

- 2 -
Versión 5.2 (Marzo de 1995)
1. P621(4). FACTOR DIVISOR DE LAS SEÑALES DE LOS VOLANTES ELECTRÓNICOS
El parámetro P621(4) se utiliza junto con los parámetros P602(4) y P621(5) que indican el factor multiplicador de las señales del volante
electrónico del 1º y 2º eje respectivamente.
El parámetro P621(4) indica si se dividen o no las señales de todos los volantes electrónicos.
P621(4)=0 No se dividen
P621(4)=1 Las señales de todos los volantes se dividen por 2.
Ejemplos en el eje X para que el CNC asuma 100 impulsos/vuelta con encoders de 25, 50 y 100 impulsos vuelta se debe:
Volante Fagor de 25 impulsos/vuelta: P602(4)=0 y P621(4)=0 25 x 4 / 1 = 100 impulsos/vuelta
Volante de 50 impulsos/vuelta: P602(4)=1 y P621(4)=0 50 x 2 / 1 = 100 impulsos/vuelta
Volante de 100 impulsos/vuelta: P602(4)=1 y P621(4)=1 100 x 2 / 2 = 100 impulsos/vuelta
Versión 5.6 (Junio de 1996)
1. MOVIMIENTO CON VOLANTE MAESTRO
Esta prestación permite, una vez definida la trayectoria, gobernar los desplazamientos de la máquina con el Volante Maestro.
Requisitos:
El control del "Movimiento con Volante Maestro" se efectúa con el Segundo Volante, por lo tanto la máquina debe disponer de
dos volantes y no puede disponer de manivelas.
Personalización:
El parámetro máquina "P622(6)" indica si se dispone de la prestación "Movimiento con Volante Maestro"
P622(6) = 0 No se dispone de esta prestación
P622(6) = 1 Si se dispone de la prestación "Movimiento con Volante Maestro"
El control del "Movimiento con Volante Maestro" se efectúa con el Segundo Volante, por lo tanto la máquina debe disponer del
Primer Volante y no puede disponer de manivelas. Es decir:
P621(7)=1 La máquina no dispone de manivelas
P622(3)=0 Se dispone de 2 volantes
P609(1)=0 El primer volante electrónico no es el FAGOR 100P
La conexión del "Volante Maestro" se efectúa a través del conector A4. Admite señal senoidal y señal cuadrada diferencial,
debiéndose personalizar adecuadamente los parámetros máquina:
P621(6) Sentido de contaje del "Volante Maestro"
P621(3) Unidades de medida de captación del "Volante Maestro"
P621(1,2) Resolución de contaje del "Volante Maestro"
P621(5) Factor multiplicador de las señales del "Volante Maestro"
Selección:
a) Modelos CNC-800TI y CNC-800TGI. Desde el PLCI.
Una vez personalizados todos los parámetros máquina, se debe utilizar la salida O39 del PLCI para habilitar o deshabilitar la
prestación "Movimiento con Volante Maestro".
b) Modelos CNC-800T y CNC-800TG. Utilizando el terminal 11 del conector I/O 1.
Una vez personalizados todos los parámetros máquina, se debe utilizar la entrada "Movimiento con Volante Maestro", terminal
11 del conector I/O 1, para habilitar o deshabilitar la prestación "Movimiento con Volante Maestro".
Parámetro P622(6) Salida PLCI O39 Prestación "Movimiento con Volante Maestro"
P622(6) = 0 ----- No se dispone de la prestación
P622(6) = 1 O39 = 0 Prestación deshabilitada
P622(6) = 1 O39 = 1 Prestación habilitada
Parámetro P622(6) Terminal 11 I/O1 Prestación "Movimiento con Volante Maestro"
P622(6) = 0 ----- No se dispone de la prestación
P622(6) = 1 Term. 11 = 0Vdc Prestación deshabilitada
P622(6) = 1 Term. 11 = 24Vdc Prestación habilitada

- 3 -
Funcionamiento básico. (P622(6)=1, O39=1)
a) Con máquina parada.
Sólo está habilitado el primer volante, el segundo volante (Volante Maestro) no funciona.
Por lo tanto, mediante volantes, sólo se puede mover el eje X.
b) Con máquina en marcha (CNC en Ejecución).
Los ejes comienzan a moverse cuando se gira el Volante Maestro.
La velocidad de avance de los ejes depende de la velocidad de giro del Volante Maestro.
Si se para el volante, la máquina se para.
Si se invierte el sentido de giro del Volante Maestro, el CNC invierte el sentido del movimiento (Función Retroceso de un sólo
bloque).
c) La prestación "Movimiento con Volante Maestro" se puede utilizar con cualquier tipo de ejecución, ya sea un ciclo, un
programa ISO, un Chaflán, etc ...
Normalmente, con el CNC en ejecución, el primer volante no funciona, excepto en la ejecución en modo semiautomático de las
operaciones automáticas "Cilindrado Cónico" y "Redondeo".
En ambas operaciones Semiautomáticas el Volante Maestro controla el avance de la trayectoria y el Primer Volante moverá el eje
X.
Prestación "Movimiento con Volante Maestro" deshabilitada. (P622(6)=1, O39=0)
Cuando la prestación "Movimiento con Volante Maestro" está deshabilitada, salida O39 del PLC =0, los volantes actúan como
hasta ahora.
2. REPRESENTACIÓN GRÁFICA DURANTE LA EJECUCIÓN
Hasta ahora el CNC 800T permitía efectuar una comprobación gráfica (Simulación gráfica) antes de la ejecución.
A partir de ahora, también es posible visualizar gráficamente la trayectoria de mecanizado durante la fase de ejecución.
Requisitos:
Para usar esta aplicación se debe disponer del modelo CNC-800TG o CNC-800TGI, ya que se trata de la representación gráfica.
Funcionamiento:
Al ejecutar una Operación Automática, un Programa Pieza, el Programa ISO en Automático o Bloque a Bloque, es posible visualizar
en pantalla la trayectoria de mecanizado durante la fase de ejecución.
Para ello, una vez comenzada la ejecución, se pueden pulsar las siguientes teclas:
Tecla «4» El CNC muestra la pantalla de representación gráfica.
Tecla «3» El CNC muestra las cotas Comando, Actual, Resto y en la parte superior los valores de los parámetros
Aritméticos.
Tecla «2» El CNC muestra el Error de Seguimiento en caracteres grandes.
Tecla «1» El CNC muestra la Posición Actual en caracteres grandes.
Tecla «0» El CNC vuelve a la pantalla estándar.
3. ZONA DE TRABAJO / ZONA DE EXCLUSIÓN
Esta prestación permite, una vez definida la zona, seleccionarla desde el PLCI como zona de trabajo o como zona de exclusión.
Requisitos:
Para usar esta aplicación se debe disponer del modelo CNC-800TI o CNC-800TGI, ya que se utilizan las salidas O46 y O47 del PLCI
para seleccionar la zona como zona de trabajo o como zona de exclusión.
Personalización:
El parámetro máquina "P622(5)" indica si el CNC permite seleccionar una zona como zona de trabajo o como zona de exclusión.
P622(5) = 0 No se dispone de esta prestación.
P622(5) = 1 Si se dispone de esta prestación.
Cuando se dispone de esta prestación "P622(5)=1" se deben utilizar los
siguientes parámetros máquina para definir lo que va a ser la zona de trabajo
o zona de exclusión.
P902 Cota X más positiva
P903 Cota X menos positiva
P904 Cota Z más positiva
P905 Cota Z menos positiva
Para que el CNC asuma los valores asignados a estos parámetros se
debe apagar y encender el CNC.

- 4 -
Selección:
Una vez personalizados todos los parámetros máquina, se deben utilizar las salidas O46 y O47 del PLCI para seleccionar la zona
como zona de trabajo o como zona de exclusión.
Funcionamiento básico. "P622(5)=1"
El CNC en el encendido asume como zona seleccionada la definida mediante los parámetros máquina "P902, P903, P904 y P905".
No obstante, es posible modificar dichos valores desde el programa, asignando las nuevas dimensiones a los parámetros
aritméticos:
P206 Cota X más positiva
P207 Cota X menos positiva
P208 Cota Z más positiva
P209 Cota Z menos positiva
El CNC asume estos nuevos valores pero no modifica los parámetros máquina "P902, P903, P904 y P905".
Además, hay que tener en cuenta que en el encendido el CNC volverá a asumir los valores definidos en los parámetros máquina.
La zona seleccionada podrá habilitarse como zona de trabajo o como zona de exclusión desde el PLCI, utilizando las salidas O46
y O47, tal y como se ha explicado con anterioridad.
Cuando está seleccionada como Zona de Trabajo, el CNC actúa del siguiente modo:
• En los movimientos con JOG o Volante, no permite salir de dicha zona.
• Si se intenta salir de ella durante la ejecución, da error 67 «Error límites X, Z»
Cuando está seleccionada como Zona de Exclusión, el CNC actúa del siguiente modo:
• En los movimientos con JOG o Volante, no permite entrar en dicha zona.
• Si se intenta entrar en ella durante la ejecución, da error 67 «Error límites X, Z»
4. CAMBIADORES DE GAMA MANUALES
Funcionamiento hasta esta versión
Si se desea realizar el cambio de gama de forma manual se debe personalizar el parámetro máquina "P601(1)" con el valor
"0".
Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el CNC mostrará un mensaje indicando
la gama que debe seleccionarse.
El Operario debe efectuar las siguientes operaciones:
1º Parar el cabezal.
2º Cambiar manualmente de gama
3º Restaurar el giro del cabezal
4º Pulsar la tecla [ENTER]
El CNC continúa con la ejecución.
Funcionamiento a partir de esta versión
Si se desea realizar el cambio de gama de forma manual se debe personalizar el parámetro máquina "P601(1)" con el valor
"0".
Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el CNC para el cabezal y muestra un
mensaje indicando la gama que debe seleccionarse.
El Operario de efectuar las siguientes operaciones:
1º Cambiar manualmente de gama
2º Pulsar la tecla [ENTER]
El CNC restaura el sentido de giro del cabezal y continúa con la ejecución.
Salida PLCI
O46
Salida PLCI
O47
Prestación "Zona de Trabajo / Zona de Exclusión"
O46 = 0 O47 = 0 Prestación deshabilitada
O46 = 0 O47 = 1
Zona habilitada como Zona de Trabajo
(no se puede salir de ella)
O46 = 1 O47 = 0
Zona habilitada como Zona de Exclusión
(no se puede acceder a ella)
O46 = 1 O47 = 1 Prestación deshabilitada

- 5 -
5. COMPENSACIÓN DE HOLGURA DE HUSILLO VARIABLE
Hasta ahora el CNC 800T tenía en cuenta una única holgura de husillo.
A partir de ahora, también es posible corregir medidas cuando la holgura de inversión del husillo es variable en función de la zona
en que se encuentra la máquina.
Requisitos:
Las tablas de compensación de error de husillo se trasforman. Ahora se utilizan para compensar el error de husillo y la holgura
de husillo variable (ambas a la vez).
Personalización:
Los parámetros máquina "P622(7)" y "P622(8)" indican si se dispone de esta prestación.
P622(7) = 0 No se dispone de esta prestación en el eje Z
P622(7) = 1 Si se dispone de esta prestación en el eje Z
P622(8) = 0 No se dispone de esta prestación en el eje X
P622(8) = 1 Si se dispone de esta prestación en el eje X
Siempre que se trabaja con la prestación "Holgura de Husillo Variable" se debe seleccionar compensación de error de husillo del
eje correspondiente.
P605(2) = 0 Compensación de error de husillo del eje X (0=No, 1=Si)
P605(1) = 0 Compensación de error de husillo del eje Z (0=No, 1=Si)
Definición de la tabla:
Los 15 primeros puntos de la tabla se utilizan para el sentido positivo y los 15 restantes para el sentido negativo.
Cuando se desea corregir el error de husillo, la holgura del husillo es la diferencia entre ambas curvas.
Cuando no se desea corregir el error de husillo, una de las tablas tendrá el valor 0 y la otra curva será la holgura del husillo..
Notas: • Ambos tramos deben cumplir todos los requisitos correspondientes a las tablas de compensación de error de husillo.
• Uno de los requisitos fija que el punto de referencia máquina debe tener siempre el valor 0.
• Si el husillo tiene holgura en el punto de referencia máquina, se debe asignar dicho valor al parámetro máquina P109
o P309 (Holgura de husillo en el eje X o Z) y decalar en esa cantidad todos los puntos de la tabla.
Ejemplo:
Funcionamiento:
Cuando se dispone de la prestación "Compensación de Holgura de Husillo Variable", el CNC trabaja como con compensación
de error de husillo, es decir aplica en todo momento la holgura de husillo definida en la tabla para dicho punto y sentido de
mecanizado.
Cuando el eje invierte, el CNC conmuta de curva y por consiguiente recupera o aplica la holgura correspondiente a dicho punto
y sentido.

- 6 -
Versión 5.7 (Julio de 1996)
1. DETECCIÓN DE ZONA DE TRABAJO / ZONA DE EXCLUSIÓN
Cuando se trabaja con la prestación "Zona de trabajo / Zona de exclusión", el CNC no permite acceder o salir de dicha zona durante
los movimientos de la máquina mediante las teclas de JOG o el volante.
Para evitar que el operario piense en un mal funcionamiento de la máquina, ya que no se visualiza texto alguno, a partir de esta versión
el CNC actúa del siguiente modo durante los movimientos de la máquina mediante las teclas de JOG o el volante:
• Cuando está seleccionada como Zona de Trabajo, el CNC pone a nivel lógico alto la entrada I46 del PLCI cuando se intenta
salir de la zona seleccionada.
• Cuando está seleccionada como Zona de Exclusión, el CNC pone a nivel lógico alto la entrada I46 del PLCI cuando se intenta
entrar de la zona seleccionada.
2. REINICIO DE LA EJECUCIÓN A MITAD DE LA PIEZA.
Si durante el mecanizado de una pieza se interrumpe su ejecución (corte eléctrico, etc..), es posible volver a ejecutar la pieza a partir
de la operación en que se interrumpió el mecanizado. De esta forma se evita el tener que repetir toda la pieza con la consiguiente pérdida
de tiempo.
Para reiniciar la ejecución de la pieza se deben seguir los siguientes pasos:
1º Seleccionar el modo de trabajo Visualizador, el que aparece en encendido del CNC tras la página de "Test General Pasado".
En este modo de trabajo no hay ningún ciclo seleccionado.
2º Pulsar la tecla [RECALL] para abrir la ventana de los programas pieza.
3º Seleccionar el programa pieza que se estaba seleccionando. Posicionarse, mediante las teclas [flecha arriba] y [flecha abajo],
sobre el programa pieza deseado y pulsar la tecla [RECALL].
4º Seleccionar, mediante las teclas [flecha arriba] y [flecha abajo], la operación en que se interrumpió el mecanizado de la pieza
y pulsar la tecla
El CNC ejecutará la operación seleccionada y continuará ejecutando el programa pieza hasta el final.
Versión 6.1 (Enero de 1997)
1. NUEVOS IDIOMAS (Taiwanés y Portugués)
Parámetro máquina P99 P99 = 5 Portugués P99 = 6 Taiwanés
2. MODIFICACIONES EN EL TRABAJO CON VOLANTE MAESTRO
El trabajo con volante maestro ha quedado como sigue:
a) Con máquina parada.
Sólo está habilitado el primer volante, el segundo volante (Volante Maestro) no funciona.
Por lo tanto, mediante volantes, sólo se puede mover el eje X.
b) Con máquina en marcha (CNC en Ejecución).
Sólo está habilitado el Volante Maestro, el primer volante no funciona.
Los ejes comienzan a moverse cuando se gira el Volante Maestro.
La velocidad de avance de los ejes depende de la velocidad de giro del Volante Maestro.
Si se para el volante, la máquina se para.
Si se invierte el sentido de giro del Volante Maestro, el CNC invierte el sentido del movimiento (Función Retroceso de un sólo
bloque).
c) Operación de Redondeo Semiautomático
La operación de Redondeo Semiautomático comienza al girar el Volante Maestro.
Si se detiene el giro del Volante Maestro, se detiene la ejecución.
Si se continúa girando el Volante Maestro, continúa la ejecución. No admite giro en sentido contrario.
Cuando finaliza la operación el CNC no tiene en cuenta el giro del Volante Maestro durante 1,4 segundos. Evitando de esta forma
el comienzo de una nueva operación.
Transcurrido este tiempo, si se gira el Volante Maestro el CNC comienza la ejecución de una nueva operación en el sentido indicado.

- 7 -
Regla P608 (5) P608(3) P608(4) Regla P608 (5) P608(3) P608(4)
COS
COC
COX
1
1
1
0
0
0
1
0
0
MOVS
MOVC
MOVX
1
1
1
0
0
0
0
0
0
COVS
COVC
COVX
1
1
1
0
0
0
1
0
0
FOT
FOS
FOC
1
1
1
1
1
1
0
0
0
d) Operación de Conicidad Semiautomática
La operación de Conicidad Semiautomática comienza al girar el Volante Maestro.
Si se detiene el giro del Volante Maestro, se detiene la ejecución.
Si se continúa girando el Volante Maestro, continúa la ejecución.
Si se gira el Volante Maestro en sentido contrario, finaliza la operación. Un nuevo giro del Volante Maestro, en cualquier sentido,
implica la ejecución de una nueva operación en el sentido indicado.
3. VERSION DE SOFTWARE QUE DISPONE EL CNC
A partir de esta versión, cuando se accede a la pantalla que muestra el cheksum de cada una de las Eproms,
[Modos Auxiliares] [Modos Especiales] [8]
El CNC mostrará, el cheksum de cada una de las Eprom y la Versión de Software que dispone el CNC. Por ejemplo: Versión 6.1
Versión 6.4 (Mayo de 1997)
1. INDICATIVO DE CAMBIO DE HERRAMIENTA AL PLC (I97)
En máquinas con cambiador manual de herramientas, cuando el CNC detecta que se debe poner una nueva herramienta, detiene la
ejecución y muestra al operario un mensaje para que efectúe el cambio.
A veces, durante el cambio de herramienta se deben tener ciertas precauciones. Dichas condiciones deben ser tratadas en el PLC.
Por ello, a partir de esta versión, el CNC cuando muestra el mensaje de cambio de herramienta activa la entrada I97 del PLC, y la desactiva
cuando se quita el mensaje.
Versión 6.6 (Noviembre de 1997)
1. GESTION DE SISTEMAS DE CAPTACION CON Io CODIFICADOS
Parámetros máquina
P608(5), P608(8) Tipo de señal Io que dispone el sistema de captación. Eje X, Z. (0 = Io normal, 1 = Io codificado)
P608(3), P608(6) Periodo señal Io codificada. Eje X, Z . (0 = Periodo de señal Io de 20mm, 1 = Periodo de señal Io de 100mm)
P608(4), P608(7) Secuencia de Io creciente con contaje positivo o negativo. Eje X, Z.
(0 = Io creciente con contaje positivo, 1 = Io creciente con contaje negativo)
P908, P909 Offset de la regla o posición que ocupa el Cero Máquina (M)
respecto al Cero de la Regla. Eje X, Z
Los trasductores lineales con Io codificado disponen de una
escala graduada con su propio Cero de Regla, siendo suficiente
efectuar un desplazamiento de 20mm o 100mm para conocer
la posición, respecto al Cero de Regla.
Punto de referencia.
Cuando el sistema de captación dispone de Io codificado, este punto se utiliza únicamente cuando el eje dispone de compensación
de error de husillo. El error de husillo en el punto de referencia máquina debe ser 0.
Ajuste del offset de la regla
El ajuste del offset de la regla se debe realizar eje a eje, siendo aconsejable utilizar el siguiente proceso:
• Indicar en el parámetro "P600(7) y P600(6)" el flanco del impulso de Io del sistema de captación que se utilizará.
• Indicar en el parámetro "P618(8) y P618(7)" el sentido en el que se desplazará el eje durante la búsqueda del Cero Máquina.
• Personalizar los parámetros "P807 y P808" con la velocidad del eje en la búsqueda del Cero Máquina.
• Asignar el valor 0 al parámetro " P908 y P909" (offset de la regla).
• Posicionar el eje en la posición adecuada, y ejecutar el comando de búsqueda de Cero Máquina de este eje.
Tecla [X] o [Z], tecla [flecha arriba] y tecla
Al finalizar la búsqueda el CNC mostrará la cota del eje referida al Cero la Regla.

- 8 -
• Tras desplazar el eje hasta el punto cero máquina, o hasta un punto de dimensiones conocidas respecto al cero máquina, se
observará la lectura que el CNC realiza de dicho punto.
El valor que se debe asignar al parámetro máquina que define el offset de la regla, se debe calcular mediante la siguiente fórmula.
Valor = Lectura del CNC en dicho punto - Cota máquina del punto.
Ejemplo para el eje X: Si el punto de dimensiones conocidas se encuentra a 230 mm del cero máquina y el CNC muestra
la cota 423.5 mm, el offset de la regla será:
Parámetro máquina P908 = 423,5 - 230 = 193.5 mm.
• Tras asignar este nuevo valor al parámetro máquina, pulsar la tecla RESET para que dicho valor sea asumido por el CNC.
• Es necesario realizar una nueva búsqueda del Cero Máquina para que este eje tome los valores correctos.
2. ROSCADO CON PASADAS DE PROFUNDIZACION CONSTANTES
A partir de esta versión, la profundización de cada pasada estará en función del signo asignado al parámetro ∆
Con ∆ positivo, la profundización de cada pasada está en función de la pasada correspondiente (∆ n)
Con ∆ negativo, las profundizaciones se mantienen constantes, con el valor absoluto del parámetro ∆
3. GENERACION DE UN PROGRAMA EN CODIGO ISO
El CNC permite generar, a partir de una operación o programa pieza, un programa en código ISO de bajo nivel.
Cuando se desea disponer de esta prestación se debe personalizar el parámetro máquina "P623(2)=1".
El programa en código ISO que genera el CNC se denomina siempre 99996 y podrá ser almacenado en el propio CNC o en un ordenador.
El programa 99996 es un programa especial de usuario en código ISO, que puede ser:
Generado a partir de una operación o programa pieza.
Editado en el propio CNC, mediante la opción "Modos auxiliares - Edición programa 99996"
Ser transmitido al CNC tras haber sido elaborado en un ordenador.
Generación del programa ISO en memoria del CNC (99996).
El CN800T dispone de 7 K de memoria para almacenar el programa 99996. Si el programa generado supera dicho tamaño, el CNC
mostrará el error correspondiente.
Para generar el programa 99996 se deben seguir los siguientes pasos:
• Si se trata de una operación. Seleccionar o definir la operación deseada
• Si se trata de un programa pieza. Seleccionar en el directorio de programas pieza el programa pieza y posicionar el cursor sobre
la cabecera de la misma ("PIEZA 01435". Se tiene que ver el listado de las operaciones que la componen).
• Pulsar la secuencia de teclas [AUX] [7]. El CNC mostrará la página de simulación gráfica.
• Pulsar la tecla . El CNC comienza la simulación y la generación del programa 99996.
• Una vez finalizada la simulación, el programa 99996 almacenado en memoria contendrá en código ISO todos los bloques que
se han simulado.
Generación del programa ISO (99996) en un ordenador
Normalmente, el programa 99996 generado a partir de un programa pieza es superior a la memoria disponible en el CNC.
Mediante la utilización del DNC30 es posible generar dicho programa (99996) en la memoria del ordenador.
Para generar el programa 99996 en un ordenador se deben seguir los siguientes pasos:
• Activar la comunicación DNC y ejecutar el programa DNC30 en el ordenador.
• Seleccionar en el ordenador la opción "Gestión de Programas - Recepción Digitalizado".
• En el CNC seleccionar la operación o posicionarse sobre la cabecera del programa pieza ("PIEZA 01435". Se tiene que ver
el listado de las operaciones que la componen).
• Pulsar la secuencia de teclas [AUX] [8]. El CNC mostrará la página de simulación gráfica.
• Pulsar la tecla . El CNC comienza la simulación y la generación del programa 99996.
• Una vez finalizada la simulación, el programa 99996 que se ha generado en el ordenador contendrá en código ISO todos los
bloques que se han simulado en el CNC.
Este programa puede ser ejecutado en el CNC mediante la opción "Ejecución programa infinito" del DNC30.
4. NORMATIVA DE SEGURIDAD EN MAQUINAS
El CNC dispone de las siguientes prestaciones para cumplir la normativa de seguridad en máquinas.
Habilitación de la tecla MARCHA desde el PLC
Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1"
La salida O25 del PLC indica si la tecla MARCHA está habilitada (=1) o no (=0)

- 9 -
Desplazamientos de los ejes afectados por el Feed-Hold. (Ya estaba disponible)
La entrada Feed-Hold, terminal 15 del conector I/O 1, debe encontrarse normalmente a nivel lógico alto.
Si durante el desplazamiento de los ejes, la entrada Feed-Hold se pone a nivel lógico bajo, el CNC mantiene el giro del cabezal
y detiene el avance de los ejes, proporcionando consignas de valor 0V y manteniendo los embragues activados.
Cuando esta señal vuelve a nivel lógico alto, el CNC continuará con el desplazamiento de los ejes.
Avance de los ejes en modo manual limitada desde el PLC.
Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1"
Siempre que se activa la salida O26 del PLC, el CNC asume el avance fijado en el parámetro máquina "P812"
Volante gestionado desde el PLC.
El parámetro "P623(3)" indica si el desplazamiento de los ejes con volantes está afectado por el Feed-Hold (=1) o no (=0)
El parámetro máquina "P622(1)" indica si se aplica el factor correspondiente a la posición del conmutador (=0) o si se aplica el
factor indicado por las salidas O44 y O45 del PLC (=1) (Ya estaba disponible)
Control del cabezal desde PLC.
Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1"
La salida O27 indica al CNC que debe (O27=1) aplicar al cabezal la consigna fijada desde el PLC. El valor de la consigna se fija
en el registro R156 y mediante la marca M1956 se envía al CNC.
R156= 0000 1111 1111 1111 => + 10V. R156= 0001 1111 1111 1111 => - 10V.
R156= 0000 0111 1111 1111 => + 5V. R156= 0001 0111 1111 1111 => - 5V.
R156= 0000 0011 1111 1111 => + 2,5V. R156= 0001 0011 1111 1111 => - 2,5V.
R156= 0000 0000 0000 0000 => + 0V. R156= 0001 0000 0000 0000 => - 0V.
Asimismo, la salida O43 del PLC, permite controlar el giro del cabezal. (Ya estaba disponible)
Normalmente debe encontrarse a nivel lógico bajo.
Si se pone a nivel lógico alto, el CNC detiene el giro del cabezal.
Cuando esta salida vuelve a nivel lógico bajo, el CNC recupera el giro del cabezal.
Información al PLC del estado de la búsqueda de referencia máquina
I88 Búsqueda de referencia máquina en proceso
I100 Búsqueda de referencia máquina en el eje X finalizada
I101 Búsqueda de referencia máquina en el eje Z finalizada
Información adicional del CNC al PLC
R120 La parte baja de este registro indica el código de la tecla pulsada.
Este valor se mantiene durante 200 milisegundos, a no ser que antes se pulse otra tecla.
Este registro puede ser anulado desde el PLC, tras ser gestionado.
R121 bit 1 Indica que la operación de Cilindrado está seleccionada (=1)
bit 2 Indica que la operación de Refrentado está seleccionada (=1)
bit 3 Indica que la operación de Cilindrado Cónico está seleccionada (=1)
bit 4 Indica que la operación de Redondeo está seleccionada (=1)
bit 5 Indica que la operación de Roscado está seleccionada (=1)
bit 6 Indica que la operación de Ranurado está seleccionada (=1)
bit 7 Indica que la operación de Perfil está seleccionada (=1)
bit 8 Indica que la opción Modos Auxiliares está seleccionada (=1)
bit 9 Indica que la opción Medición de herramienta está seleccionada (=1)
bit 10 Indica que la operación de Taladrado múltiple está seleccionada (=1)
bit 11 Indica que la operación de Taladrado simple / Roscado con macho está seleccionada (=1)
bit 12 Indica que la operación de Chavetas está seleccionada (=1)
bit 13 Indica que el modo de Inspección de Herramienta está seleccionado (=1)
bit 14 Indica que el modo de Simulación gráfica está seleccionado (=1)
bit 16 Indica que el modo correspondiente a los parámetros "Pasada de acabado, Avance de acabado, Herramienta
de acabado y Distancias de seguridad en X y Z de los ciclos" está seleccionada (=1)

- 10 -
Versión 6.8 (Marzo de 1998)
1. NUEVOS IDIOMAS (SUECO Y NORUEGO)
Los idiomas que se pueden seleccionar con el parámetro máquina P99 son:
Castellano ...(P99=0) Alemán ....... (P99=1) Inglés ..........(P99=2) Francés....... (P99=3) Italiano........ (P99=4)
Portugués....(P99=5) Taiwanés .... (P99=6) Sueco..........(P99=7) Noruego ..... (P99=8)
2. ENCODER DE 1000 IMPULSOS COMO ENCODER DE 1250
Esta prestación permite que el CNC adapte la captación del encoder de 1000 impulsos para tratarla como captación de 1250 impulsos.
P623(7) Adapta la captación del encoder del eje X (0=No, 1=Si)
P623(8) Adapta la captación del encoder del eje Z (0=No, 1=Si)
Un caso típico: Se dispone de motores con encoder de 1000 impulsos y husillo de paso 5 milímetros.
Los cálculos necesarios para definir la resolución del eje se realizarán con el número de impulsos seleccionados (1000 ó 1250)
3. COMPENSACIÓN CRUZADA
La compensación cruzada permite compensar el error de medición que sufre el eje X al moverse el eje Z.
P623(6) Al eje X se le aplica Compensación Cruzada (0=No, 1=Si)
Cuando se utiliza compensación cruzada el CNC permite aplicar compensación de husillo únicamente al eje Z. No se permite aplicar
compensación de husillo al eje X porque la tabla correspondiente a dicho eje se utiliza para la compensación cruzada con los siguientes
valores:
P00 = X: ?????.??? P01 = DX: ????.???
Para aplicar correctamente la compensación cruzada definir P605(2)=1 y P623(6)=1.
Nota: La tabla de compensación cruzada debe cumplir los mismos requisitos que la tabla de compensación de error de husillo. Ver
apartado 3.8.4 del manual de Instalación
4. PLCI. ENTRADA I104
Cuando el conmutador del panel de mandos está en una de las posiciones del volante (x1, x10, x100), la entrada I104 está a "1"
Versión 6.9 (Febrero de 1999)
1. NUEVO PARÁMETRO MÁQUINA ASOCIADO A LAS FUNCIONES M
El parámetro máquina "P620(8)", indica cuando se sacan las funciones M3, M4, M5 durante la aceleración y deceleración del cabezal.
2. ANULAR CORRECTOR DURANTE EL CAMBIO DE HERRAMIENTA
A partir de esta versión es posible ejecutar, dentro de la rutina asociada a la herramienta, un bloque del tipo "T.0" para anular el corrector
de la herramienta. Esto permite efectuar desplazamientos a una determinada cota sin necesidad de efectuar cálculos engorrosos.
Unicamente se permite anular (T.0) o modificar (T.xx) el corrector. No se permite cambiar de herramienta (Txx.xx) dentro de la rutina
asociada a la herramienta.

- 11 -
3. FACTOR DIVISOR DE LAS SEÑALES DE CAPTACIÓN
Los parámetros P620(5) y P620(6) se utilizan junto con los parámetros P602(6) y P602(5) que indican el factor multiplicador de las señales
de captación de los ejes X, Z respectivamente.
Indican si se dividen (=1) o no (=0) las señales de captación.
P620(5)=0 y P620(6)=0 No se dividen
P620(5)=1 y P620(6)=1 Se dividen por 2.
Ejemplo: Se desea obtener una resolución de 0,01 mm mediante un encoder de señales cuadradas colocado en el eje X cuyo paso de
husillo es de 5 mm.
Nº impulsos = paso husillo / (Factor multiplicación x Resolución)
Con P602(6)=0 y P620(5)=0 Factor de multiplicación x4 Nº impulsos = 125
Con P602(6)=1 y P620(5)=0 Factor de multiplicación x2 Nº impulsos = 250
Con P602(6)=0 y P620(5)=1 Factor de multiplicación x2 Nº impulsos = 250
Con P602(6)=1 y P620(5)=1 Factor de multiplicación x1 Nº impulsos = 500
Versión 6.10 (Marzo de 2002)
1. FACTOR DE CAPTACIÓN.
La resolución del eje viene fijada por el paso de husillo y el número de impulsos del encoder que lleva incorporado el motor.
En determinadas ocasiones la resolución correspondiente a los husillos y encoders disponibles no coincide con ninguna de las
resoluciones que se pueden fijar por parámetro máquina (1, 2, 5, 10 micras o diezmilésimas de pulgada).
Ejemplo: Con husillo de paso 6 mm y encoder de 2.500 impulsos/vuelta se puede obtener resoluciones de:
Resolución = Paso Husillo / ( Nº de impulsos del Encoder x Factor multiplicación).
Con factor multiplicación 1 Resolución 2,4 micras
Con factor multiplicación 2 Resolución 1,2 micras
Con factor multiplicación 4 Resolución 0,6 micras
Para resolver estos casos, se dispone de un nuevo parámetro máquina por eje denominado Factor de Captación, que permitir adecuar
la resolución a la configuración disponible.
P819 Factor de Captación del eje X P820 Factor de Captación del eje Y P821 Factor de Captación del eje Z
Valores entre 0 y 65534, el valor 0 indica que no se desea esta prestación.
Para calcular el «Factor de Captación» se debe utilizar la siguiente fórmula:
Factor de Captación = (Reducción x Paso Husillo / Nº de impulsos del Encoder) x 8.192
Ejemplos: Reducción 1 1 2 1
Paso husillo 4.000 6.000 6.000 8.000 (micras)
Encoder 2.500 2.500 2.500 2.500 (impulsos/vuelta)
Factor de Captación 13107,2 19.660,8 39.321,6 26.214,4
Los parámetros máquina sólo admiten números enteros y en ocasiones el «Factor de Captación» tiene parte fraccionaria. En estos
casos se asigna al parámetro máquina la parte entera y se utiliza la tabla de error de husillo para compensar la parte fraccionaria.
Los valores a introducir en la tabla se calculan con la siguiente fórmula:
Cota del husillo = Error de husillo (micras) x Parte entera del factor de captación / Parte fraccionaria del factor de captación
Para el caso: Reducción = 1 Paso husillo = 6.000 Encoder = 2.500
Factor de Captación = 19.660,8 Parámetro máquina = 19660
Para un error de husillo de 20 micrasCota del husillo = 20 x 19.660 / 0.8 = 491.520
Continuando con el cálculo se obtiene la siguiente tabla.
Cota del Husillo Error de Husillo
P0 = -1966.000 P1 = -0.080
P2 = -1474.500 P3 = -0.060
P4 = -983.000 P5 = -0.040
P6 = -491.500 P7 = -0.020
P8 = 0 P9 = 0
P10 = 491.500 P11 = 0.020
P12 = 983.000 P13 = 0.040
P14 = 1472.500 P15 = 0.060
P16 = 1966.000 P17 = 0.080

- 12 -
2. MOVIMIENTOS DE APROXIMACIÓN A LA PIEZA
A partir de esta versión se dispone de un nuevo parámetro máquina para
fijar los movimientos de aproximación y salida de la pieza.
P732=0 Como hasta la fecha, movimiento interpolado
P732=1 Movimientos paraxiales.
Aproximación X - Z Salida Z - X
P732=2 Movimientos paraxiales.
Aproximación Z - X Salida X - Z
Headquarters (SPAIN): Fagor Automation S. Coop.
Bº San Andrés s/n, Apdo. 144
E-20500 Arrasate - Mondragón
Tel: +34-943-719200/039800
Fax: +34- 943-791712
+34-943-771118 (Service Dept.)
www.fagorautomation.com
E-mail: [email protected]


ACERCA DE LA INFORMACION DE ESTE MANUAL
Este manual está dirigido al operario de la máquina.
Incluye información necesaria para los nuevos usuarios, además de temas avanzados para los que
ya conocen el producto CNC 800T.
No será necesario leer completamente este manual. Consulte la lista de Nuevas Prestaciones y
Modificaciones que le indicará el capítulo o apartado del manual en que se detalla el tema
deseado.
El manual describe todas las funciones que tiene la familia CNC 800T. Consulte la tabla
comparativa de modelos para conocer las funciones que dispone su CNC.
Los capítulos 1, 2, 3 y 4 indican cómo se debe operar con el CNC.
El CNC permite mecanizar el "Perfil de una pieza", capítulo 6, o bien efectuar una de las
"Operaciones Automáticas" que se detallan en el capítulo 5. Todos esos mecanizados se pueden
efectuar de 2 formas:
* De forma "Semiautomática", en la que el operario controla los movimientos
* En el modo "Nivel Ciclo", en el que el operario programa la operación y el CNC la ejecuta
de forma automática.
El capítulo 7 "Trabajo con Programas Pieza" indica como se pueden generar piezas que estén
formadas por Perfiles y Operaciones Automáticas. Los Programas Pieza son almacenados en
memoria interna del CNC y pueden ser enviados a un periférico u ordenador.
El capítulo 8 "Ejemplos de programación" muestra cómo se pueden elaborar varias piezas.
También existe un apéndice de errores, que indica algunas de las causas que pueden producir
cada uno de ellos.
Notas:
La información descrita en este manual puede estar sujeta a variaciones motivadas
por modificaciones técnicas.
FAGOR AUTOMATION, S. Coop. Ltda. se reserva el derecho de modificar
el contenido del manual, no estando obligada a notificar las variaciones.

INDICE
Apartado Pagina
Tabla comparativa de los modelos Fagor CNC 800T ................................................ix
Nuevas prestaciones y modificaciones.........................................................................xiii
INTRODUCCION
Condiciones de Seguridad ............................................................................................3
Condiciones de Reenvío ...............................................................................................5
Documentación Fagor para el CNC 800 T ..................................................................6
Contenido de este manual.............................................................................................7
Capítulo 1 TEMAS CONCEPTUALES
1.1 Descripción de la pantalla ...............................................................................................1
1.2 Descripción del teclado ...................................................................................................3
1.2.1 Relacionadas con las operaciones automáticas...............................................................5
1.2.2 Secuencias especiales de teclas .......................................................................................6
1.2.3 Panel de mando ...............................................................................................................7
1.3 Unidades de visualización (mm/pulgadas) .....................................................................8
1.3.1 Unidades de visualización del eje X (radios/diámetros) .................................................8
1.4 Sistemas de referencia......................................................................................................9
1.4.1 Búsqueda del cero máquina ............................................................................................9
1.4.2 Preselección de cero ........................................................................................................10
1.4.3 Preselección de cotas.......................................................................................................10
1.5 Trabajo en cotas incrementales .......................................................................................11
Capítulo 2 OPERACIONES BASICAS
2.1 Selección de la velocidad de avance de los ejes .............................................................1
2.2 Selección de la herramienta de trabajo............................................................................2
2.2.1 Herramienta motorizada ..................................................................................................3
2.3 Desplazamiento manual de la máquina ...........................................................................4
2.3.1 Desplazamiento continuo................................................................................................4
2.3.2 Desplazamiento incremental ...........................................................................................5
2.3.3 Desplazamiento mediante volante electrónico ...............................................................6
2.4 Punto de comienzo (BEGIN) y punto final (END) ..........................................................8
2.4.1 Selección del punto de comienzo (BEGIN) y del punto final (END) ..............................9
2.4.2 Desplazamiento al punto de comienzo (BEGIN) o al punto final (END) ........................10
2.5 Activación y desactivación de los dispositivos externos ...............................................11

Capítulo 3 FUNCIONES AUXILIARES
3.1 Milímetros <-> pulgadas .................................................................................................1
3.2 Radio <-> diámetro..........................................................................................................2
3.3 F mm(pulgadas)/min <-> F mm(pulgadas)/rev ................................................................2
3.4 Herramienta .....................................................................................................................3
3.4.1 Tabla de herramientas......................................................................................................3
3.4.1.1 Modificación de las dimensiones de una herramienta ....................................................5
3.4.2 Medición de la herramienta.............................................................................................6
3.4.3 Inspección de herramienta...............................................................................................7
3.4.4 Modificación del offset de la herramienta.......................................................................8
3.5 Pasada de acabado de ciclos y distancia de seguridad ....................................................9
3.6 Otras operaciones automáticas ........................................................................................11
3.7 Modos auxiliares .............................................................................................................12
3.8 Periféricos ........................................................................................................................13
3.8.1 Modo periféricos .............................................................................................................13
3.8.2 Comunicación DNC ........................................................................................................14
3.9 Bloquear / desbloquear....................................................................................................15
3.10 Ejecución / simulación programa 99996 ........................................................................16
3.10.1 Ejecución programa P99996 ...........................................................................................17
3.10.1.1 Inspección de herramienta...............................................................................................18
3.10.1.2 Modos de ejecución ........................................................................................................19
3.10.1.3 Reset del CNC .................................................................................................................19
3.10.1.4 Visualización de los bloques del programa.....................................................................19
3.10.1.5 Modos de visualización ..................................................................................................20
3.10.2 Simulación del programa 99996 .....................................................................................22
3.10.2.1 Función Zoom .................................................................................................................23
3.11 Edición programa 99996 .................................................................................................24
Capítulo 4 CABEZAL
4.1 Selección del modo de operación de cabezal..................................................................1
4.2 Cabezal en revoluciones por minuto (RPM) ...................................................................2
4.3 Velocidad de corte constante ..........................................................................................3
4.3.1 Limitación de la velocidad de corte constante................................................................3
4.4 Cambio de gama del cabezal ...........................................................................................4
4.4.1 Cambio de gama manual .................................................................................................4
4.4.2 Cambio de gama automático ...........................................................................................4
4.5 Cabezal a derechas ..........................................................................................................5
4.6 Cabezal a izquierdas........................................................................................................5
4.7 Parada de cabezal ............................................................................................................5
4.8 Parada orientada de cabezal ............................................................................................6
Apartado
Pagina

Capítulo 5 OPERACIONES AUTOMATICAS
5.1 Introducción ....................................................................................................................1
5.1.1 Operaciones automáticas en modo "Semiautomático" ....................................................1
5.1.2 Operaciones automáticas en modo "Nivel ciclo" ............................................................2
5.1.2.1 Condiciones de mecanizado ...........................................................................................2
5.1.3 Simulación.......................................................................................................................4
5.1.3.1 Función Zoom .................................................................................................................5
5.1.4 Ejecución.........................................................................................................................6
5.1.4.1 Inspección de herramienta...............................................................................................7
5.2 Cilindrado .......................................................................................................................8
5.2.1 Cilindrado "Semiautomático" .........................................................................................8
5.2.2 Cilindrado "Nivel ciclo"..................................................................................................9
5.3 Refrentado .......................................................................................................................12
5.3.1 Refrentado "Semiautomático" .........................................................................................12
5.3.2 Refrentado "Nivel ciclo" .................................................................................................13
5.4 Cilindrado cónico............................................................................................................15
5.4.1 Cilindrado cónico "Semiautomático"..............................................................................15
5.4.2 Cilindrado cónico "Nivel ciclo" ......................................................................................16
5.5 Redondeo ........................................................................................................................19
5.5.1 Redondeo "Semiautomático" ..........................................................................................19
5.5.2 Redondeo "Nivel ciclo"...................................................................................................21
5.5.3 "Redondeo de perfil" .......................................................................................................25
5.6 Roscado ...........................................................................................................................31
5.6.1 Roscado "Semiautomático" .............................................................................................31
5.6.2 Roscado "Nivel ciclo" .....................................................................................................32
5.7 Ranurado .........................................................................................................................35
5.8 Taladrado Simple. Roscado con macho ..........................................................................38
5.8.1 Ejemplos de programación ..............................................................................................41
5.9 Taladrado Múltiple .........................................................................................................42
5.10 Chavetas ..........................................................................................................................45
5.11 Utilización de las distancias de seguridad ......................................................................48
Capítulo 6 PERFILES
6.1 Perfil en modo Semiatomático.........................................................................................2
6.1.1 Toma de puntos ...............................................................................................................2
6.1.2 Desplazamiento entre puntos ..........................................................................................3
6.1.3 Prestaciones especiales ....................................................................................................4
6.2 Perfil "Nivel Ciclo"..........................................................................................................5
6.2.1 Definición del perfil ........................................................................................................10
Apartado
Pagina

Capítulo 7 TRABAJO CON PROGRAMAS PIEZA
7.1 Acceso a la tabla de programas pieza ..............................................................................1
7.2 Selección de un programa pieza ......................................................................................2
7.3 Edición de un programa pieza.........................................................................................2
7.4 Simulación de un programa pieza ...................................................................................4
7.4.1 Función Zoom .................................................................................................................5
7.5 Ejecución de un programa pieza .....................................................................................6
7.5.1 Ejecución de una operación previamente almacenada en una pieza .............................7
7.5.2 Inspección de herramienta...............................................................................................8
7.6 Modificar un programa pieza ..........................................................................................9
7.7 Borrado de un programa pieza.........................................................................................10
7.8 Periféricos ........................................................................................................................11
7.8.1 Modo Periféricos .............................................................................................................11
7.8.2 Comunicación DNC ........................................................................................................13
7.9 Bloquear/Desbloquear.....................................................................................................13
Capítulo 8 EJEMPLOS DE PROGRAMACION
CODIGOS DE ERROR
Apartado Pagina


MODELOS CNC 800T DISPONIBLES
Modelo CNC 800T Compacto con pantalla 8" Ambar
Modelo CNC 800T Modular con pantalla 9" Ambar
Formado por la Unidad Central, el Monitor y el Teclado.
Modelo CNC 800T Modular con pantalla 14" Color
Formado por la Unidad Central, el Monitor y el Teclado.
DESCRIPCION TECNICA
CNC
800-T
CNC
800-TI
CNC
800-TG
CNC
800-TGI
Control de ejes X, Z
l l l l
Control de Cabezal
l l l l
Cabezal en revoluciones por
minuto (RPM)
l l l l
Velocidad de corte constante
de Cabezal (VCC)
l l l l
Parada Orientada de cabezal
l l l l
Herramientas
32 32 32 32
Compensación de
Herramienta
l l l l
Herramienta Motorizada
l l l l
Volantes Electrónicos
2 2 2 2
Comunicación vía RS 232C
l l l l
Autómata Integrado (PLCI)
l l
Edición de programa ISO
(Programa 99996)
l l l l
Ejecución de programa ISO
(Programa 99996)
l l l l
Representación Gráfica
l l

NUEVAS PRESTACIONES
Y
MODIFICACIONES
Fecha: Abril 1993 Versión Software: 2.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Avance rápido en función de la posición Manual Operación Apart. 2.3.1
del conmutador "Feed Rate"
Herramienta para la pasada de acabado Manual Instalación Apart. 3.5
Manual Operación Apart. 3.5
Desplazamiento con volantes limitado a la Manual Operación Apart. 2.3.3
F máxima permitida
Control de límites de recorrido en
desplazamientos con volante
Formato de visualización de la S Manual Instalación Apart. 6
Posibilidad, tras interrumpir el programa, de
activar/desactivar las salidas O1, O2, O3
Operación automática "Redondeo de perfil" Manual Operación Apart. 5.5.3
Perfiles Manual Operación Capit. 6
Fecha: Octubre 1993 Versión Software: 3.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Aceleración/deceleración en cabezal Manual Operación Capit. 6
Limitación de RPM trabajando en VCC Manual Operación Apart. 4.3.1
Parada orientada del cabezal Manual Instalación Apart. 6.4.1
Manual Operación Apart. 4.8
Herramienta Motorizada Manual Instalación Apart. 5.9
Manual Operación Apart. 2.3
Operación automática "Taladrado Simple" Manual Operación Apart. 5.8
Operación automática "Taladrado múltiple" Manual Operación Apart. 5.9

Fecha: Diciembre 1993 Versión Software: 3.2 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Asignación de un número de 5 cifras Manual Operación Capit. 7
al programa pieza
Salvaguarda de programas pieza en periférico Manual Operación Apart. 7.7
Operación automática "Chaveta" Manual Operación Apart. 5.10
Temporización antes de abrir el lazo Manual Instalación Apart. 4.3.2
Código de acceso sólo a los Modos Especiales Manual Instalación Apart. 3.7
Volante inactivo si el conmutador está fuera Manual Instalación Apart. 4.3.2
de las posiciones de volante
Fecha: Julio 1994 Versión Software: 4.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Aceleración/deceleración de cabezal lineal y Manual Instalación Apart. 5.8
en forma de campana
Perfil con y sin redondeos Manual Operación Apart. 6.2
La operación de roscado admite salida de rosca Manual Operación Apart. 5.6.2
Avance rápido al 200% o en función de la Manual Instalación Apart. 4.3.3
posición del conmutador "Feed Rate" Manual Operación Apart. 2.3.1
Inspección de herramienta Manual Instalación Apart. 3.4.3
Manual Operación Apart. 3.4.3
Manual Operación Apart. 5.1.3
Ejecución programa 99996 Manual Instalación Apart. 3.11
Manual Operación Apart. 3.10

Fecha: Enero 1995 Versión Software: 5.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Confirmación de M3/M4 detectando inversión
por captación Manual Instalación Apart. 6.3
Movimientos en JOG también en mm/rev
Volante gestionado desde el PLCI Manual Instalación Apart. 4.3.2
Inhibición del cabezal desde el PLCI Manual PLCI
Borrar el contenido de todos los parámetros Manual Instalación Apart. 3.10
aritméticos, asignándoles el valor 0 Manual Operación Apart. 3.9 y 7.9
Operación automática de redondeo, nivel ciclo,
con ángulo distinto de 90° Manual Operación Apart. 5.5.2
Operación automática de ranurado en la cara
frontal y pasada de acabado Manual Operación Apart. 5.7
Operación automática de redondeo de perfil
mediante seguimiento de perfil o desbastado Manual Operación Apart. 5.5.3
Punto de aproximación en la operación de
redondeo de perfil (modificación) Manual Operación Apart. 5.5.3
Ejecución de perfil, nivel ciclo, mediante
seguimiento de perfil o desbastado Manual Operación Apart. 6.2
Punto de aproximación en la ejecución del
perfil, nivel ciclo (modificación) Manual Operación Apart. 6.2
Operación automática de roscado con macho Manual Operación Apart. 5.8
M20 al finalizar la ejecución de una pieza Manual Instalación Apart. 3.8.3.1
Representación gráfica (Simulación) Manual Operación Apart. 5.1.3
Ejecución / Simulación del programa 99996 Manual Instalación Apart. 3.11
(programa de usuario en código ISO) Manual Operación Apart. 3.10
Ejecución automática o bloque a bloque Manual Instalación Apart. 3.10
del programa 99996 Manual Operación Apart. 3.10
Edición del programa 99996 Manual Instalación Apart. 3.12
Manual Operación Apart. 3.11
Manual Programación
Programa 99994 de usuario en código ISO
para almacén de rutinas Manual Programación Capit. 9
Rutina asociada a la ejecución de herramienta Manual Instalación Apart. 4.3.4
(sólo en ejecución de programa 99996) Manual Programación
Códigos ISO del CNC 800T Manual de programación

Fecha: Marzo 1995 Versión Software: 5.2 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Edición del programa 99996 en todos
los modelos
Al detener la ejecución quedan habilitadas las Manual Instalación Apart. 3.11
teclas de cabezal, refrigerante, O1, O2, O3 y Manual Operación Apart. 3.10
TOOL Manual Operación Apart. 5.1.4
Manual Operación Apart. 7.5
Los desplazamientos en JOG incremental tiene Manual Instalación Apart. 4.3.3
en cuenta radios/diámetros
Programación ISO. Nuevas funciones: G47, G48 Manual Programación Apart. 6.7
(tratamiento bloque único)
Programación ISO. Nueva función: G86 Manual Programación Apart. 8.17
(ciclo fijo roscado longitudinal)
Petición desde el PLCI de las revoluciones Manual PLCI
reales del cabezal
Fecha: Noviembre 1995 Versión Software: 5.5 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Modificación del offset de la herramienta
durante la ejecución Manual Operación Apart. 3.4.4
Trabajo con un sólo volante Manual Instalación Apart. 4.3.2
Manual Instalación Apart. 7.5
Lectura de la S real desde el PLCI Manual PLCI


Introducción - 3
CONDICIONES DE SEGURIDAD
Leer las siguientes medidas de seguridad con objeto de evitar lesiones a personas y
prevenir daños a este producto y a los productos conectados a él.
El aparato sólo podrá repararlo personal autorizado de Fagor Automation.
Fagor Automation no se responsabiliza de cualquier daño físico o material derivado
del incumplimiento de estas normas básicas de seguridad.
Precauciones ante daños a personas
Antes de encender el aparato cerciorarse que se ha conectado a tierra
Con objeto de evitar descargas eléctricas cerciorarse que se ha efectuado la conexión
de tierras.
No trabajar en ambientes húmedos
Para evitar descargas eléctricas trabajar siempre en ambientes con humedad relativa
inferior al 90% sin condensación a 45°C.
No trabajar en ambientes explosivos
Con objeto de evitar riesgos, lesiones o daños, no trabajar en ambientes explosivos.
Precauciones ante daños al producto
Ambiente de trabajo
Este aparato está preparado para su uso en Ambientes Industriales cumpliendo las
directivas y normas en vigor en la Unión Europea.
Fagor Automation no se responsabiliza de los daños que pudiera sufrir o provocar si se
monta en otro tipo de condiciones (ambientes residenciales o domésticos).
Instalar el aparato en el lugar apropiado
Se recomienda que, siempre que sea posible, la instalación del Control Numérico se
realice alejada de líquidos refrigerantes, productos químicos, golpes, etc. que pudieran
dañarlo.
El aparato cumple las directivas europeas de compatibilidad electromagnética. No
obstante, es aconsejable mantenerlo apartado de fuentes de perturbación
electromagnética, como son:
- Cargas potentes conectadas a la misma red que el equipo.
- Transmisores portátiles cercanos (Radioteléfonos, emisores de radio aficionados).
- Transmisores de radio/TV cercanos.
- Máquinas de soladura por arco cercanas.
- Líneas de alta tensión próximas.
- Etc.
Condiciones medioambientales
La temperatura ambiente que debe existir en régimen de funcionamiento debe estar
comprendida entre +5°C y +45°C.
La temperatura ambiente que debe existir en régimen de no funcionamiento debe estar
comprendida entre -25°C y 70°C.

Introducción - 4
Protecciones del propio aparato
Unidad Central
Lleva incorporados 2 fusibles exteriores rápidos (F) de 3,15 Amp./ 250V. para
protección de la entrada de red.
Todas las entradas-salidas digitales están protegidas mediante 1 fusible exterior rápido
(F) de 3,15 Amp./ 250V. ante sobretensión de la fuente exterior (mayor de 33 Vcc.) y
ante conexión inversa de la fuente de alimentación.
Monitor
El tipo de fusible de protección depende del tipo de monitor. Ver etiqueta de
identificación del propio aparato.
Precauciones durante las reparaciones
No manipular el interior del aparato
Sólo personal autorizado de Fagor Automation puede manipular el
interior del aparato.
No manipular los conectores con el aparato conectado a la red eléctrica
Antes de manipular los conectores (entradas/salidas, captación, etc)
cerciorarse que el aparato no se encuentra conectado a la red eléctrica.
Símbolos de seguridad
Símbolos que pueden aparecer en el manual
Símbolo ATENCION.
Lleva asociado un texto que indica las acciones u operaciones que pueden
provocar daños a personas o aparatos.
Símbolos que puede llevar el producto
Símbolo ATENCION.
Lleva asociado un texto que indica las acciones u operaciones que pueden
provocar daños a personas o aparatos.
Símbolo CHOQUE ELÉCTRICO.
Indica que dicho punto puede estar bajo tensión eléctrica.
Símbolo PROTECCIÓN DE TIERRAS.
Indica que dicho punto debe ser conectado al punto central de tierras de la
máquina para protección de personas y aparatos.

Introducción - 5
CONDICIONES DE REENVIO
Si va a enviar el Monitor o la Unidad Central, empaquételas en su cartón original con su
material de empaque original. Si no dispone del material de empaque original, empaquételo
de la siguiente manera:
1.- Consiga una caja de cartón cuyas 3 dimensiones internas sean al menos 15 cm (6
pulgadas) mayores que las del aparato. El cartón empleado para la caja debe ser de una
resistencia de 170 Kg (375 libras).
2.- Si va a enviar a una oficina de Fagor Automation para ser reparado, adjunte una etiqueta
al aparato indicando el dueño del aparato, su dirección, el nombre de la persona a
contactar, el tipo de aparato, el número de serie, el síntoma y una breve descripción de
la avería.
3.- Envuelva el aparato con un rollo de polietileno o con un material similar para protegerlo.
Si va a enviar el monitor, proteja especialmente el cristal de la pantalla.
4.- Acolche el aparato en la caja de cartón rellenándola con espuma de poliuretano por
todos lados.
5.- Selle la caja de cartón con cinta para empacar o grapas industriales.

Introducción - 6
DOCUMENTACION FAGOR
PARA EL CNC 800T
Manual CNC 800T OEM Está dirigido al fabricante de la máquina o persona encargada de efectuar la
instalación y puesta a punto del Control Numérico.
Dispone en su interior del manual de Instalación.
Ocasionalmente puede contener un manual que hace referencia a las "Nuevas
Prestaciones" de software recientemente incorporadas.
Manual CNC 800T USER Está dirigido al usuario final, es decir, a la persona que va a trabajar con el Control
Numérico.
Dispone de 2 manuales en su interior:
Manual de Operación que detalla la forma de operar con el CNC.
Manual de Programación que detalla la forma de elaborar un programa en
código ISO.
Ocasionalmente puede contener un manual que hace referencia a las "Nuevas
Prestaciones" de software recientemente incorporadas.
Manual DNC 25/30 Está dirigido a las personas que van a utilizar la opción de software de
comunicación DNC.
Manual Protocolo DNC Está dirigido a las personas que desean efectuar su propia comunicación de DNC,
sin utilizar la opción de software de comunicación DNC 25/30.
Manual PLCI Debe utilizarse cuando el CNC dispone de Autómata integrado.
Está dirigido al fabricante de la máquina o persona encargada de efectuar la
instalación y puesta a punto del Autómata integrado.
Manual DNC-PLC Está dirigido a las personas que van a utilizar la opción de software de
comunicación DNC-PLC.
Manual FLOPPY DISK Está dirigido a las personas que utilizan la disquetera de Fagor. Este manual
indica cómo se debe utilizar dicha disquetera.

Introducción - 7
CONTENIDO DE ESTE MANUAL
El Manual de Operación se compone de los siguientes apartados:
Indice.
Tabla comparativa de los modelos Fagor CNC 800T.
Nuevas Prestaciones y modificaciones.
Introducción Resumen de las condiciones de seguridad.
Condiciones de Reenvío.
Listado de Documentos Fagor para el CNC 800T.
Contenido de este Manual.
Capítulo 1 Temas conceptuales
Indica la distribución del teclado, panel de mandos y de la información en el monitor.
Efectúa una descripción de la pantalla.
Explica las unidades de visualización y la forma de modificarlas.
Indica los sistemas de referencia que se deben definir.
Cómo efectuar una búsqueda del Cero máquina y una preselección de cotas.
La forma de seleccionar el trabajo en cotas absolutas o incrementales.
Capítulo 2 Operaciones básicas.
Explicación somera de los modos de operación disponibles en el CNC.
Indica cómo seleccionar la velocidad de avance de los ejes.
La forma de seleccionar la herramienta de trabajo y la herramienta motorizada.
Cómo desplazar la máquina manualmente o mediante volante electrónico.
La forma de seleccionar el punto de comienzo (BEGIN) y el punto final (END).
Cómo desplazar la herramienta al punto BEGIN o al punto END.
La forma de activar y desactivar los dispositivos externos.
Capítulo 3 Funciones auxiliares
Indica cómo seleccionar las unidades de trabajo (mm/pulgadas).
La forma de seleccionar el trabajo en radios o diámetros.
Cómo seleccionar las unidades de avance de trabajo (mm/min o mm/rev).
La forma de definir la tabla de herramientas.
Cómo efectuar una medición e inspección de herramienta.
La forma de definir la pasada de acabado para las operaciones automáticas.
Cómo definir la distancia de seguridad para las operaciones automáticas.
La forma de seleccionar y definir las operaciones automáticas:
Taladrado simple, taladrado múltiple y chavetas.
La forma de operar con los periféricos.
Cómo bloquear y desbloquear la memoria de programa.
La forma de editar, ejecutar y simular el programa 99996.
Capítulo 4 Cabezal.
Indica cómo seleccionar el modo de operación de cabezal.
La forma de trabajar con el cabezal en rpm y con velocidad de corte constante.
Cómo se debe efectuar el cambio de gama del cabezal (manual y automático).
Selección del sentido de giro del cabezal (a derechas y a izquierdas).
Cómo se trabaja con parada orientada de cabezal (posicionamiento angular)
Capítulo 5 Operaciones automáticas.
Indica cómo seleccionar y programar cada una de las operaciones automáticas.
El modo de trabajo en modo "Semiautomático" y "Nivel ciclo".
Cómo seleccionar las condiciones de mecanizado de las operaciones automáticas.
La forma de ejecutar o simular una operación automática.
Capítulo 6 Perfiles.
Modo Semiautomático:
Indica cómo efectuar la toma de puntos y el desplazamiento entre puntos.
Modo "Nivel Ciclo": indica cómo definir el perfil y cómo ejecutarlo.

Introducción - 8
Capítulo 7 Trabajo con programas pieza
Indica cómo acceder a la tabla de programas pieza
La forma de seleccionar un programa pieza, editarlo, simularlo y ejecutarlo.
Cómo ejecutar una operación previamente almacenada en una pieza
La forma de modificar un programa pieza
Cómo borrar un programa pieza
La forma de operar con los periféricos.
Cómo bloquear y desbloquear la memoria de programa.
Capítulo 8 Ejemplos de programación
Códigos de error

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
1
1. TEMAS CONCEPTUALES
Siempre que se conecta el CNC 800T a la red eléctrica, el monitor muestra el tipo de
CNC que se dispone y el mensaje:
*** TEST GENERAL *** Pasado
Para poder acceder al modo de trabajo estándard del CNC se debe pulsar cualquier
tecla .
Si el TEST GENERAL no se pasó correctamente el CNC mostrará los errores detectados,
siendo necesario subsanar los mismos antes de operar con la máquina.
1.1 DESCRIPCION DE LA PANTALLA
La pantalla del CNC800T se encuentra dividida en las siguientes zonas o ventanas de
representación:
1.- En esta ventana se indica el modo de trabajo seleccionado: Visualizador, cilindrado,
roscado, etc.
También se indica el estado en que se encuentra el CNC durante la ejecución de
las operaciones automáticas (en ejecución, interrumpido o en posición).
2.- Ventana principal.
El CNC muestra en esta ventana la posición que ocupa la herramienta (cotas X
y Z), así como la velocidad de giro del cabezal (S) y la herramienta que se encuentra
seleccionada (T).
Además muestra las unidades de trabajo que se encuentran seleccionadas y la gama
de cabezal activa.
DESCRIPCION DE LA
PANTALLA

Sección:
Capítulo: 1
Página
TEMAS CONCEPTUALES
2
3.- Esta ventana muestra la siguiente información:
* El avance de los ejes (F) que se encuentra seleccionado y el porcentaje del
mismo (%) que se está aplicando.
* Si se se encuentra seleccionado el modo RPM (cabezal en revoluciones por
minuto), el CNC muestra el texto "RPM" y la velocidad de giro de cabezal que
se encuentra seleccionada.
* Cuando se encuentra seleccionado el modo VCC (Velocidad de Corte Constante)
el CNC muestra el texto "MAX" y el valor máximo de revoluciones por minuto
al que se ha limitado la velocidad de giro del cabezal.
Atención:
El valor VCC se expresa en m/min o en pies/min. El valor MAX se
expresa en rpm así como la velocidad real del cabezal S que se muestra
en la ventana principal.
* El porcentaje (%) de la velocidad de cabezal programada que se está aplicando.
* El sentido de giro del cabezal
* La herramienta con que se desea efectuar la operación automática seleccionada.
Estos datos se definen durante la edición de las operaciones automáticas que se
desean memorizar. De esta forma, cada vez que se ejecuta una pieza previamente
memorizada, el CNC ejecutará cada una de las operaciones automáticas con la
herramienta y sentido de cabezal que se definieron durante la edición.
4.- Esta zona muestra las cotas correspondientes al punto de comienzo (BEGIN) y
punto final (END).
Asimismo, cuando se encuentra seleccionada una operación automática, se mostrarán
los parámetros correspondientes y un dibujo representativo del mismo.
5.- Ventana de edición y de comunicados del CNC.
DESCRIPCION DE LA
PANTALLA

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
3
1.2 DESCRIPCION DEL TECLADO
Está formado por las siguientes teclas:
Teclado numérico Está formado por las teclas 0, 1, 2,.3 ,4 ,5 ,6 ,7 ,8 ,9, ,
Permite la introducción de números enteros y decimales con y sin signo.
Permite asignar valores a los parámetros máquina durante la instalación del
CNC.
Permiten seleccionar la opción anterior o posterior cuando el menú mostrado
lo requiera, así como realizar la búsqueda de referencia máquina.
Permiten, en el modelo compacto, desplazar el rectángulo en la función Zoom.
En el modelo modular se deben utilizar las teclas
Tras pulsar esta tecla se permite seleccionar el valor que se desea asignar al eje
X. Una vez definido el mismo pulsar la tecla [ENTER].
Tras pulsar esta tecla se permite seleccionar el valor que se desea asignar al eje
Z. Una vez definido el mismo pulsar la tecla [ENTER].
Tras pulsar esta tecla se permite seleccionar el valor que se desea utilizar como
avance de los ejes. Una vez definido el mismo pulsar la tecla [ENTER].
Tras pulsar esta tecla se permite seleccionar el valor que se desea utilizar como
velocidad de cabezal. Antes de pulsar esta tecla se debe seleccionar el tipo de
velocidad (VCC o RPM) de cabezal.
Una vez definido el valor de la velocidad se puede:
* Pulsar la tecla . El CNC asume dicho valor como avance teórico del
cabezal.
* Pulsar la tecla [ENTER]. El CNC memoriza dicho valor pero no modifica
el avance teórico que tiene asignado el cabezal.
Esta opción es muy útil cuando se editan operaciones que posteriormente se
desean memorizar.
Tras pulsar esta tecla se permite definir la nueva herramienta que se desea
seleccionar. Una vez definida la nueva herramienta se puede:
* Pulsar la tecla . El CNC seleccionará la nueva herramienta.
* Pulsar la tecla [ENTER]. El CNC memoriza dicho valor pero no selecciona
ninguna herramienta. Esta opción es muy útil cuando se editan operaciones
que posteriormente se desean memorizar.
Sirve para validar los comandos del CNC generados en la ventana de edición.
Permite recuperar, de la memoria de programas pieza o de las tablas del CNC,
valores previamente introducidos para su posterior análisis o modificación.
Antes de pulsar esta tecla se debe seleccionar mediante el cursor, teclas [flecha
arriba] y [flecha abajo], la operación o valor que se desea analizar.
DESCRIPCION DEL
TECLADO

Sección:
Capítulo: 1
Página
TEMAS CONCEPTUALES
4
Permite borrar el último carácter introducido en la ventana de edición.
Sirve para inicializar el CNC, asumiendo los valores que se encuentran definidos
mediante parámetro máquina. Además, se debe pulsar esta tecla siempre que se
modifiquen los parámetros máquina para que los mismos sean asumidos por el
CNC.
Durante la ejecución de una operación automática es necesario parar previamente
la ejecución de la misma. Además el CNC pedirá conformidad del comando,
siendo necesario volver a pulsar nuevamente esta tecla. Si se desea anular la
operación se debe pulsar la tecla [CLEAR].
Si se pulsa esta tecla cuando se encuentra seleccionada una de las operaciones
automáticas (cilindrado, refrentado, etc.), el CNC abandonará dicho modo y
mostrará el modo Visualizador.
Permite acceder al menú de funciones auxiliares que dispone el CNC.
Permite activar o desactivar el refrigerante. Cuando el refrigerante se encuentra
activo la lámpara correspondiente a esta tecla permanece iluminada.
Estas teclas permiten activar o desactivar las salidas O1, O2 y O3. Las
lámparas de cada una de estas teclas permanecen iluminadas cuando la salida
correspondiente está activada.
Permite seleccionar el tipo de control de cabezal que se desea utilizar, control
de giro (RPM) o control de la velocidad de corte constante (VCC).
El CNC muestra en la pantalla y en forma resaltada la opción que se encuentra
seleccionada. Además la lámpara correspondiente a esta tecla permanece iluminada
cuando se encuentra seleccionada la opción de velocidad de corte constante
(VCC).
Esta tecla permite acceder al modo incremental (INC). Cuando se encuentra
seleccionado el modo incremental la lámpara de esta tecla permanece iluminada
y para volver al contaje estándar se debe pulsar nuevamente esta tecla.
Selecciona el modo en que se ejecutará la operación automática.
Modo continuo. La lámpara de esta tecla permanece apagada y la operación
seleccionada se ejecuta de principio a fin, sin interrupciones.
Modo single. La lámpara de esta tecla permanece iluminada y la operación
seleccionada se ejecuta por pasadas, siendo necesario pulsar la tecla
antes de cada pasada.
Permite seleccionar, en el modelo compacto, el modo de simulación de
programas. En el modelo modular se deben utilizar las teclas
DESCRIPCION DEL
TECLADO

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
5
DESCRIPCION DEL
TECLADO
1.2.1 RELACIONADAS CON LAS OPERACIONES AUTOMATICAS
Permiten seleccionar una de las operaciones automáticas que dispone el CNC.
Se utilizan para definir los parámetros correspondientes a la operación automática
que se ha seleccionado.
Permite seleccionar la cota correspondiente al punto de comienzo (BEGIN)
para posteriormente modificarla o bien ordenar a la máquina que se desplace
a dicho punto.
Permite seleccionar la cota correspondiente al punto final (END) para
posteriormente modificarla o bien ordenar a la máquina que se desplace a dicho
punto.
Permite el acceso al modo "Desplazamiento punto a punto".
Permite, en el modelo compacto, seleccionar, en las operaciones automáticas,
el modo de trabajo: Semiautomático, Nivel ciclo 1, Nivel ciclo 2.. En el modelo
modular se debe utilizar la tecla

Sección:
Capítulo: 1
Página
TEMAS CONCEPTUALES
6
1.2.2 SECUENCIAS ESPECIALES DE TECLAS
Con esta secuencia de teclas desaparece la visualización de la pantalla de
CRT. Para recuperar su estado normal es necesario pulsar cualquier tecla.
Si estando la pantalla apagada se produce un error en el CNC, la pantalla
recuperará su estado normal.
[S] Esta secuencia de teclado permite seleccionar la posición angular a la que
se desea orientar el cabezal.
[S] El CNC admite esta secuencia cuando se ha seleccionado el modo de
Velocidad de Corte constante (VCC) y permite fijar la velocidad máxima
(MAX) de giro del cabezal en dicho modo.
Una vez tecleado el valor, se debe pulsar [ENTER] para que sea asumido.
[S] Cuando la máquina dispone de herramienta motorizada, esta secuencia de
teclas permite seleccionar la velocidad de giro de la misma (TRPM).
y Permiten, cuando se trabaja con programas pieza, abandonar el
directorio de programas pieza y acceder a la edición de la operación automática
que se encuentra seleccionada.
DESCRIPCION DEL
TECLADO

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
7
1.2.3 PANEL DE MANDO
En función de la utilidad que tienen las diferentes partes se puede considerar que el
Panel de mandos del CNC se encuentra dividido de la siguiente forma:
1.- Teclado para el movimiento manual de los ejes.
2.- Conmutador selector que dispone de las siguientes partes:
Permite seleccionar el factor de multiplicación que el CNC aplica a los
impulsos del volante electrónico (1, 10, 100).
JOG Permite seleccionar la cantidad que se desplazará el eje (1, 10, 100, 1000,
10000 micras o diezmilésimas de pulgada) al pulsar la tecla correspondiente.
FEED Permite modificar el avance programado de los ejes entre el 0% y el 120%.
3.- Teclado que permite controlar el cabezal, pudiendo activarlo en el sentido deseado,
pararlo o bien variar la velocidad de giro entre el 50% y el 120% de la velocidad
de giro programada, con un paso incremental del 5%.
4.- Teclado para MARCHA y PARADA de los desplazamientos, operaciones
automáticas y programas pieza programados.
5.- Emplazamiento del pulsador de emergencia.
DESCRIPCION DEL
TECLADO

Sección:
Capítulo: 1
Página
TEMAS CONCEPTUALES
8
1.3 UNIDADES DE VISUALIZACION (mm/pulgadas)
Mediante las cotas de los ejes X y Z que muestra el CNC800T en la ventana principal,
se conoce en todo momento la posición que ocupa la herramienta en la máquina.
El CNC800T permite representar las cotas de los ejes en milímetros o en pulgadas.
Si se desea modificar el tipo de unidades se debe pulsar la tecla [AUX] y seleccionar
la opción “milímetros/pulgadas”. Cada vez que se seleccione esta opción el CNC cambia
las unidades de visualización y muestra las cotas en las nuevas unidades que se han
seleccionado.
Para abandonar el modo de operación de funciones auxiliares y volver al modo de
visualización estándar se debe pulsar la tecla [AUX], la tecla [END] o la tecla [CLEAR].
1.3.1 UNIDADES DE VISUALIZACION DEL EJE X (radios/diámetros)
El CNC800T permite representar las cotas del eje X en radios o en diámetros.
En la ventana principal y junto a la cota en X se muestra el mensaje “DIAMETRO”
o “RADIO” para indicar las unidades que se encuentran seleccionadas.
Si se desea modificar el tipo de unidades se debe pulsar la tecla [AUX] y seleccionar
la opción “radios/diámetros”. Cada vez que se seleccione esta opción el CNC cambia
las unidades de visualización y muestra la cota en X con las nuevas unidades que se
han seleccionado.
Para abandonar el modo de operación de funciones auxiliares y volver al modo de
visualización estándar se debe pulsar la tecla [AUX], la tecla [END] o la tecla [CLEAR].
UNIDADES DE
VISUALIZACION

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
9
1.4 SISTEMAS DE REFERENCIA
La máquina acoplada al CNC800T necesita tener definido en cada eje el punto de
origen de la máquina o Cero Máquina. Este punto es fijado por el fabricante como
el origen del sistema de coordenadas de la máquina.
Además, se permite seleccionar cualquier otro origen para la programación de las medidas
de la pieza, Cero Pieza. Este nuevo origen puede ser elegido libremente por el operario
y los valores mostrados por el CNC estarán referidos a dicho punto.
Se debe tener en cuenta que para seleccionar el Cero Pieza es necesario que el
CNC se encuentre trabajando en cotas absolutas, lámpara correspondiente a
la tecla apagada. Si no lo está, pulsar dicha tecla.
El Cero Pieza permanece seleccionado incluso cuando el CNC se encuentra
desconectado (apagado), perdiéndose el mismo cuando se selecciona un nuevo Cero
Pieza o cuando se realiza la búsqueda del Cero Máquina.
1.4.1 BUSQUEDA DEL CERO MAQUINA
La búsqueda de referencia máquina se realiza eje a eje y los pasos que se deben seguir
son los siguientes:
* Pulsar la tecla correspondiente al eje en que se desea realizar la búsqueda [X] [Z]
y a continuación la tecla [flecha arriba]
* En la ventana de edición se solicitará confirmación del comando, debiéndose
pulsar la tecla para que el CNC realice la búsqueda de referencia en dicho
eje.
Si no se desea efectuar la operación de búsqueda es suficiente con pulsar cualquier
otra tecla y si se desea anularla una vez comenzada se debe pulsar la tecla [CLEAR]
Cuando se realiza una búsqueda de Cero Máquina, el CNC inicializa los contajes
anulando el Cero Pieza que se encontraba seleccionado.
SISTEMAS DE REFERENCIA

Sección:
Capítulo: 1
Página
TEMAS CONCEPTUALES
10
1.4.2 PRESELECCION DE CERO
El CNC permite seleccionar en cualquier momento el Cero Pieza deseado, con objeto
de utilizar coordenadas relativas al plano de la pieza, sin necesidad de modificar las
coordenadas de los diferentes puntos de la pieza.
Para preseleccionar el Cero Pieza se deben seguir los siguientes pasos:
* El CNC se debe encontrar trabajando en cotas absolutas, lámpara correspondiente
a la tecla apagada. Si no lo está, pulsar dicha tecla.
* Pulsar la tecla correspondiente al eje que se desea preseleccionar [X] [Z] y a
continuación la tecla [ENTER].
El CNC solicitará confirmación del comando, debiéndose pulsar nuevamente la
tecla [ENTER].
* Repetir esta operación para el otro eje.
Cada vez que se realiza esta operación, el CNC asume dicho punto como nuevo origen
de coordenadas.
1.4.3 PRESELECCION DE COTAS
Esta prestación permite asignar las cotas deseadas a un punto de la máquina con objeto
de utilizar coordenadas relativas al plano de la pieza, sin necesidad de modificar las
coordenadas de los diferentes puntos de la pieza.
Asimismo, se puede utilizar este tipo de preselección, cuando por razones de comodidad,
en determinados trabajos se prefiere trabajar con cota hacia cero en lugar de hacerlo
de cero a cota como es habitual.
Para preseleccionar una cota se deben seguir los siguientes pasos:
* Pulsar la tecla correspondiente al eje que se desea preseleccionar [X] [Z].
* Introducir la cota que se desea asignar a dicho punto.
* Pulsar la tecla [ENTER]. El CNC asume dicha cota como la nueva cota del eje.
El CNC solicitará confirmación del comando, debiéndose pulsar nuevamente la
tecla [ENTER].
* Repetir esta operación para el otro eje.
Cada vez que se realiza una preselección de cotas el CNC asume un nuevo cero pieza,
que se encontrará del punto preseleccionado a una distancia igual al valor utilizado en
la preselección.
SISTEMAS DE REFERENCIA

Página
Capítulo: 1
Sección:
TEMAS CONCEPTUALES
11
1.5 TRABAJO EN COTAS INCREMENTALES
El CNC permite seleccionar además del Cero Pieza un Cero Flotante o Cero
Incremental, con objeto de utilizar coordenadas relativas a cualquier punto de la
pieza.
Para poder trabajar en modo incremental es necesario que las cotas que muestra el
CNC estén expresadas en cotas incrementales, lámpara correspondiente a la tecla
encendida. Si no lo está, se debe pulsar dicha tecla.
Además, el CNC muestra en todo momento, y en la parte derecha de la ventana principal,
el tipo de cotas que se encuentran seleccionadas (ABS/INC).
Atención:
Cada vez que se selecciona el modo de trabajo en cotas incrementales el
CNC asume como Cero Flotante el mismo punto que se encuentra definido
como Cero Pieza, por lo que se seguirá mostrando el mismo valor en X
y Z.
Si se desea seleccionar otro Cero Flotante, es necesario realizar una preselección de
cotas o una preselección de cero. A partir de este momento, las cotas mostradas por
el CNC estarán referidas al nuevo Cero Flotante seleccionado.
El CNC conserva en todo momento el Cero Pieza que se seleccionó trabajando en
cotas absolutas, volviendo a mostrar las cotas referidas a dicho punto una vez abandonado
el modo de trabajo en cotas incrementales.
TRABAJO EN COTAS
INCREMENTALES

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
1
2. OPERACIONES BASICAS
2.1 SELECCION DE LA VELOCIDAD DE AVANCE DE LOS EJES
El CNC permite definir el avance de los ejes (F) cuantas veces se desee y de esta
forma efectuar en cada caso los desplazamientos al avance adecuado.
Además, se dispone en el Panel de Mando de un conmutador selector que permite
modificar este avance para los distintos desplazamientos, aplicando el CNC en cada
caso un porcentaje del avance F seleccionado. Este porcentaje lo indicará el conmutador
selector (FEED) y podrá variar entre el 0% y el 120% del avance F que se encuentra
seleccionado.
Para seleccionar la velocidad de avance de los ejes (F) se deben seguir los siguientes
pasos.
* Pulsar la tecla [F]
* A continuación introducir mediante el teclado el valor deseado y pulsar la tecla
[ENTER].
Cuando se trabaja en mm/min admite un número entre 0 y 9999 mm/min
Cuando se trabaja en pulgadas/min admite un número entre 0 y 393 pulgadas/min
Cuando se trabaja en mm/rev admite un número entre 0 y 500,000 mm/rev
Cuando se trabaja en pulgadas/rev admite un número entre 0 y 19,685 pulgadas/
rev
El CNC asume dicho valor y lo muestra en la pantalla. Además y tras el valor
correspondiente a la velocidad de avance de los ejes que se ha seleccionado se indica
el porcentaje de dicho avance que se encuentra seleccionado mediante el conmutador
selector. Por ejemplo: F1200 100%
Atención:
Cuando el CNC muestra el valor "F0000", se aplica la velocidad máxima
que se ha definido para cada eje mediante parámetro máquina.
SELECCION DE LA
VELOCIDAD DE AVANCE

Sección:
Capítulo: 2
Página
2
OPERACIONES BASICAS
2.2 SELECCION DE LA HERRAMIENTA DE TRABAJO
Su máquina puede disponer de cambiador automático de herramientas o no. En ambos
casos es necesario que el CNC conozca en todo momento cual es la herramienta que
se está utilizando en el mecanizado.
La máquina dispone de cambiador automático de herramientas.
Para seleccionar una nueva herramienta (T) se deben seguir los siguientes pasos:
* Pulsar la tecla [TOOL]
* A continuación introducir mediante el teclado el número de herramienta que
se desea seleccionar y pulsar la tecla
El CNC gestionará el cambio de herramienta y asume los valores que tiene asignados
el corrector del mismo número. Los valores del corrector (longitudes y radio) serán
tenidos en cuenta por el CNC en todas las operaciones que se efectúen a
continuación.
La máquina no dispone de cambiador automático de herramientas.
Es necesario que el CNC conozca en todo momento cual es la herramienta que
se está utilizando en el mecanizado. Por ello, cada vez que se selecciona una
nueva herramienta se debe, tras efectuar el cambio, pulsar la tecla [TOOL]
seguida del número de herramienta seleccionada y de la tecla
El CNC asume los valores que tiene asignados el corrector del mismo número y
aplica dichos valores (longitudes y radio) en todas las operaciones que se efectúan
a continuación.
Si al ejecutarse un ciclo o una pieza previamente programada se necesita seleccionar
una nueva herramienta, el CNC mostrará un mensaje indicando el número
correspondiente a la nueva herramienta que se debe seleccionar.
Además, interrumpe la ejecución del programa hasta que se efectúe el cambio y
el operario pulse la tecla [ENTER].
SELECCION DE LA
HERRAMIENTA

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
3
HERRAMIENTA
MOTORIZADA
2.2.1 HERRAMIENTA MOTORIZADA
Si la máquina dispone de herramienta motorizada, y no se encuentra seleccionada, el
CNC muestra una información del tipo:
F 0100.000 100% RPM 1500 100% T4
Donde T4 indica la herramienta que actualmente se encuentra seleccionada.
Para seleccionar la herramienta motorizada, se debe pulsar la siguiente secuencia de
teclas:
* [S]; tras lo cual el CNC muestra: "T RPM =".
* Introducir las revoluciones por minuto a las que debe girar la herramienta.
* Pulsar
El CNC activa la herramienta motorizada y muestra una información del siguiente
tipo:
F 0100.000 100% RPM 1500 100% TRPM 800 T4
Donde TRPM indica la velocidad de giro seleccionada.
Si se desea otra velocidad de giro para la herramienta motorizada, se deben pulsar las
teclas [S] y tras introducir el nuevo valor se puede pulsar:
* La tecla [ENTER]. El CNC actualiza la información de la pantalla con dicho
valor pero la herramienta seguirá girando (si lo estaba) a la velocidad seleccionada
anteriormente.
Para que la herramienta comience a girar a la nueva velocidad, es necesario pulsar
la tecla
* La tecla . El CNC actualiza la información de pantalla y la herramienta
comienza a girar a la nueva velocidad seleccionada.
Para detener la herramienta motorizada se debe seleccionar velocidad "0" mediante
la secuencia: [S] [0] [ENTER].
Si el fabricante ha seleccionado el parámetro correspondiente de manera que se pueda
variar la velocidad de la herramienta motorizada, será posible hacerlo mediante las
teclas de speed-rate (porcentaje de la velocidad programada de cabezal)
ubicadas en el panel de mando.

Sección:
Capítulo: 2
Página
4
OPERACIONES BASICAS
2.3 DESPLAZAMIENTO MANUAL DE LA MAQUINA
2.3.1 DESPLAZAMIENTO CONTINUO
Esta opción permite desplazar, uno a uno, los ejes de la máquina.
Una vez programado el avance (F) y seleccionado en el conmutador selector del
Panel de Mando (FEED), el porcentaje (0% a 120%) que se desea aplicar, se debe
pulsar la tecla de JOG correspondiente al eje y sentido en el que se desea desplazar
la máquina.
Dependiendo del valor asignado al parámetro máquina P12, dicho movimiento se
realizará de la siguiente forma:
* Si P12=Y, los ejes se moverán únicamente mientras está pulsada la tecla de JOG
que se ha seleccionado.
* Si P12=N, los ejes se moverán desde que se pulsa la tecla de JOG hasta que se
pulse la tecla u otra tecla de JOG, en este caso el movimiento se transfiere
al indicado por la nueva tecla.
Si durante el desplazamiento requerido se pulsa la tecla , el CNC actuará del
siguiente modo:
* Si el parámetro máquina "P617(6)" se ha personalizado con el valor "0", el
desplazamiento se efectuará al % del avance de JOG que se indica en la siguiente
tabla:
Este avance se aplicará mientras esté pulsada dicha tecla, recuperando el porcentaje
(0% a 120%) del avance de JOG al soltar la misma.
* Si el parámetro máquina "P617(6)" se ha personalizado con el valor "1", el
desplazamiento se efectuará al 100% del avance seleccionado para los
posicionamientos rápidos "P111, P311".
Atención:
El CNC tiene en cuenta el parámetro "P617(6)" en la versión 3.3 y
posteriores. En las versiones anteriores a la "3.3", el CNC actúa como
P617(6)=0.
DESPLAZAMIENTO MANUAL
DE LA MAQUINA
% seleccionado
0 2 4 10 20 30 40 50 60 70 80 90 100 110 120
% aplicado
0 102 104 110 120 130 140 150 160 170 180 190 200 200 200

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
5
2.3.2 DESPLAZAMIENTO INCREMENTAL
Esta opción permite desplazar el eje deseado y en el sentido requerido la cantidad
seleccionada mediante una de las posiciones de JOG del conmutador selector del Panel
de Mando. El avance que utiliza el CNC en este tipo de desplazamientos lo fija el
fabricante de la máquina.
Las posiciones que se disponen son 1, 10, 100, 1000 y 10000, indicando todos ellos
las unidades que se desea desplazar el eje. Dichas unidades corresponden a las unidades
utilizadas en el formato de visualización.
Ejemplo: Posición del conmutador Desplazamiento
1 0.001 mm ó 0.0001 pulgadas
10 0.010 mm ó 0.0010 pulgadas
100 0.100 mm ó 0.0100 pulgadas
1000 1.000 mm ó 0.1000 pulgadas
10000 10.000 mm ó 1.0000 pulgadas
Tras seleccionar una posición del conmutador, la máquina se desplazará la cantidad
correspondiente cada vez que se pulse la tecla de JOG que indica el eje y sentido en
el que se desea desplazar la máquina.
DESPLAZAMIENTO MANUAL
DE LA MAQUINA

Sección:
Capítulo: 2
Página
6
OPERACIONES BASICAS
DESPLAZAMIENTO MANUAL
DE LA MAQUINA
2.3.3 DESPLAZAMIENTO MEDIANTE UN VOLANTE ELECTRONICO
Esta opción permite que los desplazamientos de la máquina puedan ser gobernados
mediante volante electrónico.
Para ello se seleccionará previamente mediante el conmutador selector del Panel de
Mando, una de las posiciones correspondientes al volante electrónico
Las posiciones que se disponen son 1, 10 y 100, indicando todos ellos el factor
de multiplicación que se aplica a los impulsos proporcionados por el volante
electrónico.
De esta forma y tras multiplicar el factor de multiplicación por los impulsos proporcionados
por el volante, se obtienen las unidades que se desea desplazar el eje. Dichas unidades
corresponden a las unidades utilizadas en el formato de visualización.
Ejemplo: Resolución del Volante : 250 impulsos por vuelta
Posición del conmutador Desplazamiento por vuelta
1 0.250 mm ó 0.0250 pulgadas
10 2.500 mm ó 0.2500 pulgadas
100 25.000 mm ó 2.5000 pulgadas
Dependiendo del valor asignado al parámetro máquina "P617(5)", el CNC actúa del
siguiente modo en el resto de las posiciones del conmutador selector del Panel de
Mando
P617(5)=0 Se pueden mover los ejes mediante el volante como si en el conmutador
estuviera seleccionada la posición de volante "x1".
P617(5)=1 No se pueden mover los ejes mediante el volante. Este se encuentra inactivo.
Si se desea mover un eje con un avance superior al máximo permitido, parámetro
máquina "P110, P310", el CNC limitará el avance a dicho valor, despreciando los
impulsos adicionales y evitando de esta forma la generación de errores de seguimiento.
La máquina dispone de un volante electrónico.
Una vez seleccionada la posición deseada en el conmutador, se debe pulsar una
de las teclas de JOG correspondientes al eje de la máquina que se desea desplazar.
El eje seleccionado se visualizará en modo resaltado.
Si se dispone de un volante electrónico FAGOR con pulsador, la selección del eje
que se desea desplazar también podrá realizarse del siguiente modo:
* Accionar el pulsador situado en la parte posterior del volante. El CNC selecciona
el primero de los ejes y lo muestra en modo resaltado.
* Si se vuelve a accionar nuevamente el pulsador el CNC seleccionará el siguiente
eje, realizándose dicha selección en forma rotativa.

