ESAB Miggytrac 2000 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario

Valid for serial no. 739--xxx--xxxx0449 310 001 2009--03--11
Miggytrac 2000
108
ES
Instrucciones de uso

-- 2 --
DECLARACIÓN DE CONFORMIDAD
ESAB AB, Welding Automation, SE--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que
la equipo para soldadura automática Miggytrac 2000 a partir del número de serie 739 concuerda con
la norma IEC/EN 60292 y IEC/EN 60204--1 conforme a la directiva (98/37/CEE) y con la norma EN
50199 según los requisitos de la directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Henry Selenius
Managing Director
ESAB AB, Welding Automation
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
Laxå 2004--04--16

-- 3 --
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1 SEGURIDAD 4.......................................................
2 INTRODUCCIÓN 6...................................................
2.1 Generalidades 6............................................................
2.2 Equipo 7...................................................................
2.3 Características técnicas 7....................................................
3 INSTALLAcION 8....................................................
3.1 Generalidades 8............................................................
3.2 Demás conexiones 9........................................................
4 FUNCIONAMIENTO 20................................................
4.1 Generalidades 20............................................................
4.2 Panel frontal 21..............................................................
5 MANTENIMIENTO 22..................................................
5.1 Generalidades 22............................................................
5.2 Cada día 22.................................................................
5.3 En caso necesario 22.........................................................
6 ACCESSORIOS 22....................................................
6.1 Alternativas de conexión 1: ESAB 22...........................................
6.2 Alternativas de conexión 2: Universal 22........................................
7 PEDIDOS DE REPUESTOS 22..........................................
CROQUIS ACOTADO 23..................................................
ESQUEMA SINÓPTICO 24................................................
LISTA DE REPUESTOS 25................................................

-- 4 --
fhb2SafeC
1SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de se-
guridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes reco-
mendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un comple-
mento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por per-
sonal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas de protec-
ción, prendas no inflamables y guantes.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan-
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar-
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse duran-
te el funcionamiento.
ES

-- 5 --
fhb2SafeC
ADVERTENCIA
LAS ACTIVIDADES DE SOLDADURA Y CORTE PUEDEN SER PELIGROSAS. TENGA CUIDADO
Y RESPETE LAS NORMAS DE SEGURIDAD DE SU EMPRESA, QUE DEBEN BASARSE EN LAS
DEL FABRICANTE.
DESCARGAS ELÉCTRICAS -- Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslesedelatierraydelapiezaasoldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES -- Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO -- Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO -- El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE INSTALAR Y UTILIZAR EL EQUIPO, LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
ES

-- 6 --
fhb2d1ca
2 INTRODUCCIÓN
2.1 Generalidades
El Miggytrac 2000 es un carro destinado para el soldeo MIG/MAG horizontal de
chapa y perfiles para vigas.
El carro es accionado por un motor eléctrico y está preparado para conexión al
tomacorriente de maniobra remota del mecanismo de avance MEK 4 (conector
Burndy de 23 polos), de ESAB.
Conectando un juego de cables en el mecanismo de avance, un mismo cable y
conexión se hará cargo del abastecimiento eléctrico (42VAC), de la función de
encendido/apagado del arco eléctrico y de la regulación del voltaje y corriente.
Las cuatro ruedas de tracción y un poderoso imán permanente incorporado en el
chasis del carro hacen que el accionamiento sea uniforme y estable. El imán
mantiene el carro en posición correcta con respecto a la base, incluso al soldar
chapa curvada o cuando hay conectados largos paquetes de mangueras.
El carro sigue la unión a soldar mediante 2 ruedas conductoras (una en cada
extremo del carro) orientadas de forma que el carro es accionado oblicuamente
hacia la chapa o refuerzo que deba soldarse. El imán permanente puede
desconectarse con un botón o manilla situado en el carro, si éste debiera lim piarse o
desplazarse sin operaciones de soldeo. Se activa con el mismo botón.
El Miggytrac 2000 está equipado con electrónica de control digital para programar
la velocidad de soldeo en cm/minuto. En el soldeo intermitente, la longitud de los
cordones de soldadura y la distancia entre ellos se programa en cm (1--99 cm).
Para una eficiencia óptima, el recorrido del tramo entre los cordones de soldeo se
efectúa a la velocidad de transporte (250 cm/min). Si se emplea mecanismo de
avance sin función de rellenar cráteres, e s posible programar una función de relleno
(backfill). Imp lica que el carro retrocede algunos mm para llenar el cráter formado al
final del cordón de soldadura.
ES

