Rikon 10-326 Instrucciones de operación
- Categoría
- Sierras circulares
- Tipo
- Instrucciones de operación

10-326
www.rikontools.com
10-326M6
Manual del usuario
Sierra de cinta Deluxe de 14”
Anote el número de serie y la fecha de compra en su manual para futuras referencias.
Número de serie: _________________________ Fecha de compra: _________________________
Para solicitar soporte técnico o si tiene alguna consulta sobre repuestos, envíe un correo electrónico a
[email protected] o llame gratuitamente al (877) 884-5167.
4001824

2
ÍNDICE
ESPECIFICACIONES
NOTA: Las especicaciones, las fotografías, los esquemas y la información en este manual representan el modelo actual en el mo-
mento en que se elaboró el manual. Puede producirse algunos cambios y mejoras en cualquier momento, sin ninguna obligación por
parte de Rikon Power Tools, Inc. para modicar las unidades previamente entregadas. Se han tomado las precauciones necesarias
para garantizar que la información de este manual sea correcta, proporcionarle las pautas para una seguridad apropiada, un ensam-
blaje y un funcionamiento seguro de esta máquina.
Especicaciones ....................................................................................................................... 2
Instrucciones de seguridad ...................................................................................................... 3 - 6
Conozca su máquina .................................................................................................................. 7
Contenido del embalaje ........................................................................................................... 8 - 9
Instalación ................................................................................................................................. 8
Ensamblaje ........................................................................................................................ 10 - 13
Ajustes ............................................................................................................................... 13 - 22
Funcionamiento ....................................................................................................................... 22
Mantenimiento ......................................................................................................................... 23
Esquemas de conexiones y cableado eléctrico ........................................................................ 5 y 23
Resolución de problemas .................................................................................................... 24 - 27
Esquemas y listas de componentes ....................................................................................... 28 - 39
Cómo orientar las hojas de la sierra de cinta .................................................................................. 40
Garantía ..................................................................................................................................41
Accesorios ...............................................................................................................................42
Notas ............................................................................................................................................43
Motor ............................................................................................. 1.75 HP, TEFC
Velocidad del motor (sin carga) ........................................................... 1 720 RPM
Voltios .................................................................................................. 115/230 V
Amp., Hertz, Fase ................................................................... 14/7 A, 60 Hz, 1Ph
Longitud de hoja .......................................................................... 2 819 mm (111”)
Ancho de hoja ............................................................. 4,78 - 19 mm (3/16” - 3/4”)
Velocidad de hoja ............................. 440,5/899,2 m/min. (1 445/2 950 pies/min.)
Dimensiones de la mesa (A x P) ...................... 546 x 400 mm (21-1/2” x 15-3/4”)
Inclinación de mesa ..................................................... Izquierda -7° , derecha 45°
Guía de ingletes para ranuras en T (2) ................................................. 3/4” x 3/8”
Ancho máximo de corte (garganta) ........................................... 346 mm (13-5/8”)
Profundidad máxima de corte (altura) ............................................. 330 mm (13”)
Altura de mesa ....................................................................... 1 026 mm (40-3/8”)
Altura de guía de corte ...................................................................... 152 mm (6”)
Longitud de guía de corte .......................................................... 476 mm (18-3/4”)
Puertos para polvo (1) ....................................................... Diámetro 100 mm (4”)
Dimensiones de base (L x A x A) ... 610 x 440 x 30 mm (24” x 17-5/16” x 1-3/16”)
Altura total .............................................................................. 1 892 mm (74-1/2”)
Ancho x Profundidad total............................. 870 x 656 mm (34-1/4” x 25-13/16”)
Peso neto ................................................................................... 129 kg. (285 lb.)

3
SÍMBOLOS DE SEGURIDAD
¡IMPORTANTE! La seguridad es lo más importante en el funcionamiento de este equipo. En todo momento se
debe seguir las siguientes instrucciones. Si no se cumplen todas las instrucciones que se indican a continuación,
puede producirse descargas eléctricas, incendios o lesiones personales severas.
Hay algunas aplicaciones para las cuales se ha diseñado esta herramienta. Recomendamos no modicar esta herra-
mienta ni usarla para otras aplicaciones que no sea aquella para la cual fue diseñada. Si tiene alguna consulta sobre su
aplicación, no use la herramienta hasta que se haya comunicado con nosotros y le hayamos proporcionado las recomen-
daciones necesarias.
INSTRUCCIONES DE SEGURIDAD
SEGURIDAD GENERAL
CONOZCA SU HERRAMIENTA ELÉCTRICA. Lea atentamente el
manual del usuario. Aprenda las aplicaciones de la herramienta,
capacidad de trabajo y sus riesgos potenciales especícos.
ANTES DE USAR SU MÁQUINA
Para evitar lesiones graves y daños a la herramienta, lea y siga
todas las instrucciones de seguridad y funcionamiento antes de
usarla.
1. El polvo producido por el uso de herramientas eléctricas contie-
ne sustancias químicas conocidas por el Estado de California
como causantes de cáncer, anomalías congénitas u otros daños
reproductivos.
Algunos ejemplos de estas sustancias químicas son:
• Pinturas a base de plomo.
• Sílice cristalina de ladrillos, cemento y otros
• productos de albañilería.
• Arsénico y cromo de madera tratada con productos químicos.
Su riesgo de exposición a estos químicos varía dependiendo de
qué tan a menudo realiza este tipo de trabajo. Para reducir su
exposición a estas sustancias químicas: trabaje en un área bien
ventilada y utilice un equipo de seguridad aprobado, como por
ejemplo, máscaras antipolvo que son especialmente diseñadas
para ltrar las partículas
microscópicas.
2. LEA todo el manual del usuario. APRENDA a usar la herra-
mienta para las aplicaciones previstas.
3. CONECTE A TIERRA TODAS LAS HERRAMIENTAS. Si la
herramienta es proporcionada con un enchufe de 3 puntas, se
debe enchufar a un receptáculo eléctrico de 3 polos. La 3ra punta
se usa para conectar la herramienta a tierra y proteger contra des-
cargas eléctricas accidentales. NO saque la 3ra punta. Consulte
las instrucciones para conexión a tierra
en las siguientes páginas.
4. EVITE UN AMBIENTE DE TRABAJO PELIGROSO.
NO use herramientas eléctricas en un ambiente húmedo ni
las deje expuestas a la lluvia.
5. NO use herramientas eléctricas en presencia de
líquidos o gases inamables.
6. SIEMPRE mantenga la zona de trabajo limpia, bien ilu-
minada y ordenada. NO trabaje en un ambiente cuyo piso
está resbaladizo por residuos, grasa y cera.
7. MANTENGA A LAS VISITAS Y A LOS NIÑOS ALE-
JADOS DE LA ZONA DE TRABAJO. NO deje que las
personas permanezcan en la zona de trabajo inmediato,
especialmente cuando se está usando una herramienta
eléctrica.
8. NO FUERCE LA HERRAMIENTA a realizar una apli-
cación para la cual no fue diseñada. Realizará un trabajo
más seguro y de mayor calidad al usarse solamente en
aplicaciones para la cual fue diseñada.
9. USE VESTIMENTA ADECUADA. NO use ropa suelta,
guantes, corbatas ni joyas. Estos elementos pueden
ser atrapados por la máquina durante su funcionamiento y
llevar al usuario hacia los componentes móviles. El usuario
debe usar una cubierta protectora para su cabello, en caso
de que sea largo, para evitar todo contacto con los compo-
nentes móviles.
10. HAGA QUE LA ZONA DE TRABAJO SEA SEGU-
RA PARA NIÑOS retirando interruptores, desenchufando
las herramientas de los receptáculos eléctricos y usando
candados.
11. SIEMPRE DESENCHUFE LA HERRAMIENTA DEL
RECEPTÁCULO ELÉCTRICO cuando haga ajustes,
cambie componentes o realice mantenimiento al aparato.
SÍMBOLO DE ALERTA DE SEGURIDAD: Indica PELIGRO, ADVERTENCIA o CUIDADO. Este símbolo
puede usarse junto con otros símbolos o pictografías.
Indica una situación de peligro inminente, la cual, si no se evita, podría causar la muerte o
lesiones graves.
Indica una situación potencialmente peligrosa, la cual, si no se evita, podría causar la muerte o lesio
nes graves.
Indica una situación potencialmente peligrosa, la cual, si no se evita, podría causar la muerte o
lesiones moderadas.
ATENCIÓN: Si se muestra sin el símbolo de alerta de seguridad indica una situación que puede provocar daños materiales.

4
INSTRUCCIONES DE SEGURIDAD
25. SIEMPRE USE UNA MÁSCARA ANTIPOLVO PARA EVI-
TAR LA INHALACIÓN DE POLVO O PARTÍCULAS EN SUS-
PENSIÓN PELIGROSAS, incluyendo polvo de madera, polvo de
sílice cristalina y polvo de asbesto. Dirija las partículas lejos del
rostro y del cuerpo. Siempre use la herramienta en un área bien
ventilada y limpie adecuadamente el polvo del área. Use un siste-
ma recolector de polvo siempre que sea posible. La exposición al
polvo puede
causar enfermedades respiratorias graves y permanentes u otras
lesiones, incluyendo silicosis (una enfermedad pulmonar grave),
cáncer y la muerte. Evite respirar el polvo y tener contacto prolon-
gado con el polvo. Dejar que el polvo ingrese a sus ojos o boca, o
quede sobre su piel puede fomentar la absorción de material da-
ñino. Siempre use un protector respiratorio aprobado por NIOSH/
OSHA debidamente ajustado para la exposición al polvo, y lave
las áreas expuestas con agua y jabón.
26. USE UN CABLE DE EXTENSIÓN ADECUADO EN BUEN
ESTADO. Al usar un cable de extensión, asegúrese de usar
uno de calibre adecuado para transmitir la corriente que utiliza
el producto. El cuadro de la siguiente página muestra el tamaño
correcto para usar dependiendo de la longitud del cable y el am-
peraje de la placa de identicación. Si tiene dudas, use un cable
de mayor calibre. Mientras más pequeño sea el calibre, mayor
diámetro tendrá el cable de extensión. Si tiene dudas del tamaño
adecuado de un cable de extensión, use un cable más corto y
más grueso. Un cable de calibre inadecuado causará una baja de
tensión produciendo así pérdida de energía y sobrecalentamien-
to.
SOLO USE UN CABLE DE EXTENSIÓN DE 3 ALAMBRES QUE
TENGA
UN ENCHUFE CON CONEXIÓN A TIERRA DE 3 PUNTAS Y UN
RECEPTÁCULO
DE 3 POLOS QUE SE ADAPTE AL ENCHUFE DE LA HERRA-
MIENTA.
27. INFORMACIÓN ADICIONAL para el uso seguro y adecuado
de este producto puede encontrarse disponible en:
• Power Tool Institute
1300 Summer Avenue
Cleveland, OH 44115-2851
www.powertoolinstitute.org
• National Safety Council
1121 Spring Lake Drive
Itasca, IL 60143-3201
www.nsc.org
• American National Standards Institute
25 West 43rd Street, 4th Floor
New York, NY 10036
www.ansi.org
• ANSI 01.1 Safety Requirements for
Woodworking Machines and the
U.S. Department of Labor regulations
www.osha.gov
28. GUARDE ESTAS INSTRUCCIONES. Consúltelas
con frecuencia y utilícelas para dar indicaciones a otras personas.
12. MANTENGA LOS PROTECTORES EN SU LUGAR Y
EN BUEN ESTADO DE FUNCIONAMIENTO.
13. EVITE UN ENCENDIDO ACCIDENTAL. Asegúrese de
que el interruptor está en posición “OFF” (APAGADO) antes
de enchufar el cable al receptáculo eléctrico.
14. RETIRE TODAS LAS HERRAMIENTAS DE MANTENI-
MIENTO del área inmediata antes de colocar el interruptor
de la máquina en posición “ON” (ENCENDIDO).
15. SOLO USE ACCESORIOS RECOMENDADOS. El uso
de accesorios incorrectos podría provocar lesiones graves
al usuario y causar daños a la herramienta. Si tiene dudas,
revise el manual de instrucciones que viene con ese acce-
sorio particular.
16. NUNCA DEJE UNA HERRAMIENTA EN FUNCIONA-
MIENTO SIN SUPERVISIÓN. Gire el interruptor a la posi-
ción “OFF”. NO deje sola la herramienta hasta que se haya
detenido totalmente.
17. NO SE PARE SOBRE UNA HERRAMIENTA. Puede
producirse lesiones graves si la herramienta se voltea o si
tiene contacto con la herramienta por accidente.
18. NO guarde nada cerca o por encima de la herramienta
donde nadie pueda tratar de pararse sobre la herramienta
para alcanzarlo.
19. MANTENGA SU EQUILIBRIO. NO se extienda
por encima de la herramienta. Use zapatos con suela de
goma resistentes al aceite. Mantenga el piso sin residuos,
grasa y cera.
20. HAGA UN MANTENIMIENTO CUIDADOSO DE LAS
HERRAMIENTAS. Siempre mantenga las herramientas
limpias y en buen estado de funcionamiento. Mantenga a-
ladas todas las hojas y brocas de la herramienta, rectique
las ruedas de alar y cambie los demás accesorios abrasi-
vos cuando estén desgastados.
21. CADA VEZ QUE VAYA A PONER EN FUNCIONA-
MIENTO LA MÁQUINA, REVISE SI HAY COMPONENTES
DAÑADOS ANTES DE USARLA. Revise cuidadosamente
todos los protectores para ver si funcionan de manera ade-
cuada, no están dañados y realizan sus funciones previstas.
Verique la alineación, si hay atoramiento o rotura de los
componentes móviles. Un protector u otro componente que
esté dañado debe repararse o cambiarse inmediatamente.
22. NO USE LA HERRAMIENTA SI ESTÁ CANSADO O
BAJO INFLUENCIA DE FÁRMACOS, MEDICAMENTOS
O ALCOHOL.
23. ASEGURE TODO EL TRABAJO. Use abrazaderas o
topes para asegurar la pieza de trabajo. Esto es más seguro
que tratar de sostener la pieza de trabajo con las manos.
24. MANTÉNGASE ALERTA, MIRE LO QUE ESTÁ HA-
CIENDO, Y USE EL SENTIDO COMÚN AL MANIPULAR
UNA HERRAMIENTA ELÉCTRICA.
Un momento de distracción mientras usa herramientas eléc-
tricas puede provocar lesiones personales graves.

