
Manual de instrucciones
Sistema de soldadura sin gas
(FCAW) FP-90
FORMANO. 0056-1839S VIGENTE: Julio 2001
Instrucciones de
seguridad y manejo
Para su seguridad… . .
ROGAMOS LEER
CUIDADOSAMENTE


Indice
página
Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Perfil de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Información de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Símbolos de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Instrucciones generales de seguridad para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
Localidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
Protección personal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Instrucciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
Prevención de incendios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Ventilación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Compatibilidad electromagnética . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Riesgos para la salud . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Especificaciones de la soldadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Características funcionales de la soldadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Protección contra sobrecarga térmica interior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Especificaciones del sistema de soldadura sin gas FP-90 (1444-0302) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Montaje de la soldadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Instalación de la soldadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Conexión de la fuente de poder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Energía requerida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Conexión a la fuente de poder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Cordones de extensión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Instalación del alambre de soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Soplete de soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Soldadura sin gas protector . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Ventajas de la soldadura sin gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Preparaciones para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Procedimientos para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Sustitución del carrete de alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Consejos para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Consejos generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Ajuste de la fuente de poder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Selección del alambre deseado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Diámetro del alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Tamaño del carrete de alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Selección de la polaridad de la corriente para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Preparación del lugar de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Preparación de la pieza a trabajar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Preparación de la junta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Conexión de la pinza para sujetar la pieza a trabajar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Reglaje de la velocidad del alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Aprendiendo a soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Cómo sostener la pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Posición de la pistola con respecto a la pieza a trabajar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Distancia desde la pieza a trabajar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Cómo depositar un cordón . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Desplazamiento de la pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16

página
Tipos de cordones de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Posiciones para soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Soldadura de múltiples pasadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Métodos especiales de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Soldadura por puntos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Instrucciones para soldar por puntos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
Información adicional de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Localización de averías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Lista de piezas de la pistola MIG FP-150 Firepower . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Consejos generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Localización de averías de la pistola MIG FP-150 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Lista de piezas del FP-90 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Garantía limitada Firepower . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
Indice de ilustraciones
página
Figura 1: Instalación del asa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Figura 2: Instalación del alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Figura 3: Preparación de la polaridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Figura 4: Fuente de poder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Figura 5: Lugar de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Figura 6: Preparación de la pieza a trabajar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Figura 7: Tipos de juntas soldadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Figura 8: Posición de la pistola , ángulo A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Figura 9: Posición de la pistola , ángulo B . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Figura 10: Dirección de avance de la pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Figura 11: Cordón de soldadura continuo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 12: Cordón de soldadura ondulado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 13: Soldadura en posición plana . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 14: Soldadura en posición horizontal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 15: Soldadura en posición vertical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 16: Soldadura en posición sobrecabeza o hacia arriba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figura 17: Junta a tope en V de tres pasadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Figura 18: Juntas en T y traslapadas de tres pasadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Figura 19: Métodos para soldar por puntos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Figura 20: Conjunto de pistola MIG FP-150 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Figura 21: Vista en detalle de FP-90 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
Figura 22: Diagrama de conexiones eléctricas de FP-90 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25

INTRODUCCION
El propósito de esta guía del usuario es proporcionar información específica acerca del sistema de soldadura Firepower.
Además, proporciona la información pertinente necesaria para utilizar de manera segura y eficaz el sistema de soldadura
Firepower. La información en este manual aplica a modelos específicos del sistema de soldadura Firepower. Contiene las
instrucciones para el montaje, la instalación y el manejo del sistema de soldadura Firepower.
PERFIL DE SEGURIDAD
Los operarios respetan las herramientas y el equipo con los que trabajan. También están conscientes del peligro a que se
exponen al manejar indebidamente o maltratar las herramientas y equipos.
Lea esta guía antes de utilizar su sistema de soldadura. Lo preparará para que haga un trabajo mejor y más seguro.
Además aprenderá la aplicación de la máquina, sus limitaciones y los peligros potenciales específicos relacionados con el
proceso de soldadura.
INFORMACION SOBRE SEGURIDAD
La información siguiente le es proporcionada como una guía. Utilícela para manejar su nuevo sistema de soldadura Firepower
en las condiciones más seguras posibles. Todo equipo alimentado por energía eléctrica es potencialmente peligroso de usar
cuando se desconocen y/o no se siguen las instrucciones de seguridad o manejo seguro. Esta información le da la información
necesaria para el uso y manejo seguros.
Los puntos en este manual que afectan significativamente la seguridad son identificados con los encabezamientos siguientes. Le
rogamos que lea y comprenda este manual. Preste especial atención a los artículos identificados con estos encabezamientos.
- Significa que existe la posibilidad de lesiones o la muerte tanto para usted como para otras
personas si no se observan las medidas de precaución debidas.
- Significa que existe la posibilidad de dañar el sistema de soldadura Firepower u otros
materiales.
- Indica puntos de interés para la instalación o manejo más eficiente y conveniente. Puede
aparecer antes o después de un procedimiento para destacar o explicar mejor el paso.
LEA TODAS LAS INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIA antes de intentar instalar, manejar o
reparar este equipo de soldar. El incumplimiento de estas instrucciones podría tener, como resultado, lesiones personales y/o
daños materiales.
GUARDE ESTAS INSTRUCCIONES PARA CONSULTA EN EL FUTURO.
SIMBOLOS DE SEGURIDAD
Familiarícese con los símbolos de advertencia que aparecen en las páginas siguientes. Estos símbolos identifican a
mensajes de seguridad importantes en este manual. Cuando vea uno de estos símbolos, esté alerta a la posibilidad de
sufrir lesiones personales y lea atentamente el mensaje que los sigue.
Indica que existe la posibilidad de peligro de electrochoque durante la ejecución de los pasos que siguen.
Indica que existe la posibilidad de peligro de incendio durante la ejecución de los pasos que siguen.

Indica que se debe usar casco durante la ejecución de los pasos siguientes para protegerse contra daño en los
ojos y quemaduras debido al peligro de llamaradas.
Indica que existe la posibilidad de peligro gases tóxicos durante la ejecución de los pasos que siguen.
Indica que existe la posibilidad de sufrir quemaduras por escoria caliente durante la ejecución de los pasos
que siguen.
Indica que se deben proteger los ojos contra partículas de salpicaduras de metal en los pasos que siguen.
Indica que existe la posibilidad de lesiones o muerte debido a la manipulación y mantenimiento inadecuados
de los reguladores o cilindros de gas comprimido.
¡LOS ELECTROCHOQUES PUEDEN SER MORTALES! ! Reduzca el riesgo de muerte o lesiones graves
debido a una descarga eléctrica. Lea, comprenda y observe las instrucciones de seguridad siguientes.
Además, cerciórese de que toda persona que utilice este equipo de soldar, o que se encuentre en las
inmediaciones de donde se hagan soldaduras, también comprenda y observe estas instrucciones de
seguridad.
¡LOS INCENDIOS O EXPLOSIONES PUEDEN CAUSAR LA MUERTE, LESIONES Y DAÑOS
MATERIALES! Reduzca el riesgo de muerte, lesiones o daños materiales debido a un incendio o explosión.
Lea, comprenda y observe las instrucciones de seguridad siguientes. Además, cerciórese que toda persona
que utilice este equipo de soldar, o que se encuentre en las inmediaciones de donde se hagan soldaduras,
también comprenda y observe estas instrucciones de seguridad. Recuerde, la soldadura por naturaleza
produce una lluvia de chispas, salpicaduras calientes, gotas de metal en fusión, escoria caliente y piezas de
metal calientes que pueden iniciar incendios, quemaduras de la piel y daños en los ojos.
¡LOS RAYOS DEL ARCO LESIONAN LOS OJOS Y QUEMAN LA PIEL! Reduzca el riesgo de lesiones
causadas por los rayos del arco. Lea, comprenda y observe las instrucciones de seguridad siguientes.
Además, cerciórese de que toda persona que utilice este equipo de soldar, o que se encuentre en las
inmediaciones de donde se hagan soldaduras, también comprenda y observe estas instrucciones de
seguridad.
¡LOS HUMOS, GASES Y VAPORES PUEDE CAUSAR MALESTAR, ENFERMEDAD Y MUERTE!
Reduzca el riesgo de sufrir malestar, enfermedad o muerte. Lea, comprenda y observe las instrucciones de
seguridad siguientes. Además, cerciórese de que toda persona que utilice este equipo de soldar, o que se
encuentre en las inmediaciones de donde se hagan soldaduras, también comprenda y observe estas
instrucciones de seguridad.
2

