ESAB Feed L304 M09 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para
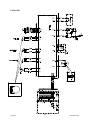
El ESAB Feed L302 M08 y Feed L304 M09 son unidades de alimentación de hilo diseñadas específicamente para soldaduras MIG/MAG con la unidad de alimentación Mig L405. Cuentan con un amplio rango de velocidad de aporte de hilo (1,5-22,0 m/min), duración del postquemado (0-0,7 s) y duración de la soldadura por puntos (0,2-5 s), lo que las hace versátiles para diversas aplicaciones. Ambos modelos se pueden utilizar con el tambor MarathonPact de ESAB o con bobinas de 300 mm de diámetro, y se pueden montar en la fuente de alimentación, en un brazo de soporte o en el suelo.
El ESAB Feed L302 M08 y Feed L304 M09 son unidades de alimentación de hilo diseñadas específicamente para soldaduras MIG/MAG con la unidad de alimentación Mig L405. Cuentan con un amplio rango de velocidad de aporte de hilo (1,5-22,0 m/min), duración del postquemado (0-0,7 s) y duración de la soldadura por puntos (0,2-5 s), lo que las hace versátiles para diversas aplicaciones. Ambos modelos se pueden utilizar con el tambor MarathonPact de ESAB o con bobinas de 300 mm de diámetro, y se pueden montar en la fuente de alimentación, en un brazo de soporte o en el suelo.




























-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB Feed L304 M09 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
El ESAB Feed L302 M08 y Feed L304 M09 son unidades de alimentación de hilo diseñadas específicamente para soldaduras MIG/MAG con la unidad de alimentación Mig L405. Cuentan con un amplio rango de velocidad de aporte de hilo (1,5-22,0 m/min), duración del postquemado (0-0,7 s) y duración de la soldadura por puntos (0,2-5 s), lo que las hace versátiles para diversas aplicaciones. Ambos modelos se pueden utilizar con el tambor MarathonPact de ESAB o con bobinas de 300 mm de diámetro, y se pueden montar en la fuente de alimentación, en un brazo de soporte o en el suelo.
Artículos relacionados
-
ESAB Feed 302 M11 Manual de usuario
-
-
ESAB Feed 30-2 M11 Manual de usuario
-
-
ESAB Feed 484 M13 - Origo™ Feed 304 M13 Manual de usuario
-
ESAB Origo™Feed 30-4 Manual de usuario
-
ESAB ESABFeed 48-4 M13 Manual de usuario
-
ESAB Mig C280 PRO Manual de usuario
-
ESAB ESABFeed 48-4 M14 Manual de usuario
-