Lincoln Electric LN-25 PRO DUAL POWER Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Este manual también es adecuado para

Manual del Operador
LN-25
™
PRO
Registre su máquina:
www.lincolnelectric.com/register
Localizador de Servicio y Distribuidores Autorizados:
www.lincolnelectric.com/locator
IMS10076 | Fecha de Publicación Jun-16
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquina de Número de Código:
11746, 11747
¿Necesita Ayuda? Llame al 1.888.935.3877
para hablar con un Representante de Servicio
Horas de Operación:
8:00 AM a 6:00 PM (ET) Lunes a Viernes
¿Fuera de horas de servicio?
Utilice “Ask the Experts” en lincolnelectric.com
Un Representante de Servicio de Lincoln se
contactará con usted en menos de un día hábil.
Para Servicio fuera de E.U.A.:
Correo Electrónico:
Guardar para referencia futura
Fecha de Compra
Código: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016
La página se está cargando...

v
SEGURIDAD
v
Compatibilidad Electromagnética (EMC)
Conformidad
Los productos que muestran la marca CE cumplen con la Directiva del Consejo de la Comunidad Europea
del 15 de Diciembre, 2004 sobre la aproximación de las leyes de los Estados Miembro relacionadas con la
compatibilidad electromagnética, 2004/108/EC. Este equipo fue fabricado en conformidad con un estándar
nacional que a su vez implementa un estándar armonizado: Estándar de Productos de Compatibilidad
Electromagnética para Equipo de Soldadura de Arco EN 60974-10. Asimismo, estos productos son para
usarse con otro equipo de Lincoln Electric y están diseñados para uso industrial y profesional.
Introducción
Todo el equipo eléctrico genera pequeñas cantidades de emisión electromagnética. Ésta se puede
transmitir a través de líneas de alimentación o radiarse a través del espacio, en forma similar a un
transmisor de radio. Cuando las emisiones son recibidas por otro equipo, el resultado puede ser
interferencia eléctrica. Las emisiones eléctricas pueden afectar a muchos tipos de equipo eléctrico, otro
equipo de soldadura cercano, la recepción de radio y TV, máquinas controladas numéricamente, sistemas
telefónicos, computadoras, etc. Mantenga en mente que puede haber presencia de interferencia y que tal
vez se requieran precauciones adicionales cuando se usa una fuente de poder de soldadura en un
establecimiento doméstico.
Instalación y Uso
El usuario es responsable de instalar y usar el equipo de soldadura de acuerdo con las instrucciones del
fabricante. Si se detectan alteraciones electromagnéticas, entonces será responsabilidad del usuario del
equipo de soldadura resolver la situación con la asistencia técnica del fabricante. En algunos casos esta
acción correctiva puede ser tan simple como aterrizar (conectar a tierra) el circuito de soldadura, vea la
Nota. En otros casos, podría implicar construir una pantalla electromagnética que encierre a la fuente de
poder y trabajo, junto con los filtros de entrada relacionados. En todos los casos, las alteraciones
electromagnéticas deberán reducirse al punto donde ya no causen problemas.
Nota: El circuito de soldadura puede o no aterrizarse por razones de seguridad conforme a los
códigos nacionales. El cambio de las conexiones de aterrizamiento sólo deberá ser autoriza-
do por una persona competente que pueda evaluar si los cambios aumentarán el riesgo de
lesiones, por ejemplo, al permitir rutas de regreso de corriente de soldadura paralela que
puedan dañar los circuitos a tierra u otro equipo.
Evaluación del Área
Antes de instalar el equipo de soldadura, el usuario deberá hacer una evaluación de los problemas
electromagnéticos potenciales en el área circunvecina. Deberá tomarse en cuenta lo siguiente:
a) otros cables de alimentación, cables de control, cables de señalización y telefónicos;
por arriba, abajo y adyacentes al equipo de soldadura;
b) transmisores y receptores de radio y televisión;
c) equipo computacional y otro equipo de control;
d) equipo crítico de seguridad, por ejemplo, vigilancia del equipo industrial;
e) la salud de la gente alrededor, por ejemplo, el uso de marcapasos y equipo auditivo;
f) equipo utilizado para calibración o medición;
g) la inmunidad de otro equipo en el ambiente. El usuario deberá asegurarse de que el
otro equipo que se utiliza en el ambiente es compatible. Esto puede requerir medidas
de protección adicionales;
h) la hora del día en que se llevará a cabo esa soldadura u otras actividades.

vi
SEGURIDAD
vi
Compatibilidad Electromagnética (EMC)
El tamaño del área circunvecina a considerar dependerá de la estructura del edificio y otras actividades que
se lleven a cabo.
Métodos de Reducción de Emisiones
Fuente de Energía
El equipo de soldadura deberá conectarse a la fuente de energía según las recomendaciones del
fabricante. Si ocurre interferencia, tal vez sea necesario tomar precauciones adicionales como la filtración
de la fuente de energía. Deberá considerarse la protección del cable de alimentación del equipo de
soldadura conectado permanentemente, con un conducto metálico o equivalente. La protección deberá
ser eléctricamente continua por toda su longitud y conectarse a la fuente de poder de soldadura en tal
forma que se mantenga un buen contacto eléctrico entre el conducto y la cubierta de la fuente de poder de
soldadura.
Mantenimiento del Equipo de Soldadura
El equipo de soldadura deberá recibir mantenimiento en forma rutinaria conforme a las recomendaciones
del fabricante. Todas las puertas y cubiertas de acceso y servicio deberán cerrarse y asegurarse
adecuadamente cuando el equipo de soldadura esté en operación. El equipo de soldadura no deberá
modificarse en ninguna forma excepto para aquellos cambios y ajustes mencionados en las instrucciones
del fabricante. En particular, deberán ajustarse las aberturas de las chispas de la formación de arcos y
dispositivos de estabilización, y recibir mantenimiento conforme a las recomendaciones del fabricante.
Cables de Soldadura
Los cables de soldadura deberán mantenerse tan cortos como sea posible, y estar cerca entre si,
corriendo sobre o cerca del nivel del piso.
Agrupamiento Equipotencial
Deberá considerarse el agrupamiento de todos los componentes metálicos en la instalación de soldadura y
adyacentes a la misma. Sin embargo, los componentes metálicos unidos a la pieza de trabajo aumentarán
el riesgo de que el operador pueda recibir una descarga al tocar estos componentes y el electrodo al
mismo tiempo. El operador deberá aislarse de todos los componentes metálicos agrupados.
Aterrizamiento de la Pieza de Trabajo
En los casos donde la pieza de trabajo no esté conectada a tierra para fines de seguridad eléctrica, o no
esté aterrizada debido a su tamaño y posición, por ejemplo, el casco de un barco o trabajo de acero de
construcción, una conexión que una la pieza de trabajo a tierra puede reducir las emisiones en algunas
instancias, pero no en todas. Deberá tenerse cuidado de evitar el aterrizamiento de la pieza de trabajo si
éste aumenta el riesgo de lesiones al usuario, o daña a otro equipo eléctrico. Donde sea necesario, la
conexión de la pieza de trabajo a tierra deberá ser realizada a través de una conexión directa a la pieza de
trabajo, pero en algunos países donde la conexión directa no es permitida, la unión deberá entonces
hacerse a través de una capacitancia conveniente, seleccionada conforme a las regulaciones nacionales.
Protección y Recubrimiento
La protección y recubrimiento selectivos de otros cables y equipo en al área circundante puede aligerar los
problemas de interferencia. Para aplicaciones especiales, deberá considerarse el recubrimiento de toda la
instalación de soldadura
1.
_________________________
1
Partes del texto anterior están contenidas en EN 60974-10: “Estándar de Productos de Compatibilidad
Electromagnética para Equipo de Soldadura de Arco.”

viii
viii
TABLA DE CONTENIDO
Página
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Instalación ......................................................................................................................Sección A
Especificaciones Técnicas ...................................................................................................A-1
Precauciones de Seguridad .................................................................................................A-2
Ubicación..............................................................................................................................A-2
Protección de Alta Frecuencia .............................................................................................A-2
Tamaños de Cables de Soldadura, Cable del Electrodo .....................................................A-2
Conexión de Gas Protector ..................................................................................................A-3
Configuración del Mecanismo de Alimentación ...................................................................A-4
Buje del Receptor de la Pistola, Tornillo Mariposa, Tornillo Allen Guía .............................A-4
Procedimiento para Instalar Rodillos Impulsores y Guías de Alambre ................................A-5
Carga de los Carretes de Alambre.......................................................................................A-5
Ajuste del Brazo de Presión .................................................................................................B-6
Conexiones de la Pistola......................................................................................................A-6
Diagramas de Conexión de la Fuente de Poder al Cable de Alimentación Dual del LN-25
TM
Pro
...........A-7 a A-9
________________________________________________________________________________
Operación .......................................................................................................................Sección B
Precauciones de Seguridad .................................................................................................B-1
Símbolos Gráficos que Aparecen en esta Máquina o Manual .............................................B-1
Definición de los Términos de Soldadura.............................................................................B-2
Descripción General.............................................................................................................B-2
Procesos Recomendados, Limitaciones del Equipo, Fuentes de Poder Recomendadas ...B-2
Controles al Frente del Gabinete................................................................................B-3 a B-6
Soldadura de Alambre de Corriente Constante............................................................B-4, B-5
Descripción de los Controles al Frente del Gabinete ...........................................................B-6
Controles Internos ................................................................................................................B-7
Descripción de los Controles Internos..................................................................................B-8
Controles Posteriores...........................................................................................................B-9
________________________________________________________________________________
Accesorios .....................................................................................................................Sección C
Equipo Instalado de Fábrica ................................................................................................C-1
Kits de Rodillos Impulsores Utilizados .................................................................................C-1
Accesorios Utilizados .................................................................................................C-2 a C-4
________________________________________________________________________________
Mantenimiento ...............................................................................................................Sección D
Precauciones de Seguridad .................................................................................................D-1
Mantenimiento de Rutina .....................................................................................................D-1
Mantenimiento Periódico......................................................................................................D-1
Especificación de Calibración .......................................................................................D-1,D-2
________________________________________________________________________________
Localización de Averías ................................................................................................Sección E
Cómo Utilizar la Guía de Localización de Averías ...............................................................E-1
Guía de Localización de Averías ..................................................................................E-2, E-4
________________________________________________________________________________
Diagrama de Cableado y Dibujos de Dimensión.........................................................Sección F
________________________________________________________________________________
Páginas de Partes....................................................................................................... Serie P-667
_______________________________________________________________________
________

A-1
INSTALACIÓN
A-1
LN-25™ PRO
RANGO DE TEMPERATURA
OPERACIÓN: -40°C a 40°C (-40°F a 104°F)
ALMACENAMIENTO: -40°C a 85°C (-40°F a 122°F)
VOLTAJE y CORRIENTE DE ENTRADA
ESPECIFICACIONES TÉCNICAS – LN-25™ PRO (K2613-5, K2613-7)
ALTURA ANCHO PROFUNDIDAD PESO
376 mm 221 mm 589 mm 17 Kg.
(14.8 Pulgadas) (8.7 Pulgadas) (23.2 Pulgadas) (38 lbs)
Manija doblada
DIMENSIONES FÍSICAS
VOLTAJE DE ENTRADA ± 10%
15-110 VCD
AMPERIOS DE ENTRADA
4A
SALIDA NOMINAL A 40°C (104°F)
CICLO DE TRABAJO
Capacidad nominal del 60%
AMPERIOS DE ENTRADA
450
ENGRANAJES – RANGO DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE – TAMAÑOS DE ALAMBRES
RANGO WFS
1.3 – 10.1m/min
(50 – 400 ipm)
50 – 700 ipm
(1.3 – 17.7m/min)
RANGO WFS
1.3 – 10.1m/min
(50 – 400 ipm)
50 – 700 ipm
(1.3 – 17.7m/min)
TAMAÑOS DE ALAMBRES
0.6 – 1.6mm
(.023 – 1/16")
.023 – 1/16"
(0.6 – 1.6mm)
TAMAÑOS DE ALAMBRES
0.8 - 2.4mm
(.030 - 3/32)
.030 - 5/64
(0.8 - 2.0mm)
ENGRANAJE
Extra torque
K2613-7
Velocidad Estándar
K2613-5
GMAW
FCAW
Las pruebas termales se llevaron a cabo a temperatura ambiente. El ciclo de trabajo (factor de trabajo) a 40°C
(104°F) se determinó por simulación.
El ciclo de trabajo se basa en la cantidad de soldadura realizada en un periodo de 10 minutos.
IP23

TAMAÑOS DE CABLES DE SOLDADURA
La Tabla A.1 localizada a continuación muestra los
tamaños de cables de cobre recomendados para
diferentes corrientes y ciclos de trabajo. Las longi-
tudes estipuladas son la distancia de la soldadora al
trabajo y de regreso a la soldadora. Los tamaños de
los cables aumentan para mayores longitudes básica-
mente con el fin de minimizar la caída del voltaje.
CABLE DEL ELECTRODO
El cable del electrodo es un cable 4/0.
** Los valores de la tabla son para operación a temperaturas ambiente de 40°C (104°F) y menores. Las aplicaciones a más de 40°C (104°F)
pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F).
TAMAÑOS DE CABLES RECOMENDADOS (DE COBRE REVESTIDOS CON GOMA – CLASIFICADOS A 75°C ó 167°F)*
*
TAMAÑOS DE CABLES PARA LONGITUDES COMBINADAS DE ELECTRODO Y CABLES DE TRABAJO
AMPERIOS
200
200
225
225
250
250
250
250
300
325
350
400
400
500
PORCENTAJE
CICLO DE
TRABAJO
60
100
20
40 y 30
30
40
60
100
60
100
60
60
100
60
0 a 15m
( 0 a 50 pies)
2
2
4 ó 5
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
15 a 30m
(50 a 100 pies)
2
2
3
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
30 a 46m
(100 a 150 pies)
2
2
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
46 a 61m
(46 a 61m)
1
1
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
61 a 76m
(200 a 250 pies)
1/0
1/0
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
TABLA A.1
A-2
INSTALACIÓN
LN-25™ PRO
A-2
PRECAUCIONES DE SEGURIDAD
LA DESCARGA ELÉCTRICA PUEDE
CAUSAR LA MUERTE.
• APAGUE la alimentación en el inter-
ruptor de desconexión o caja de
fusibles antes de intentar conectar o
desconectar las líneas de ali-
mentación, cables de salida o
cables de control.
• Sólo personal calificado deberá realizar esta insta-
lación.
• No toque las partes metálicas de la pinza de trabajo
de LN-25™ PRO cuando la fuente de poder esté
encendida.
• No conecte la pinza de trabajo al alimentador de
alambre.
• Conecte la pinza de trabajo directamente al trabajo,
tan cerca como sea posible del arco de soldadura.
• Apague la alimentación en la fuente de poder antes
de desconectar la pinza de trabajo del trabajo.
• Sólo utilice en las fuentes de poder con voltajes de
circuito abierto menores de 110 VCD.
------------------------------------------------------------------------
UBICACIÓN
Para el mejor desempeño de alimentación de
alambre, coloque el LN-25™ Pro sobre una
superficie estable y seca. Mantenga el alimentador
de alambre en posición vertical. No lo opere sobre
una superficie con una inclinación de más de 15
grados.
No sumerja el LN-25™ Pro.
El LN-25™ Pro está clasificado como IP23 y es
adecuado para uso en exteriores.
La manija del LN-25™ Pro está diseñada
únicamente para mover el alimentador de alambre
alrededor del lugar de trabajo.
Cuando suspenda un alimentador de alambre, aísle
el dispositivo para colgar de la cubierta del
alimentador de alambre.
PROTECCIÓN CONTRA ALTA FRECUENCIA
Coloque el LN-25™ PRO lejos de maquinaría controla-
da por radio. La operación normal del LN-25™ PRO
puede afectar adversamente la operación de equipo
controlado por radiofrecuencia, lo que pueda dar
como resultado lesiones corporales o daño al equipo.
----------------------------------------------------------------------------
ADVERTENCIA
PRECAUCIÓN

A-3
INSTALACIÓN
LN-25™ PRO
A-3
CONEXIÓN DEL GAS PROTECTOR
Si sufre algún daño, el CILINDRO
puede explotar.
• Mantenga el cilindro en posición
vertical y encadenado para sopor-
tarlo.
• Mantenga el cilindro alejado de áreas donde pueda
dañarse.
• Nunca levante la soldadora con el cilindro montado.
• Nunca permita que el electrodo de soldadura toque
al cilindro.
• Mantenga el cilindro alejado de la soldadura o de
otros circuitos eléctricamente vivos.
• LA ACUMULACIÓN DE GAS PROTEC-
TOR PUEDE DAÑAR LA SALUD O
CAUSAR LA MUERTE.
• Apague el suministro de gas protector
cuando no esté en uso.
• Vea el Estándar Nacional Estadounidense Z-49.1,
"Seguridad en Soldadura y Corte" publicado por
la Sociedad Estadounidense de Soldadura.
------------------------------------------------------------------------
La presión máxima de entrada es 100 psi. (6.9 bar.)
Instale el suministro de gas protector en la siguiente forma:
1. Asegure el cilindro para evitar que se caiga.
2. Remueva el tapón del cilindro. Inspeccione las válvulas
del cilindro y regulador en busca de roscas dañadas,
suciedad, polvo, aceite o grasa. Remueva el polvo y la
suciedad con un trapo limpio. ¡NO CONECTE EL REG-
ULADOR SI HAY PRESENCIA DE ACEITE, GRASA O
DAÑOS! Informe a su proveedor de gas de esta condi-
ción. El aceite o grasa en la presencia de oxígeno de
alta presión es explosivo.
3. Colóquese a un lado de la salida y abra la válvula del
cilindro por un instante. Esto remueve cualquier polvo o
suciedad que se haya acumulado en la salida de la
válvula.
4. Conecte el regulador de flujo a la válvula del cilindro y
apriete bien las tuercas de unión con una llave. Nota: si
está conectando a un cilindro de 100% CO
2
, inserte el
adaptador del regulador entre el regulador y la válvula
del cilindro. Si el adaptador está equipado con una
roldana de plástico, asegúrese de que esté asentada
para conexión al cilindro CO
2
.
5. Conecte un extremo de la manguera de entrada al
conector de salida del regulador de flujo. Conecte el otro
extremo a la entrada de gas protector del sistema de
soldadura. Apriete las tuercas de unión con una llave.
ADVERTENCIA
6. Antes de abrir la válvula del cilindro, gire la perilla de
ajuste del regulador a la izquierda hasta que se libere
la presión del resorte de ajuste.
7. Colocándose a un lado, abra la válvula del cilindro
lentamente una fracción de vuelta. Cuando el medidor
de presión del cilindro deje de moverse, abra la válvu-
la totalmente.
8. El regulador de flujo es ajustable. Ajústelo a la veloci-
dad de flujo recomendada para el procedimiento y
proceso que se están utilizando antes de hacer una
soldadura.

