ESAB A6 TFD1 / TFD2 / TGD1 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
La página se está cargando...
La página se está cargando...

-- 1 --
mmvarnca
ADVERTENCIA
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA
UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIO-
NES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRI-
CANTE
CHOQUES ELÉCTRICOS -- Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de protección mojados
electrodos o partes con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES -- Pueden daña r la salud
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel
S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con
elemento filtrante y lleve ropa de protección.
S Proteja a los circundantes con pantallas protectoras o cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales
inflamables en las cercanías del lugar de soldadura.
RUIDO -- El ruido excesivo pu ed o perjudicar el oído
S Proteja su oído. Utilice protectores auricular es.
S Avise a otras personas presentes sobre el riesgo.
EN CASO DE AVERÍA
S Acudaaunespecialista
ANTES DE LA INSTALACIÓN Y USO, LEA
ATENTAMENTE LAS INSTRUCCIONES DE USO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!

SEGURIDAD
-- 2 --
df00f1ca
SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medi-
das de seguridad para el personal que trabaja con el sistema o cerca del mismo.
El contenido de esta recomendación puede considerarse como un complemento de
las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones de manejo deben ser efectuadas, de acuerdo con las instruc-
ciones dadas, por personal que conozca bien el funcionamiento del equipo de solda -
dura.
Una maniobra errónea, causada por una manipulación indebida o la activación erra-
da de una secuencia de funcionamiento, puede producir una situación anormal peli-
grosa para el operador y para el equipo.
1. Todo el personal que trabaja con el equipo de soldadura debe conocer:
S su manejo
S la ubicación de la parada de emergencia
S su funcionamiento
S las reglas de seguridad vigentes
Para facilitar esto, cada interruptor, pulsador y pot enciómetro lleva un rótulo que
indica el tipo de movimiento activado o la conexión producidos al activarlos.
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de solda-
dura antes de ponerlo en marcha.
S nadie esté mal situado al activar los carros.
3. El lugar de trabajo debe estar:
S libre de piezas de máquina, herramientas o materiales que puedan dificultar
el movimiento del operador en la zona de trabajo.
S dispuesto para satisfacer la exigencia de accesibilidad a la parada de em er-
gencia.
4. Equipo de protección personal
S Utilizar siempre e l equipo de protección personal prescrito: como gafas pro-
tectoras, ropas ininflamables y guantes.
S No utilizar prendas sueltas como corr ea, brazalete, etc, que puedan agarrar-
se.
5. Otros
Normalmente, las piezas conductoras de tensión están protegidas contra con-
tacto.
S Comprobar que estén bien conectados los cables de retorno indicados.
S Los trabajos en las unidades eléctricas sólo deben ser efectuados por
personal cualificado.
S Debe disponerse de equipo de extinción de fuegos en un lugar fácilmente
accesible y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efec-
tuarse durante el funcionamiento.

DESCRIPCIÓN TÉCNICA
-- 3 --
dfa4d1ca
DESCRIPCIÓN TÉCNICA
El equipo de soldadura automática A6 TFD1 está montado en un carro tractor y
destinado a la soldadura de arco sumergido de uniones de canto con canto y de án-
gulo (con corriente continua o alterna).
El equipo de soldadura automática A6 TFD2 con dos cabezales de soldadura es-
tá montado en un carro tractor y destinado a la soldadura de arco sumergido de
uniones de canto con canto (con corriente continua o alterna).
El equipo de soldadura automática A6 TGD1 está montado en un carro tractor y
destinado a la soldadura MIG/MAG de uniones de canto con canto y de ángulo (con
corriente continua).
La posición del cabezal de soldadura puede regularse horizontal o verticalmente con
las guías deslizantes lineales. El movimiento angular se regula con la guía deslizan-
te angular.
Proh ibid as o tras aplicacion es.
DATOS TÉCNICOS
A6 TFD1 A6 TFD2 A6 TGD1
Carga admisible 1500 A DC/AC 1500 A DC/AC 600 A DC
Dimensión del electrodo
compacto hilo sencillo 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
hilo tubular 1,6--3,2 mm
hilo doble 2x2,0--2x3,0
Velocidad de avance del electrodo, máx. 4,2 m/min 4,2 m/min 17,5 m/min
Velocidad de desplazamiento, máx. 2,5 m/min 2,5 m/min 2,5 m/min
Peso del electrodo, máx. 30 kg 30 kg 30 kg
Capacidad del depósito de polvo
(no debe ponerse polvo precalentado)
10 l 10 l
Peso (excl. electrodo y polvo) 110 kg 158 kg 100 kg
Par de frenado del cubo de freno 1,5 Nm 1,5 Nm 1,5 Nm
Inclinación lateral, max. 25_ 25_ 25_
Tensión de conexión 42 V AC 42 V AC 42 V AC
Presión acústica continua, ponderación A 68 dB 68 dB 83 dB
Ver el croquis acotado en la página 61 y en la página 62.

aza5dp17
INSTALACIÓN
-- 4 --
dfa4i1ca
INSTALACIÓN
Conexión equipo de soldadura automática, fuente de corriente
1. Regule el equipo para soldar canto a canto o en ángulo según la figura en la pá-
gina 61.
2. Motor de electrodos A6 VEC, ver el manual del operador 443 393.
3. Caja de maniobras PEG1, ver el manual del operador 443 392.
4. Conectar los cables según el esquema de la pág. 63 y de la pág. 65.
S Corriente
S Conecte el cable de maniobras (08) para la A6 TFD1 o el (15) para la A6
TGD1 entre la fuente de corriente ( 01) y la caja de maniobras PEG1
(02).
S Conecte el conductor con cable (07) ó (08) entre la fuente de corriente
(01) y el shunt.
S Corriente alterna
S Conecte el cable de maniobras (08) entre la caja de material suplemen-
tario (11) y la caja de operaciones PEG1 (02).
S Conecte la caja de material suplementario (11) a la fuente de corriente
(10).
S Conecte el cable de soldadura (07) entre la fuente de corriente (10) y el
shunt.
S Conecte el conductor de retorno entre la fuente de corriente (01, 10) y la
pieza a soldar.
S Conecte el conductor de medición (09) ó (16) entre la pieza a soldar y la
fuente de corriente (01,10) o entre la pieza a soldar y la caja de operaciones
PEG1 (02) (por ejemplo cuando la fuente de corriente es de otra marca).
S Conecte el motor con engranaje A6 VEC a la caja de material suplementario
PEG1 (02).
Controle que la caja de operaciones PEG 1 esté acoplada según la tabla en la
página 12 y que la desmultiplicación y las revoluciones del rotor estén seleccio-
nadas como indica la tabla.
Carga del electrodo para soldar.
Cambio de la bobina de electrodo
S Desmonte el tambor del electrodo del cubo
del freno (2) y afloje la placa lateral (3).
S Coloque la bobina de electrodo (1) en el
tambor y monte la placa lateral (3).
S Monte el tambor del electrodo o la bobina
descartable en el cubo del freno (2).
ATENCIÓN alaposicióndelabrida.