5
INSTRUCCIONES DE SEGURIDAD
CUBIERTA
RIELES
FIG. B
FIG. A
NO SE RECOMIENDA USAR UN CABLE
DE EXTENSIÓN CON ESTA MÁQUINA. Para obtener mejor
potencia y mayor seguridad, enchufe la máquina directamen-
te al tomacorriente con conexión a tierra dedicado que está
dentro de la longitud del cable proporcionado de la máquina.
Si se necesita usar un cable de extensión, solo debe utilizar-
se para un funcionamiento limitado de la máquina. El cable
de extensión debe ser lo más corto posible y debe tener un
calibre 14 AWG como mínimo.
Revise los cables de extensión antes
de cada uso. Si están dañados, cámbielos inmediatamente.
Nunca use una herramienta con un cable dañado, ya que
tocar el área dañada puede provocar descargas eléctricas y
lesiones graves.
Use un cable de extensión adecuado. Solo use cables certica-
dos por Underwriters Laboratories (UL). Otros cables de exten-
sión pueden causar una baja de tensión, generando pérdida de
potencia y sobrecalentamiento de la herramienta. Al usar una
herramienta eléctrica a la intemperie, use un cable de extensión
para exteriores con la marca “W-A” o “W”. Estos cables están
diseñados para uso en exteriores y reducen el riesgo de descar-
gas eléctricas.
SEGURIDAD ELÉCTRICA
ESTA HERRAMIENTA YA VIENE PRE-
INSTALADA PARA CIRCUITOS DE 115 V Y DEBE CONEC-
TARSE A TIERRA DURANTE SU FUNCIONAMIENTO PARA
PROTEGER AL USUARIO DE DESCARGAS ELÉCTRICAS.
EN CASO DE FALLO O AVERÍA, la conexión a tierra pro-
porciona una trayectoria de menor resistencia para corrien-
te eléctrica y reduce el riesgo de descargas eléctricas. Esta
herramienta viene con un cable que tiene un conductor para
conexión a tierra de equipos y requiere un enchufe con toma
de tierra (no viene incluido). El enchufe DEBE conectarse al
receptáculo eléctrico adecuado que está apropiadamente ins-
talado y conectado a tierra de conformidad con TODOS los
códigos y ordenanzas locales.
NO MODIFIQUE NINGÚN ENCHUFE. Si no encaja con el
receptáculo eléctrico, haga que un electricista calicado insta-
le el receptáculo adecuado.
UNA CONEXIÓN ELÉCTRICA INCORRECTA del
conductor para conexión a tierra de equipos puede generar
un riesgo de descargas eléctricas. El conductor con cinta ais-
lante verde (con o sin bandas amarillas) es el conductor para
conexión a tierra de equipos. NO conecte el conductor para
conexión a tierra de equipos a un terminal activo si necesita
arreglar o cambiar el cable o el enchufe.
CONSULTE con un electricista o el personal de mantenimien-
to calicado si no entiende totalmente las instrucciones para
la conexión a tierra, o si no está seguro si la herramienta está
conectada a tierra de manera correcta al instalar o cambiar
un enchufe.
SOLO USE UN CABLE DE EXTENSIÓN DE 3 ALAMBRES
QUE TIENE EL TIPO ADECUADO DE ENCHUFE CON
TOMA DE CORRIENTE DE 3 PUNTAS QUE ENCAJA CON
EL ENCHUFE DE 3 PUNTAS DE LA MÁQUINA Y TAMBIÉN
EL RECEPTÁCULO DE 3 POLOS QUE SE ADAPTA AL EN-
CHUFE DE LA HERRAMIENTA. * Vea las guras A y B.
CAMBIE INMEDIATAMENTE UN CABLE DAÑADO O DES-
GASTADO.
Esta herramienta está diseñada para usarse en un circuito
con un receptáculo eléctrico de 120 voltios. LA FIGURA C
muestra el tipo de enchufe eléctrico de 3 alambres de 220 V y
el receptáculo eléctrico que tiene un conductor para conexión
a tierra que se requiere si se cambia el cableado del motor.
Consulte la página 23.
Muestra de un enchufe de 220 voltios
si se cambia el cableado del motor.
CABLES DE EXTENSIÓN
Mantenga el cable de extensión ale-
jado de la zona de trabajo. Coloque el cable de tal manera
que no se enrede en la madera, herramientas u otras obs-
trucciones mientras trabaja con su herramienta eléctrica.
* Los códigos eléctricos canadienses requieren que los ca-
bles de extensión sean certicados del tipo SJT o mejores.
** No se acepta usar un adaptador en Canadá.
Consulte con un
electricista calicado
si la distancia entre
la máquina y el panel
eléctrico es superior
a 9 metros (30 pies).
FIG. C

Advertencia de la Propuesta 65 de California
ADVERTENCIA: Algunos polvos producidos por lijado, corte, pulverización, perforación y cualquier otra actividad de construcción
contienen sustancias químicas conocidas por el Estado de California como causantes de cáncer, anomalías congénitas u otros da-
ños reproductivos. Su riesgo de exposición a estos químicos varía dependiendo de qué tan a menudo realiza este tipo de trabajo.
Para reducir su exposición, trabaje en un área bien ventilada con equipo de seguridad aprobado como por ejemplo, máscaras
antipolvo que están especialmente diseñadas para ltrar las partículas microscópicas.
Para obtener información más detallada sobre la Propuesta 65 de California ingrese a rikontools.com.
1. No ponga en marcha esta máquina hasta que haya leído las siguientes instrucciones.
2. Si no está familiarizado con el funcionamiento de la máquina, solicite la ayuda de una persona calicada.
3. Cuando utilice esta máquina, siempre use anteojos de seguridad y protectores de oído aprobados.
4. Siempre use una máscara antipolvo y utilice un recolector de polvo apropiado y ventilación adecuada.
5. Ajuste las guías superiores aproximadamente de 3 mm a 6 mm (1/8” a 1/4”) por encima del material que se va a cortar.
6. Verique el tamaño y el tipo adecuado de hoja para el grosor y tipo de material que se va a cortar.
7. Asegúrese de que la tensión y el reglaje de la hoja están adecuadamente ajustados.
8. Siempre mantenga las manos y los dedos alejados de la hoja.
9. Haga “cortes de alivio” antes de cortar curvas para eliminar la jación de la hoja.
10. Siempre mantenga el material rme, apoyando la parte plana sobre la mesa y haciéndola avanzar hacia la hoja a una velocidad moderada.
11. Nunca intente cortar madera que no tenga una supercie plana, a menos que se utilice un soporte apropiado.
12. Al cortar pequeñas piezas de trabajo, siempre use una barra de empuje, tope de retención u otro dispositivo para mantener sus manos
seguras lejos de la hoja. Use ‘insertos sin paso libre’ para evitar que las pequeñas piezas se enganchen en el inserto de la mesa o en las
guías inferiores de la hoja.
13. Siempre deje que la hoja de la sierra de cinta se detenga antes de sacar restos del material de la mesa.
14. No retire las piezas enganchadas de la sierra hasta que se haya detenido la máquina y la hoja. Desenchufe la sierra de cinta de la fuente
de energía y luego retire la pieza de trabajo enganchada.
15. Siempre apague la máquina si se va a retirar el material de un corte incompleto.
16. Use soportes adicionales (soportes para rodillos, caballetes, mesas, etc.) para cualquier pieza de trabajo lo suficientemente grandes para
inclinar cuando no se mantiene en la superficie de la mesa.
17. Siempre apague y desenchufe la máquina cuando cambie las hojas o haga reparaciones en la máquina.
18. Libere la tensión de la hoja cuando no se vaya a usar la sierra por un largo período de tiempo.
19. Quite el material o desechos de la zona de trabajo. Mantenga la zona de trabajo arreglada y limpia.
GUARDE ESTAS INSTRUCCIONES.
Consúltelas frecuentemente.
6
Este manual del usuario no es un material didáctico. El uso de este manual está previsto para
mostrar el ensamblaje, los ajustes y uso general.
INSTRUCCIONES DE SEGURIDAD ESPECÍFICAS PARA SIERRAS DE CINTA
INSTRUCCIONES DE SEGURIDAD
Esta máquina está diseñada para realizar cortes de maderas naturales, sólidas, materiales compuestos, plásticos y metales
no ferrosos. Debe tenerse en cuenta las dimensiones de la pieza de trabajo admitidas (consulte las especificaciones
técnicas). Cualquier otro uso no especificado, incluyendo modificaciones en la máquina o uso de componentes no
probados ni aprobados por el fabricante del equipo, puede causar daños imprevistos e invalidar la garantía.
ATENCIÓN: El uso de esta sierra de cinta aún presenta riesgos que no pueden ser eliminados por el fabricante. Por lo
tanto, el usuario debe tener en cuenta que las máquinas para trabajar la madera son peligrosas si no se usan con cuidado
y no se toman todas las precauciones de seguridad.

7
A. Mueble base
B. Puerta inferior
C. Interruptor ON/OFF (Encendido/Apagado)
D. Montaje de guía de corte
E. Ventana de tensión de la hoja
F. Pernos de suspensión de barra de empuje y barra de remolque
E. Palanca de tensión de la hoja
H. Tapa de rolete de guía
I. Puerta superior y ventana de reglaje de la hoja
J. Volante de ajuste del protector de la hoja
K. Protector de la hoja con escala
L. Guías de la hoja superior
M. Inserto de mesa
N. Mesa con guía de ingletes para ranuras en T
O. Riel frontal para guía de corte
P. Guías inferiores y protector de la hoja
Q. Volante de tensión de la correa de transmisión
R. Kit de movilidad (Accesorio opcional)
S. Puerto para polvo de 4”
T. Palanca de bloqueo de mesa de desenganche rápido
U. Muñón con escala de ángulos
V. Hoja de sierra de cinta
W. Perilla de bloqueo de rolete de guía
X. Palanca de reglaje de la hoja y palanca de bloqueo
Y. Palanca de tensión de la hoja de desenganche rápido
Z. Portaherramientas
AA. Tomacorriente
BB. Volante de inclinación de mesa
CC. Sujetadores de eje de la rueda inferior
DD. Motor
EE. Cable
CONOZCA SU MÁQUINA
B
A
F
D
C
E
O
K
M
N
L
J
H
G
I
S
PT
R
Q
BB
AA
DD
CC
EE
R
V
U
Z
X
W
Y
SE MUESTRA SIERRA DE CINTA MODELO 10-326 CON BASE DE KIT DE MOVILIDAD FIJADA OPCIONAL (13-325). NO SE MUESTRA BARRA DE REMOLQUE OPCIONAL.

8
La sierra de cinta Deluxe 14” Modelo 10-326 se envía completa en una caja.
Desembalaje, revisión de contenido y limpieza
1. Saque cuidadosamente todo el contenido de la caja de embalaje. Verique el contenido con la lista de
contenido para asegurarse que se contabilizaron todos los componentes, antes de deshacerse del material de
embalaje. Coloque los componentes sobre una supercie protegida para facilitar su identicación y montaje.
Si falta algún componente o hay alguna pieza rota, comuníquese con el Departamento de servicio al cliente de
RIKON al 877- 884-5167 lo más pronto posible para solicitar los repuestos. NO ENCIENDA su máquina si falta
alguno de estos componentes, ya que puede provocar daños a sí mismo o a la máquina.
2. Informe a su distribuidor local sobre cualquier daño en el envío. Tome fotos para posibles reclamos a la
compañía de seguros.
3. Con ayuda de otra persona, levante cuidadosamente la sierra de cinta del embalaje y colóquela en el sue-
lo.
4. Limpie todas las supercies protegidas contra la oxidación con una grasa casera ordinaria o un quitaman-
chas. No use
bencina, disolventes, alcoholes minerales, etc. porque pueden dañar las supercies pintadas.
5. Aplique una capa de cera en pasta en la mesa para evitar el óxido. Limpie bien todos los componentes con
un paño seco y limpio. Tenga cuidado ya que la hoja de la sierra de cinta preinstalada tiene dientes alados y
puede provocar daños si se toca.
6. Deje a un lado el material y la caja de embalaje. No lo deseche hasta que haya instalado la máquina y esté
funcionando adecuadamente.
CONTENIDO DEL EMBALAJE
TABLA DE COMPONENTES SUELTOS
A
B
C
CONTINÚA EN LA PÁGINA 9
D
A. Montaje del armazón de la sierra de cinta
B. Montaje del mueble base - consulte la página 10 para
ver la lista de componentes
C. Volante y palanca de muñón
D. Volante para elevar el protector de la hoja
E. Volante para tensar la correa de transmisión
F. Manual y tarjeta de garantía - no se muestra
E

9
CONTENIDO DEL PAQUETE
Montaje de la mesa:
A. Mesa con espiga ajustable y cuerda
B. Riel frontal de guía de corte y accesorios de
ensamblaje
C. Pernos y arandelas para ensamblar la mesa (4)
Montaje de la guía de corte y componentes:
D. Guía de corte
E. Montaje de la barra para recorte
F. Montaje del transportador de la guía de corte
G. Palanca de tensión de la hoja
H. Tapa de rolete de guía
I. Tornillo y tuerca de nivelación de la mesa
J. Barra de empuje y barra de remolque (en el kit
de movilidad opcional) Pernos y tuercas de
montaje (3)
E
FG
Herramientas y portaherramientas:
K. Llaves inglesas: 10, 13, 17/19 mm
L. Llaves Allen: 3, 4, 5, 6 mm
M. Portaherramientas y tornillos de montaje (2)
A
B
C
D
TABLA DE COMPONENTES SUELTOS (conti-
nuación)
Herramientas adicionales requeridas - no pro-
porcionadas
Destornillador de estrella tipo Phillips #2
INSTALACIÓN
TRASLADO E INSTALACIÓN DE LA SIERRA DE CINTA
La sierra de cinta pesa más de 95 kg.
(210 lb.) Es mejor ensamblar la máquina cerca de la zona
donde finalmente permanecerá.
Cuando traslade o coloque una sierra de cinta ensambla-
da, NO use la mesa ni los montajes de los protectores de
la hoja superior ya que puede dañar la máquina. Traslade
la sierra de cinta agarrando la columna de soporte y el
armazón inferior que están bien soldados para obtener
rigidez. La sierra de cinta también puede ser trasladada
recostándola sobre la parte trasera/lado izquierdo de la
columna para que no se vea afectado el montaje de la
mesa.
1. Saque cuidadosamente la máquina de la caja de embalaje.
Consulte las instrucciones de arriba sobre el manejo de la sie-
rra.
2. Coloque la máquina sobre una base nivelada y sóli-
da que esté ubicada en una zona que tenga un espacio
amplio en el frente, al lado derecho y en la parte trasera de
la sierra de cinta para realizar cortes de materiales largos y
grandes.
Para obtener mejor potencia y mayor seguridad, se debe
enchufar la sierra de cinta directamente al tomacorriente
con conexión a tierra dedicado que está dentro de la lon-
gitud del cable proporcionado de la máquina. No se reco-
mienda usar un cable de extensión.
3. Alinee la máquina de modo que durante su uso, el
material a cortar no esté frente a pasillos, puertas u otras
zonas de trabajo donde pueda estar algún observador. No
coloque ni use la máquina en un lugar húmedo o mojado.
4. Una vez colocada en su tienda, nivele la máquina con
los espaciadores, y asegúrela en el piso con tirafondos (no
proporcionados) empleando los 4 orificios del mueble base.
J
HI
KL
M

