
1
I -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 18
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 34
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 52
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 70
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 88
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 106
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.122
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.140
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.158
GR -ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA sel.176
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktika v kai hlektriko v sce-
d ia vgr amma
Pagg. Sid. sel.: 194 ÷ 212
10/04/14
3.300.030/A

2
INDICE
1 PRECAUZIONI DI SICUREZZA ..........................................................................................................................................................3
1.1 TARGA DELLE AVVERTENZE ..................................................................................................................................................3
2. DESCRIZIONI GENERALI ..................................................................................................................................................................4
2.1 SPIEGAZIONE DEI DATI TECNICI ...........................................................................................................................................4
3 INSTALLAZIONE E MESSA IN OPERA ...........................................................................................................................................4
3.1 SOLLEVAMENTO ........................................................................................................................................................................4
3.2 ASSEMBLAGGIO ..........................................................................................................................................................................5
3.3 COLLEGAMENTO DELLE EVENTUALI PROLUNGHE ........................................................................................................5
3.4 COLLEGAMENTO DELLA TORCIA DI SALDATURA............................................................................................................6
3.5 MONTAGGIO DEL GRUPPO DI RAFFREDDAMENTO (FORNITO A RICHIESTA) ..........................................................6
3.6 POSIZIONAMENTO .....................................................................................................................................................................6
3.6.1 PIANI INCLINATI. .............................................................................................................................................................6
3.7 MESSA IN OPERA ........................................................................................................................................................................6
4 DESCRIZIONE DEL GENERATORE ..................................................................................................................................................7
5 DESCRIZIONE DEL GRUPPO DI RAFFREDDAMENTO ART 1683 ..............................................................................................9
5.1 COLLEGAMENTI ........................................................................................................................................................................9
5.2 DESCRIZIONE DELLE PROTEZIONI .......................................................................................................................................9
5.2.1 PROTEZIONE PRESSIONE LIQUIDO REFRIGERANTE 9
5.2.2 FUSIBILE (T 2A/250V-Ø 5X20) .......................................................................................................................................9
5.3 MESSA IN OPERA .......................................................................................................................................................................9
6. DESCRIZIONE DEL PANNELLO COMANDI ..................................................................................................................................9
6.1 PANNELLO DI CONTROLLO ....................................................................................................................................................9
6.2 PANNELLO IMPOSTAZIONI ...................................................................................................................................................11
6.3 VISUALIZZAZIONE ALLARMI ..............................................................................................................................................11
6.4 VISUALIZZAZIONE ERRORI ..................................................................................................................................................12
7. PROGRAMMAZIONE DELLA MACCHINA "MAIN MENU" - "MENÙ PRINCIPALE" ..........................................................12
7.1 MENU PARAMETRI DI PROCESSO ....................................................................................................................................... 12
7.1.1 PROCESSO ....................................................................................................................................................................... 12
7.1.2 MATERIALE ...................................................................................................................................................................12
7.1.3 DIAMETRO ......................................................................................................................................................................12
7.1.4 GAS ..................................................................................................................................................................................12
7.1.5 CORREZIONE LUNGHEZZA D’ARCO .......................................................................................................................12
7.1.6 CORREZIONE VALORE DI IMPEDENZA ..................................................................................................................12
7.1.7 START MODE: SCELTA DEL MODO DI INIZIO SALDATURA ..............................................................................13
7.1.8 SPOT: PUNTATURA / INTERMITTENZA ..................................................................................................................13
7.1.9 HSA: HOT START AUTOMATICO ...............................................................................................................................13
7.1.10 CRA: RIEMPIMENTO DEL CRATERE FINALE ........................................................................................................ 13
7.1.11 SOFT START: ACCOSTAGGIO .....................................................................................................................................13
7.1.12 BURNBACK .....................................................................................................................................................................13
7.1.13. DOUBLE LEVEL: DOPPIO LIVELLO ..........................................................................................................................13
7.1.13.1 FREQUENCY: FREQUENZA DEL DOPPIO LIVELLO. ..............................................................................14
7.1.13.2 PULSE STEP: VARIAZIONE DELLA VELOCITÀ .......................................................................................14
7.1.13.3 DUTY CYCLE: TEMPO DEL DOPPIO LIVELLO .........................................................................................14
7.1.13.4 ARC LENGTH COR: CORREZIONE DELLA LUNGHEZZA D’ARCO ......................................................14
7.1.14 DOUBLE PULSE - DOPPIA PULSAZIONE ...................................................................................................................14
7.1.15 PREFOW: PRE GAS ........................................................................................................................................................14
7.1.16 POSTFLOW: POST GAS .................................................................................................................................................14
7.1.17 SPEED CORRECTION: CORREZIONE DELLA VELOCITÀ ....................................................................................14
7.2. IL MENÙ "JOB". ......................................................................................................................................................................... 14
7.2.1 MEMORIZZAZIONE DI UN PROGRAMMA "JOB" ...................................................................................................14
7.3. IL MENU SETTINGS: IMPOSTAZIONI .................................................................................................................................. 14
7.3.1 IL MENÙ WELDING: SALDATURA ...........................................................................................................................14
7.3.2 MENÙ MACHINE: IMPOSTAZIONI DI MACCHINA ...............................................................................................15
7.3.3 MENÙ FACTORY SETUP: RIPRISTINO IMPOSTAZIONI PREDEFINITE ............................................................15
7.3.4 MENÙ LANGUAGES: IMPOSTAZIONI DELLA LINGUA ........................................................................................15
7.4 MENÙ INFORMAZIONI ...........................................................................................................................................................15
8. MENÙ DI ACCESSO RAPIDO .......................................................................................................................................................... 15
8.1 MEM: MEMORIZZAZIONE .....................................................................................................................................................15
8.2 PAR: PARAMETRI DI PROCESSO ..........................................................................................................................................15
8.3 2T/4T: DUE TEMPI/QUATTRO TEMPI ....................................................................................................................................15
8.4 JOB: PROGRAMMI DI LAVORO ..............................................................................................................................................15
8.5 H2O ..................................................................................................................................................................................15
8.6 WIZ: PROCEDURA GUIDATA .................................................................................................................................................15
9. SALDATURA ..................................................................................................................................................................................15
9.1. SALDATURA MIG/MAG ..........................................................................................................................................................15
9.1.1 MIG ---- SALDATURA MIG/MAG SINERGICO ........................................................................................................15
9.1.2 MIG SALDATURA MIG/MAG CONVENZIONALE .................................................................................................16
9.1.3 MIG HD SALDATURA MIG/MAG SINERGICO ALTO DEPOSITO ........................................................................16
9.1.4 MIG ROOT SALDATURA MIG/MAG SINERGICO ...................................................................................................16
9.1.5 MIG SALDATURA MIG/MAG SINERGICO PULSATO. .................................................................................16
9.2 SALDATURA MMA ..................................................................................................................................................................16
9.3. SALDATURA TIG ...................................................................................................................................................................... 16
9.3.1 MACCHINE CON TRAINAFILO SEPARATO ............................................................................................................16
9.3.2 MACCHINE COMPATTE .............................................................................................................................................. 16
10 CODICI ERRORE ................................................................................................................................................................................ 17
11. MANUTENZIONE ..............................................................................................................................................................................17
11.1 MANUTENZIONE GENERATORE ......................................................................................................................................... 17
11.2 ACCORGIMENTI DA USARE DOPO UN INTERVENTO DI RIPARAZIONE ...................................................................17

3
MANUALE DI ISTRUZIONI PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiatureelettrichegiunte anevita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.

4
B.Irullinitrainalopossonoferirelemani.
C.Il lo di saldatura ed ilgruppo trainalo sono sotto
tensione durante la saldatura. Tenere mani e oggetti
metallici a distanza.
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggiati.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo.
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni o incendi.
3.1Tenereimaterialiinammabililontanodall’areadisal-
datura.
3.2 Le scintille provocate dalla saldatura possono causare
incendi. Tenere un estintore nelle immediate vicinanze
e far sì che una persona resti pronta ad utilizzarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
conltridellacorrettagradazione.Indossareunapro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
L'apparecchio è un impianto multiprocesso idoneo alla
saldatura MIG/MAG, TIG (DC) con accensione a contatto
dell'arco ed MMA (ad esclusione del tipo cellulosico), re-
alizzato con tecnologia ad inverter. L'apparecchio può es-
sere utilizzato solo per gli impieghi descritti nel manuale.
L'apparecchio non deve essere utilizzato per sgelare i tubi.
2.1 SPIEGAZIONE DEI DATI TECNICI
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola da citare per ogni
richiesta relativa alla saldatrice.
3
~
f
1
f
2
Convertitore statico di frequenza trifase
trasformatore raddrizzatore.
MIG Adatto per saldatura MIG-MAG.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavora-
re ad una determinata corrente senza surri-
scaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione.
Nei modelli multitensione "Multi Voltage" la
macchina si predispone automaticamente
alla tensione di alimentazione dell' impianto
a cui è collegata.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 Max Corrente max. assorbita alla corrispondente
corrente I2 e tensione U2.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23S Grado di protezione della carcassa.
Grado 3comesecondacifrasignicache
questo apparecchio può essere immagazzi-
nato, ma non impiegato all’esterno durante
le precipitazioni, se non in condizione protetta.
S
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-12 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0,090
(Art. 318 e 319)-0.051 (Art. 320) al punto di interfaccia
fra l’impianto dell’utilizzatore e quello pubblico. E’ re-
sponsabilità dell’’installatore o dell’utilizzatore dell’at-
trezzatura garantire, consultando eventualmente l’o-
peratore della rete di distribuzione, che l’attrezzatura
sia collegata a un’alimentazione con impedenza mas-
sima di sistema ammessa Zmax inferiore o uguale a
0.090 (Art. 318 e 319)-0.051 (Art. 320).
3 INSTALLAZIONE E MESSA IN OPERA.
3.1 SOLLEVAMENTO (FIG. 1).
Fig. 1

5
3.2 ASSEMBLAGGIO
• Intuttiigeneratoriènecessariomontareleruotepo-
sterioriavendopreventivamenteinlatol’assale(g.2) .
Fig. 2
• Perlemacchinecarrellateènecessariomontareilpi-
vottamentosiasuicarrellitrainalosiasulgeneratore.
Le piccole ruote fornite in dotazione insieme alle viti
devonoesseremontatesulfondodelcarrellotrainalo
così come il supporto torcia, quindi sistemare il carrel-
loinposizione.(vederegura3).
Fig. 3
3.3 COLLEGAMENTO DELLE EVENTUALI PROLUN-
GHE.
• Bloccarel'estremitàdellaconnessioneBA,ssandola
linguetta BB al fondo della macchina come indicato in
Fig. 4.
Fig. 4
BA
BB
• Eseguireicollegamenti,sulretrodelgeneratore,come
indicato in Fig. 5
Fig. 5
• Evitaredidisporrelaconnessionesottoformadibobi-
na per ridurre al minimo gli effetti induttivi che potreb-
beroinuenzareilrisultatiinsaldatura.
• Collegarel'altraestremitàdellaconnessioneBA al car-
rellotrainalocomeindicatoinFig.6.

6
Fig. 6
• Itubidelliquidorefrigerantevannocollegatiagliattac-
chi ad innesto rapido posti sotto al fondo del carrello
trainalo(vediFig.7),rispettandoicolorimostratinella
parte anteriore del carrello stesso.
Fig. 7
3.4 COLLEGAMENTO DELLA TORCIA DI SALDATURA.
• Connetterelatorciaall'attaccocentralizzatoF.
• Montarelabobinadello.
• Controllarechelagoladeirullicorrispondaaldiametro
delloutilizzato.Perlaeventualesostituzioneoperare
come segue (Fig. 8):
Fig. 8
BN
BN
CA
Aprirelosportellodelvanotrainalo.
Togliere la copertura CAdelgruppotrainalo.
Sbloccareirullipremilomediantelamanopoladire-
golazione della pressione BN.
Sostituire i rulli e rimontare la copertura CA.
Inlareilloneltrainoenellaguainadellatorcia.
BloccareirullipremiloconlamanopolaBN e regola-
re la pressione.
Connettere il cavo massa (in dotazione) alla presa D.
Collegare il tubo gas al raccordo G.
3.5 MONTAGGIO GRUPPO DI RAFFREDDAMENTO
(Art. 1683 - A RICHIESTA SU Artt. 318-319) (Fig 9).
Fig. 9
Nel caso si utilizzi il gruppo di raffreddamento, seguire le
seguenti indicazioni:
• RimuovereilpannelloM
• Inserireilgruppodiraffreddamentoall’internodelvano
così che dalla parte anteriore si veda l’asola per con-
trollo del livello del liquido.
• Fissarloalcarrelloditrasportodellasaldatriceconle
viti in dotazione al gruppo stesso.
3.6 POSIZIONAMENTO
Posizionare la saldatrice in modo da consentire una libera
circolazione d'aria al suo interno ed evitare il più possibile
che entrino polveri metalliche o di qualsiasi altro genere.
3.6.1 Piani inclinati.
Dato che questa saldatrice è predisposta di ruote senza
freno, assicurarsi di non posizionare la macchina su su-
perciinclinate,perevitareilribaltamentooilmovimento
incontrollato della stessa.
3.7 MESSA IN OPERA
• L'installazione della macchina deve essere fatta da
personalequalicato.
• Tuttiicollegamentidevonoessereeseguitiinconfor-
mità delle vigenti norme (IEC/CEI EN 60974-9) e nel
pieno rispetto della legge antinfortunistica.
• Montare la spina sul cavo d'alimentazione facendo
particolare attenzione a collegare il conduttore giallo
verde al polo di terra.

7
• Vericarechelatensioned'alimentazionecorrisponda
aquellanominaledellasaldatrice.• Dimensionare i
fusibili di protezione in base ai dati riportati sulla targa
dei dati tecnici.
4 DESCRIZIONE DEL GENERATORE (FIG. 10 = VER-
SIONE COMPATTA) (FIG. 11 = VERSIONE CON TRAI-
NAFILO SEPARATO)
A - PANNELLO COMANDI.
Alzare lo sportellino trasparente per accedere al pannello
comandi.
B- Connettore:
Connettore tipo DB9 (RS 232) da utilizzare per aggiornare
i programmi dei microprocessori.
C- Connettore:
Connettore tipo USB da utilizzare per aggiornare i pro-
grammi dei microprocessori. Solo nelle macchine con
trainaloseparato.
D – Connettore:
Connettore per il collegamento dei comandi a distanza e
del cavo di comando della torcia Push–Pull.
E – Presa (+):
Presa a cui va collegato il connettore del cavo di massa In
saldatura TIG, la pinza porta elettrodo in saldatura MMA.
F - Attacco centralizzato:
A cui va collegata la torcia di saldatura.
G - Presa:
Presa a cui va collegato il connettore del cavo di massa
in saldatura MIG/MAG e MMA.
H - Raccordo:
A cui va collegato il tubo gas uscente dalla torcia TIG.
I - Rubinetti ad innesto rapido:
A cui vanno collegati i tubi fuoriuscenti dalla eventuale tor-
cia raffreddata ad acqua. NB Rispettare i colori dei tubi e
deirubinetti.Solonellemacchinecontrainaloseparato.
L - Supporto:
Supporto per la torcia di saldatura.
M - Pannello:
Pannello di chiusura vano gruppo di raffreddamento.
N - Tubo gas.
O - Raccordo tubo gas:
A cui và collegato il tubo gas della connessione genera-
tore/carrello.
P - Connettore:
A cui và collegato il connettore del cavo dei servizi della
connessione generatore/carrello.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

8
Z - Rubinetti ad innesto rapido:
A cui vanno collegati i tubi rosso e blu della connessione
generatore/ carrello. Solo nelle macchine con trainalo
separato.
NB:Irubinettisonoposizionatisottoilcarrellotrainalo.
Rispettare i colori dei tubi e dei rubinetti.
X - Presa:
A cui,In saldatura MIG/MAG, và collegato il connettore
volante del cavo di potenza (polo +) della connessione
generatore/carrello. Solo nelle macchine con trainalo
separato.
Y - Raccordo:
A cui và collegato il tubo gas uscente dalla della con-
nessione generatore/ carrello. Solo nelle macchine con
trainaloseparato.
Q - Presa pressostato:
A cui và collegato il cavo proveniente dal pressostato po-
sto all' interno del gruppo di raffreddamento (Art. 1683).
R - Porta fusibile.
S - Presa:
A cui và collegato il cavo rete del gruppo di raffredda-
mento Art. 1683 (Optional).
T - Interruttore ON/OFF.
U - Cavo di alimentazione.
V - Cinghie bloccaggio bombola.
W - Supporto bombola.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

9
Fig. 12
AD
AM AL AH AI
AG
AF
AE
K - Spina:
A cui và collegato il connettore volante del cavo di po-
tenza della connessione generatore/carrello. Solo nelle
macchinecontrainaloseparato.
AA - Sportello copertura bobina lo.
AB - Copertura bobina lo.
AC - Supporto bobina:
IdoneoperbobinestandardnoaØ300mm,16Kg.
5 DESCRIZIONE DEL GRUPPO DI RAFFREDDA-
MENTO Art 1683 ( Fig. 12).
Questo gruppo di raffreddamento, che viene fornito a ri-
chiesta per gli artt. 318 e 319, è stato progettato per raf-
freddare le torce utilizzate per la saldatura e deve essere uti-
lizzato esclusivamente con questi generatori.
AD- Asola:
Asola per l'ispezione del livello del liquido refrigerante.
AE - Tappo.
AF - Rubinetti ad innesto rapido:
Collegare il tubo rosso e blu della torcia di saldatura. NB
Rispettare i colori dei tubi e dei rubinetti.
AG - Rubinetti ad innesto rapido:
A cu vanno collegati i tubi rosso e blu della connessione
generator/carrello,nellemacchinecontrainalosepara-
to. NB Rispettare i colori dei tubi e dei rubinetti.
AH - Porta fusibile.
AI - Connessione.
Per la protezione "pressione liquido refrigerante".
AL - Interruttore ON/OFF.
AM - Cavo di alimentazione.
5.1 COLLEGAMENTI.
Per i collegamenti elettrici, delle eventuali prolunghe e del-
le protezioni seguire le indicazioni riportate sul manuale di
istruzioni fornito assieme al gruppo di raffreddamento.
5.2 DESCRIZIONE DELLE PROTEZIONI.
5.2.1 Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
unmicrointerruttore.Selapressioneèinsufcientesuldi-
splay D1 viene visualizzata la scritta H2O lampeggiante.
5.2.2 Fusibile (T 2A/250V-Ø 5x20).
Questo fusibile è stato inserito a protezione della moto-
pompa ed è collocato sul pannello posteriore della salda-
trice nell'apposito portafusibile AH. (Fig 12)
5.3 MESSA IN OPERA.
Svitare il tappo AU e riempire il serbatoio (l'apparecchio
è fornito con circa un litro di liquido).
E' importante controllare periodicamente, attraverso l'a-
sola AT, che il liquido sia mantenuto al livello "max".
6 DESCRIZIONE DEL PANNELLO COMANDI (Fig. 13-14)
Il pannello comandi è composto da una zona controllo
(Fig. 13) e da una zona impostazioni (Fig. 14).
6.1 PANNELLO DI CONTROLLO (FIG. 13).
Tasto di selezione T1
Ad ogni pressione seleziona la grandezza regola-
bile tramite la manopola M1. Le grandezze sele-
zionabili, visualizzate dai led L1, L2 e L3, sono in
relazione al tipo di processo di saldatura scelto.
Led L1 Spessore
Indica che il display D1 visualizza lo spessore, in mm,
del pezzo da saldare in base alla corrente ed alla velo-
citàdelloimpostate.AttivoneiprocedimentiMIG/MAG
sinergici.
Led L2 Velocità del lo
Indica che il display D1 visualizza la velocità, in metri
alminuto,dellodisaldatura.Attivointuttiprocedi-
menti di saldatura MIG/MAG.
Led L3 Corrente di saldatura
Indica che il display D1 visualizza la corrente di salda-
tura in ampere.

10
Manopola M1
In relazione al tipo di processo selezionato me-
diante questa manopola si regolano le grandezze
selezionate tramite il tasto T1.
Display D1
Visualizza il valore delle grandezze selezionate tramite il
tasto T1 e regolate tramite la manopola M1.
Tasto di selezione T2
Ad ogni breve pressione seleziona la grandezza
regolabile tramite la manopola M2. Le grandezze
selezionabili, visualizzate dai led L4, L5 e L6, sono
in relazione al tipo di processo di saldatura scelto.
Led L4 Tensione di saldatura
Indica che il valore visualizzato dal display D2 è una
tensione espressa in volt.
Ad arco spento, nei processi MIG/MAG, il valore visua-
lizzato dal display D2 è la tensione preimpostata o il "set
point" (vedi paragrafo 9.1 Saldatura MIG/MAG).
Durante la saldatura, il valore visualizzato dal display D2
è sempre la tensione misurata dal generatore.
Led L5 Lunghezza d'arco
Nei processi di saldatura MIG/MAG Sinergici (escluso
MIG HD) indica che il display D2 visualizza il valore
della correzione della lunghezza d' arco di saldatura.
Il valore 0(zero) corrisponde alla lunghezza d' arco preim-
postata dal costruttore.
Tramite la manopola M2 è possibile allungare l' arco (va-
lori positivi) o accorciarlo (valori negativi) nel range -9,9
÷ +9,9.
Led L6 Impedenza
Nei processi di saldatura MIG/MAG indica che il di-
splay D2 visualizza il valore dell'impedenza.
Il valore 0 (zero) corrisponde all'impedenza preimpostata
dal costruttore.
Tramite la manopola M2 è possibile allungarla (valori po-
sitivi) o accorciarla (valori negativi) nel range -9,9 ÷ +9,9.
Manopola M2
In relazione al tipo di processo selezionato me-
diante questa manopola si regolano le grandezze
selezionate tramite il tasto T2.
Nei processi MIG/MAG Sinergici, quando è acceso il led
L4 (tensione di saldatura), azionando questa manopola la
selezione si sposta automaticamente al led L5 (lunghez-
za d'arco).
Display D2
In tutti i processi di saldatura visualizza numericamente
le selezioni fatte tramite il tasto T2 e regolate tramite la
manopola M2.
Led L7 Posizione globulare
Nei processi MIG/MAG sinergici segnala che la coppia
di valori di corrente e tensione scelti per la saldatura
può generare archi instabili e con emissione di spruzzi.
Led L8 Hold
Si attiva automaticamente al termine della saldatura
per segnalare che nei display D1 e D2 sono visualizza-
ti gli ultimi due valori di corrente e tensione misurati.
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

11
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
Led L9 Sicurezza
Segnala la funzione di blocco di alcuni i pulsanti. L'o-
peratore potrà regolare solo i parametri di saldatura
compresi nella zona del pannello di controllo.
Per attivare la funzione premere prima il tasto T5 e, man-
tenendolo premuto, premere brevemente il tasto T2. Il led
L9 si illumina e visualizza che la funzione è attiva. Per
uscire ripetere nello stesso modo la pressione dei tasti
T5 e T2.
Tasto T4 Test lo
Permettel'avanzamentoprogressivodellonoa
8 m/min senza la presenza di tensione in torcia e
senza fuoriuscita di gas.
Tasto T3 Test gas
Premendo questo tasto il gas esce per 30s, pre-
mendolo una seconda volta si interrompe.
6.2 PANNELLO IMPOSTAZIONI (FIG. 14).
Consente il rapido accesso ai menù della saldatrice e alle
funzioni supplementari visualizzandoli e rendendoli im-
mediatamente disponibili.
E' formato da un display a matrice D3 dove appaiono tut-
te le informazioni necessarie alla programmazione, dai
tasti di navigazione (T10, T11, T12 e T13) con i quali si
naviga all'interno delle voci dei vari menù; dai tasti fun-
zione (T5, T6, T7, T8 e T9) che consentono di accedere
aivarimenùchecompongonoilrmwareedaunaserie
di led che segnalano il tipo di processo in uso (L10, L11
e L12) ed alcune funzioni supplementari (L13, L14 e L15).
Alla accensione della
saldatrice il display D3
visualizza, per circa 5 s,
alcune informazioni rela-
tive allo stato della mac-
china (vedi par. 7.4 menù
Informazioni), fra cui la
versionedelrmware.
Subito dopo visualizza le preimpostazioni di fabbrica del-
la saldatrice:
- Data (giorno/mese/anno)
e orario (ora e minuti).
- Processo MIG Sinergi
co. (Led L10 acceso).
- Filo di saldatura tipo
SG2 ø 1,0 mm.
- Gas Ar/18% CO2.
- Modo di accensione 2
tempi 2T.
Nella parte inferiore del display compaiono le sigle (MEM,
PAR, 2T/4T e JOB) selezionabili tramite i tasti funzione T6,
T7, T8, T9 (vedi par. 8).
6.3 VISUALIZZAZIONE ALLARMI
Quando la macchina rileva un allarme temporaneo, nei
display D1 e D2 viene visualizzata una scritta lampeg-
giante in funzione della causa che ha provocato l' allar-
me. Ad esempio: se lo sportello del trainalo è aperto
viene visualizzata la scritta "OPn".

12
6.4 VISUALIZZAZIONE ERRORI
Quando la macchina rileva una condizione di allarme gra-
ve, nei display D1 e D2 viene visualizzata la scritta "Err"
seguita dal relativo codice di errore.
In questo caso spegnere la macchina e contattare il ser-
vizio assistenza (vedi paragrafo 10).
7 PROGRAMMAZIONE DELLA MACCHINA
"Main Menu" - "Menù Principale"
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
La programmazione avviene entrando nel "Menù Princi-
pale" al quale si accede premendo il tasto T5 e successi-
vamente il tasto T6 (MENU) oppure mediante il menù di
accesso rapido descritto al paragrafo 8.
All'interno del "Menù Principale", tramite i tasti T10 e T11,
è possibile selezionare una delle voci dell'elenco evidenzia-
ta dalla banda gialla. Con il tasto T12 si entra nel relativo
sottomenù, e, viceversa con il tasto T13 si ritorna al menù
precedente confermando, allo stesso tempo, la scelta fatta.
Seappareunafrecciarivoltaversoilbassosignicache
ci sono ulteriori voci non visualizzate nella schermata.
Questo criterio di navigazione è valido per tutti i
menù della macchina.
Le voci disponibili del "menù principale" sono:
- "Process Params" - Parametri di processo (Vedi par. 7.1)
- "Jobs" (Vedi par. 7.2)
- "Settings" - Impostazioni (Vedi par. 7.3)
- "Information" - Informazioni (Vedi par. 7.4)
7.1 MENU "PROCESS PARAMS" - "PARAMETRI DI
PROCESSO".
Al sottomenù "Parametri di processo" si accede dal
"Menù Principale" o direttamente premendo il tasto T7
(PAR). Qui sono elencati tutti i parametri che l'operatore
puòmodicareinfunzionedelprocessodisaldaturase-
lezionato (led L10, L11, L12).
All'interno di "Parametri di processo" è possibile acce-
dere direttamente alla memorizzazione premendo il tasto
T6 (MEM) (vedi par. 7.2.1).
7.1.1 "Process" - "Processo".
Il primo parametro è il
processo di saldatura.
La pressione del tasto
T12 consente di entrare
nella schermata di sele-
zione del tipo di proces-
so.
I pulsanti T10 e T11, oltre ad effettuare la selezione che
viene evidenziata dalla banda gialla, hanno il compito di
scorrere tra tutti i processi disponibili.
I processi di saldatura selezionabili sono:
MIG Saldatura MIG/MAG sinergico pulsato (a ri-
chiesta) art. 231.
MIG Saldatura MIG/MAG sinergico.
MIG HD Saldatura MIG/MAG sinergico alto deposito.
MIG Root Saldatura MIG/MAG sinergico per le saldatu-
re in verticale discendente.
MIG Man Saldatura MIG/MAG convenzionale.
TIG Processo di saldatura con elettrodo infusibi-
le adatto per tutti i metalli escluso l’alluminio,
il magnesio e l’ottone. L’accensione dell’arco
avviene per contatto senza alta frequenza.
MMA Processo di saldatura con elettrodo ricoperto
e fusibile.
7.1.2 "Material" - "Materiale" (attivo nei processi MIG/
MAG).
Inquestavocesiselezionailtipodimaterialedellodi
saldatura.
7.1.3 "Diameter" - "Diametro" (attivo nei processi MIG/
MAG).
Idiametridellodisaldaturasonoinfunzionedeltipodi
materiale selezionato.
7.1.4 "Gas" (attivo nei processi MIG/MAG).
I gas utilizzabili sono in funzione del tipo di materiale se-
lezionato.
7.1.5 "Arc Length Corr" - "Correzione lunghezza d’ar-
co" (Disponibile in MIG/MAG sinergico, MIG Root).
Permette la correzione
della lunghezza d'arco
in Volt tramite i tasti T10
e T11 o la manopola
M2.
MIN MAX DEF.
Corr. lunghezza d'arco -9,9 V 9,9 V 0,0 V
ATTENZIONE:
nella schermata di regolazione, che è simile per tutti i para-
metri con un range di regolazione, compaiono:
-Il nome del parametro che è in corso di correzione.
-Il valore e l’unità di misura.
-La scala di regolazione.
-Le abbreviazioni:
MIN = minimo della regolazione. Pulsante T5.
MAX = massimo della regolazione. Pulsante T7.
DEF=valorepredenito. PulsanteT6.
7.1.6 "Inductance Corr" - "Correzione valore di impe-
denza" (disponibile in tutti i processi MIG/MAG
sinergici, tranne MIG HD)
Permette la correzione del valore dell'impedenza.

13
MIN MAX DEF.
Corr. valore impedenza -9,9 9,9 0,0
7.1.7 "Start Mode" - "Modo di inizio" (scelta del modo di
inizio saldatura).
2T (attivo nei processi MIG/MAG e TIG).
La macchina inizia a saldare quando si preme il pul-
sante della torcia e si interrompe quando lo si rilascia.
4T (attivo nei processi MIG/MAG e TIG).
Per iniziare la saldatura premere e rilasciare il pulsan-
te torcia, per terminare la saldatura premere e rila-
sciare nuovamente.
3L (attivo nei processi MIG/MAG sinergici e TIG).
La saldatura inizia alla pressione del pulsante torcia,
la corrente di saldatura richiamata sarà quella impo-
stata con “Start current”. Questa corrente verrà man-
tenuta no a quandoil pulsante torciavienetenuto
premuto; al rilascio la corrente si raccorda alla cor-
rente di saldatura impostata, nel tempo stabilito dal
tempo “Slope time”everràmantenutanoaquando
il pulsante torcia non sarà ripremuto. Alla successiva
pressione del pulsante torcia la corrente di saldatura
si raccorderà alla terza corrente (corrente di "Crater-
ller") impostata con il parametro “Crater Current” nel
tempo stabilito da “Slope time” e verrà mantenuta
noalrilasciodelpulsantetorcia.Alrilasciodelpul-
sante la saldatura s'interrompe.
Regolazioni per 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 "Spot" - "puntatura / intermittenza".
(solo nei processi MIG/MAG 2T oppure 4T).
OFF(predenito)
ON
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 "HSA" - "Hot Start Automatico".
(solo nei processi MIG/MAG sinergici 2T oppure 4T).
Questa funzione è inibita quando la funzione 3L è attiva e
funziona solo con i programmi sinergici.
Particolarmente adatta per ottenere la partenza “calda”
nella saldatura dell’alluminio.
OFF(predenito).
ON.
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
La saldatura inizia con la “Start Current”. La durata di
questa prima corrente è regolata da “starting current
time”. Trascorso questo tempo la corrente si raccorda a
quella di saldatura nel tempo ”Slope Time”.
7.1.10 "CRA" - "Riempimento del cratere nale".
(solo nei processi MIG sinergici 2T oppure 4T).
OFF(predenito)
ON
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 "Soft Start" - "Accostaggio".
(Solo nei processi MIG/MAG)
E'lavelocitàdello,espressainpercentuale,dellavelo-
cità impostata per la saldatura prima che lo stesso tocchi
il pezzo da saldare.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 "Burnback".
(Solo nei processi MIG/MAG)
Servearegolarelalunghezzadellouscentedall'ugello
gas dopo la saldatura.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 "Double Level" - "Doppio Livello" (a richiesta-
Art. 233). Solo nei processi MIG/MAG sinergici).
Questo tipo di saldatura fa variare l'intensità di corrente
tra due livelli.
Prima di impostare la saldatura con doppio livello è ne-
cessario eseguire un breve cordone di saldatura così da
determinarelavelocitàdiloediconseguenzalacorren-
te per ottenere la penetrazione e la larghezza del cordone
ottimali per il giunto che volete realizzare.
Si determina così il valore della velocità di avanzamento
del lo(equindi dellacorrispondentea corrente)acui,
verranno alternativamente sommati e sottratti i metri al
minuto che verranno impostati.
Prima dell’esecuzione è bene ricordare che in un corretto
cordone la sovrapposizione tra una “maglia” e l’altra deve
essere almeno del 50%.
OFF(predenito)
ON.
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX PRED.
Frequency 0,1 Hz 5,0 Hz 1,5 Hz
Pulse step 0,1 m/min 3,0 m/min 1,0 m/min
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0

14
7.1.13.1 "Frequency" - "frequenza" del doppio livello.
La frequenza, determinata in Herz, è il numero di periodi
al secondo. Per periodo si intende l’alternanza della velo-
cità alta con quella bassa.
La velocità bassa, che non penetra, serve al saldatore
per spostarsi da una maglia alla esecuzione della maglia
successiva; la velocità alta, corrispondente alla massima
corrente, è quella che penetra ed esegue la maglia il sal-
datore in questo caso si ferma per eseguire la maglia.
7.1.13.2 "Pulse Step": è la ampiezza della variazione
della velocità in m/min.
La variazione determina la somma e la sottrazione di m/
min dalla velocità di riferimento prima descritta. A parità
degli altri parametri aumentando il numero la maglia di-
verrà più larga e si otterrà maggiore penetrazione.
7.1.13.3 "Duty Cycle": tempo del doppio livello.
Espresso in percentuale, è il tempo della velocità/ cor-
rente maggiore rispetto alla durata del periodo. A parità
degli altri parametri determina il diametro della maglia
quindi la penetrazione.
7.1.13.4 "Arc Length Cor" - "Correzione della lunghezza
d’arco".
Regola la lunghezza dell’arco della velocità/corrente
maggiore.
Attenzione: una buona regolazione prevede una lun-
ghezza d’arco uguale per entrambe le correnti.
7.1.14 "Double Pulse" - "Doppia Pulsazione".
Si attiva, automaticamente, quando si acquistano i due
aggiornamenti Art. 231 e Art.233.
Per il funzionamento vedere il paragrafo 7.1.13.
7.1.15 "Prefow" - "Pre Gas".
(In tutti i processi ad esclusione dell’MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 "Postow" - "Post Gas".
(In tutti i processi ad esclusione dell’MMA).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 "Speed Corr" - "Correzione delle Velocità".
(Solo nei processi MIG HD).
Permettelacorrezionepercentuale dellavelcitàdel lo
rispettoallavelocitàpredenita.
MIN MAX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 IL MENÙ "JOB".
In questa sezione si possono memorizzare, richiamare,
modicare,copiareoeliminareprogrammidilavoro.
Dal "Menu Principale", con il tasto T11, evidenziare la
voce “Jobs” quindi entrare nel sottomenù tramite il tasto
T12.
7.2.1 Memorizzazione di un programma "JOB".
Dopo aver eseguito le regolazioni ed impostazioni prece-
dentemente descritte, con i tasti T10 e T11 scegliere una
posizione nella memoria e premere il tasto T6 (SAVE) per
memorizzare.
Il numero del program-
ma "Job", il processo di
saldatura, e il diametro
dellovengonovisualiz-
zati sul display.
Quando è stato memo-
rizzato un "Job", nella
parte inferiore del di-
splay compaiono delle sigle in corrispondenza dei pul-
santi T6, T7, T8 ed T9:
- DEL: cancella il "Job" selezionato.
- RCL:richiamail"Job"selezionatoperlamodica.
- COPY: copia il "Job" selezionato e lo memorizza in
un'altra posizione.
7.3 IL MENÙ "Settings" - "Impostazioni".
Inquestasezionesipossonosettareomodicareleprin-
cipali impostazioni della saldatrice.
Dal "Menù Principale"
(vedi par. 7), selezionare
il menù "Impostazioni"
tramite il tasto T10 e vi-
sualizzarlo con il tasto
T11.
Quì sono elencati tutti i
parametri che l'operato-
repuòmodicare:
- Welding
- Machine
- Factory Setup
- Languages
Tramite il tasto T12 si entra nel sottomenù relativo al pa-
rametro selezionato.
7.3.1 Il menù "Welding" - "Saldatura".
In questo sottomenù sono elencati una serie di parametri
disaldaturamodicabili:

15
- H2O MIG/TIG Questa funzione consente di imposta-
re l'accensione del gruppo di raffred-
damento.
Regolazioni: ON-OFF-Auto (DEF OFF).
Se si seleziona "Auto", quando si accende la macchina, il
gruppo funziona. Se il pulsante torcia non è premuto, dopo
30 secondi si spegne. Alla pressione del pulsante torcia il
gruppo inizia a funzionare e si spegne dopo 3 minuti dal rila-
scio del pulsante stesso.
- "Quality Control" - "Controllo Qualità"
Regolazione ON - OFF (DEF OFF) (Disponibile a ri-
chiesta).
- "Max inching" - "Avanzamento Massimo"
Lo scopo è quello di bloccare la saldatrice se,
dopo lo start, il lo esce per la lunghezza in cen-
timetri impostata senza passaggio di corrente.
Regolazione OFF - 50 cm (DEF OFF).
- "Push-Pull Force"
Montando la torcia Push-Pull Art. 2008 si abilita il fun-
zionamento del gruppo di raffreddamento e la funzio-
ne PPF (Push Pull Force). Questa funzione regola la
coppia di traino del motore del push pull per rendere
linearel’avanzamentodello.
7.3.2 Menù "Machine" - "Impostazioni di Macchina".
Quì sono disponibili i sottomenù:
- "Clock Setup" - "Regolazione Orologio".
7.3.3 Menù "Factory Setup" - "Ripristino Impostazioni
predenite".
Questa voce permette di tornare alle impostazioni iniziali
predenitedallacasamadre.
Sono possibili tre modalità di ripristino:
- All Reimposta tutto.
- Jobs only Reimposta solo i programmi di lavoro
"Job"
- Exclude jobs Reimposta tutto ad esclusione dei pro-
grammi di lavoro "Job" memorizzati.
7.3.4 Menù "Languages" - "Impostazione della lingua".
In questa sezione si può segliere la lingua in cui vengono
scritti i messaggi del display.
7.4 MENÙ INFORMAZIONI.
In questa sezione sono visualizzate alcune informazioni
relativealsoftwaredelgeneratore.
8 ACCESSO RAPIDO.
Nella parte inferiore del display D3 sono presenti, in fun-
zione delle varie schermate, alcuni comandi per l'acces-
so rapido alle funzioni più comuni.
8.1 "MEM" - "MEMORIZZAZIONE" (vedi par. 7.2.1).
Se si desidera memorizzare un programma di saldatu-
ra premere il tasto T6, scegliere con i tasti T10 e T11 il
numero di "Job" quindi premere ancora il tasto T6 per
salvare la condizione di saldatura.
8.2 "PAR" - "PARAMETRI DI PROCESSO" (vedi par. 7.1)
8.3 "2T/4T" - "DUE TEMPI / QUATTRO TEMPI" (vedi par.
7.1.7).
8.4 "JOB" - "PROGRAMMI DI LAVORO".
Se si desidera utilizzare un programma di lavoro prece-
dentemente memorizzato premere il tasto T9 (JOB).
Per vedere tutte le impostazioni del programma confer-
mare la scelta, con il tasto T9 (OK), quindi premere il ta-
sto T7 (PAR).
8.5 "H2O". (vedi par. 7.3.1).
8.6 "WIZ" WIZARD.
Il "wizard" è una procedura guidata che aiuta l'operatore
ad effettuare rapidamente le scelte in base al processo di
saldatura desiderato.
T5 T6 T7
T8
T9
Vi si accede premendo il tasto T5 quindi il tasto T9 (WIZ).
La prima scelta proposta è quella del processo di saldatura.
La scelta del processo si effettua tramite i tasti T10 e T11.
Premendo il tasto T9 (NEXT) si entra direttamente nella
schermata della scelta del materiale. Si può tornare alla
schermata precedente con il tasto T6 (PREV). In alter-
nativa ai tasti T9 e T6 è possibile usare i tasti T12 e T13.
La schermata successiva sarà quella del diametro, poi-
quella del gas, quindi quella del tipo di partenza "Start
Mode".Premereinne"END"perterminare.
9 SALDATURA
• Prepararelasaldatriceseguendoleistruzionidescritte
al paragrafo 3 “Messa in opera”.
• Seguire le istruzioni descritte precedentemente nel
menù “Wizard” Par. 8.1 oppure "Par" Par. 7.1.
9.1 SALDATURA MIG/MAG .
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
Questa saldatrice offre una ampia scelta di processi di
saldatura MIG/MAG che qui di seguito vengono elencati:
9.1.1 MIG Saldatura MIG/MAG sinergico.
La caratteristica di questo tipo di processo di saldatura è
la SINERGIA che si intende come predeterminazione, da
parte della casa costruttrice, della relazione tra la velocità
dilo(corrente),latensioneel’impedenzanecessariper

16
ottenere una buona saldatura. Per realizzarla procedere
come segue:
• TramiteiltastoT1 selezionare il led dello spessore.
• Impostarelospessoreinlavorazionegirandolamano-
pola M1.
• Eseguirelasaldatura.
• Selalunghezzad’arcononècorrettamodicarlatra-
mite la manopola M2.
9.1.2 MIG Man. Saldatura MIG/MAG convenzionale.
Selezionareiltipo,ildiametrodelloeiltipodigasdi
protezione.
Inquestoprocessodisaldaturalavelocitàdello,laten-
sione e il valore dell’impedenza devono essere impostati
dall’operatore.
9.1.3 MIG HD. Saldatura MIG/MAG sinergico alto
deposito.
La caratteristica di questo tipo di processo è la possibi-
litàdiaumentarelavelocitàdelloaparitàditensione
di saldatura così da ottenere minori tempi di esecuzione
del giunto, minori distorsioni e una maggiore produttività.
Questo è un processo sinergico ma si distingue dagli
altri per il modo di regolazione: Per scorrere lungo la
curva sinergica si deve agire sulla manopola M2 che
varia la tensione di saldatura e successivamente con
la manopola M1 si può cambiare la velocità del lo
(corrente di saldatura).
Un esempio:
Selezionare questo processo come descritto preceden-
temente.
Tramite il tasto T1 selezionare il led L2 della velocità del
loetramiteiltastoT2 il led L4 della tensione.
Il display D1visualizzalavelocitàdellomentreildisplay
D2 visualizza la tensione.
Ruotando la manopola M2 i due valori di tensione e ve-
locitàdellosimodicanoseguendolacurvasinergica
impostata dalla casa.
Ruotando di uno scatto
la manopola M1 il di-
splay D3 visualizza la
schermata relativa alla
correzione della velocità
dello.
Continuando a ruotare la manopola M1 viene visualizzato
lo scostamento percentuale dallo zero che corrisponde
alla velocità preimpostata dalla casa mentre il display D1
visualizza la nuova velocità.
Quando il valore della correzione fa raggiungere la velo-
cità massima o minima della curva sinergica, nel display
D3 compare il messaggio "Speed limit".
Correggendo lavelocità del lo nonsi modicano nè i
valori dello spessore consigliato per la saldatura nè i va-
lori della corrente ma è possibile aumentare la velocità
disaldatura.Lamodicadellavelocitàdellotramitela
manopola M1 non varia la tensione di saldatura imposta-
ta precedentemente.
Dopo l’esecuzione di una saldatura con led L8 “Hold”
acceso il display D1 visualizza la corrente di saldatura
corrispondenteallavelocitàdellomodicata.
9.1.4 MIG Root Saldatura MIG/MAG sinergico.
Questo processo è stato studiato per le saldature di
“radice” di giunti “testa a testa” verticale discendente.
Adatta per ferro e acciaio inossidabile.
9.1.5 MIG Saldatura MIG/MAG sinergico pul-
sato (a richiesta Art. 231).
In questo processo di saldatura il materiale d'apporto viene
trasferito tramite una forma d'onda impulsiva, ad energia
controllata, così da ottenere il distacco costante di gocce
di materiale fuso che si trasferiscono sul pezzo in lavora-
zione senza spruzzi. Il risultato è un cordone di saldatura
ben raccordato con quasiasi spessore e tipo di materiale.
Le regolazioni dei parametri di saldatura sono gli stessi
descritti per la saldatura MIG/MAG sinergico.
9.2 SALDATURA MMA
Nel caso di macchine compatte collegare il connettore
del cavo della pinza portaelettrodi al connettore E e il
connettore del cavo di massa al connettore G (rispettan-
do la polarità prevista dal costruttore degli elettrodi.
Nel casodi macchine con trainalo separato il carrello
deve restare connesso al generatore.
Collegare il connettore del cavo della pinza portaelettrodi
al connettore X e il connettore del cavo di massa al con-
nettore G (rispettando la polarità prevista dal costruttore
degli elettrodi.
Quando si seleziona questo processo il generatore, dopo
5 secondi, è pronto a generare corrente.
Per predisporre la macchina per la saldatura MMA se-
guire le istruzioni descritte precedentemente nel menù
“Wizard” Par. 8.6 oppure "Par" Par. 7.1.
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
• Hot Start.
E' la sovracorrente erogata nel momento dell' accensione
dell'arco.
MIN MAX DEF.
Hot Start 0% 100% 50%
•Arc Force.
E' la regolazione della caratteristica dinamica dell' arco.
MIN MAX DEF.
Arc Force 0% 100% 30%
Il display D2 visualizza la tensione d'arco misurata duran-
te la saldatura.
Il display D1 visualizza:
- prima di saldare la corrente impostata tramite la mano-
pola M1.
- durante la saldatura la corrente di saldatura misurata.
- A saldatura ultimata, visualizza l'ultimo valore di corren-
te rilevata. (Led L8 "HOLD" acceso).
9.3 SALDATURA TIG
9.3.1 Macchine con trainalo separato.
Collegare il cavo di massa al polo positivo X e il con-
nettore del cavo di potenza della connessione carrello/
generatore al polo negativo G.

17
Connettere la torcia all’attacco euro F.
Per questo tipo di saldatrici la torcia adatta è art.1259.
9.3.2 Macchine compatte.
Collegare il cavo di massa al polo positivo E e la torcia al
negativo G.
Collegare il tubo gas alla presa H.
Per predisporre la macchina per la saldatura TIG seguire
le istruzioni descritte precedentemente nel menù “Wi-
zard” Par. 8.6 oppure "Par" Par. 7.1.
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
•Start Mode
Vedi paragrafo 7.1.7.
•Final Slope (solo in 2T oppure 4T).
E’ il tempo in secondi durante il quale la corrente passa
dalla saldatura allo spegnimento dell’arco.
MIN MAX DEF
Final Slope 0,0s 10s 0,5s
•Pulse (a richiesta Art. 234).
Saldatura TIG con pulsazione.
Questo tipo di saldatura fa variare l’intensità di corren-
te tra due livelli e la variazione avviene ad una certa fre-
quenza.
•Pulse level
Con questa voce si regola corrente più bassa delle due
necessarie per questo processo di saldatura, viene vi-
sualizzata la percentuale di questa corrente in relazione
alla corrente principale impostata prima di entrare nel
sottomenù.
MIN MAX DEF
Pulse Level 1% 100% 50%
•Frequency
E' la frequenza di pulsazione.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
•Duty
E' il tempo di durata della corrente più alta, espresso in
percentuale, rispetto al tempo della frequenza.
MIN MAX DEF
Duty 10% 90% 50%
10 CODICI ERRORE
DISPLAY DESCRIZIONE ERRORE
TRG
lampeggiante
Pulsante di start premuto alla accensio-
ne della macchina oppure alla chiusura
dello sportello del trainafilo
Err 54 Corto circuito sul circuito secondario
Err 56 Condizione anomala in saldatura
Err 57
Corrente eccessiva sul motore del grup-
po trainafilo (Controllare i rulli trainafilo,
il filo all'interno della guaina ed il motore
trainafilo)
Err 58
Errore allineamento tra le versioni del
firmwareoerroredurantelafasedi
autoupgrade (Ripetere la procedura di
upgrade)
Err 61 Tensione di alimentazione bassa
Err 62 Tensione di alimentazione alta
TH 0 Sovratemperatura diodi uscita
TH 1 Sovratemperatura IGBT
H2O
lampeggiante
seguito da
Err 75
Problema alla pompa di raffreddamento
(pressostato)
H2O nc
Problema alla pompa di raffreddamento
(non connesso)
OPN Sportello aperto nel trainafilo
ITO
Vedi paragrafo 7.3.1 Menu "Saldatura"
- "Avanzamento massimo"
Per codici di errore diversi dagli elencati contattare il
servizio assistenza
11 MANUTENZIONE
Ogni intervento di manutenzione deve essere ese-
guito da personale qualicato nel rispetto della nor-
ma CEI 26-29 (IEC 60974-4).
11.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, as-
sicurarsi che l'interruttore T sia in posizione "O" e che il
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
11.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a ri-
ordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della mac-
china. Evitare che i li possano andare a contatto con
parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa av-
venire un contatto tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

18
CONTENTS
1 SAFETY PRECAUTIONS ...................................................................................................................................................................19
1.1 WARNING LABEL .....................................................................................................................................................................19
2 GENERAL DESCRIPTIONS ...............................................................................................................................................................20
2.1 EXPLANATION OF TECHNICAL SPECIFICATIONS ...........................................................................................................20
3. INSTALLATION AND ASSEMBLY ...................................................................................................................................................20
3.1 LIFTING MECHANISM ............................................................................................................................................................20
3.2 ASSEMBLY .................................................................................................................................................................................20
3.3. EXTENSIONS CONNECTION ..................................................................................................................................................21
3.4 WELDING TORCH CONNECTION. ........................................................................................................................................22
3.5 ASSEMBLY OF THE COOLING UNIT ...................................................................................................................................22
3.6 POSITIONING ............................................................................................................................................................................22
3.6.1 SLOPING PLANES .........................................................................................................................................................22
3.7. START-UP 22
4 POWER SOURCE DESCRIPTION ....................................................................................................................................................22
5. DESCRIPTION OF THE COOLING UNIT ART. 1683 ....................................................................................................................24
5.1. WIRING ..................................................................................................................................................................................25
5.2. DESCRIPTION OF PROTECTION DEVICES .........................................................................................................................25
5.2.1 COOLANT PRESSURE PROTECTION DEVICE. .......................................................................................................25
5.2.2 FUSE (T 2A/250V - Ø 5X20) ...........................................................................................................................................25
5.3. START-UP ..................................................................................................................................................................................25
6. CONTROL PANEL DESCRIPTION ..................................................................................................................................................25
6.1 CONTROL PANEL .....................................................................................................................................................................25
6.2 SETTINGS PANEL .....................................................................................................................................................................26
6.3 ALARM DISPLAY .....................................................................................................................................................................27
6.4 ERROR DISPLAY .......................................................................................................................................................................27
7. MACHINE PROGRAMMING “MAIN MENU” ..............................................................................................................................27
7.1 PROCESS PARAMETERS MENU ............................................................................................................................................28
7.1.1 PROCESS ..........................................................................................................................................................................28
7.1.2 MATERIAL ......................................................................................................................................................................28
7.1.3 DIAMETER ......................................................................................................................................................................28
7.1.4 GAS ..................................................................................................................................................................................28
7.1.5 ARC LENGTH CORRECTION ......................................................................................................................................28
7.1.6 IMPEDANCE VALUE CORRECTION ..........................................................................................................................28
7.1.7 SELECTING THE WELDING START MODE. ............................................................................................................28
7.1.8 SPOT .................................................................................................................................................................................28
7.1.9 AUTOMATIC HOT START ............................................................................................................................................28
7.1.10 FINAL CRATER FILLER ...............................................................................................................................................29
7.1.11 SOFT START ....................................................................................................................................................................29
7.1.12 BURNBACK .....................................................................................................................................................................29
7.1.13. DOUBLE LEVEL .............................................................................................................................................................29
7.1.13.1 FREQUENCY OF DOUBLE LEVEL. ...............................................................................................................29
7.1.13.2 PULSE STEP .......................................................................................................................................................29
7.1.13.3 DUTY CYCLE: DOUBLE LEVEL TIME .........................................................................................................29
7.1.13.4 ARC LENGTH CORRECTION .........................................................................................................................29
7.1.14 DOUBLE PULSE .............................................................................................................................................................29
7.1.15 PREFLOW ........................................................................................................................................................................29
7.1.16 POSTFLOW ......................................................................................................................................................................29
7.1.17 SPEED CORREECTION .................................................................................................................................................30
7.2. JOB MENU ..................................................................................................................................................................................30
7.2.1 SAVING OF A JOB PROGRAM .....................................................................................................................................30
7.3. SETTINGS MENU ......................................................................................................................................................................30
7.3.1 WELDING MENU ...........................................................................................................................................................30
7.3.2 MACHINE SETTINGS MENU ......................................................................................................................................30
7.3.3 FACTORY SETUP MENU - RESETTING OF PRESET VALUES ..............................................................................30
7.3.4 LANGUAGES MENU ......................................................................................................................................................30
7.4 INFORMATION MENU ............................................................................................................................................................30
8. QUICK START-UP ..............................................................................................................................................................................30
8.1 SAVING ..................................................................................................................................................................................30
8.2 PROCESS PARAMETERS .........................................................................................................................................................30
8.3 TWO STAGES/ FOUR STAGES ................................................................................................................................................30
8.4 WORKING JOBS ........................................................................................................................................................................ 31
8.5 H2O ..................................................................................................................................................................................31
8.6 WIZARD ..................................................................................................................................................................................31
9. WELDING ..................................................................................................................................................................................31
9.1. MIG/MAG WELDING ................................................................................................................................................................31
9.1.1 MIG ---- SYNERGIC MIG/MAG WELDING ................................................................................................................ 31
9.1.2 MIG MAN. TRADITIONAL MIG/MAG WELDING ...................................................................................................31
9.1.3 MIG HD. SYNERGIC MIG/MAG WELDING - HIGH DEPOSIT ...............................................................................31
9.1.4 MIG ROOT SYNERGIC MIG/MAG WELDING ...........................................................................................................31
9.1.5 MIG SYNERGIC PULSED MIG/MAG WELDING ..........................................................................................31
9.2. MMA WELDING ........................................................................................................................................................................ 32
9.3. TIG WELDING ...........................................................................................................................................................................32
9.3.1. ONLY ON MACHINES WITH SEPARATE WIRE FEEDER. ....................................................................................32
9.3.2 COMPACT MACHINES .................................................................................................................................................32
10 ERROR CODES ..................................................................................................................................................................................33
11. MAINTENANCE ................................................................................................................................................................................33
11.1 MAINTENANCE. POWER SOURCE .......................................................................................................................................33
11.2 THINGS TO DO AFTER ANY REPAIR ..................................................................................................................................33

19
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards,
summarized below, deriving from welding operations.
For more detailed information, order the manual code
3.300.758
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
creates EMF elds around cables and po-
wer sources.
· The magnetic elds created by high currents may affect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) shall consult their physician be-
fore beginning any arc welding, cutting, gouging or spot
welding operations.
· Exposure to EMF elds in welding/cutting may have
other health effects which are now not known.
· All operators should use the followingprocedures in or-
der to minimize exposure to EMF elds from the welding/
cutting circuit:
- Route the electrode and work cables together
- Secure them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead
cable is on your right side, the work cable should also
be on your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
lators used in welding operations should be handled with
care.
ELECTROMAGNETIC COMPATIBILITY.
This machine is manufactured in compliance with the in-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes in
an industrial environment. There may be potential dif-
culties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT.
Do not dispose of electrical equipment together
with normal waste!In observance of European Di-
rective 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representati-
ve. By applying this European Directive you will improve
the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Drive rolls can injure ngers.
C. Welding wire and drive parts are at welding voltage du-
ring operation — keep hands and metal objects away.
1 Electric shock from welding electrode or wiring can kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove fumes.
2.3 Use ventilating fan to remove fumes.
3 Welding sparks can cause explosion or re.
3.1 Keep ammable materials away from welding.

20
3.2 Welding sparks can cause res. Have a re extingui-
sher nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shade of lter. Wear complete body protection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
The equipment is a multi-process system suitable for
MIG/MAG welding, TIG (DC) welding with scratch start
and MMA welding (with the exception of cellulosic weld-
ing), developed with inverter technology. The equipment
may be used only for the purposes described in this man-
ual. The equipment must not be used to defrost pipes.
2.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
This machine is manufactured according to the following
international standards:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (see note 2).
No. Serial number. Must be indicated on any re-
quest regarding the welding machine.
3
~
f
1
f
2
Three-phase static transformer-rectier
frequency converter.
MIG Suitable for MIG/MAG welding.
MMA Suitable for welding with covered electrodes.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage.
The duty cycle expresses the percentage of
10 minutes during which the welding ma-
chine may run at a certain current without
overheating.
I2. Welding current
U2. Secondary voltage with I2 current
U1. Rated supply voltage.
In the “Multi Voltage” models the machine
automatically adapts to the supply voltage
of the unit it is connected to.
3~ 50/60Hz Three-phase 50 or 50 Hz power supply.
I1 Max Max. absorbed current at the corresponding
I2 current and U2 voltage.
I1 eff This is the maximum value of the actual cur-
rent absorbed, considering the duty cycle.
This value usually corresponds to the capac-
ity of the fuse (delayed type) to be used as a
protection for the equipment.
IP23S Protection rating for the housing. Grade 3
as the second digit means that this machine
may be stored, but it is not suitable for use
outdoors in the rain, unless it is protected.
S
Suitable for use in high-risk environments.
NOTES:
1- The equipment has also been designed for use in envi-
ronments with a pollution rating of 3. (See IEC 60664).
2- This equipment complies with a IEC 61000-3-12 stan-
dard provided that the allowed maximum impedance
Zmax of the unit is lower or equal to 0.090 (Art. 318
and 319)-0.051 (Art. 320) at the interface point between
the user unit and the mains. The tter or the unit user
are responsible for connecting the unit to a power sup-
ply with a maximum allowed system impedance Zmax)
lower or equal to 0.090 (Art. 318 and 319)-0.051 (Art.
320).
3 INSTALLATION AND ASSEMBLY.
3.1 LIFTING MECHANISM (FIG. 1).
Fig. 1
3.2 ASSEMBLY
• All power sources must be tted with axle and then rear
wheels (g. 2) .
Fig. 2
• For machines with trolley, the pivoting system must
be mounted both on the wire feeder trolleys and the
power source; the small wheels provided together with
the screws must be mounted at the bottom of the wire
feeder trolley as well as the welding torch support, then
place the trolley in its position. (see gure 3).

21
Fig. 3
3.3 EXTENSIONS CONNECTION
• Block one end of connection BA, by xing the tip BB to
the bottom of the machine as shown in g. 4.
Fig. 4
BA
BB
• Connect all wiring on the back of the power source, as
shown in g. 5.
Fig. 5
• Avoid coiling the connection to reduce to a minimum
the inductive effects that could affect welding results.
• Connect the other end of connection BA to the wire
feeder trolley as shown in g. 6.
Fig. 6
• The coolant uid hoses must be connected to the
quick-tting valves located below the lower part of the
wire feeder trolley (see g. 7), by matching the colours
appearing on the trolley front side.
Fig. 7

22
3.4 WELDING TORCH CONNECTION.
• Connect the welding torch to the central adapter F.
• Mount the wire coil.
• Make sure that the groove of the rollers matches the
wire diameter used. To replace, proceed as follows
(Fig. 8):
Fig. 8
BN
BN
CA
Open the door of the wire feeder compartment
Remove the cover CA of the wire feeder unit.
Release the wire press rollers by means of the pressure
adjusting knob BN.
Replace the rollers and put the cover CA back in place.
Insert the wire into the feeder and into the welding
torch sheath.
Block the wire press rollers with the knob BN and ad-
just the pressure.
Connect the earth cable (provided) to the socket D.
Connect the gas hose to the tting G.
3.5 ASSEMBLY OF THE COOLING UNIT (ART. 1683 -
OPTIONAL FOR ART. 318 AND 319) (Fig 9)
Fig. 9
If a cooling unit is used, proceed as follows:
• Remove the panel M
• Insert the cooling unit inside the compartment so that
the uid level inspecting slot can be seen from the front
of the unit.
• Fasten it to the welding machine trolley by means of
provided screws.
3.6 POSITIONING
Position the welding machine to allow for a free air circu-
lation inside the machine and make sure to prevent intro-
duction of metal powders or any other dust.
3.6.1 Sloping planes.
Since this welding machine is equipped with wheels with-
out brake, do not position it on sloping planes, to prevent
machine tilting or uncontrolled movement.
3.7 START-UP
• Only skilled personnel should install the machine.
• All connections must be carried out in compliance with
current standards (IEC/CEI EN 60974-9) and in full ob-
servance of current safety laws.
• Mount the plug on the power cord, being especially
carefully to connect the yellow/green conductor to the
earth pole.
• Make sure that the supply voltage corresponds to the
rated voltage of the welding machine.
• Size the protective fuses based on the data listed on
the technical specications plate.
4 POWER SOURCE DESCRIPTION (FIG. 10 = COM-
PACT VERSION) (FIG. 11 = VERSION WITH SEPARATE
WIRE FEEDER)
A - CONTROL PANEL.
Lift the transparent ap to access the control panel.
B- Connector:
DB9 type (RS 232) connector to be used for updating the
microprocessors programs.
C- Connector:
USB-type connector to be used for updating the micro-
processors programs. Only on machines with separate
wire feeder.
D- Connector:
Connector for connecting remote controls and the Push–
Pull torch control cable.
E – Socket (+):
Socket where you must connect the earth cable connec-
tor in Tig welding, the electrode clamp in MMA welding.
F - Central adapter:
this is where the welding torch is to be connected.
G – Socket:
Socket where you must connect the earth cable connec-
tor in MIG/MAG and MMA welding.
H - Fitting:
this is where the gas hose from the TIG torch is to be con-
nected.
I - Quick-tting valves:
The hoses coming off the water cooled torch must be

23
connected to the quick-tting valves. NB Match the hose
and valve colors correctly. Only on machines with sepa-
rate wire feeder
L - Support:
Welding torch support.
M - Panel:
Cooling unit compartment cover.
N – Gas hose.
O - Gas hose tting:
this is where the gas hose from the power source/trolley
connection is to be connected.
P- Connector:
this is where the service cable connector of the power
source/trolley connection is to be connected.
Q - Pressure switch socket:
it receives the cable from the pressure switch located in-
side the cooling unit (Art. 1683).
R – Fuse holder.
S – Socket:
it receives the cooling unit power cord Art. 1683 (optional).
T - ON/OFF switch.
U - Power cable.
V – Cylinder locking straps.
W – Cylinder support.
Z - Quick-tting valves:
The red and blue hoses coming off the power source/trol-
ley connection must be connected to these quick-tting
valves. Only on machines with separate wire feeder.
NOTE: The valves are located under the wire feeder trolley
.Match the hose and the valve colors correctly.
X – Socket:
In MIG/MAG welding, this is where the power source ca-
ble (+ pole) fast-on connector of the power source/trolley
connection is to be connected. Only on machines with
separate wire feeder.
Y - Fitting:
this is where the gas hose from the power source/wire
feeder extension connection is to be connected. Only on
machines with separate wire feeder.
K - Plug:
this is where the power cable fast-on connector of the
power source/wire feeder trolley connection is to be con-
nected. Only on machines with separate wire feeder.
AA - Wire reel cover door
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

24
AB - Wire reel cover
AC - Reel support:
Suitable for standard reels up to Ø 300 mm, 16 Kg.
5 DESCRIPTION OF THE COOLING UNIT Art. 1683
(Fig. 12).
This cooling unit, which is supplied on demand for Art.
318 and 319, is designed to cool the torches used for
welding and must be used exclusively with this power
source.
AD- Slot:
Slot to inspect the coolant uid level.
AE - Cap.
AF - Quick-tting valves:
Connect the red and blue hose of the welding torch. NB
Match the hose and valve colors correctly.
AG - Quick-tting valves:
This is where the red and blue hoses coming off the power
source/trolley connection must be connected in machines
with separate wire feeder. NB Match the hose and valve
colors correctly.
AH – Fuse holder.
AI - Connection.
For coolant pressure protection.
AL - ON/OFF switch.
AM - Power cable.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

25
5.1 WIRING.
For the extensions and protection devices wiring follow
the directions of the instruction manual provided with the
cooling unit.
5.2 DESCRIPTION OF PROTECTION DEVICES .
5.2.1 Coolant pressure protection device.
This protection is achieved by means of a pressure switch,
inserted in the uid delivery circuit, which controls a mi-
croswitch. If the pressure is insufcient, the display D1
shows the wording H2O ashing.
5.2.2 Fuse (T 2A/250V - Ø 5x20).
This fuse protects the motor pump, and is located in the
fuse holder AH on the rear panel of the welding machine
(Fig. 12).
5.3 START-UP.
Unscrew the cap AU and ll the tank (the equipment is
supplied with approximately one liter of uid).
It is important to periodically check, through the slot AT,
that the uid remains at the “max” level.
6 CONTROL PANEL DESCRIPTION (Fig. 13-14)
The control panel consists of a control area (Fig. 13) and
a settings area (Fig. 14).
6.1 CONTROL PANEL (FIG. 13).
Selection key T1
Every pressure of the key selects the size, adjust-
able via the M1 knob. Available sizes, displayed by
leds L1, L2 and L3, relate to the selected welding
process.
Led L1 Thickness
It indicates that the display D1 shows the thickness in
mm of the workpiece based on the current and wire
speed set. Active in synergic MIG/MAG welding processes.
Led L2 Wire speed
It indicates that the display D1 shows the welding wire
speed in metres per minute. Active in all MIG/MAG
welding processes
Led L3 Welding current
It indicates that the display D1 shows the welding cur-
rent in ampere.
Knob M1
The values selected through the key T1 are adjust-
ed according to the process type selected through
this knob.
Display D1
Shows the value of sizes selected by means of key T1 and
adjusted by means of knobM1.
Selection key T2
Every brief pressure of the key selects the size,
adjustable via the M2 knob. The sizes that can be
selected, displayed by leds L4, L5 and L6, are re-
lated to the selected welding process.
Led L4 Welding voltage
It indicates that the value shown on display D2 is a
value expressed in volts.
With arc off, in MIG/MAG welding processes, the value
shown on display D2 is a pre-set value or the “set point”
(see paragraph 9.1 MIG/MAG welding.).
During the welding process, the value shown on display
D2 is always the voltage measured by the power source.
Led L5 Arc length
In synergic MIG/MAG welding processes (MIG HD ex-
cepted), it indicates that display D2 shows the value of
the lenght of welding arc correction.
The 0 (zero) value corresponds to the manufacturer preset
arc length.
By means of knob M2 it is possible to increase the arc
(positive values) or reduce it (negative values) in a -9.9 ÷
+9.9. range
Led L6 Impedance
In MIG/MAG welding processes, it indicates that dis-
play D2 shows the impedance value.
The 0 (zero) value corresponds to the manufacturer preset
impedance.
By means of knob M2 it is possible to increase (positive
values) or reduce (negative values) it in a -9.9 ÷ +9.9 range.
Fig. 12
AD
AM AL AH AI
AG
AF
AE

26
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1
Knob M2
The values selected through key T2 are adjusted
according to the process type selected by means
of this knob
In synergic MIG/MAG welding processes, when led L4 is
on (welding voltage), via this knob the selection switches
automatically to led L5 (arc length).
Display D2
In all welding processes, it numerically displays the selec-
tions made via the selection key T2 and adjusted via the
knob M2.
Led L7 Globular position
In MIG/MAG synergic processes, this signals that the
pair of current and voltage values chosen for welding
may give unstable arcs and splatters.
Led L8 Hold
It lights automatically at the end of the welding process
to indicate that displays D1 and D2 show the two most
recent current and voltage measured values.
Led L9 Safety
Signals the lock function for some keys. The operator
may adjust only the welding parameters included in the
control panel. To activate the function, press the T5 key
rst then, while holding it down, briey press the T2 key.
The led L9 lights to indicate that the function is active. To
exit, press similarly keys T5 and T2.
Key T4 Wire test
It allows the progressive wire feed up to 8m/min
with no voltage present in the torch and no gas
ow.
Key T3 Test gas
When this key is pressed, the gas ows out for 30
seconds. If pressed again the ow stops.
6.2 SETTINGS PANEL (FIG. 14).
Allows a quick access to the welding machine menu and
to the additional functions that are displayed and imme-
diately available. It consists of a matrix display D3 that
shows all information required to program the surng keys
(T10, T11, T12 and T13) used to surf inside the menu; it
also consists of function keys (T5, T6, T7, T8 and T9) that
allow access to the different menus that make up the rm-
ware and a series of leds that signal the type of process
in operation (L10, L11 and L12) and a few additional func-
tions (L13L14 and L15).
When the welding ma-
chine starts, the display
D3 shows for about 5s, a
few information about
machine status (see par.
7.4 Information menu)
including the rmware
version.
Immediately after it shows the values preset by the weld-
ing machine manufacturer:

27
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
- Date (day/month/year)
and time (hour and min
utes).
- Synergic MIG Process .
(Led L10 on).
- Welding wire type SG2 ø
1.0 mm.
- Gas Ar/18% CO2.
- 2 stages Start-up mode
2T.
The lower portion of the display shows (MEM, PAR, 2T/4T
and JOB) that can be selected by means of the function
keys T6, T7, T8, T9 (see par. 8).
6.3 ALARM DISPLAY
When the machine detects a temporary alarm, displays
D1 and D2 show a ashing wording related to the alarm
cause. FOR example: if the wire feeder door is opened,
the wording “OPn”
6.4 ERROR DISPLAY
When the machine detects a serious alarm, displays D1
and D2 show a wording “Err” followed by the relevant
error code.
In this case, switch off the machine and contact technical
service (see par. 10).
7 MACHINE PROGRAMMING
“Main Menu” -
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Programming is made in the “Main Menu” . To access,
press key T5 and then key T6 (MENU) or through the
quick access menu described under paragraph 8.
In the “ Main Menu “, via keys T10 and T11, it is possible
to select one of the list items highlighted by the yellow
band. With key T12 enter the submenu, while with key
T13 return to the previous menu and save, at the same
time, the selection made.
A downward arrow indicates that there are additional
items not shown on the screen.
This surng mode applies to all machine menus.
The available items in the “main menu “ are:
- “Process Parameters” (See par. 7.1)
- “Jobs” (See par. 7.2)
- “Settings” - (See par. 7.3)
- “Information” (See par. 7.4)

28
7.1 “PROCESS PARAMETERS” MENU.
Submenu “Process Parameters” is accessed through the”
Main Menu” or directly by means of key T7 (PAR). Here
are listed all the parameters that the operator may modify
according to the selected welding process (leds L10, L11,
L12).
In the “Process Parameters” you may save directly by
pressing key T6 (MEM)(see par. 7.2.1).
7.1.1 “Process”.
The rst parameter is the
welding process. By
pressing key T12 you
enter the Process Selec-
tion page.
By means of keys T10
and T11, you select the
item highlighted by the
yellow band but you also scroll all available processes.
The welding that can be selected are:
MIG Pulse synergic MIG/MAG welding (upon re-
quest art. 231).
MIG Synergic MIG/MAG welding.
MIG HD High deposit synergic MIG/MAG welding.
MIG Root Synergic MIG/MAG welding for drooping ver-
tical welding
MIG Man Traditional MIG/MAG welding.
TIG Welding process with non-meltable electrode
suited for all types of metals; aluminium, mag-
nesium and brass excluded. The arc strikes
by contact without high frequency.
MMA Welding process with coated, meltable elec-
trode.
7.1.2 “Material” (only in synergic MIG/MAG processes).
With this item you select the type of welding wire mate-
rial.
7.1.3 “Diameter” (only in synergic MIG/MAG processes).
The welding wire diameters are related to the selected
material.
7.1.4 “Gas” (in MIG/MAG processes).
Gas types that can be used are related to the selected
material.
7.1.5 “Arc Length Corr” -Arc length correction.
(Available in synergic MIG/MAG, MIG Root).
It allows to correct the
Volt Arc length by
means of keys T10 and
T11 or knobM2.
MIN MAX DEF.
Arc length corr. -9.9V 9.9V 0.0V
WARNING:
the adjusting page, which is similar for all parameters with
an adjusting range , shows:
- The parameter name being corrected.
- The value and the unit.
- The adjusting range.
- The abbreviations:
MIN = minimum adjustment. Key T5.
MAX = maximum adjustment. Key T7.
DEF = preset value. Key T6.
7.1.6 “Inductance Corr” - Impedance value correction.
(available in all MIG/MAG synergic welding pro-
cesses, MIG HD excepted)
Allows correction of the impedance value.
MIN MAX DEF.
Impedance value corr -9.9 9.9 0.0
7.1.7 “Start Mode” -selecting the welding start mode.
2T (active in MIG/MAG and TIG processes).
The machine begins welding when the torch trigger is
pressed, and stops when released.
4T (active in MIG/MAG and TIG processes).
To begin welding press and release the torch trigger;
to stop welding press and release it again.
3L (active in synergic MIG/MAG processes).
Welding starts when the torch trigger is pressed; the
welding current set by means of “Start current” will
be used. This current will be kept as long as the torch
trigger is held down; when it is released the current
returns to the preset value in the time set as “Slope
time” and it is kept until the torch trigger is pressed
again. When the torch trigger is pressed again, the
welding current will connect to the third current (“Cra-
ter- ller current-”) set with parameter “Crater Cur-
rent” according to the time set by “Slope time” and
it will be maintained until the torch trigger is released.
When the torch trigger is released welding stops.
3L adjustments MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0.1 s 10 s 0.5 s
Crater Current 10% 200% 60%
7.1.8 “Spot”.
(only in MIG/MAG 2T or 4T processes).
OFF (preset)
ON
The following adjustments are available when “ON” is se-
lected:
MIN MAX DEF.
Spot time 0.3 s 25 s 1.0 s
Pause time OFF 5 s OFF
7.1.9 “HSA” “Automatic Hot Start”.
(only in MIG/MAG synergic 2T or 4T processes).
This function is blocked when function 3L is activated and
works only with synergic processes.
Specially well suited for “hot” start when welding alumi-
num.
OFF (preset).
ON.

29
The following adjustments are available when “ON” is se-
lected:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0.1 s 10 s 0.5 s
Slope time 0.1 s 10 s 0.5 s
The welding process starts with the “Start Current”.The
time duration of this rst current is controlled by the “start-
ing current time”. After this stage the current connects to
the welding current according to ”Slope Time”.
7.1.10”CRA” “Final crater ller”.
(only in synergic MIG 2T or 4T processes).
OFF (preset)
ON
The following adjustments are available when “ON” is se-
lected:
MIN MAX DEF.
Slope time 0.1 s 10 s 0.5 s
Crater Current 10% 200% 60%
Crater Current Time 0.1 s 10 s 0.5 s
7.1.11 “Soft Start” .
(only in MIG/MAG processes)
It is the wire speed, expressed as a percentage of the
speed set for the welding, before the wire touches the
workpiece.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 “Burnback”.
(only in MIG/MAG processes)
Serves to adjust the length of the wire leaving the contact
tip after welding.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 “Double Level” Art. 233 (optional) (only in syner-
gic MIG/MAG processes).
This type of welding varies the intensity between two lev-
els.
Before setting the double level welding, it is necessary to
make a short bead to determine the wire speed and the
current to obtain the penetration and the bead width clos-
est to the type of welding to be made.
The wire feed speed is thus determined (and the corre-
sponding current); the meters per minute that will be set
will be alternatively added to and subtracted from this
value.
Before start working you should not forget that for a cor-
rect bead, the minimum overlapping between two “mesh-
es” must be 50%.
OFF (preset)
ON.
The following adjustments are available when “ON” is se-
lected:
MIN MAX PRED.
Frequency 0.1 Hz 5 Hz 1.5 Hz
Pulse step 0.1 m 3 m 1 m
Duty cycle 25% 75% 50%
Arc correction -9.9 9.9 0
7.1.13.1 “Frequency” of double level.
The Herz frequency is the number of periods per second.
Period means the speed alternating from the higher to
the lower values.
The lower value, that does not penetrate, is used by the op-
erator to change from one mesh to the next one; the higher
speed, corresponding to the maximum current, is the pen-
etrating speed; the operator will stop to make the mesh.
7.1.13.2 “Pulse Step“: it is the amplitude of the speed
change in/min.
The speed change determines the sum and the the sub-
traction of m/min from the reference speed described
above. Parameters being the same, when the number in-
creases the mesh is wider and penetration is deeper.
7.1.13.3 “Duty cycle”: double level time.
Expressed as a percentage, this is the higher speed/cur-
rent time as compared to period duration. Parameters be-
ing the same, it determines the mesh diameter and there-
fore the penetration.
7.1.13.4 “Arc Length Cor”.
Sets arc length of the higher speed/current.
Warning: make sure that the arc length is the same for
both currents.
7.1.14 "Double Pulse".
It starts automatically when the two Art. 231 and Art. 233
are purchased.
See paragraph 7.1.13 for operation.
7.1.15 “Preow”.
(In all processes except MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0.1 s
7.1.16 “Postow”.
(In all processes except MMA).
MIN MAX DEF.
Postow 0 s 10 s 3 s

30
7.1.17 “Speed Corr“.
(only in MIG HD processes).
Allows the percentage correction of the wire speed as
compared to the preset speed.
MIN MAX DEF.
Speed Correction -9.9% 9.9% 0.0%
7.2 ”JOB” MENU.
In this section you can save, modify, restore, copy or can-
cel the working programs.
From the “ Main Menu “, with key T11, highlight the
“Jobs” item and enter the submenu by means of key T12.
7.2.1 Saving of a “JOB” program.
Once the adjustments and the settings described above
have been made, with keys T10 and T11 select a position
in the memory and press key T6 (SAVE) to save.
The “Job” program
number, the welding pro-
cess and the wire diam-
eter are shown on the
display.
When a “Job” has been
saved, the lower display
shows the abbreviations
corresponding to keys T6, T7, T8 and T9:
- DEL: cancels the selected “Job”.
- RCL: restores the selected “Job” to modify it.
- COPY: copies the selected “Job” and saves it in a dif-
ferent position.
7.3 MENU “Settings”.
In this section you can set or modify the welding machine
main settings.
From the “Main Menu”
(see par. 7), select menu
“Settings” via key T10
and display it with key
T11.
Here are listed all the pa-
rameters that the opera-
tor may modify:
- Welding
- Machine
- Factory Setup
- Languages
Via key T12 enter the submenu related to the selected
parameter.
7.3.1 Menu “Welding”.
This submenu includes a list of welding parameters that
can be modied:
- H2O MIG/TIG This function allows the setting of the
cooling unit start-up.
Range: ON-OFF-Auto (DEF OFF).
If “Auto” is selected, when the machine starts, the unit is run-
ning. If the torch trigger is not pressed after 30 seconds, it
shuts off. When the torch trigger is pressed, the unit starts
operating and shuts off 3 minutes after the torch trigger is
released.
- “Quality Control”
ON - OFF Setting (DEF OFF) (Available on demand).
- “Max inching”
The purpose is to stop the welding machine if the wire
ows for the preset length in cm after starting with no
passage of current.
OFF Setting - 50 cm (DEF OFF).
- “Push-Pull Force”
If the welding torch Push-Pull Art. 2008 is assembled,
the operations of the cooling unit and the PPF (Push
Pull Force) function are enabled. This function adjusts
the drive torque of the push-pull motor in order to
make the wire feed linear.
7.3.2 “Machine” Menu - “ Machine Settings”.
Here are available the following submenus:
- “Clock Setup” .
7.3.3 “Factory Setup” Menu - “Resetting of preset val-
ues “.
This item allows return to the factory preset values.
Three resetting modes are possible:
- All Complete resetting.
- Jobs only Resets only “Job” working programs
- Exclude jobs Resets all but saves “Job” working pro-
grams.
7.3.4 “Languages” Menu - “Language setup”.
In this section you can select the language of the mes-
sages displayed.
7.4 INFORMATION MENU.
Data concerning the power source software are displayed
in this section.
8 QUICK START-UP.
In the D3 display lower side, a few controls appear for the
quick access to the most common functions, related to
the various pages.
8.1 “MEM” - “SAVING” (see par. 7.2.1).
If you wish to save a welding program, press key T6, se-
lect keys T10 and T11, the “Job” number and then press
key T6 again to save the welding condition.
8.2 “PAR” - “PROCESS PARAMETERS” (see par. 7.1)
8.3 “2T/4T” - “TWO STAGES/ FOUR STAGES” (see par.
7.1.7).

31
8.4 “JOB” - “WORKING JOBS”.
If you wish to use a previously saved working program,
press key T9 (JOB).
In order to see all the program settings, save the selection
with key T9 (OK), then press key T7 (PAR).
8.5 “H2O”. (see par. 7.3.1).
8.6 “WIZ” WIZARD.
The “wizard” is a guided process that helps the operator
to make quick selections according to the desired weld-
ing process.
T5 T6 T7
T8
T9
To access, press key T5 and then key T9 (WIZ).
The rst offered selection is the welding process.
The process selection is obtained by means of keys T10
and T11.
By pressing key T9 (NEXT) you enter directly the material
selection page.
You may return to the previous page with key T6 (PREV).
As an alternative to keys T9 and T6 you may use keys T12
and T13.
The next page is diameter page, then gas page, and then
again “Start Mode” page. Press “END” to nish
9 WELDING
• Prepare the welding machine by following the instruc-
tions described under paragraph 3 “Start-up”.
• Follow the instructions previously described in menu
“Wizard” Par. 8.1 or Par. 7.1.
9.1 MIG/MAG WELDING.
• Follow the instructions previously described in menu
“Wizard” Par. 8.1 or Par. 7.1.
In menu “Process Parameters” the items that may be set
in this process are listed:
This welding machine offers a wide selection of MIG/
MAG welding processes that are listed below:
9.1.1 MIG Synergic MIG/MAG welding.
The feature of this type of welding process is the SIN-
ERGY, meaning a Factory presetting of the relation be-
tween wire speed (current), voltage and impedance that
are required to obtain a good welding operation. To do so
proceed as follows:
• By means of key T1 select the thickness led.
• Set the thickness being used by turning knob M1.
• Carry out the welding operation.
• If the arc length is not correct, modify it by means of
knob M2.
9.1.2 MIG Man. Traditional MIG/MAG welding.
Select wire type and diameter, and type of gas protection
device.
In this welding process wire speed, voltage and imped-
ance value mut be set by the operator.
9.1.3 MIG HD. Synergic MIG/MAG welding - high de-
posit.
The feature of this type of process is the possibility of in-
creasing the wire speed, the welding voltage being the
same, and this reduces weld execution time and distor-
tion, with higher productivity.
This is a synergic process but it differs from the other
processes as far as the setting mode is concerned: To
scroll along the synergic curve, use knob M2 which
changes the welding voltage and then with knob M1
you can modify the wire speed (welding current).
An example:
Select this process as previously described.
By means of key T1 select led L2 wire speed.
By means of key T1 select led L2 of wire speed and with
key T2 the voltage led L4.
the display D1 shows the wire speed while the display
D2 shows the voltage.
Rotate knob M2to modify voltage and wire speed values
by following the factory set synergic curve.
Rotate by one step knob
M1: display D3 will show
the page corresponding
to the wire speed cor-
rection.
If you continue rotating knob M1 you will see the percent-
age deviation from zero which corresponds to the factory
preset speed, while display D1 shows the new speed.
When the correction value causes the synergic curve to
reach the minimum or the maximum speed, display D3
shows the message "Speed limit".
By correcting the wire speed, you do not modify neither
the thickness values that are recommended for the weld-
ing nor the current value, but it is possible to increase
the wire speed. The wire speed modication by means
of knob M1 does not change the previously set welding
voltage.
After a welding operation with led L8 “Hold” ON, the dis-
play D1 shows the welding current corresponding to the
modied wire speed.
9.1.4 MIG Root Synergic MIG/MAG welding.
This process is designed for “root” welding of descent
vertical “butt” welds. Suitable for iron and stainless steel.
9.1.5 MIG Pulse synergic MIG/MAG welding
(upon request Art. 231).
In this welding process the ller material is transferred with

32
an impulsive controlled energy waveform with a resulting
constant detachment of melted material drops that reach
the workpiece without splatters. The welding cord is thus
well connected with any material type or thickness.
The welding parameter settings are the same as those
described for the synergic MIG/MAG welding.
9.2 MMA WELDING
For compact machines, connect the electrode clamp ca-
ble connector to connector E and the earth cable connec-
tor to connector G (observing the polarity stated by the
electrode manufacturer)
In case of machines with separate wire feeder the trolley
must remain connected to the power source.
Connect the electrode clamp cable connector to connec-
tor X and the earth cable clamp to connector G (observing
the polarity stated by the electrode manufacturer.
When this process is selected, after 5 seconds the power
source is ready to generate current.
In order to prepare the machine for MMA welding, follow
the instructions previously described in menu “Wizard”
Par. 8.6 or “Par” 7.1.
In menu “Process Parameters” the items that may be set
in this process are listed:
• Hot Start.
It is the overvoltage supplied at the arc ignition time.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
It is the adjustment of the arc dynamic characteristic.
MIN MAX DEF.
Arc Force 0% 100% 30%
Display D2 shows the arc voltage measured during weld-
ing.
Display D1 shows:
- before welding, the current value set by means of MI;
- during welding, the measured welding current.
- When welding operation is completed, it shows the
most recent detected current value. (Led L8 “HOLD”
on).
9.3 TIG WELDING
9.3.1. Only on machines with separate wire feeder.
Connect the earth cable to the positive pole X and the
power cable adaptor of the trolley/power source to the
negative pole G.
Connect the welding torch to the euro adapter F.
For this type of welding machines, the most suited weld-
ing torch is art.1259.
9.3.2 Compact machines.
Connect the earth cable to the positive pole E and the
torch to the negative pole G.
Connect the gas hose to the socket H
In order to prepare the machine for TIG welding, follow the
instructions previously described in menu “Wizard” Par.
8.6 or “Par” 7.1.
In menu “Process Parameters” the items that may be set
in this process are listed:
• Start Mode.
See paragraph 7.1.7.
• Final Slope (only in 2T or 4T).
It’s the time in seconds during which current slopes down
from welding to arc shutdown.
MIN MAX DEF
Final Slope 0.0 s 10 s 0.5 s
• Pulse Art. 234 (optional)
Pulsed TIG welding.
In this type of welding, current intensity varies between
two levels; this variation occurs at a given frequency.
• Pulse level
This item allows the setting of the lower current between
the two currents that are required for this welding pro-
cess; the percentage of this current is displayed accord-
ing to the main current set before entering the submenu.
MIN MAX DEF
Pulse level 1% 100% 50%
• Frequency
It is the pulse frequency.
MIN MAX DEF
Frequency 0.1 Hz 500 Hz 1.1 Hz
• Duty
This is the duration of the highest current, expressed in
percentage, compared to frequency time.
MIN MAX DEF
Duty 10% 90% 50%

33
10 ERROR CODES
DISPLAY ERROR DESCRIPTION
TRG
flashing
Start button pushed at machine start-
up or on closing the wire feeder door
Err 54 Short circuit on secundary circuit
Err 56 Anomalous condition while welding
Err 57
Excessive current in the wire feed unit
motor (check the wire feeder rollers,
the wire inside the sheath and the wire
motor)
Err 58
Error of alignment between the firmwa-
re versions or error during the auto-
upgrade phase (repeat the upgrade
procedure)
Err 61 Low supply voltage
Err 62 High supply voltage
TH 0 Output diodes overtemperature
TH 1 IGBT overtemperature
H2O
flashing
followed by
Err 75
Cooling pump problem (pressure
switch)
H2O nc Cooling pump problem (not connected)
OPN Wire feeder door open
ITO
See section 7.3.1 Menu "Welding" - Ma-
ximum inching
In the case of an error code different from those listed
please contact technical service
11 MAINTENANCE
All maintenance must be carried out by skilled per-
sonnel in compliance with CEI 26-29 (IEC 60974-4)
standard .
11.1 MAINTENANCE. POWER SOURCE
If the equipment requires maintenance, make sure that
switch T is positioned on “O” and the power cable is dis-
connected from the mains.
Furthermore, from time to time, remove any metal dust
inside the equipment, using a jet of compressed air.
11.2 THINGS TO DO AFTER ANY REPAIR.
After making a repair, be careful to arrange the wiring in
such a way as to ensure safe insulation between the pri-
mary side and the secondary side of the machine.
Do not allow wires to come into contact with moving parts
or those that heat up during operation. Mount the clamps
as on the original equipment to prevent the primary and
secondary welding circuits to come into contact if a con-
ductor accidentally breaks or becomes disconnected.
Fit the screws back with the notched washers as on the
original equipment.

34
INHALTSVERZEICHNIS
1. SICHERHEITSVORSCHRIFTEN ......................................................................................................................................................35
1.1 WARNHINWEISSCHILD .........................................................................................................................................................35
2 ALLGEMEINE BESCHREIBUNG ....................................................................................................................................................36
2.1 ERLÄUTERUNG DER TECHNISCHEN DATEN ...................................................................................................................36
3. INSTALLATION UND INBETRIEBNAHME. .................................................................................................................................37
3.1 ANHEBEN ..................................................................................................................................................................................37
3.2 MONTAGE ..................................................................................................................................................................................37
3.3 ANSCHLUSS EVENTUELLER VERLÄNGERUNGEN ........................................................................................................37
3.4 ANSCHLUSS DES SCHWEISSBRENNERS ...........................................................................................................................38
3.5 MONTAGE DES KÜHLAGGREGATS (LIEFERUNG AUF ANFRAGE) .............................................................................38
3.6 AUFSTELLUNG .........................................................................................................................................................................39
3.6.1 GEFÄLLE .........................................................................................................................................................................39
3.7 INBETRIEBNAHME .................................................................................................................................................................39
4 BESCHREIBUNG DER STROMQUELLE ........................................................................................................................................ 39
5 BESCHREIBUNG DES KÜHLAGGREGATS .................................................................................................................................. 41
5.1 ANSCHLÜSSE ............................................................................................................................................................................42
5.2. BESCHREIBUNG DER SCHUTZEINRICHTUNGEN ...........................................................................................................42
5.2.1 SCHUTZEINRICHTUNG FÜR DIE KONTROLLE DES KÜHLFLÜSSIGKEITSDRUCKS .................................... 42
5.2.2 SICHERUNG (T 2A/250V-Ø 5X20) ................................................................................................................................42
5.3 INBETRIEBNAHME .................................................................................................................................................................42
6. BESCHREIBUNG DER STEUERTAFEL .........................................................................................................................................42
6.1 ÜBERWACHUNGSBEREICH ...................................................................................................................................................42
6.2 EINSTELLBEREICH ................................................................................................................................................................. 44
6.3 ALARMANZEIGE .................................................................................................................................................................... 44
6.4 FEHLERANZEIGE .................................................................................................................................................................... 44
7. PROGRAMMIERUNG DER SCHWEISSMASCHINE "MAIN MENU"- HAUPTMENÜ .......................................................... 44
7.1 MENÜ "PROCESS PARAMS" - PROZESSPARAMETER .....................................................................................................45
7.1.1 "PROCESS" - PROZESS ..................................................................................................................................................45
7.1.2 "MATERIAL" - MATERIAL ..........................................................................................................................................45
7.1.3 "DIAMETER" - DURCHMESSER .................................................................................................................................45
7.1.4 "GAS" ................................................................................................................................................................................ 45
7.1.5 "ARC LENGTH CORR" - KORREKTUR LICHTBOGENLÄNGE .............................................................................45
7.1.6 "INDUCTANCE CORR" - KORREKTUR DER DROSSELWIRKUNG ......................................................................45
7.1.7 "START MODE" - STARTMODUS ................................................................................................................................45
7.1.8 "SPOT" - PUNKTSCHWEISSEN/INTERVALLSCHWEISSEN ................................................................................. 46
7.1.9 "HSA" - AUTOMATISCHER HOT START .................................................................................................................. 46
7.1.10 "CRA" - ABSCHLIESSENDES KRATERFÜLLEN .................................................................................................... 46
7.1.11 "SOFT START" - EINSCHLEICHEN ............................................................................................................................ 46
7.1.12 "BURNBACK" ................................................................................................................................................................ 46
7.1.13. "DOUBLE LEVEL" - ZWEIWERTSCHALTUNG ....................................................................................................... 46
7.1.13.1 "FREQUENCY" - FREQUENZ DER ZWEIWERTSCHALTUNG .................................................................47
7.1.13.2 "PULSE STEP" : IST DER UMFANG DER GESCHWINDIGKEITSÄNDERUNG IN M/MIN ..................47
7.1.13.3 "DUTY CYCLE": ZEIT DER ZWEIWERTSCHALTUNG .............................................................................47
7.1.13.4 "ARC LENGTH COR" - KORREKTUR DER LICHTBOGENLÄNGE ..........................................................47
7.1.14 "DOUBLE PULSE" - "DOPPELIMPULS" .....................................................................................................................47
7.1.15 "PREFOW" - GASVORSTRÖMUNG .............................................................................................................................47
7.1.16 "POSTFLOW" - GASNACHSTRÖMUNG .....................................................................................................................47
7.1.17 "SPEED CORR" - KORREKTUR DER GESCHWINDIGKEIT ....................................................................................47
7.2. MENÜ JOB ..................................................................................................................................................................................47
7.2.1 SPEICHERN EINES PROGRAMMS JOB .....................................................................................................................47
7.3. MENÜ SETTINGS - EINSTELLUNGEN .................................................................................................................................47
7.3.1 MENÜ WELDING - SCHWEISSEN ..............................................................................................................................48
7.3.2 MENÜ MACHINE - MASCHINENEINSTELLUNGEN ..............................................................................................48
7.3.3 MENÜ FACTORY SETUP - WIEDERHERSTELLEN DER FABRIKEINSTELLUNGEN .......................................48
7.3.4 MENÜ LANGUAGES - EINSTELLEN DER SPRACHE ..............................................................................................48
7.4. MENÜ INFORMATIONEN .......................................................................................................................................................48
8. SCHNELLZUGRIFF ...........................................................................................................................................................................48
8.1 MEM - SPEICHERN ...................................................................................................................................................................48
8.2 PAR - PROZESSPARAMETER .................................................................................................................................................48
8.3 2T/4T - 2-TAKT / 4-TAKT ...........................................................................................................................................................48
8.4 JOB - ARBEITSPROGRAMME ...................................................................................................................................................48
8.5 H2O ..................................................................................................................................................................................48
8.6 WIZ ASSISTENT ........................................................................................................................................................................48
9. SCHWEISSEN ..................................................................................................................................................................................48
9.1 MIG/MAG-SCHWEISSEN ........................................................................................................................................................49
9.1.1 MIG ---- SYNERGETISCHES MIG/MAG-SCHWEISSEN .........................................................................................49
9.1.2 MIG MAN. KONVENTIONELLES MIG/MAG-SCHWEISSEN .................................................................................49
9.1.3 MIG HD. SYNERGETISCHES MIG/MAG-SCHWEISSEN MIT HOHER ABSCHMELZLEISTUNG ...................49
9.1.4 MIG ROOT SYNERGETISCHES MIG/MAG-SCHWEISSEN ....................................................................................49
9.1.5 MIG SYNERGETISCHES MIG/MAG-IMPULSSCHWEISSEN. ....................................................................49
9.2 MMA-SCHWEISSEN .................................................................................................................................................................49
9.3. WIG-SCHWEISSEN ...................................................................................................................................................................50
9.3.1 MASCHINEN MIT SEPARATER DRAHTFÖRDEREINRICHTUNG ......................................................................50
9.3.2 KOMPAKTE SCHWEISSMASCHINEN .......................................................................................................................50
10 FEHLERCODES ..................................................................................................................................................................................51
11. WARTUNG ..................................................................................................................................................................................51
11.1 WARTUNG DER STROMQUELLE ..........................................................................................................................................51
11.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF ....................................................................51

35
BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PER-
SONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUS-
FÜHR- UNG VON SCHWEISSARBEITEN VERWENDET
WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEISSEN UND
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher muß der Be-
nutzer über die nachstehend kurz dargelegten Gefahren
beim Schweißen unterrichtet werden. Für ausführlichere
Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer Geräu-
schentwicklung kommen, die diesen Wert überschreitet.
Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen be-
liebigen Leiter ießt, erzeugt elektromagne-
tische Felder (EMF). Der Schweiß- oder
Schneidstrom erzeugt elektromagnetische
Felder um die Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Trä-
ger von lebenswichtigen elektronischen Geräten (Herz-
schrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schnei-
den erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagne-
tische Felder zu mindern, müssen sich alle SchweißerIn-
nen an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw. der Schweißerin bendet, muss sich auch das
Kabel der Elektrodenzange oder des Brenners auf
dieser Seite benden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen aus-
führen, die explosiven Staub, Gas oder Dämpfe
enthalten. Die für den Schweiß-/Schneiprozeß verwen-
deten Gasaschen und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Anga-
ben der harmonisierten Norm IEC 60974-10 (Cl. A) kons-
truiert und darf ausschließlich zu gewerblichen Zwecken
und nur in industriellen Arbeitsumgebungen verwendet
werden. Es ist nämlich unter Umständen mit Schwierig-
keiten verbunden ist, die elektromagnetische Verträglich-
keit des Geräts in anderen als industriellen Umgebungen
zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND ELEKTRO-
NIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit ge-
wöhnlichen Abfällen entsorgt werden! In Überein-
stimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweili-
gen Umsetzung in nationales Recht sind nicht mehr ver-
wendete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen Sammlungssyste-
me informieren. Die Umsetzung genannter Europäischer
Richtlinie wird Umwelt und menschlicher Gesundheit zu-
gute kommen!
IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät ste-
hen während des Schweißens unter Spannung. Die
Hände und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verur-
sachte Stromschläge können tödlich sein. Für einen
angemessenen Schutz gegen Stromschläge Sorge
tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung
vom Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres Netz-
kabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüf-
tungs- oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter ver-
wenden.

36
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
3.1 Keine entammbaren Materialien im Schweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittel-
baren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behäl-
tern ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen
an Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigne-
ten Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem
Filter mit der geeigneten Tönung tragen. Einen kom-
pletten Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der Ma-
schine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfernen.
2 ALLGEMEINE BESCHREIBUNG
Diese Multiprozess-Anlage mit Inverter-Technik eignet
sich zum synergetischen MIG/MAG-Schweißen, zum
WIG-Gleichstromschweißen mit Berührungszündung
und zum MMA-Schweißen (ausgenommen Elektroden
mit Zelluloseumhüllung). Das Gerät darf nur zu den im
vorliegenden Handbuch beschriebenen Anwendungen
verwendet werden. Das Gerät darf nicht zum Auftauen
von Rohren verwendet werden.
2.1 ERLÄUTERUNG DER TECHNISCHEN DATEN
Die Konstruktion des Geräts entspricht den folgenden
Normen:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (siehe Anm. 2).
N°. Seriennummer; sie muss bei allen Anfragen
zur Schweißmaschine angegeben werden.
3
~
f
1
f
2
Statischer Dreiphasen-Frequenzumrichter
Transformator-Gleichrichter.
MIG Das Gerät ist zum MIG/MAG-Schweißen ge-
eignet.
MMA Das Gerät ist zum Schweißen mit umhüllten
Elektroden geeignet.
WIG Das Gerät ist zum WIG-Schweißen geeig-
net.
U0. Leerlauf-Sekundärspannung.
X. Relative Einschaltdauer.
Die relative Einschaltdauer ist die Zeit, in der
die Maschine ohne zu überhitzen mit der
angegebenen Stromstärke schweißen darf.
Die relative Zeit bezieht sich auf eine Spiel-
dauer von 10 Minuten.
I2. Schweißstrom.
U2. Sekundärspannung beim Schweißstrom I2.
U1. Netzspannung
Die "Multi Voltage" Modelle schalten auto-
matisch auf die Spannung des Stromnetzes
um, an das sie angeschlossen sind.
3~ 50/60Hz Netzspannung dreiphasen 50 bis 60 Hz.
I1 Max Maximale Stromaufnahme bei Schweiß-
strom I2 und Spannung U2.
I1 eff Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschalt-
dauer.
Normalerweise entspricht dieser Wert dem
Bemessungsstrom der Sicherung (träge), die
zum Schutz des Geräts zu verwenden ist.
IP23S Schutzart des Gehäuses. Die zweite Ziffer 3
gibt an, dass dieses Gerät bei Niederschlä-
gen zwar im Freien gelagert, jedoch nicht
ohne geeigneten Schutz betrieben werden
darf.
S
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN:
1- Das Gerät ist außerdem für den Betrieb in Umgebun-
gen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2- Dieses Gerät ist konform mit der Norm IEC 61000-3-12
unter der Voraussetzung, dass die maximal zulässige
Impedanz Zmax am Verknüpfungspunkt zwischen der
Abnehmeranlage und dem öffentlichen Versorgungs-
netz kleiner oder gleich 0,090 (Art. 318 und 319) - 0,051
(Art. 320) ist. Es liegt in der Verantwortung des Instal-
lateurs bzw. des Betreibers des Geräts, erforderlichen-
falls in Absprache mit dem öffentlichen Energieversor-
gungsunternehmen sicherzustellen, dass das Gerät
ausschließlich an eine Anlage angeschlossen wird, de-
ren maximal zulässige Netzimpedanz Zmax kleiner oder
gleich 0,090 (Art. 318 und 319) - 0,051 (Art. 320) ist.

37
3 INSTALLATION UND INBETRIEBNAHME.
3.1 ANHEBEN (ABB. 1).
Abb. 1
3.2 MONTAGE
• Bei allen Stromquellen muss man die Achse einsetzen
und dann die hinteren Räder montieren (Abb. 2).
Abb. 2
• Bei den verfahrbaren Maschinen muss das Schwen-
klager sowohl auf das Drahtvorschubgerät als auch
auf die Stromquelle montiert werden; die mitgelie-
ferten kleinen Räder müssen mit den zugehörigen
Schrauben ebenso wie der Brennerhalter an den Bo-
den des Drahtvorschubgeräts montiert werden; dann
das Drahtvorschubgerät wie vorgesehen anordnen.
(Siehe Abb. 3).
Abb. 3
3.3 ANSCHLUSS EVENTUELLER VERLÄNGERUNGEN
• Das Ende der Zwischenverbindung BA mit der Lasche
BB am Boden der Maschine befestigen, wie in Abb. 4
dargestellt ist.
Abb. 4
BA
BB

38
• Die Anschlüsse auf der Rückseite der Stromquelle wie
in Abb. 5 gezeigt ausführen.
Abb. 5
• Beim Verlegen der Zwischenverbindung darauf achten,
dass sich keine Spirale bildet, um induktive Störungen
beim Schweißen zu vermeiden.
• Das andere Ende der Zwischenverbindung BA an das
Drahtvorschubgerät anschließen, wie es in Abb. 6
dargestellt ist.
Abb. 6
• Die Kühlüssigkeitsschläuche müssen an die
Schnellkupplungen unter dem Boden des
Drahtvorschubgeräts (siehe Abb. 7) angeschlossen
werden; hierbei ist die Farbkodierung auf der
Vorderseite des Drahtvorschubgeräts zu beachten.
Abb. 7
3.4 ANSCHLUSS DES SCHWEISSBRENNERS.
• Den Brenner an den Zentralanschluss F anschließen.
• Die Drahtspule montieren.
• Sicherstellen, dass die Rille der Rollen dem Durch-
messer des verwendeten Drahts entspricht. Ggf. zum
Austauschen wie folgt vorgehen (Abb. 8):
Abb. 8
BN
BN
CA
Die Tür des Einbauraums der Drahtfördereinrichtung
öffnen.
Die Abdeckung CA der Drahtfördereinrichtung entfer-
nen.
Die Drahtandruckrollen mit dem Handgriff für die
Druckeinstellung BN entriegeln.
Die Rollen auswechseln und die Abdeckung CA wie-
der anbringen.
Den Draht in die Drahtfördereinrichtung und den
Drahtführungsschlauch des Brenners einführen.
Die Drahtandruckrollen mit dem Einstellhandgriff BN
blockieren und den Druck einstellen.
Das Massekabel (im Lieferumfang enthalten) an die
Steckbuchse D anschließen.
Den Gasschlauch an Anschluss G anschließen.
3.5 MONTAGE DES KÜHLAGGREGATS (ART. 1683 -
LIEFERUNG AUF ANFRAGE - ART 306-308-315 UND
316) (Abb. 9)
Für die Verwendung des Kühlaggregats wie folgt verfahren:
• Die Abdeckplatte M entfernen.

39
• Das Kühlaggregat so in den Einbauraum einsetzen,
dass man von vorn das Langloch für die Kontrolle des
Kühlüssigkeitsstands sehen kann.
• Das Aggregat mit den zugehörigen Schrauben am
Fahrwagen der Schweißmaschine befestigen.
Fig. 9
3.6 AUFSTELLUNG
Die Schweißmaschine so aufstellen, dass die Luft in ih-
rem Innern unbehindert zirkulieren kann; außerdem nach
Möglichkeit verhindern, dass Metallstaub und sonstige
Verunreinigungen in sie eindringen.
3.6.1 Gefälle
Da die Räder der Schweißmaschine nicht gebremst sind,
darf sie nicht auf einem abfallenden Untergrund auf-
gestellt werden, da sie sonst umkippen oder wegrollen
könnte.
3.7 INBETRIEBNAHME
• Die Installation der Schweißmaschine muss durch
Fachpersonal erfolgen.
• Alle Anschlüsse müssen nach den geltenden Bestim-
mungen (IEC/CEI EN 60974-9) und unter strikter Be-
achtung der Unfallverhütungsvorschriften ausgeführt
werden.
• Den Netzstecker montieren. Hierbei ist darauf zu ach-
ten, dass der gelb-grüne Schutzleiter an den Schutz-
kontakt angeschlossen wird.
• Sicherstellen, dass die Netzspannung der Nennspan-
nung der Schweißmaschine entspricht.
• Die Sicherungen in Einklang mit den technischen Da-
ten auf dem Leistungsschild dimensionieren.
4 BESCHREIBUNG DER STROMQUELLE (ABB. 10 =
KOMPAKTE VERSION) (ABB. 11 = VERSION MIT SE-
PARATER DRAHTFÖRDEREINRICHTUNG)
A - STEUERTAFEL
Für den Zugriff auf die Steuertafel die transparente Klap-
pe anheben.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Abb. 10
L

40
B- Steckverbinder:
Der Steckverbinder vom Typ DB9 (RS 232) dient zum Ak-
tualisieren der Programme des Mikroprozessors.
C- Steckbuchse:
Die USB-Steckbuchse dient zum Aktualisieren der Pro-
gramme des Mikroprozessors. Nur bei den Schweißma-
schinen mit separater Drahtfördereinrichtung.
D – Steckbuchse:
Steckbuchse für den Anschluss des Fernreglers und des
Steuerkabels des Push-Pull-Brenners.
E – Steckdose (+):
An diese Steckdose muss für das WIG-Schweißen das
Massekabel und für das MMA-Schweißen die Elektro-
denzange angeschlossen werden.
F - Zentralanschluss:
Für den Anschluss des Schweißbrenners.
G - Steckdose:
In diese Steckdose muss der Stecker des Massekabels
für das MIG/MAG-Schweißen und das MMA-Schweißen
eingesteckt werden.
H - Anschluss:
Für den Anschluss des aus dem WIG-Brenner austreten-
den Gasschlauchs.
I - Schnellkupplungen:
Für den Anschluss der aus dem wassergekühlten Bren-
ner austretenden Schläuche. HINWEIS: Die Farbkodie-
rung der Schläuche und Schnellkupplungen beachten.
Nur bei den Schweißmaschinen mit separater Drahtför-
dereinrichtung.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Abb. 11

41
L - Halterung:
Halterung für den Schweißbrenner.
M - Abdeckplatte:
Abdeckplatte des Einbauraums des Kühlaggregats.
N – Gasschlauch.
O - Anschluss für Gasschlauch.:
Für den Anschluss des Gasschlauchs in der Zwischen-
verbindung Stromquelle/Drahtvorschubgerät.
P - Steckbuchse:
Für den Anschluss des Steckers der Steuerleitung in der
Zwischenverbindung Stromquelle/Drahtvorschubgerät.
Q - Steckdose für Druckschalter:
Für den Anschluss des Kabels des Druckschalters im
Kühlaggregat (Art. 1683).
R - Sicherungshalter.
S - Steckdose:
Für den Anschluss des Netzkabels des Kühlaggregats
Art. 1683 (optional).
L – EIN-AUS-Schalter.
U - Netzkabel.
V - Gurte zum Sichern der Gasasche.
W - Flaschenträger.
Z - Schnellkupplungen:
Für den Anschluss des roten und des blauen Schlauchs
in der Zwischenverbindung Stromquelle/Drahtvorschub-
gerät. Nur bei den Schweißmaschinen mit separater
Drahtfördereinrichtung.
HINWEIS: Die Schnellkupplungen benden sich unter
dem Drahtvorschubgerät. Die Farbkodierung der Schläu-
che und Schnellkupplungen beachten.
X - Steckdose:
Für den Anschluss des Hauptstromkabels (Pluspol +) der
Zwischenverbindung Stromquelle/Drahtvorschubgerät
beim MIG/MAG-Schweißen. Nur bei den Schweißma-
schinen mit separater Drahtfördereinrichtung.
Y - Anschluss:
Für den Anschluss des Gasschlauchs in der Zwischen-
verbindung Stromquelle/Drahtvorschubgerät. Nur bei
den Schweißmaschinen mit separater Drahtförderein-
richtung.
K - Stecker:
Für den Anschluss des Hauptstromkabels der Zwischen-
verbindung Stromquelle/Drahtvorschubgerät. Nur bei den
Schweißmaschinen mit separater Drahtfördereinrichtung.
AA - Schutzklappe der Drahtspule.
AB - Abdeckung der Drahtspule.
AC - Spulenträger:
Geeignet für Standardspulen bis Ø 300 mm, 16 kg.
5 BESCHREIBUNG DES KÜHLAGGREGATS Art.
1683 (Abb. 12).
Dieses Kühlaggregat, das nur für die Art.-Nr. 318 und
319 auf Anfrage geliefert werden kann, wurde zum
Kühlen von Schweißbrennern konzipiert und darf aus-
schließlich mit diesen Stromquellen verwendet werden.
AD- Langloch:
Langloch für die Kontrolle des Kühlüssigkeitsstands.
AE - Verschluss.
AF - Schnellkupplungen:
Den roten und den blauen Schlauch des Schweißbren-
ners anschließen. HINWEIS: Die Farbkodierung der
Schläuche und Schnellkupplungen beachten.
AG - Schnellkupplungen:
Für den Anschluss des roten und des blauen Schlauchs
in der Zwischenverbindung Stromquelle/Drahtvorschub-
gerät bei den Schweißmaschinen mit separater Draht-
fördereinrichtung . HINWEIS: Die Farbkodierung der
Schläuche und Schnellkupplungen beachten.
Abb. 12
AD
AM AL AH AI
AG
AF
AE

42
AH - Sicherungshalter.
AI - Anschluss.
Für die Schutzfunktion "Druck der Kühlüssigkeit".
AL – EIN-AUS-Schalter.
AM - Netzkabel.
5.1 ANSCHLÜSSE.
Für die elektrischen Anschlüsse der eventuellen Verlän-
gerungen und der Schutzeinrichtungen die Anweisungen
in der mit dem Kühlaggregat gelieferten Betriebsanlei-
tung beachten.
5.2 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN.
5.2.1 Schutzeinrichtung für die Kontrolle des Kühl-
üssigkeitsdrucks.
Für diese Schutzfunktion wird ein Druckschalter auf der
Kühlüssigkeitsleitung verwendet, der einen Mikroschal-
ter steuert. Bei unzureichendem Druck erscheint auf dem
Display D1 die blinkende Anzeige H2O.
5.2.2 Sicherung (T 2A/250V-Ø 5x20).
Diese Sicherung dient zum Schutz der Motorpumpe und
bendet sich auf der Rückseite der Schweißmaschine im
zugehörigen Sicherungshalter BF. (Abb. 12)
5.3 INBETRIEBNAHME.
Den Verschluss AU aufschrauben und den Behälter fül-
len (das Gerät enthält bei der Lieferung rund einen Liter
Flüssigkeit).
Es ist wichtig, regelmäßig durch das Langloch AT zu kon-
trollieren, dass der Flüssigkeitspegel an der MAX-Mar-
kierung ist.
6 BESCHREIBUNG DER STEUERTAFEL (Abb. 13-14)
Die Steuertafel hat einen Bereich für die Überwachung
(Abb. 13) und einen Bereich für die Einstellungen (Abb. 14).
6.1 ÜBERWACHUNGSBEREICH (ABB. 13).
Wahltaste T1
Durch aufeinanderfolgendes Drücken wählt man
die mit Regler M1 einstellbare Größe aus. Die
wählbaren Größen sind abhängig vom gewählten
Schweißverfahren und werden von den LEDs L1, L2 und
L3 angezeigt.
LED L1 Dicke
Sie signalisiert, dass das Display D1 die Werkstückdi-
cke in mm auf Grundlage der Einstellungen von Strom
und Drahtvorschubgeschwindigkeit anzeigt. Aktiv bei
den synergetischen MIG/MAG-Schweißverfahren.
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

43
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
LED L2 Drahtvorschubgeschwindigkeit
Sie signalisiert, dass das Display D1 die Geschwindig-
keit des Schweißdrahts in Metern pro Minute anzeigt.
Aktiv bei allen MIG/MAG-Schweißverfahren.
LED L3 Schweißstrom.
Sie signalisiert, dass das Display D1 den eingestellten
Schweißstrom in Ampere anzeigt.
Regler M1
In Abhängigkeit vom gewählten Schweißverfahren
dient dieser Regler zum Einstellen der mit der Tas-
te T1 gewählten Größen.
Display D1
Es zeigt den Wert der Größe an, die mit der Taste T1 ge-
wählt wurde und mit dem Regler M1 eingestellt werden
kann.
Wahltaste T2
Durch aufeinanderfolgendes kurzes Drücken
wählt man die mit dem Regler M2 einstellbare
Größe aus. Die wählbaren Größen sind abhängig
vom gewählten Schweißverfahren und werden von den
LEDs L4, L5 und L6 angezeigt.
LED L4 Schweißspannung
Sie signalisiert, dass auf dem Display D2 die Span-
nung in Volt angezeigt wird.
Wenn der Lichtbogen ausgeschaltet ist, wird bei den
MIG/MAG-Schweißverfahren auf dem Display D2 die
voreingestellte Spannung oder der "Sollwert" angezeigt
(siehe den Abschnitt 9.1 MIG/MAG-Schweißen).
Während des Schweißens wird auf dem D2 stets die von
der Stromquelle gemessene Spannung angezeigt.
LED L5 Lichtbogenlänge
Sie signalisiert bei den synergetischen MIG/MAG-
Schweißverfahren (ausgenommen MIG HD), dass auf
dem Display D2 der Wert für die Lichtbogenkorrektur-
wert angezeigt wird.
Der Wert 0 (Null) entspricht der werkseitig eingestellten
Lichtbogenlänge. Mit dem Regler M2 kann man den
Lichtbogen im Bereich von -9,9 bis +9,9 verlängern (po-
sitive Werte) oder verkürzen (negative Werte).
LED L6 Drosselwirkung
Sie signalisiert bei den MIG/MAG-Schweißverfahren,
dass das Display D2 die Drosselwirkung anzeigt.
Der Wert 0 (Null) entspricht der werkseitig eingestellten
Drosselwirkung. Mit dem Regler M2 kann man sie im Be-
reich von -9,9 bis +9,9 verstärken (positive Werte) oder
verringern (negative Werte).
Regler M2
In Abhängigkeit vom gewählten Schweißverfahren
dient dieser Regler zum Einstellen der mit der Tas-
te T2 gewählten Größen.
Wenn die LED L4 (Schweißspannung) bei den synerge-
tischen MIG/MAG-Schweißverfahren eingeschaltet ist,
wechselt die Wahl bei Betätigung des Reglers automa-
tisch auf die LED L5 (Lichtbogenlänge).

44
Display D2
Es zeigt bei allen Schweißverfahren numerisch die mit
der Taste T2 eingestellten und mit Regler M2 geregelten
Funktionen an.
LED L7 Langlichtbogen
Sie signalisiert bei den synergetischen MIG/MAG-
Schweißverfahren dass es mit dem zum Schweißen
gewählten Wertepaar Strom/Spannung zur Instabilität
des Lichtbogens und zu Spritzern kommen kann.
LED L8 Hold
Sie wird am Ende des Schweißvorgangs automatisch
eingeschaltet, um zu signalisieren, dass auf den Dis-
plays D1 und D2 die letzten beiden Messwerte von Strom
und Spannung angezeigt werden.
LED L9 Sicherheit
Sie signalisiert die Sperre aller Tasten. Der Schweißer
kann dann nur die im Überwachungsbereich einge-
schlossenen Schweißparameter einstellen.
Zum Aktivieren der Funktion die Taste T5 gedrückt halten
und dann kurz die Taste T2 drücken. Die LED L9 leuch-
tet auf und signalisiert, dass die Funktion eingeschaltet
ist. Zum Ausschalten die Tasten T5 und T2 erneut in der
oben beschriebenen Weise betätigen.
Taste T4 Drahttest.
Sie dient zum Fördern des Drahts mit einer Ge-
schwindigkeit bis 8 m/min ohne Spannung im
Brenner und ohne Gasausströmung.
Taste T3 Gastest.
Drückt man diese Taste, strömt für 30 s Gas aus;
zum Stoppen des Gasaustritts muss man die Tas-
te erneut drücken.
6.2 EINSTELLBEREICH (ABB. 14).
Er gestattet den schnellen Zugriff auf die Menüs der
Schweißmaschine und die Zusatzfunktionen, die unmit-
telbar verfügbar sind.
Er besteht aus einer Matrixanzeige D3, die alle zur Pro-
grammierung erforderlichen Informationen anzeigt, den
Navigationstasten (T10, T11, T12 und T13) für die Navigati-
on in den verschiedenen Menüs, den Funktionstasten (T5,
T6, T7, T8 und T9) zum Aufrufen der verschiedenen von der
Firmware angebotenen Menüs und einer Reihe von LEDs
zum Signalisieren des verwendeten Verfahrens (L10, L11
und L12) und einiger Zusatzfunktionen (L13, L14 und L15).
Beim Einschalten der
Schweißmaschine zeigt
das Display D3 für ca. 5
s einige Informationen
zum Zustand der Ma-
schine an (siehe Abs. 7.4
Menü Informationen),
wie zum Beispiel die
Firmware-Version.
Unmittelbar darauf werden die werkseitigen Voreinstel-
lungen der Schweißmaschine angezeigt:
- Datum (Tag/Monat/Jahr)
und Uhrzeit (Stunde und
Minuten).
- Synergetisches MIG-
Schweißverfahren. (LED
L10 eingeschaltet).
- Schweißdraht Typ SG2
ø 1,0 mm
- Gas Ar/18% CO2.
- Zündverfahren 2-Takt 2T.
Im unteren Bereich des Displays werden die Kürzel (MEM,
PAR, 2T/4T und JOB) angezeigt, die mit den Funktions-
tasten T6, T7, T8, T9 angewählt werden können (siehe
Kapitel 8).
6.3 ALARMANZEIGE
Wenn die Maschine einen vorübergehenden Alarmzu-
stand erfasst, erscheint auf den Displays D1 und D2 eine
blinkende Anzeige, welche die Alarmursache angibt. Bei-
spiel: Wenn die Klappe der Drahtfördereinrichtung geöff-
net ist, erscheint die Anzeige "OPn".
6.4 FEHLERANZEIGE
Wenn die Maschine einen schwerwiegenden Alarmzu-
stand erfasst, erscheint auf den Displays D1 und D2 die
Anzeige "Err" gefolgt vom zugehörigen Fehlercode.
In diesem Fall muss man die Schweißmaschine ausschalten
und den Kundendienst kontaktieren (siehe Abschnitt 10).
7 PROGRAMMIERUNG DER SCHWEISSMASCHINE
"Main Menu"- "Hauptmenü"
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Für die Programmierung muss man das "Hauptmenü"
aufrufen, indem man zuerst die Taste T5 und anschlie-
ßend die Taste T6 (MENU) drückt; alternativ kann man
das in Kapitel 8 beschriebene Schnellzugriffmenü ver-
wenden.
Innerhalb des "Hauptmenüs" kann man mit den Tasten
T10 und T11 einen der Einträge aus der Liste auswählen,
der dann mit einem gelben Balken markiert wird. Mit der
Taste T12 öffnet man das entsprechende Untermenü und
mit der Taste T13 kehrt man wieder zum vorherigen Menü
zurück, wobei zugleich die getroffene Wahl bestätigt wird.
Wenn ein nach unten gerichteter Pfeil erscheint, heißt

45
das, dass weitere Einträge vorhanden sind, die nicht in
der Bildschirmmaske zu sehen sind.
Dieses Navigationskriterium gilt für alle Menüs der
Schweißmaschine.
Das "Hauptmenü" enthält die folgenden Einträge:
- "Process Params" - Prozessparameter (siehe Abs. 7.1)
- "Jobs" (siehe Abs. 7.2)
- "Settings" - Einstellungen (siehe Abs. 7.3)
- "Information" - Informationen (siehe Abs. 7.4)
7.1 MENÜ "PROCESS PARAMS" - "PROZESSPARA-
METER".
Man kann auf das Untermenü "Prozessparameter" über
das "Hauptmenü" zugreifen oder indem man direkt die
Taste T7 (PAR) drückt. Hier sind alle Parameter aufge-
führt, die der Schweißer beim gewählten Schweißverfah-
ren ändern kann (LED L10, L11, L12).
Innerhalb des Untermenüs "Prozessparameter" kann
man direkt das Speichern veranlassen, indem man die
Taste T6 (MEM) drückt (siehe Abs. 7.2.1).
7.1.1"Process" - "Prozess".
Der erste Parameter ist
das Schweißverfahren.
Mit der Taste T12 kann
man die Bildschirmmas-
ke für die Wahl des
Schweißverfahrens auf-
rufen.
Mit den Tasten T10 und T11 kann man alle verfügbaren
Schweißverfahren durchlaufen; der gewählte Eintrag wird
durch einen gelben Balken markiert.
Es können die folgenden Schweißverfahren gewählt wer-
den:
MIG Synergetisches MIG/MAG-Impulsschweißen
(auf Anfrage) Art. 231.
MIG Synergetisches MIG/MAG-Schweißen
MIG HD Synergetisches MIG/MAG-Schweißen mit
hoher Abschmelzleistung.
MIG Root Synergetisches MIG/MAG-Schweißen zum
senkrechten Schweißen von oben nach unten.
MIG Man Konventionelles MIG/MAG-Schweißen.
WIG Schweißverfahren mit nicht abschmelzender
Elektrode; geeignet für alle Metalle mit Aus-
nahme von Aluminium, Magnesium und Mes-
sing. Das Zünden des Lichtbogens erfolgt
durch Berührungszündung ohne Hochfre-
quenz.
MMA Schweißverfahren mit umhüllter abschmel-
zender Elektrode.
7.1.2 "Material" - "Material" (Aktiviert bei den MIG/MAG-
Schweißverfahren).
Mit diesem Eintrag wählt man das Material, aus dem der
Schweißdraht besteht.
7.1.3 "Diameter" - "Durchmesser" (Aktiviert bei den
MIG/MAG-Schweißverfahren).
Der Durchmesser des Schweißdrahts hängt vom gewähl-
ten Material ab.
7.1.4 "Gas" (aktiviert bei den MIG/MAG-Schweißverfah-
ren). Die verwendbare Gasart hängt vom gewählten Ma-
terial ab.
7.1.5 "Arc Length Corr" - "Korrektur Lichtbogenlänge"
(Verfügbar bei MIG/MAG synergetisch, MIG Root).
Für die Korrektur der
Lichtbogenlänge
anhand der Spannung
mit den Tasten T10 und
T11 oder dem Regler
M2.
MIN MAX DEF.
Korr. Lichtbogenlänge -9,9V 9,9V 0,0V
ACHTUNG:
In der Bildschirmmaske für die Einstellung, die bei allen Pa-
rametern mit einem Einstellbereich ähnlich ist, werden
angezeigt:
- der Name des Parameters, der korrigiert wird.
- der Wert und die Maßeinheit.
- die Einstellskala.
- die Abkürzungen:
MIN = Untergrenze des Einstellbereichs. Taste T5.
MAX = Obergrenze des Einstellbereichs. Taste T7.
DEF = voreingestellter Wert. Taste T6.
7.1.6 "Inductance Corr" - "Korrektur der Drosselwir-
kung" (Verfügbar bei allen synergetischen MIG/
MAG-Schweißverfahren mit Ausnahme von MIG
HD)
Für die Korrektur der Drosselwirkung.
MIN MAX DEF.
Korr. Drosselwirkung -9,9 9,9 0,0
7.1.7 "Start Mode" - "Startmodus" (Wahl des Modus für
den Start des Schweißvorgangs).
2T (Aktiviert bei den Schweißverfahren MIG/MAG und
WIG).
Die Maschine beginnt den Schweißvorgang bei Be-
tätigung des Brennertaster und unterbricht ihn, wenn
der Brennertaster losgelassen wird.
4T (Aktiviert bei den Schweißverfahren MIG/MAG und
WIG).
Zum Beginnen des Schweißvorgangs den Brenner-
taster drücken und wieder lösen; zum Beenden des
Schweißvorgangs den Brennertaster erneut drücken
und wieder lösen.
3L (Aktiviert bei den synergetischen MIG/MAG-Schweiß-
verfahren).
Zum Beginnen des Schweißvorgangs muss man den
Brennertaster drücken. Es wird der bei "Start current”
eingestellte Schweißstrom abgerufen. Dieser Strom-

46
wert wird beibehalten, solange der Brennertaster
gedrückt gehalten wird. Beim Lösen des Brenner-
tasters wird in der bei "Slope time” festgelegten Zeit
zum eingestellten Schweißstrom übergegangen, der
beibehalten wird, bis der Brennertaster erneut ge-
drückt wird. Bei der anschließenden Betätigung des
Brennertasters nimmt der Schweißstrom in der bei
"Slope time" festgelegten Zeit den dritten Stromwert
an ("Kraterfüllstrom"), der mit dem Parameter "Crater
Current” eingestellt wurde; dieser Wert wird beibe-
halten, bis der Brennertaster wieder gelöst wird. Löst
man den Brennertaster, wird der Schweißvorgang un-
terbrochen .
Einstellungen für 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 "Spot" - "Punktschweißen/Intervallschweißen".
(Nur bei den MIG/MAG-Schweißverfahren 2T oder 4T).
OFF (voreingestellt)
ON
Bei Wahl von "ON" sind die folgenden Einstellungen
möglich:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 "HSA" - "automatischer Hot Start".
(Nur bei den synergetischen MIG/MAG-Schweißverfah-
ren 2T oder 4T).
Diese Funktion ist gesperrt, wenn die Funktion 3L akti-
viert ist. Sie steht nur für die synergetischen Programme
zur Verfügung.
Besonders geeignet zum schnellen Aufwärmen des
Schweißnahtanfangs beim Schweißen von Aluminium.
OFF (voreingestellt).
ON.
Bei Wahl von "ON" sind die folgenden Einstellungen
möglich:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
Der Schweißvorgang beginnt mit dem "Start current”.
Die Dauer dieses ersten Stroms wird mit "starting current
time” eingestellt. Nach Ablauf dieser Zeit geht der Strom
in der Zeit ”Slope Time” zum Schweißstrom über.
7.1.10 "CRA" - "abschließendes Kraterfüllen".
(Nur bei den synergetischen MIG-Schweißverfahren 2T
oder 4T).
OFF (voreingestellt)
ON
Bei Wahl von "ON" sind die folgenden Einstellungen
möglich:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 "Soft Start" - "Einschleichen".
(Nur bei den MIG/MAG-Schweißverfahren)
Dies ist die Drahtvorschubgeschwindigkeit in Prozent der
für das Schweißen eingestellten Geschwindigkeit, bevor
der Draht das Werkstück berührt.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 "Burnback".
(Nur bei den MIG/MAG-Schweißverfahren)
Zum Regulieren der Länge des aus der Gasdüse austre-
tenden Drahts am Ende des Schweißvorgangs.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 "Double Level" Art. 233 (auf anfrage) - "Zwei-
wertschaltung" (Nur bei den synergetischen MIG/MAG-
Schweißverfahren).
Bei dieser Betriebsart wechselt die Stromstärke zwi-
schen zwei Werten.
Bevor man das Schweißen mit Zweiwertschaltung ein-
stellt, muss man eine kurze Naht schweißen, um die
Drahtvorschubgeschwindigkeit und folglich den Strom
zu bestimmen, mit denen man die Einbrandtiefe und die
Nahtbreite erhält, die sich für die herzustellende Schweiß-
verbindung am besten eignen.
So bestimmt man den Wert der Drahtvorschubgeschwin-
digkeit (und folglich des entsprechenden Stroms), zu
bzw. von dem die eingestellten Meter pro Minute addiert
bzw. subtrahiert werden.
Vor Beginn des Schweißvorgangs sollte man sich daran
erinnern, dass bei einer korrekten Schweißnaht die Über-
lagerung der Raupen mindestens 50% betragen muss.
OFF (voreingestellt)
ON.
Bei Wahl von "ON" sind die folgenden Einstellungen
möglich:
MIN MAX VOR-
EINST.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulse step 0,1m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0

47
7.1.13.1 "Frequency"-"Frequenz" der Zweiwertschaltung.
Die in Herz angegebene Frequenz ist die Anzahl von Peri-
oden pro Sekunde. Mit Periode ist der Wechsel zwischen
der hohen und der niedrigen Geschwindigkeit gemeint.
Die niedrige Geschwindigkeit ohne Einbrand dient dem
Schweißer für den Übergang von einer Schweißraupe
zur nächsten; die dem maximalen Strom entsprechende
hohe Geschwindigkeit mit Einbrand dient zur Ausführung
der Schweißraupe.
7.1.13.2 "Pulse Step": ist der Umfang der Geschwindig-
keitsänderung in m/min.
Die Variation bestimmt den Wert in m/min der zu der bzw.
von der oben beschriebenen Referenzgeschwindigkeit
addiert bzw. subtrahiert wird. Erhöht man diesen Wert
bei gleichbleibenden Werten der anderen Parameter,
erhält man eine breitere Schweißraupe mit größerer Ein-
brandtiefe.
7.1.13.3 "Duty Cycle": Zeit der Zweiwertschaltung.
Dies ist die in Prozent angegebene Zeit des Höchstwerts
von Geschwindigkeit/Strom bezogen auf die Dauer der
Periode. Bei gleichbleibenden Werten der anderen Para-
meter bestimmt sie den Durchmesser der Schweißraupe
und folglich die Einbrandtiefe.
7.1.13.4 "Arc Length Cor" - "Korrektur der Lichtbogen-
länge".
Zum Einstellen der Lichtbogenlänge beim Höchstwert
von Geschwindigkeit/Strom.
Achtung: Eine gute Einstellung ist dann gegeben, wenn
die Lichtbogenlänge bei beiden Strömen gleich ist.
7.1.14 "Double Pulse" - "Doppelimpuls".
Wird automatisch aktiviert, wenn die zwei Aktualisierun-
gen Art. 231 und Art. 233 erworben wurden.
Für die Funktionsweise siehe 7.1.13..
7.1.15 "Prefow" - "Gasvorströmung".
(Bei allen Schweißverfahren mit Ausnahme von MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 "Postow" - "Gasnachströmung".
(Bei allen Schweißverfahren mit Ausnahme von MMA).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 "Speed Corr" - "Korrektur der Geschwindigkeit".
(Nur bei den Schweißverfahren MIG HD).
Für die Korrektur des Prozentsatzes der Drahtvorschub-
geschwindigkeit bezogen auf die voreingestellte Ge-
schwindigkeit.
MIN MAX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 MENÜ "JOB".
Dieser Bereich dient zum Speichern, Aufrufen, Ändern,
Kopieren und Löschen der Arbeitsprogramme.
Im "Hauptmenü" mit der Taste T11 den Eintrag "Jobs”
markieren und dann dieses Untermenü mit der Taste T12
aufrufen.
7.2.1 Speichern eines Programms "JOB".
Nach Abschluss der oben beschriebenen Einstellungen
mit den Tasten T10 und T11 eine Position im Speicher
wählen und dann die Taste T6 (SAVE) drücken, um zu
speichern.
Die Nummer des Pro-
gramms "Job", das
Schweißverfahren und
der Drahtdurchmesser
werden auf dem Display
angezeigt.
Nach dem Speichern
eines "Jobs" erscheinen
im unteren Bereich des Displays Kürzel auf Höhe der Tas-
ten T6, T7, T8 und T9:
- DEL: zum Löschen des gewählten "Jobs".
- RCL: zum Aufrufen des "Jobs" zum Bearbeiten.
- COPY: zum Kopieren des gewählten "Jobs" und Spei-
chern in einer anderen Position.
7.3 MENÜ "Settings" - "Einstellungen".
Dieser Bereich dient zum Einstellen und Ändern der wich-
tigsten Einstellungen der Schweißmaschine.
Im "Hauptmenü" (siehe
Kap. 7) das Menü "Ein-
stellungen" mit der T10
auswählen und mit der
Taste T11 aufrufen.
Hier sind alle Parameter
aufgeführt, die der
Schweißer ändern kann:
- Welding
- Machine
- Factory Setup
- Languages
Mit der Taste T12 kann man das Untermenü für den ge-
wählten Parameter aufrufen.

48
7.3.1 Menü "Welding" - "Schweißen".
In diesem Untermenü ist eine Reihe von änderbaren
Schweißparametern aufgeführt:
- H2O MIG/TIG Diese Funktion gestattet die Einstel-
lung der Einschaltung des Kühlaggre-
gats.
Einstellungen: ON-OFF-Auto (DEF OFF).
Wählt man "Auto", schaltet sich das Aggregat ein, wenn die
Schweißmaschine eingeschaltet wird. Wenn der Brenner-
taster nicht gedrückt wird, schaltet es nach 30 Sekunden
aus. Drückt man den Brennertaster, schaltet sich das Aggre-
gat ein und schaltet sich 3 Minuten nach Lösen des Tasters
wieder aus.
- "Quality Control" - "Qualitätskontrolle"
Einstellung ON - OFF (DEF OFF) (auf Anfrage erhältlich).
- "Max inching" - "Maximaler Vorschub"
Diese Funktion hat den Zweck, die Schweißmaschine
zu blockieren, wenn der Draht nach dem Start für die
in Zentimetern eingestellte Länge austritt, ohne dass
Strom ießt.
Einstellung OFF - 50 cm (DEF OFF).
- "Push-Pull Force"
Wird der Push-Pull-Brenner Art. 2008 montiert, wer-
den der Betrieb des Kühlaggregat und die Funktion
PPF (Push Pull Force) aktiviert. Diese Funktion dient
zur Regelung des Antriebsmoments des Motors des
Push-Pull-Brenners, um einen linearen Drahtvorschub
zu gewährleisten.
7.3.2 Menü "Machine" - "Maschineneinstellungen".
Hier sind die folgenden Untermenüs verfügbar:
- "Clock Setup" - "Einstellung der Uhr".
7.3.3 Menü "Factory Setup" - "Wiederherstellen der
Fabrikeinstellungen".
Mit dieser Option kann man die vom Hersteller vorge-
nommenen anfänglichen Einstellungen wiederherstellen.
Hierbei hat man drei Möglichkeiten:
- All Alles zurücksetzen.
- Jobs only Nur die Arbeitsprogramme "Job" zurück-
setzen.
- Exclude jobs Alles mit Ausnahme der gespeicherten Ar-
beitsprogramme "Job" zurücksetzen.
7.3.4 Menü "Languages" - "Einstellen der Sprache".
In diesem Bereich kann man die Sprache für die Anzeige
der Meldungen auf dem Display wählen.
7.4 MENÜ INFORMATIONEN.
In diesem Bereich werden einige Informationen zur Soft-
ware der Stromquelle angezeigt.
8 SCHNELLZUGRIFF.
Im unteren Bereich des Displays D3 benden sich in Ab-
hängigkeit von den verschiedenen Bildschirmmasken
einige Steuerelemente für den Schnellzugriff auf die ge-
bräuchlichsten Funktionen.
8.1 "MEM" - "SPEICHERN" (siehe Abs. 7.2.1).
Zum Speichern eines Schweißprogramms die Taste T6
drücken, mit den Tasten T10 und T11 die "Job"-Nummer
wählen und dann erneut die Taste T6 drücken, um die
Schweißbedingungen zu speichern.
8.2 "PAR" - "PROZESSPARAMETER" (siehe Abs. 7.1)
8.3 "2T/4T" - "2-TAKT / 4-TAKT" (siehe Abs. 7.1.7).
8.4 "JOB" - "ARBEITSPROGRAMME".
Zum Verwenden eines zuvor gespeicherten Arbeitspro-
gramms die Taste T9 (JOB) drücken.
Um alle Einstellungen des Programms anzuzeigen, die
Wahl mit der Taste T9 (OK) bestätigen und dann die Tas-
te T7 (PAR) drücken.
8.5 "H2O". (siehe Abs. 7.3.1).
8.6 "WIZ" ASSISTENT.
Der "Assistent" ist eine geführte Prozedur, die den
Schweißer dabei unterstützt, die für das gewünschte
Schweißverfahren erforderlichen Einstellungen schnell
vorzunehmen.
T5 T6 T7
T8
T9
Zum Aufrufen muss man zuerst die Taste T5 und dann die
Taste T9 (WIZ) drücken.
Zuerst muss man das Schweißverfahren wählen.
Zum Wählen des Verfahrens dienen die Tasten T10 und
T11.
Drückt man die Taste T9 (NEXT), erscheint die Bild-
schirmmaske für die Wahl des Werkstoffs.
Mit der Taste T6 (PREV) kann man zur vorherigen Bild-
schirmmaske zurückkehren. An Stelle der Tasten T9 und
T6 kann man auch die Tasten T12 und T13 verwenden.
Als nächstes werden die Bildschirmmasken für den
Durchmesser, das Gas und den Startmodus "Start Mode"
angezeigt. Zum Beenden "END" drücken.
9 SCHWEISSEN
• Die Schweißmaschine nach den Anweisungen in Kapi-
tel 3 "Inbetriebnahme” vorbereiten.

49
• Die Anweisungen befolgen, die oben für das Menü
"Wizard” (Abs. 8.1) bzw. "Par" (Abs. 7.1) beschrieben
wurden.
9.1 MIG/MAG-SCHWEISSEN.
Im Menü "Process Parameter” ndet man die Einstel-
lungen, die bei diesem Verfahren vorgenommen werden
können:
Diese Schweißmaschine bietet eine umfassende Aus-
wahl an MIG/MAG-Schweißverfahren, die nachstehend
aufgeführt sind:
9.1.1 MIG Synergetisches MIG/MAG-Schweißen
Das Merkmal dieses Schweißverfahrens ist die SYN-
ERGIE, d.h. die Festlegung seitens des Herstellers der
Beziehung zwischen der Drahtvorschubgeschwindigkeit
(Strom), der Spannung und der Drosselwirkung, die zum
Erzielen eines guten Resultats erforderlich sind. Zur Ver-
wendung wie folgt verfahren:
• Mit der Taste T1 die gelbe LED für die Dicke wählen.
• Die Werkstückdicke mit dem Regler M1 einstellen.
• Die Schweißung ausführen.
• Erforderlichenfalls die Lichtbogenlänge mit dem Reg-
ler M2 korrigieren.
9.1.2 MIG Man. Konventionelles MIG/MAG-Schwei-
ßen.
Drahttyp, Drahtdurchmesser und Schutzgasart wählen.
Bei diesem Schweißverfahren müssen die Drahtvor-
schubgeschwindigkeit, die Spannung und die Drossel-
wirkung vom Schweißer eingestellt werden.
9.1.3 MIG HD. Synergetisches MIG/MAG-Schweißen
mit hoher Abschmelzleistung.
Die Besonderheit dieses Verfahrens besteht in der Mög-
lichkeit, die Drahtvorschubgeschwindigkeit bei gleich-
bleibender Schweißspannung zu erhöhen, um die Zeiten
für die Ausführung der Verbindung zu verkürzen, den Ver-
zug zu verringern und die Produktivität zu erhöhen.
Es handelt sich um ein synergetisches Verfahren,
das sich jedoch von den anderen Verfahren durch die
Art der Einstellung unterscheidet: Zum Regeln längs
der Synergiekurve muss man zuerst die Schweiß-
spannung mit dem Regler M2 einstellen und dann die
Drahtvorschubgeschwindigkeit (Schweißstrom) mit
dem Regler M1 ändern.
Beispiel:
Das Verfahren wie zuvor beschrieben wählen.
Mit der Taste T1 die LED L2 für die
Drahtvorschubgeschwindigkeit und mit der Taste T2 die
LED L4 für die Spannung wählen.
Das Display D1 zeigt die Drahtvorschubgeschwindigkeit
an und das Display D2 zeigt die Spannung an.
Dreht man den Regler M2 ändern sich die zwei Werte von
Spannung und Drahtvorschubgeschwindigkeit gemäß
der werkseitig eingestellten Synergiekurve.
Dreht man den Regler
M1 um eine Raststel-
lung, zeigt das Display
D3 die Bildschirmmas-
ke für die Korrektur
der Drahtvorschubge-
schwindigkeit an.
Dreht man den Regler M1 weiter, wird die prozentuelle
Abweichung vom Nullpunkt angezeigt, der der werkseitig
eingestellten Geschwindigkeit entspricht; auf dem Dis-
play D1 wird hingegen die neue Geschwindigkeit ange-
zeigt.
Erreicht der Korrekturwert die höchste oder niedrigste
Geschwindigkeit der Synergiekurve, erscheint auf dem
Display D3 die Meldung "Speed limit".
Wenn die Drahtvorschubgeschwindigkeit korrigiert wird,
ändert sich weder der Wert der für das Schweißen emp-
fohlenen Dicke noch der Wert des Stroms, doch kann die
Schweißgeschwindigkeit erhöht werden. Die Änderung
der Drahtvorschubgeschwindigkeit mit dem Regler M1
ändert nicht die zuvor eingestellte Schweißspannung.
Nach Abschluss eines Schweißvorgangs mit eingeschal-
teter LEDL8 "Hold” zeigt das Display D1 den der geän-
derten Drahtvorschubgeschwindigkeit entsprechenden
Schweißstrom an.
9.1.4 MIG Root Synergetisches MIG/MAG-Schwei-
ßen.
Dieses Verfahren wurde für Wurzelschweißungen von
Stumpfschweißverbindungen in Fallposition konzipiert.
Geeignet für Eisen und nichtrostenden Stahl.
9.1.5 MIG Synergetisches MIG/MAG-Impuls-
schweißen (auf Anfrage) Art. 231)
Bei diesem Schweißverfahren wird der Schweißzusatz
mittels einer gepulsten Wellenform mit kontrollierter Ener-
gie übertragen, so dass sich die Tropfen des geschmol-
zenen Materials konstant lösen und spritzerfrei auf das
Werkstück übertragen werden. Das Resultat ist eine
Schweißnaht mit guter Überlappung bei Materialstärken
und -typen jeder Art.
Die Einstellungen der Schweißparameter entsprechen de-
nen, die für das synergetische MIG/MAG-Schweißen be-
schrieben wurden.
9.2 MMA-SCHWEISSEN
Bei den kompakten Maschinen den Stecker des Kabels
der Elektrodenzange an die Steckdose E und den Ste-
cker des Massekabels an die Steckdose G anschließen
(hierbei die vom Hersteller der Elektroden angegebene
Polung beachten).
Bei den Maschinen mit separater Drahtfördereinrichtung
muss das Drahtvorschubgerät an die Stromquelle ange-
schlossen bleiben.
Den Stecker des Kabels der Elektrodenzange an die
Steckdose X und den Stecker des Massekabels an die
Steckdose G anschließen (hierbei die vom Hersteller der
Elektroden angegebene Polung beachten).

50
Wenn man dieses Verfahren wählt, ist die Stromquelle
nach 5 Sekunden bereit zur Stromerzeugung.
Zum Vorbereiten der Maschine zum MMA-Schweißen die
Anweisungen befolgen, die oben für das Menü "Wizard”
(Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden.
Im Menü "Process Parameter” ndet man die Einstel-
lungen, die bei diesem Verfahren vorgenommen werden
können:
• Hot Start.
Dies ist der beim Zünden des Lichtbogens abgegebene
Überstrom.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Einstellung der dynamischen Kennlinie des Lichtbogens.
MIN MAX DEF.
Arc Force 0% 100% 30%
Das Display D2 zeigt die während des Schweißens ge-
messene Lichtbogenspannung an.
Das Display D1 zeigt Folgendes an:
- vor dem Schweißen den mit dem Regler M1 eingestell-
ten Strom;
- während des Schweißens den gemessenen Schweiß-
strom.
- Am Ende des Schweißvorgangs zeigt es den gemesse-
nen Strom an. (LED L8 "HOLD" eingeschaltet).
9.3 WIG-SCHWEISSEN
9.3.1 Maschinen mit separater Drahtfördereinrich-
tung.
Das Massekabel an den Pluspol X und den Stecker des
Hauptstromkabels der Zwischenverbindung Drahtvor-
schubgerät/Stromquelle an den Minuspol C anschließen.
Den Brenner an den Euro-Anschluss F anschließen.
Für diesen Schweißmaschinentyp eignet sich der Bren-
ner Art. 1259.
9.3.2 Kompakte Schweißmaschinen.
Das Massekabel an den Pluspol E und den Brenner an
den Minuspol G anschließen.
Den Gasschlauch an den Anschluss H anschließen.
Zum Vorbereiten der Maschine zum WIG-Schweißen die
Anweisungen befolgen, die oben für das Menü "Wizard”
(Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden.
Im Menü "Process Parameter” ndet man die Einstel-
lungen, die bei diesem Verfahren vorgenommen werden
können:
• Start Mode
Siehe Abs. 7.1.7.
• Final Slope (Nur bei 2T oder 4T).
Dies ist die Zeit in Sekunden, in der der Schweißstrom
auf den Wert gesenkt wird und folglich der Lichtbogen
erlischt.
MIN MAX DEF
Final Slope 0,0 s 10 s 0,5 s
• Pulse. Art. 234 (auf anfrage)
WIG-Impulsschweißen.
Bei diesem Schweißverfahren wechselt die Stromstärke
mit einer bestimmten Frequenz zwischen zwei Pegeln.
• Pulse level
Mit dieser Option stellt man die niedrigere der beiden für
dieses Schweißverfahren erforderlichen Stromstärken
ein. Es wird der Prozentsatz dieses Stroms in Bezug auf
den Hauptstrom angezeigt, die vor dem Aufrufen des Un-
termenüs eingestellt wurde.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Dies ist die Impulsfrequenz.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Dies ist die Dauer des höheren Stroms in Prozent bezo-
gen auf die Zeit der Frequenz.
MIN MAX DEF
Duty 10% 90% 50%

51
10 FEHLERCODES
DISPLAY FEHLERBESCHREIBUNG
TRG
blinkend
Brennertaster beim Einschalten der
Maschine oder beim Schließen der
Klappe der Drahtfördereinrichtung
Err 54 Kurzschluss beim Sekundärkreis
Err 56 Störung beim Schweißen
Err 57
Zu hoher Strom im Motor der
Drahtfördereinrichtung. (Die
Drahttransportrollen, den Draht in
der Drahtführungsseele und den
Drahtvorschubmotor kontrollieren.)
Err 58
Fehler beim Abgleich zwischen
den Firmware-Versionen
oder Fehler während der
automatischen Aktualisierung (die
Aktualisierungsprozedur wiederholen).
Err 61 Netzspannung zu niedrig.
Err 62 Netzspannung zu hoch.
TH 0 Übertemperatur der Ausgangsdioden.
TH 1 Übertemperatur des IGBT.
H2O
blinkend,
gefolgt von
Err 75
Problem bei der Kühlpumpe
(Druckschalter).
H2O nc
Problem bei der Kühlpumpe (nicht
angeschlossen).
OPN
Klappe der Drahtfördereinrichtung
geöffnet.
ITO
Siehe Abschnitt 7.3.1 Menü
"Schweißen”
- "Maximaler Vorschub”
Für Fehlercodes, die hier nicht aufgeführt sind, den
Kundendienst kontaktieren.
11 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann
in Einklang mit der Norm CEI 26-29 (IEC 60974-4)
ausgeführt werden.
11.1 WARTUNG DER STROMQUELLE
Für Wartungseingriffe innerhalb des Geräts sicherstellen,
dass sich der Schalter T in der Schaltstellung "O" ben-
det und dass das Netzkabel vom Stromnetz getrennt ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
11.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die Ver-
drahtung wieder so anzuordnen, dass eine sichere Isolie-
rung zwischen Primär- und Sekundärseite der Maschine
gewährleistet ist.
Sicherstellen, dass die Drähte nicht mit beweglichen
Teilen oder mit Teilen, die sich während des Betriebs er-
wärmen, in Berührung kommen können. Alle Kabelbinder
wieder wie beim Originalgerät anbringen, damit es nicht
zu einem Kontakt zwischen Primär- und Sekundärkreis
kommen kann, wenn sich ein Leiter löst oder bricht.
Außerdem die Schrauben mit den gezahnten Unterleg-
scheiben wieder wie beim Originalgerät anbringen.

52
1 PRÉCAUTIONS DE SÉCURITÉ ........................................................................................................................................................53
1.1 PLAQUETTE DES AVERTISSEMENTS ..................................................................................................................................53
2 DESCRIPTIONS GENERALES .........................................................................................................................................................54
2.1 EXPLICATION DES DONNÉES TECHNIQUES ....................................................................................................................54
3. INSTALLATION ET MISE EN OEUVRE. .......................................................................................................................................55
3.1 SOULÈVEMENT ........................................................................................................................................................................55
3.2 ASSEMBLAGE ...........................................................................................................................................................................55
3.3 RACCORDEMENT DES RALLONGES ÉVENTUELLES ..................................................................................................... 55
3.4 RACCORDEMENT DE LA TORCHE DE SOUDURE ............................................................................................................56
3.5 MONTAGE DU GROUPE DE REFROIDISSEMENT ..............................................................................................................56
3.6 POSITIONNEMENT ..................................................................................................................................................................57
3.6.1 PLANS INCLINÉS ..........................................................................................................................................................57
3.7 MISE EN OEUVRE ....................................................................................................................................................................57
4 DESCRIPTION DU GÉNÉRATEUR .................................................................................................................................................57
5 DESCRIPTION DU GROUPE DE REFROIDISSEMENT ................................................................................................................ 59
5.1 RACCORDEMENTS ................................................................................................................................................................. 60
5.2 DESCRIPTION DES PROTECTIONS ...................................................................................................................................... 60
5.2.1 PROTECTION PRESSION LIQUIDE DE REFROIDISSEMENT ............................................................................... 60
5.2.2 FUSIBLE (T 2A/250V-Ø 5X20) ..................................................................................................................................... 60
5.3 MISE EN OEUVRE ................................................................................................................................................................... 60
6 DESCRIPTION DU PANNEAU DE COMMANDES ...................................................................................................................... 60
6.1 PANNEAU DE CONTRÔLE ..................................................................................................................................................... 60
6.2 PANNEAU PARAMÈTRES .......................................................................................................................................................61
6.3 VISUALISATION DES ALARMES ..........................................................................................................................................62
6.4 VISUALISATION DES ERREURS ...........................................................................................................................................62
7 PROGRAMMATION DE LA MACHINE «MAIN MENU» - «MENU PRINCIPAL» ..................................................................62
7.1. MENU «PROCESS PARAMS» - «PARAMÈTRES DE PROCÉDÉ». .....................................................................................63
7.1.1 «PROCESS» - «PROCÉDÉ» ............................................................................................................................................63
7.1.2 «MATERIAL»- «MATÉRIAU» ......................................................................................................................................63
7.1.3 «DIAMETER»- «DIAMÈTRE» ......................................................................................................................................63
7.1.4 «GAS» - «GAZ» ...............................................................................................................................................................63
7.1.5 «ARCLENGTHCORR»- «CORRECTION LONGUEUR D’ARC» ..............................................................................63
7.1.6 «INDUCTANCECORR»- «CORRECTION DE LA VALEUR DE L’IMPÉDANCE» ................................................. 63
7.1.7 «START MODE»- «MODE DE DÉMARRAGE» ..........................................................................................................63
7.1.8 «SPOT»- «POINTAGE / INTERMITTENCE». ............................................................................................................. 64
7.1.9 «HSA»- «HOT START AUTOMATIQUE» ................................................................................................................... 64
7.1.10 «CRA» - «REMPLISSAGE DU CRATÈRE FINAL» ................................................................................................... 64
7.1.11 «SOFT START»- «ACCOSTAGE». ................................................................................................................................ 64
7.1.12 «BURNBACK». .............................................................................................................................................................. 64
7.1.13 «DOUBLE LEVEL»- «NIVEAU DOUBLE» ................................................................................................................ 64
7.1.13.1 «FREQUENCY»- «FRÉQUENCE» DU DOUBLE NIVEAU. ........................................................................ 64
7.1.13.2 «PULSE STEP» .................................................................................................................................................. 64
7.1.13.3 «DUTY CYCLE» ............................................................................................................................................... 64
7.1.13.4 «ARCLENGTHCOR» -«CORRECTION DE LA LONGUEUR D’ARC». .......................................................65
7.1.14 «DOUBLE PULSE» - «DOUBLE PULSATION». .........................................................................................................65
7.1.15 «POST FLOW»- «POST GAZ». ......................................................................................................................................65
7.1.16 «PRE FLOW»- «PRE GAZ» ............................................................................................................................................65
7.1.17 «SPEED CORR»- «CORRECTION DES VITESSES» .................................................................................................. 65
7.2 MENU «JOB» ..............................................................................................................................................................................65
7.2.1 MÉMORISATION D’UN PROGRAMME «JOB» .........................................................................................................65
7.3 MENU «SETTINGS»- «PARAMÈTRES» ................................................................................................................................65
7.3.1 MENU «WELDING» - «SOUDURE» ............................................................................................................................65
7.3.2 MENU «MACHINE»- «RÉGLAGES DE LA MACHINE» ..........................................................................................65
7.3.3 MENU «FACTORY SETUP» - «RÉACTIVATION DES PARAMÈTRES ENREGISTRÉES» .................................66
7.3.4 MENU «LANGUAGES» - «MÉMORISATION DE LA LANGUE». ...........................................................................66
7.4 MENU INFORMATIONS ..........................................................................................................................................................66
8 ACCÈS RAPIDE .................................................................................................................................................................................66
8.1 «MEM» - «MÉMORISATION» .................................................................................................................................................66
8.2 «PAR» - «PARAMÈTRES DE PROCÉDÉ» ..............................................................................................................................66
8.3 «2T/4T» - «DEUX TEMPS / QUATRE TEMPS» ......................................................................................................................66
8.4 «JOB»- «PROGRAMMES DE TRAVAIL» ...............................................................................................................................66
8.5 «H2O» ..................................................................................................................................................................................66
8.6 «WIZ» ASSISTANT LOGICIEL ................................................................................................................................................66
9 SOUDAGE ..................................................................................................................................................................................66
9.1 SOUDAGE MIG/MAG ................................................................................................................................................................66
9.1.1 MIG ---- SOUDAGE MIG/MAG SYNERGIQUE .........................................................................................................66
9.1.2 MIG MAN. SOUDAGE MIG/MAG CONVENTIONNEL ............................................................................................66
9.1.3 MIG HD. SOUDAGE MIG/MAG SYNERGIQUE À HAUT TAUX DE DÉPÔT .........................................................66
9.1.4 MIG ROOT SOUDAGE MIG/MAG SYNERGIQUE ....................................................................................................67
9.1.5 MIG SOUDAGE MIG/MAG SYNERGIQUE PULSÉ. ......................................................................................67
9.2 SOUDAGE MMA ........................................................................................................................................................................67
9.3 SOUDAGE TIG ...........................................................................................................................................................................67
9.3.1 MACHINES AVEC ENTRAÎNEMENT FIL SÉPARÉ .................................................................................................67
9.3.2 MACHINES COMPACTES ............................................................................................................................................. 67
10 CODES D’ERREUR ............................................................................................................................................................................68
11 ENTRETIEN 68
11.1 ENTRETIEN DU GÉNÉRATEUR ............................................................................................................................................68
11.2 MESURES À ADOPTER APRÈS UNE INTERVENTION DE RÉPARATION ....................................................................69
SOMMAIRE

53
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL
IMPORTANT: AVANT LA MISE EN MARCHE DE LA MA-
CHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC
PEUVENT ÊTRE NUISIBLES À VOUS ET AUX
AUTRES. L’utilisateur doit pourtant connaître les risques,
résumés ci-dessous, liés aux opérations de soudure.
Pour des informations plus détaillées, demander le ma-
nuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dan-
gereux.
· Le courant électrique traversant n’importe
quel conducteur produit des champs élec-
tromagnétiques (EMF). Le courant de sou-
dure ou de découpe produisent des champs
électromagnétiques autour des câbles ou
des générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des sti-
mulateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de sou-
dure ou de découpe peut produire des effets inconnus
sur la santé.
Pour reduire les risques provoqués par l’exposition aux
champs électromagnétiques chaque opérateur doit
suivre les procédures suivantes:
- Vérier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les xer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble
de la pince porte-électrode ou de la torche. Si le
câble de masse se trouve à droite de l’opérateur, le
câble de la pince porte-électrode ou de la torche doit
être égale ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de dé-
coupe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indica-
tions contenues dans la norme harmonisée IEC 60974-
10(Cl. A) et ne doit être utilisée que pour des buts profes-
sionnels dans un milieu industriel. En fait, il peut y avoir
des difcultés potentielles dans l’assurance de la com-
patibilité électromagnétique dans un milieu différent de
celui industriel.
ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements
électriques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numé-
rotées de la plaquette.
B. Les galets entraînement l peuvent blesser les mains.
C. Le l de soudure et le groupe entraînement l sont
sous tension pendant le soudage. Ne pas approcher
les mains ni des objets métalliques.
1. Les décharges électriques provoquées par l’élec-
trode le câble peuvent être mortelles. Se protéger de
manière adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants hu-
mides ou endommagés.
1.2 S’assurer d’être isolés de la pièce à souder et du sol
1.3 Débrancher la che du cordon d’alimentation avant
de travailler sur la machine.
2. L’inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l’écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de dé-
chargement des locaux pour éliminer toute exhalai-
son.

