
CEBORA S.p.A. 1
3300279-C 17-03-2016
I
MANUALE DI ISTRUZIONE PER GENERATORI Artt. 366, 367, 368
IN APPLICAZIONI ROBOT.
pag. 2
GB
INSTRUCTIONS MANUAL FOR POWER SOURCES Arts. 366, 367,
368 IN ROBOT APPLICATIONS.
page24
E
MANUAL DE INSTRUCCIONES PARA GENERADORES Artt. 366,
367, 368 EN APPLICACIONES ROBOT.
pag. 46
Parti di ricambio e schemi elettrici.
Spare parts and wiring diagrams. page 68
Piezas de repuesto y esquemas electricos.
Diagramma della funzione “Feeder Unit”.
“Feeder Unit” function diagram. page 83
Diagrama de la función “Feeder Unit”.

CEBORA S.p.A. 2
3300279-C 17-03-2016
I
IMPORTANTE: PRIMA DELLA MESSA IN
OPERA DELL'APPARECCHIO LEGGERE IL
CONTENUTO DI QUESTO MANUALE E
CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI
INTERESSATI. QUESTO APPARECCHIO
DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI
SALDATURA.
1 PRECAUZIONI DI SICUREZZA.
LA SALDATURA ED IL TAGLIO AD ARCO
POSSONO ESSERE
NOCIVI PER VOI E PER
GLI ALTRI, pertanto
l'utilizzatore deve essere istruito contro i rischi, di
seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate
richiedere il manuale cod. 3.300.758.
RUMORE.
Questo apparecchio non produce di per
se rumori eccedenti gli 80dB. Il
procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori
dovranno mettere in atto le precauzioni previste
dalla legge.
CAMPI ELETTROMAGNETICI. Possono
essere dannosi. La corrente
elettrica che attraversa qualsiasi
conduttore produce dei campi
elettromagnetici (EMF). La
corrente di saldatura o di taglio
genera campi elettromagnetici attorno ai cavi ed
ai generatori.
I campi magnetici derivanti da correnti elevate
possono incidere sul funzionamento di
pacemaker.
I portatori di apparecchiature elettroniche vitali
(pacemaker) devono consultare il medico prima
di avvicinarsi alle operazioni di saldatura ad arco,
di taglio, scriccatura o di saldatura a punti.
L’ esposizione ai campi elettromagnetici della
saldatura o del taglio potrebbe avere effetti
sconosciuti sulla salute. Ogni operatore, per
ridurre i rischi derivanti dall’ esposizione ai
campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della
pinza portaelettrodo o della torcia rimangano
affiancati. Se possibile, fissarli assieme con
del nastro.
- Non avvolgere i cavi di massa e della pinza
porta elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello
della pinza portaelettrodo o della torcia. Se il
cavo di massa si trova sulla destra
dell’operatore anche quello della pinza
portaelettrodo o della torcia deve stare da
quella parte.
- Collegare il cavo di massa al pezzo in
lavorazione più vicino possibile alla zona di
saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
Non saldare in prossimità di recipienti
a pressione o in presenza di polveri, gas
o vapori esplosivi.
Maneggiare con cura bombole e regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA.
Questo apparecchio è costruito in conformità alle
indicazioni contenute nella norma IEC 60974-
10(Cl. A) e deve essere usato solo a scopo
professionale in un ambiente industriale. Vi
possono essere, infatti, potenziali difficoltà
nell'assicurare la compatibilità
elettromagnetica in un ambiente diverso da
quello industriale.
SMALTIMENTO APPARECCHIATURE
ELETTRICHE ED ELETTRONICHE.
Non smaltire le apparecchiature
elettriche assieme ai rifiuti normali!
In ottemperanza alla Direttiva Europea
2002/96/CE sui rifiuti da apparecchiature
elettriche ed elettroniche e relativa attuazione
nell'ambito della legislazione nazionale, le
apparecchiature elettriche giunte a fine vita
devono essere raccolte separatamente e conferite
ad un impianto di riciclo ecocompatibile. In
qualità di proprietario delle apparecchiature
dovrà informarsi presso il nostro rappresentante
in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea
migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO
RICHIEDETE L’ASSISTENZA DI
PERSONALE QUALIFICATO.

CEBORA S.p.A. 3
3300279-C 17-03-2016
I
1.1 Targa delle AVVERTENZE.
Il testo numerato seguente corrisponde alle
caselle numerate della targa.
B. I rullini trainafilo possono ferire le mani.
C. Il filo di saldatura ed il gruppo trainafilo
sono sotto tensione durante la saldatura.
Tenere mani eoggetti metallici a distanza.
1. Le scosse elettriche provocate dall’elettrodo
di saldatura o dal cavo possono essere letali.
Proteggersi adeguatamente dal pericolo di
scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare
l’elettrodo a mani nude. Non indossare
guanti umidi o danneggiati.
1.2 Assicurarsi di essere isolati dal pezzo da
saldare e dal suolo.
1.3 Scollegare la spina del cavo di
alimentazione prima di lavorare sulla
macchina.
2. Inalare le esalazioni prodotte dalla saldatura
può essere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione
forzata o di scarico locale per eliminare le
esalazioni.
2.3 Utilizzare una ventola di aspirazione per
eliminare le esalazioni.
3. Le scintille provocate dalla saldatura
possono causare esplosioni od incendi.
3.1 Tenere i materiali infiammabili lontano
dall’area di saldatura.
3.2 Le scintille provocate dalla saldatura
possono causare incendi Tenere un estintore
nelle immediate vicinanze e far sì che una
persona resti pronta ad utilizzarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e
ustionare la pelle.
4.1 Indossare elmetto e occhiali di sicurezza.
Utilizzare adeguate protezioni per le
orecchie e camici con il colletto abbottonato.
Utilizzare maschere a casco con filtri della
corretta gradazione. Indossare una
protezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la
macchina od eseguire qualsiasi operazione
su di essa.
6. Non rimuovere né coprire le etichette di
avvertenza.

CEBORA S.p.A. 4
3300279-C 17-03-2016
I
SOMMARIO
1 PRECAUZIONI DI SICUREZZA. ............... 2
1.1 TARGA DELLE AVVERTENZE. ..................... 3
2 DESCRIZIONE SISTEMA. .......................... 5
2.1 COMPOSIZIONE. .............................................. 5
2.2 CONFIGURAZIONE. ......................................... 6
2.3 AGGIORNAMENTO FIRMWARE. ....................... 6
3 INSTALLAZIONE. ........................................ 7
3.1 SISTEMAZIONE. .............................................. 7
3.2 MESSA IN OPERA GENERATORE. ..................... 7
3.3 MESSA IN OPERA GRUPPO DI
RAFFREDDAMENTO. ....................................... 7
3.4 ACCENSIONE SISTEMA DI SALDATURA. .......... 7
4 GENERATORE. ............................................. 9
4.1 DATI TECNICI. ................................................ 9
4.2 DESCRIZIONE COMANDI ED ATTACCHI. ........... 9
4.3 COMANDI ESTERNI. ...................................... 10
5 GRUPPO DI RAFFREDDAMENTO. ........ 11
5.1 DATI TECNICI. .............................................. 11
5.2 DESCRIZIONE COMANDI ED ATTACCHI. ......... 11
5.3 DESCRIZIONE PROTEZIONI. ........................... 11
5.4 AVVIAMENTO GRUPPO DI RAFFREDDAMENTO.
..................................................................... 11
6 PANNELLO DI CONTROLLO.................. 12
6.1 MODALITÀ OPERATIVE DEL SISTEMA. .......... 12
7 GESTIONE DA PANNELLO DI
CONTROLLO. ............................................. 13
7.1 TASTO AT - PROCESSO DI SALDATURA. ........ 14
7.2 TASTO AS - MODO DI FUNZIONAMENTO. ...... 14
7.3 TASTO AR - PROGRAMMA DI COMANDO. ..... 14
7.4 TASTO H - SINERGIA. ................................... 14
7.5 MANOPOLA Y. .............................................. 15
7.6 DISPLAY O. .................................................. 15
7.7 DISPLAY U. .................................................. 15
7.8 TASTO AQ - SELEZIONE E MEMORIZZAZIONE
PROGRAMMI. ................................................ 16
7.9 TASTO AP - FUNZIONI TIG. ........................... 16
7.10 LED AL - PRE-GAS. ....................................... 16
7.11 LED AI - CORRENTE DI INIZIO SALDATURA. .. 16
7.12 LED AH - SLOPE UP. ..................................... 16
7.13 LED AG - CORRENTE PRINCIPALE. ................ 16
7.14 LED AD - CORRENTE DI BASE. ...................... 16
7.15 LED AE - FREQUENZA DI PULSAZIONE. ......... 16
7.16 LED AF - PERIODO DI PULSAZIONE. .............. 16
7.17 LED AC - SLOPE DOWN. ................................ 16
7.18 LED AB - POST-GAS. ..................................... 16
7.19 LED AO - START. .......................................... 16
7.20 LED AY - WAVE. .......................................... 17
7.21 LED AN - HZ. ................................................ 17
7.22 LED AM - BILANCIAMENTO. ......................... 17
7.23 LED T - >48V - AC. ...................................... 17
8 GESTIONE DA TERMINALE ROBOT. ... 18
8.1 SELEZIONI DA TERMINALE ROBOT. ............... 18
8.2 COMANDI DA TERMINALE ROBOT. ................ 18
8.3 REGOLAZIONI DA TERMINALE ROBOT. ......... 18
9 FUNZIONI DI SERVIZIO. .......................... 19
9.1 RICHIAMO E/O MODIFICA DI UN JOB
MEMORIZZATO DA PANNELLO DI CONTROLLO.
..................................................................... 19
9.2 RICHIAMO DI UN JOB MEMORIZZATO DA
TERMINALE ROBOT. ...................................... 19
9.3 MEMORIZZAZIONE DI UN JOB. ....................... 19
9.4 CANCELLAZIONE DI UN JOB. ......................... 19
10 SECONDE FUNZIONI. ............................... 20
10.1 FUNZIONE GRUPPO DI RAFFREDDAMENTO
(H2O). .......................................................... 20
10.2 FUNZIONE ROBOT (ROB). .............................. 20
10.3 FUNZIONE FEEDER UNIT (FDU). ................... 20
10.4 FUNZIONE CRATER ARC (CRA). ................... 21
10.5 FUNZIONE MMA (MMA). ............................ 21
11 MANUTENZIONE. ...................................... 22
11.1 ISPEZIONE PERIODICA, PULIZIA. .................... 22
11.2 CODICI ERRORE. ........................................... 22

CEBORA S.p.A. 5
3300279-C 17-03-2016
I
2 DESCRIZIONE SISTEMA.
2.1 Composizione.
Il Sistema di Saldatura SOUND TIG ROBOT Cebora è un sistema multiprocesso idoneo alla saldatura
Tig, realizzato per essere abbinato ad un braccio Robot Saldante, su impianti di saldatura automatizzati.
È composto da un Generatore, con Pannello di Controllo integrato, da un Gruppo di Raffreddamento, un
Carrello Trainafilo ed una Interfaccia Robot (fig. 2).
fig. 2
2 Prolunga Generatore – Carrello Trainafilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Cavo dei segnali collegamento Generatore – Interfaccia Robot (art. 1200, l = 5m).
4 Cavo CANopen Generatore – Interfaccia Robot (l = 1,5 m incluso nell’Interfaccia Robot).
5 Armadio del Controllo Robot.
6 Porta bobina da 15 kg del filo di saldatura (art. 121) (in alternativa Marathon Pack).
7 Torcia Tig.
8 Carrello Trainafilo (WF4-R3, art. 1661).
10 Guaina del filo di saldatura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack).
21 Generatore (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80;
Tig AC-DC 4560/T, art. 368.80).
22 Gruppo di Raffreddamento (GRV10 o GR52).
24 Pannello di Controllo del Generatore (integrato nel Generatore).
25 Interfaccia Robot (RAI 217, art. 217-01).
26 Cablaggio multifilare personalizzato.
Questo Manuale Istruzioni si riferisce ai Generatori equipaggiati di Pannello di Controllo e Gruppo di
Raffreddamento ed è stato preparato allo scopo di istruire il personale addetto all'installazione, al
funzionamento ed alla manutenzione della saldatrice. Deve essere conservato con cura, in un luogo noto
ai vari interessati, dovrà essere consultato ogni qual volta vi siano dubbi e dovrà seguire tutta la vita
operativa della macchina ed impiegato per l'ordinazione delle parti di ricambio.
Il sistema SOUND TIG ROBOT Cebora prevede tre modelli di Generatori da scegliere, uno in alternativa
all’altro, in funzione delle esigenze dell’impianto e due Gruppi di Raffreddamento abbinabili ai
Generatori:
Generatore TIG 2643/T art. 366.80.
Gruppo di Raffreddamento GRV10 (per art. 366).
Generatori TIG 3340/T art. 367.80; TIG 4560/T art. 368.80.
Gruppo di Raffreddamento GR52 (per artt. 367, 368).

CEBORA S.p.A. 6
3300279-C 17-03-2016
I
2.2 Configurazione.
Il Sistema di Saldatura SOUND TIG ROBOT Cebora può essere dotato o meno di Carrello Trainafilo, a
seconda delle specifiche dell’impianto.
Il Carrello Trainafilo dispone della scheda “controllo motore” che dialoga con la
scheda “controllo” del Generatore ed il Pannello di Controllo, via linea di
comunicazione CAN bus.
Quando il Sistema di Saldatura è senza Carrello Trainafilo, la linea di
comunicazione CAN bus verso il Carrello Trainafilo rimane non connessa,
connettore BS libero. Per il corretto funzionamento, tale linea deve essere
“caricata” con un resistore di terminazione da 120 ohm. Questa operazione viene
effettuata tramite gli interruttori a slitta BU e BV presenti sul pannello posteriore
del Generatore. Analogo discorso per quanto riguarda l’Interfaccia Robot:
Senza Carrello Trainafilo, connettore BS libero = interruttore BV in pos. OFF.
Con Carrello Trainafilo, connettore BS collegato = interruttore BV in pos. ON.
In manuale (senza Robot), connettore BT libero = interruttore BU in pos. OFF.
Con Robot, connettore BT collegato = interruttore BU in pos. ON.
2.3 Aggiornamento Firmware.
Il Sistema di Saldatura SOUND TIG ROBOT Cebora è controllato da circuiti a microprocessore, che
gestiscono le funzioni operative del Sistema di Saldatura e l’interfaccia con l’operatore.
Ogni componente del Sistema, Generatore, Pannello di Controllo e, quando presente, Carrello Trainafilo
contiene circuiti a microprocessore, che oltre a gestire le funzioni proprie del gruppo a cui appartiene,
comunica con gli altri microprocessori tramite linea seriale CAN bus.
Sulla base di tale architettura, si possono identificare le seguenti unità:
microprocessore MASTER, nella scheda “micro” del Generatore;
microprocessore PANNELLO, nella scheda “micro” del Pannello di Controllo.
Ogni microprocessore è programmato con un diverso programma che, ovviamente, deve essere
compatibile con quello degli altri microprocessori. Per rendere più agevole l’inserimento e
l’aggiornamento di tali programmi, è presente un sistema ad accesso unico, il connettore BO sul pannello
frontale del Generatore, che permette la programmazione dei microprocessori in una unica sessione di
programmazione. Con tale operazione i programmi vengono inseriti simultaneamente nei
microprocessori, ed automaticamente ognuno al suo posto.
I programmi aggiornati, MASTER e PANNELLO sono raggruppati in un unico file, riconoscibile
dall’estensione “.ceb”, disponibile nel sito internet www.cebora.it.
Per il loro utilizzo occorre scaricare ed installare nel proprio computer il programma “Cebora Device
Manager”, disponibile nel sito internet www.cebora.it. Con tale programma è possibile archiviare nel
computer i files relativi al “firmware Cebora” (cioè i programmi scaricabili dal sito Cebora) ed inserirli
nelle macchine da programmare o da aggiornare.
Le istruzioni per l’utilizzo di “Cebora Device Manager” sono allegate al programma.
La versione dei programmi inseriti, è visibile nella schermata iniziale sul Pannello di Controllo nella
seguente forma:
display O = “PAn”; display U = “03_” = versione 03 del programma PANNELLO.
display O = “MSt”; display U = “04_” = versione 04 del programma MASTER.
A partire dalle versioni “2.3.1” del “Cebora Device Manager”, “01” del Firmware per Generatore art.
366,“01” del Firmware per Generatore art. 367 e “01” del Firmware per Generatore art. 368, anche il
Firmware del Carrello Trainafilo e dell’Interfaccia Robot possono essere aggiornati con la stessa
procedura.
Con Carrello Trainafilo e Interfaccia Robot collegati al Generatore, attraverso il connettore BO sul
pannello frontale del Generatore è possibile aggiornare i programmi del Carrello Trainafilo e/o
dell’Interfaccia Robot utilizzando le stesse istruzioni valide per i programmi di Generatore e Pannello di
Controllo.
I Firmware per Carrello Trainafilo e Interfaccia Robot sono disponibili nel sito internet www.cebora.it.

CEBORA S.p.A. 7
3300279-C 17-03-2016
I
3 INSTALLAZIONE.
Questo apparecchio deve essere utilizzato esclusivamente per operazioni di saldatura.
E' indispensabile tenere nella massima considerazione il capitolo riguardante le PRECAUZIONI DI
SICUREZZA descritte in questo Manuale Istruzioni. al par. 1.
L'installazione delle apparecchiature deve essere eseguita da personale qualificato.
Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della
legge antinfortunistica.
3.1 Sistemazione.
Il peso del Generatore e del Gruppo di Raffreddamento è prossimo ai
100 Kg, pertanto per l'eventuale sollevamento attenersi alle indicazioni
della figura a lato.
Posizionare il Generatore in una zona che assicuri una buona stabilità,
efficiente ventilazione e tale da evitare che polvere metallica possa
entrare.
3.2 Messa in opera Generatore.
Per i riferimenti vedere figure 2, 3a e 3b.
Collocare l’Interfaccia Robot (25) all’interno dell’Armadio (5) del Controllo Robot, seguendo le
indicazioni riportate nel Manuale Istruzioni dell’Interfaccia Robot.
Collegare il Generatore (21) all’Interfaccia Robot (25) mediante il cavo dei segnali (3) ed il cavo
CANopen (4) (questo ultimo è incluso nell’Interfaccia Robot).
Se presente, collegare il Generatore (21), connettore BS, al connettore BB del Carrello Trainafilo (8)
mediante la prolunga (2).
Collegare il cavo di potenza della Torcia Tig all’attacco BA del Generatore e l’eventuale cavo dei
segnali della torcia al connettore dei comandi esterni BC del Generatore.
Collegare il cavo di massa dell’impianto di saldatura al terminale BB del Generatore.
Montare la spina sul cavo d'alimentazione facendo particolare attenzione a collegare il conduttore
giallo verde al polo di terra.
Verificare che la tensione d’alimentazione corrisponda a quella indicata sulla targa dei dati tecnici del
Generatore.
Dimensionare i fusibili di protezione in base ai dati riportati sulla targa dei dati tecnici del Generatore.
Effettuare i restanti collegamenti delle altre apparecchiature del Sistema di Saldatura, consultando i
relativi Manuali di Istruzioni al par. “Installazione”.
3.3 Messa in opera Gruppo di Raffreddamento.
Per i riferimenti vedere figure 2, 3a e 3b.
Svitare il tappo BF e riempire il serbatoio, capienza 5 litri. L'apparecchio è fornito dalla fabbrica con
circa un litro di liquido già presente.
E' importante controllare periodicamente, attraverso l’asola BM, che il liquido sia al livello “max”.
Utilizzare come liquido refrigerante acqua
(preferibilmente del tipo deionizzato) miscelata
con alcool, nella percentuale definita dalla tabella a
lato:
Collegare i tubi del circuito di raffreddamento della Torcia Tig (7) agli attacchi BI e BL del Gruppo di
Raffreddamento (22), facendo combinare i colori delle fascette sui tubi con i colori degli attacchi.
3.4 Accensione Sistema di Saldatura.
Per i riferimenti vedere figure 3a, 3b e 7.
Alimentare il Sistema di Saldatura tramite l’interruttore BG del Generatore.
Il Sistema è alimentato; su Pannello di Controllo tutti i display ed i led sono accesi (lamp test).
Dopo un secondo, display O indica “Art”, e display U il codice del Generatore (es.: “368”).
Dopo un secondo, display O indica “PAn”, e display U indica la versione del programma
PANNELLO inserito nel Pannello di Controllo (es.: 01_).
temperatura
acqua/alcool.
0°C fino a -5°C
4L/1L
-5°C fino a -10°C
3,8L/1,2L

CEBORA S.p.A. 8
3300279-C 17-03-2016
I
Dopo un secondo, display O indica “MSt”, e display U indica la versione del programma MASTER
inserito nella scheda micro del Generatore (es.: 01_).
Dopo un secondo, display O indica P-L (programma di lavoro) e display U rimane spento.
Successivamente il Pannello di Controllo ritorna nella condizione precedente l’ultimo spegnimento.
Dopo 1 secondo dalla chiusura dell’interruttore BG il ventilatore sul Generatore funziona per 10
secondi, poi si arresta.
In conseguenza della impostazione il Gruppo di Raffreddamento può entrare in funzione (par. 10.1).
NOTA: Il Gruppo di Raffreddamento è predisposto dalla fabbrica su OFF, cioè spento. Se si utilizza una
torcia con raffreddamento a liquido, modificare tale impostazione (par. 10.1).
fig. 3a
fig. 3b

CEBORA S.p.A. 9
3300279-C 17-03-2016
I
4 GENERATORE.
Il Generatore non ha un funzionamento autonomo, ma deve essere collegato alle altre apparecchiature del
Sistema. Il Generatore è l’alimentatore principale del Sistema di Saldatura e fornisce le tensioni di
alimentazione a tutte le altre apparecchiature.
L'apparecchio può essere utilizzato solo per gli impieghi descritti nel presente manuale.
4.1 Dati tecnici.
N°. Numero di matricola da citare per ogni richiesta relativa al Generatore.
Convertitore statico di frequenza trifase.
Trasformatore - raddrizzatore.
Caratteristica discendente.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura Tig.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale. Il fattore di servizio esprime la percentuale di 10 minuti in
cui il Generatore può lavorare ad una determinata corrente senza surriscaldarsi.
I2. Corrente di saldatura.
U2. Tensione secondaria con corrente I2.
U1. Tensione nominale alimentazione.
3~ 50/60Hz Alimentazione trifase 50 / 60 Hz.
I
1
Max Corrente max. assorbita alla corrispondente corrente I
2
e tensione U
2
.
I
1
eff. E’ il valore massimo della corrente effettiva assorbita considerando il fattore i servizio.
Solitamente, questo valore corrisponde alla portata del fusibile (di tipo ritardato) da
utilizzare come protezione per l’ apparecchio.
IP23 C Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo
apparecchio è idoneo a lavorare all’esterno sotto la pioggia. La lettera addizionale C
significa che l’apparecchio è protetto contro l’accesso di un utensile (Ø 2,5 mm) alle parti
in tensione del circuito di alimentazione.
Idoneo a lavorare in ambienti con rischio accresciuto.
NOTA: Il Generatore è idoneo per lavorare in ambienti con grado di inquinamento 3 (vedi IEC 664).
4.2 Descrizione comandi ed attacchi.
BA Morsetto di uscita negativo (-). Collegare il cavo di potenza della torcia Tig.
BB Morsetto di uscita positivo (+). Collegare il connettore del cavo di massa (potenziale del pezzo da
saldare).
BC Connettore. Connettore per comandi esterni. I segnali disponibili sono descritti nel par. 4.3.
BD Raccordo tubo gas. Collegare il tubo gas della torcia Tig.
BE Cavo di alimentazione.
BG Interruttore generale. Interruttore generale del Sistema di Saldatura, cioè Generatore, Pannello di
Controllo, Carrello Trainafilo e Interfaccia Robot (esclusa la parte di gestione Robot).
BH Raccordo alimentazione gas. Collegare il tubo di alimentazione del gas.
BO Connettore. Connettore tipo DB9 (linea seriale RS232) da utilizzare per aggiornare i programmi del
Sistema di Saldatura (Generatore, Pannello di Controllo, Carrello Trainafilo ed Interfaccia Robot).
BP Portafusibile. Fusibile posto sulla alimentazione del Gruppo di Raffreddamento (solo art. 366).
BQ Presa per Gruppo Raffreddamento. Collegare il cavo di alimentazione del Gruppo di
Raffreddamento GRV10 (solo art. 366).

CEBORA S.p.A. 10
3300279-C 17-03-2016
I
BR Presa pressostato. Collegare il cavo del pressostato del Gruppo di Raffreddamento GRV10 (solo
art. 366).
BS Connettore. Collegare il connettore del cavo dei servizi della prolunga (2) Generatore - Carrello
Trainafilo.
BT Connettore. Collegare il connettore del cavo (3) per collegamento Generatore - Interfaccia Robot.
BU Interruttore. Per inserimento del resistore di terminazione sulla linea CAN bus. Quando il
connettore BT è libero l’interruttore BU deve essere in posizione OFF.
BV Interruttore. Per inserimento del resistore di terminazione sulla linea CAN bus. Quando il
connettore BS è libero l’interruttore BV deve essere in posizione OFF.
4.3 Comandi esterni.
4.3.1 Descrizione comandi esterni.
Pin
Segnale
Descrizione
1
Start
ingresso digitale; funzionalmente connesso in parallelo al segnale ARC-ON
proveniente dal Robot.
2
+ 5 Vdc
uscita tensione alimentazione potenziometro esterno di riferimento corrente.
3-6
Arc-On
uscita digitale; segnale fornito da un contatto di relè (30 Vdc / 125 Vac, 0,5 A
max) che indica la condizione dell’arco: arco acceso = contatto chiuso; arco
spento = contatto aperto.
4
Down
ingresso digitale; provoca la diminuzione del set point della corrente di saldatura.
5
nc.
7
GND
0 V per alimentazione potenziometro esterno riferimento di corrente.
8
Up
ingresso digitale; provoca l’aumento del set point della corrente di saldatura.
9
GND
0 V per comandi esterni.
10
Current
Ref.
ingresso analogico; quando abilitato dal controllo Robot è il segnale di set point
della corrente di saldatura.
NOTA: Tutti i segnali di comando devono essere forniti da contatti liberi da tensione.

CEBORA S.p.A. 11
3300279-C 17-03-2016
I
5 GRUPPO DI RAFFREDDAMENTO.
Il Gruppo di Raffreddamento è stato progettato per raffreddare le torce di saldatura.
Deve essere utilizzato esclusivamente con i generatori descritti in questo manuale.
5.1 Dati tecnici.
U1 Tensione nominale di alimentazione.
1x400V Alimentazione monofase.
50/60 Hz Frequenza.
I1max Corrente massima assorbita.
P max Pressione massima.
P (1l/min) Potenza refrigerante misurata a 1L/min.
5.2 Descrizione comandi ed attacchi.
Per i riferimenti vedere figure 3a e 3b.
BF Tappo. Tappo del serbatoio del liquido refrigerante.
BI - BL Rubinetti ad innesto rapido. Collegare i tubi della torcia segnalati con la fascetta adesiva rossa
e blu, facendo corrispondere i colori dei tubi con quelli dei rubinetti.
BM Asola. Asola per l'ispezione del livello del liquido refrigerante.
BN Rubinetti ad innesto rapido. Non utilizzare in applicazioni Robot. Non debbono essere
cortocircuitati. Collegare i tubi del circuito di raffreddamento ai rubinetti BI e BL.
5.3 Descrizione protezioni.
Per i riferimenti vedere figure 3a, 3b e 7.
5.3.1 Pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato, inserito nel circuito di mandata della pompa, che
comanda un microinterruttore.
La pressione insufficiente è segnalata, con la sigla H2O lampeggiante sul display O del Pannello di
Controllo (errore 75) (par. 11.2).
5.3.2 Fusibile (T 1,6A/400V).
Questo fusibile è inserito a protezione della pompa e del ventilatore del Gruppo di Raffreddamento.
È collocato sul pannello posteriore del Generatore (solo art. 366), oppure all’interno del Gruppo di
Raffreddamento GR52.
5.4 Avviamento Gruppo di Raffreddamento.
Il Gruppo di Raffreddamento è predisposto dalla fabbrica su OFF, cioè spento.
Se si utilizza una torcia con raffreddamento a liquido, modificare tale impostazione (par. 10.1).

CEBORA S.p.A. 12
3300279-C 17-03-2016
I
6 PANNELLO DI CONTROLLO.
Le apparecchiature componenti il Sistema di Saldatura SOUND TIG ROBOT Cebora possono operare in
modo autonomo, cioè indipendente dal Sistema Robot, oppure in modo integrato, cioè come parte
integrante dell’Impianto di Saldatura Robotizzato.
L’integrazione fra Sistema di Saldatura Cebora e Sistema Robot è determinata dalla funzione Robot, nel
menù “Seconde Funzioni” (par. 10.2):
funzione Robot attiva (rob On) = funzionamento “integrato”;
funzione Robot non attiva (rob OFF) = funzionamento “indipendente”.
NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot
e tratta esclusivamente il funzionamento “integrato”.
NOTA: Con la funzione Robot attiva (rob On) è disponibile solo l’accensione dell’arco con “alta
frequenza”, l’accensione a contatto (striscio) è disabilitata.
6.1 Modalità Operative del Sistema.
Con la funzione Robot attiva (rob On), il Sistema prevede 3 modalità operative (Operating Mode):
Parameter Selection Internal mode, per abilitare il Pannello di Controllo ad operare le impostazioni
di funzionamento del Generatore, senza disabilitare la funzione Robot;
Tig mode, per saldatura Tig, con parametri impostabili da Terminale Robot;
Job mode, per saldatura con punti di lavoro prefissati dall’utente e memorizzati.
Per informazioni più dettagliate consultare il Manuale Istruzioni dell’Interfaccia Robot Cebora.
6.1.1 Parameter Selection Internal mode.
Nella modalità Parameter Selection Internal, il Pannello di Controllo ha il pieno controllo delle
funzioni del Sistema di Saldatura, mentre le selezioni operate da Terminale Robot sono bloccate.
In Parameter Selection Internal mode è possibile richiamare uno dei programmi memorizzati e
variarne i parametri, per eseguire prove di saldatura con i nuovi valori.
NOTA: La selezione del modo di funzionamento (tasto AR) è inattiva, perché il funzionamento in
impianti Robot prevede solo il modo “2 tempi” (led F acceso).
NOTA: Il comando di saldatura Arc-On è il solo segnale che deve essere fornito sempre da Terminale
Robot in tutte le modalità operative.
I comandi e le segnalazioni del Pannello di Controllo sono descritti nel par. 7.
6.1.2 Tig mode.
Nella modalità Tig i parametri della Saldatura Tig sono impostabili da Terminale Robot.
La selezione fra Tig-AC o Tig-DC è effettuata da Terminale Robot mediante il segnale digitale Job
0/DC-AC. La condizione è segnalata sul Pannello di Controllo dai led AX e AV.
La selezione fra Tig-CONTINUO o Tig-PULSATO è effettuata da Terminale Robot mediante il segnale
digitale Job 1/Pulsed On. La condizione è segnalata sul Pannello di Controllo dai led B ed E.
Le variazioni di corrente di saldatura e di velocità filo sono ottenibili da Terminale Robot mediante le
regolazioni analogiche di Welding Current e Wire Speed. Il valore della corrente di saldatura è
visualizzata sul Pannello di Controllo dal display O.
6.1.3 Job mode.
NOTA: Con il termine “Job” si intende un punto di lavoro realizzato dall’utente regolando i parametri
disponibili della saldatura Tig e quindi salvato (memorizzato) in una area di memoria detta
“numero di Job”.
Nella modalità Job è possibile richiamare un punto di lavoro, precedentemente memorizzato, realizzato
partendo da una condizione di Saldatura Tig definita dall’utente e salvata in un “numero di Job”.

CEBORA S.p.A. 13
3300279-C 17-03-2016
I
I punti di lavoro memorizzati sono richiamabili mediante la selezione da Terminale Robot del “numero di
Job”. Per la selezione sono disponibili i 3 segnali digitali Job 0/DC-AC, Job 1/Pulsed On e Job 2 (3 bits
per “numero di Job” = 1 ÷ 7).
Se da Terminale Robot è selezionato un “numero di Job” = 0 (zero), alcuni parametri del punto di lavoro
fissato da Terminale Robot sono modificabili da Pannello di Controllo mediante il tasto AP e manopola
Y. Su display O sono visualizzati i valori, modificabili con manopola Y, relativi alle funzioni selezionate
con il tasto AP.
Se da Terminale Robot è selezionato un “numero di Job” = 1 ÷ 7 su display O compare, per 5 secondi,
l’indicazione del numero del punto di lavoro richiamato (es.: P01). Se l’indicazione è fissa, trascorsi i 5
secondi, il Pannello di Controllo visualizza i parametri relativi al punto di lavoro richiamato; l’eventuale
indicazione lampeggiante indica che al “numero di Job” selezionato non corrisponde alcun punto di
lavoro memorizzato, e l’indicazione su display O rimane lampeggiante.
7 GESTIONE DA PANNELLO DI CONTROLLO.
L’operatività del Pannello di Controllo è condizionata dallo stato della funzione Robot nel menù
“Seconde Funzioni” (par. 10.2).
Con la funzione Robot disabilitata (rob OFF) il Pannello di Controllo mantiene la piena gestione del
Sistema di Saldatura (tranne il comando di saldatura, segnale Arc-On, che deve essere sempre fornito da
Terminale Robot).
Con la funzione Robot abilitata (rob On) l’operatività del sistema passa al Terminale Robot ed il
Pannello di Controllo mantiene una operatività parziale.
NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot.
Questi Generatori hanno il Pannello di Controllo incorporato.
Di seguito è descritto solo il funzionamento con funzione Robot attiva (rob On).
Lo stato della funzione Robot può essere verificato mediante il menù “Seconde Funzioni” (par. 10.2).
Con la funzione Robot attiva (rob On), l’operatività del Pannello di Controllo è condizionata dalla
Modalità Operativa selezionata (par. 6.1). Di seguito sono descritti i comandi e le segnalazioni in
funzione di tale selezione.
fig. 7

CEBORA S.p.A. 14
3300279-C 17-03-2016
I
7.1 Tasto AT - Processo di saldatura.
Operativo in Parameter Selection Internal mode.
Ad ogni pressione del tasto si seleziona un diverso processo di saldatura.
Il processo selezionato è indicato dall’accensione del led corrispondente.
Led AX Processo Tig-DC.
Led AV Processo Tig-AC.
Led AW Processo MMA.
7.2 Tasto AS - Modo di funzionamento.
Operativo in Parameter Selection Internal mode.
La selezione del modo è indicato dall’accensione del led corrispondente.
Led D Funzione “Hot Start”, attiva solo in MMA.
Led C Funzione “Arc Force”, attiva solo in MMA.
Led E Saldatura Tig-CONTINUO, con accensione mediante alta tensione/frequenza.
Led B Saldatura Tig-PULSATO, con accensione mediante alta tensione/frequenza.
Led A Saldatura Tig-CONTINUO, con accensione a contatto (striscio) (non disponibile).
Led AU Saldatura Tig-PULSATO, con accensione a contatto (striscio) (non disponibile).
7.3 Tasto AR - Programma di comando.
Non operativo, selezione bloccata in “due tempi”.
Led G Puntatura (non disponibile, sempre spento).
Led F Due tempi (sempre acceso).
Led W Quattro tempi (non disponibile, sempre spento).
Led X Programma speciale (non disponibile, sempre spento).
Led Z Saldatura con tre livelli di corrente e quattro tempi (non disponibile, sempre spento).
Led AA Saldatura con due livelli di corrente e quattro tempi (non disponibile, sempre spento).
7.4 Tasto H - Sinergia.
Operativo in Parameter Selection Internal mode.
La pressione breve (< 0,7 sec.) di questo tasto abilita la “sinergia”, ove prevista, e permette la selezione di
Materiale, Posizione di saldatura, Spessore e Diametro elettrodo.
La selezione viene effettuata con manopola Y e la grandezza è visualizzata su display U.
Se dopo avere selezionato i parametri non si conferma il diametro dell'elettrodo, la pressione breve (< 0,7
sec.) di questo tasto fa uscire dalla sinergia. Se invece, dopo avere confermato il diametro dell'elettrodo, si
vuole uscire dalla sinergia è necessario premere per un tempo lungo (> 0,7 sec.).
7.4.1 Led I - Sinergia.
Si accende assieme ad uno dei led L, M, S o R, per indicare la grandezza che è possibile regolare.
7.4.2 Led L - Materiale.
I tipi di materiali selezionabili sono in relazione al processo di saldatura e sono:
- In Tig-DC l'acciaio inossidabile (SS), il Rame (Cu), il Ferro (FE) e il Titanio (ti).
- In Tig-AC l'alluminio (AL), il magnesio (MG).
7.4.3 Led M - Posizione di saldatura.
Le sigle che compaiono sul display U sono
relative alle normative ISO 6947 e
corrispondono alle posizioni di saldatura
elencate nella figura a lato.
Le sigle relative alle normative ASME sono
distinte da un numero più una lettera.
7.4.4 Led S - Spessore.
Il display O si accende e visualizza la corrente
impostata, il display U visualizza lo spessore relativo alla corrente. Ruotando la manopola Y si varia lo
spessore e in relazione varierà anche la corrente. Ovviamente la misura dello spessore e della relativa
corrente saranno in relazione alle impostazioni del materiale e della posizione di saldatura.

CEBORA S.p.A. 15
3300279-C 17-03-2016
I
7.4.5 Led R - Diametro elettrodo.
La visualizzazione del diametro dell'elettrodo è la conseguenza dell'impostazione del materiale (led L),
della posizione (led M) e dello spessore (led S). Il display U visualizzerà l'elettrodo consigliato in modo
non lampeggiante; l'operatore tramite la manopola Y può visualizzare anche altri diametri ma questi
saranno visualizzati, in modo lampeggiante, che significa non consigliato.
7.5 Manopola Y.
In Parameter Selection Internal mode regola la corrente di saldatura visualizzata su display O, oppure
il valore della funzione selezionata con il tasto AP e visualizzata su display U.
In modalità Tig e Job regola il valore della funzione selezionata con tasto AP e visualizzata su display U.
7.6 Display O.
In ogni modalità operativa visualizza il valore della corrente in base alle seguenti condizioni:
Nel funzionamento a vuoto visualizza la corrente impostata.
Nel funzionamento a carico visualizza la corrente di saldatura ed i suoi livelli.
In abbinamento al led P “Hold” acceso l'ultima corrente di saldatura.
All'interno della sinergia visualizza la corrente in relazione allo spessore selezionato (par. 7.4.4).
In alcuni casi indica parte di un messaggio completato dal display U:
se alla selezione della modalità non corrisponde un Operating Mode esistente visualizza no (sigla
completa no Mod);
nel caso di messaggio di errore del Generatore, visualizza la sigla Err. Su display U compare il
numero dell’errore;
la sigla TH lampeggiante indica l’intervento del termostato;
nel menù “Funzioni di Servizio” (par. 9) visualizza le sigle no, PL, il “numero di Job” (es.:P01);
nel menù “Seconde Funzioni” (par. 10) visualizza le sigle H2O, rob, FdU, HF, GAS, Mot (HSP,
LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA.
Durante la selezione dei programmi libero o memorizzati le sigle PL …P01…P09.
7.6.1 Led N - Indicatore per display O.
Si accende quando il display O visualizza una corrente.
7.7 Display U.
In ogni modalità operativa visualizza il valore della tensione d’uscita del Generatore, sia nel
funzionamento a vuoto sia durante la saldatura.
Quando il led P (Hold) è acceso, visualizza la tensione dell’ultimo tratto di saldatura effettuato.
In ogni modalità operativa, per ogni processo di saldatura, visualizza il valore della funzione selezionata
tramite il tasto AP, regolabile con manopola Y.
In Parameter Selection Internal mode, con la sinergia attivata (led I acceso), visualizza la sigla dei
materiali da saldare (se led L acceso), la sigla delle posizioni di saldatura (se led M acceso), i diametri di
elettrodo (con led R acceso).
In alcuni casi indica parte di un messaggio completato dal display O:
se alla selezione della modalità non corrisponde un Operating Mode esistente visualizza Mod (sigla
completa no Mod);
nel caso di messaggio di errore del Generatore, visualizza il numero dell’errore. Su display O appare
la sigla Err;
nel menù “Funzioni di Servizio” (par. 9) visualizza le scelte possibili in risposta alla funzione indicata
su display O;
nel menù “Seconde Funzioni” (par. 10) visualizza le scelte possibili in risposta alla funzione indicata
su display O.
7.7.1 Led Q - Indicatore per display U.
Si accende quando il display U visualizza una tensione.

CEBORA S.p.A. 16
3300279-C 17-03-2016
I
7.8 Tasto AQ - Selezione e memorizzazione programmi.
Operativo in Parameter Selection Internal mode e Job mode.
Il tasto AQ premuto brevemente effettua una selezione, premuto per un tempo maggiore di 3 secondi
effettua una operazione di richiamo, memorizzazione, cancellazione o modifica (par. 9).
7.9 Tasto AP - Funzioni Tig.
Nel funzionamento Tig si accendono in successione i led delle funzioni del grafico della corrente e quelli
del funzionamento Tig-AC ( se selezionato), influenzati dal modo di saldatura scelto.
Ogni led indica il parametro, il cui valore è visibile su display U e regolabile con manopola Y, durante il
tempo di accensione del led stesso. Dopo 5 secondi dall'ultima variazione il led interessato e display U si
spengono e display O visualizza il valore della corrente principale (led AG).
Quando sono selezionati i led AL (pre-gas) o AB (post-gas) la pressione prolungata oltre 3 secondi di
questo tasto attiva la funzione “Test Gas”, e quindi la fuoriuscita del gas dalla torcia. Per interrompere
l’uscita del gas premere brevemente il tasto AP. L’uscita del gas termina comunque automaticamente
dopo 30 sec dall’attivazione della funzione.
All’interno del menu “Seconde Funzioni” permette la selezione delle varie funzioni (par. 10).
7.10 Led AL - Pre-gas.
Tempo di uscita del gas prima dell'inizio della saldatura (0,05 ÷ 2,5 sec).
7.11 Led AI - Corrente di inizio saldatura.
È una percentuale della corrente principale (led AG).
7.12 Led AH - Slope up.
È il tempo in cui la corrente, partendo dal minimo, raggiunge il valore di corrente impostato (0 ÷ 10 sec.).
7.13 Led AG - Corrente principale.
È la corrente di saldatura nei processi a singolo livello di corrente, e la corrente principale nei processi a
due livelli di corrente.
7.14 Led AD - Corrente di base.
È una percentuale della corrente principale (led AG).
7.15 Led AE - Frequenza di pulsazione.
È la frequenza della pulsazione della corrente di saldatura (0,16 ÷ 500 Hz).
7.16 Led AF - Periodo di pulsazione.
Indica percentualmente il rapporto tra il tempo della corrente
principale “t” (AG) ed il periodo della pulsazione “T” (AE)
(vedi fig. a lato). Campo di regolazione t/T = 10 ÷ 90 %,
effettuabile con manopola Y e indicato su display U.
7.17 Led AC - Slope down.
È il tempo in cui la corrente raggiunge il minimo e lo spegnimento dell'arco.(0 ÷ 10 sec.).
7.18 Led AB - Post-gas.
È il tempo di uscita del gas al termine della saldatura (0 ÷ 30 sec.).
7.19 Led AO - Start.
Livello di “Hot-Start” per ottimizzare le accensioni in Tig-AC per ciascun diametro di elettrodo.
Alla accensione di questo led il display U visualizza un valore numerico che fa riferimento ai diametri di
elettrodo, l'operatore tramite la manopola Y può impostare il diametro utilizzato ed ottenere
immediatamente una buona partenza. Regolazione da 0,5 a 4,8.

CEBORA S.p.A. 17
3300279-C 17-03-2016
I
7.20 Led AY - Wave.
Forma d’onda della corrente di saldatura. Alla
accensione di questo led display U visualizza il
numero corrispondente alla forma d’onda
selezionata (vedi tabella).
Default = quadra - sinusoidale (12).
La selezione della forma d’onda può essere modificata con manopola Y.
NOTA: La prima cifra che compone il numero è riferita alla semionda negativa o di penetrazione, la
seconda cifra è riferita alla semionda positiva o di pulizia. La variazione del tipo di forma d'onda
può anche ridurre il rumore dell’arco in saldatura AC.
7.21 Led AN - Hz.
Frequenza della corrente alternata (50 ÷ 120 Hz).
7.22 Led AM - Bilanciamento.
È la percentuale della semionda negativa (penetrazione) nel periodo di corrente alternata.
Regolazione -10 / 0 / 10 dove 0 = 65% (consigliata) -10 = 50% e 10 = 85%.
7.23 Led T - >48V - AC.
Nel funzionamento Tig-AC indica, quando acceso, il corretto funzionamento del dispositivo che riduce il
rischio di scosse elettriche.
11 = quadra - quadra
22 = sinusoide - sinusoide
33 = triangolo - triangolo
12 = quadra - sinusoide
13 = quadra - triangolo
23 = sinusoide - triangolo
21 = sinusoide - quadra
32 = triangolo - sinusoide
31 = triangolo - quadra

CEBORA S.p.A. 18
3300279-C 17-03-2016
I
8 GESTIONE DA TERMINALE ROBOT.
L’operatività del Terminale Robot è condizionata dallo stato della funzione Robot nel menù “Seconde
Funzioni” (par. 10.2).
Con la funzione Robot abilitata (rob On) il Terminale Robot ha la piena operatività del Sistema di
Saldatura.
Con la funzione Robot disabilitata (rob OFF) il Terminale Robot mantiene la sola gestione del comando
di saldatura (segnale Arc-On).
NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot.
Pertanto di seguito sono solo elencati e brevemente descritti, i segnali provenienti dal Controllo
Robot, con la funzione Robot attiva (rob On).
Per maggiori dettagli sui segnali provenienti dal Controllo Robot si consiglia di consultare il
Manuale Istruzioni dell’Interfaccia Robot.
8.1 Selezioni da Terminale Robot.
8.1.1 Modalità Operativa (Operating Mode).
Impostazione della Modalità Operativa del Sistema di Saldatura.
Sono disponibili 2 segnali (2 bits, 0 - 1) per selezionare le modalità Tig mode, Job mode e Parameter
Selection Internal mode (vedi tabella su Manuale Istruzioni Interfaccia Robot).
8.1.2 “numero di Job”.
Selezione di un “numero di Job” da richiamare.
Sono disponibili 3 segnali (3 bits, 0 - 2) (vedi tabella su Manuale Istruzioni Interfaccia Robot).
Gli stessi segnali eseguono diverse selezioni in base alla modalità operativa impostata:
in Tig mode selezionano il funzionamento Tig-AC e Tig-Pulsato;
in Job mode selezionano un “numero di Job”.
8.2 Comandi da Terminale Robot.
8.2.1 Arc-On.
Comando di start corrente per il Generatore.
8.2.2 Robot Ready.
Consenso alla saldatura da parte del controllo Robot.
8.2.3 Gas Test.
Comando per elettrovalvola del gas.
8.2.4 Wire Inching.
Comando di avanzamento filo.
8.2.5 Wire Retract.
Comando di arretramento del filo.
8.3 Regolazioni da Terminale Robot.
Le regolazioni da Terminale Robot possono essere abilitate o disabilitate mediante i dip-switches sulla
Interfaccia Robot (vedi Manuale Istruzioni Interfaccia Robot).
L’impostazione di fabbrica dell’Interfaccia Robot è con le seguenti funzioni attive.
8.3.1 Welding Current.
Operativo solo in Modalità Tig.
Imposta la corrente di saldatura.
Su Pannello di Controllo è visualizzata su display O, quando il led N è acceso.
8.3.2 Wire Speed.
Operativo solo in Modalità Tig.
Imposta la velocità del filo in saldatura.