¡LA MANIPULACION Y EL MANTENIMIENTO INDEBIDOS DE LOS REGULADORES Y
CILINDROS DE GAS COMPRIMIDO PUEDE TENER, COMO RESULTADO, LESIONES GRAVES O
LA MUERTE! Reduzca el riesgo de sufrir lesiones o la muerte debido a los peligros del equipo y los gases
comprimidos. Lea, comprenda y observe las instrucciones de seguridad siguientes. Además, cerciórese de
que toda persona que utilice este equipo de soldar, o que se encuentre en las inmediaciones de donde se
hagan soldaduras, también comprenda y observe estas instrucciones de seguridad.
INSTRUCCIONES GENERALES DE SEGURIDAD PARA
SOLDADORES
UBICACION
Los procesos de soldadura de cualquier tipo pueden ser peligrosos no solamente para el
operario sino también para toda persona que se encuentre cerca del equipo, si no se observan las
reglas de seguridad y manejo.
PROTECCION PERSONAL
1. Use ropa protectora cerrada, hecha de material antiinflamable, sin bolsillos o pantalones con bastillas, y
calce guantes protectores para soldar.
2. Use un casco ignífugo de soldador para protegerse el cuello la cara y los lados de la cabeza. Mantenga los lentes
protectores limpios. Reemplácelos si se quiebran o agrietan. Coloque un vidrio transparente entre los lentes y el lugar en
donde se está soldando. Suelde en un lugar cerrado con buena ventilación que no esté abierto a los lugares de trabajo.
3. NUNCA mire u observe un arco sin un protección adecuada para los ojos.
4. Limpie a fondo el óxido o la pintura del metal para evitar las emanaciones nocivas. Las piezas a las que se les quitó la
grasa con un solvente deben estar bien secas antes de soldarlas.
5. NUNCA suelde en metales o metales recubiertos que contengan zinc, mercurio, cromo, grafito, plomo, cadmio o berilio a
menos que el operario y las personas que se encuentren en el mismo lugar usen un respirador con suministro de aire.
INSTRUCCIONES DE SEGURIDAD
Para su seguridad, ANTES de conectar la fuente de alimentación a la línea, proceda de la manera siguiente:
1. Inserte un interruptor bipolar adecuado, equipado con fusibles de acción retardada, antes del tomacorriente principal.
2. Haga la conexión monofásica con una clavija bipolar compatible con el enchufe hembra antes mencionado.
3. Los dos conductores del cable de entrada bipolar se utilizan para la conexión con la línea monofásica. El conductor
amarillo/verde es para la conexión obligatoria a tierra en el lugar de soldadura.
4. Cuando trabaje en un lugar encerrado, coloque la fuente de energía afuera del lugar de soldadura y fije el cable de
puesta a tierra a la pieza trabajada. NUNCA trabaje en un lugar húmedo o mojado.
5. NUNCA ponga en servicio la fuente de poder sin que tenga instalados paneles. Esto podría causar graves lesiones al
operario y también dañar el equipo.
PREVENCION DE INCENDIOS
Las operaciones de soldadura utilizan fuego o combustión como una herramienta fundamental.
1. El lugar de trabajo DEBE tener un piso ignífugo.
2. Los bancos o mesas de trabajo utilizados durante las operaciones de soldadura DEBEN tener cubiertas ignífugas. NO
suelde sobre bancos de trabajo de madera.
3. Utilice pantallas termorresistentes u otro material aprobado para proteger las paredes cercanas o el piso desprotegido
de las chispas y metal caliente.
4. Mantenga un extintor de incendios aprobado de la medida y tipo apropiados en el lugar de trabajo. Inspecciónelo
periódicamente para asegurarse que está en buenas condiciones. Aprenda a utilizar el extintor.
3

5. Retire todo el material combustible del lugar de trabajo. Si no puede retirarlos, protéjalos con cubiertas ignífugas.
NUNCA aplique soldadura a un envase que ha contenido líquidos o vapores tóxicos,
combustibles o inflamables. NUNCA ejecute operaciones de soldadura en un lugar que contenga
vapores combustibles, líquidos inflamables o polvo explosivo.
VENTILACION
Cerciórese de que los lugares en donde se hacen trabajos de soldadura tengan
buena ventilación. Mantenga una corriente de aire suficiente para evitar la acumulación de
concentraciones explosivas o tóxicas de gases. Las operaciones de soldadura que utilizan ciertas
combinaciones de metales, revestimientos y gases generan vapores tóxicos. En tales casos, use
un equipo protector de respiración. ANTES de soldar, lea y comprenda la hoja de información de
seguridad de los materiales correspondiente a las aleaciones para soldar.
COMPATIBLIDAD ELECTROMAGNETICA
ANTES de instalar una fuente de poder MIG, inspeccione el entorno para comprobar los puntos siguientes:
1. Cerciórese de que no hayan otros cables de alimentación, líneas de control, cables telefónicos u otros dispositivos
cerca de la fuente de poder.
2. Cerciórese de que en el lugar de trabajo no haya ningún teléfono, televisor, computador u otros sistemas de control.
3. Las personas con marcapasos o audífonos deben situarse lejos de la fuente de poder. En casos especiales, puede ser
necesario tomar medidas de protección especiales.
Para reducir la interferencia, le sugerimos lo siguiente:
1. Si hay interferencia en la línea de la fuente de alimentación, instale un filtro E.M.T. entre el suministro eléctrico y la
fuente de poder.
2. Acorte los cables de salida de la fuente de poder, manténgalos juntos y conectados a tierra.
3. Sujete firmemente los paneles de la fuente de poder en su lugar después de realizar los trabajos de mantenimiento.
RIESGOS PARA LA SALUD
El proceso de soldadura puede ser peligroso para la salud. Por lo tanto, observe estas medidas de precaución:
1. Use SIEMPRE ropa protectora sin bolsillos y puños. Use casco, guantes y zapatos con suela aislante.
2. Use SIEMPRE una máscara o casco de soldador con vidrio protector con tinte del tono adecuado para las operaciones
de soldadura que se vayan a llevar a cabo y la intensidad de corriente.
3. Cerciórese de que las personas que se encuentran en las inmediaciones de donde se llevan a cabo operaciones de
soldadura también observen estas medidas de precaución.
4. Conserve SIEMPRE limpio el vidrio de la máscara para soldar. Sustitúyalo si está agrietado o picado.
5. NUNCA suelde en un lugar húmedo ni en contacto con una superficie húmeda o mojada.
6. Si el lugar donde está soldando no tiene la ventilación adecuada, utilice extractores de humos.
7. Limpie las piezas a soldar para quitarles los solventes o grasas que desarrollan gases tóxicos cuando quedan expuestas
al calor.
ESPECIFICACIONES DE LA SOLDADORA
Su nuevo sistema de soldadura con alambre tubular (FCAW) con fundente Firepower ha sido diseñado para trabajos de
mantenimiento y chapistería. El equipo consiste en una fuente de poder del tipo transformador-rectificador monofásico,
un estabilizador del arco y un sistema alimentador de alambre para trabajos pesados.
La fuente de poder (soldadora) también es apta para soldar con el proceso FCAW de alambre tubular de 0,8 mm (0,030
4

pulg) ó 0,9 mm (0.035 pulg). Este proceso de soldadura no necesita utilizar gas protector. Para el montaje correcto de la
máquina, rogamos consultar las instrucciones proporcionadas en este manual.
La utilización de un alambre de mayor diámetro dificulta el proceso de soldadura. No podemos garantizar los resultados.
El fabricante NO recomienda la utilización de alambre de soldar de diámetro más grande con este equipo.
CARACTERISTICAS FUNCIONALES DE LA SOLDADORA
El régimen de servicio define cuánto tiempo puede utilizarse el sistema de soldadura antes de tener que hacer una pausa
para que se enfríe. Los rangos de ciclo de trabajo están expresados como un porcentaje de un período de diez minutos.
Representa el tiempo máximo para soldar permitido al amperaje especificado. El saldo restante de un período de diez
minutos es necesario para el enfriamiento del equipo. Los sistemas de soldadura Firepower de 120 voltios tienen ciclos
de trabajo basados en corrientes de entrada de 20 y 15 amperios.
Refiérase a la chapa de servicio ubicada en el frente de la máquina para obtener las capacidades específicas
correspondientes a su equipo.
PROTECCION CONTRA SOBRECARGA TERMICA INTERIOR
NO exceda constantemente el ciclo de trabajo, de lo contrario se podría dañar su
soldadora. Si excede el ciclo de trabajo de la soldadora, la protección contra sobrecarga interior
desactivará todas las funciones de la soldadora. Si esto sucede, NO APAGUE LA SOLDADORA.
Déjela encendida para que el ventilador siga funcionando. Después que la soldadora se ha enfriado
bien, el protector térmico se reconecta automáticamente y la soldadora funcionará correctamente.
Si su soldadora no llegara a soldar por un lapso de 1 a 5 minutos sin parar, reduzca ligeramente la velocidad del alambre.
El soldar con la velocidad del alambre ajustada demasiado alta no solamente causa soldaduras poco visibles, sino
también aumenta el consumo de amperaje y acorta el ciclo de trabajo.
ESPECIFICACIONES DEL SISTEMA DE SOLDADURA SIN
GAS (1444-0302)
Tipo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Soldadora con alimentación de alambre, CC 90A
Voltaje de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .115 voltios/60 Hz
Salida nominal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80A a 15% ciclo de trabajo
Aprobación CSA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .60A nominales a 20% ciclo de trabajo
Rendimiento máximo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90A de cresta
Ajustes de potencia de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Ajustes de amperaje alto/bajo
Ajuste de la velocidad del alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Velocidad infinita controlada por potenciómetro
Cordón de alimentación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1,2 m (4 pies) de largo con enchufe 15A
Pistola MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Pistola de alambre FIREPOWER
®
1,8 m (6 pies)
Pinza y cable a tierra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1,5 m (5 pies) de largo/pinza a tierra 150A
Conexión de la pistola MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Fija
Capacidad del carrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .0,9 kg (2 lbs)
Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Boquilla
Punta de contacto
Alambre tubular MIG en carrete 0,035", 0,45 kg (1 lb)
Manual de instrucciones
La pistola MIG de FP-90 es un soplete de contacto "vivo" y está
SIEMPRE en encendido (con corriente). Use siempre protección de los ojos cuando
trabaje con este soplete.
5

