Cebora 624 EVO 200 M Combi Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

I -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 9
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 16
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 23
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 30
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 37
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 44
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.51
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.58
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.65
GR -
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA sel.72
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktika v kai hlektriko v sce-
d ia vgr amma
Pagg. Sid. sel.: 79 ÷ 103
20/05/2016
3.300.261/F

2
MANUALE DI ISTRUZIONI PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiatureelettriche giunteane vita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
B.Irullinitrainalopossonoferirelemani.
C.Il lo disaldatura ed il gruppo trainalo sono sotto
tensione durante la saldatura. Tenere mani e oggetti
metallici a distanza.

3
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggia-
ti.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1Tenereimaterialiinammabililontanodall’areadisal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi. Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
conltridellacorrettagradazione.Indossareunapro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all’installazione, al funzionamento ed
alla manutenzione della saldatrice.
Questo apparecchio è una sorgente di tensione costante
adatto alla saldatura MIG/MAG e OPEN-ARC. Controlla-
re, al ricevimento,che non vi siano parti rotte o avariate.
Ogni eventuale reclamo per perdite o danni deve es-
sere fatto dall’acquirente al vettore. Ogni qualvolta si
richiedono informazioni riguardanti la saldatrice, si
prega di indicare l’articolo ed il numero di matricola.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-11 (vedi
nota 2) / IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola che deve essere
sempre citato per qualsiasi richiesta relati-
va alla saldatrice.
Trasformatore - raddrizzatore monofase.
Trasformatore-raddrizzatore trifase.
Caratteristica piatta.
MIG/MAG. Adattopersaldaturaalocontinuo.
I2 max Corrente di saldatura non convenzionale.
Il valore rappresenta il limite max. ottenibile
in saldatura.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza cau-
sare surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente di sald. I2
U1. Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 max E’ il massimo valore della corrente assorbita.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP21S Grado di protezione della carcassa.
Grado1comesecondacifrasignicache
questo apparecchio non è idoneo a lavora-
re all’esterno.
S
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-12 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0,023
(Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633)
- 0,088 (Art. 641) al punto di interfaccia fra l’impian-
to dell’utilizzatore e quello pubblico. E’ responsabili-
tà dell’’installatore o dell’utilizzatore dell’attrezzatura
garantire, consultando eventualmente l’operatore della
rete di distribuzione, che l’attrezzatura sia collegata a
un’alimentazione con impedenza massima di sistema
ammessa Zmax inferiore o uguale a 0,023 (Art. 622-
624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088
(Art. 641).
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il qua-
le, se si superano le temperature ammesse, impedisce
il funzionamento della macchina. In queste condizioni il
ventilatore continua a funzionare.
3 INSTALLAZIONE
• L’installazione della macchina deve essere fatta da
personale qualicato.
• Tutti i collegamenti devono essere eseguiti in con-
formità delle vigenti norme e nel pieno rispetto della
legge antinfortunistica (norma CEI 26-23 - IEC/TS
62081).

4
Controllare che la tensione di alimentazione corrisponda
al valore indicato sul cavo rete. Se non è già montata,
collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell’interruttore magnetotermico o dei fusibili,
in serie all’alimentazione, deve essere uguale alla corren-
te I1 assorbita dalla macchina.
3.1. MESSA IN OPERA
Montare il manico, le ruote e i due appoggi bombola.
Il manico non deve essere usato per sollevare la sal-
datrice.
Collocare la saldatrice in un ambiente ventilato.
Polvere, sporco o qualsiasi altra cosa estranea che pos-
sa entrare nella saldatrice ne può compromettere la
ventilazione e quindi il buon funzionamento.
Pertanto è necessario in relazione all’ambiente e alle con-
dizioni di impiego avere cura di mantenere pulite le parti
interne. La pulizia deve avvenire tramite un getto di aria
secca e pulita, facendo attenzione a non danneggiare in
alcun modo la macchina. Prima di lavorare all’interno del-
la saldatrice assicurarsi che la spina sia staccata dalla
rete di alimentazione.
Qualsiasi intervento eseguito all’interno della salda-
trice deve essere eseguito da personale qualicato.
Fig. 1
3.2 COLLEGAMENTI INTERNI
• Qualsiasi intervento eseguito all’interno della salda-
trice deve essere eseguito da personale qualicato.
• Prima di lavorare all’interno della saldatrice assicurarsi
che la spina sia staccata dalla rete di alimentazione.
• Dopo il collaudo nale la saldatrice viene collegata
alla tensione indicata sul cavo di alimentazione.
• Per cambiare tensione di alimentazione togliete il
laterale destro e disponete i collegamenti della mor-
settiera cambiatensione come indicato in gura.
Fig. 2
• La tensione di alimentazione, sui generatori mono-
fasi, non può essere cambiata.
• Non utilizzare la saldatrice senza coperchio o i pannelli
laterali per evidenti ragioni di sicurezza e per non alterare
le condizioni di raffreddamento dei componenti interni.
• Applicare al cavo di alimentazione una spina adeguata
alla corrente assorbita.
• Collegare il conduttore giallo-verde del cavo rete del-
la macchina ad una buona presa di terra.
3.3 COLLEGAMENTI ESTERNI
3.3.1 Connessione della pinza di massa.
• Connettere il terminale del cavo massa alla presa della
saldatrice e collegare il morsetto di massa al pezzo da
saldare.
3.3.2 Posizionamento della bombola e collegamento
del tubo gas
• Posizionare la bombola sul porta bombola della salda-
trice,ssandola,conlecinghieindotazione,alpannello
posteriore della macchina.
• La bombola non deve essere più alta di 1,65m (Artt.
633-641) e 1m (Artt. 622-624-625-627), per non crea-
re condizioni di pericolo.
• Controllare periodicamente lo stato di usura delle cin-
ghie, e se è necessario richiedere il ricambio.
• La bombola deve essere equipaggiata da un riduttore
dipressionecomprensivodiussometro.
• Solo dopo aver posizionato la bombola, collegare il
tubo gas uscente dal pannello posteriore della macchina
al riduttore di pressione.
•Regolareilussodelgasacirca10/12litri/minuto.
4 COMANDI SUL FRONTALE DEGLI APPARECCHI.
4.1 EVO (Fig. 3).
A- Manopola di regolazione.
Agendo su questa manopola si regola il tempo di punta-
tura. Premendo il pulsante della torcia la macchina inizia
a saldare, la durata del tempo di puntatura è regolato dal-
la manopola. Per ricominciare il ciclo è necessario rila-
sciare e premere nuovamente il pulsante della torcia.

5
B- LED di colore verde.
Segnala l’accensione della macchina.
C- LED di colore giallo.
Si accende quando il termostato interrompe il funziona-
mento della saldatrice.
D-Manopola di regolazione.
Agendosuquestamanopolasivarialavelocitàdellodi
saldatura.
E- Commutatore.
Accende o spegne la macchina e seleziona le gamme
della tensione di saldatura.
F- Commutatore.
Regolanementelatensionedisaldaturaall’internodella
gamma prescelta con il commutatore E.
G- Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versio-
ni hanno una sola presa di massa ).
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
4.2 EVO SYNERGIC (Fig. 4).
A- Tasto di selezione.
Premendo questo tasto si accendono in
sequenza i LED B, C, D e E.
Quando siamo all’interno del sotto menù
attivato dai 2 tasti Q ed R, seleziona le funzioni di
accostaggio, variazione della velocità del motore del
PULL 2003 e post gas.
B- LED di colore verde.
PROGRAM
Segnala che il display S visualizza il numero
di programma in uso.
Perconoscereaqualediametro,tipodilo
e gas corrisponde il numero di programma visualizzato
èsufcienteconsultarel’istruzionepostaall’internodel
laterale mobile. L’indicazione sul display S è sempre
preceduta dalla lettera P.
C- LED di colore verde.
Segnala che il display S visualizza il tempo
di puntatura o di lavoro. La durata di questo
tempo è regolabile da 0,3 a 5 secondi. Se il
tempo è regolato a 0 la funzione è disattivata. La funzione
è attiva solo se si sta saldando. Il valore indicato sul
display S è sempre preceduto dalla lettera t.
D- LED di colore verde.
Segnala che il display S visualizza il tempo
di pausa tra un tratto di saldatura ed un altro.
La durata di questo tempo è regolabile da
0,3 a 5 secondi. Se il tempo è regolato a 0 la funzione è
disattivata. La funzione è attiva solo se il tempo di
saldatura è diverso da 0 e se si sta saldando. Il valore
indicato sul display S è sempre preceduto dalla lettera t.
E- LED di colore verde (Burn-Back).
Segnala che il display S visualizza il tempo in
cuiillofuoriescedallatorciadisaldatura,
dopo che l’operatore ha lasciato il pulsante.
Questo tempo è variabile da 10 a 400 milli secondi. Il
valore indicato sul display S è sempre preceduto dalla
lettera t.
H
G
D
C
A
B
E
F
Fig. 3
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4

6
F- LED di colore giallo.
Si accende quando il termostato interrompe
il funzionamento della saldatrice.
G- LED di colore verde.
PULSAR
Si accende e si spegne ad intermittenza,
quando il connettore della torcia PULL 2003
o dello SPOOL- GUN è connesso al
connettore I.
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
I- Connettore 10 poli.
A questo connettore deve essere collegato il connettore
volante da 10 poli della torcia PULL 2003 o dello SPOOL-
GUN.
L-M Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versioni
hanno una sola presa di massa).
N- Commutatore.
Accende o spegne la macchina e seleziona le gamme
della tensione di saldatura.
O- Commutatore.
Regolanementelatensionedisaldaturaall’internodella
gamma prescelta con il commutatore N.
P- Manopola di regolazione.
Regolalavelocitàdello,edèattivasoloquandosiutilizza
la torcia di saldatura standard e non la torcia PULL 2003 o
lo SPOOL- GUN. Quando si utilizza il programma 00, varia
lavelocitàdellodisaldaturada0a20metri/minuto.
Quando si utilizza un qualsiasi programma sinergico
l’indice della manopola deve essere posto sulla scritta
SYNERGIC. Scegliendo un programma sinergico, il
display S indica la corrente impostata dal programma
scelto. Questa corrente corrisponde ad una velocità, se
sivuolecorreggerlaèsufciente,ruotarelamanopolain
senso orario, per aumentarla oppure, ruotarla in senso
antiorario, per diminuirla. Sul display S i cambiamenti di
velocitàdilovengonosempreindicatidaunacorrente.
Q e R- Tasti.
• Quando il LED B è acceso il display S
indica il numero di programma selezionato
dai2tasti,nitalaselezioneilLEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED C è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED D è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED E è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando i LED B, C, D, E sono spenti e siamo all’interno
di un qualsiasi programma sinergico, premendo uno dei
2 tasti, il display S indica alternativamente la corrente
impostata o lo spessore in millimetri consigliato.
Agendo sui 2 commutatori N e O si potrà vedere sul
display S l’aumento o la diminuzione istantanea del
valore selezionato, questa funzione è utile quando,
preventivamente si vuole sapere a quale corrente o
spessore vogliamo iniziare la saldatura.
• Premendo contemporaneamente i 2 tasti per
almeno 5 secondi entriamo nel sotto menù, dove
troviamo 3 funzioni, selezionabili tramite il tasto A:
1- Accostaggio ( velocità ).
Modicala velocitàdellorispettoaquellaimpostata,
questa rimane attiva per un tempo regolato dalla funzione
di accostaggio ( tempo ).
La velocità può essere variata tramite i 2 tasti Q e R da un
10% ad un massimo del 150% della velocità di saldatura
impostata.
Questa funzione, abbinata alla funzione di accostaggio
(tempo) serve per migliorare l’accensione dell’arco. Il
valore indicato sul display S è preceduto dalla lettera (A).
2- Velocità impostata sul motore del PULL 2003.
Agendo sui 2 tasti Q e R la velocità del PULL 2003 varia
da – 9 a + 9 rispetto al valore impostato. Questa funzione
permettediottimizzarel’avanzamentodello,mettendo
inpassoilmotoretrainalodellasaldatriceconquellodel
PULL 2003. Il valore indicato sul display S è preceduto
dalla lettera (H).
3- Post gas.
Mediante i 2 tasti Q e R si può variare da 0 a 5 secondi
l’uscitadelgasallanedellasaldatura.Questafunzione
è particolarmente utile saldando acciaio inossidabile e
alluminio. Il valore indicato sul display S è preceduto
dalla lettera (P).
4- Accostaggio (tempo).
Regola il tempo in cui rimane attiva la velocità di
accostaggio. Questa funzione, abbinata alla funzione di
accostaggio (velocità) serve per migliorare l’accensione
dell’arco.
Mediante i 2 tasti Q e R il tempo di accostaggio può
variare da 0 a 1 secondo. Il valore indicato sul display S è
preceduto dalla lettera (d).
5- Modo manuale 2 tempi e modo automatico 4 tempi.
Agendo sui 2 tasti Q e R si sceglie il modo 2 tempi oppure
4 tempi.
Se la saldatrice è sul modo manuale 2 tempi, si inizia
a saldare quando si preme il pulsante e si interrompe
quando lo si rilascia.
Se la saldatrice è sul modo manuale 4 tempi, per iniziare
la saldatura premere il pulsante torcia ; una volta iniziato
il procedimento, il pulsante può essere rilasciato.
Per interrompere la saldatura premere e rilasciare
nuovamente. Questo modo è adatto a saldature di lunga
durata, dove la pressione sul pulsante della torcia può
affaticare il saldatore. Il valore indicato sul display S è
preceduto dai simboli (2t e 4t).
S- Display.
Utilizzando il programma manuale 00 lo strumento
visualizza,primadisaldare,lavelocitàdelloinmetrial
minuto e in saldatura la corrente. Utilizzando i programmi

7
sinergici visualizza sempre la corrente.
Comedescrittoneiparagraprecedenti,sullostrumento
è possibile visualizzare, prima di iniziare a saldare: il
programma in uso, il tempo di puntatura, il tempo di
pausa, il tempo di Burn-Back, lo spessore consigliato, la
funzione di accostaggio, la funzione di velocità impostata
sul motore del PULL 2003 e il tempo di post gas.
5 SALDATURA
5.1 MESSA IN OPERA
Controllarecheildiametrodellocorrispondaaldiametro
indicatosulrullotrainaloecheilprogrammaprescelto
sia compatibile con il materiale e il tipo di gas. Utilizzare
rullitrainalocongolaad“U”perlidialluminioecon
golaa“V”perglialtrili.
5.2 LA MACCHINA È PRONTA PER SALDARE
Quando si utilizzano la torcia tipo Pull-2003 o Spool-
Gun seguire le istruzioni allegate.
• Connettere il morsetto di massa al pezzo da saldare.
• Posizionare l’interruttore su 1.
• Togliere l’ugello gas.
• Svitare l’ugello portacorrente.
• Inserire il lo nella guaina guidalo della torcia
assicurandosi che sia dentro la gola del rullo e che
questo sia in posizione corretta.
•Premereilpulsantetorciaperfareavanzareillono
alla fuoriuscita dello stesso dalla torcia.
• Attenzione: tenere il viso lontano dalla lancia
terminale mentre il lo fuoriesce.
• Avvitare l’ugello portacorrente assicurandosi che il
diametrodelforosiaparialloutilizzato.
• Montare l’ugello gas.
5.3 SALDATURA DEGLI ACCIAI AL CARBONIO
SENZA PROTEZIONE GASSOSA. (solo per Art.
622, 624 e 625).
Vericare che i cavi siano inseriti correttamente sulla
morsettiera, in modo che rispettino la giusta polarità
(vedigura5).
Fig. 5
Per ottenere saldature raccordate e ben protette è bene
saldare da sinistra a destra e dall’alto verso il basso. Alla
nediognisaldaturarimuoverelascoria.
IlloanimatodautilizzareèilnostroArt.1587,Ø0,9mm.
5.4 SALDATURA DEGLI ACCIAI AL CARBONIO CON
PROTEZIONE GASSOSA.
Vericare che i cavi siano inseriti correttamente sulla
morsettiera, in modo che rispettino la giusta polarità
(soloperArt.622,624e625vedigura5).
Per la saldatura di questi materiali è necessario :
• Utilizzare un gas di saldatura a composizione binaria, di
solito ARGON + CO2 con percentuali di Argon che vanno
dal 75% in su. Con questa miscela il cordone di saldatura
sarà ben raccordato ed estetico.
Utilizzando CO2 puro, come gas di protezione si avranno
cordoni stretti, con una maggiore penetrazione ma con
un notevole aumento di proiezioni (spruzzi).
•Utilizzareunlod’apportodellastessaqualitàrispetto
all’acciaiodasaldare.E’semprebeneusarelidibuona
qualità,evitaredisaldareconliarrugginitichepossono
dare difetti di saldatura.
• Evitare di saldare su pezzi arrugginiti o che presentano
macchie d’olio o grasso.
5.5 SALDATURA DEGLI ACCIAI INOSSIDABILI
Vericare che i cavi siano inseriti correttamente sulla
morsettiera, in modo che rispettino la giusta polarità (
soloperArt.622,624e625vedigura5).
La saldatura degli acciai inossidabili della serie 300, deve
essere eseguita con gas di protezione ad alto tenore di
Argon, con una piccola percentuale di ossigeno O2 o di
anidride carbonica CO2 circa il 2%.Non toccare il lo
con le mani. E importante mantenere sempre la zona di
saldatura pulita per non inquinare il giunto da saldare.
5.6 SALDATURA DELL’ALLUMINIO
Vericare che i cavi siano inseriti correttamente sulla
morsettiera, in modo che rispettino la giusta polarità
(soloperArt.622,624e625vedigura5).
Per la saldatura dell’alluminio è necessario utilizzare:
• Argon puro come gas di protezione.
•Unlodiapportodicomposizioneadeguataalmateriale
base da saldare.
•Utilizzaremoleespazzonatricispecicheperl’alluminio
senza mai usarle per altri materiali.
• Per la saldatura dell’alluminio si devono utilizzare le
torce: PULL 2003 Art. 2003 o SPOOL-GUN Art. 1562
con la connessione Art. 1196 (622-627-641).
•NB.Disponendosolodiunatorciapreparataperilidi
acciaiooccorremodicarlanelmodoseguente:
• Accertarsi che la lunghezza del cavo non superi i 3 metri.
• Togliere il dado ferma guaina in ottone, l’ugello gas,
l’ugelloportacorrenteequindislarelaguaina.
• Inlare la guaina nostro Art. 1929 assicurandosi che
esca dalle due estremità.
• Riavvitare l’ugello portacorrente in modo che la guaina
sia aderente ad esso.
• Nell’estremità della guaina rimasta libera inlare il
nipples ferma guaina, la guarnizione OR e bloccare con il
dado, senza stringere eccessivamente.
•Inlarelacannettainottonesullaguainae introdurre
il tutto nell’adattatore, avendo in precedenza tolto la
cannetta di ferro.

8
• Tagliare diagonalmente la guaina in modo che stia il più
vicinopossibilealrullotrainalo.
•Utilizzarerullitrainaloadattiallodialluminio.
• Regolare la pressione, che il braccetto del gruppo di
traino esercita sul rullo, al minimo possibile.
6 DIFETTI IN SALDATURA
1 DIFETTO -Porosità (interne o esterne al cordone)
CAUSE •Filodifettoso(arrugginitosupercialmente)
• Mancanza di protezione di gas dovuta a:
-ussodigasscarso
-ussometrodifettoso
- riduttore brinato, per la mancanza di un
preriscaldatore del gas di protezione di CO2
- elettrovalvola difettosa
- ugello porta corrente intasato da spruzzi
-foridiefussodelgasintasati
- correnti d’aria presenti in zona di saldatura.
2 DIFETTO - Cricche di ritiro
CAUSE • Filo o pezzo in lavorazione sporchi od
arrugginiti.
• Cordone troppo piccolo.
• Cordone troppo concavo.
• Cordone troppo penetrato.
3 DIFETTO - Incisioni laterali
CAUSE • Passata troppo veloce
• Corrente bassa e tensioni di arco elevate.
4 DIFETTO - Spruzzi eccessivi
CAUSE • Tensione troppo alta.
• Induttanzainsufciente.
• Mancanza di un preriscaldatore del gas di
protezione di CO2
7 MANUTENZIONE
Ogni intervento di manutenzione deve essere ese-
guito da personale qualicato nel rispetto della nor-
ma CEI 26-29 (IEC 60974-4).
7.1 MANUTENZIONE GENERATORE
In caso di manutenzione all’interno dell’apparecchio, as-
sicurarsi che l’interruttore sia in posizione “O” e che il
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
7.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro iso-
lamento tra il lato primario ed il lato secondario della
maccchina.Evitarecheilipossanoandareacontatto
con parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

9
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards,
summarized below, deriving from welding operations.
For more detailed information, order the manual code
3.300.758
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
createsEMFeldsaroundcablesandpo-
wer sources.
·Themagneticeldscreatedbyhighcurrentsmayaffect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) shall consult their physician be-
fore beginning any arc welding, cutting, gouging or spot
welding operations.
· Exposure to EMF elds in welding/cutting may have
other health effects which are now not known.
· All operators should use the followingprocedures in or-
dertominimizeexposuretoEMFeldsfromthewelding/
cutting circuit:
- Route the electrode and work cables together
- Secure them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead
cable is on your right side, the work cable should also
be on your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
lators used in welding operations should be handled with
care.
ELECTROMAGNETIC COMPATIBILITY.
This machine is manufactured in compliance with the in-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes in
anindustrial environment. Theremaybepotentialdif-
culties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT.
Do not dispose of electrical equipment together
withnormalwaste!InobservanceofEuropeanDi-
rective 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representati-
ve. By applying this European Directive you will improve
theenvironmentandhumanhealth!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Driverollscaninjurengers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove fu-
mes.

10
2.3 Use ventilating fan to remove fumes.
3 Weldingsparkscancauseexplosionorre.
3.1 Keepammablematerialsawayfromwelding.
3.2Weldingsparkscancauseres.Haveareextingui-
sher nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shadeoflter.Wearcompletebodyprotection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTION
2.1 SPECIFICATIONS
This manual has been prepared for the purpose of
educating personnel assigned to install, operate and
service the welding machine.
This equipment is a constant-voltage power source,
suitable for MIG/MAG and OPEN-ARC welding.
Upon receiving the machine, make sure there are no
broken or damaged parts.
The purchaser should address any complaints for
losses or damage to the vector. Please indicate
the article and serial number whenever requesting
information about the welding machine.
2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
This machine is manufactured according to the following
international standards: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 CL. A - IEC 61000-3-11 (see note 2) - IEC 61000-
3-12 (see note 2).
N° serial number, which must always be indi-
cated on any type of request regarding
the welding machine.
Single-phasetransformer-rectier
Three-phasetransformer-rectier.
Flat characteristic.
MIG/MAG. Suitable for continuous electrode welding.
I2 max Unconventional welding current.
This value represents the max. limit
attainable in welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage.
The duty cycle expresses the percentage
of 10 minutes during which the welding
machine may run at a certain current without
overheating.
I2. Welding current
U2. Secondary voltage with welding current I2.
U1. Rated supply voltage
1~ 50/60Hz 50- or 60-Hz single-phase power supply.
3~ 50/60Hz 50- or 60-Hz three-phase power supply.
I1 max Maximum absorbed current value.
I1 eff This is the maximum value of the actual
current absorbed, considering the duty
cycle.
IP21S Protection rating for the housing.
Grade 1 as the second digit means that this
equipment is suitable for use outdoors.
S
Suitable for use in high-risk environments.
NOTES:
1- The machine has also been designed for use in
environments with a pollution rating of 1. (See IEC
60664).
2- This equipment complies with IEC 61000-3-12 provided
that the maximum permissible system impedance
Zmax is less than or equal to 0,023 (Art. 622-624) -
0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641)
at the interface point between the user’s supply and
the public system. It is the responsibility of the installer
or user of the equipment to ensure, by consultation
with the distribution network operator if necessary,
that the equipment is connected only to a supply with
maximum permissible system impedance Zmax less
than or equal to 0,023 (Art. 622-624) - 0,276 (Art. 625-
627) - 0,181 (Art. 633) - 0,088 (Art. 641).
2.3 Overload cut-out
This machine is protected by a thermostat, which prevents
the machine from operating if the allowable temperatures
are exceeded. In these conditions the fan continues to
operate.
3 INSTALLATION
• Only skilled personnel should install the machine .
• All connections must be carried out according to
current regulations, and in full observance of safety
laws (CEI 26-23 - IEC/TS 62081 standards).
Make sure that the supply voltage corresponds to the
value indicated on the power cable. If it is not already
tted,connectaplugsuitedtothepowercable,making
sure that the yellow/green conductor is connected to the
earth pin.
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be
equivalent to the absorbed current I1. of the machine.
3.1 PLACEMENT
Fig. 1

11
Mount the handle, wheels and the two cylinder supports.
The handle must not be used for lifting the welding
machine.
Place the welding machine in a ventilated area.
Dust, dirt, and any other foreign matter entering the
welding machine can interfere with ventilation and thus
with smooth operation.
Therefore, in relation to the environment and working
conditions, it is important to keep the internal parts clean.
Clean using a jet of dry, clean air, being careful to avoid
damaging the machine in any way.
Before working inside the welding machine, make sure it
is unplugged from the power mains.
Any intervention carried out inside the welding
machine must be performed by qualied personnel.
3.2 INTERNAL CONNECTIONS
• Any intervention carried out inside the welding
machine must be performed by qualied personnel.
• Before working inside the welding machine, make sure
that the plug is disconnected from the power mains.
• After nal inspection, the welding machine is
connected to the voltage indicated on the power
supply cable.
• To change the supply voltage, remove the right side
panel and arrange the voltage change terminal board
connections as shown in the gure.
Fig. 2
• The supply voltage may not be changed on single-
phase power sources.
• Do not use the welding machine without its cover or
side panels for obvious safety reasons, and to avoid
altering the cooling conditions for internal components.
• Connect a plug suitable for the absorbed current to the
power supply cable.
• Connect the yellow-green wire of the machine mains to
anefcientgroundingsocket.
3.3 EXTERNAL CONNECTIONS
3.3.1 Connecting the mass clip.
• - Connect the earth cable terminal to the socket of the
welding machine, and connect the earth clamp to the
workpiece.
3.3.2 Cylinder placement and connecting the gas
hose
• Position the cylinder on the cylinder holder of the
welding machine, using the straps provided to fasten it to
the rear panel of the machine.
• The gas cylinder must not be higher than 1.65m
(Art. 633-641) and 1m (Art. 622-624-625-627), to avoid
creating hazardous conditions.
• Periodically check for wear on the straps, and order
replacements if necessary.
• The cylinder must be equipped with a pressure regulator
completewithowgauge.
• Only after positioning the cylinder, connect the outgoing
gas hose from the rear panel of the machine to the
pressure regulator.
•Adjustthegasowtoapproximately10/12liters/minute.
4 CONTROLS ON THE FRONT OF THE MACHINES
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A- Setting knob.
Turning this knob adjusts the spot welding time. The
machine begins welding when the torch trigger is
pressed. The spot welding time is set via the knob. To
start the cycle over, release and press the torch trigger
again.
B- Green LED.
Signals that the machine is on.
C- Yellow LED.
Lights when the thermostat interrupts the welding

12
machine operation.
D-Setting knob.
Adjusting this knob changes the welding wire speed.
E- Selector switch.
Turns the machine on or off and selects the welding
voltage ranges.
F- Selector switch.
Fine-tunes the welding voltage within the range previously
selected via selector switch E.
G- Earth sockets.
Sockets to which to connect the earth cable. (Some
versions have a single earth socket ).
H- Central adapter.
This is where the welding torch is to be connected.
4.2 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Selection key.
Pressing this key causes the LEDs B, C, D
and E to light in sequence.
From within the sub-menu activated by the
2 keys Q and R, select the Soft Start, PULL 2003 motor
speed variation, and post gas functions.
B- Green LED (PROGRAM).
PROGRAM
Signals that the display S shows the program
number being used.
Check the instructions posted inside the
mobile side panel for the diameter, wire type and gas
corresponding to the program number displayed.
The gure on the display S is always preceded by the
letter P.
C- Green LED.
Signals that the display S shows the spot
welding or working time. The length of this
time is adjustable from 0.3 to 5 seconds.
Setting the time to 0 disables the function. The function is
active only while welding. The value shown on the display
S is always preceded by the letter t.
D- Green LED.
Signals that the display S shows the pause
time between welding segments. The length
of this time is adjustable from 0.3 to 5
seconds. Setting the time to 0 disables the function. The
function is active only if the welding time is not 0 and while
welding. The value shown on the display S is always
preceded by the letter t.
E- Green LED (Burn-Back).
Signals that the display S shows the time for
which the wire exits the welding torch, after
the operator has released the torch trigger.
This time ranges from 10 to 400 milliseconds. The value
shown on the display S is always preceded by the letter t.
F- Yellow LED.
Lights when the thermostat interrupts the
welding machine operation.
G- Green LED (PULSAR).
PULSAR
Lights and shuts off intermittently when the
connector of the PULL 2003 torch or SPOOL-
GUN is connected to the connector I.
H- Central adapter.
This is where the welding torch is to be connected.
I- 10-pin connector.
This connector must be connected to the 10-pin patch
connector of the PULL 2003 torch or SPOOL- GUN.L-M
Earth sockets.
Sockets to which to connect the earth cable. (Some
versions have a single earth socket ).
N- Selector switch.
Turns the machine on or off and selects the welding
voltage ranges.
O- Selector switch.
Fine-tunes the welding voltage within the range selected
with the selector switch N.
P- Setting knob.
Adjusts the wire speed, and is active only when using the
standard welding torch and not the PULL 2003 torch or
SPOOL- GUN.
When using the program 00, adjusts the welding wire
speed from 0 to 20 meters/minute.
When using any synergic program, the knob indicator
must be set to the label SYNERGIC. Choose a synergic
program; the display S indicates the current set by the
selected program. This current corresponds to a given

13
speed. If you wish to correct this speed, simply turn
the knob clockwise to increase or counter-clockwise to
decrease. Changes in wire speed are always indicated on
the display S by a current.
Q and R- Keys.
• When the LED B is lit, the display S shows
the program number selected by the 2 keys.
Once the selection has been completed the
LED remains lit for 5 more seconds, then shuts off.
• When the LED C is lit the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.
• When the LED D is lit, the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.
• When the LED E is lit the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.
• When the LEDs B, C, D, and E are off and we are within
any synergic program, pressing one of the 2 keys will
cause the display S to show either the current set or the
recommended thickness in millimeters.
Adjusting the 2 selector switches N and O allows you
to immediately see, on the display S, the increase or
decrease in the value selected. This function is used
when one wishes to know in advance at what current or
thickness welding is to begin.
• Pressing the 2 keys simultaneously for at least 5
seconds causes us to enter the sub-menu, where we
nd3functionsthatmaybeselectedviathekeyA:
1- Soft Start (speed).
Changes the wire speed from the one set; this speed
remains active for the time governed by the Soft Start
function (time).
The speed may be adjusted using the 2 keys Q and R from
10% to a maximum of 150% of the set welding speed.
This function, combined with the Soft Start function (time),
serves to improve arc striking. The value shown on the
display S is preceded by the letter (A).
2- Speed set on the motor of the PULL 2003.
Adjusting the two keys Q and R varies the speed of the
PULL 2003 from –9 to +9 compared to the set value. This
function maximizes wire advancement, putting the wire
feeder motor of the welding machine in step with the
motor of the PULL 2003. The value shown on the display
S is preceded by the letter (H).
3- Post gas.
Using the two keys Q and R, it is possible to adjust the
gas ow after welding to between 0 and 5 seconds.
This function is especially useful when welding stainless
steel and aluminum. The value shown on the display S is
preceded by the letter (P).
4- Soft Start (time).
Adjusts the time for which the Soft Start speed remains
active. This function, combined with the Soft Start function
(speed), serves to improve arc striking.
Using the 2 keys Q and R, the Soft Start time may be
adjusted from 0 to 1 second. The value shown on the
display S is preceded by the letter (d).
5- Two-stage manual mode and 4-stage automatic
mode.
Adjust the 2 keys Q and R to select the 2-stage or 4-stage
mode.
If the welding machine is set to 2-stage manual mode,
welding begins when the button E is pressed, and stops
when it is released.
If the welding machine is set to 4-stage automatic mode,
press the torch trigger to begin welding; you may release
the trigger once the procedure has begun.
Press and release the trigger again to stop welding. This
setting is suitable for long-term welding, where the welder
may tire of holding down the torch trigger. The value
shown on the display S is preceded by the symbols (2T
and 4T).
S- Display.
Using the manual program 00 the instrument displays the
wire speed in meters per minute before welding, and the
current while welding.
Using the synergic programs it always displays the
current.
As described in the paragraphs above, the following may
be displayed on the instrument before beginning to weld:
the program being used, the spot welding time, the pause
time, the Burn-Back time, the recommended thickness,
the Soft Start function, the speed set on the motor of the
PULL 2003, and the post-gas time.
5 WELDING
5.1 Installation
Make sure that the wire diameter corresponds to the
diameter indicated on the wire feeder roller, and that the
selected program is compatible with the material and type
ofgas.Usewirefeederrollerswitha“U”-shapedgroove
for aluminum wires, and with a “V”-shaped groove for
other wires.
5.2 THE MACHINE IS READY TO WELD
When using the Pull-2003 or Spool-Gun torch, follow
the instructions enclosed.
• Connect the earth clamp to the workpiece.
• Set the switch to 1.
• Remove the gas nozzle.
• Unscrew the contact tip.
• Insert the wire in the wire liner of the torch, making sure
that it is inside the roller groove and that the roller is in the
correct position.
• Press the torch trigger to move the wire forward until it
comes out of the torch.
• Caution: keep your face away from the gun tube
assembly while the wire is coming out.
• Screw the contact tip back on, making sure that the hole
diameter is the same as that of the wire used.
• Assemble the gas nozzle.
5.3 WELDING CARBON STEELS WITHOUT GAS

14
PROTECTION. (only for Arts. 622, 624 and 625).
Make sure that the cables are properly inserted on the
terminal board, so that the poles match correctly (see
gure5).
To attain well connected and protected welds, always
work from left to right and top to bottom. Remove all
waste at the end of each welding session.
Theux-coredwiretobeusedisourArt.1587,Ø0.9mm.
Fig. 5
5.4 WELDING CARBON STEELS WITH GAS
PROTECTION.
Make sure that the cables are properly inserted on the
terminal board, so that the poles match correctly (only for
Art.622,624and625,seegure5).
In order to weld these materials you must:
• Use a welding gas with a binary composition, usually
ARGON + CO2 with percentages of Argon ranging from
75% up. With this blend, the welding bead will be well
jointed and attractive.
Using pure CO2 as a protection gas will produce narrow
beads, with greater penetration but a considerably
increase in splatters.
• Use a welding wire of the same quality as the steel to
be welded. It is best to always use good quality wires,
avoiding welding with rusted wires that could cause
welding defects.
• Avoid welding rusted parts, or those with oil or grease
stains.
5.5 WELDING STAINLESS STEEL
Make sure that the cables are properly inserted on the
terminal board, so that the poles match correctly (only for
Art.622,624and625,seegure5).
Series 300 stainless steels must be welded using a
protection gas with a high Argon content, containing
a small percentage of O2 or carbon dioxide CO2
(approximately 2%) to stabilize the arc.
Do not touch the wire with your hands. It is important
to keep the welding area clean at all times, to avoid
contaminating the joint to be welded.
5.6 WELDING ALUMINUM
Make sure that the cables are properly inserted on the
terminal board, so that the poles match correctly (only for
Art.622,624and625,seegure5).
In order to weld aluminum you must use:
• Pure Argon as the protection gas.
• A welding wire with a composition suitable for the base
material to be welded.
•Usemillsandbrushingmachinesspecicallydesigned
for aluminum, and never use them for other materials.
• In order to weld aluminum you must use the torches:
PULL 2003 Art. 2003 or SPOOL-GUN Art. 1562 with the
connection Art. 1196 (only for Art. 622, 627 and 641).
NOTE: If only a torch prepared for steel wires is available,
it must be altered as follows:
• Make sure that the cable is no more than 3 meters long.
• Remove the brass liner nut, gas nozzle, contact tip, and
then slip off the liner.
• Insert our liner Art. 1929, making sure that it protrudes
from both ends.
• Screw the contact tip back on so that the liner adheres
to it.
• In the free end of the liner, insert the liner nipple and
O-ring, and fasten with the nut without over-tightening.
• Insert the brass tube on the liner and insert the entire
unitintheadapter,afterrstremovingtheironsleeve.
• Cut the liner diagonally so that it is as close as possible
to the wire feeder roller.
• Use wire feeder rollers suitable for aluminum wire.
• Adjust the pressure exerted by the arm of the wire feeder
group on the roller, to the lowest possible setting.
6 WELDING DEFECTS
1 DEFECT- Porosity (within or outside the bead)
CAUSES • Electrode defective (rusted surface)
• Missing shielding gas due to:
-lowgasow
-owgaugedefective
- regulator frosted due to no preheating of
the CO2 protection gas
- defective solenoid valve
- contact tip clogged with spatter
- gas outlet holes clogged
- air drafts in welding area.
2 DEFECT - Shrinkage cracks
CAUSES • Wire or workpiece dirty or rusted.
• Bead too small.
• Bead too concave.
• Bead too deeply penetrated.
3 DEFECT - Side cuts
CAUSES • Welding pass done too quickly
• Low current and high arc voltages.
4 DEFECT - Excessive spraying
CAUSES • Voltage too high.
•Insufcientinductance.
• No preheating of the CO2 protection gas.
7 MAINTENANCE

15
Any maintenance operation must be carried out by
qualiedpersonnelincompliancewithstandardCEI26-
29 (IEC 60974-4).
7.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make sure
thattheswitchisinposition“O”andthatthepowercord
is disconnected from the mains.
It is also necessary to periodically clean the interior of
the machine from the accumulated metal dust, using
compressed air.
7.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so
that there is secure insulation between the primary and
secondary sides of the machine. Do not allow the wires
to come into contact with moving parts or those that heat
up during operation. Reassemble all clamps as they were
on the original machine, to prevent a connection from
occurring between the primary and secondary circuits
should a wire accidentally break or be disconnected.
Also mount the screws with geared washers as on the
original machine.

16
BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PER-
SONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUS-
FÜHR- UNG VON SCHWEISSARBEITEN VERWENDET
WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEISSEN UND
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher muß der Be-
nutzer über die nachstehend kurz dargelegten Gefahren
beim Schweißen unterrichtet werden. Für ausführlichere
Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer Geräu-
schentwicklung kommen, die diesen Wert überschreitet.
Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen be-
liebigenLeiterießt,erzeugtelektromagne-
tische Felder (EMF). Der Schweiß- oder
Schneidstrom erzeugt elektromagnetische
Felder um die Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Trä-
ger von lebenswichtigen elektronischen Geräten (Herz-
schrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schnei-
den erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagne-
tische Felder zu mindern, müssen sich alle SchweißerIn-
nen an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw.derSchweißerinbendet,musssichauchdas
Kabel der Elektrodenzange oder des Brenners auf
dieserSeitebenden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen aus-
führen, die explosiven Staub, Gas oder Dämpfe
enthalten. Die für den Schweiß-/Schneiprozeß verwen-
detenGasaschenundDruckreglersorgsambehandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Anga-
ben der harmonisierten Norm IEC 60974-10 (Cl. A) kons-
truiert und darf ausschließlich zu gewerblichen Zwecken
und nur in industriellen Arbeitsumgebungen verwendet
werden. Es ist nämlich unter Umständen mit Schwierig-
keiten verbunden ist, die elektromagnetische Verträglich-
keit des Geräts in anderen als industriellen Umgebungen
zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND ELEKTRO-
NIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit ge-
wöhnlichenAbfällenentsorgtwerden!InÜberein-
stimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweili-
gen Umsetzung in nationales Recht sind nicht mehr ver-
wendete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen Sammlungssyste-
me informieren. Die Umsetzung genannter Europäischer
Richtlinie wird Umwelt und menschlicher Gesundheit zu-
gutekommen!
IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät ste-
hen während des Schweißens unter Spannung. Die
Hände und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verur-
sachte Stromschläge können tödlich sein. Für einen
angemessenen Schutz gegen Stromschläge Sorge
tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung
vom Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres Netz-
kabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüf-
tungs- oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter ver-
wenden.

17
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
3.1KeineentammbarenMaterialienimSchweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittel-
baren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behäl-
tern ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen
an Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigne-
ten Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem
Filter mit der geeigneten Tönung tragen. Einen kom-
pletten Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der Ma-
schine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfer-
nen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Das vorliegende Handbuch dient der Unterweisung des
für die Installation, den Betrieb und die Wartung der
Schweißmaschine zuständigen Personals. Bei diesem
Gerät handelt es sich um eine Konstantspannungs-
Schweißstromquelle für MIG/MAG- und OPEN-ARC-
Schweißverfahren. Beim Empfang sicherstellen, daß kei-
ne Teile gebrochen oder beschädigt sind.
Der Käufer muß Beanstandungen wegen fehlender
oder beschädigter Teile an den Frachtführer richten.
Bei Anfragen zur Schweißmaschine stets die Artikel-
nummer und die Seriennummer angeben.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN.
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
IEC 61000-3-11 (siehe Anm. 2) - IEC 61000-3-12 (siehe
Anm. 2).
Nr. Seriennummer; sie muss bei allen Anfragen
zur Schweißmaschine stets angegeben
werden.
Einphasiger Transformator - Gleichrichter.
Dreiphasiger Transformator-Gleichrichter
Fallende Kennlinie.
MMA Geeignet zum Schweißen mit kontinuierlich
zugeführtem Schweißdraht.
U0. Leerlauf-Sekundärspannung
X. Relative Einschaltdauer. Die relative Ein-
schaltdauer ist der auf eine Einschaltdauer
von 10 Minuten bezogene Prozentsatz der
Zeit, welche die Schweißmaschine bei einer
bestimmten Stromstärke arbeiten kann,
ohne sich zu überhitzen.
I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Nennspannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz.
3~ 50/60Hz Drehstromversorgung mit 50 oder 60 Hz
l1 max. Maximale Stromaufnahme.
l1 eff. Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschalt-
dauer.
IP21S Schutzart des Gehäuses.
Die zweite Ziffer 1 gibt an, daß dieses
Gerät nicht im Freien bei Regen betrieben
werden darf.
S
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN:
1- Das Gerät ist außerdem für den Betrieb in Umgebun-
gen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2- Dieses Gerät ist konform mit der Norm IEC 61000-3-
12 unter der Voraussetzung, dass die maximal zulässi-
ge Impedanz Zmax am Verknüpfungspunkt zwischen
der Abnehmeranlage und dem öffentlichen Versor-
gungsnetz kleiner oder gleich 0,023 (Art. 622-624)
- 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art.
641) ist. Es liegt in der Verantwortung des Installateurs
bzw. des Betreibers des Geräts, erforderlichenfalls in
Absprache mit dem öffentlichen Energieversorgungs-
unternehmen sicherzustellen, dass das Gerät aus-
schließlich an eine Anlage angeschlossen wird, deren
maximal zulässige Netzimpedanz Zmax kleiner oder
gleich 0,023 (Art. 622-624) - 0,276 (Art. 625-627) -
0,181 (Art. 633) - 0,088 (Art. 641) ist.

18
2.3 THERMISCHER SCHUTZ
Dieses Gerät wird durch einen Thermostaten geschützt,
der, wenn die zulässige Temperatur überschritten wird,
den Betrieb der Maschine sperrt. In diesem Zustand
bleibt der Lüfter eingeschaltet und die Lampe C leuchtet
auf.
3 INSTALLATION
• Die Installation der Maschine muß durch Fachper-
sonal erfolgen.
• Alle Anschlüsse müssen nach den geltenden Be-
stimmungen und unter strikter Beachtung der Unfall-
verhütungsvorschriften ausgeführt werden (normen-
CEI 26-23 - IEC/TS 62081).
Sicherstellen, dass die Netzspannung dem auf dem Netz-
kabel angegebenen Wert entspricht. Falls nicht schon
montiert, das Netzkabel mit einem der Stromaufnahme
angemessenen Netzstecker versehen und sicherstellen,
dass der gelb-grüne Schutzleiter an den Schutzkontakt
angeschlossen ist.
Der Nennstrom des mit der Netzstromversorgung in Rei-
he geschalteten LS-Schalters oder der Schmelzsicherun-
gen muss gleich dem von der Maschine aufgenommenen
Strom I1 max. sein.
3.1. AUFSTELLUNG
Den Griff, die Räder und die zwei Flaschenstützen mon-
tieren.
Abb. 1
Der Griff darf nicht zum Anheben der Schweiß- ma-
schine verwendet werden.
Die Schweißmaschine in einem belüfteten Raum aufstellen.
Staub, Schmutz oder sonstige Fremdkörper, die in die
Schweißmaschine eindringen, können die Belüftung be-
hindern und folglich den einwandfreien Betrieb beein-
trächtigen.
Daher muss je nach den Umgebungs- und Betriebs- be-
dingungen sichergestellt werden, dass die internen Kom-
ponenten stets sauber sind. Zur Reinigung muss trocke-
ne und saubere Druckluft verwendet werden. Hierbei ist
darauf zu achten, dass die Maschine keinesfalls beschä-
digt wird.
Vor Eingriffen im Innern der Schweißmaschine sicherstel-
len, dass der Netzstecker vom Stromnetz getrennt ist.
Alle Eingriffe im Innern der Schweißmaschine müs-
sen von Fachpersonal ausgeführt werden.
3.2 INTERNE ANSCHLÜSSE.
• Alle Eingriffe im Innern der Schweißmaschine müs-
sen von Fachpersonal ausgeführt werden.
• Vor Eingriffen im Innern der Schweißmaschine sicher-
stellen, daß der Stecker des Speisekabels vom Speise-
netz getrennt ist.
• Nach der Endabnahme wird die Schweißmaschine
an die auf dem Speisekabel angegebenen Spannung
angeschlossen.
• Zum Ändern der Speisespannung die rechte seitli-
che Abdeckung entfernen und die Anschlüsse an der
Klemmenleiste für den Spannungswechsel wie in der
Abbildung gezeigt vornehmen.
Abb. 2
•Bei den einphasigen Stromquellen kann die Versor-
gungsspannung nicht geändert werden.
• Die Schweißmaschine darf aus offenkundigen Sicher-
heitsgründen sowie zur Gewährleistung der ordnungsge-
mäßen Bedingungen für die Kühlung der inneren Bauteile
nicht ohne Deckel und seitliche Abdeckbleche betrieben
werden.
• Das Speisekabel an eine Steckdose anschließen, die
für die Stromaufnahme ausgelegt ist.
• Den gelb-grünen Schutzleiter des Netzkabels der Ma-
schine an eine wirksame Erdung anschließen.
3.3 EXTERNE ANSCHLÜSSE
3.3.1 Anschluß der Masseklemme.
• Den Anschluss des Massekabels an die Steckbuchse
der Schweißmaschine und die Masseklemme am Werk-
stück anschließen.
3.3.2 Anordnen der Flasche und Anschließen des
Gasschlauchs
• Die Flasche auf dem Flaschenträger der Schweißma-
schine anordnen und mit den beiliegenden Gurten an der
hinteren Platte der Maschine befestigen.
• Aus Sicherheitsgründen darf die Flasche maximal
1,65 m hoch sein (Art. 633-641).

19
• Aus Sicherheitsgründen darf die Flasche maximal 1
m hoch sein (Art. 622-624-625-627).
• Die Gurte in regelmäßigen Zeitabständen auf Abnut-
zung kontrollieren und nötigenfalls Ersatz anfordern.
• Die Gasasche muss über einen Druckminderer mit
Durchussmesserverfügen.
•ErstnachPositionierungderGasaschedenaus der
hinteren Platte der Maschine austretenden Gasschlauch
an den Druckminderer anschließen.
•DenDurchussaufrund10/12l/mineinstellen.
4 STELLTEILE AUF DER VORDERSEITE DES GERÄTS
4.1 EVO (ABB. 3).
H
G
D
C
A
B
E
F
Abb. 3
A- Regler.
Dieser Regler dient zum Einstellen der Punktschweiß-
zeit. Die Maschine beginnt zu schweißen, wenn man den
Brennertaster drückt; die Punktschweißzeit wird mit dem
Regler eingestellt. Den Brennertaster loslassen und wie-
der drücken, um den Zyklus von vorn zu beginnen.
B- Grüne LED.
Sie signalisiert die Einschaltung der Maschine.
C- Gelbe LED.
Sie leuchtet auf, wenn der Thermostat die Schweiß- ma-
schine abschaltet.
D- Regler.
Mit diesem Regler wird die Drahtvorschubgeschwindig-
keit eingestellt.
E- Umschalter.
Zum Ein- und Ausschalten der Maschine und für die Wahl
der Schweißspannungsbereiche.
F- Umschalter.
Zur Feineinstellung der Schweißspannung innerhalb des
mit dem Umschalter E eingestellten Bereichs.
G- Masseanschlüsse.
An diese Steckbuchsen muss das Massekabel ange-
schlossen werden. (Einige Versionen haben nur einen
Masseanschluss.)
H- Zentralanschluss.
Für den Anschluss des Schlauchpakets.
4.1 EVO SYNERGIC (ABB. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Abb. 4
A- Wahltaste.
Drückt man diese Taste, leuchten
nacheinander die LEDs B, C, D und E auf.
Nach Aufrufen des Untermenüs mit den 2
Tasten Q und R kann man mit dieser Taste die Funktionen
Einschleichen, Ändern der Drehzahl des Motors des
Brenners PULL 2003 und Gasnachströmzeit wählen.
B- Grüne LED (PROGRAM).
PROGRAM
Sie signalisiert, dass auf dem Display S die
Nummer des in Gebrauch bendlichen
Programms angezeigt wird.
Den Durchmesser, den Drahttyp und die Gasart, die der
Nummer des angezeigten Programms entsprechen, kann
man der Anleitung entnehmen, die sich im beweglichen
Seitenteilbendet.DerAnzeigeaufdemDisplayS geht
stets der Buchstabe P voraus.
C- Grüne LED.
Sie signalisiert, dass auf dem Display S die
Punktschweißzeit oder Arbeitszeit angezeigt

20
wird. Diese Zeit kann auf einen Wert von 0,3 bis 5
Sekunden eingestellt werden. Wenn die Zeit auf 0 gesetzt
wird, ist die Funktion deaktiviert. Die Funktion ist nur
aktiviert, wenn geschweißt wird.
Dem auf dem Display S angezeigten Wert geht stets der
Buchstabe t voraus.
D- Grüne LED.
Sie signalisiert, dass auf dem Display S die
Pausenzeit zwischen zwei Schweiß-
abschnitten angezeigt wird. Diese Zeit kann
auf einen Wert von 0,3 bis 5 Sekunden eingestellt werden.
Wenn die Zeit auf 0 gesetzt wird, ist die Funktion
deaktiviert. Die Funktion ist nur dann aktiviert, wenn die
Schweißzeit von 0 verschieden ist und geschweißt wird.
Dem auf dem Display S angezeigten Wert geht stets der
Buchstabe t voraus.
E- Grüne LED(Burn-Back).
Sie signalisiert, dass auf dem Display S die
Zeit angezeigt wird, für die der Draht aus dem
Schweißbrenner nach Lösen des Tasters
austritt. Diese Zeit kann auf einen Wert von 10 bis 400
Millisekunden eingestellt werden. Dem auf dem Display S
angezeigten Wert geht stets der Buchstabe t voraus.
F- Gelbe LED.
Sie leuchtet auf, wenn der Thermostat die
Schweißmaschine abschaltet.
G- Grüne LED (PULSAR).
PULSAR
Sie blinkt, wenn der Stecker des Brenners
PULL 2003 oder der Drahtförderpistole
SPOOL-GUN an den Anschluss I
angeschlossen ist.
H- Zentralanschluss.
Für den Anschluss des Schweißbrenners.
I- 10-polige Steckdose.
AndieseSteckdosemussderiegende10-poligeStecker
des Brenners PULL 2003 oder der Drahtförderpistole
SPOOL-GUN angeschlossen werden.
L-M Steckbuchsen für Masseanschluss.
An diese Steckbuchsen muss das Massekabel
angeschlossen werden. (Einige Versionen haben nur
einen Masseanschluss.)
N- Umschalter.
Zum Ein- und Ausschalten der Maschine und für die Wahl
der Schweißspannungsbereiche.
O- Umschalter.
Zur Feineinstellung der Schweißspannung innerhalb des
mit dem Umschalter N eingestellten Bereichs.
P - Regler.
Er dient zum Einstellen der Drahtvorschubgeschwindig-keit
und ist nur aktiviert, wenn der Standard-Schweißbrenner
verwendet wird. Er ist nicht aktiviert, wenn der
Schweißbrenner PULL 2003 oder die Drahtförderpistole
SPOOL-GUN verwendet werden.
Bei Verwendung des Programms 00 erlaubt er die
Regulierung der Drahtvorschubgeschwindigkeit in einem
Bereich von 0 bis 20 m/min.
Bei Verwendung eines beliebigen synergetischen Programms
muss sich der Zeiger des Reglers in der Schaltstellung
SYNERGIC benden. Bei Wahl eines synergetischen
Programms zeigt das Display S den vom gewählten
Programm eingestellten Strom an. Dieser Strom entspricht
einer Geschwindigkeit. Zum Korrigieren muss man lediglich
den Regler im Uhrzeigersinn (Erhöhen) bzw. entgegen dem
Uhrzeigersinn (Senken) drehen. Auf dem Display S werden
die Änderungen der Drahtvorschubgeschwindigkeit immer
von einem Strom angezeigt.
Q und R- Tasten.
• Wenn die LED B eingeschaltet ist, zeigt
das Display S die Nummer des mit den 2
Tasten gewählten Programms an; nach der
Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED C eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED D eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED E eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LEDs B, C, D und E ausgeschaltet sind und
irgendein synergetisches Programm aktiv ist, zeigt das
Display S, wenn man eine der 2 Tasten drückt, alternativ
den eingestellten Strom oder die empfohlene Dicke in
Millimetern an.
Bei Betätigung der 2 Umschalter N und O kann man auf
dem Display S die sofortige Erhöhung oder Senkung des
gewählten Werts beobachten. Diese Funktion ist nützlich,
wenn man vorher wissen möchte, mit welchem Strom oder
welcher Dicke die Schweißung begonnen werden soll.
• Drückt man die 2 Tasten gleichzeitig für mindestens
5 Sekunden, erscheint das Menü mit 3 Funktionen,
die mit der Taste A gewählt werden können:
1- Einschleichen (Geschwindigkeit).
Zum Ändern der eingestellten Drahtgeschwindigkeit;
diese Geschwindigkeit bleibt für die von der Einschleich-
Funktion (Zeit) festgelegte Zeit aktiv.
Die Geschwindigkeit kann mit den 2 Tasten Q und
R in einem Bereich von 10% bis maximal 150% der
eingestellten Schweißgeschwindigkeit geändert werden.
Diese Funktion dient in Verbindung mit der Einschleich-
Funktion (Zeit) zum Verbessern der Lichtbogenzündung.
Vor dem auf dem Display S angezeigten Wert steht der
Buchstabe (A).
2- Beim Motor des Brenners PULL 2003 eingestellte
Geschwindigkeit.
Mit den 2 Tasten Q und R kann man die Geschwindigkeit
des Brenners PULL 2003 in einem Intervall von – 9 bis +
9 bezogen auf den eingestellten Wert verändern. Diese
Funktion erlaubt die Optimierung des Drahtvorschubs,

21
indem der Drahtvorschubmotor der Schweißmaschine
mit dem des Brenners PULL 2003 synchronisiert wird.
Vor dem auf dem Display S angezeigten Wert steht der
Buchstabe (H).
3- Gasnachströmzeit (Post gas).
Mit den 2 Tasten Q und R kann man die Gasnachströmzeit
nach Abschluss des Schweißvorgangs in einem Bereich
von 0 bis 5 Sekunden variieren. Diese Funktion ist beim
Schweißen von nichtrostendem Stahl und Aluminium
besonders nützlich. Vor dem auf dem Display S
angezeigten Wert steht der Buchstabe (P).
4- Einschleichen (Zeit).
Zum Einstellen der Zeit, in der die Einschleich-
Geschwindigkeit aktiv bleibt. Diese Funktion dient in
Verbindung mit der Einschleich-Funktion (Geschwindigkeit)
zum Verbessern der Lichtbogenzündung. Mit den 2
Tasten Q und R kann man die Einschleich-Zeit in einem
Bereich von 0 bis 1 Sekunde variieren. Vor dem auf dem
Display S angezeigten Wert steht der Buchstabe (d).
5- 2-Takt-Handbetrieb und 4-Takt-Automatikbetrieb.
Mit den 2 Tasten Q und R wählt man den Modus 2-Takt
oder 4-Takt.
Wenn die Maschine auf 2-Takt-Handbetrieb geschaltet
ist, beginnt sie den Schweißvorgang bei Betätigung
des Tasters und unterbricht ihn, wenn der Taster wieder
losgelassen wird. Wenn die Maschine auf 4-Takt-
Automatikbetrieb geschaltet ist, muss man zum Starten
des Schweißvorgangs den Brennertaster drücken;
nach Beginn des Schweißprozesses kann man den
Brennertaster loslassen.
Zum Unterbrechen muss man den Taster erneut drücken
und wieder lösen. Diese Betriebsart eignet sich für
Schweißungen längerer Dauer, bei denen die ständige
Betätigung des Brennertasters den Schweißer ermüden
könnte. Vor dem auf dem Display S angezeigten Wert
stehen die Zeichen (2t und 4t).
S- Display.
Bei Verwendung des manuellen Programms 00 zeigt
das Instrument vor dem Schweißen die Drahtvorschub-
geschwindigkeit in m/min und während des Schweißens
den Strom an. Bei Verwendung der synergetischen
Programme zeigt es stets den Strom an.
Wie in den vorherigen Abschnitten beschrieben kann das
Instrument vor Beginn des Schweißprozesses Folgendes
anzeigen: das in Gebrauch bendliche Programm, die
Punktschweißzeit, die Pausenzeit, die Burn-Back-Zeit,
die empfohlene Dicke, die Einschleichfunktion, die
Funktion für die beim Motor des Brenners PULL 2003
eingestellte Drehzahl und die Gasnachströmzeit.
5 SCHWEISSPROZESS
5.1 INBETRIEBNAHME
Sicherstellen, dass der Drahtdurchmesser dem auf der
Drahttransportrolle angegebenen Durchmesser entspricht,
und dass das gewählte Programm mit dem Werkstoff und
der Gasart kompatibel ist. Drahttransportrollen mit “U”-
förmigerRillefürAluminiumdrähteundmit“V”-förmigerRille
für sonstige Drähte verwenden.
5.2 DIE MASCHINE IST BEREIT ZUM SCHWEISSEN
Bei Verwendung des Brenners Pull-2003 bzw. Spool-
gun die beiliegenden Anweisungen befolgen.
• Die Masseklemme an das Werkstück anschließen.
• Schalter N in Schaltstellung 1 schalten.
• Die Gasdüse entfernen.
• Die Stromdüse ausschrauben.
• Den Draht in den Drahtführungsschlauch des Brenners
einführen und sicherstellen, dass er in der Rille der Rolle
läuft, die ihrerseits richtig positioniert sein muss.
• Den Brennertaster drücken, um den Draht zu fördern,
bis er aus dem Brenner austritt.
• Achtung: Den Brennerhals während des Austretens
des Drahts vom Gesicht fernhalten.
• Die Stromdüse wieder einschrauben und sicherstellen,
dass der Durchmesser der Bohrung dem verwendeten
Draht entspricht.
• Die Gasdüse montieren.
5.3 SCHWEISSEN VON UNLEGIERTEN STÄHLEN
OHNE SCHUTZGAS. (nur für Art. 622, 624 und 625).
Sicherstellen,dassdieKabelrichtig(Polaritätbeachten!)
an die Klemmenleiste angeschlossen sind (siehe
Abbildung 5).
Abb. 5
Um gut verbundene und gut geschützte Schweißnähte zu
erhalten, sollte man stets von links nach rechts und von
oben nach unten schweißen. Am Ende jeder Schweißung
die Schlacke entfernen.
DerzuverwendendeFülldrahtistunserArt.1587,Ø0,9mm.
5.4 SCHWEISSEN VON UNLEGIERTEN STÄHLEN
MIT SCHUTZGAS.
Sicherstellen,dassdieKabelrichtig(Polaritätbeachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
622,624 und 625; siehe Abbildung 5 ).
Beim Schweißen dieser Werkstoffe ist folgendes zu
beachten:
• Ein zweistofges Gasgemisch verwenden, d.h.
normalerweise ARGON + CO2 mit einem Anteil von
Argon von 75% aufwärts. Mit diesem Gemisch sind die
Schweißnähte gut gebunden und haben ein einwandfreies
Aussehen.
Bei Verwendung von reinem CO2 als Schutzgas erhält
man schmale Nähte mit einer größeren Eindringung,

22
doch mit einer beträchtlichen Zunahme der Spritzer.
• Einen Schweißzusatzdraht der gleichen Güte wie der
des zu schweißenden Stahls verwenden. Es ist ratsam,
stets Schweißdrähte guter Qualität zu verwenden; keine
rostigen Drähte verwenden, da hierdurch die Güte der
Schweißung beeinträchtigt werden kann.
• Keine rostigen Werkstücke oder Werkstücke mit Öl-
oderFetteckenschweißen.
5.5 SCHWEISSEN VON ROSTFREIEN STÄHLEN
Sicherstellen,dassdieKabelrichtig(Polaritätbeachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
622, 624 und 625; siehe Abbildung 5).
Zum Schweißen von rostfreien Stählen der Gruppe 300
muss ein Schutzgas mit einem großen Anteil Argon und
einem geringen Anteil Sauerstoff O2 oder Kohlendioxid
CO2 (rund 2%) verwendet werden.
Den Draht nicht mit den Händen berühren. Es ist wichtig,
die Schweißzone stets sauber zu halten, damit die zu
schweißende Verbindung nicht verunreinigt wird.
5.6 SCHWEISSEN VON ALUMINIUM
Sicherstellen,dassdieKabelrichtig(Polaritätbeachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
622, 624 und 625; siehe Abbildung 5).
Beim Schweißen von Aluminium ist folgendes zu
beachten:
• Reines Argon als Schutzgas verwenden.
• Die Zusammensetzung des Zusatzdrahts muss dem
Grundwerkstoff angemessen sein.
• Spezielle Schleif- und Bürstenscheiben für Aluminium
verwenden; diese Arbeitsmittel dürfen nie für andere
Werkstoffe verwendet werden.
• Zum Schweißen von Aluminium müssen folgende
Brenner verwendet werden: PULL 2003 Art. 2003 oder
SPOOL-GUN Art. 1562 mit Verbindungsleitung Art. 1196
(nur für Art. 622, 627 und 641).
HINWEIS: Wenn man nur über einen Brenner für
Stahldrähte verfügt, muss dieser in der folgenden Weise
modiziertwerden:
• Sicherstellen, dass die Kabellänge nicht mehr als 3
Meter beträgt.
• Die Messingüberwurfmutter zum Blockieren der
Drahtführungsseele, die Gasdüse und die Stromdüse
entfernen und dann den Drahtführungsschlauch
herausziehen.
• Unseren Drahtführungsschlauch Art. 1929 einführen
und sicherstellen, dass er auf beiden Seiten austritt.
• Die Stromdüse wieder so einschrauben, dass die
Drahtführungsseele an ihr anliegt.
• In das freie Ende der Drahtführungsseele den
Schlauchblockiernippel und die O-Ringdichtung stecken
und mit der Mutter blockieren, ohne allzu viel Kraft
aufzuwenden.
• Das Messingrohr auf den Schlauch stecken und alles
in den Adapter einführen (nachdem man das Kapillarrohr
herausgenommen hat).
• Die Drahtführungsseele diagonal abschneiden, damit
er sich so nahe wie möglich an der Drahttransportrolle
bendet.
• Für Aluminiumdraht geeignete Drahttransportrollen
verwenden.
• Den Druck des Arms der Drahtvorschubeinrichtung auf
die Rolle so niedrig wie möglich einstellen.
6 SCHWEISSFEHLER
1 FEHLER - Porosität (in oder außerhalb der
Schweißnaht)
URSACHEN •Drahtmangelhaft(rostigeOberäche)
• Mangelnder Gasschutz wegen:
- geringem Gasstrom
-Durchussmesserdefekt
-Druckminderer bereift wegen mangeln
der Vorwärmung des Schutzgases CO2
- Elektroventil defekt
- Stromdüse durch Spritzer verstopft
- Gasaustrittsbohrungen verstopft
- Zugluft im Schweißbereich.
2 FEHLER - Schwundrisse
URSACHEN • Draht oder Werkstück verschmutzt
oder rostig.
• Naht zu klein.
• Naht zu konkav.
• Naht mit zu großer Einbrandtiefe.
3 FEHLER -Seitliche Risse
URSACHEN • Schweißgeschwindigkeit zu groß
• Niedriger Strom und hohe
Lichtbogenspannungen.
4 FEHLER - Zu viele Spritzer
URSACHEN • Spannung zu hoch.
• Induktivität ungenügend
• Keine Vorwärmung des Schutzgases
CO2
7 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann
in Einklang mit der Norm CEI 26-29 (IEC 60974-4)
ausgeführt werden.
7.1 WARTUNG DER STROMQUELLE
Für Wartungseingriff innerhalb des Geräts sicherstellen,
dasssichderSchalterinderSchaltstellung“O”bendet
und dass das Netzkabel vom Stromnetz getrennt ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
7.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die Ver-
drahtung wieder so anzuordnen, dass eine sichere Iso-
lierung zwischen Primär- und Sekundärseite des Geräts
gewährleistet ist. Sicherstellen, dass die Drähte nicht mit
beweglichen Teilen oder mit Teilen, die sich während des
Betriebs erwärmen, in Berührung kommen können. Alle
Kabelbinder wieder wie beim Originalgerät anbringen,
damit es nicht zu einem Schluss zwischen Primär- und
Sekundärkreis kommen kann, wenn sich ein Leiter löst
oder bricht.
Außerdem die Schrauben mit den gezahnten Unterleg-
scheiben wieder wie beim Originalgerät anbringen.

23
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL
IMPORTANT: AVANT LA MISE EN MARCHE DE LA MA-
CHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC
PEUVENT ÊTRE NUISIBLES À VOUS ET AUX
AUTRES. L’utilisateur doit pourtant connaître les risques,
résumés ci-dessous, liés aux opérations de soudure. Pour
des informations plus détaillées, demander le manuel
code.3.300758
BRUIT
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des ni-
veaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dan-
gereux.
· Le courant électrique traversant n’importe
quel conducteur produit des champs élec-
tromagnétiques (EMF). Le courant de sou-
dure ou de découpe produisent des champs
électromagnétiques autour des câbles ou
des générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des sti-
mulateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de sou-
dure ou de découpe peut produire des effets inconnus
sur la santé.
Pour reduire les risques provoqués par l’exposition aux
champs électromagnétiques chaque opérateur doit
suivre les procédures suivantes:
- Vérierquelecâbledemasseetdelapinceporte-
électrode ou de la torche restent disposés côte
àcôte.Sipossible,ilfautlesxerensembleavecdu
ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble
de la pince porte-électrode ou de la torche. Si le
câble de masse se trouve à droite de l’opérateur,
le câble de la pince porte-électrode ou de la torche
doit être égale ment à droite.
- Connecter le câble de masse à la pièce à usiner
aussi proche que possible de la zone de soudure
ou de découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indica-
tions contenues dans la norme harmonisée IEC 60974-
10(Cl. A) et ne doit être utilisée que pour des buts profes-
sionnels dans un milieu industriel. En fait, il peut y avoir
desdifcultéspotentiellesdansl’assurancedelacompa-
tibilité électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements
électriques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent être
collectés séparément et conférés à une usine de recy-
clage. Nous recommandons aux propriétaires des équi-
pements de s’informer auprès de notre représentant local
au sujet des systèmes de collecte agréés.En vous confor-
mant à cette Directive Européenne, vous contribuez à la
protectiondel’environnementetdelasanté!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numé-
rotées de la plaquette.
B. Lesgaletsentraînementlpeuventblesserlesmains.
C.Lel desoudureet le groupeentraînement lsont
sous tension pendant le soudage. Ne pas approcher
les mains ni des objets métalliques.
1. Les décharges électriques provoquées par l’élec-
trode le câble peuvent être mortelles. Se protéger de
manière adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants hu-
mides ou endommagés.
1.2 S’assurer d’être isolés de la pièce à souder et du sol
1.3Débrancher lacheducordon d’alimentation avant
de travailler sur la machine.
2. L’inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l’écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de dé-
chargement des locaux pour éliminer toute exhalai-
son.
2.3 Utiliser un ventilateur d’aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent
causer des explosions ou des incendies.

24
3.1Tenirlesmatièresinammablesàl’écartdelazone
de soudure.
3.2 Les étincelles provoquées par la soudure peuvent
causer des incendies. Maintenir un extincteur à proxi-
mité et faire en sorte qu’une personne soit toujours
prête à l’utiliser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler la
peau.
4.1 Porter un casque et des lunettes de sécurité. Utili-
ser des dispositifs de protection adéquats pour les
oreilles et des blouses avec col boutonné. Utiliser des
masquesetcasquesdesoudeuravecltresdede-
gré approprié. Porter des équipements de protection
complets pour le corps.
5. Lire la notice d’instruction avant d’utiliser la machine
ou avant d’effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d’avertisse-
ment.
2 DESCRIPTION GENERALE
2.1 SPECIFICATIONS
Ce manuel a été préparé dans le but d’instruire le per-
sonnel préposé à l’installation, au fonctionnement et à
l’entretien du poste à souder.
Cette machine est une source de tension constante indi-
quée pour la soudure MIG/MAG et OPEN-ARC.
Contrôler, à la réception, qu’il n’y a pas de parties cas-
sées ou bien abîmées.
Toute réclamation pour pertes ou dommages doit être
faite par l’acheteur au transporteur. Chaque fois qu’on
demande des renseignements concernant le poste à
souder, prions d’indiquer l’article et le numéro matricule.
2.2 EXPLICATION DES DONNEES TECHNIQUES
La machine est fabriquée d’après les normes suivantes :
IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl.
A - IEC 61000-3-11 (voir remarque 2) - IEC
61000-3-12 (voir remarque 2).
N°. Numéro matricule à citer toujours pour
toute question concernant le poste à souder.
Transformateur - redresseur monophasé.
Transformateur - redresseur triphasé.
Caractéristique plate.
MIG/MAG. Indiquépourlasoudureàlcontinu.
I2 max Courant de soudure non conventionnel.
La valeur représente la limite maximale
pouvant être obtenue en soudure.
U0. Tension à vide secondaire.
X. Facteur de marche en pour cent.
Le facteur de marche exprime le pour-
centage de 10 minutes pendant lesquel
les le poste à souder peut opérer à un
certain courant sans causer des sur
chauffes.
I2. Courant de soudure.
U2. Tension secondaire avec courant de sou-
dure I2.
U1. Tension nominale d’alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz.
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz.
I1 max C’est la valeur maximale du courant
absorbé.
I1 eff C’est la valeur maximale du courant effectif
absorbé en considérant le facteur de
marche.
IP21S Degré de protection de la carcasse.
Degré 1 en tant que deuxième chiffre
signiequecettemachinenepeutpas
être utilisée à l’extérieur.
S
Indiquée pour opérer dans des milieux
avec risque accru.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2- Cet équipement est conforme à la norme IEC 61000-3-
12 à condition que l’impédance admissible maximum
Zmax de l’installation, mesurée dans le point de rac-
cordement entre l’installation de l’utilisateur et le ré-
seau de transport électrique, soit inférieure ou égale à
0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art.
633) - 0,088 (Art. 641). C’est l’installateur ou l’utilisateur
de l’équipement qui a la responsabilité de garantir, en
contactant éventuellement le gestionnaire du réseau
de transport électrique, que l’équipement est branché
à une source d’alimentation dont l’impédance admis-
sible maximum Zmax est inférieure ou égale à 0,023
(Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633)
- 0,088 (Art. 641).

