Lincoln Electric LN-25 Pro Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación

$%,##&')&)
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
LN-25 PRO
IMS10031-A
Noviembre, 2010
Para usarse con máquina de Número de Código: 11620, 11621, 11716, 11717
La seguridad depende de
usted
El equipo de soldadura por arco y
de corte Lincoln está diseñado y
construido teniendo la seguridad
en mente. Sin embargo, su seguri-
dad general puede incrementarse
por medio de una instalación ade-
cuada… y una operación cuidado-
sa de su parte. NO INSTALE,
OPERE O REPARE ESTE EQUI -
PO SIN LEER ESTE MANUAL Y
LAS PRECAUCIONES DE SE -
GURIDAD CONTENIDAS EN EL
MISMO . Y, lo más importante,
piense antes de actuar y sea cuida-
doso.
IP23
IEC 60974-5
+$

'3C37BF;A@D355;@?36@D
A@C$&+&)
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
1.b. Los motores deben funcionar en lugares
abiertos bien ventilados, o expulsar los
gases de escape del motor al exterior.
____________________________________________________
1.c. No cargar combustible cerca de un arco de
soldadura cuando el motor esté funcionan-
do. Apagar el motor y dejar que se enfríe
antes de rellenar de combustible para
impedir que el combustible derramado se
vaporice al quedar en contacto con las
piezas del motor caliente. No derramar com-
bustible al llenar el tanque. Si se derrama,
limpiarlo con un trapo y no arrancar el motor
hasta que los vapores se hayan eliminado.
____________________________________________________
____________________________________________________
1.d. Mantener todos los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. No
acercar las manos, cabello, ropa y herramientas a las correas en
V, engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido.
Quitarlos solamente cuando sea necesario y volver a colocar-
los después de terminado el trabajo de mantenimiento. Tener
siempre el máximo cuidado cuando se trabaje cerca de piezas
en movimiento.
1.f. No poner las manos cerca del ventilador del
motor. No tratar de sobrecontrolar el regulador
de velocidad en vacío empujando las varillas de
control del acelerador mientras el motor está fun-
cionando._____________________________
_______________________________________________
1.g. Para impedir el arranque accidental de los motores de
gasolina mientras se hace girar el motor o generador de la
soldadura durante el trabajo de mantenimiento, desconectar
los cables de las bujías, tapa del distribuidor o cable del
magneto, según corresponda.
;
*,)
;
).# %%1)&,* ')&++0&,)*#%&+)*)&$'&** #*) &,* %!,)0&)+
"' #)%.0'$").))**&,#&%*,#+. ++ )&+&)&)&')+ %
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box
351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available
from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
*,) ++ ## %*+##+ &% &')+ &% $ %+%% % )' ) ')&,)* )
')&)$&%#00(,# % - ,#*
-)+%
#&*$'&*
#+) &* 0
$%+ &*AF767?
D7CA7=;9C@D@D
2.a. La corriente eléctrica que circula a través de un conductor
origina campos eléctricos y magnéticos (EMF) localizados. La
corriente de soldadura crea campos EMF alrededor de los
cables y los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del
circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
-)+% ##0# &)%
En el es ta do de Ca li for nia, se con si de ra a las emi sio nes del motor de die -
sel y al gu nos de sus com po nen tes como da ñi nas para la salud, ya que
pro vo can cán cer, de fec tos de na ci mien to y otros daños re pro duc ti vos.
Las emi sio nes de este tipo de pro duc tos con tie nen químicos
que, para el es ta do de Ca li for nia, pro vo can cáncer, de fec tos
de na ci mien to y otros daños reproduc tivos.
Lo Anterior Aplica a los Motores Diesel
Lo Anterior Aplica a los Motores de Gasolina

;;
*,)
;;
#@D)0&*#)&
AF767?BF7>3C
4.a.
Colocarse una pantalla de protección con el fil-
tro adecuado para protegerse los ojos de las
chispas y rayos del arco cuando se suelde o
se observe un soldadura por arco abierto.
Cristal y pantalla han de satisfacer las normas
ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
#3 *) #L+)
AF76753FD3C=3>F7CE7
3.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuando el equipo de
soldadura está encendido. No tocar esas piezas
con tensión con la piel desnuda o con ropa
mojada. Usar guantes secos sin agujeros para
aislar las manos.
3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de
material aislante seco. Asegurarse de que el aislante es suficiente
para protegerle completamente de todo contacto físico con el cir-
cuito de trabajo y tierra.
67>ND 67 =3D >76;63D 67 D79FC;636 ?@C>3=7D D; 7D
?757D3C;@ D@=63C 7? 5@?6;5;@?7D 7=O5EC;53>7?E7
A7=;9C@D3D 7? =F93C7D :S>76@D @ >;7?EC3D D7 7DEN
FD3?6@ C@A3 >@<363 7? =3D 7DECF5EFC3D >7EN=;53D E3=7D
5@>@ DF7=@D 7>A3CC;==36@D @ 3?63>;@D 7DE3?6@ 7?
A@D;5;@?7D3AC7EF<363DE3=7D5@>@D7?E36@3CC@6;==36@@
35@DE36@D;7I;DE7F?9C3?C;7D9@67BF7@5FCC35@?E35E@
;?7G;E34=7@355;67?E3=5@?=3A;7K367EC343<@@5@?E;7CC3
FD3C7=7BF;A@D;9F;7?E7
V BF;A@67D@=636FC3D7>;3FE@>NE;5367 3E7?D;R?
5@?DE3?E7
V BF;A@67D@=636FC3>3?F3=
V BF;A@67D@=636FC3675@?5@?EC@=67G@=E3<7
C76F5;6@
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La conexión
debe ser lo más cercana posible al área donde se va a soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
#@D,$&*0**
AF767?D7CA7=;9C@D@D
5.a. La soldadura puede producir humos y
gases peligrosos para la salud. Evite respirarlos.
Durantela soldadura, mantener la cabeza alejada
de los humos. Utilice ventilación y/o extracción de
humos junto al arco para mantener los humos y
gases
alejados de la zona de respiración. F3?6@D7DF7=635@?7=75
EC@6@D67357C@;?@I;634=7@C75F4C;>;7?E@6FC@BF7C7BF;7C7?
G7?E;=35;R?7DA75;3=-7C;?DECF55;@?7D7?7=5@?E7?76@C@=3
$**@5F3?6@D7DF7=635:3A393=G3?;K3635:3A3C75F4;7C
E367'=@>@J36>;@F@EC@D>7E3=7DBF7AC@6F57?:F>@D
ERI;5@DD76747?E@>3CAC753F5;@?7DDFA=7>7?E3C;3D
$3?E7?93=37IA@D;5;R?=@>ND43<3A@D;4=7A@C6743<@67=@D
G3=@C7D=P>;E7DF>4C3=7D +#- FE;=;K3?6@F? D;DE7>367
7IEC355;R?=@53=@F?3G7?E;=35;R?>75N?;53?7DA35;@D5@?
8;?36@D@7?3=9F?3DD;EF35;@?7D3=3;?E7>A7C;7AF767D7C
?757D3C;@7=FD@67C7DA;C35;R?3D;DE;63
5.b. La operación de equipo de control de humos de soldadura se
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHA PEL y ACGIH TLV
permisibles.
5.c No soldar en lugares cerca de una fuente de vapores de
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
5.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmente
en las áreas confinadas, para tener la seguridad de que se
respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
5.e. Ver también 1.b.

;;;
*,)
;;;
')7BF;A@D
#L+) &*
8.a. Cortar la electricidad entrante usando el
interruptor de desconexión en la caja de
fusibles antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
#3 &+## 67 93D
AF767 7IA=@E3C D; 7DEN
63Q363
7.a.
Emplear únicamente botellas que con-
tengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras,
rácores, etc. deben ser adecuados para la aplicación y estar en
buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados a mano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“, publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
#3D *'*
*&#,)AF767?
AC@G@53CF?;?57?6;@@
F?37IA=@D;R?
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la
soldadura puede pasar fácilmente por las grietas pequeñas
y aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin
bastillas, zapatos de caña alta y una gorra. Ponerse tapones
en los oídos cuando se suelde fuera de posición o en lugares
confinados. Siempre usar gafas protectoras con protecciones
laterales cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crear riesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.
Visite la página http://www.lincolnelectric.com/safety para información adicional sobreseguridad.
La página se está cargando...

G
*,)
G
@>A3E;4;=;636=75EC@>39?OE;53$
@?8@C>;636
Los productos que muestran la marca CE cumplen con la Directiva del Consejo de la Comunidad Europea
del 15 de Diciembre, 2004 sobre la aproximación de las leyes de los Estados Miembro relacionadas con la
compatibilidad electromagnética, 2004/108/EC. Este equipo fue fabricado en conformidad con un estándar
nacional que a su vez implementa un estándar armonizado: Estándar de Productos de Compatibilidad
Electromagnética para Equipo de Soldadura de Arco EN 60974-10. Asimismo, estos productos son para
usarse con otro equipo de Lincoln Electric y están diseñados para uso industrial y profesional.
?EC@6F55;R?
Todo el equipo eléctrico genera pequeñas cantidades de emisión electromagnética. Ésta se puede
transmitir a través de líneas de alimentación o radiarse a través del espacio, en forma similar a un
transmisor de radio. Cuando las emisiones son recibidas por otro equipo, el resultado puede ser
interferencia eléctrica. Las emisiones eléctricas pueden afectar a muchos tipos de equipo eléctrico, otro
equipo de soldadura cercano, la recepción de radio y TV, máquinas controladas numéricamente, sistemas
telefónicos, computadoras, etc. Mantenga en mente que puede haber presencia de interferencia y que tal
vez se requieran precauciones adicionales cuando se usa una fuente de poder de soldadura en un
establecimiento doméstico.
?DE3=35;R?J,D@
El usuario es responsable de instalar y usar el equipo de soldadura de acuerdo con las instrucciones del
fabricante. Si se detectan alteraciones electromagnéticas, entonces será responsabilidad del usuario del
equipo de soldadura resolver la situación con la asistencia técnica del fabricante. En algunos casos esta
acción correctiva puede ser tan simple como aterrizar (conectar a tierra) el circuito de soldadura, vea la
Nota. En otros casos, podría implicar construir una pantalla electromagnética que encierre a la fuente de
poder y trabajo, junto con los filtros de entrada relacionados. En todos los casos, las alteraciones
electromagnéticas deberán reducirse al punto donde ya no causen problemas.
Nota: El circuito de soldadura puede o no aterrizarse por razones de seguridad conforme a los
códigos nacionales. El cambio de las conexiones de aterrizamiento sólo deberá ser autoriza-
do por una persona competente que pueda evaluar si los cambios aumentarán el riesgo de
lesiones, por ejemplo, al permitir rutas de regreso de corriente de soldadura paralela que
puedan dañar los circuitos a tierra u otro equipo.
G3=F35;R?67=^C73
Antes de instalar el equipo de soldadura, el usuario deberá hacer una evaluación de los problemas
electromagnéticos potenciales en el área circunvecina. Deberá tomarse en cuenta lo siguiente:
a) otros cables de alimentación, cables de control, cables de señalización y telefónicos;
por arriba, abajo y adyacentes al equipo de soldadura;
b) transmisores y receptores de radio y televisión;
c) equipo computacional y otro equipo de control;
d) equipo crítico de seguridad, por ejemplo, vigilancia del equipo industrial;
e) la salud de la gente alrededor, por ejemplo, el uso de marcapasos y equipo auditivo;
f) equipo utilizado para calibración o medición;
g) la inmunidad de otro equipo en el ambiente. El usuario deberá asegurarse de que el
otro equipo que se utiliza en el ambiente es compatible. Esto puede requerir medidas
de protección adicionales;
h) la hora del día en que se llevará a cabo esa soldadura u otras actividades.

G;
*,)
G;
@>A3E;4;=;636=75EC@>39?OE;53 $
El tamaño del área circunvecina a considerar dependerá de la estructura del edificio y otras actividades que
se lleven a cabo.
$OE@6@D67)76F55;R?67>;D;@?7D
F7?E767?7C9P3
El equipo de soldadura deberá conectarse a la fuente de energía según las recomendaciones del
fabricante. Si ocurre interferencia, tal vez sea necesario tomar precauciones adicionales como la filtración
de la fuente de energía. Deberá considerarse la protección del cable de alimentación del equipo de
soldadura conectado permanentemente, con un conducto metálico o equivalente. La protección deberá
ser eléctricamente continua por toda su longitud y conectarse a la fuente de poder de soldadura en tal
forma que se mantenga un buen contacto eléctrico entre el conducto y la cubierta de la fuente de poder de
soldadura.
$3?E7?;>;7?E@67=BF;A@67*@=636FC3
El equipo de soldadura deberá recibir mantenimiento en forma rutinaria conforme a las recomendaciones
del fabricante. Todas las puertas y cubiertas de acceso y servicio deberán cerrarse y asegurarse
adecuadamente cuando el equipo de soldadura esté en operación. El equipo de soldadura no deberá
modificarse en ninguna forma excepto para aquellos cambios y ajustes mencionados en las instrucciones
del fabricante. En particular, deberán ajustarse las aberturas de las chispas de la formación de arcos y
dispositivos de estabilización, y recibir mantenimiento conforme a las recomendaciones del fabricante.
34=7D67*@=636FC3
Los cables de soldadura deberán mantenerse tan cortos como sea posible, y estar cerca entre si,
corriendo sobre o cerca del nivel del piso.
9CFA3>;7?E@BF;A@E7?5;3=
Deberá considerarse el agrupamiento de todos los componentes metálicos en la instalación de soldadura y
adyacentes a la misma. Sin embargo, los componentes metálicos unidos a la pieza de trabajo aumentarán
el riesgo de que el operador pueda recibir una descarga al tocar estos componentes y el electrodo al
mismo tiempo. El operador deberá aislarse de todos los componentes metálicos agrupados.
E7CC;K3>;7?E@67=3';7K367+C343<@
En los casos donde la pieza de trabajo no esté conectada a tierra para fines de seguridad eléctrica, o no
esté aterrizada debido a su tamaño y posición, por ejemplo, el casco de un barco o trabajo de acero de
construcción, una conexión que una la pieza de trabajo a tierra puede reducir las emisiones en algunas
instancias, pero no en todas. Deberá tenerse cuidado de evitar el aterrizamiento de la pieza de trabajo si
éste aumenta el riesgo de lesiones al usuario, o daña a otro equipo eléctrico. Donde sea necesario, la
conexión de la pieza de trabajo a tierra deberá ser realizada a través de una conexión directa a la pieza de
trabajo, pero en algunos países donde la conexión directa no es permitida, la unión deberá entonces
hacerse a través de una capacitancia conveniente, seleccionada conforme a las regulaciones nacionales.
'C@E755;R?J)75F4C;>;7?E@
La protección y recubrimiento selectivos de otros cables y equipo en al área circundante puede aligerar los
problemas de interferencia. Para aplicaciones especiales, deberá considerarse el recubrimiento de toda la
instalación de soldadura
1.
_________________________
1
Partes del texto anterior están contenidas en EN 60974-10: “Estándar de Productos de Compatibilidad
Electromagnética para Equipo de Soldadura de Arco.”

G;;G;;
Gracias
por seleccionar un producto de # fabricado por Lincoln Electric.
Queremos que esté orgulloso al operar este producto de Lincoln Electric
Company••• tan orgulloso como lo estamos como lo estamos nosotros al
ofrecerle este producto.
#737DE7$3?F3=67=&A7C36@C5@>A=7E3>7?E7 antes de empezar a trabajar con este equipo. Guarde este manual y ténga-
lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo
largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
-)+%
Este mensaje aparece cuando la información que acompaña 6747 ser seguida 7I35E3>7?E7 para evitar 63Q@DA7CD@?
3=7D9C3G7D o incluso =3AOC6;63667=3G;63.
Este mensaje aparece cuando la información que acompaña 6747 ser seguida
para evitar 63Q@DA7CD@?3=7D>7?@D9C3G7D
o 63Q@D37DE77BF;A@.
'), `%
3G@C 67 I3>;?3C ?>76;3E3>7?E7 7= 3CER? J 7= BF;A@ A3C3 -7C;8;53C D; I;DE7 =9S? 3Q@
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-
portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-
tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia
futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente. El número de código es especialmente importante al
identificar las partes de reemplazo correctas.
)79;DEC@ 67= 'C@6F5E@ ? #P?73
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro
* + &.7?HHH=;?5@=?7=75EC;55@>Seleccione “Vínculos Rápidos” y después
“Registro de Producto”. Por favor llene la forma y presente su registro.
'&#_+ * *+% ## %+
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro
reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-
mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-
to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-
mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-
ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir
ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar
la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-
tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-
dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar
www.lincolnelectric.com para cualquier información actualizada.

G;;;
G;;;
+#&%+% &*
Página
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
?DE3=35;R? *755;R?
Especificaciones Técnicas ...................................................................................................A-1
Precauciones de Seguridad .................................................................................................A-2
Ubicación..............................................................................................................................A-2
Protección de Alta Frecuencia .............................................................................................A-2
Tamaños de Cables de Soldadura.......................................................................................A-2
Cable de Control Analógico..................................................................................................A-3
Conexiones de Cable y Conector de Cable de Control........................................................A-4
Conexión de Gas Protector ..................................................................................................A-4
Configuración del Mecanismo de Alimentación ...................................................................A-5
Cambio del Buje del Receptor de la Pistola .......................................................................A-5
Procedimiento para Instalar Rodillos Impulsores y Guías de Alambre ..............................A-5
Ajuste del Brazo de Presión .................................................................................................A-6
Carga de los Carretes de Alambre.......................................................................................A-6
Conexiones de la Pistola......................................................................................................A-6
Diagramas de Conexión con Cables de Alimentación Dual de Fuentes de Poder al LN-25™ Pro
..........A-7 a A-9
________________________________________________________________________________
&A7C35;R? *755;R?
Precauciones de Seguridad .................................................................................................B-1
Símbolos Gráficos que Aparecen en esta Máquina o Manual .............................................B-1
Definición de los Términos de Soldadura.............................................................................B-2
Descripción General.............................................................................................................B-2
Procesos Recomendados, Limitaciones del Equipo, Fuentes de Poder Recomendadas ...........B-2
Controles al Frente del Gabinete................................................................................B-3 a B-5
Controles Internos ................................................................................................................B-6
Descripción de los Controles Internos..................................................................................B-7
Soldadura de Alambre de Corriente Constante ...................................................................B-8
Controles Traseros...............................................................................................................B-9
Botón de Purga de Gas......................................................................................................B-10
Medidor de Flujo.................................................................................................................B-10
Secuencia de Encendido....................................................................................................B-10
________________________________________________________________________________
557DD@C;7D*755;R?
Equipo Instalado de Fábrica ................................................................................................C-1
Kits de Rodillos Impulsores Utilizados .................................................................................C-1
Accesorios Utilizados .................................................................................................C-2 a C-5
Instalación del Kit de Enfriamiento de Agua ........................................................................C-6
________________________________________________________________________________
$3?E7?;>;7?E@ *755;R?
Precauciones de Seguridad .................................................................................................D-1
Mantenimiento de Rutina .....................................................................................................D-1
Mantenimiento Periódico......................................................................................................D-1
Especificación de Calibración .......................................................................................D-1,D-2
________________________________________________________________________________
#@53=;K35;R?67G7CP3D *755;R?
Cómo Utilizar la Guía de Localización de Averías ...............................................................E-1
Guía de Localización de Averías ..................................................................................E-2, E-3
________________________________________________________________________________
;39C3>36734=736@J;4F<@D67;>7?D;R?*755;R?
22222222222222222222222222222222222222222222222222222222222222222222222222222222
'N9;?3D67'3CE7D*7C;7'
22222222222222222222222222222222222222222222222222222222222222222222222
22222222

%*+# `%
#%W')&
)%&+$')+,)
&') `% -40°C a 40°C (-40°F a 104°F)
#$%$ %+& -40°C a 85°C (-40°F a 185°F )
-&#+!0&)) %+%+)
*' &%*+L% *[
#%W')&""
#+,) %& ')&,% '*&
376 mm 221 mm 589 mm 16 kg
(14.8 Pulgadas) (8.7 Pulgadas) (22.2 Pulgadas) (36 lbs)
Manija doblada
$%* &%*_* *
-&#+!%+)X
15-110 VDC
$') &*%+)
4A
*# %&$ %#UU
#&+)!&
Capacidad nominal del 60%
Capacidad nominal del 100%
$') &*%+)
450
325
%)%!*[)%&-#& # $%+ `%#$)[+$M&*#$)*
)%&.*
30 – 400 ipm
(0.8 – 10.1m/min)
50 – 700 ipm
(1.3 – 17.7m/min)
)%&.*
30 – 400 ipm
(0.8 – 10.1m/min)
50 – 700 ipm
(1.3 – 17.7m/min)
+$M&*#$)*
.023 – 1/16"
(0.6 – 1.6mm)
.023 – 1/16"
(0.6 – 1.6mm)
+$M&*#$)*
.030 - 3/32”
(10.3 – 2.4mm)
.030 - 5/64
(0.8 - 2.0mm)
%)%!*
Extra torque
K2613-2
Velocidad Estándar
K2613-1
GMAW
FCAW