-- 7 --
fhb2d1ca
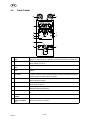
2.2 Equipo
1. Interruptor, arranque/parada
2. Ajuste, ángulo de pistola
3. Corredera vertical
4. Soporte para pistola de
soldar
5. Palanca para desconexión de imán
6. Rueda conductora
7. Brazo
8. Rueda magnética
9. Rueda de accionamiento
10. Corredera horizontal
11. Conexión eléctrica
12. Electrónica
13. Control remoto, voltios/amp.
2.3 Características técnicas
Miggytrac 2000
Voltaje aportado: 36 -- 46 VAC
Potencia: 40 W ( max )
Velocidad de soldeo: 15 -- 150 cm/min
Movimiento rápido: 250 cm/min
Longitud de cordón en el soldeo en cadena: 1--99cm
Tiempo de llenado de cráter: 0--9,9s
Backfill: 0--9,9cm
Dimensiones (long. x anch. x alt.): 33 x 26 x 36 cm
Peso: 9,5 kg
Ajuste de corredera: +/-- 17 mm
Parámetros controlados remotamente: Voltios y amperios (avance del alambre)
Valores máx. control remoto: 10 kohm, 0,1 W
Corriente máx. a través de relé de arranque: 0,5 A
Tipo de conexión: Burndy, 12--pin
Clase de protección: IP23
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
ES

-- 8 --
fhb2i1ca
3 INSTALLACION
3.1 Generalidades
La instalació n deb erá hacerla un profesion al autorizado.
El MIGGYTRAC 2000 puede conectarse a un dispositivo de alimentación MEK4,
MEK 4SP, M EK 4C, MEK 44C, MED 44A, MEH 30, MEH 44, MED 302, MED 304,
MED 44B o MEK 2. Si la soldadura se ha de efectuar desde una gran distancia del
dispositivo de alimentación puede conectarse un dispositivo de alimentación
intermedio (MEK 25).
Para obtener la adaptación necesaria de estas unidades, la página 9.
El MIGGYTRAC 2000 puede también ser accionado por otras fuentes de corriente a
través de un transformador, la página 18.
Para la conexión de MEK 25 a MIGGYTRAC 2000, ver Accesorios la página 22.
ES

-- 9 --
fhb2i1ca
3.2 Demás conexiones
MEK 4 / MEK 4SP ! MIGGYTRAC 2000
Accesorios: cables A, B, F y G, la placa de bornas E, {.
S Desmontar la escotilla, |.
S Desenroscar el contacto de hembrilla, }.
S Cortar los cables E1 y E2, ~.
S Conectar estos cables a la placa de bornas E y a los cables F y G, .
S Conectar los cables A e B entre G1 e G2 de la placa de bornas y las espigas A e
B del contac to de hembrilla, .
S Conectar los cables F y G a las espigas F y G del contacto de hembrilla, .
S Afirmar el contacto de hembrilla roscándolo, }.
S Volver a montar la escotilla, |.
ES

