRE ET SCHÉMA DE CONNEXION AVERTISSEMENT LES CHOCS ÉLECTRIQUES peuvent être mortels. • Ne pas toucher les pièces sous tension comme les bornes de sortie ou le câblage interne. • Couper l’alimentation électrique avant de commencer. ----------------------------------------------------------------------------------------- INSTALLATION INSTALACION INSTALLATION 1. Before starting the installation, check with the local power company if there is any question about whether your power supply is adequate for the voltage, amperes, phase, and frequency specified on the welder nameplate. Also be sure the planned installation will meet the U.S. National Electrical Code and local code requirements. This welder may be operated from a single phase line or from one phase of a three phase line. 1. Antes de comenzar la instalación, verifique con la compañía de electricidad local si hay alguna duda con respecto a si su suministro de energía es el adecuado para el voltaje, amperes, fase y frecuencia especificada en la placa de la soldadora. Asimismo, asegúrese de que la instalación planeada cumpla con los requerimientos del Código Eléctrico de los EUA y el código local. Esta soldadora puede funcionar con línea de una sola fase o con una fase de línea o trifásica. 1. Avant de commencer l’installation, vérifier avec la compagnie d’électricité locale si la source de courant convient au point de vue tension, intensité, phase et fréquence inscrites sur la plaque signalétique de la machine. S’assurer également que l’installation prévue est conforme au code de l’électricité du pays ou au code local. Cette machine peut fonctionner sur secteur monophasé ou sur une phase ou secteur triphasé. 2. Los modelos que tienen voltajes de entrada múltiples especificados en la placa (por ejemplo, 208/230) se envían conectados al voltaje más elevado. Si la soldadora funcionará con voltaje menor, deberá volver a conectarse de acuerdo con las instrucciones de la Figura A.1 para máquinas de voltaje dual y de la Figura A.2 para máquinas de tres voltajes. 2. Les modèles à tension d’entrée multiple indiquée sur la plaque signalétique (c.-à-d. 208/230) sont connectés à la tension la plus haute au moment de l’expédition. Si la machine doit fonctionner à une tension inférieure, on doit la reconnecter conformément aux directives de la figure A.1 dans le cas des machines bitension et à celles de la figure A.2 dans le cas des machines tritension. 2. Models that have multiple input voltages specified on the nameplate (e.g. 208/230) are shipped connected for the highest voltage. If the welder is to be operated on lower voltage, it must be reconnected according to the instructions in Figure A.1 for dual voltage machines and Figure A.2 for triple voltage machines. WARNING Make certain that the input power is electrically disconnected before removing the screw on the reconnect panel access cover. FIGURE A.1 — Dual Voltage Machine Input Connections ADVERTENCIA Asegúrese de desconectar la energía antes de retirar los tornillos que sostienen al panel posterior en su lugar. FIGURA A.1 — Conexiones de alimentación de una máquina con voltaje dual DIAGRAMA DE CONEXION DEL SUMINISTRO DE ENTRADA Conecte el cable de entrada del transformador al rango de voltaje deseado. Desconecte la energía de alimentación antes de inspeccionar y dar servicio a la máquina. No opere con las cubiertas colocadas. No toque las partes eléctricamente activas. Sólo el personal calificado deberá dar servicio a este equipo. Instale y aterrice la máquina según el Código Eléctrico Nacional y los códigos locales. Utilice un borne de aterrizamiento interno. Utilice alambre CU. Consulte el manual de instrucciones antes de Instalar u operar. MONOFASICO 60HZ AVERTISSEMENT S’assurer que l’alimentation d’entrée est coupée avant de desserrer la vis sur le couvercle d’accès du panneau de reconnexion. FIGURE A.1 – Connexions d’entrée de la machine bitension SCHÉMA DE CONNEXION D’ALIMENTATION D’ENTRÉE . . . . . RECONEXION ENTRADA 3.The 208/230 volt 60 Hz model POWER MIG is shipped with a 10 ft. input cable and plug connected to the welder. Obtain a receptacle and mount it in a suitable location. Be sure it can be reached by the plug on the input cable attached to the welder. Mount with the grounding terminal at the top to allow the power cable to hang down without bending. 3. El modelo 208/230 voltios y 60 Hz POWER MIG se envía con un cable de alimentación de 10 pies (3 m) conectado a la soldadora. Obtenga un receptáculo y monte en una localización conveniente. Asegúrese de que la clavija en el cable de entrada unido a la soldadora pueda alcanzar el receptáculo. Colóquelo con la terminal de tierra en la parte superior para permitir que el cable de energía cuelgue sin doblarse. The 230/460/575 volt 60 Hz model is not equipped with a plug, an input cable or a receptacle. El modelo 230/460/575 voltios y 60 Hz no incluye clavija, cable de entrada ni receptáculo. A-3 . . Débrancher le câble d’alimentation avant d’inspecter, d’entretenir ou de réparer la machine. Ne pas faire fonctionner les panneaux enlevés. Ne pas toucher les pièces sous tension. Seules des personnes qualifiées doivent installer, utiliser, entretenir ou réparer ce matériel. Installer la machine à la terre selon le code électrique national et les codes locaux. Utiliser le plot ou la cosse de mise à la terre à l’intérieur. N’utiliser que des fils en cuivre. Voir le manuel d’instructions avant d’installer ou d’utiliser. Connecter le câble d’entrée du transformateur pour la plage de tension prescrite. RECONNEXION MONOPHASÉ 60HZ ENTRÉE 3. Le modèle POWER MIG 208/230 V 60 Hz est expédié avec un câble d’entrée de 10 pi et fiche connecté à la machine. Obtenez un réceptacle et montez dans un endroit approprié. Raccorder, la mise à la terre sur le haut pour permettre au câble d’alimentation de pendre sans plier. Le modèle 230/460/575 V 60 Hz n’est pas muni d’une fiche, d’un câble d’entrée ou d’une prise. INSTALLATION INSTALACIÓN INSTALLATION 4. Using the instructions in Figure A.3, have a qualified electrician connect the receptacle or cable to the input power lines and the system ground per the U.S. National Electrical Code and any applicable local codes. See "Technical Specifications" at the beginning of this chapter for proper wire sizes. For long runs over 100 feet, larger copper wires should be used. Fuse the two hot lines with super lag type fuses as shown in the following diagram. The center contact in the receptacle is for the grounding connection. A green wire in the input cable connects this contact to the frame of the welder. This ensures proper grounding of the welder frame when the welder plug is inserted into the receptacle. 4. Con ayuda de un electricista calificado y siguiendo las instrucciones de la Figura A.2., conecte el receptáculo o cable a las líneas de energía de entrada y conecte a tierra el sistema de acuerdo con el Código Eléctrico de los EUA o cualquiera de los códigos locales aplicables. Ver “Especificaciones Técnicas” al principio de este capítulo para saber cuáles son los calibres de alambre adeucados. Para cables más largos de 100 pies (30 m), deben utilizarse cables de cobre de mayor calibre. Coloque los fusibles tipo quemado lento tal como se muestra en el siguiente diagrama. El contacto central en el receptáculo es para conexión a tierra. El alambre verde del cable de entrada conecta este contacto al armazón de la soldadora. Esto asegura una conexión a tierra adecuada del armazón cuando la clavija de la soldadora se inserta en el receptáculo. 4. En suivant les directives de la figure A.3, demander à un électricien qualifié de connecter la prise ou le câble au circuit électrique d’entrée et la mise à la terre selon le code national et tous les codes locaux applicables. Voir «Fiche technique» au début de ce chapitre, on y donne les bonnes grosseurs de fil. Dans le cas des longs câbles de plus de 100 pi, utiliser des fils en cuivre plus gros. Munir les deux circuits du fusibles supertemporisés comme l’indique le schéma ci-après. Le contact central dans la prise est prévu pour la mise à la terre. Un fil vert dans le câble d’entrée connecte ce contact au bâti de l’appareil. Cela assure une bonne mise à la terre du bâti de l’appareil quand la fiche de la machine est enfoncée dans la prise. FIGURE A.2 — Triple Voltage Machine Input Connections FIGURA A.2 — Conexiones de Alimentación para Máquinas de Tres Voltajes. DIAGRAMA DE CONEXION DEL SUMINISTRO DE ENTRADA FIGURE A.3 —Receptacle Diagram CONNECT TO A SYSTEM GROUNDING WIRE. SEE THE UNITED STATES NATIONAL ELECTRICAL CODE AND/OR LOCAL CODES FOR OTHER DETAILS AND MEANS FOR PROPER GROUNDING. CONNECT TO HOT WIRES OF A THREEWIRE, SINGLE PHASE SYSTEM OR TO ONE PHASE OF A TWO OR THREE PHASE SYSTEM. Monofásico 60 HZ FUSIBLE FUSIBLE A-4 MONOPHASÉ 60 Hz *DEUX CAVALIERS UTILISÉS LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE MORTELS Débrancher le câble d’alimentation avant d’inspecter, d’entretenir ou de réparer la machine. Ne pas faire fonctionner les panneaux enlevés. Ne pas toucher les pièces sous tension. Seules des personnes qualifiées doivent installer, utiliser, entretenir ou réparer ce matériel. Installer la machine à la terre selon le code électrique national et les codes locaux. Utiliser le plot ou la cosse de mise à la terre à l’intérieur. N’utiliser que des fils en cuivre. Voir le manuel d’instructions avant d’installer ou d’utiliser. FIGURA A.3 — Diagrama del receptáculo CABLE SCHÉMA DE CONNEXION D’ALIMENTATION D’ENTRÉE AMBOS PUENTES USADOS Desconecte la energía de alimentación antes de inspeccionar y dar servicio a la máquina. No opere con las cubiertas colocadas. No toque las partes eléctricamente activas. Sólo el personal calificado deberá dar servicio a este equipo. Instale y aterrice la máquina según el Código Eléctrico Nacional y los códigos locales. Utilice un borne de aterrizamiento interno. Utilice alambre CU. Consulte el manual de instrucciones antes de Instalar u operar. VERDE FIGURE A.2 – Connexions d’entrée de la machine tritension CONECTE A UN ALAMBRE DE TIERRA DEL SISTEMA. CONSULTE EL CODIGO ELECTRICO NACIONAL DE LOS ESTADOS UNIDOS Y/O LOCAL SI DESEA OBTENER DETALLES ADICIONALES Y MEDIOS PARA CONECTAR A TIERRA EN FORMA ADECUADA. CONECTE A LOS ALAMBRES ACTIVOS DE UN SISTEMA TRIFASICO, MONOFASICO O A UNA FASE DE UN SISTEMA DE DOS FASES O TRIFASICO. À UN FIL FIGURE A.3 – Schéma de la CONNECTER DE MISE À LA TERRE prise DU RÉSEAU. VOIR LE FIL VERT FUSIBLE FUSIBLE CODE D’ÉLECTRICITÉ NATIONAL OU LOCAL QUI DONNE D’AUTRES DÉTAILS ET MOYENS CONVENABLES DE MISE À LA TERRE. CONNECTER AUX FILS SOUS TENSION D’UN CIRCUIT À TROIS FILS MONOPHASÉS OU À UNE PHASE D’UN CIRCUIT DIPHASÉ OU TRIPHASÉ. INSTALLATION OUTPUT POLARITY CONNECTIONS INSTALACIÓN INSTALLATION CONEXIONES DE POLARIDAD DE SALIDA CONNEXIONS DE POLARITÉ DE SORTIE The welder, as shipped from the factory, is connected for electrode positive (+) polarity. This is the normal polarity for GMA welding. La soldadora, tal y como se envío de fábrica, está conectada para polaridad positiva (+) del electrodo. Esta es la polaridad normal para la soldadura GMA. If negative (–) polarity is required, interchange the connection of the two cables located in the wire drive compartment near the front panel. The electrode cable, which is attached to the wire drive, is to be connected to the negative (–) labeled terminal and the work lead, which is attached to the work clamp, is to be connected to the positive (+) labeled terminal. Si se necesita polaridad negativa (-), intercambie las conexiones de los dos cables ubicados en el compartimiento de impulsión de alambre cerca del panel frontal. El cable del electrodo, que está conectado al impulsor de alambre debe conectarse a la terminal etiquetada como negativa (-) y el cable de trabajo, que se encuentra conectado a la pinza de trabajo, debe conectarse a la terminal etiquetada como positiva (+). GUN AND CABLE INSTALLATION The Magnum 250L gun and cable provided with the POWER MIG 255 is factory installed with a liner for .035-.045" (0.9-1.2 mm) electrode and an .035" (0.9 mm) contact tip. Install the .045” tip (also provided) if this wire size is being used. WARNING Turn the welder power switch off before installing gun and cable. 1. Lay the cable out straight. 2. Unscrew knurled screw on the drive unit front end (inside wire feed compartment) until tip of screw no longer protrudes into gun opening as seen from front of machine. 3. Insert the male end of gun cable into the female casting through opening in front panel. Make sureconnector is fully inserted and tighten knurledscrew. 4. Connect the gun trigger connector from the gun and cable to the mating receptacle inside the compartment located above the gun connection made in item 3 above. Make sure that the keyways are aligned, insert and tighten retaining ring. INSTALACION DE LA PISTOLA Y CABLE La pistola Magnum 250L y el cable que se proporciona con la POWER MIG 255 se instalaron desde fábrica con una guía para el electrodo de 0.91.2 mm (0.35-045") y una punta de contacto de 0.9 mm (.035"). Instale la punta .045” (que también se proporciona) si se está utilizando este calibre de alambre. La machine à souder est connectée à l’usine pour la polarité électrode positive (+). C’est la polarité normale pour le procédé de soudage GMAW. Si la polarité négative (-) est prescrite, permuter la connexion des deux câbles qui se trouvent dans le compartiment du dévidoir près du panneau avant. On doit connecter le câble électrode, qui est fixé au dévidoir, à la borne négative (-) et le câble de retour, qui est fixé au connecteur de pièce, à la borne positive (+). INSTALLATION DU PISTOLET ET DU CABLE Le pistolet Magnum 250L et son câble sont équipés en usine d’un conduit intérieur pour électrode de 0,035-0,045 po (0,9-1,2 mm) et d’un tube contact de 0,035 po (0,9 mm). Monter le tube de 0,045” (également fourni) si l’on utilise ce diamètre de fil. AVERTISSEMENT ADVERTENCIA Apague la soldadora antes de instalar la pistola y el cable Placer l’interrupteur d’alimentation de la machine sur O (off) avant d’installer le pistolet et le câble. 1. Extienda el cable en línea recta. 1. Étendre le câble. 2. Destornille el tornillo estriado de la unidad de impulsora frontal (dentro del compartimiento de alimentación de alambre) hasta que el tornillo no salga de la abertura de la antorcha como se puede ver al frente de la máquina. 2. Dévisser la vis moletée à l’extrémité avant du dévidoir (à l’intérieur du compartiment du dévidoir) jusqu’à ce que la pointe de la vis ne sorte plus quand on regarde depuis l’avant de la machine. 3. Inserte el extremo macho de la pistola dentro del la carcaza hembra a través de la abertura del panel frontal. Asegúrese de que el conector esté insertado hasta el fondo y apriete el tornillo estriado. 4. Conecte el conector del gatillo de la antorcha desde la antorcha y el cable hasta el receptáculo gemelo dentro del compartimiento interno localizado arriba de la conexión de la antorcha que se menciona en el rubro 3 anterior. Asegúrese de que los orificios queden alineados, inserte y apriete el anillo de sujeción. A-5 3. Enfoncer l’extrémité mâle du câble du pistolet dans la pièce femelle par l’ouverture du panneau avant. S’assurer que le connecteur est enfoncé à fond et serrer la vis moletée. 4. Raccorder le connecteur de la gâchette du pistolet à la prise correspondante à l’intérieur du compartiment qui se trouve au-dessus de la connexion du pistolet effectuée au paragraphe 3 ci-avant. S’assurer que les rainures sont alignées, enfoncer et serrer la bague de retenue. INSTALLATION INSTALACIÓN INSTALLATION SHIELDING GAS GAS PROTECTOR GAZ DE PROTECTION (For Gas Metal Arc Welding Processes) Customer must provide cylinder of appropriate type shielding gas for the process being used. (Para los Procesos de Soldadura por Arco Metálico con Gas) El cliente debe proporcionar un tanque de gas protector apropiado para el proceso que se está utilizando. Junto con la POWER MIG 255 se proporciona un regulador de flujo de gas, para CO2 o Argón mezclado y una manguera de entrada de gas. (Pour le procédé GMAW) A gas flow regulator, for CO 2 or Argon blend gas, and an inlet gas hose are factory provided with the POWER MIG 255. WARNING CYLINDER may explode if damaged. • Gas under pressure is explosive. Always Keep gas cylinders in an upright position and always keep chained to undercarriage or stationary support. See American National Standard Z-49.1, "Safety in Welding and Cutting" published by the American Welding Society. Install shielding gas supply as follows: 1. Set gas cylinder on rear platform of POWER MIG 255. Hook chain in place to secure cylinder to rear of welder. 2. Remove the cylinder cap. Inspect the cylinder valves and regulator for damaged threads, dirt, dust, oil or grease. Remove dust and dirt with a clean cloth. DO NOT ATTACH THE REGULATOR IF OIL, GREASE OR DAMAGE IS PRESENT! Inform your gas supplier of this condition. Oil or grease in the presence of high pressure oxygen is explosive. 3. Stand to one side away from the outlet and open the cylinder valve for an instant. This blows away any dust or dirt which may have accumulated in the valve outlet. WARNING Be sure to keep your face away from the valve outlet when "cracking" the valve. 4. Attach the flow regulator to the cylinder valve and tighten the union nut(s) securely with a wrench. segura con una llave de tuercas. ADVERTENCIA El CILINDRO puede explotar si se daña. • El gas bajo presión es explosivo. Mantenga siempre los cilindros de gas en posición vertical y siempre sujetados con cadenas al carro de transporte o a un soporte fijo. Consulte el estándar Z49.1 estadounidense, "Seguridad en la Soldadura y Corte" publicado por la American Welding Society. Instale el suministro de gas protector de la siguiente manera: 1. Coloque el cilindro de gas en la plataforma trasera de la POWER MIG 255. Enganche la cadena en su lugar para asegurar el cilindro a la parte trasera de la soldadora. 2. Quite la cubierta del cilindro. Inspeccione las válvulas del cilindro para verificar que las llaves no estén dañadas, que haya suciedad, polvo, aceite o grasa. Quite el polvo o la suciedad con un pedazo de tela limpia. ¡NO CONECTE EL REGULADOR SI HAY ACEITE, GRASA O ALGUN DAÑO! Informe a su proveedor de gas lo anterior. El aceite o la grasa cuando hay oxígeno a alta presión son explosivos. 3. Párese a un lado y lo suficientemente lejos de la salida de gas y abra la válvula del cilindro un instante. Esto elimina cualquier cantidad de polvo o suciedad que se haya acumulado ADVERTENCIA Asegúrese de mantener su cara alejada de la salida de la válvula cuando la abra la válvula. 4. Conecte el regulador de flujo a la válvula del cilindro y apriete la tuerca(s) de unión de manera segura con una llave de tuercas. A-6 Le client doit fournir une bouteille de gaz de protection de type approprié pour le procédé utilisé. Un détendeur débitmètre pour le CO2 ou un mélange d’argon et un tuyau de gaz d’entrée sont fournis avec la POWER MIG 255. AVERTISSEMENT LES BOUTEILLES peuvent exploser si elles sont endommagées. • Les gaz sous pression sont explosifs. Les bouteilles de gaz doivent toujours être droites et être toujours enchaînées à un chariot ou un support fixe. Voir la norme américaine Z49.1, «Safety in Welding and Cutting» publiée par l’American Welding Society. Placer la bouteille de gaz de protection comme suit : 1. Placer la bouteille de gaz sur la plate-forme arrière de la POWER MIG 255. Placer la chaîne pour fixer la bouteille à l’arrière de la machine. 2. Dévisser le chapeau de la bouteille. Inspecter le robinet de la bouteille ainsi que le détendeur à la recherche de filets endommagés, de poussière, de saleté, d’huile ou de graisse. Enlever la poussière et la saleté avec un chiffon propre. NE PAS MONTER LE DÉTENDEUR EN PRÉSENCE D’HUILE OU DE GRAISSE OU EN CAS DE DOMMAGE. En informer votre fournisseur de gaz. En présence d’oxygène à haute pression, l’huile ou la graisse est explosive. 3. Se tenir sur un côté et à l’écart de la sortie et ouvrir momentanément le robinet de la bouteille. Cela permet de chasser la poussière ou la saleté qui a pu s’accumuler dans la sortie du robinet. AVERTISSEMENT Éloigner le visage de la sortie du robinet quand on ouvre momentanément le robinet. 