25
2.3 PROTECTION THERMIQUE
Cette machine est protégée par un thermostat empê-
chant le fonctionnement de la machine au dépassement
des températures admises. Dans ces conditions, le ven-
tilateur continue à fonctionner.
3 INSTALLATION
• L’installation de la machine doit être exécutée par
du personnel qualié.
• Tous les raccordements doivent être exécutés
conformément aux normes en vigueur et dans le
plein respect de la loi de prévention des accidents
(norma CEI 26-23 - IEC/TS 62081).
Contrôler que la tension d’alimentation correspond à la
valeur indiquée sur le câble réseau. Si pas déjà montée,
brancheruneprisedecapacitésufsantesurlecordon
d’alimentation en s’assurant que le conducteur vert/jaune
est relié à la borne de terre.
La capacité de l’interrupteur magnétothermique ou des
fusibles, en série à l’alimentation, doit être égale au cou-
rant I1 absorbé par la machine.
3.1. PLACEMENT
Monter la poignée, les roues et les deux appuis-bouteille.
La poignée ne doit pas être utilisée pour soulever la
machine.
Placer le poste à souder dans un milieu ventilé.
Poussière, saleté ou toute autre chose étrangère pouvant
entrer dans le poste à souder peuvent en compromettre
la ventilation et donc son fonctionnement.
Par rapport au milieu et aux conditions d’emploi, il faut
donc veiller à maintenir propres les pièces internes. Le
nettoyage doit se faire par un jet d’air sec et propre en
prêtant attention à ne pas endommager la machine.
Avant d’opérer à l’intérieur du poste à souder, s’assurer
quelacheestdébranchéedel’alimentation.
Toute opération à l’intérieur du poste à souder doit
être exécutée par du personnel qualié.
Fig. 1
3.2 RACCORDEMENTS INTERNES
• Toute opération à l’intérieur du poste à souder doit
être exécutée par du personnel qualié.
• Avant d’opérer à l’intérieur du poste à souder, s’assu-
rerquelachedelamachineestdébranchéeduréseau
d’alimentation.
• Après l’essai nal, le poste à souder est branché à
la tension indiquée sur le cordon d’alimentation.
• Pour varier la tension d’alimentation, enlever le
panneau latéral droit et ranger les raccordements de
la plaque à bornes comme indiqué dans la gure.
Fig. 2
• La tension d’alimentation, sur les générateurs mo-
nophasés, ne peut pas être modiée.
• Ne pas utiliser le poste à souder sans le couvercle ou
les panneaux latéraux pour d’évidentes raisons de sécu-
ritéet ande pasaltérer les conditions de refroidisse-
ment des composants internes.
•Appliqueraucordond’alimentationunecheadéquate
au courant absorbé.
• Raccorder le conducteur vert/jaune du câble de réseau
de la machine à une bonne prise de terre.
3.3 RACCORDEMENTS EXTERNES
3.3.1 Raccordement de la pince de masse.
• Brancher la borne du câble de masse sur la prise du
poste à souder et raccorder la borne de masse à la pièce
à souder.
3.3.2 Positionnement de la bouteille et raccordement
du tuyau gaz .
• Positionner la bouteille sur le porte-bouteille du poste
àsouderenlaxant,aumoyendessanglesfournies,au
panneau arrière de la machine.
• La bouteille ne doit pas avoir une hauteur supé-
rieure à 1,65m (Art.633-641) et 1m (Art. 574-575) an
de ne pas créer de conditions de danger.
•Vérierpériodiquementl’étatd’usuredessangleset,si
nécessaire, les remplacer.
• La bouteille doit être équipée d’un détendeur de pres-
sion complet de débitmètre.
• Raccorder le tuyau gaz sortant du panneau arrière de
la machine au détendeur de pression uniquement après
avoir positionné la bouteille.

26
• Régler le débit du gaz à environ 10/12 litres/minute.
4 COMMANDES SUR LE PANNEAUS AVANT DE LA
MACHINE.
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A- Bouton de réglage.
A l’aide de ce bouton il est possible de régler le temps de
pointage. En appuyant sur le bouton de la torche, la ma-
chine commence à souder; la durée du temps de poin-
tage est réglée au moyen du bouton. Pour recommencer
le cycle, il faut relâcher le bouton de la torche et l’appuyer
de nouveau.
B- Voyant vert.
Signale la mise en marche de la machine.
C- Voyant jaune.
S’allume lorsque le thermostat arrête le fonctionnement
du poste à souder.
D-Bouton de réglage.
A l’aide de ce bouton il est possible de varier la vitesse
duldesoudure.
E- Commutateur.
Met en marche ou arrête la machine et sélectionne les
plages de la tension de soudure.
F- Commutateur.
Règlenementlatensiondesoudureàl’intérieurdela
plage choisie précédemment à l’aide du commutateur E.
G- Prises de masse.
Pour le raccordement du câble de masse. (Certaines ver-
sions ont une seule prise de masse).
H- Fixation centralisée.
Pour le raccordement de la torche de soudure.
4.2 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Touche de sélection.
En appuyant sur cette touche, les voyants B,
C, D et E s’allument en séquence.
A l’intérieur du sous-menu activé par les 2
touches Q et R, sélectionner les fonctions d’accostage,
variation de la vitesse du moteur du PULL 2003 et post-
gaz.
B- Voyant vert ( PROGRAM ).
PROGRAM
Signale que le display Safchelenumérode
programme en usage.
Pourconnaîtreàqueldiamètre,typedelet
gazcorrespondlenumérodeprogrammeafché,ilsuft
de lire l’instruction située à l’intérieur du panneau latéral
mobile.
L’indication sur le display S est toujours précédée par la
lettre P.
C- Voyant vert.
Signale que le display Safcheletempsde
pointage ou de travail. La durée de ce temps
peut être réglée de 0,3 à 5 secondes. Si le
temps est réglé à 0, la fonction est désactivée. La fonction
n’est active qu’en cours de soudure.
La valeur indiquée sur le display S est toujours précédée
par la lettre t.

27
D- Voyant vert.
Signale que le display Safcheletempsde
pause entre un trait de soudure et l’autre. La
durée de ce temps peut être réglée de 0,3 à
5 secondes. Si le temps est réglé à 0, la fonction est
désactivée. La fonction n’est active que si le temps de
soudure est divers de 0 et qu’en cours de soudure. La
valeur indiquée sur le display S est toujours précédée par
la lettre t.
E- Voyant vert (Burn-Back).
Signale que le display S afche le temps
pendant lequel le l sort de la torche de
soudure après le relâchement du bouton par
l’opérateur. Ce temps peut varier de 10 à 400 millisecondes.
La valeur indiquée sur le display S est toujours précédée
par la lettre t.
F- Voyant jaune.
S’allume lorsque le thermostat arrête le
fonctionnement du poste à souder.
G- Voyant vert ( PULSAR ).
PULSAR
S’allume et s’éteint par intermittence lorsque
le connecteur de la torche PULL 2003 ou du
SPOOL- GUN est relié au connecteur I.
H- Fixation centralisée.
Pour le raccordement de la torche de soudure.
I- Connecteur 10 pôles.
Pour le raccordement du connecteur volant à 10 pôles de
la torche PULL 2003 ou du SPOOL- GUN.
L-M Prises de masse.
Pour le raccordement du câble de masse. ( Certaines
versions ont une seule prise de masse ).
N- Commutateur.
Met en marche ou arrête la machine et sélectionne les
plages de la tension de soudure.
O- Commutateur.
Règlenement la tension desoudureà l’intérieur de la
plage choisie précédemment à l’aide du commutateur N.
P- Bouton de réglage
Règle la vitesse du l et est actif seulement losqu’on
utilise la torche de soudure standard et non pas avec la
torche PULL 2003 ou le SPOOL- GUN.
Lorsqu’onutiliseleprogramme00,varielavitessedul
de soudure de 0 à 20 mètres/minute.
Lorsqu’on utilise un programme synergique quelconque,
l’aiguille du bouton doit être placée sur l’inscription
SYNERGIC. En choisissant un programme synergique,
le display S indiquele courantdénipar leprogramme
choisi. Ce courant correspond à une vitesse; pour la
modier,ilsuftdetournerleboutonensenshorairepour
l’augmenter ou bien en sens anti-horaire pour la réduire.
Sur le display Sleschangementsdevitessedel sont
toujours indiqués par une variation du courant.
Q et R- Touches.
• Lorsque le voyant B est allumé, le display
S indique le numéro de programme
sélectionné par les 2 touches; terminée la
sélection, le voyant reste allumé pendant 5 secondes
encore et puis s’éteint.
• Lorsque le voyant C est allumé, le display S indique
le temps sélectionné par les 2 touches; terminée la
sélection, le voyant reste allumé pendant 5 secondes
encore et puis s’éteint.
• Lorsque le voyant D est allumé, le display S indique
le temps sélectionné par les 2 touches; terminée la
sélection, le voyant reste allumé pendant 5 secondes
encore et puis s’éteint.
• Lorsque le voyant E est allumé, le display S indique
le temps sélectionné par les 2 touches; terminée la
sélection, le voyant reste allumé pendant 5 secondes
encore et puis s’éteint.
• Lorsque les voyants B, C, D, E sont éteints et on se trouve
à l’intérieur d’un programme synergique quelconque, en
appuyant sur l’une des 2 touches, le display S indique
alternativementlecourantdénioul’épaisseurconseillée
en millimètres.
Au moyen des 2 commutateurs N et O il sera possible
de voir sur le display S l’augmentation ou la diminution
instantanée de la valeur sélectionnée; cette fonction est
particulièrement utile lorsqu’on désire connaître avant le
début de la soudure la valeur du courant ou de l’épaisseur.
• En appuyant en même temps sur les 2 touches
pendant au moins 5 secondes, il sera possible d’entrer
dans le sous-menu où il y a 3 fonctions sélectionnables
à l’aide de la touche A:
1- Accostage (vitesse).
Modielavitessedulparrapportàcelleétablie;reste
active pendant un temps réglé par la fonction d’accostage
(temps).
La vitesse peut être variée au moyen des 2 touches Q et
R de 10% à 150% au maximum de la vitesse de soudure
établie. Cette fonction, associée à la fonction d’accostage
(temps), sert à améliorer l’allumage de l’arc. La valeur
indiquée sur le display S est précédée par la lettre (A).
2- Vitesse établie sur le moteur du PULL 2003.
Au moyen des 2 touches Q et R, la vitesse du PULL
2003 varie de - 9 à + 9 par rapport à la valeur établie.
Cettefonctionpermetd’optimiserl’avancedultouten
mettantlemoteur d’entraînementldu posteàsouder
au pas de celui du PULL 2003. La valeur indiquée sur le
display S est précédée par la lettre (H).
3- Post-gaz.
Au moyen des 2 touches Q et R,lasortiedugazàlan
de la soudure peut être variée de 0 à 5 secondes. Cette
fonction est particulièrement utile dans la soudure de
l’acier inoxydable et de l’aluminium. La valeur indiquée
sur le display S est précédée par la lettre (P).
4- Accostage (temps).
Règle le temps pendant lequel la vitesse d’accostage
reste active. Cette fonction, associée à la fonction
d’accostage (vitesse), sert à améliorer l’allumage de l’arc.
Au moyen des 2 touches Q et R, le temps d’accostage

28
peut être varié de 0 à 1 seconde. La valeur indiquée sur le
display S est précédée par la lettre (d).
5- Mode manuel 2 temps et mode automatique 4
temps.
Au moyen des 2 touches Q et R, on choisit le mode 2
temps ou bien 4 temps.
Si le poste à souder est en mode manuel 2 temps, la
soudure débute en appuyant sur le bouton et s’arrête à
son relâchement.
Si le poste à souder est en mode automatique 4 temps,
la soudure débute en appuyant sur le bouton de la torche;
après le début du procédé, le bouton peut être relâché.
Pour arrêter la soudure, appuyer et relâcher de nouveau.
Ce mode convient à des soudures de longue durée où
la pression sur le bouton de la torche pourrait fatiguer
l’opérateur. La valeur indiquée sur le display S est
précédée par les symboles (2t et 4t).
S- Display.
Enutilisantleprogrammemanuel00l’instrumentafche,
avantlasoudure,lavitessedulenmètresparminuteet,
en cours de soudure, le courant.
En utilisant des programmes synergiques, il afche
toujours le courant. Comme décrit dans les paragraphes
précédents, avant le début de la soudure l’instrument peut
afcher:leprogrammeenusage,letempsdepointage,
le temps de pause, le temps de Burn-Back, l’épaisseur
conseillée, la fonction d’accostage, la fonction de vitesse
établie sur le moteur du PULL 2003 et le temps de post-
gaz.
5 SOUDURE
5.1 MISE EN OEUVRE
Contrôlerquelediamètredulcorrespondaudiamètre
indiquésurlegaletd’entraînementletqueleprogramme
choisi est compatible avec la matière et le type de gaz.
Utiliserdes galetsd’entraînement l avecgorgeen“U”
pourlesls d’aluminiumet avecgorgeen“V” pourles
autresls.
5.2 LA MACHINE EST PRETE A SOUDER
Lorsqu’on utilise la torche type Pull-2003 ou Spool-
Gun, suivre les instructions cidessous.
• Raccorder la borne de masse à la pièce à souder.
• Positionner l’interrupteur N sur 1.
• Enlever la buse gaz.
• Desserrer la buse porte-courant.
• Insérer le l dans la gaine guide-l de la torche en
s’assurant de l’engager à l’intérieur de la gorge du galet
et que le galet est positionné correctement.
• Appuyer sur le bouton de la torche pour faire avancer le
ljusqu’àlefairesortirdelatorche.
• Attention: garder le visage bien éloigné de la lance
terminale lorsque le l sort.
• Resserrer la buse porte-courant en s’assurant que le
diamètredutrouestégalaulemployé.
• Monter la buse gaz.
5.3 SOUDURE DES ACIERS AU CARBONE SANS
PROTECTION GAZEUSE. (uniq. pour Art. 622, 624
et 625).
Vérierquelescâblessontbranchéscorrectementsurla
plaque à bornes en tenant compte de leur polarité (voir
gure5).
Fig. 5
Pour obtenir des soudures bien raccordées et protégées,
souder toujours de gauche à droite et de haut en bas.
Enleverleslaitiersàlandechaquesoudure.
LelfourréàutiliserestnotreArt.1587,Ø0,9mm.
5.4 SOUDURE DES ACIERS AU CARBONE AVEC
PROTECTION GAZEUSE.
Vérier que les câbles sont branchés correctement sur
la plaque à bornes en tenant compte de leur polarité
(uniquementpourArt.622,624et625voirgure5).
Pour souder ces matières il faut:
• Utiliser un gaz de soudure à composition binaire,
généralement ARGON + CO2 avec pourcentages d’Argon
à partir de 75%. Avec ce mélange, le cordon de soudure
sera bien raccordé et esthétique.
En utilisant du CO2 pur en tant que gaz de protection, on
aura des cordons étroits, avec plus de pénétration mais
en même temps avec une augmentation remarquable des
projections.
•Utiliserunld’apportayantlamêmequalitéquel’acier
àsouder.Ilestbiend’utilisertoujoursdeslsdebonne
qualitéetd’éviterdesouderavecdeslsrouilléspouvant
causer des défauts de soudure.
• Eviter de souder sur des pièces rouillées ou sur des
pièces présentant des taches d’huile ou de graisse
5.5 SOUDURE DES ACIERS INOXYDABLES
Vérier que les câbles sont branchés correctement sur
la plaque à bornes en tenant compte de leur polarité
(uniquementpourArt.622,624et625voirgure5).
La soudure des aciers inoxydables de la série 300 doit
être exécutée avec un gaz de protection ayant une teneur
élevée en Argon, un pourcentage réduit de O2 et 2 %
environ de gaz carbonique CO2.
Nepastoucherlelaveclesmains.Ilestimportantde
garderlazonedesouduretoujoursbienpropreandene
pas polluer le joint à souder.

29
5.6 SOUDURE DE L’ALUMINIUM
Vérier que les câbles sont branchés correctement sur
la plaque à bornes en tenant compte de leur polarité
(uniquementpourArt.622,624et625voirgure5).
Pour la soudure de l’aluminium, il faut utiliser:
• Argon pur en tant que gaz de protection.
• Un l d’apport ayant une composition adéquate à la
matière de base à souder.
•Utiliserdesmeulesetdesbrosseusesspéciquespour
l’aluminium sans jamais les utiliser pour d’autres matières.
• Pour la soudure de l’aluminium, il faut utiliser les torches
PULL 2003 Art. 2003 ou SPOOL-GUN Art. 1562 avec la
connexion Art. 1196 (pour Art. 622, 627 et 641).
N.B. En disposant d’une seule torche préparée pour les
lsd’acier,ilfautlamodierdelamanièresuivante:
• S’assurer que le câble n’est pas supérieur à 3 mètres
de long.
• Enlever l’écrou serre-gaine en laiton, la buse gaz, la
buse porte-courant et ensuite extraire la gaine.
•EnlerlagainenotreArt.1929ens’assurantqu’ellesort
aux deux extrémités.
• Resserrer la buse porte-courant de façon à ce que la
gaine adhère à celle-ci.
• A l’extrémité de la gaine restéelibre, enler l’embout
serre gaine, le joint torique et bloquer l’écrou sans le
serrer excessivement.
• Enler le tube en laiton sur la gaine et introduire
l’ensemble dans l’adaptateur après avoir enlevé le tube
en fer.
• Couper la gaine en diagonale de façon à la placer aussi
prèsquepossibledugaletd’entraînementdul.
•Utiliserdesgaletsd’entraînementdulquiconviennent
auld’aluminium.
• Régler la pression exercée par le bras du groupe
d’entraînement sur le galet à la valeur la plus basse.
6 DEFAUTS EN SOUDURE
1 DEFAUT - Porosités (internes ou externes au
cordon)
CAUSES •Fildéfectueux(rouillésuperciellement)
• Absence de protection de gaz due à:
- débit de gaz réduit
- débitmètre défectueux
- détendeur givré à cause de l’absence
d’un préchauffeur du gaz de protection
de CO2
- électrovanne défectueuse
- buse porte-courant bouchée par les
projections
- trous d’écoulement du gaz bouchés
- courants d’air présents dans la zone de
soudure.
2 DEFAUT - Criques de retrait
CAUSES • Fil ou pièce à usiner sales ou rouillés.
• Cordon trop petit.
• Cordon trop concave
• Cordon trop pénétré.
3 DEFAUT - Gravures latérales
CAUSES • Passe trop rapide
• Courant bas et tensions d’arc élevées.
4 DEFAUT - Projections excessives
CAUSES • Tension trop élevée.
•Inductanceinsufsante.
• Absence d’un préchauffeur du gaz de
protection de CO2.
7 ENTRETIEN
Toute opération d’entretien doit être effectuée par
du personnel qualié qui doit respecter la norme CEI
26-29 (IEC 60974-4).
7.1 ENTRETIEN DU GENERATEUR
Encasd’entretienàl’intérieurdelamachine,vérierque
l’interrupteur soit en position «O» et le cordon d’alimen-
tation soit débranché.
Il faut nettoyer périodiquement l’intérieur de la machine
en enlevant, avec de l’air comprimé, la poussière qui s’y
accumule.
7.2 MESURES A ADOPTER APRES UNE INTERVEN-
TION DE REPARATION
Après avoir exécuté une réparation, faire attention à
rétablir le câblage de façon qu’il y ait un isolement sûr
entre le côté primaire et le côté secondaire de la ma-
chine. Éviter que les câbles puissent entrer en contact
avec des organes en mouvement ou des pièces qui se
réchauffent pendant le fonctionnement. Remonter tous
les colliers comme sur la machine originale de manière
à éviter que, si par hasard un conducteur se casse ou
se débranche, les côtés primaire et secondaire puissent
entrer en contact.
Remonter en outre les vis avec les rondelles dentelées
comme sur la machine originale.

30
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONA-
MIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE
MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA
OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTE-
RESADOS. ESTE APARATO DEBERÁ SER UTILIZADO
EXCLUSIVAMENTE PARA OPERACIONES DE SOLDA-
DURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUE-
DEN SER NOCIVOS PARA USTEDES Y PARA
LOS DEMÁS, por lo que el utilizador deberá ser informa-
do de los riesgos, resumidos a continuación, que derivan
de las operaciones de soldadura. Para informaciones
más detalladas, pedir el manual cod.3.300.758
RUIDO
Este aparato de por sí no produce ruidos superio-
res a los 80dB. El procedimiento de corte plasma/
soldadura podría producir niveles de ruido supe-
riores a tal límite; por consiguiente, los utilizadores debe-
rán poner en practica las precauciones previstas por la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos.
• La corriente eléctrica que atraviesa cual-
quier conductor produce campos
electromagnéticos(EMF). La corriente de
soldadura o de corte genera campos elec-
tromagnéticos alrededor de los cables y ge-
neradores.
• Los campos magnéticos derivados de corrientes eleva-
das pueden incidir en el funcionamiento del pacemaker.
Los portadores de aparatos electrónicos vitales (pace-
makers) deben consultar al médico antes de aproximarse
a la zona de operaciones de soldadura al arco, de corte,
desbaste o soldadura por puntos.
• La exposición a los campos electromagnéticos de la
soldadura o del corte podrían tener efectos desconocidos
sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que
atenerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectrodo
odelaantorchademaneraquepermanezcanan-
queados.Siposible,jarlosjuntoconcintaadhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable
de masa se encuentra a la derecha del operador
también el de la pinza portaelectrodo o de la antorcha
tienen que quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES
• No soldar en proximidad de recipientes a pre-
sión o en presencia de polvo, gas o vapores ex-
plosivos. Manejar con cuidado las bombonas y
los reguladores de presión utilizados en las operaciones
de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indi-
caciones contenidas en la norma armonizada IEC 60974-
10 (Cl. A) y se deberá usar solo de forma profesional en
un ambiente industrial. En efecto, podrían presentarse
potencialesdicultadesenelasegurarlacompatibilidad
electromagnética en un ambiente diferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctricos
juntoconlosresiduossólidosurbanos!Segúnlo
establecido por la Directiva Europea 2002/96/CE sobre
residuos de aparatos eléctricos y electrónicos y su aplica-
ción en el ámbito de la legislación nacional, los aparatos
eléctricos que han concluido su vida útil deben ser re-
cogidos por separado y entregados a una instalación de
reciclado ecocompatible. En calidad de propietario de los
aparatos, usted deberá solicitar a nuestro representante
local las informaciones sobre los sistemas aprobados de
recogida de estos residuos. ¡Aplicando lo establecido por
esta Directiva Europea se contribuye a mejorar la situa-
ciónambientalysalvaguardarlasaludhumana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 PLACA DE LAS ADVERTENCIAS
El texto numerado que sigue corresponde a los apartados
numerados de la placa.
B. Los rodillos arrastrahilo pueden herir las manos.

31
C. El hilo de soldadura y la unidad arrastrahilo están bajo
tensión durante la soldadura. Mantener lejos las ma-
nos y objetos metálicos.
1. Las sacudidas eléctricas provocadas por el electro-
do de soldadura o el cable pueden ser letales. Prote-
gerse adecuadamente contra el riesgo de sacudidas
eléctricas.
1.1 Llevar guantes aislantes. No tocar el electrodo con
las manos desnudas. No llevar guantes mojados o
dañados.
1.2 Asegurarse de estar aislados de la pieza a soldar y
del suelo
1.3 Desconectar el enchufe del cable de alimentación an-
tes de trabajar en la máquina.
2. Inhalar las exhalaciones producidas por la soldadura
puede ser nocivo a la salud.
2.1 Mantener la cabeza lejos de las exhalaciones.
2.2 Usar un sistema de ventilación forzada o de descarga
local para eliminar las exhalaciones.
2.3 Usar un ventilador de aspiración para eliminar las ex-
halaciones.
3. Las chispas provocadas por la soldadura pueden
causar explosiones o incendios.
3.1Mantenerlosmaterialesinamableslejosdeláreade
soldadura.
3.2 Las chispas provocadas por la soldadura pueden
causar incendios. Tener un extintor a la mano de
manera que una persona esté lista para usarlo.
3.3 Nunca soldar contenedores cerrados.
4. Los rayos del arco pueden herir los ojos y quemar la piel.
4.1 Llevar casco y gafas de seguridad. Usar proteccio-
nes adecuadas para orejas y batas con el cuello abo-
tonado.Usarmáscarasconcascoconltrosdegra-
dación correcta. Llevar una protección completa para
el cuerpo.
5. Leer las instrucciones antes de usar la máquina o de
ejecutar cualquiera operación con la misma.
6. No quitar ni cubrir las etiquetas de advertencia
2 DESCRIPCIONES GENERALES
2.1 ESPECIFICACIONES
Este manual se ha preparado con el n de instruir al
personal encargado de la instalación, del funcionamiento
y del mantenimiento de la soldadora.
Este aparato es una fuente de tensión constante adapto a
la soldadura MIG/MAG y OPEN-ARC.
Controlar, en el momento de la entrega, que no existan
partes rotas o averiadas.
Cualquier eventual reclamación por pérdidas o daños
deberá hacerlo el comprador al vector. Cada vez que
se pidan informaciones concernientes a la soldadora,
se ruega indicar el artículo y el número de matrícula.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
Este aparato ha sido fabricado en conformidad con
las siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-11 (ver Nota 2) - IEC
61000-3-12 (ver Nota 2).
N°. Númerodematriculaquedeberáser
citado para cualquier petición relativa a la
soldadora.
Transformador-recticadormonofásico
Transformador-recticadortrifásico
Característica plana
MIG/MAG. Adapto para soldadura de hilo continuo.
I2 máx. Corriente de soldadura no convencional.
El valor representa el límite máx. obtenible
en soldadura.
U0. Tensión en vacío secundaria
X. Factor de servicio porcentual.
El factor de servicio expresa el porcentaje
de 10 minutos en el que la soldadora
puede trabajar a una determinada corriente
sin causar recalentamientos.
I2. Corriente de soldadura.
U2. Tensión secundaria con corriente de
soldadura. I2
U1. Tensión nominal de alimentación.
1~ 50/60Hz Alimentación monofásica 50 o 60 Hz.
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz.
I1 máx. Es el máximo valor de la corriente absor-bida.
I1 ef. Es el máximo valor de la corriente efectiva
absorbida considerando el factor de servicio.
IP21S Grado de protección del armazón.
Grado 1 como segunda cifra signica que
este aparato no es idóneo para trabajar
en el exterior.
S
Idónea para trabajar en ambientes con
riesgo aumentado
NOTAS:
1- El aparato además se ha proyectado para trabajar en
ambientes con grado de contaminación 3. (Ver IEC
60664).
2- Este equipo cumple con lo establecido por la IEC
61000-3-12, siempre que la impedancia máxima Zmax
admitida por el sistema sea inferior o igual a 0,023
(Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) -
0,088 (Art. 641).
en el punto de interfaz entre sistema del usuario y sistema
público.Esresponsabilidaddelinstaladorodelusuario
garantizar, consultando eventualmente al operador de
la red de distribución, que el equipo sea conectado
a una alimentación maxMAX inferior o igual a 0,023
(Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) -
0,088 (Art. 641).
2.3 PROTECCIÓN TÉRMICA
Este aparato está protegido por un termostato el cual,
si se superasen las temperaturas admitidas, impediría
el funcionamiento de la máquina. En estas condiciones
el ventilador continuaría a funcionar y la lámpara C se
encendería.
3 INSTALACIÓN
• La instalación de la máquina deberá ser realizada
por personal cualicado.
• Todas las conexiones deberán ser realizadas de
conformidad a las vigentes normas en el pleno respeto
de las leyes de prevención de accidentes (normas CEI
26-23 - IEC/TS 62081).

32
Controlar que la tensión de alimentación corresponda
al valor indicado en el cable de red. Si no estuviera ya
montada, conectar una clavija de calibre adecuado al
cable de alimentación comprobando que el conductor
amarillo/verde esté conectado al enchufe de tierra.
El calibre del interruptor magneto térmico o de los
fusibles, en serie con la alimentación, deberán ser igual a
la corriente I1 absorbida por la máquina.
3.1 COLOCACIÓN
Montar el mango, las ruedas y los dos apoya bombona.
El mango no deberá usarse para levantar la soldadora.
Colocar la soldadora en un ambiente ventilado.
Fig. 1
Polvo, suciedad o cualquier otro cuerpo extraño que
pueda entrar en la soldadora podría comprometer la
ventilación y por consiguiente el buen funcionamiento.
Por tanto es necesario, en relación con el ambiente y con
las condiciones de empleo, tener cuidado de mantener
limpias las partes internas.
La limpieza se efectuará con un chorro de aire seco y
limpio, teniendo cuidado de no dañar de ninguna manera
la máquina.
Antes de trabajar en el interior de la soldadora, asegurarse
de que el enchufe esté desenchufado de la red de
alimentación.
Cualquier intervención efectuada en el interior de
la soldadora deberá ser realizada por personal
cualicado.
3.2 CONEXIONES INTERNAS
• Cualquier intervención efectuada en el interior
de la soldadora deberá ser realizada por personal
cualicado.
• Antes de trabajar en el interior de la soldadora
asegurarse de que la clavija esté desenchufada de la red
de alimentación.
Fig. 2
• Después de la prueba nal, la soldadora se conecta
a la tensión indicada en el cable de alimentación.
• Para cambiar la tensión de alimentación, quitar el
lateral derecho y disponer las conexiones del tablero de
bornes cambia-tensión como se indica en la gura 2.
La tensión de alimentación, en los generadores
monofásicos, no puede ser cambiada.
• No utilizar la soldadora sin tapa o sin los paneles laterales
por evidentes razones de seguridad y para no alterar
las condiciones de enfriamiento de los componentes
internos.
• Aplicar al cable de alimentación una clavija adecuada a
la corriente absorbida.
• Conectar el conductor amarillo-verde del cable de red
de la máquina a una buena toma de tierra.
3.3 CONEXIONES EXTERNAS
3.3.1 Conexión de la pinza de masa.
• Conectar el terminal del cable masa a la toma de la
soldadora y conectar el borne de masa a la pieza por
soldar.
3.3.2 Colocación de la bombona y conexión del tubo
de gas
• Colocar la bombona en el porta bombona de la
soldadora, sujetándola, con las correas en dotación, al
tablero posterior de la máquina.
• La bombona no deberá colocarse por encima de
1,65m (art. 633 y 641) y 1m (622, 624,625 y 627), para
no crear situaciones de peligro.
• Controlar periódicamente el estado de desgaste de las
correas, y si fuese necesario pedir el repuesto.
• La bombona deberá ser dotada de un reductor de
presiónconujómetro.
• Solo después de haber colocado la bombona, conectar
el tubo de gas que sale del tablero posterior de la máquina,
al reductor de presión.
•Ajustarelujodelgasaaproximadamente10/12litros/
minuto.

33
4 MANDOS EN EL FRONTAL DE LOS APARATOS.
4.1 EVO (FIG. 3).
H
G
D
C
A
B
E
F
Fig. 3
A-Manecilla de regulación.
Con esta manecilla se ajusta el tiempo de soldadura
por puntos. Presionando el pulsador de la antorcha la
máquina empieza a soldar, la duración del tiempo de
soldadura por puntos está regulado por la manecilla. Para
volver a empezar el ciclo hay que soltar y presionar de
nuevo el pulsador de la antorcha.
B- LED de color verde.
Señala el encendido de la máquina.
C- LED de color amarillo.
Se enciende cuando el termostato interrumpe el
funcionamiento de la soldadora.
D-Manecilla de regulación.
Con esta manecilla se varía la velocidad del hilo de
soldadura.
E- Conmutador.
Enciende o apaga la máquina y selecciona las gamas de
la tensión de soldadura.
F- Conmutador.
Regula sutilmente la tensión de soldadura al interno de la
gama elegida con el conmutador E.
G- Enchufes de masa
Enchufes a los que se conecta el cable de masa. ( Algunas
versiones tienen un solo enchufe de masa ).
H- Empalme centralizado.
Se conecta la antorcha de soldadura.
4.1 EVO SYNERGIC (FIG. 4.
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Tecla de selección.
Presionando esta tecla se encenderán en
secuencia los LED B, C, D y E.
Cuandoestemosenelinternodelsubmenú
activado por las 2 teclas Q y R, seleccione las funciones
de acercamiento, variación de la velocidad del motor del
PULL 2003 y post gas.
B- LED de color verde ( PROGRAM ).
PROGRAM
Señala que el display Svisualizaelnúmero
del programa en uso.
Para conocer a cual diámetro, tipo de hilo
y gas corresponde el número de programa visualizado
es suciente consultar las instrucciones situadas en el
interior del lateral móvil.
La indicación en el display S va siempre precedida de la
letra P.
C- LED de color verde.
Señala que el display S visualiza el tiempo de
soldadura por puntos o de trabajo. La
duración de este tiempo se puede ajustar
desde 0,3 a 5 segundos. Si el tiempo se regulase a 0 la
función estaría desactivada. La función es activa solo si
se está soldando.

34
El valor indicado en el display S va siempre precedido de
la letra t.
D- LED de color verde.
Señala que el display S visualiza el tiempo de
pausa entre un tramo de soldadura y otro. La
duración de este tiempo se puede ajustar
desde 0,3 a 5 segundos. Si el tiempo se ajustase a 0 la
función estaría desactivada. La función es activa solo si el
tiempo de soldadura es distinto de 0 y si se está soldando.
El valor indicado en el display S va siempre precedido de
la letra t.
E- LED de color verde (Burn-Back).
Señala que el display S visualiza el tiempo en
el que el hilo sobresale de la antorcha de
soldadura, después de que el operador ha
soltado el pulsador. Este tiempo es variable desde 10 a
400 milésimas de segundos. El valor indicado en el
display S va siempre precedido de la letra t.
F- LED de color amarillo.
Se enciende cuando el termostato interrumpe
el funcionamiento de la soldadora.
G- LED de color verde ( PULSAR ).
PULSAR
Se enciende y se apaga intermitentemente,
cuando el conector de la antorcha PULL
2003 o del SPOOL- GUN está conectado al
conector I.
H- Empalme centralizado.
Se le conecta la antorcha de soldadura.
I- Conector 10 poli.
A este conector deberá conectarse el conector volante de
10 polos de la antorcha PULL 2003 o del SPOOL- GUN.
L-M Tomas de masa.
Tomas a las que va conectado el cable de masa. (Algunas
versiones tienen un solo enchufe de masa).
N- Conmutador.
Enciende o apaga la máquina y selecciona las gamas de
la tensión de soldadura.
O- Conmutador.
Ajusta sutilmente la tensión de soldadura en el interior de
la gama elegida con el conmutador N.
P- Empuñadura de regulación.
Ajusta la velocidad del hilo, y es activa solo cuando se
utiliza la antorcha de soldadura estándar y no la antorcha
PULL 2003 o el SPOOL- GUN.
Cuando se utiliza el programa 00, varia la velocidad del
hilo de soldadura desde 0 a 20 metros/minuto.
Cuando se utiliza cualquier programa sinérgico el índice
de la empuñadura deberá colocarse sobre la palabra
SYNERGIC. Eligiendo un programa sinérgico, el display
S indica la corriente programada por el programa elegido.
Esta corriente corresponde a una velocidad, si se quisiera
corregir bastaría, girar la empuñadura en el sentido de las
agujas del reloj, para aumentarla o, girarla en el sentido
contrario para disminuirla. En el display S los cambios
de velocidad del hilo vienen siempre indicados por una
corriente.
Q y R- Teclas
• Cuando el LED B está encendido, el display
Sindicaelnúmerodeprogramaseleccionado
por las 2 teclas, acabada la selección el LED
permanece encendido durante otros 5 segundos y
después se apaga.
• Cuando el LED C está encendido, el display S indica
el tiempo seleccionado por las 2 teclas, acabada la
selección el LED permanece encendido durante otros 5
segundos y después se apaga.
• Cuando el LED D está encendido el display S indica
el tiempo seleccionado por las 2 teclas, acabada la
selección el LED permanece encendido durante otros 5
segundos y después se apaga.
• Cuando el LED E está encendido el display S indica
el tiempo seleccionado por las 2 teclas, acabada la
selección el LED permanece encendido durante otros 5
segundos y después se apaga.
• Cuando los LED B, C, D, E están apagados y estamos
dentro de cualquier programa sinérgico, presionando
una de las 2 teclas, el display S indica alternativamente
la corriente programada o el espesor en milímetros
aconsejado.
Con los 2 conmutadores N y O se podrá ver en el display
S el aumento o la disminución instantánea del valor
seleccionado, esta función es útil cuando previamente
se quiere saber a cual corriente o espesor queremos
empezar la soldadura.
• Presionando contemporáneamente las 2 teclas
durante al menos 5 segundos entramos en el sub
menú, donde encontramos 3 funciones, seleccionables
mediante la tecla A:
1- Acercamiento (velocidad).
Modicalavelocidaddelhilorespectoalaprogramada,
ésta queda activa durante un tiempo regulado por la
función de acercamiento (tiempo).
La velocidad podrá cambiarse mediante las 2 teclas Q y
R desde un 10% a un máximo del 150% de la velocidad
de soldadura programada.
Esta función, junto con la de acercamiento
(tiempo) sirve para mejorar el encendido del
arco. El valor indicado en el display S está
precedido por la letra (A).
2- Velocidad programada en el motor del PULL 2003.
Con las 2 teclas Q y R la velocidad del PULL 2003 varía
de – 9 a + 9 respecto al valor programado Esta función
permite optimizar el avance del hilo, haciendo coincidir
los giros del motor arrastrahilo de la soldadora con los del
PULL 2003. El valor indicado en el display S va precedido
de la letra (H).
3- Post gas.
Mediante las 2 teclas Q y R se puede variar de 0 a 5
segundoslasalidadelgasalnaldelasoldadura.Esta

35
funciónesparticularmenteútilsoldandoaceroinoxidable
y aluminio. El valor indicado en el display S está precedido
por la letra (P).
4- Acercamiento (tiempo).
Regula el tiempo en el que queda activa la velocidad de
acercamiento Esta función, junto con la de acercamiento
( velocidad ) sirve para mejorar el encendido del arco.
Mediante las 2 teclas Q y R el tiempo de acercamiento
puede variar de 0 a 1 segundo. El valor indicado en el
display S está precedido por la letra (d).
5- Modo manual 2 tiempos y modo automático 4
tiempos
Con las 2 teclas Q y R se elige el modo 2 tiempos o 4
tiempos
Si la soldadora estuviera en el modo manual 2 tiempos,
se inicia a soldar cuando se presiona el pulsador y se
interrumpe cuando se suelta.
Si la soldadora estuviera en el modo automático 4 tiempos,
para iniciar la soldadura presionar el pulsador antorcha;
una vez iniciado el procedimiento, el pulsador puede ser
soltado. Para interrumpir la soldadura presionar y soltar
nuevamente. Este modo es adecuado para soldaduras
de larga duración, donde la presión en el pulsador de la
antorcha podría cansar al soldador. El valor indicado en el
display S está precedido por los símbolos (2t y 4t).
S- Display.
Utilizando el programa manual 00 el instrumento visualiza,
antes de soldar, la velocidad del hilo en metros al minuto y
en soldadura la corriente.
Utilizando los programas sinérgicos visualiza siempre
la corriente. Como se ha descrito en los párrafos
precedentes, en el instrumento es posible visualizar,
antes de empezar a soldar: el programa en uso, el tiempo
de soldadura por puntos, el tiempo de pausa, el tiempo
de Burn-Back, el espesor aconsejado, la función de
acercamiento, la función de velocidad programada en el
motor del PULL 2003 y el tiempo de post gas.
5 SOLDADURA
5.1 PUESTA EN FUNCIONAMIENTO
Controlar que el diámetro del hilo corresponda al diámetro
indicado en el rodillo arrastrahilo y que el programa
elegido sea compatible con el material y el tipo de gas.
Utilizarrodillosarrastrahiloconranuraen“U”parahilos
dealuminioyconranuraa“V”paralosdemáshilos.
5.2 LA MÁQUINA ESTÁ LISTA PARA SOLDAR
Cuando se utilizan las antorchas tipo Pull-2000 o
Spool-Gun seguir las instrucciones siguientes:
• Conectar el borne de masa a la pieza por soldar.
• Colocar el interruptor en 1.
• Quitar la tobera gas.
•Aojarlatoberaportacorriente.
• Insertar el hilo en la vaina guíahilo de la antorcha
asegúrandosedequeestédentrodelaranuradelrodillo
y de que este esté en la posición correcta
• Presionar el pulsador antorcha para hacer avanzar el
hilo hasta que salga de la antorcha.
• Atención: mantener el rostro lejos de la lanza
terminal mientras sale el hilo.
• Apretar la tobera portacorriente asegurándose de que el
diámetrodeloricioseaigualaldelhiloutilizado.
• Montar la tobera gas.
5.3 SOLDADURA DE LOS ACEROS AL CARBONO SIN
PROTECCIÓN GASEOSA. (solo para Art. 622, 624 y
625).
Vericarqueloscablesesténinsertadoscorrectamenteen
el tablero de bornes, de forma que respeten la adecuada
polaridad(vergura5).
Para obtener soldaduras unidas y bien protegidas,
conviene hacerlo desde la izquierda a la derecha y desde
arribahaciaabajo.Alnaldecadasoldaduraeliminarlas
escorias.
ElhiloanimadoqueseutilizaráesnuestroArt.1587,Ø
0,9mm.
5.4 SOLDADURA DE LOS ACEROS AL CARBONO
CON PROTECCIÓN GASEOSA.
Vericarqueloscablesesténinsertadoscorrectamenteen
el tablero de bornes, de forma que respeten la adecuada
polaridad(soloparaArt.622,624y625vergura5).
Para la soldadura de estos materiales es necesario:
• Utilizar un gas de soldadura de composición binaria,
normalmente ARGON + CO2 con porcentajes de Argon
que van del 75% hacia arriba. Con esta mezcla el cordón
de soldadura estará bien empalmado y estético.
Utilizando CO2 puro, como gas de protección se obtendrán
cordones estrechos, con una mayor penetración pero con
notable aumento de proyecciones (salpicaduras).
• Utilizar un hilo de adjunción de la misma calidad
respecto al cero por soldar. Conviene siempre usar hilos
de buena calidad, evitar soldar con hilos oxidados que
podrían provocar defectos en la soldadura.
• Evitare soldar en piezas oxidadas o que presenten
manchas de aceite o de grasa.
5.5 SOLDADURA DE LOS ACEROS INOXIDABLES
ericarqueloscablesesténinsertadoscorrectamenteen
el tablero de bornes, de forma que respeten la adecuada
polaridad(soloparaArt.622,624y625vergura5).
Fig. 5

36
La soldadura de los aceros inoxidables de la serie 300,
deberá hacerse con gas de protección de alto tenor de
Argon, con un pequeño porcentaje de oxígeno O2 o de
anhidrido carbónico CO2 aproximadamente el 2%.
No tocar el hilo con las manos. Es importante mantener
siempre la zona de soldadura limpia para no ensuciar la
junta por soldar.
5.6 SOLDADURA DEL ALUMINIO
Vericarqueloscablesesténinsertadoscorrectamenteen
el tablero de bornes, de forma que respeten la adecuada
polaridad(soloparaArt.572y573vergura5).
Para la soldadura del alluminio es necesario utilizar:
• Argon puro como gas de protección.
• Un hilo de adjunción de composición adecuada al
material base por soldar.
•Utilizarmuelasycepilladorasespecícasparaelaluminio
que no sean utilizadas nunca para otros materiales.
• Para la soldadura del aluminio se deberán usar las
antorchas: PULL 2003 Art. 2003 o SPOOL-GUN Art. 1562
con la conexión Art. 1196 (solo para Art. 622, 627 y 641).
NOTA Disponiendo solo d e una antorcha preparada para
loshilosdeacero,esnecesariomodicarladelaforma
siguiente:
• Asegurarse de que la longitud de cable no supere los 3
metros.
• Quitar la tuerca que sujeta la funda de latón, la boquilla
gas, la boquilla portacorriente y por último extraer la
funda.
• Introducir la funda, nuestro Art. 139 asegurándose de
que salga por los dos extremos.
• Apretar la boquilla portacorriente de forma que la funda
se adhiera a ésta.
• En el extremo de la funda que ha quedado libre,
introducir el niple sujeta funda, la junta OR y bloquear con
la tuerca, sin apretar excesivamente.
• Introducir el bastoncillo de latón en la funda e introducir
todo junto en el adaptador, habiendo quitado con
anterioridad el bastoncillo de hierro.
• Cortar diagonalmente la funda de forma que esté lo más
cerca posible del rodillo arrastrahilo.
• Utilizar rodillos arrastrahilo adecuados al hilo de
aluminio.
• Regular la presión, que el brazo del grupo de arrastre
ejerce sobre el rodillo, al mínimo posible.
6 DEFECTOS EN SOLDADURA
1 DEFECTO -Porosidad (internas o externas al cordón)
CAUSAS • Hilo defectuoso (oxidado
supercialmente)
• Falta de protección de gas debida a:
-ujodegasescaso
-ujómetrodefectuoso
- reductor helado, por falta de un
precalentador del gas de protección de
CO2
- electroválvula defectuosa
- tobera porta corriente atascada por las
salpicaduras
-oriciosdesalidadelgasatascados
- corrientes de aire presentes en la zona
de soldadura.
2 DEFECTO - Grietas de contracción
CAUSAS • Hilo o pieza en elaboración sucios u
oxidados.
• Cordón demasiado pequeño.
• Cordón demasiado cóncavo.
• Cordón demasiado penetrado
3 DEFECTO - Incisiones laterales
CAUSAS • Pasada demasiado rápida
• Corriente baja y tensiones de arco
elevadas
4 DEFECTO - Salpicaduras excesivas
CAUSAS • Tensión demasiado alta.
•Inductanciainsuciente.
• Falta de un precalentador del gas de
protección de CO2
7 MANTENIMIENTO
Cada intervención de mantenimiento debe ser efectuada
porpersonalcualicadosegúnlanormaCEI26-29(IEC
60974-4).
7.1 MANTENIMIENTO GENERADOR
En caso de mantenimiento en el interior del aparato,
asegurarsedequeelinterruptorestéenposición“O”y
que el cable de alimentación no esté conectado a la red.
Periódicamente, además, es necesario limpiar el interior
del aparato para eliminar el polvo metálico que se haya
acumulado, usando aire comprimido.
7.2 MEDIDAS A TOMAR DESPUÉS DE UNA
INTERVENCIÓN DE REPARACIÓN.
Después de haber realizado una reparación, hay que
tener cuidado de reordenar el cablaje de forma que
exista un aislamiento seguro entre el lado primario y
el lado secundario de la máquina. Evitar que los hilos
puedan entrar en contacto con partes en movimiento o
con partes que se recalientan durante el funcionamiento.
Volver a montar todas las abrazaderas como estaban en
el aparato original para evitar que, si accidentalmente un
conductor se rompe o se desconecta, se produzca una
conexión entre el primario y el secundario.
Volver además a montar los tornillos con las arandelas
dentelladas como en el aparato original.

37
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A soldadura e o cisalhamento a arco podem
ser nocivos às pessoas, portanto, o utilizador
deve conhecer as precauções contra os riscos, a seguir
listados, derivantes das operações de soldadura. Caso
forem necessárias outras informações mais pormenori-
zadas, consultar o manual cod 3.300.758
CHOQUE RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento plasma/
soldadura pode produzir níveis de rumor superio-
res a este limite; portanto, os utilizadores deverão aplicar
as precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qual-
quer condutor produz campos electromag-
néticos (EMF). A corrente de soldadura, ou
de corte, gera campos electromagnéticos
em redor dos cabos e dos geradores.
Os campos magnéticos derivados de correntes elevadas
podeminuenciarofuncionamentodepacemakers.Os
portadores de aparelhos electrónicos vitais (pacemakers)
devem consultar o médico antes de se aproximarem de
operações de soldadura por arco, de corte, desbaste ou
de soldadura por pontos.
A exposição aos campos electromagnéticos da soldadu-
ra, ou do corte, poderá ter efeitos desconhecidos para a
saúde.
Cada operador, para reduzir os riscos derivados da ex-
posição aos campos electromagnéticos, deve respeitar
os seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado a
lado.Sepossível,xá-losjuntoscomtaadesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da pinça
de suporte do eléctrodo, ou do maçarico. Se o cabo de
massa se encontrar do lado direito do operador, também
o da pinça de suporte do eléctrodo, ou do maçari-
co, deverá estar desse mesmo lado.
- Ligar o cabo de massa à peça a trabalhar mais próxi-
ma possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
·· Não soldar nas proximidades de recipientes à
pressão ou na presença de pós, gases ou
vapores explosivos. Manejar com cuidado as
bombas e os reguladores de pressão utilizados nas
operações de soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações
contidas na norma IEC 60974-10 (Cl. A) e deve ser
usado somente para ns prossionais em ambiente
industrial. De facto, podem vericar-se algumas di-
culdades de compatibilidade electromagnética num
ambiente diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
menteaolixonormal!DeacordocomaDirectiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no âmbi-
to da legislação nacional, as aparelhagens eléctricas que
tenhamterminadoasuavidaútildevemserseparadase
entregues a um empresa de reciclagem eco-compatível.
Na qualidade de proprietário das aparelhagens, deverá
informar-se junto do nosso representante no local sobre
os sistemas de recolha diferenciada aprovados. Dando
aplicação desta Directiva Europeia, melhorará a situação
ambientaleasaúdehumana!
Em caso de mau funcionamento solicitar a assistência
depessoasqualicadas.
1.1 CHAPA DAS ADVERTÊNCIAS
O texto numerado abaixo corresponde às casas nume-
radas da chapa.
B.Osrolosdetracçãodoopodemferirasmãos.
C.Oodesoldaduraeogrupodetracçãodooestão

38
sob tensão durante a soldadura. Mantenha as mãos
e os objectos metálicos afastados dos mesmos.
1. Os choques eléctricos provocados pelo eléctrodo de
soldadura ou pelo cabo podem ser mortais. Proteja-
-se devidamente contra o perigo de choques eléctri-
cos.
1.1 Use luvas isolantes. Não toque no eléctrodo com as
mãosnuas.Nãouseluvashúmidasouestragadas.
1.2Certique-sedeestarisoladodapeçaasoldaredo
chão
1.3Desligueachadocabodealimentaçãoantesde
trabalhar na máquina.
2.Poderásernocivoparaasaúdeinalarasexalações
produzidas pela soldadura.
2.1 Mantenha a cabeça afastada das exalações.
2.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
2.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
3. As faíscas provocadas pela soldadura podem provo-
car explosões ou incêndios.
3.1Mantenhaosmateriaisinamáveisafastadosdaárea
de soldadura.
3.2 As faíscas provocadas pela soldadura podem provo-
car incêndios. Mantenha um extintor nas proximida-
des e faça com que esteja uma pessoa pronta para o
utilizar.
3.3 Nunca solde recipientes fechados.
4. Os raios do arco podem queimar os olhos e a pele.
4.1 Use capacete e óculos de segurança. Utilize pro-
tecções adequadas das orelhas e camisas com o
colarinho abotoado. Utilize máscaras com capacete,
comltrosdegraduaçãocorrecta.Useumaprotec-
ção completa para o corpo.
5. Leia as instruções antes de utilizar a máquina ou de
efectuar qualquer operação na mesma.
6. Não retire nem cubra as etiquetas de advertência
2 DESCRIÇÃO GERAL
2.1 ESPECIFICAÇÕES
Este manual foi preparado visando instruir o pessoal
encarregado da instalação, funcionamento e manutenção
da máquina de soldadura. Este aparelho é uma constante
fonte de tensão, apropriado para soldaduras MIG/MAG
e OPEN-ARC. Ao recebê-lo, controlar se não há partes
quebradas ou avariadas.
Qualquer reclamação por perdas ou danos deve ser
feita pelo comprador ao transportador. Toda vez que
for necessário solicitar informações a respeito da
máquina de soldadura, é preciso indicar o artigo e o
número de matrícula.
2.2 ESPECIFICAÇÃO DOS DADOS TÉCNICOS
INDICADOS NA PLACA DA MÁQUINA.
O aparelho é construído de acordo com as seguintes
normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
- IEC 61000-3-11 (ver a nota 2) - EC 61000-3-12 (ver a
nota 2)
N°. Númerodematrículaquedevesersem-
pre indicado em qualquer pedido que for
feito em relação à máquina de soldadura.
Transformador-recticadoramonofásica
Transformador-recticadortrifásico.
Característica plana.
MIG/MAG. Apropriadoparasoldaduraporocontínuo.
I2 max Corrente de soldadura não convencional.
O valor representa o limite max. que pode
ser obtido em soldadura.
U0. Tensão a vácuo secundária
X. Factor de serviço percentual.
O factor de serviço exprime a percenta-
gem de 10 minutos em que a máquina de
soldadura pode trabalhar numa determi-
nada corrente sem causar sobreaqueci
mentos.
I2. Corrente de soldadura
U2. Tensão secundária com corrente de sold.I2
U1. Tensão nominal de alimentação.
1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz.
3~ 50/60Hz Alimentação trifásica 50 ou então 60 Hz.
I1 max É o valor máximo da corrente absorvida.
I1 ef É o valor máximo da corrente efectiva
absorvida considerando o factor de serviço.
IP21S Grau de protecção da carcaça.
Grau1,comosegundonúmero,signica
que este aparelho não é idóneo para tra-
balhar no exterio.
S
Idóneo para trabalhar em ambientes com
risco acrescentado.
NOTAS:
1- O aparelho também foi projectado para trabalhar em
ambientes com grau de poluição 3. (Ver IEC 60664).
2- Este equipamento está em conforme com a norma
IEC 61000-3-12 na condição que a impedância
máxima Zmax admitida da instalação eléctrica seja
inferior ou igual a0,023 (Art. 622-624) - 0,276 (Art. 625-
627) - 0,181 (Art. 633) - 0,088 (Art. 641) no ponto de
interligação entre a instalação eléctrica do utilizador
eapública.Édaresponsabilidadedoinstalador,ou
do utilizador do equipamento, garantir, eventualmente
consultando o operador da rede de distribuição, que
o equipamento seja ligado a uma alimentação com
uma impedância máxima de sistema admitida Zmax
inferior ou igual a 0,023 (Art. 622-624) - 0,276 (Art.
625-627) - 0,181 (Art. 633) - 0,088 (Art. 641).
2.3 DESCRIÇÃO DAS PROTECÇÕES
2.3.1 Protecção térmica
Este aparelho é protegido por um termóstato que, caso
as temperaturas admitidas forem superadas, impede
o funcionamento da máquina. Nestas condições o
ventilador continua a funcionar.
3 INSTALAÇÃO
• A instalação da máquina deve ser feita por pessoal
qualicado.
• Todas as ligações devem ser feitas conforme as

39
normas vigentes, no pleno respeito das leis sobre
acidentes no trabalho (normas CEI 26-23 - IEC/TS
62081).
Controlar que a tensão de alimentação corresponda
ao valor indicado no cabo da rede. Se não estiver já
montada, ligar uma cha de capacidade adequada ao
cabo de alimentação certicando-se que o condutor
amarelo/verde esteja ligado ao pino de encaixe de terra.
A capacidade do interruptor magnetotérmico ou dos
fusíveis, em série na alimentação, deve ser igual à
corrente I1 max. absorvida pela máquina.
3.1 ACONDICIONAMENTO
Montar a pega, as rodas e os dois apoios garrafa.
A pega não deve ser usada para suspender a máquina
de soldadura.
Colocar a máquina de soldadura em ambiente ventilado.
Poeira, sujidade ou qualquer outra partícula estranha
que possa entrar na máquina de soldadura poderá
comprometer a ventilação e, portanto, o seu bom
funcionamento.
É, portanto, necessário manter as partes internas limpas,
levando em conta o meio ambiente em que a máquina se
encontra e as condições de uso da mesma. A limpeza
deverá ser feita com um jacto de ar seco e limpo,
cuidandoparanãodanicaramáquina.
Antes de operar no interior da máquina de soldadura,
retireachadarededealimentação.
Qualquer intervenção efectuada no interior da máquina
desoldaduradeveráserfeitaporpessoalqualicado.
Fig. 1
3.2 CONEXÕES INTERNAS
Qualquer intervenção efectuada no interior da
máquina de soldadura deverá ser feita por pessoal
qualicado.
• Antes de operar no interior da máquina de soldadura,
certicar-sequeachaestejadesconectadadaredede
alimentação.
• Após a inspecção nal, a máquina de soldadura é
ligada à tensão indicada no cabo de alimentação.
• Para modicar a tensão de alimentação, retirar
a lateral direita e dispor as conexões do bloco de
terminais como indicado na gura.
Fig. 2
• A tensão de alimentação, nos geradores
monofásicos, não pode ser modicada.
• Não utilizar a máquina de soldadura sem a tampa
ou os painéis laterais, por óbvias razões de segurança
e para não alterar as condições de refrigeração dos
componentes internos.
•Aplicar,aocabodealimentação,umachaapropriada
à corrente absorvida.
• Ligar o condutor amarelo-verde no cabo da rede da
máquinanumaligaçãoàterraeciente..
3.3 CONEXÕES EXTERNAS
3.3.1 Conexão da pinça de massa.
• Ligar o terminal do cabo de massa à tomada da máquina
de soldadura e ligar o alicate de massa à peça a soldar.
3.3.2 Posicionamento da garrafa e ligação do tubo
gás
• Posicionar a garrafa no porta-garrafa da máquina de
soldadura,xando-anopainelposteriordamáquinacom
as correias em dotação.
• A garrafa não deve superar 1,65m (Art. 633-641) e
1m (Art. 622-624-625-627) de altura, para não criar
condições de perigo.
• Controlar periodicamente o estado de desgaste das
correias e, se necessário, solicitar a troca.
• A garrafa deverá ser equipada por um redutor de
pressãoquecontémuxómetro.
• Somente após ter posicionado a garrafa, ligar o tubo
gás de saída do painel posterior da máquina ao redutor
de pressão.
•Regularouxodogásemaprox.10/12litros/minuto.
4 COMANDOS NO PAINEL FRONTAL DOS
APARELHOS.
4.1 EVO (Fig. 3).

40
H
G
D
C
A
B
E
F
Fig. 3
A- Manípulo de regulação.
Ao agir neste manípulo é possível regular o tempo
de punção. Ao carregar no botão da tocha a máquina
começa a soldar, o tempo de punção pode ser regulado
pelo manípulo. Para recomeçar o ciclo é necessário
soltar e carregar novamente no botão da tocha.
B- Sinalizador de cor verde.
Indica que a máquina está ligada.
C- Sinalizador de cor amarela.
Ilumina-se quando o termóstato interrompe o
funcionamento da máquina de soldadura.
D-Manípulo de regulação.
Ao agir sobre este manípulo é possível variar a velocidade
doodesoldadura.
E- Comutador.
Liga ou desliga a máquina e selecciona as gamas da
tensão de soldadura.
F- Comutador.
Regula precisamente a tensão de soldadura dentro da
gama escolhida previamente com o comutador E.
G- Tomadas de massa.
Tomadas nas quais deverá ser ligado o cabo de massa.
(Alguns modelos apresentam uma só tomada de massa ).
H- Adaptador central.
Neste adaptador deverá ser ligada a tocha de soldadura.
4.2 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Tecla de selecção.
Ao carregar nesta tecla os SINALIZADORES
B, C, D e E iluminam-se em sequência.
Quando estamos no interior do sub-menu
activado pelas 2 teclas Q e R, esta tecla selecciona as
funções de aproximação, variação da velocidade do
motor da PULL 2003 e pós gás.
B- SINALIZADOR verde ( PROGRAM ).
PROGRAM
Indica que o display Svisualizaonúmerode
programa em uso.
Paraconhecera qual diâmetro,tipode o
egáscorrespondeonúmerodoprogramavisualizadoé
sucienteconsultarainstruçãocolocadanointeriorda
lateral móvel.
A indicação no display S é sempre precedida pela letra P.
C- SINALIZADOR verde.
Indica que o display S visualiza o tempo de
punção ou de trabalho. A duração deste
tempo pode ser regulada de 0,3 a 5
segundos. Se o tempo for regulado em 0 a função
desactiva-se. A função activa-se somente quando se
está a soldar.
O valor indicado no display S é sempre precedido pela
letra t.
D- SINALIZADOR verde.
Indica que o display S visualiza o tempo de
pausa entre um trecho de soldadura e outro.
A duração deste tempo pode ser regulada
de 0,3 a 5 segundos. Se o tempo for regulado em 0 a
função desactiva-se. A função activa-se somente se o

41
tempo de soldadura for diferente de 0 e caso se estiver a
soldar. O valor indicado no display S é sempre precedido
pela letra t.
E- SINALIZADOR verde (Burn-Back).
Indica que o display S visualiza o tempo em
queoosaidatochadesoldadura,depois
que o operador liberta o botão. Este tempo
varia de 10 a 400 mil segundos. O valor indicado no
display S é sempre precedido pela letra t.
F- SINALIZADOR amarelo.
Ilumina-se quando o termóstato interrompe
o funcionamento da máquina de soldadura.
G- SINALIZADOR verde ( PULSAR ).
PULSAR
Ilumina-se e apaga-se de modo intermitente,
quanto o ligador da tocha PULL 2003 ou do
SPOOL- GUN estiver ligado ao ligador I.
H- Adaptador central.
Deve-se ligar a tocha de soldadura neste adaptador
central.
I- Ligador 10 pólos.
O ligador volante de 10 pólos da tocha PULL 2003 ou da
SPOOL- GUN deve ser ligado neste ligador.
L-M Tomadas de massa.
O cabo de massa deve ser ligado nestas tomadas.
(Alguns modelos possuem somente uma tomada de
massa).
N- Comutador.
Liga e desliga a máquina e selecciona as gamas da
tensão de soldadura.
O- Comutador.
Regula precisamente a tensão de soldadura no interior
da gama escolhida com o comutador N.
P- Manípulo de regulação.
Regulaavelocidadedooeéactivadasomentequando
se utiliza a tocha de soldadura padrão e não a tocha
PULL 2003 ou o SPOOL- GUN.
Quando se utiliza o programa 00,avelocidadedoode
soldadura varia de 0 a 20 metros/minuto.
Quando se utiliza qualquer programa sinérgico, o índice
do manípulo deve ser colocado na escrita SYNERGIC.
Ao escolher um programa sinérgico, o display S indica a
correntedenidapeloprogramaescolhido.Estacorrente
corresponde a uma velocidade. Caso desejar corrigi-
laésucientegiraromanípulonosentidohoráriopara
aumentá-la, ou girar no sentido anti-horário para diminuí-
la. No display Sasmudançasdevelocidadedoosão
sempre indicadas por uma corrente.
Q e R- Teclas.
• Quando o SINALIZADOR B estiver
iluminado o display S indica o número de
programa seleccionado pelas 2 teclas.
Terminada a selecção o SINALIZADOR permanece
iluminado durante outros 5 segundos e em seguida se
apaga.
• Quando o SINALIZADOR C ESTIVER ILUMINADO O
display S indica o tempo seleccionado pelas 2 teclas.
Terminada a selecção o SINALIZADOR permanece
iluminado durante outros 5 segundos e em seguida se
apaga.
• Quando o SINALIZADOR D estiver iluminado o display S
indica o tempo seleccionado pelas 2 teclas. Terminada a
selecção o SINALIZADOR permanece iluminado durante
outros 5 segundos e em seguida se apaga.
• Quando o SINALIZADOR E estiver ligado o display S
indica o tempo seleccionado pelas 2 teclas. Terminada a
selecção o SINALIZADOR permanece iluminado durante
outros 5 segundos e em seguida se apaga.
• Quando os SINALIZADORES B, C, D, E estão apagados,
e nos encontramos no interior de um programa sinérgico
qualquer, ao carregar uma das 2 teclas o display S indica
alternadamenteacorrentedenidaouaespessuraem
milímetros recomendada.
Ao agir nos 2 comutadores N e O será possível visualizar
no display S o aumento ou a diminuição instantânea do
valorseleccionado,estafunçãoéútilquandosedesejar
conhecer previamente em que corrente ou espessura
desejamos iniciar a soldadura.
• Ao carregar simultaneamente nas 2 teclas durante
pelo menos 5 segundos, entra-se no sub-menu, onde
se encontram 3 funções que podem ser seleccionadas
através da tecla A:
1- Acostagem (velocidade).
Modicaavelocidadedoocomrelaçãoàvelocidade
denida,permanecendoactivaporumtemporegulado
pela função de acostagem (tempo).
A velocidade pode ser variada de 10% até no máximo
150%davelocidadedesoldaduradenida,atravésdas
duas teclas Q e R.
Esta função, combinada com a função de acostagem
(tempo) serve para melhorar o arranque do arco.
O valor indicado no display S é precedido pela letra (A).
2- Velocidade denida no motor do PULL 2003.
Ao agir sobre as 2 teclas Q e R, a velocidade do PULL
2003variade9a+9comrelaçãoaovalordenido.
Esta função permite optimizar a alimentação do o,
colocandoomotordealimentaçãodoodamáquinade
soldadura ao passo com o motor do PULL 2003.
O valor indicado no display S é precedido pela letra (H).
3- Pós gás.
Mediante as 2 teclas Q e R é possível variar de 0 a 5
segundos a saída do gás no nal da soldadura. Esta
funçãoéespecialmenteútilquandosoldaraçoinoxidável
e alumínio. O valor indicado no display S é precedido
pela letra (P).
4- Acostagem (tempo).
Regula o tempo em que permanece activa a velocidade
de acostagem. Esta função, combinada com a função de
acostagem (velocidade) serve para melhorar o arranque
do arco.
Mediante as 2 teclas Q e R, o tempo de acostagem pode
variar de 0 a 1 segundo.
O valor indicado no display S é precedido pela letra (d).

42
5- Modo manual 2 tempos e modo automático 4
tempos.
Ao agir sobre as 2 teclas Q e R escolhe-se o modo 2
tempos ou 4 tempos.
Se a máquina de soldadura estiver no modo manual 2
tempos, a mesma começa a soldar quando o boato for
carregado e interrompe a soldadura quando o botão for
liberado.
Se a máquina de soldadura estiver no modo automático
4 tempos, para iniciar a soldadura, carregar no botão da
tocha; uma vez iniciado o procedimento, o botão pode
ser liberado.
Para interromper a soldadura, carregar e liberar
novamente. Este modo é idóneo para soldaduras de
longa duração, onde a pressão no botão da tocha pode
cansar o operador. O valor indicado no display S é
precedido pelos símbolos (2t e 4t).
S- Display.
Ao utilizar o programa manual 00 o instrumento visualiza,
antesdesoldar,avelocidadedooemmetrosporminuto
e visualiza a corrente durante a soldadura.
Ao utilizar os programas sinérgicos visualiza sempre a
corrente.
Como descrito nos parágrafos anteriores, no instrumento
é possível visualizar, antes de iniciar a soldar: o programa
em uso, o tempo de punção, o tempo de pausa, o tempo
de Burn-Back, a espessura recomendada, a função de
aproximação,afunçãodevelocidadedenidanomotor
do PULL 2003 e o tempo de pós gás.
5 SOLDADURA
5.1 FUNCIONAMENTO
Controlar se o diâmetro do o corresponde com o
diâmetro indicado no rolo alimentador de o e se o
programa escolhido é compatível com o material e o tipo
degás.Utilizarrolosalimentadoresdeocomgarganta
em“U”, paraosdealumínio,ecom gargantaem “V”
paraosoutrosos.
5.2 A MÁQUINA ESTÁ PRONTA PARA SOLDAR
Quando for utilizada tocha tipo Pull-2003 ou Spool-
Gun, seguir as instruções em anexo.
• Ligar o alicate de massa à peça a soldar.
• Posicionar o interruptor N em 1.
• Tirar o bocal de gás.
• Desaparafusar o bocal porta-corrente.
• Inserir o o no guia do o da tocha, certicando-se
que esteja dentro da garganta do rolo e que o mesmo se
encontre na posição correcta.
•Carregarnobotãotochaparafazeravançarooaté
que o mesmo saia da tocha.
• Atenção: manter o rosto afastado do pescoço de
cisne enquando o o estiver saindo.
•Aparafusarobocalporta-corrente,certicando-seque
odiâmetrodoorifíciosejaigualaooutilizado.
• Montar o bocal de gás.
5.3 SOLDADURA DOS AÇOS AO CARBONO SEM
PROTECÇÃO GASOSA. (somente para Art. 622,
624 e 625).
Vericarseoscabosestãoinseridoscorrectamenteno
quadro de terminais, de modo que respeitem a polaridade
correcta(vejagura5).
Fig. 5
Para obter soldaduras bem rmes e protegidas
recomenda-se soldar da esquerda para a direita e do alto
paraobaixo.Nonaldequalquersoldadura,removeras
escórias.
OoanimadoautilizaréonossoArt.1587,Ø0,9mm.
5.4 SOLDADURA DOS AÇOS AO CARBONO COM
PROTECÇÃO GASOSA.
Vericarseoscabosestãoinseridoscorrectamenteno
quadro de terminais, de modo que respeitem a polaridade
correcta(somenteparaArt.622,624e625vejagura5).
Para soldar estes materiais é necessário:
• Utilizar um gás de soldadura de composição binária,
normalmente ARGON + CO2 com percentagens de
Argon de 75% para cima. Com esta mistura o carbono
desoldaduracarábemunidoeestético.
Utilizando CO2 puro, como gás de proteccção, obter-se-
ão cordões estreitos, com uma maior penetração mas
com um aumento considerável de projecções (borrifos).
•Utilizarumo quetenhaa mesmaqualidade doaço
a soldar. Recomenda-se sempre utilizar os de boa
qualidade. Evitar soldaduras com os oxidados que
podem causar defeitos de soldadura.
• Evitar soldaduras em peças oxidadas ou que
apresentem manchas de óleo ou graxa.
5.5 SOLDADURA DE AÇOS INOXÍDÁVEIS
Vericarseoscabosestãoinseridoscorrectamenteno
quadro de terminais, de modo que respeitem a polaridade
correcta(somenteparaArt.622,624e625vejagura5).
A soldadura de aços inoxidáveis da série 300 deve ser
efectuada com gás de protecção com alto teor de Argon,
com uma pequena percentagem de oxigênio O2 ou de
anidrido carbónico CO2, aproximadamente 2%.
Não tocar o o com as mãos. É importante manter
sempre a zona de soldadura limpa para não poluir a junta
a soldar.

43
5.6 SOLDADURA DE ALUMÍNIO
Vericarseoscabosestãoinseridoscorrectamenteno
quadro de terminais, de modo que respeitem a polaridade
correcta(somenteparaArt.622,624e625vejagura5).
Para soldadura de alumínio é necessário utilizar:
• Argon puro como gás de protecção.
•Umodecomposiçãoadequadacomomaterialbásico
que será soldado.
•Utilizarreboloeescovadoresespecícosparaalumínio,
sem jamais usá-los em outros materiais.
• Para a soldadura de alumínio deve-se utilizar tochas:
PULL 2003 Art. 2003 ou SPOOL-GUN Art. 1562 com o
acoplamento Art. 1196 (622-627-641).
OBS.: Caso dispor de somente uma tocha preparada
paraos de aço,é necessário modicá-la da seguinte
maneira:
•Certicar-sequeocomprimentodocabonãosupere
3 metros.
• Retirar a porca de bloqueio guia em latão, o bocal
cónico, o bico porta-corrente e então retirar o guia.
•EnaroguianossoArt.1929certicando-sequesaia
das duas extremidades.
• Parafusar novamente o bico porta-corrente de modo
queoguiaqueaderenteaomesmo.
• Na extremidade do guia que permanece livre enar
o nipples de bloqueio guia, a guarnição OR e bloquear
com a porca, sem apertar excessivamente.
•Enaropequenotubodelatãonoguiaeintroduzirtudo
no adaptador, tendo precedentemente retirado o tubo de
ferro.
• Cortar em diagonal o guia de modo que esteja o mais
próximopossívelaoroloalimentadordeo.
•Utilizar osrolos alimentadores deosadequadosao
osdealumínio.
• Regular ao mínimo possível a pressão que o braço do
grupo de alimentação pratica no rolo.
6 DEFEITOS DURANTE A SOLDADURA
1 DEFEITO -Porosidade (interna e externa ao cordão)
CAUSAS •Fiodefeituoso(enferrujadosupercialmente)
• Falta de protecção de gás devido a:
-escassouxodegás
-uxómetrodefeituoso
- redutor malhado pela falta de préaquecedor
do gás de protecção de CO2
- electroválvula defeituosa
- bocal porta corrente obstruído por borrifos
-orifíciosdeeuxodegásobstruídos
- correntes de ar presentes na zona de
soldadura.
2 DEFEITO - ranhuras de retracção
CAUSAS •Sujeiraouferrugemnooounapeçaque
está a ser trabalhada.
• Cordão muito pequeno.
• Cordão muito côncavo.
• Cordão muito penetrado.
3 DEFEITO - Incisões laterais
CAUSAS • Passo muito rápido
• Corrente baixa e tensões de arco elevadas.
4 DEFEITO - Borrifos excessivos
CAUSAS • Tensão muito alta.
•Indutânciainsuciente.
• Falta de um pré-aquecedor de gás de
protecção de CO2.
7 MANUTENÇÃO
Cada trabalho de manutenção deve ser executado por
pessoalqualicadorespeitandoanormaCEI26-29(IEC
60974-4).
7.1 MANUTENÇÃO DO GERADOR
Em caso de manutenção no interior do aparelho,
certique-sequeointerruptorestejanaposição“O”
e que o cavo de alimentação esteja desligado da rede
eléctrica.
Também é necessário limpar periodicamente o pó
metálico acumulado no interior do aparelho utilizando ar
comprimido.
7.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO.
Depois de ter executado uma reparação, prestar
atenção em reordenar a cablagem de modo que haja
um isolamento seguro entre o lado primário e o lado
secundáriodamáquina.Evitequeosospossamentrar
em contacto com partes em movimento ou partes que
aqueçam durante o funcionamento. Montar novamente
todas as braçadeiras como no aparelho original, de
modo a evitar que, se um condutor se parte ou desliga
acidentalmente, possa haver uma ligação entre o
primário e o secundário.
Montar também os parafusos com as anilhas dentadas
como no aparelho original.