+$M&*#**&#,)
La Tabla A.1 localizada a continuación muestra los
tamaños de cables de cobre recomendados para difer-
entes corrientes y ciclos de trabajo. Las longitudes
estipuladas son la distancia de la soldadora al trabajo
y de regreso a la soldadora. Los tamaños de los
cables se aumentan para mayores longitudes básica-
mente con el fin de minimizar la caída del voltaje.
**Los valores de la tabla son para operación a temperaturas ambiente de 40°C (104°F) y menores. Las aplicaciones a más de 40°C (104°F)
pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F).
+$M&*#*)&$%&*&), )+&*&$[#* &*URU
TAMAÑOS DE CABLES PARA LONGITUDES COMBINADAS DE ELECTRODO Y CABLES DE TRABAJO
AMPERIOS
200
200
225
225
250
250
250
250
300
325
350
400
400
500
PORCENTAJE
CICLO DE
TRABAJO
60
100
20
40 & 30
30
40
60
100
60
100
60
60
100
60
3>
3A;OD
2
2
4 or 5
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
3>
3A;OD
2
2
3
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
3>
3A;OD
2
2
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
3>
3A;OD
1
1
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
3>
3A;OD
1/0
1/0
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
+#
%*+# `%
#%W')&
'), &%**,)
#*)#L+) ',
,*)#$,)+
V',=33=;>7?E35;R?7?7=
;?E7CCFAE@C6767D5@?7I;R?@53<3
678FD;4=7D3?E7D67;?E7?E3C
5@?75E3C@67D5@?75E3C=3D=P?73D
673=;>7?E35;R?534=7D67D3=;63
@534=7D675@?EC@=
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7DE3
;?DE3=35;R?
V%@E@BF7=3DA3CE7D67>7E3=67=3A;?K367EC3
43<@5F3?6@=38F7?E767A@67C7DEO7?57?6;63
V%@5@?75E7=3A;?K367EC343<@3=3=;>7?E36@C67
3=3>4C7
V@?75E7=3A;?K367EC343<@6;C75E3>7?E73=EC3
43<@E3?57C535@>@D73A@D;4=767=3C5@67
D@=636FC3
VA39F7=33=;>7?E35;R?7?=38F7?E767A@67C
3?E7D6767D5@?75E3C=3A;?K367EC343<@67=EC3
43<@
V*R=@FE;=;577?=3D8F7?E7D67A@67C5@?G@=E3<7D
675;C5F;E@34;7CE@>7?@C7D3-
------------------------------------------------------------------------
, `%
Para el mejor desempeño de alimentación de
alambre, coloque el LN-25™ PRO sobre una
superficie estable y seca. Mantenga el alimentador
de alambre en posición vertical. No lo opere sobre
una superficie con una inclinación de más de 15
grados.
No sumerja el LN-25™ PRO.
El LN-25™ PRO está clasificado como IP23 y es
adecuado para uso en exteriores.
La manija del LN-25™ PRO está diseñada
únicamente para mover el alimentador de alambre
alrededor del lugar de trabajo.
Cuando suspenda un alimentador de alambre, aísle
el dispositivo para colgar de la cubierta del
alimentador de alambre.
')&+ `%&%+)#+),%
@=@BF77=#%W ')&=7<@D67>3BF;?3CP35@?
EC@=363A@CC36;@#3@A7C35;R??@C>3=67=#%W
')&AF7673875E3C36G7CD3>7?E7=3@A7C35;R?67
7BF;A@5@?EC@=36@A@C)=@BF7AF76363C5@>@
C7DF=E36@=7D;@?7D5@CA@C3=7D@63Q@3=7BF;A@
----------------------------------------------------------------------------
-)+%
'), `%

%*+# `%
#%')&
A
A
B
B
K
K
H
H
N
N
L
L
C
C
D
D
M
M
G
G
F
F
E
E
J
J
I
I
F?5;R?
no se usa
Chasis GND
Control de Salida de Soldadura
(gatillo del alimentador)
Control de Salida de Soldadura
(gatillo del alimentador)
Control Remoto de Voltaje
(Suministro “+”, de la fuente de poder)
Control Remoto de Voltaje
(señal de control del alimentador o remoto.)
Control Remoto de Voltaje
(suministro “-”, de la fuente de poder)
Conexión del trabajo al alimentador
42 VCA al alimentador
Reservado
42 VCA al alimentador
Reservado
no se usa
Voltaje del electrodo del alimentador
';?
A
B
C
D
E
F
G
H
I
J
K
L
M
N
34=7
--
GND
2
4
77
76
75
21
41
42
67
#&%+)&#%#` &
"//
E
l cable de control que conecta el alimentador de
alambre a la fuente de poder está especialmente fab-
ricado para el ambiente de soldadura.
La alimentación del alimentador de alambre requiere
protección contra sobrecorriente. Conecte el alimenta-
dor de alambre sólo a fuentes de poder donde la pro-
tección contra sobrecorriente no sea más de 15
amps.
No use más de 30.5 m (100 pies) de cable de control
entre el alimentador de alambre y la fuente de poder.
F?5;R?
Reservado
Reservado
Control de Salida de Soldadura
(gatillo a fuente de poder)
Control de Salida de Soldadura
(gatillo a fuente de poder)
Control Remoto de Voltaje
(suministro "+", de la fuente de poder)
Control Remoto de Voltaje
(señal de control del alimentador o remoto.)
Control Remoto de Voltaje
(suministro "-", de la fuente de poder)
Conexión del trabajo de la fuente de poder
42 VCA al alimentador
Reservado
42 VCA al alimentador
Reservado
no se usa
Voltaje del electrodo a la fuente de poder
';?
A
B
C
D
E
F
G
H
I
J
K
L
M
N
34=7
--
2
4
77
76
75
21
41
42
67
F7?E767'@67C
,%+'&)
# $%+&)#$)
=;>7?E36@C67=3>4C7

%*+# `%
#%W')&
&%/ `%#*')&++&)
*;DF8C73=9S?63Q@7= # %)&
AF7677IA=@E3C
V $3?E7?937=5;=;?6C@7?A@D;5;R?
G7CE;53= J 7?5367?36@ A3C3
D@A@CE3C=@
V$3?E7?937=5;=;?6C@3=7<36@67NC73D6@?67AF763
63Q3CD7
V%F?53=7G3?E7=3D@=636@C35@?7=5;=;?6C@>@?E36@
V%F?53A7C>;E3BF77=7=75EC@6@67D@=636FC3E@BF73=5;=;?
6C@
V$3?E7?937=5;=;?6C@3=7<36@67=3D@=636FC3@67@EC@D5;C
5F;E@D7=O5EC;53>7?E7G;G@D
V#,$,# `%*')&++&)
',M)#*#,&,*)#
$,)+
VA39F77=DF>;?;DEC@6793DAC@E75E@C5F3?6@?@
7DEO7?FD@
V-737=DEN?63C%35;@?3=DE36@F?;67?D71
*79FC;6367?*@=636FC3J@CE7AF4=;536@A@C=3
*@5;7636DE36@F?;67?D767*@=636FC3
------------------------------------------------------------------------------------------
La presión máxima de entrada es 100 psi. (6.9 bar.)
Instale el suministro de gas protector en la siguiente forma:
1. Asegure el cilindro para evitar que se caiga.
2. Remueva el tapón del cilindro. Inspeccione las válvulas del cilin-
dro y regulador en busca de roscas dañadas, suciedad, polvo,
aceite o grasa. Remueva el polvo y la suciedad con un trapo
limpio. Y%&$&%+#),#&)* 0')*%
+)*&M&* Informe a su proveedor de
gas de esta condición. El aceite o grasa en la presencia de
oxígeno de alta presión es explosivo.
3. Colóquese a un lado de la salida y abra la válvula del cilindro
por un instante. Esto remueve cualquier polvo o suciedad que
se haya acumulado en la salida de la válvula.
4. Monte el regulador de flujo a la válvula del cilindro y apriete bien
las tuercas de unión con una llave. Nota: si está conectando a
un cilindro de 100% CO
2
, inserte el adaptador del regulador
entre el regulador y la válvula del cilindro. Si el adaptador está
equipado con una roldana de plástico, asegúrese de que esté
asentada para conexión al cilindro CO
2
.
5. Conecte un extremo de la manguera de entrada al conector de
salida del regulador de flujo. Conecte el otro extremo a la entra-
da de gas protector del sistema de soldadura. Apriete las tuer-
cas de unión con una llave.
6. Antes de abrir la válvula del cilindro, gire la perilla de ajuste del
regulador a la izquierda hasta que se libere la presión del
resorte de ajuste.
7. Colocándose a un lado, abra la válvula del cilindro lentamente
una fracción de vuelta. Cuando el medidor de presión del cilin-
dro deje de moverse, abra la válvula totalmente.
8. El regulador de flujo es ajustable. Ajústelo a la velocidad de flujo
recomendada para el procedimiento y proceso que se están uti-
lizando antes de hacer una soldadura.
-)+%
';?
A
B
C
D
E
34=736@
Gatillo
No se usa
Común
No se usa
No se usa
&%/ &%*#
Existe un conector circular para el gatillo de la pistola
al frente del LN-25™ PRO™.
F?5;R?
Conector de
gatillo de 5
pines sólo
para pistolas
en contrafase
A
E
C
B
D

%*+# `%
#%W')&
&% ,) `% # $% *$&
# $%+ `%
(Vea la Figura A.2)
$ &#,!)'+&)#' *+&#
#3*)#L+) AF76753FD3C=3
>F7CE7
V',=33=;>7?E35;R?67=38F7?E767A@67C67
D@=636FC33?E7D67;?DE3=3C@53>4;3C=@DC@6;==@D
;>AF=D@C7DJ@9FP3D
V%@E@BF7A3CE7D7=O5EC;53>7?E7G;G3D
VF3?6@D767DA=3K35@?7=93E;==@67=3A;DE@=37=7=75EC@6@J
>753?;D>@673=;>7?E35;R?7DEN?\53=;7?E7D]A3C3EC343<3CJ
:357CE;7CC3JA@6CP3?A7C>3?757C7?7C9;K36@DA@CG3C;@D
D79F?6@D67DAFOD67BF7D7DF7=E37=93E;==@
V%@@A7C75@?=3D5F4;7CE3DAN?7=7D@9F3C63DC7>@G;6@D@
34;7CE@D
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@67>3?E7?
;>;7?E@
------------------------------------------------------------------------------------------------------
Herramientas requeridas:
• Llave hexagonal de 1/4"
Nota: Algunos bujes de pistola no requieren el uso del tornillo mariposa.
1. TApague la fuente de poder de soldadura.
2. Remueva el alambre de soldadura del mecanismo de alimentación.
3. Remueva el tornillo mariposa del mecanismo de alimentación.
4. Remueva la pistola de soldadura del mecanismo de alimentación.
5. Afloje el tornillo Allen guía que sujeta a la barra de conexión contra el
buje de la pistola.
>A@CE3?E7%@;?E7?E7C7>@G7C5@>A=7E3>7?E77=E@C?;==@==7?
9FP3
6. Remueva la guía de alambre externa, y empuje el buje de la pistola
fuera del mecanismo de alimentación. Debido al encaje de precisión,
tal vez sea necesario golpear ligeramente para remover el buje de la
pistola.
7. Desconecte la manguera del gas protector del buje de la pistola, si se
requiere.
8. Conecte la manguera del gas protector al nuevo buje de la pistola, si
se requiere.
9. Gire el buje de la pistola hasta que el orificio del tornillo mariposa se
alinee con el del tornillo mariposa en la placa de alimentación.
Deslice el buje del receptor de la pistola dentro del mecanismo de
alimentación y verifique que los orificios de los tornillos mariposa
estén alineados.
10. Apriete el tornillo Allen guía.
11. Inserte la pistola de soldadura en el buje de la pistola y apriete el
tornillo mariposa.
BUJE DEL RECEPTOR
DE LA PISTOLA
AFLOJAR APRETAR
TORNILLO MARIPOSA
GUÍA DE ALAMBRE
EXTERNA
TORNILLO
ALLEN GUÍA
BLOQUE DEL CONECTOR
-)+%
')& $ %+&') %*+#))& #
#&* $',#*&)*0,_*#$)
V ',=33=;>7?E35;R?67=38F7?E7
67A@67C67D@=636FC33?E7D67;?DE3=3C
@53>4;3C=@DC@6;==@D;>AF=D@C7DJ@
9FP3D
V%@E@BF7A3CE7D7=O5EC;53>7?E7G;G3D
VF3?6@D767DA=3K35@?7=93E;==@67=3A;DE@=37=
7=75EC@6@J>753?;D>@673=;>7?E35;R?7DEN?
\53=;7?E7D]A3C3EC343<3CJ:357CE;7CC3JA@6CP3?
A7C>3?757C7?7C9;K36@DA@CG3C;@DD79F?6@D
67DAFOD67BF7D7DF7=E37=93E;==@
V%@@A7C75@?=3D5F4;7CE3DAN?7=7D@9F3C63D
C7>@G;6@D@34;7CE@D
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@
67>3?E7?;>;7?E@
------------------------------------------------------------------------------------------------------
1. Apague la fuente de poder de soldadura.
2. Libere el brazo de presión del rodillo de presión.
3. Remueva la guía de alambre externa girando los tornil-
los mariposa estriados a la izquierda para desatornil-
larlos de la placa de alimentación.
4. Gire el seguro triangular y remueva los rodillos impulsores.
5. Remueva la guía de alambre interna.
6. Inserte la nueva guía de alambre interna, con la ranura
hacia afuera, sobre los dos pines de ubicación en la
placa de alimentación.
7. Instale un rodillo impulsor en cada ensamble de cubo;
asegure con el seguro triangular.
8. Instale la guía de alambre externa alineándola con los
pines y apretando los tornillos mariposa estriados.
9. Cierre el brazo de presión y accione el brazo de presión
del rodillo de presión. Ajuste la presión adecuadamente.
-)+%
POSICIÓN POSICIÓN
NO ASEGURADA ASEGURADA
,)

TORNILLO
MARIPOSA
PISTOLA
%*+# `%
#%W')&
!,*+#)1&')* `%
#3*) #L+) AF767 53FD3C
=3>F7CE7
V',=33=;>7?E35;R?67=38F7?E767
A@67C 67D@=636FC33?E7D67;?DE3=3C@
53>4;3C =@D C@6;==@D ;>AF=D@C7D J@
9FP3D
V%@E@BF7A3CE7D7=O5EC;53>7?E7G;G3D
VF3?6@D767DA=3K35@?7=93E;==@67=3A;DE@=37=
7=75EC@6@ J >753?;D>@67 3=;>7?E35;R? 7DEN?
\53=;7?E7D]A3C3 EC343<3CJ:357C E;7CC3JA@6CP3?
A7C>3?757C7?7C9;K36@D A@CG3C;@DD79F?6@D
67DAFOD67BF7D7DF7=E37=93E;==@
V%@ @A7C75@? =3D 5F4;7CE3DAN?7=7D@9F3C63D
C7>@G;6@D@34;7CE@D
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@
67>3?E7?;>;7?E@
------------------------------------------------------------------------------------------------------
El brazo de presión controla la cantidad de fuerza que
los rodillos impulsores ejercen sobre el alambre. El
ajuste adecuado del brazo de presión brinda un mejor
desempeño de soldadura.
Ajuste el brazo de presión en la siguiente forma:
(Vea la Figura A.3)
Alambres de aluminio entre 1 y 3
Alambres tubulares entre 3 y 4
Alambres de acero inoxidable entre 4 y 6
)))+*#$)
V$3?E7?93=3D>3?@D5347==@C@A3J:7C
C3>;7?E3D3=7<36@D67=7BF;A@9;C3E@C;@
V%@FE;=;579F3?E7D5F3?6@7?C@DBF73=3>
4C7@53>4;77=53CC7E767=>;D>@
V*R=@A7CD@?3=53=;8;536@6747CN;?DE3=3C
FE;=;K3C@63CD7CG;5;@37DE77BF;A@
------------------------------------------------------------------------------------------------------
Carga de Carretes de 4.5 – 6.8kg (10 a 15 lb.).
Se requiere un adaptador de eje K468 para cargar car-
retes de 51mm de ancho (2") en ejes de 51 mm (2").
Utilice un adaptador de eje K468 para cargar carretes de
alambre de 64 mm de ancho (2-1/2").
1. Apriete la barra de liberación en el collarín de sujeción
y remuévala del eje.
2. Coloque el adaptador del eje sobre el mismo, alinean-
do el pin de freno del eje con el orificio en el adaptador.
3. Coloque el carrete en el eje y alinee la partida del freno
del adaptador con uno de los orificios en la parte pos-
terior del carrete. Una marca de indicación al final del
eje muestra la orientación de la partida del freno.
Asegúrese de que el alambre se desenrede del carrete
en la dirección adecuada.
4. Reinstale el collarín de sujeción. Asegúrese de que la
barra de liberación dé un chasquido y de que el collarín
de sujeción encaje totalmente en la ranura del eje.
&%/ `%#' *+&#
#@D&(,#L+) &* AF767?@53
D;@?3C=3>F7CE7
V',=33=;>7?E35;R?67=38F7?E767
A@67C67 D@=636FC33?E7D67;?DE3=3C @
53>4;3C =@D C@6;==@D ;>AF=D@C7D J@
9FP3D
V%@E@BF7A3CE7D7=O5EC;53>7?E7G;G3D
VF3?6@D767DA=3K3 5@? 7=93E;==@67 =3 A;DE@=3 7=
7=75EC@6@ J>753?;D>@ 673=;>7?E35;R? 7DEN?
\53=;7?E7D] A3C3EC343<3C J:357CE;7CC3JA@6CP3?
A7C>3?757C 7?7C9;K36@D A@C G3C;@D D79F?6@D
67DAFOD67BF7D7DF7=E37=93E;==@
V%@@A7C7 5@? =3D 5F4;7CE3D AN?7=7D@9F3C63D
C7>@G;6@D@34;7CE@D
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@67
>3?E7?;>;7?E@
------------------------------------------------------------------------------------------------------
El LN-25™ PRO viene con el adaptador de pistola K1500-
2 instalado. (Vea la Figura A.4)
Para instalar una pistola,
1. APAGUE.
2. Remueva el tornillo mariposa.
3. Empuje totalmente la pistola dentro del buje de la
misma.
4. Asegure la pistola en su lugar con el tornillo mariposa.
5. Conecte el cable del gatillo de la pistola al conector del
gatillo al frente del alimentador.
Nota: No todos los bujes de pistola requieren el uso del
tornillo mariposa.
-)+%
-)+%
6
Al
Fe, CrNi
Fe, CrNi
ALAMBRES DE ALUMINIO
ALAMBRES TUBULARES
ALAMBRES DE
ACERO INOXIDABLE
,)
-)+%
,)

%*+# `%
#%W')&
+)-L*#*&% ,) &%*#
)&
F7?E7D67 '@67C 5@? +7C>;?3=7D67*3=;63
*;7>AC73=;7?E7D-73=3;9FC3
Si la fuente de poder tiene un interruptor
Remoto/Local, coloque éste en la posición Local.
Coloque el interruptor CV/CC en el alimentador en la
posición “CC”.
F7?E7D67'@67C- 5@?@?75E@C7D67@C?77
?E7CCFAE@C)7>@E@#@53=-73=3;9FC3
Coloque el interruptor Remoto/Local de la fuente de
poder en la posición Local.
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ PRO
Fuente de Poder CC
Clásicos
Big Red’s
Eagle 10,000 Plus
Pipeliner 200D Sin Módulo de Aimentación
de Alambre
SAE’s Sin Adaptador CV
SAE 400 con Adaptador CV
Soldadora con Motor de Combustión Interna
con Módulo de Alimentación de Alambre
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ PRO
CV-655
DC-400
DC-600
DC-655
V450-Pro
SAE 400 con adaptador CV
Soldadora de motor de
combustión interna con
Módulo de Alimentación de
Alambre
Ranger 250 GXT
,)
,)
"
K2613-1
K2613-2
KP1695-XX
KP1696-XX
KP1697-XX
See Magnum Literature
K1803-1
7D5C;A5;R?
LN-25™ PRO
Extra Torque LN-25™ PRO
Kit de Rodillos Impulsores
Pistola de Soldadura
CC power Source
Cables de Soldadura
)$*&%/ `%#*
#,%+'&)#%')&W
"
K2613-1
K2613-2
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura Magnum
K1803-1
7D5C;A5;R?
LN-25™ PRO
Extra Torque LN-25™ PRO
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder CV
Cables de Soldadura

%*+# `%
#%W')&
F7?E7D67'@67C-5@?@?75E@C7D67@C?7J*;?
?E7CCFAE@C)7>@E@#@53=-73=3;9FC3
Coloque el interruptor CV/CC en el alimentador en la posición “CV”.
F7?E7D67'@67C-5@?@?75E@C7D+H;DE$3E77
?E7CCFAE@C)7>@E@#@53=-73=3;9FC3
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
Puente
LN-25™ Pro
CV-400
DC-655
Ranger 250, 250 LPG
Ranger 305G, 305D
Ranger 10,000
Ranger 3 Phase
Ranger 225GXT
Ranger 225
Commander 300
Vantage 300, 400, 500
Air Vantage 500
Pinza de Trabajo
Trabajo
Electrodo
LN-25™ PRO
V350-Pro
CV 305
,)
,)
"
K2613-1
K2613-2
KP484
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura Magnum
K1803-1
7D5C;A5;R?
LN-25™ PRO
Extra Torque LN-25™ PRO
Kit Conector del Puente
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder CC
Cables de Soldadura
"
K2613-1
K2613-2
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura Magnum
K1841
7D5C;AE;@?
LN-25™ PRO
Extra Torque LN-25™ PRO
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder CC
Cables de Soldadura

%*+# `%
#%W')&
F7?E7D67'@67C-5@?@?75E@C7D+H;DE$3E7
J*;? ?E7CCFAE@C)7>@E@#@53=-73=3;9FC3
Coloque el interruptor CV/CC en el alimentador en la
posición “CV”.
Pinza de Trabajo
Trabajo
Electrodo
Puente
(A través del Arco)
LN-25 PRO
CV-250
CV-300
CV-305
,)
"
K2613-1
K2613-2
KP1695-XX
KP1696-XX
KP1697-XX
Vea la Literatura Magnum
K1841-
K484
7D5C;AE;@?
LN-25™ PRO
Extra Torque LN-25™ PRO
Kit de Rodillos Impulsores
Pistola de Soldadura
Fuente de Poder CV
Cables de Soldadura
Kit de Enchufes de Puente

&') `%
#%W')&
V# *) #L+)
',,*)#$,)+
>7?@DBF7 FE;=;57=38F?5;R?
67 # $%+ `%% )_&
5F3?6@3=;>7?E7 5@?7=93E;==@
67 =3 A;DE@=3 7= 7=75EC@6@ J
>753?;D>@ 67 3=;>7?E35;R?
7DEN? D;7>AC7 7=O5EC;53>7?E7
7?7C9;K36@D J A@6CP3? A7C
>3?757C 3DP G3C;@DD79F?6@D
67DAFOD 67BF7E7C>;?3=3 D@=
636FC3
V%@E@BF7=3DA3CE7D7=O5EC;53>7?E7G;G3D @
7=75EC@6@5@?=3A;7=@C@A3>@<363
VPD=7D767=EC343<@JE;7CC3
V*;7>AC7FE;=;579F3?E7D3;D=3?E7DD75@D
V%@@A7C75@?=3D5F4;7CE3DAN?7=7D@9F3C63D
C7>@G;63D@34;7CE3D
--------------------------------------------------------------------------------------------------
V#@D,$&* 0 ** AF767?
C7DF=E3CA7=;9C@D@D
V$3?E7?93DF5347K3 3=7<36367
=@D:F>@D
V,D7 G7?E;=35;R?@7D53A7 A3C3
7=;>;?3C=@D:F>@D67 DFK@?3
67C7DA;C35;R?
--------------------------------------------------------------------------------------------------
V#3D *'**&#,)
AF767?AC@G@53C F? ;?57?6;@ @
7IA=@D;R?
V$3?E7?937=>3E7C;3=;?8=3>34=7
3=7<36@
--------------------------------------------------------------------------------------------------
#@D )0&* #)&AF767?
BF7>3C
V,E;=;57AC@E755;R? A3C3=@D @<@D
@P6@DJ5F7CA@
--------------------------------------------------------------------------------------------------
-# %&)$ `% -)+%
&%# !& #* '), &%*
*,) *&#,) # )& 0 %
#)%+*+$%,#&') `%
--------------------------------------------------------------------------------------------------
-)+%
'), &%**,)
#0&$')%+&#* `%%+*
&'))#$^(, %
# $%+ `%
%% &
'&
# $%+&)
#$)
*# '&* + -
*# %+ -
# $%+ `%
&)) %+
)+
-&#+!
), +& )+&
-&#+!
%+)
-&#+!*#
&)) %+
%+)
&)) %+
*#
+ ))
')&++&)
-)+% &
'), `%
,
,
,
#&**_$&#&*)^ &*(,')%
%*+$^(, %&%*+$%,#