10
MONTAJE DEL CABALLETE
ELEMENTO # DESCRIPCIÓN CANT.
1 Tornillo M6 x 16 1
2 Buje 1
3 Tuerca de seguridad M6 2
4 Montaje de puerta 1
5 Tornillo hexagonal M6 x 50 4
6 Panel izquierdo 1
7 Arandela grande 2
8 Panel trasero 1
ELEMENTO # DESCRIPCIÓN CANT.
9
Tornillo hexagonal de cabeza hueca M6 x 20 1
10 Manija 1
11 Panel derecho 1
12 Plataforma 1
13 Viga 2
14 Perno hexagonal con brida M8 x 20 16
15 Panel de base
1
1. Verique el contenido del caballete del mueble base con la lista de componentes y ordénelos para una referencia rápida.
2. Instale el panel izquierdo (elemento # 6) en el panel de base (15) con dos tornillos hexagonales (14).
3. Instale el panel derecho (11) en el panel de base (15) con dos tornillos hexagonales (14).
4. Coloque dos pernos hexagonales con bridas (14) en los extremos inferiores frontales de cada panel lateral, y no los ajuste. Sobre
estos dos pernos, coloque una viga de conexión (13) y ajústela en la posición deseada.
5. Instale la palanca sobre el panel derecho con un tornillo hexagonal de cabeza hueca y una tuerca (9).
6. Coloque tres pernos hexagonales con bridas (14) en los extremos posteriores del panel izquierdo y derecho, y no los ajuste. Sobre es-
tos seis pernos deslice el panel trasero (8). Ajuste solo los pernos superiores e inferiores, pero no ajuste los dos pernos del medio. Estos
se usarán para colocar la plataforma en el paso 7.
7. Instale una arandela grande (7) y un perno hexagonal con brida (14) en los oricios del medio en los extremos frontales del panel
izquierdo y derecho. Sobre estos cuatro, aoje los pernos del medio, instale la plataforma y ajuste los pernos para asegurar la plataforma
en la posición deseada.
8. Coloque dos pernos hexagonales con bridas (14) en los extremos superiores frontales de cada panel lateral, y no los ajuste. Sobre
estos dos pernos, coloque al viga de conexión (13) y ajústela en la posición deseada. Verique que todas las tuercas están ajustadas.
9. Instale el montaje de la puerta (4) en el panel izquierdo deslizando sus bisagras sobre los ejes de bisagras.
10. Sobre el extremo derecho de la puerta, instale el tornillo de bloqueo de la manija (1), el buje (2) y la tuerca (3).
11. Coloque la sierra de cinta en el caballete del mueble base ensamblado con cuatro tornillos (5). Esto puede hacerse de dos maneras:
A) Con ayuda, levante la sierra de cinta y colóquela cuidadosamente en su lugar por encima del caballete. B) Si está solo, recueste la
sierra en su columna sobre bloques de madera 4 x 4, y también recueste el caballete sobre uno de sus lados sobre bloques para que
coincida la altura de la sierra de cinta. De esta manera se permitirá instalar los tornillos. Luego incline la sierra cuando esté listo.
ENLACE A VÍDEO DE
MONTAJE
DE MODELO 10-326

MONTAJE DE LA MESA
1. Quite la espiga ajustable de la mesa (Pieza #4B) de la
parte frontal de la mesa. Esta espiga metálica mantiene
ambos lados del de la mesa en el área de la ranura. Fig. 1.
2. Coloque la mesa en posición sobre el muñón con
ayuda de otra persona. La mesa es pesada.
Hágalo desde la parte trasera de la máquina, para que sea
más fácil ajustar la hoja preinstalada a través de la ranura
de la mesa.
3. Ajuste la mesa al muñón con cuatro tornillos
hexagonales de cabeza hueca, arandelas de resorte y
arandelas (Componentes #12B, 11B, 10B). Instale dos
pernos al lado derecho de la hoja, solo ajústelos con la
mano. Fig. 2. Luego, incline la mesa a 45 grados e instale
los dos pernos al lado izquierdo de la hoja. Fig. 3. NO
ajuste totalmente los pernos en este momento. Retorne la
mesa a la posición horizontal.
NOTA: Antes de ajustar en la posición deseada, se puede
mover ligeramente la mesa a la izquierda y a la derecha.
Revise para asegurarse que la guía de ingletes de la
mesa esté en posición paralela al lado de la hoja de sierra.
Esto proporcionará un corte efectivo al extraer el material.
Coloque una regla metálica delgada contra el lado de la
hoja de sierra. Asegúrese de que no está tocando el diente
de la sierra, lo cual puede doblar la regla. Mida la distancia
desde un extremo de la regla hasta la ranura de la guía
de ingletes. FIG. 4. Luego, mida la misma distancia desde
el otro extremo de la regla hasta la ranura de la guía de
ingletes. Compare estas dos medidas e incline la mesa
según sea necesario hasta obtener la misma distancia.
4. Una vez alineada la mesa en paralelo a la hoja, ajuste
los cuatro pernos instalados para jar la mesa en la
posición deseada.
INSTALACIÓN DEL TOPE DE LA MESA A 90°
Enrosque el perno hexagonal (#8B) y la tuerca (#7B)
en la parte inferior de la mesa en el oricio preparado
correspondiente. Vea la Fig. 12, página 13. El ajuste de la
mesa a 90° para la hoja se hará después en las páginas
13 y 14.
FIGURA 1
ENSAMBLAJE
FIGURA 2
LA MÁQUINA NO DEBE ESTAR
CONECTADA Y EL INTERRUPTOR DEBE ESTAR EN
POSICIÓN "OFF" HASTA FINALIZAR EL ENSAMBLAJE.
FIGURA 4
FIGURA 3
11
NOTA: Los componentes a los que se hace refe-
rencia en todo el manual se remiten a las diferentes
hojas y códigos de los esquemas y listas de compo-
nentes en las páginas 28 a 39.
Ejemplo: (#1A) se reere a Pieza #1 en la hoja A.

12
ENSAMBLAJE
MONTAJE DE LA GUÍA DE CORTE
1. Ensamble el riel de la guía de corte (#12F) en
el extremo frontal de la mesa con las dos tuercas y
arandelas de la barra de la guía (#14F, 5F) Fig. 5.
Coloque la barra de tal manera que esté en paralelo a
la supercie de la mesa, y a igual distancia del extremo
frontal de la mesa cuando se mide tanto en el extremo
frontal izquierdo como en el derecho de la mesa.
2. Deslice el montaje del transportador de la guía (#9F)
sobre el riel de la guía de corte. Fig. 6.
3. Deslice la guía de corte (#18F) sobre el
transportador de la guía, y ajústela en la posición
deseada asegurando la perilla de bloqueo de la guía
(#7F) que se ubica en el transportador, al lado opuesto
de la guía. Fig. 6, A.
4. Con la palanca de bloqueo frontal (#10F), ajuste la
guía en el riel para que no se mueva durante el resto
del proceso de ensamblaje. Los ajustes nales para
la guía se encuentran en las páginas 19 y 20. Puede
encontrar información sobre la barra para recorte en la
página 22.
INSTALACIÓN DE LOS VOLANTES
1. Coloque la pequeña manija (#24B) en el volante
(#23B) que inclina la mesa. Luego instale este volante
sobre el eje del engranaje (#22B) que se extiende
desde el muñón en la parte trasera de la máquina. Fig.
7, A.
2. Coloque el volante (#38C) en el lado superior
derecho del armazón de la sierra con la llave Allen de
5 mm. Este volante sube y baja el protector de la hoja.
Fig. 7, B.
3. Coloque el volante (#26E) en el lado inferior derecho
del armazón con la llave Allen de 5 mm. Esta rueda
ajusta la tensión de la correa de transmisión del motor.
Fig. 7, B.
4. Instale el volante de tensión de la hoja (#1D) en la
parte superior del armazón de la sierra. No se necesita
herramientas, ya que el eje metálico del volante tiene
dos pasadores simples que engranan la varilla de
tensión de la hoja (#2D). Fig. 7, C.
INSTALACIÓN DEL PORTAHERRAMIENTAS
1. Ensamble el portaherramientas (#78A) en la colum-
na posterior con dos tornillos tipo Phillips (#77A). Fig. 8.
Práctico almacenamiento para las llaves Allen (3, 4, 5,
6mm).
LA MÁQUINA NO DEBE ESTAR
CONECTADA Y EL INTERRUPTOR DEBE ESTAR EN
POSICIÓN "OFF" HASTA FINALIZAR EL ENSAMBLAJE.
FIGURA 5
FIGURA 6
FIGURA 7
FIGURA 8
A
B
C
A

FIGURA 9
AJUSTES
ENSAMBLAJE
INSTALACIÓN DE SOPORTES DE LA BARRA DE EMPUJE
Y LA BARRA DE REMOLQUE
1. Ensamble el perno de suspensión de la barra de empuje (#6A) y
también los dos pernos para la barra de remolque del kit de movili-
dad opcional en el lado izquierdo de la columna con una llave Allen
de 5 mm. Espacios para almacenamiento práctico cuando no se
usan estas herramientas. FIG. 9.
INSTALACIÓN DE LA TAPA DE ROLETE DE GUÍA
1. Coloque la tapa de rolete de guía (#1A) en el oricio cuadrado
que está en la supercie del armazón superior. Esta tapa protege el
montaje del rolete de guía de la caída de polvo o desechos. Fig. 10.
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
13
INCLINACIÓN DE LA MESA
1. En la parte trasera de la sierra, aoje la palanca
de bloqueo rápido (#50A) en el muñón de la mesa
tirando de él hacia arriba. Fig. 11, A.
2. Gire el volante inclinable de la mesa (#23B) para
ajustar la mesa en el ángulo deseado. Fig. 11, B. Use
la escala indicadora de ángulos en la abrazadera del
muñón (C) para encontrar el ángulo deseado.
3. Reajuste la palanca de bloqueo para jar la mesa.
COLOCACIÓN DE LA MESA CUADRADA EN
EL LADO DE LA HOJA DE SIERRA
La mesa debe colocarse a 90° con respecto a los
lados de la hoja de sierra ajustando el perno del
tope de la mesa (#8B) debajo de la mesa. El perno
del tope de la mesa se apoya sobre el tope giratorio
(#69A).
1. Primero aoje la tuerca de bloqueo del perno
(#7B) Fig. 12, A.
2. Coloque una escuadra en la mesa contra el lado
plano de la hoja de sierra. Incline la mesa hasta que
se coloque exactamente a 90° con respecto a la hoja,
luego asegure la mesa en la posición deseada.
3. Ajuste el perno (Fig. 12, B), arriba o abajo, hasta
que entre en contacto con el tope giratorio del ángu-
lo de la mesa (#69A) Fig. 12, C. Reajuste la tuerca
de bloqueo asegurándose de mantener el ajuste del
ángulo de la mesa.
FIGURA 11
B
A
FIGURA 10
C
FIGURA 12
4. El indicador de ángulos en el muñón, debajo de la
mesa, puede ajustarse aojando el tornillo tipo Phillips y
moviendo el indicador a la posición deseada. Fig. 12 D.
C
B
A
D

REGLAJE DE LA HOJA DE SIERRA
Desenchufe la sierra de cinta. Una
hoja se instala en la fábrica. Se recomienda revisar
el reglaje de la hoja antes de usar. Asegúrese de
que las guías superiores e inferiores de la hoja están
ajustadas lejos de la hoja y que la escala de tensión
está ajustada de tal manera que corresponda al
ancho de hoja que está usando.
1. Abra ambas puertas. En la parte trasera de la
máquina, aoje la palanca de bloqueo (#22D, FIG.
14, A) girándola a la izquierda.
2. Gire la palanca de reglaje de la hoja (#23D, Fig.
14 B) a la derecha o izquierda, mientras gira al
mismo tiempo y con cuidado la rueda superior (#24E)
con la mano. Fig. 15. Revise el reglaje de la hoja
en la rueda a través de la ventana lateral (C). Gire
la rueda al menos tres veces o hasta que las guías
correderas de la hoja estén centradas en la rueda.
3. Una vez que la hoja funciona centrada, ajuste
la palanca de bloqueo y cierre las puertas. Para el
reglaje de la hoja en la rueda inferior (#13E), consulte
las instrucciones de la página 26. NOTA: la rueda
inferior ya está preajustada de fábrica y cualquier
cambio a esta rueda debe realizarse después de
haber leído y entendido todas las instrucciones. De
no hacerse así podría dañar la máquina.
FIGURA 14
FIGURA 15
14
AJUSTES
FIGURA 13
COLOCACIÓN DE LA MESA CUADRADA EN
LA PARTE TRASERA DE LA HOJA DE SIERRA
Al hacerse los ajustes predeterminados antes del en-
vío, si era necesario, es posible que la mesa también
haya sido reajustada a 90° con respecto a la parte
trasera de la hoja de sierra ajustando los tornillos de
microajuste del muñón.
1. En el soporte del muñón inferior (#17B), aoje
ligeramente los dos pernos hexagonales (#13B) que
sostienen el soporte en el armazón de la sierra de
cinta. Fig. 13, A.
2. Coloque una escuadra en la mesa contra el borde
plano trasero de la hoja de sierra.
3. Con una llave Allen de 3 mm, gire los tornillos
hexagonales de microajuste del muñón trasero
(#16B) para ajustar la posición de la mesa. Fig. 13, B.
- Si gira a la derecha, subirá el muñón y la mesa.
- Si gira a la izquierda, bajará el muñón y la mesa.
4. Revise que el ángulo de la mesa y la hoja sea 90°
y cuando ya esté listo, vuelva a ajustar los pernos
para asegurar la mesa en la posición deseada.
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
Foto de tornillos de microajuste mostrados con mesa inclinada para su
claridad.
B
A
AB
C

