STEMCO 577-0039 Qwik Kit Guía de instalación
- Tipo
- Guía de instalación

QWIK KIT TM NO REAM
INSTALLATION FOR
KING PIN STEERING
KNUCKLE REPAIRS
1
an EnPro Industries company continued on page 2
AUG 2015 01 577 0039
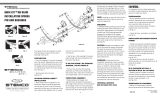
(fig. #1)
(fig. #2)
- Cross section of
bushing lip seal.
- Sección transversal
del sello de buje
- Coupe transver-
sale du joint à lèvre
de la bague
- Seal is placed
on top of thrust bearing.
-Sello se posiciona arriba
del balero de carga
- Le joint est placé
sur le palier de butée.
(fig. #3)
REMOVAL
• Use established procedures for tear-
down.
STEERING KNUCKLE AND AXLE
PREPARATION
• Clean spindle bores and axle eyes then
wipe dry.
• Remove any burrs from spindle bores
and axle eyes using a brake hone or
similar device.
INSTALLING BUSHING LIP SEALS
• Handle with care, lip seals are easily
damaged.
• Using a bushing driver or similar device,
drive the seal into the bore, leaving the
seal flush with the axle side of each
spindle.
• Be sure to position the seal so the lip is
pointing towards the axle eye.
(see fig. #3)
INSTALLING SPIRAL STEEL
BUSHINGS
• Place the tip of the bushing at a
slight angle to the bore. With a push-in,
clockwise twisting action, the bushing will
enter the bore. Continue with the twisting
action as far as the hand grip will
permit. (see fig. #1)
• Grip bushing wall with a “T” wrench or
pliers about 1” from the tip. Continue the
clockwise rotation as far as possible.
(see fig. #2)
• Tap bushing into the bore until slightly
below flush using a brass mallet.
CHECK BEFORE ASSEMBLY
• Wipe the bushing clean. Insert the king
pin into just the upper bushing, then into
just the bottom bushing. In both cases
the pin should be a slip fit. Then insert
the pin into both bushings simultaneously
and again the pin should be a slip fit. If at
any time during this test the pin becomes
tight, remove the bushing or bushings and
use a brake hone to thoroughly clean the
bores again. If upon re-installation the pin
is still tight, call technical service.
BEARING INSTALLATION
• Pre-pack bearing with grease.
• Opening on bearings outside diameter
should point down. (see fig. #3)
• Place needed shims under upper
spindle bore.
• Position king pin through upper bushing
and through needed shims. Be sure TOP
on pin is parallel to axle for proper lock flat
alignment.
• Place spindle, shims and pin onto axle,
allow pin into axle bore about 2”.
• Tap bearing into place. A properly fit
bearing will require a slight tap fit with out
damaging the bearing case.
• If bearing is too tight or too loose, adjust
number of shims being used.
COMPLETE PIN INSTALLATION
•Once bearing fit is correct allow pin to
slip into lower bushing.
• Position lock flats on pin so they line up
with lock holes.
• Pound lock pins into place, for lock pins
with threads apply 25-30 ft. lbs of torque.
END PLATE OR END PLUG
INSTALLATION
• Install end plates or end plugs, use
proper seal under plates.
• Install grease fitting into end plate or
end plug.
GREASING
• Apply grease until it can be seen
between axle and spindle. Then turn
spindle and grease again repeating the
process 5 times.
CHECK INSTALLATION
• Once greased the spindle should turn
easily from side to side.
• There should be very little up and down
movement.
TECHNICAL SERVICE:
800-527-8492 EXT: 2216
ESPAÑOL
REMOCIÓN
• Utilizar procedimientos establecidos
para desensamble
PREPARACIÓN DEL EJE Y HUSILLO
DE DIRECCION
• Limpie los barrenos del husillo y del eje
de dirección y luego seque.
• Quite las rebabas del husillo y del
eje utilizando una piedra de desgaste o
dispositivo similar.
INSTALACIÓN DEL RETÉN PARA
BUJE
• Trate con cuidado, el retén se daña
fácilmente.
• Se recomienda el uso de dispositivo de
instalación, para conducir el sello hasta
la orilla del barreno, dejando el labio del
sello hacia el lado del eje en cada buje.
• Asegúrese de colocar el sello de
manera que el labio está apuntando hacia
el barreno del eje.