4. Monter le détendeur sur le robinet de la bouteille et bien serrer l’écrou-raccord à l’aide d’une clé. INSTALLATION INSTALACION INSTALACION NOTE: If connecting to 100% CO 2 cylinder, insert regulator adapter between regulator and cylinder valve. If adapter is equipped with a plastic washer, be sure it is seated for connection to the CO 2 cylinder. NOTA: Si va a conectar un cilindro de 100% de CO2, inserte el adaptador del regulador proporcionado entre el regulador y la válvula del cilindro. Si el adaptador se encuentra equipado con una arandela de plástico, asegúrese de que esté colocado en el lugar apropiado para la conexión con el del cilindro de CO2. NOTE : Si l’on utilise une bouteille à 100 % de CO2, placer l’adaptateur du détendeur entre celui-ci et le robinet de la bouteille. Si l’adaptateur est équipé d’une rondelle en plastique, s’assurer qu’elle est bien prévue pour la bouteille de CO2. 5. Attach one end of the inlet gas hose to the outlet fitting of the flow regulator, the other end to the POWER MIG 255 rear fitting, and tighten the union nuts securely with a wrench. 6. Before opening the cylinder valve, turn the regulator adjusting knob counterclockwise until the adjusting spring pressure is released. 7. Standing to one side, open the cylinder valve slowly a fraction of a turn. When the cylinder pressure gauge pointer stops moving, open the valve fully. WARNING Never stand directly in front of or behind the flow regulator when opening the cylinder valve. Always stand to one side. 8. The flow regulator is adjustable. Adjust it to the flow rate recommended for the procedure and process being used before making the weld. 5. Conecte un extremo de la manguera de alimentación de gas al conector de salida del regulador de flujo y el otro extremo a la conexión posterior de la POWER MIG 255; después, apriete las tuercas de unión de forma segura con una llave de tuercas. 6. Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador en dirección opuesta a las manecillas del reloj hasta que se libere la tensión del resorte de ajuste. 7. Párese a un lado, abra lentamente la válvula del cilindro, solo una fracción de giro. Cuando el indicador de presión del cilindro deje de moverse, abra totalmente la válvula. ADVERTENCIA Nunca se pare directamente enfrente o atrás del regulador de flujo cuando abra la válvula del cilindro. Siempre párese a un lado. 8. El regulador de flujo puede ajustarse. Ajústelo a la capacidad nominal de flujo recomendada para el procedimiento y el proceso que se está utilizando antes de realizar la soldadura. A-7 5. Raccorder une extrémité du tuyau du gaz d’entrée au raccord de sortie du détendeur, l’autre extrémité au raccord arrière de la POWER MIG 255 et bien serrer l’écrou-raccord à l’aide d’une clé. 6. Avant d’ouvrir le robinet de la bouteille, tourner le volant de réglage du détendeur vers la gauche pour relâcher la pression de détente. 7. En se tenant sur un côté, ouvrir lentement le robinet de la bouteille d’une fraction de tour. Quand l’aiguille du manomètre de la bouteille ne bouge plus, ouvrir le robinet à fond. AVERTISSEMENT Ne jamais se tenir devant ou derrière le détendeur quand on ouvre le robinet de la bouteille. Toujours se tenir sur le côté. 8. Le détendeur est réglable. Le régler au débit recommandé pour le mode opératoire et le procédé utilisés avant d’entreprendre la soudure. OPERATION Read entire Operation section before operating the POWER MIG 255. WARNING ELECTRIC SHOCK can kill. • Do not touch electrically live parts or electrode with skin or wet clothing. Insulate yourself from work and ground. • Always wear dry insulating gloves. ---------------------------------------------------------------------- FUMES AND GASES can be dangerous. • Keep your head out of fumes. • Use ventilation or exhaust to remove fumes from breathing zone. ---------------------------------------------------------------------- OPERACIÓN FONCTIONNEMENT Lea toda la sección de operación antes de operar la POWER MIG 255 Lire entièrement la section Fonctionnement avant de faire fonctionner la POWER MIG 255. ADVERTENCIA ADVERTENCIA AVERTISSEMENT La DESCARGA ELECTRICA puede causar la muerte. • No toque las partes o el electrodo eléctricamente energizado con la piel o con ropa mojada. Aíslese del área de trabajo y de la tierra. • Siempre utilice aislantes secos. guantes ---------------------------------------------------------------------- Los HUMOS Y GASES pueden ser peligrosos. • Mantenga su cabeza alejada de los vapores. • Utilice la ventilación o los tubos de escape para eliminar los vapores de la zona de respiración. ---------------------------------------------------------------------- WELDING SPARKS can cause fire or explosion. • Keep flammable material away. • Do not weld on closed containers. ---------------------------------------------------------------------- ARC RAYS can burn eyes and skin. • Wear eye, ear and body protec-tion. LAS CHISPAS DE SOLDADURA pueden provocar incendios o explosiones. • Mantenga alejados materiales inflamables. los • No suelde en contenedores cerrados. ---------------------------------------------------------------------- LOS RAYOS DEL ARCO pueden provocar quemaduras en los ojos y en la piel • Utilice protecciones para los ojos, los oídos y el cuerpo. Observe all safety information throughout this manual. Consulte toda la información sobre medidas de seguridad contenida en este manual. B-1 LES CHOCS ÉLECTRIQUES peuvent être mortels. • Ne pas toucher les pièces sous tension ou l’électrode les mains nues ou si l’on porte des vêtements mouillés. S'isoler de la pièce et de la terre • Toujours porter des gants isolants secs. ---------------------------------------------------------------------- LES FUMÉES ET LES GAZ peuvent être dangereux. • Tenir la tête en dehors des fumées • Utiliser un système de ventilation ou d’extraction pour évacuer les fumées de la zone de travail. ---------------------------------------------------------------------- LES ÉTINCELLES DE SOUDAGE peuvent provoquer un incendie ou une explosion. • Tenir les matières inflammables éloignées. • Ne pas souder sur les contenants fermés. ---------------------------------------------------------------------- LES RAYONS DE L’ARC peuvent brûler les yeux et la peau. • Porter un dispositif de protection des yeux, des oreilles et du corps. Observer toutes les informations sécurité dans tout le manuel. de OPERATION PRODUCT DESCRIPTION The POWER MIG™ 255 is a complete semiautomatic constant voltage DC arc welding machine built to meet NEMA specifications. It combines a constant voltage power source and a constant speed wire feeder with a microcomputer-based controller to form a reliable high-performance welding system. A simple control scheme, consisting of continuous full range voltage and wire feed speed controls, provides versatility with ease of use and accuracy. Other features include a 2" (51 mm) O.D. wire reel spindle with adjustable brake, an integral gas cylinder mounting undercarriage, an adjustable CO 2 or Argon blend flow regulator with cylinder pressure gauge and inlet hose, a 15 ft. (4.6 m) Magnum 250L GMAW gun and cable with fixed (flush) nozzle, a 10 ft. (3.0 m) power cable with plug and mating receptacle, and a 10 ft. (3.0 m) work cable with clamp. An Optional Timer kit provides variable burnback control, a spot function, a selectable 4-step trigger interlock and adjustable "Run In" for wire starting optimization. Also optional are a Spool Gun Adapter kit, a Dual Cylinder Mounting kit and an Aluminum Feeding Kit for push feeding with standard built in feeder. RECOMMENDED PROCESSES AND EQUIPMENT The POWER MIG 255 is recommended for GMA welding processes using 10 to 44 lb (4.5 to 20 kg) 2" (51 mm) I.D. spools or Readi-Reel ® coils (with optional adapter) of .025" through .045" (0.6 – 1.2 mm) solid steel, .035" (0.9 mm) stainless, 3/64" (1.2 mm) aluminum and .045" (1.2 mm) Outershield ® ; as well as .035" (0.9 mm) and .045" (1.2 mm) Innershield® self-shielding electrodes. The POWER MIG is factory equipped to feed .035" (0.9 mm) and .045(1.2mm) electrode. It also includes a 200A, 60% duty cycle (or 250A, 40% duty cycle) rated, 15 ft. (4.6 m) GMAW gun and cable assembly equipped for these wire sizes. Use of GMAW processes requires a supply of shielding gas. OPERACIÓN FONCTIONNEMENT DESCRIPCION DEL PRODUCTO DESCRIPTION DU PRODUIT La POWER MIG™ 255 es una máquina completamente semiautomática de soldadura por arco de CD de voltaje constante que se construyó para cumplir con las especificaciones de la NEMA. Combina una fuente de alimentación de voltaje constante y un alimentador de alambre de velocidad constante con un controlador basándose en una microcomputadora, a fin de conformar un sistema de soldadura confiable, de alto rendimeinto. Un esquema de control simple, consistente de voltaje de rango completo continuo y controles de velocidad de alimentación de alambre, proporciona versatilidad aunada a la facilidad de uso y precisión. Le modèle POWER MIGTM 255 est une machine de soudage à l’arc c.c. à tension constante semi-automatique construite pour répondre aux spécifications de la NEMA. Elle comprend à la fois une source de courant de soudage à tension constante et un dévidoir à vitesse constante avec un contrôleur sur micro-ordinateur pour former un système de soudage à hautes performances fiable. Un système de commande simple, comprenant des commandes de tension et de vitesse de dévidage continu sur toute la gamme, assure polyvalence avec facilité d’utilisation et précision. Otras funciones incluyen un eje de carrete de alambre O.D. de 2" (51 mm) con freno ajustable, carro de transporte para montar el eje del cilindro de gas, un regulador de flujo de CO2 o Argón mezclado con calibrador de presión del cilindro y maguera de entrada, una pistola Magnum 250L GMAW y cable de 15 pies. (4.6 m) con tobera (rociado) fija, un cable de energía de 10 pies. (3.0 m) con enchufe y receptáculo gemelo, y cable de trabajo de 10 pies. (3.0 m) con pinza. Un juego de programación de tiempos opcional que proporciona control de quemado en retroceso variable, función de punteo, interbloqueo del gatillo de 4 pasos seleccionable y “Avance” ajustable para un óptimo arranque de alambre. También son opcionales el Juego adaptador Spool Gun, un juego de montaje de cilindro dual y juego de alimentación de aluminio para empuje de alimentación con alimentador integrado estándar. PROCESOS RECOMENDADOS Y EQUIPO La POWER MIG 255 se recomienda para los procesos de soldadura de GMA, utilizando carretes de 4.5 a 20 kg (de 10 a 44 lb) y de 51 mm (2") de diámetro interno o bobinas Readi-Reel‚ acero sólido de 0.6 a 1.2 mm (de .025 a 0.45"), acero inoxidable de 0.9 mm(.035"), aluminio de 1.2 mm (3/64"), y electrodos Outershield®; así como electrodos revestidos Innershield‚ de 0.9 mm (0.35") y de 1.2 mm (.045"). La ENERGÍA MIG es fábrica equipada para alimentar el 035"(0.9 milímetro) y el electrodo del 045(1.2mm). También incluye un 200A, ciclo de deber del 60% (o 250A, ciclo de deber del 40%) clasificó, 15 pies. (arma de 4.6 m) GMAW y montaje de cable equipado para estos tamaños del alambre. El uso de los procesos de GMAW requiere una fuente de blindar el gas. B-2 Parmi les autres caractéristiques, un axe de dévidoir de 2 po (51 mm) de diamètre extérieur, avec frein réglable, un chariot intégré pour une bouteille de gaz, un détendeur de mélange de CO2 ou d’argon réglable avec manomètre de la bouteille et tuyau d’entrée, un pistolet Magnum 250L GMAW et câble de 15 pi (4,6 m) avec buse fixe (affleurante), un câble d’alimentation de 10 pi (3 m) avec fiche et prise correspondantes et un câble de retour de 10 pi (3 m) avec connecteur de pièce. Une temporisateur en option assure une commande antiremontée d’arc variable, une fonction par points, un verrouillage de la gâchette à quatre positions et une vitesse de fil à l’amorçage (Run-in) réglable pour optimiser l’amorçage du fil. Parmi les autres dispositifs en option : un nécessaire adaptateur de pistolet dévidoir, un nécessaire de montage de deux bouteilles et un nécessaire de dévidage de fil d’aluminium pour le dévidage poussé avec dévidoir intégré standard. PROCÉDÉS ET MATÉRIEL RECOMMANDÉS Le modèle POWER MIG 255 est recommandé pour les procédés de soudage GMAW en utilisant des bobines de 10 à 44 lb (4,5 à 20 kg) de 2 po (51 mm) de diamètre intérieur ou des couronnes Readi-Reel“ (avec adaptateur en option) de fil en acier plein de 0,025 à 0,045 po (0,6-1,2 mm), en acier inoxydable de 0,035 po (0,9 mm), en aluminium de 3/64 po (1,2 mm) et Outershield“ de 0,045 po (1,2 mm) ainsi que des électrodes à auto-protection de 0,035 po (0,9 mm) et de 0,045 po (1,2 mm). La PUISSANCE MIG est usine équipée pour alimenter le 035"(0.9 millimètre) et l'électrode de 045(1.2mm). Elle inclut également un 200A, coefficient d'utilisation de 60% (ou 250A, coefficient d'utilisation de 40%) a évalué, 15 pi. (pistolet de 4.6 m) GMAW et câble équipé équipé pour ces tailles de fil. L'utilisation des processus de GMAW exige un approvisionnement en protéger le gaz. OPERATION OPERACIÓN FONCTIONNEMENT WELDING CAPABILITY CAPACIDAD DE SOLDADURA CAPACITÉ DE SOUDAGE The POWER MIG 255 is rated at 250 amps @ 26 volts, at a 40% duty cycle based on a ten minute cycle time. It is capable of higher duty cycles at lower output currents and capable of up to 300 Amps at lower duty cycles. La POWER MIG 255 tiene una capacidad nominal de 250 amps a 26 volts, al 40% del ciclo de trabajo cada diez minutos. Es capaz de trabajar a ciclos de trabajo más altos con corrientes de entrada más bajas y capacidad de hasta 300 Amps en ciclo de trabajo más bajo. La machine POWER MIG 255 a une intensité nominale de 250 A à 26 V, avec facteur de marche 40 % fondé sur un cycle de 10 minutes. Elle est capable d’obtenir des facteurs de marche supérieurs à des courants de sortie inférieurs et peut délivrer jusqu’à 300 A aux facteurs de marche inférieurs. LIMITATIONS LIMITES LIMITES The POWER MIG 255 MAY NOT operate satisfactorily if powered with a portable or in-plant generating system. La POWER MIG 255 puede no operar de acuerdo con la forma en que se diseñó si se energiza con un generador portátil o de la planta. La machine POWER MIG 255 PEUT NE PAS fonctionner de façon satisfaisante si elle est alimentée par un groupe électrogène portatif ou le groupe de l’usine DESCRIPTION OF CONTROLS DESCRIPCION DE CONTROLES DESCRIPTION DES COMMANDES Power ON/OFF Switch — Place the lever in the "ON" position to energize the POWER MIG 255. When the power is on, the red LED display lights illuminate. Interruptor de Encendido/Apagado — Ponga la palanca en la posición "ON" para arrancar la POWER MIG 255. Cuando está encendida, el foco rojo posterior del LED de la pantalla LCD estará iluminado. Voltage Control — This is a continuous control that gives full range adjustment of power source output voltage. It can be adjusted while welding over its 10 to 28 volt range. Wire Speed Control — This controls the wire feed speed from 50 – 700 inches per minute (1.2 – 17.8 m/min). The control can be preset on the dial to the setting specified on the Procedure Decal on the inside of the wire compartment door. Wire speed is not affected when changes are made in the voltage control. WIRE DRIVE ROLL The drive rolls installed with the POWER MIG have two grooves one for .035(0.9mm) wire Solid Steel electrode and the other for .045(1.2mm) wire. Drive roll size is stenciled on each side of the drive roll. If feeding problems occur, check to make sure that the wire size and the drive roll size matches. See "Procedure for Changing Drive Roll" in this section. This information also appears on the Procedure Decal on the door inside the wire compartment. Control de Voltaje — Este es un control continuo que da ajuste total de rango del voltaje de salida de la fuente de poder. Se puede ajustar mientras se suelda por encima de su rango de 10 a 28 voltios. Control de Velocidad de Alambre — Este controla la velocidad de alimentación de alambre de 50 – 700 pulgadas por minuto (1.2 – 17.8 m/min). El control se puede preestablecer en la marcación de la configuración especificada en la etiqueta de procedimientos dentro de la puerta del compartimiento de alambre. La velocidad de alambre no se ve afectada cuando se hacen cambios en el control de voltaje. RODILLO IMPULSOR DE ALAMBRE Los rodillos impulsores instalados con la ENERGÍA MIG tienen dos surcos uno para el electrodo de acero sólido del alambre del 035(0.9mm) y el otro para el alambre del 045(1.2mm). El tamaño del rodillo impulsor es estarcido en cada lado del rodillo impulsor. Si ocurren los problemas de alimentación, compruebe para cerciorarse de que el tamaño del alambre y el rodillo impulsor clasifiquen fósforos. Vea el "procedimiento para cambiar el rodillo impulsor" en esta sección. Esta información también aparece en la etiqueta del procedimiento en la puerta dentro del compartimiento del alambre. B-3 Interrupteur d’alimentation ON/OFF – Placer le levier sur «ON» pour mettre sous tension la machine POWER MIG 255. Quand la machine est sous tension, les voyants rouges à DEL s’allument. Commande de tension – Il s’agit d’une commande continue qui permet de régler la tension de sortie de la source de courant sur toute la plage. On peut la régler quand on soude sur la plage 10 à 28 V. Commande de vitesse de dévidage du fil – Cette commande règle la vitesse de dévidage du fil entre 50 et 700 po/min (1,2-17,8 m/min). On peut prérégler la commande sur le cadran à la valeur précisée sur l’autocollant de mode opératoire à l’intérieur de la porte du compartiment du dévidoir. Les modifications apportées au réglage de tension n’ont pas d’influence sur la vitesse de dévidage. GALET D’ENTRAÎNEMENT DU FIL Les roulements d'entraînement installés avec la PUISSANCE MIG ont deux cannelures une pour l'électrode en acier pleine de fil de 035(0.9mm) et l'autre pour le fil de 045(1.2mm). La taille de roulement d'entraînement est marquée au poncif de chaque côté du roulement d'entraînement. Si les problèmes d'alimentation se produisent, vérifiez pour s'assurer que la taille de fil et le roulement d'entraînement classent des allumettes. Voir l'"procédure pour changer le roulement d'entraînement" dans cette section. Cette information apparaît également sur le décalque de procédé sur la porte à l'intérieur du compartiment de fil. OPERATION OPERACIÓN WIRE SIZE CONVERSION PARTS The POWER MIG 255 is rated to feed .025 through .045" (0.6-1.2 mm) solid or cored electrode sizes. The drive roll kits and Magnum 250L gun and cable parts are available to feed different sizes and types of electrodes. See Accessories section. PROCEDURE FOR CHANGING DRIVE AND IDLE ROLL SETS 1. Turn off the power source. 2. Release the pressure on the idle roll by swinging the adjustable pressure arm down toward the back of the machine. Lift the cast idle roll assembly and allow it to sit in an upright position. 3. Remove the outside wire guide retaining plate by loosening the two large knurled screws. 4. Twist the drive roll retaining mechanism to the unlocked position as shown below and remove the drive roll. (See Figure B.1) FIGURE B.1 5. Remove the inside wire guide plate. 6. Replace the drive and idle rolls and inside wire guide with a set marked for the new wire size. NOTE: Be sure that the gun liner and contact tip are also sized to match the selected wire size. 7. Manually feed the wire from the wire reel, over the drive roll groove and through the wire guide and then into the brass bushing of the gun and cable assembly. 8. Replace the outside wire guide retaining plate by tightening the two large knurled screws. Reposition the adjustable pressure arm to its original position to apply pressure. Adjust pressure as necessary. WIRE REEL LOADING REELS, SPOOLS OR COILS READI To Mount a 30 Lb. (14 kg) Readi-Reel Package (Using the Molded Plastic K363-P Readi-Reel Adapter:) PARTES PARA CAMBIAR CALIBRE DE ALAMBRE FONCTIONNEMENT EL PIÈCES DE CONVERSION DIAMÈTRE DE FIL DE La POWER MIG 255 está programada para alimentar calibres de electrodo solido o revestido de .025 hasta .045" (0.6-1.2 mm). La machine POWER MIG 255 est prévue pour fil-électrode plein ou fourré de 0,025 à 0,045 po (0,6 à 1,2 mm) de diamètre. Los juegos de rodillo impulsor y partes de la pistola Magnum 250L y cable están disponibles para alimentar diferentes calibres y tipos de electrodos. Ver Sección de Accesorios. Les jeux de galets d’entraînement et les pièces de pistolet et câble Magnum 250L existent pour fils de diamètres et types différents. Voir la section Accessoires. PROCEDIMIENTO PARA CAMBIAR EL RODILLO IMPULSOR Y DE TENSION MÉTHODE DE REMPLACEMENT DES JEUX DE GALETS D’ENTRAÎNEMENT ET MENÉS 1. Dé vuelta apagado a la fuente de energía. 2. Libre la presión en el rodillo ocioso haciendo pivotar el brazo de presión ajustable abajo hacia la parte posteriora de la máquina. Levante el montaje de rodillo de la marcha lenta del molde y permita que se siente en una posición vertical. 