CEBORA S.p.A. 19
3300279-C 17-03-2016
I
9 FUNZIONI DI SERVIZIO.
NOTA: Con il termine “Job” si intende un punto di lavoro realizzato dall’utente regolando i parametri
disponibili della saldatura Tig e quindi salvato (memorizzato) in una area di memoria detta
“numero di Job”.
NOTA: Il tasto AQ premuto brevemente effettua una selezione, premuto per un tempo maggiore di 3
secondi effettua una operazione di richiamo, memorizzazione, cancellazione o modifica.
9.1 Richiamo e/o modifica di un Job memorizzato da Pannello di Controllo.
La modifica di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo.
Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il
Pannello di Controllo.
Premere brevemente il tasto AQ. Display O visualizza il numero dell'ultimo Job utilizzato o, se non sono
mai stati utilizzati, dell'ultimo Job memorizzato (es.: P01). Premere ancora brevemente il tasto AQ per
selezionare il “numero di Job” da richiamare o modificare, se diverso da quello indicato su display O.
Dopo 3 secondi su Pannello di Controllo sono visualizzati i parametri relativi al Job richiamato.
È ora possibile eseguire la saldatura con i parametri indicati, oppure modificare i parametri mediante i
comandi del Pannello di Controllo.
Una volta modificati i parametri, premere il tasto AQ per più di 3 secondi se si intende sovrascrivere il
Job richiamato, oppure premere brevemente il tasto AQ per selezionare un diverso “numero di Job”
quindi premerlo di nuovo per più 3 secondi per creare un nuovo Job con i parametri modificati.
In entrambi i casi un segnale acustico (BIP) segnala l’avvenuta memorizzazione del Job.
9.2 Richiamo di un Job memorizzato da Terminale Robot.
Selezionare da Terminale Robot la modalità Job mode ed un “numero di Job” diverso da 0 (zero).
Display O visualizza il “numero di Job” scelto. Dopo 3 secondi, su Pannello di Controllo sono
visualizzati i parametri relativi al Job scelto.
Se al “numero di Job” scelto non corrisponde alcun Job esistente, l’indicazione del “numero di Job” su
display O è lampeggiante, e le restanti segnalazioni su Pannello di Controllo spente.
9.3 Memorizzazione di un Job.
La memorizzazione di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo.
Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il
Pannello di Controllo.
Dopo aver eseguito una prova di saldatura con i parametri che si intende memorizzare, premere
brevemente il tasto AQ per selezionare il “numero di Job” in cui si vuole memorizzare i parametri.
Display O visualizza il numero dell'ultimo Job utilizzato o, se non sono mai stati utilizzati, dell'ultimo
Job memorizzato (es.: P01). Se il “numero di Job” selezionato è già occupato l’indicazione sul display O
è fissa, se invece è libero l’indicazione è lampeggiante.
Premere il tasto AQ per un tempo maggiore di 3 secondi; un segnale acustico (BIP) segnala l’avvenuta
memorizzazione del Job.
9.4 Cancellazione di un Job.
La cancellazione di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo.
Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il
Pannello di Controllo.
Premere brevemente il tasto AQ per selezionare il “numero di Job” che si intende cancellare, visualizzato
in modo fisso su display O. Con manopola Y impostare la sigla dEL, su display U.
Premere il tasto AQ per un tempo maggiore di 3 secondi; un segnale acustico (BIP) segnala l’avvenuta
cancellazione del Job; l’indicazione su display O diviene lampeggiante.
Queste 2 ultime azioni devono essere eseguite entro il tempo in cui il display O visualizza in modo fisso il
“numero del Job”, cioè 5 secondi circa. Trascorso tale periodo il Pannello di Controllo ritorna alla
operatività normale e per effettuare la cancellazione occorre premere di nuovo brevemente il tasto AQ.

CEBORA S.p.A. 20
3300279-C 17-03-2016
I
10 SECONDE FUNZIONI.
L’ingresso al menù “Seconde Funzioni” avviene con la pressione contemporanea dei tasti AQ e AP per
un tempo maggiore di 3 secondi.
La scelta delle voci del menù è realizzata premendo in modo breve il tasto AP.
L’uscita dal menù “Seconde Funzioni” avviene premendo in modo breve il tasto AQ.
10.1 Funzione Gruppo di Raffreddamento (H2O).
All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare H2O su display O; con manopola
Y selezionare il tipo di funzionamento, indicato su display U:
OFF = spento (default);
OnC = continuo, sempre acceso;
OnA = accensione automatica.
Premere il tasto AQ per uscire dal menù “Seconde Funzioni” memorizzando le impostazioni attuali.
All’accensione del Generatore, se impostato in continuo o in automatico, il Gruppo di Raffreddamento
entra in funzione per mettere in pressione il liquido nel circuito di raffreddamento. Se entro 15 secondi
non arriva il comando di start (Arc-On) il Gruppo si arresta.
Nel funzionamento automatico, ad ogni comando di start (Arc-On) il Gruppo inizia a funzionare e si
arresta 3 minuti dopo la scomparsa del segnale di start.
Se la pressione del liquido refrigerante è insufficiente il Generatore non eroga corrente e su display O
compare il messaggio H2O lampeggiante (errore 75, par. 11.2).
NOTA: Se la pompa ruota in assenza del liquido refrigerante è necessario togliere l'aria dai tubi:
- spegnere il Generatore e riempire il serbatoio;
- scollegare il tubo blu del cavo Torcia dal raccordo BL;
- collegare una estremità di un nuovo tubo al raccordo BL rimasto libero e inserire l’altra
estremità del tubo nel serbatoio;
- accendere il Generatore e quindi il Gruppo di Raffreddamento per circa 10/15 secondi per
riempire la pompa;
- spegnere il Generatore e ripristinare i collegamenti dei tubi della Torcia.
10.2 Funzione Robot (rob).
All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare rob su display O; con manopola Y
selezionare lo stato della funzione, indicato su display U:
OFF = non attiva (default);
On = attiva.
Premere il tasto AQ per uscire dal menù “Seconde Funzioni” memorizzando le impostazioni attuali.
Con la funzione Robot disabilitata (rob OFF) il Pannello di Controllo mantiene la piena gestione del
Sistema di Saldatura.
Con la funzione Robot abilitata (rob On) l’operatività del sistema passa al Terminale Robot ed il
Pannello di Controllo mantiene una operatività parziale, condizionata dalla “Modalità Operativa”
(Operating Mode) selezionata (par. 6.1).
Con la funzione Robot abilitata (rob On) se l’Interfaccia Robot è scollegata o disalimentata, su Pannello
di Controllo i display O e U indicano rob int lampeggiante (errore 7, par. 11.2).
Con la funzione Robot abilitata (rob On) e l’Interfaccia Robot collegata ed alimentata, il sistema è
pronto per operare, comandato dal Controllo Robot.
10.3 Funzione Feeder Unit (FdU).
All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare FdU su display O; con manopola
Y selezionare lo stato della funzione, indicato su display U:
OFF = non attiva (default);
On = attiva.
Operativa in Parameter Selection Internal mode e in Tig mode. In Parameter Selection Internal mode
i vari parametri possono essere regolati da Pannello di Controllo, in Tig mode da Controllo Robot.
Il diagramma “Feeder Unit function”, alla fine di questo manuale, è riferito alla modalità Parameter
Selection Internal, con l’utilizzo del tasto AP e manopola Y del Pannello di Controllo.

CEBORA S.p.A. 21
3300279-C 17-03-2016
I
Con la funzione FdU attiva, diventano disponibili altri parametri, selezionabili con tasto AP e regolabili
con manopola Y:
HF (High Frequency). Con manopola Y si seleziona se abilitare il generatore di HF interno al
Generatore (“int” (default)) oppure quello interno al Carrello Trainafilo (“FdU”).
GAS Con manopola Y si seleziona se il Gas proviene dal Generatore (“int” (default)) oppure dal
Carrello Trainafilo (“FdU”).
Mot (Wire Feeder Motor). Modalità di funzionamento del motore trainafilo:
OFF (Off (default)). Il processo filo freddo non è attivo.
OnC (Continuous). Funzionamento continuo. Il motore funziona alla velocità impostata nel
parametro HSP.
ASY (Asyncronous). Funzionamento asincrono. Il motore funziona per ottenere un avanzamento
del filo alternato. Richiede l’impostazione dei parametri HSP, LSP, Frq e dtY.
SYn (Syncronous). Funzionamento sincrono, disponibile solo in “Tig-Pulsato”. L’avanzamento
del filo avviene in modo alternato sincrono con la pulsazione della corrente. Frequenza e
duty cycle del moto alternato sono quelli della pulsazione della corrente. È necessario
pertanto che la frequenza della pulsazione della corrente sia compresa fra 0,1 e 5 Hz, ed il
duty cycle sia compreso fra 10 e 90 %. Richiede l’impostazione dei parametri HSP ed LSP.
HSP (High Speed). E’ la velocità “alta” di avanzamento del filo espressa in m/min.
Regolazione 0,0 ÷ 10,0 m/min (default = 1,0 m/min).
LSP (Low Speed). E’ la velocità “bassa” di avanzamento del filo espressa in m/min.
Regolazione -2,5 ÷ 10,0 m/min (default = 0,0 m/min).
Frq (Frequency). E’ la frequenza di alternanza fra velocità alta e bassa. Regolazione 0,1 ÷ 5,0
Hz (default = 1 Hz).
dtY (Duty Cycle). È il rapporto fra il tempo di velocità alta ed il periodo della frequenza di
alternanza, espressa in percentuale. Regolazione 10 ÷ 90% (default = 50%).
Aut Avvio automatico del motore. Richiede l’impostazione dei parametri OFF e On.
OFF (default). Il motore si avvia con il comando “Up/Down” della torcia oppure con il
comando “Inc” da Terminale Robot.
On Il motore si avvia al raggiungimento della “Main Current” e si arresta all’uscita dalla
“Main Current”. Richiede l’impostazione del parametro SdY.
SdY (Start Delay). Ritardo fra il raggiungimento della Main Current e lo start del
motore. Regolazione 0,0 ÷ 10,0 secondi (default 0,0 secondi).
rEt (Retract). Indica l’arretramento del filo attuato alla fine della saldatura (fine della
Main Current). Regolazione 0 ÷ 50 mm (default 1 mm).
PdY (Pulse Syncronous high delay). Ritardo dell’impulso di sincronizzazione. Solo in “Tig-Pulsato”.
Indica il ritardo o l’anticipo dell’avviamento del motore rispetto al livello alto della pulsazione
di corrente. Espresso in centesimi di secondo. Regolazione -99 ÷ +99 s/100 (Default = 0 s).
Con la funzione “Feeder Unit” abilitata (Fdu On) se il Carrello Trainafilo è scollegato o disalimentato,
su Pannello di Controllo i display O e U indicano FdU int lampeggiante (errore 8, par. 11.2).
10.4 Funzione Crater Arc (CrA).
All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare CrA su display O; con manopola
Y selezionare lo stato della funzione, indicato su display U:
OFF = non attiva (default);
On = attiva.
Con la funzione CrA attiva, diventano disponibili altri parametri, selezionabili con tasto AP e regolabili
con manopola Y.
CrC (Crater Current) su display O. Con manopola Y si regola il valore della grandezza CrC, visibile
su display U. Regolazione 0 ÷ 100% (default 50%).
tCr (Crater Time) su display O. Con manopola Y si regola il valore della grandezza tCr, visibile su
display U. Regolazione 0,1 ÷ 30,0 sec (default 0,5 sec).
La rampa di discesa fra la “Main Current” e la “Crater Current” è il parametro “Slope Down” (led AC).
10.5 Funzione MMA (MMA).
Disponibile solo con processo MMA selezionato (led AW acceso). All’interno delle “Seconde Funzioni”,
con manopola Y si seleziona la modalità DC o AC, relativa al processo MMA, visualizzati sul display U.

CEBORA S.p.A. 22
3300279-C 17-03-2016
I
11 MANUTENZIONE.
11.1 Ispezione periodica, pulizia.
Periodicamente controllare che le apparecchiature del Sistema di Saldatura e tutti i collegamenti siano in
condizione di garantire la sicurezza dell'operatore.
Periodicamente aprire i pannelli del Generatore e del Gruppo di Raffreddamento per controllare gli
elementi interni. Rimuovere eventuale sporco o polvere dagli elementi interni, utilizzando un getto d’aria
compressa secca a bassa pressione o un pennello.
Controllare le condizioni delle connessioni interne di potenza e dei connettori sulle schede elettroniche; se
si trovano connessioni “lente” serrarle o sostituire i connettori.
Per assicurare un corretto flusso d’aria e quindi l’adeguato raffreddamento degli elementi interni del
Generatore, periodicamente aprire le griglie sul Generatore e controllare l’interno del tunnel d’aerazione.
Rimuovere l’eventuale sporco o polvere dagli elementi interni del tunnel, utilizzando un getto d’aria
compressa secca a bassa pressione o un pennello. Controllare le condizioni dei connettori elettrici, del
cavo di alimentazione e degli attacchi pneumatici; se danneggiati sostituirli.
Dopo aver eseguito una riparazione fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro
isolamento tra le parti connesse all'alimentazione e le parti connesse al circuito di saldatura. Rimontare le
fascette come erano in origine in modo da evitare che, se accidentalmente un conduttore si rompe o si
scollega, possa avvenire un collegamento tra alimentazione ed i circuiti di saldatura. Evitare che i fili
possano andare a contatto con parti in movimento o con parti che si riscaldano durante il funzionamento.
11.2 Codici Errore.
La tabella seguente indica i “Codici Errore” che possono essere visualizzati sui display O e U del
Pannello di Controllo in caso di malfunzionamento del Sistema di Saldatura.
Per una descrizione più dettagliata sulla ricerca guasti consultare il Manuale di Servizio del Generatore.
Codici
Errore
Descrizione Errore
Soluzione
2
Errore EEPROM.
Sostituire scheda Controllo su Generatore.
6
Errore di comunicazione sul CAN
bus fra Pannello di Controllo e
Generatore (rilevato da Generatore).
Allarme rilevato da scheda Controllo. Controllare il
collegamento CAN bus fra scheda Controllo e Pannello
di Controllo. Verificare compatibilità delle versioni dei
programmi inseriti nelle schede. Sostituire schede
Controllo e/o Pannello di Controllo.
7
“rob int”
(solo 367,
368)
Errore di comunicazione sul CAN
bus fra Robot e Generatore (rilevato
da Generatore).
Allarme rilevato da scheda Controllo. Controllare il
collegamento CAN bus fra schede Controllo, e
Interfaccia Robot. Verificare compatibilità delle
versioni dei programmi inseriti nelle schede. Sostituire
schede Controllo e/o Interfaccia Robot.
8
“FdU int”
(solo 367,
368)
Errore di comunicazione sul CAN
bus fra Carrello Trainafilo e
Generatore (rilevato da Generatore).
Allarme rilevato da scheda Controllo. Controllare il
collegamento CAN bus fra schede Controllo e
Controllo Motore. Verificare compatibilità delle
versioni dei programmi inseriti nelle schede. Sostituire
schede Controllo e/o Controllo Motore.
9
Errore di comunicazione sul CAN
bus fra Pannello di Controllo e
Generatore (rilevato da Pannello di
Controllo).
Allarme rilevato da Pannello di Controllo. Controllare
il collegamento CAN bus fra Pannello di Controllo e
scheda Controllo. Verificare compatibilità delle
versioni dei programmi inseriti nelle schede. Sostituire
scheda Controllo e/o Pannello di Controllo.
10
Tensione d’uscita e corrente d’uscita
nulle, con pulsante di start premuto.
Errore nei circuiti di rilievo tensione
o corrente d’uscita.
Controllare cablaggio fra terminali uscita Generatore,
schede filtro-HF, Misura e Controllo. Controllare
cablaggio fra Trasduttore corrente e scheda Controllo.
Sostituire schede Controllo e/o Driver e/o Igbt e/o
Driver-ac, Trasformatore potenza e/o Gruppo Diodi e/o
Induttanza d’uscita e/o Trasduttore di corrente.

CEBORA S.p.A. 23
3300279-C 17-03-2016
I
13
(solo 367,
368)
Mancanza comunicazione con
scheda Precarica, all’accensione.
Controllare cablaggio fra schede Precarica e Controllo.
Sostituire schede Precarica e Controllo.
14
(366 –
“OFF”)
Errore della tensione di
alimentazione del Microprocessore,
su scheda Micro.
Controllare fusibili sul primario del trasformatore di
servizio. Controllare cablaggio fra schede Controllo e
Alimentatore. Sostituire schede Controllo e/o
Alimentatore e/o Trasformatore di servizio.
16
(solo 367,
368)
Tensione continua all’uscita della
scheda Precarica inferiore al valore
minimo (400 Vdc).
Controllare condizioni della tensione di rete. Verificare
che Ponte Raddrizzatore, Condensatori-DC o Gruppo
Igbt non siano in cortocircuito. Sostituire schede
Precarica e/o Controllo.
20
Mancanza segnale “interlock” su
modulo Master.
Controllare che i terminali 3 e 4 di J1 su scheda TA
(367, 368) (o J8 di scheda igbt su 366) siano connessi
fra loro. Sostituire schede TA (o scheda igbt su 366)
e/o Controllo.
25
Errore nella EPLD. Corrente al
primario eccessiva.
Sostituire schede Controllo e/o Driver e/o Igbt e/o TA.
Sostituire gli Igbt dell’inverter e/o Trasformatore di
potenza e/o Gruppo Diodi secondario.
30
Taratura errata del trimmer su
modulo master.
Eseguire la procedura di taratura del trimmer su scheda
Controllo, seguendo le istruzioni del Manuale di
Servizio del Generatore. Sostituire scheda Controllo.
“trG”
(53)
Pulsante di Start premuto al
ripristino da allarme per
sovratemperatura.
Sostituire schede Connettore e/o Controllo.
54
Tensione >48 V in AC e tensione
nulla all’accensione (cortocircuito
fra torcia e pezzo).
Controllare cablaggio fra uscita Gruppo Diodi,
inverter-AC e terminali d’uscita del Generatore.
Sostituire scheda Controllo e/o Driver-AC.
56
Time-out max., durata del
cortocircuito eccessiva.
Controllare condizioni di usura della torcia, cablaggio
di potenza fra uscita Gruppo Diodi e terminali d’uscita
del Generatore. Sostituire schede Misura e/o Controllo
e/o Driver-AC e/o Trasduttore di corrente.
58
Disallineamento delle versioni del
Firmware.
Riprogrammare il Generatore con il Firmware nelle
versioni corrette. Sostituire schede Controllo e/o
Pannello di Controllo.
61
Fase LI della tensione di rete
inferiore al valore minimo
consentito.
Verificare il valore delle tre fasi della tensione di rete.
Sostituire schede Precarica e/o Controllo.
“tH1”
(74)
Sovratemperatura Igbt Inverter.
Sostituire schede Termostato su Gruppo Igbt e/o
Controllo.
“H2O”
(75)
Pressione bassa del liquido di
raffreddamento.
Sostituire pressostato su Gruppo di Raffreddamento e/o
schede Precarica e/o (Igbt su 366) e/o Controllo.
“nc”
(76)
Gruppo di Raffreddamento non
connesso.
Controllare collegamenti fra Gruppo di raffreddamento
e Generatore. Su 367, 368 presenza del ponticello sui
pin 3 e 4 di J6 su scheda Controllo. Su 366, in caso di
mancanza Gruppo, controllare inserimento della spina
nel connettore BP su pannello posteriore del
Generatore.
“TH2”
(77)
Sovratemperatura Gruppo diodi ed
IGBT.
Sostituire schede Termostato e/o Driver-AC e/o
Controllo.
“OFF”
(99) (solo
367, 368)
Mancanza tensione di rete
(Generatore spento).
Sostituire schede Precarica e/o Controllo.

CEBORA S.p.A. 24
3300279-C 17-03-2016
GB
IMPORTANT: BEFORE STARTING THE
EQUIPMENT, READ THE CONTENTS OF
THIS MANUAL, WHICH MUST BE STORED
IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF
THE MACHINE. THIS EQUIPMENT MUST
BE USED SOLELY FOR WELDING
OPERATIONS.
1 SAFETY PRECAUTIONS.
WELDING AND ARC CUTTING CAN BE
HARMFUL TO
YOURSELF AND
OTHERS.
The user must therefore be educated against the
hazards, summarized below, deriving from
welding operations. For more detailed
information, order the manual code 3.300.758.
NOISE.
This machine does not directly produce
noise exceeding 80dB. The plasma
cutting/welding procedure may produce
noise levels beyond said limit; users must
therefore implement all precautions required by
law.
ELECTRIC AND MAGNETIC FIELDS.
May be dangerous.
Electric current following through
any conductor causes localized
Electric and Magnetic Fields
(EMF).
Welding/cutting current creates EMF fields
around cables and power sources.
The magnetic fields created by high currents may
affect the operation of pacemakers. Wearers of
vital electronic equipment (pacemakers) shall
consult their physician before beginning any arc
welding, cutting, gouging or spot welding
operations.
Exposure to EMF fields in welding/cutting may
have other health effects which are now not
known.
All operators should use the following
procedures in order to minimize exposure to
EMF fields from the welding/cutting circuit:
- Route the electrode and work cables together
– Secure them with tape when possible.
- Never coil the electrode/torch lead around
your body.
- Do not place your body between the
electrode/torch lead and work cables. If the
electrode/torch lead cable is on your right
side, the work cable should also be on your
right side.
- Connect the work cable to the workpiece as
close as possible to the area being welded/cut.
- Do not work next to welding/cutting power
source.
EXPLOSIONS.
Do not weld in the vicinity of
containers under pressure, or in the
presence of explosive dust, gases or
fumes.
All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY.
This machine is manufactured in compliance
with the instructions contained in the harmonized
standard IEC 60974-10 (CL.A), and must be
used solely for professional purposes in an
industrial environment. There may be
potential difficulties in ensuring
electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND
ELECTRONIC EQUIPMENT.
Do not dispose of electrical equipment
together with normal waste!
In observance of European Directive
2002/96/EC on Waste Electrical and
Electronic Equipment and its implementation in
accordance with national law, electrical
equipment that has reached the end of its life
must be collected separately and returned to an
environmentally compatible recycling facility. As
the owner of the equipment, you should get
information on approved collection systems from
our local representative. By applying this
European Directive you will improve the
environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST
ASSISTANCE FROM QUALIFIED
PERSONNEL

CEBORA S.p.A 25
3300279-C 17-03-2016
GB
1.1 Warning label.
The following numbered text corresponds to the
label numbered boxes.
B. Drive rolls can injure fingers.
C. Welding wire and drive parts are at welding
voltage during operation — keep hands and
metal objects away.
1. Electric shock from welding electrode or
wiring can kill.
1.1 Wear dry insulating gloves. Do not touch
electrode with bare hand. Do not wear wet
or damaged gloves.
1.2 Protect yourself from electric shock by
insulating yourself from work and ground.
1.3 Disconnect input plug or power before
working on machine.
2. Breathing welding fumes can be hazardous
to your health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to
remove fumes.
2.3 Use ventilating fan to remove fumes.
3. Welding sparks can cause explosion or fire.
3.1 Keep flammable materials away from
welding.
3.2 Welding sparks can cause fires. Have a fire
extinguisher nearby and have a watchperson
ready to use it.
3.3 Do not weld on drums or any closed
containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear
protection and button shirt collar. Use
welding helmet with correct shade of filter.
Wear complete body protection.
5 Become trained and read the instructions
before working on the machine or welding.
6 Do not remove or paint over (cover) label

CEBORA S.p.A. 26
3300279-C 17-03-2016
GB
SUMMARY
1 SAFETY PRECAUTIONS. ......................... 24
1.1 WARNING LABEL. ......................................... 25
2 SYSTEM DESCRIPTION. .......................... 27
2.1 LAY OUT. ...................................................... 27
2.2 CONFIGURATION. ......................................... 28
2.3 FIRMWARE UPGRADE. ................................... 28
3 INSTALLATION. ........................................ 29
3.1 PLACEMENT. ................................................ 29
3.2 POWER SOURCE INSTALLATION. ................... 29
3.3 COOLING UNIT INSTALLATION. .................... 29
3.4 WELDING SYSTEM POWER UP. ...................... 29
4 POWER SOURCE. ...................................... 31
4.1 TECHNICAL SPECIFICATIONS. ....................... 31
4.2 COMMANDS AND FITTINGS DESCRIPTION. ..... 31
4.3 EXTERNAL COMMANDS. ............................... 32
5 COOLING UNIT. ......................................... 33
5.1 TECHNICAL SPECIFICATIONS. ....................... 33
5.2 COMMANDS AND FITTINGS DESCRIPTION. ..... 33
5.3 PROTECTIONS DESCRIPTION. ......................... 33
5.4 COOLING UNIT POWER UP. ........................... 33
6 CONTROL PANEL. .................................... 34
6.1 OPERATING MODES OF THE SYSTEM. ........... 34
7 MANAGEMENT VIA CONTROL PANEL.35
7.1 KEY AT - WELDING PROCESS. ...................... 36
7.2 KEY AS - WORKING MODE. .......................... 36
7.3 KEY AR - COMMAND PROGRAM. .................. 36
7.4 KEY H - SYNERGY. ....................................... 36
7.5 KNOB Y. ....................................................... 37
7.6 DISPLAY O. .................................................. 37
7.7 DISPLAY U. .................................................. 37
7.8 KEY AQ - PROGRAMS SELECTION AND
MEMORIZATION. ........................................... 38
7.9 KEY AP - TIG FUNCTIONS. ............................ 38
7.10 LED AL - PRE-GAS. ....................................... 38
7.11 LED AI - WELDING START CURRENT. ............ 38
7.12 LED AH - SLOPE UP. ..................................... 38
7.13 LED AG - MAIN CURRENT. ............................ 38
7.14 LED AD - BASE CURRENT. ............................ 38
7.15 LED AE - PULSE FREQUENCY. ....................... 38
7.16 LED AF - PULSE PERIOD. ............................... 38
7.17 LED AC - SLOPE DOWN. ................................ 38
7.18 LED AB - POST-GAS. ..................................... 38
7.19 LED AO - START. .......................................... 38
7.20 LED AY - WAVE. .......................................... 39
7.21 LED AN - HZ. ................................................ 39
7.22 LED AM - BALANCE. .................................... 39
7.23 LED T - > 48V - AC. ..................................... 39
8 MANAGEMENT VIA ROBOT TERMINAL.
........................................................................ 40
8.1 SELECTIONS FROM ROBOT TERMINAL. ......... 40
8.2 COMMANDS FROM ROBOT TERMINAL. .......... 40
8.3 ADJUSTMENTS FROM ROBOT TERMINAL. ...... 40
9 SERVICE FUNCTIONS. ............................. 41
9.1 RECALL AND/OR MODIFY SAVED JOB FROM THE
CONTROL PANEL........................................... 41
9.2 RECALL A SAVED JOB BY ROBOT TERMINAL. 41
9.3 SAVING A JOB. .............................................. 41
9.4 DELETING A JOB. .......................................... 41
10 SECOND FUNCTIONS. .............................. 42
10.1 COOLING UNIT FUNCTION (H2O). ................. 42
10.2 ROBOT FUNCTION (ROB). .............................. 42
10.3 FEEDER UNIT FUNCTION (FDU). ................... 42
10.4 CRATER ARC FUNCTION (CRA). .................... 43
10.5 MMA FUNCTION (MMA). ............................ 43
11 MAINTENANCE. ......................................... 44
11.1 PERIODIC INSPECTION, CLEANING. ................ 44
11.2 ERROR CODES. .............................................. 44

CEBORA S.p.A. 27
3300279-C 17-03-2016
GB
2 SYSTEM DESCRIPTION.
2.1 Lay out.
The Cebora SOUND TIG ROBOT Welding System is a multi-process system for Tig welding, developed
for use in combination with a Welding Robot arm on automated welding systems.
It comprises a Power Source, with integrated Control Panel, a Cooling Unit, a Wire Feeder Unit and a
Robot Interface (see fig. 2).
fig. 2
2 Power Source – Wire feeder extension (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Power Source – Robot Interface signal cable connection (art. 1200, l = 5m).
4 Power Source – Robot Interface CANopen cable (1.5 m long, included in the Robot Interface).
5 Robot Control cabinet.
6 Welding wire 15 Kg spool holder (art. 121) (option Marathon Pack).
7 Tig torch.
8 Wire Feeder Unit (WF4-R3, art. 1661).
10 Welding wire sheath (art. 1935.00, l = 1,6 m; art. 1935.01, for Marathon Pack).
21 Power Source (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80;
Tig AC-DC 4560/T, art. 368.80).
22 Cooling Unit (GRV10 or GR52).
24 Control Panel (integrated in the Power Source).
25 Robot Interface (RAI 217, art. 217-01).
26 Custom multiwire wiring.
This Instruction Manual refers to the Power Source, equipped with Control Panel and Cooling Unit, and
has been prepared to educate the personnel assigned to install, operate and maintain the welding machine.
It must be stored carefully in a place familiar to users, and consulted whenever there are doubts. It must
be kept for the entire operative life-span of the machine, and used to order spare parts.
The Cebora SOUND TIG ROBOT system has three models of Power Source to choose from one or the
other, based on system needs, and two Cooling Units used in combination with the Power Sources:
Power Source TIG 2643/T art. 366.80.
Cooling Unit GRV10 (for art. 366).
Power Sources TIG 3340/T art. 367.80; TIG 4560/T art. 368.80.
Cooling Unit GR52 (for arts. 367, 368).

CEBORA S.p.A. 28
3300279-C 17-03-2016
GB
2.2 Configuration.
The Cebora SOUND TIG ROBOT Welding System can be equipped or not with Wire Feeder Unit, based
on plant specifications.
The Wire Feeder Unit has the “motor control” board that communicates with the
“control” board of the Power Source and the Control Panel, via CAN bus
communication line.
When Welding System is without Wire Feeder Unit, the CAN bus communication
line towards the Wire Feeder Unit remains not connected, connector BS free. For
corrected operation, such line must be “loaded” with a terminating resistor of 120
ohm. This operation is carried out through the switches BU and BV located on the
Power Source rear panel. The same situation as far as the Interface Robot:
Without Wire Feeder Unit, connector BS free = switch BV in OFF position.
With Wire Feeder Unit, connector BS connected = switch BV in ON position.
In manual (without Robot), connector BT free = switch BU in OFF position.
With Robot, connector BT connected = switch BU in ON position.
2.3 Firmware upgrade.
The Cebora SOUND TIG ROBOT Welding System is controlled by microprocessor-based circuits, which
manage the operative functions of the Welding System and the operator interface.
Each System component, Power Source, Control Panel, and when present, Feeder Unit contains a
microprocessor circuit, which not only manages the functions of the unit to which it belongs, but also
communicates one each other via CAN bus serial line.
Based on this architecture, the following units may be identified:
MASTER microprocessor, in the Power Source micro board;
PANEL microprocessor, in the Control Panel micro board.
Each microprocessor is programmed with a different program, which must obviously be compatible with
those of the other microprocessors. To make it easier to enter and upgrade these programs, a single-access
system is provided, the BO connector on the front panel of the Power Source, which allows the
microprocessors to be programmed in a single programming session. With this step the programs are
simultaneously entered into the microprocessors, each automatically in its place.
The updated MASTER and PANEL programs are grouped together in a single programming file,
recognizable from the extension “.ceb”, available from the Cebora Web site www.cebora.it.
For theirs use is necessary to download and to install in the computer the “Cebora Device Manager”
program, available in Cebora Web site www.cebora,it. With such program it is possible to record in the
computer the files relative to “firmware Cebora” (programs downloadable from the Cebora site) and to
insert them in the machines that have to be programmed or updated.
The “Cebora Device Manager” user instructions are enclosed to the program.
The version of the inserted programs, is visible during start-up in the Control Panel, in the following
form:
display O = “PAn”; display U = “03_” = version 03 of PANEL program.
display O = “MSt”; display U = “04_” = version 04 of MASTER program.
Starting from versions “2.3.1” of the “Cebora Device Manager”, “01” of the Power Source art. 366
Firmware, “01” of the Power Source art. 367 Firmware, “01” of the Power Source art. 368 Firmware, also
the Firmware of Wire Feeder Unit and Robot Interface can be updated with the same procedure.
With the Wire Feeder Unit and Robot Interface connected to the Power Source, through the connector BO
on the front panel of the Power Source is possible to update the Wire Feeder Unit and/or Robot Interface
programs using the same instructions valid for the Power Source and Control Panel programs.
The Firmware for Wire Feeder Unit and Robot Interface is available from the Cebora Web site
www.cebora.it.

CEBORA S.p.A. 29
3300279-C 17-03-2016
GB
3 INSTALLATION.
This equipment must be used solely for welding operations.
It is essential to pay especially close attention to the chapter on SAFETY PRECAUTIONS in this
Instruction Manual, par. 1.
The equipment must be installed by qualified personnel.
All connections must be carried out in compliance with current standards and in full observance of
current safety laws.
3.1 Placement.
The combined weight of Power Source and Cooling Unit is
approximately 100 Kg, thus when lifting following the instructions
shown in figure a side.
Position the Power Source in an area that ensures good stability, and
efficient ventilation so as to prevent metal dust from entering.
3.2 Power Source installation.
For reference see fig. 2, 3a and 3b.
Place the Robot Interface (25) inside the Robot Control Cabinet (5), following the instructions
provided in the Robot Interface Instruction Manual.
Connect the Power Source (21) to the Robot Interface (25) using the signal cable (3) and the
CANopen cable (4) (the latter is included in the Robot Interface).
If present, connect the Power Source (21), BS connector to the Wire Feeder (8) BB connector by
means of the extension (2).
Connect the power cable of the Tig Torch to the BA terminal of the Power Source and the eventual
Torch signals cable to the BC connector of the external commands of the Power Source.
Connect the ground cable of the welding system to the BB terminal of the Power source.
Mount the plug on the power cord, being especially carefully to connect the yellow/green conductor to
the earth pole.
Make sure that the supply voltage corresponds to the rated voltage of the Power Source.
Size the protective fuses based on the data listed on the technical specifications plate of the Power
Source.
Complete the remaining connections of the other Welding System equipments, consulting the relative
Instruction Manuals in par. “Installation”.
3.3 Cooling Unit installation.
For reference see fig. 2, 3a and 3b.
Unscrew the cap BF and fill the 5-litre tank. The device is supplied by the factory with approximately
one litre of fluid already present.
It is important to periodically check, through the slot BM, that the fluid remains at the “max” level.
As a coolant, use water (preferably de-ionized) mixed
with alcohol, in the percentage shown in the table a side:
Connect the hoses of the Tig Torch (7) cooling circuit to
the BI and BL fittings of the Cooling Unit (22) matching
the hose and valve colours correctly.
3.4 Welding System power up.
For reference see fig. 3a, 3b and 7.
Power up the Welding System with the BG switch on Power Source.
System powered; on Control Panel all leds and display light on (lamp test).
After one second, the display O reads “Art”, and display U reads the Power Source code (es.:“368”).
After one second, the display O reads “PAn”, and display U reads the version of the PANEL program
inserted into Control Panel (es.: 01_).
After one second, the display O reads “MSt”, and display U reads the version of the MASTER
program inserted into micro board of the Power Source (es.: 01_).
Temperature
water/alcohol.
0°C up to -5°C
4L/1L
-5°C up to -10°C
3.8L/1.2L

CEBORA S.p.A. 30
3300279-C 17-03-2016
GB
After one second, the display O reads P-L and display U remains OFF.
Subsequently, Control Panel returns in the state as set before the last time the unit was shut off.
After one second the switch BG is closed, the fan on the Power Source runs for 10 seconds, then stops.
Depending of its setup Cooling Unit may start running (par. 10.1).
NOTE: The Cooling Unit is preset by the factory to OFF. Change this setting if a water-cooled torch is
used (par. 10.1).
fig. 3a
fig. 3b

CEBORA S.p.A. 31
3300279-C 17-03-2016
GB
4 POWER SOURCE.
The Power Source does not work independently, but must be connected to the other system equipment.
The Power Source is the main power supply of the Welding System and provides the supply voltages to
all other equipments.
The equipments may be used only for the purposes described in the present manual.
4.1 Technical specifications.
N°. Serial number. Must be indicated on any request regarding the Power Source.
Three-phase static frequency converter
Transformer - rectifier.
Dropping-Caracteristic.
MMA Suitable for welding with covered electrodes.
TIG Suitable for Tig welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during
which the Power Source may run at a certain current without overheating.
I2. Welding current.
U2. Secondary voltage with I2 current.
U1. Rated supply voltage.
3~ 50/60Hz 50 / 60-Hz three-phase power supply.
I
1
Max Max. current absorbed at the corresponding current I
2
and voltage U
2
.
I
1
eff This is the maximum value of the actual absorbed current considering the duty cycle. This
value usually corresponds to the capacity of the fuse (delayed type) to be used as a
protection for the equipment.
IP23 C Protection rating for the housing. Grade 3 as the second digit means that this equipment is
suitable for use outdoors in the rain. The additional letter C means that the equipment is
protected against access by a tool (Ø 2.5 mm) to the live parts of the power supply circuit.
Suitable for use in high-risk environments.
NOTE: The Power Source has been designed for work in environments with pollution rating 3 (see IEC
664).
4.2 Commands and fittings description.
BA Negative output terminal (-). Connect the Tig Torch power cable connector.
BB Positive output terminal (+). Connect the earth cable connector (workpiece potential).
BC Connector. Connector for external commands. The available signals are descripted in par 4.3.
BD Gas fitting. Connect the Tig Torch gas pipe.
BE Power cord.
BG Main Switch. Main switch of the Welding System, thus Power Source, Control Panel, Wire Feeder,
and Robot Interface (not including the Robot management part).
BH Gas fitting. Connect the gas pipe supply.
BO Connector. Connector type DB9 (RS232 serial line) to use for updating the Welding System
programs (Power Source, Control Panel, Wire Feeder Unit and Robot Interface).
BP Fuse holder. Fuse inserted on Cooling Unit power supply.
BQ Cooling Unit socket. Connect the GRV10 Cooling Unit supply cable (only art. 366).
BR Pressure switch socket. Connect the GRV10 Cooling Unit pressure switch cable (only art. 366).
BS Connector. Connect the service cable connector of the cable (2) Power Source – Feeder Unit.
BT Connector. Connect the connector of the cable (3) to connect the Power Source – Robot Interface.

CEBORA S.p.A. 32
3300279-C 17-03-2016
GB
BU Slide switch. For CAN bus ending line resistor insertion. When the connector BT is free the switch
BU must be in OFF position.
BV Slide switch. For CAN bus ending line resistor insertion. When the connector BS is free the switch
BV must be in OFF position.
4.3 External commands.
4.3.1 External commands description.
Pin
Signal
Description
1
Start
Digital input; functionally parallel connected to the ARC-ON signal from
Robot.
2
+ 5 Vdc
Voltage output for reference current external potentiometer power supply.
3-6
Arc-On
Digital output; signal delivered by a relè contact (30 Vdc / 125 Vac, 0,5 A max)
that indicates the arc condition: arc lit = contact closed; arc off = contact open.
4
Down
Digital input; performs the welding current set point reduction.
5
nc.
7
GND
0 V for reference current external potentiometer.
8
Up
Digital input; performs the welding current set point increasing.
9
GND
0 V for external commands.
10
Current
Ref.
Analog input; when enabled by Robot Control is the welding current set point
signal.
NOTE: all command signals must be delivered by contacts free from voltage.

CEBORA S.p.A. 33
3300279-C 17-03-2016
GB
5 COOLING UNIT.
The Cooling Unit was designed to cool the torches used for welding.
It must be used exclusively with the Power Sources described in this manual.
5.1 Technical specifications.
U1 Rated supply voltage.
1x400V Single-phase power supply.
50/60 Hz Frequency.
I1max Maximum absorbed current.
Pmax Maximum pressure.
P (1l/min) Refrigerant power measured at 1L/min.
5.2 Commands and fittings description.
For reference see fig. 3a and 3b.
BF Cap. Cooling liquid tank cap.
BI – BL Quick-fitting valves. Connect the hoses of the Torch marked with the adhesive red and blue
bands. Match the hose and valve colours correctly.
BM Slot. Slot to inspect the coolant fluid level.
BN Quick-fitting valves. Do not use in Robot applications. Do not short-circuit them. Connect the
cooling circuit hoses to the valves BI and BL.
5.3 Protections description.
For reference see fig. 3a, 3b and 7.
5.3.1 Coolant pressure.
This protection is achieved by means of a pressure switch, inserted in the fluid delivery circuit, which
controls a microswitch.
Low pressure is indicated by the abbreviation H2O flashing on the display O of the Control Panel (error
75) (par. 11.2).
5.3.2 Fuse (T 1.6A/400V).
This fuse is inserted to protect the pump and the fun of Cooling Unit.
Is located on the rear panel of the Power Source (only art. 366), or inside the GR52 Cooling Unit .
5.4 Cooling Unit power up.
The Cooling Unit is preset by the factory to OFF.
Change this setting if a water-cooled torch is used (par. 10.1).

CEBORA S.p.A. 34
3300279-C 17-03-2016
GB
6 CONTROL PANEL.
The Cebora SOUND TIG ROBOT Welding System equipments may operate independently from the
Robot System, or in integrated mode as part of the Robotic Welding System.
The integration between the Cebora Welding System and Robot System is determined by the Robot
function, in the “Second Functions” menu (par. 10.2):
Robot function active (rob On) = “integrated” operation;
Robot function not active (rob OFF) = “independent” operation.
NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications,
and deals exclusively with “integrated” operation.
NOTE: With the Robot function active (rob On) the arc ignition is available only with “high frequency”,
the ignition by contact (crawls) is disabled.
6.1 Operating Modes of the System.
With the Robot function active (rob On), the System offers 3 Operating Modes:
Parameter Selection Internal mode, to enable the Control Panel to operate the Power Source
operating settings without disabling the Robot function;
Tig mode, for Tig welding, with parameter set by Robot Terminal;
Job mode, for welding with spots preset by the user.
For more detailed informations consult the Cebora Robot Interface Instructions Manual.
6.1.1 Parameter Selection Internal mode.
In Parameter Selection Internal mode, the Control Panel has full control of the Welding System
functions, while selections from the Robot Terminal are blocked.
In Parameter Selection Internal mode it is possible to call up one of the saved programs and change its
parameters, to perform welding tests with the new values.
NOTE: Selection of the operating mode (key AR) is not active, because operation in Robot systems
allows only “2-stage” mode (led F lit).
NOTE: The welding command Arc-On is the only signal that must always be provided from the Robot
Terminal in all operating modes.
The Control Panel commands and signals are described in par. 7.
6.1.2 Tig mode.
In Tig mode the Tig Welding parameters are setting from Robot Terminal.
The selection between Tig-AC or Tig-DC is carried out from Robot Terminal by means of digital signal
Job 0/DC-AC. The condition is indicated by leds AX and AV on the Control Panel.
The selection between Tig-CONTINUE or Tig-PULSED is carried out from Terminal Robot by means of
digital signal Job 1/Pulsed On. The condition is indicated by leds B and E on the Control Panel.
The welding current and wire speed variations are obtainable from Robot Terminal by means of the
analog regulations of Welding Current and Wire Speed. The value of the welding current is visualized
on the display O on the Control Panel.
6.1.3 Job mode.
NOTE: The term “Job” refers to a working point realized from the user by adjusting available parameters
for Tig welding, and then saved (stored) in a memory area called a “Job number”.
In Job mode it is possible to call up a previously saved working point, developed starting from a Tig
welding condition defined by the user and saved in a “Job number”.