54
2.3 Utiliser un ventilateur d’aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent
causer des explosions ou des incendies.
3.1 Tenir les matières inammables à l’écart de la zone
de soudure.
3.2 Les étincelles provoquées par la soudure peuvent
causer des incendies. Maintenir un extincteur à proxi-
mité et faire en sorte qu’une personne soit toujours
prête à l’utiliser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler la
peau.
4.1 Porter un casque et des lunettes de sécurité. Utili-
ser des dispositifs de protection adéquats pour les
oreilles et des blouses avec col boutonné. Utiliser des
masques et casques de soudeur avec ltres de de-
gré approprié. Porter des équipements de protection
complets pour le corps.
5. Lire la notice d’instruction avant d’utiliser la machine
ou avant d’effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d’avertisse-
ment.
2 DESCRIPTIONS GENERALES
La machine est une installation multiprocédés appropriée
pour le soudage MIG/MAG, TIG (DC) avec amorçage à
contact de l’arc et MMA (sauf type cellulosique), réalisée
avec la technologie à inverter. La machine ne peut être
utilisée que pour les emplois décrits dans ce manuel. Ne
pas l’utiliser pour dégeler des tuyaux.
2.1EXPLICATION DES DONNÉES TECHNIQUES
La machine est fabriquée d’après les normes suivantes :
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (Cl. A) / IEC
61000-3-11/ IEC 61000-3-12 (voir remarque 2).
N°. Numéro de matricule à citer toujours pour
toute question concernant le poste à souder.
3
~
f
1
f
2
Convertisseur statique de fréquence
triphasé
transformateur-redresseur
MIG Indiqué pour soudage MIG-MAG.
MMA Indiqué pour soudage avec électrodes
enrobées.
TIG Indiqué pour soudage TIG.
U0. Tension à vide secondaire.
X. Facteur de service en pourcentage.
Le facteur de service indique, en pourcentage
sur 10 minutes, pendant combien de temps
le poste peut souder avec un courant
déterminé sans surchauffer.
I2. Courant de soudure
U2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation.
Dans les modèles multitension «Multi
Voltage» la machine se prédispose
automatiquement à la tension d’alimentation
de l’installation où elle est reliée.
3 ~ 50/60Hz Alimentation triphasée 50- ou 60-Hz.
I1 Max Courant max. absorbé au courant
correspondant I2 et tension U2.
I1 eff C’est la valeur maximale du courant effectif
absorbé compte tenu du facteur de service.
Généralement, cette valeur correspond à la
capacité du fusible (type retardé) à utiliser
comme protection de la machine.
IP23S Degré de protection de la carcasse.
Degré3en tant que deuxième chiffre signie
que cette machine peut être entreposée,
mais elle ne peut pas être utilisée à l’extérieur
en cas de précipitations, à moins qu’elle n’en
soit protégée.
S
Appropriée pour un usage à haut risque
milieux.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2- Cette machine est conforme à la norme IEC 61000-
3-12 à condition que l’impédance maximale Zmax
admise de l’installation soit inférieure ou égale à
0.090 (Art. 318 et 319)-0,051 (Art. 320) dans le point
d’interface entre l’installation de l’utilisateur et le réseau
publique. Il revient à l’installateur ou à l’utilisateur de
la machine de garantir, après avoir éventuellement
consulté l’opérateur du réseau de distribution, que la
machine soit reliée à une alimentation avec impédance
maximale de système admise Zmax inférieure ou égale
à 0,090 (Art. 318 et 319)-0,051 (Art. 320).

55
3 INSTALLATION ET MISE EN OEUVRE.
3.1 SOULÈVEMENT (FIG. 1).
Fig. 1
3.2 ASSEMBLAGE
• Sur tous les générateurs il faut monter les roues arrière
après avoir introduit l’axe (g. 2).
Fig. 2
• Pour les machines avec chariot, il faut monter le
pivotement sur les chariots entraînement l aussi bien
que sur le générateur ; les roues petites fournies avec
les vis doivent être montées sur le fond du dévidoir
entraînement l et sur le support de la torche, et après
il faut positionner le dévidoir. i (voir g. 3).
3.3 RACCORDEMENT DES RALLONGES
ÉVENTUELLES
• Bloquer l’extrémité de la connexion BA, en xant la
languette BB sur la base de la machine comme indiqué
sur la Fig. 4.
Fig. 3
Fig. 4
BA
BB

56
• Procéder aux raccordements, sur la partie arrière du
générateur, comme indiqué sur la Fig. 5
Fig. 5
• Éviter de prévoir la connexion sous forme de bobine
pour réduire au minimum les effets inductifs qui
pourraient affecter les résultats de la soudure.
• Connecter l’autre extrémité de la connexion BA au
dévidoir entraînement l comme indiqué sur la Fig. 6.
Fig. 6
• Les tuyaux du liquide de refroidissement doivent être
connectés aux raccords rapides sous la base du
dévidoir entraînement l (voir Fig. 7), en respectant les
couleurs indiquées sur la partie avant du dévidoir.
Fig. 7
3.4 RACCORDEMENT DE LA TORCHE DE SOUDURE.
• Connecter la torche au raccord centralisé F.
• Monter la bobine du l.
• Vérier si la gorge des galets d’entraînement correspond
au diamètre du l utilisé. Si un remplacement est
nécessaire, suivre la procédure suivante (Fig. 8):
Fig. 8
BN
BN
CA
Ouvrir la porte du compartiment entraînement l.
Retirer le carter CA du groupe entraînement l.
Débloquer les galets presse-l avec le bouton de
réglage de la pression BN.
Remplacer les galets et remonter le carter CA.
Introduire le l dans l’entraînement et dans la gaine de
la torche.
Bloquer les galets presse-l avec le bouton BN et
régler la pression.
Connecter le câble de masse (fourni avec la machine)
aux prises D.
Brancher le tuyau du gaz au raccord G.
3.5 MONTAGE DU GROUPE DE REFROIDISSEMENT
(ART. 1683 - SUR DEMANDE POUR ART. 318 ET 319)
(Fig.9).
Si on utilise le groupe de refroidissement, suivre la
procédure suivante :
• Retirer le panneau M
• Introduire le groupe de refroidissement dans le
compartiment de façon qu’il soit possible de voir sur la

57
partie avant la fente pour contrôler le niveau du liquide.
• Fixer le groupe au chariot du poste à souder avec les
vis fournies.
Fig. 9
3.6 POSITIONNEMENT
Positionner le poste à souder de façon à permettre une
libre circulation de l’air à l’intérieur et éviter l’introduction
de poudres de métal ou de tout autre type.
3.6.1 Plans inclinés.
Cette machine étant munie de roues sans freins, il faut
faire attention à ne pas la positionner sur des surfaces
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L
inclinées pour éviter tout renversement ou mouvement
non contrôlé.
3.7 MISE EN OEUVRE
• L’installation de cette machine doit être faite par du
personnel expert.
• Toutes les connexions doivent être exécutées d’après
les règlements en cours (IEC/CEI EN 60974-9), et en
observant entièrement les lois de sécurité.
• Connecter la che sur le câble d’alimentation en faisant
attention à relier le conducteur jaune vert au pôle de terre.
• Vérier que la tension d’alimentation corresponde bien
à la valeur nominale du poste à souder.
• Dimensionner les fusibles de protection d’après les
données indiquées sur la plaquette des données
techniques.
4 DESCRIPTION DU GÉNÉRATEUR (FIG. 10 =
VERSION COMPACTE) (FIG. 11 = VERSION AVEC
ENTRAÎNEMENT FIL SÉPARÉ)
A) - PANNEAU DE COMMANDES.
Lever le guichet transparent pour avoir accès au panneau
de commandes.
B - Connecteur:
Connecteur type DB9 ( RS 232) à utiliser pour mettre à
jour les programmes des microprocesseurs.

58
C- Connecteur:
Connecteur type USB à utiliser pour mettre au jour les
programmes des microprocesseurs. Seulement sur les
machines avec entraînement l séparé.
D - Connecteur:
Connecteur pour brancher les commandes à distance et
le câble de commande de la torche Push–Pull.
E – Prise (+):
Priseoù il faut brancher le connecteur du câble de masse
en soudage TIG, la pince porte-électrode en soudage
MMA.
F - Raccord centralisé–
Où il faut brancher la torche de soudure.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11
G - Prise:
Prise où il faut brancher le connecteur du câble de masse
en soudage MIG/MAG et MMA.
H – Raccord:
Où il faut brancher le tuyau du gaz sortant de la torche TIG.
I – Robinets à embrayage rapide:
Où il faut brancher le tuyaux sortant de la torche refroidie
à l’eau, si présente. NB. Respecter les couleurs des
tuyaux et des robinets. Seulement sur les machines avec
entraînement l séparé.
L - Support:
Support pour la torche de soudure.

59
Fig. 12
AD
AM AL AH AI
AG
AF
AE
M - Panneau:
Panneau de fermeture du compartiment du groupe de
refroidissement.
N – Tuyau du gaz.
O - Raccord tuyau gaz:
Où il faut brancher le tuyau du gaz de la liaison de
raccordement générateur/dévidoir.
P - Connecteur:
Où il faut brancher le connecteur du câble des services
de la liaison de raccordement générateur/dévidoir.
Q - Prise pressostat:
Prise où il faut brancher le câble sortant du pressostat
placé à l’intérieur du groupe de refroidissement (Art. 1683).
R – Porte-fusible.
S – Prise:
Prise où il faut brancher le câble de réseau du groupe de
refroidissement Art. 1683 (optionnel).
T – Interrupteur ON/OFF.
U - Cordon d’alimentation.
V - Courroies de blocage de la bouteille.
W – Support de la bouteille du gaz.
Z - Robinets à embrayage rapide:
Où il faut brancher les tuyaux rouge et bleu de la liaison
de raccordement générateur/ dévidoir. Seulement sur les
machines avec entraînement l séparé.
NB : Les robinets sont positionnés sous le dévidoir
entraînement l. Respecter les couleurs des tuyaux et
des robinets.
X – Prise:
Où, en soudage MIG/MAG., il faut brancher le connecteur
volant du câble de puissance (pôle +) de la liaison de
raccordement générateur/chariot. Seulement sur les
machines avec entraînement l séparé.
Y – Raccord:
Brancher le tuyau du gaz sortant de la liaison de
raccordement générateur/dévidoir. Seulement sur les
machines avec entraînement l séparé.
K - Fiche:
Oùil faut brancher le connecteur volant du câble de
puissance de la liaison de raccordement générateur/
dévidoir. Seulement sur les machines avec entraînement
l séparé.
AA - Porte du carter bobine l.
AB - Carter bobine l.
AC - Support bobine:
Approprié pour des bobines standard jusqu’à Ø 300 mm,
16 Kg.
5 D ESCRI PTIO N DU GROU PE DE REFRO IDI SSE MENT
Art.1683 (Fig. 12).
Ce groupe de refroidissement, qui est fourni sur
demande pour les art. 318 et 319, a été conçu pour
refroidir les torches utilisées pour la soudure et il ne doit
être utilisé qu’avec ces générateures.
AD - Fente:
Fente pour inspecter le niveau du liquide de
refroidissement.
AE - Bouchon.
AF - Robinets à embrayage rapide:
Connecter le tuyau rouge et bleu à la torche de soudure.
NB. Respecter les couleurs des tuyaux et des robinets.
AG - Robinets à embrayage rapide:
Où il faut brancher les tuyaux rouge et bleu de la liaison
de raccordement générateur/ chariot dans les machines
avec entraînement l séparé. NB. Respecter les couleurs
des tuyaux et des robinets.
AH - Porte-fusible.

60
AI - Connexion.
Pour la protection «pression liquide de refroidissement».
AL – Interrupteur ON/OFF.
AM -Cordon d’alimentation.
5.1 RACCORDEMENTS.
Pour les raccordements électriques des rallonges
éventuelles et des protections, suivre les instructions du
manuel fourni avec le groupe de refroidissement.
5.2 DESCRIPTION DES PROTECTIONS.
5.2.1 Protection pression liquide de refroidissement.
Cette protection est réalisée au moyen d’un pressostat,
inséré dans le circuit de refoulement du liquide, qui
commande un micro-interrupteur. Si la pression est
insufsante, l’afcheur D1 visualise le sigle H2O
clignotant.
5.2.2 Fusible (T 2A/250V-Ø 5x20).
Ce fusible a été inséré à protection de la motopompe et
il est inséré dans le panneau arrière du poste à souder
dans le porte-fusible BF. (Fig. 1)
5.3 MISE EN OEUVRE.
Desserrer le bouton AU et remplir le réservoir (la machine
est fournie avec un litre environ de liquide).
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1
Il est important de contrôler périodiquement, à travers la
fente AT, que le liquide est maintenu au niveau «maxi».
6 DESCRIPTION DU PANNEAU DE COMMANDES
(Fig. 13-14)
Le panneau de commandes est formé par une zone
contrôle (Fig. 13) et une zone paramètres (Fig. 14).
6.1 PANNEAU DE CONTRÔLE (FIG. 13).
Touche de sélection T1
À chaque pression, on sélectionne la grandeur
réglable à travers le boutonM1. Les grandeurs
sélectionnables, visualisées par le voyant L1, L2 et
L3, sont en relation au type de procédé de soudure
choisi.
Voyant L1 Épaisseur
Signale que l’afcheur D1 visualise l’épaisseur, en
mm, de la pièce à souder selon le courant et la vitesse
du l enregistrés. Actif dans les procédés MIG/MAG
synergiques.
Voyant L2 Vitesse du l
Signale que l’afcheur D1 visualise la vitesse, en
mètres / minute, du l de soudure. Actif dans tous les
procédés de soudage MIG/MAG.
Voyant L3 Courant de soudure
Il signale que l’afcheur D1 visualise un courant de
soudure en ampères.

61
Bouton M1
Selon le type de procédé sélectionné avec ce
bouton, les grandeurs sont réglées avec la touche
T1.
Afcheur D1
Il visualise la valeur des grandeurs sélectionnées avec la
touche T1 et réglées avec le bouton M1.
Touche de sélection T2
À chaque pression on sélectionne la grandeur
réglable à travers le bouton M2. Les tailles
sélectionnables, visualisées par les voyants L4,
L5 et L6, sont en relation au type de procédé de soudure
choisi.
Voyant L4 Tension de soudure
Il signale que la valeur visualisée sur l’afcheur D2 est
une tension exprimée en volts.
L’arc étant éteint, dans les procédés MIG/MAG, la valeur
visualisée sur l’afcheur D2 est la tension pré-enregistrée
ou le «set point» (voir paragraphe 9.1 Soudage MIG/MAG).
Pendant le soudage, la valeur visualisée sur l’afcheur D2
est toujours la tension mesurée par le générateur.
Voyant L5 Longueur de l’arc
Dans les procédés de soudage MIG/MAG synergiques
(sauf MIG HD), il signale que l’afcheur D2 visualise la
valeur du courant d’arc de soudure.
La valeur 0 (zéro) correspond à la longueur d’arc pré-
enregistrée par le fabricant.
Avec le bouton M2 il est possible d’allonger l’arc (valeurs
positives) ou le réduire (valeurs négatives) avec une plage
de réglage -9,9 ÷ +9,9.
Voyant L6 Impédance
Dans les procédés de soudage MIG/MAG, il signale
que l’afcheur D2 visualise la valeur de l’impédance.
La valeur 0 (zéro) correspond à l’impédance pré-
enregistrée par le fabricant.
Avec le bouton M2 il est possible de l’allonger (valeurs
positives) ou la réduire (valeurs négatives) dans une plage
de réglage de -9,9 ÷ +9,9.
Bouton M2
ISelon le type de procédé sélectionné avec ce
bouton, on règle les grandeurs sélectionnées par
la touche T2.
Dans les procédés MIG/MAG synergiques, quand le
voyant L4 est allumé (tension de soudure), avec ce
bouton la sélection se déplace automatiquement au
voyant L5 (longueur de l’arc).
Afcheur D2
Dans tous les procédés de soudure, il afche
numériquement les sélections réalisées avec la touche
de sélection T2 et réglées par le bouton M2.
Voyant L7 Position globulaire
Dans les procédés MIG/MAG synergiques, il signale
que le paire de valeurs de courant et de tension
choisies pour la soudure peut générer des arcs instables
et avec projections.
Voyant L8Hold
Il s’active automatiquement à la n du procédé de
soudure pour signaler que sur les afcheurs D1 et D2
les deux dernières valeurs de courant et de tension
mesurées sont visualisées.
Voyant L9 Sécurité
Il signale la fonction de blocage de certaines touches.
L’opérateur ne pourra régler que les paramètres
compris dans la zone du panneau de contrôle.
Pour activer la fonction, appuyer sur la touche T5 et, en la
gardant enfoncée, appuyer brièvement sur la touche T2.
Le voyant L9 s’allume et visualise la fonction active. Pour
sortir, appuyer de mêmes sur les touches T5 et T2.
Touche T4 Test l
Il permet l’alimentation progressive du l jusqu’à 8
m/min sans tension dans la torche et sans sortie
de gaz.
Touche T3 Test Gaz
Appuyer sur cette touche et le gaz sortira pour
30s, appuyer encore pour bloquer.
6.2 PANNEAU PARAMÈTRES (FIG. 14).
Il permet un accès rapide aux menus du poste à souder
et aux fonctions additionnelles qui sont visualisés et
immédiatement disponibles.
Il est formé par un afcheur à matrice D3 où toutes
les informations nécessaires à la programmation sont
visualisées ; il visualise les touches de navigation (T10,
T11, T12 et T13) avec lesquelles on navigue dans les
différents menus ; les touches fonction (T5, T6, T7, T8 et
T9) qui permettent l’accès aux différents menus formant
le micrologiciel et une série de voyants qui signalent
le type de procédé utilisé (L10, L11L12) et certaines
fonctions additionnelles (L13, L14 et L15).
Lors de la mise en
marche du poste à
souder, l’afcheur D3
visualise pendant
environ 5 secondes,
certaines informations
relatives à la condition
de la machine (voir par.
7.4 menu Informations), parmi lesquelles la version du
micrologiciel.
Immédiatement après, il visualise les paramètres pré-
enregistrés par le fabricant du poste à souder :
- La date (jour/mois/an) et l’heure (heures et minutes).
- Procédé MIG synergique. (Voyant L10 allumé).
- Fil de soudure type SG2 ø 1,0 mm.
- Gaz Ar/18% CO2.
- Mode d’allumage 2 temps 2T.

62
Dans la partie inférieure
de l’afcheur, les sigles
(MEM, PAR, 2T/4T et
JOB) sélectionnables
avec les touches fonction
T6, T7, T8, T9 (voir par.8)
sont visualisés.
6.3 VISUALISATION DES ALARMES
Quand la machine détecte une alarme temporaires, les
afcheurs D1 et D2 visualisent l’inscription clignotante
selon la cause qui a provoqué l’alarme. PAR exemple :
si la porte de l’entraînement l est ouverte, l’inscription
«OPN» sera visualisée.
6.4 VISUALISATION DES ERREURS
Quand la machine détecte une alarme grave, les
afcheurs D1 et D2 visualisent l’inscription «Err» suivie
par le code d’erreur approprié.
Le cas échéant, arrêter la machine et contacter le service
après vente (voir paragraphe 10).
7 PROGRAMMATION DE LA MACHINE
«Main Menu» - «Menu principal»
La programmation est effectuée dans le «Menu principal»
auquel on a accès en appuyant sur la touche T5 et ensuite
la touche T6 (MENU) ou bien à travers le menu d’accès
rapide décrit au paragraphe 8.
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
À l’intérieur du «Menu Principal», au moyen des touches
T10 et T11, il est possible de sélectionner l’un des postes
de la liste mise en évidence par la bande jaune. Avec la
touche T12 on entre dans le sous-menu relatif, par contre
avec la touche T13 on revient au menu précédent en
conrmant, en même temps, le choix effectué.
Une èche tournée vers le bas signale qu’il y a d’autres
postes non visualisés sur l’écran.
Ce principe de navigation s’applique à tous les menus
de la machine.
Les postes disponibles du «Menu Principal» sont :
- «ProcessParams» - Paramètres de procédé (Voir par. 7.1)
- «Jobs» (Voi par. 7.2)
- «Settings» - Paramètres enregistrés (Voir par. 7.3)
- «Information» - Informations (Voir par. 7.4)

63
7.1 MENU «PROCESS PARAMS» - «PARAMÈTRES DE
PROCÉDÉ».
«Paramètres de procédé»se fait par le «Menu Principal»
ou directement en appuyant sur la touche T7 (PAR). Ici, la
liste des paramètres que l’opérateur peut modier selon
le procédé de soudure sélectionné est prévue (voyants
L10, L11, L12).
À l’intérieur des «Paramètres de procédé» il est possible
d’accéder directement à la mémorisation en appuyant
sur la touche T6 (MEM) (voir par. 7.2.1
7.1.1 «Process» - «Procédé».
Le premier paramètre
est le procédé de
soudure. La pression de
la touche T12 permet
d’accéder à l’écran de
sélection du type de
procédé.
Les touches T10 et T11, permettent non seulement
d’effectuer la sélection indiqué par la bande jaune, mais
aussi de faire déler tous les procédés disponibles.
Les procédés de soudure sélectionnables sont les
suivants :
MIG Soudage MIG/MAG synergique pulsé (sur de-
mande art. 231).
MIG Soudage MIG/MAG synergique.
MIG HD Soudage MIG/MAG synergique à haut taux
de dépôt.
MIG Root Soudage MIG/MAG synergique pour
soudures verticales descendantes.
MIG Man Soudage MIG/MAG conventionnel.
TIG Procédé de soudage avec électrode infusible
convenable à tous les métaux exception faite
pour l’aluminium, le magnésium et le laiton.
L’amorçage de l’arc est obtenu par contact
sans haute fréquence.
MMA Procédé de soudage avec électrode enrobé
et fusible.
7.1.2 «Material»- «Matériau» (actif dans les procédés
MIG/MAG).
Par ce poste, on sélectionne le type de matériau du l de
soudure.
7.1.3 «Diameter»- «Diamètre» (actif dans les procédés
MIG/MAG).
Les diamètres du l de soudure dépendent du type de
matériau sélectionné.
7.1.4 «Gas» - «Gaz» (actif dans les procédés MIG/MAG).
Les gaz qui peuvent être utilisés dépendent du type de
matériau sélectionné.
7.1.5 «ArcLengthCorr»- «Correction longueur d’arc»
(Disponible pour MIG/MAG synergique, MIG
Root).
Ce paramètre permet la
correction de la
longueur de l’arc en Volt
au moyen des touches
T10 et T11 ou du bouton
M2.
MIN MAX DEF.
Corr. longueur d’arc -9,9 V 9,9 V 0,0 V
ATTENTION :
Dans la page de réglage, qui est semblable pour tous les
paramètres avec une plage de réglage, il y a :
- Le nom du paramètre est en cours de correction.
- La valeur et l’unité de mesure.
- L’échelle de réglage.
- Les abréviations :
MIN = réglage minimum. Touche T5.
MAX = réglage maximum. Touche T7.
DEF = valeur prédénie. Touche T6.
7.1.6 «InductanceCorr»- «Correction de la valeur de
l’impédance» (actif dans tous les procédés MIG/
MAG synergiques, sauf MIG HD)
Il permet de corriger la valeur de l’impédance.
MIN MAX DEF.
Corr. valeur impédance -9,9 9,9.1.5 0,0.1.5
7.1.7 «Start Mode»- «Mode de démarrage» (choix du
mode de démarrage soudage).
2T (Actif dans les procédés MIG/MAG et TIG).
La machine commence à souder quand on appuie sur
la touche de la torche et s’arrête quand on la relâche.
4T (Actif dans les procédés MIG/MAG et TIG).
Pour commencer le soudage, appuyer et relâcher
le bouton torche, pour interrompre il faut appuyer et
relâcher le bouton encore une fois.
3L (Actif dans les procédés MIG/MAG synergiques).
La soudure commence quand le bouton torche
est enfoncé, le courant de soudure rappelé sera
le courant de démarrage enregistré sous “Start
current”. Ce courant est maintenu jusqu’à quand
le bouton torche est enfoncé ; quand le bouton est
relâché, le premier courant se raccorde au courant
de soudure, enregistré avec le bouton «Slopetime»
, et il est maintenu jusqu’à quand le bouton torche
est enfoncé de nouveau. Quand le bouton torche est
enfoncé encore, la courant de soudure se raccorde
au troisième courant (courant de «Crater-ller»)
enregistré au paramètre “CraterCurrent”pour le
temps établi par le “Slope time” et il est maintenu
jusqu’à quand le bouton torche est relâché. Quand le
bouton est relâché la soudure s’interrompt.
Réglages pour 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
CraterCurrent 10% 200% 60%

64
7.1.8 «Spot»- «pointage / intermittence».
(Actif seulement dans les procédés MIG/MAG 2T ou 4T).
OFF (prédéni)
ON
Si on sélectionne «ON», les réglages suivants sont
disponibles :
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 «HSA»- «Hot Start Automatique».
(Actif seulement dans les procédés MIG/MAG synergiques
2T ou bien 4T).
Cette fonction est bloquée quand la fonction 3L est
active et elle ne fonctionne qu’avec les programmes
synergiques. Particulièrement indiqué pour le démarrage
«à chaud» dans le soudage de l’aluminium.
OFF (prédéni).
ON.
Si on sélectionne «ON», les réglages suivants sont
disponibles :
MIN MAX DEF.
Start current 10% 200% 135%
Startingcurrent time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
La soudure commence par la “Start Current”.La durée de
ce premier courant est réglée par le temps “startingcurrent
time”. Ce temps étant écoulé, le courant se raccorde à
celui de soudure dans le temps ”Slope Time”.
7.1.10 «CRA» - «Remplissage du cratère nal».
(Actif seulement dans les procédés MIG synergiques 2T
ou bien 4T).
OFF (prédéni)
ON
Si on sélectionne «ON», les réglages suivants sont
disponibles :
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
CraterCurrent 10% 200% 60%
CraterCurrent Time 0,1 s 10 s 0,5 s
7.1.11 «Soft Start»- «Accostage».
(Actif seulement dans les procédés MIG/MAG)
C’est la vitesse du l, exprimée en pourcentage de la
vitesse enregistrée pour la soudure, avant que le l
touche la pièce à souder.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 «Burnback».
(Actif seulement dans les procédés MIG/MAG)
Il est utilisé pour régler la longueur du l sortant de la
buse gaz après la soudure.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 «Double Level»-«Niveau double» (Art. 233 sur
demande).
Actif seulement dans les procédés MIG/MAG
synergiques).
Ce type de soudure fait varier l’intensité de courant entre
les deux niveaux.
Avant de programmer la soudure double niveau il faut
réaliser un court cordon de soudure pour déterminer
la longueur du l et le courant nécessaire à obtenir la
pénétration et la largeur du cordon optimales pour le
joint que l’on désire produire. La valeur de la vitesse
d’alimentation du l (et du courant correspondant) est
ainsi déterminée et à cette valeur seront alternativement
ajoutés ou déduits les mètres/minute qui seront
programmés. Avant de commencer le travail il ne faut
pas oublier que dans un cordon correct la superposition
minimum entre une «maille» et l’autre doit être 50%.
OFF (prédéni)
ON.
Si on sélectionne «ON», les réglages suivants sont
disponibles :
MIN MAX PRED.
Fréquence 0,1 Hz 5 Hz 1,5 Hz
Pulsestep 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Correctionarc -9,9 9,9 0
7.1.13.1 «Frequency»- «fréquence» du double niveau.
La fréquence, exprimée en Herz, est le nombre de
périodes par seconde. Période signiant l’alternance
entre la vitesse haute et la vitesse basse.
La basse vitesse, qui ne pénètre pas, est utilisée par
l’opérateur pour se déplacer d’une maille à la maille
suivante ; la haute vitesse, correspondant au courant
maximal, est le courant qui pénètre et réalise la maille de
soudure ; l’opérateur s’arrête alors pour réaliser la maille.
7.1.13.2 «Pulse Step»: c’est la grandeur de la variation
de la vitesse en m/min.
La variation détermine la somme et la soustraction de
m/min de la vitesse de référence préalablement décrite.
Les paramètres étant égaux, si on augmente le nombre,
la maille sera plus large ou on obtiendra une pénétration
plus importante.
7.1.13.3 «Duty cycle»: temps du niveau double.
Exprimé en pourcentage, c’est le temps de la vitesse/

65
courant le plus élevé par rapport à la durée de la période.
Les paramètres étant égaux, il détermine le diamètre de
la maille et la pénétration.
7.1.13.4 «ArcLengthCor» -«Correction de la longueur
d’arc».
Règle la longueur de l’arc de la vitesse/courant plus
important.
Attention : un bon réglage prévoit une longueur d’arc
égale pour les deux courants.
7.1.14 "Double Pulse" - "Double Pulsation".
Activation automatique au moment de l'achat des deux
mises au jour Art. 231 et Art. 233.
Pour le fonctionnement voir paragraphe 7.1.13.
7.1.15 «Pre ow»- «Pre Gaz».
(Dans tous les procédés sauf MMA).
MIN MAX DEF.
Pre Gaz 0 s 10 s 0,1 s
7.1.16 «Post ow»- «Post Gaz».
(Dans tous les procédés sauf MMA).
MIN MAX DEF.
Post Gaz 0 s 10 s 3 s
7.1.17 «Speed Corr»- «Correction des vitesses».
(Actif seulement dans les procédés MIG HD).
Il permet de corriger le courant en pourcentage de la
vitesse du l par rapport à la vitesse pré-enregistrée.
MIN MAX DEF.
CorrectionVitesse -9,9% 9,9% 0,0%
7.2 MENU «JOB».
Dans cette section on peut mémoriser, rappeler, modier,
copier ou éliminer des programmes de travail.
Sur le «Menu Principal», avec la touche T11, mettre en
évidence le poste “Jobs” et entrer dans le sous menu
avec la touche T12.
7.2.1 Mémorisation d’un programme «JOB».
Après avoir exécuté les réglages et les enregistrement
préalablement décrits, avec les touches T10 et T11
choisir une position dans la mémoire et appuyer sur la
touche T6 (SAVE) pour mémoriser.
Le numéro du
programme «Job», le
procédé de soudure et
le diamètre du l sont
visualisés su l’ afcheur.
Quand un «Job» a été
mémorisé, dans la partie
inférieure de l’afcheur des sigles correspondant aux
touchesT6, T7, T8 et T9sont visualisés :
- DEL: cette commande efface le «Job» sélectionné.
- RCL: cette commande rappelle le «Job» sélectionné
pour le modier.
- COPY: cette commande copie le «Job» sélectionné et
le mémorise dans une autre position.
7.3 MENU «Settings»- «Paramètres».
Dans cette section on peut enregistrer ou modier les
paramètres les plus importants du poste à souder.
Dans le «Menu
Principal»(voir par. 7),
sélectionner le menu
«paramètres» avec la
touche T10 et le
visualiser avec la touche
T11.
Ici est prévue la liste de
tous les paramètres que
l’opérateur peut modier:
- Welding
- Machine (soudure -
machine)
- Factory Setup
- Languages
Avec la touche T12 on entre dans le sous menu relatif au
paramètre sélectionné.
7.3.1 Menu «Welding» - «Soudure».
Dans ce sous menu, une liste de paramètres de soudure
qui peuvent être modiés est prévue :
- H2O MIG/TIG Cette fonction permet de programmer la
mise en marche du groupe de refroidissement.
Réglages : ON-OFF-Auto (DEF OFF).
Si on sélectionne «Auto», quand on met en marche la
machine, le groupe fonctionne. Si le bouton torche n’est pas
enfoncé, après 30 secondes il s’éteint. Sous la pression du
bouton torche, le groupe commence à fonctionner et si l’on
relâche le bouton, le groupe s’éteint après 3 minutes.
- «Quality Control» - «Contrôle qualité»
Réglage ON - OFF (DEF OFF) (Disponible sur
demande).
- «MAXinching» - «Alimentation maximale»
Le but est d’arrêter le poste à souder si, après le
démarrage, le l sort selon la longueur en centimètres
programmée sans passage de courant.
Réglage OFF - 50 cm (DEF OFF).
- «Push-Pull Force»
Si on monte la torchePush-Pullart. 2008 on active le
fonctionnement du groupe de refroidissement et la
fonction PPF (Push Pull Force). Cette fonction règle
le couple d’entraînement du moteur du push pull pour
rendre linéaire l’alimentation du l.
7.3.2 Menu «Machine»- «Réglages de la Machine».
Ici, les sous menus suivants sont disponibles :
- «Clock Setup» - «Réglage Horloge».

66
7.3.3 Menu «Factory Setup» - «Réactivation des
paramètres enregistrées».
Ce poste permet de revenir aux paramètres initiaux
prédénis par le fabricant.
Trois modes de reactivation sont disponibles :
- All On re-enregistre tout.
- Jobs only On enregistre de nouveau seulement les
programmes de travail «Job»
- Excludejobs On enregistre de nouveau tout, sauf les
programmes de travail «Job» mémorisés.
7.3.4 Menu «Languages» - «Mémorisation de la langue».
Dans cette section, on peut choisir la langue des
messages visualisés sur l’afcheur.
7.4 MENU INFORMATIONS.
Dans cette section, certaines informations concernant le
logiciel du générateur sont visualisées.
8 ACCÈS RAPIDE.
Dans la partie inférieure de l’afcheur D3 dans les
différentes pages, certaines commandes pour l’accès
rapide aux fonctions les plus communes sont visualisées.
8.1 «MEM» - «MÉMORISATION» (voir par. 7.2.1).
Si on désire mémoriser un programme de soudure,
appuyer sur la touche T6, choisir avec les touches T10 et
T11 le numéro de»Job» et ensuite appuyer encore sur la
touche T6 pour mémoriser la condition de soudure.
8.2 «PAR» - «PARAMÈTRES DE PROCÉDÉ» (voir par. 7.1)
8.3 «2T/4T» - «DEUX TEMPS / QUATRE TEMPS» (voir par.
7.1.7).
8.4 «JOB»- «PROGRAMMES DE TRAVAIL».
Si on désire utiliser un programme de travail préalablement
mémorisé, appuyer sur la touche T9 (JOB).
Pour voir tous les paramètres du programme, conrmer
le choix avec la touche T9 (OK), et ensuite appuyer sur la
touche T7 (PAR).
8.5 «H2O». (voir par. 7.3.1).
8.6 «WIZ» ASSISTANT LOGICIEL.
T5 T6 T7
T8
T9
Le «wizard» est un programme qui permet à l’opérateur
d’automatiser rapidement certaines tâches en fonction
du procédé de soudure désiré.
Pour y avoir accès, appuyer sur la touche T5 et ensuite la
touche T9 (WIZ).
Le premier choix suggéré est le procédé de soudure.
Pour choisir le procédé appuyer sur la touche T10 et T11.
Appuyer sur la touche T9 (NEXT) pour entrer directement
dans la page du choix du matériau.
On peut revenir à la page précédente avec la touche T6
(PREV). Comme alternative aux touches T9 et T6 on peut
utiliser les touches T12 et T13.
La page successive sera la page du diamètre, ensuite
la page du gaz, et ensuite encore la page du type de
démarrage «Start Mode». Appuyer sur «END» pour
terminer.
9 SOUDAGE
• Suivre les instructions décrites au paragraphe 3 “MISE
EN OEUVRE” pour préparer le poste à souder.
• Suivre les instructions décrites préalablement dans le
menu “Wizard” Par 8.1 ou bien Par. 7.1.
9.1 SOUDAGE MIG/MAG.
Dans le menu “ProcessParameter” sont prévus les postes
pouvant être réglés par ce procédé :
Ce poste à souder offre un grand choix de procédés de
soudage MIG/MAG qui sont spéciés ci-dessous :
9.1.1 MIG Soudage MIG/MAG synergique.
La caractéristique de ce type de procédé de soudure
est la SYNERGIE entendue comme la prédétermination
de la part du fabricant de la relation entre vitesse du
l (courant), tension et impédance nécessaires à réaliser
une soudure de qualité. Pour ce faire, procéder de la
manière suivante :
• Avec la touche T1 sélectionner le voyant de l’épaisseur.
• Programmer l’épaisseur en tournant le bouton M1.
• Exécuter la soudure.
• Si la longueur d’arc n’est pas correcte, il faut la modier
avec le bouton M2.
9.1.2 MIG Man. Soudage MIG/MAG conventionnel.
Sélectionner le type et le diamètre du l et le type de gaz
de protection.
Dans ce procédé de soudure, la vitesse du l, la tension
et la valeur de l’impédance doivent être programmées
par l’opérateur.
9.1.3 MIG HD. Soudage MIG/MAG synergique à haut
taux de dépôt.
La caractéristique de ce type de procédé est la possibilité
d’augmenter la vitesse du l, la tension de soudure étant
égale de façon à pouvoir réduire le temps d’exécution
du joint et les distorsions et réaliser une plus grande
productivité.
C’est un procédé synergique mais il est différent par
rapport aux autres pour le mode de réglage : Pour
faire déler le long de la courbe synergique, il faut

67
utiliser le bouton M2 qui change tension de soudure
et ensuite avec le bouton M1 on peut changer la
vitesse du l (courant de soudure).
Par exemple :
Sélectionner ce procédé comme décrit préalablement.
Avec la touche T1 sélectionner le voyant L2 de la vitesse
du l et avec la touche T2 le voyant L4 de la tension.
L’afcheur D1 visualise la vitesse du l et l’afcheur D2
visualise la tension.
En tournant le bouton M2, les deux valeurs de tension et
de vitesse du l changent en suivant la courbe synergique
programmée par le fabricant.
En tournant d’un déclic
le bouton M1, l’afcheur
D3 visualise la page
de la correction de la
vitesse du l.
Si on continue à tourner le bouton M1, la différence
en pourcentage par rapport à zéro correspondant à la
vitesse programmée par le fabricant sera visualisée et
l’afcheur D1 visualise la nouvelle vitesse.
Quand la valeur de la correction fait atteindre la vitesse
maximale ou minimale de la courbe synergique, l’afcheur
D3 visualise le message «Speedlimit».
La correction de la vitesse du l ne cause pas de
modication des valeurs de l’épaisseur suggérée pour
la soudure ni des valeurs du courant, mais il est possible
d’augmenter la vitesse de soudure. La modication de la
vitesse du l au moyen du bouton M1 ne change pas la
tension de soudure enregistrée préalablement.
Après l’exécution d’une soudure avec le voyant L8 “Hold”
allumé, l’afcheur D1 visualise le courant de soudure
correspondant à la vitesse du l modiée.
9.1.4 MIG Root Soudage MIG/MAG synergique.
Ce procédé a été étudié pour les soudures de «racine»
de joints “tête-à-tête” verticale descendante. Approprié
pour fer et acier inoxydable.
9.1.5 MIG Soudage MIG/MAG synergique pul-
sé (sur demande Art. 231).
Dans ce procédé de soudure, le métal d'apport est trans-
féré au moyen d'une forme d'onde à impulsions, à énergie
contrôlée, de manière à obtenir un détachement constant
des gouttes de matière fondue, qui tombent sur la pièce
à usiner sans giclées. Le résultat est un cordon de sou-
dure bien relié à tout type de matériau de n'importe quelle
épaisseur.
Les réglages des paramètres de soudure sont les mêmes
des ceux décrits pour le soudage MIG/MAG synergique.
9.2 SOUDAGE MMA
Dans le cas de machines compactes, relier le connecteur
du câble de la pince porte-électrodes au connecteur
E et le connecteur du câble de masse au connecteur
G en respectant la polarité prévue par le fabricant des
électrodes.
Dans le cas de machines avec entraînement l séparé, le
dévidoir doit rester relié au générateur.
Relier le connecteur du câble de la pince porte-électrodes
au connecteur X et le connecteur du câble de masse au
connecteur G en respectant la polarité prévue par le
fabricant des électrodes.
Quand on sélectionne ce procédé, 5 secondes plus tard
le générateur, est prêt à générer le courant.
Pour préparer la machine pour le soudage MMA, suivre
les instructions décrites préalablement dans le menu
“Wizard” Par 8.6 ou bien Par. 7.1.
Dans le menu “ProcessParameter” sont prévus les postes
pouvant être réglés par ce procédé :
• Hot Start.
Il s’agit du surcourant généré au moment de l’amorçage
de l’arc.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
C’est le réglage de la caractéristique dynamique de l’arc.
MIN MAX DEF.
Arc Force 0% 100% 30%
L’afcheur D2 visualise la tension d’arc mesurée pendant
la soudure.
L’afcheur D1 visualise :
- avant de souder le courant programmé avec le bouton
M1.
- pendant le soudage, le courant de soudure mesuré.
- Le soudage étant terminé, il visualise la dernière valeur
de courant détectée. (Voyant L8 «HOLD» allumé).
9.3 SOUDAGE TIG
9.3.1 Machines avec entraînement l séparé.
Brancher le câble de masse au pôle positif X et le
connecteur du câble de puissance de la connexion
chariot/générateur au pôle négatif G.
Connecter la torche au raccord euro E.
Pour ce type de poste à souder, la torche appropriée est
l’art.1259.
9.3.2 Machines compactes.
Brancher le câble de masse sur le pôle positif E et la
torche au pôle negatif G
Brancher le tuyau du gaz à la prise H
Pour préparer la machine au soudage TIG, suivre les
instructions décrites préalablement dans le menu
“Wizard” Par 8.6 ou bien Par. 7.1.
Dans le menu “ProcessParameter” sont prévus les postes
pouvant être réglés par ce procédé :
• Start Mode
Voir paragraphe 7.1.7.

68
• FinalSlope (seulement en 2T ou bien 4T).
C’est le temps en secondes pendant lequel le courant
passe de la valeur de soudure jusqu’à l’arrêt de l’arc.
MIN MAX DEF
FinalSlope 0,0 s 10 s 0,5 s
• Pulse. (Art. 234 sur demande).
Soudage TIG avec pulsation.
Ce type de soudure fait varier l’intensité de courant
entre deux niveaux et la variation a lieu à une certaine
fréquence.
• Pulselevel
Avec cette commande on règle le courant le plus bas
entre les deux nécessaires pour ce procédé de soudure,
et le pourcentage de ce courant par rapport au courant
principal enregistré avant d’entrer dans le sous menu, est
visualisé.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
C’est la fréquence de pulsation.
MIN MAX DEF
frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
C’est le temps de durée du courant le plus élevé exprimé
en pourcentage par rapport au temps de la fréquence.
MIN MAX DEF
duty 10% 90% 50%
10 CODES D’ERREUR
AFFICHEUR DESCRIPTION DE L’ERREUR
TRG
clignotant
Bouton de marche (start) appuyé lors
de la mise sous tension de la machine
ou bien à la fermeture de la porte du
dispositif d’entraînement l
Err 54 Court circuit sur le circuit secondaire
Err 56 Condition anormale pendant le soudage
Err 57
Courant excessif sur le moteur du
groupe d’entraînement l (Vérier les
galets d’entraînement l, le l dans la
gaine et le moteur d’entraînement l)
Err 58
Erreur d’alignement entre les
versions du micrologiciel ou erreur
pendant la phase de mise à niveau
automatique(Répéter la procédure de
mise à niveau)
Err 61 Tension d’alimentation basse
Err 62 Tension d’alimentation haute
TH 0 Surtempérature diodes sortie
TH 1 Surtempérature IGBT
H2O
clignotant
suivi de Err
75
Problème à la pompe de refroidissement
(pressostat)
H2O nc
Problème à la pompe de refroidissement
(non reliée)
OPN Porte ouverte dans l’entraînement l
12- ITO
Voir paragraphe 7.3.1 Menu “Soudure”
- “Alimentation maximale”
Pour les codes différents par rapport à ceux
mentionnés, contacter le service après vente.
11 ENTRETIEN
Toute opération d’entretien doit être effectuée par
du personnel qualié qui doit respecter la norme CEI
26-29 (IEC 60974-4).
11.1 ENTRETIEN DU GÉNÉRATEUR
En cas d’entretien à l’intérieur de la machine, vérier
que l’interrupteur T soit en position «O» et que le cordon
d’alimentation soit débranché.
Il faut nettoyer périodiquement l’intérieur de la machine
en enlevant, avec de l’air comprimé, la poussière qui s’y
accumule.

69
11.2 MESURES À ADOPTER APRÈS UNE
INTERVENTION DE RÉPARATION
Après avoir exécuté une réparation, faire attention à
rétablir le câblage de façon qu’il y ait un isolement sûr
entre le côté primaire et le côté secondaire de la machine.
Éviter que les câbles puissent entrer en contact avec des
organes en mouvement ou des pièces qui se réchauffent
pendant le fonctionnement. Remonter tous les colliers
comme sur la machine originale de manière à éviter que,
si par hasard un conducteur se casse ou se débranche,
les côtés primaire et secondaire puissent entrer en
contact.
Remonter en outre les vis avec les rondelles dentelées
comme sur la machine originale.

70
ÍNDICE
1 PRECAUCIONES DE SEGURIDAD .................................................................................................................................................71
1.1 PLACA DE LAS ADVERTENCIAS ..........................................................................................................................................71
2 DESCRIPCIONES GENERALES ......................................................................................................................................................72
2.1 EXPLICACIÓN DE LOS DATOS TÉCNICOS .........................................................................................................................72
3 INSTALACIÓN Y PUESTA EN FUNCIONAMIENTO ....................................................................................................................72
3.1. LEVANTAMIENTO ...................................................................................................................................................................72
3.2 ENSAMBLAJE ...........................................................................................................................................................................73
3.3 CONEXIÓN DE LOS CABLES DE PROLONGACIÓN EVENTUALMENTE NECESARIOS ............................................73
3.4 CONEXIÓN DEL SOPLETE DE SOLDADURA ......................................................................................................................74
3.5 MONTAJE DEL GRUPO DE REFRIGERACIÓN ....................................................................................................................74
3.6 COLOCACIÓN ............................................................................................................................................................................74
3.6.1 PLANOS INCLINADOS .................................................................................................................................................74
3.7 PUESTA EN FUNCIONAMIENTO ..........................................................................................................................................74
4 DESCRIPCIÓN DEL GENERADOR ................................................................................................................................................. 75
5 DESCRIPCIÓN DEL GRUPO DE REFRIGERACIÓN .....................................................................................................................77
5.1 CONEXIONES ............................................................................................................................................................................77
5.2 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN ................................................................................................77
5.2.1 PRESIÓN LIQUIDO REFRIGERANTE ........................................................................................................................77
5.2.2 FUSIBLE (T 2A/250V-Ø 5X20) ......................................................................................................................................77
5.3 PUESTA EN FUNCIONAMIENTO ..........................................................................................................................................77
6 DESCRIPCIÓN DEL PANEL DE MANDOS ....................................................................................................................................77
6.1 TABLERO DE CONTROL .........................................................................................................................................................77
6.2 PANEL DE LAS PROGRAMACIONES ....................................................................................................................................79
6.3 VISUALIZACIÓN DE ALARMAS ...........................................................................................................................................80
6.4 VISUALIZACIÓN DE ERRORES .............................................................................................................................................80
7 PROGRAMACIÓN DE LA MÁQUINA “MAIN MENU” - “MENÚ PRINCIPAL” ......................................................................80
7.1 MENÚ “PROCESS PARAMS” - “PARÁMETROS DE PROCESO” .......................................................................................80
7.1.1 “PROCESS” - “PROCESO” .............................................................................................................................................80
7.1.2 “MATERIAL” - “MATERIAL” .......................................................................................................................................80
7.1.3 “DIAMETER “DIÁMETRO” .........................................................................................................................................80
7.1.4 “GAS” ...............................................................................................................................................................................80
7.1.5 “ARC LENGTH CORR” - “CORRECCIÓN DE LA LONGITUD DEL ARCO” .........................................................80
7.1.6 “INDUCTANCE CORR” - “CORRECCIÓN DEL VALOR DE IMPEDANCIA” ........................................................81
7.1.7 ”START MODE”- “MODO DE INICIO” ........................................................................................................................ 81
7.1.8 “SPOT:” - “SOLDADURA POR PUNTOS / INTERMITENCIA” ................................................................................ 81
7.1.9 “HSA” - “HOT START AUTOMÁTICO” .......................................................................................................................81
7.1.10 “CRA” - “LLENADO DEL CRÁTER FINAL” ............................................................................................................81
7.1.11 “SOFT START” - “ACERCAMIENTO” .........................................................................................................................81
7.1.12 “BURNBACK” ................................................................................................................................................................. 81
7.1.13 “DOUBLE LEVEL”- “DOBLE NIVEL” .........................................................................................................................81
7.1.13.1 “FREQUENCY” - “FRECUENCIA” DEL DOBLE NIVEL .............................................................................82
7.1.13.2 “PULSE STEP” ...................................................................................................................................................82
7.1.13.3 “DUTY CYCLE”: TIEMPO DEL DOBLE NIVEL ..........................................................................................82
7.1.13.4 “ARC LENGHT COR” -CORRECCIÓN DE LA LONGITUD DEL ARCO” ..................................................82
7.1.14 "DOUBLE PULSE" - "DOBLE PULSACIÓN". ..............................................................................................................82
7.1.15 “PREFLOW” - “PRE GAS” ............................................................................................................................................. 82
7.1.16 “POSTFLOW” - “POST GAS” ........................................................................................................................................82
7.1.17 “SPEED CORR” - “CORRECCIÓN DE LAS VELOCIDADES” ..................................................................................82
7.2. EL MENÚ “JOB” ........................................................................................................................................................................82
7.2.1 MEMORIZACIÓN DE UN PROGRAMA “JOB”. .........................................................................................................82
7.3. EL MENÚ “SETTINGS” - “PROGRAMACIONES” ...............................................................................................................82
7.3.1 EL MENÚ “WELDING” - “SOLDADURA” ..................................................................................................................83
7.3.2 MENÚ “MACHINE” - “PROGRAMACIONES DE MÁQUINA”. ...............................................................................83
7.3.3 MENÚ “FACTORY SETUP” - “REACTIVACIÓN DE LAS PROGRAMACIONES PREDEFINIDAS” ..................83
7.3.4 MENÚ “LANGUAGES” - “PROGRAMACIÓN DEL IDIOMA” ..................................................................................83
7.4 MENÚ INFORMACIONES .......................................................................................................................................................83
8 ACCESO RÁPIDO ..............................................................................................................................................................................83
8.1 ”MEM” - “MEMORIZACIÓN” .................................................................................................................................................. 83
8.2 “PAR” - “PARÁMETROS DE PROCESO” ...............................................................................................................................83
8.3 “2T/4T” - “DOS TIEMPOS/ CUATRO TIEMPOS” ..................................................................................................................83
8.4 “JOB” - “PROGRAMAS DE TRABAJO” .................................................................................................................................83
8.5 “H2O”. ..................................................................................................................................................................................83
8.6 “WIZ” WIZARD .........................................................................................................................................................................83
9 SOLDADURA ................................................................................................................................................................................. 84
9.1 SOLDADURA MIG/MAG ......................................................................................................................................................... 84
9.1.1 MIG ---- SOLDADURA MIG/MAG SINÉRGICO ...................................................................................................... 84
9.1.2 MIG MAN. SOLDADURA MIG/MAG CONVENCIONAL ........................................................................................ 84
9.1.3 MIG HD. SOLDADURA MIG/MAG SINÉRGICO ALTO DEPÓSITO ...................................................................... 84
9.1.4 MIGROOT SOLDADURA MIG/MAG SINÉRGICO ................................................................................................ 84
9.1.5 MIG SOLDADURA MIG/MAG SINÉRGICO PULSADO ........................................................................................ 84
9.2 SOLDADURA MMA ................................................................................................................................................................. 84
9.3 SOLDADURA TIG .....................................................................................................................................................................85
9.3.1 MÁQUINAS CON ARRASTRAHILO SEPARADO ...................................................................................................85
9.3.2 MÁQUINAS COMPACTAS ...........................................................................................................................................85
10 CÓDIGOS ERRORES .........................................................................................................................................................................85
11 MANTENIMIENTO ...........................................................................................................................................................................86
11.1 MANTENIMIENTO GENERADOR ........................................................................................................................................86
11.2 MEDIDAS A TOMAR DESPUÉS DE UNA INTERVENCIÓN DE REPARACIÓN .............................................................86

71
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONA-
MIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE
MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA
OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERE-
SADOS. ESTE APARATO DEBERÁ SER UTILIZADO EX-
CLUSIVAMENTE PARA OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUE-
DEN SER NOCIVOS PARA USTEDES Y PARA
LOS DEMÁS, por lo que el utilizador deberá ser informa-
do de los riesgos, resumidos a continuación, que derivan
de las operaciones de soldadura. Para informaciones
más detalladas, pedir el manual cod.3.300.758
RUIDO
Este aparato de por sí no produce ruidos superio-
res a los 80dB. El procedimiento de corte plas-
ma/soldadura podría producir niveles de ruido
superiores a tal límite; por consiguiente, los utilizadores
deberán poner en practica las precauciones previstas
por la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos.
• La corriente eléctrica que atraviesa cual-
quier conductor produce campos electro-
magnéticos (EMF).
La corriente de soldadura o de corte gene-
ra campos electromagnéticos alrededor de
los cables y generadores.
• Los campos magnéticos derivados de corrientes eleva-
das pueden incidir en el funcionamiento del pacemaker.
Los portadores de aparatos electrónicos vitales (pace-
makers) deben consultar al médico antes de aproximarse
a la zona de operaciones de soldadura al arco, de corte,
desbaste o soldadura por puntos.
• La exposición a los campos electromagnéticos de la
soldadura o del corte podrían tener efectos desconoci-
dos sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que
atenerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectrodo
o de la antorcha de manera que permanezcan an-
queados. Si posible, jarlos junto con cinta adhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable de
masa se encuentra a la derecha del operador también
el de la pinza portaelectrodo o de la antorcha tienen
que quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES
• No soldar en proximidad de recipientes a pre-
sión o en presencia de polvo, gas o vapores ex-
plosivos. Manejar con cuidado las bombonas y
los reguladores de presión utilizados en las operaciones
de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indi-
caciones contenidas en la norma armonizada IEC 60974-
10 (Cl. A) y se deberá usar solo de forma profesional en
un ambiente industrial. En efecto, podrían presentarse
potenciales dicultades en el asegurar la compatibilidad
electromagnética en un ambiente diferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos! Se-
gún lo establecido por la Directiva Europea 2002/96/CE
sobre residuos de aparatos eléctricos y electrónicos y
su aplicación en el ámbito de la legislación nacional, los
aparatos eléctricos que han concluido su vida útil deben
ser recogidos por separado y entregados a una insta-
lación de reciclado ecocompatible. En calidad de pro-
pietario de los aparatos, usted deberá solicitar a nuestro
representante local las informaciones sobre los sistemas
aprobados de recogida de estos residuos. ¡Aplicando lo
establecido por esta Directiva Europea se contribuye a
mejorar la situación ambiental y salvaguardar la salud
humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 PLACA DE LAS ADVERTENCIAS
El texto numerado que sigue corresponde a los aparta-
dos numerados de la placa.

72
B. Los rodillos arrastrahilo pueden herir las manos.
C. El hilo de soldadura y la unidad arrastrahilo están
bajo tensión durante la soldadura. Mantener lejos las
manos y objetos metálicos.
1. Las sacudidas eléctricas provocadas por el electro-
do de soldadura o el cable pueden ser letales. Prote-
gerse adecuadamente contra el riesgo de sacudidas
eléctricas.
1.1 Llevar guantes aislantes. No tocar el electrodo con
las manos desnudas. No llevar guantes mojados o
dañados.
1.2 Asegurarse de estar aislados de la pieza a soldar y
del suelo
1.3 Desconectar el enchufe del cable de alimentación
antes de trabajar en la máquina.
2. Inhalar las exhalaciones producidas por la soldadura
puede ser nocivo a la salud.
2.1 Mantener la cabeza lejos de las exhalaciones.
2.2 Usar un sistema de ventilación forzada o de descar-
ga local para eliminar las exhalaciones.
2.3 Usar un ventilador de aspiración para eliminar las ex-
halaciones.
3. Las chispas provocadas por la soldadura pueden
causar explosiones o incendios.
3.1 Mantener los materiales inamables lejos del área de
soldadura.
3.2 Las chispas provocadas por la soldadura pueden
causar incendios. Tener un extintor a la mano de
manera que una persona esté lista para usarlo.
3.3 Nunca soldar contenedores cerrados.
4. Los rayos del arco pueden herir los ojos y quemar la
piel.
4.1 Llevar casco y gafas de seguridad. Usar protec-
ciones adecuadas para orejas y batas con el cuello
abotonado. Usar máscaras con casco con ltros de
gradación correcta. Llevar una protección completa
para el cuerpo.
5. Leer las instrucciones antes de usar la máquina o de
ejecutar cualquiera operación con la misma.
6. No quitar ni cubrir las etiquetas de advertencia
2 DESCRIPCIONES GENERALES
El aparato es un sistema multiprocesador idóneo para
soldadura MIG/MAG., TIG (DC) con encendido por con-
tacto del arco y MMA (excluido el celulósico), realizado
con tecnología inverter. El aparato puede ser utilizado
solo para los empleos descritos en el presente manual.
No debe ser utilizado para deshelar tubos.
2.1 EXPLICACIÓN DE LOS DATOS TÉCNICOS
Este aparato ha sido fabricado en conformidad con
las siguientes normas: IEC 60974-1 / IEC 60974-5 / IEC
60974-10 (CL. A) / IEC 61000-3-11 / IEC 6100-3-12 (ver
Nota 2).
N°. Número de matrícula que se citará en cual-
quier petición correspondiente a la soldadora.
3
~
f
1
f
2
Convertidor estático de frecuencia trifásica
transformador - recticador.
MIG Adapto a la soldadura MIG/MAG.
MMA Adapto a la soldadura con electrodos reves-
tidos.
TIG Adapto a la soldadura TIG.
U0. Tensión en vacío secundaria.
X. Factor de servicio porcentaje.
El factor de servicio expresa el porcentaje
de 10 minutos en el que la soldadora puede
trabajar a una determinada corriente sin re-
calentarse.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente I2
U1. Tensión nominal de alimentación.
En los modelos multitensión “Multi Voltage”
la máquina se predispone automáticamente
según la tensión de alimentación del siste-
ma al que está conectada.
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz.
I1 Max Corriente máx. absorbida a la correspon-
diente corriente I2 y tensión U2.
I1 eff Es el valor máximo de la corriente efectiva
absorbida considerando el factor de servicio.
Usualmente, este valor corresponde al ca-
libre del fusible (de tipo retardado) que se
utilizará como protección para el aparato.
IP23S Grado de protección de la carcasa. Grado
3 como segunda cifra signica que este
aparato puede ser almacenado, pero no es
previsto para trabajar en el exterior bajo pre-
cipitaciones, si no está protegido.
S
dóneo para trabajar en ambientes con
riesgo aumentado.
NOTAS:
1- El aparato además se ha proyectado para trabajar en am-
bientes con grado de contaminación 3. (Ver IEC 60664).
2- Este equipo cumple con lo establecido por la norma IEC
61000-3-12 a condición de que la impedancia máxi
-
ma Zmax admitida en el sistema sea inferior o igual
a 0,090 (Art. 318 y 319)-0,051 (Art. 320) en el punto de
interfaz entre el sistema del utilizador y el público. Es
deber del instalador o del utilizador del equipo garan-
tizar, consultando eventualmente el operador de la red
de distribución, que el equipo esté conectado con una
alimentación con impedancia máxima de sistema ad-
mitida Zmax inferior o igual a 0,090 (Art. 318 y 319)-
0,051 (Art. 320).
3 INSTALACIÓN Y PUESTA EN FUNCIONAMIENTO.
3.1 LEVANTAMIENTO (FIG. 1).
Fig. 1

73
3.2 ENSAMBLAJE
• En todos los generadores es necesario montar las rue-
das traseras después de haber introducido el eje (g 2).
Fig. 2
• Para las máquinas instaladas sobre ruedas es necesa-
rio montar el dispositivo pivotante tanto en los carros
arrastrahilo como en el generador. Las pequeñas rue-
das suministradas adjuntas a los tornillos deben ser
montadas sobre el fondo del carro arrastrahilo así como
el soporte del soplete, después de lo cual se debe situar
el carro en la posición prevista. (ver gura 3).
Fig. 3
3.3 CONEXIÓN DE LOS CABLES DE PROLONGACIÓN
EVENTUALMENTE NECESARIOS
• Bloquear la extremidad de la conexión BA, jando la
lengüeta BB al fondo de la máquina como se indica en
Fig. 4.
Fig. 4
BA
BB
• Efectuar las conexiones, detrás del generador, como
se indica en Fig. 5
Fig. 5
• Evitar de disponer la conexión bajo forma de bobina
para reducir al mínimo los efectos inductivos que po-
drían inuenciar el resultado en la soldadura.
• Conectar la otra extremidad de la conexión BA al carro
arrastrahilo tal como se indica en Fig. 6.

74
Fig. 6
• Conectar los tubos del líquido refrigerante a las
conexiones de encaje rápido puestas bajo el fondo del
carro arrastrahilo (ver Fig. 7), poniendo los colores así
como están en la parte anterior del carro mismo.
Fig. 7
3.4 CONEXIÓN DEL SOPLETE DE SOLDADURA.
• Conectar el soplete al empalme centralizado E.
• Montar la bobina del hilo.
• Controlar que la ranura de los rodillos corresponda
al diámetro del hilo utilizado. Para realizar esto actuar
como sigue (Fig. 8):
Fig. 8
BN
BN
CA
Abrir la portezuela del hueco arrastrahilo.
Quitar la cobertura CA del grupo arrastrahilo.
Desbloquear los rodillos sujeta hilo mediante la mane-
cilla de regulación de la presión BN.
Sustituir los rodillos y volver a montar la cobertura CA.
Introducir el hilo en el arrastre y en la envoltura del so-
plete.
Bloquear los rodillos sujeta hilo con la manecilla BN y
regular la presión.
Conectar el cable masa (en dotación) a la toma D.
Conectar el tubo gas al racor G .
3.5 MONTAJE DEL GRUPO DE REFRIGERACIÓN
(ART. 1683 - ENTREGADO BAJO PEDIDO PO ART.
306-308-315 Y 316) (Fig. 9)
Fig. 9
Si se utiliza el grupo de refrigeración, seguir las indica-
ciones siguientes:
• Quitar el panel M
• Introducir el grupo de refrigeración en el interior del
hueco de manera que por la parte anterior se vea la
ranura para el control del nivel del líquido.
• Fijarlo al carro de transporte de la soldadora con los
tornillos entregados adjuntos al grupo mismo.
3.6 COLOCACIÓN
Colocar la soldadora de manera que se permita una libre
circulación del aire en su interior y posiblemente evitar
que entren polvos metálicos o de cualquier otro tipo.
3.6.1 Planos inclinados.
Ya que esta soldadora está provista de ruedas sin freno,
asegurarse de que la máquina no esté colocada sobre
supercies inclinadas, para evitar el vuelco o el movi-
miento incontrolado de la misma.
3.7 PUESTA EN FUNCIONAMIENTO
• La instalación de la máquina deberá ser realizada por
personal experto.
• Todas las conexiones deberán realizarse de conformi-
dad con las normas vigentes (IEC/CEI EN 60974-9) y en
el pleno respeto de la ley de prevención de accidentes.
• Montar el enchufe en el cable de alimentación tenien-
do particular cuidado de conectar el conductor amari-
llo verde al polo de tierra.

75
• Vericar que la tensión de alimentación corresponda a
la nominal de la soldadora.
• Dimensionar los fusibles de protección en base a los
datos citados en la placa de los datos técnicos.
4 DESCRIPCIÓN DEL GENERADOR (FIG. 10 = VER-
SIÓN COMPACTA) (FIG.. 11 = VERSIÓN CON ARRAS-
TRAHILO SEPARADO)
A - PANEL DE MANDOS.
Levantar la portezuela transparente para acceder al pa-
nel de mandos.
B - Conector:
Conector tipo DB9 (RS 232) a usar para actualizar los
programas de los microprocesadores.
C - Conector:
Conector tipo USB a usar para actualizar los programas
de los microprocesadores. Solo en las máquinas con
arrastrahilo separado.
D - Conector:
Para conectar los mandos a distancia y el cable de man-
do del soplete Push–Pull.
E – Toma (+):
toma a la que se conecta el conector del cable de masa
en soldadura TIG, la pinza porta electrodo en soldadura
MMA.
F - Empalme centralizado:
al que se conecta el soplete de soldadura.
G – Toma:
toma a la que se conecta el conector del cable de masa
en soldadura MIG/MAG y MMA.
H – Empalme:
al que se conecta el tubo gas que sale del soplete Tig.
I– Grifos de encaje rápido:
A los que se conectan los tubos que salen del soplete
enfriado por agua. NOTA: Hacer corresponder los colo-
res de los tubos con los de los grifos. Solo en las máqui-
nas con arrastrahilo separado.
L - Soporte:
Soporte para el soplete de soldadura.
M - Panel:
Panel de cierre hueco grupo de refrigeración.
N - Tubo gas.
O - Racor tubo gas:
Al que se conecta el tubo gas de la conexión generador/
carro.
P - Conector:
Al que se conecta el conector del cable de mando de la
conexión generador/carro
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

76
Q - Toma presóstato:
Toma a la que se conecta el cable proveniente del
presóstato puesto en el interior del grupo de enfriamien-
to Art.1683.
R – Porta fusible.
S – Toma:
Toma a la que se conecta el cable red del grupo de en-
friamiento Art.1683 (opcional).
T - Interruptor ON/OFF.
U - Cable de alimentación.
V - Correas de bloqueo de la bombona.
W – Soporte bombona.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11
Z– Grifos de encaje rápido:
A los que se conectan los tubos rojo y azul de la co-
nexión generador/carro. Solo en las máquinas con arras-
trahilo separado.
NOTA: Los grifos están colocados bajo el carro arras-
trahilo .Hacer corresponder los colores de los tubos con
los de los grifos.
X – Toma:
A la que se conecta, en soldadura MIG/MAG, el conec-
tor volante del cable de potencia (polo +) de la conexión
generador/carro. Solo en las máquinas con arrastrahilo
separado.
Y– Empalme:
Al que se conecta el tubo gas que sale de la conexión
generador/carro. Solo en las máquinas con arrastrahilo
separado.

77
Fig. 12
AD
AM AL AH AI
AG
AF
AE
K - Enchufe:
Al que se conecta el conector volante del cable de po-
tencia de la conexión generador/carro. Solo en las má-
quinas con arrastrahilo separado.
AA - Portezuela cobertura bobina hilo.
AA - Cobertura bobina hilo.
AC - Soporte de la bobina:
Idóneo para bobinas estándar hasta Ø 300 mm, 16 kg.
5 DESCRIPCIÓN DEL GRUPO DE REFRIGERACIÓN
Art. 1683 - (Fig. 12).
Este grupo de refrigeración, que se entrega bajo pedi-
do por art. 318 y 319, ha sido proyectado para enfriar los
sopletes utilizados para la soldadura y debe ser utilizado
exclusivamente con este generador.
AD- Ranura:
Ranura para la inspección del nivel del líquido refrige-
rante.
AE – Tapón.
AF – Grifos de encaje rápido:
Conectar el tubo rojo y azul del soplete de soldadura.
NOTA: Hacer corresponder los colores de los tubos con
los de los grifos.
AG – Grifos de encaje rápido:
A los que se conectan los tubos rojo y azul de la co-
nexión generador/carro en las máquinas con arrastrahilo
separado. NOTA: Hacer corresponder los colores de los
tubos con los de los grifos.
AH – Porta fusible.
AI - Conexión.
Para el dispositivo de protección “presión líquido refri-
gerante”.
AL - Interruptor ON/OFF.
AM - Cable de alimentación.
5.1 CONEXIONES.
Para las conexiones eléctricas, de los dispositivos de
protección los y de los cables de prolongación, si pre-
sentes, seguir las indicaciones del manual de instruc-
ción entregado con el grupo de refrigeración.
5.2 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PRO-
TECCIÓN.
5.2.1 Presión liquido refrigerante.
Esta protección se realiza mediante un presóstato, inser-
tado en el circuito de descarga del líquido, que acciona
un microinterruptor. Si la presión es insuciente, en el
display D1 aparece la palabra H2O centelleante.
5.2.2 Fusible (T 2A/250V-Ø 5x20).
Este fusible está insertado como protección de la moto-
bomba y está colocado en el panel posterior de la solda-
dora en el porta fusible BF. (Fig.12)
5.3 PUESTA EN FUNCIONAMIENTO.
Destornillar el tapón AU y rellenar el depósito (el aparato
se entrega con aproximadamente un litro de líquido).
Es importante controlar periódicamente, a través de la
ranura AT, que el líquido se mantenga en el nivel “máx”.
6 DESCRIPCIÓN DEL PANEL DE MANDOS (Fig. 13-14)
El panel de mandos está formado por una zona control
(Fig. 13) y una zona programaciones (Fig. 14).
6.1 TABLERO DE CONTROL (FIG. 13).
Tecla de selección T1
A cada presión selecciona la magnitud regulable
con la manecilla M1. Las magnitudes selecciona-
bles, visualizadas por los led L1, L2 y L3, están
relacionadas con el tipo de proceso de soldadura elegido.
LED L1 Espesor
El display D1 visualiza el espesor, en mm, de la pieza
por soldar según la corriente y la velocidad del hilo
programadas. Activo en los procedimientos MIG/MAG
sinérgicos.

78
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1
LED L2 Velocidad del hilo
Indica que el display D1 visualiza la velocidad, en me-
tros al minuto, del hilo de soldadura. Activo en todos
los procedimientos de soldadura MIG/MAG.
LED L3 Corriente de soldadura
Indica que el display D1 visualiza la corriente de sol-
dadura en ampere.
Manecilla M1
En relación al tipo de proceso seleccionado me-
diante esta manecilla se regulan las siguientes
magnitudes seleccionadas por medio de la tecla
T1.
Display D1
Visualiza el valor de las magnitudes seleccionadas me-
diante la tecla T1 y reguladas mediante la manecilla M1.
Tecla de selección T2
A cada breve presión selecciona la magnitud regula-
ble con la manecilla M2. Las magnitudes selecciona-
bles, visualizadas por los led L4, L5 y L6, están rela-
cionadas con el tipo de proceso de soldadura elegido.
LED L4 Tensión de soldadura
Indica que el valor visualizado en el display D2 es una
tensión expresada en volt.
Con el arco apagado, en los procesos MIG/MAG, el valor
visualizado en el display D2 es la tensión programada o
el “set point” (ver apartado 9.1 Soldadura MIG/MAG).
Durante la soldadura el valor visualizado en el display D2
es siempre la tensión medida por el generador.
LED L5 Longitud del arco
En los procesos de soldadura MIG/MAG Sinérgicos
(excluido MIG HD) indica que el display D2 visualiza el
valor de corrección del arco de soldadura.
El valor 0 (cero) corresponde a la longitud del arco pro-
gramada por el constructor.
Mediante la manecilla M2 es posible prolongar el arco
(valores positivos) o acortarlo (valores negativos) en el in-
tervalo -9,9 ÷ +9,9.
LED L6 Impedancia
En los procesos de soldadura MIG/MAG indica que el
display D2 visualiza el valor de la impedancia.
El valor 0 (cero) corresponde a la impedancia programa-
da por el constructor.
Mediante la manecilla M2 es posible prolongarla (valores
positivos) o acortarla (valores negativos) en el intervalo
-9,9 ÷ +9,9.
Manecilla M2
En relación al tipo de proceso seleccionado me-
diante esta manecilla se regulan las magnitudes
seleccionadas mediante la tecla T2.
En el proceso MIG/MAG Sinérgico, cuando está encen-
dido el led L4 (tensión de soldadura), accionando esta
manecilla la selección se desplaza automáticamente al
led L5 (longitud del arco).
Display D2
En todos los procesos de soldadura visualiza numérica-
mente las selecciones hechas con la tecla T2 y regula-
das con la manecilla M2.

79
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
LED L7 Posición globular
En los proceso MIG/MAG señala que el par de valores
de corriente y tensión elegidos para la soldadura po-
drían generar arcos inestables y con salpicaduras.
LED L8 Hold
Se activa automáticamente al nal de la soldadura para
señalar que en los displays D1 y D2 están visualizados
los dos últimos valores de corriente y tensión medidos
Led L9 Seguridad
Señala la función de bloqueo de unos pulsadores. El
operador podrá regular solo los parámetros de solda-
dura incluidos en la zona del tablero de control.
Para activar la función pulsar la tecla T5 y, manteniéndola
pulsada, presionar la tecla T2. El led L9 se enciende para
indicar que la función es activa. Para salir repetir de la
misma manera la presión de las teclas T5 y T2.
Tecla T4 - Test hilo
Permite el avance progresivo del hilo hasta 8 m/
min sin la presencia de tensión en el soplete y sin
salida de gas.
Tecla T3 - Test gas
Presionando esta tecla el gas sale por 30 s, pre-
sionándola una segunda vez se interrumpe la sali-
da.
6.2 PANEL DE LAS PROGRAMACIONES (FIG. 14).
Permite el rápido acceso a los menú de la soldadora y a
las funciones suplementarias visualizándolas y volvién-
dolas inmediatamente disponibles.
Está formado por un display de matriz D3 donde apare-
cen todas las informaciones necesarias para la progra-
mación, por las teclas de navegación (T10, T11, T12 y
T13) con las que se navega en el interior de las voces de
los varios menú; por las teclas de función (T5, T6, T7, T8
y T9) que permiten acceder a los varios menú que com-
ponen el rmware y por una serie de led que señalan el
tipo de proceso usado (L10, L11 y L12) y unas funciones
suplementarias (L13, L14 y L15).
Cuando se enciende la
soldadora el display D3
visualiza, por aproxima-
damente 5 s, unas infor-
maciones relativas al
estado de la máquina
(ver apartado 7.4 menú
Informaciones), entre las
cuales la versión del rmware.
Inmediatamente después visualiza las programaciones
de fábrica de la soldadora:
- Fecha (día/mes /año) y
hora (hora y minutos).
- Proceso MIG Sinérgico.
(Led L10 encendido).
- Hilo de soldadura tipo
SG2 ø 1,0 mm.
- Gas Ar/18% CO2.
- Modo de encendido 2

80
tiempos 2T.
En la parte inferior del display aparecen las siglas (MEM,
PAR, 2T/4T y JOB) seleccionables mediante las teclas
función T6, T7, T8, T9 (ver apartado 8).
6.3 VISUALIZACIÓN DE ALARMAS
Cuando la máquina detecta un alarma temporánea, en
los displays D1 y D2 aparecen unas letras centelleantes
según la causa que ha provocado el alarma. Por ejem-
plo: si la portezuela del arrastrahilo está abierta aparecen
las letras “OPN”.
6.4 VISUALIZACIÓN DE ERRORES
Cuando la máquina detecta una condición de alarma
grave, en los displays D1 y D2 aparecen las letras “Err”
seguidas por el relativo código de error.
En este caso, apagar la máquina y contactar el servicio
de asistencia (ver apartado 10).
7 PROGRAMACIÓN DE LA MÁQUINA
“Main Menu” - “Menú Principal”
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
La programación se actúa entrando en el “Menú Princi-
pal” al que se accede presionando la tecla T5 y sucesiva-
mente la tecla T6 (MENU) o mediante el menú de acceso
rápido descrito en el apartado 8.
En el interior del “Menú Principal”, mediante las teclas
T10 y T11, es posible seleccionar una de las voces de la
lista evidenciada por la banda amarilla. Con la tecla T12
se entra en el relativo submenú, y, por el contrario, con el
tecla T13 se vuelve al menú precedente conrmando, en
el mismo tiempo, la selección efectuada.
Si aparece una echa hacia abajo signica que otras vo-
ces no visualizadas en la pantalla.
Este criterio de navegación es válido para todos los
menú de la máquina.
Las voces disponibles del “menú principal” son:
- “Process Params” - Parámetros de proceso (Ver aparta-
do 7.1)
- “Jobs” (Ver apartado 7.2)
- “Settings” - Programaciones (Ver apartado 7.3)
- “Information” - Informaciones (Ver apartado 7.4)
7.1 MENÚ “PROCESS PARAMS” - “PARÁMETROS DE
PROCESO”.
Al submenú “Parámetros de proceso” se accede del
“Menú Principal” o directamente presionando la tecla
T7 (PAR). Aquí están listados todos los parámetros que
el operador puede modicar en función del proceso de
soldadura seleccionado (led L10, L11, L12).
En el interior de “Parámetros de proceso” es posible ac-
ceder directamente a la memorización presionando la
tecla T6 (MEM) (ver apartado 7.2.1).
7.1.1 “Process” - “Proceso”.
El primer parámetro es
el proceso de soldadu-
ra. La presión de la tecla
T12 permite entrar en la
pantalla de selección
del tipo de proceso.
Los pulsadores T10 y T11, además de permitir la selección
que se evidencia con la banda amarilla, desenvuelven la
tarea de correr entre todos los procesos disponibles.
Los procesos de soldadura seleccionables son:
MIG Soldadura MIG/MAG sinérgico pulsado (bajo
pedido art. 231).
MIG Soldadura MIG/MAG sinérgico.
MIG HD Soldadura MIG/MAG sinérgico alto depósito.
MIG Root Soldadura MIG/MAG sinérgico para las sol-
daduras en vertical descendiente.
MIG Man Soldadura MIG/MAG convencional.
TIG Proceso de soldadura con electrodo infusi-
ble adapto a todos los metales excluidos el
aluminio, el magnesio y el latón. El encendi-
do del arco tiene lugar mediante contacto sin
alta frecuencia.
MMA Proceso de soldadura con electrodo recu-
bierto y fusible.
7.1.2 “Material” - “Material” (activo en los procesos MIG/
MAG).
En esta voz se selecciona el tipo de material del hilo de
soldadura.
7.1.3 “Diameter “Diámetro” (activo en los procesos
MIG/MAG).
Los diámetros del hilo de soldadura están en función del
tipo de material seleccionado.
7.1.4 “Gas” (activo en los procesos MIG/MAG).
Los gases utilizables están en función del tipo de mate-
rial seleccionado.
7.1.5 “Arc Length Corr” - “Corrección de la longitu del
arco” (Disponible en MIG/MAG. sinérgico, MIG Root).
Permite la corregir la
longitud del arco en Volt
mediante las teclas T10
y T11 o la manecilla M2.
MIN MAX DEF.
Corr. longitud del arco -9,9V 9,9V 0,0V

81
ATENCIÓN:
en la pantalla de regulación, que es similar en todos los pa-
rámetros que tienen un intervalo de regulación, aparecen:
-El nombre del parámetro que está por ser corregido.
-El valor y la unidad de medición.
-La escala de regulación.
-Las abreviaciones:
MIN = mínimo de regulación. Pulsador T5.
MAX = máximo de regulación. Pulsador T7.
DEF = valor predenido. Pulsador T6.
7.1.6 “Inductance Corr” - “Corrección del valor de im-
pedancia” (disponible en todos los procesos MIG/
MAG sinérgicos, excluido MIG HD)
Permite corregir el valor de la impedancia.
MIN MAX DEF.
Corr. valor impedancia -9,9 9,9 0,0
7.1.7 ”Start Mode”- “Modo de inicio” (elección del modo
de inicio de la soldadura).
2T (Activo solo en los procesos MIG/MAG y TIG).
La máquina inicia a soldar cuando se pulsa el pulsa-
dor y se interrumpe cuando se suelta.
4T (Activo solo en los procesos MIG/MAG y TIG).
Para iniciar la soldadura pulsar y soltar el pulsador
soplete, para terminarla aplastarlo y soltarlo nueva-
mente.
3L (Activo en los procesos MIG/MAG sinérgicos).
La soldadura inicia con la presión del pulsador so-
plete, la corriente de soldadura llamada será la co-
rriente programada con Start current”. Esta corriente
se mantendrá mientras que el pulsador soplete esté
pulsado; al soltarlo la corriente se unirá a la corrien-
te de soldadura programada, por la duración esta-
blecida por el mando “Slope time” y se mantendrá
hasta que se vuelva a pulsar el pulsador soplete. Al
volver a presionar el pulsador soplete la corriente de
soldadura se unirá a la tercera corriente (corriente de
“Crater-ller”) programada con el parámetro “Crater
Current” en el tiempo establecido por “Slope time” y
se mantendrá hasta que se suelte el pulsador soplete.
Al soltarlo, la soldadura se interrumpirá.
Regulaciones 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 “Spot:” - “soldadura por puntos / intermitencia”.
(solo en los procesos MIG/MAG 2T o 4T).
OFF (predenido)
ON
Si se selecciona “ON” se encuentran disponibles las si-
guientes regulaciones:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 “HSA” - “Hot Start Automático”.
(solo en los procesos MIG/MAG sinérgicos 2T o 4T).
Esta función se inhibe cuando la función 3L es activa y
funciona solo con los programas sinérgicos.
Particularmente aconsejada para obtener la partida “ca-
liente” en la soldadura del aluminio.
OFF (predenido).
ON.
Si se selecciona “ON” se encuentran disponibles las si-
guientes regulaciones:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope time 0,1 s 10 s 0,5 s
La soldadura inicia con la “Start Current”. La duración de
esta primera corriente es regulada por “starting current
time”. Transcurrido este tiempo la corriente se une a la
de soldadura en el tiempo ”Slope Time”.
7.1.10 “CRA” - “Llenado del cráter nal”.
(solo en los procesos MIG sinérgicos 2T o 4T).
OFF (predenido)
ON
Si se selecciona “ON” se encuentran disponibles las si-
guientes regulaciones:
MIN MAX DEF.
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 “Soft Start” - “Acercamiento”.
(solo en los procesos MIG/MAG)
Es la velocidad del hilo, expresada en porcentaje de la
velocidad programada para la soldadura, antes de que el
mismo toque la pieza que hay que soldar.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 “Burnback”.
(solo en los procesos MIG/MAG)
Sirve para regular la longitud del hilo que sale de la tobe-
ra gas después de la soldadura.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 “Double Level”- “Doble Nivel” (Art 233 por pedi-
do) (solo en los procesos MIG/MAG sinérgicos).
Este tipo de soldadura hace variar la intensidad de co-
rriente entre dos niveles.
Antes de programar la soldadura con doble nivel es ne-
cesario realizar un breve cordón de soldadura para deter-
minar la velocidad de hilo y por consiguiente la corriente
para obtener la penetración y la longitud del cordón me-
jores para la junta que se quiere realizar.
Se determina así el valor de la velocidad de avance del
hilo (y por consiguiente de la corriente correspondiente)
a la que se sumarán o substraerán alternativamente los
metros al minuto que se programarán.
Antes de proceder hay que recordar que en un cordón
correcto la superposición de una “malla” a la otra debe
ser por lo menos del 50%.

82
OFF (predenido)
ON.
Si se selecciona “ON” se encuentran disponibles las si-
guientes regulaciones:
MIN MAX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulse step 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0
7.1.13.1 “Frequency” - “frecuencia” del doble nivel.
La frecuencia, determinada en Herz, es el número de pe-
riodos al segundo. Por periodo se entiende la alternancia
entre velocidad alta y baja.
La velocidad baja, que no penetra, sirve al soldador para
moverse de una malla a la sucesiva; la velocidad alta,
correspondiente a la corriente máxima, es la que penetra
y realiza la malla. El soldador en este caso se para para
realizar la malla.
7.1.13.2 “Pulse Step”: es la amplitud de la variación de
la velocidad en m/min.
La variación determina la adición y la substracción de m/
min de la velocidad de referencia descrita arriba. Mante-
niendo invariados los otros parámetros si se aumenta el
número la malla se volverá más ancha y se obtendrá una
mayor penetración.
7.1.13.3 “Duty cycle”: tiempo del doble nivel.
Expresado en porcentaje, es el tiempo de la velocidad/
corriente mayor con respecto a la duración del periodo.
Manteniendo invariados los otros parámetros determina
el diámetro y por consiguiente la penetración.
7.1.13.4 “Arc Lenght Cor” -Corrección de la longitud
del arco”.
Regula la longitud del arco de la velocidad/corriente ma-
yor.
Atención: Una buena soldadura prevé que la longitud del
arco sea la misma para ambas corrientes.
7.1.14 "Double Pulse" - "Doble Pulsación".
Se activa automáticamente, cuando se compran las dos
actualizaciones Art. 231 y Art. 233.
Para el funcionamiento leer el apartado 7.1.13.
7.1.15 “Preow” - “Pre Gas”.
(En todos los procesos a exclusión del MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 “Postow” - “Post Gas”.
(En todos los procesos a exclusión del MMA).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 “Speed Corr” - “Corrección de las Velocidades”.
(solo en los procesos MIG HD).
Permite la corrección porcentual de la velocidad del hilo
con respecto a la velocidad predenida.
MIN MAX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 EL MENÚ “JOB”.
En esta sección se pueden memorizar, llamar, modicar,
copiar o eliminar programas de trabajo.
Del “Menú Principal “, con la tecla T11, evidenciar la pa-
labra “Jobs” y después entrar en el submenú mediante
la tecla T12.
7.2.1 Memorización de un programa “JOB”.
Después de ejecutado las regulaciones y programacio-
nes descritas arriba, con las teclas T10 y T11 elegir una
posición en la memoria y presionar la tecla T6 (SAVE)
para memorizar.
Aparecen en el display
el número del programa
“Job”, el proceso de sol-
dadura y el diámetro del
hilo.
Una vez memorizado un
“Job”, en la parte inferior
del display aparecen
unas siglas en correspondencia con los pulsadores T6,
T7, T8 y T9:
- DEL: cancela el “Job” seleccionado.
- RCL: llama el “Job” seleccionado para la modicación.
- COPY: copia el “Job” seleccionado y lo memoriza en
otra posición.
7.3 EL MENÚ “Settings” - “Programaciones”.
En esta sección se pueden programar o modicar las
principales programaciones de la soldadora.
Del “Menú Principal”
(ver apartado 7), selec-
cionar el menú “Progra-
maciones” mediante la
tecla T10 y visualizarlo
con la tecla T11.

83
Aquí están listados to-
dos los parámetros que
el operador puede mo-
dicar:
- Welding
- Machine
- Factory Setup
- Languages
Mediante la tecla T12 se entra en el submenú relativo al
parámetro seleccionado.
7.3.1 El menú “Welding” - “Soldadura”.
En este submenú están listados unos parámetros de sol-
dadura modicables:
- H2O MIG/TIG Esta función permite programar el en-
cendido del grupo de refrigeración.
Regulaciones: ON-OFF-Auto. (DEF OFF).
Si se selecciona “Auto”, cuando se enciende la máquina, el
grupo funciona. Si el pulsador soplete no se pulsase, pasa-
dos 30 segundos se apagaría. Con la presión del pulsador
soplete el grupo inicia a funcionar y se apaga pasados 3
minutos desde la suelta del pulsador.
- “Quality Control” - “control de calidad”
Regulación ON - OFF (DEF OFF) (Disponible bajo pe-
dido).
- “MAX inching” - “Avance Máximo”
El objetivo es el de bloquear la soldadora si, después
del arranque, el hilo saliera de la longitud en centíme-
tros programada sin paso de corriente.
Regulación OFF - 50 cm (DEF OFF).
- “Push-Pull Force”
Montando el soplete Push-Pull Art. 2008 se habilita el
funcionamiento del grupo de refrigeración y la función
PPF (Push Pull Force). Esta función regula el par de
arrastre del motor del push pull para rendir linear el
avance del hilo.
7.3.2 Menú “Machine” - “Programaciones de Máquina”.
Aquí están disponibles los submenú:
- “Clock Setup” - “Regulación del reloj”.
7.3.3 Menú “Factory Setup” - “Reactivación de las pro-
gramaciones predenidas”.
Esta voz permite volver a las programaciones iniciales
predenidas por el constructor.
Son posibles tres modalidades de reactivación:
- All Vuelve a programarlo todo.
- Jobs only Vuelve a programar solo los programas de
trabajo “Job”
- Exclude jobs Vuelve a programarlo todo excluidos los
programas de trabajo “Job” memorizados.
7.3.4 Menú “Languages” - “Programación del idioma”.
En esta sección se puede elegir el idioma en el que se
escriben los mensajes del display.
7.4 MENÚ INFORMACIONES.
En esta sección se visualizan unas informaciones relati-
vas al software del generador.
8 ACCESO RÁPIDO.
En la parte inferior del display D3 están presentes, en
función de las varias pantallas, unos mandos para el ac-
ceso rápido a las funciones más comunes.
8.1”MEM” - “MEMORIZACIÓN” ver apartado 7.2.1).
Si se desea memorizar un programa de soldadura pre-
sionar la tecla T6, elegir con las teclas T10 y T11 el núme-
ro de “Job” y volver a presionar la tecla T6 para guardar
la condición de soldadura.
8.2 “PAR” - “PARÁMETROS DE PROCESO” (ver apar-
tado 7.1)
8.3 “2T/4T” - “DOS TIEMPOS/ CUATRO TIEMPOS” (ver
apartado 7.1.7).
8.4 “JOB” - “PROGRAMAS DE TRABAJO”.
Si se desea utilizar un programa de trabajo memorizado
antes presionar la tecla T9 (JOB).
Para ver todas las programaciones del programa conr-
mar la selección con la tecla T9 (OK), después de lo cual
presionar la tecla T7 (PAR).
8.5 “H2O”. (Ver apartado 7.3.1).
8.6 “WIZ” WIZARD.
El “wizard” es un procedimiento guiado que ayuda al
operador a efectuar rápidamente las selecciones según
el proceso de soldadura deseado.
T5 T6 T7
T8
T9
Se accede a este procedimiento presionando la tecla T5 y
sucesivamente la tecla T9 (WIZ).
La primera selección propuesta es la del proceso de solda-
dura.
La selección del proceso se hace por medio de las te-
clas T10 y T11.
Presionando la tecla T9 (NEXT) se entra directamente en
la pantalla de la selección del material.
Se puede volver a la pantalla precedente con la tecla T6
(PREV). En vez de las teclas T9 y T6 es posible usar las
teclas T12 y T13.
La pantalla sucesiva será la del diámetro, sucesivamente
la del gas y al nal la del tipo de partida “Start Mode”.
Presionar al nal ““END”” para acabar.

84
9 SOLDADURA
• Preparar la soldadora siguiendo las instrucciones des-
critas en el apartado 3 “Puesta en funcionamiento”.
• Seguir las instrucciones descritas precedentemente
en el menú “Wizard” Apartado 8.1 o “Par” Apartado 7.1.
9.1 SOLDADURA MIG/MAG .
En el menú “Process Parameter” se encuentran las voces
que pueden ser reguladas en este proceso:
Esta soldadora ofrece una amplia selección de procesos
de soldadura MIG/MAG. que se listan a continuación:
9.1.1 MIG Soldadura MIG/MAG sinérgico.
La característica de este tipo de proceso de soldadura
es la SINERGÍA que se entiende como predeterminación,
por el constructor, de la relación entre la velocidad de
hilo (corriente), la tensión e la impedancia necesarias
para obtener una buena soldadura. Para realizarla actuar
como sigue:
• Mediante la tecla T1 seleccionar el led del espesor.
• Programar el espesor de trabajo girando la manecilla
M1.
• Efectuar la soldadura.
• Si la longitud de arco no es correcta modicarla me-
diante la manecilla M2.
9.1.2 MIG Man. Soldadura MIG/MAG convencional.
Seleccionar el tipo, el diámetro del hilo y el tipo de gas
de protección.
En este proceso de soldadura la velocidad del hilo, la
tensión y el valor del impedancia deben ser programa-
dos por el operador.
9.1.3 MIG HD. Soldadura MIG/MAG sinérgico alto
depósito.
La característica de este tipo de proceso es la posibi-
lidad de aumentar la velocidad del hilo manteniendo
invariada la tensión de soldadura para obtener menores
tiempos de ejecución de la junta, menores distorsiones
y una mayor productividad.
Éste es un proceso sinérgico pero es diferente de los
otros pro su modalidad de regulación: Para correr a
lo largo de la curva sinérgica hay que actuar con la
manecilla M2 que cambia la tensión de soldadura y
sucesivamente con la manecilla M1 se puede cam-
biar la velocidad del hilo (Corriente de soldadura).
Un ejemplo:
Seleccionar este proceso como descrito arriba.
Mediante la tecla T1 seleccionar el led L2 de la velocidad
del hilo y mediante la tecla T2 el led L4 de la tensión.
El display D1 visualiza la velocidad del hilo mientras el
display D2 visualiza la tensión.
Girando la manecilla M2 los dos valores de tensión y ve-
locidad de hilo se modican siguiendo la curva sinérgica
programada por el constructor.
Girando de una posi-
ción la manecilla M1 el
display D3 visualiza la
pantalla relativa a a co-
rrección de la velocidad
del hilo.
Continuando a girar la manecilla M1 se visualiza la des-
viación porcentual del cero que corresponde a la velo-
cidad programada por el constructor mientras el display
D1 visualiza la nueva velocidad.
Cuando el valor de la corrección hace alcanzar la
velocidad máxima o mínima de la curva sinérgica, en el
display D3 aparece el mensaje “Speed limit”.
Corrigiendo la velocidad del hilo no se modican ni los
valores del espesor aconsejado para la soldadura ni los
valores de la corriente pero es posible aumentar la velo-
cidad de soldadura. Ma modicación de la velocidad del
hilo mediante la manecilla M1 no cambia la tensión de
soldadura programada precedentemente.
Después de ejecutado una soldadura con led L8 “Hold”
encendido, el display D1 visualiza la corriente de solda-
dura correspondiente a la velocidad del hilo modicada.
9.1.4 MIGRoot Soldadura MIG/MAG sinérgico.
Este proceso ha sido estudiado para las soldaduras de
“raíz” de juntas “cabeza a cabeza” verticales descen-
dientes. Adapto para hierro y acero inoxidable.
9.1.5 MIG Soldadura MIG/MAG sinérgico pul-
sado (bajo pedido Art. 231).
En este proceso de soldadura el material de adjunción es
transferido por medio de una forma de onda impulsiva, de
energía controlada, al n de obtener el despegue cons-
tante de gotas de metal fundido que se transeren sin sal-
picaduras en la pieza en tratamiento. El resultado es un
cordón de soldadura que va bien con cualquier espesor y
tipo de material.
Las regulaciones de los parámetros de soldadura son las
mismas describidas para la Soldadura MIG/MAG sinérgico.
9.2 SOLDADURA MMA
En el caso de máquinas compactas conectar el conector
del cable de la pinza portaelectrodo al conector E y el
conector del cable de masa G respetando la polaridad
prevista por el constructor de los electrodos.
En el caso de máquinas con arrastrahilo separado el
carro deberá permanecer conectado al generador.
Conectar el conector del cable de la pinza portaelec-
trodo al conector X y el conector del cable de masa al
conector G respetando la polaridad prevista por el cons-
tructor de los electrodos.
Cuando se selecciona este proceso el generador, trans-
curridos 5 segundos, está listo para generar corriente.
Para programar la máquina para la soldadura MMA se-
guir las instrucciones descritas arriba en el menú “Wi-
zard” Apartado 8.6 o “Par” Apartado 7.1.
En el menú “Process Parameter” se encuentran las voces
que pueden ser reguladas en este proceso:

85
•Hot Start.
Es la sobrecorriente suministrada en el momento del en-
cendido del arco.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Es la regulación de la característica dinámica del arco.
MIN MAX DEF.
Arc Force 0% 100% 30%
El display D2 visualiza la tensión de arco medida durante
la soldadura.
El display D1 visualiza:
- antes de soldar la corriente programada mediante la
manecilla M1;
- durante la soldadura la corriente de soldadura medi-
da.
- Una vez completada la soldadura, visualiza el último
valor de corriente medido. (Led L8 “HOLD” encendido).
9.3 SOLDADURA TIG
9.3.1 Máquinas con arrastrahilo separado.
Conectar el cable de masa al polo positivo X y el conec-
tor del cable de potencia de la conexión carro/generador
al polo negativo G.
Conectar el soplete al empalme euro F.
Para este tipo de soldadoras el soplete adapto es el art.
1259.
9.3.2 Máquinas compactas.
Conectar el cable masa al polo positivo E y el soplete al
negativo G.
Conectar el tubo gas a la toma H
Para programar la máquina para la soldadura TIG seguir
las instrucciones descritas arriba en el menú “Wizard”
Apartado 8.6 o “Par” Apartado 7.1.
En el menú “Process Parameter” se encuentran las voces
que pueden ser reguladas en este proceso:
• Start Mode
Ver apar tado 7.1.7.
• Final Slope (solo en 2T o 4T).
Es el tiempo en segundos en le que la corriente pasa de
la soldadura al apagado del arco.
MIN MAX DEF
Final Slope 0,0 s 10 s 0,5 s
• Pulse (Art. 234 por pedido).
Soldadura TIG con pulsado.
Este tipo de soldadura hace variar la intensidad de co-
rriente entre dos niveles y dicha variación ocurre con una
frecuencia determinada.
• Pulse level
Con esta voz se regula la corriente más baja de las dos
necesarias para este proceso de soldadura, viene visua-
lizado el porcentaje de esta corriente en relación a la
corriente principal programada antes de entrar en el
submenú.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Es la frecuencia de pulsado.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Es el tiempo de duración de la corriente más alta, ex-
presado en porcentaje, con respecto al tiempo de la fre-
cuencia.
MIN MAX DEF
Duty 10% 90% 50%
10 CÓDIGOS ERRORES
DISPLAY DESCRIPCIÓN ERROR
TRG
centelleante
Pulsador de arranque presionado al
encendido de la máquina o al cierre de
la portezuela del arrastrahilo
Err 54 Cortocircuito en el circuito secundario
Err 56 Condición anómala en soldadura
Err 57
Corriente excesiva en el motor del
grupo arrastrahilo (Controlar los rodillos
arrastrahilo, el hilo en el interior de la
envoltura y el motor arrastrahilo)
Err 58
Error alineación entre las versiones
del rmware o error durante la fase de
auto-mejora (Repetir el procedimiento
de auto-mejora)
Err 61 Tensión de alimentación baja
Err 62 Tensión de alimentación alta

86
DISPLAY DESCRIPCIÓN ERROR
TH 0
Sobretemperatura de los diodos de
salida
TH 1 Sobretemperatura IGBT
H2O
centelleante
seguido
porErr 75
problema en la bomba de enfriamiento
(presóstato)
H2O nc
problema en la bomba de enfriamiento
(no conectada)
OPN Portezuela abierta en el arrastrahilo
ITO
Ver apartado 7.3.1 Menú “Soldadura”
- “Avance máximo”
En caso de códigos de error diferentes de los listados
contactar el servicio de asistencia
11 MANTENIMIENTO
Cada intervención de mantenimiento debe ser efec-
tuada por personal cualicado según la norma CEI
26-29 (IEC 60974-4).
11.1 MANTENIMIENTO GENERADOR
En caso de mantenimiento en el interior del aparato, ase-
gurarse de que el interruptor T esté en posición “O” y
que el cable de alimentación no esté conectado a la red.
Periódicamente, además, es necesario limpiar el interior
del aparato para eliminar el polvo metálico que se haya
acumulado, usando aire comprimido.
11.2 MEDIDAS A TOMAR DESPUÉS DE UNA INTER-
VENCIÓN DE REPARACIÓN.
Después de haber realizado una reparación, hay que te-
ner cuidado de reordenar el cablaje de forma que exista
un aislamiento seguro entre el lado primario y el lado
secundario de la máquina.
Evitar que los hilos puedan entrar en contacto con partes
en movimiento o con partes que se recalientan durante
el funcionamiento. Volver a montar todas las abrazade-
ras como estaban en el aparato original para evitar que,
si accidentalmente un conductor se rompe o se desco-
necta, se produzca un contacto entre el primario y el
secundario.
Volver además a montar los tornillos con las arandelas
dentelladas como en el aparato original.

87

88
ÍNDICE
1 PRECAUÇÕES DE SEGURANÇA ....................................................................................................................................................89
1.1 CHAPA DAS ADVERTÊNCIAS ...............................................................................................................................................89
2 DESCRIÇÕES GERAIS ..................................................................................................................................................................... 90
2.1 EXPLICAÇÃO DOS DADOS TÉCNICOS ............................................................................................................................... 90
3 INSTALAÇÃO E PREPARAÇÃO PARA O FUNCIONAMENTO ..................................................................................................91
3.1 LEVANTAMENTO ..................................................................................................................................................................... 91
3.2 MONTAGEM ...............................................................................................................................................................................91
3.3 LIGAÇÃO DE EVENTUAIS EXTENSÕES ..............................................................................................................................92
3.4 LIGAÇÃO DO MAÇARICO DE SOLDADURA ...................................................................................................................... 92
3.5 MONTAGEM DO GRUPO DE ARREFECIMENTO ...............................................................................................................92
3.6. COLOCAÇÃO .............................................................................................................................................................................93
3.6.1 SUPERFÍCIES INCLINADAS ........................................................................................................................................93
3.7 PREPARAÇÃO PARA O FUNCIONAMENTO .......................................................................................................................93
4 DESCRIÇÃO DO GERADOR ............................................................................................................................................................93
5 DESCRIÇÃO DO GRUPO DE ARREFECIMENTO ........................................................................................................................95
5.1 LIGAÇÕES ..................................................................................................................................................................................95
5.2. DESCRIÇÃO DAS PROTECÇÕES ............................................................................................................................................96
5.2.1 PROTECÇÃO DA PRESSÃO DO LÍQUIDO REFRIGERANTE .................................................................................96
5.2.2 FUSÍVEL (T 2A/250V-Ø 5X20) ......................................................................................................................................96
5.3 PREPARAÇÃO PARA O FUNCIONAMENTO .......................................................................................................................96
6. DESCRIÇÃO DO PAINEL DE COMANDOS ...................................................................................................................................96
6.1 PAINEL DE CONTROLO ..........................................................................................................................................................96
6.2 PAINEL DE CONFIGURAÇÕES ..............................................................................................................................................97
6.3 VISUALIZAÇÃO DOS ALARMES ..........................................................................................................................................97
6.4 VISUALIZAÇÃO DE ERROS ....................................................................................................................................................98
7. PROGRAMAÇÃO DA MÁQUINA“MAIN MENU” - “MENU PRINCIPAL” ................................................................................98
7.1. MENU “PROCESS PARAMS” - “PARÂMETROS DO PROCESSO” ....................................................................................98
7.1.1 “PROCESS” - “PROCESSO” ...........................................................................................................................................99
7.1.2 “MATERIAL” - “MATERIAL” .......................................................................................................................................99
7.1.3 “DIAMETER” - “DIÂMETRO” ......................................................................................................................................99
7.1.4 “GAS” ...............................................................................................................................................................................99
7.1.5 “ARC LENGTH CORR” - “CORRECÇÃO DO COMPRIMENTO DO ARCO” ..........................................................99
7.1.6 “INDUCTANCE CORR” - “CORRECÇÃO DO VALOR DE IMPEDÂNCIA” ............................................................99
7.1.7 “START MODE” - “MODO DE INÍCIO” .......................................................................................................................99
7.1.8 “SPOT” - “POR PONTOS / INTERMITENTE” ............................................................................................................99
7.1.9 “HSA” - “HOT START AUTOMÁTICO” .....................................................................................................................100
7.1.10 “CRA” - “ENCHIMENTO DA CRATERA FINAL” .................................................................................................... 100
7.1.11 “SOFT START” - “ENCOSTO” ....................................................................................................................................100
7.1.12 “BURNBACK”. ..............................................................................................................................................................100
7.1.13 “DOUBLE LEVEL” - “NÍVEL DUPLO” .....................................................................................................................100
7.1.13.1 “FREQUENCY” - “FREQUÊNCIA” DO NÍVEL DUPLO ............................................................................100
7.1.13.2 “PULSE STEP”: É A AMPLITUDE DA VARIAÇÃO DA VELOCIDADE EM M/MIN .............................100
7.1.13.3 “DUTY CYCLE”: TEMPO DO NÍVEL DUPLO ...........................................................................................100
7.1.13.4 “ARC LENGTH COR” - “CORRECÇÃO DO COMPRIMENTO DO ARCO” .............................................100
7.1.14 "DOUBLE PULSE" - "PULSAÇÃO DUPLA" ..............................................................................................................101
7.1.15 “PREFLOW” - “PRÉ GÁS”. ..........................................................................................................................................101
7.1.16 “POSTFLOW” - “PÓS GÁS“ .........................................................................................................................................101
7.1.17 “SPEED CORR” - “CORRECÇÃO DAS VELOCIDADES”. ......................................................................................101
7.2. MENU “JOB” ............................................................................................................................................................................101
7.2.1 MEMORIZAÇÃO DE UM PROGRAMA “JOB” .........................................................................................................101
7.3. MENU “SETTINGS” - “CONFIGURAÇÕES” ....................................................................................................................... 101
7.3.1 MENU “WELDING” - “SOLDADURA” ......................................................................................................................101
7.3.2 MENU “MACHINE” - “CONFIGURAÇÕES DA MÁQUINA” .................................................................................101
7.3.3 MENU “FACTORY SETUP” - “RECUPERAÇÃO DAS CONFIGURAÇÕES PREDEFINIDAS” .......................... 101
7.3.4 MENU “LANGUAGES” - “CONFIGURAÇÃO DA LÍNGUA” ..................................................................................102
7.4 MENU DAS INFORMAÇÕES .................................................................................................................................................102
8. ACESSO RÁPIDO .............................................................................................................................................................................102
8.1 “MEM” - “MEMORIZAÇÃO” .................................................................................................................................................102
8.2 “PAR” - “PARÂMETROS DE PROCESSO” ...........................................................................................................................102
8.3 “2T/4T” - “DOIS TEMPOS / QUATRO TEMPOS” ................................................................................................................102
8.4 “JOB” - “PROGRAMAS DE TRABALHO” ...........................................................................................................................102
8.5 “H2O” ................................................................................................................................................................................102
8.6 “WIZ” WIZARD ....................................................................................................................................................................... 102
9. SOLDADURA ................................................................................................................................................................................102
9.1 SOLDADURA MIG/MAG ........................................................................................................................................................102
9.1.1 MIG ---- SOLDADURA MIG/MAG SINÉRGICA 102
9.1.2 MIG MAN. SOLDADURA MIG/MAG CONVENCIONAL .......................................................................................102
9.1.3 MIG HD. SOLDADURA MIG/MAG SINÉRGICA COM DEPÓSITO ELEVADO 1 ...................................................02
9.1.4 MIG ROOT SOLDADURA MIG/MAG SINÉRGICA .................................................................................................103
9.1.5 MIG
SOLDADURA MIG/MAG SINÉRGICA PULSADA ..............................................................................103
9.2 SOLDADURA MMA ................................................................................................................................................................ 103
9.3. SOLDADURA TIG ...................................................................................................................................................................103
9.3.1 MÁQUINAS COM TRACÇÃO DO FIO SEPARADA ................................................................................................103
9.3.2 MÁQUINAS COMPACTAS ..........................................................................................................................................103
10 CÓDIGOS DE ERRO .........................................................................................................................................................................104
11. MANUTENÇÃO ................................................................................................................................................................................105
11.1 MANUTENÇÃO DO GERADOR ...........................................................................................................................................105
11.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO .....................................................................................................105

89
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A soldadura e o cisalhamento a arco podem
ser nocivos às pessoas, portanto, o utilizador
deve conhecer as precauções contra os riscos, a seguir
listados, derivantes das operações de soldadura. Caso
forem necessárias outras informações mais pormenori-
zadas, consultar o manual cod 3.300.758
CHOQUE RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento plasma/
soldadura pode produzir níveis de rumor superio-
res a este limite; portanto, os utilizadores deverão aplicar
as precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qual-
quer condutor produz campos electromag-
néticos (EMF). A corrente de soldadura, ou
de corte, gera campos electromagnéticos
em redor dos cabos e dos geradores.
Os campos magnéticos derivados de correntes elevadas
podem inuenciar o funcionamento de pacemakers. Os
portadores de aparelhos electrónicos vitais (pacemakers)
devem consultar o médico antes de se aproximarem de
operações de soldadura por arco, de corte, desbaste ou
de soldadura por pontos.
A exposição aos campos electromagnéticos da soldadura,
ou do corte, poderá ter efeitos desconhecidos para a saúde.
Cada operador, para reduzir os riscos derivados da ex-
posição aos campos electromagnéticos, deve respeitar
os seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado a
lado. Se possível, xá-los juntos com ta adesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da pin-
ça de suporte do eléctrodo, ou do maçarico. Se o cabo
de massa se encontrar do lado direito do operador,
também o da pinça de suporte do eléctrodo, ou do
maçarico, deverá estar desse mesmo lado.
- Ligar o cabo de massa à peça a trabalhar mais próxi-
ma possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
·· Não soldar nas proximidades de recipientes à
pressão ou na presença de pós, gases ou vapo-
res explosivos. Manejar com cuidado as bombas
e os reguladores de pressão utilizados nas operações de
soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações
contidas na norma IEC 60974-10 (Cl. A) e deve ser usa-
do somente para ns prossionais em ambiente in-
dustrial. De facto, podem vericar-se algumas di-
culdades de compatibilidade electromagnética num
ambiente diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas juntamen-
te ao lixo normal!De acordo com a Directiva Euro-
peia 2002/96/CE sobre os lixos de aparelhagens eléc-
tricas e electrónicas e respectiva execução no âmbito
da legislação nacional, as aparelhagens eléctricas que
tenham terminado a sua vida útil devem ser separadas e
entregues a um empresa de reciclagem eco-compatível.
Na qualidade de proprietário das aparelhagens, deverá
informar-se junto do nosso representante no local sobre
os sistemas de recolha diferenciada aprovados. Dando
aplicação desta Directiva Europeia, melhorará a situação
ambiental e a saúde humana!
Em caso de mau funcionamento solicitar a assistência de
pessoas qualicadas.
1.1 CHAPA DAS ADVERTÊNCIAS
O texto numerado abaixo corresponde às casas nume-
radas da chapa.
B. Os rolos de tracção do o podem ferir as mãos.
C. O o de soldadura e o grupo de tracção do o estão

90
sob tensão durante a soldadura. Mantenha as mãos e
os objectos metálicos afastados dos mesmos.
1. Os choques eléctricos provocados pelo eléctrodo de
soldadura ou pelo cabo podem ser mortais. Proteja-
-se devidamente contra o perigo de choques eléctri-
cos.
1.1 Use luvas isolantes. Não toque no eléctrodo com as
mãos nuas. Não use luvas húmidas ou estragadas.
1.2 Certique-se de estar isolado da peça a soldar e do
chão
1.3 Desligue a cha do cabo de alimentação antes de tra-
balhar na máquina.
2. Poderá ser nocivo para a saúde inalar as exalações
produzidas pela soldadura.
2.1 Mantenha a cabeça afastada das exalações.
2.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
2.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
3. As faíscas provocadas pela soldadura podem provo-
car explosões ou incêndios.
3.1 Mantenha os materiais inamáveis afastados da área
de soldadura.
3.2 As faíscas provocadas pela soldadura podem provo-
car incêndios. Mantenha um extintor nas proximida-
des e faça com que esteja uma pessoa pronta para o
utilizar.
3.3 Nunca solde recipientes fechados.
4. Os raios do arco podem queimar os olhos e a pele.
4.1 Use capacete e óculos de segurança. Utilize protec-
ções adequadas das orelhas e camisas com o cola-
rinho abotoado. Utilize máscaras com capacete, com
ltros de graduação correcta. Use uma protecção
completa para o corpo.
5. Leia as instruções antes de utilizar a máquina ou de
efectuar qualquer operação na mesma.
6. Não retire nem cubra as etiquetas de advertência
2 DESCRIÇÕES GERAIS
O aparelho é um equipamento multiprocessamento ade-
quado para a soldadura MIG/MAG, TIG (DC) com ligação
por contacto do arco e MMA (excepto do tipo celulósi-
co), realizado com tecnologia por inversor. O aparelho só
pode ser utilizado para as funções descritas no manual.
O aparelho não deve ser utilizado para descongelar ca-
nos.
2.1 EXPLICAÇÃO DOS DADOS TÉCNICOS
O aparelho é construído de acordo com as seguintes
normas:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (ver nota 2).
N.° Número de série a mencionar em qualquer
pedido relativo à máquina de soldar.
3
~
f
1
f
2
Conversor estático de frequência trifásica
transformador recticador.
MIG Adequada para a soldadura MIG-MAG.
MMA Adequada para a soldadura com eléctrodos
revestidos.
TIG Adequada para a soldadura TIG.
U0. Tensão a vazio secundária.
X. Factor de serviço percentual.
O factor de serviço exprime a percentagem
de 10 minutos nos quais a máquina de sol-
dar pode trabalhar com uma determinada
corrente sem aquecer demasiado.
I2. Corrente de soldadura
U2. Tensão secundária com corrente I2
U1. Tensão nominal de alimentação.
Nos modelos multitensão “Multi Voltage” a
máquina prepara-se automaticamente para
a tensão de alimentação do equipamento ao
qual está ligada.
3~ 50/60Hz Alimentação trifásica 50 ou 60 Hz.
I1 Máx Corrente máx. consumida na respectiva
corrente I2 e tensão U2.
I1 ef É o valor máximo da corrente efectiva con-
sumida considerando o factor de serviço.
Normalmente, este valor corresponde á ca-
pacidade do fusível (do tipo retardado) a uti-
lizar como protecção para o aparelho.
IP23S Grau de protecção da carcaça. Grau 3 como
segunda cifra signica que este aparelho
pode ser armazenado, mas não utilizado no
exterior durante as precipitações de chuva,
a não ser que esteja devidamente protegida.
S
Idónea para trabalhar em ambientes com
risco acrescido.
NOTAS:
1- O aparelho também foi concebido para trabalhar em
ambientes com grau de poluição 3. (Ver IEC 60664).
2- Este equipamento está em conformidade com a nor-
ma IEC 61000-3-12 na condição que a impedância
máxima Zmáx admitida do equipamento seja inferior
ou igual a 0,090 (Art. 318 e 319) e 0,051 (Art. 320) no
ponto de interface entre o equipamento do utilizador e
o público. É da responsabilidade do instalador ou do
utilizador do equipamento garantir, consultando even-
tualmente o operador da rede de distribuição, que o
equipamento seja ligado a uma alimentação com im-
pedância máxima de sistema admitida Zmáx inferior
ou igual a 0,090 (Art. 318 e 319) e 0,051 (Art. 320).

91
3 INSTALAÇÃO E PREPARAÇÃO PARA O FUNCIO-
NAMENTO.
3.1 LEVANTAMENTO (FIG. 1).
Fig. 1
3.2 MONTAGEM
• É necessário montar as rodas traseiras em todos os
geradores depois de ter enado o eixo (g. 2).
Fig. 2
• Para as máquinas com carro é necessário montar ro-
das giratórias quer nos carros de tracção do o, quer
no gerador; as rodas pequenas fornecidas com os res-
pectivos parafusos devem ser montadas no fundo do
carro de tracção do o assim como o suporte do ma-
çarico, depois colocar o carro na posição. (ver gura 3).
• Colocar o eventual carro de tracção do o em posição
como ilustrado na gura 4.
Fig. 3
Fig. 4
BA
BB

92
3.3 LIGAÇÃO DE EVENTUAIS EXTENSÕES
• Fixar a extremidade da conexão BA, com a lingueta
BB no fundo da máquina, como ilustrado na Fig. 4.
• Executar as ligações, na traseira do gerador, como
indicado na Fig. 5
Fig. 5
• Evitar de pôr a conexão sob a forma de bobina para
reduzir ao mínimo os efeitos indutivos que podem in-
uenciar os resultados da soldadura.
• Ligar a outra extremidade da conexão BA ao carro de
tracção do o, como ilustrado na Fig. 6.
Fig. 6
• Os tubos do líquido refrigerante devem ser ligados nas
tomadas rápidas situadas debaixo do fundo do carro
de tracção do o (ver Fig. 7), respeitando as cores
mostradas na parte dianteira do carro.
Fig. 7
3.4 LIGAÇÃO DO MAÇARICO DE SOLDADURA.
• Ligar o maçarico na tomada centralizada F.
• Montar a bobina de o.
• Vericar se o bordo dos rolos corresponde ao diâme-
tro do o utilizado. Para a substituição, proceder do
modo seguinte (Fig. 8):
Fig. 8
BN
BN
CA
Abrir a portinhola do vão de tracção do o.
Retirar a cobertura CA do grupo de tracção do o.
Soltar os rolos de pressão do o com o manípulo de
regulação da pressão BN.
Substituir os rolos e montar novamente a cobertura CA.
Enar o o na tracção e na bainha do maçarico.
Fixar os rolos de pressão do o com o manípulo BN e
regular a pressão.
Ligar o cabo da massa (fornecido) na tomada D.
Ligar o tubo do gás à tomada G.
3.5 MONTAGEM DO GRUPO DE ARREFECIMENTO
(ART. 1683 - POR ENCOMENDA POR ART. 318 E
319) (Fig. 9)
No caso em que se utilize o grupo de arrefecimento, se-
guir estas indicações:
• Retirar o painel M
• Inserir o grupo de arrefecimento no interior do vão, de
modo que se veja pela parte frontal a vigia para o con-
trolo do nível do líquido.

93
• Fixá-lo no carro de transporte da máquina de soldar
com os parafusos fornecidos com o grupo.
Fig. 9
3.6 COLOCAÇÃO
Colocar a máquina de soldar de modo a permitir a circu-
lação livre do ar no seu interior e evitar o mais possível
que entre pó metálico, ou de qualquer outro género.
3.6.1 Superfícies inclinadas.
Dado que esta máquina de soldar tem rodas sem travão,
não apoiar a máquina em superfícies inclinadas, para
evitar que possam virar-se ou uma sua movimentação
incontrolada.
3.7 PREPARAÇÃO PARA O FUNCIONAMENTO
• A instalação da máquina deve ser efectuada por pes-
soal qualicado.
• As ligações devem ser todas executadas de acordo
com as normas vigentes (IEC/CEI EN 60974-9) e res-
peitando todas as leis em matéria de segurança.
• Montar a cha no cabo de alimentação, prestando es-
pecial atenção para ligar o condutor amarelo-verde ao
pólo de terra.
• Vericar se a tensão de alimentação corresponde à
nominal da máquina de soldar.
• Aplicar fusíveis de protecção de capacidade adequada
aos dados técnicos indicados na placa de identicação.
4 DESCRIÇÃO DO GERADOR (FIG. 10 = VERSÃO
COMPACTA) (FIG. 11 = VERSÃO COM TRACÇÃO DO
FIO SEPARADA)
A - PAINEL DE COMANDOS.
Alçar a portinhola transparente para se ter acesso ao pai-
nel de comandos.
B - Conector:
Conector do tipo DB9 (RS 232), a utilizar para actualizar
os programas dos microprocessadores.
C - Conector:
Conector do tipo USB, a utilizar para actualizar os pro-
gramas dos microprocessadores. Só nas máquinas com
tracção do o separada.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

94
D – Conector:
Conector para a ligação dos comandos à distância e do
cabo de comando do maçarico Push–Pull.
E – Tomada (+):
Tomada onde se liga o conector do cabo de massa em sol-
dadura TIG, a pinça porta-eléctrodo em soldadura MMA.
F - Tomada centralizada:
Na qual é ligado o maçarico de soldadura.
G - Tomada:
Tomada na qual é ligado o conector do cabo de massa
em soldadura MIG/MAG e MMA.
H - União:
Na qual é ligado o tubo do gás em saída do maçarico TIG.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11
I - Torneiras de engate rápido:
Nas quais são ligados os tubos que saem do eventual
maçarico arrefecido a água. N.B. Respeitar as cores dos
tubos e das torneiras. Só nas máquinas com tracção do
o separada.
L - Suporte:
Suporte para o maçarico de soldadura.
M - Painel:
Painel de fecho do vão do grupo de arrefecimento.
N - Tubo do gás.
O - União do tubo do gás:
Na qual é ligado o tubo do gás da conexão gerador/carro.

95
Fig. 12
AD
AM AL AH AI
AG
AF
AE
P - Conector:
No qual é ligado o conector do cabo dos serviços da
conexão gerador/carro.
Q - Tomada do pressóstato:
Na qual é ligado o cabo proveniente do pressóstato si-
tuado no interior do grupo de arrefecimento (Art. 1683).
R - Porta-fusível.
S - Tomada:
Na qual é ligado o cabo da rede do grupo de arrefeci-
mento Art. 1683 (Opcional).
T - Interruptor ON/OFF.
U - Cabo de alimentação.
V - Correias de xação da botija.
W - Suporte da botija.
Z - Torneiras de engate rápido:
Nas quais são ligados os tubos, vermelho e azul, da co-
nexão gerador/carro. Só nas máquinas com tracção do
o separada.
N.B.: As torneiras estão colocadas debaixo do carro de
tracção do o. Respeitar as cores dos tubos e das tor-
neiras.
X - Tomada:
Na qual, em soldadura MIG/MAG, é ligado o conector vo-
lante do cabo de potência (pólo +) da conexão gerador/
carro. Só nas máquinas com tracção do o separada.
Y - União:
Na qual é ligado o tubo do gás que sai da conexão gera-
dor/carro. Só nas máquinas com tracção do o separada.
K - Ficha:
Na qual é ligado o conector volante do cabo de potência
da conexão gerador/carro. Só nas máquinas com trac-
ção do o separada.
AA - Portinhola da cobertura da bobina de o.
AB - Cobertura da bobina de o.
AC - Suporte da bobina:
Idóneo para bobinas standard até Ø 300 mm, 16 kg.
5 DESCRIÇÃO DO GRUPO DE ARREFECIMENTO
Art 1683 (Fig. 12).
Este grupo de arrefecimento, que é fornecido por en-
comenda por art. 318 e 319, foi projectado para arrefe-
cer os maçaricos utilizados para a soldadura e deve ser
utilizado exclusivamente com estes geradores.
AD - Vigia:
Vigia para a inspecção do nível do líquido refrigerante.
AE - Tampão.
AF - Torneiras de engate rápido:
Ligar os tubos, vermelho e azul, do maçarico de solda-
dura. N.B.: Respeitar as cores dos tubos e das torneiras.
AG - Torneiras de engate rápido:
Nas quais são ligados os tubos, vermelho e azul, da co-
nexão gerador/carro, nas máquinas com tracção do o
separada. N.B.: Respeitar as cores dos tubos e das tor-
neiras.
AH - Porta-fusível.
AI - Conexão.
Para a protecção “pressão do líquido refrigerante”.
AL - Interruptor ON/OFF.
AM - Cabo de alimentação.
5.1 LIGAÇÕES.
Para as ligações eléctricas, das eventuais extensões e
das protecções, seguir as indicações do manual de ins-
truções, fornecido com o grupo de arrefecimento.

96
5.2 DESCRIÇÃO DAS PROTECÇÕES.
5.2.1 Protecção da pressão do líquido refrigerante.
Esta protecção é realizada com um pressóstato, inse-
rido no circuito de saída do líquido, que comanda um
microinterruptor. Se a pressão é insuciente, aparece no
visor D1 a palavra H2O a piscar.
5.2.2 Fusível (T 2A/250V-Ø 5x20).
Este fusível foi inserido para a protecção da bomba mo-
torizada e está colocado no painel traseiro da máquina
de soldar, no respectivo porta-fusível BF (Fig. 12)
5.3 PREPARAÇÃO PARA O FUNCIONAMENTO.
Desapertar o tampão AU e encher o depósito (o aparelho
é fornecido com cerca de um litro de líquido).
É importante vericar periodicamente, através da vigia
AT, se o líquido se encontra no nível “máx”.
6 DESCRIÇÃO DO PAINEL DE COMANDOS (Fig. 13-14)
O painel de comandos é constituído por uma zona de
controlo (Fig. 13) e por uma zona de congurações
(Fig. 14).
6.1 PAINEL DE CONTROLO (FIG. 13).
Botão de selecção T1
Cada vez que se carrega neste botão selecciona-
-se a grandeza regulável no manípulo M1. As
grandezas seleccionáveis, visualizadas pelos leds
L1, L2 e L3, referem-se ao tipo de processo de soldadura
escolhido.
Led L1 Espessura
Indica que o visor D1 visualiza a espessura, em mm,
da peça a soldar, em função da corrente e da veloci-
dade do o programadas. Activo nos processos MIG/
MAG sinérgicos.
Led L2 Velocidade do o
Indica que o visor D1 visualiza a velocidade, em me-
tros por minuto, do o de soldadura. Activo em todos
os processos de soldadura MIG/MAG.
Led L3 Corrente de soldadura
Indica que o visor D1 visualiza a corrente de soldadura
em amperes.
Manípulo M1
IDependendo do tipo de processo seleccionado,
com este manípulo regulam-se as grandezas se-
leccionadas com o botão T1.
Visor D1
Visualiza o valor das grandezas seleccionadas com o bo-
tão T1 e reguladas com o manípulo M1.
Botão de selecção T2
Cada vez que se carrega ligeiramente neste botão
selecciona-se a grandeza regulável no manípulo
M2. As grandezas seleccionáveis, visualizadas
pelos leds L4, L5 e L6, referem-se ao tipo de processo
de soldadura escolhido.
Led L4 Tensão de soldadura
Indica que o valor visualizado no visor D2 é uma ten-
são expressa em volts.
Com o arco desligado, nos processos MIG/MAG, o valor
visualizado no visor D2 é a tensão predenida ou o “set
point” (ver parágrafo 9.1 Soldadura MIG/MAG).
Durante a soldadura, o valor visualizado no visor D2 é
sempre a tensão medida pelo gerador.
Led L5 Comprimento do arco
Nos processos de soldadura MIG/MAG Sinérgicos
(excepto MIG HD) indica que o visor D2 visualiza o
valor da correcção do arco de soldadura.
O valor 0 (zero) corresponde ao comprimento do arco,
predenido pelo fabricante.
Com o manípulo M2 é possível alongar o arco (valores
positivos) ou encurtá-lo (valores negativos) no intervalo
-9,9 a +9,9.
Led L6 Impedância
Nos processos de soldadura MIG/MAG, indica que o
visor D2 visualiza o valor da impedância.
O valor 0 (zero) corresponde à impedância predenida
pelo fabricante.
Com o manípulo M2 é possível alongá-la (valores posi-
tivos) ou encurtá-la (valores negativos) no intervalo -9,9
a +9,9.
Manípulo M2
Dependendo do tipo de processo seleccionado,
com este manípulo regulam-se as grandezas se-
leccionadas com o botão T2.
Nos processos MIG/MAG Sinérgicos, quando está ace-
so o led L4 (tensão de soldadura), accionando este maní-
pulo, a selecção desloca-se automaticamente para o led
L5 (comprimento do arco).
Visor D2
Em todos os processos de soldadura, visualiza nume-
ricamente as selecções efectuadas com o botão T2 e
reguladas com o manípulo M2.
Led L7 Posição globular
Nos processos MIG/MAG sinérgicos, assinala que o
par de valores de corrente e de tensão escolhidos
para a soldadura pode provocar arcos instáveis e com
emissão de salpicos.
Led L8 Hold
Activa-se automaticamente no nal da soldadura para
assinalar que nos visores D1 e D2 estão visualizados
os últimos dois valores de corrente e de tensão medidos.

97
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1
Led L9 Segurança
Assinala a função de bloqueio de alguns dos botões.
O operador apenas poderá regular os parâmetros de
soldadura compreendidos na zona do painel de controlo.
Para activar a função, premir primeiro o botão T5 e, man-
tendo-o premido, premir por pouco tempo o botão T2. O
led L9 ilumina-se e indica que a função está activa. Para
sair, premir da mesma maneira os botões T5 e T2.
Botão T4 Teste do o
Permite o avanço progressivo do o até 8 m/min
sem a presença de tensão no maçarico e sem a
saída de gás.
Botão T3 Teste do gás
Premindo este botão, o gás sai durante 30s, pre-
mindo-o pela segunda vez, a saída do gás inter-
rompe-se.
6.2 PAINEL DE CONFIGURAÇÕES (FIG. 14).
Permite o acesso rápido aos menus da máquina de sol-
dar e às funções suplementares, visualizando-as e tor-
nando-as imediatamente disponíveis.
É constituído por um visor tipo matriz D3 onde aparecem
todas as informações necessárias para a programação,
pelos botões de navegação (T10, T11, T12 e T13), com
os quais se navega nas opções dos diferentes menus;
pelos botões de função (T5, T6, T7, T8 e T9) que per-
mitem o acesso aos diferentes menus que constituem o
rmware, e por uma série de leds que assinalam o tipo
de processo em uso (L10, L11 e L12) e algumas funções
suplementares (L13, L14 e L15).
Quando se liga a máqui-
na de soldar, o visor D3
visualiza, por cerca de 5
s, algumas informações
relativas ao estado da
máquina (ver par. 7.4
menu Informações), en-
tre os quais a versão do
rmware.
Logo depois, visualiza as predenições de fábrica da
máquina de soldar:
- Data (dia/mês/ano) e ho-
rário (horas e minutos).
- Processo MIG Sinérgico.
(Led L10 aceso).
- Fio de soldadura do tipo
SG2 ø 1,0 mm.
- Gás Ar/18% CO2.
- Modo de ligação a 2
tempos 2T.
Na parte inferior do visor aparecem as siglas (MEM, PAR,
2T/4T e JOB) seleccionáveis com os botões de função
T6, T7, T8, T9 (ver par. 8):
6.3 VISUALIZAÇÃO DOS ALARMES
Quando a máquina detecta um alarme temporário, é vi-
sualizada nos visores D1 e D2 uma sigla a piscar que

98
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
indica a causa que provocou o alarme. Por exemplo: se
a portinhola da tracção do o está aberta, aparece a pa-
lavra “OPn”.
6.4 VISUALIZAÇÃO DE ERROS
Quando a máquina detecta uma condição de alarme gra-
ve, aparece nos visores D1 e D2 a sigla “Err” seguida
pelo respectivo código de erro.
Neste caso, desligar a máquina e contactar o serviço de
assistência (ver parágrafo 10).
7 PROGRAMAÇÃO DA MÁQUINA
“Main Menu” - “Menu Principal”
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
A programação efectua-se entrando no “Menu Principal”
ao qual se tem acesso premindo o botão T5 e depois o
botão T6 (MENU) ou no menu de acesso rápido descrito
no parágrafo 8.
No interior do “Menu Principal”, com os botões T10 e
T11, é possível seleccionar uma das opções da lista evi-
denciada com uma faixa amarela. Com o botão T12 en-
tra-se no respectivo menu secundário, e vice-versa, com
o botão T13 regressa-se ao menu anterior conrmando,
ao mesmo tempo, a escolha efectuada.
Se aparece uma seta virada para baixo, signica que há
outras opções não visualizadas na janela.
Este critério de navegação é válido para todos os
menus da máquina.
As opções disponíveis no “menu principal” são:
- “Process Params” - Parâmetros do processo (Ver par. 7.1)
- “Jobs” (Ver par. 7.2)
- “Settings” - Congurações (Ver par. 7.3)
- “Information” - Informações (Ver par. 7.4)
7.1 MENU “PROCESS PARAMS” - “PARÂMETROS DO
PROCESSO”.
Entra-se no menu secundário “Parâmetros de processo”
pelo “Menu Principal” ou directamente, premindo o bo-
tão T7 (PAR). Aqui estão mostrados todos os parâmetros
que o operador pode modicar em função do processo
de soldadura seleccionado (leds L10, L11 e L12).
No interior de “Parâmetros de processo” é possível ter
acesso directo à memorização, premindo o botão T6
(MEM) (ver par. 7.2.1).

99
7.1.1 “Process” - “Processo”.
O primeiro parâmetro é
o processo de soldadu-
ra. Premindo o botão
T12 entra-se na janela
de selecção do tipo de
processo.
Os botões T10 e T11, para além de procederem á selec-
ção que é evidenciada pela faixa amarela, têm a função
de saltar entre todos os processos disponíveis.
Os processos de soldadura seleccionáveis são:
MIG Soldadura MIG/MAG sinérgica pulsada (por
encomenda) art. 231.
MIG Soldadura MIG/MAG sinérgica.
MIG HD Soldadura MIG/MAG sinérgica com alto de-
pósito.
MIG Root Soldadura MIG/MAG sinérgica para as solda-
duras em vertical descendente.
MIG Man Soldadura MIG/MAG convencional.
TIG Processo de soldadura com eléctrodo infusí-
vel adequado para todos os metais, excepto
o alumínio, o magnésio e o latão. A ligação
do arco é efectuada por contacto sem alta
frequência.
MMA Processo de soldadura com eléctrodo reves-
tido e fusível.
7.1.2 “Material” - “Material” (activo nos processos MIG/
MAG).
Nesta opção selecciona-se o tipo de material do o de
soldadura.
7.1.3 “Diameter” - “Diâmetro” (activo nos processos
MIG/MAG).
Os diâmetros do o de soldadura dependem do tipo de
material seleccionado.
7.1.4 “Gas” (activo nos processos MIG/MAG).
Os gases utilizáveis dependem do tipo de material se-
leccionado.
7.1.5 “Arc Length Corr” - “Correcção do comprimento
do arco” (Disponível em MIG/MAG sinérgico, MIG
Root).
Permite a correcção do
comprimento do arco
em Volts com os botões
T10 e T11 ou com o ma-
nípulo M2.
MÍN MÁX DEF.
Corr. comprimento do
arco
-9,9 V 9,9 V 0,0 V
ATENÇÃO:
na janela de regulação, que é semelhante para todos os pa-
râmetros com um intervalo de regulação, aparecem:
-O nome do parâmetro que está em progresso de cor-
recção.
-O valor e a unidade de medida.
-A escala de regulação.
-As abreviações:
MÍN = mínimo da regulação. Botão T5.
MÁX = máximo da regulação. Botão T7.
DEF = valor predenido. Botão T6.
7.1.6 “Inductance Corr” - “Correcção do valor de im-
pedância” (disponível em todos os processos
MIG/MAG sinérgicos, excepto MIG HD)
Permite a correcção do valor da impedância.
MÍN MÁX DEF.
Corr. valor da impedância -9,9 9,9 0,0
7.1.7 “Start Mode” - “Modo de início” (escolha do modo
de início da soldadura).
2T (activo nos processos MIG/MAG e TIG).
A máquina começa a soldar quando se prime o botão
do maçarico e interrompe-se quando se larga o mes-
mo.
4T (activo nos processos MIG/MAG e TIG).
Para começar a soldadura, premir e largar o botão do
maçarico, para acabar a soldadura, premir e largar
novamente.
3L (activo nos processos MIG/MAG sinérgicos).
A soldadura começa quando se prime o botão do
maçarico, a corrente de soldadura chamada será a
congurada com “Start current”. Esta corrente será
mantida enquanto estiver premido o botão do maça-
rico; quando se larga, a corrente liga-se à corrente de
soldadura congurada, no tempo denido pelo tempo
“Slope time” e será mantida até se premir novamente
o botão do maçarico. Quando se prime novamente o
botão do maçarico, a corrente de soldadura liga-se
à terceira corrente (corrente de “Crater-ller”) con-
gurada com o parâmetro “Crater Current” no tempo
estabelecido por “Slope time” e será mantida até se
largar o botão do maçarico. Quando se larga o botão,
a soldadura interrompe-se.
Regulações para 3L MÍN MÁX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 “Spot” - “por pontos / intermitente”.
(só nos processos MIG/MAG 2T ou 4T).
OFF (predenido)
ON
Se for seleccionado “ON” estão disponíveis as seguintes
regulações:
MÍN MÁX DEF.
Spot time 3 s 25 s 1,0 s
Pause time OFF 5 s OFF

100
7.1.9 “HSA” - “Hot Start Automático”.
(só nos processos MIG/MAG sinérgicos 2T ou 4T).
Esta função está inibida quando está activa a função 3L
e só funciona com os programas sinérgicos.
Especialmente indicada para obter um arranque “quen-
te” na soldadura do alumínio.
OFF (predenido)
ON.
Se for seleccionado “ON” estão disponíveis as seguintes
regulações:
MÍN MÁX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope time 0,1 s 10 s 0,5 s
A soldadura inicia com a “Start Current”. A duração desta
primeira corrente é regulada por “starting current time”.
Depois de decorrido este tempo, a corrente liga-se à de
soldadura no tempo ”Slope Time”.
7.1.10 “CRA” - “Enchimento da cratera nal”.
(só nos processos MIG sinérgicos 2T ou 4T).
OFF (predenido)
ON
Se for seleccionado “ON” estão disponíveis as seguintes
regulações:
MÍN MÁX DEF.
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 “Soft Start” - “Encosto”.
(Só nos processos MIG/MAG)
É a velocidade do o, expressa em percentagem, da ve-
locidade programada para a soldadura antes que esse
toque na peça a soldar.
MÍN MÁX DEF.
Soft Start 1% 100% Auto.
7.1.12 “Burnback”.
(Só nos processos MIG/MAG)
Serve para regular o comprimento do o que sai da agu-
lheta do gás depois da soldadura.
MÍN MÁX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 “Double Level” - “Nível Duplo” (Art. 233 por en-
comenda) (Só nos processos MIG/MAG sinérgicos).
Este tipo de soldadura faz variar a intensidade da corren-
te entre dois níveis.
Antes de programar a soldadura com nível duplo, é ne-
cessário executar um pequeno cordão de soldadura, de
modo a determinar a velocidade do o e, consequente-
mente, a corrente para obter a penetração e a largura do
cordão, ideais para a junta que se deseja realizar.
Determina-se assim o valor da velocidade de avanço do
o (e portanto da relativa à corrente) à qual, serão alter-
nadamente somados e subtraídos os metros por minuto
que serão programados.
Antes da execução é necessário recordar-se que num
cordão correcto, a sobreposição entre duas “malhas”
deve ser de pelo menos 50%.
OFF (predenido)
ON.
Se for seleccionado “ON” estão disponíveis as seguintes
regulações:
MÍN MÁX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulse step 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0
7.1.13.1 “Frequency” - “Frequência” do nível duplo.
A frequência, determinada em Hertz, é o número de perí-
odos por segundo. Entende-se por período, a alternância
entre a velocidade alta e a baixa.
A velocidade baixa, que não penetra, serve ao soldador
para passar de uma malha para a execução da malha
seguinte; a velocidade alta, correspondente à corrente
máxima, é a que penetra e executa a malha, neste caso
o soldador pára para executar a malha.
7.1.13.2 “Pulse Step”: é a amplitude da variação da ve-
locidade em m/min.
A variação determina a soma e a subtracção de m/min
da velocidade de referência acima descrita. Em paridade
dos outros parâmetros, aumentando o número, a malha
torna-se mais larga e obtém-se uma maior penetração.
7.1.13.3 “Duty Cycle”: tempo do nível duplo.
Expresso em percentagem, é o tempo da velocidade/
corrente maior relativamente à duração do período. Em
paridade dos outros parâmetros, determina o diâmetro
da malha e portanto a penetração.
7.1.13.4 “Arc Length Cor” - “Correcção do comprimen-
to do arco”.
Regula o comprimento do arco da velocidade/corrente
maior.
Atenção: uma boa regulação prevê um comprimento
igual do arco para amas as correntes.

101
7.1.14 "Double Pulse" - "Pulsação Dupla".
Activa-se automaticamente quando se adquirem as duas
actualizações Art. 231 e Art.233.
Para o funcionamento, ver o parágrafo 7.1.13.
7.1.15 “Preow” - “Pré Gás”.
(Em todos os processos, excepto MMA).
MÍN MÁX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 “Postow” - “Pós Gás“.
(Em todos os processos, excepto MMA).
MÍN MÁX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 “Speed Corr” - “Correcção das Velocidades”.
(Só nos processos MIG HD)
Permite a correcção percentual da velocidade do o em
relação à velocidade predenida.
MÍN MÁX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 MENU “JOB”.
Nesta secção podem-se memorizar, chamar, modicar,
copiar ou eliminar programas de trabalho.
No “Menu Principal”, com o botão T11, evidenciar a op-
ção “Jobs” depois entrar no menu secundário com o bo-
tão T12.
7.2.1 Memorização de um programa “JOB”.
Depois de ter efectuado as regulações e as congura-
ções acima descritas, com os botões T10 e T11 esco-
lher uma posição na memória e premir o botão T6 (SAVE)
para memorizar.
O número do programa
“Job”, o processo de
soldadura e o diâmetro
do o são mostrados no
visor.
Quando foi memoriza-
do um “Job”, aparecem
umas siglas na parte in-
ferior do visor junto aos botões T6, T7, T8 e T9:
- DEL: apaga o “Job” seleccionado.
- RCL: chama o “Job” seleccionado para a modicação.
- COPY: copia o “Job” seleccionado e memoriza-o nou-
tra posição.
7.3 MENU “Settings” - “Congurações”.
Nesta secção podem-se congurar ou modicar as prin-
cipais congurações da soldadora.
No “Menu Principal” (ver
par. 7), seleccionar o
menu “Congurações”
com o botão T10 e visu-
alizá-lo com o botão
T11.
Aqui encontram-se todos
os parâmetros que o ope-
rador pode modicar:
- Welding
- Machine
- Factory Setup
- Languages
Com este botão T12 entra-se no menu relativo ao parâ-
metro seleccionado.
7.3.1 Menu “Welding” - “Soldadura”.
Neste menu secundário, encontra-se uma série de parâ-
metros de soldadura que podem ser modicados:
- H2O MIG/TIG Esta função permite programar a liga-
ção do grupo de arrefecimento.
Regulações: ON-OFF-Auto (DEF OFF).
Seleccionando “Auto”, o grupo funciona quando se liga a
máquina. Se não se prime o botão do maçarico, desliga-se
após 30 segundos. Quando se prime o botão do maçarico,
o grupo começa a funcionar e desliga-se 3 minutos depois
de se ter largado esse botão.
- “Quality Control” - “Controlo da Qualidade”
Regulação ON - OFF (DEF OFF) (Disponível por enco-
menda).
- “Max inching” - “Avanço Máximo”
O seu objectivo é o de bloquear a máquina de soldar
se, depois do arranque, o o sai com o comprimento
em centímetros denido sem passagem de corrente.
Regulação OFF - 50 cm (DEF OFF).
- “Push-Pull Force”
Montando o maçarico Push-Pull Art. 2008, habilita-se
o funcionamento do grupo de arrefecimento e a fun-
ção PPF (Push-Pull Force). Esta função regula a força
de tracção do motor do push-pull para tornar linear o
avanço do o.
7.3.2 Menu “Machine” - “Congurações da Máquina”.
Aqui estão disponíveis os menus secundários:
- “Clock Setup” - “Regulação do Relógio”.
7.3.3 Menu “Factory Setup” - “Recuperação das con-
gurações predenidas”.
Esta opção permite regressar às congurações iniciais
predenidas pelo fabricante.
São possíveis três modalidades de recuperação:
- All Recongura tudo.
- Jobs only Recongura apenas os programas de tra-
balho “Job”

102
- Exclude jobs Recongura tudo excepto os programas
de trabalho “Job” memorizados.
7.3.4 Menu “Languages” - “Conguração da língua”.
Nesta secção pode-se escolher a língua em que apare-
cem as mensagens no visor.
7.4 MENU DAS INFORMAÇÕES.
Nesta secção são visualizadas algumas informações re-
lativas ao software do gerador.
8 ACESSO RÁPIDO.
Na parte inferior do visor D3 estão presentes, dependen-
do das diferentes janelas, alguns comandos para o aces-
so rápido às funções mais habituais.
8.1 “MEM” - “MEMORIZAÇÃO” (ver par. 7.2.1).
Desejando memorizar um programa de soldadura, pre-
mir o botão T6, escolher com os botões T10 e T11 o nú-
mero do “Job” depois premir mais uma vez o botão T6
para guardar a condição de soldadura.
8.2 “PAR” - “PARÂMETROS DE PROCESSO” (ver par.
7.1)
8.3 “2T/4T” - “DOIS TEMPOS / QUATRO TEMPOS” (ver
par. 7.1.7).
8.4 “JOB” - “PROGRAMAS DE TRABALHO”.
Desejando utilizar um programa de trabalho previamente
memorizado, premir o botão T9 (JOB).
Para ver todas as congurações do programa, conrmar
a escolha, com o botão T9 (OK), depois premir o botão
T7 (PAR).
8.5 “H2O”. (ver par. 7.3.1).
8.6 “WIZ” WIZARD.
O “wizard” é um procedimento guiado que auxilia o ope-
rador para efectuar rapidamente as escolhas em função
do processo de soldadura desejado.
T5 T6 T7
T8
T9
Entra-se premindo o botão T5 depois o botão T9 (WIZ).
A primeira escolha proposta é a do processo de soldadura.
A escolha do processo efectua-se nos botões T10 e T11.
Premindo o botão T9 (NEXT) entra-se directamente na
janela da escolha do material.
Pode-se regressar à janela anterior com o botão T6
(PREV). Em alternativa aos botões T9 e T6 é possível
usar os botões T12 e T13.
A janela seguinte será a do diâmetro, depois a do gás,
portanto a do tipo de arranque “Start Mode”. Premir por
m “END” para acabar.
9 SOLDADURA
• Preparar a máquina de soldar seguindo as instruções
descritas no parágrafo 3 “Preparação para o funciona-
mento”.
• Seguir as instruções previamente descritas no menu
“Wizard” Par. 8.1 ou “Par” Par. 7.1.
9.1 SOLDADURA MIG/MAG .
No menu “Process Parameter” encontram-se as opções
que podem ser reguladas neste processo:
Esta máquina de soldar oferece uma ampla escolha de
processos de soldadura MIG/MAG a seguir indicados:
9.1.1 MIG Soldadura MIG/MAG sinérgica.
A característica deste tipo de processo de soldadura é a
SINERGIA que signica a predenição, pelo fabricante,
da relação entre a velocidade do o (corrente), a tensão e
a impedância necessárias para obter uma boa soldadu-
ra. Para a realizar, proceder do modo seguinte:
• Com o botão T1 seleccionar o led da espessura.
• Programar a espessura em trabalho rodando o maní-
pulo M1.
• Executar a soldadura.
• Se o comprimento do arco não estiver certo, modicá-
-lo com o manípulo M2.
9.1.2 MIG Man. Soldadura MIG/MAG convencional.
Seleccionar o tipo, o diâmetro do o e o tipo de gás de
protecção.
Neste processo de soldadura, a velocidade do o, a ten-
são e o valor da impedância devem ser programadas
pelo operador.
9.1.3 MIG HD. Soldadura MIG/MAG sinérgica com
depósito elevado.
A característica deste tipo de processo é a possibilidade
de aumentar a velocidade do o em paridade de tensão
de soldadura, de modo a obter tempos inferiores de exe-
cução da junta, menores distorções e uma maior produ-
tividade.
Este é um processo sinérgico mas distingue-se dos
outros pelo modo de regulação: Para correr ao longo
da curva sinérgica deve-se actuar no manípulo M2
que varia a tensão de soldadura e depois no manípu-
lo M1 pode-se modicar a velocidade do o (corren-
te de soldadura).

103
Um exemplo:
Seleccionar este processo como acima descrito.
Com o botão T1 seleccionar o led L2 da velocidade do
o e com o botão T2 o led L4 da tensão.
O visor D1 visualiza a velocidade do o enquanto o visor
D2 visualiza a tensão.
Rodando o manípulo M2, os dois valores de tensão e de
velocidade do o modicam-se seguindo a curva sinér-
gica programada pelo fabricante.
Rodando um passo do
manípulo M1 o visor D3
visualiza a janela relativa
à correcção da veloci-
dade do o.
Continuando a rodar o
manípulo M1 é visualizado o desvio percentual do zero
que corresponde à velocidade predenida pelo fabrican-
te, enquanto o visor D1 visualiza a nova velocidade.
Quando o valor da correcção alcança a velocidade
máxima, ou mínima, da curva sinérgica, no visor D3
aparece a mensagem “Speed limit”.
Corrigindo a velocidade do o não se modicam os va-
lores da espessura aconselhados para a soldadura, nem
os valores da corrente, mas é possível aumentar a ve-
locidade de soldadura. A modicação da velocidade do
o com o manípulo M1 não varia a tensão de soldadura
previamente programada.
Depois da execução de uma soldadura com o led L8
“Hold” aceso, o visor D1 visualiza a corrente de soldadu-
ra relativa à velocidade do o modicada.
9.1.4 MIG Root Soldadura MIG/MAG sinérgica.
Este processo foi estudado para as soldaduras de “raiz”
de juntas “cabeça a cabeça” vertical descendente. Ade-
quada a ferro e a aço inoxidável.
9.1.5 MIG Soldadura MIG/MAG sinérgica pul-
sada (por encomenda Art. 231).
Neste processo de soldadura, o material de adição é
transferido em forma de onda impulsiva, de energia con-
trolada, de modo a obter a libertação constante de gotas
de material fundido que se transferem sem salpicos para
a peça a soldar. O resultado é um cordão de soldadura
bem unido com qualquer espessura e tipo de material.
As regulações dos parâmetros de soldadura são os mes-
mos descritos para a soldadura MIG/MAG sinérgica.
9.2 SOLDADURA MMA
No caso de máquinas compactas, ligar o conector do
cabo da pinça porta-eléctrodos ao conector E e o co-
nector do cabo da massa ao conector G (respeitando a
polaridade prevista pelo fabricante dos eléctrodos.
No caso de máquinas com tracção do o separada, o
carro deve estar ligado ao gerador.
Ligar o conector do cabo da pinça porta-eléctrodos ao
conector X e o conector do cabo da massa ao conector
G (respeitando a polaridade prevista pelo fabricante dos
eléctrodos.
Quando se selecciona este processo, o gerador, após 5
segundos, está pronto para gerar corrente.
Para preparar a máquina para a soldadura MMA, seguir
as instruções previamente descritas no menu “Wizard”
Par. 8.6 ou “Par” Par. 7.1.
No menu “Process Parameter” encontram-se as opções
que podem ser reguladas neste processo:
• Hot Start.
É a sobrecarga de corrente emitida no momento da liga-
ção do arco.
MÍN MÁX DEF.
Hot Start. 0% 100% 50%
• Arc Force.
É a regulação da característica dinâmica do arco.
MÍN MÁX DEF.
Arc Force 0% 100% 30%
O visor D2 visualiza a tensão do arco medida durante a
soldadura.
O visor D1 visualiza:
- antes de soldar, a corrente programada no manípulo
M1.
- durante a soldadura, a corrente de soldadura medida.
- Terminada a soldadura, visualiza o último valor de cor-
rente detectado. (Led L8 “HOLD” aceso).
9.3 SOLDADURA TIG.
9.3.1 Máquinas com tracção do o separada.
Ligar o cabo da massa ao pólo positivo X e o conector do
cabo de potência da conexão do carro/gerador ao pólo
negativo G.
Ligar o maçarico na tomada euro F.
Para este tipo de máquinas de soldar, o maçarico ade-
quado é o art.1259.
9.3.2 Máquinas compactas.
Ligar o cabo da massa ao pólo positivo E e o maçarico
ao negativo G.
Ligar o tubo do gás na tomada H
Para preparar a máquina para a soldadura TIG, seguir as
instruções previamente descritas no menu “Wizard” Par.
8.6 ou “Par” Par. 7.1.
No menu “Process Parameter” encontram-se as opções
que podem ser reguladas neste processo:
• Start Mode
Ver o parágrafo 7.1.7.