44
KÄYTTÖOPAS MIG-HITSAUSKONEELLE
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUS-
LAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS
KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAI-
KASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAI-
TETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMEN-
PITEISIIN.
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT
AIHEUTTAA VAARATILANTEITA LAITTEEN
KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVIL-
LE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa
esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mi-
käli kaipaat lisätietoja, kysy käyttöopasta koodi .3.300.758
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden yhte-
ydessä voi kuitenkin syntyä tätäkin korkeampia
meluarvoja. Laitteen käyttäjän on suojauduttava melua
vastaan lain määrittämiä turvavarusteita käyttämällä.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
- Aina kun sähkö kulkee johtimen läpi muodo-
stuu johtimen ympärille paikallinen sähkö- ja
magneettikenttä EMF. Hitsaus-/ leikkausvir-
ta synnyttää EMF -kentän kaapelien ja virta-
lähteen ympärille.
- Korkean virran aiheuttamat magneettikentät saattavat
aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elin-
toimintoja ylläpitävien laitteiden (sydämentahdistin) käyt-
täjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen
käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus).
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-ken-
tät voivat myös aiheuttaa muitakin vielä tuntemattomia
terveyshaittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seu-
raavia ohjeita minimoidakseen hitsauksessa / leikkauk-
sessa syntyvien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja
maakaapeli niin, että ne kulkevat rinnakkain ja var-
mista jos mahdollista kiinnittämällä ne toisiinsa
teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita
kehosi ympärille.
- Älä koskaan asetu niin, että kehosi on elektrodi /
hitsa uskaapelin ja maakaapelin välissä. Jos elektro-
di- / hitsauskaapeli sijaitsee kehosi oikealla puolella
on myös maajohto sijoitettava niin, että se sijaitsee
kehosi oikealla puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus
kohtaa kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen
välittömässä läheisyydessä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai
räjähdysalttiiden jauheiden, kaasujen tai höyryjen
läheisyydessä.
· Käsittele hitsaustoimenpiteiden aikana käytettyjä kaa-
supulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teolli-
sissa tiloissa. Laitteen sähkömagneettista yhteenso-
pivuutta ei voida taata, mikäli sitä käytetään teollisis-
ta tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin hyväk-
syttyyn kierrätyskeskuksen elektroniikkaromun vastaan-
ottopisteeseen. Paikalliselta laite- edustajalta voi tiedus-
tella lähimmän kierrätyskeskuksen vastaanottopisteen
sijaintia. Noudattamalla EU direktiiviä parannat ympäris-
tön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAIT-
TEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ.
1.1 VAROITUSKILPI
Seuraavat numeroidut tekstit vastaavat kilvessä olevia
numeroituja kuvia.
B. Langansyöttörullat saattavat vahingoittaa käsiä.
C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä

45
hitsauksen aikana. Pidä kädet ja metalliesineet etäällä
niistä.
1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut
ovat hengenvaarallisia. Suojaudu asianmukaisesti
sähköiskuvaaralta.
1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa
paljain käsin. Älä käytä kosteita tai vaurioituneita käsi-
neitä.
1.2 Eristä itsesi asianmukaisesti hitsattavasta kappalees-
ta ja maasta.
1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä
laitteeseen.
2. Hitsaussavujen sisäänhengitys saattaa olla terveydel-
le haitallista.
2.1 Pidä pääsi etäällä hitsaussavuista.
2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjes-
telmän avulla.
2.3 Poista hitsaussavut imutuulettimen avulla.
3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa rä-
jähdyksen tai tulipalon.
3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta.
3.2 Hitsauksessa syntyvät kipinät saattavat aiheut-
taa tulipalon. Pidä palonsammutinta laitteen välittö-
mässä läheisyydessä ja varmista, että paikalla on aina
henkilö, joka on valmis käyttämään sitä.
3.3 Älä koskaan hitsaa suljettuja astioita.
4. Valokaaren säteet saattavat aiheuttaa palovammoja
silmiin ja ihoon.
4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia
kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä
kokonaamaria ja suodatinta, jonka asteluku on asian-
mukainen. Käytä koko kehon suojausta.
5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritetta-
via toimenpiteitä.
6. Älä poista tai peitä varoituskilpiä.
2 YLEISKUVAUS
2.1 MÄÄRITELMÄT
Tämän käyttöohjeen tarkoituksena on antaa riittävät
tiedot hitsauslaitteen asennukseen, käyttöön ja huoltoon
valtuutetuille henkilöille.
Tämä laite on vakiojännitelähde, joka sopii MIG/MAG ja
OPEN-ARC hitsauksiin.
Tarkista vastaanoton yhteydessä, etteivät sen osat ole
rikki tai viallisia.
Hitsauslaitteen hankkijan on esitettävä mahdolliset
menetyksiin tai vaurioihin liittyvät valitukset laitteen
myyjälle. Ilmoita tuotteen nimi ja sen sarjanumero aina,
kun kaipaat hitsauslaitteeseen liittyviä lisätietoja.
2.2 TEKNISTEN TIETOJEN SELITYKSET
Laite on valmistettu seuraavien standardien mukaan: IEC
60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 61000-3-
11 (kts. huomautus 2) - IEC 61000-3-12 (kts. huomautus 2).
N°. Sarjanumero, joka on ilmoitettava aina
hitsauslaitteeseen liittyvien kysymysten
yhteydessä.
Yksi-vaihe muuntaja- tasasuuntaaja
kolmivaiheinen muuntaja - tasasuuntain.
Tasaiset ominaisuudet.
MIG/MAG. Sopii kelalla olevalla hitsauslangalla
tapahtuvaan hitsaukseen.
I2 max Hitsausvirta
Tämä arvo ilmaisee suurimman mahdollisen
hitsausvirran.
U0. Toisiotyhjäkäyntijännite
X. Kuormitettavuus prosentteina.
Kuormitettavuus osoittaa sen ajan
prosentteina, jonka hitsauslaite kykenee
toimimaan tietyllä virralla 10 minuutin aikana
ilman että toiminta aiheuttaa ylikuume
nemisia.
I2. Hitsausvirta
U2. Sekondäärijännite hitsausvirralla I2
U1. Sähkövirran nimellisjännite.
1~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz.
3~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz.
I1 max Suurin ottoteho.
I1 eff Käyttösuhteen mukainen ottotehon
maksimi arvo.
IP21S Rungon suojausaste.
Koteloinnin suojausluokka 1-luokka toinen
numero, tarkoittaa, että tämä laite voidaan
varastoida, mutta sitä ei voida käyttää
ulkona sateessa jos sitä ei ole suojattu
sateelta.
S
Sopii käytettäväksi tiloissa, joissa riski on
tavallista suurempi.
HUOMAUTUKSIA:
1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla
työskentelyyn (kts. IEC 60664).
2-Tämä laite on IEC 61000-3-11-standardin mukainen
ehdolla, että käyttäjän laitteiston ja julkisen verkon
liityntäpisteen sallittu maksimi-impedanssi Zmax on
pienempi tai yhtä suuri kuin 0,023 (Art. 622-624) -
0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641).
Laitteen asentajan/käyttäjän vastuulla on varmistaa
tarvittaessa sähkölaitokselta kysymällä, että laite on
liitetty sähköverkkoon, jonka sallittu maksimi-impedanssi
Zmax on pienempi tai yhtä suuri kuin 0,023 (Art. 622-624)
- 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641)..
2.3 SUOJIEN KUVAUS
2.3.1 Ylikuormitussuoja
Tämä laite on varustettu lämpösuojalla joka pysäyttää
koneen jos sen lämpötila nousee käytön aikana liian
korkeaksi. Näin tapahtuessa koneen tuuletin jatkaa
pyörimistä.
3 ASENNUS
• Laitteen asennuksen saavat suorittaa ainoastaan
ammattihenkilöt.
• Kaikki kytkennät on suoritettava voimassa olevien
normien sekä työtapaturmien ehkäisyyn liittyvien
asetusten mukaisesti (CEI 26-23 - IEC/TS 62081).
Varmista, että liitäntäjännite on laitteen liitäntäjohdossa
olevan merkinnän mukainen. Jos laitteeseen ei vielä
asennettu pistotulppaa, asenna sellainen pistotulppa
jonka kapasiteetti on liitäntäjohdolle riittävä. Varmista,

46
että keltavihreä suojamaajohto kytketään pistokkeen
suojamaanapaan.
Ylivirtasuojan kapasiteetin tai sulakkeiden on oltava
ottotehon I1 mukainen.
3.1 PAIKALLEEN ASETUS
Asenna kahva, takapyörät sekä kaksi pullotukea.
Hitsauskonetta ei saa nostaa kahvasta.
Aseta hitsauslaite riittävän ilmastoituun tilaan.
Hitsauslaitteeseen joutuva pöly, lika ja muut
epäpuhtaudet voivat vaikeuttaa ilmanvaihtoa ja heikentää
hitsauslaitteen suorituskykyä. Työympäristö tulisi pitää
puhtaana jotta työskentelyolosuhteet säilyisivät hyvinä,
on myös tärkeää pitää koneen sisäpuoliset osat puhtaina.
Käytä puhdistukseen puhdasta paineilmaa varoen, ettei
mitkään koneen osat vahingoitu.
Ennen kuin teet mitään koneen sisäpuolisia toimenpiteitä
varmista, että kone on irrotettu sähköverkosta.
Kaikki koneen sisäpuoliset toimenpiteet on tehtävä
ammattitaitoisen henkilön toimesta.
Kuva. 1
3.2 SISÄISET KYTKENNÄT
Kaikki koneen sisäpuoliset toimenpiteet on tehtävä
ammattitaitoisen henkilön toimesta.
• Varmista ennen hitsauslaitteen sisäosien käsittelyä,
että kosketin on irrotettu pistorasiasta.
• Lopullisen koekäytön jälkeen hitsauslaite kytketään
sähkökaapelissa osoitettuun jännitteeseen.
• Sähköjännite voidaan vaihtaa poistamalla oikea
sivulevy ja asettamalla jännitteenvaihdon liitinalustan
kytkennät kuvassa osoitetulla tavalla.
Kuva. 2
• Yksivaiheisen virtalähteen liitäntäjännitettä ei saa
muuttaa.
• Älä käytä hitsauslaitetta ilman kantta tai sivulevyjä,
jolloin turvallisuus saattaisi vaarantua ja sisäisten
komponenttien jäähdytys heikentyä.
• Kiinnitä sähköjohtoon sellainen kosketin, joka sopii
laitteen sähkön kulutukselle.
• Kytke koneen verkkokaapelin kelta-vihreä johdin
tarkoituksenmukaiseen maadoitusliitimeen.
3.3 ULKOISET KYTKENNÄT
3.3.1 Maadoitusnipistimen kytkentä.
• Liitä maadoituskaapelin liitinpistoke koneessa
olevaan maadoitusliittimeen ja maadoituspuristin
työkappaleeseen.
3.3.2 Kaasupullon sijoitus ja kaasuletkun
liittäminen
• Kiinnitä kaasupullo koneen takana oleviin kaasupullon
tukiin, niissä olevien hihnojen avulla.
• Vaaratilanteiden välttämiseksi, kaasupullon
korkeus ei saa olla suurempi kuin 1,65m (Art.633-
641) ja 1 m (Art.622-625-627),
• Tarkista määrävälein kiinnityshihnojen kunto ja vaihda
ne uusiin tarvittaessa.
• Kaasupullo on varustettava paineensäätimellä jossa on
virtausmittari.
• Liitä kaasuletku paineensäätimeen, vasta sitten kun
kaasupullo on asetettu paikalleen ja kunnolla kiinnitetty.
• Säädä kaasunvirtaukseksi non 10 - 12 l/min.
4 ETUPANELISSA OLEVAT OHJAUSLAITTEET
4.1 EVO (Kuva 3).
A- Säätönuppi.
Tällä nupilla säädetään pistehitsausaikaa. Hitsaus
käynnistyy kun polttimen kytkintä painetaan.
Pistehitsausaika on nupilla säädetyn ajan mukainen. Uusi
hitsausjakso aloitetaan vapauttamalla polttimen kytkin ja
painamalla sitä uudelleen.
B- Vihreä merkkivalo.
Virta päällä merkkivalo.

47
H
G
D
C
A
B
E
F
Kuva. 3
C - keltainen merkkivalo.
Palaa kun lämpösuoja on keskeyttänyt koneen toiminnan.
D-Säätönuppi.
Tällä nupilla säädetään langansyöttönopeus.
E- Valintakytkin.
Virta päälle/pois ja hitsausvirta-alueen valinta kytkin,
karkeasäätö
F- Valintakytkin.
Tällä kykimellä valitaan virta-alueen hienosäätö.
G- Maakaapelin liitin.
Liitin johon maakaapeli liitetään. ( joissakin versioissa on
vain yksi maakaapelin liitin )
H- Euro-liitin.
Tähän liittimeen liitetään hitsauspoltin.
4.1 EVO SYNERGIC (Kuva 4).
A- valinta näppäin
Painettaessa tätä näppäintä palaa jokin
merkkivaloista B, C, D tai E.
Kun päävalikko on aktivoituna, painamalla
yhtäaikaa näppäimiä Q ja R voidaan valita Soft Start PULL
2003, lanbgansyöttönopeuden säätö tai jälkikaasun ajan
säätö. Näytössä S olevan ohjelmanumeron edessä on
kirjain P.
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Kuva. 4
B- vihreä merkkivalo ( OHJELMA).
PROGRAM
Kun merkkivalo palaa on näytössä S
ohjelmanumero joka on sillä hetkellä
käytössä.
Tarkista sivupanelissa olevasta taulukosta ohjelmalle
sopiva lankakoko, lankatyyppi ja suojakaasu. Näytössä S
olevan ohjelmanumeron edessä on kirjain P.
C - vihreä merkkivalo
Kun merkkivalo palaa näyttää näyttö S joko
pistehitsaus- tai työjakson aikaa.
Ajan pituus on säädettävissä 0,3 - 5
sekunttiin. Toiminta voidaan ottaa pois käytöstä
asettamalla ajaksi 0. Tämä toiminto on aktiivinen vain
kun hitsaus on käynnissä.
Näytössä S olevan numero arvon edessä on kirjain t.
D - vihreä merkkivalo
Merkkivalon palaessa näyttää näyttö S
hitsausten välistä taukoaikaa.
Ajan pituus on säädettävissä 0,3 - 5
sekunttiin. Toiminta voidaan ottaa pois käytöstä
asettamalla ajaksi 0. Tämä toiminto on aktiivinen vain
kun hitsaus on käynnissä ja ajaksi ei ole asetettu nollaa.
Näytössä S olevan numero arvon edessä on kirjain t.
E - vihreä merkkivalo (Burn-Back).
Merkkivalon palaessa näyttää näyttö S ajan
jonka aikana hitsauslankaa vielä syötetään
polttimesta sen jälkeen kun polttimen kytkin
on vapautettu.
Ajan pituus on säädettävissä 10 - 400 millisekunttiin.
Näytössä S olevan numero arvon edessä on aina kirjain t.

48
F - keltainen merkkivalo.
Merkkivalo palaa kun lämpösuoja on
pysäyttänyt koneen.
G - vihreä merkkivalo ( PULSAR).
PULSAR
Merkkivalo vilkkuu kun polttimien PULL2003
tai SPOOL-GUN ohjausvirtaliitin on
liitetty liittimeen I.
H - Euroliitin
Tähän liittimeen liitetään hitsauspoltin.
I - 10 napainen liitin
Tähän liittimeen kytketään polttimien PULL 2003 tai
SPOOL- GUN 10-napainen ohjausvirtaliitin.
L -M Maakaapelin liitin
Täähän liittimeen kytketään maakaapeli. (joissakin
versioissa on vain yksi maakaapelin liitin)
N - valintakytkin
Virta päälle/pois kytkin sekä hitsausvirta-alueen
valintakytkin.
O - Valintakytkin
Kytkimellä N valitun hitsausvirran hienosäätökytkin.
P - Säätönuppi
Tällä nupilla säädetään langansyöttönopeutta, toimii
vain kun käytössä on tavanomainen hitsauspoltin. Ei ole
toiminnassa kun koneeseen on kytketty PULL 2003 tai
SPOOL-GUN poltin.
Kun käy tö ssä on ohj elma 00, voidaan langansyöttönopeutta
säätää 0 - 20 m/min.
Kun hitsataan millä hyvänsä synergia ohjelmalla on nuppi
asetettava osoittamaan kohti SYNERGIA merkkiä.
Valitse synergia ohjelma; näyttö S näyttää sitä virtaa joka
on säädetty valitulle ohjelmalle.
Tämä virta vastaa annettua langansyöttönopeutta. Jos
nopeutta on tarve muuttaa voidaan se tehdä
yksinkertaisesti kääntämällä nuppia myötäpäivään jolloin
nopeus kasvaa tai vastapäivään niin nopeus laskee.
Näyttö S näyttää langansyöttönopeuden.
Q ja R näppäimet
• Kun merkkivalo B palaa näyttää näyttö S
ohjelmanumeroa joka on näiden kahden
näppäimen avulla valittu. Kun valinta on
tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen
se sammuu.
• Kun merkkivalo C palaa näyttää näyttö S aikaa joka on
näiden kahden näppäimen avulla valittu. Kun valinta on
tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen
se sammuu.
• Kun merkkivalo D palaa näyttää näyttö S aikaa joka on
näiden kahden näppäimen avulla valittu. Kun valinta on
tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen
se sammuu.
• Kun merkkivalo E palaa näyttää näyttö S aikaa joka on
näiden kahden näppäimen avulla valittu. Kun valinta on
tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen
se sammuu.
Kun merkkivalot B,C,D tai E eivät pala ja käytössä on jokin
synergia ohjelma ja jompaa kumpaa näppäintä painetaan
näyttää näyttö S säädettyä virtaa tai suositeltavaa
paksuutta millimetreinä.
Säätökytkimillä N ja O asetuksiin tehdyt muutokset,
lisäykset tai vähennykset, näkyvät välittömästi näytöllä S.
Tätä toimintoa käytetään kun halutaan tietää millä virta-
alueella tai paksuudella hitsausta tullaan jatkamaan.
• Painettaessa yhtäaikaa näitä kahta näppäintä
vähintäin 5 sekunnin ajan saadaan päävalikko
aktiiviseksi, jolloin näppäimen A avulla voidaan valita
toiminto kolmesta eri vaihtoehdosta.
1- SOFT START ( lähestymisnopeus )
Muuttaa langan syöttönopeutta säädetystä nopeudesta;
tämä nopeus on aktiivinen Soft Start (time ) toiminnossa
säädetyn ajan.
Lähestymisnopeus säädetään kahden näppäimen Q ja R
avulla 10% - 150% säädetystä
langan syöttönopeudesta.
Tämä toiminto yhdessä lähestymisnopeuden ajan
säädön, Soft Start (time) kanssa, helpottaa
valokaaren syttyvyyttä.
Arvot tulee näyttöön S ja niiden edessä on kirjain (A).
2- Pull 2003 polttimen langansyöttömoottorin
nopeuden säätö.
Näppäinten Q ja R avulla voidaan Pull 2003 moottorin
nopeutta säätää – 9 ja +9 välillä säädetystä langan
syöttönopeudesta.
Tämä toiminto mahdollistaa parhaan mahdollisen
langansyötön ja synkronoi keskenään hitsauskoneen
sekä polttimen Pull 2003 langansyöttönopeuden.
Arvot tulee näyttöön S ja niiden edessä on kirjain (H).
3- Jälkikaasu
Näppäinten Q ja R avulla voidaan säätää kaasunvirtausaika
0 - 5 sekuntiin sen jälkeen kun hitsaus on päättynyt.
Tämä toiminto on tarpeellinen varsinkin hitsattaessa
ruostumatonta terästä tai alumiinia.
Arvot tulee näyttöön S ja niiden edessä on kirjain (P).
4- Soft Start ( aika )
Aika minkä kuluessa säädetty langan lähestymisnopeus
on aktiivinen. Tämä toiminto toimii yhdessä
lähestymisnopeuden Soft Start (speed) kanssa, helpottaa
valokaaren syttyvyyttä
Säädetään näppäinten Q ja R avulla 0 - 1 sekuntiin.
Arvot tulee näyttöön S ja niiden edessä on kirjain (d).
5- Kaksi-vaihe käsikäyttö ja neli-vaihe
automaattikäyttö.
Valitse 2-vaihe tai 4-vaihe käyttö näppäinten Q ja R
avulla.
Jos kone on asetettu 2-vaihe toimintaan alkaa hitsaus
kun kytkintä E painetaan ja päättyy kun se vapautetaan.
Jos kone on asetettu toimimaan 4-vaihe automaatti
toimintoon, hitsaus aloitetaan painamalla polttimen
kytkintä jonka jälkeen hitsaus jatkuu vaikka polttimen
kytkin vapautetaan. Painamalla polttimen kytkintä
uudelleen ja vapauttamalla kytkin päättyy hitsaus.
Tämä toiminto on käyttökelpoinen silloin kun hitsataan
pitkiä saumoja, jolloin hitsaajan ei tarvitse koko ajan pitää
polttimen kytkintä painettuna. Arvot tulee näyttöön S ja

49
niiden edessä on symboolit ( 2T ja 4T).
S -Näyttö
Kun käytetään käsiohjelmaa 00 näyttää näyttö S ennen
hitsauksen aloittamista langansyöttönopeutta metreinä
minuutissa ja hitsauksen aikana hitsausvirtaa. Kun
käytössä on synergia ohjelma näyttää näyttö S aina
hitsausvirtaa.
Sen lisäksi mitä edellä on mainittu näyttö S näyttää
seuraavia asioita ennen hitsauksen aloittamista;
hitsausohjelmaa joka on käytössä, pistehitsausaikaa,
taukoaikaa, Burn Back aikaa, suositeltavaa paksuutta,
Soft Start toimintaa, PULL 2003 moottorin nopeutta ja
jälkikaasun aikaa.
5 HITSAUS
5.1 KÄYTTÖKUNTOON LAITTO
Varmista, että langansyöttöpyörien urat on käytettävän
lankakoon mukaiset. Tarkista myös, että käytettävä
hitsausohjelma on valittu oikein, hitsattavan materiaalin
ja suojakaasun mukaan.
Käytälangansyöttöpyörien“U”uraproiliaalumiinilangalle
ja“V”uraproiliamuillelankatyypeille.
5.2 HITSAUKSEN ALOITUS
Käytettäessä Pull-2003 tai Spool-Gun poltinta,
noudata niiden mukana tulevia käyttöohjeita.
• Liitä maadoituspuristin työkappaleeseen.
• Käännä kytkin N asentoon 1.
• Poista polttimesta kaasusuutin.
• Irrota virtasuutin.
• Pujota hitsauslanka polttimen langanjohtimeen ja
varmista, että lanka tulee syöttöpyörien uriin ja että
syöttöpyörät on oikeassa asemassaan.
• Paina polttimen kytkintä kunnes hitsauslanka tulee ulos
polttimesta.
• Varoitus: Älä suuntaa poltinta kasvojasi kohti kun
syötät lankaa polttimeen.
• Varmista, että virtasuutin vastaa käytettävää lankakokoa
ja ruuvaa se kiinni polttimeen.
• Kiinnitä kaasusuutin polttimeen.
5.3 TERÄSTEN HITSAUS ILMAN SUOJAKAASUA
( koskee vain tuotteita Art. 622, 624 ja 625 )
Kuva. 5
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts.
Kuva 5).
Kunnollisen suojauksen ja hitsausliitoksen
aikaansaamiseksi, hitsaus tuleee suorittaa aina vasemalta
oikealle ja ylhäältä alaspäin. Poista hitsauksen jälkeen
kaikki kuonat hitsausliitoksesta.
KäytäØ0.9mmtäytelankaaArt.1587.
5.4 SUOJAKAASUN KÄYTTÖ TERÄSTEN HITSAUK
SESSA .
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts.
kuva 5).
Teräksiä hitsattaessa tule seuraavat seikat huomioida:
• Käytä seoskaasua , tavallisesti ARGON + CO2, seosta
jossa on vähintäin 75 % .Argonia Tämä seos takka, että
hitsauspalko liittyy hyvin hitsattavaan kappaleeseen.
Käyttämällä puhdasta C02 suojakaasua jää hitsauspalko
kapeaksi ja tunkeuma tulee suuremmaksi, mutta
roiskeiden määrä kasvaa huomattavaksi.
• Käytä hitsauslankaa joka on laadultaan vähintäin saman
tasoista kun hitsattava kappale.
Käytä vain hyvälaatuista hitsauslankaa, ruosteiset ja
huonot hitsauslangat aiheuttaa puutteellisen ja huonon
hitsaustuloksen.
• Vältä ruosteisten, öljyisten ja rasvaisten kappaleiden
hitsaamista.
5.5 RUOSTUMATTOMAN TERÄKSEN HITSAUS
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts.
kuva 5).
Hitsattaessa 300-sarjan ruostumattomia teräksiä tulee
suojakaasuna käyttää ARGONIA johon on lisätty pieni
määrä O2:ta ta CO2:ta ( noin 2%) , jolloin valokaaresta
saadaan vakaa.
Älä koske käsilläsi hitsauslankaan. On tärkeää pitää koko
hitsausalue puhtaana, että epäpuhtauksien pääsy
hitsiliitokseen voidaan estää.
5.6 ALUMIININ HITSAUS
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts.
kuva 5).
Hitsattaessa alumiinia tule käyttää:
• Suojakaasuna puhdasta ARGONIA
• Hitsauslankaa joka materiaaliltaan vastaa hitsattavaa
kappaletta.
• Käytä hiomalaikkaa tai harjaa joka on tarkoitettu
alumiinille, älä käytä niitä muille materiaaleille.
• Hitsattaessa alumiinia tulee polttimina käyttää:
PULL 2003 Art. 2003 tai SPOOL-GUN Art. 1562 poltinta
ja välikaapelia Art. 1196, Art. 622, 624 ja 625.
HUOM: Jos hitsaukseen on käytössä vain yksi poltin,
tulee sen olla valmisteltu seuraavasti:
• Tarkista ettei poltin ole pidempi kuin 3 metriä.
• Irrota messinkinen langanjohtimen päätemutteri,
kaasukupu ja virtasuutin ja vedä langan johdin ulos
polttimesta.

50
• Laita polttimeen langanjohdin Art. 1929, varmita, että
se vastaa polttimen molempiin päihin.
• Ruuvaa virtasuutin takaisin niin, että se vastaa
langanjohtimeen.
• Kiinnitä toiseen päähän langanjohtimen nippa ja ja
o-rengas ja kiristä päätemutteri, älä kiristä mutteria liian
tiukalle.
• laita messikinen ohjainputki ulosjäävän langanjohtimen
päälle ja pujota se Euro-liittimeen sen jälkeen kun olet
siitä poistanut alkuperäisen teräksisen ohjainputken.
• Katkaise langanjohdin kohtisuoraan niin läheltä
langansyöttölaitteen syöttöpyöriä kuin mahdollista.
• Käytä langansyöttöpyöriä jotka sopivat alumiinille.
• Säädä säätävivun avulla syöttöpyörien puristus minimiin.
6. HITSAUSVIRHEET
1. HITSAUSVIRHE - Huokosia hitsin ulko- tai sisäpuo
lella
• Elektrodilla puutteellinen koske
tus ( ruosteinen pinta)
• Suojakaasu puuttuu
- alhainen kaasun virtaus
- viallinen virtausmittari
- CO2 suojakaasua ei ole esiläm-
mitetty, paineensäädin jäätynyt.
- viallinen magneettiventtiili
- virtasuutin tukkeutunut roiskeista
- kaasun ulostuloreiät tukkeutuneet
- hitsauspisteessä kova ilmavirtaus
2. HITSAUSVIRHE - Kutistushalkeamia
• Hitsauslanka tai työkappale on
likainen tai ruosteinen.
• Hitsauspalko liian pieni
• Hitsauspalko kovera
•Tunkeuma liian syvä
3. HITSAUSVIRHE - Sivuhalkeamia
• Hitsauksen eteneminen liian
nopea
•Liian alhainen hitsausvirta ja
korkea kaarijännite
4. HITSAUSVIRHE - Liikaa roiskeita
• liian korkea kaarijännite
•Väärä induktanssi CO2 suojakaasua
ei ole esilämmitetty
7 HUOLTO
Ainoastaan ammattitaitoiset henkilöt saavat huoltaa
laitetta standardin CEI 26-29 (IEC 60974-4) mukaan.
7.1 VIRTALÄHTEEN HUOLTO
Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että
kytkin on O-asennossa ja että virtakaapeli on irrotettu
verkosta.
Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt
metallipöly paineilmalla.
7.2 KORJAUKSEN JÄLKEEN
Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen,
niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti
toisistaan. Älä anna kaapeleiden koskettaa liikkuvia
tai toiminnan aikana kuumenevia osia. Asenna kaikki
nippusiteet takaisin alkuperäisille paikoilleen, ettei
johtimen tahaton rikkoutuminen aiheuta liitäntää ensiö- ja
toisiopuolen välillä.
Asenna lisäksi ruuvit ja hammasaluslaatat takaisin
alkuperäisille paikoilleen.

51
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN
BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEM-
MES OG OPBEVARES I SVEJSEAPPARATETS DRIFT-
SLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPER-
SONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNINGOG-SKÆRINGKANUDGØ-
RE EN SUNDHEDSRISIKO FOR SVEJSEREN
OG ANDRE PERSONER. Svejseren skal derfor informeres
om risiciene, der er forbundet med svejsning. Risiciene er
beskrevet nedenfor. Yderligere oplysning kan fås ved be-
stilling af manualen art. nr.3.300.758
STØJ
Apparatets støjniveau overstiger ikke 80 dB. Plas-
masvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger ovennævn-
te niveau. Svejserne skal derfor anvende beskyttelsesud-
styret, der foreskrives i den gældende lovgivning.
ELEKTROMAGNETISKE FELTER - kan være skadelige .
• Strøm, der løber igennem en leder, skaber
elektromagnetiske felter (EMF). Svejse- og
skærestrøm skaber elektromagnetiske felter
omkring kabler og strømkilder.
• Elektromagnetiske felter, der stammer fra
høj strøm, kan påvirke pacemakere. Brugere af elektroni-
ske livsnødvendige apparater (pacemaker) skal kontakte
lægen, inden de selv udfører eller nærmer sig steder, hvor
buesvejsning,skæresvejsning,ammehøvlingellerpunkt-
svejsning udføres.
• Eksponering af elektromagnetiske felter fra svejsning el-
ler skæring kan have ukendte virkninger på helbredet.
Alle operatører skal gøre følgende for at mindske risici,
der stammer fra eksponering af elektromagnetiske felter:
- Sørg for, at jordkablet og elektrodeholder- eller svej-
sekablet holdes ved siden af hinanden. Tape dem om
muligt sammen.
- Sno ikke jordkablerne og elektrodeholder- eller svej-
sekablet rundt om kroppen.
- Ophold dig aldrig mellem jordkablet og elektrodehol-
derellersvejsekablet.Hvisjordkabletbendersigtil
højre for operatøren, skal også elektrodeholdereller
svejsekablet være på højre side.
- Slut jordkablet til arbejdsemnet så tæt som muligt på
svejseeller skæreområdet.
- Arbejd ikke ved siden af strømkilden.
EKSPLOSIONER
· Svejs aldrig i nærheden af beholdere, som er un-
der tryk, eller i nærheden af eksplosivt støv, gas
eller dampe. Vær forsigtig i forbindelse med hånd-
teringafgasaskerneog trykregulatorerne,som anven-
des i forbindelse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med an-
givelserne i den harmoniserede norm IEC 60974-10.(Cl. A)
Apparatet må kun anvendes til professionel brug i in-
dustriel sammenhæng. Der kan være vanskeligheder
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING
forbundet med fastsættelse af den elektromagnetiske
kompatibilitet, såfremt apparatet ikke anvendes i in-
dustriel sammenhæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEKTRO-
NISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
meddetnormaleaffald!
Ved skrotning skal de elektriske apparater indsamles sær-
skilt og indleveres til en genbrugsanstalt jf. EU-direktivet
2002/96/EF om affald af elektrisk og elektronisk udstyr
(WEEE), som er inkorporeret i den nationale lovgivning.
Apparaternes ejer skal indhente oplysninger vedrørende
de tilladte indsamlingsmetoder hos vores lokale repræ-
sentant. Overholdelse af kravene i dette direktiv forbedrer
miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER
RETTES HENVENDELSE TIL KVALIFICERET PERSONA-
LE.
1.1 ADVARSELSSKILT
Den følgende nummererede tekst svarer til skiltets num-
mererede bokse.
B. Trådfremføringens små ruller kan såre hænderne.
C. Svejseledningen og trådfremføringsgruppen er under
spænding i løbet af svejsningen. Hold hænder og me-
talting på afstand.
1. Elektriske stød der fremprovokeres fra svejsningens
elektrode eller fra kablet kan være dødelige. Man skal

52
beskytte sig på en passende måde mod faren for
elektriske stød.
1.1 Vær iført isolerende handsker. Rør ikke ved elektro-
den med bare hænder. Vær ikke iført fugtige eller be-
skadigede handsker.
1.2 Vær sikker på at være isolerede fra stykket der skal
svejses og fra grunden
1.3 Frakobl forsyningskablets stik inden man skal arbejde
på maskinen.
2. Indånding af uddunstning kan være sundhedsfarligt.
2.1 Hold hovedet fjernt fra uddunstningen.
2.2 Anvend et anlæg med forceret ventilation eller med
lokalt aftræk for at fjerne uddunstningen.
2.3 Brug en sugepumpe for at fjerne uddunstningen.
3. Gnisterne der fremprovokeres ved svejsningen kan
forårsage eksplosioner eller brande.
3.1 Hold antændelige materialer fjernt fra svejseområdet.
3.2 Gnisterne der fremprovokeres ved svejsningen kan
forårsage brande. Hav en brandslukker lige i nærhe-
den og lad en person være klar til at bruge den.
3.3 Svejs aldrig lukkede beholdere.
4. Lysbuens stråler kan brænde øjnene og give forbræn-
dinger på huden.
4.1 Vær iført sikkerhedshjelm og -briller. Brug passende
beskyttelser til ørerne og kittel med opknappet hals.
Brugenltrerendeansigtsmaskemedenkorrektgra-
dation. Vær iført en komplet kropsbeskyttelse.
5. Læs vejledningerne inden maskinen bruges eller in-
den der foretages en hvilken som helst operation på
den.
6. Fjern ikke eller tildæk ikke advarselsskiltene
2 GENEREL BESKRIVELSE
2.1 SPECIFIKATIONER
Denne vejledning er udarbejdet med det formål at
yde oplysninger til det personale, der har til opgave at
udføre installering og forestå brug og vedligeholdelse af
svejsemaskinen.
Dette apparat er en konstant spændingskilde, egnet til
MIG/MAG og OPEN-ARC svejsning.
Ved modtagelse af apparatet skal man kontrollere, at der
ikke er ødelagte eller beskadigede dele.
Køberen skal forelægge ethvert krav om erstatning for
tab eller beskadigelser for fragtføreren. Hvis man ønsker
oplysninger om svejsemaskinen bedes man angive varen
og serienummeret.
2.2 FORKLARING AF DE TEKNISKE DATA
Apparatet er bygget efter følgende normer : IEC 60974.1
- IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (se
”Bemærk2”-ogIEC61000-3-12(se”Bemærk2”)
N°. Serienummer, der altid skal oplyses ved
enhver forespørgsel vedrørende svejse-
maskinen.
Enfaset transformer - ensretter
Trefaset transformer-ensretter.
Flad karakteristika.
MIG/MAG. Egnet til svejsning med kontinuerlig tråd.
I2 max Ikke konventionel svejsestrøm.
Værdien repræsenterer den maksimale
grænse, der kan nås under svejsning.
U0. Sekundær spænding uden belastning
X. Procentsats for drift.
Procentsatsen for drift udtrykker den del
af 10 minutter, hvor svejsemaskinen kan
arbejde ved en bestemt strøm uden at
forårsage overopvarmning.
I2. Svejsestrøm
U2. Sekundær spænding med svejsestrøm I2
U1. Nominel forsyningsspænding.
1~ 50/60Hz Enfaset forsyning 50 eller 60 Hz.
3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz.
I1 max Den maksimale optagne strømværdi.
I1 aktiv Den maksimale optagne aktive
strømværdi, når man tager højde for
intermittensen.
IP21S Beskyttelsesgrad for maskinkroppen.
Grad 1 som ciffer nummer to betyder, at
dette apparat ikke er egnet til at arbejde
udendørs i regnvejr.
S
Egent til at arbejde i omgivelser med
forhøjet risiko.
BEMÆRK:
1-Apparatet er også egnet til arbejde i omgivelser med
kontaminationsgrad 3 (se IEC 60664).
2-Dette udstyr opfylder kravene i standard IEC 61000-3-
12, forudsat at systemets maks. tilladte impedans Zmaxer
lavere end eller lig med 0,023 (Art. 622-624) - 0,276 (Art.
625-627)-0,181(Art.633)igrænseadepunktetmellem
brugerens system og det offentlige system. Det påhviler
udstyrets installatør eller bruger at garantere, at udstyret
er tilsluttet en forsyningskilde med maks. impedans
0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art.
633). Dette sker eventuelt ved at indhente oplysninger
hos forsyningsselskabet.
2.3 BESKRIVELSE AF BESKYTTELSER
2.3.1 Termisk beskyttelse.
Dette apparat er beskyttet af en termostat, der ved
overskridelse af de tilladte temperaturer forhindrer
funktion af maskinen. Under disse forhold fortsætter
funktionen af ventilatoren.
3 INSTALLERING
• Maskinen skal installeres af kvaliceret personale.
• Alle tilslutninger skal udføres i overensstemmelse
med den gældende lovgivning, samt under
overholdelse af reglerne for forebyggelser af ulykker.
(Bemærk CEI 26-23 - IEC/TS 62081).
Kontrollér at forsyningsspændingen stemmer overens
med oplysningerne på netkablet. Hvis der ikke allerede
er påsat et stik, skal man montere et stik med passende
kapacitet på forsyningskablet, og sørge for at den gul/
grønne leder er tilsluttet jordstikbenet.
Kapaciteten for den magnettermiske afbryder eller serie-
sikringerne for forsyningen skal være lig med strømmen
I1 max. optaget af maskinen.

53
3.1 ANBRINGELSE
Montérhåndtaget,baghjuleneogdetoaskeholdere.
Håndtaget må ikke anvendes til at løfte svejsemaskinen.
Anbring svejsemaskinen i ventilerede omgivelser.
Støv, snavs og andre fremmedlegemer kan trænge ind
i svejsemaskinen og forhindre ventilationen, og således
også korrekt funktion.
Derfor er det nødvendigt at holde de indre dele rene i
det omfang det kræves af omgivelsesforholdene og
brugstilstanden. Rengøringen skal ske ved hjælp af ren
og tør trykluft, og man skal være påpasselig med ikke at
beskadige maskinen.
Inden man udfører indgreb internt i svejsemaskinen,
skal man være sikker på, at stikket er trukket ud af
forsyningsnettet.
Ethvert indgreb i svejsemaskinen skal udføres af
kvalicerede teknikere.
Fig. 1
3.2 INTERNE FORBINDELSER
Ethvert indgreb i svejsemaskinen skal udføres af
kvalicerede teknikere.
• Inden man udfører internt arbejde i svejsemaskinen skal
man sørge for at stikket er trukket ud af stikkontakten.
• Efter den afsluttende kontrol skal svejsemaskinen
tilsluttes med den spænding, der er angivet på
forsyningskablet.
Fig. 2
• Ved skift af forsyningsspænding skal man fjerne
det højre sidestykke og anbringe forbindelserne på
klemskruepanelet til spændingsændring som vist på
illustrationen 2.
Forsyningsspændingen på enfasede strømkilder må ikke
ændres.
• Brug aldrig svejsemaskinen uden låg og sidepaneler
af logiske sikkerhedsårsager, og for ikke at ændre
afkølingsforholdene for de interne komponenter.
• Sæt et stik på forsyningskablet, der er egnet til den
optagne strøm.
• Forbind den gul-grønne leder for maskinens netkabel til
et korrekt jordstik.
3.3 EKSTERNE FORBINDELSER
3.3.1 Tilslutning af jordforbindelsestangen.
• Tilslut stelkablets terminal til svejsemaskinens
stikkontakt, og fastgør stelklemmen til svejseemnet.
3.3.2 Placering af asken og forbindelse til gasslangen
• Placér asken på svejsemaskinens askeholder, og
fastgør den til maskinens bagpanel v.h.a. de medfølgende
remme.
• Flasken må ikke være højere end 1,65 m (Art.633-
641) og 1m (622-624-625-627), for ikke at skabe
farlige tilstande.
• Kontrollér jævnligt remmenes slidtilstand, og bestil nye
remme ved behov.
• Flasken skal udstyres med en trykreduktionsventil og
etowmeter.
• Gasslangen, der kommer fra bagpanelet på maskinen,
skal først tilsluttes til trykreduktionsventilen efter at
askenerblevetplaceret.
• Gasstrømningen skal indstilles på cirka 10/12 liter i
minuttet.
4 BETJENINGSENHEDER PÅ APPARATETS
FRONTPANEL
4.1 EVO (Fig. 3)
A- Indstillingsknap.
Ved hjælp af denne knap indstilles punktsvejsetiden. Når
der trykkes på svejsepistolens knap, begynder maskinen
at svejse; varigheden af punktsvejsetiden indstilles med
knappen. For at fortsætte cyklussen skal man slippe
svejsepistolens knap og derefter trykke igen.
B- Grøn lysdiode.
Denne lampe tilkendegiver, at maskinen er tændt.
C- Gul lysdiode.
Tændes når termostaten afbryder svejsemaskinens
funktion.
D-Indstillingsknap.
Ved indstilling på denne knap ændres svejsetrådens
hastighed.
E - Omskifter.
Tænder og slukker maskinen, og vælger områderne for
svejsespændingen.

54
H
G
D
C
A
B
E
F
Fig. 3
F - Omskifter.
Finindstiller svejsespændingen indenfor området valgt
med omskifter E.
G - Jordstikkontakter.
Til disse stikkontakter skal stelkablets stik forbindes.
(Nogle af modellerne har kun en enkelt jordstikkontakt).
H - Centraltilslutning.
Her tilsluttes svejsepistolen.
4.2 EVO SYNERGIC (Fig. 4)
A - Vælgetast
Ved tryk på denne tast tændes lysdioderne
B, C, D og E i rækkefølge.
Når man bender sig i undermenuen
aktiveret af de 2 taster Q og R, vælges funktionerne for
“softstart”,ændringafmotorhastighedenpåPULL2003
og efterstrømningsgassen.
B- Grøn lysdiode (PROGRAM)
PROGRAM
Tilkendegiver at displayet S viser nummeret
på programmet i brug.
For at få at vide, hvilken diameter, trådtype
og gas, som det viste programnummer henviser til, kan
man læse vejledningen på indersiden af det oplukkelige
sidestykke.
Angivelsen på displayet S er altid indledt af bogstavet P.
C - Grøn lysdiode
Tilkendegiver at displayet S viser
punktsvejsetiden eller arbejdstiden. Denne
periodes varighed kan indstilles på mellem 0,3 og 5
sekunder. Hvis tiden er indstillet på 0, er funktionen
afbrudt. Funktionen er kun aktiveret under selve
svejsningen.
Værdien vist på displayet S er altid indledt af bogstavet t.
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
D - Grøn lysdiode
Tilkendegiver at displayet S viser pausetiden
mellem en svejsesekvens og den næste.
Denne periodes varighed kan indstilles på
mellem 0,3 og 5 sekunder. Hvis tiden er indstillet på 0, er
funktionen afbrudt. Funktionen er kun aktiveret, hvis
svejsetiden ikke er 0, og hvis man er ved at svejse.
Værdien angivet på displayet S er altid indledt af
bogstavet t.
E - Grøn lysdiode (Burn-Back).
Tilkendegiver at displayet S viser den
tidsperiode, hvor tråden kommer ud fra
svejsepistolen, efter at operatøren har
sluppet tasten. Denne periode kan indstilles på mellem
10 og 400 millisekunder. Værdien angivet på displayet S
er altid indledt af bogstavet t.
F - Gul lysdiode
Tændes når termostaten afbryder
svejsemaskinens funktion.
G - Grøn lysdiode (PULSAR)
PULSAR
Tændes og slukkes intermitterende, når
stikket på svejsepistolen PULL 2003 eller
SPOOL- GUN er tilsluttet stikkontakten I.

55
H - Centraltilslutning
Her tilsluttes svejseslangen.
I- Stikkontakt med 10 poler
Til denne stikkontakt skal det fritliggende stik med 10
poler fra svejseslangen PULL 2003 eller SPOOL- GUN
tilsluttes.
L - M Jordstikkontakter
Til disse stikkontakter skal stelkablets stik forbindes.
(Nogle af modellerne har kun en enkelt jordstikkontakt).
N - Omskifter
Tænder og slukker maskinen, og vælger områderne for
svejsespændingen.
O - Omskifter
Finindstiller svejsespændingen indenfor området valgt
med omskifter N.
P - Indstillingsknap
Indstiller trådhastigheden, og er kun aktiv, når man
anvender standard-svejseslangen, og aldrig når man
anvender svejseslangen PULL 2003 eller SPOOL- GUN.
Når man anvender programmet 00, varierer svejsetrådens
hastighed mellem 0 og 20 meter/minuttet.
Når man anvender et hvilket som helst synergisk program,
skal knappens viser være anbragt på SYNERGIC. Når
man vælger et synergisk program, viser displayet S den
strøm, der er indstillet af det valgte program. Denne
strøm svarer til en hastighed, og kan ændres ved at
dreje knappen med uret for at øge, eller mod uret for at
sænke hastigheden. På displayet S vises ændringerne af
trådhastigheden altid af en strøm.
Q og R - Taster
• Når lysdioden B er tændt, viser displayet S
det programnummer der vælges med de 2
taster; efter valget fortsætter lysdioden med
at være tændt i yderligere 5 sekunder, hvorefter den
slukkes.
• Når lysdioden C er tændt, viser displayet S den
tidsperiode der vælges med de 2 taster; efter valget
fortsætter lysdioden med at være tændt i yderligere 5
sekunder, hvorefter den slukkes.
• Når lysdioden D er tændt, viser displayet S den
tidsperiode der vælges med de 2 taster; efter valget
fortsætter lysdioden med at være tændt i yderligere 5
sekunder, hvorefter den slukkes.
• Når lysdioden E er tændt, viser displayet S den
tidsperiode der vælges med de 2 taster; efter valget
fortsætter lysdioden med at være tændt i yderligere 5
sekunder, hvorefter den slukkes.
• Når lysdioderne B, C, D, E er slukket, og maskinen
bendersigpåetafdesynergiskeprogrammer,medfører
tryk på en af de to taster, at displayet S skiftevis viser den
indstillede strøm eller den anbefalede tykkelse udtrykt i
millimeter.
Ved tryk på de 2 omskiftere N og O kan man på displayet
S se den øjeblikkelige øgning eller sænkning af den valgte
værdi; denne funktion er nyttig, når man indledningsvis
ønsker at vide med hvilken strøm og tykkelse svejsningen
begyndes.
• Ved samtidigt tryk på de 2 taster i mindst 5 sekunder
får man adgang til undermenuen, hvor der ndes 3
funktioner, der kan vælges med tast A:
1- Tilnærmelse (hastighed).
Ændrer trådhastigheden i forhold til den indstillede værdi;
fortsætter med at være aktiv i et tidsrum reguleret af
tilnærmelsesfunktionen (tid).
Hastigheden kan ændres v.h.a. de 2 taster Q og R fra 10%
til maksimum 150% af den indstillede svejsehastighed.
Denne funktion benyttes sammen med
tilnærmelsesfunktionen (tid) til at forbedre tænding af
lysbuen.
Værdien vist på displayet S indledes af bogstavet (A).
2- Hastighed indstillet på motoren for PULL 2003.
Ved indstilling på de 2 taster Q og R ændres hastigheden
for PULL 2003 mellem – 9 og + 9 i forhold til den indstillede
værdi. Denne funktion giver mulighed for at optimere
trådfremførslen ved at regulere trådfremføringsmotorens
skridt på svejsemaskinen med skridtet på PULL 2003.
Værdien vist på displayet S indledes af bogstavet (H).
3- Efterstrømningsgas.
Ved hjælp af de 2 taster Q og R kan man regulere
gasudstrømningen fra 0 til 5 sekunder ved afslutning
af svejsningen. Denne funktion er speciel nyttig ved
svejsning af rustfrit stål og aluminium. Værdien vist på
displayet S indledes af bogstavet (P).
4- Tilnærmelse (tid).
Regulerer det tidsrum, hvor tilnærmelseshastigheden
er aktiv. Denne funktion benyttes sammen med
tilnærmelsesfunktionen (hastighed) til at forbedre
tænding af lysbuen. V.h.a. de 2 taster Q og R kan
tilnærmelsestiden indstilles mellem 0 og 1 sekund.
Værdien vist på displayet S indledes af bogstavet (d).
5- Manuel funktionsmåde med 2 trin og automatisk
funktionsmåde med 4 trin.
V.h.a. de 2 taster Q og R kan man vælge funktionsmåden
med 2 trin eller 4 trin.
Hvis svejsemaskinen er indstillet på manuel
funktionsmåde med 2 trin, påbegyndes svejsningen når
knappen trykkes, og svejsningen afbrydes når knappen
slippes.
Hvis svejsemaskinen er indstillet på automatisk
funktionsmåde med 4 trin skal man trykke på
svejsepistolens knap for at påbegynde svejsningen; når
proceduren er startet kan knappen slippes.
For at afbryde svejsningen skal man trykke og slippe
igen. Denne funktionsmåde er egnet til længerevarende
svejsning, hvor tryk på knappen kan trætte
svejsearbejderen. Værdien vist på displayet S indledes af
symbolerne (2t og 4t).
S - Display
Ved brug af det manuelle program 00, viser instrumentet
inden svejsning trådhastigheden udtrykt i meter i
minuttet, og under svejsningen vises strømmen. Ved
brug af synergiske programmer viser det altid strømmen.
Som forklaret i foregående afsnit, kan man se følgende
på instrumentet inden svejsningen påbegyndes: det

56
anvendte program, punkttiden, pausetiden, Burn-Back
tiden,denanbefaledetykkelse,“softstart”-funktionen,
funktionen for hastighed indstillet på motoren for PULL
2003 og tiden for efterstrømningsgassen.
5 SVEJSNING
5.1 IDRIFTSÆTTELSE
Sørg for at tråddiameteren stemmer overens med den
diameter, der er angivet på trådfremføringsrullen, samt
at det valgte program er kompatibelt med materialet og
gastypen.Brugtrådfremføringsrullermeden“U”-formet
fordybning til aluminiumstråde, og med en “V”-formet
fordybning til de andre tråde.
5.2 MASKINEN ER PARAT TIL SVEJSNING
Når der anvendes en Pull-2003 eller Spool-Gun pistol
skal de tilhørende instruktioner overholdes.
• Tilslut jord-klemmen til arbejdsemnet.
• Stil kontakten N på 1.
• Fjern gasdysen.
• Afskru den strømførende dyse.
• Indsæt tråden i svejseslangens trådleder, og sørg for at
den ligger korrekt i fordybningen på rullen, og at rullen er
korrekt placeret.
• Tryk på pistolens aftrækker for at føre tråden fremad,
indtil den kommer ud af svejsepistolen.
• Pas på: hold ansigtet væk fra pistolrøret, når tråden
kommer ud.
• Skru den strømførende dyse på igen, og sørg for at
hullets diameter stemmer overens med trådtykkelsen af
den anvendte tråd.
• Montér gasdysen.
5.3 SVEJSNING AF KULSTÅL UDEN GASBESKYT
-TELSE. (kun for Art. 622, 624 og 625 ).
Kontrollér at kablerne er korrekt indsat på terminalerne,
såledesatdeoverholderdenrigtigepolaritet(seg.5).
Fig. 5
For at opnå samlede og korrekt beskyttede svejsninger, er
det hensigtsmæssigt at svejse fra venstre mod højre, og
ovenfra og nedad. Ved afslutning af hver svejseoperation
skal man fjerne slaggerne.
DerskalanvendesrørtrådenArt.1587,Ø0,9mm.
5.4 SVE JSN ING AF KU LSTÅL MED G ASBE SK YT TELS E.
Kontrollér at kablerne er korrekt indsat på terminalerne,
således at de overholder den rigtige polaritet (kun for Art.
622,624og625seg.5).
Ved svejsning af dette materiale skal følgende overholdes:
• Anvend svejsegas med binær sammensætning, normalt
ARGON + CO2 med procentdele af Argon fra 75% og
opad. Med denne blanding vil svejsesømmen blive bred
med ringe indtrængning og få et pænt udseende.
Brug af ren CO2 som beskyttelsesgas vil medføre en
smal svejsesøm med større indtrængning, men med et
betydeligt større antal sprøjt.
• Brug en svejsetråd med samme kvalitet som det stål,
der skal svejses. Det vil altid være hensigtsmæssigt at
anvende tråde af god kvalitet, og undgå at svejse med
rustne tråde, der kan medføre svejsefejl.
•Undgåatsvejserustnedele,elleradermedolie-eller
fedtpletter.
5.5 SVEJSNING AF RUSTFRIT STÅL
Kontrollér at kablerne er korrekt indsat på terminalerne,
således at de overholder den rigtige polaritet (kun for Art.
622,624og625seg.5).
Rustfrit stål i serie 300 skal svejses ved hjælp af en
gasbeskyttelse med et stort indhold af Argon, der
indeholder en lille del O2 eller kuldioxid CO2 (cirka 2%).
Rør ikke ved tråden med hænderne. Det er vigtigt at
svejseområdet altid holdes rent, således at man undgår
at forurene den sammensætning, der skal svejses.
5.6 SVEJSNING AF ALUMINIUM
Kontrollér at kablerne er korrekt indsat på terminalerne,
således at de overholder den rigtige polaritet (kun for Art.
622,624og625seg.5).
Ved svejsning af aluminium skal man anvende følgende:
• Ren Argon som beskyttelsesgas.
• En svejsetråd med en sammensætning der er egnet til
det grundmateriale, der skal svejses.
• Slibe- og børstemaskiner, der er specielt designet til
aluminium, og disse maskiner må aldrig anvendes til
andre materialer.
• Ved svejsning af aluminium skal man anvende følgende
svejsepistoler: PULL 2003 Art. 2003 eller SPOOL-GUN
Art. 1562 med tilslutningen Art. 1196 (kun for Art. 622,
627 og 641).
NB. Hvis man kun har en svejsepistol til ståltråde til
rådighed, skal den ændres på følgende måde:
• Sørg for at kabellængden ikke overskrider 3 meter.
• Fjern messingmøtrikken til trådlederen, gasdysen og
den strømførende dyse, og træk trådlederen ud.
• Indsæt trådlederen Art. 1929 og sørg for at den rager
ud i enderne.
• Skru den strømførende dyse på igen, således at
trådlederen ligger tæt op ad den.
• I den frie ende af trådlederen skal man indsætte den
lille nippel der stopper trådlederen, samt O-ringen, og
derefter skal man skrue møtrikken på uden at stramme
for meget.

57
• Fjern jernrøret i centraltilslutningen, sæt messingrøret
på trådlederen, og før trådlederen med messingrøret ind
igennem centraltilslutningen.
• Skær trådlederen over, således at den er så tæt som
muligt ved trådfremføringsrullen.
• Benyt trådfremføringsruller egnet til aluminiumstråd.
• Indstil det tryk, som trådfremføringsenhedens arm
udøver på rullen, på det laveste mulige tryk.
6 SVEJSEFEJL
1 FEJL - Porøsitet (indenfor eller udenfor svejse-
sømmen)
ÅRSAGER •Trådenerfejlbehæftet(rustetoverade)
• Manglende sikkerhedsgas p.g.a.:
- lav gasstrømning
-owmålerenerfejlbehæftet
- regulatoren er tilfrosset, fordi der ikke er
udført foropvarmning af CO2 beskyttelse-
sgassen
- magnetventilen i maskinen er fejlbehæftet
- den strømførende dyse er tilstoppet med
sprøjt
- gasudføringshullerne er tilstoppet
- lufttræk i svejseområdet.
2 FEJL - Sammentrækningsrevner
ÅRSAGER • Tråden eller arbejdsemnet er snavset eller
rustet.
• For smal svejsesøm.
• For konkav svejsesøm.
• Svejsesømmen har haft for stor indtræn-
gning.
3 FEJL - Sideindsnit
ÅRSAGER • Svejsepassagen er udført for hurtigt
• Lav strøm og høj lysbuespænding.
4 FEJL - For meget sprøjt
ÅRSAGER • Spændingen for høj.
• Utilstrækkelig induktans.
• Ingen foropvarmning af CO2 beskyttelse-
sgassen.
7 VEDLIGEHOLDELSE
Hvert vedligeholdelsesindgreb skal foretages af
et kvaliceret personale i overensstemmelse med
normen IEC 26-29 (IEC 60974-4).
7.1 VEDLIGEHOLDELSE AF GENERATOREN
I tilfælde af vedligeholdelse indeni apparatet, skal man
sikresigatafbryderenbendersigiposition”O”ogat
forsyningskablet er frakoblet nettet.
Derudover er det periodisk nødvendigt at rengøre
apparatets indre for aejret metalstøv, ved at bruge
trykluft.
7.2 RÅD DER SKAL TAGES I BRUG VED ET
REPARATIONSINDGREB.
Efter at have foretaget en reparation, skal man sørge for at
genordneledningsføringensåledesatderndesensikker
isolering mellem maskinens primære side og sekundære
side. Undgå at ledningerne kommer i kontakt med dele
i bevægelse eller dele der hedes op under funktion.
Montér igen samtlige bånd som på det originale apparat
således at undgå at der, hvis en ledetråd uheldigvis skulle
ødelægges eller frakobles, kan forekomme en forbindelse
mellem den primære og den sekundære.
Montér derudover skruerne med de rillede skiver igen,
som på det originale apparat.

58
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING
AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE
VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN
SCHADELIJK ZIJN VOOR UZELF EN VOOR
ANDEREN. Daarom moet de gebruiker worden gewezen
op de gevaren, hierna opgesomd, die met
laswerkzaamheden gepaard gaan. Voor meer
gedetailleerde informatie, bestel het handboek met code
3.300.758
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/
lasprocédé kan evenwel geluidsniveaus
veroorzaken die deze limiet overschrijden; daarom dienen
gebruikers alle wettelijk verplichte voorzorgsmaatregelen
te treffen.
ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk
zijn .
• De elektrische stroom die door een
willekeurige conductor stroomt produceert
elektromagnetische velden (EMF). De las-
of snijstroom produceer t elektromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden veroorzaakt door een hoge
stroom kunnen een nadelige uitwerking hebben op
pacemakers. Personen die elektronische apparatuur
(pacemakers) dragen moeten informatie bij een arts
inwinnen voor ze afvlam-, booglas-, puntlas- en
snijwerkzaamheden benaderen.
De blootstelling aan elektromagnetische velden,
geproduceerd tijdens het lassen of snijden, kunnen de
gezondheid op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure
houden om de gevaren geproduceerd door
elektromagnetische velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de
elektrodeklem of de lastoorts naast elkaar blijven
liggen. Maak ze, indien mogelijk, met tape aan elkaar
vast.
- Voorkom dat u de aardekabel en de kabel van
de elektrodeklem of de lastoorts om uw lichaam
wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel
van de lektrodeklep of de lastoorts komt te staan. Als
de aardekabel zich rechts van de operator bevindt,
moet de kabel van de elektrodeklem of de lastoorts
zich tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de
nabijheid van het las- of snijpunt aan op het te
bewerken stuk.
- Voorkom dat u in de nabijheid van de generator
werkzaamheden verricht.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt
voor professionele doeleinden in een industriële
omgeving. Het garanderen van elektromagnetische
compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN
ELEKTRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden worden
ingezameld en ingeleverd bij een recyclingbedrijf dat zich
houdt aan de milieuvoorschriften. Als eigenaar van de
apparatuur dient u zich bij onze lokale vertegenwoordiger
te informeren over goedgekeurde inzamelingsmethoden.
Door het toepassen van deze Europese richtlijn draagt u
bijaaneenschonermilieueneenbeterevolksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
1.1 PLAATJE MET WAARSCHUWINGEN
De genummerde tekst hieronder komt overeen met de
genummerde hokjes op het plaatje.
B. De draad sleeprollen kunnen de handen verwonden.
C. De lasdraad en de draad sleepgroep staan tijdens het
lassen onder spanning. Houd uw handen en metalen
voorwerpen op een afstand.
1. De elektrische schokken die door de laselektrode of
de kabel veroorzaakt worden, kunnen dodelijk zijn.
Zorg voor voldoende bescherming tegen elektrische
schokken.
1.1 Draag isolerende handschoenen. Raak de elektrode
nooit met blote handen aan. Draag nooit vochtige of
beschadigde handschoenen.
1.2 Controleer of u van het te lassen stuk en de vloer
geïsoleerd bent.
1.3 Haal de stekker van de voedingskabel uit het
stopcontact alvorens u werkzaamheden aan de
machine verricht.
2. De inhalatie van de dampen die tijdens het lassen
geproduceerd worden, kan schadelijk voor de
gezondheid zijn.
2.1 Houd uw hoofd buiten het bereik van de dampen.
2.2 Maak gebruik van een geforceerd ventilatieof
afzuigsysteem om de dampen te verwijderen.
GEBRUIKSAANWIJZING VOOR MIG-LASMACHIN

59
2.3 Maak gebruik van een afzuigventilator om de dampen
te verwijderen.
3. De vonken die door het lassen veroorzaakt worden,
kunnenontplofngenofbrandveroorzaken.
3.1 Houd brandbare materialen buiten het bereik van de
laszone.
3.2 De vonken die door het lassen veroorzaakt worden,
kunnen brand veroorzaken. Houd een blusapparaat
binnen handbereik en zorg ervoor dat iemand altijd
gereed is om het te gebruiken.
3.3 Voer nooit lassen uit op gesloten houders.
4. De stralen van de boog kunnen uw ogen en huid
verbranden.
4.1 Draag een veiligheidshelm en -bril. Draag een
passende gehoorbescherming en overalls met
gesloten kraag. Draag helmmaskers met lters
met de juisteltergraad. Draag altijd een complete
bescherming voor uw lichaam.
5. Lees de aanwijzingen door alvorens u van de machine
gebruik maakt of er werkzaamheden aan verricht.
6. Verwijder de waarschuwingsetiketten nooit en dek ze
nooit af.
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Deze handleiding is opgemaakt met het doel het
personeel dat belast is met de installatie, de bediening
en het onderhoud van het lastoestel van aanwijzingen te
voorzien.
Dit toestel is een constante spanningsbron die geschikt
is voor het MIG/MAG en OPEN-ARC lassen.
Controleer bij ontvangst of er geen onderdelen kapot of
beschadigd zijn.
Ledere eventuele claim voor verliezen of schade
dient de koper in te dienen bij de transporteur.
Telkens wanneer er informatie wordt gevraagd met
betrekking tot het lastoestel, wordt u verzocht het
artikel en het serienummer door te geven.
2.2 UITLEG VAN DE TECHNISCHE GEGEVENS
Het apparaat is gebouwd in overeenstemming met
de volgende normen: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-11 (zie opmerking 2) - IEC
61000-3-12 (zie opmerking 2).
N°. Serienummer dat altijd dient te worden
vermeld bij vragen betreffende het appa-
raat.
Eén fase transformator - gelijkrichter.
Transformator-driefasige gelijkrichter.
Platte karakteristiek.
MIG/MAG. Geschikt voor naadlassen.
I2 max Onconventionele lasstroom.
Deze waarde is de max. bereikbare limiet
tijdens het lassen.
U0. Secundaire nullastspanning
X. Inschakelduurpercentage.
De inschakelduur drukt een percentage
van 10 minuten dat overeenkomt met een
tijdsduur waarbinnen het lastoestel bij een
bepaalde stroomsterkte kan werken,
zonder oververhit te raken.
I2. Lasstroomsterkte
U2. Secundaire spanning bij lasstroomsterkte I2
U1. Nominale voedingsspanning.
3~ 50/60Hz Driefasige voeding 50 of 60 Hz.
I1 max Maximaal opgenomen stroom.
I1 eff Dit is de maximale waarde van de eigen lijke
opgenomen stroom, rekening houdend met
de inschakelduur.
IP21S Beschermingsklasse van de behuizing.
De 1 als tweede cijfer wil zeggen dat dit
toestel niet geschikt is om buiten in de
regen te worden gebruikt.
S
Geschikt voor werkzaamheden in omge
vingen met verhoogd risico.
OPMERKINGEN:
1-Het apparaat is ontworpen om te functioneren in een
omgeving met een vervuilingsgraad 3 (Zie IEC 60664).
2-Deze apparatuur voldoet aan de norm IEC 61000-3-
12, mits de maximum toelaatbare impedantie Zmax van
de installatie lager of gelijk is aan 0,023 (Art. 622-624) -
0,276 (Art. 625-627) - 0,181 (Art. 633) op het interfacepunt
tussen de installatie van de gebruiker en het lichtnet.
De installateur of de gebruiker van de apparatuur zijn
verantwoordelijk voor en moeten waarborgen dat de
apparatuur aangesloten is op een stroomvoorziening
met een maximum toelaatbare impedantie Zmax lager of
gelijk aan 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181
(Art. 633). Raadpleeg eventueel het elektriciteitsbedrijf.

60
2.3 BESCHRIJVING VAN DE VEILIGHEIDSVOOR
ZIE NINGEN
2.3.1 Thermische beveiliging
Dit apparaat is beveiligd met een thermische beveiliging,
die de werking van het apparaat blokkeert als de
toegestane temperaturen zijn overschreden. In dat geval
blijft de ventilator werken op.
3 INSTALLATIE
• Het toestel dient te worden geïnstalleerd door
gekwaliceerd personeel.
• Alle aansluitingen moeten tot stand worden
gebracht volgens de geldende normen en met
volledige inachtneming van de wetsvoorschriften
inzake ongevallenpreventie (normen CEI 26-23 - IEC/
TS 62081).
Controleer of de voedingsspanning overeenkomt met
de waarde die is aangegeven op de voedingskabel.
Breng een geschikte stekker aan op de voedingskabel
indien deze nog niet van een stekker is voorzien. Zorg
ervoor dat de geel/groene draad wordt verbonden
met de aardingspen. De capaciteit van de thermische
beveiliging of de zekeringen die in serie met de voeding
zijn geïnstalleerd moet gelijk zijn aan de opgenomen
stroom I1 van het apparaat.
3.1 PLAATSING
Monteer het handvat, de wielen en de twee cilindersteunen.
Hef het lasapparaat niet op bij het handvat.
Zet het lastoestel in een geventileerd vertrek.
Stof, vuil en alle andere vreemde voorwerpen die het
lastoestel kunnen binnengaan kunnen de ventilatie, en
dus de goede werking, aantasten.
Daarom is het belangrijk, afhankelijk van de omgeving en
de werkomstandigheden, de interne onderdelen schoon
te houden. Blaas de onderdelen schoon met schone
droge perslucht en wees hierbij voorzichtig dat u het
apparaat niet beschadigt.
Trek de stekker van het lasapparaat uit het stopcontact
voordat u werkzaamheden aan interne onderdelen
verricht.
Fig. 1
Werkzaamheden aan interne onderdelen van het
lasapparaat mogen uitsluitend worden uitgevoerd
door bevoegd personeel.
3.2 INTERNE VERBINDINGEN
• Werkzaamheden aan interne onderdelen van het
lasapparaat mogen uitsluitend worden uitgevoerd
door bevoegd personeel.
• Alvorens binnen in het lastoestel te gaan werken dient
u te controleren of de stekker uit het stopcontact is
gehaald.
• Na de laatste keuring wordt het lastoestel
aangesloten op de spanning die vermeld wordt op de
voedingskabel.
• Om de voedingsspanning te veranderen moet
het zij-element rechts worden weggehaald en
moeten de verbindingen van het klemmenbord voor
spanningsverandering worden gerangschikt zoals te
zien is op de afbeelding.
Fig. 2
•Bij één fase stroombronnen mag de
voedingsspanning niet worden veranderd.
• Gebruik het lastoestel niet zonder deksel of zonder
zijpanelen, om voor de hand liggende veiligheidsredenen,
en om de omstandigheden voor koeling van de interne
componenten niet te wijzigen.
• Bevestig een stekker die geschikt is voor het
stroomverbruik aan de voedingskabel.
• Sluit de geel-groene ader van het netsnoer van het
toestel aan op een goede aarding.
3.3 EXTERNE VERBINDINGEN
3.3.1 Aansluiting van de massaklem.
• Sluit de massakabelaansluiting aan op het contact
op het lasapparaat, en verbind de massaklem met het
werkstuk.
3.3.2 Plaatsen van de cilinder en aansluiten van de
gasslang
• Plaats de cilinder op de cilinderhouder van het
lasapparaat en maak hem met de voorziene riemen vast
aan het achterpaneel van het apparaat.
• Om gevaarlijke situaties te vermijden, mag de

61
gascilinder niet hoger zijn dan 1,65 m (Art. 633-641)
en 1 m (Art. 622-624-625-627).
• Controleer de riemen regelmatig op slijtage en bestel
indien nodig nieuwe.
• De gascilinder moet uitgerust zijn met een drukregelaar
en een manometer.
• Sluit na het plaatsen van de cilinder de gasslang die
achteraan uit het apparaat komt aan op de drukregelaar.
• Stel het gasverbruik in op ongeveer 10-12 liter per
minuut.
4 BEDIENINGSELEMENTEN OP HET VOORPANEEL
VAN HET LASAPPARAAT.
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A-Instelknop.
Met deze knop stelt u de proplastijd in. Het apparaat begint
te lassen wanneer de toortsschakelaar wordt ingedrukt.
De proplastijd wordt ingesteld met de knop. Om de cyclus
opnieuw te starten, dient de toortsschakelaar losgelaten
en opnieuw ingedrukt te worden.
B- Groene LED.
Geeft aan dat het apparaat is ingeschakeld.
C- Gele LED.
Licht op wanneer de thermische beveiliging de werking
van het lasapparaat onderbreekt.
D-Instelknop.
Met deze knop kan de snelheid van de lasdraad worden
ingesteld.
E- Keuzeschakelaar.
Schakelt het apparaat in of uit en kiest het
lasspanningsbereik.
F- Keuzeschakelaar.
Stelt de lasspanning nauwkeurig af binnen het vooraf
(met keuzeschakelaar E) gekozen bereik.
G- Massa-aansluitingen.
Op deze aansluitingen wordt de massakabel aangesloten.
(Sommige uitvoeringen hebben slechts één massa-
aansluiting).
H- Centraalaansluiting.
Hierop wordt de lastoorts aangesloten.
4.1 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Keuzetoets.
Druk op deze toets om in volgorde de LED-
lampjes B, C, D en E te laten branden.
Kies in het submenu, dat u oproept
met de 2 toetsen Q en R, de functies Soft Start,
motortoerentalregeling PULL 2003 en gasnastroomtijd.
B- Groene LED (PROGRAMMA).
PROGRAM
Geeft aan dat het display S het gebruikte
programmanummer toont.
Lees de aanwijzingen aan de binnenkant
van het mobiele zijpaneel om te weten welke diameter,
draadtype en gassoort overeenkomt met het getoonde
programmanummer. Het cijfer op het display S wordt
altijd voorafgegaan door de letter P.

62
C- Groene LED.
Geeft aan dat het display S de proplas- of
werktijd toont.. Deze tijd kan worden
ingesteld op een waarde tussen 0,3 en 5
seconden. Als de tijd 0 is, wordt de functie uitgeschakeld.
De functie is alleen actief tijdens het lassen.
De waarde die wordt getoond op het display S wordt
altijd voorafgegaan door de letter t.
D- Groene LED.
Geeft aan dat het display S de pauzetijd
tussen de laspulsen toont. Deze tijd kan
worden ingesteld op een waarde tussen 0,3
en 5 seconden. Als de tijd 0 is, wordt de functie
uitgeschakeld. De functie is alleen actief als de lastijd niet
0 is en tijdens het lassen.
De waarde die wordt getoond op het display S wordt
altijd voorafgegaan door de letter t.
E- Groene LED(Burn-Back).
Geeft aan dat het display S de tijd toont dat
de draad uit de toorts komt nadat de
gebruiker de toortsschakelaar heeft
losgelaten. Deze tijd kan worden ingesteld op een waarde
tussen 10 en 400 milliseconden. De waarde die wordt
getoond op het display S wordt altijd voorafgegaan door
de letter t.
F- Gele LED.
Licht op wanneer de thermische beveiliging
de werking van het lasapparaat onderbreekt.
G- Groene LED
PULSAR
Knippert wanneer de connector van de
toorts PULL 2003 of de SPOOL-GUN wordt
aangesloten op de connector I.
H- Centraalaansluiting.
Hierop wordt de lastoorts aangesloten.
I- 10-pens connector.
Deze connector moet worden aangesloten op de 10-pens
koppeling van de toorts PULL 2003 of de SPOOL-GUN.
L-M Massa-aansluitingen.
Op deze aansluitingen wordt de massakabel aangesloten.
(Sommige uitvoeringen zijn slechts van één massa-
aansluiting voorzien).
N- Keuzeschakelaar.
Schakelt het apparaat in en uit en kiest het
lasspanningsbereik.
O- Keuzeschakelaar.
Stelt de lasspanning nauwkeurig af binnen het bereik dat
is gekozen met de keuzeschakelaar N.
P- Instelknop.
Stelt de draadsnelheid af en is alleen actief wanneer de
standaard lastoorts en niet de toorts PULL 2003 of de
SPOOL-GUN wordt gebruikt.
Wanneer het programma 00 wordt gebruikt, stelt deze
knop de lasdraadsnelheid in tussen 0 en 20 meter/minuut.
Wanneer een synergisch programma wordt gebruikt,
moet de knopindicator worden ingesteld op het label
SYNERGIC. Kies een synergisch programma; het display
S toont de stroominstelling van het gekozen programma.
Deze stroom komt overeen met een bepaalde snelheid.
Om deze snelheid te corrigeren, draait u de knop gewoon
rechtsom om de snelheid te verhogen of linksom om de
snelheid te verlagen. Veranderingen van de draadsnelheid
worden altijd aangegeven op het display S door een
stroomwaarde.
Q- en R-toetsen.
• Wanneer LED B brandt, toont het display S
het lasprogrammanummer dat is gekozen
met de 2 toetsen. Zodra de keuze is voltooid,
blijft de LED nog 5 seconden branden en gaat daarna uit.
• Wanneer LED C brandt, toont het display S de
proplastijd die is gekozen met de 2 toetsen. Zodra de
keuze is voltooid, blijft de LED nog 5 seconden branden
en gaat daarna uit.
• Wanneer LED D brandt, toont het display S de
laspauzetijd die is gekozen met de 2 toetsen. Zodra de
keuze is voltooid, blijft de LED nog 5 seconden branden
en gaat daarna uit.
• Wanneer LED E brandt, toont het display S de
terugbrandtijd die is gekozen met de 2 toetsen. Zodra de
keuze is voltooid, blijft de LED nog 5 seconden branden
en gaat daarna uit.
• Wanneer de LED’s B, C, D en E uit zijn en we ons in
een synergisch programma bevinden, toont het display
S ofwel de ingestelde stroom ofwel de aanbevolen dikte
in millimeter wanneer op één van de twee toetsen wordt
gedrukt.
Wanneer u de 2 keuzeschakelaars N en O instelt, kunt
u de verhoging of verlaging van de gekozen waarde
onmiddellijk zien op het display S. Deze functie wordt
gebruikt als men vooraf wil weten met welke stroom of
dikte het lassen moet beginnen.
• Wanneer de 2 toetsen minstens 5 seconden lang
tegelijkertijd worden ingedrukt, wordt het submenu
geopend, waar we 3 functies vinden die kunnen worden
gekozen met de toets A:
1- Soft Start (snelheid).
Wijzigt de ingestelde draadsnelheid; deze snelheid blijft
actief gedurende de tijd die is ingesteld voor de Soft
Start-functie (tijd). De snelheid kan met behulp van de 2
toetsen Q en R worden ingesteld op 10% tot maximaal
150% van de ingestelde lassnelheid.
Deze functie dient, samen met de Soft Start-functie (tijd),
om het trekken van de boog te verbeteren.
De waarde op het display S wordt voorafgegaan door de
letter (A).
2- Snelheid ingesteld op de motor van de PULL 2003.
Met de twee toetsen Q en R kan de snelheid van de PULL
2003 worden gewijzigd binnen een bereik van –9 tot +9 in
vergelijking met de ingestelde waarde. Deze functie zorgt
voor een maximale draaddoorvoer door de motor van de
draadaanvoerunit van het lasapparaat in lijn te brengen
met de motor van de PULL 2003.
De waarde op het display S wordt voorafgegaan door de
letter (H).