CEBORA S.p.A. 35
3300279-C 17-03-2016
GB
The saved working points may be called up by selecting the “Job number” from Robot Terminal. Three
digital signals, Job 0/DC-AC, Job 1/Pulsed On e Job 2, are available for selection (3 bits, 1 ÷ 7).
If a “Job number” = 0 (zero) is selected from the Robot Terminal, some parameters of the saved working
points may be changed from Control Panel using the key AP and knob Y. On display O are visualized the
values modifiable with knob Y, related to the functions selected with the key AP.
The indication of the selected “Job number” appears on display O for 5 seconds. If the message is steady,
once the 5 seconds have elapsed the Control Panel displays the parameters for the selected job point; if
the message is flashing, this indicates that the selected “Job number” does not correspond to any saved
job point, and display O remains flashing.
7 MANAGEMENT VIA CONTROL PANEL.
Control Panel operations depend on the status of the Robot function in the “Second Functions” menu
(par. 10.2).
With the Robot function disabled (rob OFF) the Control Panel maintains full management of the
Welding System (except for the welding command, Arc-on signal, which must always be provided by the
Robot Terminal).
With the Robot function enabled (rob On), operation of the system switches to the Robot Terminal and
the Control Panel maintains partial operation.
NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications.
These Power Sources have the Control Panel integrated.
Only operation with the Robot function active (rob On) is described below.
The status of the Robot function may be verified in the “Second Functions” menu (par. 10.2).
With the Robot function active (rob On), Control Panel operations depend on the selected Operating
Mode (par. 6.1). The commands and signals based on this selection are described below.
fig. 7

CEBORA S.p.A. 36
3300279-C 17-03-2016
GB
7.1 Key AT - Welding process.
Operative in Parameter Selection Internal mode.
Each time the key is pressed selects a different welding process.
The process selected is indicated by the lighting of the corresponding led.
Led AX Tig-DC process.
Led AV Tig-AC process.
Led AW MMA process.
7.2 Key AS - Working mode.
Operative in Parameter Selection Internal mode.
The mode selection is indicate by the lighting of the corresponding led.
Led D “Hot Start” function, active only in MMA.
Led C “Arc Force” function, active only in MMA..
Led E Tig-CONTINUOUS welding, with arc ignition by high voltage/frequency.
Led B Tig-PULSED welding, with arc ignition by high voltage/frequency.
Led A Tig-CONTINUOUS welding, with arc ignition by contact (crawls) (not available).
Led AU Tig-PULSED welding, with arc ignition by contact (crawls) (not available).
7.3 Key AR - Command program.
Selection blocked in “two-stage”.
Led G Spot (not available, always off).
Led F Two-stage (always lit).
Led W Four-stage (not available, always off).
Led X Special program (not available, always off).
Led Z Welding with three levels of current and four-stage (not available, always off).
Led AA Welding with two levels of current and four-stage (not available, always off).
7.4 Key H - Synergy.
Operative in Parameter Selection Internal mode.
The short pressure (< 0,7 sec.) of this key enables the “synergy”, where availlable, and allows the
selection of Material, Welding Position, Thickness and electrode Diameter.
The selection is carried out with knob Y and the parameter is visualized on display U.
If after to have selected the parameters the electrode diameter in not confirmed, pressing this key briefly
will exit synergy. If instead, after to have confirmed the electrode diameter, it is wanted to exit from
synergy it is necessary to press it for longer time (> 0,7 sec.).
7.4.1 Led I - Synergy.
It lit together to one of led L, M, S or R, in order to indicate the parameters that is possible to adjust.
7.4.2 Led L - Material.
The types of the selectable materials are in relation to the welding process, and are:
In Tig-DC the stainless steel (SS), the Copper (Cu), the Iron (FE) and the Titanium (ti).
In Tig-AC the aluminium (AL), magnesium (MG).
7.4.3 Led M - Welding position.
The abbreviation that appears on the display U
meets ISO6947 standards and corresponds to
the welding positions listed in the figure a side.
The ASME abbreviation are distinguished by a
number plus a letter.
7.4.4 Led S - Thickness.
The display O lights and shows the set current;
the display U shows the thickness
corresponding to the current.
Turning the knob Y changes the thickness and the current will also be adjusted accordingly. Obviously
the thickness and corresponding current will be measured in relation to the material settings and of
welding position.

CEBORA S.p.A. 37
3300279-C 17-03-2016
GB
7.4.5 Led R - Electrode Diameter.
The electrode diameter is displayed as a result of settings for the material (led L), position (led M), and
thickness (led S). The display U shows the recommended electrode without flashing; the operator may
use the knob Y to also display other diameters, but these will be shown flashing to indicate that they are
not recommended.
7.5 Knob Y.
In Parameter Selection Internal mode adjusts the welding current visualized on display O, or the value
of the function selected with the key AP and visualized on display U.
In Tig and Job mode adjusts the value of the function selected with key AP and visualized on display U.
7.6 Display O.
In every operating mode it visualizes the current value based on following conditions:
In the operation without output load it visualizes the set up current.
In the operation with load it visualizes the welding current and its levels.
Together with led P “Hold” lit the last welding current.
Inside the synergy it visualizes the current in relation to the selected thickness (par. 7.4.4).
In some cases it indicates part of a message completed from the display U:
if to the modality selection does not correspond an existing Operating Mode it visualizes not
(complete acronym not Mod);
in the event of Power Source error message it visualizes the acronym Err. On display U appears the
number of the error;
the acronym TH blinking indicates the thermostat intervention;
in the “Service Functions” menù (par. 9) visualizes the acronyms no, PL, the “number of Job” (es.:
P01);
in the “Second Functions” menù (par. 10) visualizes the acronyms H2O, rob, FdU, HF, GAS, Mot
(HSP, LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA.
During the selection of the programs free or stored visualizes the acronyms PL… P01… P09.
7.6.1 Led N - Indicator for display O.
It lit when display O indicates the current.
7.7 Display U.
In every operating mode it visualizes the value of the Power Source output voltage, both in the no load
operation as during the welding.
When the led P (Hold) is lit, visualizes the voltage of the last feature of carried out welding.
In every operating mode, for every welding process, it visualizes the value of the function selected
through the key AP, adjustable with knob Y.
In Parameter Selection Internal mode, with the synergy activated (led I lit), it visualizes the acronym of
the materials to weld (if led L lit), the acronym of the welding positions (if led M lit), the diameters of
electrode (with led R lit).
In some cases it indicates part of a message completed from the display O:
if to the modality selection does not correspond an existing Operating Mode it visualizes Mod
(complete acronym not Mod);
in the event of Power Source error message, it visualizes the error number. On display O appears the
acronym Err;
in the “Service Functions” menù (par. 9) visualizes the possible choices in answer to the function
indicated on display O;
in the “Second Functions” menù (par. 10) visualizes the possible choices in answer to the function
indicated on display O.
7.7.1 Led Q - Indicator for display U.
It lit when display O indicates the voltage.

CEBORA S.p.A. 38
3300279-C 17-03-2016
GB
7.8 Key AQ - Programs selection and memorization.
Operating in Parameter Selection Internal mode and Job mode.
The key AQ pressed briefly carries out a selection, pressed for a time greater than 3 seconds carries out
an operation of recall, memorization, deletion or modification (par. 9).
7.9 Key AP - Tig functions.
In Tig operation the current diagram function leds and those of the Tig-AC operation (if selected) are lit
in succession influenced from the chosen welding mode.
Every led indicates the parameter, whose value is visible on display U and adjustable with knob Y, during
the time the led stay lit. After 5 second from the last variation the interested led and display U are
extinguished and display O visualizes the value of the main current (led AG).
When the leds AL (pre-gas) or AB (post-gas) are selected the pressure extended beyond 3 seconds of this
key actives the function “Test Gas”, and therefore the gas flows out from the torch. In order to interrupt
the gas flow press key AP shortly. The gas flow finishes automatically however after 30 sec. from the
activation of the function.
Inside the “Second Functions” menu allows the selection of the several functions (par. 10).
7.10 Led AL - Pre-gas.
Gas output time before welding begins (0,05 ÷ 2,5 sec).
7.11 Led AI - Welding start current.
Is a percentage of the main current (led AG).
7.12 Led AH - Slope up.
Is the time in which the current, beginning from the minimum, reaches the set current value (0 ÷ 10 sec.).
7.13 Led AG - Main current.
Is the welding current in the single level current processes, and the main current in the two levels current
processes.
7.14 Led AD - Base Current.
Is a percentage of the main current (led AG).
7.15 Led AE - Pulse frequency.
Is the welding current pulse frequency (0,16 ÷ 500 Hz).
7.16 Led AF - Pulse period.
It indicates as percentage the ratio between the main current
time “t” (AG) and the pulse period “T” (AE) (see fig. a side).
t/T range = 10 ÷ 90%, adjustable with knob Y and visualized
on display U.
7.17 Led AC - Slope down.
Is the time in which the current reaches the minimum and the arc shuts down (0 ÷ 10 sec.).
7.18 Led AB - Post-gas.
Is the gas output time after welding end (0 ÷ 30 sec.).
7.19 Led AO - Start.
Adjusts the “Hot-Start” level to maximize starts in TIG-AC mode for each electrode diameter.
When this led lights the display U shows a numerical value that refers to the electrode diameters.
The operator may use the knob Y to set the diameter being used and obtain a good start immediately (0,5
÷ 4.8).

CEBORA S.p.A. 39
3300279-C 17-03-2016
GB
7.20 Led AY - Wave.
Selects the welding waveform.
When this led lights display U shows a number
corresponding to the selected waveform (see table).
Default = square - sine (12).
The selection of the waveform may be changed using the
knob Y.
NOTE: The first number that makes up the figure refers to the negative or penetration half-wave, the
second number refers to the positive or cleaning half-wave.
Changing the type of waveform may also reduce noise in AC welding.
7.21 Led AN - Hz.
Frequency of the alternating current (50 ÷ 120 Hz).
7.22 Led AM - Balance.
Is the percentage of the negative (penetration) half-wave in the alternating current period.
Range -10 / 0 / 10 where 0 = 65% (recommended) -10 = 50% and 10 = 85%.
7.23 Led T - > 48V - AC.
In Tig-AC indicates, when lit, the corrected operation of the device to reduce the risk of electric shocks.
11 = square – square
22 = sine - sine
33 = delta – delta
12 = square - sine
13 = square – delta
23 = sine – delta
21 = sine – square
32 = delta - sine
31 = delta – square

CEBORA S.p.A. 40
3300279-C 17-03-2016
GB
8 MANAGEMENT VIA ROBOT TERMINAL.
Operation of the Robot Terminal depends on the status of the Robot function in the “Second Functions”
menu (par. 10.2).
With the Robot function enabled (rob On) the Robot Terminal has the full operations of the Welding
System.
With the Robot function disabled (rob OFF) the Robot Terminal retains only management of the
welding command (Arc-On signal).
NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications.
Therefore, only those signals from the Robot Control, with the Robot function active (rob On)
are listed and briefly described below.
For more details on the signals from the Robot Control, we recommend consulting Robot
Interface Instruction Manual.
8.1 Selections from Robot Terminal.
8.1.1 Operating Mode.
Setting the Welding System Operating Mode.
Two signals are available (2 bits, 0 - 1) to select the Tig mode, Job mode e Parameter Selection
Internal mode (see table in Robot Interface Instruction Manual).
8.1.2 “Job number”.
Selecting a “Job number” to call up.
Three signals are available (3 bits, 0 - 2) (see table in Robot Interface Instruction Manual).
The signals perform different selections based on the selected Operating Mode:
in Tig mode select the Tig-AC and Tig-Pulsed;
in Job mode select a “Job number”.
8.2 Commands from Robot Terminal.
8.2.1 Arc-On.
Start current command for the Power Source.
8.2.2 Robot Ready.
Allows welding by the Robot Control.
8.2.3 Gas Test.
Command for the gas solenoid valve.
8.2.4 Wire Inching.
Wire feed command.
8.2.5 Wire Retract.
Command to retract the wire.
8.3 Adjustments from Robot Terminal.
The regulations from Robot Terminal can be enabled or disabled by means of dip-switches on the Robot
Interface (see Robot Interface Instruction Manual).
The Robot Interface factory setup is with the following active functions.
8.3.1 Welding Current.
Operative in Tig mode only.
Sets the Welding Current.
On Control Panel the value is shown on display O when the led N is lit.
8.3.2 Wire Speed.
Operative in Tig mode only.
Sets the wire speed in welding.

CEBORA S.p.A. 41
3300279-C 17-03-2016
GB
9 SERVICE FUNCTIONS.
NOTE: The term “Job” refers to a working point realized from the user adjusting available parameters for
Tig welding and then saved (stored) in a memory area called “Job number”.
NOTE: The AQ key pressed briefly carries out a selection, pressed for a time greater than 3 seconds
carries out an operation of recall, memorization, deletion or modification.
9.1 Recall and/or modify saved Job from the Control Panel.
Job modification is not allowed by Robot Terminal but only via the Control Panel.
From Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel
operative.
Press briefly the AQ key. Display O reads the number of the last Job used or, if none have ever been
used, of the last Job saved (i.e. P01).
Press briefly again the AQ key to select the “Job number” to call-up or modify, if different from the
indicated on display O one.
After 3 seconds, the Control Panel displays the parameters for the selected Job.
It is now possible to perform the welding with the indicated parameters, or modify the parameters by
means of the Control Panel commands.
Once modified the parameters, press the AQ key for more than 3 seconds if agrees to overwrite the
recalled Job, or press briefly the AQ key in order to select a different “Job number”, therefore press it
newly for more than 3 seconds in order to create a new Job with the modified parameters.
In both cases an acoustic signal (BIP) marks the happened memorization of Job.
9.2 Recall a saved Job by Robot Terminal.
From Robot Terminal, select Job mode and a “Job number” other than 0 (zero).
Display O shows the selected “Job number”. After 3 seconds, the Control Panel displays the parameters
for the selected Job.
If the selected “Job number” does not correspond to any existing Job, display O flashes and the
remaining signals on the Control Panel are off.
9.3 Saving a Job.
Job saving is not allowed by Robot Terminal but only via the Control Panel.
From Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel
operative.
After performing a welding test with the parameters that you intend to save, press briefly the AQ key to
select the “Job number” where intend to save the parameters.
Display O reads the number of the last Job used or, if none have ever been used, of the last Job saved
(i.e. P01). If the “Job number” selected is already occupied, the message on the display O is fixed
(steady), if instead is free the indication is flashing.
Hold down the AQ key for longer than 3 seconds; an acoustic signal (BIP) signals that the Job has been
saved.
9.4 Deleting a Job.
Job deletion is not allowed by Robot Terminal but only via the Control Panel.
From the Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel
operative.
Press briefly the AQ key to select the “Job number” that you intend delete, shown in steady mode on
display O. Use knob Y to choose the abbreviation dEL, on display U.
Hold down the AQ key for longer than 3 seconds; an acoustic signal (BIP) signals the deletion of the Job;
the message on display O starts to flash (free “Job number”).
These two last actions must take place by time the display O shows in steady way the “Job number,” thus
approximately 5 seconds.
Elapsed such period the Control Panel returns to the normal operations and in order to carry out the
deletion it is necessary to press briefly again the AQ key.

CEBORA S.p.A. 42
3300279-C 17-03-2016
GB
10 SECOND FUNCTIONS.
To enter the “Second Functions” menu press contemporary the AQ and AP keys for a time greater than 3
seconds.
The choice of the menu voices is realized pressing in short way the key AP.
To exit the “Second Functions” menu press in short way the key AQ.
10.1 Cooling Unit function (H2O).
Inside the “Second Functions” menu press the key AP to select H2O on display O; with knob Y select
the type of operation, shown on display U:
OFF = off (default);
OnC = continuous, always lit;
OnA = automatic start-up.
Press the key AQ to exit the “Second Functions” menu, saving all current settings automatically.
Upon Power Source start-up, if set in continuous or automatic mode, the Cooling Unit starts running to
place the liquid in the cooling circuit under pressure. If the start command (Arc-on) does not arrive
within 15 seconds, the unit stops.
In automatic operation, the Unit starts running with each start command (Arc-on) and stops 3 minutes
after the start signal end.
If the coolant pressure is too low, the Power Source delivers no current and the message H2O will appear,
in flashing way, on the display O (error 75, par. 11.2).
NOTE: If the pump turns with no coolant present, you must remove all air from the tubes:
- shut off the Power Source and fill the tank;
- disconnect the blue tube of the Torch cable from the fitting BL;
- connect one end of a new tube to the free fitting BL and insert the other end of the pipe in the
tank;
- run the Power Source and then the Cooling Unit for approximately 10/15 seconds to fill the
pump;
- shut off the Power Source and reset the Torch tube connections.
10.2 Robot function (rob).
Inside the “Second Functions” menu press the key AP to select rob on display O; with knob Y select the
status of the function, visible on display U:
OFF = not active (default);
On = active.
Press the key AQ to exit the “Second Functions” menu, saving all current settings automatically.
With the Robot function disabled (rob OFF) the Control Panel maintains full management of the
welding system.
With the Robot function enabled (rob On), operation of the system passes to the Robot Terminal and the
Control Panel maintains partial operations, depending on the “Operating Mode” selected (par. 6.1).
With the Robot function enabled (rob On), if the Robot Interface is disconnected or not powered, on the
Control Panel the displays O and U read rob int flashing (error 7, par. 11.2).
With the Robot function enabled (rob On) and the Robot Interface connected and powered, the system is
ready to operate managed by Robot Control.
10.3 Feeder Unit function (FdU).
Inside the “Second Functions” menu press the key AP to select FdU on display O; with knob Y select
the status of the function, visible on display U:
OFF = not active (default);
On = active.
Operating in Parameter Selection Internal mode and in Tig mode. In Parameter Selection Internal
mode the parameters can be adjusted from Control Panel, in Tig mode from Robot Control.
The “Feeder Unit function” diagram, at the end of this manual, is referred to the Parameter Selection
Internal mode, with the use of key AP and knob Y of the Control Panel.

CEBORA S.p.A. 43
3300279-C 17-03-2016
GB
With the FdU function active, other parameters become available, selectable with the key AP and
adjustable with knob Y:
HF (High Frequency). With knob Y select if to enable the Power Source inner HF Generator (“int”
(default)) or that inside to the Wire Feeder Unit (“FdU”).
GAS With knob Y select if the Gas comes from Power Source (“int” (default)) or from the Wire
Feeder Unit (“FdU”).
Mot (Wire Feeder motor). Modality of operation of the Wire Feeder motor:
OFF (default). The process Cold Wire is not active.
OnC (Continuous). Continuous operation. The motor works at the speed set up in the parameter
HSP.
ASY (Asynchronous). Asynchronous operation. The motor works in order to obtain a wire
alternated advancing. It requires the HSP, LSP, Frq and dtY parameters set up.
SYn (Syncronous). Synchronous operation. Available only in “Tig-Pulsed”. The advancing of the
wire happens in alternated way syncronized with the current pulse. Frequency and duty cycle
of the alternated motion is those of the current pulse. It is necessary therefore that the
frequency of the current pulse is comprised between 0,1 and 5 Hz, and the duty cycle is
comprised between 10 and 90%. It requires the HSP and LSP parameters set up.
HSP (High Speed). Is the speed “high” of wire advancing, expressed in m/min. Range 0,0 ÷
10,0 m/min (default = 1,0 m/min).
LSP (Low Speed). Is the speed “low” of wire advancing, expressed in m/min. Range -2,5 ÷
10,0 m/min (default = 0,0 m/min).
Frq (Frequency). Is the frequency of alternation between “high” and “low” speeds. Range 0.1
÷ 5,0 Hz (default = 1 Hz).
dtY (Duty Cycle). It is the ratio between the time of “high” speed and the period of the
alternation frequency, expressed in percentage. Range 10 ÷ 90% (default 50%).
Aut Motor automatic start. It requires the OFF and On parameters set up.
OFF (default). The motor starts with the “Up/Down” command from the torch or with the
“Inc” command from Robot Terminal.
On The motor starts at the attainment of the “Main Current” and stops to the exit the
“Main Current”. It requires the SdY parameters set up.
SdY (Start Delay). Delay between the attainment of the Main Current and the motor
start. Range 0,0 ÷ 10,0 sec (default 0,0 sec).
rEt (Retract). Indicates the regression of the wire activating at welding end (Main
Current end). Range 0 ÷ 50 mm (default 1 mm).
PdY (Pulse Syncronous high delay). Delay of the timing pulse. Available only in “Tig-Pulsed”.
Indicates the delay or the advance the motor start regarding the pulse current high level.
Expressed in cents of second. Range -99 ÷ +99 s/100 (Default = 0 s).
With the “Feeder Unit” function active (FdU On) if the Wire Feeder Unit is disconnected or not
supplied, on Control Panel display O and U visualize FdU int blinking message (error 8, par. 11.2).
10.4 Crater Arc function (CrA).
Inside the “Second Functions” menu press the AP key to select CrA on display O; with knob Y select the
status of the function, visible on display U:
OFF = not active (default);
On = active.
With CrA active, other parameters become available, selectable with AP key and adjustable with knob Y.
CrC (Crater Current) on display O; with knob Y assign a value to field CrC, visible on display U.
Range 0 ÷ 100% (default 50%).
tCr (Crater Time) on display O; with knob Y assign a value to field tCr, visible on display U.
Range 0,1 ÷ 30,0 sec (default 0,5 sec).
The reduction ramp between “Main Current” and “Crater Current” is “Slope Down” parameter (led AC).
10.5 MMA function (MMA).
Available only with MMA process selected (led AW lit). Inside the “Second Functions” menu, with knob
Y select DC or AC mode referred to MMA process, visible on display U.

CEBORA S.p.A. 44
3300279-C 17-03-2016
GB
11 MAINTENANCE.
11.1 Periodic inspection, cleaning.
Periodically make sure that the Welding System equipments and all connections are in proper condition to
ensure operator safety.
Periodically open the panels of the Power Source and Cooling Unit to check the internal parts.
Remove dirt or dust from the internal parts, using a jet of low-pressure dry compressed air or a brush.
Check the condition of the internal power connections and connectors on the electronic boards; if you
find “loose” connections, tighten or replace the connectors.
To ensure proper air flow and thus adequate cooling of the internal parts of the Power Source,
periodically open the grids on the Power Source and check the interior of the aeration tunnel.
Remove dirt or dust from the internal parts of the tunnel, using a jet of low-pressure dry compressed air or
a brush.
Check the condition of the electrical connectors, the power cable and the pneumatic fittings; replace if
damaged.
After making a repair, be careful to arrange the wiring in such a way that the parts connected to the power
supply are safely insulated from the parts connected to the welding circuit. Mount the clamps as on the
original machine to prevent, if a conductor accidentally breaks or becomes disconnected, a connection
from occurring between power supply and the welding circuits.
Do not allow wires to come into contact with moving parts or those that heat up during operation.
11.2 Error Codes.
The following table shows “Error Codes” that may be indicated on displays O and U of the Control Panel,
in case of Welding System malfunction.
For a detailed troubleshooting description please refer to the Power Source Service Manual.
Error
code
Error description
Solutions
2
EEPROM error.
Replace Control board on Power Source.
6
CAN bus communication error
between Power Source and Control
Panel (detected by Power Source).
Alarm detected by Control board. Check CAN bus
connection between Control board and Control Panel.
Make sure compatibility of the program releases
inserted into the boards. Replace Control board and/or
Control Panel.
7
“rob int”
(only 367,
368)
CAN bus communication error
between Robot and Power Source
(detected by Power Source).
Alarm detected by Control board. Check CAN bus
connection between Control board and Robot Interface.
Make sure compatibility of the program releases
inserted into the boards. Replace Control board and/or
Robot Interface..
8
“FdU int”
(only 367,
368)
CAN bus communication error
between Feeder Unit and Power
Source (detected by Power Source).
Alarm detected by Control board. Check CAN bus
connection between Control and Motor Control boards.
Make sure compatibility of the program releases
inserted into the boards. Replace Control board and/or
Robot Interface..
9
CAN bus communication error
between Control Panel and Power
Source (detected by Control Panel).
Alarm detected by Control Panel. Check CAN bus
connection between Control Panel and Control board.
Make sure compatibility of the program releases
inserted into the boards. Replace Control board and/or
Control Panel.
10
Output voltage and output current
null, with start button pressed.
Voltage or current detecting circuits
damaged.
Check wiring between Power Source output terminals,
HF-filter, Measurement and Control boards. Check
wiring between current Transducer and Control board.
Replace Control and/or Driver and/or Igbt and/or
Driver-ac boards. Replace Power Transformer and/or
Diode Group and/or output Inductor and/or current
Transducer.

CEBORA S.p.A. 45
3300279-C 17-03-2016
GB
13
only 367,
368)
At start up, no communication with
Precharge board.
Check wiring between Precharge and Control boards.
Replace Precharge and/or Control boards.
14
(366 –
“OFF”)
Microprocessor supply voltage error,
on Micro board.
Check fuses on service transformer primary side.
Check wiring between Control and Flyback boards.
Replace Control and/or Flyback boards and/or Service
Transformer.
16
(only 367,
368)
Precharge board output DC voltage
lower than allowed minimum value
(400 Vdc).
Check mains voltage conditions. Make sure Rectifier
Bridge, DC-capacitors or Igbt Group are not in short
circuit. Replace Precharge and/or Control boards.
20
Master module “interlock” signal
missing.
Check terminals 3 and 4 of J1 on TA board (367, 368)
(or J8 of igbt board on 366) are connected between
them. Replace TA (or igbt board on 366) and/or
Control boards.
25
EPLD Fault. Primary current
excessive.
Replace Control and/or Driver and/or igbt and/or TA
boards. Replace inverter igbt and/or Power
Transformer and/or secondary Diode Group.
30
Incorrect trimmer set on master
module.
Perform trimmer adjusting procedure on Control board,
following Power Source Service Manual instructions.
Replace Control board.
“trG”
(53)
Start button pressed at the
overtemperature alarm reset.
Replace Connector and/or Control boards.
54
Output voltage >48 Vac and no
voltage presence at Power Source
start up (short circuit between torch
and workpiece).
Check the power wiring between output Diode Group,
inverter-AC and Power Source output terminals.
Replace Control and/or Driver-ac boards.
56
Time-out max. Short circuit lasting
time excessive.
Check torch wearing conditions, power wiring between
Diode Group and Power Source output terminals.
Replace Measurement and/or Control and/or Driver-ac
boards and/or Current Transducer.
58
Firmware versions misalignment
error.
Re-Program Power Source with the right firmware
versions. Replace Control board and/or Control Panel.
61
L1 Mains Phase voltage lower than
minimum allowed value.
Make sure the mains three phases values. Replace
Precharge and/or Control boards.
“tH1”
(74)
Inverter Igbt overtemperature.
Replace Thermostat board on Igbt Group and/or
Control board.
“H2O”
(75)
Cooling liquid pressure low.
Replace pressure switch on Cooling Unit and/or
Precharge and/or (igbt on 366) and/or Control boards.
“nc”
(76)
Cooling Unit not connected.
Check wiring between Cooling Unit and Power Source.
On 367 and 368 presence of wired bridge on pins 3 and
4 of J6 on Control board. On 366, in case of Cooling
Unit missing, check the right plug connection on BP
connector on Power Source rear panel.
“tH2”
(77)
Diode Group and/or igbt
overtemperature.
Replace Thermostat and/or Driver-ac and/or Control
boards.
“OFF”
(99) (only
367, 368)
Mains supply missing (Power
Source power off).
Replace Precharge and/or Control boards.

CEBORA S.p.A. 46
3300279-C 17-03-2016
E
IMPORTANTE: ANTES DE LA PUESTA EN
FUNCIONAMIENTO DEL APARATO, LEER
EL CONTENIDO DE ESTE MANUAL Y
CONSERVARLO, DURANTE TODA LA
VIDA OPERATIVA, EN UN SITIO
CONOCIDO POR TODOS LOS
INTERESADOS. ESTE APARATO DEBERÁ
SER UTILIZADO EXCLUSIVAMENTE PARA
OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD.
LA SOLDADURA Y EL CORTE DE ARCO
PUEDEN SER NOCIVOS
PARA USTEDES Y PARA
LOS DEMÁS, por lo que el
utilizador deberá ser informado de los riesgos,
resumidos a contiuaciόn, que derivan de las
operaciones de soldadura. Para informaciones
más detalladas, pedir el manual cód. 3.300.758.
RUIDO.
Este aparato no produce de por sí
ruidos superiores a los 80dB.
El procedimiento de corte
plasma/soldadura puede producir niveles de ruido
superiores a tal límite; por tanto, los utilizadores
deberán actuar las precauciones previstas por la
ley.
CAMPOS ELECTROMAGNÉTICOS.
Pueden ser dañosos.
La corriente eléctrica que atraviesa
cualquier conductor produce
campos electromagnéticos (EMF).
La corriente de soldadura o de
corte genera campos electromagnéticos alrededor
de los cables y generadores.
Los campos magnéticos derivantes de corrientes
elevadas pueden incidir en el funcionamiento de
los pacemaker.
Los portadores de aparados electrónicos vitales
(pacemaker) deben consultar el médico antes de
acercarse a las operaciones de soldadura de arco,
de corte, desagrietamiento o de soldadura por
puntos.
La exposición a los campos electromagnéticos de
la soldadura o del corte podrían tener efectos
desconocidos sobre la salud.
Cada operador, para reducir los riesgos derivados
de la exposición a los campos electromagnéticos,
tiene que atenerse a los siguientes
procedimientos:
- Colocar el cable de masa y de la pinza
portaelectrodo o de la antorcha de manera que
permanezcan flanqueados. Si posible, fijarlos
junto con cinta adhesiva.
- No envolver los cables de masa y de la pinza
portaelectrodo o de la antorcha alrededor del
cuerpo.
- Nunca permanecer entre el cable de masa y el
de la pinza portaelectrodo o de la antorcha. Si
el cable de masa se encuentra a la derecha del
operador también el de la pinza portaelectrodo
o de la antorcha tienen que quedar al mismo
lado.
- Conectar el cable de masa a la pieza en
tratamiento lo más cerca posible a la zona de
soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES.
No soldar en proximidad de recipientes
a presión o en presencia de polvos,
gases o vapores explosivos. Manejar
con cuidado las bombonas y los reguladores de
presión utilizados en operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA.
Este aparato se ha construido de conformidad con
las indicaciones contenidas en la norma
armonizada IEC 60974-10 (CL.A), y se deberá
usar solo de forma profesional en un ambiente
industrial. En efecto, podrían presentarse
potenciales dificultades en el asegurar la
compatibilidad electromagnética en un
ambiente diferente del industrial.
RECOGIDA Y GESTION DE LOS RESIDUOS
DE APARATOS ELÉCTRICOS Y
ELECTRÓNICOS.
No està permitido eliminar los aparatos
eléctricos junto con los residuos solidos
urbanos!
Segun lo establecido por la Directiva
Europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su aplicaciόn en el
ámbito de la legislación nacional, los aparatos
eléctricos que han concluido su vida útil deben
ser recogidos por separado y entregados a una
instalación de reciclado ecocompatible. En
calidad de propietario de los aparatos, usted
deberá informarse con nuestro representante local
sobre los sistemas aprobados de recogida.
Aplicando lo establecido por esta Directiva
Europea mejorará la situación ambiental y la
salud humana.

CEBORA S.p.A 47
3300279-C 17-03-2016
E
EN CASO DE MAL FUNCIONAMIENTO
PEDIR LA ASISTENCIA DE PERSONAL
CUALIFICADO
1.1 PLACA DE LAS ADVERTENCIAS.
El texto numerado que sigue corresponde a los
apartados numerados de la placa.
B. Los rodillos arrastrahilo pueden herir las
manos.
C. El hilo de soldadura y la unidad arrastrahilo
están bajo tensión durante la soldadura.
Mantener lejos las manos y objetos
metálicos.
1. Las sacudidas eléctricas provocadas por el
electrodo de soldadura o el cable pueden ser
letales. Protegerse adecuadamente contra el
riesgo de sacudidas eléctricas.
1.1 Llevar guantes aislantes. No tocar el
electrodo con las manos desnudas. No
llevar guantes mojados o dañados.
1.2 Asegurarse de estar aislados de la pieza a
soldar y del suelo.
1.3 Desconectar el enchufe del cable de
alimentación antes de trabajar en la
máquina.
2. Inhalar las exhalaciones producidas por la
soldadura puede ser nocivo a la salud.
2.1 Mantener la cabeza lejos de las
exhalaciones.
2.2 Usar un sistema de ventilación forzada o de
descarga local para eliminar las
exhalaciones.
2.3 Usar un ventilador de aspiración para
eliminar las exhalaciones.
3. Las chispas provocadas por la soldadura
pueden causar explosiones o incendios.
3.1 Mantener los materiales inflamables lejos
del área de soldadura.
3.2 Las chispas provocadas por la soldadura
pueden causar incendios. Tener un extintor
a la mano de manera que una persona esté
lista para usarlo.
3.3 Nunca soldar contenedores cerrados.
4. Los rayos del arco pueden herir los ojos y
quemar la piel.
4.1 Llevar casco y gafas de seguridad. Usar
protecciones adecuadas para orejas y batas
con el cuello abotonado. Usar máscaras con
casco con filtros de gradación correcta.
Llevar una protección completa para el
cuerpo.
5. Leer las instrucciones antes de usar la
máquina o de ejecutar cualquiera operación
con la misma.
6. No quitar ni cubrir las etiquetas de
advertencia..

CEBORA S.p.A. 48
3300279-C 17-03-2016
E
SUMARIO
1 PRECAUCIONES DE SEGURIDAD. ........ 46
1.1 PLACA DE LAS ADVERTENCIAS. ......... 47
2 DESCRIPCIÓN DEL SISTEMA. ............... 49
2.1 COMPOSICIÓN. .............................................. 49
2.2 CONFIGURACIÓN. ......................................... 50
2.3 ACTUALIZACIÓN FIRMWARE. ....................... 50
3 INSTALACIÓN. ........................................... 51
3.1 COLOCACIÓN. ............................................... 51
3.2 PUESTA EN MARCHA DEL GENERADOR. ........ 51
3.3 PUESTA EN MARCHA GRUPO DE ENFRIAMIENTO.
..................................................................... 51
3.4 ENCENDIDO DEL SISTEMA DE SOLDADURA. . 51
4 GENERADOR. ............................................. 53
4.1 DATOS TÉCNICOS. ........................................ 53
4.2 DESCRIPCIÓN MANDOS Y EMPALMES. ........... 53
4.3 MANDOS EXTERNOS. .................................... 54
5 GRUPO DE ENFRIAMIENTO. ................. 55
5.1 DATOS TÉCNICOS. ........................................ 55
5.2 DESCRIPCIÓN MANDOS Y EMPALMES. ........... 55
5.3 DESCRIPCIÓN PROTECCIONES. ...................... 55
5.4 ENCENDIDO DEL GRUPO DE ENFRIAMIENTO. 55
6 PANEL DE CONTROL. .............................. 56
6.1 MODALIDADES OPERATIVAS DEL SISTEMA. . 56
7 GESTIÓN DE PANEL DE CONTROL. .... 57
7.1 TECLA AT - PROCESO DE SOLDADURA. ........ 58
7.2 TECLA AS - MODO DE FUNCIONAMIENTO. ... 58
7.3 TECLA AR - PROGRAMA DE MANDO. ............ 58
7.4 TECLA H - SINERGIA. ................................... 58
7.5 MANECILLA Y. ............................................. 59
7.6 DISPLAY O. .................................................. 59
7.7 DISPLAY U. .................................................. 59
7.8 TECLA AQ - SELECCIÓN Y MEMORIZACIÓN
PROGRAMAS. ................................................ 60
7.9 TECLA AP - FUNCIONES TIG. ........................ 60
7.10 LED AL - PRE-GAS. ....................................... 60
7.11 LED AI - CORRIENTE DE INICIO SOLDADURA. 60
7.12 LED AH - SLOPE UP. ..................................... 60
7.13 LED AG - CORRIENTE PRINCIPAL. ................. 60
7.14 LED AD - CORRIENTE DE BASE. .................... 60
7.15 LED AE - FRECUENCIA DE LA PULSACIÓN. .... 60
7.16 LED AF - PERÍODO DE LA PULSACIÓN. .......... 60
7.17 LED AC - SLOPE DOWN. ............................... 60
7.18 LED AB - POSTE-GAS. ................................... 60
7.19 LED AO - START. .......................................... 60
7.20 LED AY - WAVE. .......................................... 61
7.21 LED AN - HZ. ................................................ 61
7.22 LED AM - BALANCEAMIENTO. ...................... 61
7.23 LED T - > 48V - CA. ..................................... 61
8 GESTIÓN DEL TERMINAL ROBOT. ...... 62
8.1 SELECCIONES DEL TERMINAL ROBOT. .......... 62
8.2 MANDOS DEL TERMINAL ROBOT. ................. 62
8.3 REGULACIONES DEL TERMINAL ROBOT. ....... 62
9 FUNCIONES DE SERVICIO. ..................... 63
9.1 LLAMADA Y/O MODIFICACIÓN DE UN JOB
MEMORIZADO DESDE PANEL DE CONTROL. ... 63
9.2 LLAMADA DE UN JOB MEMORIZADO, DESDE
TERMINAL ROBOT. ........................................ 63
9.3 MEMORIZACIÓN DE UN JOB. .......................... 63
9.4 ANULACIÓN DE UN JOB. ................................ 63
10 SEGUNDAS FUNCIONES. ......................... 64
10.1 FUNCTIÓN GRUPO DE ENFRIAMIENTO (H2O).64
10.2 FUNCTIÓN ROBOT (ROB). .............................. 64
10.3 FUNCTIÓN FEEDER UNIT (FDU). ................... 64
10.4 FUNCTIÓN CRATER ARC (CRA). ................... 65
10.5 FUNCTIÓN MMA (MMA). ............................ 65
11 MANTENIMIENTO. .................................... 66
11.1 INSPECCIÓN PERIÓDICA, LIMPIEZA. ............... 66
11.2 CÓDIGOS ERROR. .......................................... 66

CEBORA S.p.A. 49
3300279-C 17-03-2016
E
2 DESCRIPCIÓN DEL SISTEMA.
2.1 Composición.
El Sistema de Soldadura SOUND TIG ROBOT Cebora es un sistema multiprocesador idóneo para la
soldadura Tig, realizado para ser acoplado a un brazo Robot Saldante, en instalaciones de soldadura
automatizadas.
Está compuesto por un Generador, con Panel de Control integrado, por un Grupo de Enfriamiento, un
Carro Arrastrahilo y una Interfaz Robot (fig. 2).
fig. 2
2 Prolongación Generador - Carro Arrastrahilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Cable de las señales de conexión Generador – Interfaz Robot (art. 1200, l = 5m).
4 Cable CANopen Generador – Interfaz Robot (l = 1,5 m incluso en la Interfaz Robot).
5 Armario del Control Robot.
6 Porta bobina de 15 kg del hilo de soldadura (art. 121) (en alternativa Marathon Pack).
7 Antorcha Tig.
8 Carro Arrastrahilo (WF4-R3, art. 1661).
10 Funda del hilo de soldadura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack).
21 Generador (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80;
Tig AC-DC 4560/T, art. 368.80).
22 Grupo de Enfriamiento (GRV10 o GR52).
24 Panel de Control del Generador (integrado en el Generador).
25 Interfaz Robot (RAI 217, art. 217-01).
26 Cablaje multifilar personalizado.
Este Manual de Instrucciones se refiere a los Generadores, dotados de Panel de Control y Grupo de
Enfriamiento, y se ha preparado con el fin de enseñar al personal encargado de la instalación, el
funcionamiento y el mantenimiento de la soldadora. Deberá conservarse con cuidado, en un sitio
conocido por los distintos interesados, deberá ser consultado cada vez que se tengan dudas y deberá
seguir toda la vida operativa de la máquina y empleado para el pedido de las partes de repuesto.
El sistema SOUND TIG ROBOT Cebora prevé 3 modelos de Generadores a elegir, uno en alternativa del
otro, en función de las exigencias de la instalación y dos Grupos de Enfriamiento que se puede acoplar o
no a los Generadores:
Generador TIG 2643/T art. 366.80.
Grupo de Enfriamiento GRV10 (para art. 366).
Generadores TIG 3340/T art. 367.80; TIG 4560/T art. 368.80.
Grupo de Enfriamiento GR52 (para artt. 367, 368).

CEBORA S.p.A. 50
3300279-C 17-03-2016
E
2.2 Configuración.
El Sistema di Saldatura SOUND TIG ROBOT Cebora puede ser equipado o meno de Carro Arrastrahilo,
en base de las specificaciones de la instalación.
El Carro Arrastrahilo tiene la tarjeta “control motor” que comunica con la tarjeta
“control” del Generador y el Panel de Control, vía línea de comunicación CAN
bus.
Cuando el Sistema di Saldatura está sin el Carro Arrastrahilo, la línea de
comunicación CAN bus hacia el Carro Arrastrahilo permanece no conectada,
conector BS libre. Para el correcto funcionamiento tal línea debe ser “cargada”
con un resistor de terminación de 120 ohm. Esta operación viene realizada a través
de los interruptores BU y BV presentes en el panel posterior del Generador.
Discurso análogo hasta la Interfaz Robot:
Sin Carro Arrastrahilo, conector BS libre = interruptor BV en pos. OFF.
Con Carro Arrastrahilo, conector BS conectado = interruptor BV en pos. ON.
En manual, (sin Robot), conector BT libre = interruptor BU en pos. OFF.
Con Robot, conector BT conectado = interruptor BU en pos. ON.
2.3 Actualización Firmware.
El sistema de soldadura SOUND TIG ROBOT Cebora está controlado por circuitos de microprocesador,
que controlan las funciones operativas del Sistema de Soldadura y el interfaz con el operador.
Cada componente del Sistema, Generador, Panel de Control y cuando presente Carro Arrastrahilo,
contienen circuitos a microprocesador, que además de dirigir las funciones propias del grupo al que
pertenece, comunica con los demás microprocesadores por medio de línea serial CAN bus.
Sobre la base de tal arquitectura, se pueden identificar las siguientes unidades:
microprocesador MASTER, en la tarjeta “micro” del Generador;
microprocesador PANEL, en la tarjeta “micro” del Panel de Control.
Cada microprocesador está programado con un programa diferente que, obviamente, deberá ser
compatible con el de los demás microprocesadores. Para hacer más cómoda la introducción y la
actualización de tales programas, existe un sistema de acceso único, el conector BO en el panel frontal del
Generador, que permite la programación de los microprocesadores en una única sesión de programación.
Con tal operación los programas se introducen simultáneamente en los microprocesadores, y
automáticamente cada uno en su sitio.
Los programas actualizados, MASTER y PANEL están reagrupados en un único archivo, reconocible por
la extencion “.ceb”, disponible en el sitio internet www.cebora.it.
Para la utilizacion es necesario descargar y inastalar adentro la computadora el programa “Cebora Device
Manager”, disponible en el sitio internet www.cebora.it. Con tal programa es posible registrar en la
computadora los archivos relativos al “firmware Cebora” (es decir los programas descargables del sitio
Cebora) y insertarlos en la maquina por programar o actualizar.
Las instruciones para la utilizacion de “Cebora Device Manager” estàn unido al programa.
La versión de los programas introducidos, se visualiza en la pantalla inicial en el Panel de Control de la
forma siguiente:
display O = “PAn”; display U = “03_” = version 03 del programa PANEL.
display O = “MSt”; display U = “04_” = version 04 del programa MASTER.
Comenzando de las versiones “2.3.1” del “Cebora Device Manager”, “01” del Firmware para Generador
366, “01” del Firmware para Generador 367 y “01” del Firmware para Generador 368, también el
Firmware del Carro Arrastrahilo y de la Interfaz Robot pueden ser actualizados con el mismo
procedimiento.
Con el Carro Arrastrahilo y la Interfaz Robot conectados con el Generador, a través del conector BO en el
panel frontal del Generador es posible actualizar los programas del Carro Arrastrahilo y de la Interfaz
Robot, usando las mismas instrucciones válidas para los programas del Generador y del Panel de Control.
El Firmware para Carro Arrastrahilo y Interfaz Robot está disponible en el sitio internet www.cebora.it.

CEBORA S.p.A. 51
3300279-C 17-03-2016
E
3 INSTALACIÓN.
Este aparato deberá ser utilizado exclusivamente para operaciones de soldadura.
Es indispensable tener en máxima consideración el capítulo concerniente las PRECAUCIONES DE
SEGURIDAD descritas en esto Manual da Instrucciones al par. 1.
La instalación de los dispositivos deberá ser realizada por personal cualificado.
Todas las conexiones deberán realizarse de conformidad con las normas vigentes en el pleno respeto de la
ley de prevención de accidentes.
3.1 Colocación.
El peso del Generador y del Grupo de Enfriamiento es de 100 kg
aproximadamente, por lo que para un eventual levantamiento hay que
atenerse a las indicaciones de la figura a lato.
Colocar el Generador en una zona que asegure una buena estabilidad,
una eficiente ventilación en grado de evitar que el polvo metálico pueda
entrar.
3.2 Puesta en marcha del Generador.
Para referencia ver figuras 2, 3a y 3b.
Colocar la Interfaz Robot (25) en el interior del Armario (5) del Control Robot, siguiendo las
indicaciones citadas en el Manual de Instrucciones de la Interfaz Robot.
Conectar el Generador (21) a la Interfaz Robot (25) mediante el cable de señales (3) y el cable
CANopen (4) (este último está incluido en la Interfaz Robot).
Si presente, conectar el Generador (21), conector BS, al conector BB del Carro Arrastrahilo (8)
mediante el cable de prolongación (2).
Conectar el cable de potencia de la antorcha del Tig al empalme BA del Generador y el cable eventual
de las señales de la antorcha al conector de los mandos externos BC del Generador.
Conectar el cable de masa del sistema de soldadura al terminal BB del Generador.
Montar el enchufe en el cable de alimentación teniendo particular cuidado de conectar el conductor
amarillo verde al polo de tierra.
Verificar que la tensión de alimentación corresponda a la nominal del Generador.
Dimensionar los fusibles de protección en base a los datos citados en la placa de los datos técnicos del
Generador.
Efectuar las restantes conexiones de los otros dispositivos del Sistema de Soldadura, consultando los
correspondientes Manuales de Instrucciones en el par. “Instalación”.
3.3 Puesta en marcha Grupo de Enfriamiento.
Para referencia ver figuras 2, 3a y 3b.
Destornillar el tapón BF y llenar el depósito, cabida 5 litros. El aparato se entrega de la fábrica con
aproximadamente un litro de liquido ya presente.
Es importante controlar periódicamente, a través de la ranura BM, que el líquido esté al nivel “max”.
Utilizar como líquido refrigerante agua (preferiblemente
del tipo desionizada) mezclada con alcohol, en el
porcentaje definido por la tabla a lato:
Conectar los tubos del circuito de enfriamiento de la
antorcha Tig (7) a los empalmes BI y BL del Grupo de Enfiamiento (22), Haciendo corresponder los
colores de los tubos con los de los grifos.
3.4 Encendido del Sistema de Soldadura.
Para referencia ver figuras 3a, 3b y 7.
Alimentar el Sistema de Soldadura mediante el interruptor BG del Generador.
El Sistema es alimentado; en el Panel de Control todos los led y display encendidos (lamp-test).
Pasado un segundo, display O indica “Art” y display U indica el codigo del Generador (ej.: “368”).
Pasado un segundo, display O indica “PAn”, y display U indica la versión del programa PANEL
insertado nel Panel de Control (ej.: 01_).
Temperatura
Agua/alcohol.
0°C hasta -5°C
4L/1L
-5°C hasta -10°C
3,8L/1,2L

CEBORA S.p.A. 52
3300279-C 17-03-2016
E
Pasado un segundo, display O indica “MSt”, y display U indica la versión del programa MASTER
insertado en la tarjeta micro del Generador (ej.: 01_).
Pasado un segundo, display O indica P-L (programa de travajo) y display U permanece apagado.
Sucesivamente el Panel de Control vuelve en las condiciones antes del último apagado.
Pasado 1 segundo del cierre del interruptor BG el ventilador en el Generador funciona durante 10
segundos, después se detiene.
Como resultado de su impostación el Grupo de Enfriamiento puede entrar en función (pár. 10.1).
NOTA: El Grupo de Enfriamiento está predispuesto por la fábrica en OFF. Si se utilizase una antorcha
con enfriamiento por agua, modificar tal programación (par. 10.1).
fig. 3a
fig. 3b

CEBORA S.p.A. 53
3300279-C 17-03-2016
E
4 GENERADOR.
El Generador no tiene un funcionamiento autónomo, sino que debe estar conectado a los demás
dispositivos del Sistema. El Generador es el alimentador principal del Sistema de Soldadura y
proporciona las tensiones de alimentación a todos los demás dispositivos.
El aparato puede ser utilizado solo para los empleos descritos en el presente manual.
4.1 Datos técnicos.
N°. Número de matrícula que se citará en todas las peticiones relativas al Generador.
Convertidor estático de frecuencia trifásica.
Transformador - rectificador.
Caracteristica descendiente.
MMA Adapto a la soldadura con electrodos revestidos.
TIG Adapto a la soldadura Tig.
U0. Tensión en vacío secundaria.
X. Factor de servicio porcentaje. El factor de servicio expresa el porcentaje de 10 minutos en
el que el Generador puede trabajar a una determinada corriente sin recalentarse.
I2. Corriente de soldadura.
U2. Tensión secundaria con corriente I2.
U1. Tensión nominal de alimentación.
3~ 50/60Hz Alimentación trifásica 50 / 60 Hz.
I
1
Max Corriente máx. absorbida a la correspondiente corriente I
2
y tensión U
2
.
I
1
eff Es el valor máximo de la corriente efectiva absorbida considerando el factor de servicio.
Usualmente, este valor corresponde al calibre del fusible (de tipo retardado) que se
utilizará como protección para el aparato.
IP23 C Grado de protección del armazón. Grado 3 como segunda cifra significa que este aparato
es idóneo para trabajar en el exterior bajo la lluvia. La letra adicional C significa que el
aparato está protegido contra el acceso de una herramienta (Ø 2,5 mm) a las partes en
tensión del circuito de alimentación.
Idóneo para trabajar en ambientes con riesgo aumentado.
NOTA: El Generador se ha proyectado para trabajar en ambientes con grado de contaminación 3 (ver IEC
664).
4.2 Descripción mandos y empalmes.
BA Terminal negativo de salida (-). Conectar el cable de potencia de la antorcha Tig.
BB Terminal positivo de salida (+). Conectar el conector del cable de masa (potencial de la pieza por
soldar).
BC Conector. Conector para los mandos externos. Las señales disponibles se describe en el par. 4.3.
BD Empalme por tubo del gas. Conectar el tubo del gas de la antorcha Tig.
BE Cable de alimentación.
BG Interruptor general. Interruptor general del Sistema de Soldadura, es decir Generador, Panel de
Control, Carro Arrastrahilo y Interfaz Robot (excluida la parte de gestión Robot).
BH Empalme alimentación gas. Conectar el tubo de alimentación del gas.
BO Conector. Conector tipo DB9 (línea serial RS232) que se utilizará para actualizar los programas del
Sistema de Soldadura (Generador, Panel de Control, Carro Arrastrahilo y Interfaz Robot).
BP Portafusible. Fusible puestyo en la la alimentación del Grupo de Enfriamiento (solo art. 366).
BQ Tomado para Grupo de Enfiamiento. Conectar el cable de alimentación del Grupo de enfriamiento
GRV10 (solo art. 366).