INSTALACIÓN
-- 5 --
dfa4i1ca
¡IMPORTANTE!
Para impedir que la bobina de electrodo
se salga del cubo del freno;
fijarla con la per illa roja, según la etiqueta
de aviso (ver la figura adjunta)
situada junto al cubo.
5. Equipo de contacto
S Electrodo simple 1,6 -- 2,5 mm (4,0 mm). Light duty (D20)
Se utiliza en caso de necesidad, por ejemplo en espacios estre chos, dimen-
siones de los electrodos: hasta 4,0 mm.
Utilice el tubo de contacto D20 con boquilla (rosca M12), ver la tabla en la
página 69.
S Ajuste la boquilla con la llave n_ 10 para obtener un buen contacto.
Para electrodos débiles, 1,6 -- 2,5 m m Ø, utilizar tubo guía y me canism o rec-
tor de hilo débil.
S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector
fijo del mecanismo rector estándar del hilo. El tubo guía debe apoyarse
en la boquilla de contacto y cor tar, eventualmente, el lar go para que la
distancia hasta el rollo alimentador sea de aproximadamente 5 mm.
S Monte el mecanismo rector de hilo débil e n la parte superior de la aga-
rradera del mecanismo rector del hilo.
S Electrod o simple 3,0 -- 6,0 mm. Heavy duty ( D35)
Utilice el tubo de co ntacto D3 5 con la s mordazas de contacto. Ver también
las notas referentes al tubo de contacto D20 para las dimensiones de elec-
trodos de hasta 4,0 mm en a mbientes estrechos.
S Utilice el mecanismo e stándar rector del hilo para el A6 con mecanismo
rector constituido por un rollo rector y otro intercambiable.
S Monte la mordaza de contacto con los tornillos M5 que se adjuntan, una
parte de la mordaza en el tubo de contacto fijo y otra aparte, en la mitad
suelta del tubo de contacto dividido.
S Monte la mitad suelta con la mordaza en su lugar, debajo del tornillo de
presión, con mordazas de contacto y ajuste bien para que haya buen
contacto entre la mordaza de contacto y el electrodo.
S Electrodos tubulares.
Para electrodos tubulares se pueden utilizar tubos de contacto D20 y D35.
Si se utilizan mordazas de contacto (D35) la presión sobre las mordazas de-
be ser cuidadosa para no deformar el electrodo tubular. Controle que haya
buen contacto con el electrodo.

INSTALACIÓN
-- 6 --
dfa4i1ca
S Hilo doble.
Con el hilo doble utilice siempre el tubo de contacto D35 con tubo guía y
mecanismo rector separado.
S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector
fijo del mecanismo rector estándar del hilo. El tubo guía debe estar en
contacto con la mordaza (Heavy Twin) o con el adaptador de la boquilla
de contacto (Light Twin).
S Regule el largo del tubo guía hasta que la distancia con el rollo alimenta-
dor sea de aprox. 5 mm.
Hilo doble 2x1,2 -- 2x2,0 mm, Light Twin:
Utilice 2 boquillas de contacto con rosca M6. Para la dim ensión del electrodo
correspondiente vea la tabla en la página 69.
S Ajuste bien las boquillas para obtener un buen contacto.
S Monte el adaptador de la boquilla de contacto M6 con e l tor nillo M5 en la
parte fija del tubo de contacto dividido. El tornillo de presión y la parte
suelta del tubo de contacto no se necesitan para esta función.
Hilo doble 2x2,0 -- 2x3,0 mm, Heavy Twin:
S Utilice mordazas Twin, para los electrodos gruesos
(2x2,0 mm, ver también Light Twin).
S Monte las mordazas con los tornillos M5 suministrados en la entrega.
¡ATENCIÓN! Monte la mitad de la mordaza con el pico en la parte fija
del tubo de contacto.
S Desmonte la mitad suelta del tubo de contacto al cargar nuevos electro -
dos aflojando el tornillo de pr esión.
S Alimente un poco de electrodo y guíelo en el surco de la mitad fija de la
mordaza de contacto (pico)
S Afloje el tornillo M5 de la mordaza de contacto y monte la mitad suelta
con un tornillo de hexágono embutido M8, de m aner a que la mitad de la
mordaza con el pico y la mitad opuesta circunden al electrodo. La parte
suelta del tubo de contacto se ajusta con los tornillos M5 par a obtener
un buen contacto.
S Regulación de los electrodos para soldadura Twinarc:
Posicione los electrodos en la unión para obtener un resultado óptimo, gi-
rando el tubo de contacto. Ambos electrodos pueden girarse para que que -
den uno después del otro en línea recta con la unión o en la posición desea-
da hasta 90_ perpendicular a la unión, e s decir un electrodo a cada lado
de la unión.
S Soldadura tándem
S La distancia entre el primer electrodo y el segundo no debe ser tan gran -
de como para que la escoria alcance a solidificar cuando llega el segun-
do electrodo.
S Controle que entre el primer electrodo y el segundo haya una buena cu -
bierta de polvo.

aza5dp08
dfa3d002
FUNCIONAMIENTO
-- 7 --
dfa4o1ca
FUNCIONAMIENTO
1. Regulación del par de frenado:
S Coloque el botón de bloqueo
(006) en posición de bloqueo.
S Introduzca un destornillador
en el resorte del cubo.
S Girando el resorte (002) en el
sentido de las agujas del reloj, el
par de freno disminuye.
S En sentido contrario, el par de freno aumenta.
¡ATENCIÓN! Gire los resortes por igual.
2. Controle que el rollo alimentador (1) y las
mordazas de contacto (4) tienen la dimen-
sión correcta.
3. Cambio de rollo alimentado r
(ver piezas de desgaste en la página 67).
S Electrodo simple
S Afloje las perillas (5) y (6).
S Afloje la perilla de mano (2).
S Cambie el rollo alimentador.
Están marcados con la dimensión de
hilo respectiva.
S Electrodo doble
S Cambie el rollo alimentador de dos guías
de la misma manera que el de electrodo
simple.
S ¡ATENCIÓN! Cambie también el rollo de presión.
El rollo de presión especial, esférico, reemplaza al
rollo de presión estándar de electrodo simple.
S Monte el rollo de presión con el muñón de eje especial
(referencia 146 253--001).
S Electrodo tubular
S Cambie el rollo alimentador y el rollo de presión en pareja para la dimen-
sión de hilo correspondiente.
¡ATENCIÓN! El rodillo de em puje requier e un gorró n especial
(referencia 2129 011--01).
S Ajuste el tornillo de presión moderadamente para no deform a r el electro-
do.
S Coloque la punta del electrodo en la guía del rollo alimentador.
4. Para electrodos de más de 2 mm de diámetro:
enderezar 0,5 m del electrodo e introducirlo a mano por el mecanismo rector.