104
• Final Slope (só em 2T ou 4T).
É o tempo em segundos, durante o qual a corrente passa
da soldadura ao desligamento do arco.
MÍN MÁX DEF.
Final Slope 0,0 s 10 s 0,5 s
• Pulse. (por encomenda Art. 234).
Soldadura TIG com pulsação.
Este tipo de soldadura faz variar a intensidade da cor-
rente entre dois níveis e a variação dá-se a uma certa
frequência.
• Pulse Level
Com esta opção regula-se a corrente mais baixa das
duas necessárias para este processo de soldadura, é
visualizada a percentagem desta corrente em relação à
corrente principal programada antes de entrar no menu
secundário.
MÍN MÁX DEF.
Pulse Level 1% 100% 50%
• Frequency
É a frequência de pulsação.
MÍN MÁX DEF.
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
É o tempo de duração da corrente mais elevada, expres-
so em percentagem, em relação ao tempo da frequência.
MÍN MÁX DEF.
Duty 10% 90% 50%
10 CÓDIGOS DE ERRO
VISOR DESCRIÇÃO DO ERRO
TRG
intermitente
Botão de arranque premido quando se
liga a máquina, ou quando se fecha a
portinhola da tracção do o
Err 54 Curto-circuito no circuito secundário
Err 56 Condição anormal na soldadura
Err 57
Corrente excessiva no motor do grupo
de tracção do o (Vericar os rolos de
tracção do o, o o no interior da bainha
e o motor de tracção do o)
Err 58
Erro de alinhamento entre as versões
do rmware ou erro durante a fase de
auto-upgrade (Repetir o procedimento
de upgrade)
Err 61 Tensão de alimentação baixa
Err 62 Tensão de alimentação alta
TH 0
Sobrecarga de temperatura dos díodos
de saída
TH 1 Sobrecarga de temperatura do IGBT
H2O
intermitente
seguido de
Err 75
Problema na bomba de arrefecimento
(pressóstato)
H2O nc
Problema na bomba de arrefecimento
(desligada)
OPN Portinhola aberta na tracção do o
ITO
Ver parágrafo 7.3.1 Menu da
“Soldadura”
- “Avanço máximo”
Para códigos de erro diferentes dos indicados,
contactar o Serviço de Assistência

105
11 MANUTENÇÃO
Todos os trabalhos de manutenção devem ser exe-
cutados por pessoal qualicado e respeitando a nor-
ma CEI 26-29 (IEC 60974-4).
11.1 MANUTENÇÃO DO GERADOR
Em caso de manutenção no interior do aparelho, certi-
car-se que o interruptor T esteja na posição “O” e que o
cabo de alimentação esteja desligado da rede.
Também é necessário limpar periodicamente o interior
do aparelho do pó metálico depositado, usando ar com-
primido.
11.2 CUIDADOS APÓS UM TRABALHO DE REPARA-
ÇÃO.
Depois de ter executado uma trabalho de reparação,
prestar atenção para arrumar os cabos de modo que
haja um isolamento seguro entre o lado primário e o lado
secundário da máquina.
Evitar que os os possam entrar em contacto com par-
tes em movimento ou partes que se aqueçam durante o
funcionamento. Montar novamente todas as braçadeiras
como no aparelho original, de modo a evitar que, se um
condutor se parta ou desligue acidentalmente, possa ha-
ver um contacto entre o primário e o secundário.
Montar também os parafusos com as anilhas dentadas,
como no aparelho original.

106
INDEKSI
1. TURVAOHJEET ................................................................................................................................................................................107
1.1 VAROITUSKILP ....................................................................................................................................................................... 107
2. YLEISKUVAUS ................................................................................................................................................................................108
2.1 MERKKIEN SELITYKSET .....................................................................................................................................................108
3 ASENNUS JA KÄYTTÖÖNOTTO ..................................................................................................................................................108
3.1 NOSTO ................................................................................................................................................................................108
3.2 ASENNUS ................................................................................................................................................................................109
3.3 JATKOJOHTOJEN LIITÄNTÄ ................................................................................................................................................109
3.4 HITSAUSPOLTTIMEN LIITÄNTÄ ........................................................................................................................................110
3.5 JÄÄHDYTYSYKSIKÖN (TOIMITETAAN TILAUKSESTA) ASENNUS .......................................................................... 110
3.6 PAIKALLEENASETUS ...........................................................................................................................................................110
3.7 KÄYTTÖÖNOTTO ...................................................................................................................................................................110
4. VIRTALÄHTEEN KUVAUS ............................................................................................................................................................ 111
5. JÄÄHDYTYSYKSIKÖN (TUOTE 1683) KUVAUS .......................................................................................................................113
5.1 LIITÄNNÄT ..............................................................................................................................................................................113
5.2 SUOJIEN KUVAUS ..................................................................................................................................................................113
5.2.1 JÄÄHDYTYSNESTEEN PAINESUOJA ......................................................................................................................113
5.2.2 SULAKE (T 2A/250V-Ø 5X20) ....................................................................................................................................113
5.3 KÄYTTÖÖNOTTO ...................................................................................................................................................................113
6. KÄYTTÖPANEELIN KUVAUS .......................................................................................................................................................113
6.1 KÄYTTÖPANEELI ...................................................................................................................................................................113
6.2 ASETUSPANEELI .................................................................................................................................................................... 115
6.3 HÄLYTYSTEN NÄYTTÖ ........................................................................................................................................................ 115
6.4 VIRHEIDEN NÄYTTÖ ............................................................................................................................................................115
7. LAITTEEN OHJELMOINTI MAIN MENU - PÄÄVALIKKO ...................................................................................................... 116
7.1. VALIKKO PROCESS PARAMS - PROSESSI- PARAMETRIT ............................................................................................116
7.1.1 PROCESS - PROSESSI ..................................................................................................................................................116
7.1.2 MATERIAL - MATERIAALI .......................................................................................................................................116
7.1.3 DIAMETER - HALKAISIJA .........................................................................................................................................116
7.1.4 GAS - KAASU ............................................................................................................................................................... 116
7.1.5 ARC LENGTH CORR - KAAREN PITUUDEN KORJAUS ......................................................................................116
7.1.6 INDUCTANCE CORR - IMPEDANSSIARVON KORJAUS ...................................................................................... 116
7.1.7 START MODE - KÄYNNISTYSTAPA ........................................................................................................................ 117
7.1.8 SPOT - PISTE / KATKO ................................................................................................................................................ 117
7.1.9 HSA - AUTOMAATTINEN KUUMAKÄYNNISTYS ............................................................................................... 117
7.1.10 CRA - KRAATTERIN LOPPUTÄYTTÖTOIMINTO ................................................................................................. 117
7.1.11 SOFT START - LÄHESTYMINEN .............................................................................................................................. 117
7.1.12 BURNBACK - ULOSTULEVAN HITSAUSLANGAN PITUUS ............................................................................... 117
7.1.13. DOUBLE LEVEL - KAKSI VIRTATASOA ................................................................................................................ 117
7.1.13.1 FREQUENCY - TAAJUUS (KAKSI VIRTATASOA) ................................................................................... 118
7.1.13.2 PULSE STEP - PULSSIVÄLI: NOPEUDEN VAIHTELUVÄLI M/MIN ...................................................... 118
7.1.13.3 DUTY CYCLE - KÄYTTÖSUHDE: KAHDEN VIRTATASON AIKA .......................................................118
7.1.13.4 ARC LENGTH COR - KAAREN PITUUDEN KORJAUS ............................................................................118
7.1.14 "DOUBLE PULSE" - KAKSOISPULSSI .....................................................................................................................118
7.1.15 PREFOW - ESIKAASU ................................................................................................................................................. 118
7.1.16 POSTFLOW - JÄLKIKAASU .......................................................................................................................................118
7.1.17 SPEED CORR - NOPEUDEN KORJAUS ..................................................................................................................... 118
7.2. VALIKKO JOB - TYÖOHJELMA ........................................................................................................................................... 118
7.2.1 TYÖOHJELMAN TALLENNUS ..................................................................................................................................118
7.3. VALIKKO SETTINGS - ASETUKSET ................................................................................................................................... 118
7.3.1 VALIKKO WELDING - HITSAUS ...............................................................................................................................118
7.3.2 VALIKKO MACHINE - LAITTEEN ASETUKSET ...................................................................................................119
7.3.3 VALIKKO FACTORY SETUP - OLETUSASETUSTEN KUITTAUS .......................................................................119
7.3.4 VALIKKO LANGUAGES - KIELEN ASETUS ........................................................................................................... 119
7.4 TIETOVALIKKO ......................................................................................................................................................................119
8 PIKAVALIKKO ................................................................................................................................................................................ 119
8.1 MEM - TALLENNUS ............................................................................................................................................................... 119
8.2 PAR - PROSESSIPARAMETRIT .............................................................................................................................................119
8.3 2T/4T - KAKSI TAHTIA / NELJÄ TAHTIA .........................................................................................................................119
8.4 JOB - TYÖOHJELMAT ............................................................................................................................................................ 119
8.5 H2O ................................................................................................................................................................................ 119
8.6 WIZ WIZARD ...........................................................................................................................................................................119
9. HITSAUS ................................................................................................................................................................................ 119
9.1. MIG/MAG-HITSAUS ...............................................................................................................................................................119
9.1.1 MIG ---- SYNERGINEN MIG/MAG-HITSAUS ........................................................................................................119
9.1.2 MIG MAN. PERINTEINEN MIG/MAG-HITSAUS ....................................................................................................120
9.1.3 MIG HD. SYNERGINEN MIG/MAG-HITSAUS SUURELLA HITSIAINEENTUOTOLLA .................................120
9.1.4 MIG ROOT SYNERGINEN MIG/MAG-HITSAUS ...................................................................................................120
9.1.5 MIG SYNERGINEN PULSSI-MIG/MAG-HITSAUS .....................................................................................120
9.2 MMA-HITSAUS ........................................................................................................................................................................120
9.3. TIG-HITSAUS ...........................................................................................................................................................................120
9.3.1 LAITTEET, JOISSA ON ERILLINEN LANGANSYÖTTÖLAITE ...........................................................................120
9.3.2 KOMPAKTIT LAITTEET .............................................................................................................................................120
10 VIRHEKOODIT ................................................................................................................................................................................121
11 HUOLTO ................................................................................................................................................................................121
11.1 VIRTALÄHTEEN HUOLTO ...................................................................................................................................................121
11.2 KORJAUKSEN JÄLKEEN ....................................................................................................................................................... 121

107
KÄYTTÖOPAS MIG-HITSAUSKONEELLE
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUS-
LAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS
KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAI-
KASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAI-
TETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMEN-
PITEISIIN.
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHE-
UTTAA VAARATILANTEITA LAITTEEN KÄYT-
TÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE
HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esitte-
lemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli
kaipaat lisätietoja, kysy käyttöopasta koodi .3.300.758
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden yhte-
ydessä voi kuitenkin syntyä tätäkin korkeampia
meluarvoja. Laitteen käyttäjän on suojauduttava melua
vastaan lain määrittämiä turvavarusteita käyttämällä.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
- Aina kun sähkö kulkee johtimen läpi muodos-
tuu johtimen ympärille paikallinen sähkö- ja
magneettikenttä EMF. Hitsaus-/ leikkausvir-
ta synnyttää EMF -kentän kaapelien ja virta-
lähteen ympärille.
- Korkean virran aiheuttamat magneettikentät saattavat
aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elin-
toimintoja ylläpitävien laitteiden (sydämentahdistin) käyt-
täjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen
käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus).
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-ken-
tät voivat myös aiheuttaa muitakin vielä tuntemattomia
terveyshaittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seu-
raavia ohjeita minimoidakseen hitsauksessa / leikkauk-
sessa syntyvien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja maa-
kaapeli niin, että ne kulkevat rinnakkain ja var-
mista jos mahdollista kiinnittämällä ne toisiinsa
teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita
kehosi ympärille.
- Älä koskaan asetu niin, että kehosi on elektrodi / hitsa
uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsaus-
kaapeli sijaitsee kehosi oikealla puolella on myös maajohto
sijoitettava niin, että se sijaitsee kehosi oikealla puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus
kohtaa kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen
välittömässä läheisyydessä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden
jauheiden, kaasujen tai höyryjen läheisyydessä.
· Käsittele hitsaustoimenpiteiden aikana käytettyjä kaa-
supulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teolli-
sissa tiloissa. Laitteen sähkömagneettista yhteenso-
pivuutta ei voida taata, mikäli sitä käytetään teollisis-
ta tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin hyväk-
syttyyn kierrätyskeskuksen elektroniikkaromun vastaan-
ottopisteeseen. Paikalliselta laite- edustajalta voi tiedus-
tella lähimmän kierrätyskeskuksen vastaanottopisteen
sijaintia. Noudattamalla EU direktiiviä parannat ympäris-
tön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAIT-
TEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ.
1.1 VAROITUSKILPI
Seuraavat numeroidut tekstit vastaavat kilvessä olevia
numeroituja kuvia.
B. Langansyöttörullat saattavat vahingoittaa käsiä.

108
C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä
hitsauksen aikana. Pidä kädet ja metalliesineet etäällä
niistä.
1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut
ovat hengenvaarallisia. Suojaudu asianmukaisesti
sähköiskuvaaralta.
1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa
paljain käsin. Älä käytä kosteita tai vaurioituneita käsi-
neitä.
1.2 Eristä itsesi asianmukaisesti hitsattavasta kappalees-
ta ja maasta.
1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä
laitteeseen.
2. Hitsaussavujen sisäänhengitys saattaa olla terveydel-
le haitallista.
2.1 Pidä pääsi etäällä hitsaussavuista.
2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjes-
telmän avulla.
2.3 Poista hitsaussavut imutuulettimen avulla.
3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa rä-
jähdyksen tai tulipalon.
3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta.
3.2 Hitsauksessa syntyvät kipinät saattavat aiheut-
taa tulipalon. Pidä palonsammutinta laitteen välittö-
mässä läheisyydessä ja varmista, että paikalla on aina
henkilö, joka on valmis käyttämään sitä.
3.3 Älä koskaan hitsaa suljettuja astioita.
4. Valokaaren säteet saattavat aiheuttaa palovammoja
silmiin ja ihoon.
4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia
kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä
kokonaamaria ja suodatinta, jonka asteluku on asian-
mukainen. Käytä koko kehon suojausta.
5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritetta-
via toimenpiteitä.
6. Älä poista tai peitä varoituskilpiä.
2 YLEISKUVAUS
Laite on invertteriteknologian avulla valmistettu
monitoimijärjestelmä, joka soveltuu MIG/MAG-
hitsaukseen, TIG (DC) -hitsaukseen kosketussytytyksellä
ja MMA-hitsaukseen (lukuun ottamatta selluloos-
apäällysteisiä puikkoja). Laitetta tulee käyttää ainoastaan
käyttöoppaassa selostettuihin tarkoituksiin. Sitä ei saa
käyttää putkien sulatukseen.
2.1 MERKKIEN SELITYKSET
Laite on valmistettu seuraavien standardien mukaan:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (kts. huomautus 2).
N°. Sarjanumero, joka tulee ilmoittaa aina kaikissa
hitsauskonetta koskevissa kyselyissä
3
~
f
1
f
2
Kolmivaiheinen staattinen taajuusmuunnin
muuntaja-tasasuuntaaja
MIG Soveltuu MIG-MAG-hitsaukseen.
MMA Soveltuu puikkohitsaukseen.
TIG Soveltuu TIG-hitsaukseen.
U0. Toisiotyhjäkäyntijännite
X. Kuormitettavuus prosentteina %
ilmoittaa prosenttia 10 minuutin aikajaksosta,
jonka laite toimii annetulla virralla
ylikuumenematta.
I2. Hitsausvirta
U2. Toisiojännite virralla I2
U1. Nimellisliitäntäjännite
Multi Voltage -monijännitemallien laite
asettuu automaattisesti liitäntäverkon
sähköjännitteelle.
3~ 50/60Hz Kolmivaihesähkö 50 tai 60 Hz
I1 Max Suurin sallittu liitäntävirta, joka vastaa virtaa
I2 ja jännitettä U2
I1 eff Käyttösuhteen mukainen suurin ottoteho
Yleensä tämä arvo vastaa laitteen
suojaukseen käytettävän viivesulakkeen
tehoa.
IP23S Suojausluokka Numero 3 toisena lukuna
tarkoittaa, että laite soveltuu varastoitavaksi
mutta ei käytettäväksi ulkona sateella, ellei
sitä ole suojattu asianmukaisesti.
S
Soveltuu tiloihin, joissa on kohonnut riski.
HUOMAUTUKSIA:
1- Laite on suunniteltu saasteluokan 3 mukaisilla alueilla
työskentelyyn (kts. IEC 60664).
2- Tämä laite on IEC 61000-3-12-standardin mukainen
ehdolla, että käyttäjän laitteiston ja julkisen verkon
liityntäpisteen sallittu maksimi-impedanssi Zmax
on pienempi tai yhtä suuri kuin 0,090 (tuote 318 ja
319) - 0,051 (tuote 320). Laitteen asentajan/käyttäjän
vastuulla on varmistaa tarvittaessa sähkölaitokselta
kysymällä, että laite on liitetty sähköverkkoon, jonka
sallittu maksimi-impedanssi Zmax on pienempi tai yhtä
suuri kuin 0,090 (tuote 318 ja 319) - 0,051 (tuote 320).
3 ASENNUS JA KÄYTTÖÖNOTTO
3.1 NOSTO (KUVA 1)
Kuva. 1

109
3.2 ASENNUS
• Kaikkiinvirtalähteisiintuleeasentaataka-akselijasen
jälkeen takapyörät (kuva 2).
Kuva. 2
• Siirrettävien laitteiden langansyöttölaitteisiin ja
virtalähteeseen tulee asentaa kääntötuki. Ohessa
toimitetut pienet pyörät tulee asentaa ruuveilla
langansyöttölaitteen pohjaan yhdessä polttimen
telineen kanssa. Aseta tämän jälkeen kärry paikalleen
(kuva 3).
Kuva. 3
• Asetalangansyöttölaitepaikalleenkuvassa4näytetyllä
tavalla.
3.3 JATKOJOHTOJEN LIITÄNTÄ
• Lukitse liitäntäjohdon BA pää kiinnittämällä levy BB
laitteen pohjaan kuvassa 4 näytetyllä tavalla.
Kuva. 4
BA
BB
• Tee liitännät virtalähteen takapuolelle kuvassa 5
näytetyllä tavalla.
Kuva. 5
• Äläasetaliitäntäjohtoakelalle,etteiseaiheutaepäsuoria
vaikutuksia, jotka heikentävät hitsaustulosta.
• LiitäliitäntäjohdonBA toinen pää langansyöttölaitteeseen
kuvassa 6 näytetyllä tavalla.

110
Kuva. 6
• Jäähdytysnesteen letkut liitetään langansyöttölaitteen
pohjassa oleviin pikaliittimiin (kuva 7). Noudata laitteen
etuosassa näytettyjä värejä.
Kuva. 7
3.4 HITSAUSPOLTTIMEN LIITÄNTÄ
• LiitäpoltinkeskusliittimeenF.
• Asennalankakela.
• Varmista, että kelojen ura vastaa käytetyn langan
halkaisijaa. Vaihda se tarvittaessa seuraavasti (kuva 8):
Kuva. 8
BN
BN
CA
Avaa langansyöttölaitteen tila.
Poista langansyöttölaitteen kansi CA.
Vapauta langan painerullat paineensäätönupilla BN.
Vaihda rullat ja asenna kansi CA takaisin.
Syötä lanka syöttölaitteeseen ja polttimen
langanjohtimeen.
Kiristä langan painerullat säätönupilla BN ja säädä
paine.
Liitä maadoituskaapeli (ohessa) liittimeen D.
Liitä kaasuletku liittimeen G
3.5 JÄÄHDYTYSYKSIKÖN (TUOTE 1683 - TOIMITETAAN
TILAUKSESTA-TUOTE 318 JA 319) ASENNUS (kuva
9).
Kuva. 9
Jos käytössä on jäähdytysyksikkö, noudata seuraavia
ohjeita:
• PoistalevyM.
• Aseta jäähdytysyksikkö tilan sisälle, niin että
jäähdytysnesteen tarkistusaukko näkyy etupuolelta.
• Kiinnitä se hitsauskoneen kuljetuskärryyn yksikön
ohessa toimitetuilla ruuveilla.
3.6 PAIKALLEENASETUS
Sijoita hitsauskone, niin että ilma pääsee kiertämään
esteettömästi sen sisällä ja niin ettei sisään pääse
metallipölyä tms.
3.6.1 Kaltevat tasot
Laitteessa on jarruttomat pyörät, joten älä sijoita sitä
kaltevalle alustalle, ettei se kaadu tai liiku tahattomasti.
3.7 KÄYTTÖÖNOTTO
• Ainoastaan ammattitaitoinen henkilö saa asentaa
laitteen.
• Kaikkiliitännättuleetehdävoimassaolevienstandardien
(SFS-EN 60974-9) ja täysin työsuojelulain mukaisesti.
• Asennapistotulppavirtakaapeliin.Varmista,ettäkytket
kelta/vihreän johtimen maadoitusnapaan.
• Tarkista, että liitäntäjännite vastaa hitsauskoneen
nimellisjännitettä.
• Käytä konekilvessä annettuja arvoja vastaavia
suojasulakkeita.

111
4 VIRTALÄHTEEN KUVAUS (KUVA 10 = KOMPAKTI
MALLI) (KUVA 11 = MALLI ERILLISELLÄ
LANGANSYÖTTÖLAITTEELLA)
A - KÄYTTÖPANEELI
Nosta läpinäkyvä luukku avataksesi käyttöpaneelin.
B- Liitin
Liitin DB9 (RS 232) mikroprosessorien ohjelmien
päivitykseen
C- Liitin
USB-liitin mikroprosessorien ohjelmien päivitykseen.
Ainoastaan laitteissa, joissa on erillinen langansyöttölaite.
D - Liitin
Liitin kauko-ohjaimien ja push-pull-polttimen
ohjauskaapelin liitäntään
E - Liitin (+)
Maadoituskaapelin liittimen liitäntään TIG-hitsauksessa ja
elektrodinpitimen liitäntään MMA-hitsauksessa
F - Keskusliitin
Hitsauspolttimen liitäntään
G - Liitin
Maadoituskaapelin liittimen liitäntään MIG/MAG- ja MMA-
hitsauksessa
H - Liitin
TIG-polttimesta tulevan kaasuletkun liitäntään
I - Pikaventtiilit
Vesijäähdytteisestä polttimesta tulevien letkujen liitäntään.
HUOM. Noudata letkujen ja venttiilien värejä. Ainoastaan
laitteissa, joissa on erillinen langansyöttölaite.
L - Teline
Hitsauspolttimen teline
M - Levy
Jäähdytysyksikön tilan sulkulevy
N - Kaasuletku
O - Kaasuletkun liitin
Virtalähteestä/kärrystä tulevan kaasuletkun liitäntään
P - Liitin
Virtalähteestä/kärrystä tulevan käyttökaapelin liittimen
liitäntään
Q - Painekytkimen liitin
Jäähdytysyksikön (tuote 1683) sisälle sijoitetusta
painekytkimestä tulevan kaapelin liitäntään
R - Sulakkeen pidin
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Kuva. 10
L

112
S - Liitin
Jäähdytysyksikön (tuote 1683; valinnainen) virtakaapelin
liitäntään
T - Virtakytkin
U - Virtakaapeli
V - Kaasupullon kiinnityshihnat
W - Kaasupullon teline
Z - Pikaventtiilit
Virtalähteestä/kärrystä tulevan punaisen ja sinisen
letkun liitäntään. Ainoastaan laitteissa, joissa on erillinen
langansyöttölaite.
HUOM: Venttiilit on sijoitettu langansyöttölaitteen alle.
Noudata letkujen ja venttiilien värejä.
X - Liitin
Virtalähteestä/kärrystä tulevan virtakaapelin irtoliittimen
(napa +) liitäntään MIG/MAG-hitsauksessa. Ainoastaan
laitteissa, joissa on erillinen langansyöttölaite.
Y - Liitin
Virtalähteestä/kärrystä tulevan kaasuletkun liitäntään.
Ainoastaan laitteissa, joissa on erillinen langansyöttölaite.
K - Pistotulppa
Virtalähteestä/kärrystä tulevan virtakaapelin irtoliittimen
liitäntään. Ainoastaan laitteissa, joissa on erillinen
langansyöttölaite.
AA - Lankakelan suojuksen luukku
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

113
AB - Lankakelan suojus
AC - Kelanpidin
Soveltuu alle Ø 300 mm:n ja 16 kg:n vakiokeloille.
5 JÄÄHDYTYSYKSIKÖN (tuote 1683) KUVAUS (kuva
12)
Jäähdytysyksikkö (toimitetaan tilauksesta toute 318
ja 319) on suunniteltu jäähdyttämään hitsaukseen
käytetyt polttimet. Sitä tulee käyttää ainoastaan tässä
virtalähteessä.
AD - Tarkistusaukko
Jäähdytysnesteen tarkistusaukko
AE - Tulppa
AF - Pikaliittimet
Hitsauspolttimen punaisen ja sinisen letkun liitäntään.
HUOM. Noudata letkujen ja venttiilien värejä.
AG - Pikaliittimet
Virtalähteestä/kärrystä tulevan punaisen ja sinisen letkun
liitäntään laitteissa, joissa on erillinen langansyöttölaite.
HUOM. Noudata letkujen ja venttiilien värejä.
AH - Sulakkeen pidin
AI - Liitin
Jäähdytysnesteen painesuoja
AL - Virtakytkin
AM - Virtakaapeli
5.1 LIITÄNNÄT
Noudata sähkökaapelien, jatkojohtojen ja suojien
liitännässä jäähdytysyksikön ohessa toimitetun
käyttöoppaan ohjeita.
5.2 SUOJIEN KUVAUS
5.2.1 Jäähdytysnesteen painesuoja
Suoja muodostuu nesteen syöttöpiiriin asennetusta
painekytkimestä, joka ohjaa mikrokytkintä. Jos paine on
liian alhaista, näytöllä D1 vilkkuu tunnus H2O.
5.2.2 Sulake (T 2A/250V-Ø 5x20)
Sulake suojaa moottoripumppua ja on sijoitettu
hitsauskoneen takalevyssä olevaan sulakkeen pitimeen
BF (kuva 12).
5.3 KÄYTTÖÖNOTTO
Ruuvaa tulppa AU auki ja täytä säiliö (laitteen toimintaa
varten tarvitaan noin litra nestettä).
On tärkeää tarkistaa säännöllisesti tarkistusaukon AT
kautta, että neste ulottuu max-tasolle.
6 KÄYTTÖPANEELIN KUVAUS (kuva 13-14)
Käyttöpaneeli muodostuu ohjaus- (kuva 13) ja
asetusalueesta (kuva 14).
6.1 KÄYTTÖPANEELI (KUVA 13)
Valintanäppäin T1
Painettaessa valitsee aina säätönupilla M1
säädettävän suureen. Merkkivaloilla L1, L2 ja L3
näytetyt valittavat suureet riippuvat valitusta
hitsausprosessista.
Merkkivalo L1 Paksuus
IIlmoittaa, että näytöllä D1 näkyy hitsattavan kappaleen
paksuus (mm) virran ja langansyöttönopeuden mukaan.
Aktiivinen synergisten MIG/MAG-prosessien aikana.
Merkkivalo L2 Langansyöttönopeus
Ilmoittaa, että näytöllä D1 näkyy hitsauslangan
syöttönopeus (m/min). Aktiivinen kaikkien MIG/MAG-
hitsausprosessien aikana.
Merkkivalo L3 Hitsausvirta
Ilmoittaa, että näytöllä D1 näkyy hitsausvirta (A).
Säätönuppi M1
ISäätää näppäimellä T1 valittuja suureita valitun
prosessityypin mukaan.
Kuva. 12
AD
AM AL AH AI
AG
AF
AE

114
Näyttö D1
Näyttää näppäimellä T1 valittujen ja säätönupilla M1
säädettyjen suureiden arvon.
Valintanäppäin T2
Painettaessa lyhyesti valitsee aina säätönupilla M1
säädettävän suureen. Merkkivaloilla L4, L5 ja L6
näytetyt valittavat suureet riippuvat valitusta
hitsausprosessista.
Merkkivalo L4 Hitsausjännite
Ilmoittaa, että näytöllä D2 näkyy jännite (V).
Kun valokaari on sammutettu MIG/MAG-prosesseissa,
näytöllä D2 näkyy esiasetettu jännite tai asetuskohta (kts.
kappale 9.1 MIG/MAG-hitsaus).
Hitsauksen aikana näytöllä D2 näkyy aina virtalähteen
mittaama jännite.
Merkkivalo L5 Kaaren pituus
Synergisten MIG/MAG-hitsausprosessien (lukuun
ottamatta MIG HD) aikana ilmoittaa, että näytöllä D2
näkyy valokaaren korjausarvo.
Arvo 0 (nolla) vastaa valmistajan asettamaa kaaren
pituutta.
Säätönupilla M2 kaarta voidaan pidentää (positiiviset
arvot) tai lyhentää (negatiiviset arvot) alueella -9,9 / +9,9.
Merkkivalo L6 Impedanssi
MIG/MAG-hitsausprosessien aikana ilmoittaa, että
näytöllä D2 näkyy impedanssiarvo.
Arvo 0 (nolla) vastaa valmistajan asettamaa impedanssia.
Säätönupilla M2 sitä voidaan pidentää (positiiviset arvot)
tai lyhentää (negatiiviset arvot) alueella -9,9 / +9,9.
Säätönuppi M2
Säätää näppäimellä T2 valittuja suureita valitun
prosessityypin mukaan.
Kun merkkivalo L4 (hitsausjännite) palaa ja käytössä
on synerginen MIG/MAG-hitsausprosessi, säätönupin
käyttö siirtää valinnan automaattisesti merkkivaloon L5
(kaaren pituus).
Näyttö D2
Näyttää kaikkien hitsausprosessien aikana näppäimellä
T2 tehdyt ja säätönupilla M2 säädetyt valinnat numeroina.
Merkkivalo L7 Pallomainen asento
Ilmoittaa synergisten MIG/MAG-prosessien aikana,
että valittu virta- ja jänniteyhdistelmä saattaa
muodostaa epävakaan kaaren ja roiskeita.
Merkkivalo L8 Hold
Syttyy automaattisesti hitsauksen lopussa
ilmoittaakseen, että näytöllä D1 ja D2 näkyvät
viimeiseksi mitatut kaksi virta- ja jännitearvoa.
Merkkivalo L9 Turvatoiminto
Ilmoittaa joidenkin kytkinten estotoiminnosta. Käyttäjä
voi säätää ainoastaan käyttöpaneelin alueella olevat
hitsausparametrit.
Aktivoi toiminto painamalla ensin näppäintä T5, pitämällä
se painettuna ja painamalla sitten lyhyesti näppäintä T2.
Kuva. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

115
Merkkivalo L9 syttyy ja ilmoittaa toiminnon olevan päällä.
Poistu painamalla samalla tavoin näppäimiä T5 ja T2.
Näppäin T4 Lankatesti
Langan asteittainen syöttö aina 8 m/min nopeudella
ilman polttimen jännitettä ja kaasun ulostuloa
Näppäin T3 Kaasutesti
Painettaessa tätä näppäintä kaasua tulee ulos 30
sekunnin ajan. Uusi painaminen keskeyttää
kaasuntulon.
6.2 ASETUSPANEELI (KUVA 14)
Hitsauskoneen valikkojen ja lisätoimintojen nopea avaus,
näyttö ja välitön käyttö.
Muodostuu matriisinäytöstä D3, jolla näkyvät kaikki
ohjelmointiin tarvittavat tiedot, selausnäppäimistä
(T10, T11, T12 ja T13) eri valikkokohtien selaamiseksi,
toimintanäppäimistä (T5, T6, T7, T8 ja T9) laitteisto-
ohjelman muodostavien valikkojen avaamiseksi ja
sarjasta merkkivaloja, jotka ilmoittavat käytössä olevan
prosessityypin (L10, L11 ja L12) ja joitakin lisätoimintoja
(L13, L14 ja L15).
Kun hitsauskone
käynnistetään, näytöllä
D3 näkyy noin 5 sekunnin
ajan joitakin laitteen
tilaan liittyviä tietoja (kts.
kappale 7.4 Tietovalikko),
esim. laitteisto-ohjelman
versio.
Heti tämän jälkeen sillä näkyvät hitsauskoneen
oletusasetukset:
- Päivämäärä (päivä/
kuukausi/vuosi) ja
kellonaika (tunti ja
minuutit)
- Synerginen MIG-
prosessi (merkkivalo L10
syttynyt)
- Hitsauslangan tyyppi SG2 ø 1,0 mm
- Kaasu Ar/18% CO2
- Käynnistystapa 2-tahtinen 2T
Näytön alaosassa näkyvät tunnukset (MEM, PAR, 2T/4T ja
JOB), jotka voidaan valita toimintanäppäimillä T6, T7, T8,
T9 (kts. kappale 8).
6.3 HÄLYTYSTEN NÄYTTÖ
Kun laite havaitsee väliaikaisen hälytyksen, näytöillä D1
ja D2 vilkkuu hälytyksen syyn osoittava tunnus. Esim:
jos langansyöttöyksikön luukku on auki, näytöllä näkyy
tunnus OPn.
6.4 VIRHEIDEN NÄYTTÖ
Jos laite havaitsee vakavan hälytystilan, näytöillä D1 ja D2
näkyy tunnus Err ja vastaava virhekoodi.
Sammuta tässä tapauksessa laite ja ota yhteys
huoltopalveluun (kts. kappale 10).
Kuva. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

116
7 LAITTEEN OHJELMOINTI
Main Menu - Päävalikko
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Ohjelmointia varten tulee avata päävalikko painamalla
ensin näppäintä T5 ja sitten näppäintä T6 (MENU) tai
pikavalikosta, joka selostetaan kappaleessa 8.
Päävalikon sisältä voidaan valita yksi keltaisella korostettu
luettelokohta näppäimillä T10 ja T11. Näppäimellä T12
avataan vastaava alavalikko. Näppäimellä T13 palataan
edelliseen valikkoon vahvistamalla samalla tehty valinta.
Jos näytölle ilmaantuu alaspäin osoittava nuoli, kohtia on
lisää, mutta ne eivät näy näytöllä.
Tämä selausominaisuus koskee kaikkia laitteen
valikkoja.
Päävalikossa on seuraavat kohdat:
- Process Params - Prosessiparametrit (kts. kappale 7.1)
- Jobs - Työohjelmat (kts. kappale 7.2)
- Settings - Asetukset (kts. kappale 7.3)
- Information - Tiedot (kts. kappale 7.4)
7.1 VALIKKO PROCESS PARAMS - PROSESSI-
PARAMETRIT
Prosessiparametrit -alavalikko avataan päävalikosta tai
suoraan painamalla näppäintä T7 (PAR). Siinä luetellaan
kaikki parametrit, jotka käyttäjä voi muuttaa valitun
hitsausprosessin mukaan (merkkivalot L10, L11, L12).
Prosessiparametrit -alavalikon sisältä päästään suoraan
tallennustoimintoon painamalla näppäintä T6 (MEM) (kts.
kappale 7.2.1).
7.1.1 Process - Prosessi
Ensimmäinen parametri
on hitsausprosessi.
Näppäimellä T12
avataan prosessityypin
valintanäyttö.
Näppäimillä T10 ja T11
voidaan tehdä keltaisella
korostettu valinta. Lisäksi niillä voidaan selata saatavilla
olevia prosesseja.
Valittavat hitsausprosessit ovat seuraavat:
MIG Synerginen pulssi-MIG/MAG-hitsaus (tilatta-
va, tuote 231).
MIG Synerginen MIG/MAG-hitsaus
MIG HD Synerginen MIG/MAG-hitsaus suurella
hitsiaineentuotolla
MIG Root Synerginen MIG/MAG-hitsaus
pystyhitsaukseen alaspäin
MIG Man Perinteinen MIG/MAG-hitsaus
TIG Hitsausprosessi sulamattomalla elektrodilla.
Sopii kaikille metalleille lukuun ottamatta
alumiinia, magnesiumia ja messinkiä. Kaaren
kosketussytytys ilman korkeajännitettä.
MMA Hitsausprosessi päällystetyllä ja sulavalla
elektrodilla
7.1.2 Material - Materiaali (aktiivinen MIG/MAG-
prosesseissa)
Hitsauslangan materiaalityypin valinta
7.1.3 Diameter - Halkaisija (aktiivinen MIG/MAG-
prosesseissa)
Hitsauslangan halkaisijat riippuvat valitusta
materiaalityypistä.
7.1.4 Gas - Kaasu (aktiivinen MIG/MAG-prosesseissa)
Käytettävät kaasut riippuvat valitusta materiaalityypistä.
7.1.5 Arc Length Corr - Kaaren pituuden korjaus
(käytössä synergisessä MIG/MAG ja MIG Root
-hitsauksessa)
Kaaren pituuden korjaus
(V) näppäimillä T10 ja
T11 tai säätönupilla M2.
MIN. MAKS. OLET.
Kaaren pituuden korjaus -9,9 V 9,9 V 0,0 V
HUOMIO:
säätönäytöllä näkyvät seuraavat arvot (samanlainen kaikille
parametreille, joita koskee säätöalue):
- korjattavan parametrin nimi
- arvo ja mittayksikkö
- säätöasteikko
- lyhenteet:
MIN. =
minimisäätöarvo Näppäin
T5
MAKS. =
maksimisäätöarvo Näppäin
T7
OLET. = oletusarvo
Näppäin T6
7.1.6 Inductance Corr - Impedanssiarvon korjaus
(käytössä kaikissa synergisissä MIG/MAG-
prosesseissa lukuun ottamatta MIG HD)
Impedanssiarvon korjaus

117
MIN. MAKS. OLET.
Impedenssiarvon korjaus -9,9 9,9 0,0
7.1.7 Start Mode - Käynnistystapa (hitsauksen
käynnistystavan valinta)
2T (aktiivinen MIG/MAG- ja TIG-prosesseissa)
Laite aloittaa hitsauksen painettaessa polttimen
kytkintä ja keskeyttää sen vapautettaessa kytkin.
4T (aktiivinen MIG/MAG- ja TIG-prosesseissa)
Aloita hitsaus painamalla polttimen kytkintä ja
vapauttamalla se. Keskeytä hitsaus painamalla ja
vapauttamalla se uudelleen.
3L (aktiivinen synergisissä MIG/MAG-prosesseissa)
Hitsaus aloitetaan painamalla polttimen kytkintä.
Käytössä on käynnistysvirta-toiminnolla asetettu
hitsausvirta. Virtaa pidetään yllä niin kauan kuin
polttimen kytkin on painettuna. Vapautettaessa kytkin
virta liittyy asetettuun hitsausvirtaan virrannousuaikaa
vastaavan ajan kuluessa ja pidetään yllä polttimen
kytkimen uuteen painamiseen asti. Painettaessa
polttimen kytkintä seuraavan kerran hitsausvirta liittyy
kolmanteen virtaan (kraatterintäyttövirta), joka on
asetettu Crater Current -parametrillä virrannousuaikaa
vastaavan ajan kuluessa. Virtaa pidetään yllä polttimen
kytkimen vapautukseen asti. Hitsaus keskeytyy
vapautettaessa kytkin.
3L-säädöt MIN. MAKS. OLET.
Käynnistysvirta 10 % 200 % 135 %
Virrannousuaika 0,1 s 10 s 0,5 s
Kraatterintäyttövirta 10 % 200 % 60 %
7.1.8 Spot - piste / katko
(ainoastaan MIG/MAG 2T- tai 4T-prosesseissa)
OFF (oletus)
ON
Jos valitset ON, käytössä ovat seuraavat säädöt:
MIN. MAKS. OLET.
Pisteaika 0,3 s 25 s 1,0 s
Katkoaika OFF 5 s OFF
7.1.9 HSA - Automaattinen kuumakäynnistys
(ainoastaan synergisissä MIG/MAG 2T- tai 4T-prosesseissa)
Toiminto on estetty 3L-toiminnon ollessa päällä. Se toimii
ainoastaan synergisillä ohjelmilla.
Soveltuu erityisesti kuumakäynnistykseen hitsattaessa
alumiinia.
OFF (oletus)
ON
Jos valitset ON, käytössä ovat seuraavat säädöt:
MIN. MAKS. OLET.
Käynnistysvirta 10 % 200 % 135 %
Käynnistysvirran aika 0,1 s 10 s 0,5 s
Virrannousuaika 0,1 s 10 s 0,5 s
Hitsaus aloitetaan käynnistysvirralla. Ensimmäisen
virran kestoa säädetään käynnistysvirran ajalla. Kun aika
on kulunut, virta liittyy hitsausvirtaan virrannousuajan
kuluessa.
7.1.10 CRA - Kraatterin lopputäyttötoiminto
(ainoastaan synergisissä MIG 2T- tai 4T-prosesseissa)
OFF (oletus)
ON
Jos valitset ON, käytössä ovat seuraavat säädöt:
MIN. MAKS. OLET.
Virrannousuaika 0,1 s 10 s 0,5 s
Kraatterintäyttövirta 10 % 200 % 60 %
Kraatterintäyttövirran aika 0,1 s 10 s 0,5 s
7.1.11 Soft Start - Lähestyminen
(ainoastaan MIG/MAG-prosesseissa)
Langansyöttönopeus ilmaistuna asetetun
hitsausnopeuden prosenttimääränä ennen kuin se koskee
hitsattavaan kappaleeseen.
MIN. MAKS. OLET.
Lähestymisnopeus 1 % 100 % Auto
7.1.12 Burnback - Ulostulevan hitsauslangan pituus
(ainoastaan MIG/MAG-prosesseissa)
Käytetään kaasusuuttimesta ulostulevan langan
pituussäätöön hitsauksen jälkeen.
MIN. MAKS. OLET.
Ulostulevan hitsauslangan
pituuden säätö
4 ms 250 ms Auto
7.1.13 Double Level - Kaksi virtatasoa (tilattava, tuote
233) (ainoastaan synergisissä MIG/MAG-prosesseissa)
Tässä hitsauksessa virranvoimakkuutta säädetään
kahdella tasolla.
Ennen kahden virtatason hitsauksen asetusta tulee
tehdä lyhyt hitsi langansyöttönopeuden ja samalla
virran määrittämiseksi, jotta suoritettavan liitoshitsin
tunkeutuminen ja leveys ovat optimaalisia.
Tämä määrää langansyöttönopeuden (ja samalla virran),
joihin lisätään ja joista vähennetään (vuorotellen) asetetut
metrit minuutissa.
Ennen suoritusta tulee muistaa, että asianmukaisessa
hitsissä palot asettuvat päällekkäin vähintään 50 %.
OFF (oletus)
ON
Jos valitset ON, käytössä ovat seuraavat säädöt:
MIN. MAKS. OLET.
Taajuus 0,1 Hz 5 Hz 1,5 Hz
Pulssiväli 0,1 m 3,0 m 1,0 m
Käyttösuhde 25 % 75 % 50 %
Kaaren korjaus -9,9 9,9 0,0

118
7.1.13.1 Frequency - Taajuus (kaksi virtatasoa)
Taajuus (Hz) on jaksojen määrä sekunnissa. Jaksolla
tarkoitetaan korkean ja alhaisen nopeuden vuorottelua.
Alhainen nopeus ei saa aikaan tunkeutumista. Hitsaaja
tarvitsee sitä siirtyäkseen palosta seuraavan palon
suoritukseen. Korkea nopeus vastaa maksimivirtaa, saa
aikaan tunkeutumisen ja tekee palon. Tässä tapauksessa
hitsaaja pysähtyy tekemään palon.
7.1.13.2 Pulse Step - Pulssiväli: nopeuden vaihteluväli m/
min
Vaihtelu määrää edellä selostetun viitenopeuden lisäyksen
ja vähennyksen (m/min). Kuten muiden parametrien
kohdalla määrän lisäys saa aikaan leveämmän palon ja
suuremman tunkeutumisen.
7.1.13.3 Duty Cycle - Käyttösuhde: kahden virtatason
aika
Suuremman nopeuden/virran aika suhteessa jakson
kestoon (%). Kuten muiden parametrien kohdalla määrää
palon halkaisijan ja tunkeutumismäärän.
7.1.13.4 Arc Length Cor - Kaaren pituuden korjaus
Säätää kaaren pituuden suuremmalle nopeudelle/virralle.
Huomio: jotta säätö on hyvä, kaaren pituuden tulee olla
sama kummallekin virralle.
7.1.14 "Double Pulse" - Kaksoispulssi
Käynnistyy automaattisesti hankittaessa kaksi
päivitysosaa (tuote 231 ja 233).
Katso toiminta kappaleesta 7.1.13.
7.1.15 Prefow - Esikaasu
(kaikki prosessit lukuun ottamatta MMA)
MIN. MAKS. OLET.
Esikaasu 0 s 10 s 0,1 s
7.1.16 Postow - Jälkikaasu
(kaikki prosessit lukuun ottamatta MMA)
MIN. MAKS. OLET.
Jälkikaasu 0 s 10 s 3 s
7.1.17Speed Corr - Nopeuden korjaus
(ainoastaan MIG HD -prosesseissa)
Langansyöttönopeuden prosenttikorjaus suhteessa
oletusnopeuteen
MIN. MAKS. OLET.
Nopeuden korjaus -9,9 % 9,9 % 0,0 %
7.2 VALIKKO JOB - TYÖOHJELMA
Tässä osassa voidaan tallentaa, hakea, muuttaa, kopioida
tai poistaa työohjelmia.
Korosta päävalikon Jobs-kohta näppäimellä T11 ja siirry
alavalikkoon näppäimellä T12.
7.2.1 Työohjelman tallennus
Kun olet suorittanut edellä selostetut säädöt ja asetukset,
valitse näppäimillä T10 ja T11 muistipaikka ja paina
näppäintä T6 (SAVE) tallentaaksesi.
Työohjelman numero,
hitsausprosessi ja langan
halkaisija näytetään
näytöllä.
Kun työohjelma on
tallennettu, näytön
alaosassa näytetään
tunnuksia näppäinten
T6, T7, T8 ja T9 kohdalla:
- DEL: poistaa valitun työohjelman.
- RCL: hakee valitun työohjelman muutosta varten.
- COPY: kopioi valitun työohjelman ja tallentaa sen toiseen
muistipaikkaan.
7.3 VALIKKO Settings - Asetukset
Tässä osassa voidaan asettaa tai muuttaa hitsauskoneen
tärkeimmät asetukset.
Valitse päävalikosta (kts.
kappale 7) Settings-
valikko näppäimellä T10
ja aseta se näytölle
näppäimellä T11.
Seuraavassa luetellaan
kaikki parametrit, joita
käyttäjä voi muuttaa:
- Welding
- Machine
- Factory Setup
- Languages
Näppäimellä T12 avataan valittua parametriä vastaava
alavalikko.
7.3.1 Valikko Welding - Hitsaus
Tässä alavalikossa luetellaan sarja muutettavia
hitsausparametrejä:
- H2O MIG/TIG Asettaa jäähdytysyksikön
käynnistyksen.
Säädöt: ON-OFF-Auto (oletus: OFF)

119
Jos valitset Auto, yksikkö käynnistyy yhdessä laitteen
kanssa. Ellei polttimen kytkintä paineta, se sammuu 30
sekunnin kuluttua. Painettaessa polttimen kytkintä yksikkö
alkaa toimia. Se sammuu 3 minuutin kuluttua kytkimen
vapautuksesta.
- Quality Control - Laadunvalvonta
Säätö ON - OFF (oletus: OFF) (toimitetaan tilauksesta)
- Max inching - Maksimilangansyöttö
Tarkoituksena on pysäyttää hitsauskone, jos
käynnistyksen jälkeen lankaa tulee ulos asetettu pituus
(cm) ilman virtaa.
Säätö OFF - 50 cm (oletus: OFF)
- Push-Pull Force
Kun asennat push-pull-polttimen (tuote 2008),
käyttöön otetaan jäädytysyksikkö ja PPF-toiminto
(Push Pull Force). Tämä toiminto säätää push-pull-
polttimen moottorin vetomomentin, niin että langan
syöttö on lineaarista.
7.3.2 Valikko Machine - Laitteen asetukset
Käytettävissä on seuraavat alavalikot:
- Clock Setup - Kellon säätö
7.3.3 Valikko Factory Setup - Oletusasetusten kuittaus
Palauttaa tehtaalla asetetut oletusasetukset.
Kuittaustapoja on kolme:
- All Asettaa kaiken uudelleen.
- Jobs only Asettaa ainoastaan työohjelmat uudelleen.
- Exclude jobs Asettaa kaiken uudelleen lukuun ottamatta
tallennettuja työohjelmia.
7.3.4 Valikko Languages - Kielen asetus
Tästä osasta voidaan valita näyttöviestien kieli.
7.4 TIETOVALIKKO
Tässä osassa näytetään joitakin virtalähteen ohjelmistoon
liittyviä tietoja.
8 PIKAVALIKKO
Näytön D3 alaosassa on sivusta riippuen joitakin
näppäimiä yleisimpien toimintojen nopeaan avaukseen.
8.1 MEM - TALLENNUS (kts. kappale 7.2.1)
Jos haluat tallentaa hitsausohjelman, paina näppäintä T6,
valitse näppäimillä T10 ja T11 ohjelmanumero ja paina
uudelleen näppäintä T6 tallentaaksesi hitsaustilan.
8.2 PAR - PROSESSIPARAMETRIT (kts. kappale 7.1)
8.3 2T/4T - KAKSI TAHTIA / NELJÄ TAHTIA (kts. kappale
7.1.7)
8.4 JOB - TYÖOHJELMAT
Jos haluat käyttää tallennettua työohjelmaa, paina
näppäintä T9 (JOB).
Jotta näet kaikki ohjelman asetukset, vahvista valinta
näppäimellä T9 (OK) ja paina näppäintä T7 (PAR).
8.5 H2O (kts. kappale 7.3.1)
8.6 WIZ WIZARD
Wizard on ohjattu toimenpide, jonka avulla käyttäjä voi
suorittaa valinnat nopeasti halutun hitsausprosessin
mukaan.
Toimintoon päästään painamalla ensin näppäintä T5 ja sitten
näppäintä T9 (WIZ).
T5 T6 T7
T8
T9
Ensimmäinen ehdotettu valinta on hitsausprosessi.
Prosessi valitaan näppäimillä T10 ja T11.
Kun painat näppäintä T9 (NEXT), pääset suoraan
materiaalin valintanäyttöön.
Voit palata edelliseen näyttöön näppäimellä T6 (PREV).
Näppäinten T9 ja T6 sijaan on mahdollista käyttää
näppäimiä T12 ja T13.
Seuraava näyttö koskee halkaisijaa, sitä seuraava kaasua
ja viimeinen käynnistystyyppiä Start Mode. Lopeta
painamalla END.
9 HITSAUS
• Valmistele hitsauskone kappaleen 3 Käyttöönotto
ohjeiden mukaan.
• Noudata Wizard-valikon kappale 8.1 tai Par-valikon
kappale 7.1 ohjeita.
9.1 MIG/MAG-HITSAUS
Process Params -valikosta löytyvät kohdat, joita voidaan
säätää tässä prosessissa:
Tämä hitsauskone tarjoaa laajan valikoiman MIG/MAG-
hitsausprosesseja, jotka luetellaan seuraavassa:
9.1.1 MIG Synerginen MIG/MAG-hitsaus
Tämän hitsausprosessityypin ominaisuutena on
SYNERGIA, jolla tarkoitetaan valmistajan asettamaa
suhdetta langan nopeuden (virta), jännitteen ja
impedanssin välillä hyvän hitsaustuloksen saamiseksi.
Toimi seuraavasti:
• ValitsepaksuudenmerkkivalonäppäimelläT1.

120
• AsetatyöstöpaksuuskääntämälläsäätönuppiaM1.
• Suoritahitsaus.
• Elleikaarenpituusoleoikea,muutasesäätönupillaM2.
9.1.2 MIG Man. Perinteinen MIG/MAG-hitsaus
Valitse langan tyyppi ja halkaisija ja suojakaasun tyyppi.
Tässä hitsausprosessissa käyttäjän tulee asettaa
langansyöttönopeus, jännite ja impedanssiarvo.
9.1.3 MIG HD. Synerginen MIG/MAG-hitsaus suurella
hitsiaineentuotolla
Tämän prosessityypin ominaisuutena on mahdollisuus
lisätä langansyöttönopeutta hitsausjännitteen mukaan.
Tämä vähentää liitoksen suoritusaikaa ja vääristymiä ja
kasvattaa tuottoa.
Prosessi on synerginen, mutta se eroaa muista
säätötavaltaan: seuraa synergistä käyrää kääntämällä
säätönuppia M2, joka muuttaa hitsausjännitteen.
Tämän jälkeen langansyöttönopeus (hitsausvirta)
voidaan muuttaa säätönupilla M1.
Esimerkki:
Valitse tämä prosessi edellä annettujen ohjeiden mukaan.
Valitse näppäimellä T1 langansyöttönopeuden merkkivalo
L2 ja näppäimellä T2 jännitteen merkkivalo L4.
Näytöllä D1 näkyy langansyöttönopeus ja näytöllä D2
jännite.
Kun käännät säätönuppia M2, jännitearvo ja
langansyöttönopeus muuttuvat tehtaalla asetetun
synergisen käyrän mukaan.
Kun käännät säätönuppia
M1 yhden kerran,
näytölle D3 avautuu
langansyöttönopeuden
korjausta koskeva sivu.
Kun jatkat säätönupin M1 kääntämistä, näytöllä näkyy
prosenttipoikkeama nollasta, joka vastaa tehtaalla
asetettua nopeutta. Näytöllä D1 näkyy uusi nopeus.
Kun korjausarvolla saavutetaan synergisen käyrän
maksimi- tai miniminopeus, näytölle D3 ilmaantuu viesti
Speed limit.
Langansyöttönopeuden korjauksella ei muuteta
hitsaukseen suositeltuja paksuusarvoja eikä virta-
arvoja. Hitsausnopeutta voidaan kuitenkin kasvattaa.
Langansyöttönopeuden muutos säätönupilla M1 ei muuta
edellä asetettua hitsausjännitettä.
Kun hitsaus on suoritettu ja merkkivalo L8 Hold on syttynyt,
näytöllä D1 näkyy muutettua langansyöttönopeutta
vastaava hitsausvirta.
9.1.4 MIG Root Synerginen MIG/MAG-hitsaus
Tämä prosessi on kehitetty päittäisliitosten
pystyjuurihitsauksiin alaspäin. Se soveltuu raudalle ja
ruostumattomalle teräkselle.
9.1.5 MIG Synerginen pulssi-MIG/MAG-
hitsaus (tilattava, tuote 231)
Tässä hitsausprosessissa täyteaine siirtyy pulssiaallon
muodossa ja valvotulla energialla, niin että sulat
materiaalipisarat irtoavat jatkuvasti ja siirtyvät työstettävän
kappaleen pinnalle ilman roiskeita. Tuloksena on hyvin
liitetty hitsi millä tahansa materiaalipaksuudella ja -tyypillä.
Hitsausparametrit säädetään samoin kuin synergisessä
MIG/MAG-hitsauksessa.
9.2 MMA-HITSAUS
Jos käytössä on kompakti laite, liitä elektrodinpitimen
kaapelin liitin liittimeen E ja maadoituskaapelin liitin
liittimeen G. Noudata elektrodien valmistajan ilmoittamia
napaisuuksia.
Jos laitteessa on erillinen langansyöttölaite, se tulee pitää
liitettynä virtalähteeseen.
Liitä elektrodinpitimen kaapelin liitin liittimeen X ja
maadoituskaapelin liitin liittimeen G. Noudata elektrodien
valmistajan ilmoittamia napaisuuksia.
Kun valitset tämän prosessin, virtalähde on valmis
tuottamaan virtaa viiden sekunnin kuluttua.
Jos laite tulee esiasettaa MMA-hitsaukselle, noudata
Wizard-valikon kappale 8.1 tai Par-valikon kappale 7.1
ohjeita.
Process Params -valikosta löytyvät kohdat, joita voidaan
säätää tässä prosessissa:
• Kuumakäynnistys
Kaaren sytytyshetkellä syntyvä ylivirta
MIN. MAKS. OLET.
Kuumakäynnistys 0 % 100 % 50 %
•Arc Force
Kaaren dynaamisen ominaisuuden säätö
MIN. MAKS. OLET.
Arc Force 0 % 100 % 30 %
Näytöllä D2 näkyy hitsauksen aikana mitattu kaarijännite.
Näytöllä D1 näkyy:
- ennen hitsausta säätönupilla M1 asetettu virta
- hitsauksen aikana mitattu hitsausvirta
- hitsauksen jälkeen viimeiseksi mitattu virta-arvo
(merkkivalo L8 HOLD syttynyt)
9.3 TIG-HITSAUS
9.3.1 Laitteet, joissa on erillinen langansyöttölaite
Liitä maadoituskaapeli positiiviseen napaan X ja kärryn/
virtalähteen liitännän tehokaapelin liitin negatiiviseen
napaan G.
Liitä poltin euroliittimeen F.
Tälle hitsauskonetyypille sopiva poltin on tuote 1259.
9.3.2 Kompaktit laitteet
Liitä maadoituskaapeli positiiviseen napaan E ja poltin
negatiiviseen napaan G.
Liitä kaasuletku liittimeen H.

121
Jos laite tulee esiasettaa TIG-hitsaukselle, noudata
Wizard-valikon kappale 8.1 tai Par-valikon kappale 7.1
ohjeita.
Process Params -valikosta löytyvät kohdat, joita voidaan
säätää tässä prosessissa:
•Start Mode - Käynnistystapa
Katso kappale 7.1.7.
•Final Slope - Virranlaskuaika (ainoastaan 2T tai 4T)
Aika sekunneissa, jonka kuluessa virta siirtyy hitsauksesta
kaaren sammutukseen.
MIN. MAKS. OLET.
Virranlaskuaika 0,0 s 10 s 0,5 s
•Pulse - Pulssi (tilattava, tuote 234)
Pulssi-TIG-hitsaus.
Tässä hitsaustyypissä virranvoimakkuutta muutetaan
kahdella tasolla ja määrätyllä taajuudella.
•Pulse level - Pulssitaso
Virran säätö tälle hitsausprosessille välttämättömästä
kahdesta virta-arvosta alhaisempaan. Näytöllä näkyy
virran prosentti suhteessa päävirtaan, joka asetettiin
ennen alavalikon avausta.
MIN. MAKS. OLET.
Pulssitaso 1 % 100 % 50 %
•Frequency - Taajuus
Pulssitaajuus
MIN. MAKS. OLET.
Taajuus 0,1 Hz 500 Hz 1,1 Hz
•Duty - Käyttösuhde
Korkeimman virran kestoaika, joka ilmaistaan prosentteina
suhteessa taajuuden määräämään aikaan
MIN. MAKS. OLET.
Käyttösuhde 10 % 90 % 50 %
10 VIRHEKOODIT
NÄYTTÖ
VIRHEEN KUVAUS
TRG vilkkuva
Käynnistyskytkin on painettuna
käynnistettäessä laite tai suljettaessa
langansyöttölaitteen luukku.
Err 54 Oikosulku toisiopiirissä
Err 56 Poikkeustila hitsauksessa
Err 57
Langansyöttöyksikön moottorin liiallinen
virta (tarkista langansyöttörullat,
langanjohtimen sisällä oleva lanka ja
langansyöttölaitteen moottori)
Err 58
Laitteisto-ohjelmaversioiden
yhteensopimattomuusvirhe tai
virhe itsepäivityksen aikana (toista
päivitystoimenpide)
Err 61 Alhainen sähköjännite
Err 62 Korkea sähköjännite
TH 0 Lähtödiodien ylikuumeneminen
TH 1 IGBT ylikuumeneminen
H2O vilkkuva
ja Err 75
Jäähdytyspumpun ongelma
(painekytkin)
H2O nc Jäähdytyspumpun ongelma (ei liitetty)
OPN Langansyöttölaitteen luukku auki
ITO
Kts. kappale 7.3.1 Hitsaus-valikko
- Maksimilangansyöttö.
.
Jos virhekoodit poikkeavat luetelluista, ota yhteys
huoltopalveluun.
11 HUOLTO
Ainoastaan ammattitaitoiset henkilöt saavat huoltaa
laitetta standardin CEI 26-29 (IEC 60974-4) mukaan.
11.1 VIRTALÄHTEEN HUOLTO
Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että
kytkin T on O-asennossa ja että virtakaapeli on irrotettu
verkosta.
Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt
metallipöly paineilmalla.
11.2 KORJAUKSEN JÄLKEEN
Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen,
niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti
toisistaan.
Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan
aikana kuumenevia osia. Asenna kaikki nippusiteet
takaisin alkuperäisille paikoilleen, ettei johtimen tahaton
rikkoutuminen tai irtoaminen aiheuta kontaktia ensiö- ja
toisiopuolen välillä.
Asenna lisäksi ruuvit ja hammasaluslaatat takaisin
alkuperäisille paikoilleen.

122
INDEKS
1 SIKKERHEDSFORANSTALTNINGER .........................................................................................................................................123
1.1 ADVARSELSSKILT ..................................................................................................................................................................123
2 GENEREL BESKRIVELSE ..............................................................................................................................................................124
2.1 FORKLARING TIL DEN TEKNISKE DATA ........................................................................................................................124
3 INSTALLATION OG IGANGSÆTNING ........................................................................................................................................124
3.1 LØFT ................................................................................................................................................................................124
3.2 SAMLING ................................................................................................................................................................................124
3.3 TILSLUTNING AF EVENTUELLE FORLÆNGER- LEDNINGER .................................................................................... 125
3.4 TILSLUTNING AF SVEJSEPISTOL ......................................................................................................................................126
3.5 MONTERING AF AFKØLINGSGRUPPE (ART. 1683-DER LEVERES VED ANMODNING) ........................................126
3.6 PLACERING .............................................................................................................................................................................126
3.6.1 SKRÅ FLADER .............................................................................................................................................................126
3.7 IGANGSÆTNING ....................................................................................................................................................................126
4 BESKRIVELSE AF GENERATOR .................................................................................................................................................127
5 BESKRIVELSE AF AFKØLINGSGRUPPEN ................................................................................................................................129
5.1 TILSLUTNINGER ....................................................................................................................................................................129
5.2 BESKRIVELSE AF BESKYTTELSERNE .............................................................................................................................129
5.2.1 BESKYTTELSE AF KØLEVÆSKETRYK ..................................................................................................................129
5.2.2 SIKRING (T 2A/250V-Ø 5X20) ....................................................................................................................................129
5.3 IGANGSÆTNING ....................................................................................................................................................................129
6 BESKRIVELSE AF STYREPANEL ................................................................................................................................................129
6.1 KONTROLPANEL ....................................................................................................................................................................129
6.2 INDSTILLINGSPANEL ...........................................................................................................................................................131
6.3 VISUALISERING AF ALARMER ..........................................................................................................................................132
6.4 VISUALISERING AF FEJL ..................................................................................................................................................... 132
7 PROGRAMMERING AF MASKINEN ”MAIN MENU” - ”HOVEDMENU” ............................................................................. 132
7.1 MENU ”PROCESS PARAMS” - ”PROCESPARAMETRE” .................................................................................................132
7.1.1 ”PROCESS” - ”PROCES” ..............................................................................................................................................132
7.1.2 ”MATERIAL” - ”MATERIALE” .................................................................................................................................. 132
7.1.3 ”DIAMETER”- ”DIAMETER” .....................................................................................................................................132
7.1.4 ”GAS” .............................................................................................................................................................................132
7.1.5 ”ARCLENGTHCORR”- ”KORREKTION AF LYSBUELÆNGDE” ..........................................................................133
7.1.6 ”INDUCTANCE CORR”- ”KORREKTION AF IMPEDANSVÆRDI” ......................................................................133
7.1.7 ”START MODE”- ”STARTMÅDE” .............................................................................................................................133
7.1.8 ”SPOT” - ”PUNKTSVEJSNING / INTERMITTENS” ................................................................................................133
7.1.9 “HSA”- “AUTOMATISK HOT START” ....................................................................................................................... 133
7.1.10 ”CRA”- ”SLUTKRATERFYLDNING” ........................................................................................................................133
7.1.11 ”SOFT START”- ”TILNÆRMELSE” ........................................................................................................................... 133
7.1.12 “BURNBACK” ...............................................................................................................................................................134
7.1.13 ”DOUBLE LEVEL”- ”DOBBELT NIVEAU” ..............................................................................................................134
7.1.13.1 ”FREQUENCY”- ”FREKVENS” AF DET DOBBELTE NIVEAU ...............................................................134
7.1.13.2 ”PULSESTEP”: ER AMPLITUDEN AF HASTIGHEDSVARIATIONEN I M/MIN ...................................134
7.1.13.3 ”DUTY CYCLE”: DOBBELT NIVEAU TID .................................................................................................134
7.1.13.4 ”ARCLENGTHCOR” -”KORRIGERING AF LYSBUENS LÆNGDE” ........................................................134
7.1.14 "DOUBLE PULSE" - "DOBBELT PULSERING". .......................................................................................................134
7.1.15 ”PREFOW”- ”FOR GAS” ..............................................................................................................................................134
7.1.16 “POSTFLOW”- “EFTER GAS”. .................................................................................................................................... 134
7.1.17 ”SPEEDCORR”- ”HASTIGHEDSKORREKTION” ....................................................................................................134
7.2 MENU “JOB”. ............................................................................................................................................................................134
7.2.1 GEMME ET ”JOB” PROGRAM I HUKOMMELSEN ................................................................................................134
7.3 MENU ”SETTINGS” - ”INDSTILLINGER” ..........................................................................................................................135
7.3.1 MENU ”WELDING” - ”SVEJSNING” ........................................................................................................................135
7.3.2 MENU ”MACHINE”- ”MASKININDSTILLINGER” ................................................................................................ 135
7.3.3 MENU ”FACTORY SETUP” - ”GENOPRETTELSE AF DE FORUDBESTEMTE INDSTILLINGER” ................135
7.3.4 MENU ”LANGUAGES” - ”SPROGINDSTILLING” ..................................................................................................135
7.4 MENU INFORMATIONER .....................................................................................................................................................135
8. HURTIG-ADGANG ..........................................................................................................................................................................135
8.1 ”MEM” - ”GEMME I HUKOMMELSE” ................................................................................................................................135
8.2 ”PAR” - ”PROCESPARAMETRE” ..........................................................................................................................................135
8.3 ”2T/4T” - ”TO TIDER / FIRE TIDER” ....................................................................................................................................135
8.4 ”JOB”- ”ARBEJDSPROGRAMMER” .....................................................................................................................................135
8.5 ”H2O” ................................................................................................................................................................................135
8.6 ”WIZ” WIZARD ....................................................................................................................................................................... 136
9. SVEJSNING ................................................................................................................................................................................136
9.1 MIG/MAG SVEJSNING ........................................................................................................................................................... 136
9.1.1 MIG ---- SYNERGISK MIG/MAG SVEJSNING .......................................................................................................136
9.1.2 MIG MAN. KONVENTIONEL MIG/MAG SVEJSNING ..........................................................................................136
9.1.3 MIG HD. SYNERGISK MIG/MAG HØJ AFSÆTNINGSSVEJSNING ..................................................................... 136
9.1.4 MIG ROOT SYNERGISK MIG/MAG SVEJSNING ..................................................................................................136
9.1.5 MIG
PULSERENDE MIG/MAG SYNERGISVEJSNING ..............................................................................136
9.2 MMA SVEJSNING ...................................................................................................................................................................137
9.3 TIG SVEJSNING ......................................................................................................................................................................137
9.3.1 MASKINER MED SEPARAT TRÅDFREMFØRING ................................................................................................ 137
9.3.2 KOMPAKTE MASKINER ............................................................................................................................................137
10 FEJLKODER ................................................................................................................................................................................138
11. VEDLIGEHOLDELSE ......................................................................................................................................................................138
11.1 VEDLIGEHOLDELSE AF GENERATOR ..............................................................................................................................138
11.2 FORHOLDSREGLER EFTER ET REPARATIONSINDREB ...............................................................................................138

123
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN
BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEM-
MES OG OPBEVARES I SVEJSEAPPARATETS DRIFT-
SLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPER-
SONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN UDGØ-
RE EN SUNDHEDSRISIKO FOR SVEJSEREN
OG ANDRE PERSONER. Svejseren skal derfor informe-
res om risiciene, der er forbundet med svejsning. Risici-
ene er beskrevet nedenfor. Yderligere oplysning kan fås
ved bestilling af manualen art. nr.3.300.758
STØJ
Apparatets støjniveau overstiger ikke 80 dB. Plas-
masvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger oven-
nævnte niveau. Svejserne skal derfor anvende beskyttel-
sesudstyret, der foreskrives i den gældende lovgivning.
ELEKTROMAGNETISKE FELTER - kan være skadelige .
• Strøm, der løber igennem en leder, skaber
elektromagnetiske felter (EMF). Svejse- og
skærestrøm skaber elektromagnetiske fel-
ter omkring kabler og strømkilder.
• Elektromagnetiske felter, der stammer fra
høj strøm, kan påvirke pacemakere. Brugere af elektroni-
ske livsnødvendige apparater (pacemaker) skal kontakte
lægen, inden de selv udfører eller nærmer sig steder,
hvor buesvejsning, skæresvejsning, ammehøvling eller
punktsvejsning udføres.
• Eksponering af elektromagnetiske felter fra svejsning
eller skæring kan have ukendte virkninger på helbredet.
Alle operatører skal gøre følgende for at mindske risici,
der stammer fra eksponering af elektromagnetiske felter:
- Sørg for, at jordkablet og elektrodeholder- eller svej-
sekablet holdes ved siden af hinanden. Tape dem
om muligt sammen.
- Sno ikke jordkablerne og elektrodeholder- eller svej-
sekablet rundt om kroppen.
- Ophold dig aldrig mellem jordkablet og elektrode-
holdereller svejsekablet. Hvis jordkablet bender sig
til højre for operatøren, skal også elektrodeholderel-
ler svejsekablet være på højre side.
- Slut jordkablet til arbejdsemnet så tæt som muligt på
svejseeller skæreområdet.
- Arbejd ikke ved siden af strømkilden.
EKSPLOSIONER
· Svejs aldrig i nærheden af beholdere, som er un-
der tryk, eller i nærheden af eksplosivt støv, gas
eller dampe. Vær forsigtig i forbindelse med
håndtering af gasaskerne og trykregulatorerne, som an-
vendes i forbindelse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med
angivelserne i den harmoniserede norm IEC 60974-10.(Cl.
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING
A) Apparatet må kun anvendes til professionel brug i
industriel sammenhæng. Der kan være vanskelighe-
der forbundet med fastsættelse af den elektromag-
netiske kompatibilitet, såfremt apparatet ikke anven-
des i industriel sammenhæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEKTRO-
NISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
med det normale affald!
Ved skrotning skal de elektriske apparater indsamles sær-
skilt og indleveres til en genbrugsanstalt jf. EU-direktivet
2002/96/EF om affald af elektrisk og elektronisk udstyr
(WEEE), som er inkorporeret i den nationale lovgivning.
Apparaternes ejer skal indhente oplysninger vedrørende
de tilladte indsamlingsmetoder hos vores lokale repræ-
sentant. Overholdelse af kravene i dette direktiv forbed-
rer miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL
DER RETTES HENVENDELSE TIL KVALIFICERET PER-
SONALE.
1.1 ADVARSELSSKILT
Den følgende nummererede tekst svarer til skiltets num-
mererede bokse.
B. Trådfremføringens små ruller kan såre hænderne.
C. Svejseledningen og trådfremføringsgruppen er un-
der spænding i løbet af svejsningen. Hold hænder og
metalting på afstand.
1. Elektriske stød der fremprovokeres fra svejsningens
elektrode eller fra kablet kan være dødelige. Man

124
skal beskytte sig på en passende måde mod faren
for elektriske stød.
1.1 Vær iført isolerende handsker. Rør ikke ved elektro-
den med bare hænder. Vær ikke iført fugtige eller be-
skadigede handsker.
1.2 Vær sikker på at være isolerede fra stykket der skal
svejses og fra grunden
1.3 Frakobl forsyningskablets stik inden man skal arbej-
de på maskinen.
2. Indånding af uddunstning kan være sundhedsfarligt.
2.1 Hold hovedet fjernt fra uddunstningen.
2.2 Anvend et anlæg med forceret ventilation eller med
lokalt aftræk for at fjerne uddunstningen.
2.3 Brug en sugepumpe for at fjerne uddunstningen.
3. Gnisterne der fremprovokeres ved svejsningen kan
forårsage eksplosioner eller brande.
3.1 Hold antændelige materialer fjernt fra svejseområdet.
3.2 Gnisterne der fremprovokeres ved svejsningen kan
forårsage brande. Hav en brandslukker lige i nærhe-
den og lad en person være klar til at bruge den.
3.3 Svejs aldrig lukkede beholdere.
4. Lysbuens stråler kan brænde øjnene og give for-
brændinger på huden.
4.1 Vær iført sikkerhedshjelm og -briller. Brug passende
beskyttelser til ørerne og kittel med opknappet hals.
Brug en ltrerende ansigtsmaske med en korrekt
gradation. Vær iført en komplet kropsbeskyttelse.
5. Læs vejledningerne inden maskinen bruges eller in-
den der foretages en hvilken som helst operation på
den.
6. Fjern ikke eller tildæk ikke advarselsskiltene
2 GENEREL BESKRIVELSE
Apparatet er et multiprocesanlæg der er egnet til MIG/
MAG, TIG (DC) svejsning med kontakttænding af lysbuen
og MMA (med undtagelse af celluloseelektroder), der er
lavet med inverter teknologi. Apparatet må kun bruges
til det brug der beskrives i manualen. Apparatet må ikke
bruges til optøning af rør.
2.1 FORKLARING TIL DEN TEKNISKE DATA
Apparatet er bygget efter de følgende standarder:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (se fodnote 2).
N°. Serienummer der skal oplyses ved hver
henvendelse vedrørende svejseapparatet.
3
~
f
1
f
2
Trefaset statisk frekvensomformer-
transformator-ensretter.
MIG Egnet til MIG-MAG svejsning.
MMA Egnet til svejsning med beklædte elektroder.
TIG Egnet til TIG svejsning.
U0. Sekundær spænding uden belastning.
X. Procentvis driftsfaktor.
Driftsfaktoren udtrykker procentdelen af 10
minutter hvor svejseapparatet kan arbejde
ved en bestemt strøm uden at overophedes.
I2. Svejsestrøm
U2. Sekundær spænding med I2 strøm
U1. Nominel forsyningsspænding.
I multispændingsmodellerne ”Multi Voltage”
vil maskinen automatisk stille sig i anlæggets
forsyningsspænding hvortil det er tilsluttet.
3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz.
I1 Max Max. strømforbrug ved den tilsvarende
strøm I2 og spænding U2.
I1 eff Er den maksimale værdi af strømforbruget
når der tages højde for driftsfaktoren.
Normalt, svarer denne værdi til sikringens
kapacitet (af forsinket type) der skal bruges
som beskyttelse til apparatet.
IP23S Beklædningens beskyttelsesgrad. Grad 3
som andet ciffer betyder at apparatet kan
oplagres, men ikke bruges udendørs under
regn, medmindre det bender sig under
beskyttede forhold.
S
Egnet til at arbejde i omgivelser med øget
risiko.
BEMÆRKNING:
1- Apparatet er derudover bygget til at kunne arbejde i
omgivelser med kontaminationsgrad 3. (Se IEC 60664).
2- Udstyret er i overensstemmelse med normen IEC 61000-
3-12 såfremt at den maksimale impedans Zmax der
tillades af anlægget er mindre end eller lig med 0,090
(Art. 318 og 319)-0,051 (Art. 320) ved interfacepunktet
mellem brugerenheden og nettet. Det er installatørens
eller udstyrets brugers ansvar at garantere, ved eventuelt
at rådspørge el-distributionsnettets operatør, at udstyret
er tilsluttet en forsyning med en maksimal impedans der
tillades af Zmax systemet der er mindre end eller lig med
0,090 (Art. 318 og 319)-0,051 (Art. 320).
3 INSTALLATION OG IGANGSÆTNING.
3.1 LØFT (FIG. 1).
Fig. 1
3.2 SAMLING
• I alle generatorer er det nødvendigt at montere de to
bagerste hjul ved forinden at have sat hjulakslen i (g. 2) .

125
Fig. 2
• For maskinerne på vogn er det nødvendigt at
montere hjulene både på trådfremføringsvognen
som på generatoren; de små hjul som leveres
sammen med skruerne skal monteres på
bunden af trådfremføringsvognen ligesom også
svejsepistolholder, derefter skal man placere vognen i
position. (se gur 3).
Fig. 3
3.3 TILSLUTNING AF EVENTUELLE FORLÆNGER-
LEDNINGER
• Blokér forbindelsen BA’s ekstremitet, ved at sætte den
lille tunge BB i bunden af maskinen som vist i Fig. 4.
Fig. 4
BA
BB
• Udfør tilslutningerne bagpå generatoren, som vist i Fig. 5
Fig. 5
• Undgå at anbringe tilslutningen i spoleform for således
at mindske de induktive effekter der kunne få indydelse
på svejseresultatet.
• Slut den anden ekstremitet på forbindelsen BA til
trådfremføringsvognen som vist i Fig. 6.

126
Fig. 6
• Kølevæskeslangerne skal forbindes til lynkoblingerne
der ndes i bunden på trådfremføringsvognen (se
Fig. 7), ved samtid at overholde farverne der vises på
vognens forreste del.
Fig. 7
3.4 TILSLUTNING AF SVEJSEPISTOL.
• Tilslut svejsepistolen den centrale tilkobling F.
• Montér trådens spole.
• Kontrollér at rullernes hals svarer til diameteren på
tråden der anvendes. For en eventuel udskiftning skal
man foretage følgende (Fig. 8):
Fig. 8
BN
BN
CA
Åbn lugen på trådfremføringsvognens rum.
Fjern dækningen CA på trådfremføringsgruppen.
Udløs trådtrykkerrullerne vha. trykreguleringsknappen BN.
Skift rullerne ud og monter igen dækningen CA.
Sæt tråden i fremføringen og i svejsepistolens kappe.
Blokér trådtrykkerrullerne med knappen BN og regulér
trykket.
Forbind jordledningen (medleveret) til fatningen D.
Forbind gasslangen til koblingen G.
3.5 MONTERING AF AFKØLINGSGRUPPE (ART. 1683
DER LEVERES VED ANMODNING ART. 318-319) (Fig.9)
Fig. 9
I tilfælde hvor man bruger afkølingsgruppen, skal man
følge følgende retningslinjer:
• Fjerne panelet M
• Sætte afkølingsgruppen indeni rummet således at
man fra den forreste del kan se hullet til kontrol af
væskeniveauet.
• Sætte den fast på svejseapparatets transportvogn
med de medleverede skruer til selve gruppen.
3.6 PLACERING
Placér svejseapparatet således at der ndes en fri
luftcirkulation indeni og for så vidt som muligt at undgå
at der skulle komme metalstøv eller andre støvformer ind
i apparatet.
3.6.1 Skrå ader.
Eftersom at svejseapparatet er designet med hjul uden
bremser, skal man sørge for ikke at placere maskinen på
skrå overader, for at undgå kipning eller en ukontrolleret
bevægelse af denne.
3.7 IGANGSÆTNING
• Maskinens installation skal udføres af et kvaliceret
personale.
• Samtlige tilslutninger skal foretages i overensstemmelse
med de gældende normer (IEC/CEI EN 60974-9) og i
fuld overholdelse af lovgivningen om sikkerhed.
• Montér stikket på fødeledningen ved især at være
opmærksom ved tilslutning af den gulgrønne leder til
jord (pol).

127
• Kontrollér at forsyningsspændingen svarer til den
nominelle spænding på svejseapparatet.
• Vurdér beskyttelsessikringerne på basis af den data
der ndes på typeskiltet.
4 BESKRIVELSE AF GENERATOR (FIG. 10 =
KOMPAKT UDGAVE) (FIG. 11 = UDGAVE MED
SEPARERET TRÅDFREMFØRING )
A – STYREPANEL.
Løft den gennemsigtige luge for at få adgang til
styrepanelet.
B- Konnektor:
Konnektor af type DB9 (RS 232) der skal bruges til
ajourføring af mikroprocessorernes programmer.
C- Konnektor:
Konnektor af type USB der skal bruges til ajourføring
af mikroprocessorernes programmer. Kun på maskiner
med separat trådfremføring.
D – Konnektor:
Konnektor til tilslutning af fjernbetjening og Push–Pull’s
svejsepistolens styrekabel.
E – Udtag (+):
Udtag hvortil jordledningens konnektor skal tilsluttes i
TIG svejsning, elektrodeholdetang i MMA svejsning.
F – Central kontakt:
Hvortil svejsepistolen skal tilsluttes.
G – Udtag:
Udtag hvortil jordkablets konnektor skal tilsluttes i MIG/
MAG og MMA svejsning.
H – Samlestykke:
Hvortil gasslangen der kommer ud fra TIG svejsepistolen
skal forbindes.
I – Haner med lynkobling:
Hvortil slangerne der kommer ud fra den eventuelt
vandafkølede svejsepistol skal tilsluttes. NB Overhold
slangernes og haners farver. Kun for maskinen med
separat trådfremføring.
L - Holder:
Holder til svejsepistol.
M - Panel:
Panel til lukning af afkølingsgruppens rum.
N – Gasslange.
O – Samlestykke til gasslange:
Hvortil gasslangen fra forbindelsen generator/vogn skal
tilsluttes.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

128
P - Konnektor:
Hvortil driftskablets konnektor fra forbindelsen generator/
vogn skal tilsluttes.
Q – Udtag til pressostat:
Hvortil kablet der kommer fra pressostatet, der ndes
indeni afkølingsgruppen (Art. 1683), skal tilsluttes.
R - Sikringsholder.
S – Udtag:
Hvortil afkølingsgruppens netkabel skal forbindes Art.
1683 (Tilvalg).
T - ON/OFF afbryder.
U – Forsyningsledning.
V – Rem til askeblokering.
W – Flaskeholder.
Z – Haner med lynkobling:
Hvortil de røde og blå slanger fra forbindelsen generator/
vogn skal tilsluttes. Kun i maskiner med separat
trådfremføring.
NB: Hanerne er placerede under trådfremføringsvognen.
Overhold slangernes og hanernes farver.
X – Udtag:
Hvortil strømkablets frie konnektor (pol +) fra forbindelsen
generator/vogn til tilsuttes i MIG/MAG svejsning. Kun for
maskiner med separeret trådfremføring.
Y – Samlestykke:
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

129
Hvortil gasslangen der kommer ud fra forbindelsen
generator/ vogn skal tilsluttes. Kun for maskiner med
separat trådfremføring.
K – Udtag:
Hvortil strømkablets frie konnektor fra forbindelsen
generator/vogn skal tilsluttes. Kun for maskiner med
separat trådfremføring.
AA – Låge til trådspoledækning.
AB – Dækning til trådspole.
AC - Spoleholder:
Egnet til standardspoler op til Ø 300 mm, 16 Kg.
5 BESKRIVELSE AF AFKØLINGSGRUPPEN Art 1683
( Fig. 12).
Afkølingsgruppen, der leveres ved anmodning Art.
318-319, er designet til afkøling af svejsepistoler der
bruges til svejsning og må udelukkende benyttes til
denne generators.
AD- Hul:
Hul til kontrol af kølevæskeniveau.
AE - prop.
AF – Haner med lynkobling:
Tilslut svejsepistolens røde og blå slange. NB Overhold
slangernes og hanernes farver.
AG – Haner med lynkobling:
Hvortil de røde og blå slanger fra forbindelsen generator/
vogn skal tilsluttes, i maskinerne med separeret
trådfremføring. NB Overhold slangernes og hanernes
farver.
AH - Sikringsholder.
AI – Forbindelse.
Til beskyttelsen ”kølevæsketryk”.
AL - ON/OFF afbryder.
AM – Forsyningsledning.
5.1 TILSLUTNINGER.
For hvad der vedrører elektriske tilslutninger, eventuelle
forlængerledninger og beskyttelser skal man se
retningslinjerne der ndes i brugermanualen der leveres
sammen med afkølingsgruppen.
5.2 BESKRIVELSE AF BESKYTTELSERNE.
5.2.1 Beskyttelse af kølevæsketryk.
Denne beskyttelse er realiseret vha. et pressostat,
der er isat væskens forsyningskredsløb, der styrer en
mikroafbryder. Hvis trykket er utilstrækkeligt vil der på
display D1 visualiseres den blinkende skrift H2O.
5.2.2 Sikring (T 2A/250V-Ø 5x20).
Sikringen er isat til beskyttelse af motorpumpen og
er placeret på svejseapparatets bagpanel i den dertil
bestemte sikringsholder BF. (Fig 12)
5.3 IGANGSÆTNING.
Skru proppen AU af og fyld beholderen (apparatet er
leveret med cirka en liter væske).
Det er vigtigt periodisk, gennem hullet AT, at kontrollere
at væsken holdes på niveau ”max”.
6 BESKRIVELSE AF STYREPANEL (Fig. 13-14)
Styrepanelet udgøres af et kontrolområde (Fig. 13) og et
indstillingsområde (Fig. 14).
6.1 KONTROLPANEL (FIG. 13).
Vælgetaste T1
Ved hvert tryk vælges den regulerbare størrelse
vha. knappen M1. Størrelserne der kan vælges,
visualiseres af lysdioderne L1, L2 og L3, afhænger
af den valgte svejseproces.
Lysdiode L1 Tykkelse
Viser at display D1 visualiserer tykkelsen i mm, af
stykket der skal svejses på basis af trådens indstillede
strøm og hastighed. Aktiv i de synergiske MIG/MAG
processer.
Fig. 12
AD
AM AL AH AI
AG
AF
AE

130
Lysdiode L2 Trådhastighed
Viser at display D1 visualiserer svejsetrådens
hastighed målt i meter i minuttet. Aktiv i alle MIG/MAG
svejseprocesser.
Lysdiode L3 Svejsestrøm
Viser at display D1 visualiserer svejsestrømmen i
ampere.
Knap M1
IPå basis af den valgte procestype, kan man vha.
denne knap regulere de valgte størrelser via tasten
T1.
Display D1
Visualiserer størrelsernes værdier der er valgt vha. tasten
T1 og reguleret vha. knappen M1.
Vælgetaste T2
Ved hvert tryk vælges den regulerbare størrelse
vha. knappen M2. Størrelserne der kan vælges,
der visualiseres af lysdioderne L4, L5 og L6, er
relateret til den valgte svejsningsproces.
Lysdiode L4 Svejsespænding
Viser at værdien der visualiseres på display D2 er en
spænding der er udtrykt i volt.
Med slukket lysbue er værdien, i MIG/MAG processerne,
der visualiseres på display D2 den forudindstillede
spænding eller ”set point” (se afsnit 9.1 MIG/MAG
svejsning).
Under svejsning er værdien der visualiseres på display
D2 altid spændingen der måles fra generatoren.
Lysdiode L5 Lysbuelængde
I de synergiske MIG/MAG svejseprocesser (undtaget
MIG HD) vises det at display D2 visualiserer
svejselysbuens korrektionsværdi.
Værdien 0 (nul) svarer til den fabriksindstillede
lysbuelængde.
Man kan vha. knappen M2 forlænge lysbuen (positive
værdier) eller forkorte den (negative værdier) indenfor
området -9,9 ÷ +9,9.
Lysdiode L6 Impedans
I MIG/MAG svejseprocesserne viser den at display D2
visualiserer impedansværdien.
Værdien 0 (nul) svarer til den fabriksindstillede impedans.
Vha. knappen M2 kan man forlænge den (positive
værdier) eller forkorte den (negative værdier) indenfor
området -9,9 ÷ +9,9.
Knap M2
Alt afhængigt af den valgte procestype kan man
via denne knap regulere de valgte størrelser vha.
tasten T2.
I de synergiske MIG/MAG processer, når lysdioden L4
(svejsespænding) er tændt, vil valget når denne knap
trykkes automatisk yttes til lysdiode L5 (lysbuelængde).
Display D2
I alle svejseprocesser visualiseres numerisk de foretagne
valg vha. tasten T2 og reguleringer vha. knappen M2.
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

131
Lysdiode L7 Globulær position
I de synergisk MIG/MAG processer signalerer den at
værdiparret strøm og spænding der er valgt til
svejsningen kan generere ustabile lysbuer med sprøjt.
Lysdiode L8 Hold
Aktiveres automatisk ved svejsningens slutning for at
signalere at der i display D1 og D2 visualiseres to
målte strøm- og spændingsværdier.
Lysdiode L9 Sikkerhed
Signalerer visse trykknappers blokeringsfunktion.
Operatøren kan kun regulere svejseparametrene der
ndes i kontrolpanelets område.
For at aktivere funktionen skal man først trykke tasten T5
og, ved at holde den trykket nede, kort trykke tasten T2.
Lysdiode L9 lyser og visualiserer at funktionen er aktiv.
For at komme ud skal man på samme måde gentage
trykket på tasterne T5 og T2.
Taste T4 Tråd test
Gør den gradvise trådfremføring op til 8 m/min
mulig uden tilstedeværelse af spænding i
svejsepistolen og uden gasudslip.
Taste T3 Gas test
Ved at trykke denne taste vil gassen komme ud i
30s, ved at trykke den endnu en gang vil den
afbrydes.
6.2 INDSTILLINGSPANEL (FIG. 14).
Muliggør en hurtig-adgang til svejseapparatets menuer,
samt de supplementære funktioner ved at visualisere
dem og straks gøre dem disponible.
Det udgøres af et matrix display D3 hvor alle nødvendige
informationer til programmering kommer frem, fra
navigationstaster (T10, T11, T12 og T13) hvormed
man navigerer indenfor de forskellige menuer; fra
funktionstasterne (T5, T6, T7, T8 og T9) der gør det muligt
at få adgang til de forskellige menuer der udgør rmware
og af en serie lysdioder der signalerer den igangværende
procestype (L10, L11 og L12) og nogle supplementære
funktioner (L13, L14 og L15).
Ved svejseapparatets
tænding visualiserer
display D3, i cirka 5
sekunder, informationer
der relaterer til
maskinens tilstand (se
afsnit 7.4 menu
informationer),
deriblandt rmwarets udgave.
Straks derefter visualiseres svejseapparatets
fabriksindstillinger:
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

132
- Dato (dag/måned/år) og
klokkeslæt (time og
minutter).
- Synergisk MIG proces.
(Lysdiode L10 er tændt).
- Svejsetråd af typen
SG2 ø 1,0 mm.
- Gas Ar/18% CO2.
- Tændingsmåde med 2 tider 2T.
På displayets nederste del fremkommer betegnelserne
(MEM, PAR, 2T/4T og JOB) der kan vælges vha.
funktionstasterne T6, T7, T8, T9 (se afsnit 8).
6.3 VISUALISERING AF ALARMER
Når maskinen registrerer en midlertidig alarm, visualiseres
der på display D1 og D2 en blinkende skrift alt afhængigt
af funktionen der har forårsaget alarmen. For eksempel:
hvis trådfremføringens låge er åben visualiseres skriften
”OPn”.
6.4 VISUALISERING AF FEJL
Når maskinen opdager en alvorlig alarm-tilstand, vil der
på display D1 og D2 visualiseres skriften ”Err” efterfulgt
af den relaterende fejlkode.
I dette tilfælde skal man slukke maskinen og kontakte
assistanceservicen (se afsnit 10).
7 PROGRAMMERING AF MASKINEN
”Main Menu” - ”Hovedmenu”
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Programmeringen foregår ved at få adgang til
”Hovedmenu” hvortil man kommer ved at trykke tasten
T5 og derefter tasten T6 (MENU) eller også vha. en
hurtig-adgang der beskrives i afsnit 8.
Indeni ”Hovedmenu” kan man, vha. tasterne T10 og T11,
vælge en af listens ord der er tydeliggjort med det gule
bånd. Med tasten T12 kommer man ind i den relaterende
undermenu, og omvendt kommer man med tasten T13
tilbage til den forrige menu ved samtid at bekræfte valget
man har taget.
Hvis der kommer en pil frem der vender nedad, betyder
det at der ndes yderligere ord der ikke er visualiserede
på billedskærmen.
Dette navigationskriterium gælder til alle maskinens
menuer.
De disponible ord i ”hovedmenu” er:
- ”ProcessParams” – Procesparametre (Se afsnit 7.1)
- ”Jobs” (Se afsnit 7.2)
- ”Settings” - Indstillinger (Se afsnit 7.3)
- ”Information” – Informationer (Se afsnit 7.4)
7.1 MENU ”PROCESS PARAMS” -
”PROCESPARAMETRE”.
Fra undermenuen ”Procesparametre” får man adgang til
”Hovedmenu” eller direkte ved at trykke tasten T7 (PAR).
Her ndes samtlige parametre som operatøren kan
ændre alt afhængigt af den valgte svejseproces (lysdiode
L10, L11, L12).
Indenfor ”Procesparametre” kan man direkte få adgang
til oplagringen ved at trykke tasten T6 (MEM) (Se afsnit
7.2.1).
7.1.1 ”Process” - ”Proces”.
Den første parameter er
svejseparameteren. Ved
at trykke tasten T12 får
man adgang til
billedskærmen til valg af
procestype.
Knapperne T10 og T11,
har, udover at foretage valg som tydeliggøres af det
gule bånd, opgaven at gennemløbe alle de disponible
processer.
Svejseprocesserne der kan vælges er:
MIG Pulserende MIG/MAG synergisvejsning (kan
bestilles) art. nr. 231.
MIG Synergisk MIG/MAG svejsning.
MIG HD Synergisk MIG/MAG høj afsætningssvejsning.
MIG Root Synergisk MIG/MAG lodret faldende
svejsning.
MIG Man Konventionel MIG/MAG svejsning.
TIG Svejseproces med en usmeltelig elektrode der
er egnet til alle metaller undtagen aluminium,
magnesium og messing. Lysbuens tænding
foregår ved kontakt uden højfrekvens.
MMA Svejseproces med beklædt elektrode og
sikring.
7.1.2 ”Material” - ”Materiale” (aktiv i MIG/MAG
processerne).
I dette ord vælger man svejsetrådens materialetype.
7.1.3 ”Diameter”- ”Diameter” (aktiv i MIG/MAG
processerne).
Svejsetrådenes diametre er afhængig af den valgte
materialetype.
7.1.4 ”Gas” (aktiv i MIG/MAG processerne).
Gasserne der bruges er afhængige af den valgte
materialetype.

133
7.1.5 ”ArcLengthCorr”- ”Korrektion af lysbuelængde”
(Disponibel i synergisk MIG/MAG, MIG Root).
Gør det muligt
at korrigere
lysbuelængden i Volt
vha. tasterne T10 og
T11 eller knappen M2.
MIN MAX DEF.
Korr. lysbuelængde -9,9 V 9,9 V 0,0 V
BEMÆRK:
i reguleringsbilledskærmen, der er lignende for samtlige
parametre med et reguleringsområde, fremkommer:
- Navnet på parameteren der er ved at blive korrigeret.
- Måleværdien og -enheden.
- Reguleringsskalaen.
- Forkortelserne:
MIN = reguleringsminimum. Knap T5.
MAX = reguleringsmaksimum. Knap T7.
DEF = forvalgt værdi. Knap T6.
7.1.6 ”Inductance Corr”- ”Korrektion af
impedansværdi” (disponibel i alle synergiske MIG/
MAG processer, undtaget MIG HD)
Gør det muligt at korrigere impedansværdien.
MIN MAX DEF.
Korr. impedansværdi -9,9 9,9 0,0
7.1.7 ”Start Mode”- ”Startmåde” (valg af svejsestartmåde).
2T (aktiv i MIG/MAG og TIG processer).
Maskinen starter med at svejse når man trykker
svejsepistolens knap og afbrydes når man slipper
den.
4T (aktiv i MIG/MAG og TIG processer).
For at starte svejsningen skal man trykke og slippe
svejsepistolens knap, for at afslutte svejsningen skal
man igen trykke og slippe den.
3L (aktiv i synergiske MIG/MAG processer).
Svejsningen starter ved tryk på svejsepistolens
knap, svejsestrømmen vil være den der er indstillet
med “Start current”. Denne strøm bibeholdes
indtil at svejsepistolknappen holdes trykket; når
den slippes vil strømmen knyttes til den indstillede
svejsestrøm, i tiden der fastsættes af “Slope time”
og vil holdes indtil svejsepistolknappen trykkes igen.
Ved det efterfølgende tryk på svejsepistolknappen
vil svejsestrømmen knyttes til den tredje strøm
(”Crater-ller” strøm) indstillet med parameteren
“CraterCurrent” i tiden der fastsættes af “Slope time”
og vil holdes indtil svejsepistolknappen slippes. Når
man slipper knappen afbrydes svejsningen.
Reguleringer til 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
CraterCurrent 10% 200% 60%
7.1.8 ”Spot” - ”punktsvejsning / intermittens”.
(kun i MIG/MAG processer 2T eller 4T).
OFF (forudbestemt)
ON
Når man vælger ”ON” er følgende reguleringer disponible:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 “HSA”- “Automatisk Hot Start”.
(kun i synergiske MIG/MAG processer 2T eller 4T).
Denne funktion forhindres når funktionen 3L er aktiv og
fungerer kun med synergiske programmer.
Den er især egnet til at opnå en ”varm” start i
aluminiumsvejsning.
OFF (forudbestemt).
ON.
Når “ON” vælges er følgende reguleringer disponible:
MIN MAX DEF.
Start current 10% 200% 135%
Startingcurrent time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
Svejsningen starter med “Start Current”. Varigheden
af denne første strøm reguleres fra “startingcurrent
time”. Når denne tid er udløbet vil strømmen knyttes til
svejsningens i tiden ”Slope Time”.
7.1.10 ”CRA”- ”Slutkraterfyldning”.
(kun i synergiske MIG processer 2T eller 4T).
OFF (forudbestemt)
ON
I tilfælde af at man skulle vælge “ON” er følgende
reguleringer disponible:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
CraterCurrent 10% 200% 60%
CraterCurrent Time 0,1 s 10 s 0,5 s
7.1.11 ”Soft Start”- ”Tilnærmelse”.
(Kun i MIG/MAG processer)
Det er trådhastigheden, udtrykt i procentdel, af den
indstillede svejsehastighed inden denne berører stykket
der skal svejses.
MIN MAX DEF.
Soft Start 1% 100% Auto.

134
7.1.12 “Burnback”.
(Kun i MIG/MAG processer)
Er til for at regulere længden af tråden der kommer ud fra
gasdysen efter svejsningen.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 ”Double Level”- ”Dobbelt niveau” (Art. 233
Optional) (Kun i synergiske MIG/MAG processer).
Denne type svejsning får strømintensiteten mellem to
niveauer til at variere.
Inden man indstiller svejsning med dobbelt niveau
er det nødvendigt at udføre et kort svejsesøm så man
kan bestemme trådhastigheden og som konsekvens
strømmen, for at opnå sømmens optimale indtrængen og
bredde.
Således bestemmer man trådens
hastighedsfremgangsværdi (og dermed også den
tilsvarende strøm) hvortil skiftevis meterne i minuttet, der
vil blive indstillet, tillægges eller fratrækkes.
Inden udførsel skal man huske på at overlapningen af en
maske og en anden, for en få en korrekt søm, skal være
på mindst 50%.
OFF (forudbestemt)
ON.
Når man vælger “ON” er følgende reguleringer disponible:
MIN MAX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulsestep 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arccorrection -9,9 9,9 0,0
7.1.13.1 ”Frequency”- ”frekvens” af det dobbelte niveau.
Frekvensen, der er bestemt i Herz, er antallet af perioder
i et sekund. For periode forstås vekslen mellem den høje
og lave hastighed.
Den lave hastighed, der ikke trænger ind, er til for
svejseren at ytte sig fra en maske til den næste; den
høje hastighed, der svarer til den maksimale strøm, er
den indtrængende hastighed, operatøren vil stoppe for
at udføre masken.
7.1.13.2 ”PulseStep”: er amplituden af
hastighedsvariationen i m/min.
Variationen bestemmer summen og subtraktionen i m/min
af referencehastigheden der forinden er beskrevet. Med
samme parametre og forøgelse af antallet, vil masken
blive mere bred og man vil få en større indtrængen.
7.1.13.3 ”Duty Cycle”: dobbelt niveau tid.
Udtrykt i procentdel, er tiden ved højere hastighed/
strøm i forhold til periodens varighed. Med samme
parametre bestemmer den maskens diameter og derfor
indtrængningen.
7.1.13.4 ”ArcLengthCor” -”Korrigering af lysbuens
længde”.
Regulerer lysbuens længde ved højere hastighed/strøm.
Bemærk: en god regulering forudser en ens lysbuelængde
for begge strømme.
7.1.14 "Double Pulse" - "Dobbelt pulsering".
Aktiveres automatisk ved erhvervelse af de to opdateringer
art. nr. 231 og art. nr. 233.
Vedrørende funktionen henvises til afsnit 7.1.13.
7.1.15 ”Prefow”- ”For gas”.
(I samtlige processer undtaget MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 “Postow”- “Efter Gas”.
(I samtlige processer undtaget MMA).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 ”SpeedCorr”- ”Hastighedskorrektion”.
(Kun i MIG HD processer).
Gør det muligt at korrigere trådhastighedsprocentdelen i
forhold til den forudbestemte hastighed.
MIN MAX DEF.
SpeedCorrection -9,9% 9,9% 0,0%
7.2 MENU “JOB”.
I dette afsnit kan man gemme arbejdsprogrammer i
hukommelsen, genkalde dem, ændre dem eller slette
dem.
Fra ”Hovedmenu”, skal man med tasten T11, tydeliggøre
ordet “Jobs” og derefter få adgang til undermenuen vha.
tasten T12.
7.2.1 Gemme et ”JOB” program i hukommelsen.
Efter at have foretaget de forinden beskrevet reguleringer
og indstillinger, skal man med tasterne T10 og T11 vælge
en position i hukommelsen og tryk tasten T6 (SAVE) for at
gemme det i hukommelsen.

135
”Job” programnummeret,
svejseprocessen og
tråddiameteren
visualiseres på displayet.
Når et “Job” er gemt i
hukommelsen, vises der
nogle betegnelser på
displayets nedre del, i
nærheden af knapperne T6, T7, T8 og T9:
- DEL: sletter det valgte ”Job”.
- RCL: genkalder det valgte ”Job” til ændring.
- COPY: kopierer det valgte ”Job” og gemmer det i
hukommelsen i en anden position.
7.3 MENU ”Settings” - ”Indstillinger”.
I dette afsnit kan man sætte eller ændre svejseapparatets
hovedindstillinger.
Fra ”Hovedmenu” (se
afsnit 7), skal man vælge
menuen ”Indstillinger”
vha. tasten T10 og
visualisere den med
tasten T11.
Her ndes de parametre
som operatøren kan
ændre:
- Welding
- Machine
- Factory Setup
- Languages
Vha. tasten T12 får man adgang til undermenuen der
relaterer til den valgte parameter.
7.3.1 Menu ”Welding” - ”Svejsning”.
I denne undermenu opremses en serie svejseparametre
der kan ændres:
- H2O MIG/TIG denne funktion gør det muligt at
indstille afkølingsgruppens tænding.
Reguleringer: ON-OFF-Auto (DEF OFF).
Hvis man vælger ”Auto”, når man tænder maskinen,
fungerer gruppen. Hvis svejsepistolens knap ikke er
trykket, vil den slukke efter 30 sekunder. Ved tryk på
svejsepistolens knap vil gruppen begynde at fungere og
den slukker efter 3 minutter når man slipper samme knap.
- ”Quality Control” - ”Kvalitetskontrol”
Regulering ON - OFF (DEF OFF) (Til rådighed ved
efterspørgsel).
- ”Maxinching” - ”Maksimal fremgang”
Formålet er at blokere svejseapparatet, hvis tråden
går ud i den indstillede længde i centimeter uden
strømpassage.
Regulering OFF - 50 cm (DEF OFF).
- “Push-Pull Force”
Ved at montere Push-Pull svejsepistolen Art. 2008
aktiverer man afkølingsgruppens funktion og PPF
funktionen (Push Pull Force). Denne funktion regulerer
push pull motorens drivmoment for at gøre trådens
fremdrift lineær.
7.3.2 Menu ”Machine”- ”Maskinindstillinger”.
Her ndes de tilgængelige undermenuer:
- ”Clock Setup” - ”Regulering af ur”.
7.3.3 Menu ”Factory Setup” - ”Genoprettelse af de
forudbestemte indstillinger”.
Dette ord gør det muligt at komme tilbage til de
fabriksindstillede startindstillinger.
Der ndes tre genoprettelsesmodaliteter:
- All Genindstil alt.
- Jobs only Genindstil kun arbejdsprogrammerne
”Job”
- Excludejobs Genindstil alt bortset fra
arbejdsprogrammerne ”Job” der er gemt i
hukommelsen.
7.3.4 Menu ”Languages” - ”Sprogindstilling”.
I dette afsnit kan man vælge sproget hvorpå displayets
beskeder skrives.
7.4 MENU INFORMATIONER.
I dette afsnit visualiseres informationer der relaterer til
generatorens software.
8 HURTIG-ADGANG.
På displayets D3 nederste del ndes, alt afhængigt af de
forskellige billedskærme, visse styringer til hurtig-adgang
til de mest anvendte funktioner.
8.1 ”MEM” - ”GEMME I HUKOMMELSE” (se afsnit 7.2.1).
Hvis man ønsker at gemme et svejseprogram i
hukommelsen skal man trykke tasten T6, vælge ”Job”
nummer med tasterne T10 og T11 og derefter endnu
engang trykke tasten T6 for at gemme svejsningsforholdet.
8.2 ”PAR” - ”PROCESPARAMETRE” (se afsnit 7.1)
8.3 ”2T/4T” - ”TO TIDER / FIRE TIDER” (se afsnit 7.1.7).
8.4 ”JOB”- ”ARBEJDSPROGRAMMER”.
Hvis man ønsker ar bruge et arbejdsprogram der forinden
er gemt i hukommelsen skal man trykke tasten T9 (JOB).
For at se alle programmets indstillinger skal man bekræfte
valget med tasten T9 (OK), tryk derefter tasten T7 (PAR).
8.5 ”H2O”. (se afsnit 7.3.1).

136
8.6 ”WIZ” WIZARD.
“wizard” er en guidet procedure der hjælper operatøren til
hurtigt at vælge på basis af den ønskede svejsningsproces.
T5 T6 T7
T8
T9
Man får adgang hertil ved at trykke tasten T5 og derefter
tasten T9 (WIZ).
Det første valg der tilbydes er svejsningsprocessen.
Valget af processen foretages vha. tasterne T10 og T11.
Ved at trykke tasten T9 (NEXT) får man direkte adgang til
billedskærmen med valg af materiale.
Man kan komme tilbage til den forrige billedskærm med
tasten T6 (PREV). Man kan som alternativ til tasterne T9
og T6 bruge tasterne T12 og T13.
Den efterfølgende billedskærm vil være den med
diameter, derefter gassen, derefter starttypen ”Start
Mode”. Tryk til sidst ”END” for at afslutte.
9 SVEJSNING
• Forbered svejseapparatet ved at følge vejledningerne
der beskrives i afsnit 3 “Igangsætning”.
• Følg vejledningerne der forinden er beskrevet i menuen
“Wizard” Afsnit 8.1 eller ”Par” Afsnit 7.1.
9.1 MIG/MAG SVEJSNING .
I menuen “ProcessParameter” ndes ordene der kan
reguleres i denne proces:
Svejseapparatet tilbyder et stort udvalg af MIG/MAG
svejseprocesser som der her opremses:
9.1.1 MIG Synergisk MIG/MAG svejsning.
Denne svejseproces’ egenskaber er SYNERGI som
forstås af fabrikanten, forholdet mellem den nødvendige
trådhastighed (strøm), spænding og impedans for at få en
god svejsning. For at udføre den skal man gøre følgende:
• Vha. tasten T1 skal man vælge tykkelsens lysdiode.
• Indstille bearbejdningstykkelsen ved at dreje knappen
M1.
• Udføre svejsningen.
• Hvis lysbuens længde ikke er korrekt skal man ændre
den med knappen M2.
9.1.2 MIG Man. Konventionel MIG/MAG svejsning.
Vælg type, trådens diameter og beskyttelsesgastype.
I denne svejseproces er det operatøren der skal indstille
trådens svejsehastighed, spænding og impedansværdi.
9.1.3 MIG HD. Synergisk MIG/MAG høj
afsætningssvejsning.
Denne procestypes karakteristik er muligheden for at
forøge trådhastigheden med samme svejsespænding,
således at man opnår en mindre gennemførelsestid
af sømmen, mindre forvrængninger og en større
produktivitet.
Dette er en synergisk proces der afviger fra de
andre pga. reguleringsmåden: For at løbe langs den
synergiske kurve skal man dreje på knappen M2 der
varierer svejsespændingen og derefter kan man med
knappen M1 ændre trådhastigheden (svejsestrøm).
Eksempel:
Vælg processen som forinden er beskrevet.
Vha. tasten T1 skal man vælge lysdioden L2 for
trådhastigheden og vha. taste T2 lysdiode L4 for
spænding.
Display D1 visualiserer trådens hastighed mens display
D2 visualiserer spændingen.
Ved at dreje knap M2 vil de to spændings- og
hastighedsværdier ændres ved at følge den
fabriksindstillede synergiske kurve.
Ved at dreje knappen
M1 en tand visualiserer
display D3
billedskærmen der
relaterer til
trådhastighedens
korrektion.
Ved stadig at dreje knappen M1 visualiseres den
procentvise afvigelse fra nul der svarer til fabrikantens
forudindstillede hastighed, mens display D1 visualiserer
den nye hastighed.
Når korrektionsværdien gør at man får den maksimale
eller minimale hastighed af den synergiske kurve, vises
beskeden ”Speedlimit” på D3.
Ved at ændre trådhastigheden ændrer man hverken den
anbefalede tykkelse til svejsning eller strømværdierne,
men man kan forøge svejsehastigheden. Ændringen
af trådhastigheden vha. knappen M1 varierer ikke den
forinden indstillede svejsespænding.
Efter en svejseudførsel med lysdiode L8 “Hold” tændt
visualiserer display D1 svejsestrømmen der svarer til
trådens hastighedsændring.
9.1.4 MIG Root synergisk MIG/MAG svejsning.
Denne proces er udstuderet til ”rod” svejsninger af lodret
faldende stumpsømsvejsning. Den er velegnet til jern og
rustfrit stål.
9.1.5 MIG Pulserende MIG/MAG
synergisvejsning (kan bestilles; art. nr. 231).
Ved denne form for svejsning overføres svejsematerialet
ved hjælp af en impulsiv bølgeform med kontrolleret
energi. Herved opnås konstant frigørelse af dråber af
smeltet materiale, som overføres til arbejdsemnet uden

137
stænk. Resultatet er en ensartet svejsesøm uanset
tykkelsen og materialetypen.
Justeringerne af parametrene for svejsning svarer til
parametrene for MIG/MAG synergisvejsning
9.2 MMA SVEJSNING
I tilfælde af kompakte maskiner skal man forbinde
elektrodeholdertangens klemme til konnektoren E og
jordledningens klemme til konnektoren G (ved samtid
at overholde polariteten som forlanges af elektrodernes
fabrikant).
I tilfælde med maskiner med separeret trådfremføring
skal vognen forblive tilsluttet generatoren.
Tilslut klemmen på elektrodeholdertangens kabel til
konnektor X og jordledningens klemme til konnektoren
G (ved samtid at overholde polariteten som forlanges af
elektrodernes fabrikant).
Når man vælger denne proces, er generatoren klar til at
generere strøm efter 5 sekunder.
For at gøre maskinen klar til MMA svejsning skal man
følge vejledningerne der forinden beskrives i menuen
“Wizard” Afsnit 8.6 eller ”Par” Afsnit 7.1.
I menuen “ProcessParameter” nder man ordene der kan
reguleres i denne proces:
• Hot Start.
Det er en overstrøm der leveres i lysbuens tændingsøjeblik.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Det er regulering til lysbuens dynamiske egenskaber.
MIN MAX DEF.
Arc Force 0% 100% 30%
Display D2 visualiserer lysbuens spænding der måles
under svejsning.
Display D1 visualiserer:
- inden man svejser skal man indstille strømmen vha.
knappen M1.
- den målte svejsestrøm under svejsning.
- Når svejsninger er endt, visualiseres den sidste
registrerede strømværdi. (Led L8 ”HOLD” er tændt).
9.3 TIG SVEJSNING
9.3.1 Maskiner med separat trådfremføring.
Tilslut jordledningen den positive pol X og strømkablets
konnektor fra forbindelsen vogn/generator den negative
pol G.
Slut svejsepistolen til euro adapteren F.
Til denne type svejseapparater er svejsepistolen art.1259
egnet.
9.3.2 Kompakte maskiner.
Tilslut jordledningen den positive pol E og svejsepistolen
til den negative G.
Tilslut gasslangen udtaget H
For at gøre maskinen klar til TIG svejsning skal man følge
vejledningerne der forinden beskrives i menuen “Wizard”
Afsnit. 8.6 eller ”Par” Afsnit 7.1.
I menuen “ProcessParameter” ndes ordene der kan
reguleres i denne proces:
• Start Mode
Se afsnit 7.1.7.
• FinalSlope (kun i 2T eller 4T).
Er tiden i sekunder hvor strømmen går fra svejsning til
slukning af lysbuen.
MIN MAX DEF
FinalSlope 0,0s 10s 0,5s
• Pulsen (Art. 234 Optional).
Pulserende TIG svejsning.
Denne type svejsning vil variere strømintensiteten mellem
to niveau og variationen foregår ved en vis frekvens.
• Pulselevel
Med dette ord regulerer man den laveste strøm af de
to nødvendige til denne svejseproces, den visualiserer
procentdelen af denne strøm i forhold til den vigtigste
indstillede strøm, inden man kommer ind i undermenuen.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Er pulsfrekvensen.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Er varigheden af den højeste strøm, udtrykt i procentdel,
i forhold til frekvenstiden.
MIN MAX DEF
Duty 10% 90% 50%

138
10 FEJLKODER
DISPLAY BESKRIVELSE AF FEJL
TRG
blinkende
Startknappen er trykket ved
maskinens tænding eller ved lukning af
trådfremføringens låge
Err 54 Kortslutning på sekundært kredsløb
Err 56 Anormale svejseforhold
Err 57
For stor strøm på trådfremførings-
gruppens motor (Kontrollér trådfrem-
føringsrullerne, tråden indeni kappen og
trådfremførings motor)
Err 58
Fejl i tilpasning mellem rmware-
udgaverne eller fejl under selv-upgrade
fasen (Gentag upgrade proceduren)
Err 61 Lav forsyningsspænding
Err 62 Høj forsyningsspænding
TH 0 Overtemperatur i udgangslysdiode
TH 1 Overtemperatur i IGBT
H2O
blinkende
efterfulgt af
Err 75
Problem i afkølingspumpen (pressostat)
H2O nc
Problem ved afkølingspumpe (ikke
tilsluttet)
OPN Lågen er åben på trådfremføringen
ITO
Se afsnit 7.3.1 Menu “Svejsning”
- “Maksimal fremgang”
For andre fejlkoder end de der vises skal man kontakte
assistanceservicen
11 VEDLIGEHOLDELSE
Hvert vedligeholdelsesindgreb skal udføres af et
kvaliceret personale i overensstemmelse med
normen CEI 26-29 (IEC 60974-4).
11.1 VEDLIGEHOLDELSE AF GENERATOR
I tilfælde af vedligeholdelse indeni apparatet, skal man
sikre sig at afbryderen T bender sig i position ”O” og at
forsyningsledningen er frakoblet el-nettet.
Derudover skal man periodisk sørge for at gøre apparatet
rent for akkumuleret metalstøv, ved brug af trykluft.
11.2 FORHOLDSREGLER EFTER ET
REPARATIONSINDREB.
Når man har foretaget en reparation, skal man sørge
for igen at ordne kabelføringen således at der er en
sikker isolering mellem maskinens primære side og den
sekundære side.
Lad ikke ledningerne komme i kontakt med bevægende
dele eller dele der opvarmes under funktion. Montér igen
samtlige bånd som på det originale udstyr for at undgå at
der kunne opstå en kontakt mellem den primære og den
sekundære, hvis en leder uheldigvis skulle gå i stykker
eller frakobles.
Derudover skal skruerne med tandskiver igen monteres
som på det originale apparat.

139

140
INDEXEREN
1 VEILIGHEIDSVOORSCHRIFTEN ................................................................................................................................................. 141
1.1 PLAATJE MET WAARSCHUWINGEN ................................................................................................................................141
2 ALGEMENE BESCHRIJVING ........................................................................................................................................................142
2.1 VERKLARING VAN DE TECHNISCHE GEGEVENS ........................................................................................................142
3 INSTALLATIE EN INBEDRIJFSTELLING ...................................................................................................................................143
3.1 OPHIJSEN ................................................................................................................................................................................143
3.2 MONTAGE ................................................................................................................................................................................143
3.3 EVENTUELE VERLENGINGEN AANSLUITEN ................................................................................................................143
3.4 DE LASTOORTS AANSLUITEN ............................................................................................................................................144
3.5 DE KOELGROEP MONTEREN (ART. 1683 - OP AANVRAAG GELEVERD) ..................................................................145
3.6 PLAATSING ..............................................................................................................................................................................145
3.6.1 HELLINGEN .................................................................................................................................................................. 145
3.7 INBEDRIJFSTELLING ............................................................................................................................................................ 145
4 BESCHRIJVING VAN DE GENERATOR ......................................................................................................................................146
5 BESCHRIJVING VAN DE KOELGROEP ....................................................................................................................................... 147
5.1 AANSLUITINGEN ................................................................................................................................................................... 148
5.2. BESCHRIJVING VAN DE BEVEILIGINGEN .......................................................................................................................148
5.2.1 BEVEILIGING DRUK KOELVLOEISTOF .................................................................................................................148
5.2.2 ZEKERING (T 2A/250V-Ø 5X20) ................................................................................................................................148
5.3 INBEDRIJFSTELLING ............................................................................................................................................................ 148
6 BESCHRIJVING VAN HET BEDIENINGSPANEEL ....................................................................................................................148
6.1 BEDIENINGSPANEEL ............................................................................................................................................................148
6.2 INSTELLINGENPANEEL .......................................................................................................................................................149
6.3 WEERGAVE ALARMEN ........................................................................................................................................................150
6.4 WEERGAVE STORINGEN ......................................................................................................................................................150
7 DE MACHINE PROGRAMMEREN “MAIN MENU” - “HOOFDMENU” .................................................................................150
7.1 MENU “PROCESS PARAMS” - “PROCESPARAMETERS” ...............................................................................................151
7.1.1 “PROCESS” - “PROCES” .............................................................................................................................................. 151
7.1.2 “MATERIAL” - “MATERIAAL” .................................................................................................................................151
7.1.3 “DIAMETER” - “DIAMETER” ....................................................................................................................................151
7.1.4 “GAS” .............................................................................................................................................................................151
7.1.5 “ARC LENGTH CORR” - “CORRECTIE LENGTE BOOG” .....................................................................................151
7.1.6 “INDUCTANCE CORR” - “CORRECTIE IMPEDANTIE” .......................................................................................151
7.1.7 “START MODE” - “STARTWIJZE” ............................................................................................................................151
7.1.8 “SPOT” - “PUNTEN / INTERMITTEREND” ............................................................................................................. 152
7.1.9 “HSA” - “HOT START AUTOMATICO” .....................................................................................................................152
7.1.10 “CRA” - “EINDKRATER VULLEN” ..........................................................................................................................152
7.1.11 “SOFT START” - “BENADERING” ............................................................................................................................152
7.1.12 “BURNBACK” ............................................................................................................................................................... 152
7.1.13 “DOUBLE LEVEL” - “DUBBEL NIVEAU” ................................................................................................................152
7.1.13.1 “FREQUENCY” - “FREQUENTIE” VAN HET DUBBELE NIVEAU ......................................................... 152
7.1.13.2 “PULSE STEP”: DE BREEDTE VAN DE VARIATIE VAN DE SNELHEID IN M/MIN ........................... 153
7.1.13.3 “DUTY CYCLE”: TIJD VAN HET DUBBELE NIVEAU ............................................................................. 153
7.1.13.4 “ARC LENGTH COR” - “CORRECTE LENGTE BOOG ..............................................................................153
7.1.14 "DOUBLE PULSE" - "DUBBELE PULS" .................................................................................................................... 153
7.1.15 “PREFLOW” - “PRE GAS” ...........................................................................................................................................153
7.1.16 “POSTFLOW” - “POST GAS” ......................................................................................................................................153
7.1.17 “SPEED CORR” - “CORRECTIE VAN DE SNELHEID” ..........................................................................................153
7.2 MENU “JOB” ............................................................................................................................................................................153
7.2.1 EEN PROGRAMMA “JOB” OPSLAAN ...................................................................................................................... 153
7.3 MENU “SETTINGS” - “INSTELLINGEN” ............................................................................................................................ 153
7.3.1 MENU “WELDING” - “LASSEN” ............................................................................................................................... 153
7.3.2 MENU “MACHINE” - INSTELLINGEN MACHINE”. .............................................................................................. 154
7.3.3 MENU “FACTORY SETUP” - “HERSTEL FABRIEKSINSTELLINGEN ................................................................154
7.3.4 MENU “LANGUAGES” - “TAALINSTELLINGEN” ................................................................................................. 154
7.4 MENU INFORMATIE .............................................................................................................................................................154
8 SNELKEUZEMENU. ........................................................................................................................................................................ 154
8.1 “MEM” - “OPSLAAN” ............................................................................................................................................................. 154
8.2 “PAR” - “PROCESPARAMETERS” ........................................................................................................................................ 154
8.3 “2T/4T” - “TWEETRAPS / VIERTRAPS” .............................................................................................................................. 154
8.4 “JOB” - “BEWERKINGSPROGRAMMA’S” ..........................................................................................................................154
8.5 “H2O” ................................................................................................................................................................................154
8.6 “WIZ” WIZARD ....................................................................................................................................................................... 154
9. LASSEN ................................................................................................................................................................................154
9.1 MIG/MAG LASSEN .................................................................................................................................................................154
9.1.1 MIG ---- SYNERGETISCH MIG/MAG LASSEN ......................................................................................................154
9.1.2 MIG MAN. NORMAAL MIG/MAG LASSEN ............................................................................................................154
9.1.3 MIG HD. SYNERGETISCH MIG/MAG LASSEN MET GROTE AFZETTING .......................................................155
9.1.4 MIG ROOT SYNERGETISCH MIG/MAG LASSEN ................................................................................................. 155
9.1.5 MIG PULSEREND SYNERGETISCH MIG/MAG-LASSEN .......................................................................... 155
9.2 MMA LASSEN .........................................................................................................................................................................155
9.3 TIG LASSEN .............................................................................................................................................................................156
9.3.1 MACHINES MET APARTE DRAADSLEPER. ..........................................................................................................156
9.3.2 COMPACTE MACHINES .............................................................................................................................................156
10 STORINGSCODES ...........................................................................................................................................................................156
11 ONDERHOUD ................................................................................................................................................................................157
11.1 ONDERHOUD GENERATOR ................................................................................................................................................. 157
11.2 HANDELINGEN NA EEN REPARATIE ...............................................................................................................................157

141
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING
AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE
VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN
SCHADELIJK ZIJN VOOR UZELF EN VOOR
ANDEREN. Daarom moet de gebruiker worden gewezen
op de gevaren, hierna opgesomd, die met
laswerkzaamheden gepaard gaan. Voor meer
gedetailleerde informatie, bestel het handboek met code
3.300.758
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/
lasprocédé kan evenwel geluidsniveaus
veroorzaken die deze limiet overschrijden; daarom dienen
gebruikers alle wettelijk verplichte voorzorgsmaatregelen
te treffen.
ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk
zijn.
• De elektrische stroom die door een
willekeurige conductor stroomt produceert
elektromagnetische velden (EMF). De las-
of snijstroom produceert elek tromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden veroorzaakt door een hoge
stroom kunnen een nadelige uitwerking hebben op
pacemakers. Personen die elektronische apparatuur
(pacemakers) dragen moeten informatie bij een arts
inwinnen voor ze afvlam-, booglas-, puntlas- en
snijwerkzaamheden benaderen.
De blootstelling aan elektromagnetische velden,
geproduceerd tijdens het lassen of snijden, kunnen de
gezondheid op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure
houden om de gevaren geproduceerd door
elektromagnetische velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de
elektrodeklem of de lastoorts naast elkaar blijven
liggen. Maak ze, indien mogelijk, met tape aan elkaar
vast.
- Voorkom dat u de aardekabel en de kabel van de
elektrodeklem of de lastoorts om uw lichaam wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel van
de lektrodeklep of de lastoorts komt te staan. Als
de aardekabel zich rechts van de operator bevindt,
moet de kabel van de elektrodeklem of de lastoorts
zich tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de nabijheid
van het las- of snijpunt aan op het te bewerken stuk.
- Voorkom dat u in de nabijheid van de generator
werkzaamheden verricht.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt
voor professionele doeleinden in een industriële
omgeving. Het garanderen van elektromagnetische
compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN
ELEKTRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden worden
ingezameld en ingeleverd bij een recyclingbedrijf dat zich
houdt aan de milieuvoorschriften. Als eigenaar van de
apparatuur dient u zich bij onze lokale vertegenwoordiger
te informeren over goedgekeurde inzamelingsmethoden.
Door het toepassen van deze Europese richtlijn draagt u
bij aan een schoner milieu en een betere volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
1.1 PLAATJE MET WAARSCHUWINGEN
De genummerde tekst hieronder komt overeen met de
genummerde hokjes op het plaatje.
B. De draad sleeprollen kunnen de handen verwonden.
C. De lasdraad en de draad sleepgroep staan tijdens het
lassen onder spanning. Houd uw handen en metalen
voorwerpen op een afstand.
1. De elektrische schokken die door de laselektrode of
de kabel veroorzaakt worden, kunnen dodelijk zijn.
Zorg voor voldoende bescherming tegen elektrische
schokken.
1.1 Draag isolerende handschoenen. Raak de elektrode
nooit met blote handen aan. Draag nooit vochtige of
beschadigde handschoenen.
1.2 Controleer of u van het te lassen stuk en de vloer
geïsoleerd bent.
1.3 Haal de stekker van de voedingskabel uit het
stopcontact alvorens u werkzaamheden aan de
machine verricht.
2. De inhalatie van de dampen die tijdens het lassen
geproduceerd worden, kan schadelijk voor de
gezondheid zijn.
2.1 Houd uw hoofd buiten het bereik van de dampen.
GEBRUIKSAANWIJZING VOOR MIG-LASMACHIN

142
2.2 Maak gebruik van een geforceerd ventilatieof
afzuigsysteem om de dampen te verwijderen.
2.3 Maak gebruik van een afzuigventilator om de dampen
te verwijderen.
3. De vonken die door het lassen veroorzaakt worden,
kunnen ontplofngen of brand veroorzaken.
3.1 Houd brandbare materialen buiten het bereik van de
laszone.
3.2 De vonken die door het lassen veroorzaakt worden,
kunnen brand veroorzaken. Houd een blusapparaat
binnen handbereik en zorg ervoor dat iemand altijd
gereed is om het te gebruiken.
3.3 Voer nooit lassen uit op gesloten houders.
4. De stralen van de boog kunnen uw ogen en huid
verbranden.
4.1 Draag een veiligheidshelmenbril. Draag een passende
gehoorbescherming en overalls met gesloten
kraag. Draag helmmaskers met lters met de juiste
ltergraad. Draag altijd een complete bescherming
voor uw lichaam.
5. Lees de aanwijzingen door alvorens u van de machine
gebruik maakt of er werkzaamheden aan verricht.
6. Verwijder de waarschuwingsetiketten nooit en dek ze
nooit af.
2 ALGEMENE BESCHRIJVING
Het apparaat is een multiproces installatie voor MIG/
MAG, TIG (DC) lassen met ontsteking in aanraking met
de boog en MMA (het cellulose type uitgezonderd) ge-
maakt met een inverter technologie. Het apparaat mag
uitsluitend worden gebruikt voor de handelingen die in
deze handleiding worden beschreven. Het apparaat mag
niet worden gebruikt voor het ontdooien van leidingen.
2.1 VERKLARING VAN DE TECHNISCHE GEGEVENS
Het apparaat is gebouwd aan de hand van de volgende
normen:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (zie opmerking 2).
Nr. Serienummer dat u in het geval van informa-
tie of andere zaken moet doorgeven.
3
~
f
1
f
2
Statische driefasige frequentieomzetter
transformator gelijkrichter.
MIG Geschikt voor MIG-MAG lassen.
MMA Geschikt voor lassen met beklede elektro-
den.
TIG Geschikt voor TIG lassen.
U0. Secundaire nullastspanning.
X. Percentage bedrijfsfactor.
De bedrijfsfactor drukt het percentage uit
van 10 minuten waarin het lasapparaat bij
een bepaalde stroom kan functioneren zon-
der oververhit te raken.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale voedingsspanning.
In het geval van de multispanning modellen
“Multi Voltage” past het apparaat zich auto-
matisch aan de voedingsspanning aan van
de installatie waar deze op is aangesloten.
3~ 50/60Hz Driefasige voeding 50 of 60 Hz.
I1 Max Max. opgenomen stroom bij de stroom I2 en
de spanning U2.
I1 eff De maximum waarde van de effectief opge-
nomen stroom, rekening houdend met de
bedrijfsfactor.
Doorgaans komt deze waarde overeen met
het vermogen van de zekering (vertraagd
type) die ter beveiliging van het apparaat
wordt gebruikt.
IP23S Beschermingsgraad behuizing. Graad 3
als tweede cijfer geeft aan dat dit apparaat
opgeslagen kan worden, maar dat het niet
buiten gebruikt mag worden in het geval
van neerslag, tenzij het apparaat wordt be-
schermd.
S
Geschikt voor gebruik in ruimtes met groter
gevaar.
OPMERKINGEN:
1- Het apparaat is tevens ontworpen om gebruikt te wor-
den in ruimtes met vervuilingsgraad 3. (Zie IEC 60664).
2- Deze apparatuur voldoet aan de norm IEC 61000-3-12,
mits de maximum toelaatbare impedantie Zmax van de
installatie lager of gelijk is aan 0,090 (Art. 318 en 319)-

143
0,051 (Art. 320) op het interfacepunt tussen de instal-
latie van de gebruiker en het lichtnet. De installateur of
de gebruiker van de apparatuur zijn verantwoordelijk
voor en moeten waarborgen dat de apparatuur aange-
sloten is op een lichtnet met een maximum toelaatbare
impedantie ZMAX lager of gelijk aan 0,090 (Art 318 en
319)-0.051 (Art. 320).
3 INSTALLATIE EN INBEDRIJFSTELLING.
3.1 OPHIJSEN (AFB. 1).
Fig. 1
3.2 MONTAGE
• Van alle generatoren moet u de achterwielen monteren
nadat u de as heeft aangebracht (afb. 2) .
Fig. 2
• In het geval van rijdende machines moet u echter zowel
op de draad sleepwagen als de generator de zwenk-
wieltjes monteren. De wieltjes worden samen met de
schroeven geleverd en moeten aan de onderkant van
de draad sleepwagen en de steun van de toorts wor-
den gemonteerd. Plaats de wagen vervolgens zoals is
afgebeeld. (zie afbeelding 3).
Fig. 3
3.3 EVENTUELE VERLENGINGEN AANSLUITEN
• Zet het uiteinde van de verbinding BA vast door het lipje BB
aan de onderkant van de wagen te bevestigen, zie Afb. 4.
Fig. 4
BA
BB

144
• Verricht de aansluitingen aan de achterkant van de
generator, zie Afb. 5
Fig. 5
• Vermijd de aansluiting in de vorm van een bobine om
de inductieve effecten die de resultaten van het lassen
kunnen beïnvloeden, zoveel mogelijk te beperken.
• Sluit het andere uiteinde van de aansluiting BA aan op
de draad sleepwagen, zie Afb. 6.
Fig. 6
• Sluit de leidingen van de koelvloeistof aan op de
snelkoppelingen aan de onderkant van de draad
sleepwagen (zie Afb. 7). Neem de kleuren, aangeduid
aan de voorkant van de wagen, in acht.
Fig. 7
3.4 DE LASTOORTS AANSLUITEN.
• Sluit de toorts aan op de centrale aansluiting F.
• Monteer de draadspoel.
• Controleer of de geul van de rollen geschikt is voor
de gebruikte diameter. Verricht de volgende procedure
om de rollen eventueel te vervangen (Afb. 8):
Fig. 8
BN
BN
CA
Open het deurtje van de draadsleper.
Verwijder de afdekking CA van de draad sleepgroep.
Haal de draad drukrollen los met behulp van de druk
regelknop BN.
Vervang de rollen en hermonteer de afdekking CA.
Haal de draad door de sleepgroep en de huls van de
toorts.
Zet de draad drukrollen vast met de knop BN en stel
de druk af.
Sluit de aardkabel (meegeleverd) aan op het contact D.
Sluit de gasleiding aan op het verbindingselement G.

145
3.5 DE KOELGROEP MONTEREN (ART. 1683 - OP
AANVRAAG GELEVERD - ART. 318-319) (Afb. 9)
Fig. 9
Neem de volgende aanwijzingen in acht als u de koel-
groep gebruikt:
• Demonteer het paneel M
• Breng de koelgroep aan in de ruimte zodat aan de
voorkant de koelvloeistof peilopening zichtbaar is.
• Zet de groep aan de wagen van het lasapparaat vast
met behulp van de meegeleverde schroeven.
3.6 PLAATSING
Plaats het lasapparaat op dergelijke wijze dat de lucht
vrijuit in het apparaat kan circuleren. Vermijd zoveel mo-
gelijk dat metaalstof of andere voorwerpen in het appa-
raat terechtkomen.
3.6.1 Hellingen.
Houd er rekening mee dat u de machine niet op hellingen
plaatst om omvallen of een ongecontroleerde beweging
ervan te vermijden, aangezien de wielen niet geremd zijn.
3.7 INBEDRIJFSTELLING
• Uitsluitend gekwaliceerd personeel mag de machine
installeren.
• De aansluitingen moeten verricht worden in overeen-
stemming met de van kracht zijnde normen (IEC EN
60974-9) en de voorschriften voor ongevallenpreven-
tie.
• Monteer de stekker op de voedingskabel. Sluit de
groen.gele draad aan op de aardpool.
• Controleer of de voedingsspanning met de nominale
spanning van het lasapparaat overeenstemt.
• Gebruik voor de beveiliging zekeringen die aan de ge-
gevens vermeld op het technische plaatje voldoen.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

146
4 BESCHRIJVING VAN DE GENERATOR (AFB. 10 =
COMPACTE VERSIE) (AFB. 11 = VERSIE MET APARTE
DRAADSLEPER)
A - BEDIENINGSPANEEL.
Open de transparante klep voor toegang tot het bedie-
ningspaneel.
B- Connector:
Connector type DB9 (RS 232) te gebruiken voor het up-
daten van de programma’s van de microprocessoren.
C- Connector:
Connector type USB te gebruiken voor het updaten van
de programma’s van de microprocessoren. Uitsluitend
op machines met aparte draadsleper.
D – Connector:
Connector voor de aansluiting van de bedieningen op af-
stand en van de bedieningskabel van de Push-Pull toorts.
E – Contact (+):
Contact waar de connector van de aardkabel wordt aan-
gesloten bij TIG lassen, de klem met elektrode bij MMA
lassen.
F - Gecentraliseerde aansluiting:
Hier wordt de lastoorts op aangesloten.
G - Contact:
Contact waar de connector van de aardkabel wordt aan-
gesloten bij MIG/MAG en MMA lassen.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

147
H - Verbindingselement:
Hier wordt de gasleiding afkomstig van de TIG toorts op
aangesloten.
I - Kraantjes met snelkoppeling:
Hier worden de leidingen afkomstig van de eventuele wa-
tergekoelde toorts op aangesloten. N.B. Neem de kleu-
ren van de leidingen en de kraantjes in acht. Uitsluitend
op machines met aparte draadsleper.
L - Steun:
Steun voor de lastoorts.
M - Paneel:
Afsluitklep ruimte koelgroep.
N - Gasleiding.
O - Verbindingselement gasleiding:
Hier wordt de gasleiding van de verbinding generator/wa-
gen op aangesloten.
P - Connector:
Hier wordt de connector van de servicekabel van de ver-
binding generator/wagen op aangesloten.
Q - Contact Drukregelaar:
Hier wordt de kabel afkomstig van de drukregelaar in de
koelgroep op aangesloten (Art. 1683).
R - Zekeringhouder
S - Contact:
Hier wordt de voedingskabel van de koelgroep Art. 1683
(Optie) op aangesloten.
T - Schakelaar ON/OFF.
U - Voedingskabel.
V - Gases bevestigingsbanden.
W - Steun gases.
Z - Kraantjes met snelkoppeling:
Hier worden de rode en blauwe leiding van de aansluiting
generator/wagen op aangesloten. Uitsluitend op machi-
nes met aparte draadsleper.
NB: De kraantjes bevinden zich onder de draadsleper.
Neem de kleuren van de leidingen en de kraantjes in acht.
X - Contact:
Hier wordt bij MIG/MAG lassen de zwevende connector
van de vermogenskabel (+ pool) van de verbinding ge-
nerator/wagen op aangesloten. Uitsluitend op machines
met aparte draadsleper.
Y - Verbindingselement:
Hier wordt de gasleiding afkomstig van de verbinding ge-
nerator/wagen op aangesloten. Uitsluitend op machines
met aparte draadsleper.
K - Stekker:
Hier wordt de zwevende connector van de vermogenska-
bel van de verbinding generator/wagen op aangesloten.
Uitsluitend op machines met aparte draadsleper.
AA - Klep afdekking draadspoel.
AB - Afdekking draadspoel.
AC - Steun spoel:
Geschikt voor standaard spoelen tot Ø 300 mm, 16 Kg.
5 BESCHRIJVING VAN DE KOELGROEP Art 1683
(Afb. 12).
Deze koelgroep wordt op aanvraag geleverd (Art. 318-319)
en is ontworpen voor het koelen van lastoortsen. De groep
mag uitsluitend in combinatie met deze generator worden
gebruikt.
AD- Opening:
Opening controle peil koelvloeistof.
AE - Dop.
AF - Kraantjes met snelkoppeling:
Sluit de rode en de blauwe leiding van de lastoorts aan. N.B.
Neem de kleuren van de leidingen en de kraantjes in acht.
AG - Kraantjes met snelkoppeling:
Hier worden de rode en de blauwe leiding van de ver-
binding generator/wagen in het geval van een aparte
Fig. 12
AD
AM AL AH AI
AG
AF
AE

148
draadsleper op aangesloten. N.B. Neem de kleuren van
de leidingen en de kraantjes in acht.
AH - Zekeringhouder.
AI - Verbinding.
Voor de beveiliging “druk koelvloeistof”.
AL - Schakelaar ON/OFF.
AM - Voedingskabel.
5.1 AANSLUITINGEN.
Voor de elektrische aansluitingen van de verlengingen en
de beveiligingen neem de aanwijzingen in acht van de
handleiding die samen met de koelgroep wordt geleverd.
5.2 BESCHRIJVING VAN DE BEVEILIGINGEN.
5.2.1 Beveiliging druk koelvloeistof.
Deze beveiliging bestaat uit een drukregelaar op het
vloeistof toevoercircuit en stuurt een microschakelaar
aan. Als de druk te laag is wordt op het display D1 knip-
perend het bericht H2O weergegeven.
5.2.2 Zekering (T 2A/250V-Ø 5x20).
Deze zekering is aangebracht ter beveiliging van de mo-
torpomp en bevindt zich in de zekeringhouder BF op het
achterpaneel van het lasapparaat. (Afb. 12)
5.3 INBEDRIJFSTELLING.
Draai de dop AU los en vul de tank met koelvloeistof (bij
levering is de tank met ongeveer één liter vloeistof ge-
vuld).
Controleer regelmatig door de opening AT of het peil van
de vloeistof “max” is.
6 BESCHRIJVING VAN HET BEDIENINGSPANEEL
Het bedieningspaneel bestaat uit een controlezone (Afb.
13) en een instellingenzone (Afb. 14).
6.1 BEDIENINGSPANEEL (AFB. 13).
Keuzetoets T1
Kies met een druk op de keuzetoets de grootheid
die u met de draaiknop M1 kunt afstellen. De se-
lecteerbare grootheden, weergegeven aan de
hand van de leds L1, L2 en L3, zijn afhankelijk van het
gekozen lasproces.
Led L1 Dikte
Geeft aan dat het display D1 de dikte in mm van het te
lassen werkstuk aangeeft naar aanleiding van de inge-
stelde stroom en de snelheid van de draad. Actief in het
geval van synergetische MIG/MAG processen.
Led L2 Draadsnelheid
Geeft aan dat het display D1 de snelheid in meter per
minuut van de lasdraad weergeeft. Actief bij alle MIG/
MAG lasprocessen.
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

149
Led L3 Lasstroom
Geeft aan dat het display D1 de lasstroom in ampère
weergeeft.
Draaiknop M1
Afhankelijk van het gekozen lasproces kunt u met
deze draaiknop de grootheden, gekozen met de
toets T1, instellen.
Display D1
Toont de waarde van de grootheden gekozen met de
toets T1 en ingesteld met de draaiknop M1.
Keuzetoets T2
Kies met een korte druk op de keuzetoets de
grootheid die u met de draaiknop M2 kunt afstel-
len. De selecteerbare grootheden, weergegeven
aan de hand van de leds L4, L5 en L6, zijn afhankelijk van
het gekozen lasproces.
Led L4 Lasspanning
Geeft aan dat het display D2 de lasspanning in volt
weergeeft.
In het geval van MIG/MAG processen wordt bij uitge-
schakelde boog op het display D2 de vooringestelde
waarde of het “setpoint” weergegeven (zie paragraaf 9.1
MIG/MAG lassen).
Tijdens het lassen wordt op display D2 altijd de gemeten
spanning van de generator weergegeven.
Led L5 Lengte van de boog
Geeft in het geval van Synergetische MIG/MAG las-
processen (MIG HD uitgesloten) aan dat het display
D2 de correctiewaarde van de lasboog weergeeft.
De waarde 0 (nul) komt overeen met de lengte van de
boog die door de fabrikant is ingesteld.
Met behulp van de draaiknop M2 kunt u de boog verlen-
gen (positieve waarden) of inkorten (negatieve waarden)
binnen de range -9,9 ÷ +9,9.
Led L6 Impedantie
Geeft in het geval van MIG/MAG lasprocessen aan dat
het display D2 de waarde van de impedantie weer-
geeft.
De waarde 0 (nul) komt overeen met impedantie die door
de fabrikant is ingesteld.
Met behulp van de draaiknop M2 kunt u de impedan-
tie vergroten (positieve waarden) of verkleinen (negatieve
waarden) binnen de range -9,9 ÷ +9,9.
Draaiknop M2
Afhankelijk van het gekozen lasproces kunt u met
deze draaiknop de grootheden, gekozen met de
toets T2, instellen.
In het geval van Synergetische MIG/MAG lasproces-
sen, als de led L4 (lasspanning) brandt, kunt u met deze
draaiknop de selectie automatisch verplaatsen naar led
L5 (lengte van de boog).
Display D2
Geeft in het geval van alle lasprocessen met nummers
de selecties aan die u met de toets T2 verricht en met de
draaiknop M2 ingesteld heeft.
Led L7 Globulaire stand
Geeft in het geval van synergetische MIG/MAG pro-
cessen aan dat de stroom en spanning gekozen voor
lassen instabiele bogen en spatten kunnen veroorzaken.
Led L8 Hold
Gaat automatisch aan het einde van het lassen bran-
den ter indicatie dat op de displays D1 en D2 de laatst
gemeten stroom en spanning worden weergegeven.
Led L9 Veiligheid
Geeft aan dat bepaalde knoppen vergrendeld zijn. De
bediener kan uitsluitend de lasparameters op het be-
dieningspaneel instellen.
Druk voor de activering van deze functie eerst op toets
T5, houdt hem ingedrukt en druk kort op toets T2. De led
L9 gaat branden ter indicatie dat de functie geactiveerd
is. Herhaal de procedure met behulp van de toetsen T5
en T2 om deze functie te deactiveren.
Toets T4 Test draad
Maakt de progressieve voortgang van de draad
met een snelheid van max. 8 m/min mogelijk als
de lastoorts niet aanwezig is en zonder dat gas
vrijkomt.
Toets T3 Test gas
Met een druk op deze toets wordt 30s lang gas
afgegeven. Met een tweede druk op de toets
wordt de afgifte onderbroken.
6.2 INSTELLINGENPANEEL (AFB. 14).
Voor een snelle toegang tot de menu’s van het lasappa-
raat en de extra functies die onmiddellijk worden weerge-
geven en gebruikt kunnen worden.
Bestaat uit een matrix display D3 voor de weergave van
de noodzakelijke informatie voor de programmering, de
toetsen (T10, T11, T12 en T13) voor de navigatie in de
menu’s, de functietoetsen (T5, T6, T7, T8 en T9) voor toe-
gang tot de verschillende menu’s die de rmware vormen
en een reeks leds die het gebruikte proces (L10, L11 en
L12) en een aantal extra functies (L13, L14 en L15) aan-
duiden.
Zodra het lasapparaat
wordt ingeschakeld
toont het display D3 on-
geveer 5 s. lang informa-
tie over de staat van de
machine (zie par. 7.4
menu informatie), waar-
onder de versie van de rmware.
Vervolgens worden de fabrieksinstellingen van het lasap-
paraat weergegeven:

150
- Datum (dag/maand/jaar)
en tijd (uren en minuten).
- Proces Synergetisch
MIG. (Led L10 aan).
- Type lasdraad SG2 ø
1,0 mm.
- Gas Ar/18% CO2.
- Soort ontsteking twee-
traps 2T.
Onderaan op het display worden de afkortingen (MEM,
PAR, 2T/4T en JOB) weergegeven die u met de functie-
toetsenT6, T7, T8, T9 kunt kiezen (zie par. 8).
6.3 WEERGAVE ALARMEN
Als de machine een tijdelijk alarm detecteert, zal op de
displays D1 en D2 knipperend een bericht met de indica-
tie van de oorzaak van het alarm worden weergegeven.
Bijvoorbeeld: het bericht “OPn” wordt weergegeven als
de klep van de draadsleper geopend is.
6.4 WEERGAVE STORINGEN
Als de machine een ernstig alarm detecteert, zal op de
displays D1 en D2 het bericht “Err” in combinatie met de
storingscode worden weergegeven.
Schakel in dit geval het apparaat uit en neem contact op
met de klantendienst (zie paragraaf 10).
7 DE MACHINE PROGRAMMEREN
“Main Menu” - “Hoofdmenu”
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
U kunt de programmering verrichten in het “Hoofdmenu”.
Open dit menu met een druk op de toets T5 en vervol-
gens op de toets T6 (MENU) of gebruik het snelkeuze-
menu beschreven in paragraaf 8.
In het “Hoofdmenu” kunt u met de toetsen T10 en T11 en
van de functies in de lijst, aangeduid met een gele streep,
kiezen. Met een druk op de toets T12 opent u het sub-
menu en met de toets T13 keert u terug naar het vorige
menu, terwijl u tegelijkertijd uw keuze bevestigt.
Een neerwaarts wijzende pijl wordt weergegeven als het
menu andere functies bevat die niet op het scherm zijn
weergegeven.
Dit geldt voor alle menu’s van de machine.
In het “hoofdmenu” treft u de volgende functies:
- “Process Params” - Procesparameters (zie par. 7.1)
- “Jobs” (zie par. 7.2)
- “Settings” - Instellingen (zie par. 7.3)
- “Information” - Informatie (zie par. 7.4)
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

151
7.1 MENU “PROCESS PARAMS” - “PROCESPARAME-
TERS”.
U opent het submenu “Procesparameters” in het “Hoofd-
menu” of met een druk op de toets T7 (PAR). Hierin treft
u alle parameters die afhankelijk van het gekozen laspro-
ces gekozen kunnen worden (led L10, L11, L12).
In het submenu “Procesparameters” kunt u direct de gege-
vens opslaan met een druk op de toets T6 (MEM) (zie par. 7.2.1).
7.1.1 “Process” - “Proces”.
De eerste parameter is
het lasproces. Met een
druk op de toets T12
kunt u het scherm voor
de keuze van het soort
proces openen.
Met de toetsen T10 en T11, kunt u langs alle mogelijke
processen lopen en kunt u het proces, aangeduid met
een gele streep, kiezen.
De beschikbare lasprocessen zijn:
MIG Pulserend synergetisch MIG/MAG-lassen (op
aanvraag) art. 231.
MIG Synergetisch MIG/MAG lassen.
MIG HD Synergetisch MIG/MAG lassen met grote af-
zetting.
MIG Root Synergetisch MIG/MAG lassen voor verticaal
naar beneden lassen.
MIG Normaal MIG/MAG lassen.
TIG Lasproces met niet-smeltbare elektrode ge-
schikt voor alle metalen, aluminium, mag-
nesium en messing uitgezonderd. De boog
wordt ontstoken met een contact zonder
hoge frequentie.
MMA Lasproces met afgedekte elektrode en zeke-
ring.
7.1.2 “Material” - “Materiaal” (actief in het geval van MIG/
MAG lasprocessen).
Hier kunt u het materiaal van de lasdraad kiezen.
7.1.3 “Diameter” - “Diameter” (actief in het geval van
MIG/MAG lasprocessen).
De diameter van de lasdraad hangt af van het gekozen
materiaal.
7.1.4 “Gas” (actief in het geval van MIG/MAG processen).
Het gebruikte gas hangt af van het gekozen materiaal.
7.1.5 “Arc Length Corr” - “Correctie lengte boog”
(Mogelijk in het geval van Synergetisch MIG/MAG,
MIG Root).
Maakt het mogelijk om
de lengte van de boog
in Volt te corrigeren met
de toetsen T10 en T11
of met de draaiknop
M2.
MIN MAX DEF.
Corr. lengte boog -9,9 V 9,9 V 0,0 V
LET OP:
op het scherm voor de instelling, identiek voor alle parame-
ters met een instellingsrange, ziet u:
-De naam van de parameter die gecorrigeerd wordt.
-De waarde en de meeteenheid.
-De maatverdeling.
-De afkortingen:
MIN = minimum afstelling. Knop T5.
MAX = maximum afstelling. Knop T7.
DEF = vastgestelde waarde. Knop T6.
7.1.6 “Inductance Corr” - “Correctie impedantie”
(mogelijk in het geval van alle synergetische MIG/
MAG lasprocessen, MIG HD uitgesloten)
Maakt het mogelijk om de impedantie af te stellen.
MIN MAX DEF.
Corr. impedantie -9,9 9,9 0,0
7.1.7 “Start Mode” - “Startwijze” (keuze wijze begin las-
sen).
2T (actief in het geval van MIG/MAG en TIG lasproces-
sen).
De machine begint te lassen zodra u op de knop van
de toorts drukt. Het lassen wordt onderbroken zodra
u de knop loslaat.
4T (actief in het geval van MIG/MAG en TIG lasproces-
sen).
Om het lassen op te starten moet u de knop indruk-
ken en weer loslaten. Om het lassen de onderbreken
moet u de knop indrukken en weer loslaten.
3L (actief in het geval van synergetische MIG/MAG las-
processen).
Het lassen wordt opgestart met een druk op de knop
van de toorts. De lasstroom die hiervoor nodig is, stelt
u in met “Start current”. Deze stroom wordt behouden
tot de knop van de toorts opnieuw wordt ingedrukt.
Nu zal de stroom binnen de ingestelde “Slope time”
gebracht worden op de ingestelde lasstroom. Deze
waarde wordt behouden tot de knop van de toorts
opnieuw wordt ingedrukt. Bij de volgende druk op
de knop van de toorts wordt de stroom binnen de in-
gestelde “Slope time” gebracht op de derde stroom
(“Crater-ller” stroom), ingesteld met de parameter
“Crater Current”. Deze waarde wordt behouden tot de
knop van de toorts opnieuw wordt ingedrukt. Het las-
sen wordt onderbroken als de knop wordt losgelaten.
Instellingen 3L MIN MAX DEF.
Start current 10% 200% 135%

152
Instellingen 3L MIN MAX DEF.
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 “Spot” - “punten / intermitterend”.
(uitsluitend in het geval van MIG/MAG 2T of 4T lasproces-
sen).
OFF (vastgesteld)
ON
In het geval van “ON” kunt u de volgende instellingen ver-
richten:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 “HSA” - “Hot Start Automatico”.
(uitsluitend in het geval van synergetische MIG/MAG 2T
of 4T lasprocessen).
Deze functie is geïnhibiteerd als de functie 3L geacti-
veerd is. De functie is uitsluitend met synergetische pro-
gramma’s mogelijk.
Uiterst geschikt voor een “warme” start bij het lassen van
aluminium.
OFF (vastgesteld).
ON.
In het geval van “ON” kunt u de volgende instellingen ver-
richten:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
Het lassen begint met de “Start Current”. De duur van
deze eerste stroom wordt bepaald door de “starting cur-
rent time”. Als deze tijd verstreken is, zal de stroom zich
binnen de ”Slope Time” brengen op de lasstroom.
7.1.10 “CRA” - “Eindkrater vullen”.
(uitsluitend in het geval van synergetische MIG 2T of 4T
lasprocessen).
OFF (vastgesteld)
ON
In het geval van “ON” kunt u de volgende instellingen ver-
richten:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 “Soft Start” - “Benadering”.
(Uitsluitend in het geval van MIG/MAG lasprocessen)
Dit is de snelheid van de draad, in procenten, van de in-
gestelde lassnelheid voor de draad het te lassen werk-
stuk raakt.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 “Burnback”.
(Uitsluitend in het geval van MIG/MAG lasprocessen)
Voor het afstellen van de lengte van de draad de na het
lassen uit de gas sproeikop loopt.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 “ Double Level” - “Dubbel Niveau” (Ar t.23 3 Optional)
(Uitsluitend in het geval van synergetische MIG/MAG las-
processen).
Tijdens dit lasproces varieert de intensiteit van de stroom
tussen de twee niveaus.
Voordat u het lassen met een dubbel niveau instelt, moet
u een kort laskoord maken om de snelheid van de draad
en de stroom voor de optimale penetratie en de breedte
van het koord voor de gewenste verbinding te kunnen be-
palen.
Op deze manier bepaalt u de waarde van de snelheid
voor de voortgang van de draad (en dus de stroom) waar
de in te stellen meters per minuut aan worden opgeteld
of van worden afgetrokken.
Houd er rekening mee dat een correct koord een overlap-
ping van twee “mazen” van minstens 50% vereist.
OFF (vastgesteld)
ON.
In het geval van “ON” kunt u de volgende instellingen ver-
richten:
MIN MAX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulse step 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0
7.1.13.1 “Frequency” - “frequentie” van het dubbele ni-
veau.
De frequentie in Herz is het aantal periodes per minuut.
Een periode is het moment dat de snelheid van hoog naar
laag en omgekeerd wijzigt.
De lage snelheid penetreert niet en wordt door het lasap-
paraat gebruikt voor de verplaatsing tussen twee mazen.
De hoge snelheid, gelijk aan de maximum stroom, pene-
treert. In dit geval komt het lasapparaat tot stilstand en
verricht de maas.

