ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

Art # A-12782ES_AB
115V
230V
40
AMPS
ALIMENTACIÓN ELÉCTRICA
VOLTAJE
SALIDA
SALIDA MÁXIMA
FASE
VOLTAJE
ESAB Cutmaster
®
40
SISTEMA DE CORTE POR PLASMA
SL60 1Torch™
esab.eu
Revisión: AD Fecha de emisión: 18/10/2017 Manual No.: 300X5394ES
Manual de
operación

NOSOTROS VALORAMOS SU TRABAJO!
Felicitaciones por su nuevo producto ESAB. Estamos orgullosos de tenerlo como
cliente y nos esforzaremos por brindarle el mejor y más able servicio de la industria.
Este producto está respaldado por nuestra amplia garantía y nuestra extensa red
internacional de atención al cliente. Para encontrar al distribuidor o al agente de
servicio técnico más cercanos a su domicilio visite nuestra página web: www.esab.eu.
Este Manual de operación ha sido diseñado para instruirlo acerca del uso y operación
correctos de su producto ESAB. Nuestra mayor preocupación es que esté satisfecho
con el producto y que su utilización sea segura. Por lo tanto, rogamos se tome el tiempo
necesario para leer todo el manual, especialmente las Precauciones de seguridad. Le
ayudarán a evitar riesgos potenciales que pueden existir cuando trabaje con este producto.
¡USTED ESTA EN BUENA COMPAÑÍA!
La marca elegida por contratistas y fabricantes en todo el mundo.
ESAB es una marca global de los productos para corte por plasma manual o automatizado.
Nos distinguimos de nuestros competidores por la abilidad de nuestros productos, líderes
en el mercado, los que han superado la prueba del tiempo. Estamos orgullosos de nuestras
innovaciones técnicas, precios competitivos, entrega excelente, la alta calidad de nuestra
atención al cliente y asistencia técnica, junto a nuestra gran experiencia en ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar productos tecnológicamente
avanzados para generar un ambiente de trabajo más seguro dentro de la industria de la soldadura.

!
ADVERTENCIA
Antes de instalar y usar el equipo, o realizar tareas de mantenimiento en él, lea este manual y
asegúrese de haber entendido todo su contenido así como también las prácticas de seguridad
laboral de su empresa.
A pesar de que la información contenida en este manual representa el mejor criterio del fabri-
cante, éste no asume responsabilidad alguna sobre su utilización.
Fuente de alimentación para corte por plasma
ESAB Cutmaster
®
40
SL60 1Torch™
Manual de operación 300X5394ES
Publicado por:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
(940) 566-2000
www.esab.eu
Copyright 2015 por ESAB
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el con-
sentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para ningu-
na parte por ninguna pérdida o daño causado por cualquier error u omisión en este
manual, independientemente de que tal error haya sido ocasionado por negligencia,
accidente o por cualquier otra causa.
Para material de impresión especicaciones, consultar el documento 47x1909
Fecha de publicación original: 15 Enero de 2015
Fecha de la revisión: 18/10/2017
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra:_________________________________________________
Fecha de compra:___________________________________________________
Nº de serie de la fuente de alimentación:_________________________________
Nº de serie de la antorcha:_____________________________________________________
i

ASEGÚRESE DE QUE EL OPERADOR ACCEDA A ESTA INFORMACIÓN.
SU DISTRIBUIDOR ESAB PUEDE FACILITARLE COPIAS ADICIONALES.
PRECAUCIÓN
Estas INSTRUCCIONES son para operadores experimentados. Si usted desconoce la
teoría de operación y las prácticas seguras de la soldadura de arco y equipos de corte,
rogamos que lea nuestro folleto, “precautions and safe practices for arc welding,
cutting, and gouging”, formulario 52-529. No permita que personas inexperimentadas
instalen, operen o mantengan este equipo. No instale ni haga funcionan este equipo
hasta haber leído completamente estas instrucciones. Si no entiende alguna parte
de estas instrucciones, póngase en contacto con su distribuidor ESAB para obtener
información adicional. Asegúrese de leer las medidas de seguridad antes de instalar
o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo funcionará en conformidad con la descripción contenida en este manual, las etiquetas que lo acompañan,
y las instrucciones proporcionadas. Este equipo se debe comprobar periódicamente. No se debe utilizar un equipo con
un mantenimiento o un funcionamiento incorrectos. Las piezas rotas, ausentes, gastadas, torcidas o contaminadas se
deben sustituir inmediatamente. Si tal reparación o reemplazo llegan a ser necesarios, el fabricante recomienda solicitar
el servicio por teléfono o por escrito al distribuidor ESAB del que se adquirió el equipo.
Este equipo o cualquiera de sus piezas no se deben modicar sin la autorización previa y por escrito del fabricante.
El usuario de este equipo será el único responsable de cualquier malfuncionamiento que resulte de uso incorrecto,
mantenimiento inadecuado, daños, reparaciones o modicación incorrecta por parte de cualquier persona, con
excepción del fabricante o de un distribuidor autorizado indicado por el fabricante.
!
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!

DECLARACIÓN DE CONFORMIDAD UE
Conforme a
La Directiva de Baja Tensión 2014/35/EU, con entrada en vigor el 20 de abril de 2016
La Directiva EMC 2014/30/EU, con entrada en vigor el 20 de abril de 2016
La Directiva RoHS 2011/65/EU, con entrada en vigor el 2 de enero de 2013
Tipo de equipo
SISTEMA DE CORTE POR PLASMA
Tipo de designación, etc.
ESAB Cutmaster® 40, desde el número de serie WT1530XXXXXX
Nombre de marca o marca comercial
ESAB
Fabricante o su representante autorizado
Nombre, dirección, n.º de teléfono:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Teléfono: +01 800 426 1888, FAX +01 603 298 7402
Las siguientes normas armonizadas en vigor en la EEA se han aplicado en el diseño:
Equipo de soldadura por arco IEC/EN 60974-1:2012 - Parte 1: Fuentes de corriente para soldadura
Equipo de soldadura por arco IEC/EN 60974-10:2014 + AMD 1:2015 Publicado el 19-06-2015 - Parte 10: Requi-
sitos de compatibilidad electromagnética (EMC)
Información adicional: Uso restringido, equipo Clase A, destinado a uso en ubicaciones no residenciales.
Mediante la rma de este documento, el abajo rmante declara como fabricante, o representante autor-
izado del fabricante, que el equipo en cuestión cumple con las normas de seguridad arriba mencionadas.
Fecha Firma Cargo
1 de noviembre de 2015
Flavio Santos Director General
Accesorios y Adyacencias
2015

CONTENIDO
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD ..................................................................1-1
1.0 Precauciones de seguridad .............................................................................. 1-1
SECCIÓN 2 SISTEMA: INTRODUCCIÓN .............................................................................2-1
2.01 Cómo utilizar este manual ...............................................................................................2-1
2.02 Identificación del equipo.................................................................................................2-1
2.03 Recepción del equipo ......................................................................................................2-1
2.04 Principio de funcionamiento ............................................................................................2-2
2.05 Especificaciones de la fuente de alimentación eléctrica ...................................................2-2
2.06 Especificaciones de cableado de entrada ........................................................................2-3
2.07 Características de la fuente de alimentación eléctrica .....................................................2-4
SECCIÓN 2 ANTORCHA: INTRODUCCIÓN ....................................................................... 2T-1
2T.01 Alcance del manual .......................................................................................................2T-1
2T.02 Especificaciones ..........................................................................................................2T-1
2T.03 Introducción al plasma .................................................................................................. 2T-2
SECCIÓN 3: INSTALACIÓN ...................................................................................................3-1
3.01 Desembalaje ...................................................................................................................3-1
3.02 Opciones de elevación ....................................................................................................3-1
3.03 Conexiones de alimentación eléctrica de entrada primaria ..............................................3-1
3.04 Conexiones de suministro de aire .................................................................................... 3-1
SECCIÓN 4 SISTEMA: FUNCIONAMIENTO ..........................................................................4-1
4.01 Panel de control ..............................................................................................................4-1
4.02 Preparativos para el funcionamiento ...............................................................................4-2
4.03 SECUENCIA DE OPERACIÓN ............................................................................................. 4-4
4.04 Calidad del corte .............................................................................................................4-7
4.05 Información de corte general ........................................................................................... 4-7
SECCIÓN 5 SISTEMA: SERVICIO ..........................................................................................5-1
5.01 Mantenimiento general ...................................................................................................5-1
5.02 Guía de resolución de problemas básicos ........................................................................ 5-2
SECCIÓN 5 ANTORCHA: SERVICIO .................................................................................. 5T-1
5T.01 Mantenimiento general .................................................................................................5T-1
5T.02 Inspección y reemplazo de las piezas consumibles de la antorcha ................................5T-2
SECCIÓN 6: LISTAS DE PIEZAS ............................................................................................6-1
6.01 INTRODUCCIÓN ...............................................................................................................6-1
6.02 Piezas de repuesto de la fuente de alimentación eléctrica ...............................................6-2
6.03 Piezas consumibles de la antorcha (SL60) ....................................................................... 6-3
6.04 Accesorios opcionales ..................................................................................................... 6-4
APÉNDICE 1: DIAGRAMA DE CIRCUITO ............................................................................ A-1
Historial de revisiones .......................................................................................................... A-2