BUJE DEL RECEPTOR
DE LA PISTOLA
AFLOJAR APRETAR
TORNILLO MARIPOSA
GUÍA DE ALAMBRE EXTERNA
TORNILLO
ALLEN GUÍA
BLOQUE DEL CONECTOR
FIGURA A.2
CONFIGURACIÓN DEL MECANISMO DE
ALIMENTACIÓN
(Vea la Figura A.2)
BUJE RECEPTOR DE LA PISTOLA, TORNILLO
MARIPOSA Y TORNILLO ALLEN GUÍA
La DESCARGA ELÉCTRICA puede
causar la muerte.
• APAGUE la alimentación de la
fuente de poder de soldadura antes
de instalar o cambiar los rodillos
impulsores y/o guías.
• No toque las partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola,
el electrodo y mecanismo de alimentación están
“calientes” para trabajar y hacer tierra, y podrían
permanecer energizados por varios segundos
después de que se suelta el gatillo.
• No opere con las cubiertas, paneles o guardas
removidos o abiertos.
• Sólo personal calificado deberá realizar el traba-
jo de mantenimiento.
------------------------------------------------------------------------
Herramientas requeridas:
• Llave hexagonal de 1/4".
Nota: Algunos bujes de pistola no requieren el uso del
tornillo mariposa.
1. Apague la fuente de poder de soldadura.
2. Remueva el alambre de soldadura del mecanismo de
alimentación.
3. Remueva el tornillo mariposa del mecanismo de ali-
mentación.
4. Remueva la pistola de soldadura del mecanismo de ali-
mentación.
5. Afloje el tornillo Allen guía que sujeta a la barra de
conexión contra el buje de la pistola.
Importante: No intente remover completamente el
tornillo Allen guía.
6. Remueva la guía de alambre externa, y empuje el buje
de la pistola fuera del mecanismo de alimentación.
Debido al encaje de precisión, tal vez sea necesario gol-
pear ligeramente para remover el buje de la pistola.
7. Desconecte la manguera del gas protector del buje de la
pistola, si se requiere.
8. Conecte la manguera del gas protector al nuevo buje de
la pistola, si se requiere.
9. Gire el buje de la pistola hasta que el orificio del tornillo
mariposa se alinee con el del tornillo mariposa en la
ADVERTENCIA
A-4
INSTALACIÓN
LN-25™ PRO
A-4
placa de alimentación. Deslice el buje del receptor de la
pistola dentro del mecanismo de alimentación y verifique
que los orificios de los tornillos mariposa estén alinead-
os.
10. Apriete el tornillo Allen guía de 13.5 19.0 Nm (10 a 14
pies-libras).
11. Inserte la pistola de soldadura en el buje de la pistola y
apriete el tornillo mariposa.

CARGA DE CARRETES DE ALAMBRE
• Mantenga las manos, cabello, ropa y
herramientas alejados del equipo gira-
torio.
• No utilice guantes cuando enrosque alambre o
cambie el carrete del mismo.
• Sólo personal calificado deberá instalar, utilizar
o dar servicio a este equipo.
------------------------------------------------------------------------
Carga de Carretes de 4.5 – 6.8kg (10 a 15 lb.).
Se requiere un adaptador de eje K468 para cargar
carretes de 51mm de ancho (2") en ejes de 51 mm
(2"). Utilice un adaptador de eje K468 para cargar car-
retes de alambre de 64 mm de ancho (2-1/2").
ADVERTENCIA
A-5
INSTALACIÓN
LN-25™ PRO
A-5
PROCEDIMIENTO PARA INSTALAR RODILLOS
IMPULSORES Y GUÍAS DE ALAMBRE
• APAGUE la alimentación de la fuente de
poder de soldadura antes de instalar o
cambiar los rodillos impulsores y/o
guías.
• No toque las partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola, el
electrodo y mecanismo de alimentación están
“calientes” para trabajar y hacer tierra, y podrían per-
manecer energizados por varios segundos después
de que se suelta el gatillo.
• No opere con las cubiertas, paneles o guardas
removidos o abiertos.
• Sólo personal calificado deberá realizar el trabajo de
mantenimiento.
------------------------------------------------------------------------
1. Apague la fuente de poder de soldadura.
2. Libere el brazo de presión del rodillo de presión.
3. Remueva la guía de alambre externa girando los tornil-
los mariposa estriados a la izquierda para desatornillar-
los de la placa de alimentación.
4. Gire el seguro triangular y remueva los rodillos impul-
sores.
5. Remueva la guía de alambre interna.
6. Inserte la nueva guía de alambre interna, con la ranura
hacia afuera, sobre los dos pines de ubicación en la
placa de alimentación.
ADVERTENCIA
POSICIÓN
ABIERTA
POSICIÓN
CERRADA
7. Instale un rodillo impulsor en cada ensamble de cubo;
asegure con el seguro triangular.
8. Instale la guía de alambre externa alineándola con los
pines y apretando los tornillos mariposa estriados.
9. Cierre el brazo de presión y accione el brazo de presión
del rodillo de presión. Ajuste la presión adecuadamente.
1. Apriete la barra de liberación en el collarín de suje-
ción y remuévala del eje.
2. Coloque el adaptador del eje sobre el mismo, aline-
ando el pin de freno del eje con el orificio en el
adaptador.
3. Coloque el carrete en el eje y alinee la partida del
freno del adaptador con uno de los orificios en la
parte posterior del carrete. Una marca de indi-
cación al final del eje muestra la orientación de la
partida del freno. Asegúrese de que el alambre se
desenrede del carrete en la dirección adecuada.
4. Reinstale el collarín de sujeción. Asegúrese de que
la barra de liberación dé un chasquido y de que el
collarín de sujeción encaje totalmente en la ranura
del eje.

TORNILLO
MARIPOSA
PISTOLA
A-6
INSTALACIÓN
LN-25™ PRO
A-6
CONEXIÓN DE LA PISTOLA
La DESCARGA ELÉCTRICA puede causar
la muerte.
• APAGUE la alimentación de la fuente de
poder de soldadura antes de instalar o
cambiar los rodillos impulsores y/o
guías.
• No toque las partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola, el
electrodo y mecanismo de alimentación están
“calientes” para trabajar y hacer tierra, y podrían
permanecer energizados por varios segundos
después de que se suelta el gatillo.
• No opere con las cubiertas, paneles o guardas
removidos o abiertos.
• Sólo personal calificado deberá realizar el trabajo
de mantenimiento.
------------------------------------------------------------------------
El LN-25™ PRO viene con el adaptador de pistola
K1500-2 instalado. (Vea la Figura A.4)
Para instalar una pistola,
1. APAGUE.
2. Remueva el tornillo mariposa.
3. Empuje totalmente la pistola dentro del buje de la
misma.
4. Asegure la pistola en su lugar con el tornillo mari-
posa.
5. Conecte el cable del gatillo de la pistola al conector
del gatillo al frente del alimentador.
Nota: No todos los bujes de pistola requieren el uso del
tornillo mariposa.
FIGURA A.4
ADVERTENCIA
BRAZO DE PRESIÓN y AJUSTE
La DESCARGA ELÉCTRICA puede
causar la muerte.
• APAGUE la alimentación de la fuente de
poder de soldadura antes de instalar o
cambiar los rodillos impulsores y/o guías.
• No toque las partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola, el elec-
trodo y mecanismo de alimentación están “calientes”
para trabajar y hacer tierra, y podrían permanecer
energizados por varios segundos después de que se
suelta el gatillo.
• No opere con las cubiertas, paneles o guardas removi-
dos o abiertos.
• Sólo personal calificado deberá realizar el trabajo de
mantenimiento.
------------------------------------------------------------------------
El brazo de presión controla la cantidad de fuerza que los
rodillos impulsores ejercen sobre el alambre. El ajuste ade-
cuado del brazo de presión brinda un mejor desempeño de
soldadura. Muchos problemas de soldadura se pueden
atribuir a una configuración muy alta del brazo de presión
provocando la deformación del alambre. Establezca el
brazo de presión a la cantidad minima que proporcione una
alimentación confiable.
Ajuste el brazo de presión en la siguiente forma:
(Vea la Figura A.3)
Alambres de aluminio entre 1 y 2
Alambres tubulares entre 1 y 3
Alambres de acero inoxidable entre 3 y 5
FIGURA A.3
ADVERTENCIA
6
Al
FCAW
GMAW
ALAMBRES DE ALUMINIO
ALAMBRES TUBULARES
ALAMBRES DE ACERO INOXIDABLE

A-7
INSTALACIÓN
LN-25™ PRO
A-7
CONFIGURACIONES A TRAVÉS DEL ARCO
Fuentes de Poder de CC con Terminales de Salida
Siempre Calientes (Vea la Figura A.5)
Si la fuente de poder tiene un interruptor
Remoto/Local, coloque el interruptor en la posición
Local.
Coloque el interruptor CV/CC en el alimentador en la
posición “CC”.
Fuentes de Poder de CV con Conectores de Borne
e Interruptor Remoto/Local (Vea la Figura A.6)
Coloque el interruptor Remoto/Local de la fuente de
poder en la posición Local.
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ PRO
CC Power Source
Classics
Big Red’s
Eagle 10,000 Plus
Pipeliner 200D Without Wire Feed module
SAE’s Without CV Adapter
SAE 400 con adaptador de CV
Soldadora de Motor de Combustión Interna
con Módulo de Alimentación de Alambre
(A través del Arco)
Pinza de Trabajo
Trabajo
Electrodo
Puente
LN-25™ PRO
CV-400
CV-655
DC-400
DC-600
DC-655
V450-Pro
(A través del Arco)
SAE 400 con adaptador de CV
Soldadora de Motor de
Combustión Interna con Módulo
de Alimentación de Alambre
Ranger 250 GXT
FIGURA A.5
FIGURA A.6
K#
K2613-5
K2613-7
KP1695-xx
KP1696-xx
KP1697-xx
Vea la Literatura de Magnum
K1803-xx
Descripción
LN-25™ PRO Alimentador de Alambre
LN-25™ PRO Extra Torque
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder de CC
Cables de Soldadura
DIAGRAMAS DE CONEXIÓN DE CABLES
DE LA FUENTE DE PODER A LN-25™ PRO
K#
K2613-5
K2613-7
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura de Magnum
K1803-XX
K484
Descripción
LN-25™ PRO
LN-25™ PRO Extra Torque
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder de CV
Cables de Soldadura
Kit de Enchufes de Puente

A-8
INSTALACIÓN
LN-25™ PRO
A-8
Fuentes de Poder de CV con Conectores de Borne
y Sin Interruptor Remoto/Local (Vea la Figura A.7)
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Fuentes de Poder de CV con Conectores Twist-
Mate e Interruptor Remoto/Local
(Vea la Figura A.8)
Coloque el interruptor de Remoto/Local de la fuente
de poder en la posición Local.
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ Pro
(A Través del Arco)
Ranger 250, 250 LPG
Ranger 305G, 305D
Ranger 10,000
Ranger 3 Phase
Ranger 225, 225GXT
Commander 300
Vantage 300, 400, 500
Air Vantage 500
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ PRO
V350-Pro
CV 305
(A Través del Arco)
FIGURA A.7
FIGURA A.8
K#
K2613-5
K2613-7
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura de Magnum
K1803-XX
Descripción
LN-25™ PRO
LN-25™ PRO Extra Torque
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder de CC
Cables de Soldadura
K#
K2613-5
K2613-7
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura de Magnum
K1841-XX
K852-95
Descripción
LN-25™ PRO
LN-25™ PRO Extra Torque
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder de CV
Cables de Soldadura
Enchufe de Cable Twist-Mate

A-9
INSTALACIÓN
LN-25™ PRO
A-9
Fuentes de Poder de CV con Conectores Twist-Mate
y Sin Interruptor Remoto/Local (Vea la Figura A.9)
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
Puente
LN-25™ PRO
(A Través del Arco)
CV-250
CV-300
FIGURA A.9
K#
K2613-5
K2613-7
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura de Magnum
K1841-XX
K852-95
K484
Descripción
LN-25™ PRO
LN-25™ PRO Extra Torque
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder de CV
Cables de Soldadura
Enchufe de cable Twist-Mate
Kit de Enchufes de Puente

B-1
OPERACIÓN
LN-25™ PRO
B-1
• LA DESCARGA ELÉCTRICA PUEDE
CAUSAR LA MUERTE. A menos que
utilice la función de ALIMENTACIÓN
EN FRÍO, cuando alimente con el
gatillo de la pistola, el electrodo y
mecanismo de alimentación están
siempre eléctricamente energizados
y podrían permanecer así varios
segundos después de que termina la
soldadura.
• No toque las partes eléctricamente vivas o electrodo
con la piel o ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
• No opere con las cubiertas, paneles o guardas
removidos o abiertos
.
---------------------------------------------------------------------
• Los HUMOS Y GASES pueden resul-
tar peligrosos.
• Mantenga su cabeza alejada de los
humos.
• Use ventilación o escape para eliminar los humos de
su zona de respiración.
---------------------------------------------------------------------
• Las CHISPAS DE SOLDADURA
pueden provocar un incendio o
explosión.
• Mantenga el material inflamable
alejado.
---------------------------------------------------------------------
Los RAYOS DEL ARCO pueden
quemar.
• Utilice protección para los ojos,
oídos y cuerpo.
---------------------------------------------------------------------
VEA LA INFORMACIÓN DE ADVERTENCIA ADI-
CIONAL BAJO LAS PRECAUCIONES DE
SEGURIDAD DE SOLDADURA DEL ARCO Y AL
PRINCIPIO DE ESTE MANUAL DE OPERACIÓN.
---------------------------------------------------------------------
ADVERTENCIA
PRECAUCIONES DE SEGURIDAD
LEA Y COMPRENDA TODA LA SECCIÓN ANTES DE
OPERAR LA MÁQUINA.
ALIMENTACIÓN
ENCENDIDO
APAGADO
ALIMENTADOR
DE ALAMBRE
SALIDA POSITIVA
SALIDA NEGATIVA
ALIMENTACIÓN
CORRIENTE
DIRECTA
VOLTAJE DE
CIRCUITO ABIERTO
VOLTAJE
DE ENTRADA
VOLTAJE DE SALIDA
CORRIENTE
DE ENTRADA
CORRIENTE
DE SALIDA
TIERRA
PROTECTORA
ADVERTENCIA
O PRECAUCIÓN
U
0
U
1
U
2
I
1
I
2
LOS SÍMBOLOS GRÁFICOS QUE APARECEN
EN ESTA MÁQUINA O EN ESTE MANUAL

B-2
OPERACIÓN
B-2
LN-25™ PRO
DEFINICIÓN DE TÉRMINOS DE SOLDADURA
WFS
• Velocidad de Alimentación de Alambre
CC
• Corriente Constante
CV
• Voltaje Constante
GMAW
• Soldadura de Arco Metálico con Gas
SMAW
• Soldadura de Arco con Electrodo Revestido
FCAW
• Soldadura de Arco Tubular
DESCRIPCIÓN GENERAL
Descripción Física General
El LN-25™ PRO está especialmente diseñado para
ser el alimentador de alambre portátil más robusto
disponible.
Se ofrecen varios modelos del LN-25™ PRO a fin de
satisfacer mejor las necesidades individuales del sol-
dador. El modelo Extra Torque ofrece engranaje de
torque adicional para una alimentación confiable de
alambres FCAW de diámetro grande. Los modelos
Standard y Dual Power ofrecen engranaje de mecan-
ismo de alimentación para gran desempeño para
ambos alambres FCAW y GMAW de tamaños
comunes. Todos los modelos incluyen un solenoide
de gas para lograr la flexibilidad de ejecutar la may-
oría de los procesos de alambre.
El gabinete de plástico está moldeado a partir de un
plástico de alto impacto retardador de fuego, para
durabilidad y bajo peso.
El corazón del LN-25™ PRO es el mecanismo de 2
rodillos MAXTRACTM. Las funciones patentadas del
alimentador de alambre ofrecen cambio sin her-
ramientas de los rodillos impulsores y guías de alam-
bre para a su vez cambiar el carrete rápidamente. Un
motor controlado por tacómetro impulsa los rodillos
impulsores de patente pendiente para una ali-
mentación estable y óptima, sin deslizamiento.
Con una capacidad nominal de 450 amps, ciclo de
trabajo del 60%, estos alimentadores están listos para
una soldadura de trabajo pesado.
Descripción Funcional General
Todos los LN-25™ PRO tienen un rango de WFS
ajustable para mejorar la sensibilidad de la perilla. El
rango bajo es grandioso para soldaduras críticas con
alambres Innershield, y el rango superior es adecua-
do para soldadura de fines generales. La selección
del rango WFS se hace a través de un interruptor
oscilante o a través del menú de configuración en los
medidores con pantallas digitales.
PROCESOS RECOMENDADOS
• GMAW
• FCAW
LIMITACIONES DEL PROCESO
• Los procedimientos GMAW-P deben ser calificados
por el cliente.
• Los modelos A Través del Arco no se recomiendan
para la soldadura por punteo o puntadas.
LIMITACIONES DEL EQUIPO
• El ciclo de trabajo del alimentador de alambre es de
450A, 60% El ciclo de trabajo se basa en la canti-
dad de soldadura realizada en un periodo de 10
minutos.
• El tamaño de carrete máximo es de 24 Kg (45
libras), 305mm (12") de diámetro.
• La longitud máxima de la pistola FCAW es de 15
pies.
• La longitud máxima de la pistola GMAW es de 25
pies.
• Los Kits de Temporizador K2330-1 no funcionan
con el alimentador. Utilice kits K2330-2.
• Las pistolas en contrafase no funcionan con el LN-
25TM PRO.
• No es compatible con el conector europeo K489-7
(excepto K2614-7, -8).
FUENTES DE PODER RECOMENDADAS
• CV-305
• CV-400
• CV-655
• DC-400
• DC-600
• DC-655
• Invertec V-350
• FlexTec 450
• Multi-Weld 350
• Ranger 10,000
• Ranger 3 Phase
• Ranger 225
• Ranger 225 GXT
• Ranger 250
• Ranger 305
• SAE-400
• Pipeliner 200G
• Classic 300
• Vantage 300
• Vantage 400
• Vantage 500

B-3
OPERACIÓN
B-3
1. VOLTÍMETRO ANALÓGICO
Indica de 0 a 40 VCD y es insensible a la polaridad.
Muestra el OCV cuando no se está soldando y el
voltaje del arco al soldar.
(Vea la Política de Asistencia al Cliente al inicio de
este Manual de Instrucciones)
CONTROLES DEL FRENTE DEL GABINETE
(Vea la Figura B.1)
ELEMENTO DESCRIPCIÓN
1 Voltímetro Analógico
2
Perilla de Velocidad de Alimentación de Alambre
3
Interruptor de Rango de Velocidad de Alimentación de Alambre
4
Conector de Gatillo de Pistola de 5 Pines
5 Cable de Sensión de Trabajo
6 LED Termal, Sobrecarga del Motor
7 LED de Polaridad
LN-25™ PRO
1
6
5
2
7
3
4
FIGURA B.1

WFS Máxima
(Torque
Estándar)
400
450
570
650
700
WFS Máxima
(Extra Torque)
220
250
300
350
400
Voltios de Arco
Mínimos
15 V
17 V
21 V
24 V
27 V
B-4
OPERACIÓN
B-4
Velocidad de Alimentación de Alambre, Operación CC
Cuando los modelos A Través del Arco se operan con fuentes de
poder de CC, la velocidad de alimentación de alambre cambia a
medida que el voltaje del arco cambia. Cuando el voltaje del arco
aumenta, también lo hace la velocidad de alimentación de alambre; y
cuando disminuye, la velocidad de alimentación de alambre se
reduce en consecuencia.
A fin de preestablecer la velocidad de alimentación de alambre en las
fuentes de poder CC:
1. Establezca el interruptor de Modo de Alimentación de Alambre
dentro del LN-25TM Pro en “CC”.
2. Consulte la gráfica de la Figura B.1a para la configuración de la
perilla de velocidad de alimentación de alambre. Seleccione la
línea horizontal representando la Velocidad de Alimentación de
Alambre. (Vea la flecha de la Figura B.1a para 375 pulg/min.)
3. Seleccione la línea diagonal representando los Voltios del Arco.
(Vea la Figura B.1a para 29 voltios.)
4. Determine la línea vertical representando la configuración de la
Velocidad de Alimentación de Alambre CC donde cruzan las
dos líneas superiores. (Vea la línea de flecha de la Figura B.1a
para 450.) Establezca la perilla de velocidad de alimentación de
alambre en este valor.
Configuración de la perilla WFS CC = WFS deseada x 35
Voltios del Arco
Ejemplo:
375 pulg/min. (Línea Horizontal) x 35
29 Voltios del Arco (Línea Diagonal)
= 452.5 (Línea Vertical)
(Vea la Figura B.1a)
LN-25™ PRO
50
100
150
in/min.
200
250
300
350
375
400
450
500
550
600
650
700
50 100 150 200 250
300 350
400 450 500 550
650 700
35
31
29
27
25
23
21
19
17
15
33
600
ARCO
VOLTIOS
CC
FIGURA B.1a
OPERACIÓN CV
Se recomienda una fuente de
poder de voltaje constante (CV)
para la soldadura de alambre tubu-
lar. (FCAW) y soldadura de arco
metálico con gas (GMAW), a fin de
obtener resultados de calidad
sobresalientes. Sin embargo, este
alimentador de alambre también
se puede utilizar con una fuente de
poder de corriente constante (CC)
para obtener resultados acepta-
bles para las aplicaciones que no
son de calidad críticas.
=
Utilice la configuración de 450
La servicialidad de un producto o estructura que utiliza al
alimentador de alambre LN-25TM PRO es y deberá ser
la sola responsabilidad del usuario/constructor. Diversas
variables más allá del control de The Lincoln Electric
Company afectan los resultados obtenidos utilizando el
alimentador de alambre LN-25TM PRO. Estas variables
incluyen, pero no se limitan al procedimiento de soldadu-
ra, química y temperatura de la placa, diseño de sol-
dadura, métodos de fabricación y requerimientos de ser-
vicio. La gama disponible de alimentadores de alambre
LN-25TM PRO puede no ser adecuada para todas las
aplicaciones, y el constructor/usuario es y deberá ser el
único responsable de las configuraciones de soldadura.