3. Quite la placa de retención exterior de la guía de alambre aflojando los dos tornillos con estrías grandes. 4. Tuerza el mecanismo de retención del rodillo impulsor a la posición abierta según lo demostrado abajo y quite el rodillo impulsor. (Véase La Figura B.1) FIGURE B. 1 5. Quite la placa de guía interior de alambre. 6. Substituya la impulsión y huelgue los rodillos y la guía de alambre del interior con un sistema marcado para el nuevo tamaño del alambre. NOTA: Sea seguro que la extremidad del trazador de líneas y del contacto del arma también está clasificada para emparejar el tamaño seleccionado del alambre. 7. Alimente manualmente el alambre del carrete del alambre, sobre el surco del rodillo impulsor y a través de la guía de alambre y entonces en el buje de cobre amarillo del montaje del arma y de cable. 8. Substituya la placa de retención exterior de la guía de alambre apretando los dos tornillos con estrías grandes. Coloque el brazo de presión de nuevo ajustable a su posición original para aplicar la presión. Ajuste la presión como necesaria. CARGA DEL CARRETE DE ALAMBRE READI-REELS, BOBINAS O CARRETES Para montar un paquete Readi-Reel de 30 Lb. (14 kg) (Utilizando un adaptador K363-P Readi-Reel de plástico moldeado:) B-4 1. Arrêtez la source d'énergie. 2. Réduisez la pression sur le roulement à vide en balançant le bras de pression réglable vers le bas vers le dos de la machine. Soulevez le roulement de ralenti de fonte et permettez-lui de se reposer en position droite. 3. Enlevez le plat de retenue extérieur de guide de câblage en desserrant les deux grandes vis moletées. 4. Tordez le mécanisme de retenue de roulement d'entraînement dans la position débloquée comme montré ci-dessous et enlevez le roulement d'entraînement. (Voir La Figure B.1) FIGURE B.1 5. Enlevez le plat intérieur de guide de câblage. 6. Remplacez la commande et tournez au ralenti les roulements et le guide de câblage d'intérieur avec un ensemble marqué pour la nouvelle taille de fil. NOTE : Soyez sûr que le bout de recouvrement et de contact de pistolet sont également classés pour assortir la taille choisie de fil. 7. Introduisez manuellement le fil de la bobine de fil, au-dessus de la cannelure de roulement d'entraînement et par le guide de câblage et puis dans la douille en laiton du pistolet et du câble équipé. 8. Remplacez le plat de retenue extérieur de guide de câblage en serrant les deux grandes vis moletées. Replacez le bras de pression réglable dans son position originale pour appliquer la pression. Ajustez la pression selon les besoins. CHARGEMENT DU DÉVIDOIR – READIREEL, BOBINES OU COURONNES Pour charger un ensemble Readi-Reel de 30 lb (14 kg) (en utilisant l’adaptateur Readi-Reel en plastique moulé K363-P) OPERATION 1. Open the Wire Drive Compartment Door 2. Depress the Release Bar on the Retaining Collar and remove it from the spindle. 3. Place the Optional Adapter on the spindle OPERACIÓN 1. Abra la puerta del compartimiento del mecanismo de alimentación. 2. Libere tensión de la Barra de Sujeción en el Collar de Sujeción y retírelo del eje. 4. Re-install the Retaining Collar. Make sure that the Release Bar "pops up" and that the collar retainers fully engage the retaining ring groove on the spindle. 3. Coloque el adaptador opcional en el eje. 5. Rotate the spindle and adapter so the retaining spring is at the 12 o'clock position. 6. Position the Readi-Reel so that it will rotate in a direction when feeding so as to be de- reeled from top of the coil. 7. Set one of the Readi-Reel inside cage wires on the slot in the retaining spring tab. 8. Lower the Readi-Reel to depress the retaining spring and align the other inside cage wires with the grooves in the molded adapter. 9. Slide cage all the way onto the adapter until the retaining spring "pops up" fully. WARNING CHECK TO BE SURE THE RETAINING SPRING HAS FULLY RETURNED TO THE LOCKING POSITION AND HAS SECURELY LOCKED THE READI-REEL CAGE IN PLACE. RETAINING SPRING MUST REST ON THE CAGE, NOT THE WELDING ELECTRODE. --------------------------------------------------------------10. To remove Readi-Reel from Adapter, depress retaining spring tab with thumb while pulling the Readi-Reel cage from the molded adapter with both hands. Do not remove adapter from spindle. 2 IN. O.D. SPINDLE ADAPTER FONCTIONNEMENT 1. Ouvrir la porte du compartiment du dévidoir. 2. Appuyer sur la barrette de déblocage de la bague de retenue et sortir celle-ci de l’axe. 3. Placer l’adaptateur en option sur l’axe. 4. Replacer la bague de retenue. S’assurer que la barrette de déblocage s’encliquette et que les retenues de la bague s’engagent à fond dans la gorge circulaire de retenue sur l’axe. 5. Gire el eje y el adaptador, de manera que el resorte de retención se encuentre en la posición de las 12 en punto. 5. Faire tourner l’axe et l’adaptateur de sorte que le ressort de retenue se trouve sur 12 heures. 6. Coloque el Readi-Reel en forma tal que pueda girar en dirección que se desenrede el alambre desde la parte superior de la bobina. 6. Placer le Readi-Reel pour qu’il tourne dans un sens lors du dévidage pour se dérouler par la partie supérieure de la couronne. 7. Coloque uno de los alambres internos de la jaula del Readi-Reel en la ranura que se encuentra en la lengüeta del resorte de retención. 7. Placer une des tiges d’armature intérieures du Readi-Reel sur la fente dans la languette du ressort de retenue. 8. Abaisser le Readi-Reel pour appuyer sur le ressort de retenue et aligner les autres tiges d’armature intérieures sur les gorges de l’adaptateur moulé. 9. Faire glisser l’armature à fond sur l’adaptateur jusqu’à ce que le ressort de retenue s’encliquette entièrement. 4. Vuelva a instalar el Collar de Sujeción. Asegúrese de que la Barra de Sujeción “salte” y de que los sujetadores del collar entren por completo en la ranura del eje. 8. Baje el Readi-Reel hasta que oprima el resorte de retención y alinee los otros alambres interiores con las ranuras en el adaptador moldeado. 9. Introduzca el carrete en el adaptador hasta que el resorte de retención "salte" totalmente. ADVERTENCIA AVERTISSEMENT REVISE PARA ASEGURARSE DE QUE EL RESORTE DE RETENCIÓN HA REGRESADO TOTALMENTE A LA POSICIÓN DE SEGURIDAD Y QUE HA SUJETADO DE MANERA SEGURA EL READI-REEL EN SU LUGAR. EL RESORTE DE RETENCIÓN DEBE QUEDAR SOBRE LA JAULA DEL READI-REEL Y NO SOBRE EL ELECTRODO DE SOLDADURA. ---------------------------------------------------------------- 10. Para quitar el Readi-Reel del adaptador, oprima la lengüeta del resorte de retención con el pulgar mientras jala con ambas manos el Readi-Reel del adaptador moldeado. No es necesario quitar el adaptador del eje. RETAINING SPRING COLLARIN DE SUJECION DEL EJE O.D. DE 2" S’ASSURER QUE LE RESSORT DE RETENUE EST REVENU ENTIÈREMENT EN POSITION DE VERROUILLAGE ET A VERROUILLÉ EN TOUTE SÉCURITÉ LE READI-REEL EN PLACE. LE RESSORT DE RETENUE DOIT REPOSER SUR LA TIGE D’ARMATURE ET PAS SUR LE FILÉLECTRODE. ---------------------------------------------------------------10. Pour démonter le Readi-Reel de l’adaptateur, appuyer sur la languette du ressort de retenue avec le pouce tout en tirant avec les deux mains sur le support Readi-Reel pour l’écarter de l’adaptateur moulé. Ne pas enlever l’adaptateur de l’axe. AXE ADAPTATEUR 2 po D.E. ADAPTADOR RESSORT DE RETENUE RESORTE DE RETENCION RETAINING COLLAR BRAKE HOLDING PIN GROOVES BAGUE DE RETENUE TORNILLO DE AJUSTE DE TENSION DE FRENO ERGOT FREIN GORGE GUIAS COLLARIN DE SUJECION READI-REEL INSIDE CAGE WIRES READI-REEL RELEASE BAR B-5 A SUJETADOR TIGES D'ARMATURE INTÉRIEURE BARRETE DE DÉBLOCAGE OPERATION OPERACIÓN FONCTIONNEMENT To Mount 10 to 44 Lb. (4.5-20 kg) Spools (12"/300 mm Diameter) or 14Lb.(6 Kg) Innershield Coils: Para montar bobinas de 10 a 44 Lb. (4.5-20 kg) (12"/300 mm de diámetro) o bobinas Innershield de 14Lb.(6 Kg): Montage de bobines de 10 à 44 lb (4,5-20 kg) de 12 po/300 mm de diamètre ou couronnes Innershield de 14 lb (6 kg). Dans le cas de couronnes Innershield de 13 à 14 lb (6 kg), on doit utiliser un adaptateur de couronne K435). Para bobinas Innershield de 13-14 lb. (6 Kg), se debe utilizar un Adaptador de bobina K435). (For 13-14 lb. (6 Kg) Innershield coils, a K435 Coil Adapter must be used). 1. Open the Wire Drive Compartment Door 2. Depress the Release Bar on the Retaining Collar and remove it from the spindle. 3. Place the spool on the spindle making certain the spindle brake pin enters one of the holes in the back side of the spool (Note: an arrow mark on the spindle lines up with the brake holding pin to assist in lining up a hole). Be certain the wire comes off the reel in a direction so as to de-reel from the top of the coil. 4. Re-install the Retaining Collar. Make sure that the Release Bar "pops up" and that the collar retainers fully engage the retaining ring groove on the spindle. TO START THE WELDER Turn the "Power Switch" switch to "ON". This lights the red LED display lights. With the desired voltage and wire speed selected, operate the gun trigger for welder output and to energize the wire feed motor. FEEDING WIRE ELECTRODE WARNING When triggering, the electrode and drive mechanism are electrically "hot" relative to work and ground and remain "hot" several seconds after the gun trigger is released. NOTE: Check that drive rolls, guide plates and gun parts are proper for the wire size and type being used. Refer to Table C.1 in Accessories section. 1. Turn the Readi-Reel or spool until the free end of the electrode is accessible. 2. While securely holding the electrode, cut off the bent end and straighten the first six inches. (If the electrode is not properly straightened, it may not feed properly through the wire drive system). 1. Abra la puerta del compartimiento del mecanismo de alimentación. 2. Libere la Lengüeta de sujeción del collar de bloqueo y quítela del eje. 3. Coloque el carrete en el eje asegurándose de que el perno de propulsión entre en uno de los orificios en el lado posterior del carrete. Asegúrese de que el alambre salga del carrete en sentido a las manecillas del reloj cuando se desenrede de la parte superior de la bobina. 1. Ouvrir la porte du compartiment du dévidoir. 2. Appuyer sur la barrette de déblocage de la bague de retenue et sortir celle-ci de l’axe. 3. Placer la bobine sur l’axe en s’assurant que l’ergot du frein d’axe entre dans un des trous à l’arrière de la bobine. (Note : Une flèche sur l’axe s’aligne sur l’ergot de retenue du frein pour aider à s’aligner sur un trou). S’assurer que le fil sort du dévidoir de façon à se dévider par le haut de la couronne. 4. Vuelva a colocar el collar de bloqueo. Asegúrese de que el resorte de retención "salte" totalmente y de que el collar entre por completo en la ranura del collar en el eje. 4. Replacer la bague de retenue. S’assurer que la barrette de déblocage s’encliquette et que les retenues de la bague s’engagent à fond dans la gorge circulaire de retenue sur l’axe. PARA ARRANCAR LA SOLDADORA POUR METTRE EN MACHINE À SOUDER Coloque el interruptor "Power" en la posición "ON". Esto enciende el indicador rojo de la pantalla LCD y debe aparecer una pantalla de lectura. Con el modo de soldadura deseado ya seleccionado, opere el gatillo de la pistola para obtener salida de la soldadora y para energizar el motor de alimentación de alambre. ALIMENTACION DEL ELECTRODO ADVERTENCIA Cuando se activa el gatillo, el electrodo y el mecanismo de impulsión siempre se encuentran "energizados" para trabajar y hacer tierra, y permanecen "energizados" varios segundos después de que se libera el gatillo de la pistola. NOTA: Verifique que los rodillos de impulsión, las placas guía y las partes de pistola sean apropiados para el calibre y el tipo de alambre que se está utilizando. Consulte la Tabla C.1 en la sección de Accesorios. 1. Gire el Readi-Reel o el carrete hasta que esté accesible el extremo libre del electrodo. 2. Al tiempo que sostiene de manera segura el electrodo, corte el extremo doblado y enderece los primeros 152 mm (6"). Corte los primeros 25 mm (1"). Si el electrodo no se encuentra adecuadamente enderezado, no podrá alimentar bien a través del mecanismo de alimentación. B-6 MARCHE LA Mettre l’interrupteur d’alimentation sur «ON». Les voyants à DEL s’allument. Après avoir choisi la tension prescrite et la vitesse de dévidage choisie, appuyer sur la gâchette pour obtenir la sortie de la machine et pour mettre sous tension le moteur de dévidage. DÉVIDAGE DU FIL-ÉLECTRODE AVERTISSEMENT Quand on appuie sur la gâchette, l’électrode et le mécanisme d’entraînement sont sous tension par rapport à la pièce et à la terre et demeurent sous tension pendant plusieurs secondes après avoir relâché la gâchette du pistolet. NOTE : Vérifier que les galets d’entraînement, les plaques guides et les pièces du pistolet conviennent pour le diamètre et le type de fil utilisé. Voir le tableau C.1 à la section Accessoires. 1. Faire tourner le Readi-Reel ou la bobine jusqu’à ce que l’extrémité libre du fil-électrode soit accessible. 2. Tout en tenant bien le fil-électrode, couper l’extrémité tordue et redresser les 6 premiers pouces. (Si le fil n’est pas bien redressé, il peut ne pas se dévider correctement dans le système de dévidage). OPERATION OPERACIÓN FONCTIONNEMENT 3. Release the pressure on the idle roll by swinging the adjustable pressure arm down toward the back of the machine. Lift the cast idle roll assembly and allow it to sit in an upright position. Leave the outer wire guide plate installed. Manually feed the wire through the incoming guide bushing and through the guide plates (over the drive roll groove). Push a sufficient wire length to assure that the wire has fed into the gun and cable assembly without restriction. Reposition the adjustable pressure arm to its original position to apply pressure to the wire. 3. Libere presión del rodillo moviendo rápidamente el brazo de presión ajustable bajándolo hacia la parte posterior de la máquina. Levante el ensamble de aluminio del rodillo de presión y permita que se asiente en posición recta. Deje colocada la placa guía externa de alambre. Alimente manualmente el alambre a través del buje guía entrante y de las placas guía (sobre la ranura del rodillo de presión). Presione una lagitud de alambre suficiente para asegurar que el alambre se ha alimentado en el ensamble de pistola y cable sin obstrucción. Vuelva a colocar el brazo de presión ajustable a su posición original para aplicar presión al alambre. 3. Relâcher la pression sur le galet mené en faisant pivoter le bras de pression réglable vers le bas et en direction de l’arrière de la machine. Soulever l’ensemble moulé du galet mené et le laisser reposer à la verticale. Laisser la plaque guide-fil intérieur en place. Dévider manuellement le fil dans le manchon guide d’entrée et dans les plaques guides (sur la gorge du galet d’entraînement). Faire sortir une longueur suffisante de fil pour s’assurer que celui-ci est bien entré dans le pistolet et le câble. Replacer le bras de pression réglable dans sa position initiale pour appliquer la pression sur le fil. 4. Press gun trigger to feed the electrode wire through the gun. 4. Oprima el gatillo de la antorcha para alimentar electrodo de alambre a través de la pistola. IDLE ROLL PRESSURE SETTING The idle roll pressure adjustment knob is set at the factory at the #3 hash mark. This is an approximate setting. The optimum idle roll pressure varies with type of wire, wire diameter, surface conditions, lubrication, and hardness. As a general rule, hard wires may require greater pressure, and soft, or aluminum wire, may require less pressure than the factory setting. The optimum idle roll setting can be determined as follows: 1. Press end of gun against a solid object that is electrically isolated from the welder output and press the gun trigger for several seconds. 2. If the wire "birdnests", jams or breaks at the drive roll, the idle roll pressure is too great. Back the adjustment knob out 1/2 turn, run new wire through gun, and repeat above steps. 3. If the only result was drive roll slippage, loosen the adjustment knob on the conductor plate and pull the gun cable forward about 6" (15 cm). There should be a slight waviness in the expose wire. If there is not waviness, the pressure is too low. Tighten the adjustment knob 1/4 turn, reinstall the gun cable and repeat the above steps. SETTING RUN-IN SPEED ON STANDARD POWER MIG FEEDER PROGRAMACION DE LA PRESION DEL RODILLO DE PRESION La perilla de ajuste de presión del rodillo viene ajustado de fábrica en #3. Esto es un ajuste aproximado. La presión óptima del rodillo varía de acuerdo al tipo de alambre, al diámetro del alambre, a las condiciones de superficie, a la lubricación y dureza. Como regla general, los alambres duros pueden requerir una presión mayor y los suaves o los alambres de aluminio pueden requerir menos presión a la que se establece desde la fábrica. El ajuste óptimo del rodillo se puede determinar de la siguiente forma: 1. Presione el extremo de la pistola contra un objeto sólido que esté aislado eléctricamente de la salida de la soldadora y oprima el gatillo de la pistola durante varios segundos. 2. Si el alambre se atasca, se atora o se rompe en el rodillo impulsor esto indica que la presión del rodillo es demasiada. Gire el tornillo 1/2 vuelta hacia atrás, desplace alambre nuevo a través de la pistola y repita los pasos descritos anteriormente. 3. Si el único resultado es que el rodillo impulsor se resbala, afloje la perilla de ajuste de la placa conductora y jale el cable de la pistola hacia adelante alrededor de 152 mm (6"). Deberá de haber una ondulación ligera en el cable expuesto. Si no hay ondulación, la presión es muy baja. Apriete el tornillo 1/4 de giro, asegure el cable de la pistola en su lugar y repita los pasos descritos anteriormente. PROGRAMACION DE VELOCIDAD DE DE AVANCE EN EL ALIMENTADOR POWER MIG ESTANDAR B-7 4. Appuyer sur la gâchette du pistolet pour faire avancer le fil-électrode dans le pistolet. RÉGLAGE DE LA PRESSION DU GALET MENÉ Le volant de réglage de la pression du galet mené est réglé à l’usine à la marque hachurée no 3. C’est un réglage approximatif. La pression optimale du galet mené varie selon le type et le diamètre du fil, l’état de surface, la lubrification et la dureté du fil. En règle générale, les fils durs peuvent nécessiter une pression supérieure et les mous ou fils d’aluminium peuvent nécessiter une pression inférieure à celle réglée à l’usine. On peut déterminer le réglage optimum du galet mené comme suit : 1. Appuyer l’extrémité du pistolet contre un objet solide isolé électriquement de la sortie de la machine et appuyer sur la gâchette du pistolet pendant plusieurs secondes. 2. Si le fil s’emmêle, bloque ou se casse au niveau du galet mené, c’est que la pression de ce galet est trop importante. Desserrer le volant de réglage d’un demi-tour, faire passer une nouvelle longueur de fil dans le pistolet et répéter les étapes ci-avant. 3. Si cela n’a entraîné que le patinage du galet d’entraînement, desserrer le volant de réglage sur la plaque conductrice et tirer le câble du pistolet d’environ 6 po (15 cm). Le fil sorti devrait être légèrement ondulé. Sinon, la pression est trop faible. Serrer le volant de réglage d’un quart de tour, remonter le câble du pistolet et répéter les étapes ci-avant. RÉGLAGE DE LA VITESSE DU FIL À L’AMORÇAGE (RUN-IN) SUR LE DÉVIDOIR POWER MIG STANDARD OPERATION OPERACIÓN FONCTIONNEMENT FAST OR SLOW RUN-IN MODE SELECTION, (When Timer Option is not installed) SELECCION DE MODO DE AVANCE RAPIDO O LENTO, (cuando la opción del temporizador no esté instalado) SCHOIX DU MODE RAPIDE OU LENT (quand le temporisateur en option n’est pas monté) The POWER MIG 255 is factory set for fast run-in mode where the wire feed will accelerate directly to the preset wire feed speed when the gun trigger is closed. La POWER MIG 255 se programa de fábrica a una modalidad de avance acelerado en la que la alimentación de alambre se acelerará directamente para la velocidad de alimentación de alambre cuando se cierre el gatillo de la antorcha. Slow run-in mode may also be selected, where it will initially feed wire at 50 IPM until output current is sensed or for 1.0 seconds, whichever occurs first. After which it will accelerate to the preset wire feed speed. También se puede seleccionar el modo de avance lento, donde alimentará inicialmente alambre a 50 IPM hasta que la corriente de salida se detecte o durante 1.0 segundos, lo que ocurra primero. Después de lo cual se acelerará a la velocidad de alimentación preestablecida. Note: See operating instructions for Timer Option Kit if it is installed, as it provides its own Run-in operation. INSTRUCTIONS TO ENTER SLOW RUN-IN 1. Turn power OFF on front panel of POWER MIG 255. Nota: Ver instrucciones de operación del Juego de Programación de Tiempos si ha sido instalado, ya que este proporciona su propia operacion de avance. INSTRUCCIONES PARA PROGRAMAR AVANCE LENTO La machine POWER MIG 255 est réglée en usine sur le mode rapide dans lequel la vitesse du fil accélère directement à la vitesse de dévidage préréglée quand la gâchette du pistolet est fermée. On peut également choisir le mode lent, dans lequel le fil se dévide au départ à 50 po/min jusqu’à ce que le courant de sortie soit détecté ou pendant une seconde, la première des deux éventualités étant retenue. La machine accélère alors à la vitesse de dévidage préréglée. Note : Voir les instructions de fonctionnement relatives au nécessaire temporisateur en option si celui-ci est installé, car il fournit sa propre vitesse à l’amorçage. INSTRUCTIONS POUR ENTRER LA VITESSE LENTE 1. Placer l’interrupteur d’alimentation du panneau avant de la machine POWER MIG 255 sur OFF. 2. Tourner le cadran de vitesse de dévidage au minimum, à fond vers la gauche. 