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
7
* Si se mantiene pulsado el pulsador durante un tiempo superior a 2 segundos,
el CNC dejará de seleccionar dicho eje.
La máquina desplazará el eje seleccionado según se vaya girando el volante,
respetándose además el sentido de giro aplicado al mismo.
La máquina dispone de dos volantes electrónicos.
La máquina desplazará cada uno de los ejes según se vaya girando el volante
correspondiente, teniendo en cuenta la posición seleccionada en el conmutador y
respetándose además el sentido de giro aplicado.
DESPLAZAMIENTO MANUAL
DE LA MAQUINA

Sección:
Capítulo: 2
Página
8
OPERACIONES BASICAS
2.4 PUNTO DE COMIENZO (BEGIN) Y PUNTO FINAL (END)
El CNC permite definir un punto de comienzo (BEGIN) y un punto final (END) para
facilitar las labores de mecanizado.
Estos puntos se pueden redefinir cuantas veces se desee y pueden ser utilizados para
designar los extremos de la pieza, los límites de una determinada zona de mecanizado,
etc.
Además, el CNC dispone de funciones que permiten desplazar la herramienta, de forma
automática y a la velocidad programada, hasta el punto de comienzo o hasta el punto
final.
Cuando se encuentran seleccionadas algunas de las operaciones automáticas, estos
desplazamientos serán paraxiales. Por ejemplo, si se encuentra seleccionada la operación
de cilindrado los desplazamientos al punto de comienzo y al punto final se efectuarán
únicamente en Z, independientemente del valor que tiene asignado dicho punto en X.
De esta forma se podrán realizar mecanizados semiautomáticos. Por ejemplo, si se
limitan las dimensiones de mecanizado mediante los puntos BEGIN y END, el operario
puede controlar manualmente la penetración de la herramienta en cada pasada y ordenar
al CNC que controle los desplazamientos de mecanizado y retroceso.
BEGIN y END

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
9
2.4.1 SELECCION DEL PUNTO DE COMIENZO (BEGIN) Y DEL
PUNTO FINAL (END)
Posicionando la máquina
Desplazar la máquina mediante las manivelas, el volante electrónico o mediante
las teclas de JOG del panel de mando, al punto deseado.
Las secuencias de teclas que se deben utilizar para definir el punto "BEGIN" o
"END" son las siguientes:
* “[BEGIN] [ENTER]”
“[END] [ENTER]”.
El CNC asume como nuevas cotas en X y Z del punto "BEGIN" o "END" los
valores que actualmente se muestran en la pantalla.
* “[BEGIN] [X] [ENTER]”
“[BEGIN] [Z] [ENTER]”
“[END] [X] [ENTER]”
“[END] [Z] [ENTER]”.
Unicamente se modifica la cota correspondiente al eje seleccionado. El valor
correspondiente al otro eje no se modifica.
Sin desplazar la máquina. Desde el teclado.
Cuando el punto de comienzo o punto final se define utilizando únicamente el
teclado del CNC se deben seguir los siguientes pasos:
1.- Pulsar la tecla [BEGIN] o [END], dependiendo del punto que se desea definir.
2.- Pulsar la tecla [X] si se desea definir dicho valor.
3.- Introducir mediante el teclado la cota correspondiente a dicho eje.
4.- Pulsar la tecla [Z] si se desea definir dicho valor.
5.- Introducir mediante el teclado la cota correspondiente a dicho eje.
6.- Pulsar la tecla [ENTER].
El CNC modifica las cotas correspondientes a los ejes seleccionados. Si
únicamente se ha definido uno, el CNC no modifica el valor correspondiente
al otro eje.
BEGIN y END

Sección:
Capítulo: 2
Página
10
OPERACIONES BASICAS
2.4.2 DESPLAZAMIENTO AL PUNTO DE COMIENZO (BEGIN) O
AL PUNTO FINAL (END)
Para desplazar la herramienta hasta el punto de comienzo o hasta el punto final se
deben de efectuar las siguientes operaciones:
* Pulsar la tecla [BEGIN] si se desea desplazar al punto de comienzo, o la tecla
[END] cuando se desea desplazar al punto final.
* A continuación pulsar la tecla
El CNC desplazará la herramienta, de forma automática y a la velocidad programada,
hasta el punto seleccionado.
Cuando se desea efectuar movimientos paraxiales (desplazamiento de un único eje) se
deben de seguir los siguientes pasos:
* Pulsar la tecla [BEGIN] si se desea desplazar al punto de comienzo o la tecla
[END] cuando se desea desplazar al punto final.
* Pulsar la tecla correspondiente al eje que se desea desplazar [X] o [Z].
* A continuación pulsar la tecla
El CNC desplazará la herramienta según dicho eje, de forma automática y a la velocidad
programada, hasta el punto seleccionado. El otro eje no se moverá.
BEGIN y END

Página
Capítulo: 2
Sección:
OPERACIONES BASICAS
11
2.5 ACTIVACION Y DESACTIVACION DE LOS DISPOSITIVOS EXTERNOS
El CNC permite activar y desactivar 4 dispositivos externos, entre los que se encuentra
el refrigerante. El resto de los dispositivos depende del tipo de máquina que se
disponga.
La activación y desactivación de estos dispositivos podrá realizarse en cualquier momento,
a no ser que el fabricante indique lo contrario.
Para ello se dispone de las teclas
Todas estas teclas disponen de una lámpara para indicar que el dispositivo se encuentra
activado (lámpara encendida) o desactivado (lámpara apagada).
Cada vez que se pulsa una de estas teclas, cambiará el estado de dicho dispositivo
(activo / desactivo), y la lámpara se apagará si se encontraba encendida o se encenderá
si se encontraba apagada.
DISPOSITIVOS EXTERNOS

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
1
3. FUNCIONES AUXILIARES
Siempre que se desee acceder a la opción "Funciones auxiliares" es necesario que se
encuentre seleccionado el "Modo de trabajo" y pulsar la tecla [AUX]
A continuación, el CNC mostrará una serie de opciones. Para seleccionar una de ellas
se debe pulsar la tecla correspondiente al número que encabeza la opción deseada.
No obstante, para facilitar la labor del operario el CNC permite acceder directamente
a la opción "Pasada de acabado de ciclos y distancia de seguridad" siempre que se
pulse la tecla [AUX] cuando se encuentra seleccionado el modo "Operaciones
automáticas".
Cuando se desea acceder a la opción "MODOS AUXILIARES", el CNC solicita el
código de acceso para la utilización de las distintas tablas y modos que el CNC dispone
para el fabricante.
Para abandonar cualquiera de estas opciones y volver al modo de visualización estándar
se debe pulsar la tecla [END].
3.1 MILIMETROS <—> PULGADAS
Si se selecciona esta opción el CNC cambia las unidades de visualización, de milímetros
a pulgadas o viceversa, y muestra las cotas de los ejes X y Z en las nuevas unidades
seleccionadas.
Asimismo, el avance de los ejes “F” se muestra en las nuevas unidades seleccionadas.
También se modifican las unidades correspondientes al avance de los ejes. Estas unidades
se muestran en la parte derecha de la ventana principal.
Por ejemplo, si la visualización de los ejes se realizaba en milímetros y el avance de
los ejes era F mm/rev, las nuevas unidades tras seleccionarse esta opción serán:
Visualización en pulgadas y avance F pulgadas/rev.
Se debe tener en cuenta que los valores almacenados en BEGIN, END, los datos de
las operaciones especiales y los datos correspondientes al "desplazamiento punto a
punto" no disponen de unidades, por lo que mantendrán el mismo valor cuando se
cambie de milímetros a pulgadas o viceversa.
UNIDADES

Sección:Página
2
Capítulo: 3
FUNCIONES AUXILIARES
3.2 RADIO <—> DIAMETRO
Si se selecciona esta opción el CNC cambia las unidades de visualización del eje X,
de radios a diámetros o viceversa, y muestra la cota del eje X en las nuevas unidades
seleccionadas.
Asimismo, se modifica el texto correspondiente a dichas unidades que se muestra a la
derecha de la cota en X.
Se debe tener en cuenta que los valores almacenados en BEGIN, END, los datos de
las operaciones especiales y los datos correspondientes al "desplazamiento punto a
punto" no disponen de unidades, por lo que mantendrán el mismo valor cuando se
cambie de radios a diámetros o viceversa.
3.3 F MM(PULGADAS)/MIN <—> F MM(PULGADAS)/REV
Si se selecciona esta opción el CNC cambia las unidades correspondientes al avance
de los ejes, de mm/min a mm/rev (o viceversa) con visualización en milímetros o bien
de pulgadas/min a pulgadas/rev (o viceversa) con visualización en pulgadas.
Estas unidades se muestran en la parte derecha de la ventana principal.
El valor asignado al avance de los ejes “F” permanece invariable.
UNIDADES

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
3
3.4 HERRAMIENTA
Cuando se selecciona esta opción el CNC permite acceder a la tabla de herramientas
o bien realizar una medición de herramientas.
3.4.1 TABLA DE HERRAMIENTAS
Si se selecciona esta opción el CNC muestra los valores que se han asignado a cada
uno de los correctores, es decir, las dimensiones de cada una de las herramientas que
se utilizarán en el mecanizado de las piezas.
Una vez seleccionada la tabla de correctores, el usuario podrá desplazar el cursor por
la pantalla línea a línea mediante las teclas [flecha arriba] y [flecha abajo].
Cada corrector dispone de una serie de campos en los que se encuentran definidas las
dimensiones de la herramienta. Dichos campos son los siguientes:
* Longitud de la herramienta según el eje X.
Estará expresada en radios y según las unidades de trabajo que actualmente se
encuentran seleccionadas. Su valor debe estar comprendido entre:
X ±8388,607 mm ó X ±330,2599 pulgadas.
* Longitud de la herramienta según el eje Z.
Estará expresada en las unidades de trabajo que actualmente se encuentran
seleccionadas. Su valor debe estar comprendido entre:
Z ±8388,607 mm ó Z ±330,2599 pulgadas.
* Radio de la herramienta.
Estará expresada en las unidades de trabajo que actualmente se encuentran
seleccionadas. Su valor máximo será:
R 1000,000 mm ó R 39,3700 pulgadas.
El CNC tendrá en cuenta este valor "R" y el tipo de herramienta (código de forma
"F") al mecanizar el perfil programado. Dicho de otro modo, el CNC aplicará
compensación de radio de herramienta en todas las pasadas de acabado.
* Tipo de herramienta.
Para indicar el tipo de herramienta que se utiliza, el CNC dispone de 10 factores
de forma distintos (F0 a F9).
Este factor depende de la forma de la herramienta utilizada y de las caras de la
cuchilla que se utilizarán en el mecanizado.
La siguiente figura muestra los tipos de herramienta que habitualmente se utilizan
en un torno, indicándose en todos ellos el centro (C) de la punta de la cuchilla y
la punta (P) teórica de la misma.
TABLA DE HERRAMIENTAS

Sección:Página
4
Capítulo: 3
FUNCIONES AUXILIARES
Códigos 0 y 9
Código 1 Código 7
Código 2 Código 6
Código 3 Código 5
Código 4 Código 4
Código 5 Código 3
Código 6 Código 2
Código 7 Código 1
Código 8 Código 8
TABLA DE HERRAMIENTAS

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
5
* Corrector del desgaste en longitud de la herramienta según el eje X.
Estará expresado en diámetros y según las unidades de trabajo que actualmente se
encuentran seleccionadas. Su valor debe estar comprendido entre:
I ±32,766 mm ó I ±1,2900 pulgadas.
El CNC añadirá este valor a la longitud nominal según el eje X para calcular la
longitud real (X+I).
* Corrector del desgaste en longitud de la herramienta según el eje Z.
Estará expresado en las unidades de trabajo que actualmente se encuentran
seleccionadas. Su valor debe estar comprendido entre:
K ±32,766 mm ó K ±1,2900 pulgadas.
El CNC añadirá este valor a la longitud nominal según el eje Z para calcular la
longitud real (Z+K).
3.4.1.1 MODIFICACION DE LAS DIMENSIONES DE UNA HERRAMIENTA
Si se desea inicializar la tabla asignando a todos los campos de cada herramienta el
valor 0 se debe teclear el código: [R] [P] [N] [ENTER].
El CNC 800T dispone de la opción "MEDIDA DE HERRAMIENTA", que se detalla
a continuación, para calibrar las herramientas. Una vez calibradas las mismas, el CNC
asigna a cada corrector las dimensiones en X y Z de la herramienta correspondiente.
Cuando se desea completar la tabla de valores de una herramienta (valores "R" y "F")
o cuando se desea modificar sus dimensiones (valores "X", "Z", "I", "K"), se debe
seleccionar en el CNC el corrector correspondiente, tecleando el número de la herramienta
y pulsando a continuación la tecla [RECALL].
El CNC muestra en la zona de edición los valores que tiene asignados dicho corrector.
Para modificar estos valores es necesario desplazar el puntero mediante las teclas [flecha
arriba] y [flecha abajo] hasta situarse encima del valor actual. Los nuevos valores se
deben teclear sobre los valores que tiene asignados actualmente.
Una vez definidos los nuevos valores se debe pulsar la tecla [ENTER] para que dichas
dimensiones queden almacenadas en memoria.
Si se desea abandonar este modo se debe desplazar el puntero hacia la derecha, hasta
situarlo fuera de la zona editada. A continuación pulsar la tecla [END].
TABLA DE HERRAMIENTAS

Sección:Página
6
Capítulo: 3
FUNCIONES AUXILIARES
3.4.2 MEDICION DE LA HERRAMIENTA
Esta opción permite medir y cargar las dimensiones de las herramientas en la tabla de
correctores del CNC.
El CNC muestra, en la parte inferior derecha del monitor, un gráfico que se utiliza para
guiar al usuario durante la medición de las herramientas, mostrando en forma resaltada
el dato que se está solicitando en cada momento.
Para realizar la medición de la herramienta se utiliza una pieza de dimensiones
conocidas y los pasos que se deben seguir durante la medición de herramientas
son los siguientes:
1.- El CNC solicita la dimensión de la pieza según el eje X.
Introducir mediante el teclado dicho valor y pulsar la tecla [ENTER]. Debe
expresarse en unidades de trabajo de la máquina (radios / diámetros).
2.- El CNC solicita la dimensión de la pieza según el eje Z.
Introducir mediante el teclado dicho valor y pulsar la tecla [ENTER].
3.- El CNC solicita el número de herramienta que se desea calibrar.
Pulsar la tecla [TOOL], a continuación introducir mediante el teclado el número
de herramienta que se desea calibrar y por último pulsar la tecla para
que el CNC la seleccione.
4.- Mover la máquina mediante las manivelas, el volante electrónico o mediante las
teclas de JOG del panel de mando, hasta que la herramienta haga contacto con la
pieza según el eje X.
A continuación, pulsar la secuencia de teclas [X], [ENTER].
El CNC mostrará la cota de la pieza según el eje X y habrá calibrado la herramienta
según dicho eje.
5.- Mover la máquina mediante las manivelas, el volante electrónico o mediante las
teclas de JOG del panel de mando, hasta que la herramienta haga contacto con la
pieza según el eje Z.
A continuación, pulsar la secuencia de teclas [Z], [ENTER].
El CNC mostrará la cota de la pieza según el eje Z y habrá calibrado la herramienta
según dicho eje.
El CNC solicitará una nueva herramienta para calibrarla debiéndose repetir las
operaciones 3, 4 y 5 las veces necesarias.
Para abandonar este modo y volver al modo de visualización estándar se debe pulsar
la tecla [END].
MEDICION DE
HERRAMIENTAS

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
7
3.4.3 INSPECCION DE HERRAMIENTA
Esta opción permite, durante el mecanizado, detener la ejecución e inspeccionar la
herramienta, pudiendo de esta forma comprobar su estado e incluso sustituirla.
Para ello se deben de seguir los siguientes pasos:
a) Pulsar la tecla para interrumpir la ejecución.
b) Pulsar la tecla [TOOL]
En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal.
Además, en la pantalla aparece el siguiente mensaje:
TECLAS MANUAL DISPONIBLES
SALIDA
c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado.
Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante
las teclas de manejo del cabezal, situadas en el panel de Mando.
d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla
[END].
El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido
de giro que disponía cuando se interrumpió el programa.
Además, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la
posición en que se interrumpió la ejecución.
e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la
ejecución. El CNC no permitirá sobrepasar dicha posición.
Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
NINGUNO
f) Pulsar la tecla para continuar con la ejecución.
INSPECCION DE
HERRAMIENTA

Sección:Página
8
Capítulo: 3
FUNCIONES AUXILIARES
3.4.4 MODIFICACION DEL OFFSET DE LA HERRAMIENTA
Esta opción permite modificar los correctores de desgaste (I, K) para corregir las
dimensiones de la herramienta.
A esta opción sólo se puede acceder durante la ejecución de una pieza o del programa
de usuario "P99996", bien con el programa en ejecución o interrumpido. Es típico
utilizar esta opción tras la Inspección de herramienta
Para seleccionar esta opción se debe pulsar la tecla
El CNC muestra el mensaje "T".
Teclear el número de herramienta que se desea corregir y pulsar la tecla [RECALL].
El CNC muestra los valores de dispone dicha herramienta y el valor "I" en
modo resaltado. Ejemplo:
T01 X59.800 Z144.195 F3 R0.4
I 0.200 K 0.340
I
Introducir el valor deseado para el corrector de desgaste "I" y pulsar la tecla
El CNC muestra, a continuación, la letra "K". Ejemplo:
T01 X59.800 Z144.195 F3 R0.4
I 0.200 K 0.340
I 0.2 K
Introducir el valor deseado para el corrector de desgaste "K" y pulsar la tecla [ENTER].
El CNC añade los valores introducidos a los valores que se disponían anteriormente
y muestra los nuevos valores. Ejemplo, con I0.2 K0.1:
T01 X59.800 Z144.195 F3 R0.4
I 0.400 K 0.440
Si se desea modificar el corrector de otra herramienta se debe pulsar la tecla [TOOL]
y repetir todas las operaciones anteriores.
Para abandonar esta opción y volver al modo de ejecución se debe pulsar la tecla
[END].
MODIFICAR EL OFFSET
DE LA HERRAMIENTA

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
9
3.5 PASADA DE ACABADO DE CICLOS Y DISTANCIA DE SEGURIDAD
Esta opción permite definir los parámetros "Pasada de acabado, Avance de acabado,
Herramienta de acabado y Distancias de seguridad en X y Z", que serán utilizados
durante las operaciones automáticas.
Siempre que se memoriza una operación de mecanizado como parte de un programa
pieza, el CNC memoriza estos parámetros junto con los valores de la operación de
mecanizado.
Con objeto de facilitar la labor del operario, el usuario puede acceder directamente a
estos parámetros desde el modo "Operaciones automáticas" pulsando la tecla [AUX].
Los parámetros que se disponen son:
%D Pasada de acabado = % de la pasada de desbaste
Indica el porcentaje (%) de la pasada de desbaste programada, que se utiliza
como pasada de acabado.
Se expresa mediante un número entero. Si se le asigna el valor 0 o el valor 100,
todas las pasadas de mecanizado (pasadas de desbaste y pasada de acabado)
serán iguales.
%F Avance de acabado = % del avance de desbaste
Indica el porcentaje (%) del avance de desbaste programada, que se utiliza como
avance de acabado.
Se expresa mediante un número entero. Si se le asigna el valor 0, el CNC entiende
que no se desea modificar el avance, efectuando la pasada de acabado con el
mismo avance que se ha utilizado en el desbaste de la pieza.
T Herramienta que se desea utilizar en la pasada de acabado
El CNC permite efectuar la operación de desbaste con una herramienta, la
seleccionada en la propia operación, y utilizar la herramienta cuyo número se
indica en este parámetro para efectuar la operación de acabado (número entero
comprendido entre 0 y 32).
Si se le asigna el valor 0, el CNC entiende que no se ha seleccionado ninguna
herramienta, por lo que la pasada de acabado se efectúa con la herramienta
utilizada en las operaciones de desbaste.
La herramienta de acabado se selecciona una vez finalizada la operación de
desbaste. Si la máquina dispone de cambiador automático de herramientas su
selección será automática, pero cuando el cambio de herramienta la efectúa el
operario, modo manual, el CNC indica el número de herramienta que se debe
seleccionar.
Cuando el cambio de herramienta se efectúa de forma manual el CNC solicitará
dicho cambio, siendo necesario, una vez seleccionada la misma, pulsar la tecla
para que el CNC continúe con la ejecución de la pieza.
PASADA DE ACABADO
DE CICLOS

Sección:Página
10
Capítulo: 3
FUNCIONES AUXILIARES
Distancia de seguridad X en operaciones automáticas
Indica la distancia, respecto al punto “BEGIN”, a la que se posicionará la herramienta
según el eje X durante la fase de aproximación.
Distancia de seguridad Z en operaciones automáticas
Indica la distancia, respecto al punto “BEGIN”, a la que se posicionará la herramienta
según el eje Z durante la fase de aproximación.
Cada vez que se selecciona uno de estos parámetros, el CNC, además de mostrarlo
en forma resaltada, solicita en la parte inferior de la pantalla el nuevo valor que se
desea asignar a dicho parámetro.
Tras definir el nuevo valor se debe pulsar la tecla [ENTER] para que el CNC lo asuma.
PASADA DE ACABADO
DE CICLOS

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
11
3.6 OTRAS OPERACIONES AUTOMATICAS
Si se pulsa la tecla y se selecciona la opción [6] correspondiente a "OTROS
CICLOS", o si en el modo visualizador se pulsa la tecla o (en el modelo
compacto), el CNC mostrará los siguientes ciclos de mecanizado:
TALADRADO SIMPLE. ROSCADO CON MACHO.
Permite efectuar un taladrado o roscado axial, es decir, en
la parte frontal de la pieza y en el centro de giro.
TALADRADO MULTIPLE.
Permite taladrar tanto agujeros concéntricos en la parte frontal de la pieza (según
Z) como en su superficie cilíndrica (según X).
Esta prestación requiere disponer de parada orientada de cabezal así como de
herramienta motorizada. Si no se dispone de ambas prestaciones, el CNC no mostrará
este ciclo fijo.
CHAVETAS.
Con el que es posible mecanizar chavetas (ranuras) radiales en la parte frontal de
la pieza (misma coordenada Z, distinta X) así como paralelas al eje de giro de la
pieza en su superficie cilíndrica (misma coordenada X, distinta Z).
Esta prestación requiere disponer de parada orientada de cabezal así como de
herramienta motorizada. Si no se dispone de ambas prestaciones, el CNC no mostrará
este ciclo fijo.
En el capítulo "Operaciones Automáticas" de este mismo manual, se encuentra una
descripción detallada de estos ciclos.
Para abandonar la edición o ejecución de uno de estos ciclos se puede pulsar la tecla
de una operación de mecanizado o bien:
* Pulsar la tecla o para volver al menú "Otras operaciones automáticas"
* Pulsar nuevamente la tecla o para volver al modo Visualizador.
OPERACIONES
AUTOMATICAS

Sección:Página
12
Capítulo: 3
FUNCIONES AUXILIARES
3.7 MODOS AUXILIARES
Si se selecciona esta opción, el CNC muestra las siguientes opciones:
1 - MODOS ESPECIALES
2 - PERIFERICOS
3 - BLOQUEAR / DESBLOQUEAR
4 - EJECUCION PROGRAMA 99996
5 - EDITOR PROGRAMA 99996
Si se selecciona la opción "Modos Especiales" el CNC requerirá el código de acceso
del fabricante, que se encuentra detallado en el manual de Instalación.
Tras acceder a uno de estos modos, operar con el mismo y pulsar la tecla [END], el
CNC volverá a mostrar nuevamente estas mismas opciones, siendo necesario volver
a pulsar la tecla [END] para volver al modo de visualización estándar.
MODOS AUXILIARES

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
13
3.8 PERIFERICOS
Este CNC permite comunicarse con la disquetera FAGOR, con un periférico general
o con un ordenador para transferir programas de uno al otro bien gestionando dicha
transferencia desde el CNC cuando este se encuentra en el modo "Periféricos" o bien
gestionando la transferencia desde el ordenador mediante el protocolo DNC de FAGOR
pudiendo encontrarse el CNC en cualquier modo de operación..
3.8.1 MODO PERIFERICOS
Este modo permite transferir programas entre el CNC y la disquetera FAGOR, un
periférico general o con un ordenador que disponga de un programa de comunicaciones
estándar del mercado.
Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares"
pulsar la tecla correspondiente a "PERIFERICOS".
El CNC mostrará el siguiente menú en su parte superior izquierda:
0 - ENTRADA DESDE DISQUETERA (Fagor)
1 - SALIDA HACIA DISQUETERA (Fagor)
2 - ENTRADA DESDE PERIFERICO (general)
3 - SALIDA HACIA PERIFERICO (general)
4 - DIRECTORIO DISQUETERA (Fagor)
5 - BORRAR PROGRAMA DISQUETERA (Fagor)
6 - DNC ON/OFF
Para poder utilizar cualquiera de estas opciones el modo DNC debe estar inactivo. Si
está activo (en la parte superior derecha de la pantalla aparece: DNC), se debe pulsar
[6] (DNC ON/OFF) para desactivarlo (las letras DNC desaparecen de la pantalla).
Las opciones "0, 1, 2 y 3" permiten transferir los programas pieza, parámetros máquina,
la tabla de funciones M decodificadas y la tabla de parámetros de compensación de husillo.
La parte inferior derecha de la pantalla mostrará el directorio de hasta 7 programas pieza
del CNC. Para ver el resto del directorio se deben usar las teclas:
El CNC solicitará el número de programa que se desea transmitir y se debe teclear el
número deseado y a continuación pulsar la tecla [ENTER].
Los números de programa que se pueden seleccionar son los siguientes:
P00000 al P99990 Correspondientes a programas pieza.
P99994 y P99996 Programas especiales de usuario en código ISO.
P99997 Es de uso interno y NO puede ser transmitido.
P99998 Utilizado para asociar textos a los mensajes de PLCI.
P99999 Parámetros máquina y tablas.
En pantalla aparecerá el texto "RECIBIENDO" o "TRANSMITIENDO" y una
vez finalizada la transmisión el texto "PROGRAMA NUM. P23256 (por ejemplo)
LEIDO" o "TRANSMITIDO".
Atención:
Los programas pieza no pueden ser editados en el periférico u ordenador.
PERIFERICOS

Sección:Página
14
Capítulo: 3
FUNCIONES AUXILIARES
Si la transmisión no es correcta se mostrará el texto "Error de transmisión", y si la
información transmitida no corresponde al formato exigido por el CNC, mostrará el
texto "Leido dato no válido".
Para poder realizar la transmisión es necesario que la memoria del CNC se encuentre
desbloqueada, en caso contrario volverá a mostrar el menú principal del modo Perifericos.
Cuando se realiza la transmisión desde un periférico distinto a la disquetera FAGOR,
hay que tener en cuenta los siguientes aspectos:
* Debe comenzar por un "NUL" seguido de "%" "número de programa" (por ejemplo:
%23256)" y seguido por LINE FEED (LF).
* Los espacios, la tecla RETURN y el signo "+" no se tienen en cuenta
* El programa termina con una serie de más de 20 "NUL", con el carácter "ESCAPE"
o "EOT".
* Si se desea abortar la transmisión se debe pulsar la tecla [CL]. El CNC mostrará
el mensaje "PROCESO ABORTADO".
DIRECTORIO DISQUETERA
Esta opción muestra los programas que contiene el disquette insertado en la
disquetera FAGOR y el número de caracteres que ocupa cada uno de ellos.
Asimismo, muestra el número de caracteres libres en el disquette.
BORRAR PROGRAMA DISQUETERA
Esta opción permite borrar un programa de la disquetera FAGOR.
El CNC solicita el número de programa que se desea borrar. Tras teclear el número
de programa elegido se debe pulsar la tecla [ENTER].
Una vez borrado el programa el CNC mostrará el texto "PROGRAMA NUM: P
____ BORRADO"
Asimismo, muestra el número de caracteres libres en el disquette.
3.8.2 COMUNICACION DNC
Para utilizar esta prestación, la comunicación DNC debe estar activa (la parte superior
derecha de la pantalla muestra: DNC). Para ello, los parámetros correspondientes
deben estar personalizados convenientemente [P605(5,6,7,8); P606(8)] y seleccionar
la opción [6] del modo "Periféricos" para activarla si no lo estuviera.
Una vez activa y utilizando el programa de aplicación FAGORDNC (suministrado,
bajo pedido, en disquette) es posible desde el ordenador:
. Obtener el directorio de programas pieza del CNC.
. Transferir programas y tablas desde/hacia el CNC y viceversa.
. Borrar programas pieza en el CNC.
. Cierto control de la máquina.
Atención:
En el CNC puede estar seleccionado cualquier modo de operación.
PERIFERICOS

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
15
3.9 BLOQUEAR/DESBLOQUEAR
Esta opción permite bloquear/desbloquear la memoria de programa.
Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares"
pulsar la tecla correspondiente a "BLOQUEAR / DESBLOQUEAR".
Los códigos que se pueden utilizar son:
N0000 [ENTER] Desbloquea la memoria de programa
N1111 [ENTER] Bloquea la memoria de programa
PF000 [ENTER] Borra el contenido de todos los parámetros aritméticos (datos
de las operaciones automáticas). Les asigna el valor 0.
BLOQUEO / DESBLOQUEO

Sección:Página
16
Capítulo: 3
FUNCIONES AUXILIARES
3.10 EJECUCION / SIMULACION PROGRAMA 99996
Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares"
pulsar la tecla correspondiente a "EJECUCION PROGRAMA 99996".
El programa 99996 es un programa especial de usuario en código ISO que puede ser
editado en el CNC o bien, tras ser elaborado en un ordenador transmitirlo al CNC
utilizando la opción Periféricos.
Cuando se selecciona la opción "Ejecución Programa P99996", el CNC permite ejecutar
dicho programa o efectuar una simulación del mismo.
Para simular el programa 99996 se debe pulsar la tecla en el modelo com-
pacto, o la tecla en el modelo modular.
A continuación se indica la forma de operar en ambos casos.
EJECUCION / SIMULACION
99996

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
17
3.10.1 EJECUCION PROGRAMA 99996
Cuando se selecciona la opción "Ejecución Programa P99996", el CNC muestra la
siguiente información:
En la línea superior se muestra la leyenda AUTOMATICO, el número de programa
(P99996) y el número del primer bloque de programa o el número del bloque que está
en ejecución.
A continuación, se muestra el contenido de los primeros bloques del programa. Si el
programa está en ejecución, el primero de los bloques mostrados es el que se está
ejecutando.
Las cotas en X y Z indican los valores programados (COMANDO), la posición actual
(ACTUAL) y lo que les falta a los ejes por recorrer (RESTO).
Para el cabezal se muestra la velocidad S seleccionada, la programada multiplicada
por el %S que se encuentra seleccionado, (COMANDO) y la velocidad real del cabezal
(ACTUAL).
En la parte inferior se muestran las condiciones de mecanizado actualmente
seleccionadas. Avance de los ejes F programado, el % de F, velocidad de cabezal S
programada, el % de S, la herramienta T programada, así como las funciones G y M
que se encuentran seleccionadas
Para ejecutar el programa 99996 se debe:
* Seleccionar, si se desea, el número de bloque inicial, el indicado en la parte superior
derecha (por defecto N0000), mediante la secuencia N **** [RECALL] y
* Pulsar la tecla
Si se desea interrumpir la ejecución del programa se debe pulsar la tecla . La
ejecución del programa se detiene y quedan habilitadas las siguientes teclas:
Para continuar con la ejecución del programa se debe pulsar la tecla
EJECUCION / SIMULACION
99996

Sección:Página
18
Capítulo: 3
FUNCIONES AUXILIARES
3.10.1.1 INSPECCION DE HERRAMIENTA
Esta opción permite, durante el mecanizado del programa 99996, detener la ejecución
e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso
sustituirla.
Para ello se deben de seguir los siguientes pasos:
a) Pulsar la tecla para interrumpir la ejecución del programa 99996.
b) Pulsar la tecla [TOOL]
En este momento el CNC ejecuta la función auxiliar M05, para detener el
cabezal.
Además, en la pantalla aparece el siguiente mensaje:
TECLAS MANUAL DISPONIBLES
SALIDA
c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado.
Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante
las teclas de manejo del cabezal, situadas en el panel de Mando.
d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla [END].
El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido
de giro que disponía cuando se interrumpió el programa.
Además, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la
posición en que se interrumpió la ejecución.
e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la
ejecución. El CNC no permitirá sobrepasar dicha posición.
Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
NINGUNO
f) Pulsar la tecla para continuar con la ejecución del programa 99996.
EJECUCION / SIMULACION
99996

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
19
3.10.1.2 MODOS DE EJECUCION
El CNC permite ejecutar el programa P99996 de principio a fin o bien pulsar la tecla
para que se ejecute bloque a bloque.
El CNC muestra en la línea superior de la pantalla el modo de trabajo que se encuentra
seleccionado "Automático o Bloque a Bloque".
Para cambiar de modo de trabajo se debe pulsar nuevamente la tecla
Una vez seleccionado el modo de ejecución se debe pulsar la tecla
3.10.1.3 RESET DEL CNC
Esta opción permite inicializar el CNC, asignándole todas las condiciones iniciales
fijadas por parámetro máquina. Además, se abandona este modo de trabajo, mostrando
el CNC el Modo de trabajo Visualizador.
Para efectuar un reset del CNC se debe detener la ejecución del programa P99996 y
pulsar la tecla
El CNC mostrará en la parte superior derecha de la pantalla la leyenda "RESET?"
parpadeando.
Para confirmar el comando pulsar nuevamente la tecla y para abandonar este
modo pulsar la tecla
3.10.1.4 VISUALIZACION DE LOS BLOQUES DEL PROGRAMA
Para visualizar los bloques anteriores o posteriores a los que aparecen en pantalla se
deben pulsar las siguientes teclas:
Visualiza los bloques anteriores
Visualiza los bloques posteriores
Atención:
Independientemente de los bloques que se encuentran visualizados en
pantalla, la ejecución del programa 99996 comienza siempre en el bloque
de inicio de ejecución que se encuentra seleccionado, por defecto el bloque
N000.
Para seleccionar otro bloque como inicio de ejecución del programa pulsar
N (número de bloque) Recall. Por ejemplo N110 Recall.
EJECUCION / SIMULACION
99996

Sección:Página
20
Capítulo: 3
FUNCIONES AUXILIARES
3.10.1.5 MODOS DE VISUALIZACION
Se disponen de 4 modos de visualización que pueden ser seleccionados mediante las
siguientes teclas:
Tecla [0] ESTANDAR
Tecla [1] POSICION ACTUAL
Tecla [2] ERROR DE SEGUIMIENTO
Tecla [3] PARAMETROS ARITMETICOS
Modo de visualización ESTANDAR
Es el modo explicado anteriormente. Siempre que se accede a la opción "Ejecución
programa 99996", el CNC selecciona este modo de visualización.
Modo de visualización POSICION ACTUAL
Modo de visualización ERROR DE SEGUIMIENTO
EJECUCION / SIMULACION
99996

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
21
Modo de visualización PARAMETROS ARITMETICOS
Este modo muestra un grupo de 8 parámetros aritméticos. Para visualizar los
parámetros anteriores o posteriores a los que aparecen en pantalla se deben pulsar
las siguientes teclas:
Visualiza los parámetros anteriores
Visualiza los parámetros posteriores
El valor de cada parámetro puede estar expresado en uno de los siguientes formatos:
P46 = -1724.9281 Formato decimal
P47 = -.10842021 E-2 Formato exponencial
El valor "E-2" significa diez elevado a la menos dos. Es decir, que los siguientes
valores son iguales:
P47= -0.001234 P47= -0.1234 E-2
P48= 1234.5678 P48= 1.2345678 E3
EJECUCION / SIMULACION
99996

Sección:Página
22
Capítulo: 3
FUNCIONES AUXILIARES
3.10.2 SIMULACION DEL PROGRAMA 99996
El CNC 800T permite comprobar el programa 99996 en vacío, antes de efectuar el
mecanizado del mismo.
Para ello se debe pulsar la tecla en el modelo compacto, o la tecla en el
modelo modular.
El CNC mostrará una página de representación gráfica.
En la parte inferior izquierda de la pantalla se muestran los ejes del plano.
Para definir la zona de visualización se debe:
* Pulsar la tecla en el modelo compacto, o la tecla en el modular.
* Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de
la pantalla.
* Definir el valor de la anchura que se quiere representar.
Tras teclear cada valor pulsar la tecla [ENTER].
Para comprobar la pieza se debe pulsar la tecla De esta forma comenzará la
representación gráfica correspondiente.
Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo
Simulación se debe pulsar la tecla [END].
EJECUCION / SIMULACION
99996

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
23
3.10.2.1 FUNCION ZOOM
La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el
programa en simulación debe ser interrumpido o bien haber finalizado.
Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona
a ampliar o reducir.
Para modificar las dimensiones del rectángulo se deben utilizar las teclas:
Disminuye el tamaño del rectángulo
Aumenta el tamaño del rectángulo
Para desplazar el rectángulo se deben utilizar las siguientes teclas:
Modelo compacto
Modelo modular.
Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo,
se debe pulsar la tecla [ENTER].
Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de
visualización se debe pulsar la tecla en el modelo compacto y la tecla en
el modelo modular.
La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie
de la pantalla.
Para volver a la zona de visualización anterior se debe pulsar la tecla [END].
Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z]
y actuar de la misma forma.
Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar
la tecla [END].
EJECUCION / SIMULACION
99996

Sección:Página
24
Capítulo: 3
FUNCIONES AUXILIARES
3.11 EDICION PROGRAMA 99996
El programa 99996 es un programa especial de usuario en código ISO. Puede ser
editado en este modo de trabajo o bien ser transmitido al CNC tras haber sido elaborado
en un ordenador.
Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares"
pulsar la tecla correspondiente a "EDITOR PROGRAMA 99996".
El CNC accede a la página de edición del programa 99996.
Si ya está editado el programa, el CNC muestra un grupo de bloques de programa.
Para ver los bloques anteriores y posteriores se deben utilizar las teclas
Para editar un nuevo bloque se deben seguir los siguientes pasos:
1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado,
borrarlo con la tecla [CL] e introducir el nuevo número.
2.- Introducir todos los datos del nuevo bloque y pulsar la tecla [ENTER].
El formato de programación que se debe utilizar se encuentra explicado en el manual
de programación.
Se pueden utilizar las teclas del panel: [X], [Z], [S], [F], [N] y las teclas [TOOL]
como T, como P, como R y como A.
No obstante, como faltan algunas teclas de función (G, M, I, K), Se ha implementado
la edición ayudada.
Para ello se debe pulsar la tecla [AUX]. El CNC, tras analizar sintáticamente la
parte de bloque que se ha editado, mostrará, una por una, todas las funciones que
se pueden editar en ese momento.
Para ir borrando caracteres se debe utilizar la tecla [CL].
Para modificar un bloque ya editado se deben seguir los siguientes pasos:
1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado,
borrarlo con la tecla [CL] e introducir el nuevo número.
2.- Pulsar la tecla [RECALL]. El CNC mostrará en la parte inferior, zona edición, el
contenido de dicho bloque.
3.- Para modificar el bloque se debe utilizar uno de estos métodos:
a) Utilizar la tecla [CL] para ir borrando caracteres y editarlo como se ha indicado
anteriormente.
b) Utilizar las teclas para situarse sobre la parte que se desea modificar
y utilizar la tecla [CL] para borrar caracteres o pulsar la tecla [INC/ABS] para
insertar datos.
EDICION 99996

PáginaCapítulo: 3
FUNCIONES AUXILIARES
Sección:
25
Cuando se está en el modo de inserción de datos los caracteres posteriores al
cursor se muestran en forma parpadeante. No es posible utilizar el modo de
edición ayudada, tecla [AUX].
Introducir todos los datos deseados y pulsar la tecla [INC/ABS]. Si el nuevo
bloque es sintáticamente correcto el CNC volverá a mostrarlo normalmente,
pero si no es sintáticamente correcto lo seguirá mostrando en forma parpadeante
y será necesario corregirlo.
3.- Una vez modificado el bloque pulsar la tecla [ENTER]. EL CNC lo asumirá,
sustituyendo el anterior.
Para borrar el contenido de un bloque se deben seguir los siguientes pasos:
1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado,
borrarlo con la tecla [CL] e introducir el nuevo número.
2.- Pulsar la tecla . EL CNC lo borrará de memoria.
EDICION 99996

Página
Capítulo: 4
Sección:
CABEZAL
1
4. CABEZAL
4.1 SELECCION DEL MODO DE OPERACION DE CABEZAL
El CNC permite trabajar con el cabezal en revoluciones por minuto (RPM) o con
velocidad de corte constante (VCC).
Para seleccionar el modo de trabajo deseado se debe pulsar la tecla [CSS]. El CNC
mostrará en la pantalla y en forma resaltada la opción que se encuentra seleccionada,
además la lámpara correspondiente a la tecla [CSS] permanece iluminada cuando se
encuentra seleccionada la opción de velocidad de corte constante (VCC).
El CNC cambiará de modo de trabajo tras haberse seleccionado, mediante la tecla
[CSS], el modo de trabajo del cabezal, haber definido la nueva velocidad de trabajo
y haberse pulsado la tecla . Mientras no se introduzca toda esta secuencia de
teclas el CNC mantiene el modo anterior.
El valor que se ha asignado como velocidad de cabezal permanece seleccionado hasta
que se selecciona un nuevo valor, se pulse la tecla [RESET] o se apague el CNC.
SELECCION DEL
MODO DE OPERACION

Sección:
Capítulo: 4
Página
2
CABEZAL
4.2 CABEZAL EN REVOLUCIONES POR MINUTO (RPM)
Una vez seleccionado este modo de trabajo, el CNC muestra una información del
siguiente tipo:
F 0100.000 100% RPM1500 100% T2
Donde se indican las RPM seleccionadas seguido del porcentaje de velocidad de cabezal
que está siendo aplicado.
Si el CNC no muestra esa línea de información, significa que no está en este modo.
Para entrar en él, se debe pulsar la tecla [CSS] para seleccionarlo.
Para seleccionar otra velocidad de cabezal se debe pulsar la tecla [S], y tras introducir
el valor deseado, pulsar la tecla
Se puede programar un valor comprendido entre S0 y S9999 rev./min., no obstante
la máxima velocidad de giro viene fijada por el fabricante (consultar el cuaderno de
instrucciones de la máquina), aplicando el CNC dicho valor siempre que se seleccione
un valor igual o superior al mismo.
Una vez seleccionada la nueva velocidad el CNC actuará de la siguiente manera:
* Cuando el cabezal se encuentra en marcha el CNC proporcionará la consigna
correspondiente a la nueva velocidad de giro seleccionada.
Si las nuevas revoluciones seleccionadas corresponden a otra gama distinta, el
CNC generará o solicitará un cambio de gama antes de proporcionar la consigna
correspondiente a la nueva velocidad de giro seleccionada.
* Cuando el cabezal se encuentra parado el CNC memorizará el valor seleccionado,
para proporcionar posteriormente cuando se arranque el cabezal la consigna
correspondiente a la nueva velocidad de giro seleccionada.
Si las nuevas revoluciones seleccionadas corresponden a otra gama distinta, el
CNC generará o solicitará un cambio de gama.
La velocidad de giro del cabezal programada puede ser variada entre el 50% y el
120% con un paso incremental del 5%, mediante las teclas que se hallan
en el panel de mando.
REVOLUCIONES POR
MINUTO (RPM)

Página
Capítulo: 4
Sección:
CABEZAL
3
4.3 VELOCIDAD DE CORTE CONSTANTE
Cuando se desea trabajar en este modo es necesario disponer de un encóder situado
en el cabezal.
Antes de entrar en el modo de Velocidad de Corte Constante (VCC), es necesario que
se encuentre seleccionada la Gama de cabezal en la que se desea trabajar. Si no lo está,
el CNC seleccionará la primera gama.
Para poder programar la velocidad de corte constante es necesario que se encuentre
seleccionado el modo de trabajo del cabezal con velocidad de corte constante (VCC),
si no lo está, se debe pulsar la tecla [CSS].
Una vez seleccionado este modo de trabajo (VCC), la pantalla mostrará el siguiente
tipo de información:
F 0100.000 100% VCC 180 100% MAX 1500 T2
Donde se indica:
* la Velocidad de Corte Constante seleccionada (VCC).
Dicho valor se define en m/min o en pies/min, dependiendo de las unidades de
trabajo que se encuentren seleccionadas.
Para seleccionar otro valor, se debe pulsar la tecla [S] y, tras introducir el valor
deseado, pulsar
* El porcentaje (%) de velocidad que se está aplicando.
La velocidad de corte constante programada puede ser variada entre el 50% y el
120% con un paso incremental del 5%, mediante los mandos que se hallan en el
panel de mando.
* La velocidad máxima de cabezal (en rpm) permitida (MAX).
Para seleccionar otra velocidad máxima, se deben pulsar las teclas [S] y,
tras introducir el nuevo valor, pulsar [ENTER]
4.3.1 LIMITACION DE LA VELOCIDAD DE CORTE CONSTANTE
Al trabajar a velocidad de corte constante puede resultar interesante poder limitar la
velocidad del cabezal (rpm). Para ello el CNC muestra el valor MAX ????
correspondiente a la máxima velocidad (en rpm) que puede alcanzar el cabezal.
Para determinar esta velocidad máxima se pulsará la siguiente secuencia de teclas:
[S]
Introducir el valor y pulsar [ENTER]
El valor introducido aparecerá a la derecha de MAX y a partir de este momento quedarán
limitadas a este valor.
VELOCIDAD DE CORTE
CONSTANTE

Sección:
Capítulo: 4
Página
4
CABEZAL
4.4 CAMBIO DE GAMA DEL CABEZAL
El CNC permite que la máquina disponga de una caja de velocidades constituida por
reductores y engranajes, para poder ajustar convenientemente las velocidades y los
“par-motor” del cabezal a las necesidades del mecanizado en cada momento.
Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el
CNC actuará del siguiente modo:
* Si la máquina dispone de cambiador automático, el CNC seleccionará la gama
correspondiente.
* Cuando la máquina no dispone de cambiador automático, el CNC detiene la ejecución
del programa e indica al operario cual es la gama correspondiente a dicha velocidad
"S·" para que la seleccione.
4.4.1 CAMBIO DE GAMA MANUAL
Cuando no se dispone de cambiador automático de gamas y la nueva velocidad de
cabezal “S” seleccionada implica cambio de gama, el CNC actuará del siguiente modo:
1.- Una vez detectado el cambio de gama el CNC mostrará en la ventana de edición
(última línea) la gama que se debe seleccionar.
2.- Tras efectuarse el cambio de gama se debe pulsar la tecla [ENTER]
3.- El CNC dará por finalizado el cambio de gama y aplicará la consigna correspondiente
a la velocidad de giro de cabezal que se ha seleccionado.
Si la nueva velocidad de cabezal “S” seleccionada implica cambio de gama y no se
desea efectuarla, en el paso "2.-" se debe pulsar la tecla [CLEAR]. El CNC anulará
la operación de cambio de gama y restaurará la velocidad de giro de cabezal que
anteriormente se disponía.
4.4.2 CAMBIO DE GAMA AUTOMATICO
Cuando se dispone un cambiador automático de gamas, el CNC gestionará el armario
eléctrico para la realización de dicho cambio, no siendo necesaria la intervención del
operario.
CAMBIO DE GAMA

Página
Capítulo: 4
Sección:
CABEZAL
5
4.5 CABEZAL A DERECHAS
Para poder arrancar el cabezal a derechas, una vez seleccionada la velocidad de giro
deseada, se debe pulsar la tecla
Cuando el cabezal se encuentra girando a derechas se puede seleccionar una nueva
velocidad de giro, o modificar la velocidad actual mediante las teclas
Cada vez que se pulsa esta tecla, el CNC incrementa la velocidad de giro en
un 5%, pudiendo alcanzar valores de hasta el 120% de la velocidad programada.
Se debe tener en cuenta que la máxima velocidad de giro que se puede alcanzar
se encuentra limitada por el valor asignado a la gama que actualmente se encuentra
seleccionada.
Cada vez que se pulsa esta tecla, el CNC decrementa la velocidad de giro en
un 5%. La mínima velocidad de giro de cabezal que se puede alcanzar será el
50% de la velocidad programada.
4.6 CABEZAL A IZQUIERDAS
Para poder arrancar el cabezal a izquierdas, una vez seleccionada la velocidad de giro
deseada, se debe pulsar la tecla
Cuando el cabezal se encuentra girando a izquierdas se puede seleccionar una nueva
velocidad de giro, o modificar la velocidad actual mediante las teclas
Cada vez que se pulsa esta tecla, el CNC incrementa la velocidad de giro en
un 5%, pudiendo alcanzar valores de hasta el 120% de la velocidad programada.
Se debe tener en cuenta que la máxima velocidad de giro que se puede alcanzar
se encuentra limitada por el valor asignado a la gama que actualmente se encuentra
seleccionada.
Cada vez que se pulsa esta tecla, el CNC decrementa la velocidad de giro en
un 5%. La mínima velocidad de giro de cabezal que se puede alcanzar será el
50% de la velocidad programada.
4.7 PARADA DE CABEZAL
Para poder parar el cabezal se debe pulsar la tecla
El CNC memoriza la velocida de cabezal "S" que se encontraba seleccionada y arrancará
nuevamente con dicha velocidad si se vuelve a pulsar la tecla o
ARRANQUE Y PARADA

Sección:
Capítulo: 4
Página
6
CABEZAL
4.8 PARADA ORIENTADA DE CABEZAL
Si el fabricante ofrece esta prestación en la máquina (estandar en este CNC), el operario
podrá posicionar (orientar) el cabezal a la posición angular que desee.
Para ello, se debe teclear la siguiente secuencia:
* [S] ; la parte inferior de la pantalla mostrará: "S POS =".
* A continuación, introducir el valor de la posición angular a la que se desea orientar
el cabezal. Por ejemplo S20 ó S35.006
* Pulsar
Cada vez que el cabezal pasa de trabajar en modo rpm a hacerlo en parada orientada,
el CNC ralentiza el cabezal por debajo de la velocidad indicada en el parámetro máquina
P706 (si estaba girando); efectua una búsqueda de la referencia cero máquina en el
cabezal y lo orienta al ángulo especificado (S POS=).
Esta posición angular se visualizará en grados (enteros) y en caracteres grandes como:
S 320 °
El CNC realizará la búsqueda del cero máquina en el cabezal antes de orientarlo
únicamente cuando este pase de trabajar en lazo abierto a hacerlo en lazo cerrado
(parada orientada).
Cuando se vuelva a trabajar en lazo abierto, la pantalla mostrará las rpm del cabezal
desaparciendo el símbolo °. Esto ocurrirá tras pulsar o , tras seleccionar
otra velocidad, tras una emergencia o en el encendido del CNC.
PARADA ORIENTADA
DE CABEZAL

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 1
5. OPERACIONES AUTOMATICAS
5.1 INTRODUCCION
El CNC 800T dispone de una serie de teclas que permiten acceder a cada una de las
operaciones básicas de torno que se disponen. Todas las teclas disponen de una lámpara
que permanece iluminada mientras la función correspondiente se encuentra seleccionada.
Para deseleccionarla se debe pulsar nuevamente dicha tecla.
Las operaciones básicas que se seleccionan tras pulsarse cada una de las teclas son:
Cilindrado
Refrentado
Cilindrado cónico
Redondeo
Roscado
Ranurado
Cada vez que se selecciona una de estas operaciones el CNC muestra en la mitad
inferior de la pantalla los datos correspondientes a la operación seleccionada y un
gráfico de ayuda.
Todas las operaciones básicas, a excepción del Ranurado, pueden ser ejecutadas de
dos formas distintas, en modo "SEMIAUTOMATICO" o en modo "NIVEL CICLO".
5.1.1 OPERACIONES AUTOMATICAS EN MODO SEMIAUTOMATICO
Cuando se selecciona el modo "SEMIAUTOMATICO" el usuario controla los
movimientos de la máquina mediante las manivelas, los volantes electrónicos o mediante
las teclas de JOG.
No obstante, con objeto de facilitar la labor del operario se permite definir los puntos
inicial y final del tramo (BEGIN y END), la pendiente de un chaflán, el radio de
redondeo, etc.
Antes de comenzar la ejecución de una operación automática se deben definir las
condiciones de mecanizado (velocidad de cabezal, avance de los ejes, herramienta,
etc.). No obstante, es posible seleccionar otros valores durante la ejecución de las
operaciones automáticas, siendo necesario detener la ejecución previamente.
Se debe tener en cuenta que el CNC no aplica compensación de radio, por lo que el
acabado de la pieza depende de la habilidad del operario.
INTRODUCCION

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
2
5.1.2 OPERACIONES AUTOMATICAS EN MODO "NIVEL CICLO"
Cuando se selecciona el modo "NIVEL CICLO" el CNC permite definir una operación
y ejecutarla de forma automática.
En cada una de estas operaciones es necesario definir, además de los puntos “BEGIN”
y “END”, todos los datos asociados a dicha operación.
Las teclas que se disponen para seleccionar estos datos son:
Cuando se desea definir un dato que no dispone de tecla para su selección (%, H,
TW), se debe pulsar la tecla correspondiente a otro dato (por ejemplo [BEGIN]) y
posteriormente pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el
dato deseado.
Cada operación de mecanizado lleva asociados además los parámetros "Pasada de
acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en
X y Z". Para definirlos se debe pulsar la tecla [AUX] y operar como se indica en el
apartado "Pasada de acabado de ciclos y distancia de seguridad" del capítulo "Funciones
Auxiliares" de este mismo manual.
Se debe tener en cuenta que, con objeto de obtener un acabado de la pieza correcto,
el CNC aplica compensación de radio de herramienta en la pasada de acabado. Por
ello, es necesario indicar en la tabla de correctores el valor del radio de la punta de
la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea
efectuar dicha operación.
5.1.2.1 CONDICIONES DE MECANIZADO
Cuando se encuentra seleccionado el modo "NIVEL CICLO", el CNC muestra en la
ventana principal la siguiente información:
Si se trabaja con Velocidad de Corte Constante:
F % VCC % MAX T
Si no se trabaja con Velocidad de Corte Constante:
F % RPM % T
Para cambiar de modo de trabajo se debe pulsar la tecla [CSS].
El significado de cada uno de estos campos es el siguiente:
F Avance de los ejes que se encuentra seleccionado.
% Porcentaje del avance programado "F" que se está aplicando.
VCC Velocidad de corte constante del cabezal con que se desea efectuar el ciclo.
RPM Velocidad de giro del cabezal con que se desea efectuar el ciclo.
En ambos modos de trabajo (RPM y VCC) el valor "S" que se indica en la
ventana principal corresponde a la velocidad real del cabezal.
Para seleccionar la velocidad de cabezal se debe usar una de estas formas:
INTRODUCCION

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 3
* Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla [ENTER].
El CNC entiende que dicho valor se desea utilizar como velocidad de cabezal
en la operación automática que se está editando, por lo que no se modifica
la velocidad real del cabezal ni el valor "S" que se muestra en la ventana
principal.
* Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla
El CNC modifica la velocidad real del cabezal, actualizando el valor "S"
que se muestra en la ventana principal.
Además, entiende que dicho valor se desea utilizar como velocidad de cabezal
en la operación automática que se está editando.
% Porcentaje de la velocidad real programa de cabezal "S" que se está aplicando.
MAX Velocidad máxima del cabezal, en rpm, cuando se trabaja en VCC
El sentido de giro del cabezal con que se desea efectuar el ciclo.
Para cambiar el sentido de giro con que se desea efectuar el ciclo se debe pulsar
la tecla [3]. El CNC mostrará el nuevo sentido seleccionado, pero no modificará
el estado real del cabezal.
T La herramienta con que se desea efectuar el ciclo.
Para seleccionar el número de herramienta con que se desea efectuar el ciclo
se debe usar una de estas formas:
* Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla
[ENTER].
El CNC memoriza dicho número pero mantiene la herramienta que actualmente
se encuentra seleccionada.
* Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla
El CNC selecciona la nueva herramienta y entiende que la operación automática
que se está editando se desea efectuar con dicha herramienta.
Se debe tener en cuenta que el CNC utiliza esta herramienta para efectuar el
desbaste y que permite seleccionar otra herramienta para efectuar la operación
de acabado.
Atención:
Cuando se memoriza una operación automática, el CNC almacena todas
estas condiciones de mecanizado junto con los datos y parámetros que
definen el ciclo. De esta forma, cada vez que se ejecuta una pieza
previamente memorizada, el CNC ejecutará cada una de las operaciones
automáticas con la herramienta, sentido de cabezal, velocidad de cabezal,
pasada de acabado, velocidad de acabado, herramienta de acabado y
distancias de seguridad que se definieron durante la edición.
INTRODUCCION

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
4
5.1.3 SIMULACION
Cuando se selecciona el modo "NIVEL CICLO" el CNC permite comprobar una
operación automática en vacío, antes de efectuar el mecanizado de la pieza.
Para ello se debe pulsar la tecla en el modelo compacto, o la secuencia de teclas
en el modelo modular.
El CNC mostrará una página de representación gráfica.
En la parte inferior izquierda de la pantalla se muestran los ejes del plano.
Para definir la zona de visualización se debe:
* Pulsar la tecla en el modelo compacto, o la tecla en el modular.
* Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de
la pantalla.
* Definir el valor de la anchura que se quiere representar.
Tras teclear cada valor pulsar la tecla [ENTER].
Para comprobar la pieza se debe pulsar la tecla De esta forma comenzará la
representación gráfica correspondiente.
Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo
Simulación se debe pulsar la tecla [END].
INTRODUCCION

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 5
5.1.3.1 FUNCION ZOOM
La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el
programa en simulación debe ser interrumpido o bien haber finalizado.
Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona
a ampliar o reducir.
Para modificar las dimensiones del rectángulo se deben utilizar las teclas:
Disminuye el tamaño del rectángulo
Aumenta el tamaño del rectángulo
Para desplazar el rectángulo se deben utilizar las siguientes teclas:
Modelo compacto
Modelo modular.
Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo,
se debe pulsar la tecla [ENTER].
Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de
visualización se debe pulsar la tecla en el modelo compacto y la tecla en
el modelo modular.
La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie
de la pantalla.
Para volver a la zona de visualización anterior se debe pulsar la tecla [END].
Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z]
y actuar de la misma forma.
Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar
la tecla [END].
INTRODUCCION

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
6
5.1.4 EJECUCION
Cuando se selecciona el modo "NIVEL CICLO" el CNC permite ejecutar una operación
automática de principio a fin o bien pulsar la tecla para que se ejecute pasada
a pasada.
Para deseleccionar este modo y volver al modo de ejecución estándar se debe pulsar
nuevamente la tecla
Una vez seleccionado el modo de ejecución se debe pulsar la tecla
EL CNC asume los valores de mecanizado F, S, T, así como el sentido de giro,
que se han seleccionado y ejecuta la operación automática siguiendo las siguientes
fases:
1º El CNC arrancará el cabezal con la velocidad S seleccionada y en el sentido
indicado.
2º Si la ejecución de la operación automática se ha programado con una nueva
herramienta T, el CNC se desplazará al punto de cambio si así lo requiere la máquina.
Cuando el cambio de herramienta se efectúa de forma manual, se debe, una vez
efectuado el cambio de herramienta, pulsar la tecla para continuar con la
ejecución de la operación.
3º El CNC efectuará el mecanizado de la operación automática.
4º Una vez finalizada la operación automática se parará el cabezal, volviendo a la
posición donde se pulsó la tecla
Si se desea interrumpir la ejecución se debe pulsar la tecla . La ejecución del
programa se detiene y quedan habilitadas las siguientes teclas:
Para continuar con la ejecución se debe pulsar la tecla
INTRODUCCION

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 7
5.1.4.1 INSPECCION DE HERRAMIENTA
Esta opción permite, durante el mecanizado de una operación automática, detener la
ejecución e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado
e incluso sustituirla.
Para ello se deben de seguir los siguientes pasos:
a) Pulsar la tecla para interrumpir la ejecución de la operación automática.
b) Pulsar la tecla [TOOL]
En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal.
Además, en la pantalla aparece el siguiente mensaje:
TECLAS MANUAL DISPONIBLES
SALIDA
c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado.
Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante
las teclas de manejo del cabezal, situadas en el panel de Mando.
d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla
[END].
El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido
de giro que disponía cuando se interrumpió la ejecución.
Además, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la
posición en que se interrumpió la ejecución.
e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la
ejecución. El CNC no permitirá sobrepasar dicha posición.
Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
NINGUNO
f) Pulsar la tecla para continuar con la ejecución de la operación automática.
INTRODUCCION

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
8
5.2 CILINDRADO
Esta opción se selecciona mediante la tecla y permite realizar el cilindrado
del tramo programado.
Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o
(modelo compacto)
5.2.1 CILINDRADO "SEMIAUTOMATICO"
Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se
encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea.
Los desplazamientos del eje X se realizan mediante la manivela, el volante electrónico
o mediante las teclas de JOG del panel de mandos.
Los desplazamientos del eje Z se realizarán utilizando las siguientes secuencias de
teclas:
Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto
“BEGIN”.
Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “END”.
CILINDRADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 9
5.2.2 CILINDRADO "NIVEL CICLO"
El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
φ Indica el diámetro final que se desea obtener en la operación de cilindrado.
∆ Define el paso de cilindrado y se programará mediante un valor positivo expresado
en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”.
N Define el número de pasadas de cilindrado que se desean efectuar en el desbaste
de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este
dato será tenido en cuenta cuando al dato
∆ se le ha asignado el valor 0.
Cuando los datos
∆ y “N” se programan con valor 0, el CNC mostrará el mensaje
de error correspondiente.
Si se ha seleccionado pasada de acabado (%
∆ distinto de 0), el CNC actúa del siguiente
modo:
Ejemplo 1: Se desea eliminar 20mm de material con un paso
∆=2.
Con %
∆=50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con
la T de acabado y al %F seleccionado.
Con %
∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con
la T de acabado y al %F seleccionado.
Si se selecciona %F=100, el acabado se realiza a la misma velocidad
que el desbaste.
Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material.
Con %
∆=40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm
con la T de acabado y al %F seleccionado.
Con %
∆=100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50%
de la F Programada.
Con %
∆=100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F
programada.
CILINDRADO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
10
Funcionamiento básico:
El CNC permite ejecutar el cilindrado de principio a fin o pulsar la tecla
para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de cilindrado.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según
el eje X que se utilizará durante el cilindrado (todos los pasos serán iguales) y la
pasada de acabado correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo
según los ejes X y Z la distancia de seguridad seleccionada.
4.- Cada paso de cilindrado se realiza como se indica en la figura, comenzando
en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el
punto “5”.
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza como se indica a continuación y la operación de cilindrado finalizará
en el punto de llamada al ciclo.
CILINDRADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 11
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
Si el ciclo no dispone de pasada de acabado la herramienta se desplazará,
tras realizar la última pasada de desbaste, al punto de llamada al ciclo.
6.- El CNC parará el cabezal.
Consideraciones:
Cuando la superficie que se desea mecanizar no es totalmente cilíndrica, el
CNC analiza las cotas en X de los puntos “BEGIN” y “END” y tomará como
punto de comienzo en X la cota más exterior de ambas.
Un cilindrado interior se define del mismo modo que un cilindrado exterior, por
lo que el CNC analiza el diámetro final programado y la cota asignada al punto
de comienzo, BEGIN, para conocer del tipo de cilindrado que se desea efectuar.
CILINDRADO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
12
5.3 REFRENTADO
Esta opción se selecciona mediante la tecla y permite realizar el refrentado
del tramo programado.
Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o
(modelo compacto)
5.3.1 REFRENTADO "SEMIAUTOMATICO"
Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se
encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea.
Los desplazamientos del eje Z se realizan mediante la manivela, el volante electrónico
o mediante las teclas de JOG del panel de mandos.
Los desplazamientos del eje X se realizarán utilizando las siguientes secuencias de
teclas:
Realiza un desplazamiento paraxial (sólo el eje X) hasta el punto
“BEGIN”.
Realiza un desplazamiento paraxial (sólo el eje X) hasta el punto “END”.

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 13
5.3.2 REFRENTADO "NIVEL CICLO"
El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
φ Indica el diámetro final que se desea obtener en la operación de refrentado.
∆ Define el paso de refrentado.
Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”.
N Define el número de pasadas de refrentado que se desean efectuar en el desbaste
de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este
dato será tenido en cuenta cuando al dato
∆ se le ha asignado el valor 0.
Cuando los datos
∆ y “N” se programan con valor 0, el CNC mostrará el mensaje
de error correspondiente.
Si se ha seleccionado pasada de acabado (%
∆ distinto de 0), el CNC actúa del siguiente
modo:
Ejemplo 1: Se desea eliminar 20mm de material con un paso
∆=2.
Con %
∆=50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con
la T de acabado y al %F seleccionado.
Con %
∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con
la T de acabado y al %F seleccionado.
Si se selecciona %F=100, el acabado se realiza a la misma velocidad
que el desbaste.
Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material.
Con %
∆=40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm
con la T de acabado y al %F seleccionado.
Con %
∆=100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50%
de la F Programada.
Con %
∆=100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F
programada.

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
14
Funcionamiento básico:
El CNC permite ejecutar el refrentado de principio a fin o pulsar la tecla
para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de refrentado.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según
el eje Z que se utilizará durante el refrentado (todos los pasos serán iguales) y la
pasada de acabado correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo
según los ejes X y Z la distancia de seguridad seleccionada.
4.- Cada paso de refrentado se realiza como se indica en la figura, comenzando
en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el
punto “5”.
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza como se indica a continuación y la operación de refrentado finalizará
en el punto de llamada al ciclo.
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
Si el ciclo no dispone de pasada de acabado la herramienta se desplazará,
tras realizar la última pasada de desbaste, al punto de llamada al ciclo.
6.- El CNC parará el cabezal.
REFRENTADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 15
5.4 CILINDRADO CONICO
Esta opción se selecciona mediante la tecla y permite realizar un mecanizado
con movimiento simultáneo de los ejes X, Z, obteniendo de este modo chaflanes y
planos inclinados.
Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o
(modelo compacto)
5.4.1 CILINDRADO CONICO "SEMIAUTOMATICO"
Permite realizar chaflanes en la pieza, siendo necesario definir el ángulo α o la pendiente
"%" del chaflán que se desea mecanizar.
Como no se dispone de tecla para su selección se debe pulsar la tecla correspondiente
a otro dato (por ejemplo y posteriormente pulsar la tecla para seleccio-
nar el dato "%".
Además, se debe seleccionar mediante las teclas el tipo de perfil que se
desea mecanizar, tal y como se muestra a continuación.
El operario desplazará la máquina al punto de comienzo mediante la manivela, el volante
electrónico o mediante las teclas de JOG del panel de mandos.
Para realizar el chaflán con la inclinación definida, se deben utilizar las teclas de JOG
correspondientes al eje Z (Z+ y Z-) en función del sentido en que se desea realizar el
desplazamiento.
La herramienta se desplazará con la pendiente indicada y en el sentido indicado (Z+
o Z-) hasta que se pulse la tecla
CILINDRADO CONICO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
16
5.4.2 CILINDRADO CONICO "NIVEL CICLO"
El CNC mostrará el valor “BEGIN” que se dispone actualmente, pudiendo seleccionarse
un nuevo valor si se desea.
Además se deben definir los siguientes datos:
φ Indica el diámetro final que se desea obtener en la parte más cercana al eje de la
pieza, la menor de las dos, tras la operación de cilindrado cónico.
∆ Define el paso de cilindrado y se programará mediante un valor positivo expresado
en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”.
N Define el número de pasadas de cilindrado que se desean efectuar en el desbaste
de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este
dato será tenido en cuenta cuando al dato se le ha asignado el valor 0.
α Define el ángulo que forma el chaflán o plano inclinado respecto al eje Z.
% Define la pendiente del chaflán o plano inclinado que se desea efectuar.
Como no se dispone de tecla para su selección se debe pulsar la tecla correspon-
diente a otro dato (por ejemplo ) y posteriormente pulsar la tecla para
seleccionar el dato "%".
Cuando el usuario define el valor
α o "%" el CNC actualiza ambos valores.
El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de
herramienta en la última pasada del mecanizado y para ello necesita conocer el tipo
de perfil que se desea mecanizar. En la parte inferior derecha de la pantalla se muestra
el tipo de perfil que se encuentra seleccionado y si se desea seleccionar otro tipo se
debe pulsar la tecla o
CILINDRADO CONICO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 17
Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente
modo:
Ejemplo 1: Se desea eliminar 20mm de material con un paso
∆=2.
Con %
∆=50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con
la T de acabado y al %F seleccionado.
Con %
∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con
la T de acabado y al %F seleccionado.
Si se selecciona %F=100, el acabado se realiza a la misma velocidad
que el desbaste.
Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material.
Con %
∆=40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm
con la T de acabado y al %F seleccionado.
Con %
∆=100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50%
de la F Programada.
Con %
∆=100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F
programada.
Funcionamiento básico:
El CNC permite ejecutar el cilindrado cónico de principio a fin o bien pulsar la
tecla para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de cilindrado cónico.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según
el eje X que se utilizará durante el cilindrado (todos los pasos serán iguales) y la
pasada de acabado correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
CILINDRADO CONICO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
18
CILINDRADO CONICO
3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo
según los ejes X y Z la distancia de seguridad seleccionada.
4.- Cada paso de cilindrado se realiza como se indica en la figura, comenzando
en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el
punto “5”.
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza como se indica a continuación y la operación de cilindrado finalizará
en el punto de llamada al ciclo.
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
Si el ciclo no dispone de pasada de acabado la herramienta se desplazará,
tras realizar la última pasada de desbaste, al punto de llamada al ciclo.
6.- El CNC parará el cabezal.
Atención:
Se debe tener en cuenta que el CNC aplica compensación de radio de
herramienta en la última pasada o pasada de acabado, para obtener un
acabado de la pieza correcto, siendo necesario indicar en la tabla de
correctores el valor del radio de la punta de la cuchilla y el código o
factor de forma que dispone la herramienta con la que se desea efectuar
el mecanizado.

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 19
REDONDEO
5.5 REDONDEO
Esta opción se selecciona mediante la tecla
Puede ser ejecutada de tres formas distintas, en modo "SEMIAUTOMATICO", en el
primer modo de nivel ciclo "REDONDEO NIVEL CICLO" o en el segundo nivel
ciclo "REDONDEO DE PERFIL".
Para cambiar de modo se debe pulsar la tecla o (modelo compacto) .
5.5.1 REDONDEO "SEMIAUTOMATICO"
Se debe definir el siguiente dato:
R Define el radio de redondeo.
Además, se debe seleccionar mediante la tecla el tipo de redondeo, cóncavo o
convexo, que se desea efectuar y mediante las teclas [flecha arriba] y [flecha abajo]
el tipo de perfil correspondiente a la esquina que se desea redondear, tal y como se
muestra a continuación.
Antes de efectuar el redondeo se debe posicionar la herramienta en el punto de comienzo,
mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel
de mandos.

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
20
A continuación, en función del sentido en que se desea realizar el desplazamiento,
se debe pulsar la tecla de JOG [Z+] o [Z-].
El CNC efectuará el redondeo de 90° correspondiente. Ver figura.
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 21
5.5.2 REDONDEO "NIVEL CICLO"
Existen dos formas de definir el redondeo:
a) Indicando la esquina teórica que se desea redondear y el radio de redondeo.
b) Indicando los dos extremos del redondeo y el radio del mismo.
En el caso "a" se debe definir el punto "BEGIN" y en el caso "b" se deben definir
los puntos "BEGIN" y "END".
Asimismo, se deben definir los siguientes datos:
R Define el radio de redondeo.
∆ Define la distancia existente entre dos pasadas sucesivas de redondeo.
Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”.
N Define el número de pasadas de redondeo que se desean efectuar en el desbaste
de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este
dato será tenido en cuenta cuando al dato
∆ se le ha asignado el valor 0.
Cuando los datos
∆ y “N” se programan con valor 0, el CNC mostrará el mensaje
de error correspondiente.
REDONDEO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
22
El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de
herramienta en la última pasada del mecanizado y para ello necesita conocer el tipo
de perfil que se desea mecanizar.
En la parte inferior derecha de la pantalla se muestra el tipo de perfil que se encuentra
seleccionado y si se desea seleccionar otro tipo se debe pulsar la tecla [flecha arriba]
o [flecha abajo].
Además, se debe seleccionar mediante la teclael tipo de redondeo, cóncavo o
convexo, que se desea efectuar.
Los distintos perfiles que se pueden seleccionar son:
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 23
Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente
modo:
Ejemplo 1: Se desea eliminar 20mm de material con un paso
∆=2.
Con %
∆=50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con
la T de acabado y al %F seleccionado.
Con %
∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con
la T de acabado y al %F seleccionado.
Si se selecciona %F=100, el acabado se realiza a la misma velocidad
que el desbaste.
Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material.
Con %
∆=40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm
con la T de acabado y al %F seleccionado.
Con %
∆=100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50%
de la F Programada.
Con %
∆=100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F
programada.
Funcionamiento básico:
El CNC permite ejecutar el redondeo de principio a fin o pulsar la tecla
para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de redondeo.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real que se
utilizará durante el redondeo (todos los pasos serán iguales) y la pasada de acabado
correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se aproximará a la esquina teórica, manteniendo según los
ejes X y Z la distancia de seguridad seleccionada.
4.- Cada paso de redondeo se realiza como se indica en la figura siguiente,
comenzando en el punto “1” y tras pasar por los puntos “2”, “3”, “4” y “5”,
finalizar en el punto “1”.
REDONDEO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS
24
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza como se indica a continuación y la operación de redondeo finalizará
en el punto de llamada al ciclo.
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
Si el ciclo no dispone de pasada de acabado la herramienta se desplazará,
tras realizar la última pasada de desbaste, al punto de llamada al ciclo.
6.- El CNC parará el cabezal.
Atención:
Se debe tener en cuenta que el CNC aplica compensación de radio de
herramienta en la última pasada o pasada de acabado, para obtener un
acabado de la pieza correcto, siendo necesario indicar en la tabla de
correctores el valor del radio de la punta de la cuchilla y el código o
factor de forma que dispone la herramienta con la que se desea efectuar
el mecanizado.
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
25
5.5.3 "REDONDEO DE PERFIL"
El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
α Define el ángulo que forma, respecto al eje Z el primer tramo de redondeo, el
que parte del punto BEGIN.
α1 Define el ángulo que forma, respecto al eje Z el segundo tramo de redondeo,
el que finaliza en el punto END.
Para su selección, ya que no dispone de tecla, se debe actuar de una de las
siguientes formas:
* Pulsar varias veces la tecla [
α]
* Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha
abajo] hasta seleccionar el parámetro
Al definir los ángulos
α y α1 se deben indicar los grados que respecto al eje
Z forma la trayectoria de mecanizado, teniendo en cuenta siempre el sentido de
desplazamiento.
R Define el radio de redondeo.
H Define la cantidad de material que se desea eliminar de la pieza origen. Se
programará en radios y con valor positivo. Si se programa con valor 0, el CNC
visualizará el error correspondiente.
REDONDEO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS26
Para su selección, ya que no se dispone de tecla, se debe actuar de la siguiente
forma:
* Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha
abajo] hasta seleccionar el parámetro "H".
En función del signo asignado al parámetro "H", el desbaste de la pieza se
efectúa de la siguiente forma:
"H(+)" Se efectuarán sucesivas pasadas, todas ellas paralelas al perfil
programado.
"H(-)" Se efectuará un desbaste previo de la pieza, torneados o refrentados,
y una pasada final de desbaste para mantener las demasías del acabado.
∆ Define la distancia existente entre dos pasadas sucesivas de redondeo.
Si se programa con valor 0, el CNC mostrará el mensaje de error correspondiente.
αT Define el ángulo de la cuchilla, indicando el ángulo que forma el filo de la
misma respecto al eje X, tal y como se muestra a continuación.
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
27
REDONDEO
Para su selección, ya que no dispone de tecla, se debe actuar de una de las
siguientes formas:
* Pulsar varias veces la tecla [
α]
* Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha
abajo] hasta seleccionar el parámetro
αT
Si el ángulo de la cuchilla es menor o igual que 45°, el CNC entiende que los
valores "H" y "
∆" indican el sobrante de material y el paso en X. Por el contrario,
si el ángulo de la cuchilla es mayor que 45°, el CNC entiende que los valores
"H" y "
∆" indican el sobrante de material y el paso en Z.
La siguiente figura muestra una pieza en la que se indican varios ejemplos de utilización
de la función "REDONDEO DE PERFIL".
El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de
herramienta en la última pasada del mecanizado y para ello necesita conocer cómo
entra y cómo sale la herramienta del perfil. Dichos valores se muestran en la parte
inferior derecha de la pantalla.
Para seleccionar el modo en que entra la herramienta en el perfil (punto BEGIN) se
debe pulsar la tecla [flecha arriba] y para seleccionar la forma en que sale la herramienta
del perfil (punto END) se debe pulsar la tecla [flecha abajo].
La siguiente figura muestra una pieza en la que se indica mediante varios ejemplos,
cómo se deben definir la entrada y salida de la herramienta.

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS28
El CNC antes de comenzar la operación programada posiciona la herramienta sobre
el punto "BEGIN" y a una distancia "H" del mismo. Esta distancia se toma según el
eje X cuando el ángulo de la herramienta (
αT) es inferior a 45° y según el eje Z
cuando el ángulo es superior a 45°.
No obstante, se permite seleccionar cualquier otro punto, referido al mismo, mediante
las distancias de seguridad "X" y "Z". Ambos parámetros deberán ser definidos con
el signo correspondiente, tal y como se muestra a continuación:
Para definir las distancias de seguridad en "X" y "Z" se debe pulsar la tecla [AUX]
y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de
seguridad" del capítulo "Funciones Auxiliares" de este mismo manual.
Al memorizarse un "redondeo de Perfil" como parte de un programa pieza, el CNC
memoriza, al igual que en las demás operaciones de mecanizado, los parámetros "Pasada
de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad
en "X y Z", junto con los valores que define la operación.
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
29
Funcionamiento básico:
El CNC permite ejecutar el redondeo de principio a fin o pulsar la tecla
para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de redondeo.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real que se
utilizará durante el redondeo (todos los pasos serán iguales) y la pasada de acabado
correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se situará en la posición de comienzo, la definida respecto
al punto "BEGIN" mediante las distancias de seguridad "X" y "Z".
4.- Se efecuarán sucesivas pasadas de redondeo, todas ellas paralelas al perfil
programado y manteniendo el ángulo de la herramienta (
αT) tanto en el
punto de comienzo del perfil (punto "BEGIN"), como a la salida del mismo
(punto END).
REDONDEO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS30
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza y la operación de redondeo finalizará en el punto de llamada al
ciclo.
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
Si el ciclo no dispone de pasada de acabado la herramienta se desplazará,
tras realizar la última pasada de desbaste, al punto de llamada al ciclo.
6.- El CNC parará el cabezal.
Atención:
Se debe tener en cuenta que el CNC aplica compensación de radio de
herramienta en la última pasada o pasada de acabado, para obtener un
acabado de la pieza correcto, siendo necesario indicar en la tabla de
correctores el valor del radio de la punta de la cuchilla y el código o
factor de forma que dispone la herramienta con la que se desea efectuar
el mecanizado.
Cuando se desea efectuar una única pasada, se debe programar
∆=H, y
los parámetros %
∆ =0 y %F=0.
REDONDEO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
31
5.6 ROSCADO
Esta opción se selecciona mediante la tecla y permite realizar un roscado a
lo largo el eje Z.
Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o
(modelo compacto)
5.6.1 ROSCADO "SEMIAUTOMATICO"
Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se
encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea.
Asimismo, se debe definir el dato "P" correspondiente al paso de rosca. Las roscas a
derechas o a izquierdas se efectuarán seleccionando previamente el sentido de giro del
cabezal.
Los desplazamientos del eje X se realizan mediante la manivela, el volante electrónico
o mediante las teclas de JOG del panel de mandos.
Los desplazamientos del eje Z se realizarán utilizando las siguientes secuencias de
teclas:
Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto
“BEGIN”.
Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “END”.
Este desplazamiento se realiza siempre sincronizado con el cabezal, por
lo que debe utilizarse esta secuencia de teclas para efectuar el roscado y
la secuencia para efectuar el retroceso (una vez retirada
la cuchilla).
Consideraciones:
Es conveniente definir el punto “BEGIN” fuera de la pieza para que toda la rosca
se efectúe con el mismo avance.
Asimismo, es conveniente, cuando la forma de la pieza lo permite, situar el punto
“END” fuera de la zona que se desea roscar, evitando de este modo mecanizados
indeseados en dicho punto.
ROSCADO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS32
5.6.2 ROSCADO "NIVEL CICLO"
El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Si las cotas “BEGIN” y “END” se encuentran alineadas según el eje X el CNC efectuará
un roscado cilíndrico, pero cuando las cotas “BEGIN” y “END” no se encuentran
alineadas según el eje X el CNC efectuará un roscado cónico, manteniendo la pendiente
indicada por los puntos “BEGIN” y “END”.
El roscado lleva asociado además de los parámetros "Pasada de acabado, Avance de
acabado y Distancias de seguridad en X y Z", la "Distancia fin de rosca".
Este parámetro indica la distancia al final de la rosca, en la que se comienza a abandonar
la misma. En este movimiento de salida se continúa roscando.
Para definirla se debe pulsar la tecla [AUX] y seleccionar la opción "Distancia fin de
rosca". Si se define con valor 0, no se efectuará ninguna salida de rosca.
Además se deben definir los siguientes datos:
P Define el paso de rosca. Las roscas a derechas o a izquierdas se efectuarán
seleccionando previamente el sentido de giro del cabezal.
Si se programa con valor 0, el CNC visualizará el error correspondiente.
H Define la profundidad total de la rosca. Se programará en radios y con valor
positivo. Si se programa con valor 0, el CNC visualizará el error correspondiente.
Para su selección, ya que no se dispone de tecla, se debe actuar de una de las
siguientes formas:
* Pulsar la tecla [P] , seguida de la tecla [flecha abajo].
* Seleccionar el dato "P" y asignarle el valor correspondiente, el CNC solicitará
a continuación el valor del dato "H".
ROSCADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
33
∆ Define la profundidad de las pasadas de roscado. Si se programa con valor 0,
el CNC visualizará el error correspondiente.
Se programará en radios y la profundidad de cada pasada estará en función del
número de pasada correspondiente (
∆ n), tal y como muestra la siguiente
figura:
α Define el ángulo de penetración de la herramienta. Estará referido al eje X.
Si se programa con valor 0, la rosca se realizará con penetración radial.
Si se le asigna un valor igual a la mitad del ángulo de la herramienta, la penetración
se realiza rozando el flanco de la rosca.
El CNC permite realizar roscados de interiores y de exteriores. En la parte inferior
derecha se muestra el tipo de roscado que se encuentra seleccionado y si se desea
seleccionar el otro tipo se debe pulsar la tecla [flecha arriba] o [flecha abajo].
Funcionamiento básico:
El CNC permite ejecutar el roscado de principio a fin o pulsar la tecla
para que se ejecute pasada a pasada.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de roscado.
Antes de comenzar la ejecución de la pieza el CNC calculará la penetración real
de cada pasada de roscado y la profundidad que se utilizará en la pasada de acabado.
Los pasos de mecanizado serán los siguientes:
ROSCADO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS34
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo
según los ejes X y Z la distancia de seguridad seleccionada.
4.- Cada pasada de roscado se realiza como se indica en la figura, efectuándose
el movimiento del eje Z sincronizado con el cabezal, de forma que todas las
pasadas de roscado comiéncen siempre por el mismo punto.
5.- Una vez finalizada el desbaste de la rosca, si se ha programado
α
distinto de "0", se repite la última pasada de desbaste
6.- La herramienta se desplaza al punto de llamada al ciclo.
7.- El CNC parará el cabezal.
ROSCADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
35
5.7 RANURADO
Esta opción se selecciona mediante la tecla
El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Se debe tener en cuenta al definir los puntos “BEGIN” y “END” el extremo calibrado
de la herramienta, ya que los desplazamientos según el eje Z, que efectúa el CNC,
finalizarán al llegar a dicho punto el extremo calibrado de la herramienta.
Además se deben definir los siguientes datos:
φ Indica el diámetro final o la profundidad que se desea obtener en la operación
de ranurado.
∆ Define el paso de ranurado. Si se programa con valor 0, el CNC tendrá en
cuenta el dato “N”.
N Define el número de pasadas de ranurado que se desean efectuar. Este dato será
tenido en cuenta cuando al dato
∆ se le ha asignado el valor 0.
Cuando los datos
∆ y “N” se programan con valor 0, el CNC mostrará el
mensaje de error correspondiente.
TW Indica la anchura de la herramienta
Para su selección, ya que no se dispone de tecla, se debe actuar de una de las
siguientes formas:
* Pulsar la tecla [TOOL], seguida de la tecla [Z].
* Pulsar la tecla [N] , seguida de la tecla [flecha abajo].
Si se desea una pasada de acabado, se debe pulsar la tecla [AUX] y asignar al parámetro
%
∆ un valor distinto de cero.
RANURADO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS36
Funcionamiento básico:
El CNC permite ejecutar el ranurado de principio a fin o pulsar la tecla
para que se ejecute paso a paso.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute la operación de ranurado.
Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según
el eje Z que se utilizará durante el ranurado. Todos los pasos serán iguales.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará
un cambio de herramienta, desplazándose al punto de cambio si así lo requiere
la máquina.
3.- La herramienta se aproximará al punto de comienzo "BEGIN", manteniendo
según los ejes X y Z la distancia de seguridad seleccionada.
4.- Cada paso de ranurado se efectúa de la siguiente forma:
a/ Posicionamiento de la cuchilla frente a la zona a ranurar.
La primera vez se posicionará del punto “BEGIN” a una distancia igual
a la anchura “TW” de la cuchilla.
El resto de las veces se desplazará la cantidad correspondiente al paso
de ranurado.
b/ Ranurado del tramo.
Si no hay pasada de acabado, %
∆ = 0, hasta el fondo de la ranura.
Si se ha seleccionado pasada de acabado, deja la cantidad seleccionada,
%
∆ , para la pasada de acabado.
c/ Temporización en el fondo.
Para asegurar un buen acabado de la pieza, la cuchilla permanecerá en
el fondo de la ranura durante otras 2 vueltas de cabezal.
d/ Retroceso en X.
5.- Si se ha seleccionado pasada de acabado, el CNC tras realizar la última pasada
de ranurado, efectúa una pasada de acabado final a toda la ranura.
RANURADO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS
37
RANURADO
6.- La herramienta se desplazará al punto de llamada al ciclo.
7.- El CNC parará el cabezal.
Consideraciones:
Si las cotas de los puntos "BEGIN" y "END" no coinciden ni en X ni en Z, el
CNC supone que se trata de un ranurado cilíndrico y toma como punto de comienzo
en X la cota más exterior de ambas.

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS38
TALADRADO SIMPLE
ROSCADO CON MACHO
5.8. TALADRADO SIMPLE. ROSCADO CON MACHO
Permite efectuar un taladrado o roscado axial, es decir, en la parte frontal de la pieza
y en el centro de giro.
Para acceder a esta operación se debe:
* Pulsar la tecla , elegir la opción [6] (Otros ciclos) y seleccionar la opción
"Taladrado simple. Roscado con macho".
* Estando en el modo visualizador, pulsar la tecla o y seleccionar la
opción "Taladrado simple. Roscado con macho".
El CNC mostrará la siguiente información:
F 1000 %100 RPM 1500 %100 T3
Herramienta de taladrado o roscado
Porcentaje del override del cabezal
(speed-rate)
RPM del cabezal. No admite VCC
Porcentaje del Feedrate Override
Avance mecanizado (m/min o m/rev)
El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
P Indica la penetración máxima en cada taladrado (desalojo de material).
Si se desea efectuar un roscado con macho se debe definir "P=0".
Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el
CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o
Para abandonar esta operación se debe:
* Pulsar la tecla o para volver al menú "Otras operaciones automáticas"
* Pulsar nuevamente la tecla o para volver al modo Visualizador.
Atención:
Cuando se dispone de cabezales con inversión lenta es aconsejable
personalizar el parámetro máquina "P617(7)=1", confirmación de M3/
M4 detectando inversión por captación.

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 39
Funcionamiento básico del taladrado simple:
1.- El cabezal arrancará con la velocidad (RPM) seleccionada y en el sentido de giro
indicado.
2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo
requiere la máquina.
3.- La herramienta se situará en X0, centro de giro de la pieza, y a la distancia de
seguridad Z del punto de comienzo "BEGIN".
4.- Efectúa el taladrado en los siguientes pasos:
4.1- Taladrado, a la velocidad programada penetrando la distancia P.
4.2- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin
de desalojar material.
4.3.- Acercamiento en rápido hasta el anterior taladrado, quedando a 1mm del
material.
4.4.- Taladrado, a la velocidad programada penetrando la distancia P (recorriendo
P+1mm)
4.5.- Repetir pasos 4.2, 4.3 y 4.4 hasta alcanzar la cota END.
5.- Temporización de 400 mseg. en el fondo del agujero para mejorar el acabado del
mismo.
6.- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin de
desalojar material.
7.- Posicionamiento rápido al punto donde se pulsó
8.- El CNC detiene el cabezal.
Movimiento en rápido
Movimiento en F
TALADRADO SIMPLE
ROSCADO CON MACHO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS40
Funcionamiento básico del roscado
1.- El cabezal arrancará con la velocidad (RPM) seleccionada y en el sentido de giro
indicado.
2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo
requiere la máquina.
3.- La herramienta se situará en X0, centro de giro de la pieza, y a la distancia de
seguridad Z del punto de comienzo "BEGIN".
4.- Penetración, a la velocidad programada hasta el punto "END"
5.- Inversión del sentido de giro del cabezal.
6.- Retroceso, a la velocidad programada hasta el punto BEGIN + distancia de seguridad
Z.
7.- Posicionamiento rápido al punto donde se pulsó
8.- El CNC detiene el cabezal.
Movimiento en rápido
Movimiento en F
TALADRADO SIMPLE
ROSCADO CON MACHO

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 41
5.8.1 EJEMPLOS DE PROGRAMACION
Taladrado:
Se desea efectuar un agujero de 20 mm de profundidad en el centro de giro de la
pieza con el cabezal girando a 2000 rpm y utilizando la herramienta T05.
El taladrado se efectuará con un avance de 1mm/min y con penetraciones de 5mm
a fin de desalojar material.
F 0001.000 100% RPM 2000 100% T05
BEGIN Z 0000.000
END Z -0020.000
P 0005.000
Distancia de seguridad Z = 3.000
Distancia de seguridad X = 10.000
Roscado:
Se desea roscar el agujero del ejemplo anterior con el cabezal girando a 1000 rpm
con un avance de 1mm/min y utilizando la herramienta T06.
F 0001.000 100% RPM 1000 100% T06
BEGIN Z 0000.000
END Z -0020.000
P 0
Distancia de seguridad Z = 3.000
Distancia de seguridad X = 10.000
TALADRADO SIMPLE
ROSCADO CON MACHO

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS42
5.9 TALADRADO MULTIPLE
Esta operación permite taladrar tanto agujeros concéntricos en la parte frontal de la
pieza (según Z) como en su superficie cilíndrica (según X).
Para acceder a esta operación se debe:
* Pulsar la tecla , elegir la opción [6] (Otros ciclos) y seleccionar la opción
"Taladrado múltiple".
* Estando en el modo visualizador, pulsar la tecla o y seleccionar la
opción "Taladrado múltiple".
El CNC mostrará la opción "Taladrado múltiple" cuando la máquina dispone de parada
orientada de cabezal y herramienta motorizada.
Una vez seleccionada esta operación, el CNC mostrará la siguiente información:
F 1000 %100 TRPM 1500 %100 T3
Herramienta de taladrado
Porcentaje del override de la herra-
mienta motorizada si "P609(8)=1"
RPM de la herramienta motorizada.
Porcentaje del Feedrate Override
Avance mecanizado (m/min)
El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
P Indica la penetración máxima en cada taladrado (desalojo de material).
α Posición angular del primer agujero.
∆ Incremento angular entre agujeros.
N Indica el número de agujeros que se desean efectuar.
Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el
CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o
Para abandonar esta operación se debe:
* Pulsar la tecla o para volver al menú "Otras operaciones automáticas"
* Pulsar nuevamente la tecla o para volver al modo Visualizador.
TALADRADO MULTIPLE

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 43
Funcionamiento básico:
1.- Si el cabezal se encuentra trabajando en la modalidad RPM, el CNC realiza la
búsqueda de referencia (Io) del cabezal.
2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo
requiere la máquina.
3.- Hace girar la herramienta motorizada a las revoluciones indicadas por TRPM.
4.- Orienta el cabezal a la posición angular indicada (
α)
5.- Aproxima la herramienta al punto BEGIN manteniendo las distancias de seguridad.
6.- Efectúa el taladrado en los siguientes pasos:
6.1- Taladrado, a la velocidad programada penetrando la distancia P.
6.2- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin
de desalojar material.
6.3.- Acercamiento en rápido hasta el anterior taladrado, quedando a 1mm del
material.
6.4.- Taladrado, a la velocidad programada penetrando la distancia P (recorriendo
P+1mm)
6.5.- Repetir pasos 6.2, 6.3 y 6.4 hasta alcanzar la cota END.
7.- Temporización de 400 mseg. en el fondo del agujero para mejorar el acabado del
mismo.
8.- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad a fin de desalojar
material.
9.- En función del valor asignado al parámetro N (número de agujeros):
9.1.- El cabezal se desplaza a la nueva posición. Incremento angular
∆
9.2.- Repite los movimientos de taladrado indicados en los puntos 6, 7 y 8.
TALADRADO MULTIPLE
Movimiento en F
Movimiento en rápido

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS44
TALADRADO MULTIPLE
10.- Posicionamiento rápido al punto donde se pulsó
11.- El CNC para la herramienta motorizada.
Atención:
Dependiendo de los valores asignados a los datos BEGIN y END, el
taladrado se realiza en la superficie cilíndrica de la pieza (según el eje
X) o en la parte frontal de la pieza (según el eje Z).
Por lo tanto, las cotas X de los puntos BEGIN y END o las cotas Z de los
puntos BEGIN y END deben coincidir. En caso contrario, el CNC mostrará el
error correspondiente.
Ejemplo: Se desea taladrar 5 agujeros de 20 mm de profundidad. El primero a 90°
y los cuatro restantes separados 45° entre si, todos ellos a un diámetro de
35mm y utilizando una herramienta motorizada que gira a 2000 rpm.
F1000 %100 TRPM 2000 %100 T3
BEGIN X35.000 Z 0
END X35.000 Z-20.000
P 5
α 90
∆ 45
N 5
Distancia de seguridad X = 0.000
Distancia de seguridad Z = 3.000

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 45
5.10 CHAVETAS
Esta operación permite realizar chavetas radiales en la parte frontal de la pieza (misma
coordenada Z, distinta coordenada X) así como paralelas al eje de giro de la pieza en
su superficie cilíndrica (misma coordenada X, distinta Z).
Para acceder a esta operación se debe:
* Pulsar la tecla , elegir la opción [6] (Otros ciclos) y seleccionar la opción
"Chavetas".
* Estando en el modo visualizador, pulsar la tecla o y seleccionar la
opción "Chavetas".
El CNC mostrará la opción "Chavetas" cuando la máquina dispone de parada orientada
de cabezal y herramienta motorizada.
Una vez seleccionada esta operación, el CNC mostrará la siguiente información:
F 1000 %100 TRPM 1500 %100 T3
Herramienta para efectuar la chaveta
Porcentaje del override de la herra-
mienta motorizada si "P609(8)=1"
RPM de la herramienta motorizada.
Porcentaje del Feedrate Override
Avance mecanizado (m/min)
El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
α Posición angular de la primera chaveta.
∆ Incremento angular entre chavetas.
N Indica el número de chavetas que se desean efectuar.
Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el
CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o
Para abandonar esta operación se debe:
* Pulsar la tecla o para volver al menú "Otras operaciones automáticas"
* Pulsar nuevamente la tecla o para volver al modo Visualizador.
CHAVETAS

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS46
Funcionamiento básico:
1.- Si el cabezal se encuentra trabajando en la modalidad RPM, el CNC realiza la
búsqueda de referencia (Io) del cabezal.
2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo
requiere la máquina.
3.- Hace girar la herramienta motorizada a las revoluciones indicadas por TRPM.
4.- Orienta el cabezal a la posición angular indicada (
α)
5.- Posiciona los ejes, en rápido, al punto de aproximación "A" (según las distancias
de seguridad).
6.- Desplazamiento en rápido al punto "B", situándose frente al punto "BEGIN".
7.- Realiza la chaveta en los siguientes pasos:
7.1- Penetración a la velocidad "F" programada hasta el punto BEGIN.
7.2- Realiza la chaveta moviendo el eje X o Z (según corresponda) hasta el punto
END y a la velocidad programada.
7.3.- Retrocede en rápido al punto "C".
7.4.- Retorna en rápido al punto "B"
8.- En función del valor asignado al parámetro N (número de chavetas):
8.1.- El cabezal se desplaza a la nueva posición. Incremento angular
∆
8.2.- Repite los movimientos indicados en el punto 7.
9.- Vuelve en rápido al punto donde se pulsó
10.- El CNC detiene la herramienta motorizada.
Atención:
Dependiendo de los valores asignados a los datos BEGIN y END, la
chaveta se realiza en la superficie cilíndrica de la pieza (según el eje Z)
o en la parte frontal de la pieza (según el eje X).
Por lo tanto, las cotas X de los puntos BEGIN y END o las cotas Z de
los puntos BEGIN y END deben coincidir. En caso contrario, el CNC
mostrará el error correspondiente.
CHAVETAS

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 47
Ejemplo: Se desea realizar 5 chavetas equidistantes (a 72º una de otra), de 30 mm
de longitud y a un diámetro de 46mm. La primera a 0°.
Para su mecanizado se utiliza una herramienta motorizada que gira a 1000
rpm. y avanza a F1000 (1m/min).
F1000 %100 TRPM 1000 %100 T3
BEGIN X46.000 Z-20.000
END X46.000 Z-50.000
α 0
∆ 72
N 5
Distancia de seguridad X = 5.000
Distancia de seguridad Z = 5.000
CHAVETAS

Sección:
Capítulo: 5
Página
OPERACIONES AUTOMATICAS48
5.11 UTILIZACION DE LAS DISTANCIAS DE SEGURIDAD
Siempre que se ejecuta una operación automática en el modo "NIVEL CICLO", el
CNC aplica los valores que se han definido como distancias de seguridad en X y Z.
Cilindrado:
Refrentado:
Cilindrado cónico:
La figura de la parte izquierda muestra como se puede utilizar la distancia de
seguridad en X para que el punto de comienzo de la operación quede situado fuera
de la pieza, evitando de este modo colisiones de la herramienta con la pieza.
La figura de la parte derecha muestra como se puede utilizar la distancia de seguridad
en Z para efectuar 2 mecanizados en 1. "Cilindrado Cónico" + "Cilindrado".
UTILIZACION DE LAS
DISTANCIAS DE SEGURIDAD

Página
Capítulo: 5
Sección:
OPERACIONES AUTOMATICAS 49
Redondeo:
La última figura muestra como se puede utilizar la distancia de seguridad en Z
para efectuar 2 mecanizados en 1. "Redondeo" + "Cilindrado".
Redondeo de perfil:
Roscado:
Ranurado:
UTILIZACION DE LAS
DISTANCIAS DE SEGURIDAD

PáginaCapítulo: 6 Sección:
1
PERFILES
6. PERFILES
Esta opción permite memorizar una serie de puntos (X, Z), hasta un máximo de 12,
para luego poder mecanizar dicho perfil o bien realizar desplazamientos a cualquiera
de ellos.
Para poder trabajar en este modo es necesario que se encuentre encendida la lámpara
de la tecla . Si no lo está, se debe pulsar dicha tecla.
Cada vez que se accede a este modo el CNC muestra, en la parte inferior de la pantalla,
las cotas correspondientes a los tres primeros puntos del perfil
Si se desea editar o modificar alguno de ellos se debe pulsar la tecla [P]. EL CNC
mostrará las cotas correspondientes al primer punto (P1) en modo resaltado.
Para seleccionar otro punto se deben utilizar las teclas [flecha arriba] y [flecha abajo],
y para abandonar el modo de edición se debe pulsar la tecla [CL].
Si estando en el modo de edición se encuentra seleccionado cualquier punto (por ejemplo
P10) y se pulsa la tecla [P], el CNC volverá a seleccionar el primer punto del perfil
"P1".
El CNC permite editar y ejecutar perfiles en modo "SEMIAUTOMATICO" o en modo
"AUTOMATICO". Para seleccionar el modo deseado pulsar la tecla o
(modelo compacto).

Sección:Capítulo: 6
Página
2 PERFILES
6.1 PERFIL EN MODO "SEMIAUTOMATICO"
Este modo permite definir una serie de puntos, hasta 12, y posteriormente realizar un
desplazamiento punto a punto entre los mismos.
Los desplazamientos se realizan en línea recta y entre puntos consecutivos. Del P1 al
P2, del P2 al P3, del P3 al P4, etc.
6.1.1 TOMA DE PUNTOS
Si se desea borrar la información que actualmente disponen todos los puntos, se debe
pulsar la secuencia de teclas [CLEAR] [ENTER]. El CNC asignará el valor X0 Z0
a todos los puntos.
La definición de los puntos se debe realizar punto a punto, siendo aconsejable comenzar
por el punto “P1” y definir el resto correlativamente.
Para seleccionar un punto se deben utilizar las teclas [flecha arriba] y [flecha abajo]
hasta que el CNC lo muestre en la pantalla de forma resaltada.
A continuación y para asignarle el valor deseado se debe utilizar una de las siguientes
opciones:
a/ Desplazar la máquina mediante la manivela, el volante electrónico o mediante las
teclas de JOG del panel de mando a la posición deseada.
Pulsar la tecla [ENTER].
El CNC asignará al punto seleccionado las cotas mostradas en la pantalla y
seleccionará el siguiente punto.
b/ Pulsar la tecla [X], introducir a continuación el valor que se desea asignar a dicho
punto y pulsar la tecla [ENTER].
El CNC asignará al eje X dicho valor, pero no modifica el valor que disponía
anteriormente el eje Z.
Si se pulsa [X] [ENTER], el CNC asigna el valor X0.
Repetir la misma operación para el eje Z.
MODO
"SEMIAUTOMATICO"

PáginaCapítulo: 6 Sección:
3
PERFILES
6.1.2 DESPLAZAMIENTO ENTRE PUNTOS
Los desplazamientos que efectúa el CNC entre dos puntos consecutivos se realizan en
línea recta.
El CNC permite ejecutar todos los desplazamientos seguidos, uno tras otro y en forma
correlativa, o bien pulsar la tecla y ejecutarlos punto a punto.
Antes de comenzar el desplazamiento se debe seleccionar mediante las teclas [flecha
arriba] y [flecha abajo] el primer punto al que se desea desplazar la máquina (por
ejemplo P5).
A continuación pulsar la tecla , la máquina se desplazará al punto indicado.
Una vez alcanzado dicha cota el CNC seleccionará el siguiente punto (por ejemplo
P6), encontrándose preparado para desplazarse al mismo.
Cuando se encuentra seleccionado el modo “SINGLE” el CNC espera hasta que se
pulse la tecla para ejecutar dicho desplazamiento, pero si no se encuentra
seleccionado el modo “SINGLE”, el CNC continuará con los desplazamiento
programados hasta que se alcance el punto “P12”.
Atención:
Cuando se desea ejecutar los desplazamientos en forma continua y no se
utilizan todos los puntos, es aconsejable definir todos los puntos no
utilizados con el valor correspondiente a un punto de retirada de la pieza.
Ejemplo: Si se utilizan los puntos P1 a P7, es aconsejable definir los puntos
P8 a P12 con el valor del punto A. La programación se realiza en
diámetros.
P1=X0 Z0 P2=X30 Z5 P3=X30 Z20 P4=X60 Z20
P5=X60 Z35 P6=X80 Z45 P7=X90 Z45
Puntos P8 a P12 = A Puntos P8 a P12 = X0 Z0
MODO
"SEMIAUTOMATICO"

Sección:Capítulo: 6
Página
4 PERFILES
6.1.3 PRESTACIONES ESPECIALES
Este modo de trabajo muestra junto a las cotas correspondientes a los 12 puntos que
puede disponer el perfil, las cotas de los puntos "BEGIN" y "END" que se encuentran
seleccionados.
Se pueden seleccionar nuevas cotas para los puntos "BEGIN" y "END", pulsando la
tecla asociada a cada uno de dichos puntos y asignándole el valor deseado. Por ejemplo:
[BEGIN] [1] [0] [.] [5] [ENTER]
Además, es posible asignar al punto "BEGIN" o al punto "END" la cota que dispone
cualquier punto del perfil. Para ello se debe proceder de la siguiente forma:
* Seleccionar en modo inverso el punto cuyas cotas se desean asignar al punto
"BEGIN" o "END". Para ello se deben utilizar las teclas [P], [flecha arriba] y
[flecha abajo].
* Pulsar la tecla [BEGIN] o [END], dependiendo del punto deseado.
* Pulsar la tecla [ENTER].
MODO
"SEMIAUTOMATICO"

PáginaCapítulo: 6 Sección:
5
PERFILES
6.2 PERFIL "NIVEL CICLO"
Cuando se selecciona el modo "NIVEL CICLO" el CNC permite definir un perfil y
ejecutarlo de forma automática.
Esta prestación permite realizar desbastados o vaciados de piezas con una única
operación, debiendo definirse el perfil o una trayectoria próxima al perfil y que esté
formada por tramos rectos.
Si se ha personalizado el parámetro máquina "P617(8)=1", se pueden definir hasta 9
puntos y redondeos asociados a los puntos P2, P3, P4, P5, P6 y P7.
Si se ha personalizado el parámetro máquina "P617(8)=0", el perfil debe estar formado
únicamente por tramos rectos, no se pueden definir redondeos. El perfil puede estar
formado por 12 puntos.
NIVEL CICLO

Sección:Capítulo: 6
Página
6 PERFILES
El punto P1 es el punto de comienzo del perfil y depende del sentido de mecanizado.
El resto de los puntos deben ser correlativos.
Cuando no se utilizan todos los puntos de definición, los puntos no utilizados se deben
definir con el valor correspondiente al último punto del perfil. En el ejemplo de la
figura se deben definir P12 = P11 = P10 = P9 = P8 = P7.
En función del signo asignado al parámetro "H", el desbaste de la pieza se efectúa de
la siguiente forma:
"H(+)" Se efectuarán sucesivas pasadas, todas ellas paralelas al perfil programado.
"H(-)" Se efectuará un desbaste previo de la pieza, torneados o refrentados, y una
pasada final de desbaste para mantener las demasías del acabado.
NIVEL CICLO

PáginaCapítulo: 6 Sección:
7
PERFILES
NIVEL CICLO
El perfil en Nivel Ciclo lleva asociados los parámetros "Pasada de acabado, Avance
de acabado, Herramienta de acabado y Distancias de seguridad en X y Z". Para definirlos
se debe pulsar la tecla [AUX] y operar como se indica en el apartado "Pasada de
acabado de ciclos y distancia de seguridad" del capítulo "Funciones Auxiliares" de
este mismo manual.
Para mecanizados exteriores se debe definir la distancia de seguridad X positiva y para
mecanizados interiores X negativa.
Se debe tener en cuenta que, con objeto de obtener un acabado de la pieza correcto,
el CNC aplica compensación de radio de herramienta durante el mecanizado del perfil.
Por ello, es necesario indicar en la tabla de correctores el valor del radio de la punta
de la cuchilla y el código o factor de forma que dispone la herramienta con la que se
desea efectuar dicha operación.

Sección:Capítulo: 6
Página
8 PERFILES
NIVEL CICLO
Cuando se encuentra seleccionado el modo "NIVEL CICLO", el CNC muestra en la
ventana principal la siguiente información:
Si se trabaja con Velocidad de Corte Constante:
F % VCC % MAX T
Si no se trabaja con Velocidad de Corte Constante:
F % RPM % T
Para cambiar de modo de trabajo se debe pulsar la tecla [CSS].
El significado de cada uno de estos campos es el siguiente:
F Avance de los ejes que se encuentra seleccionado.
% Porcentaje del avance programado "F" que se está aplicando.
VCC Velocidad de corte constante del cabezal con que se desea efectuar el ciclo.
RPM Velocidad de giro del cabezal con que se desea efectuar el ciclo.
En ambos modos de trabajo (RPM y VCC) el valor "S" que se indica en la
ventana principal corresponde a la velocidad real del cabezal.
Para seleccionar la velocidad de cabezal se debe usar una de estas formas:
* Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla [ENTER].
El CNC entiende que dicho valor se desea utilizar como velocidad de cabezal
en la operación automática que se está editando, por lo que no se modifica
la velocidad real del cabezal ni el valor "S" que se muestra en la ventana
principal.
* Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla
El CNC modifica la velocidad real del cabezal, actualizando el valor "S"
que se muestra en la ventana principal.
Además, entiende que dicho valor se desea utilizar como velocidad de cabezal
en la operación automática que se está editando.
% Porcentaje de la velocidad real programa de cabezal "S" que se está aplicando.
MAX Velocidad máxima del cabezal, en rpm, cuando se trabaja en VCC
El sentido de giro del cabezal con que se desea efectuar el ciclo.
Para cambiar el sentido de giro con que se desea efectuar el ciclo se debe pulsar
la tecla [3]. El CNC mostrará el nuevo sentido seleccionado, pero no modificará
el estado real del cabezal.
T La herramienta con que se desea efectuar el ciclo.
Para seleccionar el número de herramienta con que se desea efectuar el ciclo
se debe usar una de estas formas:

PáginaCapítulo: 6 Sección:
9
PERFILES
* Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla
[ENTER].
El CNC memoriza dicho número pero mantiene la herramienta que actualmente
se encuentra seleccionada.
* Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla
El CNC selecciona la nueva herramienta y entiende que la operación automática
que se está editando se desea efectuar con dicha herramienta.
Se debe tener en cuenta que el CNC utiliza esta herramienta para efectuar el
desbaste y que permite seleccionar otra herramienta para efectuar la operación
de acabado.
Atención:
Cuando se memoriza una operación automática, el CNC almacena todas
estas condiciones de mecanizado junto con los datos y parámetros que
definen el ciclo. De esta forma, cada vez que se ejecuta una pieza
previamente memorizada, el CNC ejecutará cada una de las operaciones
automáticas con la herramienta, sentido de cabezal, velocidad de cabezal,
pasada de acabado, velocidad de acabado, herramienta de acabado y
distancias de seguridad que se definieron durante la edición.
NIVEL CICLO

Sección:Capítulo: 6
Página
10 PERFILES
6.2.1 DEFINICION DEL PERFIL
Cuando se selecciona el modo "NIVEL CICLO" el CNC mostrará los valores
correspondientes a los puntos del perfil que se disponen actualmente, pudiendo
seleccionarse nuevos valores si se desea.
Además se deben definir los siguientes datos:
H Define la cantidad de material que se desea eliminar de la pieza origen. Se
programará en radios.
> Si se programa con valor positivo se efectuarán sucesivas pasadas de desbaste,
todas ellas paralelas al perfil programado
> Si se programa con valor 0, el CNC efectuará únicamente la pasada de acabado
de la pieza (no hay desbaste).
> Si se programa con valor negativo el desbaste será un torneado o refrentado
del perfil. Además, si se define un perfil con valles el CNC mostrará el error
correspondiente.
Para su selección, ya que no se dispone de tecla, se debe actuar de la siguiente
forma:
* Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha
abajo] hasta seleccionar el parámetro "H".
D Define la distancia existente entre dos pasadas sucesivas.
Si se programa con valor 0, el CNC mostrará el mensaje de error correspondiente.
αT Define el ángulo de la cuchilla, indicando el ángulo que forma el filo de la
misma respecto al eje X, tal y como se muestra a continuación.
Para su selección, se debe pulsar la tecla [
α]
NIVEL CICLO

PáginaCapítulo: 6 Sección:
11
PERFILES
Si el ángulo de la cuchilla es menor o igual que 45°, el CNC entiende que los
valores "H" y "∆" indican el sobrante de material y el paso en X. Por el contrario,
si el ángulo de la cuchilla es mayor que 45°, el CNC entiende que los valores "H"
y "∆" indican el sobrante de material y el paso en Z.
El CNC calcula siempre, en función de los valores "H", "∆" y "αT",el sobrante
de material y el paso segun los ejes X y Z.
Con objeto de efectuar un buen acabado de la pieza, el CNC aplica compensación de
herramienta y para ello necesita conocer cómo entra y cómo sale la herramienta del
perfil. Dichos valores se muestran en la parte inferior derecha de la pantalla.
Para seleccionar el modo en que entra la herramienta en el perfil (punto P1) se debe
pulsar la tecla [flecha arriba] y para seleccionar la forma en que sale la herramienta
del perfil (punto P12) se debe pulsar la tecla [flecha abajo].
Cuando se encuentra seleccionada la ventana de "Programas Pieza" se debe pulsar la
tecla "=" para pasar al modo de selección de entrada y salida de herramienta en el
perfil.
NIVEL CICLO

Sección:Capítulo: 6
Página
12 PERFILES
El CNC antes de comenzar la operación programada posiciona la herramienta a una
distancia X, Z (distancia de seguridad) de los puntos inicial y final
Para definir las distancias de seguridad en "X" y "Z" se debe pulsar la tecla [AUX]
y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de
seguridad" del capítulo "Funciones Auxiliares" de este mismo manual.
Al memorizarse un "Perfil" como parte de un programa pieza, el CNC memoriza, al
igual que en las demás operaciones de mecanizado, los parámetros "Pasada de acabado,
Avance de acabado, Herramienta de acabado y Distancias de seguridad en "X y Z",
junto con los valores que define la operación.
Funcionamiento básico:
El CNC permite ejecutar el perfil de principio a fin o pulsar la tecla para
que se ejecute pasada a pasada.
Una vez introducidos los datos adecuados se debe pulsar la tecla para
que el CNC ejecute el perfil.
Antes de comenzar la ejecución el CNC calculará el paso real (todos los pasos
serán iguales) y la pasada de acabado correspondiente.
Los pasos de mecanizado serán los siguientes:
1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado.
2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC
efectuará un cambio de herramienta, desplazándose al punto de cambio si
así lo requiere la máquina.
3.- La herramienta se situará en la posición de comienzo, la definida mediante
las distancias de seguridad "X" y "Z".
4.- En función del valor asignado al parámetro H el desbaste del perfil se efectuará
del siguiente modo:
> Si se programa con valor positivo se efectuarán sucesivas pasadas de
desbaste, todas ellas paralelas al perfil programado y manteniendo el ángulo
de la herramienta (αT) tanto en el punto de comienzo del perfil, como a
la salida del mismo.
NIVEL CICLO

PáginaCapítulo: 6 Sección:
13
PERFILES
> Si se programa con valor 0, el CNC efectuará únicamente la pasada de
acabado de la pieza (no hay desbaste).
> Si se programa con valor negativo el desbaste será un torneado o refrentado
del perfil. Además, si se define un perfil con valles el CNC mostrará el
error correspondiente.
5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado
de la pieza y finalizará en el punto de llamada al ciclo.
El avance con que se efectúa la pasada de acabado vendrá fijada por el %
del avance programado que se encuentra seleccionado.
6.- El CNC parará el cabezal.
Atención:
Se debe tener en cuenta que, con objeto de obtener un acabado de la
pieza correcto, el CNC aplica compensación de radio de herramienta
durante el mecanizado del perfil. Por ello, es necesario indicar en la tabla
de correctores el valor del radio de la punta de la cuchilla y el código o
factor de forma que dispone la herramienta con la que se desea efectuar
dicha operación.
Cuando se desea efectuar una única pasada, se debe utilizar uno de estos
métodos:
> Programar H=0
> Programar
∆=H, y los parámetros %∆ =0 y %F=0.
NIVEL CICLO

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
1
Página
7. TRABAJO CON PROGRAMAS PIEZA
El CNC 800T permite almacenar en memoria hasta 10 programas pieza.
Cada uno de estos programas podrá estar formado por hasta 20 operaciones básicas.
Cada una de estas operaciones habrá sido editada previamente por el usuario en el
modo "NIVEL CICLO", tal y como se detalla en el apartado correspondiente a las
OPERACIONES AUTOMATICAS.
7.1 ACCESO A LA TABLA DE PROGRAMAS PIEZA
Para acceder a la tabla de programas pieza se debe pulsar la tecla [RECALL].
El CNC mostrará en la parte superior derecha de la pantalla un directorio de 7 piezas
de las 10 que puede tener almacenadas, siempre numerados con 5 cifras y comprendidos
entre "00000" y "99995". Para visualizar las restantes piezas se deben emplear las
teclas:
Los guiones indican que no hay programa pieza. Los símbolos mostrados a la derecha
del correspondiente número de pieza significan:
[*] Indica que la pieza ya se ha editado previamente, es decir,
que contiene información.
[ ] Indica que la pieza no contiene información.
Para poder asignar un número al programa pieza deseado es
necesario:
. Posicionar el cursor sobre el mismo utilizando para ello las
teclas y teniendo en cuenta que la búsqueda
se realiza en forma rotativa.
. Pulsar [P]. La línea seleccionada mostrada en vídeo inverso
comienza a parpadear el número "00000".
. Pulsar los cifras del número a asignar y a continuación [ENTER]. Si tras presionar
esta tecla continúa parpadeando el nuevo número, significa que ese número ya ha
sido asignado a otra pieza.
. Si se pulsa [CLEAR], La línea seleccionada volverá a su estado anterior mostrando
el número anterior si tuviera alguno.
Cuando se desea abandonar la tabla de programas pieza se debe posicionar el cursor
sobre la posición "EXIT" y pulsar la tecla [ENTER].
PIEZA
01435 [*]
47632 [*]
32540 [*]
----- [ ]
----- [ ]
----- [ ]
----- [ ]
EXIT
ACCESO A LA TABLA DE
PROGRAMAS PIEZA

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
2
Sección:
SELECCION Y EDICION DE
UN PROGRAMA PIEZA
7.2 SELECCION DE UN PROGRAMA PIEZA
Siempre que se desea analizar el contenido de una pieza para su edición o
modificación se debe seleccionar la misma en la tabla de programas piezas y pulsar
la tecla [RECALL].
Cada pieza puede estar formada por hasta 20 operaciones básicas. No obstante, el
CNC mostrará en la parte superior derecha de la pantalla un grupo de 7 operaciones.
Siempre que se accede a un programa pieza el CNC muestra el cursor situado sobre
la primera posición libre de la misma.
Las posiciones libres se indican mediante el carácter "?"
y las posiciones ocupadas indican el tipo de operación
que se ha editado en las mismas. Se debe tener en cuenta
que los perfiles ocupan dos posiciones aunque son tratadas
como operación única por el CNC.
Cada una de estas operaciones habrá sido editada
previamente por el usuario en el modo "NIVEL CICLO",
tal y como se detalla en el apartado correspondiente a las
OPERACIONES AUTOMATICAS.
Para poder elegir una de las operaciones, libres o ya
editadas, es necesario posicionar el cursor sobre la
misma. Utilizándose para ello las teclas
Cuando se desea abandonar la opción de programas pieza se debe posicionar el cursor
sobre la posición "EXIT" y pulsar la tecla [ENTER].
Si se desea volver al directorio de programas pieza (menú anterior) se debe pulsar
la tecla las veces necesarias. Para ello y tras posicionarse sobre la cabecera
"PIEZA 01346" se debe pulsar una vez más la tecla
7.3 EDICION DE UN PROGRAMA PIEZA
Un programa pieza está formado por diversas operaciones, por lo que su edición se
compone de la edición de las diversas operaciones que la forman.
Cada una de las operaciones se editará como si de una operación normal se tratase,
tal y como se detalla en el apartado correspondiente a las OPERACIONES
AUTOMATICAS.
No obstante, al editar un cilindrado cónico, un redondeo o un roscado se deben utilizar
las teclas o para seleccionar la esquina que se desea mecanizar, el
tipo de redondeo (cóncavo o convexo), el roscado (interior o exterior) o la entrada y
salida de la herramienta en el perfil.
Todas las operaciones que forman un programa pieza deben ser editadas en el modo
"NIVEL CICLO".
PIEZA 01346
1 - CILINDR.
2 - REFRENTA.
3 - ROSCADO
4 -
5 -
6 - ?
7 - ?
EXIT

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
3
Página
Una vez seleccionado el programa pieza y definida la operación, se debe posicionar
el cursor sobre el número de operación que se desea asignar a la misma y pulsar la
tecla [ENTER] para almacenarla en memoria.
Además, si se desea, se puede ejecutar la operación antes de introducirla en memoria
y de esta forma comprobar su perfecto funcionamiento.
Una vez pulsada la tecla [ENTER] el CNC pide conformidad del comando, pudiendo
darse los siguientes casos:
* El número de operación que se seleccionó se encontraba libre.
Una vez confirmado el comando de almacenamiento en memoria el CNC incluirá
la nueva operación en el lugar indicado. El listado de operaciones de la pieza se
actualizará.
* El número de operación que se seleccionó se encontraba ocupado.
El CNC, al solicitar el comando de confirmación, pregunta si se desea:
Sustituir para lo cual se debe pulsar la tecla [ENTER].
La nueva operación ocupará la posición seleccionada y la operación que
anteriormente existía desaparecerá. El resto de las operaciones se mantienen
en el mismo lugar que ocupaban anteriormente.
Insertar para lo cual se debe pulsar la tecla [1].
La nueva operación ocupará la posición seleccionada. La operación que
anteriormente ocupaba dicha posición y todas las posteriores, incluidas las
posiciones libres, se desplazarán un lugar hacia atrás.
Si la posición número 20 se encuentra ocupada, el CNC mostrará un mensaje
indicando que este comando no puede ser editado.
No hacer nada para lo cual se debe pulsar la tecla [CLEAR].
Atención:
Es aconsejable al editar las diversas operaciones de una pieza, comenzar
siempre por la operación "1" y utilizar posiciones correlativas.
Cuando se ejecuta una pieza el CNC comienza siempre por la operación
"1" y finaliza la ejecución al encontrar una posición libre, aunque el
programa pieza disponga de otras operaciones.
Cada una de las operaciones que forman el programa pieza se encuentra
almacenada en memoria con todos los valores con que fue editado.
*Datos propios de la operación: BEGIN, END, ángulos, incremento,
etc.
*Condiciones de mecanizado: F, S, T, giro cabezal, etc.
*Pasada de acabado, avance de acabado, herramienta de acabado y
distancias de seguridad en "X" y "Z".
EDICION DE UN
PROGRAMA PIEZA

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
4
Sección:
7.4 SIMULACION DE UN PROGRAMA PIEZA
El CNC permite simular o comprobar una pieza en vacío, antes de efectuar el mecanizado
de la misma.
Cuando se simula una pieza el CNC comienza siempre
por la operación "1" y finaliza al encontrar una posición
libre, aunque la pieza disponga de otras operaciones.
Por ello se debe seleccionar la pieza correspondiente, y
tras posicionar el cursor sobre la cabecera de la misma
(PIEZA 01346), pulsar la tecla en el modelo
compacto o la secuencia de teclas en el
modelo modular.
El CNC mostrará una página de representación gráfica.
En la parte inferior izquierda de la pantalla se muestran
los ejes del plano.
Para definir la zona de visualización se debe:
* Pulsar la tecla en el modelo compacto, o la tecla en el modular.
* Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de
la pantalla.
* Definir el valor de la anchura que se quiere representar.
Para comprobar la pieza se debe pulsar la tecla De esta forma comenzará la
representación gráfica correspondiente.
Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo
Simulación se debe pulsar la tecla [END].
SIMULACION DE
UNA PIEZA
PIEZA 01346
1 - CILINDR.
2 -
REFRENTA.
3 - ROSCADO
4 - ?
5 - ?
6 - ?
7 - ?