(ver fig. #3)
INSTALACIÓN DE BUJES DE ACERO
EN ESPIRAL
• Coloque la punta del casquillo con una
ligera inclinación al barreno. Con una
acción de empuje y torsión en sentido
horario, el buje entrará en el barreno.
Continúe con la acción de torsión hasta
donde la mano lo permita.
( ver fig. # 1 )
• Sostenga el buje con una la
herramienta con llave “T” o alicates
aproximadamente 1” de la punta.
Continuar la rotación hacia la derecha
tanto como sea posible.
( ver fig. # 2 )
• Impulse el buje en el barreno con
ligeros toques usando un mazo de bronce,
hasta que esté ligeramente por debajo del
ras.
REVISE ANTES DE ENSAMBLAR
• Limpie el buje. Inserte el King pin en
sólo el buje superior, luego en sólo el
buje inferior. En ambos casos, el pasador
debe tener un ajuste de deslizamiento.
A continuación, inserte el pasador en
ambos bujes simultáneamente y de
nuevo el pasador debe ser un ajuste de
deslizamiento. Si en cualquier momento
durante esta prueba se convierte en un
pasador apretado, quitar el buje o bujes
y utilizar una piedra de desgaste para

2
STEMCO - USA
P.O. Box 1989
Longview, TX 75606-1989
(903) 758-9981 • FAX: 1-800-874-4297
1-800-527-8492
www.stemco.com
STEMCO - Canada
5650 Timberlea Blvd. Unit B
Mississauga, ON L4W 4M6
(905) 206-9922 • FAX: 877-244-4555
877-232-9111
www.stemco.com
STEMCO, STEMCO Suspension Products, STEMCO Kaiser
and QWIK Kit are registered trademarks of STEMCO LP ©
2014 STEMCO LP
Printed in the USA
AUG 2015 01 577 0039
From page 1
an EnPro Industries company
limpiar a fondo los barrenos de nuevo. Si
al volver a la instalación del pasador sigue
siendo apretado, llame a servicio técnico.
INSTALACIÓN BALERO DE CARGA
• Pre –lubricar balero con grasa.
• Apertura en rodamientos del diámetro
exterior debe apuntar hacia abajo.
( ver fig. # 3 )
• Coloque las lainas de ajuste necesarias
abajo del barreno superior de la espiga.
• Posicione el pasador a través buje
superior y a través de las lainas
necesarias. Asegúrese la marca TOP en el
pasador se encuentre paralelo al eje para
alineación apropiada de la cara plana de
las cuñas de bloqueo.
• Coloque los espiga, lainas de ajuste
y pasador en el eje, permite al pasador
deslizar en el cerca de 2”
• Empuje con ligeros toques el balero de
carga. Un balero correctamente ajustado
requerirá un ajuste ligero de golpe con
poca fuerza que no dañe la caja externa
del balero.
• Si el balero está demasiado apretado
o demasiado flojo, ajustar la cantidad de
lainas.
COMPLETE LA INSTALACIÓN DEL
KING PIN
• Una vez teniendo ajuste de balero
correcto, permitir al pasador entrar en el
buje inferior.
• Posicione las cuñas de bloqueo para
que se alinean con las ranuras candado
del pasador.
• Golpea las cuñas de bloqueo hasta un
ajuste firme; para cuñas de bloqueo con
rosca aplican 25-30 ft -lbs de torque a la
tuerca de apriete.
INSTALACIÓN TAPA DE PLACA O
TAPÓN
• Instale las tapas de placa tapones,
utilice el sello adecuado debajo de las
placas.
• Instale la conexión para engrase en la
placa final o tapón.
LUBRICACIÓN
• Aplique grasa hasta que se puede ver
entre eje y husillo. A continuación, gire el
husillo y engrasar de nuevo repitiendo el
proceso 5 veces.
VERIFICACIÓN DE INSTALACIÓN
• Una vez engrasado el husillo debe girar
fácilmente de un lado a otro.
• Debe haber muy poco movimiento
ascendente y descendente.
SERVICIO TÉCNICO
800-527-8492 EXT: 2216
FRANÇAIS
ENLÈVEMENT
• Suivez la procédure de démontage
établie.
PRÉPARATION DE LA FUSÉE
D’ESSIEU ET DE L’ESSIEU
• Nettoyez et essuyez les alésages de la
fusée et les yeux de l’essieu.
• Enlevez les bavures des alésages de la
fusée et des yeux de l’essieu à l’aide d’un
rodoir de frein ou d’un appareil du même
type.