B-5
OPERACIÓN
B-5
LN-25™ PRO
SOLDADURA DE ALAMBRE DE CORRIENTE
CONSTANTE
(Vea la Figura B.3)
La mayoría de los procesos de soldadura semiautomáti-
cos se desempeñan mejor utilizando fuentes de poder
de voltaje constante.
Los códigos de soldadura normalmente no cubren la
selección de la fuente de poder o específicamente, si el
proceso de soldadura debe ser operado en el modo de
voltaje o corriente constante. En lugar de ello, los códi-
gos típicamente especifican limitaciones en la corriente,
voltaje, entrada de calor y temperatura de precalen-
tamiento con base en el material a soldar. La intención
es asegurar que se desarrollarán propiedades ade-
cuadas del material de soldadura.
A veces, la soldadura se lleva a cabo utilizando fuentes
de poder de corriente constante. La operación puede
ser más conveniente porque puede permitir el uso de
una fuente de poder de electrodo revestido (SMAW)
existente, y la fuente de poder puede colocarse en una
ubicación distante sin ninguna medida para ajustar las
configuraciones de salida.
Para la operación de corriente constante, la fuente de
poder se establece para entregar la corriente especifica-
da. La fuente de poder regula esta corriente sin importar
los cambios en el circuito de soldadura, incluyendo la
longitud del cable, diámetro del electrodo, velocidad de
alimentación de alambre, punta de contacto a distancia
de trabajo, etc.
Cambios en la velocidad de alimentación de alambre
(WFS) o punta de contacto para trabajar a distancia
(CTWD) afectan el voltaje del arco cuando se utilizan
fuentes de poder de corriente constante. Disminuir la
velocidad de alimentación de alambre aumenta el volta-
je, elevarla lo disminuye. Alargar la punta de contacto a
la distancia de trabajo eleva el voltaje, mientras que
acortarla a la distancia de trabajo lo disminuye.
Si la punta de contacto a la distancia de trabajo se
mantiene adecuadamente, se puede lograr un rango
de voltaje operativo satisfactorio, y el resultado puede
ser una buena soldadura. Sin embargo, cuando una
soldadora utiliza una punta de contacto más larga a la
distancia del trabajo, un alimentador de alambre de
sensión de arco compensa aumentando la velocidad
de alimentación de alambre para regular el voltaje.
Incluso si el voltaje y corriente permanecen sin cam-
bios, la velocidad de alimentación de alambre aumen-
tada puede dar como resultado en una tasa de
deposición mucho más allá del rango especificado del
electrodo. Bajo estas condiciones, las propiedades
de metal de soldadura especificadas no pueden
lograrse.
Las fuentes de poder de voltaje constante entregan
grandes picos de corriente para estabilizar el arco
cuando el electrodo está cortocircuitado o la longitud
del arco es muy corta. Sin embargo, una fuente de
poder de corriente constante no proporciona dicha
respuesta para estabilizar el arco. Puede ser difícil
lograr las propiedades de metal de soldadura requeri-
das, o lograr la calidad requerida de soladuras nece-
sarias para pasar las pruebas no destructivas, cuando
dichas soldaduras se hacen bajo operación de corri-
ente constante.
Por estas razones, Lincoln Electric NO recomienda
soldadura semiautomática de corriente constante
para aplicaciones que necesitan satisfacer requerim-
ientos especificados de propiedades químicas o
mecánicas del metal de soldadura, o requerimientos
de calidad de soldadura.
Fuente de Poder de
Corriente Constante
Alimentador
de Alambre
Corriente
Corriente
CTWD
WFS
+
-
FIGURA B-3

Para mejores resultados, mantenga el cable de la
pistola y conducto tan rectos como sea posible.
Lleve a cabo un mantenimiento regular y limpieza
de la guía de alambre, conducto y pistola. Siempre
utilice electrodos de alta calidad, como el L-50 ó L-
56 de Lincoln Electric.
7. LED DE POLARIDAD
Las luces del LED
de Polaridad se
encienden cuando
el alimentador de
alambre se conecta
para polaridad positiva. Utilice el LED de polaridad
para verificar que el alimentador de alambre esté
conectado para la polaridad correcta.
B-6
OPERACIÓN
B-6
LN-25™ PRO
2. PERILLA DE VELOCIDAD DE ALIMENTACIÓN
DE ALAMBRE
Utilice la Perilla de Velocidad de Alimentación de Alambre
para ajustar la velocidad de alimentación de alambre.
Rango WFS para torque estándar:
Alto = 50 a 700 ipm
Bajo = 50 a 200 ipm
Rango WFS para extra torque:
Alto = 50 a 400 ipm
Bajo = 50 a 200 ipm
Ya que el alimentador de alambre es impulsado por el voltaje
del arco, tal vez no esté disponible el rango completo de la
velocidad de alimentación de alambre.
3. INTERRUPTOR DE RANGO DE VELOCIDAD DE ALI-
MENTACIÓN DE ALAMBRE
Utilice para seleccionar el rango bajo o alto de la perilla de
velocidad de alimentación de alambre. Nota – seleccionar el
rango bajo no aumenta el torque del mecanismo de ali-
mentación.
4. CONECTOR DEL GATILLO DE PISTOLA DE 5 PINES
Existe un conector circular para el gatillo de la pistola al
frente del LN-25TM PRO. Nota – si ya oprime el gatillo de la
pistola cuando se enciende el alimentador, éste no se acti-
vará. Libere y vuelva a oprimir el gatillo de la pistola para
empezar a soldar.
5. CABLE DE SENSIÓN DE TRABAJO
Siempre apague la alimentación de la fuente de poder
antes de mover el cable de sensión de trabajo.
El cable de sensión de trabajo se conecta a la pieza
que se está soldando.
6. LED TERMAL, SOBRECARGA DEL MOTOR
La luz térmica se ilumina cuando el motor
del mecanismo de alimentación genera
demasiada corriente. Si esta luz se ilumi-
na, el mecanismo de alimentación se
apaga automáticamente por hasta 30
segundos para permitir que el motor se
enfríe. Para iniciar la soldadura de nuevo, suelte el
gatillo de la pistola, inspeccione el cable de la
misma y la guía de alambre (y conducto). Limpie y
haga reparaciones según sea necesario. Inicie la
soldadura de nuevo cuando el problema se haya
resuelto en forma segura.
+ POLARITY
POLARIDAD
- POLARITÉ
A
E
C
B
D
Pin
A
B
C
D
E
Cableado
Fuente de 5 voltios
No se usa
Gatillo
No se usa
No se usa
Función
Conector de
gatillo de 5
pines sólo
para pistolas
en contrafase.

B-7
OPERACIÓN
B-7
CONTROLES INTERNOS
LN-25™ PRO
1 Interruptor de Interbloqueo de Gatillo de 2 Pasos
2 Interruptor CV / CC
3 Brazo de Ajuste de presión
4 Kit de Temporizador Opcional
5 Retenedor de Carrete
6 Freno del Eje
7 Buje de la Pistola, Tornillo Mariposa y Tornillo Allen Guía
8 Ejes Impulsores
9 Botón de Alimentación en Frío
ELEMENTO DESCRIPCIÓN
1
9
8
7
6
3
2
4
5
FIGURA B.2

B-8
OPERACIÓN
B-8
DESCRIPCIÓN DE LOS CONTROLES INTERNOS
(Vea la Figura B.2)
1. INTERRUPTOR DE
INTERBLOQUEO DE
GATILLO DE 2 PASOS
El Interruptor de Interbloqueo de
Gatillo de 2 Pasos cambia la función
del gatillo de la pistola. La operación
de 2 Pasos enciende y apaga la sol-
dadura en respuesta directa al gatillo.
La operación de interbloqueo del gatil-
lo permite que la soldadura continúe
cuando se suelta el gatillo para como-
didad en las soldaduras largas.
Coloque el interruptor de palanca en la posición hacia
ABAJO para la operación de 2 Pasos o en la posición hacia
ARRIBA para la operación de Interbloqueo del Gatillo.
Gatillo de 2 Pasos
La operación del gatillo de 2 Pasos es la más común.
Cuando se aprieta el gatillo de la pistola, la fuente de
poder de soldadura energiza la salida del electrodo y
el alimentador de alambre alimenta alambre para sol-
dar. La fuente de poder y alimentador de alambre
continúan soldando hasta que se suelta el gatillo.
Interbloqueo del Gatillo
La operación de interbloqueo del gatillo proporciona
comodidad al operador cuando realiza soldaduras
largas. Cuando el gatillo se aprieta por primera vez, la
fuente de poder energiza la salida y el alimentador de
alambre alimenta alambre para soldar. Después, se
libera el gatillo mientras se realiza la soldadura. Para
dejar de soldar, el gatillo se jala de nuevo, y cuando
se suelta, la salida de la fuente de poder se apaga y
el alimentador de alambre deja de alimentar alambre.
Si el arco se apaga mientras se suel-
da con la operación de interbloqueo
del gatillo, la salida del electrodo de la
fuente de poder de soldadura per-
manece energizada y el alimentador
de alambre continuará alimentando
alambre hasta que el gatillo de la pis-
tola se jale de nuevo y se libere
después.
------------------------------------------------------------------------
2. INTERRUPTOR CV/CC
El interruptor CV/CC establece el
método de control de velocidad de
alimentación de alambre para el ali-
mentador de alambre.
En la posición CV, la velocidad de
alimentación de alambre permanece
constante durante la soldadura. Un
voltaje de arco estable es regulado
por la fuente de poder ajustando la
corriente del arco.
En la posición CC, la velocidad de
alimentación de alambre varía
durante la soldadura. La longitud
del arco se mantiene cambiando la velocidad de ali-
mentación de alambre.
3. BRAZO DE PRESIÓN y AJUSTE
(VEA LA SECCIÓN DE INSTALACIÓN)
4. KIT DE TEMPORIZADOR OPCIONAL
El Kit de Temporizador Opcional proporciona control del
tiempo de preflujo, quemado en retroceso y tiempo de
postflujo.
5. RETENEDOR DEL CARRETE
A fin de liberar el retenedor del carrete, apriete la barra
de metal hacia adentro. Cuando asegure el carrete, veri-
fique que el retenedor esté totalmente asentado en su
lugar en una de las tres ranuras del eje.
6. FRENO DEL CARRETE
Ajuste el freno del carrete para proporcionar suficiente
fricción y detener el flujo de alambre. Una fuerza del
freno excesiva puede provocar sobrecargas termales del
motor o problemas de soldadura.
7. BUJE DE LA PISTOLA, TORNILLO
MARIPOSA Y TORNILLO ALLEN GUÍA
(VEA LA SECCIÓN DE INSTALACIÓN)
8. RODILLOS IMPULSORES Y GUÍAS DE ALAMBRE
(VEA LA SECCIÓN DE INSTALACIÓN)
9. BOTÓN DE ALIMENTACIÓN EN FRÍO
Cuando se alimenta en frío, el
mecanismo de alimentación ali-
mentará al electrodo mas no se
energizarán la fuente de poder ni
el solenoide de gas. Ajuste la
velocidad de la alimentación en
frío girando la perilla WFS. La ali-
mentación en frío o “desplaza-
miento en frío” del electrodo es
útil para insertar el electrodo a
través de la pistola.
LN-25™ PRO
CV
CC
PRECAUCIÓN

B-9
OPERACIÓN
B-9
CONTROLES POSTERIORES:
(Vea la Figura B.4)
FIGURA B.4
LN-25™ PRO
1 Botón de Purga de Gas
2 Entrada del Gas Protector
3 Cable del Electrodo
ELEMENTO DESCRIPCIÓN
1
3
2
1. BOTÓN DE PURGA DE GAS
La válvula de solenoide gas se energizará pero la sal-
ida de la fuente de poder y el motor de avance no se
encenderán. El interruptor de Purga de Gas es útil
para configurar la velocidad de flujo adecuada de gas
protector. Los medidores de flujo siempre deberán
ajustarse mientras el gas protector fluye.

C-1
ACCESORIOS
C-1
LN-25™ PRO
TIPO DE ALAMBRE
Alambres de
Acero:
Alambres
Tubulares:
(Sólo Modelos Extra Torque)
Alambres de
Aluminio:
TAMAÑO DEL ELECTRODO
.023-.030 (0.6-0.8mm)
.035 (0.9mm)
.045 (1.2mm)
.052 (1.4mm)
1/16 (1.6mm)
.035,.045 (0.9, 1.2mm)
.040 (1.0mm)
.030-.035" (0.8-0.9mm)
.040-.045" (1.0-1.2mm)
.052" (1.4mm)
1/16" (1.6mm)
.068-.072" (1.7-1.8mm)
5/64" (2.0mm)
3/32” (2.4mm)
.035" (0.9 mm)
.040" (1.0mm)
3/64" (1.2mm)
1/16" (1.6mm)
KIT KP
KP1696-030S
KP1696-035S
KP1696-045S
KP1696-052S
KP1696-1/16S
KP1696-1
KP1696-2
KP1697-035C
KP1697-045C
KP1697-052C
KP1697-1/16C
KP1697-068
KP1697-5/64
KP1697-3/32
KP1695-035A
KP1695-040A
KP1695-3/64A
KP1695-1/16A
EQUIPO INSTALADO DE FÁBRICA
• Buje del Receptor de la Pistola K1500-2.
Incluye: 2 rodillos
impulsores con
ranuras en V, guías
de alambre externa e
interna.
Incluye: 2 rodillos
impulsores estriados
y una guía de alam-
bre interna.
Incluye: 2 rodillos impul-
sores con ranuras en V
pulidos, guías de alam-
bre externa e interna.
KITS DE RODILLOS IMPULSORES, IMPULSIÓN DE 2 RODILLOS

C-2
ACCESORIOS
C-2
LN-25™ PRO
K1796-xx
K2593-xx
K1803-1
K1840-xx
K1842-xx
Cable de Alimentación Coaxial
AWG 1/0
Cable de Alimentación Coaxial
AWG #1
Paquete de Cables de Trabajo y
Alimentador
Cable de Poder de Soldadura,
Twist-Mate a Terminal
Cable de Poder de Soldadura,
Terminal a Terminal
Incluye: un cable de soldadura
coaxial 1/0 de longitud "xx". Los
extremos del cable de soldadura
tienen conexiones de terminal.
Se utiliza para soldadura de pul-
sación.
Incluye: un cable de soldadura
coaxial AWG #1de longitud
"xx".Los extremos del cable de
soldadura tienen conexiones de
terminal. Se utiliza para soldadu-
ra de pulsación ó STT
TM
.
Incluye: cable 2/0 de Twist-Mate a
Terminal de 1.2 m (14') con
Abrazadera de Aterrizamiento, y
cable 2/0 Twist-Mate a Terminal
de 2.7m (9') de largo
.
Incluye: cable 1/0 Twist-Mate
a Terminal, de longitud "xx".
Incluye: cable 3/0 de Terminal a
Terminal, de longitud "xx" para
longitudes de hasta 18.3m (60').
Cable 4/0 de Terminal a Terminal,
de longitud "xx" para longitudes
mayores de 18.3m (60').
K2330-2
K2596-2
Kit de Temporizador
Gabinete de Plástico
Incluye: Panel y arnés para ajus-
tar el preflujo, quemado en retro-
ceso y tiempos de postflujo.
Incluye: un gabinete de plástico
completo de diseño técnico.

C-3
ACCESORIOS
C-3
LN-25™ PRO
K910-1
K910-2
K1500-1
Pinza de Aterrizamiento
Pinza de Aterrizamiento
Buje Receptor de Pistola (para pis-
tolas con conectores de pistola
K466-1 de Lincoln; pistolas
Innershield y Subarc)
Incluye: Una Pinza de
Aterrizamiento de 300 Amps
Incluye: Una Pinza de
Aterrizamiento de 500 Amps.
Incluye: Buje de receptor de
pistola, tornillo de fijación y
llave hexagonal.
K484
Kit de Enchufes de Puente
Incluye: conector circular de 14
pines con puente para cables 2-4.
Para usarse en fuentes de poder
para “ENCENDER” las terminales
de soldadura en todo momento.

C-4
ACCESORIOS
C-4
LN-25™ PRO
K1500-4
K1500-5
K435
K468
K590-6
K586-1
K283
Buje de Receptor de Pistola (para
pistola con conectores de pistola
K466-3 de Lincoln; compatible con
pistolas Miller®.)
Buje de Receptor de Pistola (com-
patible con pistolas Oxo®.)
Adaptador de Eje, para montar
Bobinas Innershield de 6.4 kg (14
lb.) sobre dos ejes (51 mm).
Adaptador de Eje, para montar car-
retes de 203 mm (8 pulg) de diámetro
en ejes de 51 mm (2 pulg).
Kit de Conexión de Agua (sólo
para modelos europeos y de cable
de control)
Regulador de Gas Ajustable De
Lujo
Medidor de Velocidad de
Alimentación de Alambre
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.
Incluye: Buje de receptor de pis-
tola con boquilla de manguera, 4
tubos guía, tornillo de fijación y
llave hexagonal
Incluye: Adaptador de Eje hecho
de 2 retenedores de bobinas. (No
se incluye el electrodo.)
Incluye: 2 Adaptadores de Eje, uno
para carretes de 2" de ancho y el
otro para carretes de 3" de ancho.
Incluye: 2 mangueras con conec-
tores rápidos hembra en cada
extremo, 2 conectores macho para
manguera de ID de 3/16", 2 conec-
tores macho para manguera de ID
de _", y hardware de montaje.
Incluye: Regulador de Gas de
Lujo para Gases Mezclados,
Adaptador para C02 y manguera
de 3.0 m (10').
Incluye: Un medidor de velocidad
de alimentación de alambre con
pantalla digital.
K1500-2
K1500-3
Buje Receptor de Pistola (para pis-
tolas con conectores de pistola
K466-2, K466-10 de Lincoln; pisto-
las Magnum 200/300/400 y com-
patibles con Tweco® #2-#4)
Buje Receptor de Pistola (para pistolas
con conectores de pistola K613-7 de
Lincoln; pistolas Magnum 550 y com-
patibles con Tweco® #5)
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.

