Cebora 476.50 Plasma Welding Robot Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

CEBORA S.p.A. 1
3.300.188-B 04-03-2016
I
MANUALE DI ISTRUZIONI PER CONSOLE SALDATURA AL
PLASMA Art. 476.50 IN APPLICAZIONI ROBOT.
pag. 2
GB
INSTRUCTIONS MANUAL FOR PLASMA WELDING CONSOLE
Art. 476.50 IN ROBOT APPLICATIONS.
page 9
E
MANUAL DE INSTRUCCIONES PARA CONSOLE SOLDADURA
AL PLASMA Art. 476.50 EN APPLICACIONES ROBOT.
pag. 16
Parti di ricambio e schemi elettrici.
Spare parts and wiring diagrams. page 23
Piezas de repuesto y esquemas electricos.
Istruzioni di montaggio kit art. 119.00.
Kit art. 119.00 assembly instructions. page 26
Instrucción de montaje kit art. 119.00.

CEBORA S.p.A. 2
3.300.188-B 04-03-2016
I
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL
CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA,
IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE
UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA.
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti,
derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il
manuale cod. 3.300.758.
SCOSSA ELETTRICA - Può uccidere.
• Installate e collegate a terra la saldatrice secondo le norme applicabili.
• Non toccare le parti elettriche sotto tensione o gli elettrodi con la pelle nuda, i guanti o gli
indumenti bagnati.
• Isolatevi dalla terra e dal pezzo da saldare.
• Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
• Tenete la testa fuori dai fumi.
• Operate in presenza di adeguata ventilazione ed utilizzate aspiratori nella zona dell’arco onde
evitare la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
• Proteggete gli occhi con maschere di saldatura dotate di lenti filtranti ed il corpo con
indumenti appropriati.
• Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE.
• Le scintille (spruzzi) possono causare incendi e bruciare la pelle; assicurarsi, pertanto che non
vi siano materiali infiammabili nei paraggi ed utilizzare idonei indumenti di protezione.
RUMORE.
• Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori
dovranno mettere in atto le precauzioni previste dalla legge.
PACE MAKER.
• I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di
pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il
medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di
saldatura a punti.
ESPLOSIONI.
• Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori
esplosivi. Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni
di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA.
• Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma
armonizzata EN50199 e deve essere usato solo a scopo professionale in un ambiente industriale.
• Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica
in un ambiente diverso da quello industriale.
• In caso di cattivo funzionamento richiedete l’assistenza di personale qualificato.
SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE.
• Non smaltire le apparecchiature elettriche assieme ai rifiuti normali!
• In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed
elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature
elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di
riciclo ecocompatibile.
• In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante
in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea
migliorerà la situazione ambientale e la salute umana!

CEBORA S.p.A. 3
3.300.188-B 04-03-2016
I
2 DESCRIZIONE SISTEMA.
Il Sistema di Saldatura PLASMA WELDING ROBOT Cebora è un sistema idoneo alla saldatura Tig con
Arco Plasma, realizzato per essere abbinato ad un braccio Robot Saldante, su impianti di saldatura
automatizzati.
È composto da un Generatore, con Pannello di Controllo integrato, da un Gruppo di Raffreddamento, un
Carrello Trainafilo, una Console Plasma ed una Interfaccia Robot (fig. 2).
fig. 2
2 Prolunga Generatore – Carrello Trainafilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Cavo dei segnali Generatore – Interfaccia Robot (art. 1200, l = 5m).
4 Cavo CANopen Generatore – Interfaccia Robot (l = 1,5 m incluso nell’Interfaccia Robot).
5 Armadio del Controllo Robot.
6 Porta bobina da 15 kg del filo di saldatura (art. 121) (in alternativa Marathon Pack).
7 Torcia Plasma-Tig.
8 Carrello Trainafilo (WF4-R3, art. 1661).
10 Guaina del filo di saldatura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack).
21 Generatore (Tig AC-DC 2643/T, art. 351-60).
22 Gruppo di Raffreddamento (GRV10).
24 Pannello di Controllo del Generatore (integrato nel Generatore).
25 Interfaccia Robot (RAI 217, art. 217-01).
26 Cablaggio multifilare personalizzato.
30 Console di saldatura al Plasma (PW Console, art. 476.50).
31 Cavo dei segnali Console Plasma – Interfaccia Robot (art. 1167.00, l = 5m).
33 Prolunga Gruppo Raffreddamento – Generatore – Console Plasma (art. 1172.00) (il cavo dei segnali
di questa prolunga nelle applicazioni Robot non deve essere collegato).
34 Tubo di alimentazione Gas Plasma.
35 Bombola del Gas Plasma.
Questo Manuale Istruzioni si riferisce alla Console Plasma PW Console art. 476.50, ed è stato preparato
allo scopo di istruire il personale addetto all'installazione, al funzionamento ed alla manutenzione della
saldatrice. Deve essere conservato con cura, in un luogo noto ai vari interessati, dovrà essere consultato
ogni qual volta vi siano dubbi e dovrà seguire tutta la vita operativa della macchina ed impiegato per
l'ordinazione delle parti di ricambio.

CEBORA S.p.A. 4
3.300.188-B 04-03-2016
I
3 INSTALLAZIONE.
E' indispensabile tenere nella massima considerazione il capitolo riguardante le PRECAUZIONI DI
SICUREZZA descritte in questo Manuale Istruzioni al par. 1.
L'installazione delle apparecchiature deve essere eseguita da personale qualificato. Tutti i collegamenti
devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della legge antinfortunistica.
3.1 Sistemazione.
La Console Plasma PW Console art. 476.50 nelle applicazioni Robot puo
essere abbinata solo al Generatore art. 351.60.
Togliere la Console Plasma dall’imballo e collocarla sul Generatore art.
351.60, utilizzando il Kit di montaggio art. 119.00 (opzionale) come indicato
nella figura a lato. Le istruzioni di montaggio sono riportate alla fine di questo
Manuale Istruzioni.
Posizionare il Generatore in una zona che assicuri una buona stabilità,
efficiente ventilazione e tale da evitare che polvnere metallica possa entrare.
3.2 Messa in opera Console Plasma.
Per i riferimenti vedere figure 2, 4a e 4b.
Collegare la Console Plasma (30) al Generatore (21) ed al Gruppo di
Raffreddamento (22) mediante la prolunga (33), facendo attenzione a collegare
il cavo di potenza al terminale (-) negativo del Generatore.
Il cavo dei segnali di questa prolunga (connettori a 10 poli) nelle applicazioni
Robot non deve essere collegato.
Collegare la Console Plasma (30) all’Interfaccia Robot (25) ed al Controllo Robot mediante il cavo dei
segnali (31). Per i dettagli dei collegamenti vedere par. 4.2.
Collegare il cavo di potenza della Torcia Plasma-Tig all’attacco N ed il terminale di “ugello” al
connettore O della Console Plasma (30). La Console Plasma funziona solo con torce raffreddate a liquido.
Verificare che la tensione d’alimentazione corrisponda a quella indicata sulla targa dei dati tecnici.
Dimensionare i fusibili di protezione in base ai dati riportati sulla targa dei dati tecnici.
Effettuare i restanti collegamenti delle altre apparecchiature del Sistema di Saldatura, consultando i
relativi Manuali di Istruzioni al par. “Installazione”.
3.3 Accensione Sistema di Saldatura.
La Console Plasma PW Console art. 476.50 deve essere abbinata a Generatori art. 351.60 con firmware
in versione 5 o successive (introduzione delle “Funzioni Plasma” nel “Menù Tecnico”).
Per abilitare le “Funzioni Plasma” del Generatore (21), impostare il parametro H17 del “Menù Tecnico”,
secondo la seguente procedura (per i riferimenti dei comandi seguenti consultare il Manuale Istruzioni del
Generatore (21) art. 351.60):
Premere simultaneamente i tasti AQ ed AP sul Pannello di Controllo del Generatore (21) e
contemporaneamente alimentare il Generatore (21) tramite l’interruttore BG. Mantenere premuti i tasti
AQ ed AP fino alla conclusione della fase di start-up, indicata su display O dalla sigla “H00” (primo
parametro del “Menù Tecnico”) e su display U dal valore del paramtetro.
Premere il tasto AQ per selezionare il parametro “H17” su display O. Display U indica “OFF”.
Con manopola Y selezionare “On” su display U. Il parametro “H17” così impostato, disabilita il
processo MMA, abilita puntatura e slope-down nella puntatura Tig con accensione a contatto, abilita
slope-down nella puntatura Tig con accensione con HF, elimina pre-gas, post-gas ed inibisce
l’elettrovalvola del Generatore (21), abilita la selezione del parametro “H18”, il quale consente la
regolazione del limite della corrente di uscita del Generatore (21).
Premere il tasto AQ per selezionare il parametro “H18” su display O. Display U indica “260”.
Con manopola Y selezionare il valore del limite della corrente di uscita del Generatore (21)
(regolazione 5 ÷ massima corrente erogabile dal Generatore, 260 A), visualizzata su display U.
Premere il tasto AQ per un tempo maggiore di 3 secondi per uscire dal “Menù Tecnico”.
Le altre funzioni e modi di saldatura per applicazioni Robot rimangono disponibili come descritte nel
Manuale Istruzioni del Generatore (21).

CEBORA S.p.A. 5
3.300.188-B 04-03-2016
I
4 CONSOLE PLASMA.
La Console Plasma PW Console art. 476.50, non ha un funzionamento autonomo, ma deve essere
collegata alle altre apparecchiature del Sistema.
La Console Plasma è un generatore di corrente continua, realizzato con tecnologia inverter, progettato per
accendere l’arco pilota in una torcia di tipo plasma saldatura.
L’accensione dell’arco avviene con l’ausilio di alta tensione e alta frequenza generate dai circuiti interni.
L'apparecchio può essere utilizzato solo per gli impieghi descritti nel presente manuale.
4.1 Comandi ed attacchi.
A Manopola di regolazione del flussometro. Regola il flusso del gas di protezione da 1,5 a 15 litri al
minuto. Il valore è indicato dal flussometro.
B Manopola di regolazione del flussometro. Regola il flusso del gas plasma da 0,3 a 3 litri al minuto.
Il valore è indicato dal flussometro.
C Led. Quando acceso, segnala la mancanza del gas di protezione. Il Generatore è in blocco. Il ripristino
avviene automaticamente alla riattivazione del flusso del gas.
D Led. Quando acceso, segnala la mancanza del gas plasma. Il Generatore è in blocco. Il ripristino
avviene automaticamente alla riattivazione del flusso del gas.
E Led. Quando acceso, segnala la mancanza del flusso del liquido refrigerante. Il generatore è in blocco.
Il ripristino avviene automaticamente alla riattivazione del flusso del liquido refrigerante.
F Manopola. Regola il tempo di pre-gas del gas plasma. Il tempo può essere variato fino a 1 secondo.
G Manopola. Regola la corrente di arco pilota. La corrente può essere variata da 1 A a 15 A.
H Manopola. Regola il tempo di post-gas sia del gas plasma che del gas di protezione. Il tempo può
essere variato fino a 20 secondi.
I Interruttore. Accende e spegne l’arco pilota.
L Selettore. Test gas di protezione. Il flusso è regolabile tramite la manopola del flussometro A.
M Selettore. Test gas plasma. Il flusso è regolabile tramite la manopola del flussometro B.
fig. 4a

CEBORA S.p.A. 6
3.300.188-B 04-03-2016
I
N Attacco centralizzato. Attacco per la torcia di saldatura.
O Connettore di uscita positivo (+). Collegare il terminale di “ugello” della torcia di saldatura.
P Rubinetto ad innesto rapido. Collegare il tubo rosso, “acqua calda”, della torcia.
Q Rubinetto ad innesto rapido. Collegare il tubo blu, “acqua fredda”, della torcia.
R Connettore 10 poli. Collegare il connettore maschio 10 poli del cavo dei segnali (31) Console Plasma
- Interfaccia Robot.
NOTA: Il cavo dei segnali (31) è costruito in modo da rendere impossibile l’inversione fra loro dei due
connettori a 10 poli R e V. Il corretto posizionamento è determinato dal connettore S a 6 poli. Si
consiglia pertanto di collegare il connettore S a 6 poli prima dei due connettori R e V a 10 poli.
S Connettore 6 poli. Collegare il connettore maschio 6 poli del cavo dei segnali (31) Console Plasma -
Controllo Robot.
T Raccordo alimentazione gas plasma. Collegare il tubo di alimentazione del gas plasma.
U Raccordo alimentazione gas di protezione. Collegare il tubo di alimentazione del gas di protezione.
V Connettore 10 poli. Collegare il connettore maschio 10 poli del cavo dei sagnali (31) Console Plasma
- Interfaccia Robot (il cavo dei segnali della prolunga (33) (connettori a 10 poli) Generatore - Gruppo
Raffreddamento - Console Plasma, nelle applicazioni Robot non deve essere collegato).
Z Connettore maschio. Collegare il connettore femmina della prolunga (33) Generatore - Gruppo
Raffreddamento - Console Plasma.
K Cavo di alimentazione.
W Interruttore generale. Interruttore di alimentazione della Cosole Plasma.
Y Rubinetto ad innesto rapido. Collegare il tubo blu, della prolunga (33) Generatore - Gruppo
Raffreddamento - Console Plasma.
J Rubinetto ad innesto rapido. Collegare il tubo rosso, della prolunga (33) Generatore - Gruppo
Raffreddamento - Console Plasma.
fig. 4b