ESAB CUTMASTER 40
300X5394ES Información General
1-1
1.0 Precauciones de seguridad
Los usuarios de los equipos de corte y soldadura ESAB tienen la responsabilidad de garantizar que las personas
que trabajan o están cerca del equipo sigan las normas de seguridad.
Las precauciones de seguridad deben ser conformes con equipos de corte y soldadura. Además de las normas
estándares, se deben seguir las recomendaciones que se indican a continuación..
1. Toda persona que utilice un equipo de soldadura o corte por plasma debe estar familiarizada con:
-toda operación
-localización de los pulsadores de emergencia
-sus funciones
-precauciones de seguridad
-corte plasma y soldadura
2. El operador debe asegurarse de que:
-ninguna otra persona esté en el área de trabajo durante el arranque de la maquina
-ninguna persona esté sin protección en el momento del golpe del arco
3. El área de trabajo debe:
-ser adecuada para la labor
-estar libre de corrientes de aire
4. Equipo de protección individual:
-utilice siempre equipos de protección, lentes, prendas ignífugas, guantes, etc.
-no utilice artículos sueltos, como bufandas, pulseras, anillos, etc.
5. Precauciones generales:
-asegúrese de que el cable de retorno esta bien conectado
-el trabajo con alto voltaje debe ser realizado por un técnico cualicado.
-debe disponerse de un extintor de incendios adecuado cerca de la máquina.
-no se debe lubricar la máquina durante la operación.
¡Elimine los aparatos electrónicos en una instalación de reciclado!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y
su aplicación con arreglo a la normativa nacional, los aparatos eléctricos o electrónicos que han llegado al
final de su vida útil se deben eliminar en una instalación de reciclado.
Como responsable del equipo, le corresponde informarse sobre los puntos de recogida autorizados.
Si desea más información, póngase en contacto con el distribuidor ESAB más cercano.
ESAB puede proporcionarle todos los accesorios y elementos de protección necesarios.
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD

ESAB CUTMASTER 40
Información General 300X5394ES
1-2
ADVERTENCIA
La soldadura y el corte por plasma entraña un peligro de muerte. Adopte las
precauciones de seguridad para corte por plasma y soldadura.
LA DESCARGA ELÉCTRICA puede matar.
- Instale un cable de tierra de acuerdo con las normas
- No toque partes eléctricas o consumibles que estén eléctricamente activos.
- Manténgase aislado del piso y de la pieza de trabajo.
- Asegúrese de que el lugar de trabajo sea seguro.
HUMOS Y GASES- Son peligrosos a su salud
- Mantenga la cabeza alejada de los humos
- Utilice ventilación o aspiración para eliminar los humos del área de trabajo.
RAYO DEL ARCO. Puede quemar la piel o dañar los ojos.
- Protéjase los ojos y la piel con lentes y ropa apropiadas.
- Proteja las personas en el área de trabajo utilizando una cortina
PELIGRO DE INCENDIO
- Las chispas pueden provocar un incendio. Asegúrese de que no haya materiales inamables
alrededor de la máquina.
RUIDO – El ruido en exceso puede dañar los oídos.
- Protéjase los oídos. Utilice protección auricular.
- Avise a las personas de alrededor sobre el riesgo.
AVERÍAS – Llame a ESAB en caso de avería en el equipo.
LEER DETENIDAMENTE EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!
ADVERTENCIA
No utilice la unidad de alimentación para descongelar tubos congelados.
PRECAUCIÓN
Los equipos de tipo Class A no están previstos para su uso en lugares
residenciales en los que la energía eléctrica proceda de la red pública
de baja tensión. En tales lugares puede resultar difícil garantizar la
compatibilidad electromagnética de los equipos Class A, debido a las
perturbaciones tanto conducidas como radiadas.
PRECAUCIÓN
Este producto está diseñado exclusivamente para el corte por plasma. Cualquier
otro uso puede causar daños personales y/o daños al equipo.
PRECAUCIÓN
Leer detenidamente el manual antes de instalar u operar el
equipo.
!

ESAB CUTMASTER 40
SECCIÓN 2 SISTEMA:
INTRODUCCIÓN
2.01 Cómo utilizar este manual
Este manual de propietario corresponde únicamente a los núme-
ros de especificación o de piezas que figuran en la página i.
Para garantizar el funcionamiento seguro, lea todo el manual,
incluido el capítulo sobre las advertencias e instrucciones de
seguridad.
A lo largo de este manual, la palabras de ADVERTENCIA, PRECAU-
CIÓN, PELIGRO y NOTA puede aparecer. Preste especial atención
a la información proporcionada en estas partidas. Estas anotacio-
nes se reconocen fácilmente de la siguiente manera:
NOTA!
Una operación, procedimiento o información
de antecedentes que requiera un énfasis
adicional o sea útil en el funcionamiento
eficiente del sistema.
!
PRECAUCIÓN
Un procedimiento que, si no se sigue
correctamente, puede causar daños en el
equipo.
!
ADVERTENCIA
Un procedimiento que, si no se sigue
correctamente, puede causar lesiones al
operador u otras personas en el área de
funcionamiento.
ADVERTENCIA
Ofrecer información con respecto a po-
sibles lesiones por descarga eléctrica. Las
advertencias se encierran en un cuadro
como este:
PELIGRO
Significa peligros inmediatos que, si no
se evita, dará como resultado inmediato,
lesiones personales graves o la pérdida de
la vida.
Copias adicionales de este manual pueden comprarse al comu-
nicarse con ESAB a la dirección o número telefónico según su
ubicación presentados en el interior de la cubierta trasera de
este manual. Incluya el número del manual de propietario y los
números de identificación de los equipos.
También pueden descargarse copias electrónicas gratuitas de
este manual en formato Acrobat PDF acudiendo a la página web
de ESAB citada a continuación
http://www.esab.eu
2.02 Identificación del equipo
El número de identificación de la unidad (número de pieza o
especificación), modelo y el número de serie normalmente
aparecen en la etiqueta de datos unida al panel trasero. El equipo
que no tiene una etiqueta de datos tales como conjuntos
de antorchas y cables se identifican solo por la especifi-
cación o el número de la pieza impreso en la tarjeta adhe-
rida holgadamente o el contenedor de transporte. Anote estos
números en la parte inferior de la página i para su referencia
futura.
2.03 Recepción del equipo
Cuando reciba el equipo, verifique el contenido contra la factura
para garantizar que está completo y revise cualquier posible
daño del equipo por el viaje. Si existen daños, notifíquelo al
transportista de inmediato para llenar el formulario de reclama-
ción. Llene la información completa con respecto a las reclama-
ciones por daños o errores de envío para la ubicación en el área
incluida en la cara interior de la tapa trasera de este manual.
Incluida todos los números de identificación de los equipos
descritos arriba junto con la descripción completa de las piezas
con errores.
Mueva el equipo al sitio de instalación antes de desembalar la
unidad. Tenga cuidado de evitar daños al equipo cuando utilice
palancas, martillos, etc., para desembalar la unidad.
300X5394ES 2-1 INTRODUCCIÓN

ESAB CUTMASTER 40
INTRODUCCIÓN 2-2 300X5394ES
2.04 Principio de funcionamiento
Rectificador
Inversor
Transformador
Rectificador
Reduzca la presión, el filtro
Válvula de gas Antorcha de corte
Pieza de
Trabajo
Aire Comprimido
Art # A-09204ES_AB
2.05 Especificaciones de la fuente de alimentación eléctrica
Cutmaster de ESAB 40 Especificaciones de la fuente de alimentación eléctrica
Alimentación eléctrica 115 VCA (+
-10 %), monofásica, 50 / 60 Hz
230 VAC (+
-
10%), monofásica, 50/60Hz
Corriente de salida 20-27 Amps @ 115VAC
20-40 Amps @ 230VAC
ESAB Cutmaster 40 ciclo de trabajo de la fuente de alimentación eléctrica (NOTA 1)
Temperatura ambiente 40 °C (104° F)
Ciclo de trabajo 30 % a 115 VCA, 40 % a 230 VCA
Corriente nominal 27 amperios a 115 VCA, 40 amperios a 230 V
Antorcha de SL60 requisitos de gas (Ver la Sección 2T.02)
NOTA
1. El ciclo de trabajo es el porcentaje de tiempo que el sistema puede funcionar sin riesgo de sobrecalentamiento.
El ciclo de trabajo se reduce si el voltaje de entrada primario (CA) es bajo o el voltaje de CC es más alto que el que se
muestra en este organigrama.
2. El suministro de aire debe estar libre de aceite, humedad y otros contaminantes. El exceso de aceite y humedad
puede causar doble arco, el rápido desgaste de punta o incluso el fallo de la antorcha completa. Los contaminantes
pueden causar un rendimiento de corte deficiente y un desgaste rápido de los electrodos. Los filtros opcionales
proporcionan una mayor capacidad de filtrado.
NOTA!
La clasificación IEC se determina según lo especificado por la Comisión Electrotécnica Internacional. Estas
especificaciones incluyen el cálculo de un voltaje de salida con arreglo a la corriente nominal de la fuente de
alimentación eléctrica. Para facilitar la comparación entre las fuentes de alimentación eléctrica, todos los
fabricantes utilizan este voltaje de salida para determinar el ciclo de trabajo.
La clasificación TDC se determina utilizando un voltaje de salida representativo del voltaje de salida real
durante el corte con una antorcha TDC. Este voltaje puede ser más o menos el voltaje de IEC, dependiendo
de la elección de la antorcha, los consumibles y la operación de corte real.

