- 88 -
ES
• Con el regulador a distancia puede telecontrolarse la corriente al soldar con WIG o
con electrodos de varilla. El aparato selecciona automáticamente el ajuste correspon-
diente al conectar el regulador a distancia a la entrada 21.
• Con el regulador a distancia pueden seleccionarse valores de corriente comprendidos
entre 3 A y la corriente de soldar I2 ajustada en el aparato.
Al conectar el conmutador de red 22 se ilumina el LED (diodo luminiscente) de red 9 situado
en el frente. Si la tensión de red es muy baja, este LED parpadea.
Para evitar sobrecargas, el aparato lleva incorporado un termostato que se dispara en caso
de que la temperatura sea excesiva. En este caso se interrumpe la corriente de soldar y se
enciende el LED de sobretemperatura 8. Al descender la temperatura por debajo de un cier-
to valor se desactiva automáticamente el termostato.
El conmutador 1 cambia el funcionamiento del aparato entre WIG y electrodo. El modo de
operación se ajusta presionando repetidamente el selector del modo de operación 7. Los
LED 14 a 19 muestran la función de soldadura ajustada. Pueden ajustarse solamente aque-
llos modos de operación seleccionables en base a la configuración actual del aparato.
5.1 SOLDADURA CON ELECTRODO
• Colocar el conmutador 1 en la posición de funcionamiento con electrodo.
Con este ajuste se activa el comportamiento Arc-Force y el dispositivo Anti-Stick.
+ Polaridad del electrodo positiva
El LED + 14 se ilumina.
Se aplica corriente continua. En este caso, el conector hembra 3 corresponde al polo
positivo, y el conector hembra 5, al polo negativo.
– Polaridad del electrodo negativa
El LED – 15 se ilumina.
Se aplica corriente continua. En este caso, el conector hembra 3 corresponde al polo
negativo, y el conector hembra 5, al polo positivo.
AC corriente alterna
El LED AC 16 se ilumina.
Se aplica corriente alterna a ambos conectores hembra 3 y 5.
Preajustes:
• Corriente de soldar I2 en regulador 6.
• Corriente de encendido I1 en regulador 10.
• Tiempo de encendido en regulador 12.
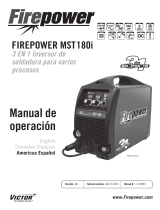
1 Conmutador WIG /
soldadura con electrodo
12 Regulador para rampa de reducción de in-
tensidad / tiempo de encendido
2 Conexión del cable de control
para soplete WIG
13 LED de rampa de reducción de intensidad /
tiempo de encendido
3 Conexión para portaelectrodos /
soplete WIG
14 LED +, corriente continua
con polaridad del electrodo positiva
4 Conexión de gas para soplete WIG 15 LED –, corriente continua
con polaridad del electrodo negativa
5 Conexión de cable de retorno 16 LED AC, corriente alterna
6 Regulador para corriente de soldar I2 17 LED de modo de encendido
(Encendido Lift-Arc / HF)
7 Selector del modo de operación 18 LED de operación en 4 fases
8 LED de sobretemperatura 19 LED de operación en 2 fases
9 LED de red 20 Conexión para botella de gas
10 Regulador de corrientes de encendido /
cortocircuito I1
21 Entrada de regulador a distancia
11 LED de corriente de encendido I1 22 Conmutador de red, enc. / apag.