INSTALLATION DES JOINTS À LÈVRE
• Les joints à lèvre s’endommagent
facilement. Manipulez-les avec soin.
• À l’aide d’un mandrin de pose et de
dépose ou d’un appareil similaire, poussez
le joint dans l’alésage, en faisant en sorte
que le joint soit au même niveau que le
côté essieu de chacun des alésages de la
fusée.
• Assurez-vous de placer le joint de
manière à ce que la lèvre pointe dans la
direction de l’œil de l’essieu.
(voir fig. 3)
INSTALLATION DE BAGUES À
SPIRALES EN ACIER
• Placez le bout de la bague légèrement
à angle par rapport à l’alésage. En la
poussant et en la faisant tourner dans le
sens horaire, vous permettrez à la bague
d’entrer dans l’alésage. Poursuivez ce
mouvement aussi longtemps que votre
prise vous le permet.
(voir fig. 1)
• Saisissez la paroi de la bague à l’aide
d’une clé à manche en T ou de pinces à
environ 2,5 cm (1 po) du bout. Poursuivez
la rotation en sens horaire en allant aussi
loin que possible.
(voir fig. 2)
• À l’aide d’un maillet de laiton, taraudez
la bague dans l’alésage jusqu’à ce qu’elle
soit à un niveau légèrement inférieur à
celui de la surface.
À VÉRIFIER AVANT L’ASSEMBLAGE
• Essuyez la bague. Insérez tout juste
la cheville ouvrière dans la bague
supérieure, puis insérez-la tout juste
dans la bague inférieure. Dans les deux
cas, la cheville doit glisser. Ensuite,
insérez la cheville dans les deux bagues
simultanément. Là encore, la cheville
doit glisser. Si à un moment ou un autre
au cours de cet essai la cheville devenait
serrée, enlevez la ou les bagues et utilisez
un rodoir de frein pour nettoyer à nouveau
les bagues en profondeur. Si la cheville
est encore trop serrée après avoir été
réinstallée, communiquez avec le service
technique.
INSTALLATION DU ROULEMENT
• Garnissez le roulement de graisse.
• L’ouverture sur le diamètre externe du
roulement doit pointer vers le bas.
(voir fig. 3)
• Mettez les cales nécessaires sous
l’alésage supérieur de la fusée.
• Faites passer la cheville ouvrière à
travers l’alésage supérieur et les cales
nécessaires. Assurez-vous que le DESSUS
de la cheville est parallèle à l’essieu pour
un bon alignement.
• Mettez la fusée, les cales et la cheville
dans l’essieu, en faisant entrer la cheville
à une profondeur d’environ 5 cm (2 po)
dans l’alésage de l’essieu.
• Taraudez le roulement pour le mettre
en place. Un roulement bien ajusté
nécessitera d’être taraudé légèrement,
sans endommager le coffrage du palier.
• Si le roulement est trop ou
insuffisamment serré, modifiez la quantité
de cales utilisées.
FINITION DE L’INSTALLATION DE LA
CHEVILLE
• Lorsque l’ajustement du roulement
est bon, laissez glisser la cheville dans
l’alésage inférieur.
• Positionnez les facettes de la cheville de
manière à ce qu’elles soient alignées avec
les trous.
• Martelez les goupilles d’arrêt pour les
mettre en place; appliquez un couple de
serrage de de 33,9 à 40,7 Nm (25 à 30
pi/lb) pour les goupilles d’arrêt filetées.
INSTALLATION DES PLAQUES OU
DES BOUCHONS D’EXTRÉMITÉ
• Installez les plaques ou les bouchons
d’extrémité; utilisez le joint approprié sous
les plaques.
• Installez le raccord de graissage dans la
plaque ou le bouchon d’extrémité.}
GRAISSAGE
• Mettez de la graisse jusqu’à ce que
celle-ci puisse être vue entre l’essieu
et la fusée. Ensuite, tournez la fusée et
graissez à nouveau; répétez 5 fois le
processus.
VÉRIFICATION DE L’INSTALLATION
• Une fois graissée, la fusée devrait
tourner facilement d’un côté et de l’autre.
• Il devrait y avoir très peu de mouvement
vers le haut et vers le bas.
