FIREPOWER MST 220i
0-5343ES 4-11 SOLDADURA BÁSICA
La soldadora
Colóquese en una posición cómoda antes de comenzar
a soldar. Tome asiento a una altura adecuada y haga
tanto trabajo como sea posible sentado. Que no esté
tenso. Una actitud tensa y el cuerpo tenso provocarán
una rápida sensación de cansancio. Relájese y se dará
cuenta que el trabajo se hace mucho más fácil. Puede
crear un entorno de más confianza con el uso de guantes
y delantal de cuero. No se preocuparía luego sobre si se
quema o las chispas encienden sus ropas.
Coloque la pieza de trabajo de manera que la dirección
de la soldadura esté frente al cuerpo, y no que vaya
hacia el cuerpo o venga de este. El conductor de la pinza
portaelectrodo debe estar libre de cualquier obstrucción
de modo que pueda mover su brazo libremente a lo
largo cuando el electrodo esté encendido. Echar el cable
conductor sobre su hombro, le permite mayor libertar
de movimiento y permite descargar peso de su mano.
Asegúrese de que no falta el aislamiento para el cable
y la pinza portaelectrodo, de otra manera está en riesgo
de una descarga eléctrica.
Encendido del arco
Practique esto en una pieza de placa sobrante antes de
realizar un trabajo más exacto. Primero puede experi-
mentar dificultad debido a que la punta del electrodo
“se pega” a la pieza de trabajo. Esto es provocado al
hacer un contacto demasiado marcado con la pieza de
trabajo y no poder retirar el electrodo lo suficientemente
rápido. Se evidencia un amperaje bajo. Esta sujeción
de la punta puede resolverse al raspar el electrodo a lo
largo de la superficie de la placa en la misma forma que
se enciende un fósforo. Tan rápido como se establezca
el arco, debe mantener un espacio de 1/16 pulg. a -1/8
pulg. (1,6 mm a 3,2 mm) entre el extremo del electrodo
en combustión y el metal principal. Arrastre el electrodo
lentamente a lo largo cuando se funda.
Otra dificultad que puede encontrar es la tendencia,
después de encender el arco, a retirar el electrodo de-
masiado lejos lo que vuelve a interrumpir el arco. Algo
de práctica permite corregir estas dos fallas.
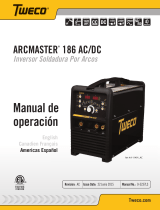
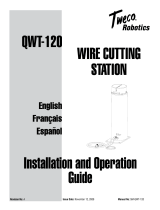
Art # A-10368
1/16" (1.6mm)
Figura 4-20: Encendido de un arco
Longitud de arco
El aseguramiento de una longitud de arco necesaria
para producir una soldadura bien definida pronto llega
ser casi automático. Un arco extenso produce más
calor. Un arco demasiado extenso produce un ruido de
chisporroteo o crepitación y el metal de soldadura se
encuentra con gotas grandes e irregulares. El cordón de
soldadura se aplana y aumenta la salpicadura. Un arco
corto es esencial para obtener una soldadura de alta ca-
lidad, aunque si es demasiado corto existe el peligro que
quede recubierta por escoria y la punta del electrodo se
solidifique. Si esto debe suceder, de un rápido giro que
incline el electrodo sobre la soldadura para despegarlo.
Los electrodos de contacto o de “soldadura al toque”
como los E7014 no se pegan de esta manera, y hacen
mucho más fácil la soldadura.
Velocidad de movimiento
Después del encendido del arco, la siguiente preocu-
pación es mantenerlo, y esto exige el movimiento de la
punta del electrodo hacia el pozo fundido a la misma
velocidad en que este se funde. Al mismo tiempo, el
electrodo tiene que moverse a lo largo de la placa para
formar un cordón. El electrodo se dirige al pozo de sol-
dadura en un ángulo de cerca de 20° de la vertical. La
velocidad del movimiento tiene que ajustarse de modo
que se produzca un cordón bien formado.
Si el movimiento es demasiado rápido, el cordón se
estrecha y alarga e incluso puede romperse en glóbulos
separados. Si el movimiento es demasiado lento, el
metal de soldadura se apila y el cordón queda dema-
siado grande.
Formación de las juntas soldadas
Luego de obtener algo de destreza en el manejo de un
electrodo, está listo para crear juntas soldadas.
A. Soldaduras a tope
Coloque dos placas con sus bordes paralelos, como
se presenta en la figura 4-21, que quede un espa-
cio de 1/16 pulg. a 3/32 pulg. (1,6 mm a 2,4 mm)
entre estos y la soldadura por puntos en ambos
extremos. Esto evita tensiones de contracción por
el enfriamiento del metal de soldadura que saque
las placas de alineación. Placas más gruesas de 1/4
pulg. (6,4 mm) deben tener bordes de acoplamiento
biselados para formar un ángulo incluido de 70°
a 90°. Esto permite la penetración completa del
metal de soldadura hasta la raíz. Con el uso de un
electrodo E7014 de 1/8 pulg. (3,2 mm) a 100 amp,
se deposita un recorrido de metal de soldadura en
el fondo de la junta.