FUNCIONAMIENTO
-- 8 --
dfa4o1ca
5. Regule la presión del electr odo contra el rollo alimentador con la perilla ( 6 ) .
¡ATENCIÓN! La tensión no debe ser más fuerte que lo necesario para obtener
una alimentación segura. La per illa con resorte (6) no se debe apretar a tope,
debe quedar un poco de flexibilidad.
6. Conecte la fuente de corriente a la red.
Avance el electrodo unos 30 mm con el contacto eléctrico A 02 de la caja de
operaciones PEG1.
7. Dirija el electrodo con la per illa (5). Los electrodos finos deben estar rectos unos
25 mm después del dispositivo de contacto, los electrodos gruesos unos 45 mm.
El perno espaciador (3) no debe ser desmontado.
¡ADVERTENCIA!
Las piezas rotativas presentan peligro de accidentes por apriete.
Proceda con sumo cuidado.
8. Elija el tipo de electrodo y el polvo de soldadura (gas) para que el mater ial de
soldadura a gr andes r a sgos coincida en lo analítico con el mater ial base. Elija la
dimensión del electrodo y regule las especificaciones de la soldadura según los
valores recomendados por el proveedor de los productos accesorios.
9. Conecte el agua refrigerante y el gas (soldadura MIG/MAG).
10. Coloque el tubo del polvo de manera que no se tuerza y para obtener buena co-
bertura (soldadura de arco sumergida).
11. Controle que la distancia entre las ruedas del carro y la soldadura no sea inferior
a 50 mm durante el trabajo.
12. Cuando los lugares de los mangos se intercambian, controle que sean ajustados
hasta el fondo de manera que las superficies cónicas se toquen. Utilice el orificio
del mango como ayuda para ajustar bien. En caso necesario, limpie las roscas.

FUNCIONAMIENTO
-- 9 --
dfa4o1ca
Recarga del polvo de soldadu ra (válido para A6 TFD1 y A6 TFD2)
1. Cierre la válvula del polvo en el recipiente de polvo.
2. Afloje eventualmente el ciclón del admisor de polvo. Cargue polvo.
¡ATENCIÓN! El polvo debe estar seco. Siempre que sea posible evite utilizar
polvo aglomerante en exteriores y en entornos húmedos.
3. Regule la altura de la boquilla de polvo sobre el equipo de soldadura para obte-
ner la cantidad de polvo apropiada. La cubierta de polvo debe ser de una altura
tal que el arco de luz no debe pasar.
Modificación del equip o A6 TFD1 (soldad ura de arco sumergido) a soldadu ra
MIG/MAG
1. Cambie el motor del electrodo y el engranaje
2. Conecte nuevamente la caja de maniobras PEG1 según el manual del operador
PEG1.
Instrucciones d e o peración de la caja PEG1
Ver el manual del operador PEG1, n_ de pedido 443 392.
S La preparación cuidadosa de la unión a soldar es necesaria para obtener un
buen resultado.
¡ATENCIÓN! En la uni”n de la soldadura no debe haber separaciones de dife-
rentes tamaños.
S Para evitar el peligro de grietas en caliente, el ancho de la soldadura debe ser
mayor que la profundidad de penetración
S Suelde siempre una muestra con el mismo tipo de unión y grueso de chapa que
el trabajo real.
¡ATENCIÓN! No pruebe NUNCA directamente en la pieza a soldar.

MANTENIMIENTO
-- 1 0 --
dfa4m1ca
MANTENIMIENTO
1. Caja de operaciones PEG 1, ver el manual del operador 443 392.
2. Motor de electrodos A6 VEC, ver el manual del operador 443 393.
3. Diariamente
S Mantenga las piezas móviles libres de polvo de soldadura y de polvo común.
S Controle que todos los conductores d e electricidad y mangueras est, én
buen estado y correctamente conectados.
S Controle que todas las uniones de tor nillos estén ajustadas.
S Controle la capacidad de freno del cubo del freno.
No debe ser tan pequeña como para que el tambor de electrodos siga giran-
do al parar la alimentación del electrodo, y no debe ser tan grande como pa-
ra que los rollos alimentadores patinen.
El valor guía de par de frenado para un tambor de electrodo de 30 kg es 1,5
Nm.
4. Periódicamente
S Controle los carbones del motor de electrodos cada 3 meses.
Reponga cuando se hayan gastado hasta los 6 mm.
S Controle las guías deslizantes, lubrique si están duras.
S Controle la regulación del electrodo por la unidad de alimentación, los rollos
motores y la boquilla de contacto, cambie las piezas gastadas o dañadas
(ver piezas o de desgaste en la página 67).
Si la tracción del carro comienza a
tironear, controle que la cadena
esté tensada.
Si es necesario debe tensar la ca-
dena.
dfa4b001
*1 Cuando la cadena se debe tensar, afloje la tuerca y gire el eje excéntrico,
ajuste la tuerca nuevamente.

LOCALIZACIÓN DE AVERÍAS
-- 1 1 --
dfa3f1ca
LOCALIZACIÓN DE AVERÍAS
Equipo
S Instrucciones caja de control PEG1, referencia 443 392.
S Instrucciones motor con engranaje A6 VEC, referencia 443 393.
Comprobar que
S la fuente de corriente de soldadura tenga la tensión de red
correcta
S las 3 fases tengan tensión (no tiene importancia la secuencia
de fases)
S los cables de soldeo y sus conexiones estén intactos
S los mandos estén en la posición deseada
S se ha desconectado la tensión de red antes de empezar la
reparación
FALLOS POSIBLES
1. Síntoma Grandes variaciones de los valores de amperaje y tensión en
el display.
Causa 1.1 Desgaste o dimensión errónea de las abrazaderas de contactos o
la boquilla.
Medida Cambiar las abrazaderas o la boquilla.
Causa 1.2 Presión insuficiente de los carretes alimentadores.
Medida Aumentar la presión de los carretes.
2. Síntoma Alimentación de electrodo irregular.
Causa 2.1 Presión de los carretes alimentadores mal ajustada.
Medida Cambiar la presión de los carretes.
Causa 2.2 Dimensión errónea de los carretes.
Medida Cambiar los carretes.
Causa 2.3 Ranuras de los carretes alimentadores desgastadas.
Medida Cambiar los carretes.
3. Síntoma Sobrecalentamiento d e los cables de sold eo .
Causa 3.1 Conexiones eléctricas defectuosas.
Medida Limpiar y apretar las conexiones eléctricas.
Causa 3.2 Dimensión insuficiente de los cables de soldeo.
Medida Utilizar un cable mayor o cables parale los.