TECHNIQUE :
800-527-8492 EXT : 2216
Transcripción de documentos
INSTALLING SPIRAL STEEL BUSHINGS QWIK KIT NO REAM INSTALLATION FOR KING PIN STEERING KNUCKLE REPAIRS TM - Cross section of bushing lip seal. - Sección transversal del sello de buje - Coupe transversale du joint à lèvre de la bague CHECK BEFORE ASSEMBLY - Seal is placed on top of thrust bearing. -Sello se posiciona arriba del balero de carga - Le joint est placé sur le palier de butée. (fig. #3) (fig. #1) REMOVAL • Use established procedures for teardown. STEERING KNUCKLE AND AXLE PREPARATION (fig. #2) • Place the tip of the bushing at a slight angle to the bore. With a push-in, clockwise twisting action, the bushing will enter the bore. Continue with the twisting action as far as the hand grip will permit. (see fig. #1) • Grip bushing wall with a “T” wrench or pliers about 1” from the tip. Continue the clockwise rotation as far as possible. (see fig. #2) • Tap bushing into the bore until slightly below flush using a brass mallet. • Clean spindle bores and axle eyes then wipe dry. • Remove any burrs from spindle bores and axle eyes using a brake hone or similar device. INSTALLING BUSHING LIP SEALS • Handle with care, lip seals are easily damaged. • Using a bushing driver or similar device, drive the seal into the bore, leaving the seal flush with the axle side of each spindle. • Be sure to position the seal so the lip is pointing towards the axle eye. (see fig. #3) • Wipe the bushing clean. Insert the king pin into just the upper bushing, then into just the bottom bushing. In both cases the pin should be a slip fit. Then insert the pin into both bushings simultaneously and again the pin should be a slip fit. If at any time during this test the pin becomes tight, remove the bushing or bushings and use a brake hone to thoroughly clean the bores again. If upon re-installation the pin is still tight, call technical service. BEARING INSTALLATION • Pre-pack bearing with grease. • Opening on bearings outside diameter should point down. (see fig. #3) • Place needed shims under upper spindle bore. • Position king pin through upper bushing and through needed shims. Be sure TOP on pin is parallel to axle for proper lock flat alignment. • Place spindle, shims and pin onto axle, allow pin into axle bore about 2”. • Tap bearing into place. A properly fit bearing will require a slight tap fit with out damaging the bearing case. • If bearing is too tight or too loose, adjust number of shims being used. an EnPro Industries company 1 COMPLETE PIN INSTALLATION •Once bearing fit is correct allow pin to slip into lower bushing. • Position lock flats on pin so they line up with lock holes. • Pound lock pins into place, for lock pins with threads apply 25-30 ft. lbs of torque. END PLATE OR END PLUG INSTALLATION • Install end plates or end plugs, use proper seal under plates. • Install grease fitting into end plate or end plug. GREASING • Apply grease until it can be seen between axle and spindle. Then turn spindle and grease again repeating the process 5 times. CHECK INSTALLATION • Once greased the spindle should turn easily from side to side. • There should be very little up and down movement. TECHNICAL SERVICE: 800-527-8492 EXT: 2216 ESPAÑOL INSTALACIÓN DEL RETÉN PARA BUJE • Trate con cuidado, el retén se daña fácilmente. • Se recomienda el uso de dispositivo de instalación, para conducir el sello hasta la orilla del barreno, dejando el labio del sello hacia el lado del eje en cada buje. • Asegúrese de colocar el sello de manera que el labio está apuntando hacia el barreno del eje. (ver fig. #3) INSTALACIÓN DE BUJES DE ACERO EN ESPIRAL • Coloque la punta del casquillo con una ligera inclinación al barreno. Con una acción de empuje y torsión en sentido horario, el buje entrará en el barreno. Continúe con la acción de torsión hasta donde la mano lo permita. ( ver fig. # 1 ) • Sostenga el buje con una la herramienta con llave “T” o alicates aproximadamente 1” de la