-- 1 0 --
fhb2i1ca
MEK 4C ! MIGGYTRAC 2000
Accesorios: los cables A, B, F, G y la placa de bornas E, ⎯{.
S Desmontar la escotilla, |.
S Desenroscar el contacto de hembrilla, }.
S Cortar los cables E1 y E2, ~.
S Conectar estos cables a la placa de bornas E y a los cables F y G, .
S Conectar los cables A e B entre J1 e J2 de la placa de bornas y las espigas A e
B del contac to de hembrilla, .
S Conectar los cables F y G a las espigas F y G del contacto de hembrilla, .
S Afirmar el contacto de hembrilla roscándolo, }.
S Volver a montar la escotilla, |.
ES

-- 1 1 --
fhb2i1ca
MEK 44C ! MIGGYTRAC 2000
Accesorios: los cables C, D, J, K y la placa de bornas E.
S Desmontar la escotilla, (1).
S Desenroscar el contacto de hembrilla (2), 23 polos.
S Conectar los cablesJyKentreJ1yJ2enlaplacadebornasdelatarjetade
circuitos AP01 (3) y las espigas A y B del contacto de hembrilla (2).
S Cortar los cables E1 y E2.
S Conectar estos cables a la placa de bornas E y a los cables C y D.
S Conectar los cables C y D a las espigas F y G del contacto de hembrilla ( 2).
S Afirmar el contacto de hembrilla roscándolo ( 2).
S Volver a montar la escotilla (1).
ES

-- 1 2 --
fhb2i1ca
MED 44A ! MIGGYTRAC 2000
Accesorios: los cables C, D, J, K y la placa de bornas E.
S Desmontar la escotilla (1).
S Desenroscar el contacto de hembrilla (2), 23 polos.
S Conectar el cable C entre el tornillo nº10 de la placa de bornas M7 (5) y la
espiga A del contacto de hembrilla (2).
S Conectar el cable D entre el tornillo nº11 de la placa de bor nas M7 (5) y la
espiga B del contacto de hembrilla (2).
S Cortar los cables 093 y 094.
S Conectar estos cables a la placa de bornas E y a los cablesJyK.
S Conectar los cablesJyKalasespigasFyGdelcontactodehembrilla.
S Afirmar el contacto de hembrilla roscándolo ( 2).
S Volver a montar la escotilla (1).
Esquema MEK 4, MEK 4SP, MEK 4C, MEK 44C, MED 44A ! MIGGYTRAC 2000
ES

-- 1 3 --
fhb2i1ca
MEH 30 / MEH 44 ! MIGGYTRAC 2000
El juego de cables 0443 341 880 consta de un contacto de hembrilla cuatripolar de
anfenol que se monta en el agujero ya preparado (2). Usando un conector separado
para el MIGGYTRAC 2000 se sigue teniendo la posibilidad de usar el dispositivo re-
moto.
S Desmontar las piezas laterales de chapa.
S Desenroscar el contacto de hembrilla (2).
S Conectar el cable A (600 mm) entre nº 1 en la placa de bornas B (1) de la tarjeta
de circuitos, paralelamente al cable rosa y a la espiga A del contacto de
hembrilla (2).
S Conectar el cable B (600 mm) entre nº 2 en la placa de bornas B (1) de la tarjeta
de cir cuitos, paralelamente al cab le gris y a la espiga B del contacto de hembrilla
(2).
S Conectar el cable C (160 mm) entre la conexión de espiga plana de la placa de
conexión paralelamente al cable 011 (4) y a la espiga C del contacto de hembrilla (2).
Colocar la manguera Elkoterm sobre el cable de 110 mm.
S Conectar el cable D (160 mm) entre la conexión de espiga plana de la placa de
conexión paralelamente al cable 012 (3) y a la e spiga D del contacto de hembrilla (2).
Colocar la manguera Elkoterm sobre el cable de 110 mm.
S Afirmar el contacto de hembrilla roscándolo ( 2).
S Volver a m ontar la pieza lateral de chapa.
S Conectar el conector burndy de 12 polos en la toma de manguito (5).
ES