CEBORA S.p.A. 7
3.300.188-B 04-03-2016
I
4.2 Segnali esterni.
4.2.1 Connettore S.
- Terminali A - B, segnale “Start-Pilot”.
È il comando di accensione dell’arco pilota, fornito
dal Controllo Robot al Generatore interno alla
Console Plasma (30). Funzionalmente è connesso
in parallelo all’interruttore I sul pannello frontale
della Console Plasma (30).
Contatto chiuso = comando di Start.
Caratteristiche contatto: 30 Vdc/125 Vac 0,5 Amax.
- Terminali C - D, segnale “Arc-on-Pilot”.
È il segnale di arco pilota acceso, inviato dalla Console Plasma (30) al Controllo Robot.
Contatto chiuso = arco pilota acceso.
Caratteristiche del contatto: 30 Vdc/125 Vac, 0,5 A max.
NOTA: La combinazione di questi due segnali, fornisce anche l’indicazione sullo stato della Console
Plasma. A fronte del segnale “Start-Pilot” la Console Plasma attua automaticamente tutti i
processi per l’accensione dell’arco pilota (uscita del gas plasma, generazione della tensione
d’uscita del generatore di arco pilota, generazione dell’HF per l’innesco dell’arco pilota, ecc.). Se
per qualche motivo, ad esempio un guasto del generatore di arco pilota interno alla Console,
l’arco pilota non viene acceso, il segnale “Arc-on-Pilot” non viene attivato. Questa condizione, di
segnale “Start-Pilot” presente e segnale “Arc-on-Pilot” assente, può essere considerata anomala.
In tal caso contattare il Servizio Assistenza Cebora.
4.2.2 Connettore R.
- Terminali 1 - 9, segnale “Start-Tig” (Process Active).
È la replica del comando di Start saldatura inviato, via CAN bus, dall’Interfaccia Robot (25) al
Generatore Tig (21).
Nella Console Plasma (30) comanda l’apertura dell’elettrovalvola del gas di protezione.
L’uscita del gas di protezione inizia con il segnale “Start-Tig” ma termina automaticamente se entro 3
secondi non arriva il segnale “Arc-
on-Tig”; in tal caso per ripristinare
il funzionamento occorre
inizializzare di nuovo il segnale
“Start-Tig” (On - Off - On).
Contatto chiuso = comando Start.
Caratteristiche del contatto: 30
Vdc/125 Vac, 0,5 A max.
4.2.3 Connettore V.
- Terminali 3 - 6, segnale “Arc-
on-Tig” (Current Flow).
È il segnale di arco Tig acceso
(saldatura in corso).
È inviato dall’Interfaccia Robot
(25) alla Console Plasma (30), per
prolungare l’uscita del gas di
protezione per tutta la durata della
saldatura.
L’uscita del gas di protezione inizia
con il segnale “Start-Tig”, ma termina automaticamente se entro 3 secondi non arriva il segnale “Arc-on-
Tig”.
A fine saldatura, la scomparsa del segnale “Arc-on-Tig” interrompe l’uscita del gas di protezione.
Contatto chiuso = arco Tig acceso.
Caratteristiche del contatto: 30 Vdc/125 Vac, 0,5 A max.

CEBORA S.p.A. 8
3.300.188-B 04-03-2016
I
4.3 Descrizione protezioni.
4.3.1 Pressione Gas Protezione insufficiente.
Questa protezione è realizzata mediante un microinterruttore comandato da un pressostato inserito
all’ingresso del circuito del Gas Protezione.
La pressione insufficiente è segnalata dall’accensione del led C sul pannello frontale (par. 4.1).
4.3.2 Pressione Gas Plasma insufficiente.
Questa protezione è realizzata mediante un microinterruttore comandato da un pressostato inserito
all’ingresso del circuito del Gas Plasma.
La pressione insufficiente è segnalata dall’accensione del led D sul pannello frontale (par. 4.1).
4.3.3 Flusso liquido raffreddamento.
Questa protezione è realizzata mediante un flussostato inserito all’ingresso del circuito di raffreddamento
della Console Plasma.
Il flusso insufficiente è segnalato dall’accensione del led E sul pannello frontale (par. 4.1).
4.4 Spiegazione dati tecnici.
IEC 60974.1
EN 60974.10 L’apparecchiatura è costruita secondo queste norme.
N°. Numero di matricola da citare per ogni richiesta relativa all’apparecchiatura.
Convertitore statico di frequenza monofase.
Trasformatore - raddrizzatore.
X. Fattore di servizio percentuale. Esprime la percentuale di 10 minuti in cui
l’apparecchiatura può lavorare ad una determinata corrente senza surriscaldarsi.
I2. Corrente di saldatura.
U2. Tensione secondaria con corrente I2.
U1. Tensione nominale alimentazione.
50/60Hz Alimentazione monofase 50/60 Hz.
I
1
Max Corrente massima assorbita.
IP23 C Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo
apparecchio è idoneo a lavorare all’esterno sotto la pioggia. La lettera addizionale C
significa che l’apparecchio è protetto contro l’accesso di un utensile (Ø 2,5 mm) alle parti
in tensione del circuito di alimentazione.
Idoneo a lavorare in ambienti con rischio accresciuto.
5 MANUTENZIONE.
Periodicamente controllare che le apparecchiature del Sistema di Saldatura e tutti i collegamenti siano in
condizione di garantire la sicurezza dell'operatore.
Periodicamente aprire i pannelli della Console Plasma per controllare gli elementi interni. Rimuovere
eventuale sporco o polvere dagli elementi interni, utilizzando un getto d’aria compressa secca a bassa
pressione o un pennello.
Controllare le condizioni delle connessioni interne di potenza e dei connettori sulle schede elettroniche; se
si trovano connessioni “lente” serrarle o sostituire i connettori.
Controllare le condizioni dei connettori elettrici, del cavo di alimentazione e degli attacchi pneumatici; se
danneggiati sostituirli.
Dopo aver eseguito una riparazione fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro
isolamento tra le parti connesse all'alimentazione e le parti connesse al circuito di saldatura. Rimontare le
fascette come erano in origine in modo da evitare che, se accidentalmente un conduttore si rompe o si
scollega, possa avvenire un collegamento tra alimentazione ed i circuiti di saldatura. Evitare che i fili
possano andare a contatto con parti in movimento o con parti che si riscaldano durante il funzionamento.

CEBORA S.p.A. 9
3.300.188-B 04-03-2016
GB
IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS
MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE
ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED
SOLELY FOR WELDING OPERATIONS.
1 SAFETY PRECAUTIONS.
ARC WELDING AND CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user
must therefore be educated against the hazards, summarized below, inherent in
welding. For more detailed information, order the manual code 3.300.758.
ELECTRIC SHOCK - May be fatal.
• Install and earth the welding machine according to the applicable regulations.
• Do not touch live electrical parts or electrodes with bare skin, gloves or wet clothing.
• Isolate yourselves from both the earth and the workpiece.
• Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
• Keep your head away from fumes.
• Work in the presence of adequate ventilation, and use ventilators around the arc to prevent
gases from forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
• Protect your eyes with welding masks fitted with filtered lenses, and protect your body with
appropriate safety garments.
• Protect others by installing adequate shields or curtains.
RISK OF FIRE AND BURNS.
• Sparks (splatters) may cause fires and burn the skin; you should therefore make sure there are
no flammable materials in the area, and wear appropriate protective garments.
NOISE.
• This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding
procedure may produce noise levels beyond said limit; users must therefore implement all
precautions required by law.
PACEMAKER.
• The magnetic fields created by high currents may affect the operation of pacemakers. Wearers
of vital electronic equipment (pacemakers) shall consult their physician before beginning any
arc welding, cutting, gouging or spot welding operations.
EXPLOSIONS.
• Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust,
gases or fumes. All cylinders and pressure regulators used in welding operations should be
handled with care.
ELECTROMAGNETIC COMPATIBILITY.
• This machine is manufactured in compliance with the instructions contained in the harmonized
standard EN50199, and must be used solely for professional purposes in an industrial
environment.
• There may be potential difficulties in ensuring electromagnetic compatibility in non-industrial
environments.
• In case of malfunctions, request assistance from qualified personnel.
DISPOSING OF ELECTRICAL AND ELECTRONIC EQUIPMENT.
• Do not dispose of electrical equipment together with normal waste!
• In observance of European Directive 2002/96/EC on waste from electrical and electronic
equipment and its implementation in national legislation, electrical equipment at the end of its
life-span must be collected separately and sent to an ecologically compatible recycling plant.
• The owner of the equipment must ask our local representative about approved collection
plants. Applying this European Directive will improve the environmental situation and human
health!

CEBORA S.p.A. 10
3.300.188-B 04-03-2016
GB
2 SYSTEM DESCRIPTION.
The Cebora PLASMA WELDING ROBOT Welding System is a system for Tig welding with Plasma
Arc, developed for use in combination with a Welding Robot arm, on automated welding systems.
It comprises a Power Source, with integrated Control Panel, a Cooling Unit, a Wire Feeder Unit, a Plasma
Console and a Robot Interface (fig. 2).
fig. 2
2 Power Source – Wire Feeder extension (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Power Source – Robot Interface signals cable connection (art. 1200, l = 5m).
4 Power Source – Robot Interface CANopen cable (1.5 m long, included in the Robot Interface).
5 Robot Control cabinet.
6 Welding wire 15 Kg spool holder (art. 121) (option Marathon Pack).
7 Plasma-Tig torch.
8 Wire Feeder Unit (WF4-R3, art. 1661).
10 Welding wire sheath (art. 1935.00, l = 1,6 m; art. 1935.01, for Marathon Pack).
21 Power Source (Tig AC-DC 2643/T, art. 351-60).
22 Cooling Unit (GRV10).
24 Control Panel (integrated in the Power Source).
25 Robot Interface (RAI 217, art. 217-01).
26 Custom multiwire wiring.
30 Plasma Welding Console (PW Console, art. 476.50).
31 Plasma Console – Robot Interface signals cable connection (art. 1167.00, l = 5m).
33 Cooling Unit – Power Source – Plasma Console extension (art. 1172.00) (the signals cable of this
extension in Robot applications as not to be connected).
34 Plasma gas supply hose.
35 Plasma gas cylinder.
This Instruction Manual refers to the Plasma Console PW Console art. 476.50, and has been prepared to
educate the personnel assigned to install, operate and maintain the welding machine.
It must be stored carefully in a place familiar to users, and consulted whenever there are doubts.
It must be kept for the entire operative life-span of the machine, and used to order spare parts.

CEBORA S.p.A. 11
3.300.188-B 04-03-2016
GB
3 INSTALLATION.
It is essential to pay especially close attention to the chapter SAFETY PRECAUTIONS in this Instruction
Manual, par. 1. The equipment must be installed by qualified personnel.
All connections must be carried out in compliance with current standards and in full observance of
current safety laws.
3.1 Placement.
The Plasma Console PW Console art. 476.50 in Robot applications must be
used only with Power Source art. 351.60.
Remove the Plasma Console from its packing and place it on the Power
Source art. 351.60, using the mounting Kit art. 119.00 (optional), as shown in
the picture a side. Assembly instructions are supplied at the end of this
Instructions Manual.
Position the Power Source in an area that ensures good stability, and efficient
ventilation so as to prevent metal dust from entering.
3.2 Plasma Console installation.
For reference see fig. 2, 4a and 4b.
- Connect the Plasma Console (30) to the Power Source (21) and to the
Cooling Unit (22) using the extension (33), paying attention in connecting the
power cable to the Power Source negative (-) terminal.
The signals cable of this extension (10 poles connectors) in Robot applications
as not to be connected.
- Connect the Plasma Console (30) to the Robot Interface (25) and to Robot Control using the signals
cable (31). For connections details see par. 4.2.
- Connect the power cable of Plasma-Tig Torch to the N terminal and the Torch “nozzle” terminal to the
connector O of the Plasma Console (30). The Plasma Console (30) works only with liquid cooled toches.
- Make sure the supply voltage corresponds to the one indicated on the technical specifications plate.
- Size the protective fuses based on the data listed on the technical specifications plate.
- Complete the remaining connections of the other Welding System equipments, consulting the relative
Instruction Manuals in par. “Installation”.
3.3 Welding System power up.
The Console Plasma PW Console art. 476.50 can work with Generators art. 351.60 with firmware in
version 5 or successive (introduction of the “Plasma Functions” in the “Technical Menù”).
To enable the Power Source (21) “Plasma Functions”, set the parameter H17 in the “Technical Menù”,
performing the following procedure (for commands references consult the Power Source (21), art. 351.60
Instructions Manual):
Press simultaneously the keys AQ and AP on the Power Source (21) Control Panel and at the same
time power up the Power Source (21) through the switch BG. Maintain pressed the keys AQ and AP until
the start-up phase conclusion, indicated on display O with “H00” (first parameter of the “Technical
Menù”) and on display U with the value of the paramteter.
Press the key AQ in order to select the parameter “H17” on display O. Display U indicates “OFF”.
With knob Y select “On” on display U. The parameter “H17” so set, disables MMA process, enables
spot weld and slope-down in spot weld Tig with strike by contact, enables slope-down in spot weld Tig
with strike with HF, eliminates pre-gas, post-gas and it inhibits the Power Source (21) solenoid valve,
enables the selection of the parameter “H18”, that allows the Power Source (21) output current limit
regulation.
Press the key AQ in order to select the parameter “H18” on display O. Display U indicates “260”.
With knob Y select the Power Source (21) output current limit value (regulation 5 ÷ maximum output
current delivering by the Power Source, 260 A), visualized on display U.
Press the key AQ for a time greater than 3 seconds in order to exit the “Technical Menù”.
All other functions and welding modes for Robot applications remain available as described in the Power
Source (21) Instructions Manual.