3. La gâchette du pistolet étant fermée, mettre l’interrupteur d’alimentation du panneau avant de la machine POWER MIG 255 sur ON. 4. L’affichage indique alors «SLO run». 4. The display will read "SLO run". 1. Apague la energía (OFF) en el panel frontal de la POWER MIG 255. 2. Gire la perilla de velocidad del alimentador de alambre al mínimo, completamente en sentido opuesto a las manecillas del reloj. 3. Con el gatillo de la antorcha cerrado ENCIENDA el sumunistro de energía, en el panel frontal de la POWER MIG 255. 4. En la pantalla de leerá “SLO run” (Avance lento). INSTRUCTIONS TO ENTER FAST RUN-IN INSTRUCCIONES PARA PROGRAMAR AVANCE RAPIDO INSTRUCTIONS POUR ENTRER LA VITESSE RAPIDE 3. With the gun trigger closed, turn the power ON at the front panel of the POWER MIG 255. 1. Apague la energía (OFF) en el panel frontal de la POWER MIG 255. 2. Gire la perilla de velocidad del alimentador de alambre al máximo hacia las manecillas del reloj. 3. Con el gatillo de la antorcha cerrado ENCIENDA el sumunistro de energía, en el panel frontal de la POWER MIG 255. 4. En la pantalla se leerá “FAST run” (Avance rápido). 4. The display will read "FAS run". NOTA: 1. Placer l’interrupteur d’alimentation du panneau avant de la machine POWER MIG 255 sur OFF. 2. Tourner le cadran de vitesse de dévidage au minimum, à fond vers la gauche. 3. La gâchette du pistolet étant fermée, mettre l’interrupteur d’alimentation du panneau avant de la machine POWER MIG 255 sur ON. 4. L’affichage indique alors «FAS run». NOTE: NOTE: Las características de arranque de arco pueden verse afectadas cuando se utiliza la modalidad de alimentación inicial acelerada ya que se anulan los procesos óptimos de arranque. Les caractéristiques d’amorçage de l’arc peuvent être modifiées quand on utilise le mode rapide étant donné que les processus d’amorçage optimum ne sont pas respectés. En el cierre inicial del gatillo cuando está activada la energía, ninguna energía de salida o alimentación de alambre estará disponible hasta que el gatillo se abra y vuelva a cerrarse, sin importar la programación del medidor de velocidad de alimentación de alambre. Quand on ferme la gâchette pour la première fois à la mise sous tension, la puissance de sortie ou le dévidage n’est disponible que jusqu’à ce qu’on ouvre et referme la gâchette quel que soit le réglage au cadran de la vitesse de dévidage. 2. Turn the wire feed speed dial to minimum, fully counterclockwise. 3. With the gun trigger closed, turn the power ON at the front panel of the POWER MIG 255. 1. Turn power OFF on front panel of POWER MIG 255. 2. Turn the wire feed speed dial to maximum, fully clockwise. Arc starting characteristics may be effected when using the fast run-in mode since optimum starting processes are being overridden. On the initial trigger closure at power up, no output power or wire feed will be available until the trigger is opened and reclosed, regardless of wire feed speed dial setting. B-8 OPERATION OPERACIÓN FONCTIONNEMENT It is not necessary to repeat either of the above procedures each time the unit is powered up. The unit will remember the run-in mode from the previous power down and return you to that same state upon your next power up. Thus, you need only perform one of the above procedures when you want to change the run-in mode. No es necesario repetir ninguno de los procesos antes mencionados cada vez que la unidad se encienda. La unidad registrará la modalidad de alimentación que se estableció en el apagado anterior y regresará al mismo estado cuando usted vuelva a encenderla, por lo que, usted necesita realizar únicamente uno de los procesos anteriores cuando usted desee cambiar la modalidad de alimentación incial. Il n’est pas nécessaire de répéter les étapes ci-avant chaque fois que l’on met l’appareil sous tension. La machine mémorise le mode vitesse du fil à l’amorçage de la mise hors tension précédente et reprend dans les mêmes conditions lors de la mise sous tension suivante. Ainsi, il n’est nécessaire d’effectuer qu’une des marches à suivre ci-avant quand on veut changer le mode vitesse du fil à l’amorçage. MAKING A WELD REALIZACION DE UNA SOLDADURA 1. Check that the electrode polarity is correct for the process being used, then turn the power switch ON. 2. Set desired arc voltage and wire speed for the particular electrode wire, material type and thickness, and gas (for GMAW) being used. Use the Application Chart on the door inside the wire compartment as a quick reference for some common welding procedures. 3. If Timer Kit is installed, select the desired mode as described in "Operating Instructions for Timer Kit" in the Accessories section. Refer to the Accessories section for additional welding information pertaining to Spot mode. 4. Press the trigger to feed the wire electrode through the gun and cable and then cut the electrode within approximately 3/8" (10 mm) of the end of the contact tip [3/4" (20 mm) Outershield®]. NOTE: If set for slow run-in when the trigger is pulled, the wire feeder feeds wire at low speed regardless of the set wire feed speed until the welding arc starts or 1 second has elapsed. This feature enhances starting and makes it easier to set the stickout. The 1 second limit permits high speed loading of the gun and cable. To change run-in mode, see "Setting Run-In Speed" in this section, if the Timer Kit is not installed, or Timer Kit Operation section if installed. 5. If welding gas is to be used, turn on the gas supply and set the required flow rate (typically 2535 CFH; 12-16 liters/min). 6. When using Innershield electrode, the gas nozzle may be removed from the insulation on the end of the gun and replaced with the gasless nozzle. This will give improved visibility and eliminate the possibility of the gas nozzle overheating. 1. 2. 3. 4. Verifique que la polaridad del electrodo sea la correcta para el proceso que está siendo utilizado, posteriormente gire el interruptor de energía a la posición de ENCENDIDO. Establezca el voltaje de arco que desee y la velocidad de alambre para el alambre de electrodo en particular, el tipo de material, el grosor y el gas que se utiliza para (GMAW). Utilice la tabla de aplicación que se encuentra en el interior de la puerta del compartimiento de alambres como una referencia rápida para alguno de los procesos de soldadura comunes. Si el juego de programación de tiempos está instalado, seleccione la modalidad deseada como se describe en "Instrucciones de Operación para el Juego de programación de tiempos" en la sección de Accesorios. Consulte la sección de Accesorios para mayor información de soldadura concerniente a las modalidades de punteo. Desplace el electrodo a través de la antorcha y el cable y posteriormente corte el electrodo a aproximadamente 10 mm (3/8") del extremo de la punta de contacto [20 mm (3/4") Outershield"®]. NOTA: Si se programa alimentación inicial baja, cuando se jala el gatillo, el alimentador de alambre, alimenta a una velocidad baja sin importar la programación de velocidad de alimentación de alambre hasta que el arco de soldadura comienza, o dos segundos después de haber iniciado. Esta característica mejora el arranque y facilita el ajuste de "punta" electrizada de alambre. El límite de 2 segundos permite una carga de alambre rápida de la antorcha y el cable. Para cambiar la modalidad de ali-mentación inicial, véase en esta sección "Programación de Velocidad de Alimentación Inicial". 5. Si se va a utilizar soldadura con gas, active suministro de gas y establezca la proporción de flujo que se requiere (por lo regular es de 25-35 CFH; 12-16 litros/ min). 6. Cuando se utiliza un electrodo Innershield, la tobera de gas puede retirarse del aislamiento del extremo de la antorcha, y reemplazarse por una tobera de operación sin gas. Esta dará visibilidad y eliminará la posibilidad de un sobrecalentamiento en la tobera de gas. B-9 RÉALISATION D’UNE SOUDURE 1. Vérifier que la polarité de l’électrode convient pour le procédé utilisé, puis placer l’interrupteur d’alimentation sur ON. 2. Régler la tension d’arc et la vitesse de dévidage correspondant au fil-électrode particulier au type et à l’épaisseur du métal, et au gaz (pour GMAW) utilisé. Se reporter au tableau d’application à l’intérieur de la porte du compartiment de dévidage pour obtenir rapidement des informations sur les modes opératoires de soudage courants. 3. Si la machine comprend un nécessaire temporisateur, choisir le mode correspondant décrit dans «Directives de fonctionnement du nécessaire temporisateur» dans la section Accessoires. Voir la section Accessoires pour obtenir des informations de soudage supplémentaires sur le mode par points. 4. Appuyer sur la gâchette pour dévider le fil dans le pistolet et le câble puis couper le fil à environ 3/8 po (10 mm) de l’extrémité du tube contact [3/4 po (20 mm) pour l’Outershield“]. NOTE: Si la machine est réglée sur vitesse (à l’amorçage) lente quand on appuie sur la gâchette, le dévidoir dévide le fil à faible vitesse quelle que soit la vitesse de dévidage réglée jusqu’à ce que l’arc de soudage soit amorcé ou après une seconde. Cette caractéristique améliore l’amorçage et permet de régler plus facilement la portée terminale. La limite d’une seconde permet de charger le pistolet et le câble à grande vitesse. Pour changer de mode vitesse à l’amorçage, voir «Réglage de la vitesse du fil à l’amorçage» dans cette section, si le nécessaire temporisateur n’est pas installé, ou la section Fonctionnement du nécessaire temporisateur s’il est installé. 5. Si l’on doit utiliser le gaz de soudage, ouvrir la bouteille de gaz et régler le débit nécessaire (généralement de 25 à 35 pi3/h (12-16 L/min). 6. Quand on utilise le fil Innershield, on peut enlever la buse de gaz de l’isolateur à l’extrémité du pistolet et la remplacer par la buse sans gaz. Cela améliore la visibilité et élimine la possibilité que la buse de gaz surchauffe. OPERATION OPERACIÓN FONCTIONNEMENT 7. Connect work cable to metal to be welded. Work clamp must make good electrical contact to the work. The work must also be grounded as stated in "Arc Welding Safety Precautions". 7. Conecte el cable de trabajo al metal que se está soldando. La pinza de trabajo debe tener un buen contacto eléctrico con el material de trabajo. El material de trabajo también debe estar conectado a tierra como se establece en "las Precauciones de Seguridad de Soldadura por Arco". 7. Fixer le connecteur de pièce au métal à souder. Le connecteur de pièce doit assurer un bon contact électrique avec la pièce à souder. La pièce à souder doit également être mise à la terre comme on l’explique dans les Mesures de sécurité. WARNING ADVERTENCIA When using an open arc process, it is necessary to use correct eye, head, and body protection. 8. Position electrode over joint. End of electrode may be lightly touching the work. 9. Lower welding helmet, close gun trigger, and begin welding. Hold the gun so the contact tip to work distance is about 3/8" (10 mm) [3/4" (20 mm) for Outershield]. 10. To stop welding, release the gun trigger and then pull the gun away from the work after the arc goes out. 11. When no more welding is to be done, close valve on gas cylinder (if used), momentarily operate gun trigger to release gas pressure, and turn off POWER MIG 255. AVOIDING WIRE FEEDING PROBLEMS Wire feeding problems can be avoided by observing the following gun handling procedures: a. Do not kink or pull cable around sharp corners. b. Keep the gun cable as straight as possible when welding or loading electrode through cable. c. Do not allow dolly wheels or trucks to run over cables. d. Keep cable clean by following maintenance instructions. e. Use only clean, rust-free electrode. The Lincoln electrodes have proper surface lubrication. f. Replace contact tip when the arc starts to become unstable or the contact tip end is fused or deformed. AVERTISSEMENT Al realizar procesos de arco abierto, es necesario utilizar la protección adecuada para los ojos, cabeza y cuerpo. 8. Coloque el electrodo sobre la unión. El extremo del electrodo puede tocar ligeramente el material de trabajo. 9. Baje la careta de soldadura, cierre el gatillo de la antorcha y comience la soldadura. Sujete la antorcha para que la distancia entre la punta de contacto y el material de trabajo sea de aproximadamente 10 mm (3/8") [ 30 mm (3/4") para Outershield]. 10. Para detener la soldadura, libere el gatillo de la antorcha y luego aparte la antorcha del material de trabajo después que el arco haya desaparecido. 11. Cuando ya no vaya a realizar más soldaduras, cierre la válvula del tanque de gas (en caso que se haya utilizado), presione momentáneamente el gatillo de la antorcha para liberar la presión de gas y apague la POWER MIG 255. CÓMO EVITAR PROBLEMAS DE ALIMENTACION DE ALAMBRE Los problemas de la alimentación de alambre pueden evitarse siguiendo los siguientes procedimientos de manejo de la antorcha: a. b. c. d. e. f. No retuerza o jale el cable sobre esquinas afiladas. Mantenga el cable del electrodo en la posición más recta posible al realizar la soldadura o carga del electrodo a través del cable. No permita que ruedas o aparatos pasen sobre los cables. Mantenga limpio el cable siguiendo las instrucciones de mantenimiento. Utilice únicamente electrodos limpios y sin óxido. Los electrodos de Lincoln tienen la lubricación de superficie adecuada. Reemplace la punta de contacto cuando el arco comience a ser inestable o cuando la punta de contacto se funda o se deforme. B-10 Quand on utilise un procédé de soudage à l’arc à l’air libre, on doit utiliser une bonne protection des yeux, de la tête et du corps. 8. Placer le fil-électrode au-dessus du joint à souder. L’extrémité du fil peut légèrement toucher la pièce. 9. Abaisser le masque, appuyer sur la gâchette du pistolet et commencer à souder. Tenir le pistolet de façon que l’écartement tube contact-pièce soit d’environ 3/8 po (10 mm) [3/4 po (20 mm) pour le fil Outershield]. 10. Pour arrêter de souder, relâcher la gâchette du pistolet puis éloigner le pistolet de la pièce une fois que l'arc est éteint. 11. Si le travail est terminé, fermer le robinet de la bouteille de gaz (éventuelle), faire fonctionner momentanément la gâchette du pistolet pour libérer la pression de gaz et arrêter la machine POWER MIG 255. COMMENT ÉVITER LES PROBLÈMES DE DÉVIDAGE On peut éviter les problèmes de dévidage en observant les méthodes suivantes de manipulation du pistolet: a. Ne pas tordre ou tirer le câble sur les arrêtes vives. b. Maintenir le câble le plus droit possible quand on soude ou fait avancer le fil dans le câble. c. Empêcher les chariots de passer sur les câbles. d. Tenir le câble propre en suivant les instructions d’entretien. e. N’utiliser que du fil propre et antirouille. Les filsélectrodes Lincoln comportent une bonne lubrification de surface. f. Remplacer le tube contact quand l’arc commence à être instable ou que son extrémité est fondue ou déformée. OPERATION g. Keep wire reel spindle brake tension to minimum required to prevent excess reel over-travel which may cause wire "loop-offs" from coil. h. Use proper drive rolls and wire drive idle roll pressure for wire size and type being used. FAN CONTROL The fan is designed to come on automatically when a weld arc is established. The fan will stay on for a minimum of 6 minutes after the weld arc is terminated. The fan will also stay on when the machine’s welding and feeding are disabled during thermostatic over temperature protection. (See Welding Thermal Overload Protection) INPUT LINE VOLTAGE PROTECTION High Line Voltage — If the line voltage exceeds 125% of rated input voltage, the output will be reduced to the lower level to protect voltage rating of the capacitor bank. Low Line Voltage — You may not be able to get maximum output from the machine if the line voltage is less than rated input. The unit will continue to weld, but the output may be less than what is set. WIRE FEED OVERLOAD PROTECTION The POWER MIG has solid state overload protection of the wire drive motor. If the motor becomes overloaded, the protection circuitry turns off the wire feed speed and gas solenoid. Check for proper size tip, liner, and drive rolls, for any obstructions or bends in the gun cable, and any other factors that would impede the wire feeding. To resume welding, simply pull the trigger. There is no circuit breaker to reset, as the protection is done with reliable solid state electronics. OPERACIÓN g) Mantenga la tensión del freno del eje del carrete de alambre al mínimo requerido, para evitar desplazamientos excedentes del carrete lo cual puede provocar desenrollamientos en la bobina. h) Utilice los rodillos impulsores adecuados y la presión del rodillo de tensión del impulsor de alambre para el tamaño y tipo de alambre que se utiliza. FONCTIONNEMENT g. Maintenir la tension du frein de l’axe du dévidoir au minimum prescrit pour empêcher le fil de se dévider trop rapidement et de faire des boucles. h. Utiliser les galets d’entraînement convenables et la bonne pression galet d’entraînement-galet mené en fonction du diamètre et du type de fil utilisé. COMMANDE DU VENTILATEUR El ventilador está diseñado para encederse automáticamente cuando se establece el arco de soldadura. El ventilador permanecerá encendido por lo menos 6 minutos después de que se apague el arco de soldadura. Asimismo, el ventilador permanecerá encendido cuando se deshabilite la soldadura y alimentación de la máquina durante el termostático sobre la protección de temperatura. (Ver Protección de sobrecarga térmica de soldadura) Le ventilateur est conçu pour se déclencher automatiquement quand on amorce l’arc. Le ventilateur reste en marche pendant au moins 6 minutes après l’extinction de l’arc. Le ventilateur reste également en marche quand les fonctions de soudage et de dévidage de la machine sont invalidées lors du fonctionnement du dispositif thermostatique de surchauffe. (Voir Protection de surchauffe au cours du soudage.) PROTECCION DE VOLTAJE DE LINEA DE ENTRADA PROTECTION DE TENSION SECTEUR D’ENTRÉE Voltaje elevado de línea — Si el voltaje en línea excede el 125% del voltaje nominal de alimentación, la salida se reducirá a un nivel más bajo para proteger la capacidad nominal del voltaje del banco de capacitores. Haute tension secteur – Si la tension secteur dépasse 125 % de la tension d’entrée nominale, la sortie est réduite au niveau inférieur pour protéger la tension admissible de la batterie de condensateurs. Voltaje de línea bajo — Usted pudiera no obtener la salida máxima de la máquina si el voltaje en línea es menor a la entrada especificada. La unidad continuará soldando pero la salida será menor a la establecida. Basse tension secteur – On peut ne pas être capable d’obtenir la sortie maximale de la machine si la tension secteur est inférieure à l’entrée nominale. La machine continue à souder, mais la sortie peut être inférieure à celle qui a été réglée. CONTROL DEL VENTILADOR PROTECCION CONTRA SOBRECARGA DE ALIMENTACION DE ALAMBRE La POWER MIG cuenta con una protección contra sobrecarga de estado sólido del motor impulsor de alambre. Si el motor recibe una sobrecarga, los circuitos de protección apagan el voltaje del arco, la velocidad de alimentación de alambre y el selenoide de gas. Verifique que el tamaño de la punta de contacto sea el adecuado, que el