ESAB CUTMASTER 40
300X5394ES 2-3 INTRODUCCIÓN
Art# A-12781ES_AA
11,8kg / 26lb
177mm (7")
469,9mm (18,5")
228,6mm (9")
120V 15A
120V 20A
230V 20A
A
24
40
20
20
30
27
Figura 2-1 Fuente de alimentación eléctrica dimensiones y peso
NOTA!
El peso incluye la antorcha y los conductores, el cable de alimentación eléctrica de entrada y el cable de
trabajo con abrazadera.
!
PRECAUCIÓN
Deje espacio para el flujo de aire adecuado a través de la fuente de alimentación eléctrica. La operación
sin flujo de aire adecuado inhibirá el enfriamiento apropiado y reducirá el ciclo de trabajo.
2.06 Especificaciones de cableado de entrada
ESAB CUTMASTER 40 Requisitos de alimentación eléctrica de entrada
Entrada
Alimentación
eléctrica de entrada
Entrada de corriente Entrada de corriente
Tamaños sugeridos (véase la
Nota)
Voltaje Freq. (kVA) Max (Amps) Ieff (amperios) Fusible (amperios)
(Voltios-CA) (Hz) monofásica monofásica monofásica monofásica
115 50/60 3,3 28,5 15 32
230 50/60 5,0 21,4 13,5 16
240 50/60 5,0 20,8 13 16
Voltajes de línea con protección de circuito sugerida
Nota 2: Se recomienda usar fusibles de arranque del motor y disyuntores térmicos para esta aplicación. Consulte los requisitos locales
para conocer su situación con respecto a esto.
NOTA!
Consulte los códigos locales y nacionales o a la autoridad que tenga jurisdicción local sobre los requisitos
adecuados de cableado.
El tamaño del cable se determina con base al ciclo de trabajo del equipo.
Los tamaños sugeridos se basan en el cable de red flexible con disponibilidad de enchufes eléctricos.
La temperatura del conductor de cabl
e utilizado es de 75 °C (167 °F).

ESAB CUTMASTER 40
INTRODUCCIÓN 2-4 300X5394ES
2.07 Características de la fuente de alimentación eléctrica
Entrada del aire
Panel de control
Conductor de
la antor
cha
120/230 VCA energía de entrada
Cable de trabajo y abrazadera
Art # A-12779ES
120V 15A
120V 20A
230V 20A
A
24
40
20
20
30
27
Art# A-09335ES
Cable de
alimentación
Entrada del aire
Interruptor de
encendido/apagado

300X5394ES 2T-1 INTRODUCCIÓN
ESAB CUTMASTER 40
SECCIÓN 2 ANTORCHA:
INTRODUCCIÓN
2T.01 Alcance del manual
Este manual contiene descripciones, instrucciones de
funcionamiento y procedimientos de mantenimiento para
la antorcha de corte de plasma SL60. El servicio de este
equipo está restringido al personal debidamente capacitado;
se advierte estrictamente al personal no cualificado que no
intente realizar reparaciones ni ajustes no contemplados
en este manual, a riesgo de perder la garantía. Lea este
manual atentamente. Una comprensión completa de las
características y capacidades de este equipo asegurarán el
funcionamiento fiable para el cual fue diseñado.
2T.02 Especificaciones
A. Configuraciones de la antorcha
1. Modelos de antorcha manual
El cabezal de la antorcha manual se en-
cuentra a 75° hacia el mango de la antorcha.
Las antorchas manuales incluyen un mango
de la antorcha y el conjunto del gatillo de la
antorcha.
257 mm (10,125")
95 mm
(3,75")
29 mm (1,17")
Art # A-03322S_AB
B. Longitud de los cables de la antorcha
Las antorchas manuales están disponibles
de la siguiente manera:
• 6,1 m / 20 pies, con conectores ATC
C. Piezas de la antorcha
Cartucho de arranque, electrodo, punta, cape-
ruza deectora
D. Piezas colocadas (PIP)
El cabezal de la antorcha tiene un interruptor
incorporado.
Circuito con una capacidad de 12 VCC.
E. Tipo de enfriamiento
Combinación de corriente de aire y gas am-
biente a través de la antorcha.
F. Clasicaciones de la antorcha
Clasicaciones de la antorcha manual
Temperatura
ambiente
104° F
40° C
Ciclo de trabajo
100 % a 60 amperios a 400
scfh
Corriente máxima 60 Amps
Voltaje (
pico
V) 500V
Voltaje de lanzamiento
del arco
7kV
G. Requisitos de gas
Especicaciones de gas para la antorcha
manual y mecanizada
Gas (plasma y secundaria) Aire Comprimido
Presión de funcionamiento
Consulte la NOTA
60 - 95 psi
4.1 - 6.5 bar
Presión máxima de entrada 125 psi / 8,6 bares
Flujo de gas (corte y ranurado)
300 - 500 scfh
142 - 235 lpm
!
ADVERTENCIA
Esta antorcha no se utilizará con
oxígeno (O
2
).
NOTA!
La presión de trabajo varía según el
modelo de la antorcha, el amperaje
de funcionamiento y la longitud de
los cabezales de la antorcha. Con-
sulte los organigramas de congura-
ción de la presión de gas para cada
modelo.
H. Peligro de contacto directo
Para la punta de separación, la separación
recomendada es de 4,7 mm / 3/16 pulgadas.

ESAB CUTMASTER 40
INTRODUCCIÓN 2T-2 300X5394ES
2T.03 Introducción al plasma
A. Flujo de gas de plasma
El plasma es un gas que se ha calentado a una tempe-
ratura extremadamente alta y se ha ionizado de manera
que se convierte en eléctricamente conductor. Los
procesos de corte y ranurado del arco de plasma utilizan
este plasma para transferir un arco eléctrico a la pieza
de trabajo. El metal por cortar o retirar se funde por el
calor del arco y luego se purga.
Aunque el objetivo del corte por arco de plasma sea la
separación del material, el ranurado por arco de plasma
se utiliza para eliminar los metales a una profundidad y
anchura controladas.
En una antorcha de corte de plasma, un gas frío penentra
en la zona B, donde un arco entre el electrodo y la punta
de la antorcha calienta e ioniza el gas. El arco de corte
principal se transfiere entonces a la pieza de trabajo a
través de la columna de gas de plasma en la zona C.
Al forzar el gas de plasma y el arco eléctrico a través
de un pequeño orificio, la antorcha proporciona una alta
concentración de calor a una área pequeña. El arco de
plasma constreñido y rígido se muestra en la zona C.
La polaridad directa de corriente continua (CC) se utiliza
para el corte de plasma, tal y como se muestra en la
ilustración.
La zona A canaliza un gas secundario que enfría la an-
torcha. Este gas ayuda asimismo al gas de plasma de
alta velocidad al sacar el metal fundido fuera del corte
permitiendo un corte rápido y libre de escoria.
A-00002ES
+
_
C
B
A
Pieza a trabajar
Fuente de
Alimentación
Detalle del cabezal de la antorcha típico
B. Distribución de gas
El gas individual utilizado se divide internamente en
plasma y gases secundarios.
El gas de plasma fluye en la antorcha a través el cable
negativo, a través del cartucho de arranque, alrededor del
electrodo y hacia fuera a través del orificio de la punta.
El gas secundario fluye hacia abajo alrededor de la parte
exterior del cartucho de arranque de la antorcha, y hacia
fuera entre la punta y la caperuza deflectora alrededor
del arco de plasma.
C. Arco piloto
Cuando se inicia la antorcha, se establece un arco piloto
entre el electrodo y la punta de corte. Este arco piloto
crea un camino para que el arco principal se transfiera
a la obra.
D. Arco principal de corte
La alimentación de CC también se utiliza para el arco
de corte principal. La salida negativa está conectada
al electrodo de la antorcha a través del cabezal de la
antorcha. La salida positiva está conectada a la pieza
de trabajo a través del cable de trabajo y a la antorcha
a través de un hilo piloto.
E. Piezas colocadas (PIP)
La antorcha incluye un circuito de 'piezas colocadas'
(PIP). Cuando la caperuza deflectora está correctamente
instalada, cierra un interruptor. La antorcha no funcionará
si el interruptor está abierto.
Gatillo del soplete
Interruptor de PIP
Caperuza deflectora
Para el cableado
de control
Interruptor de
la antorcha
A-02997ES
Diagrama de circuito de piezas colocadas para la antorcha
manual

300X5394ES 2T-3 INTRODUCCIÓN
ESAB CUTMASTER 40

ESAB CUTMASTER 40
INTRODUCCIÓN 2T-4 300X5394ES
Esta página se dejó intencionalmente en blanco..