12
INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC
Electrodo
Hilo sencillo
2,5 -- 6mm
Hilo sencillo
2,5 -- 6mm
Electrodo doble
2x1,2 -- 3,0mm
Cinta
0,5x30 -- 100mm
Electrodo de carbón
8,0 -- 12,7mm
Método de soldadura
Soldadura por arco
con polvo
Soldadura por arco
con polvo
Soldadura por arco
con polvo
Soldadura por ar-
co con polvo
Cincelado por aire de
arco
Corriente Continua Alterna Continua Continua Continua
Interruptor
(feed--back)
Posición1ó2 Posición 1 Posición 1 Posición 1 Posición 2
Interruptor (9),
tarjeta de secuencias
Posición superior Posición superior Posición inferior Posición superior Posición superior
Conexión de la
tarjeta de regulador
(A6 VEC)
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
Reducción
(A6 VEC)
156:1 156:1
156:1
(74:1)
156:1 156:1
R.p.m. del rotor del
motor (A6 VEC)
4000 4000 4000 4000 4000
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

36
INSTRUÇÕES DE LIGAÇÃÕ PARA O PEG1 E A6 VEC
Eléctrodo
Fio simples
2,5 -- 6mm
Fio simples
2,5 -- 6mm
Eléctrodo duplo
2x1,2 -- 3,0mm
Faixa
0,5x30 -- 100mm
Eléctrodo de carvão
8,0 -- 12,7mm
Método de soldadura
Soldadura a arco
eléctrico pó
Soldadura a arco
eléctrico pó
Soldadura a arco
eléctrico pó
Soldadura a arco
eléctrico pó
Cinzelamento a arco
com ar
Tipos de corrente Corrente contínua Corrente alternada Corrente contínua Corrente contínua Corrente contínua
Connector eléctrico
(feed--back)
Posição1ou2 Posição 1 Posição 1 Posição 1 Posição 2
Conector eléctrico
(9),
Cartão de sequência
Posição para cima Posição par a cima Posição para baixo Posição para cima Posição para cima
Cartão de ligação d o
regulador
(A6 VEC)
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
Desmultiplicação
(A6 VEC)
156:1 156:1
156:1
(74:1)
156:1 156:1
Rotor do motor
r/min (A6 VEC)
4000 4000 4000 4000 4000
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

-- 6 1 --
dfa4m11a
CROQUIS ACOTADO - DIMENSIONI - ESBOÇO COM DIMENSÕES -
DIMENSION DRAWING - ΕΧΕ∆ΙΑΓΡΑΜΜΑ ΜΕΓΕΘΩΝ
A6 TFD1
A Soldadura canto con canto B Soldadura en ángulo
A Giunti di testa B Cordona piano- frontale
A Soldadura a topo B Soldadura filete
A Butt welding B Fillet welding
A Συγκüλληση πληρþσεωj B Συγκüλληση κατ’Üκρον
dfa4m01a
dfa4m01b
La página se está cargando...

-- 6 3 --
dfa4e11a
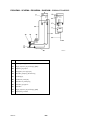
ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
dfa4sch1
Denominación Descrizione Designação Denomination
Versión para solda-
dura por arco su-
mergido
Versione per salda-
tura ad arco som-
merso
Versão UP-soldadu-
ra a arco submerso
Version for sub-
merged-arc welding
01 Fuente de corriente de
soldadura (CC)
Generatore di corrente
(CC)
Fonte de corrente pa-
ra soldadura (DC)
Welding power source
(DC)
02 Caja de control Centralina comando Caixa de manobras Control box
03 Motor con engranaje Motore con riduttore Motor de engrenagens Motor with gear
04 Dispositivo de rodillo
enderezador
Raddrizzafilo Dispositivo de rolos de
direcção
Straightener
05 Conector Contattore Ficha de contacto Connector
06 T ubo de contacto T ubo di contatto Tubo de contacto Contact tube
07 Cable de soldadura Cavo di saldatura Cabo de soldadura Welding cable
08 Cable de mando Cavo di comando Cabo de manobras Control cable
09 Cable Cavo C abo Cable
10 Fuente de corriente de
soldadura (CA)
Generatore di corrente
(CA)
Fonte de corrente pa-
ra soldadura (AC)
Welding power source
(AC)
11 Caja con suplemento Cassetta di apporto Caixa de acessórios Filler wire unit
La página se está cargando...