15
FIGURA 19
AJUSTES
AJUSTE DE TENSIÓN DE LA HOJA
Siempre tense la hoja con la palanca
de desenganche rápido (#17D) en posición “ON”. De no
hacerse así podría provocar falta de tensión de la hoja o
tensión insuciente. Figura 16.
NOTA: Desenganche la palanca de tensión o colóquela
en posición ‘OFF’ solo para cambiar la hoja, o para pro-
longar la vida de servicio de la hoja cuando no se usa la
sierra por largos períodos de tiempo.
1. Para ajustar la tensión de la hoja, gire el volante de
tensión de la hoja (#1D, Fig. 17) sobre la sierra.
Para ajustar la tensión de la hoja, gire el volante a la
derecha. Tense la hoja hasta que la echa indicadora
de tensión (#19A, Fig. 19) coincida con el ancho de hoja
que está usando. Vea la echa indicadora a través de la
ventana frontal de la puerta superior. Fig. 18.
NOTA: Es posible que la escala de tensión de la hoja
sea diferente debido a las diversas especicaciones
de hoja de los fabricantes: grosor de acero, material o
variaciones en la longitud de la hoja soldada. Es posible
que sea necesario ajustar la echa de tensión un tamaño
hacia arriba o hacia abajo en la escala de tensión de la
hoja para que coincida con su hoja. Tome nota del ajuste
de la hoja para la próxima vez que use la misma hoja.
Consulte la página 16 para obtener más información so-
bre el ‘Ajuste del tope de tensión de la hoja’ para tensar
las hojas que están soldadas un poco más de 2 819 mm
(111”) de largo.
Regla general para tensar la hoja: Con la sierra des-
enchufada y el protector de la hoja elevado, la hoja de
sierra debe desviarse aprox. 6,35 mm (1/4”) al presionar-
se con un dedo en el lado de la hoja.
AJUSTE DEL INDICADOR DE TENSIÓN DE LA
HOJA
La echa indicadora de tensión de la hoja (#19A, Fig.
19,A) debe revisarse y ajustarse la primera vez que se
instala y pone en funcionamiento la sierra, y cada vez
que se instale una nueva hoja.
El indicador de tensión de la hoja debe ajustarse para
hojas de acero de mayor grosor, si están sobrecortadas
o rebajadas en longitud, o son producidas por diferentes
fabricantes.
1. Con la tensión moderada en la hoja, aoje el tornillo
de ajuste (#17A) con un destornillador tipo Phillips (Fig.
19, B).
2. Ajuste el indicador de la hoja arriba o abajo según sea
necesario y luego, vuelva a ajustar el tornillo de ajuste.
FIGURA 16
FIGURA 17
Palanca de desenganche rápido
ONOFF
FIGURA 18
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
A
B

16
AJUSTES
CAMBIO DE LA HOJA DE SIERRA DE CINTA
Desenchufe la máquina del suministro
eléctrico. Así se asegurará que la sierra de cinta no se
encienda accidentalmente si se tropieza con el interruptor
ON/OFF.
1. Abra las puertas de la rueda superior e inferior.
2. Libere la tensión de la hoja moviendo la palanca de
desenganche rápido de derecha a izquierda. Fig. 20.
3. Abra la puerta con bisagras (#11C) en el protector de
la hoja aojando la palanca de bloqueo (#14C). Fig. 21, A.
4. Retire la hoja de sierra de la rueda superior, luego
hágala avanzar a través de las guías superiores de la
hoja (B), ranura en la mesa (C), guías de la hoja inferior
y protector de la hoja inferior (D), fuera de la ranura en la
columna de la máquina (E), alejado de la rueda inferior, y
luego alrededor del riel frontal (F).
Tenga cuidado de no cortarse en los
dientes alados de la sierra. Use guantes de protección.
5. Al instalar la nueva hoja, invierta los pasos 1-4 arriba
mencionados. Asegúrese de que los dientes de la hoja
apuntan hacia abajo o hacia usted en la posición donde la
hoja pasa a través de la mesa.
6. Centre la hoja en ambas ruedas.
7. Vuelva a tensar la nueva hoja retornando la palanca
de desenganche rápido a la posición ON, Fig. 20, y revise
el reglaje de la hoja. La hoja debe funcionar en el centro
de las ruedas. Para obtener más detalles, consulte la
sección “Reglaje de la hoja de sierra” en la página 14.
8. Reajuste las guías de la hoja tal como se describe en
la sección “Ajuste de guías de la hoja” en las páginas 17
y 18.
9. Reajuste la tensión de la hoja tal como se describe en
la sección “Ajuste de tensión de la hoja” en la página 15.
10. Cierre la puerta con bisagras en el protector de la
hoja y ajuste la palanca de bloqueo para mantener la
puerta cerrada.
11. Cierre y asegure ambas puertas de la rueda antes de
volver a conectar el suministro eléctrico.
FIGURA 20
Palanca de desenganche rápido
ONOFF
FIGURA 21
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
A
B
C
D
E
F
AJUSTE DEL TOPE DE TENSIÓN DE LA HOJA
Si no puede establecer una tensión total en una hoja nueva, es muy
probable que la hoja esté soldada un poco más de 2 819 mm (111”) de
la longitud estándar, y en consecuencia, más allá del rango de tensión
preestablecida de la sierra. Para corregir esto, detrás de la rueda
superior de la sierra de cinta está la varilla enroscada de tensión de la
hoja (#2C). Aoje las tuercas (#3C) y atorníllelas hacia arriba aprox.
6,35 mm (1/4”), luego vuelva a ajustar. Así aumentará el rango de
tensión de la hoja de sierra para su nueva hoja.

17
AJUSTE DE GUÍAS DE LA HOJA
La sierra de cinta modelo 10-326 cuenta con guías
de hoja de ajuste rápido, con rodamientos de bolas,
accionadas con resortes para un rápido y fácil ajuste
de las hojas. Con la hoja de sierra adecuadamente
centrada en las ruedas de accionamiento, se puede
ajustar entonces los rodamientos guía. Para ajustar las
guías de la hoja:
Guías superiores:
1. Coloque las guías del rodillo derecho e izquierdo
relativamente cerca a la hoja. Primero, aoje sus
palancas de bloqueo frontales (#21C, Fig 22, A). Los
ejes guía (#25C) que sostienen los rodamientos guía
son accionados con resortes. Para mover las guías
hacia la hoja, simplemente empuje los extremos de los
ejes guía (B), o use las palancas de bloqueo frontales
para jalar las guías hacia la hoja. Asegure las guías en
la posición deseada. Fig. 22.
2. Las guías deben estar aproximadamente 1,60 mm
(1/16”) por detrás de las gargantas de la hoja de sierra.
Si necesitan moverse, aoje la manija de la abrazadera
posterior (#31C, Fig. 23, C) y mueva el bloque de la guía
superior (#20C, D) que sostiene las guías de modo que
puedan colocarse detrás de las gargantas de la hoja.
Vuelva a ajustar la manija cuando esté listo. Fig. 23.
3. Fije ambas guías de rodamiento a 0,80 mm (1/32”)
de la hoja de sierra, aproximadamente el mismo grosor
de una tarjeta de presentación. No je las guías de
rodamiento muy cerca, ni toque los lados de la hoja, ya
que afectaría negativamente la vida de servicio de la
hoja de sierra y los rodamientos.
4. Ajuste la guía de rodamiento trasera (Fig. 24, E) para
que esté lejos de la parte trasera de la hoja de sierra.
Desenganche la palanca de bloqueo de la guía (#17C,
F) y mueva la guía trasera hacia la hoja empujando el
extremo del eje guía trasero (#27C, G). Ajuste la manija
cuando esté listo. Fig. 24.
Guías inferiores:
Ajustar las guías inferiores de rodamientos de bolas, que
están debajo de la mesa, es similar a los pasos que se
siguen para las guías superiores.
1. Coloque las guías del rodillo derecho e izquierdo
cerca de la hoja. Aoje las palancas de bloqueo frontales
(#38A, Fig. 25, A). Mueva las guías hacia la hoja
empujando los extremos de los ejes guía (#42A, B), o
use las ´palancas de bloqueo frontales para jalar las
guías hacia la hoja. Fije las guías
en la posición deseada. Fig. 25.
FIGURA 23
FIGURA 24
FIGURA 25 NOTA: Protector de la hoja retirado para la foto
AJUSTES
FIGURA 22
CONTINÚA EN LA PÁGINA 18
1/16”
A
G
B
D
E
F
A
B
B
C
B
A

18
AJUSTES
Guías inferiores - continuación:
2. Las guías deben estar aproximadamente 1,60 mm (1/16”)
por detrás de las gargantas de la hoja de sierra. Si necesitan
moverse, aoje la palanca (#60A, Fig. 26, A), ubicada a la
izquierda del bloque de la guía inferior (#43A, B), y mueva
este bloque que sostiene las guías de modo que puedan
colocarse detrás de las gargantas de la hoja.
Vuelva a ajustar la palanca cuando esté listo.
3. Fije ambas guías de rodamiento a 0,80 mm (1/32”) de la
hoja de sierra, aproximadamente el mismo grosor de una
tarjeta de presentación. No je las guías de rodamiento
muy cerca, ni toque los lados de la hoja, ya que afectaría
negativamente la vida de servicio de la hoja de sierra y los
rodamientos.
4. Ajuste la guía de rodamiento trasera para que esté lejos
de la parte trasera de la hoja de sierra. Desenganche la
palanca de bloqueo de la guía (Fig. 27, C) y mueva la guía
trasera hacia la hoja empujando el extremo del eje guía
trasero (#45A, D), o use la palanca de bloqueo para jalar la
guía hacia la hoja. Ajuste la manija cuando esté listo.
AJUSTE DE LA GUÍA Y DEL PROTECTOR DE LA
HOJA
NOTA: Antes de cortar, je los rodamientos de las guías
superiores aproximadamente a 6,35 mm (1/4”) por encima
de la supercie de la pieza de trabajo. Así se logrará un
mejor control de la hoja. Fig. 28.
1. Aoje la perilla del rolete de guía (#1C, Fig. 30A) y gire
la palanca del rolete de guía (#38C, Fig. 29, B) para subir o
bajar el rolete de guía o el montaje de la guía superior de la
hoja hasta la altura deseada.
Se ha proporcionado una escala de medición al lado
derecho del rolete de guía para obtener una rápida
referencia sobre la altura de los rodamientos guía por
encima de la supercie de la mesa.
2. Cuando los rodamientos guía están en la posición
adecuada, vuelva a ajustar la perilla de bloqueo del rolete de
guía.
NOTA: El rolete de guía viene preajustado de fábrica para
una alineación vertical con la hoja de sierra de cinta. Si
alguna vez el ajuste del rolete de guía necesita un ligero
ajuste:
3. Abra la puerta superior y baje el protector de la hoja
hasta la mesa para tener acceso al soporte de guía (#4C).
Fig. 31.
4. Aoje los cuatro pernos hexagonales (#2C) ubicados
en la parte trasera del armazón superior. Fig. 30, C). Esto
permitirá que el
rolete de guía sea desplazado
AJUSTE DE GUÍAS DE LA HOJA - continuación
FIGURA 29
FIGURA 28
Aproximadamente
6,35 mm (1/4”)
FIGURA 30
CONTINÚA EN LA PÁGINA 19
FIGURA 26 NOTA: Protector de la hoja retirado para la foto
FIGURA 27 NOTA: Protector de la hoja retirado para la foto
AB
A
B
C
D
C
C

19
AJUSTES
FIGURA 32
AJUSTE DEL PROTECTOR DE LA HOJA -
continuación
o inclinado un poco a la izquierda o a la derecha para
corregir cualquier problema de colocación.
5. También hay cuatro juegos de tornillos (#5C)
colocados en la parte trasera del soporte de guía cerca
de las esquinas. Si el rolete de guía necesita inclinarse
ligeramente hacia el frente o detrás de la mesa, o incluso
torcerse a un ángulo, haga el ajuste con estos tornillos.
Fig. 31.
- Si se introduce los dos juegos de tornillos superiores
inclinará el rolete hacia la parte trasera de la mesa.
- Si se introduce los dos juegos de tornillos inferiores
inclinará el rolete hacia la parte frontal de la mesa.
- Si se ajusta los dos tornillos izquierdos o derechos
inclinará el rolete a la derecha o izquierda.
6. Cuando se ajusta el rolete en vertical, asegure los
cuatro pernos hexagonales que se aojaron en el paso 4.
AJUSTE DE GUÍA DE CORTE EN CASO DE
DESVIACIONES
La sierra de cinta modelo 10-326 cuenta con un sistema
innovador de guías que se ajustará fácilmente para
eliminar las ‘desviaciones’ y llevará de vuelta a la guía
para que se ubique paralelamente a la hoja. Además,
permite cambiar rápidamente la guía de una posición
vertical a horizontal, o para usar a la izquierda o derecha
de la hoja. Para ajustar la guía en caso de desviaciones:
1. Aoje la manija lateral (#7F, Fig. 32, A) que sostiene la
guía de corte contra el transportador de la guía (#9F, B).
2. Aoje la perilla de bloqueo (#2F, Fig. 32, C).
3. Gire la manija de ajuste superior (#1F, D) para colocar
la guía a la derecha o izquierda según sea necesario
para alinearla paralelamente a la hoja y las ranuras de la
sierra ingleteadora en la mesa. La manija gira una leva
(#4F, E) que presiona contra la guía y la voltea según sea
necesario.
4. Una vez fjia la guía, ajuste la manija y la perilla que se
aojaron en los pasos 1 y 2.
AJUSTE DE LA GUÍA A 90° RESPECTO A LA
MESA
Verique que la guía está a 90 grados respecto a la mesa
empleando una escuadra adecuada. Si se necesita hacer
ajustes, suba o baje cualquiera de los lados del riel guía
de la guía de corte hasta que el cuerpo de la guía de corte
esté a 90 grados de la mesa. Una vez jada a 90 grados,
ajuste completamente las tuercas de la barra de la guía.
FIG. 33.
Consulte la página 12 para obtener información sobre el
proceso de instalación del riel guía.
FIGURA 31
FIGURA 33
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
90°
B
A
D
C
E