CEBORA S.p.A. 12
3.300.188-B 04-03-2016
GB
4 PLASMA CONSOLE.
The Plasma Console PW Console art. 476.50 does not work independently, but must be connected to the
other system equipments.
The Plasma Console is a direct current Power Source, developed with inverter technology, designed to
strike the pilot arc is a plasma welding torch.
The arc strikes with the aid of high voltage and high frequency generated by internal circuits.
The equipments may be used only for the purposes described in the present manual.
4.1 Commands and fittings.
A Fluxmeter regulation knob. Regulates the protection gas flow, from 1.5 to 15 liters per minute. The
value is indicated by the fluxmeter.
B Fluxmeter regulation knob. Regulates the plasma gas flow, from 0.3 to 3 liters per minute. The value
is indicated by the fluxmeter.
C Led. When lit, indicates the lack of the protection gas. The Power Source is blocked. The reset
happens automatically with the gas flow reactivation.
D Led. When lit, indicates the lack of the plasma gas. The Power Source is blocked. The reset happens
automatically with the gas flow reactivation.
E Led. When lit, indicates the lack of the cooling liquid flow. The Power Source is blocked. The reset
happens automatically with the gas flow reactivation.
F Knob. Adjusts the pre-gas time of the plasma gas. The time may vary up to 1 second.
G Knob. Adjusts the pilot arc current. The current may be adjusted from 1 A to 15 A.
H Knob. Adjusts the post-gas time of both plasma gas and protection gas. The time may be adjusted up
to 20 seconds.
I Switch. Turns the pilot arc off and on.
L Selector. Tests the protection gas. The flow is adjusted using the knob of the flowmeter A.
M Selector. Tests the plasma gas. The flow is adjusted using the knob of the flowmeter B.
fig. 4a

CEBORA S.p.A. 13
3.300.188-B 04-03-2016
GB
N Central adapter. Fitting for welding torch.
O Positive output terminal (+). Connect the torch “nozzle” terminal.
P Quick fitting valve. Connect the red “hot water” hose of the welding torch.
Q Quick fitting valve. Connect the blu “cool water” hose of the welding torch.
R 10 poles connector. Connect the 10 poles male connector of the Plasma Console – Robot Intrface
signals cable (31).
NOTE: The signals cable (31) is assembled so as to render impossible to reverse the two 10 poles
connectors R and V. The corrected positioning is determined by the 6 poles connector S. It is
advised therefore to connect the 6 poles connector S before the two 10 poles connectors R and V.
S 6 poles connector. Connect the 6 poles male connector of the Plasma Console – Robot Intrface
signals cable (31).
T Plasma gas fitting. Connect the plasma gas supply hose.
U Protection gas fitting. Connect the protection gas supply hose.
V 10 poles connector. Connect the 10 poles male connector of the Plasma Console – Robot Intrface
signals cable (31) (the signals cable of the Power Source – Cooling Unit – Plasma Console extension
(33) in Robot applications as not to be connected).
Z Male connector. Connect the female connector of the Power Source – Cooling Unit – Plasma Console
extension (33).
K Power cord.
W Main Switch. Main switch of Plasma Console mains supply.
Y Quick fitting valve. Connect the blu hose of the Power Source – Cooling Unit – Plasma Console
extension (33).
J Quick fitting valve. Connect the red hose of the Power Source – Cooling Unit – Plasma Console
extension (33).
fig. 4b

CEBORA S.p.A. 14
3.300.188-B 04-03-2016
GB
4.2 External signals.
4.2.1 Connector S.
Terminals A - B, “Start-Pilot” signal.
Is the pilot arc strike command, delivered by the
Robot Control to the Power Source inside the
Plasma Console (30). Functionally is parallel
connected to the switch I on the Plasma Console
(30) front panel.
Contact closed = Start command.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.
Terminals C - D, “Arc-on-Pilot” signal.
Is the pilot arc on signal, sent from Plasma Console (30) to Robot Control.
Contact closed = pilot arc lit.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.
NOTE: The combination of these two signals, delivers also the indication on the Console Plasma state. To
forehead of the “Start-Pilot” signal the Console Plasma automatically puts into effect all the
processes for the pilot arc ignition (plasma gas output, generation of the pilot arc generator output
voltage, generation of the HF for the arc pilot strike, etc). If for any reason, as for example a
failure of the pilot arc generator inside the Console, the arc pilot is not ignited, the signal “Arc-
on-Pilot” is not activated. This condition, of “Start-Pilot” signal present, and “Arc-on-Pilot”
signal absent, can be considered anomalous. In such case contact the Cebora Service Department.
4.2.2 Connector R.
Terminals 1 - 9, “Start-Tig” signal (Process Active).
It is the retort of the welding Start command sent, via CAN bus, from the Robot Interface (25) to the
Power Source (21).
In the Plasma Console (30) it commands the solenoid valve opening and the spillage of the protection gas.
The protection gas flow begins with the “Start-Tig” signal but finishes automatically if within 3 seconds
does not arrive the “Arc-on-
Tig”signal; in such case in order to
restore the operation it is necessary
to inizialize newely the “Start-Tig”
signal (On - Off - On).
Contact closed = Start command.
Contact characteristic: 30 Vdc/125
Vac 0,5 Amax.
4.2.3 Connector V.
Terminals 3 - 6, “Arc-on-Tig”
signal (Current Flow).
Is the Tig arc on signal (welding in
act).
Is sent from Interface Robot (25) to
the Plasma Console (30), in order
to extend the flow of the protection
gas for all the welding lasting time.
The protection gas flow begins with
the “Start-Tig” signal, but it
finishes automatically if within 3 seconds does not arrive the “Arc-on-Tig” signal.
At the welding end, the lack of the “Arc-on-Tig” signal interrupts the protection gas flow.
Contact closed = Tig arc lit.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.

CEBORA S.p.A. 15
3.300.188-B 04-03-2016
GB
4.3 Protections description.
4.3.1 Protection Gas low pressure.
This protection is achieved by means of a pressure switch, inserted in the Protection Gas circuit input.
Low pressure is indicated by the led C lit, on the front panel (par. 4.1).
4.3.2 Plasma Gas low pressure.
This protection is achieved by means of a pressure switch, inserted in the Plasma Gas circuit input.
Low pressure is indicated by the led D lit, on the front panel (par. 4.1).
4.3.3 Cooling liquid flow.
This protection is achieved by means of a flowmeter switch, inserted in the Plasma Console cooling
circuit input.
Low flow is indicated by the led E lit, on the front panel (par. 4.1).
4.4 Technical specifications.
IEC 60974.1
EN 60974.10 The Power Source is built according to the following international standards.
N°. Serial number. Must be indicated on any request regarding the Power Source.
Three-phase static frequency converter.
Transformer - rectifier.
X. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during
which the Power Source may run at a certain current without overheating.
I2. Welding current.
U2. Secondary voltage with I2 current.
U1. Rated supply voltage.
50/60Hz 50/60 Hz three-phase power supply.
I
1
Max Maximum current absorbed.
IP23 C Protection rating for the housing. Grade 3 as the second digit means that this equipment is
suitable for use outdoors in the rain. The additional letter C means that the equipment is
protected against access by a tool (Ø 2.5 mm) to the live parts of the power supply circuit.
Suitable for use in high-risk environments.
5 MAINTENANCE.
Periodically make sure that the Welding System equipments and all connections are in proper condition to
ensure operator safety.
Periodically open the panels of the Plasma Console to check the internal parts. Remove dirt or dust from
the internal parts, using a jet of low-pressure dry compressed air or a brush.
Check the condition of the internal power connections and connectors on the electronic boards; if you
find “loose” connections, tighten or replace the connectors.
Check the condition of the electric connectors, the power cable and the pneumatic fittings; replace if
damaged.
After making a repair, be careful to arrange the wiring in such a way that the parts connected to the power
supply are safely insulated from the parts connected to the welding circuit.
Mount the clamps as on the original machine to prevent, if a conductor accidentally breaks or becomes
disconnected, a connection from occurring between power supply and the welding circuits.
Do not allow wires to come into contact with moving parts or those that heat up during operation.

CEBORA S.p.A. 16
3.300.188-B 04-03-2016
E
IMPORTANTE: ANTES DE PONER EN MARCHA EL APARATO, LEER EL CONTENIDO DE
ESTE MANUAL Y CONSERVARLO, DURANTE TODA SU VIDA OPERATIVA, EN UN SITIO
CONOCIDO POR TODOS LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO
EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD.
LA SOLDADURA Y EL CORTE A ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS
DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, a continuación
resumidos, que derivan de las operaciones de soldadura. Para informaciones más
detalladas pedir el manual cód. 3.300.758.
CHOQUE ELÉCTRICO - Puede matar.
• Instalar y conectar a tierra la soldadora según las normas aplicables.
• No tocar las partes eléctricas bajo tensión o los electrodos con la piel desnuda, los guantes o
los vestidos mojados.
• Aíslense de la tierra y de la pieza por soldar.
• Comprueben que su posición de trabajo sea segura.
HUMOS Y GAS - Pueden dañar la salud.
• Mantengan la cabeza fuera del humo.
• Trabajen con una ventilación adecuada y utilicen aspiradores en la zona del arco para evitar la
presencia de gas en la zona de trabajo.
RAYOS DEL ARCO - Pueden herir los ojos y quemar la piel.
• Protejan los ojos con máscaras de soldadura dotadas de lentes filtrantes y el cuerpo con
indumentos apropiados.
• Protejan los demás con pantallas adecuadas o cortinas.
RIESGO DE INCENDIO Y QUEMADURAS.
• Las chispas (salpicaduras) pueden causar incendios y quemar la piel; asegurarse, por
consiguiente que no se encuentren materiales inflamables en los alrededores y utilizar
indumentos idóneos de protección.
RUIDO.
• Este aparato no produce de por sí ruidos que excedan los 80dB. El procedimiento de corte
plasma/soldadura puede producir niveles de ruido superiores a tal límite; por tanto, los
utilizadores deberán actuar las precauciones previstas por la ley.
PACE MAKER.
• Los campos magnéticos derivantes de corrientes elevadas pueden incidir en el funcionamiento
del pacemaker. Los portadores de dispositivos electrónicos vitales (pacemaker) deben consultar
el médico antes de acercarse a las operaciones de soldadura de arco, de corte, desagrietamiento
o de soldadura por puntos.
EXPLOSIONES.
• No soldar en proximidad de recipientes a presión o en presencia de polvos, gases o vapores
explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las
operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA.
• Este aparato se ha construido de conformidad con las indicaciones contenidas en la norma
armonizada EN50199 y deberá ser usado solo con fines profesionales en un ambiente industrial.
• Podrían existir, en efecto, potenciales dificultades en asegurar la compatibilidad
electromagnética en un ambiente diferente del industrial.
• En caso de mal funcionamiento requerir la asistencia de personal cualificado.
ELIMINACIÓN DE DISPOSITIVOS ELÉCTRICOS Y ELECTRÓNICOS.
• No eliminar los dispositivos eléctricos junto con los desperdicios normales!
• En cumplimiento de la Directiva Europea 2002/96/CE sobre los desperdicios de dispositivos
eléctricos y electrónicos y correspondiente actuación en el ámbito de la legislación nacional, los
dispositivos eléctricos llegados al final de sus vidas deberán ser recogidos separadamente y
entregados a una instalación de reciclaje ecocompatible.
• En calidad de propietario de los dispositivos deberá informarse con nuestro representante en el
sitio, sobre los sistemas de recogida aprobados. Dando cabida a esta directiva Europea mejorará
la situación ambiental y la salud humana.

CEBORA S.p.A. 17
3.300.188-B 04-03-2016
E
2 DESCRIPCIÓN DEL SISTEMA.
El Sistema de Soldadura PLASMA WELDING ROBOT Cebora es un sistema idóneo para la soldadura
Tig con Arco Plasma, realizado para ser acoplado a un brazo Robot Saldante, en instalaciones de
soldadura automatizadas.
Está compuesto por un Generador, con Panel de Control integrado, por un Grupo de Enfriamiento, un
Carro Arrastrahilo, una Console Plasma y una Interfaz Robot (fig. 2).
fig. 2
2 Prolongación Generador – Carro Arrastrahilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m).
3 Cable de las señales de conexión Generador – Interfaz Robot (art. 1200, l = 5m).
4 Cable CANopen Generador – Interfaz Robot (l = 1,5 m incluso en la Interfaz Robot).
5 Armario del Control Robot.
6 Porta bobina de 15 kg del hilo de soldadura (art. 121) (en alternativa Marathon Pack).
7 Antorcha Plasma-Tig.
8 Carro Arrastrahilo (WF4-R3, art. 1661).
10 Funda del hilo de soldadura (art. 1935.00, l = 1,6 m; art. 1935.01, para Marathon Pack).
21 Generador (Tig AC-DC 2643/T, art. 351-60).
22 Grupo de Enfriamiento (GRV10).
24 Panel de Control del Generador (integrado en el Generador).
25 Interfaz Robot (RAI 217, art. 217-01).
26 Cablaje multifilar personalizado.
30 Console de soldadura al Plasma (PW Console, art. 476.50).
31 Cable de las señales Console Plasma – Interfaz Robot (art. 1167.00, l = 5m).
33 Prolongación Grupo de Enfriamiento - Generador - Console Plasma (art. 1172.00) (el cable de la
señales de esta prolongación en las applicaciones Robot no debe ser conectado).
34 Tubo de alimentación Gas Plasma.
35 Bombona del Gas Plasma.
Este Manual de Instrucciones se refiere a la Console Plasma PW Console art. 476.50, y se ha preparado
con el fin de enseñar al personal encargado de la instalación, el funcionamiento y el mantenimiento de la
soldadora. Deberá conservarse con cuidado, en un sitio conocido por los distintos interesados, deberá ser
consultado cada vez que se tengan dudas y deberá seguir toda la vida operativa de la máquina y empleado
para el pedido de las partes de repuesto.