6
La pistola MIG en este equipo es un soplete "vivo" que se encuentra constantemente en
ENCENDIDO. Al tocar con el soplete una superficie conectada a tierra se producirá un arco que
podría causar lesiones. Por favor, SEA PRECAVIDO cuando maneje este equipo.
MONTAJE DE LA SOLDADORA
Los pasos siguientes describen el montaje, la instalación, el mantenimiento y las operaciones de su nueva soldadora.
Evite el contacto con los alambres u otras piezas. NO trabaje con los paneles
parcialmente abiertos o totalmente quitados de la fuente de poder.
La pistola MIG de FP-90 es un soplete de contacto "vivo" y está SIEMPRE
ENCENDIDO (con corriente). Use siempre protección de los ojos cuando trabaje con esta
pistola MIG.
Asegúrese que el cordón de
alimentación de la soldadora no esté conectado mientras ejecuta este procedimiento.
Herramientas necesarias: llave allen (métrica)
1. Desembale la soldadora.
2. Arme e instale el asa de plástico como se muestra en la figura 1.
3. Instale el alambre MIG según las instrucciones que se encuentran en
la sección "Instalación del alambre de soldar."
4. Coloque la fuente de poder en un lugar bien ventilado. NO obstruya
la admisión de aire ni las salidas. Una corriente de aire reducida
puede causar la disminución del ciclo de trabajo y daños en los
componentes internos.
5. Deje un espacio libre de por lo menos 1,8 metros (6 pies) a cada lado
de la soldadora.
Conecte el cable de alimentación al tomacorriente correcto, 120V
monofásico (protegido por fusibles de acción retardada).
Este equipo DEBE conectarse a tierra.
INSTALACION DE LA SOLDADORA
CONEXION DE LA FUENTE DE PODER
Energía requerida
Esta soldadora fue diseñada para funcionar alimentada por una fuente de poder de corriente alterna (CA) monofásica, de 120
voltios, 60 Hz correctamente conectada a tierra y protegida por un disyuntor de circuito o fusible de acción retardada de 20A.
Un electricista experto debe verificar el VOLTAJE REAL del enchufe hembra en el que se va a enchufar la soldadora y
confirmar de que esté correctamente conectado a tierra. La utilización de la medida de circuito correcta puede eliminar la
molestia causada por el disparo del disyuntor de circuito durante la operación de soldadura.
NO HAGA FUNCIONAR LA SOLDADORA si el voltaje REAL de la fuente de poder es menor que 110 voltios CA o
mayor que 132 voltios CC. En caso de existir este problema, póngase en contacto con un electricista competente. La
operación de esta soldadora alimentada por energía inadecuada o excesiva tendrá, como resultado, funcionamiento incorrecto
y/o daño de la máquina.
Figura 1: Instalación del asa

Conexión a la fuente de poder
¡Peligro de alto voltaje de la fuente de poder! ! Para la instalación del
enchufe hembra en la fuente de poder, consulte a un electricista competente.
Esta soldadora debe estar conectada a tierra mientras está en uso para proteger al operario contra electrochoques. Cuando no
esté seguro si el tomacorriente está bien conectado a tierra, hágalo revisar por un electricista competente. NO corte la clavija de
puesta a tierra ni modifique el enchufe de ninguna manera. NO utilice ningún tipo de adaptador entre el cordón de
alimentación de la soldadora y el enchufe hembra de la fuente de poder.
Cerciórese de que el interruptor esté APAGADO. Conecte el cordón de alimentación de
la soldadora a una fuente de poder monofásica de 120VCA, 60 Hz correctamente conectada a tierra.
NO haga funcionar la soldadora si el voltaje de la fuente de poder es menor que 110 voltios CA o
mayor que 132 voltios CC.
En caso de existir este problema, póngase en contacto con un electricista competente. Si esta
soldadora llegara a ser alimentada por energía inadecuada o excesiva funcionaría incorrectamente
y/o se dañaría.
Cordones de extensión
Para obtener óptimo rendimiento de la soldadora, no se debe utilizar un cordón de extensión a menos que sea
absolutamente necesario. De ser necesario, se debe tener cuidado de elegir un cordón de extensión adecuado para la
soldadora específica.
Elija un cordón de extensión con buena conexión a tierra que se enchufe directamente en el enchufe hembra de la fuente
de poder y el cordón de alimentación de energía de la soldadora sin el uso de adaptadores. Cerciórese de que el cordón
de extensión esté correctamente instalado y en buenas condiciones eléctricas (calibre mínimo 10/3 AWG, largo máximo
7,6 m (25 pies).
INSTALACION DEL ALAMBRE DE SOLDAR
La fuente de poder se suministra con un carrete de alambre tubular MIG de 0,035". Instale el alambre en el sistema
alimentador siguiendo las instrucciones que se dan a continuación y de acuerdo a la figura 2. Las aplicaciones de
soldadura MIG (GMAW) requieren la utilización de protección de gas argón.
7
Figura 2: Instalación del alambre

Retire la punta de contacto y la boquilla de pistola del soplete soldador antes de iniciar este
procedimiento.
1. Afloje la tuerca del portacarrete (tambor de freno). Retire el resorte y el anillo exterior.
2. Quite la protección plástica del carrete. Colóquela en el portacarrete nuevamente. Instale el anillo exterior, el resorte y la
contratuerca plástica nuevamente. Estas piezas forman el sistema de frenado del carrete de alambre. Apriete la tuerca hasta
que esté ligeramente ajustada. La presión excesiva esfuerza el motor alimentador de alambre. La presión insuficiente no
permite el paro inmediato del carrete de alambre al final de la soldadura.
3. Afloje y baje la perilla de plástico. Suelte el rodillo superior del alimentador. Extraiga el resto de alambre que haya
quedado en el forro del soplete de un rollo anterior de alambre.
4. Cuando el alambre se desconecte, agárrelo con los alicates para que no se salga del carrete. De ser necesario, enderécelo
antes de insertar en la guía de entrada. Inserte el alambre en el rodillo inferior y en el forro del soplete.
Mantenga el soplete bien derecho. Cuando introduzca un alambre nuevo a través del forro,
cerciórese de que el alambre esté bien cortado (sin rebabas o codos) y que al menos 50,8 mm (2") del
extremo estén derechos (sin curvas). Si no se siguen estas instrucciones se podría dañar el forro.
5. Baje el rodillo superior y la perilla. Apriete ligeramente. Si aprieta demasiado, el alambre queda bloqueado y se puede
dañar el motor. Si queda muy suelto, los rodillos no alimentarán alambre.
6. Conecte el cable de alimentación a la línea de red de 120V, 60 Hz. Encienda el interruptor. Oprima el interruptor del
soplete. El alambre alimentado por el motor alimentador de alambre a velocidad variable debe deslizarse a través del forro.
Cuando salga del cuello del soplete, suelte el interruptor del soplete. Apague la máquina. Instale la punta de contacto y la
boquilla.
Los rodillos impulsores, cuando están en movimiento, pueden aplastar los dedos. Revise
periódicamente los rodillos impulsores. Sustitúyalos cuando estén desgastados y comprometan la
alimentación regular del alambre.
El soplete soldador de FP-90 es un soplete de contacto "vivo" y está
SIEMPRE en encendido (con corriente). Use siempre protección de los ojos cuando
trabaje con este soplete.
SOPLETE DE SOLDAR
El soplete de soldar se instala en la soldadora en la fábrica. Recomendamos revisar periódicamente las puntas de contacto y la
boquilla. Estos componentes deben estar limpios y no desgastados. Sustituya el forro del soplete cuando el alambre no corra
suavemente.
El soplete soldador de FP-90 es un soplete de contacto "vivo" y está
SIEMPRE en encendido (con corriente). Use siempre protección de los ojos cuando
trabaje con este soplete.
SOLDADURA SIN GAS (FCAW)
En el proceso de soldadura sin gas el soplete está conectado al polo negativo y el cable de puesta a tierra está conectado
al polo positivo. La soldadura sin gas requiere un alambre especial llamado "alambre tubular con fundente". Este alambre
simplifica el uso de estas máquinas en comparación con máquinas alimentadas por alambre corriente, las cuales
requieren una fuente separada de gas protector.
VENTAJAS DE LA SOLDADURA SIN GAS
1. No se necesitan cilindros de gas.
2. Los trabajos de soldadura a la intemperie son más fáciles porque hay menos posibilidades de que el viento sople el gas
protector.
8

3. El tiempo de soldadura es de alrededor de 50% menos comparado con la soldadura de electrodo normal.
4. El tiempo de aprendizaje del operario es muy corto.
5. Desperdicio mínimo de material de soldar.
6. Lo más importante, este proceso permite terminar la soldadura con mayor rapidez y eficiencia.
7. Menos calor, menos distorsión.
8. Posibilidad de soldar materiales delgados.
PREPARACION PARA SOLDAR
1. Conecte la soldadora a la línea de red de 120V,
60 Hz.
2. Conecte el cable de puesta a tierra a la pieza de
trabajo (vea la figura 3). Asegúrese que haga
buen contacto.
3. Asegúrese que el rodillo alimentador de
alambre esté correctamente colocado (la ranura
coincide con el diámetro del alambre). Nótese
que cada rodillo tiene dos ranuras Una marcada
".035"/0.9 mm" y la otra ".030"/0.8 mm."
PROCEDIMIENTOS PARA SOLDAR
1. Su fuente de poder soldadora tiene dos posiciones para la regulación de la corriente en diversas condiciones. La
elección de la posición para soldar es determinada por el espesor del material que se va a soldar.
2. El espesor del material determina la velocidad de avance del alambre.
SUSTITUCION DEL CARRETE DE ALAMBRE
La fuente de poder soldadora se suministra con un mini-carrete de alambre tubular de 0,035" de diámetro con fundente.
Cuando se termina el alambre de este carrete, se puede instalar un carrete de 0,9 kg (2 lbs).
9
Figura 3: Preparación de la polaridad
Tabla 1: Valores de ajuste aproximados para soldar