20
FIGURA 36
FIGURA 35
FIGURA 34
AJUSTES
AJUSTE DE LA GUÍA DE CORTE EN LA MESA
Revise que la guía está apoyada o en paralelo a la
supercie de la mesa. El espacio entre la mesa y la
parte inferior de la guía debe ser igual en todo el largo
de la guía. La parte inferior trasera de la guía incluye
una placa de nylon (#23F) que ayuda a deslizar la
guía por encima de la mesa. Un pequeño espacio
entre la guía y la mesa resulta de esta placa. Fig. 34.
Si hay un espacio considerable, consulte la página 12
para obtener información sobre el montaje y la reubi-
cación del riel de la guía frontal.
AJUSTE DE LA GUÍA EN EL TRANSPORTADOR
La guía puede cambiarse de una posición vertical a
una horizontal, o de su montaje al lado izquierdo de la
hoja a la derecha con ajustes simples de las manijas
y accesorios de ensamblaje del transportador.
Para cambiar la guía de posición vertical a horizon-
tal:
1. Aoje la manija lateral (#7F, Fig. 35, A) que sostie-
ne la guía de corte contra el transportador de la guía
(#9F, B).
2. Deslice la guía hacia adelante para sacarla del
bloque deslizante del transportador (#11F, Fig. 35, C).
3. Gire la guía hacia abajo hasta su posición hori-
zontal y deslícela hacia atrás en el transportador. La
parte inferior de la guía tiene ranuras para ensam-
blarla en el bloque deslizante, y colocarla sobre una
pequeña llave elevada al lado del transportador. Fig.
36, D.
4. Una vez en su lugar, vuelva a ajustar la manija
lateral para jar la guía en su posición en el transpor-
tador.
5. Revise si la guía tiene desviaciones, y corríjalas si
es necesario según las instrucciones de la página 19.
Para cambiar la guía del lado izquierdo del trans-
portador al lado derecho para usar la guía de
corte a la derecha de la hoja:
1. Aoje la manija lateral (#7F, Fig. 35, A) que sostie-
ne la guía de corte contra el transportador de la guía
(#9F, B).
2. Deslice la guía hacia adelante hasta sacarla del
bloque deslizante del transportador (#11F, C). Mueva
el transportador en el riel frontal al lado derecho de la
mesa y la hoja.
3. Destornille totalmente la manija lateral del bloque
deslizante y vuelva a ensamblar los componentes en
el lado opuesto,
FIGURA 37
CONTINÚA EN LA PÁGINA 21
B
A
C
MANIJA LATERAL Y BLOQUE DESLIZANTE
MOVIDOS A LADOS OPUESTOS
EN EL TRANSPORTADOR
D

CAMBIO DE VELOCIDAD DE LA HOJA
Esta sierra de cinta tiene dos velocidades de hoja, alta
velocidad (899,2 m/min. [2 950 pies/min.]) y baja velocidad
(440,5 m/min. [1 445 pies/min.]). NOTA: La sierra de cinta
se envía en el modo de alta velocidad.
La rueda inferior tiene dos poleas “multi V” integrales y
el eje del motor tiene una polea doble multi V. La correa
“multi V” pasa alrededor de la polea de la rueda y la polea
del motor. La tensión de la correa se libera y aplica con el
volante (#26E)
Fig. 39, A.
Para el modo HIGH SPEED (ALTA VELOCIDAD) (899,2
m/min.), se debe instalar la correa en la polea trasera
tanto del motor como de la rueda, tal como se muestra en
la Fig. 40.
El ajuste de alta velocidad es el estándar para todas
las necesidades de aserrado en general de maderas y
compuestos.
Para el modo LOW SPEED (BAJA VELOCIDAD) (440,5
m/min.), se debe instalar la correa en la polea frontal tanto
del motor como de la rueda, tal como se muestra en la
Fig. 40.
El ajuste de baja velocidad es el mejor para realizar cortes
de material extra duros: madera, plásticos y metales
no ferrosos. El tipo correcto de hoja es necesario para
realizar un corte limpio y efectivo en estos materiales.
AJUSTE DE TENSIÓN DE LA CORREA DE
TRANSMISIÓN
Para ajustar la tensión de la correa, gire el volante inferior
(#26E, Fig. 39, A) hasta que haya una desviación de
aprox. 9,5 mm a 12,7 mm (3/8” a 1/2”) en la correa de
transmisión “multi V”. NO exceda la tensión de la correa
ya que esto puede ejercer una excesiva presión y así
provocar daños en la correa, las poleas y el motor. Fig. 41.
21
VELOCIDAD DE CORTE
POLEA DE TENSIÓN
POLEA DE CORREA EN V
(MOTOR)
RUEDA INFERIOR
DE LA SIERRA DE CINTA
1
5
4
2
3
POS. 1 A 3 A 5:
440 M/MIN. (1 445 PIES/MIN.)
POS. 2 A 3 A 4:
899 M/MIN. (2 950 PIES/MIN.)
FIGURA 40
FIGURA 39
A
AJUSTES
lado izquierdo del transportador. Luego gire la
guía a 180° de principio a n y deslícela sobre el
transportador. Fig. 37 y 38.
4. Una vez en su lugar, vuelva a ajustar la manija
lateral para jar la guía en su posición en el
transportador. Fig. 38.
5. Revise si la guía tiene desviaciones, y corríjalas si
es necesario según las instrucciones de la página 19.
FIGURA 38
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.
DESVIACIÓN DE LA
CORREA
FIGURA 41
CONSULTE LA PÁGINA 25 PARA VER LAS INS-
TRUCCIONES SOBRE
EL CAMBIO DE LA CORREA DE TRANSMISIÓN.

22
FUNCIONAMIENTO
AJUSTES
RECORTES
Se proporciona una barra guía para recorte con el n de
ayudar a corregir cualquier error de corte de la hoja durante
ciertas operaciones de recorte.
Para recortar, coloque la barra para recorte en la ranura de
la guía de corte. Coloque la barra para recorte de tal manera
que esté alineada con la parte frontal de la hoja. Dibuje una
línea de referencia debajo de la pieza de trabajo. Use la barra
como un punto giratorio, inclinando la madera a la izquierda
o derecha mientras está contra la barra, para seguir la línea a
través del corte. Fig. 43.
Nota: La barra para recorte no es necesaria para todas las
operaciones de recorte. Una adecuada selección y tensión
de la hoja, así como una apropiada instalación de la guía,
permitirá hacer recortes en material plano contra la guía sin
usar la barra para recorte. FIGURA 43
FUNCIONAMIENTO BÁSICO
La hoja corta en una constante carrera de bajada. Nunca inicie la sierra con la pieza de trabajo en contacto con la hoja.
Con ambas manos, presione con fuerza la pieza de trabajo contra la mesa, y hágala avanzar lentamente hacia la hoja,
solo ejerciendo una ligera presión en ella, y manteniendo sus manos alejadas de la hoja.
Mantenga las manos y los dedos alejados de la hoja. Use una barra de empuje cuando está trabajando cerca de la
hoja.
Para obtener mejores resultados, la hoja debe estar alada. Una hoja desalada no cortará de manera correcta,
especialmente cuando se corta en recto, y causa excesiva presión que se aplica en los rodamientos guía traseros.
Seleccione la hoja adecuada para el trabajo, dependiendo del grosor de la madera y el corte a realizarse. Mientras más
delgada y dura sea la madera, más delgados deben ser los dientes de la hoja. Use una hoja de dientes delgados para
cortar curvas pronunciadas. Consulte la página 40 para obtener más información sobre las hojas.
La máquina es especialmente adecuada para cortar curvas, pero también para hacer cortes rectos. Cuando corte, siga
el diseño delimitado empujando y girando la pieza de trabajo de manera uniforme en la hoja.
No intente voltear la pieza de trabajo sin empujarla, ya que puede provocar que la pieza se atasque, o se doble la hoja.
Para cortes rectos, use la guía proporcionada para hacer avanzar la pieza de trabajo a lo largo de la hoja lentamente
y en línea recta. Use la barra para recorte para maderas gruesas o difíciles. Use una guía de inglete para cortes
transversales o cortar ángulos.
Consulte la página 6 para obtener más información sobre el funcionamiento.
INTERRUPTOR ON/OFF
Para poner la sierra en funcionamiento, presione
el botón superior redondo ‘ON’ hasta el fondo para
encender la sierra. Debe sonar un ‘clic’ para indicar
que se ha ENCENDIDO la máquina.
Una vez terminado el trabajo, presione el botón ‘OFF’
de parada de seguridad inferior rojo para apagar la
sierra. Fig. 42.
Si no se va a usar la sierra por un largo período
de tiempo, desenchufe la sierra del suministro de
energía y libere la tensión de la hoja.
FIGURA 42
ON
OFF
Gire la pieza
de trabajo
en dirección
contraria a la
barra para
recorte

23
Esta máquina debe estar conectada a tierra. El cambio del cable de suministro de energía
solo debe hacerlo un electricista calicado. Consulte la página 5 para obtener más información sobre electricidad.
Cuando se recibe de la fábrica, su sierra de cinta está lista para funcionar en una operación de 115 V. Se puede
cambiar a 230 V según el siguiente esquema e instrucciones. Tome nota de la advertencia para desactivar el
tomacorriente.
MANTENIMIENTO
ESQUEMA DE CABLEADO ELÉCTRICO
ENCHUFE INTERRUPTOR
Tomacorriente
desconectado
Tomacorriente
115 V, 60Hz
MOTOR
MOTOR
VerdeNegro
ENCHUFE
CABLE
CABLE
INTERRUPTOR
Blanco
Negro
Verde
Blanco
Negro
Verde
Blanco
Blanco
VerdeNegro
Blanco
Negro
Marrón
Azul
Blanco
Negro
Marrón
Azul
ENCHUFE INTERRUPTOR
Tomacorriente
desconectado
Tomacorriente
115 V, 60Hz
MOTOR
MOTOR
VerdeNegro
ENCHUFE
CABLE
CABLE
INTERRUPTOR
Blanco
Negro
Verde
Blanco
Negro
Verde
Blanco
Blanco
VerdeNegro
Blanco
Negro
Marrón
Azul
Blanco
Negro
Marrón
Azul
Para cableado de 115 V: conecte los alambres negro y blanco del motor al terminal negro del interruptor, y conec-
te los alambres azul y marrón al terminal blanco del interruptor. Ignore los alambres que conducen al condensador.
Para cableado de 230 V: una los alambres negro y marrón, conecte el alambre blanco del motor al terminal negro
del interruptor, y conecte el alambre azul del motor al terminal blanco del interruptor. Ignore los alambres que con-
ducen al condensador.
Para cableado de 220 V, DESCONECTE los alambres que conducen al toma
corriente para hacerlo inoperable. Este enchufe solo es para cableado de 115 V.
ANTES DE LIMPIAR O HACER UN TRABAJO DE MANTENIMIENTO, DESCONECTE LA
MÁQUINA DEL SUMINISTRO DE ENERGÍA (ENCHUFE). NUNCA USE AGUA NI OTROS LÍQUIDOS PARA
LIMPIAR LA MÁQUINA. USE UNA ESCOBILLA PARA BANCO. NO USE AIRE COMPRIMIDO CERCA
DE LOS RODAMIENTOS. UN MANTENIMIENTO REGULAR DE LA MÁQUINA EVITARÁ PROBLEMAS
INNECESARIOS.
1. Mantenga limpia la mesa para asegurar un corte adecuado.
2. Mantenga limpio el exterior de la máquina para asegurar un funcionamiento adecuado de todos los com
` ponentes móviles y evitar un desgaste excesivo.
3. Mantenga limpias las ranuras de ventilación del motor para evitar sobrecalentamiento.
4. Mantenga limpio el interior de la máquina (cerca de la hoja de sierra, etc.) para evitar la acumulación de
polvo. Use un sistema recolector de polvo, si es posible.
5. Para prolongar la vida de servicio de la hoja, cuando no se use la sierra de cinta por largos períodos de
tiempo, libere la tensión de la hoja. Antes de volver a usar la sierra de cinta, asegúrese de volver a tensar
la hoja y revise si está regulada.
6. Mantenga los rodamientos guía sin polvo y limpie los montajes de los rodamientos guía con frecuencia.

PROBLEMA
La máquina no funciona
cuando está encendida.
La hoja no se mueve
con el motor en
funcionamiento.
La hoja no corta en
línea recta.
La hoja no corta o corta
muy despacio.
Acumulación de aserrín
dentro de la máquina.
Aserrín dentro de la
carcasa del motor.
La máquina no corta en
ángulos de 45o o 90o.
La hoja no
puede colocarse
adecuadamente en los
volantes de la sierra.
POSIBLE CAUSA
1. No hay suministro de energía.
2. Interruptor defectuoso.
1. No se ha ajustado
la palanca de desenganche
rápido o el volante de tensión de
la hoja.
2. La hoja se ha salido de
una de las ruedas.
3. La hoja de sierra se ha roto.
4. La correa de transmisión se ha
quebrado.
1. No se usa la guía de corte.
2. Velocidad de avance muy rápida.
3. Los dientes de la hoja están
desalados o dañados.
4. Las guías de la hoja no están
correctamente ajustadas.
1. Los dientes están desalados
por cortar material duro o por
mucho uso.
2. La hoja ha sido colocada en la
dirección incorrecta.
1. Esto es normal
1. Excesiva acumulación de polvo
en los componentes exteriores
de la máquina.
1. La mesa no está ubicada en
ángulo correcto
respecto a la hoja.
2. La hoja está desalada o
se ha puesto mucha presión
en la pieza de trabajo.
1. Las ruedas no están alineadas.
2. La perilla de reglaje de la hoja
no ha sido ajustada
adecuadamente.
3. Hoja de baja calidad.
SOLUCIÓN
Revise si el cable está quebrado o roto.
Comuníquese con su distribuidor local para
solicitar repuestos.
Apague el motor, ajuste la palanca de
desenganche rápido o el volante de tensión de
la hoja.
Abra la puerta con bisagras y revise.
Cambie la hoja.
Cambie la correa.
Use una guía de corte.
Ponga menos presión en la pieza de trabajo y
asegúrese de que la hoja no se doble.
Use una hoja nueva.
Ajuste las guías de hoja (consulte la sección en
las páginas 17 y 18).
Cambie la hoja, use una hoja de 6 TPI (6 dientes
por pulgada) para madera y materiales suaves.
Use una hoja de 14 TPI para materiales más
duros. Una hoja de 14 TPI siempre corta más
lento por tener dientes más delgados.
Instale la hoja correctamente.
Limpie la máquina regularmente. Abra la
puerta con bisagras y saque el aserrín con una
aspiradora. Fije un sistema recolector de polvo.
Limpie las ranuras de ventilación del motor con
una aspiradora. De vez en cuando saque el
aserrín para que no ingrese a la carcasa.
Ajuste la mesa.
Cambie la hoja o ponga menos presión en la
pieza de trabajo.
Comuníquese con el soporte técnico al 877-884-
5167 o escriba a [email protected].
Ajuste la perilla (consulte las páginas 14, 26 y
27).
Cambie la hoja.
Para hacer consultas técnicas o sobre los componentes escriba a:
[email protected] o llame al 877-884-5167.
RESOLUCIÓN DE PROBLEMAS
24
POR SU PROPIA SEGURIDAD, SIEMPRE APAGUE Y DESENCHUFE LA MÁQUINA
ANTES DE RESOLVER UN PROBLEMA.