153
7.1.13.2 “Pulse Step”: de breedte van de variatie van de
snelheid in m/min.
De variatie bepaalt de optelling en aftrekking in m/min
van de eerder beschreven referentiesnelheid. Net als in
het geval van de andere parameters zal de maas langer
worden en neemt de penetratie toe als u het aantal laat
toenemen.
7.1.13.3 “Duty Cycle”: tijd van het dubbele niveau.
Uitgedrukt in procenten. Dit is de tijd van de grootste
snelheid/stroom ten opzichte van de duur van de peri-
ode. Net als de andere parameters bepaalt deze de dia-
meter van de maas en dus de penetratie.
7.1.13.4 “Arc Length Cor” - “Correcte lengte boog.
Bepaalt de lengte van de boog van de grootste snelheid/
stroom.
Let op: voor een goede afstelling is de lengte van de
boog voor beide stromen gelijk.
7.1.14 "Double Pulse" - "Dubbele puls".
Wordt automatisch geactiveerd als u de twee bijwerkin-
gen art. 231 en art 233 koopt.
Voor de functionering zie paragraaf 7.1.13.
7.1.15“Preow” - “Pre Gas”.
(In het geval van alle lasprocessen, MMA uitgezonderd).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.16 “Postow” - “Post Gas”.
(In het geval van alle lasprocessen, MMA uitgezonderd).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.17 “Speed Corr” - “Correctie van de snelheid”.
(Uitsluitend in het geval van MIG HD lasprocessen).
Maakt correctie in procenten van de snelheid van de
draad ten opzichte van de vastgestelde snelheid moge-
lijk.
MIN MAX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 MENU “JOB”.
In dit deel kunt u de bewerkingsprogramma’s opslaan,
oproepen, wijzigen, kopiëren of elimineren.
Kies in het “Hoofdmenu” met de toets T11, de functie
“Jobs” en open het submenu met de toets T12.
7.2.1 Een programma “JOB” opslaan.
Als u de beschreven af- en instellingen heeft verricht, kunt
u met de toetsen T10 en T11 een positie in het geheugen
kiezen en met een druk op de toets T6 (SAVE) opslaan.
Het nummer van het
“Job” programma, het
lasproces, en de diame-
ter van de draad worden
op het display weerge-
geven.
Als u een “Job” heeft op-
geslagen, zullen onder-
aan op het display ter hoogte an de toetsen T6, T7, T8 en
T9 de volgende afkortingen worden weergegeven:
- DEL: wist de gekozen “Job”.
- RCL: roept de gekozen “Job” op voor een wijziging.
- COPY: kopieert de gekozen “Job” en slaat hem op een
andere plaats op.
7.3 MENU “Settings” - “Instellingen”.
In dit deel kunt u de belangrijkste instellingen van het las-
apparaat instellen of wijzigen.
Kies in het “Hoofdmenu”
(zie par. 7) het menu
“Instellingen” met een
druk op de toets T10 en
geef het weer met een
druk op de toets T11.
Hieronder ziet u de para-
meters die gewijzigd
kunnen worden:
- Welding
- Machine
- Factory Setup
- Languages
Met een druk op de toets T12 opent u het submenu van
de gekozen parameter.
7.3.1 Menu “Welding” - “Lassen”.
Dit submenu bevat een aantal lasparameters die gewij-
zigd kunnen worden:
- H2O MIG/TIG Met deze functie kunt u de activering
van de koelgroep instellen.
Instellingen: ON-OFF-Auto (DEF OFF).
Als u “Auto” selecteert, zal de groep functioneren zodra u
de machine aanzet. Na 30 seconden wordt de groep uitge-
schakeld als u niet op de knop van de toorts drukt. De groep
wordt ingeschakeld zodra u op de knop van de toorts drukt
en wordt 3 minuten nadat u de knop heeft losgelaten weer
uitgeschakeld.
- “Quality Control” - “Kwaliteitscontrole”
Instelling ON - OFF (DEF OFF) (Op aanvraag mogelijk).
- “Max inching” - “Maximum Voortgang”
Blokkeert het lasapparaat als na de start het ingestel-
de aantal centimeter draad wordt afgegeven zonder
dat de stroom passeert.
Instelling OFF - 50 cm (DEF OFF).

154
- “Push-Pull Force”
Door de Push-Pull toorts Art. 2008 te monteren, acti-
veert u de functionering van de koelgroep en van de
functie PPF (Push Pull Force). Deze functie bepaalt het
sleepkoppel van de push pull motor zodat deze lineair
aan de voortgang van de draad beweegt.
7.3.2 Menu “Machine” - Instellingen Machine”.
Dit menu bevat de volgende submenu’s:
- “Clock Setup” - “Instelling Klok”.
7.3.3 Menu “Factory Setup” - “Herstel fabrieksinstellin-
gen.
Met deze functie kunt u de fabrieksinstellingen herstellen.
Deze instellingen kunnen op drie verschillende manieren
worden hersteld:
- All Alles wordt opnieuw ingesteld.
- Jobs only Uitsluitend de “Job” bewerkingsprogram-
ma’s worden opnieuw ingesteld
- Exclude jobs Alles behalve de opgeslagen “Job” bewer-
kingsprogramma’s wordt opnieuw inge-
steld.
7.3.4 Menu “Languages” - “Taalinstellingen”.
In dit deel kunt u de taal van de berichten op het display
kiezen.
7.4 MENU INFORMATIE.
In dit deel wordt bepaalde informatie over de software
van de generator weergegeven.
8 SNELKEUZEMENU.
Onderaan op het display D3 worden afhankelijk van de
verschillende schermen een aantal bedieningen voor de
snelkeuze van de meest gebruikte functies weergegeven.
8.1 “MEM” - “OPSLAAN” (zie par. 7.2.1).
Als u een lasprogramma wilt opslaan, druk op de toets
T6, kies met de toetsen T10 en T11 het nummer van de
“Job” en druk nogmaals op de toets T6.
8.2 “PAR” - “PROCESPARAMETERS” (zie par. 7.1)
8.3 “2T/4T” - “TWEETRAPS / VIERTRAPS” (zie par. 7.1.7).
8.4 “JOB” - “BEWERKINGSPROGRAMMA’S”.
Druk op de toets T9 (JOB) als u een eerder opgeslagen
bewerkingsprogramma wilt gebruiken.
Om de instellingen van het programma te aanschouwen,
bevestig uw keuze met een druk op T9 (OK) en vervol-
gens op T7 (PAR).
8.5 “H2O”. (zie par. 7.3.1).
8.6 “WIZ” WIZARD.
De “wizard” is een begeleide procedure waarmee u snel
uw keuzes kunt verrichten aan de hand van het gekozen
lasproces.
T5 T6 T7
T8
T9
U kunt de wizard activeren met een druk op T5 en vervol-
gens op T9 (WIZ).
De eerste keuze die u moet maken is het lasproces.
U kiest het proces met behulp van de toetsen T10 en T11.
Met een druk op de toets T9 (NEXT) krijgt u toegang tot
het scherm voor de keuze van het materiaal.
Met een druk op de toets T6 (PREV) kunt u naar het vo-
rige menu terugkeren. In plaats van de toetsen T9 en T6
kunt u ook de toetsen T12 en T13 gebruiken.
Vervolgens worden het scherm voor de keuze van de
diameter en het gas en uiteindelijk de startwijze “Start
Mode” weergegeven. Druk uiteindelijk op “END” om de
wizard af te sluiten.
9 LASSEN
• Bereid het lasapparaat voor zoals is aangegeven in de
paragraaf 3 “Inbedrijfstelling”.
• Neem de aanwijzingen in acht die beschreven zijn in
het menu“Wizard” Par. 8.1 of “Par” Par. 7.1.
9.1 MIG/MAG LASSEN.
In het menu “Process Parameter” treft u de functies die u
voor dit lasproces kunt instellen:
Dit lasapparaat biedt een uitgebreide keus aan MIG/MAG
lasprocessen die we u hieronder zullen geven:
9.1.1 MIG Synergetisch MIG/MAG lassen.
De eigenschap van dit lasproces is de SYNERGIE. Dit is
de bepaling door de fabrikant van de verhouding tussen
de snelheid van de draad (stroom), de spanning en de im-
pedantie die voor een goede las nodig zijn. Pas daarvoor
de volgende procedure toe:
• Selecteer met de toets T1 de led van de dikte.
• Stel de bewerkingsdikte in door aan de draaiknop M1
te draaien.
• Verricht het laswerk.
• Corrigeer de lengte van de boog met de draaiknop M2
als deze niet juist is.
9.1.2 MIG Man. Normaal MIG/MAG lassen.
Kies het soort, de diameter van de draad en het soort
gas.
In dit lasproces moet de bediener de snelheid van de
draad, de spanning en de impedantie instellen.

155
9.1.3 MIG HD. Synergetisch MIG/MAG lassen met
grote afzetting.
De eigenschap van dit proces is de mogelijkheid om de
snelheid van de draad en de lasspanning af te stellen zo-
dat de las in zo kort mogelijke tijd, met zomin mogelijke
verbuigingen en een grotere productiviteit wordt verricht.
Dit is een synergetisch proces dat wegens de instel-
wijze van de andere processen afwijkt: Om langs de
synergetische kromme te lopen moet u aan de draai-
knop M2 voor de variatie van de lasspanning draaien.
Vervolgens moet u aan de draaiknop M1 voor de vari-
atie van de snelheid van de draad (lasstroom) draai-
en.
Voorbeeld:
Selecteer dit proces op de beschreven wijze.
Selecteer met de toets T1 de led L2 van de snelheid van
d draad en selecteer met de toets T2 de led L4 van de
spanning.
Het display D1 toont de snelheid van de draad, terwijl het
display D2 de spanning toont.
Door aan de draaiknop M2 te draaien wijzigen de span-
ning en de snelheid van de draad volgens de synergeti-
sche kromme die door de fabriek is ingesteld.
Door de draaiknop één
tik te verplaatsenM1
toont het display D3 het
scherm voor de correc-
tie van de snelheid van
de draad.
Door aan de draaiknop M1 te blijven draaien wordt de
verplaatsing in procent vanaf de nul - de snelheid die
door de fabriek is ingesteld - weergegeven. Het display
D1 toont echter de nieuwe snelheid.
Op het display D3 wordt het bericht “Speed limit”
weergegeven als de waarde van de correctie de
maximum of minimum snelheid van de synergetische
kromme bereikt.
Door de snelheid van de draad te corrigeren, wijzigt u de
waarden van de aanbevolen dikte voor het lassen en de
stroom niet. U kunt echter wel de lassnelheid laten toe-
nemen. De wijziging van de snelheid van de draad met de
draaiknop M1 varieert de eerder ingestelde lasspanning
niet.
Nadat u een las heeft verricht met de led L8 “Hold” aan,
zal het display D1 de lasstroom behorende bij de gewij-
zigde snelheid van de draad weergeven.
9.1.4 MIG Root Synergetisch MIG/MAG lassen.
Dit proces is speciaal ontwikkeld voor lassen op verbin-
dingen “van kop tot staart” met een neerwaartse verti-
cale beweging. Geschikt voor ijzer en roestvrij staal.
9.1.5 MIG Pulserend synergetisch MIG/MAG-
lassen (op aanvraag art. 231).
In dit proces wordt het materiaal verplaatst aan de hand
van een impulsieve golf met gecontroleerde energie,
waardoor de druppels gesmolten materiaal constant los-
raken en zonder spatten op het werkstuk in bewerking
terechtkomen. Het resultaat is een nette lasnaad van wil-
lekeurige dikte en materiaalsoort.
De instellingen van de lasparameters zijn gelijk aan de
instellingen die zijn beschreven door synergetisch MIG/
MAG-lassen.
9.2 MMA LASSEN
Sluit in het geval van compacte machines de connector
van de kabel van de elektrodeklem aan op de connector
E en sluit de connector van de aardkabel aan op de con-
nector G (neem de polariteit voorzien door de fabrikant
van de elektroden in acht).
In het geval van machines met aparte draadsleper moet
de wagen op de generator aangesloten blijven.
Sluit de connector van de kabel van de elektrodeklem
aan op de connector X en sluit de connector van de aard-
kabel aan op de connector G (neem de polariteit voorzien
door de fabrikant van de elektroden in acht).
Als u dot proces selecteert, is de generator na 5 secon-
den gereed om stroom te genereren.
Neem de aanwijzingen beschreven in het menu “Wizard”
Par. in acht om de machine voor het MMA lassen voor te
bereiden. 8.6 of “Par” Par. 7.1.
In het menu “Process Parameter” treft u de functies die u
voor dit lasproces kunt instellen:
• Hot Start.
Dit is de overstroom die op het moment van de ontste-
king van de boog wordt gegeven.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Dit is de instelling van de dynamische karakteristiek van
de boog.
MIN MAX DEF.
Arc Force 0% 100% 30%
Het display D2 toont de spanning van de boog die tijdens
het lassen wordt gemeten.
Het display D1 toont:
- voor het lassen de stroom die u met de draaiknop M1
heeft ingesteld.
- tijdens het lassen de gemeten lasstroom.
- Na het lassen de laatst gemeten stroomwaarde. (Led
L8 “HOLD” aan).

156
9.3 TIG LASSEN
9.3.1 Machines met aparte draadsleper.
Sluit de aardkabel aan op de positieve pool X en sluit
de connector van de vermogenskabel van de verbinding
wagen/generator aan op de negatieve pool G.
Sluit de toorts aan op de euro aansluiting F.
Voor dit soort lasapparaten is de toorts art.1259 ideaal.
9.3.2 Compacte machines.
Sluit de aardkabel aan op de positieve pool E en sluit de
toorts aan op de negatieve pool G.
Sluit de gasleiding aan op het contact G
Neem de aanwijzingen beschreven in het menu “Wizard”
Par. in acht om de machine voor het TIG lassen voor te
bereiden. 8.6 of “Par” Par. 7.1.
In het menu “Process Parameter” treft u de functies die u
voor dit lasproces kunt instellen:
• Start Mode
Zie paragraaf 7.1.7.
• Final Slope (uitsluitend in 2T of 4T).
Dit is de tijd in seconden waarin de stroom van de las-
stroom overgaat naar de stroom voor het uitdoven van
de boog.
MIN MAX DEF
Final Slope 0,0s 10s 0,5s
• Pulse (Art.234 Optional).
TIG lassen met pulsatie.
In dit lasproces varieert de stroomintensiteit tussen twee
niveaus. De variatie vindt met een bepaalde regelmaat
plaats.
• Pulse level
Met deze functie kunt u voor dit lasproces de laagste
stroom van de twee niveaus instellen. Het percentage
van de stroom in vergelijking met de hoofdstroom die
voor de betreding van het submenu is ingesteld, wordt
weergegeven.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Dit is de frequentie van de pulsatie.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Dit is de duur van de hoogste stroom, uitgedrukt in pro-
centen, ten opzichte van de tijd van de frequentie.
MIN MAX DEF
Duty 10% 90% 50%
10 STORINGSCODES
DISPLAY OMSCHRIJVING STORING
TRG
knippert
Startknop ingedrukt bij de inschakeling
van de machine of bij het afsluiten van
de klep van de draadsleper
Err 54 Kortsluiting op het secundaire circuit
Err 56 Afwijkende lasvoorwaarde
Err 57
Te grote stroom op de motor van de
draadsleper (Controleer de rollen van de
draadsleper, de draad in de huls en de
motor van de draadsleper)
Err 58
Verkeerde uitlijning tussen de versies
van de rmware of een storing tijdens
de auto-upgrade fase (Herhaal de auto-
upgrade procedure)
Err 61 Lage voedingsspanning
Err 62 Hoge voedingsspanning
TH 0 Overtemperatuur diodes uitgang
TH 1 Overtemperatuur IGBT
H2O
knippert,
gevolgd door
Err 75
Probleem aan de koelpomp
(drukregelaar)
H2O nc
Probleem aan de koelpomp (niet
aangesloten)
OPN Klep draadsleper open
ITO
Zie paragraaf 7.3.1 Menu “Lassen”
- “Maximum voortgang”
Neem in het geval van andere storingscodes contact op
met de klantenservice

157
11 ONDERHOUD
Ieder onderhoud moet door gekwaliceerd perso-
neel worden verricht in overeenstemming met de
norm IEC 26-29 (IEC 60974-4).
11.1 ONDERHOUD GENERATOR
In het geval van onderhoud in het apparaat, controleer of
de schakelaar T op “O” is geplaatst en of de voedingska-
bel niet langer is aangesloten op het lichtnet.
Verwijder regelmatig metaalstof uit de binnenkant van het
apparaat. Maak daarvoor gebruik van perslucht.
11.2 HANDELINGEN NA EEN REPARATIE.
Controleer na een reparatie of de bekabeling op dergelij-
ke wijze is aangebracht dat de primaire en de secundaire
zijden van elkaar zijn geïsoleerd.
Vermijd dat de draden in aanraking kunnen komen met
onderdelen in beweging of die tijdens de functionering
warm worden. Breng de kabelbinders op de oorspron-
kelijke wijze aan om te vermijden dat het primaire en het
secundaire circuit met elkaar in aanraking kunnen komen
als een draad breekt of losraakt.
Hermonteer de schroeven en de ringen in de originele
stand.
perslucht.

158
INDEXERA
1 FÖRSIKTIGHETSÅTGÄRDER .......................................................................................................................................................159
1.1 VARNINGSSKYLT ..................................................................................................................................................................159
2 ALLMÄN BESKRIVNING .............................................................................................................................................................. 160
2.1 FÖRKLARING AV TEKNISKA DATA .................................................................................................................................. 160
3 INSTALLATION OCH DRIFTFÖRBEREDELSER .......................................................................................................................160
3.1 LYFT ................................................................................................................................................................................160
3.2 MONTAGE ................................................................................................................................................................................160
3.3 ANSLUTNING AV EVENTUELLA FÖRLÄNGNINGS- KABLAR ................................................................................... 161
3.4 ANSLUTNING AV SVETSBRÄNNAREN ............................................................................................................................162
3.5 MONTAGE AV KYLENHET ...................................................................................................................................................162
3.6 PLACERING .............................................................................................................................................................................162
3.6.1 LUTANDE PLAN ..........................................................................................................................................................162
3.7 DRIFTFÖRBEREDELSER ......................................................................................................................................................162
4 BESKRIVNING AV GENERATOR .................................................................................................................................................163
5 BESKRIVNING AV KYLENHET ART 1683 .................................................................................................................................165
5.1 ANSLUTNINGAR. ................................................................................................................................................................... 165
5.2 BESKRIVNING AV SKYDD ...................................................................................................................................................165
5.2.1 SKYDDSANORDNING TRYCK KYLVÄTSKA .........................................................................................................165
5.2.2 SÄKRING (T 2A/250V-Ø 5X20) ..................................................................................................................................165
5.3 DRIFTFÖRBEREDELSER ......................................................................................................................................................165
6 BESKRIVNING AV KONTROLLPANEL .......................................................................................................................................165
6.1 KONTROLLPANEL ..................................................................................................................................................................165
6.2 INSTÄLLNINGSPANEL ..........................................................................................................................................................167
6.3 VISNING AV ALARM ............................................................................................................................................................. 168
6.4 VISNING AV FEL .....................................................................................................................................................................168
7 MASKINPROGRAMMERING “MAIN MENU” - “HUVUDMENY” ........................................................................................168
7.1 MENU “PROCESS PARAMS” - “PROCESSPARAMETRAR” ............................................................................................ 169
7.1.1 “PROCESS” ....................................................................................................................................................................169
7.1.2 “MATERIAL” ................................................................................................................................................................169
7.1.3 “DIAMETER” ................................................................................................................................................................169
7.1.4 “GAS” .............................................................................................................................................................................169
7.1.5 “ARCLENGTHCORR”- “KORREKTION BÅGLÄNGD” ...........................................................................................169
7.1.6 “INDUCTANCECORR”- “KORREKTION IMPEDANSVÄRDE” ............................................................................169
7.1.7 “START MODE”- “STARTSÄTT” ................................................................................................................................169
7.1.8 “SPOT” - “PUNKTSVETSNING / INTERMITTENS” ...............................................................................................169
7.1.9 “HSA”- “HOT START AUTOMATISK” ......................................................................................................................170
7.1.10 “CRA”- “FYLLNING AV ÄNDKRATER” ..................................................................................................................170
7.1.11 “SOFT START”- “MJUKSTART” ................................................................................................................................ 170
7.1.12 “BURNBACK” ............................................................................................................................................................... 170
7.1.13 “DOUBLE LEVEL”- “DUBBEL NIVÅ” ....................................................................................................................... 170
7.1.13.1 “FREQUENCY”- “FREKVENS” FÖR DUBBEL NIVÅ ................................................................................ 170
7.1.13.2 “PULSESTEP”: ÄR OMFATTNINGEN FÖR HASTIGHETSÄNDRINGEN I M/MIN .............................. 170
7.1.13.3 “DUTY CYCLE”: TID FÖR DUBBEL NIVÅ ................................................................................................170
7.1.13.4 “ARCLENGTHCOR” -”KORREKTION AV BÅGLÄNGDEN” .....................................................................170
7.1.14 "DOUBLE PULSE" - DUBBEL PULSERING. ............................................................................................................171
7.1.15 “PREFOW”- “PRE GAS” ...............................................................................................................................................171
7.1.16 “POSTFLOW”- “POST GAS” .......................................................................................................................................171
7.1.17 “SPEEDCORR”- “KORREKTION AV HASTIGHETEN” ..........................................................................................171
7.2 MENY “JOB” ............................................................................................................................................................................171
7.2.1 MEMORERA ETT PROGRAM “JOB” ........................................................................................................................171
7.3 MENY “SETTINGS” - “INSTÄLLNINGAR” ........................................................................................................................171
7.3.1 MENY “WELDING” - “SVETSNING” .......................................................................................................................171
7.3.2 MENY “MACHINE”- “MASKININSTÄLLNINGAR”. ............................................................................................. 171
7.3.3 MENY “FACTORY SETUP” - “ÅTERSTÄLLNING STANDARDINSTÄLLNINGAR” ......................................... 171
7.3.4 MENY “LANGUAGES”- “SPRÅKINSTÄLLNINGAR” ............................................................................................ 172
7.4 MENY INFORMATION ..........................................................................................................................................................172
8 SNABBTILLTRÄDE .........................................................................................................................................................................172
8.1 “MEM” - “MEMORERING” ....................................................................................................................................................172
8.2 “PAR” - “PROCESSPARAMETRAR” .....................................................................................................................................172
8.3 “2T/4T” - “TVÅTAKTS / FYRTAKTS” ................................................................................................................................... 172
8.4 “JOB”- “ARBETSPROGRAM” ................................................................................................................................................172
8.5 “H2O” ................................................................................................................................................................................ 172
8.6 “WIZ” WIZARD ....................................................................................................................................................................... 172
9 SVETSNING ................................................................................................................................................................................ 172
9.1 MIG/MAG-SVETSNING .........................................................................................................................................................172
9.1.1 MIG ---- SYNERGISK MIG/MAG-SVETSNING ......................................................................................................172
9.1.2 MIG MAN. KONVENTIONELL MIG/MAG-SVETSNING ......................................................................................172
9.1.3 MIG MAN. SYNERGISK MIG/MAG-SVETSNING SVETSGODS MED HÖG HÅLLFASTHET ........................172
9.1.4 MIG ROOT SYNERGISK MIG/MAG-SVETSNING. ................................................................................................. 173
9.1.5 MIG
PULSERANDE SYNERGISK MIG/MAG-SVETSNING ...................................................................... 173
9.2 MMA-SVETSNING ..................................................................................................................................................................173
9.3 TIG-SVETSNING .....................................................................................................................................................................173
9.3.1 MASKINER MED SEPARAT TRÅDMATNING ....................................................................................................... 173
9.3.2 KOMPAKTA MASKINER ............................................................................................................................................173
10 FELKODER ................................................................................................................................................................................ 174
11 UNDERHÅLL ................................................................................................................................................................................175
11.1 UNDERHÅLL GENERATOR .................................................................................................................................................175
11.2 ÅTGÄRDER SOM BÖR VIDTAS EFTER REPARATION ...................................................................................................175

159
INSTRUKTIONSMANUAL FÖR TRÅDSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN AN-
VÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR
PERSONALEN UNDER UTRUSTNINGENS HELA LIVS-
LÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄN-
DAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN
UTGÖRA EN FARA FÖR DIG OCH ANDRA
PERSONER. Användaren måste därför informeras om de
risker som uppstår på grund av svetsarbetena. Se sam-
manfattningen nedan. För mer detaljerad information,
beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskrider 80
dB. Plasmaskärningen/svetsningen kan alstra bullerni-
våer över denna gräns. Användarna ska därför vidta de
försiktighetsåtgärder som föreskrivs av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en le-
dare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagne-
tiska fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektive slangpaketets kabel. Om jordkabeln nns
på operatörens högra sida ska även elektrodkläm-
mans respektive slangpaketets kabel benna sig på
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svetseller
skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller ång-
or. Hantera de gastuber och tryckregulatorer som
används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-
10 (Cl. A) och får endast användas för professionellt
bruk i en industrimiljö. Det kan i själva verket vara
svårt att garantera den elektromagnetiska kompati-
biliteten i en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans med
normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som ut-
görs av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta un-
der svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden
med bara händer. Använd inte fuktiga eller skadade

160
handskar.
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
1.3 Dra ut nätkabelns stickkontakt före arbeten på apparaten.
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
2.3 Använd en sugäkt för att avlägsna utsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd från
svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
till att det nns en brandsläckare i närheten och en
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna huden.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäppta
knappar ända upp i halsen. Använd hjälmvisir som
har lter med korrekt skyddsklass. Använd komplett
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
Apparaten är ett multiprocessystem som är lämpligt för
MIG/MAG-, TIG- (DC) svetsning med kontakttändning
och MMA-svetsning (med frånslagning av cellulosatyp),
som har utformats med inverterteknologi. Apparaten
kan endast användas för de användningsområden som
beskrivs i handboken. Apparaten bör inte användas för
att avfrosta rör.
2.1 FÖRKLARING AV TEKNISKA DATA
Apparaten har byggts i enlighet med följande standarder:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (se not 2).
Nr. Serienummer som ska uppges vid alla
förfrågningar som berör svetsmaskinen.
3
~
f
1
f
2
Statisk trefas frekvensomvandlare
transformator-likriktare.
MIG Lämplig för MIG/MAG-svetsning.
MMA Lämplig för svetsning med belagda
elektroder.
TIG Lämplig för TIG-svetsning.
U0. Sekundär tomgångsspänning.
X. Procentuell kapacitetsfaktor.
Kapacitetsfaktorn uttrycker procentsatsen
per 10 minuter som svetsmaskinen kan
arbeta med en bestämd ström utan att
överhettas.
I2. Svetsström
U2. Sekundär spänning med ström I2
U1. Nominell matningsspänning.
I modellerna med multispänning “Multi
Voltage” förbereder sig maskinen
automatiskt för matningsspänningen hos
systemet som den är ansluten till.
3~ 50/60Hz Trefasmatning 50 eller 60 Hz.
I1 Max Max. strömförbrukning vid ström som
motsvarar I2 och spänning U2.
I1 Verk. Det maximala värdet för den verkliga
strömförbrukningen med hänsyn till
kapacitetsfaktorn.
Vanligtvis motsvarar detta värde säkringens
kapacitet (av fördröjd typ) som bör användas
som skydd för apparaten.
IP23S Höljets kapslingsklass. Klass 3 som andra
siffra innebär att denna apparat kan förvaras
utomhus men bör inte användas utomhus vid
nederbörd ifall den inte är lämpligt skyddad.
S
Lämpar sig för arbete i utrymmen med
förhöjdrisk.
OBS:
1- Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3. (Se IEC 60664).
2- Apparaten är i överensstämmelse med standard IEC
61000-3-12 förutsatt att max. systemimpedans Zmax
är lägre än eller lika med 0,090 (Art. 318 och 319)-0,051
(Art. 320) i anslutningspunkten mellan användarens
och elbolagets elnät. Det åligger installatören eller
användaren att vid behov rådfråga elbolaget och
säkerställa att apparaten är ansluten till ett elnät med
max. systemimpedans Zmax som är lägre än eller lika
med 0,090 (Art. 318 och 319)-0,051 (Art. 320).
3 INSTALLATION OCH DRIFTFÖRBEREDELSER.
3.1 LYFT (FIG. 1).
Fig. 1
3.2 MONTAGE
• I alla generatorer är det nödvändigt att montera
bakhjulen efter att ha fört in axeln (g. 2) .

161
Fig. 2
• För maskiner med hjul måste man montera en
svängtapp både på trådmatarna och på generatorn;
de små hjul som kommer tillsammans med skruvarna
måste monteras på trådmatarens botten, liksom
brännarhållaren. Placera därefter trådmataren i dess
position. (se gur 3).
Fig. 3
3. 3 AN SLUTNI NG AV E VENT UELL A FÖRLÄNGNINGS-
KABLAR
• Blockera anslutningens ena ände BA och fäst spetsen
BB vid maskinbotten såsom visas i Fig. 4.
Fig. 4
BA
BB
• Utför anslutningarna på generatorns baksida såsom
visas i Fig. 5
Fig. 5
• Undvik att linda upp anslutningen på spole för att
reducera de induktiva riskerna som skulle kunna
påverka svetsresultatet.
• Anslut den andra änden av anslutningen BA till
trådmataren såsom visas i Fig. 6.

162
Fig. 6
• Slangarna för kylvätskan måste anslutas till
snabbkopplingarna under trådmatarens botten (se Fig.
7) genom att följa färgerna som nns på trådmatarens
främre del.
Fig. 7
3.4 ANSLUTNING AV SVETSBRÄNNAREN.
• Anslut brännaren till centraladapter F.
• Montera trådspolen.
• Kontrollera att rullarnas spår överensstämmer med
diametern på den tråd som används. För eventuellt byte
gör som följer (Fig. 8):
Fig. 8
BN
BN
CA
Öppna luckan till trådmatarutrymmet.
Ta bort skyddsöverdrag CA från trådmataren.
Avblockera pressrullarna för svetstråd med hjälp av
tryckregleringsratten BN.
Byt ut rullarna och montera tillbaka skyddsöverdrag
CA.
För in tråden i brännarens matare och i
trådmatningshylsan.
Blockera pressrullarna för svetstråd med manöverratten
BN och reglera trycket.
Anslut jordningskabeln (ifall sådan medföljer) till uttag
D.
Anslut gasslangen till kopplingsdonet G.
3.5 MONTAGE AV KYLENHET (ART. 1683 - LEVERERAS
PÅ FÖRFRÅGAN - ART. 318-319) (Fig.9)
Fig. 9
Vid användning av kylenhet, följ dessa anvisningar:
• Ta bort panel M
• För in kylenheten inuti utrymmet så att man ser
kontrollhålet för vätskenivån från framsidan.
• Fäst den vid svetsmaskinens transportvagn med
skruvarna som kommer med enheten.
3.6 PLACERING
Placera svetsmaskinen så att luften kan cirkulera fritt inuti
den och undvik så mycket som möjligt att metalldamm
eller annat damm kommer in i maskinen.
3.6.1 Lutande plan.
Eftersom svetsmaskinen är utrustad med hjul utan
bromsar måste man försäkra sig om att maskinen inte
placeras på lutande ytor för att undvika att den välter eller
gör okontrollerade rörelser.
3.7 DRIFTFÖRBEREDELSER
• Maskininstallation måste utföras av kvalicerad
personal.
• Alla anslutningar måste utföras i enlighet med gällande
standarder (IEC/CEI EN 60974-9) och respektera
olycksförebyggande lagar.
• Montera stickkontakten på nätkabeln och var särskilt

163
uppmärksam på att koppla den gul/gröna ledaren till
jordningspolen.
• Kontrollera att matningsspänningen överensstämmer
med svetsmaskinens nominella spänning.
• Dimensionera skyddssäkringarna utifrån de uppgifter
som återges på skylten med tekniska data.
4 BESKRIVNING AV GENERATOR (FIG. 10 = KOMPAKT
VERSION) (FIG. 11 = VERSION MED SEPARAT
TRÅDMATNING)
A - KONTROLLPANEL.
Öppna den transparenta luckan för att få tillträde till
kontrollpanelen.
B- Kontaktdon:
Kontaktdon av typen DB9 (RS 232) som bör användas för
att uppdatera mikroprocessorernas program.
C- Kontaktdon:
Kontaktdon av USB-typ som bör användas för att
uppdatera mikroprocessorernas program. Endast i
maskiner med separat trådmatning.
D – Kontaktdon:
Kontaktdon för anslutning av fjärrkontroller och styrkabel
till brännaren Push-Pull.
E – Uttag (+):
Uttag som jordningskabelns kontaktdon ska anslutas
till vid TIG- svetsning och elektrodklämman vid MMA-
svetsning.
F - Centraladapter:
Som svetsbrännaren ska anslutas till.
G - Uttag:
Uttag som jordningskabelns kontaktdon ska anslutas till
vid MIG/MAG- och MMA-svetsning.
H - Koppling:
Som gasslangen som kommer ut från TIG brännaren ska
anslutas till.
I - Kranar med snabbkoppling:
Som slangarna som kommer ut från eventuell brännare
med vattenkylning ska anslutas till. OBS! Följ färgerna
på slangar och kranar. Endast i maskiner med separat
trådmatning.
L - Hållare:
Hållare för svetsbrännare.
M - Panel:
Panel som stänger av kylenhetens utrymme.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

164
N - Gasslang.
O - Koppling gasslang:
Som gasslangen som ansluter generator/trådmatare ska
anslutas till.
P - Kontaktdon:
Som styrkabelns kontaktdon för anslutning av generator/
trådmatare ska anslutas till.
Q - Uttag pressostat:
Som slangen som kommer från pressostaten som är
placerad inuti kylenheten (Art. 1683) ska anslutas till.
R - Säkringshållare.
S - Uttag:
Som kylenhetens nätkabel Art. 1683 (Tillval) ska anslutas
till.
T - ON/OFF strömbrytare.
U - Anslutningskabel.
V - Remmar som håller gasaskan.
W - Gasaskehållare.
Z - Kranar med snabbkoppling:
Som de röda och blåa slangarna för anslutning av
generator/trådmatare ska anslutas till. Endast i maskiner
med separat trådmatning.
OBS: Kranarna är placerade under trådmataren. Följ
färgerna på slangarna och kranarna.
X - Uttag:
Som det frihängande kontaktdonet till elkabeln (+ pol)
för anslutning av generator/trådmatare ska anslutas till
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

165
vid MIG/MAG-svetsning. Endast i maskiner med separat
trådmatning.
Y - Koppling:
Som gasslangen som kommer ut från anslutningen
generator/trådmatare ska anslutas till. Endast i maskiner
med separat trådmatning.
K - Uttag:
Som det frihängande kontaktdonet till elkabeln för
anslutning av generator/trådmatare ska anslutas till.
Endast i maskiner med separat trådmatning.
AA - Skyddslucka trådspole.
AB - Skyddsöverdrag trådspole.
AC - Spolhållare:
Lämplig för standardspolar upp till Ø 300 mm, 16 kg.
5 BESKRIVNING AV KYLENHET Art 1683 ( Fig. 12).
Denna kylenhet, som levereras på förfrågan (Art. 318-
319), har utformats för att kyla ned brännare som används
för svetsning och den får endast användas med denna
generator.
AD- Hål:
Hål för inspektion av kylvätskenivån.
AE - Plugg.
AF - Kranar med snabbkoppling:
Anslut svetsbrännarens röda och blåa slang. OBS! Följ
färgerna på slangar och kranar.
AG - Kranar med snabbkoppling:
Som de röda och blåa slangarna till anslutningen
generator/trådmatare ska anslutas till i maskiner med
separat trådmatning. OBS! Följ färgerna på slangar och
kranar.
AH - Säkringshållare.
AI - Anslutning.
För att skydda kylvätskans tryck.
AL - ON/OFF strömbrytare.
AM- Anslutningskabel.
5.1 ANSLUTNINGAR.
För elanslutningar, eventuella förlängningskablar och
skydd följ de anvisningar som återges på instruktionsboken
som kommer tillsammans med kylenheten.
5.2 BESKRIVNING AV SKYDD.
5.2.1 Skyddsanordning tryck kylvätska.
Detta skydd består av en pressostat som är införd i
vätskans matarkrets och som styr en mikrobrytare. Ifall
trycket är otillräckligt på display D1 visas texten H2O
blinkande.
5.2.2 Säkring (T 2A/250V-Ø 5x20).
Denna säkring har införts i motorpumpens skydd och är
placerad på svetsmaskinens bakre panel i den särskilda
säkringshållaren BF. (Fig 12)
5.3 DRIFTFÖRBEREDELSER
Skruva loss plugg AU och fyll på tanken (apparaten är
försedd med cirka en liter vätska).
Det är viktigt att kontrollera att vätskan fortfarande är på
“max” nivån genom hålet AT.
6 BESKRIVNING AV KONTROLLPANEL (Fig. 13-14)
Kontrollpanelen består av ett kontrollområde (Fig. 13)
och ett inställningsområde (Fig. 14).
6.1 KONTROLLPANEL (FIG. 13).
Valtangent T1
Vid varje tryck väljs den reglerbara storleken med
hjälp av manöverratt M1. Vilka storlekar som kan
väljas, vilket visas av lysdioderna L1, L2 och L3,
beror på vilken typ av svetsprocess som har valts.
Lysdiod L1 Tjocklek
Anger att display D1 visar tjocklek i mm för det
arbetsstycke som ska svetsas beroende på inställd
Fig. 12
AD
AM AL AH AI
AG
AF
AE

166
ström och trådhastighet. Aktiv i procedurerna MIG/MAG
synergiska.
Lysdiod L2 Trådhastighet
Anger att display D1 visar svetstrådens hastighet i
meter per minut. Aktiv i alla svetsprocedurer MIG/
MAG.
Lysdiod L3 Svetsström
Anger att display D1 visar svetsströmmen i ampere.
Manöverratt M1
Beroende på vilken typ av process som har valts
kan man reglera man storlekarna som har valts
med tangenten T1 med hjälp av denna manöverratt.
Display D1
Visar värdet för storlekarna som har valts med hjälp
av tangenten T1 och som regleras med hjälp av
manöverratten M1.
Valtangent T2
Vid varje kort tryck väljs den reglerbara storleken
med hjälp av manöverratten M2. Vilka storlekar
som kan väljas, vilket visas av lysdioderna L4, L5
och L6, beror på vilken typ av svetsprocess som har valts.
Lysdiod L4 Svetsspänning
Anger att värdet som visas på display D2 är en spänning
som är uttryckt i volt.
När bågen är släckt är värdet som visas på display D2,
i MIG/MAG processer, den förinställda spänningen eller
“set point” (se paragraf 9.1 MIG/MAG-svetsning).
Under svetsning är värdet som visas på display D2 alltid
spänningen som har uppmätts av generatorn.
Lysdiod L5 Båglängd
Vid svetsprocesserna MIG/MAG Synergiska (förutom
MIG HD) anger den att display D2 visar värdet för
svetsbågens korrektion.
Värdet 0(noll) motsvarar tillverkarens förinställda båglängd.
Med hjälp av manöverratt M2 är det möjligt att förlänga
bågen (positiva värden) eller förkorta den (negativa värden)
inom omfånget -9,9 ÷ +9,9.
Lysdiod L6 Impedans
Vid MIG/MAG-svetsning anger den att display D2
visar impedansvärdet.
Värdet 0(noll) motsvarar tillverkarens förinställda
impedans.
Med hjälp av manöverratt M2 är det möjligt att förlänga
den (positiva värden) eller förkorta den (negativa värden)
inom omfånget -9,9 ÷ +9,9.
Manöverratt M2
Beroende på vilken typ av process som har valts
reglerar man de valda storlekarna med hjälp av
tangenten T2 med denna manöverratt.
I de synergiska MIG/MAG-processerna kan man,
genom att använda denna manöverratt, när lysdioden L4
(svetsspänning) är tänd, ytta över vaöet automatiskt till
lysdioden L5 (båglängd).
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

167
Display D2
I alla svetsprocesser visas de val som har utförts med
hjälp av tangenten T2 och som har reglerats med hjälp av
manöverratten M2 numeriskt.
Lysdiod L7 Globulär position
I processerna MIG/MAG synergiska signalerar den att
värdeparet för ström och spänning som har valts för
svetsningen kan ge upphov till instabila bågar med
svetssprut.
Lysdiod L8 Hold
Aktiveras automatiskt i slutet på svetsningen för att
signalera att de sista två värdena för ström och spänning
som har uppmätts visas på displayerna D1 och D2.
Lysdiod L9 Säkerhet
Signalerar blockeringsfunktion för vissa knappar.
Operatören kan endast reglera de svetsparametrar
som innefattas i kontrollpanelens område.
För att aktivera denna funktion tryck först på tangenten
T5 och tryck sedan, medan du håller denna intryckt, kort
på tangenten T2. Lysdioden L9 börjar lysa och visar att
funktionen är aktiv. För att gå ut upprepa på samma sätt
tryckningarna med tangenterna T5 och T2.
Tangent T4 Trådtest
Gör det möjligt att ytta fram tråden upp till 8 m/
min utan att brännaren är strömförande och utan
gasöde.
Tangent T3 Gastest
Genom att trycka på denna tangent kommer det ut
gas under 30 sek, genom att trycka på den en
gång till avbryts gasödet.
6.2 INSTÄLLNINGSPANEL (FIG. 14).
Möjliggör snabbt tillträde till svetsmaskinens menyer
och till extrafunktionerna som därmed visas och blir
omedelbart tillgängliga.
Den består av en matrisdisplay D3 där all
nödvändig information för programmering visas, av
navigeringstangenter (T10, T11, T12 och T13) som gör att
man kan navigera mellan ingångarna i de olika menyerna;
av funktionstangenter (T5, T6, T7, T8 och T9) som gör
det möjligt att tillträda de olika menyerna som rmware
består av och av en rad lysdioder som signalerar vilken
typ av process som pågår (L10, L11 och L12), samt vissa
extrafunktioner (L13, L14 och L15).
Vid tändning av
svetsmaskinen visar
display D3 viss
information som berör
maskintillståndet under
cirka 5 sek (se par. 7.4
meny Information),
däribland rmware
versionen.
Direkt efter visas tillverkarens förinställningar för
svetsmaskinen:
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

168
- Datum (dag/månad/år)
och tid (timmar och
minuter).
- Synergisk MIG process.
(Lysdiod L10 tänd).
- Svetstråd av typen SG2
ø 1,0 mm.
- Gas Ar/18% CO2.
- Tändningssätt 2 takts 2T.
I den undre delen av displayen visas förkortningarna
(MEM, PAR, 2T/4T och JOB) som kan väljas med hjälp av
funktionstangenterna T6, T7, T8, T9 (se par. 8).
6.3 VISNING AV ALARM
När maskinen registrerar ett tillfälligt alarm visas en
blinkande text beroende på orsaken till alarmet på
displayerna D1 och D2. Till exempel: ifall trådmatningens
lucka är öppen visas texten “OPn”.
6.4 VISNING AV FEL
När maskinen registrerar ett allvarligt alarmtillstånd visas,
på displayerna D1 och D2, texten “Err” som följs av den
tillhörande felkoden.
Stäng i detta fall av maskinen och kontakta teknisk
service (se paragraf 10).
7 MASKINPROGRAMMERING
“Main Menu” - “Huvudmeny”
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Programmeringen sker genom att gå in på “Huvudmenyn”
som man kommer in i genom att trycka på tangenten T5
och därefter tangenten T6 (MENU) eller med hjälp av den
snabba tillträdesmenyn som beskrivs i paragraf 8.
Inuti “Huvudmenyn” kan man med hjälp av tangenterna
T10 och T11 välja en av ingångarna från listan som
markeras av ett gult band. Med tangenten T12 kommer
man in i den tillhörande undermenyn och med tangenten
T13 kan man återgå till den föregående menyn genom att
samtidigt bekräfta det val som har gjorts.
Ifall det kommer upp en pil som är vänd nedåt innebär det
att det nns andra ingångar som inte visas på bildskärmen.
Detta navigeringssätt är giltigt för alla maskinmenyer.
De ingångar som nns tillgängliga i “huvudmenyn” är:
- “ProcessParams” - Processparametrar (Se par. 7.1)
- “Jobs” (Se par. 7.2)
- “Settings” - Inställningar (Se par. 7.3)
- “Information” (Se par. 7.4)
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

169
7.1 MENU “PROCESS PARAMS” -
“PROCESSPARAMETRAR”.
Man kan få tillträde till undermenyn “Processparametrar”
antingen från “Huvudmenyn” eller direkt genom att
trycka på tangenten T7 (PAR). Här räknar vi upp alla
parametrar som operatören kan ändra beroende på vilken
svetsprocess som har valts (lysdioder L10, L11, L12).
Inuti “Processparametrar” är det möjligt att få direkt
tillträde till memoreringen genom att trycka på tangenten
T6 (MEM) (se par. 7.2.1).
7.1.1 “Process”
Den första parametern är
svetsprocessen. Genom
att trycka på tangenten
T12 är det möjligt att gå
in på sidan där man väljer
typen av process.
Knapparna T10 och T11
har, förutom utförande av val som markeras med gult
band, i uppgift att gå igenom alla tillgängliga processer.
De valbara svetsprocesserna är:
MIG Pulserande synergisk MIG/MAG-svetsning
(beställningsvara med art.nr 231).
MIG Synergisk MIG/MAG-svetsning.
MIG HD Synergisk MIG/MAG-svetsning svetsgods
med hög hållfasthet.
MIG Root Synergisk MIG/MAG-svetsning för
nedåtgående vertikal svetsning.
MIG Man Konventionell MIG/MAG-svetsning.
TIG Svetsprocess med ickesmältande elektrod
lämplig för alla metaller med undantag för
aluminium, magnesium och mässing. Bågens
tändning sker genom kontakt utan hög
frekvens.
MMA Svetsprocess med belagd och smältande
elektrod.
7.1.2 “Material” (aktiv i MIG/MAG processerna).
Vid denna ingång väljer man typen av material för
svetstråden.
7.1.3 “Diameter” (aktiv i MIG/MAG processerna).
Svetstrådens diameter beror på vilken typ av material
som har valts.
7.1.4 “Gas” (aktiv i MIG/MAG processerna).
Vilken gas som kan användas beror på vilken typ av
material som har valts.
7.1.5 “ArcLengthCorr”- “Korrektion båglängd”
(Tillgänglig i MIG/MAG synergisk, MIG Root).
Möjliggör korrektion av
båglängden i Volt med
hjälp av tangenterna
T10 och T11 eller
manöverratten M2.
MIN MAX DEF.
Korr. båglängd -9,9 V 9,9 V 0,0 V
VARNING:
på regleringssidan, som ser likadan ut för alla parametrar
med regleringsomfång, visas:
-Namn på den parameter som ska korrigeras.
-Värde och måttenhet.
-Regleringsskala.
-Förkortningar:
MIN = minimal reglering. Knapp T5.
MAX = maximal reglering. Knapp T7.
DEF = förbestämt värde. Knapp T6.
7.1.6 “InductanceCorr”- “Korrektion impedansvärde”
(tillgänglig för alla synergiska MIG/MAG processer,
med undantag för MIG HD)
Möjliggör korrektion av impedansvärdet.
MIN MAX DEF.
Korr. impedansvärde -9,9 9,9 0,0
7.1.7 “Start Mode”- “Startsätt” (val av startsätt för
svetsningen).
2T (aktiv i MIG/MAG och TIG processerna).
Maskinen börjar svetsa när man trycker på
brännarknappen och avbryts när man släpper denna.
4T (aktiv i MIG/MAG och TIG processerna).
För att påbörja svetsning, tryck in och släpp
brännarknappen, för att avsluta svetsning tryck in och
släpp återigen.
3L (aktiv i synergiska MIG/MAG processer).
Svetsningen påbörjas genom att trycka på
brännarknappen, den svetsström som hämtas
kommer att överensstämma med inställningen för
“Start current”. Denna ström kommer att behållas
så länge som brännarknappen hålls intryckt; när
den släpps kopplas strömmen till den inställda
svetsströmmen under den tid som har fastställts av
tiden “Slope time” och denna ström kommer att hållas
tills brännarknappen trycks in igen. Vid efterföljande
tryck på brännarknappen kommer svetsströmmen
att kopplas till den tredje strömmen (strömmen för
“Crater-ller”) som har ställts in med parametern
“CraterCurrent” under den tid som har fastställts av
“Slope time” och denna ström kommer att hållas tills
brännarknappen har släppts. När knappen släpps
kommer svetsningen att avbrytas.
Regleringar för 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 sek 10 sek 0,5 sek
CraterCurrent 10% 200% 60%
7.1.8 “Spot” - “punktsvetsning / intermittens”.
(endast i MIG/MAG 2T eller 4T processer).
OFF (standard)
ON
Ifall man väljer “ON” nns följande regleringar tillgängliga:

170
MIN MAX DEF.
Spot time 0,3 sek 25 sek 1,0 sek
Pause time OFF 5 sek OFF
7.1.9 “HSA”- “Hot Start Automatisk”
(endast i synergiska MIG/MAG 2T eller 4T processer).
Denna funktion är blockerad när funktionen 3L är aktiv
och fungerar endast med synergiprogram.
Särskilt lämplig för att få en “varm” start vid svetsning av
aluminium.
OFF (standard)
ON.
Ifall man väljer “ON” nns följande regleringar tillgängliga:
MIN MAX DEF.
Start current 10% 200% 135%
Startingcurrent time 0,1 sek 10 sek 0,5 sek
Slope time 0,1 sek 10 sek 0,5 sek
Svetsningen börjar med “Start Current”. Hur länge denna
första ström varar beror på “startingcurrent time”. När
denna tid har gått kopplas strömmen till svetsströmmen
under tiden ”Slope Time”.
7.1.10 “CRA”- “Fyllning av ä ndkrater”.
(endast i synergiska MIG 2T eller 4T processer).
OFF (standard)
ON
Ifall man väljer “ON” nns följande regleringar tillgängliga:
MIN MAX DEF.
Slope time 0,1 sek 10 sek 0,5 sek
CraterCurrent 10% 200% 60%
CraterCurrent Time 0,1 sek 10 sek 0,5 sek
7.1.11 “Soft Start”- “Mjukstart”.
(Endast i MIG/MAG processer)
Det är trådhastigheten uttryckt som procentsats av
hastigheten som har ställts in för svetsning innan tråden
rör arbetsstycket som ska svetsas.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 “Burnback”.
(Endast i MIG/MAG processer)
Används för att reglera längden på tråden som kommer ut
från gasmunstycket efter svetsning.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 “Double Level”- “Dubbel nivå” (Art 233 Optional).
(Endast i synergiska MIG/MAG processer).
Denna typ av svetsning gör så att strömmens intensitet
varierar mellan två nivåer.
Innan svetsning med dubbel nivå är nödvändig bör
man utföra en kort svetssträng för att kunna fastställa
trådhastigheten och därmed strömmen för att strängen
ska få en optimal penetration och bredd för den svetsfog
som man vill genomföra.
På detta sätt bestäms trådens matningshastighet (och
alltså den motsvarande strömmen) och till denna kan
man sedan lägga till eller ta bort meter i minuten genom
inställningarna.
Innan utförande är det viktigt att komma ihåg att i en
korrekt svetssträng måste en “länk” överlappa den andra
med åtminstone 50%.
OFF (standard)
ON.
Ifall man väljer “ON” nns följande regleringar tillgängliga:
MIN MAX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulsestep 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arccorrection -9,9 9,9 0,0
7.1.13.1 “Frequency”- “frekvens” för dubbel nivå.
Frekvensen, som uttrycks i Herz, är antalet perioder i
sekunden. Med period avser man alternansen mellan hög
och låg hastighet.
Den låga hastigheten, som inte penetrerar, behöver
svetsenheten för att förytta sig från en länk till en annan
i utförandet; den höga hastigheten, som motsvarar den
maximala strömmen, är den som penetrerar och utför
länken. Svetsenheten stannar i detta fall upp för att utföra
länken.
7.1.13.2 “PulseStep”: är omfattningen för
hastighetsändringen i m/min.
Hastighetsändringen bestämmer addition och subtraktion
av m/min från referenshastigheten som har beskrivits
tidigare. Förutsatt att alla andra parametrar är lika blir
länken bredare och man erhåller större penetration ifall
man ökar siffran.
7.1.13.3 “Duty Cycle”: tid för dubbel nivå
Uttrycks procentuellt och är varaktigheten för den
högre hastigheten/strömmen i relation till periodens
varaktigheten. Förutsatt att alla andra parametrar är lika
bestäms länkens diameter alltså av penetrationen.
7.1.13.4 “ArcLengthCor” -”Korrektion av båglängden”.
Reglerar båglängden för den högre hastigheten/strömmen.
Varning: en god reglering innebär att båglängden är
likadan för bägge strömmarna.

171
7.1.14 "Double Pulse" - Dubbel pulsering.
Den aktiveras automatiskt vid inköp av de två
uppdateringarna med art.nr 231 och art.nr 233.
Se avsnitt 7.1.13 för en funktionsbeskrivning.
7.1.15 “Prefow”- “Pre Gas”.
(I alla processer med undantag för MMA).
MIN MAX DEF.
Pre Gas 0 sek 10 sek 0,1 sek
7.1.16 “Postow”- “Post Gas”.
(I alla processer med undantag för MMA).
MIN MAX DEF.
Post Gas 0 sek 10 sek 3 sek
7.1.17 “SpeedCorr”- “Korrektion av hastigheten”.
(Endast i MIG HD processer)
Möjliggör en procentuell korrektion av trådhastigheten i
relation till standardhastigheten.
MIN MAX DEF.
SpeedCorrection -9,9% 9,9% 0,0%
7.2 MENY “JOB”.
I detta avsnitt kan man memorera, hämta, ändra, kopiera
eller ta bort arbetsprogram.
Markera ingången “Jobs” från “Huvudmenyn” med
tangenten T11 och gå in i undermenyn med hjälp av
tangenten T12.
7.2.1 Memorera ett program “JOB”.
Efter att ha utfört de regleringar och inställningar som
har beskrivits tidigare, välj en position i minnet med
tangenterna T10 och T11 och tryck på tangenten T6
(SAVE) för att memorera.
“Job” programmets
nummer, svets-
processen, och
tråddiametern visas på
displayen.
När ett “Job” har
memorerats visas
förkortningarna i
överensstämmelse med tangenterna T6, T7, T8 och T9 i
den nedre delen av displayen:
- DEL: raderar det “Job” som har valts.
- RCL: hämtar det “Job” som har valts för att ändra detta.
- COPY: kopierar det “Job” som har valts och memorerar
det i en annan position.
7.3 MENY “Settings” - “Inställningar”.
I denna del kan man ställa in eller ändra på svetsmaskinens
huvudsakliga inställningar.
Från “Huvudmenyn” (se
par. 7), välj menyn
“Inställningar” med hjälp
av tangenten T10 och
visa den med tangenten
T11.
Här visas en lista på alla
parametrar som
operatören kan ändra:
- Welding
- Machine
- Factory Setup
- Languages
Med hjälp av tangenten T12 går man in i den undermeny
som tillhör den valda parametern.
7.3.1 Meny “Welding” - “Svetsning”.
I denna undermeny visas en lista över en rad
svetsparametrar som kan ändras:
- H2O MIG/TIG Denna funktion gör det möjligt att
ställa in start av kylenheten.
Regleringar: ON-OFF-Auto (DEF OFF).
Ifall man väljer “Auto” fungerar gruppen när maskinen
sätts på. Ifall brännarknappen inte är intryckt stängs den
av efter 30 sekunder. När brännarknappen trycks in börjar
enheten fungera och den stängs av 3 minuter efter att
knappen har släppts.
- “Quality Control” - “Kvalitetskontroll”
Reglering ON - OFF (DEF OFF) (Tillgänglig på
förfrågan).
- “Maxinching” - “Maximal matning”
Målsättningen är att blockera svetsmaskinen ifall
tråden, efter start, åker ut med den längd i centimeter
som har ställts in utan strömgenomgång.
Reglering OFF - 50 cm (DEF OFF).
- “Push-Pull Force”
Genom att montera brännaren Push-Pull Art. 2008
aktiveras kylenheten, samt funktionen PPF (Push Pull
Force). Denna funktion reglerar push pull motorns
dragpar för att göra trådmatningen linjär.
7.3.2 Meny “Machine”- “Maskininställningar”.
Här nns följande undermenyer tillgängliga:
- “Clock Setup” - “Reglering klocka”.
7.3.3 Meny “Factory Setup” - “Återställning
standardinstä llningar”.
Denna ingång gör det möjligt att återgå till tillverkarens
standardinställningar.
Tre återställningssätt är möjliga:
- All Återställer allt.
- Jobs only Återställer endast arbetsprogram “Job”
- Excludejobs Återställer allt förutom de memorerade
arbetsprogrammen “Job”.

172
7.3.4 Meny “Languages”- “Språkinställningar”.
I denna del kan man välja språket som display
meddelandena ska visas på.
7.4 MENY INFORMATION.
I denna del visas viss information som berör generatorns
programvara.
8 SNABBTILLTRÄDE.
I den nedre delen av displayen D3 nns, beroende på de
olika menysidorna, vissa kommandon för snabbtillträde
till de vanligaste funktionerna.
8.1 “MEM” - “MEMORERING” (se par. 7.2.1).
Ifall du vill memorera ett svetsprogram tryck på tangenten
T6, välj med tangenterna T10 och T11 numret för det “Job”
du vill välja och tryck därefter än en gång på tangenten T6
för att spara svetsprogrammet.
8.2 “PAR” - “PROCESSPARAMETRAR” (se par. 7.1)
8.3 “2T/4T” - “TVÅTAKTS / FYRTAKTS” (se par. 7.1.7).
8.4 “JOB”- “ARBETSPROGRAM”.
Ifall man vill använda ett arbetsprogram som tidigare har
memorerats tryck på tangenten T9 (JOB).
För att se alla programinställningar, bekräfta valet med
tangenten T9 (OK) och tryck därefter på tangenten T7
(PAR).
8.5 “H2O”. (se par. 7.3.1).
8.6 “WIZ” WIZARD.
Funktionen “wizard” är en vägledd procedur som hjälper
operatören att snabbt utföra val utifrån den önskade
svetsprocessen.
T5 T6 T7
T8
T9
Man får tillträde genom att trycka på tangenten T5 och
därefter på tangenten T9 (WIZ).
Det första val som föreslås är valet av svetsprocess.
Val av process görs med hjälp av tangenterna T10 och
T11.
Genom att trycka på tangenten T9 (NEXT) går man direkt
in på sidani med val av material.
Man kan gå tillbaka till den föregående sidan med
tangenten T6 (PREV). Som alternativ till tangenterna T9
och T6 kan man använda tangenterna T12 och T13.
Den efterföljande sidan kommer att vara den med
diametern, sedan den med gas, och sist av allt den med
startsätt “Start Mode”. Tryck slutligen på “END” för att
avsluta.
9 SVETSNING
• Förbered svetsmaskinen enligt de instruktioner som
beskrivs vid paragraf 3 “Driftförberedelser”.
• Följ instruktionerna som beskrivs tidigare i menyn
“Wizard” Par. 8.1 eller “Par” Par. 7.1.
9.1 MIG/MAG-SVETSNING.
I menyn “ProcessParameter” nns de ingångar som kan
regleras i denna process:
Denna svetsmaskin har ett brett utbud av MIG/MAG
svetsprocesser som räknas upp i denna lista:
9.1.1 MIG Synergisk MIG/MAG-svetsning.
Kännetecknet för denna typ av svetsprocess är SYNERGIN
som innebär att tillverkaren har förbestämt relationen
mellan trådhastigheten (strömmen), spänningen och
impedansen som är nödvändiga för att erhålla en god
svetsning. För att genomföra denna process gör som
följer:
• Använd tangenten T1 för att välja tjocklekens lysdiod.
• Ställ in tjockleken som ska bearbetas genom att vrida
på manöverratten M1.
• Utför svetsningen.
• Ifall båglängden är felaktig ändra den med hjälp av
manöverratten M2.
9.1.2 MIG Man. Konventionell MIG/MAG-svetsning.
Välj typ av tråd och dess diameter, samt typ av skyddsgas.
I denna svetsprocess måste trådhastigheten, spänningen
och impedansvärdet ställas in av operatören.
9.1.3 MIG Man. Synergisk MIG/MAG-svetsning
svetsgods med hög hållfasthet.
Kännetecknet för denna typ av process är möjligheten
att öka trådhastigheten jämt med svetsspänningen så
att man kan utföra svetsfogen på mindre tid, få mindre
distorsioner och öka produktiviteten.
Detta är en synergisk process men den skiljer sig från
de andra på grund av regleringssättet: För att löpa
längs med den synergiska kurvan måste man använda
manöverratten M2 som ändrar svetsspänningen
och därefter kan man ändra på trådhastigheten
(svetsströmmen) med manöverratten M1.
Ett exempel:
Välj denna process enligt vad som har beskrivits tidigare.
Välj, med hjälp av tangenten T1, lysdioden L2 för

173
trådhastigheten och med hjälp av tangenten T2 lysdioden
L4 för spänningen.
Displayen D1 visar trådhastigheten medan displayen D2
visar spänningen.
Genom att vrida på manöverratten M2 ändras de två
värdena för spänning och trådhastighet enligt den
synergiska kurva som har ställts in av tillverkaren.
Genom att vrida
manöverratten ett steg
M1 visar displayen D3
sidan som berör
korrektion av
trådhastigheten.
Om man fortsätter att vrida på manöverratten M1 visas
procentavvikelsen från noll, som motsvarar den hastighet
som har förinställts av tillverkaren, medan displayen D1
visar den nya hastigheten.
När korrektionsvärdet får hastigheten för att uppnå det
maximala eller minimala värdet i den synergiska kurvan
visas meddelandet “Speedlimit” på display D3.
Genom att korrigera trådhastigheten ändras varken
tjockleksvärdena som rekommenderas för svetsningen
eller strömvärdena, men det är möjligt att öka
svetshastigheten. Ändring av trådhastigheten med hjälp
av manöverratten M1 ändrar inte svetsspänningen som
har ställts in tidigare.
Efter utförande av svetsning med lysdioden L8 “Hold”
tänd visar displayen D1 den svetsström som motsvarar
den ändrade trådhastigheten.
9.1.4 MIG Root Synergisk MIG/MAG-svetsning.
Denna process har utformats för rotsvetsningar av
vertikala nedåtgående stumfogar. Lämplig för järn och
rostfritt stål.
9.1.5 MIG Pulserande synergisk MIG/MAG-
svetsning (beställningsvara med art.nr 231).
Vid denna svetsning överförs tillsatsmaterialet med
en impulsiv vågform med kontrollerad energi. Därmed
lossar droppar av smält material konstant och överförs
till arbetsstycket utan stänk. Resultatet är en jämn
svetssträng med valfri tjocklek och typ av material.
Inställningarna av svetsparametrarna är desamma som
beskrivs för synergisk MIG/MAG-svetsning.
9.2 MMA-SVETSNING
Vid kompakta maskiner, anslut kontaktdonet hos
elektrodklämmans kabel till kontaktdon E och
kontaktdonet hos jordningskabeln till kontaktdon G (följ
den polaritet som har avsetts av elektrod tillverkaren).
Vid maskiner med separat trådmatning måste trådmataren
fortsätta vara kopplad till generatorn.
Anslut kontaktdonet hos elektrodklämmans kabel till
kontaktdon X och kontaktdonet hos jordningskabeln
till kontaktdon G (följ den polaritet som har avsetts av
elektrod tillverkaren).
När man väljer denna process är generatorn redo att
generera ström efter 5 sekunder.
För att förbereda maskinen för MMA-svetsning, följ
instruktionerna som tidigare har beskrivits i menyn
“Wizard” Par. 8.6 eller “Par” Par. 7.1.
I menyn “ProcessParameter” nns de ingångar som kan
regleras i denna process:
• Hot Start.
Är överströmmen som matas vid tändning av bågen.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Är regleringen av bågens dynamiska egenskaper.
MIN MAX DEF.
Arc Force 0% 100% 30%
Displayen D2 visar bågspänningen som har uppmätts
under svetsningen.
Displayen D1 visar:
- innan svetsning strömmen som har ställts in med hjälp
av manöverratten M1.
- under svetsning den uppmätta svetsströmmen.
- när svetsningen är avslutad det sista registrerade
strömvärdet. (Lysdioden L8 “HOLD” tänd).
9.3 TIG-SVETSNING
9.3.1 Maskiner med separat trådmatning.
Anslut jordningskabeln till den positiva polen X och
kraftkabelns kontaktdon för anslutning av trådmatare/
generator till den negativa polen G.
Anslut brännaren till eu kopplingen E.
För denna typ av svetsmaskiner är den lämpliga brännaren
art.1259.
9.3.2 Kompakta maskiner.
Anslut jordningskabeln till den positiva polen E och
brännaren till den negativa polen G.
Anslut gasslangen till uttag H
För att förbereda maskinen för TIG-svetsning, följ
instruktionerna som tidigare har beskrivits i menyn
“Wizard” Par. 8.6 eller “Par” Par. 7.1.
I menyn “ProcessParameter” nns de ingångar som kan
regleras i denna process:
• Start Mode
Se paragraf 7.1.7.
• FinalSlope (endast i 2T eller 4T).
Är tidsperioden i sekunder då strömmen går över från
svetsning till släckning av bågen.
MIN MAX DEF
FinalSlope 0,0sek 10sek 0,5sek

174
• Pulse (Art. 234 Optional).
Pulserande TIG-svetsning.
Denna typ av svetsning ändrar strömmens intensitet
mellan två nivåer och ändringen sker med ett visst intervall.
• Pulselevel
Med denna ingång regleras den lägre de två strömlägena
som är nödvändiga för denna svetsprocess. Procentsatsen
för detta strömläge visas i relation till det huvudsakliga
strömläget som har ställts in innan man gick in på denna
undermeny.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Är pulsintervallet.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Är varaktigheten för den högre strömmen, uttryckt
procentuellt, i relation till intervalltiden.
MIN MAX DEF
Duty 10% 90% 50%
10 FELKODER
DISPLAY FELBESKRIVNING
TRG
blinkande
Startknappen har tryckts in vid
maskinstart eller stängning av
trådmatarens lucka.
Err 54
Kortslutning på den sekundära kretsen.
Err 56
Avvikande svetstillstånd
Err 57
Överdriven ström på motorn
i trådmataren (kontrollera
trådmatningsrullarna, tråden inuti hylsan
och trådmatningsmotorn)
Err 58
Justeringsfel mellan olika versioner
av rmware eller fel under fasen för
autoupgrade (upprepa procedur för
upgrade)
Err 61
Matningsspänning för låg
Err 62
Matningsspänning för hög
TH 0
Övertemperatur dioder utlopp
TH 1
Övertemperatur IGBT
H2O
blinkande följt
av Err 75
Problem med kylpumpen (pressostat)
H2O nc Problem med kylpumpen (inte ansluten)
OPN
Lucka öppen i trådmataren
ITO
Se paragraf 7.3.1 Meny “Svetsning”
- “Maximal matning”
För andra felkoder än de som har räknats upp här,
kontakta teknisk service.

175
11 UNDERHÅLL
Alla underhållsåtgärder måste utföras av kvalicerad
personal i enlighet med standard CEI 26-29 (IEC
60974-4).
11.1 UNDERHÅLL GENERATOR
Vid underhåll inuti apparaten, försäkra dig om att
strömbrytaren T är i position “O” och att anslutningskabeln
är frånkopplad från elnätet.
Det är dessutom nödvändigt att rengöra apparaten på
insidan regelbundet för att få bort det metalldamm som
samlas där med hjälp av tryckluft.
11.2 ÅTGÄRDER SOM BÖR VIDTAS EFTER
REPARATION.
Efter att ha utfört en reparation, var uppmärksam på att
ordna kabelsystemet på ett sådant sätt att det nns en
säker isolering mellan maskinens primära och sekundära
sida.
Se till att sladdarna inte kan komma i kontakt med
delar som är i rörelse eller delar som värms upp under
drift. Montera tillbaka alla slangklämmor som på
originalapparaten för att undvika att det, ifall en ledare av
misstag går sönder eller frånkopplas, uppstår en kontakt
mellan den primära och den sekundära sidan.
Montera dessutom tillbaka skruvarna med de tandade
brickorna som på originalapparaten.

176
ΔΕΊΚΤΗΣ
1 PROFULAVXEI" ASFAVLEIA" ....................................................................................................................................................... 177
1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ ........................................................................................................................................177
2 ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ ......................................................................................................................................................................178
2.1 ΕΠΕΞΗΓΗΣΗ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ ..........................................................................................................................178
3 ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΛΕΙΤΟΥΡΓΙΚΗ ΕΚΚΙΝΗΣΗ ....................................................................................................................179
3.1 ΑΝΥΨΩΣΗ ................................................................................................................................................................................179
3.2 ΣΥΝΑΡΜΟΛΟΓΗΣΗ ................................................................................................................................................................ 179
3.3 ΣΥΝΔΕΣΗ ΤΩΝ ΕΝΔΕΧΟΜΕΝΩΝ ΕΠΕΚΤΑΣΕΩΝ ............................................................................................................179
3.4 ΣΥΝΔΕΣΗ ΤΟΥ ΠΥΡΣΟΥ ΣΥΓΚΟΛΛΗΣΗΣ .......................................................................................................................180
3.5 ΣΥΝΑΡΜΟΛΟΓΗΣΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ (AΝΤ. 1683 - ΧΟΡΗΓΕΙΤΑΙ ΜΕΤΑ ΑΠΟ ΑΙΤΗΣΗ) ...............................180
3.6 ΤΟΠΟΘΕΤΗΣΗ .........................................................................................................................................................................181
3.6.1 ΕΔΑΦΟΣ ΣΕ ΚΛΗΣΗ .................................................................................................................................................... 181
3.7 ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ ................................................................................................................................................... 181
4 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ ...................................................................................................................................................182
5 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ AΝΤ 1683 ........................................................................................................................... 183
5.1 ΣΥΝΔΕΣΕΙΣ ..............................................................................................................................................................................184
5.2 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ ...............................................................................................................................184
5.2.1 ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΠΙΕΣΗΣ ΥΓΡΟΥ ΨΥΞΗΣ ..........................................................................................................184
5.2.2 ΑΣΦΑΛΕΙΑ (T 2A/250V-Ø 5X20) ................................................................................................................................184
5.3 ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ ...................................................................................................................................................184
6 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ ΕΝΤΟΛΕΩΝ .......................................................................................................................................184
6.1 ΠΑΝΕΛ ΕΛΕΓΧΟΥ .................................................................................................................................................................. 184
6.2 ΠΑΝΕΛ ΡΥΘΜΙΣΕΩΝ ............................................................................................................................................................. 185
6.3 ΠΡΟΒΟΛΗ ΣΥΝΑΓΕΡΜΩΝ ...................................................................................................................................................186
6.4 ΠΡΟΒΟΛΗ ΣΦΑΛΜΑΤΩΝ .....................................................................................................................................................186
7 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΤΗΣ ΜΗΧΑΝΗΣ «MAIN MENU» - «ΚΥΡΙΟ ΜΕΝΟΥ» ....................................................................186
7.1 MENU «PROCESS PARAMS» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» ..................................................................................187
7.1.1 «PROCESS» - «ΔΙΑΔΙΚΑΣΙΑ» .................................................................................................................................... 187
7.1.2 «MATERIAL» - «ΥΛΙΚΟ» ............................................................................................................................................187
7.1.3 «DIAMETER» - «ΔΙΑΜΕΤΡΟΣ» .................................................................................................................................187
7.1.4 «ΑΕΡΙΟ» .........................................................................................................................................................................187
7.1.5 “ARC LENGTH CORR” - «ΔΙΟΡΘΩΣΗ ΜΗΚΟΥΣ ΤΟΞΟΥ» ....................................................................................187
7.1.6 “INDUCTANCE CORR” - «ΔΙΟΡΘΩΣΗ ΤΙΜΗΣ ΕΜΠΕΔΗΣΗΣ» ...........................................................................187
7.1.7 «START MODE» - «ΛΕΙΤΟΥΡΓΙΑ ΕΚΚΙΝΗΣΗΣ» ...................................................................................................187
7.1.8 «SPOT» - «ΔΙΑΤΡΗΣΗ / ΔΙΑΚΟΠΗ» ..........................................................................................................................188
7.1.9 «HSA» - «ΑΥΤΟΜΑΤΟ HOT START». .......................................................................................................................188
7.1.10 «CRA» - «ΠΛΗΡΩΣΗ ΤΟΥ ΤΕΛΙΚΟΥ ΚΡΑΤΗΡΑ» .................................................................................................. 188
7.1.11 «SOFT START» - «ΠΡΟΣΕΓΓΙΣΗ» ..............................................................................................................................188
7.1.12 «BURNBACK» ..............................................................................................................................................................188
7.1.13 «DOUBLE LEVEL» - «ΔΙΠΛΗ ΣΤΑΘΜΗ» ................................................................................................................188
7.1.13.1 «FREQUENCY» - «ΣΥΧΝΟΤΗΤΑ» ΤΟΥ ΔΕΥΤΕΡΟΥ ΕΠΙΠΕΔΟΥ ..........................................................189
7.1.13.2 “PULSE STEP”: ΕΙΝΑΙ ΤΟ ΠΛΑΤΟΣ ΤΗΣ ΜΕΤΑΒΟΛΗΣ ΤΗΣ ΤΑΧΥΤΗΤΑΣ ΣΕ M/MIN ................... 189
7.1.13.3 “DUTY CYCLE”: ΧΡΟΝΟΣ ΔΙΠΛΟΥ ΕΠΙΠΕΔΟΥ ......................................................................................189
7.1.13.4 “ARC LENGTH COR” - «ΔΙΟΡΘΩΣΗ ΜΗΚΟΥΣ ΤΟΞΟΥ» .........................................................................189
7.1.14 "DOUBLE PULSE" - "ΔΙΠΛΗ ΚΥΜΑΤΩΣΗ". ...........................................................................................................189
7.1.15 «PREFOW» - «ΠΡΟ ΑΕΡΙΟ» ........................................................................................................................................189
7.1.16 «POSTFLOW» - «ΜΕΤΑ ΑΕΡΙΟ» ................................................................................................................................189
7.1.17 «SPEED CORR» - «ΔΙΟΡΘΩΣΗ ΤΗΣ ΤΑΧΥΤΗΤΑΣ» ..............................................................................................189
7.2 ΤΟ MENΟΥ «JOB» ................................................................................................................................................................... 189
7.2.1 ΑΠΟΘΗΚΕΥΣΗ ΕΝΟΣ ΠΡΟΓΡΑΜΜΑΤΟΣ “JOB” ...................................................................................................189
7.3 ΤΟ ΜΕΝΟΥ «SETTINGS» - «ΡΥΘΜΙΣΕΙΣ» .......................................................................................................................... 189
7.3.1 ΤΟ ΜΕΝΟΥ «WELDING» - «ΣΥΓΚΟΛΛΗΣΗ» .........................................................................................................190
7.3.2 MΕΝΟΥ «MACHINE» - «ΡΥΘΜΙΣΕΙΣ ΤΗΣ ΜΗΧΑΝΗΣ» ......................................................................................190
7.3.3 ΜΕΝΟΥ «FACTORY SETUP» - «ΕΠΑΝΑΦΟΡΑ ΠΡΟΚΑΘΟΡΙΣΜΕΝΩΝ ΡΥΘΜΙΣΕΩΝ» ...................................190
7.3.4 MΕΝΟΥ «LANGUAGES» - «ΡΥΘΜΙΣΗ ΤΗΣ ΓΛΩΣΣΑΣ» .......................................................................................190
7.4 MENΟΥ ΠΛΗΡΟΦΟΡΙΩΝ .......................................................................................................................................................190
8 ΤΑΧΕΙΑ ΠΡΟΣΒΑΣΗ .......................................................................................................................................................................190
8.1 «MEM» - «ΑΠΟΘΗΚΕΥΣΗ» ..................................................................................................................................................190
8.2 «PAR» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» ........................................................................................................................... 190
8.3 «2T/4T» - «ΔΥΟ ΧΡΟΝΟΙ / ΤΕΣΣΕΡΙΣ ΧΡΟΝΟΙ» .................................................................................................................190
8.4 «JOB» - «ΠΡΟΓΡΑΜΜΑΤΑ ΕΡΓΑΣΙΑΣ» ...............................................................................................................................190
8.5 «H2O» ................................................................................................................................................................................190
8.6 «WIZ» WIZARD .......................................................................................................................................................................190
9 ΣΥΓΚΟΛΛΗΣΗ ................................................................................................................................................................................191
9.1 ΣΥΓΚΟΛΛΗΣΗ MIG/MAG .....................................................................................................................................................191
9.1.1 MIG ---- ΣΥΓΚΟΛΛΗΣΗ MIG/MAG ΣΥΝΕΡΓΙΚΗ ..................................................................................................191
9.1.2 MIG MAN. ΣΥΓΚΟΛΛΗΣΗ ΣΥΜΒΑΤΙΚΗ MIG/MAG ............................................................................................ 191
9.1.3 MIG HD. ΣΥΓΚΟΛΛΗΣΗ ΣΥΝΕΡΓΙΚΗ MIG/MAG ΥΨΗΛΗΣ ΕΝΑΠΟΘΕΣΗΣ ..................................................191
9.1.4 MIG ROOT ΣΥΓΚΟΛΛΗΣΗ MIG/MAG ΣΥΝΕΡΓΙΚΗ .............................................................................................191
9.1.5 MIG ΣΥΓΚΟΛΛΗΣΗΣ MIG/MAG ΣΥΝΕΡΓΙΚΟ ΚΥΜΑΤΩΣΗΣ ................................................................ 191
9.2 ΣΥΓΚΟΛΛΗΣΗ MMA .............................................................................................................................................................192
9.3 ΣΥΓΚΟΛΛΗΣΗ TIG .................................................................................................................................................................192
9.3.1 MΗΧΑΝΕΣ ΜΕ ΞΕΧΩΡΙΣΤΟ ΜΕΤΑΦΟΡΕΑ ΣΥΡΜΑΤΟΣ .....................................................................................192
9.3.2 ΣΥΜΠΑΓΕΙΣ ΜΗΧΑΝΕΣ ............................................................................................................................................192
10 ΚΩΔΙΚΟΙ ΣΦΑΛΜΑΤΟΣ .................................................................................................................................................................193
11 ΣΥΝΤΗΡΗΣΗ ................................................................................................................................................................................193
11.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ ................................................................................................................................................. 193
11.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ .......................................................................193

177
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA
SHMANTIKO¿ PRIN QE VSETE SE LEITOURGIVA THN
SUSKEUH V DIABAVSTE TO PARO VN EGCEIRIVDIO KAI
DIATHREI VSTE TO GIA O VLH TH DIAVRKEIA TH" ZWH"
TH" SUSKEUHV" SE CW VRO POU NA EIVNAI GNWSTO V
STOU" ENDIAFERO VMENOU".
AUTH V H SUSKEUH V PRE VPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENE VRGEIE" SUGKO VLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKO VLLHSH KAI TO KO VYIMO ME
TO VXO MPOROU VN NA APOTELE VSOUN AITI-
VE" KINDU VNOU GIA SA" KAI GIA TRI VTOU", gi· auto v o
crh vsth" pre vpei na ei vnai ekpaideume vno" w"pro" tou"
kindu vnou" pou proe vrcontai apo v ti" ene vrgeie"
sugko vllhsh" kai pou anafe vrontai sunoptika v para-
ka vtw. Gia pio v akribei" plhroforive" zhtei vste to
egceirivdio me kw vdika 3.300758
QO VRUBO"
Auth v kaqeauth v h suskeuh v den para vgei
qoru vbou" pou na uperbai vnoun ta 80 dB. H
diadikasiva koyi vmato" pla vsmato"§sugko vllhsh"
mporei v na para vgei o vmw" qoru vbou" pe vran autou v tou
orivou. Gi· auto v oi crh vste" pre vpei na lamba vnoun ta
problepo vmena apo v to No vmo me vtra.
HLEKTROMAGNHTIKA PEDIA-Mporou vn na eivnai bla-
b e r a v.
·� To hlektriko v reu vma pou diaperna v
opoiondh vpote agwgo v para vgei hlektroma-
gnhtika v pedi va (EMF). To reu vma
sugko vllhsh" h v koph" prokaleiv hlektro-
magnhtika v pedi va gu vrw apo v ta kalw vdia
kai ti" gennh vtrie".
� Τα μαγνητικά πεδία που προέρχονται από υψηλά
ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία
του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών
ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν
γιατρό ή τον ίδιο τον κατασκευαστή πριν από την
προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής
ή συγκόλλησης ακίδας σποτ.
� H e vkqesh sta hlektromagnhtika v pediva th"
sugko vllhsh" h v koph v" mporou vn na e vcoun a vgnwste"
epidra vsei" sthn ugeiva.
Ka vqe ceiristh", gia na meiw vsei tou" kindu vnou" pou
proe vrcontai apo v thn e vkqesh sta hlektromagnhtika v
pediva, pre vpei na threi v ti" ako vlouqe" diadikasive":
- Na frontivzei w vste kalw vdio sw vmato" kai labivda""
hlektrodivou h v tsimpi vda" na me vnoun enwme vna. An
eivnai dunato vn, sterew vste ta maziv me tainiva.
- Mhn tulivgete pote v ta kalw vdia sw vmato" kai
labivda" hlektrodivou h v tsimpi vda" gu vrw apo v to
sw vma.
- Mhn me vnete pote v ana vmesa sto kalw vdio sw vmato"
kai kalw vdio labivda" hlektrodivou h v tsimpi vda". An
to kalw vdio sw vmato" brivsketai dexia v apo v to
ceiristh v, to kalw vdio th" labi vda" hlektrodivou h v
tsimpivda" pre vpei na meivnei sthn i vdia pleura v.
- Sunde vste to kalw vdio sw vmato" sto metallo upo v
katergasiva o vso to dunato vn pio konta v sthn perio-
ch v sugko vllhsh" h v koph v".
- Mhn erga vzeste konta v sth gennh vtria.
EKRH VXEI"
� Mhn ekteleivte sugkollh vsei" konta v se
doceiva upo v pi vesh h v se parousiva ekrhktikw vn
skonw vn, aerivwn h v atmw vn. Ceirivzeste me proso-
ch v ti" fia vle" kai tou" ruqmiste v" pivesh" pou
crhsimopoiou vntai kata v ti" ene vrgeie" sugko vllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Auth v h suskeuh v eivnai kataskeuasme vnh su vmfwna me
ti" endeivxei" pou perie vcontai ston enarmonisme vno
kanonismo v IEC 60974-10 (Cl. A) kai pre vpei na crhsi-
mopoiei vtai mo vno gia epaggelmatikou v" skopou v" kai se
biomhcaniko v periba vllon. Qa mporou vsan, pra vgmati, na
upa vrcoun duskoli ve" sthn exasfa vlish th" hlektroma-
gnhtikh v" sumbato vthta" se periba vllon diaforetiko v
ap· ekeivno th" biomhcaniva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες μαζί
με τα κανονικά απόβλητα!! Σύμφωνα με την
Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα
των ηλεκτρικών και ηλεκτρονικών συσκευών και την
σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας
εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές
συσκευές πρέπει να συλλέγονται ξεχωριστά και να
μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων
οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής
συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα
συστήματα επεξεργασίας αποβλήτων από τον τοπικό
αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή
Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη
υγεία!
SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIV-
STE TH SUMPARAVSTASH EIDIKEUMEVNOU
PROSWPIKOUV.
1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ
Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα
τετραγωνάκια της πινακίδας.
B. Το ρολά εφελκυσμού νήματος μπορούν να
πληγώσουν τα χέρια.
C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού
νήματος βρίσκονται υπό τάση κατά την
συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά
αντικείμενα σε απόσταση.
1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης
ή το καλώδιο μπορεί να είναι θανατηφόρες.
Προστατευθείτε κατάλληλα την περίοδο
ηλεκτροπληξίας.
1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε
το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε
υγρά ή κατεστραμμένα γάντια.
1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο
προς συγκόλληση ή το έδαφος.
1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας
πριν από την λειτουργία της μηχανής.
2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση
μπορεί να είναι βλαβερό για την υγεία.
2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις.

178
2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού
αερισμού ή τοπικής εκκένωσης για την κατάργηση
των αναθυμιάσεων.
2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για
την κατάργηση των αναθυμιάσεων.
3. Οι σπίθες που προκαλούνται από την συγκόλληση
μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές.
3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την
περιοχή συγκόλλησης.
3.2 Οι σπινθήρες που προκαλούνται από την
συγκόλληση μπορεί να προκαλέσουν πυρκαγιά.
Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα
άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει.
3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία.
4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια
και να προκαλέσουν εγκαύματα στο δέρμα.
4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε
κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με
κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη
με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες
προστατευτικό για το σώμα.
5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχανή
ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή.
6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες
προειδοποίησης
2 ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ
Η συσκευή είναι ένα κατάλληλο πολυλειτουργικό
σύστημα για MIG/MAG, TIG (DC) συγκόλληση, με
έναυση του τόξου κατά την επαφή και ΜΜΑ [Χειροκίνητης
Ηλεκτροσυγκόλλησης Τόξου] (με εξαίρεση το ηλεκτρόδιο
κυτταρίνης), που έχει κατασκευαστεί με τεχνολογία
inverter. Η συσκευή θα πρέπει να χρησιμοποιείται μόνο
για τις εφαρμογές που περιγράφονται στο εγχειρίδιο!
Η συσκευή δεν θα πρέπει να χρησιμοποιείται για το
ξεπάγωμα των σωλήνων.
2.1 ΕΠΕΞΗΓΗΣΗ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ
Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους
κανόνες :
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (δείτε σημείωση 2).
Αρ° Αριθμός αναφοράς μητρώου για αναφορά
για οποιαδήποτε αίτηση σχετική με την
συσκευή συγκόλλησης.
3
~
f
1
f
2
Στατικός μετατροπέας τριφασικής
συχνότητας μετασχηματιστής-ανορθωτής.
MIG Κατάλληλο για συγκόλληση MIG-MAG.
MMA Κατάλληλο για συγκόλληση με επενδυμένα
ηλεκτρόδια.
TIG Κατάλληλο για συγκόλληση TIG.
U0. Δευτερεύουσα τάση κενού.
X. Ποσοστιαίος παράγοντας λειτουργίας.
Ο παράγοντας λειτουργίας εκφράζει το
ποσοστό στα 10 λεπτά στα οποία η μηχανή
συγκόλλησης μπορεί να δουλέψει σε ένα
συγκεκριμένο ρεύμα χωρίς να προκαλέσει
υπερθέρμανση.
I2. Ρεύμα συγκόλλησης
U2. Δευτερεύουσα τάση με ρεύμα Ι2
U1. Ονομαστική τάση τροφοδοσίας.
Στα πολυτασικά μοντέλα “Multi Voltage”
η μηχανή διατίθεται αυτόματα στην τάση
τροφοδοσίας του συστήματος στο οποίο
συνδέεται.
3~ 50/60Hz Μονοφασική τροφοδοσία 50 ή 60 Hz.
I1 max. Μέγιστο απορροφούμενο ρεύμα αντιστοίχου
ρεύματος I2 και τάσης U2.
I1 eff Είναι η μέγιστη τιμή του πραγματικού
απορροφούμενου ρεύματος λαμβάνοντας
υπόψη τον παράγοντα λειτουργίας.
Συνήθως αυτή η τιμή αντιστοιχεί στην τιμή
της ασφάλειας (επιβραδυντικού τύπου) που
θα πρέπει να χρησιμοποιηθεί ως προστασία
της συσκευής.
IP23S Βαθμός προστασίας του πλαισίου. Βαθμός
3 ως δεύτερο ψηφίο σημαίνει ότι αυτή η
συσκευή μπορεί να αποθηκευθεί, αλλά
όχι και να χρησιμοποιηθεί στο εξωτερικό
κατά την διάρκεια βροχής, παρά μόνο αν
προστατεύεται.
S
Κατάλληλη για εργασία σε περιβάλλον
αύξοντος κινδύνου.
ΣΗΜΕΙΩΣΗ:
1- Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία
σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC
60664).
2- Αυτή η συσκευή είναι συμβατή με την διάταξη IEC
61000-3 με τον όρο ότι η μέγιστη επιτρεπόμενη

179
εμπέδηση ZMAX του συστήματος είναι μικρότερη ή
ίση με 0,090 (Aρθ. 318 και 319) - 0,051 (Aρθ. 320)
στο σημείο διαπεφής ανάμεσα στο σύστημα του
χειριστή και εκείνο του κοινού. Είναι ευθύνη του
τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού
να εγγυηθεί, ανατρέχοντας ενδεχομένως στον
χειριστή του δικτύου διανομής, ότι η συσκευή είναι
συνδεδεμένη με τροφοδοσία μέγιστης επιτρεπόμενης
εμπέδησης του συστήματος ZMAX μικρότερης ή ίσης
με 0,090 (Aρθ. 318 και 319) - 0,051 (Aρθ. 320).
3 ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΛΕΙΤΟΥΡΓΙΚΗ ΕΚΚΙΝΗΣΗ.
3.1 ΑΝΥΨΩΣΗ (ΕΙΚ. 1).
ΕΙΚ. 1
3.2 ΣΥΝΑΡΜΟΛΟΓΗΣΗ
• Σε όλες τις γεννήτριες θα πρέπει προηγουμένως
να συναρμολογηθούν οι οπίσθιοι τροχοί έχοντας
προληπτικά εισάγει τους άξονες (εικ.2).
ΕΙΚ. 2
• Για τις μηχανές βαγονέτα είναι αναγκαία η
συναρμολόγηση της τροχήλατης βάσης στο βαγονέτο
έλξης αλλά και στην γεννήτρια. Οι μικροί τροχοί που
χορηγούνται μαζί με την συσκευασία και μαζί με τις
βίδες θα πρέπει να συναρμολογούνται στο κάτω μέρος
του βαγονέτου μεταφοράς σύρματος όπως και το
στηρικτικό του πυρσού, στην συνέχεια τακτοποιήστε
το βαγονέτο στην θέση του. (δείτε εικόνα 3).
ΕΙΚ. 3
3.3 ΣΥΝΔΕΣΗ ΤΩΝ ΕΝΔΕΧΟΜΕΝΩΝ ΕΠΕΚΤΑΣΕΩΝ
• Μπλοκάρετε το άκρο της σύνδεσης BA, στερεώνοντας
την γλωσσίδα BB στο κάτω μέρος όπως υποδεικνύεται
στην Εικ. 4.
ΕΙΚ. 4
BA
BB

180
• Εκτελέστε τις συνδέσεις, στο πίσω μέρος της γεννήτριας
όπως υποδεικνύεται στην Εικ. 5.
ΕΙΚ. 5
• Αποφύγετε την πραγματοποίηση σύνδεσης υπό
μορφή μπομπίνας για την μείωση στο ελάχιστο των
επαγωγικών φαινόμενων που μπορεί να επηρεάσουν
τα αποτελέσματα της συγκόλλησης.
• Συνδέσατε το άλλο άκρο της σύνδεσης BA, στο
βαγονέτο μεταφοράς του σύρματος όπως υποδεικνύεται
στην Εικ. 6.
ΕΙΚ. 6
• Οι σωλήνες του ψυκτικού υγρού συνδέονται στα
συνδετικά ταχείας απελευθέρωσης που βρίσκονται στο
κάτω μέρος του βαγονέτου μεταφοράς σύρματος (δείτε
Εικ. 7), ακολουθώντας τα χρώματα που υποδεικνύονται
στο άνω μέρος του ίδιου του βαγονέτου.
ΕΙΚ. 7
3.4 ΣΥΝΔΕΣΗ ΤΟΥ ΠΥΡΣΟΥ ΣΥΓΚΟΛΛΗΣΗΣ.
• Συνδέσατε τον πυρσό στο κεντρικό συνδετικό F.
• Συναρμολογήστε την μπομπίνα σύρματος.
• Ελέγξατε αν ο λαιμός των ρολών αντιστοιχεί στην
διάμετρο του χρησιμοποιούμενου σύρματος. Γι α
ενδεχόμενη αντικατάσταση ενεργήστε κατά τα
ακόλουθα (Εικ. 8):
ΕΙΚ. 8
BN
BN
CA
Ανοίξτε την θυρίδα του χώρου μεταφοράς σύρματος.
Αφαιρέστε το κάλυμμα CA του γκρουπ μεταφοράς
σύρματος.
Απεμπλοκάρετε τους κυλίνδρους στάσης σύρματος
διαμέσου του διακόπτη ρύθμισης της πίεσης BN.
Αντικαταστήστε τους κυλίνδρους και επαναφέρατε το
κάλυμμα CA.
Εισάγετε το καλώδιο στον μεταφορέα και στο συνδετικό
πυρσού.
Μπλοκάρετε τους κυλίνδρους στάσης σύρματος
διαμέσου του διακόπτη BN και ρυθμίστε την πίεση.
Συνδέστε το καλώδιο γείωσης (που εμπεριέχεται) στην
πρίζα D.
Συνδέσατε το σωλήνα αερίου στο συνδετικό G
3.5 ΣΥΝΑΡΜΟΛΟΓΗΣΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ (AΝΤ.
1683 – ΧΟΡΗΓΕΙΤΑΙ ΜΕΤΑ ΑΠΟ ΑΙΤΗΣΗ - ANT. 318-
319) (Εικ. 9)

181
ΕΙΚ
. 9
Σε περίπτωση χρήσης του γκρουπ ψύξης, εκτελέσατε τις
ακόλουθες οδηγίες:
• Αφαιρέστε το πάνελ M
• Εισάγετε το γκρουπ ψύξης στο εσωτερικό του χώρου
ώστε από το επάνω μέρος να φαίνεται το στέλεχος
επιθεώρησης ελέγχου της στάθμης του υγρού
• Στερεώστε στο βαγονέτο μεταφοράς της συσκευής
συγκόλλησης με τις βίδες στο ίδιο γκρουπ.
3.6 ΤΟΠΟΘΕΤΗΣΗ
Τοποθετήστε την συσκευή συγκόλλησης με τρόπο
ώστε να επιτρέπει την ελεύθερη κυκλοφορία του αέρα
στο εσωτερικό της και αποφύγετε κατά το δυνατό την
εισαγωγή μεταλλικών κονιορτών ή άλλου είδους.
3.6.1 Έδαφος σε κλήση.
Λόγω του ότι αυτή η συσκευή συγκόλλησης διαθέτει
τροχούς χωρίς φρένο, βεβαιωθείτε να μην τοποθετήσετε
την μηχανή σε επιφάνειες με κλίση, για την αποφυγή της
ανατροπής της ή την ανεξέλεγκτη κίνηση της ίδιας.
3.7 ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ
• Η εγκατάσταση της μηχανής θα πρέπει να
πραγματοποιηθεί από έμπειρο προσωπικό.
• Όλες οι συνδέσεις θα πρέπει να πραγματοποιηθούν σε
συμφωνία με τους κανονισμούς (IEC/CEI EN 60974-9)
σε ισχύ και τηρώντας πλήρως τους νόμους προστασίας
από ατυχήματα.
• Συνδέσατε το φις κατάλληλης απόδοσης στο καλώδιο
τροφοδοσίας βεβαιώνοντας ότι ο αγωγός κίτρινος
πράσινος είναι συνδεμένος με τον πείρο της γείωσης.
• Ελέγξτε πάντα ότι η τάση του δικτύου σας αντιστοιχεί
με την ονομαστική τάση της συσκευής συγκόλλησης. •
Διαστασιοποιήστε τις ασφάλειες προστασίας με βάση
τα δεδομένα που αναγράφονται στα τεχνικά δεδομένα.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

182
4 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ ( Ε Ι Κ . 1 0 = Σ Υ Μ Π Α Γ Η Σ
ΕΚΔΟΣΗ) (ΕΙΚ. 11 = ΕΚΔΟΣΗ ΜΕ ΞΕΧΩΡΙΣΤΟ
ΜΕΤΑΦΟΡΕΑ ΚΑΛΩΔΙΟΥ)
Α - ΠΑΝΕΛ ΕΝΤΟΛΕΩΝ.
Ανυψώστε την διαφανή θυρίδα για να αποκτήσετε
πρόσβαση στους εντολείς.
B- Φίσα:
Φίσα τύπου DB9 (RS 232) για την ενημέρωση των
προγραμμάτων των μικροεπεξεργαστών.
C- Φίσα:
Φίσα τύπου USB προς χρήση και ενημέρωση των
προγραμμάτων μικροεπεξεργαστών. Μόνο στις μηχανές
με ξεχωριστό μεταφορέα σύρματος.
D – Φίσα:
Φίσα για την σύνδεση των εντολέων από απόσταση και
του σύρματος εντολής του πυρσού Push–Pull.
E – Πρίζα (+):
Πρίζα στην οποία συνδέεται το βίσμα του καλωδίου
γείωσης σε συγκόλληση TIG, η λαβίδα φορέας
ηλεκτροδίου σε συγκόλληση MMA.
F – Κεντρικό συνδετικό:
Στο οποίο συνδέεται ο πυρσός συγκόλλησης.
G - Πρίζα:
Πρίζα στην οποία συνδέεται το βίσμα του καλωδίου
γείωσης σε συγκόλληση MIG/MAG e MMA.
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

183
H - Συνδετικό:
Στο οποίο συνδέεται ο σωλήνας εξερχόμενου αερίου από
τον πυρσό TIG.
I – Στρόφιγγες ταχείας απελευθέρωσης:
Στις οποίες συνδέονται όλοι οι εξερχόμενοι σωλήνες του
ενδεχόμενα ψυχόμενου με νερό πυρσού. ΣΗΜΕΙΩΣΗ
Ακολουθήστε τα χρώματα των σωλήνων και των
στροφίγγων. Μόνο στις μηχανές με ξεχωριστό μεταφορέα
σύρματος.
L – Στηρικτικό:
Στηρικτικό για τον πυρσό συγκόλλησης.
M - Πάνελ:
Πάνελ κλεισίματος θαλάμου γκρουπ ψύξης.
N – Σωλήνα αερίου.
O – Συνδετικό σωλήνα αερίου:
Στο οποίο συνδέεται ο σωλήνας αερίου της σύνδεσης
γεννήτριας/βαγονέτου.
P - Φίσα:
Στο οποίο συνδέεται το συνδετικό του καλωδίου των
υπηρεσιών σύνδεσης γεννήτριας/βαγονέτου.
Q – Πρίζα πρεσοστάτη:
Στο οποίο συνδέεται το καλώδιο που προέρχεται από τον
πρεσοστάτη που βρίσκεται στον εσωτερικό του γκρουπ
ψύξης (Αντ.1683)
.
R – Φορέας ασφάλειας.
S - Πρίζα:
Στο οποίο συνδέεται το καλώδιο δικτύου του γκρουπ
ψύξης Αντ.1683 (Προαιρετικό).
T – Διακόπτης ON/OFF.
U – Καλώδιο τροφοδοσίας.
V – Ιμάντες φραγής φιάλης.
W – Στηρικτικό φιάλης.
Z - Στρόφιγγες ταχείας απελευθέρωσης:
Στα οποία συνδέονται ο κόκκινος και μπλε σωλήνας της
σύνδεσης γεννήτριας / βαγονέτου. Μόνο στις μηχανές με
ξεχωριστό μεταφορέα σύρματος.
ΣΗΜ.: Οι στρόφιγγες τοποθετούνται κάτω από το
βαγονέτο μεταφοράς σύρματος. Ακολουθήστε τα
χρώματα των σωλήνων και των στροφίγγων.
X - Πρίζα:
Στην οποία, η συγκόλληση MIG/MAG,, συνδέεται ο
συνδέτης οποίο συνδέεται το καλώδιο ισχύος (θετικός
πόλος +) της σύνδεσης γεννήτριας/βαγονέτου. Μόνο στις
μηχανές με ξεχωριστό μεταφορέα σύρματος.
Y - Συνδετικό:
Στο οποίο συνδέεται ο σωλήνας αερίου της σύνδεσης
γεννήτριας/βαγονέτου. Μόνο στις μηχανές με ξεχωριστό
μεταφορέα σύρματος.
K - Φις:
Στο οποίο συνδέεται το συνδετικό του καλωδίου ισχύος
της σύνδεσης γεννήτριας/βαγονέτου. Μόνο στις μηχανές
με ξεχωριστό μεταφορέα σύρματος.
ΑΑ – Θυρίδα κάλυψης μπομπίνας σύρματος.
ΑΒ – Κάλυψη μπομπίνας σύρματος.
AC – Στηρικτικό μπομπίνας:
Κατάλληλο για μπομπίνες standard μέχρι Ø 300 mm, 16 Kg.
5 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ AΝΤ 1683 ( Εικ. 12).
Αυτό το γκρουπ ψύξης, που χορηγείται μετά από
αίτηση (Ant. 318-319), σχεδιάστηκε για την ψύξη των
πυρσών που χρησιμοποιούνται για την συγκόλληση και
θα πρέπει να χρησιμοποιείται αποκλειστικά με αυτή την
γεννήτρια.
AD- Στέλεχος Επιθεώρησης:
Στέλεχος επιθεώρησης για την επιθεώρηση του επιπέδου
του ψυκτικού υγρού.
AE - Tάπα.
AF – Στρόφιγγες ταχείας απελευθέρωσης:
Συνδέσατε την κόκκινη και μπλε σωλήνα του πυρσού
συγκόλλησης. ΣΗΜ. Ακολουθήστε τα χρώματα των
σωλήνων και των στροφίγγων.
ΕΙΚ. 12
AD
AM AL AH AI
AG
AF
AE

184
AG – Στρόφιγγες ταχείας απελευθέρωσης:
Στα οποία συνδέονται οι κόκκινοι και μπλε σωλήνες
της σύνδεσης γεννήτριας / βαγονέτου, στις μηχανές με
ξεχωριστό μεταφορέα σύρματος. ΣΗΜ. Ακολουθήστε τα
χρώματα των σωλήνων και των στροφίγγων.
AH – Φορέας ασφάλειας.
AI - Σύνδεση.
Για την προστασία “πίεσης υγρού ψύξης”.
AL - Διακόπτης ON / OFF.
AM – Καλώδιο τροφοδοσίας.
5.1 ΣΥΝΔΕΣΕΙΣ.
Για τις ηλεκτρικές συνδέσεις, των ενδεχόμενων
επεκτάσεων και των προστατευτικών ακολουθήστε τις
υποδείξεις που αναγράφονται στο εγχειρίδιο οδηγιών
που χορηγείται μαζί με το γκρουπ ψύξης.
5.2 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ.
5.2.1 Προστατευτικά πίεσης υγρού ψύξης.
Αυτό το προστατευτικό πραγματοποιείται διαμέσου ενός
πρεσοστάτη, που εισάγετε στο κύκλωμα εξόδου του
υγρού και ελέγχει έναν μικροδιακόπτη. Αν η πίεση είναι
ανεπαρκής στην οθόνη D1 προβάλλεται διακοπτόμενα η
επιγραφή H2O.
5.2.2 Ασφάλεια (T 2A/250V-Ø 5x20).
Αυτή η ασφάλεια εισήχθη για την προστασία της
μηχανοκίνητης αντλίας και βρίσκεται στο οπίσθιο πάνελ
της συσκευής συγκόλλησης στην ειδική ασφαλειολαβή
BF. (Εικ. 12).
5.3 ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ.
Ξεβιδώστε την τάπα AU και πληρώσατε το ντεπόζιτο (η
συσκευή διαθέτει περίπου ένα λίτρο υγρού).
Είναι σημαντικός ο περιοδικός έλεγχος, διαμέσου του
στελέχους επιθεώρησης AT, ότι το υγρό διατηρείται στην
στάθμη “max”.
6 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ ΕΝΤΟΛΕΩΝ (Εικ. 13-14)
Το πάνελ εντολέων αποτελείται από μια ζώνη ελέγχου
(Εικ.13) και μια ζώνη ρυθμίσεων (Εικ. 14).
6.1 ΠΑΝΕΛ ΕΛΕΓΧΟΥ (ΕΙΚ. 13).
Πλήκτρο επιλογής T1
Σε κάθε πίεση επιλέξατε το ρυθμίσιμο μέγεθος
διαμέσου του διακόπτη M1. Τα επιλέξιμα μεγέθη, που
προβάλλονται από τα led L1, L2 και L3, σχετίζονται
με τον τύπο της επιλεγμένης διαδικασίας συγκόλλησης.
Led L1 Πάχος
Υποδεικνύει ότι η οθόνη D1 προβάλει το πάχος σε
mm, του τεμαχίου προς συγκόλληση με βάση το
ρυθμιζόμενο ρεύμα και την ταχύτητα του σύρματος.
Ενεργό στις συνεργικές διαδικασίες MIG-MAG.
Led L2 Ταχύτητα σύρματος
Υποδεικνύει ότι το display D1 προβάλει την ταχύτητα,
τα μέτρα ανά λεπτό, του σύρματος συγκόλλησης.
Ενεργό στις διαδικασίες συγκόλλησης MIG/MAG.
Led L3 Ρεύμα συγκόλλησης
Υποδεικνύει ότι το display D1 προβάλει το ρεύμα
συγκόλλησης σε ampere.
Διακόπτης M1
Σε σχέση με τον τύπο της επιλεγμένης διαδικασίας
διαμέσου αυτού του διακόπτη ρυθμίζονται τα
επιλεγμένα μεγέθη διαμέσου του πλήκτρου T1.
Οθόνη D1
Προβάλλει την τιμή των επιλεγμένων μεγεθών διαμέσου
του πλήκτρου T1 και ρυθμίζονται διαμέσου του διακόπτη
M1.
Πλήκτρο επιλογής T2
Σε κάθε σύντομη πίεση επιλέξατε το ρυθμίσιμο
μέγεθος διαμέσου του διακόπτη M2. Τα επιλέξιμα
μεγέθη, που προβάλλονται από τα led L4, L5 και
L6, σχετίζονται με τον τύπο της επιλεγμένης διαδικασίας
συγκόλλησης.
Led L4 Τάση συγκόλλησης
Υποδεικνύει την τιμή προβολής από το display D2 και
την τάση εκφραζόμενη σε volt.
Με το τόξο απενεργοποιημένο, στις διαδικασίες MIG/
MAG, η τιμή που προβάλλεται από το display D2 είναι η
προρυθμισμένη τάση ή το «set point» (δείτε παράγραφο
9.1 Συγκόλλησης MIG/MAG).
Κατά την διάρκεια της συγκόλλησης, η τιμή που
προβάλλεται από το display D2 είναι πάντα η μετρημένη
τάση από την γεννήτρια.
Led L5 Μήκος τόξου
Κατά τις διαδικασίες της συγκόλλησης MIG/MAG
Συνεργικά (με εξαίρεση την MIG HD) υποδεικνύει ότι το
display D2 προβάλει την τιμή της διόρθωσης του τόξου
της συγκόλλησης.
Η τιμή 0(μηδέν) αντιστοιχεί στο προρυθμισμένο μήκος
τόξου από τον κατασκευαστή.
Διαμέσου του διακόπτη M2 είναι πιθανή η επιμήκυνση
του τόξου (θετικές τιμές) ή η μείωσή του (αρνητικές τιμές)
στο πεδίο των -9,9 ÷ +9,9.
Led L6 Εμπέδηση
Κατά τις διαδικασίες της συγκόλλησης MIG/MAG
υποδεικνύει ότι το display D2 προβάλει την τιμή της
εμπέδησης.
Η τιμή 0 (μηδέν) αντιστοιχεί στην προρυθμισμένη
εμπέδηση από τον κατασκευαστή.
Διαμέσου του διακόπτη M2 είναι πιθανή η επιμήκυνση
του τόξου (θετικές τιμές) ή η μείωσή του (αρνητικές τιμές)
στο πεδίο των -9,9 ÷ +9,9.

185
Διακόπτης M2
Σε σχέση με τον τύπο της επιλεγμένης διαδικασίας
διαμέσου αυτής της λαβής ρυθμίζονται τα
επιλεγμένα μεγέθη διαμέσου του πλήκτρου T2.
Κατά τις διαδικασίες της συγκόλλησης MIG/MAG
Συνεργικά, όταν είναι ενεργοποιημένο το L4 (τάση
συγκόλλησης), ενεργοποιώντας αυτό τον διακόπτη η
επιλογή μετακινείται αυτόματα στο L5 (μήκος τόξου).
Display D2
Σε όλες τις διαδικασίες συγκόλλησης προβάλλει
αριθμητικά τις επιλογές που πραγματοποιήθηκαν από το
πλήκτρο T2 και που ρυθμίστηκαν από τον διακόπτη M2.
Led L7 Σφαιροειδής θέση
Κατά τις διαδικασίες της συγκόλλησης MIG/MAG
συνεργικά, σηματοδοτεί ότι το ζεύγος των τιμών
ρεύματος και τάσης που επιλέγονται για την συγκόλληση
μπορεί να δημιουργήσουν ασταθή τόξα και με παραγωγή
ψεκασμών.
Led L8 Hold
Ενεργοποιείται αυτόματα μετά το τέλος της
συγκόλλησης για να σηματοδοτήσει ότι στα display D1
και D2 προβάλλονται οι τελευταίες δυο μετρώμενες τιμές
ρεύματος και τάσης.
Led L9 Ασφάλεια
Σηματοδοτεί την ομαδική λειτουργία κάποιων
πλήκτρων. Ο χειριστής θα πρέπει να ρυθμίσει μόνο τις
παραμέτρους συγκόλλησης που συμπεριλαμβάνονται
στην ζώνη του πάνελ ελέγχου.
Για την ενεργοποίηση της λειτουργίας πατήστε πρώτα
το πλήκτρο T5 και διατηρώντας το πατημένο πατήστε
σύντομα το πλήκτρο T2. Το led L9 φωτίζεται για να
υποδείξει ότι η λειτουργία είναι ενεργή. Για έξοδο
επαναλάβετε με τον ίδιο τρόπο την πίεση των πλήκτρων
T5 και T2.
Πλήκτρο T4 Test σύρματος
Επιτρέπει την σταδιακή προώθηση του σύρματος
έως 8 m/min χωρίς την παρουσία τάσης στον
πυρσό και χωρίς την έξοδο αερίου.
Πλήκτρο T3 Test αερίου
Πατώντας αυτό το πλήκτρο το αέριο εξέρχεται για
30s, πατώντας το για δεύτερη φορά διακόπτεται.
6.2 ΠΑΝΕΛ ΡΥΘΜΙΣΕΩΝ (ΕΙΚ. 14).
Επιτρέπει την ταχεία πρόσβαση στο μενού της
συσκευής συγκόλλησης και στις προσθετικές λειτουργίες
προβάλλοντας τες και καθιστώντας τες άμεσα διαθέσιμες.
Αποτελείται από ένα display ψηφιδοειδούς απεικόνισης D3
που εμφανίζονται όλες οι αναγκαίες πληροφορίες για τον
προγραμματισμό, τα πλήκτρα πλοήγησης (T10, T11, T12
και T13) με τα οποία πραγματοποιείται η πλοήγηση στο
εσωτερικό των επιλογών των διαφόρων μενού (T5, T6, T7,
T8 και T9) που επιτρέπουν την πρόσβαση στα διάφορα
μενού που συνθέτουν το rmware και από μια σειρά led
που σηματοδοτούν τον τύπο της διαδικασίας σε χρήση
(L10, L11 και L12) καθώς και μερικές συμπληρωματικές
λειτουργίες (L13, L14 και L15).
ΕΙΚ. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

186
Κατά την εκκίνηση της
συσκευής συγκόλλησης
το display D3 προβάλλει,
για περίπου 5 s, μερικές
πληροφορίες σχετικά με
την κατάσταση της
μηχανής (δείτε παρ. 7.4
μενού Πληροφοριών), ανάμεσα στις οποίες η έκδοση του
rmware.
Αμέσως μετά προβάλει τις προρυθμίσεις του
κατασκευαστή της συσκευής συγκόλλησης:
- Ημερομηνία (ημέρα/
μήνας/έτος) και ωράριο
(ώρα και λεπτά).
- Διαδικασία Συνεργική
MIG. (Led L10 αναμμένο).
- Σύρμα συγκόλλησης
τύπου SG2 ø 1,0 mm.
- Αέριο Ar/18% CO2.
- Τρόπος έναυσης 2 χρόνοι 2T.
Στο κάτω μέρος του display εμφανίζονται οι συντμήσεις
(MEM, PAR, 2T/4T και JOB) επιλέξιμες διαμέσου των
πλήκτρων λειτουργίας T6, T7, T8, T9 (δείτε παρ. 8).
6.3 ΠΡΟΒΟΛΗ ΣΥΝΑΓΕΡΜΩΝ
Όταν η μηχανή εντοπίζει έναν προσωρινό συναγερμό,
στα display D1 και D2 προβάλλεται μια διακοπτόμενη
επιγραφή σε σχέση με την αιτία που προκάλεσε τον
συναγερμό. Για παράδειγμα: αν η θυρίδα της μεταφοράς
σύρματος είναι ανοικτή προβάλλεται η επιγραφή “OPn».
6.4 ΠΡΟΒΟΛΗ ΣΦΑΛΜΑΤΩΝ
Όταν η μηχανή εντοπίζει έναν σοβαρό συναγερμό,
στα display D1 και D2 προβάλλεται η επιγραφή «Err»
ακολουθούμενη από τον σχετικό κωδικό σφάλματος.
Σε αυτή την περίπτωση απενεργοποιήστε την μηχανή και
επικοινωνήστε με την υπηρεσία τεχνικής υποστήριξης
(δείτε παράγραφο 10).
7 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΤΗΣ ΜΗΧΑΝΗΣ
«Main Menu» - «Κύριο Μενού»
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
Ο προγραμματισμός πραγματοποιείται με την είσοδο στο
«Κύριο Μενού» στο οποίο πραγματοποιείται η πρόσβαση
πατώντας το πλήκτρο T5 και στην συνέχεια το πλήκτρο
T6 (MENU) ή διαμέσου του μενού ταχείας πρόσβασης
όπως περιγράφεται στην παράγραφο 8.
Στο εσωτερικό του «Κύριου μενού», διαμέσου των
πλήκτρων T10 και T11, είναι δυνατή η επιλογή μιας εκ των
επιλογών από τον κατάλογο που υπογραμμίζεται με την
ΕΙΚ. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12

187
κίτρινη δέσμη. Με το πλήκτρο T12 εισέρχεστε στο σχετικό
υπομενού και αντίθετα με το πλήκτρο T13 επιστρέφετε
στο προηγούμενο μενού επιβεβαιώνοντας την ίδια στιγμή
την επιλογή που πραγματοποιήσατε.
Αν εμφανιστεί ένα βέλος προς τα κάτω σημαίνει πως
υπάρχουν και άλλες μη προβαλλόμενες επιλογές στην
οθόνη.
Αυτό το κριτήριο πλοήγησης είναι έγκυρο για όλα τα
μενού της μηχανής.
Οι διαθέσιμες επιλογές από το «κύριο μενού» είναι:
- “Process Params” – Παράμετροι διαδικασίας (Δείτε
παρ. 7.1)
- “Jobs» (Δείτε παρ. 7. 2)
- “Settings” – Ρυθμίσεις (Δείτε παρ. 7.3)
- “Information” - Πληροφορίες (Δείτε παρ. 7.4)
7.1 MENU «PROCESS PARAMS» - «ΠΑΡΑΜΕΤΡΟΙ
ΔΙΑΔΙΚΑΣΙΑΣ».
Στο υπομενού «Παράμετροι διαδικασίας»
πραγματοποιείται από το «Κύριο Μενού» ή άμεσα
πατώντας το πλήκτρο T7 (PAR). Παρακάτω υπάρχουν
όλες οι παράμετροι όπου ο χειριστής μπορεί αν μετατρέψει
σε σχέση με την διαδικασία επιλεγμένης συγκόλλησης
(led L10, L11, L12).
Στο εσωτερικό του «Παράμετροι διαδικασίας» είναι δυνατή
η πρόσβαση άμεσα κατά την αποθήκευση πατώντας το
πλήκτρο T6 (ΜΕΜ) (δείτε παρ. 7. 2.1).
7.1.1 «Process» - «Διαδικασία».
Η πρώτη παράμετρος
είναι η διαδικασία
συγκόλλησης. Η πίεση
του πλήκτρου T12
επιτρέπει την πρόσβαση
στην οθόνη επιλογής
του τύπου διαδικασίας.
Τα πλήκτρα T10 e T11, πέρα από την πραγματοποίηση
της επιλογής που υπογραμμίζεται από την κίτρινη γραμμή,
ολισθαίνουν μεταξύ των διαθέσιμων διαδικασιών.
Οι επιλέξιμες διαδικασίες συγκόλλησης είναι:
MIG Συγκόλλησης MIG/MAG συνεργικό
κυμάτωσης (μετά από αίτηση) αντ. 231.
MIG Συγκόλληση συνεργική MIG/MAG.
MIG HD Συγκόλληση συνεργική MIG/MAG υψηλής
εναπόθεσης.
MIG Root Συγκόλληση συνεργική MIG/MAG για τις
κατακόρυφες κατιούσες συγκολλήσεις.
MIG Man Συγκόλληση συμβατική MIG/MAG.
TIG Διαδικασία συγκόλλησης με άτηκτο
ηλεκτρόδιο κατάλληλο για όλα τα μέταλλα
με εξαίρεση το αλουμίνιο, το μαγνήσιο
και τον ορείχαλκο. Η έναυση του τόξου
πραγματοποιείται από επαφή χωρίς υψηλή
συχνότητα.
MMA Διαδικασία συγκόλλησης με επενδυμένο
ηλεκτρόδιο και ασφάλεια.
7.1. 2 «Material» - «Υλικό» (ενεργό στις διαδικασίες MIG/
MAG).
Σε αυτή την επιλογή επιλέγεται ο τύπος υλικού του
σύρματος συγκόλλησης.
7.1. 3 «Diameter» - «Διάμετρος» (ενεργό στις διαδικασίες
MIG/MAG).
Οι διάμετροι του σύρματος συγκόλλησης επιλέγονται σε
σχέση με τον τύπο επιλεγμένου υλικού.
7.1. 4 «Αέριο» (ενεργό στις διαδικασίες MIG/MAG).
Τα χρησιμοποιούμενα αέρια σε σχέση με τον τύπο του
επιλεγμένου υλικού.
7.1. 5 “Arc Length Corr” - «Διόρθωση μήκους τόξου»
(Διαθέσιμο σε MIG/MAG συνεργίας, MIG Root).
Επιτρέπει την διόρθωση
του μήκους τόξου σε
Volt διαμέσου των
πλήκτρων T10 και T11 ή
του διακόπτη M2
MIN MAX DEF.
Διόρθ. μήκους τόξου
-9,9 V 9,9 V 0,0 V
ΠΡΟΣΟΧΗ:
στο σχέδιο ρύθμισης, που είναι παρόμοιο με όλες τις
παραμέ τρους πο υ έ χουν έ να πεδίο ρύθ μισ ης, εμφανίζονται:
-Το όνομα της παραμέτρου που βρίσκεται σε εξέλιξη
διόρθωσης.
-Η τιμή της μονάδας μέτρησης.
-Η κλίμακα ρύθμισης.
-Οι συντομεύσεις:
MIN = ελάχιστο της ρύθμισης. Πλήκτρο T5.
MAX = μέγιστο της ρύθμισης. Πλήκτρο T7.
DEF = προκαθορισμένη τιμή. Πλήκτρο T6.
7.1.6 “Inductance Corr” - «Διόρθωση τιμής
εμπέδησης» (διαθέσιμη σε όλες τις διαδικασίες
συνεργικών MIG/MAG, εκτός της MIG HD)
Επιτρέπει την διόρθωση της τιμής εμπέδησης.
MIN MAX DEF.
Διορ. τιμής εμπέδησης
-9,9 9,9 0,0
7.1.7 «Start Mode» - «Λειτουργία εκκίνησης» (επιλεγμένη
από την λειτουργία έναρξης συγκόλλησης).
2T (ενεργό στις διαδικασίες MIG/MAG και TIG).
Η μηχανή αρχίζει την συγκόλληση όταν πατάτε
το πλήκτρο του πυρσού και διακόπτεται όταν το
απελευθερώνετε.
4T (ενεργό στις διαδικασίες MIG/MAG και TIG).
Για την έναρξη της συγκόλλησης ο χειριστής θα
πρέπει να πατήσει το πλήκτρο πυρσού, για την λήξη
της συγκόλλησης πατήστε και απελευθερώστε και
πάλι.
3L (ενεργό στις διαδικασίες συνεργίας MIG/MAG).
Η συγκόλληση αρχίζει κατά την πίεση του πλήκτρου

188
πυρσού, το ρεύμα ανακαλούμενης συγκόλλησης
θα είναι εκείνο που ρυθμίζεται στο “Start current”.
Αυτό το ρεύμα θα διατηρηθεί μέχρι την στιγμή που
το πλήκτρο πυρσού παραμένει πατημένο. Κατά την
απελευθέρωση το ρεύμα συνδέεται με το ρυθμισμένο
ρεύμα συγκόλλησης, στον καθορισμένο χρόνο από
τον χρόνο “Slope time” και διατηρείται μέχρι την
στιγμή που το πλήκτρο πυρσού δεν θα ξαναπατηθεί.
Στην επόμενη πίεση του πλήκτρου πυρσού το
ρεύμα της συγκόλλησης θα διασυνδεθεί με το τρίτο
ρεύμα (ρεύμα του «Crater-ller») ρυθμιζόμενο με
την παράμετρο “Crater Current”, στον καθορισμένο
χρόνο από τον χρόνο “Slope time” και θα διατηρείται
μέχρι την απελευθέρωση του πλήκτρο πυρσού. Κατά
την απελευθέρωση του πλήκτρου διακόπτεται η
συγκόλληση.
Ρυθμίσεις για 3L
MIN MAX DEF.
Έναρξη ρεύματος
10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1. 8 «Spot» - «διάτρηση / διακοπή».
(μόνο στις διαδικασίες MIG/MAG 2T ή 4T).
OFF (προκαθορισμένο)
ON
Σε περίπτωση χρήσης του γκρουπ ψύξης, εκτελέσατε τις
ακόλουθες οδηγίες:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1. 9 «HSA» - «Αυτόματο Hot Start».
(μόνο στις διαδικασίες συνεργίας MIG/MAG 2T ή 4T).
Αυτή η λειτουργία αναστέλλεται όταν η λειτουργία 3L είναι
ενεργή και λειτουργεί με τα προγράμματα συνεργίας.
Ειδικότερα κατάλληλη για την ανάκτηση της “θερμής”
εκκίνησης στην συγκόλληση του αλουμινίου.
OFF (προκαθορισμένο).
ON.
Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι
παρακάτω ρυθμίσεις:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
Η συγκόλληση ξεκινά με το “Start Current”. Η διάρκεια
αυτού του πρώτου ρεύματος ρυθμίζεται από τον “starting
current time”. Μετά από αυτό το χρόνο το ρεύμα συνδέεται
με εκείνο της συγκόλλησης στο χρόνο ”Slope Time”.
7.1.10 «CRA» - «Πλήρωση του τελικού κρατήρα».
(μόνο στις διαδικασίες συνεργίας MIG 2T ή 4T).
OFF (προκαθορισμένο)
ON
Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι
παρακάτω ρυθμίσεις:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 «Soft Start» - «Προσέγγιση».
Μόνο στις διαδικασίες MIG/MAG)
Είναι η ταχύτητα του σύρματος, εκφραζόμενη σε ποσοστό,
της ρυθμισμένης ταχύτητας για την συγκόλληση πριν από
το άγγιγμα του τεμαχίου προς συγκόλληση.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 «Burnback».
Μόνο στις διαδικασίες MIG/MAG)
Χρειάζεται για την ρύθμιση του μήκους του σύρματος
που εξέρχεται από το ακροφύσιο αερίου μετά από την
συγκόλληση.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 «Double Level» - «Διπλή στάθμη»
(μετά από αίτηση Aντ. 233)
(Μόνο στις διαδικασίες συνεργίας MIG/MAG).
Αυτός ο τύπος συγκόλλησης μεταβάλει την ένταση του
ρεύματος ανάμεσα σε δυο επίπεδα.
Πριν ρυθμίσετε την συγκόλληση με διπλό επίπεδο είναι
αναγκαίο να εκτελέσετε μια σύντομη ραφή συγκόλλησης
ώστε να καθορίσετε την ταχύτητα του σύρματος και
κατά συνέπεια του ρεύματος που θα ανακτήσετε για την
διείσδυση και τι πλάτος της ραφής του συνδέσμου που
θέλετε να πραγματοποιήσετε.
Με αυτό τον τρόπο καθορίζεται η τιμή της ταχύτητας
προώθησης του σύρματος (και κατά συνέπεια του
αντίστοιχου ρεύματος) στο οποίο θα αθροιστούν και
θα αφαιρεθούν διαδοχικά τα μέτρα ανά λεπτό που θα
ρυθμιστούν.
Πριν από την εκτέλεση είναι καλό να υπενθυμιστεί ότι σε
μια σωστή ραφή η εναπόθεση ανάμεσα σε δυο “πλέγματα”
θα πρέπει να είναι τουλάχιστον κατά 50%.
OFF (προκαθορισμένο)
ON.
Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι
παρακάτω ρυθμίσεις:
MIN MAX PRED.
Frequency 0,1 Hz 5 Hz 1,5 Hz
Pulse step 0,1 m 3,0 m 1,0 m
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0

189
7.1.13.1 «Frequency» - «συχνότητα» του δεύτερου
επιπέδου.
Η συχνότητα, καθορίζεται σε Hertz είναι ο αριθμός των
περιόδων ανά δευτερόλεπτο. Ως περίοδος ορίζεται η
εναλλαγή της υψηλής ταχύτητας με την χαμηλή.
Η χαμηλή ταχύτητας, που δεν διεισδύει, χρειάζεται στον
συγκολλητή για να μεταφερθεί από το ένα πλέγμα στο
επόμενο. Η υψηλή ταχύτητα, που αντιστοιχεί στο μέγιστο
ρεύμα είναι και εκείνη που διεισδύει και εκτελεί το πλέγμα
του συγκολλητή . Σε αυτή την περίπτωση ο συγκολλητής
σταματά για να εκτελέσει το πλέγμα.
7.1.13.2 “Pulse Step”: είναι το πλάτος της μεταβολής
της ταχύτητας σε m/min.
Η μεταβολή καθορίζει το άθροισμα και την αφαίρεση
των m/min της ταχύτητας αναφοράς που αναφέρθηκε
προηγουμένως. Με την ισότητα των άλλων παραμέτρων
αυξάνοντας τον αριθμό το πλέγμα θα γίνει πιο πλατύ και
θα ανακτήσουμε μεγαλύτερη διείσδυση.
7.1.13.3 “Duty Cycle”: χρόνος διπλού επιπέδου.
Εκφραζόμενο σε ποσοστό, είναι ο χρόνος της ταχύτητας
/ μέγιστου ρεύματος σύμφωνα με την διάρκεια της
περιόδου. Με την ισότητα των άλλων παραμέτρων
καθορίζεται η διάμετρος του πλέγματος κατά συνέπεια
και η διείσδυση.
7.1.13.4 “Arc Length Cor” - «Διόρθωση μήκους τόξου» .
Ρυθμίζει το μήκος του τόξου της μέγιστης ταχύτητας/
ρεύμα.
Προσοχή: μια καλή ρύθμιση προβλέπει ένα μήκος
κύματος ίδιο και για τα δυο ρεύματα.
7.1.14 " Double Pulse" - "Διπλή κυμάτωση".
Ενεργοποιείται, αυτόματα, όταν ανακτώνται οι δυο
ενημερώσεις Aντ. 231 και Aντ.233.
Για την λειτουργία δείτε την παράγραφο 7.1.13.
7.1.15 «Prefow» - «Προ Αέριο».
(Σε όλες τις διαδικασίες με εξαίρεση το MMA).
MIN MAX DEF.
Προ Αέριο
0 s 10 s 0,1 s
7.1.16 «Postow» - «Μετά Αέριο».
(Σε όλες τις διαδικασίες με εξαίρεση το MMA).
MIN MAX DEF.
Μετά Gas
0 s 10 s 3 s
7.1.17 «Speed Corr» - «Διόρθωση της Ταχύτητας».
(Μόνο στις διαδικασίες MIG HD).
Επιτρέπει το ποσοστό διόρθωσης της ταχύτητας του
σύρματος σε σχέση με την προκαθορισμένη ταχύτητας.
MIN MAX DEF.
Διόρθωση ταχύτητας
-9,9% 9,9% 0,0%
7.2 ΤΟ MENΟΥ «JOB».
Σε αυτή την παράγραφο μπορεί να αποθηκευθούν,
ανακτηθούν, μετατραπούν, αντιγραφούν ή καταργηθούν
προγράμματα εργασίας.
Από το «Κύριο Μενού», με το πλήκτρο T11, υπογραμμίσατε
την επιλογή “Jobs” και στην συνέχεια εισέλθετε στο
υπομενού διαμέσου του πλήκτρου T12.
7.2.1 Αποθήκευση ενός προγράμματος “JOB”
Μετά από την εκτέλεση των ρυθμίσεων και διατυπώσεων
που περιγράψανε προηγουμένως, με τα πλήκτρα T10
και T11 επιλέξατε μια θέση στην μνήμη και πατήστε το
πλήκτρο T6 (SAVE) για αποθήκευση.
Ο αριθμός του
προγράμματος “Job”, η
διαδικασία συγκόλλησης
και η διάμετρος του
σύρματος προβάλλονται
στο display.
Όταν αποθηκευθεί ένα
“Job”, στο κάτω μέρος
του display εμφανίζονται συντμήσεις σε αντιστοιχία με τα
πλήκτρα T6, T7, T8 και T9:
- DEL: κατάργηση του επιλεγμένου “Job”.
- RCL: α ν ά κ τ η σ η τ ο υ ε π ι λ ε γ μ έ ν ο υ “J o b” γ ι α τ η ν μ ε τ α τ ρ ο π ή .
- COPY: αντιγραφή του επιλεγμένου “Job” και αποθήκευση
σε άλλη θέση.
7.3 ΤΟ ΜΕΝΟΥ «Settings» - «Ρυθμίσεις».
Σε αυτή την παράγραφο μπορούν να σεταριστούν
ή να μετατραπούν οι κύριες ρυθμίσεις της μηχανής
συγκόλλησης.
Από το «Κύριο Μενού»
(δείτε παρ. 7), επιλέξατε
το μενού «Ρυθμίσεις»
διαμέσου του πλήκτρου
T10 και προβάλλετε το
με το πλήκτρο T11.
Παρακάτω υπάρχουν όλες οι παράμετροι όπου ο
χειριστής μπορεί αν μετατρέψει:
- Welding
- Machine
- Factory Setup
- Languages

190
Διαμέσου του πλήκτρου T12 εισέρχεστε στο σχετικό με
την επιλεγμένη παράμετρο υπομενού.
7.3.1 Το μενού «Welding» - «Συγκόλληση».
Σε αυτό το υπομενού καταγράφονται μια σειρά από
μετατρέψιμες παραμέτρους συγκόλλησης:
- H2O MIG/TIG Αυτή η λειτουργία επιτρέπει την
ρύθμιση της έναυσης του γκρουπ
ψύξης.
Ρυθμίσεις: ON-OFF-Auto (DEF OFF).
Αν επιλέξετε “Auto”, όταν ανάβει η μηχανή, το γκρουπ
λειτουργεί. Αν το πλήκτρο πυρσού δεν πατηθεί, μετά από 30
δευτερόλεπτα σβήνει. Κατά την πίεση του πλήκτρου πυρσού
το γκρουπ αρχίζει να λειτουργεί και απενεργοποιείται μετά
από 3 λεπτά α πό την απελευθέρωση του ίδ ιου του πλήκτρ ου.
- “Quality Control” - “Έλεγχος Ποιότητας”
Ρύθμιση ON - OFF (DEF OFF) (Διατίθεται μετά από
αίτηση).
- “Max inching” - “Μέγιστη Προώθηση”
Ο σκοπός είναι η φραγή της μηχανής συγκόλλησης
αν μετά από την εκκίνηση, το σύρμα εξέρχεται από
το μήκος σε ρυθμιζόμενα εκατοστά χωρίς το πέρασμα
ρεύματος.
Ρύθμιση OFF - 50 cm (DEF OFF).
- “Push-Pull Force”
Συναρμολογώντας τον πυρσό Push-Pull Aντ. 2008
ενεργοποιείται η λειτουργία του γκρουπ ψύξης και η
λειτουργία PPF (Push Pull Force). Αυτή η λειτουργία
ρυθμίζει το ζεύγος του κινητήρα του push pull ώστε να
καθιστά γραμμική την προώθηση του σύρματος.
7.3.2 Mενού «Machine» - «Ρυθμίσεις της μηχανής».
Εδώ διατίθενται τα υπομενού:
- “Clock Setup” - “Ρύθμιση ρολογιού”.
7.3.3 Μενού «Factory Setup» - «Επαναφορά
Προκαθορισμένων Ρυθμίσεων».
Αυτή η επιλογή επιτρέπει την επιστροφή στις
αρχικές ρυθμίσεις που έχουν προκαθοριστεί από τον
κατασκευαστή.
Είναι δυνατές τρεις λειτουργίες επαναφοράς:
- All Επαναφορά όλων.
- Jobs only Επαναφορά μόνο των προγραμμάτων
“Job”
- Exclude jobs Επαναφορά όλων με εξαίρεση των
αποθηκευμένων προγραμμάτων εργασίας
“Job”.
7.3.4 Mενού «Languages» - «Ρύθμιση της γλώσσας».
Σε αυτή την παράγραφο μπορείτε να επιλέξετε την
γλώσσα που γράφονται τα μηνύματα στο display.
7.4 MENΟΥ ΠΛΗΡΟΦΟΡΙΩΝ.
Σε αυτή την παράγραφο προβάλλονται μερικές
πληροφορίες σχετικές με το λογισμικό της γεννήτριας.
8 ΤΑΧΕΙΑ ΠΡΟΣΒΑΣΗ.
Στο κάτω μέρος του display D3 υπάρχουν, σε σχέση με
τις διάφορες εικόνες, μερικοί εντολείς ταχείας πρόσβασης
στις πιο κοινές λειτουργίες.
8.1 «MEM» - «ΑΠΟΘΗΚΕΥΣΗ» (δείτε παρ. 7.2.1).
Αν επιθυμείτε να αποθηκεύσετε ένα πρόγραμμα
συγκόλλησης πατήστε το πλήκτρο T6, επιλέξτε με τα
πλήκτρα T10 και T11 τον αριθμό «Job» και στην συνέχεια
πατήστε ακόμα το πλήκτρο T6 για αποθήκευση της
κατάστασης συγκόλλησης.
8.2 «PAR» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» (δείτε παρ.
7.1)
8.3 «2T/4T» - «ΔΥΟ ΧΡΟΝΟΙ / ΤΕΣΣΕΡΙΣ ΧΡΟΝΟΙ» (δείτε
παρ. 7.1.7).
8.4 «JOB» - «ΠΡΟΓΡΑΜΜΑΤΑ ΕΡΓΑΣΙΑΣ».
Αν επιθυμείτε την χρήση ενός προγράμματος εργασίας
που προηγούμενα αποθηκεύσατε πατήστε το πλήκτρο T9
(JOB). Για να δείτε όλες τις ρυθμίσεις του προγράμματος
επιβεβαιώσατε την επιλογή με το πλήκτρο T9 (OK), στην
συνέχεια πατήστε το πλήκτρο T7 (PAR).
8.5 «H2O». (δείτε παρ. 7.3.1).
8.6 «WIZ» WIZARD.
Το «wizard» είναι μια καθοδηγούμενη διαδικασία που
βοηθά τον χειριστή να πραγματοποιήσει γρήγορα
τις βασικές επιλογές στην επιθυμητή διαδικασία
συγκόλλησης.
T5 T6 T7
T8
T9
Η πρόσβαση πραγματοποιείται πατώντας το πλήκτρο T5 και
στην συνέχεια το πλήκτρο T9 (WIZ).
Η πρώτη προτεινόμενη επιλογή είναι εκείνη της διαδικασίας
συγκόλλησης.
Η επιλογή της διαδικασίας πραγματοποιείται διαμέσου
των πλήκτρων T10 και T11.
Πατώντας το πλήκτρο T9 (NEXT) εισέρχεστε άμεσα στην
οθόνη της επιλογής υλικού.
Μπορείτε να επιστρέψετε στην προηγούμενη οθόνη με
το πλήκτρο T6 (PREV). Διαφορετικά με τα πλήκτρα T9
και T6 είναι δυνατή η χρήση των πλήκτρων T12 και T13.

191
Η επόμενη οθόνη θα είναι εκείνη της διαμέτρου, στην
συνέχεια εκείνη του αερίου και μετά του τύπου εκκίνησης
“Start Mode”. Τέλος πατήστε “END” για ολοκλήρωση.
9 ΣΥΓΚΟΛΛΗΣΗ
• Προετοιμάστε την μηχανή συγκόλλησης ακολουθώντας
τις οδηγίες που περιγράφονται στην παράγραφο 3
“Εκκίνηση λειτουργίας”.
• Εκτελέσατε τις οδηγίες που περιγράφονται
προηγούμενα από το μενού “Wizard” Παρ. 8.1 ή “Par”
Παρ. 7.1.
9.1 ΣΥΓΚΟΛΛΗΣΗ MIG/MAG.
Στο μενού “Process Parameter” βρίσκονται οι επιλογές
που μπορεί να ρυθμιστούν από αυτή την διαδικασία:
Αυτή η μηχανή συγκόλλησης χαρίζει πολλές επιλογές
διαδικασιών συγκόλλησης MIG/MAG που αναγράφονται
στην συνέχεια:
9.1.1 MIG Συγκόλληση MIG/MAG συνεργική.
Το χαρακτηριστικό αυτού του τύπου της διαδικασίας
συγκόλλησης είναι η ΣΥΝΕΡΓΕΙΑ που ορίζεται ως ο
προκαθορισμός, από την πλευρά του κατασκευαστή, της
σχέσης ανάμεσα σε ταχύτητα σύρματος (ρεύμα), της τάσης
και της αναγκαίας εμπέδησης για την ανάκτηση μιας νέας
συγκόλλησης. Για να την ανακτήσετε πραγματοποιήστε
τα παρακάτω:
• Διαμέσου του πλήκτρου T1 επιλέξατε το led του
πάχους.
• Ρυθμίσατε το επιθυμητό πάχος επεξεργασίας
γυρίζοντας τον διακόπτη M1.
• Εκτελέσατε την συγκόλληση.
• Αν το μήκος του τόξου δεν είναι σωστό μετατρέψατε το
διαμέσου του διακόπτη M2.
9.1.2 MIG Man. Συγκόλληση συμβατική MIG/MAG.
Επιλέξατε τον τύπο, την διάμετρο του σύρματος και τον
τύπο αερίου προστασίας.
Σε αυτές τις διαδικασίες ταχύτητας του σύρματος, η τάση
και η τιμή της εμπέδησης θα πρέπει να ρυθμίζονται από
τον χειριστή.
9.1.3 MIG HD. Συγκόλληση συνεργική MIG/MAG
υψηλής εναπόθεσης.
Το χαρακτηριστικό αυτής της διαδικασίας είναι η
δυνατότητα της αύξησης της ταχύτητας του σύρματος
με ίση τάση συγκόλλησης για την ανάκτηση μικρότερων
χρόνων εκτέλεσης του συνδετικού, μικρότερων
διαστρεβλώσεων και μιας μεγαλύτερης παραγωγικότητας.
Αυτή είναι μια συνεργική διαδικασία αλλά διαχωρίζεται
από τις άλλες εξαιτίας του τρόπου ρύθμισης. Για την
ολίσθηση κατά μήκους της συνεργικής καμπύλης
θα πρέπει να ενεργήσετε στον διακόπτη M2 που
μεταβάλλει την τάση της συγκόλλησης και στην
συνέχεια με τον διακόπτη M1 είναι δυνατό να αλλάξει
η ταχύτητα του σύρματος (ρεύμα συγκόλλησης).
Ένα παράδειγμα:
Επιλέξατε αυτή την διαδικασία όπως περιγράφεται
προηγουμένως.
Διαμέσου του πλήκτρου T1 επιλέξατε το led L2 της
ταχύτητας του σύρματος και διαμέσου του πλήκτρου T2
το led L4 της τάσης.
Το display D1 προβάλει την ταχύτητα του σύρματος ενώ
το display D2 προβάλει την τάση.
Περιστρέφοντας τον διακόπτη M2 οι δυο τιμές τάσης και
ταχύτητας του σύρματος μετατρέπονται ακολουθώντας
την συνεργική καμπύλη όπως αυτή ρυθμίστηκε από τον
κατασκευαστή.
Περιστρέφοντας μια
θέση τον διακόπτη M1 το
display D3 προβάλει την
σχετική οθόνη με την
διόρθωση της ταχύτητας
του σύρματος.
Συνεχίζοντας την περιστροφή του διακόπτη M1
προβάλλεται η επί της εκατό απόκλιση από το μηδέν
που αντιστοιχεί στην προρυθμισμένη ταχύτητα από
τον κατασκευαστή ενώ το display D1 προβάλει την νέα
ταχύτητα.
Όταν η τιμή διόρθωσης ανακτά την μέγιστη ή ελάχιστη
ταχύτητα της συνεργικής καμπύλης, στην οθόνη D3
εμφανίζεται το μήνυμα «Speed limit».
Διορθώνοντας την ταχύτητα του σύρματος δεν
μετατρέπονται ούτε οι τιμές του προτεινόμενου πάχους
για την συγκόλληση ούτε οι τιμές του ρεύματος αλλά
είναι δυνατό να αυξηθεί η ταχύτητα συγκόλλησης. Η
μετατροπή της ταχύτητας του σύρματος διαμέσου του
διακόπτη M1 δεν μεταβάλει την τάση συγκόλλησης που
ρυθμίσατε προηγουμένως.
Μετά από την εκτέλεση της συγκόλλησης με led L8 “Hold”
και την πρόσβαση στο display D1 προβάλλεται το ρεύμα
συγκόλλησης που αντιστοιχεί στην ταχύτητα σύρματος
που έχει υποστεί μετατροπή.
9.1.4 MIG Root Συγκόλληση MIG/MAG συνεργική.
Αυτή η διαδικασία μελετήθηκε για τις συγκολλήσεις τύπου
“ριζική” των συνδέσεων “πρόσωπο με πρόσωπο” κάθετη
κατιούσα. Κατάλληλη για σίδερο και ανοξείδωτο χάλυβα.
9.1.5 MIG Συγκόλλησης MIG/MAG συνεργικό
κυμάτωσης (μετά από αίτηση Aντ. 231).
Σε αυτή την διαδικασία συγκόλλησης το υλικό κέρδους
μεταφέρεται διαμέσου μιας ωστικής φόρμας κύματος,
με ελεγχόμενη ενέργεια, με τρόπο ώστε να ανακτηθεί
η σταθερή απόσπαση σταγόνων τηγμένου υλικού που
μεταφέρονται στο τεμάχιο προς επεξεργασία χωρίς
τινάγματα. Το αποτέλεσμα είναι ένα κορδόνι συγκόλλησης
καλά συνδεδεμένο με οποιοδήποτε πάχος και τύπο
υλικού.
Οι ρυθμίσεις των παραμέτρων συγκόλλησης είναι οι ίδιες
που περιγράφονται για την συνεργική συγκόλληση MIG/
MAG.

192
9.2 ΣΥΓΚΟΛΛΗΣΗ MMA
Στην περίπτωση συμπαγών μηχανών συνδέσατε το φις
του καλωδίου της πένσας φοράς ηλεκτροδίων στην θέση
E και το φις του καλωδίου της μάζας στο G (ακολουθώντας
την προβλεπόμενη πολικότητα από τον κατασκευαστή
των ηλεκτροδίων.
Στην περίπτωση μηχανών με μεταφορέα σύρματος
το βαγονέτο θα πρέπει να μένει συνδεδεμένο με την
γεννήτρια.
Συνδέσατε τον συνδέτη του καλωδίου στην πένσα
φορέα ηλεκτροδίων στον συνδέτη X και τον συνδέτη του
καλωδίου της μάζας στον συνδέτη G (ακολουθώντας την
προβλεπόμενη πολικότητα από τον κατασκευαστή των
ηλεκτροδίων.
Όταν επιλέγεται αυτή η διαδικασία η γεννήτρια, μετά από
5 δευτερόλεπτα είναι έτοιμη να παράγει ρεύμα.
Για την διάθεση της μηχανής για την συγκόλληση MMA
εκτελέστε τις οδηγίες που περιγράφονται προηγούμενα
στο μενού “Wizard” Par. 8.6 ή “Par” Παρ. 7.1.
Στο μενού “Process Parameter” βρίσκονται οι επιλογές
που μπορεί να ρυθμιστούν από αυτή την διαδικασία:
• Hot Start.
Είναι η υπερένταση που παράγεται την στιγμή της
έναυσης του τόξου.
MIN MAX DEF.
Hot Start 0% 100% 50%
• Arc Force.
Είναι η ρύθμιση του δυναμικού χαρακτηριστικού του
τόξου.
MIN MAX DEF.
Arc Force 0% 100% 30%
Το display D2 προβάλει την τάση του μετρούμενου τόξου
κατά την διάρκεια της συγκόλλησης.
Το display D1 προβάλει:
- το ρυθμισμένο ρεύμα πριν από την συγκόλληση
διαμέσου του διακόπτη M1.
- κατά την συγκόλληση του ρεύματος της μετρούμενης
συγκόλλησης.
- Μετά το τέλος της συγκόλλησης, προβάλλει την
τελευταία τιμή του μετρούμενου ρεύματος. (Led L8
«HOLD» αναμμένο).
9.3 ΣΥΓΚΟΛΛΗΣΗ TIG
9.3.1 Mηχανές με ξεχωριστό μεταφορέα σύρματος.
Συνδέσατε το καλώδιο γείωσης στον θετικό πόλο X και
το φις του καλωδίου ισχύος της σύνδεσης βαγονέτου/
γεννήτριας στον αρνητικό πόλο G.
Συνδέσατε τον πυρσό στην θέση euro F.
Για αυτό τον τύπο συσκευών συγκόλλησης ο κατάλληλος
πυρσός είναι ο αντ. 1259.
9.3.2 Συμπαγείς μηχανές.
Συνδέστε το καλώδιο γείωσης στον θετικό πόλο E και
στον πυρσό G.
Συνδέσατε τον σωλήνα αερίου στην πρίζα Η.
Για την διάθεση της μηχανής για την συγκόλληση TIG
εκτελέστε τις οδηγίες που περιγράφονται προηγούμενα
στο μενού “Wizard” Παρ. 8.6 ή “Par” Παρ. 7.1.
Στο μενού “Process Parameter” βρίσκονται οι επιλογές
που μπορεί να ρυθμιστούν από αυτή την διαδικασία:
• Start Mode
Δείτε παράγραφο 7.1.7.
• Final Slope (μόνο σε 2T ή 4T).
Είναι ο χρόνος σε δευτερόλεπτα στον οποίο το ρεύμα
περνάει από την συγκόλληση στην απενεργοποίηση του
τόξου.
MIN MAX DEF
Final Slope 0,0s 10s 0,5s
• Pulse (μετά από αίτηση Aντ. 234).
Συγκόλληση TIG με κυμάτωση.
Αυτός ο τύπος συγκόλλησης μεταβάλει την ένταση
του ρεύματος ανάμεσα σε δυο επίπεδα και η μεταβολή
πραγματοποιείται από μια βέβαιη συχνότητα.
• Επίπεδο κυμάτωσης
Με αυτή την επιλογή ρυθμίζεται το πιο χαμηλό ρεύμα από
τα δυο αναγκαία για αυτή την διαδικασία συγκόλλησης,
προβάλλεται το ποσοστό αυτού του ρεύματος σε σχέση
με το κύριο ρεύμα που ρυθμίζεται πριν από την είσοδο
στο υπομενού.
MIN MAX DEF
Pulse Level 1% 100% 50%
• Frequency
Είναι η συχνότητα των κυματώσεων.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
• Duty
Είναι ο πιο μεγάλος χρόνος διάρκειας του ρεύματος,
που εκφράζεται σε ποσοστό σε σχέση με τον χρόνο της
συχνότητας.
MIN MAX DEF
Duty 10% 90% 50%

193
10 ΚΩΔΙΚΟΙ ΣΦΑΛΜΑΤΟΣ
DISPLAY
ΠΕΡΙΓΡΑΦΗ ΣΦΑΛΜΑΤΟΣ
TRG
Αναβοσβήνει
Πατημένο πλήκτρο start κατά την
έναυση της μηχανής ή κατά το
κλείσιμο της θυρίδας του μεταφορέα
σύρματος
Err 54
Βραχυκύκλωμα στο δευτερεύον
κύκλωμα
Err 56
Ανώμαλη κατάσταση στην
συγκόλληση
Err 57
Υπερβολικό ρεύμα στον κινητήρα
του γκρουπ μεταφοράς σύρματος
(Ελέγξατε τους κυλίνδρους
μεταφοράς σύρματος στο εσωτερικό
του περιβλήματος συνδετικού και του
κινητήρα μεταφοράς σύρματος)
Err 58
Σφάλμα ευθυγράμμισης ανάμεσα στις
εκδόσεις rmware ή σφάλμα κατά την
φάση του autoupgrade (Επαναλάβατε
την διαδικασία του upgrade)
Err 61 Χαμηλή τάση τροφοδοσίας
Err 62 Υψηλή τάση τροφοδοσίας
TH 0 Υπερθέρμανση διόδων εξόδου
TH 1 Υπερθέρμανση IGBT
H2O
διακοπτόμενου
φωτισμού που
ακολουθείται
από Err 75
Πρόβλημα στην αντλία ψύξης
(πρεσοστάτης)
H2O nc
Πρόβλημα στην αντλία ψύξης (μη
συνδεόμενο)
OPN
Ανοικτή θυρίδα για μεταφορέα
σύρματος trainalo
ITO
Δείτε παράγραφο 7.3.1 Mενού
“Συγκόλλησης”
- “Μέγιστη Προώθηση”
Για κωδικούς σφάλματος διαφορετικούς από όσους
αναγράφονται επικοινωνήστε με την υπηρεσία τεχνικής
υποστήριξης
11 ΣΥΝΤΗΡΗΣΗ
Κάθε παρέμβαση συντήρησης θα πρέπει να
πραγματοποιείται από προσοντούχο προσωπικό
και σε συμφωνία με τους κανονισμούς CEI 26-29 (IEC
60974 - 4).
11.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ
Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής,
βεβαιωθείτε ότι ο διακόπτης T είναι στην θέση «O» και ότι
το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο.
Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το
εσωτερικό της συσκευής από την μεταλλική σκόνη που
μαζεύεται χρησιμοποιώντας πεπιεσμένο αέρα.
11.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ
ΕΠΙΔΙΟΡΘΩΣΗΣ.
Μετά από την πραγματοποίηση μιας επιδιόρθωσης, δώστε
προσοχή στην επανατακτοποίηση της καλωδίωσης με
τρόπο ώστε να υφίσταται μια σίγουρη μόνωση ανάμεσα
στην πρωταρχική πλευρά και την δευτερεύουσα πλευρά
της μηχανής.
Αποφύγετε να έρθουν σε επαφή τα καλώδια με τα
εξαρτήματα σε κίνηση ή με εξαρτήματα που θερμαίνονται
κατά την διάρκεια της λειτουργίας. Επανασυναρμολογήστε
τα δετικά όπως στην γνήσια συσκευή με τρόπο ώστε
να αποφύγετε την σύνδεση ανάμεσα σε πρωτεύον και
δευτερεύοντα αγωγό αν συμβεί το γεγονός της ατυχούς
ρήξης ή αποσύνδεσης ενός αγωγού.
Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές
ροδέλες όπως στην γνήσια συσκευή.