CEBORA S.p.A. 18
3.300.188-B 04-03-2016
E
3 INSTALACIÓN.
Es indispensable tener en máxima consideración el capítulo concerniente las PRECAUCIONES DE
SEGURIDAD descritas en esto Manual da Instrucciones al par. 1. La instalación de los dispositivos
deberá ser realizada por personal cualificado. Todas las conexiones deberán realizarse de conformidad
con las normas vigentes en el pleno respeto de la ley de prevención de accidentes.
3.1 Colocación.
La Console Plasma PW Console art. 476.50 en las applicaciones Robot debe
ser acoplado solo con el Generador art. 351.60.
Sacar la Console Plasma del embalaje y colocarla en el alojamiento previsto en
el Generador art. 351.60, usando el kit de montaje art. 119.00 (opcional) según
lo indicado en la figura a lado. Las instrucciones de montaje se traen al final de
este Manual de Instructiones.
Colocar el Generador en una zona que asegure una buena estabilidad, una
eficiente ventilación en grado de evitar que el polvo metálico pueda entrar.
3.2 Puesta en marcha de la Console Plasma.
Para referencia ver figuras 2, 4a y 4b.
Conectar la Console Plasma (30) al Generador (21) y al Grupo de
Enfriamiento (22) mediante la prolongación (33), haciendo atención de
conectar el cable de potenzia con el terminal (-) negativo del Generador.
El cable de las señales de esta prolongación (conectores 10 polos) en las
applicaciones Robot no debe ser conectado.
Conectar la Console Plasma (30) a la Interfaz Robot (25) y al Control
Robot mediante el cable de señales (31). Para los detalles de las conexiones ver pár. 4.2.
Conectar el cable de potencia de la antorcha Plasma-Tig al empalme N y el terminal de “tobera” al
conector O de Console Plasma (30). La Console Plasma tabaja solo con antorchas enfriadas por liquido.
Verificar que la tensión de alimentación corresponda a las indicada en la placa de los datos tecnicos.
Dimensionar los fusibles de protección en base a los datos citados en la placa de los datos técnicos.
Efectuar las restantes conexiones de los otros dispositivos del Sistema de Soldadura, consultando los
correspondientes Manuales de Instrucciones en el par. “Instalación”.
3.3 Encendido del Sistema de Soldadura.
La Console Plasma PW Console art. 476.50 puede ser unida a los Generadores art. 351.60 con firmware
en versión 5 o sucesivo (introducción de las “Funciones Plasma” en el “Menù Técnico”).
Para habilitar las “Funciones Plasma” del Generador (21), programar el parámetro H17 del “Menù
Técnico”, segun el procedimiento siguiente (para las referencias de los mandos consultar el Manual de
Instrucciones del Generador (21) art. 351.60):
- Presionar simultáneamente las teclas AQ y AP en el Panel de Control del Generador (21) y al mismo
tiempo alimentar el Generador (21) a través del interruptor BG. Mantener presionados las teclas AQ y AP
hasta la conclusión de la fase del start-up, indicada en el display O por la sigla “H00” (primer parámetro
del “Menù Técnico”) y en el display U por el valor del paramtetro.
- Presionar la tecla AQ para seleccionar el parámetro “H17” en el display O. Display U indica “OFF”.
- Con la manecilla Y seleccionar “ON” en display U. El parámetro “H17” asì programado, disabilita el
proceso MMA, habilita la soldadura por puntos y el “slope down” en la soldadura por puntos, en Tig con
encendido por contacto, habilita el “slope down” en la soldadura por puntos, en Tig con encendido por
HF, elimina el pre-gas, post-gas y inhibe la elettrovalvola del Generador (21), habilita la selección del
parámetro “H18”, que permite la regulación del límite de la corriente de salida del Generador (21).
- Presionar la tecla AQ para seleccionar el parámetro “H18” en display O. Display U indica “260”.
- Con manecilla Y seleccionar el valor del límite de la corriente de salida del Generador (21)
(regulación 5 ÷ maxima corriente erogabile del generador, 260), visualizado en display U.
- Presionar la tecla AQ por un tiempo mayor de 3 segundos para salir del “Menù Técnico”.
Las otras funciones y maneras de soldar en applicacciones Robot siguen siendo disponibles como descrito
en el Manual de Instrucciones del Generador (21).

CEBORA S.p.A. 19
3.300.188-B 04-03-2016
E
4 CONSOLE PLASMA.
La Console Plasma PW Console art. 476.50 no tiene un funcionamiento autónomo, sino que debe estar
conectado a los demás dispositivos del Sistema.
La Console Plasma es un generador de corriente continua, realizado con tecnologìa de inverter,
proyectado para encender el arco piloto en una antorcha del tipo plasma soldadura.
El encendido del arco tiene lugar mediante alta tension y frecuencia generadas por los circuitos internos.
El aparato puede ser utilizado solo para los empleos descritos en el presente manual.
4.1 Mandos y empalmes.
A Manecilla de regulación del flujómetro. Regula el flujo del gas de protección de 1,5 a 15 litros por
minuto.
B Manecilla de regulación del flujómetro. Regula el flujo del gas plasma de 0,3 a 3 litros por minuto.
C Led. Si encendido señala la falta del gas de protección. El Generador es en bloqueo. La reactivacción
tiene lugar automaticamente al volver de la reactivaccion del flujo del gas.
D Led. Si encendido señala la falta del gas plasma. El Generador es en bloqueo. La reactivacción tiene
lugar automaticamente al volver de la reactivaccion del flujo del gas.
E Led. Si encendido señala la falta del flujo del liquido de enfriamiento. El Generador es en bloqueo. La
reactivacción tiene lugar automaticamente al volver de la reactivaccion del flujo del liquido de
enfriamiento.
F Manecilla. Regula el tiempo de pre-gas del gas plasma. El tiempo se puede variar hasta 1 segundo.
G Manecilla. Regula la corriente de arco piloto. La corriente se puede variar de 1 A a 15 A.
H Manecilla. Regula el tiempo de post-gas tanto del gas plasma como del gas de protección. El tiempo
se puede variar hasta 20 segundos.
I Interruptor. Enciende y apaga el arco piloto.
L Selector. Test gas de protección. El flujo se regula mediante manecilla del flujómetro A.
M Selector. Test gas plasma. El flujo se regula mediante manecilla del flujómetro B.
fig. 4a

CEBORA S.p.A. 20
3.300.188-B 04-03-2016
E
N Empalme centralizado. Empalme por la antorcha de soldadura.
O Conector de salida positiva (+). Conectar el terminal de “tobera” de la antorcha de soldadura.
P Grifo de encaje rapido. Conectar el tubo rojo “agua caliente” de la antorcha.
Q Grifo de encaje rapido. Conectar el tubo azul “agua frìa” de la antorcha.
R Conector 10 polos. Conectar el conector macho 10 polos del cable de las señales (31) Console Plasma
- Interfaz Robot.
NOTA: El cable de las señales (31) se ha construida en manera para rendir impossible la inversión entre
ellos de los dos conectores a 10 polos R y V. La colocación correcta se determina por el conector
S a 6 polos. Se aconseja por tanto de conectar el conector S a 6 polos antes de los dos conectores
R y V a 10 polos.
S Conector 6 polos. Conectar el conector macho 6 polos del cable de las señales (31) Console Plasma -
Control Robot.
T Empalme alimentación gas plasma. Conectar el tubo de alimentación del gas plasma.
U Empalme alimentación gas de protección. Conectar el tubo de alimentación del gas de protección.
V Conector 10 polos. Conectar el conector macho 10 polos del cable de las señales (31) Console Plasma
- Interfaz Robot (el cable de las señales de la prolongacción (33) Generador - Grupo Enfriamiento -
Console Plasma en las applicacciones Robot no debe ser conectado).
Z Conector macho. Conectar el conector hembra de la prolongacción (33) Generador - Grupo
Enfriamiento - Console Plasma.
K Cable de alimentación.
W Interruptor general. Interruptor de alimentación de la Console Plasma.
Y Grifo de encaje rapido. Conectar el tubo azul de la prolongacción (33) Generador - Grupo
Enfriamiento - Console Plasma.
J Grifo de encaje rapido. Conectar el tubo rojo de la prolongacción (33) Generador - Grupo
Enfriamiento - Console Plasma.
fig. 4b

CEBORA S.p.A. 21
3.300.188-B 04-03-2016
E
4.2 Señales externos.
4.2.1 Conector S.
- Terminales A - B, señal “Start-Pilot”.
Es el mando de encendido del arco piloto, proveída
del Control Robot al Generador interno a la
Console Plasma (30). Funcionalmente está
conectado en paralelo al interruptor I en el panel
frontal de la Console Plasma (30).
Contacto cerrado = mando de Start.
Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5
Amax.
- Terminales C - D, señal “Arc-on-Pilot”.
Es la señal de arco piloto encendido, enviado de la Console Plasma (30) al Control Robot.
Contacto cerrado = mando de Start.
Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax.
NOTA: La combinación de estos dos señales, provee también la indicación en el estado de la Console
Plasma. De hecho a la frente de la señal “Start-Pilot” la Console Plasma ejecuta automáticamente
todos los procesos para la ignición del arco piloto (salida del gas plasma, generación de la tensión
de salida del generador de arco piloto, generación del HF para él cebado del arco piloto, etc). Si
por alguna razón, como un ejemplo una averia del generador del arco piloto interno a la Console,
el arco piloto no vien encendido, la señal “Arc-on-Pilot” no vien activado. Esta condición, de
señal “Start-Pilot” presente y señal “Arc-on-Pilot” ausente, se puede considerar anómalo. En tal
caso contactar el Servicio de Assistencia Cebora.
4.2.2 Conector R.
- Terminales 1 - 9, señal “Start-Tig” (Process Active).
Es la réplica del mando de Start soldadura enviado, vía CAN bus, de la Interfaz Robot (25) al Generador
Tig (21).
En la Console Plasma (30) ordena la abertura de la electrovalvola y la salida del gas de protección.
La salida del gas de protección comienza con la señal “Start-Tig” pero acaba automáticamente si dentro
de 3 segundos no llega la señal
“Arc-on-Tig”; en tal caso para
restaurar la operación es necesario
al inicializar de nuevo la señal
“Start-Tig” (On - Off - On).
Contacto cerrado = mando Start.
Caracteristìcas contacto: 30
Vdc/125 Vac, 0,5 Amax.
4.2.3 Conector V.
- Terminales 3 - 6, señal “Arc-on-
Tig” (Current Flow).
Es la señal de arco Tig encendido
(soldadura en curso).
Es enviado de l’Interfaz Robot (25)
a la Console Plasma (30), para
ampliar la salida del gas de
protección para toda la duración de
la soldadura.
La salida del gas de protección
comienza con la señal “Start-Tig”, pero acaba automáticamente si dentro de 3 segundos no llega la señal
“Arc-on-Tig”. A fin soldadura, la desaparìción de la señal “Arc-on-Tig” interrumpe la salida del gas.
Contacto cerrado = arco Tig encendido.
Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax.

CEBORA S.p.A. 22
3.300.188-B 04-03-2016
E
4.3 Descripción protecciones.
4.3.1 Presión Gas de Protección insuficiente.
Esta protección está realizada mediante un inerruptor mandado por un presóstato insertado a la entrada
del circuito del Gas de Protección.
La presión insuficiente vien señalada por el led C encendido en el panel frontal (par. 4.1).
4.3.2 Presión Gas Plasma insuficiente.
Esta protección está realizada mediante un inerruptor mandado por un presóstato insertado a la entrada
del circuito del Gas Plasma.
La presión insuficiente vien señalada por el led D encendido en el panel frontal (par. 4.1).
4.3.3 Presión líquido refrigerante.
Esta protección está realizada mediante un flujóstato insertado a la entrada del circuito de enfriamiento de
la Console Plasma.
El flujo insuficiente vien señalado por el led E encendido en el panel frontal (par. 4.1).
4.4 Explicación datos técnicos.
IEC 60974.1
EN 60974.10 El equipo se ha construido según estas normas internacionales.
N°. Número de matrícula que se citará en todas las peticiones relativas al equipo.
Convertidor estático de frecuencia monofàsica.
Transformador - rectificador.
X. Factor de servicio porcentaje. El factor de servicio expresa el porcentaje de 10 minutos en
el que el equipo puede trabajar a una determinada corriente sin recalentarse.
I2. Corriente de soldadura.
U2. Tensión secundaria con corriente I2.
U1. Tensión nominal de alimentación.
50/60Hz Alimentación monofase 50/60 Hz.
I
1
Max Corriente máxima absorbida.
IP23 Grado de protección del armazón. Grado 3 como segunda cifra significa que este aparato
es idóneo para trabajar en el exterior bajo la lluvia. La letra adicional C significa que el
aparato está protegido contra el acceso de una herramienta (Ø 2,5 mm) a las partes en
tensión del circuito de alimentación.
Idóneo para trabajar en ambientes con riesgo aumentado.
5 MANTENIMIENTO.
Periódicamente controlar que los dispositivos del Sistema de Soldadura y todas las conexiones estén en
condición de garantizar la seguridad del operador.
Periódicamente abrir los paneles de la Console Plasma para controlar los elementos internos. Eliminar la
eventual suciedad o polvo de los elementos internos, utilizando un chorro de aire comprimido seco a baja
presión o un pincel.
Controlar las condiciones de las conexiones internas de potencia y de los conectores en las tarjetas
electrónicas; si se encontrasen conexiones “flojas” apretarlas o sustituir los conectores.
Controlar las condiciones de los conectores eléctricos, del cable de alimentación y de las empalmes
neumáticas; si estuvieran dañados, sustituirlos.
Después de haber realizado una reparación, reordenar el cablaje de forma que exista un aislamiento entre
las partes conectadas a la alimentación y las partes conectadas al circuito de soldadura. Volver a montar
las abrazaderas como estaban en principio para evitar que, si accidentalmente un conductor se desconecta,
se produzca una conexión entre la alimentación y los circuitos de soldadura. Evitar que los hilos puedan
entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento.

CEBORA S.p.A. 23
3.300.188-B 04-03-2016

CEBORA S.p.A. 24
3.300.188-B 04-03-2016
Art. 476.50
N°
Descrizione
Description
01
Laterale di chiusura
Closing side panel
02
Laterale sinistro
Left side panel
03
Supporto raccordi
Fittings support
04
Piano intermedio
Inside baffle
05
Coperchio
Cover
06
Supporto manico
Handle support
07
Manico
Handle
08
Cornice
Frame
09
Elettrovalvola
Solenoid valve
10
Pressostato
Pressure switch
11
Pannello posteriore
Back panel
12
Pressacavo
Strain Relief
13
Cavo rete
Power cord
14
Tappo
Cap
15
Interruttore
Switch
16
Raccordo
Fitting
17
Connettore
Connector
18
Presa
Socket
19
Motoventilatore
Motor fan
20
Sensore
Sensor
21
Laterale destro
Right side panel
22
Supporto circuito
Circuit board support
23
Copertura
Cover
24
Circuito di potenza
Power circuit
25
Fondo
Bottom
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
Art. 476.50
N°
Descrizione
Description
26
Supporto
Support
27
Piede di gomma
Rubber foot
28
Interruttore
Switch
29
Supporto
Support
30
Presa
Socket
31
Adattatore
Adapter
32
Appoggio
Rest
33
Morsetto
Screw knob
34
Supporto trasformatore
Transformer support
35
Circuito filtro
Filter circuit
36
Trasformatore HF
HF transformer
37
Flussometro
Flowmeter
38
Flussometro
Flowmeter
39
Manopola
knob
40
Manopola
knob
41
Pannello anteriore
Front panel
42
Supporto flussometri
Flowmeters support
43
Prolunga
Extension
44
Circuito pannello
Panel circuit
45
Contatto
Contact
46
Connessione
Connection
47
Interruttore
Switch
48
Cavallotto
Jumper
49
Protezione
Protection
When ordering spare parts please always state the
machine item and serial number and its purchase data,
the spare part position and the quantity.