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
5
Página
7.4.1 FUNCION ZOOM
La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el
programa en simulación debe ser interrumpido o bien haber finalizado.
Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona
a ampliar o reducir.
Para modificar las dimensiones del rectángulo se deben utilizar las teclas:
Disminuye el tamaño del rectángulo
Aumenta el tamaño del rectángulo
Para desplazar el rectángulo se deben utilizar las siguientes teclas:
Modelo compacto
Modelo modular
Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo,
se debe pulsar la tecla [ENTER].
Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de
visualización se debe pulsar la tecla en el modelo compacto y la tecla en
el modelo modular.
La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie
de la pantalla.
Para volver a la zona de visualización anterior se debe pulsar la tecla [END].
Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z]
y actuar de la misma forma.
Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar
la tecla [END].
SIMULACION DE
UNA PIEZA

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
6
Sección:
7.5 EJECUCION DE UN PROGRAMA PIEZA
Cuando se ejecuta una pieza el CNC comienza siempre por la operación "1" y finaliza
la ejecución al encontrar una posición libre, aunque el programa pieza disponga de
otras operaciones.
Siempre que se desea ejecutar una pieza se debe
seleccionar el programa pieza correspondiente, y tras
posicionar el cursor sobre la cabecera de la misma
(PIEZA 01346), pulsar la tecla
El programa pieza seleccionado, se ejecuta operación tras
operación, comenzando por la primera operación y
continuando con la siguiente una vez finalizada la misma.
Cada vez que el CNC selecciona una operación, la
mostrará en forma resaltada y además realiza una copia
a la zona de edición, parte inferior de la pantalla,
mostrando la operación seleccionada con todos sus
parámetros.
Una vez finalizada la ejecución de cada una de las
operaciones, la herramienta se posiciona en el punto BEGIN de la operación ejecutada,
manteniendo las distancias de seguridad.
Se debe tener en cuenta al definir las distintas operaciones, que el desplazamiento de
la herramienta de una operación a otra se efectúa en línea recta y desde el punto BEGIN
de la última operación ejecutada al punto BEGIN de la próxima operación.
La ejecución de la pieza finaliza al encontrar el CNC una posición libre, aunque más
adelante existan más operaciones definidas.
Una vez finalizadas todas las operaciones, la herramienta retrocederá al punto en que
comenzó la ejecución de la pieza.
Si durante la ejecución de la pieza se requiere un cambio de herramienta, se efectuará
al comienzo de la operación correspondiente. Además, si la máquina no dispone de
un punto de cambio de herramienta ésta se efectúa en el punto en que comenzó la
ejecución de la pieza.
Si se desea interrumpir la ejecución del programa se debe pulsar la tecla . La
ejecución del programa se detiene y quedan habilitadas las siguientes teclas:
Para continuar con la ejecución del programa se debe pulsar la tecla
Atención:
Se debe tener cuidado de seleccionar la pieza y posicionar el cursor sobre
la cabecera de la misma (PIEZA 01346) antes de pulsar la tecla
Si al pulsar la tecla el cursor se encuentra posicionado sobre una
de las operaciones automáticas, el CNC ejecuta la operación que está en
la pantalla general.
EJECUCION DE UN
PROGRAMA PIEZA
PIEZA 01346
1 - CILINDR.
2 - REFRENTA.
3 - ROSCADO
4 - ?
5 - ?
6 - ?
7 - ?
EXIT

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
7
Página
7.5.1 EJECUCION DE UNA OPERACION PREVIAMENTE
ALMACENADA EN UNA PIEZA
Siempre que se desea ejecutar una operación previamente almacenada en una pieza
se debe seleccionar el programa pieza correspondiente, y tras posicionar el cursor sobre
la operación deseada, pulsar la tecla [RECALL].
El CNC recupera todos los valores con que fue almacenada en memoria dicha operación
y los muestra en la parte inferior de la pantalla.
* Datos propios de la operación: BEGIN, END, ángulos, incremento, etc.
* Condiciones de mecanizado: F, S, T, giro cabezal, etc.
* Pasada de acabado, avance de acabado, herramienta de acabado y distancias de
seguridad en "X" y "Z".
A continuación se debe pulsar la tecla para ejecutar la operación seleccionada.
El CNC permite modificar cualquier dato antes de pulsar la tecla si se desea.
EJECUCION DE UN
PROGRAMA PIEZA

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
8
Sección:
EJECUCION DE UN
PROGRAMA PIEZA
7.5.2 INSPECCION DE HERRAMIENTA
Esta opción permite, durante el mecanizado del programa 99996, detener la ejecución
e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso
sustituirla.
Para ello se deben de seguir los siguientes pasos:
a) Pulsar la tecla para interrumpir la ejecución del programa 99996.
b) Pulsar la tecla [TOOL]
En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal.
Además, en la pantalla aparece el siguiente mensaje:
TECLAS MANUAL DISPONIBLES
SALIDA
c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado.
Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante
las teclas de manejo del cabezal, situadas en el panel de Mando.
d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla
[END].
El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido
de giro que disponía cuando se interrumpió el programa.
Además, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la
posición en que se interrumpió la ejecución.
e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la
ejecución. El CNC no permitirá sobrepasar dicha posición.
Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje:
VUELTA
EJES NO POSICIONADOS
NINGUNO
f) Pulsar la tecla para continuar con la ejecución del programa 99996.

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
9
Página
7.6 MODIFICAR UN PROGRAMA PIEZA
Siempre que se desea modificar una operación se debe seleccionar el programa pieza
correspondiente, y tras posicionar el cursor sobre la operación deseada, pulsar la tecla
[RECALL].
El CNC recupera todos los valores con que fue almacenada en memoria dicha
operación y los muestra en la parte inferior de la pantalla.
A partir de este momento la operación podrá ser modificada, como si de una operación
normal se tratase, tal y como se detalla en el apartado correspondiente a las
OPERACIONES AUTOMATICAS.
Una vez realizadas todas las modificaciones, se debe pulsar la tecla [ENTER] para
almacenarla nuevamente en memoria. Si se desea, se puede ejecutar la operación
antes de introducirla en memoria y de esta forma comprobar su perfecto
funcionamiento.
Una vez pulsada la tecla [ENTER] el CNC pide conformidad del comando,
debiéndose pulsar nuevamente la tecla [ENTER] (opción sustituir).
Cuando se desea borrar una operación se debe seleccionar el programa pieza
correspondiente, y tras posicionar el cursor sobre la operación que se desea borrar,
pulsar la tecla [CLEAR].
El CNC pedirá conformidad del comando.
Cuando se borra una operación, el CNC compactará el programa pieza, pasando
todas las operaciones posteriores a ocupar la posición anterior a la que ahora ocupan.
Cuando se desea insertar una nueva operación, se debe operar como en la edición
de programa pieza.
Una vez definida la operación, se debe posicionar el cursor sobre el número de
operación que se desea asignar a la misma y pulsar la tecla [ENTER] para almacenarla
en memoria.
El CNC pide conformidad del comando, debiéndose pulsar la tecla [1] si se desea
insertar o la tecla [ENTER] si se desea sustituir por la actual.
Cuando se desea copiar una operación ya existente en otra posición se debe posicionar
el cursor sobre la operación que se desea copiar y pulsar la tecla [RECALL].
El CNC recupera todos los valores con que fue almacenada en memoria dicha
operación y los muestra en la parte inferior de la pantalla.
A continuación, se debe seleccionar el número de operación en el que se desea
realizar la copia y pulsar la tecla [ENTER]. El CNC pedirá conformidad del
comando.
MODIFICAR UN
PROGRAMA PIEZA

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
10
Sección:
PIEZA
01435 [ *]
47632 [*]
32540 [ *]
----- [ ]
----- [ ]
----- [ ]
----- [ ]
EXIT
7.7 BORRADO DE UN PROGRAMA PIEZA
Siempre que se desea borrar un programa pieza se debe operar de una de las siguientes
formas:
Seleccionar en el directorio de programas pieza el programa pieza que se desea borrar
y pulsar la tecla [CLEAR], o bien, seleccionar dicho programa y tras posicionar el
cursor sobre la cabecera de la misma (PIEZA 01435), pulsar la tecla [CLEAR]. En
ambos casos el CNC pedirá conformidad del comando.
BORRAR UN
PROGRAMA PIEZA
PIEZA 01435
1 - CILINDR.
2 - REFRENTA.
3 - ROSCADO
4 - ?
5 - ?
6 - ?
7 - ?
EXIT

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
11
Página
PERIFERICOS
7.8 PERIFERICOS
Este CNC permite comunicarse con la disquetera FAGOR, con un periférico general
o con un ordenador para transferir programas de uno al otro bien gestionando dicha
transferencia desde el CNC cuando este se encuentra en el modo "Periféricos" o bien
gestionando la transferencia desde el ordenador mediante el protocolo DNC de FAGOR
pudiendo encontrarse el CNC en cualquier modo de operación..
7.8.1 MODO PERIFERICOS
Este modo permite transferir programas entre el CNC y la disquetera FAGOR, un
periférico general o con un ordenador que disponga de un programa de comunicaciones
estandar del mercado.
Para acceder a este modo se debe seleccionar la opción "Periféricos" de "Modos
Auxiliares" tras pulsar la tecla [AUX].
Tras seleccionar esta opción la pantalla del CNC mostrará el siguiente menú en su
parte superior izquierda:
0 - ENTRADA DESDE DISQUETERA (Fagor)
1 - SALIDA HACIA DISQUETERA (Fagor)
2 - ENTRADA DESDE PERIFERICO (general)
3 - SALIDA HACIA PERIFERICO (general)
4 - DIRECTORIO DISQUETERA (Fagor)
5 - BORRAR PROGRAMA DISQUETERA (Fagor)
6 - DNC ON/OFF
Para poder utilizar cualquiera de estas opciones el modo DNC debe estar inactivo. Si
está activo (en la parte superior derecha de la pantalla aparece: DNC), se debe pulsar
[6] (DNC ON/OFF) para desactivarlo (las letras DNC desaparecen de la pantalla).
Las opciones "0, 1, 2 y 3" permiten transferir los programas pieza, parámetros máquina,
la tabla de funciones M decodificadas y la tabla de parámetros de compensación de husillo.
La parte inferior derecha de la pantalla mostrará el directorio de hasta 7 programas pieza
del CNC. Para ver el resto del directorio se deben usar las teclas:
El CNC solicitará el número de programa que se desea transmitir y se debe teclear el
número deseado y a continuación pulsar la tecla [ENTER].
Los números de programa que se pueden seleccionar son los siguientes:
P00000 al P99990 Correspondientes a programas pieza.
P99994 y P99996 Programas especiales de usuario en código ISO.
P99997 Es de uso interno y NO puede ser transmitido.
P99998 Utilizado para asociar textos a los mensajes de PLCI.
P99999 Parámetros máquina y tablas.
En pantalla aparecerá el texto "RECIBIENDO" o "TRANSMITIENDO" y una
vez finalizada la transmisión el texto "PROGRAMA NUM. P23256 (por ejemplo)
LEIDO" o "TRANSMITIDO".
Atención:
Los programas pieza no pueden ser editados en el periférico u ordenador.

TRABAJO CON PROGRAMAS PIEZA
Capítulo: 7
Página
12
Sección:
Si la transmisión no es correcta se mostrará el texto "Error de transmisión", y si la
información transmitida no corresponde al formato exigido por el CNC, mostrará el
texto "Leido dato no válido".
Para poder realizar la transmisión es necesario que la memoria del CNC se encuentre
desbloqueada, en caso contrario volverá a mostrar el menú principal del modo Perifericos.
Cuando se realiza la transmisión desde un periférico distinto a la disquetera FAGOR,
hay que tener en cuenta los siguientes aspectos:
* Debe comenzar por un "NUL" seguido de "%" "número de programa" (por ejemplo:
%23256)" y seguido por LINE FEED (LF).
* Los espacios, la tecla RETURN y el signo "+" no se tienen en cuenta
* El programa termina con una serie de más de 20 "NUL", con el carácter "ESCAPE"
o "EOT".
* Si se desea abortar la transmisión se debe pulsar la tecla [CL]. El CNC mostrará
el mensaje "PROCESO ABORTADO".
DIRECTORIO DISQUETERA
Esta opción muestra los programas que contiene el disquette insertado en la
disquetera FAGOR y el número de caracteres que ocupa cada uno de ellos.
Asimismo, muestra el número de caracteres libres en el disquette.
BORRAR PROGRAMA DISQUETERA
Esta opción permite borrar un programa de la disquetera FAGOR.
El CNC solicita el número de programa que se desea borrar. Tras teclear el número
de programa elegido se debe pulsar la tecla [ENTER].
Una vez borrado el programa el CNC mostrará el texto "PROGRAMA NUM: P
____ BORRADO"
Asimismo, muestra el número de caracteres libres en el disquette.
PERIFERICOS

Capítulo: 7
TRABAJO CON PROGRAMAS PIEZA
Sección:
13
Página
BLOQUEAR/DESBLOQUEAR
7.8.2 COMUNICACION DNC
Para utilizar esta prestación, la comunicación DNC debe estar activa (la parte superior
derecha de la pantalla muestra: DNC). Para ello, los parámetros correspondientes
deben estar personalizados convenientemente por el fabricante y seleccionar la
opción [6] del modo "Periféricos" para activarla si no lo estuviera.
Una vez activa y utilizando el programa de aplicación FAGORDNC (suministrado,
bajo pedido, en disquette) es posible desde el ordenador:
· Obtener el directorio de programas pieza del CNC.
· Transferir programas y tablas desde/hacia el CNC y viceversa.
· Borrar programas pieza en el CNC.
· Cierto control de la máquina.
Atención:
En el CNC puede estar seleccionado cualquier modo de operación.
7.9 BLOQUEAR/DESBLOQUEAR
Esta opción permite bloquear/desbloquear la memoria de programa.
Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares"
pulsar la tecla correspondiente a "BLOQUEAR / DESBLOQUEAR".
Los códigos que se pueden utilizar son:
N0000 [ENTER] Desbloquea la memoria de programa
N1111 [ENTER] Bloquea la memoria de programa
PF000 [ENTER] Borra el contenido de todos los parámetros aritméticos (datos
de las operaciones automáticas). Les asigna el valor 0.

8. EJEMPLOS DE PROGRAMACION
Página
EJEMPLO 1 3
Mecanizado de exteriores (operación a operación)
EJEMPLO 2 11
Mecanizado de la misma pieza que en el "Ejemplo 1" pero utilizando
el ciclo de "Seguimiento de perfil en tramos rectos".
De esta forma se efectúa la pieza con muchas menos operaciones.
EJEMPLO 3 17
Mecanizado de interiores y exteriores
EJEMPLO 4 23
Mecanizado de exteriores con "Roscado cónico" y "Perfil con valle"
Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 1

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 3EJEMPLO 1
EJEMPLO 1

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION4 EJEMPLO 1

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 5EJEMPLO 1

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION6 EJEMPLO 1

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 7EJEMPLO 1

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION8 EJEMPLO 1

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 9EJEMPLO 1

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION10 EJEMPLO 1

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 11EJEMPLO 2
EJEMPLO 2

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION12 EJEMPLO 2

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 13EJEMPLO 2

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION14 EJEMPLO 2

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 15EJEMPLO 2

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION16 EJEMPLO 2

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 17EJEMPLO 3
EJEMPLO 3

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION18 EJEMPLO 3

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 19EJEMPLO 3

Sección:Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION
20 EJEMPLO 3

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 21EJEMPLO 3

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION22 EJEMPLO 3

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 23EJEMPLO 4
EJEMPLO 4

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION24 EJEMPLO 4

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 25EJEMPLO 4

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION26 EJEMPLO 4

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 27EJEMPLO 4

Sección:
Capítulo: 8
Página
EJEMPLOS DE PROGRAMACION28 EJEMPLO 4

Página
Capítulo: 8
Sección:
EJEMPLOS DE PROGRAMACION 29EJEMPLO 4


001 Este error se produce cuando el primer carácter del bloque que se desea ejecutar no es una "N".
002 Demasiados dígitos al definir una función en general.
003 Se ha asignado un valor negativo a una función que no acepta el signo (-), o se ha asignado un valor incorrecto
a un parámetro de ciclo fijo.
004 Definición de un ciclo fijo estando activa la función G02, G03 ó G33.
005 Bloque paramétrico mal editado.
006 Más de 10 parámetros afectados en un mismo bloque.
007 División por cero.
008 Raíz cuadrada de un número negativo.
009 Valor demasiado grande asignado a un parámetro.
010 * No se ha programado la gama o la velocidad de corte constante.
011 Más de siete funciones M en un mismo bloque.
012 Este error se produce en los siguientes casos:
> Mal programada la función G50.
> Sobrepasamiento del valor de las dimensiones de herramienta.
> Sobrepasamiento del valor de los traslados de origen G53/G59.
013 Perfil de un ciclo fijo mal definido.
014 Se ha programado un bloque que no es correcto, bien en sí mismo o bien en relación con la historia del programa
hasta el momento.
015 Las funciones G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31, G32, G50, G53, G54, G55, G56,
G57, G58, G59, G72, G74, G92 y G93 deben ir solas en un bloque.
016 No existe la subrutina o el bloque llamado ó no existe el bloque buscado mediante la función especial F17.
017 Paso de rosca negativo o demasiado elevado.
018 Error en los bloques en que se definen los puntos mediante ángulo-ángulo o ángulo-coordenada.
019 Este error se produce en los siguientes casos:
> Tras definir G20, G21, G22 ó G23 no viene el número de subrutina al que se refiere.
> No se ha programado el carácter "N" tras la función G25, G26, G27, G28 o G29.
> Demasiados niveles de imbricación, uno dentro de otro.
020 Se ha definido más de una gama de cabezal en un mismo bloque
021 Este error se produce en los siguientes casos:
> No existe un bloque en la dirección definida por el parámetro asignado a F18, F19, F20, F21, F22.
> No se ha definido el eje correspondiente en el bloque direccionado
022 Al programar los ejes en G74, se repite alguno de ellos.
023 No se ha programado K tras G04.
025 Error en un bloque de definición o llamada a subrutina, o bien, de definición de saltos condicionales o
incondicionales.
026 Este error se produce en los siguientes casos:
> Sobrepasamiento de la capacidad de memoria.
> Capacidad de cinta libre ó de memoria de CNC inferior al tamaño del programa que se intenta introducir.
027 No se ha definido I/K en interpolación circular o roscado.

028 Se ha intentado seleccionar un corrector en la tabla de herramientas o una herramienta externa no existente (el
número de herramientas se define mediante parámetro-máquina).
029 Se ha asignado un valor demasiado grande a una función.
Este error se produce con gran frecuencia si se programa un valor de F en mm/min y luego se pasa a trabajar en
mm/rev sin cambiar el valor de F.
030 Se ha programado una G no existente.
031 Valor del radio de la herramienta demasiado grande.
032 Valor del radio de la herramienta demasiado grande.
033 Se ha programado un desplazamiento superior a 8388 mm o 330,26 pulgadas.
Ejemplo: Si el eje Z se encuentra en la posición Z-5000 y se desea desplazarlo hasta el punto Z5000, el CNC
mostrará el error 33 si se programa el bloque N10 Z5000, ya que el desplazamiento programado
es Z5000 - Z-5000 = 10000 mm.
Por el contrario, si el desplazamiento se efectúa en dos fases, como se indica a continuación, el CNC
no mostrará el error 33 puesto que cada desplazamiento es inferior a 8388 mm.
N10 Z0 ; Desplazamiento 5000 mm
N10 Z5000 ; Desplazamiento 5000 mm
034 Se han definido S ó F con un valor superior al permitido.
035 No existe información suficiente para compensar, para redondear aristas o achaflanar.
036 Subrutina repetida.
037 Mal programada la función M19.
038 Mal programada la función G72.
Se debe tener en cuenta que si se aplica la función G72 a un solo eje, este debe de estar en el origen pieza (valor
0) en el momento de aplicarse el factor de escala.
039 Este error se produce en los siguientes casos:
> Más de 15 niveles de anidamiento en llamada a subrutinas
> Se ha programado un bloque que contiene un salto a si mismo. Ejemplo: N120 G25 N120.
040 El arco programado no pasa por el punto final definido. (Tolerancia 0,01 mm) o no existe un arco que pasa por
los puntos definidos mediante G08 o G09.
041 Este error se produce cuando se ha programado una entrada tangencial y se dan los siguientes casos:

> No existe espacio para realizar la entrada tangencial. Se requiere un espacio superior o equivalente a 2 veces
el radio de redondeo programado.
> El tramo en que se ha definido la entrada tangencial es un tramo curvo (G02, G03). El tramo en que se define
la entrada tangencial debe ser lineal.
042 Este error se produce cuando se ha programado una salida tangencial y se dan los siguientes casos:
> No existe espacio para realizar la salida tangencial. Se requiere un espacio superior o equivalente a 2 veces
el radio de redondeo programado.
> El tramo en que se ha definido la salida tangencial es un tramo curvo (G02, G03). El tramo en que se define
la salida tangencial debe ser lineal.
043 Origen de coordenadas polares (G93) mal definido.
044 Mal programada la función M45 S, velocidad de giro de la herramienta motorizada.
045 Mal programadas las funciones G36, G37, G38 ó G39.
046 Coordenadas polares mal definidas.
047 Se ha programado un desplazamiento cero durante una compensación de radio o redondeo.
048 Inicio o anulación de compensación de radio con G02/G03.
049 Chaflán mal programado.
050 Se ha seleccionado velocidad de corte constante cuando la máquina dispone de salida de consigna de cabezal
en formato BCD.
054 No existe disquette en la disquetera FAGOR, o no existe cinta en el Lector de cassette o bien la tapa de la cabeza
del Lector está abierta.
055 Error de paridad en la escritura o lectura del disquette o cinta.
057 Disquette o cinta protegida contra escritura.
058 Dificultades en el movimiento del disquette o en el arrastre de cinta.
059 Este error se produce en los siguientes casos:
> Error de diálogo entre el CNC y la Disquetera FAGOR.
> Error de diálogo entre el CNC y el Lector de cinta.
060 Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
061 Fallo de batería.
A partir de producirse este error, la información contenida en la memoria será retenida durante 10 días más,
estando apagado el CNC. Debiendo ser sustituido el módulo de batería ubicado en la parte posterior del aparato.
Consúltese con el Servicio de Asistencia Técnica.
Atención:
Debido al riesgo de explosión ó combustión no intente recargar la pila, no la exponga a temperaturas
superiores a 100 grados centígrados y no cortocircuite sus bornas.

064 * La entrada de emergencia externa (terminal 14 del conector I/O 1) se encuentra activada.
065 * Este error se produce cuando trabajando con palpador (G75) se ha alcanzado la posición programada y no se
ha recibido la señal exterior del palpador.
066 * Límite de recorrido eje X sobrepasado
El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que
obligaría a la máquina a salirse de límites.
068 * Límite de recorrido eje Z sobrepasado.
El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que
obligaría a la máquina a salirse de límites.
070 ** Error de seguimiento eje X.
072 ** Error de seguimiento eje Z.
074 ** Valor de S (velocidad de cabezal) demasiado elevado.
075 ** Fallo de captación en el conector A1.
076 ** Fallo de captación en el conector A2.
077 ** Fallo de captación en el conector A3.
078 ** Fallo de captación en el conector A4.
079 ** Fallo de captación en el conector A5.
087 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
088 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
089 * No se ha realizado la búsqueda del punto referencia máquina de todos los ejes.
Este error se produce cuando es obligatorio realizar la búsqueda del punto de referencia máquina tras el
encendido. Se define mediante parámetro máquina.
090 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
091 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
092 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
093 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
094 Error de paridad en la tabla de herramientas, o en la tabla G53-G59.
095 ** Error de paridad de los parámetros generales.
096 ** Error de paridad de los parámetros eje Z.
098 ** Error de paridad de los parámetros eje X.
099 ** Error de paridad en la tabla de M.
100 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
101 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
105 Este error se produce en los siguientes casos:
> Más de 43 caracteres dentro de un comentario
> Más de 5 caracteres para definir el número de programa
> Más de 4 caracteres para definir el número de bloque
> Caracteres extraños en memoria.
106 ** Límite de temperatura interior sobrepasado.

108 ** Error en parámetros de compensación del husillo del eje Z.
110 ** Error en parámetros de compensación del husillo del eje X.
111 * Error en la red local Fagor. Instalación incorrecta de la línea (hardware)
112 * Error en la red local Fagor. Se produce en los siguientes casos:
> La configuración de la red (nodos) es incorrecta.
> La configuración de red ha cambiado. Alguno de los nodos ha dejado de estar presente en la misma.
Si se produce este error es necesario acceder al modo red, edición o monitorización, antes de ejecutar un bloque
de programa.
113 * Error en la red local Fagor. Algún nodo no se encuentra en condiciones de trabajar en la red local. Por ejemplo:
> No se encuentra compilado el programa del PLC64.
> Se ha enviado a un CNC82 un bloque del tipo G52 mientras se hallaba en ejecución.
114 * Error en la red local Fagor. Se ha enviado una orden incorrecta a un nodo.
115 * Error en el PLCI. Watch-dog en la rutina periódica.
Este error se produce cuando la rutina periódica dura más de 5 milisegundos.
116 * Error en el PLCI. Watch-dog en el programa principal.
Este error se produce cuando el programa principal dura más de la mitad del tiempo indicado en el parámetro
máquina "P729".
117 * Error en el PLCI. La información interna del CNC que se ha solicitado mediante la activación de las marcas
M1901 a M1949 no se encuentra disponible.
118 * Error en el PLCI. Se ha intentado modificar, mediante la activación de las marcas M1950 a M1964, una variable
interna del CNC que no se encuentra disponible.
119 Error en el PLCI. Error al escribir los parámetros máquina, tabla de funciones M decodificadas y las tablas de
compensación de error de husillo, en la EEPROM.
Este error se puede producir cuando al bloquear los parámetros máquina, tabla de funciones M decodificadas
y las tablas de compensación de error de husillo, el CNC no puede guardar dicha información en el la memoria
EEPROM.
120 Error en el PLCI. Error de checksum al recuperar los parámetros máquina, tabla de funciones M decodificadas
y las tablas de compensación de error de husillo, de la EEPROM.
Atención:
Los ERRORES que disponen de “*” actúan de la siguiente manera:
Detienen el avance de los ejes y el giro del cabezal. Eliminando para ello todas
las señales de Enable y anulando todas las salidas analógicas del CNC.
Detienen la ejecución del programa pieza del CNC si se encuentra en ejecu-
ción.
Los ERRORES que disponen de “**” además de actuar como los errores que
disponen de “*”, activan la SALIDA DE EMERGENCIA .


ACERCA DE LA INFORMACION DE ESTE MANUAL
Este manual se debe utilizar cuando se desea elaborar un programa en código ISO.
El CNC puede almacenar 2 programas de usuario en código ISO:
P99994 Programa especial de subrutinas de usuario en código ISO
P99996 Programa pieza de usuario en código ISO.
Ambos programas pueden ser elaborados en un ordenador y ser enviados posteriormente al
CNC. El apartado Periféricos del Manual de Operación explica cómo se debe efectuar la
transmisión de información entre el CNC y el ordenador.
Desde el mismo, usted podrá desde el mismo CNC editar o modificar el programa P99996 pero
no podrá acceder al programa P99994. El programa P99994 debe ser elaborado en un ordenador
o periférico.
Este manual describe toda la información referente al código ISO que utiliza el CNC 800T.
Notas:
La información descrita en este manual puede estar sujeta a variaciones motivadas
por modificaciones técnicas.
FAGOR AUTOMATION, S. Coop. Ltda. se reserva el derecho de modificar
el contenido del manual, no estando obligada a notificar las variaciones.

INDICE
Apartado Pagina
Tabla comparativa de los modelos Fagor CNC 800T ................................................ix
Nuevas prestaciones y modificaciones.........................................................................xiii
INTRODUCCION
Condiciones de Seguridad ............................................................................................3
Condiciones de Reenvío ...............................................................................................5
Documentación Fagor para el CNC 800 T ..................................................................6
Contenido de este manual.............................................................................................7
Capítulo 1 CONSTRUCCION DE UN PROGRAMA
1.1 Estructura de un programa en el CNC .............................................................................1
1.2 Número de bloque ...........................................................................................................2
1.2.1 Bloques condicionales ....................................................................................................2
1.3 Bloque de programa ........................................................................................................3
1.4 Funciones preparatorias G ...............................................................................................4
1.4 Tabla de funciones G empleadas en el CNC ...................................................................4
Capítulo 2 PROGRAMACION DE COTAS
2.1 Unidades de medida. Milímetros (G71) o pulgadas (G70) ..............................................1
2.2 Programación absoluta (G90) o incremental (G91) .........................................................2
2.3 Programación de cotas.....................................................................................................3
2.3.1 Coordenadas cartesianas .................................................................................................3
2.3.2 Coordenadas polares .......................................................................................................4
2.3.3 Programación mediante dos ángulos (A1, A2) ................................................................6
2.3.4 Angulo y una coordenada cartesiana ..............................................................................7
Capítulo 3 SISTEMAS DE REFERENCIA
3.1 Búsqueda de referencia máquina (G74)...........................................................................1
3.2 Preselección de cotas (G92).............................................................................................2
3.3 Preselección de origen polar (G93) .................................................................................3
3.4 Traslados de origen (G53 ... G59) ....................................................................................4
3.5 Guardar y recuperar origen de coordenadas (G31, G32)..................................................6

Capítulo 4 FUNCIONES COMPLEMENTARIAS
4.1 Programación del avance (F) ...........................................................................................1
4.1.1 Avance F en mm/min o décimas de pulgada/min(G94) ..................................................2
4.1.2 Avance F en mm/rev o pulgadas/rev (G95) .....................................................................2
4.1.3 Feed-Rate programable (G49) .........................................................................................2
4.2 Velocidad de giro del cabezal y parada orientada (S) .....................................................3
4.2.1 Velocidad S en rev/min (G97) .........................................................................................3
4.2.2 Velocidad de corte constante. S en m/min o pies/min (G96) ..........................................4
4.2.3 Limitación de S en velocidad de corte constante (G92)..................................................4
4.3 Programación de herramienta (T) ....................................................................................5
4.3.1 Cargar dimensiones de herramienta en la tabla (G50).....................................................8
4.3.2 Corregir las dimensiones de la herramienta (G51) ..........................................................9
4.4 Funciones auxiliares (M) .................................................................................................10
Capítulo 5 CONTROL DE TRAYECTORIA
5.1 Arista matada (G05) .........................................................................................................1
5.2 Arista viva (G07) .............................................................................................................1
5.3 Posicionamiento rápido (G00).........................................................................................2
5.4 Interpolación lineal (G01) ...............................................................................................3
5.5 Interpolación circular (G02, G03) ...................................................................................4
5.5.1 Interpolación circular con programación del radio del arco ...........................................5
5.5.2 Interpolación circular con programación del centro del arco
en coordenadas absolutas (G06) ......................................................................................6
5.5.3 Ejemplos de programación ..............................................................................................6
5.6 Trayectoria circular tangente a la trayectoria anterior (G08) ..........................................7
5.7 Trayectoria circular definida mediante tres puntos (G09) ...............................................8
5.8 Entrada tangencial (G37).................................................................................................9
5.9 Salida tangencial (G38) ...................................................................................................10
5.10 Redondeo controlado de aristas (G36) ............................................................................11
5.11 Achaflanado (G39) ..........................................................................................................13
Capítulo 6 FUNCIONES PREPARATORIAS ADICIONALES
6.1 Temporización (G04).......................................................................................................1
6.2 Visualizar código de error (G30) .....................................................................................1
6.3 Saltos y llamadas incondicionales (G25) ........................................................................2
6.4 Roscado electrónico (G33) ..............................................................................................4
6.4.1 Ejemplos ..........................................................................................................................5
6.5 Factor de escala (G72) .....................................................................................................7
6.6 Trabajo con palpador (G75) ............................................................................................8
6.7 Tratamiento de bloque único. Activación (G47) y Anulación (G48)..............................9
Apartado
Pagina

Capítulo 7 COMPENSACION DE HERRAMIENTAS
7.1 Selección e inicio de la compensación de radio (G41, G42)...........................................5
7.2 Funcionamiento con compensación de radio..................................................................7
7.3 Anulación temporal de la compensación con G00..........................................................9
7.4 Anulación de compensación de radio (G40) ...................................................................10
Capítulo 8 CICLOS FIJOS DE MECANIZADO
8.1 Ciclo fijo de cilindrado (G67 N0) ...................................................................................2
8.2 Ciclo fijo de refrentado (G67 N1)....................................................................................4
8.3 Ciclo fijo de cilindrado cónico (G67 N2)........................................................................6
8.4 Ciclo fijo de roscado (G67 N3)........................................................................................8
8.5 Ciclo fijo de redondeo (G67 N4) .....................................................................................10
8.6 Ciclo fijo de ranurado (G67 N5) ......................................................................................12
8.7 Ciclo fijo de taladrado múltiple (G67 N6) ......................................................................14
8.8 Ciclo fijo de taladrado simple / Ciclo fijo de roscado con macho (G67 N7) ................16
8.9 Ciclo fijo de chavetas (G67 N8) ......................................................................................18
8.10 Ciclo fijo de seguimiento de perfil (G66)........................................................................20
8.11 Ciclo fijo de desbastado en el eje X (G68) ......................................................................24
8.12 Ciclo fijo de desbastado en el eje Z (G69) ......................................................................28
8.13 Ciclo fijo de torneado de tramos rectos (G81).................................................................32
8.14 Ciclo fijo de refrentado de tramos rectos (G82)...............................................................34
8.15 Ciclo fijo de torneado de tramos curvos (G84) ...............................................................36
8.16 Ciclo fijo de refrentado de tramos curvos (G85) .............................................................38
8.17 Ciclo fijo de roscado longitudinal (G86) ........................................................................40
Capítulo 9 SUBRUTINAS
9.1 Programa especial de subrutinas de usuario P99994.......................................................1
9.2 Identificación de una subrutina estandar (G22) ..............................................................2
9.3 Llamada a una subrutina estandar (G20) .........................................................................2
9.4 Identificación de una subrutina paramétrica (G23) .........................................................3
9.5 LLamada a una subrutina paramétrica (G21) ..................................................................3
9.6 Niveles de imbricación ....................................................................................................4
Capítulo 10 PROGRAMACION PARAMETRICA
10.1 Asignaciones ...................................................................................................................2
10.2 Operadores "F1 a F16" .....................................................................................................3
10.3 Operadores "F17 a F29" ...................................................................................................5
10.4 Operadores binarios "F30 a F33" .....................................................................................7
10.5 Operador "F36" ................................................................................................................7
10.6 Funciones de salto condicionales (G26, G27, G28, G29) ...............................................8
EJEMPLO DE PROGRAMACION
CODIGOS DE ERROR
Apartado Pagina


MODELOS CNC 800T DISPONIBLES
Modelo CNC 800T Compacto con pantalla 8" Ambar
Modelo CNC 800T Modular con pantalla 9" Ambar
Formado por la Unidad Central, el Monitor y el Teclado.
Modelo CNC 800T Modular con pantalla 14" Color
Formado por la Unidad Central, el Monitor y el Teclado.
DESCRIPCION TECNICA
CNC
800-T
CNC
800-TI
CNC
800-TG
CNC
800-TGI
Control de ejes X, Z
l l l l
Control de Cabezal
l l l l
Cabezal en revoluciones por
minuto (RPM)
l l l l
Velocidad de corte constante
de Cabezal (VCC)
l l l l
Parada Orientada de cabezal
l l l l
Herramientas
32 32 32 32
Compensación de
Herramienta
l l l l
Herramienta Motorizada
l l l l
Volantes Electrónicos
2 2 2 2
Comunicación vía RS 232C
l l l l
Autómata Integrado (PLCI)
l l
Edición de programa ISO
(Programa 99996)
l l l l
Ejecución de programa ISO
(Programa 99996)
l l l l
Representación Gráfica
l l

NUEVAS PRESTACIONES
Y
MODIFICACIONES
Fecha: Abril 1993 Versión Software: 2.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Avance rápido en función de la posición Manual Operación Apart. 2.3.1
del conmutador "Feed Rate"
Herramienta para la pasada de acabado Manual Instalación Apart. 3.5
Manual Operación Apart. 3.5
Desplazamiento con volantes limitado a la Manual Operación Apart. 2.3.3
F máxima permitida
Control de límites de recorrido en
desplazamientos con volante
Formato de visualización de la S Manual Instalación Apart. 6
Posibilidad, tras interrumpir el programa, de
activar/desactivar las salidas O1, O2, O3
Operación automática "Redondeo de perfil" Manual Operación Apart. 5.5.3
Perfiles Manual Operación Capit. 6
Fecha: Octubre 1993 Versión Software: 3.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Aceleración/deceleración en cabezal Manual Operación Capit. 6
Limitación de RPM trabajando en VCC Manual Operación Apart. 4.3.1
Parada orientada del cabezal Manual Instalación Apart. 6.4.1
Manual Operación Apart. 4.8
Herramienta Motorizada Manual Instalación Apart. 5.9
Manual Operación Apart. 2.3
Operación automática "Taladrado Simple" Manual Operación Apart. 5.8
Operación automática "Taladrado múltiple" Manual Operación Apart. 5.9

Fecha: Diciembre 1993 Versión Software: 3.2 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Asignación de un número de 5 cifras Manual Operación Capit. 7
al programa pieza
Salvaguarda de programas pieza en periférico Manual Operación Apart. 7.7
Operación automática "Chaveta" Manual Operación Apart. 5.10
Temporización antes de abrir el lazo Manual Instalación Apart. 4.3.2
Código de acceso sólo a los Modos Especiales Manual Instalación Apart. 3.7
Volante inactivo si el conmutador está fuera Manual Instalación Apart. 4.3.2
de las posiciones de volante
Fecha: Julio 1994 Versión Software: 4.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Aceleración/deceleración de cabezal lineal y Manual Instalación Apart. 5.8
en forma de campana
Perfil con y sin redondeos Manual Operación Apart. 6.2
La operación de roscado admite salida de rosca Manual Operación Apart. 5.6.2
Avance rápido al 200% o en función de la Manual Instalación Apart. 4.3.3
posición del conmutador "Feed Rate" Manual Operación Apart. 2.3.1
Inspección de herramienta Manual Instalación Apart. 3.4.3
Manual Operación Apart. 3.4.3
Manual Operación Apart. 5.1.3
Ejecución programa 99996 Manual Instalación Apart. 3.11
Manual Operación Apart. 3.10

Fecha: Enero 1995 Versión Software: 5.1 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Confirmación de M3/M4 detectando inversión
por captación Manual Instalación Apart. 6.3
Movimientos en JOG también en mm/rev
Volante gestionado desde el PLCI Manual Instalación Apart. 4.3.2
Inhibición del cabezal desde el PLCI Manual PLCI
Borrar el contenido de todos los parámetros Manual Instalación Apart. 3.10
aritméticos, asignándoles el valor 0 Manual Operación Apart. 3.9 y 7.9
Operación automática de redondeo, nivel ciclo,
con ángulo distinto de 90° Manual Operación Apart. 5.5.2
Operación automática de ranurado en la cara
frontal y pasada de acabado Manual Operación Apart. 5.7
Operación automática de redondeo de perfil
mediante seguimiento de perfil o desbastado Manual Operación Apart. 5.5.3
Punto de aproximación en la operación de
redondeo de perfil (modificación) Manual Operación Apart. 5.5.3
Ejecución de perfil, nivel ciclo, mediante
seguimiento de perfil o desbastado Manual Operación Apart. 6.2
Punto de aproximación en la ejecución del
perfil, nivel ciclo (modificación) Manual Operación Apart. 6.2
Operación automática de roscado con macho Manual Operación Apart. 5.8
M20 al finalizar la ejecución de una pieza Manual Instalación Apart. 3.8.3.1
Representación gráfica (Simulación) Manual Operación Apart. 5.1.3
Ejecución / Simulación del programa 99996 Manual Instalación Apart. 3.11
(programa de usuario en código ISO) Manual Operación Apart. 3.10
Ejecución automática o bloque a bloque Manual Instalación Apart. 3.10
del programa 99996 Manual Operación Apart. 3.10
Edición del programa 99996 Manual Instalación Apart. 3.12
Manual Operación Apart. 3.11
Manual Programación
Programa 99994 de usuario en código ISO
para almacén de rutinas Manual Programación Capit. 9
Rutina asociada a la ejecución de herramienta Manual Instalación Apart. 4.3.4
(sólo en ejecución de programa 99996) Manual Programación
Códigos ISO del CNC 800T Manual de programación

Fecha: Marzo 1995 Versión Software: 5.2 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Edición del programa 99996 en todos
los modelos
Al detener la ejecución quedan habilitadas las Manual Instalación Apart. 3.11
teclas de cabezal, refrigerante, O1, O2, O3 y Manual Operación Apart. 3.10
TOOL Manual Operación Apart. 5.1.4
Manual Operación Apart. 7.5
Los desplazamientos en JOG incremental tiene Manual Instalación Apart. 4.3.3
en cuenta radios/diámetros
Programación ISO. Nuevas funciones: G47, G48 Manual Programación Apart. 6.7
(tratamiento bloque único)
Programación ISO. Nueva función: G86 Manual Programación Apart. 8.17
(ciclo fijo roscado longitudinal)
Petición desde el PLCI de las revoluciones Manual PLCI
reales del cabezal
Fecha: Noviembre 1995 Versión Software: 5.5 y siguientes
PRESTACION MANUAL Y APARTADO MODIFICADO
Modificación del offset de la herramienta
durante la ejecución Manual Operación Apart. 3.4.4
Trabajo con un sólo volante Manual Instalación Apart. 4.3.2
Manual Instalación Apart. 7.5
Lectura de la S real desde el PLCI Manual PLCI


Introducción - 3
CONDICIONES DE SEGURIDAD
Leer las siguientes medidas de seguridad con objeto de evitar lesiones a personas y
prevenir daños a este producto y a los productos conectados a él.
El aparato sólo podrá repararlo personal autorizado de Fagor Automation.
Fagor Automation no se responsabiliza de cualquier daño físico o material derivado
del incumplimiento de estas normas básicas de seguridad.
Precauciones ante daños a personas
Antes de encender el aparato cerciorarse que se ha conectado a tierra
Con objeto de evitar descargas eléctricas cerciorarse que se ha efectuado la conexión
de tierras.
No trabajar en ambientes húmedos
Para evitar descargas eléctricas trabajar siempre en ambientes con humedad relativa
inferior al 90% sin condensación a 45°C.
No trabajar en ambientes explosivos
Con objeto de evitar riesgos, lesiones o daños, no trabajar en ambientes explosivos.
Precauciones ante daños al producto
Ambiente de trabajo
Este aparato está preparado para su uso en Ambientes Industriales cumpliendo las
directivas y normas en vigor en la Unión Europea.
Fagor Automation no se responsabiliza de los daños que pudiera sufrir o provocar si se
monta en otro tipo de condiciones (ambientes residenciales o domésticos).
Instalar el aparato en el lugar apropiado
Se recomienda que, siempre que sea posible, la instalación del Control Numérico se
realice alejada de líquidos refrigerantes, productos químicos, golpes, etc. que pudieran
dañarlo.
El aparato cumple las directivas europeas de compatibilidad electromagnética. No
obstante, es aconsejable mantenerlo apartado de fuentes de perturbación
electromagnética, como son:
- Cargas potentes conectadas a la misma red que el equipo.
- Transmisores portátiles cercanos (Radioteléfonos, emisores de radio aficionados).
- Transmisores de radio/TV cercanos.
- Máquinas de soladura por arco cercanas.
- Líneas de alta tensión próximas.
- Etc.
Condiciones medioambientales
La temperatura ambiente que debe existir en régimen de funcionamiento debe estar
comprendida entre +5°C y +45°C.
La temperatura ambiente que debe existir en régimen de no funcionamiento debe estar
comprendida entre -25°C y 70°C.

Introducción - 4
Protecciones del propio aparato
Unidad Central
Lleva incorporados 2 fusibles exteriores rápidos (F) de 3,15 Amp./ 250V. para
protección de la entrada de red.
Todas las entradas-salidas digitales están protegidas mediante 1 fusible exterior rápido
(F) de 3,15 Amp./ 250V. ante sobretensión de la fuente exterior (mayor de 33 Vcc.) y
ante conexión inversa de la fuente de alimentación.
Monitor
El tipo de fusible de protección depende del tipo de monitor. Ver etiqueta de
identificación del propio aparato.
Precauciones durante las reparaciones
No manipular el interior del aparato
Sólo personal autorizado de Fagor Automation puede manipular el
interior del aparato.
No manipular los conectores con el aparato conectado a la red eléctrica
Antes de manipular los conectores (entradas/salidas, captación, etc)
cerciorarse que el aparato no se encuentra conectado a la red eléctrica.
Símbolos de seguridad
Símbolos que pueden aparecer en el manual
Símbolo ATENCION.
Lleva asociado un texto que indica las acciones u operaciones que pueden
provocar daños a personas o aparatos.
Símbolos que puede llevar el producto
Símbolo ATENCION.
Lleva asociado un texto que indica las acciones u operaciones que pueden
provocar daños a personas o aparatos.
Símbolo CHOQUE ELÉCTRICO.
Indica que dicho punto puede estar bajo tensión eléctrica.
Símbolo PROTECCIÓN DE TIERRAS.
Indica que dicho punto debe ser conectado al punto central de tierras de la
máquina para protección de personas y aparatos.

Introducción - 5
CONDICIONES DE REENVIO
Si va a enviar el Monitor o la Unidad Central, empaquételas en su cartón original con su
material de empaque original. Si no dispone del material de empaque original, empaquételo
de la siguiente manera:
1.- Consiga una caja de cartón cuyas 3 dimensiones internas sean al menos 15 cm (6
pulgadas) mayores que las del aparato. El cartón empleado para la caja debe ser de una
resistencia de 170 Kg (375 libras).
2.- Si va a enviar a una oficina de Fagor Automation para ser reparado, adjunte una etiqueta
al aparato indicando el dueño del aparato, su dirección, el nombre de la persona a
contactar, el tipo de aparato, el número de serie, el síntoma y una breve descripción de
la avería.
3.- Envuelva el aparato con un rollo de polietileno o con un material similar para protegerlo.
Si va a enviar el monitor, proteja especialmente el cristal de la pantalla.
4.- Acolche el aparato en la caja de cartón rellenándola con espuma de poliuretano por
todos lados.
5.- Selle la caja de cartón con cinta para empacar o grapas industriales.

Introducción - 6
DOCUMENTACION FAGOR
PARA EL CNC 800T
Manual CNC 800T OEM Está dirigido al fabricante de la máquina o persona encargada de efectuar la
instalación y puesta a punto del Control Numérico.
Dispone en su interior del manual de Instalación.
Ocasionalmente puede contener un manual que hace referencia a las "Nuevas
Prestaciones" de software recientemente incorporadas.
Manual CNC 800T USER Está dirigido al usuario final, es decir, a la persona que va a trabajar con el Control
Numérico.
Dispone de 2 manuales en su interior:
Manual de Operación que detalla la forma de operar con el CNC.
Manual de Programación que detalla la forma de elaborar un programa en
código ISO.
Ocasionalmente puede contener un manual que hace referencia a las "Nuevas
Prestaciones" de software recientemente incorporadas.
Manual DNC 25/30 Está dirigido a las personas que van a utilizar la opción de software de
comunicación DNC.
Manual Protocolo DNC Está dirigido a las personas que desean efectuar su propia comunicación de DNC,
sin utilizar la opción de software de comunicación DNC 25/30.
Manual PLCI Debe utilizarse cuando el CNC dispone de Autómata integrado.
Está dirigido al fabricante de la máquina o persona encargada de efectuar la
instalación y puesta a punto del Autómata integrado.
Manual DNC-PLC Está dirigido a las personas que van a utilizar la opción de software de
comunicación DNC-PLC.
Manual FLOPPY DISK Está dirigido a las personas que utilizan la disquetera de Fagor. Este manual
indica cómo se debe utilizar dicha disquetera.

Introducción - 7
CONTENIDO DE ESTE MANUAL
El Manual de Programación se compone de los siguientes apartados:
Indice.
Tabla comparativa de los modelos Fagor CNC 800T.
Nuevas Prestaciones y modificaciones.
Introducción Resumen de las condiciones de seguridad.
Condiciones de Reenvío.
Listado de Documentos Fagor para el CNC 800T.
Contenido de este Manual.
Capítulo 1 Construcción de un programa.
Indica la estructura que debe tener el programa pieza y todos los bloques que lo
forman.
Muestra las funciones preparatorias G que se encuentran disponibles.
Capítulo 2 Programación de cotas.
Muestra la forma de seleccionar las unidades de trabajo, el tipo de programación
(absoluto / incremental).
Explica los sistemas de coordenadas para programación de cotas (cartesianas,
polares, mediante dos ángulos, mediante ángulo y coordenada cartesiana).
Capítulo 3 Sistemas de referencia.
Muestra cómo programar la búsqueda de referencia máquina, la preselección de
cotas, los traslados de origen y la preselección del origen polar.
Indica cómo guardar y recuperar el origen de coordenadas.
Capítulo 4 Funciones complementarias.
Muestra cómo programar las funciones preparatorias de avance y velocidad.
Indica cómo programar la velocidad de giro de cabezal (rpm, corte constante).
Expone la forma de programar la parada orientada de cabezal.
Muestra como programar la herramienta y como modificar los valores de la tabla
desde el programa de usuario.
Indica como programar las funciones auxiliares "M".
Capítulo 5 Control de trayectoria.
Indica como programar el trabajo en arista viva y en arista matada.
Muestra cómo programar el posicionamiento rápido, la interpolación lineal y la
interpolación circular.
Indica cómo programar las entradas y salidas tangenciales y el redondeo y achaflanado
de aristas.
Expone cómo programar el roscado electrónico y el movimiento contra tope.
Capítulo 6 Funciones preparatorias adicionales.
Muestra cómo programar una temporización.
Indica cómo visualizar el código de error.
Expone cómo trabajar con saltos y llamadas incondicionales.
Muestra cómo programar un roscado electrónico.
Indica cómo aplicar un factor de escala.
Expone cómo trabajar con un palpador.
Expone como programar el tratamiento de bloque único.
Capítulo 7 Compensación de herramientas.
Muestra cómo programar la compensación de radio y longitud de herramienta.
Capítulo 8 Ciclos fijos de mecanizado.
Muestra cómo programar los diferentes ciclos fijos de mecanizado.
Capítulo 9 Subrutinas.
Programa especial de subrutinas de usuario P99994
Muestra cómo identificar una subrutina estándar y paramétrica.
Indica cómo programar una llamada a una subrutina estándar o paramétrica.
Muestra los niveles de imbricación de subrutinas.

Introducción - 8
Capítulo 10 Programación paramétrica
Muestra cómo se debe realizar la programación paramétrica (asignaciones, opera-
dores, funciones de salto, etc.).
Ejemplo de programación
Códigos de error

CONSTRUCCION DE UN PROGRAMA
Sección:
Capítulo: 1
Página
1
1. CONSTRUCCION DE UN PROGRAMA
Un programa de control numérico está formado por un conjunto de bloques o instrucciones.
Estos bloques o instrucciones están formados por palabras compuestas de letras mayúsculas
y formato numérico.
El formato numérico que dispone el CNC consta de:
- los signos . + -
- las cifras 0 1 2 3 4 5 6 7 8 9
La programación admite prescindir de formato numérico si tiene el valor cero, o del signo
si fuera positivo.
El formato numérico de una palabra puede ser sustituido por un parámetro aritmético en la
programación. Más tarde, durante la ejecución básica, el control sustituirá el parámetro
aritmético por su valor, por ejemplo:
Si se ha programado XP3, el CNC sustituirá durante la ejecución P3 por su valor numérico,
obteniendo resultados como X20, X20.567, X-0.003, etc.
1.1 ESTRUCTURA DE UN PROGRAMA EN EL CNC
Todos los bloques que componen el programa tendrán la siguiente estructura:
Numero de bloque + Bloque de programa

Capítulo: 1
CONSTRUCCION DE UN PROGRAMA
2
Página Sección:
1.2 NUMERO DE BLOQUE
El número del bloque sirve para identificar cada uno de los bloques de que consta un
programa.
Se representará con la letra N seguida de hasta 4 cifras (0-9999).
Los bloques de programa deben estar ordenados numéricamente. Se recomienda no asignar
números correlativos a los bloques para poder intercalar bloques nuevos en caso de
necesidad.
Atención:
A lo largo del presente manual se enumerará el formato "N4" para referirse
al número de bloque, indicando que debe definirse con la letra N seguida de
hasta 4 cifras (no se admiten decimales).
1.2.1 BLOQUES CONDICIONALES
Existen dos tipos de bloques condicionales:
a) BLOQUE CONDICIONAL NORMAL N4.
Si a continuación del número de bloque N4 se escribe un punto decimal (.), el bloque
queda personalizado como bloque condicional normal. Es decir, el CNC lo ejecutará
únicamente si la correspondiente señal exterior (entrada habilitadora de los bloques
condicionales), está activada.
Durante la ejecución de cualquier programa, el CNC va leyendo 4 bloques por delante
del que se está ejecutando.
Para que el bloque se ejecute, la señal exterior debe activarse antes de la ejecución de
los 4 bloques anteriores al bloque condicional.
b) BLOQUE CONDICIONAL ESPECIAL N4..
Si a continuación del número de bloque N4 (0-9999) se escriben dos puntos decimales
(..), el bloque queda personalizado como bloque condicional especial. Es decir, el CNC
lo ejecutará únicamente si la correspondiente señal exterior (entrada habilitadora de los
bloques condicionales), está activada.
En este caso, es suficiente con activar la señal exterior (entrada habilitadora de los
bloques condicionales), durante la ejecución del bloque anterior al bloque condicional
especial.
El bloque condicional especial N4.., anula la compensación del radio de la herramienta
G41 o G42
NUMERO DE BLOQUE

CONSTRUCCION DE UN PROGRAMA
Sección:
Capítulo: 1
Página
3
1.3 BLOQUE DE PROGRAMA
Estará escrito con comandos en lenguaje ISO, especialmente diseñado para controlar el
movimiento de los ejes, ya que proporciona información y condiciones de desplazamiento
e indicaciones sobre el avance.
Cada bloque de programación puede disponer de las siguientes funciones:
G Funciones preparatorias
X, Z Cotas de ejes
F Velocidad de avance
S Velocidad de giro del cabezal
T Número de herramienta
M Funciones auxiliares
Dentro de cada bloque hay que mantener este orden, aunque no es necesario que cada
bloque contenga todas las informaciones.
Dependiendo de las unidades de trabajo seleccionadas (mm o pulgadas) se debe utilizar el
siguiente formato de programación:
Formato en milímetros: N4 G2 X+/-4.3 Z+/-4.3 F4 S4 T2.2 M2
Formato en pulgadas: N4 G2 X+/-3.4 Z+/-3.4 F4 S4 T2.2 M2
A lo largo del presente manual se enumerarán los formatos:
"N4" Para referirse al número de bloque, indicando que debe definirse con la
letra N seguida de hasta 4 cifras (N0 a N9999).
"G2" Para referirse a una función preparatoria, indicando que debe definirse
con la letra G seguida de hasta 2 cifras (G00 a G99).
+/- 4.3 Significa que detrás de la letra a la que acompañe (X o Z) se puede escribir
una cifra positiva o negativa con hasta 4 cifras delante del punto decimal
y hasta 3 detrás.
+/- 3.4 Significa que detrás de la letra a la que acompañe (X o Z) se puede escribir
una cifra positiva o negativa con hasta 3 cifras delante del punto decimal
y hasta 4 detrás.
"F4" Para referirse al avance de los ejes, indicando que debe definirse con la
letra F seguida de hasta 4 cifras (F0 a F9999) cuando se trabaja en mm/
min o pulgadas/min.
Si se trabaja en mm/rev se usará el formato F3.4 y en pulgadas/rev F2.4
"S4" Para referirse a la velocidad del cabezal, indicando que debe definirse con
la letra S seguida de hasta 4 cifras (S0 a S9999).
T2.2 Para referirse a la herramienta de trabajo, indicando que debe definirse
con la letra T y que puede disponer de hasta 2 cifras delante del punto
decimal y hasta 2 cifras detrás.
"M2" Para referirse a las funciones auxiliares, indicando que debe definirse con
la letra M seguida de hasta 2 cifras (M0 a M99).
BLOQUE DE PROGRAMA

Capítulo: 1
CONSTRUCCION DE UN PROGRAMA
4
Página Sección:
1.4 FUNCIONES PREPARATORIAS (G)
Las funciones preparatorias se programan mediante la letra G seguida de dos cifras (G2).
Se programan siempre al comienzo del bloque y sirven para determinar la geometría y
condiciones de trabajo del CNC
1.4.1 TABLA DE FUNCIONES G EMPLEADAS EN EL CNC
FUNCIONES PREPARATORIAS
(G)
Función M D Significado Apartado
G00 * Posicionamiento rápido 5.3
G01 * * Interpolación lineal 5.4
G02 * Interpolación circular a derechas (sentido horario) 5.5
G03 * Interpolación circular a izquierdas (sentido anti-horario) 5.5
G04 Temporización 6.1
G05 * Trabajo en arista matada 5.1
G06 Interpolación circular con el centro en coordenadas absolutas. 5.5
G07 * Trabajo en arista viva 5.2
G08 Trayectoria circular tangente a la trayectoria anterior 5.6
G09 Trayectoria circular definida mediante tres puntos 5.7
G20 Llamada a subrutina estándar 9.2
G21 Llamada a subrutina paramétrica 9.4
G22 Identificación de subrutina estándar 9.1
G23 Identificación de subrutina paramétrica 9.3
G24 Final de subrutina 9.
G25 Salto/llamada incondicional 6.3
G26 Salto/llamada condicional si es igual a 0 10.6
G27 Salto/llamada condicional si no es igual a 0 10.6
G28 Salto/llamada condicional si es menor 10.6
G29 Salto condicional si es igual o mayor 10.6
G30 Visualizar código de error 6.2
G31 Guardar origen de coordenadas 3.5
G32 Recuperar origen de coordenadas guardado mediante G31 3.5
G33 * Roscado electrónico 6.4
G36 Redondeo controlado de aristas 5.10
G37 Entrada tangencial 5.8
G38 Salida tangencial 5.9
G39 Achaflanado 5.11
G40 * * Anulación de compensación de radio 7.4
G41 * Compensación de radio a izquierdas 7.1
G42 * Compensación de radio a derechas 7.1
G47 * Activación de tratamiento de bloque único 6.7
G48 * * Anulación de tratamiento de bloque único 6.7
G49 * FEED-RATE programable 4.1
G50 Cargar dimensiones de herramienta en la tabla 4.3

CONSTRUCCION DE UN PROGRAMA
Sección:
Capítulo: 1
Página
5
FUNCIONES PREPARATORIAS
(G)
Función M D Significado Apartado
G51 Corregir las dimensiones de la herramienta 4.3
G53/G59 * Traslados de origen 3.4
G66 Ciclo fijo de seguimiento de perfil 8.10
G67 N0 Ciclo fijo de cilindrado 8.1
G67 N1 Ciclo fijo de refrentado 8.2
G67 N2 Ciclo fijo de cilindrado cónico 8.3
G67 N3 Ciclo fijo de roscado 8.4
G67 N4 Ciclo fijo de redondeo 8.5
G67 N5 Ciclo fijo de ranurado 8.6
G67 N6 Ciclo fijo de taladrado simple 8.7
G67 N7 Ciclo fijo de taladrado múltiple 8.8
G67 N8 Ciclo fijo de chavetas 8.9
G68 Ciclo fijo de desbastado en el eje X 8.11
G69 Ciclo fijo de desbastado en el eje Z 8.12
G70 * Programación en pulgadas 2.1
G71 * Programación en milímetros 2.1
G72 * Factor de escala 6.5
G74 Búsqueda de referencia-máquina 3.1
G75 Trabajo con palpador 6.6
G81 Ciclo fijo de torneado de tramos rectos 8.13
G82 Ciclo fijo de refrentado de tramos rectos 8.14
G84 Ciclo fijo de torneado de tramos curvos 8.15
G85 Ciclo fijo de refrentado de tramos curvos 8.16
G86 Ciclo fijo de roscado longitudinal 8.17
G90 * * Programación de cotas absolutas 2.2
G91 * Programación de cotas incrementales 2.2
G92
Preselección de cotas 3.2
Limitación del valor máximo de S 4.2
G93 Preselección de origen polar 3.3
G94 * Avance F en mm/min. (0,1 pulgadas/min.) 4.1
G95 * * Avance F en mm/rev. (0,1 pulgadas/rev.) 4.1
G96 * Velocidad S en m/min. (pies/min.) (Velocidad corte constante) 4.2
G97 * * Velocidad S en rev./min. 4.2
La "M" significa MODAL, es decir, que una vez programada la función G permanece
activa mientras no se programe otra G incompatible o se ejecute M02, M30, EMERGENCIA,
RESET o se apague y encienda el CNC.
La letra "D" significa POR DEFECTO, esto es, que serán asumidas por el CNC en el
momento del encendido, después de ejecutar M02, M30 o después de una EMERGENCIA
o RESET.
En un mismo bloque se pueden programar todas las funciones G que se deseen, y en
cualquier orden salvo G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31,
G32, G50, G51, G53/G59, G72, G74 y G92 que deben ir solas en el bloque, por ser
especiales. Si en un mismo bloque se programan funciones G incompatibles, el CNC asume
la última programada

Capítulo: 2 PáginaSección:
1
PROGRAMACION DE COTAS
2. PROGRAMACION DE COTAS
2.1 UNIDADES DE MEDIDA. MILIMETROS (G71) O PULGADAS
(G70)
El CNC dispone del parámetro máquina "P13" para definir las unidades de medida del
CNC.
Sin embargo estas unidades de medida pueden ser alteradas a lo largo del programa,
disponiendo para ello de las funciones:
G70 Programación en pulgadas
G71 Programación en milímetros
Según se haya programado G70 o G71, el CNC asume dicho sistema de unidades para todos
los bloques programados a continuación.
Las funciones G70/G71 son modales e incompatibles entre sí.
En el momento del encendido, después de M02, M30, RESET o EMERGENCIA, el CNC
asume el sistema de unidades definido mediante el parámetro máquina P13.
MILIMETROS (G71)
PULGADAS (G70)

Página
2
Capítulo: 2
PROGRAMACION DE COTAS
Sección:
2.2 PROGRAMACION ABSOLUTA (G90) O INCREMENTAL (G91)
La programación de las coordenadas de un punto, se puede realizar, bien en coordenadas
absolutas G90 o bien en coordenadas incrementales G91.
Cuando se trabaja en G90, las coordenadas del punto programado están referidas al punto
de origen de coordenadas.
Cuando se trabaja en G91, las coordenadas del punto programado están referidas al punto
anterior de la trayectoria, es decir, lo valores programados indican el desplazamiento a
realizar en el eje correspondiente.
Tras el encendido, después de ejecutar M02, M30, EMERGENCIA o RESET, el CNC
asume la función G90.
Las funciones G90 y G91 son incompatibles entre sí.
Ejemplos suponiendo que la programación del eje X es en diámetros.
Punto inicial (P0)
X20 Z50.
Programación absoluta G90
N100 G90 G01 X40 Z30 P0 —> P1
N110 X60 Z20 P1 —> P2
Programación incremental G91
N100 G91 G01 X20 Z-20 P0 —> P1
N110 X20 Z-10 P1 —> P2
Punto inicial (P0)
X40 Z40
Programación absoluta G90
N100 G90 G02 X100 Z10 I40 K10
ó bien
N100 G90 G02 X100 Z10 R41.231
Programación incremental G91
N100 G91 G02 X60 Z-30 I40 K10
ó bien
N100 G91 G02 X60 Z-30 R41.231
ABSOLUTO (G90)
INCREMENTAL (G91)

Capítulo: 2 PáginaSección:
3
PROGRAMACION DE COTAS
2.3 PROGRAMACION DE COTAS
En el CNC permite programar las coordenadas de los ejes en los siguientes formatos:
- Coordenadas cartesianas
- Coordenadas polares
- Programación mediante dos ángulos
- Programación mediante un ángulo y una coordenada cartesiana
2.3.1 COORDENADAS CARTESIANAS
El formato de las cotas de los ejes es:
En mm X+/-4.3 Z+/-4.3
En pulgadas X+/-3.4 Z+/-3.4
Los valores de las cotas programadas serán absolutas o incrementales, según se haya
programado G90/G91.
En el caso de cotas positivas, no es necesario escribir el signo +. Los ceros de comienzo y
final de cota pueden ser omitidos.
Ejemplo: Programación del eje X en diámetros siendo el punto inicial (X60 Z70).
Cotas absolutas:
N100 G90 X70 Z30
N110 X100 Z10
Cotas incrementales:
N100 G91 X10 Z-40
N110 X30 Z-20
COORDENADAS
CARTESIANAS

Página
4
Capítulo: 2
PROGRAMACION DE COTAS
Sección:
2.3.2 COORDENADAS POLARES
El formato para definir un punto es:
En mm R+/-4.3 A+/-3.3
En pulgadas R+/-3.4 A+/-3.3
Siendo R el valor del radio y A el del ángulo respecto al origen polar. (El ángulo siempre
en grados). En el momento del encendido, después de M02, M30, EMERGENCIA o
RESET, el CNC asume como origen polar el punto X0 Z0. El origen polar se puede variar
mediante la función G93.
Los valores de R y A serán absolutos o incrementales según se trabaje en G90 o G91.
En caso de valores positivos, no es necesario escribir el signo. Los ceros de comienzo y final
pueden ser omitidos.
Cuando se programan movimientos en rápido (G00) o en interpolación lineal (G01), es
necesario programar R y A.
Cuando se trata de interpolaciones circulares (G02 o G03), se programan el ángulo
A+/-3.3 del punto final del arco y las cotas del centro del arco con respecto al punto inicial.
En el caso de interpolación circular (G02 o G03) trabajando en coordenadas polares, el
centro de la circunferencia se define mediante I,K, igual que en el caso de coordenadas
cartesianas.
Cuando se programa una interpolación circular con G02,G03, el CNC asume el centro del
arco como nuevo origen polar.
COORDENADAS POLARES

Capítulo: 2 PáginaSección:
5
PROGRAMACION DE COTAS
Ejemplos de programación en milímetros, suponiendo que la programación del eje X es en
diámetros
Ejemplo 1
En coordenadas absolutas (G90)
N100 G93 I80 K50 ........................(Preselección del origen polar)
N110 G01 G90 R30 A270.............P0
N120 R28.284 A225......................P1
N130 R40 A180.............................P2
En coordenadas incrementales (G91)
N100 G93 I80 K50 ........................(Preselección del origen polar)
N110 G01 G90 R30 A270.............P0
N120 G91 R-1.716 A-45 ...............P1
N130 R11.716 A-45 ......................P2
Ejemplo 2, suponiendo que el punto inicial es el P0 (X40 Z50)
En coordenadas absolutas (G90)
N100 G90 G02 A198.435 I30 K-10
ó bien N100 G93 I100 K40
N110 G90 G02 A198.435
En coordenadas incrementales (G91)
N100 G91 G02 A-90 I30 K-10
ó bien N100 G93 I100 K40
N110 G91 G02 A-90
COORDENADAS POLARES

Página
6
Capítulo: 2
PROGRAMACION DE COTAS
Sección:
2.3.3 PROGRAMACION MEDIANTE DOS ANGULOS (A1, A2)
Un punto intermedio en una trayectoria, puede también ser definido mediante:
A1 A2 (X, Z). Donde:
A1 es el ángulo de salida, desde el punto de comienzo de la trayectoria (P0).
A2 es el ángulo de salida del punto intermedio (P1).
(X, Z) son las coordenadas del punto final P2.
El CNC calcula automáticamente las coordenadas del P1.
Ejemplo de programación, siendo el punto inicial P0 (X40 Z50) y programando el eje X en
diámetros.
N100 A135 A153.435
N110 X100 Z10
MEDIANTE DOS ANGULOS (A1,
A2)

Capítulo: 2 PáginaSección:
7
PROGRAMACION DE COTAS
2.3.4 ANGULO Y UNA COORDENADA CARTESIANA
También se puede definir un punto mediante el ángulo de salida de la trayectoria en el punto
anterior y una coordenada cartesiana del punto que se desea definir.
Ejemplo de programación suponiendo que el punto inicial es el P0 (X20 Z80) y la
programación del eje X es en diámetros.
En cotas absolutas
N100 G90
N110 A116.565 X60
N120 A180 Z60
N130 A135 X80
N140 A180 Z40
N150 A153.435 X100
N160 A135 Z10
En cotas incrementales
N100 G91
N110 A116.565 X40
N120 A180 Z-10
N130 A135 X20
N140 A180 Z-10
N150 A153.435 X20
N160 A135 Z-10
En la definición de los puntos mediante dos ángulos o ángulo y una coordenada, es posible
intercalar redondeos, chaflanes, entradas y salidas tangenciales.
Punto inicial P0 (X20 Z80)
N100 G01 G36 R10 A116 A180
N110 G39 R5 X60 Z40
N120 G36 R10 A90 X100
N130 A180 Z10
ANGULO Y UNA COORDENADA
CARTESIANA

Capítulo: 3
SISTEMAS DE REFERENCIA
Sección:
1
Página
3. SISTEMAS DE REFERENCIA
3.1 BUSQUEDA DE REFERENCIA MAQUINA (G74)
Al programar en un bloque G74, el CNC desplaza los ejes hasta el punto referencia
máquina.
Pueden existir dos casos:
a) Búsqueda en los dos ejes.
Si en el bloque se programa sólo G74, el CNC desplaza primero el eje X y después el
eje Z.
b) Búsqueda en un solo eje o en los dos ejes en un orden determinado.
Si se desea efectuar la búsqueda de cero máquina en un solo eje, se debe indicar tras la
función G74 el eje deseado.
Si se desea efectuar la búsqueda de cero máquina en un orden diferente al anterior, se
programa G74 y a continuación los ejes deseados en orden.
En un bloque en que se ha programado G74, no se puede programar ninguna otra función.
Cuando el eje que se ha movido alcanza el punto referencia máquina, en la pantalla aparece
la distancia de dicho punto al último cero pieza programado, menos la longitud de la
herramienta en dicho eje (X ó Z).
BUSQUEDA DE REFERENCIA
MAQUINA (G74)

Capítulo: 3
SISTEMAS DE REFERENCIA
Página
2
Sección:
3.2 PRESELECCION DE COTAS (G92)
Por medio de la función G92 se puede preseleccionar cualquier valor en los ejes del CNC;
esto supone poder realizar traslados del origen de coordenadas.
Cuando se programa la función G92, no se efectúa ningún movimiento de los ejes y el CNC
acepta los valores de los ejes programados a continuación de G92 como nuevas cotas de
dichos ejes
Formato de programación: N4 G92 X Z .
Ejemplo: Programación del eje X en diámetros siendo el punto inicial P0 (X20 Z80)
Sin utilizar la función G92.
N100 G01 G90 X40 Z50
N110 Z10
Si se utiliza la función G92, la programación será:
N90 G92 X20 Z0 (El punto P0 pasa a ser el punto X20 Z0)
N100 G90 X40 Z-30
N110 Z-70
En el bloque en que se programa G92, no se puede programar ninguna otra función.
La preselección de cota mediante G92 se refiere siempre a la posición teórica en que están
los ejes.
PRESELECCION DE COTAS
(G92)

Capítulo: 3
SISTEMAS DE REFERENCIA
Sección:
3
Página
3.3 PRESELECCION DE ORIGEN POLAR (G93)
Por medio de la función G93, se puede preseleccionar cualquier punto como origen de
coordenadas polares.
Hay dos formas de preseleccionar un origen de coordenadas polares:
a) Definiendo las cotas del origen polar.
Formato N4 G93 I+/-4.3 K+/-4.3 en mm
N4 G93 I+/-3.4 K+/-3.4 en pulgadas
N Número de bloque
G93 Código de preselección de origen polar
I Valor de la abscisa del origen de coordenadas polares; es decir, el valor de
X (Siempre, en valor absoluto).
K Valor de la ordenada del origen de coordenadas polares, es decir, el valor de
Z (Siempre, en valor absoluto).
Si se programa de esta forma la preselección de origen polar, el CNC no admite más
información en el mismo bloque.
b) Asumiendo el punto actual como nuevo origen polar.
Si en un bloque cualquiera se programa además una G93, ésta implicará que, antes de
efectuarse el movimiento que el bloque conlleva, el origen polar pasará a ser el punto
en que en ese momento se halle la máquina.
Atención:
Cuando se programa una interpolación circular con G02,G03, el CNC asume
el centro del arco como nuevo origen polar.
Al conectarse a tensión o después de M02, M30, EMERGENCIA o RESET,
el CNC asume como origen polar el punto (X0,Z0).
PRESELECCION DE ORIGEN
POLAR (G93)

Capítulo: 3
SISTEMAS DE REFERENCIA
Página
4
Sección:
3.4 TRASLADOS DE ORIGEN (G53...G59)
Mediante las funciones G53, G54, G55, G56, G57, G58 y G59, se puede trabajar con 7
traslados de origen diferentes. Los valores de estos traslados de origen se almacenan en la
memoria del CNC y están referidos al cero máquina.
Para acceder a la tabla de traslados de origen G53-G59 se debe pulsar la siguiente
secuencia de teclas
Una vez en la tabla se pueden borrar todos los traslados de origen. Para ello se debe pulsar
la secuencia de teclas
Las funciones G53-G59 se deben utilizar para cargar un traslado de origen en la tabla o para
aplicar un traslado de origen que se encuentra en la tabla al programa en curso.
Cargar un traslado de origen en la tabla.
Carga absoluta de valores. Permite cargar en la dirección de la tabla indicada (G53-
G59) los valores definidos por X, Z.
Formato: N4 G53-G59 X+/-4.3 Z+/-4.3 en mm,
N4 G53-G59 X+/-3.4 Z+/-3.4 en pulgadas.
N Número de bloque
G Código del traslado de origen (G53 a G59)
X Valor del traslado de origen referido al cero máquina del eje X
Z Valor del traslado de origen referido al cero máquina del eje Z
Carga incremental de valores. Permite incrementar los valores existentes en la dirección
de la tabla indicada (G53/G59), en la cantidad definida en I, K.
Formato: N4 G53-G59 I+/-4.3 K+/-4.3 en mm,
N4 G53-G59 I+/-3.4 K+/-3.4 en pulgadas.
N Número de bloque
G Código del traslado de origen (G53 a G59)
I Cantidad que se suma al valor del eje X almacenado previamente
K Cantidad que se suma al valor del eje Z almacenado previamente
Aplicar un traslado de origen, que se encuentra en la tabla, al programa en curso.
Formato: N4 G53-G59
Realiza un traslado del origen de coordenadas del programa en curso, de acuerdo con
los valores almacenados en la dirección indicada de la tabla (G53-G59).
TRASLADOS DE ORIGEN
(G53...G59)

Capítulo: 3
SISTEMAS DE REFERENCIA
Sección:
5
Página
Ejemplo:
Suponiendo que la herramienta se encuentra en el punto X200 Z530, que el eje X se
programa en radios y que el punto cero-máquina es X0 Z0, la programación de la trayectoria
teórica será:
N10 G53 X0 Z340 Carga traslado de origen en la tabla
N20 G54 X0 Z170 Carga traslado de origen en la tabla
N30 G55 X0 Z0 Carga traslado de origen en la tabla
N40 G90 G01 F250
N50 G53 Aplica el traslado de origen G53
N60 X140 Z170
N70 Z150
N80 X160 Z130
N90 G03 X160 Z90 I0 K-20
N100 G08 X160 Z50
N110 G01 X180 Z30
N120 Z0
N130 X140
N140 G54 Aplica el traslado de origen G54
N150 G25 N60.130.1
N160 G55 Aplica el traslado de origen G55
N170 G25 N60.120.1
N180 G00 X200 Z530
N190 M30
TRASLADOS DE ORIGEN
(G53...G59)

Capítulo: 3
SISTEMAS DE REFERENCIA
Página
6
Sección:
3.5 GUARDAR Y RECUPERAR ORIGEN DE COORDENADAS (G31, G32)
G31 : Guardar origen de coordenadas actual
G32 : Recuperar origen de coordenadas guardado con G31.
Por medio de la función G31, se puede en cualquier momento guardar el origen de
coordenadas con que se está trabajando y más adelante se puede recuperar dicho origen por
medio de la función G32.
Esta prestación es útil en el caso en que sea necesario utilizar más de un origen de
coordenadas (origen pieza) en el mismo programa, ya que permite acotar parte del programa
respecto a un origen, guardar dicho origen con G31, hacer un cambio de origen con G92
o G53-G59, acotar la continuación del programa respecto al nuevo origen, y finalmente
recuperar el origen primitivo por medio de G32. Las funciones G31 y G32 deben de
programarse solas en un bloque, el formato es:
N4 G31
N4 G32
N4 Número de bloque
G31 Guardar el origen de coordenadas actual
G32 Recuperar el origen de coordenadas guardado mediante G31
Ejemplo:
Programación del eje X en diámetros. Punto inicial X120 Z120.
N110 X60 Z100 (Acercamiento a la pieza)
N120 G31 (Guardar origen coordenadas)
N130 G92 X0 Z0 (Traslado del origen)
N140 G01 X0 Z-10 (Mecanizado)
N150 G02 X0 Z-20 R5 (Mecanizado)
N160 G25 N130.150.3 (Mecanizado)
N170 G32 (Recuperar origen inicial)
N180 G00 X120 Z120 (Vuelta al punto de partida)
GUARDAR Y RECUPERAR
ORIGEN (G31, G32)

1
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
4. FUNCIONES COMPLEMENTARIAS
4.1 PROGRAMACION DEL AVANCE (F)
El significado de la F (velocidad de avance programable) difiere según se esté trabajando
en G94 o G95 y según el sistema de medida empleado sea en milímetros o pulgadas. En la
tabla siguiente se indican las diferencias.
El avance máximo real de la máquina puede estar limitado a un valor inferior (ver libro de
instrucciones de la máquina).
El avance de trabajo máximo de la máquina puede ser programado directamente, utilizando
el código F0.
Ejemplo: En una máquina, cuyo avance de trabajo (programable) máximo sea 10.000
mm/min., es igual programar F10000 o F0.
El avance F programado es efectivo, cuando se trabaja en interpolación lineal G01 o circular
G02/G03.
En el supuesto de que no se programe la función F, el CNC asumirá el avance F0.
Si se trabaja en posicionamiento G00, la máquina se moverá en rápido, independiente de
la F programada.
La velocidad rápida se fija para cada eje en la puesta a punto de la máquina, siendo el valor
máximo posible de 65,535 mts/min. (ver libro de instrucciones de la máquina).
El avance programado puede variarse entre el 0% y el 120% o bien, entre 0% y 100% según
el parámetro P600(3), mediante el conmutador que se halla en el panel de mando del CNC,
siempre que no se esté ejecutando un roscado mediante alguna de las funciones G33, G86,
G87 o bien un movimiento de palpación (G57).
PROGRAMACION DEL AVANCE
(F)
Milímetros
Formato Unidad de programación Valor mínimo Valor máximo
G94
F4 F1 (1mm/min) F1 (1mm/min) F9999 (9999mm/min)
G95
F3.4 F1 (1mm/rev) F0.0001 (0,0001mm/rev) F500.0000 (500mm/rev)
Pulgadas
Formato Unidad de programación Valor mínimo Valor maximo
G94
F4 F1 (0,1pulg/min) F1 (0,1pulg/min) F3937 (393,7pulg/min)
G95
F2.4 F1 (1pulg/rev) F0.0001 (0,0001pulg/rev) F19.685 (19,685pulg/rev)

FUNCIONES COMPLEMENTARIAS
Página Capítulo: 4
Sección:
2
4.1.1 AVANCE F EN mm/min o décimas de pulgada/min (G94)
A partir del momento en que se programa el código G94 el control entiende que los avances
programados mediante F4 lo son en mm/min, o en décimas de pulgada/min.
La función G94 es modal, es decir, una vez programada se mantiene activa hasta que se
programe G95.
4.1.2 AVANCE F EN mm/rev o pulgadas/rev (G95)
A partir del momento en que se programa el código G95 el CNC entiende que los avances
programados mediante F3.4 lo son en mm/rev o en pulgadas/rev.
Máximo valor programable F500 que equivale a 500 mm/revolución. En pulgadas el
formato es F2.4 y el máximo valor programable es 19.685 que equivale a 19,685 pulgadas/
revolución.
La función G95 es modal, es decir, una vez programada se mantiene activa hasta que se
programe G94.
4.1.3 FEED-RATE PROGRAMABLE (G49)
Mediante la función G49, es posible indicar por programa el % de la velocidad de avance
F programada con que se desea trabajar.
Estando activada la función G49, el conmutador de M.F.O. queda sin efecto. El formato de
programación es: G49 K (1/120)
A continuación de G49 K se programa el % de avance F deseado, puede programarse un
valor entero entre 1 y 120.
La función G49 es modal, es decir, una vez programado un %, éste se mantiene hasta que
no se programe otro, o bien, hasta que no se anule la función.
Para anular la función G49 K ( ), se debe programar: G49 K, o bien G49 solamente.
También es anulada la función G49, cuando se ejecuta M02, M30, RESET o
EMERGENCIA.
La función G49 K, debe programarse sola en el bloque.
PROGRAMACION DEL AVANCE
(F)

3
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
4.2 VELOCIDAD DE GIRO DEL CABEZAL Y PARADA ORIENTADA (S)
El código S tiene dos significados:
a) Velocidad de giro del cabezal
La velocidad de giro del cabezal se programa directamente en rev./min. o m/min. (pies/
min.), mediante el código S4. La programación en m/min. (pies/min.), se realiza cuando
se trabaja en velocidad de corte constante.
Se puede programar un valor comprendido entre S0 y S9999 que corresponderá a 0
rev./min. y 9999 rev./min. Este valor máximo viene limitado por el máximo permitido
en cada caso concreto de máquina y éste viene definido por parámetro-máquina.
En cada caso concreto es necesario consultar el cuaderno de instrucciones de la
máquina.
La velocidad de cabezal programada puede ser variada entre el 50% y el 120%,
mediante los mandos que se hallan en el frontis del CNC, siempre que no se esté
ejecutando un roscado mediante alguna de las funciones G33, G86 o G87.
Si se trabaja en G96, velocidad de corte constante, los valores posibles de S son:
S0-S3047 (0 m/min., 3047 m/min.).
S0-S9999 (0 pies/min., 9999 pies/min.).
b) Parada orientada del cabezal
Si a continuación de la función M19 se programa S4.3, el código S4.3 significa la
posición de parada del cabezal en grados, a partir del impulso cero máquina procedente
del encoder. El CNC enviará una salida S analógica definida mediante los parámetros
máquina P606(2) y P702 hasta que el cabezal se sitúe en el punto definido mediante
S4.3
4.2.1 VELOCIDAD S EN rev./min (G97)
A partir del momento en que se programa el código G97, el CNC entiende que las
velocidades de cabezal programadas mediante S4 lo son en rev./min.
Si en el bloque en que se programe G97 no se programa la velocidad de cabezal S4, el CNC
asume como velocidad programada, la velocidad a la que en ese momento esté girando el
cabezal. La función G97 es modal; es decir, una vez programada, se mantiene activa hasta
que se programe G96.
El CNC, al encendido asume la función G97.
GIRO DEL CABEZAL Y PARADA
ORIENTADA (S)

FUNCIONES COMPLEMENTARIAS
Página Capítulo: 4
Sección:
4
4.2.2 VELOCIDAD DE CORTE CONSTANTE. S EN mts/min o pies/min (G96)
A partir del momento en que se programa el código G96, el CNC entiende que las
velocidades de cabezal programados mediante S4 lo son en mts./min. (pies/min.) y el torno
comienza a trabajar en la modalidad de velocidad de corte constante.
El CNC asume como gama de trabajo la gama del cabezal que se encuentra seleccionada.
Si no se encuentra seleccionada ninguna gama se debe programar en el mismo bloque la
gama del cabezal (M41, M42, M43, M44) deseada.
Si no se encuentra seleccionada ninguna gama y tampoco se ha programado en el bloque
que contiene la función G96 el CNC mostrará el error 10. El CNC no mostrará este error
cuando la máquina dispone de una única gama de cabezal, en cuyo caso ejecuta la función
M41 para seleccionarla.
Se recomienda programar en un mismo bloque G96 y la velocidad del cabezal (S4).
Si se programa sólo la función G96, el CNC asume como velocidad de cabezal en la
modalidad de velocidad de corte constante, la última con la que se trabajó en dicha
modalidad. Si no hay ninguna anterior el CNC dará error 10.
Si el primer movimiento a continuación de G96, se realiza en rápido (G00), el CNC, para
calcular las revoluciones del cabezal, asume como diámetro de la pieza el del final de dicho
movimiento.
Si el primer movimiento a continuación de G96 se realiza en G01, G02 o G03, el CNC
asume como diámetro, el valor en el momento de ejecutarse G96.
La función G96 es modal, es decir, una vez programada, se mantiene activa hasta que se
programe G97.
4.2.3 LIMITACION DE S EN VELOCIDAD DE CORTE CONSTANTE (G92)
Por medio de la función G92 se puede limitar la máxima velocidad del cabezal cuando se
trabaja en G96 (velocidad de corte constante).
Mediante el bloque N4 G92 S4 se limita la velocidad del cabezal al valor fijado por S4 (en
rev./min)
El CNC calcula en todo momento la velocidad de giro, en rpm, a la que debe girar el cabezal
para obtener la velocidad de corte constante programada, m/min o pies/min.
Si la velocidad de giro calculada es superior a la máxima fijada mediante la función G92 S4,
el CNC lo limita, girando el cabezal a la velocidad máxima fijada.
GIRO DEL CABEZAL Y PARADA
ORIENTADA (S)

5
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
4.3 PROGRAMACION DE HERRAMIENTA (T)
La herramienta a utilizar se programa mediante el código T2.2
Las dos cifras a la izquierda del punto decimal indican el número de herramienta que se
desea seleccionar.
Las dos cifras a la derecha del punto decimal indican el número de corrector de herramienta
que se desea utilizar.
Se pueden disponer de hasta 32 herramientas T1 a T32 y 32 correctores Txx.1 a Txx.32.
La función T puede programarse de las siguientes formas:
T2.2 El CNC selecciona la herramienta indicada y tiene en cuenta los valores indicados
por el corrector seleccionado.
T2 El CNC selecciona la herramienta indicada y toma los valores indicados por el
corrector del mismo número. Es equivalente programar T3 o T3.3
T.2 El CNC no cambia de herramienta y tiene en cuenta los valores indicados por el
nuevo corrector seleccionado.
El CNC aplica siempre los valores de longitud (X,Z,I,K) almacenados en la tabla de
correctores.
Cuando se programa G41 o G42, el CNC aplica como valor de compensación de radio, el
valor R almacenado en la tabla de correctores.
Si no se ha programado ninguna T, el CNC aplica el código T00 que corresponde a una
herramienta de dimensiones nulas.
En cada dirección de la tabla de correctores de herramientas (01-32), se almacenan los
siguientes valores.
X Longitud de la herramienta según el eje X ....... +/-8388,607 mm (+/-330,2599")
Z Longitud de la herramienta según el eje Z........ +/-8388,607 mm (+/-330,2599")
F Código de forma de la herramienta......................................... F0-F9 (Ver figura)
R Radio de la herramienta............................................... 1000,000 mm (39,3700")
I Corrección de longitud de según el eje X.
Este valor se introduce siempre en diámetros. .......... +/-32,766 mm (+/-1,2900")
K Corrección de longitud de herramienta
(desgaste) según el eje Z........................................... +/-32,766 mm (+/-1,2900")
Atención:
Si el fabricante de la máquina ha asociado alguna subrutina a la función
T, no se debe programar nada tras la función T. En caso contrario el
CNC mostrará el error correspondiente.
Si el cambio de herramienta no lleva asociada ninguna rutina (fabricante),
el CNC saca el código de la nueva herramienta, visualiza el mensaje
"TOOL CHANGE" y detiene la ejecución del programa.
PROGRAMACION DE
HERRAMIENTA (T)

FUNCIONES COMPLEMENTARIAS
Página Capítulo: 4
Sección:
6
CODIGOS DE FORMA
P: Punta de la herramienta
C: Centro de la herramienta
PROGRAMACION DE
HERRAMIENTA (T)

7
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
P: Punta de la herramienta
C: Centro de la herramienta
PROGRAMACION DE
HERRAMIENTA (T)

FUNCIONES COMPLEMENTARIAS
Página Capítulo: 4
Sección:
8
4.3.1 CARGAR DIMENSIONES DE HERRAMIENTA EN LA TABLA (G50)
Mediante la función G50, se pueden introducir o modificar las dimensiones de las diferentes
herramientas en la tabla de correctores.
Existen varias formas de programar la función G50:
a) Carga de todas las dimensiones de una herramienta
Mediante el bloque N4 G50 T2 X+/-4.3 Z+/-4.3 F1 R4.3 I+/-2.3 K+/-2.3
Se cargan en la dirección de la tabla indicada por T2, los valores definidos por X, Z,
F, R, I, K.
N4 Número de bloque
G50 Código de carga de dimensiones
T Dirección de la tabla de herramientas (T01-T32)
X Longitud de la herramienta según el eje X
Z Longitud de la herramienta según el eje Z
F1 Código de forma de la herramienta (F0-F9)
R Radio de la herramienta
I Corrección por desgaste de herramienta según el eje X (siempre en diámetros).
K Corrección por desgaste de herramienta según el eje Z
Los valores de X, Z, F, R, I, K sustituyen a los previamente existentes en la posición
T2.
b) Se desea cambiar alguno o algunos de los valores de la tabla.
Si únicamente se desea cambiar alguno o algunos de los valores, es suficiente con
programar dichos valores tras G50 T2, el resto de los valores de la tabla, quedan
inalterados.
Si se programa de esta forma, hay que tener en cuenta las siguientes particularidades:
* Si se programa X o Z, o ambas, y no se programa I, K, se sustituyen en la tabla las
longitudes (X,Z) por lo nuevos valores y se ponen a cero los valores de corrección
por desgaste correspondientes, I o K o ambos.
* Si tras G50 T2 se programa I+/-2.3 o bien I+/-2.3 K+/-2.3, estos valores se suman
o restan a los previamente almacenados.
Atención:
En los bloques en que se programa G50, no está permitido programar ninguna
otra información.
PROGRAMACION DE
HERRAMIENTA (T)

9
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
4.3.2 CORREGIR LAS DIMENSIONES DE LA HERRAMIENTA (G51)
Mediante la función G51, se pueden variar los valores I,K de la herramienta en uso, sin que
se modifiquen los valores almacenados en la tabla de herramientas.
Formato: N4 G51 I+/-4.3 K+/-4.3 en mm
N4 G51 I+/-3.4 K+/-3.4 en pulgadas
N4 Número de bloque
G51 Código de modificación
I Valor que se suma o se resta al valor de I que en ese instante está utilizando el
CNC, para compensar la longitud de la herramienta en uso.
K Valor que se suma o resta al valor de K que en ese instante está utilizando el CNC,
para compensar la longitud de la herramienta en uso.
Estos valores no modifican la tabla de herramientas, es decir, la vez siguiente que se utilice
esta misma herramienta, el CNC asumirá de nuevo los valores I,K de la tabla, sin tener en
cuenta la modificación anteriormente introducida mediante G51.
En los bloques donde se programa G51, no está permitido programar ninguna otra
información.
PROGRAMACION DE
HERRAMIENTA (T)

FUNCIONES COMPLEMENTARIAS
Página Capítulo: 4
Sección:
10
4.4 FUNCIONES AUXILIARES (M)
Las funciones auxiliares se programan mediante el código M2.
Se pueden programar 96 funciones auxiliares diferentes (M00-M99). Salvo M41, M42,
M43, M44 implícitas con la S, si el parámetro P601 (1) está a 1. Si el parámetro está a 0, M41,
M42, M43, M44 deben programarse. Las funciones auxiliares, salen al exterior (armario
eléctrico) en código BCD.
El CNC dispone también de 15 salidas decodificadas para funciones auxiliares. Estas
salidas se asignarán a las funciones deseadas en la puesta a punto del CNC en máquina.
Las funciones auxiliares a las que no se ha asignado ninguna salida decodificada, se ejecutan
siempre al comienzo del bloque en que están programadas.
Al asignar una salida decodificada a una función auxiliar se decide asimismo, si ha de
ejecutarse al comienzo o al final del bloque en que está programada. En un bloque se pueden
programar hasta un máximo de 7 funciones auxiliares.
Cuando en un bloque se haya programado más de una función auxiliar, el CNC las ejecuta
correlativamente al orden en que se hayan programado.
Algunas funciones auxiliares tienen asignadas un significado interno en el CNC.
M00. PARADA DE PROGRAMA
Cuando el CNC lee en un bloque el código M00 interrumpe el programa. Para reanudar
el mismo hay que dar nuevamente la orden de MARCHA.
Se recomienda personalizar esta función en la tabla de funciones M decodificadas, de
forma que se ejecute al final del bloque en que esté programada (ver Manual de
Instalación y Puesta en Marcha).
M01. PARADA CONDICIONAL DEL PROGRAMA
Idéntica a M00, salvo que el CNC sólo la tiene en cuenta si está activada la entrada Parada
opcional.
M02. FINAL DE PROGRAMA
Este código indica final de programa y realiza una función de Reset general del CNC
(Puesta en condiciones iniciales). También ejerce la función de M05.
Al igual que en el caso de M00, se recomienda personalizarla para que se ejecute al final
del bloque en que esté progra
M30. FINAL DE PROGRAMA CON VUELTA AL COMIENZO
Idéntica a M02, salvo que el CNC vuelve al primer bloque del comienzo del programa.
También ejerce la función M05.
M03. ARRANQUE DEL CABEZAL A DERECHAS (sentido horario)
Se recomienda personalizar esta función, de forma que se ejecute al comienzo del bloque
en que está programada.
FUNCIONES AUXILIARES
(M)

11
Página
Sección:
FUNCIONES COMPLEMENTARIAS
Capítulo: 4
M04. ARRANQUE DE CABEZAL A IZQUIERDAS (sentido anti-horario)
Se recomienda personalizar esta función, de forma que se ejecute al comienzo del bloque
en que está programada.
M05. PARADA DE CABEZAL
Se recomienda personalizar esta función, de forma que se ejecute al final del bloque en
que está programada.
M10, M11. ASOCIADAS AL DISPOSITIVO EXTERNO O1
M12, M13. ASOCIADAS AL DISPOSITIVO EXTERNO O2
M14, M15. ASOCIADAS AL DISPOSITIVO EXTERNO O3
Códigos asociados a las teclas correspondientes a los dispositivos externos "O1", "O2"
y "O3". Los códigos M10, M12 y M14 indican activación y los códigos M11, M13 y
M15 desactivación del dispositivo externo correspondiente.
M19 PARADA ORIENTADA DE CABEZAL
Cuando se programa M19 S4.3 el cabezal gira a una velocidad y sentido definidos por
los parámetros máquina P606(2) y P706 hasta el valor de S4.3 en grados. Los grados
estarán referidos al punto referencia del captador de cabezal.
Cuando el cabezal está dentro de la banda de muerte (P707), se saca la señal de bloqueo
del cabezal (M15 decodificada) y se mantiene el cabezal en lazo cerrado, aplicando los
parámetros P708 (ganancia) y P709 (consigna mínima del cabezal).
Si se programa en un bloque M19 S4.3, no se admite más información en dicho bloque.
M20 FIN DE EJECUCION DE UNA PIEZA
Este código indica que ha finalizado la ejecución de una pieza. Por ejemplo, en una
máquina que dispone de alimentador de barras el PLC puede controlar, mediante esta
función, el mecanizado de piezas en serie.
M41, M42, M43, M44 SELECCION DE GAMA DE VELOCIDADES DEL CABEZAL
Si el parámetro-máquina P601(1) tiene el valor 1, estos códigos son generados
automáticamente por el CNC al programar las funciones S. Si este parámetro tiene valor
0, es necesario programarlos.
Aunque el parámetro P601(1) tenga el valor 1, si se trabaja en velocidad de corte
constante (G96) es obligatorio programar M41, M42, M43, M44.
M45. VELOCIDAD DE GIRO DE LA HERRAMIENTA MOTORIZADA
Formato de programación: N4 M45 S+/-4
S+/-4 define el sentido y la velocidad en revoluciones por minuto de la herramienta
motorizada.
El signo (+/-) define el sentido de giro. Con S+4 girará en un sentido y con S-4 girará en
sentido contrario.
Se puede programar un valor comprendido entre S0 y S+/-9999 que corresponden a 0 rpm.
y 9999 rpm. respectivamente.
FUNCIONES AUXILIARES
(M)