194
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
L NROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

195
Art. 318

196
Art. 319

197
Art. 319

198
Art. 320

199
Art. 320

200
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
01
LATERALE FISSO SINISTRO
ANTERIORE.
FRONT FIXED LEFT SIDE
PANEL
02 BLOCCAGGIO LOCKING DEVICE
03 ROSETTA WASHER
04 CHIUSURA CLOSING
05 LATERALE MOBILE HINGED SIDE PANEL
06 CERNIERA HINGE
07
LATERALE FISSO SINISTRO
POSTERIORE.
BACK FIXED LEFT SIDE
PANEL
08 PROTEZIONE PROTECTION
09 PORTA BOBINA COIL SUPPORT
10 PROTEZIONE MOTORE MOTOR PROTECTION
11 PANNELLO INTERNO INSIDE PANEL
12 SUPPORTO BOBINA COIL SUPPORT
13 COPERCHIO COVER
14 PROTEZIONE PROTECTION
15 PULSANTE DI SICUREZZA SECURITY SWITCH
16 PROTEZIONE PROTECTION
17 ELETTROVALVOLA SOLENOID VALVE
18 RACCORDO FITTING
19 RACCORDO A TRE VIE T-FITTING
21 RACCORDO A GOMITO UNION ELBOW
22 INTERRUTTORE SWITCH
23 PROTEZIONE PROTECTION
24 PRESA SOCKET
25 PANNELLO POSTERIORE REAR PANEL
26 PRESSACAVO STRAIN RELIEF
27 CAVO RETE POWER CORD
28 RACCORDO FITTING
29 PORTAFUSIBILE FUSE HOLDER
30 FUSIBILE FUSE
31 GOLFARA EYEBOLT
32 CORNICE FRAME
33 PANNELLO ALETTATO FINNED PANEL
34
CIRCUITO DI ALIMENTA-
ZIONE
SUPPLY CIRCUIT
35 GRUPPO SENSORE SENSOR UNIT
36 CONNESSIONE CONNECTION
37 SUPPORTO TORCIA TORCH SUPPORT
38 LATERALE FISSO FIXED PANEL
39 KIT MOTORI CON VENTOLE MOTOR WITH FAN KIT
40 SUPPORTO VENTOLE FANS SUPPORT
41 MORSETTIERA TERMINAL BOARD
42 RADDRIZZATORE RECTIFIER
43 TUNNEL TUNNEL
POS DESCRIZIONE DESCRIPTION
44 CIRCUITO DI POTENZA POWER CIRCUIT
45 CAVALLOTTO JUMPER
46 CAVALLOTTO JUMPER
47 KIT DIODO + ISOLAMENTO DIODE KIT + INSULATION
48 FONDO BOTTOM
49 CONVOGLIATORE ARIA AIR CONVEYOR
50 SUPPORTO CONVOGLIATORE CONVEYOR SUPPORT
51
TRASFORMATORE DI PO-
TENZA
POWER TRANSFORMER
52 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
53 TRASDUTTORE TRANSDUCER
54 PANNELLO ANTERIORE FRONT PANEL
55 RACCORDO A GOMITO UNION ELBOW
56 PRESA GIFAS GIFAS SOCKET
57 MASSA + CAVO CABLE
58 CORPO ADATTATORE ADAPTOR BODY
59 RACCORDO FITTING
60 GHIERA ADATTATORE RING NUT
61 TAPPO CAP
62 PANNELLO CHIUSURA CLOSING PANEL
63 CORNICE FRAME
64 MANICO HANDLE
65 SUPPORTO MANICO HANDLE SUPPORT
66 GOLFARA EYEBOLT
67 PROTEZIONE PROTECTION
68 MANOPOLA KNOB
69 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPOR
70 CIRCUITO PANNELLO PANEL CIRCUIT
71 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
72 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
74 CIRCUITO SERIALE SERIAL CIRCUIT
75
TRASFORMATORE DI SER-
VIZIO
AUXILIARY TRANSFORMER
76 PIANO INTERMEDIO INSIDE BAFFLE
77 ISOLAMENTO INSULATION
78 CONVOGLIATORE ARIA AIR CONVEYOR
79 CIRCUITO FILTRO FILTER CIRCUIT
80 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
81 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
82 DISSIPATORE RADIATOR
83 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
84 POMELLO KNOB
970 MOTORIDUTTORE WIRE FEED MOTOR
Art. 318

201
Art. 318

202
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
01 LATERALE FISSO FIXED SIDE PANEL
02 COPERCHIO COVER
03
SUPPORTO GIREVOLE INFE-
RIORE
LOWER SWIVELLING
SUPPORT
04 CAVO RETE POWER CORD
05 INTERRUTTORE SWITCH
06 PROTEZIONE PROTECTION
07 PRESSACAVO STRAIN RELIEF
08 PANNELLO POSTERIORE REAR PANEL
09 CHIUSURA CLOSING
10 PANNELLO CHIUSURA CLOSING PANEL
11 GOLFARA EYEBOLT
12 CORNICE FRAME
13 PORTA FUSIBILE FUSE HOLDER
14 FUSIBILE FUSE
15 PANNELLO ALETTATO FINNED PANEL
16 PRESA SOCKET
17 TAPPO CAP
18 CONNESSIONE CONNECTION
19 PRESA GIFAS GIFAS SOCKET
20
CONNESSIONE PRESSO-
STATO
PRESSURE SWITCH CON-
NECTION
21 KIT MOTORI CON VENTOLE MOTOR WITH FAN KIT
22 SUPPORTO VENTOLE FANS SUPPORT
23 RADDRIZZATORE RECTIFIER
24 CAVALLOTTO JUMPER
25 TRASDUTTORE TRANSDUCER
26 CAVALLOTTO JUMPER
27 KIT DIODO + ISOLAMENTO DIODE KIT + INSULATION
POS DESCRIZIONE DESCRIPTION
28 FONDO BOTTOM
29 PANNELLO ANTERIORE FRONT PANEL
30 MASSA + CAVO CABLE
31 GOLFARA EYEBOLT
32 SUPPORTO MANICO HANDLE SUPPORT
33 MANICO HANDLE
34 PROTEZIONE PROTECTION
35 CONNESSIONE SERIALE SERIAL CONNECTION
36 CIRCUITO SERIALE SERIAL CIRCUIT
37 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
38
TRASFORMATORE DI SER-
VIZIO
AUXILIARY TRANSFORMER
39 CIRCUITO FILTRO FILTER CIRCUIT
40 MORSETTIERA TERMINAL BOARD
41 GRUPPO SENSORE SENSOR UNIT
42
CIRCUITO DI ALIMENTA-
ZIONE
SUPPLY CIRCUIT
43 PIANO INTERMEDIO INSIDE BAFFLE
44 ISOLAMENTO INSULATION
45 CONVOGLIATORE ARIA AIR CONVEYOR
46 DISSIPATORE RADIATOR
47 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
48 CIRCUITO DI POTENZA POWER CIRCUIT
49 TUNNEL TUNNEL
50 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
51 SUPPORTO CONVOGLIATORE CONVEYOR SUPPORT
52 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
53
TRASFORMATORE DI
POTENZA
POWER TRANSFORMER
54 CONVOGLIATORE ARIA AIR CONVEYOR
Art. 319

203
Art. 319

204
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
01 LATERALE FISSO FIXED SIDE PANEL
02 COPERCHIO COVER
03
SUPPORTO GIREVOLE INFE-
RIORE
LOWER SWIVELLING
SUPPORT
04 CAVO RETE POWER CORD
05 INTERRUTTORE SWITCH
06 PROTEZIONE PROTECTION
07 PRESSACAVO STRAIN RELIEF
08 PANNELLO POSTERIORE REAR PANEL
10 PANNELLO CHIUSURA CLOSING PANEL
11 GOLFARA EYEBOLT
12 CORNICE FRAME
13 PORTA FUSIBILE FUSE HOLDER
14 FUSIBILE FUSE
15 PANNELLO ALETTATO FINNED PANEL
16 PRESA SOCKET
17 TAPPO CAP
18 CONNESSIONE CONNECTION
19 PRESA GIFAS GIFAS SOCKET
20
CONNESSIONE PRESSO-
STATO
PRESSURE SWITCH CON-
NECTION
21 KIT MOTORI CON VENTOLE MOTOR WITH FAN KIT
22 SUPPORTO VENTOLE FANS SUPPORT
23 RADDRIZZATORE RECTIFIER
24 CAVALLOTTO JUMPER
25 TRASDUTTORE TRANSDUCER
26 CAVALLOTTO JUMPER
27 KIT DIODO + ISOLAMENTO DIODE KIT + INSULATION
28 FONDO BOTTOM
29 PANNELLO ANTERIORE FRONT PANEL
30 MASSA + CAVO CABLE
31 GOLFARA EYEBOLT
32 SUPPORTO MANICO HANDLE SUPPORT
POS DESCRIZIONE DESCRIPTION
33 MANICO HANDLE
34 PROTEZIONE PROTECTION
35 CONNESSIONE SERIALE SERIAL CONNECTION
36 CIRCUITO SERIALE SERIAL CIRCUIT
37 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
38
TRASFORMATORE DI SER-
VIZIO
AUXILIARY TRANSFORMER
39 CIRCUITO FILTRO FILTER CIRCUIT
42
CIRCUITO DI ALIMENTA-
ZIONE
SUPPLY CIRCUIT
43 PIANO INTERMEDIO INSIDE BAFFLE
44 ISOLAMENTO INSULATION
45 CONVOGLIATORE ARIA AIR CONVEYOR
46 DISSIPATORE RADIATOR
47 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
48 CIRCUITO DI POTENZA POWER CIRCUIT
49 TUNNEL TUNNEL
50 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
51 SUPPORTO CONVOGLIATORE CONVEYOR SUPPORT
52 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
53
TRASFORMATORE DI
POTENZA
POWER TRANSFORMER
54 CONVOGLIATORE ARIA AIR CONVEYOR
55 CONVOGLIATORE ARIA AIR CONVEYOR
56 ISOLAMENTO INSULATION
57 CAVALLOTTO JUMPER
58 BOCCOLA ISOLANTE INSULATING BUSH
59 SUPPORTO SUPPORT
60 CAVALLOTTO JUMPER
61 DISSIPATORE DIODI DIODES RADIATOR
62 DISSIPATORE IGBT IGBT RADIATOR
63 SUPPORTO SUPPORT
64 APPOGGIO REST
Art. 320

205
Art. 320

206
Art. 319 - 320
POS DESCRIZIONE DESCRIPTION
200 LATERALE FISSO FIXED SIDE PANEL
201 LATERALE MOBILE FIXED SIDE PANEL
202 BLOCCAGGIO LOCKING DEVICE
203 ROSETTA WASHER
204 CHIUSURA CLOSING
205 CERNIERA HINGE
206 PROTEZIONE PROTECTION
207 CORNICE FRAME
208 PANNELLO CHIUSURA CLOSING PANEL
209 CORNICE FRAME
210 MANOPOLA KNOB
211 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
212 CIRCUITO PANNELLO PANEL CIRCUIT
213 POMELLO KNOB
214 CORPO ADATTATORE ADAPTOR BODY
215 GHIERA ADATTATORE RING NUT
216 PANNELLO ANTERIORE FRONT PANEL
217 TAPPO CAP
218 FONDO BOTTOM
219 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
220 PIANO INTERMEDIO INSIDE BAFFLE
221 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
222 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
223 RACCORDO FITTING
224 ELET TROVALVOLA SOLENOID VALVE
225 RACCORDO A GOMITO UNION ELBOW
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
226 PULSANTE DI SICUREZZA SECURITY SWITCH
227 SUPPORTO BOBINA COIL SUPPORT
228 PANNELLO POSTERIORE REAR PANEL
229 RACCORDO FITTING
230 CONNESSIONE CONNECTION
231 TAPPO CAP
232 SPINA VOLANTE WANDER PLUG
233 BLOCCAGGIO LOCKING DEVICE
234 MANICO HANDLE
235 COPERTURA BOBINA COIL COVER
236 PORTA BOBINA COIL SUPPORT
237 GOLFARA EYEBOLT
238 RINFORZO REINFORCEMENT
239 LATERALE DESTRO RIGHT SIDE PANEL
240 RUOTA FISSA FIXED WHEEL
241
SUPPORTO GIREVOLE
SUPERIORE
UPPER SWIVELLING
SUPPORT
242 SUPPORTO TORCIA TORCH SUPPORT
243 RACCORDO FITTING
244 RACCORDO FITTING
245 RUOTA PIROETTANTE SWIVELING CASTOR
246 FONDO BOTTOM
247 PROTEZIONE PROTECTION
940
MOTORIDUTTORE
(PER ART. 320)
WIRE FEED MOTOR
(FOR ART. 306-308-315-316)
970
MOTORIDUTTORE
(PER ART. 319)
WIRE FEED MOTOR
(FOR ART. 317)

207
Art. 319 - 320

208
POS DESCRIZIONE DESCRIPTION
100 SUPPORTO BOMBOLA GAS CYLINDER SUPPORT
101 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
102 CINGHIA BELT
103 FONDO CARRELLO TROLLEY BOTTOM
104 SUPPORTO ASSALE AXLE SUPPORT
105 ASSALE AXLE
106 RUOTA FISSA FIXED WHEEL
107 TAPPO CAP
108 SUPPORTO RUOTE WHEELS BRACKET
109 RUOTA PIROETTANTE SWIVELING WHEEL
110 SUPPORTO MONTANTE PILLAR BRACKET
111 SUPPORTO GENERATORET POWER SOURCE SUPPORT
112 CARTER INTERNO INSIDE CASE
113 PANNELLO CHIUSURA LID
114
APPOGGIO REST
Art. 318- 319 - 320

209
POS DESCRIZIONE DESCRIPTION
970
TRAINAFILO COMPLETO DI
MOTORIDUTTORE
COMPLETE WIRE FEED WITH
WIRE FEED MOTOR
929 MOTORIDUTTORE WIRE FEED MOTOR
422 GUIDAFILO WIRE DRIVE PIPE ASSY
424 ISOLANTE COMPLETO INSULATION ASSY
428 RULLO TRAINAFILO WIRE FEED ROLLER
429 POMELLO KNOB
432
CORPO TRAINAFILO WIRE FEED BODY
433
CANNETTA GUIDAFILO WIRE INLET GUIDE
434 PROTEZIONE PROTECTION
435 GRUPPO TRAINAFILO WIRE FEED UNIT
441
TRAINAFILO COMPLETO COMPLETE WIRE FEED
444 BLOCCAGGIO GRADUATO ADJUSTMENT KNOB
461 INGRANAGGIO GEAR
470
SUPPORTO PREMIRULLO
DESTRO
RIGTH ROLLER PRESSER
SUPPORT
471
SUPPORTO PREMIRULLO
SINISTRO
LEFT ROLLER PRESSER
SUPPORT
472 INGRANAGGIO CENTRALE CENTRAL GEAR
473 KIT TRAINAFILO WIRE FEED KIT
474 PERNO PIN
480 DISTANZIALE SPACER
417 ISOLAMENTO INSULATION
486 DISTANZIALE SPACER
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
Art. 318 - 319

210
POS DESCRIZIONE DESCRIPTION
940
TRAINAFILO COMPLETO DI
MOTORIDUTTORE
COMPLETE WIRE FEED WITH
WIRE FEED MOTOR
929 MOTORIDUTTORE WIRE FEED MOTOR
902 TRAINAFILO COMPLETO COMPLETE WIRE FEED
903 ISOLAMENTO INSULATION
904
PREMIRULLO DESTRO
COMPLETO
COMPLETE RIGHT ROLLER
PRESSER
905
PREMIRULLO SINISTRO
COMPLETO
COMPLETE LEFT ROLLER
PRESSER
906
ANELLO ELASTICO SNAP RING
907
PERNO PIN
908 MOLLA SPRING
909 PERNO PREMIRULLO DRIVE ROLL PIN
910 RASAMENTO SHIM
911 INGRANAGGIO GEAR
912 RULLO PREMIFILO WIRE PRESSING ROLLER
913
SUPPORTO PREMIRULLO
SINISTRO
LEFT ROLLER PRESSER
SUPPORT
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
Art. 320
POS DESCRIZIONE DESCRIPTION
914
SUPPORTO PREMIRULLO
DESTRO
RIGTH ROLLER PRESSER
SUPPORT
915 BLOCCAGGIO GRADUATO ADJUSTMENT KNOB
916 GUIDAFILO WIRE DRIVE PIPE ASSY
917 POMELLO KNOB
918 PROTEZIONE PROTECTION
919 ISOLANTE COMPLETO INSULATION ASSY
920
DISTANZIALE SPACER
921 CORPO TRAINAFILO WIRE FEED BODY
922 CANNETTA GUIDAFILO WIRE INLET GUIDE
923 DISTANZIALE SPACER
924 INGRANAGGIO GEAR
925 BLOCCAGGIO LOCKING DEVICE
926 PERNO PIN
927 RULLO TRAINAFILO WIRE FEED ROLLER