CEBORA S.p.A. 25
3.300.188-B 04-03-2016

CEBORA S.p.A. 26
3.300.188-B 04-03-2016
I
Istruzioni di montaggio del Kit art. 119.00.
Posizionare il supporto sopra al Generatore art. 351.60, in modo che il lato con l’etichetta sia
rivolto verso la parte posteriore del Generatore. Per il montaggio del supporto e della Plasma
Console art. 476.50 seguire le istruzioni riportate nelle figure sottostanti.
GB
Assembly instructions for the Kit art. 119.00.
Position the support above the Power Source art. 351.60, so that the side with the label is
facing the back of the Power Source. Follow the instructions shown in the figures below to
assemble the support and the Plasma Console art. 476.50.
E
Instrucción de montaje del Kit art. 119.00.
Colocar el soporte por encima del Generador art. 351.60, de tal forma que el lado con la
etiqueta esté dirigido hacia la parte posterior del mismo. Para el montaje del soporte y de la
Plasma Console art. 476.50 seguir las instrucciones de las figuras de más abajo.

CEBORA S.p.A. 27
3.300.188-B 04-03-2016
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
.........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................

CEBORA S.p.A. 28
3.300.188-B 04-03-2016
CEBORA S.p.A. Via Andrea Costa n° 24 – 40057 Cadriano di Granarolo – Bologna – Italy
Tel. +39 051765000 – Telefax: +39 051765222
http://www.cebora.it – E-Mail: [email protected]
Transcripción de documentos
CEBORA S.p.A. 1 I MANUALE DI ISTRUZIONI PER CONSOLE SALDATURA AL PLASMA Art. 476.50 IN APPLICAZIONI ROBOT. pag. 2 GB INSTRUCTIONS MANUAL FOR PLASMA WELDING CONSOLE Art. 476.50 IN ROBOT APPLICATIONS. page 9 E MANUAL DE INSTRUCCIONES PARA CONSOLE SOLDADURA AL PLASMA Art. 476.50 EN APPLICACIONES ROBOT. pag. 16 Parti di ricambio e schemi elettrici. Spare parts and wiring diagrams. Piezas de repuesto y esquemas electricos. page 23 Istruzioni di montaggio kit art. 119.00. Kit art. 119.00 assembly instructions. Instrucción de montaje kit art. 119.00. page 26 3.300.188-B 04-03-2016 CEBORA S.p.A. 2 IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. I 1 PRECAUZIONI DI SICUREZZA. LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod. 3.300.758. SCOSSA ELETTRICA - Può uccidere. • Installate e collegate a terra la saldatrice secondo le norme applicabili. • Non toccare le parti elettriche sotto tensione o gli elettrodi con la pelle nuda, i guanti o gli indumenti bagnati. • Isolatevi dalla terra e dal pezzo da saldare. • Assicuratevi che la vostra posizione di lavoro sia sicura. FUMI E GAS - Possono danneggiare la salute. • Tenete la testa fuori dai fumi. • Operate in presenza di adeguata ventilazione ed utilizzate aspiratori nella zona dell’arco onde evitare la presenza di gas nella zona di lavoro. RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle. • Proteggete gli occhi con maschere di saldatura dotate di lenti filtranti ed il corpo con indumenti appropriati. • Proteggete gli altri con adeguati schermi o tendine. RISCHIO DI INCENDIO E BRUCIATURE. • Le scintille (spruzzi) possono causare incendi e bruciare la pelle; assicurarsi, pertanto che non vi siano materiali infiammabili nei paraggi ed utilizzare idonei indumenti di protezione. RUMORE. • Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. PACE MAKER. • I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. ESPLOSIONI. • Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA. • Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma armonizzata EN50199 e deve essere usato solo a scopo professionale in un ambiente industriale. • Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. • In caso di cattivo funzionamento richiedete l’assistenza di personale qualificato. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. • Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! • In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. • In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! 3.300.188-B 04-03-2016 CEBORA S.p.A. 3 2 DESCRIZIONE SISTEMA. Il Sistema di Saldatura PLASMA WELDING ROBOT Cebora è un sistema idoneo alla saldatura Tig con Arco Plasma, realizzato per essere abbinato ad un braccio Robot Saldante, su impianti di saldatura automatizzati. È composto da un Generatore, con Pannello di Controllo integrato, da un Gruppo di Raffreddamento, un Carrello Trainafilo, una Console Plasma ed una Interfaccia Robot (fig. 2). I fig. 2 Prolunga Generatore – Carrello Trainafilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Cavo dei segnali Generatore – Interfaccia Robot (art. 1200, l = 5m). Cavo CANopen Generatore – Interfaccia Robot (l = 1,5 m incluso nell’Interfaccia Robot). Armadio del Controllo Robot. Porta bobina da 15 kg del filo di saldatura (art. 121) (in alternativa Marathon Pack). Torcia Plasma-Tig. Carrello Trainafilo (WF4-R3, art. 1661). Guaina del filo di saldatura (art. 1935.00, l = 1,6 m; art. 1935.01, per Marathon Pack). Generatore (Tig AC-DC 2643/T, art. 351-60). Gruppo di Raffreddamento (GRV10). Pannello di Controllo del Generatore (integrato nel Generatore). Interfaccia Robot (RAI 217, art. 217-01). Cablaggio multifilare personalizzato. Console di saldatura al Plasma (PW Console, art. 476.50). Cavo dei segnali Console Plasma – Interfaccia Robot (art. 1167.00, l = 5m). Prolunga Gruppo Raffreddamento – Generatore – Console Plasma (art. 1172.00) (il cavo dei segnali di questa prolunga nelle applicazioni Robot non deve essere collegato). 34 Tubo di alimentazione Gas Plasma. 35 Bombola del Gas Plasma. 2 3 4 5 6 7 8 10 21 22 24 25 26 30 31 33 Questo Manuale Istruzioni si riferisce alla Console Plasma PW Console art. 476.50, ed è stato preparato allo scopo di istruire il personale addetto all'installazione, al funzionamento ed alla manutenzione della saldatrice. Deve essere conservato con cura, in un luogo noto ai vari interessati, dovrà essere consultato ogni qual volta vi siano dubbi e dovrà seguire tutta la vita operativa della macchina ed impiegato per l'ordinazione delle parti di ricambio. 3.300.188-B 04-03-2016 CEBORA S.p.A. 4 3 INSTALLAZIONE. E' indispensabile tenere nella massima considerazione il capitolo riguardante le PRECAUZIONI DI SICUREZZA descritte in questo Manuale Istruzioni al par. 1. L'installazione delle apparecchiature deve essere eseguita da personale qualificato. Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della legge antinfortunistica. I 3.1 Sistemazione. La Console Plasma PW Console art. 476.50 nelle applicazioni Robot puo essere abbinata solo al Generatore art. 351.60. Togliere la Console Plasma dall’imballo e collocarla sul Generatore art. 351.60, utilizzando il Kit di montaggio art. 119.00 (opzionale) come indicato nella figura a lato. Le istruzioni di montaggio sono riportate alla fine di questo Manuale Istruzioni. Posizionare il Generatore in una zona che assicuri una buona stabilità, efficiente ventilazione e tale da evitare che polvnere metallica possa entrare. 3.2 Messa in opera Console Plasma. Per i riferimenti vedere figure 2, 4a e 4b. Collegare la Console Plasma (30) al Generatore (21) ed al Gruppo di Raffreddamento (22) mediante la prolunga (33), facendo attenzione a collegare il cavo di potenza al terminale (-) negativo del Generatore. Il cavo dei segnali di questa prolunga (connettori a 10 poli) nelle applicazioni Robot non deve essere collegato. Collegare la Console Plasma (30) all’Interfaccia Robot (25) ed al Controllo Robot mediante il cavo dei segnali (31). Per i dettagli dei collegamenti vedere par. 4.2. Collegare il cavo di potenza della Torcia Plasma-Tig all’attacco N ed il terminale di “ugello” al connettore O della Console Plasma (30). La Console Plasma funziona solo con torce raffreddate a liquido. Verificare che la tensione d’alimentazione corrisponda a quella indicata sulla targa dei dati tecnici. Dimensionare i fusibili di protezione in base ai dati riportati sulla targa dei dati tecnici. Effettuare i restanti collegamenti delle altre apparecchiature del Sistema di Saldatura, consultando i relativi Manuali di Istruzioni al par. “Installazione”. 3.3 Accensione Sistema di Saldatura. La Console Plasma PW Console art. 476.50 deve essere abbinata a Generatori art. 351.60 con firmware in versione 5 o successive (introduzione delle “Funzioni Plasma” nel “Menù Tecnico”). Per abilitare le “Funzioni Plasma” del Generatore (21), impostare il parametro H17 del “Menù Tecnico”, secondo la seguente procedura (per i riferimenti dei comandi seguenti consultare il Manuale Istruzioni del Generatore (21) art. 351.60): Premere simultaneamente i tasti AQ ed AP sul Pannello di Controllo del Generatore (21) e contemporaneamente alimentare il Generatore (21) tramite l’interruttore BG. Mantenere premuti i tasti AQ ed AP fino alla conclusione della fase di start-up, indicata su display O dalla sigla “H00” (primo parametro del “Menù Tecnico”) e su display U dal valore del paramtetro. Premere il tasto AQ per selezionare il parametro “H17” su display O. Display U indica “OFF”. Con manopola Y selezionare “On” su display U. Il parametro “H17” così impostato, disabilita il processo MMA, abilita puntatura e slope-down nella puntatura Tig con accensione a contatto, abilita slope-down nella puntatura Tig con accensione con HF, elimina pre-gas, post-gas ed inibisce l’elettrovalvola del Generatore (21), abilita la selezione del parametro “H18”, il quale consente la regolazione del limite della corrente di uscita del Generatore (21). Premere il tasto AQ per selezionare il parametro “H18” su display O. Display U indica “260”. Con manopola Y selezionare il valore del limite della corrente di uscita del Generatore (21) (regolazione 5 ÷ massima corrente erogabile dal Generatore, 260 A), visualizzata su display U. Premere il tasto AQ per un tempo maggiore di 3 secondi per uscire dal “Menù Tecnico”. Le altre funzioni e modi di saldatura per applicazioni Robot rimangono disponibili come descritte nel Manuale Istruzioni del Generatore (21). 3.300.188-B 04-03-2016 CEBORA S.p.A. 5 4 CONSOLE PLASMA. La Console Plasma PW Console art. 476.50, non ha un funzionamento autonomo, ma deve essere collegata alle altre apparecchiature del Sistema. La Console Plasma è un generatore di corrente continua, realizzato con tecnologia inverter, progettato per accendere l’arco pilota in una torcia di tipo plasma saldatura. L’accensione dell’arco avviene con l’ausilio di alta tensione e alta frequenza generate dai circuiti interni. L'apparecchio può essere utilizzato solo per gli impieghi descritti nel presente manuale. 4.1 Comandi ed attacchi. A Manopola di regolazione del flussometro. Regola il flusso del gas di protezione da 1,5 a 15 litri al minuto. Il valore è indicato dal flussometro. B Manopola di regolazione del flussometro. Regola il flusso del gas plasma da 0,3 a 3 litri al minuto. Il valore è indicato dal flussometro. C Led. Quando acceso, segnala la mancanza del gas di protezione. Il Generatore è in blocco. Il ripristino avviene automaticamente alla riattivazione del flusso del gas. D Led. Quando acceso, segnala la mancanza del gas plasma. Il Generatore è in blocco. Il ripristino avviene automaticamente alla riattivazione del flusso del gas. E Led. Quando acceso, segnala la mancanza del flusso del liquido refrigerante. Il generatore è in blocco. Il ripristino avviene automaticamente alla riattivazione del flusso del liquido refrigerante. F Manopola. Regola il tempo di pre-gas del gas plasma. Il tempo può essere variato fino a 1 secondo. G Manopola. Regola la corrente di arco pilota. La corrente può essere variata da 1 A a 15 A. H Manopola. Regola il tempo di post-gas sia del gas plasma che del gas di protezione. Il tempo può essere variato fino a 20 secondi. I Interruttore. Accende e spegne l’arco pilota. L Selettore. Test gas di protezione. Il flusso è regolabile tramite la manopola del flussometro A. M Selettore. Test gas plasma. Il flusso è regolabile tramite la manopola del flussometro B. fig. 4a 3.300.188-B 04-03-2016 I CEBORA S.p.A. N O P Q R I 6 Attacco centralizzato. Attacco per la torcia di saldatura. Connettore di uscita positivo (+). Collegare il terminale di “ugello” della torcia di saldatura. Rubinetto ad innesto rapido. Collegare il tubo rosso, “acqua calda”, della torcia. Rubinetto ad innesto rapido. Collegare il tubo blu, “acqua fredda”, della torcia. Connettore 10 poli. Collegare il connettore maschio 10 poli del cavo dei segnali (31) Console Plasma - Interfaccia Robot. NOTA: Il cavo dei segnali (31) è costruito in modo da rendere impossibile l’inversione fra loro dei due connettori a 10 poli R e V. Il corretto posizionamento è determinato dal connettore S a 6 poli. Si consiglia pertanto di collegare il connettore S a 6 poli prima dei due connettori R e V a 10 poli. S Connettore 6 poli. Collegare il connettore maschio 6 poli del cavo dei segnali (31) Console Plasma Controllo Robot. T Raccordo alimentazione gas plasma. Collegare il tubo di alimentazione del gas plasma. U Raccordo alimentazione gas di protezione. Collegare il tubo di alimentazione del gas di protezione. V Connettore 10 poli. Collegare il connettore maschio 10 poli del cavo dei sagnali (31) Console Plasma - Interfaccia Robot (il cavo dei segnali della prolunga (33) (connettori a 10 poli) Generatore - Gruppo Raffreddamento - Console Plasma, nelle applicazioni Robot non deve essere collegato). Z Connettore maschio. Collegare il connettore femmina della prolunga (33) Generatore - Gruppo Raffreddamento - Console Plasma. K Cavo di alimentazione. W Interruttore generale. Interruttore di alimentazione della Cosole Plasma. Y Rubinetto ad innesto rapido. Collegare il tubo blu, della prolunga (33) Generatore - Gruppo Raffreddamento - Console Plasma. J Rubinetto ad innesto rapido. Collegare il tubo rosso, della prolunga (33) Generatore - Gruppo Raffreddamento - Console Plasma. fig. 4b 3.300.188-B 04-03-2016 CEBORA S.p.A. 7 4.2 Segnali esterni. 4.2.1 Connettore S. - Terminali A - B, segnale “Start-Pilot”. È il comando di accensione dell’arco pilota, fornito dal Controllo Robot al Generatore interno alla Console Plasma (30). Funzionalmente è connesso in parallelo all’interruttore I sul pannello frontale della Console Plasma (30). Contatto chiuso = comando di Start. Caratteristiche contatto: 30 Vdc/125 Vac 0,5 Amax. - Terminali C - D, segnale “Arc-on-Pilot”. È il segnale di arco pilota acceso, inviato dalla Console Plasma (30) al Controllo Robot. Contatto chiuso = arco pilota acceso. Caratteristiche del contatto: 30 Vdc/125 Vac, 0,5 A max. I NOTA: La combinazione di questi due segnali, fornisce anche l’indicazione sullo stato della Console Plasma. A fronte del segnale “Start-Pilot” la Console Plasma attua automaticamente tutti i processi per l’accensione dell’arco pilota (uscita del gas plasma, generazione della tensione d’uscita del generatore di arco pilota, generazione dell’HF per l’innesco dell’arco pilota, ecc.). Se per qualche motivo, ad esempio un guasto del generatore di arco pilota interno alla Console, l’arco pilota non viene acceso, il segnale “Arc-on-Pilot” non viene attivato. Questa condizione, di segnale “Start-Pilot” presente e segnale “Arc-on-Pilot” assente, può essere considerata anomala. In tal caso contattare il Servizio Assistenza Cebora. 