-- 6 5 --
dfa4e11a
ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
dfa4sch2
Denominación Descrizione Designação Denomination
Versión para soldadura
MIG/MAG
Versione per saldatu-
ra MIG/MAG
Versão para soldadura
MIG/MAG
Ve rsion for MIG/MAG
welding
01 Fuente de corriente de sol-
dadura (CC)
Generatore di corrente
(CC)
Fonte de corrente para sol-
dadura (DC)
Welding power source
(DC)
02 Caja de control Centralina comando Caixa de manobras Control box
03 Motor con engranaje Motore con riduttore Motor de engrenagens Motor with gear
04 Dispositivo de rodillo ende-
rezador
Raddrizzafilo Dispositivo de rolos de di-
recção
Straightener
05 Conector Contattore Ficha de contacto Connector
06 Electroválvula Elettrovalvola Válvula eletromagnética Solenoid valve
07 Válvula de reducción Valvola di riduzione Válvula de redução Reducer valve
08 Cable de s oldadura Cavo di saldatura Cabo de soldadura W elding cable
09 Botella de gas Bombola del gas Botija de gás Gas bottle
10 Manguera (Gas) Flessibile (Gas) Mangueira (Gás) Hose (Gas)
11 Refrigerador Gruppo di raffredda-
mento
Dispositivo de arrefecimen-
to
Cooling unit
12 Manguera (Agua refrige-
rante)
Flessibile (Acqua di
raffreddamento)
Mangueira (água de arrefe-
cimento)
Hose (Cooling water)
13 Racor de manguera Raccordo flessibile Ligação de mangueira Hose coupling
14 Manguera (Agua refrige-
rante)
Flessibile (Acqua di
raffreddamento)
Mangueira (água de arrefe-
cimento)
Hose (Cooling water)
15 Cable de maniobras Cavo di manovra Cabo de manobras Control cable
16 Conductor Cavo Fio Cable
17 Manguera (Gas) Flessibile (Gas) Mangueira (Gás) Hose (Gas)
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
Transcripción de documentos
ADVERTENCIA LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIONES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRICANTE CHOQUES ELÉCTRICOS -- Pueden causar la muerte S S S S Instale y ponga a tierra el equipo de soldar según las normas vigentes. No toque con las manos descubiertas o medios de protección mojados electrodos o partes con corriente. Aíslese de la tierra y de la pieza de trabajo. Atienda a que adopta una posición de trabajo segura. HUMOS Y GASES -- Pueden dañar la salud S S Aparte la cara de los humos de soldadura. Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo. RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel S S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con elemento filtrante y lleve ropa de protección. Proteja a los circundantes con pantallas protectoras o cortinas adecuadas. PELIGRO DE INCENDIO S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales inflamables en las cercanías del lugar de soldadura. RUIDO -- El ruido excesivo puedo perjudicar el oído S S Proteja su oído. Utilice protectores auriculares. Avise a otras personas presentes sobre el riesgo. EN CASO DE AVERÍA S Acuda a un especialista ANTES DE LA INSTALACIÓN Y USO, LEA ATENTAMENTE LAS INSTRUCCIONES DE USO. ¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS! mmvarnca -- 1 -- SEGURIDAD SEGURIDAD El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de seguridad para el personal que trabaja con el sistema o cerca del mismo. El contenido de esta recomendación puede considerarse como un complemento de las reglas normales vigentes en el lugar de trabajo. Todas las operaciones de manejo deben ser efectuadas, de acuerdo con las instrucciones dadas, por personal que conozca bien el funcionamiento del equipo de soldadura. Una maniobra errónea, causada por una manipulación indebida o la activación errada de una secuencia de funcionamiento, puede producir una situación anormal peligrosa para el operador y para el equipo. 1. Todo el personal que trabaja con el equipo de soldadura debe conocer: S su manejo S la ubicación de la parada de emergencia S su funcionamiento S las reglas de seguridad vigentes Para facilitar esto, cada interruptor, pulsador y potenciómetro lleva un rótulo que indica el tipo de movimiento activado o la conexión producidos al activarlos. 2. El operador debe asegurarse de que: S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes de ponerlo en marcha. S nadie esté mal situado al activar los carros. 3. El lugar de trabajo debe estar: S libre de piezas de máquina, herramientas o materiales que puedan dificultar el movimiento del operador en la zona de trabajo. S dispuesto para satisfacer la exigencia de accesibilidad a la parada de emergencia. 4. Equipo de protección personal S Utilizar siempre el equipo de protección personal prescrito: como gafas protectoras, ropas ininflamables y guantes. S No utilizar prendas sueltas como correa, brazalete, etc, que puedan agarrarse. 5. Otros Normalmente, las piezas conductoras de tensión están protegidas contra contacto. S Comprobar que estén bien conectados los cables de retorno indicados. S Los trabajos en las unidades eléctricas sólo deben ser efectuados por personal cualificado. S Debe disponerse de equipo de extinción de fuegos en un lugar fácilmente accesible y bien indicado. S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse durante el funcionamiento. df00f1ca -- 2 -- DESCRIPCIÓN TÉCNICA DESCRIPCIÓN TÉCNICA El equipo de soldadura automática A6 TFD1 está montado en un carro tractor y destinado a la soldadura de arco sumergido de uniones de canto con canto y de ángulo (con corriente continua o alterna). El equipo de soldadura automática A6 TFD2 con dos cabezales de soldadura está montado en un carro tractor y destinado a la soldadura de arco sumergido de uniones de canto con canto (con corriente continua o alterna). El equipo de soldadura automática A6 TGD1 está montado en un carro tractor y destinado a la soldadura MIG/MAG de uniones de canto con canto y de ángulo (con corriente continua). La posición del cabezal de soldadura puede regularse horizontal o verticalmente con las guías deslizantes lineales. El movimiento angular se regula con la guía deslizante angular. Prohibidas otras aplicaciones. DATOS TÉCNICOS Carga admisible Dimensión del electrodo compacto hilo sencillo hilo tubular hilo doble A6 TFD1 A6 TFD2 A6 TGD1 1500 A DC/AC 1500 A DC/AC 600 A DC 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm 1,6--3,2 mm 2x2,0--2x3,0 Velocidad de avance del electrodo, máx. 4,2 m/min 4,2 m/min 17,5 m/min Velocidad de desplazamiento, máx. 2,5 m/min 2,5 m/min 2,5 m/min 30 kg 30 kg 30 kg 10 l 10 l Peso (excl. electrodo y polvo) 110 kg 158 kg 100 kg Par de frenado del cubo de freno 1,5 Nm 1,5 Nm 1,5 Nm 25_ 25_ 25_ 42 V AC 42 V AC 42 V AC 68 dB 68 dB 83 dB Peso del electrodo, máx. Capacidad del depósito de polvo (no debe ponerse polvo precalentado) Inclinación lateral, max. Tensión de conexión Presión acústica continua, ponderación A Ver el croquis acotado en la página 61 y en la página 62. dfa4d1ca -- 3 -- INSTALACIÓN INSTALACIÓN Conexión equipo de soldadura automática, fuente de corriente 1. Regule el equipo para soldar canto a canto o en ángulo según la figura en la página 61. 