211

212
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
Transcripción de documentos
I GB D F E P SF DK NL S GR -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2 -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 18 -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 34 -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 52 -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 70 -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 88 -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 106 -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.122 -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.140 -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.158 -ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA sel.176 Parti di ricambio e schema elettrico Spare parts and electrical schematic Ersatzteile und Schaltplan Pièces détachées et schéma électrique Partes de repuesto y esquema eléctrico Partes sobressalentes e esquema eléctrico Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktika v kai hlektriko v scedia gv ramma Pagg. Sid. sel.: 3.300.030/A 194 ÷ 212 10/04/141 1 INDICE PRECAUZIONI DI SICUREZZA ...........................................................................................................................................................3 1.1 TARGA DELLE AVVERTENZE ...................................................................................................................................................3 2. DESCRIZIONI GENERALI ...................................................................................................................................................................4 2.1 SPIEGAZIONE DEI DATI TECNICI ............................................................................................................................................4 3 INSTALLAZIONE E MESSA IN OPERA ............................................................................................................................................4 3.1 SOLLEVAMENTO .........................................................................................................................................................................4 3.2 ASSEMBLAGGIO ..........................................................................................................................................................................5 3.3 COLLEGAMENTO DELLE EVENTUALI PROLUNGHE .........................................................................................................5 3.4 COLLEGAMENTO DELLA TORCIA DI SALDATURA............................................................................................................6 3.5 MONTAGGIO DEL GRUPPO DI RAFFREDDAMENTO (FORNITO A RICHIESTA) ...........................................................6 3.6 POSIZIONAMENTO ......................................................................................................................................................................6 3.6.1 PIANI INCLINATI...............................................................................................................................................................6 3.7 MESSA IN OPERA .........................................................................................................................................................................6 4 DESCRIZIONE DEL GENERATORE ...................................................................................................................................................7 5 DESCRIZIONE DEL GRUPPO DI RAFFREDDAMENTO ART 1683 ...............................................................................................9 5.1 COLLEGAMENTI .........................................................................................................................................................................9 5.2 DESCRIZIONE DELLE PROTEZIONI ........................................................................................................................................9 5.2.1 PROTEZIONE PRESSIONE LIQUIDO REFRIGERANTE 9 5.2.2 FUSIBILE (T 2A/250V-Ø 5X20) ........................................................................................................................................9 5.3 MESSA IN OPERA ........................................................................................................................................................................9 6. DESCRIZIONE DEL PANNELLO COMANDI ...................................................................................................................................9 6.1 PANNELLO DI CONTROLLO .....................................................................................................................................................9 6.2 PANNELLO IMPOSTAZIONI ....................................................................................................................................................11 6.3 VISUALIZZAZIONE ALLARMI ..............................................................................................................................................11 6.4 VISUALIZZAZIONE ERRORI ..................................................................................................................................................12 7. PROGRAMMAZIONE DELLA MACCHINA "MAIN MENU" - "MENÙ PRINCIPALE" ...........................................................12 7.1 MENU PARAMETRI DI PROCESSO ........................................................................................................................................12 7.1.1 PROCESSO ........................................................................................................................................................................12 7.1.2 MATERIALE ....................................................................................................................................................................12 7.1.3 DIAMETRO ......................................................................................................................................................................12 7.1.4 GAS ...................................................................................................................................................................................12 7.1.5 CORREZIONE LUNGHEZZA D’ARCO ........................................................................................................................12 7.1.6 CORREZIONE VALORE DI IMPEDENZA ...................................................................................................................12 7.1.7 START MODE: SCELTA DEL MODO DI INIZIO SALDATURA ...............................................................................13 7.1.8 SPOT: PUNTATURA / INTERMITTENZA ...................................................................................................................13 7.1.9 HSA: HOT START AUTOMATICO ................................................................................................................................13 7.1.10 CRA: RIEMPIMENTO DEL CRATERE FINALE .........................................................................................................13 7.1.11 SOFT START: ACCOSTAGGIO ......................................................................................................................................13 7.1.12 BURNBACK .....................................................................................................................................................................13 7.1.13. DOUBLE LEVEL: DOPPIO LIVELLO ...........................................................................................................................13 7.1.13.1 FREQUENCY: FREQUENZA DEL DOPPIO LIVELLO. ...............................................................................14 7.1.13.2 PULSE STEP: VARIAZIONE DELLA VELOCITÀ ........................................................................................14 7.1.13.3 DUTY CYCLE: TEMPO DEL DOPPIO LIVELLO ..........................................................................................14 7.1.13.4 ARC LENGTH COR: CORREZIONE DELLA LUNGHEZZA D’ARCO .......................................................14 7.1.14 DOUBLE PULSE - DOPPIA PULSAZIONE....................................................................................................................14 7.1.15 PREFOW: PRE GAS .........................................................................................................................................................14 7.1.16 POSTFLOW: POST GAS ..................................................................................................................................................14 7.1.17 SPEED CORRECTION: CORREZIONE DELLA VELOCITÀ .....................................................................................14 7.2. IL MENÙ "JOB". ..........................................................................................................................................................................14 7.2.1 MEMORIZZAZIONE DI UN PROGRAMMA "JOB" ....................................................................................................14 7.3. IL MENU SETTINGS: IMPOSTAZIONI ...................................................................................................................................14 7.3.1 IL MENÙ WELDING: SALDATURA ............................................................................................................................14 7.3.2 MENÙ MACHINE: IMPOSTAZIONI DI MACCHINA ................................................................................................15 7.3.3 MENÙ FACTORY SETUP: RIPRISTINO IMPOSTAZIONI PREDEFINITE .............................................................15 7.3.4 MENÙ LANGUAGES: IMPOSTAZIONI DELLA LINGUA .........................................................................................15 7.4 MENÙ INFORMAZIONI ............................................................................................................................................................15 8. MENÙ DI ACCESSO RAPIDO ...........................................................................................................................................................15 8.1 MEM: MEMORIZZAZIONE ......................................................................................................................................................15 8.2 PAR: PARAMETRI DI PROCESSO ...........................................................................................................................................15 8.3 2T/4T: DUE TEMPI/QUATTRO TEMPI .....................................................................................................................................15 8.4 JOB: PROGRAMMI DI LAVORO ..............................................................................................................................................15 8.5 H2O ...................................................................................................................................................................................15 8.6 WIZ: PROCEDURA GUIDATA .................................................................................................................................................15 9. SALDATURA ...................................................................................................................................................................................15 9.1. SALDATURA MIG/MAG ...........................................................................................................................................................15 9.1.1 MIG ---- SALDATURA MIG/MAG SINERGICO .........................................................................................................15 9.1.2 MIG SALDATURA MIG/MAG CONVENZIONALE .................................................................................................16 9.1.3 MIG HD SALDATURA MIG/MAG SINERGICO ALTO DEPOSITO .........................................................................16 9.1.4 MIG ROOT SALDATURA MIG/MAG SINERGICO ....................................................................................................16 9.1.5 MIG SALDATURA MIG/MAG SINERGICO PULSATO. ..................................................................................16 9.2 SALDATURA MMA ...................................................................................................................................................................16 9.3. SALDATURA TIG .......................................................................................................................................................................16 9.3.1 MACCHINE CON TRAINAFILO SEPARATO .............................................................................................................16 9.3.2 MACCHINE COMPATTE ...............................................................................................................................................16 10 CODICI ERRORE .................................................................................................................................................................................17 11. MANUTENZIONE ...............................................................................................................................................................................17 11.1 MANUTENZIONE GENERATORE ..........................................................................................................................................17 11.2 ACCORGIMENTI DA USARE DOPO UN INTERVENTO DI RIPARAZIONE ....................................................................17 2 MANUALE DI ISTRUZIONI PER SALDATRICI A FILO IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l’utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 RUMORE. Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI. · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 60974-10(Cl. A) e deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell’assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell’ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 1.1 TARGA DELLE AVVERTENZE Il testo numerato seguente corrisponde alle caselle numerate della targa. 3 B. I rullini trainafilo possono ferire le mani. C. Il filo di saldatura ed il gruppo trainafilo sono sotto tensione durante la saldatura. Tenere mani e oggetti metallici a distanza. 1. Le scosse elettriche provocate dall’elettrodo di saldatura o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 1.1 Indossare guanti isolanti. Non toccare l’elettrodo a mani nude. Non indossare guanti umidi o danneggiati. 1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal suolo. 1.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 2. Inalare le esalazioni prodotte dalla saldatura può essere nocivo alla salute. 2.1 Tenere la testa lontana dalle esalazioni. 2.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 2.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 3. Le scintille provocate dalla saldatura possono causare esplosioni o incendi. 3.1 Tenere i materiali infiammabili lontano dall’area di saldatura. 3.2 Le scintille provocate dalla saldatura possono causare incendi. Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 3.3 Non saldare mai contenitori chiusi. 4. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. 4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 5. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 6. Non rimuovere né coprire le etichette di avvertenza 2 DESCRIZIONI GENERALI L'apparecchio è un impianto multiprocesso idoneo alla saldatura MIG/MAG, TIG (DC) con accensione a contatto dell'arco ed MMA (ad esclusione del tipo cellulosico), realizzato con tecnologia ad inverter. L'apparecchio può essere utilizzato solo per gli impieghi descritti nel manuale. L'apparecchio non deve essere utilizzato per sgelare i tubi. X. Fattore di servizio percentuale. Il fattore di servizio esprime la percentuale di 10 minuti in cui la saldatrice può lavorare ad una determinata corrente senza surriscaldarsi. I2. Corrente di saldatura U2. Tensione secondaria con corrente I2 U1. Tensione nominale di alimentazione. Nei modelli multitensione "Multi Voltage" la macchina si predispone automaticamente alla tensione di alimentazione dell' impianto a cui è collegata. 3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz. I1 Max Corrente max. assorbita alla corrispondente corrente I2 e tensione U2. I1 eff E’ il massimo valore della corrente effettiva assorbita considerando il fattore di servizio. Solitamente, questo valore corrisponde alla portata del fusibile (di tipo ritardato) da utilizzare come protezione per l’ apparecchio. IP23S Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo apparecchio può essere immagazzinato, ma non impiegato all’esterno durante le precipitazioni, se non in condizione protetta. Idonea a lavorare in ambienti con rischio S accresciuto. NOTE: 1- L’apparecchio è inoltre stato progettato per lavorare in ambienti con grado di inquinamento 3. (Vedi IEC 60664). 2- Questa attrezzatura è conforme alla norma IEC 610003-12 a condizione che l’impedenza massima Zmax ammessa dell’impianto sia inferiore o uguale a 0,090 (Art. 318 e 319)-0.051 (Art. 320) al punto di interfaccia fra l’impianto dell’utilizzatore e quello pubblico. E’ responsabilità dell’’installatore o dell’utilizzatore dell’attrezzatura garantire, consultando eventualmente l’operatore della rete di distribuzione, che l’attrezzatura sia collegata a un’alimentazione con impedenza massima di sistema ammessa Zmax inferiore o uguale a 0.090 (Art. 318 e 319)-0.051 (Art. 320). 3 INSTALLAZIONE E MESSA IN OPERA. 3.1 SOLLEVAMENTO (FIG. 1). 2.1 SPIEGAZIONE DEI DATI TECNICI L’ apparecchio è costruito secondo le seguenti norme: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (vedi nota 2). N°. Numero di matricola da citare per ogni richiesta relativa alla saldatrice. 3~ Convertitore statico di frequenza trifase trasformatore raddrizzatore. MIG Adatto per saldatura MIG-MAG. f1 f2 MMA Adatto per saldatura con elettrodi rivestiti. TIG U0. 4 Adatto per saldatura TIG. Tensione a vuoto secondaria. Fig. 1 3.2 ASSEMBLAGGIO • In tutti i generatori è necessario montare le ruote posteriori avendo preventivamente infilato l’assale (fig. 2) . 3.3 COLLEGAMENTO DELLE EVENTUALI PROLUNGHE. • Bloccare l'estremità della connessione BA, fissando la linguetta BB al fondo della macchina come indicato in Fig. 4. BA Fig. 2 • Per le macchine carrellate è necessario montare il pivottamento sia sui carrelli traina filo sia sul generatore. Le piccole ruote fornite in dotazione insieme alle viti devono essere montate sul fondo del carrello traina filo così come il supporto torcia, quindi sistemare il carrello in posizione. (vedere figura 3). BB Fig. 4 • Eseguire i collegamenti, sul retro del generatore, come indicato in Fig. 5 Fig. 5 • Evitare di disporre la connessione sotto forma di bobina per ridurre al minimo gli effetti induttivi che potrebbero influenzare il risultati in saldatura. • Collegare l'altra estremità della connessione BA al carrello trainafilo come indicato in Fig. 6. Fig. 3 5 Aprire lo sportello del vano trainafilo. Togliere la copertura CA del gruppo trainafilo. Sbloccare i rulli premi filo mediante la manopola di regolazione della pressione BN. Sostituire i rulli e rimontare la copertura CA. Infilare il filo nel traino e nella guaina della torcia. Bloccare i rulli premi filo con la manopola BN e regolare la pressione. Connettere il cavo massa (in dotazione) alla presa D. Collegare il tubo gas al raccordo G. 3.5 MONTAGGIO GRUPPO DI RAFFREDDAMENTO (Art. 1683 - A RICHIESTA SU Artt. 318-319) (Fig 9). Fig. 6 • I tubi del liquido refrigerante vanno collegati agli attacchi ad innesto rapido posti sotto al fondo del carrello trainafilo (vedi Fig. 7), rispettando i colori mostrati nella parte anteriore del carrello stesso. Fig. 9 Nel caso si utilizzi il gruppo di raffreddamento, seguire le seguenti indicazioni: • Rimuovere il pannello M • Inserire il gruppo di raffreddamento all’interno del vano così che dalla parte anteriore si veda l’asola per controllo del livello del liquido. • Fissarlo al carrello di trasporto della saldatrice con le viti in dotazione al gruppo stesso. Fig. 7 3.6 POSIZIONAMENTO 3.4 COLLEGAMENTO DELLA TORCIA DI SALDATURA. • Connettere la torcia all' attacco centralizzato F. • Montare la bobina del filo. • Controllare che la gola dei rulli corrisponda al diametro del filo utilizzato. Per la eventuale sostituzione operare come segue (Fig. 8): BN CA 6 BN Fig. 8 Posizionare la saldatrice in modo da consentire una libera circolazione d'aria al suo interno ed evitare il più possibile che entrino polveri metalliche o di qualsiasi altro genere. 3.6.1 Piani inclinati. Dato che questa saldatrice è predisposta di ruote senza freno, assicurarsi di non posizionare la macchina su superfici inclinate, per evitare il ribaltamento o il movimento incontrollato della stessa. 3.7 MESSA IN OPERA • L'installazione della macchina deve essere fatta da personale qualificato. • Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme (IEC/CEI EN 60974-9) e nel pieno rispetto della legge antinfortunistica. • Montare la spina sul cavo d'alimentazione facendo particolare attenzione a collegare il conduttore giallo verde al polo di terra. A N V B L S D Q T U E F R H G V M W Fig. 10 • Verificare che la tensione d'alimentazione corrisponda a quella nominale della saldatrice. • Dimensionare i fusibili di protezione in base ai dati riportati sulla targa dei dati tecnici. 4 DESCRIZIONE DEL GENERATORE (FIG. 10 = VERSIONE COMPATTA) (FIG. 11 = VERSIONE CON TRAINAFILO SEPARATO) A - PANNELLO COMANDI. Alzare lo sportellino trasparente per accedere al pannello comandi. B- Connettore: Connettore tipo DB9 (RS 232) da utilizzare per aggiornare i programmi dei microprocessori. C- Connettore: Connettore tipo USB da utilizzare per aggiornare i programmi dei microprocessori. Solo nelle macchine con trainafilo separato. D – Connettore: Connettore per il collegamento dei comandi a distanza e del cavo di comando della torcia Push–Pull. E – Presa (+): Presa a cui va collegato il connettore del cavo di massa In saldatura TIG, la pinza porta elettrodo in saldatura MMA. F - Attacco centralizzato: A cui va collegata la torcia di saldatura. G - Presa: Presa a cui va collegato il connettore del cavo di massa in saldatura MIG/MAG e MMA. H - Raccordo: A cui va collegato il tubo gas uscente dalla torcia TIG. I - Rubinetti ad innesto rapido: A cui vanno collegati i tubi fuoriuscenti dalla eventuale torcia raffreddata ad acqua. NB Rispettare i colori dei tubi e dei rubinetti. Solo nelle macchine con trainafilo separato. L - Supporto: Supporto per la torcia di saldatura. M - Pannello: Pannello di chiusura vano gruppo di raffreddamento. N - Tubo gas. O - Raccordo tubo gas: A cui và collegato il tubo gas della connessione generatore/carrello. P - Connettore: A cui và collegato il connettore del cavo dei servizi della connessione generatore/carrello. 7 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Fig. 11 Q - Presa pressostato: A cui và collegato il cavo proveniente dal pressostato posto all' interno del gruppo di raffreddamento (Art. 1683). R - Porta fusibile. S - Presa: A cui và collegato il cavo rete del gruppo di raffreddamento Art. 1683 (Optional). T - Interruttore ON/OFF. U - Cavo di alimentazione. V - Cinghie bloccaggio bombola. W - Supporto bombola. 8 Z - Rubinetti ad innesto rapido: A cui vanno collegati i tubi rosso e blu della connessione generatore/ carrello. Solo nelle macchine con trainafilo separato. NB: I rubinetti sono posizionati sotto il carrello trainafilo. Rispettare i colori dei tubi e dei rubinetti. X - Presa: A cui,In saldatura MIG/MAG, và collegato il connettore volante del cavo di potenza (polo +) della connessione generatore/carrello. Solo nelle macchine con trainafilo separato. Y - Raccordo: A cui và collegato il tubo gas uscente dalla della connessione generatore/ carrello. Solo nelle macchine con trainafilo separato. K - Spina: A cui và collegato il connettore volante del cavo di potenza della connessione generatore/carrello. Solo nelle macchine con trainafilo separato. AA - Sportello copertura bobina filo. AB - Copertura bobina filo. AC - Supporto bobina: Idoneo per bobine standard fino a Ø 300 mm, 16 Kg. 5 DESCRIZIONE DEL GRUPPO DI RAFFREDDAMENTO Art 1683 ( Fig. 12). 5.2 DESCRIZIONE DELLE PROTEZIONI. 5.2.1 Protezione pressione liquido refrigerante. Questa protezione è realizzata mediante un pressostato, inserito nel circuito di mandata del liquido, che comanda un microinterruttore. Se la pressione è insufficiente sul display D1 viene visualizzata la scritta H2O lampeggiante. 5.2.2 Fusibile (T 2A/250V-Ø 5x20). Questo fusibile è stato inserito a protezione della motopompa ed è collocato sul pannello posteriore della saldatrice nell'apposito portafusibile AH. (Fig 12) 5.3 MESSA IN OPERA. Questo gruppo di raffreddamento, che viene fornito a richiesta per gli artt. 318 e 319, è stato progettato per raffreddare le torce utilizzate per la saldatura e deve essere utilizzato esclusivamente con questi generatori. Svitare il tappo AU e riempire il serbatoio (l'apparecchio è fornito con circa un litro di liquido). E' importante controllare periodicamente, attraverso l'asola AT, che il liquido sia mantenuto al livello "max". AD- Asola: Asola per l'ispezione del livello del liquido refrigerante. 6 DESCRIZIONE DEL PANNELLO COMANDI (Fig. 13-14) Il pannello comandi è composto da una zona controllo (Fig. 13) e da una zona impostazioni (Fig. 14). AE - Tappo. AF - Rubinetti ad innesto rapido: Collegare il tubo rosso e blu della torcia di saldatura. NB Rispettare i colori dei tubi e dei rubinetti. AG - Rubinetti ad innesto rapido: A cu vanno collegati i tubi rosso e blu della connessione generator/carrello, nelle macchine con trainafilo separato. NB Rispettare i colori dei tubi e dei rubinetti. AH - Porta fusibile. AI - Connessione. Per la protezione "pressione liquido refrigerante". AL - Interruttore ON/OFF. 6.1 PANNELLO DI CONTROLLO (FIG. 13). Tasto di selezione T1 Ad ogni pressione seleziona la grandezza regolabile tramite la manopola M1. Le grandezze selezionabili, visualizzate dai led L1, L2 e L3, sono in relazione al tipo di processo di saldatura scelto. Led L1 Spessore Indica che il display D1 visualizza lo spessore, in mm, del pezzo da saldare in base alla corrente ed alla velocità del filo impostate. Attivo nei procedimenti MIG/MAG sinergici. Led L2 Velocità del filo Indica che il display D1 visualizza la velocità, in metri al minuto, del filo di saldatura. Attivo in tutti procedimenti di saldatura MIG/MAG. AM - Cavo di alimentazione. 5.1 COLLEGAMENTI. Per i collegamenti elettrici, delle eventuali prolunghe e delle protezioni seguire le indicazioni riportate sul manuale di istruzioni fornito assieme al gruppo di raffreddamento. Led L3 Corrente di saldatura Indica che il display D1 visualizza la corrente di saldatura in ampere. AM AF AL AH AI AE AD AG Fig. 12 9 M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 Manopola M1 In relazione al tipo di processo selezionato mediante questa manopola si regolano le grandezze selezionate tramite il tasto T1. Display D1 Visualizza il valore delle grandezze selezionate tramite il tasto T1 e regolate tramite la manopola M1. Tasto di selezione T2 Ad ogni breve pressione seleziona la grandezza regolabile tramite la manopola M2. Le grandezze selezionabili, visualizzate dai led L4, L5 e L6, sono in relazione al tipo di processo di saldatura scelto. Led L4 Tensione di saldatura Indica che il valore visualizzato dal display D2 è una tensione espressa in volt. Ad arco spento, nei processi MIG/MAG, il valore visualizzato dal display D2 è la tensione preimpostata o il "set point" (vedi paragrafo 9.1 Saldatura MIG/MAG). Durante la saldatura, il valore visualizzato dal display D2 è sempre la tensione misurata dal generatore. Led L5 Lunghezza d'arco Nei processi di saldatura MIG/MAG Sinergici (escluso MIG HD) indica che il display D2 visualizza il valore della correzione della lunghezza d' arco di saldatura. Il valore 0(zero) corrisponde alla lunghezza d' arco preimpostata dal costruttore. Tramite la manopola M2 è possibile allungare l' arco (valori positivi) o accorciarlo (valori negativi) nel range -9,9 ÷ +9,9. 10 Led L6 Impedenza Nei processi di saldatura MIG/MAG indica che il display D2 visualizza il valore dell'impedenza. Il valore 0 (zero) corrisponde all'impedenza preimpostata dal costruttore. Tramite la manopola M2 è possibile allungarla (valori positivi) o accorciarla (valori negativi) nel range -9,9 ÷ +9,9. Manopola M2 In relazione al tipo di processo selezionato mediante questa manopola si regolano le grandezze selezionate tramite il tasto T2. Nei processi MIG/MAG Sinergici, quando è acceso il led L4 (tensione di saldatura), azionando questa manopola la selezione si sposta automaticamente al led L5 (lunghezza d'arco). Display D2 In tutti i processi di saldatura visualizza numericamente le selezioni fatte tramite il tasto T2 e regolate tramite la manopola M2. Led L7 Posizione globulare Nei processi MIG/MAG sinergici segnala che la coppia di valori di corrente e tensione scelti per la saldatura può generare archi instabili e con emissione di spruzzi. Led L8 Hold Si attiva automaticamente al termine della saldatura per segnalare che nei display D1 e D2 sono visualizzati gli ultimi due valori di corrente e tensione misurati. T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 Led L9 Sicurezza Segnala la funzione di blocco di alcuni i pulsanti. L'operatore potrà regolare solo i parametri di saldatura compresi nella zona del pannello di controllo. Per attivare la funzione premere prima il tasto T5 e, mantenendolo premuto, premere brevemente il tasto T2. Il led L9 si illumina e visualizza che la funzione è attiva. Per uscire ripetere nello stesso modo la pressione dei tasti T5 e T2. Tasto T4 Test filo Permette l'avanzamento progressivo del filo fino a 8 m/min senza la presenza di tensione in torcia e senza fuoriuscita di gas. Tasto T3 Test gas Premendo questo tasto il gas esce per 30s, premendolo una seconda volta si interrompe. 6.2 PANNELLO IMPOSTAZIONI (FIG. 14). Consente il rapido accesso ai menù della saldatrice e alle funzioni supplementari visualizzandoli e rendendoli immediatamente disponibili. E' formato da un display a matrice D3 dove appaiono tutte le informazioni necessarie alla programmazione, dai tasti di navigazione (T10, T11, T12 e T13) con i quali si naviga all'interno delle voci dei vari menù; dai tasti funzione (T5, T6, T7, T8 e T9) che consentono di accedere ai vari menù che compongono il firmware e da una serie di led che segnalano il tipo di processo in uso (L10, L11 e L12) ed alcune funzioni supplementari (L13, L14 e L15). T9 Fig. 14 L10 L11 L12 Alla accensione della saldatrice il display D3 visualizza, per circa 5 s, alcune informazioni relative allo stato della macchina (vedi par. 7.4 menù Informazioni), fra cui la versione del firmware. Subito dopo visualizza le preimpostazioni di fabbrica della saldatrice: - Data (giorno/mese/anno) e orario (ora e minuti). - Processo MIG Sinergi co. (Led L10 acceso). - Filo di saldatura tipo SG2 ø 1,0 mm. - Gas Ar/18% CO2. - Modo di accensione 2 tempi 2T. Nella parte inferiore del display compaiono le sigle (MEM, PAR, 2T/4T e JOB) selezionabili tramite i tasti funzione T6, T7, T8, T9 (vedi par. 8). 6.3 VISUALIZZAZIONE ALLARMI Quando la macchina rileva un allarme temporaneo, nei display D1 e D2 viene visualizzata una scritta lampeggiante in funzione della causa che ha provocato l' allarme. Ad esempio: se lo sportello del trainafilo è aperto viene visualizzata la scritta "OPn". 11 6.4 VISUALIZZAZIONE ERRORI Quando la macchina rileva una condizione di allarme grave, nei display D1 e D2 viene visualizzata la scritta "Err" seguita dal relativo codice di errore. In questo caso spegnere la macchina e contattare il servizio assistenza (vedi paragrafo 10). 7 PROGRAMMAZIONE DELLA MACCHINA "Main Menu" - "Menù Principale" T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 I pulsanti T10 e T11, oltre ad effettuare la selezione che viene evidenziata dalla banda gialla, hanno il compito di scorrere tra tutti i processi disponibili. I processi di saldatura selezionabili sono: MIG Saldatura MIG/MAG sinergico pulsato (a richiesta) art. 231. MIG Saldatura MIG/MAG sinergico. MIG HD Saldatura MIG/MAG sinergico alto deposito. MIG Root Saldatura MIG/MAG sinergico per le saldature in verticale discendente. MIG Man Saldatura MIG/MAG convenzionale. TIG Processo di saldatura con elettrodo infusibile adatto per tutti i metalli escluso l’alluminio, il magnesio e l’ottone. L’accensione dell’arco avviene per contatto senza alta frequenza. MMA Processo di saldatura con elettrodo ricoperto e fusibile. 7.1.2 "Material" - "Materiale" (attivo nei processi MIG/ MAG). In questa voce si seleziona il tipo di materiale del filo di saldatura. L10 L11 L12 La programmazione avviene entrando nel "Menù Principale" al quale si accede premendo il tasto T5 e successivamente il tasto T6 (MENU) oppure mediante il menù di accesso rapido descritto al paragrafo 8. All'interno del "Menù Principale", tramite i tasti T10 e T11, è possibile selezionare una delle voci dell'elenco evidenziata dalla banda gialla. Con il tasto T12 si entra nel relativo sottomenù, e, viceversa con il tasto T13 si ritorna al menù precedente confermando, allo stesso tempo, la scelta fatta. Se appare una freccia rivolta verso il basso significa che ci sono ulteriori voci non visualizzate nella schermata. Questo criterio di navigazione è valido per tutti i menù della macchina. Le voci disponibili del "menù principale" sono: - "Process Params" - Parametri di processo (Vedi par. 7.1) - "Jobs" (Vedi par. 7.2) - "Settings" - Impostazioni (Vedi par. 7.3) - "Information" - Informazioni (Vedi par. 7.4) 7.1.3 "Diameter" - "Diametro" (attivo nei processi MIG/ MAG). I diametri del filo di saldatura sono in funzione del tipo di materiale selezionato. 7.1.4 "Gas" (attivo nei processi MIG/MAG). I gas utilizzabili sono in funzione del tipo di materiale selezionato. 7.1.5 "Arc Length Corr" - "Correzione lunghezza d’arco" (Disponibile in MIG/MAG sinergico, MIG Root). Permette la correzione della lunghezza d'arco in Volt tramite i tasti T10 e T11 o la manopola M2. 7.1 MENU "PROCESS PARAMS" - "PARAMETRI DI PROCESSO". Al sottomenù "Parametri di processo" si accede dal "Menù Principale" o direttamente premendo il tasto T7 (PAR). Qui sono elencati tutti i parametri che l'operatore può modificare in funzione del processo di saldatura selezionato (led L10, L11, L12). All'interno di "Parametri di processo" è possibile accedere direttamente alla memorizzazione premendo il tasto T6 (MEM) (vedi par. 7.2.1). 7.1.1 "Process" - "Processo". 12 Il primo parametro è il processo di saldatura. La pressione del tasto T12 consente di entrare nella schermata di selezione del tipo di processo. Corr. lunghezza d'arco MIN MAX DEF. -9,9 V 9,9 V 0,0 V ATTENZIONE: nella schermata di regolazione, che è simile per tutti i parametri con un range di regolazione, compaiono: -Il nome del parametro che è in corso di correzione. -Il valore e l’unità di misura. -La scala di regolazione. -Le abbreviazioni: MIN = minimo della regolazione. Pulsante T5. MAX = massimo della regolazione. Pulsante T7. DEF = valore predefinito. Pulsante T6. 7.1.6 "Inductance Corr" - "Correzione valore di impedenza" (disponibile in tutti i processi MIG/MAG sinergici, tranne MIG HD) Permette la correzione del valore dell'impedenza. Corr. valore impedenza MIN MAX DEF. -9,9 9,9 0,0 7.1.7 "Start Mode" - "Modo di inizio" (scelta del modo di inizio saldatura). 2T (attivo nei processi MIG/MAG e TIG). La macchina inizia a saldare quando si preme il pulsante della torcia e si interrompe quando lo si rilascia. 4T (attivo nei processi MIG/MAG e TIG). Per iniziare la saldatura premere e rilasciare il pulsante torcia, per terminare la saldatura premere e rilasciare nuovamente. 3L (attivo nei processi MIG/MAG sinergici e TIG). La saldatura inizia alla pressione del pulsante torcia, la corrente di saldatura richiamata sarà quella impostata con “Start current”. Questa corrente verrà mantenuta fino a quando il pulsante torcia viene tenuto premuto; al rilascio la corrente si raccorda alla corrente di saldatura impostata, nel tempo stabilito dal tempo “Slope time” e verrà mantenuta fino a quando il pulsante torcia non sarà ripremuto. Alla successiva pressione del pulsante torcia la corrente di saldatura si raccorderà alla terza corrente (corrente di "Craterfiller") impostata con il parametro “Crater Current” nel tempo stabilito da “Slope time” e verrà mantenuta fino al rilascio del pulsante torcia. Al rilascio del pulsante la saldatura s'interrompe. Regolazioni per 3L MIN MAX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 "Spot" - "puntatura / intermittenza". (solo nei processi MIG/MAG 2T oppure 4T). OFF (predefinito) ON Nel caso si selezioni "ON" sono disponibili le seguenti regolazioni: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 "HSA" - "Hot Start Automatico". (solo nei processi MIG/MAG sinergici 2T oppure 4T). Questa funzione è inibita quando la funzione 3L è attiva e funziona solo con i programmi sinergici. Particolarmente adatta per ottenere la partenza “calda” nella saldatura dell’alluminio. OFF (predefinito). ON. Nel caso si selezioni "ON" sono disponibili le seguenti regolazioni: MIN MAX DEF. Start current 10% 200% 135% Starting current time 0,1 s 10 s 0,5 s Slope Time 0,1 s 10 s 0,5 s time”. Trascorso questo tempo la corrente si raccorda a quella di saldatura nel tempo ”Slope Time”. 7.1.10 "CRA" - "Riempimento del cratere finale". (solo nei processi MIG sinergici 2T oppure 4T). OFF (predefinito) ON Nel caso si selezioni "ON" sono disponibili le seguenti regolazioni: MIN MAX DEF. 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s Slope Time 7.1.11 "Soft Start" - "Accostaggio". (Solo nei processi MIG/MAG) E' la velocità del filo, espressa in percentuale, della velocità impostata per la saldatura prima che lo stesso tocchi il pezzo da saldare. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 "Burnback". (Solo nei processi MIG/MAG) Serve a regolare la lunghezza del filo uscente dall'ugello gas dopo la saldatura. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 "Double Level" - "Doppio Livello" (a richiestaArt. 233). Solo nei processi MIG/MAG sinergici). Questo tipo di saldatura fa variare l'intensità di corrente tra due livelli. Prima di impostare la saldatura con doppio livello è necessario eseguire un breve cordone di saldatura così da determinare la velocità di filo e di conseguenza la corrente per ottenere la penetrazione e la larghezza del cordone ottimali per il giunto che volete realizzare. Si determina così il valore della velocità di avanzamento del filo (e quindi della corrispondente a corrente) a cui, verranno alternativamente sommati e sottratti i metri al minuto che verranno impostati. Prima dell’esecuzione è bene ricordare che in un corretto cordone la sovrapposizione tra una “maglia” e l’altra deve essere almeno del 50%. OFF (predefinito) ON. Nel caso si selezioni "ON" sono disponibili le seguenti regolazioni: MIN MAX PRED. Frequency 0,1 Hz 5,0 Hz 1,5 Hz Pulse step 0,1 m/min 3,0 m/min 1,0 m/min Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 La saldatura inizia con la “Start Current”. La durata di questa prima corrente è regolata da “starting current 13 Permette la correzione percentuale della velcità del filo rispetto alla velocità predefinita. Speed Correction MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 IL MENÙ "JOB". In questa sezione si possono memorizzare, richiamare, modificare, copiare o eliminare programmi di lavoro. Dal "Menu Principale", con il tasto T11, evidenziare la voce “Jobs” quindi entrare nel sottomenù tramite il tasto T12. 7.1.13.1 "Frequency" - "frequenza" del doppio livello. La frequenza, determinata in Herz, è il numero di periodi al secondo. Per periodo si intende l’alternanza della velocità alta con quella bassa. La velocità bassa, che non penetra, serve al saldatore per spostarsi da una maglia alla esecuzione della maglia successiva; la velocità alta, corrispondente alla massima corrente, è quella che penetra ed esegue la maglia il saldatore in questo caso si ferma per eseguire la maglia. 7.1.13.2 "Pulse Step": è la ampiezza della variazione della velocità in m/min. La variazione determina la somma e la sottrazione di m/ min dalla velocità di riferimento prima descritta. A parità degli altri parametri aumentando il numero la maglia diverrà più larga e si otterrà maggiore penetrazione. 7.1.13.3 "Duty Cycle": tempo del doppio livello. Espresso in percentuale, è il tempo della velocità/ corrente maggiore rispetto alla durata del periodo. A parità degli altri parametri determina il diametro della maglia quindi la penetrazione. 7.1.13.4 "Arc Length Cor" - "Correzione della lunghezza d’arco". Regola la lunghezza dell’arco della velocità/corrente maggiore. Attenzione: una buona regolazione prevede una lunghezza d’arco uguale per entrambe le correnti. 7.1.14 "Double Pulse" - "Doppia Pulsazione". Si attiva, automaticamente, quando si acquistano i due aggiornamenti Art. 231 e Art.233. Per il funzionamento vedere il paragrafo 7.1.13. 7.1.15 "Prefow" - "Pre Gas". (In tutti i processi ad esclusione dell’MMA). Pre Gas MIN MAX DEF. 0s 10 s 0,1 s 7.1.16 "Postflow" - "Post Gas". (In tutti i processi ad esclusione dell’MMA). Post Gas MIN MAX DEF. 0s 10 s 3s 7.1.17 "Speed Corr" - "Correzione delle Velocità". (Solo nei processi MIG HD). 14 7.2.1 Memorizzazione di un programma "JOB". Dopo aver eseguito le regolazioni ed impostazioni precedentemente descritte, con i tasti T10 e T11 scegliere una posizione nella memoria e premere il tasto T6 (SAVE) per memorizzare. Il numero del programma "Job", il processo di saldatura, e il diametro del filo vengono visualizzati sul display. Quando è stato memorizzato un "Job", nella parte inferiore del display compaiono delle sigle in corrispondenza dei pulsanti T6, T7, T8 ed T9: - DEL: cancella il "Job" selezionato. - RCL: richiama il "Job" selezionato per la modifica. - COPY: copia il "Job" selezionato e lo memorizza in un'altra posizione. 7.3 IL MENÙ "Settings" - "Impostazioni". In questa sezione si possono settare o modificare le principali impostazioni della saldatrice. Dal "Menù Principale" (vedi par. 7), selezionare il menù "Impostazioni" tramite il tasto T10 e visualizzarlo con il tasto T11. Quì sono elencati tutti i parametri che l'operatore può modificare: - Welding - Machine - Factory Setup - Languages Tramite il tasto T12 si entra nel sottomenù relativo al parametro selezionato. 7.3.1 Il menù "Welding" - "Saldatura". In questo sottomenù sono elencati una serie di parametri di saldatura modificabili: - H2O MIG/TIG Questa funzione consente di impostare l'accensione del gruppo di raffreddamento. Regolazioni: ON-OFF-Auto (DEF OFF). Se si seleziona "Auto", quando si accende la macchina, il gruppo funziona. Se il pulsante torcia non è premuto, dopo 30 secondi si spegne. Alla pressione del pulsante torcia il gruppo inizia a funzionare e si spegne dopo 3 minuti dal rilascio del pulsante stesso. - "Quality Control" - "Controllo Qualità" Regolazione ON - OFF (DEF OFF) (Disponibile a richiesta). - "Max inching" - "Avanzamento Massimo" Lo scopo è quello di bloccare la saldatrice se, dopo lo start, il filo esce per la lunghezza in centimetri impostata senza passaggio di corrente. Regolazione OFF - 50 cm (DEF OFF). - 8.2 "PAR" - "PARAMETRI DI PROCESSO" (vedi par. 7.1) 8.3 "2T/4T" - "DUE TEMPI / QUATTRO TEMPI" (vedi par. 7.1.7). 8.4 "JOB" - "PROGRAMMI DI LAVORO". Se si desidera utilizzare un programma di lavoro precedentemente memorizzato premere il tasto T9 (JOB). Per vedere tutte le impostazioni del programma confermare la scelta, con il tasto T9 (OK), quindi premere il tasto T7 (PAR). 8.5 "H2O". (vedi par. 7.3.1). 8.6 "WIZ" WIZARD. Il "wizard" è una procedura guidata che aiuta l'operatore ad effettuare rapidamente le scelte in base al processo di saldatura desiderato. "Push-Pull Force" Montando la torcia Push-Pull Art. 2008 si abilita il funzionamento del gruppo di raffreddamento e la funzione PPF (Push Pull Force). Questa funzione regola la coppia di traino del motore del push pull per rendere lineare l’avanzamento del filo. 7.3.2 Menù "Machine" - "Impostazioni di Macchina". Quì sono disponibili i sottomenù: - "Clock Setup" - "Regolazione Orologio". 7.3.3 Menù "Factory Setup" - "Ripristino Impostazioni predefinite". Questa voce permette di tornare alle impostazioni iniziali predefinite dalla casa madre. Sono possibili tre modalità di ripristino: - All Reimposta tutto. - Jobs only Reimposta solo i programmi di lavoro "Job" - Exclude jobs Reimposta tutto ad esclusione dei programmi di lavoro "Job" memorizzati. 7.3.4 Menù "Languages" - "Impostazione della lingua". In questa sezione si può segliere la lingua in cui vengono scritti i messaggi del display. T5 T6 T7 T8 T9 Vi si accede premendo il tasto T5 quindi il tasto T9 (WIZ). La prima scelta proposta è quella del processo di saldatura. La scelta del processo si effettua tramite i tasti T10 e T11. Premendo il tasto T9 (NEXT) si entra direttamente nella schermata della scelta del materiale. Si può tornare alla schermata precedente con il tasto T6 (PREV). In alternativa ai tasti T9 e T6 è possibile usare i tasti T12 e T13. La schermata successiva sarà quella del diametro, poiquella del gas, quindi quella del tipo di partenza "Start Mode". Premere infine "END" per terminare. 9 SALDATURA In questa sezione sono visualizzate alcune informazioni relative al software del generatore. • Preparare la saldatrice seguendo le istruzioni descritte al paragrafo 3 “Messa in opera”. • Seguire le istruzioni descritte precedentemente nel menù “Wizard” Par. 8.1 oppure "Par" Par. 7.1. 8 ACCESSO RAPIDO. 9.1 SALDATURA MIG/MAG . Nella parte inferiore del display D3 sono presenti, in funzione delle varie schermate, alcuni comandi per l'accesso rapido alle funzioni più comuni. Nel menù “Process Parameter” si trovano le voci che possono essere regolate in questo processo: Questa saldatrice offre una ampia scelta di processi di saldatura MIG/MAG che qui di seguito vengono elencati: 7.4 MENÙ INFORMAZIONI. 8.1 "MEM" - "MEMORIZZAZIONE" (vedi par. 7.2.1). Se si desidera memorizzare un programma di saldatura premere il tasto T6, scegliere con i tasti T10 e T11 il numero di "Job" quindi premere ancora il tasto T6 per salvare la condizione di saldatura. 9.1.1 MIG Saldatura MIG/MAG sinergico. La caratteristica di questo tipo di processo di saldatura è la SINERGIA che si intende come predeterminazione, da parte della casa costruttrice, della relazione tra la velocità di filo (corrente), la tensione e l’impedenza necessari per 15 ottenere una buona saldatura. Per realizzarla procedere come segue: • Tramite il tasto T1 selezionare il led dello spessore. • Impostare lo spessore in lavorazione girando la manopola M1. • Eseguire la saldatura. • Se la lunghezza d’arco non è corretta modificarla tramite la manopola M2. 9.1.2 MIG Man. Saldatura MIG/MAG convenzionale. Selezionare il tipo, il diametro del filo e il tipo di gas di protezione. In questo processo di saldatura la velocità del filo, la tensione e il valore dell’impedenza devono essere impostati dall’operatore. 9.1.3 MIG HD. Saldatura MIG/MAG sinergico alto deposito. La caratteristica di questo tipo di processo è la possibilità di aumentare la velocità del filo a parità di tensione di saldatura così da ottenere minori tempi di esecuzione del giunto, minori distorsioni e una maggiore produttività. Questo è un processo sinergico ma si distingue dagli altri per il modo di regolazione: Per scorrere lungo la curva sinergica si deve agire sulla manopola M2 che varia la tensione di saldatura e successivamente con la manopola M1 si può cambiare la velocità del filo (corrente di saldatura). Un esempio: Selezionare questo processo come descritto precedentemente. Tramite il tasto T1 selezionare il led L2 della velocità del filo e tramite il tasto T2 il led L4 della tensione. Il display D1 visualizza la velocità del filo mentre il display D2 visualizza la tensione. Ruotando la manopola M2 i due valori di tensione e velocità del filo si modificano seguendo la curva sinergica impostata dalla casa. Ruotando di uno scatto la manopola M1 il display D3 visualizza la schermata relativa alla correzione della velocità del filo. 9.1.4 MIG Root Saldatura MIG/MAG sinergico. Questo processo è stato studiato per le saldature di “radice” di giunti “testa a testa” verticale discendente. Adatta per ferro e acciaio inossidabile. 9.1.5 MIG Saldatura MIG/MAG sinergico pulsato (a richiesta Art. 231). In questo processo di saldatura il materiale d'apporto viene trasferito tramite una forma d'onda impulsiva, ad energia controllata, così da ottenere il distacco costante di gocce di materiale fuso che si trasferiscono sul pezzo in lavorazione senza spruzzi. Il risultato è un cordone di saldatura ben raccordato con quasiasi spessore e tipo di materiale. Le regolazioni dei parametri di saldatura sono gli stessi descritti per la saldatura MIG/MAG sinergico. 9.2 SALDATURA MMA Nel caso di macchine compatte collegare il connettore del cavo della pinza portaelettrodi al connettore E e il connettore del cavo di massa al connettore G (rispettando la polarità prevista dal costruttore degli elettrodi. Nel caso di macchine con trainafilo separato il carrello deve restare connesso al generatore. Collegare il connettore del cavo della pinza portaelettrodi al connettore X e il connettore del cavo di massa al connettore G (rispettando la polarità prevista dal costruttore degli elettrodi. Quando si seleziona questo processo il generatore, dopo 5 secondi, è pronto a generare corrente. Per predisporre la macchina per la saldatura MMA seguire le istruzioni descritte precedentemente nel menù “Wizard” Par. 8.6 oppure "Par" Par. 7.1. Nel menù “Process Parameter” si trovano le voci che possono essere regolate in questo processo: • Hot Start. E' la sovracorrente erogata nel momento dell' accensione dell'arco. Hot Start 16 MAX DEF. 0% 100% 50% • Arc Force. E' la regolazione della caratteristica dinamica dell' arco. Arc Force Continuando a ruotare la manopola M1 viene visualizzato lo scostamento percentuale dallo zero che corrisponde alla velocità preimpostata dalla casa mentre il display D1 visualizza la nuova velocità. Quando il valore della correzione fa raggiungere la velocità massima o minima della curva sinergica, nel display D3 compare il messaggio "Speed limit". Correggendo la velocità del filo non si modificano nè i valori dello spessore consigliato per la saldatura nè i valori della corrente ma è possibile aumentare la velocità di saldatura. La modifica della velocità del filo tramite la manopola M1 non varia la tensione di saldatura impostata precedentemente. Dopo l’esecuzione di una saldatura con led L8 “Hold” acceso il display D1 visualizza la corrente di saldatura corrispondente alla velocità del filo modificata. MIN MIN MAX DEF. 0% 100% 30% Il display D2 visualizza la tensione d'arco misurata durante la saldatura. Il display D1 visualizza: - prima di saldare la corrente impostata tramite la manopola M1. - durante la saldatura la corrente di saldatura misurata. - A saldatura ultimata, visualizza l'ultimo valore di corrente rilevata. (Led L8 "HOLD" acceso). 9.3 SALDATURA TIG 9.3.1 Macchine con trainafilo separato. Collegare il cavo di massa al polo positivo X e il connettore del cavo di potenza della connessione carrello/ generatore al polo negativo G. Connettere la torcia all’attacco euro F. Per questo tipo di saldatrici la torcia adatta è art.1259. 9.3.2 Macchine compatte. Collegare il cavo di massa al polo positivo E e la torcia al negativo G. Collegare il tubo gas alla presa H. Per predisporre la macchina per la saldatura TIG seguire le istruzioni descritte precedentemente nel menù “Wizard” Par. 8.6 oppure "Par" Par. 7.1. Nel menù “Process Parameter” si trovano le voci che possono essere regolate in questo processo: • Start Mode Vedi paragrafo 7.1.7. • Final Slope (solo in 2T oppure 4T). E’ il tempo in secondi durante il quale la corrente passa dalla saldatura allo spegnimento dell’arco. Final Slope MIN MAX DEF 0,0s 10s 0,5s • Pulse (a richiesta Art. 234). Saldatura TIG con pulsazione. Questo tipo di saldatura fa variare l’intensità di corrente tra due livelli e la variazione avviene ad una certa frequenza. 10 CODICI ERRORE DISPLAY DESCRIZIONE ERRORE Pulsante di start premuto alla accensioTRG ne della macchina oppure alla chiusura lampeggiante dello sportello del trainafilo Err 54 Corto circuito sul circuito secondario Err 56 Condizione anomala in saldatura Corrente eccessiva sul motore del gruppo trainafilo (Controllare i rulli trainafilo, Err 57 il filo all'interno della guaina ed il motore trainafilo) Err 58 Errore allineamento tra le versioni del firmware o errore durante la fase di autoupgrade (Ripetere la procedura di upgrade) Tensione di alimentazione bassa Tensione di alimentazione alta Sovratemperatura diodi uscita Sovratemperatura IGBT Err 61 Err 62 TH 0 TH 1 H2O lampeggiante Problema alla pompa di raffreddamento seguito da (pressostato) Err 75 H2O nc OPN ITO Problema alla pompa di raffreddamento (non connesso) Sportello aperto nel trainafilo Vedi paragrafo 7.3.1 Menu "Saldatura" - "Avanzamento massimo" Per codici di errore diversi dagli elencati contattare il servizio assistenza 11 MANUTENZIONE Ogni intervento di manutenzione deve essere eseguito da personale qualificato nel rispetto della norma CEI 26-29 (IEC 60974-4). • Pulse level Con questa voce si regola corrente più bassa delle due necessarie per questo processo di saldatura, viene visualizzata la percentuale di questa corrente in relazione alla corrente principale impostata prima di entrare nel sottomenù. Pulse Level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Frequency E' la frequenza di pulsazione. Frequency • Duty E' il tempo di durata della corrente più alta, espresso in percentuale, rispetto al tempo della frequenza. Duty MIN MAX DEF 10% 90% 50% 11.1 MANUTENZIONE GENERATORE In caso di manutenzione all'interno dell’apparecchio, assicurarsi che l'interruttore T sia in posizione "O" e che il cavo di alimentazione sia scollegato dalla rete. Periodicamente, inoltre, è necessario pulire l’interno dell’apparecchio dalla polvere metallica accumulatasi, usando aria compressa. 11.2 ACCORGIMENTI DA USARE INTERVENTO DI RIPARAZIONE. DOPO UN Dopo aver eseguito una riparazione, fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra il lato primario ed il lato secondario della macchina. Evitare che i fili possano andare a contatto con parti in movimento o parti che si riscaldano durante il funzionamento. Rimontare tutte le fascette come sull’apparecchio originale in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un contatto tra il primario ed il secondario. Rimontare inoltre le viti con le rondelle dentellate come sull’apparecchio originale. 17 CONTENTS 1 SAFETY PRECAUTIONS ....................................................................................................................................................................19 1.1 WARNING LABEL ......................................................................................................................................................................19 2 GENERAL DESCRIPTIONS ...............................................................................................................................................................20 2.1 EXPLANATION OF TECHNICAL SPECIFICATIONS ............................................................................................................20 3. INSTALLATION AND ASSEMBLY....................................................................................................................................................20 3.1 LIFTING MECHANISM .............................................................................................................................................................20 3.2 ASSEMBLY ..................................................................................................................................................................................20 3.3. EXTENSIONS CONNECTION ...................................................................................................................................................21 3.4 WELDING TORCH CONNECTION. .........................................................................................................................................22 3.5 ASSEMBLY OF THE COOLING UNIT ....................................................................................................................................22 3.6 POSITIONING .............................................................................................................................................................................22 3.6.1 SLOPING PLANES ..........................................................................................................................................................22 3.7. START-UP 22 4 POWER SOURCE DESCRIPTION .....................................................................................................................................................22 5. DESCRIPTION OF THE COOLING UNIT ART. 1683 .....................................................................................................................24 5.1. WIRING ...................................................................................................................................................................................25 5.2. DESCRIPTION OF PROTECTION DEVICES ..........................................................................................................................25 5.2.1 COOLANT PRESSURE PROTECTION DEVICE. ........................................................................................................25 5.2.2 FUSE (T 2A/250V - Ø 5X20) ............................................................................................................................................25 5.3. START-UP ...................................................................................................................................................................................25 6. CONTROL PANEL DESCRIPTION ...................................................................................................................................................25 6.1 CONTROL PANEL ......................................................................................................................................................................25 6.2 SETTINGS PANEL ......................................................................................................................................................................26 6.3 ALARM DISPLAY ......................................................................................................................................................................27 6.4 ERROR DISPLAY ........................................................................................................................................................................27 7. MACHINE PROGRAMMING “MAIN MENU” ...............................................................................................................................27 7.1 PROCESS PARAMETERS MENU ............................................................................................................................................28 7.1.1 PROCESS ...........................................................................................................................................................................28 7.1.2 MATERIAL .......................................................................................................................................................................28 7.1.3 DIAMETER .......................................................................................................................................................................28 7.1.4 GAS ...................................................................................................................................................................................28 7.1.5 ARC LENGTH CORRECTION .......................................................................................................................................28 7.1.6 IMPEDANCE VALUE CORRECTION ...........................................................................................................................28 7.1.7 SELECTING THE WELDING START MODE. .............................................................................................................28 7.1.8 SPOT ..................................................................................................................................................................................28 7.1.9 AUTOMATIC HOT START .............................................................................................................................................28 7.1.10 FINAL CRATER FILLER ................................................................................................................................................29 7.1.11 SOFT START .....................................................................................................................................................................29 7.1.12 BURNBACK .....................................................................................................................................................................29 7.1.13. DOUBLE LEVEL ..............................................................................................................................................................29 7.1.13.1 FREQUENCY OF DOUBLE LEVEL. ................................................................................................................29 7.1.13.2 PULSE STEP ........................................................................................................................................................29 7.1.13.3 DUTY CYCLE: DOUBLE LEVEL TIME ..........................................................................................................29 7.1.13.4 ARC LENGTH CORRECTION ..........................................................................................................................29 7.1.14 DOUBLE PULSE ..............................................................................................................................................................29 7.1.15 PREFLOW .........................................................................................................................................................................29 7.1.16 POSTFLOW .......................................................................................................................................................................29 7.1.17 SPEED CORREECTION ..................................................................................................................................................30 7.2. JOB MENU ...................................................................................................................................................................................30 7.2.1 SAVING OF A JOB PROGRAM ......................................................................................................................................30 7.3. SETTINGS MENU .......................................................................................................................................................................30 7.3.1 WELDING MENU ............................................................................................................................................................30 7.3.2 MACHINE SETTINGS MENU .......................................................................................................................................30 7.3.3 FACTORY SETUP MENU - RESETTING OF PRESET VALUES ...............................................................................30 7.3.4 LANGUAGES MENU .......................................................................................................................................................30 7.4 INFORMATION MENU .............................................................................................................................................................30 8. QUICK START-UP ...............................................................................................................................................................................30 8.1 SAVING ...................................................................................................................................................................................30 8.2 PROCESS PARAMETERS ..........................................................................................................................................................30 8.3 TWO STAGES/ FOUR STAGES .................................................................................................................................................30 8.4 WORKING JOBS .........................................................................................................................................................................31 8.5 H2O ...................................................................................................................................................................................31 8.6 WIZARD ...................................................................................................................................................................................31 9. WELDING ...................................................................................................................................................................................31 9.1. MIG/MAG WELDING .................................................................................................................................................................31 9.1.1 MIG ---- SYNERGIC MIG/MAG WELDING .................................................................................................................31 9.1.2 MIG MAN. TRADITIONAL MIG/MAG WELDING ....................................................................................................31 9.1.3 MIG HD. SYNERGIC MIG/MAG WELDING - HIGH DEPOSIT ................................................................................31 9.1.4 MIG ROOT SYNERGIC MIG/MAG WELDING ............................................................................................................31 9.1.5 MIG SYNERGIC PULSED MIG/MAG WELDING ...........................................................................................31 9.2. MMA WELDING .........................................................................................................................................................................32 9.3. TIG WELDING ............................................................................................................................................................................32 9.3.1. ONLY ON MACHINES WITH SEPARATE WIRE FEEDER. .....................................................................................32 9.3.2 COMPACT MACHINES .................................................................................................................................................32 10 ERROR CODES ...................................................................................................................................................................................33 11. MAINTENANCE .................................................................................................................................................................................33 11.1 MAINTENANCE. POWER SOURCE ........................................................................................................................................33 11.2 THINGS TO DO AFTER ANY REPAIR ...................................................................................................................................33 18 INSTRUCTION MANUAL FOR WIRE WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 1.1 WARNING LABEL The following numbered text corresponds to the label numbered boxes. ELECTRIC AND MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/ cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY. This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in nonindustrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT. Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic B. C. 1 1.1 1.2 1.3 2 2.1 2.2 2.3 3 3.1 Drive rolls can injure fingers. Welding wire and drive parts are at welding voltage during operation — keep hands and metal objects away. Electric shock from welding electrode or wiring can kill. Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves. Protect yourself from electric shock by insulating yourself from work and ground. Disconnect input plug or power before working on machine. Breathing welding fumes can be hazardous to your health. Keep your head out of fumes. Use forced ventilation or local exhaust to remove fumes. Use ventilating fan to remove fumes. Welding sparks can cause explosion or fire. Keep flammable materials away from welding. 19 3.2 Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. 3.3 Do not weld on drums or any closed containers. 4 Arc rays can burn eyes and injure skin. 4.1 Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. 5 Become trained and read the instructions before working on the machine or welding. 6 Do not remove or paint over (cover) label. 2 GENERAL DESCRIPTIONS The equipment is a multi-process system suitable for MIG/MAG welding, TIG (DC) welding with scratch start and MMA welding (with the exception of cellulosic welding), developed with inverter technology. The equipment may be used only for the purposes described in this manual. The equipment must not be used to defrost pipes. NOTES: 1- The equipment has also been designed for use in environments with a pollution rating of 3. (See IEC 60664). 2- This equipment complies with a IEC 61000-3-12 standard provided that the allowed maximum impedance Zmax of the unit is lower or equal to 0.090 (Art. 318 and 319)-0.051 (Art. 320) at the interface point between the user unit and the mains. The fitter or the unit user are responsible for connecting the unit to a power supply with a maximum allowed system impedance Zmax) lower or equal to 0.090 (Art. 318 and 319)-0.051 (Art. 320). 3 INSTALLATION AND ASSEMBLY. 3.1 LIFTING MECHANISM (FIG. 1). 2.1 EXPLANATION OF TECHNICAL SPECIFICATIONS This machine is manufactured according to the following international standards: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (see note 2). No. Serial number. Must be indicated on any request regarding the welding machine. 3~ Three-phase static transformer-rectifier frequency converter. MIG Suitable for MIG/MAG welding. f1 f2 Fig. 1 MMA Suitable for welding with covered electrodes. TIG U0. X. Suitable for TIG welding. Secondary open-circuit voltage. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during which the welding machine may run at a certain current without overheating. I2. Welding current U2. Secondary voltage with I2 current U1. Rated supply voltage. In the “Multi Voltage” models the machine automatically adapts to the supply voltage of the unit it is connected to. 3~ 50/60Hz Three-phase 50 or 50 Hz power supply. I1 Max Max. absorbed current at the corresponding I2 current and U2 voltage. I1 eff This is the maximum value of the actual current absorbed, considering the duty cycle. This value usually corresponds to the capacity of the fuse (delayed type) to be used as a protection for the equipment. IP23S Protection rating for the housing. Grade 3 as the second digit means that this machine may be stored, but it is not suitable for use outdoors in the rain, unless it is protected. Suitable for use in high-risk environments. S 20 3.2 ASSEMBLY • All power sources must be fitted with axle and then rear wheels (fig. 2) . Fig. 2 • For machines with trolley, the pivoting system must be mounted both on the wire feeder trolleys and the power source; the small wheels provided together with the screws must be mounted at the bottom of the wire feeder trolley as well as the welding torch support, then place the trolley in its position. (see figure 3). • Connect all wiring on the back of the power source, as shown in fig. 5. Fig. 5 • Avoid coiling the connection to reduce to a minimum the inductive effects that could affect welding results. • Connect the other end of connection BA to the wire feeder trolley as shown in fig. 6. Fig. 3 3.3 EXTENSIONS CONNECTION • Block one end of connection BA, by fixing the tip BB to the bottom of the machine as shown in fig. 4. Fig. 6 BA • The coolant fluid hoses must be connected to the quick-fitting valves located below the lower part of the wire feeder trolley (see fig. 7), by matching the colours appearing on the trolley front side. BB Fig. 4 Fig. 7 21 3.4 WELDING TORCH CONNECTION. 3.6 POSITIONING • Connect the welding torch to the central adapter F. • Mount the wire coil. • Make sure that the groove of the rollers matches the wire diameter used. To replace, proceed as follows (Fig. 8): Position the welding machine to allow for a free air circulation inside the machine and make sure to prevent introduction of metal powders or any other dust. BN BN CA Fig. 8 Open the door of the wire feeder compartment Remove the cover CA of the wire feeder unit. Release the wire press rollers by means of the pressure adjusting knob BN. Replace the rollers and put the cover CA back in place. Insert the wire into the feeder and into the welding torch sheath. Block the wire press rollers with the knob BN and adjust the pressure. Connect the earth cable (provided) to the socket D. Connect the gas hose to the fitting G. 3.5 ASSEMBLY OF THE COOLING UNIT (ART. 1683 OPTIONAL FOR ART. 318 AND 319) (Fig 9) 3.6.1 Sloping planes. Since this welding machine is equipped with wheels without brake, do not position it on sloping planes, to prevent machine tilting or uncontrolled movement. 3.7 START-UP • Only skilled personnel should install the machine. • All connections must be carried out in compliance with current standards (IEC/CEI EN 60974-9) and in full observance of current safety laws. • Mount the plug on the power cord, being especially carefully to connect the yellow/green conductor to the earth pole. • Make sure that the supply voltage corresponds to the rated voltage of the welding machine. • Size the protective fuses based on the data listed on the technical specifications plate. 4 POWER SOURCE DESCRIPTION (FIG. 10 = COMPACT VERSION) (FIG. 11 = VERSION WITH SEPARATE WIRE FEEDER) A - CONTROL PANEL. Lift the transparent flap to access the control panel. B- Connector: DB9 type (RS 232) connector to be used for updating the microprocessors programs. C- Connector: USB-type connector to be used for updating the microprocessors programs. Only on machines with separate wire feeder. D- Connector: Connector for connecting remote controls and the Push– Pull torch control cable. E – Socket (+): Socket where you must connect the earth cable connector in Tig welding, the electrode clamp in MMA welding. F - Central adapter: this is where the welding torch is to be connected. Fig. 9 If a cooling unit is used, proceed as follows: • Remove the panel M • Insert the cooling unit inside the compartment so that the fluid level inspecting slot can be seen from the front of the unit. • Fasten it to the welding machine trolley by means of provided screws. 22 G – Socket: Socket where you must connect the earth cable connector in MIG/MAG and MMA welding. H - Fitting: this is where the gas hose from the TIG torch is to be connected. I - Quick-fitting valves: The hoses coming off the water cooled torch must be A N V B L S D Q T U E F R H G V M W Fig. 10 connected to the quick-fitting valves. NB Match the hose and valve colors correctly. Only on machines with separate wire feeder U - Power cable. L - Support: Welding torch support. W – Cylinder support. M - Panel: Cooling unit compartment cover. N – Gas hose. O - Gas hose fitting: this is where the gas hose from the power source/trolley connection is to be connected. P- Connector: this is where the service cable connector of the power source/trolley connection is to be connected. Q - Pressure switch socket: it receives the cable from the pressure switch located inside the cooling unit (Art. 1683). V – Cylinder locking straps. Z - Quick-fitting valves: The red and blue hoses coming off the power source/trolley connection must be connected to these quick-fitting valves. Only on machines with separate wire feeder. NOTE: The valves are located under the wire feeder trolley .Match the hose and the valve colors correctly. X – Socket: In MIG/MAG welding, this is where the power source cable (+ pole) fast-on connector of the power source/trolley connection is to be connected. Only on machines with separate wire feeder. Y - Fitting: this is where the gas hose from the power source/wire feeder extension connection is to be connected. Only on machines with separate wire feeder. S – Socket: it receives the cooling unit power cord Art. 1683 (optional). K - Plug: this is where the power cable fast-on connector of the power source/wire feeder trolley connection is to be connected. Only on machines with separate wire feeder. T - ON/OFF switch. AA - Wire reel cover door R – Fuse holder. 23 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Fig. 11 AB - Wire reel cover AC - Reel support: Suitable for standard reels up to Ø 300 mm, 16 Kg. 5 DESCRIPTION OF THE COOLING UNIT Art. 1683 (Fig. 12). This cooling unit, which is supplied on demand for Art. 318 and 319, is designed to cool the torches used for welding and must be used exclusively with this power source. AD- Slot: Slot to inspect the coolant fluid level. AE - Cap. 24 AF - Quick-fitting valves: Connect the red and blue hose of the welding torch. NB Match the hose and valve colors correctly. AG - Quick-fitting valves: This is where the red and blue hoses coming off the power source/trolley connection must be connected in machines with separate wire feeder. NB Match the hose and valve colors correctly. AH – Fuse holder. AI - Connection. For coolant pressure protection. AL - ON/OFF switch. AM - Power cable. AM AF AL AH AI AE AD AG Fig. 12 5.1 WIRING. For the extensions and protection devices wiring follow the directions of the instruction manual provided with the cooling unit. 5.2 DESCRIPTION OF PROTECTION DEVICES . 5.2.1 Coolant pressure protection device. This protection is achieved by means of a pressure switch, inserted in the fluid delivery circuit, which controls a microswitch. If the pressure is insufficient, the display D1 shows the wording H2O flashing. 5.2.2 Fuse (T 2A/250V - Ø 5x20). This fuse protects the motor pump, and is located in the fuse holder AH on the rear panel of the welding machine (Fig. 12). 5.3 START-UP. Unscrew the cap AU and fill the tank (the equipment is supplied with approximately one liter of fluid). It is important to periodically check, through the slot AT, that the fluid remains at the “max” level. 6 CONTROL PANEL DESCRIPTION (Fig. 13-14) The control panel consists of a control area (Fig. 13) and a settings area (Fig. 14). 6.1 CONTROL PANEL (FIG. 13). Selection key T1 Every pressure of the key selects the size, adjustable via the M1 knob. Available sizes, displayed by leds L1, L2 and L3, relate to the selected welding process. Led L1 Thickness It indicates that the display D1 shows the thickness in mm of the workpiece based on the current and wire speed set. Active in synergic MIG/MAG welding processes. Led L2 Wire speed It indicates that the display D1 shows the welding wire speed in metres per minute. Active in all MIG/MAG welding processes Led L3 Welding current It indicates that the display D1 shows the welding current in ampere. Knob M1 The values selected through the key T1 are adjusted according to the process type selected through this knob. Display D1 Shows the value of sizes selected by means of key T1 and adjusted by means of knobM1. Selection key T2 Every brief pressure of the key selects the size, adjustable via the M2 knob. The sizes that can be selected, displayed by leds L4, L5 and L6, are related to the selected welding process. Led L4 Welding voltage It indicates that the value shown on display D2 is a value expressed in volts. With arc off, in MIG/MAG welding processes, the value shown on display D2 is a pre-set value or the “set point” (see paragraph 9.1 MIG/MAG welding.). During the welding process, the value shown on display D2 is always the voltage measured by the power source. Led L5 Arc length In synergic MIG/MAG welding processes (MIG HD excepted), it indicates that display D2 shows the value of the lenght of welding arc correction. The 0 (zero) value corresponds to the manufacturer preset arc length. By means of knob M2 it is possible to increase the arc (positive values) or reduce it (negative values) in a -9.9 ÷ +9.9. range Led L6 Impedance In MIG/MAG welding processes, it indicates that display D2 shows the impedance value. The 0 (zero) value corresponds to the manufacturer preset impedance. By means of knob M2 it is possible to increase (positive values) or reduce (negative values) it in a -9.9 ÷ +9.9 range. 25 M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 Knob M2 The values selected through key T2 are adjusted according to the process type selected by means of this knob In synergic MIG/MAG welding processes, when led L4 is on (welding voltage), via this knob the selection switches automatically to led L5 (arc length). Display D2 In all welding processes, it numerically displays the selections made via the selection key T2 and adjusted via the knob M2. Led L7 Globular position In MIG/MAG synergic processes, this signals that the pair of current and voltage values chosen for welding may give unstable arcs and splatters. Led L8 Hold It lights automatically at the end of the welding process to indicate that displays D1 and D2 show the two most recent current and voltage measured values. Led L9 Safety Signals the lock function for some keys. The operator may adjust only the welding parameters included in the control panel. To activate the function, press the T5 key first then, while holding it down, briefly press the T2 key. The led L9 lights to indicate that the function is active. To exit, press similarly keys T5 and T2. Key T4 Wire test It allows the progressive wire feed up to 8m/min with no voltage present in the torch and no gas flow. Key T3 Test gas When this key is pressed, the gas flows out for 30 seconds. If pressed again the flow stops. 6.2 SETTINGS PANEL (FIG. 14). Allows a quick access to the welding machine menu and to the additional functions that are displayed and immediately available. It consists of a matrix display D3 that shows all information required to program the surfing keys (T10, T11, T12 and T13) used to surf inside the menu; it also consists of function keys (T5, T6, T7, T8 and T9) that allow access to the different menus that make up the firmware and a series of leds that signal the type of process in operation (L10, L11 and L12) and a few additional functions (L13L14 and L15). When the welding machine starts, the display D3 shows for about 5s, a few information about machine status (see par. 7.4 Information menu) including the firmware version. Immediately after it shows the values preset by the welding machine manufacturer: 26 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 - Date (day/month/year) and time (hour and min utes). - Synergic MIG Process . (Led L10 on). - Welding wire type SG2 ø 1.0 mm. - Gas Ar/18% CO2. - 2 stages Start-up mode 2T. The lower portion of the display shows (MEM, PAR, 2T/4T and JOB) that can be selected by means of the function keys T6, T7, T8, T9 (see par. 8). 6.3 ALARM DISPLAY When the machine detects a temporary alarm, displays D1 and D2 show a flashing wording related to the alarm cause. FOR example: if the wire feeder door is opened, the wording “OPn” 6.4 ERROR DISPLAY When the machine detects a serious alarm, displays D1 and D2 show a wording “Err” followed by the relevant error code. In this case, switch off the machine and contact technical service (see par. 10). T9 Fig. 14 L10 L11 L12 7 MACHINE PROGRAMMING “Main Menu” - T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 Programming is made in the “Main Menu” . To access, press key T5 and then key T6 (MENU) or through the quick access menu described under paragraph 8. In the “ Main Menu “, via keys T10 and T11, it is possible to select one of the list items highlighted by the yellow band. With key T12 enter the submenu, while with key T13 return to the previous menu and save, at the same time, the selection made. A downward arrow indicates that there are additional items not shown on the screen. This surfing mode applies to all machine menus. The available items in the “main menu “ are: - “Process Parameters” (See par. 7.1) - “Jobs” (See par. 7.2) - “Settings” - (See par. 7.3) - “Information” (See par. 7.4) 27 7.1 “PROCESS PARAMETERS” MENU. Submenu “Process Parameters” is accessed through the” Main Menu” or directly by means of key T7 (PAR). Here are listed all the parameters that the operator may modify according to the selected welding process (leds L10, L11, L12). In the “Process Parameters” you may save directly by pressing key T6 (MEM)(see par. 7.2.1). 7.1.1 “Process”. The first parameter is the welding process. By pressing key T12 you enter the Process Selection page. By means of keys T10 and T11, you select the item highlighted by the yellow band but you also scroll all available processes. The welding that can be selected are: MIG Pulse synergic MIG/MAG welding (upon request art. 231). MIG Synergic MIG/MAG welding. MIG HD High deposit synergic MIG/MAG welding. MIG Root Synergic MIG/MAG welding for drooping vertical welding MIG Man Traditional MIG/MAG welding. TIG Welding process with non-meltable electrode suited for all types of metals; aluminium, magnesium and brass excluded. The arc strikes by contact without high frequency. MMA Welding process with coated, meltable electrode. 7.1.2 “Material” (only in synergic MIG/MAG processes). With this item you select the type of welding wire material. 7.1.3 “Diameter” (only in synergic MIG/MAG processes). The welding wire diameters are related to the selected material. 7.1.4 “Gas” (in MIG/MAG processes). Gas types that can be used are related to the selected material. 7.1.5 “Arc Length Corr” -Arc length correction. (Available in synergic MIG/MAG, MIG Root). It allows to correct the Volt Arc length by means of keys T10 and T11 or knobM2. Arc length corr. MIN MAX DEF. -9.9V 9.9V 0.0V WARNING: the adjusting page, which is similar for all parameters with 28 an adjusting range , shows: - The parameter name being corrected. - The value and the unit. - The adjusting range. - The abbreviations: MIN = minimum adjustment. Key T5. MAX = maximum adjustment. Key T7. DEF = preset value. Key T6. 7.1.6 “Inductance Corr” - Impedance value correction. (available in all MIG/MAG synergic welding processes, MIG HD excepted) Allows correction of the impedance value. Impedance value corr MIN MAX DEF. -9.9 9.9 0.0 7.1.7 “Start Mode” -selecting the welding start mode. 2T (active in MIG/MAG and TIG processes). The machine begins welding when the torch trigger is pressed, and stops when released. 4T (active in MIG/MAG and TIG processes). To begin welding press and release the torch trigger; to stop welding press and release it again. 3L (active in synergic MIG/MAG processes). Welding starts when the torch trigger is pressed; the welding current set by means of “Start current” will be used. This current will be kept as long as the torch trigger is held down; when it is released the current returns to the preset value in the time set as “Slope time” and it is kept until the torch trigger is pressed again. When the torch trigger is pressed again, the welding current will connect to the third current (“Crater- filler current-”) set with parameter “Crater Current” according to the time set by “Slope time” and it will be maintained until the torch trigger is released. When the torch trigger is released welding stops. 3L adjustments MIN MAX DEF. Start current 10% 200% 135% Slope time 0.1 s 10 s 0.5 s Crater Current 10% 200% 60% 7.1.8 “Spot”. (only in MIG/MAG 2T or 4T processes). OFF (preset) ON The following adjustments are available when “ON” is selected: MIN MAX DEF. Spot time 0.3 s 25 s 1.0 s Pause time OFF 5s OFF 7.1.9 “HSA” “Automatic Hot Start”. (only in MIG/MAG synergic 2T or 4T processes). This function is blocked when function 3L is activated and works only with synergic processes. Specially well suited for “hot” start when welding aluminum. OFF (preset). ON. The following adjustments are available when “ON” is selected: MIN MAX DEF. Start current 10% 200% 135% Starting current time 0.1 s 10 s 0.5 s Slope time 0.1 s 10 s 0.5 s MIN MAX PRED. Frequency 0.1 Hz 5 Hz 1.5 Hz Pulse step 0.1 m 3m 1m Duty cycle 25% 75% 50% Arc correction -9.9 9.9 0 The welding process starts with the “Start Current”.The time duration of this first current is controlled by the “starting current time”. After this stage the current connects to the welding current according to ”Slope Time”. 7.1.10”CRA” “Final crater filler”. (only in synergic MIG 2T or 4T processes). OFF (preset) ON The following adjustments are available when “ON” is selected: MIN MAX DEF. 0.1 s 10 s 0.5 s Crater Current 10% 200% 60% Crater Current Time 0.1 s 10 s 0.5 s Slope time 7.1.11 “Soft Start” . (only in MIG/MAG processes) It is the wire speed, expressed as a percentage of the speed set for the welding, before the wire touches the workpiece. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 “Burnback”. (only in MIG/MAG processes) Serves to adjust the length of the wire leaving the contact tip after welding. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 “Double Level” Art. 233 (optional) (only in synergic MIG/MAG processes). This type of welding varies the intensity between two levels. Before setting the double level welding, it is necessary to make a short bead to determine the wire speed and the current to obtain the penetration and the bead width closest to the type of welding to be made. The wire feed speed is thus determined (and the corresponding current); the meters per minute that will be set will be alternatively added to and subtracted from this value. Before start working you should not forget that for a correct bead, the minimum overlapping between two “meshes” must be 50%. OFF (preset) ON. The following adjustments are available when “ON” is selected: 7.1.13.1 “Frequency” of double level. The Herz frequency is the number of periods per second. Period means the speed alternating from the higher to the lower values. The lower value, that does not penetrate, is used by the operator to change from one mesh to the next one; the higher speed, corresponding to the maximum current, is the penetrating speed; the operator will stop to make the mesh. 7.1.13.2 “Pulse Step“: it is the amplitude of the speed change in/min. The speed change determines the sum and the the subtraction of m/min from the reference speed described above. Parameters being the same, when the number increases the mesh is wider and penetration is deeper. 7.1.13.3 “Duty cycle”: double level time. Expressed as a percentage, this is the higher speed/current time as compared to period duration. Parameters being the same, it determines the mesh diameter and therefore the penetration. 7.1.13.4 “Arc Length Cor”. Sets arc length of the higher speed/current. Warning: make sure that the arc length is the same for both currents. 7.1.14 "Double Pulse". It starts automatically when the two Art. 231 and Art. 233 are purchased. See paragraph 7.1.13 for operation. 7.1.15 “Preflow”. (In all processes except MMA). Pre Gas MIN MAX DEF. 0s 10 s 0.1 s MIN MAX DEF. 0s 10 s 3s 7.1.16 “Postflow”. (In all processes except MMA). Postflow 29 7.1.17 “Speed Corr“. (only in MIG HD processes). Allows the percentage correction of the wire speed as compared to the preset speed. Speed Correction MIN MAX DEF. -9.9% 9.9% 0.0% 7.2 ”JOB” MENU. In this section you can save, modify, restore, copy or cancel the working programs. From the “ Main Menu “, with key T11, highlight the “Jobs” item and enter the submenu by means of key T12. 7.2.1 Saving of a “JOB” program. Once the adjustments and the settings described above have been made, with keys T10 and T11 select a position in the memory and press key T6 (SAVE) to save. The “Job” program number, the welding process and the wire diameter are shown on the display. When a “Job” has been saved, the lower display shows the abbreviations corresponding to keys T6, T7, T8 and T9: - DEL: cancels the selected “Job”. - RCL: restores the selected “Job” to modify it. - COPY: copies the selected “Job” and saves it in a different position. 7.3 MENU “Settings”. In this section you can set or modify the welding machine main settings. From the “Main Menu” (see par. 7), select menu “Settings” via key T10 and display it with key T11. Range: ON-OFF-Auto (DEF OFF). If “Auto” is selected, when the machine starts, the unit is running. If the torch trigger is not pressed after 30 seconds, it shuts off. When the torch trigger is pressed, the unit starts operating and shuts off 3 minutes after the torch trigger is released. - “Quality Control” ON - OFF Setting (DEF OFF) (Available on demand). - “Max inching” The purpose is to stop the welding machine if the wire flows for the preset length in cm after starting with no passage of current. OFF Setting - 50 cm (DEF OFF). - “Push-Pull Force” If the welding torch Push-Pull Art. 2008 is assembled, the operations of the cooling unit and the PPF (Push Pull Force) function are enabled. This function adjusts the drive torque of the push-pull motor in order to make the wire feed linear. 7.3.2 “Machine” Menu - “ Machine Settings”. Here are available the following submenus: - “Clock Setup” . 7.3.3 “Factory Setup” Menu - “Resetting of preset values “. This item allows return to the factory preset values. Three resetting modes are possible: - All Complete resetting. - Jobs only Resets only “Job” working programs - Exclude jobs Resets all but saves “Job” working programs. 7.3.4 “Languages” Menu - “Language setup”. In this section you can select the language of the messages displayed. 7.4 INFORMATION MENU. Data concerning the power source software are displayed in this section. 8 QUICK START-UP. Here are listed all the parameters that the operator may modify: - Welding - Machine - Factory Setup - Languages Via key T12 enter the submenu related to the selected parameter. 7.3.1 Menu “Welding”. This submenu includes a list of welding parameters that can be modified: - H2O MIG/TIG This function allows the setting of the cooling unit start-up. 30 In the D3 display lower side, a few controls appear for the quick access to the most common functions, related to the various pages. 8.1 “MEM” - “SAVING” (see par. 7.2.1). If you wish to save a welding program, press key T6, select keys T10 and T11, the “Job” number and then press key T6 again to save the welding condition. 8.2 “PAR” - “PROCESS PARAMETERS” (see par. 7.1) 8.3 “2T/4T” - “TWO STAGES/ FOUR STAGES” (see par. 7.1.7). 8.4 “JOB” - “WORKING JOBS”. If you wish to use a previously saved working program, press key T9 (JOB). In order to see all the program settings, save the selection with key T9 (OK), then press key T7 (PAR). 8.5 “H2O”. (see par. 7.3.1). 8.6 “WIZ” WIZARD. The “wizard” is a guided process that helps the operator to make quick selections according to the desired welding process. T5 T6 T7 T8 T9 To access, press key T5 and then key T9 (WIZ). The first offered selection is the welding process. The process selection is obtained by means of keys T10 and T11. By pressing key T9 (NEXT) you enter directly the material selection page. You may return to the previous page with key T6 (PREV). As an alternative to keys T9 and T6 you may use keys T12 and T13. The next page is diameter page, then gas page, and then again “Start Mode” page. Press “END” to finish 9 WELDING • Prepare the welding machine by following the instructions described under paragraph 3 “Start-up”. • Follow the instructions previously described in menu “Wizard” Par. 8.1 or Par. 7.1. 9.1 MIG/MAG WELDING. • Follow the instructions previously described in menu “Wizard” Par. 8.1 or Par. 7.1. In menu “Process Parameters” the items that may be set in this process are listed: This welding machine offers a wide selection of MIG/ MAG welding processes that are listed below: 9.1.1 MIG Synergic MIG/MAG welding. The feature of this type of welding process is the SINERGY, meaning a Factory presetting of the relation between wire speed (current), voltage and impedance that are required to obtain a good welding operation. To do so proceed as follows: • By means of key T1 select the thickness led. • Set the thickness being used by turning knob M1. • Carry out the welding operation. • If the arc length is not correct, modify it by means of knob M2. 9.1.2 MIG Man. Traditional MIG/MAG welding. Select wire type and diameter, and type of gas protection device. In this welding process wire speed, voltage and impedance value mut be set by the operator. 9.1.3 MIG HD. Synergic MIG/MAG welding - high deposit. The feature of this type of process is the possibility of increasing the wire speed, the welding voltage being the same, and this reduces weld execution time and distortion, with higher productivity. This is a synergic process but it differs from the other processes as far as the setting mode is concerned: To scroll along the synergic curve, use knob M2 which changes the welding voltage and then with knob M1 you can modify the wire speed (welding current). An example: Select this process as previously described. By means of key T1 select led L2 wire speed. By means of key T1 select led L2 of wire speed and with key T2 the voltage led L4. the display D1 shows the wire speed while the display D2 shows the voltage. Rotate knob M2to modify voltage and wire speed values by following the factory set synergic curve. Rotate by one step knob M1: display D3 will show the page corresponding to the wire speed correction. If you continue rotating knob M1 you will see the percentage deviation from zero which corresponds to the factory preset speed, while display D1 shows the new speed. When the correction value causes the synergic curve to reach the minimum or the maximum speed, display D3 shows the message "Speed limit". By correcting the wire speed, you do not modify neither the thickness values that are recommended for the welding nor the current value, but it is possible to increase the wire speed. The wire speed modification by means of knob M1 does not change the previously set welding voltage. After a welding operation with led L8 “Hold” ON, the display D1 shows the welding current corresponding to the modified wire speed. 9.1.4 MIG Root Synergic MIG/MAG welding. This process is designed for “root” welding of descent vertical “butt” welds. Suitable for iron and stainless steel. 9.1.5 MIG Pulse synergic MIG/MAG welding (upon request Art. 231). In this welding process the filler material is transferred with 31 an impulsive controlled energy waveform with a resulting constant detachment of melted material drops that reach the workpiece without splatters. The welding cord is thus well connected with any material type or thickness. The welding parameter settings are the same as those described for the synergic MIG/MAG welding. 9.2 MMA WELDING For compact machines, connect the electrode clamp cable connector to connector E and the earth cable connector to connector G (observing the polarity stated by the electrode manufacturer) In case of machines with separate wire feeder the trolley must remain connected to the power source. Connect the electrode clamp cable connector to connector X and the earth cable clamp to connector G (observing the polarity stated by the electrode manufacturer. When this process is selected, after 5 seconds the power source is ready to generate current. In order to prepare the machine for MMA welding, follow the instructions previously described in menu “Wizard” Par. 8.6 or “Par” 7.1. In menu “Process Parameters” the items that may be set in this process are listed: In order to prepare the machine for TIG welding, follow the instructions previously described in menu “Wizard” Par. 8.6 or “Par” 7.1. In menu “Process Parameters” the items that may be set in this process are listed: • Start Mode. See paragraph 7.1.7. • Final Slope (only in 2T or 4T). It’s the time in seconds during which current slopes down from welding to arc shutdown. Final Slope MIN MAX DEF 0.0 s 10 s 0.5 s • Pulse Art. 234 (optional) Pulsed TIG welding. In this type of welding, current intensity varies between two levels; this variation occurs at a given frequency. • Hot Start. It is the overvoltage supplied at the arc ignition time. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. It is the adjustment of the arc dynamic characteristic. Arc Force MIN MAX DEF. 0% 100% 30% Display D2 shows the arc voltage measured during welding. Display D1 shows: - before welding, the current value set by means of MI; - during welding, the measured welding current. - When welding operation is completed, it shows the most recent detected current value. (Led L8 “HOLD” on). 9.3 TIG WELDING 9.3.1. Only on machines with separate wire feeder. Connect the earth cable to the positive pole X and the power cable adaptor of the trolley/power source to the negative pole G. Connect the welding torch to the euro adapter F. For this type of welding machines, the most suited welding torch is art.1259. 9.3.2 Compact machines. Connect the earth cable to the positive pole E and the torch to the negative pole G. Connect the gas hose to the socket H 32 • Pulse level This item allows the setting of the lower current between the two currents that are required for this welding process; the percentage of this current is displayed according to the main current set before entering the submenu. Pulse level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0.1 Hz 500 Hz 1.1 Hz • Frequency It is the pulse frequency. Frequency • Duty This is the duration of the highest current, expressed in percentage, compared to frequency time. Duty MIN MAX DEF 10% 90% 50% 10 ERROR CODES DISPLAY ERROR DESCRIPTION TRG flashing Start button pushed at machine startup or on closing the wire feeder door Err 54 Err 56 Short circuit on secundary circuit Anomalous condition while welding Excessive current in the wire feed unit motor (check the wire feeder rollers, the wire inside the sheath and the wire motor) Err 57 Err 58 Err 61 Err 62 TH 0 TH 1 H2O flashing followed by Err 75 H2O nc OPN ITO Error of alignment between the firmware versions or error during the autoupgrade phase (repeat the upgrade procedure) Low supply voltage High supply voltage Output diodes overtemperature IGBT overtemperature Cooling pump problem (pressure switch) Cooling pump problem (not connected) Wire feeder door open See section 7.3.1 Menu "Welding" - Maximum inching 11 MAINTENANCE All maintenance must be carried out by skilled personnel in compliance with CEI 26-29 (IEC 60974-4) standard . 11.1 MAINTENANCE. POWER SOURCE If the equipment requires maintenance, make sure that switch T is positioned on “O” and the power cable is disconnected from the mains. Furthermore, from time to time, remove any metal dust inside the equipment, using a jet of compressed air. 11.2 THINGS TO DO AFTER ANY REPAIR. After making a repair, be careful to arrange the wiring in such a way as to ensure safe insulation between the primary side and the secondary side of the machine. Do not allow wires to come into contact with moving parts or those that heat up during operation. Mount the clamps as on the original equipment to prevent the primary and secondary welding circuits to come into contact if a conductor accidentally breaks or becomes disconnected. Fit the screws back with the notched washers as on the original equipment. In the case of an error code different from those listed please contact technical service 33 INHALTSVERZEICHNIS 1. SICHERHEITSVORSCHRIFTEN .......................................................................................................................................................35 1.1 WARNHINWEISSCHILD ..........................................................................................................................................................35 2 ALLGEMEINE BESCHREIBUNG .....................................................................................................................................................36 2.1 ERLÄUTERUNG DER TECHNISCHEN DATEN ....................................................................................................................36 3. INSTALLATION UND INBETRIEBNAHME. .................................................................................................................................37 3.1 ANHEBEN ...................................................................................................................................................................................37 3.2 MONTAGE ...................................................................................................................................................................................37 3.3 ANSCHLUSS EVENTUELLER VERLÄNGERUNGEN .........................................................................................................37 3.4 ANSCHLUSS DES SCHWEISSBRENNERS ............................................................................................................................38 3.5 MONTAGE DES KÜHLAGGREGATS (LIEFERUNG AUF ANFRAGE) ..............................................................................38 3.6 AUFSTELLUNG ..........................................................................................................................................................................39 3.6.1 GEFÄLLE ..........................................................................................................................................................................39 3.7 INBETRIEBNAHME ..................................................................................................................................................................39 4 BESCHREIBUNG DER STROMQUELLE .........................................................................................................................................39 5 BESCHREIBUNG DES KÜHLAGGREGATS ...................................................................................................................................41 5.1 ANSCHLÜSSE .............................................................................................................................................................................42 5.2. BESCHREIBUNG DER SCHUTZEINRICHTUNGEN ............................................................................................................42 5.2.1 SCHUTZEINRICHTUNG FÜR DIE KONTROLLE DES KÜHLFLÜSSIGKEITSDRUCKS .....................................42 5.2.2 SICHERUNG (T 2A/250V-Ø 5X20) ................................................................................................................................42 5.3 INBETRIEBNAHME ..................................................................................................................................................................42 6. BESCHREIBUNG DER STEUERTAFEL ..........................................................................................................................................42 6.1 ÜBERWACHUNGSBEREICH ....................................................................................................................................................42 6.2 EINSTELLBEREICH .................................................................................................................................................................. 44 6.3 ALARMANZEIGE ..................................................................................................................................................................... 44 6.4 FEHLERANZEIGE ..................................................................................................................................................................... 44 7. PROGRAMMIERUNG DER SCHWEISSMASCHINE "MAIN MENU"- HAUPTMENÜ ........................................................... 44 7.1 MENÜ "PROCESS PARAMS" - PROZESSPARAMETER ......................................................................................................45 7.1.1 "PROCESS" - PROZESS ...................................................................................................................................................45 7.1.2 "MATERIAL" - MATERIAL ...........................................................................................................................................45 7.1.3 "DIAMETER" - DURCHMESSER ..................................................................................................................................45 7.1.4 "GAS" .................................................................................................................................................................................45 7.1.5 "ARC LENGTH CORR" - KORREKTUR LICHTBOGENLÄNGE ..............................................................................45 7.1.6 "INDUCTANCE CORR" - KORREKTUR DER DROSSELWIRKUNG .......................................................................45 7.1.7 "START MODE" - STARTMODUS .................................................................................................................................45 7.1.8 "SPOT" - PUNKTSCHWEISSEN/INTERVALLSCHWEISSEN 6��������������������������������������������������������������������������������� 46 7.1.9 "HSA" - AUTOMATISCHER HOT START ................................................................................................................... 46 7.1.10 "CRA" - ABSCHLIESSENDES KRATERFÜLLEN 4���������������������������������������������������������������������������������������������������� 46 7.1.11 "SOFT START" - EINSCHLEICHEN ............................................................................................................................. 46 7.1.12 "BURNBACK" ................................................................................................................................................................. 46 7.1.13. "DOUBLE LEVEL" - ZWEIWERTSCHALTUNG ........................................................................................................ 46 7.1.13.1 "FREQUENCY" - FREQUENZ DER ZWEIWERTSCHALTUNG ..................................................................47 7.1.13.2 "PULSE STEP" : IST DER UMFANG DER GESCHWINDIGKEITSÄNDERUNG IN M/MIN ...................47 7.1.13.3 "DUTY CYCLE": ZEIT DER ZWEIWERTSCHALTUNG ..............................................................................47 7.1.13.4 "ARC LENGTH COR" - KORREKTUR DER LICHTBOGENLÄNGE ...........................................................47 7.1.14 "DOUBLE PULSE" - "DOPPELIMPULS" ......................................................................................................................47 7.1.15 "PREFOW" - GASVORSTRÖMUNG ..............................................................................................................................47 7.1.16 "POSTFLOW" - GASNACHSTRÖMUNG ......................................................................................................................47 7.1.17 "SPEED CORR" - KORREKTUR DER GESCHWINDIGKEIT .....................................................................................47 7.2. MENÜ JOB ...................................................................................................................................................................................47 7.2.1 SPEICHERN EINES PROGRAMMS JOB ......................................................................................................................47 7.3. MENÜ SETTINGS - EINSTELLUNGEN ..................................................................................................................................47 7.3.1 MENÜ WELDING - SCHWEISSEN 4������������������������������������������������������������������������������������������������������������������������������48 7.3.2 MENÜ MACHINE - MASCHINENEINSTELLUNGEN ...............................................................................................48 7.3.3 MENÜ FACTORY SETUP - WIEDERHERSTELLEN DER FABRIKEINSTELLUNGEN ........................................48 7.3.4 MENÜ LANGUAGES - EINSTELLEN DER SPRACHE ...............................................................................................48 7.4. MENÜ INFORMATIONEN ........................................................................................................................................................48 8. SCHNELLZUGRIFF ............................................................................................................................................................................48 8.1 MEM - SPEICHERN ....................................................................................................................................................................48 8.2 PAR - PROZESSPARAMETER ..................................................................................................................................................48 8.3 2T/4T - 2-TAKT / 4-TAKT ............................................................................................................................................................48 8.4 JOB - ARBEITSPROGRAMME ....................................................................................................................................................48 8.5 H2O ...................................................................................................................................................................................48 8.6 WIZ ASSISTENT .........................................................................................................................................................................48 9. SCHWEISSEN ...................................................................................................................................................................................48 9.1 MIG/MAG-SCHWEISSEN .........................................................................................................................................................49 9.1.1 MIG ---- SYNERGETISCHES MIG/MAG-SCHWEISSEN 4�����������������������������������������������������������������������������������������49 9.1.2 MIG MAN. KONVENTIONELLES MIG/MAG-SCHWEISSEN 4���������������������������������������������������������������������������������49 9.1.3 MIG HD. SYNERGETISCHES MIG/MAG-SCHWEISSEN MIT HOHER ABSCHMELZLEISTUNG 4�������������������49 9.1.4 MIG ROOT SYNERGETISCHES MIG/MAG-SCHWEISSEN 4������������������������������������������������������������������������������������49 9.1.5 MIG SYNERGETISCHES MIG/MAG-IMPULSSCHWEISSEN. 4��������������������������������������������������������������������49 9.2 MMA-SCHWEISSEN ..................................................................................................................................................................49 9.3. WIG-SCHWEISSEN ....................................................................................................................................................................50 9.3.1 MASCHINEN MIT SEPARATER DRAHTFÖRDEREINRICHTUNG .......................................................................50 9.3.2 KOMPAKTE SCHWEISSMASCHINEN 5�����������������������������������������������������������������������������������������������������������������������50 10 FEHLERCODES ...................................................................................................................................................................................51 11. WARTUNG ...................................................................................................................................................................................51 11.1 WARTUNG DER STROMQUELLE ...........................................................................................................................................51 11.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF .....................................................................51 34 BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUSFÜHR- UNG VON SCHWEISSARBEITEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEISSEN UND SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300758 anfordern. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweiß- oder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN EINEN FACHMANN WENDEN. 1.1 WARNHINWEISSCHILD Die Nummerierung der Beschreibungen entspricht der Nummerierung der Felder des Schilds. B. Die Drahtförderrollen können Verletzungen an den Händen verursachen. C. Der Schweißdraht und das Drahtvorschubgerät stehen während des Schweißens unter Spannung. Die Hände und Metallgegenstände fern halten. 1. Von der Schweißelektrode oder vom Kabel verursachte Stromschläge können tödlich sein. Für einen angemessenen Schutz gegen Stromschläge Sorge tragen. 1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit bloßen Händen berühren. Keinesfalls feuchte oder schadhafte Schutzhandschuhe verwenden. 1.2 Sicherstellen, dass eine angemessene Isolierung vom Werkstück und vom Boden gewährleistet ist. 1.3 Vor Arbeiten an der Maschine den Stecker ihres Netzkabels abziehen. 2. Das Einatmen der beim Schweißen entstehenden Dämpfe kann gesundheitsschädlich sein. 2.1 Den Kopf von den Dämpfen fern halten. 2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs- oder Absauganlage verwenden. 2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwenden. 35 2.1 ERLÄUTERUNG DER TECHNISCHEN DATEN Die Konstruktion des Geräts entspricht den folgenden Normen: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (siehe Anm. 2). N°. Seriennummer; sie muss bei allen Anfragen zur Schweißmaschine angegeben werden. 3~ Statischer Dreiphasen-Frequenzumrichter Transformator-Gleichrichter. MIG Das Gerät ist zum MIG/MAG-Schweißen geeignet. MMA Das Gerät ist zum Schweißen mit umhüllten Elektroden geeignet. WIG Das Gerät ist zum WIG-Schweißen geeignet. U0. Leerlauf-Sekundärspannung. X. Relative Einschaltdauer. Die relative Einschaltdauer ist die Zeit, in der die Maschine ohne zu überhitzen mit der angegebenen Stromstärke schweißen darf. Die relative Zeit bezieht sich auf eine Spieldauer von 10 Minuten. I2. Schweißstrom. U2. Sekundärspannung beim Schweißstrom I2. U1. Netzspannung Die "Multi Voltage" Modelle schalten automatisch auf die Spannung des Stromnetzes um, an das sie angeschlossen sind. 3~ 50/60Hz Netzspannung dreiphasen 50 bis 60 Hz. I1 Max Maximale Stromaufnahme bei Schweißstrom I2 und Spannung U2. I1 eff Maximale effektive Stromaufnahme unter Berücksichtigung der relativen Einschaltdauer. Normalerweise entspricht dieser Wert dem Bemessungsstrom der Sicherung (träge), die zum Schutz des Geräts zu verwenden ist. IP23S Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an, dass dieses Gerät bei Niederschlägen zwar im Freien gelagert, jedoch nicht ohne geeigneten Schutz betrieben werden darf. Geeignet zum Betrieb in Umgebungen mit S erhöhter Gefährdung. ANMERKUNGEN: 1- Das Gerät ist außerdem für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC 60664). 2- Dieses Gerät ist konform mit der Norm IEC 61000-3-12 unter der Voraussetzung, dass die maximal zulässige Impedanz Zmax am Verknüpfungspunkt zwischen der Abnehmeranlage und dem öffentlichen Versorgungsnetz kleiner oder gleich 0,090 (Art. 318 und 319) - 0,051 (Art. 320) ist. Es liegt in der Verantwortung des Installateurs bzw. des Betreibers des Geräts, erforderlichenfalls in Absprache mit dem öffentlichen Energieversorgungsunternehmen sicherzustellen, dass das Gerät ausschließlich an eine Anlage angeschlossen wird, deren maximal zulässige Netzimpedanz Zmax kleiner oder gleich 0,090 (Art. 318 und 319) - 0,051 (Art. 320) ist. f1 3. Die beim Schweißen entstehenden Funken können Explosionen oder Brände auslösen. 3.1 Keine entflammbaren Materialien im Schweißbereich aufbewahren. 3.2 Die beim Schweißen entstehenden Funken können Brände auslösen. Einen Feuerlöscher in der unmittelbaren Nähe bereit halten und sicherstellen, dass eine Person anwesend ist, die ihn notfalls sofort einsetzen kann. 3.3 Niemals Schweißarbeiten an geschlossenen Behältern ausführen. 4. Die Strahlung des Lichtbogens kann Verbrennungen an Augen und Haut verursachen. 4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten Gehörschutztragen und bei Hemden den Kragen zuknöpfen. Einen Schweißerschutzhelm mit einem Filter mit der geeigneten Tönung tragen. Einen kompletten Körperschutz tragen. 5. Vor der Ausführung von Arbeiten an oder mit der Maschine die Betriebsanleitung lesen. 6. Die Warnhinweisschilder nicht abdecken oder entfernen. 2 ALLGEMEINE BESCHREIBUNG Diese Multiprozess-Anlage mit Inverter-Technik eignet sich zum synergetischen MIG/MAG-Schweißen, zum WIG-Gleichstromschweißen mit Berührungszündung und zum MMA-Schweißen (ausgenommen Elektroden mit Zelluloseumhüllung). Das Gerät darf nur zu den im vorliegenden Handbuch beschriebenen Anwendungen verwendet werden. Das Gerät darf nicht zum Auftauen von Rohren verwendet werden. 36 f2 3 INSTALLATION UND INBETRIEBNAHME. 3.1 ANHEBEN (ABB. 1). Abb. 1 3.2 MONTAGE • Bei allen Stromquellen muss man die Achse einsetzen und dann die hinteren Räder montieren (Abb. 2). Abb. 3 3.3 ANSCHLUSS EVENTUELLER VERLÄNGERUNGEN Abb. 2 • Das Ende der Zwischenverbindung BA mit der Lasche BB am Boden der Maschine befestigen, wie in Abb. 4 dargestellt ist. • Bei den verfahrbaren Maschinen muss das Schwenklager sowohl auf das Drahtvorschubgerät als auch auf die Stromquelle montiert werden; die mitgelieferten kleinen Räder müssen mit den zugehörigen Schrauben ebenso wie der Brennerhalter an den Boden des Drahtvorschubgeräts montiert werden; dann das Drahtvorschubgerät wie vorgesehen anordnen. (Siehe Abb. 3). BA BB Abb. 4 37 • Die Anschlüsse auf der Rückseite der Stromquelle wie in Abb. 5 gezeigt ausführen. Abb. 7 3.4 ANSCHLUSS DES SCHWEISSBRENNERS. Abb. 5 • Beim Verlegen der Zwischenverbindung darauf achten, dass sich keine Spirale bildet, um induktive Störungen beim Schweißen zu vermeiden. • Das andere Ende der Zwischenverbindung BA an das Drahtvorschubgerät anschließen, wie es in Abb. 6 dargestellt ist. • Den Brenner an den Zentralanschluss F anschließen. • Die Drahtspule montieren. • Sicherstellen, dass die Rille der Rollen dem Durchmesser des verwendeten Drahts entspricht. Ggf. zum Austauschen wie folgt vorgehen (Abb. 8): BN CA Abb. 6 • Die Kühlflüssigkeitsschläuche müssen an die Schnellkupplungen unter dem Boden des Drahtvorschubgeräts (siehe Abb. 7) angeschlossen werden; hierbei ist die Farbkodierung auf der Vorderseite des Drahtvorschubgeräts zu beachten. BN Abb. 8 Die Tür des Einbauraums der Drahtfördereinrichtung öffnen. Die Abdeckung CA der Drahtfördereinrichtung entfernen. Die Drahtandruckrollen mit dem Handgriff für die Druckeinstellung BN entriegeln. Die Rollen auswechseln und die Abdeckung CA wieder anbringen. Den Draht in die Drahtfördereinrichtung und den Drahtführungsschlauch des Brenners einführen. Die Drahtandruckrollen mit dem Einstellhandgriff BN blockieren und den Druck einstellen. Das Massekabel (im Lieferumfang enthalten) an die Steckbuchse D anschließen. Den Gasschlauch an Anschluss G anschließen. 3.5 MONTAGE DES KÜHLAGGREGATS (ART. 1683 LIEFERUNG AUF ANFRAGE - ART 306-308-315 UND 316) (Abb. 9) Für die Verwendung des Kühlaggregats wie folgt verfahren: • Die Abdeckplatte M entfernen. 38 • Das Kühlaggregat so in den Einbauraum einsetzen, dass man von vorn das Langloch für die Kontrolle des Kühlflüssigkeitsstands sehen kann. • Das Aggregat mit den zugehörigen Schrauben am Fahrwagen der Schweißmaschine befestigen. 3.6.1 Gefälle Da die Räder der Schweißmaschine nicht gebremst sind, darf sie nicht auf einem abfallenden Untergrund aufgestellt werden, da sie sonst umkippen oder wegrollen könnte. 3.7 INBETRIEBNAHME • Die Installation der Schweißmaschine muss durch Fachpersonal erfolgen. • Alle Anschlüsse müssen nach den geltenden Bestimmungen (IEC/CEI EN 60974-9) und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden. • Den Netzstecker montieren. Hierbei ist darauf zu achten, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen wird. • Sicherstellen, dass die Netzspannung der Nennspannung der Schweißmaschine entspricht. • Die Sicherungen in Einklang mit den technischen Daten auf dem Leistungsschild dimensionieren. Fig. 9 3.6 AUFSTELLUNG Die Schweißmaschine so aufstellen, dass die Luft in ihrem Innern unbehindert zirkulieren kann; außerdem nach Möglichkeit verhindern, dass Metallstaub und sonstige Verunreinigungen in sie eindringen. A 4 BESCHREIBUNG DER STROMQUELLE (ABB. 10 = KOMPAKTE VERSION) (ABB. 11 = VERSION MIT SEPARATER DRAHTFÖRDEREINRICHTUNG) A - STEUERTAFEL Für den Zugriff auf die Steuertafel die transparente Klappe anheben. N V B L S D Q T U E F R H G V M W Abb. 10 39 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Abb. 11 B- Steckverbinder: Der Steckverbinder vom Typ DB9 (RS 232) dient zum Aktualisieren der Programme des Mikroprozessors. C- Steckbuchse: Die USB-Steckbuchse dient zum Aktualisieren der Programme des Mikroprozessors. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. D – Steckbuchse: Steckbuchse für den Anschluss des Fernreglers und des Steuerkabels des Push-Pull-Brenners. E – Steckdose (+): An diese Steckdose muss für das WIG-Schweißen das Massekabel und für das MMA-Schweißen die Elektrodenzange angeschlossen werden. 40 F - Zentralanschluss: Für den Anschluss des Schweißbrenners. G - Steckdose: In diese Steckdose muss der Stecker des Massekabels für das MIG/MAG-Schweißen und das MMA-Schweißen eingesteckt werden. H - Anschluss: Für den Anschluss des aus dem WIG-Brenner austretenden Gasschlauchs. I - Schnellkupplungen: Für den Anschluss der aus dem wassergekühlten Brenner austretenden Schläuche. HINWEIS: Die Farbkodierung der Schläuche und Schnellkupplungen beachten. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. L - Halterung: Halterung für den Schweißbrenner. beim MIG/MAG-Schweißen. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. M - Abdeckplatte: Abdeckplatte des Einbauraums des Kühlaggregats. Y - Anschluss: Für den Anschluss des Gasschlauchs in der Zwischenverbindung Stromquelle/Drahtvorschubgerät. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. N – Gasschlauch. O - Anschluss für Gasschlauch.: Für den Anschluss des Gasschlauchs in der Zwischenverbindung Stromquelle/Drahtvorschubgerät. P - Steckbuchse: Für den Anschluss des Steckers der Steuerleitung in der Zwischenverbindung Stromquelle/Drahtvorschubgerät. K - Stecker: Für den Anschluss des Hauptstromkabels der Zwischenverbindung Stromquelle/Drahtvorschubgerät. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. AA - Schutzklappe der Drahtspule. Q - Steckdose für Druckschalter: Für den Anschluss des Kabels des Druckschalters im Kühlaggregat (Art. 1683). AB - Abdeckung der Drahtspule. AC - Spulenträger: Geeignet für Standardspulen bis Ø 300 mm, 16 kg. R - Sicherungshalter. S - Steckdose: Für den Anschluss des Netzkabels des Kühlaggregats Art. 1683 (optional). 5 BESCHREIBUNG DES KÜHLAGGREGATS Art. 1683 (Abb. 12). Dieses Kühlaggregat, das nur für die Art.-Nr. 318 und 319 auf Anfrage geliefert werden kann, wurde zum Kühlen von Schweißbrennern konzipiert und darf ausschließlich mit diesen Stromquellen verwendet werden. L – EIN-AUS-Schalter. U - Netzkabel. V - Gurte zum Sichern der Gasflasche. AD- Langloch: Langloch für die Kontrolle des Kühlflüssigkeitsstands. W - Flaschenträger. AE - Verschluss. Z - Schnellkupplungen: Für den Anschluss des roten und des blauen Schlauchs in der Zwischenverbindung Stromquelle/Drahtvorschubgerät. Nur bei den Schweißmaschinen mit separater Drahtfördereinrichtung. HINWEIS: Die Schnellkupplungen befinden sich unter dem Drahtvorschubgerät. Die Farbkodierung der Schläuche und Schnellkupplungen beachten. X - Steckdose: Für den Anschluss des Hauptstromkabels (Pluspol +) der Zwischenverbindung Stromquelle/Drahtvorschubgerät AF - Schnellkupplungen: Den roten und den blauen Schlauch des Schweißbrenners anschließen. HINWEIS: Die Farbkodierung der Schläuche und Schnellkupplungen beachten. AG - Schnellkupplungen: Für den Anschluss des roten und des blauen Schlauchs in der Zwischenverbindung Stromquelle/Drahtvorschubgerät bei den Schweißmaschinen mit separater Drahtfördereinrichtung . HINWEIS: Die Farbkodierung der Schläuche und Schnellkupplungen beachten. AM AF AL AH AI AE AD AG Abb. 12 41 AH - Sicherungshalter. 5.3 INBETRIEBNAHME. AI - Anschluss. Für die Schutzfunktion "Druck der Kühlflüssigkeit". Den Verschluss AU aufschrauben und den Behälter füllen (das Gerät enthält bei der Lieferung rund einen Liter Flüssigkeit). Es ist wichtig, regelmäßig durch das Langloch AT zu kontrollieren, dass der Flüssigkeitspegel an der MAX-Markierung ist. AL – EIN-AUS-Schalter. AM - Netzkabel. 5.1 ANSCHLÜSSE. 6 BESCHREIBUNG DER STEUERTAFEL (Abb. 13-14) Für die elektrischen Anschlüsse der eventuellen Verlängerungen und der Schutzeinrichtungen die Anweisungen in der mit dem Kühlaggregat gelieferten Betriebsanleitung beachten. Die Steuertafel hat einen Bereich für die Überwachung (Abb. 13) und einen Bereich für die Einstellungen (Abb. 14). 5.2 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN. Wahltaste T1 Durch aufeinanderfolgendes Drücken wählt man die mit Regler M1 einstellbare Größe aus. Die wählbaren Größen sind abhängig vom gewählten Schweißverfahren und werden von den LEDs L1, L2 und L3 angezeigt. 6.1 ÜBERWACHUNGSBEREICH (ABB. 13). 5.2.1 Schutzeinrichtung für die Kontrolle des Kühlflüssigkeitsdrucks. Für diese Schutzfunktion wird ein Druckschalter auf der Kühlflüssigkeitsleitung verwendet, der einen Mikroschalter steuert. Bei unzureichendem Druck erscheint auf dem Display D1 die blinkende Anzeige H2O. LED L1 Dicke Sie signalisiert, dass das Display D1 die Werkstückdicke in mm auf Grundlage der Einstellungen von Strom und Drahtvorschubgeschwindigkeit anzeigt. Aktiv bei den synergetischen MIG/MAG-Schweißverfahren. 5.2.2 Sicherung (T 2A/250V-Ø 5x20). Diese Sicherung dient zum Schutz der Motorpumpe und befindet sich auf der Rückseite der Schweißmaschine im zugehörigen Sicherungshalter BF. (Abb. 12) M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 42 (siehe den Abschnitt 9.1 MIG/MAG-Schweißen). Während des Schweißens wird auf dem D2 stets die von der Stromquelle gemessene Spannung angezeigt. LED L2 Drahtvorschubgeschwindigkeit Sie signalisiert, dass das Display D1 die Geschwindigkeit des Schweißdrahts in Metern pro Minute anzeigt. Aktiv bei allen MIG/MAG-Schweißverfahren. LED L5 Lichtbogenlänge Sie signalisiert bei den synergetischen MIG/MAGSchweißverfahren (ausgenommen MIG HD), dass auf dem Display D2 der Wert für die Lichtbogenkorrekturwert angezeigt wird. Der Wert 0 (Null) entspricht der werkseitig eingestellten Lichtbogenlänge. Mit dem Regler M2 kann man den Lichtbogen im Bereich von -9,9 bis +9,9 verlängern (positive Werte) oder verkürzen (negative Werte). LED L3 Schweißstrom. Sie signalisiert, dass das Display D1 den eingestellten Schweißstrom in Ampere anzeigt. Regler M1 In Abhängigkeit vom gewählten Schweißverfahren dient dieser Regler zum Einstellen der mit der Taste T1 gewählten Größen. LED L6 Drosselwirkung Sie signalisiert bei den MIG/MAG-Schweißverfahren, dass das Display D2 die Drosselwirkung anzeigt. Der Wert 0 (Null) entspricht der werkseitig eingestellten Drosselwirkung. Mit dem Regler M2 kann man sie im Bereich von -9,9 bis +9,9 verstärken (positive Werte) oder verringern (negative Werte). Display D1 Es zeigt den Wert der Größe an, die mit der Taste T1 gewählt wurde und mit dem Regler M1 eingestellt werden kann. Wahltaste T2 Durch aufeinanderfolgendes kurzes Drücken wählt man die mit dem Regler M2 einstellbare Größe aus. Die wählbaren Größen sind abhängig vom gewählten Schweißverfahren und werden von den LEDs L4, L5 und L6 angezeigt. Regler M2 In Abhängigkeit vom gewählten Schweißverfahren dient dieser Regler zum Einstellen der mit der Taste T2 gewählten Größen. Wenn die LED L4 (Schweißspannung) bei den synergetischen MIG/MAG-Schweißverfahren eingeschaltet ist, wechselt die Wahl bei Betätigung des Reglers automatisch auf die LED L5 (Lichtbogenlänge). LED L4 Schweißspannung Sie signalisiert, dass auf dem Display D2 die Spannung in Volt angezeigt wird. Wenn der Lichtbogen ausgeschaltet ist, wird bei den MIG/MAG-Schweißverfahren auf dem Display D2 die voreingestellte Spannung oder der "Sollwert" angezeigt T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 T9 L10 L11 L12 Fig. 14 43 Display D2 Es zeigt bei allen Schweißverfahren numerisch die mit der Taste T2 eingestellten und mit Regler M2 geregelten Funktionen an. LED L7 Langlichtbogen Sie signalisiert bei den synergetischen MIG/MAGSchweißverfahren dass es mit dem zum Schweißen gewählten Wertepaar Strom/Spannung zur Instabilität des Lichtbogens und zu Spritzern kommen kann. LED L8 Hold Sie wird am Ende des Schweißvorgangs automatisch eingeschaltet, um zu signalisieren, dass auf den Displays D1 und D2 die letzten beiden Messwerte von Strom und Spannung angezeigt werden. Unmittelbar darauf werden die werkseitigen Voreinstellungen der Schweißmaschine angezeigt: - Datum (Tag/Monat/Jahr) und Uhrzeit (Stunde und Minuten). - Synergetisches MIGSchweißverfahren. (LED L10 eingeschaltet). - Schweißdraht Typ SG2 ø 1,0 mm - Gas Ar/18% CO2. - Zündverfahren 2-Takt 2T. Im unteren Bereich des Displays werden die Kürzel (MEM, PAR, 2T/4T und JOB) angezeigt, die mit den Funktionstasten T6, T7, T8, T9 angewählt werden können (siehe Kapitel 8). LED L9 Sicherheit Sie signalisiert die Sperre aller Tasten. Der Schweißer kann dann nur die im Überwachungsbereich eingeschlossenen Schweißparameter einstellen. Zum Aktivieren der Funktion die Taste T5 gedrückt halten und dann kurz die Taste T2 drücken. Die LED L9 leuchtet auf und signalisiert, dass die Funktion eingeschaltet ist. Zum Ausschalten die Tasten T5 und T2 erneut in der oben beschriebenen Weise betätigen. 6.3 ALARMANZEIGE Taste T4 Drahttest. Sie dient zum Fördern des Drahts mit einer Geschwindigkeit bis 8 m/min ohne Spannung im Brenner und ohne Gasausströmung. Wenn die Maschine einen schwerwiegenden Alarmzustand erfasst, erscheint auf den Displays D1 und D2 die Anzeige "Err" gefolgt vom zugehörigen Fehlercode. In diesem Fall muss man die Schweißmaschine ausschalten und den Kundendienst kontaktieren (siehe Abschnitt 10). Taste T3 Gastest. Drückt man diese Taste, strömt für 30 s Gas aus; zum Stoppen des Gasaustritts muss man die Taste erneut drücken. Wenn die Maschine einen vorübergehenden Alarmzustand erfasst, erscheint auf den Displays D1 und D2 eine blinkende Anzeige, welche die Alarmursache angibt. Beispiel: Wenn die Klappe der Drahtfördereinrichtung geöffnet ist, erscheint die Anzeige "OPn". 6.4 FEHLERANZEIGE 7 PROGRAMMIERUNG DER SCHWEISSMASCHINE "Main Menu"- "Hauptmenü" 6.2 EINSTELLBEREICH (ABB. 14). T10 L13 Er gestattet den schnellen Zugriff auf die Menüs der Schweißmaschine und die Zusatzfunktionen, die unmittelbar verfügbar sind. Er besteht aus einer Matrixanzeige D3, die alle zur Programmierung erforderlichen Informationen anzeigt, den Navigationstasten (T10, T11, T12 und T13) für die Navigation in den verschiedenen Menüs, den Funktionstasten (T5, T6, T7, T8 und T9) zum Aufrufen der verschiedenen von der Firmware angebotenen Menüs und einer Reihe von LEDs zum Signalisieren des verwendeten Verfahrens (L10, L11 und L12) und einiger Zusatzfunktionen (L13, L14 und L15). Beim Einschalten der Schweißmaschine zeigt das Display D3 für ca. 5 s einige Informationen zum Zustand der Maschine an (siehe Abs. 7.4 Menü Informationen), wie zum Beispiel die Firmware-Version. 44 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 Für die Programmierung muss man das "Hauptmenü" aufrufen, indem man zuerst die Taste T5 und anschließend die Taste T6 (MENU) drückt; alternativ kann man das in Kapitel 8 beschriebene Schnellzugriffmenü verwenden. Innerhalb des "Hauptmenüs" kann man mit den Tasten T10 und T11 einen der Einträge aus der Liste auswählen, der dann mit einem gelben Balken markiert wird. Mit der Taste T12 öffnet man das entsprechende Untermenü und mit der Taste T13 kehrt man wieder zum vorherigen Menü zurück, wobei zugleich die getroffene Wahl bestätigt wird. Wenn ein nach unten gerichteter Pfeil erscheint, heißt das, dass weitere Einträge vorhanden sind, die nicht in der Bildschirmmaske zu sehen sind. Dieses Navigationskriterium gilt für alle Menüs der Schweißmaschine. Das "Hauptmenü" enthält die folgenden Einträge: - "Process Params" - Prozessparameter (siehe Abs. 7.1) - "Jobs" (siehe Abs. 7.2) - "Settings" - Einstellungen (siehe Abs. 7.3) - "Information" - Informationen (siehe Abs. 7.4) Der Durchmesser des Schweißdrahts hängt vom gewählten Material ab. 7.1.4 "Gas" (aktiviert bei den MIG/MAG-Schweißverfahren). Die verwendbare Gasart hängt vom gewählten Material ab. 7.1.5 "Arc Length Corr" - "Korrektur Lichtbogenlänge" (Verfügbar bei MIG/MAG synergetisch, MIG Root). Für die Korrektur der Lichtbogenlänge anhand der Spannung mit den Tasten T10 und T11 oder dem Regler M2. 7.1 MENÜ "PROCESS PARAMS" - "PROZESSPARAMETER". Man kann auf das Untermenü "Prozessparameter" über das "Hauptmenü" zugreifen oder indem man direkt die Taste T7 (PAR) drückt. Hier sind alle Parameter aufgeführt, die der Schweißer beim gewählten Schweißverfahren ändern kann (LED L10, L11, L12). Innerhalb des Untermenüs "Prozessparameter" kann man direkt das Speichern veranlassen, indem man die Taste T6 (MEM) drückt (siehe Abs. 7.2.1). 7.1.1"Process" - "Prozess". Der erste Parameter ist das Schweißverfahren. Mit der Taste T12 kann man die Bildschirmmaske für die Wahl des Schweißverfahrens aufrufen. Mit den Tasten T10 und T11 kann man alle verfügbaren Schweißverfahren durchlaufen; der gewählte Eintrag wird durch einen gelben Balken markiert. Es können die folgenden Schweißverfahren gewählt werden: MIG Synergetisches MIG/MAG-Impulsschweißen (auf Anfrage) Art. 231. MIG Synergetisches MIG/MAG-Schweißen MIG HD Synergetisches MIG/MAG-Schweißen mit hoher Abschmelzleistung. MIG Root Synergetisches MIG/MAG-Schweißen zum senkrechten Schweißen von oben nach unten. MIG Man Konventionelles MIG/MAG-Schweißen. WIG Schweißverfahren mit nicht abschmelzender Elektrode; geeignet für alle Metalle mit Ausnahme von Aluminium, Magnesium und Messing. Das Zünden des Lichtbogens erfolgt durch Berührungszündung ohne Hochfrequenz. MMA Schweißverfahren mit umhüllter abschmelzender Elektrode. 7.1.2 "Material" - "Material" (Aktiviert bei den MIG/MAGSchweißverfahren). Mit diesem Eintrag wählt man das Material, aus dem der Schweißdraht besteht. 7.1.3 "Diameter" - "Durchmesser" (Aktiviert bei den MIG/MAG-Schweißverfahren). Korr. Lichtbogenlänge MIN MAX DEF. -9,9V 9,9V 0,0V ACHTUNG: In der Bildschirmmaske für die Einstellung, die bei allen Parametern mit einem Einstellbereich ähnlich ist, werden angezeigt: - der Name des Parameters, der korrigiert wird. - der Wert und die Maßeinheit. - die Einstellskala. - die Abkürzungen: MIN = Untergrenze des Einstellbereichs. Taste T5. MAX = Obergrenze des Einstellbereichs. Taste T7. DEF = voreingestellter Wert. Taste T6. 7.1.6 "Inductance Corr" - "Korrektur der Drosselwirkung" (Verfügbar bei allen synergetischen MIG/ MAG-Schweißverfahren mit Ausnahme von MIG HD) Für die Korrektur der Drosselwirkung. Korr. Drosselwirkung MIN MAX DEF. -9,9 9,9 0,0 7.1.7 "Start Mode" - "Startmodus" (Wahl des Modus für den Start des Schweißvorgangs). 2T (Aktiviert bei den Schweißverfahren MIG/MAG und WIG). Die Maschine beginnt den Schweißvorgang bei Betätigung des Brennertaster und unterbricht ihn, wenn der Brennertaster losgelassen wird. 4T (Aktiviert bei den Schweißverfahren MIG/MAG und WIG). Zum Beginnen des Schweißvorgangs den Brennertaster drücken und wieder lösen; zum Beenden des Schweißvorgangs den Brennertaster erneut drücken und wieder lösen. 3L (Aktiviert bei den synergetischen MIG/MAG-Schweißverfahren). Zum Beginnen des Schweißvorgangs muss man den Brennertaster drücken. Es wird der bei "Start current” eingestellte Schweißstrom abgerufen. Dieser Strom45 wert wird beibehalten, solange der Brennertaster gedrückt gehalten wird. Beim Lösen des Brennertasters wird in der bei "Slope time” festgelegten Zeit zum eingestellten Schweißstrom übergegangen, der beibehalten wird, bis der Brennertaster erneut gedrückt wird. Bei der anschließenden Betätigung des Brennertasters nimmt der Schweißstrom in der bei "Slope time" festgelegten Zeit den dritten Stromwert an ("Kraterfüllstrom"), der mit dem Parameter "Crater Current” eingestellt wurde; dieser Wert wird beibehalten, bis der Brennertaster wieder gelöst wird. Löst man den Brennertaster, wird der Schweißvorgang unterbrochen . Einstellungen für 3L MIN MAX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 "Spot" - "Punktschweißen/Intervallschweißen". (Nur bei den MIG/MAG-Schweißverfahren 2T oder 4T). OFF (voreingestellt) ON Bei Wahl von "ON" sind die folgenden Einstellungen möglich: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 "HSA" - "automatischer Hot Start". (Nur bei den synergetischen MIG/MAG-Schweißverfahren 2T oder 4T). Diese Funktion ist gesperrt, wenn die Funktion 3L aktiviert ist. Sie steht nur für die synergetischen Programme zur Verfügung. Besonders geeignet zum schnellen Aufwärmen des Schweißnahtanfangs beim Schweißen von Aluminium. OFF (voreingestellt). ON. Bei Wahl von "ON" sind die folgenden Einstellungen möglich: MIN MAX DEF. Start current 10% 200% 135% Starting current time 0,1 s 10 s 0,5 s Slope Time 0,1 s 10 s 0,5 s Der Schweißvorgang beginnt mit dem "Start current”. Die Dauer dieses ersten Stroms wird mit "starting current time” eingestellt. Nach Ablauf dieser Zeit geht der Strom in der Zeit ”Slope Time” zum Schweißstrom über. 7.1.10 "CRA" - "abschließendes Kraterfüllen". (Nur bei den synergetischen MIG-Schweißverfahren 2T oder 4T). OFF (voreingestellt) ON 46 Bei Wahl von "ON" sind die folgenden Einstellungen möglich: MIN MAX DEF. Slope Time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s 7.1.11 "Soft Start" - "Einschleichen". (Nur bei den MIG/MAG-Schweißverfahren) Dies ist die Drahtvorschubgeschwindigkeit in Prozent der für das Schweißen eingestellten Geschwindigkeit, bevor der Draht das Werkstück berührt. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 "Burnback". (Nur bei den MIG/MAG-Schweißverfahren) Zum Regulieren der Länge des aus der Gasdüse austretenden Drahts am Ende des Schweißvorgangs. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 "Double Level" Art. 233 (auf anfrage) - "Zweiwertschaltung" (Nur bei den synergetischen MIG/MAGSchweißverfahren). Bei dieser Betriebsart wechselt die Stromstärke zwischen zwei Werten. Bevor man das Schweißen mit Zweiwertschaltung einstellt, muss man eine kurze Naht schweißen, um die Drahtvorschubgeschwindigkeit und folglich den Strom zu bestimmen, mit denen man die Einbrandtiefe und die Nahtbreite erhält, die sich für die herzustellende Schweißverbindung am besten eignen. So bestimmt man den Wert der Drahtvorschubgeschwindigkeit (und folglich des entsprechenden Stroms), zu bzw. von dem die eingestellten Meter pro Minute addiert bzw. subtrahiert werden. Vor Beginn des Schweißvorgangs sollte man sich daran erinnern, dass bei einer korrekten Schweißnaht die Überlagerung der Raupen mindestens 50% betragen muss. OFF (voreingestellt) ON. Bei Wahl von "ON" sind die folgenden Einstellungen möglich: MIN MAX VOREINST. Frequency 0,1 Hz 5 Hz 1,5 Hz Pulse step 0,1m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 7.1.17 "Speed Corr" - "Korrektur der Geschwindigkeit". (Nur bei den Schweißverfahren MIG HD). Für die Korrektur des Prozentsatzes der Drahtvorschubgeschwindigkeit bezogen auf die voreingestellte Geschwindigkeit. Speed Correction MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 MENÜ "JOB". 7.1.13.1 "Frequency"-"Frequenz" der Zweiwertschaltung. Die in Herz angegebene Frequenz ist die Anzahl von Perioden pro Sekunde. Mit Periode ist der Wechsel zwischen der hohen und der niedrigen Geschwindigkeit gemeint. Die niedrige Geschwindigkeit ohne Einbrand dient dem Schweißer für den Übergang von einer Schweißraupe zur nächsten; die dem maximalen Strom entsprechende hohe Geschwindigkeit mit Einbrand dient zur Ausführung der Schweißraupe. 7.1.13.2 "Pulse Step": ist der Umfang der Geschwindigkeitsänderung in m/min. Die Variation bestimmt den Wert in m/min der zu der bzw. von der oben beschriebenen Referenzgeschwindigkeit addiert bzw. subtrahiert wird. Erhöht man diesen Wert bei gleichbleibenden Werten der anderen Parameter, erhält man eine breitere Schweißraupe mit größerer Einbrandtiefe. 7.1.13.3 "Duty Cycle": Zeit der Zweiwertschaltung. Dies ist die in Prozent angegebene Zeit des Höchstwerts von Geschwindigkeit/Strom bezogen auf die Dauer der Periode. Bei gleichbleibenden Werten der anderen Parameter bestimmt sie den Durchmesser der Schweißraupe und folglich die Einbrandtiefe. 7.1.13.4 "Arc Length Cor" - "Korrektur der Lichtbogenlänge". Zum Einstellen der Lichtbogenlänge beim Höchstwert von Geschwindigkeit/Strom. Achtung: Eine gute Einstellung ist dann gegeben, wenn die Lichtbogenlänge bei beiden Strömen gleich ist. 7.1.14 "Double Pulse" - "Doppelimpuls". Wird automatisch aktiviert, wenn die zwei Aktualisierungen Art. 231 und Art. 233 erworben wurden. Für die Funktionsweise siehe 7.1.13.. 7.1.15 "Prefow" - "Gasvorströmung". (Bei allen Schweißverfahren mit Ausnahme von MMA). Pre Gas MIN MAX DEF. 0s 10 s 0,1 s 7.1.16 "Postflow" - "Gasnachströmung". (Bei allen Schweißverfahren mit Ausnahme von MMA). Post Gas MIN MAX DEF. 0s 10 s 3s Dieser Bereich dient zum Speichern, Aufrufen, Ändern, Kopieren und Löschen der Arbeitsprogramme. Im "Hauptmenü" mit der Taste T11 den Eintrag "Jobs” markieren und dann dieses Untermenü mit der Taste T12 aufrufen. 7.2.1 Speichern eines Programms "JOB". Nach Abschluss der oben beschriebenen Einstellungen mit den Tasten T10 und T11 eine Position im Speicher wählen und dann die Taste T6 (SAVE) drücken, um zu speichern. Die Nummer des Programms "Job", das Schweißverfahren und der Drahtdurchmesser werden auf dem Display angezeigt. Nach dem Speichern eines "Jobs" erscheinen im unteren Bereich des Displays Kürzel auf Höhe der Tasten T6, T7, T8 und T9: - DEL: zum Löschen des gewählten "Jobs". - RCL: zum Aufrufen des "Jobs" zum Bearbeiten. - COPY: zum Kopieren des gewählten "Jobs" und Speichern in einer anderen Position. 7.3 MENÜ "Settings" - "Einstellungen". Dieser Bereich dient zum Einstellen und Ändern der wichtigsten Einstellungen der Schweißmaschine. Im "Hauptmenü" (siehe Kap. 7) das Menü "Einstellungen" mit der T10 auswählen und mit der Taste T11 aufrufen. Hier sind alle Parameter aufgeführt, die der Schweißer ändern kann: - Welding - Machine - Factory Setup - Languages Mit der Taste T12 kann man das Untermenü für den gewählten Parameter aufrufen. 47 7.3.1 Menü "Welding" - "Schweißen". In diesem Untermenü ist eine Reihe von änderbaren Schweißparametern aufgeführt: - H2O MIG/TIG Diese Funktion gestattet die Einstellung der Einschaltung des Kühlaggregats. Einstellungen: ON-OFF-Auto (DEF OFF). Wählt man "Auto", schaltet sich das Aggregat ein, wenn die Schweißmaschine eingeschaltet wird. Wenn der Brennertaster nicht gedrückt wird, schaltet es nach 30 Sekunden aus. Drückt man den Brennertaster, schaltet sich das Aggregat ein und schaltet sich 3 Minuten nach Lösen des Tasters wieder aus. - "Quality Control" - "Qualitätskontrolle" Einstellung ON - OFF (DEF OFF) (auf Anfrage erhältlich). - "Max inching" - "Maximaler Vorschub" Diese Funktion hat den Zweck, die Schweißmaschine zu blockieren, wenn der Draht nach dem Start für die in Zentimetern eingestellte Länge austritt, ohne dass Strom fließt. Einstellung OFF - 50 cm (DEF OFF). - "Push-Pull Force" Wird der Push-Pull-Brenner Art. 2008 montiert, werden der Betrieb des Kühlaggregat und die Funktion PPF (Push Pull Force) aktiviert. Diese Funktion dient zur Regelung des Antriebsmoments des Motors des Push-Pull-Brenners, um einen linearen Drahtvorschub zu gewährleisten. bräuchlichsten Funktionen. 8.1 "MEM" - "SPEICHERN" (siehe Abs. 7.2.1). Zum Speichern eines Schweißprogramms die Taste T6 drücken, mit den Tasten T10 und T11 die "Job"-Nummer wählen und dann erneut die Taste T6 drücken, um die Schweißbedingungen zu speichern. 8.2 "PAR" - "PROZESSPARAMETER" (siehe Abs. 7.1) 8.3 "2T/4T" - "2-TAKT / 4-TAKT" (siehe Abs. 7.1.7). 8.4 "JOB" - "ARBEITSPROGRAMME". Zum Verwenden eines zuvor gespeicherten Arbeitsprogramms die Taste T9 (JOB) drücken. Um alle Einstellungen des Programms anzuzeigen, die Wahl mit der Taste T9 (OK) bestätigen und dann die Taste T7 (PAR) drücken. 8.5 "H2O". (siehe Abs. 7.3.1). 8.6 "WIZ" ASSISTENT. Der "Assistent" ist eine geführte Prozedur, die den Schweißer dabei unterstützt, die für das gewünschte Schweißverfahren erforderlichen Einstellungen schnell vorzunehmen. 7.3.2 Menü "Machine" - "Maschineneinstellungen". Hier sind die folgenden Untermenüs verfügbar: - "Clock Setup" - "Einstellung der Uhr". 7.3.3 Menü "Factory Setup" - "Wiederherstellen der Fabrikeinstellungen". Mit dieser Option kann man die vom Hersteller vorgenommenen anfänglichen Einstellungen wiederherstellen. Hierbei hat man drei Möglichkeiten: - All Alles zurücksetzen. - Jobs only Nur die Arbeitsprogramme "Job" zurücksetzen. - Exclude jobs Alles mit Ausnahme der gespeicherten Arbeitsprogramme "Job" zurücksetzen. T5 T6 T7 T8 T9 In diesem Bereich werden einige Informationen zur Software der Stromquelle angezeigt. Zum Aufrufen muss man zuerst die Taste T5 und dann die Taste T9 (WIZ) drücken. Zuerst muss man das Schweißverfahren wählen. Zum Wählen des Verfahrens dienen die Tasten T10 und T11. Drückt man die Taste T9 (NEXT), erscheint die Bildschirmmaske für die Wahl des Werkstoffs. Mit der Taste T6 (PREV) kann man zur vorherigen Bildschirmmaske zurückkehren. An Stelle der Tasten T9 und T6 kann man auch die Tasten T12 und T13 verwenden. Als nächstes werden die Bildschirmmasken für den Durchmesser, das Gas und den Startmodus "Start Mode" angezeigt. Zum Beenden "END" drücken. 8 SCHNELLZUGRIFF. 9 SCHWEISSEN Im unteren Bereich des Displays D3 befinden sich in Abhängigkeit von den verschiedenen Bildschirmmasken einige Steuerelemente für den Schnellzugriff auf die ge- • Die Schweißmaschine nach den Anweisungen in Kapitel 3 "Inbetriebnahme” vorbereiten. 7.3.4 Menü "Languages" - "Einstellen der Sprache". In diesem Bereich kann man die Sprache für die Anzeige der Meldungen auf dem Display wählen. 7.4 MENÜ INFORMATIONEN. 48 • Die Anweisungen befolgen, die oben für das Menü "Wizard” (Abs. 8.1) bzw. "Par" (Abs. 7.1) beschrieben wurden. Dreht man den Regler M1 um eine Raststellung, zeigt das Display D3 die Bildschirmmaske für die Korrektur der Drahtvorschubgeschwindigkeit an. 9.1 MIG/MAG-SCHWEISSEN. Im Menü "Process Parameter” findet man die Einstellungen, die bei diesem Verfahren vorgenommen werden können: Diese Schweißmaschine bietet eine umfassende Auswahl an MIG/MAG-Schweißverfahren, die nachstehend aufgeführt sind: 9.1.1 MIG Synergetisches MIG/MAG-Schweißen Das Merkmal dieses Schweißverfahrens ist die SYNERGIE, d.h. die Festlegung seitens des Herstellers der Beziehung zwischen der Drahtvorschubgeschwindigkeit (Strom), der Spannung und der Drosselwirkung, die zum Erzielen eines guten Resultats erforderlich sind. Zur Verwendung wie folgt verfahren: • Mit der Taste T1 die gelbe LED für die Dicke wählen. • Die Werkstückdicke mit dem Regler M1 einstellen. • Die Schweißung ausführen. • Erforderlichenfalls die Lichtbogenlänge mit dem Regler M2 korrigieren. 9.1.2 MIG Man. Konventionelles MIG/MAG-Schweißen. Drahttyp, Drahtdurchmesser und Schutzgasart wählen. Bei diesem Schweißverfahren müssen die Drahtvorschubgeschwindigkeit, die Spannung und die Drosselwirkung vom Schweißer eingestellt werden. 9.1.3 MIG HD. Synergetisches MIG/MAG-Schweißen mit hoher Abschmelzleistung. Die Besonderheit dieses Verfahrens besteht in der Möglichkeit, die Drahtvorschubgeschwindigkeit bei gleichbleibender Schweißspannung zu erhöhen, um die Zeiten für die Ausführung der Verbindung zu verkürzen, den Verzug zu verringern und die Produktivität zu erhöhen. Es handelt sich um ein synergetisches Verfahren, das sich jedoch von den anderen Verfahren durch die Art der Einstellung unterscheidet: Zum Regeln längs der Synergiekurve muss man zuerst die Schweißspannung mit dem Regler M2 einstellen und dann die Drahtvorschubgeschwindigkeit (Schweißstrom) mit dem Regler M1 ändern. Beispiel: Das Verfahren wie zuvor beschrieben wählen. Mit der Taste T1 die LED L2 für die Drahtvorschubgeschwindigkeit und mit der Taste T2 die LED L4 für die Spannung wählen. Das Display D1 zeigt die Drahtvorschubgeschwindigkeit an und das Display D2 zeigt die Spannung an. Dreht man den Regler M2 ändern sich die zwei Werte von Spannung und Drahtvorschubgeschwindigkeit gemäß der werkseitig eingestellten Synergiekurve. Dreht man den Regler M1 weiter, wird die prozentuelle Abweichung vom Nullpunkt angezeigt, der der werkseitig eingestellten Geschwindigkeit entspricht; auf dem Display D1 wird hingegen die neue Geschwindigkeit angezeigt. Erreicht der Korrekturwert die höchste oder niedrigste Geschwindigkeit der Synergiekurve, erscheint auf dem Display D3 die Meldung "Speed limit". Wenn die Drahtvorschubgeschwindigkeit korrigiert wird, ändert sich weder der Wert der für das Schweißen empfohlenen Dicke noch der Wert des Stroms, doch kann die Schweißgeschwindigkeit erhöht werden. Die Änderung der Drahtvorschubgeschwindigkeit mit dem Regler M1 ändert nicht die zuvor eingestellte Schweißspannung. Nach Abschluss eines Schweißvorgangs mit eingeschalteter LEDL8 "Hold” zeigt das Display D1 den der geänderten Drahtvorschubgeschwindigkeit entsprechenden Schweißstrom an. 9.1.4 MIG Root Synergetisches MIG/MAG-Schweißen. Dieses Verfahren wurde für Wurzelschweißungen von Stumpfschweißverbindungen in Fallposition konzipiert. Geeignet für Eisen und nichtrostenden Stahl. 9.1.5 MIG Synergetisches MIG/MAG-Impulsschweißen (auf Anfrage) Art. 231) Bei diesem Schweißverfahren wird der Schweißzusatz mittels einer gepulsten Wellenform mit kontrollierter Energie übertragen, so dass sich die Tropfen des geschmolzenen Materials konstant lösen und spritzerfrei auf das Werkstück übertragen werden. Das Resultat ist eine Schweißnaht mit guter Überlappung bei Materialstärken und -typen jeder Art. Die Einstellungen der Schweißparameter entsprechen denen, die für das synergetische MIG/MAG-Schweißen beschrieben wurden. 9.2 MMA-SCHWEISSEN Bei den kompakten Maschinen den Stecker des Kabels der Elektrodenzange an die Steckdose E und den Stecker des Massekabels an die Steckdose G anschließen (hierbei die vom Hersteller der Elektroden angegebene Polung beachten). Bei den Maschinen mit separater Drahtfördereinrichtung muss das Drahtvorschubgerät an die Stromquelle angeschlossen bleiben. Den Stecker des Kabels der Elektrodenzange an die Steckdose X und den Stecker des Massekabels an die Steckdose G anschließen (hierbei die vom Hersteller der Elektroden angegebene Polung beachten). 49 Wenn man dieses Verfahren wählt, ist die Stromquelle nach 5 Sekunden bereit zur Stromerzeugung. Zum Vorbereiten der Maschine zum MMA-Schweißen die Anweisungen befolgen, die oben für das Menü "Wizard” (Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden. Im Menü "Process Parameter” findet man die Einstellungen, die bei diesem Verfahren vorgenommen werden können: • Hot Start. Dies ist der beim Zünden des Lichtbogens abgegebene Überstrom. Hot Start MIN MAX DEF. 0% 100% 50% • Final Slope (Nur bei 2T oder 4T). Dies ist die Zeit in Sekunden, in der der Schweißstrom auf den Wert gesenkt wird und folglich der Lichtbogen erlischt. Final Slope MIN MAX DEF 0,0 s 10 s 0,5 s • Pulse. Art. 234 (auf anfrage) WIG-Impulsschweißen. Bei diesem Schweißverfahren wechselt die Stromstärke mit einer bestimmten Frequenz zwischen zwei Pegeln. • Arc Force. Einstellung der dynamischen Kennlinie des Lichtbogens. Arc Force MIN MAX DEF. 0% 100% 30% Das Display D2 zeigt die während des Schweißens gemessene Lichtbogenspannung an. Das Display D1 zeigt Folgendes an: - vor dem Schweißen den mit dem Regler M1 eingestellten Strom; - während des Schweißens den gemessenen Schweißstrom. - Am Ende des Schweißvorgangs zeigt es den gemessenen Strom an. (LED L8 "HOLD" eingeschaltet). 9.3 WIG-SCHWEISSEN 9.3.1 Maschinen mit separater Drahtfördereinrichtung. Das Massekabel an den Pluspol X und den Stecker des Hauptstromkabels der Zwischenverbindung Drahtvorschubgerät/Stromquelle an den Minuspol C anschließen. Den Brenner an den Euro-Anschluss F anschließen. Für diesen Schweißmaschinentyp eignet sich der Brenner Art. 1259. 9.3.2 Kompakte Schweißmaschinen. Das Massekabel an den Pluspol E und den Brenner an den Minuspol G anschließen. Den Gasschlauch an den Anschluss H anschließen. Zum Vorbereiten der Maschine zum WIG-Schweißen die Anweisungen befolgen, die oben für das Menü "Wizard” (Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden. Im Menü "Process Parameter” findet man die Einstellungen, die bei diesem Verfahren vorgenommen werden können: • Start Mode Siehe Abs. 7.1.7. 50 • Pulse level Mit dieser Option stellt man die niedrigere der beiden für dieses Schweißverfahren erforderlichen Stromstärken ein. Es wird der Prozentsatz dieses Stroms in Bezug auf den Hauptstrom angezeigt, die vor dem Aufrufen des Untermenüs eingestellt wurde. Pulse Level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Frequency Dies ist die Impulsfrequenz. Frequency • Duty Dies ist die Dauer des höheren Stroms in Prozent bezogen auf die Zeit der Frequenz. Duty MIN MAX DEF 10% 90% 50% 10 FEHLERCODES DISPLAY FEHLERBESCHREIBUNG TRG blinkend Brennertaster beim Einschalten der Maschine oder beim Schließen der Klappe der Drahtfördereinrichtung Err 54 Err 56 Kurzschluss beim Sekundärkreis Störung beim Schweißen Err 57 Zu hoher Strom im Motor der Drahtfördereinrichtung. (Die Drahttransportrollen, den Draht in der Drahtführungsseele und den Drahtvorschubmotor kontrollieren.) Err 58 Err 61 Err 62 TH 0 TH 1 H2O blinkend, gefolgt von Err 75 Fehler beim Abgleich zwischen den Firmware-Versionen oder Fehler während der automatischen Aktualisierung (die Aktualisierungsprozedur wiederholen). Netzspannung zu niedrig. Netzspannung zu hoch. Übertemperatur der Ausgangsdioden. Übertemperatur des IGBT. Problem bei der Kühlpumpe (Druckschalter). 11 WARTUNG Alle Wartungsarbeiten müssen von einem Fachmann in Einklang mit der Norm CEI 26-29 (IEC 60974-4) ausgeführt werden. 11.1 WARTUNG DER STROMQUELLE Für Wartungseingriffe innerhalb des Geräts sicherstellen, dass sich der Schalter T in der Schaltstellung "O" befindet und dass das Netzkabel vom Stromnetz getrennt ist. Ferner muss man den Metallstaub, der sich im Gerät angesammelt hat, in regelmäßigen Zeitabständen mit Druckluft entfernen. 11.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF Nach Ausführung einer Reparatur darauf achten, die Verdrahtung wieder so anzuordnen, dass eine sichere Isolierung zwischen Primär- und Sekundärseite der Maschine gewährleistet ist. Sicherstellen, dass die Drähte nicht mit beweglichen Teilen oder mit Teilen, die sich während des Betriebs erwärmen, in Berührung kommen können. Alle Kabelbinder wieder wie beim Originalgerät anbringen, damit es nicht zu einem Kontakt zwischen Primär- und Sekundärkreis kommen kann, wenn sich ein Leiter löst oder bricht. Außerdem die Schrauben mit den gezahnten Unterlegscheiben wieder wie beim Originalgerät anbringen. Problem bei der Kühlpumpe (nicht angeschlossen). Klappe der Drahtfördereinrichtung OPN geöffnet. Siehe Abschnitt 7.3.1 Menü ITO "Schweißen” - "Maximaler Vorschub” Für Fehlercodes, die hier nicht aufgeführt sind, den Kundendienst kontaktieren. H2O nc 51 SOMMAIRE 1 PRÉCAUTIONS DE SÉCURITÉ .........................................................................................................................................................53 1.1 PLAQUETTE DES AVERTISSEMENTS ...................................................................................................................................53 2 DESCRIPTIONS GENERALES ..........................................................................................................................................................54 2.1 EXPLICATION DES DONNÉES TECHNIQUES .....................................................................................................................54 3. INSTALLATION ET MISE EN OEUVRE. ........................................................................................................................................55 3.1 SOULÈVEMENT .........................................................................................................................................................................55 3.2 ASSEMBLAGE ............................................................................................................................................................................55 3.3 RACCORDEMENT DES RALLONGES ÉVENTUELLES ......................................................................................................55 3.4 RACCORDEMENT DE LA TORCHE DE SOUDURE .............................................................................................................56 3.5 MONTAGE DU GROUPE DE REFROIDISSEMENT ...............................................................................................................56 3.6 POSITIONNEMENT ...................................................................................................................................................................57 3.6.1 PLANS INCLINÉS ...........................................................................................................................................................57 3.7 MISE EN OEUVRE .....................................................................................................................................................................57 4 DESCRIPTION DU GÉNÉRATEUR ..................................................................................................................................................57 5 DESCRIPTION DU GROUPE DE REFROIDISSEMENT .................................................................................................................59 5.1 RACCORDEMENTS .................................................................................................................................................................. 60 5.2 DESCRIPTION DES PROTECTIONS ....................................................................................................................................... 60 5.2.1 PROTECTION PRESSION LIQUIDE DE REFROIDISSEMENT ................................................................................ 60 5.2.2 FUSIBLE (T 2A/250V-Ø 5X20) ...................................................................................................................................... 60 5.3 MISE EN OEUVRE .................................................................................................................................................................... 60 6 DESCRIPTION DU PANNEAU DE COMMANDES ....................................................................................................................... 60 6.1 PANNEAU DE CONTRÔLE ...................................................................................................................................................... 60 6.2 PANNEAU PARAMÈTRES ........................................................................................................................................................61 6.3 VISUALISATION DES ALARMES ...........................................................................................................................................62 6.4 VISUALISATION DES ERREURS ............................................................................................................................................62 7 PROGRAMMATION DE LA MACHINE «MAIN MENU» - «MENU PRINCIPAL» ...................................................................62 7.1. MENU «PROCESS PARAMS» - «PARAMÈTRES DE PROCÉDÉ». ......................................................................................63 7.1.1 «PROCESS» - «PROCÉDÉ» .............................................................................................................................................63 7.1.2 «MATERIAL»- «MATÉRIAU» .......................................................................................................................................63 7.1.3 «DIAMETER»- «DIAMÈTRE» .......................................................................................................................................63 7.1.4 «GAS» - «GAZ» ................................................................................................................................................................63 7.1.5 «ARCLENGTHCORR»- «CORRECTION LONGUEUR D’ARC» ...............................................................................63 7.1.6 «INDUCTANCECORR»- «CORRECTION DE LA VALEUR DE L’IMPÉDANCE» ..................................................63 7.1.7 «START MODE»- «MODE DE DÉMARRAGE» ...........................................................................................................63 7.1.8 «SPOT»- «POINTAGE / INTERMITTENCE». .............................................................................................................. 64 7.1.9 «HSA»- «HOT START AUTOMATIQUE» .................................................................................................................... 64 7.1.10 «CRA» - «REMPLISSAGE DU CRATÈRE FINAL» .................................................................................................... 64 7.1.11 «SOFT START»- «ACCOSTAGE». ................................................................................................................................. 64 7.1.12 «BURNBACK». ............................................................................................................................................................... 64 7.1.13 «DOUBLE LEVEL»- «NIVEAU DOUBLE» ................................................................................................................. 64 7.1.13.1 «FREQUENCY»- «FRÉQUENCE» DU DOUBLE NIVEAU. ......................................................................... 64 7.1.13.2 «PULSE STEP» ................................................................................................................................................... 64 7.1.13.3 «DUTY CYCLE» ................................................................................................................................................ 64 7.1.13.4 «ARCLENGTHCOR» -«CORRECTION DE LA LONGUEUR D’ARC». .......................................................65 7.1.14 «DOUBLE PULSE» - «DOUBLE PULSATION». ..........................................................................................................65 7.1.15 «POST FLOW»- «POST GAZ». .......................................................................................................................................65 7.1.16 «PRE FLOW»- «PRE GAZ» .............................................................................................................................................65 7.1.17 «SPEED CORR»- «CORRECTION DES VITESSES» ...................................................................................................65 7.2 MENU «JOB» ...............................................................................................................................................................................65 7.2.1 MÉMORISATION D’UN PROGRAMME «JOB» ..........................................................................................................65 7.3 MENU «SETTINGS»- «PARAMÈTRES» .................................................................................................................................65 7.3.1 MENU «WELDING» - «SOUDURE» .............................................................................................................................65 7.3.2 MENU «MACHINE»- «RÉGLAGES DE LA MACHINE» ...........................................................................................65 7.3.3 MENU «FACTORY SETUP» - «RÉACTIVATION DES PARAMÈTRES ENREGISTRÉES» ..................................66 7.3.4 MENU «LANGUAGES» - «MÉMORISATION DE LA LANGUE». ............................................................................66 7.4 MENU INFORMATIONS ...........................................................................................................................................................66 8 ACCÈS RAPIDE ..................................................................................................................................................................................66 8.1 «MEM» - «MÉMORISATION» ..................................................................................................................................................66 8.2 «PAR» - «PARAMÈTRES DE PROCÉDÉ» ...............................................................................................................................66 8.3 «2T/4T» - «DEUX TEMPS / QUATRE TEMPS» .......................................................................................................................66 8.4 «JOB»- «PROGRAMMES DE TRAVAIL» ................................................................................................................................66 8.5 «H2O» ...................................................................................................................................................................................66 8.6 «WIZ» ASSISTANT LOGICIEL .................................................................................................................................................66 9 SOUDAGE ...................................................................................................................................................................................66 9.1 SOUDAGE MIG/MAG .................................................................................................................................................................66 9.1.1 MIG ---- SOUDAGE MIG/MAG SYNERGIQUE ..........................................................................................................66 9.1.2 MIG MAN. SOUDAGE MIG/MAG CONVENTIONNEL .............................................................................................66 9.1.3 MIG HD. SOUDAGE MIG/MAG SYNERGIQUE À HAUT TAUX DE DÉPÔT ..........................................................66 9.1.4 MIG ROOT SOUDAGE MIG/MAG SYNERGIQUE .....................................................................................................67 9.1.5 MIG SOUDAGE MIG/MAG SYNERGIQUE PULSÉ. .......................................................................................67 9.2 SOUDAGE MMA .........................................................................................................................................................................67 9.3 SOUDAGE TIG ............................................................................................................................................................................67 9.3.1 MACHINES AVEC ENTRAÎNEMENT FIL SÉPARÉ ..................................................................................................67 9.3.2 MACHINES COMPACTES ..............................................................................................................................................67 10 CODES D’ERREUR .............................................................................................................................................................................68 11 ENTRETIEN 68 11.1 ENTRETIEN DU GÉNÉRATEUR .............................................................................................................................................68 11.2 MESURES À ADOPTER APRÈS UNE INTERVENTION DE RÉPARATION .....................................................................69 52 MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. 1 PRÉCAUTIONS DE SÉCURITÉ COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 6097410(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code.3.300758 BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. · Le courant électrique traversant n’importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l’exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l’opérateur, le câble de la pince porte-électrode ou de la torche doit être égale ment à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 1.1 PLAQUETTE DES AVERTISSEMENTS Le texte numéroté suivant correspond aux cases numérotées de la plaquette. B. Les galets entraînement fil peuvent blesser les mains. C. Le fil de soudure et le groupe entraînement fil sont sous tension pendant le soudage. Ne pas approcher les mains ni des objets métalliques. 1. Les décharges électriques provoquées par l’électrode le câble peuvent être mortelles. Se protéger de manière adéquate contre les décharges électriques. 1.1 Porter des gants isolants. Ne pas toucher l’électrode avec les mains nues. Ne jamais porter des gants humides ou endommagés. 1.2 S’assurer d’être isolés de la pièce à souder et du sol 1.3 Débrancher la fiche du cordon d’alimentation avant de travailler sur la machine. 2. L’inhalation des exhalations produites par la soudure peut être nuisible pour la santé. 2.1 Tenir la tête à l’écart des exhalations. 2.2 Utiliser un système de ventilation forcée ou de déchargement des locaux pour éliminer toute exhalaison. 53 2.1EXPLICATION DES DONNÉES TECHNIQUES La machine est fabriquée d’après les normes suivantes : IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (Cl. A) / IEC 61000-3-11/ IEC 61000-3-12 (voir remarque 2). N°. Numéro de matricule à citer toujours pour toute question concernant le poste à souder. 3~ Convertisseur statique de fréquence triphasé transformateur-redresseur MIG Indiqué pour soudage MIG-MAG. f1 f2 MMA Indiqué pour soudage avec électrodes enrobées. TIG Indiqué pour soudage TIG. U0. X. 2.3 Utiliser un ventilateur d’aspiration pour éliminer les exhalations. 3. Les étincelles provoquées par la soudure peuvent causer des explosions ou des incendies. 3.1 Tenir les matières inflammables à l’écart de la zone de soudure. 3.2 Les étincelles provoquées par la soudure peuvent causer des incendies. Maintenir un extincteur à proximité et faire en sorte qu’une personne soit toujours prête à l’utiliser. 3.3 Ne jamais souder des récipients fermés. 4. Les rayons de l’arc peuvent irriter les yeux et brûler la peau. 4.1 Porter un casque et des lunettes de sécurité. Utiliser des dispositifs de protection adéquats pour les oreilles et des blouses avec col boutonné. Utiliser des masques et casques de soudeur avec filtres de degré approprié. Porter des équipements de protection complets pour le corps. 5. Lire la notice d’instruction avant d’utiliser la machine ou avant d’effectuer toute opération. 6. Ne pas enlever ni couvrir les étiquettes d’avertissement. 2 DESCRIPTIONS GENERALES La machine est une installation multiprocédés appropriée pour le soudage MIG/MAG, TIG (DC) avec amorçage à contact de l’arc et MMA (sauf type cellulosique), réalisée avec la technologie à inverter. La machine ne peut être utilisée que pour les emplois décrits dans ce manuel. Ne pas l’utiliser pour dégeler des tuyaux. 54 Tension à vide secondaire. Facteur de service en pourcentage. Le facteur de service indique, en pourcentage sur 10 minutes, pendant combien de temps le poste peut souder avec un courant déterminé sans surchauffer. I2. Courant de soudure U2. Tension secondaire avec courant I2 U1. Tension nominale d’alimentation. Dans les modèles multitension «Multi Voltage» la machine se prédispose automatiquement à la tension d’alimentation de l’installation où elle est reliée. 3 ~ 50/60Hz Alimentation triphasée 50- ou 60-Hz. I1 Max Courant max. absorbé au courant correspondant I2 et tension U2. I1 eff C’est la valeur maximale du courant effectif absorbé compte tenu du facteur de service. Généralement, cette valeur correspond à la capacité du fusible (type retardé) à utiliser comme protection de la machine. IP23S Degré de protection de la carcasse. Degré3en tant que deuxième chiffre signifie que cette machine peut être entreposée, mais elle ne peut pas être utilisée à l’extérieur en cas de précipitations, à moins qu’elle n’en soit protégée. Appropriée pour un usage à haut risque S milieux. REMARQUES : 1- En outre, la machine est indiquée pour opérer dans des milieux avec degré de pollution 3. (Voir IEC 60664). 2- Cette machine est conforme à la norme IEC 610003-12 à condition que l’impédance maximale Zmax admise de l’installation soit inférieure ou égale à 0.090 (Art. 318 et 319)-0,051 (Art. 320) dans le point d’interface entre l’installation de l’utilisateur et le réseau publique. Il revient à l’installateur ou à l’utilisateur de la machine de garantir, après avoir éventuellement consulté l’opérateur du réseau de distribution, que la machine soit reliée à une alimentation avec impédance maximale de système admise Zmax inférieure ou égale à 0,090 (Art. 318 et 319)-0,051 (Art. 320). 3 INSTALLATION ET MISE EN OEUVRE. 3.1 SOULÈVEMENT (FIG. 1). Fig. 1 3.2 ASSEMBLAGE • Sur tous les générateurs il faut monter les roues arrière après avoir introduit l’axe (fig. 2). Fig. 3 Fig. 2 BA • Pour les machines avec chariot, il faut monter le pivotement sur les chariots entraînement fil aussi bien que sur le générateur ; les roues petites fournies avec les vis doivent être montées sur le fond du dévidoir entraînement fil et sur le support de la torche, et après il faut positionner le dévidoir. i (voir fig. 3). 3.3 RACCORDEMENT DES RALLONGES ÉVENTUELLES • Bloquer l’extrémité de la connexion BA, en fixant la languette BB sur la base de la machine comme indiqué sur la Fig. 4. BB Fig. 4 55 • Procéder aux raccordements, sur la partie arrière du générateur, comme indiqué sur la Fig. 5 Fig. 7 3.4 RACCORDEMENT DE LA TORCHE DE SOUDURE. Fig. 5 • Éviter de prévoir la connexion sous forme de bobine pour réduire au minimum les effets inductifs qui pourraient affecter les résultats de la soudure. • Connecter l’autre extrémité de la connexion BA au dévidoir entraînement fil comme indiqué sur la Fig. 6. • Connecter la torche au raccord centralisé F. • Monter la bobine du fil. • Vérifier si la gorge des galets d’entraînement correspond au diamètre du fil utilisé. Si un remplacement est nécessaire, suivre la procédure suivante (Fig. 8): BN CA Fig. 6 • Les tuyaux du liquide de refroidissement doivent être connectés aux raccords rapides sous la base du dévidoir entraînement fil (voir Fig. 7), en respectant les couleurs indiquées sur la partie avant du dévidoir. BN Fig. 8 Ouvrir la porte du compartiment entraînement fil. Retirer le carter CA du groupe entraînement fil. Débloquer les galets presse-fil avec le bouton de réglage de la pression BN. Remplacer les galets et remonter le carter CA. Introduire le fil dans l’entraînement et dans la gaine de la torche. Bloquer les galets presse-fil avec le bouton BN et régler la pression. Connecter le câble de masse (fourni avec la machine) aux prises D. Brancher le tuyau du gaz au raccord G. 3.5 MONTAGE DU GROUPE DE REFROIDISSEMENT (ART. 1683 - SUR DEMANDE POUR ART. 318 ET 319) (Fig.9). Si on utilise le groupe de refroidissement, suivre la procédure suivante : • Retirer le panneau M • Introduire le groupe de refroidissement dans le compartiment de façon qu’il soit possible de voir sur la 56 partie avant la fente pour contrôler le niveau du liquide. • Fixer le groupe au chariot du poste à souder avec les vis fournies. inclinées pour éviter tout renversement ou mouvement non contrôlé. 3.7 MISE EN OEUVRE • L’installation de cette machine doit être faite par du personnel expert. • Toutes les connexions doivent être exécutées d’après les règlements en cours (IEC/CEI EN 60974-9), et en observant entièrement les lois de sécurité. • Connecter la fiche sur le câble d’alimentation en faisant attention à relier le conducteur jaune vert au pôle de terre. • Vérifier que la tension d’alimentation corresponde bien à la valeur nominale du poste à souder. • Dimensionner les fusibles de protection d’après les données indiquées sur la plaquette des données techniques. Fig. 9 4 DESCRIPTION DU GÉNÉRATEUR (FIG. 10 = VERSION COMPACTE) (FIG. 11 = VERSION AVEC ENTRAÎNEMENT FIL SÉPARÉ) 3.6 POSITIONNEMENT Positionner le poste à souder de façon à permettre une libre circulation de l’air à l’intérieur et éviter l’introduction de poudres de métal ou de tout autre type. A) - PANNEAU DE COMMANDES. Lever le guichet transparent pour avoir accès au panneau de commandes. 3.6.1 Plans inclinés. Cette machine étant munie de roues sans freins, il faut faire attention à ne pas la positionner sur des surfaces B - Connecteur: Connecteur type DB9 ( RS 232) à utiliser pour mettre à jour les programmes des microprocesseurs. A N V B L S D Q T U E F R H G V M W Fig. 10 57 C- Connecteur: Connecteur type USB à utiliser pour mettre au jour les programmes des microprocesseurs. Seulement sur les machines avec entraînement fil séparé. D - Connecteur: Connecteur pour brancher les commandes à distance et le câble de commande de la torche Push–Pull. E – Prise (+): Priseoù il faut brancher le connecteur du câble de masse en soudage TIG, la pince porte-électrode en soudage MMA. G - Prise: Prise où il faut brancher le connecteur du câble de masse en soudage MIG/MAG et MMA. H – Raccord: Où il faut brancher le tuyau du gaz sortant de la torche TIG. I – Robinets à embrayage rapide: Où il faut brancher le tuyaux sortant de la torche refroidie à l’eau, si présente. NB. Respecter les couleurs des tuyaux et des robinets. Seulement sur les machines avec entraînement fil séparé. L - Support: Support pour la torche de soudure. F - Raccord centralisé– Où il faut brancher la torche de soudure. Y A P AB AC K F L D AA Z O V I B P T X U C R S G Q M V W Fig. 11 58 M - Panneau: Panneau de fermeture du compartiment du groupe de refroidissement. N – Tuyau du gaz. O - Raccord tuyau gaz: Où il faut brancher le tuyau du gaz de la liaison de raccordement générateur/dévidoir. P - Connecteur: Où il faut brancher le connecteur du câble des services de la liaison de raccordement générateur/dévidoir. Q - Prise pressostat: Prise où il faut brancher le câble sortant du pressostat placé à l’intérieur du groupe de refroidissement (Art. 1683). R – Porte-fusible. S – Prise: Prise où il faut brancher le câble de réseau du groupe de refroidissement Art. 1683 (optionnel). Y – Raccord: Brancher le tuyau du gaz sortant de la liaison de raccordement générateur/dévidoir. Seulement sur les machines avec entraînement fil séparé. K - Fiche: Oùil faut brancher le connecteur volant du câble de puissance de la liaison de raccordement générateur/ dévidoir. Seulement sur les machines avec entraînement fil séparé. AA - Porte du carter bobine fil. AB - Carter bobine fil. AC - Support bobine: Approprié pour des bobines standard jusqu’à Ø 300 mm, 16 Kg. 5 DESCRIPTION DU GROUPE DE REFROIDISSEMENT Art.1683 (Fig. 12). Ce groupe de refroidissement, qui est fourni sur demande pour les art. 318 et 319, a été conçu pour refroidir les torches utilisées pour la soudure et il ne doit être utilisé qu’avec ces générateures. T – Interrupteur ON/OFF. U - Cordon d’alimentation. V - Courroies de blocage de la bouteille. AD - Fente: Fente pour inspecter refroidissement. W – Support de la bouteille du gaz. Z - Robinets à embrayage rapide: Où il faut brancher les tuyaux rouge et bleu de la liaison de raccordement générateur/ dévidoir. Seulement sur les machines avec entraînement fil séparé. NB : Les robinets sont positionnés sous le dévidoir entraînement fil. Respecter les couleurs des tuyaux et des robinets. X – Prise: Où, en soudage MIG/MAG., il faut brancher le connecteur volant du câble de puissance (pôle +) de la liaison de raccordement générateur/chariot. Seulement sur les machines avec entraînement fil séparé. le niveau du liquide de AE - Bouchon. AF - Robinets à embrayage rapide: Connecter le tuyau rouge et bleu à la torche de soudure. NB. Respecter les couleurs des tuyaux et des robinets. AG - Robinets à embrayage rapide: Où il faut brancher les tuyaux rouge et bleu de la liaison de raccordement générateur/ chariot dans les machines avec entraînement fil séparé. NB. Respecter les couleurs des tuyaux et des robinets. AH - Porte-fusible. AM AF AL AH AI AE AD AG Fig. 12 59 AI - Connexion. Pour la protection «pression liquide de refroidissement». Il est important de contrôler périodiquement, à travers la fente AT, que le liquide est maintenu au niveau «maxi». AL – Interrupteur ON/OFF. 6 AM -Cordon d’alimentation. Le panneau de commandes est formé par une zone contrôle (Fig. 13) et une zone paramètres (Fig. 14). 5.1 RACCORDEMENTS. 6.1 PANNEAU DE CONTRÔLE (FIG. 13). Pour les raccordements électriques des rallonges éventuelles et des protections, suivre les instructions du manuel fourni avec le groupe de refroidissement. Touche de sélection T1 À chaque pression, on sélectionne la grandeur réglable à travers le boutonM1. Les grandeurs sélectionnables, visualisées par le voyant L1, L2 et L3, sont en relation au type de procédé de soudure choisi. 5.2 DESCRIPTION DES PROTECTIONS. 5.2.1 Protection pression liquide de refroidissement. Cette protection est réalisée au moyen d’un pressostat, inséré dans le circuit de refoulement du liquide, qui commande un micro-interrupteur. Si la pression est insuffisante, l’afficheur D1 visualise le sigle H2O clignotant. Voyant L1 Épaisseur Signale que l’afficheur D1 visualise l’épaisseur, en mm, de la pièce à souder selon le courant et la vitesse du fil enregistrés. Actif dans les procédés MIG/MAG synergiques. 5.2.2 Fusible (T 2A/250V-Ø 5x20). Ce fusible a été inséré à protection de la motopompe et il est inséré dans le panneau arrière du poste à souder dans le porte-fusible BF. (Fig. 1) Voyant L2 Vitesse du fil Signale que l’afficheur D1 visualise la vitesse, en mètres / minute, du fil de soudure. Actif dans tous les procédés de soudage MIG/MAG. 5.3 MISE EN OEUVRE. Voyant L3 Courant de soudure Il signale que l’afficheur D1 visualise un courant de soudure en ampères. Desserrer le bouton AU et remplir le réservoir (la machine est fournie avec un litre environ de liquide). M1 L1 L2 L3 DESCRIPTION DU PANNEAU DE COMMANDES (Fig. 13-14) T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 60 Bouton M1 Selon le type de procédé sélectionné avec ce bouton, les grandeurs sont réglées avec la touche T1. Afficheur D1 Il visualise la valeur des grandeurs sélectionnées avec la touche T1 et réglées avec le bouton M1. Touche de sélection T2 À chaque pression on sélectionne la grandeur réglable à travers le bouton M2. Les tailles sélectionnables, visualisées par les voyants L4, L5 et L6, sont en relation au type de procédé de soudure choisi. Voyant L4 Tension de soudure Il signale que la valeur visualisée sur l’afficheur D2 est une tension exprimée en volts. L’arc étant éteint, dans les procédés MIG/MAG, la valeur visualisée sur l’afficheur D2 est la tension pré-enregistrée ou le «set point» (voir paragraphe 9.1 Soudage MIG/MAG). Pendant le soudage, la valeur visualisée sur l’afficheur D2 est toujours la tension mesurée par le générateur. Voyant L5 Longueur de l’arc Dans les procédés de soudage MIG/MAG synergiques (sauf MIG HD), il signale que l’afficheur D2 visualise la valeur du courant d’arc de soudure. La valeur 0 (zéro) correspond à la longueur d’arc préenregistrée par le fabricant. Avec le bouton M2 il est possible d’allonger l’arc (valeurs positives) ou le réduire (valeurs négatives) avec une plage de réglage -9,9 ÷ +9,9. Voyant L6 Impédance Dans les procédés de soudage MIG/MAG, il signale que l’afficheur D2 visualise la valeur de l’impédance. La valeur 0 (zéro) correspond à l’impédance préenregistrée par le fabricant. Avec le bouton M2 il est possible de l’allonger (valeurs positives) ou la réduire (valeurs négatives) dans une plage de réglage de -9,9 ÷ +9,9. Bouton M2 ISelon le type de procédé sélectionné avec ce bouton, on règle les grandeurs sélectionnées par la touche T2. Dans les procédés MIG/MAG synergiques, quand le voyant L4 est allumé (tension de soudure), avec ce bouton la sélection se déplace automatiquement au voyant L5 (longueur de l’arc). Afficheur D2 Dans tous les procédés de soudure, il affiche numériquement les sélections réalisées avec la touche de sélection T2 et réglées par le bouton M2. Voyant L7 Position globulaire Dans les procédés MIG/MAG synergiques, il signale que le paire de valeurs de courant et de tension choisies pour la soudure peut générer des arcs instables et avec projections. Voyant L8Hold Il s’active automatiquement à la fin du procédé de soudure pour signaler que sur les afficheurs D1 et D2 les deux dernières valeurs de courant et de tension mesurées sont visualisées. Voyant L9 Sécurité Il signale la fonction de blocage de certaines touches. L’opérateur ne pourra régler que les paramètres compris dans la zone du panneau de contrôle. Pour activer la fonction, appuyer sur la touche T5 et, en la gardant enfoncée, appuyer brièvement sur la touche T2. Le voyant L9 s’allume et visualise la fonction active. Pour sortir, appuyer de mêmes sur les touches T5 et T2. Touche T4 Test fil Il permet l’alimentation progressive du fil jusqu’à 8 m/min sans tension dans la torche et sans sortie de gaz. Touche T3 Test Gaz Appuyer sur cette touche et le gaz sortira pour 30s, appuyer encore pour bloquer. 6.2 PANNEAU PARAMÈTRES (FIG. 14). Il permet un accès rapide aux menus du poste à souder et aux fonctions additionnelles qui sont visualisés et immédiatement disponibles. Il est formé par un afficheur à matrice D3 où toutes les informations nécessaires à la programmation sont visualisées ; il visualise les touches de navigation (T10, T11, T12 et T13) avec lesquelles on navigue dans les différents menus ; les touches fonction (T5, T6, T7, T8 et T9) qui permettent l’accès aux différents menus formant le micrologiciel et une série de voyants qui signalent le type de procédé utilisé (L10, L11L12) et certaines fonctions additionnelles (L13, L14 et L15). Lors de la mise en marche du poste à souder, l’afficheur D3 visualise pendant environ 5 secondes, certaines informations relatives à la condition de la machine (voir par. 7.4 menu Informations), parmi lesquelles la version du micrologiciel. Immédiatement après, il visualise les paramètres préenregistrés par le fabricant du poste à souder : - La date (jour/mois/an) et l’heure (heures et minutes). - Procédé MIG synergique. (Voyant L10 allumé). - Fil de soudure type SG2 ø 1,0 mm. - Gaz Ar/18% CO2. - Mode d’allumage 2 temps 2T. 61 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 Dans la partie inférieure de l’afficheur, les sigles (MEM, PAR, 2T/4T et JOB) sélectionnables avec les touches fonction T6, T7, T8, T9 (voir par.8) sont visualisés. T9 Fig. 14 L10 L11 L12 T10 L13 T13 L14 T12 T11 L15 6.3 VISUALISATION DES ALARMES Quand la machine détecte une alarme temporaires, les afficheurs D1 et D2 visualisent l’inscription clignotante selon la cause qui a provoqué l’alarme. PAR exemple : si la porte de l’entraînement fil est ouverte, l’inscription «OPN» sera visualisée. 6.4 VISUALISATION DES ERREURS Quand la machine détecte une alarme grave, les afficheurs D1 et D2 visualisent l’inscription «Err» suivie par le code d’erreur approprié. Le cas échéant, arrêter la machine et contacter le service après vente (voir paragraphe 10). 7 PROGRAMMATION DE LA MACHINE «Main Menu» - «Menu principal» La programmation est effectuée dans le «Menu principal» auquel on a accès en appuyant sur la touche T5 et ensuite la touche T6 (MENU) ou bien à travers le menu d’accès rapide décrit au paragraphe 8. 62 T5 T6 T7 T8 T9 L10 L11 L12 À l’intérieur du «Menu Principal», au moyen des touches T10 et T11, il est possible de sélectionner l’un des postes de la liste mise en évidence par la bande jaune. Avec la touche T12 on entre dans le sous-menu relatif, par contre avec la touche T13 on revient au menu précédent en confirmant, en même temps, le choix effectué. Une flèche tournée vers le bas signale qu’il y a d’autres postes non visualisés sur l’écran. Ce principe de navigation s’applique à tous les menus de la machine. Les postes disponibles du «Menu Principal» sont : - «ProcessParams» - Paramètres de procédé (Voir par. 7.1) - «Jobs» (Voi par. 7.2) - «Settings» - Paramètres enregistrés (Voir par. 7.3) - «Information» - Informations (Voir par. 7.4) 7.1 MENU «PROCESS PARAMS» - «PARAMÈTRES DE PROCÉDÉ». «Paramètres de procédé»se fait par le «Menu Principal» ou directement en appuyant sur la touche T7 (PAR). Ici, la liste des paramètres que l’opérateur peut modifier selon le procédé de soudure sélectionné est prévue (voyants L10, L11, L12). À l’intérieur des «Paramètres de procédé» il est possible d’accéder directement à la mémorisation en appuyant sur la touche T6 (MEM) (voir par. 7.2.1 7.1.1 «Process» - «Procédé». Le premier paramètre est le procédé de soudure. La pression de la touche T12 permet d’accéder à l’écran de sélection du type de procédé. Les touches T10 et T11, permettent non seulement d’effectuer la sélection indiqué par la bande jaune, mais aussi de faire défiler tous les procédés disponibles. Les procédés de soudure sélectionnables sont les suivants : MIG Soudage MIG/MAG synergique pulsé (sur demande art. 231). MIG Soudage MIG/MAG synergique. MIG HD Soudage MIG/MAG synergique à haut taux de dépôt. MIG Root Soudage MIG/MAG synergique pour soudures verticales descendantes. MIG Man Soudage MIG/MAG conventionnel. TIG Procédé de soudage avec électrode infusible convenable à tous les métaux exception faite pour l’aluminium, le magnésium et le laiton. L’amorçage de l’arc est obtenu par contact sans haute fréquence. MMA Procédé de soudage avec électrode enrobé et fusible. 7.1.2 «Material»- «Matériau» (actif dans les procédés MIG/MAG). Par ce poste, on sélectionne le type de matériau du fil de soudure. 7.1.3 «Diameter»- «Diamètre» (actif dans les procédés MIG/MAG). Les diamètres du fil de soudure dépendent du type de matériau sélectionné. 7.1.4 «Gas» - «Gaz» (actif dans les procédés MIG/MAG). Les gaz qui peuvent être utilisés dépendent du type de matériau sélectionné. 7.1.5 «ArcLengthCorr»- «Correction longueur d’arc» (Disponible pour MIG/MAG synergique, MIG Root). Ce paramètre permet la correction de la longueur de l’arc en Volt au moyen des touches T10 et T11 ou du bouton M2. Corr. longueur d’arc MIN MAX DEF. -9,9 V 9,9 V 0,0 V ATTENTION : Dans la page de réglage, qui est semblable pour tous les paramètres avec une plage de réglage, il y a : - Le nom du paramètre est en cours de correction. - La valeur et l’unité de mesure. - L’échelle de réglage. - Les abréviations : MIN = réglage minimum. Touche T5. MAX = réglage maximum. Touche T7. DEF = valeur prédéfinie. Touche T6. 7.1.6 «InductanceCorr»- «Correction de la valeur de l’impédance» (actif dans tous les procédés MIG/ MAG synergiques, sauf MIG HD) Il permet de corriger la valeur de l’impédance. Corr. valeur impédance MIN MAX DEF. -9,9 9,9.1.5 0,0.1.5 7.1.7 «Start Mode»- «Mode de démarrage» (choix du mode de démarrage soudage). 2T (Actif dans les procédés MIG/MAG et TIG). La machine commence à souder quand on appuie sur la touche de la torche et s’arrête quand on la relâche. 4T (Actif dans les procédés MIG/MAG et TIG). Pour commencer le soudage, appuyer et relâcher le bouton torche, pour interrompre il faut appuyer et relâcher le bouton encore une fois. 3L (Actif dans les procédés MIG/MAG synergiques). La soudure commence quand le bouton torche est enfoncé, le courant de soudure rappelé sera le courant de démarrage enregistré sous “Start current”. Ce courant est maintenu jusqu’à quand le bouton torche est enfoncé ; quand le bouton est relâché, le premier courant se raccorde au courant de soudure, enregistré avec le bouton «Slopetime» , et il est maintenu jusqu’à quand le bouton torche est enfoncé de nouveau. Quand le bouton torche est enfoncé encore, la courant de soudure se raccorde au troisième courant (courant de «Crater-filler») enregistré au paramètre “CraterCurrent”pour le temps établi par le “Slope time” et il est maintenu jusqu’à quand le bouton torche est relâché. Quand le bouton est relâché la soudure s’interrompt. Réglages pour 3L MIN MAX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s CraterCurrent 10% 200% 60% 63 7.1.8 «Spot»- «pointage / intermittence». (Actif seulement dans les procédés MIG/MAG 2T ou 4T). OFF (prédéfini) ON Si on sélectionne «ON», les réglages suivants sont disponibles : MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 «HSA»- «Hot Start Automatique». (Actif seulement dans les procédés MIG/MAG synergiques 2T ou bien 4T). Cette fonction est bloquée quand la fonction 3L est active et elle ne fonctionne qu’avec les programmes synergiques. Particulièrement indiqué pour le démarrage «à chaud» dans le soudage de l’aluminium. OFF (prédéfini). ON. Si on sélectionne «ON», les réglages suivants sont disponibles : MIN MAX DEF. Start current 10% 200% 135% Startingcurrent time 0,1 s 10 s 0,5 s Slope Time 0,1 s 10 s 0,5 s La soudure commence par la “Start Current”.La durée de ce premier courant est réglée par le temps “startingcurrent time”. Ce temps étant écoulé, le courant se raccorde à celui de soudure dans le temps ”Slope Time”. 7.1.13 «Double Level»-«Niveau double» (Art. 233 sur demande). Actif seulement dans les procédés MIG/MAG synergiques). Ce type de soudure fait varier l’intensité de courant entre les deux niveaux. Avant de programmer la soudure double niveau il faut réaliser un court cordon de soudure pour déterminer la longueur du fil et le courant nécessaire à obtenir la pénétration et la largeur du cordon optimales pour le joint que l’on désire produire. La valeur de la vitesse d’alimentation du fil (et du courant correspondant) est ainsi déterminée et à cette valeur seront alternativement ajoutés ou déduits les mètres/minute qui seront programmés. Avant de commencer le travail il ne faut pas oublier que dans un cordon correct la superposition minimum entre une «maille» et l’autre doit être 50%. OFF (prédéfini) ON. Si on sélectionne «ON», les réglages suivants sont disponibles : MIN MAX PRED. Fréquence 0,1 Hz 5 Hz 1,5 Hz Pulsestep 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Correctionarc -9,9 9,9 0 7.1.10 «CRA» - «Remplissage du cratère final». (Actif seulement dans les procédés MIG synergiques 2T ou bien 4T). OFF (prédéfini) ON Si on sélectionne «ON», les réglages suivants sont disponibles : MIN MAX DEF. Slope Time 0,1 s 10 s 0,5 s CraterCurrent 10% 200% 60% CraterCurrent Time 0,1 s 10 s 0,5 s 7.1.11 «Soft Start»- «Accostage». (Actif seulement dans les procédés MIG/MAG) C’est la vitesse du fil, exprimée en pourcentage de la vitesse enregistrée pour la soudure, avant que le fil touche la pièce à souder. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 «Burnback». (Actif seulement dans les procédés MIG/MAG) Il est utilisé pour régler la longueur du fil sortant de la buse gaz après la soudure. Reg Burnback 64 MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13.1 «Frequency»- «fréquence» du double niveau. La fréquence, exprimée en Herz, est le nombre de périodes par seconde. Période signifiant l’alternance entre la vitesse haute et la vitesse basse. La basse vitesse, qui ne pénètre pas, est utilisée par l’opérateur pour se déplacer d’une maille à la maille suivante ; la haute vitesse, correspondant au courant maximal, est le courant qui pénètre et réalise la maille de soudure ; l’opérateur s’arrête alors pour réaliser la maille. 7.1.13.2 «Pulse Step»: c’est la grandeur de la variation de la vitesse en m/min. La variation détermine la somme et la soustraction de m/min de la vitesse de référence préalablement décrite. Les paramètres étant égaux, si on augmente le nombre, la maille sera plus large ou on obtiendra une pénétration plus importante. 7.1.13.3 «Duty cycle»: temps du niveau double. Exprimé en pourcentage, c’est le temps de la vitesse/ courant le plus élevé par rapport à la durée de la période. Les paramètres étant égaux, il détermine le diamètre de la maille et la pénétration. - COPY: cette commande copie le «Job» sélectionné et le mémorise dans une autre position. 