CEBORA S.p.A. 54
3300279-C 17-03-2016
E
BR Conector presóstato. Conectar el cable del presóstato del Grupo de Enfriamiento GRV10 (solo art.
366).
BS Conector. Conectar el conector del cable de los servicios de la prolongación (2) Generador - Carro
Arrastrahilo.
BT Conector. Conectar el conector del cable (3) para conexión Generador - Interfaz Robot.
BU Interruptor. Para la inserción del resistor de terminación en la línea CAN bus. Cuando el conector
BT está libre el interruptor BU debe estar en posición OFF.
BV Interruptor. Para la inserción del resistor de terminación en la línea CAN bus. Cuando el conector
BS está libre el interruptor BV debe estar en posición OFF.
4.3 Mandos externos.
4.3.1 Mandos externos.
Pin
Señal
Descripción
1
Start
entrada digital; funcionalmente conectada en paralelo a la señal ARC-ON
proveniente del Robot.
2
+ 5 Vdc
salida tensione para alimentación potenciómetro externo de referencia corriente.
3-6
Arc-On
salida digital; señal producido por un contacto di relè (30 Vdc / 125 Vac, 0,5 A
max) que indica la condición del arco: arco encendido = contacto cerrado; arco
extinguido = contacto abierto.
4
Down
entrada digital; provoca el disminuir del set point de la corriente de soldadura.
5
nc.
7
GND
0 V para alimentacción potenciómetro externo referencia de la corriente de
soldadura.
8
Up
entrada digital; provoca el aumento del set point de la corriente de soldadura.
9
GND
0 V para mandos externos.
10
Current
Ref.
entrada analogica; cuando attivada del control Robot, es la señal de set point de
la corriente de soldadura.
NOTA: Todas las señales de mando deben ser producidas por contactos libres de tensión.

CEBORA S.p.A. 55
3300279-C 17-03-2016
E
5 GRUPO DE ENFRIAMIENTO.
El Grupo de Enfriamiento ha sido proyectado para enfriar las antorchas utilizadas para la soldadura.
Deberá ser utilizado exclusivamente con los generadores descritos en este manual.
5.1 Datos técnicos.
U1 Tensión nominal de alimentación.
1x400V Alimentación monofásica.
50/60 Hz Frecuencia.
I1max Corriente máxima absorbida.
P max Presión máxima.
P (1l/min) Potencia refrigerante medida a 1L/min.
5.2 Descripción mandos y empalmes.
Para referencia ver figuras 3a y 3b.
BF Tapón. Tapón del depósito del líquido de enfriamiento.
BI – BL Grifos de encaje rápido. Conectar los tubos de la antorcha señalados con la abrazadera
adhesiva roja y azul haciendo corresponder los colores de los tubos con los de los grifos.
BM Ranura. Ranura para la inspección del nivel del líquido refrigerante.
BN Grifos de encaje rápido. No utilizar en aplicaciones Robot. No deben estar cortocircuitados.
Conectar los tubos del circuito de enfriamiento a los grifos BI y BL.
5.3 Descripción protecciones.
Para referencia ver figuras 3a, 3b y 7.
5.3.1 Presión líquido refrigerante.
Esta protección está realizada mediante un presóstato, insertado en el circuito de empuje de la bomba, que
acciona un microinterruptor.
La presión insuficiente vien señalada, con la sigla H2O centelleante en el display O del Panel de Control
(error 75, par. 11.2).
5.3.2 Fusible (T 1,6A/400V).
Este fusible está insertado como protección de la bomba y del ventilador del Grupo de Enfriamiento.
Está colocado en el panel posterior del Generador (solo art. 366) o al interior del Grupo de Enfriamiento
GR52.
5.4 Encendido del Grupo de Enfriamiento.
El Grupo de Enfriamiento está predispuesto por la fábrica en OFF, es decir apagado.
Si se utilizase una antorcha con enfriamiento por agua, modificar tal programación (par. 10.1).

CEBORA S.p.A. 56
3300279-C 17-03-2016
E
6 PANEL DE CONTROL.
Los equipos del Sistema de Soldadura SOUND TIG ROBOT Cebora pueden operar de forma autónoma,
es decir independiente del Sistema Robot, o de forma integrada, es decir como parte integrante de la
Instalación de Soldadura Robotizada.
La integración entre Sistema de Soldadura Cebora y Sistema Robot es determinada por la función Robot,
en el menù “Segundas Funciones” (par. 10.2):
función Robot activa (rob On) = funcionamiento “integrado”;
función Robot no activa (rob OFF) = funcionamiento “independiente”.
NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones
Robot y trata exclusivamente el funcionamiento “integrado”.
NOTA: Con la función Robot activa (rob On) disponible solamente el encendido del arco con “alta
frequencia”, el encendido por contacto es disabilitata.
6.1 Modalidades Operativas del Sistema.
Con la función Robot activa (rob On), el Sistema prevé 3 modalidades operativas (Operating Mode):
Parameter Selection Internal mode, para habilitar el Panel de Control a operar los planteos de
funcionamiento del Generador, sin deshabilitar la función Robot;
Tig mode, para soldadura Tig, con parametros programables de Control Robot;
Job mode, para soldadura con puntos de trabajo preprogramados por el usuario.
Para información mas detallada consultar el Manual de Instrucciones del Interfaz Robot Cebora.
6.1.1 Parameter Selection Internal mode.
En modalidad Parameter Selection Internal, el Panel de Control tiene el control total de las funciones
del Sistema de Soldadura, mientras que las selecciones actuadas por el Terminal Robot están bloqueadas.
NOTA: La selección de la forma de funcionamiento (tecla AR) es inactiva, porque el funcionamiento en
instalaciones Robot prevé solo el modo “2 tiempos” (led F encendido).
NOTA: El mando de soldadura Arc-On es la única señal que debe ser dada siempre por el Terminal
Robot en todas las modalidades operativas.
Los mandos y las señalizaciones del Panel de Control están descritos en el par. 7.
6.1.2 Tig mode.
En modalidad Tig los parámetros de la soldadura Tig son impostable de Terminal Robot.
La selección entre Tig-AC o Tig-DC se realiza de Termianl Robot mediante la señal digital Job 0/DC-
AC. La condición está visualizada en el Panel de Control para los led AX y AV.
La selección entre Tig-CONTINÚO o Tig-PULSADO se realiza de Terminal Robot mediante la señal
digital Job 1/Pulsed On. La condición está visualizada en el Panel de Control para los led B y E.
Las variaciones de corriente de soldadura y velocidad del hilo son obtenibles de Terminal Robot mediante
las regulaciones analógicas de Welding Current y Wire Speed. El valor de la corriente de la soldadura
se visualiza en el Panel del Control en el display O.
6.1.3 Job mode.
NOTA: Con el término “Job” se entiende un punto de trabajo realizado por el usuario regulando los
parámetros disponibles de la soldadura Tig y por tanto memorizado en una área de memoria
llamada “número de Job”.
En modalidad Job se puede requerir un punto de trabajo precedentemente memorizado, realizado
partiendo de la condición de soldadura Tig definida por el usuario y memorizado en un “número de Job”.

CEBORA S.p.A. 57
3300279-C 17-03-2016
E
Los puntos de trabajo memorizados se pueden requerir mediante la selección desde el Terminal Robot del
“número de Job”. Para la selección existen 3 señales digitales Job 0/DC-AC, Job 1/Pulsed On e Job 2 (3
bits para “número de Job” = 0 ÷ 7).
Si desde el Terminal Robot se ha seleccionado un “número de Job” = 0 (cero), algunos parámetros del
punto de trabajo fijo de Terminal Robot son modificable de Panel de Control mediante la tecla AP y
manecilla Y. En el display O se visualizan los valores, modificable con manecilla Y, relativos a las
funciones seleccionadas con la tecla AP.
Si de Terminal Robot se selecciona un “número de Job” = 1 ÷ 7, en el display O aparece, durante 5
segundos, la indicación del número del punto de trabajo requerido (ej.: P01). Si la indicación es fija,
transcurridos 5 segundos, el Panel de Control visualiza los parámetros correspondientes al punto de
trabajo requerido; la eventual indicación centelleante indica que al “número de Job” seleccionado no
corresponde ningún punto de trabajo memorizado, y la indicación en el display O permanece centelleante.
7 GESTIÓN DE PANEL DE CONTROL.
La operatividad del Panel de Control está condicionada por el estado de la función Robot en el menú
“Segundas Funciones” (par. 10.2).
Con la función Robot deshabilitada (rob OFF) el Panel de Control mantiene la completa gestión del
Sistema de Soldadura (menos el mando de soldadura, señal Arc-On, que deberá ser proporcionada
siempre por el Terminal Robot).
Con la función Robot habilitada (rob On) la operatividad del sistema pasa al Terminal Robot y el Panel
de Control mantiene una operatividad parcial.
NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones
Robot. Estos Generadores tienen el Panel de Control integrado.
A continuación se describe solo el funcionamiento con función Robot activa (rob On).
El estado de la función Robot puede ser verificado mediante el menù “Segundas funciones” (pár. 10.2).
Con la función Robot activa (rob On), la operatividad del Panel de Control está condicionada por la
Modalidad Operativa seleccionada (par. 6.1).
A continuación se describen los mandos y señalizaciones en función de tal selección.
fig. 7

CEBORA S.p.A. 58
3300279-C 17-03-2016
E
7.1 Tecla AT - Proceso de soldadura.
Operativo en Parameter Selection Internal mode.
A cada presión de la tecla se selecciona un diverso proceso de soldadura.
El proceso seleccionado viene indicado por el encendido del led correspondiente.
Led AX Proceso Tig-DC.
Led AV Proceso Tig-AC.
Led AW Proceso MMA.
7.2 Tecla AS - Modo de funcionamiento.
Operativo en Parameter Selection Internal mode.
La selección del modo vien indicada por el encendido del led correspondiente.
Led D Función “Hot Start”, activa solo in MMA.
Led C Función “Arc Force”, activa solo in MMA.
Led E Soldadura Tig-CONTINUO, con encendido mediante alta tension/frequencia.
Led B Soldadura Tig-PULSADO, con encendido mediante alta tension/frequencia.
Led A Soldadura Tig-CONTINUO, con encendido por contacto (non disponible).
Led AU Soldadura Tig-PULSADO, con encendido por contacto (non disponible).
7.3 Tecla AR - Programa de mando.
Non operativo, selección bloqueada en “dos tiempos”.
La selección del modo viene indicada por el encendido del led correspondiente.
Led G Puntatura (non disponible, siempre apagado).
Led F Dos tiempos (siempre encendido).
Led W Cuatro tiempos (non disponible, siempre apagado).
Led X Programa special (non disponible, siempre apagado).
Led Z Soldadura con tres niveles de corriente y cuatro tiempos (non disponible, siempre apagado).
Led AA Soldadura con dos niveles de corriente y cuatro tiempos (non disponible, siempre apagado).
7.4 Tecla H - Sinergia.
Operativo en Parameter Selection Internal mode.
La presión breve (<0,7 sec) de esta tecla abilita la “sinergia”, donde previsto, y permite la selección de
Material, Posición de soldadura, Espesor y Diámetro del electrodo.
La selección se realiza con la manecilla Y y el tamaño se visualiza en el display U.
Si después haber seleccionado los parámetros no se confirma el diámetro del electrodo, la presión breve
(<0.7 sec) de la tecla produce la salida de la sinergia. Si en cambio, después haber confirmado el diámetro
del electrodo se desea salir de la sinergia es necesario presionar para un tiempo major (> 0.7 sec).
7.4.1 Led I - Sinergia.
Se enciende junto a uno de los led L, M, S o R, para indicar el tamaño que es posible regular.
7.4.2 Led L - Material.
Los tipos de materiales seleccionables están en relación al proceso de la soldadura, y son:
En Tig-DC el acero inoxidable (SS), el cobre (Cu), hierro (FE) y el titanio (ti).
En Tig-AC el aluminio (AL), magnesio (MG).
7.4.3 Led M - Posición de soldadura.
Las siglas que aparecen en el display U son en
relación con ISO 6947 y corresponden a las
posiciones de la soldadura enumeradas en la
figura al lado.
Las siglas relativas las normas ASME son
distinguidas de un número más una letra.
7.4.4 Led S - Espesor.
El display O se enciende y visualiza la
corriente impostada, el display U visualiza el espesor relativo a la corriente. Ruotando la manecilla Y se
varía el espesor y en relación la corriente variará también. Obviamente la medida del espesor y de la
corriente relativa estará en relación a las formulaciones del material y de la posición de soldadura.

CEBORA S.p.A. 59
3300279-C 17-03-2016
E
7.4.5 Led R - Diámetro electrodo.
La visualización del diámetro del electrodo es la consecuencia de la formulación del material (led L), de
la posición (led M) y del espesor (led S). El display U visualizará el electrodo aconsejado de manera no
centelleante; el operador mediante manecilla Y puede visualizar también otros diámetros pero éstos serán
visualizadas de manera centelleante, que significa no aconsejado.
7.5 Manecilla Y.
En Parameter Selection Internal mode adjusta la corriente de la soldadura visualizada en display O, o
el valor de la función seleccionada con la tecla AP y visualizado en display U.
En Tig y Job mode adjusta el valor de la función seleccionada con tecla AP y visualizado en display U.
7.6 Display O.
En cada modalidad de funcionamiento visualiza el valor de la corriente en base a las condiciones
siguientes:
En el funcionamiento en vacio visualiza la corriente impostada.
En el funcionamiento en carga visualiza la corriente de soldadura y de sus niveles.
Junto al led P “Hold” encendido la ultima corriente de soldadura.
Dentro de la sinergia visualiza la corriente en relación al espesor seleccionado (pár. 7.4.4).
En algunos casos indica la parte de un mensaje terminado por el display U:
si a la selección de la modalidad no corresponde un Operating Mode existente visualiza no (sigla
completa no Mod);
en caso de mensaje de error del Generador, visualiza la sigla Err. En display U aparece el número de
error;
la sigla TH cekntelleante indica el intervención del termostato;
en el menù “Funciones de Sservicio” (pár. 9) visualiza las siglas no, PL, “número de Job” (es.: P01);
en el menù “Segundas Funciones” (pár. 10) visualiza las siglas H2O, rob, FdU, HF, GAS, Mot
(HSP, LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA.
Durante la selección de los programas libre o memorizzados las siglas PL… P01… P09.
7.6.1 Led N - Indicador para display O.
Se enciende cuando el display O visualiza una corriente.
7.7 Display U.
En cada modalidad de funcionamiento visualiza el valor de la tensión de salida del Generador, tanto en el
funcionamiento en vacio tanto durante la soldadura. Cuando el led P (Hold) se enciende, visualiza la
tensión del ultimo trecho de soldadura realizada.
En cada modalidad de funcionamiento, para cada proceso de la soldadura, visualiza el valor de la función
seleccionada con la tecla AP, ajustable con manecilla Y.
En Parameter Selection Internal mode, con la sinergia activada (led I encendido), visualiza la sigla de
los materiales para soldar (si led L encendido), la sigla de las posiciones de la soldadura (si led M
encendido), los diámetros del electrodo (si led R encendido).
En algunos casos indica la parte de un mensaje terminado por el display O:
si a la selección de la modalidad no corresponde un Operating Mode existente visualiza Mod (sigla
completa no Mod);
en caso de mensaje de error del Generador, visualiza el número del error. En el display O aparece la
sigla Err;
en el menù “Funciones de Servicio” (pár. 9) visualiza las opciones posibles en respuesta a la función
indicada en display O;
en el menù “Segundas Funciones” (pár. 10) visualizza las opciones posibles en respuesta a la función
indicada en display O.
7.7.1 Led Q - Indicador para display U.
Se enciende cuando el display U visualiza una tension.

CEBORA S.p.A. 60
3300279-C 17-03-2016
E
7.8 Tecla AQ - Selección y memorización programas.
Operativo en Parameter Selection Internal mode y Job mode.
La tecla AQ presionada brevemente realiza una selección, presionada por un tiempo mayor de 3 segundos
realiza una operación de llamada, de memorización, de cancelación o de modificación (pár. 9).
7.9 Tecla AP - Funciones Tig.
En el funcionamiento Tig se encendian en sucesión los led de las funciones del diagrama de la corriente y
los de la operación Tig-AC (si está seleccionado), influenciados de la manera de soldadura elegida.
Cada led indica el parámetro, que valor es visible en display U y ajustable con manecilla Y, durante el
tiempo de encendido del led misomo. Después 5 segundos de la ultima variación el led interesado y el
display U se extingan, y display O visualiza el valor de la corriente principal (led AG).
Cuando son seleccionados los led AL (pre-gas) o AB (poste-gas) la presión larga más que 3 segundos de
esta tecla activa la función “Test Gas”, y por tanto la salida del gas de la antorcha. Para interrumpir la
salida del gas presionar brevemente la tecla AP. La salida del gas termina automáticamente después 30
sec. de la activación de la función.
Dentro el menú “Segundas Funciones” permite la selección de las varias funciones (pár. 10).
7.10 Led AL - Pre-gas.
Tiempo de salida del gas antes el inicio de la soldadura (0,05 ÷ 2,5 sec).
7.11 Led AI - Corriente de inicio soldadura.
E un porcentaje de la corriente principal (led AG).
7.12 Led AH - Slope up.
Es el tiempo en el cual la corriente, inicia del mínimo, y arriba encima del valor de la corriente impostado
(0 ÷ 10 sec.).
7.13 Led AG - Corriente principal.
Es la corriente de soldadura en los procesos a singolo nivel de corriente, y la corriente principal en los
procesos a dos niveles de corriente.
7.14 Led AD - Corriente de base.
Es un porcentaje de la corriente principal (led AG).
7.15 Led AE - Frecuencia de la pulsación.
Es la frecuencia de la pulsación de la corriente de soldadura (0,16 ÷ 500 Hz).
7.16 Led AF - Período de la pulsación.
Indica en porcentaje la relación entre el tiempo de la corriente
principal “t” (AG) y el período de la pulsación “T” (AE) (ver
fig. a lado). Campo de la regulación t/T = 10 ÷ el 90%,
effettuable con manecilla Y y indicado en display U.
7.17 Led AC - Slope Down.
Es el tiempo en el que la corriente alcanza el mínimo y el apagado del arco (0 ÷ 10 sec).
7.18 Led AB - Poste-gas.
Es el tiempo de salida del gas al final de la soldadura (0 ÷ 30 sec).
7.19 Led AO - Start.
Nivel de “Hot Start” para optimizar los encendidos en Tig-AC para cada diámetro del electrodo.
Al encendido de este led el display U visualiza un valor numérico que hace referencia a los diámetros del
electrodo, el operador mediante la manecilla Y puede programar el diámetro usado y obtener
immediatamente una salida buena. Regulación desde 0,5 a 4,8.

CEBORA S.p.A. 61
3300279-C 17-03-2016
E
7.20 Led AY - Wave.
Forma de onda de soldadura. Al encendido de
este led el display U visualiza a número que
corresponde a la forma de onda seleccionada (ver
tabla).
Default = cuadra - sinusoidale (12).
La selección de la forma de onda puede ser
modificada con manecilla Y.
NOTA: la primera cifra que compone el número se refiere a la semionda negativa o de penetración, la
segunda cifra se refiere a la semionda positiva o de limpieza. La variación del tipo de forma de
onda puede también reducir el ruido del arco en soldadura AC.
7.21 Led AN - Hz.
Frecuencia de la corriente alterna (50 ÷ 120 Hz).
7.22 Led AM - Balanceamiento.
Es el porcentaje de la semionda negativa (penetración) en el período de la corriente alterna.
Regulación -10 / 0 / 10 donde 0 = 65% (aconsejado) -10 = 50% y 10 = 85%.
7.23 Led T - > 48V - CA.
En el fincionamoiento Tig-AC indica, cuando está encendido, el corretto funcionamiento del dispositivo
que reduce el riesgo de descargas eléctricas.
11 = cuadra – cuadra
22 = sinusoide - sinusoide
33 = triángulo - triángulo
12 = cuadra - sinusoide
13 = cuadra - triángulo
23 = sinusoide - triángulo
21 = sinusoide – cuadra
32 = triángulo - sinusoide
31 = triángulo – cuadra

CEBORA S.p.A. 62
3300279-C 17-03-2016
E
8 GESTIÓN DEL TERMINAL ROBOT.
La operatividad del Terminal Robot está condicionada por el estado de la función Robot en el menú
“Segundas Funciones” (par. 10.2).
Con la función Robot habilitada (rob On) el Terminal Robot tiene la plena operatividad del Sistema de
Soldadura.
Con la función Robot deshabilitada (rob OFF) el Terminal Robot mantiene solamente la gestión del
mando de soldadura (señal Arc-On).
NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones
Robot. Por tanto a continuación están solo enumeradas y brevemente descritas, las señales
provenientes del Control Robot, con la función Robot activa (rob On).
Para mayores detalles sobre las señales provenientes del Control Robot se aconseja consultar el
Manual Instrucciones de la Interfaz Robot.
8.1 Selecciones del Terminal Robot.
8.1.1 Modalidades Operativas (Operating Mode).
Programación de las Modalidades Operativas del Sistema de Soldadura.
Se encuentran disponibles 2 señales (2 bits, 0 - 1) para seleccionar las modalidades Tig mode, Job mode
y Parameter Selection Internal mode (ver tabla en el Manual Instrucciones Interfaz Robot).
8.1.2 “número de Job”.
Selección de un “número de Job” por requerir.
Se encuentran disponibles 3 señales (3 bits, 0 - 2) (ver tabla en el Manual Instrucciones Interfaz Robot).
Las mismas señales actúan diverse selecciones en función de la Modalidad Operativa seleccionada:
en Tig mode seleccionan el funcionamiento Tig-AC y Tig-Pulsado;
en Job mode seleccionan un “número de Job”.
8.2 Mandos del Terminal Robot.
8.2.1 Arc-On.
Mando de start corriente para el Generador.
8.2.2 Robot Ready.
Asenso a la soldadura por parte del Control Robot.
8.2.3 Gas Test.
Mando para electroválvula del gas.
8.2.4 Wire Inching.
Mando de avance hilo.
8.2.5 Wire Retract.
Mando de retroceso del hilo.
8.3 Regulaciones del Terminal Robot.
Las regulaciones del Terminal Robot pueden ser abilitadas o desabilitadas mediante los dip-switches en la
Interfaz Robot (ver Manual Instructiones Interfaz Robot).
La formulación de la fábrica de la Interfaz Robot está con las siguientes funciones activas.
8.3.1 Welding Current.
Operativo solo en modalidad Tig.
Programa la corriente de soldadura.
En el Panel de Control se visualiza en el display O cuando el led N està encendido.
8.3.2 Wire Speed.
Operativo solo en modalidad Tig.
Programa la velocidad del hilo en soldadura.

CEBORA S.p.A. 63
3300279-C 17-03-2016
E
9 FUNCIONES DE SERVICIO.
NOTA: Con el término “Job” se entiende un punto de trabajo realizado por el usuario regulando los
parámetros disponibles de la soldadura Tig y por tanto memorizado en una área de memoria
llamada “número de Job”.
NOTA: La tecla AQ presionada brevemente realiza una selección, presionada para un tiempo mayor de 3
segundos realiza una operación de llamada, de memorización, de cancelación o de modificación.
9.1 Llamada y/o modificación de un Job memorizado desde Panel de Control.
La modificación de un Job no se efectúa desde el Terminal Robot sino solo desde Panel de Control.
Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para volver operativo el
Panel de Control.
Pulsar brevemente la tecla AQ. Display O visualiza el número del último Job utilizado o, si no hubieran
sido nunca utilizados, desde el último Job memorizado (ej.: P01).
Pulsar brevemente la tecla AQ para seleccionar el “número de Job” que se piensa llamar o modificar.
Pasados 3 segundos el Panel de Control visualiza los parámetros del Job requerido.
Es hora posible ejecutar la soldadura con los parámetros indicados, o modificar los parámetros mediante
los mandos del Panel de Control.
Una vez modificados los parámetros, pulsar la tecla AQ para un tiempo mayor de 3 segundos si se
intende escribir el Job llamado, o pulsar brevemente la tecla AQ para seleccionar un diverso “número de
Job” por lo tanto presionarlo de nuevo para más que 3 segundos para crear un nuevo Job con los
parámetros modificados; en ambos casos un señal acústico (BIP) marca la memorización del Job.
9.2 Llamada de un Job memorizado, desde Terminal Robot.
Seleccionar desde Terminal Robot la modalidad Job mode y un “número de Job” diverso de 0 (cero).
Display O visualiza el “número de Job” elegido. Pasados 3 segundos, en el Panel de Control se visualizan
los parámetros correspondientes al Job elegido.
Si al “número de Job” elegido no corresponde ningún Job existente, la indicación del “número de Job” en
el display O es centelleante, y las restantes señalizaciones en el Panel de Control apagadas.
9.3 Memorización de un Job.
La memorización de un Job no se efectúa desde el Terminal Robot sino solo desde Panel de Control.
Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para hacer operativo el
Panel de Control.
Después de haber realizado una prueba de soldadura con los parámetros que se piensan memorizar, pulsar
la tecla AQ para seleccionar el “número de Job” donde se piensa memorizar los parametros.
Display O visualiza el número del último Job utilizado o, si no hubieran sido nunca utilizados, desde el
último Job memorizado (ej.: P01). Si el “número de Job” estuviera ya ocupado, la indicación en el display
O es fija, si en vez es libre la indicación es centelleante.
Pulsar la tecla AQ para un tiempo mayor de 3 segundos; un señal acústico (BIP) marca la memorización
del Job.
9.4 Anulación de un Job.
La anulación de un Job no se efectúa desde el Terminal Robot sino solo desde el Panel de Control.
Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para hacer operativo el
Panel de Control.
Pulsar brevemente la tecla AQ para seleccionar el “número de Job” que se piensa anular, visualizado en
modo fijo en el display O. Con manecilla Y elegir la sigla dEL, en el display U.
Pulsar la tecla AQ para un tiempo mayor de 3 segundos; un señal acústico (BIP) señala la anulación del
Job; la indicación en el display O se convierte en centelleante.
Estas dos últimas acciónes deberán tener lugar en el tiempo en el que el display O visualiza en modo fijo
el “número del Job”, es decir aproximadamente 5 segundos. Pasado tal período el Panel de Control volve
a la normal operatividad y para realizar la cancelación es necesario presionar de nuevo brevemente la
tecla AQ.

CEBORA S.p.A. 64
3300279-C 17-03-2016
E
10 SEGUNDAS FUNCIONES.
La entrada al menù “Segundas Funciones” se realiza con la presión contemporánea de las teclas AQ y AP
por un tiempo mayor de 3 segundos.
La selección de las voces del menù se realiza pulsando brevemente la tecla AP.
La salida del menù “Segundas Funciones” se realiza pulsando brevemente la tecla AQ.
10.1 Functión Grupo de Enfriamiento (H2O).
Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar H2O en el display O; con la
manecilla Y seleccionar el tipo de funcionamiento, indicado en el display U:
OFF = apagado (default);
OnC = continuo, siempre encendido;
OnA = encendido automático.
Pulsar la tecla AQ para salir del menú “Segundas Funciones” memorizando las impostaciones actuales.
Al encendido del Generador, si es impostado en continuo o en automatico, el Grupo de Enfriamiento
entra en función para poner bajo presión el líquido en el circuito de enfriamiento. Si pasados 15 segundos
no llegase el mando de start (Arc-On) el Grupo se detendría.
En el funcionamiento automático, a cada accionamiento de start (Arc-On) el Grupo inicia a funcionar y
se para 3 minutos después de la desaparición de la señal de start.
Si la presión del líquido refrigerante es insuficiente, el Generador no da corriente y en el display O
aparece escrito H2O centelleante (error 75, par. 11.2).
NOTA: Si la bomba girase sin líquido refrigerante sería necesario quitar el aire de los tubos:
- apagar el Generador y llenar el depósito;
- desconectar el tubo azul del cable de la antorcha del empalme BL;
- conectar un extremo de un nuevo tubo al empalme BL quedado libre e insertar el otro extremo
del tubo en el depósito;
- encender el Generador y a continuación el Grupo de Enfriamiento durante aproximadamente
10/15 segundos para llenar la bomba;
- apagar el Generador y restablecer las conexiones de los tubos de la antorcha.
10.2 Functión Robot (rob).
Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar rob en el display O; con la
manecilla Y seleccionar el estado de la función, indicado en el display U:
OFF = no activa (default);
On = activa.
Pulsar la tecla AQ para salir del menú “Segundas Funciones” memorizando las impostaciones actuales.
Con la función Robot deshabilitada (rob OFF) el Panel de Control mantiene la plena gestión del Sistema
de Soldadura.
Con la función Robot habilitada (rob On) la operatividad del sistema pasa al Terminal Robot y el Panel
de Control mantiene una operatividad parcial, condicionada por la “Modalidad Operativa” (Operating
Mode) seleccionada (par. 6.1).
Con la función Robot habilitada (rob On) si la Interfaz Robot está desconectada o desalimentada, en el
Panel de Control los display O y U indican rob int centelleante (error 7, par. 11,2).
Con la función Robot habilitada (rob On) y la Interfaz Robot conectada y alimentada, el sistema está
listo para operar, mandado por el Control Robot.
10.3 Functión Feeder Unit (FdU).
Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar FdU en el display O; con la
manecilla Y seleccionar el estado de la función, indicado en el display U:
OFF = no activa (default);
On = activa.
Operativa en Parameter Selection Internal mode y Tig mode. En Parameter Selection Internal mode
los varios parámetros pueden ser regulados de Panel de Control, en Tig mode de Control Robot.
El diagrama “Feeder Unit function”, al final de este manual, se refiere a la modalidad Parameter
Selection Internal, con lo utilizo de la tecla AP y manecilla Y del Panel de Control.

CEBORA S.p.A. 65
3300279-C 17-03-2016
E
Con FdU activa otros parámetros estan disponible, seleccionable con tecla AP ajustable con manecilla Y:
HF (High Frequency). Con manecilla Y se selecciona si abilitar el generador de HF interno del
Generador (“int” (default)) o el adentro al Carro Arrastrahilo (“FdU”).
GAS Con manecilla Y se selecciona si el gas vien del Generador (“int” (default)) o del Carro
Arrastrahilo (“FdU”).
Mot (Motor Arrastrahilo). Modalidad de operación del motor arrastrahilo:
OFF (Off (default)). El proceso hilo frío no es activo.
OnC (Continuous). Funcionamiento continuo. El motor funciona a la velocidad fijada en el
parámetro HSP.
ASY (Asyncrónous). Funcionamiento asincróno. El motor funciona para obtener un avance del
hilo alternado. Exige la programación de los parámetros HSP, LSP, Frq y dtY.
SYn (Syncronous). Funcionamiento sincrono, disponible solamente en “Tig-Pulsado”. El avance
del hilo sucede en manera sincrona con la pulsación de la corriente. Frecuencia y ciclo de
utilizo del movimiento alternado son los de la pulsación de la corriente. Es necesario por lo
tanto que la frecuencia de la pulsación de corriente se abarca entre 0,1 y 5 Hz, y el ciclo de
utilizo se abarca entre 10 y el 90%. Exige la programación de los parámetros HSP y LSP.
HSP (High Speed). Es la velocidad “alta” del avance del hilo expresado en m/min. Regulación
0,0 ÷ 10,0 m/min (default 0,0 m/min).
LSP (Low Speed). Es la velocidad “baja” del avance del hilo expresado en m/min. Regulación
-2,5 ÷ 10,0 m/min (default 0,0 m/min).
Frq (Frecuency). Es la frecuencia de la alternación entre las velocidades alta y baja
Regulación 0,1 ÷ 5,0 Hz (default = 1 Hz).
dtY (Duty Cycle). Es la relación entre el tiempo de la velocidad alta y el período de la
frecuencia de la alternación, expresa en porcentaje. Regulación 10÷90% (default = 50%).
Aut Inicio automático del motor. Exige la programación de los parámetros OFF y On.
OFF(default). El motor inicia funcionar con el mando “Up/Down” de la antorcha o con el
mando “inc.” de Terminal Robot.
On El motor inicia funcionar con el logro de la “Main Current” y se arresta al escape de la
“Main Current”. Exige la programación del parámetro SdY.
SdY (Start Delay). Retrasa entre el logro de la Main Current y el comienzo del motor.
Regulación 0,0 ÷ 10,0 segundos (default 0,0).
rEt (Retract). Indica la regresión del hilo ejecutado al final de la soldadura (final de la
Main Current). Regulación 0 ÷ 50 mm (default 1 mm).
PdY (Pulse Syncronous high delay). Retrasa del impulso de sincronización. Solo en “Tig-Pulsado”.
Indica el retraso o el anticipo del arrancar del motor con respecto al nivel alto de la pulsación de
corriente. Expresado en centavos de segundo. Regulación -99 ÷ +99 s/100 (default. = 0 s).
Con la función “Feeder Unit” abilitada (FdU On) si el Carro Arrastrahilo es desconnectado o
disalimentado, en el Panel de Control los display O y U indican FdU int centelleante (error 8, pár. 11.2).
10.4 Functión Crater Arc (CrA).
Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar CrA en el display O; con la
manecilla Y seleccionar el estado de la función, indicado en el display U:
OFF = no activa (default);
On = activa.
Con la función CrA activa, se vuelven disponibles otros parámetros suyos seleccionables con la tecla AP
y adjustable con manecilla Y.
CrC (Crater Current) en display O. Con manecilla Y se adjusta el valor al tamaño CrC, visible en el
display U. Regulación 0 ÷ 100% (default 50%).
tCr (Crater Time) en display O. Con manecilla Y se adjusta el valor al tamaño tCr, visible en el
display U. Regulación 0,1 ÷ 30,0 sec (default 0,5 sec).
El tiempo de pasaje entre “Main Current” y “Crater Current” es el parametro “Slope Down” (led AC).
10.5 Functión MMA (MMA).
Disponible solo en MMA (led AW encendido). Dentro de las “Segundas Funciones”, con manecilla Y se
selecciona el modo DC o AC, referrido al proceso MMA, indicado en display U.

CEBORA S.p.A. 66
3300279-C 17-03-2016
E
11 MANTENIMIENTO.
11.1 Inspección periódica, limpieza.
Periódicamente controlar que los dispositivos del Sistema de Soldadura y todas las conexiones estén en
condición de garantizar la seguridad del operador.
Periódicamente abrir los paneles del Generador y del Grupo de Enfriamiento para controlar los elementos
internos. Eliminar la eventual suciedad o polvo de los elementos internos, utilizando un chorro de aire
comprimido seco a baja presión o un pincel.
Controlar las condiciones de las conexiones internas de los conectores en las tarjetas electrónicas; si se
encontrasen conexiones “flojas” apretarlas o sustituir los conectores.
Para asegurarse un correcto flujo de aire y por tanto el adecuado enfriamiento de los elementos internos
del Generador, periódicamente abrir las rejillas en el Generador y controlar el interno del túnel de
ventilación. Eliminar la eventual suciedad o polvo de los elementos internos del Túnel, utilizando un
chorro de aire comprimido seco a baja presión o un pincel.
Controlar las condiciones de los conectores eléctricos, del cable de alimentación y de las uniones
neumáticas; si estuvieran dañados, sustituirlos.
Después de haber realizado una reparación, reordenar el cablaje de forma que exista un aislamiento entre
las partes conectadas a la alimentación y las partes conectadas al circuito de soldadura. Volver a montar
las abrazaderas como estaban en principio para evitar que, si accidentalmente un conductor se desconecta,
se produzca una conexión entre la alimentación y los circuitos de soldadura. Evitar que los hilos puedan
entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento.
11.2 Códigos Error.
La tabla siguiente indica los “Códigos Error” que pueden ser visualizadas en los display O y U del Panel
de Control en caso de funcionamiento no correcto del Sistema de Soldadura. Para una descripción más
detallada en la búsqueda de averias consultar el Manual de Servicio del Generador.
Codigos
error
Description error
Solución
2
EEPROM error.
Substituir tarjeta Control.
6
Error de comunicación en el CAN
bus entre Panel de Control y
Generador (detectado por el
Generador).
Alarma detectado por la tarjeta Control. Controlar la
conexión CAN bus entre tarjeta Control y Panel de
Control. Verificar la compatibilidad de las versiones de
los programas insertados en las tarjetas. Substituir
tarjeta Control y/o Panel de Control.
7
“rob int”
(solo 367,
368)
Error de comunicación en el CAN
bus entre Robot y Generador
(detectado por el Generador).
Alarma detectado por la tarjeta Control. Controlar la
conexión CAN bus entre tarjeta Control y Interfaz
Robot. Verificar la compatibilidad de las versiones de
los programas insertados en las tarjetas. Substituir
tarjeta Control y/o Interfaz Robot.
8
“FdU int”
(solo 367,
368)
Error de comunicación en el CAN
bus entre Carro Arrastrhilo y
Generador (detectado por el
Generador).
Alarma detectado por la tarjeta Control. Controlar la
conexión CAN bus entre tarjetas Control y Control
Motor. Verificar la compatibilidad de las versiones de
los programas insertados en las tarjetas. Substituir
tarjetas Control y/o Control Motor.
9
Error de comunicación en el CAN
bus entre Panel de Control y
Generador (detectado por el Panel de
Control).
Alarma detectado por el Panel de Control. Controlar
conexion CAN bus entre Panel de Control y tarjeta
Control. Verificar la compatibilidad de las versiones de
los programas insertados en las tarjetas. Substituir
tarjetas Control y/o Panel de Control.
10
Tensión de salida y corriente de
salida nulo, con pulsador de start
presionado. Error en los circuitos de
relevación de la tensión o de la
corriente de salida.
Controlar cablaje entre terminales de salida Generador,
tarjetas Filtro-HF, Medida y Control. Controlar cablaje
entre Transductor corriente y tarjeta Control. Substituir
tarjetas Control y/o Driver y/o Igbt y/o Driver-ac.
Substituir Transformador potenzia y/o Grupo Diodos
y/o Inductancia de salida y/o Transductor de corriente.

CEBORA S.p.A. 67
3300279-C 17-03-2016
E
13
(solo 367,
368)
Falta de comunicación con tarjeta
Precarga al encendido.
Controlar cablaje entre tarjetas Precarga y Control.
Substituir las tarjetas Precarga y Control.
14
(366 –
“OFF”)
Error de la tensión de alimentación
del Microprocessador, en la tarjeta
Micro.
Controlar los fusibles en el primario del transformador
de servicio. Controlar cablaje entre tarjetas Control y
Flyback. Substituir tarjetas Control y/o Flyback y/o
Transformador de servicio.
16
(solo 367,
368)
Tension continua a la salida de la
tarjeta Precarga inferior al valor
minimo (400 Vdc).
Controlar las condiciones de la tension de red.
Verificar que el Puente Rectificador, los
Condensadores-DC o el Grupo Igbt no sean en
cortocircuito. Substituir las tarjetas Precarga y/o
Control.
20
Falta de la senal “interlock” en el
modulo master.
Controlar que los terminales 3 y 4 de J1 en tarjeta TA
(367, 368) (o J8 de tarjeta igbt en 366) estan conectado
entre ellos. Substituir las tarjetas TA (o terjeta igbt en
366) y/o Control.
25
Error en la EPLD. Corriente
primaria excesiva.
Substituir tarjetas Control y/o Driver y/o ygbt y/o TA.
Substituir los Igbt en el inverter y/o el Transformador
de potencia y/o el Grupo Diodos al secundario.
30
Calibración incorrecta del adjuste en
el modulo Master.
Ejecutar el procedimiento de calibración del ajuste en
tarjeta Control, siendo seguido las instrucciones del
Manual Servicio Generador. Substituir tarjeta Control.
“trG”
(53)
Pulsador de Start presionado a la
restauración de la alarma para
sovratemperatura.
Substituir tarjetas Conector y/o Control.
54
Tensiona >48 V en AC y tensión
nula al encendido (cortocircuito
entre antorcha y pieza).
Controlar el cablaje entre salida Grupo Diodos,
inverter-AC y terminales de salida del Generador.
Substituir tarjeta Control y/o Driver-ac.
56
Time-out maximo. Duración del
cortocircuito excesivo.
Controlar las condiciones de usura de la antorcha,
cablaje de potenzia entre Grupo Diodos y terminales de
salida del Generador. Substituir tarjetas Medida y/o
Control y/o Driver-ac y/o Transductor de Corriente.
58
Desalineamiento de las versiones del
Firmware.
Riprogrammar el Generador con el Firmware correcto.
Substituir tarjetas Control y/o Panel de Control.
61
Fase L1 de la tension de red inferior
del valor mínimo concurrido.
Verificar el valor de las tres fases de la tension de red.
Substituir las tarjetas Precarga y/o Control.
“tH1”
(74)
Sovratemperatura Igbt Inverter.
Substituir tarjetas Termostato en Grupo Igbt y/o
Control.
“H2O”
(75)
Presión baja del líquido de
enfriamiento.
Substituir pressostato en el Grupo de Enfriamiento y/o
tarjetas Precarga y/o (igbt en 366) y/o Control.
“nc”
(76)
Grupo de Enfriamiento no
connectado.
Controlar conexiones entre Grupo de Enfriamiento y
Generador. En 367 y 368 controlar la presencia del
conector puente en terminales 3 y 4 del conector J6 en
la tarjeta control. En 366, en caso de falta del Grupo,
controlar la inserción de la espina en el conector BP en
el panel posterior del generador.
“tH2”
(77)
Sovratemperatura Grupo diodos y
Igbt.
Substituir tarjetas Termostato y/o Driver-ac y/o
Control.
“OFF”
(99)(solo
367, 368)
Falta tension de red (Generador
apagado).
Substituir tarjetas Precarga y/o Control.