&') `%
#%W')&
% `%+L)$ %&**&#,)
.*
• Velocidad de Alimentación de Alambre
VCorriente Constante
-
VVoltaje Constante
$.
• Soldadura de Arco Metálico con Gas
*$.
VSoldadura de Arco con Electrodo Revestido
.
VSoldadura de Arco Tubular
*) ' `%%)#
7D5C;A5;R?PD;537?7C3=
El LN-25™ PRO está especialmente diseñado para
ser el alimentador de alambre portátil más robusto
disponible.
Se ofrecen varios modelos del LN-25™ PRO para
satisfacer mejor las necesidades individuales del sol-
dador. El modelo Extra Torque ofrece engranaje de
torque adicional para la alimentación confiable de
alambres FCAW de diámetro grande. Los Modelos
Estándar y de Cable de Control ofrecen un engranaje
de mecanismo de alimentación para un gran desem-
peño de alambres FCAW y GMAW de tamaños
comunes. Todos los modelos incluyen un solenoide
de gas y medidor de flujo para lograr la flexibilidad de
ejecutar la mayoría de los procesos de alambre.
El gabinete de plástico está moldeado a partir de un
plástico de alto impacto, retardador del fuego, para
durabilidad y bajo peso. El diseño de patente pendi-
ente mantiene los componentes internos protegidos y
secos.
El corazón del LN-25™ PRO es el mecanismo de 2
rodillos MAXTRACTM. Las funciones patentadas del
alimentador de alambre ofrecen cambio sin her-
ramientas de los rodillos impulsores y guías de alam-
bre para cambios de carrete rápidos. Un motor con-
trolado por tacómetro impulsa los rodillos impulsores
de patente pendiente para una alimentación estable y
óptima, sin resbalamiento.
Con sólo dos tarjetas de p.c., el LN-25™ PRO está
diseñado para ser simple, confiable y fácil de recibir
servicio.
7D5C;A5;R?F?5;@?3=7?7C3=
El LN-25™ PRO tal y como se diseñó, es un alimen-
tador simple y robusto. Las funciones estándar
incluyen un disco de velocidad de alimentación de
alambre calibrado, interruptor de interbloqueo de 2
pasos/gatillo, interruptor CV-CC, Purga de Gas y
Alimentación en Frío.
')&*&*)&$%&*
• GMAW
• FCAW
# $ + &%*#')&*&
• Los procedimientos GMAW-P deben ser calificados
por el cliente.
• Los modelos A Través del Arco no se recomiendan
para la soldadura por punteo o puntos.
# $ + &%*#(, '&
• El ciclo de trabajo del alimentador de alambre es
325A, 100% y 450A, 60%. El ciclo de trabajo se
basa en la cantidad de soldadura realizada en un
periodo de 10 minutos.
• El tamaño de carrete máximo es de 45 lb, 12" de
diámetro.
• La longitud máxima de la pistola FCAW es de 15
pies.
• La longitud máxima de la pistola GMAW es de 25
pies.
• Las pistolas en contrafase no funcionan con el ali-
mentador de alambre.
,%+*'&))&$%*
• CV-250
• CV-300
• CV-305
• CV-400
• CV-655
• DC-400
• DC-600
• DC-655
• Invertec V-350 PRO
• Invertec V-450 PRO
• Multi-Weld 350
• Ranger 10,000
• Ranger 3 Phase
• Ranger 225
• Ranger 225 GXT
• Ranger 250
• Ranger 250 GXT
• Ranger 305
• SAE-400
• Pipeliner 200G
• Classic 300
• Vantage 300
• Vantage 400
• Vantage 500
• Air Vantage 500
Big Red’s
Eagle 10,000 Plus
Classic’s

&') `%
-&#+_$+)&%#` &
El voltímetro analógico muestra el voltaje entre el
electrodo y el trabajo. En los modelos a través del
arco, el voltímetro muestra un voltaje de circuito
abierto cuando el alimentador de alambre no está
soldando. El voltímetro es insensible a la polaridad
y el rango es O - 40VCD.
(Vea la '@=PE;5367D;DE7?5;33==;7?E7 al frente de
este Manual de Instrucciones)
&%+)&#*#)%+# %+
-73=3;9FC3
#$%+&*) ' `%
1 Voltímetro Analógico
2
Perilla de Velocidad de Alimentación de Alambre
3 Conector de gatillo de pistola de 5 pines
4 Cable de sensión de trabajo
5
LED Térmico, SOBRECARGA DEL MOTOR
6 LED de Polaridad
#%W')&
1
5
2
6
3
4
,)

.*$NI;>3
?9C3?3<7
;C3E@C;@DEN?63C
280
340
440
520
600
.*$NI;>@
?9C3?3<7
IEC3+@CBF7
210
235
400
400
400
-@=E;@D67C5@
$P?;>@D
15 V
17 V
21 V
24 V
27 V
&') `%
') ##-#& # $%+ `%#$)
La perilla grande calibrada de velocidad de ali-
mentación de alambre hace posible un ajuste fácil y
exacto de la velocidad de alimentación de alambre.
La perilla gira ¾ de vuelta. Gírela a la derecha
para aumentar la velocidad de alimentación de
alambre y a la izquierda para disminuirla.
Los modelos con voltímetros analógicos tienen una
escala calibrada impresa alrededor de la perilla de
velocidad de alimentación de alambre utilizando
unidades “pulg/min”. Una etiqueta separada con
unidades “m/min” se incluye con estos modelos de
alimentador de alambre.
-7=@5;63667=;>7?E35;R?67=3>4C7&A7C35;R?-
Cuando los modelos A Través del Arco se operan con
fuentes de poder CV, la velocidad de alimentación de
alambre permanecerá un valor constante, independi-
ente de los cambios de voltaje del arco, siempre y
cuando el voltaje del arco no caiga por debajo de los
valores en la siguiente tabla.
-7=@5;63667=;>7?E35;R?67=3>4C7&A7C35;R?
Cuando los modelos +C3GOD67=C5@ se operan con fuentes de
poder CC, la velocidad de alimentación de alambre cambia a medi-
da que el voltaje del arco se modifica. Cuando el voltaje del arco
aumenta, la velocidad de alimentación de alambre también lo hace;
y cuando el voltaje del arco disminuye, se reduce también la veloci-
dad de alimentación de alambre.
Para preestablecer la velocidad de alimentación de alambre en las
fuentes de poder CC:
1. Configure el interruptor de Modo de Alimentación de Alambre
(Wire Feed Mode) dentro de LN-25™ PRO en "CC".
2. Consulte la gráfica de la Figura B.1a para la configuración de
la perilla de velocidad de alimentación de alambre.
Seleccione la línea horizontal que representa a la Velocidad
de Alimentación de Alambre Deseada. (Vea la flecha de la
Figura B.1a para 375 pulg/min.)
3. Seleccione la línea diagonal que representa a los Voltios del
Arco. (Vea la Figura B.1a para 29 voltios.)
4. Determine la línea vertical que representa la configuración de
la Velocidad de Alimentación de Alambre CC donde las dos
líneas superiores se cruzan. (Vea la línea de flecha de la
Figura B.1a para 450.) Establezca la perilla de velocidad de
alimentación de alambre del LN-25™ PRO en este valor.
Configuración del disco WFS CC
= WFS deseada x 35
Voltios de Arco
Ejemplo:
pul/min. (Línea Horizontal) x 35
29 Arc Volts (Línea Diagonal)
= 452.5 (Línea Vertical)
(Vea la Figura B.1 a)
#%W')&
50
100
150
in/min.
200
250
300
350
375
400
450
500
550
600
650
700
50 100 150 200 250 300 350 400 450 500 550
650 700
35
31
29
27
25
23
21
19
17
15
33
600
VOLTIOS
DEL ARCO
CC
,)3
&A7C35;R?-
Se recomienda una fuente de
poder de voltaje constante (CV)
para la soldadura de arco de alam-
bre tubular (FCAW) y soldadura de
arco metálico con gas (GMAW), a
fin de obtener resultados de alta
calidad. Sin embargo, este alimen-
tador de alambre también se
puede utilizar con una fuente de
poder de corriente constante (CC)
para obtener resultados satisfacto-
rios en aplicaciones de calidad no
crítica.
=
,E;=;57=3
configuración

&') `%
#%W')&
&%+&) + ##& ' *+&#
' %*
#*%* `%+)!&
#+L)$ &*&))#$&+&)
La luz térmica se ilumina cuando el motor
del mecanismo de alimentación genera
demasiada corriente. Si esta luz se ilumi-
na, el mecanismo de alimentación se
apaga automáticamente por hasta 30
segundos para permitir que el motor se enfríe.
Para iniciar la soldadura de nuevo, suelte el gatillo
de la pistola, inspeccione el cable de la misma y la
guía de alambre (y conducto). Limpie y haga
reparaciones según sea necesario. Inicie la sol-
dadura de nuevo cuando el problema se haya
resuelto en forma segura.
Para mejores resultados, mantenga el cable de la
pistola y conducto tan rectos como sea posible.
Lleve a cabo un mantenimiento regular y limpieza
de la guía de alambre, conducto y pistola. Siempre
utilice electrodos de alta calidad, como el L-50 ó L-
56 de Lincoln Electric.
#'&#)
Las luces del LED
de Polaridad se
encienden cuando
el alimentador de
alambre se conecta
para polaridad posi-
tiva. Utilice el LED de polaridad para verificar que
el alimentador de alambre esté conectado para la
polaridad correcta.
+ POLARITY
POLARIDAD
- POLARITÉ

&') `%
&%+)&#* %+)%&*
#%W')&
1 Interruptor de Interbloqueo de Gatillo de 2 Pasos
2 Interruptor CV/CC
3 Brazo de Ajuste de Presión
4 Kit de Temporizador Opcional (Vea la sección Accesorios)
5 Retenedor de Carrete
6 Freno del Eje
7 Buje de la Pistola
ELEMENTO DESCRIPCIÓN
1
9
8
7
6
3
2
8 Tornillo Mariposa para Asegurar la Pistola de Soldadura
9 Tornillo Allen Guía para Asegurar el Buje de la Pistola
4
5
10 Ejes Impulsores
12 Botón de Alimentación en Frío
11 Guía de Alambre de Entrada
11
12
10
,)

&') `%
*) ' `%#&*&%+)&#* %+)%&*
(Vea la Figura B.2)
?E7CCFAE@C67 ?E7C4=@BF7@ 67
3E;==@67'3D@D
El Interruptor de Interbloqueo de
Gatillo de 2 Pasos cambia la fun-
ción del gatillo de la pistola. La
operación de 2 Pasos enciende y
apaga la soldadura en respuesta
directa al gatillo. La operación de
interbloqueo del gatillo permite que
la soldadura continúe cuando se
suelta el gatillo para comodidad en
las soldaduras largas.
Coloque el interruptor de palanca en la posición hacia
ABAJO para la operación de 2 Pasos o en la posición
hacia ARRIBA para la operación de Interbloqueo del
Gatillo.
3E;==@67'3D@D
La operación del gatillo de 2 Pasos es la más común.
Cuando se aprieta el gatillo de la pistola, la fuente de
poder de soldadura energiza la salida del electrodo y
el alimentador de alambre alimenta alambre para sol-
dar. La fuente de poder y alimentador de alambre
continúan soldando hasta que se suelta el gatillo.
?E7C4=@BF7@67=3E;==@
La operación de interbloqueo del gatillo proporciona
comodidad al operador cuando realiza soldaduras
largas. Cuando el gatillo se aprieta por primera vez,
la fuente de poder energiza la salida y el alimentador
de alambre alimenta alambre para soldar. Después,
se libera el gatillo mientras se realiza la soldadura.
Para dejar de soldar, el gatillo se jala de nuevo, y
cuando se suelta, la salida de la fuente de poder se
apaga y el alimentador de alambre deja de alimentar
alambre.
*;7=3C5@D73A393>;7?EC3DD7DF7=63
5@? =3@A7C35;R? 67 ;?E7C4=@BF7@67=
93E;==@ =3D3=;63 67= 7=75EC@6@ 67=3
8F7?E7 67A@67C67 D@=636FC3 A7C
>3?7577?7C9;K363 J7= 3=;>7?E36@C
673=3>4C75@?E;?F3CN3=;>7?E3?6@
3=3>4C7:3DE3BF77=93E;==@67=3A;D
E@=3 D7 <3=7 67 ?F7G@ J D7 =;47C7
67DAFOD
--------------------------------------------------------------------------------------------------
%+)),'+&)-
(Vea la Figura B.2)
El interruptor CV/CC establece el
método de control de velocidad de
alimentación de alambre para el
alimentador de alambre.
En la posición CV, la velocidad de
alimentación de alambre per-
manece constante durante la sol-
dadura. Un voltaje de arco estable
es regulado por la fuente de poder
ajustando la corriente del arco.
En la posición CC, la velocidad de
alimentación de alambre varía durante la soldadura.
La longitud del arco se mantiene cambiando la veloci-
dad de alimentación de alambre.
&+`%# $%+ `%%)_&
(Vea la Figura B.2)
Cuando se alimenta en frío, el
mecanismo de alimentación ali-
mentará al electrodo mas no se
energizarán la fuente de poder
ni el solenoide de gas. Ajuste
la velocidad de la alimentación
en frío girando la perilla WFS.
La alimentación en frío o
“desplazamiento en frío” del
electrodo es útil para enredar
el electrodo a través de la pistola.
#%W')&
CV
CC
'), `%

&') `%
#%W')&
*&#,)#$)
&)) %+&%*+%+
(Vea la Figura B.3)
La mayoría de los procesos de soldadura semiau-
tomáticos se desempeñan mejor utilizando fuentes de
poder de voltaje constante.
Los códigos de soldadura normalmente no cubren la
selección de la fuente de poder o específicamente, si
el proceso de soldadura debe ser operado en el modo
de voltaje o corriente constante. En lugar de ello, los
códigos típicamente especifican limitaciones en la
corriente, voltaje, entrada de calor y temperatura de
precalentamiento con base en el material a soldar. La
intención es asegurar que se desarrollarán
propiedades adecuadas del material de soldadura.
A veces, la soldadura se lleva a cabo utilizando
fuentes de poder de corriente constante. La
operación puede ser más conveniente porque puede
permitir el uso de una fuente de poder de electrodo
revestido (SMAW) existente, y la fuente de poder
puede colocarse en una ubicación distante sin ningu-
na medida para ajustar las configuraciones de salida.
Para la operación de corriente constante, la fuente de
poder se establece para entregar la corriente especifi-
cada. La fuente de poder regula esta corriente sin
importar los cambios en el circuito de soldadura,
incluyendo la longitud del cable, diámetro del electro-
do, velocidad de alimentación de alambre, punta de
contacto a distancia de trabajo, etc.
Cambios en la velocidad de alimentación de alambre
(WFS) o punta de contacto para trabajar a distancia
(CTWD) afectan el voltaje del arco cuando se utilizan
fuentes de poder de corriente constante. Disminuir la
velocidad de alimentación de alambre aumenta el
voltaje, elevarla lo disminuye. Alargar la punta de
contacto a la distancia de trabajo eleva el voltaje,
mientras que acortarla a la distancia de trabajo lo dis-
minuye.
Si la punta de contacto a la distancia de trabajo se
mantiene adecuadamente, se puede lograr un rango
de voltaje operativo satisfactorio, y el resultado puede
ser una buena soldadura. Sin embargo, cuando una
soldadora utiliza una punta de contacto más larga a la
distancia del trabajo, un alimentador de alambre de
sensión de arco compensa aumentando la velocidad
de alimentación de alambre para regular el voltaje.
Incluso si el voltaje y corriente permanecen sin cam-
bios, la velocidad de alimentación de alambre aumen-
tada puede dar como resultado en una tasa de
deposición mucho más allá del rango especificado del
electrodo. Bajo estas condiciones, las propiedades
de metal de soldadura especificadas no pueden
lograrse.
Las fuentes de poder de voltaje constante entregan
grandes picos de corriente para estabilizar el arco
cuando el electrodo está cortocircuitado o la longitud
del arco es muy corta. Sin embargo, una fuente de
poder de corriente constante no proporciona dicha
respuesta para estabilizar el arco. Puede ser difícil
lograr las propiedades de metal de soldadura requeri-
das, o lograr la calidad requerida de soladuras nece-
sarias para pasar las pruebas no destructivas, cuando
dichas soldaduras se hacen bajo operación de corri-
ente constante.
Por estas razones, Lincoln Electric %&
recomienda
soldadura semiautomática de corriente constante
para aplicaciones que necesitan satisfacer requerim-
ientos especificados de propiedades químicas o
mecánicas del metal de soldadura, o requerimientos
de calidad de soldadura.
Fuente de Poder
de Corriente
Constante
Alimentador
de Alambre
Corriente
Corriente
CTWD
WFS
+
-
,)

&') `%
&%+)&#*'&*+) &)*
#%W')&
1 Botón de Purga de Gas
2 Esfera del Medidor de Flujo
4 Entrada del Gas Protector
3 Válvula del Medidor de Flujo
6 Conectores de la Pistola Enfriada
por Agua Opcional
5 Cable del Electrodo
ELEMENTO DESCRIPCIÓN
1
2
3
4
5
6

&') `%
&+`%',)*
La válvula de solenoide gas se energizará mas no
encenderán la salida de la fuente de poder ni el motor
de avance. El interruptor de Purga de Gas es útil
para configurar la velocidad de flujo adecuada de gas
protector. Los medidores de flujo siempre deberán
ajustarse mientras el gas protector fluye.
$ &)#,!&
El medido de flujo muestra la velocidad de flujo del
gas protector y tiene una válvula para ajustar el flujo.
El medidor de flujo está graduado para CO
2
, Ar y
mezclas de Ar/C0
2
. La mitad de la esfera indica la
velocidad de flujo del gas protector.
Ajuste la velocidad de flujo al tiempo que aplana el
interruptor de PURGA DE GAS girando la válvula en
la parte inferior del medido. La mayoría de los proced-
imientos de soldadura requieren 11.8 - 18.9 Ipm (25-
40 scfh) para suficiente cobertura de gas protector. El
ángulo de la pistola, diámetro de la tobera, configu-
ración de la junta y condiciones del viento pueden
afectar la cantidad de gas requerido.
Cuando utilice un alimentador de alambre con un
medidor de flujo, ajuste el
regulador en la botella de gas
protector o suministre a una
velocidad de flujo que sea
mayor que la indicada en el
medidor de flujo del alimenta-
dor. Observe que la mayoría
de los reguladores están cali-
brados con base en tener
bajas restricciones en la sali-
da. La válvula en el medidor
de flujo del alimentador crea
una alta restricción y puede
causar errores en las lecturas
del regulador de suministro.
Establezca la velocidad de
flujo de gas utilizando la lec-
tura del medidor de flujo del
alimentador y no la del regu-
lador de suministro.
* #;EC@$;?
10 4.7
20 9.4
30 14.2
40 18.9
50 23.6
60 28.3
70 33.1
80 37.8
#%W')&
10
20
30
40
50
60
70
80
90
Valv e
Bal
Esfera
Válvula
*,% %% &
Para alimentadores con voltímetros analógicos, el
LED térmico se iluminará brevemente durante el
encendido.
Si el gatillo de la pistola se activa durante el encendi-
do, el alimentador no operará hasta que se libere el
gatillo de la pistola.

*&) &*
#%W')&
+ '&#$)
Alambres de
Acero:
Alambres
Tubulares:
Alambres de
Aluminio:
+$M&##+)&
.023-.030 (0.6-0.8mm)
.035 (0.9mm)
.045 (1.2mm)
.052 (1.4mm)
1/16 (1.6mm)
.035,.045 (0.9, 1.2mm)
.040 (1.0mm)
.030-.035" (0.8-0.9mm)
.040-.045" (1.0-1.2mm)
.052" (1.4mm)
1/16" (1.6mm)
.068-.072" (1.7-1.8mm)
5/64" (2.0mm)
3/32” (2.4mm)
.035" (0.9 mm)
.040" (1.0mm)
3/64" (1.2mm)
1/16" (1.6mm)
" +"'
KP1696-030S
KP1696-035S
KP1696-045S
KP1696-052S
KP1696-1/16S
KP1696-1
KP1696-2
KP1697-035C
KP1697-045C
KP1697-052C
KP1697-1/16C
KP1697-068
KP1697-5/64
KP1697-3/32
KP1695-035A
KP1695-040A
KP1695-3/64A
KP1695-1/16A
(, '& %*+#&^)
• Buje del Receptor de la Pistola K1500-2.
Incluye: 2 rodillos
impulsores estriados
y una guía de alam-
bre interna.
Incluye: 2 rodillos
impulsores con
ranuras U, guías de
alambre externa e
interna.
Incluye: 2 rodillos
impulsores con
ranuras U pulidos,
guías de alambre
externa e interna.
" +*)& ##&* $',#*&)*

*&) &*
#%W')&
K1796-xx
K2593-xx
K1803-1
K1840-xx
K1842-xx
Cable de Alimentación Coaxial
AWG 1/0
Cable de Alimentación Coaxial
AWG #1
Paquete de Cables de Trabajo y
Alimentador
Cable de Poder de Soldadura,
Twist-Mate a Terminal
Cable de Poder de Soldadura,
Terminal a Terminal
Incluye: un cable de soldadura
coaxial 1/0 de longitud "xx".
Los extremos del cable de sol-
dadura tienen conexiones de
terminal. Se utiliza para sol-
dadura de pulsación.
Incluye: un cable de soldadura
coaxial AWG #1de longitud
"xx".Los extremos del cable de
soldadura tienen conexiones de
terminal. Se utiliza para sol-
dadura de pulsación ó STTTM.
Incluye: cable 2/0 de Twist-
Mate a Terminal de 1.2 m (14')
con Abrazadera de
Aterrizamiento, y cable 2/0
Twist-Mate a Terminal de
2.7m (9') de largo.
Incluye: cable 1/0 Twist-Mate
a Terminal, de longitud "xx".
Incluye: cable 3/0 de Terminal
a Terminal, de longitud "xx"
para longitudes de hasta
18.3m (60'). Cable 4/0 de
Terminal a Terminal, de longi-
tud "xx" para longitudes
mayores de 18.3m (60').
K1797-xx
K484
K1798
(requires
remote control
kit
Cable de Control
Kit de Enchufes de Puente
Cable de Adaptador para Cable de
Control para Fuentes de Poder de
Tablilla de Conexiones
Incluye: alimentador de alam-
bre de 14 pines a 14 pines
para cable de control de la
fuente de poder.
Incluye: conector circular de 14
pines con puente para cables 2-
4. para usarse en fuentes de
poder para “ENCENDER” las
terminales de soldadura en todo
momento.
Incluye: conector circular 14
con cables para conectar a la
tablilla de conexiones.