25
RESOLUCIÓN DE PROBLEMAS
CAMBIO DE NEUMÁTICOS DE LA SIERRA DE CINTA
Use un raspador para llegar debajo del neumático y sacarlo de la rueda. Trabaje con el raspador alrededor de
toda la rueda para aojar el neumático. Luego, úselo como palanca para voltear el neumático y sacarlo de la
rueda. Limpie el interior del canal, saque toda la suciedad, residuos o cemento con un disolvente.
Remoje el neumático de repuesto en agua tibia para hacerlo más exible. Seque el neumático, y mientras
aún está tibio, extiéndalo encima de la rueda. Empiece por ajustar el neumático en el canal de la rueda en la
parte superior de la rueda. Con un raspador, coloque el nuevo neumático alrededor de la rueda, asegurándose
de no cortarlo. Si se va a usar pegamento de caucho como adhesivo, asegúrese de distribuirlo de manera
uniforme. La presencia de espacios altos entre la rueda y el neumático provocará una vibración y tendrá
efecto en el reglaje de la hoja.
NIVELACIÓN DEL INSERTO DE MESA
El inserto de mesa tiene una innovadora función de microajuste incorporada. Este ajuste puede usarse si el
inserto de mesa se sitúa muy alto o muy bajo en el asiento de la mesa. Si el inserto se apoya por encima de
la mesa, gire los microtornillos con una llave hexagonal ”L” a la izquierda para bajar el inserto. Si el inserto se
apoya debajo de la mesa, gire los microtornillos a la derecha para subir el nivel del inserto con la mesa.
Cuidado: Si el inserto se ubica por debajo de la parte superior de la mesa podría provocar que la pieza de
trabajo se atasque en el borde del asiento de la mesa, particularmente en el área posterior del asiento de la
mesa en la parte trasera de la hoja.
CAMBIO DE LA CORREA DE
TRANSMISIÓN DEL MOTOR
Antes de cambiar la correa, asegúrese de que la
sierra de cinta está desenchufada. Para cambiar la
correa de transmisión:
1. Libere la tensión de la hoja de sierra y aleje la hoja
de la rueda inferior, o saque totalmente la hoja de la
sierra. Consulte la página 16.
2. Libere la tensión de la correa de transmisión
girando el volante de tensión (#26E). Saque la correa
antigua de la rueda y las poleas.
3. Saque la rueda inferior (#13E) de la sierra. Saque
el tornillo Allen, la arandela de resorte y la arandela
plana (#22, 23, 21E) que están en el medio de la
rueda inferior. Jale cuidadosamente la rueda del eje
(#15E).
4. Instale la nueva correa e invierta el proceso
indicado anteriormente. Tense la correa de
transmisión hasta que haya una desviación de 9,53
mm a 12,70 mm (3/8” a 1/2”). Consulte la página 21.
FIGURA 44
FIGURA 45
EJE DE RUEDA INFERIOR
REVISIÓN DE DESVIACIÓN
DE LA CORREA
LA MÁQUINA NO DEBE ESTAR CO-
NECTADA Y EL INTERRUPTOR DEBE ESTAR EN POSICIÓN
"OFF" HASTA FINALIZAR TODOS LOS AJUSTES.

26
RESOLUCIÓN DE PROBLEMAS
AJUSTES DE RUEDA INFERIOR
Las siguientes instrucciones corregirán problemas comunes de la hoja relacionados con la alineación
de la rueda inferior en relación a la rueda superior. Estos ajustes corregirán la posición de la hoja
en la rueda inferior y la oscilación de la hoja (tambaleo). Estos son ajustes importantes que tendrán
efecto en el rendimiento y la precisión de la sierra de cinta.
LEA BIEN Y ENTIENDA ESTOS PASOS ANTES DE HACER AJUSTES. DE NO
HACERSE ASÍ PODRÍA DAÑAR LA MÁQUINA.
Comuníquese con un representante del soporte técnico si tiene alguna consulta antes de intentar
hacer estos ajustes. Soporte técnico de RIKON 877-884-5167 [email protected]
Libere la tensión de la hoja completamente antes de hacer ajustes en la rueda inferior. Se debe libe-
rar la presión en la rueda inferior para permitir ajustes adecuados y evitar daños a la máquina.
Si la hoja no está funcionando de manera efectiva, o no funciona en el centro de la rueda inferior
pero de manera correcta en la rueda superior, entonces se requiere un ajuste en el cubo de la rueda
en la parte trasera de la sierra de cinta.
Los números que se muestran en la foto del cubo trasero
representan las posiciones del reloj.
NOTA: Para ayudar a identicar el grado de rotación de un
perno, marque un punto negro en el borde del perno como
un indicador visual.
Si una hoja está avanzando sobre la rueda inferior
hacia la puerta, siga estos pasos de corrección:
1.) Destense la hoja de sierra.
2.) Aoje el perno del eje en posición 9 para sacar la
presión del eje.
3.) Aoje el perno del eje en posición 12 media rotación.
4.) Ajuste el perno del eje en posición 6 hasta que el eje toque el perno de ajuste en
posición 12.
5.) Ajuste los tres pernos del eje.
6.) Vuelva a tensar la hoja de sierra y je la rueda superior para sondar ajustando la perilla
de reglaje. Haga girar la rueda superior con la mano y regule la hoja.
7.) Repita si se necesita hacer más ajustes.
12
9
6
3
Incorrecto Correcto
CONTINÚA EN LA PÁGINA 27

27
RESOLUCIÓN DE PROBLEMAS
Si la hoja está avanzando sobre la parte trasera de la rueda inferior, lejos de la puerta, siga
estos pasos:
1.) Destense la hoja de sierra.
2.) Aoje el perno del eje en posición 9 para sacar la presión del eje.
3.) Aoje el perno del eje en posición 6 media rotación.
4.) Ajuste el perno del eje en posición 12 hasta que el eje toque el perno de ajuste en
posición 6.
5.) Ajuste los tres pernos del eje.
6.) Vuelva a tensar la hoja de sierra y je la rueda superior para sondar ajustando la perilla
de reglaje. Haga girar la rueda superior con la mano y regule la hoja.
7.) Repita si se necesita hacer más ajustes.
Si una hoja está avanzando y retrocediendo (tambaleándose),
siga estos pasos:
Primero, revise si la hoja de sierra ha sido soldada
correctamente, de modo que la parte trasera de la hoja esté
en una alineación adecuada - plana (si está apoyada en la
supercie de la mesa).
Si la hoja está soldada correctamente, entonces se requiere
ajustar el cubo de la rueda en la parte trasera de la sierra de
cinta.
1.) Destense la hoja de sierra.
2.) Aoje el perno del eje en posición 6 para sacar la
presión del eje.
3.) Aoje el perno del eje en posición 9 media rotación.
4.) Ajuste el perno del eje en posición 3 hasta que
el eje toque el perno de ajuste en posición 9.
5.) Ajuste los tres pernos del eje.
6.) Vuelva a tensar la hoja de sierra y je la rueda superior para sondar ajustando la perilla de
reglaje. Haga girar la rueda superior con la mano y regule la hoja.
7.) Inicie la sierra de cinta y revise el movimiento de la hoja.
8.) Si el movimiento ha disminuido, entonces siga con el ajuste.
9.) Si el movimiento empeora, revierta los ajustes en los pasos 3 y 4.
Incorrecto Correcto
Movimiento
hacia adelante y atrás.

ESQUEMA DE COMPONENTES
28
MONTAJE DEL ARMAZÓN
HOJA A
NOTA: Use como referencia el número de componente del fabricante
cuando llame a solicitar repuestos. Para componentes bajo garantía,
se requiere el número de serie de su máquina.
CANT.

LISTA DE COMPONENTES
29
COMPONENTE NRO.
Bloque guía de hoja inferior
Resorte
Eje de guía trasera
Tornillo M8 x 12
Arandela grande
Varilla de desenganche rápido
Tornillo de cabeza hueca M8 x 8
Árbol de levas
Leva
Soporte deslizable
Espaciador
Arandela
Tuerca M10
Placa de conexión
Perno de cabeza redonda M5 x 12
Arandela
Juego de tornillos M6 x 10
Manija de ajuste
Tornillo de rosca
Puerto para polvo
Tuerca M6
Placa de conexión
Juego de tornillos M6 x 30
Tubo de plástico
Tuerca M5x12
Tope de ángulo de mesa
Eje acople
Perno de cabeza redonda M6 x 20
Perilla estrella
Tuerca de nylon M6-1.0
Ventana transparente
Asiento de clavija
Cubierta de caucho
Tornillo de cabeza plana M5 x 10
Portaherramientas
Placa para alivio de tensión
Tornillo hexagonal M6 x 10
Prensacable M20
Tornillo hexagonal M8 x 25
Tuerca M8
1-JMBS1401013001
1-JMBS1403014008
1-JMBS1403014004
1-M8X12GB70D2B
1-WSH8GB96B
1-1904011
1-M8X8GB80B
1-JMBS1401012001
1-JMBS1403016004
1-JMBS1403016003
1-JMBS1403030004
1-WSH10GB849B
1-M10GB6170B
1-JMBS1401010001-117U
1-M5X12GB70B
1-WSH5GB97D1B
1-M6X10GB77B
1-KTSB-1-B-M6X50X10
1-ST3D5X9D5GB845B
1-JL20010007-001S
1-M6GB6170Z
1-JMBS1401010004
1-M6X30GB77B
1-JXBS2401010018
1-M5X12GB70Z
1-JL21010014
1-JL26010015
1-M6X20GB70D1Z
1-JL26010006-001S
1-M6GB889Z
1-JMBS1404010001
1-DB-F-M
1-JL28010005-001S
1-M5X10GB818B
1-JL26090001
1-JL26010011-117U
1-M6X10GB70D2B
1-JL91046100
1-M8X25GB5783B
1-M8GB6170B
COMPONENTE NRO.
DESCRIPCIÓN
CÓDIGO
NRO.
43A
44A
45A
46A
47A
48A
49A
50A
51A
52A
53A
54A
55A
56A
57A
58A
59A
60A
62A
63A
64A
65A
66A
67A
68A
69A
70A
71A
72A
73A
74A
75A
76A
77A
78A
79A
80A
81A
82A
83A
1-JL28010003-001S
1-JMBS1401011000-117U
1-JL27010005
1-JL81100003-146S
1-M6GB6170B
1-M6X30GB70D1B
1-JMBS1401010005
1-JMBS1404010200-076U
1-JMBS1404010400
1-M4X16GB70D3B
1-JL26010001
1-JMBS1401010003-076U
1-M6GB889Z
1-JL26010007
1-M6X20GB70D1Z
1-M5X10GB818Z
1-WSH5GB97D1Z
1-JL27010004-114X
1-JL26010010
1-JL27010019
1-M4X10GB823B
1-HY56-6
1-M5X10GB70Z
1-M5GB6170Z
1-WSH8GB97D1B
1-M8GB889B
1-JMBS1401010002-001S
1-WSH6GB97D1B
1-M6X12GB70D2B
1-M6GB889Z
1-JL26010003
1-WSH6GB96Z
1-M6X25GB5783Z
1-JL20010019-001S
1-WSH6GB96B
1-JMBS1403014005
1-JMBS1403014006-001S
1-JMBS1403014002
1-BRG6202-2RSGB276
1-WSH8GB96B
1-JMBS1403014003
Tapa de rolete de guía
Armazón
Placa de ajuste del indicador
Barra de empuje
Tuerca hexagonal M6
Perno hexagonal M6 x 30
Placa enroscada
Cubierta de rueda superior
Bisagra
Tornillo hexagonal M4 x 16
Ventana transparente
Puerta de volante inferior
Tuerca de nylon M6-1.0
Buje
Perno de cabeza redonda M6
x 20
Tornillo M5 x 10
Arandela
Indicador
Tornillo especial
Perno jo
Tornillo de cabeza plana M4 x
10
Interruptor On/O
Tornillo M5 x 10
Tuerca M5
Arandela
Tuerca de nylon M8
Protector de hoja inferior
Arandela
Perno M6 x 12
Tuerca de seguridad M6
Escobilla
Arandela
Perno hexagonal M6 x 25
Rejilla de puerto para polvo
Arandela grande
Resorte
Palanca de bloqueo
Buje de rodamiento superior
Rodamiento Arandela Eje guía
DESCRIPCIÓN
1A
2A
3A
4A
5A
6A
7A
9A
10A
11A
12A
13A
14A
15A
16A
17A
18A
19A
20A
21A
22A
23A
24A
25A
26A
27A
28A
29A
30A
31A
32A
33A
34A
35A
36A
37A
38A
39A
40A
41A
42A
MONTAJE DEL ARMAZÓN - HOJA A
CÓDIGO
NRO.
CANT.
CANT.
1
1
1
1
3
3
4
1
4
16
1
1
2
2
2
1
2
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
3
3
3
3
2
1
1
1
1
1
1
1
1
1
1
1
1
2
1
2
2
1
1
2
1
1
1
1
1
1
1
1
2
2
2
1
1
1
2
1
1
2
2
4
4

