ESAB CUTMASTER 40
FUNCIONAMIENTO 4-8 300X5394ES
!
PRECAUCIÓN
Las chispas del proceso de corte pu-
eden causar daños a las supercies
revestidas, pintadas y de otro tipo,
tales como vidrio, plástico y metal.
NOTA!
Maneje los cabezales de la antorcha
con cuidado y protéjalos de daños.
Separación de la antorcha
Una separación inadecuada (la distancia entre
la punta de la antorcha y la pieza de trabajo)
puede afectar negativamente a la vida útil de
la punta, así como a la vida útil de la caperu-
za deectora. La separación también puede
afectar signicativamente al ángulo de bisel.
La reducción de separación generalmente dará
como resultado un corte más cuadrado.
Inicio de extremo
Para los inicios de los extremos, mantenga la
antorcha perpendicular a la pieza de trabajo
con la parte delantera de la punta cerca (sin
tocarlo) del extremo de la pieza de trabajo en el
punto donde el corte va a empezar. Cuando se
inicia en el extremo de la placa, no se detenga
en el extremo y fuerce el arco para "alcanzar"
el borde del metal. Establezca el arco de corte
tan pronto como sea posible.
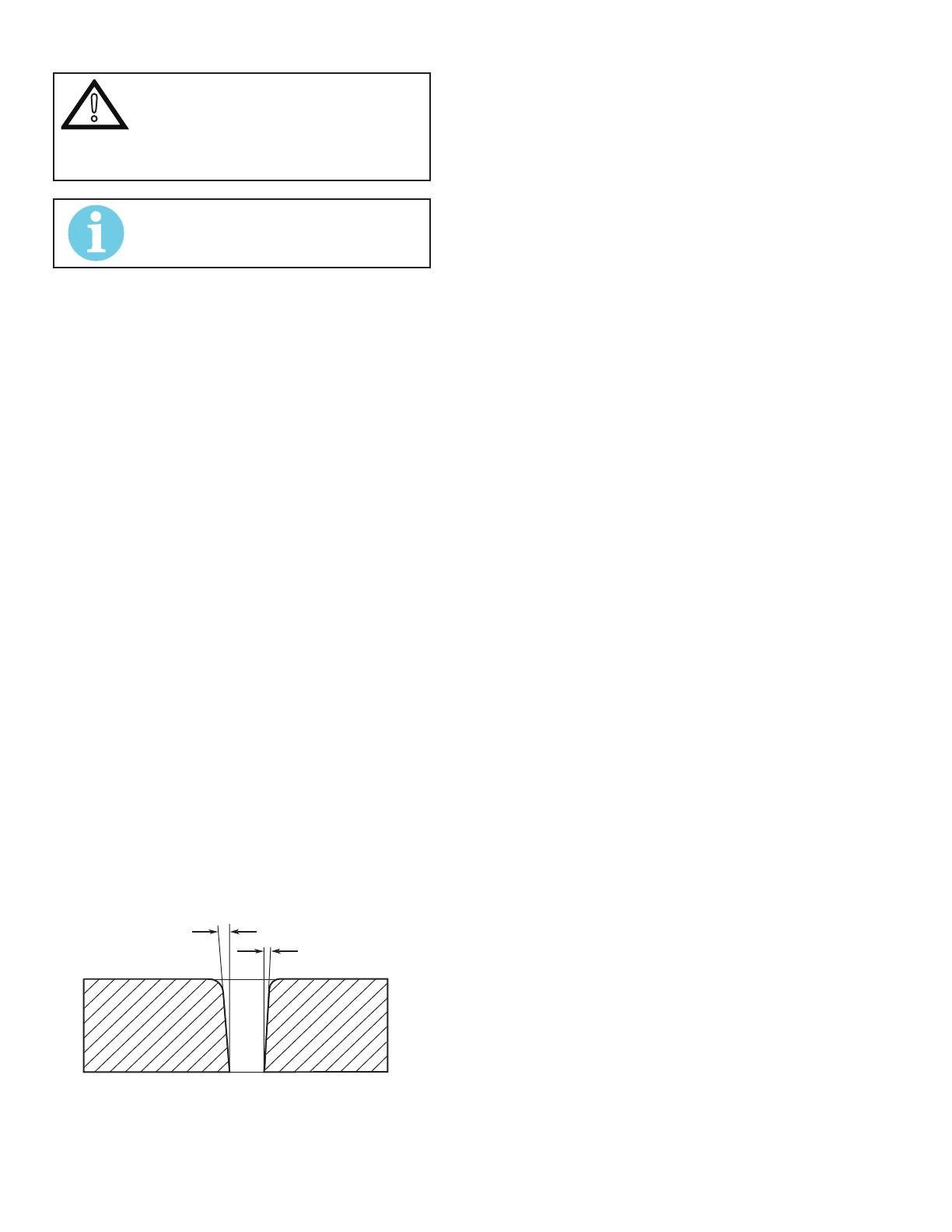
Dirección de corte
En las antorchas, la corriente de gas de plasma
forma remolinos cuando sale de la antorcha
para mantener una suave columna de gas.
Este efecto de remolino provoca que un lado del
corte resulte más cuadrado que el otro. Visto
a lo largo de la dirección de desplazamiento, el
lado derecho del corte es más cuadrado que el
izquierdo.
Ángulo de corte
del lado derecho
ngulo de corte
del lado izquierdo
A-00512ES
Características laterales del corte
Para hacer un corte de extremos cuadrados a
lo largo de un diámetro interior de un círculo,
la antorcha deberá moverse en sentido contra-
rio a las agujas del reloj alrededor del círculo.
Para mantener el extremo cuadrado al cortar
un círculo exterior, la antorcha deberá moverse
en sentido horario.
Escoria
Cuando la escoria está presente en acero al
carbono, se conoce comúnmente como "es-
coria de alta velocidad, baja velocidad o de
la parte superior". La escoria presente en la
parte superior de la placa normalmente está
causada por una distancia entre la antorcha
y la placa demasiado grande. La "escoria su-
perior" normalmente es muy fácil de quitar y,
a menudo, se puede limpiar con un guante de
soldadura. La "escoria de baja velocidad" está
normalmente presente en el borde inferior de la
placa. Puede variar de un talón ligero a pesado,
pero no se adhiere rmemente al extremo del
corte y puede rasparse fácilmente. La "escoria
de alta velocidad" forma a menudo un cordón
estrecho a lo largo de la parte inferior del borde
de corte y es muy difícil de eliminar. Al cortar
un acero problemático, a veces es útil reducir
la velocidad de corte para producir "escoria de
baja velocidad". Cualquier limpieza resultante
se puede lograr mediante el raspado, no el
debastado.









