7.3 7.1.13.4 «ArcLengthCor» -«Correction de la longueur d’arc». Règle la longueur de l’arc de la vitesse/courant plus important. Attention : un bon réglage prévoit une longueur d’arc égale pour les deux courants. Dans cette section on peut enregistrer ou modifier les paramètres les plus importants du poste à souder. Dans le «Menu Principal»(voir par. 7), sélectionner le menu «paramètres» avec la touche T10 et le visualiser avec la touche T11. 7.1.14 "Double Pulse" - "Double Pulsation". Activation automatique au moment de l'achat des deux mises au jour Art. 231 et Art. 233. Pour le fonctionnement voir paragraphe 7.1.13. 7.1.15 «Pre flow»- «Pre Gaz». (Dans tous les procédés sauf MMA). Pre Gaz MIN MAX DEF. 0s 10 s 0,1 s MIN MAX DEF. 0s 10 s 3s 7.1.16 «Post flow»- «Post Gaz». (Dans tous les procédés sauf MMA). Post Gaz 7.1.17 «Speed Corr»- «Correction des vitesses». (Actif seulement dans les procédés MIG HD). Il permet de corriger le courant en pourcentage de la vitesse du fil par rapport à la vitesse pré-enregistrée. CorrectionVitesse MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 MENU «JOB». Dans cette section on peut mémoriser, rappeler, modifier, copier ou éliminer des programmes de travail. Sur le «Menu Principal», avec la touche T11, mettre en évidence le poste “Jobs” et entrer dans le sous menu avec la touche T12. 7.2.1 Mémorisation d’un programme «JOB». Après avoir exécuté les réglages et les enregistrement préalablement décrits, avec les touches T10 et T11 choisir une position dans la mémoire et appuyer sur la touche T6 (SAVE) pour mémoriser. Le numéro du programme «Job», le procédé de soudure et le diamètre du fil sont visualisés su l’ afficheur. Quand un «Job» a été mémorisé, dans la partie inférieure de l’afficheur des sigles correspondant aux touchesT6, T7, T8 et T9sont visualisés : - DEL: cette commande efface le «Job» sélectionné. - RCL: cette commande rappelle le «Job» sélectionné pour le modifier. MENU «Settings»- «Paramètres». Ici est prévue la liste de tous les paramètres que l’opérateur peut modifier: - Welding - Machine (soudure machine) - Factory Setup - Languages Avec la touche T12 on entre dans le sous menu relatif au paramètre sélectionné. 7.3.1 Menu «Welding» - «Soudure». Dans ce sous menu, une liste de paramètres de soudure qui peuvent être modifiés est prévue : - H2O MIG/TIG Cette fonction permet de programmer la mise en marche du groupe de refroidissement. Réglages : ON-OFF-Auto (DEF OFF). Si on sélectionne «Auto», quand on met en marche la machine, le groupe fonctionne. Si le bouton torche n’est pas enfoncé, après 30 secondes il s’éteint. Sous la pression du bouton torche, le groupe commence à fonctionner et si l’on relâche le bouton, le groupe s’éteint après 3 minutes. - «Quality Control» - «Contrôle qualité» Réglage ON - OFF (DEF OFF) (Disponible sur demande). - «MAXinching» - «Alimentation maximale» Le but est d’arrêter le poste à souder si, après le démarrage, le fil sort selon la longueur en centimètres programmée sans passage de courant. Réglage OFF - 50 cm (DEF OFF). - «Push-Pull Force» Si on monte la torchePush-Pullart. 2008 on active le fonctionnement du groupe de refroidissement et la fonction PPF (Push Pull Force). Cette fonction règle le couple d’entraînement du moteur du push pull pour rendre linéaire l’alimentation du fil. 7.3.2 Menu «Machine»- «Réglages de la Machine». Ici, les sous menus suivants sont disponibles : - «Clock Setup» - «Réglage Horloge». 65 7.3.3 Menu «Factory Setup» - «Réactivation des paramètres enregistrées». Ce poste permet de revenir aux paramètres initiaux prédéfinis par le fabricant. Trois modes de reactivation sont disponibles : - All On re-enregistre tout. - Jobs only On enregistre de nouveau seulement les programmes de travail «Job» - Excludejobs On enregistre de nouveau tout, sauf les programmes de travail «Job» mémorisés. 7.3.4 Menu «Languages» - «Mémorisation de la langue». Dans cette section, on peut choisir la langue des messages visualisés sur l’afficheur. 7.4 MENU INFORMATIONS. Dans cette section, certaines informations concernant le logiciel du générateur sont visualisées. 8 ACCÈS RAPIDE. Dans la partie inférieure de l’afficheur D3 dans les différentes pages, certaines commandes pour l’accès rapide aux fonctions les plus communes sont visualisées. 8.1 «MEM» - «MÉMORISATION» (voir par. 7.2.1). Si on désire mémoriser un programme de soudure, appuyer sur la touche T6, choisir avec les touches T10 et T11 le numéro de»Job» et ensuite appuyer encore sur la touche T6 pour mémoriser la condition de soudure. 8.2 «PAR» - «PARAMÈTRES DE PROCÉDÉ» (voir par. 7.1) 8.3 «2T/4T» - «DEUX TEMPS / QUATRE TEMPS» (voir par. 7.1.7). 8.4 «JOB»- «PROGRAMMES DE TRAVAIL». Si on désire utiliser un programme de travail préalablement mémorisé, appuyer sur la touche T9 (JOB). Pour voir tous les paramètres du programme, confirmer le choix avec la touche T9 (OK), et ensuite appuyer sur la touche T7 (PAR). 8.5 «H2O». (voir par. 7.3.1). 8.6 «WIZ» ASSISTANT LOGICIEL. T5 66 T6 T7 T8 T9 Le «wizard» est un programme qui permet à l’opérateur d’automatiser rapidement certaines tâches en fonction du procédé de soudure désiré. Pour y avoir accès, appuyer sur la touche T5 et ensuite la touche T9 (WIZ). Le premier choix suggéré est le procédé de soudure. Pour choisir le procédé appuyer sur la touche T10 et T11. Appuyer sur la touche T9 (NEXT) pour entrer directement dans la page du choix du matériau. On peut revenir à la page précédente avec la touche T6 (PREV). Comme alternative aux touches T9 et T6 on peut utiliser les touches T12 et T13. La page successive sera la page du diamètre, ensuite la page du gaz, et ensuite encore la page du type de démarrage «Start Mode». Appuyer sur «END» pour terminer. 9 SOUDAGE • Suivre les instructions décrites au paragraphe 3 “MISE EN OEUVRE” pour préparer le poste à souder. • Suivre les instructions décrites préalablement dans le menu “Wizard” Par 8.1 ou bien Par. 7.1. 9.1 SOUDAGE MIG/MAG. Dans le menu “ProcessParameter” sont prévus les postes pouvant être réglés par ce procédé : Ce poste à souder offre un grand choix de procédés de soudage MIG/MAG qui sont spécifiés ci-dessous : 9.1.1 MIG Soudage MIG/MAG synergique. La caractéristique de ce type de procédé de soudure est la SYNERGIE entendue comme la prédétermination de la part du fabricant de la relation entre vitesse du fil (courant), tension et impédance nécessaires à réaliser une soudure de qualité. Pour ce faire, procéder de la manière suivante : • Avec la touche T1 sélectionner le voyant de l’épaisseur. • Programmer l’épaisseur en tournant le bouton M1. • Exécuter la soudure. • Si la longueur d’arc n’est pas correcte, il faut la modifier avec le bouton M2. 9.1.2 MIG Man. Soudage MIG/MAG conventionnel. Sélectionner le type et le diamètre du fil et le type de gaz de protection. Dans ce procédé de soudure, la vitesse du fil, la tension et la valeur de l’impédance doivent être programmées par l’opérateur. 9.1.3 MIG HD. Soudage MIG/MAG synergique à haut taux de dépôt. La caractéristique de ce type de procédé est la possibilité d’augmenter la vitesse du fil, la tension de soudure étant égale de façon à pouvoir réduire le temps d’exécution du joint et les distorsions et réaliser une plus grande productivité. C’est un procédé synergique mais il est différent par rapport aux autres pour le mode de réglage : Pour faire défiler le long de la courbe synergique, il faut utiliser le bouton M2 qui change tension de soudure et ensuite avec le bouton M1 on peut changer la vitesse du fil (courant de soudure). Par exemple : Sélectionner ce procédé comme décrit préalablement. Avec la touche T1 sélectionner le voyant L2 de la vitesse du fil et avec la touche T2 le voyant L4 de la tension. L’afficheur D1 visualise la vitesse du fil et l’afficheur D2 visualise la tension. En tournant le bouton M2, les deux valeurs de tension et de vitesse du fil changent en suivant la courbe synergique programmée par le fabricant. En tournant d’un déclic le bouton M1, l’afficheur D3 visualise la page de la correction de la vitesse du fil. Si on continue à tourner le bouton M1, la différence en pourcentage par rapport à zéro correspondant à la vitesse programmée par le fabricant sera visualisée et l’afficheur D1 visualise la nouvelle vitesse. Quand la valeur de la correction fait atteindre la vitesse maximale ou minimale de la courbe synergique, l’afficheur D3 visualise le message «Speedlimit». La correction de la vitesse du fil ne cause pas de modification des valeurs de l’épaisseur suggérée pour la soudure ni des valeurs du courant, mais il est possible d’augmenter la vitesse de soudure. La modification de la vitesse du fil au moyen du bouton M1 ne change pas la tension de soudure enregistrée préalablement. Après l’exécution d’une soudure avec le voyant L8 “Hold” allumé, l’afficheur D1 visualise le courant de soudure correspondant à la vitesse du fil modifiée. 9.1.4 MIG Root Soudage MIG/MAG synergique. Ce procédé a été étudié pour les soudures de «racine» de joints “tête-à-tête” verticale descendante. Approprié pour fer et acier inoxydable. 9.1.5 MIG Soudage MIG/MAG synergique pulsé (sur demande Art. 231). Dans ce procédé de soudure, le métal d'apport est transféré au moyen d'une forme d'onde à impulsions, à énergie contrôlée, de manière à obtenir un détachement constant des gouttes de matière fondue, qui tombent sur la pièce à usiner sans giclées. Le résultat est un cordon de soudure bien relié à tout type de matériau de n'importe quelle épaisseur. Les réglages des paramètres de soudure sont les mêmes des ceux décrits pour le soudage MIG/MAG synergique. 9.2 SOUDAGE MMA Dans le cas de machines compactes, relier le connecteur du câble de la pince porte-électrodes au connecteur E et le connecteur du câble de masse au connecteur G en respectant la polarité prévue par le fabricant des électrodes. Dans le cas de machines avec entraînement fil séparé, le dévidoir doit rester relié au générateur. Relier le connecteur du câble de la pince porte-électrodes au connecteur X et le connecteur du câble de masse au connecteur G en respectant la polarité prévue par le fabricant des électrodes. Quand on sélectionne ce procédé, 5 secondes plus tard le générateur, est prêt à générer le courant. Pour préparer la machine pour le soudage MMA, suivre les instructions décrites préalablement dans le menu “Wizard” Par 8.6 ou bien Par. 7.1. Dans le menu “ProcessParameter” sont prévus les postes pouvant être réglés par ce procédé : • Hot Start. Il s’agit du surcourant généré au moment de l’amorçage de l’arc. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. C’est le réglage de la caractéristique dynamique de l’arc. Arc Force MIN MAX DEF. 0% 100% 30% L’afficheur D2 visualise la tension d’arc mesurée pendant la soudure. L’afficheur D1 visualise : - avant de souder le courant programmé avec le bouton M1. - pendant le soudage, le courant de soudure mesuré. - Le soudage étant terminé, il visualise la dernière valeur de courant détectée. (Voyant L8 «HOLD» allumé). 9.3 SOUDAGE TIG 9.3.1 Machines avec entraînement fil séparé. Brancher le câble de masse au pôle positif X et le connecteur du câble de puissance de la connexion chariot/générateur au pôle négatif G. Connecter la torche au raccord euro E. Pour ce type de poste à souder, la torche appropriée est l’art.1259. 9.3.2 Machines compactes. Brancher le câble de masse sur le pôle positif E et la torche au pôle negatif G Brancher le tuyau du gaz à la prise H Pour préparer la machine au soudage TIG, suivre les instructions décrites préalablement dans le menu “Wizard” Par 8.6 ou bien Par. 7.1. Dans le menu “ProcessParameter” sont prévus les postes pouvant être réglés par ce procédé : • Start Mode Voir paragraphe 7.1.7. 67 • FinalSlope (seulement en 2T ou bien 4T). C’est le temps en secondes pendant lequel le courant passe de la valeur de soudure jusqu’à l’arrêt de l’arc. FinalSlope MIN MAX DEF 0,0 s 10 s 0,5 s • Pulse. (Art. 234 sur demande). Soudage TIG avec pulsation. Ce type de soudure fait varier l’intensité de courant entre deux niveaux et la variation a lieu à une certaine fréquence. • Pulselevel Avec cette commande on règle le courant le plus bas entre les deux nécessaires pour ce procédé de soudure, et le pourcentage de ce courant par rapport au courant principal enregistré avant d’entrer dans le sous menu, est visualisé. Pulse Level 68 TRG clignotant Bouton de marche (start) appuyé lors de la mise sous tension de la machine ou bien à la fermeture de la porte du dispositif d’entraînement fil Err 54 Err 56 Court circuit sur le circuit secondaire Condition anormale pendant le soudage Err 57 Courant excessif sur le moteur du groupe d’entraînement fil (Vérifier les galets d’entraînement fil, le fil dans la gaine et le moteur d’entraînement fil) Err 58 Erreur d’alignement entre les versions du micrologiciel ou erreur pendant la phase de mise à niveau automatique(Répéter la procédure de mise à niveau) Err 61 Err 62 TH 0 TH 1 H2O clignotant suivi de Err 75 H2O nc MAX DEF OPN 1% 100% 50% 12- ITO Tension d’alimentation basse Tension d’alimentation haute Surtempérature diodes sortie Surtempérature IGBT Problème à la pompe de refroidissement (pressostat) Problème à la pompe de refroidissement (non reliée) Porte ouverte dans l’entraînement fil Voir paragraphe 7.3.1 Menu “Soudure” - “Alimentation maximale” Pour les codes différents par rapport à ceux mentionnés, contacter le service après vente. MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Duty C’est le temps de durée du courant le plus élevé exprimé en pourcentage par rapport au temps de la fréquence. duty AFFICHEUR DESCRIPTION DE L’ERREUR MIN • Frequency C’est la fréquence de pulsation. frequency 10 CODES D’ERREUR MIN MAX DEF 10% 90% 50% 11 ENTRETIEN Toute opération d’entretien doit être effectuée par du personnel qualifié qui doit respecter la norme CEI 26-29 (IEC 60974-4). 11.1 ENTRETIEN DU GÉNÉRATEUR En cas d’entretien à l’intérieur de la machine, vérifier que l’interrupteur T soit en position «O» et que le cordon d’alimentation soit débranché. Il faut nettoyer périodiquement l’intérieur de la machine en enlevant, avec de l’air comprimé, la poussière qui s’y accumule. 11.2 MESURES À ADOPTER APRÈS INTERVENTION DE RÉPARATION UNE Après avoir exécuté une réparation, faire attention à rétablir le câblage de façon qu’il y ait un isolement sûr entre le côté primaire et le côté secondaire de la machine. Éviter que les câbles puissent entrer en contact avec des organes en mouvement ou des pièces qui se réchauffent pendant le fonctionnement. Remonter tous les colliers comme sur la machine originale de manière à éviter que, si par hasard un conducteur se casse ou se débranche, les côtés primaire et secondaire puissent entrer en contact. Remonter en outre les vis avec les rondelles dentelées comme sur la machine originale. 69 ÍNDICE 1 PRECAUCIONES DE SEGURIDAD ..................................................................................................................................................71 1.1 PLACA DE LAS ADVERTENCIAS ...........................................................................................................................................71 2 DESCRIPCIONES GENERALES .......................................................................................................................................................72 2.1 EXPLICACIÓN DE LOS DATOS TÉCNICOS ..........................................................................................................................72 3 INSTALACIÓN Y PUESTA EN FUNCIONAMIENTO .....................................................................................................................72 3.1. LEVANTAMIENTO ....................................................................................................................................................................72 3.2 ENSAMBLAJE ............................................................................................................................................................................73 3.3 CONEXIÓN DE LOS CABLES DE PROLONGACIÓN EVENTUALMENTE NECESARIOS .............................................73 3.4 CONEXIÓN DEL SOPLETE DE SOLDADURA ......................................................................................................................74 3.5 MONTAJE DEL GRUPO DE REFRIGERACIÓN .....................................................................................................................74 3.6 COLOCACIÓN .............................................................................................................................................................................74 3.6.1 PLANOS INCLINADOS ..................................................................................................................................................74 3.7 PUESTA EN FUNCIONAMIENTO ...........................................................................................................................................74 4 DESCRIPCIÓN DEL GENERADOR ..................................................................................................................................................75 5 DESCRIPCIÓN DEL GRUPO DE REFRIGERACIÓN ......................................................................................................................77 5.1 CONEXIONES .............................................................................................................................................................................77 5.2 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN .................................................................................................77 5.2.1 PRESIÓN LIQUIDO REFRIGERANTE .........................................................................................................................77 5.2.2 FUSIBLE (T 2A/250V-Ø 5X20) .......................................................................................................................................77 5.3 PUESTA EN FUNCIONAMIENTO ...........................................................................................................................................77 6 DESCRIPCIÓN DEL PANEL DE MANDOS .....................................................................................................................................77 6.1 TABLERO DE CONTROL ..........................................................................................................................................................77 6.2 PANEL DE LAS PROGRAMACIONES .....................................................................................................................................79 6.3 VISUALIZACIÓN DE ALARMAS ............................................................................................................................................80 6.4 VISUALIZACIÓN DE ERRORES ..............................................................................................................................................80 7 PROGRAMACIÓN DE LA MÁQUINA “MAIN MENU” - “MENÚ PRINCIPAL” .......................................................................80 7.1 MENÚ “PROCESS PARAMS” - “PARÁMETROS DE PROCESO” ........................................................................................80 7.1.1 “PROCESS” - “PROCESO” ..............................................................................................................................................80 7.1.2 “MATERIAL” - “MATERIAL” ........................................................................................................................................80 7.1.3 “DIAMETER “DIÁMETRO” ..........................................................................................................................................80 7.1.4 “GAS” ................................................................................................................................................................................80 7.1.5 “ARC LENGTH CORR” - “CORRECCIÓN DE LA LONGITUD DEL ARCO” ..........................................................80 7.1.6 “INDUCTANCE CORR” - “CORRECCIÓN DEL VALOR DE IMPEDANCIA” .........................................................81 7.1.7 ”START MODE”- “MODO DE INICIO” .........................................................................................................................81 7.1.8 “SPOT:” - “SOLDADURA POR PUNTOS / INTERMITENCIA” .................................................................................81 7.1.9 “HSA” - “HOT START AUTOMÁTICO” ........................................................................................................................81 7.1.10 “CRA” - “LLENADO DEL CRÁTER FINAL” .............................................................................................................81 7.1.11 “SOFT START” - “ACERCAMIENTO” ..........................................................................................................................81 7.1.12 “BURNBACK” ..................................................................................................................................................................81 7.1.13 “DOUBLE LEVEL”- “DOBLE NIVEL” ..........................................................................................................................81 7.1.13.1 “FREQUENCY” - “FRECUENCIA” DEL DOBLE NIVEL ..............................................................................82 7.1.13.2 “PULSE STEP” ....................................................................................................................................................82 7.1.13.3 “DUTY CYCLE”: TIEMPO DEL DOBLE NIVEL ...........................................................................................82 7.1.13.4 “ARC LENGHT COR” -CORRECCIÓN DE LA LONGITUD DEL ARCO” ...................................................82 7.1.14 "DOUBLE PULSE" - "DOBLE PULSACIÓN". ...............................................................................................................82 7.1.15 “PREFLOW” - “PRE GAS” .............................................................................................................................................. 82 7.1.16 “POSTFLOW” - “POST GAS” .........................................................................................................................................82 7.1.17 “SPEED CORR” - “CORRECCIÓN DE LAS VELOCIDADES” ...................................................................................82 7.2. EL MENÚ “JOB” .........................................................................................................................................................................82 7.2.1 MEMORIZACIÓN DE UN PROGRAMA “JOB”. ..........................................................................................................82 7.3. EL MENÚ “SETTINGS” - “PROGRAMACIONES” ................................................................................................................82 7.3.1 EL MENÚ “WELDING” - “SOLDADURA” ...................................................................................................................83 7.3.2 MENÚ “MACHINE” - “PROGRAMACIONES DE MÁQUINA”. ................................................................................83 7.3.3 MENÚ “FACTORY SETUP” - “REACTIVACIÓN DE LAS PROGRAMACIONES PREDEFINIDAS” ...................83 7.3.4 MENÚ “LANGUAGES” - “PROGRAMACIÓN DEL IDIOMA” ...................................................................................83 7.4 MENÚ INFORMACIONES ........................................................................................................................................................83 8 ACCESO RÁPIDO ...............................................................................................................................................................................83 8.1 ”MEM” - “MEMORIZACIÓN” .................................................................................................................................................. 83 8.2 “PAR” - “PARÁMETROS DE PROCESO” ................................................................................................................................83 8.3 “2T/4T” - “DOS TIEMPOS/ CUATRO TIEMPOS” ...................................................................................................................83 8.4 “JOB” - “PROGRAMAS DE TRABAJO” ..................................................................................................................................83 8.5 “H2O”. ...................................................................................................................................................................................83 8.6 “WIZ” WIZARD ..........................................................................................................................................................................83 9 SOLDADURA .................................................................................................................................................................................. 84 9.1 SOLDADURA MIG/MAG .......................................................................................................................................................... 84 9.1.1 MIG ---- SOLDADURA MIG/MAG SINÉRGICO ....................................................................................................... 84 9.1.2 MIG MAN. SOLDADURA MIG/MAG CONVENCIONAL ......................................................................................... 84 9.1.3 MIG HD. SOLDADURA MIG/MAG SINÉRGICO ALTO DEPÓSITO ....................................................................... 84 9.1.4 MIGROOT SOLDADURA MIG/MAG SINÉRGICO ................................................................................................. 84 9.1.5 MIG SOLDADURA MIG/MAG SINÉRGICO PULSADO ......................................................................................... 84 9.2 SOLDADURA MMA .................................................................................................................................................................. 84 9.3 SOLDADURA TIG ......................................................................................................................................................................85 9.3.1 MÁQUINAS CON ARRASTRAHILO SEPARADO ....................................................................................................85 9.3.2 MÁQUINAS COMPACTAS ............................................................................................................................................85 10 CÓDIGOS ERRORES ..........................................................................................................................................................................85 11 MANTENIMIENTO ............................................................................................................................................................................86 11.1 MANTENIMIENTO GENERADOR .........................................................................................................................................86 11.2 MEDIDAS A TOMAR DESPUÉS DE UNA INTERVENCIÓN DE REPARACIÓN ..............................................................86 70 MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. 1 PRECAUCIONES DE SEGURIDAD LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod.3.300.758 RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos (EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deben consultar al médico antes de aproximarse a la zona de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 6097410 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 1.1 PLACA DE LAS ADVERTENCIAS El texto numerado que sigue corresponde a los apartados numerados de la placa. EXPLOSIONES • No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. 71 B. Los rodillos arrastrahilo pueden herir las manos. C. El hilo de soldadura y la unidad arrastrahilo están bajo tensión durante la soldadura. Mantener lejos las manos y objetos metálicos. 1. Las sacudidas eléctricas provocadas por el electrodo de soldadura o el cable pueden ser letales. Protegerse adecuadamente contra el riesgo de sacudidas eléctricas. 1.1 Llevar guantes aislantes. No tocar el electrodo con las manos desnudas. No llevar guantes mojados o dañados. 1.2 Asegurarse de estar aislados de la pieza a soldar y del suelo 1.3 Desconectar el enchufe del cable de alimentación antes de trabajar en la máquina. 2. Inhalar las exhalaciones producidas por la soldadura puede ser nocivo a la salud. 2.1 Mantener la cabeza lejos de las exhalaciones. 2.2 Usar un sistema de ventilación forzada o de descarga local para eliminar las exhalaciones. 2.3 Usar un ventilador de aspiración para eliminar las exhalaciones. 3. Las chispas provocadas por la soldadura pueden causar explosiones o incendios. 3.1 Mantener los materiales inflamables lejos del área de soldadura. 3.2 Las chispas provocadas por la soldadura pueden causar incendios. Tener un extintor a la mano de manera que una persona esté lista para usarlo. 3.3 Nunca soldar contenedores cerrados. 4. Los rayos del arco pueden herir los ojos y quemar la piel. 4.1 Llevar casco y gafas de seguridad. Usar protecciones adecuadas para orejas y batas con el cuello abotonado. Usar máscaras con casco con filtros de gradación correcta. Llevar una protección completa para el cuerpo. 5. Leer las instrucciones antes de usar la máquina o de ejecutar cualquiera operación con la misma. 6. No quitar ni cubrir las etiquetas de advertencia 2 DESCRIPCIONES GENERALES El aparato es un sistema multiprocesador idóneo para soldadura MIG/MAG., TIG (DC) con encendido por contacto del arco y MMA (excluido el celulósico), realizado con tecnología inverter. El aparato puede ser utilizado solo para los empleos descritos en el presente manual. No debe ser utilizado para deshelar tubos. TIG U0. X. Tensión en vacío secundaria. Factor de servicio porcentaje. El factor de servicio expresa el porcentaje de 10 minutos en el que la soldadora puede trabajar a una determinada corriente sin recalentarse. I2. Corriente de soldadura U2. Tensión secundaria con corriente I2 U1. Tensión nominal de alimentación. En los modelos multitensión “Multi Voltage” la máquina se predispone automáticamente según la tensión de alimentación del sistema al que está conectada. 3~ 50/60Hz Alimentación trifásica 50 o 60 Hz. I1 Max Corriente máx. absorbida a la correspondiente corriente I2 y tensión U2. I1 eff Es el valor máximo de la corriente efectiva absorbida considerando el factor de servicio. Usualmente, este valor corresponde al calibre del fusible (de tipo retardado) que se utilizará como protección para el aparato. IP23S Grado de protección de la carcasa. Grado 3 como segunda cifra significa que este aparato puede ser almacenado, pero no es previsto para trabajar en el exterior bajo precipitaciones, si no está protegido. dóneo para trabajar en ambientes con S riesgo aumentado. NOTAS: 1- El aparato además se ha proyectado para trabajar en ambientes con grado de contaminación 3. (Ver IEC 60664). 2- Este equipo cumple con lo establecido por la norma IEC 61000-3-12 a condición de que la impedancia máxima Zmax admitida en el sistema sea inferior o igual a 0,090 (Art. 318 y 319)-0,051 (Art. 320) en el punto de interfaz entre el sistema del utilizador y el público. Es deber del instalador o del utilizador del equipo garantizar, consultando eventualmente el operador de la red de distribución, que el equipo esté conectado con una alimentación con impedancia máxima de sistema admitida Zmax inferior o igual a 0,090 (Art. 318 y 319)0,051 (Art. 320). 3 INSTALACIÓN Y PUESTA EN FUNCIONAMIENTO. 3.1 LEVANTAMIENTO (FIG. 1). 2.1 EXPLICACIÓN DE LOS DATOS TÉCNICOS Este aparato ha sido fabricado en conformidad con las siguientes normas: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 6100-3-12 (ver Nota 2). N°. Número de matrícula que se citará en cualquier petición correspondiente a la soldadora. 3~ Convertidor estático de frecuencia trifásica transformador - rectificador. MIG Adapto a la soldadura MIG/MAG. f1 f2 MMA Adapto a la soldadura con electrodos revestidos. 72 Adapto a la soldadura TIG. Fig. 1 3.2 ENSAMBLAJE • En todos los generadores es necesario montar las ruedas traseras después de haber introducido el eje (fig 2). 3.3 CONEXIÓN DE LOS CABLES DE PROLONGACIÓN EVENTUALMENTE NECESARIOS • Bloquear la extremidad de la conexión BA, fijando la lengüeta BB al fondo de la máquina como se indica en Fig. 4. BA Fig. 2 • Para las máquinas instaladas sobre ruedas es necesario montar el dispositivo pivotante tanto en los carros arrastrahilo como en el generador. Las pequeñas ruedas suministradas adjuntas a los tornillos deben ser montadas sobre el fondo del carro arrastrahilo así como el soporte del soplete, después de lo cual se debe situar el carro en la posición prevista. (ver figura 3). BB Fig. 4 • Efectuar las conexiones, detrás del generador, como se indica en Fig. 5 Fig. 5 • Evitar de disponer la conexión bajo forma de bobina para reducir al mínimo los efectos inductivos que podrían influenciar el resultado en la soldadura. • Conectar la otra extremidad de la conexión BA al carro arrastrahilo tal como se indica en Fig. 6. Fig. 3 73 Abrir la portezuela del hueco arrastrahilo. Quitar la cobertura CA del grupo arrastrahilo. Desbloquear los rodillos sujeta hilo mediante la manecilla de regulación de la presión BN. Sustituir los rodillos y volver a montar la cobertura CA. Introducir el hilo en el arrastre y en la envoltura del soplete. Bloquear los rodillos sujeta hilo con la manecilla BN y regular la presión. Conectar el cable masa (en dotación) a la toma D. Conectar el tubo gas al racor G . 3.5 MONTAJE DEL GRUPO DE REFRIGERACIÓN (ART. 1683 - ENTREGADO BAJO PEDIDO PO ART. 306-308-315 Y 316) (Fig. 9) Fig. 6 • Conectar los tubos del líquido refrigerante a las conexiones de encaje rápido puestas bajo el fondo del carro arrastrahilo (ver Fig. 7), poniendo los colores así como están en la parte anterior del carro mismo. Fig. 9 Fig. 7 3.4 CONEXIÓN DEL SOPLETE DE SOLDADURA. • Conectar el soplete al empalme centralizado E. • Montar la bobina del hilo. • Controlar que la ranura de los rodillos corresponda al diámetro del hilo utilizado. Para realizar esto actuar como sigue (Fig. 8): BN BN Si se utiliza el grupo de refrigeración, seguir las indicaciones siguientes: • Quitar el panel M • Introducir el grupo de refrigeración en el interior del hueco de manera que por la parte anterior se vea la ranura para el control del nivel del líquido. • Fijarlo al carro de transporte de la soldadora con los tornillos entregados adjuntos al grupo mismo. 3.6 COLOCACIÓN Colocar la soldadora de manera que se permita una libre circulación del aire en su interior y posiblemente evitar que entren polvos metálicos o de cualquier otro tipo. 3.6.1 Planos inclinados. Ya que esta soldadora está provista de ruedas sin freno, asegurarse de que la máquina no esté colocada sobre superficies inclinadas, para evitar el vuelco o el movimiento incontrolado de la misma. 3.7 PUESTA EN FUNCIONAMIENTO CA 74 Fig. 8 • La instalación de la máquina deberá ser realizada por personal experto. • Todas las conexiones deberán realizarse de conformidad con las normas vigentes (IEC/CEI EN 60974-9) y en el pleno respeto de la ley de prevención de accidentes. • Montar el enchufe en el cable de alimentación teniendo particular cuidado de conectar el conductor amarillo verde al polo de tierra. A N V B L S D Q T U E F R H G V M W Fig. 10 • Verificar que la tensión de alimentación corresponda a la nominal de la soldadora. • Dimensionar los fusibles de protección en base a los datos citados en la placa de los datos técnicos. 4 DESCRIPCIÓN DEL GENERADOR (FIG. 10 = VERSIÓN COMPACTA) (FIG.. 11 = VERSIÓN CON ARRASTRAHILO SEPARADO) A - PANEL DE MANDOS. Levantar la portezuela transparente para acceder al panel de mandos. B - Conector: Conector tipo DB9 (RS 232) a usar para actualizar los programas de los microprocesadores. C - Conector: Conector tipo USB a usar para actualizar los programas de los microprocesadores. Solo en las máquinas con arrastrahilo separado. D - Conector: Para conectar los mandos a distancia y el cable de mando del soplete Push–Pull. E – Toma (+): toma a la que se conecta el conector del cable de masa en soldadura TIG, la pinza porta electrodo en soldadura MMA. F - Empalme centralizado: al que se conecta el soplete de soldadura. G – Toma: toma a la que se conecta el conector del cable de masa en soldadura MIG/MAG y MMA. H – Empalme: al que se conecta el tubo gas que sale del soplete Tig. I– Grifos de encaje rápido: A los que se conectan los tubos que salen del soplete enfriado por agua. NOTA: Hacer corresponder los colores de los tubos con los de los grifos. Solo en las máquinas con arrastrahilo separado. L - Soporte: Soporte para el soplete de soldadura. M - Panel: Panel de cierre hueco grupo de refrigeración. N - Tubo gas. O - Racor tubo gas: Al que se conecta el tubo gas de la conexión generador/ carro. P - Conector: Al que se conecta el conector del cable de mando de la conexión generador/carro 75 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Fig. 11 Q - Toma presóstato: Toma a la que se conecta el cable proveniente del presóstato puesto en el interior del grupo de enfriamiento Art.1683. R – Porta fusible. S – Toma: Toma a la que se conecta el cable red del grupo de enfriamiento Art.1683 (opcional). T - Interruptor ON/OFF. U - Cable de alimentación. V - Correas de bloqueo de la bombona. W – Soporte bombona. 76 Z– Grifos de encaje rápido: A los que se conectan los tubos rojo y azul de la conexión generador/carro. Solo en las máquinas con arrastrahilo separado. NOTA: Los grifos están colocados bajo el carro arrastrahilo .Hacer corresponder los colores de los tubos con los de los grifos. X – Toma: A la que se conecta, en soldadura MIG/MAG, el conector volante del cable de potencia (polo +) de la conexión generador/carro. Solo en las máquinas con arrastrahilo separado. Y– Empalme: Al que se conecta el tubo gas que sale de la conexión generador/carro. Solo en las máquinas con arrastrahilo separado. K - Enchufe: Al que se conecta el conector volante del cable de potencia de la conexión generador/carro. Solo en las máquinas con arrastrahilo separado. AA - Portezuela cobertura bobina hilo. 5.1 CONEXIONES. Para las conexiones eléctricas, de los dispositivos de protección los y de los cables de prolongación, si presentes, seguir las indicaciones del manual de instrucción entregado con el grupo de refrigeración. 5.2 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN. AA - Cobertura bobina hilo. AC - Soporte de la bobina: Idóneo para bobinas estándar hasta Ø 300 mm, 16 kg. 5 DESCRIPCIÓN DEL GRUPO DE REFRIGERACIÓN Art. 1683 - (Fig. 12). Este grupo de refrigeración, que se entrega bajo pedido por art. 318 y 319, ha sido proyectado para enfriar los sopletes utilizados para la soldadura y debe ser utilizado exclusivamente con este generador. AD- Ranura: Ranura para la inspección del nivel del líquido refrigerante. AE – Tapón. AF – Grifos de encaje rápido: Conectar el tubo rojo y azul del soplete de soldadura. NOTA: Hacer corresponder los colores de los tubos con los de los grifos. AG – Grifos de encaje rápido: A los que se conectan los tubos rojo y azul de la conexión generador/carro en las máquinas con arrastrahilo separado. NOTA: Hacer corresponder los colores de los tubos con los de los grifos. AH – Porta fusible. AI - Conexión. Para el dispositivo de protección “presión líquido refrigerante”. AL - Interruptor ON/OFF. AM - Cable de alimentación. 5.2.1 Presión liquido refrigerante. Esta protección se realiza mediante un presóstato, insertado en el circuito de descarga del líquido, que acciona un microinterruptor. Si la presión es insuficiente, en el display D1 aparece la palabra H2O centelleante. 5.2.2 Fusible (T 2A/250V-Ø 5x20). Este fusible está insertado como protección de la motobomba y está colocado en el panel posterior de la soldadora en el porta fusible BF. (Fig.12) 5.3 PUESTA EN FUNCIONAMIENTO. Destornillar el tapón AU y rellenar el depósito (el aparato se entrega con aproximadamente un litro de líquido). Es importante controlar periódicamente, a través de la ranura AT, que el líquido se mantenga en el nivel “máx”. 6 DESCRIPCIÓN DEL PANEL DE MANDOS (Fig. 13-14) El panel de mandos está formado por una zona control (Fig. 13) y una zona programaciones (Fig. 14). 6.1 TABLERO DE CONTROL (FIG. 13). Tecla de selección T1 A cada presión selecciona la magnitud regulable con la manecilla M1. Las magnitudes seleccionables, visualizadas por los led L1, L2 y L3, están relacionadas con el tipo de proceso de soldadura elegido. LED L1 Espesor El display D1 visualiza el espesor, en mm, de la pieza por soldar según la corriente y la velocidad del hilo programadas. Activo en los procedimientos MIG/MAG sinérgicos. AM AF AL AH AI AE AD AG Fig. 12 77 M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 LED L2 Velocidad del hilo Indica que el display D1 visualiza la velocidad, en metros al minuto, del hilo de soldadura. Activo en todos los procedimientos de soldadura MIG/MAG. LED L3 Corriente de soldadura Indica que el display D1 visualiza la corriente de soldadura en ampere. Manecilla M1 En relación al tipo de proceso seleccionado mediante esta manecilla se regulan las siguientes magnitudes seleccionadas por medio de la tecla T1. Display D1 Visualiza el valor de las magnitudes seleccionadas mediante la tecla T1 y reguladas mediante la manecilla M1. Tecla de selección T2 A cada breve presión selecciona la magnitud regulable con la manecilla M2. Las magnitudes seleccionables, visualizadas por los led L4, L5 y L6, están relacionadas con el tipo de proceso de soldadura elegido. LED L4 Tensión de soldadura Indica que el valor visualizado en el display D2 es una tensión expresada en volt. Con el arco apagado, en los procesos MIG/MAG, el valor visualizado en el display D2 es la tensión programada o el “set point” (ver apartado 9.1 Soldadura MIG/MAG). Durante la soldadura el valor visualizado en el display D2 es siempre la tensión medida por el generador. 78 LED L5 Longitud del arco En los procesos de soldadura MIG/MAG Sinérgicos (excluido MIG HD) indica que el display D2 visualiza el valor de corrección del arco de soldadura. El valor 0 (cero) corresponde a la longitud del arco programada por el constructor. Mediante la manecilla M2 es posible prolongar el arco (valores positivos) o acortarlo (valores negativos) en el intervalo -9,9 ÷ +9,9. LED L6 Impedancia En los procesos de soldadura MIG/MAG indica que el display D2 visualiza el valor de la impedancia. El valor 0 (cero) corresponde a la impedancia programada por el constructor. Mediante la manecilla M2 es posible prolongarla (valores positivos) o acortarla (valores negativos) en el intervalo -9,9 ÷ +9,9. Manecilla M2 En relación al tipo de proceso seleccionado mediante esta manecilla se regulan las magnitudes seleccionadas mediante la tecla T2. En el proceso MIG/MAG Sinérgico, cuando está encendido el led L4 (tensión de soldadura), accionando esta manecilla la selección se desplaza automáticamente al led L5 (longitud del arco). Display D2 En todos los procesos de soldadura visualiza numéricamente las selecciones hechas con la tecla T2 y reguladas con la manecilla M2. T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 LED L7 Posición globular En los proceso MIG/MAG señala que el par de valores de corriente y tensión elegidos para la soldadura podrían generar arcos inestables y con salpicaduras. LED L8 Hold Se activa automáticamente al final de la soldadura para señalar que en los displays D1 y D2 están visualizados los dos últimos valores de corriente y tensión medidos Led L9 Seguridad Señala la función de bloqueo de unos pulsadores. El operador podrá regular solo los parámetros de soldadura incluidos en la zona del tablero de control. Para activar la función pulsar la tecla T5 y, manteniéndola pulsada, presionar la tecla T2. El led L9 se enciende para indicar que la función es activa. Para salir repetir de la misma manera la presión de las teclas T5 y T2. Tecla T4 - Test hilo Permite el avance progresivo del hilo hasta 8 m/ min sin la presencia de tensión en el soplete y sin salida de gas. Tecla T3 - Test gas Presionando esta tecla el gas sale por 30 s, presionándola una segunda vez se interrumpe la salida. 6.2 PANEL DE LAS PROGRAMACIONES (FIG. 14). Permite el rápido acceso a los menú de la soldadora y a T9 L10 L11 L12 Fig. 14 las funciones suplementarias visualizándolas y volviéndolas inmediatamente disponibles. Está formado por un display de matriz D3 donde aparecen todas las informaciones necesarias para la programación, por las teclas de navegación (T10, T11, T12 y T13) con las que se navega en el interior de las voces de los varios menú; por las teclas de función (T5, T6, T7, T8 y T9) que permiten acceder a los varios menú que componen el firmware y por una serie de led que señalan el tipo de proceso usado (L10, L11 y L12) y unas funciones suplementarias (L13, L14 y L15). cuales la versión del firmware. Cuando se enciende la soldadora el display D3 visualiza, por aproximadamente 5 s, unas informaciones relativas al estado de la máquina (ver apartado 7.4 menú Informaciones), entre las Inmediatamente después visualiza las programaciones de fábrica de la soldadora: - Fecha (día/mes /año) y hora (hora y minutos). - Proceso MIG Sinérgico. (Led L10 encendido). - Hilo de soldadura tipo SG2 ø 1,0 mm. - Gas Ar/18% CO2. - Modo de encendido 2 79 tiempos 2T. En la parte inferior del display aparecen las siglas (MEM, PAR, 2T/4T y JOB) seleccionables mediante las teclas función T6, T7, T8, T9 (ver apartado 8). 6.3 VISUALIZACIÓN DE ALARMAS Cuando la máquina detecta un alarma temporánea, en los displays D1 y D2 aparecen unas letras centelleantes según la causa que ha provocado el alarma. Por ejemplo: si la portezuela del arrastrahilo está abierta aparecen las letras “OPN”. T7 (PAR). Aquí están listados todos los parámetros que el operador puede modificar en función del proceso de soldadura seleccionado (led L10, L11, L12). En el interior de “Parámetros de proceso” es posible acceder directamente a la memorización presionando la tecla T6 (MEM) (ver apartado 7.2.1). 7.1.1 “Process” - “Proceso”. 6.4 VISUALIZACIÓN DE ERRORES Cuando la máquina detecta una condición de alarma grave, en los displays D1 y D2 aparecen las letras “Err” seguidas por el relativo código de error. En este caso, apagar la máquina y contactar el servicio de asistencia (ver apartado 10). 7 PROGRAMACIÓN DE LA MÁQUINA “Main Menu” - “Menú Principal” T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 La programación se actúa entrando en el “Menú Principal” al que se accede presionando la tecla T5 y sucesivamente la tecla T6 (MENU) o mediante el menú de acceso rápido descrito en el apartado 8. En el interior del “Menú Principal”, mediante las teclas T10 y T11, es posible seleccionar una de las voces de la lista evidenciada por la banda amarilla. Con la tecla T12 se entra en el relativo submenú, y, por el contrario, con el tecla T13 se vuelve al menú precedente confirmando, en el mismo tiempo, la selección efectuada. Si aparece una flecha hacia abajo significa que otras voces no visualizadas en la pantalla. Este criterio de navegación es válido para todos los menú de la máquina. Las voces disponibles del “menú principal” son: - “Process Params” - Parámetros de proceso (Ver apartado 7.1) - “Jobs” (Ver apartado 7.2) - “Settings” - Programaciones (Ver apartado 7.3) - “Information” - Informaciones (Ver apartado 7.4) El primer parámetro es el proceso de soldadura. La presión de la tecla T12 permite entrar en la pantalla de selección del tipo de proceso. Los pulsadores T10 y T11, además de permitir la selección que se evidencia con la banda amarilla, desenvuelven la tarea de correr entre todos los procesos disponibles. Los procesos de soldadura seleccionables son: MIG Soldadura MIG/MAG sinérgico pulsado (bajo pedido art. 231). MIG Soldadura MIG/MAG sinérgico. MIG HD Soldadura MIG/MAG sinérgico alto depósito. MIG Root Soldadura MIG/MAG sinérgico para las soldaduras en vertical descendiente. MIG Man Soldadura MIG/MAG convencional. TIG Proceso de soldadura con electrodo infusible adapto a todos los metales excluidos el aluminio, el magnesio y el latón. El encendido del arco tiene lugar mediante contacto sin alta frecuencia. MMA Proceso de soldadura con electrodo recubierto y fusible. 7.1.2 “Material” - “Material” (activo en los procesos MIG/ MAG). En esta voz se selecciona el tipo de material del hilo de soldadura. 7.1.3 “Diameter “Diámetro” (activo en los procesos MIG/MAG). Los diámetros del hilo de soldadura están en función del tipo de material seleccionado. 7.1.4 “Gas” (activo en los procesos MIG/MAG). Los gases utilizables están en función del tipo de material seleccionado. 7.1.5 “Arc Length Corr” - “Corrección de la longitu del arco” (Disponible en MIG/MAG. sinérgico, MIG Root). Permite la corregir la longitud del arco en Volt mediante las teclas T10 y T11 o la manecilla M2. 7.1 MENÚ “PROCESS PARAMS” - “PARÁMETROS DE PROCESO”. Al submenú “Parámetros de proceso” se accede del “Menú Principal” o directamente presionando la tecla 80 Corr. longitud del arco MIN MAX DEF. -9,9V 9,9V 0,0V ATENCIÓN: en la pantalla de regulación, que es similar en todos los parámetros que tienen un intervalo de regulación, aparecen: -El nombre del parámetro que está por ser corregido. -El valor y la unidad de medición. -La escala de regulación. -Las abreviaciones: MIN = mínimo de regulación. Pulsador T5. MAX = máximo de regulación. Pulsador T7. DEF = valor predefinido. Pulsador T6. 7.1.6 “Inductance Corr” - “Corrección del valor de impedancia” (disponible en todos los procesos MIG/ MAG sinérgicos, excluido MIG HD) Permite corregir el valor de la impedancia. Corr. valor impedancia MIN MAX DEF. -9,9 9,9 0,0 7.1.7 ”Start Mode”- “Modo de inicio” (elección del modo de inicio de la soldadura). 2T (Activo solo en los procesos MIG/MAG y TIG). La máquina inicia a soldar cuando se pulsa el pulsador y se interrumpe cuando se suelta. 4T (Activo solo en los procesos MIG/MAG y TIG). Para iniciar la soldadura pulsar y soltar el pulsador soplete, para terminarla aplastarlo y soltarlo nuevamente. 3L (Activo en los procesos MIG/MAG sinérgicos). La soldadura inicia con la presión del pulsador soplete, la corriente de soldadura llamada será la corriente programada con Start current”. Esta corriente se mantendrá mientras que el pulsador soplete esté pulsado; al soltarlo la corriente se unirá a la corriente de soldadura programada, por la duración establecida por el mando “Slope time” y se mantendrá hasta que se vuelva a pulsar el pulsador soplete. Al volver a presionar el pulsador soplete la corriente de soldadura se unirá a la tercera corriente (corriente de “Crater-filler”) programada con el parámetro “Crater Current” en el tiempo establecido por “Slope time” y se mantendrá hasta que se suelte el pulsador soplete. Al soltarlo, la soldadura se interrumpirá. Regulaciones 3L MIN MAX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 “Spot:” - “soldadura por puntos / intermitencia”. (solo en los procesos MIG/MAG 2T o 4T). OFF (predefinido) ON Si se selecciona “ON” se encuentran disponibles las siguientes regulaciones: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 “HSA” - “Hot Start Automático”. (solo en los procesos MIG/MAG sinérgicos 2T o 4T). Esta función se inhibe cuando la función 3L es activa y funciona solo con los programas sinérgicos. Particularmente aconsejada para obtener la partida “caliente” en la soldadura del aluminio. OFF (predefinido). ON. Si se selecciona “ON” se encuentran disponibles las siguientes regulaciones: MIN MAX DEF. Start current 10% 200% 135% Starting current time 0,1 s 10 s 0,5 s Slope time 0,1 s 10 s 0,5 s La soldadura inicia con la “Start Current”. La duración de esta primera corriente es regulada por “starting current time”. Transcurrido este tiempo la corriente se une a la de soldadura en el tiempo ”Slope Time”. 7.1.10 “CRA” - “Llenado del cráter final”. (solo en los procesos MIG sinérgicos 2T o 4T). OFF (predefinido) ON Si se selecciona “ON” se encuentran disponibles las siguientes regulaciones: MIN MAX DEF. Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s 7.1.11 “Soft Start” - “Acercamiento”. (solo en los procesos MIG/MAG) Es la velocidad del hilo, expresada en porcentaje de la velocidad programada para la soldadura, antes de que el mismo toque la pieza que hay que soldar. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 “Burnback”. (solo en los procesos MIG/MAG) Sirve para regular la longitud del hilo que sale de la tobera gas después de la soldadura. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 “Double Level”- “Doble Nivel” (Art 233 por pedido) (solo en los procesos MIG/MAG sinérgicos). Este tipo de soldadura hace variar la intensidad de corriente entre dos niveles. Antes de programar la soldadura con doble nivel es necesario realizar un breve cordón de soldadura para determinar la velocidad de hilo y por consiguiente la corriente para obtener la penetración y la longitud del cordón mejores para la junta que se quiere realizar. Se determina así el valor de la velocidad de avance del hilo (y por consiguiente de la corriente correspondiente) a la que se sumarán o substraerán alternativamente los metros al minuto que se programarán. Antes de proceder hay que recordar que en un cordón correcto la superposición de una “malla” a la otra debe ser por lo menos del 50%. 81 OFF (predefinido) ON. Si se selecciona “ON” se encuentran disponibles las siguientes regulaciones: MIN MAX PRED. Frequency 0,1 Hz 5 Hz 1,5 Hz Pulse step 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 7.1.15 “Preflow” - “Pre Gas”. (En todos los procesos a exclusión del MMA). Pre Gas MIN MAX DEF. 0s 10 s 0,1 s 7.1.16 “Postflow” - “Post Gas”. (En todos los procesos a exclusión del MMA). Post Gas MIN MAX DEF. 0s 10 s 3s 7.1.17 “Speed Corr” - “Corrección de las Velocidades”. (solo en los procesos MIG HD). Permite la corrección porcentual de la velocidad del hilo con respecto a la velocidad predefinida. Speed Correction MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 EL MENÚ “JOB”. 7.1.13.1 “Frequency” - “frecuencia” del doble nivel. La frecuencia, determinada en Herz, es el número de periodos al segundo. Por periodo se entiende la alternancia entre velocidad alta y baja. La velocidad baja, que no penetra, sirve al soldador para moverse de una malla a la sucesiva; la velocidad alta, correspondiente a la corriente máxima, es la que penetra y realiza la malla. El soldador en este caso se para para realizar la malla. 7.1.13.2 “Pulse Step”: es la amplitud de la variación de la velocidad en m/min. La variación determina la adición y la substracción de m/ min de la velocidad de referencia descrita arriba. Manteniendo invariados los otros parámetros si se aumenta el número la malla se volverá más ancha y se obtendrá una mayor penetración. 7.1.13.3 “Duty cycle”: tiempo del doble nivel. Expresado en porcentaje, es el tiempo de la velocidad/ corriente mayor con respecto a la duración del periodo. Manteniendo invariados los otros parámetros determina el diámetro y por consiguiente la penetración. 7.1.13.4 “Arc Lenght Cor” -Corrección de la longitud del arco”. Regula la longitud del arco de la velocidad/corriente mayor. Atención: Una buena soldadura prevé que la longitud del arco sea la misma para ambas corrientes. 7.1.14 "Double Pulse" - "Doble Pulsación". Se activa automáticamente, cuando se compran las dos actualizaciones Art. 231 y Art. 233. Para el funcionamiento leer el apartado 7.1.13. 82 En esta sección se pueden memorizar, llamar, modificar, copiar o eliminar programas de trabajo. Del “Menú Principal “, con la tecla T11, evidenciar la palabra “Jobs” y después entrar en el submenú mediante la tecla T12. 7.2.1 Memorización de un programa “JOB”. Después de ejecutado las regulaciones y programaciones descritas arriba, con las teclas T10 y T11 elegir una posición en la memoria y presionar la tecla T6 (SAVE) para memorizar. Aparecen en el display el número del programa “Job”, el proceso de soldadura y el diámetro del hilo. Una vez memorizado un “Job”, en la parte inferior del display aparecen unas siglas en correspondencia con los pulsadores T6, T7, T8 y T9: - DEL: cancela el “Job” seleccionado. - RCL: llama el “Job” seleccionado para la modificación. - COPY: copia el “Job” seleccionado y lo memoriza en otra posición. 7.3 EL MENÚ “Settings” - “Programaciones”. En esta sección se pueden programar o modificar las principales programaciones de la soldadora. Del “Menú Principal” (ver apartado 7), seleccionar el menú “Programaciones” mediante la tecla T10 y visualizarlo con la tecla T11. Aquí están listados todos los parámetros que el operador puede modificar: - Welding - Machine - Factory Setup - Languages Mediante la tecla T12 se entra en el submenú relativo al parámetro seleccionado. 7.3.1 El menú “Welding” - “Soldadura”. En este submenú están listados unos parámetros de soldadura modificables: - H2O MIG/TIG Esta función permite programar el encendido del grupo de refrigeración. Regulaciones: ON-OFF-Auto. (DEF OFF). Si se selecciona “Auto”, cuando se enciende la máquina, el grupo funciona. Si el pulsador soplete no se pulsase, pasados 30 segundos se apagaría. Con la presión del pulsador soplete el grupo inicia a funcionar y se apaga pasados 3 minutos desde la suelta del pulsador. - “Quality Control” - “control de calidad” Regulación ON - OFF (DEF OFF) (Disponible bajo pedido). - “MAX inching” - “Avance Máximo” El objetivo es el de bloquear la soldadora si, después del arranque, el hilo saliera de la longitud en centímetros programada sin paso de corriente. Regulación OFF - 50 cm (DEF OFF). - “Push-Pull Force” Montando el soplete Push-Pull Art. 2008 se habilita el funcionamiento del grupo de refrigeración y la función PPF (Push Pull Force). Esta función regula el par de arrastre del motor del push pull para rendir linear el avance del hilo. 8 ACCESO RÁPIDO. En la parte inferior del display D3 están presentes, en función de las varias pantallas, unos mandos para el acceso rápido a las funciones más comunes. 8.1”MEM” - “MEMORIZACIÓN” ver apartado 7.2.1). Si se desea memorizar un programa de soldadura presionar la tecla T6, elegir con las teclas T10 y T11 el número de “Job” y volver a presionar la tecla T6 para guardar la condición de soldadura. 8.2 “PAR” - “PARÁMETROS DE PROCESO” (ver apartado 7.1) 8.3 “2T/4T” - “DOS TIEMPOS/ CUATRO TIEMPOS” (ver apartado 7.1.7). 8.4 “JOB” - “PROGRAMAS DE TRABAJO”. Si se desea utilizar un programa de trabajo memorizado antes presionar la tecla T9 (JOB). Para ver todas las programaciones del programa confirmar la selección con la tecla T9 (OK), después de lo cual presionar la tecla T7 (PAR). 8.5 “H2O”. (Ver apartado 7.3.1). 8.6 “WIZ” WIZARD. El “wizard” es un procedimiento guiado que ayuda al operador a efectuar rápidamente las selecciones según el proceso de soldadura deseado. 7.3.2 Menú “Machine” - “Programaciones de Máquina”. Aquí están disponibles los submenú: - “Clock Setup” - “Regulación del reloj”. 7.3.3 Menú “Factory Setup” - “Reactivación de las programaciones predefinidas”. Esta voz permite volver a las programaciones iniciales predefinidas por el constructor. Son posibles tres modalidades de reactivación: - All Vuelve a programarlo todo. - Jobs only Vuelve a programar solo los programas de trabajo “Job” - Exclude jobs Vuelve a programarlo todo excluidos los programas de trabajo “Job” memorizados. 7.3.4 Menú “Languages” - “Programación del idioma”. En esta sección se puede elegir el idioma en el que se escriben los mensajes del display. 7.4 MENÚ INFORMACIONES. En esta sección se visualizan unas informaciones relativas al software del generador. T5 T6 T7 T8 T9 Se accede a este procedimiento presionando la tecla T5 y sucesivamente la tecla T9 (WIZ). La primera selección propuesta es la del proceso de soldadura. La selección del proceso se hace por medio de las teclas T10 y T11. Presionando la tecla T9 (NEXT) se entra directamente en la pantalla de la selección del material. Se puede volver a la pantalla precedente con la tecla T6 (PREV). En vez de las teclas T9 y T6 es posible usar las teclas T12 y T13. La pantalla sucesiva será la del diámetro, sucesivamente la del gas y al final la del tipo de partida “Start Mode”. Presionar al final ““END”” para acabar. 83 9 SOLDADURA Girando de una posición la manecilla M1 el display D3 visualiza la pantalla relativa a a corrección de la velocidad del hilo. • Preparar la soldadora siguiendo las instrucciones descritas en el apartado 3 “Puesta en funcionamiento”. • Seguir las instrucciones descritas precedentemente en el menú “Wizard” Apartado 8.1 o “Par” Apartado 7.1. 9.1 SOLDADURA MIG/MAG . En el menú “Process Parameter” se encuentran las voces que pueden ser reguladas en este proceso: Esta soldadora ofrece una amplia selección de procesos de soldadura MIG/MAG. que se listan a continuación: 9.1.1 MIG Soldadura MIG/MAG sinérgico. La característica de este tipo de proceso de soldadura es la SINERGÍA que se entiende como predeterminación, por el constructor, de la relación entre la velocidad de hilo (corriente), la tensión e la impedancia necesarias para obtener una buena soldadura. Para realizarla actuar como sigue: • Mediante la tecla T1 seleccionar el led del espesor. • Programar el espesor de trabajo girando la manecilla M1. • Efectuar la soldadura. • Si la longitud de arco no es correcta modificarla mediante la manecilla M2. 9.1.2 MIG Man. Soldadura MIG/MAG convencional. Seleccionar el tipo, el diámetro del hilo y el tipo de gas de protección. En este proceso de soldadura la velocidad del hilo, la tensión y el valor del impedancia deben ser programados por el operador. 9.1.3 MIG HD. Soldadura MIG/MAG sinérgico alto depósito. La característica de este tipo de proceso es la posibilidad de aumentar la velocidad del hilo manteniendo invariada la tensión de soldadura para obtener menores tiempos de ejecución de la junta, menores distorsiones y una mayor productividad. Éste es un proceso sinérgico pero es diferente de los otros pro su modalidad de regulación: Para correr a lo largo de la curva sinérgica hay que actuar con la manecilla M2 que cambia la tensión de soldadura y sucesivamente con la manecilla M1 se puede cambiar la velocidad del hilo (Corriente de soldadura). Un ejemplo: Seleccionar este proceso como descrito arriba. Mediante la tecla T1 seleccionar el led L2 de la velocidad del hilo y mediante la tecla T2 el led L4 de la tensión. El display D1 visualiza la velocidad del hilo mientras el display D2 visualiza la tensión. Girando la manecilla M2 los dos valores de tensión y velocidad de hilo se modifican siguiendo la curva sinérgica programada por el constructor. 84 Continuando a girar la manecilla M1 se visualiza la desviación porcentual del cero que corresponde a la velocidad programada por el constructor mientras el display D1 visualiza la nueva velocidad. Cuando el valor de la corrección hace alcanzar la velocidad máxima o mínima de la curva sinérgica, en el display D3 aparece el mensaje “Speed limit”. Corrigiendo la velocidad del hilo no se modifican ni los valores del espesor aconsejado para la soldadura ni los valores de la corriente pero es posible aumentar la velocidad de soldadura. Ma modificación de la velocidad del hilo mediante la manecilla M1 no cambia la tensión de soldadura programada precedentemente. Después de ejecutado una soldadura con led L8 “Hold” encendido, el display D1 visualiza la corriente de soldadura correspondiente a la velocidad del hilo modificada. 9.1.4 MIGRoot Soldadura MIG/MAG sinérgico. Este proceso ha sido estudiado para las soldaduras de “raíz” de juntas “cabeza a cabeza” verticales descendientes. Adapto para hierro y acero inoxidable. 9.1.5 MIG Soldadura MIG/MAG sinérgico pulsado (bajo pedido Art. 231). En este proceso de soldadura el material de adjunción es transferido por medio de una forma de onda impulsiva, de energía controlada, al fin de obtener el despegue constante de gotas de metal fundido que se transfieren sin salpicaduras en la pieza en tratamiento. El resultado es un cordón de soldadura que va bien con cualquier espesor y tipo de material. Las regulaciones de los parámetros de soldadura son las mismas describidas para la Soldadura MIG/MAG sinérgico. 9.2 SOLDADURA MMA En el caso de máquinas compactas conectar el conector del cable de la pinza portaelectrodo al conector E y el conector del cable de masa G respetando la polaridad prevista por el constructor de los electrodos. En el caso de máquinas con arrastrahilo separado el carro deberá permanecer conectado al generador. Conectar el conector del cable de la pinza portaelectrodo al conector X y el conector del cable de masa al conector G respetando la polaridad prevista por el constructor de los electrodos. Cuando se selecciona este proceso el generador, transcurridos 5 segundos, está listo para generar corriente. Para programar la máquina para la soldadura MMA seguir las instrucciones descritas arriba en el menú “Wizard” Apartado 8.6 o “Par” Apartado 7.1. En el menú “Process Parameter” se encuentran las voces que pueden ser reguladas en este proceso: •Hot Start. Es la sobrecorriente suministrada en el momento del encendido del arco. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. Es la regulación de la característica dinámica del arco. Arc Force MIN MAX DEF. 0% 100% 30% El display D2 visualiza la tensión de arco medida durante la soldadura. El display D1 visualiza: - antes de soldar la corriente programada mediante la manecilla M1; - durante la soldadura la corriente de soldadura medida. - Una vez completada la soldadura, visualiza el último valor de corriente medido. (Led L8 “HOLD” encendido). Pulse Level 9.3 SOLDADURA TIG 9.3.1 Máquinas con arrastrahilo separado. Conectar el cable de masa al polo positivo X y el conector del cable de potencia de la conexión carro/generador al polo negativo G. Conectar el soplete al empalme euro F. Para este tipo de soldadoras el soplete adapto es el art. 1259. 9.3.2 Máquinas compactas. Conectar el cable masa al polo positivo E y el soplete al negativo G. Conectar el tubo gas a la toma H Para programar la máquina para la soldadura TIG seguir las instrucciones descritas arriba en el menú “Wizard” Apartado 8.6 o “Par” Apartado 7.1. En el menú “Process Parameter” se encuentran las voces que pueden ser reguladas en este proceso: • Start Mode Ver apartado 7.1.7. • Final Slope (solo en 2T o 4T). Es el tiempo en segundos en le que la corriente pasa de la soldadura al apagado del arco. Final Slope • Pulse level Con esta voz se regula la corriente más baja de las dos necesarias para este proceso de soldadura, viene visualizado el porcentaje de esta corriente en relación a la corriente principal programada antes de entrar en el submenú. MIN MAX DEF 0,0 s 10 s 0,5 s • Pulse (Art. 234 por pedido). Soldadura TIG con pulsado. Este tipo de soldadura hace variar la intensidad de corriente entre dos niveles y dicha variación ocurre con una frecuencia determinada. MIN MAX DEF 1% 100% 50% • Frequency Es la frecuencia de pulsado. Frequency MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Duty Es el tiempo de duración de la corriente más alta, expresado en porcentaje, con respecto al tiempo de la frecuencia. Duty MIN MAX DEF 10% 90% 50% 10 CÓDIGOS ERRORES DISPLAY DESCRIPCIÓN ERROR TRG centelleante Pulsador de arranque presionado al encendido de la máquina o al cierre de la portezuela del arrastrahilo Err 54 Cortocircuito en el circuito secundario Err 56 Condición anómala en soldadura Err 57 Corriente excesiva en el motor del grupo arrastrahilo (Controlar los rodillos arrastrahilo, el hilo en el interior de la envoltura y el motor arrastrahilo) Err 58 Error alineación entre las versiones del firmware o error durante la fase de auto-mejora (Repetir el procedimiento de auto-mejora) Err 61 Tensión de alimentación baja Err 62 Tensión de alimentación alta 85 DISPLAY DESCRIPCIÓN ERROR TH 0 Sobretemperatura de los diodos de salida TH 1 Sobretemperatura IGBT H2O centelleante seguido porErr 75 problema en la bomba de enfriamiento (presóstato) H2O nc problema en la bomba de enfriamiento (no conectada) OPN Portezuela abierta en el arrastrahilo ITO Ver apartado 7.3.1 Menú “Soldadura” - “Avance máximo” En caso de códigos de error diferentes de los listados contactar el servicio de asistencia 11 MANTENIMIENTO Cada intervención de mantenimiento debe ser efectuada por personal cualificado según la norma CEI 26-29 (IEC 60974-4). 11.1 MANTENIMIENTO GENERADOR En caso de mantenimiento en el interior del aparato, asegurarse de que el interruptor T esté en posición “O” y que el cable de alimentación no esté conectado a la red. Periódicamente, además, es necesario limpiar el interior del aparato para eliminar el polvo metálico que se haya acumulado, usando aire comprimido. 11.2 MEDIDAS A TOMAR DESPUÉS DE UNA INTERVENCIÓN DE REPARACIÓN. Después de haber realizado una reparación, hay que tener cuidado de reordenar el cablaje de forma que exista un aislamiento seguro entre el lado primario y el lado secundario de la máquina. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. Volver a montar todas las abrazaderas como estaban en el aparato original para evitar que, si accidentalmente un conductor se rompe o se desconecta, se produzca un contacto entre el primario y el secundario. Volver además a montar los tornillos con las arandelas dentelladas como en el aparato original. 86 87 ÍNDICE 1 PRECAUÇÕES DE SEGURANÇA .....................................................................................................................................................89 1.1 CHAPA DAS ADVERTÊNCIAS ................................................................................................................................................89 2 DESCRIÇÕES GERAIS ...................................................................................................................................................................... 90 2.1 EXPLICAÇÃO DOS DADOS TÉCNICOS ................................................................................................................................ 90 3 INSTALAÇÃO E PREPARAÇÃO PARA O FUNCIONAMENTO ...................................................................................................91 3.1 LEVANTAMENTO ......................................................................................................................................................................91 3.2 MONTAGEM ................................................................................................................................................................................91 3.3 LIGAÇÃO DE EVENTUAIS EXTENSÕES ...............................................................................................................................92 3.4 LIGAÇÃO DO MAÇARICO DE SOLDADURA ....................................................................................................................... 92 3.5 MONTAGEM DO GRUPO DE ARREFECIMENTO ................................................................................................................92 3.6. COLOCAÇÃO ..............................................................................................................................................................................93 3.6.1 SUPERFÍCIES INCLINADAS .........................................................................................................................................93 3.7 PREPARAÇÃO PARA O FUNCIONAMENTO ........................................................................................................................93 4 DESCRIÇÃO DO GERADOR .............................................................................................................................................................93 5 DESCRIÇÃO DO GRUPO DE ARREFECIMENTO .........................................................................................................................95 5.1 LIGAÇÕES ...................................................................................................................................................................................95 5.2. DESCRIÇÃO DAS PROTECÇÕES .............................................................................................................................................96 5.2.1 PROTECÇÃO DA PRESSÃO DO LÍQUIDO REFRIGERANTE ..................................................................................96 5.2.2 FUSÍVEL (T 2A/250V-Ø 5X20) .......................................................................................................................................96 5.3 PREPARAÇÃO PARA O FUNCIONAMENTO ........................................................................................................................96 6. DESCRIÇÃO DO PAINEL DE COMANDOS ....................................................................................................................................96 6.1 PAINEL DE CONTROLO ...........................................................................................................................................................96 6.2 PAINEL DE CONFIGURAÇÕES ...............................................................................................................................................97 6.3 VISUALIZAÇÃO DOS ALARMES ...........................................................................................................................................97 6.4 VISUALIZAÇÃO DE ERROS .....................................................................................................................................................98 7. PROGRAMAÇÃO DA MÁQUINA“MAIN MENU” - “MENU PRINCIPAL” .................................................................................98 7.1. MENU “PROCESS PARAMS” - “PARÂMETROS DO PROCESSO” .....................................................................................98 7.1.1 “PROCESS” - “PROCESSO” ............................................................................................................................................99 7.1.2 “MATERIAL” - “MATERIAL” ........................................................................................................................................99 7.1.3 “DIAMETER” - “DIÂMETRO” .......................................................................................................................................99 7.1.4 “GAS” ................................................................................................................................................................................99 7.1.5 “ARC LENGTH CORR” - “CORRECÇÃO DO COMPRIMENTO DO ARCO” ..........................................................99 7.1.6 “INDUCTANCE CORR” - “CORRECÇÃO DO VALOR DE IMPEDÂNCIA” ............................................................99 7.1.7 “START MODE” - “MODO DE INÍCIO” ........................................................................................................................99 7.1.8 “SPOT” - “POR PONTOS / INTERMITENTE” .............................................................................................................99 7.1.9 “HSA” - “HOT START AUTOMÁTICO” ......................................................................................................................100 7.1.10 “CRA” - “ENCHIMENTO DA CRATERA FINAL” .....................................................................................................100 7.1.11 “SOFT START” - “ENCOSTO” .....................................................................................................................................100 7.1.12 “BURNBACK”. ...............................................................................................................................................................100 7.1.13 “DOUBLE LEVEL” - “NÍVEL DUPLO” ......................................................................................................................100 7.1.13.1 “FREQUENCY” - “FREQUÊNCIA” DO NÍVEL DUPLO .............................................................................100 7.1.13.2 “PULSE STEP”: É A AMPLITUDE DA VARIAÇÃO DA VELOCIDADE EM M/MIN ..............................100 7.1.13.3 “DUTY CYCLE”: TEMPO DO NÍVEL DUPLO ............................................................................................100 7.1.13.4 “ARC LENGTH COR” - “CORRECÇÃO DO COMPRIMENTO DO ARCO” ..............................................100 7.1.14 "DOUBLE PULSE" - "PULSAÇÃO DUPLA" ...............................................................................................................101 7.1.15 “PREFLOW” - “PRÉ GÁS”. ...........................................................................................................................................101 7.1.16 “POSTFLOW” - “PÓS GÁS“ ..........................................................................................................................................101 7.1.17 “SPEED CORR” - “CORRECÇÃO DAS VELOCIDADES”. .......................................................................................101 7.2. MENU “JOB” .............................................................................................................................................................................101 7.2.1 MEMORIZAÇÃO DE UM PROGRAMA “JOB” ..........................................................................................................101 7.3. MENU “SETTINGS” - “CONFIGURAÇÕES” ........................................................................................................................101 7.3.1 MENU “WELDING” - “SOLDADURA” ......................................................................................................................101 7.3.2 MENU “MACHINE” - “CONFIGURAÇÕES DA MÁQUINA” ..................................................................................101 7.3.3 MENU “FACTORY SETUP” - “RECUPERAÇÃO DAS CONFIGURAÇÕES PREDEFINIDAS” ...........................101 7.3.4 MENU “LANGUAGES” - “CONFIGURAÇÃO DA LÍNGUA” ...................................................................................102 7.4 MENU DAS INFORMAÇÕES ..................................................................................................................................................102 8. ACESSO RÁPIDO ..............................................................................................................................................................................102 8.1 “MEM” - “MEMORIZAÇÃO” ..................................................................................................................................................102 8.2 “PAR” - “PARÂMETROS DE PROCESSO” ............................................................................................................................102 8.3 “2T/4T” - “DOIS TEMPOS / QUATRO TEMPOS” .................................................................................................................102 8.4 “JOB” - “PROGRAMAS DE TRABALHO” ............................................................................................................................102 8.5 “H2O” .................................................................................................................................................................................102 8.6 “WIZ” WIZARD ........................................................................................................................................................................102 9. SOLDADURA .................................................................................................................................................................................102 9.1 SOLDADURA MIG/MAG .........................................................................................................................................................102 9.1.1 MIG ---- SOLDADURA MIG/MAG SINÉRGICA 102 9.1.2 MIG MAN. SOLDADURA MIG/MAG CONVENCIONAL ........................................................................................102 9.1.3 MIG HD. SOLDADURA MIG/MAG SINÉRGICA COM DEPÓSITO ELEVADO 1....................................................02 9.1.4 MIG ROOT SOLDADURA MIG/MAG SINÉRGICA ..................................................................................................103 9.1.5 MIG SOLDADURA MIG/MAG SINÉRGICA PULSADA ...............................................................................103 9.2 SOLDADURA MMA .................................................................................................................................................................103 9.3. SOLDADURA TIG ....................................................................................................................................................................103 9.3.1 MÁQUINAS COM TRACÇÃO DO FIO SEPARADA .................................................................................................103 9.3.2 MÁQUINAS COMPACTAS ...........................................................................................................................................103 10 CÓDIGOS DE ERRO ..........................................................................................................................................................................104 11. MANUTENÇÃO .................................................................................................................................................................................105 11.1 MANUTENÇÃO DO GERADOR ............................................................................................................................................105 11.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO ......................................................................................................105 88 MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. 1 PRECAUÇÕES DE SEGURANÇA A soldadura e o cisalhamento a arco podem ser nocivos às pessoas, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 CHOQUE RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/ soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) devem consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! Em caso de mau funcionamento solicitar a assistência de pessoas qualificadas. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado abaixo corresponde às casas numeradas da chapa. B. Os rolos de tracção do fio podem ferir as mãos. C. O fio de soldadura e o grupo de tracção do fio estão EXPLOSÕES ·· Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. 89 sob tensão durante a soldadura. Mantenha as mãos e os objectos metálicos afastados dos mesmos. 1. Os choques eléctricos provocados pelo eléctrodo de soldadura ou pelo cabo podem ser mortais. Proteja-se devidamente contra o perigo de choques eléctricos. 1.1 Use luvas isolantes. Não toque no eléctrodo com as mãos nuas. Não use luvas húmidas ou estragadas. 1.2 Certifique-se de estar isolado da peça a soldar e do chão 1.3 Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. 2. Poderá ser nocivo para a saúde inalar as exalações produzidas pela soldadura. 2.1 Mantenha a cabeça afastada das exalações. 2.2 Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. 2.3 Utilize uma ventoinha de aspiração para eliminar as exalações. 3. As faíscas provocadas pela soldadura podem provocar explosões ou incêndios. 3.1 Mantenha os materiais inflamáveis afastados da área de soldadura. 3.2 As faíscas provocadas pela soldadura podem provocar incêndios. Mantenha um extintor nas proximidades e faça com que esteja uma pessoa pronta para o utilizar. 3.3 Nunca solde recipientes fechados. 4. Os raios do arco podem queimar os olhos e a pele. 4.1 Use capacete e óculos de segurança. Utilize protecções adequadas das orelhas e camisas com o colarinho abotoado. Utilize máscaras com capacete, com filtros de graduação correcta. Use uma protecção completa para o corpo. 5. Leia as instruções antes de utilizar a máquina ou de efectuar qualquer operação na mesma. 6. Não retire nem cubra as etiquetas de advertência 2 DESCRIÇÕES GERAIS O aparelho é um equipamento multiprocessamento adequado para a soldadura MIG/MAG, TIG (DC) com ligação por contacto do arco e MMA (excepto do tipo celulósico), realizado com tecnologia por inversor. O aparelho só pode ser utilizado para as funções descritas no manual. O aparelho não deve ser utilizado para descongelar canos. 2.1 EXPLICAÇÃO DOS DADOS TÉCNICOS O aparelho é construído de acordo com as seguintes normas: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (ver nota 2). N.° Número de série a mencionar em qualquer pedido relativo à máquina de soldar. 3~ Conversor estático de frequência trifásica transformador rectificador. f1 90 f2 MIG Adequada para a soldadura MIG-MAG. MMA Adequada para a soldadura com eléctrodos revestidos. TIG U0. X. Adequada para a soldadura TIG. Tensão a vazio secundária. Factor de serviço percentual. O factor de serviço exprime a percentagem de 10 minutos nos quais a máquina de soldar pode trabalhar com uma determinada corrente sem aquecer demasiado. I2. Corrente de soldadura U2. Tensão secundária com corrente I2 U1. Tensão nominal de alimentação. Nos modelos multitensão “Multi Voltage” a máquina prepara-se automaticamente para a tensão de alimentação do equipamento ao qual está ligada. 3~ 50/60Hz Alimentação trifásica 50 ou 60 Hz. I1 Máx Corrente máx. consumida na respectiva corrente I2 e tensão U2. I1 ef É o valor máximo da corrente efectiva consumida considerando o factor de serviço. Normalmente, este valor corresponde á capacidade do fusível (do tipo retardado) a utilizar como protecção para o aparelho. IP23S Grau de protecção da carcaça. Grau 3 como segunda cifra significa que este aparelho pode ser armazenado, mas não utilizado no exterior durante as precipitações de chuva, a não ser que esteja devidamente protegida. Idónea para trabalhar em ambientes com S risco acrescido. NOTAS: 1- O aparelho também foi concebido para trabalhar em ambientes com grau de poluição 3. (Ver IEC 60664). 2- Este equipamento está em conformidade com a norma IEC 61000-3-12 na condição que a impedância máxima Zmáx admitida do equipamento seja inferior ou igual a 0,090 (Art. 318 e 319) e 0,051 (Art. 320) no ponto de interface entre o equipamento do utilizador e o público. É da responsabilidade do instalador ou do utilizador do equipamento garantir, consultando eventualmente o operador da rede de distribuição, que o equipamento seja ligado a uma alimentação com impedância máxima de sistema admitida Zmáx inferior ou igual a 0,090 (Art. 318 e 319) e 0,051 (Art. 320). 3 INSTALAÇÃO E PREPARAÇÃO PARA O FUNCIONAMENTO. 3.1 LEVANTAMENTO (FIG. 1). Fig. 1 3.2 MONTAGEM • É necessário montar as rodas traseiras em todos os geradores depois de ter enfiado o eixo (fig. 2). Fig. 3 BA Fig. 2 • Para as máquinas com carro é necessário montar rodas giratórias quer nos carros de tracção do fio, quer no gerador; as rodas pequenas fornecidas com os respectivos parafusos devem ser montadas no fundo do carro de tracção do fio assim como o suporte do maçarico, depois colocar o carro na posição. (ver figura 3). • Colocar o eventual carro de tracção do fio em posição como ilustrado na figura 4. BB Fig. 4 91 3.3 LIGAÇÃO DE EVENTUAIS EXTENSÕES • Fixar a extremidade da conexão BA, com a lingueta BB no fundo da máquina, como ilustrado na Fig. 4. • Executar as ligações, na traseira do gerador, como indicado na Fig. 5 Fig. 7 3.4 LIGAÇÃO DO MAÇARICO DE SOLDADURA. Fig. 5 • Evitar de pôr a conexão sob a forma de bobina para reduzir ao mínimo os efeitos indutivos que podem influenciar os resultados da soldadura. • Ligar a outra extremidade da conexão BA ao carro de tracção do fio, como ilustrado na Fig. 6. • Ligar o maçarico na tomada centralizada F. • Montar a bobina de fio. • Verificar se o bordo dos rolos corresponde ao diâmetro do fio utilizado. Para a substituição, proceder do modo seguinte (Fig. 8): BN CA Fig. 6 • Os tubos do líquido refrigerante devem ser ligados nas tomadas rápidas situadas debaixo do fundo do carro de tracção do fio (ver Fig. 7), respeitando as cores mostradas na parte dianteira do carro. BN Fig. 8 Abrir a portinhola do vão de tracção do fio. Retirar a cobertura CA do grupo de tracção do fio. Soltar os rolos de pressão do fio com o manípulo de regulação da pressão BN. Substituir os rolos e montar novamente a cobertura CA. Enfiar o fio na tracção e na bainha do maçarico. Fixar os rolos de pressão do fio com o manípulo BN e regular a pressão. Ligar o cabo da massa (fornecido) na tomada D. Ligar o tubo do gás à tomada G. 3.5 MONTAGEM DO GRUPO DE ARREFECIMENTO (ART. 1683 - POR ENCOMENDA POR ART. 318 E 319) (Fig. 9) No caso em que se utilize o grupo de arrefecimento, seguir estas indicações: • Retirar o painel M • Inserir o grupo de arrefecimento no interior do vão, de modo que se veja pela parte frontal a vigia para o controlo do nível do líquido. 92 • Fixá-lo no carro de transporte da máquina de soldar com os parafusos fornecidos com o grupo. 3.7 PREPARAÇÃO PARA O FUNCIONAMENTO • A instalação da máquina deve ser efectuada por pessoal qualificado. • As ligações devem ser todas executadas de acordo com as normas vigentes (IEC/CEI EN 60974-9) e respeitando todas as leis em matéria de segurança. • Montar a ficha no cabo de alimentação, prestando especial atenção para ligar o condutor amarelo-verde ao pólo de terra. • Verificar se a tensão de alimentação corresponde à nominal da máquina de soldar. • Aplicar fusíveis de protecção de capacidade adequada aos dados técnicos indicados na placa de identificação. 4 DESCRIÇÃO DO GERADOR (FIG. 10 = VERSÃO COMPACTA) (FIG. 11 = VERSÃO COM TRACÇÃO DO FIO SEPARADA) Fig. 9 3.6 COLOCAÇÃO Colocar a máquina de soldar de modo a permitir a circulação livre do ar no seu interior e evitar o mais possível que entre pó metálico, ou de qualquer outro género. 3.6.1 Superfícies inclinadas. Dado que esta máquina de soldar tem rodas sem travão, não apoiar a máquina em superfícies inclinadas, para evitar que possam virar-se ou uma sua movimentação incontrolada. A A - PAINEL DE COMANDOS. Alçar a portinhola transparente para se ter acesso ao painel de comandos. B - Conector: Conector do tipo DB9 (RS 232), a utilizar para actualizar os programas dos microprocessadores. C - Conector: Conector do tipo USB, a utilizar para actualizar os programas dos microprocessadores. Só nas máquinas com tracção do fio separada. N V B L S D Q T U E F R H G V M W Fig. 10 93 D – Conector: Conector para a ligação dos comandos à distância e do cabo de comando do maçarico Push–Pull. E – Tomada (+): Tomada onde se liga o conector do cabo de massa em soldadura TIG, a pinça porta-eléctrodo em soldadura MMA. F - Tomada centralizada: Na qual é ligado o maçarico de soldadura. I - Torneiras de engate rápido: Nas quais são ligados os tubos que saem do eventual maçarico arrefecido a água. N.B. Respeitar as cores dos tubos e das torneiras. Só nas máquinas com tracção do fio separada. L - Suporte: Suporte para o maçarico de soldadura. M - Painel: Painel de fecho do vão do grupo de arrefecimento. G - Tomada: Tomada na qual é ligado o conector do cabo de massa em soldadura MIG/MAG e MMA. H - União: Na qual é ligado o tubo do gás em saída do maçarico TIG. N - Tubo do gás. O - União do tubo do gás: Na qual é ligado o tubo do gás da conexão gerador/carro. Y A P AB AC K F L D AA Z O V I B P T X U C R S G Q M V W Fig. 11 94 P - Conector: No qual é ligado o conector do cabo dos serviços da conexão gerador/carro. Q - Tomada do pressóstato: Na qual é ligado o cabo proveniente do pressóstato situado no interior do grupo de arrefecimento (Art. 1683). R - Porta-fusível. S - Tomada: Na qual é ligado o cabo da rede do grupo de arrefecimento Art. 1683 (Opcional). AB - Cobertura da bobina de fio. AC - Suporte da bobina: Idóneo para bobinas standard até Ø 300 mm, 16 kg. 5 DESCRIÇÃO DO GRUPO DE ARREFECIMENTO Art 1683 (Fig. 12). Este grupo de arrefecimento, que é fornecido por encomenda por art. 318 e 319, foi projectado para arrefecer os maçaricos utilizados para a soldadura e deve ser utilizado exclusivamente com estes geradores. T - Interruptor ON/OFF. AD - Vigia: Vigia para a inspecção do nível do líquido refrigerante. U - Cabo de alimentação. AE - Tampão. V - Correias de fixação da botija. AF - Torneiras de engate rápido: Ligar os tubos, vermelho e azul, do maçarico de soldadura. N.B.: Respeitar as cores dos tubos e das torneiras. W - Suporte da botija. Z - Torneiras de engate rápido: Nas quais são ligados os tubos, vermelho e azul, da conexão gerador/carro. Só nas máquinas com tracção do fio separada. N.B.: As torneiras estão colocadas debaixo do carro de tracção do fio. Respeitar as cores dos tubos e das torneiras. AG - Torneiras de engate rápido: Nas quais são ligados os tubos, vermelho e azul, da conexão gerador/carro, nas máquinas com tracção do fio separada. N.B.: Respeitar as cores dos tubos e das torneiras. X - Tomada: Na qual, em soldadura MIG/MAG, é ligado o conector volante do cabo de potência (pólo +) da conexão gerador/ carro. Só nas máquinas com tracção do fio separada. AI - Conexão. Para a protecção “pressão do líquido refrigerante”. Y - União: Na qual é ligado o tubo do gás que sai da conexão gerador/carro. Só nas máquinas com tracção do fio separada. AM - Cabo de alimentação. K - Ficha: Na qual é ligado o conector volante do cabo de potência da conexão gerador/carro. Só nas máquinas com tracção do fio separada. Para as ligações eléctricas, das eventuais extensões e das protecções, seguir as indicações do manual de instruções, fornecido com o grupo de arrefecimento. AH - Porta-fusível. AL - Interruptor ON/OFF. 5.1 LIGAÇÕES. AA - Portinhola da cobertura da bobina de fio. AM AF AL AH AI AE AD AG Fig. 12 95 5.2 DESCRIÇÃO DAS PROTECÇÕES. 5.2.1 Protecção da pressão do líquido refrigerante. Esta protecção é realizada com um pressóstato, inserido no circuito de saída do líquido, que comanda um microinterruptor. Se a pressão é insuficiente, aparece no visor D1 a palavra H2O a piscar. 5.2.2 Fusível (T 2A/250V-Ø 5x20). Este fusível foi inserido para a protecção da bomba motorizada e está colocado no painel traseiro da máquina de soldar, no respectivo porta-fusível BF (Fig. 12) 5.3 PREPARAÇÃO PARA O FUNCIONAMENTO. Desapertar o tampão AU e encher o depósito (o aparelho é fornecido com cerca de um litro de líquido). É importante verificar periodicamente, através da vigia AT, se o líquido se encontra no nível “máx”. 6 DESCRIÇÃO DO PAINEL DE COMANDOS (Fig. 13-14) O painel de comandos é constituído por uma zona de controlo (Fig. 13) e por uma zona de configurações (Fig. 14). 6.1 PAINEL DE CONTROLO (FIG. 13). Botão de selecção T1 Cada vez que se carrega neste botão selecciona-se a grandeza regulável no manípulo M1. As grandezas seleccionáveis, visualizadas pelos leds L1, L2 e L3, referem-se ao tipo de processo de soldadura escolhido. Led L1 Espessura Indica que o visor D1 visualiza a espessura, em mm, da peça a soldar, em função da corrente e da velocidade do fio programadas. Activo nos processos MIG/ MAG sinérgicos. Led L2 Velocidade do fio Indica que o visor D1 visualiza a velocidade, em metros por minuto, do fio de soldadura. Activo em todos os processos de soldadura MIG/MAG. Led L3 Corrente de soldadura Indica que o visor D1 visualiza a corrente de soldadura em amperes. Manípulo M1 IDependendo do tipo de processo seleccionado, com este manípulo regulam-se as grandezas seleccionadas com o botão T1. Visor D1 Visualiza o valor das grandezas seleccionadas com o botão T1 e reguladas com o manípulo M1. 96 Botão de selecção T2 Cada vez que se carrega ligeiramente neste botão selecciona-se a grandeza regulável no manípulo M2. As grandezas seleccionáveis, visualizadas pelos leds L4, L5 e L6, referem-se ao tipo de processo de soldadura escolhido. Led L4 Tensão de soldadura Indica que o valor visualizado no visor D2 é uma tensão expressa em volts. Com o arco desligado, nos processos MIG/MAG, o valor visualizado no visor D2 é a tensão predefinida ou o “set point” (ver parágrafo 9.1 Soldadura MIG/MAG). Durante a soldadura, o valor visualizado no visor D2 é sempre a tensão medida pelo gerador. Led L5 Comprimento do arco Nos processos de soldadura MIG/MAG Sinérgicos (excepto MIG HD) indica que o visor D2 visualiza o valor da correcção do arco de soldadura. O valor 0 (zero) corresponde ao comprimento do arco, predefinido pelo fabricante. Com o manípulo M2 é possível alongar o arco (valores positivos) ou encurtá-lo (valores negativos) no intervalo -9,9 a +9,9. Led L6 Impedância Nos processos de soldadura MIG/MAG, indica que o visor D2 visualiza o valor da impedância. O valor 0 (zero) corresponde à impedância predefinida pelo fabricante. Com o manípulo M2 é possível alongá-la (valores positivos) ou encurtá-la (valores negativos) no intervalo -9,9 a +9,9. Manípulo M2 Dependendo do tipo de processo seleccionado, com este manípulo regulam-se as grandezas seleccionadas com o botão T2. Nos processos MIG/MAG Sinérgicos, quando está aceso o led L4 (tensão de soldadura), accionando este manípulo, a selecção desloca-se automaticamente para o led L5 (comprimento do arco). Visor D2 Em todos os processos de soldadura, visualiza numericamente as selecções efectuadas com o botão T2 e reguladas com o manípulo M2. Led L7 Posição globular Nos processos MIG/MAG sinérgicos, assinala que o par de valores de corrente e de tensão escolhidos para a soldadura pode provocar arcos instáveis e com emissão de salpicos. Led L8 Hold Activa-se automaticamente no final da soldadura para assinalar que nos visores D1 e D2 estão visualizados os últimos dois valores de corrente e de tensão medidos. M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 Led L9 Segurança Assinala a função de bloqueio de alguns dos botões. O operador apenas poderá regular os parâmetros de soldadura compreendidos na zona do painel de controlo. Para activar a função, premir primeiro o botão T5 e, mantendo-o premido, premir por pouco tempo o botão T2. O led L9 ilumina-se e indica que a função está activa. Para sair, premir da mesma maneira os botões T5 e T2. Botão T4 Teste do fio Permite o avanço progressivo do fio até 8 m/min sem a presença de tensão no maçarico e sem a saída de gás. Botão T3 Teste do gás Premindo este botão, o gás sai durante 30s, premindo-o pela segunda vez, a saída do gás interrompe-se. 6.2 PAINEL DE CONFIGURAÇÕES (FIG. 14). Permite o acesso rápido aos menus da máquina de soldar e às funções suplementares, visualizando-as e tornando-as imediatamente disponíveis. É constituído por um visor tipo matriz D3 onde aparecem todas as informações necessárias para a programação, pelos botões de navegação (T10, T11, T12 e T13), com os quais se navega nas opções dos diferentes menus; pelos botões de função (T5, T6, T7, T8 e T9) que permitem o acesso aos diferentes menus que constituem o firmware, e por uma série de leds que assinalam o tipo de processo em uso (L10, L11 e L12) e algumas funções suplementares (L13, L14 e L15). Quando se liga a máquina de soldar, o visor D3 visualiza, por cerca de 5 s, algumas informações relativas ao estado da máquina (ver par. 7.4 menu Informações), entre os quais a versão do firmware. Logo depois, visualiza as predefinições de fábrica da máquina de soldar: - Data (dia/mês/ano) e horário (horas e minutos). - Processo MIG Sinérgico. (Led L10 aceso). - Fio de soldadura do tipo SG2 ø 1,0 mm. - Gás Ar/18% CO2. - Modo de ligação a 2 tempos 2T. Na parte inferior do visor aparecem as siglas (MEM, PAR, 2T/4T e JOB) seleccionáveis com os botões de função T6, T7, T8, T9 (ver par. 8): 6.3 VISUALIZAÇÃO DOS ALARMES Quando a máquina detecta um alarme temporário, é visualizada nos visores D1 e D2 uma sigla a piscar que 97 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 T9 indica a causa que provocou o alarme. Por exemplo: se a portinhola da tracção do fio está aberta, aparece a palavra “OPn”. 6.4 VISUALIZAÇÃO DE ERROS Quando a máquina detecta uma condição de alarme grave, aparece nos visores D1 e D2 a sigla “Err” seguida pelo respectivo código de erro. Neste caso, desligar a máquina e contactar o serviço de assistência (ver parágrafo 10). 7 PROGRAMAÇÃO DA “Main Menu” - “Menu Principal” MÁQUINA T13 L14 T5 T12 T11 L15 T6 T7 T8 T9 L10 L11 L12 A programação efectua-se entrando no “Menu Principal” ao qual se tem acesso premindo o botão T5 e depois o botão T6 (MENU) ou no menu de acesso rápido descrito no parágrafo 8. 98 Fig. 14 No interior do “Menu Principal”, com os botões T10 e T11, é possível seleccionar uma das opções da lista evidenciada com uma faixa amarela. Com o botão T12 entra-se no respectivo menu secundário, e vice-versa, com o botão T13 regressa-se ao menu anterior confirmando, ao mesmo tempo, a escolha efectuada. Se aparece uma seta virada para baixo, significa que há outras opções não visualizadas na janela. Este critério de navegação é válido para todos os menus da máquina. As opções disponíveis no “menu principal” são: - “Process Params” - Parâmetros do processo (Ver par. 7.1) - “Jobs” (Ver par. 7.2) - “Settings” - Configurações (Ver par. 7.3) - “Information” - Informações (Ver par. 7.4) 7.1 MENU “PROCESS PARAMS” - “PARÂMETROS DO PROCESSO”. T10 L13 L10 L11 L12 Entra-se no menu secundário “Parâmetros de processo” pelo “Menu Principal” ou directamente, premindo o botão T7 (PAR). Aqui estão mostrados todos os parâmetros que o operador pode modificar em função do processo de soldadura seleccionado (leds L10, L11 e L12). No interior de “Parâmetros de processo” é possível ter acesso directo à memorização, premindo o botão T6 (MEM) (ver par. 7.2.1). 7.1.1 “Process” - “Processo”. O primeiro parâmetro é o processo de soldadura. Premindo o botão T12 entra-se na janela de selecção do tipo de processo. Os botões T10 e T11, para além de procederem á selecção que é evidenciada pela faixa amarela, têm a função de saltar entre todos os processos disponíveis. Os processos de soldadura seleccionáveis são: MIG Soldadura MIG/MAG sinérgica pulsada (por encomenda) art. 231. MIG Soldadura MIG/MAG sinérgica. MIG HD Soldadura MIG/MAG sinérgica com alto depósito. MIG Root Soldadura MIG/MAG sinérgica para as soldaduras em vertical descendente. MIG Man Soldadura MIG/MAG convencional. TIG Processo de soldadura com eléctrodo infusível adequado para todos os metais, excepto o alumínio, o magnésio e o latão. A ligação do arco é efectuada por contacto sem alta frequência. MMA Processo de soldadura com eléctrodo revestido e fusível. 7.1.2 “Material” - “Material” (activo nos processos MIG/ MAG). Nesta opção selecciona-se o tipo de material do fio de soldadura. 7.1.3 “Diameter” - “Diâmetro” (activo nos processos MIG/MAG). Os diâmetros do fio de soldadura dependem do tipo de material seleccionado. 7.1.4 “Gas” (activo nos processos MIG/MAG). Os gases utilizáveis dependem do tipo de material seleccionado. 7.1.5 “Arc Length Corr” - “Correcção do comprimento do arco” (Disponível em MIG/MAG sinérgico, MIG Root). Permite a correcção do comprimento do arco em Volts com os botões T10 e T11 ou com o manípulo M2. Corr. comprimento do arco MÍN MÁX DEF. -9,9 V 9,9 V 0,0 V ATENÇÃO: na janela de regulação, que é semelhante para todos os pa- râmetros com um intervalo de regulação, aparecem: -O nome do parâmetro que está em progresso de correcção. -O valor e a unidade de medida. -A escala de regulação. -As abreviações: MÍN = mínimo da regulação. Botão T5. MÁX = máximo da regulação. Botão T7. DEF = valor predefinido. Botão T6. 7.1.6 “Inductance Corr” - “Correcção do valor de impedância” (disponível em todos os processos MIG/MAG sinérgicos, excepto MIG HD) Permite a correcção do valor da impedância. Corr. valor da impedância MÍN MÁX DEF. -9,9 9,9 0,0 7.1.7 “Start Mode” - “Modo de início” (escolha do modo de início da soldadura). 2T (activo nos processos MIG/MAG e TIG). A máquina começa a soldar quando se prime o botão do maçarico e interrompe-se quando se larga o mesmo. 4T (activo nos processos MIG/MAG e TIG). Para começar a soldadura, premir e largar o botão do maçarico, para acabar a soldadura, premir e largar novamente. 3L (activo nos processos MIG/MAG sinérgicos). A soldadura começa quando se prime o botão do maçarico, a corrente de soldadura chamada será a configurada com “Start current”. Esta corrente será mantida enquanto estiver premido o botão do maçarico; quando se larga, a corrente liga-se à corrente de soldadura configurada, no tempo definido pelo tempo “Slope time” e será mantida até se premir novamente o botão do maçarico. Quando se prime novamente o botão do maçarico, a corrente de soldadura liga-se à terceira corrente (corrente de “Crater-filler”) configurada com o parâmetro “Crater Current” no tempo estabelecido por “Slope time” e será mantida até se largar o botão do maçarico. Quando se larga o botão, a soldadura interrompe-se. Regulações para 3L MÍN MÁX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 “Spot” - “por pontos / intermitente”. (só nos processos MIG/MAG 2T ou 4T). OFF (predefinido) ON Se for seleccionado “ON” estão disponíveis as seguintes regulações: MÍN MÁX DEF. Spot time 3s 25 s 1,0 s Pause time OFF 5s OFF 99 7.1.9 “HSA” - “Hot Start Automático”. (só nos processos MIG/MAG sinérgicos 2T ou 4T). Esta função está inibida quando está activa a função 3L e só funciona com os programas sinérgicos. Especialmente indicada para obter um arranque “quente” na soldadura do alumínio. OFF (predefinido) ON. Se for seleccionado “ON” estão disponíveis as seguintes regulações: fio (e portanto da relativa à corrente) à qual, serão alternadamente somados e subtraídos os metros por minuto que serão programados. Antes da execução é necessário recordar-se que num cordão correcto, a sobreposição entre duas “malhas” deve ser de pelo menos 50%. OFF (predefinido) ON. Se for seleccionado “ON” estão disponíveis as seguintes regulações: MÍN MÁX DEF. Start current 10% 200% 135% Frequency Starting current time 0,1 s 10 s 0,5 s Pulse step Slope time 0,1 s 10 s 0,5 s A soldadura inicia com a “Start Current”. A duração desta primeira corrente é regulada por “starting current time”. Depois de decorrido este tempo, a corrente liga-se à de soldadura no tempo ”Slope Time”. MÍN MÁX PRED. 0,1 Hz 5 Hz 1,5 Hz 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 7.1.10 “CRA” - “Enchimento da cratera final”. (só nos processos MIG sinérgicos 2T ou 4T). OFF (predefinido) ON Se for seleccionado “ON” estão disponíveis as seguintes regulações: MÍN MÁX DEF. 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s Slope time 7.1.11 “Soft Start” - “Encosto”. (Só nos processos MIG/MAG) É a velocidade do fio, expressa em percentagem, da velocidade programada para a soldadura antes que esse toque na peça a soldar. Soft Start MÍN MÁX DEF. 1% 100% Auto. 7.1.12 “Burnback”. (Só nos processos MIG/MAG) Serve para regular o comprimento do fio que sai da agulheta do gás depois da soldadura. Reg Burnback MÍN MÁX DEF. 4 ms 250 ms Auto. 7.1.13 “Double Level” - “Nível Duplo” (Art. 233 por encomenda) (Só nos processos MIG/MAG sinérgicos). Este tipo de soldadura faz variar a intensidade da corrente entre dois níveis. Antes de programar a soldadura com nível duplo, é necessário executar um pequeno cordão de soldadura, de modo a determinar a velocidade do fio e, consequentemente, a corrente para obter a penetração e a largura do cordão, ideais para a junta que se deseja realizar. Determina-se assim o valor da velocidade de avanço do 100 7.1.13.1 “Frequency” - “Frequência” do nível duplo. A frequência, determinada em Hertz, é o número de períodos por segundo. Entende-se por período, a alternância entre a velocidade alta e a baixa. A velocidade baixa, que não penetra, serve ao soldador para passar de uma malha para a execução da malha seguinte; a velocidade alta, correspondente à corrente máxima, é a que penetra e executa a malha, neste caso o soldador pára para executar a malha. 7.1.13.2 “Pulse Step”: é a amplitude da variação da velocidade em m/min. A variação determina a soma e a subtracção de m/min da velocidade de referência acima descrita. Em paridade dos outros parâmetros, aumentando o número, a malha torna-se mais larga e obtém-se uma maior penetração. 7.1.13.3 “Duty Cycle”: tempo do nível duplo. Expresso em percentagem, é o tempo da velocidade/ corrente maior relativamente à duração do período. Em paridade dos outros parâmetros, determina o diâmetro da malha e portanto a penetração. 7.1.13.4 “Arc Length Cor” - “Correcção do comprimento do arco”. Regula o comprimento do arco da velocidade/corrente maior. Atenção: uma boa regulação prevê um comprimento igual do arco para amas as correntes. 7.1.14 "Double Pulse" - "Pulsação Dupla". Activa-se automaticamente quando se adquirem as duas actualizações Art. 231 e Art.233. Para o funcionamento, ver o parágrafo 7.1.13. No “Menu Principal” (ver par. 7), seleccionar o menu “Configurações” com o botão T10 e visualizá-lo com o botão T11. 7.1.15 “Preflow” - “Pré Gás”. (Em todos os processos, excepto MMA). Pre Gas MÍN MÁX DEF. 0s 10 s 0,1 s Aqui encontram-se todos os parâmetros que o operador pode modificar: - Welding - Machine - Factory Setup - Languages 7.1.16 “Postflow” - “Pós Gás“. (Em todos os processos, excepto MMA). Post Gas MÍN MÁX DEF. 0s 10 s 3s 7.1.17 “Speed Corr” - “Correcção das Velocidades”. (Só nos processos MIG HD) Permite a correcção percentual da velocidade do fio em relação à velocidade predefinida. Speed Correction MÍN MÁX DEF. -9,9% 9,9% 0,0% 7.2 MENU “JOB”. Nesta secção podem-se memorizar, chamar, modificar, copiar ou eliminar programas de trabalho. No “Menu Principal”, com o botão T11, evidenciar a opção “Jobs” depois entrar no menu secundário com o botão T12. 7.2.1 Memorização de um programa “JOB”. Depois de ter efectuado as regulações e as configurações acima descritas, com os botões T10 e T11 escolher uma posição na memória e premir o botão T6 (SAVE) para memorizar. O número do programa “Job”, o processo de soldadura e o diâmetro do fio são mostrados no visor. Quando foi memorizado um “Job”, aparecem umas siglas na parte inferior do visor junto aos botões T6, T7, T8 e T9: - DEL: apaga o “Job” seleccionado. - RCL: chama o “Job” seleccionado para a modificação. - COPY: copia o “Job” seleccionado e memoriza-o noutra posição. 7.3 MENU “Settings” - “Configurações”. Nesta secção podem-se configurar ou modificar as principais configurações da soldadora. Com este botão T12 entra-se no menu relativo ao parâmetro seleccionado. 7.3.1 Menu “Welding” - “Soldadura”. Neste menu secundário, encontra-se uma série de parâmetros de soldadura que podem ser modificados: - H2O MIG/TIG Esta função permite programar a ligação do grupo de arrefecimento. Regulações: ON-OFF-Auto (DEF OFF). Seleccionando “Auto”, o grupo funciona quando se liga a máquina. Se não se prime o botão do maçarico, desliga-se após 30 segundos. Quando se prime o botão do maçarico, o grupo começa a funcionar e desliga-se 3 minutos depois de se ter largado esse botão. - “Quality Control” - “Controlo da Qualidade” Regulação ON - OFF (DEF OFF) (Disponível por encomenda). - “Max inching” - “Avanço Máximo” O seu objectivo é o de bloquear a máquina de soldar se, depois do arranque, o fio sai com o comprimento em centímetros definido sem passagem de corrente. Regulação OFF - 50 cm (DEF OFF). - “Push-Pull Force” Montando o maçarico Push-Pull Art. 2008, habilita-se o funcionamento do grupo de arrefecimento e a função PPF (Push-Pull Force). Esta função regula a força de tracção do motor do push-pull para tornar linear o avanço do fio. 7.3.2 Menu “Machine” - “Configurações da Máquina”. Aqui estão disponíveis os menus secundários: - “Clock Setup” - “Regulação do Relógio”. 7.3.3 Menu “Factory Setup” - “Recuperação das configurações predefinidas”. Esta opção permite regressar às configurações iniciais predefinidas pelo fabricante. São possíveis três modalidades de recuperação: - All Reconfigura tudo. - Jobs only Reconfigura apenas os programas de trabalho “Job” 101 Nesta secção são visualizadas algumas informações relativas ao software do gerador. Entra-se premindo o botão T5 depois o botão T9 (WIZ). A primeira escolha proposta é a do processo de soldadura. A escolha do processo efectua-se nos botões T10 e T11. Premindo o botão T9 (NEXT) entra-se directamente na janela da escolha do material. Pode-se regressar à janela anterior com o botão T6 (PREV). Em alternativa aos botões T9 e T6 é possível usar os botões T12 e T13. A janela seguinte será a do diâmetro, depois a do gás, portanto a do tipo de arranque “Start Mode”. Premir por fim “END” para acabar. 8 ACESSO RÁPIDO. 9 SOLDADURA Na parte inferior do visor D3 estão presentes, dependendo das diferentes janelas, alguns comandos para o acesso rápido às funções mais habituais. • Preparar a máquina de soldar seguindo as instruções descritas no parágrafo 3 “Preparação para o funcionamento”. • Seguir as instruções previamente descritas no menu “Wizard” Par. 8.1 ou “Par” Par. 7.1. - Exclude jobs Reconfigura tudo excepto os programas de trabalho “Job” memorizados. 7.3.4 Menu “Languages” - “Configuração da língua”. Nesta secção pode-se escolher a língua em que aparecem as mensagens no visor. 7.4 MENU DAS INFORMAÇÕES. 8.1 “MEM” - “MEMORIZAÇÃO” (ver par. 7.2.1). Desejando memorizar um programa de soldadura, premir o botão T6, escolher com os botões T10 e T11 o número do “Job” depois premir mais uma vez o botão T6 para guardar a condição de soldadura. 8.2 “PAR” - “PARÂMETROS DE PROCESSO” (ver par. 7.1) 8.3 “2T/4T” - “DOIS TEMPOS / QUATRO TEMPOS” (ver par. 7.1.7). 8.4 “JOB” - “PROGRAMAS DE TRABALHO”. Desejando utilizar um programa de trabalho previamente memorizado, premir o botão T9 (JOB). Para ver todas as configurações do programa, confirmar a escolha, com o botão T9 (OK), depois premir o botão T7 (PAR). 9.1 SOLDADURA MIG/MAG . No menu “Process Parameter” encontram-se as opções que podem ser reguladas neste processo: Esta máquina de soldar oferece uma ampla escolha de processos de soldadura MIG/MAG a seguir indicados: 9.1.1 MIG Soldadura MIG/MAG sinérgica. A característica deste tipo de processo de soldadura é a SINERGIA que significa a predefinição, pelo fabricante, da relação entre a velocidade do fio (corrente), a tensão e a impedância necessárias para obter uma boa soldadura. Para a realizar, proceder do modo seguinte: • Com o botão T1 seleccionar o led da espessura. • Programar a espessura em trabalho rodando o manípulo M1. • Executar a soldadura. • Se o comprimento do arco não estiver certo, modificá-lo com o manípulo M2. 8.5 “H2O”. (ver par. 7.3.1). 8.6 “WIZ” WIZARD. O “wizard” é um procedimento guiado que auxilia o operador para efectuar rapidamente as escolhas em função do processo de soldadura desejado. T5 102 T6 T7 T8 T9 9.1.2 MIG Man. Soldadura MIG/MAG convencional. Seleccionar o tipo, o diâmetro do fio e o tipo de gás de protecção. Neste processo de soldadura, a velocidade do fio, a tensão e o valor da impedância devem ser programadas pelo operador. 9.1.3 MIG HD. Soldadura MIG/MAG sinérgica com depósito elevado. A característica deste tipo de processo é a possibilidade de aumentar a velocidade do fio em paridade de tensão de soldadura, de modo a obter tempos inferiores de execução da junta, menores distorções e uma maior produtividade. Este é um processo sinérgico mas distingue-se dos outros pelo modo de regulação: Para correr ao longo da curva sinérgica deve-se actuar no manípulo M2 que varia a tensão de soldadura e depois no manípulo M1 pode-se modificar a velocidade do fio (corrente de soldadura). Um exemplo: Seleccionar este processo como acima descrito. Com o botão T1 seleccionar o led L2 da velocidade do fio e com o botão T2 o led L4 da tensão. O visor D1 visualiza a velocidade do fio enquanto o visor D2 visualiza a tensão. Rodando o manípulo M2, os dois valores de tensão e de velocidade do fio modificam-se seguindo a curva sinérgica programada pelo fabricante. Rodando um passo do manípulo M1 o visor D3 visualiza a janela relativa à correcção da velocidade do fio. Ligar o conector do cabo da pinça porta-eléctrodos ao conector X e o conector do cabo da massa ao conector G (respeitando a polaridade prevista pelo fabricante dos eléctrodos. Quando se selecciona este processo, o gerador, após 5 segundos, está pronto para gerar corrente. Para preparar a máquina para a soldadura MMA, seguir as instruções previamente descritas no menu “Wizard” Par. 8.6 ou “Par” Par. 7.1. No menu “Process Parameter” encontram-se as opções que podem ser reguladas neste processo: • Hot Start. É a sobrecarga de corrente emitida no momento da ligação do arco. Hot Start. Continuando a rodar o manípulo M1 é visualizado o desvio percentual do zero que corresponde à velocidade predefinida pelo fabricante, enquanto o visor D1 visualiza a nova velocidade. Quando o valor da correcção alcança a velocidade máxima, ou mínima, da curva sinérgica, no visor D3 aparece a mensagem “Speed limit”. Corrigindo a velocidade do fio não se modificam os valores da espessura aconselhados para a soldadura, nem os valores da corrente, mas é possível aumentar a velocidade de soldadura. A modificação da velocidade do fio com o manípulo M1 não varia a tensão de soldadura previamente programada. Depois da execução de uma soldadura com o led L8 “Hold” aceso, o visor D1 visualiza a corrente de soldadura relativa à velocidade do fio modificada. 9.1.4 MIG Root Soldadura MIG/MAG sinérgica. Este processo foi estudado para as soldaduras de “raiz” de juntas “cabeça a cabeça” vertical descendente. Adequada a ferro e a aço inoxidável. 9.1.5 MIG Soldadura MIG/MAG sinérgica pulsada (por encomenda Art. 231). Neste processo de soldadura, o material de adição é transferido em forma de onda impulsiva, de energia controlada, de modo a obter a libertação constante de gotas de material fundido que se transferem sem salpicos para a peça a soldar. O resultado é um cordão de soldadura bem unido com qualquer espessura e tipo de material. As regulações dos parâmetros de soldadura são os mesmos descritos para a soldadura MIG/MAG sinérgica. 9.2 SOLDADURA MMA No caso de máquinas compactas, ligar o conector do cabo da pinça porta-eléctrodos ao conector E e o conector do cabo da massa ao conector G (respeitando a polaridade prevista pelo fabricante dos eléctrodos. No caso de máquinas com tracção do fio separada, o carro deve estar ligado ao gerador. MÍN MÁX DEF. 0% 100% 50% • Arc Force. É a regulação da característica dinâmica do arco. Arc Force MÍN MÁX DEF. 0% 100% 30% O visor D2 visualiza a tensão do arco medida durante a soldadura. O visor D1 visualiza: - antes de soldar, a corrente programada no manípulo M1. - durante a soldadura, a corrente de soldadura medida. - Terminada a soldadura, visualiza o último valor de corrente detectado. (Led L8 “HOLD” aceso). 9.3 SOLDADURA TIG. 9.3.1 Máquinas com tracção do fio separada. Ligar o cabo da massa ao pólo positivo X e o conector do cabo de potência da conexão do carro/gerador ao pólo negativo G. Ligar o maçarico na tomada euro F. Para este tipo de máquinas de soldar, o maçarico adequado é o art.1259. 9.3.2 Máquinas compactas. Ligar o cabo da massa ao pólo positivo E e o maçarico ao negativo G. Ligar o tubo do gás na tomada H Para preparar a máquina para a soldadura TIG, seguir as instruções previamente descritas no menu “Wizard” Par. 8.6 ou “Par” Par. 7.1. No menu “Process Parameter” encontram-se as opções que podem ser reguladas neste processo: • Start Mode Ver o parágrafo 7.1.7. 103 • Final Slope (só em 2T ou 4T). É o tempo em segundos, durante o qual a corrente passa da soldadura ao desligamento do arco. Final Slope MÍN MÁX DEF. 0,0 s 10 s 0,5 s • Pulse. (por encomenda Art. 234). Soldadura TIG com pulsação. Este tipo de soldadura faz variar a intensidade da corrente entre dois níveis e a variação dá-se a uma certa frequência. 10 CÓDIGOS DE ERRO VISOR TRG intermitente Curto-circuito no circuito secundário Condição anormal na soldadura Err 57 Corrente excessiva no motor do grupo de tracção do fio (Verificar os rolos de tracção do fio, o fio no interior da bainha e o motor de tracção do fio) Err 58 Erro de alinhamento entre as versões do firmware ou erro durante a fase de auto-upgrade (Repetir o procedimento de upgrade) TH 0 Pulse Level MÍN MÁX DEF. 1% 100% 50% MÍN MÁX DEF. 0,1 Hz 500 Hz 1,1 Hz • Frequency É a frequência de pulsação. Frequency • Duty É o tempo de duração da corrente mais elevada, expresso em percentagem, em relação ao tempo da frequência. Duty 104 MÍN MÁX DEF. 10% 90% 50% Botão de arranque premido quando se liga a máquina, ou quando se fecha a portinhola da tracção do fio Err 54 Err 56 Err 61 Err 62 • Pulse Level Com esta opção regula-se a corrente mais baixa das duas necessárias para este processo de soldadura, é visualizada a percentagem desta corrente em relação à corrente principal programada antes de entrar no menu secundário. DESCRIÇÃO DO ERRO TH 1 H2O intermitente seguido de Err 75 Tensão de alimentação baixa Tensão de alimentação alta Sobrecarga de temperatura dos díodos de saída Sobrecarga de temperatura do IGBT Problema na bomba de arrefecimento (pressóstato) Problema na bomba de arrefecimento (desligada) OPN Portinhola aberta na tracção do fio Ver parágrafo 7.3.1 Menu da ITO “Soldadura” - “Avanço máximo” Para códigos de erro diferentes dos indicados, contactar o Serviço de Assistência H2O nc 11 MANUTENÇÃO Todos os trabalhos de manutenção devem ser executados por pessoal qualificado e respeitando a norma CEI 26-29 (IEC 60974-4). 11.1 MANUTENÇÃO DO GERADOR Em caso de manutenção no interior do aparelho, certificar-se que o interruptor T esteja na posição “O” e que o cabo de alimentação esteja desligado da rede. Também é necessário limpar periodicamente o interior do aparelho do pó metálico depositado, usando ar comprimido. 11.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO. Depois de ter executado uma trabalho de reparação, prestar atenção para arrumar os cabos de modo que haja um isolamento seguro entre o lado primário e o lado secundário da máquina. Evitar que os fios possam entrar em contacto com partes em movimento ou partes que se aqueçam durante o funcionamento. Montar novamente todas as braçadeiras como no aparelho original, de modo a evitar que, se um condutor se parta ou desligue acidentalmente, possa haver um contacto entre o primário e o secundário. Montar também os parafusos com as anilhas dentadas, como no aparelho original. 105 INDEKSI 1. TURVAOHJEET .................................................................................................................................................................................107 1.1 VAROITUSKILP ........................................................................................................................................................................107 2. YLEISKUVAUS .................................................................................................................................................................................108 2.1 MERKKIEN SELITYKSET ......................................................................................................................................................108 3 ASENNUS JA KÄYTTÖÖNOTTO ...................................................................................................................................................108 3.1 NOSTO .................................................................................................................................................................................108 3.2 ASENNUS .................................................................................................................................................................................109 3.3 JATKOJOHTOJEN LIITÄNTÄ .................................................................................................................................................109 3.4 HITSAUSPOLTTIMEN LIITÄNTÄ ......................................................................................................................................... 110 3.5 JÄÄHDYTYSYKSIKÖN (TOIMITETAAN TILAUKSESTA) ASENNUS ........................................................................... 110 3.6 PAIKALLEENASETUS ............................................................................................................................................................ 110 3.7 KÄYTTÖÖNOTTO .................................................................................................................................................................... 110 4. VIRTALÄHTEEN KUVAUS ............................................................................................................................................................. 111 5. JÄÄHDYTYSYKSIKÖN (TUOTE 1683) KUVAUS ........................................................................................................................113 5.1 LIITÄNNÄT ...............................................................................................................................................................................113 5.2 SUOJIEN KUVAUS ...................................................................................................................................................................113 5.2.1 JÄÄHDYTYSNESTEEN PAINESUOJA .......................................................................................................................113 5.2.2 SULAKE (T 2A/250V-Ø 5X20) .....................................................................................................................................113 5.3 KÄYTTÖÖNOTTO ....................................................................................................................................................................113 6. KÄYTTÖPANEELIN KUVAUS ........................................................................................................................................................113 6.1 KÄYTTÖPANEELI ....................................................................................................................................................................113 6.2 ASETUSPANEELI .....................................................................................................................................................................115 6.3 HÄLYTYSTEN NÄYTTÖ .........................................................................................................................................................115 6.4 VIRHEIDEN NÄYTTÖ .............................................................................................................................................................115 7. LAITTEEN OHJELMOINTI MAIN MENU - PÄÄVALIKKO ....................................................................................................... 116 7.1. VALIKKO PROCESS PARAMS - PROSESSI- PARAMETRIT ............................................................................................. 116 7.1.1 PROCESS - PROSESSI ................................................................................................................................................... 116 7.1.2 MATERIAL - MATERIAALI ........................................................................................................................................ 116 7.1.3 DIAMETER - HALKAISIJA ......................................................................................................................................... 116 7.1.4 GAS - KAASU ................................................................................................................................................................ 116 7.1.5 ARC LENGTH CORR - KAAREN PITUUDEN KORJAUS ....................................................................................... 116 7.1.6 INDUCTANCE CORR - IMPEDANSSIARVON KORJAUS ....................................................................................... 116 7.1.7 START MODE - KÄYNNISTYSTAPA ......................................................................................................................... 117 7.1.8 SPOT - PISTE / KATKO ................................................................................................................................................. 117 7.1.9 HSA - AUTOMAATTINEN KUUMAKÄYNNISTYS ................................................................................................ 117 7.1.10 CRA - KRAATTERIN LOPPUTÄYTTÖTOIMINTO .................................................................................................. 117 7.1.11 SOFT START - LÄHESTYMINEN ............................................................................................................................... 117 7.1.12 BURNBACK - ULOSTULEVAN HITSAUSLANGAN PITUUS ................................................................................ 117 7.1.13. DOUBLE LEVEL - KAKSI VIRTATASOA ................................................................................................................. 117 7.1.13.1 FREQUENCY - TAAJUUS (KAKSI VIRTATASOA) .................................................................................... 118 7.1.13.2 PULSE STEP - PULSSIVÄLI: NOPEUDEN VAIHTELUVÄLI M/MIN ....................................................... 118 7.1.13.3 DUTY CYCLE - KÄYTTÖSUHDE: KAHDEN VIRTATASON AIKA ........................................................ 118 7.1.13.4 ARC LENGTH COR - KAAREN PITUUDEN KORJAUS ............................................................................. 118 7.1.14 "DOUBLE PULSE" - KAKSOISPULSSI ...................................................................................................................... 118 7.1.15 PREFOW - ESIKAASU .................................................................................................................................................. 118 7.1.16 POSTFLOW - JÄLKIKAASU ........................................................................................................................................ 118 7.1.17 SPEED CORR - NOPEUDEN KORJAUS ...................................................................................................................... 118 7.2. VALIKKO JOB - TYÖOHJELMA ............................................................................................................................................ 118 7.2.1 TYÖOHJELMAN TALLENNUS .................................................................................................................................. 118 7.3. VALIKKO SETTINGS - ASETUKSET .................................................................................................................................... 118 7.3.1 VALIKKO WELDING - HITSAUS ................................................................................................................................ 118 7.3.2 VALIKKO MACHINE - LAITTEEN ASETUKSET ....................................................................................................119 7.3.3 VALIKKO FACTORY SETUP - OLETUSASETUSTEN KUITTAUS ........................................................................119 7.3.4 VALIKKO LANGUAGES - KIELEN ASETUS ............................................................................................................119 7.4 TIETOVALIKKO .......................................................................................................................................................................119 8 PIKAVALIKKO .................................................................................................................................................................................119 8.1 MEM - TALLENNUS ................................................................................................................................................................119 8.2 PAR - PROSESSIPARAMETRIT ..............................................................................................................................................119 8.3 2T/4T - KAKSI TAHTIA / NELJÄ TAHTIA ..........................................................................................................................119 8.4 JOB - TYÖOHJELMAT .............................................................................................................................................................119 8.5 H2O .................................................................................................................................................................................119 8.6 WIZ WIZARD ...........................................................................................................................................................................119 9. HITSAUS .................................................................................................................................................................................119 9.1. MIG/MAG-HITSAUS ................................................................................................................................................................119 9.1.1 MIG ---- SYNERGINEN MIG/MAG-HITSAUS .........................................................................................................119 9.1.2 MIG MAN. PERINTEINEN MIG/MAG-HITSAUS .....................................................................................................120 9.1.3 MIG HD. SYNERGINEN MIG/MAG-HITSAUS SUURELLA HITSIAINEENTUOTOLLA ..................................120 9.1.4 MIG ROOT SYNERGINEN MIG/MAG-HITSAUS ....................................................................................................120 9.1.5 MIG SYNERGINEN PULSSI-MIG/MAG-HITSAUS ......................................................................................120 9.2 MMA-HITSAUS ........................................................................................................................................................................120 9.3. TIG-HITSAUS ............................................................................................................................................................................120 9.3.1 LAITTEET, JOISSA ON ERILLINEN LANGANSYÖTTÖLAITE ............................................................................120 9.3.2 KOMPAKTIT LAITTEET ..............................................................................................................................................120 10 VIRHEKOODIT .................................................................................................................................................................................121 11 HUOLTO .................................................................................................................................................................................121 11.1 VIRTALÄHTEEN HUOLTO ....................................................................................................................................................121 11.2 KORJAUKSEN JÄLKEEN ........................................................................................................................................................121 106 KÄYTTÖOPAS MIG-HITSAUSKONEELLE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN. 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi .3.300.758 MELU Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. - Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran aiheuttamat magneettikentät saattavat aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elintoimintoja ylläpitävien laitteiden (sydämentahdistin) käyttäjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus). - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinnakkain ja varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elektrodi / hitsa uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 1.1 VAROITUSKILPI Seuraavat numeroidut tekstit vastaavat kilvessä olevia numeroituja kuvia. B. Langansyöttörullat saattavat vahingoittaa käsiä. RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. 107 C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä hitsauksen aikana. Pidä kädet ja metalliesineet etäällä niistä. 1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut ovat hengenvaarallisia. Suojaudu asianmukaisesti sähköiskuvaaralta. 1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa paljain käsin. Älä käytä kosteita tai vaurioituneita käsineitä. 1.2 Eristä itsesi asianmukaisesti hitsattavasta kappaleesta ja maasta. 1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä laitteeseen. 2. Hitsaussavujen sisäänhengitys saattaa olla terveydelle haitallista. 2.1 Pidä pääsi etäällä hitsaussavuista. 2.2Poista savut koneellisen ilmanvaihto- tai poistojärjestelmän avulla. 2.3Poista hitsaussavut imutuulettimen avulla. 3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa räjähdyksen tai tulipalon. 3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta. 3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tulipalon. Pidä palonsammutinta laitteen välittömässä läheisyydessä ja varmista, että paikalla on aina henkilö, joka on valmis käyttämään sitä. 3.3Älä koskaan hitsaa suljettuja astioita. 4. Valokaaren säteet saattavat aiheuttaa palovammoja silmiin ja ihoon. 4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä kokonaamaria ja suodatinta, jonka asteluku on asianmukainen. Käytä koko kehon suojausta. 5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia toimenpiteitä. 6. Älä poista tai peitä varoituskilpiä. 2 YLEISKUVAUS Laite on invertteriteknologian avulla valmistettu monitoimijärjestelmä, joka soveltuu MIG/MAGhitsaukseen, TIG (DC) -hitsaukseen kosketussytytyksellä ja MMA-hitsaukseen (lukuun ottamatta selluloosapäällysteisiä puikkoja). Laitetta tulee käyttää ainoastaan käyttöoppaassa selostettuihin tarkoituksiin. Sitä ei saa käyttää putkien sulatukseen. TIG U0. X. Toisiotyhjäkäyntijännite Kuormitettavuus prosentteina % ilmoittaa prosenttia 10 minuutin aikajaksosta, jonka laite toimii annetulla virralla ylikuumenematta. I2. Hitsausvirta U2. Toisiojännite virralla I2 U1. Nimellisliitäntäjännite Multi Voltage -monijännitemallien laite asettuu automaattisesti liitäntäverkon sähköjännitteelle. 3~ 50/60Hz Kolmivaihesähkö 50 tai 60 Hz I1 Max Suurin sallittu liitäntävirta, joka vastaa virtaa I2 ja jännitettä U2 I1 eff Käyttösuhteen mukainen suurin ottoteho Yleensä tämä arvo vastaa laitteen suojaukseen käytettävän viivesulakkeen tehoa. IP23S Suojausluokka Numero 3 toisena lukuna tarkoittaa, että laite soveltuu varastoitavaksi mutta ei käytettäväksi ulkona sateella, ellei sitä ole suojattu asianmukaisesti. Soveltuu tiloihin, joissa on kohonnut riski. S HUOMAUTUKSIA: 1- Laite on suunniteltu saasteluokan 3 mukaisilla alueilla työskentelyyn (kts. IEC 60664). 2- Tämä laite on IEC 61000-3-12-standardin mukainen ehdolla, että käyttäjän laitteiston ja julkisen verkon liityntäpisteen sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,090 (tuote 318 ja 319) - 0,051 (tuote 320). Laitteen asentajan/käyttäjän vastuulla on varmistaa tarvittaessa sähkölaitokselta kysymällä, että laite on liitetty sähköverkkoon, jonka sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,090 (tuote 318 ja 319) - 0,051 (tuote 320). 3 ASENNUS JA KÄYTTÖÖNOTTO 3.1 NOSTO (KUVA 1) 2.1 MERKKIEN SELITYKSET Laite on valmistettu seuraavien standardien mukaan: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (kts. huomautus 2). N°. Sarjanumero, joka tulee ilmoittaa aina kaikissa hitsauskonetta koskevissa kyselyissä 3~ Kolmivaiheinen staattinen taajuusmuunnin muuntaja-tasasuuntaaja MIG Soveltuu MIG-MAG-hitsaukseen. f1 f2 MMA Soveltuu puikkohitsaukseen. 108 Soveltuu TIG-hitsaukseen. Kuva. 1 3.2 ASENNUS • Aseta langansyöttölaite paikalleen kuvassa 4 näytetyllä tavalla. • Kaikkiin virtalähteisiin tulee asentaa taka-akseli ja sen jälkeen takapyörät (kuva 2). 3.3 JATKOJOHTOJEN LIITÄNTÄ • Lukitse liitäntäjohdon BA pää kiinnittämällä levy BB laitteen pohjaan kuvassa 4 näytetyllä tavalla. BA Kuva. 2 • Siirrettävien laitteiden langansyöttölaitteisiin ja virtalähteeseen tulee asentaa kääntötuki. Ohessa toimitetut pienet pyörät tulee asentaa ruuveilla langansyöttölaitteen pohjaan yhdessä polttimen telineen kanssa. Aseta tämän jälkeen kärry paikalleen (kuva 3). BB Kuva. 4 • Tee liitännät virtalähteen takapuolelle kuvassa 5 näytetyllä tavalla. Kuva. 5 • Älä aseta liitäntäjohtoa kelalle, ettei se aiheuta epäsuoria vaikutuksia, jotka heikentävät hitsaustulosta. • Liitä liitäntäjohdon BA toinen pää langansyöttölaitteeseen kuvassa 6 näytetyllä tavalla. Kuva. 3 109 Poista langansyöttölaitteen kansi CA. Vapauta langan painerullat paineensäätönupilla BN. Vaihda rullat ja asenna kansi CA takaisin. Syötä lanka syöttölaitteeseen ja polttimen langanjohtimeen. Kiristä langan painerullat säätönupilla BN ja säädä paine. Liitä maadoituskaapeli (ohessa) liittimeen D. Liitä kaasuletku liittimeen G 3.5 JÄÄHDYTYSYKSIKÖN (TUOTE 1683 - TOIMITETAAN TILAUKSESTA-TUOTE 318 JA 319) ASENNUS (kuva 9). Kuva. 6 • Jäähdytysnesteen letkut liitetään langansyöttölaitteen pohjassa oleviin pikaliittimiin (kuva 7). Noudata laitteen etuosassa näytettyjä värejä. Kuva. 9 Jos käytössä on jäähdytysyksikkö, noudata seuraavia ohjeita: • Poista levy M. • Aseta jäähdytysyksikkö tilan sisälle, niin että jäähdytysnesteen tarkistusaukko näkyy etupuolelta. • Kiinnitä se hitsauskoneen kuljetuskärryyn yksikön ohessa toimitetuilla ruuveilla. Kuva. 7 3.4 HITSAUSPOLTTIMEN LIITÄNTÄ 3.6 PAIKALLEENASETUS • Liitä poltin keskusliittimeen F. • Asenna lankakela. • Varmista, että kelojen ura vastaa käytetyn langan halkaisijaa. Vaihda se tarvittaessa seuraavasti (kuva 8): Sijoita hitsauskone, niin että ilma pääsee kiertämään esteettömästi sen sisällä ja niin ettei sisään pääse metallipölyä tms. BN CA Avaa langansyöttölaitteen tila. 110 BN Kuva. 8 3.6.1 Kaltevat tasot Laitteessa on jarruttomat pyörät, joten älä sijoita sitä kaltevalle alustalle, ettei se kaadu tai liiku tahattomasti. 3.7 KÄYTTÖÖNOTTO • Ainoastaan ammattitaitoinen henkilö saa asentaa laitteen. • Kaikki liitännät tulee tehdä voimassa olevien standardien (SFS-EN 60974-9) ja täysin työsuojelulain mukaisesti. • Asenna pistotulppa virtakaapeliin. Varmista, että kytket kelta/vihreän johtimen maadoitusnapaan. • Tarkista, että liitäntäjännite vastaa hitsauskoneen nimellisjännitettä. • Käytä konekilvessä annettuja arvoja vastaavia suojasulakkeita. 4 VIRTALÄHTEEN KUVAUS (KUVA 10 = KOMPAKTI MALLI) (KUVA 11 = MALLI ERILLISELLÄ LANGANSYÖTTÖLAITTEELLA) H - Liitin TIG-polttimesta tulevan kaasuletkun liitäntään A - KÄYTTÖPANEELI Nosta läpinäkyvä luukku avataksesi käyttöpaneelin. I - Pikaventtiilit Vesijäähdytteisestä polttimesta tulevien letkujen liitäntään. HUOM. Noudata letkujen ja venttiilien värejä. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. B- Liitin Liitin DB9 (RS päivitykseen L - Teline Hitsauspolttimen teline 232) mikroprosessorien ohjelmien C- Liitin USB-liitin mikroprosessorien ohjelmien päivitykseen. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. D - Liitin Liitin kauko-ohjaimien ohjauskaapelin liitäntään ja push-pull-polttimen M - Levy Jäähdytysyksikön tilan sulkulevy N - Kaasuletku O - Kaasuletkun liitin Virtalähteestä/kärrystä tulevan kaasuletkun liitäntään E - Liitin (+) Maadoituskaapelin liittimen liitäntään TIG-hitsauksessa ja elektrodinpitimen liitäntään MMA-hitsauksessa P - Liitin Virtalähteestä/kärrystä tulevan käyttökaapelin liittimen liitäntään F - Keskusliitin Hitsauspolttimen liitäntään Q - Painekytkimen liitin Jäähdytysyksikön (tuote 1683) sisälle painekytkimestä tulevan kaapelin liitäntään G - Liitin Maadoituskaapelin liittimen liitäntään MIG/MAG- ja MMAhitsauksessa R - Sulakkeen pidin A sijoitetusta N V B L S D Q T U E F R H G V M W Kuva. 10 111 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Fig. 11 S - Liitin Jäähdytysyksikön (tuote 1683; valinnainen) virtakaapelin liitäntään T - Virtakytkin Noudata letkujen ja venttiilien värejä. X - Liitin Virtalähteestä/kärrystä tulevan virtakaapelin irtoliittimen (napa +) liitäntään MIG/MAG-hitsauksessa. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. U - Virtakaapeli V - Kaasupullon kiinnityshihnat Y - Liitin Virtalähteestä/kärrystä tulevan kaasuletkun liitäntään. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. W - Kaasupullon teline Z - Pikaventtiilit Virtalähteestä/kärrystä tulevan punaisen ja sinisen letkun liitäntään. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. HUOM: Venttiilit on sijoitettu langansyöttölaitteen alle. 112 K - Pistotulppa Virtalähteestä/kärrystä tulevan virtakaapelin irtoliittimen liitäntään. Ainoastaan laitteissa, joissa on erillinen langansyöttölaite. AA - Lankakelan suojuksen luukku AB - Lankakelan suojus painekytkimestä, joka ohjaa mikrokytkintä. Jos paine on liian alhaista, näytöllä D1 vilkkuu tunnus H2O. AC - Kelanpidin Soveltuu alle Ø 300 mm:n ja 16 kg:n vakiokeloille. 5 JÄÄHDYTYSYKSIKÖN (tuote 1683) KUVAUS (kuva 12) Jäähdytysyksikkö (toimitetaan tilauksesta toute 318 ja 319) on suunniteltu jäähdyttämään hitsaukseen käytetyt polttimet. Sitä tulee käyttää ainoastaan tässä virtalähteessä. AD - Tarkistusaukko Jäähdytysnesteen tarkistusaukko 5.2.2 Sulake (T 2A/250V-Ø 5x20) Sulake suojaa moottoripumppua ja on sijoitettu hitsauskoneen takalevyssä olevaan sulakkeen pitimeen BF (kuva 12). 5.3 KÄYTTÖÖNOTTO Ruuvaa tulppa AU auki ja täytä säiliö (laitteen toimintaa varten tarvitaan noin litra nestettä). On tärkeää tarkistaa säännöllisesti tarkistusaukon AT kautta, että neste ulottuu max-tasolle. 6 KÄYTTÖPANEELIN KUVAUS (kuva 13-14) AE - Tulppa AF - Pikaliittimet Hitsauspolttimen punaisen ja sinisen letkun liitäntään. HUOM. Noudata letkujen ja venttiilien värejä. AG - Pikaliittimet Virtalähteestä/kärrystä tulevan punaisen ja sinisen letkun liitäntään laitteissa, joissa on erillinen langansyöttölaite. HUOM. Noudata letkujen ja venttiilien värejä. Käyttöpaneeli muodostuu asetusalueesta (kuva 14). ohjaus- (kuva 13) ja 6.1 KÄYTTÖPANEELI (KUVA 13) Valintanäppäin T1 Painettaessa valitsee aina säätönupilla M1 säädettävän suureen. Merkkivaloilla L1, L2 ja L3 näytetyt valittavat suureet riippuvat valitusta hitsausprosessista. AH - Sulakkeen pidin Merkkivalo L1 Paksuus IIlmoittaa, että näytöllä D1 näkyy hitsattavan kappaleen paksuus (mm) virran ja langansyöttönopeuden mukaan. Aktiivinen synergisten MIG/MAG-prosessien aikana. AI - Liitin Jäähdytysnesteen painesuoja AL - Virtakytkin Merkkivalo L2 Langansyöttönopeus Ilmoittaa, että näytöllä D1 näkyy hitsauslangan syöttönopeus (m/min). Aktiivinen kaikkien MIG/MAGhitsausprosessien aikana. AM - Virtakaapeli 5.1 LIITÄNNÄT Noudata sähkökaapelien, jatkojohtojen liitännässä jäähdytysyksikön ohessa käyttöoppaan ohjeita. ja suojien toimitetun Merkkivalo L3 Hitsausvirta Ilmoittaa, että näytöllä D1 näkyy hitsausvirta (A). Säätönuppi M1 ISäätää näppäimellä T1 valittuja suureita valitun prosessityypin mukaan. 5.2 SUOJIEN KUVAUS 5.2.1 Jäähdytysnesteen painesuoja Suoja muodostuu nesteen syöttöpiiriin asennetusta AM AF AL AH AI AE AD AG Kuva. 12 113 M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Kuva. 13 Näyttö D1 Näyttää näppäimellä T1 valittujen ja säätönupilla M1 säädettyjen suureiden arvon. Valintanäppäin T2 Painettaessa lyhyesti valitsee aina säätönupilla M1 säädettävän suureen. Merkkivaloilla L4, L5 ja L6 näytetyt valittavat suureet riippuvat valitusta hitsausprosessista. Merkkivalo L4 Hitsausjännite Ilmoittaa, että näytöllä D2 näkyy jännite (V). Kun valokaari on sammutettu MIG/MAG-prosesseissa, näytöllä D2 näkyy esiasetettu jännite tai asetuskohta (kts. kappale 9.1 MIG/MAG-hitsaus). Hitsauksen aikana näytöllä D2 näkyy aina virtalähteen mittaama jännite. Merkkivalo L5 Kaaren pituus Synergisten MIG/MAG-hitsausprosessien (lukuun ottamatta MIG HD) aikana ilmoittaa, että näytöllä D2 näkyy valokaaren korjausarvo. Arvo 0 (nolla) vastaa valmistajan asettamaa kaaren pituutta. Säätönupilla M2 kaarta voidaan pidentää (positiiviset arvot) tai lyhentää (negatiiviset arvot) alueella -9,9 / +9,9. Merkkivalo L6 Impedanssi MIG/MAG-hitsausprosessien aikana ilmoittaa, että näytöllä D2 näkyy impedanssiarvo. Arvo 0 (nolla) vastaa valmistajan asettamaa impedanssia. 114 Säätönupilla M2 sitä voidaan pidentää (positiiviset arvot) tai lyhentää (negatiiviset arvot) alueella -9,9 / +9,9. Säätönuppi M2 Säätää näppäimellä T2 valittuja suureita valitun prosessityypin mukaan. Kun merkkivalo L4 (hitsausjännite) palaa ja käytössä on synerginen MIG/MAG-hitsausprosessi, säätönupin käyttö siirtää valinnan automaattisesti merkkivaloon L5 (kaaren pituus). Näyttö D2 Näyttää kaikkien hitsausprosessien aikana näppäimellä T2 tehdyt ja säätönupilla M2 säädetyt valinnat numeroina. Merkkivalo L7 Pallomainen asento Ilmoittaa synergisten MIG/MAG-prosessien aikana, että valittu virta- ja jänniteyhdistelmä saattaa muodostaa epävakaan kaaren ja roiskeita. Merkkivalo L8 Hold Syttyy automaattisesti hitsauksen lopussa ilmoittaakseen, että näytöllä D1 ja D2 näkyvät viimeiseksi mitatut kaksi virta- ja jännitearvoa. Merkkivalo L9 Turvatoiminto Ilmoittaa joidenkin kytkinten estotoiminnosta. Käyttäjä voi säätää ainoastaan käyttöpaneelin alueella olevat hitsausparametrit. Aktivoi toiminto painamalla ensin näppäintä T5, pitämällä se painettuna ja painamalla sitten lyhyesti näppäintä T2. Merkkivalo L9 syttyy ja ilmoittaa toiminnon olevan päällä. Poistu painamalla samalla tavoin näppäimiä T5 ja T2. Heti tämän jälkeen oletusasetukset: sillä näkyvät hitsauskoneen - Päivämäärä (päivä/ kuukausi/vuosi) ja kellonaika (tunti ja minuutit) - Synerginen MIGprosessi (merkkivalo L10 syttynyt) Näppäin T4 Lankatesti Langan asteittainen syöttö aina 8 m/min nopeudella ilman polttimen jännitettä ja kaasun ulostuloa Näppäin T3 Kaasutesti Painettaessa tätä näppäintä kaasua tulee ulos 30 sekunnin ajan. Uusi painaminen keskeyttää kaasuntulon. - Hitsauslangan tyyppi SG2 ø 1,0 mm - Kaasu Ar/18% CO2 - Käynnistystapa 2-tahtinen 2T Näytön alaosassa näkyvät tunnukset (MEM, PAR, 2T/4T ja JOB), jotka voidaan valita toimintanäppäimillä T6, T7, T8, T9 (kts. kappale 8). 6.2 ASETUSPANEELI (KUVA 14) Hitsauskoneen valikkojen ja lisätoimintojen nopea avaus, näyttö ja välitön käyttö. Muodostuu matriisinäytöstä D3, jolla näkyvät kaikki ohjelmointiin tarvittavat tiedot, selausnäppäimistä (T10, T11, T12 ja T13) eri valikkokohtien selaamiseksi, toimintanäppäimistä (T5, T6, T7, T8 ja T9) laitteistoohjelman muodostavien valikkojen avaamiseksi ja sarjasta merkkivaloja, jotka ilmoittavat käytössä olevan prosessityypin (L10, L11 ja L12) ja joitakin lisätoimintoja (L13, L14 ja L15). 6.3 HÄLYTYSTEN NÄYTTÖ Kun laite havaitsee väliaikaisen hälytyksen, näytöillä D1 ja D2 vilkkuu hälytyksen syyn osoittava tunnus. Esim: jos langansyöttöyksikön luukku on auki, näytöllä näkyy tunnus OPn. 6.4 VIRHEIDEN NÄYTTÖ Kun hitsauskone käynnistetään, näytöllä D3 näkyy noin 5 sekunnin ajan joitakin laitteen tilaan liittyviä tietoja (kts. kappale 7.4 Tietovalikko), esim. laitteisto-ohjelman versio. Jos laite havaitsee vakavan hälytystilan, näytöillä D1 ja D2 näkyy tunnus Err ja vastaava virhekoodi. Sammuta tässä tapauksessa laite ja ota yhteys huoltopalveluun (kts. kappale 10). T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 T9 L10 L11 L12 Kuva. 14 115 MIG HD 7 LAITTEEN OHJELMOINTI Main Menu - Päävalikko T10 L13 T13 L14 T12 T11 L15 Synerginen MIG/MAG-hitsaus suurella hitsiaineentuotolla MIG Root Synerginen MIG/MAG-hitsaus pystyhitsaukseen alaspäin MIG Man Perinteinen MIG/MAG-hitsaus TIG Hitsausprosessi sulamattomalla elektrodilla. Sopii kaikille metalleille lukuun ottamatta alumiinia, magnesiumia ja messinkiä. Kaaren kosketussytytys ilman korkeajännitettä. MMA Hitsausprosessi päällystetyllä ja sulavalla elektrodilla 7.1.2 T5 T6 T7 T8 T9 L10 L11 L12 Ohjelmointia varten tulee avata päävalikko painamalla ensin näppäintä T5 ja sitten näppäintä T6 (MENU) tai pikavalikosta, joka selostetaan kappaleessa 8. Päävalikon sisältä voidaan valita yksi keltaisella korostettu luettelokohta näppäimillä T10 ja T11. Näppäimellä T12 avataan vastaava alavalikko. Näppäimellä T13 palataan edelliseen valikkoon vahvistamalla samalla tehty valinta. Jos näytölle ilmaantuu alaspäin osoittava nuoli, kohtia on lisää, mutta ne eivät näy näytöllä. Tämä selausominaisuus koskee kaikkia laitteen valikkoja. Päävalikossa on seuraavat kohdat: - Process Params - Prosessiparametrit (kts. kappale 7.1) - Jobs - Työohjelmat (kts. kappale 7.2) - Settings - Asetukset (kts. kappale 7.3) - Information - Tiedot (kts. kappale 7.4) 7.1 VALIKKO PROCESS PARAMETRIT PARAMS - MIG/MAG- 7.1.3 (aktiivinen MIG/MAG- riippuvat valitusta Diameter - Halkaisija prosesseissa) Hitsauslangan halkaisijat materiaalityypistä. 7.1.4 Gas - Kaasu (aktiivinen MIG/MAG-prosesseissa) Käytettävät kaasut riippuvat valitusta materiaalityypistä. 7.1.5 Arc Length Corr - Kaaren pituuden korjaus (käytössä synergisessä MIG/MAG ja MIG Root -hitsauksessa) Kaaren pituuden korjaus (V) näppäimillä T10 ja T11 tai säätönupilla M2. PROSESSI- Prosessiparametrit -alavalikko avataan päävalikosta tai suoraan painamalla näppäintä T7 (PAR). Siinä luetellaan kaikki parametrit, jotka käyttäjä voi muuttaa valitun hitsausprosessin mukaan (merkkivalot L10, L11, L12). Prosessiparametrit -alavalikon sisältä päästään suoraan tallennustoimintoon painamalla näppäintä T6 (MEM) (kts. kappale 7.2.1). 7.1.1 Process - Prosessi Ensimmäinen parametri on hitsausprosessi. Näppäimellä T12 avataan prosessityypin valintanäyttö. Näppäimillä T10 ja T11 voidaan tehdä keltaisella korostettu valinta. Lisäksi niillä voidaan selata saatavilla olevia prosesseja. Valittavat hitsausprosessit ovat seuraavat: MIG Synerginen pulssi-MIG/MAG-hitsaus (tilattava, tuote 231). MIG Synerginen MIG/MAG-hitsaus 116 Material - Materiaali (aktiivinen prosesseissa) Hitsauslangan materiaalityypin valinta Kaaren pituuden korjaus MIN. MAKS. OLET. -9,9 V 9,9 V 0,0 V HUOMIO: säätönäytöllä näkyvät seuraavat arvot (samanlainen kaikille parametreille, joita koskee säätöalue): - korjattavan parametrin nimi - arvo ja mittayksikkö - säätöasteikko - lyhenteet: MIN. = minimisäätöarvo Näppäin T5 MAKS. = maksimisäätöarvo Näppäin T7 OLET. = oletusarvo Näppäin T6 7.1.6 Inductance Corr - Impedanssiarvon korjaus (käytössä kaikissa synergisissä MIG/MAGprosesseissa lukuun ottamatta MIG HD) Impedanssiarvon korjaus Impedenssiarvon korjaus MIN. MAKS. OLET. -9,9 9,9 0,0 7.1.7 Start Mode - Käynnistystapa (hitsauksen käynnistystavan valinta) 2T (aktiivinen MIG/MAG- ja TIG-prosesseissa) Laite aloittaa hitsauksen painettaessa polttimen kytkintä ja keskeyttää sen vapautettaessa kytkin. 4T (aktiivinen MIG/MAG- ja TIG-prosesseissa) Aloita hitsaus painamalla polttimen kytkintä ja vapauttamalla se. Keskeytä hitsaus painamalla ja vapauttamalla se uudelleen. 3L (aktiivinen synergisissä MIG/MAG-prosesseissa) Hitsaus aloitetaan painamalla polttimen kytkintä. Käytössä on käynnistysvirta-toiminnolla asetettu hitsausvirta. Virtaa pidetään yllä niin kauan kuin polttimen kytkin on painettuna. Vapautettaessa kytkin virta liittyy asetettuun hitsausvirtaan virrannousuaikaa vastaavan ajan kuluessa ja pidetään yllä polttimen kytkimen uuteen painamiseen asti. Painettaessa polttimen kytkintä seuraavan kerran hitsausvirta liittyy kolmanteen virtaan (kraatterintäyttövirta), joka on asetettu Crater Current -parametrillä virrannousuaikaa vastaavan ajan kuluessa. Virtaa pidetään yllä polttimen kytkimen vapautukseen asti. Hitsaus keskeytyy vapautettaessa kytkin. 3L-säädöt MIN. MAKS. OLET. Käynnistysvirta 10 % 200 % 135 % Virrannousuaika 0,1 s 10 s 0,5 s Kraatterintäyttövirta 10 % 200 % 60 % 7.1.8 Spot - piste / katko (ainoastaan MIG/MAG 2T- tai 4T-prosesseissa) OFF (oletus) ON Jos valitset ON, käytössä ovat seuraavat säädöt: MIN. MAKS. OLET. Pisteaika 0,3 s 25 s 1,0 s Katkoaika OFF 5s OFF 7.1.9 HSA - Automaattinen kuumakäynnistys (ainoastaan synergisissä MIG/MAG 2T- tai 4T-prosesseissa) Toiminto on estetty 3L-toiminnon ollessa päällä. Se toimii ainoastaan synergisillä ohjelmilla. Soveltuu erityisesti kuumakäynnistykseen hitsattaessa alumiinia. OFF (oletus) ON Jos valitset ON, käytössä ovat seuraavat säädöt: Käynnistysvirta Hitsaus aloitetaan käynnistysvirralla. Ensimmäisen virran kestoa säädetään käynnistysvirran ajalla. Kun aika on kulunut, virta liittyy hitsausvirtaan virrannousuajan kuluessa. 7.1.10 CRA - Kraatterin lopputäyttötoiminto (ainoastaan synergisissä MIG 2T- tai 4T-prosesseissa) OFF (oletus) ON Jos valitset ON, käytössä ovat seuraavat säädöt: MIN. MAKS. OLET. Virrannousuaika 0,1 s 10 s 0,5 s Kraatterintäyttövirta 10 % 200 % 60 % Kraatterintäyttövirran aika 0,1 s 10 s 0,5 s 7.1.11 Soft Start - Lähestyminen (ainoastaan MIG/MAG-prosesseissa) Langansyöttönopeus ilmaistuna asetetun hitsausnopeuden prosenttimääränä ennen kuin se koskee hitsattavaan kappaleeseen. Lähestymisnopeus MIN. MAKS. OLET. 1% 100 % Auto 7.1.12 Burnback - Ulostulevan hitsauslangan pituus (ainoastaan MIG/MAG-prosesseissa) Käytetään kaasusuuttimesta ulostulevan langan pituussäätöön hitsauksen jälkeen. Ulostulevan hitsauslangan pituuden säätö MIN. MAKS. OLET. 4 ms 250 ms Auto 7.1.13 Double Level - Kaksi virtatasoa (tilattava, tuote 233) (ainoastaan synergisissä MIG/MAG-prosesseissa) Tässä hitsauksessa virranvoimakkuutta säädetään kahdella tasolla. Ennen kahden virtatason hitsauksen asetusta tulee tehdä lyhyt hitsi langansyöttönopeuden ja samalla virran määrittämiseksi, jotta suoritettavan liitoshitsin tunkeutuminen ja leveys ovat optimaalisia. Tämä määrää langansyöttönopeuden (ja samalla virran), joihin lisätään ja joista vähennetään (vuorotellen) asetetut metrit minuutissa. Ennen suoritusta tulee muistaa, että asianmukaisessa hitsissä palot asettuvat päällekkäin vähintään 50 %. OFF (oletus) ON Jos valitset ON, käytössä ovat seuraavat säädöt: MIN. MAKS. OLET. 0,1 Hz 5 Hz 1,5 Hz MIN. MAKS. OLET. Taajuus 10 % 200 % 135 % Pulssiväli 0,1 m 3,0 m 1,0 m 25 % 75 % 50 % -9,9 9,9 0,0 Käynnistysvirran aika 0,1 s 10 s 0,5 s Käyttösuhde Virrannousuaika 0,1 s 10 s 0,5 s Kaaren korjaus 117 Nopeuden korjaus MIN. MAKS. OLET. -9,9 % 9,9 % 0,0 % 7.2 VALIKKO JOB - TYÖOHJELMA Tässä osassa voidaan tallentaa, hakea, muuttaa, kopioida tai poistaa työohjelmia. Korosta päävalikon Jobs-kohta näppäimellä T11 ja siirry alavalikkoon näppäimellä T12. 7.1.13.1 Frequency - Taajuus (kaksi virtatasoa) Taajuus (Hz) on jaksojen määrä sekunnissa. Jaksolla tarkoitetaan korkean ja alhaisen nopeuden vuorottelua. Alhainen nopeus ei saa aikaan tunkeutumista. Hitsaaja tarvitsee sitä siirtyäkseen palosta seuraavan palon suoritukseen. Korkea nopeus vastaa maksimivirtaa, saa aikaan tunkeutumisen ja tekee palon. Tässä tapauksessa hitsaaja pysähtyy tekemään palon. 7.1.13.2 Pulse Step - Pulssiväli: nopeuden vaihteluväli m/ min Vaihtelu määrää edellä selostetun viitenopeuden lisäyksen ja vähennyksen (m/min). Kuten muiden parametrien kohdalla määrän lisäys saa aikaan leveämmän palon ja suuremman tunkeutumisen. 7.1.13.3 Duty Cycle - Käyttösuhde: kahden virtatason aika Suuremman nopeuden/virran aika suhteessa jakson kestoon (%). Kuten muiden parametrien kohdalla määrää palon halkaisijan ja tunkeutumismäärän. 7.1.13.4 Arc Length Cor - Kaaren pituuden korjaus Säätää kaaren pituuden suuremmalle nopeudelle/virralle. Huomio: jotta säätö on hyvä, kaaren pituuden tulee olla sama kummallekin virralle. 7.1.14 "Double Pulse" - Kaksoispulssi Käynnistyy automaattisesti hankittaessa päivitysosaa (tuote 231 ja 233). Katso toiminta kappaleesta 7.1.13. MIN. MAKS. OLET. 0s 10 s 0,1 s 7.1.16 Postflow - Jälkikaasu (kaikki prosessit lukuun ottamatta MMA) Jälkikaasu MIN. MAKS. OLET. 0s 10 s 3s 7.1.17Speed Corr - Nopeuden korjaus (ainoastaan MIG HD -prosesseissa) Langansyöttönopeuden prosenttikorjaus oletusnopeuteen 118 Työohjelman numero, hitsausprosessi ja langan halkaisija näytetään näytöllä. Kun työohjelma on tallennettu, näytön alaosassa näytetään tunnuksia näppäinten T6, T7, T8 ja T9 kohdalla: - DEL: poistaa valitun työohjelman. - RCL: hakee valitun työohjelman muutosta varten. - COPY: kopioi valitun työohjelman ja tallentaa sen toiseen muistipaikkaan. 7.3 VALIKKO Settings - Asetukset Tässä osassa voidaan asettaa tai muuttaa hitsauskoneen tärkeimmät asetukset. Valitse päävalikosta (kts. kappale 7) Settingsvalikko näppäimellä T10 ja aseta se näytölle näppäimellä T11. kaksi 7.1.15 Prefow - Esikaasu (kaikki prosessit lukuun ottamatta MMA) Esikaasu 7.2.1 Työohjelman tallennus Kun olet suorittanut edellä selostetut säädöt ja asetukset, valitse näppäimillä T10 ja T11 muistipaikka ja paina näppäintä T6 (SAVE) tallentaaksesi. suhteessa Seuraavassa luetellaan kaikki parametrit, joita käyttäjä voi muuttaa: - Welding - Machine - Factory Setup - Languages Näppäimellä T12 avataan valittua parametriä vastaava alavalikko. 7.3.1 Valikko Welding - Hitsaus Tässä alavalikossa luetellaan hitsausparametrejä: - H2O MIG/TIG Asettaa käynnistyksen. Säädöt: ON-OFF-Auto (oletus: OFF) sarja muutettavia jäähdytysyksikön Jos valitset Auto, yksikkö käynnistyy yhdessä laitteen kanssa. Ellei polttimen kytkintä paineta, se sammuu 30 sekunnin kuluttua. Painettaessa polttimen kytkintä yksikkö alkaa toimia. Se sammuu 3 minuutin kuluttua kytkimen vapautuksesta. Jos haluat käyttää tallennettua työohjelmaa, paina näppäintä T9 (JOB). Jotta näet kaikki ohjelman asetukset, vahvista valinta näppäimellä T9 (OK) ja paina näppäintä T7 (PAR). 8.5 H2O (kts. kappale 7.3.1) - Quality Control - Laadunvalvonta Säätö ON - OFF (oletus: OFF) (toimitetaan tilauksesta) 8.6 WIZ WIZARD - Max inching - Maksimilangansyöttö Tarkoituksena on pysäyttää hitsauskone, jos käynnistyksen jälkeen lankaa tulee ulos asetettu pituus (cm) ilman virtaa. Säätö OFF - 50 cm (oletus: OFF) Wizard on ohjattu toimenpide, jonka avulla käyttäjä voi suorittaa valinnat nopeasti halutun hitsausprosessin mukaan. Toimintoon päästään painamalla ensin näppäintä T5 ja sitten näppäintä T9 (WIZ). - Push-Pull Force Kun asennat push-pull-polttimen (tuote 2008), käyttöön otetaan jäädytysyksikkö ja PPF-toiminto (Push Pull Force). Tämä toiminto säätää push-pullpolttimen moottorin vetomomentin, niin että langan syöttö on lineaarista. 7.3.2 Valikko Machine - Laitteen asetukset Käytettävissä on seuraavat alavalikot: - Clock Setup - Kellon säätö 7.3.3 Valikko Factory Setup - Oletusasetusten kuittaus Palauttaa tehtaalla asetetut oletusasetukset. Kuittaustapoja on kolme: - All Asettaa kaiken uudelleen. - Jobs only Asettaa ainoastaan työohjelmat uudelleen. - Exclude jobs Asettaa kaiken uudelleen lukuun ottamatta tallennettuja työohjelmia. 7.3.4 Valikko Languages - Kielen asetus Tästä osasta voidaan valita näyttöviestien kieli. 7.4 TIETOVALIKKO Tässä osassa näytetään joitakin virtalähteen ohjelmistoon liittyviä tietoja. 8 PIKAVALIKKO Näytön D3 alaosassa on sivusta riippuen joitakin näppäimiä yleisimpien toimintojen nopeaan avaukseen. 8.1 MEM - TALLENNUS (kts. kappale 7.2.1) Jos haluat tallentaa hitsausohjelman, paina näppäintä T6, valitse näppäimillä T10 ja T11 ohjelmanumero ja paina uudelleen näppäintä T6 tallentaaksesi hitsaustilan. 8.2 PAR - PROSESSIPARAMETRIT (kts. kappale 7.1) 8.3 2T/4T - KAKSI TAHTIA / NELJÄ TAHTIA (kts. kappale 7.1.7) 8.4 JOB - TYÖOHJELMAT T5 T6 T7 T8 T9 Ensimmäinen ehdotettu valinta on hitsausprosessi. Prosessi valitaan näppäimillä T10 ja T11. Kun painat näppäintä T9 (NEXT), pääset suoraan materiaalin valintanäyttöön. Voit palata edelliseen näyttöön näppäimellä T6 (PREV). Näppäinten T9 ja T6 sijaan on mahdollista käyttää näppäimiä T12 ja T13. Seuraava näyttö koskee halkaisijaa, sitä seuraava kaasua ja viimeinen käynnistystyyppiä Start Mode. Lopeta painamalla END. 9 HITSAUS • Valmistele hitsauskone kappaleen 3 Käyttöönotto ohjeiden mukaan. • Noudata Wizard-valikon kappale 8.1 tai Par-valikon kappale 7.1 ohjeita. 9.1 MIG/MAG-HITSAUS Process Params -valikosta löytyvät kohdat, joita voidaan säätää tässä prosessissa: Tämä hitsauskone tarjoaa laajan valikoiman MIG/MAGhitsausprosesseja, jotka luetellaan seuraavassa: 9.1.1 MIG Synerginen MIG/MAG-hitsaus Tämän hitsausprosessityypin ominaisuutena on SYNERGIA, jolla tarkoitetaan valmistajan asettamaa suhdetta langan nopeuden (virta), jännitteen ja impedanssin välillä hyvän hitsaustuloksen saamiseksi. Toimi seuraavasti: • Valitse paksuuden merkkivalo näppäimellä T1. 119 • Aseta työstöpaksuus kääntämällä säätönuppia M1. • Suorita hitsaus. • Ellei kaaren pituus ole oikea, muuta se säätönupilla M2. 9.1.2 MIG Man. Perinteinen MIG/MAG-hitsaus Valitse langan tyyppi ja halkaisija ja suojakaasun tyyppi. Tässä hitsausprosessissa käyttäjän tulee asettaa langansyöttönopeus, jännite ja impedanssiarvo. 9.1.3 MIG HD. Synerginen MIG/MAG-hitsaus suurella hitsiaineentuotolla Tämän prosessityypin ominaisuutena on mahdollisuus lisätä langansyöttönopeutta hitsausjännitteen mukaan. Tämä vähentää liitoksen suoritusaikaa ja vääristymiä ja kasvattaa tuottoa. Prosessi on synerginen, mutta se eroaa muista säätötavaltaan: seuraa synergistä käyrää kääntämällä säätönuppia M2, joka muuttaa hitsausjännitteen. Tämän jälkeen langansyöttönopeus (hitsausvirta) voidaan muuttaa säätönupilla M1. Esimerkki: Valitse tämä prosessi edellä annettujen ohjeiden mukaan. Valitse näppäimellä T1 langansyöttönopeuden merkkivalo L2 ja näppäimellä T2 jännitteen merkkivalo L4. Näytöllä D1 näkyy langansyöttönopeus ja näytöllä D2 jännite. Kun käännät säätönuppia M2, jännitearvo ja langansyöttönopeus muuttuvat tehtaalla asetetun synergisen käyrän mukaan. Kun käännät säätönuppia M1 yhden kerran, näytölle D3 avautuu langansyöttönopeuden korjausta koskeva sivu. 9.1.5 MIG Synerginen pulssi-MIG/MAGhitsaus (tilattava, tuote 231) Tässä hitsausprosessissa täyteaine siirtyy pulssiaallon muodossa ja valvotulla energialla, niin että sulat materiaalipisarat irtoavat jatkuvasti ja siirtyvät työstettävän kappaleen pinnalle ilman roiskeita. Tuloksena on hyvin liitetty hitsi millä tahansa materiaalipaksuudella ja -tyypillä. Hitsausparametrit säädetään samoin kuin synergisessä MIG/MAG-hitsauksessa. 9.2 MMA-HITSAUS Jos käytössä on kompakti laite, liitä elektrodinpitimen kaapelin liitin liittimeen E ja maadoituskaapelin liitin liittimeen G. Noudata elektrodien valmistajan ilmoittamia napaisuuksia. Jos laitteessa on erillinen langansyöttölaite, se tulee pitää liitettynä virtalähteeseen. Liitä elektrodinpitimen kaapelin liitin liittimeen X ja maadoituskaapelin liitin liittimeen G. Noudata elektrodien valmistajan ilmoittamia napaisuuksia. Kun valitset tämän prosessin, virtalähde on valmis tuottamaan virtaa viiden sekunnin kuluttua. Jos laite tulee esiasettaa MMA-hitsaukselle, noudata Wizard-valikon kappale 8.1 tai Par-valikon kappale 7.1 ohjeita. Process Params -valikosta löytyvät kohdat, joita voidaan säätää tässä prosessissa: • Kuumakäynnistys Kaaren sytytyshetkellä syntyvä ylivirta Kuumakäynnistys 9.1.4 MIG Root Synerginen MIG/MAG-hitsaus Tämä prosessi on kehitetty päittäisliitosten pystyjuurihitsauksiin alaspäin. Se soveltuu raudalle ja ruostumattomalle teräkselle. 120 MAKS. OLET. 0% 100 % 50 % • Arc Force Kaaren dynaamisen ominaisuuden säätö Arc Force Kun jatkat säätönupin M1 kääntämistä, näytöllä näkyy prosenttipoikkeama nollasta, joka vastaa tehtaalla asetettua nopeutta. Näytöllä D1 näkyy uusi nopeus. Kun korjausarvolla saavutetaan synergisen käyrän maksimi- tai miniminopeus, näytölle D3 ilmaantuu viesti Speed limit. Langansyöttönopeuden korjauksella ei muuteta hitsaukseen suositeltuja paksuusarvoja eikä virtaarvoja. Hitsausnopeutta voidaan kuitenkin kasvattaa. Langansyöttönopeuden muutos säätönupilla M1 ei muuta edellä asetettua hitsausjännitettä. Kun hitsaus on suoritettu ja merkkivalo L8 Hold on syttynyt, näytöllä D1 näkyy muutettua langansyöttönopeutta vastaava hitsausvirta. MIN. MIN. MAKS. OLET. 0% 100 % 30 % Näytöllä D2 näkyy hitsauksen aikana mitattu kaarijännite. Näytöllä D1 näkyy: - ennen hitsausta säätönupilla M1 asetettu virta - hitsauksen aikana mitattu hitsausvirta - hitsauksen jälkeen viimeiseksi mitattu virta-arvo (merkkivalo L8 HOLD syttynyt) 9.3 TIG-HITSAUS 9.3.1 Laitteet, joissa on erillinen langansyöttölaite Liitä maadoituskaapeli positiiviseen napaan X ja kärryn/ virtalähteen liitännän tehokaapelin liitin negatiiviseen napaan G. Liitä poltin euroliittimeen F. Tälle hitsauskonetyypille sopiva poltin on tuote 1259. 9.3.2 Kompaktit laitteet Liitä maadoituskaapeli positiiviseen napaan E ja poltin negatiiviseen napaan G. Liitä kaasuletku liittimeen H. Jos laite tulee esiasettaa TIG-hitsaukselle, noudata Wizard-valikon kappale 8.1 tai Par-valikon kappale 7.1 ohjeita. Process Params -valikosta löytyvät kohdat, joita voidaan säätää tässä prosessissa: • Start Mode - Käynnistystapa Katso kappale 7.1.7. • Final Slope - Virranlaskuaika (ainoastaan 2T tai 4T) Aika sekunneissa, jonka kuluessa virta siirtyy hitsauksesta kaaren sammutukseen. Virranlaskuaika MIN. MAKS. OLET. 0,0 s 10 s 0,5 s • Pulse - Pulssi (tilattava, tuote 234) Pulssi-TIG-hitsaus. Tässä hitsaustyypissä virranvoimakkuutta muutetaan kahdella tasolla ja määrätyllä taajuudella. 10 VIRHEKOODIT NÄYTTÖ TRG vilkkuva VIRHEEN KUVAUS Käynnistyskytkin on painettuna käynnistettäessä laite tai suljettaessa langansyöttölaitteen luukku. Err 54 Err 56 Oikosulku toisiopiirissä Poikkeustila hitsauksessa Err 57 Langansyöttöyksikön moottorin liiallinen virta (tarkista langansyöttörullat, langanjohtimen sisällä oleva lanka ja langansyöttölaitteen moottori) Err 58 Laitteisto-ohjelmaversioiden yhteensopimattomuusvirhe tai virhe itsepäivityksen aikana (toista päivitystoimenpide) Err 61 Err 62 TH 0 TH 1 Alhainen sähköjännite Korkea sähköjännite Lähtödiodien ylikuumeneminen IGBT ylikuumeneminen H2O vilkkuva Jäähdytyspumpun ongelma ja Err 75 (painekytkin) H2O nc OPN ITO • Pulse level - Pulssitaso Virran säätö tälle hitsausprosessille välttämättömästä kahdesta virta-arvosta alhaisempaan. Näytöllä näkyy virran prosentti suhteessa päävirtaan, joka asetettiin ennen alavalikon avausta. Pulssitaso MIN. MAKS. OLET. 1% 100 % 50 % Jäähdytyspumpun ongelma (ei liitetty) Langansyöttölaitteen luukku auki Kts. kappale 7.3.1 Hitsaus-valikko - Maksimilangansyöttö.. Jos virhekoodit poikkeavat luetelluista, ota yhteys huoltopalveluun. 11 HUOLTO Ainoastaan ammattitaitoiset henkilöt saavat huoltaa laitetta standardin CEI 26-29 (IEC 60974-4) mukaan. 11.1 VIRTALÄHTEEN HUOLTO • Frequency - Taajuus Pulssitaajuus Taajuus MIN. MAKS. OLET. 0,1 Hz 500 Hz 1,1 Hz • Duty - Käyttösuhde Korkeimman virran kestoaika, joka ilmaistaan prosentteina suhteessa taajuuden määräämään aikaan Käyttösuhde MIN. MAKS. OLET. 10 % 90 % 50 % Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että kytkin T on O-asennossa ja että virtakaapeli on irrotettu verkosta. Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt metallipöly paineilmalla. 11.2 KORJAUKSEN JÄLKEEN Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen, niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti toisistaan. Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan aikana kuumenevia osia. Asenna kaikki nippusiteet takaisin alkuperäisille paikoilleen, ettei johtimen tahaton rikkoutuminen tai irtoaminen aiheuta kontaktia ensiö- ja toisiopuolen välillä. Asenna lisäksi ruuvit ja hammasaluslaatat takaisin alkuperäisille paikoilleen. 121 INDEKS 1 SIKKERHEDSFORANSTALTNINGER ..........................................................................................................................................123 1.1 ADVARSELSSKILT ...................................................................................................................................................................123 2 GENEREL BESKRIVELSE ..............................................................................................................................................................124 2.1 FORKLARING TIL DEN TEKNISKE DATA .........................................................................................................................124 3 INSTALLATION OG IGANGSÆTNING .........................................................................................................................................124 3.1 LØFT .................................................................................................................................................................................124 3.2 SAMLING .................................................................................................................................................................................124 3.3 TILSLUTNING AF EVENTUELLE FORLÆNGER- LEDNINGER .....................................................................................125 3.4 TILSLUTNING AF SVEJSEPISTOL .......................................................................................................................................126 3.5 MONTERING AF AFKØLINGSGRUPPE (ART. 1683-DER LEVERES VED ANMODNING) .........................................126 3.6 PLACERING ..............................................................................................................................................................................126 3.6.1 SKRÅ FLADER ..............................................................................................................................................................126 3.7 IGANGSÆTNING .....................................................................................................................................................................126 4 BESKRIVELSE AF GENERATOR ..................................................................................................................................................127 5 BESKRIVELSE AF AFKØLINGSGRUPPEN .................................................................................................................................129 5.1 TILSLUTNINGER .....................................................................................................................................................................129 5.2 BESKRIVELSE AF BESKYTTELSERNE ..............................................................................................................................129 5.2.1 BESKYTTELSE AF KØLEVÆSKETRYK ...................................................................................................................129 5.2.2 SIKRING (T 2A/250V-Ø 5X20) .....................................................................................................................................129 5.3 IGANGSÆTNING .....................................................................................................................................................................129 6 BESKRIVELSE AF STYREPANEL .................................................................................................................................................129 6.1 KONTROLPANEL .....................................................................................................................................................................129 6.2 INDSTILLINGSPANEL ............................................................................................................................................................131 6.3 VISUALISERING AF ALARMER ..........................................................................................................................................132 6.4 VISUALISERING AF FEJL ......................................................................................................................................................132 7 PROGRAMMERING AF MASKINEN ”MAIN MENU” - ”HOVEDMENU” ..............................................................................132 7.1 MENU ”PROCESS PARAMS” - ”PROCESPARAMETRE” ..................................................................................................132 7.1.1 ”PROCESS” - ”PROCES” ...............................................................................................................................................132 7.1.2 ”MATERIAL” - ”MATERIALE” ...................................................................................................................................132 7.1.3 ”DIAMETER”- ”DIAMETER” ......................................................................................................................................132 7.1.4 ”GAS” ..............................................................................................................................................................................132 7.1.5 ”ARCLENGTHCORR”- ”KORREKTION AF LYSBUELÆNGDE” ...........................................................................133 7.1.6 ”INDUCTANCE CORR”- ”KORREKTION AF IMPEDANSVÆRDI” ......................................................................133 7.1.7 ”START MODE”- ”STARTMÅDE” ..............................................................................................................................133 7.1.8 ”SPOT” - ”PUNKTSVEJSNING / INTERMITTENS” .................................................................................................133 7.1.9 “HSA”- “AUTOMATISK HOT START” ........................................................................................................................133 7.1.10 ”CRA”- ”SLUTKRATERFYLDNING” .........................................................................................................................133 7.1.11 ”SOFT START”- ”TILNÆRMELSE” ............................................................................................................................133 7.1.12 “BURNBACK” ................................................................................................................................................................134 7.1.13 ”DOUBLE LEVEL”- ”DOBBELT NIVEAU” ...............................................................................................................134 7.1.13.1 ”FREQUENCY”- ”FREKVENS” AF DET DOBBELTE NIVEAU ................................................................134 7.1.13.2 ”PULSESTEP”: ER AMPLITUDEN AF HASTIGHEDSVARIATIONEN I M/MIN ...................................134 7.1.13.3 ”DUTY CYCLE”: DOBBELT NIVEAU TID ..................................................................................................134 7.1.13.4 ”ARCLENGTHCOR” -”KORRIGERING AF LYSBUENS LÆNGDE” .........................................................134 7.1.14 "DOUBLE PULSE" - "DOBBELT PULSERING". ........................................................................................................134 7.1.15 ”PREFOW”- ”FOR GAS” ...............................................................................................................................................134 7.1.16 “POSTFLOW”- “EFTER GAS”. .....................................................................................................................................134 7.1.17 ”SPEEDCORR”- ”HASTIGHEDSKORREKTION” .....................................................................................................134 7.2 MENU “JOB”. ............................................................................................................................................................................134 7.2.1 GEMME ET ”JOB” PROGRAM I HUKOMMELSEN .................................................................................................134 7.3 MENU ”SETTINGS” - ”INDSTILLINGER” ...........................................................................................................................135 7.3.1 MENU ”WELDING” - ”SVEJSNING” .........................................................................................................................135 7.3.2 MENU ”MACHINE”- ”MASKININDSTILLINGER” .................................................................................................135 7.3.3 MENU ”FACTORY SETUP” - ”GENOPRETTELSE AF DE FORUDBESTEMTE INDSTILLINGER” .................135 7.3.4 MENU ”LANGUAGES” - ”SPROGINDSTILLING” ...................................................................................................135 7.4 MENU INFORMATIONER ......................................................................................................................................................135 8. HURTIG-ADGANG ...........................................................................................................................................................................135 8.1 ”MEM” - ”GEMME I HUKOMMELSE” .................................................................................................................................135 8.2 ”PAR” - ”PROCESPARAMETRE” ...........................................................................................................................................135 8.3 ”2T/4T” - ”TO TIDER / FIRE TIDER” .....................................................................................................................................135 8.4 ”JOB”- ”ARBEJDSPROGRAMMER” ......................................................................................................................................135 8.5 ”H2O” .................................................................................................................................................................................135 8.6 ”WIZ” WIZARD ........................................................................................................................................................................136 9. SVEJSNING .................................................................................................................................................................................136 9.1 MIG/MAG SVEJSNING ............................................................................................................................................................136 9.1.1 MIG ---- SYNERGISK MIG/MAG SVEJSNING ........................................................................................................136 9.1.2 MIG MAN. KONVENTIONEL MIG/MAG SVEJSNING ...........................................................................................136 9.1.3 MIG HD. SYNERGISK MIG/MAG HØJ AFSÆTNINGSSVEJSNING ......................................................................136 9.1.4 MIG ROOT SYNERGISK MIG/MAG SVEJSNING ...................................................................................................136 9.1.5 MIG PULSERENDE MIG/MAG SYNERGISVEJSNING ...............................................................................136 9.2 MMA SVEJSNING ....................................................................................................................................................................137 9.3 TIG SVEJSNING .......................................................................................................................................................................137 9.3.1 MASKINER MED SEPARAT TRÅDFREMFØRING .................................................................................................137 9.3.2 KOMPAKTE MASKINER .............................................................................................................................................137 10 FEJLKODER .................................................................................................................................................................................138 11. VEDLIGEHOLDELSE .......................................................................................................................................................................138 11.1 VEDLIGEHOLDELSE AF GENERATOR ...............................................................................................................................138 11.2 FORHOLDSREGLER EFTER ET REPARATIONSINDREB ................................................................................................138 122 INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr.3.300.758 STØJ Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. ELEKTROMAGNETISKE FELTER - kan være skadelige . • Strøm, der løber igennem en leder, skaber elektromagnetiske felter (EMF). Svejse- og skærestrøm skaber elektromagnetiske felter omkring kabler og strømkilder. • Elektromagnetiske felter, der stammer fra høj strøm, kan påvirke pacemakere. Brugere af elektroniske livsnødvendige apparater (pacemaker) skal kontakte lægen, inden de selv udfører eller nærmer sig steder, hvor buesvejsning, skæresvejsning, flammehøvling eller punktsvejsning udføres. • Eksponering af elektromagnetiske felter fra svejsning eller skæring kan have ukendte virkninger på helbredet. Alle operatører skal gøre følgende for at mindske risici, der stammer fra eksponering af elektromagnetiske felter: Sørg for, at jordkablet og elektrodeholder- eller svejsekablet holdes ved siden af hinanden. Tape dem om muligt sammen. Sno ikke jordkablerne og elektrodeholder- eller svejsekablet rundt om kroppen. Ophold dig aldrig mellem jordkablet og elektrodeholdereller svejsekablet. Hvis jordkablet befinder sig til højre for operatøren, skal også elektrodeholdereller svejsekablet være på højre side. Slut jordkablet til arbejdsemnet så tæt som muligt på svejseeller skæreområdet. Arbejd ikke ved siden af strømkilden. EKSPLOSIONER · Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med håndtering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10.(Cl. A) Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder forbundet med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. 1.1 ADVARSELSSKILT Den følgende nummererede tekst svarer til skiltets nummererede bokse. B. Trådfremføringens små ruller kan såre hænderne. C. Svejseledningen og trådfremføringsgruppen er under spænding i løbet af svejsningen. Hold hænder og metalting på afstand. 1. Elektriske stød der fremprovokeres fra svejsningens elektrode eller fra kablet kan være dødelige. Man 123 skal beskytte sig på en passende måde mod faren for elektriske stød. Vær iført isolerende handsker. Rør ikke ved elektroden med bare hænder. Vær ikke iført fugtige eller beskadigede handsker. Vær sikker på at være isolerede fra stykket der skal svejses og fra grunden Frakobl forsyningskablets stik inden man skal arbejde på maskinen. Indånding af uddunstning kan være sundhedsfarligt. Hold hovedet fjernt fra uddunstningen. Anvend et anlæg med forceret ventilation eller med lokalt aftræk for at fjerne uddunstningen. Brug en sugepumpe for at fjerne uddunstningen. Gnisterne der fremprovokeres ved svejsningen kan forårsage eksplosioner eller brande. Hold antændelige materialer fjernt fra svejseområdet. Gnisterne der fremprovokeres ved svejsningen kan forårsage brande. Hav en brandslukker lige i nærheden og lad en person være klar til at bruge den. Svejs aldrig lukkede beholdere. Lysbuens stråler kan brænde øjnene og give forbrændinger på huden. Vær iført sikkerhedshjelm og -briller. Brug passende beskyttelser til ørerne og kittel med opknappet hals. Brug en filtrerende ansigtsmaske med en korrekt gradation. Vær iført en komplet kropsbeskyttelse. Læs vejledningerne inden maskinen bruges eller inden der foretages en hvilken som helst operation på den. Fjern ikke eller tildæk ikke advarselsskiltene 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. 2 GENEREL BESKRIVELSE Apparatet er et multiprocesanlæg der er egnet til MIG/ MAG, TIG (DC) svejsning med kontakttænding af lysbuen og MMA (med undtagelse af celluloseelektroder), der er lavet med inverter teknologi. Apparatet må kun bruges til det brug der beskrives i manualen. Apparatet må ikke bruges til optøning af rør. I2. U2. U1. Svejsestrøm Sekundær spænding med I2 strøm Nominel forsyningsspænding. I multispændingsmodellerne ”Multi Voltage” vil maskinen automatisk stille sig i anlæggets forsyningsspænding hvortil det er tilsluttet. 3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz. I1 Max Max. strømforbrug ved den tilsvarende strøm I2 og spænding U2. I1 eff Er den maksimale værdi af strømforbruget når der tages højde for driftsfaktoren. Normalt, svarer denne værdi til sikringens kapacitet (af forsinket type) der skal bruges som beskyttelse til apparatet. IP23S Beklædningens beskyttelsesgrad. Grad 3 som andet ciffer betyder at apparatet kan oplagres, men ikke bruges udendørs under regn, medmindre det befinder sig under beskyttede forhold. Egnet til at arbejde i omgivelser med øget S risiko. BEMÆRKNING: 1- Apparatet er derudover bygget til at kunne arbejde i omgivelser med kontaminationsgrad 3. (Se IEC 60664). 2- Udstyret er i overensstemmelse med normen IEC 610003-12 såfremt at den maksimale impedans Zmax der tillades af anlægget er mindre end eller lig med 0,090 (Art. 318 og 319)-0,051 (Art. 320) ved interfacepunktet mellem brugerenheden og nettet. Det er installatørens eller udstyrets brugers ansvar at garantere, ved eventuelt at rådspørge el-distributionsnettets operatør, at udstyret er tilsluttet en forsyning med en maksimal impedans der tillades af Zmax systemet der er mindre end eller lig med 0,090 (Art. 318 og 319)-0,051 (Art. 320). 3 INSTALLATION OG IGANGSÆTNING. 3.1 LØFT (FIG. 1). 2.1 FORKLARING TIL DEN TEKNISKE DATA Apparatet er bygget efter de følgende standarder: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (se fodnote 2). N°. Serienummer der skal oplyses ved hver henvendelse vedrørende svejseapparatet. 3~ Trefaset statisk frekvensomformertransformator-ensretter. MIG Egnet til MIG-MAG svejsning. f1 f2 MMA Egnet til svejsning med beklædte elektroder. TIG Fig. 1 Egnet til TIG svejsning. 3.2 SAMLING U0. X. 124 Sekundær spænding uden belastning. Procentvis driftsfaktor. Driftsfaktoren udtrykker procentdelen af 10 minutter hvor svejseapparatet kan arbejde ved en bestemt strøm uden at overophedes. • I alle generatorer er det nødvendigt at montere de to bagerste hjul ved forinden at have sat hjulakslen i (fig. 2) . 3.3 TILSLUTNING AF EVENTUELLE FORLÆNGERLEDNINGER • Blokér forbindelsen BA’s ekstremitet, ved at sætte den lille tunge BB i bunden af maskinen som vist i Fig. 4. BA Fig. 2 • For maskinerne på vogn er det nødvendigt at montere hjulene både på trådfremføringsvognen som på generatoren; de små hjul som leveres sammen med skruerne skal monteres på bunden af trådfremføringsvognen ligesom også svejsepistolholder, derefter skal man placere vognen i position. (se figur 3). BB Fig. 4 • Udfør tilslutningerne bagpå generatoren, som vist i Fig. 5 Fig. 5 • Undgå at anbringe tilslutningen i spoleform for således at mindske de induktive effekter der kunne få indflydelse på svejseresultatet. • Slut den anden ekstremitet på forbindelsen BA til trådfremføringsvognen som vist i Fig. 6. Fig. 3 125 Åbn lugen på trådfremføringsvognens rum. Fjern dækningen CA på trådfremføringsgruppen. Udløs trådtrykkerrullerne vha. trykreguleringsknappen BN. Skift rullerne ud og monter igen dækningen CA. Sæt tråden i fremføringen og i svejsepistolens kappe. Blokér trådtrykkerrullerne med knappen BN og regulér trykket. Forbind jordledningen (medleveret) til fatningen D. Forbind gasslangen til koblingen G. 3.5 MONTERING AF AFKØLINGSGRUPPE (ART. 1683 DER LEVERES VED ANMODNING ART. 318-319) (Fig.9) Fig. 6 • Kølevæskeslangerne skal forbindes til lynkoblingerne der findes i bunden på trådfremføringsvognen (se Fig. 7), ved samtid at overholde farverne der vises på vognens forreste del. Fig. 9 I tilfælde hvor man bruger afkølingsgruppen, skal man følge følgende retningslinjer: • Fjerne panelet M • Sætte afkølingsgruppen indeni rummet således at man fra den forreste del kan se hullet til kontrol af væskeniveauet. • Sætte den fast på svejseapparatets transportvogn med de medleverede skruer til selve gruppen. Fig. 7 3.6 PLACERING 3.4 TILSLUTNING AF SVEJSEPISTOL. • Tilslut svejsepistolen den centrale tilkobling F. • Montér trådens spole. • Kontrollér at rullernes hals svarer til diameteren på tråden der anvendes. For en eventuel udskiftning skal man foretage følgende (Fig. 8): BN CA 126 BN Fig. 8 Placér svejseapparatet således at der findes en fri luftcirkulation indeni og for så vidt som muligt at undgå at der skulle komme metalstøv eller andre støvformer ind i apparatet. 3.6.1 Skrå flader. Eftersom at svejseapparatet er designet med hjul uden bremser, skal man sørge for ikke at placere maskinen på skrå overflader, for at undgå kipning eller en ukontrolleret bevægelse af denne. 3.7 IGANGSÆTNING • Maskinens installation skal udføres af et kvalificeret personale. • Samtlige tilslutninger skal foretages i overensstemmelse med de gældende normer (IEC/CEI EN 60974-9) og i fuld overholdelse af lovgivningen om sikkerhed. • Montér stikket på fødeledningen ved især at være opmærksom ved tilslutning af den gulgrønne leder til jord (pol). A N V B L S D Q T U E F R H G V M W Fig. 10 • Kontrollér at forsyningsspændingen svarer til den nominelle spænding på svejseapparatet. • Vurdér beskyttelsessikringerne på basis af den data der findes på typeskiltet. 4 BESKRIVELSE AF GENERATOR (FIG. 10 = KOMPAKT UDGAVE) (FIG. 11 = UDGAVE MED SEPARERET TRÅDFREMFØRING ) A – STYREPANEL. Løft den gennemsigtige luge for at få adgang til styrepanelet. B- Konnektor: Konnektor af type DB9 (RS 232) der skal bruges til ajourføring af mikroprocessorernes programmer. C- Konnektor: Konnektor af type USB der skal bruges til ajourføring af mikroprocessorernes programmer. Kun på maskiner med separat trådfremføring. D – Konnektor: Konnektor til tilslutning af fjernbetjening og Push–Pull’s svejsepistolens styrekabel. E – Udtag (+): Udtag hvortil jordledningens konnektor skal tilsluttes i TIG svejsning, elektrodeholdetang i MMA svejsning. F – Central kontakt: Hvortil svejsepistolen skal tilsluttes. G – Udtag: Udtag hvortil jordkablets konnektor skal tilsluttes i MIG/ MAG og MMA svejsning. H – Samlestykke: Hvortil gasslangen der kommer ud fra TIG svejsepistolen skal forbindes. I – Haner med lynkobling: Hvortil slangerne der kommer ud fra den eventuelt vandafkølede svejsepistol skal tilsluttes. NB Overhold slangernes og haners farver. Kun for maskinen med separat trådfremføring. L - Holder: Holder til svejsepistol. M - Panel: Panel til lukning af afkølingsgruppens rum. N – Gasslange. O – Samlestykke til gasslange: Hvortil gasslangen fra forbindelsen generator/vogn skal tilsluttes. 127 Y A AB P AC K F AA L Z D O V I B P T X U C R S G Q M V W Fig. 11 P - Konnektor: Hvortil driftskablets konnektor fra forbindelsen generator/ vogn skal tilsluttes. V – Rem til flaskeblokering. Q – Udtag til pressostat: Hvortil kablet der kommer fra pressostatet, der findes indeni afkølingsgruppen (Art. 1683), skal tilsluttes. Z – Haner med lynkobling: Hvortil de røde og blå slanger fra forbindelsen generator/ vogn skal tilsluttes. Kun i maskiner med separat trådfremføring. NB: Hanerne er placerede under trådfremføringsvognen. Overhold slangernes og hanernes farver. R - Sikringsholder. S – Udtag: Hvortil afkølingsgruppens netkabel skal forbindes Art. 1683 (Tilvalg). W – Flaskeholder. T - ON/OFF afbryder. X – Udtag: Hvortil strømkablets frie konnektor (pol +) fra forbindelsen generator/vogn til tilsuttes i MIG/MAG svejsning. Kun for maskiner med separeret trådfremføring. U – Forsyningsledning. Y – Samlestykke: 128 Hvortil gasslangen der kommer ud fra forbindelsen generator/ vogn skal tilsluttes. Kun for maskiner med separat trådfremføring. AM – Forsyningsledning. K – Udtag: Hvortil strømkablets frie konnektor fra forbindelsen generator/vogn skal tilsluttes. Kun for maskiner med separat trådfremføring. For hvad der vedrører elektriske tilslutninger, eventuelle forlængerledninger og beskyttelser skal man se retningslinjerne der findes i brugermanualen der leveres sammen med afkølingsgruppen. AA – Låge til trådspoledækning. 5.2 BESKRIVELSE AF BESKYTTELSERNE. AB – Dækning til trådspole. 5.2.1 Beskyttelse af kølevæsketryk. Denne beskyttelse er realiseret vha. et pressostat, der er isat væskens forsyningskredsløb, der styrer en mikroafbryder. Hvis trykket er utilstrækkeligt vil der på display D1 visualiseres den blinkende skrift H2O. AC - Spoleholder: Egnet til standardspoler op til Ø 300 mm, 16 Kg. 5 BESKRIVELSE AF AFKØLINGSGRUPPEN Art 1683 ( Fig. 12). Afkølingsgruppen, der leveres ved anmodning Art. 318-319, er designet til afkøling af svejsepistoler der bruges til svejsning og må udelukkende benyttes til denne generators. AD- Hul: Hul til kontrol af kølevæskeniveau. 5.1 TILSLUTNINGER. 5.2.2 Sikring (T 2A/250V-Ø 5x20). Sikringen er isat til beskyttelse af motorpumpen og er placeret på svejseapparatets bagpanel i den dertil bestemte sikringsholder BF. (Fig 12) 5.3 IGANGSÆTNING. Skru proppen AU af og fyld beholderen (apparatet er leveret med cirka en liter væske). Det er vigtigt periodisk, gennem hullet AT, at kontrollere at væsken holdes på niveau ”max”. AE - prop. AF – Haner med lynkobling: Tilslut svejsepistolens røde og blå slange. NB Overhold slangernes og hanernes farver. AG – Haner med lynkobling: Hvortil de røde og blå slanger fra forbindelsen generator/ vogn skal tilsluttes, i maskinerne med separeret trådfremføring. NB Overhold slangernes og hanernes farver. AH - Sikringsholder. AI – Forbindelse. Til beskyttelsen ”kølevæsketryk”. AL - ON/OFF afbryder. 6 BESKRIVELSE AF STYREPANEL (Fig. 13-14) Styrepanelet udgøres af et kontrolområde (Fig. 13) og et indstillingsområde (Fig. 14). 6.1 KONTROLPANEL (FIG. 13). Vælgetaste T1 Ved hvert tryk vælges den regulerbare størrelse vha. knappen M1. Størrelserne der kan vælges, visualiseres af lysdioderne L1, L2 og L3, afhænger af den valgte svejseproces. Lysdiode L1 Tykkelse Viser at display D1 visualiserer tykkelsen i mm, af stykket der skal svejses på basis af trådens indstillede strøm og hastighed. Aktiv i de synergiske MIG/MAG processer. AM AF AL AH AI AE AD AG Fig. 12 129 M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 Lysdiode L2 Trådhastighed Viser at display D1 visualiserer svejsetrådens hastighed målt i meter i minuttet. Aktiv i alle MIG/MAG svejseprocesser. Lysdiode L3 Svejsestrøm Viser at display D1 visualiserer svejsestrømmen i ampere. Knap M1 IPå basis af den valgte procestype, kan man vha. denne knap regulere de valgte størrelser via tasten T1. Display D1 Visualiserer størrelsernes værdier der er valgt vha. tasten T1 og reguleret vha. knappen M1. Vælgetaste T2 Ved hvert tryk vælges den regulerbare størrelse vha. knappen M2. Størrelserne der kan vælges, der visualiseres af lysdioderne L4, L5 og L6, er relateret til den valgte svejsningsproces. Lysdiode L4 Svejsespænding Viser at værdien der visualiseres på display D2 er en spænding der er udtrykt i volt. Med slukket lysbue er værdien, i MIG/MAG processerne, der visualiseres på display D2 den forudindstillede spænding eller ”set point” (se afsnit 9.1 MIG/MAG svejsning). 130 Under svejsning er værdien der visualiseres på display D2 altid spændingen der måles fra generatoren. Lysdiode L5 Lysbuelængde I de synergiske MIG/MAG svejseprocesser (undtaget MIG HD) vises det at display D2 visualiserer svejselysbuens korrektionsværdi. Værdien 0 (nul) svarer til den fabriksindstillede lysbuelængde. Man kan vha. knappen M2 forlænge lysbuen (positive værdier) eller forkorte den (negative værdier) indenfor området -9,9 ÷ +9,9. Lysdiode L6 Impedans I MIG/MAG svejseprocesserne viser den at display D2 visualiserer impedansværdien. Værdien 0 (nul) svarer til den fabriksindstillede impedans. Vha. knappen M2 kan man forlænge den (positive værdier) eller forkorte den (negative værdier) indenfor området -9,9 ÷ +9,9. Knap M2 Alt afhængigt af den valgte procestype kan man via denne knap regulere de valgte størrelser vha. tasten T2. I de synergiske MIG/MAG processer, når lysdioden L4 (svejsespænding) er tændt, vil valget når denne knap trykkes automatisk flyttes til lysdiode L5 (lysbuelængde). Display D2 I alle svejseprocesser visualiseres numerisk de foretagne valg vha. tasten T2 og reguleringer vha. knappen M2. T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 Lysdiode L7 Globulær position I de synergisk MIG/MAG processer signalerer den at værdiparret strøm og spænding der er valgt til svejsningen kan generere ustabile lysbuer med sprøjt. Lysdiode L8 Hold Aktiveres automatisk ved svejsningens slutning for at signalere at der i display D1 og D2 visualiseres to målte strøm- og spændingsværdier. Lysdiode L9 Sikkerhed Signalerer visse trykknappers blokeringsfunktion. Operatøren kan kun regulere svejseparametrene der findes i kontrolpanelets område. For at aktivere funktionen skal man først trykke tasten T5 og, ved at holde den trykket nede, kort trykke tasten T2. Lysdiode L9 lyser og visualiserer at funktionen er aktiv. For at komme ud skal man på samme måde gentage trykket på tasterne T5 og T2. Taste T4 Tråd test Gør den gradvise trådfremføring op til 8 m/min mulig uden tilstedeværelse af spænding i svejsepistolen og uden gasudslip. Taste T3 Gas test Ved at trykke denne taste vil gassen komme ud i 30s, ved at trykke den endnu en gang vil den afbrydes. T9 Fig. 14 L10 L11 L12 6.2 INDSTILLINGSPANEL (FIG. 14). Muliggør en hurtig-adgang til svejseapparatets menuer, samt de supplementære funktioner ved at visualisere dem og straks gøre dem disponible. Det udgøres af et matrix display D3 hvor alle nødvendige informationer til programmering kommer frem, fra navigationstaster (T10, T11, T12 og T13) hvormed man navigerer indenfor de forskellige menuer; fra funktionstasterne (T5, T6, T7, T8 og T9) der gør det muligt at få adgang til de forskellige menuer der udgør firmware og af en serie lysdioder der signalerer den igangværende procestype (L10, L11 og L12) og nogle supplementære funktioner (L13, L14 og L15). Ved svejseapparatets tænding visualiserer display D3, i cirka 5 sekunder, informationer der relaterer til maskinens tilstand (se afsnit 7.4 menu informationer), deriblandt firmwarets udgave. Straks derefter fabriksindstillinger: visualiseres svejseapparatets 131 - Dato (dag/måned/år) og klokkeslæt (time og minutter). - Synergisk MIG proces. (Lysdiode L10 er tændt). - Svejsetråd af typen SG2 ø 1,0 mm. - Gas Ar/18% CO2. - Tændingsmåde med 2 tider 2T. På displayets nederste del fremkommer betegnelserne (MEM, PAR, 2T/4T og JOB) der kan vælges vha. funktionstasterne T6, T7, T8, T9 (se afsnit 8). 