Capítulo: 5 Página
Sección:
1CONTROL DE TRAYECTORIA
5. CONTROL DE TRAYECTORIA
5.1 ARISTA MATADA (G05)
Cuando se trabaja en G05, el CNC comienza la ejecución del bloque siguiente del
programa, tan pronto comienza la deceleración de los ejes programados en el bloque
anterior.
Es decir, los movimientos programados en el bloque siguiente, se ejecutan antes que la
máquina haya llegado a la posición exacta programada en el bloque anterior.
Ejemplo:
Programación de X en diámetros.
Siendo el punto inicial X40 Z50.
N100 G90 G01 G05 X80
N110 Z20
Como se ve en el ejemplo, los cantos quedarían
redondeados.
La diferencia entre el perfil teórico y real es
función del valor del avance.
Cuanto mayor sea el avance, mayor será la diferencia entre el perfil teórico y el real.
La función G05 es modal e incompatible con G07. La función G05 se puede programar
como G5.
5.2 ARISTA VIVA (G07)
Cuando se trabaja en G07, el CNC no ejecuta el siguiente bloque de programa, hasta que
no se haya alcanzado la posición exacta programada en el bloque anterior.
Ejemplo:
Programación de X en diámetros.
Siendo el punto inicial X40 Z50.
N100 G90 G01 G07 X80
N110 Z20
El perfil teórico y el real coinciden.
La función G07 es modal e incompatible con
G05. La función G07 puede programarse como
G7.
ARISTA MATADA (G05)
ARISTA VIVA (G07)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
2
5.3 POSICIONAMIENTO RAPIDO (G00)
Los desplazamientos programados a continuación de G00, se ejecutan en avance rápido
establecido en la puesta a punto de la máquina, mediante los parámetros máquina.
Cuando se mueven los dos ejes simultáneamente, la trayectoria resultante es una línea recta
entre el punto inicial y el punto final. El avance estará determinado por el eje más lento.
Al programar G00 no se anula la última F programada; es decir, cuando se programe G01,
G02 o G03, se recupera dicha F.
Mediante el parámetro máquina P4 se puede establecer si el conmutador % de avance,
cuando se trabaja en G00, actúa del 0% al 100% o queda fijo al 100%.
El código G00 congela la compensación de radio de herramienta (G41, G42). Es decir,
cuando se está trabajando con G41 o G42 y se programa G00, la compensación de radio
queda sin efecto hasta que se programe de nuevo G01, G02 o G03.
El código G00 es modal e incompatible con G01, G02, G03 y G33.
La función G00 puede programarse como G o G0.
POSICIONAMIENTO RAPIDO
(G00)

Capítulo: 5 Página
Sección:
3CONTROL DE TRAYECTORIA
5.4 INTERPOLACION LINEAL (G01)
Los desplazamientos programados después de G01 se ejecutan según una línea recta, al
avance F programado.
Cuando se mueven los dos ejes simultáneamente, la trayectoria resultante es una línea recta
entre el punto inicial y el punto final. La máquina se desplaza según dicha trayectoria al
avance F programado.
El CNC calcula los avances de cada eje para que el avance de la trayectoria resultante sea
la F programada.
Ejemplo:
Programación del eje X en diámetros.
Punto inicial X40 Z50
N100 G90 G01 X60 Z10 F300
Mediante el conmutador del panel frontal del CNC, se puede variar el avance F programado
entre el 0% y el 120%, o bien entre el 0% y el 100% dependiendo del valor del parámetro
P600(3).
Durante el tiempo que se pulsa la tecla de avance rápido ejecutándose un mo-
vimiento en G01, el porcentaje de la velocidad de avance será del 200% de la velocidad de
avance programada, siempre que el parámetro máquina P600(3) tenga un valor igual a cero.
La función G01 es modal e incompatible con G00, G02, G03 y G33.
La función G01 puede ser programada como G1.
Cuando se enciende el CNC, después de ejecutarse M02/M30, después de una
EMERGENCIA o después de un RESET, el CNC asume el código G01.
INTERPOLACION LINEAL (G01)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
4
5.5 INTERPOLACION CIRCULAR (G02, G03)
G02: Interpolación circular a derechas (sentido horario).
G03: Interpolación circular a izquierdas (sentido anti-horario).
Los movimientos programados a continuación de G02/G03, se ejecutan en forma de
trayectoria circular al avance F programado.
Las definiciones de sentido horario (G02) y sentido anti-horario (G03), se han fijado de
acuerdo con las siguientes normas:
a) Parámetro P600(1)= 0
b) Parámetro P600(1) = 1
Las funciones G02/G03 son modales e incompatibles entre sí, y también con G00, G01 y
G33.
Las funciones G74, G75, o cualquier ciclo fijo anulan G02, G03.
Las funciones G02/G03 pueden programarse como G2/G3.
El formato de un bloque para programar una interpolación circular en coordenadas
cartesianas es el siguiente:
N4 G02 (G03) X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3
N4 : Número de bloque
G02 (G03) : Código que define la interpolación
X+/-4.3 : Cota X del punto final del arco
Z+/-4.3 : Cota Z del punto final del arco
I+/-4.3: Distancia del punto de partida al centro del arco, según el eje X.
K+/-4.3 : Distancia del punto de partida al centro del arco, según el eje Z.
Los valores de I,K se programan con signo. Es necesario programarlos siempre, aunque
tengan valor cero.
INTERPOLACION CIRCULAR
(G02, G03)

Capítulo: 5 Página
Sección:
5CONTROL DE TRAYECTORIA
El formato de un bloque para programar una interpolación circular en coordenadas polares
es el siguiente:
N4 G02 (G03) A+/-3.3 I+/-4.3 K+/-4.3
N4 : Número de bloque
G02 (G03) : Código que define la interpolación
A+/-3.3 : Angulo con respecto al centro polar del punto final del arco.
I+/-4.3: Distancia del punto de partida al centro del arco, según el eje X.
K+/-4.3 : Distancia del punto de partida al centro del arco, según el eje Z.
Cuando se programa una interpolación circular con G02 o G03, el CNC asume el centro
del arco como nuevo centro polar. En este caso, aunque la programación del eje X sea en
diámetros, la programación de I es siempre en radios.
Durante el tiempo que se pulsa la tecla de avance rápido ejecutándose un mo-
vimiento en G02/G03, el porcentaje de la velocidad de avance será del 200% de la velocidad
de avance programada, siempre que el parámetro máquina P600(3) tenga un valor igual a
cero.
5.5.1 INTERPOLACION CIRCULAR CON PROGRAMACION DEL
RADIO DEL ARCO
Formato en mm: G02 (G03) X+/-4.3 Z+/-4.3 R+/-4.3
en pulgadas: G02 (G03) X+/-3.4 Z+/-3.4 R+/-3.4
Siendo: G02(G03) la función que define el sentido de la interpolación circular
X cota X del punto final del arco
Z cota Z del punto final del arco
R radio del arco
Esto significa, que se puede programar la interpolación circular mediante el punto final y
el radio en lugar de las coordenadas (I,K) el centro.
Si el arco de la circunferencia es menor que 180º, el radio se programará con signo positivo,
y si es mayor que 180º, el radio será negativo.
Siendo P0 el punto inicial del arco y P1 el punto final, con
un mismo valor de radio, existen cuatro arcos que pasan por
ambos puntos.
Dependiendo del sentido de la interpolación circular G02 o
G03, y del signo del radio se define el arco deseado. De esta
forma el formato de programación de los arcos de la figura
será el siguiente:
Arco 1 G02 X Z R -
Arco 2 G02 X Z R +
Arco 3 G03 X Z R +
Arco 4 G03 X Z R -
Atención:
Si se programa un círculo completo con la programación del radio, el CNC
visualizará el error 47, dado que existen infinitas soluciones.
INTERPOLACION CIRCULAR
(G02, G03)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
6
5.5.2 INTERPOLACION CIRCULAR CON PROGRAMACION DEL
CENTRO DEL ARCO EN COORDENADAS ABSOLUTAS (G06)
Añadiendo la función G06 en un bloque de interpolación circular, se puede programar las
cotas del centro del arco (I,K), en coordenadas absolutas, es decir, con respecto al cero de
origen y no al comienzo del arco.
La función G06, NO es MODAL, por lo tanto, deberá programarse siempre que se desee
indicar las cotas del centro del arco en coordenadas absolutas.
Programando de esta manera, el valor de I deberá estar en radios o diámetros en función del
parámetro máquina P11.
5.5.3 EJEMPLOS DE PROGRAMACION
Suponiendo que la programación es en cotas absolutas (G90) y la del eje X en diámetros.
Punto inicial P0 (X40 Z40)
Coordenadas cartesianas
N4 G02 X100 Z10 I40 K10
Coordenadas polares
N4 G02 A194.036 I40 K10
Programación de radio
N4 G02 X100 Z10 R41.231
Programacion con G06
N4 G02 G06 X100 Z10 I120 K50
Punto inicial P0 (X60 Z60)
Coordenadas cartesianas
N4 G03 X140 Z20 I-10 K-50
Coordenadas polares
N4 G03 A78.69 I-10 K-50
Programación de radio
N4 G03 X140 Z20 R50.99
Programación con G06
N4 G03 G06 X140 Z20 I40 K10
INTERPOLACION CIRCULAR
(G02, G03)

Capítulo: 5 Página
Sección:
7CONTROL DE TRAYECTORIA
5.6 TRAYECTORIA CIRCULAR TANGENTE A LA TRAYECTORIA
ANTERIOR (G08)
Por medio de la función G08 se puede programar una trayectoria circular tangente a la
trayectoria anterior sin necesidad de programar las cotas (I,K) del centro.
El formato del bloque en coordenadas cartesianas es el siguiente:
N4 G08 X+/-4.3 Z+/-4.3 en mm
N4 G08 X+/-3.4 Z+/-3.4 en pulgadas
N4 Número de bloque
G08 Código de interpolación circular tangente a la trayectoria anterior.
X Cota X del punto final del arco.
Z Cota Z del punto final del arco.
El formato del bloque en coordenadas polares es el siguiente:
N4 G08 R+/-4.3 A+/-4.3 en mm
N4 G08 R+/-3.4 A+/-4.3 en pulgadas
N4 Número de bloque
G08 Código de interpolación circular tangente a la trayectoria anterior.
R Radio (respecto al origen polar) del punto final del arco.
A Angulo (respecto al origen polar) del punto final del arco.
Ejemplo:
La programación del eje X es en diámetros.
Suponiendo que el punto inicial es el P0 (X40 Z70), se desea programar una línea recta
luego un arco tangente a la misma y
después un arco tangente al anterior.
N110 G90 G01 Z50
N120 G08 X80 Z30
N130 G08 X110 Z15
Al ser los arcos tangentes no es necesario
programar las coordenadas de los centros
(I,K).
Si no se utiliza G08 la programación
será:
N110 G90 G01 Z50
N120 G02 X80 Z30 I20 K0
N130 G03 X110 Z15 I0 K-15
La función G08 no es modal, sólo sustituye a G02 y G03 en el bloque en que está escrita.
Se puede emplear siempre que se desee ejecutar un arco tangente a la trayectoria anterior.
La trayectoria anterior puede haber sido una recta o un arco.
Atención:
Utilizando la función G08, no es posible ejecutar un círculo completo, dado
que existen infinitas soluciones. El CNC visualizará el código de error 47.
CIRCULAR TANGENTE A LA
ANTERIOR (G08)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
8
5.7 TRAYECTORIA CIRCULAR DEFINIDA MEDIANTE 3 PUNTOS (G09)
Por medio de la función G09 se puede definir una trayectoria circular (arco), programando
el punto final y un punto intermedio (el punto inicial del arco es el punto de partida del
movimiento).
Es decir en lugar de programar las coordenadas del centro, se programa cualquier punto
intermedio
El formato del bloque en coordenadas cartesianas es el siguiente:
N4 G09 X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3
N4 Número de bloque.
G09 Código de trayectoria circular mediante tres puntos.
X Cota X del punto final del arco.
Z Cota Z del punto final del arco.
I Cota X del punto intermedio del arco.
K Cota Z del punto intermedio del arco.
El formato del bloque en coordenadas polares es el siguiente:
N4 G09 R+/-4.3 A+/-4.3 I+/-4.3 K+/-4.3
N4 Número de bloque.
G09 Código de trayectoria circular mediante tres puntos.
R Radio (respecto al origen polar) del punto final del arco.
A Angulo (respecto al origen polar) del punto final del arco.
I Cota X del punto intermedio del arco.
K Cota Z del punto intermedio del arco.
Como se ve el punto intermedio siempre se debe programar en coordenadas cartesianas.
Ejemplo:
La programación del eje X es en diámetros.
Suponiendo que el punto inicial es el P0 (X60
Z70) y el punto final del arco el (X120 Z20), el
bloque del programa para definir este arco será:
N4 G09 X120 Z20 I60 K50
La función G09 no es modal. No es necesario
programar el sentido de desplazamiento G02, G03
al programar G09.
La función G09 sólo sustituye a G02 y G03 en el
bloque en que está escrita.
Atención:
Utilizando la función G09, no es posible ejecutar un círculo completo, ya que
para definir un arco con dicha función es necesario que sean programados 3
puntos distintos. El CNC visualizará el código de error 40.
CIRCULAR DEFINIDA
MEDIANTE 3 PUNTOS (G09)

Capítulo: 5 Página
Sección:
9CONTROL DE TRAYECTORIA
5.8 ENTRADA TANGENCIAL (G37)
Mediante la función preparatoria G37, se pueden enlazar tangencialmente dos trayectorias
sin necesidad de calcular los puntos de intersección.
La función G37 no es modal, es decir, deberá programarse siempre que se desee enlazar
tangencialmente dos trayectorias. Estas trayectorias podrán ser, recta-recta o bien recta-
curva. A continuación de G37 deberá programarse el radio, R4.3 en mm o R3.4 en
pulgadas, del arco de entrada.
El valor del radio deberá ser siempre positivo.
Dicha programación deberá ir en el bloque que incorpora el movimiento cuya trayectoria
se desea modificar. El movimiento deberá ser rectilíneo (G00 o G01).
Si se programa G37 R4.3, en un bloque que incorpore un movimiento circular (G02 o G03),
el CNC mostrará el error de tipo 41.
Ejemplo: Programación del eje X en radios
Punto inicial X20 Z60
N100 G90 G01 X20 Z30
N110 G03 X40 Z10 R20
En este mismo ejemplo, si se desea realizar una entrada tangencial, describiendo un arco de
5 mm de radio, se programará:
N100 G90 G01 G37 R5 X20 Z30
N110 G03 X40 Z10 R20
ENTRADA TANGENCIAL (G37)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
10
5.9 SALIDA TANGENCIAL (G38)
Mediante la función preparatoria G38 se pueden enlazar tangencialmente dos trayectorias,
sin necesidad de calcular los puntos de intersección.
La función G38 no es modal, es decir, deberá programarse siempre que se desee enlazar
tangencialmente dos trayectorias. Estas trayectorias podrán ser recta-recta o bien curva-
recta.
A continuación de G38 deberá programarse el radio, R4.3 en mm o bien R3.4 en pulgadas,
del arco de salida. El valor del radio deberá ser siempre positivo.
Para poder programar en un bloque G38, es necesario que la trayectoria del bloque siguiente
sea rectilínea (G00 o G01).
Si la trayectoria siguiente, es circular (G02 o G03), el CNC mostrará error de tipo 42.
Ejemplo: Programación del eje X en radios
Punto inicial X10 Z50
N100 G90 G02 X30 Z30 R20
N110 G01 X30 Z10
En este mismo ejemplo, si se desea realizar una salida tangencial describiendo un arco de
5 mm de radio se programará:
N100 G90 G38 R5 G02 X30 Z30 R20
N110 G01 X30 Z10
SALIDA TANGENCIAL (G38)

Capítulo: 5 Página
Sección:
11CONTROL DE TRAYECTORIA
5.10 REDONDEO CONTROLADO DE ARISTAS (G36)
En trabajos de torneado es posible, mediante la función G36, redondear una arista con un
radio determinado sin necesidad de calcular el centro ni los puntos inicial y final del arco.
La función G36 no es modal, es decir, debe programarse cada vez que se desee el redondeo
de una arista. Esta función debe programarse en el bloque en que se programe el
desplazamiento cuyo final se desea redondear.
El radio de redondeo se programa mediante R4.3 en mm, o bien R3.4 en pulgadas, es decir,
siempre positivo.
Ejemplos: La programación del eje X es en diámetros
1º Redondeo entre recta-recta
Punto inicial X20 Z60
N100 G90 G01 G36 R10 X80
N110 Z10
2º Redondeo entre recta-arco
Punto inicial X20 Z60
N100 G90 G01 G36 R10 X80
N110 G02 X60 Z10 I20 K-30
REDONDEO CONTROLADO DE
ARISTAS (G36)

Página
Capítulo: 5
CONTROL DE TRAYECTORIA
Sección:
12
3º Redondeo entre arco-arco
Punto inicial X60 Z90
N100 G90 G02 G36 R10 X60 Z50 R28
N110 X60 Z10 R28
REDONDEO CONTROLADO DE
ARISTAS (G36)

Capítulo: 5 Página
Sección:
13CONTROL DE TRAYECTORIA
5.11 ACHAFLANADO (G39)
En los trabajos de mecanizado es posible, mediante la función G39, achaflanar aristas entre
dos rectas, sin necesidad de calcular los puntos de intersección.
La función G39 no es modal, es decir, debe programarse cada vez que se desee achaflanar
una arista. Esta función debe programarse en el bloque en que se programe el desplazamiento
cuyo final se desea achaflanar.
Mediante el código R4.3 en mm, o bien R3.4 en pulgadas, siempre con valor positivo, se
programa la distancia desde el final de desplazamiento programado hasta el punto en que
se quiere realizar el chaflán.
Ejemplo: Programación del eje X en diámetros
Punto inicial X20 Z80
N100 G90 G01 G39 R10 X80 Z60
N110 X100 Z10
ACHAFLANADO (G39)

Página
Sección:
1FUNCIONES PREPARATORIAS ADICIONALES
Capítulo: 6
6. FUNCIONES PREPARATORIAS ADICIONALES
6.1 TEMPORIZACION (G04)
Por medio de la función G04, se puede programar una temporización.
El valor de la temporización se programa mediante la letra K.
Ejemplo: G04 K0.05 Temporización de 0,05 seg.
G04 K2.5 Temporización de 2,5 seg.
Si el valor de K se programa con un número, éste podrá tener un valor comprendido entre
0,00 y 99,99, sin embargo si se programa por medio de un parámetro (K P3), éste podrá tener
un valor comprendido entre 0,00 y 655,35 segundos.
La temporización se ejecuta al comienzo del bloque en que está programada. La función
G04 puede programarse como G4
6.2 VISUALIZAR CODIGO DE ERROR (G30)
Tan pronto como el CNC lee un bloque con el código G30, detiene el programa en curso
y visualiza el número de error indicado.
Formato de programación: N4 G30 K2
N4 Número de bloque
G30 Código que indica programación de un error
K2(0-99) Código de error programado
También se puede programar el número de error mediante un parámetro aritmético, valor
comprendido entre P0 y P255. Por ejemplo: N4 G30 KP123
Este código combinado con los códigos G26, G27, G28 y G29 permite detener el programa
y detectar posibles errores de medida, etc.
En un bloque en el que se programe G30, no se puede programar más información.
Atención:
Si se desea que no aparezca visualizado el comentario propio de los códigos de
error del CNC, el número del código tras G30 deberá ser superior a los
empleados por el CNC.
Recordar asimismo, que el usuario puede escribir comentarios en el programa
que serán visualizados al ejecutar el bloque correspondiente.
TEMPORIZACION (G04)

Página
Capítulo: 6
FUNCIONES PREPARATORIAS ADICIONALES
Sección:
2
6.3 SALTOS Y LLAMADAS INCONDICIONALES (G25)
La función G25 puede utilizarse para saltar de un bloque a otro dentro del mismo programa.
En el mismo bloque en el cual se programa la función G25, no se puede programar más
información. Existen dos formatos de programación:
Formato a) N4 G25 N4
N4 Número de bloque
G25 Código de salto incondicional
N4 Número del bloque al que se salta
Cuando el CNC lee este bloque, salta al bloque indicado y el programa continúa
normalmente, a partir de este último bloque.
Ejemplo: N0 G00 X100
N5 Z50
N10 G25 N50
N15 X50
N20 Z70
N50 G01 X20
Al llegar al bloque 10, el CNC salta al bloque 50, para continuar desde éste hasta el final
del programa.
Formato b) N4 G25 N4.4.2
N4 Número de bloque
G25 Código de salto incondicional
N4.4.2
Número de repeticiones
Número del último bloque a ejecutar
Número del bloque al que se dirige el salto
Cuando el CNC lee un bloque de este tipo, salta al bloque definido entre la N y el primer
punto decimal.
Ejecuta después la sección del programa comprendida entre este bloque y el definido
entre los dos puntos decimales tantas veces como indica el último número.
Este último número, puede tener un valor comprendido entre 0 y 99, sin embargo si se
programa con un parámetro, éste puede tener un valor comprendido entre 0 y 255.
Si se escribe solamente N4.4 el CNC asumirá N4.4.1
Al terminar la ejecución de esta sección el CNC vuelve al bloque siguiente en que se
programó G25 N4.4.2
SALTOS Y LLAMADAS
INCONDICIONALES (G25)

Página
Sección:
3FUNCIONES PREPARATORIAS ADICIONALES
Capítulo: 6
Ejemplo: N0 G00 X10
N5 Z20
N10 G01 X50 M3
N15 G00 Z0
N20 X0
N25 G25 N0.20.8
N30 M30
Al llegar a N25, el CNC saltará al bloque 0 y ejecutará 8 veces la sección N0-N20. Al
terminar esto, volverá al bloque 30.
Las funciones preparatorias G26, G27, G28, G29 y G30 correspondientes a saltos/llamadas
condicionales, se verán en el apartado correspondiente de este manual: PROGRAMACION
PARAMETRICA, OPERACIONES CON PARAMETROS.
SALTOS Y LLAMADAS
INCONDICIONALES (G25)

Página
Capítulo: 6
FUNCIONES PREPARATORIAS ADICIONALES
Sección:
4
ROSCADO ELECTRONICO
(G33)
6.4 ROSCADO ELECTRONICO (G33)
Por medio de la función G33, se pueden programar y realizar roscas longitudinales,
frontales y cónicas. Para poder aplicar esta función es necesario que la máquina disponga
de un captador rotativo en su cabezal. La función G33 es modal, es decir, una vez
programada se mantiene activa, hasta que sea anulada mediante G00, G01, G02, G03, M02,
M30, EMERGENCIA o RESET.
Rosca longitudinal Se programa mediante el bloque N4 G33 Z+/-4.3 K3.4, siendo:
N4 Número de bloque
G33 Código que define el roscado
Z Cota final de la rosca según el eje Z
K Paso de la rosca según el eje Z
La cota Z será absoluta o incremental, según se trabaje en G90 o G91. Mientras se
encuentra activa la función G33, no se puede variar la velocidad de avance F mediante
el conmutador FEED-RATE, cuyo valor estará fijo al 100%, ni tampoco podrá variarse
la velocidad de giro del cabezal mediante las teclas del frontis.
Rosca frontal (Espiral) Se programa mediante el bloque N4 G33 X+/-4.3 I3.4, siendo:
N4 Número de bloque
G33 Código que define el roscado
X Cota final de la rosca según el eje X
I Paso de la rosca según el eje X
La cota X será absoluta o incremental, según se trabaje en G90 o G91.
Rosca cónica Se programa mediante el bloque N4 G33 X+/-4.3 Z+/-4.3 I3.4 K3.4,
siendo:
N4 Número de bloque
G33 Código que define el roscado
X Cota final de la rosca según el eje X
Z Cota final de la rosca según el eje Z
I Paso de la rosca según el eje X
K Paso de la rosca según el eje Z
Las cotas X y Z serán absolutas o incrementales, según se trabaje en G90 o G91.
En las roscas cónicas, basta con programar el paso de la rosca según un eje, ya que el
control calcula el paso del otro eje. Es decir, se puede programar:
N4 G33 X+/-4.3 Z+/-4.3 I3.4 o bien, N4 G33 X+/-4.3 Z+/-4.3 K3.4
No obstante, se pueden programar los dos pasos (I, K) para forzar al control a que realice
roscas cónicas con paso diferente al que el propio control hubiera calculado.
Atención:
Es necesario que el comienzo del roscado se efectúe con la herramienta
trabajando en vacío, de forma que se eviten los problemas que se producen
durante el arranque de los ejes.

Página
Sección:
5FUNCIONES PREPARATORIAS ADICIONALES
Capítulo: 6
6.4.1 EJEMPLOS
a) Roscado longitudinal
Se trata de realizar una rosca cilíndrica de paso 5 mm y una profundidad de 2 mm.
Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios).
Cotas absolutas
N0 G00 G90 X18 Z53
N5 G33 Z7 K5
N10 G00 X60
N15 Z60
Cotas incrementales
N0 G00 G91 X-42 Z-7
N5 G33 Z-46 K5
N10 G00 X42
N15 Z53
b) Roscado cónico
Se trata de realizar un roscado cónico de paso 5 mm, según el eje Z y una profundidad de
2 mm.
Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios).
ROSCADO ELECTRONICO
(G33)

Página
Capítulo: 6
FUNCIONES PREPARATORIAS ADICIONALES
Sección:
6
Cotas absolutas Cotas incrementales
N0 G00 G90 X12.75 Z52 N0 G00 G91 X-47.25 Z-8
N5 G33 X18.25 Z8 K5 N5 G33 X5.5 Z-44 K5
N10 G00 X60 N10 G00 X41.75
N15 Z60 N15 Z52
c) Empalme de roscas
Si se trabaja en arista matada (G05), se pueden empalmar diferentes roscas de forma
continua en una misma pieza.
Se trata de empalmar un roscado longitudinal y uno cónico de paso 5 mm según el eje Z
y una profundidad de 2 mm.
Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios).
Cotas absolutas
N0 G00 G90 X8 Z57
N5 G33 G05 Z35 K5
N10 X18.8 Z8 K5
N15 G00 X60
N20 Z60
ROSCADO ELECTRONICO
(G33)

Página
Sección:
7FUNCIONES PREPARATORIAS ADICIONALES
Capítulo: 6
6.5 FACTOR DE ESCALA (G72)
Por medio de la función G72 se pueden ampliar o reducir piezas programadas.
De esta forma se pueden realizar familias de piezas semejantes en forma pero de dimensiones
diferentes con un solo programa. La función G72 debe programarse sola en un bloque.
El formato de programación es: N4 G72 K2.4
N Número de bloque
G72 Código que define el factor de escala
K Valor del factor de escala
Valor mínimo K0.0001 (Multiplicación por 0,0001).
Valor máximo K99.9999 (Multiplicación por 99,9999).
A continuación de G72 todas las coordenadas programadas se multiplican por el valor de
K hasta que se lea una nueva definición de factor de escala G72 o se anule ésta.
Para anular el factor de escala basta con definir otro factor de escala de valor K1 o también
se anula introduciendo M02,M30 o al ejecutarse un RESET o una EMERGENCIA.
FACTOR DE ESCALA (G72)

Página
Capítulo: 6
FUNCIONES PREPARATORIAS ADICIONALES
Sección:
8
6.6 TRABAJO CON PALPADOR (G75)
Por medio de esta función se puede emplear un palpador de medida, conectado al CNC.
El formato de programación es el siguiente:
N4 G75 X+/-4.3 Z+/-4.3 en milímetros.
N4 G75 X+/-3.4 Z+/-3.4 en pulgadas.
La máquina se moverá hasta recibir la señal exterior del palpador. Una vez recibida esta
señal dará por finalizado el bloque, aceptando como posición teórica de los ejes, la posición
real que tenga cuando recibe la señal. Durante el movimiento de palpación no se podrá variar
la velocidad de avance, mediante el conmutador de FEED-RATE, que estará fijo al 100%.
Si los ejes llegan a la posición programada antes de recibir la señal exterior del palpador, el
CNC dará el error 65.
Una vez ejecutado este bloque se pueden asignar los valores de los ejes a los parámetros
aritméticos que se deseen. Lo que combinando con la posibilidad de realizar operaciones
matemáticas con los parámetros aritméticos, permite realizar programas especiales de
medida y verificación de herramientas y piezas.
La función G75 implica las funciones G01 y G40; es decir, a partir de un bloque con G75,
el CNC asume la función G01 y G40.
TRABAJO CON PALPADOR
(G75)

Página
Sección:
9FUNCIONES PREPARATORIAS ADICIONALES
Capítulo: 6
6.7 TRATAMIENTO DE BLOQUE UNICO.
ACTIVACION (G47) Y ANULACION (G48)
El CNC considera como "Bloque Unico" el grupo de bloques que se encuentra entre las
funciones G47 y G48.
Tras ejecutarse la función G47 el CNC ejecuta todos los bloques que vienen a continuación
hasta ejecutar un bloque que contiene la función G48.
Cuando el programa P99996 se ejecuta en el modo "Bloque a Bloque" el CNC ejecuta, en
ciclo continuo, la función G47 y todos los bloques que vienen a continuación, deteniéndose
al ejecutar la función G48.
Si se pulsa la tecla durante la ejecución de un "Bloque único", en modo Automático
o Bloque a Bloque, el CNC continúa con la ejecución hasta ejecutar la función G48,
momento en que se detiene la ejecución.
Estando activa la función G47, el conmutador M.F.O. y las teclas de variación de la
velocidad de giro del cabezal, estarán inhabilitados, ejecutándose el programa al 100% de
la F y la S programadas.
Las funciones G47 y G48 son modales e incompatibles entre sí.
Cuando se enciende el CNC, después de ejecutarse M02/M30, después de una
EMERGENCIA o después de un RESET, el CNC asume el código G48.
BLOQUE UNICO
(G47, G48)

Capítulo: 7 Página
1
Sección:
COMPENSACION DE HERRAMIENTAS
7. COMPENSACION DE HERRAMIENTAS
En los trabajos habituales de mecanizado, es necesario calcular y definir la trayectoria de
la herramienta teniendo en cuenta las dimensiones de la misma (longitud y radio), de forma
que se obtengan las dimensiones de la pieza deseadas.
La compensación de longitud y radio de herramienta, permite programar directamente el
contorno de la pieza sin tener en cuenta las dimensiones de la herramienta. El CNC calcula
automáticamente, a partir del contorno de la pieza y de las dimensiones de la herramienta
almacenadas en la tabla de herramientas, la trayectoria que debe seguir la herramienta.
Cada vez que se selecciona una herramienta (T2), el CNC aplica automáticamente la
compensación de longitud almacenada en la tabla (X, Z, I, K), sin necesidad de programar
ningún código G.
Para la compensación de radio existen tres funciones preparatorias:
G40 Anulación de la compensación de radio de herramienta
G41 Compensación de radio de herramienta a izquierdas
G42 Compensación de radio de herramienta a derechas
Con el parámetro P600(1) = 0 y ejes o P600(1) = 1 y ejes
G41: G42:
La herramienta queda a la izquierda La herramienta queda a la derecha
de la pieza según el sentido del de la pieza según el sentido del
mecanizado. mecanizado.
Con P600(1) = 0 y ejes o P600(1) = 1 y ejes G41 actúa como
G42 y viceversa.
El CNC dispone de una tabla de hasta 32 herramientas para compensación de longitud (X,
Z, I, K) y radio (R) de herramienta; en esta tabla también se almacenan los códigos de forma
(F) de la herramienta.
Para fijar los valores de compensación de radio y longitud de cada una de las herramientas
se debe utilizar la opción "Tabla de herramientas" dentro de las "Funciones auxiliares".

Página
Capítulo: 7
2
COMPENSACION DE HERRAMIENTAS
Sección:
También se puede definir la tabla de herramientas desde el programa pieza, utilizando la
función G50.
Los valores máximos de cada campo de la tabla de herramientas son:
X, Z (longitud herramienta) +/-8388.607 mm (+/-330.2599 pulgadas)
I, K (corrección longitud herramienta) +/-32.766 mm (+/-1.2900 pulgadas)
R (Radio) 1000.000 mm (39.3700 pulgadas)
F (Código de forma) Es necesario definirlo para la compensación de radio. Los
códigos posibles son : F0-F9 (Ver figura).
La compensación de radio se hace efectiva mediante G41 o G42, adquiriendo el valor
de tabla seleccionada mediante la función T (T01 T32). Si no se ha programado la
función T, el CNC asume el valor T00 que corresponde a una herramienta de
dimensiones igual a cero.
Las funciones G41, G42 son modales (mantenidas) y son anuladas mediante G40, M02,
M30 así como por alguna EMERGENCIA o un RESET general.
Atención:
Los valores de I que se emplean para corregir desgastes de herramienta hay
que programarlos en diámetros.

Capítulo: 7 Página
3
Sección:
COMPENSACION DE HERRAMIENTAS
CODIGOS DE FORMA
P: Punta de la herramienta
C: Centro de la herramienta

Página
Capítulo: 7
4
COMPENSACION DE HERRAMIENTAS
Sección:
P: Punta de la herramienta
C: Centro de la herramienta

Capítulo: 7 Página
5
Sección:
COMPENSACION DE HERRAMIENTAS
7.1 SELECCION E INICIO DE LA COMPENSACION DE RADIO (G41, G42)
Deben utilizarse, para el inicio de la misma, los códigos G41 o G42.
En el mismo bloque en que se programa G41/G42 o en uno anterior, debe haberse
programado la función T (T01 T32) para seleccionar en la tabla de herramientas el valor de
corrección a aplicar. Caso de no seleccionarse ninguna herramienta, el CNC asume el valor
T00 (herramienta de valores = 0).
Atención:
La selección de la compensación de radio de herramienta (G41/G42) sólo
puede realizarse cuando están activas G00 o G01 (movimientos rectilíneos).
Si la primera llamada a compensación se realiza estando activas G02 o G03,
en el CNC se visualizará el código de error 48.
En las próximas páginas se muestran diferentes casos de inicio de compensación de radio
de herramienta.
COMPENSACION DE RADIO
(G41, G42)

Página
Capítulo: 7
6
COMPENSACION DE HERRAMIENTAS
Sección:
COMPENSACION DE RADIO
(G41, G42)

Capítulo: 7 Página
7
Sección:
COMPENSACION DE HERRAMIENTAS
7.2 FUNCIONAMIENTO CON COMPENSACION DE RADIO
A continuación, se muestran unos gráficos donde se reflejan las diversas trayectorias
seguidas por una herramienta controlada por un CNC programado con compensación de
radio.
FUNCIONAMIENTO CON
COMPENSACION DE RADIO

Página
Capítulo: 7
8
COMPENSACION DE HERRAMIENTAS
Sección:
FUNCIONAMIENTO CON
COMPENSACION DE RADIO

Capítulo: 7 Página
9
Sección:
COMPENSACION DE HERRAMIENTAS
7.3 ANULACION TEMPORAL DE LA COMPENSACION CON G00
Cuando se detecta un paso de G01, G02, G03 a G00, la herramienta queda tangente a la
perpendicular, en el extremo del desplazamiento programado en el bloque de G01, G02 o
G03.
Este mismo tratamiento se aplica cuando se programa un bloque con G40, pero sin
información de movimiento. Los siguientes desplazamientos en G00 se efectúan sin
compensación de radio.
Cuando se detecta el paso de G00 a G01, G02, G03 se da el tratamiento correspondiente
al primer punto compensado, reanudándose la compensación radial normalmente.
Caso especial:
Si el control no tiene suficiente información para compensar, pero el
movimiento es en G00, se ejecutará sin compensación radial.
ANULACION TEMPORAL CON
G00

Página
Capítulo: 7
10
COMPENSACION DE HERRAMIENTAS
Sección:
7.4 ANULACION DE COMPENSACION DE RADIO (G40)
La anulación de la compensación de radio se efectúa mediante la función G40.
Hay que tener en cuenta que la cancelación de la compensación de radio (G40), solamente
puede efectuarse en un bloque en que esté programado un movimiento rectilíneo (G00,
G01).
Si se programa G40 en un bloque con G02 o G03 el CNC dará código de error 48.
A continuación, se expone una tabla de diferentes casos de anulación.
ANULAR COMPENSACION
DE RADIO (G40)

Capítulo: 7 Página
11
Sección:
COMPENSACION DE HERRAMIENTAS
ANULAR COMPENSACION
DE RADIO (G40)

Capítulo: 8 Página
1
Sección:
CICLOS FIJOS DE MECANIZADO
8. CICLOS FIJOS DE MECANIZADO
El CNC dispone de los siguientes ciclos fijos de mecanizado.
G67 N0 Ciclo fijo de cilindrado.
G67 N1 Ciclo fijo de refrentado
G67 N2 Ciclo fijo de cilindrado cónico
G67 N3 Ciclo fijo de roscado
G67 N4 Ciclo fijo de redondeo
G67 N5 Ciclo fijo de ranurado
G67 N6 Ciclo fijo de taladrado multiple
G67 N7 Ciclo fijo de taladrado simple / Ciclo fijo de roscado con macho
G67 N8 Ciclo fijo de chaveta en X o Z
G66 Ciclo fijo de seguimiento de perfil (no accesible desde el panel)
G68 Ciclo fijo de desbastado en el eje X (no accesible desde el panel)
G69 Ciclo fijo de desbastado en el eje Z (no accesible desde el panel)
G81 Ciclo fijo de torneado de tramos rectos (no accesible desde el panel)
G82 Ciclo fijo de refrentado de tramos rectos (no accesible desde el panel)
G84 Ciclo fijo de torneado de tramos curvos (no accesible desde el panel)
G85 Ciclo fijo de refrentado de tramos curvos (no accesible desde el panel)
G86 Ciclo fijo de roscado longitudinal (no accesible desde el panel)
Parámetros relacionados con los ciclos fijos:
Los ciclos fijos pueden alterar el contenido de los parámetros P0 a P99.
Asimismo, el CNC actualiza, en el encendido, tras un Reset y siempre que se abandona
el modo de ejecución del programa P99996, los siguientes parámetros aritméticos:
P190 Cota X del punto de cambio de herramienta fijado por el fabricante
P191 Cota Z del punto de cambio de herramienta fijado por el fabricante
P201 Unidades de trabajo (0=mm, 1=pulgadas)
P24 Unidades de trabajo (0=Radios, 1=Diámetros)
Al programar los ciclos fijos, si el valor de cualquier parámetro es una constante, es
necesario pulsar la tecla K después del símbolo =. Por ejemplo: N4 G66 P0 = K25 ......

Página
2
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
CILINDRADO
(G67 N0)
8.1 CICLO FIJO DE CILINDRADO (G67 N0)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el paso de cilindrado
D. Se programará mediante un valor positivo
expresado en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número
de pasadas de cilindrado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje
de error correspondiente.
P6 Indica el diámetro final (
f) que se desea obtener en la operación de cilindrado.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
Parámetros relacionados con la pasada de acabado:
Si no se desea pasada de acabado definir: P22=K0 y P23=K0.
P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada
de acabado
P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance
de acabado
Parámetros relacionados con la herramienta de acabado:
Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se
deben definir los parámetros que se indican a continuación.
Si no se desea cambiar de herramienta definir P26=K0.

Capítulo: 8 Página
3
Sección:
CICLOS FIJOS DE MECANIZADO
P26 Define el número de herramienta que se desea utilizar en la pasada de acabado.
Si el fabricante definió un punto de cambio de herramienta, la máquina se
desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el
cambio de herramienta.
Si no hay punto de cambio de herramienta se deben definir los parámetros
aritméticos P134 y P135 para definir el punto de cambio de herramienta.
P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de
herramienta. Se define en unidades de trabajo (radios/diámetros)
P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de
herramienta
El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido
un punto de cambio de herramienta.
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P6=K P19=K P20=K .....
N6 G67 N0
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
CILINDRADO
(G67 N0)

Página
4
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.2 CICLO FIJO DE REFRENTADO (G67 N1)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el paso de refrentado
D. Se programará mediante un valor positivo.
Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número
de pasadas de refrentado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje
de error correspondiente.
P6 Indica el diámetro final (
f) que se desea obtener en la operación de cilindrado.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
Parámetros relacionados con la pasada de acabado:
Si no se desea pasada de acabado definir: P22=K0 y P23=K0.
P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada
de acabado
P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance
de acabado
Parámetros relacionados con la herramienta de acabado:
Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se
deben definir los parámetros que se indican a continuación.
Si no se desea cambiar de herramienta definir P26=K0.
REFRENTADO
(G67 N1)

Capítulo: 8 Página
5
Sección:
CICLOS FIJOS DE MECANIZADO
P26 Define el número de herramienta que se desea utilizar en la pasada de acabado.
Si el fabricante definió un punto de cambio de herramienta, la máquina se
desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el
cambio de herramienta.
Si no hay punto de cambio de herramienta se deben definir los parámetros
aritméticos P134 y P135 para definir el punto de cambio de herramienta.
P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de
herramienta. Se define en unidades de trabajo (radios/diámetros)
P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de
herramienta
El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido
un punto de cambio de herramienta.
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P6=K P19=K P20=K .....
N6 G67 N1
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
REFRENTADO
(G67 N1)

Página
6
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.3 CICLO FIJO DE CILINDRADO CONICO (G67 N2)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P4 Define el paso de cilindrado
D. Se programará mediante un valor positivo
expresado en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número
de pasadas de cilindrado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje
de error correspondiente.
P6 Indica el diámetro final (
f) que se desea obtener en la operación de cilindrado.
P7 Define la pendiente (%) del chaflán o plano inclinado que se desea efectuar.
P7 = 100 x (10/40) = 25
P7 = 100 x tag 14,036 =25
P10 Indica el cuadrante que se desea mecanizar. Junto con P18 define el tipo de
esquina que se desea efectuar.
P18 Indica el tipo de geometría de la esquina. Junto con P10 define el tipo de esquina
que se desea efectuar.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
CILINDRADO CONICO
(G67 N2)

Capítulo: 8 Página
7
Sección:
CICLOS FIJOS DE MECANIZADO
CILINDRADO CONICO
(G67 N2)
Parámetros relacionados con la pasada de acabado:
Si no se desea pasada de acabado definir: P22=K0 y P23=K0.
P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada
de acabado
P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance
de acabado
Parámetros relacionados con la herramienta de acabado:
Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se
deben definir los parámetros que se indican a continuación.
Si no se desea cambiar de herramienta definir P26=K0.
P26 Define el número de herramienta que se desea utilizar en la pasada de acabado.
Si el fabricante definió un punto de cambio de herramienta, la máquina se
desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el
cambio de herramienta.
Si no hay punto de cambio de herramienta se deben definir los parámetros
aritméticos P134 y P135 para definir el punto de cambio de herramienta.
P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de
herramienta. Se define en unidades de trabajo (radios/diámetros)
P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de
herramienta
El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido
un punto de cambio de herramienta.
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P4=K P6=K P7=K P10=K P18=K P19=K P20=K
N6 G67 N2
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.

Página
8
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.4 CICLO FIJO DE ROSCADO (G67 N3)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el paso de roscado
D. Se programará mediante un valor positivo
expresado en radios. Si se define P4=0 el CNC mostrará el error correspondiente.
Se programará en radios y la profundidad de cada pasada estará en función del
número de pasada correspondiente(
D n), tal y como muestra la siguiente
figura.
P8 Define el paso de rosca "P". Las roscas a derechas o a izquierdas se efectuarán
seleccionando adecuadamente el sentido de giro del cabezal.
P11 Indica el tipo de rosca. Si rosca exterior P11=0. Si rosca interior P11=1.
P14 Define la profundidad de la rosca "H". Se programará en radios y con valor
positivo. Si se programa con valor 0, el CNC mostrará el error correspondiente.
ROSCADO
(G67 N3)

Capítulo: 8 Página
9
Sección:
CICLOS FIJOS DE MECANIZADO
P16 Define el ángulo de penetración de la herramienta. Está referido al eje X
Si se programa con valor 0, la rosca se realizará con penetración radial. Si se le
asigna un valor igual a la mitad del ángulo de la herramienta, la penetración se
realiza rozando el flanco de la rosca.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
P128 Distancia fin de rosca. Define a qué distancia del final de la rosca comienza la
salida de rosca, efectuando una rosca cónica cuyo paso en Z sigue siendo P10.
Si P128=K0 no hay salida de rosca. Si P128 negativo, se produce error 3.
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P8=K P11=K P14=K P16=K .....
N6 G67 N3
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
ROSCADO
(G67 N3)

Página
10
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.5 CICLO FIJO DE REDONDEO (G67 N4)
Parámetros básicos de definición del ciclo:
P16 Tipo de ciclo
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el paso de redondeo
D. Se programará mediante un valor positivo
expresado en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número
de pasadas de redondeo). Si se define P4=0 y P5=0, el CNC mostrará el mensaje
de error correspondiente.
P9 Define el radio de redondeo R
P10 Indica el cuadrante que se desea mecanizar.
P15 Tipo de redondeo. Si redondeo convexo P15=0. Si redondeo cóncavo P15=1.
P18 Indica el tipo de geometría de la esquina.
REDONDEO
(G67 N4)

Capítulo: 8 Página
11
Sección:
CICLOS FIJOS DE MECANIZADO
REDONDEO
(G67 N4)
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
Parámetros relacionados con la pasada de acabado:
Si no se desea pasada de acabado definir: P22=K0 y P23=K0.
P22 Porcentaje (%) de la pasada de desbaste que se utiliza como pasada de acabado
P23 Porcentaje (%) del avance de desbaste que se utiliza como avance de acabado
Parámetros relacionados con la herramienta de acabado:
Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se
deben definir los parámetros que se indican a continuación.
Si no se desea cambiar de herramienta definir P26=K0.
P26 Define el número de herramienta que se desea utilizar en la pasada de acabado.
Si el fabricante definió un punto de cambio de herramienta, la máquina se
desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el
cambio de herramienta.
Si no hay punto de cambio de herramienta se deben definir los parámetros
aritméticos P134 y P135 para definir el punto de cambio de herramienta.
P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de
herramienta. Se define en unidades de trabajo (radios/diámetros)
P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de
herramienta
El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido
un punto de cambio de herramienta.
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P16=K P100=K P101=K P102=K P103=K P4=K P9=K P10=K P15=K .....
N6 G67 N4
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.

Página
12
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.6 CICLO FIJO DE RANURADO (G67 N5)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el paso de ranurado
D. Se programará mediante un valor positivo
expresado en radios.
Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número
de pasadas de ranurado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje
de error correspondiente.
P6 Indica el diámetro final (
f) que se desea obtener en la operación de ranurado.
P12 Indica la anchura de la herramienta (TW).
P13 Define el tiempo que permanecerá, en cada pasada de ranurado, la cuchilla en
el fondo de la ranura. Se define en segundos, así, P13=K1.5 significa una
temporización de 1.5 segundos.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
Parámetros relacionados con la pasada de acabado:
Si no se desea pasada de acabado definir: P22=K0 y P23=K0.
P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada
de acabado
RANURADO
(G67 N5)

Capítulo: 8 Página
13
Sección:
CICLOS FIJOS DE MECANIZADO
P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance
de acabado
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P6=K P12=K P13=K P19=K .....
N6 G67 N5
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
RANURADO
(G67 N5)

Página
14
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.7 CICLO FIJO DE TALADRADO MULTIPLE (G67 N6)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el incremento angular
D entre taladrados. Se programará mediante un
valor positivo expresado en grados.
P5 Define el número de taladrados (N) que se desean efectuar.
P8 Indica el paso o penetración máxima (P) en cada taladrado (desalojo de material.
Cuando se refiere al eje X se debe definir en radios.
P13 Define el tiempo que permanecerá, en cada taladrado, la broca en el fondo del
agujero. Se define en segundos, así, P13=K1.5 significa una temporización de
1.5 segundos.
TALADRADO MULTIPLE
(G67 N6)

Capítulo: 8 Página
15
Sección:
CICLOS FIJOS DE MECANIZADO
P16 Indica la posición angular (a) del primer agujero
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P5=K P8=K P13=K P16=K .....
N6 G67 N6
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
TALADRADO MULTIPLE
(G67 N6)

Página
16
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
TALADRADO SIMPLE
(G67 N7)
Movimiento en rápido
Movimiento en F
8.8 CICLO FIJO DE TALADRADO SIMPLE (G67 N7)
CICLO FIJO DE ROSCADO CON MACHO (G67 N7)
Estos dos ciclos se definen de forma similar, únicamente difieren en el parámetro "P8", paso
o penetración máxima (P). En el ciclo de roscado con macho hay que definirlo con el valor
P8=0, y en el ciclo de taladrado simple hay que definirlo con un valor distinto de 0.
Parámetros básicos de definición del ciclo:
P101 Cota Z del punto "BEGIN"
P103 Cota Z del punto "END"
P8 Indica el paso o penetración máxima (P) en cada taladrado (desalojo de material.
Cuando se desea definir el ciclo de roscado con macho hay que definirlo con el
valor P8=0, y cuando se desea definir el ciclo de taladrado simple hay que
definirlo con un valor distinto de 0.
P13 Define el tiempo que permanecerá la broca en el fondo del agujero. Se define en
segundos, así, P13=K1.5 significa una temporización de 1.5 segundos.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z

Capítulo: 8 Página
17
Sección:
CICLOS FIJOS DE MECANIZADO
TALADRADO SIMPLE
(G67 N7)
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P101=K P103=K P8=K P13=K P19=K P20=K
N6 G67 N7
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.

Página
18
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.9 CICLO FIJO DE CHAVETAS (G67 N8)
Parámetros básicos de definición del ciclo:
P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros)
P101 Cota Z del punto "BEGIN"
P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros)
P103 Cota Z del punto "END"
P4 Define el incremento angular
∆ entre chavetas. Se programará mediante un valor
positivo expresado en grados.
P5 Define el número de chavetas (N) que se desean efectuar.
P16 Indica la posición angular (
a) de la primera chaveta.
P19 Define la distancia de seguridad en X (se define en radios)
P20 Define la distancia de seguridad en Z
CHAVETAS
(G67 N8)

Capítulo: 8 Página
19
Sección:
CICLOS FIJOS DE MECANIZADO
Conceptos generales:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo.
2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo.
N2 F10 S1000 M03
N4 P100=K P101=K P102=K P103=K P4=K P5=K P16=K P19=K P20=K
N6 G67 N8
3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse
para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de
definición del ciclo".
4.- El funcionamiento básico del ciclo está explicado en el manual de Operación.
5.- Las condiciones de salida son G00 y G90.
CHAVETAS
(G67 N8)

Página
20
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.10 CICLO FIJO DE SEGUIMIENTO DE PERFIL (G66)
Formato:
N4 G66 P0=K P1=K P4=K P5=K P7=K P8=K P9=K P12=K P13=K P14=K
Significado de los parámetros:
P0 Cota X del punto inicial (A) del perfil (en radios o diámetros).
P1 Cota Z del punto inicial (A) del perfil.
P4 Sobrante de material, es decir, la cantidad (según unidades de medida) a eliminar de
la pieza origen.
Debe ser mayor o igual que cero y mayor o igual que la demasía para el acabado; en
caso contrario, se produce error 3. Según el valor de P12, se interpretará como
sobrante en X o en Z.
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3.
Según el valor de P12, se interpretará como paso en X o en Z. El paso real calculado
por el control, será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance, de la pasada de acabado. Si es cero, no hay pasada de acabado.
Si es negativo, se produce error 3.
SEGUIMIENTO DE PERFIL
(G66)

Capítulo: 8 Página
21
Sección:
CICLOS FIJOS DE MECANIZADO
P12 Angulo de la cuchilla. Debe ser mayor o igual que cero y menor o igual que noventa
grados; de lo contrario, se produce error 3.
Si es menor o igual que 45º, P4 se tomará como sobrante en X y P5 como paso máximo
en X.
Si es mayor que 45º, P4 se tomará como sobrante en Z y P5 como paso máximo en
Z.
P13 Número del primer bloque de definición del perfil.
P14 Número del último bloque de definición del perfil.
SEGUIMIENTO DE PERFIL
(G66)

Página
22
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1º En la definición del perfil, no hay que programar el punto inicial A que ya está
definido por los parámetros P0 y P1.
2º Las condiciones de mecanizado (velocidad de avance, giro del cabezal, etc.) deben
programarse antes de la llamada al ciclo.
3º Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
4º Las condiciones de salida del ciclo son G00 y G90.
5º El perfil puede estar formado por rectas, arcos, redondeos, entradas tangenciales,
salidas tangenciales y chaflanes.
6º La programación puede hacerse en absoluto o en incremental.
7º Dentro de la definición del perfil no puede ir ninguna función T.
8º Los movimientos de aproximación y alejamiento se hacen en rápido y los demás a la
velocidad programada.
9º El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente.
10º Se puede trabajar con compensación de radio de herramienta (G41, G42).
11º La coordenada X del punto desde el que se llama al ciclo fijo, debe ser diferente a P0,
de lo contrario el CNC dará el código de error 4.
La coordenada Z del punto desde el que se llama al ciclo fijo, debe ser diferente a P1,
de lo contrario el CNC dará el código de error 4.
12º Los movimientos de mecanizado se efectúan a la velocidad de avance programada.
SEGUIMIENTO DE PERFIL
(G66)

Capítulo: 8 Página
23
Sección:
CICLOS FIJOS DE MECANIZADO
Ejemplo G66. Programación del eje X en diámetros
N100 —
N110 G90 G00 G42 X150 Z115
N120 G66 P0=K0 P1=K85 P4=K20 P5=K5 P7=K1 P8=K1
P9=K100 P12=K40 P13=K200 P14=K290
N130 G40 X160 Z135
N140 M30
N200 G36 R5 X50 Z85 .................................................................;Definición de perfil
N210 X50 Z70
N220 X40 Z60
N230 G36 R2 X40 Z50
N240 G39 R2 X60 Z50
N250 X60 Z40
N260 G36 R2 X80 Z30
N270 G36 R10 X80 Z10
N280 G36 R2 X120 Z10
N290 X120 Z0
SEGUIMIENTO DE PERFIL
(G66)

Página
24
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.11 CICLO FIJO DE DESBASTADO EN EL EJE X (G68)
Formato:
N4 G68 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K
Significado de los parámetros:
P0 Cota absoluta X del punto inicial (A) del perfil (en radios o diámetros).
P1 Cota absoluta Z del punto inicial del perfil (A).
P5 Paso máximo (en radios). Debe ser mayor que cero; en caso contrario, se produce
error 3.
El paso real calculado por el control será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X (en radios). Debe ser mayor o igual que cero; en
caso contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado.
Si a este parámetro se le asigna el valor P9=0 no se efectúa la pasada de acabado pero
realiza una pasada final de desbaste conservando las demasías indicadas en P7 y P8.
Si se le asigna un valor negativo no se efectúa la pasada de acabado ni la pasada final
de desbaste.
DESBASTADO EN EL EJE X
(G68)

Capítulo: 8 Página
25
Sección:
CICLOS FIJOS DE MECANIZADO
P10 A este parámetro se le debe asignar un valor distinto de cero cuando se desea que el
CNC efectúe una pasada final de desbaste antes de efectuar la pasada de acabado.
P13 Número del primer bloque de definición del perfil.
P14 Número del último bloque de definición del perfil. Debe ser mayor que P13; en caso
contrario, se produce error 13.
DESBASTADO EN EL EJE X
(G68)

Página
26
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida 0 y el punto final (B), según el eje X, tiene que
ser igual o mayor que P7.
Para evitar que dé el error 31 cuando se trabaja con compensación de radio, se
recomienda dar a esta distancia, un valor igual a P7, más un número entero de veces P5
(paso).
2. La distancia entre el punto de partida 0 y el punto inicial (A), según el eje Z, tiene que
ser mayor que P8.
3. En la definición del perfil, no hay que programar el punto inicial (A) que ya está definido
por los parámetros P0 y P1.
4. Las condiciones de mecanizado (avance, giro del cabezal, etc.) deben programarse
antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
5. El perfil puede estar formado por tramos rectos y tramos curvos.
Todos los bloques de definición del perfil se programarán en coordenadas cartesianas
debiendo programarse siempre las cotas de los 2 ejes y además, en absoluto, en caso
contrario, el control dará error 21.
Si el perfil dispone de tramos curvos, éstos deberán programarse con las coordenadas
I, K del centro, con respecto al punto inicial del arco y con el signo correspondiente.
Si en la definición del perfil se programan funciones F, S, T o M, serán ignoradas salvo
en la pasada de acabado.
6. El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0).
7. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así,
el CNC dará error 35.
DESBASTADO EN EL EJE X
(G68)

Capítulo: 8 Página
27
Sección:
CICLOS FIJOS DE MECANIZADO
Ejemplo G68.
N100 —
N110 G42 G00 X120 Z0
N120 G68 P0=K0 P1=K-10 P5=K2 P7=K0.8 P8=K0.8
P9=K100 P13=K200 P14=K250
N130 G40 X130 Z10
N140 M30
N200 G03 X40 Z-30 I-6 K-26..................................................;Definición del perfil
N210 G01 X40 Z-40
N220 G02 X80 Z-60 I25 K5
N230 G01 X80 Z-70
N240 X100 Z-80
N250 X100 Z-90
DESBASTADO EN EL EJE X
(G68)

Página
28
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.12 CICLO FIJO DE DESBASTADO EN EL EJE Z (G69)
Formato:
N4 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K
Significado de los parámetros:
P0 Cota X del punto inicial (A) del perfil (en radios o diámetros)
P1 Cota Z del punto inicial del perfil (A).
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El
paso real calculado por el control será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado.
Si a este parámetro se le asigna el valor P9=0 no se efectúa la pasada de acabado pero
realiza una pasada final de desbaste conservando las demasías indicadas en P7 y P8.
Si se le asigna un valor negativo no se efectúa la pasada de acabado ni la pasada final
de desbaste.
DESBASTADO EN EL EJE Z
(G69)

Capítulo: 8 Página
29
Sección:
CICLOS FIJOS DE MECANIZADO
P10 A este parámetro se le debe asignar un valor distinto de cero cuando se desea que el
CNC efectúe una pasada final de desbaste antes de efectuar la pasada de acabado.
P13 Número del primer bloque de definición del perfil.
P14 Número del último bloque de definición del perfil. Debe ser mayor que P13; en caso
contrario, se produce error 13.
DESBASTADO EN EL EJE Z
(G69)

Página
30
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
En el momento de programar este ciclo fijo hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida 0 y el punto (B) según el eje Z, tiene que ser igual
o mayor que P8.
Para evitar que dé el error 31 cuando se trabaja con compensación de radio, se
recomienda dar a esta distancia un valor igual a P8 más un número entero de veces P5
(paso).
2. La distancia entre el punto de partida 0 y el punto inicial (A) según el eje X, tiene que
ser mayor que P7.
3. En la definición del perfil no hay que programar el punto inicial (A), que ya está definido
por los parámetros P0 y P1.
4. Las condiciones de mecanizado (avance, giro del cabezal, etc.) deben programarse
antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
5. El perfil puede estar formado por tramos rectos y tramos curvos.
Todos los bloques de definición del perfil se programarán en coordenadas cartesianas
debiendo programarse siempre las cotas de los 2 ejes y además, en absoluto, en caso
contrario, el control dará error 21.
Si el perfil dispone de tramos curvos, éstos deberán programarse con las coordenadas
I, K del centro, con respecto al punto inicial del arco y con el signo correspondiente.
Si en la definición del perfil se programan funciones F, S, T o M, serán ignoradas salvo
en la pasada de acabado.
6. El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0).
7. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así,
el CNC dará error 35.
DESBASTADO EN EL EJE Z
(G69)

Capítulo: 8 Página
31
Sección:
CICLOS FIJOS DE MECANIZADO
Ejemplo G69.
N190 —
N200 G41 G0 X90 Z-5
N210 G69 P0=K80 P1=K-80 P5=K2 P7=K0.8 P8=K0.8 P9=K100
P13=K300 P14=K340
N220 G40 X100 Z0
N230 M30
N300 G01 X80 Z-60.................................................................;Definición del perfil
N310 G03 X60 Z-50 I5 K15
N320 G01 X40 Z-40
N330 G03 X10 Z-25 I5 K20
N340 G01 X10 Z-10
DESBASTADO EN EL EJE Z
(G69)

Página
32
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.13 CICLO FIJO DE TORNEADO DE TRAMOS RECTOS (G81)
Formato:
N4 G81 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K
Significado de los parámetros:
P0 Cota X del punto A (en radios o diámetros)
P1 Cota Z del punto A
P2 Cota X del punto B (en radios o diámetros)
P3 Cota Z del punto B
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso
real calculado por el control será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado.
Si es negativo, se produce error 3.
Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X134 Z47), y los
puntos del perfil A (X0 Z0) y B (X90 Z-45)
N90 G00 X134 Z47 ..............(Posicionamiento de la herramienta en el punto 0).
N100 G81 P0=K0 P1=K0 P2=K90 P3=K-45 P5=K5 P7=K3 P8=K4 P9=K100
TORNEADO DE TRAMOS
RECTOS (G81)

Capítulo: 8 Página
33
Sección:
CICLOS FIJOS DE MECANIZADO
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida (0) y el punto (B), según el eje X, tiene que ser
igual o mayor que P7.
Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con
compensación de radio, se recomienda dar a esta distancia un valor igual a P7 más un
número entero de veces P5 (paso).
2. La distancia entre el punto de partida (0) y el punto (A), según el eje Z, tiene que ser
mayor que P8.
3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
etc.) deben programarse antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error
4. Si es correcta, se realizará un torneado horizontal previo, si es necesario.
5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la
herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto
F.
6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así,
el CNC dará error 35.
TORNEADO DE TRAMOS
RECTOS (G81)

Página
34
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.14 CICLO FIJO DE REFRENTADO DE TRAMOS RECTOS (G82)
Formato:
N4 G82 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K
Significado de los parámetros:
P0 Cota X del punto A (en radios o diámetros)
P1 Cota Z del punto A
P2 Cota X del punto B (en radios o diámetros)
P3 Cota Z del punto B
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso
real calculado por el control, será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado.
Si es negativo, se produce error 3.
Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X136 Z39), y los
puntos del perfil A (X90 Z-45) y B (X0 Z0)
N90 G00 X136 Z39 .............. (Posicionamiento de la herramienta en el punto 0)
N100 G82 P0=K90 P1=K-45 P2=K0 P3=K0 P5=K5 P7=K3 P8=K4 P9=K100
REFRENTADO DE TRAMOS
RECTOS (G82)

Capítulo: 8 Página
35
Sección:
CICLOS FIJOS DE MECANIZADO
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida 0 y el punto (B), según el eje Z, tiene que ser igual
o mayor que P8.
Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con
compensación de radio, se recomienda dar a esta distancia un valor igual a P8 más un
número entero de veces P5 (paso).
2. La distancia entre el punto de partida 0 y el punto (A), según el eje X, tiene que ser mayor
que P7.
3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
etc.) deben programarse antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error
4. Si es correcta, se realizará un refrentado vertical previo, si es necesario.
5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la
herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto
F.
6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada al ciclo fijo haya sido en G00. Si no es así, el
CNC dará error 35.
REFRENTADO DE TRAMOS
RECTOS (G82)

Página
36
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.15 CICLO FIJO DE TORNEADO DE TRAMOS CURVOS (G84)
Formato:
N4 G84 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K
Significado de los parámetros:
P0 Cota X del punto A (en radios o diámetros)
P1 Cota Z del punto A
P2 Cota X del punto B (en radios o diámetros)
P3 Cota Z del punto B
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso
real calculado por el control será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado.
Si es negativo, se produce error 3.
P18 (I). Distancia del punto A al centro del arco según el eje X. Aunque los valores del
eje X se programen en diámetros, los valores de I siempre se programan en radios.
P19 (K). Distancia del punto A al centro del arco según el eje Z.
TORNEADO DE TRAMOS
CURVOS (G84)

Capítulo: 8 Página
37
Sección:
CICLOS FIJOS DE MECANIZADO
Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X149 Z86), el centro
del arco C (X160 Z91) y los puntos del perfil A (X0 Z71) B (X120 Z11).
N90 G00 X149 Z86 ............... Posicionamiento de la herramienta en el punto 0
N100 G84 P0=K0 P1=K71 P2=K120 P3=K11 P5=K5 P7=K4 P8=K4 P9=K100
P18=K80 P19=K20
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida 0 y el punto (B), según el eje X, tiene que ser igual
o mayor que P7.
Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con
compensación de radio, se recomienda dar a esta distancia un valor igual a P7 más un
número entero de veces P5 (paso).
2. La distancia entre el punto de partida 0 y el punto (A), según el eje Z, tiene que ser mayor
que P8.
3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
etc.) deben programarse antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error
4. Se realizará un torneado horizontal previo, si fuera necesario.
5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la
herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto
F.
6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así,
el CNC dará error 35.
TORNEADO DE TRAMOS
CURVOS (G84)

Página
38
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.16 CICLO FIJO DE REFRENTADO DE TRAMOS CURVOS (G85)
Formato:
N4 G85 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K
Significado de los parámetros:
P0 Cota X del punto A (en radios o diámetros)
P1 Cota Z del punto A
P2 Cota X del punto B (en radios o diámetros)
P3 Cota Z del punto B
P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso
real calculado por el control, será menor o igual que el máximo.
P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3
P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso
contrario, se produce error 3.
P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado.
Si es negativo, se produce error 3.
P18 (I). Distancia del punto A al centro del arco según el eje X. Aunque los valores del
eje X se programen en diámetros, los valores de I siempre se programan en radios.
P19 (K). Distancia del punto A al centro del arco según el eje Z.
REFRENTADO DE TRAMOS
CURVOS (G85)

Capítulo: 8 Página
39
Sección:
CICLOS FIJOS DE MECANIZADO
Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X150 Z8), el centro
del arco C (X160 Z91) y los puntos del perfil A (X118 Z11) B (X0 Z70).
N90 G00 X150 Z85 .............. Posicionamiento de la herramienta en el punto 0.
N100 G85 P0=K118 P1=K11 P2=K0 P3=K70 P5=K5 P7=K4 P8=K4 P9=K100
P18=K21 P19=K80
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. La distancia entre el punto de partida 0 y el punto (B), según el eje Z, tiene que ser igual
o mayor que P8.
Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con
compensación de radio, se recomienda dar a esta distancia un valor igual a P8 más un
número entero de veces P5 (paso).
2. La distancia entre el punto de partida 0 y el punto (A), según el eje X, tiene que ser mayor
que P7.
3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
etc.) deben programarse antes de la llamada al ciclo.
Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente
modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada,
mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido.
Las condiciones de salida son G00 y G90.
4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error
4. Se realizará un refrentado vertical previo, si fuera necesario.
5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la
herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto
F.
6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que
el último movimiento antes de la llamada al ciclo fijo haya sido en G00. Si no es así, el
CNC dará error 35.
REFRENTADO DE TRAMOS
CURVOS (G85)

Página
40
Capítulo: 8
CICLOS FIJOS DE MECANIZADO
Sección:
8.17 CICLO FIJO DE ROSCADO LONGITUDINAL (G86)
Formato:
N4 G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K
Significado de los parámetros:
P0 Cota X absoluta del punto inicial (A) de la rosca (en radios o diámetros).
P1 Cota Z absoluta del punto inicial (A) de la rosca
P2 Cota X absoluta del punto final (B) de la rosca (en radios o diámetros)
P3 Cota Z absoluta del punto final (B) de la rosca
P4 Profundidad de la rosca (en radios). Tendrá valor positivo en las roscas exteriores y
negativo en las interiores. Si es igual a cero, se produce error 3.
P5 Pasada inicial (en radios). Define la profundidad de la primera pasada de roscado.
Las sucesivas pasadas dependerán del signo dado a este parámetro:
- Si el signo es positivo, la profundidad de la segunda pasada será P5 2 y la de
la enésima P5 n, hasta alcanzar la profundidad de acabado.
- Si el signo es negativo, el incremento de la profundización se mantendrá
constante y de un valor igual al valor absoluto del parámetro.
- Si el valor es igual a cero, se produce error 3.
P6 Distancia de seguridad (en radios). Indica a qué distancia de la superficie de la rosca
se produce la vuelta en rápido al punto A’.
ROSCADO LONGITUDINAL
(G86)

Capítulo: 8 Página
41
Sección:
CICLOS FIJOS DE MECANIZADO
- Si el valor es negativo, este movimiento se realizará en G07 (arista viva).
- Si el valor es 0 o positivo, este movimiento se realizará en G05 (arista matada).
P7 Valor de la pasada de acabado (en radios):
- Si es cero, se repite la pasada anterior
- Si el valor es positivo, la pasada de acabado se realiza manteniendo el ángulo P12/
2 con el eje X
- Si el valor es negativo, la pasada de acabado se realiza con entrada radial
P10 Paso de rosca en Z
P11 Salida de la rosca. Define a qué distancia del final de la rosca comienza la salida. Si
es negativo, se produce error 3. Si no es cero, el tramo CB’ es una rosca cónica cuyo
paso en Z sigue siendo P10. Si es cero, el tramo CB’ se realiza en G00.
P12 Angulo de la punta de la herramienta. Hace que los puntos de comienzo de las
sucesivas pasadas, formen un ángulo P12/2 con el eje X.
En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente:
1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal,
etc.) deben programarse antes de la llamada al ciclo.
2. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques
anteriores.
3. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos
posteriores. Sin embargo altera el contenido de los parámetros P70 a P99.
4. Las condiciones de salida son G00,G07,G40,G90 y G97.
5. El ciclo comienza con un acercamiento en G00 al punto A’ y termina también en A’.
Durante la ejecución del ciclo no es posible variar la velocidad de avance F, mediante
el conmutador FEED-RATE, cuyo valor se mantendrá fijo al 100%.
ROSCADO LONGITUDINAL
(G86)

PáginaCapítulo: 9
SUBRUTINAS
Sección:
1
9. SUBRUTINAS
Se llama subrutina a una parte de programa que, convenientemente identificada, puede ser
llamada desde cualquier posición de un programa para su ejecución.
Una subrutina puede ser llamada varias veces desde diferentes posiciones de un programa
o desde diferentes programas.
Con una sola llamada puede repetirse la ejecución de una subrutina hasta 255 veces.
Una subrutina puede estar incluida dentro del programa de usuario P99996 o bien estar
almacenada en el programa especial de subrutinas de usuario P99994.
Las subrutinas paramétricas y estándares son básicamente iguales, la única diferencia entre
ambas es que en el bloque de llamada en el caso de subrutinas paramétricas (G21 N2.2)
pueden definirse hasta 15 parámetros.
En el caso de subrutina estándar la definición de los parámetros no puede hacerse en el
bloque de llamada.
El máximo número de parámetros de un subrutina estándar o paramétrica es 255 (P0, P254).
9.1 PROGRAMA ESPECIAL DE SUBRUTINAS DE USUARIO
P99994
El programa P99994 debe ser elaborado en un ordenador y enviado al CNC. No puede ser
modificado desde el CNC.
Debe ser un programa que contenga únicamente las subrutinas de usuario elaboradas en
código ISO.
Si en la ejecución del programa P99996 se efectúa una llamada a una subrutina, el CNC
buscará dicha subrutina en el programa P99996 y en el programa especial se subrutinas
P99994.
Se aconseja su utilización cuando se trabaja con varios programas de usuario P99996. De
esta forma, si se elabora el programa P99994 con todas las subrutinas que se utilizan
habitualmente, no será necesario repetirlas en cada programa P99996.
Cuando se dispone de subrutina asociada a la herramienta, parámetro máquina "P730", es
aconsejable almacenar dicha subrutina en el programa P99994.

Página
Capítulo: 9
SUBRUTINAS
2
Sección:
SUBRUTINA ESTANDAR
(G20, G22)
9.2 IDENTIFICACION DE UNA SUBRUTINA ESTANDAR (G22)
Una subrutina estándar (no paramétrica), comienza siempre con un bloque que contenga la
función G22. La estructura del bloque de comienzo de subrutina es:
N4 G22 N2 N4 Número de bloque
G22 Define el comienzo de una subrutina
N2 Identifica subrutina (número comprendido entre N0 y N99).
Este bloque no puede contener información adicional.
A continuación del bloque de comienzo de subrutina, se programan los bloques que se
desean. Entre los bloques programados dentro de una subrutina estándar puede haber
bloques paramétricos.
Una subrutina debe finalizar siempre con un bloque de la forma: N4 G24. La función G24
indica final de subrutina. En este bloque no se puede programar ninguna otra información.
Ejemplo de programación: N0 G22 N25
N10 X20
N15 P0=P0 F1 P1
N20 G24
Atención:
Las subrutinas N91 a N99 no pueden ser definidas porque las utiliza el CNC.
En la memoria del CNC no pueden existir a la vez dos subrutinas estándar con
el mismo número de identificación, aunque pertenezcan a programas diferentes.
Sin embargo es posible identificar con el mismo número una subrutina
estándar y otra paramétrica.
9.3 LLAMADA A UNA SUBRUTINA ESTANDAR (G20)
Se puede llamar a una subrutina estándar desde cualquier programa u otra subrutina
(estándar o paramétrica). La llamada a una subrutina estándar se realiza mediante la función
G20. La estructura de un bloque de llamada es:
N4 G20 N2.2 N4 Número de bloque
G20 Llamada a subrutina
N2.2 Los dos números a la izquierda del punto, identifican el número de
subrutina al que se llama (00-99).
Los dos números a la derecha del punto, indican el número de veces
que se va a repetir la subrutina (00-99).
También se puede programar el número de veces mediante un parámetro aritmético, valor
comprendido entre P0 y P255. Por ejemplo: N4 G20 N10.P123
Si no se programa el número de veces que se desea repetir la subrutina, el CNC la ejecuta
una sola vez.
En el bloque de llamada a una subrutina estándar, no se puede programar ninguna otra
información adicional.

PáginaCapítulo: 9
SUBRUTINAS
Sección:
3
9.4 IDENTIFICACION DE UNA SUBRUTINA PARAMETRICA (G23)
Una subrutina paramétrica comienza siempre mediante la función G23.
La estructura del primer bloque de una subrutina paramétrica es:
N4 G23 N2 N4 Número de bloque
G23 Define el comienzo de una subrutina paramétrica
N2 Identifica subrutina (número comprendido entre N0 y N99).
Este bloque no puede contener información adicional.
A continuación del bloque de comienzo de subrutina, se programan los bloques que se
desean. Entre los bloques programados dentro de una subrutina paramétrica puede haber
bloques paramétricos.
Una subrutina debe finalizar siempre con un bloque de la forma: N4 G24. La función G24
indica final de subrutina. En este bloque no se puede programar ninguna otra información.
Atención:
Las subrutinas N91 a N99 no pueden ser definidas porque las utiliza el CNC.
En la memoria del CNC no pueden existir a la vez dos subrutinas paramétricas
con el mismo número de identificación, aunque pertenezcan a programas
diferentes. Sin embargo es posible identificar con el mismo número una
subrutina estándar y otra paramétrica.
9.5 LLAMADA A UNA SUBRUTINA PARAMETRICA (G21)
Se puede llamar a una subrutina paramétrica desde cualquier programa u otra subrutina
(estándar o paramétrica). La llamada a una subrutina paramétrica se realiza mediante la
función G21. La estructura de un bloque de llamada es:
N4 G21 N2.2 P3=K+/-5.5 P3=K+/-5.5
N4 Número de bloque
G21 Llamada a subrutina
N2.2 Los dos números a la izquierda del punto, identifican el número de subrutina
paramétrica al que se llama (00-99).
Los dos números a la derecha del punto, indican el número de veces que se va a
repetir la subrutina paramétrica (00-99).
También se puede programar el número de veces mediante un parámetro aritmético,
valor comprendido entre P0 y P255. Por ejemplo: N4 G21 N10.P123
Si no se programa el número de veces que se desea repetir la subrutina paramétrica,
el CNC la ejecuta una sola vez.
P3 Número del parámetro aritmético (P00-P254).
K Valor asignado al parámetro aritmético.
Atención:
Al terminar la ejecución de la subrutina paramétrica (G24), se recuperan los
valores de los parámetros asignados en el bloque de llamada, aunque a lo largo
de la subrutina se les hubieran asignado valores diferentes
SUBRUTINA PARAMETRICA
(G21, G23)

Página
Capítulo: 9
SUBRUTINAS
4
Sección:
9.6 NIVELES DE IMBRICACION
De un programa principal, o de una subrutina (estándar o paramétrica), se puede llamar a
una subrutina, de ésta a una segunda, de la segunda a una tercera, etc ..., hasta un máximo
de 15 niveles de imbricación. Cada uno de los niveles se puede repetir 255 veces.
Diagrama de encadenamiento de subrutinas
NIVELES DE IMBRICACION

Capítulo: 10
PROGRAMACION PARAMETRICA
Página
Sección:
1
10. PROGRAMACION PARAMETRICA
El CNC dispone de 255 parámetros (P0-P254) mediante los que se pueden programar
bloques paramétricos y realizar diferentes tipos de operaciones y saltos dentro de un
programa. Los bloques paramétricos se pueden escribir en cualquier parte del programa.
Las operaciones que se pueden realizar entre parámetros son:
F1 Suma
F2 Resta
F3 Multiplicación
F4 División
F5 Raíz cuadrada
F6 Raíz cuadrada de la suma de los cuadrados
F7 Seno
F8 Coseno
F9 Tangente
F10 Arco tangente
F11 Comparación
F12 Parte entera
F13 Parte entera más uno
F14 Parte entera menos uno
F15 Valor absoluto
F16 Complementación
F17 Dirección de memoria del bloque indicado
F18 Cota X del bloque cuya dirección se indica
F19 Cota Z del bloque cuya dirección se indica
F20 Dirección de memoria del bloque anterior al indicado
F21 Cota I del bloque cuya dirección se indica
F22 Cota K del bloque cuya dirección se indica
F23 Número de corrector de herramientas seleccionado
F24 Valor X de la herramienta indicada
F25 Valor Z de la herramienta indicada
F26 Valor F de la herramienta indicada
F27 Valor R de la herramienta indicada
F28 Valor I de la herramienta indicada
F29 Valor K de la herramienta indicada
F30 Función lógica AND
F31 Función lógica OR
F32 Función lógica XOR
F33 Función lógica NOR
F34 Sin función
F35 Sin función
F36 Número de herramienta seleccionada

Página
Capítulo: 10
PROGRAMACION PARAMETRICA
Sección:
2
10.1 ASIGNACIONES
Se puede asignar cualquier valor a cualquier parámetro.
a) N4 P1 = P2
P1 toma el valor de P2, mientras que P2 mantiene el valor que tenía.
b) N4 P1 = K1,5
P1 toma el valor 1,5
La letra K indica que se trata de una constante. Las constantes admiten un rango de
valores entre +/-99999,99999.
c) N4 P1= H (Valor en HEXADECIMAL)
P1 toma el valor en HEXADECIMAL indicado tras H.
Valores posibles de H: 0/FFFFFFFF.
d) N4 P1 = X
P1 toma el valor de la cota teórica del eje X, en la que en ese momento se halle el CNC.
e) N4 P1 = Z
P1 toma el valor de la cota teórica del eje Z, en la que en ese momento se halle el CNC.
h) N4 P1 = R
P1 toma el valor 1 si el parámetro máquina P11 (radios / diámetros) está en radios y el
valor 2 si está en diámetros.
i) N4 P1 = T
El CNC dispone de un reloj interno que mide el tiempo de ejecución.
Esta función asigna al parámetro P1 el valor que tiene dicho reloj en ese momento. El
valor se encuentra expresado en centésimas de segundo.
Para conocer el tiempo de ejecución de determinadas piezas u operaciones, se deben
incluir bloques de este tipo al principio y final de la zona que se desea medir y
posteriormente efectuar una resta de los valores obtenidos.
j) N4 P1= 0X
P1 toma el valor de la cota teórica del eje X, con respecto al cero máquina en la que se
halle el CNC.
l) N4 P1= 0Z
P1 toma el valor de la cota teórica del eje Z, con respecto al cero máquina en la que se
halle el CNC.
ASIGNACIONES

Capítulo: 10
PROGRAMACION PARAMETRICA
Página
Sección:
3
10.2 OPERADORES "F1" a "F16"
F1 Suma
Ejemplo: N4 P1 = P2 F1 P3
P1 toma el valor de la suma de los parámetros P2 y P3, es decir, P1 = P2 + P3.
También se puede programar, N4 P1 = P2 F1 K2 , es decir, P1 toma el valor de P2 +
2. La letra K indica que se trata de una constante.
Cuando el mismo parámetro aparece como sumando y como resultado, es decir, N4 P1
= P1 F1 K2 indica que a partir de aquí, P1 = P1 + 2.
F2 resta
N4 P10 = P2 F2 P3...............P10 = P2 - P3
N4 P10 = P2 F2 K3 ..............P10 = P2 - 3
N4 P10 = P10 F2 K1 ............P10 = P10 - 1
F3 Multiplicación
N4 P17 = P2 F3 P30.............P17 = P2 x P30
N4 P17 = P2 F3 K4 ..............P17 = P2 x 4
N4 P17 = P17 F3 K8 ............P17 = P17x 8
F4 División
N4 P8 = P7 F4 P35...............P8 = P7 : P35
N4 P8 = P2 F4 K5 ................P8 = P2 : 5
N4 P8 = P8 F4 K2 ................P8 = P8 : 2
F5 Raíz cuadrada
N4 P15 = F5 P23 ..................P15 = P23
N4 P14 = F5 K9 ...................P14 = 9
N4 P18 = F5 P18 ..................P18 = P18
F6 Raíz cuadrada de la suma de los cuadrados
N4 P60 = P2 F6 P3..............P60 = P2² + P3²
N4 P50 = P40 F6 K5 ............P50 = P40² + 5
2
N4 P1 = P1 F6 K4 ...............P1 = P1² + 4²
F7 Seno
N4 P1 = F7 K5 .....................P1 = Sen 5 grados
N4 P1 = F7 P2 ......................P1 = Sen P2
El ángulo hay que escribirlo en grados, es decir, P2 debe programarse en grados.
F8 Coseno
N4 P1 = F8 P2 ......................P1 = Coseno P2
N4 P1 = F8 K75 ...................P1 = Coseno 75 grados
OPERADORES
"F1" a "F16"

Página
Capítulo: 10
PROGRAMACION PARAMETRICA
Sección:
4
F9 Tangente
N4 P1 = F9 P2 ....................P1 = tg P2
N5 P1 = F9 K30 .................P1 = tg 30 grados
F10 Arco tangente
N4 P1 = F10 P2 ..................P1 = arc. tg P2 (resultado en grados).
N4 P1 = F10 K0,5 ..............P1 = arc. tg 0,5
F11 Comparación
Compara un parámetro con otro o con una constante, y activa los indicadores de saltos
condicionales (su utilidad se verá en el apartado de saltos condicionales, G26, G27,
G28, G29).
N4 P1 = F11 P2
Si P1 = P2, queda activado el indicador de salto si cero.
Si P1 es igual o mayor que P2, queda activado el indicador de salto si mayor o igual.
Si P1 es menor que P2, queda activado el indicador de salto si menor.
Igualmente se puede programar N4 P1 = F11 K6
F12 Parte entera
N4 P1=F12 P2 ....................P1 toma el valor de la parte entera de P2.
N4 P1=F12 K5,4 ................P1 = 5
F13 Parte entera más uno
N4 P1 = F13 P2 ..................P1 toma el valor de la parte entera de P2 más 1.
N4 P1 = F13 K5,4 ..............P1 = 5 + 1 = 6
F14 Parte entera menos uno
N4 P1 = F14 P27 ................P1 toma el valor de la parte entera de P27 menos uno
N4 P5 = F14 K5,4 ..............P5 = 5 - 1 = 4
F15 Valor absoluto
N4 P1 = F15 P2 ..................P1 toma el valor absoluto de P2
N4 P1 = F15 K-8 ................P1 = 8
F16 Complementación
N4 P7 = F16 P20 ................P7 toma el valor de P20 complementado, es decir,
P7 = -P20
N4 P7 = F16 K10 ...............P7 = -10
OPERADORES
"F1" a "F16"

Capítulo: 10
PROGRAMACION PARAMETRICA
Página
Sección:
5
10.3 OPERADORES "F17" a "F29"
Estas funciones no afectan a los indicadores de salto.
F17 N4 P1 = F17 P2
P1 toma el valor de la dirección de memoria del bloque cuyo número es P2.
Ejemplo N4 P1 = F17 K12 P1 toma el valor de la dirección de memoria en que se
halle el bloque N12.
F18 N4 P1=F18 P2
P1 toma el valor de la cota X que aparece en el bloque cuya dirección es P2.
F18 no acepta operando constante. Ejemplo : P1 = F18 K2 No es válida.
F19 N4 P1=F19 P2
P1 toma el valor de la cota Z que aparece en el bloque cuya dirección es P2.
F19 no acepta operando constante. Ejemplo : P1 = F19 K3 no es válida.
F20 N4 P1 = F20 P2
P1 toma el valor de la dirección de memoria del bloque anterior al definido por la
dirección P2.
F20 no acepta operando constante. Ejemplo: P1 = F20 K4. No es válida.
F21 N4 P1=F21 P2
P1 toma el valor de la cota I que aparece en el bloque cuya dirección es P2.
F21 no acepta operando constante. Ejemplo: P1 = F21 K2. No es válida
F22 N4 P1=F22 P2
P1 toma el valor de la cota K que aparece en el bloque cuya dirección es P2.
F22 no acepta operando constante. Ejemplo : P1 = F22 K3. No es válida
F23 N4 P1 = F23
El parámetro P1 toma el número de la herramienta con que se está operando en ese
momento.
F24 Esta función se puede programar de dos formas distintas:
N4 P9=F24 K2 El parámetro P9 toma el valor de X que se encuentra, dentro de
la tabla de herramientas, en la posición 2.
N4 P8=F24 P12 El parámetro P8 toma el valor de X que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P12.
OPERADORES
"F17" a "F29"

Página
Capítulo: 10
PROGRAMACION PARAMETRICA
Sección:
6
F25 Esta función se puede programar de dos formas distintas:
N4 P15=F25 K16 El parámetro P15 toma el valor de Z que se encuentra, dentro de
la tabla de herramientas,en la posición 16.
N4 P13=F25 P34 El parámetro P13 toma el valor de Z que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P34.
F26 Esta función se puede programar de dos formas distintas:
N4 P6=F26 K32 El parámetro P6 toma el valor de F que se encuentra, dentro de la
tabla de herramientas, en la posición 32.
N4 P14=F26 P15 El parámetro P14 toma el valor de F que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P15.
F27 Esta función se puede programar de dos formas distintas:
N4 P90=F27 K13 El parámetro P90 toma el valor de R que se encuentra, dentro de
la tabla de herramientas, en la posición 13.
N4 P28=F27 P5 El parámetro P28 toma el valor de R que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P5.
F28 Esta función se puede programar de dos formas distintas:
N4 P17=F28 K10 El parámetro P17 toma el valor de I que se encuentra, dentro de
la tabla de herramientas, en la posición 10.
N4 P19=F28 P63 El parámetro P19 toma el valor de I que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P63.
F29 Esta función se puede programar de dos formas distintas:
N4 P15=F29 K27 El parámetro P15 toma el valor de K que se encuentra, dentro de
la tabla de herramientas, en la posición 27.
N4 P13=F29 P25 El parámetro P13 toma el valor de K que se encuentra, dentro de
la tabla de herramientas, en la posición indicada por el valor del
parámetro P25.
En un mismo bloque, se pueden introducir todas las asignaciones y operaciones que se
deseen, siempre que no modifiquen un número de parámetros superior a 15.
OPERADORES
"F17" a "F29"

Capítulo: 10
PROGRAMACION PARAMETRICA
Página
Sección:
7
10.4 OPERADORES BINARIOS "F30" A "F33"
Las operaciones binarias que se disponen son:
F30 Función lógica AND
F31 Función lógica OR
F32 Función lógica XOR
F33 Función lógica NOR
Estas operaciones BINARIAS, también activan los indicadores internos (FLAGS),
dependiendo del valor de su resultado, para su utilización posterior en la programación de
los SALTOS/LLAMADAS CONDICIONALES (G26, G27, G28, G29).
Las operaciones binarias pueden realizarse entre:
Parámetros P1 = P2 F30 P3
Parámetros y constantes P11 = P25 F31 H(8)
Constantes P19 = K2 F32 K5
El valor de la constante H se debe dar en código hexadecimal, entero, positivo y de 8
caracteres como máximo, es decir, puede estar comprendido entre 0 y FFFFFFFF y no
puede formar parte del primer operando.
F30 Función lógica AND
Ejemplo: N4 P1= P2 F30 P3 Valor de P2 Valor de P3 Valor de P1
A5C631F C883D C001D
F31 Función lógica OR
Ejemplo: N4 P11= P25 F31 H35AF9D01
Valor de P25 Valor de H Valor de P11
48BE6 35AF9D01 35AF9FE7
F32 Función lógica XOR
Ejemplo: N4 P19= P72 F32 H91C6EF
Valor de P72 Valor de H Valor de P19
AB456 91C6EF 9B72B9
F33 Función lógica NOT
Ejemplo: N4 P154= F33 P88 P154 toma el valor de P88 en complemento a 1.
Valor de P88 Valor de P154
4A52D63F B5AD29C0
10.5 OPERADOR "F36"
Esta función no afecta a los indicadores de salto.
F36 N4 P1 = F36
El parámetro P1 toma el número de la herramienta en curso.
OPERADORES
"F30" A "F33" y "F36"

Página
Capítulo: 10
PROGRAMACION PARAMETRICA
Sección:
8
10.6 FUNCIONES DE SALTO CONDICIONALES (G26, G27, G28, G29)
Son similares a la función G25 (salto incondicional) que se encuentra detallada en el capítulo
"Funciones Preparatorias Adicionales" de este mismo manual.
Las funciones G26, G27, G28 y G29, antes de efectuar el salto de bloque o ejecutar la parte
de programa indicada, comprueban que se ha producido la condición requerida.
G26 Salto si cero. Requiere que se dé la condición de "Cero".
G27 Salto si no cero. Requiere que no se dé la condición de "Cero".
G28 Salto si menor que cero. Requiere que se dé la condición de "Menor"
G29 Salto si mayor o igual a cero. Requiere que no se dé la condición de "Menor".
La condición de "Cero", también denominada igualdad, se activa en los siguientes casos:
* Cuando el resultado de una operación es igual a cero.
Ejemplo: N001 P1 = P3 F2 K5 Se cumple la condición de cero si P3 = 5
* Si en una comparación ambos términos son iguales.
Ejemplo: N002 P1 F11 K8 Se cumple la condición de cero si P1 = 8
La condición de "Menor", también denominada negativo, se activa en los siguientes casos:
* Cuando el resultado de una operación es menor que cero (negativo).
Ejemplo: N001 P1 = P3 F2 K5 Se cumple la condición si P3 es menor que 5
* Si en una comparación, el primer operando es menor que el segundo.
Ejemplo: N002 P1 F11 K8 Se cumple la condición si P1 es menor que 8
Atención:
Las asignaciones y las funciones no paramétricas no alteran el estado de los
indicadores de condición.
Ejemplo de programación: N060 P2 F11 K22
N065 G01 X10
N070 Y20
N071 G26 N100
N072 G28 N200
N073 G29 N300
En el bloque N060 se efectúa una comparación.
Los bloques N65 y N70 no alteran el estado de los indicadores de condición.
Así, Si P2 vale 22, el programa continuará en el bloque N100
Si P2 vale menos que 22, el programa continuará en el bloque N200
Si P2 vale más que 22, el programa continuará en el bloque N300
Se debe tener cuidado al programar las funciones G26 y G29. Si en el ejemplo anterior se
hubiera programado: N071G28 N200
N072G29 N300
N073G26 N100
El programa no ejecutaría el bloque N073. Con P2 menor que 22 el bloque continúa en
N200 y con P2 mayor o igual a 22 continúa en N300.
FUNCIONES DE SALTO
(G26, G27, G28, G29)

Capítulo: 10
PROGRAMACION PARAMETRICA
Página
Sección:
9
Ejemplo de programación en paramétricas para el cálculo de coordenadas de los diferentes
puntos que componen una parábola. La programación del eje X es en diámetros.
La formula que define una parábola es:
Z = - K X
2
Siendo:
P0 = K
P4 = X
P5 = Z
Los parámetros de llamada son:
P0 = K
P1 = Cota X inicial
P2 = Cota X final
P3 = Incremento en X.
Programa:
N0080 G21 N56.1 P0=K0,01 P1=K00 P2=K100 P3=K1.....Llamada a subrutina
N0090 M30 ............................................................................Fin de programa
N0110 G23 N56.......................................Definición de subrutina
N0120 P4=P1...........................................X=X inicial
N0130 P4=P4 F1 P3 P4=F11 P2 .............Compara nueva cota X con X final
N0140 G28 N160.....................................Si menor, sigue en N160
N0150 P4=P2...........................................Si mayor, nueva cota X = X final
N0160 P5=P4 F3 P4 P5=P5 F3 P0
P5=F16 P5....................................Calcula nueva cota Z
N0170 G01 XP4 ZP5...............................Desplazamiento a nueva cota (X, Z)
N0180 P4=F11 P2....................................Compara nueva cota X con X final
N0190 G27 N130.....................................Si menor calcula otro punto, va a N130
N0200 G24...............................................Fin de subrutina
FUNCIONES DE SALTO
(G26, G27, G28, G29)

EJEMPLO

N00 G95 F10 S1000 M03 ;Condiciones de mecanizado
N05 G0 X80 Z50 ;Va al punto de cambio
N06 T1.1 ;Selecciona herramienta 1
N10 P22=K0 P23=K0 P26=0 ;No hay pasada de acabado
N20 P100=K44 P101=K-135 P4=K1 P6=K38 P7=K15 P10=K4 P18=K3 P19=K1 P20=K136
N25 G67 N2 ;Cilindrado cónico
N30 P16=K0 P100=K38 P101=K-125 P4=K1 P9=K3 P10=K4 P15=K0 P18=K3 P19=K1 P20=K126
N35 G67 N4 ;Redondeo
N40 P16=K0 P100=K32 P101=K-124 P4=K1 P9=K1 P10=K4 P15=K1 P18=K3 P19=K1 P20=K126
N45 G67 N4 ;Redondeo

N40 P100=K30 P101=K-98 P4=K1 P6=K28 P7=K100 P10=K4 P18=K3 P19=K1 P20=K99
N45 G67 N2 ;Cilindrado cónico
N50 P100=K28 P101=K-70 P4=K1 P6=K24 P7=K100 P10=K4 P18=K3 P19=K1 P20=K71
N55 G67 N2 ;Cilindrado cónico
N60 P100=K24 P101=K-27 P4=K1 P6=K19 P7=K6.41 P10=K4 P18=K3 P19=K1 P20=K28
N65 G67 N2 ;Cilindrado cónico
N70 P100=K19 P101=K0 P102=K19 P103=K-27 P4=K1 P6=K17 P19=K1 P20=K1
N75 G67 N0 ;Cilindrado

N80 P100=K17 P101=K0 P102=K17 P103=K-17 P4=K1 P6=K16 P19=K1 P20=K1
N85 G67 N0 ;Cilindrado
N90 P100=K16 P101=K0 P4=K1 P6=K14 P7=K100 P10=K4 P18=K2 P19=K13 P20=K1
N95 G67 N2 ;Cilindrado cónico
N100 G0 X80 Z50 ;Va al punto de cambio
N101 T2.2 ;Selecciona herramienta 2
N105 P12=K2 P13=K0.5 ;Anchura y temporización
N110 P100=K28 P101=K-85 P102=K28 P103=K-87 P4=K1.7 P6=K26.5 P19=K8 P20=K0
N115 G67 N5 ;Ranurado
N120 P100=K16 P101=K-15 P102=K17 P103=K-17 P6=K14 P19=K0.5 P20=K0.5
N125 G67 N5 ;Ranurado

N130 G0 X80 Z50 ;Va al punto de cambio
N131 T3.3 ;Selecciona herramienta 3
N140 P4=K0.7 P11=K0 P16=K0 P128=K0 ;Paso, rosca exterior, ángulo
N141 P100=K28 P101=K-70 P102=K28 P103=K-86 P8=K1.5 P14=K0.919 P19=K8 P20=K1
N145 G67 N3 ;Roscado
N150 P4=K0.7 P11=K0 P16=K0 P128=K0 ;Paso, rosca exterior, ángulo
N151 P100=K16 P101=K0 P102=K16 P103=K-16 P8=K1 P14=K0.613 P19=K15 P20=K1
N155 G67 N3 ;Roscado
N160 G0 X80 Z50 ;Va al punto de retirada
N170 M30 Fin de programa


001 Este error se produce cuando el primer carácter del bloque que se desea ejecutar no es una "N".
002 Demasiados dígitos al definir una función en general.
003 Se ha asignado un valor negativo a una función que no acepta el signo (-), o se ha asignado un valor incorrecto
a un parámetro de ciclo fijo.
004 Definición de un ciclo fijo estando activa la función G02, G03 ó G33.
005 Bloque paramétrico mal editado.
006 Más de 10 parámetros afectados en un mismo bloque.
007 División por cero.
008 Raíz cuadrada de un número negativo.
009 Valor demasiado grande asignado a un parámetro.
010 * No se ha programado la gama o la velocidad de corte constante.
011 Más de siete funciones M en un mismo bloque.
012 Este error se produce en los siguientes casos:
> Mal programada la función G50.
> Sobrepasamiento del valor de las dimensiones de herramienta.
> Sobrepasamiento del valor de los traslados de origen G53/G59.
013 Perfil de un ciclo fijo mal definido.
014 Se ha programado un bloque que no es correcto, bien en sí mismo o bien en relación con la historia del programa
hasta el momento.
015 Las funciones G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31, G32, G50, G53, G54, G55, G56,
G57, G58, G59, G72, G74, G92 y G93 deben ir solas en un bloque.
016 No existe la subrutina o el bloque llamado ó no existe el bloque buscado mediante la función especial F17.
017 Paso de rosca negativo o demasiado elevado.
018 Error en los bloques en que se definen los puntos mediante ángulo-ángulo o ángulo-coordenada.
019 Este error se produce en los siguientes casos:
> Tras definir G20, G21, G22 ó G23 no viene el número de subrutina al que se refiere.
> No se ha programado el carácter "N" tras la función G25, G26, G27, G28 o G29.
> Demasiados niveles de imbricación, uno dentro de otro.
020 Se ha definido más de una gama de cabezal en un mismo bloque
021 Este error se produce en los siguientes casos:
> No existe un bloque en la dirección definida por el parámetro asignado a F18, F19, F20, F21, F22.
> No se ha definido el eje correspondiente en el bloque direccionado
022 Al programar los ejes en G74, se repite alguno de ellos.
023 No se ha programado K tras G04.
025 Error en un bloque de definición o llamada a subrutina, o bien, de definición de saltos condicionales o
incondicionales.
026 Este error se produce en los siguientes casos:
> Sobrepasamiento de la capacidad de memoria.
> Capacidad de cinta libre ó de memoria de CNC inferior al tamaño del programa que se intenta introducir.
027 No se ha definido I/K en interpolación circular o roscado.

028 Se ha intentado seleccionar un corrector en la tabla de herramientas o una herramienta externa no existente (el
número de herramientas se define mediante parámetro-máquina).
029 Se ha asignado un valor demasiado grande a una función.
Este error se produce con gran frecuencia si se programa un valor de F en mm/min y luego se pasa a trabajar en
mm/rev sin cambiar el valor de F.
030 Se ha programado una G no existente.
031 Valor del radio de la herramienta demasiado grande.
032 Valor del radio de la herramienta demasiado grande.
033 Se ha programado un desplazamiento superior a 8388 mm o 330,26 pulgadas.
Ejemplo: Si el eje Z se encuentra en la posición Z-5000 y se desea desplazarlo hasta el punto Z5000, el CNC
mostrará el error 33 si se programa el bloque N10 Z5000, ya que el desplazamiento programado
es Z5000 - Z-5000 = 10000 mm.
Por el contrario, si el desplazamiento se efectúa en dos fases, como se indica a continuación, el CNC
no mostrará el error 33 puesto que cada desplazamiento es inferior a 8388 mm.
N10 Z0 ; Desplazamiento 5000 mm
N10 Z5000 ; Desplazamiento 5000 mm
034 Se han definido S ó F con un valor superior al permitido.
035 No existe información suficiente para compensar, para redondear aristas o achaflanar.
036 Subrutina repetida.
037 Mal programada la función M19.
038 Mal programada la función G72.
Se debe tener en cuenta que si se aplica la función G72 a un solo eje, este debe de estar en el origen pieza (valor
0) en el momento de aplicarse el factor de escala.
039 Este error se produce en los siguientes casos:
> Más de 15 niveles de anidamiento en llamada a subrutinas
> Se ha programado un bloque que contiene un salto a si mismo. Ejemplo: N120 G25 N120.
040 El arco programado no pasa por el punto final definido. (Tolerancia 0,01 mm) o no existe un arco que pasa por
los puntos definidos mediante G08 o G09.
041 Este error se produce cuando se ha programado una entrada tangencial y se dan los siguientes casos:

> No existe espacio para realizar la entrada tangencial. Se requiere un espacio superior o equivalente a 2 veces
el radio de redondeo programado.
> El tramo en que se ha definido la entrada tangencial es un tramo curvo (G02, G03). El tramo en que se define
la entrada tangencial debe ser lineal.
042 Este error se produce cuando se ha programado una salida tangencial y se dan los siguientes casos:
> No existe espacio para realizar la salida tangencial. Se requiere un espacio superior o equivalente a 2 veces
el radio de redondeo programado.
> El tramo en que se ha definido la salida tangencial es un tramo curvo (G02, G03). El tramo en que se define
la salida tangencial debe ser lineal.
043 Origen de coordenadas polares (G93) mal definido.
044 Mal programada la función M45 S, velocidad de giro de la herramienta motorizada.
045 Mal programadas las funciones G36, G37, G38 ó G39.
046 Coordenadas polares mal definidas.
047 Se ha programado un desplazamiento cero durante una compensación de radio o redondeo.
048 Inicio o anulación de compensación de radio con G02/G03.
049 Chaflán mal programado.
050 Se ha seleccionado velocidad de corte constante cuando la máquina dispone de salida de consigna de cabezal
en formato BCD.
054 No existe disquette en la disquetera FAGOR, o no existe cinta en el Lector de cassette o bien la tapa de la cabeza
del Lector está abierta.
055 Error de paridad en la escritura o lectura del disquette o cinta.
057 Disquette o cinta protegida contra escritura.
058 Dificultades en el movimiento del disquette o en el arrastre de cinta.
059 Este error se produce en los siguientes casos:
> Error de diálogo entre el CNC y la Disquetera FAGOR.
> Error de diálogo entre el CNC y el Lector de cinta.
060 Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
061 Fallo de batería.
A partir de producirse este error, la información contenida en la memoria será retenida durante 10 días más,
estando apagado el CNC. Debiendo ser sustituido el módulo de batería ubicado en la parte posterior del aparato.
Consúltese con el Servicio de Asistencia Técnica.
Atención:
Debido al riesgo de explosión ó combustión no intente recargar la pila, no la exponga a temperaturas
superiores a 100 grados centígrados y no cortocircuite sus bornas.