63
3- Gasnastroomtijd.
Met de twee toetsen Q en R kan de gasstroom na het
lassen worden ingesteld op een waarde tussen 0 en 5
seconden. Deze functie is vooral nuttig voor het lassen
van roestvrij staal en aluminium. De waarde op het display
S wordt voorafgegaan door de letter (P).
4- Soft Start (tijd).
Stelt de tijd in gedurende dewelke de Soft Start-snelheid
actief blijft. Deze functie dient, samen met de Soft
Start-functie (snelheid), om het trekken van de boog te
verbeteren.
Met de 2 toetsen Q en R kan de Soft Start-tijd worden
ingesteld op een waarde van 0 tot 1 seconde.
De waarde op het display S wordt voorafgegaan door de
letter (d).
5- Handmatige 2-taktmodus en automatische
4-taktmodus.
Stel de 2 toetsen Q en R in om de 2-takt- of 4-takt-
modus te kiezen.
Als het lasapparaat is ingesteld op de handmatige 2-takt-
modus, begint u te lassen door de toets E in te drukken
en stopt u door de toets los te laten.
Als het lasapparaat is ingesteld op de automatische
4-takt-modus, moet u de toortsschakelaar indrukken om
te beginnen lassen; zodra het lassen is begonnen, kunt u
de schakelaar loslaten.
Om te stoppen met lassen, de schakelaar nogmaals
indrukken en loslaten. Deze instelling is geschikt voor
langdurig lassen en vermijdt dat de lasser moe wordt
door het ingedrukt houden van de toortsschakelaar. De
waarde op het display S wordt voorafgegaan door de
symbolen (2T en 4T).
S- Display.
Wanneer het handmatige programma 00 wordt gebruikt,
toont het instrument de draadsnelheid in meter per
minuut vóór het lassen en de lasstroom tijdens het
lassen.
Bij gebruik van synergische programma’s wordt altijd de
lasstroom getoond.
Zoals hierboven beschreven, kan het instrument de
volgende informatie weergeven vóór u begint te lassen:
het gebruikte programma, de proplastijd, de laspauzetijd,
de terugbrandtijd, de aanbevolen dikte, de Soft Start
-functie, het ingestelde motortoerental van de PULL 2003
en de gasnastroomtijd.
5 LASSEN
5.1 INSTALLATIE
Verzeker u ervan dat de draaddiameter overeenstemt met
de diameter die is aangegeven op de draadaanvoerrol en
dat het gekozen programma geschikt is voor het materiaal
en het type van gas. Gebruik draadaanvoerrollen met een
“U”-vormige groefvooraluminiumdraden en rollen met
een“V”-vormigegroefvooranderedraden.
5.2 HET APPARAAT IS KLAAR OM TE LASSEN
Volg de bijgevoegde instructies wanneer u last met
de Pull-2003 of Spool-Gun toorts.
• Verbind de massaklem met het werkstuk.
• Zet de schakelaar N op 1.
• Verwijder het gasmondstuk.
• Schroef de contacttip los.
• Plaats de draad in de draadkoker van de toorts, ervoor
zorgend dat hij in de groef van de rol zit en dat de rol zich
in de juiste positie bevindt.
• Druk op de knop van de toorts om de draad aan te
voeren totdat hij uit de toorts komt.
• Opgelet: houd uw gezicht uit de buurt van de
contactbuis terwijl de draad naar buiten komt.
• Schroef de contacttip opnieuw vast en controleer of het
gat dezelfde diameter heeft als de gebruikte draad.
• Monteer het gasmondstuk.
5.3 LASSEN VAN KOOLSTOFSTAAL ZONDER
GASBESCHERMING. (alleen voor art. 622, 624 en
625).
Zorg ervoor dat de kabels correct worden aangesloten
op het aansluitpaneel, zodat de polen overeenkomen (zie
guur5).
Fig. 5
Om goede en beschermde lassen te verkrijgen, moet u
steeds van links naar rechts en van boven naar onder
werken. Verwijder al het afval aan het einde van elke
lassessie.
De gevulde lasdraad die u moet gebruiken is ons Art.
1587,Ø0,9mm.
5.4 LASSEN VAN KOOLSTOFSTAAL MET
GASBESCHERMING.
Zorg ervoor dat de kabels correct worden aangesloten
op het aansluitpaneel, zodat de polen overeenkomen
(alleenvoorArt.622,624en625,zieguur5).
Om dit materiaal te lassen, moet u het volgende doen:
• Gebruik een lasgas met een tweeledige samenstelling,
gewoonlijk ARGON + CO2, waarbij het percentage Argon
minimaal 75% bedraagt. Dit mengsel zal resulteren in
sterke en mooie lasnaden.
Het gebruik van zuiver CO2 als beschermgas zal
resulteren in smalle lasnaden, met een grotere penetratie
maar ook aanzienlijk meer vonken.
• Gebruik een lasdraad met dezelfde kwaliteit als het

64
te lassen staal. Het verdient aanbeveling altijd draden
van goede kwaliteit te gebruiken en het gebruik van
verroeste draden te vermijden, aangezien dit kan leiden
tot lasfouten.
• Vermijd het lassen van verroeste onderdelen of
onderdelen met olie- of vetvlekken.
5.5 LASSEN VAN ROESTVRIJ STAAL
Zorg ervoor dat de kabels correct worden aangesloten
op het aansluitpaneel, zodat de polen overeenkomen
(alleenvoorArt.622,624en625,zieguur5).
Roestvrij staal van de 300-klasse moet worden gelast met
een beschermgas met hoog argongehalte en een klein
percentage zuurstof (O2) of kooldioxide (CO2) (ongeveer
2%) om de boog te stabiliseren.
Raak de draad niet aan met uw handen. Het is belangrijk
dat de laszone altijd schoon is, om verontreiniging van de
lasverbinding te voorkomen.
5.6 LASSEN VAN ALUMINIUM
Zorg ervoor dat de kabels correct worden aangesloten
op het aansluitpaneel, zodat de polen overeenkomen
(alleenvoorArt.622,624en625,zieguur5).
Om aluminium te lassen, moet u het volgende doen:
• Gebruik zuiver argon als beschermgas.
• Gebruik een lasdraad waarvan de samenstelling
geschikt is voor het te lassen basismateriaal.
• Gebruik frezen en borstelmachines die speciaal
ontworpen zijn voor aluminium en gebruik ze nooit voor
andere materialen.
• Om aluminium te lassen, moet u de volgende toortsen
gebruiken: PULL 2003 Art. 2003 or SPOOL-GUN Art.
1562 met de verbinding Art. 1196 (alleen voor Art. 622,
627 en 641).
• NB. Wijzig de toorts op de hieronder beschreven wijze
als u uitsluitend over een exemplaar met staaldraden
beschikt:
• Controleer of de kabel niet langer is dan 3 meter.
• Verwijder de moer waarmee de messing kabelhuls, de
gasopeningen de stroomgeleidende opening vastgezet
zijn en verwijder vervolgens de kabelhuls.
• Breng de kabelhuls Art. 1929 aan en controleer of ze
aan beide kanten uitsteekt.
• Draai de stroomgeleidende opening op dusdanige wijze
vast dat de kabelhuls hem aanraakt.
• Breng de nippels en de OR pakking aan op de het vrije
uiteinde van de kabelhuls en zet alles met de moer vast.
Draai de moer niet teveel aan.
• Steek het messing buisje in de kabelhuls en breng het
geheel op de adapter aan. Zorg ervoor dat u eerst het
ijzeren buisje verwijderd heeft.
• Snijd de kabelhuls diagonaal in zodat ze zo dicht
mogelijk op de draadsleeprol geplaatst is.
• Gebruik draadsleeprollen die voor aluminiumdraad
geschikt zijn.
• Stel de druk, die de sleepgroep op de rol uitvoert, op
een minimum af.
6 LASFOUTEN
1 FOUT - Poreusheid (binnen of buiten de
lasnaad)
OORZAKEN • Electrode defect (verroest oppervlak)
• Ontbrekend beschermgas, te wijten aan:
- laag gasdebiet
- defecte verbruiksmeter.
- bevrozen regelaar, wegens geen
verwarming van het CO2-beschermgas
- defecte gasklep
- verstopte contacttip
- verstopte gasuitlaatopeningen
- luchtstromen in laszone.
2 FOUT - Krimpbarsten
OORZAKEN • Draad of werkstuk vuil of verroest.
• Lasnaad te smal.
• Lasnaad te hol.
• Lasnaad te diep doorgedrongen.
3 FOUT - Zij-insnijdingen
OORZAKEN • Te snel gelast
• Lage stroom en hoge boogspanning.
4 FOUT - Overmatig spatvorming
OORZAKEN • Te hoge spanning.
• Onvoldoende inductantie.
• Geen voorverwarming van het CO2-
beschermgas.
7 ONDERHOUD
Het onderhoud mag uitsluitend door gekwaliceerd
personeel worden uitgevoerd in overeenstemming met
de norm IEC 26-29 (IEC 60974-4).
7.1 DE GENERATOR ONDERHOUDEN
Controleer of de schakelaar op “O” staat en of de
voedingskabel van het lichtnet losgekoppeld is als u
onderhoud in het apparaat moet uitvoeren.
Reinig tevens regelmatig de binnenkant van het apparaat
en verwijder de opgehoopte metaalstof met behulp van
perslucht.
7.2 HANDELINGEN DIE U NA EEN REPARATIE MOET
VERRICHTEN.
Controleer na een reparatie of de bekabeling correct
aangebracht is en of er sprake is van voldoende isolatie
tussen de primaire en secundaire zijde van de machine.
Zorg ervoor dat de draden niet in aanraking kunnen
komen met de onderdelen in beweging of de onderdelen
die tijdens de functionering verhit raken. Hermonteer alle
klemringen op de oorspronkelijke wijze om een verbinding
tussen de primaire en secundaire te voorkomen als een
draad breekt of losschiet.
Hermonteer tevens de schroeven met de tandringen op
de oorspronkelijke wijze.

65
INSTRUKTIONSMANUAL FÖR TRÅDSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN
UTGÖRA EN FARA FÖR DIG OCH ANDRA
PERSONER. Användaren måste därför informeras om de
risker som uppstår på grund av svetsarbetena. Se sam-
manfattningen nedan. För mer detaljerad information,
beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en le-
dare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagne-
tiska fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektiveslangpaketetskabel.Omjordkabelnnns
på operatörens högra sida ska även elektrodkläm-
mansrespektiveslangpaketetskabelbennasigpå
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svetseller
skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller ån-
gor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-
10 (Cl. A) och får endast användas för professionellt
bruk i en industrimiljö. Det kan i själva verket vara
svårt att garantera den elektromagnetiska kompati-
biliteten i en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans med
normalthushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscen-
tral. Du ska i egenskap av ägare till produkterna infor-
mera dig om godkända återvinningssystem via närmaste
återförsäljare. Hjälp till att värna om miljön och män-
niskorshälsagenomatttillämpadettaEU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta un-
der svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden

66
med bara händer. Använd inte fuktiga eller skadade
handskar.
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
1.3 Dra ut nätkabelns stickkontakt före arbeten på appa-
raten.
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
2.3Användensugäktförattavlägsnautsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd från
svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
tillattdet nns enbrandsläckareinärhetenoch en
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna hu-
den.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäpp-
ta knappar ända upp i halsen. Använd hjälmvisir som
harltermedkorrektskyddsklass.Användkomplett
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets är en likströmskälla som är konstruerad
med INVERTER-teknik. Den är tillverkad för svetsning
med belagda elektroder och TIG-svetsning med kon-
takttändning.
Apparaten får inte användas för att tina rör.
2.2 Förklaring av de tekniska data som
anges på maskinens märkplåt.
Apparaten är konstruerad i överensstämmelse med des-
sa internationella standarder: IEC 60974.1 - IEC 60974.3 -
IEC 60974.10 Cl. A - IEC 61000-3-11 (anm. 2) - IEC 61000-
3-11 (anm. 2).
N°. Serienummer som alltid måste anges vid
förfrågningar angående svetsen.
Transformator - enfaslikriktare
Transformator - Trefaslikriktare.
Platt karakteristik.
MIG/MAG. Lämplig för svetsning med kontinuerlig
tråd.
I2 max Okonventionell svetsström.
Max. gränsvärde som kan erhållas vid
svetsning.
U0. Sekundär tomgångsspänning
X. Procentuell intermittensfaktor.
Denna faktor uttrycker antalet procent av
10 minuter som svetsen kan arbeta med
en fast ställd ström utan att förorsaka
överhettning.
I2. Svetsström
U2. Sekundärspänning med svetsströmmen I2
U1. Nominell spänning.
1~ 50/60Hz Enfasström på 50 eller 60 Hz.
3~ 50/60Hz Trefasström på 50 eller 60 Hz.
I1 max Max. strömförbrukning.
I1 eff Max. värde för faktisk strömförbrukning
med hänsyn till driftfaktor.
IP21S Höljets kapslingsklass.
Grad 1 såsom andra siffra innebär att
svetsen inte lämpar sig för arbete
utomhus vid regn.
S
Lämpar sig för arbete i utrymmen med
förhöjd elektrisk fara.
OBS!
1-Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3 (se IEC 60664).
2-Apparaten är i överensstämmelse med standard
SS-EN 61000-3-12 under förutsättning att max. syste-
mimpedans Zmax är lägre än eller lika med 0,023 (Art.
622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) i an-
slutningspunkten mellan användarens och elbolagets
elnät. Det åligger installatören/användaren att vid behov
rådfråga elbolaget och säkerställa att apparaten är anslu-
ten till ett elnät med max. systemimpedans Zmax som är
lägre än eller lika med 0,023 (Art. 622-624) - 0,276 (Art.
625-627) - 0,181 (Art. 633).
2.3 BESKRIVNING AV SKYDD
2.3.1 Överhettningsskydd
Maskinen skyddas av en termostat som stoppar maskinen
om max. temperatur överskrids. I sådant läge fortsätter
äktenattgåoch.
3 INSTALLATION
• Installationen av maskinen får endast utföras av
kvalicerad personal.
• Alla anslutningar måste utföras i enlighet
med gällande normer och med full respekt för
olycksförebyggande lagar (standarder CEI 26-23 - IEC/
TS 62081).
Kontrollera att matningsspänningen överensstämmer
med värdet på nätkabeln. Anslut en kontakt av lämplig
dimension till nätkabeln, om sådan saknas. Kontrollera
att den gulgröna ledaren är ansluten till jordstiftet.
Dimensionen på den termomagnetiska brytaren och
säkringarna som är placerade i serie med elmatningen
måste vara lika med eller större än strömmen I1 max.
som förbrukas av maskinen.
3.1 UPPSTÄLLNING
Monterahandtaget,hjulenochdetvågasaskehållarna.
Lyft inte svetsen i handtaget.
Anslut svetsen i ett välventilerat utrymme.
Damm, smuts eller andra främmande föremål som kan
komma in i svetsen, kan äventyra dess ventilation och

67
således även dess drift.
De inre delarna måste hållas rena med hänsyn till miljö-
och driftförhållandena. Rengöring görs med torr och ren
tryckluft. Var försiktig så att du inte skadar maskinen.
Dra ut kontakten från eluttaget innan ingrepp görs inuti
svetsen.
Alla ingrepp inuti svetsen ska göras av kvalicerad
personal.
Fig. 1
3.2 INRE ANSLUTNINGAR
• Alla ingrepp inuti svetsen ska göras av kvalicerad
personal.
• Innan Du utför arbeten inuti svetsen, försäkra Dig om att
stickkontakten är uttagen ur eluttaget.
• Efter slutbesiktningen ansluts svetsen till den
spänning som anges på nätkabeln.
• För byte av nätspänning, ta bort höger sidokåpa
och utför anslutningarna på kopplingsplinten för
spänningsbyte såsom visas i guren.
Fig. 2
• Matningsspänningen på enfasgeneratorerna får
inte ändras.
• Använd aldrig svetsen utan kåpa eller sidopaneler
av uppenbara säkerhetsskäl och för att inte reducera
kylningen av de inre komponenterna.
• Använd en stickkontakt till nätkabeln som lämpar sig för
strömförbrukningen.
• Anslut den gul-gröna ledaren på maskinens nätkabel till
ett lämpligt jorduttag.
3.3 YTTRE ANSLUTNINGAR
3.3.1 Anslutning av jordklämman.
• Anslut jordkabeln till svetsens uttag och jordklämman
till arbetsstycket.
3.3.2 Placering av gasaska och anslutning av
gasslang
•Placeragasaskaniavseddhållarepåsvetsen.Spänn
fastgasaskanviddenbakrepanelenpåmaskinenmed
hjälp av de medlevererade fästremmarna.
• För att undvika farliga situationer får gasaskan inte
vara högre än 1,65 m (Art. 633-641) och 1m (Art. 622-
624-625-627).
• Kontrollera regelbundet slitaget på remmarna och byt
ut dem om det är nödvändigt.
• Gasaskan ska vara försedd med en
tryckreduceringsventilochenödesmätare.
• Sätt gasaskan på plats innan gasslangen, som
utgår från maskinens bakre panel, ansluts till
tryckreduceringsventilen.
•Regleragasödettillcirka10-12liter/min.
4 KONTROLLER PÅ MASKINENS FRONTPANEL
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A- Regleringsratt
Använd detta vred för att reglera punktsvetsningstiden.

68
Maskinen börjar att svetsa när brännarens knapp trycks
ned. Punktsvetsningstiden regleras med vredet. För att
återta processen är det nödvändigt att släppa upp och
åter trycka ned brännarens knapp.
B- Grön lysdiod.
Indikerar att maskinen har startats.
C- Gul lysdiod.
Tänds när termostaten avbryter svetsens drift.
D- Regleringsvred
Använd detta vred för att ändra svetstrådens hastighet.
E- Omkopplare
Startar och stänger av maskinen och väljer
spänningsområden för svetsningen.
F- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet
som har valts med omkopplaren E.
G- Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
H- Centraladapter
Till denna ansluts svetsbrännaren.
4.1 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Väljarknapp
När du trycker på denna knapp stegar
lysdioderna B, C, D och E fram i tur och
ordning.Närdubennerdigiundermenyn,somaktiveras
med de två tangenterna Q och R, används knappen för
att välja matningsfunktionen, funktionen för inställd
hastighet på motorn för PULL 2003 och eftergastiden.
B- Grön lysdiod (PROGRAM)
PROGRAM
Indikerar att displayen S visar numret på det
aktuella programmet.
För information om vilken diameter,
typ av tråd och gas som stämmer överens med det
visade programnumret, se anvisningen på den rörliga
sidopanelen.
Indikeringen på displayen S föregås alltid av bokstaven P.
C- Grön lysdiod
Indikerar att displayen S visar
punktsvetsningstiden eller arbetstiden.
Denna tid kan regleras från 0,3 till 5 sekunder.
Om tiden sätts till 0 är funktionen deaktiverad. Funktionen
är endast aktiverad om svetsning pågår.
Värdet på displayen S föregås alltid av bokstaven t.
D- Grön lysdiod
Indikerar att displayen S visar paustiden
mellan två svetssträckor. Denna tid kan
regleras från 0,3 till 5 sekunder. Om tiden
sätts till 0 är funktionen deaktiverad. Funktionen är endast
aktiverad om svetstiden är annan än 0 och om svetsning
pågår.
Värdet på displayen S föregås alltid av bokstaven t.
E- Grön lysdiod (Burn-Back).
Indikerar att displayen S visar tiden för hur
länge svetstråden matas ut från
svetsbrännaren efter det att användaren har
släppt upp knappen. Denna tid kan regleras från 10 till
400 millisekunder. Värdet på displayen S föregås alltid av
bokstaven t.
F- Gul lysdiod
Denna lysdiod tänds när termostaten
avbryter svetsens drift.
G- Grön lysdiod (PULSAR)
PULSAR
Tänds och släcks med korta avbrott när
kontaktdonet för brännaren PULL 2003 eller för
SPOOL-GUN är anslutet till kontaktdonet I.
H- Centraladapter
Till denna ansluts svetsbrännaren.
I- 10-poligt kontaktdon
Till detta kontaktdon ska det lösa 10-poliga kontaktdonet
för svetsbrännaren PULL 2003 eller för SPOOL-GUN
anslutas.
L-M Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
N- Omkopplare
Startar och stänger av maskinen och väljer
spänningsområden för svetsningen.

69
O- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet
som har valts med omkopplaren N.
P- Regleringsvred
Reglerar svetstrådens hastighet. Det är endast aktiverat
när svetsbrännaren i standardutförandet används och
inte vid användning av svetsbrännaren PULL 2003 eller
SPOOL-GUN. När programmet 00 används varierar
svetstrådens hastighet mellan 0 och 20 meter/minut.
Vid användning av synergiprogram ska vredets visare
stå på SYNERGIC. När ett synergiprogram väljs visar
displayen S vilken ström som har ställts in av det valda
programmet. Denna ström motsvaras av en hastighet. För
att öka respektive minska hastigheten vrider du vredet
medurs respektive moturs. På displayen S indikeras
alltid ändringarna av svetstrådens hastighet med ett
strömvärde.
Q och R- Knappar
• När lysdioden B är tänd visar displayen S
numret på programmet som har valts med
de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
• När lysdioden C är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
• När lysdioden D är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
• När lysdioden E är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
• Genom att trycka på en av de två tangenterna när
lysdioderna B, C, D och E är släckta och du benner
dig i ett synergiprogram visar displayen S omväxlande
det inställda strömvärdet eller den rekommenderade
tjockleken i millimeter. Med hjälp av de två omkopplarna
N och O visas ökningen eller minskningen av det valda
värdet direkt på displayen S. Denna funktion är användbar
om du i förväg vill veta med vilken ström eller tjocklek du
ska börja svetsa.
• Genom att hålla nere de två tangenterna i minst 5
sekunderkommerdutillundermenyn,därdetnnstre
funktioner som väljs med tangenten A:
1- Mjukstart (hastighet)
Ändrar trådhastigheten i förhållande till den inställda.
Trådhastigheten förblir aktiv under en tid som regleras av
mjukstartsfunktionen (tid).
Med hjälp av de två tangenterna Q och R kan
starthastigheten ändras mellan min. 10 % och max. 150
% av den inställda svetshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(tid) används för att förbättra bågens tändning.
Värdet på displayen S föregås av bokstaven A.
2- Inställd hastighet på motorn för PULL 2003
Med hjälp av de två tangenterna Q och R kan hastigheten
för PULL 2003 ändras +/-9 enheter i förhållande
till det inställda värdet. Denna funktion förbättrar
trådframmatningen och synkroniserar motorn för
svetsens trådmatare med motorn för PULL 2003.
Värdet på displayen S föregås av bokstaven H.
3- Eftergas
Med hjälp av de två tangenterna Q och R kan gasutsläppet
efter svetsningen ställas in på mellan 0 och 5 sekunder.
Denna funktion är särskilt användbar vid svetsning av
rostfritt stål och aluminium. Värdet som visas på displayen
S föregås av bokstaven P.
4- Mjukstart (tid)
Reglerar aktiveringstiden för mjukstartshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(hastighet) används för att förbättra bågens tändning.
Med hjälp av de två tangenterna Q och R kan
mjukstartstiden ändras mellan min. 0 och max. 1 sekund.
Värdet på displayen S föregås av bokstaven d.
5- Manuell tvåtaktsfunktion och automatisk
fyrtaktsfunktion.
Med hjälp av de två tangenterna Q och R går det att välja
tvåtaktsfunktion eller fyrtaktsfunktion.
Om svetsen är inställd på manuell tvåtaktsfunktion börjar
svetsningen när knappen trycks ned och avbryts när
knappen släpps upp. Om svetsen är inställd på automatisk
fyrtaktsfunktion börjar svetsningen när knappen trycks
ned. Knappen kan släppas upp när svetsningen har
påbörjats.För att avbryta svetsningen är det nödvändigt
att trycka ned och åter släppa upp knappen. Denna
funktion är avsedd för längre svetsningsarbeten så att
inte operatören tröttas ut av att hålla brännarens knapp
nedtryckt. Värdet på displayen S föregås av symbolen 2t
resp. 4t.
S- Display
När det manuella programmet 00 används visar displayen
svetstrådens hastighet i meter/minut före svetsningen
och strömvärdet under svetsningen.
Vid användning av synergiprogram visas alltid
strömvärdet.
Såsom beskrivs i föregående avsnitt kan följande värden
visas på displayen innan svetsningen påbörjas: aktuellt
program, punktsvetsningstid, paustid, burn-back-tid,
rekommenderad tjocklek, matningsfunktion, funktion
för inställd hastighet på motorn för PULL 2003 och
eftergastiden.
5 SVETSNING
5.1 DRIFTFÖRBEREDELSER
Kontrollera att trådens diameter överensstämmer med
värdet på trådmatningsrullen och att det valda programmet
är kompatibelt med material och gastyp. Använd
trådmatningsrullar med U-format spår för aluminiumtråd
och V-format spår för andra trådar.
5.2 APPARATEN ÄR KLAR FÖR SVETSNING
Följ de bifogade instruktionerna vid användning av

70
brännaren Pull-2003 eller Spool-Gun.
• Anslut jordklämman till arbetsstycket som ska svetsas.
• Sätt omkopplaren N på 1.
• Ta bort gasmunstycket.
• Skruva loss kontaktmunstycket.
• Stick in tråden i brännarens trådmatningshylsa.
Kontrollera att tråden är inuti trådmatningsrullens spår
och att rullen är korrekt placerad.
• Tryck på svetsbrännarknappen för att mata fram tråden
tills den kommer ut från svetspistolen.
• VARNING! Håll ansiktet på behörigt avstånd från
änden på handtaget medan tråden kommer ut.
• Skruva tillbaka kontaktmunstycket och försäkra Dig om
att diametern på hålet motsvarar den använda trådens
diameter.
• Sätt fast gasmunstycket.
5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS
(endast för art. 622, 624 och 625).
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplintensåatträttpolaritetrespekteras(segur5).
Fig. 5
För att erhålla skyddade svetsövergångar rekommenderas
det att svetsa från vänster till höger och uppifrån nedåt. I
slutet av varje svetsning ska du ta bort slagg.
Användrörtrådart.1587,Ø0,9mm.
5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras (endast
förart.622,624och625,segur5).
För svetsning av dessa material är det nödvändigt att
tänka på följande:
• Använd en svetsgas av tvåkomponentstyp, vanligtvis
ARGON + CO2 med min. 75 % Argon. Med denna
svetsblandningen blir svetsfogen väl sammansmält och
snygg.
Genom att använda ren koldioxid som skyddsgas erhåller
Du en tät och genomträngande svetsfog, men en klar
ökning av svetssprut.
• Använd svetstråd av samma kvalitet som stålet som ska
svetsas. Det är alltid bra att använda tråd av god kvalitet
så att Du undviker svetsning med rostig tråd som kan
leda till ett dåligt svetsresultat.
• Undvik att svetsa på rostiga arbetsstycken eller på
arbetsstycken som är nersmutsade av olja eller fett.
5.5 SVETSNING AV ROSTFRITT STÅL
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras ((endast
förart.622,624och625,segur5).
Svetsning av rostfritt stål i serien 300 måste utföras med
skyddsgas med hög halt av Argon och med en liten
mängd syrgas eller koldioxid på ca. 2 %.
Ta inte i tråden med händerna. Det är viktigt att
upprätthålla svetsområdet väl rengjort för att inte smutsa
ned svetsfogen.
5.6 SVETSNING AV ALUMINIUM
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras ((endast
förart.622,624och625,segur5).
För svetsning av aluminium är det nödvändigt att använda:
• Rent Argon som skyddsgas.
• En svetstråd med en sammansättning som lämpar sig
för basmaterialet som ska svetsas.
•Användspecikaslipskivorochborstarföraluminium.
Använd dem aldrig på andra material.
• För svetsning av aluminium måste följande brännare
användas: PULL 2003 art. 2003 eller SPOOL-GUN art.
1562 med anslutning art. 1196 (endast för art. 622, 624
och 641).
OBS! Om du endast har en brännare för ståltråd ska
brännaren ändras på följande sätt:
• Kontrollera att kabeln inte är längre än 3 meter.
• Ta bort mässingmuttern som fäster höljet, gasmunstycket,
kontaktmunstycket och dra sedan ut höljet.
• För in höljet art. 1929. Kontrollera att det sticker från de
två ändarna.
• Skruva fast kontaktmunstycket så att höljet sluter till
vid det.
• För in clipset för att fästa höljet och O-ringen i höljets
fria ände. Fäst delarna med muttern, utan att dra åt den
för hårt.
• Ta först bort järnröret. Dra på kopparröret på höljet och
för in alltsammans i adaptern.
• Skär av höljet diagonalt så att det kommer så nära
trådmatarrullen som möjligt.
• Använd trådmatarrullar för aluminiumtråd.
• Reglera trycket, som trådmatarens arm utövar på rullen,
till minsta möjliga.
6 DEFEKTER VID SVETSNING
1 DEFEKT -Porositet (inuti eller utanpå svetsfogen).
ORSAKER • Defekt svetstråd (rostig på ytan).
• Skyddsgas saknas på grund av:
-otillräckligtgasöde
-defektödesmätare
- isbildning på reducerventilen då ingen
förvärmarennsförskyddsgasenkoldioxid
- defekt magnetventil
- kontaktmunstycket är igensatt av svetssprut
- igensatta gasmynningar

71
- luftdrag i svetsområdet.
2 DEFEKT - Krympsprickor
ORSAKER • Svetstråden eller arbetsstyckena är
smutsiga eller rostiga.
• För liten svetsfog.
• För konkav svetsfog.
• För genomträngande svetsfog.
3 DEFEKT - Sidoinskärningar
ORSAKER • För snabb svetsomgång.
• Svag ström och förhöjd bågspänning.
4 DEFEKT - Överdrivet svetssprut
ORSAKER • För hög spänning.
• Otillräcklig induktans.
• Förvärmare för skyddsgasen koldioxid
saknas.
7 UNDERHÅLL
Samtliga underhållsmoment ska utföras av kvalice-
rad personal i enlighet med standard CEI 26-29 (IEC
60974-4).
7.1 UNDERHÅLL AV GENERATOR
Säkerställ att strömbrytaren är i läge “O” och dra ut
nätkabeln före underhållsarbeten inuti apparaten.
Använd tryckluft för att regelbundet avlägsna metal-
ldamm som kan ha samlats inuti apparaten.
7.2 ANVISNINGAR EFTER UTFÖRD REPARATION
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan ap-
paratens primära och sekundära sida. Undvik att trådar-
na kommer i kontakt med delar i rörelse eller med de-
lar som blir varma under driften. Återmontera samtliga
kabelklämmor som på originalapparaten för att undvika
att apparatens primära och sekundära sida kan sam-
mankopplas om en ledare går av eller lossnar.
Återmontera skruvarna med de tandade brickorna som
på originalapparaten.

72
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA
SHMANTIKO¿ PRIN QE VSETE SE LEITOURGIVA THN
SUSKEUH V DIABAVSTE TO PARO VN EGCEIRI VDIO KAI
DIATHREI VSTE TO GIA O VLH TH DIAVRKEIA TH" ZWH"
TH" SUSKEUHV" SE CW VRO POU NA EI VNAI GNWSTO V
STOU" ENDIAFERO VMENOU".
AUTH V H SUSKEUH V PRE VPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENE VRGEIE" SUGKO VLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKO VLLHSH KAI TO KO VYIMO ME
TO VXO MPOROU VN NA APOTELE VSOUN AITI-
VE" KINDU VNOU GIA SA" KAI GIA TRIVTOU", gi· auto v o
crh vsth" pre vpei na ei vnai ekpaideume vno" w"pro" tou"
kindu vnou" pou proe vrcontai apo v ti" ene vrgeie"
sugko vllhsh" kai pou anafe vrontai sunoptika v para-
ka vtw. Gia pio v akribei" plhroforive" zhteivste to
egceirivdio me kw vdika 3.300758
QO VRUBO"
Auth v kaqeauth v h suskeuh v den para vgei
qoru vbou" pou na uperbai vnoun ta 80 dB. H
diadikasiva koyivmato" pla vsmato"§sugko vllhsh"
mporei v na para vgei o vmw" qoru vbou" pe vran autou v tou
orivou. Gi· auto v oi crh vste" pre vpei na lamba vnoun ta
problepo vmena apo v to No vmo me vtra.
HLEKTROMAGNHTIKA PEDIA-Mporou vn na eivnai bla-
b er a v.
·� To hlektriko v reu vma pou diaperna v
opoiondh vpote agwgo v para vgei hlektroma-
gnhtika v pedi va (EMF). To reu vma
sugko vllhsh" h v koph" prokalei v hlektro-
magnhtika v pediva gu vrw apo v ta kalw vdia
kai ti" gennh vtrie".
� Τα μαγνητικά πεδία που προέρχονται από υψηλά
ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία
του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών
ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν
γιατρό ή τον ίδιο τον κατασκευαστή πριν από την
προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής
ή συγκόλλησης ακίδας σποτ.
� H e vkqesh sta hlektromagnhtika v pediva th"
sugko vllhsh" h v koph v" mporou vn na e vcoun a vgnwste"
epidra vsei" sthn ugeiva.
Ka vqe ceiristh", gia na meiw vsei tou" kindu vnou" pou
proe vrcontai apo v thn e vkqesh sta hlektromagnhtika v
pediva, pre vpei na threiv ti" ako vlouqe" diadikasi ve":
- Na fronti vzei w vste kalw vdio sw vmato" kai labivda""
hlektrodivou h v tsimpivda" na me vnoun enwme vna. An
eivnai dunato vn, sterew vste ta maziv me tainiva.
- Mhn tuli vgete pote v ta kalw vdia sw vmato" kai
labivda" hlektrodivou h v tsimpivda" gu vrw apo v to
sw vma.
- Mhn me vnete pote v ana vmesa sto kalw vdio sw vmato"
kai kalw vdio labivda" hlektrodivou h v tsimpivda". An
to kalw vdio sw vmato" brivsketai dexia v apo v to
ceiristh v, to kalw vdio th" labivda" hlektrodivou h v
tsimpivda" pre vpei na meivnei sthn ivdia pleura v.
- Sunde vste to kalw vdio sw vmato" sto metallo upo v
katergasiva o vso to dunato vn pio konta v sthn perio-
ch v sugko vllhsh" h v koph v".
- Mhn erga vzeste konta v sth gennh vtria.
EKRH VXEI"
� Mhn ekteleivte sugkollh vsei" konta v se
doceiva upo v pi vesh h v se parousiva ekrhktikw vn
skonw vn, aerivwn h v atmw vn. Ceirivzeste me proso-
ch v ti" fia vle" kai tou" ruqmiste v" pivesh" pou
crhsimopoiou vntai kata v ti" ene vrgeie" sugko vllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Auth v h suskeuh v eivnai kataskeuasme vnh su vmfwna me
ti" endeivxei" pou perie vcontai ston enarmonisme vno
kanonismo v IEC 60974-10 (Cl. A) kai pre vpei na crhsi-
mopoieivtai mo vno gia epaggelmatikou v" skopou v" kai se
biomhcaniko v periba vllon. Qa mporou vsan, pra vgmati, na
upa vrcoun duskolive" sthn exasfa vlish th" hlektroma-
gnhtikh v" sumbato vthta" se periba vllon diaforetiko v
ap· ekeivno th" biomhcaniva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες μαζί
με τα κανονικά απόβλητα!! Σύμφωνα με την
Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα
των ηλεκτρικών και ηλεκτρονικών συσκευών και την
σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας
εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές
συσκευές πρέπει να συλλέγονται ξεχωριστά και να
μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων
οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής
συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα
συστήματα επεξεργασίας αποβλήτων από τον τοπικό
αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή
Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη
υγεία!
SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIV-
STE TH SUMPARAVSTASH EIDIKEUMEVNOU
PROSWPIKOUV.
1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ
Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα
τετραγωνάκια της πινακίδας.
B. Το ρολά εφελκυσμού νήματος μπορούν να
πληγώσουν τα χέρια.
C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού
νήματος βρίσκονται υπό τάση κατά την
συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά
αντικείμενα σε απόσταση.
1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης
ή το καλώδιο μπορεί να είναι θανατηφόρες.
Προστατευθείτε κατάλληλα την περίοδο
ηλεκτροπληξίας.
1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε
το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε
υγρά ή κατεστραμμένα γάντια.
1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο
προς συγκόλληση ή το έδαφος.
1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας
πριν από την λειτουργία της μηχανής.
2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση
μπορεί να είναι βλαβερό για την υγεία.

73
2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις.
2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού
αερισμού ή τοπικής εκκένωσης για την κατάργηση
των αναθυμιάσεων.
2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για
την κατάργηση των αναθυμιάσεων.
3. Οι σπίθες που προκαλούνται από την συγκόλληση
μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές.
3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την
περιοχή συγκόλλησης.
3.2 Οι σπινθήρες που προκαλούνται από την
συγκόλληση μπορεί να προκαλέσουν πυρκαγιά.
Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα
άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει.
3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία.
4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια
και να προκαλέσουν εγκαύματα στο δέρμα.
4.1 Φορέστε κράτος γυαλιά ασφαλείας.
Χρησιμοποιήστε κατάλληλα προστατευτικά για
τα αυτιά και ρόμπες με κλειστό το επιλαίμιο.
Χρησιμοποιήστε μάσκες κράνη με φίλτρα σωστού
μεγέθους. Φορέστε ένα πλήρες προστατευτικό για
το σώμα.
5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την
μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με
αυτή.
6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες
προειδοποίησης
2 GENIKH PERIGRAFH
2.1 ODHGIES
Auto v to egceirivdio sunta vcqhke gia thn ekpaivdeush tou
proswpikou v pou eivnai armo vdio gia thn egkata vstash,
thn leitourgiva kai thn sunth vrhsh th" suskeuh v"
sugko vllhsh".
Auth v h suskeuh v eivnai mia v phgh v staqerh v" ta vsh",
kata vllhlh gia thn sugko vllhsh MIG/MAG kai OPEN-
ARC.
Kata v thn paralabh v bebaiwqeivte o vti den upa vrcoun
alloiwme vna h v spasme vna me vrh.
Opoiadh vpote endeco vmenh diamarturiva gia apw vleie" h v
fqore v" pre vpei na givnetai apo v ton agorasth v ston
metafore va. Ka vqe fora v pou zhta vte plhroforive"
scetika v me thn suskeuh v, parakaleivste na anafe vrete
to eivdo" kai ton ariqmo v mhtrw vou.
2.2 EPEXHGHSH TECNIKWN STOICEIWN
Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους
κανόνες : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl.
A - IEC 61000-3-11 (δείτε σημείωση 2) - IEC 61000-3-12
(δείτε σημείωση 2).
N°. Ariqmo v" mhtrw vou pou pre vpei pa vnta na
anafe vretai gia opoiadh vpote ana vgkh se
sce vsh me thn suskeuh v.
Monofasiko v" metaschmatisth v"anor
qwth v"
Metaschmatisth v" - anorqwth v" trifa-
siko v"
Epi vped h id io vthta.
MIG/MAG. Kata vllhlo gia sugko vllhsh sunecizo vme-
nou nh vmato".
I2 max Reu vma sugko vllhsh" mh sumbatiko v.
H timh v antiproswpeu vei to anw vtero
o vrio pou epitugca vnetai kata v th
sugko vllhsh.
U0. Deutereu vousa ta vsh en kenw v.
X. Posostiaivo" (100%) ku vklo" ergasiva".
Ekfra vzei to pososto v twn 10 leptw vn
pou h suskeuh v mporeiv na leitourgh vsei me
e vna kaqorisme vno reu vma cwriv" na
para vgei uperqerma vnsei".
I2. Reu vma sugko vllhsh"
U2. Deutereu vousa ta vsh me reu vma sugko vllh
sh" I2
U1. Onomastikh v ta vsh trofodosiva".
1~ 50/60Hz Monofasikh v trofodosiva 50 hv 60 Hz.
3~ 50/60Hz Trifasikh v trofodosiva 50 hv 60 Hz.
I1 max Eivnai h anw vterh timh v tou aporrofhme v-
nou reu vmato".
I1 eff Eivnai h anw vterh timh v tou
pragmatikou v a p o r r o f h m e v n o u
reu vmato" qewrw vnta" thn apo vdosh
ku vklou uphresi va".
IP21S Baqmo v" prostasiva" skeletou v.
Baqmo v" 1 san deu vtero yhfeivo shmai vnei
o vti auth v h suskeuh v den eivnai kata vllhlh
gia na leitourgeiv se exwteriko v cw vro
ka vtw apo v broch v.
S
Kata vllhlh gia periba vllonta me auxhme v
no kivnduno.
ΗΜΕΙΩΣΗ:

74
1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία
σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664).
2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC
61000-3-12 με τον όρο ότι η μέγιστη επιτρεπόμενη
εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση
με 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art.
633) - 0,088 (Art. 641) στο σημείο διαπεφής ανάμεσα στο
σύστημα του χειριστή και εκείνο του κοινού. Είναι ευθύνη
του τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού
να εγγυηθεί, συμβουλευόμενος ενδεχομένως τον χειριστή
του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη
με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του
συστήματος Zmax μικρότερης ή ίσης με 0,023 (Art. 622-
624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art.
641).
2.3 PERIGRAFH V TWN PROSTASIWN
2.3.1 Qermikh v prostasiva
Authv h mhcanhv prostateuvetai apov evna qermovstato
pou, an xepernou vntai oi apodekte v" qermokrasive",
empodivzei th leitougiva th" mhcanh v". Sti" sunqh vke"
aute v" o anemisth vra" sunecivzei na leitourgeiv kai h
la vmpa C ana vbei.
3 EGKATASTASH
� H egkata vstash pre vpei na ekteleivtai apo v eidikeume vno
proswpiko v.
� Ole" oi sunde vsei" pre vpei na ektelou vntai su vmfwna
me tou" iscu vonte" kanonismou v" kai thrw vnta" plh vrw"
th nomoqesi va pou proble vpetai gia thn apofugh v
atuchma vtwn (CEI 26-23 - IEC/TS 62081).
Ele vgxte o vti h ta vsh trofodosiva" antistoiceiv sthn
timh v pou anagra vfetai pa vnw sto kalw vdio diktu vou.
An den eivnai h vdh egkatesthme vno", sunde vste e vnan
reumatolh vpth kata vllhlh" apo vdosh" pro" to kalw vdio
trofodosiva", exasfalivzonta" o vti o kivtrino" / /pra vsino"
agwgo v" sunde vetai sthn aki vda geivwsh".
H apo vdosh tou magnhtoqermikou v diako vpth h twn
asfaleiw vn, se seira v sthn trofodosi va, pre vpei na ivnai
ivsh pro" to reu vma I1 pou aporrofa vtai apo v th mhcanh v.
3.1 TOPOQETHSH
Egkatasth vste th labh v, tou" pivsw trocou v" kai ta duo
sthrivgmata th" fia vlh".
H labh v den pre vpei na crhsimopoieivtai gia na
anuyw vnetai h mhcanh v.
Topoqeth vste th suskeuh v se exaerisme vno periba vllon.
Sko vnh, akaqarsive" h v otidh vpote a vlla xe vna sw vmata
pou eiscwrou vn sthn suskeuh v mporou vn na bla vyoun ton
aerismo v kai, kata v sune vpeia, thn kalh v leitourgiva.
Gia auto v eivnai aparai vthto, se sce vsh me to periba vllon
kai ti" sunqh vke" efarmogh v", na frontivzete w vste ta
eswterika v me vrh na diathrou vntai kaqara v.
O kaqarismo v" pre vpei na ekteleivtai me pepiesme vno
kaqaro v kai xhro v ae vra, prose vconta" na mhn bla vyete
me kane vnan tro vpo th mhcanh v.
Prin ektele vsete ergasi ve" sto eswteriko v th" mhcanh v",
bebaiwqeivte o vti o reumatolh vpth" e vcei aposundeqeiv
apo v to divktuo trofodosiva".
Opoiadh vpote epe vmbash sto eswteriko v me vro" th"
mhcanh v" pre vpei na ektelei vtai apo v eidikeume vno
proswpiko v.
Fig. 1
3.2 ESWTERIKES DIASUNDESEIS
� Opoiadh vpote epe vmbash sto eswteriko v me vro" th"
mhcanh v" pre vpei na ektelei vtai apo v eidikeume vno
proswpiko v.
� Prin energh vsete sto eswteriko v th" suskeuh v",
bebaiwqeivte o vti o reumatolh vpth" eivnai aposundedeme vn"
apo v to divktuo.
� Meta v apo v ton teliko v e vlegco h suskeuh v sunde vetai
sthn ta vsh pou anafe vretai sto kalw vdio trofodosiva".
� Gia na metatre vyete thn ta vsh trofodosi va", afaire vste
thn dexia v pleura v kai topoqeth vste ti" diasunde vsei"
sthn kle vmma metatroph v" ta vsh" o vpw" fai vnetai sthn
eiko vna.
Fig. 2
� H ta vsh trofodosiva", sti" monofasike v" gennh vtrie",
den mporeiv na tropopoihqeiv.
� Mhn crhsimopoih vte thn suskeuh v cwriv" to ka vlumma h v
ti" pleurike v" pla vke" gia profaneiv" lo vgou" asfa vleia"
kai gia na mhn metatre vyete ti" sunqh vke" yu vxh" tw vn
eswterikw vn tmhma vtwn.
� Topoqeth vste sto kalw vdio trofodosi va" e vnan
r eu matolh vpt h kata vllh lo gia to apo r r o f o u vmeno r eu vma.

75
� Sunde vste ton agwgo v kivtrino-pra vsino tou kalwdivou
diktu vou th" mhcanh v" me e vna kalo v su vsthma geivwsh".
3.3. EXWTERIKES DIASUNDESEIS
3.3.1 DIASU VNDESH TH" LABIVDA" GEI VWSH"
� Sunde vste to termatiko v tou kalwdivou sw vmato"
sthn privza th" suskeuh v" sugko vllhsh" kai enw vste
ton akrode vkth sw vmato" sto komma vti pou pre vpei na
sugkollh vsete.
3.3.2 TOPOQE VTHSH TH" FIAVLH" KAI SU VNDESH TOU
SWLH VNA AERI VOU
� Topoqeth vste th fia vlh sthn eidikh v ba vsh tou
su g k o l l h t h v, ster ew vn o n ta" t h n me t i" p r o m h q eu o vmen e"
lwrivde" sthn pi vsw pla vka th" mhcanh v".
� H fia vlh den pre vpei na eivnai uyhlo vterh apo v 1,65 m
(Kwd. 633-641) kai 1 m (Kwd. 622-624-625-627), gia na
mhn dhmiourgou vntai sunqh vke" kindu vnou.
� Ele vgcete periodika v thn kata vstash fqora v" twn
lwrivdwn kai an eivnai aparaivthto zhth vste thn
antikata vstash v tou".
� H fia vlh pre vpei na efodia vzetai me meiwth vra pivesh"
pou na diaqe vtei metrhth v roh v".
� Mo vno afou v topoqeth vsete th fia vlh, sunde vste to
swlh vna aerivou exo vdou apo v thn pivsw pla vka th"
mhcanh v" sto meiwth vra pivesh".
� Ruqmivste th roh v tou aerivou se 10 /12 livtra /lepto v
perivpou.
4 METWPIKOIV CEIRISMOIV TH» MHCANH"
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A- Koumpiv ru vqmish"
Me auto v to koumpi v ruqmivzetai o cro vno" pontari vsmato".
Pie vzonta" to plh vktro th" tsimpivda" h mhcanh v arcivzei
th sugko vllhsh. H dia vrkeia tou cro vnou pontarivsmato"
ruqmivzetai apo v to koumpiv. Gia na xanarcivsei o ku vklo"
pre vpei na afh vsete kai na xanapie vsete pa vli to
plh vktro th" tsimpivda".
B- LUCNIA pra vsinou crw vmato".
Epishmaivnei to a vnamma th" mhcanh v".
C- LUCNIA kivtrinou crw vmato».
Ana vbei o vtan o qermosta vth" diako vptei th leitourgiva
tou sugkollhth v.
D- Koumpiv ru vqmish v"
Me auto v tropopoieivtai h tacu vthta tou su vrmato"
sugko vllhsh".
E- Metalla vkth v"
Ana vbei h v sbh vnei th mhcanh v kai epile vgei ti" klivmake"
th" ta vsh" sugko vllhsh".
F- Metalla vkth v"
Ruqmivzei kata v lepto v tro vpo thn ta vsh sugko vllhsh"
me vsa sthn klivmaka pou epile vcthke me ton metalla vkth
E.
G- Pri vze v" geivwsh v"
Privze" op vou sunde vetai to kalw vdio sw vmato" ( Merike v"
parallage v" e vcoun mia mo vno privza geivwsh" ).
H- Kentrikh v su vndesh
Edw v sunde vetai h tsimpivda sugko vllhsh".
4.1 EVO SYNERGIC (Fig. 4).
A- Plh vktro epilogh v"
Pie vzonta" auto v to plh vktro ana vboun sth
seira v ta fwteina v sh vmata B, C, D kai E.
Otan brisko vmaste me vsa sto upo-menou v
pou drasthriopoieivtai me ta 2 plh vktra Q kai R,
epile vgontai oi leitourgive" pleurivsmato", metabolh v"
tacu vthta" tou kinhth vra PULL 2003 kai meta-aerivou.
B- FWTEINO SHMA pra vsino ( PROGRAM ).
PROGRAM
Epishmaivnei o vti h oqo vnh S emfanivzei ton
ariqmo v tou crhsimopoiou vmenou
progra vmmato".
Gia na gnwrivsete se poia v dia vmetro, eivdo" su vrmato"
kai ae vrio antistoiceiv o emfanizo vmeno" ariqmo v"
progra vmmato", arkeiv na sumbouleuteivte ti" odhgi ve"
pou bri vskontai me vsa sto pleuriko v me vr o" tou epi vplou.
H e vndeixh sthn oqo vnh S prohgeivtai pa vnta apo v to
gr a vmma P.
C- FWTEINO SHMA pra vsino.
Epishmaivnei o vti h oqo vnh S emfanivzei to
cro vno pontari vsmato" h v ergasiva". H
dia vrkeia autou v tou cro vnou ruqmivzetai apo v
0,3 a 5 deutero vlepta. An o cro vno" ruqmivzetai se 0 h
leitourgiva eivnai apenergopoihme vnh. H leitourgiva eivnai

76
energh v mo vno o vtan sugkolleivte. H timh v pou emfanivzetai
shn oqo vnh S prohgei vtai pa vnta apo v to gra vmma t.
D- FWTEINO SHMA pra vsino.
Epishmaivnei o vti h oqo vnh S emfanivzei to
cro vno pau vsh" metaxu v eno v" diasth vmato"
sugko vllhsh" kai eno v" a vllou. H dia vrkeia
autou v tou cro vnou ruqmivzetai apo v 0,3 w" 5 deutero vlepta.
An o cro vno" ruqmivzetai se 0 h leitourgi va eivnai
apenergopoihme vnh. H leitourgiva eivnai energh v mo vno an
o cro vno" sugko vllhsh" diafe vrei apo v 0 kai o vtan
sugkolleivte. H timh v pou emfani vzetai shn oqo vnh S
prohgeivtai pa vnta apo v to gra vmma t.
E- FWTEINO SHMA pra vsino (Burn-Back).
Epishmaivnei o vti h oqo vnh S emfanivzei to
cro vno o vpou to su vrma bgaivnei apo v thn
tsimpivda sugko vllhsh", afou v o ceiristh v"
apeleuqe vrwse to plh vktro. O cro vno" auto v" metaba vlletai
apo v 10 w" 400 cilio-deutero vlepta. H timh v pou
emfanivzetai shn oqo vnh S prohgeivtai pa vnta apo v to
gr a vmma t.
F- FWTEINO SHMA kivtrino.
Ana vbei o vtan to qermo vstato diako vptei th
leitourgiva tou sugkollhth v.
G- FWTEINO SHMA pra vsino ( PULSAR ).
PULSAR
A n a v b e i k a i s b h vn e i e n a l l a v x o vt a n o s u vn d e s m o "
th" tsimpivda" PULL 2003 h v tou SPOOL-
GUN sunde vetai sto su vndesmo I.
H- Kentrikh v su vndesh.
Sunde vetai se auth vn h tsimpi vda sugko vllhsh".
I- Su vndesmo" 10 po vlwn.
Se auto vn pre vpei na sundeqeiv o kinhto v" su vndesmo" 10
po vlwn th" tsimpi vda" PULL 2003 h v tou SPOOL- GUN.
L-M Privze" sw vmato".
Privze" o vpou sunde vetai to kalw vdio sw vmato" ( merike v"
parallage v" parousia vzoun mia mo vno privza sw vmato" ).
N- Metalla vkth".
Ana vbei kai sbh vnei th mhcanh v kai epile vgei ti" klivmake"
th" ta vsh" sugko vllhsh".
O- Metalla vkth".
Ruqmivzei lepto vtera thn ta vsh sugko vllhsh" me vsa sthn
klivmaka pou epile vcthke me vsw N.
P- Koumpiv ru vqmish".
Ruqmivzei thn tacu vthta tou su vrmato" kai eivnai energo v
mo vno o vtan crhsimopoieivtai h sta vntarn tsimpi vda
sugko vllhsh" kai o vci h tsimpivda PULL 2003 h v to
SPOOL- GUN.
Otan crhsimopoiei vtai to pro vgramma 00 metaba vlletai
h tacu vthta tou su vrmato" sugko vllhsh" apo v 0 w" 20
me vtra /lepto v.
Otan crhsimopoieivtai e vna opoiodh vpote sunergiko v
pro vgramma, o deivkth" tou koumpiou v pre vpei na
topoqeteivtai sthn e vndeixh SYNERGIC. Epile vgonta"
e vna sunergiko v pro vgramma, h oqo vnh S d ei vcnei to r eu vma
pou kaqori vsthke apo v to epilegme vno pro vgramma. Auto v
to re vuma antistoiceiv se mia tacu vthta. An qe vlete na
diorqw vsete thn tacu vthta auth v, arkeiv na peristre vyete
to koumpiv pro" dexia v gia na thn auxh vsete h v pro"
aristera v gia na thn meiw vsete. Sthn oqo vnh S oi
metabole v" tacu vthta" su vrmato" epishmaivnontai pa vnta
apo v e vna reu vma.
Q kai R- Plh vktra.
� Otan h FWTEINH ENDEIXH B ei vnai
anamme vnh h oqo vnh S deivcnei ton ariqmo v
progra vmmato" epilegme vno apo v ta 2
plh vktra. Afou v oloklhrw vqhke h epilogh v h FWTEINH
ENDEIXH me vnei anamme vnh gia a vlla 5 deutero vlepta
kai meta v sbh vnei.
� Otan h FWTEINH ENDEIXH C eivnai anamme vnh h
oqo vnh S deivcnei to cro vno pou epile vcthke me ta 2
plh vktra. Afou v oloklhrw vqhke h epilogh v h FWTEINH
ENDEIXH me vnei anamme vnh gia a vlla 5 deutero vlepta
kai meta v sbh vnei.
� Otan h FWTEINH ENDEIXH D eivnai anamme vnh h
oqo vnh S deivcnei to cro vno pou epile vcthke me ta 2
plh vktra. Afou v oloklhrw vqhke h epilogh v h FWTEINH
ENDEIXH me vnei anamme vnh gia a vlla 5 deutero vlepta
kai meta v sbh vnei.
� Otan h FWTEINH ENDEIXH E e i vn a i a n a m m e vn h h o q o vn h
S deivcnei deivcnei to cro vno pou epile vcthke me ta 2
plh vktra. Afou v oloklhrw vqhke h epilogh v h FWTEINH
ENDEIXH me vnei anamme vnh gia a vlla 5 deutero vlepta
kai meta v sbh vnei.
� Otan oi FWTEINES ENDEIXEIS B, C, D, E ei vnai
sbhste v" kai brisko vmaste me vsa se e vna opoiodh vpote
sunergiko v pro vgramma, pie vzonta" e vna apo v ta 2
plh vktra, h oqo vnh S dei vcnei enalla vx to kaqorisme vno
reu vma h v v to sumbouleuo vmeno pa vco" se ciliosta v.
� Energw vnta" stou" 2 metalla vkte" N e O qa
mporei vte na deivte sthn oqo vnh S th stigmiai va au vxhsh
h v ela vttwsh th" epilegme vnh" timh v", auth v h leitourgiva
eivnai crh vsimh o vtan qe vlete na xe vrete prolhptika v se
poio v reu vma h v pa vco" qe vlete na arcivsete th sugko vllhsh.
� Pie vzonta" tauto vcrona ta 2 plh vktra gia toula vciston
5 deutero vlepta mpai vnoume sto upo-menou v, o vpou
brivskoume 3 leitourgi ve" pou epile vgontai me vsw tou
plh vktrou A:
1- PROSE VGGISH (TACU VTHTA).
Tropopoieiv thn tacu vthta tou su vrmato" se sce vsh me
thn prosdiorisme vnh, h ivdia parame vnei energh v gia e vnan
crono pou ruqmivzetai apo v th leitourgi va prose vggish"
(cr o vno ").
H tacu vthta mporei v na metablhqei v me vsw twn 2
plh vktrwn Q kai R apo v e vna 10% e vw" to polu v 150% th"
prosdiorisme vnh" tacu vthta" sugko vllhsh".
Auth v h leitourgiva, sunduasme vnh me th leitourgiva
prose vggish" (cro vno") creia vzetai gia na kalutereu vei
to empu vreuma tou to vxou. H timh v pou deivcnetai sthn
oqo vnh S prohgeivtai apo v to gra vmma (A).
2- TACU VTHTA PROSDIORISME VNH STON KINHTH VRA
TOU PULL 2003.
Energw vnta" sta 2 plh vktra Q kai R h tacu vthta tou
PULL 2003 metaba vlletai apo v -9 e vw" +9 se sce vsh
me thn prosdiorisamvneh timh v. Auth v h leitourgiva

77
epitre vpei na beltistopoih vsete to procw vrhma tou
su vrmato", sugcronivzonta" ton kinhth vra trofodosi va"
su vrmato" th" mhcanh v" me ekeivnon tou PULL 2003.
H timh v pou deivcnetai sthn oqo vnh S prohgeivtai apo v
to gra vmma (H).
3- METAV AE VRIO.
Me vsw twn 2 plh vktrwn Q kai R m p o r e i v t e n a m e t a b a v l e t e
apo v 0 e vw" 5 deutero vlepta thn e vxodo tou aerivou
sto te vlo" th" sugko vllhsh". Auth v h leitourgiva eivnai
idiaivtera endedeigme vnh sugkollw vnta" anoixeivdwto
ca vluba kai aloumivnio. H timh v pou deivcnetai sthn
oqo vnh S prohgeivtai apo v to gra vmma (P).
4- PROSE VGGISH (CRO VNO").
Ruqmivzei to crono pou parame vnei energh v h tacu vthta
prose vggish". Auth v h leitourgiva, sunduasme vnh me th
leitourgiva prose vggish" (tacu vthta), creia vzetai gia na
kalutereu vei to empu vreuma tou to vxou.
Me vsw twn 2 plh vktrwn Q kai R o cro vno" prose vggish"
mporei v na metablhqeiv apo v 0 e vw" 1 deutero vlepto.
H timh v pou deivcnetai sthn oqo vnh S prohgeivtai apo v
to gra vmma (d).
5- CEIROKIVNHTO" TRO VPO" 2 CRO VNWN KAI AUTO VMATO"
TRO VPO" 4 CRO VNWN.
Energw vnta" sta 2 plh vktra Q kai R epile vgetai o
cro vno" 2 cro vnwn h v 4 cro vnwn.
An h mhcanh v sugko vllhsh" eivnai se ceirokivnhto tro vpo
2 cro vnwn, h sugko vllhsh xekina vei o vtan pie vzetai to
plh vktro kai diako vptetai o vtan auto v apeleuqerw vnetai.
An h mhcanh v sugko vllhsh" eivnai se auto vmato tro vpo
4 cro vnwn, gia na xekinh vsei h sugko vllhsh pie vste to
plh vktro tsimpivda". Afou v xekinh vsei h diadiakasiva, to
plh vktro mporeiv na apeleuqerwqeiv.
Gia na diako vyete th sugko vllhsh pie vste kai afh vste
pa vli to plh vktro. Auto v" o tro vpo" eivnai kata vllhlo"
gia sugkollh vsei" makra v" diarkeiva", o vpou h pivesh
sto plh vktro th" tsimpivda" mporeiv na koura vsei
to ceiristh v v. H timh v pou deivcnetai sthn oqo vnh S
prohgeivtai apo v ta su vmbola (2t kai 4t).
S- Oqo vnh.
Crhsimopoiw vnta" to ceirokivnhto pro vgramma 00 to
o vrgano deivcnei, prin th sugko vllhsh, thn tacu vthta tou
su vrmato" se me vtra ana v lepto v kai sth sugko vllhsh to
reu vma. Crhsimopoiw v vnta" ta sunergika v progra vmmata
emfanivzei pa vnta to re vuma.
Opw" perigra vfetai sti" prohgou vmene" paragra vfou",
sto o vrgano mporeivte na emfani vsete, prin arcivsete th
sugko vllhsh: to crhsimopoiou vmeno pro vgramma, to cro vno
pontarivsmato", to cro vno pau vsh", to cro vno Burn-Back,
to sumbouleuo vmeno pa vco", th leitougiva pleurivsmato",
th leitourgiva tacu vthta" pou kaqorivsthke ston
kinhth vra tou PULL 2003 kai to cro vno tou meta-aerivou.
5 SUGKOLLHSH
5. 1 QE VSH SE LEITOURGI VA
Ele vgxte h dia vmetro" tou su vrmato" na antistoicei v sth
dia vmetro pou anafe vretai sthn kulindrikh v trofodo vthsh
kai o v vti to epilegme vno pro vgramma eivnai sumbato v me
to uliko v kai me ton tu vpo aerivou. Crhsimopoih vste
kulindrike v" trofodoth vsei" su vrmato" me aula vki se
sch vma “U" gia su vrmata alouminivou kai me aula vki se
sch vma “ V" gia ta a vlla su vrmata.
5.2 TO MHCANHMA EINAI ETOIMO GIA TH
SUGKOLLHSH
òOtan crhsimopoiou vntai h tsimpivda tu vpou PULL-2003
h v Spool-Gun akolouqh vste ti" sunhmme vne" odhgi ve".
� Sunde vste ton akrode vkth sw vmato" me to komma vti
pou pre vpei na sugkollh vsete.
� Topoqeth vste to diako vpth N se 1.
� Afaire vste to akrofu vsio.
� Xebidw vste to mpek.
� Topoqeth vste to su vrma sto spira vl th" tsimpi vda"
ele vgconta" na eivnai me vsa sto aula vki tou kulivndrou
kai auto v" na topoqeteivtai swsta v.
� Pie vste to diako vpth tsimpivda" gia na procwrh vsei
to su vrma me vcri pou auto v bgaivnei apo v thn tsimpivda.
� Prosoch v: krath vste to pro vswpo makrua v apo v to
teliko v akrofu vsio enw v to su vrma bgaivnei.
� Bidw vste to mpek ele vgconta" o vti h dia vmetro" th"
oph v" eivnai ivdia m v ekeivnh tou crhsimopoiou vmenou
s u vr m ato ".
� Monta vrete to akrofu vsio.
5.3 SUGKO VLLHSH TWN ANQRAKOU VCWN CALU VBWN CWRI V"
PROSTASI VA AERIVOU ( mo vno gia Kwd. 622,624
kai 625 ).
Ele vgxte o vti ta kalw vdia eivnai swsta v topoqethme vna
ston pivnaka akrodektw vn, w vste na throu vn th swsth v
poliko vthta (ble vpe eik5 ?).
Fig. 5
Gia sugkollh vsei" kala v sundedeme vne" kai me kalh v
prostasiva kalo v eivnai na sugkollei vte apo v aristera v
pro" dexia v kai apo v pa vnw pro" ta ka vtw. Sto te vlo"
ka vqe sugko vllhsh" afaire vste ta upoleivmmata.
To paragemisme vno su vrma pou pre vpei na crhsimopoih vsete
eivnai o Kwdiko v" ma" Art. 1587, Ø 0,9 mm.
5.4 SUGKO VLLHSH TWN ANQRAKOU VCWN CALU VBWN ME
PROSTASIVA AERIVOU.

78
Ele vgxte o vti ta kalw vdia eivnai swsta v topoqethme vna
ston pivnaka akrodektw vn, w vste na throu vn th swsth v
po liko vthta ( mo vno gia Kw d. 622, 624 ka i 625 ble vpe eik 5 ).
Gi a t h s u g k o vl l h s h a u t w vn t w n u l i k w vn e i vn a i a p a r a i vt h t o :
� Crhsimopoieivte e vna ae vrio sugko vllhsh" me
distoiceiakh v su vnqesh, sunh vqw" ARGON + CO2 me
periektiko vthta se Argon apo v 75% kai pa vnw. Me auto v
to mivgma to kordo vni sugko vllhsh" qa e vcei stereh v
domh v kai kalh v aisqhtikh v o vyh.
Crhsimopoiw vnta" kaqaro v CO2 san ae vrio prostasiva"
ta kordo vnia qa eivnai stena v v, me megalu vterh dieivsdush
alla v me shmantikh v au vxhsh probolw vn (rantisma vtwn).
� Crhsimopoih vste e vna su vrma trofodosi va" ivdia"
poio vthta" m v ekeivnh tou ca vluba pou pre vpei na
sugkollh vsete. Kalo v eivnai na crhsimopoieivte su vrmata
kalh v" poio vthta" kai na apofeu vgete skouriasme vna
su vrmata pou mporou vn na prokale vsoun elattw vmata
sugko vllhsh".
� Apofeu vgete na ekteleivte th sugko vllhsh se
skouriasme vna komma vtia h v pou na parousia vzoun
leke vde" elaivou h v livpou".
5.5 SUGKOLLHSH TWN ANOXEIDWT VWN CALUBWN
Ele vgxte o vti ta kalw vdia eivnai swsta v topoqethme vna
ston pi vnaka akrodektw vn, w vste na throu vn th swsth v
poliko vthta (mo vno gia Kwd. 622, 624 kai 625 ble vpe eik. 5).
H sugko vllhsh twn anoxeivdwtwn calu vbwn th"
kathgoriva" 300, pre vpei na ekteleivtai me ae vrio
prostasiva" me mega vlh periektiko vthta se Argon, me
mikrh v periektiko vthta se oxugo vno O2 h v dioxeivdio tou
a vnqraka perivpou 2%.
Mhn aggivzete to su vrma me ta ce vria. Eivnai shmantiko v
na diathreivte pa vnta kaqarh v thn perioch v sugko vllhsh"
w vste na mhn rupaivnetai to shmei vo e vnwsh".
5.6 SUGKOLLHSH TOU ALOUMINIOU
Ele vgxte o vti ta kalw vdia eivnai swsta v topoqethme vna
ston pi vnaka akrodektw vn, w vste na throu vn th swsth v
poliko vthta (mo vno gia Kwd. 622, 624 kai 625 ble vpe eik. 5).
Gia th sugko vllhsh tou alouminivou ei vnai aparaivthto
na cr h simopoiei vte:
� Kaqaro v Argon san ae vrio prostasia".
� òEna su vrma trofodosi va" me su vnqesh kata vllhlh pro"
to basiko v uliko v pou qa sugkollhqeiv.
� Crhsimopoieivte ergaleiva gia th leivansh kai to
bou vrtsisma eidika v gia to aloumivnio cwriv" na ta
crhsimopoih vsete pote v gia a vlla ulika v.
� Gia th sugko vllhsh tou alouminivou pre vpei na
crhsimopoieivte ti" tsimpivde": PULL 2003 Mont. 2003
h v SPOOL-GUN Mont. 1562 me th su vndesh Mont. 1196
(mo vno gia Kwd. 622, 627 kai 641).
Prosoch v. An diaqe vtete mo vno mia tsimpivda
proetoimasme vnh gia su vrmata apo v ca vluba, pre vpei na
thn tropopoih vsete me ton ako vlouqo tro vpo:
� Bebaiwqeivte o vti to mh vko" tou kalwdivou den xeperna v
ta 3 me vtra.
� Bga vlte to mprou vtzino paxima vdi tou spira vl, to mpek
aerivou, to mpek reu vmato" kai sth sune vceia afaire vste
to spira vl.
� Eisa vgete to spira vl Kwd. 1929 ele vgconta" o vti bgaivnei
apo v ti" a vkre".
� Xanabidw vste to mek reu vmato" w vste o spira vl na
efarmo vzei pa vnw sto ivdio.
� Sto eleu vqero a vkro eisa vgete to "nivple"" staqeropoivsh"
spira vl, th tsimou vca OR kai mploka vrete me to
paxima vdi, cwriv" na sfivxete uperbolika v.
� Eisa vgete to mrprou vtzino kalama v vki sto spira vl
kai u vstera o vlo to su v vnolo ston prosarmosth v, afou v v
prohgoume vnw" afaire vsate to shdere vnio kalama vki.
� Ko vyte diagwnivw" to spira vl w vste na ei vnai o vso to
dunato v pio konta v ston trofodo vth su vrmato".
� Crhsimopoieivte trofodo vte" su vrmato" kata vllhlou"
pro" to su vrma apo v aloumivnio.
� Ruqmivste thn pivesh, pou o bracivona" th" mona vda"
trofodosiva" askeiv ston ku vlindro, se v o vso to dunato vn
katw vterh timh v.
6 ELATTWMATA SUGKOLLHSHS
1 ELATTWMA - Porw vde" (eswterika v h v exwterika v
apo v to kordo vni)
AITIES � Elattwmatiko v su vrma (skouriasme vno
e p i f a n e i a k a v )
� Elleiyh prostasiva" aerivou pou na
ofeivletai se:
- aneparkh roh v aerivou
- elattwmatiko v metrhth v roh v"
- meiwth vra me pa vcnh, lo vgw e vlleiyh"
proqermanth vra aeri vou prostasiva" CO2
- elattwmatikh v hlektrobalbivda
- mpek boulwme vno apo v pitsilivsmata
- ope v" ekroh v" tou aerivou boulwme vne"
- upa vrcoun reu vmata ae vra sthn perioch v
o vpou ekteleivtai h sugko vllhsh
2 ELATTWMA - Ragivsmata sustolh v" ulikou v
AITIES � Su vrma h v me vtallo epexergasiva" aka v
qarto h v skouriasme vno.
� Kordo vni uperbolika v mikro v.
� Kordo vni uperbolika v koivlo.
� Kordo vni uperbolika v dieisdume vno.
3 ELATTWMA - Pleurike v" carakie v v"
AITIES �Pe vrasma uperbolika v grh vgoro
� Camhlo v reu vma kai ta vsei" to vxou uyh-
le v".
4 ELATTWMA - Uperbolika v pitsilivsmata
AITIES � Ta vsh uperbolika v uyhlh v.
� Epagwgikovthta aneparkh v".
� Elleiyh eno v" proqermanth vra tou aeri
vou prostasiva" CO2.
7 ΣΥΝΤΗΡΗΣΗ
Κάθε διαδικασία συντήρησης θα πρέπει να
πραγματοποιείται από προσοντούχο προσωπικό και σε
συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4).
7.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ
Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής,
βεβαιωθείτε ότι ο διακόπτης S είναι στην θέση "O" και ότι
το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο.
Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το
εσωτερικό της συσκευής από την μεταλλική σκόνη που
συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα.

79
7.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ
ΕΠΙΔΙΟΡΘΩΣΗΣ.
Μετά από την πραγματοποίηση μιας επιδιόρθωσης,
δώστε προσοχή στην επανατακτοποίηση της
καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη
μόνωση ανάμεσα στην πρωταρχική πλευρά και την
δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να
έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση
ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της
λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως
στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την
σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό
αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης
ενός αγωγού.
Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές
ροδέλες όπως στην γνήσια συσκευή.