4.2.2 Connettore R. - Terminali 1 - 9, segnale “Start-Tig” (Process Active). È la replica del comando di Start saldatura inviato, via CAN bus, dall’Interfaccia Robot (25) al Generatore Tig (21). Nella Console Plasma (30) comanda l’apertura dell’elettrovalvola del gas di protezione. L’uscita del gas di protezione inizia con il segnale “Start-Tig” ma termina automaticamente se entro 3 secondi non arriva il segnale “Arcon-Tig”; in tal caso per ripristinare il funzionamento occorre inizializzare di nuovo il segnale “Start-Tig” (On - Off - On). Contatto chiuso = comando Start. Caratteristiche del contatto: 30 Vdc/125 Vac, 0,5 A max. 4.2.3 Connettore V. - Terminali 3 - 6, segnale “Arcon-Tig” (Current Flow). È il segnale di arco Tig acceso (saldatura in corso). È inviato dall’Interfaccia Robot (25) alla Console Plasma (30), per prolungare l’uscita del gas di protezione per tutta la durata della saldatura. L’uscita del gas di protezione inizia con il segnale “Start-Tig”, ma termina automaticamente se entro 3 secondi non arriva il segnale “Arc-onTig”. A fine saldatura, la scomparsa del segnale “Arc-on-Tig” interrompe l’uscita del gas di protezione. Contatto chiuso = arco Tig acceso. Caratteristiche del contatto: 30 Vdc/125 Vac, 0,5 A max. 3.300.188-B 04-03-2016 CEBORA S.p.A. I 8 4.3 Descrizione protezioni. 4.3.1 Pressione Gas Protezione insufficiente. Questa protezione è realizzata mediante un microinterruttore comandato da un pressostato inserito all’ingresso del circuito del Gas Protezione. La pressione insufficiente è segnalata dall’accensione del led C sul pannello frontale (par. 4.1). 4.3.2 Pressione Gas Plasma insufficiente. Questa protezione è realizzata mediante un microinterruttore comandato da un pressostato inserito all’ingresso del circuito del Gas Plasma. La pressione insufficiente è segnalata dall’accensione del led D sul pannello frontale (par. 4.1). 4.3.3 Flusso liquido raffreddamento. Questa protezione è realizzata mediante un flussostato inserito all’ingresso del circuito di raffreddamento della Console Plasma. Il flusso insufficiente è segnalato dall’accensione del led E sul pannello frontale (par. 4.1). 4.4 Spiegazione dati tecnici. IEC 60974.1 EN 60974.10 L’apparecchiatura è costruita secondo queste norme. N°. Numero di matricola da citare per ogni richiesta relativa all’apparecchiatura. Convertitore statico di frequenza monofase. Trasformatore - raddrizzatore. X. Fattore di servizio percentuale. Esprime la percentuale di 10 minuti in cui l’apparecchiatura può lavorare ad una determinata corrente senza surriscaldarsi. I2. Corrente di saldatura. U2. Tensione secondaria con corrente I2. U1. Tensione nominale alimentazione. 50/60Hz Alimentazione monofase 50/60 Hz. I1 Max Corrente massima assorbita. IP23 C Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo apparecchio è idoneo a lavorare all’esterno sotto la pioggia. La lettera addizionale C significa che l’apparecchio è protetto contro l’accesso di un utensile (Ø 2,5 mm) alle parti in tensione del circuito di alimentazione. Idoneo a lavorare in ambienti con rischio accresciuto. 5 MANUTENZIONE. Periodicamente controllare che le apparecchiature del Sistema di Saldatura e tutti i collegamenti siano in condizione di garantire la sicurezza dell'operatore. Periodicamente aprire i pannelli della Console Plasma per controllare gli elementi interni. Rimuovere eventuale sporco o polvere dagli elementi interni, utilizzando un getto d’aria compressa secca a bassa pressione o un pennello. Controllare le condizioni delle connessioni interne di potenza e dei connettori sulle schede elettroniche; se si trovano connessioni “lente” serrarle o sostituire i connettori. Controllare le condizioni dei connettori elettrici, del cavo di alimentazione e degli attacchi pneumatici; se danneggiati sostituirli. Dopo aver eseguito una riparazione fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra le parti connesse all'alimentazione e le parti connesse al circuito di saldatura. Rimontare le fascette come erano in origine in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un collegamento tra alimentazione ed i circuiti di saldatura. Evitare che i fili possano andare a contatto con parti in movimento o con parti che si riscaldano durante il funzionamento. 3.300.188-B 04-03-2016 CEBORA S.p.A. 9 IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS. ARC WELDING AND CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, inherent in welding. For more detailed information, order the manual code 3.300.758. ELECTRIC SHOCK - May be fatal. • Install and earth the welding machine according to the applicable regulations. • Do not touch live electrical parts or electrodes with bare skin, gloves or wet clothing. • Isolate yourselves from both the earth and the workpiece. • Make sure your working position is safe. FUMES AND GASES - May be hazardous to your health. • Keep your head away from fumes. • Work in the presence of adequate ventilation, and use ventilators around the arc to prevent gases from forming in the work area. ARC RAYS - May injure the eyes and burn the skin. • Protect your eyes with welding masks fitted with filtered lenses, and protect your body with appropriate safety garments. • Protect others by installing adequate shields or curtains. RISK OF FIRE AND BURNS. • Sparks (splatters) may cause fires and burn the skin; you should therefore make sure there are no flammable materials in the area, and wear appropriate protective garments. NOISE. • This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. PACEMAKER. • The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. EXPLOSIONS. • Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY. • This machine is manufactured in compliance with the instructions contained in the harmonized standard EN50199, and must be used solely for professional purposes in an industrial environment. • There may be potential difficulties in ensuring electromagnetic compatibility in non-industrial environments. • In case of malfunctions, request assistance from qualified personnel. DISPOSING OF ELECTRICAL AND ELECTRONIC EQUIPMENT. • Do not dispose of electrical equipment together with normal waste! • In observance of European Directive 2002/96/EC on waste from electrical and electronic equipment and its implementation in national legislation, electrical equipment at the end of its life-span must be collected separately and sent to an ecologically compatible recycling plant. • The owner of the equipment must ask our local representative about approved collection plants. Applying this European Directive will improve the environmental situation and human health! 3.300.188-B 04-03-2016 GB CEBORA S.p.A. 10 2 SYSTEM DESCRIPTION. The Cebora PLASMA WELDING ROBOT Welding System is a system for Tig welding with Plasma Arc, developed for use in combination with a Welding Robot arm, on automated welding systems. It comprises a Power Source, with integrated Control Panel, a Cooling Unit, a Wire Feeder Unit, a Plasma Console and a Robot Interface (fig. 2). GB fig. 2 Power Source – Wire Feeder extension (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Power Source – Robot Interface signals cable connection (art. 1200, l = 5m). Power Source – Robot Interface CANopen cable (1.5 m long, included in the Robot Interface). Robot Control cabinet. Welding wire 15 Kg spool holder (art. 121) (option Marathon Pack). Plasma-Tig torch. Wire Feeder Unit (WF4-R3, art. 1661). Welding wire sheath (art. 1935.00, l = 1,6 m; art. 1935.01, for Marathon Pack). Power Source (Tig AC-DC 2643/T, art. 351-60). Cooling Unit (GRV10). Control Panel (integrated in the Power Source). Robot Interface (RAI 217, art. 217-01). Custom multiwire wiring. Plasma Welding Console (PW Console, art. 476.50). Plasma Console – Robot Interface signals cable connection (art. 1167.00, l = 5m). Cooling Unit – Power Source – Plasma Console extension (art. 1172.00) (the signals cable of this extension in Robot applications as not to be connected). 34 Plasma gas supply hose. 35 Plasma gas cylinder. 2 3 4 5 6 7 8 10 21 22 24 25 26 30 31 33 This Instruction Manual refers to the Plasma Console PW Console art. 476.50, and has been prepared to educate the personnel assigned to install, operate and maintain the welding machine. It must be stored carefully in a place familiar to users, and consulted whenever there are doubts. It must be kept for the entire operative life-span of the machine, and used to order spare parts. 3.300.188-B 04-03-2016 CEBORA S.p.A. 11 3 INSTALLATION. It is essential to pay especially close attention to the chapter SAFETY PRECAUTIONS in this Instruction Manual, par. 1. The equipment must be installed by qualified personnel. All connections must be carried out in compliance with current standards and in full observance of current safety laws. 3.1 Placement. The Plasma Console PW Console art. 476.50 in Robot applications must be used only with Power Source art. 351.60. Remove the Plasma Console from its packing and place it on the Power Source art. 351.60, using the mounting Kit art. 119.00 (optional), as shown in the picture a side. Assembly instructions are supplied at the end of this Instructions Manual. Position the Power Source in an area that ensures good stability, and efficient ventilation so as to prevent metal dust from entering. 3.2 Plasma Console installation. For reference see fig. 2, 4a and 4b. - Connect the Plasma Console (30) to the Power Source (21) and to the Cooling Unit (22) using the extension (33), paying attention in connecting the power cable to the Power Source negative (-) terminal. The signals cable of this extension (10 poles connectors) in Robot applications as not to be connected. - Connect the Plasma Console (30) to the Robot Interface (25) and to Robot Control using the signals cable (31). For connections details see par. 4.2. - Connect the power cable of Plasma-Tig Torch to the N terminal and the Torch “nozzle” terminal to the connector O of the Plasma Console (30). The Plasma Console (30) works only with liquid cooled toches. - Make sure the supply voltage corresponds to the one indicated on the technical specifications plate. - Size the protective fuses based on the data listed on the technical specifications plate. - Complete the remaining connections of the other Welding System equipments, consulting the relative Instruction Manuals in par. “Installation”. 3.3 Welding System power up. The Console Plasma PW Console art. 476.50 can work with Generators art. 351.60 with firmware in version 5 or successive (introduction of the “Plasma Functions” in the “Technical Menù”). To enable the Power Source (21) “Plasma Functions”, set the parameter H17 in the “Technical Menù”, performing the following procedure (for commands references consult the Power Source (21), art. 351.60 Instructions Manual): Press simultaneously the keys AQ and AP on the Power Source (21) Control Panel and at the same time power up the Power Source (21) through the switch BG. Maintain pressed the keys AQ and AP until the start-up phase conclusion, indicated on display O with “H00” (first parameter of the “Technical Menù”) and on display U with the value of the paramteter. Press the key AQ in order to select the parameter “H17” on display O. Display U indicates “OFF”. With knob Y select “On” on display U. The parameter “H17” so set, disables MMA process, enables spot weld and slope-down in spot weld Tig with strike by contact, enables slope-down in spot weld Tig with strike with HF, eliminates pre-gas, post-gas and it inhibits the Power Source (21) solenoid valve, enables the selection of the parameter “H18”, that allows the Power Source (21) output current limit regulation. Press the key AQ in order to select the parameter “H18” on display O. Display U indicates “260”. With knob Y select the Power Source (21) output current limit value (regulation 5 ÷ maximum output current delivering by the Power Source, 260 A), visualized on display U. Press the key AQ for a time greater than 3 seconds in order to exit the “Technical Menù”. All other functions and welding modes for Robot applications remain available as described in the Power Source (21) Instructions Manual. 3.300.188-B 04-03-2016 GB CEBORA S.p.A. 12 4 PLASMA CONSOLE. The Plasma Console PW Console art. 476.50 does not work independently, but must be connected to the other system equipments. The Plasma Console is a direct current Power Source, developed with inverter technology, designed to strike the pilot arc is a plasma welding torch. The arc strikes with the aid of high voltage and high frequency generated by internal circuits. The equipments may be used only for the purposes described in the present manual. GB 4.1 Commands and fittings. A Fluxmeter regulation knob. Regulates the protection gas flow, from 1.5 to 15 liters per minute. The value is indicated by the fluxmeter. B Fluxmeter regulation knob. Regulates the plasma gas flow, from 0.3 to 3 liters per minute. The value is indicated by the fluxmeter. C Led. When lit, indicates the lack of the protection gas. The Power Source is blocked. The reset happens automatically with the gas flow reactivation. D Led. When lit, indicates the lack of the plasma gas. The Power Source is blocked. The reset happens automatically with the gas flow reactivation. E Led. When lit, indicates the lack of the cooling liquid flow. The Power Source is blocked. The reset happens automatically with the gas flow reactivation. F Knob. Adjusts the pre-gas time of the plasma gas. The time may vary up to 1 second. G Knob. Adjusts the pilot arc current. The current may be adjusted from 1 A to 15 A. H Knob. Adjusts the post-gas time of both plasma gas and protection gas. The time may be adjusted up to 20 seconds. I Switch. Turns the pilot arc off and on. L Selector. Tests the protection gas. The flow is adjusted using the knob of the flowmeter A. M Selector. Tests the plasma gas. The flow is adjusted using the knob of the flowmeter B. fig. 4a 3.300.188-B 04-03-2016 CEBORA S.p.A. N O P Q R 13 Central adapter. Fitting for welding torch. Positive output terminal (+). Connect the torch “nozzle” terminal. Quick fitting valve. Connect the red “hot water” hose of the welding torch. Quick fitting valve. Connect the blu “cool water” hose of the welding torch. 