064 * La entrada de emergencia externa (terminal 14 del conector I/O 1) se encuentra activada.
065 * Este error se produce cuando trabajando con palpador (G75) se ha alcanzado la posición programada y no se
ha recibido la señal exterior del palpador.
066 * Límite de recorrido eje X sobrepasado
El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que
obligaría a la máquina a salirse de límites.
068 * Límite de recorrido eje Z sobrepasado.
El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que
obligaría a la máquina a salirse de límites.
070 ** Error de seguimiento eje X.
072 ** Error de seguimiento eje Z.
074 ** Valor de S (velocidad de cabezal) demasiado elevado.
075 ** Fallo de captación en el conector A1.
076 ** Fallo de captación en el conector A2.
077 ** Fallo de captación en el conector A3.
078 ** Fallo de captación en el conector A4.
079 ** Fallo de captación en el conector A5.
087 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
088 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
089 * No se ha realizado la búsqueda del punto referencia máquina de todos los ejes.
Este error se produce cuando es obligatorio realizar la búsqueda del punto de referencia máquina tras el
encendido. Se define mediante parámetro máquina.
090 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
091 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
092 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
093 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
094 Error de paridad en la tabla de herramientas, o en la tabla G53-G59.
095 ** Error de paridad de los parámetros generales.
096 ** Error de paridad de los parámetros eje Z.
098 ** Error de paridad de los parámetros eje X.
099 ** Error de paridad en la tabla de M.
100 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
101 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica.
105 Este error se produce en los siguientes casos:
> Más de 43 caracteres dentro de un comentario
> Más de 5 caracteres para definir el número de programa
> Más de 4 caracteres para definir el número de bloque
> Caracteres extraños en memoria.
106 ** Límite de temperatura interior sobrepasado.