2. Motor de electrodos A6 VEC, ver el manual del operador 443 393. 3. Caja de maniobras PEG1, ver el manual del operador 443 392. 4. Conectar los cables según el esquema de la pág. 63 y de la pág. 65. S S Corriente S Conecte el cable de maniobras (08) para la A6 TFD1 o el (15) para la A6 TGD1 entre la fuente de corriente (01) y la caja de maniobras PEG1 (02). S Conecte el conductor con cable (07) ó (08) entre la fuente de corriente (01) y el shunt. Corriente alterna S Conecte el cable de maniobras (08) entre la caja de material suplementario (11) y la caja de operaciones PEG1 (02). S Conecte la caja de material suplementario (11) a la fuente de corriente (10). S Conecte el cable de soldadura (07) entre la fuente de corriente (10) y el shunt. S Conecte el conductor de retorno entre la fuente de corriente (01, 10) y la pieza a soldar. S Conecte el conductor de medición (09) ó (16) entre la pieza a soldar y la fuente de corriente (01,10) o entre la pieza a soldar y la caja de operaciones PEG1 (02) (por ejemplo cuando la fuente de corriente es de otra marca). S Conecte el motor con engranaje A6 VEC a la caja de material suplementario PEG1 (02). Controle que la caja de operaciones PEG 1 esté acoplada según la tabla en la página 12 y que la desmultiplicación y las revoluciones del rotor estén seleccionadas como indica la tabla. Carga del electrodo para soldar. Cambio de la bobina de electrodo S Desmonte el tambor del electrodo del cubo del freno (2) y afloje la placa lateral (3). S Coloque la bobina de electrodo (1) en el tambor y monte la placa lateral (3). S Monte el tambor del electrodo o la bobina descartable en el cubo del freno (2). ATENCIÓN a la posición de la brida. aza5dp17 dfa4i1ca -- 4 -- INSTALACIÓN ¡IMPORTANTE! Para impedir que la bobina de electrodo se salga del cubo del freno; fijarla con la perilla roja, según la etiqueta de aviso (ver la figura adjunta) situada junto al cubo. 5. Equipo de contacto S Electrodo simple 1,6 -- 2,5 mm (4,0 mm). Light duty (D20) Se utiliza en caso de necesidad, por ejemplo en espacios estrechos, dimensiones de los electrodos: hasta 4,0 mm. Utilice el tubo de contacto D20 con boquilla (rosca M12), ver la tabla en la página 69. S Ajuste la boquilla con la llave n_ 10 para obtener un buen contacto. Para electrodos débiles, 1,6 -- 2,5 mm Ø, utilizar tubo guía y mecanismo rector de hilo débil. S S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector fijo del mecanismo rector estándar del hilo. El tubo guía debe apoyarse en la boquilla de contacto y cortar, eventualmente, el largo para que la distancia hasta el rollo alimentador sea de aproximadamente 5 mm. S Monte el mecanismo rector de hilo débil en la parte superior de la agarradera del mecanismo rector del hilo. Electrodo simple 3,0 -- 6,0 mm. Heavy duty (D35) Utilice el tubo de contacto D35 con las mordazas de contacto. Ver también las notas referentes al tubo de contacto D20 para las dimensiones de electrodos de hasta 4,0 mm en ambientes estrechos. S S Utilice el mecanismo estándar rector del hilo para el A6 con mecanismo rector constituido por un rollo rector y otro intercambiable. S Monte la mordaza de contacto con los tornillos M5 que se adjuntan, una parte de la mordaza en el tubo de contacto fijo y otra aparte, en la mitad suelta del tubo de contacto dividido. S Monte la mitad suelta con la mordaza en su lugar, debajo del tornillo de presión, con mordazas de contacto y ajuste bien para que haya buen contacto entre la mordaza de contacto y el electrodo. Electrodos tubulares. Para electrodos tubulares se pueden utilizar tubos de contacto D20 y D35. Si se utilizan mordazas de contacto (D35) la presión sobre las mordazas debe ser cuidadosa para no deformar el electrodo tubular. Controle que haya buen contacto con el electrodo. dfa4i1ca -- 5 -- INSTALACIÓN S Hilo doble. Con el hilo doble utilice siempre el tubo de contacto D35 con tubo guía y mecanismo rector separado. S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector fijo del mecanismo rector estándar del hilo. El tubo guía debe estar en contacto con la mordaza (Heavy Twin) o con el adaptador de la boquilla de contacto (Light Twin). S Regule el largo del tubo guía hasta que la distancia con el rollo alimentador sea de aprox. 5 mm. Hilo doble 2x1,2 -- 2x2,0 mm, Light Twin: Utilice 2 boquillas de contacto con rosca M6. Para la dimensión del electrodo correspondiente vea la tabla en la página 69. S Ajuste bien las boquillas para obtener un buen contacto. S Monte el adaptador de la boquilla de contacto M6 con el tornillo M5 en la parte fija del tubo de contacto dividido. El tornillo de presión y la parte suelta del tubo de contacto no se necesitan para esta función. Hilo doble 2x2,0 -- 2x3,0 mm, Heavy Twin: S Utilice mordazas Twin, para los electrodos gruesos (2x2,0 mm, ver también Light Twin). S Monte las mordazas con los tornillos M5 suministrados en la entrega. ¡ATENCIÓN! Monte la mitad de la mordaza con el pico en la parte fija del tubo de contacto. S Desmonte la mitad suelta del tubo de contacto al cargar nuevos electrodos aflojando el tornillo de presión. S Alimente un poco de electrodo y guíelo en el surco de la mitad fija de la mordaza de contacto (pico) S Afloje el tornillo M5 de la mordaza de contacto y monte la mitad suelta con un tornillo de hexágono embutido M8, de manera que la mitad de la mordaza con el pico y la mitad opuesta circunden al electrodo. La parte suelta del tubo de contacto se ajusta con los tornillos M5 para obtener un buen contacto. S Regulación de los electrodos para soldadura Twinarc: Posicione los electrodos en la unión para obtener un resultado óptimo, girando el tubo de contacto. Ambos electrodos pueden girarse para que queden uno después del otro en línea recta con la unión o en la posición deseada hasta 90_ perpendicular a la unión, es decir un electrodo a cada lado de la unión. S Soldadura tándem S La distancia entre el primer electrodo y el segundo no debe ser tan grande como para que la escoria alcance a solidificar cuando llega el segundo electrodo. S dfa4i1ca Controle que entre el primer electrodo y el segundo haya una buena cubierta de polvo. -- 6 -- FUNCIONAMIENTO FUNCIONAMIENTO 1. Regulación del par de frenado: S Coloque el botón de bloqueo (006) en posición de bloqueo. S Introduzca un destornillador en el resorte del cubo. S Girando el resorte (002) en el sentido de las agujas del reloj, el par de freno disminuye. S En sentido contrario, el par de freno aumenta. ¡ATENCIÓN! Gire los resortes por igual. aza5dp08 2. Controle que el rollo alimentador (1) y las mordazas de contacto (4) tienen la dimensión correcta. 