80
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI
CABLAGGIO ELETTRICO
WIRING DIAGRAM
COLOUR CODE
L NROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

81
Art. 622

82
Art. 624

83
Art. 625

84
Art. 627

85
Ar t. 627.48

86
Art. 633

87
Art. 641

88
31
28
6 7 98
34
62
46
47
48
23 22 21
19
15
14
13
11
20
12
16
17
64
52
45
43
44
61
32
59
400
27
25
26
65
55
56
24
49
57
58
18
30
51
50
53
35
41
40
37
39
38
36
54
42
63
66
67
68
Art. 622

89
Art. 622
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
18 RESISTENZA RESISTANCE
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
POS DESCRIZIONE DESCRIPTION
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
53 SHUNT SHUNT
54 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
55 SUPPORTO SUPPORT
56 SUPPORTO SUPPORT
57 RESISTENZA RESISTANCE
58 CONDENSATORE CAPACITOR
59 PULSANTE SWITCH
61 MORSETTIERA TERMINAL BOARD
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
400
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

90
31
28
6
7
9
8
34
62
46
47
48
23 22 21
19
15
14
13
11
20
12
16
17
64
52
45
43
44
61
32
59
41
40
39
37
38
36
35
42
400
27
25
26
65
55
56
24
49
57
58
18
30
51
50
63
66
67
68
Art. 624

91
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
18 RESISTENZA RESISTANCE
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
38 TAPPO CAP
Art. 624
POS DESCRIZIONE DESCRIPTION
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
55 SUPPORTO SUPPORT
56 SUPPORTO SUPPORT
57 RESISTENZA RESISTANCE
58 CONDENSATORE CAPACITOR
59 PULSANTE SWITCH
61 MORSETTIERA TERMINAL BOARD
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
400
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

92
400
59
6
7
34
43
42
35
36
38
39
37
40
41
44
45
46
47
48
49
13
14
8
9
11
12
16
64
17
15
18
24
20
19
21
22
23
25
2627
28
30
31
65
32
51
50
52
29
61
62
63
66
67
68
Art. 625

93
Art. 625
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
18 RESISTENZA RESISTANCE
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
29 MORSETTIERA TERMINAL BOARD
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
POS DESCRIZIONE DESCRIPTION
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
59 PULSANTE SWITCH
61 MORSETTIERA TERMINAL BOARD
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
400
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

94
400
59
6
7
34
43
42
35
36
38
39
37
40
41
44
45
46
47
48
49
13
14
8
9
11
12
16
64
17
15
18
24
20
53
19
21
22
23
25
2627
28
30
31
65
32
51
50
52
29
54
62
63
66
67
68
Art. 627

95
Art. 627
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
18 RESISTENZA RESISTANCE
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
29 MORSETTIERA TERMINAL BOARD
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
36 CORNICE FRAME
POS DESCRIZIONE DESCRIPTION
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
53 SHUNT SHUNT
54 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
59 PULSANTE SWITCH
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
400
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

96
400
59
6
7
34
43
42
35
36
38
39
37
40
41
44
45
46
47
48
49
13
14
8
9
11
12
16
64
17
15
18
24
20
53
19
21
22
23
25
2627
28
30
31
65
32
51
50
52
54
62
63
66
67
68
Ar t. 627.48

97
Ar t. 627.48
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
18 RESISTENZA RESISTANCE
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
POS DESCRIZIONE DESCRIPTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
53 SHUNT SHUNT
54 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
59 PULSANTE SWITCH
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
400
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

98
41
3252
31
65
30
28 27 26 25
40
39
37
38
36
35
42
6 7 98
44
34
43
45
46
47
48
51
50
23 22 21 19
15
17
64
16
12
14
13
11
20
24
60
59
402
29
63
66
67
68
Art. 633

99
Art. 633
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
29 MORSETTIERA TERMINAL BOARD
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
POS DESCRIZIONE DESCRIPTION
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
59 PULSANTE SWITCH
60 LATERALE FISSO FIXED SIDE PANEL
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
402
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

100
41
3252 3165
30
28
27
26
25
40
39
37
38
36
35
54
42
6 7 98
44
34
43
45
46
47
48
49
53 23 22 21 19
15
17
64
16
12
14
13
11
20
24
59
403
61
29
53
51
50
60
63
66
67
68
Art. 641

101
Art. 641
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 SUPPORTO BOBINA COIL SUPPORT
07 CERNIERA HINGE
08 COPERTURA GOMMA RUBBER MAT
09 COPERCHIO COVER
11 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
12 CINGHIA BELT
13 RACCORDO FITTING
14 ELETTROVALVOLA SOLENOID VALVE
15 PRESSACAVO STRAIN RELIEF
16 RACCORDO FITTING
17 CAVO RETE POWER CORD
19 LATERALE FISSO FIXED SIDE PANEL
20 SUPPORTO SUPPORT
21 TAPPO CAP
22 RUOTA FISSA FIXED WHEEL
23 ASSALE AXLE
24 RADDRIZZATORE RECTIFIER
25 SUPPORTO SUPPORT
26 MOTORE MOTOR
27 VENTOLA FAN
28 FONDO BOTTOM
29 MORSETTIERA TERMINAL BOARD
30 TRASFORMATORE TRANSFORMER
31 RUOTA PIROET TANTE SWIVELING WHEEL
32 PRESA GIFAS GIFAS SOCKET
34 PIANO INTERMEDIO INSIDE BAFFLE
35 PANNELLO COMANDI CONTROL PANEL
36 CORNICE FRAME
37 PROTEZIONE IN GOMMA RUBBER PROTECTION
POS DESCRIZIONE DESCRIPTION
38 TAPPO CAP
39 CORPO ADAT TATORE ADAPTOR BODY
40 MANOPOLA KNOB
41 MANICO HANDLE
42 CIRCUITO DI COMANDO CIRCUIT BOARD
43 CARTER DI PROTEZIONE PROTECTION CASE
44
TRASFORMATORE DI
SERVIZIO
AUXLIARY TRANSFORMER
45 SUPPORTO SUPPORT
46 MORSETTIERA TERMINAL BOARD
47 TELERUTTORE CONTACTOR
48 SUPPORTO SUPPORT
49 IMPEDENZA CHOKE
50 COMMUTATORE SWITCH
51 COMMUTATORE SWITCH
52 CAVO MASSA EARTH CABLE
53 SHUNT SHUNT
54 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
59 PULSANTE SWITCH
60 LATERALE FISSO FIXED SIDE PANEL
61 PROTEZIONE MOTORE MOTOR PROTECTION
62 CARTER DI PROTEZIONE PROTECTION CASE
63 LATERALE MOBILE HINGED SIDE PANEL
64 PANNELLO POSTERIORE BACK PANEL
65 PANNELLO ANTERIORE FRONT PANEL
66 CHIUSURA CLOSING
67 ROSET TA WASHER
68 CHIUSURA CLOSING
403
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT

102
Art. 622-624-625-627
Art. 633

103
Art. 641
POS DESCRIZIONE DESCRIPTION
400
402
403
GRUPPO TRAINAFILO
COMPLETO
COMPLETE WIRE FEED UNIT
410
414
MOTORIDUTTORE WIRE FEED MOTOR
421 BLOCCAGGIO GRADUATO ADJUSTMENT KNOB
422 GUIDAFILO WIRE DRIVE PIPE ASSY
423 CORPO TRAINAFILO WIRE FEED BODY
424 ISOLANTE COMPLETO INSULATION ASSY
425 PROTEZIONE PROTECTION
426 TRAINAFILO COMPLETO COMPLETE WIRE FEED
428 RULLO TRAINAFILO WIRE FEED ROLLER
429 POMELLO KNOB
432 CORPO TRAINAFILO WIRE FEED BODY
433 CANNETTA GUIDAFILO WIRE INLET GUIDE
434 PROTEZIONE PROTECTION
POS DESCRIZIONE DESCRIPTION
435
CORPO TRAINAFILO
COMPLETO
COMPLETE WIRE
FEED BODY
442
443
GRUPPO TRAINAFILO WIRE FEED UNIT
444 BLOCCAGGIO GRADUATO ADJUSTMENT KNOB
460 SUPPORTO PREMIRULLO ROLLER PRESSER SUPP.
461 INGRANAGGIO GEAR
462 INGRANAGGIO GEAR
463 KIT INGRANAGGI GEARS KIT
470
SUPPORTO PREMIRULLO
DESTRO
RIGTH ROLLER PRESSER
SUPPORT
471
SUPPORTO PREMIRULLO
SINISTRO
LEFT ROLLER PRESSER
SUPPORT
472 INGRANAGGIO CENTRALE CENTRAL GEAR
473 KIT TRAINAFILO WIRE FEED KIT
474 PERNO PIN
480 DISTANZIALE SPACER
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.