108 ** Error en parámetros de compensación del husillo del eje Z.
110 ** Error en parámetros de compensación del husillo del eje X.
111 * Error en la red local Fagor. Instalación incorrecta de la línea (hardware)
112 * Error en la red local Fagor. Se produce en los siguientes casos:
> La configuración de la red (nodos) es incorrecta.
> La configuración de red ha cambiado. Alguno de los nodos ha dejado de estar presente en la misma.
Si se produce este error es necesario acceder al modo red, edición o monitorización, antes de ejecutar un bloque
de programa.
113 * Error en la red local Fagor. Algún nodo no se encuentra en condiciones de trabajar en la red local. Por ejemplo:
> No se encuentra compilado el programa del PLC64.
> Se ha enviado a un CNC82 un bloque del tipo G52 mientras se hallaba en ejecución.
114 * Error en la red local Fagor. Se ha enviado una orden incorrecta a un nodo.
115 * Error en el PLCI. Watch-dog en la rutina periódica.
Este error se produce cuando la rutina periódica dura más de 5 milisegundos.
116 * Error en el PLCI. Watch-dog en el programa principal.
Este error se produce cuando el programa principal dura más de la mitad del tiempo indicado en el parámetro
máquina "P729".
117 * Error en el PLCI. La información interna del CNC que se ha solicitado mediante la activación de las marcas
M1901 a M1949 no se encuentra disponible.
118 * Error en el PLCI. Se ha intentado modificar, mediante la activación de las marcas M1950 a M1964, una variable
interna del CNC que no se encuentra disponible.
119 Error en el PLCI. Error al escribir los parámetros máquina, tabla de funciones M decodificadas y las tablas de
compensación de error de husillo, en la EEPROM.
Este error se puede producir cuando al bloquear los parámetros máquina, tabla de funciones M decodificadas
y las tablas de compensación de error de husillo, el CNC no puede guardar dicha información en el la memoria
EEPROM.
120 Error en el PLCI. Error de checksum al recuperar los parámetros máquina, tabla de funciones M decodificadas
y las tablas de compensación de error de husillo, de la EEPROM.
Atención:
Los ERRORES que disponen de “*” actúan de la siguiente manera:
Detienen el avance de los ejes y el giro del cabezal. Eliminando para ello todas
las señales de Enable y anulando todas las salidas analógicas del CNC.
Detienen la ejecución del programa pieza del CNC si se encuentra en ejecu-
ción.
Los ERRORES que disponen de “**” además de actuar como los errores que
disponen de “*”, activan la SALIDA DE EMERGENCIA .
Transcripción de documentos
CNC 800 T Nuevas Prestaciones (Ref. 0204 cas) Versión 5.2 (Marzo de 1995) 1. P621(4). FACTOR DIVISOR DE LAS SEÑALES DE LOS VOLANTES ELECTRÓNICOS El parámetro P621(4) se utiliza junto con los parámetros P602(4) y P621(5) que indican el factor multiplicador de las señales del volante electrónico del 1º y 2º eje respectivamente. El parámetro P621(4) indica si se dividen o no las señales de todos los volantes electrónicos. P621(4)=0 P621(4)=1 No se dividen Las señales de todos los volantes se dividen por 2. Ejemplos en el eje X para que el CNC asuma 100 impulsos/vuelta con encoders de 25, 50 y 100 impulsos vuelta se debe: Volante Fagor de 25 impulsos/vuelta: Volante de 50 impulsos/vuelta: Volante de 100 impulsos/vuelta: P602(4)=0 y P621(4)=0 P602(4)=1 y P621(4)=0 P602(4)=1 y P621(4)=1 25 x 4 / 1 = 100 impulsos/vuelta 50 x 2 / 1 = 100 impulsos/vuelta 100 x 2 / 2 = 100 impulsos/vuelta Versión 5.6 1. (Junio de 1996) MOVIMIENTO CON VOLANTE MAESTRO Esta prestación permite, una vez definida la trayectoria, gobernar los desplazamientos de la máquina con el Volante Maestro. Requisitos: El control del "Movimiento con Volante Maestro" se efectúa con el Segundo Volante, por lo tanto la máquina debe disponer de dos volantes y no puede disponer de manivelas. Personalización: El parámetro máquina "P622(6)" indica si se dispone de la prestación "Movimiento con Volante Maestro" P622(6) = 0 No se dispone de esta prestación P622(6) = 1 Si se dispone de la prestación "Movimiento con Volante Maestro" El control del "Movimiento con Volante Maestro" se efectúa con el Segundo Volante, por lo tanto la máquina debe disponer del Primer Volante y no puede disponer de manivelas. Es decir: P621(7)=1 La máquina no dispone de manivelas P622(3)=0 Se dispone de 2 volantes P609(1)=0 El primer volante electrónico no es el FAGOR 100P La conexión del "Volante Maestro" se efectúa a través del conector A4. Admite señal senoidal y señal cuadrada diferencial, debiéndose personalizar adecuadamente los parámetros máquina: P621(6) Sentido de contaje del "Volante Maestro" P621(3) Unidades de medida de captación del "Volante Maestro" P621(1,2) Resolución de contaje del "Volante Maestro" P621(5) Factor multiplicador de las señales del "Volante Maestro" Selección: a) Modelos CNC-800TI y CNC-800TGI. Desde el PLCI. Una vez personalizados todos los parámetros máquina, se debe utilizar la salida O39 del PLCI para habilitar o deshabilitar la prestación "Movimiento con Volante Maestro". Parámetro P622(6) Salida PLCI O39 Prestación "Movimiento con Volante Maestro" P622(6) = 0 ----No se dispone de la prestación P622(6) = 1 O39 = 0 Prestación deshabilitada P622(6) = 1 O39 = 1 Prestación habilitada b) Modelos CNC-800T y CNC-800TG. Utilizando el terminal 11 del conector I/O 1. Una vez personalizados todos los parámetros máquina, se debe utilizar la entrada "Movimiento con Volante Maestro", terminal 11 del conector I/O 1, para habilitar o deshabilitar la prestación "Movimiento con Volante Maestro". Parámetro P622(6) Terminal 11 I/O1 Prestación "Movimiento con Volante Maestro" P622(6) = 0 ----No se dispone de la prestación P622(6) = 1 Term. 11 = 0Vdc Prestación deshabilitada P622(6) = 1 Term. 11 = 24Vdc Prestación habilitada -2- Funcionamiento básico. (P622(6)=1, O39=1) a) Con máquina parada. Sólo está habilitado el primer volante, el segundo volante (Volante Maestro) no funciona. Por lo tanto, mediante volantes, sólo se puede mover el eje X. b) Con máquina en marcha (CNC en Ejecución). Los ejes comienzan a moverse cuando se gira el Volante Maestro. La velocidad de avance de los ejes depende de la velocidad de giro del Volante Maestro. Si se para el volante, la máquina se para. Si se invierte el sentido de giro del Volante Maestro, el CNC invierte el sentido del movimiento (Función Retroceso de un sólo bloque). c) La prestación "Movimiento con Volante Maestro" se puede utilizar con cualquier tipo de ejecución, ya sea un ciclo, un programa ISO, un Chaflán, etc ... Normalmente, con el CNC en ejecución, el primer volante no funciona, excepto en la ejecución en modo semiautomático de las operaciones automáticas "Cilindrado Cónico" y "Redondeo". En ambas operaciones Semiautomáticas el Volante Maestro controla el avance de la trayectoria y el Primer Volante moverá el eje X. Prestación "Movimiento con Volante Maestro" deshabilitada. (P622(6)=1, O39=0) Cuando la prestación "Movimiento con Volante Maestro" está deshabilitada, salida O39 del PLC =0, los volantes actúan como hasta ahora. 2. REPRESENTACIÓN GRÁFICA DURANTE LA EJECUCIÓN Hasta ahora el CNC 800T permitía efectuar una comprobación gráfica (Simulación gráfica) antes de la ejecución. A partir de ahora, también es posible visualizar gráficamente la trayectoria de mecanizado durante la fase de ejecución. Requisitos: Para usar esta aplicación se debe disponer del modelo CNC-800TG o CNC-800TGI, ya que se trata de la representación gráfica. Funcionamiento: Al ejecutar una Operación Automática, un Programa Pieza, el Programa ISO en Automático o Bloque a Bloque, es posible visualizar en pantalla la trayectoria de mecanizado durante la fase de ejecución. Para ello, una vez comenzada la ejecución, se pueden pulsar las siguientes teclas: Tecla «4» El CNC muestra la pantalla de representación gráfica. Tecla «3» El CNC muestra las cotas Comando, Actual, Resto y en la parte superior los valores de los parámetros Aritméticos. Tecla «2» El CNC muestra el Error de Seguimiento en caracteres grandes. Tecla «1» El CNC muestra la Posición Actual en caracteres grandes. Tecla «0» El CNC vuelve a la pantalla estándar. 3. ZONA DE TRABAJO / ZONA DE EXCLUSIÓN Esta prestación permite, una vez definida la zona, seleccionarla desde el PLCI como zona de trabajo o como zona de exclusión. Requisitos: Para usar esta aplicación se debe disponer del modelo CNC-800TI o CNC-800TGI, ya que se utilizan las salidas O46 y O47 del PLCI para seleccionar la zona como zona de trabajo o como zona de exclusión. Personalización: El parámetro máquina "P622(5)" indica si el CNC permite seleccionar una zona como zona de trabajo o como zona de exclusión. P622(5) = 0 No se dispone de esta prestación. P622(5) = 1 Si se dispone de esta prestación. Cuando se dispone de esta prestación "P622(5)=1" se deben utilizar los siguientes parámetros máquina para definir lo que va a ser la zona de trabajo o zona de exclusión. P902 Cota X más positiva P903 Cota X menos positiva P904 Cota Z más positiva P905 Cota Z menos positiva Para que el CNC asuma los valores asignados a estos parámetros se debe apagar y encender el CNC. -3- Selección: Una vez personalizados todos los parámetros máquina, se deben utilizar las salidas O46 y O47 del PLCI para seleccionar la zona como zona de trabajo o como zona de exclusión. Salida PLCI O46 O46 = 0 O46 = 0 O46 = 1 O46 = 1 Salida PLCI Prestación "Zona de Trabajo / Zona de Exclusión" O47 O47 = 0 Prestación deshabilitada Zona habilitada como Zona de Trabajo O47 = 1 (no se puede salir de ella) Zona habilitada como Zona de Exclusión O47 = 0 (no se puede acceder a ella) O47 = 1 Prestación deshabilitada Funcionamiento básico. "P622(5)=1" El CNC en el encendido asume como zona seleccionada la definida mediante los parámetros máquina "P902, P903, P904 y P905". No obstante, es posible modificar dichos valores desde el programa, asignando las nuevas dimensiones a los parámetros aritméticos: P206 Cota X más positiva P207 Cota X menos positiva P208 Cota Z más positiva P209 Cota Z menos positiva El CNC asume estos nuevos valores pero no modifica los parámetros máquina "P902, P903, P904 y P905". Además, hay que tener en cuenta que en el encendido el CNC volverá a asumir los valores definidos en los parámetros máquina. La zona seleccionada podrá habilitarse como zona de trabajo o como zona de exclusión desde el PLCI, utilizando las salidas O46 y O47, tal y como se ha explicado con anterioridad. Cuando está seleccionada como Zona de Trabajo, el CNC actúa del siguiente modo: • En los movimientos con JOG o Volante, no permite salir de dicha zona. • Si se intenta salir de ella durante la ejecución, da error 67 «Error límites X, Z» Cuando está seleccionada como Zona de Exclusión, el CNC actúa del siguiente modo: • En los movimientos con JOG o Volante, no permite entrar en dicha zona. • Si se intenta entrar en ella durante la ejecución, da error 67 «Error límites X, Z» 4. CAMBIADORES DE GAMA MANUALES Funcionamiento hasta esta versión Si se desea realizar el cambio de gama de forma manual se debe personalizar el parámetro máquina "P601(1)" con el valor "0". Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el CNC mostrará un mensaje indicando la gama que debe seleccionarse. El Operario debe efectuar las siguientes operaciones: 1º Parar el cabezal. 2º Cambiar manualmente de gama 3º Restaurar el giro del cabezal 4º Pulsar la tecla [ENTER] El CNC continúa con la ejecución. Funcionamiento a partir de esta versión Si se desea realizar el cambio de gama de forma manual se debe personalizar el parámetro máquina "P601(1)" con el valor "0". Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el CNC para el cabezal y muestra un mensaje indicando la gama que debe seleccionarse. El Operario de efectuar las siguientes operaciones: 1º Cambiar manualmente de gama 2º Pulsar la tecla [ENTER] El CNC restaura el sentido de giro del cabezal y continúa con la ejecución. -4- 5. COMPENSACIÓN DE HOLGURA DE HUSILLO VARIABLE Hasta ahora el CNC 800T tenía en cuenta una única holgura de husillo. A partir de ahora, también es posible corregir medidas cuando la holgura de inversión del husillo es variable en función de la zona en que se encuentra la máquina. Requisitos: Las tablas de compensación de error de husillo se trasforman. Ahora se utilizan para compensar el error de husillo y la holgura de husillo variable (ambas a la vez). Personalización: Los parámetros máquina "P622(7)" y "P622(8)" indican si se dispone de esta prestación. P622(7) = 0 No se dispone de esta prestación en el eje Z P622(7) = 1 Si se dispone de esta prestación en el eje Z P622(8) = 0 No se dispone de esta prestación en el eje X P622(8) = 1 Si se dispone de esta prestación en el eje X Siempre que se trabaja con la prestación "Holgura de Husillo Variable" se debe seleccionar compensación de error de husillo del eje correspondiente. P605(2) = 0 Compensación de error de husillo del eje X (0=No, 1=Si) P605(1) = 0 Compensación de error de husillo del eje Z (0=No, 1=Si) Definición de la tabla: Los 15 primeros puntos de la tabla se utilizan para el sentido positivo y los 15 restantes para el sentido negativo. Cuando se desea corregir el error de husillo, la holgura del husillo es la diferencia entre ambas curvas. Cuando no se desea corregir el error de husillo, una de las tablas tendrá el valor 0 y la otra curva será la holgura del husillo.. Notas: • Ambos tramos deben cumplir todos los requisitos correspondientes a las tablas de compensación de error de husillo. • Uno de los requisitos fija que el punto de referencia máquina debe tener siempre el valor 0. • Si el husillo tiene holgura en el punto de referencia máquina, se debe asignar dicho valor al parámetro máquina P109 o P309 (Holgura de husillo en el eje X o Z) y decalar en esa cantidad todos los puntos de la tabla. Ejemplo: Funcionamiento: Cuando se dispone de la prestación "Compensación de Holgura de Husillo Variable", el CNC trabaja como con compensación de error de husillo, es decir aplica en todo momento la holgura de husillo definida en la tabla para dicho punto y sentido de mecanizado. Cuando el eje invierte, el CNC conmuta de curva y por consiguiente recupera o aplica la holgura correspondiente a dicho punto y sentido. -5- Versión 5.7 (Julio de 1996) 1. DETECCIÓN DE ZONA DE TRABAJO / ZONA DE EXCLUSIÓN Cuando se trabaja con la prestación "Zona de trabajo / Zona de exclusión", el CNC no permite acceder o salir de dicha zona durante los movimientos de la máquina mediante las teclas de JOG o el volante. Para evitar que el operario piense en un mal funcionamiento de la máquina, ya que no se visualiza texto alguno, a partir de esta versión el CNC actúa del siguiente modo durante los movimientos de la máquina mediante las teclas de JOG o el volante: • Cuando está seleccionada como Zona de Trabajo, el CNC pone a nivel lógico alto la entrada I46 del PLCI cuando se intenta salir de la zona seleccionada. • Cuando está seleccionada como Zona de Exclusión, el CNC pone a nivel lógico alto la entrada I46 del PLCI cuando se intenta entrar de la zona seleccionada. 2. REINICIO DE LA EJECUCIÓN A MITAD DE LA PIEZA. Si durante el mecanizado de una pieza se interrumpe su ejecución (corte eléctrico, etc..), es posible volver a ejecutar la pieza a partir de la operación en que se interrumpió el mecanizado. De esta forma se evita el tener que repetir toda la pieza con la consiguiente pérdida de tiempo. Para reiniciar la ejecución de la pieza se deben seguir los siguientes pasos: 1º Seleccionar el modo de trabajo Visualizador, el que aparece en encendido del CNC tras la página de "Test General Pasado". En este modo de trabajo no hay ningún ciclo seleccionado. 2º Pulsar la tecla [RECALL] para abrir la ventana de los programas pieza. 3º Seleccionar el programa pieza que se estaba seleccionando. Posicionarse, mediante las teclas [flecha arriba] y [flecha abajo], sobre el programa pieza deseado y pulsar la tecla [RECALL]. 4º Seleccionar, mediante las teclas [flecha arriba] y [flecha abajo], la operación en que se interrumpió el mecanizado de la pieza y pulsar la tecla El CNC ejecutará la operación seleccionada y continuará ejecutando el programa pieza hasta el final. Versión 6.1 1. NUEVOS IDIOMAS (Taiwanés y Portugués) Parámetro máquina P99 2. (Enero de 1997) P99 = 5 Portugués P99 = 6 Taiwanés MODIFICACIONES EN EL TRABAJO CON VOLANTE MAESTRO El trabajo con volante maestro ha quedado como sigue: a) Con máquina parada. Sólo está habilitado el primer volante, el segundo volante (Volante Maestro) no funciona. Por lo tanto, mediante volantes, sólo se puede mover el eje X. b) Con máquina en marcha (CNC en Ejecución). Sólo está habilitado el Volante Maestro, el primer volante no funciona. Los ejes comienzan a moverse cuando se gira el Volante Maestro. La velocidad de avance de los ejes depende de la velocidad de giro del Volante Maestro. Si se para el volante, la máquina se para. Si se invierte el sentido de giro del Volante Maestro, el CNC invierte el sentido del movimiento (Función Retroceso de un sólo bloque). c) Operación de Redondeo Semiautomático La operación de Redondeo Semiautomático comienza al girar el Volante Maestro. Si se detiene el giro del Volante Maestro, se detiene la ejecución. Si se continúa girando el Volante Maestro, continúa la ejecución. No admite giro en sentido contrario. Cuando finaliza la operación el CNC no tiene en cuenta el giro del Volante Maestro durante 1,4 segundos. Evitando de esta forma el comienzo de una nueva operación. Transcurrido este tiempo, si se gira el Volante Maestro el CNC comienza la ejecución de una nueva operación en el sentido indicado. -6- d) Operación de Conicidad Semiautomática La operación de Conicidad Semiautomática comienza al girar el Volante Maestro. Si se detiene el giro del Volante Maestro, se detiene la ejecución. Si se continúa girando el Volante Maestro, continúa la ejecución. Si se gira el Volante Maestro en sentido contrario, finaliza la operación. Un nuevo giro del Volante Maestro, en cualquier sentido, implica la ejecución de una nueva operación en el sentido indicado. 3. VERSION DE SOFTWARE QUE DISPONE EL CNC A partir de esta versión, cuando se accede a la pantalla que muestra el cheksum de cada una de las Eproms, [Modos Auxiliares] [Modos Especiales] [8] El CNC mostrará, el cheksum de cada una de las Eprom y la Versión de Software que dispone el CNC. Por ejemplo: Versión 6.1 Versión 6.4 (Mayo de 1997) 1. INDICATIVO DE CAMBIO DE HERRAMIENTA AL PLC (I97) En máquinas con cambiador manual de herramientas, cuando el CNC detecta que se debe poner una nueva herramienta, detiene la ejecución y muestra al operario un mensajepara que efectúe el cambio. A veces, durante el cambio de herramienta se deben tener ciertas precauciones. Dichas condiciones deben ser tratadas en el PLC. Por ello, a partir de esta versión, el CNC cuando muestra el mensaje de cambio de herramienta activa la entrada I97 del PLC, y la desactiva cuando se quita el mensaje. Versión 6.6 1. (Noviembre de 1997) GESTION DE SISTEMAS DE CAPTACION CON Io CODIFICADOS Parámetros máquina P608(5), P608(8) P608(3), P608(6) P608(4), P608(7) P908, P909 Tipo de señal Io que dispone el sistema de captación. EjeX, Z. (0 = Io normal, 1 = Io codificado) Periodo señal Io codificada. EjeX, Z. (0 = Periodo de señal Io de 20mm, 1 = Periodo de señal Io de 100mm) Secuencia de Io creciente con contaje positivo o negativo. EjeX, Z. (0 = Io creciente con contaje positivo, 1 = Io creciente con contaje negativo) Regla P608 (5) P608(3) P608(4) Regla P608 (5) P608(3) P608(4) COS 1 0 1 MOVS 1 0 0 COC 1 0 0 MOVC 1 0 0 COX 1 0 0 MOVX 1 0 0 COVS 1 0 1 FOT 1 1 0 COVC 1 0 0 FOS 1 1 0 COVX 1 0 0 FOC 1 1 0 Offset de la regla o posición que ocupa el Cero Máquina (M) respecto al Cero de la Regla. Eje X, Z Los trasductores lineales con Io codificado disponen de una escala graduada con su propio Cero de Regla, siendo suficiente efectuar un desplazamiento de 20mm o 100mm para conocer la posición, respecto al Cero de Regla. Punto de referencia. Cuando el sistema de captación dispone de Io codificado, este punto se utiliza únicamente cuando el eje dispone de compensación de error de husillo. El error de husillo en el punto de referencia máquina debe ser 0. Ajuste del offset de la regla El ajuste del offset de la regla se debe realizar eje a eje, siendo aconsejable utilizar el siguiente proceso: • Indicar en el parámetro "P600(7) y P600(6)" el flanco del impulso de Io del sistema de captación que se utilizará. • Indicar en el parámetro "P618(8) y P618(7)" el sentido en el que se desplazará el eje durante la búsqueda del Cero Máquina. • Personalizar los parámetros "P807 y P808" con la velocidad del eje en la búsqueda del Cero Máquina. • Asignar el valor 0 al parámetro " P908 y P909" (offset de la regla). • Posicionar el eje en la posición adecuada, y ejecutar el comando de búsqueda de Cero Máquina de este eje. Tecla [X] o [Z], tecla [flecha arriba] y tecla Al finalizar la búsqueda el CNC mostrará la cota del eje referida al Cero la Regla. -7- • Tras desplazar el eje hasta el punto cero máquina, o hasta un punto de dimensiones conocidas respecto al cero máquina, se observará la lectura que el CNC realiza de dicho punto. El valor que se debe asignar al parámetro máquina que define el offset de la regla, se debe calcular mediante la siguiente fórmula. Valor = Lectura del CNC en dicho punto - Cota máquina del punto. Ejemplo para el eje X: Si el punto de dimensiones conocidas se encuentra a 230 mm del cero máquina y el CNC muestra la cota 423.5 mm, el offset de la regla será: Parámetro máquina P908 = 423,5 - 230 = 193.5 mm. • Tras asignar este nuevo valor al parámetro máquina, pulsar la tecla RESET para que dicho valor sea asumido por el CNC. • Es necesario realizar una nueva búsqueda del Cero Máquina para que este eje tome los valores correctos. 2. ROSCADO CON PASADAS DE PROFUNDIZACION CONSTANTES A partir de esta versión, la profundización de cada pasada estará en función del signo asignado al parámetro ∆ Con ∆ positivo, la profundización de cada pasada está en función de la pasada correspondiente∆( n) Con ∆ negativo, las profundizaciones se mantienen constantes, con el valor absoluto del parámetro ∆ 3. GENERACION DE UN PROGRAMA EN CODIGO ISO El CNC permite generar, a partir de una operación o programa pieza, un programa en código ISO de bajo nivel. Cuando se desea disponer de esta prestación se debe personalizar el parámetro máquina "P623(2)=1". El programa en código ISO que genera el CNC se denomina siempre 99996 y podrá ser almacenado en el propio CNC o en un ordenador. El programa 99996 es un programa especial de usuario en código ISO, que puede ser: Generado a partir de una operación o programa pieza. Editado en el propio CNC, mediante la opción "Modos auxiliares - Edición programa 99996" Ser transmitido al CNC tras haber sido elaborado en un ordenador. Generación del programa ISO en memoria del CNC (99996). El CN800T dispone de 7 K de memoria para almacenar el programa 99996. Si el programa generado supera dicho tamaño, el CNC mostrará el error correspondiente. Para generar el programa 99996 se deben seguir los siguientes pasos: • Si se trata de una operación. Seleccionar o definir la operación deseada • Si se trata de un programa pieza. Seleccionar en el directorio de programas pieza el programa pieza y posicionar el cursor sobre la cabecera de la misma ("PIEZA 01435". Se tiene que ver el listado de las operaciones que la componen). • Pulsar la secuencia de teclas [AUX] [7]. El CNC mostrará la página de simulación gráfica. • Pulsar la tecla . El CNC comienza la simulación y la generación del programa 99996. • Una vez finalizada la simulación, el programa 99996 almacenado en memoria contendrá en código ISO todos los bloques que se han simulado. Generación del programa ISO (99996) en un ordenador Normalmente, el programa 99996 generado a partir de un programa pieza es superior a la memoria disponible en el CNC. Mediante la utilización del DNC30 es posible generar dicho programa (99996) en la memoria del ordenador. Para generar el programa 99996 en un ordenador se deben seguir los siguientes pasos: • Activar la comunicación DNC y ejecutar el programa DNC30 en el ordenador. • Seleccionar en el ordenador la opción "Gestión de Programas - Recepción Digitalizado". • En el CNC seleccionar la operación o posicionarse sobre la cabecera del programa pieza ("PIEZA 01435". Se tiene que ver el listado de las operaciones que la componen). • Pulsar la secuencia de teclas [AUX] [8]. El CNC mostrará la página de simulación gráfica. • Pulsar la tecla . El CNC comienza la simulación y la generación del programa 99996. • Una vez finalizada la simulación, el programa 99996 que se ha generado en el ordenador contendrá en código ISO todos los bloques que se han simulado en el CNC. Este programa puede ser ejecutado en el CNC mediante la opción "Ejecución programa infinito" del DNC30. 4. NORMATIVA DE SEGURIDAD EN MAQUINAS El CNC dispone de las siguientes prestaciones para cumplir la normativa de seguridad en máquinas. Habilitación de la tecla MARCHA desde el PLC Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1" La salida O25 del PLC indica si la tecla MARCHA está habilitada (=1) o no (=0) -8- Desplazamientos de los ejes afectados por el Feed-Hold. (Ya estaba disponible) La entrada Feed-Hold, terminal 15 del conector I/O 1, debe encontrarse normalmente a nivel lógico alto. Si durante el desplazamiento de los ejes, la entrada Feed-Hold se pone a nivel lógico bajo, el CNC mantiene el giro del cabezal y detiene el avance de los ejes, proporcionando consignas de valor 0V y manteniendo los embragues activados. Cuando esta señal vuelve a nivel lógico alto, el CNC continuará con el desplazamiento de los ejes. Avance de los ejes en modo manual limitada desde el PLC. Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1" Siempre que se activa la salida O26 del PLC, el CNC asume el avance fijado en el parámetro máquina "P812" Volante gestionado desde el PLC. El parámetro "P623(3)" indica si el desplazamiento de los ejes con volantes está afectado por el Feed-Hold (=1) o no (=0) El parámetro máquina "P622(1)" indica si se aplica el factor correspondiente a la posición del conmutador (=0) o si se aplica el factor indicado por las salidas O44 y O45 del PLC (=1) (Ya estaba disponible) Control del cabezal desde PLC. Esta prestación está disponible cuando se ha personalizado el parámetro "P619(7)=1" La salida O27 indica al CNC que debe (O27=1) aplicar al cabezal la consigna fijada desde el PLC. El valor de la consigna se fija en el registro R156 y mediante la marca M1956 se envía al CNC. R156= 0000 1111 1111 1111 => + 10V. R156= 0001 1111 1111 1111 => 10V. R156= 0000 0111 1111 1111 => + 5V. R156= 0001 0111 1111 1111 => 5V. R156= 0000 0011 1111 1111 => + 2,5V. R156= 0001 0011 1111 1111 => 2,5V. R156= 0000 0000 0000 0000 => + 0V. R156= 0001 0000 0000 0000 => 0V. Asimismo, la salida O43 del PLC, permite controlar el giro del cabezal. (Ya estaba disponible) Normalmente debe encontrarse a nivel lógico bajo. Si se pone a nivel lógico alto, el CNC detiene el giro del cabezal. Cuando esta salida vuelve a nivel lógico bajo, el CNC recupera el giro del cabezal. Información al PLC del estado de la búsqueda de referencia máquina I88 Búsqueda de referencia máquina en proceso I100 Búsqueda de referencia máquina en el eje X finalizada I101 Búsqueda de referencia máquina en el eje Z finalizada Información adicional del CNC al PLC R120 La parte baja de este registro indica el código de la tecla pulsada. Este valor se mantiene durante 200 milisegundos, a no ser que antes se pulse otra tecla. Este registro puede ser anulado desde el PLC, tras ser gestionado. R121 bit 1 bit 2 bit 3 bit 4 bit 5 bit 6 bit 7 bit 8 bit 9 bit 10 bit 11 bit 12 bit 13 bit 14 bit 16 Indica que la operación de Cilindrado está seleccionada (=1) Indica que la operación de Refrentado está seleccionada (=1) Indica que la operación de Cilindrado Cónico está seleccionada (=1) Indica que la operación de Redondeo está seleccionada (=1) Indica que la operación de Roscado está seleccionada (=1) Indica que la operación de Ranurado está seleccionada (=1) Indica que la operación de Perfil está seleccionada (=1) Indica que la opción Modos Auxiliares está seleccionada (=1) Indica que la opción Medición de herramienta está seleccionada (=1) Indica que la operación de Taladrado múltiple está seleccionada (=1) Indica que la operación de Taladrado simple / Roscado con macho está seleccionada (=1) Indica que la operación de Chavetas está seleccionada (=1) Indica que el modo de Inspección de Herramienta está seleccionado (=1) Indica que el modo de Simulación gráfica está seleccionado (=1) Indica que el modo correspondiente a los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en X y Z de los ciclos" está seleccionada (=1) -9- Versión 6.8 1. (Marzo de 1998) NUEVOS IDIOMAS (SUECO Y NORUEGO) Los idiomas que se pueden seleccionar con el parámetro máquina P99 son: Castellano ... (P99=0) Alemán ....... (P99=1) Inglés .......... (P99=2) Francés....... (P99=3) Portugués.... (P99=5) Taiwanés .... (P99=6) Sueco .......... (P99=7) Noruego ..... (P99=8) 2. Italiano........ (P99=4) ENCODER DE 1000 IMPULSOS COMO ENCODER DE 1250 Esta prestación permite que el CNC adapte la captación del encoder de 1000 impulsos para tratarla como captación de 1250 impulsos. P623(7) Adapta la captación del encoder del eje X (0=No, 1=Si) P623(8) Adapta la captación del encoder del eje Z (0=No, 1=Si) Un caso típico: Se dispone de motores con encoder de 1000 impulsos y husillo de paso 5 milímetros. Los cálculos necesarios para definir la resolución del eje se realizarán con el número de impulsos seleccionados (1000 ó 1250) 3. COMPENSACIÓN CRUZADA La compensación cruzada permite compensar el error de medición que sufre el eje X al moverse el eje Z. P623(6) Al eje X se le aplica Compensación Cruzada (0=No, 1=Si) Cuando se utiliza compensación cruzada el CNC permite aplicar compensación de husillo únicamente al eje Z. No se permite aplicar compensación de husillo al eje X porque la tabla correspondiente a dicho eje se utiliza para la compensación cruzada con los siguientes valores: P00 = X: ?????.??? P01 = DX: ????.??? Para aplicar correctamente la compensación cruzada definir P605(2)=1 y P623(6)=1. Nota: La tabla de compensación cruzada debe cumplir los mismos requisitos que la tabla de compensación de error de husillo. Ver apartado 3.8.4 del manual de Instalación 4. PLCI. ENTRADA I104 Cuando el conmutador del panel de mandos está en una de las posiciones del volante (x1, x10, x100), la entrada I104 está a "1" Versión 6.9 1. (Febrero de 1999) NUEVO PARÁMETRO MÁQUINA ASOCIADO A LAS FUNCIONES M El parámetro máquina "P620(8)", indica cuando se sacan las funciones M3, M4, M5 durante la aceleración y deceleración del cabezal. 2. ANULAR CORRECTOR DURANTE EL CAMBIO DE HERRAMIENTA A partir de esta versión es posible ejecutar, dentro de la rutina asociada a la herramienta, un bloque del tipo "T.0" para anular el corrector de la herramienta. Esto permite efectuar desplazamientos a una determinada cota sin necesidad de efectuar cálculos engorrosos. Unicamente se permite anular (T.0) o modificar (T.xx) el corrector. No se permite cambiar de herramienta (Txx.xx) dentro de la rutina asociada a la herramienta. - 10 - 3. FACTOR DIVISOR DE LAS SEÑALES DE CAPTACIÓN Los parámetros P620(5) y P620(6) se utilizan junto con los parámetros P602(6) y P602(5) que indican el factor multiplicador de las señales de captación de los ejes X, Z respectivamente. Indican si se dividen (=1) o no (=0) las señales de captación. P620(5)=0 y P620(6)=0 No se dividen P620(5)=1 y P620(6)=1 Se dividen por 2. Ejemplo: Se desea obtener una resolución de 0,01 mm mediante un encoder de señales cuadradas colocado en el eje X cuyo paso de husillo es de 5 mm. Nº impulsos = paso husillo / (Factor multiplicación x Resolución) Con P602(6)=0 y P620(5)=0 Factor de multiplicación x4 Nº impulsos = 125 Con P602(6)=1 y P620(5)=0 Factor de multiplicación x2 Nº impulsos = 250 Con P602(6)=0 y P620(5)=1 Factor de multiplicación x2 Nº impulsos = 250 Con P602(6)=1 y P620(5)=1 Factor de multiplicación x1 Nº impulsos = 500 Versión 6.10 1. (Marzo de 2002) FACTOR DE CAPTACIÓN. La resolución del eje viene fijada por el paso de husillo y el número de impulsos del encoder que lleva incorporado el motor. En determinadas ocasiones la resolución correspondiente a los husillos y encoders disponibles no coincide con ninguna de las resoluciones que se pueden fijar por parámetro máquina (1, 2, 5, 10 micras o diezmilésimas de pulgada). Ejemplo: Con husillo de paso 6 mm y encoder de 2.500 impulsos/vuelta se puede obtener resoluciones de: Resolución = Paso Husillo / ( Nº de impulsos del Encoder x Factor multiplicación). Con factor multiplicación 1 Resolución 2,4 micras Con factor multiplicación 2 Resolución 1,2 micras Con factor multiplicación 4 Resolución 0,6 micras Para resolver estos casos, se dispone de un nuevo parámetro máquina por eje denominado Factor de Captación, que permitir adecuar la resolución a la configuración disponible. P819 Factor de Captación del eje X P820 Factor de Captación del eje Y P821 Factor de Captación del eje Z Valores entre 0 y 65534, el valor 0 indica que no se desea esta prestación. Para calcular el «Factor de Captación» se debe utilizar la siguiente fórmula: Factor de Captación = (Reducción x Paso Husillo / Nº de impulsos del Encoder) x 8.192 Ejemplos: Reducción Paso husillo Encoder Factor de Captación 1 4.000 2.500 13107,2 1 6.000 2.500 19.660,8 2 6.000 2.500 39.321,6 1 8.000 2.500 26.214,4 (micras) (impulsos/vuelta) Los parámetros máquina sólo admiten números enteros y en ocasiones el «Factor de Captación» tiene parte fraccionaria. En estos casos se asigna al parámetro máquina la parte entera y se utiliza la tabla de error de husillo para compensar la parte fraccionaria. Los valores a introducir en la tabla se calculan con la siguiente fórmula: Cota del husillo = Error de husillo (micras) x Parte entera del factor de captación / Parte fraccionaria del factor de captación Para el caso: Reducción = 1 Paso husillo = 6.000 Encoder = 2.500 Factor de Captación = 19.660,8 Parámetro máquina = 19660 Para un error de husillo de 20 micrasCota del husillo = 20 x 19.660 / 0.8 = 491.520 Continuando con el cálculo se obtiene la siguiente tabla. Cota del Husillo Error de Husillo P0 = -1966.000 P1 = -0.080 P2 = -1474.500 P3 = -0.060 P4 = -983.000 P5 = -0.040 P6 = -491.500 P7 = -0.020 P8 = 0 P9 = 0 P10 = 491.500 P11 = 0.020 P12 = 983.000 P13 = 0.040 P14 = 1472.500 P15 = 0.060 P16 = 1966.000 P17 = 0.080 - 11 - 2. MOVIMIENTOS DE APROXIMACIÓN A LA PIEZA A partir de esta versión se dispone de un nuevo parámetro máquina para fijar los movimientos de aproximación y salida de la pieza. P732=0 P732=1 P732=2 Como hasta la fecha, movimiento interpolado Movimientos paraxiales. Aproximación X - Z Salida Z - X Movimientos paraxiales. Aproximación Z - X Salida X - Z Headquarters (SPAIN): Fagor Automation S. Coop. Bº San Andrés s/n, Apdo. 144 E-20500 Arrasate - Mondragón Tel: +34-943-719200/039800 Fax: +34- 943-791712 +34-943-771118 (Service Dept.) www.fagorautomation.com E-mail: [email protected] - 12 - FAGOR CNC 800T MANUAL DE OPERACION Ref. 9701 (cas) ACERCA DE LA INFORMACION DE ESTE MANUAL Este manual está dirigido al operario de la máquina. Incluye información necesaria para los nuevos usuarios, además de temas avanzados para los que ya conocen el producto CNC 800T. No será necesario leer completamente este manual. Consulte la lista de Nuevas Prestaciones y Modificaciones que le indicará el capítulo o apartado del manual en que se detalla el tema deseado. El manual describe todas las funciones que tiene la familia CNC 800T. Consulte la tabla comparativa de modelos para conocer las funciones que dispone su CNC. Los capítulos 1, 2, 3 y 4 indican cómo se debe operar con el CNC. El CNC permite mecanizar el "Perfil de una pieza", capítulo 6, o bien efectuar una de las "Operaciones Automáticas" que se detallan en el capítulo 5. Todos esos mecanizados se pueden efectuar de 2 formas: * De forma "Semiautomática", en la que el operario controla los movimientos * En el modo "Nivel Ciclo", en el que el operario programa la operación y el CNC la ejecuta de forma automática. El capítulo 7 "Trabajo con Programas Pieza" indica como se pueden generar piezas que estén formadas por Perfiles y Operaciones Automáticas. Los Programas Pieza son almacenados en memoria interna del CNC y pueden ser enviados a un periférico u ordenador. El capítulo 8 "Ejemplos de programación" muestra cómo se pueden elaborar varias piezas. También existe un apéndice de errores, que indica algunas de las causas que pueden producir cada uno de ellos. Notas: La información descrita en este manual puede estar sujeta a variaciones motivadas por modificaciones técnicas. FAGOR AUTOMATION, S. Coop. Ltda. se reserva el derecho de modificar el contenido del manual, no estando obligada a notificar las variaciones. INDICE Apartado Pagina Tabla comparativa de los modelos Fagor CNC 800T ................................................ ix Nuevas prestaciones y modificaciones ......................................................................... xiii INTRODUCCION Condiciones de Seguridad ............................................................................................ 3 Condiciones de Reenvío ............................................................................................... 5 Documentación Fagor para el CNC 800 T .................................................................. 6 Contenido de este manual ............................................................................................. 7 Capítulo 1 1.1 1.2 1.2.1 1.2.2 1.2.3 1.3 1.3.1 1.4 1.4.1 1.4.2 1.4.3 1.5 Descripción de la pantalla ............................................................................................... 1 Descripción del teclado ................................................................................................... 3 Relacionadas con las operaciones automáticas ............................................................... 5 Secuencias especiales de teclas ....................................................................................... 6 Panel de mando ............................................................................................................... 7 Unidades de visualización (mm/pulgadas) ..................................................................... 8 Unidades de visualización del eje X (radios/diámetros) ................................................. 8 Sistemas de referencia ...................................................................................................... 9 Búsqueda del cero máquina ............................................................................................ 9 Preselección de cero ........................................................................................................ 10 Preselección de cotas ....................................................................................................... 10 Trabajo en cotas incrementales ....................................................................................... 11 Capítulo 2 2.1 2.2 2.2.1 2.3 2.3.1 2.3.2 2.3.3 2.4 2.4.1 2.4.2 2.5 TEMAS CONCEPTUALES OPERACIONES BASICAS Selección de la velocidad de avance de los ejes ............................................................. 1 Selección de la herramienta de trabajo ............................................................................ 2 Herramienta motorizada .................................................................................................. 3 Desplazamiento manual de la máquina ........................................................................... 4 Desplazamiento continuo ................................................................................................ 4 Desplazamiento incremental ........................................................................................... 5 Desplazamiento mediante volante electrónico ............................................................... 6 Punto de comienzo (BEGIN) y punto final (END) .......................................................... 8 Selección del punto de comienzo (BEGIN) y del punto final (END) .............................. 9 Desplazamiento al punto de comienzo (BEGIN) o al punto final (END) ........................ 10 Activación y desactivación de los dispositivos externos ............................................... 11 Apartado Pagina Capítulo 3 3.1 3.2 3.3 3.4 3.4.1 3.4.1.1 3.4.2 3.4.3 3.4.4 3.5 3.6 3.7 3.8 3.8.1 3.8.2 3.9 3.10 3.10.1 3.10.1.1 3.10.1.2 3.10.1.3 3.10.1.4 3.10.1.5 3.10.2 3.10.2.1 3.11 Milímetros <-> pulgadas ................................................................................................. 1 Radio <-> diámetro .......................................................................................................... 2 F mm(pulgadas)/min <-> F mm(pulgadas)/rev ................................................................ 2 Herramienta ..................................................................................................................... 3 Tabla de herramientas ...................................................................................................... 3 Modificación de las dimensiones de una herramienta .................................................... 5 Medición de la herramienta ............................................................................................. 6 Inspección de herramienta ............................................................................................... 7 Modificación del offset de la herramienta ....................................................................... 8 Pasada de acabado de ciclos y distancia de seguridad .................................................... 9 Otras operaciones automáticas ........................................................................................ 11 Modos auxiliares ............................................................................................................. 12 Periféricos ........................................................................................................................ 13 Modo periféricos ............................................................................................................. 13 Comunicación DNC ........................................................................................................ 14 Bloquear / desbloquear .................................................................................................... 15 Ejecución / simulación programa 99996 ........................................................................ 16 Ejecución programa P99996 ........................................................................................... 17 Inspección de herramienta ............................................................................................... 18 Modos de ejecución ........................................................................................................ 19 Reset del CNC ................................................................................................................. 19 Visualización de los bloques del programa ..................................................................... 19 Modos de visualización .................................................................................................. 20 Simulación del programa 99996 ..................................................................................... 22 Función Zoom ................................................................................................................. 23 Edición programa 99996 ................................................................................................. 24 Capítulo 4 4.1 4.2 4.3 4.3.1 4.4 4.4.1 4.4.2 4.5 4.6 4.7 4.8 FUNCIONES AUXILIARES CABEZAL Selección del modo de operación de cabezal .................................................................. 1 Cabezal en revoluciones por minuto (RPM) ................................................................... 2 Velocidad de corte constante .......................................................................................... 3 Limitación de la velocidad de corte constante ................................................................ 3 Cambio de gama del cabezal ........................................................................................... 4 Cambio de gama manual ................................................................................................. 4 Cambio de gama automático ........................................................................................... 4 Cabezal a derechas .......................................................................................................... 5 Cabezal a izquierdas ........................................................................................................ 5 Parada de cabezal ............................................................................................................ 5 Parada orientada de cabezal ............................................................................................ 6 Apartado Pagina Capítulo 5 5.1 5.1.1 5.1.2 5.1.2.1 5.1.3 5.1.3.1 5.1.4 5.1.4.1 5.2 5.2.1 5.2.2 5.3 5.3.1 5.3.2 5.4 5.4.1 5.4.2 5.5 5.5.1 5.5.2 5.5.3 5.6 5.6.1 5.6.2 5.7 5.8 5.8.1 5.9 5.10 5.11 Introducción .................................................................................................................... 1 Operaciones automáticas en modo "Semiautomático" .................................................... 1 Operaciones automáticas en modo "Nivel ciclo" ............................................................ 2 Condiciones de mecanizado ........................................................................................... 2 Simulación ....................................................................................................................... 4 Función Zoom ................................................................................................................. 5 Ejecución ......................................................................................................................... 6 Inspección de herramienta ............................................................................................... 7 Cilindrado ....................................................................................................................... 8 Cilindrado "Semiautomático" ......................................................................................... 8 Cilindrado "Nivel ciclo" .................................................................................................. 9 Refrentado ....................................................................................................................... 12 Refrentado "Semiautomático" ......................................................................................... 12 Refrentado "Nivel ciclo" ................................................................................................. 13 Cilindrado cónico ............................................................................................................ 15 Cilindrado cónico "Semiautomático" .............................................................................. 15 Cilindrado cónico "Nivel ciclo" ...................................................................................... 16 Redondeo ........................................................................................................................ 19 Redondeo "Semiautomático" .......................................................................................... 19 Redondeo "Nivel ciclo" ................................................................................................... 21 "Redondeo de perfil" ....................................................................................................... 25 Roscado ........................................................................................................................... 31 Roscado "Semiautomático" ............................................................................................. 31 Roscado "Nivel ciclo" ..................................................................................................... 32 Ranurado ......................................................................................................................... 35 Taladrado Simple. Roscado con macho .......................................................................... 38 Ejemplos de programación .............................................................................................. 41 Taladrado Múltiple ......................................................................................................... 42 Chavetas .......................................................................................................................... 45 Utilización de las distancias de seguridad ...................................................................... 48 Capítulo 6 6.1 6.1.1 6.1.2 6.1.3 6.2 6.2.1 OPERACIONES AUTOMATICAS PERFILES Perfil en modo Semiatomático ......................................................................................... 2 Toma de puntos ............................................................................................................... 2 Desplazamiento entre puntos .......................................................................................... 3 Prestaciones especiales .................................................................................................... 4 Perfil "Nivel Ciclo" .......................................................................................................... 5 Definición del perfil ........................................................................................................ 10 Apartado Pagina Capítulo 7 7.1 7.2 7.3 7.4 7.4.1 7.5 7.5.1 7.5.2 7.6 7.7 7.8 7.8.1 7.8.2 7.9 TRABAJO CON PROGRAMAS PIEZA Acceso a la tabla de programas pieza .............................................................................. 1 Selección de un programa pieza ...................................................................................... 2 Edición de un programa pieza ......................................................................................... 2 Simulación de un programa pieza ................................................................................... 4 Función Zoom ................................................................................................................. 5 Ejecución de un programa pieza ..................................................................................... 6 Ejecución de una operación previamente almacenada en una pieza ............................. 7 Inspección de herramienta ............................................................................................... 8 Modificar un programa pieza .......................................................................................... 9 Borrado de un programa pieza ......................................................................................... 10 Periféricos ........................................................................................................................ 11 Modo Periféricos ............................................................................................................. 11 Comunicación DNC ........................................................................................................ 13 Bloquear/Desbloquear ..................................................................................................... 13 Capítulo 8 EJEMPLOS DE PROGRAMACION CODIGOS DE ERROR TABLA COMPARATIVA DE LOS MODELOS FAGOR CNC 800T MODELOS CNC 800T DISPONIBLES Modelo CNC 800T Compacto con pantalla 8" Ambar Modelo CNC 800T Modular con pantalla 9" Ambar Formado por la Unidad Central, el Monitor y el Teclado. Modelo CNC 800T Modular con pantalla 14" Color Formado por la Unidad Central, el Monitor y el Teclado. DESCRIPCION TECNICA CNC 800-T CNC 800-TI CNC 800-TG CNC 800-TGI Control de ejes X, Z l l l l Control de Cabezal l l l l Cabezal en revoluciones por minuto (RPM) l l l l Velocidad de corte constante de Cabezal (VCC) l l l l Parada Orientada de cabezal l l l l Herramientas 32 32 32 32 Compensación de Herramienta l l l l Herramienta Motorizada l l l l Volantes Electrónicos 2 2 2 2 Comunicación vía RS 232C l l l l l Autómata Integrado (PLCI) l Edición de programa ISO (Programa 99996) l l l l Ejecución de programa ISO (Programa 99996) l l l l l l Representación Gráfica NUEVAS PRESTACIONES Y MODIFICACIONES Fecha: Abril 1993 PRESTACION Versión Software: 2.1 y siguientes MANUAL Y APARTADO MODIFICADO Avance rápido en función de la posición del conmutador "Feed Rate" Manual Operación Apart. 2.3.1 Herramienta para la pasada de acabado Manual Instalación Manual Operación Apart. 3.5 Apart. 3.5 Desplazamiento con volantes limitado a la F máxima permitida Manual Operación Apart. 2.3.3 Manual Instalación Apart. 6 Operación automática "Redondeo de perfil" Manual Operación Apart. 5.5.3 Perfiles Manual Operación Capit. 6 Control de límites de recorrido en desplazamientos con volante Formato de visualización de la S Posibilidad, tras interrumpir el programa, de activar/desactivar las salidas O1, O2, O3 Fecha: Octubre 1993 PRESTACION Versión Software: 3.1 y siguientes MANUAL Y APARTADO MODIFICADO Aceleración/deceleración en cabezal Manual Operación Capit. 6 Limitación de RPM trabajando en VCC Manual Operación Apart. 4.3.1 Parada orientada del cabezal Manual Instalación Manual Operación Apart. 6.4.1 Apart. 4.8 Herramienta Motorizada Manual Instalación Manual Operación Apart. 5.9 Apart. 2.3 Operación automática "Taladrado Simple" Manual Operación Apart. 5.8 Operación automática "Taladrado múltiple" Manual Operación Apart. 5.9 Fecha: Diciembre 1993 PRESTACION Versión Software: 3.2 y siguientes MANUAL Y APARTADO MODIFICADO Asignación de un número de 5 cifras al programa pieza Manual Operación Capit. 7 Salvaguarda de programas pieza en periférico Manual Operación Apart. 7.7 Operación automática "Chaveta" Manual Operación Apart. 5.10 Temporización antes de abrir el lazo Manual Instalación Apart. 4.3.2 Código de acceso sólo a los Modos Especiales Manual Instalación Apart. 3.7 Volante inactivo si el conmutador está fuera de las posiciones de volante Manual Instalación Apart. 4.3.2 Fecha: Julio 1994 PRESTACION Versión Software: 4.1 y siguientes MANUAL Y APARTADO MODIFICADO Aceleración/deceleración de cabezal lineal y en forma de campana Manual Instalación Apart. 5.8 Perfil con y sin redondeos Manual Operación Apart. 6.2 La operación de roscado admite salida de rosca Manual Operación Apart. 5.6.2 Avance rápido al 200% o en función de la posición del conmutador "Feed Rate" Manual Instalación Manual Operación Apart. 4.3.3 Apart. 2.3.1 Inspección de herramienta Manual Instalación Manual Operación Manual Operación Apart. 3.4.3 Apart. 3.4.3 Apart. 5.1.3 Ejecución programa 99996 Manual Instalación Manual Operación Apart. 3.11 Apart. 3.10 Fecha: Enero 1995 PRESTACION Confirmación de M3/M4 detectando inversión por captación Versión Software: 5.1 y siguientes MANUAL Y APARTADO MODIFICADO Manual Instalación Apart. 6.3 Volante gestionado desde el PLCI Manual Instalación Apart. 4.3.2 Inhibición del cabezal desde el PLCI Manual PLCI Borrar el contenido de todos los parámetros aritméticos, asignándoles el valor 0 Manual Instalación Manual Operación Apart. 3.10 Apart. 3.9 y 7.9 Operación automática de redondeo, nivel ciclo, con ángulo distinto de 90° Manual Operación Apart. 5.5.2 Operación automática de ranurado en la cara frontal y pasada de acabado Manual Operación Apart. 5.7 Operación automática de redondeo de perfil mediante seguimiento de perfil o desbastado Manual Operación Apart. 5.5.3 Punto de aproximación en la operación de redondeo de perfil (modificación) Manual Operación Apart. 5.5.3 Ejecución de perfil, nivel ciclo, mediante seguimiento de perfil o desbastado Manual Operación Apart. 6.2 Punto de aproximación en la ejecución del perfil, nivel ciclo (modificación) Manual Operación Apart. 6.2 Operación automática de roscado con macho Manual Operación Apart. 5.8 M20 al finalizar la ejecución de una pieza Manual Instalación Apart. 3.8.3.1 Representación gráfica (Simulación) Manual Operación Apart. 5.1.3 Ejecución / Simulación del programa 99996 (programa de usuario en código ISO) Manual Instalación Manual Operación Apart. 3.11 Apart. 3.10 Ejecución automática o bloque a bloque del programa 99996 Manual Instalación Manual Operación Apart. 3.10 Apart. 3.10 Edición del programa 99996 Manual Instalación Manual Operación Manual Programación Apart. 3.12 Apart. 3.11 Programa 99994 de usuario en código ISO para almacén de rutinas Manual Programación Capit. Rutina asociada a la ejecución de herramienta (sólo en ejecución de programa 99996) Manual Instalación Manual Programación Apart. 4.3.4 Códigos ISO del CNC 800T Manual de programación Movimientos en JOG también en mm/rev 9 Fecha: Marzo 1995 PRESTACION Versión Software: 5.2 y siguientes MANUAL Y APARTADO MODIFICADO Edición del programa 99996 en todos los modelos Al detener la ejecución quedan habilitadas las teclas de cabezal, refrigerante, O1, O2, O3 y TOOL Manual Instalación Manual Operación Manual Operación Manual Operación Apart. 3.11 Apart. 3.10 Apart. 5.1.4 Apart. 7.5 Los desplazamientos en JOG incremental tiene en cuenta radios/diámetros Manual Instalación Apart. 4.3.3 Programación ISO. Nuevas funciones: G47, G48 (tratamiento bloque único) Manual Programación Apart. 6.7 Programación ISO. Nueva función: G86 (ciclo fijo roscado longitudinal) Manual Programación Apart. 8.17 Petición desde el PLCI de las revoluciones reales del cabezal Manual PLCI Fecha: Noviembre 1995 PRESTACION Modificación del offset de la herramienta durante la ejecución Versión Software: 5.5 y siguientes MANUAL Y APARTADO MODIFICADO Manual Operación Apart. 3.4.4 Trabajo con un sólo volante Manual Instalación Manual Instalación Apart. 4.3.2 Apart. 7.5 Lectura de la S real desde el PLCI Manual PLCI INTRODUCCION Introducción - 1 CONDICIONES DE SEGURIDAD Leer las siguientes medidas de seguridad con objeto de evitar lesiones a personas y prevenir daños a este producto y a los productos conectados a él. El aparato sólo podrá repararlo personal autorizado de Fagor Automation. Fagor Automation no se responsabiliza de cualquier daño físico o material derivado del incumplimiento de estas normas básicas de seguridad. Precauciones ante daños a personas Antes de encender el aparato cerciorarse que se ha conectado a tierra Con objeto de evitar descargas eléctricas cerciorarse que se ha efectuado la conexión de tierras. No trabajar en ambientes húmedos Para evitar descargas eléctricas trabajar siempre en ambientes con humedad relativa inferior al 90% sin condensación a 45°C. No trabajar en ambientes explosivos Con objeto de evitar riesgos, lesiones o daños, no trabajar en ambientes explosivos. Precauciones ante daños al producto Ambiente de trabajo Este aparato está preparado para su uso en Ambientes Industriales cumpliendo las directivas y normas en vigor en la Unión Europea. Fagor Automation no se responsabiliza de los daños que pudiera sufrir o provocar si se monta en otro tipo de condiciones (ambientes residenciales o domésticos). Instalar el aparato en el lugar apropiado Se recomienda que, siempre que sea posible, la instalación del Control Numérico se realice alejada de líquidos refrigerantes, productos químicos, golpes, etc. que pudieran dañarlo. El aparato cumple las directivas europeas de compatibilidad electromagnética. No obstante, es aconsejable mantenerlo apartado de fuentes de perturbación electromagnética, como son: - Cargas potentes conectadas a la misma red que el equipo. - Transmisores portátiles cercanos (Radioteléfonos, emisores de radio aficionados). - Transmisores de radio/TV cercanos. - Máquinas de soladura por arco cercanas. - Líneas de alta tensión próximas. - Etc. Condiciones medioambientales La temperatura ambiente que debe existir en régimen de funcionamiento debe estar comprendida entre +5°C y +45°C. La temperatura ambiente que debe existir en régimen de no funcionamiento debe estar comprendida entre -25°C y 70°C. Introducción - 3 Protecciones del propio aparato Unidad Central Lleva incorporados 2 fusibles exteriores rápidos (F) de 3,15 Amp./ 250V. para protección de la entrada de red. Todas las entradas-salidas digitales están protegidas mediante 1 fusible exterior rápido (F) de 3,15 Amp./ 250V. ante sobretensión de la fuente exterior (mayor de 33 Vcc.) y ante conexión inversa de la fuente de alimentación. Monitor El tipo de fusible de protección depende del tipo de monitor. Ver etiqueta de identificación del propio aparato. Precauciones durante las reparaciones No manipular el interior del aparato Sólo personal autorizado de Fagor Automation puede manipular el interior del aparato. No manipular los conectores con el aparato conectado a la red eléctrica Antes de manipular los conectores (entradas/salidas, captación, etc) cerciorarse que el aparato no se encuentra conectado a la red eléctrica. Símbolos de seguridad Símbolos que pueden aparecer en el manual Símbolo ATENCION. Lleva asociado un texto que indica las acciones u operaciones que pueden provocar daños a personas o aparatos. Símbolos que puede llevar el producto Símbolo ATENCION. Lleva asociado un texto que indica las acciones u operaciones que pueden provocar daños a personas o aparatos. Símbolo CHOQUE ELÉCTRICO. Indica que dicho punto puede estar bajo tensión eléctrica. Símbolo PROTECCIÓN DE TIERRAS. Indica que dicho punto debe ser conectado al punto central de tierras de la máquina para protección de personas y aparatos. Introducción - 4 CONDICIONES DE REENVIO Si va a enviar el Monitor o la Unidad Central, empaquételas en su cartón original con su material de empaque original. Si no dispone del material de empaque original, empaquételo de la siguiente manera: 1.- Consiga una caja de cartón cuyas 3 dimensiones internas sean al menos 15 cm (6 pulgadas) mayores que las del aparato. El cartón empleado para la caja debe ser de una resistencia de 170 Kg (375 libras). 2.- Si va a enviar a una oficina de Fagor Automation para ser reparado, adjunte una etiqueta al aparato indicando el dueño del aparato, su dirección, el nombre de la persona a contactar, el tipo de aparato, el número de serie, el síntoma y una breve descripción de la avería. 3.- Envuelva el aparato con un rollo de polietileno o con un material similar para protegerlo. Si va a enviar el monitor, proteja especialmente el cristal de la pantalla. 4.- Acolche el aparato en la caja de cartón rellenándola con espuma de poliuretano por todos lados. 5.- Selle la caja de cartón con cinta para empacar o grapas industriales. Introducción - 5 DOCUMENTACION FAGOR PARA EL CNC 800T Manual CNC 800T OEM Está dirigido al fabricante de la máquina o persona encargada de efectuar la instalación y puesta a punto del Control Numérico. Dispone en su interior del manual de Instalación. Ocasionalmente puede contener un manual que hace referencia a las "Nuevas Prestaciones" de software recientemente incorporadas. Manual CNC 800T USER Está dirigido al usuario final, es decir, a la persona que va a trabajar con el Control Numérico. Dispone de 2 manuales en su interior: Manual de Operación que detalla la forma de operar con el CNC. Manual de Programación que detalla la forma de elaborar un programa en código ISO. Ocasionalmente puede contener un manual que hace referencia a las "Nuevas Prestaciones" de software recientemente incorporadas. Manual DNC 25/30 Está dirigido a las personas que van a utilizar la opción de software de comunicación DNC. Manual Protocolo DNC Está dirigido a las personas que desean efectuar su propia comunicación de DNC, sin utilizar la opción de software de comunicación DNC 25/30. Manual PLCI Debe utilizarse cuando el CNC dispone de Autómata integrado. Está dirigido al fabricante de la máquina o persona encargada de efectuar la instalación y puesta a punto del Autómata integrado. Manual DNC-PLC Está dirigido a las personas que van a utilizar la opción de software de comunicación DNC-PLC. Manual FLOPPY DISK Está dirigido a las personas que utilizan la disquetera de Fagor. Este manual indica cómo se debe utilizar dicha disquetera. Introducción - 6 CONTENIDO DE ESTE MANUAL El Manual de Operación se compone de los siguientes apartados: Indice. Tabla comparativa de los modelos Fagor CNC 800T. Nuevas Prestaciones y modificaciones. Introducción Resumen de las condiciones de seguridad. Condiciones de Reenvío. Listado de Documentos Fagor para el CNC 800T. Contenido de este Manual. Capítulo 1 Temas conceptuales Indica la distribución del teclado, panel de mandos y de la información en el monitor. Efectúa una descripción de la pantalla. Explica las unidades de visualización y la forma de modificarlas. Indica los sistemas de referencia que se deben definir. Cómo efectuar una búsqueda del Cero máquina y una preselección de cotas. La forma de seleccionar el trabajo en cotas absolutas o incrementales. Capítulo 2 Operaciones básicas. Explicación somera de los modos de operación disponibles en el CNC. Indica cómo seleccionar la velocidad de avance de los ejes. La forma de seleccionar la herramienta de trabajo y la herramienta motorizada. Cómo desplazar la máquina manualmente o mediante volante electrónico. La forma de seleccionar el punto de comienzo (BEGIN) y el punto final (END). Cómo desplazar la herramienta al punto BEGIN o al punto END. La forma de activar y desactivar los dispositivos externos. Capítulo 3 Funciones auxiliares Indica cómo seleccionar las unidades de trabajo (mm/pulgadas). La forma de seleccionar el trabajo en radios o diámetros. Cómo seleccionar las unidades de avance de trabajo (mm/min o mm/rev). La forma de definir la tabla de herramientas. Cómo efectuar una medición e inspección de herramienta. La forma de definir la pasada de acabado para las operaciones automáticas. Cómo definir la distancia de seguridad para las operaciones automáticas. La forma de seleccionar y definir las operaciones automáticas: Taladrado simple, taladrado múltiple y chavetas. La forma de operar con los periféricos. Cómo bloquear y desbloquear la memoria de programa. La forma de editar, ejecutar y simular el programa 99996. Capítulo 4 Cabezal. Indica cómo seleccionar el modo de operación de cabezal. La forma de trabajar con el cabezal en rpm y con velocidad de corte constante. Cómo se debe efectuar el cambio de gama del cabezal (manual y automático). Selección del sentido de giro del cabezal (a derechas y a izquierdas). Cómo se trabaja con parada orientada de cabezal (posicionamiento angular) Capítulo 5 Operaciones automáticas. Indica cómo seleccionar y programar cada una de las operaciones automáticas. El modo de trabajo en modo "Semiautomático" y "Nivel ciclo". Cómo seleccionar las condiciones de mecanizado de las operaciones automáticas. La forma de ejecutar o simular una operación automática. Capítulo 6 Perfiles. Modo Semiautomático: Indica cómo efectuar la toma de puntos y el desplazamiento entre puntos. Modo "Nivel Ciclo": indica cómo definir el perfil y cómo ejecutarlo. Introducción - 7 Capítulo 7 Trabajo con programas pieza Indica cómo acceder a la tabla de programas pieza La forma de seleccionar un programa pieza, editarlo, simularlo y ejecutarlo. Cómo ejecutar una operación previamente almacenada en una pieza La forma de modificar un programa pieza Cómo borrar un programa pieza La forma de operar con los periféricos. Cómo bloquear y desbloquear la memoria de programa. Capítulo 8 Ejemplos de programación Códigos de error Introducción - 8 1. TEMAS CONCEPTUALES Siempre que se conecta el CNC 800T a la red eléctrica, el monitor muestra el tipo de CNC que se dispone y el mensaje: *** TEST GENERAL *** Pasado Para poder acceder al modo de trabajo estándard del CNC se debe pulsar cualquier tecla . Si el TEST GENERAL no se pasó correctamente el CNC mostrará los errores detectados, siendo necesario subsanar los mismos antes de operar con la máquina. 1.1 DESCRIPCION DE LA PANTALLA La pantalla del CNC800T se encuentra dividida en las siguientes zonas o ventanas de representación: 1.- En esta ventana se indica el modo de trabajo seleccionado: Visualizador, cilindrado, roscado, etc. También se indica el estado en que se encuentra el CNC durante la ejecución de las operaciones automáticas (en ejecución, interrumpido o en posición). 2.- Ventana principal. El CNC muestra en esta ventana la posición que ocupa la herramienta (cotas X y Z), así como la velocidad de giro del cabezal (S) y la herramienta que se encuentra seleccionada (T). Además muestra las unidades de trabajo que se encuentran seleccionadas y la gama de cabezal activa. Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DE LA PANTALLA Página 1 3.- Esta ventana muestra la siguiente información: * El avance de los ejes (F) que se encuentra seleccionado y el porcentaje del mismo (%) que se está aplicando. * Si se se encuentra seleccionado el modo RPM (cabezal en revoluciones por minuto), el CNC muestra el texto "RPM" y la velocidad de giro de cabezal que se encuentra seleccionada. * Cuando se encuentra seleccionado el modo VCC (Velocidad de Corte Constante) el CNC muestra el texto "MAX" y el valor máximo de revoluciones por minuto al que se ha limitado la velocidad de giro del cabezal. Atención: El valor VCC se expresa en m/min o en pies/min. El valor MAX se expresa en rpm así como la velocidad real del cabezal S que se muestra en la ventana principal. * El porcentaje (%) de la velocidad de cabezal programada que se está aplicando. * El sentido de giro del cabezal * La herramienta con que se desea efectuar la operación automática seleccionada. Estos datos se definen durante la edición de las operaciones automáticas que se desean memorizar. De esta forma, cada vez que se ejecuta una pieza previamente memorizada, el CNC ejecutará cada una de las operaciones automáticas con la herramienta y sentido de cabezal que se definieron durante la edición. 4.- Esta zona muestra las cotas correspondientes al punto de comienzo (BEGIN) y punto final (END). Asimismo, cuando se encuentra seleccionada una operación automática, se mostrarán los parámetros correspondientes y un dibujo representativo del mismo. 5.- Ventana de edición y de comunicados del CNC. Página 2 Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DE LA PANTALLA 1.2 DESCRIPCION DEL TECLADO Está formado por las siguientes teclas: Teclado numérico Está formado por las teclas 0, 1, 2,.3 ,4 ,5 ,6 ,7 ,8 ,9, , Permite la introducción de números enteros y decimales con y sin signo. Permite asignar valores a los parámetros máquina durante la instalación del CNC. Permiten seleccionar la opción anterior o posterior cuando el menú mostrado lo requiera, así como realizar la búsqueda de referencia máquina. Permiten, en el modelo compacto, desplazar el rectángulo en la función Zoom. En el modelo modular se deben utilizar las teclas Tras pulsar esta tecla se permite seleccionar el valor que se desea asignar al eje X. Una vez definido el mismo pulsar la tecla [ENTER]. Tras pulsar esta tecla se permite seleccionar el valor que se desea asignar al eje Z. Una vez definido el mismo pulsar la tecla [ENTER]. Tras pulsar esta tecla se permite seleccionar el valor que se desea utilizar como avance de los ejes. Una vez definido el mismo pulsar la tecla [ENTER]. Tras pulsar esta tecla se permite seleccionar el valor que se desea utilizar como velocidad de cabezal. Antes de pulsar esta tecla se debe seleccionar el tipo de velocidad (VCC o RPM) de cabezal. Una vez definido el valor de la velocidad se puede: * Pulsar la tecla cabezal. . El CNC asume dicho valor como avance teórico del * Pulsar la tecla [ENTER]. El CNC memoriza dicho valor pero no modifica el avance teórico que tiene asignado el cabezal. Esta opción es muy útil cuando se editan operaciones que posteriormente se desean memorizar. Tras pulsar esta tecla se permite definir la nueva herramienta que se desea seleccionar. Una vez definida la nueva herramienta se puede: * Pulsar la tecla . El CNC seleccionará la nueva herramienta. * Pulsar la tecla [ENTER]. El CNC memoriza dicho valor pero no selecciona ninguna herramienta. Esta opción es muy útil cuando se editan operaciones que posteriormente se desean memorizar. Sirve para validar los comandos del CNC generados en la ventana de edición. Permite recuperar, de la memoria de programas pieza o de las tablas del CNC, valores previamente introducidos para su posterior análisis o modificación. Antes de pulsar esta tecla se debe seleccionar mediante el cursor, teclas [flecha arriba] y [flecha abajo], la operación o valor que se desea analizar. Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DEL TECLADO Página 3 Permite borrar el último carácter introducido en la ventana de edición. Sirve para inicializar el CNC, asumiendo los valores que se encuentran definidos mediante parámetro máquina. Además, se debe pulsar esta tecla siempre que se modifiquen los parámetros máquina para que los mismos sean asumidos por el CNC. Durante la ejecución de una operación automática es necesario parar previamente la ejecución de la misma. Además el CNC pedirá conformidad del comando, siendo necesario volver a pulsar nuevamente esta tecla. Si se desea anular la operación se debe pulsar la tecla [CLEAR]. Si se pulsa esta tecla cuando se encuentra seleccionada una de las operaciones automáticas (cilindrado, refrentado, etc.), el CNC abandonará dicho modo y mostrará el modo Visualizador. Permite acceder al menú de funciones auxiliares que dispone el CNC. Permite activar o desactivar el refrigerante. Cuando el refrigerante se encuentra activo la lámpara correspondiente a esta tecla permanece iluminada. Estas teclas permiten activar o desactivar las salidas O1, O2 y O3. Las lámparas de cada una de estas teclas permanecen iluminadas cuando la salida correspondiente está activada. Permite seleccionar el tipo de control de cabezal que se desea utilizar, control de giro (RPM) o control de la velocidad de corte constante (VCC). El CNC muestra en la pantalla y en forma resaltada la opción que se encuentra seleccionada. Además la lámpara correspondiente a esta tecla permanece iluminada cuando se encuentra seleccionada la opción de velocidad de corte constante (VCC). Esta tecla permite acceder al modo incremental (INC). Cuando se encuentra seleccionado el modo incremental la lámpara de esta tecla permanece iluminada y para volver al contaje estándar se debe pulsar nuevamente esta tecla. Selecciona el modo en que se ejecutará la operación automática. Modo continuo. La lámpara de esta tecla permanece apagada y la operación seleccionada se ejecuta de principio a fin, sin interrupciones. Modo single. La lámpara de esta tecla permanece iluminada y la operación seleccionada se ejecuta por pasadas, siendo necesario pulsar la tecla antes de cada pasada. Permite seleccionar, en el modelo compacto, el modo de simulación de programas. En el modelo modular se deben utilizar las teclas Página 4 Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DEL TECLADO 1.2.1 RELACIONADAS CON LAS OPERACIONES AUTOMATICAS Permiten seleccionar una de las operaciones automáticas que dispone el CNC. Se utilizan para definir los parámetros correspondientes a la operación automática que se ha seleccionado. Permite seleccionar la cota correspondiente al punto de comienzo (BEGIN) para posteriormente modificarla o bien ordenar a la máquina que se desplace a dicho punto. Permite seleccionar la cota correspondiente al punto final (END) para posteriormente modificarla o bien ordenar a la máquina que se desplace a dicho punto. Permite el acceso al modo "Desplazamiento punto a punto". Permite, en el modelo compacto, seleccionar, en las operaciones automáticas, el modo de trabajo: Semiautomático, Nivel ciclo 1, Nivel ciclo 2.. En el modelo modular se debe utilizar la tecla Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DEL TECLADO Página 5 1.2.2 SECUENCIAS ESPECIALES DE TECLAS Con esta secuencia de teclas desaparece la visualización de la pantalla de CRT. Para recuperar su estado normal es necesario pulsar cualquier tecla. Si estando la pantalla apagada se produce un error en el CNC, la pantalla recuperará su estado normal. [S] Esta secuencia de teclado permite seleccionar la posición angular a la que se desea orientar el cabezal. [S] El CNC admite esta secuencia cuando se ha seleccionado el modo de Velocidad de Corte constante (VCC) y permite fijar la velocidad máxima (MAX) de giro del cabezal en dicho modo. Una vez tecleado el valor, se debe pulsar [ENTER] para que sea asumido. [S] Cuando la máquina dispone de herramienta motorizada, esta secuencia de teclas permite seleccionar la velocidad de giro de la misma (TRPM). y Página 6 Permiten, cuando se trabaja con programas pieza, abandonar el directorio de programas pieza y acceder a la edición de la operación automática que se encuentra seleccionada. Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DEL TECLADO 1.2.3 PANEL DE MANDO En función de la utilidad que tienen las diferentes partes se puede considerar que el Panel de mandos del CNC se encuentra dividido de la siguiente forma: 1.- Teclado para el movimiento manual de los ejes. 2.- Conmutador selector que dispone de las siguientes partes: Permite seleccionar el factor de multiplicación que el CNC aplica a los impulsos del volante electrónico (1, 10, 100). JOG Permite seleccionar la cantidad que se desplazará el eje (1, 10, 100, 1000, 10000 micras o diezmilésimas de pulgada) al pulsar la tecla correspondiente. FEED Permite modificar el avance programado de los ejes entre el 0% y el 120%. 3.- Teclado que permite controlar el cabezal, pudiendo activarlo en el sentido deseado, pararlo o bien variar la velocidad de giro entre el 50% y el 120% de la velocidad de giro programada, con un paso incremental del 5%. 4.- Teclado para MARCHA y PARADA de los desplazamientos, operaciones automáticas y programas pieza programados. 5.- Emplazamiento del pulsador de emergencia. Capítulo: 1 TEMAS CONCEPTUALES Sección: DESCRIPCION DEL TECLADO Página 7 1.3 UNIDADES DE VISUALIZACION (mm/pulgadas) Mediante las cotas de los ejes X y Z que muestra el CNC800T en la ventana principal, se conoce en todo momento la posición que ocupa la herramienta en la máquina. El CNC800T permite representar las cotas de los ejes en milímetros o en pulgadas. Si se desea modificar el tipo de unidades se debe pulsar la tecla [AUX] y seleccionar la opción “milímetros/pulgadas”. Cada vez que se seleccione esta opción el CNC cambia las unidades de visualización y muestra las cotas en las nuevas unidades que se han seleccionado. Para abandonar el modo de operación de funciones auxiliares y volver al modo de visualización estándar se debe pulsar la tecla [AUX], la tecla [END] o la tecla [CLEAR]. 1.3.1 UNIDADES DE VISUALIZACION DEL EJE X (radios/diámetros) El CNC800T permite representar las cotas del eje X en radios o en diámetros. En la ventana principal y junto a la cota en X se muestra el mensaje “DIAMETRO” o “RADIO” para indicar las unidades que se encuentran seleccionadas. Si se desea modificar el tipo de unidades se debe pulsar la tecla [AUX] y seleccionar la opción “radios/diámetros”. Cada vez que se seleccione esta opción el CNC cambia las unidades de visualización y muestra la cota en X con las nuevas unidades que se han seleccionado. Para abandonar el modo de operación de funciones auxiliares y volver al modo de visualización estándar se debe pulsar la tecla [AUX], la tecla [END] o la tecla [CLEAR]. Página 8 Capítulo: 1 TEMAS CONCEPTUALES Sección: UNIDADES DE VISUALIZACION 1.4 SISTEMAS DE REFERENCIA La máquina acoplada al CNC800T necesita tener definido en cada eje el punto de origen de la máquina o Cero Máquina. Este punto es fijado por el fabricante como el origen del sistema de coordenadas de la máquina. Además, se permite seleccionar cualquier otro origen para la programación de las medidas de la pieza, Cero Pieza. Este nuevo origen puede ser elegido libremente por el operario y los valores mostrados por el CNC estarán referidos a dicho punto. Se debe tener en cuenta que para seleccionar el Cero Pieza es necesario que el CNC se encuentre trabajando en cotas absolutas, lámpara correspondiente a la tecla apagada. Si no lo está, pulsar dicha tecla. El Cero Pieza permanece seleccionado incluso cuando el CNC se encuentra desconectado (apagado), perdiéndose el mismo cuando se selecciona un nuevo Cero Pieza o cuando se realiza la búsqueda del Cero Máquina. 1.4.1 BUSQUEDA DEL CERO MAQUINA La búsqueda de referencia máquina se realiza eje a eje y los pasos que se deben seguir son los siguientes: * Pulsar la tecla correspondiente al eje en que se desea realizar la búsqueda [X] [Z] y a continuación la tecla [flecha arriba] * En la ventana de edición se solicitará confirmación del comando, debiéndose pulsar la tecla para que el CNC realice la búsqueda de referencia en dicho eje. Si no se desea efectuar la operación de búsqueda es suficiente con pulsar cualquier otra tecla y si se desea anularla una vez comenzada se debe pulsar la tecla [CLEAR] Cuando se realiza una búsqueda de Cero Máquina, el CNC inicializa los contajes anulando el Cero Pieza que se encontraba seleccionado. Capítulo: 1 Sección: TEMAS CONCEPTUALES SISTEMAS DE REFERENCIA Página 9 1.4.2 PRESELECCION DE CERO El CNC permite seleccionar en cualquier momento el Cero Pieza deseado, con objeto de utilizar coordenadas relativas al plano de la pieza, sin necesidad de modificar las coordenadas de los diferentes puntos de la pieza. Para preseleccionar el Cero Pieza se deben seguir los siguientes pasos: * El CNC se debe encontrar trabajando en cotas absolutas, lámpara correspondiente a la tecla apagada. Si no lo está, pulsar dicha tecla. * Pulsar la tecla correspondiente al eje que se desea preseleccionar [X] [Z] y a continuación la tecla [ENTER]. El CNC solicitará confirmación del comando, debiéndose pulsar nuevamente la tecla [ENTER]. * Repetir esta operación para el otro eje. Cada vez que se realiza esta operación, el CNC asume dicho punto como nuevo origen de coordenadas. 1.4.3 PRESELECCION DE COTAS Esta prestación permite asignar las cotas deseadas a un punto de la máquina con objeto de utilizar coordenadas relativas al plano de la pieza, sin necesidad de modificar las coordenadas de los diferentes puntos de la pieza. Asimismo, se puede utilizar este tipo de preselección, cuando por razones de comodidad, en determinados trabajos se prefiere trabajar con cota hacia cero en lugar de hacerlo de cero a cota como es habitual. Para preseleccionar una cota se deben seguir los siguientes pasos: * Pulsar la tecla correspondiente al eje que se desea preseleccionar [X] [Z]. * Introducir la cota que se desea asignar a dicho punto. * Pulsar la tecla [ENTER]. El CNC asume dicha cota como la nueva cota del eje. El CNC solicitará confirmación del comando, debiéndose pulsar nuevamente la tecla [ENTER]. * Repetir esta operación para el otro eje. Cada vez que se realiza una preselección de cotas el CNC asume un nuevo cero pieza, que se encontrará del punto preseleccionado a una distancia igual al valor utilizado en la preselección. Página 10 Capítulo: 1 Sección: TEMAS CONCEPTUALES SISTEMAS DE REFERENCIA 1.5 TRABAJO EN COTAS INCREMENTALES El CNC permite seleccionar además del Cero Pieza un Cero Flotante o Cero Incremental, con objeto de utilizar coordenadas relativas a cualquier punto de la pieza. Para poder trabajar en modo incremental es necesario que las cotas que muestra el CNC estén expresadas en cotas incrementales, lámpara correspondiente a la tecla encendida. Si no lo está, se debe pulsar dicha tecla. Además, el CNC muestra en todo momento, y en la parte derecha de la ventana principal, el tipo de cotas que se encuentran seleccionadas (ABS/INC). Atención: Cada vez que se selecciona el modo de trabajo en cotas incrementales el CNC asume como Cero Flotante el mismo punto que se encuentra definido como Cero Pieza, por lo que se seguirá mostrando el mismo valor en X y Z. Si se desea seleccionar otro Cero Flotante, es necesario realizar una preselección de cotas o una preselección de cero. A partir de este momento, las cotas mostradas por el CNC estarán referidas al nuevo Cero Flotante seleccionado. El CNC conserva en todo momento el Cero Pieza que se seleccionó trabajando en cotas absolutas, volviendo a mostrar las cotas referidas a dicho punto una vez abandonado el modo de trabajo en cotas incrementales. Capítulo: 1 TEMAS CONCEPTUALES Sección: TRABAJO EN COTAS INCREMENTALES Página 11 2. 2.1 OPERACIONES BASICAS SELECCION DE LA VELOCIDAD DE AVANCE DE LOS EJES El CNC permite definir el avance de los ejes (F) cuantas veces se desee y de esta forma efectuar en cada caso los desplazamientos al avance adecuado. Además, se dispone en el Panel de Mando de un conmutador selector que permite modificar este avance para los distintos desplazamientos, aplicando el CNC en cada caso un porcentaje del avance F seleccionado. Este porcentaje lo indicará el conmutador selector (FEED) y podrá variar entre el 0% y el 120% del avance F que se encuentra seleccionado. Para seleccionar la velocidad de avance de los ejes (F) se deben seguir los siguientes pasos. * Pulsar la tecla [F] * A continuación introducir mediante el teclado el valor deseado y pulsar la tecla [ENTER]. Cuando se trabaja en mm/min admite un número entre 0 y 9999 mm/min Cuando se trabaja en pulgadas/min admite un número entre 0 y 393 pulgadas/min Cuando se trabaja en mm/rev admite un número entre 0 y 500,000 mm/rev Cuando se trabaja en pulgadas/rev admite un número entre 0 y 19,685 pulgadas/ rev El CNC asume dicho valor y lo muestra en la pantalla. Además y tras el valor correspondiente a la velocidad de avance de los ejes que se ha seleccionado se indica el porcentaje de dicho avance que se encuentra seleccionado mediante el conmutador selector. Por ejemplo: F1200 100% Atención: Cuando el CNC muestra el valor "F0000", se aplica la velocidad máxima que se ha definido para cada eje mediante parámetro máquina. Capítulo: 2 OPERACIONES BASICAS Sección: SELECCION DE LA VELOCIDAD DE AVANCE Página 1 2.2 SELECCION DE LA HERRAMIENTA DE TRABAJO Su máquina puede disponer de cambiador automático de herramientas o no. En ambos casos es necesario que el CNC conozca en todo momento cual es la herramienta que se está utilizando en el mecanizado. La máquina dispone de cambiador automático de herramientas. Para seleccionar una nueva herramienta (T) se deben seguir los siguientes pasos: * Pulsar la tecla [TOOL] * A continuación introducir mediante el teclado el número de herramienta que se desea seleccionar y pulsar la tecla El CNC gestionará el cambio de herramienta y asume los valores que tiene asignados el corrector del mismo número. Los valores del corrector (longitudes y radio) serán tenidos en cuenta por el CNC en todas las operaciones que se efectúen a continuación. La máquina no dispone de cambiador automático de herramientas. Es necesario que el CNC conozca en todo momento cual es la herramienta que se está utilizando en el mecanizado. Por ello, cada vez que se selecciona una nueva herramienta se debe, tras efectuar el cambio, pulsar la tecla [TOOL] seguida del número de herramienta seleccionada y de la tecla El CNC asume los valores que tiene asignados el corrector del mismo número y aplica dichos valores (longitudes y radio) en todas las operaciones que se efectúan a continuación. Si al ejecutarse un ciclo o una pieza previamente programada se necesita seleccionar una nueva herramienta, el CNC mostrará un mensaje indicando el número correspondiente a la nueva herramienta que se debe seleccionar. Además, interrumpe la ejecución del programa hasta que se efectúe el cambio y el operario pulse la tecla [ENTER]. Página 2 Capítulo: 2 OPERACIONES BASICAS Sección: SELECCION DE LA HERRAMIENTA 2.2.1 HERRAMIENTA MOTORIZADA Si la máquina dispone de herramienta motorizada, y no se encuentra seleccionada, el CNC muestra una información del tipo: F 0100.000 100% RPM 1500 100% T4 Donde T4 indica la herramienta que actualmente se encuentra seleccionada. Para seleccionar la herramienta motorizada, se debe pulsar la siguiente secuencia de teclas: * [S]; tras lo cual el CNC muestra: "T RPM =". * Introducir las revoluciones por minuto a las que debe girar la herramienta. * Pulsar El CNC activa la herramienta motorizada y muestra una información del siguiente tipo: F 0100.000 100% RPM 1500 100% TRPM 800 T4 Donde TRPM indica la velocidad de giro seleccionada. Si se desea otra velocidad de giro para la herramienta motorizada, se deben pulsar las teclas [S] y tras introducir el nuevo valor se puede pulsar: * La tecla [ENTER]. El CNC actualiza la información de la pantalla con dicho valor pero la herramienta seguirá girando (si lo estaba) a la velocidad seleccionada anteriormente. Para que la herramienta comience a girar a la nueva velocidad, es necesario pulsar la tecla * La tecla . El CNC actualiza la información de pantalla y la herramienta comienza a girar a la nueva velocidad seleccionada. Para detener la herramienta motorizada se debe seleccionar velocidad "0" mediante la secuencia: [S] [0] [ENTER]. Si el fabricante ha seleccionado el parámetro correspondiente de manera que se pueda variar la velocidad de la herramienta motorizada, será posible hacerlo mediante las teclas de speed-rate (porcentaje de la velocidad programada de cabezal) ubicadas en el panel de mando. Capítulo: 2 OPERACIONES BASICAS Sección: HERRAMIENTA MOTORIZADA Página 3 2.3 DESPLAZAMIENTO MANUAL DE LA MAQUINA 2.3.1 DESPLAZAMIENTO CONTINUO Esta opción permite desplazar, uno a uno, los ejes de la máquina. Una vez programado el avance (F) y seleccionado en el conmutador selector del Panel de Mando (FEED), el porcentaje (0% a 120%) que se desea aplicar, se debe pulsar la tecla de JOG correspondiente al eje y sentido en el que se desea desplazar la máquina. Dependiendo del valor asignado al parámetro máquina P12, dicho movimiento se realizará de la siguiente forma: * Si P12=Y, los ejes se moverán únicamente mientras está pulsada la tecla de JOG que se ha seleccionado. * Si P12=N, los ejes se moverán desde que se pulsa la tecla de JOG hasta que se pulse la tecla u otra tecla de JOG, en este caso el movimiento se transfiere al indicado por la nueva tecla. Si durante el desplazamiento requerido se pulsa la tecla siguiente modo: , el CNC actuará del * Si el parámetro máquina "P617(6)" se ha personalizado con el valor "0", el desplazamiento se efectuará al % del avance de JOG que se indica en la siguiente tabla: % seleccionado 0 2 4 10 20 30 40 50 60 70 80 90 100 110 120 % aplicado 0 102 104 110 120 130 140 150 160 170 180 190 200 200 200 Este avance se aplicará mientras esté pulsada dicha tecla, recuperando el porcentaje (0% a 120%) del avance de JOG al soltar la misma. * Si el parámetro máquina "P617(6)" se ha personalizado con el valor "1", el desplazamiento se efectuará al 100% del avance seleccionado para los posicionamientos rápidos "P111, P311". Atención: El CNC tiene en cuenta el parámetro "P617(6)" en la versión 3.3 y posteriores. En las versiones anteriores a la "3.3", el CNC actúa como P617(6)=0. Página 4 Capítulo: 2 OPERACIONES BASICAS Sección: DESPLAZAMIENTO MANUAL DE LA MAQUINA 2.3.2 DESPLAZAMIENTO INCREMENTAL Esta opción permite desplazar el eje deseado y en el sentido requerido la cantidad seleccionada mediante una de las posiciones de JOG del conmutador selector del Panel de Mando. El avance que utiliza el CNC en este tipo de desplazamientos lo fija el fabricante de la máquina. Las posiciones que se disponen son 1, 10, 100, 1000 y 10000, indicando todos ellos las unidades que se desea desplazar el eje. Dichas unidades corresponden a las unidades utilizadas en el formato de visualización. Ejemplo: Posición del conmutador Desplazamiento 1 10 100 1000 10000 0.001 mm ó 0.0001 pulgadas 0.010 mm ó 0.0010 pulgadas 0.100 mm ó 0.0100 pulgadas 1.000 mm ó 0.1000 pulgadas 10.000 mm ó 1.0000 pulgadas Tras seleccionar una posición del conmutador, la máquina se desplazará la cantidad correspondiente cada vez que se pulse la tecla de JOG que indica el eje y sentido en el que se desea desplazar la máquina. Capítulo: 2 OPERACIONES BASICAS Sección: DESPLAZAMIENTO MANUAL DE LA MAQUINA Página 5 2.3.3 DESPLAZAMIENTO MEDIANTE UN VOLANTE ELECTRONICO Esta opción permite que los desplazamientos de la máquina puedan ser gobernados mediante volante electrónico. Para ello se seleccionará previamente mediante el conmutador selector del Panel de Mando, una de las posiciones correspondientes al volante electrónico Las posiciones que se disponen son 1, 10 y 100, indicando todos ellos el factor de multiplicación que se aplica a los impulsos proporcionados por el volante electrónico. De esta forma y tras multiplicar el factor de multiplicación por los impulsos proporcionados por el volante, se obtienen las unidades que se desea desplazar el eje. Dichas unidades corresponden a las unidades utilizadas en el formato de visualización. Ejemplo: Resolución del Volante : 250 impulsos por vuelta Posición del conmutador Desplazamiento por vuelta 1 10 100 0.250 mm ó 0.0250 pulgadas 2.500 mm ó 0.2500 pulgadas 25.000 mm ó 2.5000 pulgadas Dependiendo del valor asignado al parámetro máquina "P617(5)", el CNC actúa del siguiente modo en el resto de las posiciones del conmutador selector del Panel de Mando P617(5)=0 Se pueden mover los ejes mediante el volante como si en el conmutador estuviera seleccionada la posición de volante "x1". P617(5)=1 No se pueden mover los ejes mediante el volante. Este se encuentra inactivo. Si se desea mover un eje con un avance superior al máximo permitido, parámetro máquina "P110, P310", el CNC limitará el avance a dicho valor, despreciando los impulsos adicionales y evitando de esta forma la generación de errores de seguimiento. La máquina dispone de un volante electrónico. Una vez seleccionada la posición deseada en el conmutador, se debe pulsar una de las teclas de JOG correspondientes al eje de la máquina que se desea desplazar. El eje seleccionado se visualizará en modo resaltado. Si se dispone de un volante electrónico FAGOR con pulsador, la selección del eje que se desea desplazar también podrá realizarse del siguiente modo: * Accionar el pulsador situado en la parte posterior del volante. El CNC selecciona el primero de los ejes y lo muestra en modo resaltado. * Si se vuelve a accionar nuevamente el pulsador el CNC seleccionará el siguiente eje, realizándose dicha selección en forma rotativa. Página 6 Capítulo: 2 OPERACIONES BASICAS Sección: DESPLAZAMIENTO MANUAL DE LA MAQUINA * Si se mantiene pulsado el pulsador durante un tiempo superior a 2 segundos, el CNC dejará de seleccionar dicho eje. La máquina desplazará el eje seleccionado según se vaya girando el volante, respetándose además el sentido de giro aplicado al mismo. La máquina dispone de dos volantes electrónicos. La máquina desplazará cada uno de los ejes según se vaya girando el volante correspondiente, teniendo en cuenta la posición seleccionada en el conmutador y respetándose además el sentido de giro aplicado. Capítulo: 2 OPERACIONES BASICAS Sección: DESPLAZAMIENTO MANUAL DE LA MAQUINA Página 7 2.4 PUNTO DE COMIENZO (BEGIN) Y PUNTO FINAL (END) El CNC permite definir un punto de comienzo (BEGIN) y un punto final (END) para facilitar las labores de mecanizado. Estos puntos se pueden redefinir cuantas veces se desee y pueden ser utilizados para designar los extremos de la pieza, los límites de una determinada zona de mecanizado, etc. Además, el CNC dispone de funciones que permiten desplazar la herramienta, de forma automática y a la velocidad programada, hasta el punto de comienzo o hasta el punto final. Cuando se encuentran seleccionadas algunas de las operaciones automáticas, estos desplazamientos serán paraxiales. Por ejemplo, si se encuentra seleccionada la operación de cilindrado los desplazamientos al punto de comienzo y al punto final se efectuarán únicamente en Z, independientemente del valor que tiene asignado dicho punto en X. De esta forma se podrán realizar mecanizados semiautomáticos. Por ejemplo, si se limitan las dimensiones de mecanizado mediante los puntos BEGIN y END, el operario puede controlar manualmente la penetración de la herramienta en cada pasada y ordenar al CNC que controle los desplazamientos de mecanizado y retroceso. Página 8 Capítulo: 2 Sección: OPERACIONES BASICAS BEGIN y END 2.4.1 SELECCION DEL PUNTO DE COMIENZO (BEGIN) Y DEL PUNTO FINAL (END) Posicionando la máquina Desplazar la máquina mediante las manivelas, el volante electrónico o mediante las teclas de JOG del panel de mando, al punto deseado. Las secuencias de teclas que se deben utilizar para definir el punto "BEGIN" o "END" son las siguientes: * “[BEGIN] [ENTER]” “[END] [ENTER]”. El CNC asume como nuevas cotas en X y Z del punto "BEGIN" o "END" los valores que actualmente se muestran en la pantalla. * “[BEGIN] “[BEGIN] “[END] “[END] [X] [ENTER]” [Z] [ENTER]” [X] [ENTER]” [Z] [ENTER]”. Unicamente se modifica la cota correspondiente al eje seleccionado. El valor correspondiente al otro eje no se modifica. Sin desplazar la máquina. Desde el teclado. Cuando el punto de comienzo o punto final se define utilizando únicamente el teclado del CNC se deben seguir los siguientes pasos: 1.- Pulsar la tecla [BEGIN] o [END], dependiendo del punto que se desea definir. 2.- Pulsar la tecla [X] si se desea definir dicho valor. 3.- Introducir mediante el teclado la cota correspondiente a dicho eje. 4.- Pulsar la tecla [Z] si se desea definir dicho valor. 5.- Introducir mediante el teclado la cota correspondiente a dicho eje. 6.- Pulsar la tecla [ENTER]. El CNC modifica las cotas correspondientes a los ejes seleccionados. Si únicamente se ha definido uno, el CNC no modifica el valor correspondiente al otro eje. Capítulo: 2 Sección: OPERACIONES BASICAS BEGIN y END Página 9 2.4.2 DESPLAZAMIENTO AL PUNTO DE COMIENZO (BEGIN) O AL PUNTO FINAL (END) Para desplazar la herramienta hasta el punto de comienzo o hasta el punto final se deben de efectuar las siguientes operaciones: * Pulsar la tecla [BEGIN] si se desea desplazar al punto de comienzo, o la tecla [END] cuando se desea desplazar al punto final. * A continuación pulsar la tecla El CNC desplazará la herramienta, de forma automática y a la velocidad programada, hasta el punto seleccionado. Cuando se desea efectuar movimientos paraxiales (desplazamiento de un único eje) se deben de seguir los siguientes pasos: * Pulsar la tecla [BEGIN] si se desea desplazar al punto de comienzo o la tecla [END] cuando se desea desplazar al punto final. * Pulsar la tecla correspondiente al eje que se desea desplazar [X] o [Z]. * A continuación pulsar la tecla El CNC desplazará la herramienta según dicho eje, de forma automática y a la velocidad programada, hasta el punto seleccionado. El otro eje no se moverá. Página 10 Capítulo: 2 Sección: OPERACIONES BASICAS BEGIN y END 2.5 ACTIVACION Y DESACTIVACION DE LOS DISPOSITIVOS EXTERNOS El CNC permite activar y desactivar 4 dispositivos externos, entre los que se encuentra el refrigerante. El resto de los dispositivos depende del tipo de máquina que se disponga. La activación y desactivación de estos dispositivos podrá realizarse en cualquier momento, a no ser que el fabricante indique lo contrario. Para ello se dispone de las teclas Todas estas teclas disponen de una lámpara para indicar que el dispositivo se encuentra activado (lámpara encendida) o desactivado (lámpara apagada). Cada vez que se pulsa una de estas teclas, cambiará el estado de dicho dispositivo (activo / desactivo), y la lámpara se apagará si se encontraba encendida o se encenderá si se encontraba apagada. Capítulo: 2 Sección: OPERACIONES BASICAS DISPOSITIVOS EXTERNOS Página 11 3. FUNCIONES AUXILIARES Siempre que se desee acceder a la opción "Funciones auxiliares" es necesario que se encuentre seleccionado el "Modo de trabajo" y pulsar la tecla [AUX] A continuación, el CNC mostrará una serie de opciones. Para seleccionar una de ellas se debe pulsar la tecla correspondiente al número que encabeza la opción deseada. No obstante, para facilitar la labor del operario el CNC permite acceder directamente a la opción "Pasada de acabado de ciclos y distancia de seguridad" siempre que se pulse la tecla [AUX] cuando se encuentra seleccionado el modo "Operaciones automáticas". Cuando se desea acceder a la opción "MODOS AUXILIARES", el CNC solicita el código de acceso para la utilización de las distintas tablas y modos que el CNC dispone para el fabricante. Para abandonar cualquiera de estas opciones y volver al modo de visualización estándar se debe pulsar la tecla [END]. 3.1 MILIMETROS <—> PULGADAS Si se selecciona esta opción el CNC cambia las unidades de visualización, de milímetros a pulgadas o viceversa, y muestra las cotas de los ejes X y Z en las nuevas unidades seleccionadas. Asimismo, el avance de los ejes “F” se muestra en las nuevas unidades seleccionadas. También se modifican las unidades correspondientes al avance de los ejes. Estas unidades se muestran en la parte derecha de la ventana principal. Por ejemplo, si la visualización de los ejes se realizaba en milímetros y el avance de los ejes era F mm/rev, las nuevas unidades tras seleccionarse esta opción serán: Visualización en pulgadas y avance F pulgadas/rev. Se debe tener en cuenta que los valores almacenados en BEGIN, END, los datos de las operaciones especiales y los datos correspondientes al "desplazamiento punto a punto" no disponen de unidades, por lo que mantendrán el mismo valor cuando se cambie de milímetros a pulgadas o viceversa. Capítulo: 3 Sección: Página FUNCIONES AUXILIARES UNIDADES 1 3.2 RADIO <—> DIAMETRO Si se selecciona esta opción el CNC cambia las unidades de visualización del eje X, de radios a diámetros o viceversa, y muestra la cota del eje X en las nuevas unidades seleccionadas. Asimismo, se modifica el texto correspondiente a dichas unidades que se muestra a la derecha de la cota en X. Se debe tener en cuenta que los valores almacenados en BEGIN, END, los datos de las operaciones especiales y los datos correspondientes al "desplazamiento punto a punto" no disponen de unidades, por lo que mantendrán el mismo valor cuando se cambie de radios a diámetros o viceversa. 3.3 F MM(PULGADAS)/MIN <—> F MM(PULGADAS)/REV Si se selecciona esta opción el CNC cambia las unidades correspondientes al avance de los ejes, de mm/min a mm/rev (o viceversa) con visualización en milímetros o bien de pulgadas/min a pulgadas/rev (o viceversa) con visualización en pulgadas. Estas unidades se muestran en la parte derecha de la ventana principal. El valor asignado al avance de los ejes “F” permanece invariable. Página Capítulo: 3 Sección: 2 FUNCIONES AUXILIARES UNIDADES 3.4 HERRAMIENTA Cuando se selecciona esta opción el CNC permite acceder a la tabla de herramientas o bien realizar una medición de herramientas. 3.4.1 TABLA DE HERRAMIENTAS Si se selecciona esta opción el CNC muestra los valores que se han asignado a cada uno de los correctores, es decir, las dimensiones de cada una de las herramientas que se utilizarán en el mecanizado de las piezas. Una vez seleccionada la tabla de correctores, el usuario podrá desplazar el cursor por la pantalla línea a línea mediante las teclas [flecha arriba] y [flecha abajo]. Cada corrector dispone de una serie de campos en los que se encuentran definidas las dimensiones de la herramienta. Dichos campos son los siguientes: * Longitud de la herramienta según el eje X. Estará expresada en radios y según las unidades de trabajo que actualmente se encuentran seleccionadas. Su valor debe estar comprendido entre: X ±8388,607 mm * ó X ±330,2599 pulgadas. Longitud de la herramienta según el eje Z. Estará expresada en las unidades de trabajo que actualmente se encuentran seleccionadas. Su valor debe estar comprendido entre: Z ±8388,607 mm * ó Z ±330,2599 pulgadas. Radio de la herramienta. Estará expresada en las unidades de trabajo que actualmente se encuentran seleccionadas. Su valor máximo será: R 1000,000 mm ó R 39,3700 pulgadas. El CNC tendrá en cuenta este valor "R" y el tipo de herramienta (código de forma "F") al mecanizar el perfil programado. Dicho de otro modo, el CNC aplicará compensación de radio de herramienta en todas las pasadas de acabado. * Tipo de herramienta. Para indicar el tipo de herramienta que se utiliza, el CNC dispone de 10 factores de forma distintos (F0 a F9). Este factor depende de la forma de la herramienta utilizada y de las caras de la cuchilla que se utilizarán en el mecanizado. La siguiente figura muestra los tipos de herramienta que habitualmente se utilizan en un torno, indicándose en todos ellos el centro (C) de la punta de la cuchilla y la punta (P) teórica de la misma. Capítulo: 3 Sección: Página FUNCIONES AUXILIARES TABLA DE HERRAMIENTAS 3 Códigos 0 y 9 Código 1 Código 7 Código 2 Código 6 Código 3 Código 5 Código 4 Código 4 Código 5 Código 3 Código 6 Código 2 Código 7 Código 1 Código 8 Código 8 Página Capítulo: 3 4 FUNCIONES AUXILIARES Sección: TABLA DE HERRAMIENTAS * Corrector del desgaste en longitud de la herramienta según el eje X. Estará expresado en diámetros y según las unidades de trabajo que actualmente se encuentran seleccionadas. Su valor debe estar comprendido entre: I ±32,766 mm ó I ±1,2900 pulgadas. El CNC añadirá este valor a la longitud nominal según el eje X para calcular la longitud real (X+I). * Corrector del desgaste en longitud de la herramienta según el eje Z. Estará expresado en las unidades de trabajo que actualmente se encuentran seleccionadas. Su valor debe estar comprendido entre: K ±32,766 mm ó K ±1,2900 pulgadas. El CNC añadirá este valor a la longitud nominal según el eje Z para calcular la longitud real (Z+K). 3.4.1.1 MODIFICACION DE LAS DIMENSIONES DE UNA HERRAMIENTA Si se desea inicializar la tabla asignando a todos los campos de cada herramienta el valor 0 se debe teclear el código: [R] [P] [N] [ENTER]. El CNC 800T dispone de la opción "MEDIDA DE HERRAMIENTA", que se detalla a continuación, para calibrar las herramientas. Una vez calibradas las mismas, el CNC asigna a cada corrector las dimensiones en X y Z de la herramienta correspondiente. Cuando se desea completar la tabla de valores de una herramienta (valores "R" y "F") o cuando se desea modificar sus dimensiones (valores "X", "Z", "I", "K"), se debe seleccionar en el CNC el corrector correspondiente, tecleando el número de la herramienta y pulsando a continuación la tecla [RECALL]. El CNC muestra en la zona de edición los valores que tiene asignados dicho corrector. Para modificar estos valores es necesario desplazar el puntero mediante las teclas [flecha arriba] y [flecha abajo] hasta situarse encima del valor actual. Los nuevos valores se deben teclear sobre los valores que tiene asignados actualmente. Una vez definidos los nuevos valores se debe pulsar la tecla [ENTER] para que dichas dimensiones queden almacenadas en memoria. Si se desea abandonar este modo se debe desplazar el puntero hacia la derecha, hasta situarlo fuera de la zona editada. A continuación pulsar la tecla [END]. Capítulo: 3 FUNCIONES AUXILIARES Sección: TABLA DE HERRAMIENTAS Página 5 3.4.2 MEDICION DE LA HERRAMIENTA Esta opción permite medir y cargar las dimensiones de las herramientas en la tabla de correctores del CNC. El CNC muestra, en la parte inferior derecha del monitor, un gráfico que se utiliza para guiar al usuario durante la medición de las herramientas, mostrando en forma resaltada el dato que se está solicitando en cada momento. Para realizar la medición de la herramienta se utiliza una pieza de dimensiones conocidas y los pasos que se deben seguir durante la medición de herramientas son los siguientes: 1.- El CNC solicita la dimensión de la pieza según el eje X. Introducir mediante el teclado dicho valor y pulsar la tecla [ENTER]. Debe expresarse en unidades de trabajo de la máquina (radios / diámetros). 2.- El CNC solicita la dimensión de la pieza según el eje Z. Introducir mediante el teclado dicho valor y pulsar la tecla [ENTER]. 3.- El CNC solicita el número de herramienta que se desea calibrar. Pulsar la tecla [TOOL], a continuación introducir mediante el teclado el número de herramienta que se desea calibrar y por último pulsar la tecla para que el CNC la seleccione. 4.- Mover la máquina mediante las manivelas, el volante electrónico o mediante las teclas de JOG del panel de mando, hasta que la herramienta haga contacto con la pieza según el eje X. A continuación, pulsar la secuencia de teclas [X], [ENTER]. El CNC mostrará la cota de la pieza según el eje X y habrá calibrado la herramienta según dicho eje. 5.- Mover la máquina mediante las manivelas, el volante electrónico o mediante las teclas de JOG del panel de mando, hasta que la herramienta haga contacto con la pieza según el eje Z. A continuación, pulsar la secuencia de teclas [Z], [ENTER]. El CNC mostrará la cota de la pieza según el eje Z y habrá calibrado la herramienta según dicho eje. El CNC solicitará una nueva herramienta para calibrarla debiéndose repetir las operaciones 3, 4 y 5 las veces necesarias. Para abandonar este modo y volver al modo de visualización estándar se debe pulsar la tecla [END]. Página Capítulo: 3 6 FUNCIONES AUXILIARES Sección: MEDICION DE HERRAMIENTAS 3.4.3 INSPECCION DE HERRAMIENTA Esta opción permite, durante el mecanizado, detener la ejecución e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso sustituirla. Para ello se deben de seguir los siguientes pasos: a) Pulsar la tecla para interrumpir la ejecución. b) Pulsar la tecla [TOOL] En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal. Además, en la pantalla aparece el siguiente mensaje: TECLAS MANUAL DISPONIBLES SALIDA c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado. Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante las teclas de manejo del cabezal, situadas en el panel de Mando. d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla [END]. El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido de giro que disponía cuando se interrumpió el programa. Además, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la posición en que se interrumpió la ejecución. e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la ejecución. El CNC no permitirá sobrepasar dicha posición. Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS NINGUNO f) Pulsar la tecla para continuar con la ejecución. Capítulo: 3 FUNCIONES AUXILIARES Sección: INSPECCION DE HERRAMIENTA Página 7 3.4.4 MODIFICACION DEL OFFSET DE LA HERRAMIENTA Esta opción permite modificar los correctores de desgaste (I, K) para corregir las dimensiones de la herramienta. A esta opción sólo se puede acceder durante la ejecución de una pieza o del programa de usuario "P99996", bien con el programa en ejecución o interrumpido. Es típico utilizar esta opción tras la Inspección de herramienta Para seleccionar esta opción se debe pulsar la tecla El CNC muestra el mensaje "T". Teclear el número de herramienta que se desea corregir y pulsar la tecla [RECALL]. El CNC muestra los valores de dispone dicha herramienta y el valor "I" en modo resaltado. Ejemplo: T01 X59.800 I 0.200 I Z144.195 K 0.340 F3 R0.4 Introducir el valor deseado para el corrector de desgaste "I" y pulsar la tecla El CNC muestra, a continuación, la letra "K". Ejemplo: T01 X59.800 I 0.200 I 0.2 K Z144.195 K 0.340 F3 R0.4 Introducir el valor deseado para el corrector de desgaste "K" y pulsar la tecla [ENTER]. El CNC añade los valores introducidos a los valores que se disponían anteriormente y muestra los nuevos valores. Ejemplo, con I0.2 K0.1: T01 X59.800 I 0.400 Z144.195 K 0.440 F3 R0.4 Si se desea modificar el corrector de otra herramienta se debe pulsar la tecla [TOOL] y repetir todas las operaciones anteriores. Para abandonar esta opción y volver al modo de ejecución se debe pulsar la tecla [END]. Página Capítulo: 3 8 FUNCIONES AUXILIARES Sección: MODIFICAR EL OFFSET DE LA HERRAMIENTA 3.5 PASADA DE ACABADO DE CICLOS Y DISTANCIA DE SEGURIDAD Esta opción permite definir los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en X y Z", que serán utilizados durante las operaciones automáticas. Siempre que se memoriza una operación de mecanizado como parte de un programa pieza, el CNC memoriza estos parámetros junto con los valores de la operación de mecanizado. Con objeto de facilitar la labor del operario, el usuario puede acceder directamente a estos parámetros desde el modo "Operaciones automáticas" pulsando la tecla [AUX]. Los parámetros que se disponen son: %D Pasada de acabado = % de la pasada de desbaste Indica el porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada de acabado. Se expresa mediante un número entero. Si se le asigna el valor 0 o el valor 100, todas las pasadas de mecanizado (pasadas de desbaste y pasada de acabado) serán iguales. %F Avance de acabado = % del avance de desbaste Indica el porcentaje (%) del avance de desbaste programada, que se utiliza como avance de acabado. Se expresa mediante un número entero. Si se le asigna el valor 0, el CNC entiende que no se desea modificar el avance, efectuando la pasada de acabado con el mismo avance que se ha utilizado en el desbaste de la pieza. T Herramienta que se desea utilizar en la pasada de acabado El CNC permite efectuar la operación de desbaste con una herramienta, la seleccionada en la propia operación, y utilizar la herramienta cuyo número se indica en este parámetro para efectuar la operación de acabado (número entero comprendido entre 0 y 32). Si se le asigna el valor 0, el CNC entiende que no se ha seleccionado ninguna herramienta, por lo que la pasada de acabado se efectúa con la herramienta utilizada en las operaciones de desbaste. La herramienta de acabado se selecciona una vez finalizada la operación de desbaste. Si la máquina dispone de cambiador automático de herramientas su selección será automática, pero cuando el cambio de herramienta la efectúa el operario, modo manual, el CNC indica el número de herramienta que se debe seleccionar. Cuando el cambio de herramienta se efectúa de forma manual el CNC solicitará dicho cambio, siendo necesario, una vez seleccionada la misma, pulsar la tecla para que el CNC continúe con la ejecución de la pieza. Capítulo: 3 FUNCIONES AUXILIARES Sección: PASADA DE ACABADO DE CICLOS Página 9 Distancia de seguridad X en operaciones automáticas Indica la distancia, respecto al punto “BEGIN”, a la que se posicionará la herramienta según el eje X durante la fase de aproximación. Distancia de seguridad Z en operaciones automáticas Indica la distancia, respecto al punto “BEGIN”, a la que se posicionará la herramienta según el eje Z durante la fase de aproximación. Cada vez que se selecciona uno de estos parámetros, el CNC, además de mostrarlo en forma resaltada, solicita en la parte inferior de la pantalla el nuevo valor que se desea asignar a dicho parámetro. Tras definir el nuevo valor se debe pulsar la tecla [ENTER] para que el CNC lo asuma. Página Capítulo: 3 10 FUNCIONES AUXILIARES Sección: PASADA DE ACABADO DE CICLOS 3.6 OTRAS OPERACIONES AUTOMATICAS Si se pulsa la tecla y se selecciona la opción [6] correspondiente a "OTROS CICLOS", o si en el modo visualizador se pulsa la tecla o (en el modelo compacto), el CNC mostrará los siguientes ciclos de mecanizado: TALADRADO SIMPLE. ROSCADO CON MACHO. Permite efectuar un taladrado o roscado axial, es decir, en la parte frontal de la pieza y en el centro de giro. TALADRADO MULTIPLE. Permite taladrar tanto agujeros concéntricos en la parte frontal de la pieza (según Z) como en su superficie cilíndrica (según X). Esta prestación requiere disponer de parada orientada de cabezal así como de herramienta motorizada. Si no se dispone de ambas prestaciones, el CNC no mostrará este ciclo fijo. CHAVETAS. Con el que es posible mecanizar chavetas (ranuras) radiales en la parte frontal de la pieza (misma coordenada Z, distinta X) así como paralelas al eje de giro de la pieza en su superficie cilíndrica (misma coordenada X, distinta Z). Esta prestación requiere disponer de parada orientada de cabezal así como de herramienta motorizada. Si no se dispone de ambas prestaciones, el CNC no mostrará este ciclo fijo. En el capítulo "Operaciones Automáticas" de este mismo manual, se encuentra una descripción detallada de estos ciclos. Para abandonar la edición o ejecución de uno de estos ciclos se puede pulsar la tecla de una operación de mecanizado o bien: * Pulsar la tecla o para volver al menú "Otras operaciones automáticas" * Pulsar nuevamente la tecla Capítulo: 3 FUNCIONES AUXILIARES o para volver al modo Visualizador. Sección: OPERACIONES AUTOMATICAS Página 11 3.7 MODOS AUXILIARES Si se selecciona esta opción, el CNC muestra las siguientes opciones: 1 2 3 4 5 - MODOS ESPECIALES PERIFERICOS BLOQUEAR / DESBLOQUEAR EJECUCION PROGRAMA 99996 EDITOR PROGRAMA 99996 Si se selecciona la opción "Modos Especiales" el CNC requerirá el código de acceso del fabricante, que se encuentra detallado en el manual de Instalación. Tras acceder a uno de estos modos, operar con el mismo y pulsar la tecla [END], el CNC volverá a mostrar nuevamente estas mismas opciones, siendo necesario volver a pulsar la tecla [END] para volver al modo de visualización estándar. Página Capítulo: 3 Sección: 12 FUNCIONES AUXILIARES MODOS AUXILIARES 3.8 PERIFERICOS Este CNC permite comunicarse con la disquetera FAGOR, con un periférico general o con un ordenador para transferir programas de uno al otro bien gestionando dicha transferencia desde el CNC cuando este se encuentra en el modo "Periféricos" o bien gestionando la transferencia desde el ordenador mediante el protocolo DNC de FAGOR pudiendo encontrarse el CNC en cualquier modo de operación.. 3.8.1 MODO PERIFERICOS Este modo permite transferir programas entre el CNC y la disquetera FAGOR, un periférico general o con un ordenador que disponga de un programa de comunicaciones estándar del mercado. Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares" pulsar la tecla correspondiente a "PERIFERICOS". El CNC mostrará el siguiente menú en su parte superior izquierda: 0 1 2 3 4 5 6 - ENTRADA DESDE DISQUETERA (Fagor) SALIDA HACIA DISQUETERA (Fagor) ENTRADA DESDE PERIFERICO (general) SALIDA HACIA PERIFERICO (general) DIRECTORIO DISQUETERA (Fagor) BORRAR PROGRAMA DISQUETERA (Fagor) DNC ON/OFF Para poder utilizar cualquiera de estas opciones el modo DNC debe estar inactivo. Si está activo (en la parte superior derecha de la pantalla aparece: DNC), se debe pulsar [6] (DNC ON/OFF) para desactivarlo (las letras DNC desaparecen de la pantalla). Las opciones "0, 1, 2 y 3" permiten transferir los programas pieza, parámetros máquina, la tabla de funciones M decodificadas y la tabla de parámetros de compensación de husillo. La parte inferior derecha de la pantalla mostrará el directorio de hasta 7 programas pieza del CNC. Para ver el resto del directorio se deben usar las teclas: El CNC solicitará el número de programa que se desea transmitir y se debe teclear el número deseado y a continuación pulsar la tecla [ENTER]. Los números de programa que se pueden seleccionar son los siguientes: P00000 al P99990 Correspondientes a programas pieza. P99994 y P99996 Programas especiales de usuario en código ISO. P99997 Es de uso interno y NO puede ser transmitido. P99998 Utilizado para asociar textos a los mensajes de PLCI. P99999 Parámetros máquina y tablas. En pantalla aparecerá el texto "RECIBIENDO" o "TRANSMITIENDO" y una vez finalizada la transmisión el texto "PROGRAMA NUM. P23256 (por ejemplo) LEIDO" o "TRANSMITIDO". Atención: Los programas pieza no pueden ser editados en el periférico u ordenador. Capítulo: 3 Sección: Página FUNCIONES AUXILIARES PERIFERICOS 13 Si la transmisión no es correcta se mostrará el texto "Error de transmisión", y si la información transmitida no corresponde al formato exigido por el CNC, mostrará el texto "Leido dato no válido". Para poder realizar la transmisión es necesario que la memoria del CNC se encuentre desbloqueada, en caso contrario volverá a mostrar el menú principal del modo Perifericos. Cuando se realiza la transmisión desde un periférico distinto a la disquetera FAGOR, hay que tener en cuenta los siguientes aspectos: * Debe comenzar por un "NUL" seguido de "%" "número de programa" (por ejemplo: %23256)" y seguido por LINE FEED (LF). * Los espacios, la tecla RETURN y el signo "+" no se tienen en cuenta * El programa termina con una serie de más de 20 "NUL", con el carácter "ESCAPE" o "EOT". * Si se desea abortar la transmisión se debe pulsar la tecla [CL]. El CNC mostrará el mensaje "PROCESO ABORTADO". DIRECTORIO DISQUETERA Esta opción muestra los programas que contiene el disquette insertado en la disquetera FAGOR y el número de caracteres que ocupa cada uno de ellos. Asimismo, muestra el número de caracteres libres en el disquette. BORRAR PROGRAMA DISQUETERA Esta opción permite borrar un programa de la disquetera FAGOR. El CNC solicita el número de programa que se desea borrar. Tras teclear el número de programa elegido se debe pulsar la tecla [ENTER]. Una vez borrado el programa el CNC mostrará el texto "PROGRAMA NUM: P ____ BORRADO" Asimismo, muestra el número de caracteres libres en el disquette. 3.8.2 COMUNICACION DNC Para utilizar esta prestación, la comunicación DNC debe estar activa (la parte superior derecha de la pantalla muestra: DNC). Para ello, los parámetros correspondientes deben estar personalizados convenientemente [P605(5,6,7,8); P606(8)] y seleccionar la opción [6] del modo "Periféricos" para activarla si no lo estuviera. Una vez activa y utilizando el programa de aplicación FAGORDNC (suministrado, bajo pedido, en disquette) es posible desde el ordenador: . Obtener el directorio de programas pieza del CNC. . Transferir programas y tablas desde/hacia el CNC y viceversa. . Borrar programas pieza en el CNC. . Cierto control de la máquina. Atención: En el CNC puede estar seleccionado cualquier modo de operación. Página Capítulo: 3 Sección: 14 FUNCIONES AUXILIARES PERIFERICOS 3.9 BLOQUEAR/DESBLOQUEAR Esta opción permite bloquear/desbloquear la memoria de programa. Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares" pulsar la tecla correspondiente a "BLOQUEAR / DESBLOQUEAR". Los códigos que se pueden utilizar son: N0000 [ENTER] Desbloquea la memoria de programa N1111 [ENTER] Bloquea la memoria de programa PF000 [ENTER] Borra el contenido de todos los parámetros aritméticos (datos de las operaciones automáticas). Les asigna el valor 0. Capítulo: 3 Sección: Página FUNCIONES AUXILIARES BLOQUEO / DESBLOQUEO 15 3.10 EJECUCION / SIMULACION PROGRAMA 99996 Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares" pulsar la tecla correspondiente a "EJECUCION PROGRAMA 99996". El programa 99996 es un programa especial de usuario en código ISO que puede ser editado en el CNC o bien, tras ser elaborado en un ordenador transmitirlo al CNC utilizando la opción Periféricos. Cuando se selecciona la opción "Ejecución Programa P99996", el CNC permite ejecutar dicho programa o efectuar una simulación del mismo. Para simular el programa 99996 se debe pulsar la tecla pacto, o la tecla en el modelo modular. en el modelo com- A continuación se indica la forma de operar en ambos casos. Página Capítulo: 3 16 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 3.10.1 EJECUCION PROGRAMA 99996 Cuando se selecciona la opción "Ejecución Programa P99996", el CNC muestra la siguiente información: En la línea superior se muestra la leyenda AUTOMATICO, el número de programa (P99996) y el número del primer bloque de programa o el número del bloque que está en ejecución. A continuación, se muestra el contenido de los primeros bloques del programa. Si el programa está en ejecución, el primero de los bloques mostrados es el que se está ejecutando. Las cotas en X y Z indican los valores programados (COMANDO), la posición actual (ACTUAL) y lo que les falta a los ejes por recorrer (RESTO). Para el cabezal se muestra la velocidad S seleccionada, la programada multiplicada por el %S que se encuentra seleccionado, (COMANDO) y la velocidad real del cabezal (ACTUAL). En la parte inferior se muestran las condiciones de mecanizado actualmente seleccionadas. Avance de los ejes F programado, el % de F, velocidad de cabezal S programada, el % de S, la herramienta T programada, así como las funciones G y M que se encuentran seleccionadas Para ejecutar el programa 99996 se debe: * Seleccionar, si se desea, el número de bloque inicial, el indicado en la parte superior derecha (por defecto N0000), mediante la secuencia N **** [RECALL] y * Pulsar la tecla Si se desea interrumpir la ejecución del programa se debe pulsar la tecla ejecución del programa se detiene y quedan habilitadas las siguientes teclas: . La Para continuar con la ejecución del programa se debe pulsar la tecla Capítulo: 3 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 Página 17 3.10.1.1 INSPECCION DE HERRAMIENTA Esta opción permite, durante el mecanizado del programa 99996, detener la ejecución e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso sustituirla. Para ello se deben de seguir los siguientes pasos: a) Pulsar la tecla para interrumpir la ejecución del programa 99996. b) Pulsar la tecla [TOOL] En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal. Además, en la pantalla aparece el siguiente mensaje: TECLAS MANUAL DISPONIBLES SALIDA c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado. Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante las teclas de manejo del cabezal, situadas en el panel de Mando. d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla [END]. El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido de giro que disponía cuando se interrumpió el programa. Además, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la posición en que se interrumpió la ejecución. e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la ejecución. El CNC no permitirá sobrepasar dicha posición. Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS NINGUNO f) Pulsar la tecla para continuar con la ejecución del programa 99996. Página Capítulo: 3 18 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 3.10.1.2 MODOS DE EJECUCION El CNC permite ejecutar el programa P99996 de principio a fin o bien pulsar la tecla para que se ejecute bloque a bloque. El CNC muestra en la línea superior de la pantalla el modo de trabajo que se encuentra seleccionado "Automático o Bloque a Bloque". Para cambiar de modo de trabajo se debe pulsar nuevamente la tecla Una vez seleccionado el modo de ejecución se debe pulsar la tecla 3.10.1.3 RESET DEL CNC Esta opción permite inicializar el CNC, asignándole todas las condiciones iniciales fijadas por parámetro máquina. Además, se abandona este modo de trabajo, mostrando el CNC el Modo de trabajo Visualizador. Para efectuar un reset del CNC se debe detener la ejecución del programa P99996 y pulsar la tecla El CNC mostrará en la parte superior derecha de la pantalla la leyenda "RESET?" parpadeando. Para confirmar el comando pulsar nuevamente la tecla modo pulsar la tecla 3.10.1.4 y para abandonar este VISUALIZACION DE LOS BLOQUES DEL PROGRAMA Para visualizar los bloques anteriores o posteriores a los que aparecen en pantalla se deben pulsar las siguientes teclas: Visualiza los bloques anteriores Visualiza los bloques posteriores Atención: Independientemente de los bloques que se encuentran visualizados en pantalla, la ejecución del programa 99996 comienza siempre en el bloque de inicio de ejecución que se encuentra seleccionado, por defecto el bloque N000. Para seleccionar otro bloque como inicio de ejecución del programa pulsar N (número de bloque) Recall. Por ejemplo N110 Recall. Capítulo: 3 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 Página 19 3.10.1.5 MODOS DE VISUALIZACION Se disponen de 4 modos de visualización que pueden ser seleccionados mediante las siguientes teclas: Tecla [0] Tecla [1] Tecla [2] Tecla [3] ESTANDAR POSICION ACTUAL ERROR DE SEGUIMIENTO PARAMETROS ARITMETICOS Modo de visualización ESTANDAR Es el modo explicado anteriormente. Siempre que se accede a la opción "Ejecución programa 99996", el CNC selecciona este modo de visualización. Modo de visualización POSICION ACTUAL Modo de visualización ERROR DE SEGUIMIENTO Página Capítulo: 3 20 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 Modo de visualización PARAMETROS ARITMETICOS Este modo muestra un grupo de 8 parámetros aritméticos. Para visualizar los parámetros anteriores o posteriores a los que aparecen en pantalla se deben pulsar las siguientes teclas: Visualiza los parámetros anteriores Visualiza los parámetros posteriores El valor de cada parámetro puede estar expresado en uno de los siguientes formatos: P46 = -1724.9281 P47 = -.10842021 E-2 Formato decimal Formato exponencial El valor "E-2" significa diez elevado a la menos dos. Es decir, que los siguientes valores son iguales: P47= -0.001234 P48= 1234.5678 Capítulo: 3 FUNCIONES AUXILIARES P47= -0.1234 E-2 P48= 1.2345678 E3 Sección: EJECUCION / SIMULACION 99996 Página 21 3.10.2 SIMULACION DEL PROGRAMA 99996 El CNC 800T permite comprobar el programa 99996 en vacío, antes de efectuar el mecanizado del mismo. Para ello se debe pulsar la tecla modelo modular. en el modelo compacto, o la tecla en el El CNC mostrará una página de representación gráfica. En la parte inferior izquierda de la pantalla se muestran los ejes del plano. Para definir la zona de visualización se debe: * * * Pulsar la tecla en el modelo compacto, o la tecla en el modular. Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de la pantalla. Definir el valor de la anchura que se quiere representar. Tras teclear cada valor pulsar la tecla [ENTER]. Para comprobar la pieza se debe pulsar la tecla representación gráfica correspondiente. De esta forma comenzará la Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo Simulación se debe pulsar la tecla [END]. Página Capítulo: 3 22 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 3.10.2.1 FUNCION ZOOM La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el programa en simulación debe ser interrumpido o bien haber finalizado. Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona a ampliar o reducir. Para modificar las dimensiones del rectángulo se deben utilizar las teclas: Disminuye el tamaño del rectángulo Aumenta el tamaño del rectángulo Para desplazar el rectángulo se deben utilizar las siguientes teclas: Modelo compacto Modelo modular. Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo, se debe pulsar la tecla [ENTER]. Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de visualización se debe pulsar la tecla en el modelo compacto y la tecla en el modelo modular. La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie de la pantalla. Para volver a la zona de visualización anterior se debe pulsar la tecla [END]. Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z] y actuar de la misma forma. Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar la tecla [END]. Capítulo: 3 FUNCIONES AUXILIARES Sección: EJECUCION / SIMULACION 99996 Página 23 3.11 EDICION PROGRAMA 99996 El programa 99996 es un programa especial de usuario en código ISO. Puede ser editado en este modo de trabajo o bien ser transmitido al CNC tras haber sido elaborado en un ordenador. Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares" pulsar la tecla correspondiente a "EDITOR PROGRAMA 99996". El CNC accede a la página de edición del programa 99996. Si ya está editado el programa, el CNC muestra un grupo de bloques de programa. Para ver los bloques anteriores y posteriores se deben utilizar las teclas Para editar un nuevo bloque se deben seguir los siguientes pasos: 1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado, borrarlo con la tecla [CL] e introducir el nuevo número. 2.- Introducir todos los datos del nuevo bloque y pulsar la tecla [ENTER]. El formato de programación que se debe utilizar se encuentra explicado en el manual de programación. Se pueden utilizar las teclas del panel: [X], [Z], [S], [F], [N] y las teclas [TOOL] como T, como P, como R y como A. No obstante, como faltan algunas teclas de función (G, M, I, K), Se ha implementado la edición ayudada. Para ello se debe pulsar la tecla [AUX]. El CNC, tras analizar sintáticamente la parte de bloque que se ha editado, mostrará, una por una, todas las funciones que se pueden editar en ese momento. Para ir borrando caracteres se debe utilizar la tecla [CL]. Para modificar un bloque ya editado se deben seguir los siguientes pasos: 1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado, borrarlo con la tecla [CL] e introducir el nuevo número. 2.- Pulsar la tecla [RECALL]. El CNC mostrará en la parte inferior, zona edición, el contenido de dicho bloque. 3.- Para modificar el bloque se debe utilizar uno de estos métodos: a) Utilizar la tecla [CL] para ir borrando caracteres y editarlo como se ha indicado anteriormente. b) Utilizar las teclas para situarse sobre la parte que se desea modificar y utilizar la tecla [CL] para borrar caracteres o pulsar la tecla [INC/ABS] para insertar datos. Página Capítulo: 3 Sección: 24 FUNCIONES AUXILIARES EDICION 99996 Cuando se está en el modo de inserción de datos los caracteres posteriores al cursor se muestran en forma parpadeante. No es posible utilizar el modo de edición ayudada, tecla [AUX]. Introducir todos los datos deseados y pulsar la tecla [INC/ABS]. Si el nuevo bloque es sintáticamente correcto el CNC volverá a mostrarlo normalmente, pero si no es sintáticamente correcto lo seguirá mostrando en forma parpadeante y será necesario corregirlo. 3.- Una vez modificado el bloque pulsar la tecla [ENTER]. EL CNC lo asumirá, sustituyendo el anterior. Para borrar el contenido de un bloque se deben seguir los siguientes pasos: 1.- Si el número de bloque mostrado en la parte inferior de la pantalla no es el deseado, borrarlo con la tecla [CL] e introducir el nuevo número. 2.- Pulsar la tecla . EL CNC lo borrará de memoria. Capítulo: 3 Sección: Página FUNCIONES AUXILIARES EDICION 99996 25 4. 4.1 CABEZAL SELECCION DEL MODO DE OPERACION DE CABEZAL El CNC permite trabajar con el cabezal en revoluciones por minuto (RPM) o con velocidad de corte constante (VCC). Para seleccionar el modo de trabajo deseado se debe pulsar la tecla [CSS]. El CNC mostrará en la pantalla y en forma resaltada la opción que se encuentra seleccionada, además la lámpara correspondiente a la tecla [CSS] permanece iluminada cuando se encuentra seleccionada la opción de velocidad de corte constante (VCC). El CNC cambiará de modo de trabajo tras haberse seleccionado, mediante la tecla [CSS], el modo de trabajo del cabezal, haber definido la nueva velocidad de trabajo y haberse pulsado la tecla . Mientras no se introduzca toda esta secuencia de teclas el CNC mantiene el modo anterior. El valor que se ha asignado como velocidad de cabezal permanece seleccionado hasta que se selecciona un nuevo valor, se pulse la tecla [RESET] o se apague el CNC. Capítulo: 4 CABEZAL Sección: SELECCION DEL MODO DE OPERACION Página 1 4.2 CABEZAL EN REVOLUCIONES POR MINUTO (RPM) Una vez seleccionado este modo de trabajo, el CNC muestra una información del siguiente tipo: F 0100.000 100% RPM 1500 100% T2 Donde se indican las RPM seleccionadas seguido del porcentaje de velocidad de cabezal que está siendo aplicado. Si el CNC no muestra esa línea de información, significa que no está en este modo. Para entrar en él, se debe pulsar la tecla [CSS] para seleccionarlo. Para seleccionar otra velocidad de cabezal se debe pulsar la tecla [S], y tras introducir el valor deseado, pulsar la tecla Se puede programar un valor comprendido entre S0 y S9999 rev./min., no obstante la máxima velocidad de giro viene fijada por el fabricante (consultar el cuaderno de instrucciones de la máquina), aplicando el CNC dicho valor siempre que se seleccione un valor igual o superior al mismo. Una vez seleccionada la nueva velocidad el CNC actuará de la siguiente manera: * Cuando el cabezal se encuentra en marcha el CNC proporcionará la consigna correspondiente a la nueva velocidad de giro seleccionada. Si las nuevas revoluciones seleccionadas corresponden a otra gama distinta, el CNC generará o solicitará un cambio de gama antes de proporcionar la consigna correspondiente a la nueva velocidad de giro seleccionada. * Cuando el cabezal se encuentra parado el CNC memorizará el valor seleccionado, para proporcionar posteriormente cuando se arranque el cabezal la consigna correspondiente a la nueva velocidad de giro seleccionada. Si las nuevas revoluciones seleccionadas corresponden a otra gama distinta, el CNC generará o solicitará un cambio de gama. La velocidad de giro del cabezal programada puede ser variada entre el 50% y el 120% con un paso incremental del 5%, mediante las teclas que se hallan en el panel de mando. Página 2 Capítulo: 4 CABEZAL Sección: REVOLUCIONES POR MINUTO (RPM) 4.3 VELOCIDAD DE CORTE CONSTANTE Cuando se desea trabajar en este modo es necesario disponer de un encóder situado en el cabezal. Antes de entrar en el modo de Velocidad de Corte Constante (VCC), es necesario que se encuentre seleccionada la Gama de cabezal en la que se desea trabajar. Si no lo está, el CNC seleccionará la primera gama. Para poder programar la velocidad de corte constante es necesario que se encuentre seleccionado el modo de trabajo del cabezal con velocidad de corte constante (VCC), si no lo está, se debe pulsar la tecla [CSS]. Una vez seleccionado este modo de trabajo (VCC), la pantalla mostrará el siguiente tipo de información: F 0100.000 100% VCC 180 100% MAX 1500 T2 Donde se indica: * la Velocidad de Corte Constante seleccionada (VCC). Dicho valor se define en m/min o en pies/min, dependiendo de las unidades de trabajo que se encuentren seleccionadas. Para seleccionar otro valor, se debe pulsar la tecla [S] y, tras introducir el valor deseado, pulsar * El porcentaje (%) de velocidad que se está aplicando. La velocidad de corte constante programada puede ser variada entre el 50% y el 120% con un paso incremental del 5%, mediante los mandos que se hallan en el panel de mando. * La velocidad máxima de cabezal (en rpm) permitida (MAX). Para seleccionar otra velocidad máxima, se deben pulsar las teclas [S] tras introducir el nuevo valor, pulsar [ENTER] 4.3.1 y , LIMITACION DE LA VELOCIDAD DE CORTE CONSTANTE Al trabajar a velocidad de corte constante puede resultar interesante poder limitar la velocidad del cabezal (rpm). Para ello el CNC muestra el valor MAX ???? correspondiente a la máxima velocidad (en rpm) que puede alcanzar el cabezal. Para determinar esta velocidad máxima se pulsará la siguiente secuencia de teclas: [S] Introducir el valor y pulsar [ENTER] El valor introducido aparecerá a la derecha de MAX y a partir de este momento quedarán limitadas a este valor. Capítulo: 4 CABEZAL Sección: VELOCIDAD DE CORTE CONSTANTE Página 3 4.4 CAMBIO DE GAMA DEL CABEZAL El CNC permite que la máquina disponga de una caja de velocidades constituida por reductores y engranajes, para poder ajustar convenientemente las velocidades y los “par-motor” del cabezal a las necesidades del mecanizado en cada momento. Cuando la nueva velocidad de cabezal "S" seleccionada implica cambio de gama, el CNC actuará del siguiente modo: * Si la máquina dispone de cambiador automático, el CNC seleccionará la gama correspondiente. * Cuando la máquina no dispone de cambiador automático, el CNC detiene la ejecución del programa e indica al operario cual es la gama correspondiente a dicha velocidad "S·" para que la seleccione. 4.4.1 CAMBIO DE GAMA MANUAL Cuando no se dispone de cambiador automático de gamas y la nueva velocidad de cabezal “S” seleccionada implica cambio de gama, el CNC actuará del siguiente modo: 1.- Una vez detectado el cambio de gama el CNC mostrará en la ventana de edición (última línea) la gama que se debe seleccionar. 2.- Tras efectuarse el cambio de gama se debe pulsar la tecla [ENTER] 3.- El CNC dará por finalizado el cambio de gama y aplicará la consigna correspondiente a la velocidad de giro de cabezal que se ha seleccionado. Si la nueva velocidad de cabezal “S” seleccionada implica cambio de gama y no se desea efectuarla, en el paso "2.-" se debe pulsar la tecla [CLEAR]. El CNC anulará la operación de cambio de gama y restaurará la velocidad de giro de cabezal que anteriormente se disponía. 