30
4
5
6
23 1
7
8
9
10
11
12
13
18
19 20 21
14
15 16 17
22
23
26 2827
3031
29
25 24
ESQUEMA DE COMPONENTES
MONTAJE DE LA
MESA
HOJA B

LISTA DE COMPONENTES
Juego de tornillos
Inserto de mesa
Mesa
Espiga de alineación de mesa y cuerda
Arandela
Tornillo de cabeza plana M4 x 10
Tuerca hexagonal M8
Perno hexagonal M8 x 45
Muñón de mesa
Arandela
Arandela de resorte
Tornillo hexagonal de cabeza hueca M8 x 25
Perno hexagonal M10 x 25
Arandela plana M12
Tuerca hexagonal de seguridad M12
Juego de tornillos M6 x 12
Soporte de muñón
Arandela plana M10
Arandela de resorte
Indicador
Tornillo de cabeza plana con ranura en cruz M3 x 8
Eje del engranaje
Manivela del volante
Manija pequeña
Tornillo de seguridad M6 x 12
Caja
Buje excéntrico
Tornillo M6 x 16
Tornillo hexagonal de cabeza avellanada M8 x 16
Remache 2D5 x 5
Placa de escala de ángulos
1B
2B
3B
4B
5B
6B
7B
8B
9B
10B
11B
12B
13B
14B
15B
16B
17B
18B
19B
20B
21B
22B
23B
24B
25B
26B
27B
28B
29B
30B
31B
1-M6X4GB77B
1-JL26050008A-001S
1-JMBS1401030001-001L
1-JMBS1404030002
1-WSH4GB96Z
1-M4X10GB818Z
1-M8GB6170Z
1-M8X45GB5783Z
1-JMBS1403030002
1-WSH8GB96B
1-WSH8GB93B
1-M8X25GB70B
1-M10X25GB5783B
1-WSH12GB97D1B
1-M12GB889B
1-M6X12GB77B
1-JMBS1403030005
1-WSH10GB97D1B
1-WSH10GB93B
1-JXBS2401031008A
1-M3X8GB818Z
1-JMBS1403030007
1-SGSL-D125-d12
1-JL26020014-001S
1-M6X12GB80B
1-JMBS1403030003
1-JMBS1403030008
1-M6X16GB70B
1-M8X16GB70D3Z
1-RVT2D5X5GB827C
1-JMBS1403030006
31
MONTAJE DE LA
MESA
HOJA B
NOTA: Use como referencia el número de componente del fabricante cuando llame para solicitar repuestos.
Para componentes bajo garantía, se necesitará el número de serie de su máquina.
DESCRIPCIÓN
CÓDIGO
NRO.
COMPONENTE
NRO. CANT.
2
1
1
1
1
1
1
1
1
4
4
4
2
1
1
4
1
2
2
1
1
1
1
1
1
1
1
1
3
3
1

32
ESQUEMA DE COMPONENTES
43 42
41
40
31
302829
27
26
25
2423222120
19
11
9
8
7
6 5 4 3 2
32
39383736 35
33
34
15
14
13
12
10
16
17
18
1
NOTA: Use como referencia
el número de componente del
fabricante
cuando llame para solicitar
repuestos.
Para componentes bajo
garantía,
se requiere el número de
serie de su máquina.
MONTAJE
DEL PRO-
TECTOR Y
DE LA GUÍA
SUPERIOR
DE LA HOJA
HOJA C

33
LISTA DE COMPONENTES
MONTAJE DEL PROTECTOR Y DE LA GUÍA SUPERIOR
DE LA HOJA - HOJA C
Palanca de bloqueo
Perno hexagonal M6 x 16
Arandela
Soporte de guía
Juego de tornillos
Engranaje
Perno jo
Placa ja
Cubierta de soporte de guía
Tornillo hexagonal M6 x 16
Puerta con bisagras
Perno de cabeza redonda M5 x 12
Arandela
Palanca de bloqueo
Ventana transparente
Tornillo hexagonal M5 x 8
Manija de abrazadera larga
Bloque jo
Resorte
Guía superior
Palanca de bloqueo
Buje
Rodamiento
Arandela
Eje guía
Resorte
Eje de guía trasera
Guía
Tornillo hexagonal de seguridad M6 X 12
Bloque de soporte de guía superior
Manija de trinquete con bloqueo
Tornillo M5 X 25
Rolete de guía
Tornillo de cabeza plana M5 X 8
Mecanismo de engranaje
Escala
Tornillo hexagonal de seguridad M6 X 12
Manivela del volante
Palanca del volante
Juego de collarines
Juego de tornillos
Buje
Cilindro de husillo sin n
1C
2C
3C
4C
5C
6C
7C
8C
9C
10C
11C
12C
13C
14C
15C
16C
17C
18C
19C
20C
21C
22C
23C
24C
25C
26C
27C
28C
29C
30C
31C
32C
33C
34C
35C
36C
37C
38C
39C
40C
41C
42C
43C
DESCRIPCIÓN
1-JL82240011-001S
1-M6X16GB5783B
1-WSH6GB96B
1-JL27040006
1-M6X12GB77B
1-1501006
1-JL26040006
1-JL26040007
1-JL27040002A
1-M6X16GB70Z
1-JMBS1401052000-114X
1-M5X12GB70B
1-WSH5GB97D1B
1-JMBS1403050004-001S
1-JMBS1404050001
1-M5X8GB819B
1-JMBS1801052002
1-JMBS1403014007
1-JMBS1403014005
1-JMBS1401051001
1-JMBS1403014006-001S
1-JMBS1403014002
1-BRG6202-2RSGB276
1-WSH8GB96B
1-JMBS1403014003
1-JMBS1403014008
1-JMBS1403014004
1-JMBS1401051002
1-M6X12GB80B
1-JMBS1401050001
1-KTSB-1-B-M8X63X20
1-M5X25GB70D1B
1-JMBS1401050002
1-M5X8GB818B
1-1-JL28040001A
1-JMBS1401050003
1-M6X12GB77B
1-SGSL-D100-d10
1-JL26020014B-001S
1-JL20010015
1-M5X8GB71B
1-JL27040003
1-JL27040004
CÓDIGO
NRO.
COMPONENTE
NRO. CANT.
1
4
4
1
4
1
1
1
1
4
1
2
2
1
1
3
1
1
2
1
2
3
3
3
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1

34
3
4
1
2
5
6
7
8
9
10
11
12
13
14
15 16 17 18
19
20
21
22
23
25
26
24
ESQUEMA DE COMPONENTES
TENSIÓN
DE LA HOJA
Y MONTAJE
DEL REGLAJE
HOJA D

35
LISTA DE COMPONENTES
MONTAJE DE TENSIÓN DE LA HOJA Y DEL REGLAJE
DE LA HOJA - HOJA D
Volante de tensión de la hoja
Varilla de tensión de la hoja
Perno hexagonal especial
Arandela
Tornillo hexagonal M6 x 12
Arandela
Eje superior
Soporte deslizable
Tubo
Riel deslizante
Eje de rueda superior
Resorte
Bloque
Tornillo hexagonal M3 x 16
Tuerca hexagonal M3
Rodamiento de empuje
Palanca de desenganche rápido
Perilla de desenganche rápido
Brida del eje de rueda superior
Clavija 5 x 35
Perno de detención rápida
Tuerca mariposa
Palanca de reglaje de la hoja
Arandela
Arandela de resorte
Perno hexagonal M6 X 12
1D
2D
3D
4D
5D
6D
7D
8D
9D
10D
11D
12D
13D
14D
15D
16D
17D
18D
19D
20D
21D
22D
23D
24D
25D
26D
DESCRIPCIÓN
1-JL21025000A001S
1-JL28032000A
1-JL28030003
1-WSH12GB97D1Z
1-M6X12GB70D1Z
1-WSH6GB5287Z
1-JL28030008
1-JL28031000
1-JL28030001
1-JL28030010
1-JL28030004
1-JL27030011A
1-JMBS1404040001
1-M3X16GB70D2B
1-M3GB6170B
1-BRG51104GB301
1-JL28033000
1-1904011
1-JL28030007
1-PIN5X35GB879D1B
1-JL28030005
1-JL20010016A-001S
1-JL26040015A-001S
1-JL28030009
1-WSH6GB93B
1-M6X12GB5781B
CÓDIGO
NRO.
COMPONENTE
NRO.
NOTA: Use como referencia el número de componente del fabricante cuando llame para solicitar repuestos.
Para componentes bajo garantía, se necesitará el número de serie de su máquina.
CANT.
1
1
2
1
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
3
3

36
2
1
3
4
5
6
23
12 13 14 15 16 17 18 19
18
19
20
21
1110 20 21
24
22
23
2526272829
30
8
7
6
9
ESQUEMA DE COMPONENTES
MONTAJE DEL MOTOR Y DE LA
RUEDA
HOJA E

37
LISTA DE COMPONENTES
NOTA: Use como
referencia el número
de componente del
fabricante cuando llame
para solicitar repuestos.
Para componentes bajo
garantía, se necesitará
el número de serie de su
máquina.
Hoja
Motor
Arandela de resorte
Perno hexagonal M6 x 16
Eje deslizante
Rodamiento
Anillo de retención
Rueda de tensión
Resorte de retención
Tornillo hexagonal M6 x 8
Polea del motor
Correa multi V
Volante inferior
Neumático
Eje de volante inferior
Tuerca
Anillo de retención 17
Anillo de retención 40
Rodamiento
Tubo
Arandela
Tuerca hexagonal M8 x 16
Arandela de resorte
Volante superior
Palanca del volante
Manivela del volante
Juego de tornillos M6 x 8
Juego de tornillos M5 x 8
Juego de collarines
Manivela
1E
2E
3E
4E
5E
6E
7E
8E
9E
10E
11E
12E
13E
14E
15E
16E
17E
18E
19E
20E
21E
22E
23E
24E
25E
26E
27E
28E
29E
30E
DESCRIPCIÓN
1-JL28020001C
2-YLH906134
1-WSH6GB93Z
1-M6X16GB5783Z
1-JL20014001
1-BRG6001-2RSGB276
1-CLP28GB893D1B
1-JL20014002A
1-CLP12GB894D1B
1-M6X8GB80B
1-JL20070001
1-JL20020002
1-JL28023001-001L
1-JL21022002B
1-JL28020002A
1-JL20020004
1-CLP17GB894D1B
1-CLP40GB893D1B
1-BRG6203-2RSGB276
1-JL28020004
1-WSH8GB5287Z
1-M8X16GB70Z
1-WSH8GB93Z
1-JL28022001-001L
1-JL26020014B-001S
1-SGSL-D100-d10
1-M6X8GB77B
1-M5X8GB71Z
1-CLP10GB884Z
1-JL28020003A
CÓDIGO
NRO.
COMPONENTE
NRO.
MONTAJE DEL MOTOR Y DE LA RUEDA -
HOJA E
CANT.
1
1
4
4
1
2
2
1
1
2
1
1
1
2
1
1
1
4
4
2
2
2
2
1
1
1
1
2
2
1

38
ESQUEMA DE COMPONENTES
MONTAJE DE LA
GUÍA DE CORTE
HOJA F
COMPONENTE
NRO.
COMPONENTE
NRO.
DESCRIPCIÓN
CÓDIGO
NRO.
DESCRIPCIÓN
CÓDIGO
NRO.
1F
2F
3F
4F
5F
6F
7F
8F
9F
10F
11F
12F
13F
14F
Manija de ajuste
Perilla de seguridad
Tornillo de cabeza M8 X 10
Leva
Arandela plana
Tuerca M10
Manija
Arandela grande
Transportador de la guía de corte
Palanca de bloqueo
Bloque deslizante
Riel de guía frontal
Viga de conexión
Tuerca hexagonal M10
1-JMBS1403060009-001S
1-JMBS1403060010-001S
1-M8X10GB80B
1-JMBS1403060004
1-WSH10GB97D1Z
1-M10GB889Z
1-JMBS1403060003-001S
1-WSH8GB96Z
1-JMBS1403060001-076U
1-JMBS1403060011
1-JMBS1403060005
1-JMBS1403060006
1-JXBS2001060003
1-M10GB6170Z
15F
16F
17F
18F
19F
20F
21F
22F
23F
24F
25F
1-JMBS1403061001
1-JL26061003
1-JMBS1403061002
1-JMBS1403060002
1-JL93010018
1-KTSB-1-A-M6X50
1-PIN6X26GB879B
1-JMBS1403060007
1-JMBS1401060001
1-WSH6GB97D1B
1-M6X16GB77B
CANT.
CANT.
1
1
1
1
6
1
1
1
1
1
1
1
2
4
1
1
1
1
2
1
1
1
1
1
1
Barra para recorte
Tornillo
Perno
Guía de corte
Tubo
Palanca de bloqueo
Clavija
Resorte
Placa de nylon
Arandela
Juego de tornillos

39
LISTA DE COMPONENTES
1G
2G
3G
4G
5G
6G
7G
8G
9G
10G
11G
12G
13G
14G
15G
Tornillo M6 X 16
Buje
Tuerca de seguridad M6
Montaje de puerta
Tornillo hexagonal de cabeza avellanada M6 X 50
Panel izquierdo
Arandela grande
Panel trasero
Tornillo hexagonal de cabeza hueca M6 x 20
Manija
Panel derecho
Plataforma
Viga
Perno hexagonal con brida M8 X 20
Placa base
1-M6X16GB70Z
1-JL20010001A
1-M6GB889Z
1-JL28051000-076U
1-M6X50GB70D3Z
1-JL28050002A-076U
1-WSH8GB96Z
1-JL28050001A-076U
1-M6X20GB70D1Z
1-JL26010006-001S
1-JL28050006A-076U
1-JL28050004-076U
1-JL28050003A-076U
1-M8X20GB5789Z
1-JL28050005B-076U
NOTA: Use como referencia el número de componente del fabricante cuando llame para solicitar repuestos.
Para componentes bajo garantía, se necesitará el número de serie de su máquina.
DESCRIPCIÓN
CÓDIGO
NRO.
COMPONENTE
NRO.
CANT.
1
1
2
1
4
1
2
1
1
1
1
1
2
16
1
MONTAJE DEL MUE-
BLE BASE
HOJA G