CEBORA S.p.A. 68
3300279-C 17-03-2016

CEBORA S.p.A. 69
3300279-C 17-03-2016

CEBORA S.p.A. 70
3300279-C 17-03-2016

CEBORA S.p.A. 71
3300279-C 17-03-2016

CEBORA S.p.A. 72
3300279-C 17-03-2016

CEBORA S.p.A. 73
3300279-C 17-03-2016

CEBORA S.p.A. 74
3300279-C 17-03-2016
art. 366.80
N°
Descrizione
Description
001
Laterale fisso
Fixed side panel
002
Coperchio
Cover
003
Piano intermedio
Inside baffle
004
Circuito misura
Measure circuit
005
Autotrasformatore
Autotransformer
006
Circuito alimentatore
Supply circuit
007
Trasformatore alim.
Supply transformer
008
Interruttore
Switch
009
Protezione
Protection
010
Pannello posteriore
Back panel
011
Circuito filtro rete
Mains filter circuit
012
Cornice
Frame
013
Pannello alettato
Panel
014
Protezione
Protection
015
Cavo rete
Mains cable
016
Pressacavo
Strain Relief
017
Raccordo
Fitting
018
Elettrovalvola
Solenoid valve
019
Raccordo
Fitting
020
Connessione
Connection
021
Presa
Socket
022
Poertafusibile
Fuse holder
023
Motoventilatore
Motor fan
024
Supporto motoventola
Motor fan support
025
Isolamento dissipatore
Radiator insulation
026
Dissipatore
Radiator
027
Supporto centrale Dx
Dx Central support
028
Cornice
Frame
029
Isolamento
Insulation
030
Diodi
Diodes
031
Kit diodo
Diode kit
032
Cavallotto
Jumper
033
Cavallotto
Jumper
034
Cavallotto
Jumper
035
Trasduttore
Transducer
036
Cavallotto
Jumper
037
Circuito termostato
Thermostat circuit
038
Igbt
Igbt
039
Isolamento
Insulation
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
art. 366.80
N°
Descrizione
Description
040
Kit igbt
Igbt kit
041
Supporto cavallotti
Jumper support
042
Circuito driver
Driver circuit
043
Isolamento
Insulation
044
Trasformatore potenza
Power transformer
045
Trasformatore HF
HF transformer
046
Fondo
Bottom
047
Pannello anteriore
Front panel
048
Circuito connettore
Connector circuit
049
Raccordo
Fitting
050
Raccordo
Fitting
051
Tappo
Cap
052
Presa Gifas
Gifas socket
053
Protezione
Protection
055
Golfara
Ejebolt
056
Connettore + cavo
Connector + cable
057
Circuito micro
Micro circuit
058
Circuito HF
HF circuit
059
Protezione
Protection
060
Manopola
Knob
061
Circuito filtro HF
HF filter circuit
062
Circuito controllo
Control circuit
063
Gruppo igbt - dc
Igbt – dc group
064
Gruppo resistenza
Resistor group
065
Cornice
Frame
066
Supporto centrale Sx
Sx Central support
067
Dissipatore
Radiator
068
Impedenza primario
Primary impedance
069
Circ.Alim.isolata
Insulated supply circ.
070
Appoggio
Rest
071
Supporto connettori
Connector support
072
Connessione
Connection
073
Connessione
Connection
80
Appoggio
Rest
81
Supporto generatore
Power source support
82
Pannello chiusura
Closure panel
83
Pannello interno
Inside panel
84
Fondo
Bottom
85
Piede
Foot
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.

CEBORA S.p.A. 75
3300279-C 17-03-2016
Art. 367.80

CEBORA S.p.A. 76
3300279-C 17-03-2016
art. 367.80
N°
Descrizione
Description
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.
art. 367.80
N°
Descrizione
Description
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.

CEBORA S.p.A. 77
3300279-C 17-03-2016

CEBORA S.p.A. 78
3300279-C 17-03-2016
art. 368.80
N°
Descrizione
Description
200
Laterale fisso
Fixed side panel
201
Circuito driver
Driver circuit
202
Cavallotto
Jumper
203
Distanziale
Spacer
204
Distanziale
Spacer
205
Circuito termostato
Thermostat circuit
206
Igbt
Igbt
207
Isolamento
Insulation
208
Kit igbt
Igbt kit
209
Trasduttore
Transducer
210
Coperchio
Cover
211
Supporto isolante
Insulated support
212
Dissipatore
Radiator
213
Gruppo resistenza
Resistor group
214
Cornice
Frame
215
Supporto centrale
Central support
216
Dissipatore
Radiator
217
Isolamento dissipatore
Radiator insulation
218
Isolamento dissipatore
Radiator insulation
219
Isolamento
Insulation
220
Diodi
Diodes
221
Kit diodo
Diode kit
222
Cornice
Frame
223
Supporto motoventola
Motor fan support
224
Motoventola
Motor fan
225
Piano intermedio
Inside baffle
226
Trasformatore potenza
Power transformer
227
Circ. alim. isolato
Insulated supply circ.
228
Circuito alimentatore
Supply circuit
229
Supporto Trasformatore
Transformer support
230
Circuito filtro rete
Mains filter circuit
231
Pannello posteriore
Back panel
232
Pressacavo
Strain relief
233
Cavo rete
Mains cable
234
Protezione
Protection
235
Interruttore
Switch
236
Connessione
Connection
237
Appoggio
Rest
238
Cavallotto
Jumper
239
Cavalletto interno
Internal jumper
240
Cavalletto esterno
External jumper
241
Cornice
Frame
242
Pannello alettato
Panel
243
Protezione
Protection
244
Impedenza primario
Primary inductor
245
Supporto posteriore
Back support
246
Supporto morsettiera
Contact board support
247
Morsettiera
Contact board
248
Supporto mobile
Mobile support
249
Impedenza secondario
Secondary inductor
La richiesta di ricambi deve indicare numero di articolo, matricola e
data di acquisto della macchina, posizione e quantità del ricambio.
art. 368.80
N°
Descrizione
Description
250
Supporto Impedenza
Induictor support
251
Trasformatore HF
HF transformer
252
Supporto
Support
253
Fondo
Bottom
254
Protezione
Protection
255
Circuito filtro HF
HF filter circuit
256
Circuito HF
HF circuit
257
Guida circuito
Circuit guide
258
Coperchio
Cover
259
Pannello anteriore
Front panel
260
Circuito connettore
Connector circuit
261
Tappo
Cap
262
Presa
Socket
263
Protezione
Protection
264
Connessione
Connection
266
Golfara
Ejebolt
267
Manopola
Knob
268
Circuito micro
Micro circuit
269
Circuito controllo
Control circuit
270
Circuito misura
Measurement circuit
271
Isolamento
Insulation
272
Circuito termostato
Thermostat circuit
273
Condensatore
Capacitor
274
Circuito driver
Driver circuit
275
Igbt
Igbt
276
Isolamento
Insulation
277
Kit Driver + igbt
Driver + igbt kit
278
Resistenza
Resistor
279
Cavallotto
Jumper
280
Isolamento
Insulation
281
Cavallotto
Jumper
282
Isolamento
Insulation
283
Cavallotto
Jumper
284
Circuito misura
Measurement circuit
285
Supporto circuito
Circuit support
286
Condensatore
Capacitor
287
Circuito precarica
Precharge circuit
288
Isolamento
Insulation
289
Kit circuito precarica
Precharge circuit kit
290
Supporto condensatore
Capacitor support
291
Elettrovalvola
Solenoid valve
292
Trasformatore potenza
Power transformer
293
Dissipatore raddrizzatore
Rectifier dissipater
294
Dissipatore igbt
Igbt dissipater
295
Supporto isolante
Insulated support
296
Supporto circuito
Circuit support
297
Connessione
Connection
298
Supporto connettori
Connector support
When ordering spare parts please state the machine item and serial
number and its purchase data, the spare part position and the quantity.

CEBORA S.p.A. 79
3300279-C 17-03-2016
GR 52

CEBORA S.p.A. 80
3300279-C 17-03-2016
GR 52
N°
Descrizione
Description
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
GR 52
N°
Descrizione
Description
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.

CEBORA S.p.A. 81
3300279-C 17-03-2016

CEBORA S.p.A. 82
3300279-C 17-03-2016
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................

CEBORA S.p.A. 83
3300279-C 17-03-2016
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................