recubrimiento y los rodillos impulsores no presenten ninguna obstrucción o dobleces en el cable de la antorcha y cualquier otro factor que pudiera impedir la alimentación de alambre. Para continuar la soldadura simplemente jale el gatillo. No hay que restablecer el interruptor automático ya que la protección se hace con electrónicos de estado sólido confiables. B-11 PROTECTION CONTRE LES SURCHARGES DU DÉVIDOIR La machine POWER MIG a une protection contre les surcharges à semi-conducteurs pour le moteur d’entraînement du fil. Si le moteur est surchargé, le circuit de protection arrête la vitesse de dévidage et l’électrovanne de gaz. Vérifier si le tube contact, le conduit intérieur et les galets d’entraînement sont de la bonne dimension, s’assurer que le câble du pistolet n’est pas plié ou bloqué et rechercher tout ce qui peut empêcher le dévidage du fil. Pour reprendre le soudage, appuyer simplement sur la gâchette. Il n’y a pas de disjoncteur à réarmer étant donné que la protection est assurée électroniquement par des semi-conducteurs fiables. OPERATION WELDING THERMAL OVERLOAD PROTECTION The POWER MIG 255 has built-in protective thermostats that respond to excessive temperature. They open the wire feed and welder output circuits if the machine exceeds the maximum safe operating temperature because of a frequent overload, or high ambient temperature plus overload. The thermostats automatically reset when the temperature reaches a safe operating level and welding and feeding are allowed again, when gun is retriggered. OVERCURRENT PROTECTION The machine will automatically reduce the output if the load on the machine exceeds 300 to 320 amperes. This protects the welding power SCR’s from excessive short circuit currents and from exceeding their temperature rating before the thermostats can react. WELDING PROCEDURE INFORMATION OPERACIÓN PROTECCION CONTRA SOBRECARGA TERMICA DE LA SOLDADURA La POWER MIG 255 cuenta con termostatos protectores integrados que responden a temperaturas excesivas. Abren los circuitos de alimentación de alambre y de salida de la soldadora si la máquina excede la temperatura máxima de seguridad de operación debido a sobrecarga frecuente o a una temperatura ambiente alta más sobrecarga. Los termostatos se restablecen automáticamente cuando la temperatura alcanza un nivel de operación seguro y se permiten nuevamente la soldadura y alimentación cuando se vuelve a activar el gatillo de la antorcha. FONCTIONNEMENT PROTECTION DE SURCHAUFFE AU COURS DU SOUDAGE La machine POWER MIG comporte des thermostats de protection intégrés qui réagissent en cas de température excessive. Ils ouvrent les circuits de dévidage et de sortie de la machine si celle-ci dépasse la température de fonctionnement sûre maximale en cas d’une surcharge fréquente ou d’une température ambiante élevée plus surcharge. Les thermostats se réenclenchent automatiquement quand la température atteint un niveau de fonctionnement sûr et que le soudage et le dévidage peuvent reprendre, quand on appuie à nouveau sur la gâchette du pistolet. PROTECCION CONTRA SOBRECARGA DE CORRIENTE PROTECTION SURINTENSITÉS La máquina reducirá automáticamente la salida si la carga en la máquina excede los 300 a 320 amperes. Esto protege los SCR’s de energía de soldadura SCR’s de las corrientes de corto circuito excesivas y de exceder su rango de temperatura antes de que los termostatos puedan reaccionar. La machine réduit automatiquement la sortie si la charge qu’elle reçoit dépasse 300 à 320 A. Ce dispositif protège les thyristors du courant de soudage contre les courants de court-circuit excessifs et les empêche de dépasser leur température nominale avant que les thermostats ne réagissent. INFORMACION DEL PROCEDIMIENTO DE SOLDADURA INFORMATION SUR LE MODE OPÉRATOIRE DE SOUDAGE Welding Procedure Information Note: See inside cover of machine for additional, commonly used welding procedure information. B-12 CONTRE LES ACCESSORIES ACCESORIOS DRIVE ROLL KITS Refer to Table C.1 for various drive roll kits that are available for the POWER MIG. All items in Bold are supplied standard with the POWER MIG. TABLE C.1 Electrode Type Wire Size Drive Roll Kit JUEGOS DEL RODILLO IMPULSOR JEUX DE GALETS D’ENTRAÎNEMENT Consulte la Tabla C.1 para los diversos juegos de rodillos impulsores que están disponibles para la POWER MIG. Todas los elementos que están en Negritas se suministran de manera estándar con la POWER MIG. TABLA C.1 Voir au tableau C.1 les divers jeux de galets d’entraînement qui existent pour la machine POWER MIG. Tous les articles en caractères gras sont standard avec la machine POWER MIG. TABLEAU C.1 Alambre Solid Steel (Includes Stainless Steel) Cored Aluminum .023”-.030” (0.6-0.8 mm) .035” (0.9 mm) .045” (1.2 mm) .035-.045 (0.9-1.2mm) .040 (1.01) .035” (0.9 mm) .045” (1.2 mm) 3/64” (1.2 mm) KP1696-030S KP1696-035S KP1696-045S KP1696-1 KP1696-2 KP1697-035C KP1697-045C KP1695-3/64A ACCESSOIRES Tamaño Juego del Fil Acier plein Acero sólido (Incluye El Acero Inoxidable) Tubular Aluminio .023”-.030” (0.6-0.8 mm) .035” (0.9 mm) .045” (1.2 mm) .035-.045 (0.9-1.2mm) .040 (1.01) .035” (0.9 mm) .045” (1.2 mm) 3/64” (1.2 mm) KP1696-030S KP1696-035S KP1696-045S KP1696-1 KP1696-2 KP1697-035C KP1697-045C KP1695-3/64A (Inclut L'Acier inoxydable) Fourré Aluminum Diamètre .023”-.030” (0.6-0.8 mm) .035” (0.9 mm) .045” (1.2 mm) .035-.045 (0.9-1.2mm) .040 (1.01) .035” (0.9 mm) .045” (1.2 mm) 3/64” (1.2 mm) Jeu de galets d’entraînemen KP1696-030S KP1696-035S KP1696-045S KP1696-1 KP1696-2 KP1697-035C KP1697-045C KP1695-3/64A 3/64" (1.2 mm) ALUMINUM FEEDING KIT (K1703-1) JUEGO DE ALIMENTACION DE ALUMINIO DE 1.2 MM (3/64") (K1703-1) NÉCESSAIRE DE DÉVIDAGE DE L’ALUMINIUM 3/64 po (1,2 mm) (K1703-1) This kit helps push feeding aluminum through standard machine feeder and gun. It provides gun and wire drive conversion parts to weld with 3/64" (1.2 mm) aluminum wire. 5356 alloy aluminum wire is recommended for best push feeding peformance. Este juego ayuda a alimentar aluminio a través del alimentador estándar de la máquina y antorcha. Proporciona las partes de conversión para el impulsor de alambre y antorcha para soldar con alambre de aluminio de 1.2 mm (3/64"). Se recomienda el alambre de aleación de aluminio 5356 para un mejor empuje de la alimentación. Ce nécessaire permet d’utiliser du fil en aluminium avec un dévidoir et un pistolet standard. Il fournit les pièces de conversion du pistolet et du mécanisme d’entraînement du fil pour souder avec du fil en aluminium de 3/64 po (1,2 mm). Le fil en alliage d’aluminium 5356 est recommandé pour obtenir les meilleures performances de dévidage poussé. El estuche incluye rodillos impuolsores y placa guía de alambre para la impulsión de alambre, guía de alambre y dos puntas de contacto para la pistola junto con las instrucciones de instalación. Le nécessaire comprend les galets d’entraînement et la plaque guide-fil pour l’entraînement du fil, le conduit intérieur et deux tubes contact pour le pistolet ainsi que les directives de montage. ADAPTADOR K363P READI-REEL ADAPTATEUR READI-REEL K363P El adaptador K363P Readi-Reel se monta en un eje de 2". Es necesario montar bobinas Readi-Reel de 22-30 lb. L’adaptateur Readi-Reel 363P se monte sur l’axe de 2 po. Il est nécessaire pour monter les Readi-Reel de 22-30 lb. JUEGO DE MONTAJE DE CILINDRO DOBLE (K1702-1) NÉCESSAIRE DE MONTAGE DE DEUX BOUTEILLES (K1702-1) Permite un montaje estable de lado a lado de dos cilindros de gas de tamaño estándar (de 9" de diámetro por 5’ de altura) con una plataforma de "carga fácil" del tanque. La instalación es simple y se incluyen instrucciones sencillas de instalación. Incluye los soportes del tanque superior e inferior, ejes de rueda y hardware de montaje. Permet de monter de façon stable deux grosses bouteilles de gaz (9 po dia. x 5 pi hauteur) côte à côte sans avoir besoin de les charger avec un chariot élévateur. Montage simple et directives faciles à suivre. Comprend les supports supérieur et inférieur de la bouteille, les axes de roues et la visserie de montage. Kit includes drive rolls and wire guide plate for the wire drive, liner and two contact tips for the gun, along with installation instructions. K363P READI-REEL ADAPTER The K363P Readi-Reel Adapter mounts to the 2" spindle. It is needed to mount the 22-30 lb. Readi-Reels. DUAL CYLINDER MOUNTING KIT (K1702-1) Permits stable side-by-side mounting of two full size (9" dia. x 5' high) gas cylinders with "no lift" loading. Simple installation and easy instructions provided. Includes upper and lower cylinder supports, wheel axles and mounting hardware. C-1 ACCESSORIES ACCESORIOS ACCESSOIRES ALTERNATIVE MAGNUM GMAW GUN AND CABLE ASSEMBLIES ENSAMBLES OPCIONALES DE ANTORCHA MAGNUM GMAW Y CABLES AUTRES ENSEMBLES PISTOLETCBLE GMAW MAGNUM The following Magnum 250L gun and cable assemblies are separately available for use with the POWER MIG 255. Each is rated 200 amps 60% duty cycle (or 250 amps 40% duty) and is equipped with the integrated connector, twist-lock trigger connector, fixed nozzle and insulator, and includes a liner, diffuser, and contact tips for the wire sizes specified: Los siguientes ensambles de antorcha Magnum 250L y cable se proporcionan por separado para utilizarse con la POWER MIG 255. Cada uno está clasificado a 200 amperes 60% del ciclo de trabajo (ó 250 amperes 35% de trabajo) y está equipado con un conector integrado, conector de gatillo de bloqueo giratorio, aislador y tobera deslizable ajustable e incluye una guía, difusor y puntas de contacto para los tamaños de alambre específicos: Les ensembles suivants pistolet-câble Magnum 250 L sont livrables à part pour la machine POWER MIG 255. Chacun a une intensité nominale de 200 A, au facteur de marche 60 % (ou 250 A au facteur de marche 40 %) et est équipé du connecteur intégré, du connecteur de gâchette à blocage tournant, de la buse fixe et de l’isolateur et comprend un conduit intérieur, un diffuseur, ainsi que des tubes contact pour les diamètres de fil spécifiés. 1 Length Part No. 10' (3.0 m) 12' (3.6 m) 15' (4.5 m) K533-1 K533-7 K533-3 English Wire Metric Wire Size1 Size Calibre de Alam. Longitud .035 – .045" 0.9 – 1.2 mm Optional liners for different wire diameters are sold seperately, see table D.1. 10' (3.0 m) 12' (3.6 m) 15' (4.5 m) 1 Medida No. de Parte Med. inglesa1 K533-1 K533-7 K533-3 .035 – .045" Métrica 0.9 – 1.2 mm Se venden por separado guias de alambre para diferentes diámetros de alambre, ver Tabla D.1 1 MAGNUM GUN CONNECTION KIT (Optional K466-6) JUEGO DE CONEXION DE LA ANTORCHA MAGNUM (Opcional K466-6) Using the optional K466-6 Magnum Connection kit for the POWER MIG permits use of standard Magnum 200, 300 or 400 gun and cable assemblies. Al utilizar el Juego de Conexión de la Magnum K4666 para la POWER MIG es posible utilizar ensambles estándar de antorcha y cable Magnum 200, 300 ó 400 y cables. TIMER KIT INSTALLATION (Optional K1701-1) The timer kit adds selectable 4-step trigger interlock, spot and Run-In functions and manual adjustment of burnback time. Install as follows, or per the instructions included with the kit: WARNING Remove all input power to the POWER MIG 255 before proceeding. ----------------------------------------------------------------------1. Verify that the following items have been included in the kit: A. Timer board/with harness and panel assembly . B. Two screws. INSTALACION DEL JUEGO PROGRAMACION DE TIEMPOS (Opcional K1701-1) DE El juego de Programación de Tiempos agrega un interbloqueo de gatillo de cuatro pasos seleccionable, funciones de punteo y puntada, y un ajuste manual del tiempo de quemado en retroceso. Instale de la siguiente manera o de acuerdo con las instrucciones que se incluyen en el juego: ADVERTENCIA Elimine toda la energía de entrada a la POWER MIG 255 antes de continuar. ----------------------------------------------------------------------1. Verifique los siguientes artículos que se incluyen en el estuche: A. Tarjeta de tiempos/con arnés y ensamble de panel . B. Dos tornillos. C-2 Longueur No. Ref 10' (3.0 m) 12' (3.6 m) 15' (4.5 m) K533-1 K533-7 K533-3 Diamètre du fil Diamètre (po)1 du fil (mm) .035 – .045" 0.9 – 1.2 mm des conduits intérieurs pour différents diamètres de fil sont vendus séparément, voir au tableau D.1 NÉCESSAIRE DE CONNEXION DU PISTOLET MAGNUM (en option K466-6) Utilisé avec la machine POWER MIG, le nécessaire de connexion Magnum K466-6 permet d’adapter les ensembles pistolet-câble Magnum 200, 300 ou 400. NÉCESSAIRE TEMPORISATEUR (en option K1701-1) Le nécessaire temporisateur ajoute les fonctions de verrouillage de la gâchette à quatre positions, les fonctions par points et de vitesse du fil à l’amorçage (Run-in) ainsi que les réglages manuels de la durée de remontée d’arc (burnback). Monter comme suit ou selon les directives données avec le nécessaire. AVERTISSEMENT Couper le courant de la machine POWER MIG 255 avant de commencer. ---------------------------------------------------------------------1. Vérifier que les articles suivants sont bien dans le nécessaire : A. Tableau temporisateur avec faisceau et panneau. B. Deux vis. ACCESSORIES ACCESORIOS ACCESSOIRES 2. Prepare for kit installation by turning the power switch off and disconnecting power from the machine. 3. Remove the lower cover panel from the front of the machine by removing the two screws which secure 4. Attach the rectangular 10-pin plug connector on the timer kit wiring harness to the mating receptacle connector located directly behind the removed cover panel. Be sure that the latch on the connec-tor is aligned with the one on the board and insert it until the latch engages. 5. Align the timer panel for installation and carefully insert the printed circuit board and wiring harness through the opening. Make sure the wiring harness is not pinched between panels or between printed circuit board and front panel cover. 6. Secure the timer assembly with either the two supplied screws or with the original screws. The installation is now complete. Refer to the following section for operating instructions. 2. Prepare la instalación del estuche apagando el interruptor de energía y desconectando la energía de la máquina. 3. Elimine el panel de la cubierta inferior del frente de la máquina quitando los dos tornillos que lo aseguran utilizando un desarmador. 4. Coloque el conector rectangular de 10 pines en el arnés del cableado del programador de tiempos al conector del receptáculo gemelo ubicado directamente detrás del panel de la cubierta. Asegúrese que el sujetador del conector esté alineado con aquel de la tarjeta e inserte hasta que el sujetador se acople. 5. Alinee el panel del programador de tiempos para su instalación e inserte cuidadosamente la tarjeta del circuito impreso y el arnés de cableado a través de la abertura del panel frontal. Asegúrese que el arnés de cableado no se atore entre los paneles o entre la tarjeta de circuito impreso y el panel frontal. 6. Asegure el ensamble del programador de tiempos ya sea con los dos tornillos que se le proporcionan o con los tornillos originales. En este momento se completa la instalación. Consulte la siguiente sección para instrucciones de funcionamiento. 2. Se préparer pour le montage du nécessaire en plaçant l’interrupteur d’alimentation sur OFF et en débranchant la machine. OPERATING INSTRUCTIONS FOR TIMER KIT En caso que el juego de programación de tiempos opcional (K1701-1) esté instalado, seleccione la modalidad deseada con el interruptor de selección: If the optional Timer Kit (K1701-1) is installed, select the desired mode with the selector switch: A. Normal Welding mode provides weld power only while the trigger switch is depressed. This is the same operation as when the Timer Kit is not installed. B. 4-Step Trigger interlock mode eliminates the need to hold the gun trigger while welding. It operates in 4 steps: 1. Close trigger and establish welding arc. 2. Release trigger and continue welding. 3. Reclose trigger near end of weld. 4. Release trigger again to stop welding. If the arc is broken while using this feature, the machine will reset to the "trigger off" condition automatically. INSTRUCCIONES DE OPERACION PARA EL JUEGO DE PROGRAMACION DE TIEMPOS A. Soldadura Normal este modo proporciona únicamente energía de soldadura cuando el gatillo esta presionado, es la misma operación que cuando el Juego programador de tiempos no está instalado. B. Gatillo de 4-Pasos el modo de elimina la necesidad de mantener presionado el gatillo de la antorcha mientras se realiza la soldadura. Funciona en 4 pasos: 1. Cierre el gatillo y establezca el arco de soldadura. 2. Libere el gatillo y continúe la soldadura. 3. Vuelva a cerrar el gatillo cuando este próximo a terminar la soldadura. 4. Libere el gatillo nuevamente para detener la soldadura. Si se interrumpe el arco al realizar esta función, la máquina se volverá a programar automáticamente a la condición "gatillo apagado". C-3 3. Enlever le panneau inférieur de l’avant de la machine en desserrant ses deux vis de retenue à l’aide d’un tournevis. 4. Brancher la fiche rectangulaire à dix broches sur le faisceau du nécessaire temporisateur à la prise correspondante qui se trouve directement audessous du panneau enlevé. S’assurer que le système de verrouillage du connecteur est aligné sur celui du panneau et l’enfoncer jusqu’à ce qu’il s’enclenche. 5. Aligner le panneau du temporisateur pour le monter et placer soigneusement le circuit imprimé et le faisceau dans l’ouverture. S’assurer que le faisceau n’est pas retenu entre les panneaux ou entre un circuit imprimé et le panneau avant. 6. Fixer l’ensemble temporisateur avec les deux vis fournies ou avec les vis d’origine. Voir les directives de fonctionnement à la section suivante. DIRECTIVES DE FONCTIONNEMENT DU NÉCESSAIRE TEMPORISATEUR Si le nécessaire temporisateur (K1701-1) est monté, choisir le mode prescrit avec le sélecteur. A. Le mode soudage normal ne fournit le courant de soudage que si l’on appuie sur l’interrupteur à gâchette. C’est comme si le nécessaire temporisateur n’était pas monté. B. Le mode d’interverrouillage de la gâchette à quatre positions permet de ne pas appuyer sur la gâchette du pistolet quand on soude. Ce mode comprend quatre étapes: 1. 2. 3. 