*&) &*
#%W')&
K910-1
K910-2
K1500-1
K1500-2
K1500-3
Pinza de Aterrizamiento
Pinza de Aterrizamiento
Buje Receptor de Pistola (para pis-
tolas con conectores de pistola
K466-1 de Lincoln; pistolas
Innershield y Subarc)
Buje Receptor de Pistola (para pis-
tolas con conectores de pistola
K466-2, K466-10 de Lincoln; pisto-
las Magnum 200/300/400 y com-
patibles con Tweco® #2-#4)
Buje Receptor de Pistola(para pis-
tolas con conectores de pistola
K613-7 de Lincoln; pistolas
Magnum 550 y compatibles con
Tweco® #5)
Incluye: Una Pinza de
Aterrizamiento de 300 Amps
Incluye: Una Pinza de
Aterrizamiento de 500 Amps.
Incluye: Buje de receptor de
pistola, tornillo de fijación y
llave hexagonal.
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.

*&) &*
#%W')&
K1500-4
K1500-5
K489-7
K435
K468
K590-6
K586-1
Buje de Receptor de Pistola (para
pistola con conectores de pistola
K466-3 de Lincoln; compatible con
pistolas Miller®.)
Buje de Receptor de Pistola (com-
patible con pistolas Oxo®.)
Buje de Receptor de Pistola (pisto-
las Fast-Mate de Lincoln.)
Adaptador de Eje, para montar
Bobinas Innershield de 6.4 kg (14
lb.) sobre dos ejes (51 mm).
Adaptador de Eje, para montar car-
retes de 203 mm (8 pulg) de
diámetro en ejes de 51 mm (2 pulg).
Kit de Conexión de Agua (sólo
para modelos europeos y de cable
de control)
Regulador de Gas Ajustable De
Lujo
Incluye: Buje de receptor de
pistola con boquilla de
manguera, tornillo de fijación y
llave hexagonal.
Incluye: Buje de receptor de
pistola con boquilla de
manguera, 4 tubos guía,
tornillo de fijación y llave
hexagonal.
Incluye: Buje de receptor de
pistola con conector de gatillo.
Incluye: Adaptador de Eje
hecho de 2 retenedores de
bobinas. (No se incluye el
electrodo.)
Incluye: 2 Adaptadores de
Eje, uno para carretes de 2"
de ancho y el otro para car-
retes de 3" de ancho.
Incluye: 2 mangueras con conectores
rápidos hembra en cada extremo, 2
conectores macho para manguera de
diámetro interno de 3/16", 2 conectores
macho para manguera de de diámetro
interno de _", y hardware de montaje.
Incluye: Regulador de Gas de
Lujo para Gases Mezclados,
Adaptador para C0
2
y
manguera de 3.0 m (10').

*&) &*
#%W')&
%*+# `%#" +
%) $ %+&,"
# *) #L+) ',
,*)#$,)+
V',=33=;>7?E35;R?7?7=;?E7CCFAE@C
6767D5@?7I;R?3?E7D67EC343<3C7?7DE7
7BF;A@
V%@E@BF7=3DA3CE7D7=O5EC;53>7?E7G;G3D
V*R=@ A7CD@?3=53=;8;536@6747CN;?DE3=3CFD3C@ 63C
D7CG;5;@37DE77BF;A@
Los componentes K590-6 están clasificados a hasta 70 psi
(5 bar) y 70°C (158°F). Utilice un líquido anticongelante que
sea compatible con el enfriador de agua y pistola.
Herramientas requeridas:
• Llave de 3/8"
• Aprietatuercas de 5/16"
• Desatornillador de cuchilla plana mediano
• Herramienta de corte
1. Apague la fuente de poder de soldadura.
2. Remueva los tornillos que aseguran el gabinete al módu-
lo interno utilizando la llave de 3/8".
3. Remueva el módulo del gabinete levantando el
frente del módulo aproximadamente 6 mm (.25") y
después deslizando hacia adelante.
4. Utilice un aprietatuercas de 5/16" para remover los tornillos que
sostienen a la cubierta del enfriador de agua al frente del gabi-
nete del módulo interno y en la parte posterior del gabinete.
5. Instale el ensamble del conector y manguera al
frente del gabinete. Enrute las mangueras a lo
largo de la parte inferior del módulo interno y hacia
afuera a través del corte en la cubierta. Deslice el
módulo de regreso al gabinete.
6. Asegure el módulo al gabinete con los tornillos. (Se
muestran en el Paso 2)
7. Instale el ensamble del conector a la parte posterior del
gabinete.
8. Deslice las abrazaderas sobre las mangueras. Corte las
mangueras a una longitud en la que puedan quedar extendidas
en la parte inferior del gabinete. Deslice las abrazaderas sobre
las mangueras. Deslice las mangueras sobre los conectores en
la parte posterior del gabinete y asegure con las abrazaderas.
-)+%
GABINETE DE ALUMINIO
GABINETE DE PLÁSTICO
DE ALUMINIO
ABINETE
MIN
BIN
ETE DE PLÁSTICO

#3*)#L+) AF76753FD3C=3>F7CE7
VA39F7=33=;>7?E35;R?67=38F7?E767A@67C67D@=
636FC33?E7D67;?DE3=3C@53>4;3C=@D
C@6;==@D;>AF=D@C7DJ@9FP3D
V %@ E@BF7=3DA3CE7D 7=O5EC;53>7?E7
G;G3D
VF3?6@D767DA=3K35@?7=93E;==@67
=3A;DE@=37=7=75EC@6@J>753?;D>@67
3=;>7?E35;R?7DEN?\53=;7?E7D]A3C3EC343<3CJ :357C
E;7CC3 J A@6CP3? A7C>3?757C7?7C9;K36@DA@C G3C;@D
D79F?6@D67DAFOD67BF7D7DF7=E37=93E;==@
V %@ @A7C7 5@? =3D 5F4;7CE3D AN?7=7D @9F3C63D
C7>@G;6@D@34;7CE@D
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@67
>3?E7?;>;7?E@
--------------------------------------------------------------------------------------------------
$%+% $ %+&
#%W')&
-)+%
'), &%**,)
$%+% $ %+&),+ %
• Revise los cables de soldadura, cables de control y
mangueras de gas en busca de cortaduras.
• Limpie y apriete todas las terminales de soldadura.
$%+% $ %+&') ` &
• Limpie los rodillos impulsores y la guía de alambre
interna, y reemplace si hay desgaste.
• Aplique aire o aspire el interior del alimentador.
*' `%# ) `%
-3=;635;R? 67=-@=EP>7EC@ $@67=@D67 $76;6@C
?3=R9;5@+C3GOD67=C5@
Herramientas Requeridas:
• Estándar de referencia del voltímetro de CD
• Fuente de poder de soldadura de CD de voltaje
constante con voltaje ajustable sin carga (CD-400,
V-350, CV-400 o equivalente).
Para verificar la exactitud del voltímetro analógico:
1. APAGUE.
2. Conecte el LN-25™ PRO a la fuente de poder de
soldadura de CD de voltaje constante. El cable de
trabajo del LN-25™ PRO debe estar conectado a
la terminal de trabajo de la fuente de poder.
3. Conecte el voltímetro de referencia entre el bloque
de bronce del LN-25™ PRO y el cable de trabajo.
4. ENCIENDA.
5. Energice el circuito de salida de la fuente de poder.
Ajuste la salida de la fuente de poder a 20±1 VCD
como se mida en el medidor de referencia.
6. Verifique que el voltímetro del LN-25™ PRO
indique entre 19 y 21 voltios.
Si la lectura del voltímetro está fuera de rango, revise
si hay conexiones vuelva o reemplace el voltímetro.
No hay ajuste de calibración para el voltímetro del LN-
25™ PRO.
-3=;635;R?67=$76;6@C67=F<@
Herramientas requeridas:
• Estándar de referencia del medidor de flujo.
• Fuente de poder de soldadura de CD de voltaje
constante (CD-400, V-350, CV-400 o equivalente).
Para verificar la exactitud del medidor de flujo:
1. APAGUE.
2. Conecte el LN-25™ PRO a la fuente de poder de
soldadura de CD de voltaje constante. El cable de
trabajo del LN-25™ PRO debe conectarse a la ter-
minal de trabajo de la fuente de poder.
3. Conecte un suministro de C02 al alimentador de
alambre. No exceda la presión de entrada máxima
del alimentador de alambre.
4. Desconecte la manguera de gas protector que se
conecta al buje de pistola.
5. Conecte la manguera de gas protector al estándar
de referencia del medidor de flujo.
6. Oriente el LN-25™ PRO a una posición vertical.
7. ENCIENDA.
8. Ajuste el medidor de flujo en el LN-25™ PRO a 40
scfh mientras oprime el botón de PURGA DE
GAS.
9. Mida el flujo de gas con el medidor de flujo calibra-
do mientras oprime el botón de PURGA DE GAS.
10. La velocidad de flujo medida deberá estar entre
35 y 45 scfh.

$%+% $ %+&
El medidor de flujo del LN-25™ PRO no se puede cal-
ibrar. Si el medidor de flujo lee incorrectamente,
revise si hay fugas o la manguera de gas está torci-
da. Reemplace el medidor de flujo si es necesario.
-3=;635;R?67=3-7=@5;63667=;>7?E35;R?67=3>4C7
(Vea la Figura D.1)
La calibración del LN-25
™
PRO puede ser necesaria
cuando se reemplaza o da servicio a la tarjeta de p.c.,
potenciómetro de velocidad de alimentación de alambre
o motor. La calibración se equipara a la placa de identifi-
cación de la velocidad de alimentación de alambre real.
Herramientas requeridas:
• Medidor RPM
• Fuente de poder de soldadura de CD de voltaje con-
stante (DC-400, V-350, CV-400 o equivalente)
• Llave de boca de 7/16"
Para verificar si la calibración es necesaria:
1. APAGUE.
2. Establezca la velocidad de alimentación de alambre
conforme a la tabla.
?9C3?3<7
-7=@5;63667=;>7?E35;R?
)79;DEC@
67$@67=@
67==3>4C7
57AE34=7
Velocidad 400 in/min 69 - 77 rpm
Estándar
Extra Torque 150 in/min 25 - 31 rpm
3. Remueva la cubierta plástica de la parte inferior del
mecanismo de alimentación con la llave de 7/16".
4. Conecte el LN-25
™
PRO a la fuente de poder de sol-
dadura de CD de voltaje constante. El cable de tra-
bajo del LN-25
™
PRO debe conectarse a la terminal
de trabajo de la fuente de poder.
5. ENCIENDA
6. Mida las rpm del motor cuando se oprima el botón
ALIMENTACIÓN EN FRÍO (COLD FEED).
7. Verifique que las rpm estén dentro del rango aceptable.
'3C3 53>4;3C=353=;4C35;R? 67=3G7=@5;636673=;
>7?E35;R?673=3>4C7
(Vea la Figura D.2)
Herramientas requeridas:
• Aprietatuercas de 5/16"
• Medidor de RPM
• Enchufe de corto. El enchufe de corto cortocircuita
los pines 4 y 8 del conector J3 en la tarjeta de P.C. de
control. J3 es un conector molex de 8 pines.
1. APAGUE
2. Remueva los 4 tornillos que sostienen la cubierta
posterior dentro del alimentador y retire la cubierta.
3. Abra el brazo de presión.
4. Establezca la velocidad de alimentación de alambre
conforme a la tabla.
?9C3?3<767=$@67=@
-7=@5;63667=;>7?E35;R?67=3>4C7
Velocidad Estándar 400 in/min
Extra Torque 150 in/min
5. Conecte el LN-25™ PRO a la fuente de poder de sol-
dadura de CD de voltaje constante. El cable de tra-
bajo del LN-25™ PRO debe conectarse a la terminal
de trabajo de la fuente de poder.
6. ENCIENDA.
7. Inserte el enchufe de corto en el conector J3 en la tar-
jeta de P.C. El enchufe de corto cortocircuita los
pines 4 y 8.
8. Remueva el enchufe de corto.
9. APAGUE.
10. Vuelva a colocar la cubierta y asegure con los tornil-
los.
#%W')&
CUBIERTA
EJE DEL
MOTOR
,)
,)
, )+
+)!+'

#&# 1 `%-)_*
#%W')&
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su +3==7C67*7CG;5;@673>A@#;?5@=?FE@C;K36@ para asistencia en la localización de fallas técnicas antes de proceder.
'), `%
Esta Guía de Localización de Averías se proporciona
para ayudarle a localizar y reparar posibles malos fun-
cionamientos de la máquina. Siga simplemente el
procedimiento de tres pasos que se enumera a con-
tinuación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).
Busque bajo la columna titulada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe posibles sín-
tomas que la máquina pudiera presentar. Encuentre
la lista que mejor describa el síntoma que la máquina
está exhibiendo.
Paso 2. CAUSA POSIBLE.
La segunda columna titulada “CAUSA POSIBLE” enu-
mera las posibilidades externas obvias que pueden
contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO
Esta columna proporciona un curso de acción para la
Causa Posible; generalmente indica que contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
Si no comprende o no puede llevar a cabo el Curso
de Acción Recomendado en forma segura, contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
`$&,+ # 1)#,_#&# 1 `%-)_*
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y Reparaciones. Las
reparaciones no autorizadas que se realicen a este equipo pueden representar un peligro para el técnico y oper-
ador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y a fin de evitar una Descarga
Eléctrica, sírvase observar todas las notas de seguridad y precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
-)+%
#3*)#L+) AF76753FD3C=3>F7CE7
V',=33=;>7?E35;R?67=38F7?E767A@67C67D@=636FC33?E7D67;?DE3=3C@53>
4;3C=@DC@6;==@D;>AF=D@C7DJ@9FP3D
V%@E@BF7A3CE7D7=O5EC;53>7?E7G;G3D
VF3?6@ D7 67DA=3K35@?7= 93E;==@ 67 =3A;DE@=37= 7=75EC@6@J>753?;D>@ 67 3=;
>7?E35;R? 7DEN?\53=;7?E7D] A3C3EC343<3C J :357CE;7CC3 J A@6CP3?A7C>3?757C7?7C
9;K36@DA@CG3C;@DD79F?6@D67DAFOD67BF7D7DF7=E37=93E;==@
V#38F7?E767A@67C67D@=636FC36747CN5@?75E3CD73=3E7CC;K3>;7?E@67=D;DE7>35@?
8@C>73=R6;9@=O5EC;5@%35;@?3=@5F3=BF;7C5R6;9@=@53=3A=;534=7
V*R=@A7CD@?3=53=;8;536@6747CNC73=;K3C7=EC343<@67>3?E7?;>;7?E@
-----------------------------------------------------------------------------------------------------------------------------------------------------
&4D7CG7E@6@D=@D#;?73>;7?E@D67*79FC;63636;5;@?3=7D67E3==36@D3=@=3C9@677DE7>3?F3=
-)+%

#&# 1 `%-)_*
#%W')&
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su +3==7C67*7CG;5;@673>A@#;?5@=?FE@C;K36@ para asistencia en la localización de fallas técnicas antes de proceder.
'), `%
')&#$*
*_%+&$*
,*
'&* #
,)*&)&$%&
`%
El alimentador enciende – no pan-
talla, no alimentación en frío.
El alimentador enciende pero no hay
salida cuando se oprime el gatillo. El
gas protector fluye y los rodillos
impulsores giran.
No gas protector.
Alimentación de alambre inconsis-
tente o el alambre no se alimenta
pero los rodillos impulsores giran.
1. El cable de sensión del trabajo está
desconectado o es una conexión eléctrica
deficiente. (Modelos A Través del Arco)
2. La fuente de poder está APAGADA.
3. El interruptor automático para el alimenta-
dor de alambre en la fuente de poder se
ha abierto. (Modelos de cable de control).
4. El cable de control puede estar suelto o
dañado. (Modelos de cable de control)
1. Las conexiones de la bobina del
contactor están sueltas.
2. El contactor tiene falla.
1. El suministro de gas está APA-
GADO o vacío.
2. La manguera de gas está cortada
o aplastada.
3. La válvula del medidor de flujo
está cerrada.
4. Suciedad o desechos en el sole-
noide.
5. Hay una conexión de solenoide
suelta.
6. El solenoide ha fallado.
1. El cable de la pistola está torcido
y/o enroscado.
2. El alambre está atascado en la
pistola y cable.
3. La guía de alambre de la pistola
está sucia o desgastada.
4. El electrodo está oxidado o sucio.
5. La punta de contacto está parcial-
mente derretida o tiene salpicadu-
ra.
6. Guía de alambre, punta, rodillos
impulsores y/o guía de alambre
interna inadecuados.
1. Conecte el cable de sensión de
trabajo al trabajo en un lugar libre
de suciedad, oxidación y pintura.
2. ENCIENDA la fuente de poder.
3. Restablezca los interruptores de
circuito.
4. Apriete, repare o reemplace el
cable de control dañado.
1. Verifique las conexiones de la
bobina del contactor.
2. Reemplace el contactor.
1. Verifique que el suministro de gas
esté ENCENDIDO y fluyendo.
2. Enrute la manguera de gas en tal
forma que evite las esquinas
filosas y asegúrese de que no
haya nada sobre ella. Repare o
reemplace las mangueras
dañadas.
3. Abra la válvula del medidor de
flujo.
4. Aplique aire de taller filtrado a
80psi al solenoide para remover la
suciedad.
5. Remueva la cubierta y revise que
todas las conexiones estén en
buenas condiciones.
1. Mantenga el cable de la pistola tan
recto como sea posible. Evite las
esquinas filosas o dobleces en el
cable.
2. Remueva la pistola del alimentador
de alambre y jale el alambre atas-
cado fuera de la pistola y cable.
3. Aplique aire de baja presión (40psi
o menos) para eliminar la suciedad
de la guía de alambre.
Reemplácela si está desgastada.
4. Utilice sólo electrodos limpios. Use
electrodos de calidad como el L-50
ó L-56 de Lincoln Electric.
5. Reemplace la punta de contacto.
6. Verifique que las partes ade-
cuadas estén instaladas.
'C@4=7>3D67*3=;63

#&# 1 `%-)_*
#%W')&
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su +3==7C67*7CG;5;@673>A@#;?5@=?FE@C;K36@ para asistencia en la localización de fallas técnicas antes de proceder.
'), `%
')&#$*
*_%+&$*
,*
'&* #
,)*&)&$%&
`%
La velocidad de alimentación de
alambre opera consistentemente al
valor incorrecto. La velocidad cam-
bia cuando se ajusta la perilla de
velocidad de alimentación de alam-
bre.
La velocidad de alimentación de
alambre es rápida (máxima) y no
hay cambio cuando se ajusta la per-
illa de velocidad de alimentación de
alambre.
Arco variable o "irregular".
Inicios de arco deficientes con fusión
o “explosiones”, porosidad de sol-
dadura, cordón estrecho o de apari-
encia viscosa.
7. Presión del brazo de tensión
incorrecta en los rodillos impul-
sores.
8. El freno del eje está muy apreta-
do.
9. Rodillo impulsor desgastado.
1. El cable de puente para velocidad
normal/extra torque está conecta-
do inadecuadamente.
2. El engranaje incorrecto está insta-
lado en el mecanismo de ali-
mentación.
3. Las escobillas en el motor están
desgastadas.
1. El tacómetro está conectado
inadecuadamente.
2. El tacómetro ha fallado.
1. Punta de contacto de tamaño
incorrecto, desgastada y/o derreti-
da.
2. Cable de trabajo desgastado o
conexión de trabajo deficiente.
3. Polaridad incorrecta.
4. La tobera de gas está extendida
más allá de la punta de contacto o
la punta electrizada del alambre
es muy larga.
5. Protección deficiente de gas en
los procesos que requieren gas.
1. Procedimientos o técnicas inade-
cuados.
7. Ajuste el brazo de tensión con-
forme al Manual de Instrucciones.
La mayoría de los electrodos ali-
mentan bien a una configuración
de brazo de tensión de "3".
8. Verifique que el carrete de alam-
bre se mueve con el mínimo
esfuerzo.
9. Reemplace los rodillos impulsores
si están desgastados o llenos de
suciedad.
1. Conecte adecuadamente el
puente de velocidad normal/extra
torque.
2. Instale el engranaje de piñón ade-
cuado en el mecanismo de ali-
mentación.
3. Reemplace el ensamble del
motor/caja de engranajes.
1. Verifique que todos los cables del
tacómetro estén bien conectados.
2. Reemplace el motor y el ensam-
ble del tacómetro.
1. Reemplace la punta de contacto.
2. Verifique todas las conexiones de
trabajo y electrodo estén apre-
tadas y que los cables estén en
buenas condiciones.
Limpie/reemplace según sea
necesario.
3. Ajuste la polaridad al proced-
imiento recomendado.
4. Ajuste la tobera de gas y acorte la
punta electrizada de alambre a
3/8 – 1/2 pulgadas.
5. Revise el flujo de gas y mezcla.
Remueva o bloquee fuentes de
corrientes de aire.
1. Vea la "Guía de Soldadura de
Arco de Metal de Gas" (GS-100)
'C@4=7>3D67*3=;63