4.4.2 CAMBIO DE GAMA AUTOMATICO Cuando se dispone un cambiador automático de gamas, el CNC gestionará el armario eléctrico para la realización de dicho cambio, no siendo necesaria la intervención del operario. Página 4 Capítulo: 4 Sección: CABEZAL CAMBIO DE GAMA 4.5 CABEZAL A DERECHAS Para poder arrancar el cabezal a derechas, una vez seleccionada la velocidad de giro deseada, se debe pulsar la tecla Cuando el cabezal se encuentra girando a derechas se puede seleccionar una nueva velocidad de giro, o modificar la velocidad actual mediante las teclas Cada vez que se pulsa esta tecla, el CNC incrementa la velocidad de giro en un 5%, pudiendo alcanzar valores de hasta el 120% de la velocidad programada. Se debe tener en cuenta que la máxima velocidad de giro que se puede alcanzar se encuentra limitada por el valor asignado a la gama que actualmente se encuentra seleccionada. Cada vez que se pulsa esta tecla, el CNC decrementa la velocidad de giro en un 5%. La mínima velocidad de giro de cabezal que se puede alcanzar será el 50% de la velocidad programada. 4.6 CABEZAL A IZQUIERDAS Para poder arrancar el cabezal a izquierdas, una vez seleccionada la velocidad de giro deseada, se debe pulsar la tecla Cuando el cabezal se encuentra girando a izquierdas se puede seleccionar una nueva velocidad de giro, o modificar la velocidad actual mediante las teclas Cada vez que se pulsa esta tecla, el CNC incrementa la velocidad de giro en un 5%, pudiendo alcanzar valores de hasta el 120% de la velocidad programada. Se debe tener en cuenta que la máxima velocidad de giro que se puede alcanzar se encuentra limitada por el valor asignado a la gama que actualmente se encuentra seleccionada. Cada vez que se pulsa esta tecla, el CNC decrementa la velocidad de giro en un 5%. La mínima velocidad de giro de cabezal que se puede alcanzar será el 50% de la velocidad programada. 4.7 PARADA DE CABEZAL Para poder parar el cabezal se debe pulsar la tecla El CNC memoriza la velocida de cabezal "S" que se encontraba seleccionada y arrancará nuevamente con dicha velocidad si se vuelve a pulsar la tecla o Capítulo: 4 Sección: CABEZAL ARRANQUE Y PARADA Página 5 4.8 PARADA ORIENTADA DE CABEZAL Si el fabricante ofrece esta prestación en la máquina (estandar en este CNC), el operario podrá posicionar (orientar) el cabezal a la posición angular que desee. Para ello, se debe teclear la siguiente secuencia: * [S] ; la parte inferior de la pantalla mostrará: "S POS =". * A continuación, introducir el valor de la posición angular a la que se desea orientar el cabezal. Por ejemplo S20 ó S35.006 * Pulsar Cada vez que el cabezal pasa de trabajar en modo rpm a hacerlo en parada orientada, el CNC ralentiza el cabezal por debajo de la velocidad indicada en el parámetro máquina P706 (si estaba girando); efectua una búsqueda de la referencia cero máquina en el cabezal y lo orienta al ángulo especificado (S POS=). Esta posición angular se visualizará en grados (enteros) y en caracteres grandes como: S 320 ° El CNC realizará la búsqueda del cero máquina en el cabezal antes de orientarlo únicamente cuando este pase de trabajar en lazo abierto a hacerlo en lazo cerrado (parada orientada). Cuando se vuelva a trabajar en lazo abierto, la pantalla mostrará las rpm del cabezal desaparciendo el símbolo °. Esto ocurrirá tras pulsar o , tras seleccionar otra velocidad, tras una emergencia o en el encendido del CNC. Página 6 Capítulo: 4 CABEZAL Sección: PARADA ORIENTADA DE CABEZAL 5. 5.1 OPERACIONES AUTOMATICAS INTRODUCCION El CNC 800T dispone de una serie de teclas que permiten acceder a cada una de las operaciones básicas de torno que se disponen. Todas las teclas disponen de una lámpara que permanece iluminada mientras la función correspondiente se encuentra seleccionada. Para deseleccionarla se debe pulsar nuevamente dicha tecla. Las operaciones básicas que se seleccionan tras pulsarse cada una de las teclas son: Cilindrado Refrentado Cilindrado cónico Redondeo Roscado Ranurado Cada vez que se selecciona una de estas operaciones el CNC muestra en la mitad inferior de la pantalla los datos correspondientes a la operación seleccionada y un gráfico de ayuda. Todas las operaciones básicas, a excepción del Ranurado, pueden ser ejecutadas de dos formas distintas, en modo "SEMIAUTOMATICO" o en modo "NIVEL CICLO". 5.1.1 OPERACIONES AUTOMATICAS EN MODO SEMIAUTOMATICO Cuando se selecciona el modo "SEMIAUTOMATICO" el usuario controla los movimientos de la máquina mediante las manivelas, los volantes electrónicos o mediante las teclas de JOG. No obstante, con objeto de facilitar la labor del operario se permite definir los puntos inicial y final del tramo (BEGIN y END), la pendiente de un chaflán, el radio de redondeo, etc. Antes de comenzar la ejecución de una operación automática se deben definir las condiciones de mecanizado (velocidad de cabezal, avance de los ejes, herramienta, etc.). No obstante, es posible seleccionar otros valores durante la ejecución de las operaciones automáticas, siendo necesario detener la ejecución previamente. Se debe tener en cuenta que el CNC no aplica compensación de radio, por lo que el acabado de la pieza depende de la habilidad del operario. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS INTRODUCCION 1 5.1.2 OPERACIONES AUTOMATICAS EN MODO "NIVEL CICLO" Cuando se selecciona el modo "NIVEL CICLO" el CNC permite definir una operación y ejecutarla de forma automática. En cada una de estas operaciones es necesario definir, además de los puntos “BEGIN” y “END”, todos los datos asociados a dicha operación. Las teclas que se disponen para seleccionar estos datos son: Cuando se desea definir un dato que no dispone de tecla para su selección (%, H, TW), se debe pulsar la tecla correspondiente a otro dato (por ejemplo [BEGIN]) y posteriormente pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el dato deseado. Cada operación de mecanizado lleva asociados además los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en X y Z". Para definirlos se debe pulsar la tecla [AUX] y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de seguridad" del capítulo "Funciones Auxiliares" de este mismo manual. Se debe tener en cuenta que, con objeto de obtener un acabado de la pieza correcto, el CNC aplica compensación de radio de herramienta en la pasada de acabado. Por ello, es necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar dicha operación. 5.1.2.1 CONDICIONES DE MECANIZADO Cuando se encuentra seleccionado el modo "NIVEL CICLO", el CNC muestra en la ventana principal la siguiente información: Si se trabaja con Velocidad de Corte Constante: F % VCC Si no se trabaja con Velocidad de Corte Constante: F % RPM % MAX % T T Para cambiar de modo de trabajo se debe pulsar la tecla [CSS]. El significado de cada uno de estos campos es el siguiente: F Avance de los ejes que se encuentra seleccionado. % Porcentaje del avance programado "F" que se está aplicando. VCC Velocidad de corte constante del cabezal con que se desea efectuar el ciclo. RPM Velocidad de giro del cabezal con que se desea efectuar el ciclo. En ambos modos de trabajo (RPM y VCC) el valor "S" que se indica en la ventana principal corresponde a la velocidad real del cabezal. Para seleccionar la velocidad de cabezal se debe usar una de estas formas: Página Capítulo: 5 Sección: 2 OPERACIONES AUTOMATICAS INTRODUCCION * Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla [ENTER]. El CNC entiende que dicho valor se desea utilizar como velocidad de cabezal en la operación automática que se está editando, por lo que no se modifica la velocidad real del cabezal ni el valor "S" que se muestra en la ventana principal. * Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla El CNC modifica la velocidad real del cabezal, actualizando el valor "S" que se muestra en la ventana principal. Además, entiende que dicho valor se desea utilizar como velocidad de cabezal en la operación automática que se está editando. % Porcentaje de la velocidad real programa de cabezal "S" que se está aplicando. MAX Velocidad máxima del cabezal, en rpm, cuando se trabaja en VCC El sentido de giro del cabezal con que se desea efectuar el ciclo. Para cambiar el sentido de giro con que se desea efectuar el ciclo se debe pulsar la tecla [3]. El CNC mostrará el nuevo sentido seleccionado, pero no modificará el estado real del cabezal. T La herramienta con que se desea efectuar el ciclo. Para seleccionar el número de herramienta con que se desea efectuar el ciclo se debe usar una de estas formas: * Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla [ENTER]. El CNC memoriza dicho número pero mantiene la herramienta que actualmente se encuentra seleccionada. * Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla El CNC selecciona la nueva herramienta y entiende que la operación automática que se está editando se desea efectuar con dicha herramienta. Se debe tener en cuenta que el CNC utiliza esta herramienta para efectuar el desbaste y que permite seleccionar otra herramienta para efectuar la operación de acabado. Atención: Cuando se memoriza una operación automática, el CNC almacena todas estas condiciones de mecanizado junto con los datos y parámetros que definen el ciclo. De esta forma, cada vez que se ejecuta una pieza previamente memorizada, el CNC ejecutará cada una de las operaciones automáticas con la herramienta, sentido de cabezal, velocidad de cabezal, pasada de acabado, velocidad de acabado, herramienta de acabado y distancias de seguridad que se definieron durante la edición. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS INTRODUCCION 3 5.1.3 SIMULACION Cuando se selecciona el modo "NIVEL CICLO" el CNC permite comprobar una operación automática en vacío, antes de efectuar el mecanizado de la pieza. Para ello se debe pulsar la tecla en el modelo modular. en el modelo compacto, o la secuencia de teclas El CNC mostrará una página de representación gráfica. En la parte inferior izquierda de la pantalla se muestran los ejes del plano. Para definir la zona de visualización se debe: * * * Pulsar la tecla en el modelo compacto, o la tecla en el modular. Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de la pantalla. Definir el valor de la anchura que se quiere representar. Tras teclear cada valor pulsar la tecla [ENTER]. Para comprobar la pieza se debe pulsar la tecla representación gráfica correspondiente. De esta forma comenzará la Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo Simulación se debe pulsar la tecla [END]. Página Capítulo: 5 Sección: 4 OPERACIONES AUTOMATICAS INTRODUCCION 5.1.3.1 FUNCION ZOOM La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el programa en simulación debe ser interrumpido o bien haber finalizado. Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona a ampliar o reducir. Para modificar las dimensiones del rectángulo se deben utilizar las teclas: Disminuye el tamaño del rectángulo Aumenta el tamaño del rectángulo Para desplazar el rectángulo se deben utilizar las siguientes teclas: Modelo compacto Modelo modular. Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo, se debe pulsar la tecla [ENTER]. Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de visualización se debe pulsar la tecla en el modelo compacto y la tecla en el modelo modular. La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie de la pantalla. Para volver a la zona de visualización anterior se debe pulsar la tecla [END]. Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z] y actuar de la misma forma. Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar la tecla [END]. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS INTRODUCCION 5 5.1.4 EJECUCION Cuando se selecciona el modo "NIVEL CICLO" el CNC permite ejecutar una operación automática de principio a fin o bien pulsar la tecla para que se ejecute pasada a pasada. Para deseleccionar este modo y volver al modo de ejecución estándar se debe pulsar nuevamente la tecla Una vez seleccionado el modo de ejecución se debe pulsar la tecla EL CNC asume los valores de mecanizado F, S, T, así como el sentido de giro, que se han seleccionado y ejecuta la operación automática siguiendo las siguientes fases: 1º El CNC arrancará el cabezal con la velocidad S seleccionada y en el sentido indicado. 2º Si la ejecución de la operación automática se ha programado con una nueva herramienta T, el CNC se desplazará al punto de cambio si así lo requiere la máquina. Cuando el cambio de herramienta se efectúa de forma manual, se debe, una vez efectuado el cambio de herramienta, pulsar la tecla para continuar con la ejecución de la operación. 3º El CNC efectuará el mecanizado de la operación automática. 4º Una vez finalizada la operación automática se parará el cabezal, volviendo a la posición donde se pulsó la tecla Si se desea interrumpir la ejecución se debe pulsar la tecla programa se detiene y quedan habilitadas las siguientes teclas: . La ejecución del Para continuar con la ejecución se debe pulsar la tecla Página Capítulo: 5 Sección: 6 OPERACIONES AUTOMATICAS INTRODUCCION 5.1.4.1 INSPECCION DE HERRAMIENTA Esta opción permite, durante el mecanizado de una operación automática, detener la ejecución e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso sustituirla. Para ello se deben de seguir los siguientes pasos: a) Pulsar la tecla para interrumpir la ejecución de la operación automática. b) Pulsar la tecla [TOOL] En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal. Además, en la pantalla aparece el siguiente mensaje: TECLAS MANUAL DISPONIBLES SALIDA c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado. Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante las teclas de manejo del cabezal, situadas en el panel de Mando. d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla [END]. El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido de giro que disponía cuando se interrumpió la ejecución. Además, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la posición en que se interrumpió la ejecución. e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la ejecución. El CNC no permitirá sobrepasar dicha posición. Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS NINGUNO f) Pulsar la tecla para continuar con la ejecución de la operación automática. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS INTRODUCCION 7 5.2 CILINDRADO Esta opción se selecciona mediante la tecla del tramo programado. y permite realizar el cilindrado Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o (modelo compacto) 5.2.1 CILINDRADO "SEMIAUTOMATICO" Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea. Los desplazamientos del eje X se realizan mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mandos. Los desplazamientos del eje Z se realizarán utilizando las siguientes secuencias de teclas: Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “BEGIN”. Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “END”. Página Capítulo: 5 Sección: 8 OPERACIONES AUTOMATICAS CILINDRADO 5.2.2 CILINDRADO "NIVEL CICLO" El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: φ ∆ Indica el diámetro final que se desea obtener en la operación de cilindrado. Define el paso de cilindrado y se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”. N Define el número de pasadas de cilindrado que se desean efectuar en el desbaste de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este dato será tenido en cuenta cuando al dato ∆ se le ha asignado el valor 0. Cuando los datos ∆ y “N” se programan con valor 0, el CNC mostrará el mensaje de error correspondiente. Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente modo: Ejemplo 1: Se desea eliminar 20mm de material con un paso ∆=2. Con %∆ =50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con la T de acabado y al %F seleccionado. Con %∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con la T de acabado y al %F seleccionado. Si se selecciona %F=100, el acabado se realiza a la misma velocidad que el desbaste. Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material. Con %∆ =40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm con la T de acabado y al %F seleccionado. Con %∆ =100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50% de la F Programada. Con %∆ =100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F programada. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CILINDRADO 9 Funcionamiento básico: El CNC permite ejecutar el cilindrado de principio a fin o pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de cilindrado. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según el eje X que se utilizará durante el cilindrado (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo según los ejes X y Z la distancia de seguridad seleccionada. 4.- Cada paso de cilindrado se realiza como se indica en la figura, comenzando en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el punto “5”. 5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza como se indica a continuación y la operación de cilindrado finalizará en el punto de llamada al ciclo. Página Capítulo: 5 Sección: 10 OPERACIONES AUTOMATICAS CILINDRADO El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. Si el ciclo no dispone de pasada de acabado la herramienta se desplazará, tras realizar la última pasada de desbaste, al punto de llamada al ciclo. 6.- El CNC parará el cabezal. Consideraciones: Cuando la superficie que se desea mecanizar no es totalmente cilíndrica, el CNC analiza las cotas en X de los puntos “BEGIN” y “END” y tomará como punto de comienzo en X la cota más exterior de ambas. Un cilindrado interior se define del mismo modo que un cilindrado exterior, por lo que el CNC analiza el diámetro final programado y la cota asignada al punto de comienzo, BEGIN, para conocer del tipo de cilindrado que se desea efectuar. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CILINDRADO 11 5.3 REFRENTADO Esta opción se selecciona mediante la tecla del tramo programado. y permite realizar el refrentado Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o (modelo compacto) 5.3.1 REFRENTADO "SEMIAUTOMATICO" Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea. Los desplazamientos del eje Z se realizan mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mandos. Los desplazamientos del eje X se realizarán utilizando las siguientes secuencias de teclas: Realiza un desplazamiento paraxial (sólo el eje X) hasta el punto “BEGIN”. Realiza un desplazamiento paraxial (sólo el eje X) hasta el punto “END”. Página Capítulo: 5 12 OPERACIONES AUTOMATICAS Sección: 5.3.2 REFRENTADO "NIVEL CICLO" El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: φ ∆ Indica el diámetro final que se desea obtener en la operación de refrentado. Define el paso de refrentado. Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”. N Define el número de pasadas de refrentado que se desean efectuar en el desbaste de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este dato será tenido en cuenta cuando al dato ∆ se le ha asignado el valor 0. Cuando los datos ∆ y “N” se programan con valor 0, el CNC mostrará el mensaje de error correspondiente. Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente modo: Ejemplo 1: Se desea eliminar 20mm de material con un paso ∆=2. Con %∆ =50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con la T de acabado y al %F seleccionado. Con %∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con la T de acabado y al %F seleccionado. Si se selecciona %F=100, el acabado se realiza a la misma velocidad que el desbaste. Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material. Con %∆ =40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm con la T de acabado y al %F seleccionado. Con %∆ =100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50% de la F Programada. Con %∆ =100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F programada. Capítulo: 5 OPERACIONES AUTOMATICAS Sección: Página 13 Funcionamiento básico: El CNC permite ejecutar el refrentado de principio a fin o pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de refrentado. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según el eje Z que se utilizará durante el refrentado (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.2.3.- 4.5.- 6.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo según los ejes X y Z la distancia de seguridad seleccionada. Cada paso de refrentado se realiza como se indica en la figura, comenzando en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el punto “5”. Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza como se indica a continuación y la operación de refrentado finalizará en el punto de llamada al ciclo. El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. Si el ciclo no dispone de pasada de acabado la herramienta se desplazará, tras realizar la última pasada de desbaste, al punto de llamada al ciclo. El CNC parará el cabezal. Página Capítulo: 5 Sección: 14 OPERACIONES AUTOMATICAS REFRENTADO 5.4 CILINDRADO CONICO Esta opción se selecciona mediante la tecla y permite realizar un mecanizado con movimiento simultáneo de los ejes X, Z, obteniendo de este modo chaflanes y planos inclinados. Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o (modelo compacto) 5.4.1 CILINDRADO CONICO "SEMIAUTOMATICO" Permite realizar chaflanes en la pieza, siendo necesario definir el ángulo α o la pendiente "%" del chaflán que se desea mecanizar. Como no se dispone de tecla para su selección se debe pulsar la tecla correspondiente a otro dato (por ejemplo y posteriormente pulsar la tecla para seleccionar el dato "%". Además, se debe seleccionar mediante las teclas desea mecanizar, tal y como se muestra a continuación. el tipo de perfil que se El operario desplazará la máquina al punto de comienzo mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mandos. Para realizar el chaflán con la inclinación definida, se deben utilizar las teclas de JOG correspondientes al eje Z (Z+ y Z-) en función del sentido en que se desea realizar el desplazamiento. La herramienta se desplazará con la pendiente indicada y en el sentido indicado (Z+ o Z-) hasta que se pulse la tecla Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CILINDRADO CONICO 15 5.4.2 CILINDRADO CONICO "NIVEL CICLO" El CNC mostrará el valor “BEGIN” que se dispone actualmente, pudiendo seleccionarse un nuevo valor si se desea. Además se deben definir los siguientes datos: φ ∆ Indica el diámetro final que se desea obtener en la parte más cercana al eje de la pieza, la menor de las dos, tras la operación de cilindrado cónico. Define el paso de cilindrado y se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”. N Define el número de pasadas de cilindrado que se desean efectuar en el desbaste de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este dato será tenido en cuenta cuando al dato se le ha asignado el valor 0. α Define el ángulo que forma el chaflán o plano inclinado respecto al eje Z. % Define la pendiente del chaflán o plano inclinado que se desea efectuar. Como no se dispone de tecla para su selección se debe pulsar la tecla correspondiente a otro dato (por ejemplo ) y posteriormente pulsar la tecla para seleccionar el dato "%". Cuando el usuario define el valor α o "%" el CNC actualiza ambos valores. El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de herramienta en la última pasada del mecanizado y para ello necesita conocer el tipo de perfil que se desea mecanizar. En la parte inferior derecha de la pantalla se muestra el tipo de perfil que se encuentra seleccionado y si se desea seleccionar otro tipo se debe pulsar la tecla o Página Capítulo: 5 Sección: 16 OPERACIONES AUTOMATICAS CILINDRADO CONICO Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente modo: Ejemplo 1: Se desea eliminar 20mm de material con un paso ∆=2. Con %∆ =50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con la T de acabado y al %F seleccionado. Con %∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con la T de acabado y al %F seleccionado. Si se selecciona %F=100, el acabado se realiza a la misma velocidad que el desbaste. Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material. Con %∆ =40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm con la T de acabado y al %F seleccionado. Con %∆ =100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50% de la F Programada. Con %∆ =100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F programada. Funcionamiento básico: El CNC permite ejecutar el cilindrado cónico de principio a fin o bien pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de cilindrado cónico. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según el eje X que se utilizará durante el cilindrado (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CILINDRADO CONICO 17 3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo según los ejes X y Z la distancia de seguridad seleccionada. 4.- Cada paso de cilindrado se realiza como se indica en la figura, comenzando en el punto “1” y tras pasar por los puntos “2”, “3” y “4”, finalizar en el punto “5”. 5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza como se indica a continuación y la operación de cilindrado finalizará en el punto de llamada al ciclo. El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. Si el ciclo no dispone de pasada de acabado la herramienta se desplazará, tras realizar la última pasada de desbaste, al punto de llamada al ciclo. 6.- El CNC parará el cabezal. Atención: Se debe tener en cuenta que el CNC aplica compensación de radio de herramienta en la última pasada o pasada de acabado, para obtener un acabado de la pieza correcto, siendo necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar el mecanizado. Página Capítulo: 5 Sección: 18 OPERACIONES AUTOMATICAS CILINDRADO CONICO 5.5 REDONDEO Esta opción se selecciona mediante la tecla Puede ser ejecutada de tres formas distintas, en modo "SEMIAUTOMATICO", en el primer modo de nivel ciclo "REDONDEO NIVEL CICLO" o en el segundo nivel ciclo "REDONDEO DE PERFIL". Para cambiar de modo se debe pulsar la tecla 5.5.1 o (modelo compacto) . REDONDEO "SEMIAUTOMATICO" Se debe definir el siguiente dato: R Define el radio de redondeo. Además, se debe seleccionar mediante la tecla el tipo de redondeo, cóncavo o convexo, que se desea efectuar y mediante las teclas [flecha arriba] y [flecha abajo] el tipo de perfil correspondiente a la esquina que se desea redondear, tal y como se muestra a continuación. Antes de efectuar el redondeo se debe posicionar la herramienta en el punto de comienzo, mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mandos. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 19 A continuación, en función del sentido en que se desea realizar el desplazamiento, se debe pulsar la tecla de JOG [Z+] o [Z-]. El CNC efectuará el redondeo de 90° correspondiente. Ver figura. Página Capítulo: 5 Sección: 20 OPERACIONES AUTOMATICAS REDONDEO 5.5.2 REDONDEO "NIVEL CICLO" Existen dos formas de definir el redondeo: a) Indicando la esquina teórica que se desea redondear y el radio de redondeo. b) Indicando los dos extremos del redondeo y el radio del mismo. En el caso "a" se debe definir el punto "BEGIN" y en el caso "b" se deben definir los puntos "BEGIN" y "END". Asimismo, se deben definir los siguientes datos: R Define el radio de redondeo. ∆ Define la distancia existente entre dos pasadas sucesivas de redondeo. Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”. N Define el número de pasadas de redondeo que se desean efectuar en el desbaste de la pieza. Finalizadas las mismas el CNC efectuará la pasada de acabado. Este dato será tenido en cuenta cuando al dato ∆ se le ha asignado el valor 0. Cuando los datos ∆ y “N” se programan con valor 0, el CNC mostrará el mensaje de error correspondiente. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 21 El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de herramienta en la última pasada del mecanizado y para ello necesita conocer el tipo de perfil que se desea mecanizar. En la parte inferior derecha de la pantalla se muestra el tipo de perfil que se encuentra seleccionado y si se desea seleccionar otro tipo se debe pulsar la tecla [flecha arriba] o [flecha abajo]. Además, se debe seleccionar mediante la tecla el tipo de redondeo, cóncavo o convexo, que se desea efectuar. Los distintos perfiles que se pueden seleccionar son: Página Capítulo: 5 Sección: 22 OPERACIONES AUTOMATICAS REDONDEO Si se ha seleccionado pasada de acabado (%∆ distinto de 0), el CNC actúa del siguiente modo: Ejemplo 1: Se desea eliminar 20mm de material con un paso ∆=2. Con %∆ =50 El CNC efectúa 10 pasadas de 1,9mm y otra de acabado de 1mm con la T de acabado y al %F seleccionado. Con %∆=100 El CNC efectúa 10 pasadas de 2mm ejecutándose la última de ellas con la T de acabado y al %F seleccionado. Si se selecciona %F=100, el acabado se realiza a la misma velocidad que el desbaste. Ejemplo 2: Se define N=1 y se desea eliminar 1mm de material. Con %∆ =40 Efectúa 1 pasada de 0,6mm y otra de acabado de 0,4mm con la T de acabado y al %F seleccionado. Con %∆ =100 y %F=50 Efectúa 1 pasada de 1mm con la T de acabado y al 50% de la F Programada. Con %∆ =100 y %F=100 Efectúa 1 pasada de 1mm con la T de acabado y a la F programada. Funcionamiento básico: El CNC permite ejecutar el redondeo de principio a fin o pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de redondeo. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real que se utilizará durante el redondeo (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se aproximará a la esquina teórica, manteniendo según los ejes X y Z la distancia de seguridad seleccionada. 4.- Cada paso de redondeo se realiza como se indica en la figura siguiente, comenzando en el punto “1” y tras pasar por los puntos “2”, “3”, “4” y “5”, finalizar en el punto “1”. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 23 5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza como se indica a continuación y la operación de redondeo finalizará en el punto de llamada al ciclo. El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. Si el ciclo no dispone de pasada de acabado la herramienta se desplazará, tras realizar la última pasada de desbaste, al punto de llamada al ciclo. 6.- El CNC parará el cabezal. Atención: Se debe tener en cuenta que el CNC aplica compensación de radio de herramienta en la última pasada o pasada de acabado, para obtener un acabado de la pieza correcto, siendo necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar el mecanizado. Página Capítulo: 5 Sección: 24 OPERACIONES AUTOMATICAS REDONDEO 5.5.3 "REDONDEO DE PERFIL" El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: α α1 Define el ángulo que forma, respecto al eje Z el primer tramo de redondeo, el que parte del punto BEGIN. Define el ángulo que forma, respecto al eje Z el segundo tramo de redondeo, el que finaliza en el punto END. Para su selección, ya que no dispone de tecla, se debe actuar de una de las siguientes formas: * Pulsar varias veces la tecla [α ] * Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el parámetro Al definir los ángulos α y α1 se deben indicar los grados que respecto al eje Z forma la trayectoria de mecanizado, teniendo en cuenta siempre el sentido de desplazamiento. R Define el radio de redondeo. H Define la cantidad de material que se desea eliminar de la pieza origen. Se programará en radios y con valor positivo. Si se programa con valor 0, el CNC visualizará el error correspondiente. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 25 Para su selección, ya que no se dispone de tecla, se debe actuar de la siguiente forma: * Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el parámetro "H". En función del signo asignado al parámetro "H", el desbaste de la pieza se efectúa de la siguiente forma: "H(+)" Se efectuarán sucesivas pasadas, todas ellas paralelas al perfil programado. "H(-)" Se efectuará un desbaste previo de la pieza, torneados o refrentados, y una pasada final de desbaste para mantener las demasías del acabado. ∆ Define la distancia existente entre dos pasadas sucesivas de redondeo. Si se programa con valor 0, el CNC mostrará el mensaje de error correspondiente. αT Define el ángulo de la cuchilla, indicando el ángulo que forma el filo de la misma respecto al eje X, tal y como se muestra a continuación. Página Capítulo: 5 Sección: 26 OPERACIONES AUTOMATICAS REDONDEO Para su selección, ya que no dispone de tecla, se debe actuar de una de las siguientes formas: * Pulsar varias veces la tecla [α ] * Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el parámetro α T Si el ángulo de la cuchilla es menor o igual que 45°, el CNC entiende que los valores "H" y "∆" indican el sobrante de material y el paso en X. Por el contrario, si el ángulo de la cuchilla es mayor que 45°, el CNC entiende que los valores "H" y "∆" indican el sobrante de material y el paso en Z. La siguiente figura muestra una pieza en la que se indican varios ejemplos de utilización de la función "REDONDEO DE PERFIL". El CNC, con objeto de efectuar un buen acabado de la pieza, aplica compensación de herramienta en la última pasada del mecanizado y para ello necesita conocer cómo entra y cómo sale la herramienta del perfil. Dichos valores se muestran en la parte inferior derecha de la pantalla. Para seleccionar el modo en que entra la herramienta en el perfil (punto BEGIN) se debe pulsar la tecla [flecha arriba] y para seleccionar la forma en que sale la herramienta del perfil (punto END) se debe pulsar la tecla [flecha abajo]. La siguiente figura muestra una pieza en la que se indica mediante varios ejemplos, cómo se deben definir la entrada y salida de la herramienta. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 27 El CNC antes de comenzar la operación programada posiciona la herramienta sobre el punto "BEGIN" y a una distancia "H" del mismo. Esta distancia se toma según el eje X cuando el ángulo de la herramienta (α T) es inferior a 45° y según el eje Z cuando el ángulo es superior a 45°. No obstante, se permite seleccionar cualquier otro punto, referido al mismo, mediante las distancias de seguridad "X" y "Z". Ambos parámetros deberán ser definidos con el signo correspondiente, tal y como se muestra a continuación: Para definir las distancias de seguridad en "X" y "Z" se debe pulsar la tecla [AUX] y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de seguridad" del capítulo "Funciones Auxiliares" de este mismo manual. Al memorizarse un "redondeo de Perfil" como parte de un programa pieza, el CNC memoriza, al igual que en las demás operaciones de mecanizado, los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en "X y Z", junto con los valores que define la operación. Página Capítulo: 5 Sección: 28 OPERACIONES AUTOMATICAS REDONDEO Funcionamiento básico: El CNC permite ejecutar el redondeo de principio a fin o pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de redondeo. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real que se utilizará durante el redondeo (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se situará en la posición de comienzo, la definida respecto al punto "BEGIN" mediante las distancias de seguridad "X" y "Z". 4.- Se efecuarán sucesivas pasadas de redondeo, todas ellas paralelas al perfil programado y manteniendo el ángulo de la herramienta (α T) tanto en el punto de comienzo del perfil (punto "BEGIN"), como a la salida del mismo (punto END). Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS REDONDEO 29 5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza y la operación de redondeo finalizará en el punto de llamada al ciclo. El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. Si el ciclo no dispone de pasada de acabado la herramienta se desplazará, tras realizar la última pasada de desbaste, al punto de llamada al ciclo. 6.- El CNC parará el cabezal. Atención: Se debe tener en cuenta que el CNC aplica compensación de radio de herramienta en la última pasada o pasada de acabado, para obtener un acabado de la pieza correcto, siendo necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar el mecanizado. Cuando se desea efectuar una única pasada, se debe programar ∆=H, y los parámetros %∆ =0 y %F=0. Página Capítulo: 5 Sección: 30 OPERACIONES AUTOMATICAS REDONDEO 5.6 ROSCADO Esta opción se selecciona mediante la tecla lo largo el eje Z. y permite realizar un roscado a Para seleccionar el modo "Semiautomático" o "Nivel ciclo" pulsar la tecla o (modelo compacto) 5.6.1 ROSCADO "SEMIAUTOMATICO" Se utilizarán los valores “BEGIN” y “END”. El CNC mostrará los valores que se encuentran seleccionados, pudiendo seleccionarse nuevos valores si se desea. Asimismo, se debe definir el dato "P" correspondiente al paso de rosca. Las roscas a derechas o a izquierdas se efectuarán seleccionando previamente el sentido de giro del cabezal. Los desplazamientos del eje X se realizan mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mandos. Los desplazamientos del eje Z se realizarán utilizando las siguientes secuencias de teclas: Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “BEGIN”. Realiza un desplazamiento paraxial (sólo el eje Z) hasta el punto “END”. Este desplazamiento se realiza siempre sincronizado con el cabezal, por lo que debe utilizarse esta secuencia de teclas para efectuar el roscado y la secuencia para efectuar el retroceso (una vez retirada la cuchilla). Consideraciones: Es conveniente definir el punto “BEGIN” fuera de la pieza para que toda la rosca se efectúe con el mismo avance. Asimismo, es conveniente, cuando la forma de la pieza lo permite, situar el punto “END” fuera de la zona que se desea roscar, evitando de este modo mecanizados indeseados en dicho punto. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS ROSCADO 31 5.6.2 ROSCADO "NIVEL CICLO" El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Si las cotas “BEGIN” y “END” se encuentran alineadas según el eje X el CNC efectuará un roscado cilíndrico, pero cuando las cotas “BEGIN” y “END” no se encuentran alineadas según el eje X el CNC efectuará un roscado cónico, manteniendo la pendiente indicada por los puntos “BEGIN” y “END”. El roscado lleva asociado además de los parámetros "Pasada de acabado, Avance de acabado y Distancias de seguridad en X y Z", la "Distancia fin de rosca". Este parámetro indica la distancia al final de la rosca, en la que se comienza a abandonar la misma. En este movimiento de salida se continúa roscando. Para definirla se debe pulsar la tecla [AUX] y seleccionar la opción "Distancia fin de rosca". Si se define con valor 0, no se efectuará ninguna salida de rosca. Además se deben definir los siguientes datos: P Define el paso de rosca. Las roscas a derechas o a izquierdas se efectuarán seleccionando previamente el sentido de giro del cabezal. Si se programa con valor 0, el CNC visualizará el error correspondiente. H Define la profundidad total de la rosca. Se programará en radios y con valor positivo. Si se programa con valor 0, el CNC visualizará el error correspondiente. Para su selección, ya que no se dispone de tecla, se debe actuar de una de las siguientes formas: * Pulsar la tecla [P] , seguida de la tecla [flecha abajo]. * Seleccionar el dato "P" y asignarle el valor correspondiente, el CNC solicitará a continuación el valor del dato "H". Página Capítulo: 5 Sección: 32 OPERACIONES AUTOMATICAS ROSCADO ∆ Define la profundidad de las pasadas de roscado. Si se programa con valor 0, el CNC visualizará el error correspondiente. Se programará en radios y la profundidad de cada pasada estará en función del n), tal y como muestra la siguiente número de pasada correspondiente (∆ figura: α Define el ángulo de penetración de la herramienta. Estará referido al eje X. Si se programa con valor 0, la rosca se realizará con penetración radial. Si se le asigna un valor igual a la mitad del ángulo de la herramienta, la penetración se realiza rozando el flanco de la rosca. El CNC permite realizar roscados de interiores y de exteriores. En la parte inferior derecha se muestra el tipo de roscado que se encuentra seleccionado y si se desea seleccionar el otro tipo se debe pulsar la tecla [flecha arriba] o [flecha abajo]. Funcionamiento básico: El CNC permite ejecutar el roscado de principio a fin o pulsar la tecla para que se ejecute pasada a pasada. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de roscado. para Antes de comenzar la ejecución de la pieza el CNC calculará la penetración real de cada pasada de roscado y la profundidad que se utilizará en la pasada de acabado. Los pasos de mecanizado serán los siguientes: Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS ROSCADO 33 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se aproximará al punto de comienzo (BEGIN), manteniendo según los ejes X y Z la distancia de seguridad seleccionada. 4.- Cada pasada de roscado se realiza como se indica en la figura, efectuándose el movimiento del eje Z sincronizado con el cabezal, de forma que todas las pasadas de roscado comiéncen siempre por el mismo punto. 5.- Una vez finalizada el desbaste de la rosca, si se ha programado distinto de "0", se repite la última pasada de desbaste 6.- La herramienta se desplaza al punto de llamada al ciclo. 7.- El CNC parará el cabezal. α Página Capítulo: 5 Sección: 34 OPERACIONES AUTOMATICAS ROSCADO 5.7 RANURADO Esta opción se selecciona mediante la tecla El CNC mostrará los valores “BEGIN” y “END” que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Se debe tener en cuenta al definir los puntos “BEGIN” y “END” el extremo calibrado de la herramienta, ya que los desplazamientos según el eje Z, que efectúa el CNC, finalizarán al llegar a dicho punto el extremo calibrado de la herramienta. Además se deben definir los siguientes datos: φ ∆ N Indica el diámetro final o la profundidad que se desea obtener en la operación de ranurado. Define el paso de ranurado. Si se programa con valor 0, el CNC tendrá en cuenta el dato “N”. Define el número de pasadas de ranurado que se desean efectuar. Este dato será tenido en cuenta cuando al dato ∆ se le ha asignado el valor 0. Cuando los datos ∆ y “N” se programan con valor 0, el CNC mostrará el mensaje de error correspondiente. TW Indica la anchura de la herramienta Para su selección, ya que no se dispone de tecla, se debe actuar de una de las siguientes formas: * Pulsar la tecla [TOOL], seguida de la tecla [Z]. * Pulsar la tecla [N] , seguida de la tecla [flecha abajo]. Si se desea una pasada de acabado, se debe pulsar la tecla [AUX] y asignar al parámetro %∆ un valor distinto de cero. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS RANURADO 35 Funcionamiento básico: El CNC permite ejecutar el ranurado de principio a fin o pulsar la tecla para que se ejecute paso a paso. Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute la operación de ranurado. para Antes de comenzar la ejecución de la pieza el CNC calculará el paso real según el eje Z que se utilizará durante el ranurado. Todos los pasos serán iguales. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se aproximará al punto de comienzo "BEGIN", manteniendo según los ejes X y Z la distancia de seguridad seleccionada. 4.- Cada paso de ranurado se efectúa de la siguiente forma: a/ Posicionamiento de la cuchilla frente a la zona a ranurar. La primera vez se posicionará del punto “BEGIN” a una distancia igual a la anchura “TW” de la cuchilla. El resto de las veces se desplazará la cantidad correspondiente al paso de ranurado. b/ Ranurado del tramo. Si no hay pasada de acabado, %∆ = 0, hasta el fondo de la ranura. Si se ha seleccionado pasada de acabado, deja la cantidad seleccionada, %∆ , para la pasada de acabado. c/ Temporización en el fondo. Para asegurar un buen acabado de la pieza, la cuchilla permanecerá en el fondo de la ranura durante otras 2 vueltas de cabezal. d/ Retroceso en X. 5.- Si se ha seleccionado pasada de acabado, el CNC tras realizar la última pasada de ranurado, efectúa una pasada de acabado final a toda la ranura. Página Capítulo: 5 Sección: 36 OPERACIONES AUTOMATICAS RANURADO 6.- La herramienta se desplazará al punto de llamada al ciclo. 7.- El CNC parará el cabezal. Consideraciones: Si las cotas de los puntos "BEGIN" y "END" no coinciden ni en X ni en Z, el CNC supone que se trata de un ranurado cilíndrico y toma como punto de comienzo en X la cota más exterior de ambas. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS RANURADO 37 5.8. TALADRADO SIMPLE. ROSCADO CON MACHO Permite efectuar un taladrado o roscado axial, es decir, en la parte frontal de la pieza y en el centro de giro. Para acceder a esta operación se debe: * Pulsar la tecla , elegir la opción [6] (Otros ciclos) y seleccionar la opción "Taladrado simple. Roscado con macho". * Estando en el modo visualizador, pulsar la tecla opción "Taladrado simple. Roscado con macho". o y seleccionar la El CNC mostrará la siguiente información: F 1000 %100 RPM 1500 %100 T3 Herramienta de taladrado o roscado Porcentaje del override del cabezal (speed-rate) RPM del cabezal. No admite VCC Porcentaje del Feedrate Override Avance mecanizado (m/min o m/rev) El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: P Indica la penetración máxima en cada taladrado (desalojo de material). Si se desea efectuar un roscado con macho se debe definir "P=0". Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o Para abandonar esta operación se debe: * Pulsar la tecla o para volver al menú "Otras operaciones automáticas" * Pulsar nuevamente la tecla o para volver al modo Visualizador. Atención: Cuando se dispone de cabezales con inversión lenta es aconsejable personalizar el parámetro máquina "P617(7)=1", confirmación de M3/ M4 detectando inversión por captación. Página Capítulo: 5 38 OPERACIONES AUTOMATICAS Sección: TALADRADOSIMPLE ROSCADO CON MACHO Funcionamiento básico del taladrado simple: Movimiento en rápido Movimiento en F 1.- El cabezal arrancará con la velocidad (RPM) seleccionada y en el sentido de giro indicado. 2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se situará en X0, centro de giro de la pieza, y a la distancia de seguridad Z del punto de comienzo "BEGIN". 4.- Efectúa el taladrado en los siguientes pasos: 4.1- Taladrado, a la velocidad programada penetrando la distancia P. 4.2- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin de desalojar material. 4.3.- Acercamiento en rápido hasta el anterior taladrado, quedando a 1mm del material. 4.4.- Taladrado, a la velocidad programada penetrando la distancia P (recorriendo P+1mm) 4.5.- Repetir pasos 4.2, 4.3 y 4.4 hasta alcanzar la cota END. 5.- Temporización de 400 mseg. en el fondo del agujero para mejorar el acabado del mismo. 6.- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin de desalojar material. 7.- Posicionamiento rápido al punto donde se pulsó 8.- El CNC detiene el cabezal. Capítulo: 5 OPERACIONES AUTOMATICAS Sección: TALADRADOSIMPLE ROSCADO CON MACHO Página 39 Funcionamiento básico del roscado Movimiento en rápido Movimiento en F 1.- El cabezal arrancará con la velocidad (RPM) seleccionada y en el sentido de giro indicado. 2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se situará en X0, centro de giro de la pieza, y a la distancia de seguridad Z del punto de comienzo "BEGIN". 4.- Penetración, a la velocidad programada hasta el punto "END" 5.- Inversión del sentido de giro del cabezal. 6.- Retroceso, a la velocidad programada hasta el punto BEGIN + distancia de seguridad Z. 7.- Posicionamiento rápido al punto donde se pulsó 8.- El CNC detiene el cabezal. Página Capítulo: 5 40 OPERACIONES AUTOMATICAS Sección: TALADRADOSIMPLE ROSCADO CON MACHO 5.8.1 EJEMPLOS DE PROGRAMACION Taladrado: Se desea efectuar un agujero de 20 mm de profundidad en el centro de giro de la pieza con el cabezal girando a 2000 rpm y utilizando la herramienta T05. El taladrado se efectuará con un avance de 1mm/min y con penetraciones de 5mm a fin de desalojar material. F 0001.000 BEGIN Z END Z P 100% 0000.000 -0020.000 0005.000 RPM 2000 100% T05 Distancia de seguridad Z = 3.000 Distancia de seguridad X = 10.000 Roscado: Se desea roscar el agujero del ejemplo anterior con el cabezal girando a 1000 rpm con un avance de 1mm/min y utilizando la herramienta T06. F 0001.000 BEGIN Z END Z P 100% 0000.000 -0020.000 0 RPM 1000 100% T06 Distancia de seguridad Z = 3.000 Distancia de seguridad X = 10.000 Capítulo: 5 OPERACIONES AUTOMATICAS Sección: TALADRADOSIMPLE ROSCADO CON MACHO Página 41 5.9 TALADRADO MULTIPLE Esta operación permite taladrar tanto agujeros concéntricos en la parte frontal de la pieza (según Z) como en su superficie cilíndrica (según X). Para acceder a esta operación se debe: * Pulsar la tecla , elegir la opción [6] (Otros ciclos) y seleccionar la opción "Taladrado múltiple". * Estando en el modo visualizador, pulsar la tecla opción "Taladrado múltiple". o y seleccionar la El CNC mostrará la opción "Taladrado múltiple" cuando la máquina dispone de parada orientada de cabezal y herramienta motorizada. Una vez seleccionada esta operación, el CNC mostrará la siguiente información: F 1000 %100 TRPM 1500 %100 T3 Herramienta de taladrado Porcentaje del override de la herramienta motorizada si "P609(8)=1" RPM de la herramienta motorizada. Porcentaje del Feedrate Override Avance mecanizado (m/min) El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: P α ∆ Indica la penetración máxima en cada taladrado (desalojo de material). Posición angular del primer agujero. Incremento angular entre agujeros. N Indica el número de agujeros que se desean efectuar. Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o Para abandonar esta operación se debe: * Pulsar la tecla o para volver al menú "Otras operaciones automáticas" * Pulsar nuevamente la tecla o para volver al modo Visualizador. Página Capítulo: 5 Sección: 42 OPERACIONES AUTOMATICAS TALADRADO MULTIPLE Funcionamiento básico: Movimiento en F Movimiento en rápido 1.- Si el cabezal se encuentra trabajando en la modalidad RPM, el CNC realiza la búsqueda de referencia (Io) del cabezal. 2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- Hace girar la herramienta motorizada a las revoluciones indicadas por TRPM. 4.- Orienta el cabezal a la posición angular indicada (α ) 5.- Aproxima la herramienta al punto BEGIN manteniendo las distancias de seguridad. 6.- Efectúa el taladrado en los siguientes pasos: 6.1- Taladrado, a la velocidad programada penetrando la distancia P. 6.2- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad Z a fin de desalojar material. 6.3.- Acercamiento en rápido hasta el anterior taladrado, quedando a 1mm del material. 6.4.- Taladrado, a la velocidad programada penetrando la distancia P (recorriendo P+1mm) 6.5.- Repetir pasos 6.2, 6.3 y 6.4 hasta alcanzar la cota END. 7.- Temporización de 400 mseg. en el fondo del agujero para mejorar el acabado del mismo. 8.- Retroceso en rápido hasta el punto BEGIN + distancia de seguridad a fin de desalojar material. 9.- En función del valor asignado al parámetro N (número de agujeros): 9.1.- El cabezal se desplaza a la nueva posición. Incremento angular ∆ 9.2.- Repite los movimientos de taladrado indicados en los puntos 6, 7 y 8. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS TALADRADO MULTIPLE 43 10.- Posicionamiento rápido al punto donde se pulsó 11.- El CNC para la herramienta motorizada. Atención: Dependiendo de los valores asignados a los datos BEGIN y END, el taladrado se realiza en la superficie cilíndrica de la pieza (según el eje X) o en la parte frontal de la pieza (según el eje Z). Por lo tanto, las cotas X de los puntos BEGIN y END o las cotas Z de los puntos BEGIN y END deben coincidir. En caso contrario, el CNC mostrará el error correspondiente. Ejemplo: Se desea taladrar 5 agujeros de 20 mm de profundidad. El primero a 90° y los cuatro restantes separados 45° entre si, todos ellos a un diámetro de 35mm y utilizando una herramienta motorizada que gira a 2000 rpm. F1000 %100 TRPM 2000 %100 BEGIN X35.000 Z 0 END X35.000 Z-20.000 P 5 α 90 ∆ 45 N 5 Distancia de seguridad X = 0.000 Distancia de seguridad Z = 3.000 T3 Página Capítulo: 5 Sección: 44 OPERACIONES AUTOMATICAS TALADRADO MULTIPLE 5.10 CHAVETAS Esta operación permite realizar chavetas radiales en la parte frontal de la pieza (misma coordenada Z, distinta coordenada X) así como paralelas al eje de giro de la pieza en su superficie cilíndrica (misma coordenada X, distinta Z). Para acceder a esta operación se debe: * Pulsar la tecla "Chavetas". , elegir la opción [6] (Otros ciclos) y seleccionar la opción * Estando en el modo visualizador, pulsar la tecla opción "Chavetas". o y seleccionar la El CNC mostrará la opción "Chavetas" cuando la máquina dispone de parada orientada de cabezal y herramienta motorizada. Una vez seleccionada esta operación, el CNC mostrará la siguiente información: F 1000 %100 TRPM 1500 %100 T3 Herramienta para efectuar la chaveta Porcentaje del override de la herramienta motorizada si "P609(8)=1" RPM de la herramienta motorizada. Porcentaje del Feedrate Override Avance mecanizado (m/min) El CNC mostrará los valores "BEGIN" y "END" que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: α ∆ Posición angular de la primera chaveta. Incremento angular entre chavetas. N Indica el número de chavetas que se desean efectuar. Para definir las distancias de seguridad en X y Z se debe pulsar la tecla [AUX], el CNC mostrará un nuevo menú. Tras definir ambos valores pulsar la tecla o Para abandonar esta operación se debe: * Pulsar la tecla o para volver al menú "Otras operaciones automáticas" * Pulsar nuevamente la tecla o para volver al modo Visualizador. Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CHAVETAS 45 Funcionamiento básico: 1.- Si el cabezal se encuentra trabajando en la modalidad RPM, el CNC realiza la búsqueda de referencia (Io) del cabezal. 2.- Si la ejecución de la operación se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- Hace girar la herramienta motorizada a las revoluciones indicadas por TRPM. 4.- Orienta el cabezal a la posición angular indicada (α ) 5.- Posiciona los ejes, en rápido, al punto de aproximación "A" (según las distancias de seguridad). 6.- Desplazamiento en rápido al punto "B", situándose frente al punto "BEGIN". 7.- Realiza la chaveta en los siguientes pasos: 7.1- Penetración a la velocidad "F" programada hasta el punto BEGIN. 7.2- Realiza la chaveta moviendo el eje X o Z (según corresponda) hasta el punto END y a la velocidad programada. 7.3.- Retrocede en rápido al punto "C". 7.4.- Retorna en rápido al punto "B" 8.- En función del valor asignado al parámetro N (número de chavetas): 8.1.- El cabezal se desplaza a la nueva posición. Incremento angular 8.2.- Repite los movimientos indicados en el punto 7. ∆ 9.- Vuelve en rápido al punto donde se pulsó 10.- El CNC detiene la herramienta motorizada. Atención: Dependiendo de los valores asignados a los datos BEGIN y END, la chaveta se realiza en la superficie cilíndrica de la pieza (según el eje Z) o en la parte frontal de la pieza (según el eje X). Por lo tanto, las cotas X de los puntos BEGIN y END o las cotas Z de los puntos BEGIN y END deben coincidir. En caso contrario, el CNC mostrará el error correspondiente. Página Capítulo: 5 Sección: 46 OPERACIONES AUTOMATICAS CHAVETAS Ejemplo: Se desea realizar 5 chavetas equidistantes (a 72º una de otra), de 30 mm de longitud y a un diámetro de 46mm. La primera a 0°. Para su mecanizado se utiliza una herramienta motorizada que gira a 1000 rpm. y avanza a F1000 (1m/min). F1000 %100 TRPM 1000 %100 BEGIN X46.000 Z-20.000 END X46.000 Z-50.000 α 0 ∆ 72 N 5 Distancia de seguridad X = 5.000 Distancia de seguridad Z = 5.000 T3 Capítulo: 5 Sección: Página OPERACIONES AUTOMATICAS CHAVETAS 47 5.11 UTILIZACION DE LAS DISTANCIAS DE SEGURIDAD Siempre que se ejecuta una operación automática en el modo "NIVEL CICLO", el CNC aplica los valores que se han definido como distancias de seguridad en X y Z. Cilindrado: Refrentado: Cilindrado cónico: La figura de la parte izquierda muestra como se puede utilizar la distancia de seguridad en X para que el punto de comienzo de la operación quede situado fuera de la pieza, evitando de este modo colisiones de la herramienta con la pieza. La figura de la parte derecha muestra como se puede utilizar la distancia de seguridad en Z para efectuar 2 mecanizados en 1. "Cilindrado Cónico" + "Cilindrado". Página Capítulo: 5 48 OPERACIONES AUTOMATICAS Sección: UTILIZACIONDELAS DISTANCIASDESEGURIDAD Redondeo: La última figura muestra como se puede utilizar la distancia de seguridad en Z para efectuar 2 mecanizados en 1. "Redondeo" + "Cilindrado". Redondeo de perfil: Roscado: Ranurado: Capítulo: 5 OPERACIONES AUTOMATICAS Sección: UTILIZACIONDELAS DISTANCIASDESEGURIDAD Página 49 6. PERFILES Esta opción permite memorizar una serie de puntos (X, Z), hasta un máximo de 12, para luego poder mecanizar dicho perfil o bien realizar desplazamientos a cualquiera de ellos. Para poder trabajar en este modo es necesario que se encuentre encendida la lámpara de la tecla . Si no lo está, se debe pulsar dicha tecla. Cada vez que se accede a este modo el CNC muestra, en la parte inferior de la pantalla, las cotas correspondientes a los tres primeros puntos del perfil Si se desea editar o modificar alguno de ellos se debe pulsar la tecla [P]. EL CNC mostrará las cotas correspondientes al primer punto (P1) en modo resaltado. Para seleccionar otro punto se deben utilizar las teclas [flecha arriba] y [flecha abajo], y para abandonar el modo de edición se debe pulsar la tecla [CL]. Si estando en el modo de edición se encuentra seleccionado cualquier punto (por ejemplo P10) y se pulsa la tecla [P], el CNC volverá a seleccionar el primer punto del perfil "P1". El CNC permite editar y ejecutar perfiles en modo "SEMIAUTOMATICO" o en modo "AUTOMATICO". Para seleccionar el modo deseado pulsar la tecla o (modelo compacto). Capítulo: 6 PERFILES Sección: Página 1 6.1 PERFIL EN MODO "SEMIAUTOMATICO" Este modo permite definir una serie de puntos, hasta 12, y posteriormente realizar un desplazamiento punto a punto entre los mismos. Los desplazamientos se realizan en línea recta y entre puntos consecutivos. Del P1 al P2, del P2 al P3, del P3 al P4, etc. 6.1.1 TOMA DE PUNTOS Si se desea borrar la información que actualmente disponen todos los puntos, se debe pulsar la secuencia de teclas [CLEAR] [ENTER]. El CNC asignará el valor X0 Z0 a todos los puntos. La definición de los puntos se debe realizar punto a punto, siendo aconsejable comenzar por el punto “P1” y definir el resto correlativamente. Para seleccionar un punto se deben utilizar las teclas [flecha arriba] y [flecha abajo] hasta que el CNC lo muestre en la pantalla de forma resaltada. A continuación y para asignarle el valor deseado se debe utilizar una de las siguientes opciones: a/ Desplazar la máquina mediante la manivela, el volante electrónico o mediante las teclas de JOG del panel de mando a la posición deseada. Pulsar la tecla [ENTER]. El CNC asignará al punto seleccionado las cotas mostradas en la pantalla y seleccionará el siguiente punto. b/ Pulsar la tecla [X], introducir a continuación el valor que se desea asignar a dicho punto y pulsar la tecla [ENTER]. El CNC asignará al eje X dicho valor, pero no modifica el valor que disponía anteriormente el eje Z. Si se pulsa [X] [ENTER], el CNC asigna el valor X0. Repetir la misma operación para el eje Z. Página Capítulo: 6 2 PERFILES Sección: MODO "SEMIAUTOMATICO" 6.1.2 DESPLAZAMIENTO ENTRE PUNTOS Los desplazamientos que efectúa el CNC entre dos puntos consecutivos se realizan en línea recta. El CNC permite ejecutar todos los desplazamientos seguidos, uno tras otro y en forma correlativa, o bien pulsar la tecla y ejecutarlos punto a punto. Antes de comenzar el desplazamiento se debe seleccionar mediante las teclas [flecha arriba] y [flecha abajo] el primer punto al que se desea desplazar la máquina (por ejemplo P5). A continuación pulsar la tecla , la máquina se desplazará al punto indicado. Una vez alcanzado dicha cota el CNC seleccionará el siguiente punto (por ejemplo P6), encontrándose preparado para desplazarse al mismo. Cuando se encuentra seleccionado el modo “SINGLE” el CNC espera hasta que se pulse la tecla para ejecutar dicho desplazamiento, pero si no se encuentra seleccionado el modo “SINGLE”, el CNC continuará con los desplazamiento programados hasta que se alcance el punto “P12”. Atención: Cuando se desea ejecutar los desplazamientos en forma continua y no se utilizan todos los puntos, es aconsejable definir todos los puntos no utilizados con el valor correspondiente a un punto de retirada de la pieza. Ejemplo: Si se utilizan los puntos P1 a P7, es aconsejable definir los puntos P8 a P12 con el valor del punto A. La programación se realiza en diámetros. P1=X0 Z0 P5=X60 Z35 P2=X30 Z5 P6=X80 Z45 Puntos P8 a P12 = A Capítulo: 6 PERFILES P3=X30 Z20 P7=X90 Z45 P4=X60 Z20 Puntos P8 a P12 = X0 Z0 Sección: MODO "SEMIAUTOMATICO" Página 3 6.1.3 PRESTACIONES ESPECIALES Este modo de trabajo muestra junto a las cotas correspondientes a los 12 puntos que puede disponer el perfil, las cotas de los puntos "BEGIN" y "END" que se encuentran seleccionados. Se pueden seleccionar nuevas cotas para los puntos "BEGIN" y "END", pulsando la tecla asociada a cada uno de dichos puntos y asignándole el valor deseado. Por ejemplo: [BEGIN] [1] [0] [.] [5] [ENTER] Además, es posible asignar al punto "BEGIN" o al punto "END" la cota que dispone cualquier punto del perfil. Para ello se debe proceder de la siguiente forma: * Seleccionar en modo inverso el punto cuyas cotas se desean asignar al punto "BEGIN" o "END". Para ello se deben utilizar las teclas [P], [flecha arriba] y [flecha abajo]. * Pulsar la tecla [BEGIN] o [END], dependiendo del punto deseado. * Pulsar la tecla [ENTER]. Página Capítulo: 6 4 PERFILES Sección: MODO "SEMIAUTOMATICO" 6.2 PERFIL "NIVEL CICLO" Cuando se selecciona el modo "NIVEL CICLO" el CNC permite definir un perfil y ejecutarlo de forma automática. Esta prestación permite realizar desbastados o vaciados de piezas con una única operación, debiendo definirse el perfil o una trayectoria próxima al perfil y que esté formada por tramos rectos. Si se ha personalizado el parámetro máquina "P617(8)=1", se pueden definir hasta 9 puntos y redondeos asociados a los puntos P2, P3, P4, P5, P6 y P7. Si se ha personalizado el parámetro máquina "P617(8)=0", el perfil debe estar formado únicamente por tramos rectos, no se pueden definir redondeos. El perfil puede estar formado por 12 puntos. Capítulo: 6 Sección: Página PERFILES NIVEL CICLO 5 El punto P1 es el punto de comienzo del perfil y depende del sentido de mecanizado. El resto de los puntos deben ser correlativos. Cuando no se utilizan todos los puntos de definición, los puntos no utilizados se deben definir con el valor correspondiente al último punto del perfil. En el ejemplo de la figura se deben definir P12 = P11 = P10 = P9 = P8 = P7. En función del signo asignado al parámetro "H", el desbaste de la pieza se efectúa de la siguiente forma: "H(+)" Se efectuarán sucesivas pasadas, todas ellas paralelas al perfil programado. "H(-)" Se efectuará un desbaste previo de la pieza, torneados o refrentados, y una pasada final de desbaste para mantener las demasías del acabado. Página Capítulo: 6 Sección: 6 PERFILES NIVEL CICLO El perfil en Nivel Ciclo lleva asociados los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en X y Z". Para definirlos se debe pulsar la tecla [AUX] y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de seguridad" del capítulo "Funciones Auxiliares" de este mismo manual. Para mecanizados exteriores se debe definir la distancia de seguridad X positiva y para mecanizados interiores X negativa. Se debe tener en cuenta que, con objeto de obtener un acabado de la pieza correcto, el CNC aplica compensación de radio de herramienta durante el mecanizado del perfil. Por ello, es necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar dicha operación. Capítulo: 6 Sección: Página PERFILES NIVEL CICLO 7 Cuando se encuentra seleccionado el modo "NIVEL CICLO", el CNC muestra en la ventana principal la siguiente información: Si se trabaja con Velocidad de Corte Constante: F % VCC Si no se trabaja con Velocidad de Corte Constante: F % RPM % MAX % T T Para cambiar de modo de trabajo se debe pulsar la tecla [CSS]. El significado de cada uno de estos campos es el siguiente: F Avance de los ejes que se encuentra seleccionado. % Porcentaje del avance programado "F" que se está aplicando. VCC Velocidad de corte constante del cabezal con que se desea efectuar el ciclo. RPM Velocidad de giro del cabezal con que se desea efectuar el ciclo. En ambos modos de trabajo (RPM y VCC) el valor "S" que se indica en la ventana principal corresponde a la velocidad real del cabezal. Para seleccionar la velocidad de cabezal se debe usar una de estas formas: * Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla [ENTER]. El CNC entiende que dicho valor se desea utilizar como velocidad de cabezal en la operación automática que se está editando, por lo que no se modifica la velocidad real del cabezal ni el valor "S" que se muestra en la ventana principal. * Pulsar la tecla [S], introducir el valor deseado y pulsar la tecla El CNC modifica la velocidad real del cabezal, actualizando el valor "S" que se muestra en la ventana principal. Además, entiende que dicho valor se desea utilizar como velocidad de cabezal en la operación automática que se está editando. % Porcentaje de la velocidad real programa de cabezal "S" que se está aplicando. MAX Velocidad máxima del cabezal, en rpm, cuando se trabaja en VCC El sentido de giro del cabezal con que se desea efectuar el ciclo. Para cambiar el sentido de giro con que se desea efectuar el ciclo se debe pulsar la tecla [3]. El CNC mostrará el nuevo sentido seleccionado, pero no modificará el estado real del cabezal. T La herramienta con que se desea efectuar el ciclo. Para seleccionar el número de herramienta con que se desea efectuar el ciclo se debe usar una de estas formas: Página Capítulo: 6 Sección: 8 PERFILES NIVEL CICLO * Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla [ENTER]. El CNC memoriza dicho número pero mantiene la herramienta que actualmente se encuentra seleccionada. * Pulsar la tecla [TOOL], y tras introducir el número deseado pulsar la tecla El CNC selecciona la nueva herramienta y entiende que la operación automática que se está editando se desea efectuar con dicha herramienta. Se debe tener en cuenta que el CNC utiliza esta herramienta para efectuar el desbaste y que permite seleccionar otra herramienta para efectuar la operación de acabado. Atención: Cuando se memoriza una operación automática, el CNC almacena todas estas condiciones de mecanizado junto con los datos y parámetros que definen el ciclo. De esta forma, cada vez que se ejecuta una pieza previamente memorizada, el CNC ejecutará cada una de las operaciones automáticas con la herramienta, sentido de cabezal, velocidad de cabezal, pasada de acabado, velocidad de acabado, herramienta de acabado y distancias de seguridad que se definieron durante la edición. Capítulo: 6 Sección: Página PERFILES NIVEL CICLO 9 6.2.1 DEFINICION DEL PERFIL Cuando se selecciona el modo "NIVEL CICLO" el CNC mostrará los valores correspondientes a los puntos del perfil que se disponen actualmente, pudiendo seleccionarse nuevos valores si se desea. Además se deben definir los siguientes datos: H Define la cantidad de material que se desea eliminar de la pieza origen. Se programará en radios. > Si se programa con valor positivo se efectuarán sucesivas pasadas de desbaste, todas ellas paralelas al perfil programado > Si se programa con valor 0, el CNC efectuará únicamente la pasada de acabado de la pieza (no hay desbaste). > Si se programa con valor negativo el desbaste será un torneado o refrentado del perfil. Además, si se define un perfil con valles el CNC mostrará el error correspondiente. Para su selección, ya que no se dispone de tecla, se debe actuar de la siguiente forma: * Seleccionar otro dato y a continuación pulsar las teclas [flecha arriba] o [flecha abajo] hasta seleccionar el parámetro "H". D Define la distancia existente entre dos pasadas sucesivas. Si se programa con valor 0, el CNC mostrará el mensaje de error correspondiente. αT Define el ángulo de la cuchilla, indicando el ángulo que forma el filo de la misma respecto al eje X, tal y como se muestra a continuación. Para su selección, se debe pulsar la tecla [α ] Página Capítulo: 6 Sección: 10 PERFILES NIVEL CICLO Si el ángulo de la cuchilla es menor o igual que 45°, el CNC entiende que los valores "H" y "∆" indican el sobrante de material y el paso en X. Por el contrario, si el ángulo de la cuchilla es mayor que 45°, el CNC entiende que los valores "H" y "∆" indican el sobrante de material y el paso en Z. El CNC calcula siempre, en función de los valores "H", "∆" y "αT",el sobrante de material y el paso segun los ejes X y Z. Con objeto de efectuar un buen acabado de la pieza, el CNC aplica compensación de herramienta y para ello necesita conocer cómo entra y cómo sale la herramienta del perfil. Dichos valores se muestran en la parte inferior derecha de la pantalla. Para seleccionar el modo en que entra la herramienta en el perfil (punto P1) se debe pulsar la tecla [flecha arriba] y para seleccionar la forma en que sale la herramienta del perfil (punto P12) se debe pulsar la tecla [flecha abajo]. Cuando se encuentra seleccionada la ventana de "Programas Pieza" se debe pulsar la tecla "=" para pasar al modo de selección de entrada y salida de herramienta en el perfil. Capítulo: 6 Sección: Página PERFILES NIVEL CICLO 11 El CNC antes de comenzar la operación programada posiciona la herramienta a una distancia X, Z (distancia de seguridad) de los puntos inicial y final Para definir las distancias de seguridad en "X" y "Z" se debe pulsar la tecla [AUX] y operar como se indica en el apartado "Pasada de acabado de ciclos y distancia de seguridad" del capítulo "Funciones Auxiliares" de este mismo manual. Al memorizarse un "Perfil" como parte de un programa pieza, el CNC memoriza, al igual que en las demás operaciones de mecanizado, los parámetros "Pasada de acabado, Avance de acabado, Herramienta de acabado y Distancias de seguridad en "X y Z", junto con los valores que define la operación. Funcionamiento básico: El CNC permite ejecutar el perfil de principio a fin o pulsar la tecla que se ejecute pasada a pasada. para Una vez introducidos los datos adecuados se debe pulsar la tecla que el CNC ejecute el perfil. para Antes de comenzar la ejecución el CNC calculará el paso real (todos los pasos serán iguales) y la pasada de acabado correspondiente. Los pasos de mecanizado serán los siguientes: 1.- El cabezal arrancará con la velocidad seleccionada y en el sentido indicado. 2.- Si la ejecución del ciclo se ha programado con otra herramienta el CNC efectuará un cambio de herramienta, desplazándose al punto de cambio si así lo requiere la máquina. 3.- La herramienta se situará en la posición de comienzo, la definida mediante las distancias de seguridad "X" y "Z". 4.- En función del valor asignado al parámetro H el desbaste del perfil se efectuará del siguiente modo: > Si se programa con valor positivo se efectuarán sucesivas pasadas de desbaste, todas ellas paralelas al perfil programado y manteniendo el ángulo de la herramienta (αT) tanto en el punto de comienzo del perfil, como a la salida del mismo. Página Capítulo: 6 Sección: 12 PERFILES NIVEL CICLO > Si se programa con valor 0, el CNC efectuará únicamente la pasada de acabado de la pieza (no hay desbaste). > Si se programa con valor negativo el desbaste será un torneado o refrentado del perfil. Además, si se define un perfil con valles el CNC mostrará el error correspondiente. 5.- Una vez finalizada la operación de desbaste, el CNC efectuará el acabado de la pieza y finalizará en el punto de llamada al ciclo. El avance con que se efectúa la pasada de acabado vendrá fijada por el % del avance programado que se encuentra seleccionado. 6.- El CNC parará el cabezal. Atención: Se debe tener en cuenta que, con objeto de obtener un acabado de la pieza correcto, el CNC aplica compensación de radio de herramienta durante el mecanizado del perfil. Por ello, es necesario indicar en la tabla de correctores el valor del radio de la punta de la cuchilla y el código o factor de forma que dispone la herramienta con la que se desea efectuar dicha operación. Cuando se desea efectuar una única pasada, se debe utilizar uno de estos métodos: > Programar H=0 > Programar ∆=H, y los parámetros %∆ =0 y %F=0. Capítulo: 6 Sección: Página PERFILES NIVEL CICLO 13 7. TRABAJO CON PROGRAMAS PIEZA El CNC 800T permite almacenar en memoria hasta 10 programas pieza. Cada uno de estos programas podrá estar formado por hasta 20 operaciones básicas. Cada una de estas operaciones habrá sido editada previamente por el usuario en el modo "NIVEL CICLO", tal y como se detalla en el apartado correspondiente a las OPERACIONES AUTOMATICAS. 7.1 ACCESO A LA TABLA DE PROGRAMAS PIEZA Para acceder a la tabla de programas pieza se debe pulsar la tecla [RECALL]. El CNC mostrará en la parte superior derecha de la pantalla un directorio de 7 piezas de las 10 que puede tener almacenadas, siempre numerados con 5 cifras y comprendidos entre "00000" y "99995". Para visualizar las restantes piezas se deben emplear las teclas: Los guiones indican que no hay programa pieza. Los símbolos mostrados a la derecha del correspondiente número de pieza significan: PIEZA 01435 [*] 47632 [*] 32540 [*] ----- [ ] ----- [ ] ----- [ ] ----- [ ] EXIT [*] Indica que la pieza ya se ha editado previamente, es decir, que contiene información. [ ] Indica que la pieza no contiene información. Para poder asignar un número al programa pieza deseado es necesario: . Posicionar el cursor sobre el mismo utilizando para ello las teclas y teniendo en cuenta que la búsqueda se realiza en forma rotativa. . Pulsar [P]. La línea seleccionada mostrada en vídeo inverso comienza a parpadear el número "00000". . Pulsar los cifras del número a asignar y a continuación [ENTER]. Si tras presionar esta tecla continúa parpadeando el nuevo número, significa que ese número ya ha sido asignado a otra pieza. . Si se pulsa [CLEAR], La línea seleccionada volverá a su estado anterior mostrando el número anterior si tuviera alguno. Cuando se desea abandonar la tabla de programas pieza se debe posicionar el cursor sobre la posición "EXIT" y pulsar la tecla [ENTER]. Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: ACCESO A LA TABLA DE PROGRAMAS PIEZA Página 1 7.2 SELECCION DE UN PROGRAMA PIEZA Siempre que se desea analizar el contenido de una pieza para su edición o modificación se debe seleccionar la misma en la tabla de programas piezas y pulsar la tecla [RECALL]. Cada pieza puede estar formada por hasta 20 operaciones básicas. No obstante, el CNC mostrará en la parte superior derecha de la pantalla un grupo de 7 operaciones. Siempre que se accede a un programa pieza el CNC muestra el cursor situado sobre la primera posición libre de la misma. PIEZA 01346 1 - CILINDR. 2 - REFRENTA. 3 - ROSCADO 456? 7? EXIT Las posiciones libres se indican mediante el carácter "?" y las posiciones ocupadas indican el tipo de operación que se ha editado en las mismas. Se debe tener en cuenta que los perfiles ocupan dos posiciones aunque son tratadas como operación única por el CNC. Cada una de estas operaciones habrá sido editada previamente por el usuario en el modo "NIVEL CICLO", tal y como se detalla en el apartado correspondiente a las OPERACIONES AUTOMATICAS. Para poder elegir una de las operaciones, libres o ya editadas, es necesario posicionar el cursor sobre la misma. Utilizándose para ello las teclas Cuando se desea abandonar la opción de programas pieza se debe posicionar el cursor sobre la posición "EXIT" y pulsar la tecla [ENTER]. Si se desea volver al directorio de programas pieza (menú anterior) se debe pulsar la tecla las veces necesarias. Para ello y tras posicionarse sobre la cabecera "PIEZA 01346" se debe pulsar una vez más la tecla 7.3 EDICION DE UN PROGRAMA PIEZA Un programa pieza está formado por diversas operaciones, por lo que su edición se compone de la edición de las diversas operaciones que la forman. Cada una de las operaciones se editará como si de una operación normal se tratase, tal y como se detalla en el apartado correspondiente a las OPERACIONES AUTOMATICAS. No obstante, al editar un cilindrado cónico, un redondeo o un roscado se deben utilizar las teclas o para seleccionar la esquina que se desea mecanizar, el tipo de redondeo (cóncavo o convexo), el roscado (interior o exterior) o la entrada y salida de la herramienta en el perfil. Todas las operaciones que forman un programa pieza deben ser editadas en el modo "NIVEL CICLO". Página 2 Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: SELECCION Y EDICION DE UN PROGRAMA PIEZA Una vez seleccionado el programa pieza y definida la operación, se debe posicionar el cursor sobre el número de operación que se desea asignar a la misma y pulsar la tecla [ENTER] para almacenarla en memoria. Además, si se desea, se puede ejecutar la operación antes de introducirla en memoria y de esta forma comprobar su perfecto funcionamiento. Una vez pulsada la tecla [ENTER] el CNC pide conformidad del comando, pudiendo darse los siguientes casos: * El número de operación que se seleccionó se encontraba libre. Una vez confirmado el comando de almacenamiento en memoria el CNC incluirá la nueva operación en el lugar indicado. El listado de operaciones de la pieza se actualizará. * El número de operación que se seleccionó se encontraba ocupado. El CNC, al solicitar el comando de confirmación, pregunta si se desea: Sustituir para lo cual se debe pulsar la tecla [ENTER]. La nueva operación ocupará la posición seleccionada y la operación que anteriormente existía desaparecerá. El resto de las operaciones se mantienen en el mismo lugar que ocupaban anteriormente. Insertar para lo cual se debe pulsar la tecla [1]. La nueva operación ocupará la posición seleccionada. La operación que anteriormente ocupaba dicha posición y todas las posteriores, incluidas las posiciones libres, se desplazarán un lugar hacia atrás. Si la posición número 20 se encuentra ocupada, el CNC mostrará un mensaje indicando que este comando no puede ser editado. No hacer nada para lo cual se debe pulsar la tecla [CLEAR]. Atención: Es aconsejable al editar las diversas operaciones de una pieza, comenzar siempre por la operación "1" y utilizar posiciones correlativas. Cuando se ejecuta una pieza el CNC comienza siempre por la operación "1" y finaliza la ejecución al encontrar una posición libre, aunque el programa pieza disponga de otras operaciones. Cada una de las operaciones que forman el programa pieza se encuentra almacenada en memoria con todos los valores con que fue editado. *Datos propios de la operación: BEGIN, END, ángulos, incremento, etc. *Condiciones de mecanizado: F, S, T, giro cabezal, etc. *Pasada de acabado, avance de acabado, herramienta de acabado y distancias de seguridad en "X" y "Z". Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: EDICION DE UN PROGRAMA PIEZA Página 3 7.4 SIMULACION DE UN PROGRAMA PIEZA El CNC permite simular o comprobar una pieza en vacío, antes de efectuar el mecanizado de la misma. PIEZA 01346 1 - CILINDR. 2REFRENTA. 3 - ROSCADO 4? 5? 6? 7? Cuando se simula una pieza el CNC comienza siempre por la operación "1" y finaliza al encontrar una posición libre, aunque la pieza disponga de otras operaciones. Por ello se debe seleccionar la pieza correspondiente, y tras posicionar el cursor sobre la cabecera de la misma (PIEZA 01346), pulsar la tecla en el modelo compacto o la secuencia de teclas en el modelo modular. El CNC mostrará una página de representación gráfica. En la parte inferior izquierda de la pantalla se muestran los ejes del plano. Para definir la zona de visualización se debe: * * * Pulsar la tecla en el modelo compacto, o la tecla en el modular. Indicar las coordenadas X, Z del punto que se desea que aparezca en el centro de la pantalla. Definir el valor de la anchura que se quiere representar. Para comprobar la pieza se debe pulsar la tecla representación gráfica correspondiente. De esta forma comenzará la Para borrar el gráfico se debe pulsar la tecla [CLEAR] y para abandonar el modo Simulación se debe pulsar la tecla [END]. Página 4 Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: SIMULACION DE UNA PIEZA 7.4.1 FUNCION ZOOM La función ZOOM permite ampliar o reducir el gráfico o parte de él. Para ello el programa en simulación debe ser interrumpido o bien haber finalizado. Pulsar la tecla [Z]. Sobre el gráfico original aparecerá un rectángulo que define la zona a ampliar o reducir. Para modificar las dimensiones del rectángulo se deben utilizar las teclas: Disminuye el tamaño del rectángulo Aumenta el tamaño del rectángulo Para desplazar el rectángulo se deben utilizar las siguientes teclas: Modelo compacto Modelo modular Si se desea que la nueva zona de visualización sea la zona seleccionada con el rectángulo, se debe pulsar la tecla [ENTER]. Si se desea ver ampliada la zona seleccionada y mantener los valores de la actual zona de visualización se debe pulsar la tecla en el modelo compacto y la tecla en el modelo modular. La parte del gráfico contenida dentro del rectángulo pasará a ocupar toda la superficie de la pantalla. Para volver a la zona de visualización anterior se debe pulsar la tecla [END]. Si se desea aplicar nuevamente la función ZOOM, basta pulsar de nuevo la tecla [Z] y actuar de la misma forma. Para abandonar la función ZOOM y volver a la representación gráfica se debe pulsar la tecla [END]. Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: SIMULACION DE UNA PIEZA Página 5 7.5 EJECUCION DE UN PROGRAMA PIEZA Cuando se ejecuta una pieza el CNC comienza siempre por la operación "1" y finaliza la ejecución al encontrar una posición libre, aunque el programa pieza disponga de otras operaciones. PIEZA 01346 1 - CILINDR. 2 - REFRENTA. 3 - ROSCADO 4? 5? 6? 7? EXIT Siempre que se desea ejecutar una pieza se debe seleccionar el programa pieza correspondiente, y tras posicionar el cursor sobre la cabecera de la misma (PIEZA 01346), pulsar la tecla El programa pieza seleccionado, se ejecuta operación tras operación, comenzando por la primera operación y continuando con la siguiente una vez finalizada la misma. Cada vez que el CNC selecciona una operación, la mostrará en forma resaltada y además realiza una copia a la zona de edición, parte inferior de la pantalla, mostrando la operación seleccionada con todos sus parámetros. Una vez finalizada la ejecución de cada una de las operaciones, la herramienta se posiciona en el punto BEGIN de la operación ejecutada, manteniendo las distancias de seguridad. Se debe tener en cuenta al definir las distintas operaciones, que el desplazamiento de la herramienta de una operación a otra se efectúa en línea recta y desde el punto BEGIN de la última operación ejecutada al punto BEGIN de la próxima operación. La ejecución de la pieza finaliza al encontrar el CNC una posición libre, aunque más adelante existan más operaciones definidas. Una vez finalizadas todas las operaciones, la herramienta retrocederá al punto en que comenzó la ejecución de la pieza. Si durante la ejecución de la pieza se requiere un cambio de herramienta, se efectuará al comienzo de la operación correspondiente. Además, si la máquina no dispone de un punto de cambio de herramienta ésta se efectúa en el punto en que comenzó la ejecución de la pieza. Si se desea interrumpir la ejecución del programa se debe pulsar la tecla ejecución del programa se detiene y quedan habilitadas las siguientes teclas: . La Para continuar con la ejecución del programa se debe pulsar la tecla Atención: Se debe tener cuidado de seleccionar la pieza y posicionar el cursor sobre la cabecera de la misma (PIEZA 01346) antes de pulsar la tecla Si al pulsar la tecla el cursor se encuentra posicionado sobre una de las operaciones automáticas, el CNC ejecuta la operación que está en la pantalla general. Página 6 Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: EJECUCION DE UN PROGRAMA PIEZA 7.5.1 EJECUCION DE UNA OPERACION PREVIAMENTE ALMACENADA EN UNA PIEZA Siempre que se desea ejecutar una operación previamente almacenada en una pieza se debe seleccionar el programa pieza correspondiente, y tras posicionar el cursor sobre la operación deseada, pulsar la tecla [RECALL]. El CNC recupera todos los valores con que fue almacenada en memoria dicha operación y los muestra en la parte inferior de la pantalla. * Datos propios de la operación: BEGIN, END, ángulos, incremento, etc. * Condiciones de mecanizado: F, S, T, giro cabezal, etc. * Pasada de acabado, avance de acabado, herramienta de acabado y distancias de seguridad en "X" y "Z". A continuación se debe pulsar la tecla para ejecutar la operación seleccionada. El CNC permite modificar cualquier dato antes de pulsar la tecla Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: EJECUCION DE UN PROGRAMA PIEZA si se desea. Página 7 7.5.2 INSPECCION DE HERRAMIENTA Esta opción permite, durante el mecanizado del programa 99996, detener la ejecución e inspeccionar la herramienta, pudiendo de esta forma comprobar su estado e incluso sustituirla. Para ello se deben de seguir los siguientes pasos: a) Pulsar la tecla para interrumpir la ejecución del programa 99996. b) Pulsar la tecla [TOOL] En este momento el CNC ejecuta la función auxiliar M05, para detener el cabezal. Además, en la pantalla aparece el siguiente mensaje: TECLAS MANUAL DISPONIBLES SALIDA c) Desplazar la herramienta, mediante las teclas de JOG, al lugar deseado. Una vez desplazada la herramienta se puede arrancar y parar el cabezal, mediante las teclas de manejo del cabezal, situadas en el panel de Mando. d) Tras realizar la inspección o el cambio de herramienta se debe pulsar la tecla [END]. El CNC ejecutará la función M03 o M04, para arrancar el cabezal con el sentido de giro que disponía cuando se interrumpió el programa. Además, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS El CNC denomina "Ejes No Posicionados" a los ejes que no se encuentran en la posición en que se interrumpió la ejecución. e) Mediante las teclas de JOG llevar los ejes a la posición en que se interrumpió la ejecución. El CNC no permitirá sobrepasar dicha posición. Cuando los ejes estén en posición, en la pantalla aparece el siguiente mensaje: VUELTA EJES NO POSICIONADOS NINGUNO f) Página 8 Pulsar la tecla para continuar con la ejecución del programa 99996. Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: EJECUCION DE UN PROGRAMA PIEZA 7.6 MODIFICAR UN PROGRAMA PIEZA Siempre que se desea modificar una operación se debe seleccionar el programa pieza correspondiente, y tras posicionar el cursor sobre la operación deseada, pulsar la tecla [RECALL]. El CNC recupera todos los valores con que fue almacenada en memoria dicha operación y los muestra en la parte inferior de la pantalla. A partir de este momento la operación podrá ser modificada, como si de una operación normal se tratase, tal y como se detalla en el apartado correspondiente a las OPERACIONES AUTOMATICAS. Una vez realizadas todas las modificaciones, se debe pulsar la tecla [ENTER] para almacenarla nuevamente en memoria. Si se desea, se puede ejecutar la operación antes de introducirla en memoria y de esta forma comprobar su perfecto funcionamiento. Una vez pulsada la tecla [ENTER] el CNC pide conformidad del comando, debiéndose pulsar nuevamente la tecla [ENTER] (opción sustituir). Cuando se desea borrar una operación se debe seleccionar el programa pieza correspondiente, y tras posicionar el cursor sobre la operación que se desea borrar, pulsar la tecla [CLEAR]. El CNC pedirá conformidad del comando. Cuando se borra una operación, el CNC compactará el programa pieza, pasando todas las operaciones posteriores a ocupar la posición anterior a la que ahora ocupan. Cuando se desea insertar una nueva operación, se debe operar como en la edición de programa pieza. Una vez definida la operación, se debe posicionar el cursor sobre el número de operación que se desea asignar a la misma y pulsar la tecla [ENTER] para almacenarla en memoria. El CNC pide conformidad del comando, debiéndose pulsar la tecla [1] si se desea insertar o la tecla [ENTER] si se desea sustituir por la actual. Cuando se desea copiar una operación ya existente en otra posición se debe posicionar el cursor sobre la operación que se desea copiar y pulsar la tecla [RECALL]. El CNC recupera todos los valores con que fue almacenada en memoria dicha operación y los muestra en la parte inferior de la pantalla. A continuación, se debe seleccionar el número de operación en el que se desea realizar la copia y pulsar la tecla [ENTER]. El CNC pedirá conformidad del comando. Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: MODIFICAR UN PROGRAMA PIEZA Página 9 7.7 BORRADO DE UN PROGRAMA PIEZA Siempre que se desea borrar un programa pieza se debe operar de una de las siguientes formas: Seleccionar en el directorio de programas pieza el programa pieza que se desea borrar y pulsar la tecla [CLEAR], o bien, seleccionar dicho programa y tras posicionar el cursor sobre la cabecera de la misma (PIEZA 01435), pulsar la tecla [CLEAR]. En ambos casos el CNC pedirá conformidad del comando. PIEZA 01435 [ *] 47632 [*] 32540 [ * ] ----- [ ] ----- [ ] ----- [ ] ----- [ ] EXIT Página 10 Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA PIEZA 01435 1 - CILINDR. 2 - REFRENTA. 3 - ROSCADO 4? 5? 6? 7? EXIT Sección: BORRAR UN PROGRAMA PIEZA 7.8 PERIFERICOS Este CNC permite comunicarse con la disquetera FAGOR, con un periférico general o con un ordenador para transferir programas de uno al otro bien gestionando dicha transferencia desde el CNC cuando este se encuentra en el modo "Periféricos" o bien gestionando la transferencia desde el ordenador mediante el protocolo DNC de FAGOR pudiendo encontrarse el CNC en cualquier modo de operación.. 7.8.1 MODO PERIFERICOS Este modo permite transferir programas entre el CNC y la disquetera FAGOR, un periférico general o con un ordenador que disponga de un programa de comunicaciones estandar del mercado. Para acceder a este modo se debe seleccionar la opción "Periféricos" de "Modos Auxiliares" tras pulsar la tecla [AUX]. Tras seleccionar esta opción la pantalla del CNC mostrará el siguiente menú en su parte superior izquierda: 0 1 2 3 4 5 6 - ENTRADA DESDE DISQUETERA (Fagor) SALIDA HACIA DISQUETERA (Fagor) ENTRADA DESDE PERIFERICO (general) SALIDA HACIA PERIFERICO (general) DIRECTORIO DISQUETERA (Fagor) BORRAR PROGRAMA DISQUETERA (Fagor) DNC ON/OFF Para poder utilizar cualquiera de estas opciones el modo DNC debe estar inactivo. Si está activo (en la parte superior derecha de la pantalla aparece: DNC), se debe pulsar [6] (DNC ON/OFF) para desactivarlo (las letras DNC desaparecen de la pantalla). Las opciones "0, 1, 2 y 3" permiten transferir los programas pieza, parámetros máquina, la tabla de funciones M decodificadas y la tabla de parámetros de compensación de husillo. La parte inferior derecha de la pantalla mostrará el directorio de hasta 7 programas pieza del CNC. Para ver el resto del directorio se deben usar las teclas: El CNC solicitará el número de programa que se desea transmitir y se debe teclear el número deseado y a continuación pulsar la tecla [ENTER]. Los números de programa que se pueden seleccionar son los siguientes: P00000 al P99990 Correspondientes a programas pieza. P99994 y P99996 Programas especiales de usuario en código ISO. P99997 Es de uso interno y NO puede ser transmitido. P99998 Utilizado para asociar textos a los mensajes de PLCI. P99999 Parámetros máquina y tablas. En pantalla aparecerá el texto "RECIBIENDO" o "TRANSMITIENDO" y una vez finalizada la transmisión el texto "PROGRAMA NUM. P23256 (por ejemplo) LEIDO" o "TRANSMITIDO". Atención: Los programas pieza no pueden ser editados en el periférico u ordenador. Capítulo: 7 Sección: Página TRABAJO CON PROGRAMAS PIEZA PERIFERICOS 11 Si la transmisión no es correcta se mostrará el texto "Error de transmisión", y si la información transmitida no corresponde al formato exigido por el CNC, mostrará el texto "Leido dato no válido". Para poder realizar la transmisión es necesario que la memoria del CNC se encuentre desbloqueada, en caso contrario volverá a mostrar el menú principal del modo Perifericos. Cuando se realiza la transmisión desde un periférico distinto a la disquetera FAGOR, hay que tener en cuenta los siguientes aspectos: * Debe comenzar por un "NUL" seguido de "%" "número de programa" (por ejemplo: %23256)" y seguido por LINE FEED (LF). * Los espacios, la tecla RETURN y el signo "+" no se tienen en cuenta * El programa termina con una serie de más de 20 "NUL", con el carácter "ESCAPE" o "EOT". * Si se desea abortar la transmisión se debe pulsar la tecla [CL]. El CNC mostrará el mensaje "PROCESO ABORTADO". DIRECTORIO DISQUETERA Esta opción muestra los programas que contiene el disquette insertado en la disquetera FAGOR y el número de caracteres que ocupa cada uno de ellos. Asimismo, muestra el número de caracteres libres en el disquette. BORRAR PROGRAMA DISQUETERA Esta opción permite borrar un programa de la disquetera FAGOR. El CNC solicita el número de programa que se desea borrar. Tras teclear el número de programa elegido se debe pulsar la tecla [ENTER]. Una vez borrado el programa el CNC mostrará el texto "PROGRAMA NUM: P ____ BORRADO" Asimismo, muestra el número de caracteres libres en el disquette. Página 12 Capítulo: 7 TRABAJO CON PROGRAMAS PIEZA Sección: PERIFERICOS 7.8.2 COMUNICACION DNC Para utilizar esta prestación, la comunicación DNC debe estar activa (la parte superior derecha de la pantalla muestra: DNC). Para ello, los parámetros correspondientes deben estar personalizados convenientemente por el fabricante y seleccionar la opción [6] del modo "Periféricos" para activarla si no lo estuviera. Una vez activa y utilizando el programa de aplicación FAGORDNC (suministrado, bajo pedido, en disquette) es posible desde el ordenador: · · · · Obtener el directorio de programas pieza del CNC. Transferir programas y tablas desde/hacia el CNC y viceversa. Borrar programas pieza en el CNC. Cierto control de la máquina. Atención: En el CNC puede estar seleccionado cualquier modo de operación. 7.9 BLOQUEAR/DESBLOQUEAR Esta opción permite bloquear/desbloquear la memoria de programa. Para seleccionar esta opción pulsar la tecla [AUX] y tras seleccionar "Modos Auxiliares" pulsar la tecla correspondiente a "BLOQUEAR / DESBLOQUEAR". Los códigos que se pueden utilizar son: N0000 [ENTER] Desbloquea la memoria de programa N1111 [ENTER] Bloquea la memoria de programa PF000 [ENTER] Borra el contenido de todos los parámetros aritméticos (datos de las operaciones automáticas). Les asigna el valor 0. Capítulo: 7 Sección: Página TRABAJO CON PROGRAMAS PIEZA BLOQUEAR/DESBLOQUEAR 13 8. EJEMPLOS DE PROGRAMACION Página EJEMPLO 1 3 Mecanizado de exteriores (operación a operación) EJEMPLO 2 11 Mecanizado de la misma pieza que en el "Ejemplo 1" pero utilizando el ciclo de "Seguimiento de perfil en tramos rectos". De esta forma se efectúa la pieza con muchas menos operaciones. EJEMPLO 3 17 Mecanizado de interiores y exteriores EJEMPLO 4 23 Mecanizado de exteriores con "Roscado cónico" y "Perfil con valle" Capítulo: 8 EJEMPLOS DE PROGRAMACION Sección: Página 1 EJEMPLO 1 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 1 3 Página Capítulo: 8 Sección: 4 EJEMPLOS DE PROGRAMACION EJEMPLO 1 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 1 5 Página Capítulo: 8 Sección: 6 EJEMPLOS DE PROGRAMACION EJEMPLO 1 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 1 7 Página Capítulo: 8 Sección: 8 EJEMPLOS DE PROGRAMACION EJEMPLO 1 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 1 9 Página Capítulo: 8 Sección: 10 EJEMPLOS DE PROGRAMACION EJEMPLO 1 EJEMPLO 2 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 2 11 Página Capítulo: 8 Sección: 12 EJEMPLOS DE PROGRAMACION EJEMPLO 2 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 2 13 Página Capítulo: 8 Sección: 14 EJEMPLOS DE PROGRAMACION EJEMPLO 2 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 2 15 Página Capítulo: 8 Sección: 16 EJEMPLOS DE PROGRAMACION EJEMPLO 2 EJEMPLO 3 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 3 17 Página Capítulo: 8 Sección: 18 EJEMPLOS DE PROGRAMACION EJEMPLO 3 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 3 19 Página Capítulo: 8 Sección: 20 EJEMPLOSDEPROGRAMACION EJEMPLO 3 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 3 21 Página Capítulo: 8 Sección: 22 EJEMPLOS DE PROGRAMACION EJEMPLO 3 EJEMPLO 4 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 4 23 Página Capítulo: 8 Sección: 24 EJEMPLOS DE PROGRAMACION EJEMPLO 4 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 4 25 Página Capítulo: 8 Sección: 26 EJEMPLOS DE PROGRAMACION EJEMPLO 4 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 4 27 Página Capítulo: 8 Sección: 28 EJEMPLOS DE PROGRAMACION EJEMPLO 4 Capítulo: 8 Sección: Página EJEMPLOS DE PROGRAMACION EJEMPLO 4 29 CODIGOS DE ERROR 001 Este error se produce cuando el primer carácter del bloque que se desea ejecutar no es una "N". 002 Demasiados dígitos al definir una función en general. 003 Se ha asignado un valor negativo a una función que no acepta el signo (-), o se ha asignado un valor incorrecto a un parámetro de ciclo fijo. 004 Definición de un ciclo fijo estando activa la función G02, G03 ó G33. 005 Bloque paramétrico mal editado. 006 Más de 10 parámetros afectados en un mismo bloque. 007 División por cero. 008 Raíz cuadrada de un número negativo. 009 Valor demasiado grande asignado a un parámetro. 010 * No se ha programado la gama o la velocidad de corte constante. 011 Más de siete funciones M en un mismo bloque. 012 Este error se produce en los siguientes casos: > Mal programada la función G50. > Sobrepasamiento del valor de las dimensiones de herramienta. > Sobrepasamiento del valor de los traslados de origen G53/G59. 013 Perfil de un ciclo fijo mal definido. 014 Se ha programado un bloque que no es correcto, bien en sí mismo o bien en relación con la historia del programa hasta el momento. 015 Las funciones G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31, G32, G50, G53, G54, G55, G56, G57, G58, G59, G72, G74, G92 y G93 deben ir solas en un bloque. 016 No existe la subrutina o el bloque llamado ó no existe el bloque buscado mediante la función especial F17. 017 Paso de rosca negativo o demasiado elevado. 018 Error en los bloques en que se definen los puntos mediante ángulo-ángulo o ángulo-coordenada. 019 Este error se produce en los siguientes casos: > Tras definir G20, G21, G22 ó G23 no viene el número de subrutina al que se refiere. > No se ha programado el carácter "N" tras la función G25, G26, G27, G28 o G29. > Demasiados niveles de imbricación, uno dentro de otro. 020 Se ha definido más de una gama de cabezal en un mismo bloque 021 Este error se produce en los siguientes casos: > No existe un bloque en la dirección definida por el parámetro asignado a F18, F19, F20, F21, F22. > No se ha definido el eje correspondiente en el bloque direccionado 022 Al programar los ejes en G74, se repite alguno de ellos. 023 No se ha programado K tras G04. 025 Error en un bloque de definición o llamada a subrutina, o bien, de definición de saltos condicionales o incondicionales. 026 Este error se produce en los siguientes casos: > Sobrepasamiento de la capacidad de memoria. > Capacidad de cinta libre ó de memoria de CNC inferior al tamaño del programa que se intenta introducir. 027 No se ha definido I/K en interpolación circular o roscado. 028 Se ha intentado seleccionar un corrector en la tabla de herramientas o una herramienta externa no existente (el número de herramientas se define mediante parámetro-máquina). 029 Se ha asignado un valor demasiado grande a una función. Este error se produce con gran frecuencia si se programa un valor de F en mm/min y luego se pasa a trabajar en mm/rev sin cambiar el valor de F. 030 Se ha programado una G no existente. 031 Valor del radio de la herramienta demasiado grande. 032 Valor del radio de la herramienta demasiado grande. 033 Se ha programado un desplazamiento superior a 8388 mm o 330,26 pulgadas. Ejemplo: Si el eje Z se encuentra en la posición Z-5000 y se desea desplazarlo hasta el punto Z5000, el CNC mostrará el error 33 si se programa el bloque N10 Z5000, ya que el desplazamiento programado es Z5000 - Z-5000 = 10000 mm. Por el contrario, si el desplazamiento se efectúa en dos fases, como se indica a continuación, el CNC no mostrará el error 33 puesto que cada desplazamiento es inferior a 8388 mm. N10 Z0 N10 Z5000 ; Desplazamiento 5000 mm ; Desplazamiento 5000 mm 034 Se han definido S ó F con un valor superior al permitido. 035 No existe información suficiente para compensar, para redondear aristas o achaflanar. 036 Subrutina repetida. 037 Mal programada la función M19. 038 Mal programada la función G72. Se debe tener en cuenta que si se aplica la función G72 a un solo eje, este debe de estar en el origen pieza (valor 0) en el momento de aplicarse el factor de escala. 039 Este error se produce en los siguientes casos: > Más de 15 niveles de anidamiento en llamada a subrutinas > Se ha programado un bloque que contiene un salto a si mismo. Ejemplo: N120 G25 N120. 040 El arco programado no pasa por el punto final definido. (Tolerancia 0,01 mm) o no existe un arco que pasa por los puntos definidos mediante G08 o G09. 041 Este error se produce cuando se ha programado una entrada tangencial y se dan los siguientes casos: > No existe espacio para realizar la entrada tangencial. Se requiere un espacio superior o equivalente a 2 veces el radio de redondeo programado. > El tramo en que se ha definido la entrada tangencial es un tramo curvo (G02, G03). El tramo en que se define la entrada tangencial debe ser lineal. 042 Este error se produce cuando se ha programado una salida tangencial y se dan los siguientes casos: > No existe espacio para realizar la salida tangencial. Se requiere un espacio superior o equivalente a 2 veces el radio de redondeo programado. > El tramo en que se ha definido la salida tangencial es un tramo curvo (G02, G03). El tramo en que se define la salida tangencial debe ser lineal. 043 Origen de coordenadas polares (G93) mal definido. 044 Mal programada la función M45 S, velocidad de giro de la herramienta motorizada. 045 Mal programadas las funciones G36, G37, G38 ó G39. 046 Coordenadas polares mal definidas. 047 Se ha programado un desplazamiento cero durante una compensación de radio o redondeo. 048 Inicio o anulación de compensación de radio con G02/G03. 049 Chaflán mal programado. 050 Se ha seleccionado velocidad de corte constante cuando la máquina dispone de salida de consigna de cabezal en formato BCD. 054 No existe disquette en la disquetera FAGOR, o no existe cinta en el Lector de cassette o bien la tapa de la cabeza del Lector está abierta. 055 Error de paridad en la escritura o lectura del disquette o cinta. 057 Disquette o cinta protegida contra escritura. 058 Dificultades en el movimiento del disquette o en el arrastre de cinta. 059 Este error se produce en los siguientes casos: > Error de diálogo entre el CNC y la Disquetera FAGOR. > Error de diálogo entre el CNC y el Lector de cinta. 060 Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 061 Fallo de batería. A partir de producirse este error, la información contenida en la memoria será retenida durante 10 días más, estando apagado el CNC. Debiendo ser sustituido el módulo de batería ubicado en la parte posterior del aparato. Consúltese con el Servicio de Asistencia Técnica. Atención: Debido al riesgo de explosión ó combustión no intente recargar la pila, no la exponga a temperaturas superiores a 100 grados centígrados y no cortocircuite sus bornas. 064 * La entrada de emergencia externa (terminal 14 del conector I/O 1) se encuentra activada. 065 * Este error se produce cuando trabajando con palpador (G75) se ha alcanzado la posición programada y no se ha recibido la señal exterior del palpador. 066 * Límite de recorrido eje X sobrepasado El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que obligaría a la máquina a salirse de límites. 068 * Límite de recorrido eje Z sobrepasado. El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que obligaría a la máquina a salirse de límites. 070 ** Error de seguimiento eje X. 072 ** Error de seguimiento eje Z. 074 ** Valor de S (velocidad de cabezal) demasiado elevado. 075 ** Fallo de captación en el conector A1. 076 ** Fallo de captación en el conector A2. 077 ** Fallo de captación en el conector A3. 078 ** Fallo de captación en el conector A4. 079 ** Fallo de captación en el conector A5. 087 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 088 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 089 * No se ha realizado la búsqueda del punto referencia máquina de todos los ejes. Este error se produce cuando es obligatorio realizar la búsqueda del punto de referencia máquina tras el encendido. Se define mediante parámetro máquina. 090 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 091 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 092 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 093 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 094 Error de paridad en la tabla de herramientas, o en la tabla G53-G59. 095 ** Error de paridad de los parámetros generales. 096 ** Error de paridad de los parámetros eje Z. 098 ** Error de paridad de los parámetros eje X. 099 ** Error de paridad en la tabla de M. 100 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 101 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 105 Este error se produce en los siguientes casos: > Más de 43 caracteres dentro de un comentario > Más de 5 caracteres para definir el número de programa > Más de 4 caracteres para definir el número de bloque > Caracteres extraños en memoria. 106 ** Límite de temperatura interior sobrepasado. 108 ** Error en parámetros de compensación del husillo del eje Z. 110 ** Error en parámetros de compensación del husillo del eje X. 111 * Error en la red local Fagor. Instalación incorrecta de la línea (hardware) 112 * Error en la red local Fagor. Se produce en los siguientes casos: > La configuración de la red (nodos) es incorrecta. > La configuración de red ha cambiado. Alguno de los nodos ha dejado de estar presente en la misma. Si se produce este error es necesario acceder al modo red, edición o monitorización, antes de ejecutar un bloque de programa. 113 * Error en la red local Fagor. Algún nodo no se encuentra en condiciones de trabajar en la red local. Por ejemplo: > No se encuentra compilado el programa del PLC64. > Se ha enviado a un CNC82 un bloque del tipo G52 mientras se hallaba en ejecución. 114 * Error en la red local Fagor. Se ha enviado una orden incorrecta a un nodo. 115 * Error en el PLCI. Watch-dog en la rutina periódica. Este error se produce cuando la rutina periódica dura más de 5 milisegundos. 116 * Error en el PLCI. Watch-dog en el programa principal. Este error se produce cuando el programa principal dura más de la mitad del tiempo indicado en el parámetro máquina "P729". 117 * Error en el PLCI. La información interna del CNC que se ha solicitado mediante la activación de las marcas M1901 a M1949 no se encuentra disponible. 118 * Error en el PLCI. Se ha intentado modificar, mediante la activación de las marcas M1950 a M1964, una variable interna del CNC que no se encuentra disponible. 119 Error en el PLCI. Error al escribir los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, en la EEPROM. Este error se puede producir cuando al bloquear los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, el CNC no puede guardar dicha información en el la memoria EEPROM. 120 Error en el PLCI. Error de checksum al recuperar los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, de la EEPROM. Atención: Los ERRORES que disponen de “*” actúan de la siguiente manera: Detienen el avance de los ejes y el giro del cabezal. Eliminando para ello todas las señales de Enable y anulando todas las salidas analógicas del CNC. Detienen la ejecución del programa pieza del CNC si se encuentra en ejecución. Los ERRORES que disponen de “**” además de actuar como los errores que disponen de “*”, activan la SALIDA DE EMERGENCIA . FAGOR CNC 800T MANUAL DE PROGRAMACION Ref. 9701 (cas) ACERCA DE LA INFORMACION DE ESTE MANUAL Este manual se debe utilizar cuando se desea elaborar un programa en código ISO. El CNC puede almacenar 2 programas de usuario en código ISO: P99994 P99996 Programa especial de subrutinas de usuario en código ISO Programa pieza de usuario en código ISO. Ambos programas pueden ser elaborados en un ordenador y ser enviados posteriormente al CNC. El apartado Periféricos del Manual de Operación explica cómo se debe efectuar la transmisión de información entre el CNC y el ordenador. Desde el mismo, usted podrá desde el mismo CNC editar o modificar el programa P99996 pero no podrá acceder al programa P99994. El programa P99994 debe ser elaborado en un ordenador o periférico. Este manual describe toda la información referente al código ISO que utiliza el CNC 800T. Notas: La información descrita en este manual puede estar sujeta a variaciones motivadas por modificaciones técnicas. FAGOR AUTOMATION, S. Coop. Ltda. se reserva el derecho de modificar el contenido del manual, no estando obligada a notificar las variaciones. INDICE Apartado Pagina Tabla comparativa de los modelos Fagor CNC 800T ................................................ ix Nuevas prestaciones y modificaciones ......................................................................... xiii INTRODUCCION Condiciones de Seguridad ............................................................................................ 3 Condiciones de Reenvío ............................................................................................... 5 Documentación Fagor para el CNC 800 T .................................................................. 6 Contenido de este manual ............................................................................................. 7 Capítulo 1 1.1 1.2 1.2.1 1.3 1.4 1.4 Estructura de un programa en el CNC ............................................................................. 1 Número de bloque ........................................................................................................... 2 Bloques condicionales .................................................................................................... 2 Bloque de programa ........................................................................................................ 3 Funciones preparatorias G ............................................................................................... 4 Tabla de funciones G empleadas en el CNC ................................................................... 4 Capítulo 2 2.1 2.2 2.3 2.3.1 2.3.2 2.3.3 2.3.4 PROGRAMACION DE COTAS Unidades de medida. Milímetros (G71) o pulgadas (G70) .............................................. 1 Programación absoluta (G90) o incremental (G91) ......................................................... 2 Programación de cotas ..................................................................................................... 3 Coordenadas cartesianas ................................................................................................. 3 Coordenadas polares ....................................................................................................... 4 Programación mediante dos ángulos (A1, A2) ................................................................ 6 Angulo y una coordenada cartesiana .............................................................................. 7 Capítulo 3 3.1 3.2 3.3 3.4 3.5 CONSTRUCCION DE UN PROGRAMA SISTEMAS DE REFERENCIA Búsqueda de referencia máquina (G74)........................................................................... 1 Preselección de cotas (G92) ............................................................................................. 2 Preselección de origen polar (G93) ................................................................................. 3 Traslados de origen (G53 ... G59) .................................................................................... 4 Guardar y recuperar origen de coordenadas (G31, G32).................................................. 6 Apartado Pagina Capítulo 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 4.3 4.3.1 4.3.2 4.4 Programación del avance (F) ........................................................................................... 1 Avance F en mm/min o décimas de pulgada/min(G94) .................................................. 2 Avance F en mm/rev o pulgadas/rev (G95) ..................................................................... 2 Feed-Rate programable (G49) ......................................................................................... 2 Velocidad de giro del cabezal y parada orientada (S) ..................................................... 3 Velocidad S en rev/min (G97) ......................................................................................... 3 Velocidad de corte constante. S en m/min o pies/min (G96) .......................................... 4 Limitación de S en velocidad de corte constante (G92) .................................................. 4 Programación de herramienta (T) .................................................................................... 5 Cargar dimensiones de herramienta en la tabla (G50) ..................................................... 8 Corregir las dimensiones de la herramienta (G51) .......................................................... 9 Funciones auxiliares (M) ................................................................................................. 10 Capítulo 5 5.1 5.2 5.3 5.4 5.5 5.5.1 5.5.2 5.5.3 5.6 5.7 5.8 5.9 5.10 5.11 CONTROL DE TRAYECTORIA Arista matada (G05) ......................................................................................................... 1 Arista viva (G07) ............................................................................................................. 1 Posicionamiento rápido (G00) ......................................................................................... 2 Interpolación lineal (G01) ............................................................................................... 3 Interpolación circular (G02, G03) ................................................................................... 4 Interpolación circular con programación del radio del arco ........................................... 5 Interpolación circular con programación del centro del arco en coordenadas absolutas (G06) ...................................................................................... 6 Ejemplos de programación .............................................................................................. 6 Trayectoria circular tangente a la trayectoria anterior (G08) .......................................... 7 Trayectoria circular definida mediante tres puntos (G09) ............................................... 8 Entrada tangencial (G37) ................................................................................................. 9 Salida tangencial (G38) ................................................................................................... 10 Redondeo controlado de aristas (G36) ............................................................................ 11 Achaflanado (G39) .......................................................................................................... 13 Capítulo 6 6.1 6.2 6.3 6.4 6.4.1 6.5 6.6 6.7 FUNCIONES COMPLEMENTARIAS FUNCIONES PREPARATORIAS ADICIONALES Temporización (G04) ....................................................................................................... 1 Visualizar código de error (G30) ..................................................................................... 1 Saltos y llamadas incondicionales (G25) ........................................................................ 2 Roscado electrónico (G33) .............................................................................................. 4 Ejemplos .......................................................................................................................... 5 Factor de escala (G72) ..................................................................................................... 7 Trabajo con palpador (G75) ............................................................................................ 8 Tratamiento de bloque único. Activación (G47) y Anulación (G48) .............................. 9 Apartado Pagina Capítulo 7 7.1 7.2 7.3 7.4 Selección e inicio de la compensación de radio (G41, G42) ........................................... 5 Funcionamiento con compensación de radio .................................................................. 7 Anulación temporal de la compensación con G00 .......................................................... 9 Anulación de compensación de radio (G40) ................................................................... 10 Capítulo 8 8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8 8.9 8.10 8.11 8.12 8.13 8.14 8.15 8.16 8.17 SUBRUTINAS Programa especial de subrutinas de usuario P99994 ....................................................... 1 Identificación de una subrutina estandar (G22) .............................................................. 2 Llamada a una subrutina estandar (G20) ......................................................................... 2 Identificación de una subrutina paramétrica (G23) ......................................................... 3 LLamada a una subrutina paramétrica (G21) .................................................................. 3 Niveles de imbricación .................................................................................................... 4 Capítulo 10 10.1 10.2 10.3 10.4 10.5 10.6 CICLOS FIJOS DE MECANIZADO Ciclo fijo de cilindrado (G67 N0) ................................................................................... 2 Ciclo fijo de refrentado (G67 N1) .................................................................................... 4 Ciclo fijo de cilindrado cónico (G67 N2) ........................................................................ 6 Ciclo fijo de roscado (G67 N3) ........................................................................................ 8 Ciclo fijo de redondeo (G67 N4) ..................................................................................... 10 Ciclo fijo de ranurado (G67 N5) ...................................................................................... 12 Ciclo fijo de taladrado múltiple (G67 N6) ...................................................................... 14 Ciclo fijo de taladrado simple / Ciclo fijo de roscado con macho (G67 N7) ................ 16 Ciclo fijo de chavetas (G67 N8) ...................................................................................... 18 Ciclo fijo de seguimiento de perfil (G66) ........................................................................ 20 Ciclo fijo de desbastado en el eje X (G68) ...................................................................... 24 Ciclo fijo de desbastado en el eje Z (G69) ...................................................................... 28 Ciclo fijo de torneado de tramos rectos (G81) ................................................................. 32 Ciclo fijo de refrentado de tramos rectos (G82) ............................................................... 34 Ciclo fijo de torneado de tramos curvos (G84) ............................................................... 36 Ciclo fijo de refrentado de tramos curvos (G85) ............................................................. 38 Ciclo fijo de roscado longitudinal (G86) ........................................................................ 40 Capítulo 9 9.1 9.2 9.3 9.4 9.5 9.6 COMPENSACION DE HERRAMIENTAS PROGRAMACION PARAMETRICA Asignaciones ................................................................................................................... 2 Operadores "F1 a F16" ..................................................................................................... 3 Operadores "F17 a F29" ................................................................................................... 5 Operadores binarios "F30 a F33" ..................................................................................... 7 Operador "F36" ................................................................................................................ 7 Funciones de salto condicionales (G26, G27, G28, G29) ............................................... 8 EJEMPLO DE PROGRAMACION CODIGOS DE ERROR TABLA COMPARATIVA DE LOS MODELOS FAGOR CNC 800T MODELOS CNC 800T DISPONIBLES Modelo CNC 800T Compacto con pantalla 8" Ambar Modelo CNC 800T Modular con pantalla 9" Ambar Formado por la Unidad Central, el Monitor y el Teclado. Modelo CNC 800T Modular con pantalla 14" Color Formado por la Unidad Central, el Monitor y el Teclado. DESCRIPCION TECNICA CNC 800-T CNC 800-TI CNC 800-TG CNC 800-TGI Control de ejes X, Z l l l l Control de Cabezal l l l l Cabezal en revoluciones por minuto (RPM) l l l l Velocidad de corte constante de Cabezal (VCC) l l l l Parada Orientada de cabezal l l l l Herramientas 32 32 32 32 Compensación de Herramienta l l l l Herramienta Motorizada l l l l Volantes Electrónicos 2 2 2 2 Comunicación vía RS 232C l l l l l Autómata Integrado (PLCI) l Edición de programa ISO (Programa 99996) l l l l Ejecución de programa ISO (Programa 99996) l l l l l l Representación Gráfica NUEVAS PRESTACIONES Y MODIFICACIONES Fecha: Abril 1993 PRESTACION Versión Software: 2.1 y siguientes MANUAL Y APARTADO MODIFICADO Avance rápido en función de la posición del conmutador "Feed Rate" Manual Operación Apart. 2.3.1 Herramienta para la pasada de acabado Manual Instalación Manual Operación Apart. 3.5 Apart. 3.5 Desplazamiento con volantes limitado a la F máxima permitida Manual Operación Apart. 2.3.3 Manual Instalación Apart. 6 Operación automática "Redondeo de perfil" Manual Operación Apart. 5.5.3 Perfiles Manual Operación Capit. 6 Control de límites de recorrido en desplazamientos con volante Formato de visualización de la S Posibilidad, tras interrumpir el programa, de activar/desactivar las salidas O1, O2, O3 Fecha: Octubre 1993 PRESTACION Versión Software: 3.1 y siguientes MANUAL Y APARTADO MODIFICADO Aceleración/deceleración en cabezal Manual Operación Capit. 6 Limitación de RPM trabajando en VCC Manual Operación Apart. 4.3.1 Parada orientada del cabezal Manual Instalación Manual Operación Apart. 6.4.1 Apart. 4.8 Herramienta Motorizada Manual Instalación Manual Operación Apart. 5.9 Apart. 2.3 Operación automática "Taladrado Simple" Manual Operación Apart. 5.8 Operación automática "Taladrado múltiple" Manual Operación Apart. 5.9 Fecha: Diciembre 1993 PRESTACION Versión Software: 3.2 y siguientes MANUAL Y APARTADO MODIFICADO Asignación de un número de 5 cifras al programa pieza Manual Operación Capit. 7 Salvaguarda de programas pieza en periférico Manual Operación Apart. 7.7 Operación automática "Chaveta" Manual Operación Apart. 5.10 Temporización antes de abrir el lazo Manual Instalación Apart. 4.3.2 Código de acceso sólo a los Modos Especiales Manual Instalación Apart. 3.7 Volante inactivo si el conmutador está fuera de las posiciones de volante Manual Instalación Apart. 4.3.2 Fecha: Julio 1994 PRESTACION Versión Software: 4.1 y siguientes MANUAL Y APARTADO MODIFICADO Aceleración/deceleración de cabezal lineal y en forma de campana Manual Instalación Apart. 5.8 Perfil con y sin redondeos Manual Operación Apart. 6.2 La operación de roscado admite salida de rosca Manual Operación Apart. 5.6.2 Avance rápido al 200% o en función de la posición del conmutador "Feed Rate" Manual Instalación Manual Operación Apart. 4.3.3 Apart. 2.3.1 Inspección de herramienta Manual Instalación Manual Operación Manual Operación Apart. 3.4.3 Apart. 3.4.3 Apart. 5.1.3 Ejecución programa 99996 Manual Instalación Manual Operación Apart. 3.11 Apart. 3.10 Fecha: Enero 1995 PRESTACION Confirmación de M3/M4 detectando inversión por captación Versión Software: 5.1 y siguientes MANUAL Y APARTADO MODIFICADO Manual Instalación Apart. 6.3 Volante gestionado desde el PLCI Manual Instalación Apart. 4.3.2 Inhibición del cabezal desde el PLCI Manual PLCI Borrar el contenido de todos los parámetros aritméticos, asignándoles el valor 0 Manual Instalación Manual Operación Apart. 3.10 Apart. 3.9 y 7.9 Operación automática de redondeo, nivel ciclo, con ángulo distinto de 90° Manual Operación Apart. 5.5.2 Operación automática de ranurado en la cara frontal y pasada de acabado Manual Operación Apart. 5.7 Operación automática de redondeo de perfil mediante seguimiento de perfil o desbastado Manual Operación Apart. 5.5.3 Punto de aproximación en la operación de redondeo de perfil (modificación) Manual Operación Apart. 5.5.3 Ejecución de perfil, nivel ciclo, mediante seguimiento de perfil o desbastado Manual Operación Apart. 6.2 Punto de aproximación en la ejecución del perfil, nivel ciclo (modificación) Manual Operación Apart. 6.2 Operación automática de roscado con macho Manual Operación Apart. 5.8 M20 al finalizar la ejecución de una pieza Manual Instalación Apart. 3.8.3.1 Representación gráfica (Simulación) Manual Operación Apart. 5.1.3 Ejecución / Simulación del programa 99996 (programa de usuario en código ISO) Manual Instalación Manual Operación Apart. 3.11 Apart. 3.10 Ejecución automática o bloque a bloque del programa 99996 Manual Instalación Manual Operación Apart. 3.10 Apart. 3.10 Edición del programa 99996 Manual Instalación Manual Operación Manual Programación Apart. 3.12 Apart. 3.11 Programa 99994 de usuario en código ISO para almacén de rutinas Manual Programación Capit. Rutina asociada a la ejecución de herramienta (sólo en ejecución de programa 99996) Manual Instalación Manual Programación Apart. 4.3.4 Códigos ISO del CNC 800T Manual de programación Movimientos en JOG también en mm/rev 9 Fecha: Marzo 1995 PRESTACION Versión Software: 5.2 y siguientes MANUAL Y APARTADO MODIFICADO Edición del programa 99996 en todos los modelos Al detener la ejecución quedan habilitadas las teclas de cabezal, refrigerante, O1, O2, O3 y TOOL Manual Instalación Manual Operación Manual Operación Manual Operación Apart. 3.11 Apart. 3.10 Apart. 5.1.4 Apart. 7.5 Los desplazamientos en JOG incremental tiene en cuenta radios/diámetros Manual Instalación Apart. 4.3.3 Programación ISO. Nuevas funciones: G47, G48 (tratamiento bloque único) Manual Programación Apart. 6.7 Programación ISO. Nueva función: G86 (ciclo fijo roscado longitudinal) Manual Programación Apart. 8.17 Petición desde el PLCI de las revoluciones reales del cabezal Manual PLCI Fecha: Noviembre 1995 PRESTACION Modificación del offset de la herramienta durante la ejecución Versión Software: 5.5 y siguientes MANUAL Y APARTADO MODIFICADO Manual Operación Apart. 3.4.4 Trabajo con un sólo volante Manual Instalación Manual Instalación Apart. 4.3.2 Apart. 7.5 Lectura de la S real desde el PLCI Manual PLCI INTRODUCCION Introducción - 1 CONDICIONES DE SEGURIDAD Leer las siguientes medidas de seguridad con objeto de evitar lesiones a personas y prevenir daños a este producto y a los productos conectados a él. El aparato sólo podrá repararlo personal autorizado de Fagor Automation. Fagor Automation no se responsabiliza de cualquier daño físico o material derivado del incumplimiento de estas normas básicas de seguridad. Precauciones ante daños a personas Antes de encender el aparato cerciorarse que se ha conectado a tierra Con objeto de evitar descargas eléctricas cerciorarse que se ha efectuado la conexión de tierras. No trabajar en ambientes húmedos Para evitar descargas eléctricas trabajar siempre en ambientes con humedad relativa inferior al 90% sin condensación a 45°C. No trabajar en ambientes explosivos Con objeto de evitar riesgos, lesiones o daños, no trabajar en ambientes explosivos. Precauciones ante daños al producto Ambiente de trabajo Este aparato está preparado para su uso en Ambientes Industriales cumpliendo las directivas y normas en vigor en la Unión Europea. Fagor Automation no se responsabiliza de los daños que pudiera sufrir o provocar si se monta en otro tipo de condiciones (ambientes residenciales o domésticos). Instalar el aparato en el lugar apropiado Se recomienda que, siempre que sea posible, la instalación del Control Numérico se realice alejada de líquidos refrigerantes, productos químicos, golpes, etc. que pudieran dañarlo. El aparato cumple las directivas europeas de compatibilidad electromagnética. No obstante, es aconsejable mantenerlo apartado de fuentes de perturbación electromagnética, como son: - Cargas potentes conectadas a la misma red que el equipo. - Transmisores portátiles cercanos (Radioteléfonos, emisores de radio aficionados). - Transmisores de radio/TV cercanos. - Máquinas de soladura por arco cercanas. - Líneas de alta tensión próximas. - Etc. Condiciones medioambientales La temperatura ambiente que debe existir en régimen de funcionamiento debe estar comprendida entre +5°C y +45°C. La temperatura ambiente que debe existir en régimen de no funcionamiento debe estar comprendida entre -25°C y 70°C. Introducción - 3 Protecciones del propio aparato Unidad Central Lleva incorporados 2 fusibles exteriores rápidos (F) de 3,15 Amp./ 250V. para protección de la entrada de red. Todas las entradas-salidas digitales están protegidas mediante 1 fusible exterior rápido (F) de 3,15 Amp./ 250V. ante sobretensión de la fuente exterior (mayor de 33 Vcc.) y ante conexión inversa de la fuente de alimentación. Monitor El tipo de fusible de protección depende del tipo de monitor. Ver etiqueta de identificación del propio aparato. Precauciones durante las reparaciones No manipular el interior del aparato Sólo personal autorizado de Fagor Automation puede manipular el interior del aparato. No manipular los conectores con el aparato conectado a la red eléctrica Antes de manipular los conectores (entradas/salidas, captación, etc) cerciorarse que el aparato no se encuentra conectado a la red eléctrica. Símbolos de seguridad Símbolos que pueden aparecer en el manual Símbolo ATENCION. Lleva asociado un texto que indica las acciones u operaciones que pueden provocar daños a personas o aparatos. Símbolos que puede llevar el producto Símbolo ATENCION. Lleva asociado un texto que indica las acciones u operaciones que pueden provocar daños a personas o aparatos. Símbolo CHOQUE ELÉCTRICO. Indica que dicho punto puede estar bajo tensión eléctrica. Símbolo PROTECCIÓN DE TIERRAS. Indica que dicho punto debe ser conectado al punto central de tierras de la máquina para protección de personas y aparatos. Introducción - 4 CONDICIONES DE REENVIO Si va a enviar el Monitor o la Unidad Central, empaquételas en su cartón original con su material de empaque original. Si no dispone del material de empaque original, empaquételo de la siguiente manera: 1.- Consiga una caja de cartón cuyas 3 dimensiones internas sean al menos 15 cm (6 pulgadas) mayores que las del aparato. El cartón empleado para la caja debe ser de una resistencia de 170 Kg (375 libras). 2.- Si va a enviar a una oficina de Fagor Automation para ser reparado, adjunte una etiqueta al aparato indicando el dueño del aparato, su dirección, el nombre de la persona a contactar, el tipo de aparato, el número de serie, el síntoma y una breve descripción de la avería. 3.- Envuelva el aparato con un rollo de polietileno o con un material similar para protegerlo. Si va a enviar el monitor, proteja especialmente el cristal de la pantalla. 4.- Acolche el aparato en la caja de cartón rellenándola con espuma de poliuretano por todos lados. 5.- Selle la caja de cartón con cinta para empacar o grapas industriales. Introducción - 5 DOCUMENTACION FAGOR PARA EL CNC 800T Manual CNC 800T OEM Está dirigido al fabricante de la máquina o persona encargada de efectuar la instalación y puesta a punto del Control Numérico. Dispone en su interior del manual de Instalación. Ocasionalmente puede contener un manual que hace referencia a las "Nuevas Prestaciones" de software recientemente incorporadas. Manual CNC 800T USER Está dirigido al usuario final, es decir, a la persona que va a trabajar con el Control Numérico. Dispone de 2 manuales en su interior: Manual de Operación que detalla la forma de operar con el CNC. Manual de Programación que detalla la forma de elaborar un programa en código ISO. Ocasionalmente puede contener un manual que hace referencia a las "Nuevas Prestaciones" de software recientemente incorporadas. Manual DNC 25/30 Está dirigido a las personas que van a utilizar la opción de software de comunicación DNC. Manual Protocolo DNC Está dirigido a las personas que desean efectuar su propia comunicación de DNC, sin utilizar la opción de software de comunicación DNC 25/30. Manual PLCI Debe utilizarse cuando el CNC dispone de Autómata integrado. Está dirigido al fabricante de la máquina o persona encargada de efectuar la instalación y puesta a punto del Autómata integrado. Manual DNC-PLC Está dirigido a las personas que van a utilizar la opción de software de comunicación DNC-PLC. Manual FLOPPY DISK Está dirigido a las personas que utilizan la disquetera de Fagor. Este manual indica cómo se debe utilizar dicha disquetera. Introducción - 6 CONTENIDO DE ESTE MANUAL El Manual de Programación se compone de los siguientes apartados: Indice. Tabla comparativa de los modelos Fagor CNC 800T. Nuevas Prestaciones y modificaciones. Introducción Resumen de las condiciones de seguridad. Condiciones de Reenvío. Listado de Documentos Fagor para el CNC 800T. Contenido de este Manual. Capítulo 1 Construcción de un programa. Indica la estructura que debe tener el programa pieza y todos los bloques que lo forman. Muestra las funciones preparatorias G que se encuentran disponibles. Capítulo 2 Programación de cotas. Muestra la forma de seleccionar las unidades de trabajo, el tipo de programación (absoluto / incremental). Explica los sistemas de coordenadas para programación de cotas (cartesianas, polares, mediante dos ángulos, mediante ángulo y coordenada cartesiana). Capítulo 3 Sistemas de referencia. Muestra cómo programar la búsqueda de referencia máquina, la preselección de cotas, los traslados de origen y la preselección del origen polar. Indica cómo guardar y recuperar el origen de coordenadas. Capítulo 4 Funciones complementarias. Muestra cómo programar las funciones preparatorias de avance y velocidad. Indica cómo programar la velocidad de giro de cabezal (rpm, corte constante). Expone la forma de programar la parada orientada de cabezal. Muestra como programar la herramienta y como modificar los valores de la tabla desde el programa de usuario. Indica como programar las funciones auxiliares "M". Capítulo 5 Control de trayectoria. Indica como programar el trabajo en arista viva y en arista matada. Muestra cómo programar el posicionamiento rápido, la interpolación lineal y la interpolación circular. Indica cómo programar las entradas y salidas tangenciales y el redondeo y achaflanado de aristas. Expone cómo programar el roscado electrónico y el movimiento contra tope. Capítulo 6 Funciones preparatorias adicionales. Muestra cómo programar una temporización. Indica cómo visualizar el código de error. Expone cómo trabajar con saltos y llamadas incondicionales. Muestra cómo programar un roscado electrónico. Indica cómo aplicar un factor de escala. Expone cómo trabajar con un palpador. Expone como programar el tratamiento de bloque único. Capítulo 7 Compensación de herramientas. Muestra cómo programar la compensación de radio y longitud de herramienta. Capítulo 8 Ciclos fijos de mecanizado. Muestra cómo programar los diferentes ciclos fijos de mecanizado. Capítulo 9 Subrutinas. Programa especial de subrutinas de usuario P99994 Muestra cómo identificar una subrutina estándar y paramétrica. Indica cómo programar una llamada a una subrutina estándar o paramétrica. Muestra los niveles de imbricación de subrutinas. Introducción - 7 Capítulo 10 Programación paramétrica Muestra cómo se debe realizar la programación paramétrica (asignaciones, operadores, funciones de salto, etc.). Ejemplo de programación Códigos de error Introducción - 8 1. CONSTRUCCION DE UN PROGRAMA Un programa de control numérico está formado por un conjunto de bloques o instrucciones. Estos bloques o instrucciones están formados por palabras compuestas de letras mayúsculas y formato numérico. El formato numérico que dispone el CNC consta de: - los signos - las cifras . + 0123456789 La programación admite prescindir de formato numérico si tiene el valor cero, o del signo si fuera positivo. El formato numérico de una palabra puede ser sustituido por un parámetro aritmético en la programación. Más tarde, durante la ejecución básica, el control sustituirá el parámetro aritmético por su valor, por ejemplo: Si se ha programado XP3, el CNC sustituirá durante la ejecución P3 por su valor numérico, obteniendo resultados como X20, X20.567, X-0.003, etc. 1.1 ESTRUCTURA DE UN PROGRAMA EN EL CNC Todos los bloques que componen el programa tendrán la siguiente estructura: Numero de bloque + Bloque de programa Capítulo: 1 CONSTRUCCIONDEUNPROGRAMA Sección: Página 1 1.2 NUMERO DE BLOQUE El número del bloque sirve para identificar cada uno de los bloques de que consta un programa. Se representará con la letra N seguida de hasta 4 cifras (0-9999). Los bloques de programa deben estar ordenados numéricamente. Se recomienda no asignar números correlativos a los bloques para poder intercalar bloques nuevos en caso de necesidad. Atención: A lo largo del presente manual se enumerará el formato "N4" para referirse al número de bloque, indicando que debe definirse con la letra N seguida de hasta 4 cifras (no se admiten decimales). 1.2.1 BLOQUES CONDICIONALES Existen dos tipos de bloques condicionales: a) BLOQUE CONDICIONAL NORMAL N4. Si a continuación del número de bloque N4 se escribe un punto decimal (.), el bloque queda personalizado como bloque condicional normal. Es decir, el CNC lo ejecutará únicamente si la correspondiente señal exterior (entrada habilitadora de los bloques condicionales), está activada. Durante la ejecución de cualquier programa, el CNC va leyendo 4 bloques por delante del que se está ejecutando. Para que el bloque se ejecute, la señal exterior debe activarse antes de la ejecución de los 4 bloques anteriores al bloque condicional. b) BLOQUE CONDICIONAL ESPECIAL N4.. Si a continuación del número de bloque N4 (0-9999) se escriben dos puntos decimales (..), el bloque queda personalizado como bloque condicional especial. Es decir, el CNC lo ejecutará únicamente si la correspondiente señal exterior (entrada habilitadora de los bloques condicionales), está activada. En este caso, es suficiente con activar la señal exterior (entrada habilitadora de los bloques condicionales), durante la ejecución del bloque anterior al bloque condicional especial. El bloque condicional especial N4.., anula la compensación del radio de la herramienta G41 o G42 Página Capítulo: 1 Sección: 2 CONSTRUCCIONDEUNPROGRAMA NUMERODEBLOQUE 1.3 BLOQUE DE PROGRAMA Estará escrito con comandos en lenguaje ISO, especialmente diseñado para controlar el movimiento de los ejes, ya que proporciona información y condiciones de desplazamiento e indicaciones sobre el avance. Cada bloque de programación puede disponer de las siguientes funciones: G X, Z F S T M Funciones preparatorias Cotas de ejes Velocidad de avance Velocidad de giro del cabezal Número de herramienta Funciones auxiliares Dentro de cada bloque hay que mantener este orden, aunque no es necesario que cada bloque contenga todas las informaciones. Dependiendo de las unidades de trabajo seleccionadas (mm o pulgadas) se debe utilizar el siguiente formato de programación: Formato en milímetros: Formato en pulgadas: N4 G2 X+/-4.3 Z+/-4.3 F4 S4 T2.2 M2 N4 G2 X+/-3.4 Z+/-3.4 F4 S4 T2.2 M2 A lo largo del presente manual se enumerarán los formatos: "N4" Para referirse al número de bloque, indicando que debe definirse con la letra N seguida de hasta 4 cifras (N0 a N9999). "G2" Para referirse a una función preparatoria, indicando que debe definirse con la letra G seguida de hasta 2 cifras (G00 a G99). +/- 4.3 Significa que detrás de la letra a la que acompañe (X o Z) se puede escribir una cifra positiva o negativa con hasta 4 cifras delante del punto decimal y hasta 3 detrás. +/- 3.4 Significa que detrás de la letra a la que acompañe (X o Z) se puede escribir una cifra positiva o negativa con hasta 3 cifras delante del punto decimal y hasta 4 detrás. "F4" Para referirse al avance de los ejes, indicando que debe definirse con la letra F seguida de hasta 4 cifras (F0 a F9999) cuando se trabaja en mm/ min o pulgadas/min. Si se trabaja en mm/rev se usará el formato F3.4 y en pulgadas/rev F2.4 "S4" Para referirse a la velocidad del cabezal, indicando que debe definirse con la letra S seguida de hasta 4 cifras (S0 a S9999). T2.2 Para referirse a la herramienta de trabajo, indicando que debe definirse con la letra T y que puede disponer de hasta 2 cifras delante del punto decimal y hasta 2 cifras detrás. "M2" Para referirse a las funciones auxiliares, indicando que debe definirse con la letra M seguida de hasta 2 cifras (M0 a M99). Capítulo: 1 CONSTRUCCIONDEUNPROGRAMA Sección: Página BLOQUEDEPROGRAMA 3 1.4 FUNCIONES PREPARATORIAS (G) Las funciones preparatorias se programan mediante la letra G seguida de dos cifras (G2). Se programan siempre al comienzo del bloque y sirven para determinar la geometría y condiciones de trabajo del CNC 1.4.1 TABLA DE FUNCIONES G EMPLEADAS EN EL CNC Función G00 G01 G02 G03 G04 G05 G06 G07 G08 G09 G20 G21 G22 G23 G24 G25 G26 G27 G28 G29 G30 G31 G32 G33 G36 G37 G38 G39 G40 G41 G42 G47 G48 G49 G50 M * * * * D * * * * * * * * * * * * Significado Posicionamiento rápido Interpolación lineal Interpolación circular a derechas (sentido horario) Interpolación circular a izquierdas (sentido anti-horario) Temporización Trabajo en arista matada Interpolación circular con el centro en coordenadas absolutas. Trabajo en arista viva Trayectoria circular tangente a la trayectoria anterior Trayectoria circular definida mediante tres puntos Llamada a subrutina estándar Llamada a subrutina paramétrica Identificación de subrutina estándar Identificación de subrutina paramétrica Final de subrutina Salto/llamada incondicional Salto/llamada condicional si es igual a 0 Salto/llamada condicional si no es igual a 0 Salto/llamada condicional si es menor Salto condicional si es igual o mayor Visualizar código de error Guardar origen de coordenadas Recuperar origen de coordenadas guardado mediante G31 Roscado electrónico Redondeo controlado de aristas Entrada tangencial Salida tangencial Achaflanado Anulación de compensación de radio Compensación de radio a izquierdas Compensación de radio a derechas Activación de tratamiento de bloque único Anulación de tratamiento de bloque único FEED-RATE programable Cargar dimensiones de herramienta en la tabla Página Capítulo: 1 4 CONSTRUCCIONDEUNPROGRAMA Apartado 5.3 5.4 5.5 5.5 6.1 5.1 5.5 5.2 5.6 5.7 9.2 9.4 9.1 9.3 9. 