300X5394ES 3-1 Instalación
ESAB CUTMASTER 40
SECCIÓN 3: INSTALACIÓN
3.01 Desembalaje
1. Utilice las listas de embalaje para identificar y dar
cuenta de cada artículo.
2. Inspeccione cada artículo para detectar los posibles
daños durante el envío. Si hay daños evidentes,
póngase en contacto con su distribuidor y / o empresa
de transporte antes de proceder con la instalación.
3. Anote los números de serie y modelo, la fecha de
compra y el número de vendedor de la fuente de
alimentación eléctrica y la antorcha en el bloque de
información al comienzo de este manual.
3.02 Opciones de elevación
La fuente de alimentación eléctrica incluye un mango de
elevación manual únicamente. Asegúrese de que la unidad
sea levantada y transportada de manera segura.
ADVERTENCIA
NO TOQUE las piezas con carga eléctrica.
Desconecte el cable de alimentación eléc-
trica de entrada antes de mover la unidad.
!
ADVERTENCIA
Un EQUIPO CON FALLOS puede provocar
lesiones graves y daños los equipos.
El MANGO no sirve para la elevación
mecánica.
• Solo las personas con la fuerza física adecuada
deberán levantar la unidad.
• Levante la unidad por el mango, utilizando las
dos manos. No utilice correas para elevar.
• Utilice un carrito opcional o un dispositivo similar
con capacidad adecuada para mover la unidad.
• Coloque la unidad sobre un patín adecuado y
fíjela en su lugar antes de transportarla con una
horquilla elevadora u otro vehículo.
3.03 Conexiones de alimentación
eléctrica de entrada primaria
Cable y enchufe de alimentación eléctrica
Esta fuente de alimentación eléctrica viene instalada con un
cable de alimentación eléctrica de entrada enchufe, potencia
de entrada monofásica.
!
PRECAUCIÓN
Compruebe que la fuente de alimentación
eléctrica tiene el voltaje correcto antes de
enchufar o conectar la unidad. La fuen-
te de alimentación eléctrica primaria, el
fusible y los cables de extensión deben ser
conformes con el código eléctrico local y
los requisitos recomendados de protección
del circuito y del cableado que se especifi-
can en la sección 2.
Voltaje de
entrada
(VCA)
Salida
nomi-
nal
Amperios (RMS)
de entrada a po-
tencia nominal,
60 Hz, monofási-
ca
kVA
Circuito
de 115 V,
16 A
20A,
88V
21,3 2,5
Circuito
de 115 V,
32 A
27A,
91V
21,3 3,5
Circuito
de 230 V,
16 A
40A,
96V
23-21,4 4,8
3.04 Conexiones de suministro de aire
A. Conexión del suministro de aire a la unidad
La conexión es la misma para el aire comprimido o el aire
comprimido industrial en cilindros de gas.
1. Conecte la línea de gas al orificio de entrada de aire
comprimido a la presión apropiada.

ESAB CUTMASTER 40
Instalación 3-2 300X5394ES
Art# A-09337ES
Entrada del aire
Interruptor de
encendido/apagado
Ilustración 3-2: Conexión de gas a la entrada de aire comprimido
B. Uso de aire comprimido industrial en cilindros de gas
Al utilizar aire comprimido industrial en cilindros de gas como el suministro de gas:
1. Consulte las especificaciones del fabricante con respecto a los procedimientos de instalación y mantenimiento de regu-
ladores de gas de alta presión.
2. Examine las válvulas del cilindro para asegurarse de que están limpias y libres de aceite, grasa o cualquier material
extraño. Abra brevemente cada válvula del cilindro para soplar el polvo que pueda estar presente.
3. El cilindro debe estar equipado con un regulador de alta presión ajustable capaz de soportar presiones de salida de hasta
100 psi (6,9 bares) como máximo y flujos de al menos 250 scfh (120 lpm).
4. Conecte la manguera de suministro de gas al cilindro.
NOTA!
La presión deberá fijarse en 100 psi (6,9 bares) en el regulador del cilindro de alta presión.
La manguera de suministro debe tener al menos un diámetro interno de 6 mm (1/4 pulgadas).
Para un sellado seguro, aplique el sellador de roscas a las roscas del acoplamiento de acuerdo con las in-
strucciones del fabricante. NO utilice cinta de teflón como sellador de roscas ya que pueden desprenderse
pequeñas partículas de la cinta y bloquear los pequeños pasajes de aire de la antorcha.

ESAB CUTMASTER 40
300X5394ES 4-1 FUNCIONAMIENTO
SECCIÓN 4 SISTEMA: FUNCIONAMIENTO
4.01 Panel de control
Art# A-12783ES_AA
Indicador de CA
El panel delantero El panel trasero
Indicador de
sobrecalentamiento
Indicador de aire
Indicador de CC (listo)
Entrada del aire
Cable de
alimentación
A
115V 16A
115V 32A
230V 16A
24
40
20
20
30
27
Interruptor de
encendido/apagado
1. Interruptor de ENCENDIDO / APAGADO (interruptor/lámpara de corriente)
Alimentación de entrada de los controles a la fuente de alimentación eléctrica. I es ENCENDIDO (luz
roja), O es APAGADO.
2. (A) Control de la corriente de salida
Establezca la corriente de salida deseada. Si la protección de sobrecarga (fusible o disyuntor de
circuito) en el circuito de potencia de entrada se abre con frecuencia, o bien reduzca la salida de
corte o bien reduzca el tiempo de corte, o conecte la unidad a la potencia de entrada más adecua-
da. Nota: Para la alimentación eléctrica de entrada de 115 V, la unidad limitará automáticamente la
corriente de salida a un máximo de 27 A. Para la alimentación eléctrica de entrada de 230 V, la sa-
lida máxima es de 40 amperios. Consulte la sección 2 para revisar los requisitos de alimentación
eléctrica de entrada.
3. Indicador de CA
Luz ja indica que la fuente de alimentación eléctrica está lista para funcionar.
4. Indicador de SOBRECALENTAMIENTO (indicador de TEMPERATURA)
El indicador está normalmente APAGADO. El indicador se ENCIENDE cuando la temperatura
interna supera los límites normales. Deje que la unidad funcione con el ventilador ENCENDIDO
hasta que el indicador de temperatura SE APAGUE.
5. Indicador de AIRE
La luz de AIRE deberá estar ENCENDIDA cuando haya suciente presión de gas.

ESAB CUTMASTER 40
FUNCIONAMIENTO 4-2 300X5394ES
6. LISTO (indicador de CC)
El indicador se ENCIENDE cuando el circuito
de salida de CC está activo.
4.02 Preparativos para el
funcionamiento
Al inicio de cada sesión operativa:
ADVERTENCIA
Desconecte la alimentación principal
en la fuente antes de montar o des-
montar la fuente de alimentación,
las piezas de la antorcha o los con-
juntos y cabezales de la antorcha.
NOTA!
Todos los consumibles deben insta-
larse y mantenerse correctamente
para asegurar un funcionamiento
apropiado.
A. Selección de piezas de la antorcha
Dependiendo del tipo de operación por realizar,
determine las piezas de la antorcha que vayan a
utilizarse.
Tipo de operación:
Corte por arrastre, corte de separación o ranu-
rado
Piezas de la antorcha:
Caperuza deectora, punta de corte, electrodo y
cartucho de arranque
NOTA!
Consulte la sección 4T.07 y las
siguientes para obtener información
adicional sobre las piezas de la
antorcha.
Cambie las piezas de la antorcha para una ope-
ración diferente de la siguiente manera:
ADVERTENCIA
Desconecte la alimentación principal
en la fuente antes de montar o des-
montar la fuente de alimentación, las
piezas de la antorcha o los conjun-
tos y cabezales de la antorcha.
NOTA!
La caperuza deectora mantiene la
punta y el cartucho de arranque en
su lugar. Coloque la antorcha con
la caperuza deectora hacia arriba
para evitar que estas piezas se
caigan cuando se retire la copa.
1. Desatornille y retire el conjunto de la cape-
ruza deectora del cabezal de la antorcha.
2. Retire el electrodo tirando de él hacia fue-
ra del cabezal de la antorcha.
Electrodo
Cartucho
de arranque
Boquilla
Caperuza deflectora
Cabezal de
la antorcha
A-03510ES_AB
Piezas de la antorcha
(Caperuza protectora de arrastre y cuerpo de
caperuza deectora mostrados)
3. Instale el electrodo de repuesto, empu-
jándolo directamente en el cabezal de la
antorcha hasta que encaje.
4. Instale el cartucho de arranque y la punta
deseada para la operación en el cabezal
de la antorcha.
5. Apriete con la mano el conjunto de la
caperuza deectora hasta que se asiente
en el cabezal de la antorcha. Si percibe
resistencia al instalar la copa, revise las
roscas antes de continuar.
B. Conexión de la antorcha
Compruebe que la antorcha está conectada
correctamente.
C. Compruebe la fuente de alimentación
eléctrica de entrada primaria
1. Compruebe que la fuente de alimentación
eléctrica tiene el voltaje de entrada correcto.
Asegúrese de que la fuente de alimentación
eléctrica de entrada cumple los requisitos
de alimentación eléctrica de la unidad con

ESAB CUTMASTER 40
300X5394ES 4-3 FUNCIONAMIENTO
respecto a la sección 2, Especicaciones.
2. Conecte el cable de alimentación eléctrica de entrada (o cierre el interruptor de desconexión
principal) para suministrar energía al sistema.
D. Selección de gas
Asegúrese de que la fuente de gas cumple los requisitos enumerados en la sección 2T. Compruebe
las conexiones y ABRA el suministro de gas.
E. Conecte el cable de trabajo
Sujete el cable de trabajo a la mesa de trabajo o de corte. El área debe estar libre de aceite, pintura
y óxido. Conecte solo a la parte principal de la pieza de trabajo; no conecte a la pieza por cortar.
Art # A-03387
F. Energía ENCENDIDA
Coloque el interruptor de la fuente alimentación eléctrica ENCENDIDO / APAGADO en la posición
ENCENDIDA (arriba). El indicador de alimentación eléctrica SE ENCIENDE.
Art# A-09335ES
Cable de
alimentación
Entrada del aire
Interruptor de
encendido/apagado
A
115V 16A
115V 32A
230V 16A
24
40
20
20
30
27
Art# A-09936
Panel trasero con interruptor de ENCENDIDO / APAGADO Panel delantero con indicador de
alimentación eléctrica ENCENDIDO / APAGADO
G. Seleccione el nivel de salida de la corriente
Establezca el nivel de salida de la corriente deseado.