4. Fermer la gâchette et établir l’arc de soudage. Relâcher la gâchette et continuer à souder. Fermer à nouveau la gâchette peu avant la fin de la soudure. Relâcher la gâchette à nouveau pour arrêter de souder. Si l’arc est interrompu quand on utilise cette caractéristique, la machine se remet automatiquement sur la fonction «gâchette relâchée». ACCESSORIES ACCESORIOS ACCESSOIRES C. Spot Weld Mode is is used for tack welding parts into position or for spot plug welds to hold thin sheet metal together prior to manual stitch or continuous welding. To use this feature, adjust the On-Time (0-5 seconds) as appropriate to obtain the desired results. Closing the trigger initiates a single timed spot weld cycle. C. Modo de soldadura por punteo se utiliza para puntear partes en una posición o para soldaduras que sirven para sujetar hojas delgadas de metal antes de realizar soldadura continua. Para utilizar esta función, ajuste el punteo/puntada a tiempo (0-5 segundos) según sea necesario para obtener los resultados deseados. Al cerrar el gatillo se inicia un ciclo de soldadura de punteo cronometrado. C. Le mode de soudage par points est utilisé pour pointer par soudage les pièces en position ou pour réaliser les soudures en bouchon par points pour retenir les tôles minces entre elles avant le soudage manuel par points ou continu. Pour utiliser cette caractéristique, régler le temps de marche (0,5 s) selon les besoins pour obtenir les résultats escomptés. En fermant à nouveau la gâchette, on amorce un cycle de soudage par points minuté. On réalise les soudures en bouchon en utilisant un poinçon pour faire un trou de 3/16 po (5 mm) dans la tôle supérieure et en déposant du métal de soudure dans le trou et dans la tôle support. Pour faire des soudures en bouchon par points, trouer la tôle supérieure avec un poinçon de 3/16 po (5 mm). Régler la commande de temporisation des points à environ 1,2 s et choisir le mode opératoire pour l’épaisseur du métal soudé. Monter une buse de soudage par points (éventuellement) sur le pistolet et l’appuyer sur la tôle supérieure pour que les deux tôles soient bien en contact. Fermer la gâchette jusqu’à ce que l’arc s’éteigne. Si l’on n’utilise pas une buse de soudage par points, on obtiendra des soudures plus lisses en déplaçant le fil-électrode par petits cercles pendant le soudage. D. La commande de durée de remontée d’arc (Burnback) permet de régler manuellement la durée de remontée d’arc (0-250 millisecondes) pour tout mode de soudage choisi. On doit régler cette commande à la valeur la plus basse possible sans que le fil ne colle dans le bain de fusion à la fin de chaque soudure. Si cette durée est trop longue, il peut se former une boule à l’extrémité du fil ou cette dernière peut même remonter jusqu’au tube contact. E. On utilise le mode de vitesse du fil à l’amorçage (Run-in) pour régler la vitesse de dévidage initiale. On peut améliorer les conditions initiales pour certaines applications de soudage en réglant la vitesse du fil à l’amorçage. La commande permet d’obtenir des vitesses de démarrage initiales de 50 à 150 po/min. Une fois l’arc amorcé, le point de consigne sur la commande de vitesse de dévidage est prioritaire Noter que cette fonction ne convient pas pour l’utilisation du pistolet-dévidoir. Noter également que si l’on règle ce mode à fond vers la droite sur «Off», la vitesse initiale est égale à la vitesse de dévidage préréglée sur la machine. Plug welds are made by using a punch to make a 3/16" (5 mm) diameter hole in the top sheet and arc welding through the hole into the back sheet. To make spot plug welds, punch 3/16" (5 mm) holes in the top sheet. Set the Spot Time control to approximately 1.2 seconds and set the procedure for the metal thickness to be welded. Install spot weld nozzle (if available) on gun and press it against the top sheet so the top and bottom sheets are tight together. Close trigger and hold it closed until the arc goes out. If a spot weld nozzle is not used, smoother welds will result by moving the welding wire in a small circle during the weld. D. Burnback Time control provides manual adjustment of the burnback time (0-250 milliseconds) for any selected welding mode. this control should be set as low as possible without the wire "sticking" in the puddle after each weld. Too long of a burnback time may form a "ball" on the end of the wire, or may "flash back" to the gun tip. E. Run-In Mode is used to adjust the starting wire feed speed. Starting conditions for certain welding applications can be improved with adjustment to the Run-In speed. The control allows for initial starting speeds from 50 - 150 IPM. After the arc is started, the set point on the wire feed speed control will dominate. Note that the Run-in is not functional with the spool gun. Also note that if Runin is set fully counter clockwise to "OFF", Run-in speed will equal the preset WFS on the machine. Las soldaduras de enchufe se hacen utilizando una perforadora para hacer orificios con 03/16" (5 mm) de diámetro en la parte superior de la hoja y la soldadura de arco a través del orificio en la parte posterior de la hoja. Para hacer soldaduras de enchufe por punteo perfore orificios de 3/16" (5 mm) en el frente de la hoja. Establezca el Programador de tiempos por punteo a 1.2 segundos aproximadamente y establezca el procedimiento para el grosor de metal que se va a soldar. Instale la tobera de soldadura por punteo (si la tiene) en la pistola y haga presión contra la hoja de metal de manera tal que las hojas queden bien unidas. Cierre el gatillo y manténgalo cerrado hasta que el arco desaparezca. Si no utiliza la tobera para soldadura por punteo, resultarán soldaduras más suaves moviendo el alambre de soldadura en forma circular mientras se suelda. D. Tiempo de quemado en retroceso Este control proporciona un ajuste manual de tiempo de quemado en retroceso de (0-250 milisegundos) para cualquiera de las modalidades de soldadura seleccionada, este control debe programarse en lo más bajo posible sin que el alambre se adhiera al metal fundido después de cada soldadura. Un quemado en retroceso demasiado prolongado puede formar una "acumulación" en el extremo del alambre, o quizás puede adherirse el alambre a la punta de contacto". E. Modo de avance se utiliza para ajustar la velocidad de alimentación inicial de alambre. Es posible mejorar las condiciones inciales para ciertas aplicaciones de soldadura ajustando la velocidad de Avance. El control permite establecer velocidades iniciales de 50 - 150 IPM. Después de iniciar el arco, predominará el punto de programación que haya en el control de velocidad de alimentación de alambre. Observe que el Avance no es funcional con la spool gun. También considere que si el Avance se establece por completo en sentido contrario a las manecillas del reloj “OFF”, la velocidad de Avance inicial será igual a la Velocidad de Alimentación de Alambre preestablecida en la máquina. C-4 ACCESORIOS ACCESSOIRES JUEGO ADAPTADOR DE SPOOL GUN NÉCESSAIRE ADAPTATEUR DU PISTOLET DÉVIDOIR ACCESSORIES SPOOL GUN ADAPTER KIT WARNING Remove all input power to the POWER MIG 255 before proceeding. ----------------------------------------------------------------------The Spool Gun Adapter Kit provides direct connection and use of the Spool Gun (with remote speed control) with the POWER MIG 255 wire feed welder. It also provides gun trigger switch transfer between the machine’s use with its feeder gun or the spool gun for same polarity welding with different wire and gas processes. The kit includes a spool gun adapter module assembly with a single connecting plug, a rear gas inlet setting with hose and mounting hardware with installation and operation instructions. K2297-1 Prince® XL Spool Gun with Adapter included K2310-1* Power MIG 255 Spool Gun Adapter Kit (connects Magnum® SG Spool Gun OR Prince® XL Spool Gun) K487-25 Magnum® SG Spool Gun (requires K2310-1 Adapter Kit) *This kit can only be configured to run a Magnum® SG Spool Gun OR a Prince® XL Spool Gun at a time; kit is shipped configured for the Magnum® SG Spool Gun. MAKING A WELD WITH THE SPOOL GUN, SPOOL GUN INSTALLED The POWER MIG control circuitry is designed to sense either the spool gun or (built in) wire feeder trigger circuitry. After the spool gun adapter kit has been installed, the spool gun can easily be plugged in and will be ready to use. CAUTION Closing either gun trigger will cause the electrode of both guns to be electrically "HOT". Be sure unused gun is positioned so electrode or tip will not contact metal case or other metal common to work. ----------------------------------------------------------------------- ADVERTENCIA Elimine la energía de la POWER MIG 255 antes de continuar. ----------------------------------------------------------------------El Juego adaptador para "Spool Gun" proporciona conexión directa y uso de la Spool Gun (con control remoto de velocidad) con la máquina de soldadura de alimentación de alambre POWER MIG 255. También proporciona un cambio con un solo interruptor entre el uso de la máquina con su alimentador y antorcha o la antorcha Spool Gun para la misma polaridad de soldadura con diferentes procesos de alambre y gas. El estuche incluye un ensamble de módulo adaptador de antorcha Spool Gun con un sólo enchufe de conexión, una entrada posterior de gas con manguera, un sujetador de antorcha y cable y hardware de montaje con instrucciones de instalación y operación. ® K2297-1 Antorcha Spool Gun Prince XL con adaptador incluido. K2310-1* Juego Adaptador de antorcha Spool Gun para Power MIG 255 (conecta las antorchas ® ® Magnum SG Spool Gun o Prince XL). K487-25 Antorcha Spool Gun Magnum SG (requiere el ® AVERTISSEMENT Couper toute alimentation d’entrée de la machine POWER MIG 255 avant de commencer. ---------------------------------------------------------------------Le nécessaire adaptateur du pistolet dévidoir permet de connecter directement et d’utiliser le pistolet dévidoir (avec télécommande de vitesse) avec la machine dévidoir POWER MIG 255. Il permet également de passer du fonctionnement de la machine avec son pistolet à l’utilisation du pistolet dévidoir pour le soudage à la même polarité mais avec fil et procédé aux gaz différent. Le nécessaire comprend un module adaptateur de pistolet dévidoir avec une fiche de connexion simple, un système de réglage d’entrée du gaz à l’arrière avec tuyau souple et visserie de montage et instructions d’installation et de fonctionnement. K2297-1 Pistolet dévidoire Prince® XL avec l'adaptateur. K2310-1* Adaptateur du pistolet dévidoire de Power MIG 255. (nécessaire pour la connection du pistolet Magnum® SG ou du pistolet Prince® XL K487-25 Pistolet dévidoire Magnum® SG (Adaptateur juego adaptador K2310-1). * Este juego solo puede ser configurado para operar una ® ® antorcha Spool Gun Magnum SG o Prince XL a la vez; el juego es embarcado confirgurado para la antorcha Spool ® Gun Magnum SG. K2310-1 est nécessaire) *K2310-1 peut être configurer pour le pistolet dévidoire Magnum® SG ou pour le pistolet dévidoire Prince® XL un par un. K2301-1 est expédiée congfigurer pour le pistolet dévidoire Magnum® SG SOLDADURA CON EL ADAPTADOR DE SPOOL GUN Y LA SPOOL GUN INSTALADA RÉALISATION D’UNE SOUDURE AVEC LE PISTOLET DÉVIDOIR La circuitería de control de la POWER MIG está diseñada para sensibilizar ya sea, la spool gun o circuitería del gatillo de alimentador de alambre (integrada). Después de que ha sido instalado el estuche adaptador de spool gun este se puede enchufar facilmente y estará listo para usarse. PRECAUCION Al cerrar el gatillo de cualquier pistola ocasionará que el electrodo de ambas pistolas se “ACTIVE” eléctricamente. Asegúrese de que la pistola no utilizada se coloque para que el electrodo o punta no toquen el metal u otro metal común al trabajo. ---------------------------------------------------------------------- C-5 Le circuit de commande de la machine POWER MIG est conçu pour détecter le circuit de la gâchette, du pistolet dévidoir ou du pistolet intégré. Une fois le nécessaire adaptateur du pistolet dévidoir monté, on peut facilement brancher le pistolet dévidoir et celui-ci sera prêt à être utilisé. ATTENTION Quand on ferme la gâchette de l’un ou l’autre pistolet, l’électrode des deux pistolets est sous tension. S’assurer que le pistolet inutilisé est placé de façon que l’électrode ou le tube contact ne touche pas le capot métallique ou autre métal touchant la pièce --------------------------------------------------------------------- ACCESORIOS ACCESSORIES 1. Pulling the trigger for the built-in feeder gun: a. Disables spool gun operation. b. Closing feeder gun trigger starts feeder gun welding and makes both electrodes electrically "HOT". 2. Pulling SPOOL GUN Trigger: ACCESSOIRES 1. Presione el gatillo para iniciar la alimentación de la pistola: a. Deshabilite la operacion de la spool gun. a. On invalide le fonctionnement du pistolet dévidoir. b. Al cerrar el gatillo de la pistola del alimentador se inicia la soldadura y ambos electrodos se “energizan. b. Si l’on ferme la gâchette du pistolet intégré le pistolet est prêt à souder et les deux électrodes sont sous tension. 2. Al jalar el gatillo de la SPOOL GUN: a. Disables built-in feeder gun operation. b. Closing spool gun trigger starts spool gun welding and makes both electrodes electrically "HOT". 3. Operation with POWER MIG 255: a. Turn the POWER MIG-255 input power ON. a. Se deshabilita la operación de la pistola del alimentador integrada. b. Al cerrar el gatillo de la antorcha del alimentador comienza la soldadura del alimentador y hace que ambos electrodos se "activen" eléctricamente. a. ENCIENDA la energía de alimentación de la POWER MIG-255. c. Adjusting the wire speed control on the spool gun will increase or decrease the spool gun wire feed speed. b. Al ajustar el control de voltaje se aumentará o disminuirá su voltaje de soldadura. Wire Dia. In. (mm) WFS Setting Spool Gun Arc voltage Setting .030" (.8 mm) .035" (.9 mm) 3/64" (1.2 mm) 270 250 240 15V 16V 20V 5. To return to normal POWER MIG 255 welding, release the spool gun trigger and reset feeder gun voltage procedure setting if necessary. 6. Operation with Timer Option Kit (K1701-1) installed in Power MIG 255: All Timer Option Kit functions, except 4-Step and Runin, are functional with the spool gun. (See operating instructions for Timer Option Kit. c. Al ajustar el control de velocidad de alambre en la spool gun incrementará o disminuirá la velocidad de alimentación de alambre. 4. Las siguientes programaciones de procedimiento para Aluminio 4043 se pueden utilizar como programaciones iniciales para realizar soldaduras de prueba a fin de determinar las programaciones finales: Diam. de Alam. pulg (mm) .030" (.8 mm) .035" (.9 mm) 3/64" (1.2 mm) Prog. WFS Spool Gun Programación de Voltaje de Arco 270 250 240 15V 16V 20V 5. Para regresar a la soldadura normal de la POWER MIG 255, libere el gatillo de la spool gun y reestablezca la programación del procedimiento de voltaje de la pistola del alimentador en caso de ser necesario. 6. Operación con el Juego Opcional de Programación de Tiempos (K1701-1) instalado en la Power MIG 255: Todas las funciones del Juego de Programación de Tiempos, excepto 4 pasos y arraque Inicial son funcionales con la spool gun. (Ver instrucciones de operación para el Juego de Programación de Tiempos). C-6 2. Quand on appuie sur la gâchette du pistolet dévidoir : a. On invalide le fonctionnement du pistolet intégré. b. Si l’on ferme la gâchette du pistolet dévidoir le pistolet est prêt à souder et les deux électrodes sont sous tension. 3. Fonctionnement avec la POWER MIG 255 : 3. Operación con la POWER MIG 255: b. Adjusting the voltage control will increase or decrease your welding voltage. 4. The following procedure settings for Aluminum 4043 can be used as initial settings for making test welds to determine final settings: 1. Quand on appuie sur la gâchette qui commande le pistolet intégré : a. Mettre la POWER MIG 255 en marche (ON). b. En réglant la commande de tension, on augmente ou on diminue la tension de soudage. c. En réglant la commande de vitesse de dévidage sur le pistolet dévidoir, on augmente ou on diminue la vitesse de dévidage du pistolet dévidoir. 4. On peut utiliser les réglages de mode opératoire suivants pour l’aluminium 4043 comme réglages initiaux quand on veut effectuer des soudures d’essai pour déterminer les réglages finals : Fil po (mm) .030" (.8 mm) .035" (.9 mm) 3/64" (1.2 mm) Réglage de la vitesse Réglage tension Pistolet dévidoir d’arc 270 250 240 15V 16V 20V 5. Pour retourner au soudage normal avec la POWER MIG 255, relâcher la gâchette du pistolet dévidoir et réeffectuer le réglage du mode opératoire de tension du pistolet intégré s’il y a lieu. 6. Fonctionnement avec nécessaire temporisateur en option (K1701-1) monté dans la POWER MIG 255. Toutes les fonctions du nécessaire temporisateur en option Sauf quatre positions (4-Step) etla vitesse de fil à l’amorçage sont possibles avec le pistolet dévidoir. (Voir les instructions de fonctionnement pour le nécessaire temporisateur en option). MAINTENANCE SAFETY PRECAUTIONS WARNING ELECTRIC SHOCK can kill. • Have an electrician install and service this equipment. • Turn the input power off at the fuse box before working on equipment • Do not touch electrically hot parts. GENERAL MAINTENANCE In extremely dusty locations, dirt may clog the air passages causing the welder to run hot. Blow dirt out of the welder with low-pressure air at regular intervals to eliminate excessive dirt and dust build-up on internal parts. The fan motors have sealed ball bearings which require no service. DRIVE ROLLS AND GUIDE PLATES After every coil of wire, inspect the wire drive mechanism. Clean it as necessary by blowing with low pressure compressed air. Do not use solvents for cleaning the idle roll because it may wash the lubricant out of the bearing. All drive rolls are stamped with the wire sizes they will feed. If a wire size other than that stamped on the roll is used, the drive roll must be changed. For instructions on replacing or changing drive roll, see "Wire Drive Rolls" in Operation section. CONTACT TIP AND GAS NOZZLE INSTALLATION a. Choose the correct size contact tip for the electrode being used (wire size is stenciled on the side of the contact tip) and screw it snugly into the gas diffuser. MANTENIMIENTO PRECAUCIONES DE SEGURIDAD ADVERTENCIA UNA DESCARGA ELECTRICA puede causar la muerte. • Haga que un eléctrico especializado instale y dé servicio a este equipo. • Interrumpa el suministro de energía de entrada en la caja de fusibles antes de trabajar en el equipo. • No toque las partes eléctricamente activas. MANTENIMIENTO EN GENERAL En los lugares en los que existe demasiado polvo, la suciedad puede provocar que se cierren los pasajes de aire, lo que hace que la soldadora se caliente al funcionar. Sopletee la suciedad de la soldadora con aire a baja presión en intervalos regulares para eliminar la suciedad excesiva y la acumulación de polvo en las partes internas. Los motores del ventilador cuentan con baleros sellados que no requieren servicio. RODILLOS IMPULSORES Y TUBOS GUIA Después de cada bobina de alambre, inspeccione el mecanismo del impulsor de alambre. Limpie en caso de ser necesario sopleteando con aire comprimido a baja presión. No utilice solventes para la limpieza del rodillo de tensión debido a que puede eliminar el lubricante del rodamiento. Todos los rodillos tienen una impresión que indica los calibres de alambre que alimentarán. Si el tamaño de alambre es diferente al que se indica en la impresión del rodillo que se está utilizando se debe cambiar el rodillo. Para instrucciones de reemplazo o cambio del rodillo impulsor, véase la sección "Rodillo impulsor de alambre" en la sección de Operación. PUNTA DE CONTACTO E INSTALACION DE LA TOBERA DE GAS a. Elija la punta de contacto del tamaño adecuado para el electrodo que se utiliza (el tamaño de alambre está grabado a un costado lado de la punta de contacto) y atorníllela dentro del difusor de gas. D-1 ENTRETIEN MESURES DE SÉCURITÉ AVERTISSEMENT LES CHOCS ÉLECTRIQUES peuvent être mortels. • Confier l’installation et l’entretien de ce matériel à un électricien. • Couper l’alimentation à la boîte de fusibles avant de travailler sur ce matériel. • Ne pas toucher aux pièces sous tension. ENTRETIEN GÉNÉRAL Dans les endroits où il y a beaucoup de poussière, la saleté peut obturer les passages d’air et faire chauffer la machine. Chasser la saleté à intervalles réguliers en utilisant un jet d’air à basse pression afin d’éliminer l’accumulation excessive de poussière et de saleté sur les pièces internes Les moteurs de ventilateur ont des roulements à billes étanches qui ne demandent pas d’entretien. GALETS D’ENTRAÎNEMENT PLAQUES GUIDES ET Après avoir utilisé une couronne de fil, inspecter le mécanisme d’entraînement du fil. Le nettoyer s’il y a lieu à l’aide d’un jet d’air comprimé à basse pression. Ne pas utiliser de solvant pour nettoyer le galet mené parce qu’il peut éliminer le lubrifiant du roulement. Le diamètre des fils à utiliser est inscrit sur tous les galets d’entraînement. Si l’on utilise un fil de diamètre autre que celui indiqué sur le galet, on doit changer le galet. Pour remplacer les galets d’entraînement, voir la section «Galets d’entraînement» dans la section Fonctionnement. MONTAGE DU TUBE CONTACT ET DE LA BUSE DE GAZ a. Choisir le tube contact de la bonne dimension pour l’électrode utilisée (le diamètre du fil est inscrit sur le côté du tube contact) et bien le visser dans le diffuseur de gaz. MAINTENANCE b. Screw the appropriate fixed gas nozzle fully onto the diffuser. Either the standard .50" (12.7 mm) flush nozzle or other optional flush or recessed (spray arc) nozzle sizes may be used. (See Table D.2 in this section.) c. If using optional adjustable slip-on noz-zles, see Table D.2 in this section. 1. Be sure the nozzle insulator is fully screwed onto the gun tube and does not block the gas holes in the diffuser. 2. Slip the appropriate gas nozzle onto the nozzle insulator. Either a standard .50" (12.7 mm) or optional .62" (15.9 mm) I.D. slip-on gas nozzle may be used and should be selected based on the welding application. Adjust the gas nozzle as appropriate for the GMAW process to be used. Typically, the contact tip end should be flush to .12" (3.2 mm) extended for the short-circuiting transfer process and .12" (3.2 mm) recessed for spray transfer. MANTENIMIENTO ENTRETIEN b. Atornille la tobera de gas fija en el difusor. Se pueden utilizar toberas al ras estándar de 12.7 mm (.50") u otras toberas al ras o retraídas opcionales de diversos tamaños. (Véase Tabla D.2. en esta sección.) b. Visser à fond la buse de gaz fixe appropriée sur le diffuseur. On peut utiliser la buse affleurante standard 0,50 po (12,7 mm) ou une autre buse affleurante ou en retrait (arc pulsé) de dimension différente en option. (Voir le tableau D.2 dans cette section.) c. Si se utilizan las toberas deslizables ajustables, véase la Tabla D.2 en esta sección. 