)$*
#%W')&
DIAGRAMA DE CABLEADO DE LN-25 PRO ANALÓGICO
PANTALLA ANALÓGICA FRENTE DEL GABINETE
REÓSTATO DE CONTROL DE LA
VELOCIDAD DE ALIMENTACIÓN
DE ALAMBRE
LED
TÉRMICO
AMARILLO
LED DE
POLARIDAD
VOLTÍMETRO
DEL ARCO
CONECTOR
DE GATILLO
TRABAJO ATRABAJO A
RECTIFICADOR
DE PUENTE
TRABAJO B
A PINZA DE TRABAJO
TRABAJO A
KIT DEL TEMPORIZADOR (OPCIONAL)
POSTFLUJO
QUEMADO EN
RETROCESO
A P60
EN ARNÉS
NOTAS:
N.A. EL PIN MÁS CERCADO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO) SE ALINEA CON
EL CABLE BALNCO DEL ZÓQUET DEL LED.
N.B. LOS INTERRUPTORES SE MUESTRAN DESDE EL LADO DE CONEXIóN POSTERIOR DEL
INTERRUPTOR.
N.D. CONECTA “EXTRA” AL “TORQUE” SÓLO EN LOS MODELOS DE TORQUE EXTRA.
INTERBLOQUEO
DEL GATILLO /
2 PASOS
(SE MUESTRA EN 2 PASOS)
(SE MUESTRA EN CV)
ALIMENTACIÓN
EN FRÍO
PLACA DE
ALIMENTACIÓN
MOTOR/CAJA
DE
ENGRANAJES
TACÓMETRO
SE CONECTA
AL KIT DE
TEMPORIZADOR
TARJETA DE P.C. DEL FILTRO DEL MOTOR
TARJETA DE P.C. DE CONTROL
INTERRUPTOR
DE BOTÓN DE
PURGA DE GAS
VENTILADOR
SOLENOIDE
DE GAS
BOBINAS DEL CONTACTOR
CONEXIÓN DEL CABLE DE
ELECTRODO DE ENTRADA
INFORMACIÓN GENERAL
SíMBOLOS ELECTRICOS SEGÚN E1537
CODIFICACIÓN DE COLORES DE CABLES
B - NEGRO
W – BLANCO
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTO DESDE EL LADO DE LOS COMPONENTES DE LA TARJETA DE P.C.)
NEGRO
ROJO
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la
máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE
USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
l Keep your head out of fumes.
l Use ventilation or exhaust to remove
fumes from breathing zone.
l Los humos fuera de la zona de res-
piración.
l Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
l Gardez la tête à l’écart des fumées.
l Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
l Vermeiden Sie das Einatmen von
Schweibrauch!
l Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
l Mantenha seu rosto da fumaça.
l Use ventilação e exhaustão para
remover fumo da zona respiratória.
l Turn power off before servicing.
l Desconectar el cable de alimentación
de poder de la máquina antes de ini-
ciar cualquier servicio.
l Débranchez le courant avant l’entre-
tien.
l Strom vor Wartungsarbeiten abschal-
ten! (Netzstrom völlig öffnen;
Maschine anhalten!)
l Não opere com as tampas removidas.
l Desligue a corrente antes de fazer
serviço.
l Não toque as partes elétricas nuas.
l Do not operate with panel open or
guards off.
l No operar con panel abierto o
guardas quitadas.
l N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
l Anlage nie ohne Schutzgehäuse oder
Innenschutzverkleidung in Betrieb
setzen!
l Mantenha-se afastado das partes
moventes.
l Não opere com os paineis abertos ou
guardas removidas.
La página se está cargando...
Transcripción de documentos
IMS10031-A LN-25 TMPRO Noviembre, 2010 Para usarse con máquina de Número de Código: 11620, 11621, 11716, 11717 La seguridad depende de usted El equipo de soldadura por arco y de corte Lincoln está diseñado y construido teniendo la seguridad en mente. Sin embargo, su seguridad general puede incrementarse por medio de una instalación adecuada… y una operación cuidadosa de su parte. NO INSTALE, OPERE O REPARE ESTE EQUI PO SIN LEER ESTE MANUAL Y LAS PRECAUCIONES DE SE GURIDAD CONTENIDAS EN EL MISMO . Y, lo más importante, piense antes de actuar y sea cuidadoso. IP23 IEC 60974-5 MANUAL DEL OPERADOR Copyright © Lincoln Global Inc. • World's Leader in Welding and Cutting Products • • Sales and Service through Subsidiaries and Distributors Worldwide • Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com i i SEGURIDAD ADVERTENCIA ADVERTENCIA DE LA LEY 65 DE CALIFORNIA En el estado de California, se considera a las emisiones del motor de diesel y algunos de sus componentes como dañinas para la salud, ya que provocan cáncer, defectos de nacimiento y otros daños reproductivos. Las emisiones de este tipo de productos contienen químicos que, para el estado de California, provocan cáncer, defectos de nacimiento y otros daños reproductivos. Lo Anterior Aplica a los Motores Diesel Lo Anterior Aplica a los Motores de Gasolina ARC WELDING CAN bE hAzARDOUS. PROTECT YOURSELF AND OThERS FROM POSSIbLE SERIOUS INJURY OR DEATh. KEEP ChILDREN AWAY. PACEMAKER WEARERS ShOULD CONSULT WITh ThEIR DOCTOR bEFORE OPERATING. Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. bE SURE ThAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY bY QUALIFIED INDIVIDUALS. Para equipos accionados por MOTOR. 1.h. Para evitar quemarse con agua caliente, no quitar la tapa a presión del radiador mientras el motor está caliente. 1.a. Apagar el motor antes de hacer trabajos de localización de averías y de mantenimiento, salvo en el caso que el trabajo de mantenimiento requiera que el motor esté funcionando. 1.b. Los motores deben funcionar en lugares abiertos bien ventilados, o expulsar los gases de escape del motor al exterior. ____________________________________________________ 1.c. No cargar combustible cerca de un arco de soldadura cuando el motor esté funcionando. Apagar el motor y dejar que se enfríe antes de rellenar de combustible para impedir que el combustible derramado se vaporice al quedar en contacto con las piezas del motor caliente. No derramar combustible al llenar el tanque. Si se derrama, limpiarlo con un trapo y no arrancar el motor hasta que los vapores se hayan eliminado. ____________________________________________________ ____________________________________________________ 1.d. Mantener todos los protectores, cubiertas y dispositivos de seguridad del equipo en su lugar y en buenas condiciones. No acercar las manos, cabello, ropa y herramientas a las correas en V, engranajes, ventiladores y todas las demás piezas móviles durante el arranque, funcionamiento o reparación del equipo. ____________________________________________________ 1.e. En algunos casos puede ser necesario quitar los protectores para hacer algún trabajo de mantenimiento requerido. Quitarlos solamente cuando sea necesario y volver a colocarlos después de terminado el trabajo de mantenimiento. Tener siempre el máximo cuidado cuando se trabaje cerca de piezas en movimiento. 1.f. No poner las manos cerca del ventilador del motor. No tratar de sobrecontrolar el regulador de velocidad en vacío empujando las varillas de control del acelerador mientras el motor está funcionando._____________________________ _______________________________________________ 1.g. Para impedir el arranque accidental de los motores de gasolina mientras se hace girar el motor o generador de la soldadura durante el trabajo de mantenimiento, desconectar los cables de las bujías, tapa del distribuidor o cable del magneto, según corresponda. LOS CAMPOS ELECTRICOS Y MAGNETICOS pueden ser peligrosos 2.a. La corriente eléctrica que circula a través de un conductor origina campos eléctricos y magnéticos (EMF) localizados. La corriente de soldadura crea campos EMF alrededor de los cables y los equipos de soldadura. 2.b. Los campos EMF pueden interferir con los marcapasos y en otros equipos médicos individuales, de manera que los operarios que utilicen estos aparatos deben consultar a su médico antes de trabajar con una máquina de soldar. 2.c. La exposición a los campos EMF en soldadura puede tener otros efectos sobre la salud que se desconocen. 2.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura: 2.d.1. Pasar los cables de pinza y de trabajo juntos Encintarlos juntos siempre que sea posible. 2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuerpo. 2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo. Si el cable del electrodo está en el lado derecho, el cable de trabajotambién debe estar en el lado derecho. 2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cerca posible del área que se va a soldar. 2.d.5. No trabajar al lado de la fuente de corriente. ii ii SEGURIDAD Los RAYOS DEL ARCO pueden quemar. La DESCARGA ELÉCTRICA puede causar la muerte. 3.a. Los circuitos del electrodo y de trabajo están eléctricamente con tensión cuando el equipo de soldadura está encendido. No tocar esas piezas con tensión con la piel desnuda o con ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de material aislante seco. Asegurarse de que el aislante es suficiente para protegerle completamente de todo contacto físico con el circuito de trabajo y tierra. Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales como suelos, emparrillados o andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra contacto inevitable o accidental con la pieza de trabajo o con tierra, usar el equipo siguiente: • Equipo de soldadura semiautomática de C.C. a tensión constante. • Equipo de soldadura manual C.C. • Equipo de soldadura de C.A. con control de voltaje reducido. 3.c. En la soldadura semiautomática o automática con alambre continuo, el electrodo, carrete de alambre, cabezal de soldadura, boquilla o pistola para soldar semiautomática también están eléctricamente con tensión. 3.d. Asegurar siempre que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cercana posible al área donde se va a soldar. 3.e. Conectar el trabajo o metal que se va a soldar a una buena toma de tierra eléctrica. 3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura y equipo de soldadura en unas condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado. 3.g. Nunca sumergir el electrodo en agua para enfriarlo. 3.h. Nunca tocar simultáneamente la piezas con tensión de los portaelectrodos conectados a dos equipos de soldadura porque el voltaje entre los dos puede ser el total de la tensión en vacío de ambos equipos. 3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad para protegerse de una caída si hubiera descarga eléctrica. 3.j. Ver también 6.c. y 8. 4.a. Colocarse una pantalla de protección con el filtro adecuado para protegerse los ojos de las chispas y rayos del arco cuando se suelde o se observe un soldadura por arco abierto. Cristal y pantalla han de satisfacer las normas ANSI Z87.I. 4.b. Usar ropa adecuada hecha de material resistente a la flama durable para protegerse la piel propia y la de los ayudantes de los rayos del arco. 4.c. Proteger a otras personas que se encuentren cerca del arco, y/o advertirles que no miren directamente al arco ni se expongan a los rayos del arco o a las salpicaduras. Los hUMOS Y GASES pueden ser peligrosos. 5.a. La soldadura puede producir humos y gases peligrosos para la salud. Evite respirarlos. Durantela soldadura, mantener la cabeza alejada de los humos. Utilice ventilación y/o extracción de humos junto al arco para mantener los humos y gases alejados de la zona de respiración. Cuando se suelda con electrodos de acero inoxidable o recubrimiento duro que requieren ventilación especial (Ver instrucciones en el contenedor o la MSDS) o cuando se suelda chapa galvanizada, chapa recubierta de Plomo y Cadmio, u otros metales que producen humos tóxicos, se deben tomar precauciones suplementarias. Mantenga la exposición lo más baja posible, por debajo de los valores límites umbrales (TLV), utilizando un sistema de extracción local o una ventilación mecánica. En espacios confinados o en algunas situaciones, a la intemperie, puede ser necesario el uso de respiración asistida. 5.b. La operación de equipo de control de humos de soldadura se ve afectada por diversos factores incluyendo el uso adecuado y el posicionamiento del equipo así como el procedimiento de soldadura específico y la aplicación utilizada. El nivel de exposición del trabajador deberá ser verificado durante la instalación y después periodicamente a fin de asegurar que está dentro de los límites OSHA PEL y ACGIH TLV permisibles. 5.c No soldar en lugares cerca de una fuente de vapores de hidrocarburos clorados provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los vapores de solventes para formar fosgeno, un gas altamente tóxico, y otros productos irritantes. 5.c. Los gases protectores usados para la soldadura por arco pueden desplazar el aire y causar lesiones graves, incluso la muerte. Tenga siempre suficiente ventilación, especialmente en las áreas confinadas, para tener la seguridad de que se respira aire fresco. 5.d. Lea atentamente las instrucciones del fabricante de este equipo y el material consumible que se va a usar, incluyendo la hoja de datos de seguridad del material (MSDS) y siga las reglas de seguridad del empleado, distribuidor de material de soldadura o del fabricante. 5.e. Ver también 1.b. iii iii SEGURIDAD Las ChISPAS DE SOLDADURA pueden provocar un incendio o una explosión. 6.a. Quitar todas las cosas que presenten riesgo de incendio del lugar de soldadura. Si esto no es posible, taparlas para impedir que las chispas de la soldadura inicien un incendio. Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tener un extintor de incendios a mano. 6.b. En los lugares donde se van a usar gases comprimidos, se deben tomar precauciones especiales para prevenir situaciones de riesgo. Consultar “Seguridad en Soldadura y Corte“ (ANSI Estándar Z49.1) y la información de operación para el equipo que se esté utilizando. 6.c Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo haga contacto con el trabajo o tierra. El contacto accidental podría ocasionar sobrecalentamiento de la máquina y riesgo de incendio. 6.d. No calentar, cortar o soldar tanques, tambores o contenedores hasta haber tomado los pasos necesarios para asegurar que tales procedimientos no van a causar vapores inflamables o tóxicos de las sustancias en su interior. Pueden causar una explosión incluso después de haberse “limpiado”. Para más información, consultar “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 de la American Welding Society . 6.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar o soldar. Pueden explotar. 6.f. Las chispas y salpicaduras son lanzadas por el arco de soldadura. Usar ropa adecuada que proteja, libre de aceites, como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y una gorra. Ponerse tapones en los oídos cuando se suelde fuera de posición o en lugares confinados. Siempre usar gafas protectoras con protecciones laterales cuando se esté en un área de soldadura. 6.g. Conectar el cable de trabajo a la pieza tan cerca del área de soldadura como sea posible. Los cables de la pieza de trabajo conectados a la estructura del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para soldar traspase a otros circuitos alternativos como cadenas y cables de elevación. Esto puede crear riesgos de incendio o sobrecalentar estas cadenas o cables de izar hasta hacer que fallen. 6.h. Ver también 1.c. La bOTELLA de gas puede explotar si está dañada. 7.a. Emplear únicamente botellas que contengan el gas de protección adecuado para el proceso utilizado, y reguladores en buenas condiciones de funcionamiento diseñados para el tipo de gas y la presión utilizados. Todas las mangueras, rácores, etc. deben ser adecuados para la aplicación y estar en buenas condiciones. 7.b. Mantener siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro o a un soporte fijo. 7.c. Las botellas de gas deben estar ubicadas: • Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico. • A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas. 7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra pieza con tensión toque la botella de gas. 7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de la botella de gas cuando se abra. 7.f. Los capuchones de protección de la válvula siempre deben estar colocados y apretados a mano, excepto cuando la botella está en uso o conectada para uso. 7.g. Leer y seguir las instrucciones de manipulación en las botellas de gas y el equipamiento asociado, y la publicación P-I de CGA, “Precauciones para un Manejo Seguro de los Gases Comprimidos en los Cilindros“, publicado por Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. PARA equipos ELÉCTRICOS 8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 8.b. Conectar el equipo a la red de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 8.c. Conectar el equipo a tierra de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de Incendios Durante la Soldadura, Corte y otros Trabajos Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma 022690-9101. 6.j. No utilice una fuente de poder de soldadura para descongelación de tuberías. Visite la página http://www.lincolnelectric.com/safety para información adicional sobreseguridad. v SEGURIDAD Compatibilidad Electromagnética (EMC) Conformidad Los productos que muestran la marca CE cumplen con la Directiva del Consejo de la Comunidad Europea del 15 de Diciembre, 2004 sobre la aproximación de las leyes de los Estados Miembro relacionadas con la compatibilidad electromagnética, 2004/108/EC. Este equipo fue fabricado en conformidad con un estándar nacional que a su vez implementa un estándar armonizado: Estándar de Productos de Compatibilidad Electromagnética para Equipo de Soldadura de Arco EN 60974-10. Asimismo, estos productos son para usarse con otro equipo de Lincoln Electric y están diseñados para uso industrial y profesional. Introducción Todo el equipo eléctrico genera pequeñas cantidades de emisión electromagnética. Ésta se puede transmitir a través de líneas de alimentación o radiarse a través del espacio, en forma similar a un transmisor de radio. Cuando las emisiones son recibidas por otro equipo, el resultado puede ser interferencia eléctrica. Las emisiones eléctricas pueden afectar a muchos tipos de equipo eléctrico, otro equipo de soldadura cercano, la recepción de radio y TV, máquinas controladas numéricamente, sistemas telefónicos, computadoras, etc. Mantenga en mente que puede haber presencia de interferencia y que tal vez se requieran precauciones adicionales cuando se usa una fuente de poder de soldadura en un establecimiento doméstico. Instalación y Uso El usuario es responsable de instalar y usar el equipo de soldadura de acuerdo con las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, entonces será responsabilidad del usuario del equipo de soldadura resolver la situación con la asistencia técnica del fabricante. En algunos casos esta acción correctiva puede ser tan simple como aterrizar (conectar a tierra) el circuito de soldadura, vea la Nota. En otros casos, podría implicar construir una pantalla electromagnética que encierre a la fuente de poder y trabajo, junto con los filtros de entrada relacionados. En todos los casos, las alteraciones electromagnéticas deberán reducirse al punto donde ya no causen problemas. Nota: El circuito de soldadura puede o no aterrizarse por razones de seguridad conforme a los códigos nacionales. El cambio de las conexiones de aterrizamiento sólo deberá ser autorizado por una persona competente que pueda evaluar si los cambios aumentarán el riesgo de lesiones, por ejemplo, al permitir rutas de regreso de corriente de soldadura paralela que puedan dañar los circuitos a tierra u otro equipo. Evaluación del Área Antes de instalar el equipo de soldadura, el usuario deberá hacer una evaluación de los problemas electromagnéticos potenciales en el área circunvecina. Deberá tomarse en cuenta lo siguiente: a) otros cables de alimentación, cables de control, cables de señalización y telefónicos; por arriba, abajo y adyacentes al equipo de soldadura; b) transmisores y receptores de radio y televisión; c) equipo computacional y otro equipo de control; d) equipo crítico de seguridad, por ejemplo, vigilancia del equipo industrial; e) la salud de la gente alrededor, por ejemplo, el uso de marcapasos y equipo auditivo; f) equipo utilizado para calibración o medición; g) la inmunidad de otro equipo en el ambiente. El usuario deberá asegurarse de que el otro equipo que se utiliza en el ambiente es compatible. Esto puede requerir medidas de protección adicionales; h) la hora del día en que se llevará a cabo esa soldadura u otras actividades. v vi SEGURIDAD Compatibilidad Electromagnética (EMC) El tamaño del área circunvecina a considerar dependerá de la estructura del edificio y otras actividades que se lleven a cabo. Métodos de Reducción de Emisiones Fuente de Energía El equipo de soldadura deberá conectarse a la fuente de energía según las recomendaciones del fabricante. Si ocurre interferencia, tal vez sea necesario tomar precauciones adicionales como la filtración de la fuente de energía. Deberá considerarse la protección del cable de alimentación del equipo de soldadura conectado permanentemente, con un conducto metálico o equivalente. La protección deberá ser eléctricamente continua por toda su longitud y conectarse a la fuente de poder de soldadura en tal forma que se mantenga un buen contacto eléctrico entre el conducto y la cubierta de la fuente de poder de soldadura. Mantenimiento del Equipo de Soldadura El equipo de soldadura deberá recibir mantenimiento en forma rutinaria conforme a las recomendaciones del fabricante. Todas las puertas y cubiertas de acceso y servicio deberán cerrarse y asegurarse adecuadamente cuando el equipo de soldadura esté en operación. El equipo de soldadura no deberá modificarse en ninguna forma excepto para aquellos cambios y ajustes mencionados en las instrucciones del fabricante. En particular, deberán ajustarse las aberturas de las chispas de la formación de arcos y dispositivos de estabilización, y recibir mantenimiento conforme a las recomendaciones del fabricante. Cables de Soldadura Los cables de soldadura deberán mantenerse tan cortos como sea posible, y estar cerca entre si, corriendo sobre o cerca del nivel del piso. Agrupamiento Equipotencial Deberá considerarse el agrupamiento de todos los componentes metálicos en la instalación de soldadura y adyacentes a la misma. Sin embargo, los componentes metálicos unidos a la pieza de trabajo aumentarán el riesgo de que el operador pueda recibir una descarga al tocar estos componentes y el electrodo al mismo tiempo. El operador deberá aislarse de todos los componentes metálicos agrupados. Aterrizamiento de la Pieza de Trabajo En los casos donde la pieza de trabajo no esté conectada a tierra para fines de seguridad eléctrica, o no esté aterrizada debido a su tamaño y posición, por ejemplo, el casco de un barco o trabajo de acero de construcción, una conexión que una la pieza de trabajo a tierra puede reducir las emisiones en algunas instancias, pero no en todas. Deberá tenerse cuidado de evitar el aterrizamiento de la pieza de trabajo si éste aumenta el riesgo de lesiones al usuario, o daña a otro equipo eléctrico. Donde sea necesario, la conexión de la pieza de trabajo a tierra deberá ser realizada a través de una conexión directa a la pieza de trabajo, pero en algunos países donde la conexión directa no es permitida, la unión deberá entonces hacerse a través de una capacitancia conveniente, seleccionada conforme a las regulaciones nacionales. Protección y Recubrimiento La protección y recubrimiento selectivos de otros cables y equipo en al área circundante puede aligerar los problemas de interferencia. Para aplicaciones especiales, deberá considerarse el recubrimiento de toda la instalación de soldadura1. _________________________ 1 Partes del texto anterior están contenidas en EN 60974-10: “Estándar de Productos de Compatibilidad Electromagnética para Equipo de Soldadura de Arco.” vi vii vii Gracias por seleccionar un producto de CALIDAD fabricado por Lincoln Electric. Queremos que esté orgulloso al operar este producto de Lincoln Electric Company••• tan orgulloso como lo estamos como lo estamos nosotros al ofrecerle este producto. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos. Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el momento en el que recibe la mercancía. Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina. Producto _________________________________________________________________________________ Número de Modelo _________________________________________________________________________ Número de Código o Código de Fecha__________________________________________________________ Número de Serie___________________________________________________________________________ Fecha de Compra__________________________________________________________________________ Lugar de Compra_________________________________________________________________________ En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione siempre la información que se registró anteriormente. El número de código es especialmente importante al identificar las partes de reemplazo correctas. Registro del Producto En Línea - Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet. • Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en ella. • Para registro en línea: Visite nuestro SITIO WEb en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después “Registro de Producto”. Por favor llene la forma y presente su registro. Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación. ADVERTENCIA Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños personales graves o incluso la pérdidad de la vida. PRECAUCIÓN Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves o daños a este equipo. viii TAbLA DE CONTENIDOS Página –––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––– Instalación .....................................................................................................................Sección A Especificaciones Técnicas ...................................................................................................A-1 Precauciones de Seguridad .................................................................................................A-2 Ubicación..............................................................................................................................A-2 Protección de Alta Frecuencia .............................................................................................A-2 Tamaños de Cables de Soldadura .......................................................................................A-2 Cable de Control Analógico..................................................................................................A-3 Conexiones de Cable y Conector de Cable de Control........................................................A-4 Conexión de Gas Protector ..................................................................................................A-4 Configuración del Mecanismo de Alimentación ...................................................................A-5 Cambio del Buje del Receptor de la Pistola .......................................................................A-5 Procedimiento para Instalar Rodillos Impulsores y Guías de Alambre ..............................A-5 Ajuste del Brazo de Presión .................................................................................................A-6 Carga de los Carretes de Alambre .......................................................................................A-6 Conexiones de la Pistola ......................................................................................................A-6 Diagramas de Conexión con Cables de Alimentación Dual de Fuentes de Poder al LN-25™ Pro ..........A-7 a A-9 ________________________________________________________________________________ Operación ......................................................................................................................Sección b Precauciones de Seguridad .................................................................................................B-1 Símbolos Gráficos que Aparecen en esta Máquina o Manual .............................................B-1 Definición de los Términos de Soldadura.............................................................................B-2 Descripción General .............................................................................................................B-2 Procesos Recomendados, Limitaciones del Equipo, Fuentes de Poder Recomendadas ...........B-2 Controles al Frente del Gabinete ................................................................................B-3 a B-5 Controles Internos ................................................................................................................B-6 Descripción de los Controles Internos..................................................................................B-7 Soldadura de Alambre de Corriente Constante ...................................................................B-8 Controles Traseros ...............................................................................................................B-9 Botón de Purga de Gas ......................................................................................................B-10 Medidor de Flujo.................................................................................................................B-10 Secuencia de Encendido....................................................................................................B-10 ________________________________________________________________________________ Accessories....................................................................................................................Sección C Equipo Instalado de Fábrica ................................................................................................C-1 Kits de Rodillos Impulsores Utilizados .................................................................................C-1 Accesorios Utilizados .................................................................................................C-2 a C-5 Instalación del Kit de Enfriamiento de Agua ........................................................................C-6 ________________________________________________________________________________ Mantenimiento ..............................................................................................................Sección D Precauciones de Seguridad .................................................................................................D-1 Mantenimiento de Rutina .....................................................................................................D-1 Mantenimiento Periódico......................................................................................................D-1 Especificación de Calibración .......................................................................................D-1,D-2 ________________________________________________________________________________ Localización de Averías ...............................................................................................Sección E Cómo Utilizar la Guía de Localización de Averías ...............................................................E-1 Guía de Localización de Averías ..................................................................................E-2, E-3 ________________________________________________________________________________ Diagrama de Cableado y Dibujos de Dimensión ........................................................Sección F ________________________________________________________________________________ Páginas de Partes ......................................................................................................Serie P-630 _______________________________________________________________________________ viii A-1 A-1 INSTALACIÓN ESPECIFICACIONES TÉCNICAS – LN-25™ PRO (K2613-1, K2613-2) VOLTAJE Y CORRIENTE DE ENTRADA VOLTAJE DE ENTRADA ± 10% AMPERIOS DE ENTRADA 15-110 VDC 4A SALIDA NOMINAL A 40°C (104°F) CICLO DE TRAbAJO AMPERIOS DE ENTRADA Capacidad nominal del 60% 450 Capacidad nominal del 100% 325 ENGRANAJES – RANGO DE VELOCIDAD DE ALIMENTACIÓN DE ALAMbRE – TAMAÑOS DE ALAMbRES GMAW ENGRANAJES FCAW RANGO WFS TAMAÑOS DE ALAMbRES RANGO WFS TAMAÑOS DE ALAMbRES Extra torque K2613-2 30 – 400 ipm (0.8 – 10.1m/min) .023 – 1/16" (0.6 – 1.6mm) 30 – 400 ipm (0.8 – 10.1m/min) .030 - 3/32” (10.3 – 2.4mm) Velocidad Estándar K2613-1 50 – 700 ipm (1.3 – 17.7m/min) .023 – 1/16" (0.6 – 1.6mm) 50 – 700 ipm (1.3 – 17.7m/min) .030 - 5/64 (0.8 - 2.0mm) DIMENSIONES FÍSICAS ALTURA 376 mm (14.8 Pulgadas) Manija doblada ANChO 221 mm (8.7 Pulgadas) PROFUNDIDAD 589 mm (22.2 Pulgadas) RANGO DE TEMPERATURA OPERACIÓN: ALMACENAMIENTO: -40°C a 40°C (-40°F a 104°F) -40°C a 85°C (-40°F a 185°F ) LN-25™ PRO PESO 16 kg (36 lbs) A-2 A-2 INSTALACIÓN PRECAUCIONES DE SEGURIDAD No sumerja el LN-25™ PRO. El LN-25™ PRO está clasificado como IP23 y es adecuado para uso en exteriores. ADVERTENCIA LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. • APAGUE la alimentación en el interruptor de desconexión o caja de fusibles antes de intentar conectar o desconectar las líneas de alimentación, cables de salida o cables de control. • Sólo personal calificado deberá realizar esta instalación. • No toque las partes de metal de la pinza de trabajo cuando la fuente de poder esté encendida. • No conecte la pinza de trabajo al alimentador de alambre. • Conecte la pinza de trabajo directamente al trabajo, tan cerca como sea posible del arco de soldadura. • Apague la alimentación en la fuente de poder antes de desconectar la pinza de trabajo del trabajo. • Sólo utilice en las fuentes de poder con voltajes de circuito abierto menores a 110 VCD. ------------------------------------------------------------------------ UbICACIÓN Para el mejor desempeño de alimentación de alambre, coloque el LN-25™ PRO sobre una superficie estable y seca. Mantenga el alimentador de alambre en posición vertical. No lo opere sobre una superficie con una inclinación de más de 15 grados. La manija del LN-25™ PRO está diseñada únicamente para mover el alimentador de alambre alrededor del lugar de trabajo. Cuando suspenda un alimentador de alambre, aísle el dispositivo para colgar de la cubierta del alimentador de alambre. PROTECCIÓN CONTRA ALTA FRECUENCIA PRECAUCIÓN Coloque el LN-25™ PRO lejos de maquinaría controlada por radio. La operación normal del LN-25™ PRO puede afectar adversamente la operación de equipo controlado por RF, lo que pueda dar como resultado lesiones corporales o daño al equipo. ---------------------------------------------------------------------------- TAMAÑOS DE CAbLES DE SOLDADURA La Tabla A.1 localizada a continuación muestra los tamaños de cables de cobre recomendados para diferentes corrientes y ciclos de trabajo. Las longitudes estipuladas son la distancia de la soldadora al trabajo y de regreso a la soldadora. Los tamaños de los cables se aumentan para mayores longitudes básicamente con el fin de minimizar la caída del voltaje. TAbLA A.1 TAMAÑOS DE CAbLES RECOMENDADOS (DE CObRE CUbIERTOS DE GOMA – CLASIFICADOS A 75°C ó 167°F)** TAMAÑOS DE CABLES PARA LONGITUDES COMBINADAS DE ELECTRODO Y CABLES DE TRABAJO AMPERIOS PORCENTAJE 0 a15m 15 a 30m 30 a 46m 46 a 61m 61 a 76m CICLO DE (0 a 50piés) (50 a 100piés) (100 a 150 piés) (150 a 200piés) (200 a 250 piés) TRABAJO 200 200 225 225 250 250 250 250 300 325 350 400 400 500 60 100 20 40 & 30 30 40 60 100 60 100 60 60 100 60 2 2 4 or 5 3 3 2 1 1 1 2/0 1/0 2/0 3/0 2/0 2 2 3 3 3 2 1 1 1 2/0 1/0 2/0 3/0 2/0 2 2 2 2 2 1 1 1 1 2/0 2/0 2/0 3/0 3/0 1 1 1 1 1 1 1 1 1/0 2/0 2/0 3/0 3/0 3/0 1/0 1/0 1/0 1/0 1/0 1/0 1/0 1/0 2/0 3/0 3/0 4/0 4/0 4/0 **Los valores de la tabla son para operación a temperaturas ambiente de 40°C (104°F) y menores. Las aplicaciones a más de 40°C (104°F) pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F). LN-25™ PRO A-3 A-3 INSTALACIÓN CAbLE DE CONTROL ANALÓGICO K1791-XX El cable de control que conecta el alimentador de alambre a la fuente de poder está especialmente fabricado para el ambiente de soldadura. La alimentación del alimentador de alambre requiere protección contra sobrecorriente. Conecte el alimentador de alambre sólo a fuentes de poder donde la protección contra sobrecorriente no sea más de 15 amps. No use más de 30.5 m (100 pies) de cable de control entre el alimentador de alambre y la fuente de poder. Alimentador de Alambre Fuente de Poder I N H G F Función A no se usa B Chasis GND C Control de Salida de Soldadura (gatillo del alimentador) D Control de Salida de Soldadura (gatillo del alimentador) E Control Remoto de Voltaje (Suministro “+”, de la fuente de poder) F Control Remoto de Voltaje (señal de control del alimentador o remoto.) G Control Remoto de Voltaje (suministro “-”, de la fuente de poder) H Conexión del trabajo al alimentador I 42 VCA al alimentador J Reservado K 42 VCA al alimentador L Reservado M no se usa N Voltaje del electrodo del alimentador K B K B L C M D E C L D M E I N H G F ALIMENTADOR DE ALAMbRE FUENTE DE PODER Pin J A A J Cable # -GND 2 4 77 76 75 21 41 42 67 Pin Función A Reservado B Reservado C Control de Salida de Soldadura (gatillo a fuente de poder) D Control de Salida de Soldadura (gatillo a fuente de poder) E Control Remoto de Voltaje (suministro "+", de la fuente de poder) F Control Remoto de Voltaje (señal de control del alimentador o remoto.) G Control Remoto de Voltaje (suministro "-", de la fuente de poder) H Conexión del trabajo de la fuente de poder I 42 VCA al alimentador J Reservado K 42 VCA al alimentador L Reservado M no se usa N Voltaje del electrodo a la fuente de poder LN-25 PRO Cable # -2 4 77 76 75 21 41 42 67 A-4 A-4 INSTALACIÓN CONEXIÓN DEL GAS PROTECTOR CONEXIONES DE CAbLE ADVERTENCIA Existe un conector circular para el gatillo de la pistola al frente del LN-25™ PRO™. Función Conector de gatillo de 5 pines sólo para pistolas en contrafase Pin Cableado A B C D E Gatillo No se usa Común No se usa No se usa C D B E A Si sufre algún daño, el CILINDRO puede explotar. • Mantenga el cilindro en posición vertical y encadenado para soportarlo. • Mantenga el cilindro alejado de áreas donde pueda dañarse. • Nunca levante la soldadora con el cilindro montado. • Nunca permita que el electrodo de soldadura toque al cilindro. • Mantenga el cilindro alejado de la soldadura o de otros circuitos eléctricamente vivos. • LA ACUMULACIÓN DE GAS PROTECTOR PUEDE DAÑAR LA SALUD O CAUSAR LA MUERTE. • Apague el suministro de gas protector cuando no esté en uso. • Vea el Estándar Nacional Estadounidense z-49.1, "Seguridad en Soldadura y Corte" publicado por la Sociedad Estadounidense de Soldadura. -----------------------------------------------------------------------------------------La presión máxima de entrada es 100 psi. (6.9 bar.) Instale el suministro de gas protector en la siguiente forma: 1. Asegure el cilindro para evitar que se caiga. 2. Remueva el tapón del cilindro. Inspeccione las válvulas del cilindro y regulador en busca de roscas dañadas, suciedad, polvo, aceite o grasa. Remueva el polvo y la suciedad con un trapo limpio. ¡NO MONTE EL REGULADOR SI hAY PRESENCIA DE ACEITE, GRASA O DAÑOS! Informe a su proveedor de gas de esta condición. El aceite o grasa en la presencia de oxígeno de alta presión es explosivo. 3. Colóquese a un lado de la salida y abra la válvula del cilindro por un instante. Esto remueve cualquier polvo o suciedad que se haya acumulado en la salida de la válvula. 4. Monte el regulador de flujo a la válvula del cilindro y apriete bien las tuercas de unión con una llave. Nota: si está conectando a un cilindro de 100% CO2, inserte el adaptador del regulador entre el regulador y la válvula del cilindro. Si el adaptador está equipado con una roldana de plástico, asegúrese de que esté asentada para conexión al cilindro CO2. 5. Conecte un extremo de la manguera de entrada al conector de salida del regulador de flujo. Conecte el otro extremo a la entrada de gas protector del sistema de soldadura. Apriete las tuercas de unión con una llave. 6. Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador a la izquierda hasta que se libere la presión del resorte de ajuste. 7. Colocándose a un lado, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando el medidor de presión del cilindro deje de moverse, abra la válvula totalmente. 8. El regulador de flujo es ajustable. Ajústelo a la velocidad de flujo recomendada para el procedimiento y proceso que se están utilizando antes de hacer una soldadura. LN-25™ PRO A-5 A-5 INSTALACIÓN CONFIGURACIÓN DEL MECANISMO DE ALIMENTACIÓN (Vea la Figura A.2) CAMbIO DEL bUJE RECEPTOR DE LA PISTOLA ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, páneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------------------------------------Herramientas requeridas: • Llave hexagonal de 1/4" Nota: Algunos bujes de pistola no requieren el uso del tornillo mariposa. 1. TApague la fuente de poder de soldadura. 2. Remueva el alambre de soldadura del mecanismo de alimentación. 3. Remueva el tornillo mariposa del mecanismo de alimentación. 4. Remueva la pistola de soldadura del mecanismo de alimentación. 5. Afloje el tornillo Allen guía que sujeta a la barra de conexión contra el buje de la pistola. Importante: No intente remover completamente el tornillo Allen guía. 6. Remueva la guía de alambre externa, y empuje el buje de la pistola fuera del mecanismo de alimentación. Debido al encaje de precisión, tal vez sea necesario golpear ligeramente para remover el buje de la pistola. 7. Desconecte la manguera del gas protector del buje de la pistola, si se requiere. 8. Conecte la manguera del gas protector al nuevo buje de la pistola, si se requiere. 9. Gire el buje de la pistola hasta que el orificio del tornillo mariposa se alinee con el del tornillo mariposa en la placa de alimentación. Deslice el buje del receptor de la pistola dentro del mecanismo de alimentación y verifique que los orificios de los tornillos mariposa estén alineados. 10. Apriete el tornillo Allen guía. 11. Inserte la pistola de soldadura en el buje de la pistola y apriete el tornillo mariposa. PROCEDIMIENTO PARA INSTALAR RODILLOS IMPULSORES Y GUÍAS DE ALAMbRE ADVERTENCIA • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, páneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------------------------------------1. Apague la fuente de poder de soldadura. 2. Libere el brazo de presión del rodillo de presión. 3. Remueva la guía de alambre externa girando los tornillos mariposa estriados a la izquierda para desatornillarlos de la placa de alimentación. 4. Gire el seguro triangular y remueva los rodillos impulsores. FIGURA A.2 TORNILLO MARIPOSA POSICIÓN NO ASEGURADA BUJE DEL RECEPTOR DE LA PISTOLA GUÍA DE ALAMBRE EXTERNA BLOQUE DEL CONECTOR TORNILLO ALLEN GUÍA AFLOJAR POSICIÓN ASEGURADA 5. Remueva la guía de alambre interna. 6. Inserte la nueva guía de alambre interna, con la ranura hacia afuera, sobre los dos pines de ubicación en la placa de alimentación. 7. Instale un rodillo impulsor en cada ensamble de cubo; asegure con el seguro triangular. 8. Instale la guía de alambre externa alineándola con los pines y apretando los tornillos mariposa estriados. 9. Cierre el brazo de presión y accione el brazo de presión del rodillo de presión. Ajuste la presión adecuadamente. APRETAR LN-25™ PRO A-6 A-6 INSTALACIÓN 1. Apriete la barra de liberación en el collarín de sujeción y remuévala del eje. AJUSTE DEL bRAzO DE PRESIÓN ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, páneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento -----------------------------------------------------------------------------------------------------El brazo de presión controla la cantidad de fuerza que los rodillos impulsores ejercen sobre el alambre. El ajuste adecuado del brazo de presión brinda un mejor desempeño de soldadura. Ajuste el brazo de presión en la siguiente forma: (Vea la Figura A.3) Alambres de aluminio entre 1 y 3 Alambres tubulares entre 3 y 4 Alambres de acero inoxidable entre 4 y 6 FIGURA A.3 6 Al Fe, CrNi Fe, CrNi ALAMBRES DE ALUMINIO ALAMBRES TUBULARES ALAMBRES DE ACERO INOXIDABLE CARGA DE CARRETES DE ALAMbRE ADVERTENCIA • Mantenga las manos, cabello, ropa y herramientas alejados del equipo giratorio. • No utilice guantes cuando enrosque alambre o cambie el carrete del mismo. • Sólo personal calificado deberá instalar, utilizar o dar servicio a este equipo. -----------------------------------------------------------------------------------------------------Carga de Carretes de 4.5 – 6.8kg (10 a 15 lb.). Se requiere un adaptador de eje K468 para cargar carretes de 51mm de ancho (2") en ejes de 51 mm (2"). Utilice un adaptador de eje K468 para cargar carretes de alambre de 64 mm de ancho (2-1/2"). 2. Coloque el adaptador del eje sobre el mismo, alineando el pin de freno del eje con el orificio en el adaptador. 3. Coloque el carrete en el eje y alinee la partida del freno del adaptador con uno de los orificios en la parte posterior del carrete. Una marca de indicación al final del eje muestra la orientación de la partida del freno. Asegúrese de que el alambre se desenrede del carrete en la dirección adecuada. 4. Reinstale el collarín de sujeción. Asegúrese de que la barra de liberación dé un chasquido y de que el collarín de sujeción encaje totalmente en la ranura del eje. CONEXIÓN DE LA PISTOLA ADVERTENCIA Los ChOQUE ELÉCTRICOS pueden ocasionar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, páneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -----------------------------------------------------------------------------------------------------El LN-25™ PRO viene con el adaptador de pistola K15002 instalado. (Vea la Figura A.4) Para instalar una pistola, 1. APAGUE. 2. Remueva el tornillo mariposa. 3. Empuje totalmente la pistola dentro del buje de la misma. 4. Asegure la pistola en su lugar con el tornillo mariposa. 