ESAB CUTMASTER 40
FUNCIONAMIENTO 4-4 300X5394ES
A
115V 16A
115V 32A
230V 16A
24
40
20
20
30
27
115V, 16A
24
40
20
20
30
27
2
4
40
4
40
20
20
30
7
27
7
0
0
230V, 16A
24
20
27
24
20
7
27
40
20
30
A
4
30
115V, 32A
40
20
30
30
30
30
A
24
40
4
40
20
20
7
27
7
A
24
2
A
4
2
2
0
40
20
3
0
24
20
A
A
A
27
A#09937
4.03 SECUENCIA DE OPERACIÓN
La siguiente es una secuencia típica de operación para esta fuente de alimentación eléctrica.
1. Coloque el interruptor de ENCENDIDO / APAGADO de la fuente de alimentación eléctrica en la
posición ENCENDIDA (arriba) (la lámpara del indicador rojo se ilumina).
a. El indicador de CA SE ENCIENDE; el ventilador SE ENCIENDE.
NOTA!
Durante el encendido inicial, habrá un retraso de unos 2 segundos antes de que la luz del
indicador de CA se ilumine y el gas de pre-ujo y el ventilador se activen. El gas uirá au-
tomáticamente desde la antorcha durante aproximadamente 10 segundos (solo después
de que se ilumina la lámpara del indicador de CA) (la lámpara del indicador de CA y el
ventilador se ENCIENDENe aproximadamente 2 segundos después de que el interrup-
tor de ENCENDIDO / APAGADO se habilite), este es un proceso que garantiza todos los
insumos (gas, alimentación eléctrica de entrada, conexión de la antorcha y piezas de la
antorcha) se reconocen para su correcto funcionamiento.
2. Use ropa protectora, incluidos guantes de soldadura y protección ocular adecuada (véase la tabla
1-1). Coloque la punta en la pieza de trabajo y apriete el gatillo. El arco se iniciará y empezará a
cortar el material.
• Corte de separación con antorcha manual

ESAB CUTMASTER 40
300X5394ES 4-5 FUNCIONAMIENTO
NOTA!
Para obtener un rendimiento y una
vida útil mejores de las piezas,
utilice siempre las piezas correctas
para el tipo de operación.
A. La antorcha puede sostenerse cómoda-
mente con una mano o sujetarse con
ambas manos. Coloque la mano para
apretar el gatillo en el mango de la an-
torcha. Con la antorcha manual, la mano
podrá colocarse cerca del cabezal de la
antorcha para un control máximo o cerca
de la parte trasera para una protección
térmica máxima. Elija la técnica de suje-
ción que sea más cómoda y permita un
buen control y movimiento.
NOTA!
La punta nunca debe entrar en
contacto con la pieza de trabajo
excepto durante las operaciones de
corte por arrastre.
B. Dependiendo de la operación de corte,
emprenda una de las siguientes accio-
nes:
a). Para el corte por arrastre, coloque
la punta en la placa que sostiene la
antorcha en un ángulo de la placa de
modo que solo uno de los extremos
de la punta esté en contacto con la
placa. Esto evita daños en la punta
durante el proceso de perforación.
b). Para el corte por separación, sos-
tenga la punta de la antorcha so-
bre la pieza de trabajo y apriete el
gatillo. Después de iniciar el arco,
extraiga la boquilla de 3-4 mm (1/8 -
3/8 pulgadas) de la obra.
A-00024ES_AB
Caperuza
deflectora
Soplete
Distancia de separación
1/8" - 3/8" (3 - 9mm)
Distancia de separación
Art # A-09342ES
Gatillo
Liberación del gatillo
3
4
Gatillo
2
1
Liberación del gatill
o
Art # A-11462ES
NOTA!
Cuando la caperuza deectora está
correctamente instalada, hay una
ligera diferencia entre la caperuza
deectora y el mango de la antor-
cha. Salidas de gas a través de
esta brecha como parte de la oper-
ación normal. No intente forzar la
caperuza deectora para cerrar esta
brecha. Forzar la caperuza protec-
tora contra el cabezal de la antorcha
o el mando de la antorcha puede
dañar los componentes.
• Corte por arrastre con una antorcha ma-
nual
El corte por arrastre funciona mejor en me-
tales de 6 mm (1/4 pulgadas) de espesor o
menos.

ESAB CUTMASTER 40
FUNCIONAMIENTO 4-6 300X5394ES
NOTA!
Para obtener un rendimiento y una
vida útil mejores de las piezas,
utilice siempre las piezas correctas
para el tipo de operación.
A. Instale la punta de corte por arrastre y
ajuste la corriente de salida.
B. La antorcha puede sostenerse cómo-
damente con una mano o sujetarse con
ambas manos. Coloque la mano para
apretar el gatillo en el mango de la an-
torcha. Con la antorcha manual, la mano
podrá colocarse cerca del cabezal de la
antorcha para un control máximo o cerca
de la parte trasera para una protección
térmica máxima. Elija la técnica de suje-
ción que sea más cómoda y permita un
buen control y movimiento.
C. Mantenga la antorcha en contacto con la
pieza de trabajo durante el ciclo de corte.
D. Mantenga la antorcha lejos de su cuerpo.
E. Deslice la traba del gatillo hacia la parte
posterior del mango de la antorcha al
mismo tiempo que oprime el gatillo. El
arco se iniciará.
Art # A-09342ES
Gatillo
Liberación del gatillo
F. Coloque la punta de la antorcha en el
trabajo. El arco principal se transferirá al
trabajo.
NOTA!
El preujo y postujo de gas son
una característica de la fuente de
alimentación eléctrica y no una fun-
ción de la antorcha.
3
4
Gatillo
2
1
Liberación del gatillo
Art#
A-09341ES
G. Corte como de costumbre. Simplemente
suelte el conjunto del gatillo para detener
el corte.
H. Siga las prácticas normales de corte
recomendadas según lo dispuesto en el
presente documento.
3. Operación de corte completo.
NOTA!
Si la antorcha se levanta demasiado
lejos de la pieza de trabajo durante
el corte, el arco principal se de-
tendrá y el arco piloto se reiniciará
automáticamente.
4. Suelte el gatillo de la antorcha.
a. El arco principal se detiene.
5. Establezca la fuente de alimentación eléctri-
ca APAGADA / ENCENDIDA en APAGADA
(posición inferior).
a. El indicador de CA SE APA-
GA.
6. Establezca la desconexión principal de ali-
mentación eléctrica en APAGADA, o desco-
necte el cable de alimentación eléctrica de
entrada.
a. La alimentación eléctrica de entrada se
elimina del sistema.