10 poles connector. Connect the 10 poles male connector of the Plasma Console – Robot Intrface signals cable (31). NOTE: The signals cable (31) is assembled so as to render impossible to reverse the two 10 poles connectors R and V. The corrected positioning is determined by the 6 poles connector S. It is advised therefore to connect the 6 poles connector S before the two 10 poles connectors R and V. S 6 poles connector. Connect the 6 poles male connector of the Plasma Console – Robot Intrface signals cable (31). T Plasma gas fitting. Connect the plasma gas supply hose. U Protection gas fitting. Connect the protection gas supply hose. V 10 poles connector. Connect the 10 poles male connector of the Plasma Console – Robot Intrface signals cable (31) (the signals cable of the Power Source – Cooling Unit – Plasma Console extension (33) in Robot applications as not to be connected). Z Male connector. Connect the female connector of the Power Source – Cooling Unit – Plasma Console extension (33). K Power cord. W Main Switch. Main switch of Plasma Console mains supply. Y Quick fitting valve. Connect the blu hose of the Power Source – Cooling Unit – Plasma Console extension (33). J Quick fitting valve. Connect the red hose of the Power Source – Cooling Unit – Plasma Console extension (33). fig. 4b 3.300.188-B 04-03-2016 GB CEBORA S.p.A. 14 4.2 External signals. 4.2.1 Connector S. Terminals A - B, “Start-Pilot” signal. Is the pilot arc strike command, delivered by the Robot Control to the Power Source inside the Plasma Console (30). Functionally is parallel connected to the switch I on the Plasma Console (30) front panel. Contact closed = Start command. Contact characteristic: 30 Vdc/125 Vac 0,5 Amax. Terminals C - D, “Arc-on-Pilot” signal. Is the pilot arc on signal, sent from Plasma Console (30) to Robot Control. Contact closed = pilot arc lit. Contact characteristic: 30 Vdc/125 Vac 0,5 Amax. GB NOTE: The combination of these two signals, delivers also the indication on the Console Plasma state. To forehead of the “Start-Pilot” signal the Console Plasma automatically puts into effect all the processes for the pilot arc ignition (plasma gas output, generation of the pilot arc generator output voltage, generation of the HF for the arc pilot strike, etc). If for any reason, as for example a failure of the pilot arc generator inside the Console, the arc pilot is not ignited, the signal “Arcon-Pilot” is not activated. This condition, of “Start-Pilot” signal present, and “Arc-on-Pilot” signal absent, can be considered anomalous. In such case contact the Cebora Service Department. 4.2.2 Connector R. Terminals 1 - 9, “Start-Tig” signal (Process Active). It is the retort of the welding Start command sent, via CAN bus, from the Robot Interface (25) to the Power Source (21). In the Plasma Console (30) it commands the solenoid valve opening and the spillage of the protection gas. The protection gas flow begins with the “Start-Tig” signal but finishes automatically if within 3 seconds does not arrive the “Arc-onTig”signal; in such case in order to restore the operation it is necessary to inizialize newely the “Start-Tig” signal (On - Off - On). Contact closed = Start command. Contact characteristic: 30 Vdc/125 Vac 0,5 Amax. 4.2.3 Connector V. Terminals 3 - 6, “Arc-on-Tig” signal (Current Flow). Is the Tig arc on signal (welding in act). Is sent from Interface Robot (25) to the Plasma Console (30), in order to extend the flow of the protection gas for all the welding lasting time. The protection gas flow begins with the “Start-Tig” signal, but it finishes automatically if within 3 seconds does not arrive the “Arc-on-Tig” signal. At the welding end, the lack of the “Arc-on-Tig” signal interrupts the protection gas flow. Contact closed = Tig arc lit. Contact characteristic: 30 Vdc/125 Vac 0,5 Amax. 3.300.188-B 04-03-2016 CEBORA S.p.A. 15 4.3 Protections description. 4.3.1 Protection Gas low pressure. This protection is achieved by means of a pressure switch, inserted in the Protection Gas circuit input. Low pressure is indicated by the led C lit, on the front panel (par. 4.1). 4.3.2 Plasma Gas low pressure. This protection is achieved by means of a pressure switch, inserted in the Plasma Gas circuit input. Low pressure is indicated by the led D lit, on the front panel (par. 4.1). 4.3.3 Cooling liquid flow. This protection is achieved by means of a flowmeter switch, inserted in the Plasma Console cooling circuit input. Low flow is indicated by the led E lit, on the front panel (par. 4.1). 4.4 Technical specifications. IEC 60974.1 EN 60974.10 The Power Source is built according to the following international standards. N°. Serial number. Must be indicated on any request regarding the Power Source. Three-phase static frequency converter. Transformer - rectifier. X. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during which the Power Source may run at a certain current without overheating. I2. Welding current. U2. Secondary voltage with I2 current. U1. Rated supply voltage. 50/60Hz 50/60 Hz three-phase power supply. I1 Max Maximum current absorbed. IP23 C Protection rating for the housing. Grade 3 as the second digit means that this equipment is suitable for use outdoors in the rain. The additional letter C means that the equipment is protected against access by a tool (Ø 2.5 mm) to the live parts of the power supply circuit. Suitable for use in high-risk environments. 5 MAINTENANCE. Periodically make sure that the Welding System equipments and all connections are in proper condition to ensure operator safety. Periodically open the panels of the Plasma Console to check the internal parts. Remove dirt or dust from the internal parts, using a jet of low-pressure dry compressed air or a brush. Check the condition of the internal power connections and connectors on the electronic boards; if you find “loose” connections, tighten or replace the connectors. Check the condition of the electric connectors, the power cable and the pneumatic fittings; replace if damaged. After making a repair, be careful to arrange the wiring in such a way that the parts connected to the power supply are safely insulated from the parts connected to the welding circuit. Mount the clamps as on the original machine to prevent, if a conductor accidentally breaks or becomes disconnected, a connection from occurring between power supply and the welding circuits. Do not allow wires to come into contact with moving parts or those that heat up during operation. 3.300.188-B 04-03-2016 GB CEBORA S.p.A. 16 IMPORTANTE: ANTES DE PONER EN MARCHA EL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA SU VIDA OPERATIVA, EN UN SITIO CONOCIDO POR TODOS LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. E 1 PRECAUCIONES DE SEGURIDAD. LA SOLDADURA Y EL CORTE A ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, a continuación resumidos, que derivan de las operaciones de soldadura. Para informaciones más detalladas pedir el manual cód. 3.300.758. CHOQUE ELÉCTRICO - Puede matar. • Instalar y conectar a tierra la soldadora según las normas aplicables. • No tocar las partes eléctricas bajo tensión o los electrodos con la piel desnuda, los guantes o los vestidos mojados. • Aíslense de la tierra y de la pieza por soldar. • Comprueben que su posición de trabajo sea segura. HUMOS Y GAS - Pueden dañar la salud. • Mantengan la cabeza fuera del humo. • Trabajen con una ventilación adecuada y utilicen aspiradores en la zona del arco para evitar la presencia de gas en la zona de trabajo. RAYOS DEL ARCO - Pueden herir los ojos y quemar la piel. • Protejan los ojos con máscaras de soldadura dotadas de lentes filtrantes y el cuerpo con indumentos apropiados. • Protejan los demás con pantallas adecuadas o cortinas. RIESGO DE INCENDIO Y QUEMADURAS. • Las chispas (salpicaduras) pueden causar incendios y quemar la piel; asegurarse, por consiguiente que no se encuentren materiales inflamables en los alrededores y utilizar indumentos idóneos de protección. RUIDO. • Este aparato no produce de por sí ruidos que excedan los 80dB. El procedimiento de corte plasma/soldadura puede producir niveles de ruido superiores a tal límite; por tanto, los utilizadores deberán actuar las precauciones previstas por la ley. PACE MAKER. • Los campos magnéticos derivantes de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de dispositivos electrónicos vitales (pacemaker) deben consultar el médico antes de acercarse a las operaciones de soldadura de arco, de corte, desagrietamiento o de soldadura por puntos. EXPLOSIONES. • No soldar en proximidad de recipientes a presión o en presencia de polvos, gases o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. COMPATIBILIDAD ELECTROMAGNÉTICA. • Este aparato se ha construido de conformidad con las indicaciones contenidas en la norma armonizada EN50199 y deberá ser usado solo con fines profesionales en un ambiente industrial. • Podrían existir, en efecto, potenciales dificultades en asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. • En caso de mal funcionamiento requerir la asistencia de personal cualificado. ELIMINACIÓN DE DISPOSITIVOS ELÉCTRICOS Y ELECTRÓNICOS. • No eliminar los dispositivos eléctricos junto con los desperdicios normales! • En cumplimiento de la Directiva Europea 2002/96/CE sobre los desperdicios de dispositivos eléctricos y electrónicos y correspondiente actuación en el ámbito de la legislación nacional, los dispositivos eléctricos llegados al final de sus vidas deberán ser recogidos separadamente y entregados a una instalación de reciclaje ecocompatible. • En calidad de propietario de los dispositivos deberá informarse con nuestro representante en el sitio, sobre los sistemas de recogida aprobados. Dando cabida a esta directiva Europea mejorará la situación ambiental y la salud humana. 3.300.188-B 04-03-2016 CEBORA S.p.A. 17 2 DESCRIPCIÓN DEL SISTEMA. El Sistema de Soldadura PLASMA WELDING ROBOT Cebora es un sistema idóneo para la soldadura Tig con Arco Plasma, realizado para ser acoplado a un brazo Robot Saldante, en instalaciones de soldadura automatizadas. Está compuesto por un Generador, con Panel de Control integrado, por un Grupo de Enfriamiento, un Carro Arrastrahilo, una Console Plasma y una Interfaz Robot (fig. 2). fig. 2 Prolongación Generador – Carro Arrastrahilo (art. 1168.00, l = 5m; art. 1168.20, l = 10m). Cable de las señales de conexión Generador – Interfaz Robot (art. 1200, l = 5m). Cable CANopen Generador – Interfaz Robot (l = 1,5 m incluso en la Interfaz Robot). Armario del Control Robot. Porta bobina de 15 kg del hilo de soldadura (art. 121) (en alternativa Marathon Pack). Antorcha Plasma-Tig. Carro Arrastrahilo (WF4-R3, art. 1661). Funda del hilo de soldadura (art. 1935.00, l = 1,6 m; art. 1935.01, para Marathon Pack). Generador (Tig AC-DC 2643/T, art. 351-60). Grupo de Enfriamiento (GRV10). Panel de Control del Generador (integrado en el Generador). Interfaz Robot (RAI 217, art. 217-01). Cablaje multifilar personalizado. Console de soldadura al Plasma (PW Console, art. 476.50). Cable de las señales Console Plasma – Interfaz Robot (art. 1167.00, l = 5m). Prolongación Grupo de Enfriamiento - Generador - Console Plasma (art. 1172.00) (el cable de la señales de esta prolongación en las applicaciones Robot no debe ser conectado). 34 Tubo de alimentación Gas Plasma. 35 Bombona del Gas Plasma. 2 3 4 5 6 7 8 10 21 22 24 25 26 30 31 33 Este Manual de Instrucciones se refiere a la Console Plasma PW Console art. 476.50, y se ha preparado con el fin de enseñar al personal encargado de la instalación, el funcionamiento y el mantenimiento de la soldadora. Deberá conservarse con cuidado, en un sitio conocido por los distintos interesados, deberá ser consultado cada vez que se tengan dudas y deberá seguir toda la vida operativa de la máquina y empleado para el pedido de las partes de repuesto. 3.300.188-B 04-03-2016 E CEBORA S.p.A. 18 3 INSTALACIÓN. Es indispensable tener en máxima consideración el capítulo concerniente las PRECAUCIONES DE SEGURIDAD descritas en esto Manual da Instrucciones al par. 1. La instalación de los dispositivos deberá ser realizada por personal cualificado. Todas las conexiones deberán realizarse de conformidad con las normas vigentes en el pleno respeto de la ley de prevención de accidentes. 3.1 Colocación. La Console Plasma PW Console art. 476.50 en las applicaciones Robot debe ser acoplado solo con el Generador art. 351.60. Sacar la Console Plasma del embalaje y colocarla en el alojamiento previsto en el Generador art. 351.60, usando el kit de montaje art. 119.00 (opcional) según lo indicado en la figura a lado. Las instrucciones de montaje se traen al final de este Manual de Instructiones. Colocar el Generador en una zona que asegure una buena estabilidad, una eficiente ventilación en grado de evitar que el polvo metálico pueda entrar. E 3.2 Puesta en marcha de la Console Plasma. Para referencia ver figuras 2, 4a y 4b. Conectar la Console Plasma (30) al Generador (21) y al Grupo de Enfriamiento (22) mediante la prolongación (33), haciendo atención de conectar el cable de potenzia con el terminal (-) negativo del Generador. El cable de las señales de esta prolongación (conectores 10 polos) en las applicaciones Robot no debe ser conectado. Conectar la Console Plasma (30) a la Interfaz Robot (25) y al Control Robot mediante el cable de señales (31). Para los detalles de las conexiones ver pár. 4.2. Conectar el cable de potencia de la antorcha Plasma-Tig al empalme N y el terminal de “tobera” al conector O de Console Plasma (30). La Console Plasma tabaja solo con antorchas enfriadas por liquido. Verificar que la tensión de alimentación corresponda a las indicada en la placa de los datos tecnicos. Dimensionar los fusibles de protección en base a los datos citados en la placa de los datos técnicos. Efectuar las restantes conexiones de los otros dispositivos del Sistema de Soldadura, consultando los correspondientes Manuales de Instrucciones en el par. “Instalación”. 