5. Conecte el cable del gatillo de la pistola al conector del gatillo al frente del alimentador. Nota: No todos los bujes de pistola requieren el uso del tornillo mariposa. FIGURA A.4 LN-25™ PRO TORNILLO MARIPOSA PISTOLA A-7 A-7 INSTALACIÓN DIAGRAMAS DE CONEXIÓN DE CAbLES DE LA FUENTE DE PODER A LN-25 PRO™ A TRAVÉS DE LAS CONFIGURACIONES DEL ARCO Fuentes de Poder CC con Terminales de Salida Siempre Calientes (Vea la Figura A.5) Fuente de Poder CC Clásicos Big Red’s Eagle 10,000 Plus Pipeliner 200D Sin Módulo de Aimentación de Alambre SAE’s Sin Adaptador CV FIGURA A.5 LN-25™ PRO Electrodo SAE 400 con Adaptador CV Soldadora con Motor de Combustión Interna con Módulo de Alimentación de Alambre Pinza de Trabajo Trabajo Si la fuente de poder tiene un interruptor Remoto/Local, coloque éste en la posición Local. Coloque el interruptor CV/CC en el alimentador en la posición “CC”. K# Descripción K2613-1 K2613-2 KP1695-XX KP1696-XX KP1697-XX See Magnum Literature LN-25™ PRO Extra Torque LN-25™ PRO Kit de Rodillos Impulsores Pistola de Soldadura CC power Source Cables de Soldadura K1803-1 Fuentes de Poder CV con Conectores de borne e Interruptor Remoto/Local (Vea la Figura A.6) CV-655 DC-400 DC-600 DC-655 V450-Pro SAE 400 con adaptador CV Soldadora de motor de combustión interna con Módulo de Alimentación de Alambre Ranger 250 GXT FIGURA A.6 LN-25™ PRO Electrodo Pinza de Trabajo Trabajo K# Coloque el interruptor Remoto/Local de la fuente de poder en la posición Local. Coloque el interruptor CV/CC en el alimentador en la posición “CV”. Descripción K2613-1 LN-25™ PRO K2613-2 Extra Torque LN-25™ PRO KP1695-XX Kit de Rodillos Impulsores KP1696-XX KP1697-XX Pistola de Soldadura Vea la Literatura Magnum Fuente de Poder CV Cables de Soldadura K1803-1 LN-25™ PRO A-8 A-8 INSTALACIÓN Fuentes de Poder CV con Conectores de borne y Sin Interruptor Remoto/Local (Vea la Figura A.7) Coloque el interruptor CV/CC en el alimentador en la posición “CV”. FIGURA A.7 CV-400 DC-655 Ranger 250, 250 LPG Ranger 305G, 305D Ranger 10,000 Ranger 3 Phase Ranger 225GXT Ranger 225 Commander 300 Vantage 300, 400, 500 Air Vantage 500 Puente LN-25™ Pro Electrodo Pinza de Trabajo Trabajo K# Descripción K2613-1 LN-25™ PRO K2613-2 Extra Torque LN-25™ PRO KP484 Kit Conector del Puente KP1695-XX KP1696-XX Kit de Rodillos Impulsores KP1697-XX Vea la Literatura Magnum Pistola de Soldadura Fuente de Poder CC K1803-1 Cables de Soldadura Fuentes de Poder CV con Conectores Twist-Mate e Interruptor Remoto/Local (Vea la Figura A.8) FIGURA A.8 V350-Pro LN-25™ PRO Electrodo CV 305 Pinza de Trabajo Trabajo Coloque el interruptor CV/CC en el alimentador en la posición “CV”. K# Description K2613-1 LN-25™ PRO K2613-2 Extra Torque LN-25™ PRO KP1695-XX KP1696-XX Kit de Rodillos Impulsores KP1697-XX Vea la Literatura Magnum Pistola de Soldadura Fuente de Poder CC K1841 Cables de Soldadura LN-25™ PRO A-9 A-9 INSTALACIÓN Fuentes de Poder CV con Conectores Twist-Mate y Sin Interruptor Remoto/Local (Vea la Figura A.9) FIGURA A.9 Puente CV-250 CV-300 CV-305 LN-25 PRO Electrodo (A través del Arco) Pinza de Trabajo Trabajo Coloque el interruptor CV/CC en el alimentador en la posición “CV”. K# Description K2613-1 K2613-2 KP1695-XX KP1696-XX KP1697-XX Vea la Literatura Magnum LN-25™ PRO Extra Torque LN-25™ PRO K1841K484 LN-25™ PRO Kit de Rodillos Impulsores Pistola de Soldadura Fuente de Poder CV Cables de Soldadura Kit de Enchufes de Puente b-1 b-1 OPERACIÓN PRECAUCIONES DE SEGURIDAD LEA Y COMPRENDA TODA LA SECCIÓN ANTES DE OPERAR LA MÁQUINA. LOS SÍMbOLOS GRÁFICOS QUE APARECEN EN ESTA MÁQUINA O EN ESTE MANUAL ALIMENTACIÓN ADVERTENCIA • LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. A menos que utilice la función de ALIMENTACIÓN EN FRÍO, cuando alimente con el gatillo de la pistola, el electrodo y mecanismo de alimentación están siempre eléctricamente energizados y podrían permanecer así varios segundos después de que termina la soldadura. • No toque las partes eléctricamente vivas o electrodo con la piel o ropa mojada. • Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos. • No opere con las cubiertas, páneles o guardas removidas o abiertas. -------------------------------------------------------------------------------------------------• Los hUMOS Y GASES pueden resultar peligrosos. • Mantenga su cabeza alejada de los humos. • Use ventilación o escape para eliminar los humos de su zona de respiración. -------------------------------------------------------------------------------------------------• Las ChISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga el material inflamable alejado. -------------------------------------------------------------------------------------------------Los RAYOS DEL ARCO pueden quemar. • Utilice protección para los ojos, oídos y cuerpo. -------------------------------------------------------------------------------------------------VEA LA INFORMACIÓN DE ADVERTENCIA ADICIONAL bAJO LAS PRECAUCIONES DE SEGURIDAD DE SOLDADURA DEL ARCO Y EN EL FRENTE DE ESTE MANUAL DE OPERACIÓN. -------------------------------------------------------------------------------------------------- ENCENDIDO APAGADO ALIMENTADOR DE ALAMbRE SALIDA POSITIVA SALIDA NEGATIVA ALIMENTACIÓN CORRIENTE DIRECTA U0 VOLTAJE DE CIRCUITO AbIERTO U1 VOLTAJE DE ENTRADA U2 VOLTAJE DE SALIDA I1 CORRIENTE DE ENTRADA I2 CORRIENTE DE SALIDA TIERRA PROTECTORA ADVERTENCIA PRECAUCIÓN LN-25™ PRO O b-2 b-2 OPERACIÓN DEFINICIÓN DE TÉRMINOS DE SOLDADURA WFS • Velocidad de Alimentación de Alambre CC • Corriente Constante CV • Voltaje Constante Descripción Funcional General El LN-25™ PRO tal y como se diseñó, es un alimentador simple y robusto. Las funciones estándar incluyen un disco de velocidad de alimentación de alambre calibrado, interruptor de interbloqueo de 2 pasos/gatillo, interruptor CV-CC, Purga de Gas y Alimentación en Frío. PROCESOS RECOMENDADOS • GMAW • FCAW GMAW • Soldadura de Arco Metálico con Gas LIMITACIONES DEL PROCESO SMAW • Soldadura de Arco con Electrodo Revestido FCAW • Soldadura de Arco Tubular • Los procedimientos GMAW-P deben ser calificados por el cliente. • Los modelos A Través del Arco no se recomiendan para la soldadura por punteo o puntos. DESCRIPCIÓN GENERAL LIMITACIONES DEL EQUIPO Descripción Física General El LN-25™ PRO está especialmente diseñado para ser el alimentador de alambre portátil más robusto disponible. Se ofrecen varios modelos del LN-25™ PRO para satisfacer mejor las necesidades individuales del soldador. El modelo Extra Torque ofrece engranaje de torque adicional para la alimentación confiable de alambres FCAW de diámetro grande. Los Modelos Estándar y de Cable de Control ofrecen un engranaje de mecanismo de alimentación para un gran desempeño de alambres FCAW y GMAW de tamaños comunes. Todos los modelos incluyen un solenoide de gas y medidor de flujo para lograr la flexibilidad de ejecutar la mayoría de los procesos de alambre. El gabinete de plástico está moldeado a partir de un plástico de alto impacto, retardador del fuego, para durabilidad y bajo peso. El diseño de patente pendiente mantiene los componentes internos protegidos y secos. El corazón del LN-25™ PRO es el mecanismo de 2 rodillos MAXTRACTM. Las funciones patentadas del alimentador de alambre ofrecen cambio sin herramientas de los rodillos impulsores y guías de alambre para cambios de carrete rápidos. Un motor controlado por tacómetro impulsa los rodillos impulsores de patente pendiente para una alimentación estable y óptima, sin resbalamiento. • El ciclo de trabajo del alimentador de alambre es 325A, 100% y 450A, 60%. El ciclo de trabajo se basa en la cantidad de soldadura realizada en un periodo de 10 minutos. • El tamaño de carrete máximo es de 45 lb, 12" de diámetro. • La longitud máxima de la pistola FCAW es de 15 pies. • La longitud máxima de la pistola GMAW es de 25 pies. • Las pistolas en contrafase no funcionan con el alimentador de alambre. FUENTES DE PODER RECOMENDADAS • CV-250 • CV-300 • CV-305 • CV-400 • CV-655 • DC-400 • DC-600 • DC-655 • Invertec V-350 PRO • Invertec V-450 PRO • Multi-Weld 350 • Ranger 10,000 Con sólo dos tarjetas de p.c., el LN-25™ PRO está diseñado para ser simple, confiable y fácil de recibir servicio. LN-25™ PRO • Ranger 3 Phase • Ranger 225 • Ranger 225 GXT • Ranger 250 • Ranger 250 GXT • Ranger 305 • SAE-400 • Pipeliner 200G • Classic 300 • Vantage 300 • Vantage 400 • Vantage 500 • Air Vantage 500 Big Red’s Eagle 10,000 Plus Classic’s b-3 b-3 OPERACIÓN (Vea la Política de Asistencia al Cliente al frente de este Manual de Instrucciones) CONTROLES DEL FRENTE DEL GAbINETE (Vea la Figura b.1) FIGURA b.1 1 5 6 2 3 4 ELEMENTO 1 2 3 4 5 6 DESCRIPCIÓN Voltímetro Analógico Perilla de Velocidad de Alimentación de Alambre Conector de gatillo de pistola de 5 pines Cable de sensión de trabajo LED Térmico, SOBRECARGA DEL MOTOR LED de Polaridad 1. VOLTÍMETRO ANALÓGICO El voltímetro analógico muestra el voltaje entre el electrodo y el trabajo. En los modelos a través del arco, el voltímetro muestra un voltaje de circuito abierto cuando el alimentador de alambre no está soldando. El voltímetro es insensible a la polaridad y el rango es O - 40VCD. LN-25™ PRO b-4 b-4 OPERACIÓN 2. PERILLA DE VELOCIDAD DE ALIMENTACIÓN DE ALAMbRE La perilla grande calibrada de velocidad de alimentación de alambre hace posible un ajuste fácil y exacto de la velocidad de alimentación de alambre. La perilla gira ¾ de vuelta. Gírela a la derecha para aumentar la velocidad de alimentación de alambre y a la izquierda para disminuirla. Los modelos con voltímetros analógicos tienen una escala calibrada impresa alrededor de la perilla de velocidad de alimentación de alambre utilizando unidades “pulg/min”. Una etiqueta separada con unidades “m/min” se incluye con estos modelos de alimentador de alambre. Velocidad de Alimentación de Alambre, Operación CV Cuando los modelos A Través del Arco se operan con fuentes de poder CV, la velocidad de alimentación de alambre permanecerá un valor constante, independiente de los cambios de voltaje del arco, siempre y cuando el voltaje del arco no caiga por debajo de los valores en la siguiente tabla. Operación CV Voltios de Arco Mínimos 15 V 17 V 21 V 24 V 27 V WFS Máximo WFS Máxima (Engranaje Engranaje Giratorio Estándar Extra Torque) 210 280 235 340 400 440 400 520 400 600 Velocidad de Alimentación de Alambre, Operación CC Cuando los modelos A Través del Arco se operan con fuentes de poder CC, la velocidad de alimentación de alambre cambia a medida que el voltaje del arco se modifica. Cuando el voltaje del arco aumenta, la velocidad de alimentación de alambre también lo hace; y cuando el voltaje del arco disminuye, se reduce también la velocidad de alimentación de alambre. Para preestablecer la velocidad de alimentación de alambre en las fuentes de poder CC: 1. Configure el interruptor de Modo de Alimentación de Alambre (Wire Feed Mode) dentro de LN-25™ PRO en "CC". 2. Consulte la gráfica de la Figura B.1a para la configuración de la perilla de velocidad de alimentación de alambre. Seleccione la línea horizontal que representa a la Velocidad de Alimentación de Alambre Deseada. (Vea la flecha de la Figura B.1a para 375 pulg/min.) 3. Seleccione la línea diagonal que representa a los Voltios del Arco. (Vea la Figura B.1a para 29 voltios.) 4. Determine la línea vertical que representa la configuración de la Velocidad de Alimentación de Alambre CC donde las dos líneas superiores se cruzan. (Vea la línea de flecha de la Figura B.1a para 450.) Establezca la perilla de velocidad de alimentación de alambre del LN-25™ PRO en este valor. Configuración del disco WFS CC = WFS deseada x 35 Voltios de Arco Ejemplo: pul/min. (Línea Horizontal) x 35 = 29 Arc Volts (Línea Diagonal) = 452.5 (Línea Vertical) (Vea la Figura B.1 a) Utilice la configuración 450 FIGURA b.1a 35 700 33 650 31 600 29 550 27 500 25 23 450 21 400 375 350 19 17 15 300 250 in/min. 200 150 100 50 50 100 150 200 250 300 350 400 450 500 550 600 650 700 CC LN-25™ PRO VOLTIOS DEL ARCO Se recomienda una fuente de poder de voltaje constante (CV) para la soldadura de arco de alambre tubular (FCAW) y soldadura de arco metálico con gas (GMAW), a fin de obtener resultados de alta calidad. Sin embargo, este alimentador de alambre también se puede utilizar con una fuente de poder de corriente constante (CC) para obtener resultados satisfactorios en aplicaciones de calidad no crítica. b-5 OPERACIÓN 3. CONECTOR DE GATILLO DE PISTOLA DE 5 PINES 4. CAbLE DE SENSIÓN DE TRAbAJO 5. CAbLE TÉRMICO, SObRECARGA DEL MOTOR La luz térmica se ilumina cuando el motor del mecanismo de alimentación genera demasiada corriente. Si esta luz se ilumina, el mecanismo de alimentación se apaga automáticamente por hasta 30 segundos para permitir que el motor se enfríe. Para iniciar la soldadura de nuevo, suelte el gatillo de la pistola, inspeccione el cable de la misma y la guía de alambre (y conducto). Limpie y haga reparaciones según sea necesario. Inicie la soldadura de nuevo cuando el problema se haya resuelto en forma segura. Para mejores resultados, mantenga el cable de la pistola y conducto tan rectos como sea posible. Lleve a cabo un mantenimiento regular y limpieza de la guía de alambre, conducto y pistola. Siempre utilice electrodos de alta calidad, como el L-50 ó L56 de Lincoln Electric. 6. LED DE POLARIDAD Las luces del LED de Polaridad se + POLARITY encienden cuando POLARIDAD el alimentador de - POLARITÉ alambre se conecta para polaridad positiva. Utilice el LED de polaridad para verificar que el alimentador de alambre esté conectado para la polaridad correcta. LN-25™ PRO b-5 b-6 b-6 OPERACIÓN CONTROLES INTERNOS FIGURA b.2 5 4 3 2 1 8 7 9 10 11 12 1 2 3 4 5 6 7 8 9 DESCRIPCIÓN Interruptor de Interbloqueo de Gatillo de 2 Pasos Interruptor CV/CC Brazo de Ajuste de Presión Kit de Temporizador Opcional (Vea la sección Accesorios) Retenedor de Carrete Freno del Eje Buje de la Pistola Tornillo Mariposa para Asegurar la Pistola de Soldadura Tornillo Allen Guía para Asegurar el Buje de la Pistola 10 11 12 Ejes Impulsores Guía de Alambre de Entrada Botón de Alimentación en Frío ELEMENTO LN-25™ PRO 6 b-7 b-7 OPERACIÓN DESCRIPCIÓN DE LOS CONTROLES INTERNOS (Vea la Figura B.2) INTERRUPTOR CV/CC (Vea la Figura B.2) El interruptor CV/CC establece el método de control de velocidad de alimentación de alambre para el alimentador de alambre. Interruptor de Interbloqueo de Gatillo de 2 Pasos El Interruptor de Interbloqueo de Gatillo de 2 Pasos cambia la función del gatillo de la pistola. La operación de 2 Pasos enciende y apaga la soldadura en respuesta directa al gatillo. La operación de interbloqueo del gatillo permite que la soldadura continúe cuando se suelta el gatillo para comodidad en las soldaduras largas. En la posición CV, la velocidad de alimentación de alambre permanece constante durante la soldadura. Un voltaje de arco estable es regulado por la fuente de poder ajustando la corriente del arco. Coloque el interruptor de palanca en la posición hacia ABAJO para la operación de 2 Pasos o en la posición hacia ARRIBA para la operación de Interbloqueo del Gatillo. bOTÓN DE ALIMENTACIÓN EN FRÍO (Vea la Figura B.2) La operación del gatillo de 2 Pasos es la más común. Cuando se aprieta el gatillo de la pistola, la fuente de poder de soldadura energiza la salida del electrodo y el alimentador de alambre alimenta alambre para soldar. La fuente de poder y alimentador de alambre continúan soldando hasta que se suelta el gatillo. Cuando se alimenta en frío, el mecanismo de alimentación alimentará al electrodo mas no se energizarán la fuente de poder ni el solenoide de gas. Ajuste la velocidad de la alimentación en frío girando la perilla WFS. La alimentación en frío o “desplazamiento en frío” del electrodo es útil para enredar el electrodo a través de la pistola. La operación de interbloqueo del gatillo proporciona comodidad al operador cuando realiza soldaduras largas. Cuando el gatillo se aprieta por primera vez, la fuente de poder energiza la salida y el alimentador de alambre alimenta alambre para soldar. Después, se libera el gatillo mientras se realiza la soldadura. Para dejar de soldar, el gatillo se jala de nuevo, y cuando se suelta, la salida de la fuente de poder se apaga y el alimentador de alambre deja de alimentar alambre. CV En la posición CC, la velocidad de alimentación de alambre varía durante la soldadura. La longitud del arco se mantiene cambiando la velocidad de alimentación de alambre. Gatillo de 2 Pasos Interbloqueo del Gatillo CC PRECAUCIÓN Si el arco se apaga mientras se suelda con la operación de interbloqueo del gatillo, la salida del electrodo de la fuente de poder de soldadura permanece energizada y el alimentador de alambre continuará alimentando alambre hasta que el gatillo de la pistola se jale de nuevo y se libere después. -------------------------------------------------------------------------------------------------LN-25™ PRO b-8 b-8 OPERACIÓN SOLDADURA DE ALAMbRE DE CORRIENTE CONSTANTE contacto a la distancia de trabajo eleva el voltaje, mientras que acortarla a la distancia de trabajo lo disminuye. (Vea la Figura B.3) La mayoría de los procesos de soldadura semiautomáticos se desempeñan mejor utilizando fuentes de poder de voltaje constante. Los códigos de soldadura normalmente no cubren la selección de la fuente de poder o específicamente, si el proceso de soldadura debe ser operado en el modo de voltaje o corriente constante. En lugar de ello, los códigos típicamente especifican limitaciones en la corriente, voltaje, entrada de calor y temperatura de precalentamiento con base en el material a soldar. La intención es asegurar que se desarrollarán propiedades adecuadas del material de soldadura. A veces, la soldadura se lleva a cabo utilizando fuentes de poder de corriente constante. La operación puede ser más conveniente porque puede permitir el uso de una fuente de poder de electrodo revestido (SMAW) existente, y la fuente de poder puede colocarse en una ubicación distante sin ninguna medida para ajustar las configuraciones de salida. Para la operación de corriente constante, la fuente de poder se establece para entregar la corriente especificada. La fuente de poder regula esta corriente sin importar los cambios en el circuito de soldadura, incluyendo la longitud del cable, diámetro del electrodo, velocidad de alimentación de alambre, punta de contacto a distancia de trabajo, etc. Cambios en la velocidad de alimentación de alambre (WFS) o punta de contacto para trabajar a distancia (CTWD) afectan el voltaje del arco cuando se utilizan fuentes de poder de corriente constante. Disminuir la velocidad de alimentación de alambre aumenta el voltaje, elevarla lo disminuye. Alargar la punta de Si la punta de contacto a la distancia de trabajo se mantiene adecuadamente, se puede lograr un rango de voltaje operativo satisfactorio, y el resultado puede ser una buena soldadura. Sin embargo, cuando una soldadora utiliza una punta de contacto más larga a la distancia del trabajo, un alimentador de alambre de sensión de arco compensa aumentando la velocidad de alimentación de alambre para regular el voltaje. Incluso si el voltaje y corriente permanecen sin cambios, la velocidad de alimentación de alambre aumentada puede dar como resultado en una tasa de deposición mucho más allá del rango especificado del electrodo. Bajo estas condiciones, las propiedades de metal de soldadura especificadas no pueden lograrse. Las fuentes de poder de voltaje constante entregan grandes picos de corriente para estabilizar el arco cuando el electrodo está cortocircuitado o la longitud del arco es muy corta. Sin embargo, una fuente de poder de corriente constante no proporciona dicha respuesta para estabilizar el arco. Puede ser difícil lograr las propiedades de metal de soldadura requeridas, o lograr la calidad requerida de soladuras necesarias para pasar las pruebas no destructivas, cuando dichas soldaduras se hacen bajo operación de corriente constante. Por estas razones, Lincoln Electric NO recomienda soldadura semiautomática de corriente constante para aplicaciones que necesitan satisfacer requerimientos especificados de propiedades químicas o mecánicas del metal de soldadura, o requerimientos de calidad de soldadura. FIGURA b-3 Corriente + Alimentador de Alambre CTWD WFS Fuente de Poder de Corriente Constante - Corriente LN-25™ PRO b-9 b-9 OPERACIÓN CONTROLES POSTERIORES: 1 2 3 4 5 6 ELEMENTO 1 2 3 4 5 6 DESCRIPCIÓN Botón de Purga de Gas Esfera del Medidor de Flujo Válvula del Medidor de Flujo Entrada del Gas Protector Cable del Electrodo Conectores de la Pistola Enfriada por Agua Opcional LN-25™ PRO b-10 OPERACIÓN bOTÓN DE PURGA DE GAS SECUENCIA DE ENCENDIDO La válvula de solenoide gas se energizará mas no encenderán la salida de la fuente de poder ni el motor de avance. El interruptor de Purga de Gas es útil para configurar la velocidad de flujo adecuada de gas protector. Los medidores de flujo siempre deberán ajustarse mientras el gas protector fluye. MEDIDOR DE FLUJO Para alimentadores con voltímetros analógicos, el LED térmico se iluminará brevemente durante el encendido. Si el gatillo de la pistola se activa durante el encendido, el alimentador no operará hasta que se libere el gatillo de la pistola. El medido de flujo muestra la velocidad de flujo del gas protector y tiene una válvula para ajustar el flujo. El medidor de flujo está graduado para CO 2, Ar y mezclas de Ar/C02. La mitad de la esfera indica la velocidad de flujo del gas protector. Ajuste la velocidad de flujo al tiempo que aplana el interruptor de PURGA DE GAS girando la válvula en la parte inferior del medido. La mayoría de los procedimientos de soldadura requieren 11.8 - 18.9 Ipm (2540 scfh) para suficiente cobertura de gas protector. El ángulo de la pistola, diámetro de la tobera, configuración de la junta y condiciones del viento pueden afectar la cantidad de gas requerido. Cuando utilice un alimentador de alambre con un medidor de flujo, ajuste el regulador en la botella de gas protector o suministre a una velocidad de flujo que sea mayor que la indicada en el medidor de flujo del alimentador. Observe que la mayoría 90 de los reguladores están cali80 brados con base en tener 70 bajas restricciones en la sali60 da. La válvula en el medidor 50 Esfera 40 B al de flujo del alimentador crea 30 una alta restricción y puede 20 causar errores en las lecturas 10 del regulador de suministro. Válvula Establezca la velocidad de Valve flujo de gas utilizando la lectura del medidor de flujo del alimentador y no la del regulador de suministro. SCFh 10 20 30 40 50 60 70 80 b-10 Litro/Min. 4.7 9.4 14.2 18.9 23.6 28.3 33.1 37.8 LN-25™ PRO C-1 ACCESORIOS EQUIPO INSTALADO DE FÁbRICA • Buje del Receptor de la Pistola K1500-2. KITS DE RODILLOS IMPULSORES TIPO DE ALAMbRE TAMAÑO DEL ELECTRDO .023-.030 (0.6-0.8mm) .035 (0.9mm) .045 (1.2mm) Alambres de .052 (1.4mm) Acero: 1/16 (1.6mm) .035,.045 (0.9, 1.2mm) .040 (1.0mm) .030-.035" (0.8-0.9mm) .040-.045" (1.0-1.2mm) .052" (1.4mm) Alambres 1/16" (1.6mm) Tubulares: .068-.072" (1.7-1.8mm) 5/64" (2.0mm) 3/32” (2.4mm) .035" (0.9 mm) .040" (1.0mm) Alambres de 3/64" (1.2mm) Aluminio: 1/16" (1.6mm) KIT KP KP1696-030S KP1696-035S KP1696-045S KP1696-052S KP1696-1/16S KP1696-1 KP1696-2 KP1697-035C KP1697-045C KP1697-052C KP1697-1/16C KP1697-068 KP1697-5/64 KP1697-3/32 KP1695-035A KP1695-040A KP1695-3/64A KP1695-1/16A LN-25™ PRO Incluye: 2 rodillos impulsores estriados y una guía de alambre interna. Incluye: 2 rodillos impulsores con ranuras U, guías de alambre externa e interna. Incluye: 2 rodillos impulsores con ranuras U pulidos, guías de alambre externa e interna. C-1 C-2 ACCESORIOS K1796-xx Cable de Alimentación Coaxial AWG 1/0 Incluye: un cable de soldadura coaxial 1/0 de longitud "xx". Los extremos del cable de soldadura tienen conexiones de terminal. Se utiliza para soldadura de pulsación. K2593-xx Cable de Alimentación Coaxial AWG #1 K1803-1 Paquete de Cables de Trabajo y Alimentador Incluye: un cable de soldadura coaxial AWG #1de longitud "xx".Los extremos del cable de soldadura tienen conexiones de terminal. Se utiliza para soldadura de pulsación ó STTTM. Incluye: cable 2/0 de TwistMate a Terminal de 1.2 m (14') con Abrazadera de Aterrizamiento, y cable 2/0 Twist-Mate a Terminal de 2.7m (9') de largo. K1840-xx Cable de Poder de Soldadura, Twist-Mate a Terminal Incluye: cable 1/0 Twist-Mate a Terminal, de longitud "xx". K1842-xx Cable de Poder de Soldadura, Terminal a Terminal Incluye: cable 3/0 de Terminal a Terminal, de longitud "xx" para longitudes de hasta 18.3m (60'). Cable 4/0 de Terminal a Terminal, de longitud "xx" para longitudes mayores de 18.3m (60'). K1797-xx Cable de Control K484 K1798 (requires remote control kit Kit de Enchufes de Puente Incluye: alimentador de alambre de 14 pines a 14 pines para cable de control de la fuente de poder. Incluye: conector circular de 14 pines con puente para cables 24. para usarse en fuentes de poder para “ENCENDER” las terminales de soldadura en todo momento. Cable de Adaptador para Cable de Incluye: conector circular 14 Control para Fuentes de Poder de con cables para conectar a la Tablilla de Conexiones tablilla de conexiones. LN-25™ PRO C-2 C-3 ACCESORIOS K910-1 Pinza de Aterrizamiento K910-2 Pinza de Aterrizamiento K1500-1 Incluye: Una Pinza de Aterrizamiento de 300 Amps Incluye: Una Pinza de Aterrizamiento de 500 Amps. Buje Receptor de Pistola (para pistolas con conectores de pistola K466-1 de Lincoln; pistolas Innershield y Subarc) Incluye: Buje de receptor de pistola, tornillo de fijación y llave hexagonal. K1500-2 Buje Receptor de Pistola (para pistolas con conectores de pistola Incluye: Buje de receptor de K466-2, K466-10 de Lincoln; pistopistola con boquilla de las Magnum 200/300/400 y com- manguera, tornillo de fijación y patibles con Tweco® #2-#4) llave hexagonal. K1500-3 Buje Receptor de Pistola(para pistolas con conectores de pistola Incluye: Buje de receptor de K613-7 de Lincoln; pistolas pistola con boquilla de Magnum 550 y compatibles con manguera, tornillo de fijación y Tweco® #5) llave hexagonal. LN-25™ PRO C-3 C-4 ACCESORIOS K1500-4 Buje de Receptor de Pistola (para Incluye: Buje de receptor de pistola con conectores de pistola pistola con boquilla de K466-3 de Lincoln; compatible con manguera, tornillo de fijación y pistolas Miller®.) llave hexagonal. K1500-5 Buje de Receptor de Pistola (compatible con pistolas Oxo®.) K489-7 Buje de Receptor de Pistola (pisto- Incluye: Buje de receptor de pistola con conector de gatillo. las Fast-Mate de Lincoln.) K435 K468 K590-6 K586-1 Adaptador de Eje, para montar Bobinas Innershield de 6.4 kg (14 lb.) sobre dos ejes (51 mm). Incluye: Buje de receptor de pistola con boquilla de manguera, 4 tubos guía, tornillo de fijación y llave hexagonal. Incluye: Adaptador de Eje hecho de 2 retenedores de bobinas. (No se incluye el electrodo.) Incluye: 2 Adaptadores de Eje, uno para carretes de 2" de ancho y el otro para carretes de 3" de ancho. Incluye: 2 mangueras con conectores rápidos hembra en cada extremo, 2 Kit de Conexión de Agua (sólo conectores macho para manguera de para modelos europeos y de cable diámetro interno de 3/16", 2 conectores de control) macho para manguera de de diámetro interno de _", y hardware de montaje. Adaptador de Eje, para montar carretes de 203 mm (8 pulg) de diámetro en ejes de 51 mm (2 pulg). Regulador de Gas Ajustable De Lujo Incluye: Regulador de Gas de Lujo para Gases Mezclados, Adaptador para C02 y manguera de 3.0 m (10'). LN-25™ PRO C-4 C-5 C-5 ACCESORIOS 4. Utilice un aprietatuercas de 5/16" para remover los tornillos que sostienen a la cubierta del enfriador de agua al frente del gabinete del módulo interno y en la parte posterior del gabinete. INSTALACIÓN DEL KIT DE ENFRIAMIENTO DE AGUA K590-6 ADVERTENCIA LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. • APAGUE la alimentación en el interruptor de desconexión antes de trabajar en este equipo. • No toque las partes eléctricamente vivas. • Sólo personal calificado deberá instalar, usar o dar servicio a este equipo. -----------------------------------------------------------------------Los componentes K590-6 están clasificados a hasta 70 psi (5 bar) y 70°C (158°F). Utilice un líquido anticongelante que sea compatible con el enfriador de agua y pistola. Herramientas requeridas: • Llave de 3/8" • Aprietatuercas de 5/16" • Desatornillador de cuchilla plana mediano • Herramienta de corte 1. Apague la fuente de poder de soldadura. 2. Remueva los tornillos que aseguran el gabinete al módulo interno utilizando la llave de 3/8". 5. Instale el ensamble del conector y manguera al frente del gabinete. Enrute las mangueras a lo largo de la parte inferior del módulo interno y hacia afuera a través del corte en la cubierta. Deslice el módulo de regreso al gabinete. 6. Asegure el módulo al gabinete con los tornillos. (Se muestran en el Paso 2) 7. Instale el ensamble del conector a la parte posterior del gabinete. 3. Remueva el módulo del gabinete levantando el frente del módulo aproximadamente 6 mm (.25") y después deslizando hacia adelante. GABINETE ABINETE DE ALUMINIO MIN GABINETE BINETE DE PLÁSTICO 8. Deslice las abrazaderas sobre las mangueras. Corte las mangueras a una longitud en la que puedan quedar extendidas en la parte inferior del gabinete. Deslice las abrazaderas sobre las mangueras. Deslice las mangueras sobre los conectores en la parte posterior del gabinete y asegure con las abrazaderas. LN-25™ PRO D-1 MANTENIMIENTO PRECAUCIONES DE SEGURIDAD ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Apague la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque las partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • No opere con las cubiertas, páneles o guardas removidos o abiertos. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. -------------------------------------------------------------------------------------------------- D-1 5. Energice el circuito de salida de la fuente de poder. Ajuste la salida de la fuente de poder a 20±1 VCD como se mida en el medidor de referencia. 6. Verifique que el voltímetro del LN-25™ PRO indique entre 19 y 21 voltios. Si la lectura del voltímetro está fuera de rango, revise si hay conexiones vuelva o reemplace el voltímetro. No hay ajuste de calibración para el voltímetro del LN25™ PRO. Validación del Medidor de Flujo Herramientas requeridas: • Estándar de referencia del medidor de flujo. • Fuente de poder de soldadura de CD de voltaje constante (CD-400, V-350, CV-400 o equivalente). MANTENIMIENTO DE RUTINA Para verificar la exactitud del medidor de flujo: • Revise los cables de soldadura, cables de control y mangueras de gas en busca de cortaduras. • Limpie y apriete todas las terminales de soldadura. 1. APAGUE. MANTENIMIENTO PERIÓDICO 2. Conecte el LN-25™ PRO a la fuente de poder de soldadura de CD de voltaje constante. El cable de trabajo del LN-25™ PRO debe conectarse a la terminal de trabajo de la fuente de poder. • Limpie los rodillos impulsores y la guía de alambre interna, y reemplace si hay desgaste. • Aplique aire o aspire el interior del alimentador. 3. Conecte un suministro de C02 al alimentador de alambre. No exceda la presión de entrada máxima del alimentador de alambre. ESPECIFICACIÓN DE CALIbRACIÓN 4. Desconecte la manguera de gas protector que se conecta al buje de pistola. Validación del Voltímetro, Modelos de Medidor Analógico A Través del Arco 5. Conecte la manguera de gas protector al estándar de referencia del medidor de flujo. Herramientas Requeridas: • Estándar de referencia del voltímetro de CD • Fuente de poder de soldadura de CD de voltaje constante con voltaje ajustable sin carga (CD-400, V-350, CV-400 o equivalente). 6. Oriente el LN-25™ PRO a una posición vertical. Para verificar la exactitud del voltímetro analógico: 1. APAGUE. 2. Conecte el LN-25™ PRO a la fuente de poder de soldadura de CD de voltaje constante. El cable de trabajo del LN-25™ PRO debe estar conectado a la terminal de trabajo de la fuente de poder. 7. ENCIENDA. 8. Ajuste el medidor de flujo en el LN-25™ PRO a 40 scfh mientras oprime el botón de PURGA DE GAS. 9. Mida el flujo de gas con el medidor de flujo calibrado mientras oprime el botón de PURGA DE GAS. 10. La velocidad de flujo medida deberá estar entre 35 y 45 scfh. 3. Conecte el voltímetro de referencia entre el bloque de bronce del LN-25™ PRO y el cable de trabajo. 4. ENCIENDA. LN-25™ PRO D-2 D-2 MANTENIMIENTO El medidor de flujo del LN-25™ PRO no se puede calibrar. Si el medidor de flujo lee incorrectamente, revise si hay fugas o la manguera de gas está torcida. Reemplace el medidor de flujo si es necesario. Para cambiar la calibración de la velocidad de alimentación de alambre: Validación de la Velocidad de Alimentación de Alambre Herramientas requeridas: • Aprietatuercas de 5/16" • Medidor de RPM • Enchufe de corto. El enchufe de corto cortocircuita los pines 4 y 8 del conector J3 en la tarjeta de P.C. de control. J3 es un conector molex de 8 pines. (Vea la Figura D.1) La calibración del LN-25™ PRO puede ser necesaria cuando se reemplaza o da servicio a la tarjeta de p.c., potenciómetro de velocidad de alimentación de alambre o motor. La calibración se equipara a la placa de identificación de la velocidad de alimentación de alambre real. Herramientas requeridas: • Medidor RPM • Fuente de poder de soldadura de CD de voltaje constante (DC-400, V-350, CV-400 o equivalente) • Llave de boca de 7/16" Para verificar si la calibración es necesaria: 1. APAGUE. 2. Establezca la velocidad de alimentación de alambre conforme a la tabla. Engranaje de Modelo Velocidad Estándar Extra Torque Velocidad de Alimentación del Alambre 400 in/min 150 in/min Registro Aceptable 69 - 77 rpm 25 - 31 rpm 3. Remueva la cubierta plástica de la parte inferior del mecanismo de alimentación con la llave de 7/16". 4. Conecte el LN-25™ PRO a la fuente de poder de soldadura de CD de voltaje constante. El cable de trabajo del LN-25™ PRO debe conectarse a la terminal de trabajo de la fuente de poder. (Vea la Figura D.2) 1. APAGUE 2. Remueva los 4 tornillos que sostienen la cubierta posterior dentro del alimentador y retire la cubierta. 3. Abra el brazo de presión. 4. Establezca la velocidad de alimentación de alambre conforme a la tabla. Engranaje del Modelo Velocidad de Alimentación de Alambre Velocidad Estándar 400 in/min Extra Torque 150 in/min 5. Conecte el LN-25™ PRO a la fuente de poder de soldadura de CD de voltaje constante. El cable de trabajo del LN-25™ PRO debe conectarse a la terminal de trabajo de la fuente de poder. 6. ENCIENDA. 7. Inserte el enchufe de corto en el conector J3 en la tarjeta de P.C. El enchufe de corto cortocircuita los pines 4 y 8. 8. Remueva el enchufe de corto. 9. APAGUE. 5. ENCIENDA 6. Mida las rpm del motor cuando se oprima el botón ALIMENTACIÓN EN FRÍO (COLD FEED). 10. Vuelva a colocar la cubierta y asegure con los tornillos. FIGURA D.2 7. Verifique que las rpm estén dentro del rango aceptable. FIGURA D.1 CUbIERTA EJE DEL MOTOR CUBIERTA TARJETA DE P.C. LN-25™ PRO E-1 LOCALIzACIÓN DE AVERÍAS E-1 CÓMO UTILIzAR LA GUÍA DE LOCALIzACIÓN DE AVERÍAS ADVERTENCIA Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representar un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Esta Guía de Localización de Averías se proporciona para ayudarle a localizar y reparar posibles malos funcionamientos de la máquina. Siga simplemente el procedimiento de tres pasos que se enumera a continuación. Paso 3. CURSO DE ACCIÓN RECOMENDADO Esta columna proporciona un curso de acción para la Causa Posible; generalmente indica que contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA). Busque bajo la columna titulada “PROBLEMA (SÍNTOMAS)”. Esta columna describe posibles síntomas que la máquina pudiera presentar. Encuentre la lista que mejor describa el síntoma que la máquina está exhibiendo. Si no comprende o no puede llevar a cabo el Curso de Acción Recomendado en forma segura, contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 2. CAUSA POSIBLE. La segunda columna titulada “CAUSA POSIBLE” enumera las posibilidades externas obvias que pueden contribuir al síntoma de la máquina. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • La fuente de poder de soldadura deberá conectarse al aterrizamiento del sistema conforme al Código Eléctrico Nacional o cualquier código local aplicable. • Sólo personal calificado deberá realizar el trabajo de mantenimiento. ----------------------------------------------------------------------------------------------------------------------------------------------------Observe todos los Lineamientos de Seguridad adicionales detallados a lo largo de este manual. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO E-2 LOCALIzACIÓN DE AVERÍAS E-2 Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual PRObLEMAS (SÍNTOMAS) CAUSA POSIbLE Problemas de Salida El alimentador enciende – no pan- 1. El cable de sensión del trabajo está talla, no alimentación en frío. desconectado o es una conexión eléctrica deficiente. (Modelos A Través del Arco) 2. La fuente de poder está APAGADA. 3. El interruptor automático para el alimentador de alambre en la fuente de poder se ha abierto. (Modelos de cable de control). 4. El cable de control puede estar suelto o dañado. (Modelos de cable de control) CURSO RECOMENDADO DE ACCIÓN 1. Conecte el cable de sensión de trabajo al trabajo en un lugar libre de suciedad, oxidación y pintura. 2. ENCIENDA la fuente de poder. 3. Restablezca los interruptores de circuito. 4. Apriete, repare o reemplace el cable de control dañado. El alimentador enciende pero no hay 1. Las conexiones de la bobina del 1. Verifique las conexiones de la contactor están sueltas. salida cuando se oprime el gatillo. El bobina del contactor. gas protector fluye y los rodillos 2. El contactor tiene falla. 2. Reemplace el contactor. impulsores giran. 1. El suministro de gas está APAGADO o vacío. 2. La manguera de gas está cortada o aplastada. 3. La válvula del medidor de flujo está cerrada. 4. Suciedad o desechos en el solenoide. 5. Hay una conexión de solenoide suelta. 6. El solenoide ha fallado. 1. Verifique que el suministro de gas esté ENCENDIDO y fluyendo. 2. Enrute la manguera de gas en tal forma que evite las esquinas filosas y asegúrese de que no haya nada sobre ella. Repare o reemplace las mangueras dañadas. 3. Abra la válvula del medidor de flujo. 4. Aplique aire de taller filtrado a 80psi al solenoide para remover la suciedad. 5. Remueva la cubierta y revise que todas las conexiones estén en buenas condiciones. Alimentación de alambre inconsis- 1. El cable de la pistola está torcido y/o enroscado. tente o el alambre no se alimenta 2. El alambre está atascado en la pero los rodillos impulsores giran. pistola y cable. 3. La guía de alambre de la pistola está sucia o desgastada. 4. El electrodo está oxidado o sucio. 5. La punta de contacto está parcialmente derretida o tiene salpicadura. 6. Guía de alambre, punta, rodillos impulsores y/o guía de alambre interna inadecuados. 1. Mantenga el cable de la pistola tan recto como sea posible. Evite las esquinas filosas o dobleces en el cable. 2. Remueva la pistola del alimentador de alambre y jale el alambre atascado fuera de la pistola y cable. 3. Aplique aire de baja presión (40psi o menos) para eliminar la suciedad de la guía de alambre. Reemplácela si está desgastada. 4. Utilice sólo electrodos limpios. Use electrodos de calidad como el L-50 ó L-56 de Lincoln Electric. 5. Reemplace la punta de contacto. 6. Verifique que las partes adecuadas estén instaladas. No gas protector. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO E-3 LOCALIzACIÓN DE AVERÍAS E-3 Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual PRObLEMAS (SÍNTOMAS) CAUSA POSIbLE CURSO RECOMENDADO DE ACCIÓN Problemas de Salida 7. Presión del brazo de tensión 7. Ajuste el brazo de tensión conincorrecta en los rodillos impul- forme al Manual de Instrucciones. sores. La mayoría de los electrodos ali8. El freno del eje está muy apreta- mentan bien a una configuración do. de brazo de tensión de "3". 9. Rodillo impulsor desgastado. 8. Verifique que el carrete de alambre se mueve con el mínimo esfuerzo. 9. Reemplace los rodillos impulsores si están desgastados o llenos de suciedad. La velocidad de alimentación de 1. El cable de puente para velocidad 1. Conecte adecuadamente el alambre opera consistentemente al normal/extra torque está conecta- puente de velocidad normal/extra valor incorrecto. La velocidad camdo inadecuadamente. torque. bia cuando se ajusta la perilla de 2. El engranaje incorrecto está insta- 2. Instale el engranaje de piñón adevelocidad de alimentación de alamlado en el mecanismo de ali- cuado en el mecanismo de alibre. mentación. mentación. 3. Las escobillas en el motor están 3. Reemplace el ensamble del motor/caja de engranajes. desgastadas. La velocidad de alimentación de 1. El tacómetro está conectado 1. Verifique que todos los cables del alambre es rápida (máxima) y no tacómetro estén bien conectados. inadecuadamente. hay cambio cuando se ajusta la per- 2. El tacómetro ha fallado. 2. Reemplace el motor y el ensamilla de velocidad de alimentación de ble del tacómetro. alambre. Arco variable o "irregular". 1. Punta de contacto de tamaño incorrecto, desgastada y/o derretida. 2. Cable de trabajo desgastado o conexión de trabajo deficiente. 3. Polaridad incorrecta. 4. La tobera de gas está extendida más allá de la punta de contacto o la punta electrizada del alambre es muy larga. 5. Protección deficiente de gas en los procesos que requieren gas. 1. Reemplace la punta de contacto. 2. Verifique todas las conexiones de trabajo y electrodo estén apretadas y que los cables estén en buenas condiciones. Limpie/reemplace según sea necesario. 3. Ajuste la polaridad al procedimiento recomendado. 4. Ajuste la tobera de gas y acorte la punta electrizada de alambre a 3/8 – 1/2 pulgadas. 5. Revise el flujo de gas y mezcla. Remueva o bloquee fuentes de corrientes de aire. Inicios de arco deficientes con fusión 1. Procedimientos o técnicas inade- 1. Vea la "Guía de Soldadura de o “explosiones”, porosidad de solcuados. Arco de Metal de Gas" (GS-100) dadura, cordón estrecho o de apariencia viscosa. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. LN-25™ PRO LN-25™ PRO CONECTOR DE GATILLO QUEMADO EN RETROCESO TRABAJO B N.D. N.B. N.A. TRABAJO A LED DE POLARIDAD EL PIN MÁS CERCADO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO) SE ALINEA CON EL CABLE BALNCO DEL ZÓQUET DEL LED. LOS INTERRUPTORES SE MUESTRAN DESDE EL LADO DE CONEXIóN POSTERIOR DEL INTERRUPTOR. CONECTA “EXTRA” AL “TORQUE” SÓLO EN LOS MODELOS DE TORQUE EXTRA. NOTAS: RECTIFICADOR DE PUENTE TRABAJO A LED TÉRMICO AMARILLO MOTOR/CAJA DE ENGRANAJES TACÓMETRO PLACA DE ALIMENTACIÓN (SE MUESTRA EN CV) SE CONECTA AL KIT DE TEMPORIZADOR INFORMACIÓN GENERAL SíMBOLOS ELECTRICOS SEGÚN E1537 CODIFICACIÓN DE COLORES DE CABLES B - NEGRO W – BLANCO TARJETA DE P.C. DE CONTROL (VISTO DESDE EL LADO DE LOS COMPONENTES DE LA TARJETA DE P.C.) SECUENCIA DE NUMERACIÓN DE CAVIDADES VENTILADOR INTERRUPTOR DE BOTÓN DE PURGA DE GAS SOLENOIDE DE GAS ROJO NEGRO CONEXIÓN DEL CABLE DE ELECTRODO DE ENTRADA BOBINAS DEL CONTACTOR TARJETA DE P.C. DEL FILTRO DEL MOTOR DIAGRAMAS NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo. A P60 EN ARNÉS POSTFLUJO KIT DEL TEMPORIZADOR (OPCIONAL) A PINZA DE TRABAJO VOLTÍMETRO DEL ARCO REÓSTATO DE CONTROL DE LA VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE PANTALLA ANALÓGICA FRENTE DEL GABINETE ALIMENTACIÓN EN FRÍO (SE MUESTRA EN 2 PASOS) INTERBLOQUEO DEL GATILLO / 2 PASOS DIAGRAMA DE CABLEADO DE LN-25 PRO ANALÓGICO F-1 F-1 l Keep your head out of fumes. l Use ventilation or exhaust to remove l Turn power off before servicing. l Do not operate with panel open or l Los humos fuera de la zona de res- l Desconectar el cable de alimentación l No operar con panel abierto o Spanish l Gardez la tête à l’écart des fumées. l Utilisez un ventilateur ou un aspira- l Débranchez le courant avant l’entre- l N’opérez pas avec les panneaux French l Vermeiden Sie das Einatmen von l Strom vor Wartungsarbeiten abschal- fumes from breathing zone. piración. l Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. teur pour ôter les fumées des zones de travail. Schweibrauch! l Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! l Mantenha seu rosto da fumaça. l Use ventilação e exhaustão para remover fumo da zona respiratória. de poder de la máquina antes de iniciar cualquier servicio. tien. ten! (Netzstrom völlig öffnen; Maschine anhalten!) l Não opere com as tampas removidas. l Desligue a corrente antes de fazer serviço. l Não toque as partes elétricas nuas. guards off. guardas quitadas. ouverts ou avec les dispositifs de protection enlevés. l Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! l Mantenha-se afastado das partes moventes. l Não opere com os paineis abertos ou WARNING AVISO DE PRECAUCION ATTENTION German WARNUNG Portuguese ATENÇÃO guardas removidas. Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
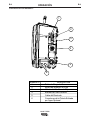 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































Lincoln Electric LN-25 Pro Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Artículos relacionados
-
Lincoln Electric Ranger 250LPG Instrucciones de operación
-
-
-
-
Lincoln Electric Arc Tracker Instrucciones de operación
-
-
Lincoln Electric LN-25 Pro Instrucciones de operación
-
Lincoln Electric AutoDrive 4R100 Instrucciones de operación
-
Lincoln Electric OUTBACK 145 Instrucciones de operación
-
Lincoln Electric Vantage 300 Instrucciones de operación