ESAB CUTMASTER 40
300X5394ES 4-7 FUNCIONAMIENTO
4.04 Calidad del corte
NOTA!
La calidad de corte depende en
gran medida de la conguración y
los parámetros tales como la se-
paración de la antorcha, el alinea-
miento con la pieza de trabajo, la
velocidad de corte, las presiones
de gas y la habilidad del operador.
Consulte las páginas del apéndice
para obtener información adicional
en relación con la fuente de alimen-
tación eléctrica utilizada.
Los requisitos de calidad de corte varían según la
aplicación. Por ejemplo, la acumulación de nitruro
y el ángulo de bisel pueden constituirse en factores
importantes cuando la supercie sea soldada tras
el corte. Dross-free cutting is important when nish
Calidad del corte is desired to avoid a secondary
cleaning operation. Las siguientes característi-
cas de calidad de corte se ilustran en la imagen
siguiente:
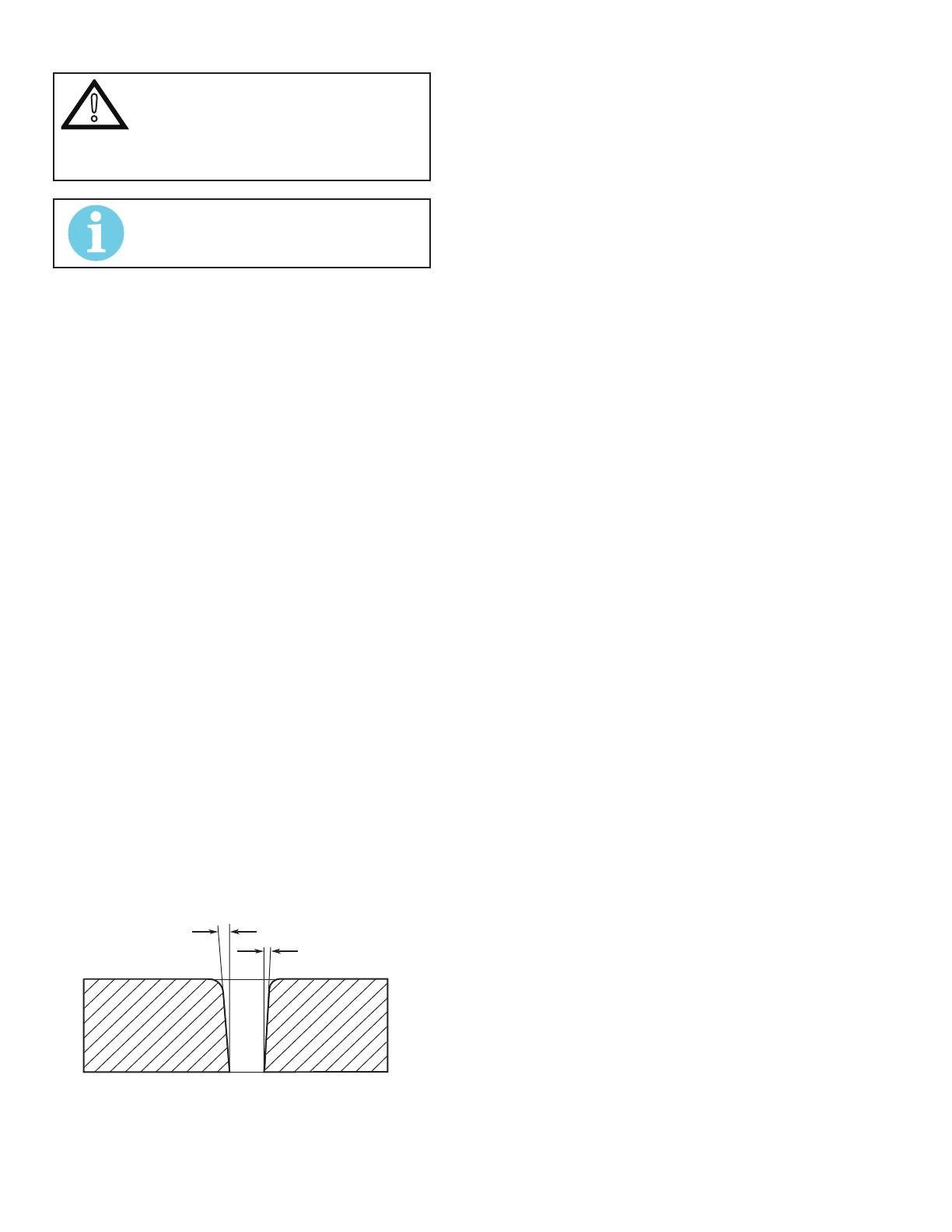
Ancho de ranura
Superficie de corte
en ángulo biselado
Redondeo
de borde
superior
Estrías de
superficie de corte
Acumulación
de escoria
Salpicadura
superior
A-00007ES
Características de calidad del corte
Supercie de corte
La condición deseada o especicada (lisa o
rugosa) de la cara del corte.
Acumulación de nitruro
Los depósitos de nitruro se pueden dejar en
la supercie de corte cuando el nitrógeno está
presente en la corriente de gas de plasma. Es-
tas acumulaciones pueden crear dicultades si
el material se va a soldar después del proceso
de corte.
Ángulo de bisel
El ángulo entre la supercie del extremo de
corte y un plano perpendicular a la supercie de
la placa. Un corte perfectamente perpendicular
resultaría en un ángulo de bisel de 0°.
Redondeo del extremo superior
El redondeo en el extremo superior de un corte
debido al desgaste a partir del contacto inicial
del arco de plasma sobre la pieza de trabajo.
Acumulación de escoria inferior
El material fundido que no sale de la zona de
corte vuelve a solidicarse en la placa. Un re-
siduo excesivo puede requerir operaciones de
limpieza secundarias después del corte.
Ancho de ranura
El ancho del corte (o la anchura del material
eliminado durante el corte).
Salpicadura superior (escoria)
Salpicadura superior o la escoria en la parte su-
perior del corte causada por una baja velocidad
de desplazamiento, el exceso de altura de corte
o la punta de corte cuyo oricio se ha alargado.
4.05 Información de corte general
!
ADVERTENCIA
Desconecte la alimentación prima-
ria en la fuente antes de desmontar
la fuente de alimentación eléctrica,
la antorcha o los cabezales de la
antorcha.
Revise con frecuencia las importan-
tes medidas de seguridad al princi-
pio de este manual. Asegúrese de
que el operador está equipado con
guantes, ropa adecuada, protección
de los ojos y de los oídos. Asegúre-
se de que ninguna parte del cuerpo
del operario entra en contacto con la
pieza de trabajo mientras la antor-
cha está activada.
ESAB CUTMASTER 40
FUNCIONAMIENTO 4-8 300X5394ES
!
PRECAUCIÓN
Las chispas del proceso de corte pu-
eden causar daños a las supercies
revestidas, pintadas y de otro tipo,
tales como vidrio, plástico y metal.
NOTA!
Maneje los cabezales de la antorcha
con cuidado y protéjalos de daños.
Separación de la antorcha
Una separación inadecuada (la distancia entre
la punta de la antorcha y la pieza de trabajo)
puede afectar negativamente a la vida útil de
la punta, así como a la vida útil de la caperu-
za deectora. La separación también puede
afectar signicativamente al ángulo de bisel.
La reducción de separación generalmente dará
como resultado un corte más cuadrado.
Inicio de extremo
Para los inicios de los extremos, mantenga la
antorcha perpendicular a la pieza de trabajo
con la parte delantera de la punta cerca (sin
tocarlo) del extremo de la pieza de trabajo en el
punto donde el corte va a empezar. Cuando se
inicia en el extremo de la placa, no se detenga
en el extremo y fuerce el arco para "alcanzar"
el borde del metal. Establezca el arco de corte
tan pronto como sea posible.
Dirección de corte
En las antorchas, la corriente de gas de plasma
forma remolinos cuando sale de la antorcha
para mantener una suave columna de gas.
Este efecto de remolino provoca que un lado del
corte resulte más cuadrado que el otro. Visto
a lo largo de la dirección de desplazamiento, el
lado derecho del corte es más cuadrado que el
izquierdo.
Ángulo de corte
del lado derecho
Á
ngulo de corte
del lado izquierdo
A-00512ES
Características laterales del corte
Para hacer un corte de extremos cuadrados a
lo largo de un diámetro interior de un círculo,
la antorcha deberá moverse en sentido contra-
rio a las agujas del reloj alrededor del círculo.
Para mantener el extremo cuadrado al cortar
un círculo exterior, la antorcha deberá moverse
en sentido horario.
Escoria
Cuando la escoria está presente en acero al
carbono, se conoce comúnmente como "es-
coria de alta velocidad, baja velocidad o de
la parte superior". La escoria presente en la
parte superior de la placa normalmente está
causada por una distancia entre la antorcha
y la placa demasiado grande. La "escoria su-
perior" normalmente es muy fácil de quitar y,
a menudo, se puede limpiar con un guante de
soldadura. La "escoria de baja velocidad" está
normalmente presente en el borde inferior de la
placa. Puede variar de un talón ligero a pesado,
pero no se adhiere rmemente al extremo del
corte y puede rasparse fácilmente. La "escoria
de alta velocidad" forma a menudo un cordón
estrecho a lo largo de la parte inferior del borde
de corte y es muy difícil de eliminar. Al cortar
un acero problemático, a veces es útil reducir
la velocidad de corte para producir "escoria de
baja velocidad". Cualquier limpieza resultante
se puede lograr mediante el raspado, no el
debastado.

ESAB CUTMASTER 40
300X5394ES 5-1 Servicio
SECCIÓN 5 SISTEMA: SERVICIO
5.01 Mantenimiento general
¡Advertencia!
Hay niveles extremadamente peligrosos de tensión y de potencia presentes
en el interior de este producto. No intente abrir o reparar a menos de que
usted sea un profesional cualificado y que han recibido capacitación en las
mediciones de potencia y técnicas de solución de problemas. Si los
subconjuntos complejos principales son defectuosos, entonces la fuente de
suministro de alimentación de corte deberá devolverse a un proveedor de
servicios acreditado para su reparación.
En cada uso
Inspeccione visualmente
el cuerpo del soplete y los
materiales consumibles
Una vez por semana
Inspeccione visualmente el cuerpo de
la boquilla, el electrodo, el cartucho
de arranque y caperuza protectora
Inspeccione visualmente
los cables y las conexiones.
Replace as needed
Cada 3 meses
Cada 6 meses
Reemplace todas
las piezas rotas
Inspeccione visualmente y
limpie cuidadosamente
el interior
Mantenga con mayor
frecuencia si se utiliza
en condiciones graves.
Art # A-12778ES
Limpie el exterior de
la fuente de alimentación
C
U
R
R
EN
T
A
2
0
4
0
3
0
C
U
R
R
EN
T
A
2
0
4
0
3
0

ESAB CUTMASTER 40
Servicio 5-2 300X5394ES
A. Cada tres meses
Revise el filtro de aire externo y reemplácelo si fuese nece-
sario.
1. APAGUE la fuente de alimentación eléctrica de entrada;
CIERRE el suministro de gas. Purgue el suministro de gas.
Revise el filtro de aire y reemplácelo si fuese necesario.
NOTA!
Deje el cable de tierra interno en su lugar.
B. Cada seis meses
1. Compruebe el filtro o filtros de aire en línea, límpielos o
reemplácelos según sea necesario.
2. Revise los cables y las mangueras para detectar fugas o
grietas, reemplácelas si fuese necesario.
3. Revise todos los puntos de contactores para detectar la
formación de arcos o fosas severas, reemplácelos si fuese
necesario.
4. Aspire el polvo y la suciedad de toda la máquina.
5.02 Guía de resolución de problemas
básicos
ADVERTENCIA
Hay niveles de voltaje y corriente extrema-
damente peligrosos dentro de esta unidad.
No intente diagnosticar o efectuar repa-
raciones a menos que haya sido formado
en técnicas de medición electrónica de
potencia y de solución de problemas.
Indicadores LED de síntomas de fallos comunes
A. Indicador de CA APAGADO
1. El cable de alimentación eléctrica de entrada principal
no se conecta a la red de distribución de energía.
a. Conecte el cable de alimentación eléctrica.
2. Interruptor de ENCENDIDO/APAGADO de portencia en
posición APAGADA (abajo)
a. Coloque el interruptor en la posición ENCENDIDA
(hacia arriba).
3. El voltaje de entrada real no se corresponde con el
voltaje de la unidad.
a. Verifique que el voltaje de línea de entrada es
correcto.
4. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
B. Parpadeo de la luz del indicador de CA.
1. Indicador intermitente (1 seg ENCENDIDO/1 seg
APAGADO, el gas también puede pulsarse 3 veces).
a. Compruebe si faltan piezas de la antorcha o
no están instaladas correctamente. Coloque el
interruptor de ENCENDIDO/APAGADO en la posi-
ción APAGADA y reinicie la máquina colocando
el interruptor de corriente a la posición ENCEN-
DIDA.
2. Indicador intermitente (1 seg ENCENDIDO/3 seg
APAGADO).
a. Compruebe si hay piezas de la antorcha
desgastadas o que se pegan. Reemplace si es
necesario
3. Indicador intermitente (3 seg ENCENDIDO/3 seg
APAGADO).
a. El interruptor de la antorcha se pulsó antes de
que la máquina se pusiera completamente en
marcha. Coloque el interruptor de ENCENDIDO/
APAGADO en la posición APAGADA y reinicie la
máquina colocando el interruptor de corriente a
la posición ENCENDIDA.
C. Indicador de aire APAGADO
1. La presión del gas es demasiado baja. Revise la
presión de suministro.
D. Indicador de TEMPERATURA ENCENDIDO, (indi-
cador de CA ENCENDIDO)
1. Flujo de aire de la unidad obstruido.
a. Compruebe si hay flujo de aire bloqueado alre-
dedor de la unidad y su estado apropiado.
2. Ventilador bloqueado.
a. Compruebe el estado bloqueado y el estado
correcto.
3. La unidad está sobrecalentada.
a. Mantenga la máquina enchufada y ENCENDIDA
durante cinco minutos. Esto permitirá que el ven-
tilador funcione y enfríe la máquina.
4. Componente defectuoso en la unidad