-- 1 4 --
fhb2i1ca
Esquema MEH 30, MEH 44 ! MIGGYTRAC 2000
ES

-- 1 5 --
fhb2i1ca
MED 302 / MED 304 ! MIGGYTRAC 2000
El juego de cables 0443 341 880 consta de un contacto de hembrilla cuatripolar de
anfenol que se monta en el agujero ya preparado (2). Usando un conector separado
para el MIGGYTRAC 2000 se sigue teniendo la posibilidad de usar el dispositivo re-
moto.
S Desmontar las piezas laterales de chapa.
S Quitar el tapón ciego, (2).
S Conectar el cable A entre nº 1 en la placa de bornas M7 (1) de la tarjeta de
circuitos y a la espiga A del contacto de hembrilla (2).
S Conectar el cable B entre nº 2 en la placa de bornas M7 (1) de la tarjeta de
circuitos y a la espiga B del contacto de hembrilla (2).
S Conectar el cable C entre la conexión de espiga plana de la placa de conexión
paralelamente al cable 047 (4) y a la espiga C del contacto de hembrilla (2).
S Conectar el cable D entre la conexión de espiga plana de la placa de conexión
paralelamente al cable 045 (3) y a la espiga D del contacto de hembrilla (2).
S Volver a m ontar la pieza lateral de chapa.
ES

-- 1 6 --
fhb2i1ca
MED 44B ! MIGGYTRAC 2000
El juego de cables 0443 341 880 consta de un contacto de hembrilla cuatripolar de
anfenol que se monta en el agujero ya preparado (2). Usando un conector separado
para el MIGGYTRAC 2000 se sigue teniendo la posibilidad de usar el dispositivo re-
moto.
S Desmontar las piezas laterales de chapa.
S Quitar el tapón ciego, (2).
S Conectar el cable entre nº 10 en la placa de bornas M7 (5) de la tarjeta de
circuitos y la espiga A del contacto de hembrilla (2).
Conectar los cablesJyKentreJ1yJ2enlaplacadebornasdelatarjetade
circuitos AP01 (3) y las espigas A y B del contacto de hembrilla (2).
S Conectar el cable entre nº 11 en la placa de bornas M7 (5) de la tarjeta de
circuitos y la espiga B del contacto de hembrilla (2).
S Conectar el cable entre la conexión de espiga plana de la placa de conexión
paralelamente al cable 066 (4) y a la espiga C del contacto de hembrilla (2).
S Conectar el cable entre la conexión de espiga plana de la placa de conexión
paralelamente al cable 062 (3) y a la espiga D del contacto de hembrilla (2).
S Volver a m ontar la pieza lateral de chapa.
ES

-- 1 7 --
fhb2i1ca
MEK 2 ! MIGGYTRAC 2000
El juego de cables 0443 341 880 consta de un contacto de hembrilla cuatripolar de
anfenol que se monta en el agujero ya preparado (2). Usando un conector separado
para el MIGGYTRAC 2000 se sigue teniendo la posibilidad de usar el dispositivo re-
moto.
S Abrir la tapa (6).
S Desmontar la escotilla, |.
S Quitar el tapón ciego, (7).
S Cortar los cables E1 y E2, ~.
S Conectar estos cables a la placa de bornas E y a los
cables C y D, y a C y D del contacto de hembrilla, .
S Conectar los cables A e B entre H01 e H02 de la placa de
bornas y las espigas A e B del contacto de hembrilla, .
S Afirmar el contacto de hembrilla roscándolo, ( 7)
S Volver a montar la escotilla, |.
S Cerrar la tapa, (6).
ES