CEBORA S.p.A. 84
3300279-C 17-03-2016
CEBORA S.p.A. Via Andrea Costa n° 24 – 40057 Cadriano di Granarolo – Bologna – Italy
Tel. +39 051765000 – Telefax: +39 051765222
http://www.cebora.it – E-Mail: [email protected]
Transcripción de documentos
CEBORA S.p.A. 1 I MANUALE DI ISTRUZIONE PER GENERATORI Artt. 366, 367, 368 IN APPLICAZIONI ROBOT. pag. 2 GB INSTRUCTIONS MANUAL FOR POWER SOURCES Arts. 366, 367, 368 IN ROBOT APPLICATIONS. page24 E MANUAL DE INSTRUCCIONES PARA GENERADORES Artt. 366, 367, 368 EN APPLICACIONES ROBOT. pag. 46 Parti di ricambio e schemi elettrici. Spare parts and wiring diagrams. Piezas de repuesto y esquemas electricos. page 68 Diagramma della funzione “Feeder Unit”. “Feeder Unit” function diagram. Diagrama de la función “Feeder Unit”. page 83 3300279-C 17-03-2016 CEBORA S.p.A. I IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. 1 PRECAUZIONI DI SICUREZZA. LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod. 3.300.758. RUMORE. Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. ELETTROMAGNETICI. Possono essere dannosi. La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi ed ai generatori. I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. 2 - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI. Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. Maneggiare con cura bombole e regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA. Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 6097410(Cl. A) e deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. CAMPI 3300279-C SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 17-03-2016 CEBORA S.p.A. 1.1 Targa delle AVVERTENZE. Il testo numerato seguente corrisponde alle caselle numerate della targa. B. C. 1. I rullini trainafilo possono ferire le mani. Il filo di saldatura ed il gruppo trainafilo sono sotto tensione durante la saldatura. Tenere mani eoggetti metallici a distanza. Le scosse elettriche provocate dall’elettrodo di saldatura o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 3300279-C 3 1.1 Indossare guanti isolanti. Non toccare l’elettrodo a mani nude. Non indossare guanti umidi o danneggiati. 1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal suolo. 1.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 2. Inalare le esalazioni prodotte dalla saldatura può essere nocivo alla salute. 2.1 Tenere la testa lontana dalle esalazioni. 2.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 2.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 3. Le scintille provocate dalla saldatura possono causare esplosioni od incendi. 3.1 Tenere i materiali infiammabili lontano dall’area di saldatura. 3.2 Le scintille provocate dalla saldatura possono causare incendi Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 3.3 Non saldare mai contenitori chiusi. 4. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. 4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 5. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 6. Non rimuovere né coprire le etichette di avvertenza. 17-03-2016 I CEBORA S.p.A. 4 SOMMARIO I 1 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.16 7.17 7.18 7.19 7.20 7.21 7.22 7.23 PRECAUZIONI DI SICUREZZA. ............... 2 1.1 TARGA DELLE AVVERTENZE. ..................... 3 2 DESCRIZIONE SISTEMA. .......................... 5 2.1 COMPOSIZIONE. .............................................. 5 2.2 CONFIGURAZIONE. ......................................... 6 2.3 AGGIORNAMENTO FIRMWARE. ....................... 6 3 INSTALLAZIONE. ........................................ 7 3.1 SISTEMAZIONE. .............................................. 7 3.2 MESSA IN OPERA GENERATORE. ..................... 7 3.3 MESSA IN OPERA GRUPPO DI RAFFREDDAMENTO. ....................................... 7 3.4 ACCENSIONE SISTEMA DI SALDATURA. .......... 7 4 GENERATORE.............................................. 9 8 4.1 DATI TECNICI. ................................................ 9 4.2 DESCRIZIONE COMANDI ED ATTACCHI. ........... 9 4.3 COMANDI ESTERNI. ...................................... 10 5 GRUPPO DI RAFFREDDAMENTO. ........ 11 5.1 5.2 5.3 5.4 6 DATI TECNICI. .............................................. 11 DESCRIZIONE COMANDI ED ATTACCHI. ......... 11 DESCRIZIONE PROTEZIONI. ........................... 11 AVVIAMENTO GRUPPO DI RAFFREDDAMENTO. ..................................................................... 11 PANNELLO DI CONTROLLO.................. 12 6.1 MODALITÀ OPERATIVE DEL SISTEMA........... 12 7 GESTIONE DA PANNELLO DI CONTROLLO. ............................................. 13 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 TASTO AT - PROCESSO DI SALDATURA......... 14 TASTO AS - MODO DI FUNZIONAMENTO....... 14 TASTO AR - PROGRAMMA DI COMANDO. ..... 14 TASTO H - SINERGIA. ................................... 14 MANOPOLA Y............................................... 15 DISPLAY O. .................................................. 15 DISPLAY U. .................................................. 15 TASTO AQ - SELEZIONE E MEMORIZZAZIONE PROGRAMMI. ................................................ 16 3300279-C TASTO AP - FUNZIONI TIG. ........................... 16 LED AL - PRE-GAS. ....................................... 16 LED AI - CORRENTE DI INIZIO SALDATURA. .. 16 LED AH - SLOPE UP. ..................................... 16 LED AG - CORRENTE PRINCIPALE. ................ 16 LED AD - CORRENTE DI BASE. ...................... 16 LED AE - FREQUENZA DI PULSAZIONE. ......... 16 LED AF - PERIODO DI PULSAZIONE. .............. 16 LED AC - SLOPE DOWN. ................................ 16 LED AB - POST-GAS. ..................................... 16 LED AO - START. .......................................... 16 LED AY - WAVE. .......................................... 17 LED AN - HZ................................................. 17 LED AM - BILANCIAMENTO. ......................... 17 LED T - >48V - AC. ...................................... 17 GESTIONE DA TERMINALE ROBOT. ... 18 8.1 SELEZIONI DA TERMINALE ROBOT. ............... 18 8.2 COMANDI DA TERMINALE ROBOT. ................ 18 8.3 REGOLAZIONI DA TERMINALE ROBOT. ......... 18 9 FUNZIONI DI SERVIZIO. .......................... 19 9.1 RICHIAMO E/O MODIFICA DI UN JOB MEMORIZZATO DA PANNELLO DI CONTROLLO. ..................................................................... 19 9.2 RICHIAMO DI UN JOB MEMORIZZATO DA TERMINALE ROBOT....................................... 19 9.3 MEMORIZZAZIONE DI UN JOB. ....................... 19 9.4 CANCELLAZIONE DI UN JOB. ......................... 19 10 SECONDE FUNZIONI. ............................... 20 10.1 FUNZIONE GRUPPO DI RAFFREDDAMENTO (H2O). .......................................................... 20 10.2 FUNZIONE ROBOT (ROB). .............................. 20 10.3 FUNZIONE FEEDER UNIT (FDU). ................... 20 10.4 FUNZIONE CRATER ARC (CRA). ................... 21 10.5 FUNZIONE MMA (MMA). ............................ 21 11 MANUTENZIONE. ...................................... 22 11.1 ISPEZIONE PERIODICA, PULIZIA. .................... 22 11.2 CODICI ERRORE. ........................................... 22 17-03-2016 CEBORA S.p.A. 5 2 DESCRIZIONE SISTEMA. 2.1 Composizione. Il Sistema di Saldatura SOUND TIG ROBOT Cebora è un sistema multiprocesso idoneo alla saldatura Tig, realizzato per essere abbinato ad un braccio Robot Saldante, su impianti di saldatura automatizzati. È composto da un Generatore, con Pannello di Controllo integrato, da un Gruppo di Raffreddamento, un Carrello Trainafilo ed una Interfaccia Robot (fig. 2). I fig. 2 2 3 4 5 6 7 8 10 21 22 24 25 26 Prolunga Generatore – Carrello Trainafilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Cavo dei segnali collegamento Generatore – Interfaccia Robot (art. 1200, l = 5m). Cavo CANopen Generatore – Interfaccia Robot (l = 1,5 m incluso nell’Interfaccia Robot). Armadio del Controllo Robot. Porta bobina da 15 kg del filo di saldatura (art. 121) (in alternativa Marathon Pack). Torcia Tig. Carrello Trainafilo (WF4-R3, art. 1661). Guaina del filo di saldatura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack). Generatore (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80; Tig AC-DC 4560/T, art. 368.80). Gruppo di Raffreddamento (GRV10 o GR52). Pannello di Controllo del Generatore (integrato nel Generatore). Interfaccia Robot (RAI 217, art. 217-01). Cablaggio multifilare personalizzato. Questo Manuale Istruzioni si riferisce ai Generatori equipaggiati di Pannello di Controllo e Gruppo di Raffreddamento ed è stato preparato allo scopo di istruire il personale addetto all'installazione, al funzionamento ed alla manutenzione della saldatrice. Deve essere conservato con cura, in un luogo noto ai vari interessati, dovrà essere consultato ogni qual volta vi siano dubbi e dovrà seguire tutta la vita operativa della macchina ed impiegato per l'ordinazione delle parti di ricambio. Il sistema SOUND TIG ROBOT Cebora prevede tre modelli di Generatori da scegliere, uno in alternativa all’altro, in funzione delle esigenze dell’impianto e due Gruppi di Raffreddamento abbinabili ai Generatori: Generatore TIG 2643/T art. 366.80. Gruppo di Raffreddamento GRV10 (per art. 366). Generatori TIG 3340/T art. 367.80; TIG 4560/T art. 368.80. Gruppo di Raffreddamento GR52 (per artt. 367, 368). 3300279-C 17-03-2016 CEBORA S.p.A. I 6 2.2 Configurazione. Il Sistema di Saldatura SOUND TIG ROBOT Cebora può essere dotato o meno di Carrello Trainafilo, a seconda delle specifiche dell’impianto. Il Carrello Trainafilo dispone della scheda “controllo motore” che dialoga con la scheda “controllo” del Generatore ed il Pannello di Controllo, via linea di comunicazione CAN bus. Quando il Sistema di Saldatura è senza Carrello Trainafilo, la linea di comunicazione CAN bus verso il Carrello Trainafilo rimane non connessa, connettore BS libero. Per il corretto funzionamento, tale linea deve essere “caricata” con un resistore di terminazione da 120 ohm. Questa operazione viene effettuata tramite gli interruttori a slitta BU e BV presenti sul pannello posteriore del Generatore. Analogo discorso per quanto riguarda l’Interfaccia Robot: Senza Carrello Trainafilo, connettore BS libero = interruttore BV in pos. OFF. Con Carrello Trainafilo, connettore BS collegato = interruttore BV in pos. ON. In manuale (senza Robot), connettore BT libero = interruttore BU in pos. OFF. Con Robot, connettore BT collegato = interruttore BU in pos. ON. 2.3 Aggiornamento Firmware. Il Sistema di Saldatura SOUND TIG ROBOT Cebora è controllato da circuiti a microprocessore, che gestiscono le funzioni operative del Sistema di Saldatura e l’interfaccia con l’operatore. Ogni componente del Sistema, Generatore, Pannello di Controllo e, quando presente, Carrello Trainafilo contiene circuiti a microprocessore, che oltre a gestire le funzioni proprie del gruppo a cui appartiene, comunica con gli altri microprocessori tramite linea seriale CAN bus. Sulla base di tale architettura, si possono identificare le seguenti unità: microprocessore MASTER, nella scheda “micro” del Generatore; microprocessore PANNELLO, nella scheda “micro” del Pannello di Controllo. Ogni microprocessore è programmato con un diverso programma che, ovviamente, deve essere compatibile con quello degli altri microprocessori. Per rendere più agevole l’inserimento e l’aggiornamento di tali programmi, è presente un sistema ad accesso unico, il connettore BO sul pannello frontale del Generatore, che permette la programmazione dei microprocessori in una unica sessione di programmazione. Con tale operazione i programmi vengono inseriti simultaneamente nei microprocessori, ed automaticamente ognuno al suo posto. I programmi aggiornati, MASTER e PANNELLO sono raggruppati in un unico file, riconoscibile dall’estensione “.ceb”, disponibile nel sito internet www.cebora.it. Per il loro utilizzo occorre scaricare ed installare nel proprio computer il programma “Cebora Device Manager”, disponibile nel sito internet www.cebora.it. Con tale programma è possibile archiviare nel computer i files relativi al “firmware Cebora” (cioè i programmi scaricabili dal sito Cebora) ed inserirli nelle macchine da programmare o da aggiornare. Le istruzioni per l’utilizzo di “Cebora Device Manager” sono allegate al programma. La versione dei programmi inseriti, è visibile nella schermata iniziale sul Pannello di Controllo nella seguente forma: display O = “PAn”; display U = “03_” = versione 03 del programma PANNELLO. display O = “MSt”; display U = “04_” = versione 04 del programma MASTER. A partire dalle versioni “2.3.1” del “Cebora Device Manager”, “01” del Firmware per Generatore art. 366,“01” del Firmware per Generatore art. 367 e “01” del Firmware per Generatore art. 368, anche il Firmware del Carrello Trainafilo e dell’Interfaccia Robot possono essere aggiornati con la stessa procedura. Con Carrello Trainafilo e Interfaccia Robot collegati al Generatore, attraverso il connettore BO sul pannello frontale del Generatore è possibile aggiornare i programmi del Carrello Trainafilo e/o dell’Interfaccia Robot utilizzando le stesse istruzioni valide per i programmi di Generatore e Pannello di Controllo. I Firmware per Carrello Trainafilo e Interfaccia Robot sono disponibili nel sito internet www.cebora.it. 3300279-C 17-03-2016 CEBORA S.p.A. 7 3 INSTALLAZIONE. Questo apparecchio deve essere utilizzato esclusivamente per operazioni di saldatura. E' indispensabile tenere nella massima considerazione il capitolo riguardante le PRECAUZIONI DI SICUREZZA descritte in questo Manuale Istruzioni. al par. 1. L'installazione delle apparecchiature deve essere eseguita da personale qualificato. Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della legge antinfortunistica. I 3.1 Sistemazione. Il peso del Generatore e del Gruppo di Raffreddamento è prossimo ai 100 Kg, pertanto per l'eventuale sollevamento attenersi alle indicazioni della figura a lato. Posizionare il Generatore in una zona che assicuri una buona stabilità, efficiente ventilazione e tale da evitare che polvere metallica possa entrare. 3.2 Messa in opera Generatore. Per i riferimenti vedere figure 2, 3a e 3b. Collocare l’Interfaccia Robot (25) all’interno dell’Armadio (5) del Controllo Robot, seguendo le indicazioni riportate nel Manuale Istruzioni dell’Interfaccia Robot. Collegare il Generatore (21) all’Interfaccia Robot (25) mediante il cavo dei segnali (3) ed il cavo CANopen (4) (questo ultimo è incluso nell’Interfaccia Robot). Se presente, collegare il Generatore (21), connettore BS, al connettore BB del Carrello Trainafilo (8) mediante la prolunga (2). Collegare il cavo di potenza della Torcia Tig all’attacco BA del Generatore e l’eventuale cavo dei segnali della torcia al connettore dei comandi esterni BC del Generatore. Collegare il cavo di massa dell’impianto di saldatura al terminale BB del Generatore. Montare la spina sul cavo d'alimentazione facendo particolare attenzione a collegare il conduttore giallo verde al polo di terra. Verificare che la tensione d’alimentazione corrisponda a quella indicata sulla targa dei dati tecnici del Generatore. Dimensionare i fusibili di protezione in base ai dati riportati sulla targa dei dati tecnici del Generatore. Effettuare i restanti collegamenti delle altre apparecchiature del Sistema di Saldatura, consultando i relativi Manuali di Istruzioni al par. “Installazione”. 3.3 Messa in opera Gruppo di Raffreddamento. Per i riferimenti vedere figure 2, 3a e 3b. Svitare il tappo BF e riempire il serbatoio, capienza 5 litri. L'apparecchio è fornito dalla fabbrica con circa un litro di liquido già presente. E' importante controllare periodicamente, attraverso l’asola BM, che il liquido sia al livello “max”. Utilizzare come liquido refrigerante acqua temperatura acqua/alcool. (preferibilmente del tipo deionizzato) miscelata 0°C fino a -5°C 4L/1L con alcool, nella percentuale definita dalla tabella a -5°C fino a -10°C 3,8L/1,2L lato: Collegare i tubi del circuito di raffreddamento della Torcia Tig (7) agli attacchi BI e BL del Gruppo di Raffreddamento (22), facendo combinare i colori delle fascette sui tubi con i colori degli attacchi. 3.4 Accensione Sistema di Saldatura. Per i riferimenti vedere figure 3a, 3b e 7. Alimentare il Sistema di Saldatura tramite l’interruttore BG del Generatore. Il Sistema è alimentato; su Pannello di Controllo tutti i display ed i led sono accesi (lamp test). Dopo un secondo, display O indica “Art”, e display U il codice del Generatore (es.: “368”). Dopo un secondo, display O indica “PAn”, e display U indica la versione del programma PANNELLO inserito nel Pannello di Controllo (es.: 01_). 3300279-C 17-03-2016 CEBORA S.p.A. 8 Dopo un secondo, display O indica “MSt”, e display U indica la versione del programma MASTER inserito nella scheda micro del Generatore (es.: 01_). Dopo un secondo, display O indica P-L (programma di lavoro) e display U rimane spento. Successivamente il Pannello di Controllo ritorna nella condizione precedente l’ultimo spegnimento. Dopo 1 secondo dalla chiusura dell’interruttore BG il ventilatore sul Generatore funziona per 10 secondi, poi si arresta. In conseguenza della impostazione il Gruppo di Raffreddamento può entrare in funzione (par. 10.1). I NOTA: Il Gruppo di Raffreddamento è predisposto dalla fabbrica su OFF, cioè spento. Se si utilizza una torcia con raffreddamento a liquido, modificare tale impostazione (par. 10.1). fig. 3a fig. 3b 3300279-C 17-03-2016 CEBORA S.p.A. 9 4 GENERATORE. Il Generatore non ha un funzionamento autonomo, ma deve essere collegato alle altre apparecchiature del Sistema. Il Generatore è l’alimentatore principale del Sistema di Saldatura e fornisce le tensioni di alimentazione a tutte le altre apparecchiature. L'apparecchio può essere utilizzato solo per gli impieghi descritti nel presente manuale. 4.1 N°. Dati tecnici. Numero di matricola da citare per ogni richiesta relativa al Generatore. Convertitore statico di frequenza trifase. Trasformatore - raddrizzatore. Caratteristica discendente. I MMA Adatto per saldatura con elettrodi rivestiti. TIG Adatto per saldatura Tig. Tensione a vuoto secondaria. Fattore di servizio percentuale. Il fattore di servizio esprime la percentuale di 10 minuti in cui il Generatore può lavorare ad una determinata corrente senza surriscaldarsi. Corrente di saldatura. Tensione secondaria con corrente I2. Tensione nominale alimentazione. Alimentazione trifase 50 / 60 Hz. Corrente max. assorbita alla corrispondente corrente I2 e tensione U2. E’ il valore massimo della corrente effettiva assorbita considerando il fattore i servizio. Solitamente, questo valore corrisponde alla portata del fusibile (di tipo ritardato) da utilizzare come protezione per l’ apparecchio. Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo apparecchio è idoneo a lavorare all’esterno sotto la pioggia. La lettera addizionale C significa che l’apparecchio è protetto contro l’accesso di un utensile (Ø 2,5 mm) alle parti in tensione del circuito di alimentazione. U0. X. I2. U2. U1. 3~ 50/60Hz I1 Max I1 eff. IP23 C Idoneo a lavorare in ambienti con rischio accresciuto. NOTA: Il Generatore è idoneo per lavorare in ambienti con grado di inquinamento 3 (vedi IEC 664). 4.2 Descrizione comandi ed attacchi. BA Morsetto di uscita negativo (-). Collegare il cavo di potenza della torcia Tig. BB Morsetto di uscita positivo (+). Collegare il connettore del cavo di massa (potenziale del pezzo da saldare). BC Connettore. Connettore per comandi esterni. I segnali disponibili sono descritti nel par. 4.3. BD Raccordo tubo gas. Collegare il tubo gas della torcia Tig. BE Cavo di alimentazione. BG Interruttore generale. Interruttore generale del Sistema di Saldatura, cioè Generatore, Pannello di Controllo, Carrello Trainafilo e Interfaccia Robot (esclusa la parte di gestione Robot). BH Raccordo alimentazione gas. Collegare il tubo di alimentazione del gas. BO Connettore. Connettore tipo DB9 (linea seriale RS232) da utilizzare per aggiornare i programmi del Sistema di Saldatura (Generatore, Pannello di Controllo, Carrello Trainafilo ed Interfaccia Robot). BP Portafusibile. Fusibile posto sulla alimentazione del Gruppo di Raffreddamento (solo art. 366). BQ Presa per Gruppo Raffreddamento. Collegare il cavo di alimentazione del Gruppo di Raffreddamento GRV10 (solo art. 366). 3300279-C 17-03-2016 CEBORA S.p.A. I 10 BR Presa pressostato. Collegare il cavo del pressostato del Gruppo di Raffreddamento GRV10 (solo art. 366). BS Connettore. Collegare il connettore del cavo dei servizi della prolunga (2) Generatore - Carrello Trainafilo. BT Connettore. Collegare il connettore del cavo (3) per collegamento Generatore - Interfaccia Robot. BU Interruttore. Per inserimento del resistore di terminazione sulla linea CAN bus. Quando il connettore BT è libero l’interruttore BU deve essere in posizione OFF. BV Interruttore. Per inserimento del resistore di terminazione sulla linea CAN bus. Quando il connettore BS è libero l’interruttore BV deve essere in posizione OFF. 4.3 Comandi esterni. 4.3.1 Descrizione comandi esterni. Pin Segnale Descrizione ingresso digitale; funzionalmente connesso in parallelo al segnale ARC-ON 1 Start proveniente dal Robot. 2 + 5 Vdc uscita tensione alimentazione potenziometro esterno di riferimento corrente. 3-6 Arc-On uscita digitale; segnale fornito da un contatto di relè (30 Vdc / 125 Vac, 0,5 A max) che indica la condizione dell’arco: arco acceso = contatto chiuso; arco spento = contatto aperto. ingresso digitale; provoca la diminuzione del set point della corrente di saldatura. 4 Down nc. 5 0 V per alimentazione potenziometro esterno riferimento di corrente. 7 GND ingresso digitale; provoca l’aumento del set point della corrente di saldatura. 8 Up 0 V per comandi esterni. 9 GND 10 Current ingresso analogico; quando abilitato dal controllo Robot è il segnale di set point della corrente di saldatura. Ref. NOTA: Tutti i segnali di comando devono essere forniti da contatti liberi da tensione. 3300279-C 17-03-2016 CEBORA S.p.A. 11 5 GRUPPO DI RAFFREDDAMENTO. Il Gruppo di Raffreddamento è stato progettato per raffreddare le torce di saldatura. Deve essere utilizzato esclusivamente con i generatori descritti in questo manuale. 5.1 Dati tecnici. U1 Tensione nominale di alimentazione. 1x400V Alimentazione monofase. 50/60 Hz Frequenza. I1max Corrente massima assorbita. P max Pressione massima. P (1l/min) Potenza refrigerante misurata a 1L/min. I 5.2 Descrizione comandi ed attacchi. Per i riferimenti vedere figure 3a e 3b. BF Tappo. Tappo del serbatoio del liquido refrigerante. BI - BL Rubinetti ad innesto rapido. Collegare i tubi della torcia segnalati con la fascetta adesiva rossa e blu, facendo corrispondere i colori dei tubi con quelli dei rubinetti. BM Asola. Asola per l'ispezione del livello del liquido refrigerante. BN Rubinetti ad innesto rapido. Non utilizzare in applicazioni Robot. Non debbono essere cortocircuitati. Collegare i tubi del circuito di raffreddamento ai rubinetti BI e BL. 5.3 Descrizione protezioni. Per i riferimenti vedere figure 3a, 3b e 7. 5.3.1 Pressione liquido refrigerante. Questa protezione è realizzata mediante un pressostato, inserito nel circuito di mandata della pompa, che comanda un microinterruttore. La pressione insufficiente è segnalata, con la sigla H2O lampeggiante sul display O del Pannello di Controllo (errore 75) (par. 11.2). 5.3.2 Fusibile (T 1,6A/400V). Questo fusibile è inserito a protezione della pompa e del ventilatore del Gruppo di Raffreddamento. È collocato sul pannello posteriore del Generatore (solo art. 366), oppure all’interno del Gruppo di Raffreddamento GR52. 5.4 Avviamento Gruppo di Raffreddamento. Il Gruppo di Raffreddamento è predisposto dalla fabbrica su OFF, cioè spento. Se si utilizza una torcia con raffreddamento a liquido, modificare tale impostazione (par. 10.1). 3300279-C 17-03-2016 CEBORA S.p.A. I 12 6 PANNELLO DI CONTROLLO. Le apparecchiature componenti il Sistema di Saldatura SOUND TIG ROBOT Cebora possono operare in modo autonomo, cioè indipendente dal Sistema Robot, oppure in modo integrato, cioè come parte integrante dell’Impianto di Saldatura Robotizzato. L’integrazione fra Sistema di Saldatura Cebora e Sistema Robot è determinata dalla funzione Robot, nel menù “Seconde Funzioni” (par. 10.2): funzione Robot attiva (rob On) = funzionamento “integrato”; funzione Robot non attiva (rob OFF) = funzionamento “indipendente”. NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot e tratta esclusivamente il funzionamento “integrato”. NOTA: Con la funzione Robot attiva (rob On) è disponibile solo l’accensione dell’arco con “alta frequenza”, l’accensione a contatto (striscio) è disabilitata. 6.1 Modalità Operative del Sistema. Con la funzione Robot attiva (rob On), il Sistema prevede 3 modalità operative (Operating Mode): Parameter Selection Internal mode, per abilitare il Pannello di Controllo ad operare le impostazioni di funzionamento del Generatore, senza disabilitare la funzione Robot; Tig mode, per saldatura Tig, con parametri impostabili da Terminale Robot; Job mode, per saldatura con punti di lavoro prefissati dall’utente e memorizzati. Per informazioni più dettagliate consultare il Manuale Istruzioni dell’Interfaccia Robot Cebora. 6.1.1 Parameter Selection Internal mode. Nella modalità Parameter Selection Internal, il Pannello di Controllo ha il pieno controllo delle funzioni del Sistema di Saldatura, mentre le selezioni operate da Terminale Robot sono bloccate. In Parameter Selection Internal mode è possibile richiamare uno dei programmi memorizzati e variarne i parametri, per eseguire prove di saldatura con i nuovi valori. NOTA: La selezione del modo di funzionamento (tasto AR) è inattiva, perché il funzionamento in impianti Robot prevede solo il modo “2 tempi” (led F acceso). NOTA: Il comando di saldatura Arc-On è il solo segnale che deve essere fornito sempre da Terminale Robot in tutte le modalità operative. I comandi e le segnalazioni del Pannello di Controllo sono descritti nel par. 7. 6.1.2 Tig mode. Nella modalità Tig i parametri della Saldatura Tig sono impostabili da Terminale Robot. La selezione fra Tig-AC o Tig-DC è effettuata da Terminale Robot mediante il segnale digitale Job 0/DC-AC. La condizione è segnalata sul Pannello di Controllo dai led AX e AV. La selezione fra Tig-CONTINUO o Tig-PULSATO è effettuata da Terminale Robot mediante il segnale digitale Job 1/Pulsed On. La condizione è segnalata sul Pannello di Controllo dai led B ed E. Le variazioni di corrente di saldatura e di velocità filo sono ottenibili da Terminale Robot mediante le regolazioni analogiche di Welding Current e Wire Speed. Il valore della corrente di saldatura è visualizzata sul Pannello di Controllo dal display O. 6.1.3 Job mode. NOTA: Con il termine “Job” si intende un punto di lavoro realizzato dall’utente regolando i parametri disponibili della saldatura Tig e quindi salvato (memorizzato) in una area di memoria detta “numero di Job”. Nella modalità Job è possibile richiamare un punto di lavoro, precedentemente memorizzato, realizzato partendo da una condizione di Saldatura Tig definita dall’utente e salvata in un “numero di Job”. 3300279-C 17-03-2016 CEBORA S.p.A. 13 I punti di lavoro memorizzati sono richiamabili mediante la selezione da Terminale Robot del “numero di Job”. Per la selezione sono disponibili i 3 segnali digitali Job 0/DC-AC, Job 1/Pulsed On e Job 2 (3 bits per “numero di Job” = 1 ÷ 7). Se da Terminale Robot è selezionato un “numero di Job” = 0 (zero), alcuni parametri del punto di lavoro fissato da Terminale Robot sono modificabili da Pannello di Controllo mediante il tasto AP e manopola Y. Su display O sono visualizzati i valori, modificabili con manopola Y, relativi alle funzioni selezionate con il tasto AP. Se da Terminale Robot è selezionato un “numero di Job” = 1 ÷ 7 su display O compare, per 5 secondi, l’indicazione del numero del punto di lavoro richiamato (es.: P01). Se l’indicazione è fissa, trascorsi i 5 secondi, il Pannello di Controllo visualizza i parametri relativi al punto di lavoro richiamato; l’eventuale indicazione lampeggiante indica che al “numero di Job” selezionato non corrisponde alcun punto di lavoro memorizzato, e l’indicazione su display O rimane lampeggiante. 7 GESTIONE DA PANNELLO DI CONTROLLO. L’operatività del Pannello di Controllo è condizionata dallo stato della funzione Robot nel menù “Seconde Funzioni” (par. 10.2). Con la funzione Robot disabilitata (rob OFF) il Pannello di Controllo mantiene la piena gestione del Sistema di Saldatura (tranne il comando di saldatura, segnale Arc-On, che deve essere sempre fornito da Terminale Robot). Con la funzione Robot abilitata (rob On) l’operatività del sistema passa al Terminale Robot ed il Pannello di Controllo mantiene una operatività parziale. NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot. Questi Generatori hanno il Pannello di Controllo incorporato. Di seguito è descritto solo il funzionamento con funzione Robot attiva (rob On). Lo stato della funzione Robot può essere verificato mediante il menù “Seconde Funzioni” (par. 10.2). Con la funzione Robot attiva (rob On), l’operatività del Pannello di Controllo è condizionata dalla Modalità Operativa selezionata (par. 6.1). Di seguito sono descritti i comandi e le segnalazioni in funzione di tale selezione. fig. 7 3300279-C 17-03-2016 I CEBORA S.p.A. 14 7.1 Tasto AT - Processo di saldatura. Operativo in Parameter Selection Internal mode. Ad ogni pressione del tasto si seleziona un diverso processo di saldatura. Il processo selezionato è indicato dall’accensione del led corrispondente. Led AX Processo Tig-DC. Led AV Processo Tig-AC. Led AW Processo MMA. I 7.2 Tasto AS - Modo di funzionamento. Operativo in Parameter Selection Internal mode. La selezione del modo è indicato dall’accensione del led corrispondente. Led D Funzione “Hot Start”, attiva solo in MMA. Led C Funzione “Arc Force”, attiva solo in MMA. Led E Saldatura Tig-CONTINUO, con accensione mediante alta tensione/frequenza. Led B Saldatura Tig-PULSATO, con accensione mediante alta tensione/frequenza. Led A Saldatura Tig-CONTINUO, con accensione a contatto (striscio) (non disponibile). Led AU Saldatura Tig-PULSATO, con accensione a contatto (striscio) (non disponibile). 7.3 Tasto AR - Programma di comando. Non operativo, selezione bloccata in “due tempi”. Led G Puntatura (non disponibile, sempre spento). Led F Due tempi (sempre acceso). Led W Quattro tempi (non disponibile, sempre spento). Led X Programma speciale (non disponibile, sempre spento). Led Z Saldatura con tre livelli di corrente e quattro tempi (non disponibile, sempre spento). Led AA Saldatura con due livelli di corrente e quattro tempi (non disponibile, sempre spento). 7.4 Tasto H - Sinergia. Operativo in Parameter Selection Internal mode. La pressione breve (< 0,7 sec.) di questo tasto abilita la “sinergia”, ove prevista, e permette la selezione di Materiale, Posizione di saldatura, Spessore e Diametro elettrodo. La selezione viene effettuata con manopola Y e la grandezza è visualizzata su display U. Se dopo avere selezionato i parametri non si conferma il diametro dell'elettrodo, la pressione breve (< 0,7 sec.) di questo tasto fa uscire dalla sinergia. Se invece, dopo avere confermato il diametro dell'elettrodo, si vuole uscire dalla sinergia è necessario premere per un tempo lungo (> 0,7 sec.). 7.4.1 Led I - Sinergia. Si accende assieme ad uno dei led L, M, S o R, per indicare la grandezza che è possibile regolare. 7.4.2 Led L - Materiale. I tipi di materiali selezionabili sono in relazione al processo di saldatura e sono: - In Tig-DC l'acciaio inossidabile (SS), il Rame (Cu), il Ferro (FE) e il Titanio (ti). - In Tig-AC l'alluminio (AL), il magnesio (MG). 7.4.3 Led M - Posizione di saldatura. Le sigle che compaiono sul display U sono relative alle normative ISO 6947 e corrispondono alle posizioni di saldatura elencate nella figura a lato. Le sigle relative alle normative ASME sono distinte da un numero più una lettera. 7.4.4 Led S - Spessore. Il display O si accende e visualizza la corrente impostata, il display U visualizza lo spessore relativo alla corrente. Ruotando la manopola Y si varia lo spessore e in relazione varierà anche la corrente. Ovviamente la misura dello spessore e della relativa corrente saranno in relazione alle impostazioni del materiale e della posizione di saldatura. 3300279-C 17-03-2016 CEBORA S.p.A. 15 7.4.5 Led R - Diametro elettrodo. La visualizzazione del diametro dell'elettrodo è la conseguenza dell'impostazione del materiale (led L), della posizione (led M) e dello spessore (led S). Il display U visualizzerà l'elettrodo consigliato in modo non lampeggiante; l'operatore tramite la manopola Y può visualizzare anche altri diametri ma questi saranno visualizzati, in modo lampeggiante, che significa non consigliato. 7.5 Manopola Y. In Parameter Selection Internal mode regola la corrente di saldatura visualizzata su display O, oppure il valore della funzione selezionata con il tasto AP e visualizzata su display U. In modalità Tig e Job regola il valore della funzione selezionata con tasto AP e visualizzata su display U. 7.6 Display O. In ogni modalità operativa visualizza il valore della corrente in base alle seguenti condizioni: Nel funzionamento a vuoto visualizza la corrente impostata. Nel funzionamento a carico visualizza la corrente di saldatura ed i suoi livelli. In abbinamento al led P “Hold” acceso l'ultima corrente di saldatura. All'interno della sinergia visualizza la corrente in relazione allo spessore selezionato (par. 7.4.4). In alcuni casi indica parte di un messaggio completato dal display U: se alla selezione della modalità non corrisponde un Operating Mode esistente visualizza no (sigla completa no Mod); nel caso di messaggio di errore del Generatore, visualizza la sigla Err. Su display U compare il numero dell’errore; la sigla TH lampeggiante indica l’intervento del termostato; nel menù “Funzioni di Servizio” (par. 9) visualizza le sigle no, PL, il “numero di Job” (es.:P01); nel menù “Seconde Funzioni” (par. 10) visualizza le sigle H2O, rob, FdU, HF, GAS, Mot (HSP, LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA. Durante la selezione dei programmi libero o memorizzati le sigle PL …P01…P09. 7.6.1 Led N - Indicatore per display O. Si accende quando il display O visualizza una corrente. 7.7 Display U. In ogni modalità operativa visualizza il valore della tensione d’uscita del Generatore, sia nel funzionamento a vuoto sia durante la saldatura. Quando il led P (Hold) è acceso, visualizza la tensione dell’ultimo tratto di saldatura effettuato. In ogni modalità operativa, per ogni processo di saldatura, visualizza il valore della funzione selezionata tramite il tasto AP, regolabile con manopola Y. In Parameter Selection Internal mode, con la sinergia attivata (led I acceso), visualizza la sigla dei materiali da saldare (se led L acceso), la sigla delle posizioni di saldatura (se led M acceso), i diametri di elettrodo (con led R acceso). In alcuni casi indica parte di un messaggio completato dal display O: se alla selezione della modalità non corrisponde un Operating Mode esistente visualizza Mod (sigla completa no Mod); nel caso di messaggio di errore del Generatore, visualizza il numero dell’errore. Su display O appare la sigla Err; nel menù “Funzioni di Servizio” (par. 9) visualizza le scelte possibili in risposta alla funzione indicata su display O; nel menù “Seconde Funzioni” (par. 10) visualizza le scelte possibili in risposta alla funzione indicata su display O. 7.7.1 Led Q - Indicatore per display U. Si accende quando il display U visualizza una tensione. 3300279-C 17-03-2016 I CEBORA S.p.A. 16 7.8 Tasto AQ - Selezione e memorizzazione programmi. Operativo in Parameter Selection Internal mode e Job mode. Il tasto AQ premuto brevemente effettua una selezione, premuto per un tempo maggiore di 3 secondi effettua una operazione di richiamo, memorizzazione, cancellazione o modifica (par. 9). I 7.9 Tasto AP - Funzioni Tig. Nel funzionamento Tig si accendono in successione i led delle funzioni del grafico della corrente e quelli del funzionamento Tig-AC ( se selezionato), influenzati dal modo di saldatura scelto. Ogni led indica il parametro, il cui valore è visibile su display U e regolabile con manopola Y, durante il tempo di accensione del led stesso. Dopo 5 secondi dall'ultima variazione il led interessato e display U si spengono e display O visualizza il valore della corrente principale (led AG). Quando sono selezionati i led AL (pre-gas) o AB (post-gas) la pressione prolungata oltre 3 secondi di questo tasto attiva la funzione “Test Gas”, e quindi la fuoriuscita del gas dalla torcia. Per interrompere l’uscita del gas premere brevemente il tasto AP. L’uscita del gas termina comunque automaticamente dopo 30 sec dall’attivazione della funzione. All’interno del menu “Seconde Funzioni” permette la selezione delle varie funzioni (par. 10). 7.10 Led AL - Pre-gas. Tempo di uscita del gas prima dell'inizio della saldatura (0,05 ÷ 2,5 sec). 7.11 Led AI - Corrente di inizio saldatura. È una percentuale della corrente principale (led AG). 7.12 Led AH - Slope up. È il tempo in cui la corrente, partendo dal minimo, raggiunge il valore di corrente impostato (0 ÷ 10 sec.). 7.13 Led AG - Corrente principale. È la corrente di saldatura nei processi a singolo livello di corrente, e la corrente principale nei processi a due livelli di corrente. 7.14 Led AD - Corrente di base. È una percentuale della corrente principale (led AG). 7.15 Led AE - Frequenza di pulsazione. È la frequenza della pulsazione della corrente di saldatura (0,16 ÷ 500 Hz). 7.16 Led AF - Periodo di pulsazione. Indica percentualmente il rapporto tra il tempo della corrente principale “t” (AG) ed il periodo della pulsazione “T” (AE) (vedi fig. a lato). Campo di regolazione t/T = 10 ÷ 90 %, effettuabile con manopola Y e indicato su display U. 7.17 Led AC - Slope down. È il tempo in cui la corrente raggiunge il minimo e lo spegnimento dell'arco.(0 ÷ 10 sec.). 7.18 Led AB - Post-gas. È il tempo di uscita del gas al termine della saldatura (0 ÷ 30 sec.). 7.19 Led AO - Start. Livello di “Hot-Start” per ottimizzare le accensioni in Tig-AC per ciascun diametro di elettrodo. Alla accensione di questo led il display U visualizza un valore numerico che fa riferimento ai diametri di elettrodo, l'operatore tramite la manopola Y può impostare il diametro utilizzato ed ottenere immediatamente una buona partenza. Regolazione da 0,5 a 4,8. 3300279-C 17-03-2016 CEBORA S.p.A. 7.20 Led AY - Wave. 11 = quadra - quadra Forma d’onda della corrente di saldatura. Alla 33 = triangolo - triangolo accensione di questo led display U visualizza il 13 = quadra - triangolo numero corrispondente alla forma d’onda 21 = sinusoide - quadra selezionata (vedi tabella). 31 = triangolo - quadra Default = quadra - sinusoidale (12). La selezione della forma d’onda può essere modificata con manopola Y. 17 22 = sinusoide - sinusoide 12 = quadra - sinusoide 23 = sinusoide - triangolo 32 = triangolo - sinusoide NOTA: La prima cifra che compone il numero è riferita alla semionda negativa o di penetrazione, la seconda cifra è riferita alla semionda positiva o di pulizia. La variazione del tipo di forma d'onda può anche ridurre il rumore dell’arco in saldatura AC. 7.21 Led AN - Hz. Frequenza della corrente alternata (50 ÷ 120 Hz). 7.22 Led AM - Bilanciamento. È la percentuale della semionda negativa (penetrazione) nel periodo di corrente alternata. Regolazione -10 / 0 / 10 dove 0 = 65% (consigliata) -10 = 50% e 10 = 85%. 7.23 Led T - >48V - AC. Nel funzionamento Tig-AC indica, quando acceso, il corretto funzionamento del dispositivo che riduce il rischio di scosse elettriche. 3300279-C 17-03-2016 I CEBORA S.p.A. 18 8 GESTIONE DA TERMINALE ROBOT. L’operatività del Terminale Robot è condizionata dallo stato della funzione Robot nel menù “Seconde Funzioni” (par. 10.2). Con la funzione Robot abilitata (rob On) il Terminale Robot ha la piena operatività del Sistema di Saldatura. Con la funzione Robot disabilitata (rob OFF) il Terminale Robot mantiene la sola gestione del comando di saldatura (segnale Arc-On). I NOTA: Il presente Manuale Istruzioni si riferisce ai Generatori artt. 366, 367 e 368 in applicazioni Robot. Pertanto di seguito sono solo elencati e brevemente descritti, i segnali provenienti dal Controllo Robot, con la funzione Robot attiva (rob On). Per maggiori dettagli sui segnali provenienti dal Controllo Robot si consiglia di consultare il Manuale Istruzioni dell’Interfaccia Robot. 8.1 Selezioni da Terminale Robot. 8.1.1 Modalità Operativa (Operating Mode). Impostazione della Modalità Operativa del Sistema di Saldatura. Sono disponibili 2 segnali (2 bits, 0 - 1) per selezionare le modalità Tig mode, Job mode e Parameter Selection Internal mode (vedi tabella su Manuale Istruzioni Interfaccia Robot). 8.1.2 “numero di Job”. Selezione di un “numero di Job” da richiamare. Sono disponibili 3 segnali (3 bits, 0 - 2) (vedi tabella su Manuale Istruzioni Interfaccia Robot). Gli stessi segnali eseguono diverse selezioni in base alla modalità operativa impostata: in Tig mode selezionano il funzionamento Tig-AC e Tig-Pulsato; in Job mode selezionano un “numero di Job”. 8.2 Comandi da Terminale Robot. 8.2.1 Arc-On. Comando di start corrente per il Generatore. 8.2.2 Robot Ready. Consenso alla saldatura da parte del controllo Robot. 8.2.3 Gas Test. Comando per elettrovalvola del gas. 8.2.4 Wire Inching. Comando di avanzamento filo. 8.2.5 Wire Retract. Comando di arretramento del filo. 8.3 Regolazioni da Terminale Robot. Le regolazioni da Terminale Robot possono essere abilitate o disabilitate mediante i dip-switches sulla Interfaccia Robot (vedi Manuale Istruzioni Interfaccia Robot). L’impostazione di fabbrica dell’Interfaccia Robot è con le seguenti funzioni attive. 8.3.1 Welding Current. Operativo solo in Modalità Tig. Imposta la corrente di saldatura. Su Pannello di Controllo è visualizzata su display O, quando il led N è acceso. 8.3.2 Wire Speed. Operativo solo in Modalità Tig. Imposta la velocità del filo in saldatura. 3300279-C 17-03-2016 CEBORA S.p.A. 9 19 FUNZIONI DI SERVIZIO. NOTA: Con il termine “Job” si intende un punto di lavoro realizzato dall’utente regolando i parametri disponibili della saldatura Tig e quindi salvato (memorizzato) in una area di memoria detta “numero di Job”. NOTA: Il tasto AQ premuto brevemente effettua una selezione, premuto per un tempo maggiore di 3 secondi effettua una operazione di richiamo, memorizzazione, cancellazione o modifica. 9.1 Richiamo e/o modifica di un Job memorizzato da Pannello di Controllo. La modifica di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo. Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il Pannello di Controllo. Premere brevemente il tasto AQ. Display O visualizza il numero dell'ultimo Job utilizzato o, se non sono mai stati utilizzati, dell'ultimo Job memorizzato (es.: P01). Premere ancora brevemente il tasto AQ per selezionare il “numero di Job” da richiamare o modificare, se diverso da quello indicato su display O. Dopo 3 secondi su Pannello di Controllo sono visualizzati i parametri relativi al Job richiamato. È ora possibile eseguire la saldatura con i parametri indicati, oppure modificare i parametri mediante i comandi del Pannello di Controllo. Una volta modificati i parametri, premere il tasto AQ per più di 3 secondi se si intende sovrascrivere il Job richiamato, oppure premere brevemente il tasto AQ per selezionare un diverso “numero di Job” quindi premerlo di nuovo per più 3 secondi per creare un nuovo Job con i parametri modificati. In entrambi i casi un segnale acustico (BIP) segnala l’avvenuta memorizzazione del Job. 9.2 Richiamo di un Job memorizzato da Terminale Robot. Selezionare da Terminale Robot la modalità Job mode ed un “numero di Job” diverso da 0 (zero). Display O visualizza il “numero di Job” scelto. Dopo 3 secondi, su Pannello di Controllo sono visualizzati i parametri relativi al Job scelto. Se al “numero di Job” scelto non corrisponde alcun Job esistente, l’indicazione del “numero di Job” su display O è lampeggiante, e le restanti segnalazioni su Pannello di Controllo spente. 9.3 Memorizzazione di un Job. La memorizzazione di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo. Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il Pannello di Controllo. Dopo aver eseguito una prova di saldatura con i parametri che si intende memorizzare, premere brevemente il tasto AQ per selezionare il “numero di Job” in cui si vuole memorizzare i parametri. Display O visualizza il numero dell'ultimo Job utilizzato o, se non sono mai stati utilizzati, dell'ultimo Job memorizzato (es.: P01). Se il “numero di Job” selezionato è già occupato l’indicazione sul display O è fissa, se invece è libero l’indicazione è lampeggiante. Premere il tasto AQ per un tempo maggiore di 3 secondi; un segnale acustico (BIP) segnala l’avvenuta memorizzazione del Job. 9.4 Cancellazione di un Job. La cancellazione di un Job non è effettuabile da Terminale Robot ma solo da Pannello di Controllo. Selezionare da Terminale Robot la modalità Parameter Selection Internal, per rendere operativo il Pannello di Controllo. Premere brevemente il tasto AQ per selezionare il “numero di Job” che si intende cancellare, visualizzato in modo fisso su display O. Con manopola Y impostare la sigla dEL, su display U. Premere il tasto AQ per un tempo maggiore di 3 secondi; un segnale acustico (BIP) segnala l’avvenuta cancellazione del Job; l’indicazione su display O diviene lampeggiante. Queste 2 ultime azioni devono essere eseguite entro il tempo in cui il display O visualizza in modo fisso il “numero del Job”, cioè 5 secondi circa. Trascorso tale periodo il Pannello di Controllo ritorna alla operatività normale e per effettuare la cancellazione occorre premere di nuovo brevemente il tasto AQ. 3300279-C 17-03-2016 I CEBORA S.p.A. 20 10 SECONDE FUNZIONI. L’ingresso al menù “Seconde Funzioni” avviene con la pressione contemporanea dei tasti AQ e AP per un tempo maggiore di 3 secondi. La scelta delle voci del menù è realizzata premendo in modo breve il tasto AP. L’uscita dal menù “Seconde Funzioni” avviene premendo in modo breve il tasto AQ. I 10.1 Funzione Gruppo di Raffreddamento (H2O). All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare H2O su display O; con manopola Y selezionare il tipo di funzionamento, indicato su display U: OFF = spento (default); OnC = continuo, sempre acceso; OnA = accensione automatica. Premere il tasto AQ per uscire dal menù “Seconde Funzioni” memorizzando le impostazioni attuali. All’accensione del Generatore, se impostato in continuo o in automatico, il Gruppo di Raffreddamento entra in funzione per mettere in pressione il liquido nel circuito di raffreddamento. Se entro 15 secondi non arriva il comando di start (Arc-On) il Gruppo si arresta. Nel funzionamento automatico, ad ogni comando di start (Arc-On) il Gruppo inizia a funzionare e si arresta 3 minuti dopo la scomparsa del segnale di start. Se la pressione del liquido refrigerante è insufficiente il Generatore non eroga corrente e su display O compare il messaggio H2O lampeggiante (errore 75, par. 11.2). NOTA: Se la pompa ruota in assenza del liquido refrigerante è necessario togliere l'aria dai tubi: - spegnere il Generatore e riempire il serbatoio; - scollegare il tubo blu del cavo Torcia dal raccordo BL; - collegare una estremità di un nuovo tubo al raccordo BL rimasto libero e inserire l’altra estremità del tubo nel serbatoio; - accendere il Generatore e quindi il Gruppo di Raffreddamento per circa 10/15 secondi per riempire la pompa; - spegnere il Generatore e ripristinare i collegamenti dei tubi della Torcia. 10.2 Funzione Robot (rob). All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare rob su display O; con manopola Y selezionare lo stato della funzione, indicato su display U: OFF = non attiva (default); On = attiva. Premere il tasto AQ per uscire dal menù “Seconde Funzioni” memorizzando le impostazioni attuali. Con la funzione Robot disabilitata (rob OFF) il Pannello di Controllo mantiene la piena gestione del Sistema di Saldatura. Con la funzione Robot abilitata (rob On) l’operatività del sistema passa al Terminale Robot ed il Pannello di Controllo mantiene una operatività parziale, condizionata dalla “Modalità Operativa” (Operating Mode) selezionata (par. 6.1). Con la funzione Robot abilitata (rob On) se l’Interfaccia Robot è scollegata o disalimentata, su Pannello di Controllo i display O e U indicano rob int lampeggiante (errore 7, par. 11.2). Con la funzione Robot abilitata (rob On) e l’Interfaccia Robot collegata ed alimentata, il sistema è pronto per operare, comandato dal Controllo Robot. 10.3 Funzione Feeder Unit (FdU). All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare FdU su display O; con manopola Y selezionare lo stato della funzione, indicato su display U: OFF = non attiva (default); On = attiva. Operativa in Parameter Selection Internal mode e in Tig mode. In Parameter Selection Internal mode i vari parametri possono essere regolati da Pannello di Controllo, in Tig mode da Controllo Robot. Il diagramma “Feeder Unit function”, alla fine di questo manuale, è riferito alla modalità Parameter Selection Internal, con l’utilizzo del tasto AP e manopola Y del Pannello di Controllo. 3300279-C 17-03-2016 CEBORA S.p.A. 21 Con la funzione FdU attiva, diventano disponibili altri parametri, selezionabili con tasto AP e regolabili con manopola Y: HF (High Frequency). Con manopola Y si seleziona se abilitare il generatore di HF interno al Generatore (“int” (default)) oppure quello interno al Carrello Trainafilo (“FdU”). GAS Con manopola Y si seleziona se il Gas proviene dal Generatore (“int” (default)) oppure dal Carrello Trainafilo (“FdU”). Mot (Wire Feeder Motor). Modalità di funzionamento del motore trainafilo: OFF (Off (default)). Il processo filo freddo non è attivo. OnC (Continuous). Funzionamento continuo. Il motore funziona alla velocità impostata nel parametro HSP. ASY (Asyncronous). Funzionamento asincrono. Il motore funziona per ottenere un avanzamento del filo alternato. Richiede l’impostazione dei parametri HSP, LSP, Frq e dtY. SYn (Syncronous). Funzionamento sincrono, disponibile solo in “Tig-Pulsato”. L’avanzamento del filo avviene in modo alternato sincrono con la pulsazione della corrente. Frequenza e duty cycle del moto alternato sono quelli della pulsazione della corrente. È necessario pertanto che la frequenza della pulsazione della corrente sia compresa fra 0,1 e 5 Hz, ed il duty cycle sia compreso fra 10 e 90 %. Richiede l’impostazione dei parametri HSP ed LSP. HSP (High Speed). E’ la velocità “alta” di avanzamento del filo espressa in m/min. Regolazione 0,0 ÷ 10,0 m/min (default = 1,0 m/min). LSP (Low Speed). E’ la velocità “bassa” di avanzamento del filo espressa in m/min. Regolazione -2,5 ÷ 10,0 m/min (default = 0,0 m/min). Frq (Frequency). E’ la frequenza di alternanza fra velocità alta e bassa. Regolazione 0,1 ÷ 5,0 Hz (default = 1 Hz). dtY (Duty Cycle). È il rapporto fra il tempo di velocità alta ed il periodo della frequenza di alternanza, espressa in percentuale. Regolazione 10 ÷ 90% (default = 50%). Aut Avvio automatico del motore. Richiede l’impostazione dei parametri OFF e On. OFF (default). Il motore si avvia con il comando “Up/Down” della torcia oppure con il comando “Inc” da Terminale Robot. On Il motore si avvia al raggiungimento della “Main Current” e si arresta all’uscita dalla “Main Current”. Richiede l’impostazione del parametro SdY. SdY (Start Delay). Ritardo fra il raggiungimento della Main Current e lo start del motore. Regolazione 0,0 ÷ 10,0 secondi (default 0,0 secondi). rEt (Retract). Indica l’arretramento del filo attuato alla fine della saldatura (fine della Main Current). Regolazione 0 ÷ 50 mm (default 1 mm). PdY (Pulse Syncronous high delay). Ritardo dell’impulso di sincronizzazione. Solo in “Tig-Pulsato”. Indica il ritardo o l’anticipo dell’avviamento del motore rispetto al livello alto della pulsazione di corrente. Espresso in centesimi di secondo. Regolazione -99 ÷ +99 s/100 (Default = 0 s). Con la funzione “Feeder Unit” abilitata (Fdu On) se il Carrello Trainafilo è scollegato o disalimentato, su Pannello di Controllo i display O e U indicano FdU int lampeggiante (errore 8, par. 11.2). 10.4 Funzione Crater Arc (CrA). All’interno del menù “Seconde Funzioni”, con il tasto AP selezionare CrA su display O; con manopola Y selezionare lo stato della funzione, indicato su display U: OFF = non attiva (default); On = attiva. Con la funzione CrA attiva, diventano disponibili altri parametri, selezionabili con tasto AP e regolabili con manopola Y. CrC (Crater Current) su display O. Con manopola Y si regola il valore della grandezza CrC, visibile su display U. Regolazione 0 ÷ 100% (default 50%). tCr (Crater Time) su display O. Con manopola Y si regola il valore della grandezza tCr, visibile su display U. Regolazione 0,1 ÷ 30,0 sec (default 0,5 sec). La rampa di discesa fra la “Main Current” e la “Crater Current” è il parametro “Slope Down” (led AC). 10.5 Funzione MMA (MMA). Disponibile solo con processo MMA selezionato (led AW acceso). All’interno delle “Seconde Funzioni”, con manopola Y si seleziona la modalità DC o AC, relativa al processo MMA, visualizzati sul display U. 3300279-C 17-03-2016 I CEBORA S.p.A. 11 I 22 MANUTENZIONE. 11.1 Ispezione periodica, pulizia. Periodicamente controllare che le apparecchiature del Sistema di Saldatura e tutti i collegamenti siano in condizione di garantire la sicurezza dell'operatore. Periodicamente aprire i pannelli del Generatore e del Gruppo di Raffreddamento per controllare gli elementi interni. Rimuovere eventuale sporco o polvere dagli elementi interni, utilizzando un getto d’aria compressa secca a bassa pressione o un pennello. Controllare le condizioni delle connessioni interne di potenza e dei connettori sulle schede elettroniche; se si trovano connessioni “lente” serrarle o sostituire i connettori. Per assicurare un corretto flusso d’aria e quindi l’adeguato raffreddamento degli elementi interni del Generatore, periodicamente aprire le griglie sul Generatore e controllare l’interno del tunnel d’aerazione. Rimuovere l’eventuale sporco o polvere dagli elementi interni del tunnel, utilizzando un getto d’aria compressa secca a bassa pressione o un pennello. Controllare le condizioni dei connettori elettrici, del cavo di alimentazione e degli attacchi pneumatici; se danneggiati sostituirli. Dopo aver eseguito una riparazione fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra le parti connesse all'alimentazione e le parti connesse al circuito di saldatura. Rimontare le fascette come erano in origine in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un collegamento tra alimentazione ed i circuiti di saldatura. Evitare che i fili possano andare a contatto con parti in movimento o con parti che si riscaldano durante il funzionamento. 11.2 Codici Errore. La tabella seguente indica i “Codici Errore” che possono essere visualizzati sui display O e U del Pannello di Controllo in caso di malfunzionamento del Sistema di Saldatura. Per una descrizione più dettagliata sulla ricerca guasti consultare il Manuale di Servizio del Generatore. Codici Descrizione Errore Soluzione Errore 2 Errore EEPROM. Sostituire scheda Controllo su Generatore. Allarme rilevato da scheda Controllo. Controllare il Errore di comunicazione sul CAN collegamento CAN bus fra scheda Controllo e Pannello 6 bus fra Pannello di Controllo e di Controllo. Verificare compatibilità delle versioni dei Generatore (rilevato da Generatore). programmi inseriti nelle schede. Sostituire schede Controllo e/o Pannello di Controllo. Allarme rilevato da scheda Controllo. Controllare il 7 Errore di comunicazione sul CAN collegamento CAN bus fra schede Controllo, e “rob int” bus fra Robot e Generatore (rilevato Interfaccia Robot. Verificare compatibilità delle (solo 367, da Generatore). versioni dei programmi inseriti nelle schede. Sostituire 368) schede Controllo e/o Interfaccia Robot. Allarme rilevato da scheda Controllo. Controllare il 8 Errore di comunicazione sul CAN collegamento CAN bus fra schede Controllo e “FdU int” bus fra Carrello Trainafilo e Controllo Motore. Verificare compatibilità delle (solo 367, Generatore (rilevato da Generatore). versioni dei programmi inseriti nelle schede. Sostituire 368) schede Controllo e/o Controllo Motore. Allarme rilevato da Pannello di Controllo. Controllare Errore di comunicazione sul CAN il collegamento CAN bus fra Pannello di Controllo e bus fra Pannello di Controllo e 9 scheda Controllo. Verificare compatibilità delle Generatore (rilevato da Pannello di versioni dei programmi inseriti nelle schede. Sostituire Controllo). scheda Controllo e/o Pannello di Controllo. Controllare cablaggio fra terminali uscita Generatore, Tensione d’uscita e corrente d’uscita schede filtro-HF, Misura e Controllo. Controllare nulle, con pulsante di start premuto. cablaggio fra Trasduttore corrente e scheda Controllo. 10 Errore nei circuiti di rilievo tensione Sostituire schede Controllo e/o Driver e/o Igbt e/o o corrente d’uscita. Driver-ac, Trasformatore potenza e/o Gruppo Diodi e/o Induttanza d’uscita e/o Trasduttore di corrente. 3300279-C 17-03-2016 CEBORA S.p.A. 23 13 Mancanza comunicazione con Controllare cablaggio fra schede Precarica e Controllo. (solo 367, scheda Precarica, all’accensione. Sostituire schede Precarica e Controllo. 368) Controllare fusibili sul primario del trasformatore di 14 Errore della tensione di servizio. Controllare cablaggio fra schede Controllo e (366 – alimentazione del Microprocessore, Alimentatore. Sostituire schede Controllo e/o “OFF”) su scheda Micro. Alimentatore e/o Trasformatore di servizio. Controllare condizioni della tensione di rete. Verificare 16 Tensione continua all’uscita della che Ponte Raddrizzatore, Condensatori-DC o Gruppo (solo 367, scheda Precarica inferiore al valore Igbt non siano in cortocircuito. Sostituire schede 368) minimo (400 Vdc). Precarica e/o Controllo. Controllare che i terminali 3 e 4 di J1 su scheda TA Mancanza segnale “interlock” su (367, 368) (o J8 di scheda igbt su 366) siano connessi 20 modulo Master. fra loro. Sostituire schede TA (o scheda igbt su 366) e/o Controllo. Sostituire schede Controllo e/o Driver e/o Igbt e/o TA. Errore nella EPLD. Corrente al 25 Sostituire gli Igbt dell’inverter e/o Trasformatore di primario eccessiva. potenza e/o Gruppo Diodi secondario. Eseguire la procedura di taratura del trimmer su scheda Taratura errata del trimmer su 30 Controllo, seguendo le istruzioni del Manuale di modulo master. Servizio del Generatore. Sostituire scheda Controllo. Pulsante di Start premuto al “trG” ripristino da allarme per Sostituire schede Connettore e/o Controllo. (53) sovratemperatura. Tensione >48 V in AC e tensione Controllare cablaggio fra uscita Gruppo Diodi, 54 nulla all’accensione (cortocircuito inverter-AC e terminali d’uscita del Generatore. fra torcia e pezzo). Sostituire scheda Controllo e/o Driver-AC. Controllare condizioni di usura della torcia, cablaggio Time-out max., durata del di potenza fra uscita Gruppo Diodi e terminali d’uscita 56 cortocircuito eccessiva. del Generatore. Sostituire schede Misura e/o Controllo e/o Driver-AC e/o Trasduttore di corrente. Riprogrammare il Generatore con il Firmware nelle Disallineamento delle versioni del 58 versioni corrette. Sostituire schede Controllo e/o Firmware. Pannello di Controllo. Fase LI della tensione di rete Verificare il valore delle tre fasi della tensione di rete. 61 inferiore al valore minimo Sostituire schede Precarica e/o Controllo. consentito. Sostituire schede Termostato su Gruppo Igbt e/o “tH1” Sovratemperatura Igbt Inverter. (74) Controllo. “H2O” Pressione bassa del liquido di Sostituire pressostato su Gruppo di Raffreddamento e/o (75) raffreddamento. schede Precarica e/o (Igbt su 366) e/o Controllo. Controllare collegamenti fra Gruppo di raffreddamento e Generatore. Su 367, 368 presenza del ponticello sui Gruppo di Raffreddamento non pin 3 e 4 di J6 su scheda Controllo. Su 366, in caso di “nc” (76) connesso. mancanza Gruppo, controllare inserimento della spina nel connettore BP su pannello posteriore del Generatore. “TH2” Sovratemperatura Gruppo diodi ed Sostituire schede Termostato e/o Driver-AC e/o (77) IGBT. Controllo. “OFF” Mancanza tensione di rete (99) (solo Sostituire schede Precarica e/o Controllo. (Generatore spento). 367, 368) 3300279-C 17-03-2016 I CEBORA S.p.A. IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS. WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758. GB NOISE. This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. ELECTRIC AND MAGNETIC FIELDS. May be dangerous. Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. Exposure to EMF fields in welding/cutting may have other health effects which are now not known. All operators should use the following procedures in order to minimize exposure to EMF fields from the welding/cutting circuit: - Route the electrode and work cables together – Secure them with tape when possible. - Never coil the electrode/torch lead around your body. 3300279-C 24 - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS. Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY. This machine is manufactured in compliance with the instructions contained in the harmonized standard IEC 60974-10 (CL.A), and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in nonindustrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT. Do not dispose of electrical equipment together with normal waste! In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL 17-03-2016 CEBORA S.p.A 1.1 Warning label. The following numbered text corresponds to the label numbered boxes. 25 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4 4.1 B. C. Drive rolls can injure fingers. Welding wire and drive parts are at welding voltage during operation — keep hands and metal objects away. 3300279-C 5 6 Electric shock from welding electrode or wiring can kill. Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves. Protect yourself from electric shock by insulating yourself from work and ground. Disconnect input plug or power before working on machine. Breathing welding fumes can be hazardous to your health. Keep your head out of fumes. Use forced ventilation or local exhaust to remove fumes. Use ventilating fan to remove fumes. Welding sparks can cause explosion or fire. Keep flammable materials away from welding. Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. Do not weld on drums or any closed containers. Arc rays can burn eyes and injure skin. Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. Become trained and read the instructions before working on the machine or welding. Do not remove or paint over (cover) label 17-03-2016 GB CEBORA S.p.A. 26 SUMMARY 1 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.16 7.17 7.18 7.19 7.20 7.21 7.22 7.23 SAFETY PRECAUTIONS. ......................... 24 1.1 WARNING LABEL. ......................................... 25 2 SYSTEM DESCRIPTION. .......................... 27 2.1 LAY OUT. ...................................................... 27 2.2 CONFIGURATION. ......................................... 28 2.3 FIRMWARE UPGRADE. ................................... 28 GB 3 INSTALLATION. ........................................ 29 3.1 3.2 3.3 3.4 4 PLACEMENT. ................................................ 29 POWER SOURCE INSTALLATION. ................... 29 COOLING UNIT INSTALLATION. .................... 29 WELDING SYSTEM POWER UP. ...................... 29 POWER SOURCE. ...................................... 31 4.1 TECHNICAL SPECIFICATIONS. ....................... 31 4.2 COMMANDS AND FITTINGS DESCRIPTION. ..... 31 4.3 EXTERNAL COMMANDS. ............................... 32 5 8 6 TECHNICAL SPECIFICATIONS. ....................... 33 COMMANDS AND FITTINGS DESCRIPTION. ..... 33 PROTECTIONS DESCRIPTION.......................... 33 COOLING UNIT POWER UP. ........................... 33 CONTROL PANEL. .................................... 34 6.1 OPERATING MODES OF THE SYSTEM. ........... 34 7 MANAGEMENT VIA CONTROL PANEL.35 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 KEY AT - WELDING PROCESS. ...................... 36 KEY AS - WORKING MODE. .......................... 36 KEY AR - COMMAND PROGRAM. .................. 36 KEY H - SYNERGY. ....................................... 36 KNOB Y. ....................................................... 37 DISPLAY O. .................................................. 37 DISPLAY U. .................................................. 37 KEY AQ - PROGRAMS SELECTION AND MEMORIZATION. ........................................... 38 3300279-C MANAGEMENT VIA ROBOT TERMINAL. ........................................................................ 40 8.1 SELECTIONS FROM ROBOT TERMINAL. ......... 40 8.2 COMMANDS FROM ROBOT TERMINAL. .......... 40 8.3 ADJUSTMENTS FROM ROBOT TERMINAL. ...... 40 COOLING UNIT. ......................................... 33 5.1 5.2 5.3 5.4 KEY AP - TIG FUNCTIONS. ............................ 38 LED AL - PRE-GAS. ....................................... 38 LED AI - WELDING START CURRENT. ............ 38 LED AH - SLOPE UP. ..................................... 38 LED AG - MAIN CURRENT. ............................ 38 LED AD - BASE CURRENT. ............................ 38 LED AE - PULSE FREQUENCY. ....................... 38 LED AF - PULSE PERIOD. ............................... 38 LED AC - SLOPE DOWN. ................................ 38 LED AB - POST-GAS. ..................................... 38 LED AO - START. .......................................... 38 LED AY - WAVE. .......................................... 39 LED AN - HZ................................................. 39 LED AM - BALANCE. .................................... 39 LED T - > 48V - AC. ..................................... 39 9 SERVICE FUNCTIONS. ............................. 41 9.1 RECALL AND/OR MODIFY SAVED JOB FROM THE CONTROL PANEL........................................... 41 9.2 RECALL A SAVED JOB BY ROBOT TERMINAL. 41 9.3 SAVING A JOB. .............................................. 41 9.4 DELETING A JOB. .......................................... 41 10 SECOND FUNCTIONS. .............................. 42 10.1 10.2 10.3 10.4 10.5 11 COOLING UNIT FUNCTION (H2O). ................. 42 ROBOT FUNCTION (ROB). .............................. 42 FEEDER UNIT FUNCTION (FDU). ................... 42 CRATER ARC FUNCTION (CRA). .................... 43 MMA FUNCTION (MMA). ............................ 43 MAINTENANCE. ......................................... 44 11.1 PERIODIC INSPECTION, CLEANING. ................ 44 11.2 ERROR CODES. .............................................. 44 17-03-2016 CEBORA S.p.A. 27 2 SYSTEM DESCRIPTION. 2.1 Lay out. The Cebora SOUND TIG ROBOT Welding System is a multi-process system for Tig welding, developed for use in combination with a Welding Robot arm on automated welding systems. It comprises a Power Source, with integrated Control Panel, a Cooling Unit, a Wire Feeder Unit and a Robot Interface (see fig. 2). GB fig. 2 2 3 4 5 6 7 8 10 21 22 24 25 26 Power Source – Wire feeder extension (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Power Source – Robot Interface signal cable connection (art. 1200, l = 5m). Power Source – Robot Interface CANopen cable (1.5 m long, included in the Robot Interface). Robot Control cabinet. Welding wire 15 Kg spool holder (art. 121) (option Marathon Pack). Tig torch. Wire Feeder Unit (WF4-R3, art. 1661). Welding wire sheath (art. 1935.00, l = 1,6 m; art. 1935.01, for Marathon Pack). Power Source (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80; Tig AC-DC 4560/T, art. 368.80). Cooling Unit (GRV10 or GR52). Control Panel (integrated in the Power Source). Robot Interface (RAI 217, art. 217-01). Custom multiwire wiring. This Instruction Manual refers to the Power Source, equipped with Control Panel and Cooling Unit, and has been prepared to educate the personnel assigned to install, operate and maintain the welding machine. It must be stored carefully in a place familiar to users, and consulted whenever there are doubts. It must be kept for the entire operative life-span of the machine, and used to order spare parts. The Cebora SOUND TIG ROBOT system has three models of Power Source to choose from one or the other, based on system needs, and two Cooling Units used in combination with the Power Sources: Power Source TIG 2643/T art. 366.80. Cooling Unit GRV10 (for art. 366). Power Sources TIG 3340/T art. 367.80; TIG 4560/T art. 368.80. Cooling Unit GR52 (for arts. 367, 368). 3300279-C 17-03-2016 CEBORA S.p.A. 28 2.2 Configuration. The Cebora SOUND TIG ROBOT Welding System can be equipped or not with Wire Feeder Unit, based on plant specifications. The Wire Feeder Unit has the “motor control” board that communicates with the “control” board of the Power Source and the Control Panel, via CAN bus communication line. When Welding System is without Wire Feeder Unit, the CAN bus communication line towards the Wire Feeder Unit remains not connected, connector BS free. For corrected operation, such line must be “loaded” with a terminating resistor of 120 ohm. This operation is carried out through the switches BU and BV located on the Power Source rear panel. The same situation as far as the Interface Robot: Without Wire Feeder Unit, connector BS free = switch BV in OFF position. With Wire Feeder Unit, connector BS connected = switch BV in ON position. In manual (without Robot), connector BT free = switch BU in OFF position. With Robot, connector BT connected = switch BU in ON position. GB 2.3 Firmware upgrade. The Cebora SOUND TIG ROBOT Welding System is controlled by microprocessor-based circuits, which manage the operative functions of the Welding System and the operator interface. Each System component, Power Source, Control Panel, and when present, Feeder Unit contains a microprocessor circuit, which not only manages the functions of the unit to which it belongs, but also communicates one each other via CAN bus serial line. Based on this architecture, the following units may be identified: MASTER microprocessor, in the Power Source micro board; PANEL microprocessor, in the Control Panel micro board. Each microprocessor is programmed with a different program, which must obviously be compatible with those of the other microprocessors. To make it easier to enter and upgrade these programs, a single-access system is provided, the BO connector on the front panel of the Power Source, which allows the microprocessors to be programmed in a single programming session. With this step the programs are simultaneously entered into the microprocessors, each automatically in its place. The updated MASTER and PANEL programs are grouped together in a single programming file, recognizable from the extension “.ceb”, available from the Cebora Web site www.cebora.it. For theirs use is necessary to download and to install in the computer the “Cebora Device Manager” program, available in Cebora Web site www.cebora,it. With such program it is possible to record in the computer the files relative to “firmware Cebora” (programs downloadable from the Cebora site) and to insert them in the machines that have to be programmed or updated. The “Cebora Device Manager” user instructions are enclosed to the program. The version of the inserted programs, is visible during start-up in the Control Panel, in the following form: display O = “PAn”; display U = “03_” = version 03 of PANEL program. display O = “MSt”; display U = “04_” = version 04 of MASTER program. Starting from versions “2.3.1” of the “Cebora Device Manager”, “01” of the Power Source art. 366 Firmware, “01” of the Power Source art. 367 Firmware, “01” of the Power Source art. 368 Firmware, also the Firmware of Wire Feeder Unit and Robot Interface can be updated with the same procedure. With the Wire Feeder Unit and Robot Interface connected to the Power Source, through the connector BO on the front panel of the Power Source is possible to update the Wire Feeder Unit and/or Robot Interface programs using the same instructions valid for the Power Source and Control Panel programs. The Firmware for Wire Feeder Unit and Robot Interface is available from the Cebora Web site www.cebora.it. 3300279-C 17-03-2016 CEBORA S.p.A. 29 3 INSTALLATION. This equipment must be used solely for welding operations. It is essential to pay especially close attention to the chapter on SAFETY PRECAUTIONS in this Instruction Manual, par. 1. The equipment must be installed by qualified personnel. All connections must be carried out in compliance with current standards and in full observance of current safety laws. 3.1 Placement. The combined weight of Power Source and Cooling Unit is approximately 100 Kg, thus when lifting following the instructions shown in figure a side. Position the Power Source in an area that ensures good stability, and efficient ventilation so as to prevent metal dust from entering. 3.2 Power Source installation. For reference see fig. 2, 3a and 3b. Place the Robot Interface (25) inside the Robot Control Cabinet (5), following the instructions provided in the Robot Interface Instruction Manual. Connect the Power Source (21) to the Robot Interface (25) using the signal cable (3) and the CANopen cable (4) (the latter is included in the Robot Interface). If present, connect the Power Source (21), BS connector to the Wire Feeder (8) BB connector by means of the extension (2). Connect the power cable of the Tig Torch to the BA terminal of the Power Source and the eventual Torch signals cable to the BC connector of the external commands of the Power Source. Connect the ground cable of the welding system to the BB terminal of the Power source. Mount the plug on the power cord, being especially carefully to connect the yellow/green conductor to the earth pole. Make sure that the supply voltage corresponds to the rated voltage of the Power Source. Size the protective fuses based on the data listed on the technical specifications plate of the Power Source. Complete the remaining connections of the other Welding System equipments, consulting the relative Instruction Manuals in par. “Installation”. 3.3 Cooling Unit installation. For reference see fig. 2, 3a and 3b. Unscrew the cap BF and fill the 5-litre tank. The device is supplied by the factory with approximately one litre of fluid already present. It is important to periodically check, through the slot BM, that the fluid remains at the “max” level. As a coolant, use water (preferably de-ionized) mixed Temperature water/alcohol. with alcohol, in the percentage shown in the table a side: 0°C up to -5°C 4L/1L Connect the hoses of the Tig Torch (7) cooling circuit to -5°C up to -10°C 3.8L/1.2L the BI and BL fittings of the Cooling Unit (22) matching the hose and valve colours correctly. 3.4 Welding System power up. For reference see fig. 3a, 3b and 7. Power up the Welding System with the BG switch on Power Source. System powered; on Control Panel all leds and display light on (lamp test). After one second, the display O reads “Art”, and display U reads the Power Source code (es.:“368”). After one second, the display O reads “PAn”, and display U reads the version of the PANEL program inserted into Control Panel (es.: 01_). After one second, the display O reads “MSt”, and display U reads the version of the MASTER program inserted into micro board of the Power Source (es.: 01_). 3300279-C 17-03-2016 GB CEBORA S.p.A. 30 After one second, the display O reads P-L and display U remains OFF. Subsequently, Control Panel returns in the state as set before the last time the unit was shut off. After one second the switch BG is closed, the fan on the Power Source runs for 10 seconds, then stops. Depending of its setup Cooling Unit may start running (par. 10.1). NOTE: The Cooling Unit is preset by the factory to OFF. Change this setting if a water-cooled torch is used (par. 10.1). GB fig. 3a fig. 3b 3300279-C 17-03-2016 CEBORA S.p.A. 31 4 POWER SOURCE. The Power Source does not work independently, but must be connected to the other system equipment. The Power Source is the main power supply of the Welding System and provides the supply voltages to all other equipments. The equipments may be used only for the purposes described in the present manual. 4.1 N°. Technical specifications. Serial number. Must be indicated on any request regarding the Power Source. Three-phase static frequency converter Transformer - rectifier. Dropping-Caracteristic. MMA Suitable for welding with covered electrodes. TIG Suitable for Tig welding. Secondary open-circuit voltage. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during which the Power Source may run at a certain current without overheating. Welding current. Secondary voltage with I2 current. Rated supply voltage. 50 / 60-Hz three-phase power supply. Max. current absorbed at the corresponding current I2 and voltage U2. This is the maximum value of the actual absorbed current considering the duty cycle. This value usually corresponds to the capacity of the fuse (delayed type) to be used as a protection for the equipment. Protection rating for the housing. Grade 3 as the second digit means that this equipment is suitable for use outdoors in the rain. The additional letter C means that the equipment is protected against access by a tool (Ø 2.5 mm) to the live parts of the power supply circuit. U0. X. I2. U2. U1. 3~ 50/60Hz I1 Max I1 eff IP23 C Suitable for use in high-risk environments. NOTE: The Power Source has been designed for work in environments with pollution rating 3 (see IEC 664). 4.2 BA BB BC BD BE BG BH BO BP BQ BR BS BT Commands and fittings description. Negative output terminal (-). Connect the Tig Torch power cable connector. Positive output terminal (+). Connect the earth cable connector (workpiece potential). Connector. Connector for external commands. The available signals are descripted in par 4.3. Gas fitting. Connect the Tig Torch gas pipe. Power cord. Main Switch. Main switch of the Welding System, thus Power Source, Control Panel, Wire Feeder, and Robot Interface (not including the Robot management part). Gas fitting. Connect the gas pipe supply. Connector. Connector type DB9 (RS232 serial line) to use for updating the Welding System programs (Power Source, Control Panel, Wire Feeder Unit and Robot Interface). Fuse holder. Fuse inserted on Cooling Unit power supply. Cooling Unit socket. Connect the GRV10 Cooling Unit supply cable (only art. 366). Pressure switch socket. Connect the GRV10 Cooling Unit pressure switch cable (only art. 366). Connector. Connect the service cable connector of the cable (2) Power Source – Feeder Unit. Connector. Connect the connector of the cable (3) to connect the Power Source – Robot Interface. 3300279-C 17-03-2016 GB CEBORA S.p.A. 32 BU Slide switch. For CAN bus ending line resistor insertion. When the connector BT is free the switch BU must be in OFF position. BV Slide switch. For CAN bus ending line resistor insertion. When the connector BS is free the switch BV must be in OFF position. 4.3 GB External commands. 4.3.1 External commands description. Pin Signal Description Digital input; functionally parallel connected to the ARC-ON signal from 1 Start Robot. 2 + 5 Vdc Voltage output for reference current external potentiometer power supply. 3-6 Arc-On Digital output; signal delivered by a relè contact (30 Vdc / 125 Vac, 0,5 A max) that indicates the arc condition: arc lit = contact closed; arc off = contact open. Digital input; performs the welding current set point reduction. 4 Down nc. 5 0 V for reference current external potentiometer. 7 GND Digital input; performs the welding current set point increasing. 8 Up 0 V for external commands. 9 GND 10 Current Analog input; when enabled by Robot Control is the welding current set point signal. Ref. NOTE: all command signals must be delivered by contacts free from voltage. 3300279-C 17-03-2016 CEBORA S.p.A. 33 5 COOLING UNIT. The Cooling Unit was designed to cool the torches used for welding. It must be used exclusively with the Power Sources described in this manual. 5.1 Technical specifications. U1 Rated supply voltage. 1x400V Single-phase power supply. 50/60 Hz Frequency. I1max Maximum absorbed current. Pmax Maximum pressure. P (1l/min) Refrigerant power measured at 1L/min. 5.2 Commands and fittings description. For reference see fig. 3a and 3b. BF Cap. Cooling liquid tank cap. BI – BL Quick-fitting valves. Connect the hoses of the Torch marked with the adhesive red and blue bands. Match the hose and valve colours correctly. BM Slot. Slot to inspect the coolant fluid level. BN Quick-fitting valves. Do not use in Robot applications. Do not short-circuit them. Connect the cooling circuit hoses to the valves BI and BL. 5.3 Protections description. For reference see fig. 3a, 3b and 7. 5.3.1 Coolant pressure. This protection is achieved by means of a pressure switch, inserted in the fluid delivery circuit, which controls a microswitch. Low pressure is indicated by the abbreviation H2O flashing on the display O of the Control Panel (error 75) (par. 11.2). 5.3.2 Fuse (T 1.6A/400V). This fuse is inserted to protect the pump and the fun of Cooling Unit. Is located on the rear panel of the Power Source (only art. 366), or inside the GR52 Cooling Unit . 5.4 Cooling Unit power up. The Cooling Unit is preset by the factory to OFF. Change this setting if a water-cooled torch is used (par. 10.1). 3300279-C 17-03-2016 GB CEBORA S.p.A. 34 6 CONTROL PANEL. The Cebora SOUND TIG ROBOT Welding System equipments may operate independently from the Robot System, or in integrated mode as part of the Robotic Welding System. The integration between the Cebora Welding System and Robot System is determined by the Robot function, in the “Second Functions” menu (par. 10.2): Robot function active (rob On) = “integrated” operation; Robot function not active (rob OFF) = “independent” operation. NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications, and deals exclusively with “integrated” operation. NOTE: With the Robot function active (rob On) the arc ignition is available only with “high frequency”, the ignition by contact (crawls) is disabled. GB 6.1 Operating Modes of the System. With the Robot function active (rob On), the System offers 3 Operating Modes: Parameter Selection Internal mode, to enable the Control Panel to operate the Power Source operating settings without disabling the Robot function; Tig mode, for Tig welding, with parameter set by Robot Terminal; Job mode, for welding with spots preset by the user. For more detailed informations consult the Cebora Robot Interface Instructions Manual. 6.1.1 Parameter Selection Internal mode. In Parameter Selection Internal mode, the Control Panel has full control of the Welding System functions, while selections from the Robot Terminal are blocked. In Parameter Selection Internal mode it is possible to call up one of the saved programs and change its parameters, to perform welding tests with the new values. NOTE: Selection of the operating mode (key AR) is not active, because operation in Robot systems allows only “2-stage” mode (led F lit). NOTE: The welding command Arc-On is the only signal that must always be provided from the Robot Terminal in all operating modes. The Control Panel commands and signals are described in par. 7. 6.1.2 Tig mode. In Tig mode the Tig Welding parameters are setting from Robot Terminal. The selection between Tig-AC or Tig-DC is carried out from Robot Terminal by means of digital signal Job 0/DC-AC. The condition is indicated by leds AX and AV on the Control Panel. The selection between Tig-CONTINUE or Tig-PULSED is carried out from Terminal Robot by means of digital signal Job 1/Pulsed On. The condition is indicated by leds B and E on the Control Panel. The welding current and wire speed variations are obtainable from Robot Terminal by means of the analog regulations of Welding Current and Wire Speed. The value of the welding current is visualized on the display O on the Control Panel. 6.1.3 Job mode. NOTE: The term “Job” refers to a working point realized from the user by adjusting available parameters for Tig welding, and then saved (stored) in a memory area called a “Job number”. In Job mode it is possible to call up a previously saved working point, developed starting from a Tig welding condition defined by the user and saved in a “Job number”. 3300279-C 17-03-2016 CEBORA S.p.A. 35 The saved working points may be called up by selecting the “Job number” from Robot Terminal. Three digital signals, Job 0/DC-AC, Job 1/Pulsed On e Job 2, are available for selection (3 bits, 1 ÷ 7). If a “Job number” = 0 (zero) is selected from the Robot Terminal, some parameters of the saved working points may be changed from Control Panel using the key AP and knob Y. On display O are visualized the values modifiable with knob Y, related to the functions selected with the key AP. The indication of the selected “Job number” appears on display O for 5 seconds. If the message is steady, once the 5 seconds have elapsed the Control Panel displays the parameters for the selected job point; if the message is flashing, this indicates that the selected “Job number” does not correspond to any saved job point, and display O remains flashing. 7 MANAGEMENT VIA CONTROL PANEL. Control Panel operations depend on the status of the Robot function in the “Second Functions” menu (par. 10.2). With the Robot function disabled (rob OFF) the Control Panel maintains full management of the Welding System (except for the welding command, Arc-on signal, which must always be provided by the Robot Terminal). With the Robot function enabled (rob On), operation of the system switches to the Robot Terminal and the Control Panel maintains partial operation. NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications. These Power Sources have the Control Panel integrated. Only operation with the Robot function active (rob On) is described below. The status of the Robot function may be verified in the “Second Functions” menu (par. 10.2). With the Robot function active (rob On), Control Panel operations depend on the selected Operating Mode (par. 6.1). The commands and signals based on this selection are described below. fig. 7 3300279-C 17-03-2016 GB CEBORA S.p.A. 36 7.1 Key AT - Welding process. Operative in Parameter Selection Internal mode. Each time the key is pressed selects a different welding process. The process selected is indicated by the lighting of the corresponding led. Led AX Tig-DC process. Led AV Tig-AC process. Led AW MMA process. 7.2 Key AS - Working mode. Operative in Parameter Selection Internal mode. The mode selection is indicate by the lighting of the corresponding led. Led D “Hot Start” function, active only in MMA. Led C “Arc Force” function, active only in MMA.. Led E Tig-CONTINUOUS welding, with arc ignition by high voltage/frequency. Led B Tig-PULSED welding, with arc ignition by high voltage/frequency. Led A Tig-CONTINUOUS welding, with arc ignition by contact (crawls) (not available). Led AU Tig-PULSED welding, with arc ignition by contact (crawls) (not available). GB 7.3 Key AR - Command program. Selection blocked in “two-stage”. Led G Spot (not available, always off). Led F Two-stage (always lit). Led W Four-stage (not available, always off). Led X Special program (not available, always off). Led Z Welding with three levels of current and four-stage (not available, always off). Led AA Welding with two levels of current and four-stage (not available, always off). 7.4 Key H - Synergy. Operative in Parameter Selection Internal mode. The short pressure (< 0,7 sec.) of this key enables the “synergy”, where availlable, and allows the selection of Material, Welding Position, Thickness and electrode Diameter. The selection is carried out with knob Y and the parameter is visualized on display U. If after to have selected the parameters the electrode diameter in not confirmed, pressing this key briefly will exit synergy. If instead, after to have confirmed the electrode diameter, it is wanted to exit from synergy it is necessary to press it for longer time (> 0,7 sec.). 7.4.1 Led I - Synergy. It lit together to one of led L, M, S or R, in order to indicate the parameters that is possible to adjust. 7.4.2 Led L - Material. The types of the selectable materials are in relation to the welding process, and are: In Tig-DC the stainless steel (SS), the Copper (Cu), the Iron (FE) and the Titanium (ti). In Tig-AC the aluminium (AL), magnesium (MG). 7.4.3 Led M - Welding position. The abbreviation that appears on the display U meets ISO6947 standards and corresponds to the welding positions listed in the figure a side. The ASME abbreviation are distinguished by a number plus a letter. 7.4.4 Led S - Thickness. The display O lights and shows the set current; the display U shows the thickness corresponding to the current. Turning the knob Y changes the thickness and the current will also be adjusted accordingly. Obviously the thickness and corresponding current will be measured in relation to the material settings and of welding position. 3300279-C 17-03-2016 CEBORA S.p.A. 37 7.4.5 Led R - Electrode Diameter. The electrode diameter is displayed as a result of settings for the material (led L), position (led M), and thickness (led S). The display U shows the recommended electrode without flashing; the operator may use the knob Y to also display other diameters, but these will be shown flashing to indicate that they are not recommended. 7.5 Knob Y. In Parameter Selection Internal mode adjusts the welding current visualized on display O, or the value of the function selected with the key AP and visualized on display U. In Tig and Job mode adjusts the value of the function selected with key AP and visualized on display U. 7.6 Display O. In every operating mode it visualizes the current value based on following conditions: In the operation without output load it visualizes the set up current. In the operation with load it visualizes the welding current and its levels. Together with led P “Hold” lit the last welding current. Inside the synergy it visualizes the current in relation to the selected thickness (par. 7.4.4). In some cases it indicates part of a message completed from the display U: if to the modality selection does not correspond an existing Operating Mode it visualizes not (complete acronym not Mod); in the event of Power Source error message it visualizes the acronym Err. On display U appears the number of the error; the acronym TH blinking indicates the thermostat intervention; in the “Service Functions” menù (par. 9) visualizes the acronyms no, PL, the “number of Job” (es.: P01); in the “Second Functions” menù (par. 10) visualizes the acronyms H2O, rob, FdU, HF, GAS, Mot (HSP, LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA. During the selection of the programs free or stored visualizes the acronyms PL… P01… P09. 7.6.1 Led N - Indicator for display O. It lit when display O indicates the current. 7.7 Display U. In every operating mode it visualizes the value of the Power Source output voltage, both in the no load operation as during the welding. When the led P (Hold) is lit, visualizes the voltage of the last feature of carried out welding. In every operating mode, for every welding process, it visualizes the value of the function selected through the key AP, adjustable with knob Y. In Parameter Selection Internal mode, with the synergy activated (led I lit), it visualizes the acronym of the materials to weld (if led L lit), the acronym of the welding positions (if led M lit), the diameters of electrode (with led R lit). In some cases it indicates part of a message completed from the display O: if to the modality selection does not correspond an existing Operating Mode it visualizes Mod (complete acronym not Mod); in the event of Power Source error message, it visualizes the error number. On display O appears the acronym Err; in the “Service Functions” menù (par. 9) visualizes the possible choices in answer to the function indicated on display O; in the “Second Functions” menù (par. 10) visualizes the possible choices in answer to the function indicated on display O. 7.7.1 Led Q - Indicator for display U. It lit when display O indicates the voltage. 3300279-C 17-03-2016 GB CEBORA S.p.A. 38 7.8 Key AQ - Programs selection and memorization. Operating in Parameter Selection Internal mode and Job mode. The key AQ pressed briefly carries out a selection, pressed for a time greater than 3 seconds carries out an operation of recall, memorization, deletion or modification (par. 9). 7.9 Key AP - Tig functions. In Tig operation the current diagram function leds and those of the Tig-AC operation (if selected) are lit in succession influenced from the chosen welding mode. Every led indicates the parameter, whose value is visible on display U and adjustable with knob Y, during the time the led stay lit. After 5 second from the last variation the interested led and display U are extinguished and display O visualizes the value of the main current (led AG). When the leds AL (pre-gas) or AB (post-gas) are selected the pressure extended beyond 3 seconds of this key actives the function “Test Gas”, and therefore the gas flows out from the torch. In order to interrupt the gas flow press key AP shortly. The gas flow finishes automatically however after 30 sec. from the activation of the function. Inside the “Second Functions” menu allows the selection of the several functions (par. 10). GB 7.10 Led AL - Pre-gas. Gas output time before welding begins (0,05 ÷ 2,5 sec). 7.11 Led AI - Welding start current. Is a percentage of the main current (led AG). 7.12 Led AH - Slope up. Is the time in which the current, beginning from the minimum, reaches the set current value (0 ÷ 10 sec.). 7.13 Led AG - Main current. Is the welding current in the single level current processes, and the main current in the two levels current processes. 7.14 Led AD - Base Current. Is a percentage of the main current (led AG). 7.15 Led AE - Pulse frequency. Is the welding current pulse frequency (0,16 ÷ 500 Hz). 7.16 Led AF - Pulse period. It indicates as percentage the ratio between the main current time “t” (AG) and the pulse period “T” (AE) (see fig. a side). t/T range = 10 ÷ 90%, adjustable with knob Y and visualized on display U. 7.17 Led AC - Slope down. Is the time in which the current reaches the minimum and the arc shuts down (0 ÷ 10 sec.). 7.18 Led AB - Post-gas. Is the gas output time after welding end (0 ÷ 30 sec.). 7.19 Led AO - Start. Adjusts the “Hot-Start” level to maximize starts in TIG-AC mode for each electrode diameter. When this led lights the display U shows a numerical value that refers to the electrode diameters. The operator may use the knob Y to set the diameter being used and obtain a good start immediately (0,5 ÷ 4.8). 3300279-C 17-03-2016 CEBORA S.p.A. 7.20 Led AY - Wave. Selects the welding waveform. When this led lights display U shows a number corresponding to the selected waveform (see table). Default = square - sine (12). The selection of the waveform may be changed using the knob Y. 39 11 = square – square 33 = delta – delta 13 = square – delta 21 = sine – square 31 = delta – square 22 = sine - sine 12 = square - sine 23 = sine – delta 32 = delta - sine NOTE: The first number that makes up the figure refers to the negative or penetration half-wave, the second number refers to the positive or cleaning half-wave. Changing the type of waveform may also reduce noise in AC welding. 7.21 Led AN - Hz. Frequency of the alternating current (50 ÷ 120 Hz). 7.22 Led AM - Balance. Is the percentage of the negative (penetration) half-wave in the alternating current period. Range -10 / 0 / 10 where 0 = 65% (recommended) -10 = 50% and 10 = 85%. 7.23 Led T - > 48V - AC. In Tig-AC indicates, when lit, the corrected operation of the device to reduce the risk of electric shocks. 3300279-C 17-03-2016 GB CEBORA S.p.A. 40 8 MANAGEMENT VIA ROBOT TERMINAL. Operation of the Robot Terminal depends on the status of the Robot function in the “Second Functions” menu (par. 10.2). With the Robot function enabled (rob On) the Robot Terminal has the full operations of the Welding System. With the Robot function disabled (rob OFF) the Robot Terminal retains only management of the welding command (Arc-On signal). NOTE: This Instruction Manual refers to the Power Sources arts. 366, 367 and 368 in Robot applications. Therefore, only those signals from the Robot Control, with the Robot function active (rob On) are listed and briefly described below. For more details on the signals from the Robot Control, we recommend consulting Robot Interface Instruction Manual. GB 8.1 Selections from Robot Terminal. 8.1.1 Operating Mode. Setting the Welding System Operating Mode. Two signals are available (2 bits, 0 - 1) to select the Tig mode, Job mode e Parameter Selection Internal mode (see table in Robot Interface Instruction Manual). 8.1.2 “Job number”. Selecting a “Job number” to call up. Three signals are available (3 bits, 0 - 2) (see table in Robot Interface Instruction Manual). The signals perform different selections based on the selected Operating Mode: in Tig mode select the Tig-AC and Tig-Pulsed; in Job mode select a “Job number”. 8.2 Commands from Robot Terminal. 8.2.1 Arc-On. Start current command for the Power Source. 8.2.2 Robot Ready. Allows welding by the Robot Control. 8.2.3 Gas Test. Command for the gas solenoid valve. 8.2.4 Wire Inching. Wire feed command. 8.2.5 Wire Retract. Command to retract the wire. 8.3 Adjustments from Robot Terminal. The regulations from Robot Terminal can be enabled or disabled by means of dip-switches on the Robot Interface (see Robot Interface Instruction Manual). The Robot Interface factory setup is with the following active functions. 8.3.1 Welding Current. Operative in Tig mode only. Sets the Welding Current. On Control Panel the value is shown on display O when the led N is lit. 8.3.2 Wire Speed. Operative in Tig mode only. Sets the wire speed in welding. 3300279-C 17-03-2016 CEBORA S.p.A. 9 41 SERVICE FUNCTIONS. NOTE: The term “Job” refers to a working point realized from the user adjusting available parameters for Tig welding and then saved (stored) in a memory area called “Job number”. NOTE: The AQ key pressed briefly carries out a selection, pressed for a time greater than 3 seconds carries out an operation of recall, memorization, deletion or modification. 9.1 Recall and/or modify saved Job from the Control Panel. Job modification is not allowed by Robot Terminal but only via the Control Panel. From Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel operative. Press briefly the AQ key. Display O reads the number of the last Job used or, if none have ever been used, of the last Job saved (i.e. P01). Press briefly again the AQ key to select the “Job number” to call-up or modify, if different from the indicated on display O one. After 3 seconds, the Control Panel displays the parameters for the selected Job. It is now possible to perform the welding with the indicated parameters, or modify the parameters by means of the Control Panel commands. Once modified the parameters, press the AQ key for more than 3 seconds if agrees to overwrite the recalled Job, or press briefly the AQ key in order to select a different “Job number”, therefore press it newly for more than 3 seconds in order to create a new Job with the modified parameters. In both cases an acoustic signal (BIP) marks the happened memorization of Job. 9.2 Recall a saved Job by Robot Terminal. From Robot Terminal, select Job mode and a “Job number” other than 0 (zero). Display O shows the selected “Job number”. After 3 seconds, the Control Panel displays the parameters for the selected Job. If the selected “Job number” does not correspond to any existing Job, display O flashes and the remaining signals on the Control Panel are off. 9.3 Saving a Job. Job saving is not allowed by Robot Terminal but only via the Control Panel. From Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel operative. After performing a welding test with the parameters that you intend to save, press briefly the AQ key to select the “Job number” where intend to save the parameters. Display O reads the number of the last Job used or, if none have ever been used, of the last Job saved (i.e. P01). If the “Job number” selected is already occupied, the message on the display O is fixed (steady), if instead is free the indication is flashing. Hold down the AQ key for longer than 3 seconds; an acoustic signal (BIP) signals that the Job has been saved. 9.4 Deleting a Job. Job deletion is not allowed by Robot Terminal but only via the Control Panel. From the Robot Terminal, select the Parameter Selection Internal mode to make the Control Panel operative. Press briefly the AQ key to select the “Job number” that you intend delete, shown in steady mode on display O. Use knob Y to choose the abbreviation dEL, on display U. Hold down the AQ key for longer than 3 seconds; an acoustic signal (BIP) signals the deletion of the Job; the message on display O starts to flash (free “Job number”). These two last actions must take place by time the display O shows in steady way the “Job number,” thus approximately 5 seconds. Elapsed such period the Control Panel returns to the normal operations and in order to carry out the deletion it is necessary to press briefly again the AQ key. 3300279-C 17-03-2016 GB CEBORA S.p.A. 42 10 SECOND FUNCTIONS. To enter the “Second Functions” menu press contemporary the AQ and AP keys for a time greater than 3 seconds. The choice of the menu voices is realized pressing in short way the key AP. To exit the “Second Functions” menu press in short way the key AQ. GB 10.1 Cooling Unit function (H2O). Inside the “Second Functions” menu press the key AP to select H2O on display O; with knob Y select the type of operation, shown on display U: OFF = off (default); OnC = continuous, always lit; OnA = automatic start-up. Press the key AQ to exit the “Second Functions” menu, saving all current settings automatically. Upon Power Source start-up, if set in continuous or automatic mode, the Cooling Unit starts running to place the liquid in the cooling circuit under pressure. If the start command (Arc-on) does not arrive within 15 seconds, the unit stops. In automatic operation, the Unit starts running with each start command (Arc-on) and stops 3 minutes after the start signal end. If the coolant pressure is too low, the Power Source delivers no current and the message H2O will appear, in flashing way, on the display O (error 75, par. 11.2). NOTE: If the pump turns with no coolant present, you must remove all air from the tubes: - shut off the Power Source and fill the tank; - disconnect the blue tube of the Torch cable from the fitting BL; - connect one end of a new tube to the free fitting BL and insert the other end of the pipe in the tank; - run the Power Source and then the Cooling Unit for approximately 10/15 seconds to fill the pump; - shut off the Power Source and reset the Torch tube connections. 10.2 Robot function (rob). Inside the “Second Functions” menu press the key AP to select rob on display O; with knob Y select the status of the function, visible on display U: OFF = not active (default); On = active. Press the key AQ to exit the “Second Functions” menu, saving all current settings automatically. With the Robot function disabled (rob OFF) the Control Panel maintains full management of the welding system. With the Robot function enabled (rob On), operation of the system passes to the Robot Terminal and the Control Panel maintains partial operations, depending on the “Operating Mode” selected (par. 6.1). With the Robot function enabled (rob On), if the Robot Interface is disconnected or not powered, on the Control Panel the displays O and U read rob int flashing (error 7, par. 11.2). With the Robot function enabled (rob On) and the Robot Interface connected and powered, the system is ready to operate managed by Robot Control. 10.3 Feeder Unit function (FdU). Inside the “Second Functions” menu press the key AP to select FdU on display O; with knob Y select the status of the function, visible on display U: OFF = not active (default); On = active. Operating in Parameter Selection Internal mode and in Tig mode. In Parameter Selection Internal mode the parameters can be adjusted from Control Panel, in Tig mode from Robot Control. The “Feeder Unit function” diagram, at the end of this manual, is referred to the Parameter Selection Internal mode, with the use of key AP and knob Y of the Control Panel. 3300279-C 17-03-2016 CEBORA S.p.A. 43 With the FdU function active, other parameters become available, selectable with the key AP and adjustable with knob Y: HF (High Frequency). With knob Y select if to enable the Power Source inner HF Generator (“int” (default)) or that inside to the Wire Feeder Unit (“FdU”). GAS With knob Y select if the Gas comes from Power Source (“int” (default)) or from the Wire Feeder Unit (“FdU”). Mot (Wire Feeder motor). Modality of operation of the Wire Feeder motor: OFF (default). The process Cold Wire is not active. OnC (Continuous). Continuous operation. The motor works at the speed set up in the parameter HSP. ASY (Asynchronous). Asynchronous operation. The motor works in order to obtain a wire alternated advancing. It requires the HSP, LSP, Frq and dtY parameters set up. SYn (Syncronous). Synchronous operation. Available only in “Tig-Pulsed”. The advancing of the wire happens in alternated way syncronized with the current pulse. Frequency and duty cycle of the alternated motion is those of the current pulse. It is necessary therefore that the frequency of the current pulse is comprised between 0,1 and 5 Hz, and the duty cycle is comprised between 10 and 90%. It requires the HSP and LSP parameters set up. HSP (High Speed). Is the speed “high” of wire advancing, expressed in m/min. Range 0,0 ÷ 10,0 m/min (default = 1,0 m/min). LSP (Low Speed). Is the speed “low” of wire advancing, expressed in m/min. Range -2,5 ÷ 10,0 m/min (default = 0,0 m/min). Frq (Frequency). Is the frequency of alternation between “high” and “low” speeds. Range 0.1 ÷ 5,0 Hz (default = 1 Hz). dtY (Duty Cycle). It is the ratio between the time of “high” speed and the period of the alternation frequency, expressed in percentage. Range 10 ÷ 90% (default 50%). Aut Motor automatic start. It requires the OFF and On parameters set up. OFF (default). The motor starts with the “Up/Down” command from the torch or with the “Inc” command from Robot Terminal. On The motor starts at the attainment of the “Main Current” and stops to the exit the “Main Current”. It requires the SdY parameters set up. SdY (Start Delay). Delay between the attainment of the Main Current and the motor start. Range 0,0 ÷ 10,0 sec (default 0,0 sec). rEt (Retract). Indicates the regression of the wire activating at welding end (Main Current end). Range 0 ÷ 50 mm (default 1 mm). PdY (Pulse Syncronous high delay). Delay of the timing pulse. Available only in “Tig-Pulsed”. Indicates the delay or the advance the motor start regarding the pulse current high level. Expressed in cents of second. Range -99 ÷ +99 s/100 (Default = 0 s). With the “Feeder Unit” function active (FdU On) if the Wire Feeder Unit is disconnected or not supplied, on Control Panel display O and U visualize FdU int blinking message (error 8, par. 11.2). 10.4 Crater Arc function (CrA). Inside the “Second Functions” menu press the AP key to select CrA on display O; with knob Y select the status of the function, visible on display U: OFF = not active (default); On = active. With CrA active, other parameters become available, selectable with AP key and adjustable with knob Y. CrC (Crater Current) on display O; with knob Y assign a value to field CrC, visible on display U. Range 0 ÷ 100% (default 50%). tCr (Crater Time) on display O; with knob Y assign a value to field tCr, visible on display U. Range 0,1 ÷ 30,0 sec (default 0,5 sec). The reduction ramp between “Main Current” and “Crater Current” is “Slope Down” parameter (led AC). 10.5 MMA function (MMA). Available only with MMA process selected (led AW lit). Inside the “Second Functions” menu, with knob Y select DC or AC mode referred to MMA process, visible on display U. 3300279-C 17-03-2016 GB CEBORA S.p.A. 11 GB 44 MAINTENANCE. 11.1 Periodic inspection, cleaning. Periodically make sure that the Welding System equipments and all connections are in proper condition to ensure operator safety. Periodically open the panels of the Power Source and Cooling Unit to check the internal parts. Remove dirt or dust from the internal parts, using a jet of low-pressure dry compressed air or a brush. Check the condition of the internal power connections and connectors on the electronic boards; if you find “loose” connections, tighten or replace the connectors. To ensure proper air flow and thus adequate cooling of the internal parts of the Power Source, periodically open the grids on the Power Source and check the interior of the aeration tunnel. Remove dirt or dust from the internal parts of the tunnel, using a jet of low-pressure dry compressed air or a brush. Check the condition of the electrical connectors, the power cable and the pneumatic fittings; replace if damaged. After making a repair, be careful to arrange the wiring in such a way that the parts connected to the power supply are safely insulated from the parts connected to the welding circuit. Mount the clamps as on the original machine to prevent, if a conductor accidentally breaks or becomes disconnected, a connection from occurring between power supply and the welding circuits. Do not allow wires to come into contact with moving parts or those that heat up during operation. 11.2 Error Codes. The following table shows “Error Codes” that may be indicated on displays O and U of the Control Panel, in case of Welding System malfunction. For a detailed troubleshooting description please refer to the Power Source Service Manual. Error Error description Solutions code 2 EEPROM error. Replace Control board on Power Source. Alarm detected by Control board. Check CAN bus CAN bus communication error connection between Control board and Control Panel. 6 between Power Source and Control Make sure compatibility of the program releases Panel (detected by Power Source). inserted into the boards. Replace Control board and/or Control Panel. Alarm detected by Control board. Check CAN bus 7 CAN bus communication error connection between Control board and Robot Interface. “rob int” between Robot and Power Source Make sure compatibility of the program releases (only 367, (detected by Power Source). inserted into the boards. Replace Control board and/or 368) Robot Interface.. Alarm detected by Control board. Check CAN bus 8 CAN bus communication error connection between Control and Motor Control boards. “FdU int” between Feeder Unit and Power Make sure compatibility of the program releases (only 367, Source (detected by Power Source). inserted into the boards. Replace Control board and/or 368) Robot Interface.. Alarm detected by Control Panel. Check CAN bus CAN bus communication error connection between Control Panel and Control board. 9 between Control Panel and Power Make sure compatibility of the program releases Source (detected by Control Panel). inserted into the boards. Replace Control board and/or Control Panel. Check wiring between Power Source output terminals, HF-filter, Measurement and Control boards. Check Output voltage and output current wiring between current Transducer and Control board. null, with start button pressed. 10 Replace Control and/or Driver and/or Igbt and/or Voltage or current detecting circuits Driver-ac boards. Replace Power Transformer and/or damaged. Diode Group and/or output Inductor and/or current Transducer. 3300279-C 17-03-2016 CEBORA S.p.A. 45 13 At start up, no communication with Check wiring between Precharge and Control boards. only 367, Precharge board. Replace Precharge and/or Control boards. 368) Check fuses on service transformer primary side. 14 Microprocessor supply voltage error, Check wiring between Control and Flyback boards. (366 – on Micro board. Replace Control and/or Flyback boards and/or Service “OFF”) Transformer. 16 Precharge board output DC voltage Check mains voltage conditions. Make sure Rectifier (only 367, lower than allowed minimum value Bridge, DC-capacitors or Igbt Group are not in short 368) (400 Vdc). circuit. Replace Precharge and/or Control boards. Check terminals 3 and 4 of J1 on TA board (367, 368) Master module “interlock” signal (or J8 of igbt board on 366) are connected between 20 missing. them. Replace TA (or igbt board on 366) and/or Control boards. Replace Control and/or Driver and/or igbt and/or TA EPLD Fault. Primary current 25 boards. Replace inverter igbt and/or Power excessive. Transformer and/or secondary Diode Group. Perform trimmer adjusting procedure on Control board, Incorrect trimmer set on master 30 following Power Source Service Manual instructions. module. Replace Control board. Start button pressed at the “trG” Replace Connector and/or Control boards. (53) overtemperature alarm reset. Output voltage >48 Vac and no Check the power wiring between output Diode Group, voltage presence at Power Source 54 inverter-AC and Power Source output terminals. start up (short circuit between torch Replace Control and/or Driver-ac boards. and workpiece). Check torch wearing conditions, power wiring between Time-out max. Short circuit lasting Diode Group and Power Source output terminals. 56 time excessive. Replace Measurement and/or Control and/or Driver-ac boards and/or Current Transducer. Firmware versions misalignment Re-Program Power Source with the right firmware 58 error. versions. Replace Control board and/or Control Panel. L1 Mains Phase voltage lower than Make sure the mains three phases values. Replace 61 minimum allowed value. Precharge and/or Control boards. Replace Thermostat board on Igbt Group and/or “tH1” Inverter Igbt overtemperature. (74) Control board. Replace pressure switch on Cooling Unit and/or “H2O” Cooling liquid pressure low. (75) Precharge and/or (igbt on 366) and/or Control boards. Check wiring between Cooling Unit and Power Source. On 367 and 368 presence of wired bridge on pins 3 and “nc” Cooling Unit not connected. 4 of J6 on Control board. On 366, in case of Cooling (76) Unit missing, check the right plug connection on BP connector on Power Source rear panel. Diode Group and/or igbt Replace Thermostat and/or Driver-ac and/or Control “tH2” (77) overtemperature. boards. “OFF” Mains supply missing (Power (99) (only Replace Precharge and/or Control boards. Source power off). 367, 368) 3300279-C 17-03-2016 GB CEBORA S.p.A. IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR TODOS LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. 1 PRECAUCIONES DE SEGURIDAD. LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a contiuaciόn, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cód. 3.300.758. RUIDO. Este aparato no produce de por sí ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura puede producir niveles de ruido superiores a tal límite; por tanto, los utilizadores deberán actuar las precauciones previstas por la ley. E CAMPOS ELECTROMAGNÉTICOS. Pueden ser dañosos. La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos (EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. Los campos magnéticos derivantes de corrientes elevadas pueden incidir en el funcionamiento de los pacemaker. Los portadores de aparados electrónicos vitales (pacemaker) deben consultar el médico antes de acercarse a las operaciones de soldadura de arco, de corte, desagrietamiento o de soldadura por puntos. La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: 3300279-C 46 - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES. No soldar en proximidad de recipientes a presión o en presencia de polvos, gases o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en operaciones de soldadura. COMPATIBILIDAD ELECTROMAGNÉTICA. Este aparato se ha construido de conformidad con las indicaciones contenidas en la norma armonizada IEC 60974-10 (CL.A), y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. RECOGIDA Y GESTION DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS. No està permitido eliminar los aparatos eléctricos junto con los residuos solidos urbanos! Segun lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicaciόn en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá informarse con nuestro representante local sobre los sistemas aprobados de recogida. Aplicando lo establecido por esta Directiva Europea mejorará la situación ambiental y la salud humana. 17-03-2016 CEBORA S.p.A EN CASO DE MAL FUNCIONAMIENTO PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO 1.1 PLACA DE LAS ADVERTENCIAS. El texto numerado que sigue corresponde a los apartados numerados de la placa. B. C. 1. Los rodillos arrastrahilo pueden herir las manos. El hilo de soldadura y la unidad arrastrahilo están bajo tensión durante la soldadura. Mantener lejos las manos y objetos metálicos. Las sacudidas eléctricas provocadas por el electrodo de soldadura o el cable pueden ser letales. Protegerse adecuadamente contra el riesgo de sacudidas eléctricas. 3300279-C 47 1.1 Llevar guantes aislantes. No tocar el electrodo con las manos desnudas. No llevar guantes mojados o dañados. 1.2 Asegurarse de estar aislados de la pieza a soldar y del suelo. 1.3 Desconectar el enchufe del cable de alimentación antes de trabajar en la máquina. 2. Inhalar las exhalaciones producidas por la soldadura puede ser nocivo a la salud. 2.1 Mantener la cabeza lejos de las exhalaciones. 2.2 Usar un sistema de ventilación forzada o de descarga local para eliminar las exhalaciones. 2.3 Usar un ventilador de aspiración para eliminar las exhalaciones. 3. Las chispas provocadas por la soldadura pueden causar explosiones o incendios. 3.1 Mantener los materiales inflamables lejos del área de soldadura. 3.2 Las chispas provocadas por la soldadura pueden causar incendios. Tener un extintor a la mano de manera que una persona esté lista para usarlo. 3.3 Nunca soldar contenedores cerrados. 4. Los rayos del arco pueden herir los ojos y quemar la piel. 4.1 Llevar casco y gafas de seguridad. Usar protecciones adecuadas para orejas y batas con el cuello abotonado. Usar máscaras con casco con filtros de gradación correcta. Llevar una protección completa para el cuerpo. 5. Leer las instrucciones antes de usar la máquina o de ejecutar cualquiera operación con la misma. 6. No quitar ni cubrir las etiquetas de advertencia.. 17-03-2016 E CEBORA S.p.A. 48 SUMARIO 1 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.16 7.17 7.18 7.19 7.20 7.21 7.22 7.23 PRECAUCIONES DE SEGURIDAD. ........ 46 1.1 PLACA DE LAS ADVERTENCIAS. ......... 47 2 DESCRIPCIÓN DEL SISTEMA. ............... 49 2.1 COMPOSICIÓN............................................... 49 2.2 CONFIGURACIÓN. ......................................... 50 2.3 ACTUALIZACIÓN FIRMWARE. ....................... 50 3 INSTALACIÓN. ........................................... 51 3.1 COLOCACIÓN. ............................................... 51 3.2 PUESTA EN MARCHA DEL GENERADOR. ........ 51 3.3 PUESTA EN MARCHA GRUPO DE ENFRIAMIENTO. ..................................................................... 51 3.4 ENCENDIDO DEL SISTEMA DE SOLDADURA. . 51 4 GENERADOR. ............................................. 53 8 4.1 DATOS TÉCNICOS. ........................................ 53 4.2 DESCRIPCIÓN MANDOS Y EMPALMES. ........... 53 4.3 MANDOS EXTERNOS. .................................... 54 E 5 GRUPO DE ENFRIAMIENTO. ................. 55 5.1 5.2 5.3 5.4 6 DATOS TÉCNICOS. ........................................ 55 DESCRIPCIÓN MANDOS Y EMPALMES. ........... 55 DESCRIPCIÓN PROTECCIONES. ...................... 55 ENCENDIDO DEL GRUPO DE ENFRIAMIENTO. 55 PANEL DE CONTROL. .............................. 56 6.1 MODALIDADES OPERATIVAS DEL SISTEMA. . 56 7 GESTIÓN DE PANEL DE CONTROL. .... 57 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 TECLA AT - PROCESO DE SOLDADURA. ........ 58 TECLA AS - MODO DE FUNCIONAMIENTO. ... 58 TECLA AR - PROGRAMA DE MANDO. ............ 58 TECLA H - SINERGIA. ................................... 58 MANECILLA Y. ............................................. 59 DISPLAY O. .................................................. 59 DISPLAY U. .................................................. 59 TECLA AQ - SELECCIÓN Y MEMORIZACIÓN PROGRAMAS. ................................................ 60 3300279-C TECLA AP - FUNCIONES TIG. ........................ 60 LED AL - PRE-GAS. ....................................... 60 LED AI - CORRIENTE DE INICIO SOLDADURA. 60 LED AH - SLOPE UP. ..................................... 60 LED AG - CORRIENTE PRINCIPAL. ................. 60 LED AD - CORRIENTE DE BASE. .................... 60 LED AE - FRECUENCIA DE LA PULSACIÓN. .... 60 LED AF - PERÍODO DE LA PULSACIÓN. .......... 60 LED AC - SLOPE DOWN. ............................... 60 LED AB - POSTE-GAS. ................................... 60 LED AO - START. .......................................... 60 LED AY - WAVE. .......................................... 61 LED AN - HZ................................................. 61 LED AM - BALANCEAMIENTO....................... 61 LED T - > 48V - CA. ..................................... 61 GESTIÓN DEL TERMINAL ROBOT. ...... 62 8.1 SELECCIONES DEL TERMINAL ROBOT. .......... 62 8.2 MANDOS DEL TERMINAL ROBOT. ................. 62 8.3 REGULACIONES DEL TERMINAL ROBOT. ....... 62 9 FUNCIONES DE SERVICIO. ..................... 63 9.1 LLAMADA Y/O MODIFICACIÓN DE UN JOB MEMORIZADO DESDE PANEL DE CONTROL. ... 63 9.2 LLAMADA DE UN JOB MEMORIZADO, DESDE TERMINAL ROBOT......................................... 63 9.3 MEMORIZACIÓN DE UN JOB........................... 63 9.4 ANULACIÓN DE UN JOB. ................................ 63 10 SEGUNDAS FUNCIONES. ......................... 64 10.1 10.2 10.3 10.4 10.5 11 FUNCTIÓN GRUPO DE ENFRIAMIENTO (H2O).64 FUNCTIÓN ROBOT (ROB). .............................. 