3.3 Encendido del Sistema de Soldadura. La Console Plasma PW Console art. 476.50 puede ser unida a los Generadores art. 351.60 con firmware en versión 5 o sucesivo (introducción de las “Funciones Plasma” en el “Menù Técnico”). Para habilitar las “Funciones Plasma” del Generador (21), programar el parámetro H17 del “Menù Técnico”, segun el procedimiento siguiente (para las referencias de los mandos consultar el Manual de Instrucciones del Generador (21) art. 351.60): - Presionar simultáneamente las teclas AQ y AP en el Panel de Control del Generador (21) y al mismo tiempo alimentar el Generador (21) a través del interruptor BG. Mantener presionados las teclas AQ y AP hasta la conclusión de la fase del start-up, indicada en el display O por la sigla “H00” (primer parámetro del “Menù Técnico”) y en el display U por el valor del paramtetro. - Presionar la tecla AQ para seleccionar el parámetro “H17” en el display O. Display U indica “OFF”. - Con la manecilla Y seleccionar “ON” en display U. El parámetro “H17” asì programado, disabilita el proceso MMA, habilita la soldadura por puntos y el “slope down” en la soldadura por puntos, en Tig con encendido por contacto, habilita el “slope down” en la soldadura por puntos, en Tig con encendido por HF, elimina el pre-gas, post-gas y inhibe la elettrovalvola del Generador (21), habilita la selección del parámetro “H18”, que permite la regulación del límite de la corriente de salida del Generador (21). - Presionar la tecla AQ para seleccionar el parámetro “H18” en display O. Display U indica “260”. - Con manecilla Y seleccionar el valor del límite de la corriente de salida del Generador (21) (regulación 5 ÷ maxima corriente erogabile del generador, 260), visualizado en display U. - Presionar la tecla AQ por un tiempo mayor de 3 segundos para salir del “Menù Técnico”. Las otras funciones y maneras de soldar en applicacciones Robot siguen siendo disponibles como descrito en el Manual de Instrucciones del Generador (21). 3.300.188-B 04-03-2016 CEBORA S.p.A. 19 4 CONSOLE PLASMA. La Console Plasma PW Console art. 476.50 no tiene un funcionamiento autónomo, sino que debe estar conectado a los demás dispositivos del Sistema. La Console Plasma es un generador de corriente continua, realizado con tecnologìa de inverter, proyectado para encender el arco piloto en una antorcha del tipo plasma soldadura. El encendido del arco tiene lugar mediante alta tension y frecuencia generadas por los circuitos internos. El aparato puede ser utilizado solo para los empleos descritos en el presente manual. 4.1 Mandos y empalmes. A Manecilla de regulación del flujómetro. Regula el flujo del gas de protección de 1,5 a 15 litros por minuto. B Manecilla de regulación del flujómetro. Regula el flujo del gas plasma de 0,3 a 3 litros por minuto. C Led. Si encendido señala la falta del gas de protección. El Generador es en bloqueo. La reactivacción tiene lugar automaticamente al volver de la reactivaccion del flujo del gas. D Led. Si encendido señala la falta del gas plasma. El Generador es en bloqueo. La reactivacción tiene lugar automaticamente al volver de la reactivaccion del flujo del gas. E Led. Si encendido señala la falta del flujo del liquido de enfriamiento. El Generador es en bloqueo. La reactivacción tiene lugar automaticamente al volver de la reactivaccion del flujo del liquido de enfriamiento. F Manecilla. Regula el tiempo de pre-gas del gas plasma. El tiempo se puede variar hasta 1 segundo. G Manecilla. Regula la corriente de arco piloto. La corriente se puede variar de 1 A a 15 A. H Manecilla. Regula el tiempo de post-gas tanto del gas plasma como del gas de protección. El tiempo se puede variar hasta 20 segundos. I Interruptor. Enciende y apaga el arco piloto. L Selector. Test gas de protección. El flujo se regula mediante manecilla del flujómetro A. M Selector. Test gas plasma. El flujo se regula mediante manecilla del flujómetro B. E fig. 4a 3.300.188-B 04-03-2016 CEBORA S.p.A. N O P Q R 20 Empalme centralizado. Empalme por la antorcha de soldadura. Conector de salida positiva (+). Conectar el terminal de “tobera” de la antorcha de soldadura. Grifo de encaje rapido. Conectar el tubo rojo “agua caliente” de la antorcha. Grifo de encaje rapido. Conectar el tubo azul “agua frìa” de la antorcha. Conector 10 polos. Conectar el conector macho 10 polos del cable de las señales (31) Console Plasma - Interfaz Robot. NOTA: El cable de las señales (31) se ha construida en manera para rendir impossible la inversión entre ellos de los dos conectores a 10 polos R y V. La colocación correcta se determina por el conector S a 6 polos. Se aconseja por tanto de conectar el conector S a 6 polos antes de los dos conectores R y V a 10 polos. S Conector 6 polos. Conectar el conector macho 6 polos del cable de las señales (31) Console Plasma Control Robot. T Empalme alimentación gas plasma. Conectar el tubo de alimentación del gas plasma. U Empalme alimentación gas de protección. Conectar el tubo de alimentación del gas de protección. V Conector 10 polos. Conectar el conector macho 10 polos del cable de las señales (31) Console Plasma - Interfaz Robot (el cable de las señales de la prolongacción (33) Generador - Grupo Enfriamiento Console Plasma en las applicacciones Robot no debe ser conectado). Z Conector macho. Conectar el conector hembra de la prolongacción (33) Generador - Grupo Enfriamiento - Console Plasma. K Cable de alimentación. W Interruptor general. Interruptor de alimentación de la Console Plasma. Y Grifo de encaje rapido. Conectar el tubo azul de la prolongacción (33) Generador - Grupo Enfriamiento - Console Plasma. J Grifo de encaje rapido. Conectar el tubo rojo de la prolongacción (33) Generador - Grupo Enfriamiento - Console Plasma. E fig. 4b 3.300.188-B 04-03-2016 CEBORA S.p.A. 21 4.2 Señales externos. 4.2.1 Conector S. - Terminales A - B, señal “Start-Pilot”. Es el mando de encendido del arco piloto, proveída del Control Robot al Generador interno a la Console Plasma (30). Funcionalmente está conectado en paralelo al interruptor I en el panel frontal de la Console Plasma (30). Contacto cerrado = mando de Start. Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax. - Terminales C - D, señal “Arc-on-Pilot”. Es la señal de arco piloto encendido, enviado de la Console Plasma (30) al Control Robot. Contacto cerrado = mando de Start. Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax. NOTA: La combinación de estos dos señales, provee también la indicación en el estado de la Console Plasma. De hecho a la frente de la señal “Start-Pilot” la Console Plasma ejecuta automáticamente todos los procesos para la ignición del arco piloto (salida del gas plasma, generación de la tensión de salida del generador de arco piloto, generación del HF para él cebado del arco piloto, etc). Si por alguna razón, como un ejemplo una averia del generador del arco piloto interno a la Console, el arco piloto no vien encendido, la señal “Arc-on-Pilot” no vien activado. Esta condición, de señal “Start-Pilot” presente y señal “Arc-on-Pilot” ausente, se puede considerar anómalo. En tal caso contactar el Servicio de Assistencia Cebora. 4.2.2 Conector R. - Terminales 1 - 9, señal “Start-Tig” (Process Active). Es la réplica del mando de Start soldadura enviado, vía CAN bus, de la Interfaz Robot (25) al Generador Tig (21). En la Console Plasma (30) ordena la abertura de la electrovalvola y la salida del gas de protección. La salida del gas de protección comienza con la señal “Start-Tig” pero acaba automáticamente si dentro de 3 segundos no llega la señal “Arc-on-Tig”; en tal caso para restaurar la operación es necesario al inicializar de nuevo la señal “Start-Tig” (On - Off - On). Contacto cerrado = mando Start. Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax. 4.2.3 Conector V. - Terminales 3 - 6, señal “Arc-onTig” (Current Flow). Es la señal de arco Tig encendido (soldadura en curso). Es enviado de l’Interfaz Robot (25) a la Console Plasma (30), para ampliar la salida del gas de protección para toda la duración de la soldadura. La salida del gas de protección comienza con la señal “Start-Tig”, pero acaba automáticamente si dentro de 3 segundos no llega la señal “Arc-on-Tig”. A fin soldadura, la desaparìción de la señal “Arc-on-Tig” interrumpe la salida del gas. Contacto cerrado = arco Tig encendido. Caracteristìcas contacto: 30 Vdc/125 Vac, 0,5 Amax. 3.300.188-B 04-03-2016 E CEBORA S.p.A. 22 4.3 Descripción protecciones. 4.3.1 Presión Gas de Protección insuficiente. Esta protección está realizada mediante un inerruptor mandado por un presóstato insertado a la entrada del circuito del Gas de Protección. La presión insuficiente vien señalada por el led C encendido en el panel frontal (par. 4.1). 4.3.2 Presión Gas Plasma insuficiente. Esta protección está realizada mediante un inerruptor mandado por un presóstato insertado a la entrada del circuito del Gas Plasma. La presión insuficiente vien señalada por el led D encendido en el panel frontal (par. 4.1). 4.3.3 Presión líquido refrigerante. Esta protección está realizada mediante un flujóstato insertado a la entrada del circuito de enfriamiento de la Console Plasma. El flujo insuficiente vien señalado por el led E encendido en el panel frontal (par. 4.1). E 4.4 Explicación datos técnicos. IEC 60974.1 EN 60974.10 El equipo se ha construido según estas normas internacionales. N°. Número de matrícula que se citará en todas las peticiones relativas al equipo. Convertidor estático de frecuencia monofàsica. Transformador - rectificador. X. Factor de servicio porcentaje. El factor de servicio expresa el porcentaje de 10 minutos en el que el equipo puede trabajar a una determinada corriente sin recalentarse. I2. Corriente de soldadura. U2. Tensión secundaria con corriente I2. U1. Tensión nominal de alimentación. 50/60Hz Alimentación monofase 50/60 Hz. I1 Max Corriente máxima absorbida. IP23 Grado de protección del armazón. Grado 3 como segunda cifra significa que este aparato es idóneo para trabajar en el exterior bajo la lluvia. La letra adicional C significa que el aparato está protegido contra el acceso de una herramienta (Ø 2,5 mm) a las partes en tensión del circuito de alimentación. Idóneo para trabajar en ambientes con riesgo aumentado. 5 MANTENIMIENTO. Periódicamente controlar que los dispositivos del Sistema de Soldadura y todas las conexiones estén en condición de garantizar la seguridad del operador. Periódicamente abrir los paneles de la Console Plasma para controlar los elementos internos. Eliminar la eventual suciedad o polvo de los elementos internos, utilizando un chorro de aire comprimido seco a baja presión o un pincel. Controlar las condiciones de las conexiones internas de potencia y de los conectores en las tarjetas electrónicas; si se encontrasen conexiones “flojas” apretarlas o sustituir los conectores. Controlar las condiciones de los conectores eléctricos, del cable de alimentación y de las empalmes neumáticas; si estuvieran dañados, sustituirlos. Después de haber realizado una reparación, reordenar el cablaje de forma que exista un aislamiento entre las partes conectadas a la alimentación y las partes conectadas al circuito de soldadura. Volver a montar las abrazaderas como estaban en principio para evitar que, si accidentalmente un conductor se desconecta, se produzca una conexión entre la alimentación y los circuitos de soldadura. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. 3.300.188-B 04-03-2016 CEBORA S.p.A. 3.300.188-B 23 04-03-2016 CEBORA S.p.A. 24 Art. 476.50 N° Descrizione Description 01 Laterale di chiusura Closing side panel 02 Laterale sinistro Left side panel 03 Supporto raccordi Fittings support 04 Piano intermedio Inside baffle 05 Coperchio Cover 06 Supporto manico Handle support 07 Manico Handle 08 Cornice Frame 09 Elettrovalvola Solenoid valve 10 Pressostato Pressure switch 11 Pannello posteriore Back panel 12 Pressacavo Strain Relief 13 Cavo rete Power cord 14 Tappo Cap 15 Interruttore Switch 16 Raccordo Fitting 17 Connettore Connector 18 Presa Socket 19 Motoventilatore Motor fan 20 Sensore Sensor 21 Laterale destro Right side panel 22 Supporto circuito Circuit board support 23 Copertura Cover 24 Circuito di potenza Power circuit 25 Fondo Bottom La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 3.300.188-B Art. 476.50 N° 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 Descrizione Supporto Piede di gomma Interruttore Supporto Presa Adattatore Appoggio Morsetto Supporto trasformatore Circuito filtro Trasformatore HF Flussometro Flussometro Manopola Manopola Pannello anteriore Supporto flussometri Prolunga Circuito pannello Contatto Connessione Interruttore Cavallotto Protezione Description Support Rubber foot Switch Support Socket Adapter Rest Screw knob Transformer support Filter circuit HF transformer Flowmeter Flowmeter knob knob Front panel Flowmeters support Extension Panel circuit Contact Connection Switch Jumper Protection When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 04-03-2016 CEBORA S.p.A. 3.300.188-B 25 04-03-2016 CEBORA S.p.A. 26 I Istruzioni di montaggio del Kit art. 119.00. Posizionare il supporto sopra al Generatore art. 351.60, in modo che il lato con l’etichetta sia rivolto verso la parte posteriore del Generatore. Per il montaggio del supporto e della Plasma Console art. 476.50 seguire le istruzioni riportate nelle figure sottostanti. GB Assembly instructions for the Kit art. 119.00. Position the support above the Power Source art. 351.60, so that the side with the label is facing the back of the Power Source. Follow the instructions shown in the figures below to assemble the support and the Plasma Console art. 476.50. E Instrucción de montaje del Kit art. 119.00. Colocar el soporte por encima del Generador art. 351.60, de tal forma que el lado con la etiqueta esté dirigido hacia la parte posterior del mismo. Para el montaje del soporte y de la Plasma Console art. 476.50 seguir las instrucciones de las figuras de más abajo. 3.300.188-B 04-03-2016 CEBORA S.p.A. 27 .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... ......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... .......................................................................................................................................................................... 3.300.188-B 04-03-2016 CEBORA S.p.A. 28 CEBORA S.p.A. Via Andrea Costa n° 24 – 40057 Cadriano di Granarolo – Bologna – Italy Tel. +39 051765000 – Telefax: +39 051765222 http://www.cebora.it – E-Mail: [email protected] 3.300.188-B 04-03-2016-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
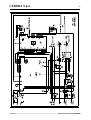 25
25
-
 26
26
-
 27
27
-
 28
28




























Cebora 476.50 Plasma Welding Robot Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
En otros idiomas
Documentos relacionados
-
Cebora 352.60 TIG Sound AC-DC 3340/T Synergic Robot Manual de usuario
-
-
-
-
-
-
-