ESAB CUTMASTER 40
300X5394ES 5-3 Servicio
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
E. La antorcha no pondrá a prueba cuando se active el
gatillo de la antorcha.
1. Piezas defectuosas de la antorcha
a. Compruebe las piezas de la antorcha con arre-
glo a la sección 4.02; reemplácelas según sea
necesario.
2. La presión del gas es demasiado baja
a. Ajuste la presión del suministro al valor de
configuración adecuado.
3. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
F. No hay salida de corte cuando se activa la antor-
cha; cuando se ENCIENDE el indicador de CA y el
aire fluye, el ventilador gira.
1. La antorcha no está bien conectada a la fuente de
alimentación eléctrica.
a. Compruebe la conexión de la antorcha a la fuente
de alimentación eléctrica.
2. El cable de trabajo no está conectado a la pieza de
trabajo o la conexión es deficiente.
a. Asegúrese de que el cable de trabajo tiene una
conexión adecuada a un área limpia y seca de la
pieza de trabajo.
3. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
4. Antorcha defectuosa
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
G. La antorcha corta, pero no de manera adecuada
1. Ajuste incorrecto del control de corriente de salida
a. Compruebe y ajuste a la configuración adecua-
da.
2. La conexión del cable de trabajo a la pieza de trabajo
es deficiente.
a. Asegúrese de que el cable de trabajo tiene una
conexión adecuada a un área limpia y seca de la
pieza de trabajo.
3. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
H. La salida está restringida y no puede controlarse.
1. La conexión de entrada o salida es deficiente.
a. Revise todos los cables de conexión de entrada
y de salida.
2. La conexión del cable de trabajo a la pieza de trabajo
es deficiente.
a. Asegúrese de que el cable de trabajo tiene una
conexión adecuada a un área limpia y seca de la
pieza de trabajo.
3. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
I. La salida de corte es inestable o inadecuada.
1. La conexión de entrada o salida es deficiente
a. Revise todos los cables de conexión de entrada
y de salida.
2. La conexión del cable de trabajo es deficiente.
a. Asegúrese de que el cable de trabajo tiene una
conexión adecuada a un área limpia y seca de la
pieza de trabajo.
3. Voltaje de entrada bajo o fluctuante
a. Disponga que un electricista revise el voltaje de
línea de entrada bajo carga.
J. Difícil de arrancar
1. Piezas de la antorcha desgastadas (consumibles)
a. APAGUE la alimentación eléctrica de entrada,
retire la caperuza deflectora, la punta, el cartucho
de arranque y el electrodo y revíselos todos. Si
el electrodo o la punta de corte se desgastan,
reemplácelos. Si el cartucho de arranque no se
mueve libremente, cámbielo. Si hay demasiadas
salpicaduras en la caperuza deflectora, cámbiela.

ESAB CUTMASTER 40
Servicio 5-4 300X5394ES
K. El arco desaparece durante la operación. El arco no
se puede reiniciar cuando se activa el gatillo de la
antorcha.
1. La fuente de alimentación eléctrica está sobrecalen-
tada (indicador de TEMPERATURA ENCENDIDO).
a. Deje que la unidad se enfríe durante al menos
5 minutos. Asegúrese de que la unidad no se ha
operado más allá del límite del ciclo de trabajo.
2. Aspas del ventilador bloqueadas (indicador de TEM-
PERATURA ENCENDIDO).
a. Compruebe y libere las aspas.
3. Flujo de aire bloqueado
a. Compruebe si hay flujo de aire bloqueado alre-
dedor de la unidad y su estado apropiado.
4. La presión del gas es demasiado baja ( Indicador
de aire ENCENDIDO cuando se activa el gatillo de la
antorcha.)
a. Revise la fuente de gas. Ajuste al valor de con-
figuración adecuado.
5. Piezas de la antorcha desgastadas
a. Compruebe la caperuza deflectora, la punta de
corte, el cartucho de arranque y el electrodo de
la antorcha. Reemplace según sea necesario.
6. Componente defectuoso en la unidad
a. Devuélvala para su reparación o disponga que
un técnico cualificado la repare según el manual
de servicio.
L. La antorcha corta, pero no bien.
1. El control de corriente está configurado demasiado
bajo.
a. Aumente el ajuste de la corriente.
2. La antorcha se mueve con demasiada rapidez por la
pieza de trabajo
a. Reduzca la velocidad de corte.
3. Exceso de aceite o humedad en la antorcha
a. Mantenga la antorcha a una distancia de 1/8
pulgadas 3 mm (1/8 pulgadas) de la superficie
limpia mientras se purga y observe acumulación
de aceite o humedad (no active la antorcha). Si
hay contaminantes en el gas, puede ser necesario
un filtrado adicional.
4. Piezas de la antorcha desgastadas
a. Compruebe la caperuza deflectora, la punta de
corte, el cartucho de arranque y el electrodo de
la antorcha. Reemplace según sea necesario.
M. El gas en la antorcha pulsa 3 veces y luego se
detiene. Parpadeo de la luz del indicador de CA.
1. Piezas de la antorcha no instaladas correctamente en
la antorcha. Puede que haya habido un intento de eli-
minar piezas de la antorcha sin APAGAR el interruptor
de corriente de ENCENDIDO/APAGADO para APAGAR
en la unidad.
a. Compruebe y asegúrese de que las piezas de
la antorcha están instaladas correctamente.
b. Coloque el interruptor de ENCENDIDO/APAGADO
en la posición APAGADA y a continuación vuelva
a la posición ENCENDIDA.

ESAB CUTMASTER 40
300X5394ES 5T-1 Servicio
SECCIÓN 5 ANTORCHA: SERVICIO
5T.01 Mantenimiento general
NOTA!
Consulte la "sección 5: Sistema" anterior
para obtener descripciones de indicadores
comunes y de fallos.
Limpieza de la antorcha
Incluso si se toman precauciones para utilizar solamente
aire limpio con una antorcha, al final el interior de la an-
torcha se recubre con el residuo. Esta acumulación puede
afectar a la iniciación del arco y a la calidad general de
corte de la antorcha.
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
NO toque las piezas internas de la antor-
cha mientras la luz del indicador de CA de
la fuente de alimentación esté ENCENDIDA.
El interior de la antorcha se debe limpiar con un limpiador
de contacto eléctrico utilizando un hisopo de algodón o un
paño suave y húmedo. En los casos graves, la antorcha
puede retirarse de los cables y limpiarse más a fondo
mediante el vertido del limpiador de contacto eléctrico
en la antorcha y su soplado con aire comprimido.
!
PRECAUCIÓN
Seque la antorcha completamente antes de
reinstalarla.
Lubricación de las juntas tóricas
Una junta tórica en el conector macho ATC requiere
lubricación de forma programada. Esto permitirá que
las juntas tóricas permanezcan flexibles y proporcionen
un sellado adecuado. Las juntas tóricas se secarán, se
endurecerán y agrietarán si el lubricante no se utiliza con
regularidad. Esto puede originar problemas potenciales
de rendimiento.
Se recomienda aplicar una capa muy fina de lubricante
de junta tórica (nº de catálogo 8-4025) a las juntas tóricas
semanalmente.
Conector macho ATC
Art #A-03791ES_AB
O-Anilla
#8-0525
Junta tórica de ATC