El alambre es empujado por un rodillo accionado por una serie de mecanismos. El rodillo tiene dos ranuras, una marcada
0,035" (0,9 mm) y la otra 0,030" (0,8 mm). Es muy importante utilizar la ranura correcta, como se explicó en la sección
"Preparación para soldar" en la página 9. De lo contrario, el alambre no avanzará suavemente o será aplastado. Asegúrese
que la boquilla del soplete coincide con el diámetro del alambre. Su fuente de poder soldadora se suministra con un
soplete de soldar, completo con boquilla, para el alambre que se incluye con la fuente de poder.
Para cambiar el carrete de alambre, ejecute el procedimiento descrito en la sección "Instalación del alambre de soldar" en
la página 7.
CONSEJOS PARA SOLDAR
1. Mantenga el mango del soplete inclinado en un ángulo de 45º con respecto a la pieza de trabajo. Mantenga la boquilla
a más o menos 6 mm (1/4") de la superficie.
2. Mueva el mango del soplete prudente y firmemente.
3. Mantenga el alambre y su cubierta bien limpios. NO utilice alambre oxidado.
4. Evite los codos de ángulo agudo y torceduras en la manguera para soldar.
5. De ser posible, limpie el forro del alambre con aire comprimido cuando cambie el carrete de alambre.
6. Periódicamente, quite el polvo del interior de la fuente de poder, soplando con aire a baja presión (3-4 bar/20-30 psi),
para asegurar la disipación adecuada de calor durante la operación.
CONSEJOS GENERALES
Las puntas de contacto y las boquillas deben limpiarse frecuentemente. La acumulación de salpicaduras puede causar
unión entre la boquilla y la punta. Esto podría producir un cortocircuito entre la boquilla y la pieza trabajada.
Con regularidad, inspeccione el tubo conductor, el mango, la manguera cable y otros componentes del soplete para ver si
tienen abrasiones, cortes o desgaste indebido. Reemplace o repare las piezas que estén deficientes.
AJUSTE DE LA FUENTE DE PODER
Ajuste el voltaje. Utilice el "stickout" correcto. El "stickout" del alambre es la distancia entre la punta de contacto y la
pieza trabajada. El "stickout" (algunas veces incorrectamente llamado longitud del arco) debe permanecer en el rango de
5 a 10 mm (0,2" a 0,4") para obtener el mejor rendimiento de soldadura.
1. Coloque el interruptor de voltaje en la posición deseada (vea la tabla 1). Elija la posición más baja para material
delgado y la más alta para material más grueso.
2. Ajuste la velocidad del alambre. Comience utilizando una plancha de metal de práctica a la que se le haya quitado
completamente las capas de óxido o pintura. Conecte el cable de puesta a tierra a la pieza a trabajar. Ajuste la
velocidad del alambre al valor alto. Oprima el interruptor del soplete.
El soplete soldador de FP-90 es un soplete
de contacto "vivo" y está SIEMPRE ENCENDIDO (con
corriente). Use siempre protección de los ojos cuando
trabaje con este soplete.
Oprima el interruptor del soplete firmemente para
alimentar el alambre. Comience a soldar y disminuya
gradualmente la velocidad del alambre. Continúe disminuyéndola
y preste atención al sonido. El sonido cambia de un ruido
crepitante a un zumbido regular y fuerte (similar al ruido que
hace el tocino al freírse). El zumbido indica la velocidad correcta para la pieza que se está soldando.
Cuando cambie la regulación de corriente, vuelva a ajustar la velocidad del alambre. Comience
SIEMPRE a partir de la velocidad más alta. Esta operación evita que se dañe la punta de contacto
durante la soldadura.
10
ENCENDIDO
VOLTAJE
VELOCIDAD
DEL
ALAMBRE
Figura 4: Fuente de poder

Durante el proceso de soldadura, mantenga el soplete inclinado en un ángulo de 45º con respecto a
la pieza que se está trabajando.
SELECCION DEL ALAMBRE
SELECCION DEL DIAMETRO DE ALAMBRE
La utilización de un alambre de diámetro muy pequeño produce exceso de salpicadura y de calor de la soldadura.
Cuando el diámetro es demasiado grande el alambre se "solidifica" o pega. Esto ocurre cuando el puente de metal en
fusión entre el electrodo y el baño de fusión de la soldadura no se puede romper y el electrodo se pega en el baño y éste
se enfría inmediatamente. El alambre de diámetro demasiado grande a amperajes bajos puede ser causa de un arco
irregular. En cualquiera de los casos la soldadura se arruina. Consulte la tabla 2 para identificar el diámetro de alambre
recomendado para el metal que se va a soldar. Estas recomendaciones son para aplicaciones típicas solamente.
SELECCION DEL TAMAÑO DE CARRETE DE ALAMBRE
Esta soldadora acepta un carrete de 0,9 kg (2 lbs). El alambre de soldar se oxida con el tiempo.
1. ALAMBRE DE ACERO - habitualmente está recubierto con cobre para impedir la oxidación e incrementar la
transmisión de corriente para soldar entre la punta de contacto y el alambre. Recomendamos comprar alambre de soldar
de acero recubierto de cobre en tamaños de carretes que puedan utilizarse en el lapso de 6 meses o menos. El
recubrimiento de cobre comienza a oxidarse en las primeras etapas del envejecimiento. A medida que va pasando el
tiempo, la oxidación aumenta. Revise el alambre para ver si hay oxidación de cobre, desenrollando más o menos 0,6 m (2
pies) de alambre. Comprima el alambre entre el pulgar y dedo índice. Deslice el pulgar y dedo índice a lo largo del
alambre. Observe la raya creada por la oxidación de cobre en los dedos. Un carrete fresco deja un raya gris claro. Un
carrete bien oxidado deja una raya más oscura. La oxidación excesiva de cobre causa fluctuación del arco y, posiblemente,
el patinaje del rodillo impulsor del alambre. Si el alambre de acero continúa oxidándose, el alambre debajo del
recubrimiento de cobre se oxidará y empeorará los problemas de fluctuación del arco y avance del alambre.
2. ALAMBRE TUBULAR DE ACERO AUTOPROTEGIDO - los carretes deben seleccionar en base a las mismas
irectrices que las utilizadas para el alambre de acero recubierto de acero.
3. ALAMBRE DE ALUMINIO - presenta un problema mayor de almacenamiento que el acero. Se oxida mucho más
rápido y la capa de óxido es mucho más gruesa. Las primeras etapas de la oxidación son prácticamente invisibles. A
medida que va pasando el tiempo, se desarrolla un polvo blanco que causa una fluctuación excesiva del arco, problemas de
avance del alambre, acumulación de contaminantes en el forro, quemadura del alambre dentro de la punta de contacto y
una soldadura deficiente. Consuma un carrete de alambre de aluminio dentro un plazo de tres meses.
4. ALAMBRE DE ACERO INOXIDABLE - se oxida con lentitud. Esta oxidación es ligera. La manipulación y el
almacenamiento del alambre de acero inoxidable es menos crítico que en el caso de los alambres de aluminio y de acero.
5. ALAMBRE DE BRONCE SILICIOSO - las directrices para estos carretes son las mismas que para el alambre de acero
recubierto de cobre.
Los tiempos de almacenamiento recomendados para los carretes son reglas empíricas. Los tiempos de almacenamiento son
afectados por el tiempo en distribución antes de la venta al detalle, las condiciones del almacén, la época del año y el embalaje.
Aunque estos factores están fuera del control del usuario, es posible descelerar el proceso de oxidación mediante lo siguiente:
Guardar el alambre en un lugar seco cuando no esté en uso;
Guardar el alambre en una bolsa de plástico bien cerrada;
No abrir el paquete del fabricante hasta el momento de utilizar el alambre.
Si un carrete de alambre luce muy oxidado, desenrolle unas pocas vueltas de alambre.
Determine si el resto del alambre en el carrete está utilizable. Si un carrete de alambre está
demasiado oxidado, descártelo.
11
DIAMETRO DEL ALAMBRE
AMPERAJE ESPESOR DEL METAL
Tabla 2: Rangos de amperaje para diámetro de alambre (típicos)

SELECCION DE LA POLARIDAD DE LA CORRIENTE PARA SOLDAR
La utilización de alambre de soldar de acero protegido por gas requiere corriente continua (cc) y polaridad invertida. Los
alambres tubulares autoprotegidos utilizan corriente continua y polaridad directa. Es posible cambiar la polaridad,
dependiendo del tipo de alambre que se esté utilizando.
Algunas soldadoras NO tienen la capacidad de cambiar la polaridad.
La corriente continua, polaridad invertida algunas veces se conoce como corriente continua en que la pieza a soldar es el
polo negativo y el electrodo es el positivo (DCEP). La corriente continua de polaridad directa algunas veces se conoce
como corriente continua en que la pieza a soldar es el polo positivo y el electrodo es el polo negativo (DCEN).
PREPARACION DEL LUGAR DE TRABAJO
La preparación es un factor importante en la ejecución de una soldadura satisfactoria. Estudie el proceso y el equipo.
Practique el proceso de soldadura antes de intentar soldar un producto terminado. Recomendamos un lugar de trabajo
organizado, seguro, conveniente, confortable y bien iluminado para el operario. Además, en él no deberá haber ningún
material inflamable. Deberá disponer de un extintor y un balde de arena.
La preparación correcta para soldar requiere de lo siguiente:
1. Preparar un lugar de trabajo organizado y bien iluminado (vea la figura 5).
2. Proporcionar protección para los ojos y la piel del operario y personas que se encuentren en el lugar de trabajo.
3. Preparación de la pieza a trabajar . Conexión de la pinza a la pieza que se va soldar.
DISPOSICION DE LA PIEZA A TRABAJAR
PREPARACION DE LA JUNTA
Para obtener una soldadura de buen efecto, a las superficies que van a unirse se les DEBE quitar toda la suciedad, óxido,
aceite o pintura. Cuando se suelda en metales mal limpiados se produce una soldadura porosa y quebradiza.
Las soldaduras de aluminio requieren una preparación más minuciosa que las de acero.
1. La limpieza de la zona de la junta a soldar es indispensable para obtener una soldadura de aluminio de buena calidad.
Quite la suciedad y el óxido con un cepillo de alambre de acero inoxidable. Quite el aceite o la grasa con un buen
limpiador químico de aluminio.
12
SUPERFICIE
METALICA
ARENA
Figura 5: Lugar de trabajo