1. Asegúrese de que el aislador de la tobera esté completamente atornillado dentro del tubo de la antorcha y no bloquee los orificios de gas en el difusor. 2. Deslice la tobera de gas adecuada dentro del aislador de la tobera. Se puede utilizar ya sea una tobera de gas estándar de 12.7 mm (.50") o la tobera de gas deslizable opcional de 15.9 mm (.62") I.D. y se deben seleccionar en base a la aplicación de soldadura. Ajuste la tobera de gas como se indique de acuerdo con los procesos GMAW que se utilicen. Por lo regular, el extremo de la punta de contacto debe estar al ras y hasta 3.2 mm (.12") extendida para procesos de transferencia de corto circuito y 3.2 mm (.12") retraidas para transferencia de spray. GUN TUBES AND NOZZLES a. Replace worn contact tips as required. b. Remove spatter from inside of gas noz-zle and from tip after each 10 minutes of arc time or as required. GUN CABLE CLEANING To help prevent feeding problems, clean cable liner after using approximately 300 pounds (136 kg) of electrode. Remove the cable from the wire feeder and lay it out straight on the floor. Remove the contact tip from the gun. Using an air hose and only partial pressure, gently blow out the cable liner from the gas diffuser end. WARNING Excessive pressure at the start may cause the dirt to form a plug. c. Si l’on utilise les buses à emmanchement réglables en option, voir le tableau D.2 de cette section. 1. S’assurer que l’isolateur de la buse est vissé à fond sur le tube du pistolet et ne bouche pas les orifices de gaz du diffuseur. 2. Faire glisser la buse de gaz appropriée sur l’isolateur de la buse. On peut utiliser une buse de gaz à emmanchement standard de 0,50 po (12,7 mm) de D.I. ou en option de 0,62 po (15,9 mm) et on doit la choisir selon l’application de soudage. Bien régler la buse de gaz pour le procédé GMAW à utiliser. En général, l’extrémité du tube contact doit être affleurante à 0,12 po (3,2 mm), allongée pour le transfert par courts-circuits et en retrait de 0,12 po (3,2 mm) pour le transfert par pulvérisation. TUBOS DE ANTORCHA Y TOBERAS a. Reemplace las puntas de contacto gastadas según sea necesario. b. Elimine los residuos que se encuentran en el interior de la tobera de gas y de la punta cada 10 minutos de tiempo de arco o según se requiera. LIMPIEZA DE LOS CABLES Para ayudar a evitar problemas de alimentación Limpie la guía del alambre después de aproximadamente 136 kg (300 lb) de uso de un electrodo. Retire el cable del alimentador de alambre y colóquelo en posición recta sobre el piso. Quite la punta de contacto de la antorcha. Utilizando una manguera de aire a presión, aplicando presión parcial únicamente, cuidadosamente limpie la guía del alambre desde el extremo del difusor de gas. ADVERTENCIA Demasiada presión en el comienzo puede provocar que impurezas formen una obstrucción. D-2 TUBES DE PISTOLET ET BUSES a. Remplacer s’il y a lieu les tubes contact. b. Éliminer les projections de l’intérieur de la buse de gaz et du tube après toute période d’arc de 10 minutes ou selon les besoins. NETTOYAGE DU CBLE DU PISTOLET Pour éviter les problèmes de dévidage, nettoyer le conduit intérieur du câble après avoir utilisé environ 300 lb (136 kg) d’électrode. Débrancher le câble du dévidoir et l’étendre sur le sol. Enlever le tube contact du pistolet. En utilisant un jet d’air à pression partielle, insuffler légèrement de l’air dans le conduit intérieur du câble depuis l’extrémité du diffuseur de gaz. AVERTISSEMENT Si la pression initiale est excessive la saleté peut former un bouchon. MAINTENANCE Flex the cable over its entire length and again blow out the cable. Repeat this procedure until no further dirt comes out. If this has been done and feed problems are experienced, try liner replacement, and refer to trouble shooting section on rough wire feeding. LINER REMOVAL AND REPLACEMENT NOTE: Changing the liner for a different wire size requires replacement of the gas diffuser per Table D.1 to properly secure the different liner. MANTENIMIENTO ENTRETIEN Estire el cable a todo lo largo y vuelva a limpiarlo. Repita este proceso hasta que no vuelva a salir más suciedad. Si se ha presentado este tipo de problemas, trate de reemplazar la guía y consulte la sección de localización de averías en la alimentación de alambre. Fléchir le câble sur toute sa longueur puis faire circuler à nouveau un jet d'air comprimé. Répéter cette marche à suivre jusqu'à ce qu'il ne sorte plus de saleté. Si malgré tout on a des problèmes de dévidage, essayer de remplacer le conduit intérieur et voir la section de dépannage relative au mauvais dévidage du fil. REMOCION Y REEMPLAZO DE LA GUIA DÉMONTAGE DU CONDUIT INTÉRIEUR ET REMPLACEMENT NOTA: al realizar el cambio de la guía para diferentes calibres de alambre se requiere de reemplazo de difusor de gas de acuerdo a la Tabla D.1 para asegurar adecuadamente la nueva guía. NOTE : Quand on remplace le conduit intérieur pour utiliser un fil de diamètre différent, on doit remplacer le diffuseur de gaz conformément au tableau D.1. TABLE D.1 Replace Size mentde Número Stencilled on Tamaño Grabado Line Part Guía Number End of liner Bushing en el extremo del No. de Parte Adjustable nozzle Gas No. de Parte del del Difusor de Fixed Nozzle Diffuser Gas Diffuser Difusor de Gas Gas de la Part No. Part No. (and de la Tobera Fija Tobera ajustable (and stencil) (grabado) (grabado) Stencil) Diámetro de Diameter of Electrodos Utilizados Electrode Used Parte de la .025-.030" Steel KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2 KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1 CilindrodelaGuía (0.6-0.8 mm) .035-.045" Steel KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1 LINER REMOVAL, INSTALLATION AND TRIMMING INSTRUCTIONS FOR MAGNUM 250L NOTE: The variation in cable lengths prevents the interchangeability of liners between guns. Once a liner has been cut for a particular gun, it should not be installed in another gun unless it can meet the liner cutoff length requirement. Liners are shipped with the jacket of the liner extended the proper amount. 2. 3. No. de Parte del del Difusor de Número de Tamaño Grabado Difusor de Gas Gas de la Parte de la en el extremo del de la Tobera Fija Tobera ajustable Electrodos Utilizados Guía CilindrodelaGuía (grabado) (grabado) .025-.030" Steel KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2 Diámetro de Diamètre des Diámetro de électrodes utilisées Electrodos Utilizados .025-.030" Steel Remove the gas nozzle and nozzle insulator, if used, to locate the set screw in the gas diffuser which is used to hold the old liner in place. Loosen the set screw with a 5/64" (2.0 mm) Allen wrench. Remove the gas diffuser from the gun tube. Lay the gun and cable out straight on a flat surface. Loosen the set screw located in the brass connector at the feeder end of the cable and pull the liner out of the cable. Dimension No. deréf. Partedu del No réf. No inscrite à l’ex- diffuseur de conduit Número de Tamaño Grabado Difusor de Gas trémité du de gaz de buse Parte de la en el extremo del de la Tobera Fija rechange manchon du fixe conduit Guía CilindrodelaGuía (grabado) NoDifusor réf. du del de diffuseur Gas de lade gaz de la buse (grabado) réglable Tobera ajustable KP1934-2 .030 (0.8 mm) KP2026-3 KP2026-2 KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1 KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1 (0.6-0.8 mm) .035-.045" Steel (0.9-1.2 mm) .035-.045" Steel KP1934-1 .045 (1.2 mm) KP2026-3 KP2026-1B1 3/64" Aluminum (0.9-1.2 mm) (1.2 mm) 1. No. de Parte No. de Parte (0.6-0.8 mm) (0.9-1.2 mm) 3/64" Aluminum TABLEAU D.1 TABLA D.1 (1.2 mm) 3/64" Aluminum KP1955-1 3/64" (1.2 mm) KP2026-3 KP2026-1B1 (1.2 mm) INSTRUCCIONES DE REMOCION, INSTALACION Y AJUSTE DE LA GUIA PARA LA MAGNUM 250L NOTA: La variación en las longitudes del cable previenen que se intercambien las guías entre las antorchas. Una vez que se ha cortado una guía para una antorcha en particular, no se debe instalar dentro de otra antorcha a menos de que pueda cumplir con los requerimientos de longitud de corte de la guía. Las guías se envían con la cubierta de la misma extendida a la longitud adecuada. INSTRUCTIONS POUR LE DÉMONTAGE, LE MONTAGE ET L’AJUSTEMENT DU CONDUIT INTÉRIEUR DU PISTOLET MAGNUM 250L NOTE : La variation de longueur des câbles empêche l'interchangeabilité des conduits intérieurs entre les divers pistolets. Une fois que l'on a coupé un conduit intérieur pour un pistolet particulier, on ne doit pas le monter dans un autre pistolet à moins qu'il satisfasse à l'exigence de longueur libre du conduit intérieur. Les conduits intérieurs sont expédiés avec la gaine de la bonne longueur. 1. 1. Retire la tobera de gas y el aislador de gas, si se utilizan, para localizar el tornillo en el difusor de gas el cual será utilizado para sujetar la guía anterior en su lugar. Afloje el tornillo con una llave Allen de 2.0 mm (5/64"). Démonter la buse de gaz et l’isolateur de la buse (éventuel) pour repérer la vis de fixation dans le diffuseur de gaz qui est utilisée pour maintenir l’ancien conduit intérieur. Desserrer la vis de fixation en utilisant une clé Allen de 5/64 po (2 mm). 2. Enlever le diffuseur de gaz du tube du pistolet. 2. Retire el difusor de gas del tubo de la antorcha. 3. Étendre le pistolet et son câble sur une surface plane. Desserrer la vis de fixation qui se trouve dans le connecteur en laiton à l'extrémité dévidoir du câble et sortir le conduit intérieur du câble en le tirant. 3. Extienda la antorcha y el cable en una superficie plana. Afloje el tornillo localizado en el conector de cobre en el extremo que va al alimentador del alambre y jale la guía hacia afuera del cable. D-3 MAINTENANCE MANTENIMIENTO ENTRETIEN Insert a new untrimmed liner into the connector end of the cable. Be sure the liner bushing is stencilled appropriately for the wire size being used. 4. Inserte una guía nueva sin recortar dentro del extremo del cable. Asegúrese que el cilindro de la guía esté marcado adecuadamente para el calibre del alambre utilizado. 4. Enfoncer un nouveau conduit intérieur brut dans l'extrémité connecteur du câble. S'assurer que le diamètre du fil est bien indiqué sur le manchon du conduit intérieur. Note: For liners M16971-7, M16971-8, M17714-1 and M17714-2 Before fully seating the liner bushing, it will be necessary to trim the liner’s inner tube flush with the liner bushing using a sharp blade. After trimming, remove any burrs from inner tube and insure that the opening is fully open. Nota: Que los trazadores de líneas M16971-7, M16971-8, M17714-1 y M17714-2 Antes completamente de asentar el buje del trazador de lÍneas, será necesario corten el rubor interno del tubo de liner’s con el buje del trazador de líneas usando una lámina sostenida. Después de cortar, quite cualquier rebaba del tubo interno y asegure que la apertura está completamente abierta. Note: Que les recouvrements M16971-7, M16971-8, M17714-1 et M17714-2 Avant de poser entièrement la douille de recouvrement, il sera équilibrent l'éclat intérieur de tube de liner’s avec la douille de recouvrement à l'aide d'une lame pointue. Après avoir équilibré, retirez toutes les bavures du tube intérieur et assurez-vous que l'ouverture est entièrement ouverte. 5. Inserte completamente el cilindro de la guía dentro del conector, ajuste el tornillo en el conector de cobre del cable. En este momento, el difusor de gas, no debe instalarse en el extremo del tubo de la antorcha. 5. Bien enfoncer le manchon du conduit intérieur dans le connecteur. Serrer la vis de fixation sur le connecteur du câble en laiton. On ne doit pas monter encore le diffuseur sur l'extrémité du tube du pistolet. 6. Con el difusor del gas sin istalar en el tubo de la antorcha, asegúrese que el cable esté en posición recta y luego recorte la guía a la longitud que se muestra en la Figura D.1. Quite cualquier acumulación en el extremo de la guía. 6. Le diffuseur étant encore enlevé du tube du pistolet, s'assurer que le câble est droit, puis couper le conduit intérieur à la longueur indiquée sur la figure D.1. Ébavurer l'extrémité du conduit intérieur. 7. Atornille el difusor de gas al extremo del tubo de la antorcha y ajuste de manera segura. Asegúrese que el difusor de gas sea el correcto para el tamaño de la guía que se utiliza ( véase tabla y grabado del difusor). 7. Visser le diffuseur de gaz sur l'extrémité du tube du pistolet et bien serrer. S’assurer que le diffuseur de gaz convient pour le conduit intérieur utilisé. (Voir le tableau et le numéro du diffuseur.) 4. 5. Fully seat the liner bushing into the connector. tighten the set screw on the brass cable conector. The gas diffuser, at this time, should not be installed onto the end of the gun tube. 6. With the gas diffusor still removed from the gun tube, be sure the cable is straight, and then trim the liner to the length shown in Figure D.1. Remove any burrs from the end of the liner. 7. Screw the gas diffuser onto the end of the gun tube and securely tighten. Be sure the gas difuser is correct for the liner being used. (See table and diffuser stencil.) 8. Tighten the set screw in the side of the gas difuser against the cable liner using a 5/64" (2.0 mm) Allen wrench. 8. Ajuste el tornillo en el costado del difusor de gas contra la guía de alambre utilizando una llave Allen de 2.0 mm (5/64"). D-4 8. Serrer la vis de fixation sur le côté du diffuseur de gaz contre le conduit intérieur du câble à l’aide d’une clé Allen 5/64 po (2 mm). MAINTENANCE MANTENIMIENTO ENTRETIEN FIGURE D.1 FIGURA D.1 FIGURE D.1 TORNILLO DE FIJACION SET SCREW TORNILLO DE FIJACION BRASS CABLE CONECTOR DECONNECTOR CABLE DE COBRE 1-1/4" (31.8mm) 1-1/4 (31,8 mm) LONGITUD DE LINER TRIM CORTE TORNILLO DE FIJACION VIS DE FIXATION CONECTOR DE CABLE DE COBRE LENGHT 1-1/4" (31.8mm) LONGITUD DE CORTE CONECTOR DEDE CABLE DE CONNECTEUR CÁBLE ENCOBRE LAITON 1-1/4" LONGUEUR LIBRE (31.8mm) DU CONDUITDE LONGITUD INTÉRIEUR 1-1/4 CORTE po (31,8 mm) TORNILLO DE FIJACION SET SCREW TORNILLO DE FIJACION TORNILLO DE FIJACION DIFUSOR DE GAS GAS DIFFUSER DIFUSOR DE GAS DIFUSOR DE DIFFUSEUR DEGAS GAZ VIS DE FIXATION AISLADOR DE TOBERA NOZZLE INSULATOR (IF USED) (SI SE UTILIZA) GAS NOZZLE TOBERA DE GAS AISLADOR DE TOBERA (SI SE UTILIZA) TOBERA DE GAS ADVERTENCIA WARNING This screw should only be gently tightened. Overtightening will split or collapse the liner and cause poor wire feeding. ----------------------------------------------------GUN HANDLE DISASSEMBLY The internal parts of the gun handle may be inspected or serviced if necessary. The gun handle consists of two halves that are held together with a collar on each end. To open up the handle, turn the collars approximately 60 degrees counterclockwise (the same direction as removing a right hand thread) until the collar reaches a stop. Then pull the collar off the gun handle. If the collars are difficult to turn, position the gun handle against a corner, place a screwdriver against the tab on the collar and give the screwdriver a sharp blow to turn the collar past an internal locking rib. AISLADORISOLATEUR DE TOBERA DE BUSE (SI SE UTILIZA) (ÉVENTUEL) TOBERA BUSEDE DEGAS GAZ AVERTISSEMENT Este tornillo debe apretarse ligeramente. Al apretar con exceso partirá o romperá la guía y provocará una alimentación de alambre deficiente. ----------------------------------------------------------------------- Ne serrer cette vis que légèrement. Si on la serre trop, elle peut fendre ou déformer le conduit intérieur et provoquer un mauvais dévidage du fil DESENSAMBLE DEL MANGO DE LA ANTORCHA DÉMONTAGE DE LA POIGNÉE DU PISTOLET Las partes internas del mango de la antorcha deben inspeccionarse o recibir servicio en caso de ser necesario. El mango de la antorcha consiste de dos mitades que están sujetas juntas con un collar en cada extremo. Para abrir el mango, gire ambos collares aproximadamente 60º en contra de las manecillas del reloj (la misma dirección para retirar una tuerca de rosca derecha) hasta que el collar se detenga. Luego jale el collar fuera del mango de la antorcha. Si los collares son difíciles de girar coloque el mango de la antorcha contra una esquina, coloque un destornillador contra la orilla del collar y de un golpe para poder girar el collar mas allá de la protuberancia que lo asegura. On peut inspecter et entretenir s’il y a lieu les pièces internes de la poignée du pistolet. La poignée du pistolet est composée de deux parties retenues par une virole à chaque extrémité. Pour ouvrir la poignée, tourner les viroles d’environ 60o vers la gauche (comme s’il s’agissait d’un filetage à droite) jusqu’à ce qu’elles atteignent un arrêt. Puis tirer sur les viroles pour les sortir du pistolet. S’il est difficile de tourner les viroles, placer la poignée du pistolet dans un angle, placer un tournevis contre la partie en saillie de la virole et donner un bon coup sur le tournevis pour que la virole dépasse une nervure de verrouillage interne. counterclockwise ----------------------------------------------------------------------. Vers la gauche A la izquierda D-5 MAINTENANCE MANTENIMIENTO ENTRETIEN TABLE D.2 ACCESSORIES AND EXPENDABLE REPLACEMENT PARTS FOR MAGNUM 250L GUN AND CABLE ASSEMBLIES TABLA D.2 ACCESORIOS Y PARTES DE REMPLAZO A LA VENTA PARA LA ANTORCHA MAGNUM 250L Y ENSAMBLES DE CABLE TABLEAU D.2 ACCESSOIRES ET PIÈCES DE REMPLACEMENT CONSOMMABLES POUR LES ENSEMBLES PISTOLETS ET CBLES MAGNUM 250L Description CABLE LINER For 15' (4.5 m) or shorter cable CONTACTS TIPS Standard Duty Heavy Duty Tapered Tab (For Alum.) GAS NOZZLES Fixed (Flush) Fixed (Recessed) Requires: Gas Diffuser as’bly Adjustable Slip On Requires: Nozzle Insulator aislador de tobera Requires: Gas diffuser As’bly Gasless nozzle (For Innershield) GUN TUBE ASSEMBLIES Standard (60°) 45° English Size Metric Size KP1934-2 KP1934-1 KP1955-1 .025 – .030" .035 – .045" 3/64" (Alum. wire) 0.6 – 0.8 mm 0.9 – 1.2 mm 1.2 mm (Alum. wire) KP2020-6B1 KP2020-7B1 KP2020-1B1* KP2020-2B1* KP2021-1B1 KP2021-2B1 KP2021-5B1 KP2021-6B1 KP2022-1B1 KP2022-2B1 KP2010-5B1 .025" .030" .035" .045" .035" .045" .025" .030" .035" .045" 3/64" (Alum. Wire) 0.6 mm 0.8 mm 0.9 mm 1.2 mm 0.9 mm 1.2 mm 0.6 mm 0.8 mm 0.9 mm 1.2 mm 1.2 mm (Alum. Wire.) KP1931-1 KP1931-2* KP1931-3 KP1930-1 KP1930-2 KP1930-3 3/8" 1/2" 5/8" 3/8" 1/2" 5/8" 9.5 mm 12.7 mm 15.9 mm 9.5 mm 12.7 mm 15.9 mm KP2026-3 * .025 – .045" 0.6 – 1.2 mm KP1935-2 KP1935-1 1/2" 5/8" 12.7 mm 15.9 mm Part No. KP2025-1 KP2026-2 KP2026-1 KP1947-1 KP2015-1 * KP2041-1 *Included with Power MIG 255 Requires KP2026-1 Gas Diffuser .025 – .030" .035 – .045" 0.6 – 0.8 mm 0.9 – 1.2 mm Descripción GUIA DE ALAMBRE para cable de 15' (4.5 m) o más corto PUNTAS DE CONTACTO Trabajo estándar Trabajo pesado Cónica Partida (para Alum.) TOBERAS DE GAS Fija (Al ras) Fixed (Retraída) Requiere: Ensam. de difusor de gas Deslizamiento ajustable Requiere: Ensamble de aislador de tobera Requiere: Ensamble de difusor de gas Tobera sin gas (Para Innershield) ENSAMBLES DEL TUBO DE LA ANTORCHA estándar (60°) 45° No. de Parte Medida inglesa Medida métrica KP1934-2 KP1934-1 KP1955-1 .025 – .030" 0.6 – 0.8 mm .035 – .045" 0.9 – 1.2 mm 3/64" 1.2 mm (Alamb. alum.) (Alamb. alum.) KP2020-6B1 KP2020-7B1 KP2020-1B1* KP2020-2B1* KP2021-1B1 KP2021-2B1 KP2021-5B1 KP2021-6B1 KP2022-1B1 KP2022-2B1 KP2010-5B1 .025" 0.6 mm .030" 0.8 mm .035" 0.9 mm .045" 1.2 mm .035" 0.9 mm .045" 1.2 mm .025" 0.6 mm .030" 0.8 mm .035" 0.9 mm .045" 1.2 mm 3/64" 1.2 mm (Alamb. alum.) (Alamb. alum.) KP1931-1 KP1931-2* KP1931-3 KP1930-1 KP1930-2 KP1930-3 3/8" 1/2" 5/8" 3/8" 1/2" 5/8" 9.5 mm 12.7 mm 15.9 mm 9.5 mm 12.7 mm 15.9 mm KP2026-3 * .025 – .045" 0.6 – 1.2 mm KP1935-2 KP1935-1 1/2" 5/8" 12.7 mm 15.9 mm KP2025-1 KP2026-2 KP2026-1 .025 – .030" .035 – .045" KP1947-1 0.6 – 0.8 mm 0.9 – 1.2 mm Descripción zCONDUIT INTÉRIEUR Pour câble paradecable de 15' 15 pi (4,5 m) (4.5 m) o más ou moins corto PUNTAS DE CONT TUBES CONTACT Service normal Trabajo estándar Trabajo pesado Service intense ConiqueCónica (para Alum.) Tab (pourPartida aluminium) BUSES TOBERAS DE GAZ DE GAS Fija (Al ras) Fixe (affleurante) Fixed (Retraída) (en retrait) Requiere: Ensam. Nécessite un ensemble diffuseur de de difusor gaz de gas Deslizamiento À emmanchement réglable ajustable Requiere: Nécessite un ensemble Ensamble de d’isolateurs de buses aislador de tobera Nécessite : Requiere: un ensemble diffuseur de Ensamble de gaz difusor de gas Buse sans gaz (pour Tobera sin gas Innershield) (Para Innershield) No réf. Dimensions anglaises KP1934-2 KP1934-1 KP1955-1 .025 – .030" 0.6 – 0.8 mm .035 – .045" 0.9 – 1.2 mm 3/64" 1.2 mm (Alamb. alum.) (Alamb. alum.) KP2020-6B1 KP2020-7B1 KP2020-1B1* KP2020-2B1* KP2021-1B1 KP2021-2B1 KP2021-5B1 KP2021-6B1 KP2022-1B1 KP2022-2B1 KP2010-5B1 .025" 0.6 mm .030" 0.8 mm .035" 0.9 mm .045" 1.2 mm .035" 0.9 mm .045" 1.2 mm .025" 0.6 mm .030" 0.8 mm .035" 0.9 mm .045" 1.2 mm 3/64" 1.2 mm (Alamb. alum.) (Alamb. alum.) KP1931-1 KP1931-2* KP1931-3 KP1930-1 KP1930-2 KP1930-3 3/8" 1/2" 5/8" 3/8" 1/2" 5/8" 9.5 mm 12.7 mm 15.9 mm 9.5 mm 12.7 mm 15.9 mm KP2026-3 * .025 – .045" 0.6 – 1.2 mm KP1935-2 KP1935-1 1/2" 5/8" 12.7 mm 15.9 mm .025 – .030" .035 – .045" 0.6 – 0.8 mm 0.9 – 1.2 mm KP2025-1 KP2026-2 KP2026-1 KP1947-1 ENSEMBLE TUBE DE PISKP2015-1 * KP2041-1 * *Incluido con la energía MIG 255 Requiere El Difusor De Gases KP2026-1 D-6 TOLET estándar (60°) Standard (60°) 45° 45° Dimensions métriques KP2015-1 * KP2041-1 * *Inclus avec la puissance MIG 255 Exige Le Diffuseur de gaz KP2026-1 TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE HOW TO USE TROUBLESHOOTING GUIDE COMO UTILIZAR LA GUIA DE LOCALIZACION DE AVERIAS COMMENT UTILISER LE GUIDE DE DÉPANNAGE WARNING Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel. Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual. _________________________________________ This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions. Simply follow the three-step procedure listed below. Step 1. LOCATE PROBLEM (SYMPTOM). Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting. Step 2. POSSIBLE CAUSE. The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may contribute to the machine symptom. Step 3. RECOMMENDED COURSE OF ACTION This column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility. If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facilitympartment is reset. CAUTION If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed. ADVERTENCIA El servicio y la reparación sólo deben ser realizados por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el técnico y el operador de la máquina e invalidará su garantía de fábrica. Para su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas en este manual. _________________________________________ Esta guía de detección de problemas se proporciona para ayudarle a localizar y a reparar posibles averías de la máquina. Simplemente siga el procedimiento de tres pasos que se da enseguida. Paso 1. LOCALIZACION DEL PROBLEMA (SINTOMA) Observe debajo la columna llamada “PROBLEMA (SÍNTOMA)”. Esta columna describe los posibles síntomas que la máquina puede presentar. Encuentre la lista que describa de la mejor manera el síntoma que la máquina está presentando. Paso 2. CAUSA POSIBLE En la segunda columna llamada “CAUSA POSIBLE”, se enumeran los factores que pueden originar el síntoma de la máquina. Paso 3. ACCION RECOMENDADA Esta columna da un curso de acción recomendada para la Causa Posible por lo general le recomienda establecer contacto con un taller de Servicio Autorizado Local. En caso de que no entienda o no pueda realizar la acción recomendada de manera segura, consulte con un taller de Servicio Autorizado Local. PRECAUCIóN Si por cualquier razón usted no entiende los procesos de prueba o no está en la posibilidad de realizar las pruebas/reparaciones con seguridad, contacte a su Taller de Servicio Autorizado Local para asistencia técnica en la localización de fallas antes de proceder. E-1 AVERTISSEMENT L’entretien et les réparations doivent être effectués par le personnel de Lincoln Electric ayant reçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvent entraîner un danger pour le technicien et l’opérateur de la machine et annulent la garantie d’usine. Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes de sécurité et les mises en garde données en détail dans ce manuel. _________________________________________ Ce guide de dépannage a pour but de vous aider à localiser et à réparer les mauvais fonctionnements éventuels de la machine. Suivre simplement la méthode en trois étapes donnée ci-après. Étape 1. REPÉRER LE PROBLÈME (SYMPTÔME). Regarder dans la colonne «PROBLÈMES (SYMPTÔMES)». Cette colonne décrit les symptômes éventuels que peut présenter la machine. Trouver la phrase qui décrit le mieux le symptôme que présente la machine. Étape 1. CAUSE POSSIBLE La deuxième colonne «CAUSE POSSIBLE» donne la liste des possibilités externes évidentes qui peuvent contribuer au symptôme de la machine. Étape 3. MESURE À PRENDRE RECOMMANDÉE Cette colonne donne une mesure à prendre en fonction de la cause possible. En général, elle indique de communiquer avec le service aprèsvente agréé Lincoln. Si vous ne comprenez pas ou êtes incapable de prendre la mesure recommandée en toute sécurité, communiquez avec votre service après-vente agréé Lincoln. ATTENTION Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service après-vente local agréé Lincoln qui vous prêtera assistance. TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE Major physical or electrical damage is evident. 1. Contact your Local Lincoln Authorized Field service facility. Daño Eléctrico o Físico Mayor es evidente 1. Comuníquese con su Taller de Servicio Autorizado Lincoln de su localidad. Dommages physiques ou électriques importants évidents. 1. Communiquer avec le service après-vente agréé Lincoln local. There is no wire feed or open circuit voltage when the gun trigger is pulled. The machine displays are lit indicating input power to the POWER MIG 255. No hay alimentación de alambre o voltaje de circuito abierto cuando el gatillo de la antorcha se presiona. El foco piloto de la máquina esta encendido e indica entrada de energía en la POWER MIG 255. 1 The gun trigger or cable may be faulty. Check or replace gun assembly. 2. The thermal protection circuit may be activated. If this is the case, the display will show "too hot". Allowing the machine to cool will clear the error condition. 3. Make sure input voltage is correct and matches nameplate rating and reconnect panel configu-ration. . Machine output is low. Welds are "cold", weld bead is rounded or bumped up demonstrating poor wetting into plate. 1. Remove gun assembly from machine. If problem is solved gun assembly is faulty. Repair or replace. 2. If problem persists when gun assembly is removed from machine then the problem is within the POWER MIG 255. CAUTION If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your LOCAL AUTHORIZED LINCOLN ELECTRIC FIELD SERVICE FACILITY for assistance before you proceed. 1. 2. 3. El gatillo de la antorcha o el cable pueden tener falla. Verifique o reemplace el ensamble de la antorcha. El circuito de protección térmica puede estar activado. Si este es el caso, la pantalla mostrará “too hot” (demasiado energizado). Permita que la máquina se enfríe para borrar la condición de error. Asegúrese de que el voltaje de entrada sea el correcto y coincida con lo indicado en la placa y vuelva a conectar la configuración del panel. Se presenta el voltaje de salida y alimentación de alambre cuando el gatillo de la antorcha no se presiona (no activado) 1. Retire el ensamble de la antorchade la máquina. Si el problema se resuelve el ensamble de la antorcha es el que falla. Repare o reemplace. 2. Si el problema continúa cuando el ensamble de la antorcha se ha removido de la máquina entonces el problema se encuentra dentro de la POWER MIG 255. PRECAUCIÓN Si por cualquier razón no entiende los procedimientos de prueba, o no puede realizar las pruebas/reparaciones de manera segura, antes de continuar contacte AL TALLER DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN para obtener asesoría sobre la localización de averías. E-2 Le fil ne se dévide pas et il n’y a pas de tension à vide quand on appuie sur la gâchette du pistolet. Les affichages de la machine sont éclairés et indiquent que la POWER MIG 255 est sous tension. 1. La gâchette du pistolet ou le câble peut être défectueux. Vérifier ou remplacer le pistolet. 2. Le circuit de protection thermique peut être activé. Si c’est le cas, l’affichage indique «trop chaud». Laisser la machine refroidir pour annuler cette anomalie. 3. S’assurer que la tension d’entrée convient et correspond à celle de la plaque signalétique et reconnecter la configuration du panneau. La tension de sortie est présente et le fil se dévide quand on n’appuie pas sur la gâchette du pistolet. 1. Enlever le pistolet de la machine. Si le problème est réglé, c’est que le pistolet est défectueux. Réparer ou remplacer. 2. Si le problème persiste quand on débranche le pistolet de la machine, c’est que le problème vient de la POWER MIG 255. ATTENTION Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ PAR LINCOLN qui vous prêtera assistance avant de poursuivre. TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS Machine output is low. Welds are "cold", weld bead is rounded or bumped up demonstrating poor wetting into plate. La máquina no arroja toda la energía, las soldaduras son "frías". El cordón de soldadura presenta topes lo que demuestra una fundición deficiente con el metal. 1. Check input voltage. Make sure input voltage matches name-plate rating and reconnect panel configuration. 2. Make sure settings for wire feed speed and voltage are correct for process being used. 1. Verifique el voltaje de entrada. Asegúrese que el voltaje de entrada coincida con lo indicado en la placa y vuelva a conectar la configuración del panel. 2. Asegúrese de que las programaciones para la velocidad de alimentación de alambre y el voltaje sean correctas para el proceso que está siendo utilizado. 3. Asegúrese que la polaridad de salida sea la correcta para el proceso que está siendo utilizado. 3. Make sure output polarity is correct for process being used. 4. Check welding cables and gun assembly for loose or faulty connections. Poor arc striking with electrode sticking or blasting off. 1. Make sure settings for wire feed speed and voltage are correct for process being used. 2. The Run-In (Fast or Slow) speed may be wrong for process and technique being used. See Operation Section. 3. The gas shielding may be improper for process being used 4. Verifique que los cables de soldadura y ensamble de la antorcha no tenga conexiones dañadas o flojas. Arranque de arco deficiente y el electrodo se pega o hace explosiones. 1. Asegúrese de que las programaciones para la velocidad de alimentación de alambre y el voltaje sean las correctas para el proceso que está siendo utilizado. 2. La velocidad de alimentación inicial (alta o baja) puede ser la equivocada para el proceso y técnica que se está utilizando. Véase sección de operación. DÉPANNAGE La sortie de la machine est faible. Les soudures sont «froides», le cordon de soudure est arrondi ou bombé ou révèle un mauvais mouillage de la tôle. 1. Vérifier la tension d’entrée. S’assurer que la tension d’entrée correspond à celle de la plaque signalétique et reconnecter la configuration du panneau. 2. S’assurer que les réglages de vitesse de dévidage du fil et de tension conviennent pour le procédé utilisé. 3. S’assurer que la polarité de sortie est bonne pour le procédé utilisé. 4. Vérifier les câbles de soudage et le pistolet pour voir s’il y a des connexions desserrées ou mauvaises. Mauvais amorçage de l’arc. L’électrode colle ou explose. 1. S’assurer que les réglages de vitesse de dévidage du fil et de tension conviennent pour le procédé utilisé. 2. La vitesse du fil à l’amorçage, «Run-in» (rapide ou lente) peut ne pas convenir pour le procédé et la technique utilisés. Voir la section Fonctionnement. 3. La protection de gaz peut être insuffisante pour le procédé utilisé. 3. El gas protector puede ser inadecuadopara el proceso que se está utilizando. CAUTION If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your LOCAL AUTHORIZED LINCOLN ELECTRIC FIELD SERVICE FACILITY for assistance before you proceed. PRECAUCIÓN Si por cualquier razón no entiende los procedimientos de prueba, o no puede realizar las pruebas/reparaciones de manera segura, antes de continuar contacte AL TALLER DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN para obtener asesoría sobre la localización de averías. E-3 ATTENTION Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ PAR LINCOLN qui vous prêtera assistance avant de poursuivre. TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS Rough wire feeding or wire will not feed but drive rolls are turning. 1. The gun cable may be kinked or twisted. 2. The wire may be jammed in the gun cable, or gun cable may be dirty. 3. Check drive roll tension and position of grooves. 4. Check for worn or loose drive rolls. 5. The electrode may be rusty or dirty. 6. Check for damaged or incorrect contact tip. 7. Check wire spindle for ease of rotation and adjust break ten-sion knob if necessary. La alimentación de alambre es dificil no alimenta alambre pero los rodillos siguen girando. The wire feed stops while welding. When trigger is released and pulled again the wire feed starts. 1. Check the wire feed drive rolls and motor for smooth operation. 2. Check for restrictions in the wire feed path. Check the gun and cable for restrictions. 3. Make sure gun liner and tip are correct for wire size being used. 4. Make sure drive rolls and guide plates are clean and are the correct size. 5. If K1701-1 Timer Option Kit is installed, make sure the spot timer knob is set to off. 6. Check spindle for ease of rotation. 1. 2. 3. 4. 5. 6. 7. El alambre se detiene mientras se suelda. Cuando el gatillo se suelta y se vuelve a presionar comienza la alimentacion de alambre. 1. 2. 3. 4. 5. Gas does not flow when gun trigger is pulled. 1. Make sure gas supply is connected properly and turned "on". 2. If the gas solenoid does actuate (click) when the gun trigger is pulled there may be a restriction in the gas supply line. 3. The gun cable assembly may be faulty. Check or replace. 4. If gas solenoid does not operate when gun trigger is pulled the problem is within the POWER MIG 255. 5. Make sure the gun is pushed all the way into gun mount and is properly seated. El cable de la antorcha puede estar enrollado o doblado. El alambre puede estar atorado dentro del cable de la antorcha o el cable de la antorcha puede estar sucio. Verifique la tensión del rodillo impulsor y la posición de las ranuras. Verifique si el rodillo impulsor está desgastado o suelto. El electrodo puede estar oxidado o sucio. Verifique que la punta de contacto no presente algún daño o defecto. Verifique el eje del alambre y vea que gire facilmente y ajuste la perilla de tensión del freno si es necesario. 6. Verifique que los rodillos impulsores de alimentación de alambre y el motor funcionen adecuadamente. Verifique las restricciones en la trayectoria de alimentación de alambre. Verifique las restricciones para la antorcha y el cable. Asegúrese que la guía y punta de la an-torcha sean para el tamaño de alambre que se está utilizando. Asegúrese que los rodillos impulsores y los tubos guía estén limpios y sean de la medida correcta. Si el Estuche Opcional de Programación de tiempos K1701-1 está instalado, asegúrese de que la perilla esté en apagado. Revise que el eje gire facilmente. El gas no fluye cuando se presiona el gatillo de la antorcha. 1. 2. 3. 4. 5. Asegúrese que el suministro de gas esté conectado adecuadamente y en posición de "abierto". Si el solenoide de gas no actúa cuando el gatillo de la antorcha se presiona puede existir alguna obstrucción en la línea de suministro de gas. El ensamble del cable de la antorcha puede fallar. Verifique o reemplace. Si el solenoide de gas no funciona cuando el gatillo de la antorcha se jala el problema se encuentra dentro de la POWER MIG 255. Asegúrese de que la pistola entre hasta el fondo en el montaje de la antorcha y esté bien colocada. DÉPANNAGE Mauvais dévidage ou le fil ne se dévide pas même si les galets d’entraînement tournent. 1. Le câble du pistolet peut être tordu ou plié. 2. Le fil peut être bloqué dans le câble du pistolet, ou le câble du pistolet peut être sale. 3. Vérifier la tension des galets d’entraînement et la position des gorges. 4. Vérifier si les galets d’entraînement sont desserrés ou usés. 5. L’électrode peut être rouillée ou sale. 6. Vérifier si le tube contact est endommagé ou n’est pas le bon. 7. Vérifier l’axe de dévidage pour voir s’il tourne bien et régler s’il y a lieu le bouton de tension du frein. Le fil arrête de se dévider au cours du soudage. Quand on relâche la gâchette et qu’on y appuie à nouveau, le fil recommence à se dévider. 1. 2. 3. 4. 5. 6. Vérifier le bon fonctionnement des galets d’entraînement et du moteur. Vérifier si quelque chose obstrue le circuit de dévidage. Vérifier si le problème provient du pistolet ou du câble. S’assurer que le conduit du pistolet et le tube conviennent pour le diamètre de fil utilisé. S’assurer que les galets d’entraînement et les plaques guides sont propres et sont de la bonne dimension. Si le nécessaire temporisateur K1701-1 en option est monté, s’assurer que le bouton temporisateur des points est sur off. Vérifier que l’axe tourne normalement. Le gaz ne s’écoule pas quand on appuie sur la gâchette. 1. S’assurer que le gaz d’alimentation est raccordé correctement et est ouvert. 2. Si l’électrovanne de gaz est actionnée (déclic) quand on appuie sur la gâchette du pistolet, il peut y avoir une obstruction dans la conduite du gaz d’alimentation. 3. Le câble du pistolet peut être défectueux. Vérifier ou remplacer. 4. Si l’électrovanne de gaz ne fonctionne pas quand on appuie sur la gâchette du pistolet, le problème provient de la POWER MIG 255. 5. S’assurer que le pistolet est poussé à fond dans le support et bien en place. CAUTION PRECAUCIÓN If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your LOCAL AUTHORIZED LINCOLN ELECTRIC FIELD SERVICE FACILITY for assistance before you proceed. Si por cualquier razón no entiende los procedimientos de prueba, o no puede realizar las pruebas/reparaciones de manera segura, antes de continuar contacte AL TALLER DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN para obtener asesoría sobre la localización de averías. E-4 ATTENTION Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ PAR LINCOLN qui vous prêtera assistance avant de poursuivre. ● Do not touch electrically live parts or WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG Portuguese ATENÇÃO Japanese Chinese Korean Arabic ● Keep flammable materials away. ● Wear eye, ear and body protection. electrode with skin or wet clothing. ● Insulate yourself from work and ground. ● No toque las partes o los electrodos bajo carga con la piel o ropa mojada. ● Aislese del trabajo y de la tierra. ● Ne laissez ni la peau ni des vête- remove fumes from breathing zone. ● Mantenga el material combustible fuera del área de trabajo. ● Protéjase los ojos, los oídos y el cuerpo. ● Los humos fuera de la zona de res- piración. ● Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. ● Gardez à l’écart de tout matériel ments mouillés entrer en contact avec des pièces sous tension. ● Isolez-vous de la piece et de la terre. ● Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung! ● Isolieren Sie sich von den Elektroden und dem Erdboden! ● Entfernen Sie brennbarres Material! ● Não toque partes elétricas e elec- ● Mantenha inflamáveis bem guarda- trodos com a pele ou roupa molhada. ● Isole-se da peça e terra. ● Keep your head out of fumes. ● Use ventilation or exhaust to inflammable. ● Protégez vos yeux, vos oreilles et votre corps. ● Tragen Sie Augen-, Ohren- und Kör- perschutz! ● Gardez la tête à l’écart des fumées. ● Utilisez un ventilateur ou un aspira- teur pour ôter les fumées des zones de travail. ● Vermeiden Sie das Einatmen von Schweibrauch! ● Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! dos. ● Use proteção para a vista, ouvido e corpo. ● Mantenha seu rosto da fumaça. ● Use ventilação e exhaustão para remover fumo da zona respiratória.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53





















































Lincoln Electric POWER MIG 255 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
en otros idiomas
Artículos relacionados
-
Lincoln Electric Pro-Core 100 Instrucciones de operación
-
-
-
-
-
-
-
-
-
Otros documentos
-
GYS Plastic welding station El manual del propietario
-
 Tweco Spool Gun Spool Gun Manual de usuario
Tweco Spool Gun Spool Gun Manual de usuario
-
ESAB Migmaster® 280 Pro Manual de usuario
-
-
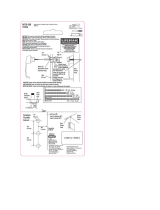 Stanley-National Hardware RP9250 STRM CYL LCKST SC Guía de instalación
Stanley-National Hardware RP9250 STRM CYL LCKST SC Guía de instalación
-
Reelcraft S Manual de usuario
-