40
Instrucciones
para todas las hojas de sierras de cinta
Selección del ancho adecuado de la cuchilla
Gráfico
de
radio
Ancho de la hoja -
Pulgadas
1
3/4
El ancho de la hoja se mide desde la punta de los dientes al borde posterior de la hoja,
como se indica a continuación. Al seleccionar el ancho de la hoja, se deben seguir las
instrucciones de la máquina en particular que se esté utilizando.
Ancho
de la
hoja
Si no se proporcionan tales instrucciones, el ancho de la hoja se debe determinar al seguir las siguientes pautas:
Para operaciones de corte, la hoja debe tener el ancho máximo que quepa en la máquina.
Cuando más ancha sea la cinta, más recto será el corte. Se puede realizar una alimentación más rápida.
Para operaciones de contorno, la hoja debe tener el ancho máximo que quepa en la máquina, pero
debe ser lo suficientemente angosta como para cortar la forma que se desea (radio). En el gráfico de la
derecha, se indican las dimensiones mínimas para distintos radios de corte.
5/8
1/2
3/8
1/4
3/16
1/8
Selección de la cantidad adecuada de dientes por pulgada (DPP)
7 5
1
/
2
4 2
1
/
2
1
1
/
2 5
⁄
8 5
⁄
16 3
⁄
16
Radio mínimo – Pulgadas
(no a escala)
La cantidad de dientes por pulgada (DPP) es importante para obtener el acabado
deseado y la velocidad de alimentación adecuada. Se debe utilizar una hoja de
dientes gruesos (2, 3 DPP) para volver a aserrar madera y para cortar bloques de
DPP
Grosor
mínimo del
material
Es importante conocer el valor de SFM (pies de superficie por minuto) de los diversos ajustes de velocidad de su sierra de cinta, para que
pueda seleccionar la velocidad adecuada para cortar madera u otros materiales. Consulte el manual del operador de su sierra de cinta para
determinar el valor de SFM o utilice el siguiente procedimiento:
mayor grosor, de hasta 8”. Se debe utilizar una hoja de dientes delgados (18 a 32
DPP) para materiales más delgados y plásticos de menos de ¼”. Para cortes
generales de madera de ¾”, una hoja de 4 DPP ofrecerá un corte rápido, mientras
que una de 14 DPP cortará lento, pero dejará un acabado más uniforme.
Al seleccionar la cantidad de DPP, recuerde:
•Una cantidad de DPP más elevada proporciona un corte más uniforme, pero más
lento.
•Una cantidad de DPP más reducida permite realizar un
corte más rápido, pero proporciona un acabado
ligeramente más irregular.
•Debe haber por lo menos tres dientes en la pieza de trabajo.
La tabla a la derecha lo ayudará a decidir.
32 3/32
24 1/8
18 5/32
14 1/4
10 5/16
8 3/8
6 1/2
4 3/4
3 1
2 1-1/2
1.
Determine las RPM: consulte el manual del operador o cronometre las revoluciones por minuto de las ruedas con un
tacómetro o un contador de revoluciones.
2.
Mida el diámetro de la rueda de transmisión en pulgadas y multiplique el valor por 0,262 para obtener la circunferencia de la
rueda. La multiplicación de las RPM por la circunferencia da como resultado la velocidad de superficie de la hoja.
RPM x diámetro en pulgadas x 0,262 = SFM.
Nota: Las hojas de sierras de cinta de acero para muelles para cortar madera nunca se deben operar a velocidades de superficie superiores
a 3000 SFM. Las hojas de sierras de cinta de carbono de bordes endurecidos y reverso flexible se pueden utilizar hasta 8000 SFM.
Instalación de la hoja de la sierra de cinta
1.
Desenchufe la sierra, luego afloje la tensión de la rueda superior. Con todas las guías de la hoja retiradas, deslice la hoja nueva por las ruedas y tensiónela.
2.
Cuando haya aplicado suficiente tensión en la hoja como para que se mantenga en las ruedas, muévala al girar la rueda superior con una mano mientras ajusta la inclinación del eje de la rueda con la otra.
La hoja debe quedar en el medio de la llanta. Nunca mueva la hoja con el motor en funcionamiento y la cubierta abierta.
3.
A continuación, ajuste las guías de la hoja, comenzando por los rodamientos de empuje: las de la parte superior e inferior y luego las guías de la izquierda.
4.
Utilice una escuadra para asegurarse de no estar empujando la hoja fuera de la línea y coloque una hoja de papel blanco entre la guía de la hoja y la hoja para dejar una separación. Correcto Incorrecto
Diagnóstico de problemas
1. Desgaste prematuro y excesivo de los dientes
•La presión de alimentación es demasiado baja. Auméntela.
•Disminuya la velocidad de la cinta.
•Selección de diente inadecuada. Utilice un paso más fino.
• Asentamiento inadecuado con una cinta nueva. La velocidad y la alimentación se
deben reducir en los primeros cortes.
• Los dientes se están moviendo en el sentido incorrecto.
Asegúrese de que los dientes estén orientados en el sentido adecuado.
• Tamaño de inserción de la guía de la sierra inadecuado para la
cinta, lo que provoca que los dientes se golpeen.
2. Vibración de la hoja
•Aumente o reduzca la velocidad de la cinta. •Aumente la tensión de la cinta.
• Los dientes son demasiado gruesos para la pieza de trabajo.
• Aumente la presión de alimentación.
•El material no está sujetado de forma segura.
3. Las gargantas se cargan
• Los dientes son demasiado delgados para la pieza de trabajo. Utilice un paso más
grueso.
• Disminuya la velocidad de la cinta.
4. La cinta se atasca en la pieza de trabajo
•La presión de alimentación es demasiado alta. Disminúyala.
•Los dientes son demasiado gruesos. Utilice una hoja de dientes más finos.
5. Rotura prematura de la hoja
•El grosor de la hoja es demasiado pesado para el
diámetro de las ruedas y la velocidad de la máquina.
•Aumente o disminuya la velocidad.
•Verifique que las ruedas no presenten defectos.
• Los dientes son demasiado gruesos para la pieza de trabajo. Utilice un paso más fino.
• Disminuya la tensión de la hoja. • Disminuya la fuerza de alimentación.
•Soldadura frágil: aumente el tiempo de templado al reducir la temperatura gradualmente.
• Verifique que las guías de la cinta, las guías de la sierra, los insertos de las guías de la
sierra y los rodamientos de apoyo estén bien ajustados.
6. La hoja realiza cortes acampanados
•Aumente la tensión.
• Ajuste las guías para que queden más cerca de la pieza de trabajo.
• Los dientes son demasiado delgados. Utilice un paso más grueso.
• Disminuya la velocidad de alimentación. • Los dientes están romos.
7. Los dientes se rompen
• Los dientes son demasiado gruesos para la pieza de trabajo.
•El material no está sujetado de forma segura.
•La presión de alimentación es demasiado elevada. Redúzcala para obtener una buena
viruta en espiral.
•La velocidad de la banda es demasiado baja. Aumente la velocidad.
8. La cinta presenta una curvatura negativa
• La cinta se está moviendo sobre el rodamiento de apoyo de la
guía de la sierra con demasiada fuerza. Ajuste la cinta para
alinearla con las ruedas superiores e inferiores.
•Revise la alineación de la rueda de la cinta.
9. La hoja no está centrada en el rodamiento de
apoyo de la guía de la sierra
•Si se escucha un chasquido en el rodamiento de apoyo de la
guía de la sierra, elimine las rebabas de la cinta.
•Revise la alineación de la rueda de la cinta.
• Verifique que el rodamiento de apoyo de la guía de la sierra no esté desgastado. De
ser necesario, reemplácelo.
•La soldadura no está en la alineación apropiada. Vuelva a soldar la hoja para que
quede recta y centrada.
10. La velocidad de corte es demasiado lenta
•Aumente la velocidad de la cinta. • Aumente la presión de alimentación.
• Utilice un paso más grueso.
11. La hoja desvía el corte
•Reduzca la presión o la velocidad de alimentación.
•Revise el ajuste de las guías de la sierra o los rodillos
y verifique que no estén desgastados.
•Falta de tensión en la cinta.
•Daño de triscado de los dientes.
Reimpreso con permiso de The Olson Saw Company, Bethel, CT ©2001
12. Pérdida prematura del triscado
• Selección de ancho inadecuada. Consulte el gráfico para obtener el ancho adecuado para
el corte del radio.
• Disminuya la velocidad de la cinta.
13. La cinta presenta una curvatura positiva
•Disminuya la fuerza.
•Utilice un paso más grueso para aumentar la penetración de los dientes.
•Ajuste las guías de la sierra para que queden más cerca de la pieza de trabajo.
14. La cinta se tuerce
•Ancho inadecuado para el radio de corte.
Escoja una hoja más angosta.
•Obstáculo en el corte. Disminuya la presión de alimentación.
• Disminuya la tensión de la cinta.
•Ajuste las guías de la sierra para que queden más alejadas de la pieza de trabajo.
15. La superficie de corte acabada es demasiado irregular
•Selección de diente inadecuada. Utilice un paso más fino.
•Aumente la velocidad de la cinta.
• Disminuya la velocidad de alimentación.
16. Marcas en la cinta (desgaste lateral o muescas)
•Verifique que los insertos de las guías de la sierra no estén
desgastados.
•Demasiada presión en los insertos de las guías de la sierra.
• Revise la alineación de las guías de la sierra: asegúrese de
que estén perpendiculares al tornillo de banco frontal. •
Reemplace o limpie las guías.
17. Formación de rebordes y hendiduras en el borde posterior de la hoja
•Aumente la tensión y ajuste las guías.
•Revise el contacto entre la hoja y los rodillos del borde posterior.
•Reduzca la presión de alimentación.
•Utilice un paso más grueso.
•Utilice una piedra de acabado.
Correcto Incorrecto
FUNCIONAMIENTO

Rikon Power Tools Inc. ("el Vendedor") ofrece garantía solamente al comprador/-
consumidor original de sus productos de que cada producto está libre de defec-
tos de fabricación y mano de obra por un período de cinco (5) años a partir de la
fecha de compra del producto al por menor. Esta garantía no se puede transferir.
Esta garantía no se aplica a defectos directa o indirectamente provocados por
uso incorrecto, abuso, negligencia, accidente, reparación, cambio o falta de man-
tenimiento o desgaste normal. En ningún caso, el vendedor será responsable por
los daños incidentales o consecuentes que resulten de productos defectuosos.
Todas las demás garantías, explícitas o implícitas, sean de comercialización,
adecuación para un fin determinado u otras han sido expresamente excluidas por
el vendedor. Esta garantía de cinco años no cubre productos utilizados para fines
comerciales, industriales o educativos. El plazo de la garantía para estos tipos de
reclamos se limitará a un período de dos años.
Esta garantía limitada no se aplica a accesorios, tales como hojas, brocas,
Esta garantía limitada no se aplica a accesorios, tales como hojas, brocas,
discos de lijado, ruedas de amolar, correas, rodamientos guía y otros artículos
relacionados.
En ningún caso, el vendedor se hará responsable por la muerte, lesiones a per-
sonas o propiedades, o por daños incidentales, contingentes, especiales o con-
secuentes que se originen del uso de nuestros productos.
Para poder beneficiarse de esta garantía, se debe proporcionar un comprobante
de compra y toda la documentación necesaria que indique la fecha de compra y
una explicación del reclamo.
El vendedor se reserva el derecho a, en cualquier momento y sin previo aviso,
realizar modificaciones en los componentes, accesorios y equipo adicional que
se consideren necesarias por cualquier motivo.
Para beneficiarse de esta garantía, llene la tarjeta de garantía adjunta y envíela a:
RIKON Warranty
16 Progress Rd.
Billerica, MA 01821 USA
Esta tarjeta debe ser llenada en su totalidad para que tenga validez. Si tiene alguna consulta,
comuníquese con nosotros al 1-877-884-5167 o escríbanos a: [email protected].
Garantía limitada – 5 AÑOS
GARANTÍA
41

42
NOTAS
ACCESSORIOS
13-912 GUÍA DE INGLETES PARA RANURAS EN ‘T’
Se adapta a ranuras de ingletes de 3/4” x 3/8”. Escala
práctica para ajustes de ángulo izquierdo y derecho
de hasta de 60°, incluye una extensión de guía de
aluminio ajustable de 9” y manija de empuje.
13-325 KIT DE MOVILIDAD El kit de conversión se instala en la
base de la sierra de cinta para facilitar su traslado por la tienda. In-
cluye montaje de rueda trasera, soporte frontal, barra de remolque,
accesorios de ensamblaje e instrucciones.
C10-391 INSERTOS DE MESA - PK 4
Insertos de plástico de repuesto con
oricios enroscados traseros para tornillos
niveladores hexagonales.
C10-395 INSERTO DE MESA DE ALUMINIO
Inserto de aluminio fundido de repuesto con ranura
central para colocar la hoja de sierra. Proporciona un
soporte rme e incluye tornillos niveladores para la
mesa trasera.
C10-392 INSERTOS SIN PASO LIBRE - PK 4
Paquete de cuatro insertos de plástico con tornillos niveladores
para la mesa. Los insertos no tienen ranura y requieren que el
usuario las haga al momento de su instalación. Esto reduce el
ancho de la ranura para que los residuos o las tiras de madera
de corte delgado no queden atrapadas o no caigan a la ranura
delgada. Ideal para cortar pequeñas piezas en la sierra de
cinta para incrustaciones, cuñas, rompecabezas, etc.
HOJAS DE SIERRA DE CINTA
Para obtener una línea completa
de hojas de sierra de cinta 111”,
comuníquese con su distribuidor
local RIKON, o visite el sitio web
de RIKON en www.rikontools.com.
ENLACE AL SITIO WEB DE RIKON

43
NOTAS
Use esta sección para registrar el mantenimiento, las reparaciones y cualquier llamada al soporte
técnico:

www.rikontools.com
10-326M6
10-326
Para obtener más información:
16 Progress Road
Billerica, MA 01821
877-884-5167 / 978-528-5380
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
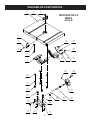 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































Rikon 10-326 Instrucciones de operación
- Categoría
- Sierras circulares
- Tipo
- Instrucciones de operación
Documentos relacionados
Otros documentos
-
Rikon Power Tools 10-326 Manual de usuario
-
Total TS730301 El manual del propietario
-
-
-
-
-
-
-
KNOVA KN SCM-610 El manual del propietario