2. El aluminio frecuentemente se anodiza para evitar la oxidación. Sin embargo, una superficie anodizada NO conduce la
electricidad. Por esa razón, para soldar aluminio anodizado, se DEBE lijar o esmerilar la capa anodizada de la zona de
la junta y del punto en donde se conectará la pinza de la pieza a trabajar.
Averigüe si el aluminio que pretende soldar es o no anodizado. Toque con
las dos sondas de un probador de continuidad eléctrica u ohmímetro el
aluminio en cuestión. Coloque las sondas con una separación de una o dos
pulgadas. Si no hay indicación de continuidad eléctrica, el aluminio es
anodizado.
Si las piezas del metal de base que se van a unir son gruesas o pesadas,
probablemente habrá que biselar los bordes (con una rectificadora de
metales) en el punto de contacto, como se muestra en la figura 6. El ángulo
del bisel deberá ser de 60º, aproximadamente.
Use SIEMPRE gafas protectoras para
evitar lesiones en los ojos cuando repase los metales con muelas abrasivas. También,
inspeccione la rectificadora y verifique que esté en buenas condiciones.
Refiérase al cuadro, Tipos de juntas de soldadura, en la figura 7, para las instrucciones en detalle para la preparación de
la junta a soldar.
Durante el proceso de soldadura, las piezas que se están soldando se calientan y expanden. La expansión puede causar el
desplazamiento de las piezas. De ser posible, fije las piezas a soldar en la posición que van a ocupar una vez que esté
terminada la soldadura.
13
Figura 6: Preparación de la pieza a trabajar
Figura 7: Tipos de juntas de soldadura
CORRECTO
INCORRECTO

CONEXION DE LA PINZA PARA SUJETAR LA PIEZA A TRABAJAR
Conecte la pinza directamente a la pieza que se va a trabajar y lo más cerca posible de la soldadura. Si no se puede
conectar la pinza directamente a la pieza a trabajar, conéctela al metal que está firmemente sujeto a la pieza, pero no
eléctricamente aislado de ella. También, asegúrese que el pedazo de metal sea de más o menos el mismo grosor o más
grueso que la pieza a trabajar.
Existe el riesgo de dañar componentes electrónicos si la pinza para pieza a trabajar se
conecta a un automóvil u otro equipo que tenga sistemas de computador, controles electrónicos de
estado sólido, sistemas de sonido de estado sólido, etc. NO inicie la soldadura hasta haber
desconectado el cable de la batería que está conectado a tierra en el chasis. Si no lo hace corre el
riesgo de dañar los componentes electrónicos.
REGLAJE DE LA VELOCIDAD DEL ALAMBRE
El reglaje de la velocidad del alambre es una de las partes más importantes de la operación de la soldadora. La selección de la
mejor velocidad del alambre es muy parecido a sintonizar una radioemisora. Esto debe hacerse ANTES de comenzar cada
trabajo de soldadura o cada vez que se cambia el ajuste de la temperatura, el diámetro del alambre o tipo de alambre. Ajuste
la velocidad del alambre de acuerdo a los pasos siguientes.
1. Prepare y conecte a tierra un pedazo de chatarra del mismo tipo de metal del que se va a soldar. Su espesor deberá ser
igual o mayor que el de la pieza que realmente se va a trabajar. Debe estar libre de pintura, aceite, óxido, etc.
2. Seleccione un ajuste de temperatura o voltaje.
3. Sostenga la pistola en una mano apoyando la boquilla en el borde de la pieza a trabajar más alejado de su cuerpo e
inclinada en un ángulo similar al que utilizará cuando esté realmente soldando.
¡LOS RAYOS DEL ARCO LESIONAN LOS OJOS Y QUEMAN LA PIEL! Reduzca el
riesgo de lesiones causadas por los rayos del arco. NUNCA encienda un arco eléctrico hasta que
usted y las personas en la cercanía del lugar donde se va a soldar se hayan puesto un casco de
soldador o pantalla y estén usando la ropa protectora recomendada. NO continúe a menos que haya
leído, comprendido y tenga la intención de respetar todo lo indicado en el RESUMEN DE
SEGURIDAD provisto al comienzo de este manual.
4. Con su mano libre, gire el selector de velocidad del alambre al máximo. Continúe sujetando la perilla de ajuste.
5. Baje el frente de su casco de soldador. Oprima el gatillo de la pistola para iniciar un arco.
6. Arrastre la pistola hacia su cuerpo mientras gira el selector de velocidad del alambre.
7. ¡ESCUCHE! A medida que disminuye la velocidad del alambre, el sonido emitido por el arco cambia de un ruido de
chisporroteo a un zumbido agudo suave. Chisporroteará nuevamente si usted disminuye demasiado la velocidad del
alambre.
8. Continúe disminuyendo la velocidad del alambre hasta que el ruido del arco pase del zumbido agudo (sonido preferido) y
comience a chisporrotear nuevamente.
9. Gire el selector de velocidad, en sentido opuesto, hasta regresar al zumbido agudo del arco.
Ahora ya está ajustada la velocidad del alambre. ¡RECUERDE! Repita este procedimiento de reglaje cada vez que cambia a
un nuevo ajuste de temperatura, a un diámetro distinto de alambre o a otro tipo de alambre.
El alambre tubular con fundente autoprotegido tiene un rango muy amplio de sonido
preferido. El rango puede extenderse hasta 60 grados en el selector de velocidad del alambre. Es
importante saber que la temperatura (calor) del arco y la penetración en el metal de base aumenta
conforme la velocidad del alambre aumenta dentro del rango de sonido preferido para un ajuste de
temperatura dado. Por lo tanto, utilice el selector de velocidad del alambre para aumentar o disminuir
ligeramente la temperatura y la penetración mediante la selección de ajustes más altos o más bajos de
velocidad del alambre DENTRO del rango de sonido preferido para un ajuste de temperatura dado.
14

APRENDIENDO A SOLDAR
Independiente de su experiencia en soldadura, es importante que se familiarice con su nueva soldadora, sus controles y
los resultados logrados en los distintos valores de ajuste. Le recomendamos enfáticamente que practique con su
soldadora nueva en un trozo de metal. Pruebe distintos ajustes de temperatura, espesores de metal de base y posiciones
para soldar para cada tipo y medida de alambre que vaya a utilizar. Al practicar, usted tendrá una mejor idea de la forma
que estos cambios en estas variables del proceso afectan a la soldadura.
Si nunca antes a soldado MIG, será necesario que desarrolle sus habilidades y técnicas para soldar.
Un soldador autodidacta aprende mediante un método de tanteos. La mejor forma de aprender a soldar es practicando
por períodos cortos en intervalos regulares. Practique soldar en trozos de metal que puedan desecharse. NO intente hacer
ningún tipo de reparación en equipos valiosos hasta que sus soldaduras de práctica tengan buena apariencia y estén libres
de escoria o inclusiones de gas. Lo que no aprenda con la práctica lo aprenderá a través de errores y repetición de
soldaduras más adelante.
COMO SOSTENER LA PISTOLA
Sostenga la pistola de soldar de la manera que le sea más cómoda. Mientras practica con su soldadora nueva, pruebe
sostener la pistola en distintas posiciones hasta que encuentre la que mejor le acomode.
Posición de la pistola con respecto a la pieza a trabajar
En el proceso de soldadura, hay que tomar en consideración dos ángulos de la boquilla de la pistola en relación con la
pieza que se va a trabajar.
1. El ángulo A (figura 8) se puede variar. En la mayoría de los casos, el ángulo óptimo es de 60 grados, punto en el que
el mango de la pistola está paralelo a la pieza a trabajar. Al aumentar el ángulo A se aumenta la penetración. Al
disminuirlo, se disminuye la penetración.
2. El ángulo B (figura 9) se puede variar por dos razones: para mejorar la capacidad de ver el arco en relación con el
baño de fusión y para dirigir la presión del arco.
La presión del arco eléctrico sigue una línea recta desde el extremo de la boquilla. Si se cambia el ángulo B, lo mismo
sucede con la dirección de la presión del arco y el punto en que se concentra la penetración.
En una junta a tope, la única razón para variar el ángulo B desde la perpendicular (directamente hacia arriba) con la
pieza que se está trabajando, es para mejorar la visibilidad del baño de fusión. En este caso, el ángulo B puede variarse
en cualquier punto entre 0º y 45º. Lo mejor es un ángulo de 30º.
En una junta ortogonal, la boquilla generalmente se coloca de tal manera que divida el ángulo entre el miembro
horizontal y el vertical de la junta. En la mayoría de los casos, una soldadura ortogonal es de 45º.
Distancia desde la pieza a trabajar
El extremo de la pistola de soldar está diseñado con la punta de contacto embutida en el extremo de la boquilla y ésta
aislada eléctricamente del resto de la pistola. Esto permite al operario apoyar la boquilla en la pieza a trabajar y
arrastrarla mientras suelda. Esto es muy útil para los soldadores principiantes pues les ayuda a mantener firme y estable
la pistola y a concentrarse en la técnica para soldar. Si sostiene la boquilla fuera de la pieza a trabajar, mantenga una
distancia constante entre la boquilla y la pieza a trabajar, y NO exceda de 1/4" ya que el arco empezaría a chisporrotear,
indicando una pérdida en el comportamiento de la soldadura.
15
Figura 8: Posición de la pistola , ángulo A
Figura 9: Posición de la pistola , ángulo B
ANGULO A
ANGULO B