La DESCARGA ELÉCTRICA puede causar la muerte.
• Apague la alimentación de la fuente
de poder de soldadura antes de insta-
lar o cambiar los rodillos impulsores
y/o guías.
• No toque las partes eléctricamente
calientes.
• Cuando se desplaza con el gatillo de la pistola, el
electrodo y mecanismo de alimentación están
“calientes” para trabajar y hacer tierra, y podrían per-
manecer energizados por varios segundos después
de que se suelta el gatillo.
• No opere con las cubiertas, paneles o guardas
removidos o abiertos.
• Sólo personal calificado deberá realizar el trabajo de
mantenimiento.
------------------------------------------------------------------------
D-1
MANTENIMIENTO
D-1
LN-25™ PRO
ADVERTENCIA
PRECAUCIONES DE SEGURIDAD
MANTENIMIENTO DE RUTINA
• Revise los cables de soldadura, cables de control y
mangueras de gas en busca de cortaduras.
• Limpie y apriete todas las terminales de soldadura.
MANTENIMIENTO PERIÓDICO
• Limpie los rodillos impulsores y la guía de alambre
interna, y reemplace si hay desgaste.
• Aplique aire o aspire el interior del alimentador.
• Inspeccione las escobillas del motor cada 6 meses.
Reemplace si son más cortas de 12.7mm (0.5”).
ESPECIFICACIÓN DE CALIBRACIÓN
VALIDACIÓN DEL VOLTÍMETRO
(Vea la Figura D.1)
Para verificar la exactitud del voltímetro analógico:
1. APAGUE.
2. Conecte el LN-25TM PRO a la fuente de poder de
soldadura de CD de voltaje constante capaz de
suministrar por lo menos 4 amps. Conecte el electro-
do a la terminal positiva “+” y la pinza de trabajo a la
terminal negativa “-“.
3. Conecte un voltímetro de referencia entre el bloque
de bronce del LN-25
TM
PRO y el cable de trabajo.
4. ENCIENDA.
5. Energice la fuente de poder. Ajuste la salida de la
fuente de poder a 20.0 VCD como se mida en el
medidor de referencia.
6. Verifique que el voltímetro del LN-25
TM
PRO indique
20 voltios. Ajuste el voltímetro según sea necesario
girando el tornillo del mismo.
FIGURA D.2
Tornillo de
Calibración

D-2
MANTENIMIENTO
D-2
VALIDACIÓN DE LA VELOCIDAD DE
ALIMENTACIÓN DE ALAMBRE
Al reemplazar o dar servicio a la tarjeta de P.C., poten-
ciómetro de velocidad de alimentación de alambre o
motor, tal vez sea necesario calibrar al LN-25
TM
PRO. La
calibración iguala la escala en la placa de identificación
con la velocidad de alimentación de alambre real.
A fin de calibrar al LN-25
TM
PRO:
1. APAGUE la alimentación en la fuente de soldadura.
2. Remueva el carrete de alambre y la cubierta del ali-
mentador. Retire la pistola de la placa del alimenta-
dor, dejando el gatillo de la pistola conectado al ali-
mentador. Remueva la cubierta de plástico en la
placa de alimentación para revelar el engranaje del
motor.
3. Coloque el interruptor de rango de WFS en la con-
figuración “alta”. Establezca la perilla WFS en
• 50 ipm para K2613-5
• 25 ipm para K2613-7
4. Active el LN-25
TM
PRO y mida las rpm del engranaje
del motor. Ajuste la perilla WFS como se requiere
hasta que las rpm midan de 8.9 a 9.2 rpm.
5. Inserte el enchufe de corto circuito en la tarjeta de
control por 1 segundo y después remueva el
enchufe de corto circuito. Este enchufe cortocircuita
los pines 4 y 7 de J3.
6. Establezca la perilla WFS en
• 800 ipm para K2613-5
• 400 ipm para K2613-7
7. Active el LN-25
TM
PRO y mida las rpm del engranaje
del motor. Ajuste la perilla WFS como se requiere
hasta que las rpm midan de 128.0 a 130.0 rpm.
8. Inserte el enchufe de corto circuito en la tarjeta de
control por 1 segundo y después remuévalo. Este
enchufe cortocircuita los pines 4 y 7 de J3.
9. APAGUE y reensamble.
LN-25™ PRO
CUBIERTA
TARJETA DE P.C.
FIGURA D.2

E-1
LOCALIZACIÓN DE AVERÍAS
E-1
LN-25™ PRO
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta Guía de Localización de Averías se proporciona
para ayudarle a localizar y reparar posibles malos fun-
cionamientos de la máquina. Siga simplemente el pro-
cedimiento de tres pasos que se enumera a contin-
uación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).
Busque bajo la columna titulada “PROBLEMA (SÍN-
TOMAS)”. Esta columna describe posibles síntomas
que la máquina pudiera presentar. Encuentre la lista
que mejor describa el síntoma que la máquina está
exhibiendo.
Paso 2. CAUSA POSIBLE.
La segunda columna titulada “CAUSA POSIBLE” enu-
mera las posibilidades externas obvias que pueden
contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO.
Esta columna proporciona un curso de acción para la
Causa Posible; generalmente indica que contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
Si no comprende o no puede llevar a cabo el Curso
de Acción Recomendado en forma segura, contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y
Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representar
un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por su
seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad y
precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
La DESCARGA ELÉCTRICA puede causar la muerte.
• APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cam-
biar los rodillos impulsores y/o guías.
• No toque las partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de ali-
mentación están “calientes” para trabajar y hacer tierra, y podrían permanecer ener-
gizados por varios segundos después de que se suelta el gatillo.
• La fuente de poder de soldadura deberá estar conectada al aterrizamiento del sistema
conforme al Código Eléctrico Nacional o cualquier código local aplicable.
• Sólo personal calificado deberá realizar el trabajo de mantenimiento.
ADVERTENCIA

E-2
LOCALIZACIÓN DE AVERÍAS
E-2
LN-25™ PRO
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Err 81
Err 82
El alimentador sí enciende – pero no
la pantalla ni alimentación en frío.
(Modelos a Través del Arco)
El alimentador de alambre enciende
pero no hay salida cuando se apri-
eta el gatillo. El gas protector fluye y
los rodillos impulsores giran.
No gas protector.
Sobrecarga del motor, a largo plazo.
Sobrecarga del motor, a corto plazo.
1. El cable de sensión del trabajo está
desconectado o es una conexión eléctrica
deficiente. (Modelos A Través del Arco)
2. La fuente de poder está APAGADA.
3. El interruptor automático para el alimenta-
dor de alambre en la fuente de poder se
ha abierto. (Modelos de cable de control).
4. El cable de control puede estar suelto o
dañado. (Modelos de cable de control).
1. Las conexiones de la bobina del
contactor están sueltas.
2. El contactor tiene falla.
1. El suministro de gas está APA-
GADO o vacío.
2. La manguera de gas está cortada
o aplastada.
3. La válvula del medidor de flujo
está cerrada.
4. Suciedad o desechos en el sole-
noide.
5. Hay una conexión de solenoide
suelta.
6. El solenoide tiene falla.
1. Revise que el electrodo se deslice
fácilmente a través de la pistola y
cable.
2. Deshaga los dobleces apretados
de la pistola y cable.
3. Revise que el freno del eje no
esté muy apretado.
4. Verifique que se esté utilizando
un electrodo de alta calidad.
5. Espere a que el error se
restablezca y el motor se enfríe
(aproximadamente 1 minuto).
1. Revise que el motor se pueda girar
libremente cuando el brazo de pre-
sión se abra.
2. Verifique que los engranajes estén
libres de desechos y suciedad.
1. Conecte el cable de sensión de
trabajo al trabajo en un lugar libre
de suciedad, oxidación y pintura.
2. ENCIENDA la fuente de poder.
3. Restablezca los interruptores de
circuito.
4. Apriete, repare o reemplace el
cable de control dañado.
1. Verifique las conexiones de la
bobina del contactor.
2. Reemplace el contactor.
1. Verifique que el suministro de gas
esté ENCENDIDO y fluyendo.
2. Enrute la manguera de gas en tal
forma que evite las esquinas filosas
y asegúrese de que no haya nada
sobre ella. Repare o reemplace las
mangueras dañadas.
3. Abra la válvula del medidor de flujo.
4. Aplique aire de taller filtrado a 80psi al
solenoide para remover la suciedad.
5. Remueva la cubierta y revise que
todas las conexiones estén en bue-
nas condiciones.
6. Reemplace el solenoide.
Códigos de Error de Modelos con Pantalla Digital
Problemas de Salida

E-3
LOCALIZACIÓN DE AVERÍAS
E-3
LN-25™ PRO
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Alimentación de alambre inconsis-
tente o el alambre no se alimenta
pero los rodillos impulsores giran.
La velocidad de alimentación de
alambre opera consistentemente al
valor incorrecto. La velocidad cam-
bia cuando se ajusta la perilla de
velocidad de alimentación de alam-
bre.
La velocidad de alimentación de alambre
se traba a 200-300 pulg/min y no hay
cambio cuando se ajusta la perilla de
velocidad de alimentación de alambre.
1. El cable de la pistola está torcido
y/o enroscado.
2. El alambre está atascado en la
pistola y cable.
1. El cable de puente para velocidad nor-
mal/extra torque está conectado
inadecuadamente.
2. El engranaje incorrecto está instalado
en el mecanismo de alimentación.
3. Las escobillas en el motor están des-
gastadas.
1. El tacómetro está conectado
inadecuadamente.
2. El tacómetro tiene falla.
1. Mantenga el cable de la pistola tan
recto como sea posible. Evite las
esquinas filosas o dobleces en el cable.
2. Remueva la pistola del alimentador de
alambre y jale el alambre atascado
fuera de la pistola y cable.
3. Aplique a la guía de alambre aire de
baja presión (40psi o menos) para elimi-
nar la suciedad. Reemplácela si está
desgastada.
4. Utilice sólo electrodos limpios. Use elec-
trodos de calidad como el L-50 ó L-56
de Lincoln Electric.
5. Reemplace la punta de contacto.
6. Verifique que las partes adecuadas
estén instaladas.
7. Ajuste el brazo de tensión conforme al
Manual de Instrucciones. La mayoría de
los electrodos se alimentan bien a una
configuración de brazo de tensión de
“3”.
8. Verifique que el carrete de alambre se
mueva con un esfuerzo mínimo.
9. Reemplace los rodillos impulsores si
están desgastados o muy sucios.
1. Conecte adecuadamente el
puente de velocidad normal/extra
torque.
2. Instale el engranaje de piñón ade-
cuado en el mecanismo de ali-
mentación.
3. Inspeccione y reemplace las
escobillas del motor.
1. Verifique que todos los cables del
tacómetro estén bien conectados.
2. Reemplace el ensamble del motor
y tacómetro.

E-4
LOCALIZACIÓN DE AVERÍAS
E-4
LN-25™ PRO
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Arco variable o "irregular".
Inicios de arco deficientes con fusión o
“explosiones”, porosidad de soldadura,
cordón estrecho o de apariencia viscosa.
1. Punta de contacto de tamaño incor-
recto, desgastada y/o derretida.
2. Cable de trabajo desgastado o
conexión de trabajo deficiente.
3. Polaridad incorrecta.
4. La tobera de gas está extendida más
allá de la punta de contacto o la
punta electrizada del alambre es
muy larga.
5. Protección deficiente de gas en los
procesos que requieren gas.
1. Procedimientos o técnicas inade-
cuados.
1. Reemplace la punta de contacto.
2. Verifique todas las conexiones de
trabajo y electrodo estén apretadas y
que los cables estén en buenas
condiciones. Limpie/reemplace
según sea necesario.
3. Ajuste la polaridad al procedimiento
recomendado.
4. Ajuste la tobera de gas y acorte la
punta electrizada de alambre a 3/8 –
1/2 pulgadas.
5. Revise el flujo de gas y mezcla.
Remueva o bloquee las fuentes de
corrientes de aire.
1. Vea la "Guía de Soldadura de
Arco Metálico con Gas" (GS-100).
Problemas de Salida

F-1
DIAGRAMAS
F-1
LN-25™ PRO
DIAGRAMA DE CABLEADO DE LN-25 PRO ANALÓGICO
TM
LED
TERMAL
AMARILLO
LED DE
POLARIDAD
INTERRUPTOR DE
RANGO WFS
POTENCIÓMETRO DE
CONTROL DE VELOCIDAD
DE ALIMENTACIÓN
DE ALAMBRE
VOLTÍMETRO
DE ARCO
CONECTOR
DEL GATILLO
TRABAJO A
A PINZA DE TRABAJO
TRABAJO B
RECTIFICADOR
DE PUENTE
KIT DE TEMPORIZADOR (OPCIONAL)
POSTFLUJO
QUEMADO EN
RETROCESO
A P60
EN ARNÉS
NOTAS:
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO) SE ALINEA
CON EL CABLE BLANCO DEL ZÓQUET DEL LED
N.B. LOS INTERRUPTORES SE MUESTRAN DESDE EL LADO POSTERIOR DE CONEXIÓN
DE LOS MISMOS.
N.D. CONECTE “EXTRA” A “TORQUE” SÓLO EN LOS MODELOS EXTRA TORQUE.
INTERBLOQUEO
DEL GATILLO/
2 PASOS
(SE MUESTRA EN 2 PASOS) (SE MUESTRA EN CV)
ALIMENTACIÓN
EN FRÍO
PLACA DE
ALIMENTACIÓN
SE CONECTA
AL KIT DE
TEMPORIZADOR
MOTOR/CAJA
DE ENGRANAJES
TACÓMETRO
TARJETA DE P.C. DEL FILTRO DEL MOTOR
TARJETA DE P.C. DE CONTROL
INTERRUPTOR
DEL BOTÓN DE
PURGA DE GAS
VENTILADOR
NEGRO
ROJO
SOLENOIDE
DE GAS
BOBINA DEL CONTACTOR
CONTACTOR
CONEXIÓN DEL CABLE DEL
ELECTRODO DE ENTRADA
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
CODIFICACIÓN DE COLORES DE CABLES
B – NEGRO
W – BLANCO
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTA DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
TRABAJO A
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE
CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE
EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU
SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT
ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE
EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEIN-
SATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND
EBENFALLS ZU BEACHTEN.
l Do not touch electrically live parts or
electrode with skin or wet clothing.
l Insulate yourself from work and
ground.
l No toque las partes o los electrodos
bajo carga con la piel o ropa mojada.
l Aislese del trabajo y de la tierra.
l Ne laissez ni la peau ni des vêtements
mouillés entrer en contact avec des
pièces sous tension.
l Isolez-vous du travail et de la terre.
l Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
l Isolieren Sie sich von den
Elektroden und dem Erdboden!
l Não toque partes elétricas e electro-
dos com a pele ou roupa molhada.
l Isole-se da peça e terra.
l Keep flammable materials away.
l Mantenga el material com-
bustible fuera del área de traba-
jo.
l Gardez à l’écart de tout matériel
inflammable.
l Entfernen Sie brennbarres
Material!
l Mantenha inflamáveis bem
guardados.
l Wear eye, ear and body protec-
tion.
l Protéjase los ojos, los oídos y el
cuerpo.
l Protégez vos yeux, vos oreilles
et votre corps.
l Tragen Sie Augen-, Ohren- und
Kör-perschutz!
l Use proteção para a vista, ouvi-
do e corpo.

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES
DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
l Keep your head out of fumes.
l Use ventilation or exhaust to remove
fumes from breathing zone.
l Los humos fuera de la zona de res-
piración.
l Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
l Gardez la tête à l’écart des fumées.
l Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
l Vermeiden Sie das Einatmen von
Schweibrauch!
l Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
l Mantenha seu rosto da fumaça.
l Use ventilação e exhaustão para
remover fumo da zona respiratória.
l Turn power off before servicing.
l Desconectar el cable de alimentación
de poder de la máquina antes de ini-
ciar cualquier servicio.
l Débranchez le courant avant l’entre-
tien.
l Strom vor Wartungsarbeiten abschal-
ten! (Netzstrom völlig öffnen;
Maschine anhalten!)
l Não opere com as tampas removidas.
l Desligue a corrente antes de fazer
serviço.
l Não toque as partes elétricas nuas.
l Do not operate with panel open or
guards off.
l No operar con panel abierto o
guardas quitadas.
l N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
l Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
l Mantenha-se afastado das partes
moventes.
l Não opere com os paineis abertos
ou guardas removidas.

POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de The Lincoln Electric Company es fabricar
y vender equipo de soldadura, corte y consumibles de
alta calidad. Nuestro reto es satisfacer las necesidades
de nuestros clientes y exceder sus expectativas. A
veces, los compradores pueden solicitar consejo o
información a Lincoln Electric sobre el uso de nuestros
productos. Respondemos a nuestros clientes con base
en la mejor información en nuestras manos en ese
momento. Lincoln Electric no esta en posición de
garantizar o certificar dicha asesoría, y no asume
responsabilidad alguna con respecto a dicha
información o guía. Renunciamos expresamente a
cualquier garantía de cualquier tipo, incluyendo
cualquier garantía de aptitud para el propósito
particular de cualquier cliente con respecto a dicha
información o consejo. Como un asunto de consid-
eración práctica, tampoco podemos asumir ninguna
responsabilidad por actualizar o corregir dicha
información o asesoría una vez que se ha brindado, y
el hecho de proporcionar datos y guía tampoco crea,
amplía o altera ninguna garantía con respecto a la
venta de nuestros productos.
Lincoln Electric es un fabricante receptivo pero la
selección y uso de los productos específicos vendidos
por Lincoln Electric está únicamente dentro del control
del cliente y permanece su responsabilidad exclusiva.
Muchas variables más allá del control de Lincoln
Electric afectan los resultados obtenidos en aplicar
estos tipos de métodos de fabricación y requerimientos
de servicio.
Sujeta a Cambio – Esta información es precisa según
nuestro leal saber y entender al momento de la
impresión. Sírvase consultar www.lincolnelectric.com
para cualquier dato actualizado.
Transcripción de documentos
Manual del Operador LN-25 PRO ™ Para usarse con máquina de Número de Código: 11746, 11747 Registre su máquina: www.lincolnelectric.com/register Localizador de Servicio y Distribuidores Autorizados: www.lincolnelectric.com/locator ¿Necesita Ayuda? Llame al 1.888.935.3877 para hablar con un Representante de Servicio Horas de Operación: 8:00 AM a 6:00 PM (ET) Lunes a Viernes Guardar para referencia futura Fecha de Compra Código: (ejemplo: 10859) Número de serie: (ejemplo: U1060512345) IMS10076 | Fecha de Publicación Jun-16 © Lincoln Global, Inc. All Rights Reserved. ¿Fuera de horas de servicio? Utilice “Ask the Experts” en lincolnelectric.com Un Representante de Servicio de Lincoln se contactará con usted en menos de un día hábil. Para Servicio fuera de E.U.A.: Correo Electrónico: [email protected] GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELECTRIC. COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN EN PERFECTO ESTADO DE INMEDIATO El comprador pasa a ser el propietario del equipo una vez que la empresa de transportes lo entrega en destino. Consecuentemente, cualquier reclamación por daños materiales durante el envío deberá hacerla el comprador ante la empresa de transportes cuando se entregue el paquete. LA SEGURIDAD DEPENDE DE USTED Los equipos de corte y soldadura por arco de Lincoln se diseñan y fabrican teniendo presente la seguridad. No obstante, la seguridad en general aumenta con una instalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso. ATENCIÓN Verá este cuadro siempre que deba seguir exactamente alguna instrucción con objeto de evitar daños físicos graves o incluso la muerte. PRECAUCIÓN Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales. NO SE ACERQUE AL HUMO. NO se acerque demasiado al arco. Si es necesario, utilice lentillas para poder trabajar a una distancia razonable del arco. LEA y ponga en práctica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de seguridad que encontrará en las cajas de los materiales para soldar. TRABAJE EN ZONAS VENTILADAS o instale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general. SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural será suficiente siempre que aleje la cabeza de los humos (v. a continuación). APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES o utilice ventiladores para alejar los humos. Hable con su supervisor si presenta algún síntoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilación. UTILICE PROTECTORES OCULARES, AUDITIVOS Y CORPORALES CORRECTOS PROTÉJASE los ojos y la cara con un casco para soldar de su talla y con una placa de filtrado del grado adecuado (v. la norma Z49.1 del ANSI). PROTÉJASE el cuerpo de las salpicaduras por soldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas. PROTEJA a los demás de salpicaduras, relámpagos y ráfagas con pantallas de protección. EN ALGUNAS ZONAS, podría ser necesaria la protección auricular. ASEGÚRESE de que los equipos de protección estén en buen estado. Utilice gafas de protección en la zona de trabajo EN TODO MOMENTO. SITUACIONES ESPECIALES NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de riesgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligroso. NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar la ventilación. Estas podrían liberar humos y gases muy tóxicos. Medidas preventivas adicionales PROTEJA las bombonas de gas comprimido del calor excesivo, de las descargas mecánicas y de los arcos; asegure las bombonas para que no se caigan. ASEGÚRESE de que las bombonas nunca pasen por un circuito eléctrico. RETIRE cualquier material inflamable de la zona de trabajo de soldadura. TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO. Seguridad, 01 de 04 - 15/06/2016 SEGURIDAD SECCIÓN A: ADVERTENCIAS ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca cáncer, anomalías congénitas y otras toxicidades para la función reproductora. • Arranque y utilice el motor siempre en una zona bien ventilada. • Si se encuentra en una zona sensible, asegúrese de expulsar los gases de escape. • No modifique ni altere el sistema de expulsión de gases. • No deje el motor en ralentí a menos que sea necesario. Para saber más, acceda a www.P65 warnings.ca.gov/diesel ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California). ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov) LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO. Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos de corte y soldadura” a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2-1974 de CSA. Podrá recoger una copia gratuita del folleto E205, “Seguridad en los procesos de soldadura por arco”, en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO. PARA EQUIPOS DE MOTOR. 1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento. 1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre. 1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, límpielo y no arranque el motor hasta que los gases se hayan evaporado. 1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo. 1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles. 1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha. 1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario. 1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente. LOS CAMPOS ELECTROMAGNÉTICOS PUEDEN SER PELIGROSOS. 2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores. 2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar. 2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen. 2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador: 2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible. 2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo. 2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha. 2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando. 2.d.5. No trabaje junto a la fuente de alimentación del equipo. Seguridad, 02 de 04 - 16/05/2018 SEGURIDAD UNA DESCARGA ELÉCTRICA LE PUEDE MATAR. 3.a. Los circuitos auxiliar (tierra) y del electrodo están vivos desde el punto de vista eléctrico cuando el soldador está encendido. No toque dichas partes “vivas” con el cuerpo. Tampoco las toque si lleva ropa que esté mojada. Utilice guantes secos y herméticos para aislarse las manos. 3.b. Aísle la pieza de trabajo y el suelo con un aislante seco. Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo. Además de adoptar las medidas de seguridad habituales, si debe soldar en condiciones arriesgadas desde el punto de vista eléctrico (en zonas húmedas o mientras lleva ropa mojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones poco habituales, como sentado, de rodillas o tumbado, si hay probabilidades de tocar de forma accidental la pieza de trabajo o el suelo), el operario deberá utilizar los siguientes equipos: • Soldador (TIG) semiautomático para corriente continua (CC) • Soldador (electrodo) manual para CC • Soldador para CA con control reducido de la tensión 3.c. En los equipos TIG automáticos o semiautomáticos, el electrodo, el carrete del electrodo, el cabezal del equipo, la boquilla y la pistola semiautomática también están vivas desde el punto de vista de la electricidad. 3.d. Asegúrese de que el cable auxiliar presente una buena conexión eléctrica con el metal que se esté soldando. La conexión deberá hacerse lo más cerca posible de la zona de trabajo. 3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar. 3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y la máquina de soldar en buen estado de funcionamiento. Cambie el aislante si está dañado. 3.g. Nunca sumerja el electrodo en agua para enfriarlo. 3.h. No toque nunca de forma simultánea las piezas vivas desde el punto de vista eléctrico de los soportes de los electrodos conectados a los dos equipos, ya que la tensión existente entre las dos podría ser equivalente a la tensión de los circuitos de los dos equipos. 3.i. Cuando tenga que trabajar por encima del nivel del suelo, utilice un arnés a modo de protección por si se produjera una descarga y se cayera. 3.j. Consulte también los apartados 6.c. y 8. LAS RADIACIONES DEL ARCO QUEMAN. 4.a. 4.b. 4.c. Utilice un protector con el filtro y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.I. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a sus compañeros de las radiaciones del arco. Proteja a los técnicos que estén en las inmediaciones con una pantalla ignífuga y pídales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras. LOS HUMOS Y GASES PUEDEN SER PELIGROSOS. 5.a. Al soldar, se pueden generar humos y gases peligrosos para la salud. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al humo. Asegúrese de que haya una buena ventilación en la zona del arco para garantizar que no se respiren los humos y gases. Si debe soldar superficies revestidas (consulte las instrucciones del contenedor o las hojas de datos sobre seguridad) o superficies de plomo, acero u otros metales cadmiados, asegúrese de exponerse lo menos posible y de respetar los PEL (límites de exposición permisibles) de la OSHA y los TLV (valores límite) de la ACGIH. Para ello, utilice los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposición indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos, necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado. 5. b. La función del equipo de control del humo de la soldadura se ve afectada por varios factores, como el uso y la colocación correctos del equipo, el mantenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberá comprobarse en el momento de la instalación y de forma periódica después de entonces, a fin de garantizar que este se ajuste a los PEL de la OSHA y a los TLV de la ACGIH. 5.c. No utilice el equipo para soldar en zonas rodeadas de vapores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverización. El calor y la radiación del arco pueden reaccionar con los vapores del disolvente y formar fosgeno, un gas muy tóxico, y otros productos irritantes. 5.d. Los gases de protección que se utilizan en la soldadura por arco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro. 5.e. Lea y comprenda las instrucciones del fabricante del equipo y de los fungibles utilizados, incluidas la hojas de datos sobre seguridad, y siga las prácticas de seguridad aprobadas por su empresa. Obtendrá hojas de datos sobre seguridad de la mano de su distribuidor de equipos de soldar o del propio fabricante. 5.f. Consulte también el apartado 1.b. Seguridad, 03 de 04 - 15/06/2016 SEGURIDAD LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES. 6.a. Elimine cualquier factor de riesgo de incendio de la zona de trabajo. Si no fuera posible, cubra los materiales para evitar que las chispas puedan crear un incendio. Recuerde que las chispas derivadas de las soldaduras pueden pasar con facilidad, a través de grietas pequeñas a zonas adyacentes. Además, los materiales pueden calentarse con rapidez. Evite soldar cerca de conductos hidráulicos. Asegúrese de tener un extintor a la mano. 6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas apropiadas para evitar situaciones de riesgo. Consulte el documento “Seguridad en los trabajos de corte y soldadura” (norma Z49.I del ANSI) y los datos de funcionamiento del equipo utilizado. 6.c. Cuando no esté utilizando el equipo, asegúrese de que el circuito del electrodo no toque en absoluto la zona de trabajo ni el suelo. Si se pusieran en contacto de forma accidental, dichas partes podrían sobrecalentarse y provocar un incendio. 6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores hasta que se haya asegurado de que tales procedimientos no harán que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos pueden provocar explosiones incluso si se han “limpiado”. Para saber más, adquiera el documento “Prácticas seguras y recomendables de preparación para los procesos de corte y soldadura de contenedores y conductos que han contenido sustancias peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense de Soldadura (consulte la dirección más arriba). 6.e. Ventile los contenedores y piezas de fundición antes de calentarlos, cortarlos o soldarlos. Podrían explotar. 6.f. El arco de soldadura desprende chispas y salpicaduras. Utilice prendas de protección, como guantes de piel, camisas gruesas, pantalones sin dobladillos, botas altas y un gorro para el pelo. Utilice un protector auricular cuando suelde en un lugar distinto del habitual o en espacios cerrados. Cuando esté en la zona de trabajo, utilice siempre gafas de protección con blindaje lateral. 6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier otra ubicación distinta de la zona de trabajo aumenta las probabilidades de que la corriente pase por cadenas de elevación, cables de grúas u otros circuitos alternos. Esto podría generar un riesgo de incendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran. SI SE DAÑAN, LAS BOMBONAS PUEDEN EXPLOTAR. 7.a. Utilice únicamente bombonas de gas comprimido que contengan los gases de protección adecuados para el proceso en cuestión, así como reguladores diseñados para un gas y presión concretos. Todos los conductos, empalmes, etc. deberán ser adecuados para el uso en cuestión y mantenerse en buen estado. 7.b. Guarde las bombonas siempre en vertical y asegúrelas correctamente a un bastidor o a un soporte fijo. 7.c. Las bombonas deberán almacenarse: • Alejadas de aquellas zonas en las que puedan recibir golpes o estar sujetas a daños físicos. • A una distancia segura de las zonas de soldadura por arco y de corte y de cualquier otra fuente de calor, chispas o llamas. 7.d. No deje que el electrodo, el soporte del electrodo ni ninguna otra pieza viva desde el punto de vista eléctrico entre en contacto con una bombona. 7.e. No acerque la cabeza ni la cara a la válvula de salida de la bombona cuando abra dicha válvula. 7.f. Las tapas de protección de la válvula siempre deberán estar en su sitio y bien apretadas, excepto cuando la bombona se esté utilizando o esté conectada. 7.g. Lea y comprenda las instrucciones relativas a las bombonas de gas comprimido, las instrucciones del material asociado y la publicación P-l de la CGA, “Precauciones para la manipulación segura de las bombonas de gas comprimido”, disponible a través de la Asociación de Gas Comprimido, situada en 14501 George Carter Way Chantilly, VA 20151. PARA EQUIPOS ELÉCTRICOS. 8.a. Desconecte la potencia de entrada a través del interruptor de desconexión del cuadro de fusibles antes de empezar a trabajar con el equipo. 8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante. 8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante. 6.h. Consulte también el apartado 1.c. 6.I. Lea y comprenda la norma NFPA 51B, “Norma para la prevención de incendios en trabajos de soldadura y corte entre otros”, disponible a través de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101. 6.j. No utilice las fuentes de alimentación del equipo para descongelar conductos. Consulte http://www.lincolnelectric.com/safety para saber más sobre la seguridad. Seguridad, 04 de 04 - 15/06/2016 v SEGURIDAD Compatibilidad Electromagnética (EMC) Conformidad Los productos que muestran la marca CE cumplen con la Directiva del Consejo de la Comunidad Europea del 15 de Diciembre, 2004 sobre la aproximación de las leyes de los Estados Miembro relacionadas con la compatibilidad electromagnética, 2004/108/EC. Este equipo fue fabricado en conformidad con un estándar nacional que a su vez implementa un estándar armonizado: Estándar de Productos de Compatibilidad Electromagnética para Equipo de Soldadura de Arco EN 60974-10. Asimismo, estos productos son para usarse con otro equipo de Lincoln Electric y están diseñados para uso industrial y profesional. Introducción Todo el equipo eléctrico genera pequeñas cantidades de emisión electromagnética. Ésta se puede transmitir a través de líneas de alimentación o radiarse a través del espacio, en forma similar a un transmisor de radio. Cuando las emisiones son recibidas por otro equipo, el resultado puede ser interferencia eléctrica. Las emisiones eléctricas pueden afectar a muchos tipos de equipo eléctrico, otro equipo de soldadura cercano, la recepción de radio y TV, máquinas controladas numéricamente, sistemas telefónicos, computadoras, etc. Mantenga en mente que puede haber presencia de interferencia y que tal vez se requieran precauciones adicionales cuando se usa una fuente de poder de soldadura en un establecimiento doméstico. Instalación y Uso El usuario es responsable de instalar y usar el equipo de soldadura de acuerdo con las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, entonces será responsabilidad del usuario del equipo de soldadura resolver la situación con la asistencia técnica del fabricante. En algunos casos esta acción correctiva puede ser tan simple como aterrizar (conectar a tierra) el circuito de soldadura, vea la Nota. En otros casos, podría implicar construir una pantalla electromagnética que encierre a la fuente de poder y trabajo, junto con los filtros de entrada relacionados. En todos los casos, las alteraciones electromagnéticas deberán reducirse al punto donde ya no causen problemas. Nota: El circuito de soldadura puede o no aterrizarse por razones de seguridad conforme a los códigos nacionales. El cambio de las conexiones de aterrizamiento sólo deberá ser autorizado por una persona competente que pueda evaluar si los cambios aumentarán el riesgo de lesiones, por ejemplo, al permitir rutas de regreso de corriente de soldadura paralela que puedan dañar los circuitos a tierra u otro equipo. Evaluación del Área Antes de instalar el equipo de soldadura, el usuario deberá hacer una evaluación de los problemas electromagnéticos potenciales en el área circunvecina. Deberá tomarse en cuenta lo siguiente: a) otros cables de alimentación, cables de control, cables de señalización y telefónicos; por arriba, abajo y adyacentes al equipo de soldadura; b) transmisores y receptores de radio y televisión; c) equipo computacional y otro equipo de control; d) equipo crítico de seguridad, por ejemplo, vigilancia del equipo industrial; e) la salud de la gente alrededor, por ejemplo, el uso de marcapasos y equipo auditivo; f) equipo utilizado para calibración o medición; g) la inmunidad de otro equipo en el ambiente. El usuario deberá asegurarse de que el otro equipo que se utiliza en el ambiente es compatible. Esto puede requerir medidas de protección adicionales; h) la hora del día en que se llevará a cabo esa soldadura u otras actividades. v vi SEGURIDAD Compatibilidad Electromagnética (EMC) El tamaño del área circunvecina a considerar dependerá de la estructura del edificio y otras actividades que se lleven a cabo. Métodos de Reducción de Emisiones Fuente de Energía El equipo de soldadura deberá conectarse a la fuente de energía según las recomendaciones del fabricante. Si ocurre interferencia, tal vez sea necesario tomar precauciones adicionales como la filtración de la fuente de energía. Deberá considerarse la protección del cable de alimentación del equipo de soldadura conectado permanentemente, con un conducto metálico o equivalente. La protección deberá ser eléctricamente continua por toda su longitud y conectarse a la fuente de poder de soldadura en tal forma que se mantenga un buen contacto eléctrico entre el conducto y la cubierta de la fuente de poder de soldadura. Mantenimiento del Equipo de Soldadura El equipo de soldadura deberá recibir mantenimiento en forma rutinaria conforme a las recomendaciones del fabricante. Todas las puertas y cubiertas de acceso y servicio deberán cerrarse y asegurarse adecuadamente cuando el equipo de soldadura esté en operación. El equipo de soldadura no deberá modificarse en ninguna forma excepto para aquellos cambios y ajustes mencionados en