6.3 10.6 10.6 10.6 10.6 6.2 3.5 3.5 6.4 5.10 5.8 5.9 5.11 7.4 7.1 7.1 6.7 6.7 4.1 4.3 Sección: FUNCIONESPREPARATORIAS (G) Función G51 G53/G59 G66 G67 N0 G67 N1 G67 N2 G67 N3 G67 N4 G67 N5 G67 N6 G67 N7 G67 N8 G68 G69 G70 G71 G72 G74 G75 G81 G82 G84 G85 G86 G90 G91 M D * * * * * * * G92 G93 G94 G95 G96 G97 * * * * * * Significado Corregir las dimensiones de la herramienta Traslados de origen Ciclo fijo de seguimiento de perfil Ciclo fijo de cilindrado Ciclo fijo de refrentado Ciclo fijo de cilindrado cónico Ciclo fijo de roscado Ciclo fijo de redondeo Ciclo fijo de ranurado Ciclo fijo de taladrado simple Ciclo fijo de taladrado múltiple Ciclo fijo de chavetas Ciclo fijo de desbastado en el eje X Ciclo fijo de desbastado en el eje Z Programación en pulgadas Programación en milímetros Factor de escala Búsqueda de referencia-máquina Trabajo con palpador Ciclo fijo de torneado de tramos rectos Ciclo fijo de refrentado de tramos rectos Ciclo fijo de torneado de tramos curvos Ciclo fijo de refrentado de tramos curvos Ciclo fijo de roscado longitudinal Programación de cotas absolutas Programación de cotas incrementales Preselección de cotas Limitación del valor máximo de S Preselección de origen polar Avance F en mm/min. (0,1 pulgadas/min.) Avance F en mm/rev. (0,1 pulgadas/rev.) Velocidad S en m/min. (pies/min.) (Velocidad corte constante) Velocidad S en rev./min. Apartado 4.3 3.4 8.10 8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8 8.9 8.11 8.12 2.1 2.1 6.5 3.1 6.6 8.13 8.14 8.15 8.16 8.17 2.2 2.2 3.2 4.2 3.3 4.1 4.1 4.2 4.2 La "M" significa MODAL, es decir, que una vez programada la función G permanece activa mientras no se programe otra G incompatible o se ejecute M02, M30, EMERGENCIA, RESET o se apague y encienda el CNC. La letra "D" significa POR DEFECTO, esto es, que serán asumidas por el CNC en el momento del encendido, después de ejecutar M02, M30 o después de una EMERGENCIA o RESET. En un mismo bloque se pueden programar todas las funciones G que se deseen, y en cualquier orden salvo G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31, G32, G50, G51, G53/G59, G72, G74 y G92 que deben ir solas en el bloque, por ser especiales. Si en un mismo bloque se programan funciones G incompatibles, el CNC asume la última programada Capítulo: 1 CONSTRUCCIONDEUNPROGRAMA Sección: FUNCIONESPREPARATORIAS (G) Página 5 2. PROGRAMACION DE COTAS 2.1 UNIDADES DE MEDIDA. MILIMETROS (G71) O PULGADAS (G70) El CNC dispone del parámetro máquina "P13" para definir las unidades de medida del CNC. Sin embargo estas unidades de medida pueden ser alteradas a lo largo del programa, disponiendo para ello de las funciones: G70 G71 Programación en pulgadas Programación en milímetros Según se haya programado G70 o G71, el CNC asume dicho sistema de unidades para todos los bloques programados a continuación. Las funciones G70/G71 son modales e incompatibles entre sí. En el momento del encendido, después de M02, M30, RESET o EMERGENCIA, el CNC asume el sistema de unidades definido mediante el parámetro máquina P13. Capítulo: 2 PROGRAMACION DE COTAS Sección: MILIMETROS(G71) PULGADAS (G70) Página 1 2.2 PROGRAMACION ABSOLUTA (G90) O INCREMENTAL (G91) La programación de las coordenadas de un punto, se puede realizar, bien en coordenadas absolutas G90 o bien en coordenadas incrementales G91. Cuando se trabaja en G90, las coordenadas del punto programado están referidas al punto de origen de coordenadas. Cuando se trabaja en G91, las coordenadas del punto programado están referidas al punto anterior de la trayectoria, es decir, lo valores programados indican el desplazamiento a realizar en el eje correspondiente. Tras el encendido, después de ejecutar M02, M30, EMERGENCIA o RESET, el CNC asume la función G90. Las funciones G90 y G91 son incompatibles entre sí. Ejemplos suponiendo que la programación del eje X es en diámetros. Punto inicial (P0) X20 Z50. Programación absoluta G90 N100 G90 G01 X40 Z30 N110 X60 Z20 P0 —> P1 P1 —> P2 Programación incremental G91 N100 G91 G01 X20 Z-20 N110 X20 Z-10 P0 —> P1 P1 —> P2 Punto inicial (P0) X40 Z40 Programación absoluta G90 N100 G90 G02 X100 Z10 I40 K10 ó bien N100 G90 G02 X100 Z10 R41.231 Programación incremental G91 N100 G91 G02 X60 Z-30 I40 K10 ó bien N100 G91 G02 X60 Z-30 R41.231 Página Capítulo: 2 2 PROGRAMACION DE COTAS Sección: ABSOLUTO (G90) INCREMENTAL(G91) 2.3 PROGRAMACION DE COTAS En el CNC permite programar las coordenadas de los ejes en los siguientes formatos: - 2.3.1 Coordenadas cartesianas Coordenadas polares Programación mediante dos ángulos Programación mediante un ángulo y una coordenada cartesiana COORDENADAS CARTESIANAS El formato de las cotas de los ejes es: En mm En pulgadas X+/-4.3 Z+/-4.3 X+/-3.4 Z+/-3.4 Los valores de las cotas programadas serán absolutas o incrementales, según se haya programado G90/G91. En el caso de cotas positivas, no es necesario escribir el signo +. Los ceros de comienzo y final de cota pueden ser omitidos. Ejemplo: Programación del eje X en diámetros siendo el punto inicial (X60 Z70). Cotas absolutas: N100 G90 X70 Z30 N110 X100 Z10 Cotas incrementales: N100 G91 X10 Z-40 N110 X30 Z-20 Capítulo: 2 PROGRAMACION DE COTAS Sección: COORDENADAS CARTESIANAS Página 3 2.3.2 COORDENADAS POLARES El formato para definir un punto es: En mm En pulgadas R+/-4.3 A+/-3.3 R+/-3.4 A+/-3.3 Siendo R el valor del radio y A el del ángulo respecto al origen polar. (El ángulo siempre en grados). En el momento del encendido, después de M02, M30, EMERGENCIA o RESET, el CNC asume como origen polar el punto X0 Z0. El origen polar se puede variar mediante la función G93. Los valores de R y A serán absolutos o incrementales según se trabaje en G90 o G91. En caso de valores positivos, no es necesario escribir el signo. Los ceros de comienzo y final pueden ser omitidos. Cuando se programan movimientos en rápido (G00) o en interpolación lineal (G01), es necesario programar R y A. Cuando se trata de interpolaciones circulares (G02 o G03), se programan el ángulo A+/-3.3 del punto final del arco y las cotas del centro del arco con respecto al punto inicial. En el caso de interpolación circular (G02 o G03) trabajando en coordenadas polares, el centro de la circunferencia se define mediante I,K, igual que en el caso de coordenadas cartesianas. Cuando se programa una interpolación circular con G02,G03, el CNC asume el centro del arco como nuevo origen polar. Página Capítulo: 2 4 PROGRAMACION DE COTAS Sección: COORDENADAS POLARES Ejemplos de programación en milímetros, suponiendo que la programación del eje X es en diámetros Ejemplo 1 En coordenadas absolutas (G90) N100 G93 I80 K50 ........................ (Preselección del origen polar) N110 G01 G90 R30 A270............. P0 N120 R28.284 A225...................... P1 N130 R40 A180............................. P2 En coordenadas incrementales (G91) N100 G93 I80 K50 ........................ (Preselección del origen polar) N110 G01 G90 R30 A270............. P0 N120 G91 R-1.716 A-45 ............... P1 N130 R11.716 A-45 ...................... P2 Ejemplo 2, suponiendo que el punto inicial es el P0 (X40 Z50) En coordenadas absolutas (G90) N100 G90 G02 A198.435 I30 K-10 ó bien N100 G93 I100 K40 N110 G90 G02 A198.435 En coordenadas incrementales (G91) N100 G91 G02 A-90 I30 K-10 ó bien N100 G93 I100 K40 N110 G91 G02 A-90 Capítulo: 2 Sección: Página PROGRAMACION DE COTAS COORDENADAS POLARES 5 2.3.3 PROGRAMACION MEDIANTE DOS ANGULOS (A1, A2) Un punto intermedio en una trayectoria, puede también ser definido mediante: A1 A2 (X, Z). Donde: A1 es el ángulo de salida, desde el punto de comienzo de la trayectoria (P0). A2 es el ángulo de salida del punto intermedio (P1). (X, Z) son las coordenadas del punto final P2. El CNC calcula automáticamente las coordenadas del P1. Ejemplo de programación, siendo el punto inicial P0 (X40 Z50) y programando el eje X en diámetros. N100 A135 A153.435 N110 X100 Z10 Página Capítulo: 2 6 PROGRAMACION DE COTAS Sección: MEDIANTE DOS ANGULOS (A1, A2) 2.3.4 ANGULO Y UNA COORDENADA CARTESIANA También se puede definir un punto mediante el ángulo de salida de la trayectoria en el punto anterior y una coordenada cartesiana del punto que se desea definir. Ejemplo de programación suponiendo que el punto inicial es el P0 (X20 Z80) y la programación del eje X es en diámetros. En cotas absolutas N100 G90 N110 A116.565 X60 N120 A180 Z60 N130 A135 X80 N140 A180 Z40 N150 A153.435 X100 N160 A135 Z10 En cotas incrementales N100 G91 N110 A116.565 X40 N120 A180 Z-10 N130 A135 X20 N140 A180 Z-10 N150 A153.435 X20 N160 A135 Z-10 En la definición de los puntos mediante dos ángulos o ángulo y una coordenada, es posible intercalar redondeos, chaflanes, entradas y salidas tangenciales. Punto inicial P0 (X20 Z80) N100 G01 G36 R10 A116 A180 N110 G39 R5 X60 Z40 N120 G36 R10 A90 X100 N130 A180 Z10 Capítulo: 2 PROGRAMACION DE COTAS Sección: ANGULOYUNACOORDENADA CARTESIANA Página 7 3. 3.1 SISTEMAS DE REFERENCIA BUSQUEDA DE REFERENCIA MAQUINA (G74) Al programar en un bloque G74, el CNC desplaza los ejes hasta el punto referencia máquina. Pueden existir dos casos: a) Búsqueda en los dos ejes. Si en el bloque se programa sólo G74, el CNC desplaza primero el eje X y después el eje Z. b) Búsqueda en un solo eje o en los dos ejes en un orden determinado. Si se desea efectuar la búsqueda de cero máquina en un solo eje, se debe indicar tras la función G74 el eje deseado. Si se desea efectuar la búsqueda de cero máquina en un orden diferente al anterior, se programa G74 y a continuación los ejes deseados en orden. En un bloque en que se ha programado G74, no se puede programar ninguna otra función. Cuando el eje que se ha movido alcanza el punto referencia máquina, en la pantalla aparece la distancia de dicho punto al último cero pieza programado, menos la longitud de la herramienta en dicho eje (X ó Z). Capítulo: 3 SISTEMASDEREFERENCIA Sección: BUSQUEDADEREFERENCIA MAQUINA (G74) Página 1 3.2 PRESELECCION DE COTAS (G92) Por medio de la función G92 se puede preseleccionar cualquier valor en los ejes del CNC; esto supone poder realizar traslados del origen de coordenadas. Cuando se programa la función G92, no se efectúa ningún movimiento de los ejes y el CNC acepta los valores de los ejes programados a continuación de G92 como nuevas cotas de dichos ejes Formato de programación: N4 G92 X Z . Ejemplo: Programación del eje X en diámetros siendo el punto inicial P0 (X20 Z80) Sin utilizar la función G92. N100 G01 G90 X40 Z50 N110 Z10 Si se utiliza la función G92, la programación será: N90 G92 X20 Z0 N100 G90 X40 Z-30 N110 Z-70 (El punto P0 pasa a ser el punto X20 Z0) En el bloque en que se programa G92, no se puede programar ninguna otra función. La preselección de cota mediante G92 se refiere siempre a la posición teórica en que están los ejes. Página Capítulo: 3 2 SISTEMASDEREFERENCIA Sección: PRESELECCIONDECOTAS (G92) 3.3 PRESELECCION DE ORIGEN POLAR (G93) Por medio de la función G93, se puede preseleccionar cualquier punto como origen de coordenadas polares. Hay dos formas de preseleccionar un origen de coordenadas polares: a) Definiendo las cotas del origen polar. Formato N G93 I N4 G93 I+/-4.3 K+/-4.3 en mm N4 G93 I+/-3.4 K+/-3.4 en pulgadas Número de bloque Código de preselección de origen polar Valor de la abscisa del origen de coordenadas polares; es decir, el valor de X (Siempre, en valor absoluto). Valor de la ordenada del origen de coordenadas polares, es decir, el valor de Z (Siempre, en valor absoluto). K Si se programa de esta forma la preselección de origen polar, el CNC no admite más información en el mismo bloque. b) Asumiendo el punto actual como nuevo origen polar. Si en un bloque cualquiera se programa además una G93, ésta implicará que, antes de efectuarse el movimiento que el bloque conlleva, el origen polar pasará a ser el punto en que en ese momento se halle la máquina. Atención: Cuando se programa una interpolación circular con G02,G03, el CNC asume el centro del arco como nuevo origen polar. Al conectarse a tensión o después de M02, M30, EMERGENCIA o RESET, el CNC asume como origen polar el punto (X0,Z0). Capítulo: 3 SISTEMASDEREFERENCIA Sección: PRESELECCIONDEORIGEN POLAR (G93) Página 3 3.4 TRASLADOS DE ORIGEN (G53...G59) Mediante las funciones G53, G54, G55, G56, G57, G58 y G59, se puede trabajar con 7 traslados de origen diferentes. Los valores de estos traslados de origen se almacenan en la memoria del CNC y están referidos al cero máquina. Para acceder a la tabla de traslados de origen G53-G59 se debe pulsar la siguiente secuencia de teclas Una vez en la tabla se pueden borrar todos los traslados de origen. Para ello se debe pulsar la secuencia de teclas Las funciones G53-G59 se deben utilizar para cargar un traslado de origen en la tabla o para aplicar un traslado de origen que se encuentra en la tabla al programa en curso. Cargar un traslado de origen en la tabla. Carga absoluta de valores. Permite cargar en la dirección de la tabla indicada (G53G59) los valores definidos por X, Z. Formato: N G X Z N4 G53-G59 X+/-4.3 Z+/-4.3 en mm, N4 G53-G59 X+/-3.4 Z+/-3.4 en pulgadas. Número de bloque Código del traslado de origen (G53 a G59) Valor del traslado de origen referido al cero máquina del eje X Valor del traslado de origen referido al cero máquina del eje Z Carga incremental de valores. Permite incrementar los valores existentes en la dirección de la tabla indicada (G53/G59), en la cantidad definida en I, K. Formato: N G I K N4 G53-G59 I+/-4.3 K+/-4.3 en mm, N4 G53-G59 I+/-3.4 K+/-3.4 en pulgadas. Número de bloque Código del traslado de origen (G53 a G59) Cantidad que se suma al valor del eje X almacenado previamente Cantidad que se suma al valor del eje Z almacenado previamente Aplicar un traslado de origen, que se encuentra en la tabla, al programa en curso. Formato: N4 G53-G59 Realiza un traslado del origen de coordenadas del programa en curso, de acuerdo con los valores almacenados en la dirección indicada de la tabla (G53-G59). Página Capítulo: 3 4 SISTEMASDEREFERENCIA Sección: TRASLADOS DE ORIGEN (G53...G59) Ejemplo: Suponiendo que la herramienta se encuentra en el punto X200 Z530, que el eje X se programa en radios y que el punto cero-máquina es X0 Z0, la programación de la trayectoria teórica será: N10 N20 N30 N40 N50 N60 N70 N80 N90 N100 N110 N120 N130 N140 N150 N160 N170 N180 N190 G53 X0 Z340 G54 X0 Z170 G55 X0 Z0 G90 G01 F250 G53 X140 Z170 Z150 X160 Z130 G03 X160 Z90 I0 K-20 G08 X160 Z50 G01 X180 Z30 Z0 X140 G54 G25 N60.130.1 G55 G25 N60.120.1 G00 X200 Z530 M30 Capítulo: 3 SISTEMASDEREFERENCIA Carga traslado de origen en la tabla Carga traslado de origen en la tabla Carga traslado de origen en la tabla Aplica el traslado de origen G53 Aplica el traslado de origen G54 Aplica el traslado de origen G55 Sección: TRASLADOS DE ORIGEN (G53...G59) Página 5 3.5 GUARDAR Y RECUPERAR ORIGEN DE COORDENADAS (G31, G32) G31 : Guardar origen de coordenadas actual G32 : Recuperar origen de coordenadas guardado con G31. Por medio de la función G31, se puede en cualquier momento guardar el origen de coordenadas con que se está trabajando y más adelante se puede recuperar dicho origen por medio de la función G32. Esta prestación es útil en el caso en que sea necesario utilizar más de un origen de coordenadas (origen pieza) en el mismo programa, ya que permite acotar parte del programa respecto a un origen, guardar dicho origen con G31, hacer un cambio de origen con G92 o G53-G59, acotar la continuación del programa respecto al nuevo origen, y finalmente recuperar el origen primitivo por medio de G32. Las funciones G31 y G32 deben de programarse solas en un bloque, el formato es: N4 G31 N4 G32 N4 G31 G32 Número de bloque Guardar el origen de coordenadas actual Recuperar el origen de coordenadas guardado mediante G31 Ejemplo: Programación del eje X en diámetros. Punto inicial X120 Z120. N110 X60 Z100 N120 G31 N130 G92 X0 Z0 N140 G01 X0 Z-10 N150 G02 X0 Z-20 R5 N160 G25 N130.150.3 N170 G32 N180 G00 X120 Z120 (Acercamiento a la pieza) (Guardar origen coordenadas) (Traslado del origen) (Mecanizado) (Mecanizado) (Mecanizado) (Recuperar origen inicial) (Vuelta al punto de partida) Página Capítulo: 3 6 SISTEMASDEREFERENCIA Sección: GUARDARYRECUPERAR ORIGEN (G31, G32) 4. 4.1 FUNCIONES COMPLEMENTARIAS PROGRAMACION DEL AVANCE (F) El significado de la F (velocidad de avance programable) difiere según se esté trabajando en G94 o G95 y según el sistema de medida empleado sea en milímetros o pulgadas. En la tabla siguiente se indican las diferencias. Milímetros Formato Unidad de programación Valor mínimo (1mm/min) Valor máximo G94 F4 F1 (1mm/min) F1 F9999 (9999mm/min) G95 F3.4 F1 (1mm/rev) F0.0001 (0,0001mm/rev) F500.0000 (500mm/rev) Pulgadas Formato Unidad de programación Valor mínimo (0,1pulg/min) Valor maximo G94 F4 F1 (0,1pulg/min) F1 F3937 G95 F2.4 F1 (1pulg/rev) F0.0001 (0,0001pulg/rev) F19.685 (393,7pulg/min) (19,685pulg/rev) El avance máximo real de la máquina puede estar limitado a un valor inferior (ver libro de instrucciones de la máquina). El avance de trabajo máximo de la máquina puede ser programado directamente, utilizando el código F0. Ejemplo: En una máquina, cuyo avance de trabajo (programable) máximo sea 10.000 mm/min., es igual programar F10000 o F0. El avance F programado es efectivo, cuando se trabaja en interpolación lineal G01 o circular G02/G03. En el supuesto de que no se programe la función F, el CNC asumirá el avance F0. Si se trabaja en posicionamiento G00, la máquina se moverá en rápido, independiente de la F programada. La velocidad rápida se fija para cada eje en la puesta a punto de la máquina, siendo el valor máximo posible de 65,535 mts/min. (ver libro de instrucciones de la máquina). El avance programado puede variarse entre el 0% y el 120% o bien, entre 0% y 100% según el parámetro P600(3), mediante el conmutador que se halla en el panel de mando del CNC, siempre que no se esté ejecutando un roscado mediante alguna de las funciones G33, G86, G87 o bien un movimiento de palpación (G57). Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDELAVANCE (F) Página 1 4.1.1 AVANCE F EN mm/min o décimas de pulgada/min (G94) A partir del momento en que se programa el código G94 el control entiende que los avances programados mediante F4 lo son en mm/min, o en décimas de pulgada/min. La función G94 es modal, es decir, una vez programada se mantiene activa hasta que se programe G95. 4.1.2 AVANCE F EN mm/rev o pulgadas/rev (G95) A partir del momento en que se programa el código G95 el CNC entiende que los avances programados mediante F3.4 lo son en mm/rev o en pulgadas/rev. Máximo valor programable F500 que equivale a 500 mm/revolución. En pulgadas el formato es F2.4 y el máximo valor programable es 19.685 que equivale a 19,685 pulgadas/ revolución. La función G95 es modal, es decir, una vez programada se mantiene activa hasta que se programe G94. 4.1.3 FEED-RATE PROGRAMABLE (G49) Mediante la función G49, es posible indicar por programa el % de la velocidad de avance F programada con que se desea trabajar. Estando activada la función G49, el conmutador de M.F.O. queda sin efecto. El formato de programación es: G49 K (1/120) A continuación de G49 K se programa el % de avance F deseado, puede programarse un valor entero entre 1 y 120. La función G49 es modal, es decir, una vez programado un %, éste se mantiene hasta que no se programe otro, o bien, hasta que no se anule la función. Para anular la función G49 K ( ), se debe programar: G49 K, o bien G49 solamente. También es anulada la función G49, cuando se ejecuta M02, M30, RESET o EMERGENCIA. La función G49 K, debe programarse sola en el bloque. Página Capítulo: 4 2 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDELAVANCE (F) 4.2 VELOCIDAD DE GIRO DEL CABEZAL Y PARADA ORIENTADA (S) El código S tiene dos significados: a) Velocidad de giro del cabezal La velocidad de giro del cabezal se programa directamente en rev./min. o m/min. (pies/ min.), mediante el código S4. La programación en m/min. (pies/min.), se realiza cuando se trabaja en velocidad de corte constante. Se puede programar un valor comprendido entre S0 y S9999 que corresponderá a 0 rev./min. y 9999 rev./min. Este valor máximo viene limitado por el máximo permitido en cada caso concreto de máquina y éste viene definido por parámetro-máquina. En cada caso concreto es necesario consultar el cuaderno de instrucciones de la máquina. La velocidad de cabezal programada puede ser variada entre el 50% y el 120%, mediante los mandos que se hallan en el frontis del CNC, siempre que no se esté ejecutando un roscado mediante alguna de las funciones G33, G86 o G87. Si se trabaja en G96, velocidad de corte constante, los valores posibles de S son: S0-S3047 (0 m/min., 3047 m/min.). S0-S9999 (0 pies/min., 9999 pies/min.). b) Parada orientada del cabezal Si a continuación de la función M19 se programa S4.3, el código S4.3 significa la posición de parada del cabezal en grados, a partir del impulso cero máquina procedente del encoder. El CNC enviará una salida S analógica definida mediante los parámetros máquina P606(2) y P702 hasta que el cabezal se sitúe en el punto definido mediante S4.3 4.2.1 VELOCIDAD S EN rev./min (G97) A partir del momento en que se programa el código G97, el CNC entiende que las velocidades de cabezal programadas mediante S4 lo son en rev./min. Si en el bloque en que se programe G97 no se programa la velocidad de cabezal S4, el CNC asume como velocidad programada, la velocidad a la que en ese momento esté girando el cabezal. La función G97 es modal; es decir, una vez programada, se mantiene activa hasta que se programe G96. El CNC, al encendido asume la función G97. Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: GIRO DEL CABEZAL Y PARADA ORIENTADA (S) Página 3 4.2.2 VELOCIDAD DE CORTE CONSTANTE. S EN mts/min o pies/min (G96) A partir del momento en que se programa el código G96, el CNC entiende que las velocidades de cabezal programados mediante S4 lo son en mts./min. (pies/min.) y el torno comienza a trabajar en la modalidad de velocidad de corte constante. El CNC asume como gama de trabajo la gama del cabezal que se encuentra seleccionada. Si no se encuentra seleccionada ninguna gama se debe programar en el mismo bloque la gama del cabezal (M41, M42, M43, M44) deseada. Si no se encuentra seleccionada ninguna gama y tampoco se ha programado en el bloque que contiene la función G96 el CNC mostrará el error 10. El CNC no mostrará este error cuando la máquina dispone de una única gama de cabezal, en cuyo caso ejecuta la función M41 para seleccionarla. Se recomienda programar en un mismo bloque G96 y la velocidad del cabezal (S4). Si se programa sólo la función G96, el CNC asume como velocidad de cabezal en la modalidad de velocidad de corte constante, la última con la que se trabajó en dicha modalidad. Si no hay ninguna anterior el CNC dará error 10. Si el primer movimiento a continuación de G96, se realiza en rápido (G00), el CNC, para calcular las revoluciones del cabezal, asume como diámetro de la pieza el del final de dicho movimiento. Si el primer movimiento a continuación de G96 se realiza en G01, G02 o G03, el CNC asume como diámetro, el valor en el momento de ejecutarse G96. La función G96 es modal, es decir, una vez programada, se mantiene activa hasta que se programe G97. 4.2.3 LIMITACION DE S EN VELOCIDAD DE CORTE CONSTANTE (G92) Por medio de la función G92 se puede limitar la máxima velocidad del cabezal cuando se trabaja en G96 (velocidad de corte constante). Mediante el bloque N4 G92 S4 se limita la velocidad del cabezal al valor fijado por S4 (en rev./min) El CNC calcula en todo momento la velocidad de giro, en rpm, a la que debe girar el cabezal para obtener la velocidad de corte constante programada, m/min o pies/min. Si la velocidad de giro calculada es superior a la máxima fijada mediante la función G92 S4, el CNC lo limita, girando el cabezal a la velocidad máxima fijada. Página Capítulo: 4 4 FUNCIONESCOMPLEMENTARIAS Sección: GIRO DEL CABEZAL Y PARADA ORIENTADA (S) 4.3 PROGRAMACION DE HERRAMIENTA (T) La herramienta a utilizar se programa mediante el código T2.2 Las dos cifras a la izquierda del punto decimal indican el número de herramienta que se desea seleccionar. Las dos cifras a la derecha del punto decimal indican el número de corrector de herramienta que se desea utilizar. Se pueden disponer de hasta 32 herramientas T1 a T32 y 32 correctores Txx.1 a Txx.32. La función T puede programarse de las siguientes formas: T2.2 El CNC selecciona la herramienta indicada y tiene en cuenta los valores indicados por el corrector seleccionado. T2 El CNC selecciona la herramienta indicada y toma los valores indicados por el corrector del mismo número. Es equivalente programar T3 o T3.3 T.2 El CNC no cambia de herramienta y tiene en cuenta los valores indicados por el nuevo corrector seleccionado. El CNC aplica siempre los valores de longitud (X,Z,I,K) almacenados en la tabla de correctores. Cuando se programa G41 o G42, el CNC aplica como valor de compensación de radio, el valor R almacenado en la tabla de correctores. Si no se ha programado ninguna T, el CNC aplica el código T00 que corresponde a una herramienta de dimensiones nulas. En cada dirección de la tabla de correctores de herramientas (01-32), se almacenan los siguientes valores. X Z F R I Longitud de la herramienta según el eje X ....... +/-8388,607 mm (+/-330,2599") Longitud de la herramienta según el eje Z ........ +/-8388,607 mm (+/-330,2599") Código de forma de la herramienta......................................... F0-F9 (Ver figura) Radio de la herramienta. .............................................. 1000,000 mm (39,3700") Corrección de longitud de según el eje X. Este valor se introduce siempre en diámetros. .......... +/-32,766 mm (+/-1,2900") K Corrección de longitud de herramienta (desgaste) según el eje Z........................................... +/-32,766 mm (+/-1,2900") Atención: Si el fabricante de la máquina ha asociado alguna subrutina a la función T, no se debe programar nada tras la función T. En caso contrario el CNC mostrará el error correspondiente. Si el cambio de herramienta no lleva asociada ninguna rutina (fabricante), el CNC saca el código de la nueva herramienta, visualiza el mensaje "TOOL CHANGE" y detiene la ejecución del programa. Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDE HERRAMIENTA(T) Página 5 CODIGOS DE FORMA P: Punta de la herramienta C: Centro de la herramienta Página Capítulo: 4 6 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDE HERRAMIENTA(T) P: Punta de la herramienta C: Centro de la herramienta Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDE HERRAMIENTA(T) Página 7 4.3.1 CARGAR DIMENSIONES DE HERRAMIENTA EN LA TABLA (G50) Mediante la función G50, se pueden introducir o modificar las dimensiones de las diferentes herramientas en la tabla de correctores. Existen varias formas de programar la función G50: a) Carga de todas las dimensiones de una herramienta Mediante el bloque N4 G50 T2 X+/-4.3 Z+/-4.3 F1 R4.3 I+/-2.3 K+/-2.3 Se cargan en la dirección de la tabla indicada por T2, los valores definidos por X, Z, F, R, I, K. N4 G50 T X Z F1 R I K Número de bloque Código de carga de dimensiones Dirección de la tabla de herramientas (T01-T32) Longitud de la herramienta según el eje X Longitud de la herramienta según el eje Z Código de forma de la herramienta (F0-F9) Radio de la herramienta Corrección por desgaste de herramienta según el eje X (siempre en diámetros). Corrección por desgaste de herramienta según el eje Z Los valores de X, Z, F, R, I, K sustituyen a los previamente existentes en la posición T2. b) Se desea cambiar alguno o algunos de los valores de la tabla. Si únicamente se desea cambiar alguno o algunos de los valores, es suficiente con programar dichos valores tras G50 T2, el resto de los valores de la tabla, quedan inalterados. Si se programa de esta forma, hay que tener en cuenta las siguientes particularidades: * Si se programa X o Z, o ambas, y no se programa I, K, se sustituyen en la tabla las longitudes (X,Z) por lo nuevos valores y se ponen a cero los valores de corrección por desgaste correspondientes, I o K o ambos. * Si tras G50 T2 se programa I+/-2.3 o bien I+/-2.3 K+/-2.3, estos valores se suman o restan a los previamente almacenados. Atención: En los bloques en que se programa G50, no está permitido programar ninguna otra información. Página Capítulo: 4 8 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDE HERRAMIENTA(T) 4.3.2 CORREGIR LAS DIMENSIONES DE LA HERRAMIENTA (G51) Mediante la función G51, se pueden variar los valores I,K de la herramienta en uso, sin que se modifiquen los valores almacenados en la tabla de herramientas. Formato: N4 G51 I+/-4.3 K+/-4.3 en mm N4 G51 I+/-3.4 K+/-3.4 en pulgadas N4 Número de bloque G51 Código de modificación I Valor que se suma o se resta al valor de I que en ese instante está utilizando el CNC, para compensar la longitud de la herramienta en uso. K Valor que se suma o resta al valor de K que en ese instante está utilizando el CNC, para compensar la longitud de la herramienta en uso. Estos valores no modifican la tabla de herramientas, es decir, la vez siguiente que se utilice esta misma herramienta, el CNC asumirá de nuevo los valores I,K de la tabla, sin tener en cuenta la modificación anteriormente introducida mediante G51. En los bloques donde se programa G51, no está permitido programar ninguna otra información. Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: PROGRAMACIONDE HERRAMIENTA(T) Página 9 4.4 FUNCIONES AUXILIARES (M) Las funciones auxiliares se programan mediante el código M2. Se pueden programar 96 funciones auxiliares diferentes (M00-M99). Salvo M41, M42, M43, M44 implícitas con la S, si el parámetro P601 (1) está a 1. Si el parámetro está a 0, M41, M42, M43, M44 deben programarse. Las funciones auxiliares, salen al exterior (armario eléctrico) en código BCD. El CNC dispone también de 15 salidas decodificadas para funciones auxiliares. Estas salidas se asignarán a las funciones deseadas en la puesta a punto del CNC en máquina. Las funciones auxiliares a las que no se ha asignado ninguna salida decodificada, se ejecutan siempre al comienzo del bloque en que están programadas. Al asignar una salida decodificada a una función auxiliar se decide asimismo, si ha de ejecutarse al comienzo o al final del bloque en que está programada. En un bloque se pueden programar hasta un máximo de 7 funciones auxiliares. Cuando en un bloque se haya programado más de una función auxiliar, el CNC las ejecuta correlativamente al orden en que se hayan programado. Algunas funciones auxiliares tienen asignadas un significado interno en el CNC. M00. PARADA DE PROGRAMA Cuando el CNC lee en un bloque el código M00 interrumpe el programa. Para reanudar el mismo hay que dar nuevamente la orden de MARCHA. Se recomienda personalizar esta función en la tabla de funciones M decodificadas, de forma que se ejecute al final del bloque en que esté programada (ver Manual de Instalación y Puesta en Marcha). M01. PARADA CONDICIONAL DEL PROGRAMA Idéntica a M00, salvo que el CNC sólo la tiene en cuenta si está activada la entrada Parada opcional. M02. FINAL DE PROGRAMA Este código indica final de programa y realiza una función de Reset general del CNC (Puesta en condiciones iniciales). También ejerce la función de M05. Al igual que en el caso de M00, se recomienda personalizarla para que se ejecute al final del bloque en que esté progra M30. FINAL DE PROGRAMA CON VUELTA AL COMIENZO Idéntica a M02, salvo que el CNC vuelve al primer bloque del comienzo del programa. También ejerce la función M05. M03. ARRANQUE DEL CABEZAL A DERECHAS (sentido horario) Se recomienda personalizar esta función, de forma que se ejecute al comienzo del bloque en que está programada. Página Capítulo: 4 10 FUNCIONESCOMPLEMENTARIAS Sección: FUNCIONESAUXILIARES (M) M04. ARRANQUE DE CABEZAL A IZQUIERDAS (sentido anti-horario) Se recomienda personalizar esta función, de forma que se ejecute al comienzo del bloque en que está programada. M05. PARADA DE CABEZAL Se recomienda personalizar esta función, de forma que se ejecute al final del bloque en que está programada. M10, M11. ASOCIADAS AL DISPOSITIVO EXTERNO O1 M12, M13. ASOCIADAS AL DISPOSITIVO EXTERNO O2 M14, M15. ASOCIADAS AL DISPOSITIVO EXTERNO O3 Códigos asociados a las teclas correspondientes a los dispositivos externos "O1", "O2" y "O3". Los códigos M10, M12 y M14 indican activación y los códigos M11, M13 y M15 desactivación del dispositivo externo correspondiente. M19 PARADA ORIENTADA DE CABEZAL Cuando se programa M19 S4.3 el cabezal gira a una velocidad y sentido definidos por los parámetros máquina P606(2) y P706 hasta el valor de S4.3 en grados. Los grados estarán referidos al punto referencia del captador de cabezal. Cuando el cabezal está dentro de la banda de muerte (P707), se saca la señal de bloqueo del cabezal (M15 decodificada) y se mantiene el cabezal en lazo cerrado, aplicando los parámetros P708 (ganancia) y P709 (consigna mínima del cabezal). Si se programa en un bloque M19 S4.3, no se admite más información en dicho bloque. M20 FIN DE EJECUCION DE UNA PIEZA Este código indica que ha finalizado la ejecución de una pieza. Por ejemplo, en una máquina que dispone de alimentador de barras el PLC puede controlar, mediante esta función, el mecanizado de piezas en serie. M41, M42, M43, M44 SELECCION DE GAMA DE VELOCIDADES DEL CABEZAL Si el parámetro-máquina P601(1) tiene el valor 1, estos códigos son generados automáticamente por el CNC al programar las funciones S. Si este parámetro tiene valor 0, es necesario programarlos. Aunque el parámetro P601(1) tenga el valor 1, si se trabaja en velocidad de corte constante (G96) es obligatorio programar M41, M42, M43, M44. M45. VELOCIDAD DE GIRO DE LA HERRAMIENTA MOTORIZADA Formato de programación: N4 M45 S+/-4 S+/-4 define el sentido y la velocidad en revoluciones por minuto de la herramienta motorizada. El signo (+/-) define el sentido de giro. Con S+4 girará en un sentido y con S-4 girará en sentido contrario. Se puede programar un valor comprendido entre S0 y S+/-9999 que corresponden a 0 rpm. y 9999 rpm. respectivamente. Capítulo: 4 FUNCIONESCOMPLEMENTARIAS Sección: FUNCIONESAUXILIARES (M) Página 11 5. 5.1 CONTROL DE TRAYECTORIA ARISTA MATADA (G05) Cuando se trabaja en G05, el CNC comienza la ejecución del bloque siguiente del programa, tan pronto comienza la deceleración de los ejes programados en el bloque anterior. Es decir, los movimientos programados en el bloque siguiente, se ejecutan antes que la máquina haya llegado a la posición exacta programada en el bloque anterior. Ejemplo: Programación de X en diámetros. Siendo el punto inicial X40 Z50. N100 G90 G01 G05 X80 N110 Z20 Como se ve en el ejemplo, los cantos quedarían redondeados. La diferencia entre el perfil teórico y real es función del valor del avance. Cuanto mayor sea el avance, mayor será la diferencia entre el perfil teórico y el real. La función G05 es modal e incompatible con G07. La función G05 se puede programar como G5. 5.2 ARISTA VIVA (G07) Cuando se trabaja en G07, el CNC no ejecuta el siguiente bloque de programa, hasta que no se haya alcanzado la posición exacta programada en el bloque anterior. Ejemplo: Programación de X en diámetros. Siendo el punto inicial X40 Z50. N100 G90 G01 G07 X80 N110 Z20 El perfil teórico y el real coinciden. La función G07 es modal e incompatible con G05. La función G07 puede programarse como G7. Capítulo: 5 CONTROLDETRAYECTORIA Sección: ARISTA MATADA (G05) ARISTA VIVA (G07) Página 1 5.3 POSICIONAMIENTO RAPIDO (G00) Los desplazamientos programados a continuación de G00, se ejecutan en avance rápido establecido en la puesta a punto de la máquina, mediante los parámetros máquina. Cuando se mueven los dos ejes simultáneamente, la trayectoria resultante es una línea recta entre el punto inicial y el punto final. El avance estará determinado por el eje más lento. Al programar G00 no se anula la última F programada; es decir, cuando se programe G01, G02 o G03, se recupera dicha F. Mediante el parámetro máquina P4 se puede establecer si el conmutador % de avance, cuando se trabaja en G00, actúa del 0% al 100% o queda fijo al 100%. El código G00 congela la compensación de radio de herramienta (G41, G42). Es decir, cuando se está trabajando con G41 o G42 y se programa G00, la compensación de radio queda sin efecto hasta que se programe de nuevo G01, G02 o G03. El código G00 es modal e incompatible con G01, G02, G03 y G33. La función G00 puede programarse como G o G0. Página Capítulo: 5 2 CONTROLDETRAYECTORIA Sección: POSICIONAMIENTORAPIDO (G00) 5.4 INTERPOLACION LINEAL (G01) Los desplazamientos programados después de G01 se ejecutan según una línea recta, al avance F programado. Cuando se mueven los dos ejes simultáneamente, la trayectoria resultante es una línea recta entre el punto inicial y el punto final. La máquina se desplaza según dicha trayectoria al avance F programado. El CNC calcula los avances de cada eje para que el avance de la trayectoria resultante sea la F programada. Ejemplo: Programación del eje X en diámetros. Punto inicial X40 Z50 N100 G90 G01 X60 Z10 F300 Mediante el conmutador del panel frontal del CNC, se puede variar el avance F programado entre el 0% y el 120%, o bien entre el 0% y el 100% dependiendo del valor del parámetro P600(3). Durante el tiempo que se pulsa la tecla de avance rápido ejecutándose un movimiento en G01, el porcentaje de la velocidad de avance será del 200% de la velocidad de avance programada, siempre que el parámetro máquina P600(3) tenga un valor igual a cero. La función G01 es modal e incompatible con G00, G02, G03 y G33. La función G01 puede ser programada como G1. Cuando se enciende el CNC, después de ejecutarse M02/M30, después de una EMERGENCIA o después de un RESET, el CNC asume el código G01. Capítulo: 5 CONTROLDETRAYECTORIA Sección: INTERPOLACIONLINEAL(G01) Página 3 5.5 INTERPOLACION CIRCULAR (G02, G03) G02: Interpolación circular a derechas (sentido horario). G03: Interpolación circular a izquierdas (sentido anti-horario). Los movimientos programados a continuación de G02/G03, se ejecutan en forma de trayectoria circular al avance F programado. Las definiciones de sentido horario (G02) y sentido anti-horario (G03), se han fijado de acuerdo con las siguientes normas: a) Parámetro P600(1)= 0 b) Parámetro P600(1) = 1 Las funciones G02/G03 son modales e incompatibles entre sí, y también con G00, G01 y G33. Las funciones G74, G75, o cualquier ciclo fijo anulan G02, G03. Las funciones G02/G03 pueden programarse como G2/G3. El formato de un bloque para programar una interpolación circular en coordenadas cartesianas es el siguiente: N4 G02 (G03) X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 N4 : G02 (G03) X+/-4.3 Z+/-4.3 I+/-4.3 : K+/-4.3 Número de bloque : Código que define la interpolación : Cota X del punto final del arco : Cota Z del punto final del arco Distancia del punto de partida al centro del arco, según el eje X. : Distancia del punto de partida al centro del arco, según el eje Z. Los valores de I,K se programan con signo. Es necesario programarlos siempre, aunque tengan valor cero. Página Capítulo: 5 4 CONTROLDETRAYECTORIA Sección: INTERPOLACIONCIRCULAR (G02, G03) El formato de un bloque para programar una interpolación circular en coordenadas polares es el siguiente: N4 G02 (G03) A+/-3.3 I+/-4.3 K+/-4.3 N4 : G02 (G03) A+/-3.3 I+/-4.3 : K+/-4.3 Número de bloque : Código que define la interpolación : Angulo con respecto al centro polar del punto final del arco. Distancia del punto de partida al centro del arco, según el eje X. : Distancia del punto de partida al centro del arco, según el eje Z. Cuando se programa una interpolación circular con G02 o G03, el CNC asume el centro del arco como nuevo centro polar. En este caso, aunque la programación del eje X sea en diámetros, la programación de I es siempre en radios. Durante el tiempo que se pulsa la tecla de avance rápido ejecutándose un movimiento en G02/G03, el porcentaje de la velocidad de avance será del 200% de la velocidad de avance programada, siempre que el parámetro máquina P600(3) tenga un valor igual a cero. 5.5.1 INTERPOLACION CIRCULAR CON PROGRAMACION DEL RADIO DEL ARCO Formato en mm: G02 (G03) X+/-4.3 Z+/-4.3 R+/-4.3 en pulgadas: G02 (G03) X+/-3.4 Z+/-3.4 R+/-3.4 Siendo: G02(G03) X Z R la función que define el sentido de la interpolación circular cota X del punto final del arco cota Z del punto final del arco radio del arco Esto significa, que se puede programar la interpolación circular mediante el punto final y el radio en lugar de las coordenadas (I,K) el centro. Si el arco de la circunferencia es menor que 180º, el radio se programará con signo positivo, y si es mayor que 180º, el radio será negativo. Siendo P0 el punto inicial del arco y P1 el punto final, con un mismo valor de radio, existen cuatro arcos que pasan por ambos puntos. Dependiendo del sentido de la interpolación circular G02 o G03, y del signo del radio se define el arco deseado. De esta forma el formato de programación de los arcos de la figura será el siguiente: Arco 1 G02 X Z R Arco 2 G02 X Z R + Arco 3 G03 X Z R + Arco 4 G03 X Z R - Atención: Si se programa un círculo completo con la programación del radio, el CNC visualizará el error 47, dado que existen infinitas soluciones. Capítulo: 5 CONTROLDETRAYECTORIA Sección: INTERPOLACIONCIRCULAR (G02, G03) Página 5 5.5.2 INTERPOLACION CIRCULAR CON PROGRAMACION DEL CENTRO DEL ARCO EN COORDENADAS ABSOLUTAS (G06) Añadiendo la función G06 en un bloque de interpolación circular, se puede programar las cotas del centro del arco (I,K), en coordenadas absolutas, es decir, con respecto al cero de origen y no al comienzo del arco. La función G06, NO es MODAL, por lo tanto, deberá programarse siempre que se desee indicar las cotas del centro del arco en coordenadas absolutas. Programando de esta manera, el valor de I deberá estar en radios o diámetros en función del parámetro máquina P11. 5.5.3 EJEMPLOS DE PROGRAMACION Suponiendo que la programación es en cotas absolutas (G90) y la del eje X en diámetros. Punto inicial P0 (X40 Z40) Coordenadas cartesianas N4 G02 X100 Z10 I40 K10 Coordenadas polares N4 G02 A194.036 I40 K10 Programación de radio N4 G02 X100 Z10 R41.231 Programacion con G06 N4 G02 G06 X100 Z10 I120 K50 Punto inicial P0 (X60 Z60) Coordenadas cartesianas N4 G03 X140 Z20 I-10 K-50 Coordenadas polares N4 G03 A78.69 I-10 K-50 Programación de radio N4 G03 X140 Z20 R50.99 Programación con G06 N4 G03 G06 X140 Z20 I40 K10 Página Capítulo: 5 6 CONTROLDETRAYECTORIA Sección: INTERPOLACIONCIRCULAR (G02, G03) 5.6 TRAYECTORIA CIRCULAR TANGENTE A LA TRAYECTORIA ANTERIOR (G08) Por medio de la función G08 se puede programar una trayectoria circular tangente a la trayectoria anterior sin necesidad de programar las cotas (I,K) del centro. El formato del bloque en coordenadas cartesianas es el siguiente: N4 G08 X+/-4.3 Z+/-4.3 en mm N4 G08 X+/-3.4 Z+/-3.4 en pulgadas N4 G08 X Z Número de bloque Código de interpolación circular tangente a la trayectoria anterior. Cota X del punto final del arco. Cota Z del punto final del arco. El formato del bloque en coordenadas polares es el siguiente: N4 G08 R+/-4.3 A+/-4.3 en mm N4 G08 R+/-3.4 A+/-4.3 en pulgadas N4 G08 R A Número de bloque Código de interpolación circular tangente a la trayectoria anterior. Radio (respecto al origen polar) del punto final del arco. Angulo (respecto al origen polar) del punto final del arco. Ejemplo: La programación del eje X es en diámetros. Suponiendo que el punto inicial es el P0 (X40 Z70), se desea programar una línea recta luego un arco tangente a la misma y después un arco tangente al anterior. N110 G90 G01 Z50 N120 G08 X80 Z30 N130 G08 X110 Z15 Al ser los arcos tangentes no es necesario programar las coordenadas de los centros (I,K). Si no se utiliza G08 la programación será: N110 G90 G01 Z50 N120 G02 X80 Z30 I20 K0 N130 G03 X110 Z15 I0 K-15 La función G08 no es modal, sólo sustituye a G02 y G03 en el bloque en que está escrita. Se puede emplear siempre que se desee ejecutar un arco tangente a la trayectoria anterior. La trayectoria anterior puede haber sido una recta o un arco. Atención: Utilizando la función G08, no es posible ejecutar un círculo completo, dado que existen infinitas soluciones. El CNC visualizará el código de error 47. Capítulo: 5 CONTROLDETRAYECTORIA Sección: CIRCULARTANGENTEALA ANTERIOR (G08) Página 7 5.7 TRAYECTORIA CIRCULAR DEFINIDA MEDIANTE 3 PUNTOS (G09) Por medio de la función G09 se puede definir una trayectoria circular (arco), programando el punto final y un punto intermedio (el punto inicial del arco es el punto de partida del movimiento). Es decir en lugar de programar las coordenadas del centro, se programa cualquier punto intermedio El formato del bloque en coordenadas cartesianas es el siguiente: N4 G09 X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 N4 G09 X Z I K Número de bloque. Código de trayectoria circular mediante tres puntos. Cota X del punto final del arco. Cota Z del punto final del arco. Cota X del punto intermedio del arco. Cota Z del punto intermedio del arco. El formato del bloque en coordenadas polares es el siguiente: N4 G09 R+/-4.3 A+/-4.3 I+/-4.3 K+/-4.3 N4 G09 R A I K Número de bloque. Código de trayectoria circular mediante tres puntos. Radio (respecto al origen polar) del punto final del arco. Angulo (respecto al origen polar) del punto final del arco. Cota X del punto intermedio del arco. Cota Z del punto intermedio del arco. Como se ve el punto intermedio siempre se debe programar en coordenadas cartesianas. Ejemplo: La programación del eje X es en diámetros. Suponiendo que el punto inicial es el P0 (X60 Z70) y el punto final del arco el (X120 Z20), el bloque del programa para definir este arco será: N4 G09 X120 Z20 I60 K50 La función G09 no es modal. No es necesario programar el sentido de desplazamiento G02, G03 al programar G09. La función G09 sólo sustituye a G02 y G03 en el bloque en que está escrita. Atención: Utilizando la función G09, no es posible ejecutar un círculo completo, ya que para definir un arco con dicha función es necesario que sean programados 3 puntos distintos. El CNC visualizará el código de error 40. Página Capítulo: 5 8 CONTROLDETRAYECTORIA Sección: CIRCULARDEFINIDA MEDIANTE 3 PUNTOS (G09) 5.8 ENTRADA TANGENCIAL (G37) Mediante la función preparatoria G37, se pueden enlazar tangencialmente dos trayectorias sin necesidad de calcular los puntos de intersección. La función G37 no es modal, es decir, deberá programarse siempre que se desee enlazar tangencialmente dos trayectorias. Estas trayectorias podrán ser, recta-recta o bien rectacurva. A continuación de G37 deberá programarse el radio, R4.3 en mm o R3.4 en pulgadas, del arco de entrada. El valor del radio deberá ser siempre positivo. Dicha programación deberá ir en el bloque que incorpora el movimiento cuya trayectoria se desea modificar. El movimiento deberá ser rectilíneo (G00 o G01). Si se programa G37 R4.3, en un bloque que incorpore un movimiento circular (G02 o G03), el CNC mostrará el error de tipo 41. Ejemplo: Programación del eje X en radios Punto inicial X20 Z60 N100 G90 G01 X20 Z30 N110 G03 X40 Z10 R20 En este mismo ejemplo, si se desea realizar una entrada tangencial, describiendo un arco de 5 mm de radio, se programará: N100 G90 G01 G37 R5 X20 Z30 N110 G03 X40 Z10 R20 Capítulo: 5 CONTROLDETRAYECTORIA Sección: ENTRADATANGENCIAL(G37) Página 9 5.9 SALIDA TANGENCIAL (G38) Mediante la función preparatoria G38 se pueden enlazar tangencialmente dos trayectorias, sin necesidad de calcular los puntos de intersección. La función G38 no es modal, es decir, deberá programarse siempre que se desee enlazar tangencialmente dos trayectorias. Estas trayectorias podrán ser recta-recta o bien curvarecta. A continuación de G38 deberá programarse el radio, R4.3 en mm o bien R3.4 en pulgadas, del arco de salida. El valor del radio deberá ser siempre positivo. Para poder programar en un bloque G38, es necesario que la trayectoria del bloque siguiente sea rectilínea (G00 o G01). Si la trayectoria siguiente, es circular (G02 o G03), el CNC mostrará error de tipo 42. Ejemplo: Programación del eje X en radios Punto inicial X10 Z50 N100 G90 G02 X30 Z30 R20 N110 G01 X30 Z10 En este mismo ejemplo, si se desea realizar una salida tangencial describiendo un arco de 5 mm de radio se programará: N100 G90 G38 R5 G02 X30 Z30 R20 N110 G01 X30 Z10 Página Capítulo: 5 Sección: 10 CONTROLDETRAYECTORIA SALIDA TANGENCIAL (G38) 5.10 REDONDEO CONTROLADO DE ARISTAS (G36) En trabajos de torneado es posible, mediante la función G36, redondear una arista con un radio determinado sin necesidad de calcular el centro ni los puntos inicial y final del arco. La función G36 no es modal, es decir, debe programarse cada vez que se desee el redondeo de una arista. Esta función debe programarse en el bloque en que se programe el desplazamiento cuyo final se desea redondear. El radio de redondeo se programa mediante R4.3 en mm, o bien R3.4 en pulgadas, es decir, siempre positivo. Ejemplos: La programación del eje X es en diámetros 1º Redondeo entre recta-recta Punto inicial X20 Z60 N100 G90 G01 G36 R10 X80 N110 Z10 2º Redondeo entre recta-arco Punto inicial X20 Z60 N100 G90 G01 G36 R10 X80 N110 G02 X60 Z10 I20 K-30 Capítulo: 5 CONTROLDETRAYECTORIA Sección: REDONDEOCONTROLADODE ARISTAS (G36) Página 11 3º Redondeo entre arco-arco Punto inicial X60 Z90 N100 G90 G02 G36 R10 X60 Z50 R28 N110 X60 Z10 R28 Página Capítulo: 5 12 CONTROLDETRAYECTORIA Sección: REDONDEOCONTROLADODE ARISTAS (G36) 5.11 ACHAFLANADO (G39) En los trabajos de mecanizado es posible, mediante la función G39, achaflanar aristas entre dos rectas, sin necesidad de calcular los puntos de intersección. La función G39 no es modal, es decir, debe programarse cada vez que se desee achaflanar una arista. Esta función debe programarse en el bloque en que se programe el desplazamiento cuyo final se desea achaflanar. Mediante el código R4.3 en mm, o bien R3.4 en pulgadas, siempre con valor positivo, se programa la distancia desde el final de desplazamiento programado hasta el punto en que se quiere realizar el chaflán. Ejemplo: Programación del eje X en diámetros Punto inicial X20 Z80 N100 G90 G01 G39 R10 X80 Z60 N110 X100 Z10 Capítulo: 5 Sección: Página CONTROLDETRAYECTORIA ACHAFLANADO (G39) 13 6. FUNCIONES PREPARATORIAS ADICIONALES 6.1 TEMPORIZACION (G04) Por medio de la función G04, se puede programar una temporización. El valor de la temporización se programa mediante la letra K. Ejemplo: G04 K0.05 Temporización de 0,05 seg. G04 K2.5 Temporización de 2,5 seg. Si el valor de K se programa con un número, éste podrá tener un valor comprendido entre 0,00 y 99,99, sin embargo si se programa por medio de un parámetro (K P3), éste podrá tener un valor comprendido entre 0,00 y 655,35 segundos. La temporización se ejecuta al comienzo del bloque en que está programada. La función G04 puede programarse como G4 6.2 VISUALIZAR CODIGO DE ERROR (G30) Tan pronto como el CNC lee un bloque con el código G30, detiene el programa en curso y visualiza el número de error indicado. Formato de programación: N4 G30 K2(0-99) N4 G30 K2 Número de bloque Código que indica programación de un error Código de error programado También se puede programar el número de error mediante un parámetro aritmético, valor comprendido entre P0 y P255. Por ejemplo: N4 G30 KP123 Este código combinado con los códigos G26, G27, G28 y G29 permite detener el programa y detectar posibles errores de medida, etc. En un bloque en el que se programe G30, no se puede programar más información. Atención: Si se desea que no aparezca visualizado el comentario propio de los códigos de error del CNC, el número del código tras G30 deberá ser superior a los empleados por el CNC. Recordar asimismo, que el usuario puede escribir comentarios en el programa que serán visualizados al ejecutar el bloque correspondiente. Capítulo: 6 Sección: Página FUNCIONESPREPARATORIASADICIONALES TEMPORIZACION(G04) 1 6.3 SALTOS Y LLAMADAS INCONDICIONALES (G25) La función G25 puede utilizarse para saltar de un bloque a otro dentro del mismo programa. En el mismo bloque en el cual se programa la función G25, no se puede programar más información. Existen dos formatos de programación: Formato a) N4 G25 N4 N4 G25 N4 Número de bloque Código de salto incondicional Número del bloque al que se salta Cuando el CNC lee este bloque, salta al bloque indicado y el programa continúa normalmente, a partir de este último bloque. Ejemplo: N0 G00 X100 N5 Z50 N10 G25 N50 N15 X50 N20 Z70 N50 G01 X20 Al llegar al bloque 10, el CNC salta al bloque 50, para continuar desde éste hasta el final del programa. Formato b) N4 G25 N4.4.2 N4 G25 N4.4.2 Número de bloque Código de salto incondicional Número de repeticiones Número del último bloque a ejecutar Número del bloque al que se dirige el salto Cuando el CNC lee un bloque de este tipo, salta al bloque definido entre la N y el primer punto decimal. Ejecuta después la sección del programa comprendida entre este bloque y el definido entre los dos puntos decimales tantas veces como indica el último número. Este último número, puede tener un valor comprendido entre 0 y 99, sin embargo si se programa con un parámetro, éste puede tener un valor comprendido entre 0 y 255. Si se escribe solamente N4.4 el CNC asumirá N4.4.1 Al terminar la ejecución de esta sección el CNC vuelve al bloque siguiente en que se programó G25 N4.4.2 Página Capítulo: 6 2 FUNCIONESPREPARATORIASADICIONALES Sección: SALTOS Y LLAMADAS INCONDICIONALES (G25) Ejemplo: N0 G00 X10 N5 Z20 N10 G01 X50 M3 N15 G00 Z0 N20 X0 N25 G25 N0.20.8 N30 M30 Al llegar a N25, el CNC saltará al bloque 0 y ejecutará 8 veces la sección N0-N20. Al terminar esto, volverá al bloque 30. Las funciones preparatorias G26, G27, G28, G29 y G30 correspondientes a saltos/llamadas condicionales, se verán en el apartado correspondiente de este manual: PROGRAMACION PARAMETRICA, OPERACIONES CON PARAMETROS. Capítulo: 6 FUNCIONESPREPARATORIASADICIONALES Sección: SALTOS Y LLAMADAS INCONDICIONALES (G25) Página 3 6.4 ROSCADO ELECTRONICO (G33) Por medio de la función G33, se pueden programar y realizar roscas longitudinales, frontales y cónicas. Para poder aplicar esta función es necesario que la máquina disponga de un captador rotativo en su cabezal. La función G33 es modal, es decir, una vez programada se mantiene activa, hasta que sea anulada mediante G00, G01, G02, G03, M02, M30, EMERGENCIA o RESET. Rosca longitudinal N4 G33 Z K Se programa mediante el bloque N4 G33 Z+/-4.3 K3.4, siendo: Número de bloque Código que define el roscado Cota final de la rosca según el eje Z Paso de la rosca según el eje Z La cota Z será absoluta o incremental, según se trabaje en G90 o G91. Mientras se encuentra activa la función G33, no se puede variar la velocidad de avance F mediante el conmutador FEED-RATE, cuyo valor estará fijo al 100%, ni tampoco podrá variarse la velocidad de giro del cabezal mediante las teclas del frontis. Rosca frontal (Espiral) N4 G33 X I Se programa mediante el bloque N4 G33 X+/-4.3 I3.4, siendo: Número de bloque Código que define el roscado Cota final de la rosca según el eje X Paso de la rosca según el eje X La cota X será absoluta o incremental, según se trabaje en G90 o G91. Rosca cónica siendo: N4 G33 X Z I K Se programa mediante el bloque N4 G33 X+/-4.3 Z+/-4.3 I3.4 K3.4, Número de bloque Código que define el roscado Cota final de la rosca según el eje X Cota final de la rosca según el eje Z Paso de la rosca según el eje X Paso de la rosca según el eje Z Las cotas X y Z serán absolutas o incrementales, según se trabaje en G90 o G91. En las roscas cónicas, basta con programar el paso de la rosca según un eje, ya que el control calcula el paso del otro eje. Es decir, se puede programar: N4 G33 X+/-4.3 Z+/-4.3 I3.4 o bien, N4 G33 X+/-4.3 Z+/-4.3 K3.4 No obstante, se pueden programar los dos pasos (I, K) para forzar al control a que realice roscas cónicas con paso diferente al que el propio control hubiera calculado. Atención: Es necesario que el comienzo del roscado se efectúe con la herramienta trabajando en vacío, de forma que se eviten los problemas que se producen durante el arranque de los ejes. Página Capítulo: 6 4 FUNCIONESPREPARATORIASADICIONALES Sección: ROSCADOELECTRONICO (G33) 6.4.1 EJEMPLOS a) Roscado longitudinal Se trata de realizar una rosca cilíndrica de paso 5 mm y una profundidad de 2 mm. Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios). Cotas absolutas N0 G00 G90 X18 Z53 N5 G33 Z7 K5 N10 G00 X60 N15 Z60 Cotas incrementales N0 G00 G91 X-42 Z-7 N5 G33 Z-46 K5 N10 G00 X42 N15 Z53 b) Roscado cónico Se trata de realizar un roscado cónico de paso 5 mm, según el eje Z y una profundidad de 2 mm. Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios). Capítulo: 6 FUNCIONESPREPARATORIASADICIONALES Sección: ROSCADOELECTRONICO (G33) Página 5 Cotas absolutas Cotas incrementales N0 G00 G90 X12.75 Z52 N5 G33 X18.25 Z8 K5 N10 G00 X60 N15 Z60 N0 G00 G91 X-47.25 Z-8 N5 G33 X5.5 Z-44 K5 N10 G00 X41.75 N15 Z52 c) Empalme de roscas Si se trabaja en arista matada (G05), se pueden empalmar diferentes roscas de forma continua en una misma pieza. Se trata de empalmar un roscado longitudinal y uno cónico de paso 5 mm según el eje Z y una profundidad de 2 mm. Supongase que la herramienta está en el punto X60 Z60 (X se programa en radios). Cotas absolutas N0 G00 G90 X8 Z57 N5 G33 G05 Z35 K5 N10 X18.8 Z8 K5 N15 G00 X60 N20 Z60 Página Capítulo: 6 6 FUNCIONESPREPARATORIASADICIONALES Sección: ROSCADOELECTRONICO (G33) 6.5 FACTOR DE ESCALA (G72) Por medio de la función G72 se pueden ampliar o reducir piezas programadas. De esta forma se pueden realizar familias de piezas semejantes en forma pero de dimensiones diferentes con un solo programa. La función G72 debe programarse sola en un bloque. El formato de programación es: N G72 K N4 G72 K2.4 Número de bloque Código que define el factor de escala Valor del factor de escala Valor mínimo Valor máximo K0.0001 (Multiplicación por 0,0001). K99.9999 (Multiplicación por 99,9999). A continuación de G72 todas las coordenadas programadas se multiplican por el valor de K hasta que se lea una nueva definición de factor de escala G72 o se anule ésta. Para anular el factor de escala basta con definir otro factor de escala de valor K1 o también se anula introduciendo M02,M30 o al ejecutarse un RESET o una EMERGENCIA. Capítulo: 6 Sección: Página FUNCIONESPREPARATORIASADICIONALES FACTOR DE ESCALA (G72) 7 6.6 TRABAJO CON PALPADOR (G75) Por medio de esta función se puede emplear un palpador de medida, conectado al CNC. El formato de programación es el siguiente: N4 G75 X+/-4.3 Z+/-4.3 en milímetros. N4 G75 X+/-3.4 Z+/-3.4 en pulgadas. La máquina se moverá hasta recibir la señal exterior del palpador. Una vez recibida esta señal dará por finalizado el bloque, aceptando como posición teórica de los ejes, la posición real que tenga cuando recibe la señal. Durante el movimiento de palpación no se podrá variar la velocidad de avance, mediante el conmutador de FEED-RATE, que estará fijo al 100%. Si los ejes llegan a la posición programada antes de recibir la señal exterior del palpador, el CNC dará el error 65. Una vez ejecutado este bloque se pueden asignar los valores de los ejes a los parámetros aritméticos que se deseen. Lo que combinando con la posibilidad de realizar operaciones matemáticas con los parámetros aritméticos, permite realizar programas especiales de medida y verificación de herramientas y piezas. La función G75 implica las funciones G01 y G40; es decir, a partir de un bloque con G75, el CNC asume la función G01 y G40. Página Capítulo: 6 8 FUNCIONESPREPARATORIASADICIONALES Sección: TRABAJO CON PALPADOR (G75) 6.7 TRATAMIENTO DE BLOQUE UNICO. ACTIVACION (G47) Y ANULACION (G48) El CNC considera como "Bloque Unico" el grupo de bloques que se encuentra entre las funciones G47 y G48. Tras ejecutarse la función G47 el CNC ejecuta todos los bloques que vienen a continuación hasta ejecutar un bloque que contiene la función G48. Cuando el programa P99996 se ejecuta en el modo "Bloque a Bloque" el CNC ejecuta, en ciclo continuo, la función G47 y todos los bloques que vienen a continuación, deteniéndose al ejecutar la función G48. Si se pulsa la tecla durante la ejecución de un "Bloque único", en modo Automático o Bloque a Bloque, el CNC continúa con la ejecución hasta ejecutar la función G48, momento en que se detiene la ejecución. Estando activa la función G47, el conmutador M.F.O. y las teclas de variación de la velocidad de giro del cabezal, estarán inhabilitados, ejecutándose el programa al 100% de la F y la S programadas. Las funciones G47 y G48 son modales e incompatibles entre sí. Cuando se enciende el CNC, después de ejecutarse M02/M30, después de una EMERGENCIA o después de un RESET, el CNC asume el código G48. Capítulo: 6 FUNCIONESPREPARATORIASADICIONALES Sección: BLOQUEUNICO (G47, G48) Página 9 7. COMPENSACION DE HERRAMIENTAS En los trabajos habituales de mecanizado, es necesario calcular y definir la trayectoria de la herramienta teniendo en cuenta las dimensiones de la misma (longitud y radio), de forma que se obtengan las dimensiones de la pieza deseadas. La compensación de longitud y radio de herramienta, permite programar directamente el contorno de la pieza sin tener en cuenta las dimensiones de la herramienta. El CNC calcula automáticamente, a partir del contorno de la pieza y de las dimensiones de la herramienta almacenadas en la tabla de herramientas, la trayectoria que debe seguir la herramienta. Cada vez que se selecciona una herramienta (T2), el CNC aplica automáticamente la compensación de longitud almacenada en la tabla (X, Z, I, K), sin necesidad de programar ningún código G. Para la compensación de radio existen tres funciones preparatorias: G40 G41 G42 Anulación de la compensación de radio de herramienta Compensación de radio de herramienta a izquierdas Compensación de radio de herramienta a derechas Con el parámetro P600(1) = 0 y ejes o P600(1) = 1 y ejes G41: G42: La herramienta queda a la izquierda de la pieza según el sentido del mecanizado. La herramienta queda a la derecha de la pieza según el sentido del mecanizado. Con P600(1) = 0 y ejes G42 y viceversa. o P600(1) = 1 y ejes G41 actúa como El CNC dispone de una tabla de hasta 32 herramientas para compensación de longitud (X, Z, I, K) y radio (R) de herramienta; en esta tabla también se almacenan los códigos de forma (F) de la herramienta. Para fijar los valores de compensación de radio y longitud de cada una de las herramientas se debe utilizar la opción "Tabla de herramientas" dentro de las "Funciones auxiliares". Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: Página 1 También se puede definir la tabla de herramientas desde el programa pieza, utilizando la función G50. Los valores máximos de cada campo de la tabla de herramientas son: X, Z (longitud herramienta) +/-8388.607 mm (+/-330.2599 pulgadas) I, K (corrección longitud herramienta) +/-32.766 mm (+/-1.2900 pulgadas) R (Radio) 1000.000 mm (39.3700 pulgadas) F (Código de forma) Es necesario definirlo para la compensación de radio. Los códigos posibles son : F0-F9 (Ver figura). La compensación de radio se hace efectiva mediante G41 o G42, adquiriendo el valor de tabla seleccionada mediante la función T (T01 T32). Si no se ha programado la función T, el CNC asume el valor T00 que corresponde a una herramienta de dimensiones igual a cero. Las funciones G41, G42 son modales (mantenidas) y son anuladas mediante G40, M02, M30 así como por alguna EMERGENCIA o un RESET general. Atención: Los valores de I que se emplean para corregir desgastes de herramienta hay que programarlos en diámetros. Página Capítulo: 7 2 COMPENSACIONDEHERRAMIENTAS Sección: CODIGOS DE FORMA P: Punta de la herramienta C: Centro de la herramienta Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: Página 3 P: Punta de la herramienta C: Centro de la herramienta Página Capítulo: 7 4 COMPENSACIONDEHERRAMIENTAS Sección: 7.1 SELECCION E INICIO DE LA COMPENSACION DE RADIO (G41, G42) Deben utilizarse, para el inicio de la misma, los códigos G41 o G42. En el mismo bloque en que se programa G41/G42 o en uno anterior, debe haberse programado la función T (T01 T32) para seleccionar en la tabla de herramientas el valor de corrección a aplicar. Caso de no seleccionarse ninguna herramienta, el CNC asume el valor T00 (herramienta de valores = 0). Atención: La selección de la compensación de radio de herramienta (G41/G42) sólo puede realizarse cuando están activas G00 o G01 (movimientos rectilíneos). Si la primera llamada a compensación se realiza estando activas G02 o G03, en el CNC se visualizará el código de error 48. En las próximas páginas se muestran diferentes casos de inicio de compensación de radio de herramienta. Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: COMPENSACIONDERADIO (G41, G42) Página 5 Página Capítulo: 7 6 COMPENSACIONDEHERRAMIENTAS Sección: COMPENSACIONDERADIO (G41, G42) 7.2 FUNCIONAMIENTO CON COMPENSACION DE RADIO A continuación, se muestran unos gráficos donde se reflejan las diversas trayectorias seguidas por una herramienta controlada por un CNC programado con compensación de radio. Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: FUNCIONAMIENTOCON COMPENSACIONDERADIO Página 7 Página Capítulo: 7 8 COMPENSACIONDEHERRAMIENTAS Sección: FUNCIONAMIENTOCON COMPENSACIONDERADIO 7.3 ANULACION TEMPORAL DE LA COMPENSACION CON G00 Cuando se detecta un paso de G01, G02, G03 a G00, la herramienta queda tangente a la perpendicular, en el extremo del desplazamiento programado en el bloque de G01, G02 o G03. Este mismo tratamiento se aplica cuando se programa un bloque con G40, pero sin información de movimiento. Los siguientes desplazamientos en G00 se efectúan sin compensación de radio. Cuando se detecta el paso de G00 a G01, G02, G03 se da el tratamiento correspondiente al primer punto compensado, reanudándose la compensación radial normalmente. Caso especial: Si el control no tiene suficiente información para compensar, pero el movimiento es en G00, se ejecutará sin compensación radial. Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: ANULACIONTEMPORALCON G00 Página 9 7.4 ANULACION DE COMPENSACION DE RADIO (G40) La anulación de la compensación de radio se efectúa mediante la función G40. Hay que tener en cuenta que la cancelación de la compensación de radio (G40), solamente puede efectuarse en un bloque en que esté programado un movimiento rectilíneo (G00, G01). Si se programa G40 en un bloque con G02 o G03 el CNC dará código de error 48. A continuación, se expone una tabla de diferentes casos de anulación. Página Capítulo: 7 10 COMPENSACIONDEHERRAMIENTAS Sección: ANULARCOMPENSACION DE RADIO (G40) Capítulo: 7 COMPENSACIONDEHERRAMIENTAS Sección: ANULARCOMPENSACION DE RADIO (G40) Página 11 8. CICLOS FIJOS DE MECANIZADO El CNC dispone de los siguientes ciclos fijos de mecanizado. G67 N0 G67 N1 G67 N2 G67 N3 G67 N4 G67 N5 G67 N6 G67 N7 G67 N8 G66 G68 G69 G81 G82 G84 G85 G86 Ciclo fijo de cilindrado. Ciclo fijo de refrentado Ciclo fijo de cilindrado cónico Ciclo fijo de roscado Ciclo fijo de redondeo Ciclo fijo de ranurado Ciclo fijo de taladrado multiple Ciclo fijo de taladrado simple / Ciclo fijo de roscado con macho Ciclo fijo de chaveta en X o Z Ciclo fijo de seguimiento de perfil (no accesible desde el panel) Ciclo fijo de desbastado en el eje X (no accesible desde el panel) Ciclo fijo de desbastado en el eje Z (no accesible desde el panel) Ciclo fijo de torneado de tramos rectos (no accesible desde el panel) Ciclo fijo de refrentado de tramos rectos (no accesible desde el panel) Ciclo fijo de torneado de tramos curvos (no accesible desde el panel) Ciclo fijo de refrentado de tramos curvos (no accesible desde el panel) Ciclo fijo de roscado longitudinal (no accesible desde el panel) Parámetros relacionados con los ciclos fijos: Los ciclos fijos pueden alterar el contenido de los parámetros P0 a P99. Asimismo, el CNC actualiza, en el encendido, tras un Reset y siempre que se abandona el modo de ejecución del programa P99996, los siguientes parámetros aritméticos: P190 P191 P201 P24 Cota X del punto de cambio de herramienta fijado por el fabricante Cota Z del punto de cambio de herramienta fijado por el fabricante Unidades de trabajo (0=mm, 1=pulgadas) Unidades de trabajo (0=Radios, 1=Diámetros) Al programar los ciclos fijos, si el valor de cualquier parámetro es una constante, es necesario pulsar la tecla K después del símbolo =. Por ejemplo: N4 G66 P0 = K25 ...... Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: Página 1 8.1 CICLO FIJO DE CILINDRADO (G67 N0) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el paso de cilindrado D. Se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número de pasadas de cilindrado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje de error correspondiente. P6 Indica el diámetro final (f) que se desea obtener en la operación de cilindrado. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Parámetros relacionados con la pasada de acabado: Si no se desea pasada de acabado definir: P22=K0 y P23=K0. P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada de acabado P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance de acabado Parámetros relacionados con la herramienta de acabado: Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se deben definir los parámetros que se indican a continuación. Si no se desea cambiar de herramienta definir P26=K0. Página Capítulo: 8 2 CICLOS FIJOS DE MECANIZADO Sección: CILINDRADO (G67 N0) P26 Define el número de herramienta que se desea utilizar en la pasada de acabado. Si el fabricante definió un punto de cambio de herramienta, la máquina se desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el cambio de herramienta. Si no hay punto de cambio de herramienta se deben definir los parámetros aritméticos P134 y P135 para definir el punto de cambio de herramienta. P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de herramienta. Se define en unidades de trabajo (radios/diámetros) P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de herramienta El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido un punto de cambio de herramienta. Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P6=K P19=K P20=K ..... N6 G67 N0 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: CILINDRADO (G67 N0) Página 3 8.2 CICLO FIJO DE REFRENTADO (G67 N1) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el paso de refrentado D. Se programará mediante un valor positivo. Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número de pasadas de refrentado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje de error correspondiente. P6 Indica el diámetro final (f) que se desea obtener en la operación de cilindrado. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Parámetros relacionados con la pasada de acabado: Si no se desea pasada de acabado definir: P22=K0 y P23=K0. P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada de acabado P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance de acabado Parámetros relacionados con la herramienta de acabado: Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se deben definir los parámetros que se indican a continuación. Si no se desea cambiar de herramienta definir P26=K0. Página Capítulo: 8 4 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADO (G67 N1) P26 Define el número de herramienta que se desea utilizar en la pasada de acabado. Si el fabricante definió un punto de cambio de herramienta, la máquina se desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el cambio de herramienta. Si no hay punto de cambio de herramienta se deben definir los parámetros aritméticos P134 y P135 para definir el punto de cambio de herramienta. P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de herramienta. Se define en unidades de trabajo (radios/diámetros) P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de herramienta El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido un punto de cambio de herramienta. Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P6=K P19=K P20=K ..... N6 G67 N1 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADO (G67 N1) Página 5 8.3 CICLO FIJO DE CILINDRADO CONICO (G67 N2) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P4 Define el paso de cilindrado D. Se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número de pasadas de cilindrado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje de error correspondiente. P6 Indica el diámetro final (f) que se desea obtener en la operación de cilindrado. P7 Define la pendiente (%) del chaflán o plano inclinado que se desea efectuar. P7 = 100 x (10/40) = 25 P7 = 100 x tag 14,036 =25 P10 Indica el cuadrante que se desea mecanizar. Junto con P18 define el tipo de esquina que se desea efectuar. P18 Indica el tipo de geometría de la esquina. Junto con P10 define el tipo de esquina que se desea efectuar. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Página Capítulo: 8 6 CICLOS FIJOS DE MECANIZADO Sección: CILINDRADOCONICO (G67 N2) Parámetros relacionados con la pasada de acabado: Si no se desea pasada de acabado definir: P22=K0 y P23=K0. P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada de acabado P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance de acabado Parámetros relacionados con la herramienta de acabado: Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se deben definir los parámetros que se indican a continuación. Si no se desea cambiar de herramienta definir P26=K0. P26 Define el número de herramienta que se desea utilizar en la pasada de acabado. Si el fabricante definió un punto de cambio de herramienta, la máquina se desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el cambio de herramienta. Si no hay punto de cambio de herramienta se deben definir los parámetros aritméticos P134 y P135 para definir el punto de cambio de herramienta. P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de herramienta. Se define en unidades de trabajo (radios/diámetros) P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de herramienta El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido un punto de cambio de herramienta. Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P4=K P6=K P7=K P10=K P18=K P19=K P20=K N6 G67 N2 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: CILINDRADOCONICO (G67 N2) Página 7 8.4 CICLO FIJO DE ROSCADO (G67 N3) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el paso de roscado D. Se programará mediante un valor positivo expresado en radios. Si se define P4=0 el CNC mostrará el error correspondiente. Se programará en radios y la profundidad de cada pasada estará en función del número de pasada correspondiente( D n), tal y como muestra la siguiente figura. P8 Define el paso de rosca "P". Las roscas a derechas o a izquierdas se efectuarán seleccionando adecuadamente el sentido de giro del cabezal. P11 Indica el tipo de rosca. Si rosca exterior P11=0. Si rosca interior P11=1. P14 Define la profundidad de la rosca "H". Se programará en radios y con valor positivo. Si se programa con valor 0, el CNC mostrará el error correspondiente. Página Capítulo: 8 8 CICLOS FIJOS DE MECANIZADO Sección: ROSCADO (G67 N3) P16 Define el ángulo de penetración de la herramienta. Está referido al eje X Si se programa con valor 0, la rosca se realizará con penetración radial. Si se le asigna un valor igual a la mitad del ángulo de la herramienta, la penetración se realiza rozando el flanco de la rosca. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z P128 Distancia fin de rosca. Define a qué distancia del final de la rosca comienza la salida de rosca, efectuando una rosca cónica cuyo paso en Z sigue siendo P10. Si P128=K0 no hay salida de rosca. Si P128 negativo, se produce error 3. Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P8=K P11=K P14=K P16=K ..... N6 G67 N3 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: ROSCADO (G67 N3) Página 9 8.5 CICLO FIJO DE REDONDEO (G67 N4) Parámetros básicos de definición del ciclo: P16 Tipo de ciclo P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el paso de redondeo D. Se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número de pasadas de redondeo). Si se define P4=0 y P5=0, el CNC mostrará el mensaje de error correspondiente. P9 Define el radio de redondeo R P10 Indica el cuadrante que se desea mecanizar. P15 Tipo de redondeo. Si redondeo convexo P15=0. Si redondeo cóncavo P15=1. P18 Indica el tipo de geometría de la esquina. Página Capítulo: 8 10 CICLOS FIJOS DE MECANIZADO Sección: REDONDEO (G67 N4) P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Parámetros relacionados con la pasada de acabado: Si no se desea pasada de acabado definir: P22=K0 y P23=K0. P22 Porcentaje (%) de la pasada de desbaste que se utiliza como pasada de acabado P23 Porcentaje (%) del avance de desbaste que se utiliza como avance de acabado Parámetros relacionados con la herramienta de acabado: Si se desea utilizar una herramienta en el desbastado y otra en la pasada de acabado se deben definir los parámetros que se indican a continuación. Si no se desea cambiar de herramienta definir P26=K0. P26 Define el número de herramienta que se desea utilizar en la pasada de acabado. Si el fabricante definió un punto de cambio de herramienta, la máquina se desplazará a dicho punto, parámetros aritméticos P190 y P191, para efectuar el cambio de herramienta. Si no hay punto de cambio de herramienta se deben definir los parámetros aritméticos P134 y P135 para definir el punto de cambio de herramienta. P134 Cota X del punto al que se desplazará la máquina para efectuar el cambio de herramienta. Se define en unidades de trabajo (radios/diámetros) P135 Cota Z del punto al que se desplazará la máquina para efectuar el cambio de herramienta El CNC tiene en cuenta los parámetros P134 y P135 si el fabricante no ha definido un punto de cambio de herramienta. Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P16=K P100=K P101=K P102=K P103=K P4=K P9=K P10=K P15=K ..... N6 G67 N4 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: REDONDEO (G67 N4) Página 11 8.6 CICLO FIJO DE RANURADO (G67 N5) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el paso de ranurado D. Se programará mediante un valor positivo expresado en radios. Si se programa con valor 0, el CNC tendrá en cuenta el parámetro P5 (número de pasadas de ranurado). Si se define P4=0 y P5=0, el CNC mostrará el mensaje de error correspondiente. P6 Indica el diámetro final (f) que se desea obtener en la operación de ranurado. P12 Indica la anchura de la herramienta (TW). P13 Define el tiempo que permanecerá, en cada pasada de ranurado, la cuchilla en el fondo de la ranura. Se define en segundos, así, P13=K1.5 significa una temporización de 1.5 segundos. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Parámetros relacionados con la pasada de acabado: Si no se desea pasada de acabado definir: P22=K0 y P23=K0. P22 Porcentaje (%) de la pasada de desbaste programada, que se utiliza como pasada de acabado Página Capítulo: 8 12 CICLOS FIJOS DE MECANIZADO Sección: RANURADO (G67 N5) P23 Porcentaje (%) del avance de desbaste programado, que se utiliza como avance de acabado Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P6=K P12=K P13=K P19=K ..... N6 G67 N5 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: RANURADO (G67 N5) Página 13 8.7 CICLO FIJO DE TALADRADO MULTIPLE (G67 N6) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el incremento angular D entre taladrados. Se programará mediante un valor positivo expresado en grados. P5 Define el número de taladrados (N) que se desean efectuar. P8 Indica el paso o penetración máxima (P) en cada taladrado (desalojo de material. Cuando se refiere al eje X se debe definir en radios. P13 Define el tiempo que permanecerá, en cada taladrado, la broca en el fondo del agujero. Se define en segundos, así, P13=K1.5 significa una temporización de 1.5 segundos. Página Capítulo: 8 14 CICLOS FIJOS DE MECANIZADO Sección: TALADRADOMULTIPLE (G67 N6) P16 Indica la posición angular (a) del primer agujero P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P5=K P8=K P13=K P16=K ..... N6 G67 N6 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: TALADRADOMULTIPLE (G67 N6) Página 15 8.8 CICLO FIJO DE TALADRADO SIMPLE (G67 N7) CICLO FIJO DE ROSCADO CON MACHO (G67 N7) Estos dos ciclos se definen de forma similar, únicamente difieren en el parámetro "P8", paso o penetración máxima (P). En el ciclo de roscado con macho hay que definirlo con el valor P8=0, y en el ciclo de taladrado simple hay que definirlo con un valor distinto de 0. Movimiento en rápido Movimiento en F Parámetros básicos de definición del ciclo: P101 Cota Z del punto "BEGIN" P103 Cota Z del punto "END" P8 Indica el paso o penetración máxima (P) en cada taladrado (desalojo de material. Cuando se desea definir el ciclo de roscado con macho hay que definirlo con el valor P8=0, y cuando se desea definir el ciclo de taladrado simple hay que definirlo con un valor distinto de 0. P13 Define el tiempo que permanecerá la broca en el fondo del agujero. Se define en segundos, así, P13=K1.5 significa una temporización de 1.5 segundos. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Página Capítulo: 8 16 CICLOS FIJOS DE MECANIZADO Sección: TALADRADOSIMPLE (G67 N7) Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P101=K P103=K P8=K P13=K P19=K P20=K N6 G67 N7 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: TALADRADOSIMPLE (G67 N7) Página 17 8.9 CICLO FIJO DE CHAVETAS (G67 N8) Parámetros básicos de definición del ciclo: P100 Cota X del punto "BEGIN" en unidades de trabajo (radios/diámetros) P101 Cota Z del punto "BEGIN" P102 Cota X del punto "END" en unidades de trabajo (radios/diámetros) P103 Cota Z del punto "END" P4 Define el incremento angular ∆ entre chavetas. Se programará mediante un valor positivo expresado en grados. P5 Define el número de chavetas (N) que se desean efectuar. P16 Indica la posición angular (a) de la primera chaveta. P19 Define la distancia de seguridad en X (se define en radios) P20 Define la distancia de seguridad en Z Página Capítulo: 8 18 CICLOS FIJOS DE MECANIZADO Sección: CHAVETAS (G67 N8) Conceptos generales: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, sentido de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2.- Los parámetros deben programarse en un bloque anterior al de llamada al ciclo. N2 F10 S1000 M03 N4 P100=K P101=K P102=K P103=K P4=K P5=K P16=K P19=K P20=K N6 G67 N8 3.- El ciclo fijo no altera los parámetros de llamada P22, P23 y P26, que pueden utilizarse para ciclos posteriores. Sin embargo alteran el contenido de los "Parámetros básicos de definición del ciclo". 4.- El funcionamiento básico del ciclo está explicado en el manual de Operación. 5.- Las condiciones de salida son G00 y G90. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: CHAVETAS (G67 N8) Página 19 8.10 CICLO FIJO DE SEGUIMIENTO DE PERFIL (G66) Formato: N4 G66 P0=K P1=K P4=K P5=K P7=K P8=K P9=K P12=K P13=K P14=K Significado de los parámetros: P0 Cota X del punto inicial (A) del perfil (en radios o diámetros). P1 Cota Z del punto inicial (A) del perfil. P4 Sobrante de material, es decir, la cantidad (según unidades de medida) a eliminar de la pieza origen. Debe ser mayor o igual que cero y mayor o igual que la demasía para el acabado; en caso contrario, se produce error 3. Según el valor de P12, se interpretará como sobrante en X o en Z. P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. Según el valor de P12, se interpretará como paso en X o en Z. El paso real calculado por el control, será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance, de la pasada de acabado. Si es cero, no hay pasada de acabado. Si es negativo, se produce error 3. Página Capítulo: 8 20 CICLOS FIJOS DE MECANIZADO Sección: SEGUIMIENTODEPERFIL (G66) P12 Angulo de la cuchilla. Debe ser mayor o igual que cero y menor o igual que noventa grados; de lo contrario, se produce error 3. Si es menor o igual que 45º, P4 se tomará como sobrante en X y P5 como paso máximo en X. Si es mayor que 45º, P4 se tomará como sobrante en Z y P5 como paso máximo en Z. P13 Número del primer bloque de definición del perfil. P14 Número del último bloque de definición del perfil. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: SEGUIMIENTODEPERFIL (G66) Página 21 En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1º En la definición del perfil, no hay que programar el punto inicial A que ya está definido por los parámetros P0 y P1. 2º Las condiciones de mecanizado (velocidad de avance, giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 3º Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. 4º Las condiciones de salida del ciclo son G00 y G90. 5º El perfil puede estar formado por rectas, arcos, redondeos, entradas tangenciales, salidas tangenciales y chaflanes. 6º La programación puede hacerse en absoluto o en incremental. 7º Dentro de la definición del perfil no puede ir ninguna función T. 8º Los movimientos de aproximación y alejamiento se hacen en rápido y los demás a la velocidad programada. 9º El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente. 10º Se puede trabajar con compensación de radio de herramienta (G41, G42). 11º La coordenada X del punto desde el que se llama al ciclo fijo, debe ser diferente a P0, de lo contrario el CNC dará el código de error 4. La coordenada Z del punto desde el que se llama al ciclo fijo, debe ser diferente a P1, de lo contrario el CNC dará el código de error 4. 12º Los movimientos de mecanizado se efectúan a la velocidad de avance programada. Página Capítulo: 8 22 CICLOS FIJOS DE MECANIZADO Sección: SEGUIMIENTODEPERFIL (G66) Ejemplo G66. Programación del eje X en diámetros N100 — N110 G90 G00 G42 X150 Z115 N120 G66 P0=K0 P1=K85 P4=K20 P5=K5 P7=K1 P8=K1 P9=K100 P12=K40 P13=K200 P14=K290 N130 G40 X160 Z135 N140 M30 N200 N210 N220 N230 N240 N250 N260 N270 N280 N290 G36 R5 X50 Z85 ................................................................. ;Definición de perfil X50 Z70 X40 Z60 G36 R2 X40 Z50 G39 R2 X60 Z50 X60 Z40 G36 R2 X80 Z30 G36 R10 X80 Z10 G36 R2 X120 Z10 X120 Z0 Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: SEGUIMIENTODEPERFIL (G66) Página 23 8.11 CICLO FIJO DE DESBASTADO EN EL EJE X (G68) Formato: N4 G68 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K Significado de los parámetros: P0 Cota absoluta X del punto inicial (A) del perfil (en radios o diámetros). P1 Cota absoluta Z del punto inicial del perfil (A). P5 Paso máximo (en radios). Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control será menor o igual que el máximo. P7 Demasía para el acabado en el eje X (en radios). Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si a este parámetro se le asigna el valor P9=0 no se efectúa la pasada de acabado pero realiza una pasada final de desbaste conservando las demasías indicadas en P7 y P8. Si se le asigna un valor negativo no se efectúa la pasada de acabado ni la pasada final de desbaste. Página Capítulo: 8 24 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE X (G68) P10 A este parámetro se le debe asignar un valor distinto de cero cuando se desea que el CNC efectúe una pasada final de desbaste antes de efectuar la pasada de acabado. P13 Número del primer bloque de definición del perfil. P14 Número del último bloque de definición del perfil. Debe ser mayor que P13; en caso contrario, se produce error 13. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE X (G68) Página 25 En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida 0 y el punto final (B), según el eje X, tiene que ser igual o mayor que P7. Para evitar que dé el error 31 cuando se trabaja con compensación de radio, se recomienda dar a esta distancia, un valor igual a P7, más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida 0 y el punto inicial (A), según el eje Z, tiene que ser mayor que P8. 3. En la definición del perfil, no hay que programar el punto inicial (A) que ya está definido por los parámetros P0 y P1. 4. Las condiciones de mecanizado (avance, giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 5. El perfil puede estar formado por tramos rectos y tramos curvos. Todos los bloques de definición del perfil se programarán en coordenadas cartesianas debiendo programarse siempre las cotas de los 2 ejes y además, en absoluto, en caso contrario, el control dará error 21. Si el perfil dispone de tramos curvos, éstos deberán programarse con las coordenadas I, K del centro, con respecto al punto inicial del arco y con el signo correspondiente. Si en la definición del perfil se programan funciones F, S, T o M, serán ignoradas salvo en la pasada de acabado. 6. El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). 7. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Página Capítulo: 8 26 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE X (G68) Ejemplo G68. N100 — N110 G42 G00 X120 Z0 N120 G68 P0=K0 P1=K-10 P5=K2 P7=K0.8 P8=K0.8 P9=K100 P13=K200 P14=K250 N130 G40 X130 Z10 N140 M30 N200 N210 N220 N230 N240 N250 G03 X40 Z-30 I-6 K-26 .................................................. ;Definición del perfil G01 X40 Z-40 G02 X80 Z-60 I25 K5 G01 X80 Z-70 X100 Z-80 X100 Z-90 Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE X (G68) Página 27 8.12 CICLO FIJO DE DESBASTADO EN EL EJE Z (G69) Formato: N4 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K Significado de los parámetros: P0 Cota X del punto inicial (A) del perfil (en radios o diámetros) P1 Cota Z del punto inicial del perfil (A). P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si a este parámetro se le asigna el valor P9=0 no se efectúa la pasada de acabado pero realiza una pasada final de desbaste conservando las demasías indicadas en P7 y P8. Si se le asigna un valor negativo no se efectúa la pasada de acabado ni la pasada final de desbaste. Página Capítulo: 8 28 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE Z (G69) P10 A este parámetro se le debe asignar un valor distinto de cero cuando se desea que el CNC efectúe una pasada final de desbaste antes de efectuar la pasada de acabado. P13 Número del primer bloque de definición del perfil. P14 Número del último bloque de definición del perfil. Debe ser mayor que P13; en caso contrario, se produce error 13. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE Z (G69) Página 29 En el momento de programar este ciclo fijo hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida 0 y el punto (B) según el eje Z, tiene que ser igual o mayor que P8. Para evitar que dé el error 31 cuando se trabaja con compensación de radio, se recomienda dar a esta distancia un valor igual a P8 más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida 0 y el punto inicial (A) según el eje X, tiene que ser mayor que P7. 3. En la definición del perfil no hay que programar el punto inicial (A), que ya está definido por los parámetros P0 y P1. 4. Las condiciones de mecanizado (avance, giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 5. El perfil puede estar formado por tramos rectos y tramos curvos. Todos los bloques de definición del perfil se programarán en coordenadas cartesianas debiendo programarse siempre las cotas de los 2 ejes y además, en absoluto, en caso contrario, el control dará error 21. Si el perfil dispone de tramos curvos, éstos deberán programarse con las coordenadas I, K del centro, con respecto al punto inicial del arco y con el signo correspondiente. Si en la definición del perfil se programan funciones F, S, T o M, serán ignoradas salvo en la pasada de acabado. 6. El ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). 7. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Página Capítulo: 8 30 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE Z (G69) Ejemplo G69. N190 — N200 G41 G0 X90 Z-5 N210 G69 P0=K80 P1=K-80 P5=K2 P7=K0.8 P8=K0.8 P9=K100 P13=K300 P14=K340 N220 G40 X100 Z0 N230 M30 N300 N310 N320 N330 N340 G01 X80 Z-60................................................................. ;Definición del perfil G03 X60 Z-50 I5 K15 G01 X40 Z-40 G03 X10 Z-25 I5 K20 G01 X10 Z-10 Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: DESBASTADO EN EL EJE Z (G69) Página 31 8.13 CICLO FIJO DE TORNEADO DE TRAMOS RECTOS (G81) Formato: N4 G81 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K Significado de los parámetros: P0 Cota X del punto A (en radios o diámetros) P1 Cota Z del punto A P2 Cota X del punto B (en radios o diámetros) P3 Cota Z del punto B P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado. Si es negativo, se produce error 3. Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X134 Z47), y los puntos del perfil A (X0 Z0) y B (X90 Z-45) N90 G00 X134 Z47 .............. (Posicionamiento de la herramienta en el punto 0). N100 G81 P0=K0 P1=K0 P2=K90 P3=K-45 P5=K5 P7=K3 P8=K4 P9=K100 Página Capítulo: 8 32 CICLOS FIJOS DE MECANIZADO Sección: TORNEADODETRAMOS RECTOS (G81) En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida (0) y el punto (B), según el eje X, tiene que ser igual o mayor que P7. Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con compensación de radio, se recomienda dar a esta distancia un valor igual a P7 más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida (0) y el punto (A), según el eje Z, tiene que ser mayor que P8. 3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error 4. Si es correcta, se realizará un torneado horizontal previo, si es necesario. 5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto F. 6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: TORNEADODETRAMOS RECTOS (G81) Página 33 8.14 CICLO FIJO DE REFRENTADO DE TRAMOS RECTOS (G82) Formato: N4 G82 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K Significado de los parámetros: P0 Cota X del punto A (en radios o diámetros) P1 Cota Z del punto A P2 Cota X del punto B (en radios o diámetros) P3 Cota Z del punto B P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control, será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado. Si es negativo, se produce error 3. Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X136 Z39), y los puntos del perfil A (X90 Z-45) y B (X0 Z0) N90 G00 X136 Z39 .............. (Posicionamiento de la herramienta en el punto 0) N100 G82 P0=K90 P1=K-45 P2=K0 P3=K0 P5=K5 P7=K3 P8=K4 P9=K100 Página Capítulo: 8 34 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADODETRAMOS RECTOS (G82) En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida 0 y el punto (B), según el eje Z, tiene que ser igual o mayor que P8. Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con compensación de radio, se recomienda dar a esta distancia un valor igual a P8 más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida 0 y el punto (A), según el eje X, tiene que ser mayor que P7. 3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error 4. Si es correcta, se realizará un refrentado vertical previo, si es necesario. 5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto F. 6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada al ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADODETRAMOS RECTOS (G82) Página 35 8.15 CICLO FIJO DE TORNEADO DE TRAMOS CURVOS (G84) Formato: N4 G84 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K Significado de los parámetros: P0 Cota X del punto A (en radios o diámetros) P1 Cota Z del punto A P2 Cota X del punto B (en radios o diámetros) P3 Cota Z del punto B P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado. Si es negativo, se produce error 3. P18 (I). Distancia del punto A al centro del arco según el eje X. Aunque los valores del eje X se programen en diámetros, los valores de I siempre se programan en radios. P19 (K). Distancia del punto A al centro del arco según el eje Z. Página Capítulo: 8 36 CICLOS FIJOS DE MECANIZADO Sección: TORNEADODETRAMOS CURVOS (G84) Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X149 Z86), el centro del arco C (X160 Z91) y los puntos del perfil A (X0 Z71) B (X120 Z11). N90 G00 X149 Z86 ............... Posicionamiento de la herramienta en el punto 0 N100 G84 P0=K0 P1=K71 P2=K120 P3=K11 P5=K5 P7=K4 P8=K4 P9=K100 P18=K80 P19=K20 En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida 0 y el punto (B), según el eje X, tiene que ser igual o mayor que P7. Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con compensación de radio, se recomienda dar a esta distancia un valor igual a P7 más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida 0 y el punto (A), según el eje Z, tiene que ser mayor que P8. 3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error 4. Se realizará un torneado horizontal previo, si fuera necesario. 5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto F. 6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada del ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: TORNEADODETRAMOS CURVOS (G84) Página 37 8.16 CICLO FIJO DE REFRENTADO DE TRAMOS CURVOS (G85) Formato: N4 G85 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K Significado de los parámetros: P0 Cota X del punto A (en radios o diámetros) P1 Cota Z del punto A P2 Cota X del punto B (en radios o diámetros) P3 Cota Z del punto B P5 Paso máximo. Debe ser mayor que cero; en caso contrario, se produce error 3. El paso real calculado por el control, será menor o igual que el máximo. P7 Demasía para el acabado en el eje X. Debe ser mayor o igual que cero; en caso contrario, se produce error 3 P8 Demasía para el acabado en el eje Z. Debe ser mayor o igual que cero; en caso contrario, se produce error 3. P9 Velocidad de avance de la pasada de acabado. Si es cero, no hay pasada de acabado. Si es negativo, se produce error 3. P18 (I). Distancia del punto A al centro del arco según el eje X. Aunque los valores del eje X se programen en diámetros, los valores de I siempre se programan en radios. P19 (K). Distancia del punto A al centro del arco según el eje Z. Página Capítulo: 8 38 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADODETRAMOS CURVOS (G85) Ejemplo de programación en diámetros. Siendo el punto de partida 0 (X150 Z8), el centro del arco C (X160 Z91) y los puntos del perfil A (X118 Z11) B (X0 Z70). N90 G00 X150 Z85 .............. Posicionamiento de la herramienta en el punto 0. N100 G85 P0=K118 P1=K11 P2=K0 P3=K70 P5=K5 P7=K4 P8=K4 P9=K100 P18=K21 P19=K80 En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. La distancia entre el punto de partida 0 y el punto (B), según el eje Z, tiene que ser igual o mayor que P8. Para evitar pasadas muy pequeñas o que de el error 31, cuando se trabaja con compensación de radio, se recomienda dar a esta distancia un valor igual a P8 más un número entero de veces P5 (paso). 2. La distancia entre el punto de partida 0 y el punto (A), según el eje X, tiene que ser mayor que P7. 3. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. Los desplazamientos del ciclo de trabajo elemental (ver figura) se efectúan del siguiente modo: Del punto 1 al 2 y del 2 al 3 se efectúan a la velocidad de avance programada, mientras que del 0 al 1 y del 3 al 0 se efectúan en avance rápido. Las condiciones de salida son G00 y G90. 4. Si la posición de la herramienta no es correcta para ejecutar el ciclo, se produce error 4. Se realizará un refrentado vertical previo, si fuera necesario. 5. Si hay pasada de acabado, el ciclo finaliza en el punto en que estaba posicionada la herramienta inicialmente (0). Si no hay pasada de acabado, el ciclo finaliza en el punto F. 6. Se puede trabajar con compensación de radio de herramienta (G41, G42) siempre que el último movimiento antes de la llamada al ciclo fijo haya sido en G00. Si no es así, el CNC dará error 35. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: REFRENTADODETRAMOS CURVOS (G85) Página 39 8.17 CICLO FIJO DE ROSCADO LONGITUDINAL (G86) Formato: N4 G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K Significado de los parámetros: P0 Cota X absoluta del punto inicial (A) de la rosca (en radios o diámetros). P1 Cota Z absoluta del punto inicial (A) de la rosca P2 Cota X absoluta del punto final (B) de la rosca (en radios o diámetros) P3 Cota Z absoluta del punto final (B) de la rosca P4 Profundidad de la rosca (en radios). Tendrá valor positivo en las roscas exteriores y negativo en las interiores. Si es igual a cero, se produce error 3. P5 Pasada inicial (en radios). Define la profundidad de la primera pasada de roscado. Las sucesivas pasadas dependerán del signo dado a este parámetro: - Si el signo es positivo, la profundidad de la segunda pasada será P5 la enésima P5 n, hasta alcanzar la profundidad de acabado. 2 y la de - Si el signo es negativo, el incremento de la profundización se mantendrá constante y de un valor igual al valor absoluto del parámetro. - Si el valor es igual a cero, se produce error 3. P6 Distancia de seguridad (en radios). Indica a qué distancia de la superficie de la rosca se produce la vuelta en rápido al punto A’. Página Capítulo: 8 40 CICLOS FIJOS DE MECANIZADO Sección: ROSCADOLONGITUDINAL (G86) - Si el valor es negativo, este movimiento se realizará en G07 (arista viva). - Si el valor es 0 o positivo, este movimiento se realizará en G05 (arista matada). P7 Valor de la pasada de acabado (en radios): - Si es cero, se repite la pasada anterior - Si el valor es positivo, la pasada de acabado se realiza manteniendo el ángulo P12/ 2 con el eje X - Si el valor es negativo, la pasada de acabado se realiza con entrada radial P10 Paso de rosca en Z P11 Salida de la rosca. Define a qué distancia del final de la rosca comienza la salida. Si es negativo, se produce error 3. Si no es cero, el tramo CB’ es una rosca cónica cuyo paso en Z sigue siendo P10. Si es cero, el tramo CB’ se realiza en G00. P12 Angulo de la punta de la herramienta. Hace que los puntos de comienzo de las sucesivas pasadas, formen un ángulo P12/2 con el eje X. En el momento de programar este ciclo fijo, hay que tener en cuenta lo siguiente: 1. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.) deben programarse antes de la llamada al ciclo. 2. Los parámetros pueden programarse en el bloque de llamada al ciclo o en bloques anteriores. 3. Este ciclo fijo no altera los parámetros de llamada, que pueden utilizarse para ciclos posteriores. Sin embargo altera el contenido de los parámetros P70 a P99. 4. Las condiciones de salida son G00,G07,G40,G90 y G97. 5. El ciclo comienza con un acercamiento en G00 al punto A’ y termina también en A’. Durante la ejecución del ciclo no es posible variar la velocidad de avance F, mediante el conmutador FEED-RATE, cuyo valor se mantendrá fijo al 100%. Capítulo: 8 CICLOS FIJOS DE MECANIZADO Sección: ROSCADOLONGITUDINAL (G86) Página 41 9. SUBRUTINAS Se llama subrutina a una parte de programa que, convenientemente identificada, puede ser llamada desde cualquier posición de un programa para su ejecución. Una subrutina puede ser llamada varias veces desde diferentes posiciones de un programa o desde diferentes programas. Con una sola llamada puede repetirse la ejecución de una subrutina hasta 255 veces. Una subrutina puede estar incluida dentro del programa de usuario P99996 o bien estar almacenada en el programa especial de subrutinas de usuario P99994. Las subrutinas paramétricas y estándares son básicamente iguales, la única diferencia entre ambas es que en el bloque de llamada en el caso de subrutinas paramétricas (G21 N2.2) pueden definirse hasta 15 parámetros. En el caso de subrutina estándar la definición de los parámetros no puede hacerse en el bloque de llamada. El máximo número de parámetros de un subrutina estándar o paramétrica es 255 (P0, P254). 9.1 PROGRAMA ESPECIAL DE SUBRUTINAS DE USUARIO P99994 El programa P99994 debe ser elaborado en un ordenador y enviado al CNC. No puede ser modificado desde el CNC. Debe ser un programa que contenga únicamente las subrutinas de usuario elaboradas en código ISO. Si en la ejecución del programa P99996 se efectúa una llamada a una subrutina, el CNC buscará dicha subrutina en el programa P99996 y en el programa especial se subrutinas P99994. Se aconseja su utilización cuando se trabaja con varios programas de usuario P99996. De esta forma, si se elabora el programa P99994 con todas las subrutinas que se utilizan habitualmente, no será necesario repetirlas en cada programa P99996. Cuando se dispone de subrutina asociada a la herramienta, parámetro máquina "P730", es aconsejable almacenar dicha subrutina en el programa P99994. Capítulo: 9 SUBRUTINAS Sección: Página 1 9.2 IDENTIFICACION DE UNA SUBRUTINA ESTANDAR (G22) Una subrutina estándar (no paramétrica), comienza siempre con un bloque que contenga la función G22. La estructura del bloque de comienzo de subrutina es: N4 G22 N2 N4 Número de bloque G22 Define el comienzo de una subrutina N2 Identifica subrutina (número comprendido entre N0 y N99). Este bloque no puede contener información adicional. A continuación del bloque de comienzo de subrutina, se programan los bloques que se desean. Entre los bloques programados dentro de una subrutina estándar puede haber bloques paramétricos. Una subrutina debe finalizar siempre con un bloque de la forma: N4 G24. La función G24 indica final de subrutina. En este bloque no se puede programar ninguna otra información. Ejemplo de programación: N0 N10 N15 N20 G22 N25 X20 P0=P0 F1 P1 G24 Atención: Las subrutinas N91 a N99 no pueden ser definidas porque las utiliza el CNC. En la memoria del CNC no pueden existir a la vez dos subrutinas estándar con el mismo número de identificación, aunque pertenezcan a programas diferentes. Sin embargo es posible identificar con el mismo número una subrutina estándar y otra paramétrica. 9.3 LLAMADA A UNA SUBRUTINA ESTANDAR (G20) Se puede llamar a una subrutina estándar desde cualquier programa u otra subrutina (estándar o paramétrica). La llamada a una subrutina estándar se realiza mediante la función G20. La estructura de un bloque de llamada es: N4 G20 N2.2 N4 Número de bloque G20 Llamada a subrutina N2.2 Los dos números a la izquierda del punto, identifican el número de subrutina al que se llama (00-99). Los dos números a la derecha del punto, indican el número de veces que se va a repetir la subrutina (00-99). También se puede programar el número de veces mediante un parámetro aritmético, valor comprendido entre P0 y P255. Por ejemplo: N4 G20 N10.P123 Si no se programa el número de veces que se desea repetir la subrutina, el CNC la ejecuta una sola vez. En el bloque de llamada a una subrutina estándar, no se puede programar ninguna otra información adicional. Página Capítulo: 9 2 SUBRUTINAS Sección: SUBRUTINAESTANDAR (G20, G22) 9.4 IDENTIFICACION DE UNA SUBRUTINA PARAMETRICA (G23) Una subrutina paramétrica comienza siempre mediante la función G23. La estructura del primer bloque de una subrutina paramétrica es: N4 G23 N2 N4 Número de bloque G23 Define el comienzo de una subrutina paramétrica N2 Identifica subrutina (número comprendido entre N0 y N99). Este bloque no puede contener información adicional. A continuación del bloque de comienzo de subrutina, se programan los bloques que se desean. Entre los bloques programados dentro de una subrutina paramétrica puede haber bloques paramétricos. Una subrutina debe finalizar siempre con un bloque de la forma: N4 G24. La función G24 indica final de subrutina. En este bloque no se puede programar ninguna otra información. Atención: Las subrutinas N91 a N99 no pueden ser definidas porque las utiliza el CNC. En la memoria del CNC no pueden existir a la vez dos subrutinas paramétricas con el mismo número de identificación, aunque pertenezcan a programas diferentes. Sin embargo es posible identificar con el mismo número una subrutina estándar y otra paramétrica. 9.5 LLAMADA A UNA SUBRUTINA PARAMETRICA (G21) Se puede llamar a una subrutina paramétrica desde cualquier programa u otra subrutina (estándar o paramétrica). La llamada a una subrutina paramétrica se realiza mediante la función G21. La estructura de un bloque de llamada es: N4 G21 N2.2 P3=K+/-5.5 P3=K+/-5.5 N4 Número de bloque G21 Llamada a subrutina N2.2 Los dos números a la izquierda del punto, identifican el número de subrutina paramétrica al que se llama (00-99). Los dos números a la derecha del punto, indican el número de veces que se va a repetir la subrutina paramétrica (00-99). También se puede programar el número de veces mediante un parámetro aritmético, valor comprendido entre P0 y P255. Por ejemplo: N4 G21 N10.P123 Si no se programa el número de veces que se desea repetir la subrutina paramétrica, el CNC la ejecuta una sola vez. P3 K Número del parámetro aritmético (P00-P254). Valor asignado al parámetro aritmético. Atención: Al terminar la ejecución de la subrutina paramétrica (G24), se recuperan los valores de los parámetros asignados en el bloque de llamada, aunque a lo largo de la subrutina se les hubieran asignado valores diferentes Capítulo: 9 SUBRUTINAS Sección: SUBRUTINAPARAMETRICA (G21, G23) Página 3 9.6 NIVELES DE IMBRICACION De un programa principal, o de una subrutina (estándar o paramétrica), se puede llamar a una subrutina, de ésta a una segunda, de la segunda a una tercera, etc ..., hasta un máximo de 15 niveles de imbricación. Cada uno de los niveles se puede repetir 255 veces. Diagrama de encadenamiento de subrutinas Página Capítulo: 9 Sección: 4 SUBRUTINAS NIVELESDEIMBRICACION 10. PROGRAMACION PARAMETRICA El CNC dispone de 255 parámetros (P0-P254) mediante los que se pueden programar bloques paramétricos y realizar diferentes tipos de operaciones y saltos dentro de un programa. Los bloques paramétricos se pueden escribir en cualquier parte del programa. Las operaciones que se pueden realizar entre parámetros son: F1 F2 F3 F4 F5 F6 F7 F8 F9 F10 F11 F12 F13 F14 F15 F16 F17 F18 F19 F20 F21 F22 F23 F24 F25 F26 F27 F28 F29 F30 F31 F32 F33 F34 F35 F36 Suma Resta Multiplicación División Raíz cuadrada Raíz cuadrada de la suma de los cuadrados Seno Coseno Tangente Arco tangente Comparación Parte entera Parte entera más uno Parte entera menos uno Valor absoluto Complementación Dirección de memoria del bloque indicado Cota X del bloque cuya dirección se indica Cota Z del bloque cuya dirección se indica Dirección de memoria del bloque anterior al indicado Cota I del bloque cuya dirección se indica Cota K del bloque cuya dirección se indica Número de corrector de herramientas seleccionado Valor X de la herramienta indicada Valor Z de la herramienta indicada Valor F de la herramienta indicada Valor R de la herramienta indicada Valor I de la herramienta indicada Valor K de la herramienta indicada Función lógica AND Función lógica OR Función lógica XOR Función lógica NOR Sin función Sin función Número de herramienta seleccionada Capítulo: 10 PROGRAMACIONPARAMETRICA Sección: Página 1 10.1 ASIGNACIONES Se puede asignar cualquier valor a cualquier parámetro. a) N4 P1 = P2 P1 toma el valor de P2, mientras que P2 mantiene el valor que tenía. b) N4 P1 = K1,5 P1 toma el valor 1,5 La letra K indica que se trata de una constante. Las constantes admiten un rango de valores entre +/-99999,99999. c) N4 P1= H (Valor en HEXADECIMAL) P1 toma el valor en HEXADECIMAL indicado tras H. Valores posibles de H: 0/FFFFFFFF. d) N4 P1 = X P1 toma el valor de la cota teórica del eje X, en la que en ese momento se halle el CNC. e) N4 P1 = Z P1 toma el valor de la cota teórica del eje Z, en la que en ese momento se halle el CNC. h) N4 P1 = R P1 toma el valor 1 si el parámetro máquina P11 (radios / diámetros) está en radios y el valor 2 si está en diámetros. i) N4 P1 = T El CNC dispone de un reloj interno que mide el tiempo de ejecución. Esta función asigna al parámetro P1 el valor que tiene dicho reloj en ese momento. El valor se encuentra expresado en centésimas de segundo. Para conocer el tiempo de ejecución de determinadas piezas u operaciones, se deben incluir bloques de este tipo al principio y final de la zona que se desea medir y posteriormente efectuar una resta de los valores obtenidos. j) N4 P1= 0X P1 toma el valor de la cota teórica del eje X, con respecto al cero máquina en la que se halle el CNC. l) N4 P1= 0Z P1 toma el valor de la cota teórica del eje Z, con respecto al cero máquina en la que se halle el CNC. Página Capítulo: 10 2 PROGRAMACIONPARAMETRICA Sección: ASIGNACIONES 10.2 OPERADORES "F1" a "F16" F1 Suma Ejemplo: N4 P1 = P2 F1 P3 P1 toma el valor de la suma de los parámetros P2 y P3, es decir, P1 = P2 + P3. También se puede programar, N4 P1 = P2 F1 K2 , es decir, P1 toma el valor de P2 + 2. La letra K indica que se trata de una constante. Cuando el mismo parámetro aparece como sumando y como resultado, es decir, N4 P1 = P1 F1 K2 indica que a partir de aquí, P1 = P1 + 2. F2 resta N4 P10 = P2 F2 P3 ............... P10 = P2 - P3 N4 P10 = P2 F2 K3 .............. P10 = P2 - 3 N4 P10 = P10 F2 K1 ............ P10 = P10 - 1 F3 Multiplicación N4 P17 = P2 F3 P30 ............. P17 = P2 x P30 N4 P17 = P2 F3 K4 .............. P17 = P2 x 4 N4 P17 = P17 F3 K8 ............ P17 = P17x 8 F4 División N4 P8 = P7 F4 P35 ............... P8 = P7 : P35 N4 P8 = P2 F4 K5 ................ P8 = P2 : 5 N4 P8 = P8 F4 K2 ................ P8 = P8 : 2 F5 Raíz cuadrada N4 P15 = F5 P23 .................. P15 = N4 P14 = F5 K9 ................... P14 = N4 P18 = F5 P18 .................. P18 = P23 9 P18 F6 Raíz cuadrada de la suma de los cuadrados N4 P60 = P2 F6 P3 .............. P60 = N4 P50 = P40 F6 K5 ............ P50 = N4 P1 = P1 F6 K4 ............... P1 = P2² + P3² P40² + 52 P1² + 4² F7 Seno N4 P1 = F7 K5 ..................... P1 = Sen 5 grados N4 P1 = F7 P2 ...................... P1 = Sen P2 El ángulo hay que escribirlo en grados, es decir, P2 debe programarse en grados. F8 Coseno N4 P1 = F8 P2 ...................... P1 = Coseno P2 N4 P1 = F8 K75 ................... P1 = Coseno 75 grados Capítulo: 10 PROGRAMACIONPARAMETRICA Sección: OPERADORES "F1" a "F16" Página 3 F9 Tangente N4 P1 = F9 P2 .................... P1 = tg P2 N5 P1 = F9 K30 ................. P1 = tg 30 grados F10 Arco tangente N4 P1 = F10 P2 .................. P1 = arc. tg P2 (resultado en grados). N4 P1 = F10 K0,5 .............. P1 = arc. tg 0,5 F11 Comparación Compara un parámetro con otro o con una constante, y activa los indicadores de saltos condicionales (su utilidad se verá en el apartado de saltos condicionales, G26, G27, G28, G29). N4 P1 = F11 P2 Si P1 = P2, queda activado el indicador de salto si cero. Si P1 es igual o mayor que P2, queda activado el indicador de salto si mayor o igual. Si P1 es menor que P2, queda activado el indicador de salto si menor. Igualmente se puede programar N4 P1 = F11 K6 F12 Parte entera N4 P1=F12 P2 .................... P1 toma el valor de la parte entera de P2. N4 P1=F12 K5,4 ................ P1 = 5 F13 Parte entera más uno N4 P1 = F13 P2 .................. P1 toma el valor de la parte entera de P2 más 1. N4 P1 = F13 K5,4 .............. P1 = 5 + 1 = 6 F14 Parte entera menos uno N4 P1 = F14 P27 ................ P1 toma el valor de la parte entera de P27 menos uno N4 P5 = F14 K5,4 .............. P5 = 5 - 1 = 4 F15 Valor absoluto N4 P1 = F15 P2 .................. P1 toma el valor absoluto de P2 N4 P1 = F15 K-8 ................ P1 = 8 F16 Complementación N4 P7 = F16 P20 ................ P7 toma el valor de P20 complementado, P7 = -P20 N4 P7 = F16 K10 ............... P7 = -10 Página Capítulo: 10 4 PROGRAMACIONPARAMETRICA es decir, Sección: OPERADORES "F1" a "F16" 10.3 OPERADORES "F17" a "F29" Estas funciones no afectan a los indicadores de salto. F17 N4 P1 = F17 P2 P1 toma el valor de la dirección de memoria del bloque cuyo número es P2. Ejemplo N4 P1 = F17 K12 P1 toma el valor de la dirección de memoria en que se halle el bloque N12. F18 N4 P1=F18 P2 P1 toma el valor de la cota X que aparece en el bloque cuya dirección es P2. F18 no acepta operando constante. Ejemplo : P1 = F18 K2 No es válida. F19 N4 P1=F19 P2 P1 toma el valor de la cota Z que aparece en el bloque cuya dirección es P2. F19 no acepta operando constante. Ejemplo : P1 = F19 K3 no es válida. F20 N4 P1 = F20 P2 P1 toma el valor de la dirección de memoria del bloque anterior al definido por la dirección P2. F20 no acepta operando constante. Ejemplo: P1 = F20 K4. No es válida. F21 N4 P1=F21 P2 P1 toma el valor de la cota I que aparece en el bloque cuya dirección es P2. F21 no acepta operando constante. Ejemplo: P1 = F21 K2. No es válida F22 N4 P1=F22 P2 P1 toma el valor de la cota K que aparece en el bloque cuya dirección es P2. F22 no acepta operando constante. Ejemplo : P1 = F22 K3. No es válida F23 N4 P1 = F23 El parámetro P1 toma el número de la herramienta con que se está operando en ese momento. F24 Esta función se puede programar de dos formas distintas: N4 P9=F24 K2 El parámetro P9 toma el valor de X que se encuentra, dentro de la tabla de herramientas, en la posición 2. N4 P8=F24 P12 El parámetro P8 toma el valor de X que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P12. Capítulo: 10 PROGRAMACIONPARAMETRICA Sección: OPERADORES "F17" a "F29" Página 5 F25 F26 F27 F28 F29 Esta función se puede programar de dos formas distintas: N4 P15=F25 K16 El parámetro P15 toma el valor de Z que se encuentra, dentro de la tabla de herramientas,en la posición 16. N4 P13=F25 P34 El parámetro P13 toma el valor de Z que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P34. Esta función se puede programar de dos formas distintas: N4 P6=F26 K32 El parámetro P6 toma el valor de F que se encuentra, dentro de la tabla de herramientas, en la posición 32. N4 P14=F26 P15 El parámetro P14 toma el valor de F que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P15. Esta función se puede programar de dos formas distintas: N4 P90=F27 K13 El parámetro P90 toma el valor de R que se encuentra, dentro de la tabla de herramientas, en la posición 13. N4 P28=F27 P5 El parámetro P28 toma el valor de R que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P5. Esta función se puede programar de dos formas distintas: N4 P17=F28 K10 El parámetro P17 toma el valor de I que se encuentra, dentro de la tabla de herramientas, en la posición 10. N4 P19=F28 P63 El parámetro P19 toma el valor de I que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P63. Esta función se puede programar de dos formas distintas: N4 P15=F29 K27 El parámetro P15 toma el valor de K que se encuentra, dentro de la tabla de herramientas, en la posición 27. N4 P13=F29 P25 El parámetro P13 toma el valor de K que se encuentra, dentro de la tabla de herramientas, en la posición indicada por el valor del parámetro P25. En un mismo bloque, se pueden introducir todas las asignaciones y operaciones que se deseen, siempre que no modifiquen un número de parámetros superior a 15. Página Capítulo: 10 6 PROGRAMACIONPARAMETRICA Sección: OPERADORES "F17" a "F29" 10.4 OPERADORES BINARIOS "F30" A "F33" Las operaciones binarias que se disponen son: F30 F31 F32 F33 Función lógica AND Función lógica OR Función lógica XOR Función lógica NOR Estas operaciones BINARIAS, también activan los indicadores internos (FLAGS), dependiendo del valor de su resultado, para su utilización posterior en la programación de los SALTOS/LLAMADAS CONDICIONALES (G26, G27, G28, G29). Las operaciones binarias pueden realizarse entre: Parámetros Parámetros y constantes Constantes P1 = P2 F30 P3 P11 = P25 F31 H(8) P19 = K2 F32 K5 El valor de la constante H se debe dar en código hexadecimal, entero, positivo y de 8 caracteres como máximo, es decir, puede estar comprendido entre 0 y FFFFFFFF y no puede formar parte del primer operando. F30 Función lógica AND Ejemplo: N4 P1= P2 F30 P3 F31 Valor de P2 A5C631F Valor de P11 35AF9FE7 Valor de H 91C6EF Valor de P19 9B72B9 Función lógica NOT Ejemplo: N4 P154= F33 P88 10.5 Valor de H 35AF9D01 Función lógica XOR Ejemplo: N4 P19= P72 F32 H91C6EF Valor de P72 AB456 F33 Valor de P1 C001D Función lógica OR Ejemplo: N4 P11= P25 F31 H35AF9D01 Valor de P25 48BE6 F32 Valor de P3 C883D P154 toma el valor de P88 en complemento a 1. Valor de P88 Valor de P154 4A52D63F B5AD29C0 OPERADOR "F36" Esta función no afecta a los indicadores de salto. F36 N4 P1 = F36 El parámetro P1 toma el número de la herramienta en curso. Capítulo: 10 PROGRAMACIONPARAMETRICA Sección: OPERADORES "F30" A "F33" y "F36" Página 7 10.6 FUNCIONES DE SALTO CONDICIONALES (G26, G27, G28, G29) Son similares a la función G25 (salto incondicional) que se encuentra detallada en el capítulo "Funciones Preparatorias Adicionales" de este mismo manual. Las funciones G26, G27, G28 y G29, antes de efectuar el salto de bloque o ejecutar la parte de programa indicada, comprueban que se ha producido la condición requerida. G26 Salto si cero. G27 Salto si no cero. G28 Salto si menor que cero. G29 Salto si mayor o igual a cero. Requiere que se dé la condición de "Cero". Requiere que no se dé la condición de "Cero". Requiere que se dé la condición de "Menor" Requiere que no se dé la condición de "Menor". La condición de "Cero", también denominada igualdad, se activa en los siguientes casos: * Cuando el resultado de una operación es igual a cero. Ejemplo: N001 P1 = P3 F2 K5 Se cumple la condición de cero si P3 = 5 * Si en una comparación ambos términos son iguales. Ejemplo: N002 P1 F11 K8 Se cumple la condición de cero si P1 = 8 La condición de "Menor", también denominada negativo, se activa en los siguientes casos: * Cuando el resultado de una operación es menor que cero (negativo). Ejemplo: N001 P1 = P3 F2 K5 Se cumple la condición si P3 es menor que 5 * Si en una comparación, el primer operando es menor que el segundo. Ejemplo: N002 P1 F11 K8 Se cumple la condición si P1 es menor que 8 Atención: Las asignaciones y las funciones no paramétricas no alteran el estado de los indicadores de condición. Ejemplo de programación: N060 N065 N070 N071 N072 N073 P2 F11 K22 G01 X10 Y20 G26 N100 G28 N200 G29 N300 En el bloque N060 se efectúa una comparación. Los bloques N65 y N70 no alteran el estado de los indicadores de condición. Así, Si P2 vale 22, el programa continuará en el bloque N100 Si P2 vale menos que 22, el programa continuará en el bloque N200 Si P2 vale más que 22, el programa continuará en el bloque N300 Se debe tener cuidado al programar las funciones G26 y G29. Si en el ejemplo anterior se hubiera programado: N071 G28 N200 N072 G29 N300 N073 G26 N100 El programa no ejecutaría el bloque N073. Con P2 menor que 22 el bloque continúa en N200 y con P2 mayor o igual a 22 continúa en N300. Página Capítulo: 10 8 PROGRAMACIONPARAMETRICA Sección: FUNCIONES DE SALTO (G26, G27, G28, G29) Ejemplo de programación en paramétricas para el cálculo de coordenadas de los diferentes puntos que componen una parábola. La programación del eje X es en diámetros. La formula que define una parábola es: Z = - K X2 Siendo: P0 = K P4 = X P5 = Z Los parámetros de llamada son: P0 P1 P2 P3 = = = = K Cota X inicial Cota X final Incremento en X. Programa: N0080 G21 N56.1 P0=K0,01 P1=K00 P2=K100 P3=K1 ..... Llamada a subrutina N0090 M30 ............................................................................ Fin de programa N0110 N0120 N0130 N0140 N0150 N0160 N0170 N0180 N0190 N0200 G23 N56 .......................................Definición de subrutina P4=P1 ...........................................X=X inicial P4=P4 F1 P3 P4=F11 P2 .............Compara nueva cota X con X final G28 N160 .....................................Si menor, sigue en N160 P4=P2 ...........................................Si mayor, nueva cota X = X final P5=P4 F3 P4 P5=P5 F3 P0 P5=F16 P5 ....................................Calcula nueva cota Z G01 XP4 ZP5 ...............................Desplazamiento a nueva cota (X, Z) P4=F11 P2 ....................................Compara nueva cota X con X final G27 N130 .....................................Si menor calcula otro punto, va a N130 G24 ...............................................Fin de subrutina Capítulo: 10 PROGRAMACIONPARAMETRICA Sección: FUNCIONES DE SALTO (G26, G27, G28, G29) Página 9 EJEMPLO N00 G95 F10 S1000 M03 ;Condiciones de mecanizado N05 G0 X80 Z50 N06 T1.1 ;Va al punto de cambio ;Selecciona herramienta 1 N10 P22=K0 P23=K0 P26=0 ;No hay pasada de acabado N20 P100=K44 P101=K-135 P4=K1 P6=K38 P7=K15 P10=K4 P18=K3 P19=K1 P20=K136 N25 G67 N2 ;Cilindrado cónico N30 P16=K0 P100=K38 P101=K-125 P4=K1 P9=K3 P10=K4 P15=K0 P18=K3 P19=K1 P20=K126 N35 G67 N4 ;Redondeo N40 P16=K0 P100=K32 P101=K-124 P4=K1 P9=K1 P10=K4 P15=K1 P18=K3 P19=K1 P20=K126 N45 G67 N4 ;Redondeo N40 P100=K30 P101=K-98 P4=K1 P6=K28 P7=K100 P10=K4 P18=K3 P19=K1 P20=K99 N45 G67 N2 ;Cilindrado cónico N50 P100=K28 P101=K-70 P4=K1 P6=K24 P7=K100 P10=K4 P18=K3 P19=K1 P20=K71 N55 G67 N2 ;Cilindrado cónico N60 P100=K24 P101=K-27 P4=K1 P6=K19 P7=K6.41 P10=K4 P18=K3 P19=K1 P20=K28 N65 G67 N2 ;Cilindrado cónico N70 P100=K19 P101=K0 P102=K19 P103=K-27 P4=K1 P6=K17 P19=K1 P20=K1 N75 G67 N0 ;Cilindrado N80 P100=K17 P101=K0 P102=K17 P103=K-17 P4=K1 P6=K16 P19=K1 P20=K1 N85 G67 N0 ;Cilindrado N90 P100=K16 P101=K0 P4=K1 P6=K14 P7=K100 P10=K4 P18=K2 P19=K13 P20=K1 N95 G67 N2 ;Cilindrado cónico N100 G0 X80 Z50 N101 T2.2 ;Va al punto de cambio ;Selecciona herramienta 2 N105 P12=K2 P13=K0.5 ;Anchura y temporización N110 P100=K28 P101=K-85 P102=K28 P103=K-87 P4=K1.7 P6=K26.5 P19=K8 P20=K0 N115 G67 N5 ;Ranurado N120 P100=K16 P101=K-15 P102=K17 P103=K-17 P6=K14 P19=K0.5 P20=K0.5 N125 G67 N5 ;Ranurado N130 G0 X80 Z50 N131 T3.3 ;Va al punto de cambio ;Selecciona herramienta 3 N140 P4=K0.7 P11=K0 P16=K0 P128=K0 ;Paso, rosca exterior, ángulo N141 P100=K28 P101=K-70 P102=K28 P103=K-86 P8=K1.5 P14=K0.919 P19=K8 P20=K1 N145 G67 N3 ;Roscado N150 P4=K0.7 P11=K0 P16=K0 P128=K0 ;Paso, rosca exterior, ángulo N151 P100=K16 P101=K0 P102=K16 P103=K-16 P8=K1 P14=K0.613 P19=K15 P20=K1 N155 G67 N3 ;Roscado N160 G0 X80 Z50 N170 M30 ;Va al punto de retirada Fin de programa CODIGOS DE ERROR 001 Este error se produce cuando el primer carácter del bloque que se desea ejecutar no es una "N". 002 Demasiados dígitos al definir una función en general. 003 Se ha asignado un valor negativo a una función que no acepta el signo (-), o se ha asignado un valor incorrecto a un parámetro de ciclo fijo. 004 Definición de un ciclo fijo estando activa la función G02, G03 ó G33. 005 Bloque paramétrico mal editado. 006 Más de 10 parámetros afectados en un mismo bloque. 007 División por cero. 008 Raíz cuadrada de un número negativo. 009 Valor demasiado grande asignado a un parámetro. 010 * No se ha programado la gama o la velocidad de corte constante. 011 Más de siete funciones M en un mismo bloque. 012 Este error se produce en los siguientes casos: > Mal programada la función G50. > Sobrepasamiento del valor de las dimensiones de herramienta. > Sobrepasamiento del valor de los traslados de origen G53/G59. 013 Perfil de un ciclo fijo mal definido. 014 Se ha programado un bloque que no es correcto, bien en sí mismo o bien en relación con la historia del programa hasta el momento. 015 Las funciones G20, G21, G22, G23, G24, G25, G26, G27, G28, G29, G30, G31, G32, G50, G53, G54, G55, G56, G57, G58, G59, G72, G74, G92 y G93 deben ir solas en un bloque. 016 No existe la subrutina o el bloque llamado ó no existe el bloque buscado mediante la función especial F17. 017 Paso de rosca negativo o demasiado elevado. 018 Error en los bloques en que se definen los puntos mediante ángulo-ángulo o ángulo-coordenada. 019 Este error se produce en los siguientes casos: > Tras definir G20, G21, G22 ó G23 no viene el número de subrutina al que se refiere. > No se ha programado el carácter "N" tras la función G25, G26, G27, G28 o G29. > Demasiados niveles de imbricación, uno dentro de otro. 020 Se ha definido más de una gama de cabezal en un mismo bloque 021 Este error se produce en los siguientes casos: > No existe un bloque en la dirección definida por el parámetro asignado a F18, F19, F20, F21, F22. > No se ha definido el eje correspondiente en el bloque direccionado 022 Al programar los ejes en G74, se repite alguno de ellos. 023 No se ha programado K tras G04. 025 Error en un bloque de definición o llamada a subrutina, o bien, de definición de saltos condicionales o incondicionales. 026 Este error se produce en los siguientes casos: > Sobrepasamiento de la capacidad de memoria. > Capacidad de cinta libre ó de memoria de CNC inferior al tamaño del programa que se intenta introducir. 027 No se ha definido I/K en interpolación circular o roscado. 028 Se ha intentado seleccionar un corrector en la tabla de herramientas o una herramienta externa no existente (el número de herramientas se define mediante parámetro-máquina). 029 Se ha asignado un valor demasiado grande a una función. Este error se produce con gran frecuencia si se programa un valor de F en mm/min y luego se pasa a trabajar en mm/rev sin cambiar el valor de F. 030 Se ha programado una G no existente. 031 Valor del radio de la herramienta demasiado grande. 032 Valor del radio de la herramienta demasiado grande. 033 Se ha programado un desplazamiento superior a 8388 mm o 330,26 pulgadas. Ejemplo: Si el eje Z se encuentra en la posición Z-5000 y se desea desplazarlo hasta el punto Z5000, el CNC mostrará el error 33 si se programa el bloque N10 Z5000, ya que el desplazamiento programado es Z5000 - Z-5000 = 10000 mm. Por el contrario, si el desplazamiento se efectúa en dos fases, como se indica a continuación, el CNC no mostrará el error 33 puesto que cada desplazamiento es inferior a 8388 mm. N10 Z0 N10 Z5000 ; Desplazamiento 5000 mm ; Desplazamiento 5000 mm 034 Se han definido S ó F con un valor superior al permitido. 035 No existe información suficiente para compensar, para redondear aristas o achaflanar. 036 Subrutina repetida. 037 Mal programada la función M19. 038 Mal programada la función G72. Se debe tener en cuenta que si se aplica la función G72 a un solo eje, este debe de estar en el origen pieza (valor 0) en el momento de aplicarse el factor de escala. 039 Este error se produce en los siguientes casos: > Más de 15 niveles de anidamiento en llamada a subrutinas > Se ha programado un bloque que contiene un salto a si mismo. Ejemplo: N120 G25 N120. 040 El arco programado no pasa por el punto final definido. (Tolerancia 0,01 mm) o no existe un arco que pasa por los puntos definidos mediante G08 o G09. 041 Este error se produce cuando se ha programado una entrada tangencial y se dan los siguientes casos: > No existe espacio para realizar la entrada tangencial. Se requiere un espacio superior o equivalente a 2 veces el radio de redondeo programado. > El tramo en que se ha definido la entrada tangencial es un tramo curvo (G02, G03). El tramo en que se define la entrada tangencial debe ser lineal. 042 Este error se produce cuando se ha programado una salida tangencial y se dan los siguientes casos: > No existe espacio para realizar la salida tangencial. Se requiere un espacio superior o equivalente a 2 veces el radio de redondeo programado. > El tramo en que se ha definido la salida tangencial es un tramo curvo (G02, G03). El tramo en que se define la salida tangencial debe ser lineal. 043 Origen de coordenadas polares (G93) mal definido. 044 Mal programada la función M45 S, velocidad de giro de la herramienta motorizada. 045 Mal programadas las funciones G36, G37, G38 ó G39. 046 Coordenadas polares mal definidas. 047 Se ha programado un desplazamiento cero durante una compensación de radio o redondeo. 048 Inicio o anulación de compensación de radio con G02/G03. 049 Chaflán mal programado. 050 Se ha seleccionado velocidad de corte constante cuando la máquina dispone de salida de consigna de cabezal en formato BCD. 054 No existe disquette en la disquetera FAGOR, o no existe cinta en el Lector de cassette o bien la tapa de la cabeza del Lector está abierta. 055 Error de paridad en la escritura o lectura del disquette o cinta. 057 Disquette o cinta protegida contra escritura. 058 Dificultades en el movimiento del disquette o en el arrastre de cinta. 059 Este error se produce en los siguientes casos: > Error de diálogo entre el CNC y la Disquetera FAGOR. > Error de diálogo entre el CNC y el Lector de cinta. 060 Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 061 Fallo de batería. A partir de producirse este error, la información contenida en la memoria será retenida durante 10 días más, estando apagado el CNC. Debiendo ser sustituido el módulo de batería ubicado en la parte posterior del aparato. Consúltese con el Servicio de Asistencia Técnica. Atención: Debido al riesgo de explosión ó combustión no intente recargar la pila, no la exponga a temperaturas superiores a 100 grados centígrados y no cortocircuite sus bornas. 064 * La entrada de emergencia externa (terminal 14 del conector I/O 1) se encuentra activada. 065 * Este error se produce cuando trabajando con palpador (G75) se ha alcanzado la posición programada y no se ha recibido la señal exterior del palpador. 066 * Límite de recorrido eje X sobrepasado El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que obligaría a la máquina a salirse de límites. 068 * Límite de recorrido eje Z sobrepasado. El error se genera bien porque la máquina está fuera de límite o bien porque se ha programado un bloque que obligaría a la máquina a salirse de límites. 070 ** Error de seguimiento eje X. 072 ** Error de seguimiento eje Z. 074 ** Valor de S (velocidad de cabezal) demasiado elevado. 075 ** Fallo de captación en el conector A1. 076 ** Fallo de captación en el conector A2. 077 ** Fallo de captación en el conector A3. 078 ** Fallo de captación en el conector A4. 079 ** Fallo de captación en el conector A5. 087 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 088 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 089 * No se ha realizado la búsqueda del punto referencia máquina de todos los ejes. Este error se produce cuando es obligatorio realizar la búsqueda del punto de referencia máquina tras el encendido. Se define mediante parámetro máquina. 090 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 091 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 092 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 093 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 094 Error de paridad en la tabla de herramientas, o en la tabla G53-G59. 095 ** Error de paridad de los parámetros generales. 096 ** Error de paridad de los parámetros eje Z. 098 ** Error de paridad de los parámetros eje X. 099 ** Error de paridad en la tabla de M. 100 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 101 ** Fallo de circuitería interna del CNC. Consultar con el servicio de asistencia técnica. 105 Este error se produce en los siguientes casos: > Más de 43 caracteres dentro de un comentario > Más de 5 caracteres para definir el número de programa > Más de 4 caracteres para definir el número de bloque > Caracteres extraños en memoria. 106 ** Límite de temperatura interior sobrepasado. 108 ** Error en parámetros de compensación del husillo del eje Z. 110 ** Error en parámetros de compensación del husillo del eje X. 111 * Error en la red local Fagor. Instalación incorrecta de la línea (hardware) 112 * Error en la red local Fagor. Se produce en los siguientes casos: > La configuración de la red (nodos) es incorrecta. > La configuración de red ha cambiado. Alguno de los nodos ha dejado de estar presente en la misma. Si se produce este error es necesario acceder al modo red, edición o monitorización, antes de ejecutar un bloque de programa. 113 * Error en la red local Fagor. Algún nodo no se encuentra en condiciones de trabajar en la red local. Por ejemplo: > No se encuentra compilado el programa del PLC64. > Se ha enviado a un CNC82 un bloque del tipo G52 mientras se hallaba en ejecución. 114 * Error en la red local Fagor. Se ha enviado una orden incorrecta a un nodo. 115 * Error en el PLCI. Watch-dog en la rutina periódica. Este error se produce cuando la rutina periódica dura más de 5 milisegundos. 116 * Error en el PLCI. Watch-dog en el programa principal. Este error se produce cuando el programa principal dura más de la mitad del tiempo indicado en el parámetro máquina "P729". 117 * Error en el PLCI. La información interna del CNC que se ha solicitado mediante la activación de las marcas M1901 a M1949 no se encuentra disponible. 118 * Error en el PLCI. Se ha intentado modificar, mediante la activación de las marcas M1950 a M1964, una variable interna del CNC que no se encuentra disponible. 119 Error en el PLCI. Error al escribir los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, en la EEPROM. Este error se puede producir cuando al bloquear los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, el CNC no puede guardar dicha información en el la memoria EEPROM. 120 Error en el PLCI. Error de checksum al recuperar los parámetros máquina, tabla de funciones M decodificadas y las tablas de compensación de error de husillo, de la EEPROM. Atención: Los ERRORES que disponen de “*” actúan de la siguiente manera: Detienen el avance de los ejes y el giro del cabezal. Eliminando para ello todas las señales de Enable y anulando todas las salidas analógicas del CNC. Detienen la ejecución del programa pieza del CNC si se encuentra en ejecución. Los ERRORES que disponen de “**” además de actuar como los errores que disponen de “*”, activan la SALIDA DE EMERGENCIA .-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
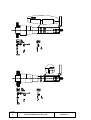 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
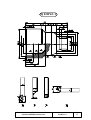 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
 241
241
-
 242
242
-
 243
243
-
 244
244
-
 245
245
-
 246
246
-
 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260
-
 261
261
-
 262
262
-
 263
263
-
 264
264
-
 265
265
-
 266
266
-
 267
267
-
 268
268
-
 269
269
-
 270
270
-
 271
271
-
 272
272
-
 273
273
-
 274
274
-
 275
275
-
 276
276
-
 277
277
-
 278
278
-
 279
279
-
 280
280
-
 281
281
-
 282
282
-
 283
283
-
 284
284
-
 285
285
-
 286
286
-
 287
287
-
 288
288
-
 289
289
-
 290
290
-
 291
291
-
 292
292
-
 293
293
-
 294
294
-
 295
295
-
 296
296
-
 297
297
-
 298
298
-
 299
299
-
 300
300
-
 301
301
-
 302
302
-
 303
303
-
 304
304
-
 305
305
-
 306
306
-
 307
307
-
 308
308
-
 309
309
-
 310
310
-
 311
311
-
 312
312
-
 313
313
-
 314
314
-
 315
315
-
 316
316
-
 317
317
-
 318
318
-
 319
319
-
 320
320
-
 321
321
-
 322
322
-
 323
323
-
 324
324
-
 325
325
-
 326
326
-
 327
327
-
 328
328
-
 329
329
-
 330
330
-
 331
331
-
 332
332
-
 333
333
-
 334
334
-
 335
335
-
 336
336
-
 337
337
-
 338
338


















































































































































































































































































































































Artículos relacionados
-
Fagor CNC 800 T OEM Manual de usuario
-
-
-
-
-
-
-
Fagor CNC 8050 T Manual de usuario
-
-