COMO DEPOSITAR UN CORDON DE SOLDADURA
¡LA EXPOSICION AL ARCO ELECTRICO ES EXTREMADAMENTE
DAÑINA PARA LOS OJOS Y LA PIEL! La exposición prolongada al arco eléctrico puede
causar ceguera y quemaduras. Nunca inicie un arco ni comience a soldar antes de que
esté adecuadamente protegido. Use guantes para soldar incombustibles, camisa gruesa
de manga larga, pantalones sin bastilla, botines y casco de soldador.
¡LOS ELECTROCHOQUES PUEDEN SER MORTALES! Para evitar una
descarga eléctrica, NO haga ningún trabajo de soldadura estando de pie, arrodillado o
tendido directamente sobre la pieza de trabajo conectada a tierra.
DESPLAZAMIENTO DE LA PISTOLA
El avance de la pistola se refiere a su movimiento a lo largo de la junta. Se divide en dos elementos: dirección y
velocidad. Un cordón de soldadura sólido requiere que la pistola esté en movimiento permanente y constante y a la
velocidad correcta a lo largo de la junta. Si se mueve
demasiado rápido, demasiado lento o irregularmente
se impide la fusión correcta o se crea un cordón
disparejo y con ondulaciones.
1. La dirección de avance es el sentido en que se
mueve la pistola a lo largo de la junta en relación al
baño de fusión. La pistola se empuja (vea la figura
10) hacia el baño de fusión o se tira (hala)
alejándola del baño de fusión.
Para la mayoría de los trabajos de soldadura se
arrastra o tira de la pistola a lo largo de la junta para
aprovechar una mejor visibilidad del baño de fusión.
Sin embargo, existen algunas aplicaciones donde empujar la pistola es más ventajoso:
a. La soldadura vertical comienza en la parte superior de la junta. Tire la pistola hacia abajo. Sin embargo, si tiene
dificultad en controlar el baño de fusión (como por ejemplo, el baño escurre hacia abajo), comience la soldadura
vertical en el fondo de la junta. Empuje la pistola hacia arriba para superar este problema.
b. La soldadura de aluminio acepta cualquiera de las dos direcciones de avance de la pistola. Sin embargo, al
empujarla deja una soldadura de mejor apariencia. Al tirar de la pistola se deja una soldadura con hollín. La
soldadura terminada es chorreada por el arco y las impurezas que salen del baño de fusión. Este problema afecta
solamente la apariencia de la soldadura. Límpiela con un cepillo de alambre de acero inoxidable.
2. La velocidad de avance es la rapidez con que la pistola es empujada o tirada a lo largo de la junta. Para un ajuste fijo
de temperatura, cuanto más rápida la velocidad de avance, tanto menos profunda la penetración, tanto más bajo y
angosto el cordón de soldadura terminado. Igualmente, cuando más lenta la velocidad de avance, tanto más profunda
la penetración, tanto más alto y ancho el cordón de soldadura terminado.
TIPOS DE CORDONES DE SOLDADURA
En los párrafos siguientes hablaremos de los cordones de soldadura por arco más comúnmente utilizados.
Una vez que la pistola está en posición con el alambre alineado en la junta, bájese el frente del casco, oprima el gatillo y
el arco se inicia. En el lapso de un o dos segundos, notará que se forma un baño de fusión y la base del cordón comienza
a formarse. Mueva la pistola. Si recién está aprendiendo a soldar, mueva la pistola en línea recta y a una velocidad
constante a lo largo de la junta. Intente lograr una soldadura con la penetración deseada, más bien plana y de anchura
consistente.
A medida que se vaya acostumbrando a su soldadora nueva y mejore su habilidad en depositar los cordones, puede
probar otras técnicas para soldar y, de esa manera, adquirir más pericia.
16
Figura 10: Dirección de avance de la pistola
Empujando
Tirando

Existen dos tipos básicos de cordones de soldadura: continuo o rectilíneo y ondulado.
1. Forme el cordón continuo (vea la figura 11) avanzando
con la línea mientras mantiene el alambre y la boquilla
centrados sobre la junta. Este es el tipo de cordón más
fácil de hacer y el que ha estado utilizando hasta este
momento.
2. Utilice el cordón ondulado (vea la figura 12) cuando
desea depositar un espacio más ancho de lo que es
posible hacer con un cordón continuo. Se hace
moviendo la pistola de lado a lado. Es mejor quedarse
por unos breves momentos en cada lado antes de
regresar con movimiento ondulado en el otro sentido.
POSICIONES PARA SOLDAR
Existen cuatro posiciones básicas para soldar: plana, horizontal, vertical y sobrecabeza o hacia arriba.
1. La posición plana (vea la figura 13) es la más fácil. Es, probablemente, la que ha utilizado hasta ahora. Siempre que sea
posible, es mejor soldar en posición plana puesto que es más fácil lograr buenos resultados.
2. La posición horizontal (vea la figura 14) es la segunda en cuanto a dificultad. Se hace de una manera muy parecida a la
soldadura plana con la excepción que el ángulo B (vea la sección "Posición de la pistola con respecto a la pieza a trabajar"
en la página 15) es tal que el alambre, y por consiguiente, la presión del arco son dirigidos más hacia el metal por encima
de la junta. Esto ayuda a evitar que el baño de fusión se escurra hacia abajo, mientras todavía permite que la velocidad de
avance sea lo suficientemente lenta para lograr una buena penetración. Un buen punto de partida para el ángulo B es más o
menos a 30º de quedar perpendicular con la pieza a trabajar.
3. La posición vertical (vea la figura 15) es la tercera en cuanto a dificultad. Para muchas personas, les es más fácil tirar de la
pistola de arriba abajo. En algunos casos, es difícil evitar que el baño de fusión se escurra hacia abajo. Al empujar la
pistola de abajo arriba puede permitir controlar mejor el baño de fusión. Permite velocidades más lentas de avance para
lograr una penetración más profunda. Durante la soldadura vertical, el ángulo B (vea la sección "Posición de la pistola con
respecto a la pieza a trabajar" en la página 15) generalmente se mantiene en cero. Por lo general, el ángulo A varía entre
45º y 60º para permitir un mejor control del baño de fusión.
4. La posición sobrecabeza (ver la figura 16) es la más difícil porque la fuerza de gravedad ejerce tracción en el baño de
soldadura haciéndolo gotear de la pieza trabajada. Mantenga el ángulo A en 60º (vea la sección "Posición de la pistola
con respecto a la pieza a trabajar"), igual que en la posición plana. Al mantener este ángulo, se reduce la posibilidad
de que el metal en fusión caiga al interior de la boquilla en el caso de que llegara a gotear del baño de fusión.
17
Figura 11: Cordón de soldadura
continuo
Figura 12: Cordón de soldadura
ondulado
Figure 13: Soldadura en posición plana Figura 14: Soldadura en posición horizontal
Figura 15: Soldadura en posición vertical Figura 16: Soldadura en posición sobrecabeza o hacia arriba

Mantenga el ángulo B en 0º para que el alambre apunte directamente
hacia la junta. Si el baño de fusión gotea demasiado, elija un ajuste de
temperatura más bajo. Además, el cordón ondulado tiende a dar mejor
resultado que el cordón continuo cuando se suelda sobrecabeza.
SOLDADURA DE MULTIPLES PASADAS
1. Juntas a tope - En la sección "Preparación de la pieza a trabajar," hablamos
de la necesidad de preparar el borde o cantos en los materiales más gruesos,
achaflanando el canto de una o ambas partes de metal que se van a unir. El
bisel o chaflán crea una V entre las dos partes de metal que deben unirse con
soldadura. Frecuentemente es necesario depositar más de un cordón en la
junta para cerrar la V. La deposición de más de un cordón en la misma junta
se conoce como soldadura de múltiples pasadas.
Las ilustraciones en la figura 17 muestran la secuencia para depositar pasadas
múltiples en una junta a tope en V sencilla.
Cuando se utiliza alambre tubular autoprotegido, es
MUY importante quitar completamente con cincel y cepillo la escoria
de cada cordón de soldadura terminado ANTES de hacer otra
pasada. De lo contrario, se obtendrá un cordón de mala calidad.
2. Juntas ortogonales o en ángulo - La mayoría de las juntas ortogonales en
metales de espesor entre moderado y grueso, necesitan soldaduras de
múltiples pasadas para lograr una junta bien resistente. Las ilustraciones en
la figura 18 muestran la secuencia de la deposición de cordones de múltiples
pasadas en una junta ortogonal en T y una junta ortogonal traslapada.
METODOS ESPECIALES DE
SOLDADURA
SOLDADURA POR PUNTOS
La soldadura por puntos se utiliza para unir partes de metal con un punto de soldadura en lugar de un cordón continuo de
soldadura. Existen tres métodos de soldadura por puntos: quemar y atravesar, perforar y rellenar, y traslapar (vea la figura
19). Cada método tiene sus ventajas y desventajas según la aplicación especial y la preferencia del operario.
1. El método de quemar y atravesar suelda dos trozos de metal
superpuestos (traslapados) juntos, quemando y atravesando el
trozo superior e introduciéndose en el inferior. Para este
método es mejor utilizar alambre de mayor diámetro. Los
diámetros más grandes tiene mayor capacidad de conducir la
corriente. Esto permite que el arco queme y atraviese
rápidamente dejando un depósito mínimo de metal de aporte.
Los diámetros ideales para el método de quemar y atravesar
son el alambre macizo de 0,030" ó el alambre tubular
autoprotegido de 0,035".
NO utilice alambre macizo de 0,024" de diámetro ni alambre
tubular autoprotegido de 0,030" de diámetro cuando emplee el
método de quemar y atravesar, a menos que el metal sea
MUY delgado o que se acepte una deposición excesiva de
metal de aportación y una penetración mínima.
Elija SIEMPRE el ajuste ALTO de temperatura cuando
utilice el método de quemar y atravesar, y ajuste la velocidad
del alambre antes de hacer una soldadura por puntos.
18
Primera pasada o
de raíz
Segunda
pasada
Tercera
pasada
Soldadura
terminada
Figura 17: Junta a tope en V de tres pasadas
Junta traslapada en
tres pasadas
Junta en T en tres
pasadas
Figura 18: Juntas en T y traslapada de tres
pasadas
Perforar y rellenar
Traslapada por
Quemar y atravesar
Figure 19: Métodos de soldadura por puntos