3. Cambio de rollo alimentador (ver piezas de desgaste en la página 67). S S S Electrodo simple S Afloje las perillas (5) y (6). S Afloje la perilla de mano (2). S Cambie el rollo alimentador. Están marcados con la dimensión de hilo respectiva. Electrodo doble S Cambie el rollo alimentador de dos guías de la misma manera que el de electrodo simple. S ¡ATENCIÓN! Cambie también el rollo de presión. El rollo de presión especial, esférico, reemplaza al rollo de presión estándar de electrodo simple. S Monte el rollo de presión con el muñón de eje especial (referencia 146 253--001). dfa3d002 Electrodo tubular S Cambie el rollo alimentador y el rollo de presión en pareja para la dimensión de hilo correspondiente. ¡ATENCIÓN! El rodillo de empuje requiere un gorrón especial (referencia 2129 011--01). S Ajuste el tornillo de presión moderadamente para no deformar el electrodo. S Coloque la punta del electrodo en la guía del rollo alimentador. 4. Para electrodos de más de 2 mm de diámetro: enderezar 0,5 m del electrodo e introducirlo a mano por el mecanismo rector. dfa4o1ca -- 7 -- FUNCIONAMIENTO 5. Regule la presión del electrodo contra el rollo alimentador con la perilla (6). ¡ATENCIÓN! La tensión no debe ser más fuerte que lo necesario para obtener una alimentación segura. La perilla con resorte (6) no se debe apretar a tope, debe quedar un poco de flexibilidad. 6. Conecte la fuente de corriente a la red. Avance el electrodo unos 30 mm con el contacto eléctrico A 02 de la caja de operaciones PEG1. 7. Dirija el electrodo con la perilla (5). Los electrodos finos deben estar rectos unos 25 mm después del dispositivo de contacto, los electrodos gruesos unos 45 mm. El perno espaciador (3) no debe ser desmontado. ¡ADVERTENCIA! Las piezas rotativas presentan peligro de accidentes por apriete. Proceda con sumo cuidado. 8. Elija el tipo de electrodo y el polvo de soldadura (gas) para que el material de soldadura a grandes rasgos coincida en lo analítico con el material base. Elija la dimensión del electrodo y regule las especificaciones de la soldadura según los valores recomendados por el proveedor de los productos accesorios. 9. Conecte el agua refrigerante y el gas (soldadura MIG/MAG). 10. Coloque el tubo del polvo de manera que no se tuerza y para obtener buena cobertura (soldadura de arco sumergida). 11. Controle que la distancia entre las ruedas del carro y la soldadura no sea inferior a 50 mm durante el trabajo. 12. Cuando los lugares de los mangos se intercambian, controle que sean ajustados hasta el fondo de manera que las superficies cónicas se toquen. Utilice el orificio del mango como ayuda para ajustar bien. En caso necesario, limpie las roscas. dfa4o1ca -- 8 -- FUNCIONAMIENTO Recarga del polvo de soldadura (válido para A6 TFD1 y A6 TFD2) 1. Cierre la válvula del polvo en el recipiente de polvo. 2. Afloje eventualmente el ciclón del admisor de polvo. Cargue polvo. ¡ATENCIÓN! El polvo debe estar seco. Siempre que sea posible evite utilizar polvo aglomerante en exteriores y en entornos húmedos. 3. Regule la altura de la boquilla de polvo sobre el equipo de soldadura para obtener la cantidad de polvo apropiada. La cubierta de polvo debe ser de una altura tal que el arco de luz no debe pasar. Modificación del equipo A6 TFD1 (soldadura de arco sumergido) a soldadura MIG/MAG 1. Cambie el motor del electrodo y el engranaje 2. Conecte nuevamente la caja de maniobras PEG1 según el manual del operador PEG1. Instrucciones de operación de la caja PEG1 Ver el manual del operador PEG1, n_ de pedido 443 392. S La preparación cuidadosa de la unión a soldar es necesaria para obtener un buen resultado. ¡ATENCIÓN! En la uni”n de la soldadura no debe haber separaciones de diferentes tamaños. S Para evitar el peligro de grietas en caliente, el ancho de la soldadura debe ser mayor que la profundidad de penetración S Suelde siempre una muestra con el mismo tipo de unión y grueso de chapa que el trabajo real. ¡ATENCIÓN! No pruebe NUNCA directamente en la pieza a soldar. dfa4o1ca -- 9 -- MANTENIMIENTO MANTENIMIENTO 1. Caja de operaciones PEG 1, ver el manual del operador 443 392. 2. Motor de electrodos A6 VEC, ver el manual del operador 443 393. 3. Diariamente S Mantenga las piezas móviles libres de polvo de soldadura y de polvo común. S Controle que todos los conductores de electricidad y mangueras est, én buen estado y correctamente conectados. S Controle que todas las uniones de tornillos estén ajustadas. S Controle la capacidad de freno del cubo del freno. No debe ser tan pequeña como para que el tambor de electrodos siga girando al parar la alimentación del electrodo, y no debe ser tan grande como para que los rollos alimentadores patinen. El valor guía de par de frenado para un tambor de electrodo de 30 kg es 1,5 Nm. 4. Periódicamente S Controle los carbones del motor de electrodos cada 3 meses. Reponga cuando se hayan gastado hasta los 6 mm. S Controle las guías deslizantes, lubrique si están duras. S Controle la regulación del electrodo por la unidad de alimentación, los rollos motores y la boquilla de contacto, cambie las piezas gastadas o dañadas (ver piezas o de desgaste en la página 67). Si la tracción del carro comienza a tironear, controle que la cadena esté tensada. Si es necesario debe tensar la cadena. dfa4b001 *1 Cuando la cadena se debe tensar, afloje la tuerca y gire el eje excéntrico, ajuste la tuerca nuevamente. dfa4m1ca -- 10 -- LOCALIZACIÓN DE AVERÍAS LOCALIZACIÓN DE AVERÍAS Equipo Instrucciones caja de control PEG1, referencia 443 392. Instrucciones motor con engranaje A6 VEC, referencia 443 393. S S Comprobar que S S S S S la fuente de corriente de soldadura tenga la tensión de red correcta las 3 fases tengan tensión (no tiene importancia la secuencia de fases) los cables de soldeo y sus conexiones estén intactos los mandos estén en la posición deseada se ha desconectado la tensión de red antes de empezar la reparación FALLOS POSIBLES 1. Síntoma Grandes variaciones de los valores de amperaje y tensión en el display. Causa 1.1 Desgaste o dimensión errónea de las abrazaderas de contactos o la boquilla. Medida Cambiar las abrazaderas o la boquilla. Causa 1.2 Presión insuficiente de los carretes alimentadores. Medida Aumentar la presión de los carretes. 