punta. Continuar la rotación hacia la derecha tanto como sea posible. ( ver fig. # 2 ) • Impulse el buje en el barreno con ligeros toques usando un mazo de bronce, hasta que esté ligeramente por debajo del ras. REVISE ANTES DE ENSAMBLAR REMOCIÓN • Utilizar procedimientos establecidos para desensamble PREPARACIÓN DEL EJE Y HUSILLO DE DIRECCION • Limpie los barrenos del husillo y del eje de dirección y luego seque. • Quite las rebabas del husillo y del eje utilizando una piedra de desgaste o dispositivo similar. • Limpie el buje. Inserte el King pin en sólo el buje superior, luego en sólo el buje inferior. En ambos casos, el pasador debe tener un ajuste de deslizamiento. A continuación, inserte el pasador en ambos bujes simultáneamente y de nuevo el pasador debe ser un ajuste de deslizamiento. Si en cualquier momento durante esta prueba se convierte en un pasador apretado, quitar el buje o bujes y utilizar una piedra de desgaste para AUG 2015 continued on page 2 01 577 0039 From page 1 limpiar a fondo los barrenos de nuevo. Si al volver a la instalación del pasador sigue siendo apretado, llame a servicio técnico. INSTALACIÓN BALERO DE CARGA • Pre –lubricar balero con grasa. • Apertura en rodamientos del diámetro exterior debe apuntar hacia abajo. ( ver fig. # 3 ) • Coloque las lainas de ajuste necesarias abajo del barreno superior de la espiga. • Posicione el pasador a través buje superior y a través de las lainas necesarias. Asegúrese la marca TOP en el pasador se encuentre paralelo al eje para alineación apropiada de la cara plana de las cuñas de bloqueo. • Coloque los espiga, lainas de ajuste y pasador en el eje, permite al pasador deslizar en el cerca de 2” • Empuje con ligeros toques el balero de carga. Un balero correctamente ajustado requerirá un ajuste ligero de golpe con poca fuerza que no dañe la caja externa del balero. • Si el balero está demasiado apretado o demasiado flojo, ajustar la cantidad de lainas. COMPLETE LA INSTALACIÓN DEL KING PIN • Una vez teniendo ajuste de balero correcto, permitir al pasador entrar en el buje inferior. • Posicione las cuñas de bloqueo para que se alinean con las ranuras candado del pasador. • Golpea las cuñas de bloqueo hasta un ajuste firme; para cuñas de bloqueo con rosca aplican 25-30 ft -lbs de torque a la tuerca de apriete. INSTALACIÓN TAPA DE PLACA O TAPÓN • Instale las tapas de placa tapones, utilice el sello adecuado debajo de las placas. • Instale la conexión para engrase en la placa final o tapón. LUBRICACIÓN • Aplique grasa hasta que se puede ver entre eje y husillo. A continuación, gire el husillo y engrasar de nuevo repitiendo el proceso 5 veces. VERIFICACIÓN DE INSTALACIÓN • Una vez engrasado el husillo debe girar fácilmente de un lado a otro. • Debe haber muy poco movimiento ascendente y descendente. SERVICIO TÉCNICO 800-527-8492 EXT: 2216 FRANÇAIS ENLÈVEMENT • Suivez la procédure de démontage établie. PRÉPARATION DE LA FUSÉE D’ESSIEU ET DE L’ESSIEU • Nettoyez et essuyez les alésages de la an EnPro Industries company STEMCO - USA P.O. Box 1989 Longview, TX 75606-1989 (903) 758-9981 • FAX: 1-800-874-4297 1-800-527-8492 www.stemco.com fusée et les yeux de l’essieu. • Enlevez les bavures des alésages de la fusée et des yeux de l’essieu à l’aide d’un rodoir de frein ou d’un appareil du même type. INSTALLATION DES JOINTS À LÈVRE • Les joints à lèvre s’endommagent facilement. Manipulez-les avec soin. • À l’aide d’un mandrin de pose et de dépose ou d’un appareil similaire, poussez le joint dans l’alésage, en faisant en sorte que le joint soit au même niveau que le côté essieu de chacun des alésages de la fusée. • Assurez-vous de placer le joint de manière à ce que la lèvre pointe dans la direction de l’œil de l’essieu. (voir fig. 3) INSTALLATION DE BAGUES À SPIRALES EN ACIER • Placez le bout de la bague légèrement à angle par rapport à l’alésage. En la poussant et en la faisant tourner dans le sens horaire, vous permettrez à la bague d’entrer dans l’alésage. Poursuivez