2. El método de perforar y rellenar produce una soldadura de apariencia con mejor acabado. En este método, se perfora o
taladra un agujero en el trozo de metal superior. El arco es dirigido a través de este agujero para que penetre el trozo
inferior. El baño de fusión rellena el agujero dejando una soldadura apuntada de apariencia lisa y al ras con la
superficie del trozo superior. Seleccione el diámetro de alambre, el ajuste de temperatura y la velocidad del alambre
como si fuera a soldar el material del mismo espesor con un cordón continuo o rectilíneo.
3. El método de soldadura por puntos traslapada dirige el arco para que penetre el trozo inferior y superior, al mismo
tiempo, directamente a lo largo de cada canto de la unión de la junta traslapada. Seleccione el diámetro de alambre, el
ajuste de temperatura y la velocidad del alambre como si fuera a soldar el material del mismo espesor con un cordón
continuo o rectilíneo.
INSTRUCCIONES PARA SOLDAR POR PUNTOS
1. Seleccione el diámetro de alambre y el ajuste de temperatura recomendados anteriormente para el método de
soldadura por puntos que usted tiene previsto emplear.
2. Regule la velocidad del alambre como se fuera a depositar una soldadura continua.
3. Sujete la boquilla totalmente perpendicular a la pieza a trabajar y aproximadamente 1/4" desplazada de ella.
4. Oprima el gatillo de la pistola. Suéltelo cuando parezca haber logrado la penetración deseada.
5. Practique haciendo algunas soldaduras por puntos en trozos de metal inservibles, variando la duración del tiempo que
mantiene oprimido el gatillo, hasta hacer la soldadura apuntada.
6. Haga soldaduras por puntos en la pieza que realmente está trabajando en los lugares deseados.
19

INFORMACION ADICIONAL DE SEGURIDAD
ANTES de proceder, lea y comprenda toda la información y las instrucciones contenidas en este manual.
El Código Eléctrico Nacional (EE.UU.), las disposiciones de la ley de seguridad y salud laboral (OSHA, Occupational
Safety and Health Act), los códigos industriales locales y los requisitos de inspección locales, también proporcionan una
base para la instalación, utilización y servicio del equipo.
Para ampliar la información respecto a la seguridad del proceso de soldadura, refiérase a las normas siguientes y cíñase a
ellas como corresponda.
• ANSI norma Z49.1 - SAFETY IN WELDING AND CUTTING - obtenible de la American Welding Society, 2051
N.W. 7th St. Miami, FL 33125 (305) 443-9353.
• ANSI norma Z87.1 - SAFE PRACTICE FOR OCCUPATION AND EDUCATIONAL EYE AND FACE
PROTECTION - obtenible del American National Standards Institute, 1430 Broadway, New York, NY 10018.
• NFPA norma SIB - CUTTING AND WELDING PROCESSES - obtenible de la National Fire Protection Association,
470 Atlantic Avenue, Boston, MA 02210.
• CGA panfleto P-I - SAFE HANDLING OF COMPRESSED GASSES IN CYLINDERS - obtenible de la Compressed
Gas Association, 5005th Avenue, New York, NY 10038.
• OSHA norma 29 CFR, Parte 1910, Subparte 0. - WELDING, CUTTING AND BRAZING - obtenible de la oficina de
OSHA de su estado.
• CSA norma W117.2 - CODE FOR SAFETY IN WELDING AND CUTTING -obtenible de la Canadian Standards
Association, 178 Rexdale Blvd., Rexdale, Ontario Canadá M9W 1R3.
• American Welding Society norma A6.0 - WELDING AND CUTTING CONTAINERS WHICH HAVE HELD
COMBUSTIBLES - obtenible de la American Welding Society, 2051 N.W. 7th St., Miami, FL 33125 (305) 443-9353.
20

21
P
ROBLEMA
1. Soldadura sucia, porosa o quebradiza.
2. El arco funciona, pero no se alimenta
alambre.
3. Al oprimir el gatillo, no hay alimentación de
alambre, rendimiento de soldadura o flujo
de gas. El ventilador no funciona.
4. Hay alimentación de alambre, pero no hay
arco.
5. El ventilador funciona normalmente, pero al
oprimir el gatillo, no hay alimentación de
alambre, rendimiento de soldadura o flujo
de gas.
6. La soldadura no penetra o el rendimiento es
bajo.
7. El alambre se acumula en el rodillo
impulsor.
8. El alambre se quema en la punta de contacto.
9. La pinza para sujetar la pieza a trabajar y/o el
cable se calienta.
10. La boquilla de la pistola forma arco con la
superficie de trabajo.
11. El alambre empuja el soplete alejándolo de
la pieza a trabajar.
12. El alambre se pega a la punta de contacto.
C
AUSA POSIBLE
Boquilla soldadora obturada.
Selector de velocidad del alambre defectuoso.
No hay tensión en el rodillo impulsor.
Motor alimentador defectuoso (muy raro).
Voltaje incorrecto.
No hay energía eléctrica.
Disyuntor de circuito desactivado.
Conexión suelta o mala puesta a tierra.
Mala conexión a la pistola o pistola defectuosa.
Gatillo defectuoso en la pistola.
Transformador defectuoso (raro).
Se excedió el ciclo de trabajo: protector térmico
se abrió.
Conexión suelta dentro de la máquina.
Cordón de extensión muy largo o incorrecto.
Alambre de diámetro incorrecto.
Mala conexión a tierra.
Punta de contacto de medida incorrecta.
Conexión suelta en la pistola o pistola
defectuosa.
Demasiado tensión en el rodillo impulsor.
Forro de la pistola sucio, desgastado o dañado.
Punta de contacto obturada o dañada.
El forro se estiró o es demasiado largo.
Forro de la pistola desgastado o dañado.
Punta de contacto de medida incorrecta.
Punta de contacto obturada o dañada.
El forro se estiró o es demasiado largo.
El alambre no avanza correctamente.
Mala conexión del cable a la pinza.
Acumulación de escoria dentro de la boquilla o
boquilla en cortocircuito.
Velocidad excesiva del alambre.
Alimentación lenta del alambre.
S
OLUCION
Limpiar o cambiar la boquilla soldadora.
Sustituir el selector de velocidad del alambre.
Ajustar la tensión del impulsor.
Sustituir el motor.
Verificar el voltaje.
Confirmar que el interruptor esté encendido.
Reactivar el disyuntor de circuito.
Revisar las conexiones y puesta a tierra.
Apretar según sea necesario.
Revisar la conexión a la pistola o cambiar la
pistola.
Sustituir el gatillo.
Sustituir el transformador.
Dejar que la soldadora se enfríe al menos 10
minutos.
Mantener el ciclo de trabajo apropiado.
Soplar desde el interior de la máquina con aire
comprimido. Limpiar y apretar todas las
conexiones.
Ver en este manual la sección sobre cordón de
extensión.
Utilizar alambre de soldar de diámetro correcto.
Cambiar de posición la pinza. Revisar la
conexión entre el cable y la pinza.
Utilizar la punta de contacto de medida correcta.
Apretar o cambiar la pistola.
Ajustar la tensión del impulsor.
Sustituir el forro de la pistola.
Cambiar la punta de contacto.
Recortar el forro a largo correcto.
Sustituir el forro de la pistola.
Utilizar la punta de contacto de medida correcta.
Cambiar la punta de contacto.
Recortar el forro a largo correcto.
Ajustar la tensión del impulsor.
Ajustar el freno del carrete de alambre.
Apretar la conexión o cambiar el cable.
Limpiar o sustituir la boquilla según sea
necesario.
Reducir la velocidad del alambre.
Aumentar la velocidad del alambre.
LOCALIZACION DE AVERIAS
Refiérase a esta tabla como ayuda para resolver problemas corrientes. Estas no son todas las soluciones posibles.

LISTA DE PIEZAS DE LA PISTOLA MIG FP-150 FIREPOWER
No. de modelo No. Victor Descripción
FP150 1444-0600 Conj. de pistola
FP21-50 1444-0601 Boquilla
FP11-30 1444-0602 Punta de contacto
FP35-50 1444-0603 Gatillo
CONSEJOS GENERALES
Las puntas de contacto y las boquillas deben limpiarse frecuentemente. La acumulación de salpicaduras puede causar
unión entre la boquilla y la punta. Esto podría ser causa de cortocircuitos entre la boquilla y la pieza a trabajar, como
también del flujo insuficiente o inadecuado de gas.
Con regularidad, inspeccione el tubo conductor, el mango, la manguera cable y otros componentes de la pistola MIG para
ver si tienen abrasiones, cortes o desgaste indebido. Reemplace o repare las piezas que estén deficientes.
LOCALIZACION DE AVERIAS PARA LA PISTOLA MIG FP 150 FIREPOWER
22
P
ROBLEMA
La alimentación de alambre es inconsistente o
irregular.
La pistola MIG funciona caliente.
La soldadura es porosa.
C
AUSA P
OSIBLE
1. Difusor o punta de contacto está suelta.
2. Punta de contacto muy desgastada.
3. Acumulación de salpicaduras de metal
fundido en el extremo de la punta de contacto.
4. Codos de ángulo agudo o torceduras en el
tubo conductor.
5. Tubo conductor sucio u obturado.
6. Tubo conductor desconectado del difusor.
7. Máquina mal ajustada.
1. Difusor o punta de contacto está suelta.
2. Conexiones eléctricas sueltas.
3. Pinza o cable de puesta a tierra suelto o de
medida insuficiente.
4. Pistola funcionando sobre el rango de
amperaje recomendado.
1. Flujo de gas insuficiente o inadecuado.
2. Alambre sucio o contaminado.
3. Metal de base contaminado.
S
OLUCION
1. Apretar con alicates la punta de contacto y el
difusor.
2. Cambiar la punta de contacto.
3. Limpiar o cambiar la punta de contacto.
4. Enderezar o cambiar el tubo conductor.
5. Reemplazar el tubo conductor.
6. Cambiar de posición el tubo conductor y
apretar el tornillo de fijación delantero.
7. Reiniciar la máquina según las
recomendaciones del fabricante de la máquina y
del alambre.
1. Apretar con alicates la punta de contacto y el
difusor.
2. Inspeccionar toda la pistola para ver si hay
conexiones flojas y repararlas.
3. Apretar o reemplazar según sea necesario.
4. Volver a ajustar la máquina al valor correcto
para el tamaño de pistola que se está utilizando.
1. Comprobar el flujo de gas que sale de la
boquilla de la pistola.
Ver si hay fugas u obturaciones en las
mangueras y conexiones de gas.
2. Cambiar el alambre.
3. Sustituir el metal de base.
Punta de contacto
FP11-30
Boquilla
FP21-50
Conj. de gatillo
FP35-50
Figura 20: Conjunto de pistola MIG FP-150