ESAB CUTMASTER 40
Servicio 5T-2 300X5394ES
NOTA!
NO utilice otros lubricantes o grasas, que
pueden no estar diseñados para funcionar a
altas temperaturas o contener "elementos
desconocidos" que podrían reaccionar con
la atmósfera. Esta reacción puede dejar
contaminantes en el interior de la antorcha.
Cualquiera de estas condiciones puede
provocar un rendimiento inconsistente o
una vida útil deficiente de las piezas.
5T.02 Inspección y reemplazo de las
piezas consumibles de la antorcha
ADVERTENCIA
Desconecte la alimentación primaria en
la fuente antes de desmontar la antorcha,
los cabezales o la fuente de alimentación
eléctrica.
NO toque las piezas internas de la antorcha
mientras la luz del indicador de CA de la
fuente de alimentación esté ENCENDIDA.
Retire las piezas consumibles de la antorcha de la si-
guiente manera:
NOTA!
La caperuza deflectora mantiene la punta y
el cartucho de arranque en su lugar. Colo-
que la antorcha con la caperuza deflectora
hacia arriba para evitar que estas piezas se
caigan cuando se retire la copa.
1. Desatornille y retire el conjunto de la caperuza de-
flectora de la antorcha.
NOTA!
La acumulación de escoria en la caperuza
deflectora que no se puede quitar puede
afectar al rendimiento del sistema.
2. Inspeccione la caperuza en busca de daños. Límpielo
o sustitúyalo si está dañado.
Electrodo
Cartucho
de arranque
Boquilla
Caperuza deflectora
Cabezal de
la antorcha
A-03510ES_AB
Piezas consumibles
3. Retire la punta. Compruebe si hay desgaste excesivo
(indicado por un orificio alargado o de gran tamaño).
Limpie o reemplace la punta, si es necesario.
Punta gastada
Art # A-03406-S
Punta nueva
Ejemplo de desgaste de la punta
4. Extraiga el cartucho de arranque. Compruebe si
hay desgaste excesivo, agujeros de gas tapados o
decoloración. Compruebe el movimiento libre del
acoplamiento final inferior. Reemplace si es necesario

ESAB CUTMASTER 40
300X5394ES 5T-3 Servicio
Art # A-08064S
Acople del extremo inferior
accionado por resorte
totalmente comprimido
Acople del extremo inferior
accionado por resorte
retraído/completamente extendido
5. Tire del electrodo directamente desde el cabezal de
la antorcha. Compruebe la cara del electrodo para
detectar desgaste excesivo. Consulte la imagen
siguiente.
Electrodo desgastado
Nuevo electrodo
Art # A-03284ES
Desgaste de electrodos
6. Vuelva a instalar el electrodo, empujándolo directa-
mente en el cabezal de la antorcha hasta que encaje.
7. Vuelva a instalar el cartucho de arranque deseado y
la punta en el cabezal de la antorcha.
8. Apriete con la mano la caperuza deflectora hasta que
se asiente en el cabezal de la antorcha. Si percibe
resistencia al instalar la copa, revise las roscas antes
de continuar.

Esta página se dejó intencionalmente en blanco.

ESAB CUTMASTER 40
300X5394ES 6-1 LISTAS DE PIEZAS
SECCIÓN 6: LISTAS DE PIEZAS
6.01 INTRODUCCIÓN
A. Desglose de la lista de piezas
La lista de piezas proporciona un desglose de todos los componentes reemplazables.
B. Devoluciones
Si ha de devolver un producto para el servicio, póngase en contacto con su distribuidor. No se aceptarán materiales de-
vueltos sin la debida autorización.
C. Información para cursar pedidos
Solicite piezas de repuesto por número de catálogo y descripción completa de la pieza o conjunto, enumeradas en la lista
de piezas para cada tipo de artículo. Incluya también el modelo y número de serie de la antorcha. Dirija todas sus dudas a
su distribuidor autorizado.

ESAB CUTMASTER 40
LISTAS DE PIEZAS 6-2 300X5394ES
6.02 Piezas de repuesto de la fuente de alimentación eléctrica
Artículo n.º Cant. Descripción N.º catálogo
1 1 Conjunto de PCB de control 9-0077
2 1 Conjunto de PCB de control delantero 9-0076
3 1 CONJUNTO DE PCB PRINCIPAL 9-0079
4 1 Regulador 9-0081
5 1 Conjunto del solenoide 9-0082
6 1 Interruptor de presión 9-0075
7 1 Panel delantero con etiqueta 9-0071E
8 1 Panel trasero con etiqueta 9-0072E
9 1 Cubierta con etiquetas 9-0080E
10 1 Sensor de corriente de Hall 9-0088
11 1 Cutting Perilla de control 9-0073
12 1 Interruptor de encendido/apagado 9-0074
13 1 Conexión de ATC 9-0083
14 1 Ventilador 9-0042
15 1 Rectificador de CA/CC 9-0049
16 1 Antorcha de repuesto (no se muestra) 7-5204
Art # A-12834
9
5
1
2
11
13
7
3
15
10
14
8
12
6
4

ESAB CUTMASTER 40
300X5394ES 6-3 LISTAS DE PIEZAS
6.03 Piezas consumibles de la antorcha (SL60)
Punta:
20A 9-8205
30A 9-8206
40A 9-8207
60A 9-8252
Boquilla de acanalado A 9-8225 (40 Amperios máx.)
Boquilla de acanalado B 9-8226 (50 - 100 Amp)
Boquilla de acanalado C 9-8227 (60 - 120 Amp)
Boquilla de acanalado D 9-8228 (60 - 120 Amp)
Boquilla de acanalado E 9-8254 (60 - 120 Amp)
Tapa protectora de arrastre
40A 9-8244
40A 9-8208
70A 9-8231
80A 9-8211
90/100A 9-8212
120A 9-8253
70-120A
50-60A
40A
Punta:
Punta:
Punta:
Punta:
Boquilla para
corte por arrastre
40-120A
Corte con plasma
por arrastre
Junta tórica nº 8-3488
Guía de corte a distancia
9-8281
Junta tórica nº 8-3488
CORTE A
DISTANCIA
Corte con plasma
por arrastre
Guía de corte a distancia
9-8281
CORTE A
DISTANCIA
Corte con plasma
por arrastre
CORTE A DISTANCIA
Junta tórica nº 8-3488
Guía de corte a distancia
9-8251
Cuerpo de la
copa de
protección
9-8237
Cuerpo de la
copa de
protección
9-8237
Cuerpo de la
copa de
protección
9-8237
Cuerpo de la
copa de
protección
9-8237
Cuerpo de la
copa de
protección
9-8237
Cubierta de protección, deflector
9-8243
Copa de protección para
corte por arrastre
50-60A 9-8235
Copa de protección para
corte por arrastre
70-100A 9-8236
Cubierta de protección, deflector
9-8243
Cubierta de protección, deflector
9-8243
Cubierta de protección, deflector
9-8243
Copa de protección, Ranurado
9-8241
Ranurado
Corte separado
de la pieza
Corte separado
de la pieza
Corte separado
de la pieza
Copa de
protección
9-8218
Copa de
protección
9-8218
Copa de
protección
9-8218
Copa de
protección
9-8218
Cartucho
de arranque
9-8213
Electrodo
9-8215
50-55A 9-8209
60A 9-8210
Art # A-12835ES

ESAB CUTMASTER 40
LISTAS DE PIEZAS 6-4 300X5394ES
6.04 Accesorios opcionales
Descripción N.º catálogo
Kit de guía de corte del círculo, 7-3291
Kit de guía de corte del radio/rodillo 7-7501
Filtro de aire de una sola etapa 7-7507
Cuerpo del ltro 9-7740
Manguera, ltro de aire de una sola etapa 9-7742
Elemento del ltro, ltro de aire de una sola etapa 9-7741
Filtro de aire de dos etapas 9-9387
Elemento de primera etapa, ltro de dos etapas 9-1021
Elemento de segunda etapa, ltro de dos etapas 9-1022

300X5394ES A-1 APÉNDICE
ESAB CUTMASTER 40
APÉNDICE 1: DIAGRAMA DE CIRCUITO
Rev
Revision By Date
NOTE:
TITLE:
ESAB Cutmaster 40 20' SL60 120/230V 1ph CE/CSA (O)
SCHEMATIC
Unless otherwise Specified resistors are in Ohms
1/
4W 5%
Capacitors are in Microfarads (UF)
G
D
S
G
D
S
G
D
S
1345627
1234567
DRIVE SIGNAL
DRIVE SIGNAL
123
45
12345
HF/QF
1
2
3
1
2
1
2
3
4
TEST
WV OUTPUT
123
123
WV OUTPUT
12
1234
FEEDBACK SIGNAL
WORK
T
O
R
C
H
AC
230V/120V
INPUT 50/60Hz
1234
A
-
+
GAS SOLENOID
12
DC 24V
+
-
PILOT
SOURCE&TIP
1
2
U_D
AC
1
V+
2
AC
3
V-
4
AC
1
V+
2
AC
3
V-
4
1
2
L
G
D
S
OVER TEMPERATURE
PRESSURE SW
TORCH
SW
OT
POWER
DC
CURRENT CONTROL
AIR
1234
1234
-15V SG+15V
+
+24V
123
TRANSF IFB
12
D_port
12
HFOUT
1
2
N/A
12
1
2
123456
XFIF/IN/OUT
1234
+
-
SG
+
-
SG
-15V SG+15V
FEEDBACK SIGNAL
12
Art # A-12780_AA
PIP
SW
SEE A-09396

APÉNDICE A-2 300X5394ES
ESAB CUTMASTER 40
Historial de revisiones
Fecha Rev. Descripción
01/15/2015 AA Descarga manual
08/14/2015 AB Actualizado arte de portada y la DoC, una sola etapa Kit de ltro cambiado, actualizado SL60 arte
11/14/2015 AC DoC revisado, extraído en el texto impreso
18/10/2017 AD
Secta insertado 1 y me leen traducciones al inglés de la versión traducida, Gracias texto, actualiza los
archivos de arte

Esta página se dejó intencionalmente en blanco.

Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Prod-
ucts
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone num-
bers to our distributors in other
countries, please visit our home
page
www.esab.eu
ESAB subsidiaries and representative offices
www.esab.eu
©2015 ESAB Welding and Cutting Products
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42










































ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB ESAB Cutmaster 60 Plasma Cutting System Manual de usuario
-
-
-
-
-
-
ESAB CUTMASTER® A80 Automated Plasma Cutting System Manual de usuario
-
-
ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM Manual de usuario
-