64 FUNCTIÓN FEEDER UNIT (FDU). ................... 64 FUNCTIÓN CRATER ARC (CRA). ................... 65 FUNCTIÓN MMA (MMA). ............................ 65 MANTENIMIENTO..................................... 66 11.1 INSPECCIÓN PERIÓDICA, LIMPIEZA. ............... 66 11.2 CÓDIGOS ERROR. .......................................... 66 17-03-2016 CEBORA S.p.A. 49 2 DESCRIPCIÓN DEL SISTEMA. 2.1 Composición. El Sistema de Soldadura SOUND TIG ROBOT Cebora es un sistema multiprocesador idóneo para la soldadura Tig, realizado para ser acoplado a un brazo Robot Saldante, en instalaciones de soldadura automatizadas. Está compuesto por un Generador, con Panel de Control integrado, por un Grupo de Enfriamiento, un Carro Arrastrahilo y una Interfaz Robot (fig. 2). fig. 2 2 3 4 5 6 7 8 10 21 22 24 25 26 Prolongación Generador - Carro Arrastrahilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Cable de las señales de conexión Generador – Interfaz Robot (art. 1200, l = 5m). Cable CANopen Generador – Interfaz Robot (l = 1,5 m incluso en la Interfaz Robot). Armario del Control Robot. Porta bobina de 15 kg del hilo de soldadura (art. 121) (en alternativa Marathon Pack). Antorcha Tig. Carro Arrastrahilo (WF4-R3, art. 1661). Funda del hilo de soldadura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack). Generador (Tig AC-DC 2643/T, art. 366.80; Tig AC-DC 3340/T, art. 367.80; Tig AC-DC 4560/T, art. 368.80). Grupo de Enfriamiento (GRV10 o GR52). Panel de Control del Generador (integrado en el Generador). Interfaz Robot (RAI 217, art. 217-01). Cablaje multifilar personalizado. Este Manual de Instrucciones se refiere a los Generadores, dotados de Panel de Control y Grupo de Enfriamiento, y se ha preparado con el fin de enseñar al personal encargado de la instalación, el funcionamiento y el mantenimiento de la soldadora. Deberá conservarse con cuidado, en un sitio conocido por los distintos interesados, deberá ser consultado cada vez que se tengan dudas y deberá seguir toda la vida operativa de la máquina y empleado para el pedido de las partes de repuesto. El sistema SOUND TIG ROBOT Cebora prevé 3 modelos de Generadores a elegir, uno en alternativa del otro, en función de las exigencias de la instalación y dos Grupos de Enfriamiento que se puede acoplar o no a los Generadores: Generador TIG 2643/T art. 366.80. Grupo de Enfriamiento GRV10 (para art. 366). Generadores TIG 3340/T art. 367.80; TIG 4560/T art. 368.80. Grupo de Enfriamiento GR52 (para artt. 367, 368). 3300279-C 17-03-2016 E CEBORA S.p.A. 50 2.2 Configuración. El Sistema di Saldatura SOUND TIG ROBOT Cebora puede ser equipado o meno de Carro Arrastrahilo, en base de las specificaciones de la instalación. El Carro Arrastrahilo tiene la tarjeta “control motor” que comunica con la tarjeta “control” del Generador y el Panel de Control, vía línea de comunicación CAN bus. Cuando el Sistema di Saldatura está sin el Carro Arrastrahilo, la línea de comunicación CAN bus hacia el Carro Arrastrahilo permanece no conectada, conector BS libre. Para el correcto funcionamiento tal línea debe ser “cargada” con un resistor de terminación de 120 ohm. Esta operación viene realizada a través de los interruptores BU y BV presentes en el panel posterior del Generador. Discurso análogo hasta la Interfaz Robot: Sin Carro Arrastrahilo, conector BS libre = interruptor BV en pos. OFF. Con Carro Arrastrahilo, conector BS conectado = interruptor BV en pos. ON. En manual, (sin Robot), conector BT libre = interruptor BU en pos. OFF. Con Robot, conector BT conectado = interruptor BU en pos. ON. E 2.3 Actualización Firmware. El sistema de soldadura SOUND TIG ROBOT Cebora está controlado por circuitos de microprocesador, que controlan las funciones operativas del Sistema de Soldadura y el interfaz con el operador. Cada componente del Sistema, Generador, Panel de Control y cuando presente Carro Arrastrahilo, contienen circuitos a microprocesador, que además de dirigir las funciones propias del grupo al que pertenece, comunica con los demás microprocesadores por medio de línea serial CAN bus. Sobre la base de tal arquitectura, se pueden identificar las siguientes unidades: microprocesador MASTER, en la tarjeta “micro” del Generador; microprocesador PANEL, en la tarjeta “micro” del Panel de Control. Cada microprocesador está programado con un programa diferente que, obviamente, deberá ser compatible con el de los demás microprocesadores. Para hacer más cómoda la introducción y la actualización de tales programas, existe un sistema de acceso único, el conector BO en el panel frontal del Generador, que permite la programación de los microprocesadores en una única sesión de programación. Con tal operación los programas se introducen simultáneamente en los microprocesadores, y automáticamente cada uno en su sitio. Los programas actualizados, MASTER y PANEL están reagrupados en un único archivo, reconocible por la extencion “.ceb”, disponible en el sitio internet www.cebora.it. Para la utilizacion es necesario descargar y inastalar adentro la computadora el programa “Cebora Device Manager”, disponible en el sitio internet www.cebora.it. Con tal programa es posible registrar en la computadora los archivos relativos al “firmware Cebora” (es decir los programas descargables del sitio Cebora) y insertarlos en la maquina por programar o actualizar. Las instruciones para la utilizacion de “Cebora Device Manager” estàn unido al programa. La versión de los programas introducidos, se visualiza en la pantalla inicial en el Panel de Control de la forma siguiente: display O = “PAn”; display U = “03_” = version 03 del programa PANEL. display O = “MSt”; display U = “04_” = version 04 del programa MASTER. Comenzando de las versiones “2.3.1” del “Cebora Device Manager”, “01” del Firmware para Generador 366, “01” del Firmware para Generador 367 y “01” del Firmware para Generador 368, también el Firmware del Carro Arrastrahilo y de la Interfaz Robot pueden ser actualizados con el mismo procedimiento. Con el Carro Arrastrahilo y la Interfaz Robot conectados con el Generador, a través del conector BO en el panel frontal del Generador es posible actualizar los programas del Carro Arrastrahilo y de la Interfaz Robot, usando las mismas instrucciones válidas para los programas del Generador y del Panel de Control. El Firmware para Carro Arrastrahilo y Interfaz Robot está disponible en el sitio internet www.cebora.it. 3300279-C 17-03-2016 CEBORA S.p.A. 51 3 INSTALACIÓN. Este aparato deberá ser utilizado exclusivamente para operaciones de soldadura. Es indispensable tener en máxima consideración el capítulo concerniente las PRECAUCIONES DE SEGURIDAD descritas en esto Manual da Instrucciones al par. 1. La instalación de los dispositivos deberá ser realizada por personal cualificado. Todas las conexiones deberán realizarse de conformidad con las normas vigentes en el pleno respeto de la ley de prevención de accidentes. 3.1 Colocación. El peso del Generador y del Grupo de Enfriamiento es de 100 kg aproximadamente, por lo que para un eventual levantamiento hay que atenerse a las indicaciones de la figura a lato. Colocar el Generador en una zona que asegure una buena estabilidad, una eficiente ventilación en grado de evitar que el polvo metálico pueda entrar. 3.2 Puesta en marcha del Generador. Para referencia ver figuras 2, 3a y 3b. Colocar la Interfaz Robot (25) en el interior del Armario (5) del Control Robot, siguiendo las indicaciones citadas en el Manual de Instrucciones de la Interfaz Robot. Conectar el Generador (21) a la Interfaz Robot (25) mediante el cable de señales (3) y el cable CANopen (4) (este último está incluido en la Interfaz Robot). Si presente, conectar el Generador (21), conector BS, al conector BB del Carro Arrastrahilo (8) mediante el cable de prolongación (2). Conectar el cable de potencia de la antorcha del Tig al empalme BA del Generador y el cable eventual de las señales de la antorcha al conector de los mandos externos BC del Generador. Conectar el cable de masa del sistema de soldadura al terminal BB del Generador. Montar el enchufe en el cable de alimentación teniendo particular cuidado de conectar el conductor amarillo verde al polo de tierra. Verificar que la tensión de alimentación corresponda a la nominal del Generador. Dimensionar los fusibles de protección en base a los datos citados en la placa de los datos técnicos del Generador. Efectuar las restantes conexiones de los otros dispositivos del Sistema de Soldadura, consultando los correspondientes Manuales de Instrucciones en el par. “Instalación”. 3.3 Puesta en marcha Grupo de Enfriamiento. Para referencia ver figuras 2, 3a y 3b. Destornillar el tapón BF y llenar el depósito, cabida 5 litros. El aparato se entrega de la fábrica con aproximadamente un litro de liquido ya presente. Es importante controlar periódicamente, a través de la ranura BM, que el líquido esté al nivel “max”. Utilizar como líquido refrigerante agua (preferiblemente Temperatura Agua/alcohol. del tipo desionizada) mezclada con alcohol, en el 0°C hasta -5°C 4L/1L porcentaje definido por la tabla a lato: -5°C hasta -10°C 3,8L/1,2L Conectar los tubos del circuito de enfriamiento de la antorcha Tig (7) a los empalmes BI y BL del Grupo de Enfiamiento (22), Haciendo corresponder los colores de los tubos con los de los grifos. 3.4 Encendido del Sistema de Soldadura. Para referencia ver figuras 3a, 3b y 7. Alimentar el Sistema de Soldadura mediante el interruptor BG del Generador. El Sistema es alimentado; en el Panel de Control todos los led y display encendidos (lamp-test). Pasado un segundo, display O indica “Art” y display U indica el codigo del Generador (ej.: “368”). Pasado un segundo, display O indica “PAn”, y display U indica la versión del programa PANEL insertado nel Panel de Control (ej.: 01_). 3300279-C 17-03-2016 E CEBORA S.p.A. 52 Pasado un segundo, display O indica “MSt”, y display U indica la versión del programa MASTER insertado en la tarjeta micro del Generador (ej.: 01_). Pasado un segundo, display O indica P-L (programa de travajo) y display U permanece apagado. Sucesivamente el Panel de Control vuelve en las condiciones antes del último apagado. Pasado 1 segundo del cierre del interruptor BG el ventilador en el Generador funciona durante 10 segundos, después se detiene. Como resultado de su impostación el Grupo de Enfriamiento puede entrar en función (pár. 10.1). NOTA: El Grupo de Enfriamiento está predispuesto por la fábrica en OFF. Si se utilizase una antorcha con enfriamiento por agua, modificar tal programación (par. 10.1). fig. 3a E fig. 3b 3300279-C 17-03-2016 CEBORA S.p.A. 53 4 GENERADOR. El Generador no tiene un funcionamiento autónomo, sino que debe estar conectado a los demás dispositivos del Sistema. El Generador es el alimentador principal del Sistema de Soldadura y proporciona las tensiones de alimentación a todos los demás dispositivos. El aparato puede ser utilizado solo para los empleos descritos en el presente manual. 4.1 N°. Datos técnicos. Número de matrícula que se citará en todas las peticiones relativas al Generador. Convertidor estático de frecuencia trifásica. Transformador - rectificador. Caracteristica descendiente. MMA Adapto a la soldadura con electrodos revestidos. TIG Adapto a la soldadura Tig. Tensión en vacío secundaria. Factor de servicio porcentaje. El factor de servicio expresa el porcentaje de 10 minutos en el que el Generador puede trabajar a una determinada corriente sin recalentarse. Corriente de soldadura. Tensión secundaria con corriente I2. Tensión nominal de alimentación. Alimentación trifásica 50 / 60 Hz. Corriente máx. absorbida a la correspondiente corriente I2 y tensión U2. Es el valor máximo de la corriente efectiva absorbida considerando el factor de servicio. Usualmente, este valor corresponde al calibre del fusible (de tipo retardado) que se utilizará como protección para el aparato. Grado de protección del armazón. Grado 3 como segunda cifra significa que este aparato es idóneo para trabajar en el exterior bajo la lluvia. La letra adicional C significa que el aparato está protegido contra el acceso de una herramienta (Ø 2,5 mm) a las partes en tensión del circuito de alimentación. U0. X. I2. U2. U1. 3~ 50/60Hz I1 Max I1 eff IP23 C E Idóneo para trabajar en ambientes con riesgo aumentado. NOTA: El Generador se ha proyectado para trabajar en ambientes con grado de contaminación 3 (ver IEC 664). 4.2 Descripción mandos y empalmes. BA Terminal negativo de salida (-). Conectar el cable de potencia de la antorcha Tig. BB Terminal positivo de salida (+). Conectar el conector del cable de masa (potencial de la pieza por soldar). BC Conector. Conector para los mandos externos. Las señales disponibles se describe en el par. 4.3. BD Empalme por tubo del gas. Conectar el tubo del gas de la antorcha Tig. BE Cable de alimentación. BG Interruptor general. Interruptor general del Sistema de Soldadura, es decir Generador, Panel de Control, Carro Arrastrahilo y Interfaz Robot (excluida la parte de gestión Robot). BH Empalme alimentación gas. Conectar el tubo de alimentación del gas. BO Conector. Conector tipo DB9 (línea serial RS232) que se utilizará para actualizar los programas del Sistema de Soldadura (Generador, Panel de Control, Carro Arrastrahilo y Interfaz Robot). BP Portafusible. Fusible puestyo en la la alimentación del Grupo de Enfriamiento (solo art. 366). BQ Tomado para Grupo de Enfiamiento. Conectar el cable de alimentación del Grupo de enfriamiento GRV10 (solo art. 366). 3300279-C 17-03-2016 CEBORA S.p.A. 54 BR Conector presóstato. Conectar el cable del presóstato del Grupo de Enfriamiento GRV10 (solo art. 366). BS Conector. Conectar el conector del cable de los servicios de la prolongación (2) Generador - Carro Arrastrahilo. BT Conector. Conectar el conector del cable (3) para conexión Generador - Interfaz Robot. BU Interruptor. Para la inserción del resistor de terminación en la línea CAN bus. Cuando el conector BT está libre el interruptor BU debe estar en posición OFF. BV Interruptor. Para la inserción del resistor de terminación en la línea CAN bus. Cuando el conector BS está libre el interruptor BV debe estar en posición OFF. 4.3 E Mandos externos. 4.3.1 Mandos externos. Pin Señal Descripción entrada digital; funcionalmente conectada en paralelo a la señal ARC-ON 1 Start proveniente del Robot. 2 + 5 Vdc salida tensione para alimentación potenciómetro externo de referencia corriente. 3-6 Arc-On salida digital; señal producido por un contacto di relè (30 Vdc / 125 Vac, 0,5 A max) que indica la condición del arco: arco encendido = contacto cerrado; arco extinguido = contacto abierto. entrada digital; provoca el disminuir del set point de la corriente de soldadura. 4 Down nc. 5 0 V para alimentacción potenciómetro externo referencia de la corriente de 7 GND soldadura. entrada digital; provoca el aumento del set point de la corriente de soldadura. 8 Up 0 V para mandos externos. 9 GND 10 Current entrada analogica; cuando attivada del control Robot, es la señal de set point de la corriente de soldadura. Ref. NOTA: Todas las señales de mando deben ser producidas por contactos libres de tensión. 3300279-C 17-03-2016 CEBORA S.p.A. 55 5 GRUPO DE ENFRIAMIENTO. El Grupo de Enfriamiento ha sido proyectado para enfriar las antorchas utilizadas para la soldadura. Deberá ser utilizado exclusivamente con los generadores descritos en este manual. 5.1 Datos técnicos. U1 Tensión nominal de alimentación. 1x400V Alimentación monofásica. 50/60 Hz Frecuencia. I1max Corriente máxima absorbida. P max Presión máxima. P (1l/min) Potencia refrigerante medida a 1L/min. 5.2 Descripción mandos y empalmes. Para referencia ver figuras 3a y 3b. BF Tapón. Tapón del depósito del líquido de enfriamiento. BI – BL Grifos de encaje rápido. Conectar los tubos de la antorcha señalados con la abrazadera adhesiva roja y azul haciendo corresponder los colores de los tubos con los de los grifos. BM Ranura. Ranura para la inspección del nivel del líquido refrigerante. BN Grifos de encaje rápido. No utilizar en aplicaciones Robot. No deben estar cortocircuitados. Conectar los tubos del circuito de enfriamiento a los grifos BI y BL. 5.3 Descripción protecciones. Para referencia ver figuras 3a, 3b y 7. 5.3.1 Presión líquido refrigerante. Esta protección está realizada mediante un presóstato, insertado en el circuito de empuje de la bomba, que acciona un microinterruptor. La presión insuficiente vien señalada, con la sigla H2O centelleante en el display O del Panel de Control (error 75, par. 11.2). 5.3.2 Fusible (T 1,6A/400V). Este fusible está insertado como protección de la bomba y del ventilador del Grupo de Enfriamiento. Está colocado en el panel posterior del Generador (solo art. 366) o al interior del Grupo de Enfriamiento GR52. 5.4 Encendido del Grupo de Enfriamiento. El Grupo de Enfriamiento está predispuesto por la fábrica en OFF, es decir apagado. Si se utilizase una antorcha con enfriamiento por agua, modificar tal programación (par. 10.1). 3300279-C 17-03-2016 E CEBORA S.p.A. 56 6 PANEL DE CONTROL. Los equipos del Sistema de Soldadura SOUND TIG ROBOT Cebora pueden operar de forma autónoma, es decir independiente del Sistema Robot, o de forma integrada, es decir como parte integrante de la Instalación de Soldadura Robotizada. La integración entre Sistema de Soldadura Cebora y Sistema Robot es determinada por la función Robot, en el menù “Segundas Funciones” (par. 10.2): función Robot activa (rob On) = funcionamiento “integrado”; función Robot no activa (rob OFF) = funcionamiento “independiente”. NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones Robot y trata exclusivamente el funcionamiento “integrado”. NOTA: Con la función Robot activa (rob On) disponible solamente el encendido del arco con “alta frequencia”, el encendido por contacto es disabilitata. 6.1 Modalidades Operativas del Sistema. Con la función Robot activa (rob On), el Sistema prevé 3 modalidades operativas (Operating Mode): Parameter Selection Internal mode, para habilitar el Panel de Control a operar los planteos de funcionamiento del Generador, sin deshabilitar la función Robot; Tig mode, para soldadura Tig, con parametros programables de Control Robot; Job mode, para soldadura con puntos de trabajo preprogramados por el usuario. Para información mas detallada consultar el Manual de Instrucciones del Interfaz Robot Cebora. 6.1.1 Parameter Selection Internal mode. En modalidad Parameter Selection Internal, el Panel de Control tiene el control total de las funciones del Sistema de Soldadura, mientras que las selecciones actuadas por el Terminal Robot están bloqueadas. NOTA: La selección de la forma de funcionamiento (tecla AR) es inactiva, porque el funcionamiento en instalaciones Robot prevé solo el modo “2 tiempos” (led F encendido). E NOTA: El mando de soldadura Arc-On es la única señal que debe ser dada siempre por el Terminal Robot en todas las modalidades operativas. Los mandos y las señalizaciones del Panel de Control están descritos en el par. 7. 6.1.2 Tig mode. En modalidad Tig los parámetros de la soldadura Tig son impostable de Terminal Robot. La selección entre Tig-AC o Tig-DC se realiza de Termianl Robot mediante la señal digital Job 0/DCAC. La condición está visualizada en el Panel de Control para los led AX y AV. La selección entre Tig-CONTINÚO o Tig-PULSADO se realiza de Terminal Robot mediante la señal digital Job 1/Pulsed On. La condición está visualizada en el Panel de Control para los led B y E. Las variaciones de corriente de soldadura y velocidad del hilo son obtenibles de Terminal Robot mediante las regulaciones analógicas de Welding Current y Wire Speed. El valor de la corriente de la soldadura se visualiza en el Panel del Control en el display O. 6.1.3 Job mode. NOTA: Con el término “Job” se entiende un punto de trabajo realizado por el usuario regulando los parámetros disponibles de la soldadura Tig y por tanto memorizado en una área de memoria llamada “número de Job”. En modalidad Job se puede requerir un punto de trabajo precedentemente memorizado, realizado partiendo de la condición de soldadura Tig definida por el usuario y memorizado en un “número de Job”. 3300279-C 17-03-2016 CEBORA S.p.A. 57 Los puntos de trabajo memorizados se pueden requerir mediante la selección desde el Terminal Robot del “número de Job”. Para la selección existen 3 señales digitales Job 0/DC-AC, Job 1/Pulsed On e Job 2 (3 bits para “número de Job” = 0 ÷ 7). Si desde el Terminal Robot se ha seleccionado un “número de Job” = 0 (cero), algunos parámetros del punto de trabajo fijo de Terminal Robot son modificable de Panel de Control mediante la tecla AP y manecilla Y. En el display O se visualizan los valores, modificable con manecilla Y, relativos a las funciones seleccionadas con la tecla AP. Si de Terminal Robot se selecciona un “número de Job” = 1 ÷ 7, en el display O aparece, durante 5 segundos, la indicación del número del punto de trabajo requerido (ej.: P01). Si la indicación es fija, transcurridos 5 segundos, el Panel de Control visualiza los parámetros correspondientes al punto de trabajo requerido; la eventual indicación centelleante indica que al “número de Job” seleccionado no corresponde ningún punto de trabajo memorizado, y la indicación en el display O permanece centelleante. 7 GESTIÓN DE PANEL DE CONTROL. La operatividad del Panel de Control está condicionada por el estado de la función Robot en el menú “Segundas Funciones” (par. 10.2). Con la función Robot deshabilitada (rob OFF) el Panel de Control mantiene la completa gestión del Sistema de Soldadura (menos el mando de soldadura, señal Arc-On, que deberá ser proporcionada siempre por el Terminal Robot). Con la función Robot habilitada (rob On) la operatividad del sistema pasa al Terminal Robot y el Panel de Control mantiene una operatividad parcial. NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones Robot. Estos Generadores tienen el Panel de Control integrado. A continuación se describe solo el funcionamiento con función Robot activa (rob On). El estado de la función Robot puede ser verificado mediante el menù “Segundas funciones” (pár. 10.2). Con la función Robot activa (rob On), la operatividad del Panel de Control está condicionada por la Modalidad Operativa seleccionada (par. 6.1). A continuación se describen los mandos y señalizaciones en función de tal selección. E fig. 7 3300279-C 17-03-2016 CEBORA S.p.A. 58 7.1 Tecla AT - Proceso de soldadura. Operativo en Parameter Selection Internal mode. A cada presión de la tecla se selecciona un diverso proceso de soldadura. El proceso seleccionado viene indicado por el encendido del led correspondiente. Led AX Proceso Tig-DC. Led AV Proceso Tig-AC. Led AW Proceso MMA. 7.2 Tecla AS - Modo de funcionamiento. Operativo en Parameter Selection Internal mode. La selección del modo vien indicada por el encendido del led correspondiente. Led D Función “Hot Start”, activa solo in MMA. Led C Función “Arc Force”, activa solo in MMA. Led E Soldadura Tig-CONTINUO, con encendido mediante alta tension/frequencia. Led B Soldadura Tig-PULSADO, con encendido mediante alta tension/frequencia. Led A Soldadura Tig-CONTINUO, con encendido por contacto (non disponible). Led AU Soldadura Tig-PULSADO, con encendido por contacto (non disponible). 7.3 Tecla AR - Programa de mando. Non operativo, selección bloqueada en “dos tiempos”. La selección del modo viene indicada por el encendido del led correspondiente. Led G Puntatura (non disponible, siempre apagado). Led F Dos tiempos (siempre encendido). Led W Cuatro tiempos (non disponible, siempre apagado). Led X Programa special (non disponible, siempre apagado). Led Z Soldadura con tres niveles de corriente y cuatro tiempos (non disponible, siempre apagado). Led AA Soldadura con dos niveles de corriente y cuatro tiempos (non disponible, siempre apagado). E 7.4 Tecla H - Sinergia. Operativo en Parameter Selection Internal mode. La presión breve (<0,7 sec) de esta tecla abilita la “sinergia”, donde previsto, y permite la selección de Material, Posición de soldadura, Espesor y Diámetro del electrodo. La selección se realiza con la manecilla Y y el tamaño se visualiza en el display U. Si después haber seleccionado los parámetros no se confirma el diámetro del electrodo, la presión breve (<0.7 sec) de la tecla produce la salida de la sinergia. Si en cambio, después haber confirmado el diámetro del electrodo se desea salir de la sinergia es necesario presionar para un tiempo major (> 0.7 sec). 7.4.1 Led I - Sinergia. Se enciende junto a uno de los led L, M, S o R, para indicar el tamaño que es posible regular. 7.4.2 Led L - Material. Los tipos de materiales seleccionables están en relación al proceso de la soldadura, y son: En Tig-DC el acero inoxidable (SS), el cobre (Cu), hierro (FE) y el titanio (ti). En Tig-AC el aluminio (AL), magnesio (MG). 7.4.3 Led M - Posición de soldadura. Las siglas que aparecen en el display U son en relación con ISO 6947 y corresponden a las posiciones de la soldadura enumeradas en la figura al lado. Las siglas relativas las normas ASME son distinguidas de un número más una letra. 7.4.4 Led S - Espesor. El display O se enciende y visualiza la corriente impostada, el display U visualiza el espesor relativo a la corriente. Ruotando la manecilla Y se varía el espesor y en relación la corriente variará también. Obviamente la medida del espesor y de la corriente relativa estará en relación a las formulaciones del material y de la posición de soldadura. 3300279-C 17-03-2016 CEBORA S.p.A. 59 7.4.5 Led R - Diámetro electrodo. La visualización del diámetro del electrodo es la consecuencia de la formulación del material (led L), de la posición (led M) y del espesor (led S). El display U visualizará el electrodo aconsejado de manera no centelleante; el operador mediante manecilla Y puede visualizar también otros diámetros pero éstos serán visualizadas de manera centelleante, que significa no aconsejado. 7.5 Manecilla Y. En Parameter Selection Internal mode adjusta la corriente de la soldadura visualizada en display O, o el valor de la función seleccionada con la tecla AP y visualizado en display U. En Tig y Job mode adjusta el valor de la función seleccionada con tecla AP y visualizado en display U. 7.6 Display O. En cada modalidad de funcionamiento visualiza el valor de la corriente en base a las condiciones siguientes: En el funcionamiento en vacio visualiza la corriente impostada. En el funcionamiento en carga visualiza la corriente de soldadura y de sus niveles. Junto al led P “Hold” encendido la ultima corriente de soldadura. Dentro de la sinergia visualiza la corriente en relación al espesor seleccionado (pár. 7.4.4). En algunos casos indica la parte de un mensaje terminado por el display U: si a la selección de la modalidad no corresponde un Operating Mode existente visualiza no (sigla completa no Mod); en caso de mensaje de error del Generador, visualiza la sigla Err. En display U aparece el número de error; la sigla TH cekntelleante indica el intervención del termostato; en el menù “Funciones de Sservicio” (pár. 9) visualiza las siglas no, PL, “número de Job” (es.: P01); en el menù “Segundas Funciones” (pár. 10) visualiza las siglas H2O, rob, FdU, HF, GAS, Mot (HSP, LSP, Frq, dtY, Pdy, Aut, SdY, rEt), CrA (CrC, tCr), MMA. Durante la selección de los programas libre o memorizzados las siglas PL… P01… P09. 7.6.1 Led N - Indicador para display O. Se enciende cuando el display O visualiza una corriente. E 7.7 Display U. En cada modalidad de funcionamiento visualiza el valor de la tensión de salida del Generador, tanto en el funcionamiento en vacio tanto durante la soldadura. Cuando el led P (Hold) se enciende, visualiza la tensión del ultimo trecho de soldadura realizada. En cada modalidad de funcionamiento, para cada proceso de la soldadura, visualiza el valor de la función seleccionada con la tecla AP, ajustable con manecilla Y. En Parameter Selection Internal mode, con la sinergia activada (led I encendido), visualiza la sigla de los materiales para soldar (si led L encendido), la sigla de las posiciones de la soldadura (si led M encendido), los diámetros del electrodo (si led R encendido). En algunos casos indica la parte de un mensaje terminado por el display O: si a la selección de la modalidad no corresponde un Operating Mode existente visualiza Mod (sigla completa no Mod); en caso de mensaje de error del Generador, visualiza el número del error. En el display O aparece la sigla Err; en el menù “Funciones de Servicio” (pár. 9) visualiza las opciones posibles en respuesta a la función indicada en display O; en el menù “Segundas Funciones” (pár. 10) visualizza las opciones posibles en respuesta a la función indicada en display O. 7.7.1 Led Q - Indicador para display U. Se enciende cuando el display U visualiza una tension. 3300279-C 17-03-2016 CEBORA S.p.A. 60 7.8 Tecla AQ - Selección y memorización programas. Operativo en Parameter Selection Internal mode y Job mode. La tecla AQ presionada brevemente realiza una selección, presionada por un tiempo mayor de 3 segundos realiza una operación de llamada, de memorización, de cancelación o de modificación (pár. 9). 7.9 Tecla AP - Funciones Tig. En el funcionamiento Tig se encendian en sucesión los led de las funciones del diagrama de la corriente y los de la operación Tig-AC (si está seleccionado), influenciados de la manera de soldadura elegida. Cada led indica el parámetro, que valor es visible en display U y ajustable con manecilla Y, durante el tiempo de encendido del led misomo. Después 5 segundos de la ultima variación el led interesado y el display U se extingan, y display O visualiza el valor de la corriente principal (led AG). Cuando son seleccionados los led AL (pre-gas) o AB (poste-gas) la presión larga más que 3 segundos de esta tecla activa la función “Test Gas”, y por tanto la salida del gas de la antorcha. Para interrumpir la salida del gas presionar brevemente la tecla AP. La salida del gas termina automáticamente después 30 sec. de la activación de la función. Dentro el menú “Segundas Funciones” permite la selección de las varias funciones (pár. 10). 7.10 Led AL - Pre-gas. Tiempo de salida del gas antes el inicio de la soldadura (0,05 ÷ 2,5 sec). 7.11 Led AI - Corriente de inicio soldadura. E un porcentaje de la corriente principal (led AG). 7.12 Led AH - Slope up. Es el tiempo en el cual la corriente, inicia del mínimo, y arriba encima del valor de la corriente impostado (0 ÷ 10 sec.). 7.13 Led AG - Corriente principal. Es la corriente de soldadura en los procesos a singolo nivel de corriente, y la corriente principal en los procesos a dos niveles de corriente. E 7.14 Led AD - Corriente de base. Es un porcentaje de la corriente principal (led AG). 7.15 Led AE - Frecuencia de la pulsación. Es la frecuencia de la pulsación de la corriente de soldadura (0,16 ÷ 500 Hz). 7.16 Led AF - Período de la pulsación. Indica en porcentaje la relación entre el tiempo de la corriente principal “t” (AG) y el período de la pulsación “T” (AE) (ver fig. a lado). Campo de la regulación t/T = 10 ÷ el 90%, effettuable con manecilla Y y indicado en display U. 7.17 Led AC - Slope Down. Es el tiempo en el que la corriente alcanza el mínimo y el apagado del arco (0 ÷ 10 sec). 7.18 Led AB - Poste-gas. Es el tiempo de salida del gas al final de la soldadura (0 ÷ 30 sec). 7.19 Led AO - Start. Nivel de “Hot Start” para optimizar los encendidos en Tig-AC para cada diámetro del electrodo. Al encendido de este led el display U visualiza un valor numérico que hace referencia a los diámetros del electrodo, el operador mediante la manecilla Y puede programar el diámetro usado y obtener immediatamente una salida buena. Regulación desde 0,5 a 4,8. 3300279-C 17-03-2016 CEBORA S.p.A. 7.20 Led AY - Wave. Forma de onda de soldadura. Al encendido de este led el display U visualiza a número que corresponde a la forma de onda seleccionada (ver tabla). Default = cuadra - sinusoidale (12). La selección de la forma de onda puede ser modificada con manecilla Y. 61 11 = cuadra – cuadra 33 = triángulo - triángulo 13 = cuadra - triángulo 21 = sinusoide – cuadra 31 = triángulo – cuadra 22 = sinusoide - sinusoide 12 = cuadra - sinusoide 23 = sinusoide - triángulo 32 = triángulo - sinusoide NOTA: la primera cifra que compone el número se refiere a la semionda negativa o de penetración, la segunda cifra se refiere a la semionda positiva o de limpieza. La variación del tipo de forma de onda puede también reducir el ruido del arco en soldadura AC. 7.21 Led AN - Hz. Frecuencia de la corriente alterna (50 ÷ 120 Hz). 7.22 Led AM - Balanceamiento. Es el porcentaje de la semionda negativa (penetración) en el período de la corriente alterna. Regulación -10 / 0 / 10 donde 0 = 65% (aconsejado) -10 = 50% y 10 = 85%. 7.23 Led T - > 48V - CA. En el fincionamoiento Tig-AC indica, cuando está encendido, el corretto funcionamiento del dispositivo que reduce el riesgo de descargas eléctricas. E 3300279-C 17-03-2016 CEBORA S.p.A. 62 8 GESTIÓN DEL TERMINAL ROBOT. La operatividad del Terminal Robot está condicionada por el estado de la función Robot en el menú “Segundas Funciones” (par. 10.2). Con la función Robot habilitada (rob On) el Terminal Robot tiene la plena operatividad del Sistema de Soldadura. Con la función Robot deshabilitada (rob OFF) el Terminal Robot mantiene solamente la gestión del mando de soldadura (señal Arc-On). NOTA: El presente Manual Instrucciones se refiere a los Generadores artt. 366, 367 y 368 en aplicaciones Robot. Por tanto a continuación están solo enumeradas y brevemente descritas, las señales provenientes del Control Robot, con la función Robot activa (rob On). Para mayores detalles sobre las señales provenientes del Control Robot se aconseja consultar el Manual Instrucciones de la Interfaz Robot. 8.1 Selecciones del Terminal Robot. 8.1.1 Modalidades Operativas (Operating Mode). Programación de las Modalidades Operativas del Sistema de Soldadura. Se encuentran disponibles 2 señales (2 bits, 0 - 1) para seleccionar las modalidades Tig mode, Job mode y Parameter Selection Internal mode (ver tabla en el Manual Instrucciones Interfaz Robot). 8.1.2 “número de Job”. Selección de un “número de Job” por requerir. Se encuentran disponibles 3 señales (3 bits, 0 - 2) (ver tabla en el Manual Instrucciones Interfaz Robot). Las mismas señales actúan diverse selecciones en función de la Modalidad Operativa seleccionada: en Tig mode seleccionan el funcionamiento Tig-AC y Tig-Pulsado; en Job mode seleccionan un “número de Job”. E 8.2 Mandos del Terminal Robot. 8.2.1 Arc-On. Mando de start corriente para el Generador. 8.2.2 Robot Ready. Asenso a la soldadura por parte del Control Robot. 8.2.3 Gas Test. Mando para electroválvula del gas. 8.2.4 Wire Inching. Mando de avance hilo. 8.2.5 Wire Retract. Mando de retroceso del hilo. 8.3 Regulaciones del Terminal Robot. Las regulaciones del Terminal Robot pueden ser abilitadas o desabilitadas mediante los dip-switches en la Interfaz Robot (ver Manual Instructiones Interfaz Robot). La formulación de la fábrica de la Interfaz Robot está con las siguientes funciones activas. 8.3.1 Welding Current. Operativo solo en modalidad Tig. Programa la corriente de soldadura. En el Panel de Control se visualiza en el display O cuando el led N està encendido. 8.3.2 Wire Speed. Operativo solo en modalidad Tig. Programa la velocidad del hilo en soldadura. 3300279-C 17-03-2016 CEBORA S.p.A. 9 63 FUNCIONES DE SERVICIO. NOTA: Con el término “Job” se entiende un punto de trabajo realizado por el usuario regulando los parámetros disponibles de la soldadura Tig y por tanto memorizado en una área de memoria llamada “número de Job”. NOTA: La tecla AQ presionada brevemente realiza una selección, presionada para un tiempo mayor de 3 segundos realiza una operación de llamada, de memorización, de cancelación o de modificación. 9.1 Llamada y/o modificación de un Job memorizado desde Panel de Control. La modificación de un Job no se efectúa desde el Terminal Robot sino solo desde Panel de Control. Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para volver operativo el Panel de Control. Pulsar brevemente la tecla AQ. Display O visualiza el número del último Job utilizado o, si no hubieran sido nunca utilizados, desde el último Job memorizado (ej.: P01). Pulsar brevemente la tecla AQ para seleccionar el “número de Job” que se piensa llamar o modificar. Pasados 3 segundos el Panel de Control visualiza los parámetros del Job requerido. Es hora posible ejecutar la soldadura con los parámetros indicados, o modificar los parámetros mediante los mandos del Panel de Control. Una vez modificados los parámetros, pulsar la tecla AQ para un tiempo mayor de 3 segundos si se intende escribir el Job llamado, o pulsar brevemente la tecla AQ para seleccionar un diverso “número de Job” por lo tanto presionarlo de nuevo para más que 3 segundos para crear un nuevo Job con los parámetros modificados; en ambos casos un señal acústico (BIP) marca la memorización del Job. 9.2 Llamada de un Job memorizado, desde Terminal Robot. Seleccionar desde Terminal Robot la modalidad Job mode y un “número de Job” diverso de 0 (cero). Display O visualiza el “número de Job” elegido. Pasados 3 segundos, en el Panel de Control se visualizan los parámetros correspondientes al Job elegido. Si al “número de Job” elegido no corresponde ningún Job existente, la indicación del “número de Job” en el display O es centelleante, y las restantes señalizaciones en el Panel de Control apagadas. E 9.3 Memorización de un Job. La memorización de un Job no se efectúa desde el Terminal Robot sino solo desde Panel de Control. Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para hacer operativo el Panel de Control. Después de haber realizado una prueba de soldadura con los parámetros que se piensan memorizar, pulsar la tecla AQ para seleccionar el “número de Job” donde se piensa memorizar los parametros. Display O visualiza el número del último Job utilizado o, si no hubieran sido nunca utilizados, desde el último Job memorizado (ej.: P01). Si el “número de Job” estuviera ya ocupado, la indicación en el display O es fija, si en vez es libre la indicación es centelleante. Pulsar la tecla AQ para un tiempo mayor de 3 segundos; un señal acústico (BIP) marca la memorización del Job. 9.4 Anulación de un Job. La anulación de un Job no se efectúa desde el Terminal Robot sino solo desde el Panel de Control. Seleccionar desde Terminal Robot la modalidad Parameter Selection Internal, para hacer operativo el Panel de Control. Pulsar brevemente la tecla AQ para seleccionar el “número de Job” que se piensa anular, visualizado en modo fijo en el display O. Con manecilla Y elegir la sigla dEL, en el display U. Pulsar la tecla AQ para un tiempo mayor de 3 segundos; un señal acústico (BIP) señala la anulación del Job; la indicación en el display O se convierte en centelleante. Estas dos últimas acciónes deberán tener lugar en el tiempo en el que el display O visualiza en modo fijo el “número del Job”, es decir aproximadamente 5 segundos. Pasado tal período el Panel de Control volve a la normal operatividad y para realizar la cancelación es necesario presionar de nuevo brevemente la tecla AQ. 3300279-C 17-03-2016 CEBORA S.p.A. 64 10 SEGUNDAS FUNCIONES. La entrada al menù “Segundas Funciones” se realiza con la presión contemporánea de las teclas AQ y AP por un tiempo mayor de 3 segundos. La selección de las voces del menù se realiza pulsando brevemente la tecla AP. La salida del menù “Segundas Funciones” se realiza pulsando brevemente la tecla AQ. 10.1 Functión Grupo de Enfriamiento (H2O). Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar H2O en el display O; con la manecilla Y seleccionar el tipo de funcionamiento, indicado en el display U: OFF = apagado (default); OnC = continuo, siempre encendido; OnA = encendido automático. Pulsar la tecla AQ para salir del menú “Segundas Funciones” memorizando las impostaciones actuales. Al encendido del Generador, si es impostado en continuo o en automatico, el Grupo de Enfriamiento entra en función para poner bajo presión el líquido en el circuito de enfriamiento. Si pasados 15 segundos no llegase el mando de start (Arc-On) el Grupo se detendría. En el funcionamiento automático, a cada accionamiento de start (Arc-On) el Grupo inicia a funcionar y se para 3 minutos después de la desaparición de la señal de start. Si la presión del líquido refrigerante es insuficiente, el Generador no da corriente y en el display O aparece escrito H2O centelleante (error 75, par. 11.2). NOTA: Si la bomba girase sin líquido refrigerante sería necesario quitar el aire de los tubos: - apagar el Generador y llenar el depósito; - desconectar el tubo azul del cable de la antorcha del empalme BL; - conectar un extremo de un nuevo tubo al empalme BL quedado libre e insertar el otro extremo del tubo en el depósito; - encender el Generador y a continuación el Grupo de Enfriamiento durante aproximadamente 10/15 segundos para llenar la bomba; - apagar el Generador y restablecer las conexiones de los tubos de la antorcha. E 10.2 Functión Robot (rob). Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar rob en el display O; con la manecilla Y seleccionar el estado de la función, indicado en el display U: OFF = no activa (default); On = activa. Pulsar la tecla AQ para salir del menú “Segundas Funciones” memorizando las impostaciones actuales. Con la función Robot deshabilitada (rob OFF) el Panel de Control mantiene la plena gestión del Sistema de Soldadura. Con la función Robot habilitada (rob On) la operatividad del sistema pasa al Terminal Robot y el Panel de Control mantiene una operatividad parcial, condicionada por la “Modalidad Operativa” (Operating Mode) seleccionada (par. 6.1). Con la función Robot habilitada (rob On) si la Interfaz Robot está desconectada o desalimentada, en el Panel de Control los display O y U indican rob int centelleante (error 7, par. 11,2). Con la función Robot habilitada (rob On) y la Interfaz Robot conectada y alimentada, el sistema está listo para operar, mandado por el Control Robot. 10.3 Functión Feeder Unit (FdU). Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar FdU en el display O; con la manecilla Y seleccionar el estado de la función, indicado en el display U: OFF = no activa (default); On = activa. Operativa en Parameter Selection Internal mode y Tig mode. En Parameter Selection Internal mode los varios parámetros pueden ser regulados de Panel de Control, en Tig mode de Control Robot. El diagrama “Feeder Unit function”, al final de este manual, se refiere a la modalidad Parameter Selection Internal, con lo utilizo de la tecla AP y manecilla Y del Panel de Control. 3300279-C 17-03-2016 CEBORA S.p.A. 65 Con FdU activa otros parámetros estan disponible, seleccionable con tecla AP ajustable con manecilla Y: HF (High Frequency). Con manecilla Y se selecciona si abilitar el generador de HF interno del Generador (“int” (default)) o el adentro al Carro Arrastrahilo (“FdU”). GAS Con manecilla Y se selecciona si el gas vien del Generador (“int” (default)) o del Carro Arrastrahilo (“FdU”). Mot (Motor Arrastrahilo). Modalidad de operación del motor arrastrahilo: OFF (Off (default)). El proceso hilo frío no es activo. OnC (Continuous). Funcionamiento continuo. El motor funciona a la velocidad fijada en el parámetro HSP. ASY (Asyncrónous). Funcionamiento asincróno. El motor funciona para obtener un avance del hilo alternado. Exige la programación de los parámetros HSP, LSP, Frq y dtY. SYn (Syncronous). Funcionamiento sincrono, disponible solamente en “Tig-Pulsado”. El avance del hilo sucede en manera sincrona con la pulsación de la corriente. Frecuencia y ciclo de utilizo del movimiento alternado son los de la pulsación de la corriente. Es necesario por lo tanto que la frecuencia de la pulsación de corriente se abarca entre 0,1 y 5 Hz, y el ciclo de utilizo se abarca entre 10 y el 90%. Exige la programación de los parámetros HSP y LSP. HSP (High Speed). Es la velocidad “alta” del avance del hilo expresado en m/min. Regulación 0,0 ÷ 10,0 m/min (default 0,0 m/min). LSP (Low Speed). Es la velocidad “baja” del avance del hilo expresado en m/min. Regulación -2,5 ÷ 10,0 m/min (default 0,0 m/min). Frq (Frecuency). Es la frecuencia de la alternación entre las velocidades alta y baja Regulación 0,1 ÷ 5,0 Hz (default = 1 Hz). dtY (Duty Cycle). Es la relación entre el tiempo de la velocidad alta y el período de la frecuencia de la alternación, expresa en porcentaje. Regulación 10÷90% (default = 50%). Aut Inicio automático del motor. Exige la programación de los parámetros OFF y On. OFF(default). El motor inicia funcionar con el mando “Up/Down” de la antorcha o con el mando “inc.” de Terminal Robot. On El motor inicia funcionar con el logro de la “Main Current” y se arresta al escape de la “Main Current”. Exige la programación del parámetro SdY. SdY (Start Delay). Retrasa entre el logro de la Main Current y el comienzo del motor. Regulación 0,0 ÷ 10,0 segundos (default 0,0). rEt (Retract). Indica la regresión del hilo ejecutado al final de la soldadura (final de la Main Current). Regulación 0 ÷ 50 mm (default 1 mm). PdY (Pulse Syncronous high delay). Retrasa del impulso de sincronización. Solo en “Tig-Pulsado”. Indica el retraso o el anticipo del arrancar del motor con respecto al nivel alto de la pulsación de corriente. Expresado en centavos de segundo. Regulación -99 ÷ +99 s/100 (default. = 0 s). Con la función “Feeder Unit” abilitada (FdU On) si el Carro Arrastrahilo es desconnectado o disalimentado, en el Panel de Control los display O y U indican FdU int centelleante (error 8, pár. 11.2). 10.4 Functión Crater Arc (CrA). Dentro del menù “Segundas Funciones”, con la tecla AP seleccionar CrA en el display O; con la manecilla Y seleccionar el estado de la función, indicado en el display U: OFF = no activa (default); On = activa. Con la función CrA activa, se vuelven disponibles otros parámetros suyos seleccionables con la tecla AP y adjustable con manecilla Y. CrC (Crater Current) en display O. Con manecilla Y se adjusta el valor al tamaño CrC, visible en el display U. Regulación 0 ÷ 100% (default 50%). tCr (Crater Time) en display O. Con manecilla Y se adjusta el valor al tamaño tCr, visible en el display U. Regulación 0,1 ÷ 30,0 sec (default 0,5 sec). El tiempo de pasaje entre “Main Current” y “Crater Current” es el parametro “Slope Down” (led AC). 10.5 Functión MMA (MMA). Disponible solo en MMA (led AW encendido). Dentro de las “Segundas Funciones”, con manecilla Y se selecciona el modo DC o AC, referrido al proceso MMA, indicado en display U. 3300279-C 17-03-2016 E CEBORA S.p.A. 11 66 MANTENIMIENTO. 11.1 Inspección periódica, limpieza. Periódicamente controlar que los dispositivos del Sistema de Soldadura y todas las conexiones estén en condición de garantizar la seguridad del operador. Periódicamente abrir los paneles del Generador y del Grupo de Enfriamiento para controlar los elementos internos. Eliminar la eventual suciedad o polvo de los elementos internos, utilizando un chorro de aire comprimido seco a baja presión o un pincel. Controlar las condiciones de las conexiones internas de los conectores en las tarjetas electrónicas; si se encontrasen conexiones “flojas” apretarlas o sustituir los conectores. Para asegurarse un correcto flujo de aire y por tanto el adecuado enfriamiento de los elementos internos del Generador, periódicamente abrir las rejillas en el Generador y controlar el interno del túnel de ventilación. Eliminar la eventual suciedad o polvo de los elementos internos del Túnel, utilizando un chorro de aire comprimido seco a baja presión o un pincel. Controlar las condiciones de los conectores eléctricos, del cable de alimentación y de las uniones neumáticas; si estuvieran dañados, sustituirlos. Después de haber realizado una reparación, reordenar el cablaje de forma que exista un aislamiento entre las partes conectadas a la alimentación y las partes conectadas al circuito de soldadura. Volver a montar las abrazaderas como estaban en principio para evitar que, si accidentalmente un conductor se desconecta, se produzca una conexión entre la alimentación y los circuitos de soldadura. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. E 11.2 Códigos Error. La tabla siguiente indica los “Códigos Error” que pueden ser visualizadas en los display O y U del Panel de Control en caso de funcionamiento no correcto del Sistema de Soldadura. Para una descripción más detallada en la búsqueda de averias consultar el Manual de Servicio del Generador. Codigos Description error Solución error 2 EEPROM error. Substituir tarjeta Control. Alarma detectado por la tarjeta Control. Controlar la Error de comunicación en el CAN conexión CAN bus entre tarjeta Control y Panel de bus entre Panel de Control y 6 Control. Verificar la compatibilidad de las versiones de Generador (detectado por el los programas insertados en las tarjetas. Substituir Generador). tarjeta Control y/o Panel de Control. Alarma detectado por la tarjeta Control. Controlar la 7 Error de comunicación en el CAN conexión CAN bus entre tarjeta Control y Interfaz “rob int” bus entre Robot y Generador Robot. Verificar la compatibilidad de las versiones de (solo 367, (detectado por el Generador). los programas insertados en las tarjetas. Substituir 368) tarjeta Control y/o Interfaz Robot. Alarma detectado por la tarjeta Control. Controlar la 8 Error de comunicación en el CAN conexión CAN bus entre tarjetas Control y Control “FdU int” bus entre Carro Arrastrhilo y Motor. Verificar la compatibilidad de las versiones de (solo 367, Generador (detectado por el los programas insertados en las tarjetas. Substituir 368) Generador). tarjetas Control y/o Control Motor. Alarma detectado por el Panel de Control. Controlar Error de comunicación en el CAN conexion CAN bus entre Panel de Control y tarjeta bus entre Panel de Control y 9 Control. Verificar la compatibilidad de las versiones de Generador (detectado por el Panel de los programas insertados en las tarjetas. Substituir Control). tarjetas Control y/o Panel de Control. Controlar cablaje entre terminales de salida Generador, Tensión de salida y corriente de tarjetas Filtro-HF, Medida y Control. Controlar cablaje salida nulo, con pulsador de start entre Transductor corriente y tarjeta Control. Substituir 10 presionado. Error en los circuitos de tarjetas Control y/o Driver y/o Igbt y/o Driver-ac. relevación de la tensión o de la Substituir Transformador potenzia y/o Grupo Diodos corriente de salida. y/o Inductancia de salida y/o Transductor de corriente. 3300279-C 17-03-2016 CEBORA S.p.A. 67 13 Falta de comunicación con tarjeta Controlar cablaje entre tarjetas Precarga y Control. (solo 367, Precarga al encendido. Substituir las tarjetas Precarga y Control. 368) Controlar los fusibles en el primario del transformador 14 Error de la tensión de alimentación de servicio. Controlar cablaje entre tarjetas Control y (366 – del Microprocessador, en la tarjeta Flyback. Substituir tarjetas Control y/o Flyback y/o “OFF”) Micro. Transformador de servicio. Controlar las condiciones de la tension de red. 16 Tension continua a la salida de la Verificar que el Puente Rectificador, los (solo 367, tarjeta Precarga inferior al valor Condensadores-DC o el Grupo Igbt no sean en 368) minimo (400 Vdc). cortocircuito. Substituir las tarjetas Precarga y/o Control. Controlar que los terminales 3 y 4 de J1 en tarjeta TA Falta de la senal “interlock” en el (367, 368) (o J8 de tarjeta igbt en 366) estan conectado 20 modulo master. entre ellos. Substituir las tarjetas TA (o terjeta igbt en 366) y/o Control. Substituir tarjetas Control y/o Driver y/o ygbt y/o TA. Error en la EPLD. Corriente 25 Substituir los Igbt en el inverter y/o el Transformador primaria excesiva. de potencia y/o el Grupo Diodos al secundario. Ejecutar el procedimiento de calibración del ajuste en Calibración incorrecta del adjuste en 30 tarjeta Control, siendo seguido las instrucciones del el modulo Master. Manual Servicio Generador. Substituir tarjeta Control. Pulsador de Start presionado a la “trG” restauración de la alarma para Substituir tarjetas Conector y/o Control. (53) sovratemperatura. Tensiona >48 V en AC y tensión Controlar el cablaje entre salida Grupo Diodos, 54 nula al encendido (cortocircuito inverter-AC y terminales de salida del Generador. entre antorcha y pieza). Substituir tarjeta Control y/o Driver-ac. Controlar las condiciones de usura de la antorcha, Time-out maximo. Duración del cablaje de potenzia entre Grupo Diodos y terminales de 56 cortocircuito excesivo. salida del Generador. Substituir tarjetas Medida y/o Control y/o Driver-ac y/o Transductor de Corriente. Desalineamiento de las versiones del Riprogrammar el Generador con el Firmware correcto. 58 Firmware. Substituir tarjetas Control y/o Panel de Control. Fase L1 de la tension de red inferior Verificar el valor de las tres fases de la tension de red. 61 del valor mínimo concurrido. Substituir las tarjetas Precarga y/o Control. Substituir tarjetas Termostato en Grupo Igbt y/o “tH1” Sovratemperatura Igbt Inverter. (74) Control. “H2O” Presión baja del líquido de Substituir pressostato en el Grupo de Enfriamiento y/o (75) enfriamiento. tarjetas Precarga y/o (igbt en 366) y/o Control. Controlar conexiones entre Grupo de Enfriamiento y Generador. En 367 y 368 controlar la presencia del Grupo de Enfriamiento no conector puente en terminales 3 y 4 del conector J6 en “nc” (76) connectado. la tarjeta control. En 366, en caso de falta del Grupo, controlar la inserción de la espina en el conector BP en el panel posterior del generador. Sovratemperatura Grupo diodos y Substituir tarjetas Termostato y/o Driver-ac y/o “tH2” (77) Igbt. Control. “OFF” Falta tension de red (Generador (99)(solo Substituir tarjetas Precarga y/o Control. apagado). 367, 368) 3300279-C 17-03-2016 E CEBORA S.p.A. 3300279-C 68 17-03-2016 CEBORA S.p.A. 3300279-C 69 17-03-2016 CEBORA S.p.A. 3300279-C 70 17-03-2016 CEBORA S.p.A. 3300279-C 71 17-03-2016 CEBORA S.p.A. 3300279-C 72 17-03-2016 CEBORA S.p.A. 3300279-C 73 17-03-2016 CEBORA S.p.A. 74 art. 366.80 art. 366.80 N° Descrizione Description 001 Laterale fisso Fixed side panel Cover 002 Coperchio Inside baffle 003 Piano intermedio Measure circuit 004 Circuito misura Autotransformer 005 Autotrasformatore 006 Circuito alimentatore Supply circuit Supply transformer 007 Trasformatore alim. 008 Interruttore Switch 009 Protezione Protection 010 Pannello posteriore Back panel 011 Circuito filtro rete Mains filter circuit 012 Cornice Frame 013 Pannello alettato Panel 014 Protezione Protection 015 Cavo rete Mains cable Strain Relief 016 Pressacavo Fitting 017 Raccordo 018 Elettrovalvola Solenoid valve Fitting 019 Raccordo 020 Connessione Connection Socket 021 Presa Fuse holder 022 Poertafusibile Motor fan 023 Motoventilatore 024 Supporto motoventola Motor fan support 025 Isolamento dissipatore Radiator insulation Radiator 026 Dissipatore 027 Supporto centrale Dx Dx Central support 028 Cornice Frame 029 Isolamento Insulation 030 Diodi Diodes 031 Kit diodo Diode kit 032 Cavallotto Jumper 033 Cavallotto Jumper 034 Cavallotto Jumper 035 Trasduttore Transducer 036 Cavallotto Jumper Thermostat circuit 037 Circuito termostato 038 Igbt Igbt 039 Isolamento Insulation La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. N° Descrizione Description 040 Kit igbt Igbt kit 041 Supporto cavallotti Jumper support Driver circuit 042 Circuito driver 043 Isolamento Insulation 044 Trasformatore potenza Power transformer 045 Trasformatore HF HF transformer 046 Fondo Bottom 047 Pannello anteriore Front panel 048 Circuito connettore Connector circuit 049 Raccordo Fitting 050 Raccordo Fitting 051 Tappo Cap 052 Presa Gifas Gifas socket 053 Protezione Protection 055 Golfara Ejebolt 056 Connettore + cavo Connector + cable 057 Circuito micro Micro circuit 058 Circuito HF HF circuit 059 Protezione Protection 060 Manopola Knob 061 Circuito filtro HF HF filter circuit 062 Circuito controllo Control circuit 063 Gruppo igbt - dc Igbt – dc group 064 Gruppo resistenza Resistor group 065 Cornice Frame 066 Supporto centrale Sx Sx Central support 067 Dissipatore Radiator 068 Impedenza primario Primary impedance 069 Circ.Alim.isolata Insulated supply circ. 070 Appoggio Rest 071 Supporto connettori Connector support 072 Connessione Connection 073 Connessione Connection 80 Appoggio Rest 81 Supporto generatore Power source support 82 Pannello chiusura Closure panel 83 Pannello interno Inside panel 84 Fondo Bottom 85 Piede Foot When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 3300279-C 17-03-2016 CEBORA S.p.A. 75 Art. 367.80 3300279-C 17-03-2016 CEBORA S.p.A. 76 art. 367.80 N° Descrizione art. 367.80 Description When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 3300279-C N° Descrizione Description When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 17-03-2016 CEBORA S.p.A. 3300279-C 77 17-03-2016 CEBORA S.p.A. N° 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 art. 368.80 Descrizione Description Laterale fisso Fixed side panel Driver circuit Circuito driver Cavallotto Jumper Spacer Distanziale Spacer Distanziale Circuito termostato Thermostat circuit Igbt Igbt Isolamento Insulation Igbt kit Kit igbt Trasduttore Transducer Cover Coperchio Insulated support Supporto isolante Radiator Dissipatore Resistor group Gruppo resistenza Cornice Frame Supporto centrale Central support Radiator Dissipatore Isolamento dissipatore Radiator insulation Isolamento dissipatore Radiator insulation Isolamento Insulation Diodi Diodes Kit diodo Diode kit Cornice Frame Supporto motoventola Motor fan support Motoventola Motor fan Inside baffle Piano intermedio Trasformatore potenza Power transformer Circ. alim. isolato Insulated supply circ. Circuito alimentatore Supply circuit Supporto Trasformatore Transformer support Circuito filtro rete Mains filter circuit Pannello posteriore Back panel Pressacavo Strain relief Cavo rete Mains cable Protezione Protection Interruttore Switch Connessione Connection Appoggio Rest Jumper Cavallotto Internal jumper Cavalletto interno External jumper Cavalletto esterno Cornice Frame Pannello alettato Panel Protezione Protection Impedenza primario Primary inductor Supporto posteriore Back support Supporto morsettiera Contact board support Morsettiera Contact board Supporto mobile Mobile support Impedenza secondario Secondary inductor La richiesta di ricambi deve indicare numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 3300279-C 78 N° 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 art. 368.80 Descrizione Description Induictor support Supporto Impedenza HF transformer Trasformatore HF Support Supporto Bottom Fondo Protezione Protection HF filter circuit Circuito filtro HF HF circuit Circuito HF Circuit guide Guida circuito Cover Coperchio Front panel Pannello anteriore Connector circuit Circuito connettore Cap Tappo Socket Presa Protezione Protection Connessione Connection Ejebolt Golfara Knob Manopola Circuito micro Micro circuit Control circuit Circuito controllo Circuito misura Measurement circuit Isolamento Insulation Thermostat circuit Circuito termostato Condensatore Capacitor Driver circuit Circuito driver Igbt Igbt Isolamento Insulation Kit Driver + igbt Driver + igbt kit Resistenza Resistor Cavallotto Jumper Isolamento Insulation Cavallotto Jumper Isolamento Insulation Cavallotto Jumper Circuito misura Measurement circuit Supporto circuito Circuit support Condensatore Capacitor Circuito precarica Precharge circuit Isolamento Insulation Kit circuito precarica Precharge circuit kit Supporto condensatore Capacitor support Elettrovalvola Solenoid valve Trasformatore potenza Power transformer Dissipatore raddrizzatore Rectifier dissipater Dissipatore igbt Igbt dissipater Supporto isolante Insulated support Supporto circuito Circuit support Connessione Connection Supporto connettori Connector support When ordering spare parts please state the machine item and serial number and its purchase data, the spare part position and the quantity. 17-03-2016 CEBORA S.p.A. 79 GR 52 3300279-C 17-03-2016 CEBORA S.p.A. 80 GR 52 GR 52 N° Descrizione Description La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 3300279-C N° Descrizione Description When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 17-03-2016 CEBORA S.p.A. 3300279-C 81 17-03-2016 CEBORA S.p.A. 82 ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... 3300279-C 17-03-2016 CEBORA S.p.A. 83 .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... 3300279-C 17-03-2016 CEBORA S.p.A. 84 CEBORA S.p.A. Via Andrea Costa n° 24 – 40057 Cadriano di Granarolo – Bologna – Italy Tel. +39 051765000 – Telefax: +39 051765222 http://www.cebora.it – E-Mail: [email protected] 3300279-C 17-03-2016-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
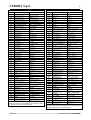 76
76
-
 77
77
-
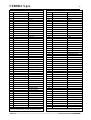 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































Cebora 366.80 TIG Sound AC-DC 2641/T Synergic Robot Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
Cebora 352.60 TIG Sound AC-DC 3340/T Synergic Robot Manual de usuario
-
-
-
-
-
-
Cebora 107.01 PROFI-BUS interface Manual de usuario
-
-
-