las instrucciones del fabricante. En particular, deberán ajustarse las aberturas de las chispas de la formación de arcos y dispositivos de estabilización, y recibir mantenimiento conforme a las recomendaciones del fabricante. Cables de Soldadura Los cables de soldadura deberán mantenerse tan cortos como sea posible, y estar cerca entre si, corriendo sobre o cerca del nivel del piso. Agrupamiento Equipotencial Deberá considerarse el agrupamiento de todos los componentes metálicos en la instalación de soldadura y adyacentes a la misma. Sin embargo, los componentes metálicos unidos a la pieza de trabajo aumentarán el riesgo de que el operador pueda recibir una descarga al tocar estos componentes y el electrodo al mismo tiempo. El operador deberá aislarse de todos los componentes metálicos agrupados. Aterrizamiento de la Pieza de Trabajo En los casos donde la pieza de trabajo no esté conectada a tierra para fines de seguridad eléctrica, o no esté aterrizada debido a su tamaño y posición, por ejemplo, el casco de un barco o trabajo de acero de construcción, una conexión que una la pieza de trabajo a tierra puede reducir las emisiones en algunas instancias, pero no en todas. Deberá tenerse cuidado de evitar el aterrizamiento de la pieza de trabajo si éste aumenta el riesgo de lesiones al usuario, o daña a otro equipo eléctrico. Donde sea necesario, la conexión de la pieza de trabajo a tierra deberá ser realizada a través de una conexión directa a la pieza de trabajo, pero en algunos países donde la conexión directa no es permitida, la unión deberá entonces hacerse a través de una capacitancia conveniente, seleccionada conforme a las regulaciones nacionales. Protección y Recubrimiento La protección y recubrimiento selectivos de otros cables y equipo en al área circundante puede aligerar los problemas de interferencia. Para aplicaciones especiales, deberá considerarse el recubrimiento de toda la instalación de soldadura1. _________________________ 1 Partes del texto anterior están contenidas en EN 60974-10: “Estándar de Productos de Compatibilidad Electromagnética para Equipo de Soldadura de Arco.” vi viii TABLA DE CONTENIDO Página –––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––– Instalación ......................................................................................................................Sección A Especificaciones Técnicas ...................................................................................................A-1 Precauciones de Seguridad .................................................................................................A-2 Ubicación..............................................................................................................................A-2 Protección de Alta Frecuencia .............................................................................................A-2 Tamaños de Cables de Soldadura, Cable del Electrodo .....................................................A-2 Conexión de Gas Protector ..................................................................................................A-3 Configuración del Mecanismo de Alimentación ...................................................................A-4 Buje del Receptor de la Pistola, Tornillo Mariposa, Tornillo Allen Guía .............................A-4 Procedimiento para Instalar Rodillos Impulsores y Guías de Alambre ................................A-5 Carga de los Carretes de Alambre.......................................................................................A-5 Ajuste del Brazo de Presión .................................................................................................B-6 Conexiones de la Pistola......................................................................................................A-6 Diagramas de Conexión de la Fuente de Poder al Cable de Alimentación Dual del LN-25TM Pro ...........A-7 a A-9 ________________________________________________________________________________ Operación .......................................................................................................................Sección B Precauciones de Seguridad .................................................................................................B-1 Símbolos Gráficos que Aparecen en esta Máquina o Manual .............................................B-1 Definición de los Términos de Soldadura.............................................................................B-2 Descripción General .............................................................................................................B-2 Procesos Recomendados, Limitaciones del Equipo, Fuentes de Poder Recomendadas ...B-2 Controles al Frente del Gabinete................................................................................B-3 a B-6 Soldadura de Alambre de Corriente Constante............................................................B-4, B-5 Descripción de los Controles al Frente del Gabinete ...........................................................B-6 Controles Internos ................................................................................................................B-7 Descripción de los Controles Internos..................................................................................B-8 Controles Posteriores ...........................................................................................................B-9 ________________________________________________________________________________ Accesorios .....................................................................................................................Sección C Equipo Instalado de Fábrica ................................................................................................C-1 Kits de Rodillos Impulsores Utilizados .................................................................................C-1 Accesorios Utilizados .................................................................................................C-2 a C-4 ________________________________________________________________________________ Mantenimiento ...............................................................................................................Sección D Precauciones de Seguridad .................................................................................................D-1 Mantenimiento de Rutina .....................................................................................................D-1 Mantenimiento Periódico......................................................................................................D-1 Especificación de Calibración .......................................................................................D-1,D-2 ________________________________________________________________________________ Localización de Averías ................................................................................................Sección E Cómo Utilizar la Guía de Localización de Averías ...............................................................E-1 Guía de Localización de Averías ..................................................................................E-2, E-4 ________________________________________________________________________________ Diagrama de Cableado y Dibujos de Dimensión.........................................................Sección F ________________________________________________________________________________ Páginas de Partes....................................................................................................... Serie P-667 _______________________________________________________________________________ viii A-1 A-1 INSTALACIÓN ESPECIFICACIONES TÉCNICAS – LN-25™ PRO (K2613-5, K2613-7) VOLTAJE y CORRIENTE DE ENTRADA VOLTAJE DE ENTRADA ± 10% AMPERIOS DE ENTRADA 15-110 VCD 4A SALIDA NOMINAL A 40°C (104°F) CICLO DE TRABAJO AMPERIOS DE ENTRADA Capacidad nominal del 60% 450 ENGRANAJES – RANGO DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE – TAMAÑOS DE ALAMBRES GMAW FCAW ENGRANAJE RANGO WFS TAMAÑOS DE ALAMBRES RANGO WFS TAMAÑOS DE ALAMBRES Extra torque K2613-7 1.3 – 10.1m/min (50 – 400 ipm) 0.6 – 1.6mm (.023 – 1/16") 1.3 – 10.1m/min (50 – 400 ipm) 0.8 - 2.4mm (.030 - 3/32) Velocidad Estándar K2613-5 50 – 700 ipm (1.3 – 17.7m/min) .023 – 1/16" (0.6 – 1.6mm) 50 – 700 ipm (1.3 – 17.7m/min) .030 - 5/64 (0.8 - 2.0mm) DIMENSIONES FÍSICAS ALTURA 376 mm (14.8 Pulgadas) Manija doblada ANCHO 221 mm (8.7 Pulgadas) PROFUNDIDAD 589 mm (23.2 Pulgadas) PESO 17 Kg. (38 lbs) RANGO DE TEMPERATURA OPERACIÓN: ALMACENAMIENTO: -40°C a 40°C (-40°F a 104°F) -40°C a 85°C (-40°F a 122°F) Las pruebas termales se llevaron a cabo a temperatura ambiente. El ciclo de trabajo (factor de trabajo) a 40°C (104°F) se determinó por simulación. El ciclo de trabajo se basa en la cantidad de soldadura realizada en un periodo de 10 minutos. IP23 LN-25™ PRO A-2 A-2 INSTALACIÓN PRECAUCIONES DE SEGURIDAD El LN-25™ Pro está clasificado como IP23 y es adecuado para uso en exteriores. ADVERTENCIA LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. • APAGUE la alimentación en el interruptor de desconexión o caja de fusibles antes de intentar conectar o desconectar las líneas de alimentación, cables de salida o cables de control. • Sólo personal calificado deberá realizar esta instalación. • No toque las partes metálicas de la pinza de trabajo de LN-25™ PRO cuando la fuente de poder esté encendida. • No conecte la pinza de trabajo al alimentador de alambre. • Conecte la pinza de trabajo directamente al trabajo, tan cerca como sea posible del arco de soldadura. • Apague la alimentación en la fuente de poder antes de desconectar la pinza de trabajo del trabajo. • Sólo utilice en las fuentes de poder con voltajes de circuito abierto menores de 110 VCD. ------------------------------------------------------------------------ UBICACIÓN Para el mejor desempeño de alimentación de alambre, coloque el LN-25™ Pro sobre una superficie estable y seca. Mantenga el alimentador de alambre en posición vertical. No lo opere sobre una superficie con una inclinación de más de 15 grados. La manija del LN-25™ Pro está diseñada únicamente para mover el alimentador de alambre alrededor del lugar de trabajo. Cuando suspenda un alimentador de alambre, aísle el dispositivo para colgar de la cubierta del alimentador de alambre. PROTECCIÓN CONTRA ALTA FRECUENCIA PRECAUCIÓN Coloque el LN-25™ PRO lejos de maquinaría controlada por radio. La operación normal del LN-25™ PRO puede afectar adversamente la operación de equipo controlado por radiofrecuencia, lo que pueda dar como resultado lesiones corporales o daño al equipo. ---------------------------------------------------------------------------- TAMAÑOS DE CABLES DE SOLDADURA La Tabla A.1 localizada a continuación muestra los tamaños de cables de cobre recomendados para diferentes corrientes y ciclos de trabajo. Las longitudes estipuladas son la distancia de la soldadora al trabajo y de regreso a la soldadora. Los tamaños de los cables aumentan para mayores longitudes básicamente con el fin de minimizar la caída del voltaje. CABLE DEL ELECTRODO El cable del electrodo es un cable 4/0. No sumerja el LN-25™ Pro. TABLA A.1 TAMAÑOS DE CABLES RECOMENDADOS (DE COBRE REVESTIDOS CON GOMA – CLASIFICADOS A 75°C ó 167°F)** TAMAÑOS DE CABLES PARA LONGITUDES COMBINADAS DE ELECTRODO Y CABLES DE TRABAJO AMPERIOS PORCENTAJE 0 a 15m 15 a 30m 30 a 46m 46 a 61m 61 a 76m CICLO DE ( 0 a 50 pies) (50 a 100 pies) (100 a 150 pies) (46 a 61m) (200 a 250 pies) TRABAJO 200 200 225 225 250 250 250 250 300 325 350 400 400 500 60 100 20 40 y 30 30 40 60 100 60 100 60 60 100 60 2 2 4ó5 3 3 2 1 1 1 2/0 1/0 2/0 3/0 2/0 2 2 3 3 3 2 1 1 1 2/0 1/0 2/0 3/0 2/0 2 2 2 2 2 1 1 1 1 2/0 2/0 2/0 3/0 3/0 1 1 1 1 1 1 1 1 1/0 2/0 2/0 3/0 3/0 3/0 1/0 1/0 1/0 1/0 1/0 1/0 1/0 1/0 2/0 3/0 3/0 4/0 4/0 4/0 ** Los valores de la tabla son para operación a temperaturas ambiente de 40°C (104°F) y menores. Las aplicaciones a más de 40°C (104°F) pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F). LN-25™ PRO A-3 INSTALACIÓN A-3 CONEXIÓN DEL GAS PROTECTOR 6. Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador a la izquierda hasta que se libere la presión del resorte de ajuste. ADVERTENCIA Si sufre algún daño, el CILINDRO puede explotar. • Mantenga el cilindro en posición vertical y encadenado para soportarlo. • Mantenga el cilindro alejado de áreas donde pueda dañarse. • Nunca levante la soldadora con el cilindro montado. • Nunca permita que el electrodo de soldadura toque al cilindro. • Mantenga el cilindro alejado de la soldadura o de otros circuitos eléctricamente vivos. • LA ACUMULACIÓN DE GAS PROTECTOR PUEDE DAÑAR LA SALUD O CAUSAR LA MUERTE. • Apague el suministro de gas protector cuando no esté en uso. • Vea el Estándar Nacional Estadounidense Z-49.1, "Seguridad en Soldadura y Corte" publicado por la Sociedad Estadounidense de Soldadura. -----------------------------------------------------------------------La presión máxima de entrada es 100 psi. (6.9 bar.) 7. Colocándose a un lado, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando el medidor de presión del cilindro deje de moverse, abra la válvula totalmente. 8. El regulador de flujo es ajustable. Ajústelo a la velocidad de flujo recomendada para el procedimiento y proceso que se están utilizando antes de hacer una soldadura. Instale el suministro de gas protector en la siguiente forma: 1. Asegure el cilindro para evitar que se caiga. 2. Remueva el tapón del cilindro. Inspeccione las válvulas del cilindro y regulador en busca de roscas dañadas, suciedad, polvo, aceite o grasa. Remueva el polvo y la suciedad con un trapo limpio. ¡NO CONECTE EL REGULADOR SI HAY PRESENCIA DE ACEITE, GRASA O DAÑOS! Informe a su proveedor de gas de esta condición. El aceite o grasa en la presencia de oxígeno de alta presión es explosivo. 3. Colóquese a un lado de la salida y abra la válvula del cilindro por un instante. Esto remueve cualquier polvo o suciedad que se haya acumulado en la salida de la válvula. 4. Conecte el regulador de flujo a la válvula del cilindro y apriete bien las tuercas de unión con una llave. Nota: si está conectando a un cilindro de 100% CO2, inserte el adaptador del regulador entre el regulador y la válvula del cilindro. Si el adaptador está equipado con una roldana de plástico, asegúrese de que esté asentada para conexión al cilindro CO2. 5. Conecte un extremo de la manguera de entrada al conector de salida del regulador de flujo. Conecte el otro extremo a la entrada de gas protector del sistema de soldadura. Apriete las tuercas de unión con una llave. LN-25™ PRO A-4 A-4 INSTALACIÓN CONFIGURACIÓN DEL MECANISMO DE ALIMENTACIÓN (Vea la Figura A.2) BUJE RECEPTOR DE LA PISTOLA, TORNILLO MARIPOSA Y TORNILLO ALLEN GUÍA ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, paneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------Herramientas requeridas: placa de alimentación. Deslice el buje del receptor de la pistola dentro del mecanismo de alimentación y verifique que los orificios de los tornillos mariposa estén alineados. 10. Apriete el tornillo Allen guía de 13.5 19.0 Nm (10 a 14 pies-libras). 11. Inserte la pistola de soldadura en el buje de la pistola y apriete el tornillo mariposa. FIGURA A.2 TORNILLO MARIPOSA BUJE DEL RECEPTOR DE LA PISTOLA GUÍA DE ALAMBRE EXTERNA BLOQUE DEL CONECTOR • Llave hexagonal de 1/4". Nota: Algunos bujes de pistola no requieren el uso del tornillo mariposa. 1. Apague la fuente de poder de soldadura. 2. Remueva el alambre de soldadura del mecanismo de alimentación. 3. Remueva el tornillo mariposa del mecanismo de alimentación. 4. Remueva la pistola de soldadura del mecanismo de alimentación. 5. Afloje el tornillo Allen guía que sujeta a la barra de conexión contra el buje de la pistola. Importante: No intente remover completamente el tornillo Allen guía. 6. Remueva la guía de alambre externa, y empuje el buje de la pistola fuera del mecanismo de alimentación. Debido al encaje de precisión, tal vez sea necesario golpear ligeramente para remover el buje de la pistola. 7. Desconecte la manguera del gas protector del buje de la pistola, si se requiere. 8. Conecte la manguera del gas protector al nuevo buje de la pistola, si se requiere. 9. Gire el buje de la pistola hasta que el orificio del tornillo mariposa se alinee con el del tornillo mariposa en la LN-25™ PRO TORNILLO ALLEN GUÍA AFLOJAR APRETAR A-5 A-5 INSTALACIÓN PROCEDIMIENTO PARA INSTALAR RODILLOS IMPULSORES Y GUÍAS DE ALAMBRE ADVERTENCIA • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, paneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------1. Apague la fuente de poder de soldadura. 2. Libere el brazo de presión del rodillo de presión. 3. Remueva la guía de alambre externa girando los tornillos mariposa estriados a la izquierda para desatornillarlos de la placa de alimentación. 4. Gire el seguro triangular y remueva los rodillos impulsores. 7. Instale un rodillo impulsor en cada ensamble de cubo; asegure con el seguro triangular. 8. Instale la guía de alambre externa alineándola con los pines y apretando los tornillos mariposa estriados. 9. Cierre el brazo de presión y accione el brazo de presión del rodillo de presión. Ajuste la presión adecuadamente. ADVERTENCIA CARGA DE CARRETES DE ALAMBRE • Mantenga las manos, cabello, ropa y herramientas alejados del equipo giratorio. • No utilice guantes cuando enrosque alambre o cambie el carrete del mismo. • Sólo personal calificado deberá instalar, utilizar o dar servicio a este equipo. -----------------------------------------------------------------------Carga de Carretes de 4.5 – 6.8kg (10 a 15 lb.). Se requiere un adaptador de eje K468 para cargar carretes de 51mm de ancho (2") en ejes de 51 mm (2"). Utilice un adaptador de eje K468 para cargar carretes de alambre de 64 mm de ancho (2-1/2"). 1. Apriete la barra de liberación en el collarín de sujeción y remuévala del eje. 2. Coloque el adaptador del eje sobre el mismo, alineando el pin de freno del eje con el orificio en el adaptador. POSICIÓN ABIERTA POSICIÓN CERRADA 5. Remueva la guía de alambre interna. 6. Inserte la nueva guía de alambre interna, con la ranura hacia afuera, sobre los dos pines de ubicación en la placa de alimentación. 3. Coloque el carrete en el eje y alinee la partida del freno del adaptador con uno de los orificios en la parte posterior del carrete. Una marca de indicación al final del eje muestra la orientación de la partida del freno. Asegúrese de que el alambre se desenrede del carrete en la dirección adecuada. 4. Reinstale el collarín de sujeción. Asegúrese de que la barra de liberación dé un chasquido y de que el collarín de sujeción encaje totalmente en la ranura del eje. LN-25™ PRO A-6 A-6 INSTALACIÓN CONEXIÓN DE LA PISTOLA BRAZO DE PRESIÓN y AJUSTE ADVERTENCIA ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, paneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------El brazo de presión controla la cantidad de fuerza que los rodillos impulsores ejercen sobre el alambre. El ajuste adecuado del brazo de presión brinda un mejor desempeño de soldadura. Muchos problemas de soldadura se pueden atribuir a una configuración muy alta del brazo de presión provocando la deformación del alambre. Establezca el brazo de presión a la cantidad minima que proporcione una alimentación confiable. Ajuste el brazo de presión en la siguiente forma: (Vea la Figura A.3) Alambres de aluminio entre 1 y 2 Alambres tubulares entre 1 y 3 Alambres de acero inoxidable entre 3 y 5 FIGURA A.3 La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, paneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------El LN-25™ PRO viene con el adaptador de pistola K1500-2 instalado. (Vea la Figura A.4) Para instalar una pistola, 1. APAGUE. 2. Remueva el tornillo mariposa. 3. Empuje totalmente la pistola dentro del buje de la misma. 4. Asegure la pistola en su lugar con el tornillo mariposa. 