2. Síntoma Alimentación de electrodo irregular. Causa 2.1 Presión de los carretes alimentadores mal ajustada. Medida Cambiar la presión de los carretes. Causa 2.2 Dimensión errónea de los carretes. Medida Cambiar los carretes. Causa 2.3 Ranuras de los carretes alimentadores desgastadas. Medida Cambiar los carretes. 3. Síntoma Sobrecalentamiento de los cables de soldeo. Causa 3.1 Conexiones eléctricas defectuosas. Medida Limpiar y apretar las conexiones eléctricas. Causa 3.2 Dimensión insuficiente de los cables de soldeo. Medida Utilizar un cable mayor o cables paralelos. dfa3f1ca -- 11 -- 12 Hilo sencillo 2,5 -- 6mm Electrodo doble 2x1,2 -- 3,0mm Cinta 0,5x30 -- 100mm Electrodo de carbón 8,0 -- 12,7mm Posición superior X -- 1 B -- 7 156:1 4000 Conexión de la tarjeta de regulador (A6 VEC) Reducción (A6 VEC) R.p.m. del rotor del motor (A6 VEC) Posición 1 ó 2 Continua 4000 156:1 X -- 1 B -- 7 Posición superior Posición 1 Alterna 4000 156:1 (74:1) X -- 1 B -- 7 Posición inferior Posición 1 Continua 4000 156:1 X -- 1 B -- 7 Posición superior Posición 1 Continua 4000 156:1 X -- 1 B -- 7 Posición superior Posición 2 Continua Soldadura por arco Soldadura por arco Soldadura por arco Soldadura por ar- Cincelado por aire de con polvo con polvo con polvo co con polvo arco Hilo sencillo 2,5 -- 6mm Interruptor (9), tarjeta de secuencias Interruptor (feed--back) Corriente Método de soldadura Electrodo INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC 36 Posição para cima X -- 1 B -- 7 156:1 4000 Conector eléctrico (9), Cartão de sequência Cartão de ligação do regulador (A6 VEC) Desmultiplicação (A6 VEC) Rotor do motor r/min (A6 VEC) Connector eléctrico (feed--back) Posição 1 ou 2 Posição 1 Posição 1 Corrente contínua Soldadura a arco eléctrico pó Faixa 0,5x30 -- 100mm 4000 156:1 X -- 1 B -- 7 4000 156:1 156:1 (74:1) 4000 X -- 1 B -- 7 X -- 1 B -- 7 Posição para cima Posição para baixo Posição para cima Posição 1 Corrente alternada Corrente contínua Corrente contínua Tipos de corrente Soldadura a arco eléctrico pó Soldadura a arco eléctrico pó Soldadura a arco eléctrico pó Método de soldadura Eléctrodo duplo 2x1,2 -- 3,0mm Fio simples 2,5 -- 6mm Eléctrodo Fio simples 2,5 -- 6mm INSTRUÇÕES DE LIGAÇÃÕ PARA O PEG1 E A6 VEC 4000 156:1 X -- 1 B -- 7 Posição para cima Posição 2 Corrente contínua Cinzelamento a arco com ar Eléctrodo de carvão 8,0 -- 12,7mm CROQUIS ACOTADO - DIMENSIONI - ESBOÇO COM DIMENSÕES DIMENSION DRAWING - ΕΧΕ∆ΙΑΓΡΑΜΜΑ ΜΕΓΕΘΩΝ A6 TFD1 A A A A A Soldadura canto con canto Giunti di testa Soldadura a topo Butt welding Συγκüλληση πληρþσεωj B B B B B Soldadura en ángulo Cordona piano-frontale Soldadura filete Fillet welding Συγκüλληση κατ’Üκρον dfa4m01a dfa4m01b dfa4m11a -- 61 -- ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ dfa4sch1 Denominación Versión para soldadura por arco sumergido Descrizione Versione per saldatura ad arco sommerso Designação Denomination Versão UP-soldadura a arco submerso Version for submerged-arc welding 01 Fuente de corriente de Generatore di corrente Fonte de corrente pasoldadura (CC) (CC) ra soldadura (DC) Welding power source (DC) 02 Caja de control Centralina comando Caixa de manobras Control box 03 Motor con engranaje Motore con riduttore Motor de engrenagens Motor with gear 04 Dispositivo de rodillo enderezador Raddrizzafilo Dispositivo de rolos de Straightener direcção 05 Conector Contattore Ficha de contacto Connector 06 Tubo de contacto Tubo di contatto Tubo de contacto Contact tube 07 Cable de soldadura Cavo di saldatura Cabo de soldadura Welding cable 08 Cable de mando Cavo di comando Cabo de manobras Control cable 09 Cable Cavo Cabo Cable 10 Fuente de corriente de Generatore di corrente Fonte de corrente pasoldadura (CA) (CA) ra soldadura (AC) Welding power source (AC) 11 Caja con suplemento Filler wire unit dfa4e11a Cassetta di apporto Caixa de acessórios -- 63 -- ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ dfa4sch2 Denominación 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 Descrizione Designação Denomination Versión para soldadura MIG/MAG Versione per saldatu- Versão para soldadura ra MIG/MAG MIG/MAG Version for MIG/MAG welding Fuente de corriente de soldadura (CC) Caja de control Motor con engranaje Dispositivo de rodillo enderezador Conector Electroválvula Válvula de reducción Cable de soldadura Botella de gas Manguera (Gas) Refrigerador Generatore di corrente (CC) Centralina comando Motore con riduttore Raddrizzafilo Welding power source (DC) Control box Motor with gear Straightener Manguera (Agua refrigerante) Racor de manguera Manguera (Agua refrigerante) Cable de maniobras Conductor Manguera (Gas) dfa4e11a Contattore Elettrovalvola Valvola di riduzione Cavo di saldatura Bombola del gas Flessibile (Gas) Gruppo di raffreddamento Flessibile (Acqua di raffreddamento) Raccordo flessibile Flessibile (Acqua di raffreddamento) Cavo di manovra Cavo Flessibile (Gas) Fonte de corrente para soldadura (DC) Caixa de manobras Motor de engrenagens Dispositivo de rolos de direcção Ficha de contacto Válvula eletromagnética Válvula de redução Cabo de soldadura Botija de gás Mangueira (Gás) Dispositivo de arrefecimento Mangueira (água de arrefecimento) Ligação de mangueira Mangueira (água de arrefecimento) Cabo de manobras Fio Mangueira (Gás) -- 65 -- Connector Solenoid valve Reducer valve Welding cable Gas bottle Hose (Gas) Cooling unit Hose (Cooling water) Hose coupling Hose (Cooling water) Control cable Cable Hose (Gas)-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































ESAB A6 TFD1 / TFD2 / TGD1 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
en otros idiomas
- italiano: ESAB A6 TFD1 / TFD2 / TGD1 Manuale utente
- English: ESAB A6 TFD1 / TFD2 / TGD1 User manual
- português: ESAB A6 TFD1 / TFD2 / TGD1 Manual do usuário
Artículos relacionados
-
ESAB A6 SFD1 Manual de usuario
-
ESAB A6 SFD2 Manual de usuario
-
-
-
-
-
-
-
-
ESAB A6 VEC Manual de usuario