6.3 VISUALISERING AF ALARMER Når maskinen registrerer en midlertidig alarm, visualiseres der på display D1 og D2 en blinkende skrift alt afhængigt af funktionen der har forårsaget alarmen. For eksempel: hvis trådfremføringens låge er åben visualiseres skriften ”OPn”. De disponible ord i ”hovedmenu” er: - ”ProcessParams” – Procesparametre (Se afsnit 7.1) - ”Jobs” (Se afsnit 7.2) - ”Settings” - Indstillinger (Se afsnit 7.3) - ”Information” – Informationer (Se afsnit 7.4) 7.1 MENU ”PROCESS PARAMS” ”PROCESPARAMETRE”. Fra undermenuen ”Procesparametre” får man adgang til ”Hovedmenu” eller direkte ved at trykke tasten T7 (PAR). Her findes samtlige parametre som operatøren kan ændre alt afhængigt af den valgte svejseproces (lysdiode L10, L11, L12). Indenfor ”Procesparametre” kan man direkte få adgang til oplagringen ved at trykke tasten T6 (MEM) (Se afsnit 7.2.1). 7.1.1 ”Process” - ”Proces”. Den første parameter er svejseparameteren. Ved at trykke tasten T12 får man adgang til billedskærmen til valg af procestype. 6.4 VISUALISERING AF FEJL Når maskinen opdager en alvorlig alarm-tilstand, vil der på display D1 og D2 visualiseres skriften ”Err” efterfulgt af den relaterende fejlkode. I dette tilfælde skal man slukke maskinen og kontakte assistanceservicen (se afsnit 10). 7 PROGRAMMERING AF MASKINEN ”Main Menu” - ”Hovedmenu” T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 Programmeringen foregår ved at få adgang til ”Hovedmenu” hvortil man kommer ved at trykke tasten T5 og derefter tasten T6 (MENU) eller også vha. en hurtig-adgang der beskrives i afsnit 8. Indeni ”Hovedmenu” kan man, vha. tasterne T10 og T11, vælge en af listens ord der er tydeliggjort med det gule bånd. Med tasten T12 kommer man ind i den relaterende undermenu, og omvendt kommer man med tasten T13 tilbage til den forrige menu ved samtid at bekræfte valget man har taget. Hvis der kommer en pil frem der vender nedad, betyder det at der findes yderligere ord der ikke er visualiserede på billedskærmen. Dette navigationskriterium gælder til alle maskinens menuer. 132 Knapperne T10 og T11, har, udover at foretage valg som tydeliggøres af det gule bånd, opgaven at gennemløbe alle de disponible processer. Svejseprocesserne der kan vælges er: MIG Pulserende MIG/MAG synergisvejsning (kan bestilles) art. nr. 231. MIG Synergisk MIG/MAG svejsning. MIG HD Synergisk MIG/MAG høj afsætningssvejsning. MIG Root Synergisk MIG/MAG lodret faldende svejsning. MIG Man Konventionel MIG/MAG svejsning. TIG Svejseproces med en usmeltelig elektrode der er egnet til alle metaller undtagen aluminium, magnesium og messing. Lysbuens tænding foregår ved kontakt uden højfrekvens. MMA Svejseproces med beklædt elektrode og sikring. 7.1.2 ”Material” - ”Materiale” (aktiv i MIG/MAG processerne). I dette ord vælger man svejsetrådens materialetype. 7.1.3 ”Diameter”- ”Diameter” (aktiv i MIG/MAG processerne). Svejsetrådenes diametre er afhængig af den valgte materialetype. 7.1.4 ”Gas” (aktiv i MIG/MAG processerne). Gasserne der bruges er afhængige af den valgte materialetype. 7.1.5 ”ArcLengthCorr”- ”Korrektion af lysbuelængde” (Disponibel i synergisk MIG/MAG, MIG Root). Gør det muligt at korrigere lysbuelængden i Volt vha. tasterne T10 og T11 eller knappen M2. Korr. lysbuelængde MIN MAX DEF. -9,9 V 9,9 V 0,0 V BEMÆRK: i reguleringsbilledskærmen, der er lignende for samtlige parametre med et reguleringsområde, fremkommer: - Navnet på parameteren der er ved at blive korrigeret. - Måleværdien og -enheden. - Reguleringsskalaen. - Forkortelserne: MIN = reguleringsminimum. Knap T5. MAX = reguleringsmaksimum. Knap T7. DEF = forvalgt værdi. Knap T6. 7.1.6 ”Inductance Corr”- ”Korrektion af impedansværdi” (disponibel i alle synergiske MIG/ MAG processer, undtaget MIG HD) Gør det muligt at korrigere impedansværdien. Korr. impedansværdi MIN MAX DEF. -9,9 9,9 0,0 7.1.7 ”Start Mode”- ”Startmåde” (valg af svejsestartmåde). 2T (aktiv i MIG/MAG og TIG processer). Maskinen starter med at svejse når man trykker svejsepistolens knap og afbrydes når man slipper den. 4T (aktiv i MIG/MAG og TIG processer). For at starte svejsningen skal man trykke og slippe svejsepistolens knap, for at afslutte svejsningen skal man igen trykke og slippe den. 3L (aktiv i synergiske MIG/MAG processer). Svejsningen starter ved tryk på svejsepistolens knap, svejsestrømmen vil være den der er indstillet med “Start current”. Denne strøm bibeholdes indtil at svejsepistolknappen holdes trykket; når den slippes vil strømmen knyttes til den indstillede svejsestrøm, i tiden der fastsættes af “Slope time” og vil holdes indtil svejsepistolknappen trykkes igen. Ved det efterfølgende tryk på svejsepistolknappen vil svejsestrømmen knyttes til den tredje strøm (”Crater-filler” strøm) indstillet med parameteren “CraterCurrent” i tiden der fastsættes af “Slope time” og vil holdes indtil svejsepistolknappen slippes. Når man slipper knappen afbrydes svejsningen. Reguleringer til 3L MIN MAX DEF. Start current 10% 200% 135% Slope time 0,1 s 10 s 0,5 s CraterCurrent 10% 200% 60% 7.1.8 ”Spot” - ”punktsvejsning / intermittens”. (kun i MIG/MAG processer 2T eller 4T). OFF (forudbestemt) ON Når man vælger ”ON” er følgende reguleringer disponible: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 “HSA”- “Automatisk Hot Start”. (kun i synergiske MIG/MAG processer 2T eller 4T). Denne funktion forhindres når funktionen 3L er aktiv og fungerer kun med synergiske programmer. Den er især egnet til at opnå en ”varm” start i aluminiumsvejsning. OFF (forudbestemt). ON. Når “ON” vælges er følgende reguleringer disponible: MIN MAX DEF. Start current 10% 200% 135% Startingcurrent time 0,1 s 10 s 0,5 s Slope Time 0,1 s 10 s 0,5 s Svejsningen starter med “Start Current”. Varigheden af denne første strøm reguleres fra “startingcurrent time”. Når denne tid er udløbet vil strømmen knyttes til svejsningens i tiden ”Slope Time”. 7.1.10 ”CRA”- ”Slutkraterfyldning”. (kun i synergiske MIG processer 2T eller 4T). OFF (forudbestemt) ON I tilfælde af at man skulle vælge “ON” er følgende reguleringer disponible: MIN MAX DEF. Slope Time 0,1 s 10 s 0,5 s CraterCurrent 10% 200% 60% CraterCurrent Time 0,1 s 10 s 0,5 s 7.1.11 ”Soft Start”- ”Tilnærmelse”. (Kun i MIG/MAG processer) Det er trådhastigheden, udtrykt i procentdel, af den indstillede svejsehastighed inden denne berører stykket der skal svejses. Soft Start MIN MAX DEF. 1% 100% Auto. 133 7.1.12 “Burnback”. (Kun i MIG/MAG processer) Er til for at regulere længden af tråden der kommer ud fra gasdysen efter svejsningen. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 ”Double Level”- ”Dobbelt niveau” (Art. 233 Optional) (Kun i synergiske MIG/MAG processer). Denne type svejsning får strømintensiteten mellem to niveauer til at variere. Inden man indstiller svejsning med dobbelt niveau er det nødvendigt at udføre et kort svejsesøm så man kan bestemme trådhastigheden og som konsekvens strømmen, for at opnå sømmens optimale indtrængen og bredde. Således bestemmer man trådens hastighedsfremgangsværdi (og dermed også den tilsvarende strøm) hvortil skiftevis meterne i minuttet, der vil blive indstillet, tillægges eller fratrækkes. Inden udførsel skal man huske på at overlapningen af en maske og en anden, for en få en korrekt søm, skal være på mindst 50%. OFF (forudbestemt) ON. Når man vælger “ON” er følgende reguleringer disponible: MIN MAX PRED. Frequency 0,1 Hz 5 Hz 1,5 Hz Pulsestep 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arccorrection -9,9 9,9 0,0 7.1.13.2 ”PulseStep”: er amplituden af hastighedsvariationen i m/min. Variationen bestemmer summen og subtraktionen i m/min af referencehastigheden der forinden er beskrevet. Med samme parametre og forøgelse af antallet, vil masken blive mere bred og man vil få en større indtrængen. 7.1.13.3 ”Duty Cycle”: dobbelt niveau tid. Udtrykt i procentdel, er tiden ved højere hastighed/ strøm i forhold til periodens varighed. Med samme parametre bestemmer den maskens diameter og derfor indtrængningen. 7.1.13.4 ”ArcLengthCor” -”Korrigering af lysbuens længde”. Regulerer lysbuens længde ved højere hastighed/strøm. Bemærk: en god regulering forudser en ens lysbuelængde for begge strømme. 7.1.14 "Double Pulse" - "Dobbelt pulsering". Aktiveres automatisk ved erhvervelse af de to opdateringer art. nr. 231 og art. nr. 233. Vedrørende funktionen henvises til afsnit 7.1.13. 7.1.15 ”Prefow”- ”For gas”. (I samtlige processer undtaget MMA). Pre Gas MIN MAX DEF. 0s 10 s 0,1 s MIN MAX DEF. 0s 10 s 3s 7.1.16 “Postflow”- “Efter Gas”. (I samtlige processer undtaget MMA). Post Gas 7.1.17 ”SpeedCorr”- ”Hastighedskorrektion”. (Kun i MIG HD processer). Gør det muligt at korrigere trådhastighedsprocentdelen i forhold til den forudbestemte hastighed. SpeedCorrection MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 MENU “JOB”. 7.1.13.1 ”Frequency”- ”frekvens” af det dobbelte niveau. Frekvensen, der er bestemt i Herz, er antallet af perioder i et sekund. For periode forstås vekslen mellem den høje og lave hastighed. Den lave hastighed, der ikke trænger ind, er til for svejseren at flytte sig fra en maske til den næste; den høje hastighed, der svarer til den maksimale strøm, er den indtrængende hastighed, operatøren vil stoppe for at udføre masken. 134 I dette afsnit kan man gemme arbejdsprogrammer i hukommelsen, genkalde dem, ændre dem eller slette dem. Fra ”Hovedmenu”, skal man med tasten T11, tydeliggøre ordet “Jobs” og derefter få adgang til undermenuen vha. tasten T12. 7.2.1 Gemme et ”JOB” program i hukommelsen. Efter at have foretaget de forinden beskrevet reguleringer og indstillinger, skal man med tasterne T10 og T11 vælge en position i hukommelsen og tryk tasten T6 (SAVE) for at gemme det i hukommelsen. ”Job” programnummeret, svejseprocessen og tråddiameteren visualiseres på displayet. Når et “Job” er gemt i hukommelsen, vises der nogle betegnelser på displayets nedre del, i nærheden af knapperne T6, T7, T8 og T9: - DEL: sletter det valgte ”Job”. - RCL: genkalder det valgte ”Job” til ændring. - COPY: kopierer det valgte ”Job” og gemmer det i hukommelsen i en anden position. 7.3 MENU ”Settings” - ”Indstillinger”. I dette afsnit kan man sætte eller ændre svejseapparatets hovedindstillinger. Fra ”Hovedmenu” (se afsnit 7), skal man vælge menuen ”Indstillinger” vha. tasten T10 og visualisere den med tasten T11. Her findes de parametre som operatøren kan ændre: - Welding - Machine - Factory Setup - Languages Vha. tasten T12 får man adgang til undermenuen der relaterer til den valgte parameter. 7.3.1 Menu ”Welding” - ”Svejsning”. I denne undermenu opremses en serie svejseparametre der kan ændres: - H2O MIG/TIG denne funktion gør det muligt at indstille afkølingsgruppens tænding. Reguleringer: ON-OFF-Auto (DEF OFF). Hvis man vælger ”Auto”, når man tænder maskinen, fungerer gruppen. Hvis svejsepistolens knap ikke er trykket, vil den slukke efter 30 sekunder. Ved tryk på svejsepistolens knap vil gruppen begynde at fungere og den slukker efter 3 minutter når man slipper samme knap. - ”Quality Control” - ”Kvalitetskontrol” Regulering ON - OFF (DEF OFF) (Til rådighed ved efterspørgsel). - ”Maxinching” - ”Maksimal fremgang” Formålet er at blokere svejseapparatet, hvis tråden går ud i den indstillede længde i centimeter uden strømpassage. Regulering OFF - 50 cm (DEF OFF). - “Push-Pull Force” Ved at montere Push-Pull svejsepistolen Art. 2008 aktiverer man afkølingsgruppens funktion og PPF funktionen (Push Pull Force). Denne funktion regulerer push pull motorens drivmoment for at gøre trådens fremdrift lineær. 7.3.2 Menu ”Machine”- ”Maskinindstillinger”. Her findes de tilgængelige undermenuer: - ”Clock Setup” - ”Regulering af ur”. 7.3.3 Menu ”Factory Setup” - ”Genoprettelse af de forudbestemte indstillinger”. Dette ord gør det muligt at komme tilbage til de fabriksindstillede startindstillinger. Der findes tre genoprettelsesmodaliteter: - All Genindstil alt. - Jobs only Genindstil kun arbejdsprogrammerne ”Job” - Excludejobs Genindstil alt bortset fra arbejdsprogrammerne ”Job” der er gemt i hukommelsen. 7.3.4 Menu ”Languages” - ”Sprogindstilling”. I dette afsnit kan man vælge sproget hvorpå displayets beskeder skrives. 7.4 MENU INFORMATIONER. I dette afsnit visualiseres informationer der relaterer til generatorens software. 8 HURTIG-ADGANG. På displayets D3 nederste del findes, alt afhængigt af de forskellige billedskærme, visse styringer til hurtig-adgang til de mest anvendte funktioner. 8.1 ”MEM” - ”GEMME I HUKOMMELSE” (se afsnit 7.2.1). Hvis man ønsker at gemme et svejseprogram i hukommelsen skal man trykke tasten T6, vælge ”Job” nummer med tasterne T10 og T11 og derefter endnu engang trykke tasten T6 for at gemme svejsningsforholdet. 8.2 ”PAR” - ”PROCESPARAMETRE” (se afsnit 7.1) 8.3 ”2T/4T” - ”TO TIDER / FIRE TIDER” (se afsnit 7.1.7). 8.4 ”JOB”- ”ARBEJDSPROGRAMMER”. Hvis man ønsker ar bruge et arbejdsprogram der forinden er gemt i hukommelsen skal man trykke tasten T9 (JOB). For at se alle programmets indstillinger skal man bekræfte valget med tasten T9 (OK), tryk derefter tasten T7 (PAR). 8.5 ”H2O”. (se afsnit 7.3.1). 135 8.6 ”WIZ” WIZARD. “wizard” er en guidet procedure der hjælper operatøren til hurtigt at vælge på basis af den ønskede svejsningsproces. T5 T6 T7 T8 T9 Man får adgang hertil ved at trykke tasten T5 og derefter tasten T9 (WIZ). Det første valg der tilbydes er svejsningsprocessen. Valget af processen foretages vha. tasterne T10 og T11. Ved at trykke tasten T9 (NEXT) får man direkte adgang til billedskærmen med valg af materiale. Man kan komme tilbage til den forrige billedskærm med tasten T6 (PREV). Man kan som alternativ til tasterne T9 og T6 bruge tasterne T12 og T13. Den efterfølgende billedskærm vil være den med diameter, derefter gassen, derefter starttypen ”Start Mode”. Tryk til sidst ”END” for at afslutte. 9.1.3 MIG HD. Synergisk MIG/MAG høj afsætningssvejsning. Denne procestypes karakteristik er muligheden for at forøge trådhastigheden med samme svejsespænding, således at man opnår en mindre gennemførelsestid af sømmen, mindre forvrængninger og en større produktivitet. Dette er en synergisk proces der afviger fra de andre pga. reguleringsmåden: For at løbe langs den synergiske kurve skal man dreje på knappen M2 der varierer svejsespændingen og derefter kan man med knappen M1 ændre trådhastigheden (svejsestrøm). Eksempel: Vælg processen som forinden er beskrevet. Vha. tasten T1 skal man vælge lysdioden L2 for trådhastigheden og vha. taste T2 lysdiode L4 for spænding. Display D1 visualiserer trådens hastighed mens display D2 visualiserer spændingen. Ved at dreje knap M2 vil de to spændings- og hastighedsværdier ændres ved at følge den fabriksindstillede synergiske kurve. Ved at dreje knappen M1 en tand visualiserer display D3 billedskærmen der relaterer til trådhastighedens korrektion. 9 SVEJSNING • Forbered svejseapparatet ved at følge vejledningerne der beskrives i afsnit 3 “Igangsætning”. • Følg vejledningerne der forinden er beskrevet i menuen “Wizard” Afsnit 8.1 eller ”Par” Afsnit 7.1. 9.1 MIG/MAG SVEJSNING . I menuen “ProcessParameter” findes ordene der kan reguleres i denne proces: Svejseapparatet tilbyder et stort udvalg af MIG/MAG svejseprocesser som der her opremses: 9.1.1 MIG Synergisk MIG/MAG svejsning. Denne svejseproces’ egenskaber er SYNERGI som forstås af fabrikanten, forholdet mellem den nødvendige trådhastighed (strøm), spænding og impedans for at få en god svejsning. For at udføre den skal man gøre følgende: • Vha. tasten T1 skal man vælge tykkelsens lysdiode. • Indstille bearbejdningstykkelsen ved at dreje knappen M1. • Udføre svejsningen. • Hvis lysbuens længde ikke er korrekt skal man ændre den med knappen M2. 9.1.2 MIG Man. Konventionel MIG/MAG svejsning. Vælg type, trådens diameter og beskyttelsesgastype. I denne svejseproces er det operatøren der skal indstille trådens svejsehastighed, spænding og impedansværdi. 136 Ved stadig at dreje knappen M1 visualiseres den procentvise afvigelse fra nul der svarer til fabrikantens forudindstillede hastighed, mens display D1 visualiserer den nye hastighed. Når korrektionsværdien gør at man får den maksimale eller minimale hastighed af den synergiske kurve, vises beskeden ”Speedlimit” på D3. Ved at ændre trådhastigheden ændrer man hverken den anbefalede tykkelse til svejsning eller strømværdierne, men man kan forøge svejsehastigheden. Ændringen af trådhastigheden vha. knappen M1 varierer ikke den forinden indstillede svejsespænding. Efter en svejseudførsel med lysdiode L8 “Hold” tændt visualiserer display D1 svejsestrømmen der svarer til trådens hastighedsændring. 9.1.4 MIG Root synergisk MIG/MAG svejsning. Denne proces er udstuderet til ”rod” svejsninger af lodret faldende stumpsømsvejsning. Den er velegnet til jern og rustfrit stål. 9.1.5 MIG Pulserende MIG/MAG synergisvejsning (kan bestilles; art. nr. 231). Ved denne form for svejsning overføres svejsematerialet ved hjælp af en impulsiv bølgeform med kontrolleret energi. Herved opnås konstant frigørelse af dråber af smeltet materiale, som overføres til arbejdsemnet uden stænk. Resultatet er en ensartet svejsesøm uanset tykkelsen og materialetypen. Justeringerne af parametrene for svejsning svarer til parametrene for MIG/MAG synergisvejsning 9.2 MMA SVEJSNING I tilfælde af kompakte maskiner skal man forbinde elektrodeholdertangens klemme til konnektoren E og jordledningens klemme til konnektoren G (ved samtid at overholde polariteten som forlanges af elektrodernes fabrikant). I tilfælde med maskiner med separeret trådfremføring skal vognen forblive tilsluttet generatoren. Tilslut klemmen på elektrodeholdertangens kabel til konnektor X og jordledningens klemme til konnektoren G (ved samtid at overholde polariteten som forlanges af elektrodernes fabrikant). Når man vælger denne proces, er generatoren klar til at generere strøm efter 5 sekunder. For at gøre maskinen klar til MMA svejsning skal man følge vejledningerne der forinden beskrives i menuen “Wizard” Afsnit 8.6 eller ”Par” Afsnit 7.1. I menuen “ProcessParameter” finder man ordene der kan reguleres i denne proces: til den negative G. Tilslut gasslangen udtaget H For at gøre maskinen klar til TIG svejsning skal man følge vejledningerne der forinden beskrives i menuen “Wizard” Afsnit. 8.6 eller ”Par” Afsnit 7.1. I menuen “ProcessParameter” findes ordene der kan reguleres i denne proces: • Start Mode Se afsnit 7.1.7. • FinalSlope (kun i 2T eller 4T). Er tiden i sekunder hvor strømmen går fra svejsning til slukning af lysbuen. FinalSlope MIN MAX DEF 0,0s 10s 0,5s • Pulsen (Art. 234 Optional). Pulserende TIG svejsning. Denne type svejsning vil variere strømintensiteten mellem to niveau og variationen foregår ved en vis frekvens. • Hot Start. Det er en overstrøm der leveres i lysbuens tændingsøjeblik. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. Det er regulering til lysbuens dynamiske egenskaber. Arc Force MIN MAX DEF. 0% 100% 30% Display D2 visualiserer lysbuens spænding der måles under svejsning. Display D1 visualiserer: - inden man svejser skal man indstille strømmen vha. knappen M1. - den målte svejsestrøm under svejsning. - Når svejsninger er endt, visualiseres den sidste registrerede strømværdi. (Led L8 ”HOLD” er tændt). 9.3 TIG SVEJSNING 9.3.1 Maskiner med separat trådfremføring. Tilslut jordledningen den positive pol X og strømkablets konnektor fra forbindelsen vogn/generator den negative pol G. Slut svejsepistolen til euro adapteren F. Til denne type svejseapparater er svejsepistolen art.1259 egnet. • Pulselevel Med dette ord regulerer man den laveste strøm af de to nødvendige til denne svejseproces, den visualiserer procentdelen af denne strøm i forhold til den vigtigste indstillede strøm, inden man kommer ind i undermenuen. Pulse Level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Frequency Er pulsfrekvensen. Frequency • Duty Er varigheden af den højeste strøm, udtrykt i procentdel, i forhold til frekvenstiden. Duty MIN MAX DEF 10% 90% 50% 9.3.2 Kompakte maskiner. Tilslut jordledningen den positive pol E og svejsepistolen 137 10 FEJLKODER DISPLAY BESKRIVELSE AF FEJL TRG blinkende Startknappen er trykket ved maskinens tænding eller ved lukning af trådfremføringens låge Err 54 Err 56 Kortslutning på sekundært kredsløb Anormale svejseforhold Err 57 For stor strøm på trådfremføringsgruppens motor (Kontrollér trådfremføringsrullerne, tråden indeni kappen og trådfremførings motor) Err 58 Fejl i tilpasning mellem firmwareudgaverne eller fejl under selv-upgrade fasen (Gentag upgrade proceduren) Err 61 Err 62 TH 0 TH 1 H2O blinkende efterfulgt af Err 75 Lav forsyningsspænding Høj forsyningsspænding Overtemperatur i udgangslysdiode Overtemperatur i IGBT H2O nc Problem ved afkølingspumpe (ikke tilsluttet) Lågen er åben på trådfremføringen Se afsnit 7.3.1 Menu “Svejsning” - “Maksimal fremgang” OPN ITO Problem i afkølingspumpen (pressostat) For andre fejlkoder end de der vises skal man kontakte assistanceservicen 11 VEDLIGEHOLDELSE Hvert vedligeholdelsesindgreb skal udføres af et kvalificeret personale i overensstemmelse med normen CEI 26-29 (IEC 60974-4). 11.1 VEDLIGEHOLDELSE AF GENERATOR I tilfælde af vedligeholdelse indeni apparatet, skal man sikre sig at afbryderen T befinder sig i position ”O” og at forsyningsledningen er frakoblet el-nettet. Derudover skal man periodisk sørge for at gøre apparatet rent for akkumuleret metalstøv, ved brug af trykluft. 138 11.2 FORHOLDSREGLER REPARATIONSINDREB. EFTER ET Når man har foretaget en reparation, skal man sørge for igen at ordne kabelføringen således at der er en sikker isolering mellem maskinens primære side og den sekundære side. Lad ikke ledningerne komme i kontakt med bevægende dele eller dele der opvarmes under funktion. Montér igen samtlige bånd som på det originale udstyr for at undgå at der kunne opstå en kontakt mellem den primære og den sekundære, hvis en leder uheldigvis skulle gå i stykker eller frakobles. Derudover skal skruerne med tandskiver igen monteres som på det originale apparat. 139 INDEXEREN 1 VEILIGHEIDSVOORSCHRIFTEN .................................................................................................................................................. 141 1.1 PLAATJE MET WAARSCHUWINGEN ................................................................................................................................. 141 2 ALGEMENE BESCHRIJVING .........................................................................................................................................................142 2.1 VERKLARING VAN DE TECHNISCHE GEGEVENS .........................................................................................................142 3 INSTALLATIE EN INBEDRIJFSTELLING ....................................................................................................................................143 3.1 OPHIJSEN .................................................................................................................................................................................143 3.2 MONTAGE .................................................................................................................................................................................143 3.3 EVENTUELE VERLENGINGEN AANSLUITEN .................................................................................................................143 3.4 DE LASTOORTS AANSLUITEN ............................................................................................................................................144 3.5 DE KOELGROEP MONTEREN (ART. 1683 - OP AANVRAAG GELEVERD) ...................................................................145 3.6 PLAATSING ...............................................................................................................................................................................145 3.6.1 HELLINGEN ...................................................................................................................................................................145 3.7 INBEDRIJFSTELLING .............................................................................................................................................................145 4 BESCHRIJVING VAN DE GENERATOR .......................................................................................................................................146 5 BESCHRIJVING VAN DE KOELGROEP ........................................................................................................................................147 5.1 AANSLUITINGEN ....................................................................................................................................................................148 5.2. BESCHRIJVING VAN DE BEVEILIGINGEN .......................................................................................................................148 5.2.1 BEVEILIGING DRUK KOELVLOEISTOF ..................................................................................................................148 5.2.2 ZEKERING (T 2A/250V-Ø 5X20) .................................................................................................................................148 5.3 INBEDRIJFSTELLING .............................................................................................................................................................148 6 BESCHRIJVING VAN HET BEDIENINGSPANEEL .....................................................................................................................148 6.1 BEDIENINGSPANEEL .............................................................................................................................................................148 6.2 INSTELLINGENPANEEL ........................................................................................................................................................149 6.3 WEERGAVE ALARMEN .........................................................................................................................................................150 6.4 WEERGAVE STORINGEN .......................................................................................................................................................150 7 DE MACHINE PROGRAMMEREN “MAIN MENU” - “HOOFDMENU” ..................................................................................150 7.1 MENU “PROCESS PARAMS” - “PROCESPARAMETERS” ................................................................................................151 7.1.1 “PROCESS” - “PROCES” ...............................................................................................................................................151 7.1.2 “MATERIAL” - “MATERIAAL” ..................................................................................................................................151 7.1.3 “DIAMETER” - “DIAMETER” .....................................................................................................................................151 7.1.4 “GAS” ..............................................................................................................................................................................151 7.1.5 “ARC LENGTH CORR” - “CORRECTIE LENGTE BOOG” ......................................................................................151 7.1.6 “INDUCTANCE CORR” - “CORRECTIE IMPEDANTIE” ........................................................................................151 7.1.7 “START MODE” - “STARTWIJZE” .............................................................................................................................151 7.1.8 “SPOT” - “PUNTEN / INTERMITTEREND” ..............................................................................................................152 7.1.9 “HSA” - “HOT START AUTOMATICO” ......................................................................................................................152 7.1.10 “CRA” - “EINDKRATER VULLEN” ...........................................................................................................................152 7.1.11 “SOFT START” - “BENADERING” .............................................................................................................................152 7.1.12 “BURNBACK” ................................................................................................................................................................152 7.1.13 “DOUBLE LEVEL” - “DUBBEL NIVEAU” .................................................................................................................152 7.1.13.1 “FREQUENCY” - “FREQUENTIE” VAN HET DUBBELE NIVEAU ..........................................................152 7.1.13.2 “PULSE STEP”: DE BREEDTE VAN DE VARIATIE VAN DE SNELHEID IN M/MIN ............................153 7.1.13.3 “DUTY CYCLE”: TIJD VAN HET DUBBELE NIVEAU ..............................................................................153 7.1.13.4 “ARC LENGTH COR” - “CORRECTE LENGTE BOOG ...............................................................................153 7.1.14 "DOUBLE PULSE" - "DUBBELE PULS" .....................................................................................................................153 7.1.15 “PREFLOW” - “PRE GAS” ............................................................................................................................................153 7.1.16 “POSTFLOW” - “POST GAS” .......................................................................................................................................153 7.1.17 “SPEED CORR” - “CORRECTIE VAN DE SNELHEID” ...........................................................................................153 7.2 MENU “JOB” .............................................................................................................................................................................153 7.2.1 EEN PROGRAMMA “JOB” OPSLAAN .......................................................................................................................153 7.3 MENU “SETTINGS” - “INSTELLINGEN” .............................................................................................................................153 7.3.1 MENU “WELDING” - “LASSEN” ................................................................................................................................153 7.3.2 MENU “MACHINE” - INSTELLINGEN MACHINE”. ...............................................................................................154 7.3.3 MENU “FACTORY SETUP” - “HERSTEL FABRIEKSINSTELLINGEN .................................................................154 7.3.4 MENU “LANGUAGES” - “TAALINSTELLINGEN” ..................................................................................................154 7.4 MENU INFORMATIE ..............................................................................................................................................................154 8 SNELKEUZEMENU. .........................................................................................................................................................................154 8.1 “MEM” - “OPSLAAN” ..............................................................................................................................................................154 8.2 “PAR” - “PROCESPARAMETERS” .........................................................................................................................................154 8.3 “2T/4T” - “TWEETRAPS / VIERTRAPS” ...............................................................................................................................154 8.4 “JOB” - “BEWERKINGSPROGRAMMA’S” ...........................................................................................................................154 8.5 “H2O” .................................................................................................................................................................................154 8.6 “WIZ” WIZARD ........................................................................................................................................................................154 9. LASSEN .................................................................................................................................................................................154 9.1 MIG/MAG LASSEN ..................................................................................................................................................................154 9.1.1 MIG ---- SYNERGETISCH MIG/MAG LASSEN .......................................................................................................154 9.1.2 MIG MAN. NORMAAL MIG/MAG LASSEN .............................................................................................................154 9.1.3 MIG HD. SYNERGETISCH MIG/MAG LASSEN MET GROTE AFZETTING ........................................................155 9.1.4 MIG ROOT SYNERGETISCH MIG/MAG LASSEN ..................................................................................................155 9.1.5 MIG PULSEREND SYNERGETISCH MIG/MAG-LASSEN ...........................................................................155 9.2 MMA LASSEN ..........................................................................................................................................................................155 9.3 TIG LASSEN ..............................................................................................................................................................................156 9.3.1 MACHINES MET APARTE DRAADSLEPER. ...........................................................................................................156 9.3.2 COMPACTE MACHINES ..............................................................................................................................................156 10 STORINGSCODES ............................................................................................................................................................................156 11 ONDERHOUD .................................................................................................................................................................................157 11.1 ONDERHOUD GENERATOR ..................................................................................................................................................157 11.2 HANDELINGEN NA EEN REPARATIE ................................................................................................................................157 140 GEBRUIKSAANWIJZING VOOR MIG-LASMACHIN BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/ lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn. • De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De lasof snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden veroorzaakt door een hoge stroom kunnen een nadelige uitwerking hebben op pacemakers. Personen die elektronische apparatuur (pacemakers) dragen moeten informatie bij een arts inwinnen voor ze afvlam-, booglas-, puntlas- en snijwerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: Zorg ervoor dat de aardekabel en de kabel van de elektrodeklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. Voorkom dat u tussen de aardekabel en de kabel van de lektrodeklep of de lastoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 1.1 PLAATJE MET WAARSCHUWINGEN De genummerde tekst hieronder komt overeen met de genummerde hokjes op het plaatje. B. De draad sleeprollen kunnen de handen verwonden. C. De lasdraad en de draad sleepgroep staan tijdens het lassen onder spanning. Houd uw handen en metalen voorwerpen op een afstand. 1. De elektrische schokken die door de laselektrode of de kabel veroorzaakt worden, kunnen dodelijk zijn. Zorg voor voldoende bescherming tegen elektrische schokken. 1.1 Draag isolerende handschoenen. Raak de elektrode nooit met blote handen aan. Draag nooit vochtige of beschadigde handschoenen. 1.2 Controleer of u van het te lassen stuk en de vloer geïsoleerd bent. 1.3 Haal de stekker van de voedingskabel uit het stopcontact alvorens u werkzaamheden aan de machine verricht. 2. De inhalatie van de dampen die tijdens het lassen geproduceerd worden, kan schadelijk voor de gezondheid zijn. 2.1 Houd uw hoofd buiten het bereik van de dampen. 141 maakt met een inverter technologie. Het apparaat mag uitsluitend worden gebruikt voor de handelingen die in deze handleiding worden beschreven. Het apparaat mag niet worden gebruikt voor het ontdooien van leidingen. 2.1 VERKLARING VAN DE TECHNISCHE GEGEVENS Het apparaat is gebouwd aan de hand van de volgende normen: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (zie opmerking 2). Nr. Serienummer dat u in het geval van informatie of andere zaken moet doorgeven. 3~ Statische driefasige frequentieomzetter transformator gelijkrichter. MIG Geschikt voor MIG-MAG lassen. f1 f2 MMA Geschikt voor lassen met beklede elektroden. TIG U0. X. 2.2 Maak gebruik van een geforceerd ventilatieof afzuigsysteem om de dampen te verwijderen. 2.3 Maak gebruik van een afzuigventilator om de dampen te verwijderen. 3. De vonken die door het lassen veroorzaakt worden, kunnen ontploffingen of brand veroorzaken. 3.1 Houd brandbare materialen buiten het bereik van de laszone. 3.2 De vonken die door het lassen veroorzaakt worden, kunnen brand veroorzaken. Houd een blusapparaat binnen handbereik en zorg ervoor dat iemand altijd gereed is om het te gebruiken. 3.3 Voer nooit lassen uit op gesloten houders. 4. De stralen van de boog kunnen uw ogen en huid verbranden. 4.1 Draag een veiligheidshelmenbril. Draag een passende gehoorbescherming en overalls met gesloten kraag. Draag helmmaskers met filters met de juiste filtergraad. Draag altijd een complete bescherming voor uw lichaam. 5. Lees de aanwijzingen door alvorens u van de machine gebruik maakt of er werkzaamheden aan verricht. 6. Verwijder de waarschuwingsetiketten nooit en dek ze nooit af. 2 ALGEMENE BESCHRIJVING Het apparaat is een multiproces installatie voor MIG/ MAG, TIG (DC) lassen met ontsteking in aanraking met de boog en MMA (het cellulose type uitgezonderd) ge- 142 Geschikt voor TIG lassen. Secundaire nullastspanning. Percentage bedrijfsfactor. De bedrijfsfactor drukt het percentage uit van 10 minuten waarin het lasapparaat bij een bepaalde stroom kan functioneren zonder oververhit te raken. I2. Lasstroom U2. Secundaire spanning met stroom I2 U1. Nominale voedingsspanning. In het geval van de multispanning modellen “Multi Voltage” past het apparaat zich automatisch aan de voedingsspanning aan van de installatie waar deze op is aangesloten. 3~ 50/60Hz Driefasige voeding 50 of 60 Hz. I1 Max Max. opgenomen stroom bij de stroom I2 en de spanning U2. I1 eff De maximum waarde van de effectief opgenomen stroom, rekening houdend met de bedrijfsfactor. Doorgaans komt deze waarde overeen met het vermogen van de zekering (vertraagd type) die ter beveiliging van het apparaat wordt gebruikt. IP23S Beschermingsgraad behuizing. Graad 3 als tweede cijfer geeft aan dat dit apparaat opgeslagen kan worden, maar dat het niet buiten gebruikt mag worden in het geval van neerslag, tenzij het apparaat wordt beschermd. Geschikt voor gebruik in ruimtes met groter S gevaar. OPMERKINGEN: 1- Het apparaat is tevens ontworpen om gebruikt te worden in ruimtes met vervuilingsgraad 3. (Zie IEC 60664). 2- Deze apparatuur voldoet aan de norm IEC 61000-3-12, mits de maximum toelaatbare impedantie Zmax van de installatie lager of gelijk is aan 0,090 (Art. 318 en 319)- 0,051 (Art. 320) op het interfacepunt tussen de installatie van de gebruiker en het lichtnet. De installateur of de gebruiker van de apparatuur zijn verantwoordelijk voor en moeten waarborgen dat de apparatuur aangesloten is op een lichtnet met een maximum toelaatbare impedantie ZMAX lager of gelijk aan 0,090 (Art 318 en 319)-0.051 (Art. 320). 3 INSTALLATIE EN INBEDRIJFSTELLING. 3.1 OPHIJSEN (AFB. 1). Fig. 1 3.2 MONTAGE • Van alle generatoren moet u de achterwielen monteren nadat u de as heeft aangebracht (afb. 2) . Fig. 3 3.3 EVENTUELE VERLENGINGEN AANSLUITEN • Zet het uiteinde van de verbinding BA vast door het lipje BB aan de onderkant van de wagen te bevestigen, zie Afb. 4. BA Fig. 2 • In het geval van rijdende machines moet u echter zowel op de draad sleepwagen als de generator de zwenkwieltjes monteren. De wieltjes worden samen met de schroeven geleverd en moeten aan de onderkant van de draad sleepwagen en de steun van de toorts worden gemonteerd. Plaats de wagen vervolgens zoals is afgebeeld. (zie afbeelding 3). BB Fig. 4 143 • Verricht de aansluitingen aan de achterkant van de generator, zie Afb. 5 Fig. 7 3.4 DE LASTOORTS AANSLUITEN. Fig. 5 • Vermijd de aansluiting in de vorm van een bobine om de inductieve effecten die de resultaten van het lassen kunnen beïnvloeden, zoveel mogelijk te beperken. • Sluit het andere uiteinde van de aansluiting BA aan op de draad sleepwagen, zie Afb. 6. • Sluit de toorts aan op de centrale aansluiting F. • Monteer de draadspoel. • Controleer of de geul van de rollen geschikt is voor de gebruikte diameter. Verricht de volgende procedure om de rollen eventueel te vervangen (Afb. 8): BN CA Fig. 6 • Sluit de leidingen van de koelvloeistof aan op de snelkoppelingen aan de onderkant van de draad sleepwagen (zie Afb. 7). Neem de kleuren, aangeduid aan de voorkant van de wagen, in acht. 144 BN Fig. 8 Open het deurtje van de draadsleper. Verwijder de afdekking CA van de draad sleepgroep. Haal de draad drukrollen los met behulp van de druk regelknop BN. Vervang de rollen en hermonteer de afdekking CA. Haal de draad door de sleepgroep en de huls van de toorts. Zet de draad drukrollen vast met de knop BN en stel de druk af. Sluit de aardkabel (meegeleverd) aan op het contact D. Sluit de gasleiding aan op het verbindingselement G. 3.5 DE KOELGROEP MONTEREN (ART. 1683 - OP AANVRAAG GELEVERD - ART. 318-319) (Afb. 9) 3.6 PLAATSING Plaats het lasapparaat op dergelijke wijze dat de lucht vrijuit in het apparaat kan circuleren. Vermijd zoveel mogelijk dat metaalstof of andere voorwerpen in het apparaat terechtkomen. 3.6.1 Hellingen. Houd er rekening mee dat u de machine niet op hellingen plaatst om omvallen of een ongecontroleerde beweging ervan te vermijden, aangezien de wielen niet geremd zijn. 3.7 INBEDRIJFSTELLING Fig. 9 Neem de volgende aanwijzingen in acht als u de koelgroep gebruikt: • Demonteer het paneel M • Breng de koelgroep aan in de ruimte zodat aan de voorkant de koelvloeistof peilopening zichtbaar is. • Zet de groep aan de wagen van het lasapparaat vast met behulp van de meegeleverde schroeven. A • Uitsluitend gekwalificeerd personeel mag de machine installeren. • De aansluitingen moeten verricht worden in overeenstemming met de van kracht zijnde normen (IEC EN 60974-9) en de voorschriften voor ongevallenpreventie. • Monteer de stekker op de voedingskabel. Sluit de groen.gele draad aan op de aardpool. • Controleer of de voedingsspanning met de nominale spanning van het lasapparaat overeenstemt. • Gebruik voor de beveiliging zekeringen die aan de gegevens vermeld op het technische plaatje voldoen. N V B L S D Q T U E F R H G V M W Fig. 10 145 4 BESCHRIJVING VAN DE GENERATOR (AFB. 10 = COMPACTE VERSIE) (AFB. 11 = VERSIE MET APARTE DRAADSLEPER) D – Connector: Connector voor de aansluiting van de bedieningen op afstand en van de bedieningskabel van de Push-Pull toorts. A - BEDIENINGSPANEEL. Open de transparante klep voor toegang tot het bedieningspaneel. E – Contact (+): Contact waar de connector van de aardkabel wordt aangesloten bij TIG lassen, de klem met elektrode bij MMA lassen. B- Connector: Connector type DB9 (RS 232) te gebruiken voor het updaten van de programma’s van de microprocessoren. F - Gecentraliseerde aansluiting: Hier wordt de lastoorts op aangesloten. C- Connector: Connector type USB te gebruiken voor het updaten van de programma’s van de microprocessoren. Uitsluitend op machines met aparte draadsleper. G - Contact: Contact waar de connector van de aardkabel wordt aangesloten bij MIG/MAG en MMA lassen. Y A P AB AC K F L D AA Z O V I B P T X U C R S G Q M V W Fig. 11 146 H - Verbindingselement: Hier wordt de gasleiding afkomstig van de TIG toorts op aangesloten. nes met aparte draadsleper. NB: De kraantjes bevinden zich onder de draadsleper. Neem de kleuren van de leidingen en de kraantjes in acht. I - Kraantjes met snelkoppeling: Hier worden de leidingen afkomstig van de eventuele watergekoelde toorts op aangesloten. N.B. Neem de kleuren van de leidingen en de kraantjes in acht. Uitsluitend op machines met aparte draadsleper. X - Contact: Hier wordt bij MIG/MAG lassen de zwevende connector van de vermogenskabel (+ pool) van de verbinding generator/wagen op aangesloten. Uitsluitend op machines met aparte draadsleper. L - Steun: Steun voor de lastoorts. Y - Verbindingselement: Hier wordt de gasleiding afkomstig van de verbinding generator/wagen op aangesloten. Uitsluitend op machines met aparte draadsleper. M - Paneel: Afsluitklep ruimte koelgroep. N - Gasleiding. O - Verbindingselement gasleiding: Hier wordt de gasleiding van de verbinding generator/wagen op aangesloten. P - Connector: Hier wordt de connector van de servicekabel van de verbinding generator/wagen op aangesloten. Q - Contact Drukregelaar: Hier wordt de kabel afkomstig van de drukregelaar in de koelgroep op aangesloten (Art. 1683). R - Zekeringhouder S - Contact: Hier wordt de voedingskabel van de koelgroep Art. 1683 (Optie) op aangesloten. K - Stekker: Hier wordt de zwevende connector van de vermogenskabel van de verbinding generator/wagen op aangesloten. Uitsluitend op machines met aparte draadsleper. AA - Klep afdekking draadspoel. AB - Afdekking draadspoel. AC - Steun spoel: Geschikt voor standaard spoelen tot Ø 300 mm, 16 Kg. 5 BESCHRIJVING VAN DE KOELGROEP Art 1683 (Afb. 12). Deze koelgroep wordt op aanvraag geleverd (Art. 318-319) en is ontworpen voor het koelen van lastoortsen. De groep mag uitsluitend in combinatie met deze generator worden gebruikt. T - Schakelaar ON/OFF. AD- Opening: Opening controle peil koelvloeistof. U - Voedingskabel. AE - Dop. V - Gasfles bevestigingsbanden. W - Steun gasfles. AF - Kraantjes met snelkoppeling: Sluit de rode en de blauwe leiding van de lastoorts aan. N.B. Neem de kleuren van de leidingen en de kraantjes in acht. Z - Kraantjes met snelkoppeling: Hier worden de rode en blauwe leiding van de aansluiting generator/wagen op aangesloten. Uitsluitend op machi- AG - Kraantjes met snelkoppeling: Hier worden de rode en de blauwe leiding van de verbinding generator/wagen in het geval van een aparte AM AF AL AH AI AE AD AG Fig. 12 147 5.3 INBEDRIJFSTELLING. draadsleper op aangesloten. N.B. Neem de kleuren van de leidingen en de kraantjes in acht. AI - Verbinding. Voor de beveiliging “druk koelvloeistof”. Draai de dop AU los en vul de tank met koelvloeistof (bij levering is de tank met ongeveer één liter vloeistof gevuld). Controleer regelmatig door de opening AT of het peil van de vloeistof “max” is. AL - Schakelaar ON/OFF. 6 AM - Voedingskabel. Het bedieningspaneel bestaat uit een controlezone (Afb. 13) en een instellingenzone (Afb. 14). AH - Zekeringhouder. BESCHRIJVING VAN HET BEDIENINGSPANEEL 5.1 AANSLUITINGEN. 6.1 BEDIENINGSPANEEL (AFB. 13). Voor de elektrische aansluitingen van de verlengingen en de beveiligingen neem de aanwijzingen in acht van de handleiding die samen met de koelgroep wordt geleverd. Keuzetoets T1 Kies met een druk op de keuzetoets de grootheid die u met de draaiknop M1 kunt afstellen. De selecteerbare grootheden, weergegeven aan de hand van de leds L1, L2 en L3, zijn afhankelijk van het gekozen lasproces. 5.2 BESCHRIJVING VAN DE BEVEILIGINGEN. 5.2.1 Beveiliging druk koelvloeistof. Deze beveiliging bestaat uit een drukregelaar op het vloeistof toevoercircuit en stuurt een microschakelaar aan. Als de druk te laag is wordt op het display D1 knipperend het bericht H2O weergegeven. Led L1 Dikte Geeft aan dat het display D1 de dikte in mm van het te lassen werkstuk aangeeft naar aanleiding van de ingestelde stroom en de snelheid van de draad. Actief in het geval van synergetische MIG/MAG processen. 5.2.2 Zekering (T 2A/250V-Ø 5x20). Deze zekering is aangebracht ter beveiliging van de motorpomp en bevindt zich in de zekeringhouder BF op het achterpaneel van het lasapparaat. (Afb. 12) M1 L1 L2 L3 T1 D1 L7 Led L2 Draadsnelheid Geeft aan dat het display D1 de snelheid in meter per minuut van de lasdraad weergeeft. Actief bij alle MIG/ MAG lasprocessen. L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 148 Led L3 Lasstroom Geeft aan dat het display D1 de lasstroom in ampère weergeeft. Draaiknop M1 Afhankelijk van het gekozen lasproces kunt u met deze draaiknop de grootheden, gekozen met de toets T1, instellen. Display D1 Toont de waarde van de grootheden gekozen met de toets T1 en ingesteld met de draaiknop M1. Keuzetoets T2 Kies met een korte druk op de keuzetoets de grootheid die u met de draaiknop M2 kunt afstellen. De selecteerbare grootheden, weergegeven aan de hand van de leds L4, L5 en L6, zijn afhankelijk van het gekozen lasproces. Led L4 Lasspanning Geeft aan dat het display D2 de lasspanning in volt weergeeft. In het geval van MIG/MAG processen wordt bij uitgeschakelde boog op het display D2 de vooringestelde waarde of het “setpoint” weergegeven (zie paragraaf 9.1 MIG/MAG lassen). Tijdens het lassen wordt op display D2 altijd de gemeten spanning van de generator weergegeven. Led L5 Lengte van de boog Geeft in het geval van Synergetische MIG/MAG lasprocessen (MIG HD uitgesloten) aan dat het display D2 de correctiewaarde van de lasboog weergeeft. De waarde 0 (nul) komt overeen met de lengte van de boog die door de fabrikant is ingesteld. Met behulp van de draaiknop M2 kunt u de boog verlengen (positieve waarden) of inkorten (negatieve waarden) binnen de range -9,9 ÷ +9,9. Led L6 Impedantie Geeft in het geval van MIG/MAG lasprocessen aan dat het display D2 de waarde van de impedantie weergeeft. De waarde 0 (nul) komt overeen met impedantie die door de fabrikant is ingesteld. Met behulp van de draaiknop M2 kunt u de impedantie vergroten (positieve waarden) of verkleinen (negatieve waarden) binnen de range -9,9 ÷ +9,9. Draaiknop M2 Afhankelijk van het gekozen lasproces kunt u met deze draaiknop de grootheden, gekozen met de toets T2, instellen. In het geval van Synergetische MIG/MAG lasprocessen, als de led L4 (lasspanning) brandt, kunt u met deze draaiknop de selectie automatisch verplaatsen naar led L5 (lengte van de boog). de selecties aan die u met de toets T2 verricht en met de draaiknop M2 ingesteld heeft. Led L7 Globulaire stand Geeft in het geval van synergetische MIG/MAG processen aan dat de stroom en spanning gekozen voor lassen instabiele bogen en spatten kunnen veroorzaken. Led L8 Hold Gaat automatisch aan het einde van het lassen branden ter indicatie dat op de displays D1 en D2 de laatst gemeten stroom en spanning worden weergegeven. Led L9 Veiligheid Geeft aan dat bepaalde knoppen vergrendeld zijn. De bediener kan uitsluitend de lasparameters op het bedieningspaneel instellen. Druk voor de activering van deze functie eerst op toets T5, houdt hem ingedrukt en druk kort op toets T2. De led L9 gaat branden ter indicatie dat de functie geactiveerd is. Herhaal de procedure met behulp van de toetsen T5 en T2 om deze functie te deactiveren. Toets T4 Test draad Maakt de progressieve voortgang van de draad met een snelheid van max. 8 m/min mogelijk als de lastoorts niet aanwezig is en zonder dat gas vrijkomt. Toets T3 Test gas Met een druk op deze toets wordt 30s lang gas afgegeven. Met een tweede druk op de toets wordt de afgifte onderbroken. 6.2 INSTELLINGENPANEEL (AFB. 14). Voor een snelle toegang tot de menu’s van het lasapparaat en de extra functies die onmiddellijk worden weergegeven en gebruikt kunnen worden. Bestaat uit een matrix display D3 voor de weergave van de noodzakelijke informatie voor de programmering, de toetsen (T10, T11, T12 en T13) voor de navigatie in de menu’s, de functietoetsen (T5, T6, T7, T8 en T9) voor toegang tot de verschillende menu’s die de firmware vormen en een reeks leds die het gebruikte proces (L10, L11 en L12) en een aantal extra functies (L13, L14 en L15) aanduiden. Zodra het lasapparaat wordt ingeschakeld toont het display D3 ongeveer 5 s. lang informatie over de staat van de machine (zie par. 7.4 menu informatie), waaronder de versie van de firmware. Vervolgens worden de fabrieksinstellingen van het lasapparaat weergegeven: Display D2 Geeft in het geval van alle lasprocessen met nummers 149 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 - Datum (dag/maand/jaar) en tijd (uren en minuten). - Proces Synergetisch MIG. (Led L10 aan). - Type lasdraad SG2 ø 1,0 mm. - Gas Ar/18% CO2. - Soort ontsteking tweetraps 2T. Onderaan op het display worden de afkortingen (MEM, PAR, 2T/4T en JOB) weergegeven die u met de functietoetsenT6, T7, T8, T9 kunt kiezen (zie par. 8). 6.3 WEERGAVE ALARMEN Als de machine een tijdelijk alarm detecteert, zal op de displays D1 en D2 knipperend een bericht met de indicatie van de oorzaak van het alarm worden weergegeven. Bijvoorbeeld: het bericht “OPn” wordt weergegeven als de klep van de draadsleper geopend is. 6.4 WEERGAVE STORINGEN Als de machine een ernstig alarm detecteert, zal op de displays D1 en D2 het bericht “Err” in combinatie met de storingscode worden weergegeven. Schakel in dit geval het apparaat uit en neem contact op met de klantendienst (zie paragraaf 10). 7 DE MACHINE PROGRAMMEREN “Main Menu” - “Hoofdmenu” 150 T9 Fig. 14 L10 L11 L12 T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 U kunt de programmering verrichten in het “Hoofdmenu”. Open dit menu met een druk op de toets T5 en vervolgens op de toets T6 (MENU) of gebruik het snelkeuzemenu beschreven in paragraaf 8. In het “Hoofdmenu” kunt u met de toetsen T10 en T11 en van de functies in de lijst, aangeduid met een gele streep, kiezen. Met een druk op de toets T12 opent u het submenu en met de toets T13 keert u terug naar het vorige menu, terwijl u tegelijkertijd uw keuze bevestigt. Een neerwaarts wijzende pijl wordt weergegeven als het menu andere functies bevat die niet op het scherm zijn weergegeven. Dit geldt voor alle menu’s van de machine. In het “hoofdmenu” treft u de volgende functies: - “Process Params” - Procesparameters (zie par. 7.1) - “Jobs” (zie par. 7.2) - “Settings” - Instellingen (zie par. 7.3) - “Information” - Informatie (zie par. 7.4) 7.1 MENU “PROCESS PARAMS” - “PROCESPARAMETERS”. Maakt het mogelijk om de lengte van de boog in Volt te corrigeren met de toetsen T10 en T11 of met de draaiknop M2. U opent het submenu “Procesparameters” in het “Hoofdmenu” of met een druk op de toets T7 (PAR). Hierin treft u alle parameters die afhankelijk van het gekozen lasproces gekozen kunnen worden (led L10, L11, L12). In het submenu “Procesparameters” kunt u direct de gegevens opslaan met een druk op de toets T6 (MEM) (zie par. 7.2.1). Corr. lengte boog 7.1.1 “Process” - “Proces”. De eerste parameter is het lasproces. Met een druk op de toets T12 kunt u het scherm voor de keuze van het soort proces openen. Met de toetsen T10 en T11, kunt u langs alle mogelijke processen lopen en kunt u het proces, aangeduid met een gele streep, kiezen. De beschikbare lasprocessen zijn: MIG Pulserend synergetisch MIG/MAG-lassen (op aanvraag) art. 231. MIG Synergetisch MIG/MAG lassen. MIG HD Synergetisch MIG/MAG lassen met grote afzetting. MIG Root Synergetisch MIG/MAG lassen voor verticaal naar beneden lassen. MIG Normaal MIG/MAG lassen. TIG Lasproces met niet-smeltbare elektrode geschikt voor alle metalen, aluminium, magnesium en messing uitgezonderd. De boog wordt ontstoken met een contact zonder hoge frequentie. MMA Lasproces met afgedekte elektrode en zekering. 7.1.2 “Material” - “Materiaal” (actief in het geval van MIG/ MAG lasprocessen). Hier kunt u het materiaal van de lasdraad kiezen. 7.1.3 “Diameter” - “Diameter” (actief in het geval van MIG/MAG lasprocessen). De diameter van de lasdraad hangt af van het gekozen materiaal. 7.1.4 “Gas” (actief in het geval van MIG/MAG processen). Het gebruikte gas hangt af van het gekozen materiaal. 7.1.5 “Arc Length Corr” - “Correctie lengte boog” (Mogelijk in het geval van Synergetisch MIG/MAG, MIG Root). MIN MAX DEF. -9,9 V 9,9 V 0,0 V LET OP: op het scherm voor de instelling, identiek voor alle parameters met een instellingsrange, ziet u: -De naam van de parameter die gecorrigeerd wordt. -De waarde en de meeteenheid. -De maatverdeling. -De afkortingen: MIN = minimum afstelling. Knop T5. MAX = maximum afstelling. Knop T7. DEF = vastgestelde waarde. Knop T6. 7.1.6 “Inductance Corr” - “Correctie impedantie” (mogelijk in het geval van alle synergetische MIG/ MAG lasprocessen, MIG HD uitgesloten) Maakt het mogelijk om de impedantie af te stellen. Corr. impedantie MIN MAX DEF. -9,9 9,9 0,0 7.1.7 “Start Mode” - “Startwijze” (keuze wijze begin lassen). 2T (actief in het geval van MIG/MAG en TIG lasprocessen). De machine begint te lassen zodra u op de knop van de toorts drukt. Het lassen wordt onderbroken zodra u de knop loslaat. 4T (actief in het geval van MIG/MAG en TIG lasprocessen). Om het lassen op te starten moet u de knop indrukken en weer loslaten. Om het lassen de onderbreken moet u de knop indrukken en weer loslaten. 3L (actief in het geval van synergetische MIG/MAG lasprocessen). Het lassen wordt opgestart met een druk op de knop van de toorts. De lasstroom die hiervoor nodig is, stelt u in met “Start current”. Deze stroom wordt behouden tot de knop van de toorts opnieuw wordt ingedrukt. Nu zal de stroom binnen de ingestelde “Slope time” gebracht worden op de ingestelde lasstroom. Deze waarde wordt behouden tot de knop van de toorts opnieuw wordt ingedrukt. Bij de volgende druk op de knop van de toorts wordt de stroom binnen de ingestelde “Slope time” gebracht op de derde stroom (“Crater-filler” stroom), ingesteld met de parameter “Crater Current”. Deze waarde wordt behouden tot de knop van de toorts opnieuw wordt ingedrukt. Het lassen wordt onderbroken als de knop wordt losgelaten. Instellingen 3L MIN MAX DEF. Start current 10% 200% 135% 151 Instellingen 3L MIN MAX DEF. Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 “Spot” - “punten / intermitterend”. (uitsluitend in het geval van MIG/MAG 2T of 4T lasprocessen). OFF (vastgesteld) ON In het geval van “ON” kunt u de volgende instellingen verrichten: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 “HSA” - “Hot Start Automatico”. (uitsluitend in het geval van synergetische MIG/MAG 2T of 4T lasprocessen). Deze functie is geïnhibiteerd als de functie 3L geactiveerd is. De functie is uitsluitend met synergetische programma’s mogelijk. Uiterst geschikt voor een “warme” start bij het lassen van aluminium. OFF (vastgesteld). ON. In het geval van “ON” kunt u de volgende instellingen verrichten: MIN MAX 7.1.12 “Burnback”. (Uitsluitend in het geval van MIG/MAG lasprocessen) Voor het afstellen van de lengte van de draad de na het lassen uit de gas sproeikop loopt. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 “Double Level” - “Dubbel Niveau” (Art.233 Optional) (Uitsluitend in het geval van synergetische MIG/MAG lasprocessen). Tijdens dit lasproces varieert de intensiteit van de stroom tussen de twee niveaus. Voordat u het lassen met een dubbel niveau instelt, moet u een kort laskoord maken om de snelheid van de draad en de stroom voor de optimale penetratie en de breedte van het koord voor de gewenste verbinding te kunnen bepalen. Op deze manier bepaalt u de waarde van de snelheid voor de voortgang van de draad (en dus de stroom) waar de in te stellen meters per minuut aan worden opgeteld of van worden afgetrokken. Houd er rekening mee dat een correct koord een overlapping van twee “mazen” van minstens 50% vereist. OFF (vastgesteld) ON. In het geval van “ON” kunt u de volgende instellingen verrichten: DEF. MIN MAX PRED. 0,1 Hz 5 Hz 1,5 Hz Start current 10% 200% 135% Frequency Starting current time 0,1 s 10 s 0,5 s Pulse step 0,1 m 3,0 m 1,0 m Slope Time 0,1 s 10 s 0,5 s Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 Het lassen begint met de “Start Current”. De duur van deze eerste stroom wordt bepaald door de “starting current time”. Als deze tijd verstreken is, zal de stroom zich binnen de ”Slope Time” brengen op de lasstroom. 7.1.10 “CRA” - “Eindkrater vullen”. (uitsluitend in het geval van synergetische MIG 2T of 4T lasprocessen). OFF (vastgesteld) ON In het geval van “ON” kunt u de volgende instellingen verrichten: MIN MAX DEF. 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s Slope Time 7.1.11 “Soft Start” - “Benadering”. (Uitsluitend in het geval van MIG/MAG lasprocessen) Dit is de snelheid van de draad, in procenten, van de ingestelde lassnelheid voor de draad het te lassen werkstuk raakt. Soft Start 152 MIN MAX DEF. 1% 100% Auto. 7.1.13.1 “Frequency” - “frequentie” van het dubbele niveau. De frequentie in Herz is het aantal periodes per minuut. Een periode is het moment dat de snelheid van hoog naar laag en omgekeerd wijzigt. De lage snelheid penetreert niet en wordt door het lasapparaat gebruikt voor de verplaatsing tussen twee mazen. De hoge snelheid, gelijk aan de maximum stroom, penetreert. In dit geval komt het lasapparaat tot stilstand en verricht de maas. 7.1.13.2 “Pulse Step”: de breedte van de variatie van de snelheid in m/min. De variatie bepaalt de optelling en aftrekking in m/min van de eerder beschreven referentiesnelheid. Net als in het geval van de andere parameters zal de maas langer worden en neemt de penetratie toe als u het aantal laat toenemen. 7.1.13.3 “Duty Cycle”: tijd van het dubbele niveau. Uitgedrukt in procenten. Dit is de tijd van de grootste snelheid/stroom ten opzichte van de duur van de periode. Net als de andere parameters bepaalt deze de diameter van de maas en dus de penetratie. 7.1.13.4 “Arc Length Cor” - “Correcte lengte boog. Bepaalt de lengte van de boog van de grootste snelheid/ stroom. Let op: voor een goede afstelling is de lengte van de boog voor beide stromen gelijk. 7.1.14 "Double Pulse" - "Dubbele puls". Wordt automatisch geactiveerd als u de twee bijwerkingen art. 231 en art 233 koopt. Voor de functionering zie paragraaf 7.1.13. Het nummer van het “Job” programma, het lasproces, en de diameter van de draad worden op het display weergegeven. Als u een “Job” heeft opgeslagen, zullen onderaan op het display ter hoogte an de toetsen T6, T7, T8 en T9 de volgende afkortingen worden weergegeven: - DEL: wist de gekozen “Job”. - RCL: roept de gekozen “Job” op voor een wijziging. - COPY: kopieert de gekozen “Job” en slaat hem op een andere plaats op. 7.3 In dit deel kunt u de belangrijkste instellingen van het lasapparaat instellen of wijzigen. Kies in het “Hoofdmenu” (zie par. 7) het menu “Instellingen” met een druk op de toets T10 en geef het weer met een druk op de toets T11. 7.1.15“Preflow” - “Pre Gas”. (In het geval van alle lasprocessen, MMA uitgezonderd). Pre Gas MIN MAX DEF. 0s 10 s 0,1 s Hieronder ziet u de parameters die gewijzigd kunnen worden: - Welding - Machine - Factory Setup - Languages 7.1.16 “Postflow” - “Post Gas”. (In het geval van alle lasprocessen, MMA uitgezonderd). Post Gas MIN MAX DEF. 0s 10 s 3s 7.1.17 “Speed Corr” - “Correctie van de snelheid”. (Uitsluitend in het geval van MIG HD lasprocessen). Maakt correctie in procenten van de snelheid van de draad ten opzichte van de vastgestelde snelheid mogelijk. Speed Correction MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 MENU “JOB”. In dit deel kunt u de bewerkingsprogramma’s opslaan, oproepen, wijzigen, kopiëren of elimineren. Kies in het “Hoofdmenu” met de toets T11, de functie “Jobs” en open het submenu met de toets T12. 7.2.1 Een programma “JOB” opslaan. Als u de beschreven af- en instellingen heeft verricht, kunt u met de toetsen T10 en T11 een positie in het geheugen kiezen en met een druk op de toets T6 (SAVE) opslaan. MENU “Settings” - “Instellingen”. Met een druk op de toets T12 opent u het submenu van de gekozen parameter. 7.3.1 Menu “Welding” - “Lassen”. Dit submenu bevat een aantal lasparameters die gewijzigd kunnen worden: - H2O MIG/TIG Met deze functie kunt u de activering van de koelgroep instellen. Instellingen: ON-OFF-Auto (DEF OFF). Als u “Auto” selecteert, zal de groep functioneren zodra u de machine aanzet. Na 30 seconden wordt de groep uitgeschakeld als u niet op de knop van de toorts drukt. De groep wordt ingeschakeld zodra u op de knop van de toorts drukt en wordt 3 minuten nadat u de knop heeft losgelaten weer uitgeschakeld. - “Quality Control” - “Kwaliteitscontrole” Instelling ON - OFF (DEF OFF) (Op aanvraag mogelijk). - “Max inching” - “Maximum Voortgang” Blokkeert het lasapparaat als na de start het ingestelde aantal centimeter draad wordt afgegeven zonder dat de stroom passeert. Instelling OFF - 50 cm (DEF OFF). 153 - “Push-Pull Force” Door de Push-Pull toorts Art. 2008 te monteren, activeert u de functionering van de koelgroep en van de functie PPF (Push Pull Force). Deze functie bepaalt het sleepkoppel van de push pull motor zodat deze lineair aan de voortgang van de draad beweegt. uw keuzes kunt verrichten aan de hand van het gekozen lasproces. 7.3.2 Menu “Machine” - Instellingen Machine”. Dit menu bevat de volgende submenu’s: - “Clock Setup” - “Instelling Klok”. 7.3.3 Menu “Factory Setup” - “Herstel fabrieksinstellingen. Met deze functie kunt u de fabrieksinstellingen herstellen. Deze instellingen kunnen op drie verschillende manieren worden hersteld: - All Alles wordt opnieuw ingesteld. - Jobs only Uitsluitend de “Job” bewerkingsprogramma’s worden opnieuw ingesteld - Exclude jobs Alles behalve de opgeslagen “Job” bewerkingsprogramma’s wordt opnieuw ingesteld. 7.3.4 Menu “Languages” - “Taalinstellingen”. In dit deel kunt u de taal van de berichten op het display kiezen. 7.4 MENU INFORMATIE. In dit deel wordt bepaalde informatie over de software van de generator weergegeven. 8 SNELKEUZEMENU. Onderaan op het display D3 worden afhankelijk van de verschillende schermen een aantal bedieningen voor de snelkeuze van de meest gebruikte functies weergegeven. 8.1 “MEM” - “OPSLAAN” (zie par. 7.2.1). Als u een lasprogramma wilt opslaan, druk op de toets T6, kies met de toetsen T10 en T11 het nummer van de “Job” en druk nogmaals op de toets T6. 8.2 “PAR” - “PROCESPARAMETERS” (zie par. 7.1) 8.3 “2T/4T” - “TWEETRAPS / VIERTRAPS” (zie par. 7.1.7). 8.4 “JOB” - “BEWERKINGSPROGRAMMA’S”. Druk op de toets T9 (JOB) als u een eerder opgeslagen bewerkingsprogramma wilt gebruiken. Om de instellingen van het programma te aanschouwen, bevestig uw keuze met een druk op T9 (OK) en vervolgens op T7 (PAR). 8.5 “H2O”. (zie par. 7.3.1). 8.6 “WIZ” WIZARD. De “wizard” is een begeleide procedure waarmee u snel 154 T5 T6 T7 T8 T9 U kunt de wizard activeren met een druk op T5 en vervolgens op T9 (WIZ). De eerste keuze die u moet maken is het lasproces. U kiest het proces met behulp van de toetsen T10 en T11. Met een druk op de toets T9 (NEXT) krijgt u toegang tot het scherm voor de keuze van het materiaal. Met een druk op de toets T6 (PREV) kunt u naar het vorige menu terugkeren. In plaats van de toetsen T9 en T6 kunt u ook de toetsen T12 en T13 gebruiken. Vervolgens worden het scherm voor de keuze van de diameter en het gas en uiteindelijk de startwijze “Start Mode” weergegeven. Druk uiteindelijk op “END” om de wizard af te sluiten. 9 LASSEN • Bereid het lasapparaat voor zoals is aangegeven in de paragraaf 3 “Inbedrijfstelling”. • Neem de aanwijzingen in acht die beschreven zijn in het menu“Wizard” Par. 8.1 of “Par” Par. 7.1. 9.1 MIG/MAG LASSEN. In het menu “Process Parameter” treft u de functies die u voor dit lasproces kunt instellen: Dit lasapparaat biedt een uitgebreide keus aan MIG/MAG lasprocessen die we u hieronder zullen geven: 9.1.1 MIG Synergetisch MIG/MAG lassen. De eigenschap van dit lasproces is de SYNERGIE. Dit is de bepaling door de fabrikant van de verhouding tussen de snelheid van de draad (stroom), de spanning en de impedantie die voor een goede las nodig zijn. Pas daarvoor de volgende procedure toe: • Selecteer met de toets T1 de led van de dikte. • Stel de bewerkingsdikte in door aan de draaiknop M1 te draaien. • Verricht het laswerk. • Corrigeer de lengte van de boog met de draaiknop M2 als deze niet juist is. 9.1.2 MIG Man. Normaal MIG/MAG lassen. Kies het soort, de diameter van de draad en het soort gas. In dit lasproces moet de bediener de snelheid van de draad, de spanning en de impedantie instellen. 9.1.3 MIG HD. Synergetisch MIG/MAG lassen met grote afzetting. De eigenschap van dit proces is de mogelijkheid om de snelheid van de draad en de lasspanning af te stellen zodat de las in zo kort mogelijke tijd, met zomin mogelijke verbuigingen en een grotere productiviteit wordt verricht. Dit is een synergetisch proces dat wegens de instelwijze van de andere processen afwijkt: Om langs de synergetische kromme te lopen moet u aan de draaiknop M2 voor de variatie van de lasspanning draaien. Vervolgens moet u aan de draaiknop M1 voor de variatie van de snelheid van de draad (lasstroom) draaien. 9.1.5 MIG Pulserend synergetisch MIG/MAGlassen (op aanvraag art. 231). In dit proces wordt het materiaal verplaatst aan de hand van een impulsieve golf met gecontroleerde energie, waardoor de druppels gesmolten materiaal constant losraken en zonder spatten op het werkstuk in bewerking terechtkomen. Het resultaat is een nette lasnaad van willekeurige dikte en materiaalsoort. De instellingen van de lasparameters zijn gelijk aan de instellingen die zijn beschreven door synergetisch MIG/ MAG-lassen. Voorbeeld: Selecteer dit proces op de beschreven wijze. Selecteer met de toets T1 de led L2 van de snelheid van d draad en selecteer met de toets T2 de led L4 van de spanning. Het display D1 toont de snelheid van de draad, terwijl het display D2 de spanning toont. Door aan de draaiknop M2 te draaien wijzigen de spanning en de snelheid van de draad volgens de synergetische kromme die door de fabriek is ingesteld. Sluit in het geval van compacte machines de connector van de kabel van de elektrodeklem aan op de connector E en sluit de connector van de aardkabel aan op de connector G (neem de polariteit voorzien door de fabrikant van de elektroden in acht). In het geval van machines met aparte draadsleper moet de wagen op de generator aangesloten blijven. Sluit de connector van de kabel van de elektrodeklem aan op de connector X en sluit de connector van de aardkabel aan op de connector G (neem de polariteit voorzien door de fabrikant van de elektroden in acht). Als u dot proces selecteert, is de generator na 5 seconden gereed om stroom te genereren. Neem de aanwijzingen beschreven in het menu “Wizard” Par. in acht om de machine voor het MMA lassen voor te bereiden. 8.6 of “Par” Par. 7.1. In het menu “Process Parameter” treft u de functies die u voor dit lasproces kunt instellen: Door de draaiknop één tik te verplaatsenM1 toont het display D3 het scherm voor de correctie van de snelheid van de draad. Door aan de draaiknop M1 te blijven draaien wordt de verplaatsing in procent vanaf de nul - de snelheid die door de fabriek is ingesteld - weergegeven. Het display D1 toont echter de nieuwe snelheid. Op het display D3 wordt het bericht “Speed limit” weergegeven als de waarde van de correctie de maximum of minimum snelheid van de synergetische kromme bereikt. Door de snelheid van de draad te corrigeren, wijzigt u de waarden van de aanbevolen dikte voor het lassen en de stroom niet. U kunt echter wel de lassnelheid laten toenemen. De wijziging van de snelheid van de draad met de draaiknop M1 varieert de eerder ingestelde lasspanning niet. Nadat u een las heeft verricht met de led L8 “Hold” aan, zal het display D1 de lasstroom behorende bij de gewijzigde snelheid van de draad weergeven. 9.1.4 MIG Root Synergetisch MIG/MAG lassen. Dit proces is speciaal ontwikkeld voor lassen op verbindingen “van kop tot staart” met een neerwaartse verticale beweging. Geschikt voor ijzer en roestvrij staal. 9.2 MMA LASSEN • Hot Start. Dit is de overstroom die op het moment van de ontsteking van de boog wordt gegeven. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. Dit is de instelling van de dynamische karakteristiek van de boog. Arc Force MIN MAX DEF. 0% 100% 30% Het display D2 toont de spanning van de boog die tijdens het lassen wordt gemeten. Het display D1 toont: - voor het lassen de stroom die u met de draaiknop M1 heeft ingesteld. - tijdens het lassen de gemeten lasstroom. - Na het lassen de laatst gemeten stroomwaarde. (Led L8 “HOLD” aan). 155 9.3 TIG LASSEN • Frequency Dit is de frequentie van de pulsatie. 9.3.1 Machines met aparte draadsleper. Sluit de aardkabel aan op de positieve pool X en sluit de connector van de vermogenskabel van de verbinding wagen/generator aan op de negatieve pool G. Sluit de toorts aan op de euro aansluiting F. Voor dit soort lasapparaten is de toorts art.1259 ideaal. 9.3.2 Compacte machines. Sluit de aardkabel aan op de positieve pool E en sluit de toorts aan op de negatieve pool G. Sluit de gasleiding aan op het contact G Neem de aanwijzingen beschreven in het menu “Wizard” Par. in acht om de machine voor het TIG lassen voor te bereiden. 8.6 of “Par” Par. 7.1. In het menu “Process Parameter” treft u de functies die u voor dit lasproces kunt instellen: • Start Mode Zie paragraaf 7.1.7. • Final Slope (uitsluitend in 2T of 4T). Dit is de tijd in seconden waarin de stroom van de lasstroom overgaat naar de stroom voor het uitdoven van de boog. Final Slope MIN MAX DEF 0,0s 10s 0,5s • Pulse (Art.234 Optional). TIG lassen met pulsatie. In dit lasproces varieert de stroomintensiteit tussen twee niveaus. De variatie vindt met een bepaalde regelmaat plaats. Frequency MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Duty Dit is de duur van de hoogste stroom, uitgedrukt in procenten, ten opzichte van de tijd van de frequentie. Duty MIN MAX DEF 10% 90% 50% 10 STORINGSCODES DISPLAY OMSCHRIJVING STORING TRG knippert Startknop ingedrukt bij de inschakeling van de machine of bij het afsluiten van de klep van de draadsleper Err 54 Err 56 Kortsluiting op het secundaire circuit Afwijkende lasvoorwaarde Err 57 Te grote stroom op de motor van de draadsleper (Controleer de rollen van de draadsleper, de draad in de huls en de motor van de draadsleper) Err 58 Verkeerde uitlijning tussen de versies van de firmware of een storing tijdens de auto-upgrade fase (Herhaal de autoupgrade procedure) Err 61 Err 62 TH 0 TH 1 Lage voedingsspanning Hoge voedingsspanning Overtemperatuur diodes uitgang Overtemperatuur IGBT H2O Probleem aan de koelpomp knippert, gevolgd door (drukregelaar) Err 75 Probleem aan de koelpomp (niet H2O nc aangesloten) OPN Klep draadsleper open Zie paragraaf 7.3.1 Menu “Lassen” - “Maximum voortgang” Neem in het geval van andere storingscodes contact op met de klantenservice ITO • Pulse level Met deze functie kunt u voor dit lasproces de laagste stroom van de twee niveaus instellen. Het percentage van de stroom in vergelijking met de hoofdstroom die voor de betreding van het submenu is ingesteld, wordt weergegeven. Pulse Level 156 MIN MAX DEF 1% 100% 50% 11 ONDERHOUD Ieder onderhoud moet door gekwalificeerd personeel worden verricht in overeenstemming met de norm IEC 26-29 (IEC 60974-4). 11.1 ONDERHOUD GENERATOR In het geval van onderhoud in het apparaat, controleer of de schakelaar T op “O” is geplaatst en of de voedingskabel niet langer is aangesloten op het lichtnet. Verwijder regelmatig metaalstof uit de binnenkant van het apparaat. Maak daarvoor gebruik van perslucht. 11.2 HANDELINGEN NA EEN REPARATIE. Controleer na een reparatie of de bekabeling op dergelijke wijze is aangebracht dat de primaire en de secundaire zijden van elkaar zijn geïsoleerd. Vermijd dat de draden in aanraking kunnen komen met onderdelen in beweging of die tijdens de functionering warm worden. Breng de kabelbinders op de oorspronkelijke wijze aan om te vermijden dat het primaire en het secundaire circuit met elkaar in aanraking kunnen komen als een draad breekt of losraakt. Hermonteer de schroeven en de ringen in de originele stand. perslucht. 157 INDEXERA 1 FÖRSIKTIGHETSÅTGÄRDER ........................................................................................................................................................159 1.1 VARNINGSSKYLT ...................................................................................................................................................................159 2 ALLMÄN BESKRIVNING ...............................................................................................................................................................160 2.1 FÖRKLARING AV TEKNISKA DATA ...................................................................................................................................160 3 INSTALLATION OCH DRIFTFÖRBEREDELSER ........................................................................................................................160 3.1 LYFT .................................................................................................................................................................................160 3.2 MONTAGE .................................................................................................................................................................................160 3.3 ANSLUTNING AV EVENTUELLA FÖRLÄNGNINGS- KABLAR .................................................................................... 161 3.4 ANSLUTNING AV SVETSBRÄNNAREN .............................................................................................................................162 3.5 MONTAGE AV KYLENHET ....................................................................................................................................................162 3.6 PLACERING ..............................................................................................................................................................................162 3.6.1 LUTANDE PLAN ...........................................................................................................................................................162 3.7 DRIFTFÖRBEREDELSER .......................................................................................................................................................162 4 BESKRIVNING AV GENERATOR .................................................................................................................................................163 5 BESKRIVNING AV KYLENHET ART 1683 ..................................................................................................................................165 5.1 ANSLUTNINGAR. ....................................................................................................................................................................165 5.2 BESKRIVNING AV SKYDD ....................................................................................................................................................165 5.2.1 SKYDDSANORDNING TRYCK KYLVÄTSKA ..........................................................................................................165 5.2.2 SÄKRING (T 2A/250V-Ø 5X20) ...................................................................................................................................165 5.3 DRIFTFÖRBEREDELSER .......................................................................................................................................................165 6 BESKRIVNING AV KONTROLLPANEL ........................................................................................................................................165 6.1 KONTROLLPANEL ..................................................................................................................................................................165 6.2 INSTÄLLNINGSPANEL ...........................................................................................................................................................167 6.3 VISNING AV ALARM ..............................................................................................................................................................168 6.4 VISNING AV FEL .....................................................................................................................................................................168 7 MASKINPROGRAMMERING “MAIN MENU” - “HUVUDMENY” .........................................................................................168 7.1 MENU “PROCESS PARAMS” - “PROCESSPARAMETRAR” .............................................................................................169 7.1.1 “PROCESS” .....................................................................................................................................................................169 7.1.2 “MATERIAL” .................................................................................................................................................................169 7.1.3 “DIAMETER” .................................................................................................................................................................169 7.1.4 “GAS” ..............................................................................................................................................................................169 7.1.5 “ARCLENGTHCORR”- “KORREKTION BÅGLÄNGD” ............................................................................................169 7.1.6 “INDUCTANCECORR”- “KORREKTION IMPEDANSVÄRDE” .............................................................................169 7.1.7 “START MODE”- “STARTSÄTT” ................................................................................................................................169 7.1.8 “SPOT” - “PUNKTSVETSNING / INTERMITTENS” ................................................................................................169 7.1.9 “HSA”- “HOT START AUTOMATISK” .......................................................................................................................170 7.1.10 “CRA”- “FYLLNING AV ÄNDKRATER” ...................................................................................................................170 7.1.11 “SOFT START”- “MJUKSTART” .................................................................................................................................170 7.1.12 “BURNBACK” ................................................................................................................................................................170 7.1.13 “DOUBLE LEVEL”- “DUBBEL NIVÅ” ........................................................................................................................170 7.1.13.1 “FREQUENCY”- “FREKVENS” FÖR DUBBEL NIVÅ .................................................................................170 7.1.13.2 “PULSESTEP”: ÄR OMFATTNINGEN FÖR HASTIGHETSÄNDRINGEN I M/MIN ...............................170 7.1.13.3 “DUTY CYCLE”: TID FÖR DUBBEL NIVÅ .................................................................................................170 7.1.13.4 “ARCLENGTHCOR” -”KORREKTION AV BÅGLÄNGDEN” .....................................................................170 7.1.14 "DOUBLE PULSE" - DUBBEL PULSERING. .............................................................................................................171 7.1.15 “PREFOW”- “PRE GAS” ................................................................................................................................................171 7.1.16 “POSTFLOW”- “POST GAS” ........................................................................................................................................171 7.1.17 “SPEEDCORR”- “KORREKTION AV HASTIGHETEN” ...........................................................................................171 7.2 MENY “JOB” .............................................................................................................................................................................171 7.2.1 MEMORERA ETT PROGRAM “JOB” .........................................................................................................................171 7.3 MENY “SETTINGS” - “INSTÄLLNINGAR” .........................................................................................................................171 7.3.1 MENY “WELDING” - “SVETSNING” ........................................................................................................................171 7.3.2 MENY “MACHINE”- “MASKININSTÄLLNINGAR”. ..............................................................................................171 7.3.3 MENY “FACTORY SETUP” - “ÅTERSTÄLLNING STANDARDINSTÄLLNINGAR” ..........................................171 7.3.4 MENY “LANGUAGES”- “SPRÅKINSTÄLLNINGAR” .............................................................................................172 7.4 MENY INFORMATION ...........................................................................................................................................................172 8 SNABBTILLTRÄDE ..........................................................................................................................................................................172 8.1 “MEM” - “MEMORERING” .....................................................................................................................................................172 8.2 “PAR” - “PROCESSPARAMETRAR” .....................................................................................................................................172 8.3 “2T/4T” - “TVÅTAKTS / FYRTAKTS” ....................................................................................................................................172 8.4 “JOB”- “ARBETSPROGRAM” .................................................................................................................................................172 8.5 “H2O” .................................................................................................................................................................................172 8.6 “WIZ” WIZARD ........................................................................................................................................................................172 9 SVETSNING .................................................................................................................................................................................172 9.1 MIG/MAG-SVETSNING ..........................................................................................................................................................172 9.1.1 MIG ---- SYNERGISK MIG/MAG-SVETSNING .......................................................................................................172 9.1.2 MIG MAN. KONVENTIONELL MIG/MAG-SVETSNING .......................................................................................172 9.1.3 MIG MAN. SYNERGISK MIG/MAG-SVETSNING SVETSGODS MED HÖG HÅLLFASTHET .........................172 9.1.4 MIG ROOT SYNERGISK MIG/MAG-SVETSNING. ..................................................................................................173 9.1.5 MIG PULSERANDE SYNERGISK MIG/MAG-SVETSNING .......................................................................173 9.2 MMA-SVETSNING ...................................................................................................................................................................173 9.3 TIG-SVETSNING ......................................................................................................................................................................173 9.3.1 MASKINER MED SEPARAT TRÅDMATNING ........................................................................................................173 9.3.2 KOMPAKTA MASKINER .............................................................................................................................................173 10 FELKODER ................................................................................................................................................................................. 174 11 UNDERHÅLL ................................................................................................................................................................................. 175 11.1 UNDERHÅLL GENERATOR .................................................................................................................................................. 175 11.2 ÅTGÄRDER SOM BÖR VIDTAS EFTER REPARATION .................................................................................................... 175 158 INSTRUKTIONSMANUAL FÖR TRÅDSVETS VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod.3.300.758 BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. ELEKTROMAGNETISKA FÄLT - Kan vara skadliga. • När elektrisk ström passerar genom en ledare alstras elektromagnetiska fält (EMF). Svets- eller skärströmmen alstrar elektromagnetiska fält runt kablar och generatorer. • De magnetfält som uppstår på grund av starkström kan påverka pacemakerfunktionen. Bärare av livsuppehållande apparater (pacemaker) ska konsultera läkaren innan de påbörjar bågsvetsning, bågskärning, gashyvling eller punktsvetsning eller går in i lokaler där sådant arbete utförs. • Exponering för elektromagnetiska fält i samband med svetsning eller skärning kan ha okända effekter på hälsan. För att minska risken för exponering för elektromagnetiska fält måste alla operatörer iaktta följande regler: - Se till att jordkabeln samt elektrodklämmans eller slangpaketets kabel hela tiden är placerade intill varandra. Tejpa gärna samman dem om möjligt. - Linda inte jordkabeln eller elektrodklämmans respektive slangpaketets kabel runt kroppen. - Stå aldrig mellan jordkabeln eller elektrodklämmans respektive slangpaketets kabel. Om jordkabeln finns på operatörens högra sida ska även elektrodkläm- mans respektive slangpaketets kabel befinna sig på denna sida. - Anslut jordkabeln till arbetsstycket så nära svetseller skärzonen som möjligt. - Arbeta inte nära generatorn. EXPLOSIONER · Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 6097410 (Cl. A) och får endast användas för professionellt bruk i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 1.1 VARNINGSSKYLT Följande numrerade textrader motsvaras av numrerade rutor på skylten. B. Trådmatarrullarna kan skada händerna. C. Svetstråden och trådmataren är spänningssatta under svetsningen. Håll händer och metallföremål på behörigt avstånd. 1. Elstötar som orsakas av svetselektroden eller kabeln kan vara dödliga. Skydda dig mot faran för elstötar. 1.1 Använd isolerande handskar. Rör inte vid elektroden med bara händer. Använd inte fuktiga eller skadade 159 handskar. 1.2 Säkerställ att du är isolerad från arbetsstycket som ska svetsas och marken. 1.3 Dra ut nätkabelns stickkontakt före arbeten på apparaten. 2. Det kan vara hälsovådligt att inandas utsläppen som alstras vid svetsningen. 2.1 Håll huvudet på behörigt avstånd från utsläppen. 2.2 Använd ett system med forcerad ventilation eller punktutsug för att avlägsna utsläppen. 2.3 Använd en sugfläkt för att avlägsna utsläppen. 3. Gnistbildning vid svetsningen kan orsaka explosion eller brand. 3.1 Förvara brandfarligt material på behörigt avstånd från svetsområdet. 3.2 Gnistbildning vid svetsningen kan orsaka brand. Se till att det finns en brandsläckare i närheten och en person som är beredd att använda den. 3.3 Svetsa aldrig i slutna behållare. 4. Bågens strålning kan skada ögonen och bränna huden. 4.1 Använd skyddshjälm och skyddsglasögon. Använd lämpliga hörselskydd och skyddsplagg med knäppta knappar ända upp i halsen. Använd hjälmvisir som har filter med korrekt skyddsklass. Använd komplett skyddsutrustning för kroppen. 5. Läs bruksanvisningen före användning av eller arbeten på apparaten. 6. Avlägsna inte eller dölj varningsetiketterna. 2 ALLMÄN BESKRIVNING Apparaten är ett multiprocessystem som är lämpligt för MIG/MAG-, TIG- (DC) svetsning med kontakttändning och MMA-svetsning (med frånslagning av cellulosatyp), som har utformats med inverterteknologi. Apparaten kan endast användas för de användningsområden som beskrivs i handboken. Apparaten bör inte användas för att avfrosta rör. U2. U1. Sekundär spänning med ström I2 Nominell matningsspänning. I modellerna med multispänning “Multi Voltage” förbereder sig maskinen automatiskt för matningsspänningen hos systemet som den är ansluten till. 3~ 50/60Hz Trefasmatning 50 eller 60 Hz. I1 Max Max. strömförbrukning vid ström som motsvarar I2 och spänning U2. I1 Verk. Det maximala värdet för den verkliga strömförbrukningen med hänsyn till kapacitetsfaktorn. Vanligtvis motsvarar detta värde säkringens kapacitet (av fördröjd typ) som bör användas som skydd för apparaten. IP23S Höljets kapslingsklass. Klass 3 som andra siffra innebär att denna apparat kan förvaras utomhus men bör inte användas utomhus vid nederbörd ifall den inte är lämpligt skyddad. Lämpar sig för arbete i utrymmen med S förhöjdrisk. OBS: 1- Apparaten är tillverkad för arbete i omgivningar med föroreningsklass 3. (Se IEC 60664). 2- Apparaten är i överensstämmelse med standard IEC 61000-3-12 förutsatt att max. systemimpedans Zmax är lägre än eller lika med 0,090 (Art. 318 och 319)-0,051 (Art. 320) i anslutningspunkten mellan användarens och elbolagets elnät. Det åligger installatören eller användaren att vid behov rådfråga elbolaget och säkerställa att apparaten är ansluten till ett elnät med max. systemimpedans Zmax som är lägre än eller lika med 0,090 (Art. 318 och 319)-0,051 (Art. 320). 3 INSTALLATION OCH DRIFTFÖRBEREDELSER. 3.1 LYFT (FIG. 1). 2.1 FÖRKLARING AV TEKNISKA DATA Apparaten har byggts i enlighet med följande standarder: IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (se not 2). Nr. Serienummer som ska uppges vid alla förfrågningar som berör svetsmaskinen. 3~ Statisk trefas frekvensomvandlare transformator-likriktare. MIG Lämplig för MIG/MAG-svetsning. f1 f2 MMA Lämplig för svetsning elektroder. TIG Lämplig för TIG-svetsning. U0. X. I2. 160 med belagda Sekundär tomgångsspänning. Procentuell kapacitetsfaktor. Kapacitetsfaktorn uttrycker procentsatsen per 10 minuter som svetsmaskinen kan arbeta med en bestämd ström utan att överhettas. Svetsström Fig. 1 3.2 MONTAGE • I alla generatorer är det nödvändigt att montera bakhjulen efter att ha fört in axeln (fig. 2) . 3.3 ANSLUTNING AV EVENTUELLA FÖRLÄNGNINGSKABLAR • Blockera anslutningens ena ände BA och fäst spetsen BB vid maskinbotten såsom visas i Fig. 4. BA Fig. 2 • För maskiner med hjul måste man montera en svängtapp både på trådmatarna och på generatorn; de små hjul som kommer tillsammans med skruvarna måste monteras på trådmatarens botten, liksom brännarhållaren. Placera därefter trådmataren i dess position. (se figur 3). BB Fig. 4 • Utför anslutningarna på generatorns baksida såsom visas i Fig. 5 Fig. 5 Fig. 3 • Undvik att linda upp anslutningen på spole för att reducera de induktiva riskerna som skulle kunna påverka svetsresultatet. • Anslut den andra änden av anslutningen BA till trådmataren såsom visas i Fig. 6. 161 Öppna luckan till trådmatarutrymmet. Ta bort skyddsöverdrag CA från trådmataren. Avblockera pressrullarna för svetstråd med hjälp av tryckregleringsratten BN. Byt ut rullarna och montera tillbaka skyddsöverdrag CA. För in tråden i brännarens matare och i trådmatningshylsan. Blockera pressrullarna för svetstråd med manöverratten BN och reglera trycket. Anslut jordningskabeln (ifall sådan medföljer) till uttag D. Anslut gasslangen till kopplingsdonet G. 3.5 MONTAGE AV KYLENHET (ART. 1683 - LEVERERAS PÅ FÖRFRÅGAN - ART. 318-319) (Fig.9) Fig. 6 • Slangarna för kylvätskan måste anslutas till snabbkopplingarna under trådmatarens botten (se Fig. 7) genom att följa färgerna som finns på trådmatarens främre del. Fig. 9 Vid användning av kylenhet, följ dessa anvisningar: • Ta bort panel M • För in kylenheten inuti utrymmet så att man ser kontrollhålet för vätskenivån från framsidan. • Fäst den vid svetsmaskinens transportvagn med skruvarna som kommer med enheten. Fig. 7 3.4 ANSLUTNING AV SVETSBRÄNNAREN. • Anslut brännaren till centraladapter F. • Montera trådspolen. • Kontrollera att rullarnas spår överensstämmer med diametern på den tråd som används. För eventuellt byte gör som följer (Fig. 8): BN BN 3.6 PLACERING Placera svetsmaskinen så att luften kan cirkulera fritt inuti den och undvik så mycket som möjligt att metalldamm eller annat damm kommer in i maskinen. 3.6.1 Lutande plan. Eftersom svetsmaskinen är utrustad med hjul utan bromsar måste man försäkra sig om att maskinen inte placeras på lutande ytor för att undvika att den välter eller gör okontrollerade rörelser. 3.7 DRIFTFÖRBEREDELSER CA 162 Fig. 8 • Maskininstallation måste utföras av kvalificerad personal. • Alla anslutningar måste utföras i enlighet med gällande standarder (IEC/CEI EN 60974-9) och respektera olycksförebyggande lagar. • Montera stickkontakten på nätkabeln och var särskilt uppmärksam på att koppla den gul/gröna ledaren till jordningspolen. • Kontrollera att matningsspänningen överensstämmer med svetsmaskinens nominella spänning. • Dimensionera skyddssäkringarna utifrån de uppgifter som återges på skylten med tekniska data. 4 BESKRIVNING AV GENERATOR (FIG. 10 = KOMPAKT VERSION) (FIG. 11 = VERSION MED SEPARAT TRÅDMATNING) A - KONTROLLPANEL. Öppna den transparenta luckan för att få tillträde till kontrollpanelen. B- Kontaktdon: Kontaktdon av typen DB9 (RS 232) som bör användas för att uppdatera mikroprocessorernas program. C- Kontaktdon: Kontaktdon av USB-typ som bör användas för att uppdatera mikroprocessorernas program. Endast i maskiner med separat trådmatning. D – Kontaktdon: Kontaktdon för anslutning av fjärrkontroller och styrkabel till brännaren Push-Pull. A E – Uttag (+): Uttag som jordningskabelns kontaktdon ska anslutas till vid TIG- svetsning och elektrodklämman vid MMAsvetsning. F - Centraladapter: Som svetsbrännaren ska anslutas till. G - Uttag: Uttag som jordningskabelns kontaktdon ska anslutas till vid MIG/MAG- och MMA-svetsning. H - Koppling: Som gasslangen som kommer ut från TIG brännaren ska anslutas till. I - Kranar med snabbkoppling: Som slangarna som kommer ut från eventuell brännare med vattenkylning ska anslutas till. OBS! Följ färgerna på slangar och kranar. Endast i maskiner med separat trådmatning. L - Hållare: Hållare för svetsbrännare. M - Panel: Panel som stänger av kylenhetens utrymme. N V B L S D Q T U E F R H G V M W Fig. 10 163 N - Gasslang. O - Koppling gasslang: Som gasslangen som ansluter generator/trådmatare ska anslutas till. T - ON/OFF strömbrytare. U - Anslutningskabel. V - Remmar som håller gasflaskan. P - Kontaktdon: Som styrkabelns kontaktdon för anslutning av generator/ trådmatare ska anslutas till. W - Gasflaskehållare. R - Säkringshållare. Z - Kranar med snabbkoppling: Som de röda och blåa slangarna för anslutning av generator/trådmatare ska anslutas till. Endast i maskiner med separat trådmatning. OBS: Kranarna är placerade under trådmataren. Följ färgerna på slangarna och kranarna. S - Uttag: Som kylenhetens nätkabel Art. 1683 (Tillval) ska anslutas till. X - Uttag: Som det frihängande kontaktdonet till elkabeln (+ pol) för anslutning av generator/trådmatare ska anslutas till Q - Uttag pressostat: Som slangen som kommer från pressostaten som är placerad inuti kylenheten (Art. 1683) ska anslutas till. Y A P AB AC K F L D AA Z O V I B P T X U C R S G Q M V W Fig. 11 164 vid MIG/MAG-svetsning. Endast i maskiner med separat trådmatning. AL - ON/OFF strömbrytare. AM- Anslutningskabel. Y - Koppling: Som gasslangen som kommer ut från anslutningen generator/trådmatare ska anslutas till. Endast i maskiner med separat trådmatning. K - Uttag: Som det frihängande kontaktdonet till elkabeln för anslutning av generator/trådmatare ska anslutas till. Endast i maskiner med separat trådmatning. 5.1 ANSLUTNINGAR. För elanslutningar, eventuella förlängningskablar och skydd följ de anvisningar som återges på instruktionsboken som kommer tillsammans med kylenheten. 5.2 BESKRIVNING AV SKYDD. 5.2.1 Skyddsanordning tryck kylvätska. Detta skydd består av en pressostat som är införd i vätskans matarkrets och som styr en mikrobrytare. Ifall trycket är otillräckligt på display D1 visas texten H2O blinkande. AA - Skyddslucka trådspole. AB - Skyddsöverdrag trådspole. AC - Spolhållare: Lämplig för standardspolar upp till Ø 300 mm, 16 kg. 5 BESKRIVNING AV KYLENHET Art 1683 ( Fig. 12). Denna kylenhet, som levereras på förfrågan (Art. 318319), har utformats för att kyla ned brännare som används för svetsning och den får endast användas med denna generator. AD- Hål: Hål för inspektion av kylvätskenivån. 5.2.2 Säkring (T 2A/250V-Ø 5x20). Denna säkring har införts i motorpumpens skydd och är placerad på svetsmaskinens bakre panel i den särskilda säkringshållaren BF. (Fig 12) 5.3 DRIFTFÖRBEREDELSER Skruva loss plugg AU och fyll på tanken (apparaten är försedd med cirka en liter vätska). Det är viktigt att kontrollera att vätskan fortfarande är på “max” nivån genom hålet AT. AE - Plugg. 6 BESKRIVNING AV KONTROLLPANEL (Fig. 13-14) AF - Kranar med snabbkoppling: Anslut svetsbrännarens röda och blåa slang. OBS! Följ färgerna på slangar och kranar. AG - Kranar med snabbkoppling: Som de röda och blåa slangarna till anslutningen generator/trådmatare ska anslutas till i maskiner med separat trådmatning. OBS! Följ färgerna på slangar och kranar. AH - Säkringshållare. Kontrollpanelen består av ett kontrollområde (Fig. 13) och ett inställningsområde (Fig. 14). 6.1 KONTROLLPANEL (FIG. 13). Valtangent T1 Vid varje tryck väljs den reglerbara storleken med hjälp av manöverratt M1. Vilka storlekar som kan väljas, vilket visas av lysdioderna L1, L2 och L3, beror på vilken typ av svetsprocess som har valts. Lysdiod L1 Tjocklek Anger att display D1 visar tjocklek i mm för det arbetsstycke som ska svetsas beroende på inställd AI - Anslutning. För att skydda kylvätskans tryck. AM AF AL AH AI AE AD AG Fig. 12 165 ström och trådhastighet. Aktiv i procedurerna MIG/MAG synergiska. i MIG/MAG processer, den förinställda spänningen eller “set point” (se paragraf 9.1 MIG/MAG-svetsning). Under svetsning är värdet som visas på display D2 alltid spänningen som har uppmätts av generatorn. Lysdiod L2 Trådhastighet Anger att display D1 visar svetstrådens hastighet i meter per minut. Aktiv i alla svetsprocedurer MIG/ MAG. Lysdiod L5 Båglängd Vid svetsprocesserna MIG/MAG Synergiska (förutom MIG HD) anger den att display D2 visar värdet för svetsbågens korrektion. Värdet 0(noll) motsvarar tillverkarens förinställda båglängd. Med hjälp av manöverratt M2 är det möjligt att förlänga bågen (positiva värden) eller förkorta den (negativa värden) inom omfånget -9,9 ÷ +9,9. Lysdiod L3 Svetsström Anger att display D1 visar svetsströmmen i ampere. Manöverratt M1 Beroende på vilken typ av process som har valts kan man reglera man storlekarna som har valts med tangenten T1 med hjälp av denna manöverratt. Lysdiod L6 Impedans Vid MIG/MAG-svetsning anger den att display D2 visar impedansvärdet. Värdet 0(noll) motsvarar tillverkarens förinställda impedans. Med hjälp av manöverratt M2 är det möjligt att förlänga den (positiva värden) eller förkorta den (negativa värden) inom omfånget -9,9 ÷ +9,9. Display D1 Visar värdet för storlekarna som har valts med hjälp av tangenten T1 och som regleras med hjälp av manöverratten M1. Valtangent T2 Vid varje kort tryck väljs den reglerbara storleken med hjälp av manöverratten M2. Vilka storlekar som kan väljas, vilket visas av lysdioderna L4, L5 och L6, beror på vilken typ av svetsprocess som har valts. Manöverratt M2 Beroende på vilken typ av process som har valts reglerar man de valda storlekarna med hjälp av tangenten T2 med denna manöverratt. I de synergiska MIG/MAG-processerna kan man, genom att använda denna manöverratt, när lysdioden L4 (svetsspänning) är tänd, flytta över vaöet automatiskt till lysdioden L5 (båglängd). Lysdiod L4 Svetsspänning Anger att värdet som visas på display D2 är en spänning som är uttryckt i volt. När bågen är släckt är värdet som visas på display D2, M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 Fig. 13 166 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 T9 L10 L11 L12 Fig. 14 Display D2 I alla svetsprocesser visas de val som har utförts med hjälp av tangenten T2 och som har reglerats med hjälp av manöverratten M2 numeriskt. Tangent T3 Gastest Genom att trycka på denna tangent kommer det ut gas under 30 sek, genom att trycka på den en gång till avbryts gasflödet. Lysdiod L7 Globulär position I processerna MIG/MAG synergiska signalerar den att värdeparet för ström och spänning som har valts för svetsningen kan ge upphov till instabila bågar med svetssprut. 6.2 INSTÄLLNINGSPANEL (FIG. 14). Lysdiod L8 Hold Aktiveras automatiskt i slutet på svetsningen för att signalera att de sista två värdena för ström och spänning som har uppmätts visas på displayerna D1 och D2. Lysdiod L9 Säkerhet Signalerar blockeringsfunktion för vissa knappar. Operatören kan endast reglera de svetsparametrar som innefattas i kontrollpanelens område. För att aktivera denna funktion tryck först på tangenten T5 och tryck sedan, medan du håller denna intryckt, kort på tangenten T2. Lysdioden L9 börjar lysa och visar att funktionen är aktiv. För att gå ut upprepa på samma sätt tryckningarna med tangenterna T5 och T2. Tangent T4 Trådtest Gör det möjligt att flytta fram tråden upp till 8 m/ min utan att brännaren är strömförande och utan gasflöde. Möjliggör snabbt tillträde till svetsmaskinens menyer och till extrafunktionerna som därmed visas och blir omedelbart tillgängliga. Den består av en matrisdisplay D3 där all nödvändig information för programmering visas, av navigeringstangenter (T10, T11, T12 och T13) som gör att man kan navigera mellan ingångarna i de olika menyerna; av funktionstangenter (T5, T6, T7, T8 och T9) som gör det möjligt att tillträda de olika menyerna som firmware består av och av en rad lysdioder som signalerar vilken typ av process som pågår (L10, L11 och L12), samt vissa extrafunktioner (L13, L14 och L15). Vid tändning av svetsmaskinen visar display D3 viss information som berör maskintillståndet under cirka 5 sek (se par. 7.4 meny Information), däribland firmware versionen. Direkt efter visas tillverkarens förinställningar för svetsmaskinen: 167 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 - Datum (dag/månad/år) och tid (timmar och minuter). - Synergisk MIG process. (Lysdiod L10 tänd). - Svetstråd av typen SG2 ø 1,0 mm. - Gas Ar/18% CO2. Tändningssätt 2 takts 2T. I den undre delen av displayen visas förkortningarna (MEM, PAR, 2T/4T och JOB) som kan väljas med hjälp av funktionstangenterna T6, T7, T8, T9 (se par. 8). 6.3 VISNING AV ALARM När maskinen registrerar ett tillfälligt alarm visas en blinkande text beroende på orsaken till alarmet på displayerna D1 och D2. Till exempel: ifall trådmatningens lucka är öppen visas texten “OPn”. 6.4 VISNING AV FEL När maskinen registrerar ett allvarligt alarmtillstånd visas, på displayerna D1 och D2, texten “Err” som följs av den tillhörande felkoden. Stäng i detta fall av maskinen och kontakta teknisk service (se paragraf 10). 7 MASKINPROGRAMMERING “Main Menu” - “Huvudmeny” 168 T9 Fig. 14 L10 L11 L12 T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 Programmeringen sker genom att gå in på “Huvudmenyn” som man kommer in i genom att trycka på tangenten T5 och därefter tangenten T6 (MENU) eller med hjälp av den snabba tillträdesmenyn som beskrivs i paragraf 8. Inuti “Huvudmenyn” kan man med hjälp av tangenterna T10 och T11 välja en av ingångarna från listan som markeras av ett gult band. Med tangenten T12 kommer man in i den tillhörande undermenyn och med tangenten T13 kan man återgå till den föregående menyn genom att samtidigt bekräfta det val som har gjorts. Ifall det kommer upp en pil som är vänd nedåt innebär det att det finns andra ingångar som inte visas på bildskärmen. Detta navigeringssätt är giltigt för alla maskinmenyer. De ingångar som finns tillgängliga i “huvudmenyn” är: - “ProcessParams” - Processparametrar (Se par. 7.1) - “Jobs” (Se par. 7.2) - “Settings” - Inställningar (Se par. 7.3) - “Information” (Se par. 7.4) 7.1 MENU “PROCESS PARAMS” “PROCESSPARAMETRAR”. Man kan få tillträde till undermenyn “Processparametrar” antingen från “Huvudmenyn” eller direkt genom att trycka på tangenten T7 (PAR). Här räknar vi upp alla parametrar som operatören kan ändra beroende på vilken svetsprocess som har valts (lysdioder L10, L11, L12). Inuti “Processparametrar” är det möjligt att få direkt tillträde till memoreringen genom att trycka på tangenten T6 (MEM) (se par. 7.2.1). 7.1.1 “Process” Den första parametern är svetsprocessen. Genom att trycka på tangenten T12 är det möjligt att gå in på sidan där man väljer typen av process. Knapparna T10 och T11 har, förutom utförande av val som markeras med gult band, i uppgift att gå igenom alla tillgängliga processer. De valbara svetsprocesserna är: MIG Pulserande synergisk MIG/MAG-svetsning (beställningsvara med art.nr 231). MIG Synergisk MIG/MAG-svetsning. MIG HD Synergisk MIG/MAG-svetsning svetsgods med hög hållfasthet. MIG Root Synergisk MIG/MAG-svetsning för nedåtgående vertikal svetsning. MIG Man Konventionell MIG/MAG-svetsning. TIG Svetsprocess med ickesmältande elektrod lämplig för alla metaller med undantag för aluminium, magnesium och mässing. Bågens tändning sker genom kontakt utan hög frekvens. MMA Svetsprocess med belagd och smältande elektrod. 7.1.2 “Material” (aktiv i MIG/MAG processerna). Vid denna ingång väljer man typen av material för svetstråden. 7.1.3 “Diameter” (aktiv i MIG/MAG processerna). Svetstrådens diameter beror på vilken typ av material som har valts. 7.1.4 “Gas” (aktiv i MIG/MAG processerna). Vilken gas som kan användas beror på vilken typ av material som har valts. 7.1.5 “ArcLengthCorr”- “Korrektion båglängd” (Tillgänglig i MIG/MAG synergisk, MIG Root). Möjliggör korrektion av båglängden i Volt med hjälp av tangenterna T10 och T11 eller manöverratten M2. Korr. båglängd MIN MAX DEF. -9,9 V 9,9 V 0,0 V VARNING: på regleringssidan, som ser likadan ut för alla parametrar med regleringsomfång, visas: -Namn på den parameter som ska korrigeras. -Värde och måttenhet. -Regleringsskala. -Förkortningar: MIN = minimal reglering. Knapp T5. MAX = maximal reglering. Knapp T7. DEF = förbestämt värde. Knapp T6. 7.1.6 “InductanceCorr”- “Korrektion impedansvärde” (tillgänglig för alla synergiska MIG/MAG processer, med undantag för MIG HD) Möjliggör korrektion av impedansvärdet. Korr. impedansvärde MIN MAX DEF. -9,9 9,9 0,0 7.1.7 “Start Mode”- “Startsätt” (val av startsätt för svetsningen). 2T (aktiv i MIG/MAG och TIG processerna). Maskinen börjar svetsa när man trycker på brännarknappen och avbryts när man släpper denna. 4T (aktiv i MIG/MAG och TIG processerna). För att påbörja svetsning, tryck in och släpp brännarknappen, för att avsluta svetsning tryck in och släpp återigen. 3L (aktiv i synergiska MIG/MAG processer). Svetsningen påbörjas genom att trycka på brännarknappen, den svetsström som hämtas kommer att överensstämma med inställningen för “Start current”. Denna ström kommer att behållas så länge som brännarknappen hålls intryckt; när den släpps kopplas strömmen till den inställda svetsströmmen under den tid som har fastställts av tiden “Slope time” och denna ström kommer att hållas tills brännarknappen trycks in igen. Vid efterföljande tryck på brännarknappen kommer svetsströmmen att kopplas till den tredje strömmen (strömmen för “Crater-filler”) som har ställts in med parametern “CraterCurrent” under den tid som har fastställts av “Slope time” och denna ström kommer att hållas tills brännarknappen har släppts. När knappen släpps kommer svetsningen att avbrytas. Regleringar för 3L Start current Slope time CraterCurrent MIN MAX DEF. 10% 200% 135% 0,1 sek 10 sek 0,5 sek 10% 200% 60% 7.1.8 “Spot” - “punktsvetsning / intermittens”. (endast i MIG/MAG 2T eller 4T processer). OFF (standard) ON Ifall man väljer “ON” finns följande regleringar tillgängliga: 169 Spot time Pause time MIN MAX DEF. 0,3 sek 25 sek 1,0 sek OFF 5 sek OFF 7.1.9 “HSA”- “Hot Start Automatisk” (endast i synergiska MIG/MAG 2T eller 4T processer). Denna funktion är blockerad när funktionen 3L är aktiv och fungerar endast med synergiprogram. Särskilt lämplig för att få en “varm” start vid svetsning av aluminium. OFF (standard) ON. Ifall man väljer “ON” finns följande regleringar tillgängliga: MIN MAX DEF. 10% 200% 135% Startingcurrent time 0,1 sek 10 sek 0,5 sek Slope time 0,1 sek 10 sek 0,5 sek Start current På detta sätt bestäms trådens matningshastighet (och alltså den motsvarande strömmen) och till denna kan man sedan lägga till eller ta bort meter i minuten genom inställningarna. Innan utförande är det viktigt att komma ihåg att i en korrekt svetssträng måste en “länk” överlappa den andra med åtminstone 50%. OFF (standard) ON. Ifall man väljer “ON” finns följande regleringar tillgängliga: MIN MAX PRED. Frequency 0,1 Hz 5 Hz 1,5 Hz Pulsestep 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arccorrection -9,9 9,9 0,0 Svetsningen börjar med “Start Current”. Hur länge denna första ström varar beror på “startingcurrent time”. När denna tid har gått kopplas strömmen till svetsströmmen under tiden ”Slope Time”. 7.1.10 “CRA”- “Fyllning av ändkrater”. (endast i synergiska MIG 2T eller 4T processer). OFF (standard) ON Ifall man väljer “ON” finns följande regleringar tillgängliga: Slope time CraterCurrent CraterCurrent Time MIN MAX DEF. 0,1 sek 10 sek 0,5 sek 10% 200% 60% 0,1 sek 10 sek 0,5 sek 7.1.11 “Soft Start”- “Mjukstart”. (Endast i MIG/MAG processer) Det är trådhastigheten uttryckt som procentsats av hastigheten som har ställts in för svetsning innan tråden rör arbetsstycket som ska svetsas. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 “Burnback”. (Endast i MIG/MAG processer) Används för att reglera längden på tråden som kommer ut från gasmunstycket efter svetsning. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 “Double Level”- “Dubbel nivå” (Art 233 Optional). (Endast i synergiska MIG/MAG processer). Denna typ av svetsning gör så att strömmens intensitet varierar mellan två nivåer. Innan svetsning med dubbel nivå är nödvändig bör man utföra en kort svetssträng för att kunna fastställa trådhastigheten och därmed strömmen för att strängen ska få en optimal penetration och bredd för den svetsfog som man vill genomföra. 170 7.1.13.1 “Frequency”- “frekvens” för dubbel nivå. Frekvensen, som uttrycks i Herz, är antalet perioder i sekunden. Med period avser man alternansen mellan hög och låg hastighet. Den låga hastigheten, som inte penetrerar, behöver svetsenheten för att förflytta sig från en länk till en annan i utförandet; den höga hastigheten, som motsvarar den maximala strömmen, är den som penetrerar och utför länken. Svetsenheten stannar i detta fall upp för att utföra länken. 7.1.13.2 “PulseStep”: är omfattningen för hastighetsändringen i m/min. Hastighetsändringen bestämmer addition och subtraktion av m/min från referenshastigheten som har beskrivits tidigare. Förutsatt att alla andra parametrar är lika blir länken bredare och man erhåller större penetration ifall man ökar siffran. 7.1.13.3 “Duty Cycle”: tid för dubbel nivå Uttrycks procentuellt och är varaktigheten för den högre hastigheten/strömmen i relation till periodens varaktigheten. Förutsatt att alla andra parametrar är lika bestäms länkens diameter alltså av penetrationen. 7.1.13.4 “ArcLengthCor” -”Korrektion av båglängden”. Reglerar båglängden för den högre hastigheten/strömmen. Varning: en god reglering innebär att båglängden är likadan för bägge strömmarna. 7.1.14 "Double Pulse" - Dubbel pulsering. Den aktiveras automatiskt vid inköp av de uppdateringarna med art.nr 231 och art.nr 233. Se avsnitt 7.1.13 för en funktionsbeskrivning. Från “Huvudmenyn” (se par. 7), välj menyn “Inställningar” med hjälp av tangenten T10 och visa den med tangenten T11. två 7.1.15 “Prefow”- “Pre Gas”. (I alla processer med undantag för MMA). Pre Gas MIN MAX DEF. 0 sek 10 sek 0,1 sek Här visas en lista på alla parametrar som operatören kan ändra: - Welding - Machine - Factory Setup - Languages 7.1.16 “Postflow”- “Post Gas”. (I alla processer med undantag för MMA). Post Gas MIN MAX DEF. 0 sek 10 sek 3 sek 7.1.17 “SpeedCorr”- “Korrektion av hastigheten”. (Endast i MIG HD processer) Möjliggör en procentuell korrektion av trådhastigheten i relation till standardhastigheten. SpeedCorrection MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 MENY “JOB”. I detta avsnitt kan man memorera, hämta, ändra, kopiera eller ta bort arbetsprogram. Markera ingången “Jobs” från “Huvudmenyn” med tangenten T11 och gå in i undermenyn med hjälp av tangenten T12. 7.2.1 Memorera ett program “JOB”. Efter att ha utfört de regleringar och inställningar som har beskrivits tidigare, välj en position i minnet med tangenterna T10 och T11 och tryck på tangenten T6 (SAVE) för att memorera. “Job” programmets nummer, svetsprocessen, och tråddiametern visas på displayen. När ett “Job” har memorerats visas förkortningarna i överensstämmelse med tangenterna T6, T7, T8 och T9 i den nedre delen av displayen: - DEL: raderar det “Job” som har valts. - RCL: hämtar det “Job” som har valts för att ändra detta. - COPY: kopierar det “Job” som har valts och memorerar det i en annan position. 7.3 MENY “Settings” - “Inställningar”. I denna del kan man ställa in eller ändra på svetsmaskinens huvudsakliga inställningar. Med hjälp av tangenten T12 går man in i den undermeny som tillhör den valda parametern. 7.3.1 Meny “Welding” - “Svetsning”. I denna undermeny visas en lista över en rad svetsparametrar som kan ändras: - H2O MIG/TIG Denna funktion gör det möjligt att ställa in start av kylenheten. Regleringar: ON-OFF-Auto (DEF OFF). Ifall man väljer “Auto” fungerar gruppen när maskinen sätts på. Ifall brännarknappen inte är intryckt stängs den av efter 30 sekunder. När brännarknappen trycks in börjar enheten fungera och den stängs av 3 minuter efter att knappen har släppts. - “Quality Control” - “Kvalitetskontroll” Reglering ON - OFF (DEF OFF) (Tillgänglig på förfrågan). - “Maxinching” - “Maximal matning” Målsättningen är att blockera svetsmaskinen ifall tråden, efter start, åker ut med den längd i centimeter som har ställts in utan strömgenomgång. Reglering OFF - 50 cm (DEF OFF). - “Push-Pull Force” Genom att montera brännaren Push-Pull Art. 2008 aktiveras kylenheten, samt funktionen PPF (Push Pull Force). Denna funktion reglerar push pull motorns dragpar för att göra trådmatningen linjär. 7.3.2 Meny “Machine”- “Maskininställningar”. Här finns följande undermenyer tillgängliga: - “Clock Setup” - “Reglering klocka”. 7.3.3 Meny “Factory Setup” “Återställning standardinställningar”. Denna ingång gör det möjligt att återgå till tillverkarens standardinställningar. Tre återställningssätt är möjliga: - All Återställer allt. - Jobs only Återställer endast arbetsprogram “Job” - Excludejobs Återställer allt förutom de memorerade arbetsprogrammen “Job”. 171 7.3.4 Meny “Languages”- “Språkinställningar”. I denna del kan man välja språket som display meddelandena ska visas på. 7.4 MENY INFORMATION. I denna del visas viss information som berör generatorns programvara. Genom att trycka på tangenten T9 (NEXT) går man direkt in på sidani med val av material. Man kan gå tillbaka till den föregående sidan med tangenten T6 (PREV). Som alternativ till tangenterna T9 och T6 kan man använda tangenterna T12 och T13. Den efterföljande sidan kommer att vara den med diametern, sedan den med gas, och sist av allt den med startsätt “Start Mode”. Tryck slutligen på “END” för att avsluta. 8 SNABBTILLTRÄDE. 9 SVETSNING I den nedre delen av displayen D3 finns, beroende på de olika menysidorna, vissa kommandon för snabbtillträde till de vanligaste funktionerna. 8.1 “MEM” - “MEMORERING” (se par. 7.2.1). Ifall du vill memorera ett svetsprogram tryck på tangenten T6, välj med tangenterna T10 och T11 numret för det “Job” du vill välja och tryck därefter än en gång på tangenten T6 för att spara svetsprogrammet. 8.2 “PAR” - “PROCESSPARAMETRAR” (se par. 7.1) 8.3 “2T/4T” - “TVÅTAKTS / FYRTAKTS” (se par. 7.1.7). 8.4 “JOB”- “ARBETSPROGRAM”. Ifall man vill använda ett arbetsprogram som tidigare har memorerats tryck på tangenten T9 (JOB). För att se alla programinställningar, bekräfta valet med tangenten T9 (OK) och tryck därefter på tangenten T7 (PAR). 8.5 “H2O”. (se par. 7.3.1). 8.6 “WIZ” WIZARD. Funktionen “wizard” är en vägledd procedur som hjälper operatören att snabbt utföra val utifrån den önskade svetsprocessen. • Förbered svetsmaskinen enligt de instruktioner som beskrivs vid paragraf 3 “Driftförberedelser”. • Följ instruktionerna som beskrivs tidigare i menyn “Wizard” Par. 8.1 eller “Par” Par. 7.1. 9.1 MIG/MAG-SVETSNING. I menyn “ProcessParameter” finns de ingångar som kan regleras i denna process: Denna svetsmaskin har ett brett utbud av MIG/MAG svetsprocesser som räknas upp i denna lista: 9.1.1 MIG Synergisk MIG/MAG-svetsning. Kännetecknet för denna typ av svetsprocess är SYNERGIN som innebär att tillverkaren har förbestämt relationen mellan trådhastigheten (strömmen), spänningen och impedansen som är nödvändiga för att erhålla en god svetsning. För att genomföra denna process gör som följer: • Använd tangenten T1 för att välja tjocklekens lysdiod. • Ställ in tjockleken som ska bearbetas genom att vrida på manöverratten M1. • Utför svetsningen. • Ifall båglängden är felaktig ändra den med hjälp av manöverratten M2. 9.1.2 MIG Man. Konventionell MIG/MAG-svetsning. Välj typ av tråd och dess diameter, samt typ av skyddsgas. I denna svetsprocess måste trådhastigheten, spänningen och impedansvärdet ställas in av operatören. 9.1.3 T5 T6 T7 T8 T9 Man får tillträde genom att trycka på tangenten T5 och därefter på tangenten T9 (WIZ). Det första val som föreslås är valet av svetsprocess. Val av process görs med hjälp av tangenterna T10 och T11. 172 MIG Man. Synergisk MIG/MAG-svetsning svetsgods med hög hållfasthet. Kännetecknet för denna typ av process är möjligheten att öka trådhastigheten jämt med svetsspänningen så att man kan utföra svetsfogen på mindre tid, få mindre distorsioner och öka produktiviteten. Detta är en synergisk process men den skiljer sig från de andra på grund av regleringssättet: För att löpa längs med den synergiska kurvan måste man använda manöverratten M2 som ändrar svetsspänningen och därefter kan man ändra på trådhastigheten (svetsströmmen) med manöverratten M1. Ett exempel: Välj denna process enligt vad som har beskrivits tidigare. Välj, med hjälp av tangenten T1, lysdioden L2 för trådhastigheten och med hjälp av tangenten T2 lysdioden L4 för spänningen. Displayen D1 visar trådhastigheten medan displayen D2 visar spänningen. Genom att vrida på manöverratten M2 ändras de två värdena för spänning och trådhastighet enligt den synergiska kurva som har ställts in av tillverkaren. Genom att vrida manöverratten ett steg M1 visar displayen D3 sidan som berör korrektion av trådhastigheten. Om man fortsätter att vrida på manöverratten M1 visas procentavvikelsen från noll, som motsvarar den hastighet som har förinställts av tillverkaren, medan displayen D1 visar den nya hastigheten. När korrektionsvärdet får hastigheten för att uppnå det maximala eller minimala värdet i den synergiska kurvan visas meddelandet “Speedlimit” på display D3. Genom att korrigera trådhastigheten ändras varken tjockleksvärdena som rekommenderas för svetsningen eller strömvärdena, men det är möjligt att öka svetshastigheten. Ändring av trådhastigheten med hjälp av manöverratten M1 ändrar inte svetsspänningen som har ställts in tidigare. Efter utförande av svetsning med lysdioden L8 “Hold” tänd visar displayen D1 den svetsström som motsvarar den ändrade trådhastigheten. 9.1.4 MIG Root Synergisk MIG/MAG-svetsning. Denna process har utformats för rotsvetsningar av vertikala nedåtgående stumfogar. Lämplig för järn och rostfritt stål. 9.1.5 MIG Pulserande synergisk MIG/MAGsvetsning (beställningsvara med art.nr 231). Vid denna svetsning överförs tillsatsmaterialet med en impulsiv vågform med kontrollerad energi. Därmed lossar droppar av smält material konstant och överförs till arbetsstycket utan stänk. Resultatet är en jämn svetssträng med valfri tjocklek och typ av material. Inställningarna av svetsparametrarna är desamma som beskrivs för synergisk MIG/MAG-svetsning. 9.2 MMA-SVETSNING Vid kompakta maskiner, anslut kontaktdonet hos elektrodklämmans kabel till kontaktdon E och kontaktdonet hos jordningskabeln till kontaktdon G (följ den polaritet som har avsetts av elektrod tillverkaren). Vid maskiner med separat trådmatning måste trådmataren fortsätta vara kopplad till generatorn. Anslut kontaktdonet hos elektrodklämmans kabel till kontaktdon X och kontaktdonet hos jordningskabeln till kontaktdon G (följ den polaritet som har avsetts av elektrod tillverkaren). När man väljer denna process är generatorn redo att generera ström efter 5 sekunder. För att förbereda maskinen för MMA-svetsning, följ instruktionerna som tidigare har beskrivits i menyn “Wizard” Par. 8.6 eller “Par” Par. 7.1. I menyn “ProcessParameter” finns de ingångar som kan regleras i denna process: • Hot Start. Är överströmmen som matas vid tändning av bågen. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. Är regleringen av bågens dynamiska egenskaper. Arc Force MIN MAX DEF. 0% 100% 30% Displayen D2 visar bågspänningen som har uppmätts under svetsningen. Displayen D1 visar: - innan svetsning strömmen som har ställts in med hjälp av manöverratten M1. - under svetsning den uppmätta svetsströmmen. - när svetsningen är avslutad det sista registrerade strömvärdet. (Lysdioden L8 “HOLD” tänd). 9.3 TIG-SVETSNING 9.3.1 Maskiner med separat trådmatning. Anslut jordningskabeln till den positiva polen X och kraftkabelns kontaktdon för anslutning av trådmatare/ generator till den negativa polen G. Anslut brännaren till eu kopplingen E. För denna typ av svetsmaskiner är den lämpliga brännaren art.1259. 9.3.2 Kompakta maskiner. Anslut jordningskabeln till den positiva polen E och brännaren till den negativa polen G. Anslut gasslangen till uttag H För att förbereda maskinen för TIG-svetsning, följ instruktionerna som tidigare har beskrivits i menyn “Wizard” Par. 8.6 eller “Par” Par. 7.1. I menyn “ProcessParameter” finns de ingångar som kan regleras i denna process: • Start Mode Se paragraf 7.1.7. • FinalSlope (endast i 2T eller 4T). Är tidsperioden i sekunder då strömmen går över från svetsning till släckning av bågen. FinalSlope MIN MAX DEF 0,0sek 10sek 0,5sek 173 • Pulse (Art. 234 Optional). Pulserande TIG-svetsning. Denna typ av svetsning ändrar strömmens intensitet mellan två nivåer och ändringen sker med ett visst intervall. • Pulselevel Med denna ingång regleras den lägre de två strömlägena som är nödvändiga för denna svetsprocess. Procentsatsen för detta strömläge visas i relation till det huvudsakliga strömläget som har ställts in innan man gick in på denna undermeny. Pulse Level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Frequency Är pulsintervallet. Frequency • Duty Är varaktigheten för den högre strömmen, uttryckt procentuellt, i relation till intervalltiden. Duty 174 MIN MAX DEF 10% 90% 50% 10 FELKODER DISPLAY FELBESKRIVNING TRG blinkande Startknappen har tryckts in vid maskinstart eller stängning av trådmatarens lucka. Err 54 Err 56 Kortslutning på den sekundära kretsen. Avvikande svetstillstånd Err 57 Överdriven ström på motorn i trådmataren (kontrollera trådmatningsrullarna, tråden inuti hylsan och trådmatningsmotorn) Err 58 Justeringsfel mellan olika versioner av firmware eller fel under fasen för autoupgrade (upprepa procedur för upgrade) Err 61 Err 62 TH 0 TH 1 Matningsspänning för låg Matningsspänning för hög Övertemperatur dioder utlopp Övertemperatur IGBT H2O blinkande följt Problem med kylpumpen (pressostat) av Err 75 H2O nc OPN Problem med kylpumpen (inte ansluten) Lucka öppen i trådmataren Se paragraf 7.3.1 Meny “Svetsning” ITO - “Maximal matning” För andra felkoder än de som har räknats upp här, kontakta teknisk service. 11 UNDERHÅLL Alla underhållsåtgärder måste utföras av kvalificerad personal i enlighet med standard CEI 26-29 (IEC 60974-4). 11.1 UNDERHÅLL GENERATOR Vid underhåll inuti apparaten, försäkra dig om att strömbrytaren T är i position “O” och att anslutningskabeln är frånkopplad från elnätet. Det är dessutom nödvändigt att rengöra apparaten på insidan regelbundet för att få bort det metalldamm som samlas där med hjälp av tryckluft. 11.2 ÅTGÄRDER SOM REPARATION. BÖR VIDTAS EFTER Efter att ha utfört en reparation, var uppmärksam på att ordna kabelsystemet på ett sådant sätt att det finns en säker isolering mellan maskinens primära och sekundära sida. Se till att sladdarna inte kan komma i kontakt med delar som är i rörelse eller delar som värms upp under drift. Montera tillbaka alla slangklämmor som på originalapparaten för att undvika att det, ifall en ledare av misstag går sönder eller frånkopplas, uppstår en kontakt mellan den primära och den sekundära sidan. Montera dessutom tillbaka skruvarna med de tandade brickorna som på originalapparaten. 175 ΔΕΊΚΤΗΣ 1 PROFULAVXEI" ASFAVLEIA" ........................................................................................................................................................177 1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ .........................................................................................................................................177 2 ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ .......................................................................................................................................................................178 2.1 ΕΠΕΞΗΓΗΣΗ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ ...........................................................................................................................178 3 ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΛΕΙΤΟΥΡΓΙΚΗ ΕΚΚΙΝΗΣΗ .....................................................................................................................179 3.1 ΑΝΥΨΩΣΗ .................................................................................................................................................................................179 3.2 ΣΥΝΑΡΜΟΛΟΓΗΣΗ .................................................................................................................................................................179 3.3 ΣΥΝΔΕΣΗ ΤΩΝ ΕΝΔΕΧΟΜΕΝΩΝ ΕΠΕΚΤΑΣΕΩΝ ............................................................................................................179 3.4 ΣΥΝΔΕΣΗ ΤΟΥ ΠΥΡΣΟΥ ΣΥΓΚΟΛΛΗΣΗΣ ........................................................................................................................180 3.5 ΣΥΝΑΡΜΟΛΟΓΗΣΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ (AΝΤ. 1683 - ΧΟΡΗΓΕΙΤΑΙ ΜΕΤΑ ΑΠΌ ΑΙΤΗΣΗ) ................................180 3.6 ΤΟΠΟΘΕΤΗΣΗ ..........................................................................................................................................................................181 3.6.1 ΈΔΑΦΟΣ ΣΕ ΚΛΉΣΗ .....................................................................................................................................................181 3.7 ΕΚΚΊΝΗΣΗ ΛΕΙΤΟΥΡΓΊΑΣ ....................................................................................................................................................181 4 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ ....................................................................................................................................................182 5 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ AΝΤ 1683 ............................................................................................................................183 5.1 ΣΥΝΔΕΣΕΙΣ ...............................................................................................................................................................................184 5.2 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ ................................................................................................................................184 5.2.1 ΠΡΟΣΤΑΤΕΥΤΙΚΆ ΠΊΕΣΗΣ ΥΓΡΟΎ ΨΎΞΗΣ ...........................................................................................................184 5.2.2 ΑΣΦΆΛΕΙΑ (T 2A/250V-Ø 5X20) .................................................................................................................................184 5.3 ΕΚΚΊΝΗΣΗ ΛΕΙΤΟΥΡΓΊΑΣ ....................................................................................................................................................184 6 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ ΕΝΤΟΛΕΩΝ ........................................................................................................................................184 6.1 ΠΑΝΕΛ ΕΛΕΓΧΟΥ ...................................................................................................................................................................184 6.2 ΠΑΝΕΛ ΡΥΘΜΙΣΕΩΝ ..............................................................................................................................................................185 6.3 ΠΡΟΒΟΛΗ ΣΥΝΑΓΕΡΜΩΝ ....................................................................................................................................................186 6.4 ΠΡΟΒΟΛΗ ΣΦΑΛΜΑΤΩΝ ......................................................................................................................................................186 7 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΤΗΣ ΜΗΧΑΝΗΣ «MAIN MENU» - «ΚΎΡΙΟ ΜΕΝΟΎ» .....................................................................186 7.1 MENU «PROCESS PARAMS» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» ...................................................................................187 7.1.1 «PROCESS» - «ΔΙΑΔΙΚΑΣΊΑ» .....................................................................................................................................187 7.1.2 «MATERIAL» - «ΥΛΙΚΌ» .............................................................................................................................................187 7.1.3 «DIAMETER» - «ΔΙΆΜΕΤΡΟΣ» ..................................................................................................................................187 7.1.4 «ΑΈΡΙΟ» ..........................................................................................................................................................................187 7.1.5 “ARC LENGTH CORR” - «ΔΙΌΡΘΩΣΗ ΜΉΚΟΥΣ ΤΌΞΟΥ» .....................................................................................187 7.1.6 “INDUCTANCE CORR” - «ΔΙΌΡΘΩΣΗ ΤΙΜΉΣ ΕΜΠΈΔΗΣΗΣ» ............................................................................187 7.1.7 «START MODE» - «ΛΕΙΤΟΥΡΓΊΑ ΕΚΚΊΝΗΣΗΣ» ....................................................................................................187 7.1.8 «SPOT» - «ΔΙΆΤΡΗΣΗ / ΔΙΑΚΟΠΉ» ...........................................................................................................................188 7.1.9 «HSA» - «ΑΥΤΌΜΑΤΟ HOT START». ........................................................................................................................188 7.1.10 «CRA» - «ΠΛΉΡΩΣΗ ΤΟΥ ΤΕΛΙΚΟΎ ΚΡΑΤΉΡΑ» ...................................................................................................188 7.1.11 «SOFT START» - «ΠΡΟΣΈΓΓΙΣΗ» ...............................................................................................................................188 7.1.12 «BURNBACK» ...............................................................................................................................................................188 7.1.13 «DOUBLE LEVEL» - «ΔΙΠΛΉ ΣΤΆΘΜΗ» .................................................................................................................188 7.1.13.1 «FREQUENCY» - «ΣΥΧΝΌΤΗΤΑ» ΤΟΥ ΔΕΎΤΕΡΟΥ ΕΠΙΠΈΔΟΥ ...........................................................189 7.1.13.2 “PULSE STEP”: ΕΊΝΑΙ ΤΟ ΠΛΆΤΟΣ ΤΗΣ ΜΕΤΑΒΟΛΉΣ ΤΗΣ ΤΑΧΎΤΗΤΑΣ ΣΕ M/MIN ....................189 7.1.13.3 “DUTY CYCLE”: ΧΡΌΝΟΣ ΔΙΠΛΟΎ ΕΠΙΠΈΔΟΥ .......................................................................................189 7.1.13.4 “ARC LENGTH COR” - «ΔΙΌΡΘΩΣΗ ΜΉΚΟΥΣ ΤΌΞΟΥ» ..........................................................................189 7.1.14 "DOUBLE PULSE" - "ΔΙΠΛΉ ΚΥΜΆΤΩΣΗ". ............................................................................................................189 7.1.15 «PREFOW» - «ΠΡΟ ΑΈΡΙΟ» .........................................................................................................................................189 7.1.16 «POSTFLOW» - «ΜΕΤΆ ΑΈΡΙΟ» .................................................................................................................................189 7.1.17 «SPEED CORR» - «ΔΙΌΡΘΩΣΗ ΤΗΣ ΤΑΧΎΤΗΤΑΣ» ...............................................................................................189 7.2 ΤΟ MENΟΥ «JOB» ....................................................................................................................................................................189 7.2.1 ΑΠΟΘΉΚΕΥΣΗ ΕΝΌΣ ΠΡΟΓΡΆΜΜΑΤΟΣ “JOB” ....................................................................................................189 7.3 ΤΟ ΜΕΝΟΥ «SETTINGS» - «ΡΥΘΜΊΣΕΙΣ» ...........................................................................................................................189 7.3.1 ΤΟ ΜΕΝΟΎ «WELDING» - «ΣΥΓΚΌΛΛΗΣΗ» ..........................................................................................................190 7.3.2 MΕΝΟΎ «MACHINE» - «ΡΥΘΜΊΣΕΙΣ ΤΗΣ ΜΗΧΑΝΉΣ» .......................................................................................190 7.3.3 ΜΕΝΟΎ «FACTORY SETUP» - «ΕΠΑΝΑΦΟΡΆ ΠΡΟΚΑΘΟΡΙΣΜΈΝΩΝ ΡΥΘΜΊΣΕΩΝ» ....................................190 7.3.4 MΕΝΟΎ «LANGUAGES» - «ΡΎΘΜΙΣΗ ΤΗΣ ΓΛΏΣΣΑΣ» ........................................................................................190 7.4 MENΟΥ ΠΛΗΡΟΦΟΡΙΩΝ ........................................................................................................................................................190 8 ΤΑΧΕΙΑ ΠΡΟΣΒΑΣΗ ........................................................................................................................................................................190 8.1 «MEM» - «ΑΠΟΘΗΚΕΥΣΗ» ...................................................................................................................................................190 8.2 «PAR» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» ............................................................................................................................190 8.3 «2T/4T» - «ΔΥΟ ΧΡΟΝΟΙ / ΤΕΣΣΕΡΙΣ ΧΡΟΝΟΙ» ..................................................................................................................190 8.4 «JOB» - «ΠΡΟΓΡΑΜΜΑΤΑ ΕΡΓΑΣΙΑΣ» ...............................................................................................................................190 8.5 «H2O» .................................................................................................................................................................................190 8.6 «WIZ» WIZARD ........................................................................................................................................................................190 9 ΣΥΓΚΟΛΛΗΣΗ .................................................................................................................................................................................191 9.1 ΣΥΓΚΟΛΛΗΣΗ MIG/MAG ......................................................................................................................................................191 9.1.1 MIG ---- ΣΥΓΚΌΛΛΗΣΗ MIG/MAG ΣΥΝΕΡΓΙΚΉ ...................................................................................................191 9.1.2 MIG MAN. ΣΥΓΚΌΛΛΗΣΗ ΣΥΜΒΑΤΙΚΉ MIG/MAG .............................................................................................191 9.1.3 MIG HD. ΣΥΓΚΌΛΛΗΣΗ ΣΥΝΕΡΓΙΚΉ MIG/MAG ΥΨΗΛΉΣ ΕΝΑΠΌΘΕΣΗΣ ...................................................191 9.1.4 MIG ROOT ΣΥΓΚΌΛΛΗΣΗ MIG/MAG ΣΥΝΕΡΓΙΚΉ ..............................................................................................191 9.1.5 MIG ΣΥΓΚΌΛΛΗΣΗΣ MIG/MAG ΣΥΝΕΡΓΙΚΌ ΚΥΜΆΤΩΣΗΣ .................................................................191 9.2 ΣΥΓΚΟΛΛΗΣΗ MMA ..............................................................................................................................................................192 9.3 ΣΥΓΚΟΛΛΗΣΗ TIG .................................................................................................................................................................192 9.3.1 MΗΧΑΝΈΣ ΜΕ ΞΕΧΩΡΙΣΤΌ ΜΕΤΑΦΟΡΈΑ ΣΎΡΜΑΤΟΣ ......................................................................................192 9.3.2 ΣΥΜΠΑΓΕΊΣ ΜΗΧΑΝΈΣ ............................................................................................................................................192 10 ΚΩΔΙΚΟΙ ΣΦΑΛΜΑΤΟΣ ..................................................................................................................................................................193 11 ΣΥΝΤΗΡΗΣΗ .................................................................................................................................................................................193 11.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ ..................................................................................................................................................193 11.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ ........................................................................193 176 ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA SHMANTIKO¿ PRIN QE S V ETE SE LEITOURGI VA THN SUSKEUH V DIABAVSTE TO PARO N V EGCEIRI VDIO KAI DIATHREIS V TE TO GIA O VLH TH DIAVRKEIA TH" ZWH" TH" SUSKEUHV" SE CW RV O POU NA EIN V AI GNWSTO V STOU" ENDIAFERO M V ENOU". AUTH V H SUSKEUH V PRE P V EI NA CRHSIMOPOIEI T V AI APOKLEISTIKAV GIA ENE RV GEIE" SUGKO VLLHSH". 1 PROFULAVXEI" ASFAVLEIA" H SUGKO VLLHSH KAI TO KO Y V IMO ME TO X V O MPOROU N V NA APOTELE S V OUN AITIE V " KINDU N V OU GIA SA" KAI GIA TRI T V OU", gi· auto v o crh vsth" pre p v ei na ei nv ai ekpaideume nv o" w"pro" tou" kindu nv ou" pou proe vrcontai apo v ti" ene vrgeie" sugko lv lhsh" kai pou anafe vrontai sunoptika v paraka tv w. Gia pio v akribei" plhrofori ve" zhtei vste to egceiri dv io me kw dv ika 3.300758 QO RV UBO" Auth v kaqeauth v h suskeuh v den para gv ei qoru bv ou" pou na uperbai nv oun ta 80 dB. H diadikasi va koyi m v ato" pla vsmato"§sugko lv lhsh" mporei v na para gv ei o m v w" qoru bv ou" pe vran autou v tou ori vou. Gi· auto v oi crh vste" pre p v ei na lamba nv oun ta problepo m v ena apo v to No m v o me tv ra. HLEKTROMAGNHTIKA PEDIA-Mporou nv na ei nv ai blabera v. ·� To hlektriko v reu m v a pou diaperna v opoiondh p v ote agwgo v para gv ei hlektromagnhtika v pedi va (EMF). To reu m v a sugko lv lhsh" h v koph" prokalei v hlektromagnhtika v pedi va gu vrw apo v ta kalw dv ia kai ti" gennh tv rie". � Τα μαγνητικά πεδία που προέρχονται από υψηλά ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν γιατρό ή τον ίδιο τον κατασκευαστή πριν από την προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής ή συγκόλλησης ακίδας σποτ. � H e kv qesh sta hlektromagnhtika v pedi va th" sugko lv lhsh" h v koph "v mporou nv na e cv oun a gv nwste" epidra vsei" sthn ugei va. Ka qv e ceiristh", gia na meiw vsei tou" kindu nv ou" pou proe vrcontai apo v thn e kv qesh sta hlektromagnhtika v pedi va, pre p v ei na threi v ti" ako lv ouqe" diadikasi ve": - Na frontivzei w vste kalw dv io sw mv ato" kai labivd a"" hlektrodi vou h v tsimpi dv a" na me nv oun enwme nv a. An ei nv ai dunato nv , sterew vste ta mazi v me taini va. - Mhn tuli gv ete pote v ta kalw dv ia sw m v ato" kai labi dv a" hlektrodi vou h v tsimpi dv a" gu vrw apo v to sw m v a. - Mhn me nv ete pote v ana m v esa sto kalw dv io sw m v ato" kai kalw dv io labi dv a" hlektrodi vou h v tsimpi dv a". An to kalw dv io sw m v ato" bri vsketai dexia v apo v to ceiristh v, to kalw dv io th" labi dv a" hlektrodi vou h v tsimpi dv a" pre p v ei na mei nv ei sthn i dv ia pleura v. - Sunde vste to kalw dv io sw m v ato" sto metallo upo v katergasi va o vso to dunato nv pio konta v sthn perioch v sugko lv lhsh" h v koph "v . - Mhn erga zv este konta v sth gennh tv ria. EKRH X V EI" � Mhn ekteleitv e sugkollh vsei" konta v se docei va upo v pi vesh h v se parousi va ekrhktikw nv skonw nv , aeriwv n h v atmw nv . Ceirizv este me prosoch v ti" fia lv e" kai tou" ruqmiste "v pi vesh" pou crhsimopoiou nv tai kata v ti" ene vrgeie" sugko lv lhsh". HLEKTROMAGNHTIKH SUMBATOTHTA Auth v h suskeuh v ei nv ai kataskeuasme nv h su m v fwna me ti" endei xv ei" pou perie cv ontai ston enarmonisme nv o kanonismo v IEC 60974-10 (Cl. A) kai pre p v ei na crhsimopoieitv ai mo nv o gia epaggelmatikou "v skopou "v kai se biomhcaniko v periba lv lon. Qa mporou vsan, pra gv mati, na upa vrcoun duskoli ve" sthn exasfa lv ish th" hlektromagnhtikh "v sumbato tv hta" se periba lv lon diaforetiko v ap· ekei nv o th" biomhcani va". DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα τετραγωνάκια της πινακίδας. B. C. 1. 1.1 1.2 1.3 2. 2.1 Το ρολά εφελκυσμού νήματος μπορούν να πληγώσουν τα χέρια. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού νήματος βρίσκονται υπό τάση κατά την συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε απόσταση. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης ή το καλώδιο μπορεί να είναι θανατηφόρες. Προστατευθείτε κατάλληλα την περίοδο ηλεκτροπληξίας. Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά ή κατεστραμμένα γάντια. Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο προς συγκόλληση ή το έδαφος. Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν από την λειτουργία της μηχανής. Η εισπνοή των αναθυμιάσεων από την συγκόλληση μπορεί να είναι βλαβερό για την υγεία. Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις. 177 για τις εφαρμογές που περιγράφονται στο εγχειρίδιο! Η συσκευή δεν θα πρέπει να χρησιμοποιείται για το ξεπάγωμα των σωλήνων. 2.1 ΕΠΕΞΗΓΗΣΗ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους κανόνες : IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC 61000-3-11 / IEC 61000-3-12 (δείτε σημείωση 2). Αρ° Αριθμός αναφοράς μητρώου για αναφορά για οποιαδήποτε αίτηση σχετική με την συσκευή συγκόλλησης. 3~ Στατικός μετατροπέας τριφασικής συχνότητας μετασχηματιστής-ανορθωτής. MIG Κατάλληλο για συγκόλληση MIG-MAG. f1 f2 MMA Κατάλληλο για συγκόλληση με επενδυμένα ηλεκτρόδια. TIG U0. X. 2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού αερισμού ή τοπικής εκκένωσης για την κατάργηση των αναθυμιάσεων. 2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για την κατάργηση των αναθυμιάσεων. 3. Οι σπίθες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές. 3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή συγκόλλησης. 3.2 Οι σπινθήρες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει. 3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία. 4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια και να προκαλέσουν εγκαύματα στο δέρμα. 4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες προστατευτικό για το σώμα. 5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή. 6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες προειδοποίησης 2 ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ Η συσκευή είναι ένα κατάλληλο πολυλειτουργικό σύστημα για MIG/MAG, TIG (DC) συγκόλληση, με έναυση του τόξου κατά την επαφή και ΜΜΑ [Χειροκίνητης Ηλεκτροσυγκόλλησης Τόξου] (με εξαίρεση το ηλεκτρόδιο κυτταρίνης), που έχει κατασκευαστεί με τεχνολογία inverter. Η συσκευή θα πρέπει να χρησιμοποιείται μόνο 178 Κατάλληλο για συγκόλληση TIG. Δευτερεύουσα τάση κενού. Ποσοστιαίος παράγοντας λειτουργίας. Ο παράγοντας λειτουργίας εκφράζει το ποσοστό στα 10 λεπτά στα οποία η μηχανή συγκόλλησης μπορεί να δουλέψει σε ένα συγκεκριμένο ρεύμα χωρίς να προκαλέσει υπερθέρμανση. I2. Ρεύμα συγκόλλησης U2. Δευτερεύουσα τάση με ρεύμα Ι2 U1. Ονομαστική τάση τροφοδοσίας. Στα πολυτασικά μοντέλα “Multi Voltage” η μηχανή διατίθεται αυτόματα στην τάση τροφοδοσίας του συστήματος στο οποίο συνδέεται. 3~ 50/60Hz Μονοφασική τροφοδοσία 50 ή 60 Hz. I1 max. Μέγιστο απορροφούμενο ρεύμα αντιστοίχου ρεύματος I2 και τάσης U2. I1 eff Είναι η μέγιστη τιμή του πραγματικού απορροφούμενου ρεύματος λαμβάνοντας υπόψη τον παράγοντα λειτουργίας. Συνήθως αυτή η τιμή αντιστοιχεί στην τιμή της ασφάλειας (επιβραδυντικού τύπου) που θα πρέπει να χρησιμοποιηθεί ως προστασία της συσκευής. IP23S Βαθμός προστασίας του πλαισίου. Βαθμός 3 ως δεύτερο ψηφίο σημαίνει ότι αυτή η συσκευή μπορεί να αποθηκευθεί, αλλά όχι και να χρησιμοποιηθεί στο εξωτερικό κατά την διάρκεια βροχής, παρά μόνο αν προστατεύεται. Κατάλληλη για εργασία σε περιβάλλον S αύξοντος κινδύνου. ΣΗΜΕΙΩΣΗ: 1- Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664). 2- Αυτή η συσκευή είναι συμβατή με την διάταξη IEC 61000-3 με τον όρο ότι η μέγιστη επιτρεπόμενη εμπέδηση ZMAX του συστήματος είναι μικρότερη ή ίση με 0,090 (Aρθ. 318 και 319) - 0,051 (Aρθ. 320) στο σημείο διαπεφής ανάμεσα στο σύστημα του χειριστή και εκείνο του κοινού. Είναι ευθύνη του τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού να εγγυηθεί, ανατρέχοντας ενδεχομένως στον χειριστή του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του συστήματος ZMAX μικρότερης ή ίσης με 0,090 (Aρθ. 318 και 319) - 0,051 (Aρθ. 320). 3 ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΛΕΙΤΟΥΡΓΙΚΗ ΕΚΚΙΝΗΣΗ. 3.1 ΑΝΥΨΩΣΗ (ΕΙΚ. 1). ΕΙΚ. 1 3.2 ΣΥΝΑΡΜΟΛΟΓΗΣΗ • Σε όλες τις γεννήτριες θα πρέπει προηγουμένως να συναρμολογηθούν οι οπίσθιοι τροχοί έχοντας προληπτικά εισάγει τους άξονες (εικ.2). ΕΙΚ. 3 3.3 ΣΥΝΔΕΣΗ ΤΩΝ ΕΝΔΕΧΟΜΕΝΩΝ ΕΠΕΚΤΑΣΕΩΝ • Μπλοκάρετε το άκρο της σύνδεσης BA, στερεώνοντας την γλωσσίδα BB στο κάτω μέρος όπως υποδεικνύεται στην Εικ. 4. BA ΕΙΚ. 2 • Για τις μηχανές βαγονέτα είναι αναγκαία η συναρμολόγηση της τροχήλατης βάσης στο βαγονέτο έλξης αλλά και στην γεννήτρια. Οι μικροί τροχοί που χορηγούνται μαζί με την συσκευασία και μαζί με τις βίδες θα πρέπει να συναρμολογούνται στο κάτω μέρος του βαγονέτου μεταφοράς σύρματος όπως και το στηρικτικό του πυρσού, στην συνέχεια τακτοποιήστε το βαγονέτο στην θέση του. (δείτε εικόνα 3). BB ΕΙΚ. 4 179 • Εκτελέστε τις συνδέσεις, στο πίσω μέρος της γεννήτριας όπως υποδεικνύεται στην Εικ. 5. ΕΙΚ. 7 3.4 ΣΥΝΔΕΣΗ ΤΟΥ ΠΥΡΣΟΥ ΣΥΓΚΟΛΛΗΣΗΣ. ΕΙΚ. 5 • Αποφύγετε την πραγματοποίηση σύνδεσης υπό μορφή μπομπίνας για την μείωση στο ελάχιστο των επαγωγικών φαινόμενων που μπορεί να επηρεάσουν τα αποτελέσματα της συγκόλλησης. • Συνδέσατε το άλλο άκρο της σύνδεσης BA, στο βαγονέτο μεταφοράς του σύρματος όπως υποδεικνύεται στην Εικ. 6. • Συνδέσατε τον πυρσό στο κεντρικό συνδετικό F. • Συναρμολογήστε την μπομπίνα σύρματος. • Ελέγξατε αν ο λαιμός των ρολών αντιστοιχεί στην διάμετρο του χρησιμοποιούμενου σύρματος. Για ενδεχόμενη αντικατάσταση ενεργήστε κατά τα ακόλουθα (Εικ. 8): BN CA ΕΙΚ. 6 • Οι σωλήνες του ψυκτικού υγρού συνδέονται στα συνδετικά ταχείας απελευθέρωσης που βρίσκονται στο κάτω μέρος του βαγονέτου μεταφοράς σύρματος (δείτε Εικ. 7), ακολουθώντας τα χρώματα που υποδεικνύονται στο άνω μέρος του ίδιου του βαγονέτου. BN ΕΙΚ. 8 Ανοίξτε την θυρίδα του χώρου μεταφοράς σύρματος. Αφαιρέστε το κάλυμμα CA του γκρουπ μεταφοράς σύρματος. Απεμπλοκάρετε τους κυλίνδρους στάσης σύρματος διαμέσου του διακόπτη ρύθμισης της πίεσης BN. Αντικαταστήστε τους κυλίνδρους και επαναφέρατε το κάλυμμα CA. Εισάγετε το καλώδιο στον μεταφορέα και στο συνδετικό πυρσού. Μπλοκάρετε τους κυλίνδρους στάσης σύρματος διαμέσου του διακόπτη BN και ρυθμίστε την πίεση. Συνδέστε το καλώδιο γείωσης (που εμπεριέχεται) στην πρίζα D. Συνδέσατε το σωλήνα αερίου στο συνδετικό G 3.5 ΣΥΝΑΡΜΟΛΟΓΗΣΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ (AΝΤ. 1683 – ΧΟΡΗΓΕΙΤΑΙ ΜΕΤΑ ΑΠΌ ΑΙΤΗΣΗ - ANT. 318319) (Εικ. 9) 180 3.6 ΤΟΠΟΘΕΤΗΣΗ Τοποθετήστε την συσκευή συγκόλλησης με τρόπο ώστε να επιτρέπει την ελεύθερη κυκλοφορία του αέρα στο εσωτερικό της και αποφύγετε κατά το δυνατό την εισαγωγή μεταλλικών κονιορτών ή άλλου είδους. 3.6.1 Έδαφος σε κλήση. Λόγω του ότι αυτή η συσκευή συγκόλλησης διαθέτει τροχούς χωρίς φρένο, βεβαιωθείτε να μην τοποθετήσετε την μηχανή σε επιφάνειες με κλίση, για την αποφυγή της ανατροπής της ή την ανεξέλεγκτη κίνηση της ίδιας. 3.7 ΕΚΚΊΝΗΣΗ ΛΕΙΤΟΥΡΓΊΑΣ ΕΙΚ. 9 Σε περίπτωση χρήσης του γκρουπ ψύξης, εκτελέσατε τις ακόλουθες οδηγίες: • Αφαιρέστε το πάνελ M • Εισάγετε το γκρουπ ψύξης στο εσωτερικό του χώρου ώστε από το επάνω μέρος να φαίνεται το στέλεχος επιθεώρησης ελέγχου της στάθμης του υγρού • Στερεώστε στο βαγονέτο μεταφοράς της συσκευής συγκόλλησης με τις βίδες στο ίδιο γκρουπ. A • Η εγκατάσταση της μηχανής θα πρέπει να πραγματοποιηθεί από έμπειρο προσωπικό. • Όλες οι συνδέσεις θα πρέπει να πραγματοποιηθούν σε συμφωνία με τους κανονισμούς (IEC/CEI EN 60974-9) σε ισχύ και τηρώντας πλήρως τους νόμους προστασίας από ατυχήματα. • Συνδέσατε το φις κατάλληλης απόδοσης στο καλώδιο τροφοδοσίας βεβαιώνοντας ότι ο αγωγός κίτρινος πράσινος είναι συνδεμένος με τον πείρο της γείωσης. • Ελέγξτε πάντα ότι η τάση του δικτύου σας αντιστοιχεί με την ονομαστική τάση της συσκευής συγκόλλησης. • Διαστασιοποιήστε τις ασφάλειες προστασίας με βάση τα δεδομένα που αναγράφονται στα τεχνικά δεδομένα. N V B L S D Q T U E F R H G V M W Fig. 10 181 4 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ (ΕΙΚ. 10 = ΣΥΜΠΑΓΗΣ ΕΚΔΟΣΗ) (ΕΙΚ. 11 = ΕΚΔΟΣΗ ΜΕ ΞΕΧΩΡΙΣΤΟ ΜΕΤΑΦΟΡΕΑ ΚΑΛΩΔΙΟΥ) D – Φίσα: Φίσα για την σύνδεση των εντολέων από απόσταση και του σύρματος εντολής του πυρσού Push–Pull. Α - ΠΆΝΕΛ ΕΝΤΟΛΈΩΝ. Ανυψώστε την διαφανή θυρίδα για να αποκτήσετε πρόσβαση στους εντολείς. E – Πρίζα (+): Πρίζα στην οποία συνδέεται το βίσμα του καλωδίου γείωσης σε συγκόλληση TIG, η λαβίδα φορέας ηλεκτροδίου σε συγκόλληση MMA. B- Φίσα: Φίσα τύπου DB9 (RS 232) για την ενημέρωση των προγραμμάτων των μικροεπεξεργαστών. F – Κεντρικό συνδετικό: Στο οποίο συνδέεται ο πυρσός συγκόλλησης. C- Φίσα: Φίσα τύπου USB προς χρήση και ενημέρωση των προγραμμάτων μικροεπεξεργαστών. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. G - Πρίζα: Πρίζα στην οποία συνδέεται το βίσμα του καλωδίου γείωσης σε συγκόλληση MIG/MAG e MMA. Y A P AB AC K F L D AA Z O V I B P T X U C R S G Q M V W Fig. 11 182 H - Συνδετικό: Στο οποίο συνδέεται ο σωλήνας εξερχόμενου αερίου από τον πυρσό TIG. I – Στρόφιγγες ταχείας απελευθέρωσης: Στις οποίες συνδέονται όλοι οι εξερχόμενοι σωλήνες του ενδεχόμενα ψυχόμενου με νερό πυρσού. ΣΗΜΕΙΩΣΗ Ακολουθήστε τα χρώματα των σωλήνων και των στροφίγγων. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. L – Στηρικτικό: Στηρικτικό για τον πυρσό συγκόλλησης. σύνδεσης γεννήτριας / βαγονέτου. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. ΣΗΜ.: Οι στρόφιγγες τοποθετούνται κάτω από το βαγονέτο μεταφοράς σύρματος. Ακολουθήστε τα χρώματα των σωλήνων και των στροφίγγων. X - Πρίζα: Στην οποία, η συγκόλληση MIG/MAG,, συνδέεται ο συνδέτης οποίο συνδέεται το καλώδιο ισχύος (θετικός πόλος +) της σύνδεσης γεννήτριας/βαγονέτου. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. M - Πάνελ: Πάνελ κλεισίματος θαλάμου γκρουπ ψύξης. Y - Συνδετικό: Στο οποίο συνδέεται ο σωλήνας αερίου της σύνδεσης γεννήτριας/βαγονέτου. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. N – Σωλήνα αερίου. O – Συνδετικό σωλήνα αερίου: Στο οποίο συνδέεται ο σωλήνας αερίου της σύνδεσης γεννήτριας/βαγονέτου. K - Φις: Στο οποίο συνδέεται το συνδετικό του καλωδίου ισχύος της σύνδεσης γεννήτριας/βαγονέτου. Μόνο στις μηχανές με ξεχωριστό μεταφορέα σύρματος. P - Φίσα: Στο οποίο συνδέεται το συνδετικό του καλωδίου των υπηρεσιών σύνδεσης γεννήτριας/βαγονέτου. ΑΑ – Θυρίδα κάλυψης μπομπίνας σύρματος. Q – Πρίζα πρεσοστάτη: Στο οποίο συνδέεται το καλώδιο που προέρχεται από τον πρεσοστάτη που βρίσκεται στον εσωτερικό του γκρουπ ψύξης (Αντ.1683). AC – Στηρικτικό μπομπίνας: Κατάλληλο για μπομπίνες standard μέχρι Ø 300 mm, 16 Kg. R – Φορέας ασφάλειας. Αυτό το γκρουπ ψύξης, που χορηγείται μετά από αίτηση (Ant. 318-319), σχεδιάστηκε για την ψύξη των πυρσών που χρησιμοποιούνται για την συγκόλληση και θα πρέπει να χρησιμοποιείται αποκλειστικά με αυτή την γεννήτρια. S - Πρίζα: Στο οποίο συνδέεται το καλώδιο δικτύου του γκρουπ ψύξης Αντ.1683 (Προαιρετικό). T – Διακόπτης ON/OFF. ΑΒ – Κάλυψη μπομπίνας σύρματος. 5 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΓΚΡΟΥΠ ΨΥΞΗΣ AΝΤ 1683 ( Εικ. 12). U – Καλώδιο τροφοδοσίας. AD- Στέλεχος Επιθεώρησης: Στέλεχος επιθεώρησης για την επιθεώρηση του επιπέδου του ψυκτικού υγρού. V – Ιμάντες φραγής φιάλης. AE - Tάπα. W – Στηρικτικό φιάλης. AF – Στρόφιγγες ταχείας απελευθέρωσης: Συνδέσατε την κόκκινη και μπλε σωλήνα του πυρσού συγκόλλησης. ΣΗΜ. Ακολουθήστε τα χρώματα των σωλήνων και των στροφίγγων. Z - Στρόφιγγες ταχείας απελευθέρωσης: Στα οποία συνδέονται ο κόκκινος και μπλε σωλήνας της AM AF AL AH AI AE AD AG ΕΙΚ. 12 183 AG – Στρόφιγγες ταχείας απελευθέρωσης: Στα οποία συνδέονται οι κόκκινοι και μπλε σωλήνες της σύνδεσης γεννήτριας / βαγονέτου, στις μηχανές με ξεχωριστό μεταφορέα σύρματος. ΣΗΜ. Ακολουθήστε τα χρώματα των σωλήνων και των στροφίγγων. AH – Φορέας ασφάλειας. AI - Σύνδεση. Για την προστασία “πίεσης υγρού ψύξης”. AL - Διακόπτης ON / OFF. ρυθμιζόμενο ρεύμα και την ταχύτητα του σύρματος. Ενεργό στις συνεργικές διαδικασίες MIG-MAG. Led L2 Ταχύτητα σύρματος Υποδεικνύει ότι το display D1 προβάλει την ταχύτητα, τα μέτρα ανά λεπτό, του σύρματος συγκόλλησης. Ενεργό στις διαδικασίες συγκόλλησης MIG/MAG. Led L3 Ρεύμα συγκόλλησης Υποδεικνύει ότι το display D1 προβάλει το ρεύμα συγκόλλησης σε ampere. 5.1 ΣΥΝΔΕΣΕΙΣ. Διακόπτης M1 Σε σχέση με τον τύπο της επιλεγμένης διαδικασίας διαμέσου αυτού του διακόπτη ρυθμίζονται τα επιλεγμένα μεγέθη διαμέσου του πλήκτρου T1. Για τις ηλεκτρικές συνδέσεις, των ενδεχόμενων επεκτάσεων και των προστατευτικών ακολουθήστε τις υποδείξεις που αναγράφονται στο εγχειρίδιο οδηγιών που χορηγείται μαζί με το γκρουπ ψύξης. Οθόνη D1 Προβάλλει την τιμή των επιλεγμένων μεγεθών διαμέσου του πλήκτρου T1 και ρυθμίζονται διαμέσου του διακόπτη M1. 5.2 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ. Πλήκτρο επιλογής T2 Σε κάθε σύντομη πίεση επιλέξατε το ρυθμίσιμο μέγεθος διαμέσου του διακόπτη M2. Τα επιλέξιμα μεγέθη, που προβάλλονται από τα led L4, L5 και L6, σχετίζονται με τον τύπο της επιλεγμένης διαδικασίας συγκόλλησης. AM – Καλώδιο τροφοδοσίας. 5.2.1 Προστατευτικά πίεσης υγρού ψύξης. Αυτό το προστατευτικό πραγματοποιείται διαμέσου ενός πρεσοστάτη, που εισάγετε στο κύκλωμα εξόδου του υγρού και ελέγχει έναν μικροδιακόπτη. Αν η πίεση είναι ανεπαρκής στην οθόνη D1 προβάλλεται διακοπτόμενα η επιγραφή H2O. 5.2.2 Ασφάλεια (T 2A/250V-Ø 5x20). Αυτή η ασφάλεια εισήχθη για την προστασία της μηχανοκίνητης αντλίας και βρίσκεται στο οπίσθιο πάνελ της συσκευής συγκόλλησης στην ειδική ασφαλειολαβή BF. (Εικ. 12). 5.3 ΕΚΚΊΝΗΣΗ ΛΕΙΤΟΥΡΓΊΑΣ. Ξεβιδώστε την τάπα AU και πληρώσατε το ντεπόζιτο (η συσκευή διαθέτει περίπου ένα λίτρο υγρού). Είναι σημαντικός ο περιοδικός έλεγχος, διαμέσου του στελέχους επιθεώρησης AT, ότι το υγρό διατηρείται στην στάθμη “max”. 6 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ ΕΝΤΟΛΕΩΝ (Εικ. 13-14) Το πάνελ εντολέων αποτελείται από μια ζώνη ελέγχου (Εικ.13) και μια ζώνη ρυθμίσεων (Εικ. 14). 6.1 ΠΑΝΕΛ ΕΛΕΓΧΟΥ (ΕΙΚ. 13). Πλήκτρο επιλογής T1 Σε κάθε πίεση επιλέξατε το ρυθμίσιμο μέγεθος διαμέσου του διακόπτη M1. Τα επιλέξιμα μεγέθη, που προβάλλονται από τα led L1, L2 και L3, σχετίζονται με τον τύπο της επιλεγμένης διαδικασίας συγκόλλησης. Led L1 Πάχος Υποδεικνύει ότι η οθόνη D1 προβάλει το πάχος σε mm, του τεμαχίου προς συγκόλληση με βάση το 184 Led L4 Τάση συγκόλλησης Υποδεικνύει την τιμή προβολής από το display D2 και την τάση εκφραζόμενη σε volt. Με το τόξο απενεργοποιημένο, στις διαδικασίες MIG/ MAG, η τιμή που προβάλλεται από το display D2 είναι η προρυθμισμένη τάση ή το «set point» (δείτε παράγραφο 9.1 Συγκόλλησης MIG/MAG). Κατά την διάρκεια της συγκόλλησης, η τιμή που προβάλλεται από το display D2 είναι πάντα η μετρημένη τάση από την γεννήτρια. Led L5 Μήκος τόξου Κατά τις διαδικασίες της συγκόλλησης MIG/MAG Συνεργικά (με εξαίρεση την MIG HD) υποδεικνύει ότι το display D2 προβάλει την τιμή της διόρθωσης του τόξου της συγκόλλησης. Η τιμή 0(μηδέν) αντιστοιχεί στο προρυθμισμένο μήκος τόξου από τον κατασκευαστή. Διαμέσου του διακόπτη M2 είναι πιθανή η επιμήκυνση του τόξου (θετικές τιμές) ή η μείωσή του (αρνητικές τιμές) στο πεδίο των -9,9 ÷ +9,9. Led L6 Εμπέδηση Κατά τις διαδικασίες της συγκόλλησης MIG/MAG υποδεικνύει ότι το display D2 προβάλει την τιμή της εμπέδησης. Η τιμή 0 (μηδέν) αντιστοιχεί στην προρυθμισμένη εμπέδηση από τον κατασκευαστή. Διαμέσου του διακόπτη M2 είναι πιθανή η επιμήκυνση του τόξου (θετικές τιμές) ή η μείωσή του (αρνητικές τιμές) στο πεδίο των -9,9 ÷ +9,9. M1 L1 L2 L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6 M2 T3 T4 ΕΙΚ. 13 Διακόπτης M2 Σε σχέση με τον τύπο της επιλεγμένης διαδικασίας διαμέσου αυτής της λαβής ρυθμίζονται τα επιλεγμένα μεγέθη διαμέσου του πλήκτρου T2. Κατά τις διαδικασίες της συγκόλλησης MIG/MAG Συνεργικά, όταν είναι ενεργοποιημένο το L4 (τάση συγκόλλησης), ενεργοποιώντας αυτό τον διακόπτη η επιλογή μετακινείται αυτόματα στο L5 (μήκος τόξου). Display D2 Σε όλες τις διαδικασίες συγκόλλησης προβάλλει αριθμητικά τις επιλογές που πραγματοποιήθηκαν από το πλήκτρο T2 και που ρυθμίστηκαν από τον διακόπτη M2. Led L7 Σφαιροειδής θέση Κατά τις διαδικασίες της συγκόλλησης MIG/MAG συνεργικά, σηματοδοτεί ότι το ζεύγος των τιμών ρεύματος και τάσης που επιλέγονται για την συγκόλληση μπορεί να δημιουργήσουν ασταθή τόξα και με παραγωγή ψεκασμών. Led L8 Hold Ενεργοποιείται αυτόματα μετά το τέλος της συγκόλλησης για να σηματοδοτήσει ότι στα display D1 και D2 προβάλλονται οι τελευταίες δυο μετρώμενες τιμές ρεύματος και τάσης. Led L9 Ασφάλεια Σηματοδοτεί την ομαδική λειτουργία κάποιων πλήκτρων. Ο χειριστής θα πρέπει να ρυθμίσει μόνο τις παραμέτρους συγκόλλησης που συμπεριλαμβάνονται στην ζώνη του πάνελ ελέγχου. Για την ενεργοποίηση της λειτουργίας πατήστε πρώτα το πλήκτρο T5 και διατηρώντας το πατημένο πατήστε σύντομα το πλήκτρο T2. Το led L9 φωτίζεται για να υποδείξει ότι η λειτουργία είναι ενεργή. Για έξοδο επαναλάβετε με τον ίδιο τρόπο την πίεση των πλήκτρων T5 και T2. Πλήκτρο T4 Test σύρματος Επιτρέπει την σταδιακή προώθηση του σύρματος έως 8 m/min χωρίς την παρουσία τάσης στον πυρσό και χωρίς την έξοδο αερίου. Πλήκτρο T3 Test αερίου Πατώντας αυτό το πλήκτρο το αέριο εξέρχεται για 30s, πατώντας το για δεύτερη φορά διακόπτεται. 6.2 ΠΑΝΕΛ ΡΥΘΜΙΣΕΩΝ (ΕΙΚ. 14). Επιτρέπει την ταχεία πρόσβαση στο μενού της συσκευής συγκόλλησης και στις προσθετικές λειτουργίες προβάλλοντας τες και καθιστώντας τες άμεσα διαθέσιμες. Αποτελείται από ένα display ψηφιδοειδούς απεικόνισης D3 που εμφανίζονται όλες οι αναγκαίες πληροφορίες για τον προγραμματισμό, τα πλήκτρα πλοήγησης (T10, T11, T12 και T13) με τα οποία πραγματοποιείται η πλοήγηση στο εσωτερικό των επιλογών των διαφόρων μενού (T5, T6, T7, T8 και T9) που επιτρέπουν την πρόσβαση στα διάφορα μενού που συνθέτουν το firmware και από μια σειρά led που σηματοδοτούν τον τύπο της διαδικασίας σε χρήση (L10, L11 και L12) καθώς και μερικές συμπληρωματικές λειτουργίες (L13, L14 και L15). 185 T13 D3 T10 L13 L14 T12 L15 T11 T5 T6 T7 T8 Κατά την εκκίνηση της συσκευής συγκόλλησης το display D3 προβάλλει, για περίπου 5 s, μερικές πληροφορίες σχετικά με την κατάσταση της μηχανής (δείτε παρ. 7.4 μενού Πληροφοριών), ανάμεσα στις οποίες η έκδοση του firmware. Αμέσως μετά προβάλει τις προρυθμίσεις του κατασκευαστή της συσκευής συγκόλλησης: - Ημερομηνία (ημέρα/ μήνας/έτος) και ωράριο (ώρα και λεπτά). - Διαδικασία Συνεργική MIG. (Led L10 αναμμένο). - Σύρμα συγκόλλησης τύπου SG2 ø 1,0 mm. - Αέριο Ar/18% CO2. - Τρόπος έναυσης 2 χρόνοι 2T. Στο κάτω μέρος του display εμφανίζονται οι συντμήσεις (MEM, PAR, 2T/4T και JOB) επιλέξιμες διαμέσου των πλήκτρων λειτουργίας T6, T7, T8, T9 (δείτε παρ. 8). 6.3 ΠΡΟΒΟΛΗ ΣΥΝΑΓΕΡΜΩΝ Όταν η μηχανή εντοπίζει έναν προσωρινό συναγερμό, στα display D1 και D2 προβάλλεται μια διακοπτόμενη επιγραφή σε σχέση με την αιτία που προκάλεσε τον συναγερμό. Για παράδειγμα: αν η θυρίδα της μεταφοράς σύρματος είναι ανοικτή προβάλλεται η επιγραφή “OPn». 186 T9 ΕΙΚ. 14 L10 L11 L12 6.4 ΠΡΟΒΟΛΗ ΣΦΑΛΜΑΤΩΝ Όταν η μηχανή εντοπίζει έναν σοβαρό συναγερμό, στα display D1 και D2 προβάλλεται η επιγραφή «Err» ακολουθούμενη από τον σχετικό κωδικό σφάλματος. Σε αυτή την περίπτωση απενεργοποιήστε την μηχανή και επικοινωνήστε με την υπηρεσία τεχνικής υποστήριξης (δείτε παράγραφο 10). 7 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΤΗΣ ΜΗΧΑΝΗΣ «Main Menu» - «Κύριο Μενού» T10 L13 T13 L14 T11 L15 T5 T12 T6 T7 T8 T9 L10 L11 L12 Ο προγραμματισμός πραγματοποιείται με την είσοδο στο «Κύριο Μενού» στο οποίο πραγματοποιείται η πρόσβαση πατώντας το πλήκτρο T5 και στην συνέχεια το πλήκτρο T6 (MENU) ή διαμέσου του μενού ταχείας πρόσβασης όπως περιγράφεται στην παράγραφο 8. Στο εσωτερικό του «Κύριου μενού», διαμέσου των πλήκτρων T10 και T11, είναι δυνατή η επιλογή μιας εκ των επιλογών από τον κατάλογο που υπογραμμίζεται με την κίτρινη δέσμη. Με το πλήκτρο T12 εισέρχεστε στο σχετικό υπομενού και αντίθετα με το πλήκτρο T13 επιστρέφετε στο προηγούμενο μενού επιβεβαιώνοντας την ίδια στιγμή την επιλογή που πραγματοποιήσατε. Αν εμφανιστεί ένα βέλος προς τα κάτω σημαίνει πως υπάρχουν και άλλες μη προβαλλόμενες επιλογές στην οθόνη. Αυτό το κριτήριο πλοήγησης είναι έγκυρο για όλα τα μενού της μηχανής. Οι διαθέσιμες επιλογές από το «κύριο μενού» είναι: - “Process Params” – Παράμετροι διαδικασίας (Δείτε παρ. 7.1) - “Jobs» (Δείτε παρ. 7.2) - “Settings” – Ρυθμίσεις (Δείτε παρ. 7.3) - “Information” - Πληροφορίες (Δείτε παρ. 7.4) 7.1 MENU «PROCESS PARAMS» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ». Στο υπομενού «Παράμετροι διαδικασίας» πραγματοποιείται από το «Κύριο Μενού» ή άμεσα πατώντας το πλήκτρο T7 (PAR). Παρακάτω υπάρχουν όλες οι παράμετροι όπου ο χειριστής μπορεί αν μετατρέψει σε σχέση με την διαδικασία επιλεγμένης συγκόλλησης (led L10, L11, L12). Στο εσωτερικό του «Παράμετροι διαδικασίας» είναι δυνατή η πρόσβαση άμεσα κατά την αποθήκευση πατώντας το πλήκτρο T6 (ΜΕΜ) (δείτε παρ. 7.2.1). 7.1.1 «Process» - «Διαδικασία». Η πρώτη παράμετρος είναι η διαδικασία συγκόλλησης. Η πίεση του πλήκτρου T12 επιτρέπει την πρόσβαση στην οθόνη επιλογής του τύπου διαδικασίας. Τα πλήκτρα T10 e T11, πέρα από την πραγματοποίηση της επιλογής που υπογραμμίζεται από την κίτρινη γραμμή, ολισθαίνουν μεταξύ των διαθέσιμων διαδικασιών. Οι επιλέξιμες διαδικασίες συγκόλλησης είναι: MIG Συγκόλλησης MIG/MAG συνεργικό κυμάτωσης (μετά από αίτηση) αντ. 231. MIG Συγκόλληση συνεργική MIG/MAG. MIG HD Συγκόλληση συνεργική MIG/MAG υψηλής εναπόθεσης. MIG Root Συγκόλληση συνεργική MIG/MAG για τις κατακόρυφες κατιούσες συγκολλήσεις. MIG Man Συγκόλληση συμβατική MIG/MAG. TIG Διαδικασία συγκόλλησης με άτηκτο ηλεκτρόδιο κατάλληλο για όλα τα μέταλλα με εξαίρεση το αλουμίνιο, το μαγνήσιο και τον ορείχαλκο. Η έναυση του τόξου πραγματοποιείται από επαφή χωρίς υψηλή συχνότητα. MMA Διαδικασία συγκόλλησης με επενδυμένο ηλεκτρόδιο και ασφάλεια. 7.1.2 «Material» - «Υλικό» (ενεργό στις διαδικασίες MIG/ MAG). Σε αυτή την επιλογή επιλέγεται ο τύπος υλικού του σύρματος συγκόλλησης. 7.1.3 «Diameter» - «Διάμετρος» (ενεργό στις διαδικασίες MIG/MAG). Οι διάμετροι του σύρματος συγκόλλησης επιλέγονται σε σχέση με τον τύπο επιλεγμένου υλικού. 7.1.4 «Αέριο» (ενεργό στις διαδικασίες MIG/MAG). Τα χρησιμοποιούμενα αέρια σε σχέση με τον τύπο του επιλεγμένου υλικού. 7.1.5 “Arc Length Corr” - «Διόρθωση μήκους τόξου» (Διαθέσιμο σε MIG/MAG συνεργίας, MIG Root). Επιτρέπει την διόρθωση του μήκους τόξου σε Volt διαμέσου των πλήκτρων T10 και T11 ή του διακόπτη M2 Διόρθ. μήκους τόξου MIN MAX DEF. -9,9 V 9,9 V 0,0 V ΠΡΟΣΟΧΗ: στο σχέδιο ρύθμισης, που είναι παρόμοιο με όλες τις παραμέτρους που έχουν ένα πεδίο ρύθμισης, εμφανίζονται: -Το όνομα της παραμέτρου που βρίσκεται σε εξέλιξη διόρθωσης. -Η τιμή της μονάδας μέτρησης. -Η κλίμακα ρύθμισης. -Οι συντομεύσεις: MIN = ελάχιστο της ρύθμισης. Πλήκτρο T5. MAX = μέγιστο της ρύθμισης. Πλήκτρο T7. DEF = προκαθορισμένη τιμή. Πλήκτρο T6. 7.1.6 “Inductance Corr” - «Διόρθωση τιμής εμπέδησης» (διαθέσιμη σε όλες τις διαδικασίες συνεργικών MIG/MAG, εκτός της MIG HD) Επιτρέπει την διόρθωση της τιμής εμπέδησης. Διορ. τιμής εμπέδησης MIN MAX DEF. -9,9 9,9 0,0 7.1.7 «Start Mode» - «Λειτουργία εκκίνησης» (επιλεγμένη από την λειτουργία έναρξης συγκόλλησης). 2T (ενεργό στις διαδικασίες MIG/MAG και TIG). Η μηχανή αρχίζει την συγκόλληση όταν πατάτε το πλήκτρο του πυρσού και διακόπτεται όταν το απελευθερώνετε. 4T (ενεργό στις διαδικασίες MIG/MAG και TIG). Για την έναρξη της συγκόλλησης ο χειριστής θα πρέπει να πατήσει το πλήκτρο πυρσού, για την λήξη της συγκόλλησης πατήστε και απελευθερώστε και πάλι. 3L (ενεργό στις διαδικασίες συνεργίας MIG/MAG). Η συγκόλληση αρχίζει κατά την πίεση του πλήκτρου 187 πυρσού, το ρεύμα ανακαλούμενης συγκόλλησης θα είναι εκείνο που ρυθμίζεται στο “Start current”. Αυτό το ρεύμα θα διατηρηθεί μέχρι την στιγμή που το πλήκτρο πυρσού παραμένει πατημένο. Κατά την απελευθέρωση το ρεύμα συνδέεται με το ρυθμισμένο ρεύμα συγκόλλησης, στον καθορισμένο χρόνο από τον χρόνο “Slope time” και διατηρείται μέχρι την στιγμή που το πλήκτρο πυρσού δεν θα ξαναπατηθεί. Στην επόμενη πίεση του πλήκτρου πυρσού το ρεύμα της συγκόλλησης θα διασυνδεθεί με το τρίτο ρεύμα (ρεύμα του «Crater-filler») ρυθμιζόμενο με την παράμετρο “Crater Current”, στον καθορισμένο χρόνο από τον χρόνο “Slope time” και θα διατηρείται μέχρι την απελευθέρωση του πλήκτρο πυρσού. Κατά την απελευθέρωση του πλήκτρου διακόπτεται η συγκόλληση. Ρυθμίσεις για 3L MIN MAX DEF. Έναρξη ρεύματος 10% 200% 135% Slope time 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% 7.1.8 «Spot» - «διάτρηση / διακοπή». (μόνο στις διαδικασίες MIG/MAG 2T ή 4T). OFF (προκαθορισμένο) ON Σε περίπτωση χρήσης του γκρουπ ψύξης, εκτελέσατε τις ακόλουθες οδηγίες: MIN MAX DEF. Spot time 0,3 s 25 s 1,0 s Pause time OFF 5s OFF 7.1.9 «HSA» - «Αυτόματο Hot Start». (μόνο στις διαδικασίες συνεργίας MIG/MAG 2T ή 4T). Αυτή η λειτουργία αναστέλλεται όταν η λειτουργία 3L είναι ενεργή και λειτουργεί με τα προγράμματα συνεργίας. Ειδικότερα κατάλληλη για την ανάκτηση της “θερμής” εκκίνησης στην συγκόλληση του αλουμινίου. OFF (προκαθορισμένο). ON. Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι παρακάτω ρυθμίσεις: MIN MAX DEF. Start current 10% 200% 135% Starting current time 0,1 s 10 s 0,5 s Slope Time 0,1 s 10 s 0,5 s Η συγκόλληση ξεκινά με το “Start Current”. Η διάρκεια αυτού του πρώτου ρεύματος ρυθμίζεται από τον “starting current time”. Μετά από αυτό το χρόνο το ρεύμα συνδέεται με εκείνο της συγκόλλησης στο χρόνο ”Slope Time”. 7.1.10 «CRA» - «Πλήρωση του τελικού κρατήρα». (μόνο στις διαδικασίες συνεργίας MIG 2T ή 4T). OFF (προκαθορισμένο) ON Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι παρακάτω ρυθμίσεις: 188 MIN MAX DEF. 0,1 s 10 s 0,5 s Crater Current 10% 200% 60% Crater Current Time 0,1 s 10 s 0,5 s Slope Time 7.1.11 «Soft Start» - «Προσέγγιση». Μόνο στις διαδικασίες MIG/MAG) Είναι η ταχύτητα του σύρματος, εκφραζόμενη σε ποσοστό, της ρυθμισμένης ταχύτητας για την συγκόλληση πριν από το άγγιγμα του τεμαχίου προς συγκόλληση. Soft Start MIN MAX DEF. 1% 100% Auto. 7.1.12 «Burnback». Μόνο στις διαδικασίες MIG/MAG) Χρειάζεται για την ρύθμιση του μήκους του σύρματος που εξέρχεται από το ακροφύσιο αερίου μετά από την συγκόλληση. Reg Burnback MIN MAX DEF. 4 ms 250 ms Auto. 7.1.13 «Double Level» - «Διπλή στάθμη» (μετά από αίτηση Aντ. 233) (Μόνο στις διαδικασίες συνεργίας MIG/MAG). Αυτός ο τύπος συγκόλλησης μεταβάλει την ένταση του ρεύματος ανάμεσα σε δυο επίπεδα. Πριν ρυθμίσετε την συγκόλληση με διπλό επίπεδο είναι αναγκαίο να εκτελέσετε μια σύντομη ραφή συγκόλλησης ώστε να καθορίσετε την ταχύτητα του σύρματος και κατά συνέπεια του ρεύματος που θα ανακτήσετε για την διείσδυση και τι πλάτος της ραφής του συνδέσμου που θέλετε να πραγματοποιήσετε. Με αυτό τον τρόπο καθορίζεται η τιμή της ταχύτητας προώθησης του σύρματος (και κατά συνέπεια του αντίστοιχου ρεύματος) στο οποίο θα αθροιστούν και θα αφαιρεθούν διαδοχικά τα μέτρα ανά λεπτό που θα ρυθμιστούν. Πριν από την εκτέλεση είναι καλό να υπενθυμιστεί ότι σε μια σωστή ραφή η εναπόθεση ανάμεσα σε δυο “πλέγματα” θα πρέπει να είναι τουλάχιστον κατά 50%. OFF (προκαθορισμένο) ON. Σε περίπτωση επιλογών “ON” είναι διαθέσιμες οι παρακάτω ρυθμίσεις: MIN MAX PRED. Frequency 0,1 Hz 5 Hz 1,5 Hz Pulse step 0,1 m 3,0 m 1,0 m Duty cycle 25% 75% 50% Arc correction -9,9 9,9 0,0 7.1.17 «Speed Corr» - «Διόρθωση της Ταχύτητας». (Μόνο στις διαδικασίες MIG HD). Επιτρέπει το ποσοστό διόρθωσης της ταχύτητας του σύρματος σε σχέση με την προκαθορισμένη ταχύτητας. Διόρθωση ταχύτητας MIN MAX DEF. -9,9% 9,9% 0,0% 7.2 ΤΟ MENΟΥ «JOB». 7.1.13.1 «Frequency» - «συχνότητα» του δεύτερου επιπέδου. Η συχνότητα, καθορίζεται σε Hertz είναι ο αριθμός των περιόδων ανά δευτερόλεπτο. Ως περίοδος ορίζεται η εναλλαγή της υψηλής ταχύτητας με την χαμηλή. Η χαμηλή ταχύτητας, που δεν διεισδύει, χρειάζεται στον συγκολλητή για να μεταφερθεί από το ένα πλέγμα στο επόμενο. Η υψηλή ταχύτητα, που αντιστοιχεί στο μέγιστο ρεύμα είναι και εκείνη που διεισδύει και εκτελεί το πλέγμα του συγκολλητή . Σε αυτή την περίπτωση ο συγκολλητής σταματά για να εκτελέσει το πλέγμα. 7.1.13.2 “Pulse Step”: είναι το πλάτος της μεταβολής της ταχύτητας σε m/min. Η μεταβολή καθορίζει το άθροισμα και την αφαίρεση των m/min της ταχύτητας αναφοράς που αναφέρθηκε προηγουμένως. Με την ισότητα των άλλων παραμέτρων αυξάνοντας τον αριθμό το πλέγμα θα γίνει πιο πλατύ και θα ανακτήσουμε μεγαλύτερη διείσδυση. 7.1.13.3 “Duty Cycle”: χρόνος διπλού επιπέδου. Εκφραζόμενο σε ποσοστό, είναι ο χρόνος της ταχύτητας / μέγιστου ρεύματος σύμφωνα με την διάρκεια της περιόδου. Με την ισότητα των άλλων παραμέτρων καθορίζεται η διάμετρος του πλέγματος κατά συνέπεια και η διείσδυση. 7.1.13.4 “Arc Length Cor” - «Διόρθωση μήκους τόξου» . Ρυθμίζει το μήκος του τόξου της μέγιστης ταχύτητας/ ρεύμα. Προσοχή: μια καλή ρύθμιση προβλέπει ένα μήκος κύματος ίδιο και για τα δυο ρεύματα. 7.1.14 "Double Pulse" - "Διπλή κυμάτωση". Ενεργοποιείται, αυτόματα, όταν ανακτώνται οι δυο ενημερώσεις Aντ. 231 και Aντ.233. Για την λειτουργία δείτε την παράγραφο 7.1.13. 7.1.15 «Prefow» - «Προ Αέριο». (Σε όλες τις διαδικασίες με εξαίρεση το MMA). Προ Αέριο MIN MAX DEF. 0s 10 s 0,1 s 7.1.16 «Postflow» - «Μετά Αέριο». (Σε όλες τις διαδικασίες με εξαίρεση το MMA). Μετά Gas MIN MAX DEF. 0s 10 s 3s Σε αυτή την παράγραφο μπορεί να αποθηκευθούν, ανακτηθούν, μετατραπούν, αντιγραφούν ή καταργηθούν προγράμματα εργασίας. Από το «Κύριο Μενού», με το πλήκτρο T11, υπογραμμίσατε την επιλογή “Jobs” και στην συνέχεια εισέλθετε στο υπομενού διαμέσου του πλήκτρου T12. 7.2.1 Αποθήκευση ενός προγράμματος “JOB” Μετά από την εκτέλεση των ρυθμίσεων και διατυπώσεων που περιγράψανε προηγουμένως, με τα πλήκτρα T10 και T11 επιλέξατε μια θέση στην μνήμη και πατήστε το πλήκτρο T6 (SAVE) για αποθήκευση. Ο αριθμός του προγράμματος “Job”, η διαδικασία συγκόλλησης και η διάμετρος του σύρματος προβάλλονται στο display. Όταν αποθηκευθεί ένα “Job”, στο κάτω μέρος του display εμφανίζονται συντμήσεις σε αντιστοιχία με τα πλήκτρα T6, T7, T8 και T9: - DEL: κατάργηση του επιλεγμένου “Job”. - RCL: ανάκτηση του επιλεγμένου “Job” για την μετατροπή. - COPY: αντιγραφή του επιλεγμένου “Job” και αποθήκευση σε άλλη θέση. 7.3 ΤΟ ΜΕΝΟΥ «Settings» - «Ρυθμίσεις». Σε αυτή την παράγραφο μπορούν να σεταριστούν ή να μετατραπούν οι κύριες ρυθμίσεις της μηχανής συγκόλλησης. Από το «Κύριο Μενού» (δείτε παρ. 7), επιλέξατε το μενού «Ρυθμίσεις» διαμέσου του πλήκτρου T10 και προβάλλετε το με το πλήκτρο T11. Παρακάτω υπάρχουν όλες οι παράμετροι όπου ο χειριστής μπορεί αν μετατρέψει: - Welding - Machine - Factory Setup - Languages 189 Διαμέσου του πλήκτρου T12 εισέρχεστε στο σχετικό με την επιλεγμένη παράμετρο υπομενού. 7.3.1 Το μενού «Welding» - «Συγκόλληση». Σε αυτό το υπομενού καταγράφονται μια σειρά από μετατρέψιμες παραμέτρους συγκόλλησης: - H2O MIG/TIG Αυτή η λειτουργία επιτρέπει την ρύθμιση της έναυσης του γκρουπ ψύξης. Ρυθμίσεις: ON-OFF-Auto (DEF OFF). Αν επιλέξετε “Auto”, όταν ανάβει η μηχανή, το γκρουπ λειτουργεί. Αν το πλήκτρο πυρσού δεν πατηθεί, μετά από 30 δευτερόλεπτα σβήνει. Κατά την πίεση του πλήκτρου πυρσού το γκρουπ αρχίζει να λειτουργεί και απενεργοποιείται μετά από 3 λεπτά από την απελευθέρωση του ίδιου του πλήκτρου. - - - “Quality Control” - “Έλεγχος Ποιότητας” Ρύθμιση ON - OFF (DEF OFF) (Διατίθεται μετά από αίτηση). “Max inching” - “Μέγιστη Προώθηση” Ο σκοπός είναι η φραγή της μηχανής συγκόλλησης αν μετά από την εκκίνηση, το σύρμα εξέρχεται από το μήκος σε ρυθμιζόμενα εκατοστά χωρίς το πέρασμα ρεύματος. Ρύθμιση OFF - 50 cm (DEF OFF). “Push-Pull Force” Συναρμολογώντας τον πυρσό Push-Pull Aντ. 2008 ενεργοποιείται η λειτουργία του γκρουπ ψύξης και η λειτουργία PPF (Push Pull Force). Αυτή η λειτουργία ρυθμίζει το ζεύγος του κινητήρα του push pull ώστε να καθιστά γραμμική την προώθηση του σύρματος. 7.3.2 Mενού «Machine» - «Ρυθμίσεις της μηχανής». Εδώ διατίθενται τα υπομενού: - “Clock Setup” - “Ρύθμιση ρολογιού”. 7.3.3 Μενού «Factory Setup» - «Επαναφορά Προκαθορισμένων Ρυθμίσεων». Αυτή η επιλογή επιτρέπει την επιστροφή στις αρχικές ρυθμίσεις που έχουν προκαθοριστεί από τον κατασκευαστή. Είναι δυνατές τρεις λειτουργίες επαναφοράς: - All Επαναφορά όλων. - Jobs only Επαναφορά μόνο των προγραμμάτων “Job” - Exclude jobs Επαναφορά όλων με εξαίρεση των αποθηκευμένων προγραμμάτων εργασίας “Job”. 7.3.4 Mενού «Languages» - «Ρύθμιση της γλώσσας». Σε αυτή την παράγραφο μπορείτε να επιλέξετε την γλώσσα που γράφονται τα μηνύματα στο display. 7.4 MENΟΥ ΠΛΗΡΟΦΟΡΙΩΝ. Σε αυτή την παράγραφο προβάλλονται μερικές πληροφορίες σχετικές με το λογισμικό της γεννήτριας. 190 8 ΤΑΧΕΙΑ ΠΡΟΣΒΑΣΗ. Στο κάτω μέρος του display D3 υπάρχουν, σε σχέση με τις διάφορες εικόνες, μερικοί εντολείς ταχείας πρόσβασης στις πιο κοινές λειτουργίες. 8.1 «MEM» - «ΑΠΟΘΗΚΕΥΣΗ» (δείτε παρ. 7.2.1). Αν επιθυμείτε να αποθηκεύσετε ένα πρόγραμμα συγκόλλησης πατήστε το πλήκτρο T6, επιλέξτε με τα πλήκτρα T10 και T11 τον αριθμό «Job» και στην συνέχεια πατήστε ακόμα το πλήκτρο T6 για αποθήκευση της κατάστασης συγκόλλησης. 8.2 «PAR» - «ΠΑΡΑΜΕΤΡΟΙ ΔΙΑΔΙΚΑΣΙΑΣ» (δείτε παρ. 7.1) 8.3 «2T/4T» - «ΔΥΟ ΧΡΟΝΟΙ / ΤΕΣΣΕΡΙΣ ΧΡΟΝΟΙ» (δείτε παρ. 7.1.7). 8.4 «JOB» - «ΠΡΟΓΡΑΜΜΑΤΑ ΕΡΓΑΣΙΑΣ». Αν επιθυμείτε την χρήση ενός προγράμματος εργασίας που προηγούμενα αποθηκεύσατε πατήστε το πλήκτρο T9 (JOB). Για να δείτε όλες τις ρυθμίσεις του προγράμματος επιβεβαιώσατε την επιλογή με το πλήκτρο T9 (OK), στην συνέχεια πατήστε το πλήκτρο T7 (PAR). 8.5 «H2O». (δείτε παρ. 7.3.1). 8.6 «WIZ» WIZARD. Το «wizard» είναι μια καθοδηγούμενη διαδικασία που βοηθά τον χειριστή να πραγματοποιήσει γρήγορα τις βασικές επιλογές στην επιθυμητή διαδικασία συγκόλλησης. T5 T6 T7 T8 T9 Η πρόσβαση πραγματοποιείται πατώντας το πλήκτρο T5 και στην συνέχεια το πλήκτρο T9 (WIZ). Η πρώτη προτεινόμενη επιλογή είναι εκείνη της διαδικασίας συγκόλλησης. Η επιλογή της διαδικασίας πραγματοποιείται διαμέσου των πλήκτρων T10 και T11. Πατώντας το πλήκτρο T9 (NEXT) εισέρχεστε άμεσα στην οθόνη της επιλογής υλικού. Μπορείτε να επιστρέψετε στην προηγούμενη οθόνη με το πλήκτρο T6 (PREV). Διαφορετικά με τα πλήκτρα T9 και T6 είναι δυνατή η χρήση των πλήκτρων T12 και T13. Η επόμενη οθόνη θα είναι εκείνη της διαμέτρου, στην συνέχεια εκείνη του αερίου και μετά του τύπου εκκίνησης “Start Mode”. Τέλος πατήστε “END” για ολοκλήρωση. 9 ΣΥΓΚΟΛΛΗΣΗ • Προετοιμάστε την μηχανή συγκόλλησης ακολουθώντας τις οδηγίες που περιγράφονται στην παράγραφο 3 “Εκκίνηση λειτουργίας”. • Εκτελέσατε τις οδηγίες που περιγράφονται προηγούμενα από το μενού “Wizard” Παρ. 8.1 ή “Par” Παρ. 7.1. 9.1 ΣΥΓΚΟΛΛΗΣΗ MIG/MAG. Στο μενού “Process Parameter” βρίσκονται οι επιλογές που μπορεί να ρυθμιστούν από αυτή την διαδικασία: Αυτή η μηχανή συγκόλλησης χαρίζει πολλές επιλογές διαδικασιών συγκόλλησης MIG/MAG που αναγράφονται στην συνέχεια: 9.1.1 MIG Συγκόλληση MIG/MAG συνεργική. Το χαρακτηριστικό αυτού του τύπου της διαδικασίας συγκόλλησης είναι η ΣΥΝΕΡΓΕΙΑ που ορίζεται ως ο προκαθορισμός, από την πλευρά του κατασκευαστή, της σχέσης ανάμεσα σε ταχύτητα σύρματος (ρεύμα), της τάσης και της αναγκαίας εμπέδησης για την ανάκτηση μιας νέας συγκόλλησης. Για να την ανακτήσετε πραγματοποιήστε τα παρακάτω: • Διαμέσου του πλήκτρου T1 επιλέξατε το led του πάχους. • Ρυθμίσατε το επιθυμητό πάχος επεξεργασίας γυρίζοντας τον διακόπτη M1. • Εκτελέσατε την συγκόλληση. • Αν το μήκος του τόξου δεν είναι σωστό μετατρέψατε το διαμέσου του διακόπτη M2. 9.1.2 MIG Man. Συγκόλληση συμβατική MIG/MAG. Επιλέξατε τον τύπο, την διάμετρο του σύρματος και τον τύπο αερίου προστασίας. Σε αυτές τις διαδικασίες ταχύτητας του σύρματος, η τάση και η τιμή της εμπέδησης θα πρέπει να ρυθμίζονται από τον χειριστή. 9.1.3 MIG HD. Συγκόλληση συνεργική MIG/MAG υψηλής εναπόθεσης. Το χαρακτηριστικό αυτής της διαδικασίας είναι η δυνατότητα της αύξησης της ταχύτητας του σύρματος με ίση τάση συγκόλλησης για την ανάκτηση μικρότερων χρόνων εκτέλεσης του συνδετικού, μικρότερων διαστρεβλώσεων και μιας μεγαλύτερης παραγωγικότητας. Αυτή είναι μια συνεργική διαδικασία αλλά διαχωρίζεται από τις άλλες εξαιτίας του τρόπου ρύθμισης. Για την ολίσθηση κατά μήκους της συνεργικής καμπύλης θα πρέπει να ενεργήσετε στον διακόπτη M2 που μεταβάλλει την τάση της συγκόλλησης και στην συνέχεια με τον διακόπτη M1 είναι δυνατό να αλλάξει η ταχύτητα του σύρματος (ρεύμα συγκόλλησης). Ένα παράδειγμα: Επιλέξατε αυτή την διαδικασία όπως περιγράφεται προηγουμένως. Διαμέσου του πλήκτρου T1 επιλέξατε το led L2 της ταχύτητας του σύρματος και διαμέσου του πλήκτρου T2 το led L4 της τάσης. Το display D1 προβάλει την ταχύτητα του σύρματος ενώ το display D2 προβάλει την τάση. Περιστρέφοντας τον διακόπτη M2 οι δυο τιμές τάσης και ταχύτητας του σύρματος μετατρέπονται ακολουθώντας την συνεργική καμπύλη όπως αυτή ρυθμίστηκε από τον κατασκευαστή. Περιστρέφοντας μια θέση τον διακόπτη M1 το display D3 προβάλει την σχετική οθόνη με την διόρθωση της ταχύτητας του σύρματος. Συνεχίζοντας την περιστροφή του διακόπτη M1 προβάλλεται η επί της εκατό απόκλιση από το μηδέν που αντιστοιχεί στην προρυθμισμένη ταχύτητα από τον κατασκευαστή ενώ το display D1 προβάλει την νέα ταχύτητα. Όταν η τιμή διόρθωσης ανακτά την μέγιστη ή ελάχιστη ταχύτητα της συνεργικής καμπύλης, στην οθόνη D3 εμφανίζεται το μήνυμα «Speed limit». Διορθώνοντας την ταχύτητα του σύρματος δεν μετατρέπονται ούτε οι τιμές του προτεινόμενου πάχους για την συγκόλληση ούτε οι τιμές του ρεύματος αλλά είναι δυνατό να αυξηθεί η ταχύτητα συγκόλλησης. Η μετατροπή της ταχύτητας του σύρματος διαμέσου του διακόπτη M1 δεν μεταβάλει την τάση συγκόλλησης που ρυθμίσατε προηγουμένως. Μετά από την εκτέλεση της συγκόλλησης με led L8 “Hold” και την πρόσβαση στο display D1 προβάλλεται το ρεύμα συγκόλλησης που αντιστοιχεί στην ταχύτητα σύρματος που έχει υποστεί μετατροπή. 9.1.4 MIG Root Συγκόλληση MIG/MAG συνεργική. Αυτή η διαδικασία μελετήθηκε για τις συγκολλήσεις τύπου “ριζική” των συνδέσεων “πρόσωπο με πρόσωπο” κάθετη κατιούσα. Κατάλληλη για σίδερο και ανοξείδωτο χάλυβα. 9.1.5 MIG Συγκόλλησης MIG/MAG συνεργικό κυμάτωσης (μετά από αίτηση Aντ. 231). Σε αυτή την διαδικασία συγκόλλησης το υλικό κέρδους μεταφέρεται διαμέσου μιας ωστικής φόρμας κύματος, με ελεγχόμενη ενέργεια, με τρόπο ώστε να ανακτηθεί η σταθερή απόσπαση σταγόνων τηγμένου υλικού που μεταφέρονται στο τεμάχιο προς επεξεργασία χωρίς τινάγματα. Το αποτέλεσμα είναι ένα κορδόνι συγκόλλησης καλά συνδεδεμένο με οποιοδήποτε πάχος και τύπο υλικού. Οι ρυθμίσεις των παραμέτρων συγκόλλησης είναι οι ίδιες που περιγράφονται για την συνεργική συγκόλληση MIG/ MAG. 191 9.2 ΣΥΓΚΟΛΛΗΣΗ MMA Συνδέσατε τον σωλήνα αερίου στην πρίζα Η. Στην περίπτωση συμπαγών μηχανών συνδέσατε το φις του καλωδίου της πένσας φοράς ηλεκτροδίων στην θέση E και το φις του καλωδίου της μάζας στο G (ακολουθώντας την προβλεπόμενη πολικότητα από τον κατασκευαστή των ηλεκτροδίων. Στην περίπτωση μηχανών με μεταφορέα σύρματος το βαγονέτο θα πρέπει να μένει συνδεδεμένο με την γεννήτρια. Συνδέσατε τον συνδέτη του καλωδίου στην πένσα φορέα ηλεκτροδίων στον συνδέτη X και τον συνδέτη του καλωδίου της μάζας στον συνδέτη G (ακολουθώντας την προβλεπόμενη πολικότητα από τον κατασκευαστή των ηλεκτροδίων. Όταν επιλέγεται αυτή η διαδικασία η γεννήτρια, μετά από 5 δευτερόλεπτα είναι έτοιμη να παράγει ρεύμα. Για την διάθεση της μηχανής για την συγκόλληση MMA εκτελέστε τις οδηγίες που περιγράφονται προηγούμενα στο μενού “Wizard” Par. 8.6 ή “Par” Παρ. 7.1. Στο μενού “Process Parameter” βρίσκονται οι επιλογές που μπορεί να ρυθμιστούν από αυτή την διαδικασία: Για την διάθεση της μηχανής για την συγκόλληση TIG εκτελέστε τις οδηγίες που περιγράφονται προηγούμενα στο μενού “Wizard” Παρ. 8.6 ή “Par” Παρ. 7.1. Στο μενού “Process Parameter” βρίσκονται οι επιλογές που μπορεί να ρυθμιστούν από αυτή την διαδικασία: • Start Mode Δείτε παράγραφο 7.1.7. • Final Slope (μόνο σε 2T ή 4T). Είναι ο χρόνος σε δευτερόλεπτα στον οποίο το ρεύμα περνάει από την συγκόλληση στην απενεργοποίηση του τόξου. Final Slope MIN MAX DEF 0,0s 10s 0,5s • Pulse (μετά από αίτηση Aντ. 234). Συγκόλληση TIG με κυμάτωση. Αυτός ο τύπος συγκόλλησης μεταβάλει την ένταση του ρεύματος ανάμεσα σε δυο επίπεδα και η μεταβολή πραγματοποιείται από μια βέβαιη συχνότητα. • Hot Start. Είναι η υπερένταση που παράγεται την στιγμή της έναυσης του τόξου. Hot Start MIN MAX DEF. 0% 100% 50% • Arc Force. Είναι η ρύθμιση του δυναμικού χαρακτηριστικού του τόξου. Arc Force MIN MAX DEF. 0% 100% 30% Το display D2 προβάλει την τάση του μετρούμενου τόξου κατά την διάρκεια της συγκόλλησης. Το display D1 προβάλει: - το ρυθμισμένο ρεύμα πριν από την συγκόλληση διαμέσου του διακόπτη M1. - κατά την συγκόλληση του ρεύματος της μετρούμενης συγκόλλησης. - Μετά το τέλος της συγκόλλησης, προβάλλει την τελευταία τιμή του μετρούμενου ρεύματος. (Led L8 «HOLD» αναμμένο). 9.3 ΣΥΓΚΟΛΛΗΣΗ TIG 9.3.1 Mηχανές με ξεχωριστό μεταφορέα σύρματος. Συνδέσατε το καλώδιο γείωσης στον θετικό πόλο X και το φις του καλωδίου ισχύος της σύνδεσης βαγονέτου/ γεννήτριας στον αρνητικό πόλο G. Συνδέσατε τον πυρσό στην θέση euro F. Για αυτό τον τύπο συσκευών συγκόλλησης ο κατάλληλος πυρσός είναι ο αντ. 1259. 9.3.2 Συμπαγείς μηχανές. Συνδέστε το καλώδιο γείωσης στον θετικό πόλο E και στον πυρσό G. 192 • Επίπεδο κυμάτωσης Με αυτή την επιλογή ρυθμίζεται το πιο χαμηλό ρεύμα από τα δυο αναγκαία για αυτή την διαδικασία συγκόλλησης, προβάλλεται το ποσοστό αυτού του ρεύματος σε σχέση με το κύριο ρεύμα που ρυθμίζεται πριν από την είσοδο στο υπομενού. Pulse Level MIN MAX DEF 1% 100% 50% MIN MAX DEF 0,1 Hz 500 Hz 1,1 Hz • Frequency Είναι η συχνότητα των κυματώσεων. Frequency • Duty Είναι ο πιο μεγάλος χρόνος διάρκειας του ρεύματος, που εκφράζεται σε ποσοστό σε σχέση με τον χρόνο της συχνότητας. Duty MIN MAX DEF 10% 90% 50% 10 ΚΩΔΙΚΟΙ ΣΦΑΛΜΑΤΟΣ DISPLAY TRG Αναβοσβήνει Err 54 Err 56 Err 57 ΠΕΡΙΓΡΑΦΗ ΣΦΑΛΜΑΤΟΣ Πατημένο πλήκτρο start κατά την έναυση της μηχανής ή κατά το κλείσιμο της θυρίδας του μεταφορέα σύρματος Βραχυκύκλωμα στο δευτερεύον κύκλωμα Ανώμαλη κατάσταση στην συγκόλληση Υπερβολικό ρεύμα στον κινητήρα του γκρουπ μεταφοράς σύρματος (Ελέγξατε τους κυλίνδρους μεταφοράς σύρματος στο εσωτερικό του περιβλήματος συνδετικού και του κινητήρα μεταφοράς σύρματος) Err 58 Σφάλμα ευθυγράμμισης ανάμεσα στις εκδόσεις firmware ή σφάλμα κατά την φάση του autoupgrade (Επαναλάβατε την διαδικασία του upgrade) Err 61 Err 62 TH 0 TH 1 Χαμηλή τάση τροφοδοσίας Υψηλή τάση τροφοδοσίας Υπερθέρμανση διόδων εξόδου Υπερθέρμανση IGBT H2O διακοπτόμενου φωτισμού που ακολουθείται από Err 75 Πρόβλημα στην αντλία ψύξης (πρεσοστάτης) 11 ΣΥΝΤΗΡΗΣΗ Κάθε παρέμβαση συντήρησης θα πρέπει να πραγματοποιείται από προσοντούχο προσωπικό και σε συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4). 11.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής, βεβαιωθείτε ότι ο διακόπτης T είναι στην θέση «O» και ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο. Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το εσωτερικό της συσκευής από την μεταλλική σκόνη που μαζεύεται χρησιμοποιώντας πεπιεσμένο αέρα. 11.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ. Μετά από την πραγματοποίηση μιας επιδιόρθωσης, δώστε προσοχή στην επανατακτοποίηση της καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη μόνωση ανάμεσα στην πρωταρχική πλευρά και την δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης ενός αγωγού. Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές ροδέλες όπως στην γνήσια συσκευή. Πρόβλημα στην αντλία ψύξης (μη συνδεόμενο) Ανοικτή θυρίδα για μεταφορέα OPN σύρματος trainafilo Δείτε παράγραφο 7.3.1 Mενού ITO “Συγκόλλησης” - “Μέγιστη Προώθηση” Για κωδικούς σφάλματος διαφορετικούς από όσους αναγράφονται επικοινωνήστε με την υπηρεσία τεχνικής υποστήριξης H2O nc 193 QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE A NERO BLACK L NROSA-NERO PINK-BLACK B ROSSO RED M GRIGIO-VIOLA GREY-PURPLE C GRIGIO GREY N BIANCO-VIOLA WHITE-PURPLE D BIANCO WHITE O BIANCO-NERO WHITE-BLACK E VERDE GREEN P GRIGIO-BLU GREY-BLUE F VIOLA PURPLE Q BIANCO-ROSSO WHITE-RED G GIALLO YELLOW R GRIGIO-ROSSO GREY-RED H BLU BLUE S BIANCO-BLU WHITE-BLUE K MARRONE BROWN T NERO-BLU BLACK-BLUE J ARANCIO ORANGE U GIALLO-VERDE YELLOW-GREEN I ROSA PINK V AZZURRO BLUE 194 Art. 318 195 Art. 319 196 Art. 319 197 Art. 320 198 Art. 320 199 Art. 318 POS 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION LATERALE FISSO SINISTRO ANTERIORE. BLOCCAGGIO ROSETTA CHIUSURA LATERALE MOBILE CERNIERA LATERALE FISSO SINISTRO POSTERIORE. PROTEZIONE PORTA BOBINA PROTEZIONE MOTORE PANNELLO INTERNO SUPPORTO BOBINA COPERCHIO PROTEZIONE PULSANTE DI SICUREZZA PROTEZIONE ELETTROVALVOLA RACCORDO RACCORDO A TRE VIE RACCORDO A GOMITO INTERRUTTORE PROTEZIONE PRESA PANNELLO POSTERIORE PRESSACAVO CAVO RETE RACCORDO PORTAFUSIBILE FUSIBILE GOLFARA CORNICE PANNELLO ALETTATO CIRCUITO DI ALIMENTAZIONE GRUPPO SENSORE CONNESSIONE SUPPORTO TORCIA LATERALE FISSO KIT MOTORI CON VENTOLE SUPPORTO VENTOLE MORSETTIERA RADDRIZZATORE TUNNEL FRONT FIXED LEFT SIDE PANEL LOCKING DEVICE WASHER CLOSING HINGED SIDE PANEL HINGE BACK FIXED LEFT SIDE PANEL PROTECTION COIL SUPPORT MOTOR PROTECTION INSIDE PANEL COIL SUPPORT COVER PROTECTION SECURITY SWITCH PROTECTION SOLENOID VALVE FITTING T-FITTING UNION ELBOW SWITCH PROTECTION SOCKET REAR PANEL STRAIN RELIEF POWER CORD FITTING FUSE HOLDER FUSE EYEBOLT FRAME FINNED PANEL 44 45 46 47 48 49 50 CIRCUITO DI POTENZA CAVALLOTTO CAVALLOTTO KIT DIODO + ISOLAMENTO FONDO CONVOGLIATORE ARIA SUPPORTO CONVOGLIATORE TRASFORMATORE DI POTENZA IMPEDENZA SECONDARIO TRASDUTTORE PANNELLO ANTERIORE RACCORDO A GOMITO PRESA GIFAS MASSA + CAVO CORPO ADATTATORE RACCORDO GHIERA ADATTATORE TAPPO PANNELLO CHIUSURA CORNICE MANICO SUPPORTO MANICO GOLFARA PROTEZIONE MANOPOLA SUPPORTO CIRCUITO CIRCUITO PANNELLO CIRCUITO CONNETTORE CIRCUITO DI CONTROLLO CIRCUITO SERIALE TRASFORMATORE DI SERVIZIO PIANO INTERMEDIO ISOLAMENTO CONVOGLIATORE ARIA CIRCUITO FILTRO SUPPORTO CIRCUITO SUPPORTO CIRCUITO DISSIPATORE IMPEDENZA PRIMARIO POMELLO MOTORIDUTTORE POWER CIRCUIT JUMPER JUMPER DIODE KIT + INSULATION BOTTOM AIR CONVEYOR CONVEYOR SUPPORT SUPPLY CIRCUIT SENSOR UNIT CONNECTION TORCH SUPPORT FIXED PANEL MOTOR WITH FAN KIT FANS SUPPORT TERMINAL BOARD RECTIFIER TUNNEL La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 200 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 74 75 76 77 78 79 80 81 82 83 84 970 POWER TRANSFORMER SECONDARY IMPEDANCE TRANSDUCER FRONT PANEL UNION ELBOW GIFAS SOCKET CABLE ADAPTOR BODY FITTING RING NUT CAP CLOSING PANEL FRAME HANDLE HANDLE SUPPORT EYEBOLT PROTECTION KNOB CIRCUIT BOARD SUPPOR PANEL CIRCUIT CONNECTOR CIRCUIT CONTROL CIRCUIT SERIAL CIRCUIT AUXILIARY TRANSFORMER INSIDE BAFFLE INSULATION AIR CONVEYOR FILTER CIRCUIT CIRCUIT BOARD SUPPORT CIRCUIT BOARD SUPPORT RADIATOR PRIMARY IMPEDANCE KNOB WIRE FEED MOTOR When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 318 201 Art. 319 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION 01 02 LATERALE FISSO COPERCHIO SUPPORTO GIREVOLE INFERIORE CAVO RETE INTERRUTTORE PROTEZIONE PRESSACAVO PANNELLO POSTERIORE CHIUSURA PANNELLO CHIUSURA GOLFARA CORNICE PORTA FUSIBILE FUSIBILE PANNELLO ALETTATO PRESA TAPPO CONNESSIONE PRESA GIFAS CONNESSIONE PRESSOSTATO KIT MOTORI CON VENTOLE SUPPORTO VENTOLE RADDRIZZATORE CAVALLOTTO TRASDUTTORE CAVALLOTTO KIT DIODO + ISOLAMENTO FIXED SIDE PANEL COVER LOWER SWIVELLING SUPPORT POWER CORD SWITCH PROTECTION STRAIN RELIEF REAR PANEL CLOSING CLOSING PANEL EYEBOLT FRAME FUSE HOLDER FUSE FINNED PANEL SOCKET CAP CONNECTION GIFAS SOCKET PRESSURE SWITCH CONNECTION MOTOR WITH FAN KIT FANS SUPPORT RECTIFIER JUMPER TRANSDUCER JUMPER DIODE KIT + INSULATION 28 29 30 31 32 33 34 35 36 37 FONDO PANNELLO ANTERIORE MASSA + CAVO GOLFARA SUPPORTO MANICO MANICO PROTEZIONE CONNESSIONE SERIALE CIRCUITO SERIALE CIRCUITO DI CONTROLLO TRASFORMATORE DI SERVIZIO CIRCUITO FILTRO MORSETTIERA GRUPPO SENSORE CIRCUITO DI ALIMENTAZIONE PIANO INTERMEDIO ISOLAMENTO CONVOGLIATORE ARIA DISSIPATORE SUPPORTO CIRCUITO CIRCUITO DI POTENZA TUNNEL IMPEDENZA PRIMARIO SUPPORTO CONVOGLIATORE IMPEDENZA SECONDARIO TRASFORMATORE DI POTENZA CONVOGLIATORE ARIA BOTTOM FRONT PANEL CABLE EYEBOLT HANDLE SUPPORT HANDLE PROTECTION SERIAL CONNECTION SERIAL CIRCUIT CONTROL CIRCUIT 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 202 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 AUXILIARY TRANSFORMER FILTER CIRCUIT TERMINAL BOARD SENSOR UNIT SUPPLY CIRCUIT INSIDE BAFFLE INSULATION AIR CONVEYOR RADIATOR CIRCUIT BOARD SUPPORT POWER CIRCUIT TUNNEL PRIMARY IMPEDANCE CONVEYOR SUPPORT SECONDARY IMPEDANCE POWER TRANSFORMER AIR CONVEYOR When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 319 203 Art. 320 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION 01 02 LATERALE FISSO COPERCHIO SUPPORTO GIREVOLE INFERIORE CAVO RETE INTERRUTTORE PROTEZIONE PRESSACAVO PANNELLO POSTERIORE PANNELLO CHIUSURA GOLFARA CORNICE PORTA FUSIBILE FUSIBILE PANNELLO ALETTATO PRESA TAPPO CONNESSIONE PRESA GIFAS CONNESSIONE PRESSOSTATO KIT MOTORI CON VENTOLE SUPPORTO VENTOLE RADDRIZZATORE CAVALLOTTO TRASDUTTORE CAVALLOTTO KIT DIODO + ISOLAMENTO FONDO PANNELLO ANTERIORE MASSA + CAVO GOLFARA SUPPORTO MANICO FIXED SIDE PANEL COVER LOWER SWIVELLING SUPPORT POWER CORD SWITCH PROTECTION STRAIN RELIEF REAR PANEL CLOSING PANEL EYEBOLT FRAME FUSE HOLDER FUSE FINNED PANEL SOCKET CAP CONNECTION GIFAS SOCKET PRESSURE SWITCH CONNECTION MOTOR WITH FAN KIT FANS SUPPORT RECTIFIER JUMPER TRANSDUCER JUMPER DIODE KIT + INSULATION BOTTOM FRONT PANEL CABLE EYEBOLT HANDLE SUPPORT 33 34 35 36 37 MANICO PROTEZIONE CONNESSIONE SERIALE CIRCUITO SERIALE CIRCUITO DI CONTROLLO TRASFORMATORE DI SERVIZIO CIRCUITO FILTRO CIRCUITO DI ALIMENTAZIONE PIANO INTERMEDIO ISOLAMENTO CONVOGLIATORE ARIA DISSIPATORE SUPPORTO CIRCUITO CIRCUITO DI POTENZA TUNNEL IMPEDENZA PRIMARIO SUPPORTO CONVOGLIATORE IMPEDENZA SECONDARIO TRASFORMATORE DI POTENZA CONVOGLIATORE ARIA CONVOGLIATORE ARIA ISOLAMENTO CAVALLOTTO BOCCOLA ISOLANTE SUPPORTO CAVALLOTTO DISSIPATORE DIODI DISSIPATORE IGBT SUPPORTO APPOGGIO HANDLE PROTECTION SERIAL CONNECTION SERIAL CIRCUIT CONTROL CIRCUIT 03 04 05 06 07 08 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 204 38 39 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 AUXILIARY TRANSFORMER FILTER CIRCUIT SUPPLY CIRCUIT INSIDE BAFFLE INSULATION AIR CONVEYOR RADIATOR CIRCUIT BOARD SUPPORT POWER CIRCUIT TUNNEL PRIMARY IMPEDANCE CONVEYOR SUPPORT SECONDARY IMPEDANCE POWER TRANSFORMER AIR CONVEYOR AIR CONVEYOR INSULATION JUMPER INSULATING BUSH SUPPORT JUMPER DIODES RADIATOR IGBT RADIATOR SUPPORT REST When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 320 205 Art. 319 - 320 POS DESCRIZIONE DESCRIPTION POS DESCRIZIONE DESCRIPTION 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 LATERALE FISSO LATERALE MOBILE BLOCCAGGIO ROSETTA CHIUSURA CERNIERA PROTEZIONE CORNICE PANNELLO CHIUSURA CORNICE MANOPOLA SUPPORTO CIRCUITO CIRCUITO PANNELLO POMELLO CORPO ADATTATORE GHIERA ADATTATORE PANNELLO ANTERIORE TAPPO FONDO CIRCUITO CONNETTORE PIANO INTERMEDIO SUPPORTO CIRCUITO CIRCUITO DI CONTROLLO RACCORDO ELETTROVALVOLA RACCORDO A GOMITO FIXED SIDE PANEL FIXED SIDE PANEL LOCKING DEVICE WASHER CLOSING HINGE PROTECTION FRAME CLOSING PANEL FRAME KNOB CIRCUIT BOARD SUPPORT PANEL CIRCUIT KNOB ADAPTOR BODY RING NUT FRONT PANEL CAP BOTTOM CONNECTOR CIRCUIT INSIDE BAFFLE CIRCUIT BOARD SUPPORT CONTROL CIRCUIT FITTING SOLENOID VALVE UNION ELBOW 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 PULSANTE DI SICUREZZA SUPPORTO BOBINA PANNELLO POSTERIORE RACCORDO CONNESSIONE TAPPO SPINA VOLANTE BLOCCAGGIO MANICO COPERTURA BOBINA PORTA BOBINA GOLFARA RINFORZO LATERALE DESTRO RUOTA FISSA SUPPORTO GIREVOLE SUPERIORE SUPPORTO TORCIA RACCORDO RACCORDO RUOTA PIROETTANTE FONDO PROTEZIONE MOTORIDUTTORE (PER ART. 320) MOTORIDUTTORE (PER ART. 319) SECURITY SWITCH COIL SUPPORT REAR PANEL FITTING CONNECTION CAP WANDER PLUG LOCKING DEVICE HANDLE COIL COVER COIL SUPPORT EYEBOLT REINFORCEMENT RIGHT SIDE PANEL FIXED WHEEL UPPER SWIVELLING SUPPORT TORCH SUPPORT FITTING FITTING SWIVELING CASTOR BOTTOM PROTECTION WIRE FEED MOTOR (FOR ART. 306-308-315-316) WIRE FEED MOTOR (FOR ART. 317) La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 206 241 242 243 244 245 246 247 940 970 When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. Art. 319 - 320 207 Art. 318- 319 - 320 POS DESCRIZIONE DESCRIPTION 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 SUPPORTO BOMBOLA APPOGGIO BOMBOLA CINGHIA FONDO CARRELLO SUPPORTO ASSALE ASSALE RUOTA FISSA TAPPO SUPPORTO RUOTE RUOTA PIROETTANTE SUPPORTO MONTANTE SUPPORTO GENERATORET CARTER INTERNO PANNELLO CHIUSURA APPOGGIO GAS CYLINDER SUPPORT GAS CYLINDER SUPPORT BELT TROLLEY BOTTOM AXLE SUPPORT AXLE FIXED WHEEL CAP WHEELS BRACKET SWIVELING WHEEL PILLAR BRACKET POWER SOURCE SUPPORT INSIDE CASE LID REST 208 Art. 318 - 319 POS 970 929 422 424 428 429 432 433 434 435 441 444 461 470 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 471 472 473 474 480 417 486 DESCRIZIONE DESCRIPTION TRAINAFILO COMPLETO DI MOTORIDUTTORE MOTORIDUTTORE GUIDAFILO ISOLANTE COMPLETO RULLO TRAINAFILO POMELLO COMPLETE WIRE FEED WITH WIRE FEED MOTOR WIRE FEED MOTOR WIRE DRIVE PIPE ASSY INSULATION ASSY WIRE FEED ROLLER KNOB CORPO TRAINAFILO CANNETTA GUIDAFILO WIRE FEED BODY WIRE INLET GUIDE PROTEZIONE GRUPPO TRAINAFILO TRAINAFILO COMPLETO BLOCCAGGIO GRADUATO INGRANAGGIO SUPPORTO PREMIRULLO DESTRO SUPPORTO PREMIRULLO SINISTRO INGRANAGGIO CENTRALE KIT TRAINAFILO PERNO DISTANZIALE ISOLAMENTO DISTANZIALE PROTECTION WIRE FEED UNIT COMPLETE WIRE FEED ADJUSTMENT KNOB GEAR RIGTH ROLLER PRESSER SUPPORT LEFT ROLLER PRESSER SUPPORT CENTRAL GEAR WIRE FEED KIT PIN SPACER INSULATION SPACER 209 Art. 320 POS 940 929 902 903 904 905 906 907 908 909 910 911 912 913 DESCRIZIONE DESCRIPTION TRAINAFILO COMPLETO DI MOTORIDUTTORE MOTORIDUTTORE TRAINAFILO COMPLETO ISOLAMENTO PREMIRULLO DESTRO COMPLETO PREMIRULLO SINISTRO COMPLETO COMPLETE WIRE FEED WITH WIRE FEED MOTOR WIRE FEED MOTOR COMPLETE WIRE FEED INSULATION COMPLETE RIGHT ROLLER PRESSER COMPLETE LEFT ROLLER PRESSER ANELLO ELASTICO PERNO SNAP RING PIN MOLLA PERNO PREMIRULLO RASAMENTO INGRANAGGIO RULLO PREMIFILO SUPPORTO PREMIRULLO SINISTRO SPRING DRIVE ROLL PIN SHIM GEAR WIRE PRESSING ROLLER LEFT ROLLER PRESSER SUPPORT La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 210 POS 914 915 916 917 918 919 920 921 922 923 924 925 926 927 DESCRIZIONE DESCRIPTION SUPPORTO PREMIRULLO DESTRO BLOCCAGGIO GRADUATO GUIDAFILO POMELLO PROTEZIONE ISOLANTE COMPLETO DISTANZIALE CORPO TRAINAFILO CANNETTA GUIDAFILO DISTANZIALE INGRANAGGIO BLOCCAGGIO PERNO RULLO TRAINAFILO RIGTH ROLLER PRESSER SUPPORT ADJUSTMENT KNOB WIRE DRIVE PIPE ASSY KNOB PROTECTION INSULATION ASSY SPACER WIRE FEED BODY WIRE INLET GUIDE SPACER GEAR LOCKING DEVICE PIN WIRE FEED ROLLER When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 211 CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] 212-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
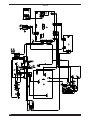 196
196
-
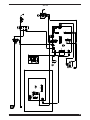 197
197
-
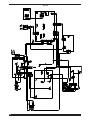 198
198
-
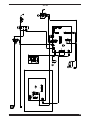 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212




















































































































































































































Cebora EVO SPEED STAR 520 TS Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
- français: Cebora EVO SPEED STAR 520 TS Manuel utilisateur
- italiano: Cebora EVO SPEED STAR 520 TS Manuale utente
- English: Cebora EVO SPEED STAR 520 TS User manual
- Deutsch: Cebora EVO SPEED STAR 520 TS Benutzerhandbuch
- Nederlands: Cebora EVO SPEED STAR 520 TS Handleiding
- português: Cebora EVO SPEED STAR 520 TS Manual do usuário
- dansk: Cebora EVO SPEED STAR 520 TS Brugermanual
- svenska: Cebora EVO SPEED STAR 520 TS Användarmanual
- suomi: Cebora EVO SPEED STAR 520 TS Ohjekirja
Artículos relacionados
-
Cebora 319 EVO Speed Star 380 TS Manual de usuario
-
-
-
-
-
-
-
-
-
Cebora SOUND MIG MIG 3540/T STAR PULSE Manual de usuario