104
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
Transcripción de documentos
I GB D F E P SF DK NL S GR -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2 -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 9 -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 16 -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 23 -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 30 -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 37 -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 44 -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.51 -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.58 -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.65 sel.72 -ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA Parti di ricambio e schema elettrico Spare parts and electrical schematic Ersatzteile und Schaltplan Pièces détachées et schéma électrique Partes de repuesto y esquema eléctrico Partes sobressalentes e esquema eléctrico Pagg. Sid. sel.: 3.300.261/F Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktika v kai hlektriko v scedia gv ramma 79 ÷ 103 20/05/2016 MANUALE DI ISTRUZIONI PER SALDATRICI A FILO IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l’utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 RUMORE. Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI. · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 60974-10(Cl. A) e 2 deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell’assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell’ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 1.1 TARGA DELLE AVVERTENZE Il testo numerato seguente corrisponde alle caselle numerate della targa. B. I rullini trainafilo possono ferire le mani. C. Il filo di saldatura ed il gruppo trainafilo sono sotto tensione durante la saldatura. Tenere mani e oggetti metallici a distanza. 1. Le scosse elettriche provocate dall’elettrodo di saldatura o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 1.1 Indossare guanti isolanti. Non toccare l’elettrodo a mani nude. Non indossare guanti umidi o danneggiati. 1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal suolo 1.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 2. Inalare le esalazioni prodotte dalla saldatura può essere nocivo alla salute. 2.1 Tenere la testa lontana dalle esalazioni. 2.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 2.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 3. Le scintille provocate dalla saldatura possono causare esplosioni od incendi. 3.1 Tenere i materiali infiammabili lontano dall’area di saldatura. 3.2 Le scintille provocate dalla saldatura possono causare incendi. Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 3.3 Non saldare mai contenitori chiusi. 4. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. 4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 5. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 6. Non rimuovere né coprire le etichette di avvertenza 2 DESCRIZIONI GENERALI 2.1 SPECIFICHE Questo manuale è stato preparato allo scopo di istruire il personale addetto all’installazione, al funzionamento ed alla manutenzione della saldatrice. Questo apparecchio è una sorgente di tensione costante adatto alla saldatura MIG/MAG e OPEN-ARC. Controllare, al ricevimento,che non vi siano parti rotte o avariate. Ogni eventuale reclamo per perdite o danni deve essere fatto dall’acquirente al vettore. Ogni qualvolta si richiedono informazioni riguardanti la saldatrice, si prega di indicare l’articolo ed il numero di matricola. 2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI SULLA TARGA DI MACCHINA. L’ apparecchio è costruito secondo le seguenti norme: IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-11 (vedi nota 2) / IEC 61000-3-12 (vedi nota 2). N°. Numero di matricola che deve essere sempre citato per qualsiasi richiesta relativa alla saldatrice. Trasformatore - raddrizzatore monofase. Trasformatore-raddrizzatore trifase. Caratteristica piatta. MIG/MAG. Adatto per saldatura a filo continuo. I2 max Corrente di saldatura non convenzionale. Il valore rappresenta il limite max. ottenibile in saldatura. U0. Tensione a vuoto secondaria. X. Fattore di servizio percentuale. Il fattore di servizio esprime la percentuale di 10 minuti in cui la saldatrice può lavorare ad una determinata corrente senza causare surriscaldamenti. I2. Corrente di saldatura U2. Tensione secondaria con corrente di sald. I2 U1. Tensione nominale di alimentazione. 1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz. 3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz. I1 max E’ il massimo valore della corrente assorbita. I1 eff E’ il massimo valore della corrente effettiva assorbita considerando il fattore di servizio. IP21S Grado di protezione della carcassa. Grado 1 come seconda cifra significa che questo apparecchio non è idoneo a lavorare all’esterno. Idonea a lavorare in ambienti con rischio S accresciuto. NOTE: 1- L’apparecchio è inoltre stato progettato per lavorare in ambienti con grado di inquinamento 3. (Vedi IEC 60664). 2- Questa attrezzatura è conforme alla norma IEC 610003-12 a condizione che l’impedenza massima Zmax ammessa dell’impianto sia inferiore o uguale a 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641) al punto di interfaccia fra l’impianto dell’utilizzatore e quello pubblico. E’ responsabilità dell’’installatore o dell’utilizzatore dell’attrezzatura garantire, consultando eventualmente l’operatore della rete di distribuzione, che l’attrezzatura sia collegata a un’alimentazione con impedenza massima di sistema ammessa Zmax inferiore o uguale a 0,023 (Art. 622624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). 2.3 DESCRIZIONE DELLE PROTEZIONI 2.3.1 Protezione termica Questo apparecchio è protetto da un termostato il quale, se si superano le temperature ammesse, impedisce il funzionamento della macchina. In queste condizioni il ventilatore continua a funzionare. 3 INSTALLAZIONE • L’installazione della macchina deve essere fatta da personale qualificato. • Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della legge antinfortunistica (norma CEI 26-23 - IEC/TS 62081). 3 Controllare che la tensione di alimentazione corrisponda al valore indicato sul cavo rete. Se non è già montata, collegare una spina di portata adeguata al cavo di alimentazione assicurandosi che il conduttore giallo/verde sia collegato allo spinotto di terra. La portata dell’interruttore magnetotermico o dei fusibili, in serie all’alimentazione, deve essere uguale alla corrente I1 assorbita dalla macchina. 3.1. MESSA IN OPERA Montare il manico, le ruote e i due appoggi bombola. Il manico non deve essere usato per sollevare la saldatrice. Collocare la saldatrice in un ambiente ventilato. Polvere, sporco o qualsiasi altra cosa estranea che possa entrare nella saldatrice ne può compromettere la ventilazione e quindi il buon funzionamento. Pertanto è necessario in relazione all’ambiente e alle condizioni di impiego avere cura di mantenere pulite le parti interne. La pulizia deve avvenire tramite un getto di aria secca e pulita, facendo attenzione a non danneggiare in alcun modo la macchina. Prima di lavorare all’interno della saldatrice assicurarsi che la spina sia staccata dalla rete di alimentazione. Qualsiasi intervento eseguito all’interno della saldatrice deve essere eseguito da personale qualificato. Fig. 2 • La tensione di alimentazione, sui generatori monofasi, non può essere cambiata. • Non utilizzare la saldatrice senza coperchio o i pannelli laterali per evidenti ragioni di sicurezza e per non alterare le condizioni di raffreddamento dei componenti interni. • Applicare al cavo di alimentazione una spina adeguata alla corrente assorbita. • Collegare il conduttore giallo-verde del cavo rete della macchina ad una buona presa di terra. 3.3 COLLEGAMENTI ESTERNI 3.3.1 Connessione della pinza di massa. • Connettere il terminale del cavo massa alla presa della saldatrice e collegare il morsetto di massa al pezzo da saldare. Fig. 1 3.2 COLLEGAMENTI INTERNI • Qualsiasi intervento eseguito all’interno della saldatrice deve essere eseguito da personale qualificato. • Prima di lavorare all’interno della saldatrice assicurarsi che la spina sia staccata dalla rete di alimentazione. • Dopo il collaudo finale la saldatrice viene collegata alla tensione indicata sul cavo di alimentazione. • Per cambiare tensione di alimentazione togliete il laterale destro e disponete i collegamenti della morsettiera cambiatensione come indicato in figura. 4 3.3.2 Posizionamento della bombola e collegamento del tubo gas • Posizionare la bombola sul porta bombola della saldatrice, fissandola, con le cinghie in dotazione, al pannello posteriore della macchina. • La bombola non deve essere più alta di 1,65m (Artt. 633-641) e 1m (Artt. 622-624-625-627), per non creare condizioni di pericolo. • Controllare periodicamente lo stato di usura delle cinghie, e se è necessario richiedere il ricambio. • La bombola deve essere equipaggiata da un riduttore di pressione comprensivo di flussometro. • Solo dopo aver posizionato la bombola, collegare il tubo gas uscente dal pannello posteriore della macchina al riduttore di pressione. • Regolare il flusso del gas a circa 10/12 litri/minuto. 4 COMANDI SUL FRONTALE DEGLI APPARECCHI. 4.1 EVO (Fig. 3). A- Manopola di regolazione. Agendo su questa manopola si regola il tempo di puntatura. Premendo il pulsante della torcia la macchina inizia a saldare, la durata del tempo di puntatura è regolato dalla manopola. Per ricominciare il ciclo è necessario rilasciare e premere nuovamente il pulsante della torcia. C A D B H B S C Q D R E P A F G H I E F G N L O M Fig. 3 B- LED di colore verde. Segnala l’accensione della macchina. C- LED di colore giallo. Si accende quando il termostato interrompe il funzionamento della saldatrice. D-Manopola di regolazione. Agendo su questa manopola si varia la velocità del filo di saldatura. E- Commutatore. Accende o spegne la macchina e seleziona le gamme della tensione di saldatura. F- Commutatore. Regola finemente la tensione di saldatura all’interno della gamma prescelta con il commutatore E. G- Prese di massa. Prese a cui va collegato il cavo di massa. ( Alcune versioni hanno una sola presa di massa ). H- Attacco centralizzato. Vi si connette la torcia di saldatura. 4.2 EVO SYNERGIC (Fig. 4). A- Tasto di selezione. Premendo questo tasto si accendono in sequenza i LED B, C, D e E. Quando siamo all’interno del sotto menù attivato dai 2 tasti Q ed R, seleziona le funzioni di accostaggio, variazione della velocità del motore del Fig. 4 PULL 2003 e post gas. B- LED di colore verde. Segnala che il display S visualizza il numero PROGRAM di programma in uso. Per conoscere a quale diametro, tipo di filo e gas corrisponde il numero di programma visualizzato è sufficiente consultare l’istruzione posta all’interno del laterale mobile. L’indicazione sul display S è sempre preceduta dalla lettera P. C- LED di colore verde. Segnala che il display S visualizza il tempo di puntatura o di lavoro. La durata di questo tempo è regolabile da 0,3 a 5 secondi. Se il tempo è regolato a 0 la funzione è disattivata. La funzione è attiva solo se si sta saldando. Il valore indicato sul display S è sempre preceduto dalla lettera t. D- LED di colore verde. Segnala che il display S visualizza il tempo di pausa tra un tratto di saldatura ed un altro. La durata di questo tempo è regolabile da 0,3 a 5 secondi. Se il tempo è regolato a 0 la funzione è disattivata. La funzione è attiva solo se il tempo di saldatura è diverso da 0 e se si sta saldando. Il valore indicato sul display S è sempre preceduto dalla lettera t. E- LED di colore verde (Burn-Back). Segnala che il display S visualizza il tempo in cui il filo fuoriesce dalla torcia di saldatura, dopo che l’operatore ha lasciato il pulsante. Questo tempo è variabile da 10 a 400 milli secondi. Il valore indicato sul display S è sempre preceduto dalla lettera t. 5 F- LED di colore giallo. Si accende quando il termostato interrompe il funzionamento della saldatrice. G- LED di colore verde. Si accende e si spegne ad intermittenza, PULSAR quando il connettore della torcia PULL 2003 o dello SPOOL- GUN è connesso al connettore I. H- Attacco centralizzato. Vi si connette la torcia di saldatura. I- Connettore 10 poli. A questo connettore deve essere collegato il connettore volante da 10 poli della torcia PULL 2003 o dello SPOOLGUN. L-M Prese di massa. Prese a cui va collegato il cavo di massa. ( Alcune versioni hanno una sola presa di massa). N- Commutatore. Accende o spegne la macchina e seleziona le gamme della tensione di saldatura. O- Commutatore. Regola finemente la tensione di saldatura all’interno della gamma prescelta con il commutatore N. P- Manopola di regolazione. Regola la velocità del filo, ed è attiva solo quando si utilizza la torcia di saldatura standard e non la torcia PULL 2003 o lo SPOOL- GUN. Quando si utilizza il programma 00, varia la velocità del filo di saldatura da 0 a 20 metri/minuto. Quando si utilizza un qualsiasi programma sinergico l’indice della manopola deve essere posto sulla scritta SYNERGIC. Scegliendo un programma sinergico, il display S indica la corrente impostata dal programma scelto. Questa corrente corrisponde ad una velocità, se si vuole correggerla è sufficiente, ruotare la manopola in senso orario, per aumentarla oppure, ruotarla in senso antiorario, per diminuirla. Sul display S i cambiamenti di velocità di filo vengono sempre indicati da una corrente. Q e R- Tasti. • Quando il LED B è acceso il display S indica il numero di programma selezionato dai 2 tasti, finita la selezione il LED rimane acceso per altri 5 secondi e poi si spegne. • Quando il LED C è acceso il display S indica il tempo selezionato dai 2 tasti, finita la selezione il LED rimane acceso per altri 5 secondi e poi si spegne. • Quando il LED D è acceso il display S indica il tempo selezionato dai 2 tasti, finita la selezione il LED rimane acceso per altri 5 secondi e poi si spegne. • Quando il LED E è acceso il display S indica il tempo selezionato dai 2 tasti, finita la selezione il LED rimane acceso per altri 5 secondi e poi si spegne. • Quando i LED B, C, D, E sono spenti e siamo all’interno di un qualsiasi programma sinergico, premendo uno dei 2 tasti, il display S indica alternativamente la corrente impostata o lo spessore in millimetri consigliato. 6 Agendo sui 2 commutatori N e O si potrà vedere sul display S l’aumento o la diminuzione istantanea del valore selezionato, questa funzione è utile quando, preventivamente si vuole sapere a quale corrente o spessore vogliamo iniziare la saldatura. • Premendo contemporaneamente i 2 tasti per almeno 5 secondi entriamo nel sotto menù, dove troviamo 3 funzioni, selezionabili tramite il tasto A: 1- Accostaggio ( velocità ). Modifica la velocità del filo rispetto a quella impostata, questa rimane attiva per un tempo regolato dalla funzione di accostaggio ( tempo ). La velocità può essere variata tramite i 2 tasti Q e R da un 10% ad un massimo del 150% della velocità di saldatura impostata. Questa funzione, abbinata alla funzione di accostaggio (tempo) serve per migliorare l’accensione dell’arco. Il valore indicato sul display S è preceduto dalla lettera (A). 2- Velocità impostata sul motore del PULL 2003. Agendo sui 2 tasti Q e R la velocità del PULL 2003 varia da – 9 a + 9 rispetto al valore impostato. Questa funzione permette di ottimizzare l’avanzamento del filo, mettendo in passo il motore trainafilo della saldatrice con quello del PULL 2003. Il valore indicato sul display S è preceduto dalla lettera (H). 3- Post gas. Mediante i 2 tasti Q e R si può variare da 0 a 5 secondi l’uscita del gas alla fine della saldatura. Questa funzione è particolarmente utile saldando acciaio inossidabile e alluminio. Il valore indicato sul display S è preceduto dalla lettera (P). 4- Accostaggio (tempo). Regola il tempo in cui rimane attiva la velocità di accostaggio. Questa funzione, abbinata alla funzione di accostaggio (velocità) serve per migliorare l’accensione dell’arco. Mediante i 2 tasti Q e R il tempo di accostaggio può variare da 0 a 1 secondo. Il valore indicato sul display S è preceduto dalla lettera (d). 5- Modo manuale 2 tempi e modo automatico 4 tempi. Agendo sui 2 tasti Q e R si sceglie il modo 2 tempi oppure 4 tempi. Se la saldatrice è sul modo manuale 2 tempi, si inizia a saldare quando si preme il pulsante e si interrompe quando lo si rilascia. Se la saldatrice è sul modo manuale 4 tempi, per iniziare la saldatura premere il pulsante torcia ; una volta iniziato il procedimento, il pulsante può essere rilasciato. Per interrompere la saldatura premere e rilasciare nuovamente. Questo modo è adatto a saldature di lunga durata, dove la pressione sul pulsante della torcia può affaticare il saldatore. Il valore indicato sul display S è preceduto dai simboli (2t e 4t). S- Display. Utilizzando il programma manuale 00 lo strumento visualizza, prima di saldare, la velocità del filo in metri al minuto e in saldatura la corrente. Utilizzando i programmi sinergici visualizza sempre la corrente. Come descritto nei paragrafi precedenti, sullo strumento è possibile visualizzare, prima di iniziare a saldare: il programma in uso, il tempo di puntatura, il tempo di pausa, il tempo di Burn-Back, lo spessore consigliato, la funzione di accostaggio, la funzione di velocità impostata sul motore del PULL 2003 e il tempo di post gas. 5 SALDATURA 5.1 MESSA IN OPERA Controllare che il diametro del filo corrisponda al diametro indicato sul rullo trainafilo e che il programma prescelto sia compatibile con il materiale e il tipo di gas. Utilizzare rulli trainafilo con gola ad “U” per fili di alluminio e con gola a “V” per gli altri fili. 5.2 LA MACCHINA È PRONTA PER SALDARE Quando si utilizzano la torcia tipo Pull-2003 o SpoolGun seguire le istruzioni allegate. • Connettere il morsetto di massa al pezzo da saldare. • Posizionare l’interruttore su 1. • Togliere l’ugello gas. • Svitare l’ugello portacorrente. • Inserire il filo nella guaina guidafilo della torcia assicurandosi che sia dentro la gola del rullo e che questo sia in posizione corretta. • Premere il pulsante torcia per fare avanzare il filo fino alla fuoriuscita dello stesso dalla torcia. • Attenzione: tenere il viso lontano dalla lancia terminale mentre il filo fuoriesce. • Avvitare l’ugello portacorrente assicurandosi che il diametro del foro sia pari al filo utilizzato. • Montare l’ugello gas. 5.3 SALDATURA DEGLI ACCIAI AL CARBONIO SENZA PROTEZIONE GASSOSA. (solo per Art. 622, 624 e 625). Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità (vedi figura 5). Fig. 5 Per ottenere saldature raccordate e ben protette è bene saldare da sinistra a destra e dall’alto verso il basso. Alla fine di ogni saldatura rimuovere la scoria. Il filo animato da utilizzare è il nostro Art. 1587, Ø 0,9mm. 5.4 SALDATURA DEGLI ACCIAI AL CARBONIO CON PROTEZIONE GASSOSA. Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità (solo per Art. 622, 624 e 625 vedi figura 5). Per la saldatura di questi materiali è necessario : • Utilizzare un gas di saldatura a composizione binaria, di solito ARGON + CO2 con percentuali di Argon che vanno dal 75% in su. Con questa miscela il cordone di saldatura sarà ben raccordato ed estetico. Utilizzando CO2 puro, come gas di protezione si avranno cordoni stretti, con una maggiore penetrazione ma con un notevole aumento di proiezioni (spruzzi). • Utilizzare un filo d’apporto della stessa qualità rispetto all’acciaio da saldare. E’ sempre bene usare fili di buona qualità, evitare di saldare con fili arrugginiti che possono dare difetti di saldatura. • Evitare di saldare su pezzi arrugginiti o che presentano macchie d’olio o grasso. 5.5 SALDATURA DEGLI ACCIAI INOSSIDABILI Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità ( solo per Art. 622, 624 e 625 vedi figura 5). La saldatura degli acciai inossidabili della serie 300, deve essere eseguita con gas di protezione ad alto tenore di Argon, con una piccola percentuale di ossigeno O2 o di anidride carbonica CO2 circa il 2%. Non toccare il filo con le mani. E importante mantenere sempre la zona di saldatura pulita per non inquinare il giunto da saldare. 5.6 SALDATURA DELL’ALLUMINIO Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità (solo per Art. 622, 624 e 625 vedi figura 5). Per la saldatura dell’alluminio è necessario utilizzare: • Argon puro come gas di protezione. • Un filo di apporto di composizione adeguata al materiale base da saldare. • Utilizzare mole e spazzonatrici specifiche per l’alluminio senza mai usarle per altri materiali. • Per la saldatura dell’alluminio si devono utilizzare le torce: PULL 2003 Art. 2003 o SPOOL-GUN Art. 1562 con la connessione Art. 1196 (622-627-641). • NB. Disponendo solo di una torcia preparata per i fili di acciaio occorre modificarla nel modo seguente: • Accertarsi che la lunghezza del cavo non superi i 3 metri. • Togliere il dado ferma guaina in ottone, l’ugello gas, l’ugello portacorrente e quindi sfilare la guaina. • Infilare la guaina nostro Art. 1929 assicurandosi che esca dalle due estremità. • Riavvitare l’ugello portacorrente in modo che la guaina sia aderente ad esso. • Nell’estremità della guaina rimasta libera infilare il nipples ferma guaina, la guarnizione OR e bloccare con il dado, senza stringere eccessivamente. • Infilare la cannetta in ottone sulla guaina e introdurre il tutto nell’adattatore, avendo in precedenza tolto la cannetta di ferro. 7 • Tagliare diagonalmente la guaina in modo che stia il più vicino possibile al rullo trainafilo. • Utilizzare rulli trainafilo adatti al filo di alluminio. • Regolare la pressione, che il braccetto del gruppo di traino esercita sul rullo, al minimo possibile. 6 DIFETTI IN SALDATURA 1 DIFETTO -Porosità (interne o esterne al cordone) CAUSE •Filo difettoso (arrugginito superficialmente) • Mancanza di protezione di gas dovuta a: - flusso di gas scarso - flussometro difettoso - riduttore brinato, per la mancanza di un preriscaldatore del gas di protezione di CO2 - elettrovalvola difettosa - ugello porta corrente intasato da spruzzi - fori di efflusso del gas intasati - correnti d’aria presenti in zona di saldatura. 2 DIFETTO - Cricche di ritiro CAUSE • Filo o pezzo in lavorazione sporchi od arrugginiti. • Cordone troppo piccolo. • Cordone troppo concavo. • Cordone troppo penetrato. 3 DIFETTO - Incisioni laterali CAUSE • Passata troppo veloce • Corrente bassa e tensioni di arco elevate. 4 DIFETTO - Spruzzi eccessivi CAUSE • Tensione troppo alta. • Induttanza insufficiente. • Mancanza di un preriscaldatore del gas di protezione di CO2 7 MANUTENZIONE Ogni intervento di manutenzione deve essere eseguito da personale qualificato nel rispetto della norma CEI 26-29 (IEC 60974-4). 7.1 MANUTENZIONE GENERATORE In caso di manutenzione all’interno dell’apparecchio, assicurarsi che l’interruttore sia in posizione “O” e che il cavo di alimentazione sia scollegato dalla rete. Periodicamente, inoltre, è necessario pulire l’interno dell’apparecchio dalla polvere metallica accumulatasi, usando aria compressa. 7.2 ACCORGIMENTI DA USARE DOPO UN INTERVENTO DI RIPARAZIONE. Dopo aver eseguito una riparazione, fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra il lato primario ed il lato secondario della maccchina. Evitare che i fili possano andare a contatto con parti in movimento o parti che si riscaldano durante il funzionamento. Rimontare tutte le fascette come sull’apparecchio originale in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un collegamento tra il primario ed il secondario. Rimontare inoltre le viti con le rondelle dentellate come sull’apparecchio originale. 8 INSTRUCTION MANUAL FOR WIRE WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 ELECTRIC AND MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/ cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY. This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in nonindustrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT. Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 1.1 WARNING LABEL The following numbered text corresponds to the label numbered boxes. B. Drive rolls can injure fingers. C. Welding wire and drive parts are at welding voltage during operation — keep hands and metal objects away. 1 Electric shock from welding electrode or wiring can kill. 1.1 Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves. 1.2 Protect yourself from electric shock by insulating yourself from work and ground. 1.3 Disconnect input plug or power before working on machine. 2 Breathing welding fumes can be hazardous to your health. 2.1 Keep your head out of fumes. 2.2 Use forced ventilation or local exhaust to remove fumes. 9 2.3 3 3.1 3.2 Use ventilating fan to remove fumes. Welding sparks can cause explosion or fire. Keep flammable materials away from welding. Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. 3.3 Do not weld on drums or any closed containers. 4 Arc rays can burn eyes and injure skin. 4.1 Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. 5 Become trained and read the instructions before working on the machine or welding. 6 Do not remove or paint over (cover) label. 2 GENERAL DESCRIPTION 2.1 SPECIFICATIONS This manual has been prepared for the purpose of educating personnel assigned to install, operate and service the welding machine. This equipment is a constant-voltage power source, suitable for MIG/MAG and OPEN-ARC welding. Upon receiving the machine, make sure there are no broken or damaged parts. The purchaser should address any complaints for losses or damage to the vector. Please indicate the article and serial number whenever requesting information about the welding machine. S Protection rating for the housing. Grade 1 as the second digit means that this equipment is suitable for use outdoors. Suitable for use in high-risk environments. NOTES: 1- The machine has also been designed for use in environments with a pollution rating of 1. (See IEC 60664). 2- This equipment complies with IEC 61000-3-12 provided that the maximum permissible system impedance Zmax is less than or equal to 0,023 (Art. 622-624) 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641) at the interface point between the user’s supply and the public system. It is the responsibility of the installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the equipment is connected only to a supply with maximum permissible system impedance Zmax less than or equal to 0,023 (Art. 622-624) - 0,276 (Art. 625627) - 0,181 (Art. 633) - 0,088 (Art. 641). 2.3 Overload cut-out This machine is protected by a thermostat, which prevents the machine from operating if the allowable temperatures are exceeded. In these conditions the fan continues to operate. 3 INSTALLATION Three-phase transformer-rectifier. • Only skilled personnel should install the machine . • All connections must be carried out according to current regulations, and in full observance of safety laws (CEI 26-23 - IEC/TS 62081 standards). Make sure that the supply voltage corresponds to the value indicated on the power cable. If it is not already fitted, connect a plug suited to the power cable, making sure that the yellow/green conductor is connected to the earth pin. The capacity of the overload cutout switch or fuses installed in series with the power supply must be equivalent to the absorbed current I1. of the machine. Flat characteristic. 3.1 PLACEMENT 2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS This machine is manufactured according to the following international standards: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 CL. A - IEC 61000-3-11 (see note 2) - IEC 610003-12 (see note 2). N° serial number, which must always be indi- cated on any type of request regarding the welding machine. Single-phase transformer - rectifier MIG/MAG. Suitable for continuous electrode welding. I2 max Unconventional welding current. This value represents the max. limit attainable in welding. U0. Secondary open-circuit voltage. X. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during which the welding machine may run at a certain current without overheating. I2. Welding current U2. Secondary voltage with welding current I2. U1. Rated supply voltage 1~ 50/60Hz 50- or 60-Hz single-phase power supply. 3~ 50/60Hz 50- or 60-Hz three-phase power supply. I1 max Maximum absorbed current value. I1 eff This is the maximum value of the actual current absorbed, considering the duty cycle. 10 IP21S Fig. 1 Mount the handle, wheels and the two cylinder supports. The handle must not be used for lifting the welding machine. Place the welding machine in a ventilated area. Dust, dirt, and any other foreign matter entering the welding machine can interfere with ventilation and thus with smooth operation. Therefore, in relation to the environment and working conditions, it is important to keep the internal parts clean. Clean using a jet of dry, clean air, being careful to avoid damaging the machine in any way. Before working inside the welding machine, make sure it is unplugged from the power mains. Any intervention carried out inside the welding machine must be performed by qualified personnel. 3.2 INTERNAL CONNECTIONS • Any intervention carried out inside the welding machine must be performed by qualified personnel. • Before working inside the welding machine, make sure that the plug is disconnected from the power mains. • After final inspection, the welding machine is connected to the voltage indicated on the power supply cable. • To change the supply voltage, remove the right side panel and arrange the voltage change terminal board connections as shown in the figure. 3.3.2 Cylinder placement and connecting the gas hose • Position the cylinder on the cylinder holder of the welding machine, using the straps provided to fasten it to the rear panel of the machine. • The gas cylinder must not be higher than 1.65m (Art. 633-641) and 1m (Art. 622-624-625-627), to avoid creating hazardous conditions. • Periodically check for wear on the straps, and order replacements if necessary. • The cylinder must be equipped with a pressure regulator complete with flow gauge. • Only after positioning the cylinder, connect the outgoing gas hose from the rear panel of the machine to the pressure regulator. • Adjust the gas flow to approximately 10/12 liters/minute. 4 CONTROLS ON THE FRONT OF THE MACHINES 4.1 EVO (Fig. 3). C A D B H E F G Fig. 2 • The supply voltage may not be changed on singlephase power sources. • Do not use the welding machine without its cover or side panels for obvious safety reasons, and to avoid altering the cooling conditions for internal components. • Connect a plug suitable for the absorbed current to the power supply cable. • Connect the yellow-green wire of the machine mains to an efficient grounding socket. 3.3 EXTERNAL CONNECTIONS 3.3.1 Connecting the mass clip. • - Connect the earth cable terminal to the socket of the welding machine, and connect the earth clamp to the workpiece. Fig. 3 A- Setting knob. Turning this knob adjusts the spot welding time. The machine begins welding when the torch trigger is pressed. The spot welding time is set via the knob. To start the cycle over, release and press the torch trigger again. B- Green LED. Signals that the machine is on. C- Yellow LED. Lights when the thermostat interrupts the welding 11 machine operation. letter P. D-Setting knob. Adjusting this knob changes the welding wire speed. C- Green LED. Signals that the display S shows the spot welding or working time. The length of this time is adjustable from 0.3 to 5 seconds. Setting the time to 0 disables the function. The function is active only while welding. The value shown on the display S is always preceded by the letter t. E- Selector switch. Turns the machine on or off and selects the welding voltage ranges. F- Selector switch. Fine-tunes the welding voltage within the range previously selected via selector switch E. G- Earth sockets. Sockets to which to connect the earth cable. (Some versions have a single earth socket ). H- Central adapter. This is where the welding torch is to be connected. 4.2 EVO SYNERGIC (Fig. 4). E- Green LED (Burn-Back). Signals that the display S shows the time for which the wire exits the welding torch, after the operator has released the torch trigger. This time ranges from 10 to 400 milliseconds. The value shown on the display S is always preceded by the letter t. B S C Q D R E P A F G G- Green LED (PULSAR). Lights and shuts off intermittently when the PULSAR connector of the PULL 2003 torch or SPOOLGUN is connected to the connector I. N H- Central adapter. This is where the welding torch is to be connected. H I L O M Fig. 4 A- Selection key. Pressing this key causes the LEDs B, C, D and E to light in sequence. From within the sub-menu activated by the 2 keys Q and R, select the Soft Start, PULL 2003 motor speed variation, and post gas functions. B- Green LED (PROGRAM). Signals that the display S shows the program PROGRAM number being used. Check the instructions posted inside the mobile side panel for the diameter, wire type and gas corresponding to the program number displayed. The figure on the display S is always preceded by the 12 D- Green LED. Signals that the display S shows the pause time between welding segments. The length of this time is adjustable from 0.3 to 5 seconds. Setting the time to 0 disables the function. The function is active only if the welding time is not 0 and while welding. The value shown on the display S is always preceded by the letter t. F- Yellow LED. Lights when the thermostat interrupts the welding machine operation. I- 10-pin connector. This connector must be connected to the 10-pin patch connector of the PULL 2003 torch or SPOOL- GUN.L-M Earth sockets. Sockets to which to connect the earth cable. (Some versions have a single earth socket ). N- Selector switch. Turns the machine on or off and selects the welding voltage ranges. O- Selector switch. Fine-tunes the welding voltage within the range selected with the selector switch N. P- Setting knob. Adjusts the wire speed, and is active only when using the standard welding torch and not the PULL 2003 torch or SPOOL- GUN. When using the program 00, adjusts the welding wire speed from 0 to 20 meters/minute. When using any synergic program, the knob indicator must be set to the label SYNERGIC. Choose a synergic program; the display S indicates the current set by the selected program. This current corresponds to a given speed. If you wish to correct this speed, simply turn the knob clockwise to increase or counter-clockwise to decrease. Changes in wire speed are always indicated on the display S by a current. (speed), serves to improve arc striking. Using the 2 keys Q and R, the Soft Start time may be adjusted from 0 to 1 second. The value shown on the display S is preceded by the letter (d). Q and R- Keys. • When the LED B is lit, the display S shows the program number selected by the 2 keys. Once the selection has been completed the LED remains lit for 5 more seconds, then shuts off. • When the LED C is lit the display S shows the time selected by the 2 keys. Once the selection has been completed the LED remains lit for 5 more seconds, then shuts off. • When the LED D is lit, the display S shows the time selected by the 2 keys. Once the selection has been completed the LED remains lit for 5 more seconds, then shuts off. • When the LED E is lit the display S shows the time selected by the 2 keys. Once the selection has been completed the LED remains lit for 5 more seconds, then shuts off. • When the LEDs B, C, D, and E are off and we are within any synergic program, pressing one of the 2 keys will cause the display S to show either the current set or the recommended thickness in millimeters. Adjusting the 2 selector switches N and O allows you to immediately see, on the display S, the increase or decrease in the value selected. This function is used when one wishes to know in advance at what current or thickness welding is to begin. • Pressing the 2 keys simultaneously for at least 5 seconds causes us to enter the sub-menu, where we find 3 functions that may be selected via the key A: 5- Two-stage manual mode and 4-stage automatic mode. Adjust the 2 keys Q and R to select the 2-stage or 4-stage mode. If the welding machine is set to 2-stage manual mode, welding begins when the button E is pressed, and stops when it is released. If the welding machine is set to 4-stage automatic mode, press the torch trigger to begin welding; you may release the trigger once the procedure has begun. Press and release the trigger again to stop welding. This setting is suitable for long-term welding, where the welder may tire of holding down the torch trigger. The value shown on the display S is preceded by the symbols (2T and 4T). 1- Soft Start (speed). Changes the wire speed from the one set; this speed remains active for the time governed by the Soft Start function (time). The speed may be adjusted using the 2 keys Q and R from 10% to a maximum of 150% of the set welding speed. This function, combined with the Soft Start function (time), serves to improve arc striking. The value shown on the display S is preceded by the letter (A). 2- Speed set on the motor of the PULL 2003. Adjusting the two keys Q and R varies the speed of the PULL 2003 from –9 to +9 compared to the set value. This function maximizes wire advancement, putting the wire feeder motor of the welding machine in step with the motor of the PULL 2003. The value shown on the display S is preceded by the letter (H). 3- Post gas. Using the two keys Q and R, it is possible to adjust the gas flow after welding to between 0 and 5 seconds. This function is especially useful when welding stainless steel and aluminum. The value shown on the display S is preceded by the letter (P). 4- Soft Start (time). Adjusts the time for which the Soft Start speed remains active. This function, combined with the Soft Start function S- Display. Using the manual program 00 the instrument displays the wire speed in meters per minute before welding, and the current while welding. Using the synergic programs it always displays the current. As described in the paragraphs above, the following may be displayed on the instrument before beginning to weld: the program being used, the spot welding time, the pause time, the Burn-Back time, the recommended thickness, the Soft Start function, the speed set on the motor of the PULL 2003, and the post-gas time. 5 WELDING 5.1 Installation Make sure that the wire diameter corresponds to the diameter indicated on the wire feeder roller, and that the selected program is compatible with the material and type of gas. Use wire feeder rollers with a “U”-shaped groove for aluminum wires, and with a “V”-shaped groove for other wires. 5.2 THE MACHINE IS READY TO WELD When using the Pull-2003 or Spool-Gun torch, follow the instructions enclosed. • Connect the earth clamp to the workpiece. • Set the switch to 1. • Remove the gas nozzle. • Unscrew the contact tip. • Insert the wire in the wire liner of the torch, making sure that it is inside the roller groove and that the roller is in the correct position. • Press the torch trigger to move the wire forward until it comes out of the torch. • Caution: keep your face away from the gun tube assembly while the wire is coming out. • Screw the contact tip back on, making sure that the hole diameter is the same as that of the wire used. • Assemble the gas nozzle. 5.3 WELDING CARBON STEELS WITHOUT GAS 13 PROTECTION. (only for Arts. 622, 624 and 625). Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (see figure 5). To attain well connected and protected welds, always work from left to right and top to bottom. Remove all waste at the end of each welding session. The flux-cored wire to be used is our Art. 1587, Ø 0.9mm. Fig. 5 5.4 WELDING CARBON STEELS WITH GAS PROTECTION. Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 622, 624 and 625, see figure 5). In order to weld these materials you must: • Use a welding gas with a binary composition, usually ARGON + CO2 with percentages of Argon ranging from 75% up. With this blend, the welding bead will be well jointed and attractive. Using pure CO2 as a protection gas will produce narrow beads, with greater penetration but a considerably increase in splatters. • Use a welding wire of the same quality as the steel to be welded. It is best to always use good quality wires, avoiding welding with rusted wires that could cause welding defects. • Avoid welding rusted parts, or those with oil or grease stains. 5.5 WELDING STAINLESS STEEL Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 622, 624 and 625, see figure 5 ). Series 300 stainless steels must be welded using a protection gas with a high Argon content, containing a small percentage of O2 or carbon dioxide CO2 (approximately 2%) to stabilize the arc. Do not touch the wire with your hands. It is important to keep the welding area clean at all times, to avoid contaminating the joint to be welded. 5.6 WELDING ALUMINUM 14 Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 622, 624 and 625, see figure 5). In order to weld aluminum you must use: • Pure Argon as the protection gas. • A welding wire with a composition suitable for the base material to be welded. • Use mills and brushing machines specifically designed for aluminum, and never use them for other materials. • In order to weld aluminum you must use the torches: PULL 2003 Art. 2003 or SPOOL-GUN Art. 1562 with the connection Art. 1196 (only for Art. 622, 627 and 641). NOTE: If only a torch prepared for steel wires is available, it must be altered as follows: • Make sure that the cable is no more than 3 meters long. • Remove the brass liner nut, gas nozzle, contact tip, and then slip off the liner. • Insert our liner Art. 1929, making sure that it protrudes from both ends. • Screw the contact tip back on so that the liner adheres to it. • In the free end of the liner, insert the liner nipple and O-ring, and fasten with the nut without over-tightening. • Insert the brass tube on the liner and insert the entire unit in the adapter, after first removing the iron sleeve. • Cut the liner diagonally so that it is as close as possible to the wire feeder roller. • Use wire feeder rollers suitable for aluminum wire. • Adjust the pressure exerted by the arm of the wire feeder group on the roller, to the lowest possible setting. 6 WELDING DEFECTS 1 DEFECT- Porosity (within or outside the bead) CAUSES • Electrode defective (rusted surface) • Missing shielding gas due to: - low gas flow - flow gauge defective - regulator frosted due to no preheating of the CO2 protection gas - defective solenoid valve - contact tip clogged with spatter - gas outlet holes clogged - air drafts in welding area. 2 DEFECT - Shrinkage cracks CAUSES • Wire or workpiece dirty or rusted. • Bead too small. • Bead too concave. • Bead too deeply penetrated. 3 DEFECT - Side cuts CAUSES • Welding pass done too quickly • Low current and high arc voltages. 4 DEFECT - Excessive spraying CAUSES • Voltage too high. • Insufficient inductance. • No preheating of the CO2 protection gas. 7 MAINTENANCE Any maintenance operation must be carried out by qualified personnel in compliance with standard CEI 2629 (IEC 60974-4). 7.1 GENERATOR MAINTENANCE In the case of maintenance inside the machine, make sure that the switch is in position “O” and that the power cord is disconnected from the mains. It is also necessary to periodically clean the interior of the machine from the accumulated metal dust, using compressed air. 7.2 PRECAUTIONS AFTER REPAIRS. After making repairs, take care to organize the wiring so that there is secure insulation between the primary and secondary sides of the machine. Do not allow the wires to come into contact with moving parts or those that heat up during operation. Reassemble all clamps as they were on the original machine, to prevent a connection from occurring between the primary and secondary circuits should a wire accidentally break or be disconnected. Also mount the screws with geared washers as on the original machine. 15 BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUSFÜHR- UNG VON SCHWEISSARBEITEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEISSEN UND SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300758 anfordern. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweiß- oder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. 16 EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN EINEN FACHMANN WENDEN. 1.1 WARNHINWEISSCHILD Die Nummerierung der Beschreibungen entspricht der Nummerierung der Felder des Schilds. B. Die Drahtförderrollen können Verletzungen an den Händen verursachen. C. Der Schweißdraht und das Drahtvorschubgerät stehen während des Schweißens unter Spannung. Die Hände und Metallgegenstände fern halten. 1. Von der Schweißelektrode oder vom Kabel verursachte Stromschläge können tödlich sein. Für einen angemessenen Schutz gegen Stromschläge Sorge tragen. 1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit bloßen Händen berühren. Keinesfalls feuchte oder schadhafte Schutzhandschuhe verwenden. 1.2 Sicherstellen, dass eine angemessene Isolierung vom Werkstück und vom Boden gewährleistet ist. 1.3 Vor Arbeiten an der Maschine den Stecker ihres Netzkabels abziehen. 2. Das Einatmen der beim Schweißen entstehenden Dämpfe kann gesundheitsschädlich sein. 2.1 Den Kopf von den Dämpfen fern halten. 2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs- oder Absauganlage verwenden. 2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwenden. ne Teile gebrochen oder beschädigt sind. Der Käufer muß Beanstandungen wegen fehlender oder beschädigter Teile an den Frachtführer richten. Bei Anfragen zur Schweißmaschine stets die Artikelnummer und die Seriennummer angeben. 2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN. Die Konstruktion des Geräts entspricht den folgenden Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-11 (siehe Anm. 2) - IEC 61000-3-12 (siehe Anm. 2). Nr. Seriennummer; sie muss bei allen Anfragen zur Schweißmaschine stets angegeben werden. Einphasiger Transformator - Gleichrichter. Dreiphasiger Transformator-Gleichrichter Fallende Kennlinie. MMA 3. Die beim Schweißen entstehenden Funken können Explosionen oder Brände auslösen. 3.1 Keine entflammbaren Materialien im Schweißbereich aufbewahren. 3.2 Die beim Schweißen entstehenden Funken können Brände auslösen. Einen Feuerlöscher in der unmittelbaren Nähe bereit halten und sicherstellen, dass eine Person anwesend ist, die ihn notfalls sofort einsetzen kann. 3.3 Niemals Schweißarbeiten an geschlossenen Behältern ausführen. 4. Die Strahlung des Lichtbogens kann Verbrennungen an Augen und Haut verursachen. 4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten Gehörschutztragen und bei Hemden den Kragen zuknöpfen. Einen Schweißerschutzhelm mit einem Filter mit der geeigneten Tönung tragen. Einen kompletten Körperschutz tragen. 5. Vor der Ausführung von Arbeiten an oder mit der Maschine die Betriebsanleitung lesen. 6. Die Warnhinweisschilder nicht abdecken oder entfernen. 2 ALLGEMEINE BESCHREIBUNG 2.1 TECHNISCHE ANGABEN Das vorliegende Handbuch dient der Unterweisung des für die Installation, den Betrieb und die Wartung der Schweißmaschine zuständigen Personals. Bei diesem Gerät handelt es sich um eine KonstantspannungsSchweißstromquelle für MIG/MAG- und OPEN-ARCSchweißverfahren. Beim Empfang sicherstellen, daß kei- Geeignet zum Schweißen mit kontinuierlich zugeführtem Schweißdraht. U0. Leerlauf-Sekundärspannung X. Relative Einschaltdauer. Die relative Einschaltdauer ist der auf eine Einschaltdauer von 10 Minuten bezogene Prozentsatz der Zeit, welche die Schweißmaschine bei einer bestimmten Stromstärke arbeiten kann, ohne sich zu überhitzen. I2. Schweißstrom. U2. Sekundärspannung bei Schweißstrom I2. U1. Nennspannung. 1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz. 3~ 50/60Hz Drehstromversorgung mit 50 oder 60 Hz l1 max. Maximale Stromaufnahme. l1 eff. Maximale effektive Stromaufnahme unter Berücksichtigung der relativen Einschaltdauer. IP21S Schutzart des Gehäuses. Die zweite Ziffer 1 gibt an, daß dieses Gerät nicht im Freien bei Regen betrieben werden darf. Geeignet zum Betrieb in Umgebungen mit S erhöhter Gefährdung. ANMERKUNGEN: 1- Das Gerät ist außerdem für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC 60664). 2- Dieses Gerät ist konform mit der Norm IEC 61000-312 unter der Voraussetzung, dass die maximal zulässige Impedanz Zmax am Verknüpfungspunkt zwischen der Abnehmeranlage und dem öffentlichen Versorgungsnetz kleiner oder gleich 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641) ist. Es liegt in der Verantwortung des Installateurs bzw. des Betreibers des Geräts, erforderlichenfalls in Absprache mit dem öffentlichen Energieversorgungsunternehmen sicherzustellen, dass das Gerät ausschließlich an eine Anlage angeschlossen wird, deren maximal zulässige Netzimpedanz Zmax kleiner oder gleich 0,023 (Art. 622-624) - 0,276 (Art. 625-627) 0,181 (Art. 633) - 0,088 (Art. 641) ist. 17 2.3 THERMISCHER SCHUTZ Dieses Gerät wird durch einen Thermostaten geschützt, der, wenn die zulässige Temperatur überschritten wird, den Betrieb der Maschine sperrt. In diesem Zustand bleibt der Lüfter eingeschaltet und die Lampe C leuchtet auf. 3 INSTALLATION • Die Installation der Maschine muß durch Fachpersonal erfolgen. • Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden (normenCEI 26-23 - IEC/TS 62081). Sicherstellen, dass die Netzspannung dem auf dem Netzkabel angegebenen Wert entspricht. Falls nicht schon montiert, das Netzkabel mit einem der Stromaufnahme angemessenen Netzstecker versehen und sicherstellen, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen ist. Der Nennstrom des mit der Netzstromversorgung in Reihe geschalteten LS-Schalters oder der Schmelzsicherungen muss gleich dem von der Maschine aufgenommenen Strom I1 max. sein. Vor Eingriffen im Innern der Schweißmaschine sicherstellen, dass der Netzstecker vom Stromnetz getrennt ist. Alle Eingriffe im Innern der Schweißmaschine müssen von Fachpersonal ausgeführt werden. 3.2 INTERNE ANSCHLÜSSE. • Alle Eingriffe im Innern der Schweißmaschine müssen von Fachpersonal ausgeführt werden. • Vor Eingriffen im Innern der Schweißmaschine sicherstellen, daß der Stecker des Speisekabels vom Speisenetz getrennt ist. • Nach der Endabnahme wird die Schweißmaschine an die auf dem Speisekabel angegebenen Spannung angeschlossen. • Zum Ändern der Speisespannung die rechte seitliche Abdeckung entfernen und die Anschlüsse an der Klemmenleiste für den Spannungswechsel wie in der Abbildung gezeigt vornehmen. 3.1. AUFSTELLUNG Den Griff, die Räder und die zwei Flaschenstützen montieren. Abb. 2 Abb. 1 Der Griff darf nicht zum Anheben der Schweiß- maschine verwendet werden. Die Schweißmaschine in einem belüfteten Raum aufstellen. Staub, Schmutz oder sonstige Fremdkörper, die in die Schweißmaschine eindringen, können die Belüftung behindern und folglich den einwandfreien Betrieb beeinträchtigen. Daher muss je nach den Umgebungs- und Betriebs- bedingungen sichergestellt werden, dass die internen Komponenten stets sauber sind. Zur Reinigung muss trockene und saubere Druckluft verwendet werden. Hierbei ist darauf zu achten, dass die Maschine keinesfalls beschädigt wird. 18 •Bei den einphasigen Stromquellen kann die Versorgungsspannung nicht geändert werden. • Die Schweißmaschine darf aus offenkundigen Sicherheitsgründen sowie zur Gewährleistung der ordnungsgemäßen Bedingungen für die Kühlung der inneren Bauteile nicht ohne Deckel und seitliche Abdeckbleche betrieben werden. • Das Speisekabel an eine Steckdose anschließen, die für die Stromaufnahme ausgelegt ist. • Den gelb-grünen Schutzleiter des Netzkabels der Maschine an eine wirksame Erdung anschließen. 3.3 EXTERNE ANSCHLÜSSE 3.3.1 Anschluß der Masseklemme. • Den Anschluss des Massekabels an die Steckbuchse der Schweißmaschine und die Masseklemme am Werkstück anschließen. 3.3.2 Anordnen der Flasche und Anschließen des Gasschlauchs • Die Flasche auf dem Flaschenträger der Schweißmaschine anordnen und mit den beiliegenden Gurten an der hinteren Platte der Maschine befestigen. • Aus Sicherheitsgründen darf die Flasche maximal 1,65 m hoch sein (Art. 633-641). • Aus Sicherheitsgründen darf die Flasche maximal 1 m hoch sein (Art. 622-624-625-627). • Die Gurte in regelmäßigen Zeitabständen auf Abnutzung kontrollieren und nötigenfalls Ersatz anfordern. • Die Gasflasche muss über einen Druckminderer mit Durchflussmesser verfügen. • Erst nach Positionierung der Gasflasche den aus der hinteren Platte der Maschine austretenden Gasschlauch an den Druckminderer anschließen. • Den Durchfluss auf rund 10/12 l/min einstellen. 4 STELLTEILE AUF DER VORDERSEITE DES GERÄTS 4.1 EVO (ABB. 3). H G- Masseanschlüsse. An diese Steckbuchsen muss das Massekabel angeschlossen werden. (Einige Versionen haben nur einen Masseanschluss.) H- Zentralanschluss. Für den Anschluss des Schlauchpakets. 4.1 EVO SYNERGIC (ABB. 4). B S C Q D R A E P B A F G C D F- Umschalter. Zur Feineinstellung der Schweißspannung innerhalb des mit dem Umschalter E eingestellten Bereichs. H I N E L F G Abb. 3 A- Regler. Dieser Regler dient zum Einstellen der Punktschweißzeit. Die Maschine beginnt zu schweißen, wenn man den Brennertaster drückt; die Punktschweißzeit wird mit dem Regler eingestellt. Den Brennertaster loslassen und wieder drücken, um den Zyklus von vorn zu beginnen. B- Grüne LED. Sie signalisiert die Einschaltung der Maschine. C- Gelbe LED. Sie leuchtet auf, wenn der Thermostat die Schweiß- maschine abschaltet. D- Regler. Mit diesem Regler wird die Drahtvorschubgeschwindigkeit eingestellt. E- Umschalter. Zum Ein- und Ausschalten der Maschine und für die Wahl der Schweißspannungsbereiche. O M Abb. 4 A- Wahltaste. Drückt man diese Taste, leuchten nacheinander die LEDs B, C, D und E auf. Nach Aufrufen des Untermenüs mit den 2 Tasten Q und R kann man mit dieser Taste die Funktionen Einschleichen, Ändern der Drehzahl des Motors des Brenners PULL 2003 und Gasnachströmzeit wählen. B- Grüne LED (PROGRAM). Sie signalisiert, dass auf dem Display S die PROGRAM Nummer des in Gebrauch befindlichen Programms angezeigt wird. Den Durchmesser, den Drahttyp und die Gasart, die der Nummer des angezeigten Programms entsprechen, kann man der Anleitung entnehmen, die sich im beweglichen Seitenteil befindet. Der Anzeige auf dem Display S geht stets der Buchstabe P voraus. C- Grüne LED. Sie signalisiert, dass auf dem Display S die Punktschweißzeit oder Arbeitszeit angezeigt 19 wird. Diese Zeit kann auf einen Wert von 0,3 bis 5 Sekunden eingestellt werden. Wenn die Zeit auf 0 gesetzt wird, ist die Funktion deaktiviert. Die Funktion ist nur aktiviert, wenn geschweißt wird. Dem auf dem Display S angezeigten Wert geht stets der Buchstabe t voraus. D- Grüne LED. Sie signalisiert, dass auf dem Display S die Pausenzeit zwischen zwei Schweißabschnitten angezeigt wird. Diese Zeit kann auf einen Wert von 0,3 bis 5 Sekunden eingestellt werden. Wenn die Zeit auf 0 gesetzt wird, ist die Funktion deaktiviert. Die Funktion ist nur dann aktiviert, wenn die Schweißzeit von 0 verschieden ist und geschweißt wird. Dem auf dem Display S angezeigten Wert geht stets der Buchstabe t voraus. E- Grüne LED(Burn-Back). Sie signalisiert, dass auf dem Display S die Zeit angezeigt wird, für die der Draht aus dem Schweißbrenner nach Lösen des Tasters austritt. Diese Zeit kann auf einen Wert von 10 bis 400 Millisekunden eingestellt werden. Dem auf dem Display S angezeigten Wert geht stets der Buchstabe t voraus. F- Gelbe LED. Sie leuchtet auf, wenn der Thermostat die Schweißmaschine abschaltet. G- Grüne LED (PULSAR). Sie blinkt, wenn der Stecker des Brenners PULSAR PULL 2003 oder der Drahtförderpistole SPOOL-GUN an den Anschluss I angeschlossen ist. H- Zentralanschluss. Für den Anschluss des Schweißbrenners. I- 10-polige Steckdose. An diese Steckdose muss der fliegende 10-polige Stecker des Brenners PULL 2003 oder der Drahtförderpistole SPOOL-GUN angeschlossen werden. L-M Steckbuchsen für Masseanschluss. An diese Steckbuchsen muss das Massekabel angeschlossen werden. (Einige Versionen haben nur einen Masseanschluss.) N- Umschalter. Zum Ein- und Ausschalten der Maschine und für die Wahl der Schweißspannungsbereiche. O- Umschalter. Zur Feineinstellung der Schweißspannung innerhalb des mit dem Umschalter N eingestellten Bereichs. P - Regler. Er dient zum Einstellen der Drahtvorschubgeschwindig-keit und ist nur aktiviert, wenn der Standard-Schweißbrenner verwendet wird. Er ist nicht aktiviert, wenn der Schweißbrenner PULL 2003 oder die Drahtförderpistole SPOOL-GUN verwendet werden. 20 Bei Verwendung des Programms 00 erlaubt er die Regulierung der Drahtvorschubgeschwindigkeit in einem Bereich von 0 bis 20 m/min. Bei Verwendung eines beliebigen synergetischen Programms muss sich der Zeiger des Reglers in der Schaltstellung SYNERGIC befinden. Bei Wahl eines synergetischen Programms zeigt das Display S den vom gewählten Programm eingestellten Strom an. Dieser Strom entspricht einer Geschwindigkeit. Zum Korrigieren muss man lediglich den Regler im Uhrzeigersinn (Erhöhen) bzw. entgegen dem Uhrzeigersinn (Senken) drehen. Auf dem Display S werden die Änderungen der Drahtvorschubgeschwindigkeit immer von einem Strom angezeigt. Q und R- Tasten. • Wenn die LED B eingeschaltet ist, zeigt das Display S die Nummer des mit den 2 Tasten gewählten Programms an; nach der Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet, bevor sie erlischt. • Wenn die LED C eingeschaltet ist, zeigt das Display S die mit den 2 Tasten gewählte Zeit an; nach der Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet, bevor sie erlischt. • Wenn die LED D eingeschaltet ist, zeigt das Display S die mit den 2 Tasten gewählte Zeit an; nach der Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet, bevor sie erlischt. • Wenn die LED E eingeschaltet ist, zeigt das Display S die mit den 2 Tasten gewählte Zeit an; nach der Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet, bevor sie erlischt. • Wenn die LEDs B, C, D und E ausgeschaltet sind und irgendein synergetisches Programm aktiv ist, zeigt das Display S, wenn man eine der 2 Tasten drückt, alternativ den eingestellten Strom oder die empfohlene Dicke in Millimetern an. Bei Betätigung der 2 Umschalter N und O kann man auf dem Display S die sofortige Erhöhung oder Senkung des gewählten Werts beobachten. Diese Funktion ist nützlich, wenn man vorher wissen möchte, mit welchem Strom oder welcher Dicke die Schweißung begonnen werden soll. • Drückt man die 2 Tasten gleichzeitig für mindestens 5 Sekunden, erscheint das Menü mit 3 Funktionen, die mit der Taste A gewählt werden können: 1- Einschleichen (Geschwindigkeit). Zum Ändern der eingestellten Drahtgeschwindigkeit; diese Geschwindigkeit bleibt für die von der EinschleichFunktion (Zeit) festgelegte Zeit aktiv. Die Geschwindigkeit kann mit den 2 Tasten Q und R in einem Bereich von 10% bis maximal 150% der eingestellten Schweißgeschwindigkeit geändert werden. Diese Funktion dient in Verbindung mit der EinschleichFunktion (Zeit) zum Verbessern der Lichtbogenzündung. Vor dem auf dem Display S angezeigten Wert steht der Buchstabe (A). 2- Beim Motor des Brenners PULL 2003 eingestellte Geschwindigkeit. Mit den 2 Tasten Q und R kann man die Geschwindigkeit des Brenners PULL 2003 in einem Intervall von – 9 bis + 9 bezogen auf den eingestellten Wert verändern. Diese Funktion erlaubt die Optimierung des Drahtvorschubs, indem der Drahtvorschubmotor der Schweißmaschine mit dem des Brenners PULL 2003 synchronisiert wird. Vor dem auf dem Display S angezeigten Wert steht der Buchstabe (H). 3- Gasnachströmzeit (Post gas). Mit den 2 Tasten Q und R kann man die Gasnachströmzeit nach Abschluss des Schweißvorgangs in einem Bereich von 0 bis 5 Sekunden variieren. Diese Funktion ist beim Schweißen von nichtrostendem Stahl und Aluminium besonders nützlich. Vor dem auf dem Display S angezeigten Wert steht der Buchstabe (P). 4- Einschleichen (Zeit). Zum Einstellen der Zeit, in der die EinschleichGeschwindigkeit aktiv bleibt. Diese Funktion dient in Verbindung mit der Einschleich-Funktion (Geschwindigkeit) zum Verbessern der Lichtbogenzündung. Mit den 2 Tasten Q und R kann man die Einschleich-Zeit in einem Bereich von 0 bis 1 Sekunde variieren. Vor dem auf dem Display S angezeigten Wert steht der Buchstabe (d). 5- 2-Takt-Handbetrieb und 4-Takt-Automatikbetrieb. Mit den 2 Tasten Q und R wählt man den Modus 2-Takt oder 4-Takt. Wenn die Maschine auf 2-Takt-Handbetrieb geschaltet ist, beginnt sie den Schweißvorgang bei Betätigung des Tasters und unterbricht ihn, wenn der Taster wieder losgelassen wird. Wenn die Maschine auf 4-TaktAutomatikbetrieb geschaltet ist, muss man zum Starten des Schweißvorgangs den Brennertaster drücken; nach Beginn des Schweißprozesses kann man den Brennertaster loslassen. Zum Unterbrechen muss man den Taster erneut drücken und wieder lösen. Diese Betriebsart eignet sich für Schweißungen längerer Dauer, bei denen die ständige Betätigung des Brennertasters den Schweißer ermüden könnte. Vor dem auf dem Display S angezeigten Wert stehen die Zeichen (2t und 4t). S- Display. Bei Verwendung des manuellen Programms 00 zeigt das Instrument vor dem Schweißen die Drahtvorschubgeschwindigkeit in m/min und während des Schweißens den Strom an. Bei Verwendung der synergetischen Programme zeigt es stets den Strom an. Wie in den vorherigen Abschnitten beschrieben kann das Instrument vor Beginn des Schweißprozesses Folgendes anzeigen: das in Gebrauch befindliche Programm, die Punktschweißzeit, die Pausenzeit, die Burn-Back-Zeit, die empfohlene Dicke, die Einschleichfunktion, die Funktion für die beim Motor des Brenners PULL 2003 eingestellte Drehzahl und die Gasnachströmzeit. 5 SCHWEISSPROZESS 5.1 INBETRIEBNAHME Sicherstellen, dass der Drahtdurchmesser dem auf der Drahttransportrolle angegebenen Durchmesser entspricht, und dass das gewählte Programm mit dem Werkstoff und der Gasart kompatibel ist. Drahttransportrollen mit “U”förmiger Rille für Aluminiumdrähte und mit “V”-förmiger Rille für sonstige Drähte verwenden. 5.2 DIE MASCHINE IST BEREIT ZUM SCHWEISSEN Bei Verwendung des Brenners Pull-2003 bzw. Spoolgun die beiliegenden Anweisungen befolgen. • Die Masseklemme an das Werkstück anschließen. • Schalter N in Schaltstellung 1 schalten. • Die Gasdüse entfernen. • Die Stromdüse ausschrauben. • Den Draht in den Drahtführungsschlauch des Brenners einführen und sicherstellen, dass er in der Rille der Rolle läuft, die ihrerseits richtig positioniert sein muss. • Den Brennertaster drücken, um den Draht zu fördern, bis er aus dem Brenner austritt. • Achtung: Den Brennerhals während des Austretens des Drahts vom Gesicht fernhalten. • Die Stromdüse wieder einschrauben und sicherstellen, dass der Durchmesser der Bohrung dem verwendeten Draht entspricht. • Die Gasdüse montieren. 5.3 SCHWEISSEN VON UNLEGIERTEN STÄHLEN OHNE SCHUTZGAS. (nur für Art. 622, 624 und 625). Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (siehe Abbildung 5). Abb. 5 Um gut verbundene und gut geschützte Schweißnähte zu erhalten, sollte man stets von links nach rechts und von oben nach unten schweißen. Am Ende jeder Schweißung die Schlacke entfernen. Der zu verwendende Fülldraht ist unser Art. 1587, Ø 0,9 mm. 5.4 SCHWEISSEN VON UNLEGIERTEN STÄHLEN MIT SCHUTZGAS. Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 622,624 und 625; siehe Abbildung 5 ). Beim Schweißen dieser Werkstoffe ist folgendes zu beachten: • Ein zweistoffiges Gasgemisch verwenden, d.h. normalerweise ARGON + CO2 mit einem Anteil von Argon von 75% aufwärts. Mit diesem Gemisch sind die Schweißnähte gut gebunden und haben ein einwandfreies Aussehen. Bei Verwendung von reinem CO2 als Schutzgas erhält man schmale Nähte mit einer größeren Eindringung, 21 doch mit einer beträchtlichen Zunahme der Spritzer. • Einen Schweißzusatzdraht der gleichen Güte wie der des zu schweißenden Stahls verwenden. Es ist ratsam, stets Schweißdrähte guter Qualität zu verwenden; keine rostigen Drähte verwenden, da hierdurch die Güte der Schweißung beeinträchtigt werden kann. • Keine rostigen Werkstücke oder Werkstücke mit Öloder Fettflecken schweißen. 5.5 SCHWEISSEN VON ROSTFREIEN STÄHLEN Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 622, 624 und 625; siehe Abbildung 5). Zum Schweißen von rostfreien Stählen der Gruppe 300 muss ein Schutzgas mit einem großen Anteil Argon und einem geringen Anteil Sauerstoff O2 oder Kohlendioxid CO2 (rund 2%) verwendet werden. Den Draht nicht mit den Händen berühren. Es ist wichtig, die Schweißzone stets sauber zu halten, damit die zu schweißende Verbindung nicht verunreinigt wird. 5.6 SCHWEISSEN VON ALUMINIUM Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 622, 624 und 625; siehe Abbildung 5). Beim Schweißen von Aluminium ist folgendes zu beachten: • Reines Argon als Schutzgas verwenden. • Die Zusammensetzung des Zusatzdrahts muss dem Grundwerkstoff angemessen sein. • Spezielle Schleif- und Bürstenscheiben für Aluminium verwenden; diese Arbeitsmittel dürfen nie für andere Werkstoffe verwendet werden. • Zum Schweißen von Aluminium müssen folgende Brenner verwendet werden: PULL 2003 Art. 2003 oder SPOOL-GUN Art. 1562 mit Verbindungsleitung Art. 1196 (nur für Art. 622, 627 und 641). HINWEIS: Wenn man nur über einen Brenner für Stahldrähte verfügt, muss dieser in der folgenden Weise modifiziert werden: • Sicherstellen, dass die Kabellänge nicht mehr als 3 Meter beträgt. • Die Messingüberwurfmutter zum Blockieren der Drahtführungsseele, die Gasdüse und die Stromdüse entfernen und dann den Drahtführungsschlauch herausziehen. • Unseren Drahtführungsschlauch Art. 1929 einführen und sicherstellen, dass er auf beiden Seiten austritt. • Die Stromdüse wieder so einschrauben, dass die Drahtführungsseele an ihr anliegt. • In das freie Ende der Drahtführungsseele den Schlauchblockiernippel und die O-Ringdichtung stecken und mit der Mutter blockieren, ohne allzu viel Kraft aufzuwenden. • Das Messingrohr auf den Schlauch stecken und alles in den Adapter einführen (nachdem man das Kapillarrohr herausgenommen hat). • Die Drahtführungsseele diagonal abschneiden, damit er sich so nahe wie möglich an der Drahttransportrolle befindet. • Für Aluminiumdraht geeignete Drahttransportrollen verwenden. 22 • Den Druck des Arms der Drahtvorschubeinrichtung auf die Rolle so niedrig wie möglich einstellen. 6 SCHWEISSFEHLER 1 FEHLER - Porosität (in oder außerhalb der Schweißnaht) URSACHEN • Draht mangelhaft (rostige Oberfläche) • Mangelnder Gasschutz wegen: - geringem Gasstrom - Durchflussmesser defekt -Druckminderer bereift wegen mangeln der Vorwärmung des Schutzgases CO2 - Elektroventil defekt - Stromdüse durch Spritzer verstopft - Gasaustrittsbohrungen verstopft - Zugluft im Schweißbereich. 2 FEHLER - Schwundrisse URSACHEN • Draht oder Werkstück verschmutzt oder rostig. • Naht zu klein. • Naht zu konkav. • Naht mit zu großer Einbrandtiefe. 3 FEHLER -Seitliche Risse URSACHEN • Schweißgeschwindigkeit zu groß • Niedriger Strom und hohe Lichtbogenspannungen. 4 FEHLER - Zu viele Spritzer URSACHEN • Spannung zu hoch. • Induktivität ungenügend • Keine Vorwärmung des Schutzgases CO2 7 WARTUNG Alle Wartungsarbeiten müssen von einem Fachmann in Einklang mit der Norm CEI 26-29 (IEC 60974-4) ausgeführt werden. 7.1 WARTUNG DER STROMQUELLE Für Wartungseingriff innerhalb des Geräts sicherstellen, dass sich der Schalter in der Schaltstellung “O” befindet und dass das Netzkabel vom Stromnetz getrennt ist. Ferner muss man den Metallstaub, der sich im Gerät angesammelt hat, in regelmäßigen Zeitabständen mit Druckluft entfernen. 7.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF Nach Ausführung einer Reparatur darauf achten, die Verdrahtung wieder so anzuordnen, dass eine sichere Isolierung zwischen Primär- und Sekundärseite des Geräts gewährleistet ist. Sicherstellen, dass die Drähte nicht mit beweglichen Teilen oder mit Teilen, die sich während des Betriebs erwärmen, in Berührung kommen können. Alle Kabelbinder wieder wie beim Originalgerät anbringen, damit es nicht zu einem Schluss zwischen Primär- und Sekundärkreis kommen kann, wenn sich ein Leiter löst oder bricht. Außerdem die Schrauben mit den gezahnten Unterlegscheiben wieder wie beim Originalgerät anbringen. MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. 1 PRÉCAUTIONS DE SÉCURITÉ COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 6097410(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code.3.300758 BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. · Le courant électrique traversant n’importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l’exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l’opérateur, le câble de la pince porte-électrode ou de la torche doit être égale ment à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 1.1 PLAQUETTE DES AVERTISSEMENTS Le texte numéroté suivant correspond aux cases numérotées de la plaquette. B. Les galets entraînement fil peuvent blesser les mains. C. Le fil de soudure et le groupe entraînement fil sont sous tension pendant le soudage. Ne pas approcher les mains ni des objets métalliques. 1. Les décharges électriques provoquées par l’électrode le câble peuvent être mortelles. Se protéger de manière adéquate contre les décharges électriques. 1.1 Porter des gants isolants. Ne pas toucher l’électrode avec les mains nues. Ne jamais porter des gants humides ou endommagés. 1.2 S’assurer d’être isolés de la pièce à souder et du sol 1.3 Débrancher la fiche du cordon d’alimentation avant de travailler sur la machine. 2. L’inhalation des exhalations produites par la soudure peut être nuisible pour la santé. 2.1 Tenir la tête à l’écart des exhalations. 2.2 Utiliser un système de ventilation forcée ou de déchargement des locaux pour éliminer toute exhalaison. 2.3 Utiliser un ventilateur d’aspiration pour éliminer les exhalations. 3. Les étincelles provoquées par la soudure peuvent causer des explosions ou des incendies. 23 demande des renseignements concernant le poste à souder, prions d’indiquer l’article et le numéro matricule. 2.2 EXPLICATION DES DONNEES TECHNIQUES La machine est fabriquée d’après les normes suivantes : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (voir remarque 2) - IEC 61000-3-12 (voir remarque 2). N°. Numéro matricule à citer toujours pour toute question concernant le poste à souder. Transformateur - redresseur monophasé. Transformateur - redresseur triphasé. Caractéristique plate. 3.1 Tenir les matières inflammables à l’écart de la zone de soudure. 3.2 Les étincelles provoquées par la soudure peuvent causer des incendies. Maintenir un extincteur à proximité et faire en sorte qu’une personne soit toujours prête à l’utiliser. 3.3 Ne jamais souder des récipients fermés. 4. Les rayons de l’arc peuvent irriter les yeux et brûler la peau. 4.1 Porter un casque et des lunettes de sécurité. Utiliser des dispositifs de protection adéquats pour les oreilles et des blouses avec col boutonné. Utiliser des masques et casques de soudeur avec filtres de degré approprié. Porter des équipements de protection complets pour le corps. 5. Lire la notice d’instruction avant d’utiliser la machine ou avant d’effectuer toute opération. 6. Ne pas enlever ni couvrir les étiquettes d’avertissement. 2 DESCRIPTION GENERALE 2.1 SPECIFICATIONS Ce manuel a été préparé dans le but d’instruire le personnel préposé à l’installation, au fonctionnement et à l’entretien du poste à souder. Cette machine est une source de tension constante indiquée pour la soudure MIG/MAG et OPEN-ARC. Contrôler, à la réception, qu’il n’y a pas de parties cassées ou bien abîmées. Toute réclamation pour pertes ou dommages doit être faite par l’acheteur au transporteur. Chaque fois qu’on 24 MIG/MAG. Indiqué pour la soudure à fil continu. I2 max Courant de soudure non conventionnel. La valeur représente la limite maximale pouvant être obtenue en soudure. U0. Tension à vide secondaire. X. Facteur de marche en pour cent. Le facteur de marche exprime le pour- centage de 10 minutes pendant lesquel les le poste à souder peut opérer à un certain courant sans causer des sur chauffes. I2. Courant de soudure. U2. Tension secondaire avec courant de sou- dure I2. U1. Tension nominale d’alimentation. 1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz. 3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz. I1 max C’est la valeur maximale du courant absorbé. I1 eff C’est la valeur maximale du courant effectif absorbé en considérant le facteur de marche. IP21S Degré de protection de la carcasse. Degré 1 en tant que deuxième chiffre signifie que cette machine ne peut pas être utilisée à l’extérieur. Indiquée pour opérer dans des milieux S avec risque accru. REMARQUES : 1- En outre, la machine est indiquée pour opérer dans des milieux avec degré de pollution 3. (Voir IEC 60664). 2- Cet équipement est conforme à la norme IEC 61000-312 à condition que l’impédance admissible maximum Zmax de l’installation, mesurée dans le point de raccordement entre l’installation de l’utilisateur et le réseau de transport électrique, soit inférieure ou égale à 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). C’est l’installateur ou l’utilisateur de l’équipement qui a la responsabilité de garantir, en contactant éventuellement le gestionnaire du réseau de transport électrique, que l’équipement est branché à une source d’alimentation dont l’impédance admissible maximum Zmax est inférieure ou égale à 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). 2.3 PROTECTION THERMIQUE 3.2 Cette machine est protégée par un thermostat empêchant le fonctionnement de la machine au dépassement des températures admises. Dans ces conditions, le ventilateur continue à fonctionner. • Toute opération à l’intérieur du poste à souder doit être exécutée par du personnel qualifié. • Avant d’opérer à l’intérieur du poste à souder, s’assurer que la fiche de la machine est débranchée du réseau d’alimentation. • Après l’essai final, le poste à souder est branché à la tension indiquée sur le cordon d’alimentation. • Pour varier la tension d’alimentation, enlever le panneau latéral droit et ranger les raccordements de la plaque à bornes comme indiqué dans la figure. 3 INSTALLATION • L’installation de la machine doit être exécutée par du personnel qualifié. • Tous les raccordements doivent être exécutés conformément aux normes en vigueur et dans le plein respect de la loi de prévention des accidents (norma CEI 26-23 - IEC/TS 62081). Contrôler que la tension d’alimentation correspond à la valeur indiquée sur le câble réseau. Si pas déjà montée, brancher une prise de capacité suffisante sur le cordon d’alimentation en s’assurant que le conducteur vert/jaune est relié à la borne de terre. La capacité de l’interrupteur magnétothermique ou des fusibles, en série à l’alimentation, doit être égale au courant I1 absorbé par la machine. RACCORDEMENTS INTERNES 3.1. PLACEMENT Monter la poignée, les roues et les deux appuis-bouteille. La poignée ne doit pas être utilisée pour soulever la machine. Placer le poste à souder dans un milieu ventilé. Poussière, saleté ou toute autre chose étrangère pouvant entrer dans le poste à souder peuvent en compromettre la ventilation et donc son fonctionnement. Par rapport au milieu et aux conditions d’emploi, il faut donc veiller à maintenir propres les pièces internes. Le nettoyage doit se faire par un jet d’air sec et propre en prêtant attention à ne pas endommager la machine. Avant d’opérer à l’intérieur du poste à souder, s’assurer que la fiche est débranchée de l’alimentation. Toute opération à l’intérieur du poste à souder doit être exécutée par du personnel qualifié. Fig. 2 • La tension d’alimentation, sur les générateurs monophasés, ne peut pas être modifiée. • Ne pas utiliser le poste à souder sans le couvercle ou les panneaux latéraux pour d’évidentes raisons de sécurité et afin de pas altérer les conditions de refroidissement des composants internes. • Appliquer au cordon d’alimentation une fiche adéquate au courant absorbé. • Raccorder le conducteur vert/jaune du câble de réseau de la machine à une bonne prise de terre. 3.3 RACCORDEMENTS EXTERNES 3.3.1 Raccordement de la pince de masse. • Brancher la borne du câble de masse sur la prise du poste à souder et raccorder la borne de masse à la pièce à souder. Fig. 1 3.3.2 Positionnement de la bouteille et raccordement du tuyau gaz . • Positionner la bouteille sur le porte-bouteille du poste à souder en la fixant, au moyen des sangles fournies, au panneau arrière de la machine. • La bouteille ne doit pas avoir une hauteur supérieure à 1,65m (Art.633-641) et 1m (Art. 574-575) afin de ne pas créer de conditions de danger. • Vérifier périodiquement l’état d’usure des sangles et, si nécessaire, les remplacer. • La bouteille doit être équipée d’un détendeur de pression complet de débitmètre. • Raccorder le tuyau gaz sortant du panneau arrière de la machine au détendeur de pression uniquement après avoir positionné la bouteille. 25 • Régler le débit du gaz à environ 10/12 litres/minute. 4 COMMANDES SUR LE PANNEAUS AVANT DE LA MACHINE. 4.1 EVO (Fig. 3). G- Prises de masse. Pour le raccordement du câble de masse. (Certaines versions ont une seule prise de masse). H- Fixation centralisée. Pour le raccordement de la torche de soudure. 4.2 EVO SYNERGIC (Fig. 4). C A D B H B S C Q D R E P A F G H E I N F G L O M Fig. 3 Fig. 4 A- Bouton de réglage. A l’aide de ce bouton il est possible de régler le temps de pointage. En appuyant sur le bouton de la torche, la machine commence à souder; la durée du temps de pointage est réglée au moyen du bouton. Pour recommencer le cycle, il faut relâcher le bouton de la torche et l’appuyer de nouveau. B- Voyant vert. Signale la mise en marche de la machine. C- Voyant jaune. S’allume lorsque le thermostat arrête le fonctionnement du poste à souder. D-Bouton de réglage. A l’aide de ce bouton il est possible de varier la vitesse du fil de soudure. E- Commutateur. Met en marche ou arrête la machine et sélectionne les plages de la tension de soudure. F- Commutateur. Règle finement la tension de soudure à l’intérieur de la plage choisie précédemment à l’aide du commutateur E. 26 A- Touche de sélection. En appuyant sur cette touche, les voyants B, C, D et E s’allument en séquence. A l’intérieur du sous-menu activé par les 2 touches Q et R, sélectionner les fonctions d’accostage, variation de la vitesse du moteur du PULL 2003 et postgaz. B- Voyant vert ( PROGRAM ). Signale que le display S affiche le numéro de PROGRAM programme en usage. Pour connaître à quel diamètre, type de fil et gaz correspond le numéro de programme affiché, il suffit de lire l’instruction située à l’intérieur du panneau latéral mobile. L’indication sur le display S est toujours précédée par la lettre P. C- Voyant vert. Signale que le display S affiche le temps de pointage ou de travail. La durée de ce temps peut être réglée de 0,3 à 5 secondes. Si le temps est réglé à 0, la fonction est désactivée. La fonction n’est active qu’en cours de soudure. La valeur indiquée sur le display S est toujours précédée par la lettre t. D- Voyant vert. Signale que le display S affiche le temps de pause entre un trait de soudure et l’autre. La durée de ce temps peut être réglée de 0,3 à 5 secondes. Si le temps est réglé à 0, la fonction est désactivée. La fonction n’est active que si le temps de soudure est divers de 0 et qu’en cours de soudure. La valeur indiquée sur le display S est toujours précédée par la lettre t. E- Voyant vert (Burn-Back). Signale que le display S affiche le temps pendant lequel le fil sort de la torche de soudure après le relâchement du bouton par l’opérateur. Ce temps peut varier de 10 à 400 millisecondes. La valeur indiquée sur le display S est toujours précédée par la lettre t. F- Voyant jaune. S’allume lorsque le thermostat arrête le fonctionnement du poste à souder. G- Voyant vert ( PULSAR ). S’allume et s’éteint par intermittence lorsque PULSAR le connecteur de la torche PULL 2003 ou du SPOOL- GUN est relié au connecteur I. H- Fixation centralisée. Pour le raccordement de la torche de soudure. I- Connecteur 10 pôles. Pour le raccordement du connecteur volant à 10 pôles de la torche PULL 2003 ou du SPOOL- GUN. L-M Prises de masse. Pour le raccordement du câble de masse. ( Certaines versions ont une seule prise de masse ). N- Commutateur. Met en marche ou arrête la machine et sélectionne les plages de la tension de soudure. O- Commutateur. Règle finement la tension de soudure à l’intérieur de la plage choisie précédemment à l’aide du commutateur N. P- Bouton de réglage Règle la vitesse du fil et est actif seulement losqu’on utilise la torche de soudure standard et non pas avec la torche PULL 2003 ou le SPOOL- GUN. Lorsqu’on utilise le programme 00, varie la vitesse du fil de soudure de 0 à 20 mètres/minute. Lorsqu’on utilise un programme synergique quelconque, l’aiguille du bouton doit être placée sur l’inscription SYNERGIC. En choisissant un programme synergique, le display S indique le courant défini par le programme choisi. Ce courant correspond à une vitesse; pour la modifier, il suffit de tourner le bouton en sens horaire pour l’augmenter ou bien en sens anti-horaire pour la réduire. Sur le display S les changements de vitesse de fil sont toujours indiqués par une variation du courant. Q et R- Touches. • Lorsque le voyant B est allumé, le display S indique le numéro de programme sélectionné par les 2 touches; terminée la sélection, le voyant reste allumé pendant 5 secondes encore et puis s’éteint. • Lorsque le voyant C est allumé, le display S indique le temps sélectionné par les 2 touches; terminée la sélection, le voyant reste allumé pendant 5 secondes encore et puis s’éteint. • Lorsque le voyant D est allumé, le display S indique le temps sélectionné par les 2 touches; terminée la sélection, le voyant reste allumé pendant 5 secondes encore et puis s’éteint. • Lorsque le voyant E est allumé, le display S indique le temps sélectionné par les 2 touches; terminée la sélection, le voyant reste allumé pendant 5 secondes encore et puis s’éteint. • Lorsque les voyants B, C, D, E sont éteints et on se trouve à l’intérieur d’un programme synergique quelconque, en appuyant sur l’une des 2 touches, le display S indique alternativement le courant défini ou l’épaisseur conseillée en millimètres. Au moyen des 2 commutateurs N et O il sera possible de voir sur le display S l’augmentation ou la diminution instantanée de la valeur sélectionnée; cette fonction est particulièrement utile lorsqu’on désire connaître avant le début de la soudure la valeur du courant ou de l’épaisseur. • En appuyant en même temps sur les 2 touches pendant au moins 5 secondes, il sera possible d’entrer dans le sous-menu où il y a 3 fonctions sélectionnables à l’aide de la touche A: 1- Accostage (vitesse). Modifie la vitesse du fil par rapport à celle établie; reste active pendant un temps réglé par la fonction d’accostage (temps). La vitesse peut être variée au moyen des 2 touches Q et R de 10% à 150% au maximum de la vitesse de soudure établie. Cette fonction, associée à la fonction d’accostage (temps), sert à améliorer l’allumage de l’arc. La valeur indiquée sur le display S est précédée par la lettre (A). 2- Vitesse établie sur le moteur du PULL 2003. Au moyen des 2 touches Q et R, la vitesse du PULL 2003 varie de - 9 à + 9 par rapport à la valeur établie. Cette fonction permet d’optimiser l’avance du fil tout en mettant le moteur d’entraînement fil du poste à souder au pas de celui du PULL 2003. La valeur indiquée sur le display S est précédée par la lettre (H). 3- Post-gaz. Au moyen des 2 touches Q et R, la sortie du gaz à la fin de la soudure peut être variée de 0 à 5 secondes. Cette fonction est particulièrement utile dans la soudure de l’acier inoxydable et de l’aluminium. La valeur indiquée sur le display S est précédée par la lettre (P). 4- Accostage (temps). Règle le temps pendant lequel la vitesse d’accostage reste active. Cette fonction, associée à la fonction d’accostage (vitesse), sert à améliorer l’allumage de l’arc. Au moyen des 2 touches Q et R, le temps d’accostage 27 peut être varié de 0 à 1 seconde. La valeur indiquée sur le display S est précédée par la lettre (d). 5- Mode manuel 2 temps et mode automatique 4 temps. Au moyen des 2 touches Q et R, on choisit le mode 2 temps ou bien 4 temps. Si le poste à souder est en mode manuel 2 temps, la soudure débute en appuyant sur le bouton et s’arrête à son relâchement. Si le poste à souder est en mode automatique 4 temps, la soudure débute en appuyant sur le bouton de la torche; après le début du procédé, le bouton peut être relâché. Pour arrêter la soudure, appuyer et relâcher de nouveau. Ce mode convient à des soudures de longue durée où la pression sur le bouton de la torche pourrait fatiguer l’opérateur. La valeur indiquée sur le display S est précédée par les symboles (2t et 4t). S- Display. En utilisant le programme manuel 00 l’instrument affiche, avant la soudure, la vitesse du fil en mètres par minute et, en cours de soudure, le courant. En utilisant des programmes synergiques, il affiche toujours le courant. Comme décrit dans les paragraphes précédents, avant le début de la soudure l’instrument peut afficher: le programme en usage, le temps de pointage, le temps de pause, le temps de Burn-Back, l’épaisseur conseillée, la fonction d’accostage, la fonction de vitesse établie sur le moteur du PULL 2003 et le temps de postgaz. 5 SOUDURE 5.1 MISE EN OEUVRE Contrôler que le diamètre du fil correspond au diamètre indiqué sur le galet d’entraînement fil et que le programme choisi est compatible avec la matière et le type de gaz. Utiliser des galets d’entraînement fil avec gorge en “U” pour les fils d’aluminium et avec gorge en “V” pour les autres fils. 5.2 LA MACHINE EST PRETE A SOUDER Lorsqu’on utilise la torche type Pull-2003 ou SpoolGun, suivre les instructions cidessous. • Raccorder la borne de masse à la pièce à souder. • Positionner l’interrupteur N sur 1. • Enlever la buse gaz. • Desserrer la buse porte-courant. • Insérer le fil dans la gaine guide-fil de la torche en s’assurant de l’engager à l’intérieur de la gorge du galet et que le galet est positionné correctement. • Appuyer sur le bouton de la torche pour faire avancer le fil jusqu’à le faire sortir de la torche. • Attention: garder le visage bien éloigné de la lance terminale lorsque le fil sort. • Resserrer la buse porte-courant en s’assurant que le diamètre du trou est égal au fil employé. • Monter la buse gaz. 28 5.3 SOUDURE DES ACIERS AU CARBONE SANS PROTECTION GAZEUSE. (uniq. pour Art. 622, 624 et 625). Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (voir figure 5). Fig. 5 Pour obtenir des soudures bien raccordées et protégées, souder toujours de gauche à droite et de haut en bas. Enlever les laitiers à la fin de chaque soudure. Le fil fourré à utiliser est notre Art. 1587, Ø 0,9mm. 5.4 SOUDURE DES ACIERS AU CARBONE AVEC PROTECTION GAZEUSE. Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 622, 624 et 625 voir figure 5 ). Pour souder ces matières il faut: • Utiliser un gaz de soudure à composition binaire, généralement ARGON + CO2 avec pourcentages d’Argon à partir de 75%. Avec ce mélange, le cordon de soudure sera bien raccordé et esthétique. En utilisant du CO2 pur en tant que gaz de protection, on aura des cordons étroits, avec plus de pénétration mais en même temps avec une augmentation remarquable des projections. • Utiliser un fil d’apport ayant la même qualité que l’acier à souder. Il est bien d’utiliser toujours des fils de bonne qualité et d’éviter de souder avec des fils rouillés pouvant causer des défauts de soudure. • Eviter de souder sur des pièces rouillées ou sur des pièces présentant des taches d’huile ou de graisse 5.5 SOUDURE DES ACIERS INOXYDABLES Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 622, 624 et 625 voir figure 5 ). La soudure des aciers inoxydables de la série 300 doit être exécutée avec un gaz de protection ayant une teneur élevée en Argon, un pourcentage réduit de O2 et 2 % environ de gaz carbonique CO2. Ne pas toucher le fil avec les mains. Il est important de garder la zone de soudure toujours bien propre afin de ne pas polluer le joint à souder. 5.6 SOUDURE DE L’ALUMINIUM Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 622, 624 et 625 voir figure 5). Pour la soudure de l’aluminium, il faut utiliser: • Argon pur en tant que gaz de protection. • Un fil d’apport ayant une composition adéquate à la matière de base à souder. • Utiliser des meules et des brosseuses spécifiques pour l’aluminium sans jamais les utiliser pour d’autres matières. • Pour la soudure de l’aluminium, il faut utiliser les torches PULL 2003 Art. 2003 ou SPOOL-GUN Art. 1562 avec la connexion Art. 1196 (pour Art. 622, 627 et 641). N.B. En disposant d’une seule torche préparée pour les fils d’acier, il faut la modifier de la manière suivante: • S’assurer que le câble n’est pas supérieur à 3 mètres de long. • Enlever l’écrou serre-gaine en laiton, la buse gaz, la buse porte-courant et ensuite extraire la gaine. • Enfiler la gaine notre Art. 1929 en s’assurant qu’elle sort aux deux extrémités. • Resserrer la buse porte-courant de façon à ce que la gaine adhère à celle-ci. • A l’extrémité de la gaine restée libre, enfiler l’embout serre gaine, le joint torique et bloquer l’écrou sans le serrer excessivement. • Enfiler le tube en laiton sur la gaine et introduire l’ensemble dans l’adaptateur après avoir enlevé le tube en fer. • Couper la gaine en diagonale de façon à la placer aussi près que possible du galet d’entraînement du fil. • Utiliser des galets d’entraînement du fil qui conviennent au fil d’aluminium. • Régler la pression exercée par le bras du groupe d’entraînement sur le galet à la valeur la plus basse. CAUSES • Tension trop élevée. • Inductance insuffisante. • Absence d’un préchauffeur du gaz de protection de CO2. 