5. Conecte el cable del gatillo de la pistola al conector del gatillo al frente del alimentador. Nota: No todos los bujes de pistola requieren el uso del tornillo mariposa. FIGURA A.4 TORNILLO MARIPOSA PISTOLA 6 ALAMBRES DE ALUMINIO Al ALAMBRES TUBULARES FCAW GMAW ALAMBRES DE ACERO INOXIDABLE LN-25™ PRO A-7 A-7 INSTALACIÓN DIAGRAMAS DE CONEXIÓN DE CABLES DE LA FUENTE DE PODER A LN-25™ PRO CONFIGURACIONES A TRAVÉS DEL ARCO Fuentes de Poder de CC con Terminales de Salida Siempre Calientes (Vea la Figura A.5) CC Power Source FIGURA A.5 Classics Big Red’s Eagle 10,000 Plus Pipeliner 200D Without Wire Feed module SAE’s Without CV Adapter Electrodo LN-25™ PRO (A través del Arco) SAE 400 con adaptador de CV Soldadora de Motor de Combustión Interna con Módulo de Alimentación de Alambre Pinza de Trabajo Trabajo Si la fuente de poder tiene un interruptor Remoto/Local, coloque el interruptor en la posición Local. Coloque el interruptor CV/CC en el alimentador en la posición “CC”. K# Descripción K2613-5 LN-25™ PRO Alimentador de Alambre LN-25™ PRO Extra Torque K2613-7 KP1695-xx Kit de Rodillos Impulsores KP1696-xx KP1697-xx Vea la Literatura de Magnum Pistola de Soldadura Fuente de Poder de CC K1803-xx Cables de Soldadura Fuentes de Poder de CV con Conectores de Borne e Interruptor Remoto/Local (Vea la Figura A.6) CV-400 CV-655 DC-400 DC-600 DC-655 V450-Pro FIGURA A.6 Puente LN-25™ PRO Electrodo (A través del Arco) Pinza de Trabajo SAE 400 con adaptador de CV Soldadora de Motor de Combustión Interna con Módulo de Alimentación de Alambre Ranger 250 GXT Trabajo Coloque el interruptor Remoto/Local de la fuente de poder en la posición Local. Coloque el interruptor CV/CC en el alimentador en la posición “CV”. K# Descripción K2613-5 K2613-7 LN-25™ PRO KP1695-XX LN-25™ PRO Extra Torque KP1696-XX KP1697-XX Kit de Rodillos Impulsores Vea la Literatura de Magnum Pistola de Soldadura Fuente de Poder de CV K1803-XX Cables de Soldadura K484 Kit de Enchufes de Puente LN-25™ PRO A-8 A-8 INSTALACIÓN Fuentes de Poder de CV con Conectores de Borne y Sin Interruptor Remoto/Local (Vea la Figura A.7) FIGURA A.7 Ranger 250, 250 LPG Ranger 305G, 305D Ranger 10,000 Ranger 3 Phase Ranger 225, 225GXT Commander 300 Vantage 300, 400, 500 Air Vantage 500 LN-25™ Pro (A Través del Arco) Electrodo Pinza de Trabajo Trabajo Coloque el interruptor CV/CC en el alimentador en la posición “CV”. K# Descripción K2613-5 LN-25™ PRO K2613-7 LN-25™ PRO Extra Torque KP1695-XX KP1696-XX Kit de Rodillos Impulsores KP1697-XX Vea la Literatura de Magnum Pistola de Soldadura Fuente de Poder de CC K1803-XX Cables de Soldadura Fuentes de Poder de CV con Conectores TwistMate e Interruptor Remoto/Local (Vea la Figura A.8) FIGURA A.8 V350-Pro LN-25™ PRO (A Través del Arco) Electrodo CV 305 Pinza de Trabajo Trabajo Coloque el interruptor de Remoto/Local de la fuente de poder en la posición Local. Coloque el interruptor CV/CC en el alimentador en la posición “CV”. K# Descripción K2613-5 LN-25™ PRO K2613-7 LN-25™ PRO Extra Torque KP1695-XX KP1696-XX Kit de Rodillos Impulsores KP1697-XX Vea la Literatura de Magnum Pistola de Soldadura Fuente de Poder de CV K1841-XX Cables de Soldadura Enchufe de Cable Twist-Mate K852-95 LN-25™ PRO A-9 A-9 INSTALACIÓN Fuentes de Poder de CV con Conectores Twist-Mate y Sin Interruptor Remoto/Local (Vea la Figura A.9) Puente CV-250 CV-300 FIGURA A.9 LN-25™ PRO (A Través del Arco) Electrodo Pinza de Trabajo Trabajo K# Coloque el interruptor CV/CC en el alimentador en la posición “CV”. Descripción LN-25™ PRO K2613-5 LN-25™ PRO Extra Torque K2613-7 KP1695-XX Kit de Rodillos Impulsores KP1696-XX KP1697-XX Pistola de Soldadura Vea la Literatura de Magnum Fuente de Poder de CV Cables de Soldadura K1841-XX Enchufe de cable Twist-Mate K852-95 Kit de Enchufes de Puente K484 LN-25™ PRO B-1 B-1 OPERACIÓN PRECAUCIONES DE SEGURIDAD LEA Y COMPRENDA TODA LA SECCIÓN ANTES DE OPERAR LA MÁQUINA. LOS SÍMBOLOS GRÁFICOS QUE APARECEN EN ESTA MÁQUINA O EN ESTE MANUAL ALIMENTACIÓN ADVERTENCIA • LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. A menos que utilice la función de ALIMENTACIÓN EN FRÍO, cuando alimente con el gatillo de la pistola, el electrodo y mecanismo de alimentación están siempre eléctricamente energizados y podrían permanecer así varios segundos después de que termina la soldadura. • No toque las partes eléctricamente vivas o electrodo con la piel o ropa mojada. • Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos. • No opere con las cubiertas, paneles o guardas removidos o abiertos. --------------------------------------------------------------------• Los HUMOS Y GASES pueden resultar peligrosos. • Mantenga su cabeza alejada de los humos. • Use ventilación o escape para eliminar los humos de su zona de respiración. --------------------------------------------------------------------• Las CHISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga el material inflamable alejado. --------------------------------------------------------------------Los RAYOS DEL ARCO pueden quemar. • Utilice protección para los ojos, oídos y cuerpo. --------------------------------------------------------------------VEA LA INFORMACIÓN DE ADVERTENCIA ADICIONAL BAJO LAS PRECAUCIONES DE SEGURIDAD DE SOLDADURA DEL ARCO Y AL PRINCIPIO DE ESTE MANUAL DE OPERACIÓN. --------------------------------------------------------------------- ENCENDIDO APAGADO ALIMENTADOR DE ALAMBRE SALIDA POSITIVA SALIDA NEGATIVA ALIMENTACIÓN CORRIENTE DIRECTA U0 VOLTAJE DE CIRCUITO ABIERTO U1 VOLTAJE DE ENTRADA U2 VOLTAJE DE SALIDA I1 CORRIENTE DE ENTRADA I2 CORRIENTE DE SALIDA TIERRA PROTECTORA ADVERTENCIA O PRECAUCIÓN LN-25™ PRO B-2 B-2 OPERACIÓN DEFINICIÓN DE TÉRMINOS DE SOLDADURA WFS • Velocidad de Alimentación de Alambre CC • Corriente Constante CV • Voltaje Constante Descripción Funcional General Todos los LN-25™ PRO tienen un rango de WFS ajustable para mejorar la sensibilidad de la perilla. El rango bajo es grandioso para soldaduras críticas con alambres Innershield, y el rango superior es adecuado para soldadura de fines generales. La selección del rango WFS se hace a través de un interruptor oscilante o a través del menú de configuración en los medidores con pantallas digitales. PROCESOS RECOMENDADOS • GMAW • FCAW GMAW • Soldadura de Arco Metálico con Gas LIMITACIONES DEL PROCESO SMAW • Soldadura de Arco con Electrodo Revestido FCAW • Soldadura de Arco Tubular • Los procedimientos GMAW-P deben ser calificados por el cliente. • Los modelos A Través del Arco no se recomiendan para la soldadura por punteo o puntadas. DESCRIPCIÓN GENERAL LIMITACIONES DEL EQUIPO Descripción Física General El LN-25™ PRO está especialmente diseñado para ser el alimentador de alambre portátil más robusto disponible. Se ofrecen varios modelos del LN-25™ PRO a fin de satisfacer mejor las necesidades individuales del soldador. El modelo Extra Torque ofrece engranaje de torque adicional para una alimentación confiable de alambres FCAW de diámetro grande. Los modelos Standard y Dual Power ofrecen engranaje de mecanismo de alimentación para gran desempeño para ambos alambres FCAW y GMAW de tamaños comunes. Todos los modelos incluyen un solenoide de gas para lograr la flexibilidad de ejecutar la mayoría de los procesos de alambre. El gabinete de plástico está moldeado a partir de un plástico de alto impacto retardador de fuego, para durabilidad y bajo peso. El corazón del LN-25™ PRO es el mecanismo de 2 rodillos MAXTRACTM. Las funciones patentadas del alimentador de alambre ofrecen cambio sin herramientas de los rodillos impulsores y guías de alambre para a su vez cambiar el carrete rápidamente. Un motor controlado por tacómetro impulsa los rodillos impulsores de patente pendiente para una alimentación estable y óptima, sin deslizamiento. • El ciclo de trabajo del alimentador de alambre es de 450A, 60% El ciclo de trabajo se basa en la cantidad de soldadura realizada en un periodo de 10 minutos. • El tamaño de carrete máximo es de 24 Kg (45 libras), 305mm (12") de diámetro. • La longitud máxima de la pistola FCAW es de 15 pies. • La longitud máxima de la pistola GMAW es de 25 pies. • Los Kits de Temporizador K2330-1 no funcionan con el alimentador. Utilice kits K2330-2. • Las pistolas en contrafase no funcionan con el LN25TM PRO. • No es compatible con el conector europeo K489-7 (excepto K2614-7, -8). FUENTES DE PODER RECOMENDADAS • CV-305 • CV-400 • CV-655 • DC-400 • DC-600 • DC-655 • Invertec V-350 • FlexTec 450 • Multi-Weld 350 • Ranger 10,000 Con una capacidad nominal de 450 amps, ciclo de trabajo del 60%, estos alimentadores están listos para una soldadura de trabajo pesado. LN-25™ PRO • Ranger 3 Phase • Ranger 225 • Ranger 225 GXT • Ranger 250 • Ranger 305 • SAE-400 • Pipeliner 200G • Classic 300 • Vantage 300 • Vantage 400 • Vantage 500 B-3 B-3 OPERACIÓN (Vea la Política de Asistencia al Cliente al inicio de este Manual de Instrucciones) CONTROLES DEL FRENTE DEL GABINETE (Vea la Figura B.1) FIGURA B.1 1 6 7 2 3 4 5 ELEMENTO 1 2 3 4 5 6 7 DESCRIPCIÓN Voltímetro Analógico Perilla de Velocidad de Alimentación de Alambre Interruptor de Rango de Velocidad de Alimentación de Alambre Conector de Gatillo de Pistola de 5 Pines Cable de Sensión de Trabajo LED Termal, Sobrecarga del Motor LED de Polaridad 1. VOLTÍMETRO ANALÓGICO Indica de 0 a 40 VCD y es insensible a la polaridad. Muestra el OCV cuando no se está soldando y el voltaje del arco al soldar. LN-25™ PRO B-4 B-4 OPERACIÓN La servicialidad de un producto o estructura que utiliza al alimentador de alambre LN-25TM PRO es y deberá ser la sola responsabilidad del usuario/constructor. Diversas variables más allá del control de The Lincoln Electric Company afectan los resultados obtenidos utilizando el alimentador de alambre LN-25TM PRO. Estas variables incluyen, pero no se limitan al procedimiento de soldadura, química y temperatura de la placa, diseño de soldadura, métodos de fabricación y requerimientos de servicio. La gama disponible de alimentadores de alambre LN-25TM PRO puede no ser adecuada para todas las aplicaciones, y el constructor/usuario es y deberá ser el único responsable de las configuraciones de soldadura. OPERACIÓN CV Voltios de Arco Mínimos 15 V 17 V 21 V 24 V 27 V WFS Máxima (Torque Estándar) 400 450 570 650 700 WFS Máxima (Extra Torque) 220 250 300 350 400 Velocidad de Alimentación de Alambre, Operación CC Cuando los modelos A Través del Arco se operan con fuentes de poder de CC, la velocidad de alimentación de alambre cambia a medida que el voltaje del arco cambia. Cuando el voltaje del arco aumenta, también lo hace la velocidad de alimentación de alambre; y cuando disminuye, la velocidad de alimentación de alambre se reduce en consecuencia. A fin de preestablecer la velocidad de alimentación de alambre en las fuentes de poder CC: 1. Establezca el interruptor de Modo de Alimentación de Alambre dentro del LN-25TM Pro en “CC”. 2. Consulte la gráfica de la Figura B.1a para la configuración de la perilla de velocidad de alimentación de alambre. Seleccione la línea horizontal representando la Velocidad de Alimentación de Alambre. (Vea la flecha de la Figura B.1a para 375 pulg/min.) 3. Seleccione la línea diagonal representando los Voltios del Arco. (Vea la Figura B.1a para 29 voltios.) 4. Determine la línea vertical representando la configuración de la Velocidad de Alimentación de Alambre CC donde cruzan las dos líneas superiores. (Vea la línea de flecha de la Figura B.1a para 450.) Establezca la perilla de velocidad de alimentación de alambre en este valor. Configuración de la perilla WFS CC = WFS deseada x 35 Voltios del Arco Ejemplo: = 375 pulg/min. (Línea Horizontal) x 35 29 Voltios del Arco (Línea Diagonal) = 452.5 (Línea Vertical) (Vea la Figura B.1a) Utilice la configuración de 450 FIGURA B.1a 35 700 33 650 31 600 29 550 27 500 25 23 450 21 400 375 350 19 17 15 300 250 in/min. 200 150 100 50 50 ARCO VOLTIOS 100 150 200 250 300 350 400 450 500 550 600 650 700 CC LN-25™ PRO Se recomienda una fuente de poder de voltaje constante (CV) para la soldadura de alambre tubular. (FCAW) y soldadura de arco metálico con gas (GMAW), a fin de obtener resultados de calidad sobresalientes. Sin embargo, este alimentador de alambre también se puede utilizar con una fuente de poder de corriente constante (CC) para obtener resultados aceptables para las aplicaciones que no son de calidad críticas. B-5 B-5 OPERACIÓN SOLDADURA DE ALAMBRE DE CORRIENTE CONSTANTE (Vea la Figura B.3) La mayoría de los procesos de soldadura semiautomáticos se desempeñan mejor utilizando fuentes de poder de voltaje constante. Los códigos de soldadura normalmente no cubren la selección de la fuente de poder o específicamente, si el proceso de soldadura debe ser operado en el modo de voltaje o corriente constante. En lugar de ello, los códigos típicamente especifican limitaciones en la corriente, voltaje, entrada de calor y temperatura de precalentamiento con base en el material a soldar. La intención es asegurar que se desarrollarán propiedades adecuadas del material de soldadura. A veces, la soldadura se lleva a cabo utilizando fuentes de poder de corriente constante. La operación puede ser más conveniente porque puede permitir el uso de una fuente de poder de electrodo revestido (SMAW) existente, y la fuente de poder puede colocarse en una ubicación distante sin ninguna medida para ajustar las configuraciones de salida. Para la operación de corriente constante, la fuente de poder se establece para entregar la corriente especificada. La fuente de poder regula esta corriente sin importar los cambios en el circuito de soldadura, incluyendo la longitud del cable, diámetro del electrodo, velocidad de alimentación de alambre, punta de contacto a distancia de trabajo, etc. Cambios en la velocidad de alimentación de alambre (WFS) o punta de contacto para trabajar a distancia (CTWD) afectan el voltaje del arco cuando se utilizan fuentes de poder de corriente constante. Disminuir la velocidad de alimentación de alambre aumenta el voltaje, elevarla lo disminuye. Alargar la punta de contacto a la distancia de trabajo eleva el voltaje, mientras que acortarla a la distancia de trabajo lo disminuye. Si la punta de contacto a la distancia de trabajo se mantiene adecuadamente, se puede lograr un rango de voltaje operativo satisfactorio, y el resultado puede ser una buena soldadura. Sin embargo, cuando una soldadora utiliza una punta de contacto más larga a la distancia del trabajo, un alimentador de alambre de sensión de arco compensa aumentando la velocidad de alimentación de alambre para regular el voltaje. Incluso si el voltaje y corriente permanecen sin cambios, la velocidad de alimentación de alambre aumentada puede dar como resultado en una tasa de deposición mucho más allá del rango especificado del electrodo. Bajo estas condiciones, las propiedades de metal de soldadura especificadas no pueden lograrse. Las fuentes de poder de voltaje constante entregan grandes picos de corriente para estabilizar el arco cuando el electrodo está cortocircuitado o la longitud del arco es muy corta. Sin embargo, una fuente de poder de corriente constante no proporciona dicha respuesta para estabilizar el arco. Puede ser difícil lograr las propiedades de metal de soldadura requeridas, o lograr la calidad requerida de soladuras necesarias para pasar las pruebas no destructivas, cuando dichas soldaduras se hacen bajo operación de corriente constante. Por estas razones, Lincoln Electric NO recomienda soldadura semiautomática de corriente constante para aplicaciones que necesitan satisfacer requerimientos especificados de propiedades químicas o mecánicas del metal de soldadura, o requerimientos de calidad de soldadura. FIGURA B-3 Corriente + Alimentador de Alambre CTWD WFS Fuente de Poder de Corriente Constante - Corriente LN-25™ PRO B-6 OPERACIÓN 2. PERILLA DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE Utilice la Perilla de Velocidad de Alimentación de Alambre para ajustar la velocidad de alimentación de alambre. Rango WFS para torque estándar: Alto = 50 a 700 ipm Bajo = 50 a 200 ipm Rango WFS para extra torque: Alto = 50 a 400 ipm Bajo = 50 a 200 ipm Para mejores resultados, mantenga el cable de la pistola y conducto tan rectos como sea posible. Lleve a cabo un mantenimiento regular y limpieza de la guía de alambre, conducto y pistola. Siempre utilice electrodos de alta calidad, como el L-50 ó L56 de Lincoln Electric. 7. LED DE POLARIDAD Ya que el alimentador de alambre es impulsado por el voltaje del arco, tal vez no esté disponible el rango completo de la velocidad de alimentación de alambre. 3. INTERRUPTOR DE RANGO DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE Utilice para seleccionar el rango bajo o alto de la perilla de velocidad de alimentación de alambre. Nota – seleccionar el rango bajo no aumenta el torque del mecanismo de alimentación. Las luces del LED + POLARITY de Polaridad se POLARIDAD encienden cuando POLARITÉ el alimentador de alambre se conecta para polaridad positiva. Utilice el LED de polaridad para verificar que el alimentador de alambre esté conectado para la polaridad correcta. 4. CONECTOR DEL GATILLO DE PISTOLA DE 5 PINES Existe un conector circular para el gatillo de la pistola al frente del LN-25TM PRO. Nota – si ya oprime el gatillo de la pistola cuando se enciende el alimentador, éste no se activará. Libere y vuelva a oprimir el gatillo de la pistola para empezar a soldar. Función C D B E A Conector de gatillo de 5 pines sólo para pistolas en contrafase. B-6 Pin Cableado A B C D E Fuente de 5 voltios No se usa Gatillo No se usa No se usa 5. CABLE DE SENSIÓN DE TRABAJO Siempre apague la alimentación de la fuente de poder antes de mover el cable de sensión de trabajo. El cable de sensión de trabajo se conecta a la pieza que se está soldando. 6. LED TERMAL, SOBRECARGA DEL MOTOR La luz térmica se ilumina cuando el motor del mecanismo de alimentación genera demasiada corriente. Si esta luz se ilumina, el mecanismo de alimentación se apaga automáticamente por hasta 30 segundos para permitir que el motor se enfríe. Para iniciar la soldadura de nuevo, suelte el gatillo de la pistola, inspeccione el cable de la misma y la guía de alambre (y conducto). Limpie y haga reparaciones según sea necesario. Inicie la soldadura de nuevo cuando el problema se haya resuelto en forma segura. LN-25™ PRO B-7 B-7 OPERACIÓN CONTROLES INTERNOS 4 2 FIGURA B.2 5 3 1 7 8 ELEMENTO 1 2 3 4 5 6 7 8 9 9 DESCRIPCIÓN Interruptor de Interbloqueo de Gatillo de 2 Pasos Interruptor CV / CC Brazo de Ajuste de presión Kit de Temporizador Opcional Retenedor de Carrete Freno del Eje Buje de la Pistola, Tornillo Mariposa y Tornillo Allen Guía Ejes Impulsores Botón de Alimentación en Frío LN-25™ PRO 6 B-8 B-8 OPERACIÓN DESCRIPCIÓN DE LOS CONTROLES INTERNOS (Vea la Figura B.2) 2. INTERRUPTOR CV/CC El interruptor CV/CC establece el método de control de velocidad de alimentación de alambre para el alimentador de alambre. 1. INTERRUPTOR DE INTERBLOQUEO DE GATILLO DE 2 PASOS En la posición CV, la velocidad de alimentación de alambre permanece constante durante la soldadura. Un voltaje de arco estable es regulado por la fuente de poder ajustando la corriente del arco. El Interruptor de Interbloqueo de Gatillo de 2 Pasos cambia la función del gatillo de la pistola. La operación de 2 Pasos enciende y apaga la soldadura en respuesta directa al gatillo. La operación de interbloqueo del gatillo permite que la soldadura continúe cuando se suelta el gatillo para comodidad en las soldaduras largas. CC CV En la posición CC, la velocidad de alimentación de alambre varía durante la soldadura. La longitud del arco se mantiene cambiando la velocidad de alimentación de alambre. Coloque el interruptor de palanca en la posición hacia ABAJO para la operación de 2 Pasos o en la posición hacia ARRIBA para la operación de Interbloqueo del Gatillo. 3. BRAZO DE PRESIÓN y AJUSTE Gatillo de 2 Pasos 4. KIT DE TEMPORIZADOR OPCIONAL La operación del gatillo de 2 Pasos es la más común. Cuando se aprieta el gatillo de la pistola, la fuente de poder de soldadura energiza la salida del electrodo y el alimentador de alambre alimenta alambre para soldar. La fuente de poder y alimentador de alambre continúan soldando hasta que se suelta el gatillo. El Kit de Temporizador Opcional proporciona control del tiempo de preflujo, quemado en retroceso y tiempo de postflujo. Interbloqueo del Gatillo La operación de interbloqueo del gatillo proporciona comodidad al operador cuando realiza soldaduras largas. Cuando el gatillo se aprieta por primera vez, la fuente de poder energiza la salida y el alimentador de alambre alimenta alambre para soldar. Después, se libera el gatillo mientras se realiza la soldadura. Para dejar de soldar, el gatillo se jala de nuevo, y cuando se suelta, la salida de la fuente de poder se apaga y el alimentador de alambre deja de alimentar alambre. (VEA LA SECCIÓN DE INSTALACIÓN) 5. RETENEDOR DEL CARRETE A fin de liberar el retenedor del carrete, apriete la barra de metal hacia adentro. Cuando asegure el carrete, verifique que el retenedor esté totalmente asentado en su lugar en una de las tres ranuras del eje. 6. FRENO DEL CARRETE Ajuste el freno del carrete para proporcionar suficiente fricción y detener el flujo de alambre. Una fuerza del freno excesiva puede provocar sobrecargas termales del motor o problemas de soldadura. 7. BUJE DE LA PISTOLA, TORNILLO MARIPOSA Y TORNILLO ALLEN GUÍA (VEA LA SECCIÓN DE INSTALACIÓN) PRECAUCIÓN Si el arco se apaga mientras se suelda con la operación de interbloqueo del gatillo, la salida del electrodo de la fuente de poder de soldadura permanece energizada y el alimentador de alambre continuará alimentando alambre hasta que el gatillo de la pistola se jale de nuevo y se libere después. ------------------------------------------------------------------------ 8. RODILLOS IMPULSORES Y GUÍAS DE ALAMBRE (VEA LA SECCIÓN DE INSTALACIÓN) 9. BOTÓN DE ALIMENTACIÓN EN FRÍO Cuando se alimenta en frío, el mecanismo de alimentación alimentará al electrodo mas no se energizarán la fuente de poder ni el solenoide de gas. Ajuste la velocidad de la alimentación en frío girando la perilla WFS. La alimentación en frío o “desplazamiento en frío” del electrodo es útil para insertar el electrodo a través de la pistola. LN-25™ PRO B-9 B-9 OPERACIÓN FIGURA B.4 CONTROLES POSTERIORES: (Vea la Figura B.4) 1. BOTÓN DE PURGA DE GAS La válvula de solenoide gas se energizará pero la salida de la fuente de poder y el motor de avance no se encenderán. El interruptor de Purga de Gas es útil para configurar la velocidad de flujo adecuada de gas protector. Los medidores de flujo siempre deberán ajustarse mientras el gas protector fluye. 