ce mouvement aussi longtemps que votre prise vous le permet. (voir fig. 1) • Saisissez la paroi de la bague à l’aide d’une clé à manche en T ou de pinces à environ 2,5 cm (1 po) du bout. Poursuivez la rotation en sens horaire en allant aussi loin que possible. (voir fig. 2) • À l’aide d’un maillet de laiton, taraudez la bague dans l’alésage jusqu’à ce qu’elle soit à un niveau légèrement inférieur à celui de la surface. STEMCO - Canada 5650 Timberlea Blvd. Unit B Mississauga, ON L4W 4M6 (905) 206-9922 • FAX: 877-244-4555 877-232-9111 www.stemco.com 2 À VÉRIFIER AVANT L’ASSEMBLAGE • Essuyez la bague. Insérez tout juste la cheville ouvrière dans la bague supérieure, puis insérez-la tout juste dans la bague inférieure. Dans les deux cas, la cheville doit glisser. Ensuite, insérez la cheville dans les deux bagues simultanément. Là encore, la cheville doit glisser. Si à un moment ou un autre au cours de cet essai la cheville devenait serrée, enlevez la ou les bagues et utilisez un rodoir de frein pour nettoyer à nouveau les bagues en profondeur. Si la cheville est encore trop serrée après avoir été réinstallée, communiquez avec le service technique. INSTALLATION DU ROULEMENT • Garnissez le roulement de graisse. • L’ouverture sur le diamètre externe du roulement doit pointer vers le bas. (voir fig. 3) • Mettez les cales nécessaires sous l’alésage supérieur de la fusée. • Faites passer la cheville ouvrière à travers l’alésage supérieur et les cales nécessaires. Assurez-vous que le DESSUS de la cheville est parallèle à l’essieu pour un bon alignement. • Mettez la fusée, les cales et la cheville dans l’essieu, en faisant entrer la cheville à une profondeur d’environ 5 cm (2 po) dans l’alésage de l’essieu. • Taraudez le roulement pour le mettre en place. Un roulement bien ajusté nécessitera d’être taraudé légèrement, sans endommager le coffrage du palier. • Si le roulement est trop ou insuffisamment serré, modifiez la quantité de cales utilisées. FINITION DE L’INSTALLATION DE LA CHEVILLE • Lorsque l’ajustement du roulement est bon, laissez glisser la cheville dans l’alésage inférieur. • Positionnez les facettes de la cheville de manière à ce qu’elles soient alignées avec les trous. • Martelez les goupilles d’arrêt pour les mettre en place; appliquez un couple de serrage de de 33,9 à 40,7 Nm (25 à 30 pi/lb) pour les goupilles d’arrêt filetées. INSTALLATION DES PLAQUES OU DES BOUCHONS D’EXTRÉMITÉ • Installez les plaques ou les bouchons d’extrémité; utilisez le joint approprié sous les plaques. • Installez le raccord de graissage dans la plaque ou le bouchon d’extrémité.} GRAISSAGE • Mettez de la graisse jusqu’à ce que celle-ci puisse être vue entre l’essieu et la fusée. Ensuite, tournez la fusée et graissez à nouveau; répétez 5 fois le processus. VÉRIFICATION DE L’INSTALLATION • Une fois graissée, la fusée devrait tourner facilement d’un côté et de l’autre. • Il devrait y avoir très peu de mouvement vers le haut et vers le bas. TECHNIQUE : 800-527-8492 EXT : 2216 STEMCO, STEMCO Suspension Products, STEMCO Kaiser and QWIK Kit are registered trademarks of STEMCO LP © 2014 STEMCO LP Printed in the USA AUG 2015 01 577 0039-
 1
1
-
 2
2


STEMCO 577-0039 Qwik Kit Guía de instalación
- Tipo
- Guía de instalación
en otros idiomas
Artículos relacionados
-
 STEMCO 577-0103 Qwik Kit Guía de instalación
STEMCO 577-0103 Qwik Kit Guía de instalación
-
 STEMCO 577-0040 Qwik Kit Guía de instalación
STEMCO 577-0040 Qwik Kit Guía de instalación
-
 STEMCO 577-0044 Qwik Kit Guía de instalación
STEMCO 577-0044 Qwik Kit Guía de instalación
-
 STEMCO 577-0120 QwikTie Guía de instalación
STEMCO 577-0120 QwikTie Guía de instalación
-
 STEMCO 571-0006 Pro-Torq Axle Fasterner Guía de instalación
STEMCO 571-0006 Pro-Torq Axle Fasterner Guía de instalación
-
 STEMCO 21195 Dial Indicator Assembly And User Instructions
STEMCO 21195 Dial Indicator Assembly And User Instructions
-
 STEMCO 21181 Guía de instalación
STEMCO 21181 Guía de instalación