7 ENTRETIEN Toute opération d’entretien doit être effectuée par du personnel qualifié qui doit respecter la norme CEI 26-29 (IEC 60974-4). 7.1 ENTRETIEN DU GENERATEUR En cas d’entretien à l’intérieur de la machine, vérifier que l’interrupteur soit en position «O» et le cordon d’alimentation soit débranché. Il faut nettoyer périodiquement l’intérieur de la machine en enlevant, avec de l’air comprimé, la poussière qui s’y accumule. 7.2 MESURES A ADOPTER APRES UNE INTERVENTION DE REPARATION Après avoir exécuté une réparation, faire attention à rétablir le câblage de façon qu’il y ait un isolement sûr entre le côté primaire et le côté secondaire de la machine. Éviter que les câbles puissent entrer en contact avec des organes en mouvement ou des pièces qui se réchauffent pendant le fonctionnement. Remonter tous les colliers comme sur la machine originale de manière à éviter que, si par hasard un conducteur se casse ou se débranche, les côtés primaire et secondaire puissent entrer en contact. Remonter en outre les vis avec les rondelles dentelées comme sur la machine originale. 6 DEFAUTS EN SOUDURE 1 DEFAUT - Porosités (internes ou externes au cordon) CAUSES • Fil défectueux (rouillé superficiellement) • Absence de protection de gaz due à: - débit de gaz réduit - débitmètre défectueux - détendeur givré à cause de l’absence d’un préchauffeur du gaz de protection de CO2 - électrovanne défectueuse - buse porte-courant bouchée par les projections - trous d’écoulement du gaz bouchés - courants d’air présents dans la zone de soudure. 2 DEFAUT - Criques de retrait CAUSES • Fil ou pièce à usiner sales ou rouillés. • Cordon trop petit. • Cordon trop concave • Cordon trop pénétré. 3 DEFAUT - Gravures latérales CAUSES • Passe trop rapide • Courant bas et tensions d’arc élevées. 4 DEFAUT - Projections excessives 29 MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 6097410 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. 1 PRECAUCIONES DE SEGURIDAD RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod.3.300.758 RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/ soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos(EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deben consultar al médico antes de aproximarse a la zona de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portae- lectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES • No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. 30 EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 1.1 PLACA DE LAS ADVERTENCIAS El texto numerado que sigue corresponde a los apartados numerados de la placa. B. Los rodillos arrastrahilo pueden herir las manos. C. El hilo de soldadura y la unidad arrastrahilo están bajo tensión durante la soldadura. Mantener lejos las manos y objetos metálicos. 1. Las sacudidas eléctricas provocadas por el electrodo de soldadura o el cable pueden ser letales. Protegerse adecuadamente contra el riesgo de sacudidas eléctricas. 1.1 Llevar guantes aislantes. No tocar el electrodo con las manos desnudas. No llevar guantes mojados o dañados. 1.2 Asegurarse de estar aislados de la pieza a soldar y del suelo 1.3 Desconectar el enchufe del cable de alimentación antes de trabajar en la máquina. 2. Inhalar las exhalaciones producidas por la soldadura puede ser nocivo a la salud. 2.1 Mantener la cabeza lejos de las exhalaciones. 2.2 Usar un sistema de ventilación forzada o de descarga local para eliminar las exhalaciones. 2.3 Usar un ventilador de aspiración para eliminar las exhalaciones. 3. Las chispas provocadas por la soldadura pueden causar explosiones o incendios. 3.1 Mantener los materiales inflamables lejos del área de soldadura. 3.2 Las chispas provocadas por la soldadura pueden causar incendios. Tener un extintor a la mano de manera que una persona esté lista para usarlo. 3.3 Nunca soldar contenedores cerrados. 4. Los rayos del arco pueden herir los ojos y quemar la piel. 4.1 Llevar casco y gafas de seguridad. Usar protecciones adecuadas para orejas y batas con el cuello abotonado. Usar máscaras con casco con filtros de gradación correcta. Llevar una protección completa para el cuerpo. 5. Leer las instrucciones antes de usar la máquina o de ejecutar cualquiera operación con la misma. 6. No quitar ni cubrir las etiquetas de advertencia 2 DESCRIPCIONES GENERALES 2.1 ESPECIFICACIONES Este manual se ha preparado con el fin de instruir al personal encargado de la instalación, del funcionamiento y del mantenimiento de la soldadora. Este aparato es una fuente de tensión constante adapto a la soldadura MIG/MAG y OPEN-ARC. Controlar, en el momento de la entrega, que no existan partes rotas o averiadas. Cualquier eventual reclamación por pérdidas o daños deberá hacerlo el comprador al vector. Cada vez que se pidan informaciones concernientes a la soldadora, se ruega indicar el artículo y el número de matrícula. 2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS Este aparato ha sido fabricado en conformidad con las siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (ver Nota 2) - IEC 61000-3-12 (ver Nota 2). N°. Número de matricula que deberá ser citado para cualquier petición relativa a la soldadora. Transformador - rectificador monofásico Transformador - rectificador trifásico Característica plana MIG/MAG. Adapto para soldadura de hilo continuo. I2 máx. Corriente de soldadura no convencional. El valor representa el límite máx. obtenible en soldadura. U0. Tensión en vacío secundaria X. Factor de servicio porcentual. El factor de servicio expresa el porcentaje de 10 minutos en el que la soldadora puede trabajar a una determinada corriente sin causar recalentamientos. I2. Corriente de soldadura. U2. Tensión secundaria con corriente de soldadura. I2 U1. Tensión nominal de alimentación. 1~ 50/60Hz Alimentación monofásica 50 o 60 Hz. 3~ 50/60Hz Alimentación trifásica 50 o 60 Hz. I1 máx. Es el máximo valor de la corriente absor-bida. I1 ef. Es el máximo valor de la corriente efectiva absorbida considerando el factor de servicio. IP21S Grado de protección del armazón. Grado 1 como segunda cifra significa que este aparato no es idóneo para trabajar en el exterior. Idónea para trabajar en ambientes con S riesgo aumentado NOTAS: 1- El aparato además se ha proyectado para trabajar en ambientes con grado de contaminación 3. (Ver IEC 60664). 2- Este equipo cumple con lo establecido por la IEC 61000-3-12, siempre que la impedancia máxima Zmax admitida por el sistema sea inferior o igual a 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) 0,088 (Art. 641). en el punto de interfaz entre sistema del usuario y sistema público. Es responsabilidad del instalador o del usuario garantizar, consultando eventualmente al operador de la red de distribución, que el equipo sea conectado a una alimentación maxMAX inferior o igual a 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) 0,088 (Art. 641). 2.3 PROTECCIÓN TÉRMICA Este aparato está protegido por un termostato el cual, si se superasen las temperaturas admitidas, impediría el funcionamiento de la máquina. En estas condiciones el ventilador continuaría a funcionar y la lámpara C se encendería. 3 INSTALACIÓN • La instalación de la máquina deberá ser realizada por personal cualificado. • Todas las conexiones deberán ser realizadas de conformidad a las vigentes normas en el pleno respeto de las leyes de prevención de accidentes (normas CEI 26-23 - IEC/TS 62081). 31 Controlar que la tensión de alimentación corresponda al valor indicado en el cable de red. Si no estuviera ya montada, conectar una clavija de calibre adecuado al cable de alimentación comprobando que el conductor amarillo/verde esté conectado al enchufe de tierra. El calibre del interruptor magneto térmico o de los fusibles, en serie con la alimentación, deberán ser igual a la corriente I1 absorbida por la máquina. 3.1 COLOCACIÓN Montar el mango, las ruedas y los dos apoya bombona. El mango no deberá usarse para levantar la soldadora. Colocar la soldadora en un ambiente ventilado. Fig. 2 Fig. 1 Polvo, suciedad o cualquier otro cuerpo extraño que pueda entrar en la soldadora podría comprometer la ventilación y por consiguiente el buen funcionamiento. Por tanto es necesario, en relación con el ambiente y con las condiciones de empleo, tener cuidado de mantener limpias las partes internas. La limpieza se efectuará con un chorro de aire seco y limpio, teniendo cuidado de no dañar de ninguna manera la máquina. Antes de trabajar en el interior de la soldadora, asegurarse de que el enchufe esté desenchufado de la red de alimentación. Cualquier intervención efectuada en el interior de la soldadora deberá ser realizada por personal cualificado. 3.2 CONEXIONES INTERNAS • Cualquier intervención efectuada en el interior de la soldadora deberá ser realizada por personal cualificado. • Antes de trabajar en el interior de la soldadora asegurarse de que la clavija esté desenchufada de la red de alimentación. 32 • Después de la prueba final, la soldadora se conecta a la tensión indicada en el cable de alimentación. • Para cambiar la tensión de alimentación, quitar el lateral derecho y disponer las conexiones del tablero de bornes cambia-tensión como se indica en la figura 2. La tensión de alimentación, en los generadores monofásicos, no puede ser cambiada. • No utilizar la soldadora sin tapa o sin los paneles laterales por evidentes razones de seguridad y para no alterar las condiciones de enfriamiento de los componentes internos. • Aplicar al cable de alimentación una clavija adecuada a la corriente absorbida. • Conectar el conductor amarillo-verde del cable de red de la máquina a una buena toma de tierra. 3.3 CONEXIONES EXTERNAS 3.3.1 Conexión de la pinza de masa. • Conectar el terminal del cable masa a la toma de la soldadora y conectar el borne de masa a la pieza por soldar. 3.3.2 Colocación de la bombona y conexión del tubo de gas • Colocar la bombona en el porta bombona de la soldadora, sujetándola, con las correas en dotación, al tablero posterior de la máquina. • La bombona no deberá colocarse por encima de 1,65m (art. 633 y 641) y 1m (622, 624,625 y 627), para no crear situaciones de peligro. • Controlar periódicamente el estado de desgaste de las correas, y si fuese necesario pedir el repuesto. • La bombona deberá ser dotada de un reductor de presión con flujómetro. • Solo después de haber colocado la bombona, conectar el tubo de gas que sale del tablero posterior de la máquina, al reductor de presión. • Ajustar el flujo del gas a aproximadamente 10/12 litros/ minuto. 4 MANDOS EN EL FRONTAL DE LOS APARATOS. 4.1 EVO (FIG. 3). G- Enchufes de masa Enchufes a los que se conecta el cable de masa. ( Algunas versiones tienen un solo enchufe de masa ). H- Empalme centralizado. Se conecta la antorcha de soldadura. C A D B H E 4.1 EVO SYNERGIC (FIG. 4. B S C Q D R E P A F G H I F N G L Fig. 3 A-Manecilla de regulación. Con esta manecilla se ajusta el tiempo de soldadura por puntos. Presionando el pulsador de la antorcha la máquina empieza a soldar, la duración del tiempo de soldadura por puntos está regulado por la manecilla. Para volver a empezar el ciclo hay que soltar y presionar de nuevo el pulsador de la antorcha. B- LED de color verde. Señala el encendido de la máquina. C- LED de color amarillo. Se enciende cuando el termostato interrumpe el funcionamiento de la soldadora. D-Manecilla de regulación. Con esta manecilla se varía la velocidad del hilo de soldadura. E- Conmutador. Enciende o apaga la máquina y selecciona las gamas de la tensión de soldadura. F- Conmutador. Regula sutilmente la tensión de soldadura al interno de la gama elegida con el conmutador E. O M Fig. 4 A- Tecla de selección. Presionando esta tecla se encenderán en secuencia los LED B, C, D y E. Cuando estemos en el interno del sub menú activado por las 2 teclas Q y R, seleccione las funciones de acercamiento, variación de la velocidad del motor del PULL 2003 y post gas. B- LED de color verde ( PROGRAM ). Señala que el display S visualiza el número PROGRAM del programa en uso. Para conocer a cual diámetro, tipo de hilo y gas corresponde el número de programa visualizado es suficiente consultar las instrucciones situadas en el interior del lateral móvil. La indicación en el display S va siempre precedida de la letra P. C- LED de color verde. Señala que el display S visualiza el tiempo de soldadura por puntos o de trabajo. La duración de este tiempo se puede ajustar desde 0,3 a 5 segundos. Si el tiempo se regulase a 0 la función estaría desactivada. La función es activa solo si se está soldando. 33 El valor indicado en el display S va siempre precedido de la letra t. D- LED de color verde. Señala que el display S visualiza el tiempo de pausa entre un tramo de soldadura y otro. La duración de este tiempo se puede ajustar desde 0,3 a 5 segundos. Si el tiempo se ajustase a 0 la función estaría desactivada. La función es activa solo si el tiempo de soldadura es distinto de 0 y si se está soldando. El valor indicado en el display S va siempre precedido de la letra t. E- LED de color verde (Burn-Back). Señala que el display S visualiza el tiempo en el que el hilo sobresale de la antorcha de soldadura, después de que el operador ha soltado el pulsador. Este tiempo es variable desde 10 a 400 milésimas de segundos. El valor indicado en el display S va siempre precedido de la letra t. F- LED de color amarillo. Se enciende cuando el termostato interrumpe el funcionamiento de la soldadora. G- LED de color verde ( PULSAR ). Se enciende y se apaga intermitentemente, PULSAR cuando el conector de la antorcha PULL 2003 o del SPOOL- GUN está conectado al conector I. H- Empalme centralizado. Se le conecta la antorcha de soldadura. I- Conector 10 poli. A este conector deberá conectarse el conector volante de 10 polos de la antorcha PULL 2003 o del SPOOL- GUN. L-M Tomas de masa. Tomas a las que va conectado el cable de masa. (Algunas versiones tienen un solo enchufe de masa). N- Conmutador. Enciende o apaga la máquina y selecciona las gamas de la tensión de soldadura. O- Conmutador. Ajusta sutilmente la tensión de soldadura en el interior de la gama elegida con el conmutador N. P- Empuñadura de regulación. Ajusta la velocidad del hilo, y es activa solo cuando se utiliza la antorcha de soldadura estándar y no la antorcha PULL 2003 o el SPOOL- GUN. Cuando se utiliza el programa 00, varia la velocidad del hilo de soldadura desde 0 a 20 metros/minuto. Cuando se utiliza cualquier programa sinérgico el índice de la empuñadura deberá colocarse sobre la palabra SYNERGIC. Eligiendo un programa sinérgico, el display S indica la corriente programada por el programa elegido. Esta corriente corresponde a una velocidad, si se quisiera corregir bastaría, girar la empuñadura en el sentido de las agujas del reloj, para aumentarla o, girarla en el sentido 34 contrario para disminuirla. En el display S los cambios de velocidad del hilo vienen siempre indicados por una corriente. Q y R- Teclas • Cuando el LED B está encendido, el display S indica el número de programa seleccionado por las 2 teclas, acabada la selección el LED permanece encendido durante otros 5 segundos y después se apaga. • Cuando el LED C está encendido, el display S indica el tiempo seleccionado por las 2 teclas, acabada la selección el LED permanece encendido durante otros 5 segundos y después se apaga. • Cuando el LED D está encendido el display S indica el tiempo seleccionado por las 2 teclas, acabada la selección el LED permanece encendido durante otros 5 segundos y después se apaga. • Cuando el LED E está encendido el display S indica el tiempo seleccionado por las 2 teclas, acabada la selección el LED permanece encendido durante otros 5 segundos y después se apaga. • Cuando los LED B, C, D, E están apagados y estamos dentro de cualquier programa sinérgico, presionando una de las 2 teclas, el display S indica alternativamente la corriente programada o el espesor en milímetros aconsejado. Con los 2 conmutadores N y O se podrá ver en el display S el aumento o la disminución instantánea del valor seleccionado, esta función es útil cuando previamente se quiere saber a cual corriente o espesor queremos empezar la soldadura. • Presionando contemporáneamente las 2 teclas durante al menos 5 segundos entramos en el sub menú, donde encontramos 3 funciones, seleccionables mediante la tecla A: 1- Acercamiento (velocidad). Modifica la velocidad del hilo respecto a la programada, ésta queda activa durante un tiempo regulado por la función de acercamiento (tiempo). La velocidad podrá cambiarse mediante las 2 teclas Q y R desde un 10% a un máximo del 150% de la velocidad de soldadura programada. Esta función, junto con la de acercamiento (tiempo) sirve para mejorar el encendido del arco. El valor indicado en el display S está precedido por la letra (A). 2- Velocidad programada en el motor del PULL 2003. Con las 2 teclas Q y R la velocidad del PULL 2003 varía de – 9 a + 9 respecto al valor programado Esta función permite optimizar el avance del hilo, haciendo coincidir los giros del motor arrastrahilo de la soldadora con los del PULL 2003. El valor indicado en el display S va precedido de la letra (H). 3- Post gas. Mediante las 2 teclas Q y R se puede variar de 0 a 5 segundos la salida del gas al final de la soldadura. Esta función es particularmente útil soldando acero inoxidable y aluminio. El valor indicado en el display S está precedido por la letra (P). 4- Acercamiento (tiempo). Regula el tiempo en el que queda activa la velocidad de acercamiento Esta función, junto con la de acercamiento ( velocidad ) sirve para mejorar el encendido del arco. Mediante las 2 teclas Q y R el tiempo de acercamiento puede variar de 0 a 1 segundo. El valor indicado en el display S está precedido por la letra (d). 5- Modo manual 2 tiempos y modo automático 4 tiempos Con las 2 teclas Q y R se elige el modo 2 tiempos o 4 tiempos Si la soldadora estuviera en el modo manual 2 tiempos, se inicia a soldar cuando se presiona el pulsador y se interrumpe cuando se suelta. Si la soldadora estuviera en el modo automático 4 tiempos, para iniciar la soldadura presionar el pulsador antorcha; una vez iniciado el procedimiento, el pulsador puede ser soltado. Para interrumpir la soldadura presionar y soltar nuevamente. Este modo es adecuado para soldaduras de larga duración, donde la presión en el pulsador de la antorcha podría cansar al soldador. El valor indicado en el display S está precedido por los símbolos (2t y 4t). S- Display. Utilizando el programa manual 00 el instrumento visualiza, antes de soldar, la velocidad del hilo en metros al minuto y en soldadura la corriente. Utilizando los programas sinérgicos visualiza siempre la corriente. Como se ha descrito en los párrafos precedentes, en el instrumento es posible visualizar, antes de empezar a soldar: el programa en uso, el tiempo de soldadura por puntos, el tiempo de pausa, el tiempo de Burn-Back, el espesor aconsejado, la función de acercamiento, la función de velocidad programada en el motor del PULL 2003 y el tiempo de post gas. 5 SOLDADURA 5.1 PUESTA EN FUNCIONAMIENTO Controlar que el diámetro del hilo corresponda al diámetro indicado en el rodillo arrastrahilo y que el programa elegido sea compatible con el material y el tipo de gas. Utilizar rodillos arrastrahilo con ranura en “U” para hilos de aluminio y con ranura a “V” para los demás hilos. • Atención: mantener el rostro lejos de la lanza terminal mientras sale el hilo. • Apretar la tobera portacorriente asegurándose de que el diámetro del orificio sea igual al del hilo utilizado. • Montar la tobera gas. 5.3 SOLDADURA DE LOS ACEROS AL CARBONO SIN PROTECCIÓN GASEOSA. (solo para Art. 622, 624 y 625). Verificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (ver figura 5). Para obtener soldaduras unidas y bien protegidas, conviene hacerlo desde la izquierda a la derecha y desde arriba hacia abajo. Al final de cada soldadura eliminar las escorias. El hilo animado que se utilizará es nuestro Art. 1587, Ø 0,9mm. 5.4 SOLDADURA DE LOS ACEROS AL CARBONO CON PROTECCIÓN GASEOSA. Verificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 622, 624 y 625 ver figura 5 ). Para la soldadura de estos materiales es necesario: • Utilizar un gas de soldadura de composición binaria, normalmente ARGON + CO2 con porcentajes de Argon que van del 75% hacia arriba. Con esta mezcla el cordón de soldadura estará bien empalmado y estético. Utilizando CO2 puro, como gas de protección se obtendrán cordones estrechos, con una mayor penetración pero con notable aumento de proyecciones (salpicaduras). • Utilizar un hilo de adjunción de la misma calidad respecto al cero por soldar. Conviene siempre usar hilos de buena calidad, evitar soldar con hilos oxidados que podrían provocar defectos en la soldadura. • Evitare soldar en piezas oxidadas o que presenten manchas de aceite o de grasa. 5.5 SOLDADURA DE LOS ACEROS INOXIDABLES erificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 622, 624 y 625 ver figura 5 ). 5.2 LA MÁQUINA ESTÁ LISTA PARA SOLDAR Cuando se utilizan las antorchas tipo Pull-2000 o Spool-Gun seguir las instrucciones siguientes: • Conectar el borne de masa a la pieza por soldar. • Colocar el interruptor en 1. • Quitar la tobera gas. • Aflojar la tobera portacorriente. • Insertar el hilo en la vaina guíahilo de la antorcha asegúrandose de que esté dentro de la ranura del rodillo y de que este esté en la posición correcta • Presionar el pulsador antorcha para hacer avanzar el hilo hasta que salga de la antorcha. Fig. 5 35 La soldadura de los aceros inoxidables de la serie 300, deberá hacerse con gas de protección de alto tenor de Argon, con un pequeño porcentaje de oxígeno O2 o de anhidrido carbónico CO2 aproximadamente el 2%. No tocar el hilo con las manos. Es importante mantener siempre la zona de soldadura limpia para no ensuciar la junta por soldar. 5.6 SOLDADURA DEL ALUMINIO Verificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 572 y 573 ver figura 5 ). Para la soldadura del alluminio es necesario utilizar: • Argon puro como gas de protección. • Un hilo de adjunción de composición adecuada al material base por soldar. • Utilizar muelas y cepilladoras específicas para el aluminio que no sean utilizadas nunca para otros materiales. • Para la soldadura del aluminio se deberán usar las antorchas: PULL 2003 Art. 2003 o SPOOL-GUN Art. 1562 con la conexión Art. 1196 (solo para Art. 622, 627 y 641). NOTA Disponiendo solo d e una antorcha preparada para los hilos de acero, es necesario modificarla de la forma siguiente: • Asegurarse de que la longitud de cable no supere los 3 metros. • Quitar la tuerca que sujeta la funda de latón, la boquilla gas, la boquilla portacorriente y por último extraer la funda. • Introducir la funda, nuestro Art. 139 asegurándose de que salga por los dos extremos. • Apretar la boquilla portacorriente de forma que la funda se adhiera a ésta. • En el extremo de la funda que ha quedado libre, introducir el niple sujeta funda, la junta OR y bloquear con la tuerca, sin apretar excesivamente. • Introducir el bastoncillo de latón en la funda e introducir todo junto en el adaptador, habiendo quitado con anterioridad el bastoncillo de hierro. • Cortar diagonalmente la funda de forma que esté lo más cerca posible del rodillo arrastrahilo. • Utilizar rodillos arrastrahilo adecuados al hilo de aluminio. • Regular la presión, que el brazo del grupo de arrastre ejerce sobre el rodillo, al mínimo posible. 6 DEFECTOS EN SOLDADURA 1 DEFECTO CAUSAS -Porosidad (internas o externas al cordón) • Hilo defectuoso (oxidado superficialmente) • Falta de protección de gas debida a: - flujo de gas escaso - flujómetro defectuoso - reductor helado, por falta de un precalentador del gas de protección de CO2 - electroválvula defectuosa - tobera porta corriente atascada por las salpicaduras - orificios de salida del gas atascados - corrientes de aire presentes en la zona 36 de soldadura. 2 DEFECTO - Grietas de contracción CAUSAS • Hilo o pieza en elaboración sucios u oxidados. • Cordón demasiado pequeño. • Cordón demasiado cóncavo. • Cordón demasiado penetrado 3 DEFECTO - Incisiones laterales CAUSAS • Pasada demasiado rápida • Corriente baja y tensiones de arco elevadas 4 DEFECTO - Salpicaduras excesivas CAUSAS • Tensión demasiado alta. • Inductancia insuficiente. • Falta de un precalentador del gas de protección de CO2 7 MANTENIMIENTO Cada intervención de mantenimiento debe ser efectuada por personal cualificado según la norma CEI 26-29 (IEC 60974-4). 7.1 MANTENIMIENTO GENERADOR En caso de mantenimiento en el interior del aparato, asegurarse de que el interruptor esté en posición “O” y que el cable de alimentación no esté conectado a la red. Periódicamente, además, es necesario limpiar el interior del aparato para eliminar el polvo metálico que se haya acumulado, usando aire comprimido. 7.2 MEDIDAS A TOMAR DESPUÉS INTERVENCIÓN DE REPARACIÓN. DE UNA Después de haber realizado una reparación, hay que tener cuidado de reordenar el cablaje de forma que exista un aislamiento seguro entre el lado primario y el lado secundario de la máquina. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. Volver a montar todas las abrazaderas como estaban en el aparato original para evitar que, si accidentalmente un conductor se rompe o se desconecta, se produzca una conexión entre el primario y el secundario. Volver además a montar los tornillos con las arandelas dentelladas como en el aparato original. MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. 1 PRECAUÇÕES DE SEGURANÇA A soldadura e o cisalhamento a arco podem ser nocivos às pessoas, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 CHOQUE RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/ soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) devem consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. EXPLOSÕES ·· Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! Em caso de mau funcionamento solicitar a assistência de pessoas qualificadas. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado abaixo corresponde às casas numeradas da chapa. B. Os rolos de tracção do fio podem ferir as mãos. C. O fio de soldadura e o grupo de tracção do fio estão 37 sob tensão durante a soldadura. Mantenha as mãos e os objectos metálicos afastados dos mesmos. 1. Os choques eléctricos provocados pelo eléctrodo de soldadura ou pelo cabo podem ser mortais. Proteja-se devidamente contra o perigo de choques eléctricos. 1.1 Use luvas isolantes. Não toque no eléctrodo com as mãos nuas. Não use luvas húmidas ou estragadas. 1.2 Certifique-se de estar isolado da peça a soldar e do chão 1.3 Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. 2. Poderá ser nocivo para a saúde inalar as exalações produzidas pela soldadura. 2.1 Mantenha a cabeça afastada das exalações. 2.2 Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. 2.3 Utilize uma ventoinha de aspiração para eliminar as exalações. 3. As faíscas provocadas pela soldadura podem provocar explosões ou incêndios. 3.1 Mantenha os materiais inflamáveis afastados da área de soldadura. 3.2 As faíscas provocadas pela soldadura podem provocar incêndios. Mantenha um extintor nas proximidades e faça com que esteja uma pessoa pronta para o utilizar. 3.3 Nunca solde recipientes fechados. 4. Os raios do arco podem queimar os olhos e a pele. 4.1 Use capacete e óculos de segurança. Utilize protecções adequadas das orelhas e camisas com o colarinho abotoado. Utilize máscaras com capacete, com filtros de graduação correcta. Use uma protecção completa para o corpo. 5. Leia as instruções antes de utilizar a máquina ou de efectuar qualquer operação na mesma. 6. Não retire nem cubra as etiquetas de advertência 2 DESCRIÇÃO GERAL 2.1 ESPECIFICAÇÕES Este manual foi preparado visando instruir o pessoal encarregado da instalação, funcionamento e manutenção da máquina de soldadura. Este aparelho é uma constante fonte de tensão, apropriado para soldaduras MIG/MAG e OPEN-ARC. Ao recebê-lo, controlar se não há partes quebradas ou avariadas. Qualquer reclamação por perdas ou danos deve ser feita pelo comprador ao transportador. Toda vez que for necessário solicitar informações a respeito da máquina de soldadura, é preciso indicar o artigo e o número de matrícula. 2.2 ESPECIFICAÇÃO DOS DADOS TÉCNICOS INDICADOS NA PLACA DA MÁQUINA. O aparelho é construído de acordo com as seguintes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (ver a nota 2) - EC 61000-3-12 (ver a nota 2) N°. Número de matrícula que deve ser sempre indicado em qualquer pedido que for feito em relação à máquina de soldadura. 38 Transformador - rectificadora monofásica Transformador - rectificador trifásico. Característica plana. MIG/MAG. I2 max Apropriado para soldadura por fio contínuo. Corrente de soldadura não convencional. O valor representa o limite max. que pode ser obtido em soldadura. U0. Tensão a vácuo secundária X. Factor de serviço percentual. O factor de serviço exprime a percenta- gem de 10 minutos em que a máquina de soldadura pode trabalhar numa determi- nada corrente sem causar sobreaqueci mentos. I2. Corrente de soldadura U2. Tensão secundária com corrente de sold.I2 U1. Tensão nominal de alimentação. 1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz. 3~ 50/60Hz Alimentação trifásica 50 ou então 60 Hz. I1 max É o valor máximo da corrente absorvida. I1 ef É o valor máximo da corrente efectiva absorvida considerando o factor de serviço. IP21S Grau de protecção da carcaça. Grau 1, como segundo número, significa que este aparelho não é idóneo para tra- balhar no exterio. Idóneo para trabalhar em ambientes com S risco acrescentado. NOTAS: 1- O aparelho também foi projectado para trabalhar em ambientes com grau de poluição 3. (Ver IEC 60664). 2- Este equipamento está em conforme com a norma IEC 61000-3-12 na condição que a impedância máxima Zmax admitida da instalação eléctrica seja inferior ou igual a0,023 (Art. 622-624) - 0,276 (Art. 625627) - 0,181 (Art. 633) - 0,088 (Art. 641) no ponto de interligação entre a instalação eléctrica do utilizador e a pública. É da responsabilidade do instalador, ou do utilizador do equipamento, garantir, eventualmente consultando o operador da rede de distribuição, que o equipamento seja ligado a uma alimentação com uma impedância máxima de sistema admitida Zmax inferior ou igual a 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). 2.3 DESCRIÇÃO DAS PROTECÇÕES 2.3.1 Protecção térmica Este aparelho é protegido por um termóstato que, caso as temperaturas admitidas forem superadas, impede o funcionamento da máquina. Nestas condições o ventilador continua a funcionar. 3 INSTALAÇÃO A instalação da máquina deve ser feita por pessoal qualificado. Todas as ligações devem ser feitas conforme as normas vigentes, no pleno respeito das leis sobre acidentes no trabalho (normas CEI 26-23 - IEC/TS 62081). Controlar que a tensão de alimentação corresponda ao valor indicado no cabo da rede. Se não estiver já montada, ligar uma ficha de capacidade adequada ao cabo de alimentação certificando-se que o condutor amarelo/verde esteja ligado ao pino de encaixe de terra. A capacidade do interruptor magnetotérmico ou dos fusíveis, em série na alimentação, deve ser igual à corrente I1 max. absorvida pela máquina. terminais como indicado na figura. 3.1 ACONDICIONAMENTO Montar a pega, as rodas e os dois apoios garrafa. A pega não deve ser usada para suspender a máquina de soldadura. Colocar a máquina de soldadura em ambiente ventilado. Poeira, sujidade ou qualquer outra partícula estranha que possa entrar na máquina de soldadura poderá comprometer a ventilação e, portanto, o seu bom funcionamento. É, portanto, necessário manter as partes internas limpas, levando em conta o meio ambiente em que a máquina se encontra e as condições de uso da mesma. A limpeza deverá ser feita com um jacto de ar seco e limpo, cuidando para não danificar a máquina. Antes de operar no interior da máquina de soldadura, retire a ficha da rede de alimentação. Qualquer intervenção efectuada no interior da máquina de soldadura deverá ser feita por pessoal qualificado. Fig. 2 A tensão de alimentação, nos geradores monofásicos, não pode ser modificada. Não utilizar a máquina de soldadura sem a tampa ou os painéis laterais, por óbvias razões de segurança e para não alterar as condições de refrigeração dos componentes internos. Aplicar, ao cabo de alimentação, uma ficha apropriada à corrente absorvida. Ligar o condutor amarelo-verde no cabo da rede da máquina numa ligação à terra eficiente.. 3.3 CONEXÕES EXTERNAS 3.3.1 Conexão da pinça de massa. Ligar o terminal do cabo de massa à tomada da máquina de soldadura e ligar o alicate de massa à peça a soldar. Fig. 1 3.2 CONEXÕES INTERNAS Qualquer intervenção efectuada no interior da máquina de soldadura deverá ser feita por pessoal qualificado. Antes de operar no interior da máquina de soldadura, certificar-se que a ficha esteja desconectada da rede de alimentação. Após a inspecção final, a máquina de soldadura é ligada à tensão indicada no cabo de alimentação. Para modificar a tensão de alimentação, retirar a lateral direita e dispor as conexões do bloco de 3.3.2 Posicionamento da garrafa e ligação do tubo gás Posicionar a garrafa no porta-garrafa da máquina de soldadura, fixando-a no painel posterior da máquina com as correias em dotação. A garrafa não deve superar 1,65m (Art. 633-641) e 1m (Art. 622-624-625-627) de altura, para não criar condições de perigo. Controlar periodicamente o estado de desgaste das correias e, se necessário, solicitar a troca. A garrafa deverá ser equipada por um redutor de pressão que contém fluxómetro. Somente após ter posicionado a garrafa, ligar o tubo gás de saída do painel posterior da máquina ao redutor de pressão. Regular o fluxo do gás em aprox. 10/12 litros/minuto. 4 COMANDOS NO PAINEL FRONTAL DOS APARELHOS. 4.1 EVO (Fig. 3). 39 4.2 EVO SYNERGIC (Fig. 4). C A D B H B S C Q D R E P A F G H I E N F L G O M Fig. 3 Fig. 4 A- Manípulo de regulação. Ao agir neste manípulo é possível regular o tempo de punção. Ao carregar no botão da tocha a máquina começa a soldar, o tempo de punção pode ser regulado pelo manípulo. Para recomeçar o ciclo é necessário soltar e carregar novamente no botão da tocha. B- Sinalizador de cor verde. Indica que a máquina está ligada. C- Sinalizador de cor amarela. Ilumina-se quando o termóstato interrompe funcionamento da máquina de soldadura. o D-Manípulo de regulação. Ao agir sobre este manípulo é possível variar a velocidade do fio de soldadura. E- Comutador. Liga ou desliga a máquina e selecciona as gamas da tensão de soldadura. F- Comutador. Regula precisamente a tensão de soldadura dentro da gama escolhida previamente com o comutador E. G- Tomadas de massa. Tomadas nas quais deverá ser ligado o cabo de massa. (Alguns modelos apresentam uma só tomada de massa ). H- Adaptador central. Neste adaptador deverá ser ligada a tocha de soldadura. 40 A- Tecla de selecção. Ao carregar nesta tecla os SINALIZADORES B, C, D e E iluminam-se em sequência. Quando estamos no interior do sub-menu activado pelas 2 teclas Q e R, esta tecla selecciona as funções de aproximação, variação da velocidade do motor da PULL 2003 e pós gás. B- SINALIZADOR verde ( PROGRAM ). Indica que o display S visualiza o número de PROGRAM programa em uso. Para conhecer a qual diâmetro, tipo de fio e gás corresponde o número do programa visualizado é suficiente consultar a instrução colocada no interior da lateral móvel. A indicação no display S é sempre precedida pela letra P. C- SINALIZADOR verde. Indica que o display S visualiza o tempo de punção ou de trabalho. A duração deste tempo pode ser regulada de 0,3 a 5 segundos. Se o tempo for regulado em 0 a função desactiva-se. A função activa-se somente quando se está a soldar. O valor indicado no display S é sempre precedido pela letra t. D- SINALIZADOR verde. Indica que o display S visualiza o tempo de pausa entre um trecho de soldadura e outro. A duração deste tempo pode ser regulada de 0,3 a 5 segundos. Se o tempo for regulado em 0 a função desactiva-se. A função activa-se somente se o tempo de soldadura for diferente de 0 e caso se estiver a soldar. O valor indicado no display S é sempre precedido pela letra t. E- SINALIZADOR verde (Burn-Back). Indica que o display S visualiza o tempo em que o fio sai da tocha de soldadura, depois que o operador liberta o botão. Este tempo varia de 10 a 400 mil segundos. O valor indicado no display S é sempre precedido pela letra t. F- SINALIZADOR amarelo. Ilumina-se quando o termóstato interrompe o funcionamento da máquina de soldadura. G- SINALIZADOR verde ( PULSAR ). Ilumina-se e apaga-se de modo intermitente, PULSAR quanto o ligador da tocha PULL 2003 ou do SPOOL- GUN estiver ligado ao ligador I. H- Adaptador central. Deve-se ligar a tocha de soldadura neste adaptador central. I- Ligador 10 pólos. O ligador volante de 10 pólos da tocha PULL 2003 ou da SPOOL- GUN deve ser ligado neste ligador. L-M Tomadas de massa. O cabo de massa deve ser ligado nestas tomadas. (Alguns modelos possuem somente uma tomada de massa). N- Comutador. Liga e desliga a máquina e selecciona as gamas da tensão de soldadura. O- Comutador. Regula precisamente a tensão de soldadura no interior da gama escolhida com o comutador N. P- Manípulo de regulação. Regula a velocidade do fio e é activada somente quando se utiliza a tocha de soldadura padrão e não a tocha PULL 2003 ou o SPOOL- GUN. Quando se utiliza o programa 00, a velocidade do fio de soldadura varia de 0 a 20 metros/minuto. Quando se utiliza qualquer programa sinérgico, o índice do manípulo deve ser colocado na escrita SYNERGIC. Ao escolher um programa sinérgico, o display S indica a corrente definida pelo programa escolhido. Esta corrente corresponde a uma velocidade. Caso desejar corrigila é suficiente girar o manípulo no sentido horário para aumentá-la, ou girar no sentido anti-horário para diminuíla. No display S as mudanças de velocidade do fio são sempre indicadas por uma corrente. Q e R- Teclas. Quando o SINALIZADOR B estiver iluminado o display S indica o número de programa seleccionado pelas 2 teclas. Terminada a selecção o SINALIZADOR permanece iluminado durante outros 5 segundos e em seguida se apaga. Quando o SINALIZADOR C ESTIVER ILUMINADO O display S indica o tempo seleccionado pelas 2 teclas. Terminada a selecção o SINALIZADOR permanece iluminado durante outros 5 segundos e em seguida se apaga. Quando o SINALIZADOR D estiver iluminado o display S indica o tempo seleccionado pelas 2 teclas. Terminada a selecção o SINALIZADOR permanece iluminado durante outros 5 segundos e em seguida se apaga. Quando o SINALIZADOR E estiver ligado o display S indica o tempo seleccionado pelas 2 teclas. Terminada a selecção o SINALIZADOR permanece iluminado durante outros 5 segundos e em seguida se apaga. Quando os SINALIZADORES B, C, D, E estão apagados, e nos encontramos no interior de um programa sinérgico qualquer, ao carregar uma das 2 teclas o display S indica alternadamente a corrente definida ou a espessura em milímetros recomendada. Ao agir nos 2 comutadores N e O será possível visualizar no display S o aumento ou a diminuição instantânea do valor seleccionado, esta função é útil quando se desejar conhecer previamente em que corrente ou espessura desejamos iniciar a soldadura. Ao carregar simultaneamente nas 2 teclas durante pelo menos 5 segundos, entra-se no sub-menu, onde se encontram 3 funções que podem ser seleccionadas através da tecla A: 1- Acostagem (velocidade). Modifica a velocidade do fio com relação à velocidade definida, permanecendo activa por um tempo regulado pela função de acostagem (tempo). A velocidade pode ser variada de 10% até no máximo 150% da velocidade de soldadura definida, através das duas teclas Q e R. Esta função, combinada com a função de acostagem (tempo) serve para melhorar o arranque do arco. O valor indicado no display S é precedido pela letra (A). 2- Velocidade definida no motor do PULL 2003. Ao agir sobre as 2 teclas Q e R, a velocidade do PULL 2003 varia de 9 a + 9 com relação ao valor definido. Esta função permite optimizar a alimentação do fio, colocando o motor de alimentação do fio da máquina de soldadura ao passo com o motor do PULL 2003. O valor indicado no display S é precedido pela letra (H). 3- Pós gás. Mediante as 2 teclas Q e R é possível variar de 0 a 5 segundos a saída do gás no final da soldadura. Esta função é especialmente útil quando soldar aço inoxidável e alumínio. O valor indicado no display S é precedido pela letra (P). 4- Acostagem (tempo). Regula o tempo em que permanece activa a velocidade de acostagem. Esta função, combinada com a função de acostagem (velocidade) serve para melhorar o arranque do arco. Mediante as 2 teclas Q e R, o tempo de acostagem pode variar de 0 a 1 segundo. O valor indicado no display S é precedido pela letra (d). 41 5- Modo manual 2 tempos e modo automático 4 tempos. Ao agir sobre as 2 teclas Q e R escolhe-se o modo 2 tempos ou 4 tempos. Se a máquina de soldadura estiver no modo manual 2 tempos, a mesma começa a soldar quando o boato for carregado e interrompe a soldadura quando o botão for liberado. Se a máquina de soldadura estiver no modo automático 4 tempos, para iniciar a soldadura, carregar no botão da tocha; uma vez iniciado o procedimento, o botão pode ser liberado. Para interromper a soldadura, carregar e liberar novamente. Este modo é idóneo para soldaduras de longa duração, onde a pressão no botão da tocha pode cansar o operador. O valor indicado no display S é precedido pelos símbolos (2t e 4t). S- Display. Ao utilizar o programa manual 00 o instrumento visualiza, antes de soldar, a velocidade do fio em metros por minuto e visualiza a corrente durante a soldadura. Ao utilizar os programas sinérgicos visualiza sempre a corrente. Como descrito nos parágrafos anteriores, no instrumento é possível visualizar, antes de iniciar a soldar: o programa em uso, o tempo de punção, o tempo de pausa, o tempo de Burn-Back, a espessura recomendada, a função de aproximação, a função de velocidade definida no motor do PULL 2003 e o tempo de pós gás. 5 SOLDADURA 5.1 FUNCIONAMENTO Controlar se o diâmetro do fio corresponde com o diâmetro indicado no rolo alimentador de fio e se o programa escolhido é compatível com o material e o tipo de gás. Utilizar rolos alimentadores de fio com garganta em “U”, para fios de alumínio, e com garganta em “V” para os outros fios. 5.2 A MÁQUINA ESTÁ PRONTA PARA SOLDAR Quando for utilizada tocha tipo Pull-2003 ou SpoolGun, seguir as instruções em anexo. Ligar o alicate de massa à peça a soldar. • Posicionar o interruptor N em 1. Tirar o bocal de gás. • Desaparafusar o bocal porta-corrente. Inserir o fio no guia do fio da tocha, certificando-se que esteja dentro da garganta do rolo e que o mesmo se encontre na posição correcta. Carregar no botão tocha para fazer avançar o fio até que o mesmo saia da tocha. Atenção: manter o rosto afastado do pescoço de cisne enquando o fio estiver saindo. Aparafusar o bocal porta-corrente, certificando-se que o diâmetro do orifício seja igual ao fio utilizado. Montar o bocal de gás. 42 5.3 SOLDADURA DOS AÇOS AO CARBONO SEM PROTECÇÃO GASOSA. (somente para Art. 622, 624 e 625). Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta (veja figura 5 ). Fig. 5 Para obter soldaduras bem firmes e protegidas recomenda-se soldar da esquerda para a direita e do alto para o baixo. No final de qualquer soldadura, remover as escórias. O fio animado a utilizar é o nosso Art. 1587, Ø 0,9mm. 5.4 SOLDADURA DOS AÇOS AO CARBONO COM PROTECÇÃO GASOSA. Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 622, 624 e 625 veja figura 5 ). Para soldar estes materiais é necessário: Utilizar um gás de soldadura de composição binária, normalmente ARGON + CO2 com percentagens de Argon de 75% para cima. Com esta mistura o carbono de soldadura ficará bem unido e estético. Utilizando CO2 puro, como gás de proteccção, obter-seão cordões estreitos, com uma maior penetração mas com um aumento considerável de projecções (borrifos). Utilizar um fio que tenha a mesma qualidade do aço a soldar. Recomenda-se sempre utilizar fios de boa qualidade. Evitar soldaduras com fios oxidados que podem causar defeitos de soldadura. Evitar soldaduras em peças oxidadas ou que apresentem manchas de óleo ou graxa. 5.5 SOLDADURA DE AÇOS INOXÍDÁVEIS Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 622, 624 e 625 veja figura 5 ). A soldadura de aços inoxidáveis da série 300 deve ser efectuada com gás de protecção com alto teor de Argon, com uma pequena percentagem de oxigênio O2 ou de anidrido carbónico CO2, aproximadamente 2%. Não tocar o fio com as mãos. É importante manter sempre a zona de soldadura limpa para não poluir a junta a soldar. 5.6 SOLDADURA DE ALUMÍNIO Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 622, 624 e 625 veja figura 5 ). Para soldadura de alumínio é necessário utilizar: Argon puro como gás de protecção. Um fio de composição adequada com o material básico que será soldado. Utilizar rebolo e escovadores específicos para alumínio, sem jamais usá-los em outros materiais. Para a soldadura de alumínio deve-se utilizar tochas: PULL 2003 Art. 2003 ou SPOOL-GUN Art. 1562 com o acoplamento Art. 1196 (622-627-641). OBS.: Caso dispor de somente uma tocha preparada para fios de aço, é necessário modificá-la da seguinte maneira: • Certificar-se que o comprimento do cabo não supere 3 metros. • Retirar a porca de bloqueio guia em latão, o bocal cónico, o bico porta-corrente e então retirar o guia. • Enfiar o guia nosso Art. 1929 certificando-se que saia das duas extremidades. • Parafusar novamente o bico porta-corrente de modo que o guia fique aderente ao mesmo. • Na extremidade do guia que permanece livre enfiar o nipples de bloqueio guia, a guarnição OR e bloquear com a porca, sem apertar excessivamente. • Enfiar o pequeno tubo de latão no guia e introduzir tudo no adaptador, tendo precedentemente retirado o tubo de ferro. • Cortar em diagonal o guia de modo que esteja o mais próximo possível ao rolo alimentador de fio. • Utilizar os rolos alimentadores de fios adequados ao fios de alumínio. • Regular ao mínimo possível a pressão que o braço do grupo de alimentação pratica no rolo. 4 DEFEITO - Borrifos excessivos CAUSAS Tensão muito alta. Indutância insuficiente. • Falta de um pré-aquecedor de gás de protecção de CO2. 7 MANUTENÇÃO Cada trabalho de manutenção deve ser executado por pessoal qualificado respeitando a norma CEI 26-29 (IEC 60974-4). 7.1 MANUTENÇÃO DO GERADOR Em caso de manutenção no interior do aparelho, certifique-se que o interruptor esteja na posição “O” e que o cavo de alimentação esteja desligado da rede eléctrica. Também é necessário limpar periodicamente o pó metálico acumulado no interior do aparelho utilizando ar comprimido. 7.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO. Depois de ter executado uma reparação, prestar atenção em reordenar a cablagem de modo que haja um isolamento seguro entre o lado primário e o lado secundário da máquina. Evite que os fios possam entrar em contacto com partes em movimento ou partes que aqueçam durante o funcionamento. Montar novamente todas as braçadeiras como no aparelho original, de modo a evitar que, se um condutor se parte ou desliga acidentalmente, possa haver uma ligação entre o primário e o secundário. Montar também os parafusos com as anilhas dentadas como no aparelho original. 6 DEFEITOS DURANTE A SOLDADURA 1 DEFEITO -Porosidade (interna e externa ao cordão) CAUSAS •Fio defeituoso (enferrujado superficialmente) Falta de protecção de gás devido a: - escasso fluxo de gás - fluxómetro defeituoso - redutor malhado pela falta de préaquecedor do gás de protecção de CO2 - electroválvula defeituosa - bocal porta corrente obstruído por borrifos - orifícios de efluxo de gás obstruídos - correntes de ar presentes na zona de soldadura. 2 DEFEITO - ranhuras de retracção CAUSAS • Sujeira ou ferrugem no fio ou na peça que está a ser trabalhada. Cordão muito pequeno. Cordão muito côncavo. Cordão muito penetrado. 3 DEFEITO - Incisões laterais CAUSAS Passo muito rápido • Corrente baixa e tensões de arco elevadas. 43 KÄYTTÖOPAS MIG-HITSAUSKONEELLE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN. 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi .3.300.758 MELU Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. - Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran aiheuttamat magneettikentät saattavat aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elintoimintoja ylläpitävien laitteiden (sydämentahdistin) käyttäjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus). - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinnakkain ja varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elektrodi / hitsa uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaa44 supulloja sekä paineen säätimiä varovasti. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 1.1 VAROITUSKILPI Seuraavat numeroidut tekstit vastaavat kilvessä olevia numeroituja kuvia. B. Langansyöttörullat saattavat vahingoittaa käsiä. C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä hitsauksen aikana. Pidä kädet ja metalliesineet etäällä niistä. 1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut ovat hengenvaarallisia. Suojaudu asianmukaisesti sähköiskuvaaralta. 1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa paljain käsin. Älä käytä kosteita tai vaurioituneita käsineitä. 1.2 Eristä itsesi asianmukaisesti hitsattavasta kappaleesta ja maasta. 1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä laitteeseen. 2. Hitsaussavujen sisäänhengitys saattaa olla terveydelle haitallista. 2.1 Pidä pääsi etäällä hitsaussavuista. 2.2Poista savut koneellisen ilmanvaihto- tai poistojärjestelmän avulla. 2.3Poista hitsaussavut imutuulettimen avulla. 3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa räjähdyksen tai tulipalon. 3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta. 3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tulipalon. Pidä palonsammutinta laitteen välittömässä läheisyydessä ja varmista, että paikalla on aina henkilö, joka on valmis käyttämään sitä. 3.3 Älä koskaan hitsaa suljettuja astioita. 4. Valokaaren säteet saattavat aiheuttaa palovammoja silmiin ja ihoon. 4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä kokonaamaria ja suodatinta, jonka asteluku on asianmukainen. Käytä koko kehon suojausta. 5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia toimenpiteitä. 6. Älä poista tai peitä varoituskilpiä. 2 YLEISKUVAUS 2.1 MÄÄRITELMÄT Tämän käyttöohjeen tarkoituksena on antaa riittävät tiedot hitsauslaitteen asennukseen, käyttöön ja huoltoon valtuutetuille henkilöille. Tämä laite on vakiojännitelähde, joka sopii MIG/MAG ja OPEN-ARC hitsauksiin. Tarkista vastaanoton yhteydessä, etteivät sen osat ole rikki tai viallisia. Hitsauslaitteen hankkijan on esitettävä mahdolliset menetyksiin tai vaurioihin liittyvät valitukset laitteen myyjälle. Ilmoita tuotteen nimi ja sen sarjanumero aina, kun kaipaat hitsauslaitteeseen liittyviä lisätietoja. 2.2 TEKNISTEN TIETOJEN SELITYKSET Laite on valmistettu seuraavien standardien mukaan: IEC 60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 61000-311 (kts. huomautus 2) - IEC 61000-3-12 (kts. huomautus 2). N°. Sarjanumero, joka on ilmoitettava aina hitsauslaitteeseen liittyvien kysymysten yhteydessä. Yksi-vaihe muuntaja- tasasuuntaaja kolmivaiheinen muuntaja - tasasuuntain. Tasaiset ominaisuudet. MIG/MAG. Sopii kelalla olevalla hitsauslangalla tapahtuvaan hitsaukseen. I2 max Hitsausvirta Tämä arvo ilmaisee suurimman mahdollisen hitsausvirran. U0. Toisiotyhjäkäyntijännite X. Kuormitettavuus prosentteina. Kuormitettavuus osoittaa sen ajan prosentteina, jonka hitsauslaite kykenee toimimaan tietyllä virralla 10 minuutin aikana ilman että toiminta aiheuttaa ylikuume nemisia. I2. Hitsausvirta U2. Sekondäärijännite hitsausvirralla I2 U1. Sähkövirran nimellisjännite. 1~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz. 3~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz. I1 max Suurin ottoteho. I1 eff Käyttösuhteen mukainen ottotehon maksimi arvo. IP21S Rungon suojausaste. Koteloinnin suojausluokka 1-luokka toinen numero, tarkoittaa, että tämä laite voidaan varastoida, mutta sitä ei voida käyttää ulkona sateessa jos sitä ei ole suojattu sateelta. Sopii käytettäväksi tiloissa, joissa riski on S tavallista suurempi. HUOMAUTUKSIA: 1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla työskentelyyn (kts. IEC 60664). 2-Tämä laite on IEC 61000-3-11-standardin mukainen ehdolla, että käyttäjän laitteiston ja julkisen verkon liityntäpisteen sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,023 (Art. 622-624) 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). Laitteen asentajan/käyttäjän vastuulla on varmistaa tarvittaessa sähkölaitokselta kysymällä, että laite on liitetty sähköverkkoon, jonka sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641).. 2.3 SUOJIEN KUVAUS 2.3.1 Ylikuormitussuoja Tämä laite on varustettu lämpösuojalla joka pysäyttää koneen jos sen lämpötila nousee käytön aikana liian korkeaksi. Näin tapahtuessa koneen tuuletin jatkaa pyörimistä. 3 ASENNUS Laitteen asennuksen saavat suorittaa ainoastaan ammattihenkilöt. Kaikki kytkennät on suoritettava voimassa olevien normien sekä työtapaturmien ehkäisyyn liittyvien asetusten mukaisesti (CEI 26-23 - IEC/TS 62081). Varmista, että liitäntäjännite on laitteen liitäntäjohdossa olevan merkinnän mukainen. Jos laitteeseen ei vielä asennettu pistotulppaa, asenna sellainen pistotulppa jonka kapasiteetti on liitäntäjohdolle riittävä. Varmista, 45 että keltavihreä suojamaajohto kytketään pistokkeen suojamaanapaan. Ylivirtasuojan kapasiteetin tai sulakkeiden on oltava ottotehon I1 mukainen. 3.1 PAIKALLEEN ASETUS Asenna kahva, takapyörät sekä kaksi pullotukea. Hitsauskonetta ei saa nostaa kahvasta. Aseta hitsauslaite riittävän ilmastoituun tilaan. Hitsauslaitteeseen joutuva pöly, lika ja muut epäpuhtaudet voivat vaikeuttaa ilmanvaihtoa ja heikentää hitsauslaitteen suorituskykyä. Työympäristö tulisi pitää puhtaana jotta työskentelyolosuhteet säilyisivät hyvinä, on myös tärkeää pitää koneen sisäpuoliset osat puhtaina. Käytä puhdistukseen puhdasta paineilmaa varoen, ettei mitkään koneen osat vahingoitu. Ennen kuin teet mitään koneen sisäpuolisia toimenpiteitä varmista, että kone on irrotettu sähköverkosta. Kaikki koneen sisäpuoliset toimenpiteet on tehtävä ammattitaitoisen henkilön toimesta. Kuva. 2 Yksivaiheisen virtalähteen liitäntäjännitettä ei saa muuttaa. Älä käytä hitsauslaitetta ilman kantta tai sivulevyjä, jolloin turvallisuus saattaisi vaarantua ja sisäisten komponenttien jäähdytys heikentyä. Kiinnitä sähköjohtoon sellainen kosketin, joka sopii laitteen sähkön kulutukselle. Kytke koneen verkkokaapelin kelta-vihreä johdin tarkoituksenmukaiseen maadoitusliitimeen. 3.3 ULKOISET KYTKENNÄT 3.3.1 Maadoitusnipistimen kytkentä. Liitä maadoituskaapelin liitinpistoke koneessa olevaan maadoitusliittimeen ja maadoituspuristin työkappaleeseen. 3.3.2 Kuva. 1 3.2 SISÄISET KYTKENNÄT Kaikki koneen sisäpuoliset toimenpiteet on tehtävä ammattitaitoisen henkilön toimesta. Varmista ennen hitsauslaitteen sisäosien käsittelyä, että kosketin on irrotettu pistorasiasta. Lopullisen koekäytön jälkeen hitsauslaite kytketään sähkökaapelissa osoitettuun jännitteeseen. Sähköjännite voidaan vaihtaa poistamalla oikea sivulevy ja asettamalla jännitteenvaihdon liitinalustan kytkennät kuvassa osoitetulla tavalla. Kaasupullon sijoitus ja kaasuletkun liittäminen Kiinnitä kaasupullo koneen takana oleviin kaasupullon tukiin, niissä olevien hihnojen avulla. Vaaratilanteiden välttämiseksi, kaasupullon korkeus ei saa olla suurempi kuin 1,65m (Art.633641) ja 1 m (Art.622-625-627), Tarkista määrävälein kiinnityshihnojen kunto ja vaihda ne uusiin tarvittaessa. Kaasupullo on varustettava paineensäätimellä jossa on virtausmittari. Liitä kaasuletku paineensäätimeen, vasta sitten kun kaasupullo on asetettu paikalleen ja kunnolla kiinnitetty. Säädä kaasunvirtaukseksi non 10 - 12 l/min. 4 ETUPANELISSA OLEVAT OHJAUSLAITTEET 4.1 EVO (Kuva 3). A- Säätönuppi. Tällä nupilla säädetään pistehitsausaikaa. Hitsaus käynnistyy kun polttimen kytkintä painetaan. Pistehitsausaika on nupilla säädetyn ajan mukainen. Uusi hitsausjakso aloitetaan vapauttamalla polttimen kytkin ja painamalla sitä uudelleen. B- Vihreä merkkivalo. Virta päällä merkkivalo. 46 C A D B H B S C Q D R E P A F G H I N E F L O M G Kuva. 3 C - keltainen merkkivalo. Palaa kun lämpösuoja on keskeyttänyt koneen toiminnan. D-Säätönuppi. Tällä nupilla säädetään langansyöttönopeus. E- Valintakytkin. Virta päälle/pois ja hitsausvirta-alueen valinta kytkin, karkeasäätö F- Valintakytkin. Tällä kykimellä valitaan virta-alueen hienosäätö. G- Maakaapelin liitin. Liitin johon maakaapeli liitetään. ( joissakin versioissa on vain yksi maakaapelin liitin ) H- Euro-liitin. Tähän liittimeen liitetään hitsauspoltin. 4.1 EVO SYNERGIC (Kuva 4). A- valinta näppäin Painettaessa tätä näppäintä palaa jokin merkkivaloista B, C, D tai E. Kun päävalikko on aktivoituna, painamalla yhtäaikaa näppäimiä Q ja R voidaan valita Soft Start PULL 2003, lanbgansyöttönopeuden säätö tai jälkikaasun ajan säätö. Näytössä S olevan ohjelmanumeron edessä on kirjain P. Kuva. 4 B- vihreä merkkivalo ( OHJELMA). Kun merkkivalo palaa on näytössä S PROGRAM ohjelmanumero joka on sillä hetkellä käytössä. Tarkista sivupanelissa olevasta taulukosta ohjelmalle sopiva lankakoko, lankatyyppi ja suojakaasu. Näytössä S olevan ohjelmanumeron edessä on kirjain P. C - vihreä merkkivalo Kun merkkivalo palaa näyttää näyttö S joko pistehitsaus- tai työjakson aikaa. Ajan pituus on säädettävissä 0,3 - 5 sekunttiin. Toiminta voidaan ottaa pois käytöstä asettamalla ajaksi 0. Tämä toiminto on aktiivinen vain kun hitsaus on käynnissä. Näytössä S olevan numero arvon edessä on kirjain t. D - vihreä merkkivalo Merkkivalon palaessa näyttää näyttö S hitsausten välistä taukoaikaa. Ajan pituus on säädettävissä 0,3 - 5 sekunttiin. Toiminta voidaan ottaa pois käytöstä asettamalla ajaksi 0. Tämä toiminto on aktiivinen vain kun hitsaus on käynnissä ja ajaksi ei ole asetettu nollaa. Näytössä S olevan numero arvon edessä on kirjain t. E - vihreä merkkivalo (Burn-Back). Merkkivalon palaessa näyttää näyttö S ajan jonka aikana hitsauslankaa vielä syötetään polttimesta sen jälkeen kun polttimen kytkin on vapautettu. Ajan pituus on säädettävissä 10 - 400 millisekunttiin. Näytössä S olevan numero arvon edessä on aina kirjain t. 47 F - keltainen merkkivalo. Merkkivalo palaa kun pysäyttänyt koneen. lämpösuoja on G - vihreä merkkivalo ( PULSAR). Merkkivalo vilkkuu kun polttimien PULL2003 PULSAR tai SPOOL-GUN ohjausvirtaliitin on liitetty liittimeen I. H - Euroliitin Tähän liittimeen liitetään hitsauspoltin. I - 10 napainen liitin Tähän liittimeen kytketään polttimien PULL 2003 tai SPOOL- GUN 10-napainen ohjausvirtaliitin. L -M Maakaapelin liitin Täähän liittimeen kytketään maakaapeli. versioissa on vain yksi maakaapelin liitin) N - valintakytkin Virta päälle/pois valintakytkin. kytkin sekä (joissakin hitsausvirta-alueen O - Valintakytkin Kytkimellä N valitun hitsausvirran hienosäätökytkin. P - Säätönuppi Tällä nupilla säädetään langansyöttönopeutta, toimii vain kun käytössä on tavanomainen hitsauspoltin. Ei ole toiminnassa kun koneeseen on kytketty PULL 2003 tai SPOOL-GUN poltin. Kun käytössä on ohjelma 00, voidaan langansyöttönopeutta säätää 0 - 20 m/min. Kun hitsataan millä hyvänsä synergia ohjelmalla on nuppi asetettava osoittamaan kohti SYNERGIA merkkiä. Valitse synergia ohjelma; näyttö S näyttää sitä virtaa joka on säädetty valitulle ohjelmalle. Tämä virta vastaa annettua langansyöttönopeutta. Jos nopeutta on tarve muuttaa voidaan se tehdä yksinkertaisesti kääntämällä nuppia myötäpäivään jolloin nopeus kasvaa tai vastapäivään niin nopeus laskee. Näyttö S näyttää langansyöttönopeuden. Q ja R näppäimet Kun merkkivalo B palaa näyttää näyttö S ohjelmanumeroa joka on näiden kahden näppäimen avulla valittu. Kun valinta on tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen se sammuu. Kun merkkivalo C palaa näyttää näyttö S aikaa joka on näiden kahden näppäimen avulla valittu. Kun valinta on tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen se sammuu. Kun merkkivalo D palaa näyttää näyttö S aikaa joka on näiden kahden näppäimen avulla valittu. Kun valinta on tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen se sammuu. Kun merkkivalo E palaa näyttää näyttö S aikaa joka on näiden kahden näppäimen avulla valittu. Kun valinta on tehty palaa merkkivalo noin 5 sekunnin ajan jonka jälkeen se sammuu. Kun merkkivalot B,C,D tai E eivät pala ja käytössä on jokin 48 synergia ohjelma ja jompaa kumpaa näppäintä painetaan näyttää näyttö S säädettyä virtaa tai suositeltavaa paksuutta millimetreinä. Säätökytkimillä N ja O asetuksiin tehdyt muutokset, lisäykset tai vähennykset, näkyvät välittömästi näytöllä S. Tätä toimintoa käytetään kun halutaan tietää millä virtaalueella tai paksuudella hitsausta tullaan jatkamaan. Painettaessa yhtäaikaa näitä kahta näppäintä vähintäin 5 sekunnin ajan saadaan päävalikko aktiiviseksi, jolloin näppäimen A avulla voidaan valita toiminto kolmesta eri vaihtoehdosta. 1- SOFT START ( lähestymisnopeus ) Muuttaa langan syöttönopeutta säädetystä nopeudesta; tämä nopeus on aktiivinen Soft Start (time ) toiminnossa säädetyn ajan. Lähestymisnopeus säädetään kahden näppäimen Q ja R avulla 10% - 150% säädetystä langan syöttönopeudesta. Tämä toiminto yhdessä lähestymisnopeuden ajan säädön, Soft Start (time) kanssa, helpottaa valokaaren syttyvyyttä. Arvot tulee näyttöön S ja niiden edessä on kirjain (A). 2- Pull 2003 polttimen langansyöttömoottorin nopeuden säätö. Näppäinten Q ja R avulla voidaan Pull 2003 moottorin nopeutta säätää 9 ja +9 välillä säädetystä langan syöttönopeudesta. Tämä toiminto mahdollistaa parhaan mahdollisen langansyötön ja synkronoi keskenään hitsauskoneen sekä polttimen Pull 2003 langansyöttönopeuden. Arvot tulee näyttöön S ja niiden edessä on kirjain (H). 3- Jälkikaasu Näppäinten Q ja R avulla voidaan säätää kaasunvirtausaika 0 - 5 sekuntiin sen jälkeen kun hitsaus on päättynyt. Tämä toiminto on tarpeellinen varsinkin hitsattaessa ruostumatonta terästä tai alumiinia. Arvot tulee näyttöön S ja niiden edessä on kirjain (P). 4- Soft Start ( aika ) Aika minkä kuluessa säädetty langan lähestymisnopeus on aktiivinen. Tämä toiminto toimii yhdessä lähestymisnopeuden Soft Start (speed) kanssa, helpottaa valokaaren syttyvyyttä Säädetään näppäinten Q ja R avulla 0 - 1 sekuntiin. Arvot tulee näyttöön S ja niiden edessä on kirjain (d). 5- Kaksi-vaihe käsikäyttö ja neli-vaihe automaattikäyttö. Valitse 2-vaihe tai 4-vaihe käyttö näppäinten Q ja R avulla. Jos kone on asetettu 2-vaihe toimintaan alkaa hitsaus kun kytkintä E painetaan ja päättyy kun se vapautetaan. Jos kone on asetettu toimimaan 4-vaihe automaatti toimintoon, hitsaus aloitetaan painamalla polttimen kytkintä jonka jälkeen hitsaus jatkuu vaikka polttimen kytkin vapautetaan. Painamalla polttimen kytkintä uudelleen ja vapauttamalla kytkin päättyy hitsaus. Tämä toiminto on käyttökelpoinen silloin kun hitsataan pitkiä saumoja, jolloin hitsaajan ei tarvitse koko ajan pitää polttimen kytkintä painettuna. Arvot tulee näyttöön S ja niiden edessä on symboolit ( 2T ja 4T). S -Näyttö Kun käytetään käsiohjelmaa 00 näyttää näyttö S ennen hitsauksen aloittamista langansyöttönopeutta metreinä minuutissa ja hitsauksen aikana hitsausvirtaa. Kun käytössä on synergia ohjelma näyttää näyttö S aina hitsausvirtaa. Sen lisäksi mitä edellä on mainittu näyttö S näyttää seuraavia asioita ennen hitsauksen aloittamista; hitsausohjelmaa joka on käytössä, pistehitsausaikaa, taukoaikaa, Burn Back aikaa, suositeltavaa paksuutta, Soft Start toimintaa, PULL 2003 moottorin nopeutta ja jälkikaasun aikaa. 5 HITSAUS 5.1 KÄYTTÖKUNTOON LAITTO Varmista, että langansyöttöpyörien urat on käytettävän lankakoon mukaiset. Tarkista myös, että käytettävä hitsausohjelma on valittu oikein, hitsattavan materiaalin ja suojakaasun mukaan. Käytä langansyöttöpyörien “U” uraprofiilia alumiinilangalle ja “V” uraprofiilia muille lankatyypeille. 5.2 HITSAUKSEN ALOITUS Käytettäessä Pull-2003 tai Spool-Gun poltinta, noudata niiden mukana tulevia käyttöohjeita. Liitä maadoituspuristin työkappaleeseen. Käännä kytkin N asentoon 1. • Poista polttimesta kaasusuutin. • Irrota virtasuutin. Pujota hitsauslanka polttimen langanjohtimeen ja varmista, että lanka tulee syöttöpyörien uriin ja että syöttöpyörät on oikeassa asemassaan. Paina polttimen kytkintä kunnes hitsauslanka tulee ulos polttimesta. Varoitus: Älä suuntaa poltinta kasvojasi kohti kun syötät lankaa polttimeen. Varmista, että virtasuutin vastaa käytettävää lankakokoa ja ruuvaa se kiinni polttimeen. Kiinnitä kaasusuutin polttimeen. 5.3 TERÄSTEN HITSAUS ILMAN SUOJAKAASUA ( koskee vain tuotteita Art. 622, 624 ja 625 ) Kuva. 5 Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts. Kuva 5). Kunnollisen suojauksen ja hitsausliitoksen aikaansaamiseksi, hitsaus tuleee suorittaa aina vasemalta oikealle ja ylhäältä alaspäin. Poista hitsauksen jälkeen kaikki kuonat hitsausliitoksesta. Käytä Ø 0.9mm täytelankaa Art. 1587. 5.4 SUOJAKAASUN KÄYTTÖ TERÄSTEN HITSAUK SESSA . Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts. kuva 5). Teräksiä hitsattaessa tule seuraavat seikat huomioida: Käytä seoskaasua , tavallisesti ARGON + CO2, seosta jossa on vähintäin 75 % .Argonia Tämä seos takka, että hitsauspalko liittyy hyvin hitsattavaan kappaleeseen. Käyttämällä puhdasta C02 suojakaasua jää hitsauspalko kapeaksi ja tunkeuma tulee suuremmaksi, mutta roiskeiden määrä kasvaa huomattavaksi. Käytä hitsauslankaa joka on laadultaan vähintäin saman tasoista kun hitsattava kappale. Käytä vain hyvälaatuista hitsauslankaa, ruosteiset ja huonot hitsauslangat aiheuttaa puutteellisen ja huonon hitsaustuloksen. Vältä ruosteisten, öljyisten ja rasvaisten kappaleiden hitsaamista. 5.5 RUOSTUMATTOMAN TERÄKSEN HITSAUS Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts. kuva 5). Hitsattaessa 300-sarjan ruostumattomia teräksiä tulee suojakaasuna käyttää ARGONIA johon on lisätty pieni määrä O2:ta ta CO2:ta ( noin 2%) , jolloin valokaaresta saadaan vakaa. Älä koske käsilläsi hitsauslankaan. On tärkeää pitää koko hitsausalue puhtaana, että epäpuhtauksien pääsy hitsiliitokseen voidaan estää. 5.6 ALUMIININ HITSAUS Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 622, 624 ja 625 kts. kuva 5). Hitsattaessa alumiinia tule käyttää: • Suojakaasuna puhdasta ARGONIA • Hitsauslankaa joka materiaaliltaan vastaa hitsattavaa kappaletta. Käytä hiomalaikkaa tai harjaa joka on tarkoitettu alumiinille, älä käytä niitä muille materiaaleille. Hitsattaessa alumiinia tulee polttimina käyttää: PULL 2003 Art. 2003 tai SPOOL-GUN Art. 1562 poltinta ja välikaapelia Art. 1196, Art. 622, 624 ja 625. HUOM: Jos hitsaukseen on käytössä vain yksi poltin, tulee sen olla valmisteltu seuraavasti: • Tarkista ettei poltin ole pidempi kuin 3 metriä. • Irrota messinkinen langanjohtimen päätemutteri, kaasukupu ja virtasuutin ja vedä langan johdin ulos polttimesta. 49 • Laita polttimeen langanjohdin Art. 1929, varmita, että se vastaa polttimen molempiin päihin. • Ruuvaa virtasuutin takaisin niin, että se vastaa langanjohtimeen. • Kiinnitä toiseen päähän langanjohtimen nippa ja ja o-rengas ja kiristä päätemutteri, älä kiristä mutteria liian tiukalle. • laita messikinen ohjainputki ulosjäävän langanjohtimen päälle ja pujota se Euro-liittimeen sen jälkeen kun olet siitä poistanut alkuperäisen teräksisen ohjainputken. • Katkaise langanjohdin kohtisuoraan niin läheltä langansyöttölaitteen syöttöpyöriä kuin mahdollista. • Käytä langansyöttöpyöriä jotka sopivat alumiinille. • Säädä säätävivun avulla syöttöpyörien puristus minimiin. 6. HITSAUSVIRHEET 1. HITSAUSVIRHE - Huokosia hitsin ulko- tai sisäpuo lella • Elektrodilla puutteellinen koske tus ( ruosteinen pinta) • Suojakaasu puuttuu - alhainen kaasun virtaus - viallinen virtausmittari - CO2 suojakaasua ei ole esiläm- mitetty, paineensäädin jäätynyt. - viallinen magneettiventtiili - virtasuutin tukkeutunut roiskeista - kaasun ulostuloreiät tukkeutuneet - hitsauspisteessä kova ilmavirtaus 2. HITSAUSVIRHE - Kutistushalkeamia Hitsauslanka tai työkappale on likainen tai ruosteinen. • Hitsauspalko liian pieni • Hitsauspalko kovera Tunkeuma liian syvä 3. HITSAUSVIRHE - Sivuhalkeamia • Hitsauksen eteneminen liian nopea Liian alhainen hitsausvirta ja korkea kaarijännite 4. HITSAUSVIRHE - Liikaa roiskeita liian korkea kaarijännite Väärä induktanssi CO2 suojakaasua ei ole esilämmitetty 50 7 HUOLTO Ainoastaan ammattitaitoiset henkilöt saavat huoltaa laitetta standardin CEI 26-29 (IEC 60974-4) mukaan. 7.1 VIRTALÄHTEEN HUOLTO Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että kytkin on O-asennossa ja että virtakaapeli on irrotettu verkosta. Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt metallipöly paineilmalla. 7.2 KORJAUKSEN JÄLKEEN Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen, niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti toisistaan. Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan aikana kuumenevia osia. Asenna kaikki nippusiteet takaisin alkuperäisille paikoilleen, ettei johtimen tahaton rikkoutuminen aiheuta liitäntää ensiö- ja toisiopuolen välillä. Asenna lisäksi ruuvit ja hammasaluslaatat takaisin alkuperäisille paikoilleen. INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr.3.300.758 STØJ forbundet med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. ELEKTROMAGNETISKE FELTER - kan være skadelige . • Strøm, der løber igennem en leder, skaber elektromagnetiske felter (EMF). Svejse- og skærestrøm skaber elektromagnetiske felter omkring kabler og strømkilder. • Elektromagnetiske felter, der stammer fra høj strøm, kan påvirke pacemakere. Brugere af elektroniske livsnødvendige apparater (pacemaker) skal kontakte lægen, inden de selv udfører eller nærmer sig steder, hvor buesvejsning, skæresvejsning, flammehøvling eller punktsvejsning udføres. • Eksponering af elektromagnetiske felter fra svejsning eller skæring kan have ukendte virkninger på helbredet. Alle operatører skal gøre følgende for at mindske risici, der stammer fra eksponering af elektromagnetiske felter: Sørg for, at jordkablet og elektrodeholder- eller svejsekablet holdes ved siden af hinanden. Tape dem om muligt sammen. Sno ikke jordkablerne og elektrodeholder- eller svejsekablet rundt om kroppen. Ophold dig aldrig mellem jordkablet og elektrodeholdereller svejsekablet. Hvis jordkablet befinder sig til højre for operatøren, skal også elektrodeholdereller svejsekablet være på højre side. Slut jordkablet til arbejdsemnet så tæt som muligt på svejseeller skæreområdet. Arbejd ikke ved siden af strømkilden. Den følgende nummererede tekst svarer til skiltets nummererede bokse. EKSPLOSIONER · Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med håndtering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10.(Cl. A) Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder 1.1 ADVARSELSSKILT B. Trådfremføringens små ruller kan såre hænderne. C. Svejseledningen og trådfremføringsgruppen er under spænding i løbet af svejsningen. Hold hænder og metalting på afstand. 1. Elektriske stød der fremprovokeres fra svejsningens elektrode eller fra kablet kan være dødelige. Man skal 51 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. beskytte sig på en passende måde mod faren for elektriske stød. Vær iført isolerende handsker. Rør ikke ved elektroden med bare hænder. Vær ikke iført fugtige eller beskadigede handsker. Vær sikker på at være isolerede fra stykket der skal svejses og fra grunden Frakobl forsyningskablets stik inden man skal arbejde på maskinen. Indånding af uddunstning kan være sundhedsfarligt. Hold hovedet fjernt fra uddunstningen. Anvend et anlæg med forceret ventilation eller med lokalt aftræk for at fjerne uddunstningen. Brug en sugepumpe for at fjerne uddunstningen. Gnisterne der fremprovokeres ved svejsningen kan forårsage eksplosioner eller brande. Hold antændelige materialer fjernt fra svejseområdet. Gnisterne der fremprovokeres ved svejsningen kan forårsage brande. Hav en brandslukker lige i nærheden og lad en person være klar til at bruge den. Svejs aldrig lukkede beholdere. Lysbuens stråler kan brænde øjnene og give forbrændinger på huden. Vær iført sikkerhedshjelm og -briller. Brug passende beskyttelser til ørerne og kittel med opknappet hals. Brug en filtrerende ansigtsmaske med en korrekt gradation. Vær iført en komplet kropsbeskyttelse. Læs vejledningerne inden maskinen bruges eller inden der foretages en hvilken som helst operation på den. Fjern ikke eller tildæk ikke advarselsskiltene 2 GENEREL BESKRIVELSE 2.1 SPECIFIKATIONER Denne vejledning er udarbejdet med det formål at yde oplysninger til det personale, der har til opgave at udføre installering og forestå brug og vedligeholdelse af svejsemaskinen. Dette apparat er en konstant spændingskilde, egnet til MIG/MAG og OPEN-ARC svejsning. Ved modtagelse af apparatet skal man kontrollere, at der ikke er ødelagte eller beskadigede dele. Køberen skal forelægge ethvert krav om erstatning for tab eller beskadigelser for fragtføreren. Hvis man ønsker oplysninger om svejsemaskinen bedes man angive varen og serienummeret. 2.2 FORKLARING AF DE TEKNISKE DATA Apparatet er bygget efter følgende normer : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (se ”Bemærk 2” - og IEC 61000-3-12 (se ”Bemærk 2”) N°. Serienummer, der altid skal oplyses ved enhver forespørgsel vedrørende svejse- maskinen. Enfaset transformer - ensretter Trefaset transformer-ensretter. Flad karakteristika. 52 MIG/MAG. Egnet til svejsning med kontinuerlig tråd. I2 max Ikke konventionel svejsestrøm. Værdien repræsenterer den maksimale grænse, der kan nås under svejsning. U0. Sekundær spænding uden belastning X. Procentsats for drift. Procentsatsen for drift udtrykker den del af 10 minutter, hvor svejsemaskinen kan arbejde ved en bestemt strøm uden at forårsage overopvarmning. I2. Svejsestrøm U2. Sekundær spænding med svejsestrøm I2 U1. Nominel forsyningsspænding. 1~ 50/60Hz Enfaset forsyning 50 eller 60 Hz. 3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz. I1 max Den maksimale optagne strømværdi. I1 aktiv Den maksimale optagne aktive strømværdi, når man tager højde for intermittensen. IP21S Beskyttelsesgrad for maskinkroppen. Grad 1 som ciffer nummer to betyder, at dette apparat ikke er egnet til at arbejde udendørs i regnvejr. Egent til at arbejde i omgivelser med S forhøjet risiko. BEMÆRK: 1-Apparatet er også egnet til arbejde i omgivelser med kontaminationsgrad 3 (se IEC 60664). 2-Dette udstyr opfylder kravene i standard IEC 61000-312, forudsat at systemets maks. tilladte impedans Zmaxer lavere end eller lig med 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) i grænsefladepunktet mellem brugerens system og det offentlige system. Det påhviler udstyrets installatør eller bruger at garantere, at udstyret er tilsluttet en forsyningskilde med maks. impedans 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633). Dette sker eventuelt ved at indhente oplysninger hos forsyningsselskabet. 2.3 BESKRIVELSE AF BESKYTTELSER 2.3.1 Termisk beskyttelse. Dette apparat er beskyttet af en termostat, der ved overskridelse af de tilladte temperaturer forhindrer funktion af maskinen. Under disse forhold fortsætter funktionen af ventilatoren. 3 INSTALLERING • Maskinen skal installeres af kvalificeret personale. Alle tilslutninger skal udføres i overensstemmelse med den gældende lovgivning, samt under overholdelse af reglerne for forebyggelser af ulykker. (Bemærk CEI 26-23 - IEC/TS 62081). Kontrollér at forsyningsspændingen stemmer overens med oplysningerne på netkablet. Hvis der ikke allerede er påsat et stik, skal man montere et stik med passende kapacitet på forsyningskablet, og sørge for at den gul/ grønne leder er tilsluttet jordstikbenet. Kapaciteten for den magnettermiske afbryder eller seriesikringerne for forsyningen skal være lig med strømmen I1 max. optaget af maskinen. 3.1 ANBRINGELSE Montér håndtaget, baghjulene og de to flaskeholdere. Håndtaget må ikke anvendes til at løfte svejsemaskinen. Anbring svejsemaskinen i ventilerede omgivelser. Støv, snavs og andre fremmedlegemer kan trænge ind i svejsemaskinen og forhindre ventilationen, og således også korrekt funktion. Derfor er det nødvendigt at holde de indre dele rene i det omfang det kræves af omgivelsesforholdene og brugstilstanden. Rengøringen skal ske ved hjælp af ren og tør trykluft, og man skal være påpasselig med ikke at beskadige maskinen. Inden man udfører indgreb internt i svejsemaskinen, skal man være sikker på, at stikket er trukket ud af forsyningsnettet. Ethvert indgreb i svejsemaskinen skal udføres af kvalificerede teknikere. Fig. 1 3.2 INTERNE FORBINDELSER Ethvert indgreb i svejsemaskinen skal udføres af kvalificerede teknikere. Inden man udfører internt arbejde i svejsemaskinen skal man sørge for at stikket er trukket ud af stikkontakten. Efter den afsluttende kontrol skal svejsemaskinen tilsluttes med den spænding, der er angivet på forsyningskablet. Ved skift af forsyningsspænding skal man fjerne det højre sidestykke og anbringe forbindelserne på klemskruepanelet til spændingsændring som vist på illustrationen 2. Forsyningsspændingen på enfasede strømkilder må ikke ændres. Brug aldrig svejsemaskinen uden låg og sidepaneler af logiske sikkerhedsårsager, og for ikke at ændre afkølingsforholdene for de interne komponenter. Sæt et stik på forsyningskablet, der er egnet til den optagne strøm. Forbind den gul-grønne leder for maskinens netkabel til et korrekt jordstik. 3.3 EKSTERNE FORBINDELSER 3.3.1 Tilslutning af jordforbindelsestangen. Tilslut stelkablets terminal til svejsemaskinens stikkontakt, og fastgør stelklemmen til svejseemnet. 3.3.2 Placering af flasken og forbindelse til gasslangen Placér flasken på svejsemaskinens flaskeholder, og fastgør den til maskinens bagpanel v.h.a. de medfølgende remme. Flasken må ikke være højere end 1,65 m (Art.633641) og 1m (622-624-625-627), for ikke at skabe farlige tilstande. Kontrollér jævnligt remmenes slidtilstand, og bestil nye remme ved behov. • Flasken skal udstyres med en trykreduktionsventil og et flowmeter. Gasslangen, der kommer fra bagpanelet på maskinen, skal først tilsluttes til trykreduktionsventilen efter at flasken er blevet placeret. Gasstrømningen skal indstilles på cirka 10/12 liter i minuttet. 4 BETJENINGSENHEDER FRONTPANEL PÅ APPARATETS 4.1 EVO (Fig. 3) A- Indstillingsknap. Ved hjælp af denne knap indstilles punktsvejsetiden. Når der trykkes på svejsepistolens knap, begynder maskinen at svejse; varigheden af punktsvejsetiden indstilles med knappen. For at fortsætte cyklussen skal man slippe svejsepistolens knap og derefter trykke igen. B- Grøn lysdiode. Denne lampe tilkendegiver, at maskinen er tændt. C- Gul lysdiode. Tændes når termostaten afbryder svejsemaskinens funktion. D-Indstillingsknap. Ved indstilling på denne knap ændres svejsetrådens hastighed. Fig. 2 E - Omskifter. Tænder og slukker maskinen, og vælger områderne for svejsespændingen. 53 C periodes varighed kan indstilles på mellem 0,3 og 5 sekunder. Hvis tiden er indstillet på 0, er funktionen afbrudt. Funktionen er kun aktiveret under selve svejsningen. Værdien vist på displayet S er altid indledt af bogstavet t. A D B H E B S C Q D R E P A F G H F I G N L Fig. 3 F - Omskifter. Finindstiller svejsespændingen indenfor området valgt med omskifter E. G - Jordstikkontakter. Til disse stikkontakter skal stelkablets stik forbindes. (Nogle af modellerne har kun en enkelt jordstikkontakt). H - Centraltilslutning. Her tilsluttes svejsepistolen. 4.2 EVO SYNERGIC (Fig. 4) A - Vælgetast Ved tryk på denne tast tændes lysdioderne B, C, D og E i rækkefølge. Når man befinder sig i undermenuen aktiveret af de 2 taster Q og R, vælges funktionerne for “soft start”, ændring af motorhastigheden på PULL 2003 og efterstrømningsgassen. B- Grøn lysdiode (PROGRAM) Tilkendegiver at displayet S viser nummeret PROGRAM på programmet i brug. For at få at vide, hvilken diameter, trådtype og gas, som det viste programnummer henviser til, kan man læse vejledningen på indersiden af det oplukkelige sidestykke. Angivelsen på displayet S er altid indledt af bogstavet P. C - Grøn lysdiode Tilkendegiver at displayet S viser punktsvejsetiden eller arbejdstiden. Denne 54 O M Fig. 4 D - Grøn lysdiode Tilkendegiver at displayet S viser pausetiden mellem en svejsesekvens og den næste. Denne periodes varighed kan indstilles på mellem 0,3 og 5 sekunder. Hvis tiden er indstillet på 0, er funktionen afbrudt. Funktionen er kun aktiveret, hvis svejsetiden ikke er 0, og hvis man er ved at svejse. Værdien angivet på displayet S er altid indledt af bogstavet t. E - Grøn lysdiode (Burn-Back). Tilkendegiver at displayet S viser den tidsperiode, hvor tråden kommer ud fra svejsepistolen, efter at operatøren har sluppet tasten. Denne periode kan indstilles på mellem 10 og 400 millisekunder. Værdien angivet på displayet S er altid indledt af bogstavet t. F - Gul lysdiode Tændes når termostaten svejsemaskinens funktion. afbryder G - Grøn lysdiode (PULSAR) Tændes og slukkes intermitterende, når PULSAR stikket på svejsepistolen PULL 2003 eller SPOOL- GUN er tilsluttet stikkontakten I. H - Centraltilslutning Her tilsluttes svejseslangen. I- Stikkontakt med 10 poler Til denne stikkontakt skal det fritliggende stik med 10 poler fra svejseslangen PULL 2003 eller SPOOL- GUN tilsluttes. L - M Jordstikkontakter Til disse stikkontakter skal stelkablets stik forbindes. (Nogle af modellerne har kun en enkelt jordstikkontakt). N - Omskifter Tænder og slukker maskinen, og vælger områderne for svejsespændingen. O - Omskifter Finindstiller svejsespændingen indenfor området valgt med omskifter N. P - Indstillingsknap Indstiller trådhastigheden, og er kun aktiv, når man anvender standard-svejseslangen, og aldrig når man anvender svejseslangen PULL 2003 eller SPOOL- GUN. Når man anvender programmet 00, varierer svejsetrådens hastighed mellem 0 og 20 meter/minuttet. Når man anvender et hvilket som helst synergisk program, skal knappens viser være anbragt på SYNERGIC. Når man vælger et synergisk program, viser displayet S den strøm, der er indstillet af det valgte program. Denne strøm svarer til en hastighed, og kan ændres ved at dreje knappen med uret for at øge, eller mod uret for at sænke hastigheden. På displayet S vises ændringerne af trådhastigheden altid af en strøm. Q og R - Taster Når lysdioden B er tændt, viser displayet S det programnummer der vælges med de 2 taster; efter valget fortsætter lysdioden med at være tændt i yderligere 5 sekunder, hvorefter den slukkes. Når lysdioden C er tændt, viser displayet S den tidsperiode der vælges med de 2 taster; efter valget fortsætter lysdioden med at være tændt i yderligere 5 sekunder, hvorefter den slukkes. Når lysdioden D er tændt, viser displayet S den tidsperiode der vælges med de 2 taster; efter valget fortsætter lysdioden med at være tændt i yderligere 5 sekunder, hvorefter den slukkes. Når lysdioden E er tændt, viser displayet S den tidsperiode der vælges med de 2 taster; efter valget fortsætter lysdioden med at være tændt i yderligere 5 sekunder, hvorefter den slukkes. Når lysdioderne B, C, D, E er slukket, og maskinen befinder sig på et af de synergiske programmer, medfører tryk på en af de to taster, at displayet S skiftevis viser den indstillede strøm eller den anbefalede tykkelse udtrykt i millimeter. Ved tryk på de 2 omskiftere N og O kan man på displayet S se den øjeblikkelige øgning eller sænkning af den valgte værdi; denne funktion er nyttig, når man indledningsvis ønsker at vide med hvilken strøm og tykkelse svejsningen begyndes. Ved samtidigt tryk på de 2 taster i mindst 5 sekunder får man adgang til undermenuen, hvor der findes 3 funktioner, der kan vælges med tast A: 1- Tilnærmelse (hastighed). Ændrer trådhastigheden i forhold til den indstillede værdi; fortsætter med at være aktiv i et tidsrum reguleret af tilnærmelsesfunktionen (tid). Hastigheden kan ændres v.h.a. de 2 taster Q og R fra 10% til maksimum 150% af den indstillede svejsehastighed. Denne funktion benyttes sammen med tilnærmelsesfunktionen (tid) til at forbedre tænding af lysbuen. Værdien vist på displayet S indledes af bogstavet (A). 2- Hastighed indstillet på motoren for PULL 2003. Ved indstilling på de 2 taster Q og R ændres hastigheden for PULL 2003 mellem 9 og + 9 i forhold til den indstillede værdi. Denne funktion giver mulighed for at optimere trådfremførslen ved at regulere trådfremføringsmotorens skridt på svejsemaskinen med skridtet på PULL 2003. Værdien vist på displayet S indledes af bogstavet (H). 3- Efterstrømningsgas. Ved hjælp af de 2 taster Q og R kan man regulere gasudstrømningen fra 0 til 5 sekunder ved afslutning af svejsningen. Denne funktion er speciel nyttig ved svejsning af rustfrit stål og aluminium. Værdien vist på displayet S indledes af bogstavet (P). 4- Tilnærmelse (tid). Regulerer det tidsrum, hvor tilnærmelseshastigheden er aktiv. Denne funktion benyttes sammen med tilnærmelsesfunktionen (hastighed) til at forbedre tænding af lysbuen. V.h.a. de 2 taster Q og R kan tilnærmelsestiden indstilles mellem 0 og 1 sekund. Værdien vist på displayet S indledes af bogstavet (d). 5- Manuel funktionsmåde med 2 trin og automatisk funktionsmåde med 4 trin. V.h.a. de 2 taster Q og R kan man vælge funktionsmåden med 2 trin eller 4 trin. Hvis svejsemaskinen er indstillet på manuel funktionsmåde med 2 trin, påbegyndes svejsningen når knappen trykkes, og svejsningen afbrydes når knappen slippes. Hvis svejsemaskinen er indstillet på automatisk funktionsmåde med 4 trin skal man trykke på svejsepistolens knap for at påbegynde svejsningen; når proceduren er startet kan knappen slippes. For at afbryde svejsningen skal man trykke og slippe igen. Denne funktionsmåde er egnet til længerevarende svejsning, hvor tryk på knappen kan trætte svejsearbejderen. Værdien vist på displayet S indledes af symbolerne (2t og 4t). S - Display Ved brug af det manuelle program 00, viser instrumentet inden svejsning trådhastigheden udtrykt i meter i minuttet, og under svejsningen vises strømmen. Ved brug af synergiske programmer viser det altid strømmen. Som forklaret i foregående afsnit, kan man se følgende på instrumentet inden svejsningen påbegyndes: det 55 anvendte program, punkttiden, pausetiden, Burn-Back tiden, den anbefalede tykkelse, “soft start” - funktionen, funktionen for hastighed indstillet på motoren for PULL 2003 og tiden for efterstrømningsgassen. 5 SVEJSNING 5.1 IDRIFTSÆTTELSE Sørg for at tråddiameteren stemmer overens med den diameter, der er angivet på trådfremføringsrullen, samt at det valgte program er kompatibelt med materialet og gastypen. Brug trådfremføringsruller med en “U”-formet fordybning til aluminiumstråde, og med en “V”-formet fordybning til de andre tråde. 5.2 MASKINEN ER PARAT TIL SVEJSNING Når der anvendes en Pull-2003 eller Spool-Gun pistol skal de tilhørende instruktioner overholdes. • Tilslut jord-klemmen til arbejdsemnet. Stil kontakten N på 1. • Fjern gasdysen. Afskru den strømførende dyse. Indsæt tråden i svejseslangens trådleder, og sørg for at den ligger korrekt i fordybningen på rullen, og at rullen er korrekt placeret. Tryk på pistolens aftrækker for at føre tråden fremad, indtil den kommer ud af svejsepistolen. Pas på: hold ansigtet væk fra pistolrøret, når tråden kommer ud. Skru den strømførende dyse på igen, og sørg for at hullets diameter stemmer overens med trådtykkelsen af den anvendte tråd. Montér gasdysen. 5.3 SVEJSNING AF KULSTÅL UDEN GASBESKYT -TELSE. (kun for Art. 622, 624 og 625 ). Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (se fig. 5 ). Fig. 5 For at opnå samlede og korrekt beskyttede svejsninger, er det hensigtsmæssigt at svejse fra venstre mod højre, og ovenfra og nedad. Ved afslutning af hver svejseoperation skal man fjerne slaggerne. 56 Der skal anvendes rørtråden Art. 1587, Ø 0,9mm. 5.4 SVEJSNING AF KULSTÅL MED GASBESKYTTELSE. Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 622, 624 og 625 se fig. 5 ). Ved svejsning af dette materiale skal følgende overholdes: Anvend svejsegas med binær sammensætning, normalt ARGON + CO2 med procentdele af Argon fra 75% og opad. Med denne blanding vil svejsesømmen blive bred med ringe indtrængning og få et pænt udseende. Brug af ren CO2 som beskyttelsesgas vil medføre en smal svejsesøm med større indtrængning, men med et betydeligt større antal sprøjt. Brug en svejsetråd med samme kvalitet som det stål, der skal svejses. Det vil altid være hensigtsmæssigt at anvende tråde af god kvalitet, og undgå at svejse med rustne tråde, der kan medføre svejsefejl. Undgå at svejse rustne dele, eller flader med olie- eller fedtpletter. 5.5 SVEJSNING AF RUSTFRIT STÅL Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 622, 624 og 625 se fig. 5 ). Rustfrit stål i serie 300 skal svejses ved hjælp af en gasbeskyttelse med et stort indhold af Argon, der indeholder en lille del O2 eller kuldioxid CO2 (cirka 2%). Rør ikke ved tråden med hænderne. Det er vigtigt at svejseområdet altid holdes rent, således at man undgår at forurene den sammensætning, der skal svejses. 