1 2 3 ELEMENTO 1 2 3 LN-25™ PRO DESCRIPCIÓN Botón de Purga de Gas Entrada del Gas Protector Cable del Electrodo C-1 ACCESORIOS EQUIPO INSTALADO DE FÁBRICA • Buje del Receptor de la Pistola K1500-2. KITS DE RODILLOS IMPULSORES, IMPULSIÓN DE 2 RODILLOS TIPO DE ALAMBRE TAMAÑO DEL ELECTRODO .023-.030 (0.6-0.8mm) Alambres de .035 (0.9mm) Acero: .045 (1.2mm) .052 (1.4mm) 1/16 (1.6mm) .035,.045 (0.9, 1.2mm) .040 (1.0mm) .030-.035" (0.8-0.9mm) .040-.045" (1.0-1.2mm) Alambres .052" (1.4mm) Tubulares: 1/16" (1.6mm) .068-.072" (1.7-1.8mm) 5/64" (2.0mm) 3/32” (2.4mm) .035" (0.9 mm) (Sólo Modelos Extra Torque) .040" (1.0mm) 3/64" (1.2mm) Alambres de 1/16" (1.6mm) Aluminio: KIT KP KP1696-030S KP1696-035S KP1696-045S KP1696-052S KP1696-1/16S KP1696-1 KP1696-2 KP1697-035C KP1697-045C KP1697-052C KP1697-1/16C KP1697-068 KP1697-5/64 KP1697-3/32 KP1695-035A KP1695-040A KP1695-3/64A KP1695-1/16A LN-25™ PRO Incluye: 2 rodillos impulsores con ranuras en V, guías de alambre externa e interna. Incluye: 2 rodillos impulsores estriados y una guía de alambre interna. Incluye: 2 rodillos impulsores con ranuras en V pulidos, guías de alambre externa e interna. C-1 C-2 ACCESORIOS K2330-2 Kit de Temporizador Incluye: Panel y arnés para ajustar el preflujo, quemado en retroceso y tiempos de postflujo. K2596-2 Gabinete de Plástico Incluye: un gabinete de plástico completo de diseño técnico. K1796-xx Cable de Alimentación Coaxial AWG 1/0 Incluye: un cable de soldadura coaxial 1/0 de longitud "xx". Los extremos del cable de soldadura tienen conexiones de terminal. Se utiliza para soldadura de pulsación. K2593-xx Cable de Alimentación Coaxial AWG #1 Incluye: un cable de soldadura coaxial AWG #1de longitud "xx".Los extremos del cable de soldadura tienen conexiones de terminal. Se utiliza para soldadura de pulsación ó STTTM. K1803-1 Paquete de Cables de Trabajo y Alimentador Incluye: cable 2/0 de Twist-Mate a Terminal de 1.2 m (14') con Abrazadera de Aterrizamiento, y cable 2/0 Twist-Mate a Terminal de 2.7m (9') de largo. K1840-xx Cable de Poder de Soldadura, Twist-Mate a Terminal Incluye: cable 1/0 Twist-Mate a Terminal, de longitud "xx". K1842-xx Cable de Poder de Soldadura, Terminal a Terminal Incluye: cable 3/0 de Terminal a Terminal, de longitud "xx" para longitudes de hasta 18.3m (60'). Cable 4/0 de Terminal a Terminal, de longitud "xx" para longitudes mayores de 18.3m (60'). LN-25™ PRO C-2 C-3 ACCESORIOS Incluye: conector circular de 14 pines con puente para cables 2-4. Para usarse en fuentes de poder para “ENCENDER” las terminales de soldadura en todo momento. K484 Kit de Enchufes de Puente K910-1 Pinza de Aterrizamiento K910-2 Pinza de Aterrizamiento K1500-1 Buje Receptor de Pistola (para pistolas con conectores de pistola K466-1 de Lincoln; pistolas Innershield y Subarc) Incluye: Una Pinza de Aterrizamiento de 300 Amps Incluye: Una Pinza de Aterrizamiento de 500 Amps. Incluye: Buje de receptor de pistola, tornillo de fijación y llave hexagonal. LN-25™ PRO C-3 C-4 ACCESORIOS K1500-2 Buje Receptor de Pistola (para pistolas con conectores de pistola Incluye: Buje de receptor de K466-2, K466-10 de Lincoln; pistopistola con boquilla de las Magnum 200/300/400 y com- manguera, tornillo de fijación y patibles con Tweco® #2-#4) llave hexagonal. K1500-3 Buje Receptor de Pistola (para pistolas Incluye: Buje de receptor de con conectores de pistola K613-7 de pistola con boquilla de Lincoln; pistolas Magnum 550 y com- manguera, tornillo de fijación y patibles con Tweco® #5) llave hexagonal. K1500-4 Buje de Receptor de Pistola (para Incluye: Buje de receptor de pistola con conectores de pistola pistola con boquilla de K466-3 de Lincoln; compatible con manguera, tornillo de fijación y pistolas Miller®.) llave hexagonal. K1500-5 Buje de Receptor de Pistola (com- Incluye: Buje de receptor de pistola con boquilla de manguera, 4 patible con pistolas Oxo®.) tubos guía, tornillo de fijación y llave hexagonal K435 Incluye: Adaptador de Eje hecho Adaptador de Eje, para montar Bobinas Innershield de 6.4 kg (14 de 2 retenedores de bobinas. (No se incluye el electrodo.) lb.) sobre dos ejes (51 mm). K468 Adaptador de Eje, para montar car- Incluye: 2 Adaptadores de Eje, uno retes de 203 mm (8 pulg) de diámetro para carretes de 2" de ancho y el en ejes de 51 mm (2 pulg). otro para carretes de 3" de ancho. K590-6 Incluye: 2 mangueras con conectores rápidos hembra en cada Kit de Conexión de Agua (sólo para modelos europeos y de cable extremo, 2 conectores macho para manguera de ID de 3/16", 2 conecde control) tores macho para manguera de ID de _", y hardware de montaje. K586-1 Regulador de Gas Ajustable De Lujo K283 Medidor de Velocidad de Alimentación de Alambre Incluye: Regulador de Gas de Lujo para Gases Mezclados, Adaptador para C02 y manguera de 3.0 m (10'). Incluye: Un medidor de velocidad de alimentación de alambre con pantalla digital. LN-25™ PRO C-4 D-1 D-1 MANTENIMIENTO PRECAUCIONES DE SEGURIDAD FIGURA D.2 ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Apague la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente calientes. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, paneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. ------------------------------------------------------------------------ Tornillo de Calibración MANTENIMIENTO DE RUTINA • Revise los cables de soldadura, cables de control y mangueras de gas en busca de cortaduras. • Limpie y apriete todas las terminales de soldadura. MANTENIMIENTO PERIÓDICO • Limpie los rodillos impulsores y la guía de alambre interna, y reemplace si hay desgaste. • Aplique aire o aspire el interior del alimentador. • Inspeccione las escobillas del motor cada 6 meses. Reemplace si son más cortas de 12.7mm (0.5”). ESPECIFICACIÓN DE CALIBRACIÓN VALIDACIÓN DEL VOLTÍMETRO (Vea la Figura D.1) Para verificar la exactitud del voltímetro analógico: 1. APAGUE. 2. Conecte el LN-25TM PRO a la fuente de poder de soldadura de CD de voltaje constante capaz de suministrar por lo menos 4 amps. Conecte el electrodo a la terminal positiva “+” y la pinza de trabajo a la terminal negativa “-“. 3. Conecte un voltímetro de referencia entre el bloque de bronce del LN-25TM PRO y el cable de trabajo. 4. ENCIENDA. 5. Energice la fuente de poder. Ajuste la salida de la fuente de poder a 20.0 VCD como se mida en el medidor de referencia. 6. Verifique que el voltímetro del LN-25TM PRO indique 20 voltios. Ajuste el voltímetro según sea necesario girando el tornillo del mismo. LN-25™ PRO D-2 D-2 MANTENIMIENTO FIGURA D.2 VALIDACIÓN DE LA VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE Al reemplazar o dar servicio a la tarjeta de P.C., potenciómetro de velocidad de alimentación de alambre o motor, tal vez sea necesario calibrar al LN-25TM PRO. La calibración iguala la escala en la placa de identificación con la velocidad de alimentación de alambre real. CUBIERTA A fin de calibrar al LN-25TM PRO: 1. APAGUE la alimentación en la fuente de soldadura. 2. Remueva el carrete de alambre y la cubierta del alimentador. Retire la pistola de la placa del alimentador, dejando el gatillo de la pistola conectado al alimentador. Remueva la cubierta de plástico en la placa de alimentación para revelar el engranaje del motor. 3. Coloque el interruptor de rango de WFS en la configuración “alta”. Establezca la perilla WFS en • 50 ipm para K2613-5 • 25 ipm para K2613-7 4. Active el LN-25TM PRO y mida las rpm del engranaje del motor. Ajuste la perilla WFS como se requiere hasta que las rpm midan de 8.9 a 9.2 rpm. 5. Inserte el enchufe de corto circuito en la tarjeta de control por 1 segundo y después remueva el enchufe de corto circuito. Este enchufe cortocircuita los pines 4 y 7 de J3. 6. Establezca la perilla WFS en • 800 ipm para K2613-5 • 400 ipm para K2613-7 7. Active el LN-25TM PRO y mida las rpm del engranaje del motor. Ajuste la perilla WFS como se requiere hasta que las rpm midan de 128.0 a 130.0 rpm. 8. Inserte el enchufe de corto circuito en la tarjeta de control por 1 segundo y después remuévalo. Este enchufe cortocircuita los pines 4 y 7 de J3. 9. APAGUE y reensamble. LN-25™ PRO TARJETA DE P.C. E-1 LOCALIZACIÓN DE AVERÍAS E-1 CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS ADVERTENCIA Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representar un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Esta Guía de Localización de Averías se proporciona para ayudarle a localizar y reparar posibles malos funcionamientos de la máquina. Siga simplemente el procedimiento de tres pasos que se enumera a continuación. Paso 3. CURSO DE ACCIÓN RECOMENDADO. Esta columna proporciona un curso de acción para la Causa Posible; generalmente indica que contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA). Busque bajo la columna titulada “PROBLEMA (SÍNTOMAS)”. Esta columna describe posibles síntomas que la máquina pudiera presentar. Encuentre la lista que mejor describa el síntoma que la máquina está exhibiendo. Si no comprende o no puede llevar a cabo el Curso de Acción Recomendado en forma segura, contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 2. CAUSA POSIBLE. La segunda columna titulada “CAUSA POSIBLE” enumera las posibilidades externas obvias que pueden contribuir al síntoma de la máquina. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • La fuente de poder de soldadura deberá estar conectada al aterrizamiento del sistema conforme al Código Eléctrico Nacional o cualquier código local aplicable. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO E-2 LOCALIZACIÓN DE AVERÍAS E-2 Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual PROBLEMAS (SÍNTOMAS) Err 81 CAUSA POSIBLE CURSO RECOMENDADO DE ACCIÓN Códigos de Error de Modelos con Pantalla Digital Sobrecarga del motor, a largo plazo. 1. Revise que el electrodo se deslice fácilmente a través de la pistola y cable. 2. Deshaga los dobleces apretados de la pistola y cable. 3. Revise que el freno del eje no esté muy apretado. 4. Verifique que se esté utilizando un electrodo de alta calidad. 5. Espere a que el error se restablezca y el motor se enfríe (aproximadamente 1 minuto). Err 82 Sobrecarga del motor, a corto plazo. 1. Revise que el motor se pueda girar libremente cuando el brazo de presión se abra. 2. Verifique que los engranajes estén libres de desechos y suciedad. Problemas de Salida El alimentador sí enciende – pero no 1. El cable de sensión del trabajo está 1. Conecte el cable de sensión de desconectado o es una conexión eléctrica la pantalla ni alimentación en frío. trabajo al trabajo en un lugar libre deficiente. (Modelos A Través del Arco) de suciedad, oxidación y pintura. 2. La fuente de poder está APAGADA. 2. ENCIENDA la fuente de poder. 3. El interruptor automático para el alimenta- 3. Restablezca los interruptores de dor de alambre en la fuente de poder se circuito. ha abierto. (Modelos de cable de control). 4. El cable de control puede estar suelto o 4. Apriete, repare o reemplace el dañado. (Modelos de cable de control). cable de control dañado. 1. Las conexiones de la bobina del 1. Verifique las conexiones de la (Modelos a Través del Arco) contactor están sueltas. El alimentador de alambre enciende bobina del contactor. 2. El contactor tiene falla. pero no hay salida cuando se apri2. Reemplace el contactor. eta el gatillo. El gas protector fluye y los rodillos impulsores giran. No gas protector. 1. El suministro de gas está APA- 1. Verifique que el suministro de gas GADO o vacío. esté ENCENDIDO y fluyendo. 2. La manguera de gas está cortada 2. Enrute la manguera de gas en tal forma que evite las esquinas filosas o aplastada. y asegúrese de que no haya nada sobre ella. Repare o reemplace las mangueras dañadas. 3. La válvula del medidor de flujo 3. Abra la válvula del medidor de flujo. está cerrada. 4. Suciedad o desechos en el sole- 4. Aplique aire de taller filtrado a 80psi al solenoide para remover la suciedad. noide. 5. Remueva la cubierta y revise que 5. Hay una conexión de solenoide todas las conexiones estén en buesuelta. nas condiciones. 6. Reemplace el solenoide. 6. El solenoide tiene falla. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO E-3 LOCALIZACIÓN DE AVERÍAS E-3 Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO RECOMENDADO DE ACCIÓN Alimentación de alambre inconsis- 1. El cable de la pistola está torcido 1. Mantenga el cable de la pistola tan recto como sea posible. Evite las tente o el alambre no se alimenta y/o enroscado. esquinas filosas o dobleces en el cable. pero los rodillos impulsores giran. 2. El alambre está atascado en la 2. Remueva la pistola del alimentador de alambre y jale el alambre atascado pistola y cable. fuera de la pistola y cable. 3. Aplique a la guía de alambre aire de baja presión (40psi o menos) para eliminar la suciedad. Reemplácela si está desgastada. 4. Utilice sólo electrodos limpios. Use electrodos de calidad como el L-50 ó L-56 de Lincoln Electric. 5. Reemplace la punta de contacto. 6. Verifique que las partes adecuadas estén instaladas. 7. Ajuste el brazo de tensión conforme al Manual de Instrucciones. La mayoría de los electrodos se alimentan bien a una configuración de brazo de tensión de “3”. 8. Verifique que el carrete de alambre se mueva con un esfuerzo mínimo. 9. Reemplace los rodillos impulsores si están desgastados o muy sucios. La velocidad de alimentación de 1. El cable de puente para velocidad nor- 1. Conecte adecuadamente el alambre opera consistentemente al mal/extra torque está conectado puente de velocidad normal/extra torque. valor incorrecto. La velocidad cam- inadecuadamente. bia cuando se ajusta la perilla de 2. El engranaje incorrecto está instalado 2. Instale el engranaje de piñón adecuado en el mecanismo de alivelocidad de alimentación de alam- en el mecanismo de alimentación. mentación. bre. 3. Las escobillas en el motor están des3. Inspeccione y reemplace las gastadas. escobillas del motor. La velocidad de alimentación de alambre 1. El tacómetro está conectado 1. Verifique que todos los cables del se traba a 200-300 pulg/min y no hay inadecuadamente. tacómetro estén bien conectados. cambio cuando se ajusta la perilla de 2. El tacómetro tiene falla. 2. Reemplace el ensamble del motor velocidad de alimentación de alambre. y tacómetro. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO E-4 LOCALIZACIÓN DE AVERÍAS E-4 Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual PROBLEMAS (SÍNTOMAS) Arco variable o "irregular". CAUSA POSIBLE CURSO RECOMENDADO DE ACCIÓN Problemas de Salida 1. Punta de contacto de tamaño incor- 1. Reemplace la punta de contacto. 2. Verifique todas las conexiones de recto, desgastada y/o derretida. trabajo y electrodo estén apretadas y 2. Cable de trabajo desgastado o que los cables estén en buenas conexión de trabajo deficiente. condiciones. Limpie/reemplace según sea necesario. 3. Ajuste la polaridad al procedimiento 3. Polaridad incorrecta. recomendado. 4. La tobera de gas está extendida más 4. Ajuste la tobera de gas y acorte la punta electrizada de alambre a 3/8 – allá de la punta de contacto o la 1/2 pulgadas. punta electrizada del alambre es muy larga. 5. Protección deficiente de gas en los 5. Revise el flujo de gas y mezcla. Remueva o bloquee las fuentes de procesos que requieren gas. corrientes de aire. Inicios de arco deficientes con fusión o 1. Procedimientos o técnicas inade- 1. Vea la "Guía de Soldadura de “explosiones”, porosidad de soldadura, cuados. Arco Metálico con Gas" (GS-100). cordón estrecho o de apariencia viscosa. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO LN-25™ PRO CONECTOR DEL GATILLO A P60 EN ARNÉS QUEMADO EN RETROCESO TRABAJO B TRABAJO A N.D. N.B. N.A. NOTAS: RECTIFICADOR DE PUENTE ALIMENTACIÓN EN FRÍO EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO) SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED LOS INTERRUPTORES SE MUESTRAN DESDE EL LADO POSTERIOR DE CONEXIÓN DE LOS MISMOS. CONECTE “EXTRA” A “TORQUE” SÓLO EN LOS MODELOS EXTRA TORQUE. TRABAJO A LED DE POLARIDAD MOTOR/CAJA DE ENGRANAJES TACÓMETRO PLACA DE ALIMENTACIÓN (SE MUESTRA EN CV) SE CONECTA AL KIT DE TEMPORIZADOR INFORMACIÓN GENERAL SÍMBOLOS ELÉCTRICOS CONFORME A E1537 CODIFICACIÓN DE COLORES DE CABLES B – NEGRO W – BLANCO CONTACTOR TARJETA DE P.C. DE CONTROL VENTILADOR INTERRUPTOR DEL BOTÓN DE PURGA DE GAS SOLENOIDE DE GAS ROJO NEGRO (VISTA DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.) SECUENCIA DE NUMERACIÓN DE CAVIDADES CONEXIÓN DEL CABLE DEL ELECTRODO DE ENTRADA BOBINA DEL CONTACTOR TARJETA DE P.C. DEL FILTRO DEL MOTOR DIAGRAMAS NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo. POSTFLUJO KIT DE TEMPORIZADOR (OPCIONAL) A PINZA DE TRABAJO VOLTÍMETRO DE ARCO INTERRUPTOR DE RANGO WFS POTENCIÓMETRO DE CONTROL DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE LED TERMAL AMARILLO (SE MUESTRA EN 2 PASOS) INTERBLOQUEO DEL GATILLO/ 2 PASOS TM DIAGRAMA DE CABLEADO DE LN-25 PRO ANALÓGICO F-1 F-1 WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG l Do not touch electrically live parts or electrode with skin or wet clothing. l Insulate yourself from work and ground. l Keep flammable materials away. l Wear eye, ear and body protection. l No toque las partes o los electrodos bajo carga con la piel o ropa mojada. l Aislese del trabajo y de la tierra. l Mantenga el material combustible fuera del área de trabajo. l Protéjase los ojos, los oídos y el cuerpo. l Ne laissez ni la peau ni des vêtements mouillés entrer en contact avec des pièces sous tension. l Isolez-vous du travail et de la terre. l Gardez à l’écart de tout matériel inflammable. l Protégez vos yeux, vos oreilles et votre corps. l Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung! l Isolieren Sie sich von den Elektroden und dem Erdboden! l Entfernen Sie brennbarres Material! l Tragen Sie Augen-, Ohren- und Kör-perschutz! l Não toque partes elétricas e electrodos com a pele ou roupa molhada. l Isole-se da peça e terra. l Mantenha inflamáveis bem guardados. l Use proteção para a vista, ouvido e corpo. Portuguese ATENÇÃO Japanese Chinese Korean Arabic READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES. SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR. LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR. LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN. l l Keep your head out of fumes. Use ventilation or exhaust to remove fumes from breathing zone. l Turn power off before servicing. l Do not operate with panel open or guards off. WARNING Los humos fuera de la zona de respiración. l Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. l Desconectar el cable de alimentación de poder de la máquina antes de iniciar cualquier servicio. l No operar con panel abierto o guardas quitadas. Spanish Gardez la tête à l’écart des fumées. Utilisez un ventilateur ou un aspirateur pour ôter les fumées des zones de travail. l Débranchez le courant avant l’entretien. l N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. French Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! German l l l Vermeiden Sie das Einatmen von Schweibrauch! l Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! l l l Mantenha seu rosto da fumaça. Use ventilação e exhaustão para remover fumo da zona respiratória. l Strom vor Wartungsarbeiten abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) Não opere com as tampas removidas. Desligue a corrente antes de fazer serviço. l Não toque as partes elétricas nuas. l l l Mantenha-se afastado das partes moventes. l Não opere com os paineis abertos ou guardas removidas. l AVISO DE PRECAUCION ATTENTION WARNUNG Portuguese ATENÇÃO Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de The Lincoln Electric Company es fabricar y vender equipo de soldadura, corte y consumibles de alta calidad. Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden solicitar consejo o información a Lincoln Electric sobre el uso de nuestros productos. Respondemos a nuestros clientes con base en la mejor información en nuestras manos en ese momento. Lincoln Electric no esta en posición de garantizar o certificar dicha asesoría, y no asume responsabilidad alguna con respecto a dicha información o guía. Renunciamos expresamente a cualquier garantía de cualquier tipo, incluyendo cualquier garantía de aptitud para el propósito particular de cualquier cliente con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o asesoría una vez que se ha brindado, y el hecho de proporcionar datos y guía tampoco crea, amplía o altera ninguna garantía con respecto a la venta de nuestros productos. Lincoln Electric es un fabricante receptivo pero la selección y uso de los productos específicos vendidos por Lincoln Electric está únicamente dentro del control del cliente y permanece su responsabilidad exclusiva. Muchas variables más allá del control de Lincoln Electric afectan los resultados obtenidos en aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeta a Cambio – Esta información es precisa según nuestro leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier dato actualizado.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
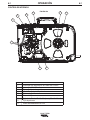 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































Lincoln Electric LN-25 PRO DUAL POWER Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
- Este manual también es adecuado para
Artículos relacionados
-
Lincoln Electric INVERTER ARC 230 Instrucciones de operación
-
Lincoln Electric Precision TIG 185 Instrucciones de operación
-
Lincoln Electric LN-25 Pro Instrucciones de operación
-
-
-
-
-
-
-
Lincoln Electric LF-72 Serie Manual de usuario