23
Figura 21: FP- 90

24
NO. REF.. NO. DE PIEZA DESCRIPCION CANT.
1 1444-0425 PANEL LEVANTE LATERAL 1
2 1444-0426 CERROJO DESLIZANTE 1
3 1444-0434 ASA 1
4 1444-0435 BISAGRA PLASTICA PARA PANEL LATERAL 2
5 1444-0436 MARCO PANEL FRONTAL 1
6 1444-0437 OJAL PARA SOPLETE EN PANEL FRONTAL 1
7 1444-0438 INTERRUPTOR CORRIENTE PARA SOLDAR 1
8 1444-0439 PERILLA DE POTENCIOMETRO 1
9 1444-0440 INTERRUPTOR LUZ PILOTO AMARILLA 1
10 1444-0441 TARJETA CIRCUITOS IMPRESOS 1
11 1444-0442 MOTOR ALIMENTADOR ALAMBRE 12V 1
12 1444-0432 RECTIFICADOR 2
13 1444-0443 TERMOSTATO 1
14 1444-0433 CABLE SJT 1
15 1444-0444 PANEL LATERAL IZQ. 1
16 1444-0445 ALIMENTADOR ALAMBRE PLASTICO 1
17 1444-0427 RODILLO ALIMENTADOR ALAMBRE 1
18 1444-0428 PINZA DE CABLE PARA ORIFICIO 1
19 1444-0446 PANEL FRONTAL 1
20 1444-0447 PANEL SUPERIOR 1
21 1444-0448 PANEL DIVISORIO 1
22 1444-0449 ESTRANGULADOR 1
23 1444-0450 PANEL INFERIOR 1
24 1444-0451 TRANSFORMADOR 60HZ 115V 1
25 1444-0429 PORTACARRETE FIJO 1
26 1444-0430 ANILLO RETENCION PORTACARRETE 1
27 1444-0431 PERILLA PORTACARRETE CON TUERCA 1
28 1444-0452 CARRETE ALAMBRE TUBULAR DE 0,035", 1LB 1
29 1444-0724 CABLE PUESTA A TIERRA 1
30 1443-0025 PINZA PUESTA A TIERRA 1
31 1444-0404 PISTOLA MIG FP-150 1
LISTA DE PIEZAS DE FP-90

25
Figura 22: Diagrama de conexiones eléctricas de FP-90

26

GARANTIA LIMITADA FIREPOWER
ALCANCE DE LA GARANTIA LIMITADA: Firepower, una división de Thermadyne Industries, Inc. (de aquí en
adelante, el "vendedor") garantiza que sus productos carecen de defectos en la fabricación o el material. Si un
distribuidor autorizado o el cliente de un distribuidor autorizado (de aquí en adelante, colectivamente, el "comprador")
que compra el producto del vendedor, notifica al vendedor dentro del plazo establecido más abajo, que el producto tiene
un defecto en la fabricación o el material a pesar de que fue almacenado, instalado, manejado y mantenido de acuerdo
con las especificaciones, instrucciones, recomendaciones del vendedor y de acuerdo con la práctica normal reconocida
por la industria, y el producto no fue maltratado, reparado, descuidado, modificado o dañado, el vendedor puede reparar
o sustituir, a su absoluta discreción, aquellos componentes del producto que el vendedor determine están defectuosos en
la fabricación o el material, siempre que dicho defecto no sea atribuible a actos u omisiones por parte del comprador.
ESTA GARANTIA EXCLUYE A TODA GARANTIA DE COMERCIABILIDAD, IDONEIDAD PARA UN
PROPOSITO EN PARTICULAR, U OTRA GARANTIA DE CALIDAD, SEA EXPRESA, IMPLICITA O
REGLAMENTARIA.
PERIODO DE LA GARANTIA LIMITADA: Salvo otra limitación dispuesta más abajo, esta garantía limitada es
válida por doce meses a partir de la fecha en que el vendedor vende el producto a un distribuidor autorizado, o por doce
meses después que un distribuidor autorizado vende el producto a su cliente, cualquier que sea más largo, con la
excepción de que en ningún caso esta garantía excederá de dieciocho meses a contar de la fecha que el producto es
vendido por el vendedor a un distribuidor autorizado.
No obstante lo precedente,
• Los productos de oxígeno y acetileno estarán cubiertos por una garantía de dos años de sustitución del producto
• El equipo de corte con plasma Firepower estará cubierto por un año de garantía (piezas y mano de obra).
• Las soldadoras eléctricas Firepower estarán cubiertas por la garantía limitada 5-2-1 Firepower.
• 5 años para el transformador
• 2 años para la unidad soldadora
• 1 año para la pistola MIG
• Las soldadoras accionadas por motor Firepower estarán cubiertas por un año de garantía (piezas y mano de obra). Los
motores estarán cubiertos por la garantía del fabricante.
• Los cascos para soldadores ADF (autooscurecibles) Firepower estarán cubiertos por un año de garantía. Todo reclamo
relativo al casco ADF deberá hacerse directamente a Jackson / Morsafe products, Belmont, MI, 800-253-7281.
• Los electrodos para soldar Firepower, el alambre MIG (y tubular con fundente) y las varillas para suelda fuerte, aunque
son fabricadas según las especificaciones de la Clasificación AWS, son considerados elementos fungibles. Por ese
motivo, estos productos son vendidos "tal cual" y "con fallas" y sin garantía, sea expresa o implícita, incluidas las
garantías de comerciabilidad e idoneidad para un propósito en particular.
• Los productos utilizados en las aplicaciones de alquiler están garantizados por un año a partir de la fecha en que fue
vendido por el vendedor a un distribuidor autorizado, sin tener en cuenta cuando fueron posteriormente vendidos por el
distribuidor autorizado.
METODO DE RECLAMACION DE LA GARANTIA LIMITADA: : Para presentar un reclamo amparado por esta
garantía, el comprador debe notificar al vendedor de los pormenores de dicho reclamo dentro de los treinta días de haber
descubierto un defecto en el material o la fabricación. Si el reclamo está cubierto por esta garantía, el vendedor indicará
al comprador que devuelva el producto a un taller de reparaciones autorizado. El vendedor no se responsabiliza por
costos o riesgos de transporte de ningún tipo bajo esta garantía. El comprador será responsable de todos los costos y
riesgos de transporte.
27

LIMITACION DE RESPONSABILIDAD CIVIL: El vendedor, por ningún concepto, será responsable de daños
especiales, indirectos, accidentales o emergentes (independiente de la forma de acción, sea contractual o extracontractual
incluyendo negligencia), incluyendo, pero sin estar limitado a ello, el daño o pérdida de otra propiedad o equipo, lucro
cesante, costo de capital, costo de mercancía comprada o de repuesto, o reclamos del comprador por interrupción del
servicio. En ningún caso esta garantía obligará al vendedor a pagar ningún monto que exceda el precio de la mercancía
sobre la cual se basa la responsabilidad civil. La corrección de las disconformidades, de la manera y en el plazo provistos
en este documento, constituye cumplimiento de todas las obligaciones que el vendedor tiene con el comprador en cuanto
a la compra del producto del vendedor por el comprador.
Esta garantía no es válida si el producto fue vendido por entidades no autorizadas. Esta garantía no es válida si se
utilizaron piezas de repuesto o accesorios que a juicio del vendedor perjudicaron la seguridad o el comportamiento del
producto del vendedor. Esta garantía sustituye a toda previa garantía.
U.S.A. Internacional Canadá Europa Asia/Pacífico PTE, Ltd. México
Atención al cliente Atención al cliente Atención al cliente Europa Building Hillview House Unites 401-403 Calle de Zaragoza #25
P. O. Box 1007 2070 Wyecroft Road 2070 Wyecroft Road Chorley North Industrial Park 1 Jalan Remaja Col. Santa Cruze Aloyac
Denton TX 76202-1007 Oakville, Ontario L6L5V6 Oakville, Ontario L6L5V6 Chorley, PR6 7BX, England Singapore 668662 C.P. 03910 Mexico, D.F.
800-426-1888 Canadá Canadá 44-1257-261755 65-763-4022 52-539-3708
FAX 800-535-0557 905-827-9777 905-827-1111 FAX 44-1257-261756 FAX 65-763-5812 FAX 525-539-1547
FAX 905-827-9797 FAX 905-827-3648 Telex (383) 1771300 Achame
Impreso en Italia Forma No. 0056-1839S Julio 2001
© Victor Equipment Company, 2001
SEDE MUNDIAL: 101 S. Hanley Road • St. Louis, MO 63105 • 314-721-5573 • AX 314-721-4822
El sistema de calidad de las instalaciones en Denton y Abilene, Texas
de Victor Equipment Company, Victor de Hermosillo, México y Victor
de Brazil en Río de Janeiro, Brasil están registradas por Det Norske
Veritas (DNV) en conformidad con los requisitos de ISO-9001, 1994.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
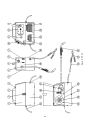 27
27
-
 28
28
-
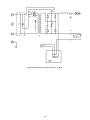 29
29
-
 30
30
-
 31
31
-
 32
32
































Firepower FP-90 Gasless Welding System (FCAW) Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
Otros documentos
-
Victor Firepower MST 220i Manual de usuario
-
 Victor Technologies Firepower MST 180i 3 EN 1 Multifunction Welding Systems Manual de usuario
Victor Technologies Firepower MST 180i 3 EN 1 Multifunction Welding Systems Manual de usuario
-
Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manual de usuario
-
 Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manual de usuario
Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manual de usuario
-
 Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manual de usuario
Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manual de usuario
-
 Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manual de usuario
Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manual de usuario
-
Campbell Hausfeld DW313000 Manual de usuario
-
Truper SOT-250 El manual del propietario
-
Powerplus POWX1386 El manual del propietario