5.6 SVEJSNING AF ALUMINIUM Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 622, 624 og 625 se fig. 5 ). Ved svejsning af aluminium skal man anvende følgende: • Ren Argon som beskyttelsesgas. En svejsetråd med en sammensætning der er egnet til det grundmateriale, der skal svejses. Slibe- og børstemaskiner, der er specielt designet til aluminium, og disse maskiner må aldrig anvendes til andre materialer. Ved svejsning af aluminium skal man anvende følgende svejsepistoler: PULL 2003 Art. 2003 eller SPOOL-GUN Art. 1562 med tilslutningen Art. 1196 (kun for Art. 622, 627 og 641). NB. Hvis man kun har en svejsepistol til ståltråde til rådighed, skal den ændres på følgende måde: • Sørg for at kabellængden ikke overskrider 3 meter. • Fjern messingmøtrikken til trådlederen, gasdysen og den strømførende dyse, og træk trådlederen ud. • Indsæt trådlederen Art. 1929 og sørg for at den rager ud i enderne. • Skru den strømførende dyse på igen, således at trådlederen ligger tæt op ad den. • I den frie ende af trådlederen skal man indsætte den lille nippel der stopper trådlederen, samt O-ringen, og derefter skal man skrue møtrikken på uden at stramme for meget. • Fjern jernrøret i centraltilslutningen, sæt messingrøret på trådlederen, og før trådlederen med messingrøret ind igennem centraltilslutningen. • Skær trådlederen over, således at den er så tæt som muligt ved trådfremføringsrullen. • Benyt trådfremføringsruller egnet til aluminiumstråd. • Indstil det tryk, som trådfremføringsenhedens arm udøver på rullen, på det laveste mulige tryk. 6 SVEJSEFEJL 1 FEJL - Porøsitet (indenfor eller udenfor svejse- sømmen) ÅRSAGER Tråden er fejlbehæftet (rustet overflade) • Manglende sikkerhedsgas p.g.a.: - lav gasstrømning - flowmåleren er fejlbehæftet - regulatoren er tilfrosset, fordi der ikke er udført foropvarmning af CO2 beskyttelse- sgassen - magnetventilen i maskinen er fejlbehæftet - den strømførende dyse er tilstoppet med sprøjt - gasudføringshullerne er tilstoppet - lufttræk i svejseområdet. 2 FEJL - Sammentrækningsrevner ÅRSAGER Tråden eller arbejdsemnet er snavset eller rustet. For smal svejsesøm. For konkav svejsesøm. Svejsesømmen har haft for stor indtræn- gning. 3 FEJL - Sideindsnit ÅRSAGER Svejsepassagen er udført for hurtigt Lav strøm og høj lysbuespænding. 4 FEJL - For meget sprøjt ÅRSAGER Spændingen for høj. Utilstrækkelig induktans. • Ingen foropvarmning af CO2 beskyttelse- sgassen. 7 VEDLIGEHOLDELSE Hvert vedligeholdelsesindgreb skal foretages af et kvalificeret personale i overensstemmelse med normen IEC 26-29 (IEC 60974-4). 7.1 VEDLIGEHOLDELSE AF GENERATOREN I tilfælde af vedligeholdelse indeni apparatet, skal man sikre sig at afbryderen befinder sig i position ”O” og at forsyningskablet er frakoblet nettet. Derudover er det periodisk nødvendigt at rengøre apparatets indre for aflejret metalstøv, ved at bruge trykluft. 7.2 RÅD DER SKAL TAGES I BRUG VED ET REPARATIONSINDGREB. Efter at have foretaget en reparation, skal man sørge for at genordne ledningsføringen således at der findes en sikker isolering mellem maskinens primære side og sekundære side. Undgå at ledningerne kommer i kontakt med dele i bevægelse eller dele der hedes op under funktion. Montér igen samtlige bånd som på det originale apparat således at undgå at der, hvis en ledetråd uheldigvis skulle ødelægges eller frakobles, kan forekomme en forbindelse mellem den primære og den sekundære. Montér derudover skruerne med de rillede skiver igen, som på det originale apparat. 57 GEBRUIKSAANWIJZING VOOR MIG-LASMACHIN BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/ lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn . • De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De lasof snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden veroorzaakt door een hoge stroom kunnen een nadelige uitwerking hebben op pacemakers. Personen die elektronische apparatuur (pacemakers) dragen moeten informatie bij een arts inwinnen voor ze afvlam-, booglas-, puntlas- en snijwerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: Zorg ervoor dat de aardekabel en de kabel van de elektrodeklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. - Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. - Voorkom dat u tussen de aardekabel en de kabel van de lektrodeklep of de lastoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. - Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. - Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. 58 ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 1.1 PLAATJE MET WAARSCHUWINGEN De genummerde tekst hieronder komt overeen met de genummerde hokjes op het plaatje. B. De draad sleeprollen kunnen de handen verwonden. C. De lasdraad en de draad sleepgroep staan tijdens het lassen onder spanning. Houd uw handen en metalen voorwerpen op een afstand. 1. De elektrische schokken die door de laselektrode of de kabel veroorzaakt worden, kunnen dodelijk zijn. Zorg voor voldoende bescherming tegen elektrische schokken. 1.1 Draag isolerende handschoenen. Raak de elektrode nooit met blote handen aan. Draag nooit vochtige of beschadigde handschoenen. 1.2 Controleer of u van het te lassen stuk en de vloer geïsoleerd bent. 1.3 Haal de stekker van de voedingskabel uit het stopcontact alvorens u werkzaamheden aan de machine verricht. 2. De inhalatie van de dampen die tijdens het lassen geproduceerd worden, kan schadelijk voor de gezondheid zijn. 2.1 Houd uw hoofd buiten het bereik van de dampen. 2.2 Maak gebruik van een geforceerd ventilatieof afzuigsysteem om de dampen te verwijderen. Controleer bij ontvangst of er geen onderdelen kapot of beschadigd zijn. Ledere eventuele claim voor verliezen of schade dient de koper in te dienen bij de transporteur. Telkens wanneer er informatie wordt gevraagd met betrekking tot het lastoestel, wordt u verzocht het artikel en het serienummer door te geven. 2.2 UITLEG VAN DE TECHNISCHE GEGEVENS Het apparaat is gebouwd in overeenstemming met de volgende normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (zie opmerking 2) - IEC 61000-3-12 (zie opmerking 2). N°. Serienummer dat altijd dient te worden vermeld bij vragen betreffende het appa- raat. Eén fase transformator - gelijkrichter. Transformator-driefasige gelijkrichter. Platte karakteristiek. 2.3 Maak gebruik van een afzuigventilator om de dampen te verwijderen. 3. De vonken die door het lassen veroorzaakt worden, kunnen ontploffingen of brand veroorzaken. 3.1 Houd brandbare materialen buiten het bereik van de laszone. 3.2 De vonken die door het lassen veroorzaakt worden, kunnen brand veroorzaken. Houd een blusapparaat binnen handbereik en zorg ervoor dat iemand altijd gereed is om het te gebruiken. 3.3 Voer nooit lassen uit op gesloten houders. 4. De stralen van de boog kunnen uw ogen en huid verbranden. 4.1 Draag een veiligheidshelm en -bril. Draag een passende gehoorbescherming en overalls met gesloten kraag. Draag helmmaskers met filters met de juiste filtergraad. Draag altijd een complete bescherming voor uw lichaam. 5. Lees de aanwijzingen door alvorens u van de machine gebruik maakt of er werkzaamheden aan verricht. 6. Verwijder de waarschuwingsetiketten nooit en dek ze nooit af. 2 ALGEMENE BESCHRIJVING 2.1 SPECIFICATIES Deze handleiding is opgemaakt met het doel het personeel dat belast is met de installatie, de bediening en het onderhoud van het lastoestel van aanwijzingen te voorzien. Dit toestel is een constante spanningsbron die geschikt is voor het MIG/MAG en OPEN-ARC lassen. MIG/MAG. Geschikt voor naadlassen. I2 max Onconventionele lasstroom. Deze waarde is de max. bereikbare limiet tijdens het lassen. U0. Secundaire nullastspanning X. Inschakelduurpercentage. De inschakelduur drukt een percentage van 10 minuten dat overeenkomt met een tijdsduur waarbinnen het lastoestel bij een bepaalde stroomsterkte kan werken, zonder oververhit te raken. I2. Lasstroomsterkte U2. Secundaire spanning bij lasstroomsterkte I2 U1. Nominale voedingsspanning. 3~ 50/60Hz Driefasige voeding 50 of 60 Hz. I1 max Maximaal opgenomen stroom. I1 eff Dit is de maximale waarde van de eigen lijke opgenomen stroom, rekening houdend met de inschakelduur. IP21S Beschermingsklasse van de behuizing. De 1 als tweede cijfer wil zeggen dat dit toestel niet geschikt is om buiten in de regen te worden gebruikt. Geschikt voor werkzaamheden in omge S vingen met verhoogd risico. OPMERKINGEN: 1-Het apparaat is ontworpen om te functioneren in een omgeving met een vervuilingsgraad 3 (Zie IEC 60664). 2-Deze apparatuur voldoet aan de norm IEC 61000-312, mits de maximum toelaatbare impedantie Zmax van de installatie lager of gelijk is aan 0,023 (Art. 622-624) 0,276 (Art. 625-627) - 0,181 (Art. 633) op het interfacepunt tussen de installatie van de gebruiker en het lichtnet. De installateur of de gebruiker van de apparatuur zijn verantwoordelijk voor en moeten waarborgen dat de apparatuur aangesloten is op een stroomvoorziening met een maximum toelaatbare impedantie Zmax lager of gelijk aan 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633). Raadpleeg eventueel het elektriciteitsbedrijf. 59 2.3 BESCHRIJVING VAN DE VEILIGHEIDSVOOR ZIE NINGEN 2.3.1 Thermische beveiliging Dit apparaat is beveiligd met een thermische beveiliging, die de werking van het apparaat blokkeert als de toegestane temperaturen zijn overschreden. In dat geval blijft de ventilator werken op. 3 INSTALLATIE Het toestel dient te worden geïnstalleerd door gekwalificeerd personeel. • Alle aansluitingen moeten tot stand worden gebracht volgens de geldende normen en met volledige inachtneming van de wetsvoorschriften inzake ongevallenpreventie (normen CEI 26-23 - IEC/ TS 62081). Controleer of de voedingsspanning overeenkomt met de waarde die is aangegeven op de voedingskabel. Breng een geschikte stekker aan op de voedingskabel indien deze nog niet van een stekker is voorzien. Zorg ervoor dat de geel/groene draad wordt verbonden met de aardingspen. De capaciteit van de thermische beveiliging of de zekeringen die in serie met de voeding zijn geïnstalleerd moet gelijk zijn aan de opgenomen stroom I1 van het apparaat. Werkzaamheden aan interne onderdelen van het lasapparaat mogen uitsluitend worden uitgevoerd door bevoegd personeel. 3.2 INTERNE VERBINDINGEN • Werkzaamheden aan interne onderdelen van het lasapparaat mogen uitsluitend worden uitgevoerd door bevoegd personeel. • Alvorens binnen in het lastoestel te gaan werken dient u te controleren of de stekker uit het stopcontact is gehaald. • Na de laatste keuring wordt het lastoestel aangesloten op de spanning die vermeld wordt op de voedingskabel. • Om de voedingsspanning te veranderen moet het zij-element rechts worden weggehaald en moeten de verbindingen van het klemmenbord voor spanningsverandering worden gerangschikt zoals te zien is op de afbeelding. 3.1 PLAATSING Monteer het handvat, de wielen en de twee cilindersteunen. Hef het lasapparaat niet op bij het handvat. Zet het lastoestel in een geventileerd vertrek. Stof, vuil en alle andere vreemde voorwerpen die het lastoestel kunnen binnengaan kunnen de ventilatie, en dus de goede werking, aantasten. Daarom is het belangrijk, afhankelijk van de omgeving en de werkomstandigheden, de interne onderdelen schoon te houden. Blaas de onderdelen schoon met schone droge perslucht en wees hierbij voorzichtig dat u het apparaat niet beschadigt. Trek de stekker van het lasapparaat uit het stopcontact voordat u werkzaamheden aan interne onderdelen verricht. Fig. 2 Bij één fase stroombronnen mag de voedingsspanning niet worden veranderd. • Gebruik het lastoestel niet zonder deksel of zonder zijpanelen, om voor de hand liggende veiligheidsredenen, en om de omstandigheden voor koeling van de interne componenten niet te wijzigen. • Bevestig een stekker die geschikt is voor het stroomverbruik aan de voedingskabel. • Sluit de geel-groene ader van het netsnoer van het toestel aan op een goede aarding. 3.3 EXTERNE VERBINDINGEN 3.3.1 Aansluiting van de massaklem. • Sluit de massakabelaansluiting aan op het contact op het lasapparaat, en verbind de massaklem met het werkstuk. Fig. 1 60 3.3.2 Plaatsen van de cilinder en aansluiten van de gasslang • Plaats de cilinder op de cilinderhouder van het lasapparaat en maak hem met de voorziene riemen vast aan het achterpaneel van het apparaat. • Om gevaarlijke situaties te vermijden, mag de gascilinder niet hoger zijn dan 1,65 m (Art. 633-641) en 1 m (Art. 622-624-625-627). • Controleer de riemen regelmatig op slijtage en bestel indien nodig nieuwe. • De gascilinder moet uitgerust zijn met een drukregelaar en een manometer. • Sluit na het plaatsen van de cilinder de gasslang die achteraan uit het apparaat komt aan op de drukregelaar. • Stel het gasverbruik in op ongeveer 10-12 liter per minuut. 4 BEDIENINGSELEMENTEN OP HET VOORPANEEL VAN HET LASAPPARAAT. 4.1 EVO (Fig. 3). E- Keuzeschakelaar. Schakelt het apparaat lasspanningsbereik. in of uit en kiest het F- Keuzeschakelaar. Stelt de lasspanning nauwkeurig af binnen het vooraf (met keuzeschakelaar E) gekozen bereik. G- Massa-aansluitingen. Op deze aansluitingen wordt de massakabel aangesloten. (Sommige uitvoeringen hebben slechts één massaaansluiting). H- Centraalaansluiting. Hierop wordt de lastoorts aangesloten. 4.1 EVO SYNERGIC (Fig. 4). C A D B H B S C Q D R E P A F G H E I N F L G O M Fig. 3 A-Instelknop. Met deze knop stelt u de proplastijd in. Het apparaat begint te lassen wanneer de toortsschakelaar wordt ingedrukt. De proplastijd wordt ingesteld met de knop. Om de cyclus opnieuw te starten, dient de toortsschakelaar losgelaten en opnieuw ingedrukt te worden. B- Groene LED. Geeft aan dat het apparaat is ingeschakeld. C- Gele LED. Licht op wanneer de thermische beveiliging de werking van het lasapparaat onderbreekt. D-Instelknop. Met deze knop kan de snelheid van de lasdraad worden ingesteld. Fig. 4 A- Keuzetoets. Druk op deze toets om in volgorde de LEDlampjes B, C, D en E te laten branden. Kies in het submenu, dat u oproept met de 2 toetsen Q en R, de functies Soft Start, motortoerentalregeling PULL 2003 en gasnastroomtijd. B- Groene LED (PROGRAMMA). Geeft aan dat het display S het gebruikte PROGRAM programmanummer toont. Lees de aanwijzingen aan de binnenkant van het mobiele zijpaneel om te weten welke diameter, draadtype en gassoort overeenkomt met het getoonde programmanummer. Het cijfer op het display S wordt altijd voorafgegaan door de letter P. 61 C- Groene LED. Geeft aan dat het display S de proplas- of werktijd toont.. Deze tijd kan worden ingesteld op een waarde tussen 0,3 en 5 seconden. Als de tijd 0 is, wordt de functie uitgeschakeld. De functie is alleen actief tijdens het lassen. De waarde die wordt getoond op het display S wordt altijd voorafgegaan door de letter t. D- Groene LED. Geeft aan dat het display S de pauzetijd tussen de laspulsen toont. Deze tijd kan worden ingesteld op een waarde tussen 0,3 en 5 seconden. Als de tijd 0 is, wordt de functie uitgeschakeld. De functie is alleen actief als de lastijd niet 0 is en tijdens het lassen. De waarde die wordt getoond op het display S wordt altijd voorafgegaan door de letter t. E- Groene LED(Burn-Back). Geeft aan dat het display S de tijd toont dat de draad uit de toorts komt nadat de gebruiker de toortsschakelaar heeft losgelaten. Deze tijd kan worden ingesteld op een waarde tussen 10 en 400 milliseconden. De waarde die wordt getoond op het display S wordt altijd voorafgegaan door de letter t. F- Gele LED. Licht op wanneer de thermische beveiliging de werking van het lasapparaat onderbreekt. G- Groene LED Knippert wanneer de connector van de PULSAR toorts PULL 2003 of de SPOOL-GUN wordt aangesloten op de connector I. H- Centraalaansluiting. Hierop wordt de lastoorts aangesloten. I- 10-pens connector. Deze connector moet worden aangesloten op de 10-pens koppeling van de toorts PULL 2003 of de SPOOL-GUN. L-M Massa-aansluitingen. Op deze aansluitingen wordt de massakabel aangesloten. (Sommige uitvoeringen zijn slechts van één massaaansluiting voorzien). N- Keuzeschakelaar. Schakelt het apparaat lasspanningsbereik. in en uit en kiest het O- Keuzeschakelaar. Stelt de lasspanning nauwkeurig af binnen het bereik dat is gekozen met de keuzeschakelaar N. P- Instelknop. Stelt de draadsnelheid af en is alleen actief wanneer de standaard lastoorts en niet de toorts PULL 2003 of de SPOOL-GUN wordt gebruikt. Wanneer het programma 00 wordt gebruikt, stelt deze knop de lasdraadsnelheid in tussen 0 en 20 meter/minuut. 62 Wanneer een synergisch programma wordt gebruikt, moet de knopindicator worden ingesteld op het label SYNERGIC. Kies een synergisch programma; het display S toont de stroominstelling van het gekozen programma. Deze stroom komt overeen met een bepaalde snelheid. Om deze snelheid te corrigeren, draait u de knop gewoon rechtsom om de snelheid te verhogen of linksom om de snelheid te verlagen. Veranderingen van de draadsnelheid worden altijd aangegeven op het display S door een stroomwaarde. Q- en R-toetsen. • Wanneer LED B brandt, toont het display S het lasprogrammanummer dat is gekozen met de 2 toetsen. Zodra de keuze is voltooid, blijft de LED nog 5 seconden branden en gaat daarna uit. • Wanneer LED C brandt, toont het display S de proplastijd die is gekozen met de 2 toetsen. Zodra de keuze is voltooid, blijft de LED nog 5 seconden branden en gaat daarna uit. • Wanneer LED D brandt, toont het display S de laspauzetijd die is gekozen met de 2 toetsen. Zodra de keuze is voltooid, blijft de LED nog 5 seconden branden en gaat daarna uit. • Wanneer LED E brandt, toont het display S de terugbrandtijd die is gekozen met de 2 toetsen. Zodra de keuze is voltooid, blijft de LED nog 5 seconden branden en gaat daarna uit. Wanneer de LED’s B, C, D en E uit zijn en we ons in een synergisch programma bevinden, toont het display S ofwel de ingestelde stroom ofwel de aanbevolen dikte in millimeter wanneer op één van de twee toetsen wordt gedrukt. Wanneer u de 2 keuzeschakelaars N en O instelt, kunt u de verhoging of verlaging van de gekozen waarde onmiddellijk zien op het display S. Deze functie wordt gebruikt als men vooraf wil weten met welke stroom of dikte het lassen moet beginnen. • Wanneer de 2 toetsen minstens 5 seconden lang tegelijkertijd worden ingedrukt, wordt het submenu geopend, waar we 3 functies vinden die kunnen worden gekozen met de toets A: 1- Soft Start (snelheid). Wijzigt de ingestelde draadsnelheid; deze snelheid blijft actief gedurende de tijd die is ingesteld voor de Soft Start-functie (tijd). De snelheid kan met behulp van de 2 toetsen Q en R worden ingesteld op 10% tot maximaal 150% van de ingestelde lassnelheid. Deze functie dient, samen met de Soft Start-functie (tijd), om het trekken van de boog te verbeteren. De waarde op het display S wordt voorafgegaan door de letter (A). 2- Snelheid ingesteld op de motor van de PULL 2003. Met de twee toetsen Q en R kan de snelheid van de PULL 2003 worden gewijzigd binnen een bereik van –9 tot +9 in vergelijking met de ingestelde waarde. Deze functie zorgt voor een maximale draaddoorvoer door de motor van de draadaanvoerunit van het lasapparaat in lijn te brengen met de motor van de PULL 2003. De waarde op het display S wordt voorafgegaan door de letter (H). 3- Gasnastroomtijd. Met de twee toetsen Q en R kan de gasstroom na het lassen worden ingesteld op een waarde tussen 0 en 5 seconden. Deze functie is vooral nuttig voor het lassen van roestvrij staal en aluminium. De waarde op het display S wordt voorafgegaan door de letter (P). 4- Soft Start (tijd). Stelt de tijd in gedurende dewelke de Soft Start-snelheid actief blijft. Deze functie dient, samen met de Soft Start-functie (snelheid), om het trekken van de boog te verbeteren. Met de 2 toetsen Q en R kan de Soft Start-tijd worden ingesteld op een waarde van 0 tot 1 seconde. De waarde op het display S wordt voorafgegaan door de letter (d). 5- Handmatige 2-taktmodus en automatische 4-taktmodus. Stel de 2 toetsen Q en R in om de 2-takt- of 4-taktmodus te kiezen. Als het lasapparaat is ingesteld op de handmatige 2-taktmodus, begint u te lassen door de toets E in te drukken en stopt u door de toets los te laten. Als het lasapparaat is ingesteld op de automatische 4-takt-modus, moet u de toortsschakelaar indrukken om te beginnen lassen; zodra het lassen is begonnen, kunt u de schakelaar loslaten. Om te stoppen met lassen, de schakelaar nogmaals indrukken en loslaten. Deze instelling is geschikt voor langdurig lassen en vermijdt dat de lasser moe wordt door het ingedrukt houden van de toortsschakelaar. De waarde op het display S wordt voorafgegaan door de symbolen (2T en 4T). S- Display. Wanneer het handmatige programma 00 wordt gebruikt, toont het instrument de draadsnelheid in meter per minuut vóór het lassen en de lasstroom tijdens het lassen. Bij gebruik van synergische programma’s wordt altijd de lasstroom getoond. Zoals hierboven beschreven, kan het instrument de volgende informatie weergeven vóór u begint te lassen: het gebruikte programma, de proplastijd, de laspauzetijd, de terugbrandtijd, de aanbevolen dikte, de Soft Start -functie, het ingestelde motortoerental van de PULL 2003 en de gasnastroomtijd. 5 LASSEN 5.1 INSTALLATIE Verzeker u ervan dat de draaddiameter overeenstemt met de diameter die is aangegeven op de draadaanvoerrol en dat het gekozen programma geschikt is voor het materiaal en het type van gas. Gebruik draadaanvoerrollen met een “U”-vormige groef voor aluminiumdraden en rollen met een “V”-vormige groef voor andere draden. 5.2 HET APPARAAT IS KLAAR OM TE LASSEN Volg de bijgevoegde instructies wanneer u last met de Pull-2003 of Spool-Gun toorts. • Verbind de massaklem met het werkstuk. • Zet de schakelaar N op 1. • Verwijder het gasmondstuk. • Schroef de contacttip los. • Plaats de draad in de draadkoker van de toorts, ervoor zorgend dat hij in de groef van de rol zit en dat de rol zich in de juiste positie bevindt. • Druk op de knop van de toorts om de draad aan te voeren totdat hij uit de toorts komt. • Opgelet: houd uw gezicht uit de buurt van de contactbuis terwijl de draad naar buiten komt. • Schroef de contacttip opnieuw vast en controleer of het gat dezelfde diameter heeft als de gebruikte draad. • Monteer het gasmondstuk. 5.3 LASSEN VAN KOOLSTOFSTAAL ZONDER GASBESCHERMING. (alleen voor art. 622, 624 en 625). Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (zie figuur 5 ). Fig. 5 Om goede en beschermde lassen te verkrijgen, moet u steeds van links naar rechts en van boven naar onder werken. Verwijder al het afval aan het einde van elke lassessie. De gevulde lasdraad die u moet gebruiken is ons Art. 1587, Ø 0,9 mm. 5.4 LASSEN VAN GASBESCHERMING. KOOLSTOFSTAAL MET Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 622, 624 en 625, zie figuur 5 ). Om dit materiaal te lassen, moet u het volgende doen: • Gebruik een lasgas met een tweeledige samenstelling, gewoonlijk ARGON + CO2, waarbij het percentage Argon minimaal 75% bedraagt. Dit mengsel zal resulteren in sterke en mooie lasnaden. Het gebruik van zuiver CO2 als beschermgas zal resulteren in smalle lasnaden, met een grotere penetratie maar ook aanzienlijk meer vonken. • Gebruik een lasdraad met dezelfde kwaliteit als het 63 te lassen staal. Het verdient aanbeveling altijd draden van goede kwaliteit te gebruiken en het gebruik van verroeste draden te vermijden, aangezien dit kan leiden tot lasfouten. • Vermijd het lassen van verroeste onderdelen of onderdelen met olie- of vetvlekken. 6 LASFOUTEN 1 FOUT OORZAKEN 5.5 LASSEN VAN ROESTVRIJ STAAL Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 622, 624 en 625, zie figuur 5 ). Roestvrij staal van de 300-klasse moet worden gelast met een beschermgas met hoog argongehalte en een klein percentage zuurstof (O2) of kooldioxide (CO2) (ongeveer 2%) om de boog te stabiliseren. Raak de draad niet aan met uw handen. Het is belangrijk dat de laszone altijd schoon is, om verontreiniging van de lasverbinding te voorkomen. 5.6 LASSEN VAN ALUMINIUM Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 622, 624 en 625, zie figuur 5 ). Om aluminium te lassen, moet u het volgende doen: • Gebruik zuiver argon als beschermgas. • Gebruik een lasdraad waarvan de samenstelling geschikt is voor het te lassen basismateriaal. • Gebruik frezen en borstelmachines die speciaal ontworpen zijn voor aluminium en gebruik ze nooit voor andere materialen. • Om aluminium te lassen, moet u de volgende toortsen gebruiken: PULL 2003 Art. 2003 or SPOOL-GUN Art. 1562 met de verbinding Art. 1196 (alleen voor Art. 622, 627 en 641). • NB. Wijzig de toorts op de hieronder beschreven wijze als u uitsluitend over een exemplaar met staaldraden beschikt: • Controleer of de kabel niet langer is dan 3 meter. • Verwijder de moer waarmee de messing kabelhuls, de gasopeningen de stroomgeleidende opening vastgezet zijn en verwijder vervolgens de kabelhuls. • Breng de kabelhuls Art. 1929 aan en controleer of ze aan beide kanten uitsteekt. • Draai de stroomgeleidende opening op dusdanige wijze vast dat de kabelhuls hem aanraakt. • Breng de nippels en de OR pakking aan op de het vrije uiteinde van de kabelhuls en zet alles met de moer vast. Draai de moer niet teveel aan. • Steek het messing buisje in de kabelhuls en breng het geheel op de adapter aan. Zorg ervoor dat u eerst het ijzeren buisje verwijderd heeft. • Snijd de kabelhuls diagonaal in zodat ze zo dicht mogelijk op de draadsleeprol geplaatst is. • Gebruik draadsleeprollen die voor aluminiumdraad geschikt zijn. • Stel de druk, die de sleepgroep op de rol uitvoert, op een minimum af. 64 2 FOUT OORZAKEN 3 FOUT OORZAKEN 4 FOUT OORZAKEN - Poreusheid (binnen of buiten de lasnaad) • Electrode defect (verroest oppervlak) • Ontbrekend beschermgas, te wijten aan: - laag gasdebiet - defecte verbruiksmeter. - bevrozen regelaar, wegens geen verwarming van het CO2-beschermgas - defecte gasklep - verstopte contacttip - verstopte gasuitlaatopeningen - luchtstromen in laszone. - Krimpbarsten • Draad of werkstuk vuil of verroest. • Lasnaad te smal. • Lasnaad te hol. • Lasnaad te diep doorgedrongen. - Zij-insnijdingen • Te snel gelast • Lage stroom en hoge boogspanning. - Overmatig spatvorming • Te hoge spanning. • Onvoldoende inductantie. • Geen voorverwarming van het CO2- beschermgas. 7 ONDERHOUD Het onderhoud mag uitsluitend door gekwalificeerd personeel worden uitgevoerd in overeenstemming met de norm IEC 26-29 (IEC 60974-4). 7.1 DE GENERATOR ONDERHOUDEN Controleer of de schakelaar op “O” staat en of de voedingskabel van het lichtnet losgekoppeld is als u onderhoud in het apparaat moet uitvoeren. Reinig tevens regelmatig de binnenkant van het apparaat en verwijder de opgehoopte metaalstof met behulp van perslucht. 7.2 HANDELINGEN DIE U NA EEN REPARATIE MOET VERRICHTEN. Controleer na een reparatie of de bekabeling correct aangebracht is en of er sprake is van voldoende isolatie tussen de primaire en secundaire zijde van de machine. Zorg ervoor dat de draden niet in aanraking kunnen komen met de onderdelen in beweging of de onderdelen die tijdens de functionering verhit raken. Hermonteer alle klemringen op de oorspronkelijke wijze om een verbinding tussen de primaire en secundaire te voorkomen als een draad breekt of losschiet. Hermonteer tevens de schroeven met de tandringen op de oorspronkelijke wijze. INSTRUKTIONSMANUAL FÖR TRÅDSVETS VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod.3.300.758 BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. ELEKTROMAGNETISKA FÄLT - Kan vara skadliga. • När elektrisk ström passerar genom en ledare alstras elektromagnetiska fält (EMF). Svets- eller skärströmmen alstrar elektromagnetiska fält runt kablar och generatorer. • De magnetfält som uppstår på grund av starkström kan påverka pacemakerfunktionen. Bärare av livsuppehållande apparater (pacemaker) ska konsultera läkaren innan de påbörjar bågsvetsning, bågskärning, gashyvling eller punktsvetsning eller går in i lokaler där sådant arbete utförs. • Exponering för elektromagnetiska fält i samband med svetsning eller skärning kan ha okända effekter på hälsan. För att minska risken för exponering för elektromagnetiska fält måste alla operatörer iaktta följande regler: - Se till att jordkabeln samt elektrodklämmans eller slangpaketets kabel hela tiden är placerade intill varandra. Tejpa gärna samman dem om möjligt. - Linda inte jordkabeln eller elektrodklämmans respektive slangpaketets kabel runt kroppen. - Stå aldrig mellan jordkabeln eller elektrodklämmans respektive slangpaketets kabel. Om jordkabeln finns på operatörens högra sida ska även elektrodkläm- mans respektive slangpaketets kabel befinna sig på denna sida. - Anslut jordkabeln till arbetsstycket så nära svetseller skärzonen som möjligt. - Arbeta inte nära generatorn. EXPLOSIONER · Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 6097410 (Cl. A) och får endast användas för professionellt bruk i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 1.1 VARNINGSSKYLT Följande numrerade textrader motsvaras av numrerade rutor på skylten. B. Trådmatarrullarna kan skada händerna. C. Svetstråden och trådmataren är spänningssatta under svetsningen. Håll händer och metallföremål på behörigt avstånd. 1. Elstötar som orsakas av svetselektroden eller kabeln kan vara dödliga. Skydda dig mot faran för elstötar. 1.1 Använd isolerande handskar. Rör inte vid elektroden 65 med bara händer. Använd inte fuktiga eller skadade handskar. 1.2 Säkerställ att du är isolerad från arbetsstycket som ska svetsas och marken. 1.3 Dra ut nätkabelns stickkontakt före arbeten på apparaten. 2. Det kan vara hälsovådligt att inandas utsläppen som alstras vid svetsningen. 2.1 Håll huvudet på behörigt avstånd från utsläppen. 2.2 Använd ett system med forcerad ventilation eller punktutsug för att avlägsna utsläppen. 2.3 Använd en sugfläkt för att avlägsna utsläppen. 3. Gnistbildning vid svetsningen kan orsaka explosion eller brand. 3.1 Förvara brandfarligt material på behörigt avstånd från svetsområdet. 3.2 Gnistbildning vid svetsningen kan orsaka brand. Se till att det finns en brandsläckare i närheten och en person som är beredd att använda den. 3.3 Svetsa aldrig i slutna behållare. 4. Bågens strålning kan skada ögonen och bränna huden. 4.1 Använd skyddshjälm och skyddsglasögon. Använd lämpliga hörselskydd och skyddsplagg med knäppta knappar ända upp i halsen. Använd hjälmvisir som har filter med korrekt skyddsklass. Använd komplett skyddsutrustning för kroppen. 5. Läs bruksanvisningen före användning av eller arbeten på apparaten. 6. Avlägsna inte eller dölj varningsetiketterna. 2 ALLMÄN BESKRIVNING 2.1 SPECIFIKATIONER Denna svets är en likströmskälla som är konstruerad med INVERTER-teknik. Den är tillverkad för svetsning med belagda elektroder och TIG-svetsning med kontakttändning. Apparaten får inte användas för att tina rör. 2.2 Förklaring av de tekniska data som anges på maskinens märkplåt. Apparaten är konstruerad i överensstämmelse med dessa internationella standarder: IEC 60974.1 - IEC 60974.3 IEC 60974.10 Cl. A - IEC 61000-3-11 (anm. 2) - IEC 610003-11 (anm. 2). N°. Serienummer som alltid måste anges vid förfrågningar angående svetsen. Transformator - enfaslikriktare Transformator - Trefaslikriktare. Platt karakteristik. MIG/MAG. Lämplig för svetsning med kontinuerlig tråd. I2 max Okonventionell svetsström. Max. gränsvärde som kan erhållas vid svetsning. U0. Sekundär tomgångsspänning X. Procentuell intermittensfaktor. 66 Denna faktor uttrycker antalet procent av 10 minuter som svetsen kan arbeta med en fast ställd ström utan att förorsaka överhettning. I2. Svetsström U2. Sekundärspänning med svetsströmmen I2 U1. Nominell spänning. 1~ 50/60Hz Enfasström på 50 eller 60 Hz. 3~ 50/60Hz Trefasström på 50 eller 60 Hz. I1 max Max. strömförbrukning. I1 eff Max. värde för faktisk strömförbrukning med hänsyn till driftfaktor. IP21S Höljets kapslingsklass. Grad 1 såsom andra siffra innebär att svetsen inte lämpar sig för arbete utomhus vid regn. Lämpar sig för arbete i utrymmen med S förhöjd elektrisk fara. OBS! 1-Apparaten är tillverkad för arbete i omgivningar med föroreningsklass 3 (se IEC 60664). 2-Apparaten är i överensstämmelse med standard SS-EN 61000-3-12 under förutsättning att max. systemimpedans Zmax är lägre än eller lika med 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) i anslutningspunkten mellan användarens och elbolagets elnät. Det åligger installatören/användaren att vid behov rådfråga elbolaget och säkerställa att apparaten är ansluten till ett elnät med max. systemimpedans Zmax som är lägre än eller lika med 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633). 2.3 BESKRIVNING AV SKYDD 2.3.1 Överhettningsskydd Maskinen skyddas av en termostat som stoppar maskinen om max. temperatur överskrids. I sådant läge fortsätter fläkten att gå och. 3 INSTALLATION Installationen av maskinen får endast utföras av kvalificerad personal. Alla anslutningar måste utföras i enlighet med gällande normer och med full respekt för olycksförebyggande lagar (standarder CEI 26-23 - IEC/ TS 62081). Kontrollera att matningsspänningen överensstämmer med värdet på nätkabeln. Anslut en kontakt av lämplig dimension till nätkabeln, om sådan saknas. Kontrollera att den gulgröna ledaren är ansluten till jordstiftet. Dimensionen på den termomagnetiska brytaren och säkringarna som är placerade i serie med elmatningen måste vara lika med eller större än strömmen I1 max. som förbrukas av maskinen. 3.1 UPPSTÄLLNING Montera handtaget, hjulen och de två gasflaskehållarna. Lyft inte svetsen i handtaget. Anslut svetsen i ett välventilerat utrymme. Damm, smuts eller andra främmande föremål som kan komma in i svetsen, kan äventyra dess ventilation och således även dess drift. De inre delarna måste hållas rena med hänsyn till miljöoch driftförhållandena. Rengöring görs med torr och ren tryckluft. Var försiktig så att du inte skadar maskinen. Dra ut kontakten från eluttaget innan ingrepp görs inuti svetsen. Alla ingrepp inuti svetsen ska göras av kvalificerad personal. Fig. 1 3.2 INRE ANSLUTNINGAR Alla ingrepp inuti svetsen ska göras av kvalificerad personal. Innan Du utför arbeten inuti svetsen, försäkra Dig om att stickkontakten är uttagen ur eluttaget. Efter slutbesiktningen ansluts svetsen till den spänning som anges på nätkabeln. För byte av nätspänning, ta bort höger sidokåpa och utför anslutningarna på kopplingsplinten för spänningsbyte såsom visas i figuren. Använd en stickkontakt till nätkabeln som lämpar sig för strömförbrukningen. Anslut den gul-gröna ledaren på maskinens nätkabel till ett lämpligt jorduttag. 3.3 YTTRE ANSLUTNINGAR 3.3.1 Anslutning av jordklämman. Anslut jordkabeln till svetsens uttag och jordklämman till arbetsstycket. 3.3.2 Placering av gasflaska och anslutning av gasslang Placera gasflaskan i avsedd hållare på svetsen. Spänn fast gasflaskan vid den bakre panelen på maskinen med hjälp av de medlevererade fästremmarna. För att undvika farliga situationer får gasflaskan inte vara högre än 1,65 m (Art. 633-641) och 1m (Art. 622624-625-627). Kontrollera regelbundet slitaget på remmarna och byt ut dem om det är nödvändigt. Gasflaskan ska vara försedd med en tryckreduceringsventil och en flödesmätare. Sätt gasflaskan på plats innan gasslangen, som utgår från maskinens bakre panel, ansluts till tryckreduceringsventilen. Reglera gasflödet till cirka 10-12 liter/min. 4 KONTROLLER PÅ MASKINENS FRONTPANEL 4.1 EVO (Fig. 3). C A D B H E F G Fig. 2 Matningsspänningen på enfasgeneratorerna får inte ändras. Använd aldrig svetsen utan kåpa eller sidopaneler av uppenbara säkerhetsskäl och för att inte reducera kylningen av de inre komponenterna. Fig. 3 A- Regleringsratt Använd detta vred för att reglera punktsvetsningstiden. 67 Maskinen börjar att svetsa när brännarens knapp trycks ned. Punktsvetsningstiden regleras med vredet. För att återta processen är det nödvändigt att släppa upp och åter trycka ned brännarens knapp. ordning.När du befinner dig i undermenyn, som aktiveras med de två tangenterna Q och R, används knappen för att välja matningsfunktionen, funktionen för inställd hastighet på motorn för PULL 2003 och eftergastiden. B- Grön lysdiod. Indikerar att maskinen har startats. B- Grön lysdiod (PROGRAM) Indikerar att displayen S visar numret på det PROGRAM aktuella programmet. För information om vilken diameter, typ av tråd och gas som stämmer överens med det visade programnumret, se anvisningen på den rörliga sidopanelen. Indikeringen på displayen S föregås alltid av bokstaven P. C- Gul lysdiod. Tänds när termostaten avbryter svetsens drift. D- Regleringsvred Använd detta vred för att ändra svetstrådens hastighet. E- Omkopplare Startar och stänger av maskinen spänningsområden för svetsningen. och väljer F- Omkopplare Fininställer svetsspänningen inuti spänningsområdet som har valts med omkopplaren E. G- Jorduttag Till dessa uttag ska jordkabeln anslutas. (Vissa versioner har endast ett jorduttag). H- Centraladapter Till denna ansluts svetsbrännaren. 4.1 EVO SYNERGIC (Fig. 4). D- Grön lysdiod Indikerar att displayen S visar paustiden mellan två svetssträckor. Denna tid kan regleras från 0,3 till 5 sekunder. Om tiden sätts till 0 är funktionen deaktiverad. Funktionen är endast aktiverad om svetstiden är annan än 0 och om svetsning pågår. Värdet på displayen S föregås alltid av bokstaven t. E- Grön lysdiod (Burn-Back). Indikerar att displayen S visar tiden för hur länge svetstråden matas ut från svetsbrännaren efter det att användaren har släppt upp knappen. Denna tid kan regleras från 10 till 400 millisekunder. Värdet på displayen S föregås alltid av bokstaven t. B S C Q D R E P A F G F- Gul lysdiod Denna lysdiod tänds avbryter svetsens drift. N G- Grön lysdiod (PULSAR) Tänds och släcks med korta avbrott när PULSAR kontaktdonet för brännaren PULL 2003 eller för SPOOL-GUN är anslutet till kontaktdonet I. H I L O när termostaten H- Centraladapter Till denna ansluts svetsbrännaren. I- 10-poligt kontaktdon Till detta kontaktdon ska det lösa 10-poliga kontaktdonet för svetsbrännaren PULL 2003 eller för SPOOL-GUN anslutas. M Fig. 4 A- Väljarknapp När du trycker på denna knapp stegar lysdioderna B, C, D och E fram i tur och 68 C- Grön lysdiod Indikerar att displayen S visar punktsvetsningstiden eller arbetstiden. Denna tid kan regleras från 0,3 till 5 sekunder. Om tiden sätts till 0 är funktionen deaktiverad. Funktionen är endast aktiverad om svetsning pågår. Värdet på displayen S föregås alltid av bokstaven t. L-M Jorduttag Till dessa uttag ska jordkabeln anslutas. (Vissa versioner har endast ett jorduttag). N- Omkopplare Startar och stänger av maskinen spänningsområden för svetsningen. och väljer O- Omkopplare Fininställer svetsspänningen inuti spänningsområdet som har valts med omkopplaren N. P- Regleringsvred Reglerar svetstrådens hastighet. Det är endast aktiverat när svetsbrännaren i standardutförandet används och inte vid användning av svetsbrännaren PULL 2003 eller SPOOL-GUN. När programmet 00 används varierar svetstrådens hastighet mellan 0 och 20 meter/minut. Vid användning av synergiprogram ska vredets visare stå på SYNERGIC. När ett synergiprogram väljs visar displayen S vilken ström som har ställts in av det valda programmet. Denna ström motsvaras av en hastighet. För att öka respektive minska hastigheten vrider du vredet medurs respektive moturs. På displayen S indikeras alltid ändringarna av svetstrådens hastighet med ett strömvärde. Q och R- Knappar När lysdioden B är tänd visar displayen S numret på programmet som har valts med de två tangenterna. När valet är klart är lysdioden tänd ytterligare 5 sekunder och därefter släcks den. När lysdioden C är tänd visar displayen S tiden som har valts med de två tangenterna. När valet är klart är lysdioden tänd ytterligare 5 sekunder och därefter släcks den. När lysdioden D är tänd visar displayen S tiden som har valts med de två tangenterna. När valet är klart är lysdioden tänd ytterligare 5 sekunder och därefter släcks den. När lysdioden E är tänd visar displayen S tiden som har valts med de två tangenterna. När valet är klart är lysdioden tänd ytterligare 5 sekunder och därefter släcks den. Genom att trycka på en av de två tangenterna när lysdioderna B, C, D och E är släckta och du befinner dig i ett synergiprogram visar displayen S omväxlande det inställda strömvärdet eller den rekommenderade tjockleken i millimeter. Med hjälp av de två omkopplarna N och O visas ökningen eller minskningen av det valda värdet direkt på displayen S. Denna funktion är användbar om du i förväg vill veta med vilken ström eller tjocklek du ska börja svetsa. Genom att hålla nere de två tangenterna i minst 5 sekunder kommer du till undermenyn, där det finns tre funktioner som väljs med tangenten A: 1- Mjukstart (hastighet) Ändrar trådhastigheten i förhållande till den inställda. Trådhastigheten förblir aktiv under en tid som regleras av mjukstartsfunktionen (tid). Med hjälp av de två tangenterna Q och R kan starthastigheten ändras mellan min. 10 % och max. 150 % av den inställda svetshastigheten. Denna funktion tillsammans med mjukstartsfunktionen (tid) används för att förbättra bågens tändning. Värdet på displayen S föregås av bokstaven A. 2- Inställd hastighet på motorn för PULL 2003 Med hjälp av de två tangenterna Q och R kan hastigheten för PULL 2003 ändras +/-9 enheter i förhållande till det inställda värdet. Denna funktion förbättrar trådframmatningen och synkroniserar motorn för svetsens trådmatare med motorn för PULL 2003. Värdet på displayen S föregås av bokstaven H. 3- Eftergas Med hjälp av de två tangenterna Q och R kan gasutsläppet efter svetsningen ställas in på mellan 0 och 5 sekunder. Denna funktion är särskilt användbar vid svetsning av rostfritt stål och aluminium. Värdet som visas på displayen S föregås av bokstaven P. 4- Mjukstart (tid) Reglerar aktiveringstiden för mjukstartshastigheten. Denna funktion tillsammans med mjukstartsfunktionen (hastighet) används för att förbättra bågens tändning. Med hjälp av de två tangenterna Q och R kan mjukstartstiden ändras mellan min. 0 och max. 1 sekund. Värdet på displayen S föregås av bokstaven d. 5- Manuell tvåtaktsfunktion och automatisk fyrtaktsfunktion. Med hjälp av de två tangenterna Q och R går det att välja tvåtaktsfunktion eller fyrtaktsfunktion. Om svetsen är inställd på manuell tvåtaktsfunktion börjar svetsningen när knappen trycks ned och avbryts när knappen släpps upp. Om svetsen är inställd på automatisk fyrtaktsfunktion börjar svetsningen när knappen trycks ned. Knappen kan släppas upp när svetsningen har påbörjats.För att avbryta svetsningen är det nödvändigt att trycka ned och åter släppa upp knappen. Denna funktion är avsedd för längre svetsningsarbeten så att inte operatören tröttas ut av att hålla brännarens knapp nedtryckt. Värdet på displayen S föregås av symbolen 2t resp. 4t. S- Display När det manuella programmet 00 används visar displayen svetstrådens hastighet i meter/minut före svetsningen och strömvärdet under svetsningen. Vid användning av synergiprogram visas alltid strömvärdet. Såsom beskrivs i föregående avsnitt kan följande värden visas på displayen innan svetsningen påbörjas: aktuellt program, punktsvetsningstid, paustid, burn-back-tid, rekommenderad tjocklek, matningsfunktion, funktion för inställd hastighet på motorn för PULL 2003 och eftergastiden. 5 SVETSNING 5.1 DRIFTFÖRBEREDELSER Kontrollera att trådens diameter överensstämmer med värdet på trådmatningsrullen och att det valda programmet är kompatibelt med material och gastyp. Använd trådmatningsrullar med U-format spår för aluminiumtråd och V-format spår för andra trådar. 5.2 APPARATEN ÄR KLAR FÖR SVETSNING Följ de bifogade instruktionerna vid användning av 69 brännaren Pull-2003 eller Spool-Gun. Anslut jordklämman till arbetsstycket som ska svetsas. Sätt omkopplaren N på 1. • Ta bort gasmunstycket. • Skruva loss kontaktmunstycket. Stick in tråden i brännarens trådmatningshylsa. Kontrollera att tråden är inuti trådmatningsrullens spår och att rullen är korrekt placerad. Tryck på svetsbrännarknappen för att mata fram tråden tills den kommer ut från svetspistolen. VARNING! Håll ansiktet på behörigt avstånd från änden på handtaget medan tråden kommer ut. Skruva tillbaka kontaktmunstycket och försäkra Dig om att diametern på hålet motsvarar den använda trådens diameter. Sätt fast gasmunstycket. 5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS (endast för art. 622, 624 och 625). Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (se figur 5 ). Fig. 5 För att erhålla skyddade svetsövergångar rekommenderas det att svetsa från vänster till höger och uppifrån nedåt. I slutet av varje svetsning ska du ta bort slagg. Använd rörtråd art. 1587, Ø 0,9 mm. 5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (endast för art. 622, 624 och 625, se figur 5 ). För svetsning av dessa material är det nödvändigt att tänka på följande: Använd en svetsgas av tvåkomponentstyp, vanligtvis ARGON + CO2 med min. 75 % Argon. Med denna svetsblandningen blir svetsfogen väl sammansmält och snygg. Genom att använda ren koldioxid som skyddsgas erhåller Du en tät och genomträngande svetsfog, men en klar ökning av svetssprut. Använd svetstråd av samma kvalitet som stålet som ska svetsas. Det är alltid bra att använda tråd av god kvalitet så att Du undviker svetsning med rostig tråd som kan 70 leda till ett dåligt svetsresultat. Undvik att svetsa på rostiga arbetsstycken eller på arbetsstycken som är nersmutsade av olja eller fett. 5.5 SVETSNING AV ROSTFRITT STÅL Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras ((endast för art. 622, 624 och 625, se figur 5 ). Svetsning av rostfritt stål i serien 300 måste utföras med skyddsgas med hög halt av Argon och med en liten mängd syrgas eller koldioxid på ca. 2 %. Ta inte i tråden med händerna. Det är viktigt att upprätthålla svetsområdet väl rengjort för att inte smutsa ned svetsfogen. 5.6 SVETSNING AV ALUMINIUM Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras ((endast för art. 622, 624 och 625, se figur 5 ). För svetsning av aluminium är det nödvändigt att använda: • Rent Argon som skyddsgas. En svetstråd med en sammansättning som lämpar sig för basmaterialet som ska svetsas. Använd specifika slipskivor och borstar för aluminium. Använd dem aldrig på andra material. För svetsning av aluminium måste följande brännare användas: PULL 2003 art. 2003 eller SPOOL-GUN art. 1562 med anslutning art. 1196 (endast för art. 622, 624 och 641). OBS! Om du endast har en brännare för ståltråd ska brännaren ändras på följande sätt: • Kontrollera att kabeln inte är längre än 3 meter. • Ta bort mässingmuttern som fäster höljet, gasmunstycket, kontaktmunstycket och dra sedan ut höljet. • För in höljet art. 1929. Kontrollera att det sticker från de två ändarna. • Skruva fast kontaktmunstycket så att höljet sluter till vid det. • För in clipset för att fästa höljet och O-ringen i höljets fria ände. Fäst delarna med muttern, utan att dra åt den för hårt. • Ta först bort järnröret. Dra på kopparröret på höljet och för in alltsammans i adaptern. • Skär av höljet diagonalt så att det kommer så nära trådmatarrullen som möjligt. • Använd trådmatarrullar för aluminiumtråd. • Reglera trycket, som trådmatarens arm utövar på rullen, till minsta möjliga. 6 DEFEKTER VID SVETSNING 1 DEFEKT -Porositet (inuti eller utanpå svetsfogen). ORSAKER Defekt svetstråd (rostig på ytan). Skyddsgas saknas på grund av: - otillräckligt gasflöde - defekt flödesmätare - isbildning på reducerventilen då ingen förvärmare finns för skyddsgasen koldioxid - defekt magnetventil - kontaktmunstycket är igensatt av svetssprut - igensatta gasmynningar - luftdrag i svetsområdet. 2 DEFEKT - Krympsprickor ORSAKER Svetstråden eller arbetsstyckena smutsiga eller rostiga. För liten svetsfog. För konkav svetsfog. För genomträngande svetsfog. 3 DEFEKT - Sidoinskärningar ORSAKER För snabb svetsomgång. Svag ström och förhöjd bågspänning. 4 DEFEKT - Överdrivet svetssprut ORSAKER För hög spänning. Otillräcklig induktans. Förvärmare för skyddsgasen koldioxid saknas. är 7 UNDERHÅLL Samtliga underhållsmoment ska utföras av kvalificerad personal i enlighet med standard CEI 26-29 (IEC 60974-4). 7.1 UNDERHÅLL AV GENERATOR Säkerställ att strömbrytaren är i läge “O” och dra ut nätkabeln före underhållsarbeten inuti apparaten. Använd tryckluft för att regelbundet avlägsna metalldamm som kan ha samlats inuti apparaten. 7.2 ANVISNINGAR EFTER UTFÖRD REPARATION Efter en reparation ska du vara noga med att lägga alla kablar på plats så att isoleringen garanteras mellan apparatens primära och sekundära sida. Undvik att trådarna kommer i kontakt med delar i rörelse eller med delar som blir varma under driften. Återmontera samtliga kabelklämmor som på originalapparaten för att undvika att apparatens primära och sekundära sida kan sammankopplas om en ledare går av eller lossnar. Återmontera skruvarna med de tandade brickorna som på originalapparaten. 71 ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA SHMANTIKO¿ PRIN QE S V ETE SE LEITOURGI VA THN SUSKEUH V DIABAVSTE TO PARO N V EGCEIRI VDIO KAI DIATHREIS V TE TO GIA O VLH TH DIAVRKEIA TH" ZWH" TH" SUSKEUHV" SE CW RV O POU NA EIN V AI GNWSTO V STOU" ENDIAFERO M V ENOU". AUTH V H SUSKEUH V PRE P V EI NA CRHSIMOPOIEI T V AI APOKLEISTIKAV GIA ENE RV GEIE" SUGKO VLLHSH". 1 PROFULAVXEI" ASFAVLEIA" H SUGKO VLLHSH KAI TO KO Y V IMO ME TO X V O MPOROU N V NA APOTELE S V OUN AITIE V " KINDU N V OU GIA SA" KAI GIA TRI T V OU", gi· auto v o crh vsth" pre p v ei na ei nv ai ekpaideume nv o" w"pro" tou" kindu nv ou" pou proe vrcontai apo v ti" ene vrgeie" sugko lv lhsh" kai pou anafe vrontai sunoptika v paraka tv w. Gia pio v akribei" plhrofori ve" zhtei vste to egceiri dv io me kw dv ika 3.300758 QO RV UBO" Auth v kaqeauth v h suskeuh v den para gv ei qoru bv ou" pou na uperbai nv oun ta 80 dB. H diadikasi va koyi m v ato" pla vsmato"§sugko lv lhsh" mporei v na para gv ei o m v w" qoru bv ou" pe vran autou v tou ori vou. Gi· auto v oi crh vste" pre p v ei na lamba nv oun ta problepo m v ena apo v to No m v o me tv ra. HLEKTROMAGNHTIKA PEDIA-Mporou nv na ei nv ai blabera v. ·� To hlektriko v reu m v a pou diaperna v opoiondh p v ote agwgo v para gv ei hlektromagnhtika v pedi va (EMF). To reu m v a sugko lv lhsh" h v koph" prokalei v hlektromagnhtika v pedi va gu vrw apo v ta kalw dv ia kai ti" gennh tv rie". � Τα μαγνητικά πεδία που προέρχονται από υψηλά ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν γιατρό ή τον ίδιο τον κατασκευαστή πριν από την προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής ή συγκόλλησης ακίδας σποτ. � H e kv qesh sta hlektromagnhtika v pedi va th" sugko lv lhsh" h v koph "v mporou nv na e cv oun a gv nwste" epidra vsei" sthn ugei va. Ka qv e ceiristh", gia na meiw vsei tou" kindu nv ou" pou proe vrcontai apo v thn e kv qesh sta hlektromagnhtika v pedi va, pre p v ei na threi v ti" ako lv ouqe" diadikasi ve": - Na frontivzei w vste kalw dv io sw mv ato" kai labivd a"" hlektrodi vou h v tsimpi dv a" na me nv oun enwme nv a. An ei nv ai dunato nv , sterew vste ta mazi v me taini va. - Mhn tuli gv ete pote v ta kalw dv ia sw m v ato" kai labi dv a" hlektrodi vou h v tsimpi dv a" gu vrw apo v to sw m v a. - Mhn me nv ete pote v ana m v esa sto kalw dv io sw m v ato" kai kalw dv io labi dv a" hlektrodi vou h v tsimpi dv a". An to kalw dv io sw m v ato" bri vsketai dexia v apo v to ceiristh v, to kalw dv io th" labi dv a" hlektrodi vou h v tsimpi dv a" pre p v ei na mei nv ei sthn i dv ia pleura v. - Sunde vste to kalw dv io sw m v ato" sto metallo upo v katergasi va o vso to dunato nv pio konta v sthn perioch v sugko lv lhsh" h v koph "v . - Mhn erga zv este konta v sth gennh tv ria. 72 EKRH X V EI" � Mhn ekteleitv e sugkollh vsei" konta v se docei va upo v pi vesh h v se parousi va ekrhktikw nv skonw nv , aeriwv n h v atmw nv . Ceirizv este me prosoch v ti" fia lv e" kai tou" ruqmiste "v pi vesh" pou crhsimopoiou nv tai kata v ti" ene vrgeie" sugko lv lhsh". HLEKTROMAGNHTIKH SUMBATOTHTA Auth v h suskeuh v ei nv ai kataskeuasme nv h su m v fwna me ti" endei xv ei" pou perie cv ontai ston enarmonisme nv o kanonismo v IEC 60974-10 (Cl. A) kai pre p v ei na crhsimopoieitv ai mo nv o gia epaggelmatikou "v skopou "v kai se biomhcaniko v periba lv lon. Qa mporou vsan, pra gv mati, na upa vrcoun duskoli ve" sthn exasfa lv ish th" hlektromagnhtikh "v sumbato tv hta" se periba lv lon diaforetiko v ap· ekei nv o th" biomhcani va". DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα τετραγωνάκια της πινακίδας. B. Το ρολά εφελκυσμού νήματος μπορούν να πληγώσουν τα χέρια. C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού νήματος βρίσκονται υπό τάση κατά την συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε απόσταση. 1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης ή το καλώδιο μπορεί να είναι θανατηφόρες. Προστατευθείτε κατάλληλα την περίοδο ηλεκτροπληξίας. 1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά ή κατεστραμμένα γάντια. 1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο προς συγκόλληση ή το έδαφος. 1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν από την λειτουργία της μηχανής. 2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση μπορεί να είναι βλαβερό για την υγεία. proswpikou v pou ei nv ai armo dv io gia thn egkata vstash, thn leitourgi va kai thn sunth vrhsh th" suskeuh "v sugko lv lhsh". Auth v h suskeuh v ei nv ai mia v phgh v staqerh "v ta vsh", kata lv lhlh gia thn sugko lv lhsh MIG/MAG kai OPENARC. Kata v thn paralabh v bebaiwqeitv e o tv i den upa vrcoun alloiwme nv a h v spasme nv a me vrh. Opoiadh p v ote endeco m v enh diamarturi va gia apw lv eie" h v fqore "v pre p v ei na gi nv etai apo v ton agorasth v ston metafore va. Ka qv e fora v pou zhta tv e plhrofori ve" scetika v me thn suskeuh v, parakalei vste na anafe vrete to ei dv o" kai ton ariqmo v mhtrw vou. 2.2 EPEXHGHSH TECNIKWN STOICEIWN Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους κανόνες : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 (δείτε σημείωση 2) - IEC 61000-3-12 (δείτε σημείωση 2). N°. Ariqmo "v mhtrw ov u pou pre p v ei pa nv ta na anafe vretai gia opoiadh p v ote ana gv kh se sce vsh me thn suskeuh v. Monofasiko "v metaschmatisth "v anor qwth "v Metaschmatisth "v - anorqwth "v trifasiko "v Epip v edh idio tv hta. 2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις. 2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού αερισμού ή τοπικής εκκένωσης για την κατάργηση των αναθυμιάσεων. 2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για την κατάργηση των αναθυμιάσεων. 3. Οι σπίθες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές. 3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή συγκόλλησης. 3.2 Οι σπινθήρες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει. 3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία. 4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια και να προκαλέσουν εγκαύματα στο δέρμα. 4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες προστατευτικό για το σώμα. 5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή. 6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες προειδοποίησης 2 GENIKH PERIGRAFH 2.1 ODHGIES Auto v to egceiri dv io sunta cv qhke gia thn ekpai dv eush tou MIG/MAG. Kata lv lhlo gia sugko lv lhsh sunecizo m v enou nh m v ato". I2 max Reu m v a sugko lv lhsh" mh sumbatiko v. H timh v antiproswpeu vei to anw tv ero o vrio pou epitugca nv etai kata v th sugko lv lhsh. U0. Deutereu vousa ta vsh en kenw v. X. Posostiai vo" (100%) ku kv lo" ergasi va". Ekfra zv ei to pososto v twn 10 leptw nv pou h suskeuh v mporei v na leitourgh vsei me e nv a kaqorisme nv o reu m v a cwri"v na para gv ei uperqerma nv sei". I2. Reu m v a sugko lv lhsh" U2. Deutereu ov usa ta sv h me reu m v a sugko lv lh sh" I2 U1. Onomastikh v ta vsh trofodosi va". 1~ 50/60Hz Monofasikh v trofodosi va 50 hv 60 Hz. 3~ 50/60Hz Trifasikh v trofodosi va 50 hv 60 Hz. I1 max Ei nv ai h anw tv erh timh v tou aporrofhme -v nou reu m v ato". I1 eff Ei nv ai h anw tv erh timh v tou pragmatikou v ap o r r o f h m e vn o u reu m v ato" qewrw nv ta" thn apo dv osh ku kv lou uphresi va". IP21S Baqmo "v prostasi va" skeletou v. Baqmo "v 1 san deu tv ero yhfei vo shmai nv ei o tv i auth v h suskeuh v den ei nv ai kata lv lhlh gia na leitourgei v se exwteriko v cw vro ka tv w apo v broch v. Kata lv lhlh gia periba lv lonta me auxhme v S no ki nv duno. ΗΜΕΙΩΣΗ: 73 1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664). 2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC 61000-3-12 με τον όρο ότι η μέγιστη επιτρεπόμενη εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση με 0,023 (Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641) στο σημείο διαπεφής ανάμεσα στο σύστημα του χειριστή και εκείνο του κοινού. Είναι ευθύνη του τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού να εγγυηθεί, συμβουλευόμενος ενδεχομένως τον χειριστή του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του συστήματος Zmax μικρότερης ή ίσης με 0,023 (Art. 622624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088 (Art. 641). Opoiadh p v ote epe m v bash sto eswteriko v me vro" th" mhcanh "v pre p v ei na ekteleitv ai apo v eidikeume nv o proswpiko v. 2.3 PERIGRAFH V TWN PROSTASIWN 2.3.1 Qermikh v prostasi va Auth v h mhcanh v prostateu vetai apo v e nv a qermo vstato pou, an xepernou nv tai oi apodekte "v qermokrasi ve", empodizv ei th leitougi va th" mhcanh "v . Sti" sunqh kv e" aute "v o anemisth vra" sunecizv ei na leitourgei v kai h la m v pa C ana bv ei. 3 EGKATASTASH � H egkata vstash pre p v ei na ekteleitv ai apo v eidikeume nv o proswpiko v. � Ole" oi sunde vsei" pre p v ei na ektelou nv tai su m v fwna me tou" iscu vonte" kanonismou "v kai thrw nv ta" plh vrw" th nomoqesi va pou proble p v etai gia thn apofugh v atuchma tv wn (CEI 26-23 - IEC/TS 62081). Ele gv xte o tv i h ta vsh trofodosi va" antistoicei v sthn timh v pou anagra vfetai pa nv w sto kalw dv io diktu vou. An den ei nv ai h dv h egkatesthme nv o", sunde vste e nv an reumatolh p v th kata lv lhlh" apo dv osh" pro" to kalw dv io trofodosi va", exasfalizv onta" o tv i o kitv rino" / /pra vsino" agwgo "v sunde vetai sthn aki dv a geiwv sh". H apo dv osh tou magnhtoqermikou v diako p v th h twn asfaleiw nv , se seira v sthn trofodosi va, pre p v ei na i nv ai i vsh pro" to reu m v a I1 pou aporrofa tv ai apo v th mhcanh v. Fig. 1 3.2 ESWTERIKES DIASUNDESEIS � Opoiadh p v ote epe m v bash sto eswteriko v me vro" th" mhcanh "v pre p v ei na ekteleitv ai apo v eidikeume nv o proswpiko v. � Prin energh vsete sto eswteriko v th" suskeuh "v , bebaiwqeitv e o tv i o reumatolh p v th" ei nv ai aposundedeme nv " apo v to di kv tuo. � Meta v apo v ton teliko v e lv egco h suskeuh v sunde vetai sthn ta vsh pou anafe vretai sto kalw dv io trofodosi va". � Gia na metatre y v ete thn ta vsh trofodosi va", afaire vste thn dexia v pleura v kai topoqeth vste ti" diasunde vsei" sthn kle m v ma metatroph "v ta vsh" o p v w" fai nv etai sthn eiko nv a. 3.1 TOPOQETHSH Egkatasth vste th labh v, tou" pi vsw trocou "v kai ta duo sthri gv mata th" fia lv h". H labh v den pre p v ei na crhsimopoieitv ai gia na anuyw nv etai h mhcanh v. Topoqeth vste th suskeuh v se exaerisme nv o periba lv lon. Sko nv h, akaqarsi ve" h v otidh p v ote a lv la xe nv a sw m v ata pou eiscwrou nv sthn suskeuh v mporou nv na bla y v oun ton aerismo v kai, kata v sune p v eia, thn kalh v leitourgi va. Gia auto v ei nv ai aparaitv hto, se sce vsh me to periba lv lon kai ti" sunqh kv e" efarmogh "v , na frontizv ete w vste ta eswterika v me vrh na diathrou nv tai kaqara v. O kaqarismo "v pre p v ei na ekteleitv ai me pepiesme nv o kaqaro v kai xhro v ae vra, prose cv onta" na mhn bla y v ete me kane nv an tro p v o th mhcanh v. Prin ektele vsete ergasi ve" sto eswteriko v th" mhcanh "v , bebaiwqeitv e o tv i o reumatolh p v th" e cv ei aposundeqei v apo v to di kv tuo trofodosi va". 74 Fig. 2 � H ta vsh trofodosi va", sti" monofasike "v gennh tv rie", den mporei v na tropopoihqei v. � Mhn crhsimopoih tv e thn suskeuh v cwri"v to ka lv umma h v ti" pleurike "v pla kv e" gia profanei"v lo gv ou" asfa lv eia" kai gia na mhn metatre y v ete ti" sunqh kv e" yu xv h" tw nv eswterikw nv tmhma tv wn. � Topoqeth vste sto kalw dv io trofodosi va" e nv an reumatolh p v th kata lv lhlo gia to aporrofou m v eno reu m v a. � Sunde vste ton agwgo v kitv rino-pra vsino tou kalwdi vou diktu vou th" mhcanh "v me e nv a kalo v su vsthma geiwv sh". 3.3. EXWTERIKES DIASUNDESEIS 3.3.1 DIASU N V DESH TH" LABI VDA" GEI W V SH" � Sunde vste to termatiko v tou kalwdi vou sw m v ato" sthn prizv a th" suskeuh "v sugko lv lhsh" kai enw vste ton akrode kv th sw m v ato" sto komma tv i pou pre p v ei na sugkollh vsete. 3.3.2 TOPOQE T V HSH TH" FIAVLH" KAI SU N V DESH TOU SWLH N V A AERIO V U � Topoqeth vste th fia lv h sthn eidikh v ba vsh tou sugkollhth v, sterew nv onta" thn me ti" promhqeuo m v ene" lwri dv e" sthn pi vsw pla kv a th" mhcanh "v . � H fia lv h den pre p v ei na ei nv ai uyhlo tv erh apo v 1,65 m (Kwd. 633-641) kai 1 m (Kwd. 622-624-625-627), gia na mhn dhmiourgou nv tai sunqh kv e" kindu nv ou. � Ele gv cete periodika v thn kata vstash fqora "v twn lwri dv wn kai an ei nv ai aparaitv hto zhth vste thn antikata vstash v tou". � H fia lv h pre p v ei na efodia zv etai me meiwth vra pi vesh" pou na diaqe tv ei metrhth v roh "v . � Mo nv o afou v topoqeth vsete th fia lv h, sunde vste to swlh nv a aeri vou exo dv ou apo v thn pi vsw pla kv a th" mhcanh "v sto meiwth vra pi vesh". � Ruqmi vste th roh v tou aeri vou se 10 1/ 2 litv ra l/ epto v perip v ou. 4 METWPIKOI V CEIRISMOI V TH» MHCANH" 4.1 EVO (Fig. 3). A- Koumpi v ru qv mish" Me auto v to koumpi v ruqmizv etai o cro nv o" pontari vsmato". Pie zv onta" to plh kv tro th" tsimpi dv a" h mhcanh v arcizv ei th sugko lv lhsh. H dia vrkeia tou cro nv ou pontari vsmato" ruqmizv etai apo v to koumpi v. Gia na xanarci vsei o ku kv lo" pre p v ei na afh vsete kai na xanapie vsete pa lv i to plh kv tro th" tsimpi dv a". B- LUCNIA pra vsinou crw m v ato". Epishmai nv ei to a nv amma th" mhcanh "v . C- LUCNIA kitv rinou crw m v ato». Ana bv ei o tv an o qermosta tv h" diako p v tei th leitourgi va tou sugkollhth v. D- Koumpi v ru qv mish "v Me auto v tropopoieitv ai h tacu tv hta tou su vrmato" sugko lv lhsh". E- Metalla kv th "v Ana bv ei h v sbh nv ei th mhcanh v kai epile gv ei ti" kli m v ake" th" ta vsh" sugko lv lhsh". F- Metalla kv th "v Ruqmizv ei kata v lepto v tro p v o thn ta vsh sugko lv lhsh" me vsa sthn kli m v aka pou epile cv thke me ton metalla kv th E. G- Prizv e "v geiwv sh "v Prizv e" op vou sunde vetai to kalw dv io sw m v ato" ( Merike "v parallage "v e cv oun mia mo nv o prizv a geiwv sh" ). H- Kentrikh v su nv desh Edw v sunde vetai h tsimpi dv a sugko lv lhsh". 4.1 EVO SYNERGIC (Fig. 4). C A D B H E F G Fig. 3 A- Plh kv tro epilogh "v Pie zv onta" auto v to plh kv tro ana bv oun sth seira v ta fwteina v sh m v ata B, C, D kai E. Otan brisko m v aste me vsa sto upo-menou v pou drasthriopoieitv ai me ta 2 plh kv tra Q kai R, epile gv ontai oi leitourgi ve" pleuri vsmato", metabolh "v tacu tv hta" tou kinhth vra PULL 2003 kai meta-aeri vou. B- FWTEINO SHMA pra vsino ( PROGRAM ). Epishmai nv ei o tv i h oqo nv h S emfanizv ei ton PROGRAM ariqmo v tou crhsimopoiou m v enou progra m v mato". Gia na gnwri vsete se poia v dia m v etro, ei dv o" su vrmato" kai ae vrio antistoicei v o emfanizo m v eno" ariqmo "v progra m v mato", arkei v na sumbouleuteitv e ti" odhgi ve" pou bri vskontai me vsa sto pleuriko v me vro" tou epip v lou. H e nv deixh sthn oqo nv h S prohgeitv ai pa nv ta apo v to gra m v ma P. C- FWTEINO SHMA pra vsino. Epishmai nv ei o tv i h oqo nv h S emfanizv ei to cro nv o pontari vsmato" h v ergasi va". H dia vrkeia autou v tou cro nv ou ruqmizv etai apo v 0,3 a 5 deutero lv epta. An o cro nv o" ruqmizv etai se 0 h leitourgi va ei nv ai apenergopoihme nv h. H leitourgi va ei nv ai 75 energh v mo nv o o tv an sugkolleitv e. H timh v pou emfanizv etai shn oqo nv h S prohgeitv ai pa nv ta apo v to gra m v ma t. D- FWTEINO SHMA pra vsino. Epishmai nv ei o tv i h oqo nv h S emfanizv ei to cro nv o pau vsh" metaxu v eno "v diasth m v ato" sugko lv lhsh" kai eno "v a lv lou. H dia vrkeia autou v tou cro nv ou ruqmizv etai apo v 0,3 w" 5 deutero lv epta. An o cro nv o" ruqmizv etai se 0 h leitourgi va ei nv ai apenergopoihme nv h. H leitourgi va ei nv ai energh v mo nv o an o cro nv o" sugko lv lhsh" diafe vrei apo v 0 kai o tv an sugkolleitv e. H timh v pou emfanizv etai shn oqo nv h S prohgeitv ai pa nv ta apo v to gra m v ma t. E- FWTEINO SHMA pra vsino (Burn-Back). Epishmai nv ei o tv i h oqo nv h S emfanizv ei to cro nv o o p v ou to su vrma bgai nv ei apo v thn tsimpi dv a sugko lv lhsh", afou v o ceiristh "v apeleuqe vrwse to plh kv tro. O cro nv o" auto "v metaba lv letai apo v 10 w" 400 cilio-deutero lv epta. H timh v pou emfanizv etai shn oqo nv h S prohgeitv ai pa nv ta apo v to gra m v ma t. F- FWTEINO SHMA kitv rino. Ana bv ei o tv an to qermo vstato diako p v tei th leitourgi va tou sugkollhth v. G- FWTEINO SHMA pra vsino ( PULSAR ). Ana bv ei kai sbh nv ei enalla xv o tv an o su nv desmo" PULSAR th" tsimpivd a" PULL 2003 h v tou SPOOLGUN sunde vetai sto su nv desmo I. H- Kentrikh v su nv desh. Sunde vetai se auth nv h tsimpi dv a sugko lv lhsh". I- Su nv desmo" 10 po lv wn. Se auto nv pre p v ei na sundeqei v o kinhto "v su nv desmo" 10 po lv wn th" tsimpi dv a" PULL 2003 h v tou SPOOL- GUN. L-M Prizv e" sw m v ato". Prizv e" o p v ou sunde vetai to kalw dv io sw m v ato" ( merike "v parallage "v parousia zv oun mia mo nv o prizv a sw m v ato" ). N- Metalla kv th". Ana bv ei kai sbh nv ei th mhcanh v kai epile gv ei ti" kli m v ake" th" ta vsh" sugko lv lhsh". O- Metalla kv th". Ruqmizv ei lepto tv era thn ta vsh sugko lv lhsh" me vsa sthn kli m v aka pou epile cv thke me vsw N. P- Koumpi v ru qv mish". Ruqmizv ei thn tacu tv hta tou su vrmato" kai ei nv ai energo v mo nv o o tv an crhsimopoieitv ai h sta nv tarn tsimpi dv a sugko lv lhsh" kai o cv i h tsimpi dv a PULL 2003 h v to SPOOL- GUN. Otan crhsimopoieitv ai to pro gv ramma 00 metaba lv letai h tacu tv hta tou su vrmato" sugko lv lhsh" apo v 0 w" 20 me tv ra l/ epto v. Otan crhsimopoieitv ai e nv a opoiodh p v ote sunergiko v pro gv ramma, o dei kv th" tou koumpiou v pre p v ei na topoqeteitv ai sthn e nv deixh SYNERGIC. Epile gv onta" e nv a sunergiko v pro gv ramma, h oqo nv h S deicv nei to reu m v a 76 pou kaqori vsthke apo v to epilegme nv o pro gv ramma. Auto v to re uv ma antistoicei v se mia tacu tv hta. An qe lv ete na diorqw vsete thn tacu tv hta auth v, arkei v na peristre y v ete to koumpi v pro" dexia v gia na thn auxh vsete h v pro" aristera v gia na thn meiw vsete. Sthn oqo nv h S oi metabole "v tacu tv hta" su vrmato" epishmai nv ontai pa nv ta apo v e nv a reu m v a. Q kai R- Plh kv tra. � Otan h FWTEINH ENDEIXH B ei nv ai anamme nv h h oqo nv h S deicv nei ton ariqmo v progra m v mato" epilegme nv o apo v ta 2 plh kv tra. Afou v oloklhrw qv hke h epilogh v h FWTEINH ENDEIXH me nv ei anamme nv h gia a lv la 5 deutero lv epta kai meta v sbh nv ei. � Otan h FWTEINH ENDEIXH C ei nv ai anamme nv h h oqo nv h S deicv nei to cro nv o pou epile cv thke me ta 2 plh kv tra. Afou v oloklhrw qv hke h epilogh v h FWTEINH ENDEIXH me nv ei anamme nv h gia a lv la 5 deutero lv epta kai meta v sbh nv ei. � Otan h FWTEINH ENDEIXH D ei nv ai anamme nv h h oqo nv h S deicv nei to cro nv o pou epile cv thke me ta 2 plh kv tra. Afou v oloklhrw qv hke h epilogh v h FWTEINH ENDEIXH me nv ei anamme nv h gia a lv la 5 deutero lv epta kai meta v sbh nv ei. � Otan h FWTEINH ENDEIXH E ei nv ai anamme nv h h oqo nv h S deicv nei deicv nei to cro nv o pou epile cv thke me ta 2 plh kv tra. Afou v oloklhrw qv hke h epilogh v h FWTEINH ENDEIXH me nv ei anamme nv h gia a lv la 5 deutero lv epta kai meta v sbh nv ei. � Otan oi FWTEINES ENDEIXEIS B, C, D, E ei nv ai sbhste "v kai brisko m v aste me vsa se e nv a opoiodh p v ote sunergiko v pro gv ramma, pie zv onta" e nv a apo v ta 2 plh kv tra, h oqo nv h S deicv nei enalla xv to kaqorisme nv o reu m v a h v v to sumbouleuo m v eno pa cv o" se ciliosta v. � Energw nv ta" stou" 2 metalla kv te" N e O qa mporeitv e na deitv e sthn oqo nv h S th stigmiai va au xv hsh h v ela tv twsh th" epilegme nv h" timh "v , auth v h leitourgi va ei nv ai crh vsimh o tv an qe lv ete na xe vrete prolhptika v se poio v reu m v a h v pa cv o" qe lv ete na arci vsete th sugko lv lhsh. � Pie zv onta" tauto cv rona ta 2 plh kv tra gia toula cv iston 5 deutero lv epta mpai nv oume sto upo-menou v, o p v ou bri vskoume 3 leitourgi ve" pou epile gv ontai me vsw tou plh kv trou A: 1- PROSE GV GISH (TACU T V HTA). Tropopoiei v thn tacu tv hta tou su vrmato" se sce vsh me thn prosdiorisme nv h, h i dv ia parame nv ei energh v gia e nv an crono pou ruqmizv etai apo v th leitourgi va prose gv gish" (cro nv o"). H tacu tv hta mporei v na metablhqei v me vsw twn 2 plh kv trwn Q kai R apo v e nv a 10% e wv " to polu v 150% th" prosdiorisme nv h" tacu tv hta" sugko lv lhsh". Auth v h leitourgi va, sunduasme nv h me th leitourgi va prose gv gish" (cro nv o") creia zv etai gia na kalutereu vei to empu vreuma tou to xv ou. H timh v pou deicv netai sthn oqo nv h S prohgeitv ai apo v to gra m v ma (A). 2- TACU T V HTA PROSDIORISME N V H STON KINHTH RV A TOU PULL 2003. Energw nv ta" sta 2 plh kv tra Q kai R h tacu tv hta tou PULL 2003 metaba lv letai apo v -9 e wv " +9 se sce vsh me thn prosdiorisam nv eh timh v. Auth v h leitourgi va epitre p v ei na beltistopoih vsete to procw vrhma tou su vrmato", sugcronizv onta" ton kinhth vra trofodosi va" su vrmato" th" mhcanh "v me ekei nv on tou PULL 2003. H timh v pou deicv netai sthn oqo nv h S prohgeitv ai apo v to gra m v ma (H). 3- METAV AE RV IO. Me vsw twn 2 plh kv trwn Q kai R mporeitv e na metaba lv ete apo v 0 e wv " 5 deutero lv epta thn e xv odo tou aeri vou sto te lv o" th" sugko lv lhsh". Auth v h leitourgi va ei nv ai idiaitv era endedeigme nv h sugkollw nv ta" anoixei dv wto ca lv uba kai aloumi nv io. H timh v pou deicv netai sthn oqo nv h S prohgeitv ai apo v to gra m v ma (P). 4- PROSE GV GISH (CRO N V O"). Ruqmizv ei to crono pou parame nv ei energh v h tacu tv hta prose gv gish". Auth v h leitourgi va, sunduasme nv h me th leitourgi va prose gv gish" (tacu tv hta), creia zv etai gia na kalutereu vei to empu vreuma tou to xv ou. Me vsw twn 2 plh kv trwn Q kai R o cro nv o" prose gv gish" mporei v na metablhqei v apo v 0 e wv " 1 deutero lv epto. H timh v pou deicv netai sthn oqo nv h S prohgeitv ai apo v to gra m v ma (d). 5- CEIROKIN V HTO" TRO P V O" 2 CRO N V WN KAI AUTO M V ATO" TRO P V O" 4 CRO N V WN. Energw nv ta" sta 2 plh kv tra Q kai R epile gv etai o cro nv o" 2 cro nv wn h v 4 cro nv wn. An h mhcanh v sugko lv lhsh" ei nv ai se ceiroki nv hto tro p v o 2 cro nv wn, h sugko lv lhsh xekina vei o tv an pie zv etai to plh kv tro kai diako p v tetai o tv an auto v apeleuqerw nv etai. An h mhcanh v sugko lv lhsh" ei nv ai se auto m v ato tro p v o 4 cro nv wn, gia na xekinh vsei h sugko lv lhsh pie vste to plh kv tro tsimpi dv a". Afou v xekinh vsei h diadiakasi va, to plh kv tro mporei v na apeleuqerwqei v. Gia na diako y v ete th sugko lv lhsh pie vste kai afh vste pa lv i to plh kv tro. Auto "v o tro p v o" ei nv ai kata lv lhlo" gia sugkollh vsei" makra "v diarkei va", o p v ou h pi vesh sto plh kv tro th" tsimpi dv a" mporei v na koura vsei to ceiristh v v. H timh v pou deicv netai sthn oqo nv h S prohgeitv ai apo v ta su m v bola (2t kai 4t). S- Oqo nv h. Crhsimopoiw nv ta" to ceiroki nv hto pro gv ramma 00 to o vrgano deicv nei, prin th sugko lv lhsh, thn tacu tv hta tou su vrmato" se me tv ra ana v lepto v kai sth sugko lv lhsh to reu m v a. Crhsimopoiw v nv ta" ta sunergika v progra m v mata emfanizv ei pa nv ta to re uv ma. Opw" perigra vfetai sti" prohgou m v ene" paragra vfou", sto o vrgano mporeitv e na emfani vsete, prin arci vsete th sugko lv lhsh: to crhsimopoiou m v eno pro gv ramma, to cro nv o pontari vsmato", to cro nv o pau vsh", to cro nv o Burn-Back, to sumbouleuo m v eno pa cv o", th leitougi va pleuri vsmato", th leitourgi va tacu tv hta" pou kaqori vsthke ston kinhth vra tou PULL 2003 kai to cro nv o tou meta-aeri vou. 5 SUGKOLLHSH 5. 1 QE S V H SE LEITOURGI VA Ele gv xte h dia m v etro" tou su vrmato" na antistoicei v sth dia m v etro pou anafe vretai sthn kulindrikh v trofodo tv hsh kai o v tv i to epilegme nv o pro gv ramma ei nv ai sumbato v me to uliko v kai me ton tu p v o aeri vou. Crhsimopoih vste kulindrike "v trofodoth vsei" su vrmato" me aula kv i se sch m v a “U" gia su vrmata aloumini vou kai me aula kv i se sch m v a “ V" gia ta a lv la su vrmata. 5.2 TO MHCANHMA SUGKOLLHSH EINAI ETOIMO GIA TH òOtan crhsimopoiou nv tai h tsimpi dv a tu p v ou PULL-2003 h v Spool-Gun akolouqh vste ti" sunhmme nv e" odhgi ve". � Sunde vste ton akrode kv th sw m v ato" me to komma tv i pou pre p v ei na sugkollh vsete. � Topoqeth vste to diako p v th N se 1. � Afaire vste to akrofu vsio. � Xebidw vste to mpek. � Topoqeth vste to su vrma sto spira lv th" tsimpi dv a" ele gv conta" na ei nv ai me vsa sto aula kv i tou kuli nv drou kai auto "v na topoqeteitv ai swsta v. � Pie vste to diako p v th tsimpi dv a" gia na procwrh vsei to su vrma me cv ri pou auto v bgai nv ei apo v thn tsimpi dv a. � Prosoch v: krath vste to pro vswpo makrua v apo v to teliko v akrofu vsio enw v to su vrma bgai nv ei. � Bidw vste to mpek ele gv conta" o tv i h dia m v etro" th" oph "v ei nv ai i dv ia m v ekei nv h tou crhsimopoiou m v enou su vrmato". � Monta vrete to akrofu vsio. 5.3 SUGKO VLLHSH TWN ANQRAKOU C V WN CALU BV WN CWRI V" PROSTASI VA AERIO V U ( mo nv o gia Kwd. 622,624 kai 625 ). Ele gv xte o tv i ta kalw dv ia ei nv ai swsta v topoqethme nv a ston pi nv aka akrodektw nv , w vste na throu nv th swsth v poliko tv hta (ble p v e eik5 )? . Fig. 5 Gia sugkollh vsei" kala v sundedeme nv e" kai me kalh v prostasi va kalo v ei nv ai na sugkolleitv e apo v aristera v pro" dexia v kai apo v pa nv w pro" ta ka tv w. Sto te lv o" ka qv e sugko lv lhsh" afaire vste ta upolei m v mata. To paragemisme nv o su vrma pou pre p v ei na crhsimopoih vsete ei nv ai o Kwdiko "v ma" Art. 1587, Ø 0,9 mm. 5.4 SUGKO VLLHSH TWN ANQRAKOU C V WN CALU BV WN ME PROSTASI VA AERIO V U. 77 Ele gv xte o tv i ta kalw dv ia ei nv ai swsta v topoqethme nv a ston pi nv aka akrodektw nv , w vste na throu nv th swsth v poliko vthta (mo nv o gia Kwd. 622, 624 kai 625 ble vpe eik 5 ). Gia th sugko lv lhsh autw nv twn ulikw nv ei nv ai aparaitv hto: � Crhsimopoieitv e e nv a ae vrio sugko lv lhsh" me distoiceiakh v su nv qesh, sunh qv w" ARGON + CO2 me periektiko tv hta se Argon apo v 75% kai pa nv w. Me auto v to mi gv ma to kordo nv i sugko lv lhsh" qa e cv ei stereh v domh v kai kalh v aisqhtikh v o y v h. Crhsimopoiw nv ta" kaqaro v CO2 san ae vrio prostasi va" ta kordo nv ia qa ei nv ai stena v v, me megalu tv erh diei vsdush alla v me shmantikh v au xv hsh probolw nv (rantisma tv wn). � Crhsimopoih vste e nv a su vrma trofodosi va" i dv ia" poio tv hta" m v ekei nv h tou ca lv uba pou pre p v ei na sugkollh vsete. Kalo v ei nv ai na crhsimopoieitv e su vrmata kalh "v poio tv hta" kai na apofeu gv ete skouriasme nv a su vrmata pou mporou nv na prokale vsoun elattw m v ata sugko lv lhsh". � Apofeu gv ete na ekteleitv e th sugko lv lhsh se skouriasme nv a komma tv ia h v pou na parousia zv oun leke dv e" elai vou h v lip v ou". 5.5 SUGKOLLHSH TWN ANOXEIDWT W V N CALUBWN Ele gv xte o tv i ta kalw dv ia eivnai swsta v topoqethme nv a ston pivnaka akrodektw nv , w vste na throu nv th swsth v poliko tv hta (mo nv o gia Kwd. 622, 624 kai 625 ble pv e eik. 5). H sugko lv lhsh twn anoxei dv wtwn calu bv wn th" kathgori va" 300, pre p v ei na ekteleitv ai me ae vrio prostasi va" me mega lv h periektiko tv hta se Argon, me mikrh v periektiko tv hta se oxugo nv o O2 h v dioxei dv io tou a nv qraka perip v ou 2%. Mhn aggizv ete to su vrma me ta ce vria. Ei nv ai shmantiko v na diathreitv e pa nv ta kaqarh v thn perioch v sugko lv lhsh" w vste na mhn rupai nv etai to shmei vo e nv wsh". 5.6 SUGKOLLHSH TOU ALOUMINIOU Ele gv xte o tv i ta kalw dv ia eivnai swsta v topoqethme nv a ston pivnaka akrodektw nv , w vste na throu nv th swsth v poliko tv hta (mo nv o gia Kwd. 622, 624 kai 625 ble pv e eik. 5). Gia th sugko lv lhsh tou aloumini vou ei nv ai aparaitv hto na crhsimopoieitv e: � Kaqaro v Argon san ae vrio prostasia". � òEna su vrma trofodosi va" me su nv qesh kata lv lhlh pro" to basiko v uliko v pou qa sugkollhqei v. � Crhsimopoieitv e ergalei va gia th lei vansh kai to bou vrtsisma eidika v gia to aloumi nv io cwri"v na ta crhsimopoih vsete pote v gia a lv la ulika v. � Gia th sugko lv lhsh tou aloumini vou pre p v ei na crhsimopoieitv e ti" tsimpi dv e": PULL 2003 Mont. 2003 h v SPOOL-GUN Mont. 1562 me th su nv desh Mont. 1196 (mo nv o gia Kwd. 622, 627 kai 641). Prosoch v. An diaqe tv ete mo nv o mia tsimpi dv a proetoimasme nv h gia su vrmata apo v ca lv uba, pre p v ei na thn tropopoih vsete me ton ako lv ouqo tro p v o: � Bebaiwqeitv e o tv i to mh kv o" tou kalwdi vou den xeperna v ta 3 me tv ra. � Bga lv te to mprou tv zino paxima dv i tou spira lv , to mpek aeri vou, to mpek reu m v ato" kai sth sune cv eia afaire vste to spira lv . � Eisa gv ete to spira lv Kwd. 1929 ele gv conta" o tv i bgai nv ei apo v ti" a kv re". 78 � Xanabidw vste to mek reu m v ato" w vste o spira lv na efarmo zv ei pa nv w sto i dv io. � Sto eleu qv ero a kv ro eisa gv ete to "nip v le"" staqeropoi vsh" spira lv , th tsimou cv a OR kai mploka vrete me to paxima dv i, cwri"v na sfi xv ete uperbolika v. � Eisa gv ete to mrprou tv zino kalama v kv i sto spira lv kai u vstera o lv o to su v nv olo ston prosarmosth v, afou v v prohgoume nv w" afaire vsate to shdere nv io kalama kv i. � Ko y v te diagwniwv " to spira lv w vste na ei nv ai o vso to dunato v pio konta v ston trofodo tv h su vrmato". � Crhsimopoieitv e trofodo tv e" su vrmato" kata lv lhlou" pro" to su vrma apo v aloumi nv io. � Ruqmi vste thn pi vesh, pou o braci vona" th" mona dv a" trofodosi va" askei v ston ku lv indro, se v o vso to dunato nv katw tv erh timh v. 6 ELATTWMATA SUGKOLLHSHS 1 ELATTWMA - Porw dv e" (eswterika v h v exwterika v apo v to kordo nv i) AITIES � Elattwmatiko v su vrma (skouriasme nv o epifaneiaka )v � Elleiyh prostasi va" aeri vou pou na ofei lv etai se: - aneparkh roh v aeri vou - elattwmatiko v metrhth v roh "v - meiwth vra me pa cv nh, lo gv w e lv leiyh" proqermanth vra aeri vou prostasi va" CO2 - elattwmatikh v hlektrobalbi dv a - mpek boulwme nv o apo v pitsili vsmata - ope "v ekroh "v tou aeri vou boulwme nv e" - upa vrcoun reu m v ata ae vra sthn perioch v op v ou ekteleitv ai h sugko lv lhsh 2 ELATTWMA - Ragi vsmata sustolh "v ulikou v AITIES � Su vrma h v me tv allo epexergasi va" aka v qarto h v skouriasme nv o. � Kordo nv i uperbolika v mikro v. � Kordo nv i uperbolika v koi lv o. � Kordo nv i uperbolika v dieisdume nv o. 3 ELATTWMA - Pleurike "v carakie v "v AITIES �Pe vrasma uperbolika v grh gv oro � Camhlo v reu m v a kai ta vsei" to xv ou uyhle "v . 4 ELATTWMA - Uperbolika v pitsili vsmata AITIES � Ta vsh uperbolika v uyhlh v. � Epagwgiko tv hta aneparkh "v . � Elleiyh eno "v proqermanth vra tou aeri vou prostasi va" CO2. 7 ΣΥΝΤΗΡΗΣΗ Κάθε διαδικασία συντήρησης θα πρέπει να πραγματοποιείται από προσοντούχο προσωπικό και σε συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4). 7.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής, βεβαιωθείτε ότι ο διακόπτης S είναι στην θέση "O" και ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο. Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το εσωτερικό της συσκευής από την μεταλλική σκόνη που συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα. 7.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ. Μετά από την πραγματοποίηση μιας επιδιόρθωσης, δώστε προσοχή στην επανατακτοποίηση της καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη μόνωση ανάμεσα στην πρωταρχική πλευρά και την δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης ενός αγωγού. Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές ροδέλες όπως στην γνήσια συσκευή. 79 QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE CODIFICA COLORI CABLAGGIO ELETTRICO WIRING DIAGRAM COLOUR CODE A NERO BLACK L NROSA-NERO PINK-BLACK B ROSSO RED M GRIGIO-VIOLA GREY-PURPLE C GRIGIO GREY N BIANCO-VIOLA WHITE-PURPLE D BIANCO WHITE O BIANCO-NERO WHITE-BLACK E VERDE GREEN P GRIGIO-BLU GREY-BLUE F VIOLA PURPLE Q BIANCO-ROSSO WHITE-RED G GIALLO YELLOW R GRIGIO-ROSSO GREY-RED H BLU BLUE S BIANCO-BLU WHITE-BLUE K MARRONE BROWN T NERO-BLU BLACK-BLUE J ARANCIO ORANGE U GIALLO-VERDE YELLOW-GREEN I ROSA PINK V AZZURRO BLUE 80 Art. 622 81 Art. 624 82 Art. 625 83 Art. 627 84 Art. 627.48 85 Art. 633 86 Art. 641 87 66 88 36 38 39 37 40 41 67 63 68 61 52 35 59 400 54 42 34 62 32 65 30 50 51 6 31 43 45 44 28 27 49 25 7 26 55 57 47 53 48 46 13 14 15 58 18 24 23 20 56 22 8 21 9 19 64 17 16 12 11 Art. 622 Art. 622 POS 06 07 08 09 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 38 39 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE RESISTENZA LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI CORNICE PROTEZIONE IN GOMMA TAPPO CORPO ADATTATORE COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD RESISTANCE FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL FRAME RUBBER PROTECTION CAP ADAPTOR BODY La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 61 62 63 64 65 66 67 68 400 MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA SHUNT CIRCUITO DI CONTROLLO SUPPORTO SUPPORTO RESISTENZA CONDENSATORE PULSANTE MORSETTIERA CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SHUNT CONTROL CIRCUIT SUPPORT SUPPORT RESISTANCE CAPACITOR SWITCH TERMINAL BOARD PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 89 66 90 36 38 39 37 40 67 41 63 68 61 52 35 59 400 42 34 32 62 65 30 50 51 6 31 43 45 44 28 27 25 7 26 55 57 49 48 47 46 13 14 15 58 18 24 23 20 56 22 9 8 21 19 64 17 16 12 11 Art. 624 Art. 624 POS 06 07 08 09 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 38 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE RESISTENZA LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI CORNICE PROTEZIONE IN GOMMA TAPPO COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD RESISTANCE FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL FRAME RUBBER PROTECTION CAP La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 39 40 41 42 43 44 45 46 47 48 49 50 51 52 55 56 57 58 59 61 62 63 64 65 66 67 68 400 CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA SUPPORTO SUPPORTO RESISTENZA CONDENSATORE PULSANTE MORSETTIERA CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SUPPORT SUPPORT RESISTANCE CAPACITOR SWITCH TERMINAL BOARD PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 91 66 92 39 37 40 41 63 38 67 36 68 61 59 35 42 400 43 62 52 32 34 65 44 6 31 30 45 7 28 27 50 51 29 26 25 49 48 47 46 13 14 23 24 18 22 20 21 8 19 9 15 17 64 16 12 11 Art. 625 Art. 625 POS 06 07 08 09 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 34 35 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE RESISTENZA LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO MORSETTIERA TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD RESISTANCE FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TERMINAL BOARD TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 59 61 62 63 64 65 66 67 68 400 CORNICE PROTEZIONE IN GOMMA TAPPO CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA PULSANTE MORSETTIERA CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION FRAME RUBBER PROTECTION CAP ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SWITCH TERMINAL BOARD PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 93 66 94 39 40 41 67 63 38 68 36 37 59 35 54 42 400 43 62 52 32 34 65 44 6 31 30 45 7 28 27 50 51 29 26 25 49 48 47 46 13 14 23 53 24 18 22 20 21 8 19 9 15 17 64 16 12 11 Art. 627 Art. 627 POS 06 07 08 09 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 34 35 36 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE RESISTENZA LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO MORSETTIERA TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI CORNICE COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD RESISTANCE FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TERMINAL BOARD TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL FRAME La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 59 62 63 64 65 66 67 68 400 PROTEZIONE IN GOMMA TAPPO CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA SHUNT CIRCUITO DI CONTROLLO PULSANTE CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION RUBBER PROTECTION CAP ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SHUNT CONTROL CIRCUIT SWITCH PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 95 66 96 39 40 41 67 63 38 68 36 37 59 35 54 42 400 43 62 52 32 34 65 44 6 31 30 45 7 28 27 50 51 26 25 49 48 47 46 13 14 23 53 24 18 22 20 21 8 19 9 15 17 64 16 12 11 Art. 627.48 Art. 627.48 POS 06 07 08 09 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE RESISTENZA LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI CORNICE PROTEZIONE IN GOMMA COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD RESISTANCE FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL FRAME RUBBER PROTECTION La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 59 62 63 64 65 66 67 68 400 TAPPO CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA SHUNT CIRCUITO DI CONTROLLO PULSANTE CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION CAP ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SHUNT CONTROL CIRCUIT SWITCH PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 97 66 98 36 38 39 37 40 41 63 67 68 35 59 402 42 43 52 34 32 65 44 6 31 30 28 27 26 25 50 51 29 45 7 48 47 46 13 14 60 20 23 24 22 8 21 9 19 15 17 64 16 12 11 Art. 633 Art. 633 POS 06 07 08 09 11 12 13 14 15 16 17 19 20 21 22 23 24 25 26 27 28 29 30 31 32 34 35 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO MORSETTIERA TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TERMINAL BOARD TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 36 37 38 39 40 41 42 43 44 45 46 47 48 50 51 52 59 60 63 64 65 66 67 68 402 CORNICE PROTEZIONE IN GOMMA TAPPO CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO COMMUTATORE COMMUTATORE CAVO MASSA PULSANTE LATERALE FISSO LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION FRAME RUBBER PROTECTION CAP ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT SWITCH SWITCH EARTH CABLE SWITCH FIXED SIDE PANEL HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 99 66 100 36 38 37 39 40 41 63 67 68 59 35 403 54 61 42 43 52 34 32 65 44 6 51 31 50 29 45 28 60 25 26 30 27 7 49 48 47 46 13 14 53 53 24 23 20 22 8 21 9 19 15 17 64 16 12 11 Art. 641 Art. 641 POS 06 07 08 09 11 12 13 14 15 16 17 19 20 21 22 23 24 25 26 27 28 29 30 31 32 34 35 36 37 DESCRIZIONE DESCRIPTION SUPPORTO BOBINA CERNIERA COPERTURA GOMMA COPERCHIO APPOGGIO BOMBOLA CINGHIA RACCORDO ELETTROVALVOLA PRESSACAVO RACCORDO CAVO RETE LATERALE FISSO SUPPORTO TAPPO RUOTA FISSA ASSALE RADDRIZZATORE SUPPORTO MOTORE VENTOLA FONDO MORSETTIERA TRASFORMATORE RUOTA PIROETTANTE PRESA GIFAS PIANO INTERMEDIO PANNELLO COMANDI CORNICE PROTEZIONE IN GOMMA COIL SUPPORT HINGE RUBBER MAT COVER GAS CYLINDER SUPPORT BELT FITTING SOLENOID VALVE STRAIN RELIEF FITTING POWER CORD FIXED SIDE PANEL SUPPORT CAP FIXED WHEEL AXLE RECTIFIER SUPPORT MOTOR FAN BOTTOM TERMINAL BOARD TRANSFORMER SWIVELING WHEEL GIFAS SOCKET INSIDE BAFFLE CONTROL PANEL FRAME RUBBER PROTECTION La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 59 60 61 62 63 64 65 66 67 68 403 TAPPO CORPO ADATTATORE MANOPOLA MANICO CIRCUITO DI COMANDO CARTER DI PROTEZIONE TRASFORMATORE DI SERVIZIO SUPPORTO MORSETTIERA TELERUTTORE SUPPORTO IMPEDENZA COMMUTATORE COMMUTATORE CAVO MASSA SHUNT CIRCUITO DI CONTROLLO PULSANTE LATERALE FISSO PROTEZIONE MOTORE CARTER DI PROTEZIONE LATERALE MOBILE PANNELLO POSTERIORE PANNELLO ANTERIORE CHIUSURA ROSETTA CHIUSURA GRUPPO TRAINAFILO COMPLETO DESCRIPTION CAP ADAPTOR BODY KNOB HANDLE CIRCUIT BOARD PROTECTION CASE AUXLIARY TRANSFORMER SUPPORT TERMINAL BOARD CONTACTOR SUPPORT CHOKE SWITCH SWITCH EARTH CABLE SHUNT CONTROL CIRCUIT SWITCH FIXED SIDE PANEL MOTOR PROTECTION PROTECTION CASE HINGED SIDE PANEL BACK PANEL FRONT PANEL CLOSING WASHER CLOSING COMPLETE WIRE FEED UNIT When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 101 Art. 622-624-625-627 Art. 633 102 Art. 641 POS 400 402 403 410 414 421 422 423 424 425 426 428 429 432 433 434 DESCRIZIONE DESCRIPTION GRUPPO TRAINAFILO COMPLETO COMPLETE WIRE FEED UNIT MOTORIDUTTORE WIRE FEED MOTOR BLOCCAGGIO GRADUATO GUIDAFILO CORPO TRAINAFILO ISOLANTE COMPLETO PROTEZIONE TRAINAFILO COMPLETO RULLO TRAINAFILO POMELLO CORPO TRAINAFILO CANNETTA GUIDAFILO PROTEZIONE ADJUSTMENT KNOB WIRE DRIVE PIPE ASSY WIRE FEED BODY INSULATION ASSY PROTECTION COMPLETE WIRE FEED WIRE FEED ROLLER KNOB WIRE FEED BODY WIRE INLET GUIDE PROTECTION La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. POS DESCRIZIONE 435 442 443 444 460 461 462 463 470 471 472 473 474 480 DESCRIPTION CORPO TRAINAFILO COMPLETO COMPLETE WIRE FEED BODY GRUPPO TRAINAFILO WIRE FEED UNIT BLOCCAGGIO GRADUATO SUPPORTO PREMIRULLO INGRANAGGIO INGRANAGGIO KIT INGRANAGGI SUPPORTO PREMIRULLO DESTRO SUPPORTO PREMIRULLO SINISTRO INGRANAGGIO CENTRALE KIT TRAINAFILO PERNO DISTANZIALE ADJUSTMENT KNOB ROLLER PRESSER SUPP. GEAR GEAR GEARS KIT RIGTH ROLLER PRESSER SUPPORT LEFT ROLLER PRESSER SUPPORT CENTRAL GEAR WIRE FEED KIT PIN SPACER When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 103 CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] 104-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
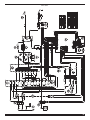 81
81
-
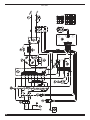 82
82
-
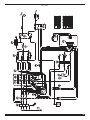 83
83
-
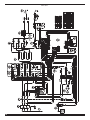 84
84
-
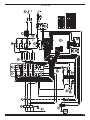 85
85
-
 86
86
-
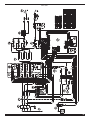 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104








































































































Cebora 624 EVO 200 M Combi Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
- français: Cebora 624 EVO 200 M Combi Manuel utilisateur
- italiano: Cebora 624 EVO 200 M Combi Manuale utente
- English: Cebora 624 EVO 200 M Combi User manual
- Deutsch: Cebora 624 EVO 200 M Combi Benutzerhandbuch
- Nederlands: Cebora 624 EVO 200 M Combi Handleiding
- português: Cebora 624 EVO 200 M Combi Manual do usuário
- dansk: Cebora 624 EVO 200 M Combi Brugermanual
- svenska: Cebora 624 EVO 200 M Combi Användarmanual
- suomi: Cebora 624 EVO 200 M Combi Ohjekirja
Artículos relacionados
-
Cebora EVO 350 TC SYNERGIC Manual de usuario
-
-
-
-
-
-
-
-
-
Otros documentos
-
Prima MIG 205AL Manual de usuario
-
GYS FUME EXTRACTOR EVO 2.1 RE - 230V El manual del propietario
-
Trevi RC 820 Guía del usuario
-
Asco Series 881 Cylinder Sensor El manual del propietario
-
-
-