-- 1 8 --
fhb2i1ca
Esquema MED 302, MED 304, MED 33B, MEK 2 ! MIGGYTRAC 2000
Dispositivo de alimentación intermedio MEK 25
Preparar el MEK 25 de la siguiente manera:
Accesorios: cables C, D, J y K, {.
S Abrir el dispositivo de alimentación, |.
S Abajo y desenroscar el contacto de hembrilla.
S Conectar los cablesJyKalbloquedeconexiones existente en los cables 024 y
025 al contacto de hembrilla..
S Conectar los cables C y D entre el contacto de hembr illa y el bloque de
conexiones existente, |.
Para la conexión de MEK 25 a MIGGYTRAC 2000, ver la página 22.
ES

-- 1 9 --
fhb2i1ca
Universal
Para el funcionamiento del MIGGYTRAC 2000 a través de otras fuentes de
corriente se emplea un transformador y un cable de maniobra según la página 22 .
1 Cable de m aniobra Universal
2 Transformator
ES

-- 2 0 --
fhb2o1ca
4 FUNCIONAMIENTO
4.1 Generalidades
Atención:
¿Ha leído y comprendido la información de seguridad?
¡No deberá poner en marcha ni manejar la máquina antes de haber
leído y comprendido esta información!
En la págin a 4 hay in strucciones de seg u ridad generales para el manejo de es-
te equipo . Léalas antes d e usarlo.
S Colocar el Mig g ytrac 2000 cerca de la unión a soldar.
S Ajustar la distancia y el sentido de soldadura con las ruedas conductoras, las
cuales durante el funcionamiento deberán presionar ligeramente contra la brida
y por lo tanto deberán dirigir el carro.
Cuando el imán está activado aumenta la fricción entre las ruedas de propulsión
y la chapa y el riesgo de deslizamiento disminuye. El imán se activa por medio
del interruptor de inicio de soldadura.
S Encender el arco con el interruptor y comenzar la soldadura en el sentido que se
desee.
Una lámpara indica que la tensión e stá conectada. Tanto la velocidad del carro
como la tensión e intensidad del arco (velocidad de alimentación del alambre) se
regulan desde el panel de control.
ES

-- 2 1 --
fhb2o1ca
4.2 Panel frontal
V
1 Velocidad de sol -
deo:
Programación de la velocidad de soldeo en cm/minuto. A una velocidad
superior a 100 cm/min se enciende una coma después de la última cifra.
2 Selector de menú: Para programar el soldeo en cadena, la pausa de llenado de cráter y el
relleno hojear por los m.
3 Longitud de cor-
dón:
Programación de la longitud de soldadura en cm, en el soldeo en cade-
na.
4 Distancia de cor-
dón:
Programación de la distancia en cm entre los cordones en el soldeo en
cadena.
5 Tiempo de llenado
de cráter:
Programación del tiempo de inmovilización del carro durante el llenado
de cráter. También puede emplearse para el tiempo de pausa/enfriamien-
to antes de que el carro realice un relleno.
6 Backfill: Programación de la distancia que debe retroceder el carro para llenar un
cráter al final del cordón.
7 Soldeo en cadena: Conmutador para seleccionar soldeo en cadena. El diodo luminoso verde
indica soldeo continuo.
8 Dirección: Selector de la dirección del movimiento del carro. La selección deberá
realizarse antes del arranque.
9 Soldadura: Selector de arranque/parada del equipo de suministro eléctrico conecta-
do.
10 Potenciómetro de
voltaje:
Potenciómetro para el control remoto del voltaje de soldeo.
11 Potenciómetro de
avance de alam-
bre:
Potenciómetro para el control remoto de la velocidad de avance del
alambre (corriente de soldeo).
ES

-- 2 2 --
fhb2m1ca
5 MANTENIMIENTO
5.1 Generalidades
¡ATENCIÓN!
La garantía que ofrece el proveedor quedará sin efecto si el cliente efectúa cualquier
reparación en la máquina durante el período de vigencia de dicha garantía.
5.2 Cada día
S Controlar que los cables y conexiones estén intactos.
S Limpiar el imán situado debajo del carro.
S Limpiar las ruedas conductoras.
5.3 En caso necesario
S Cambiar los anillos tóricos (4 anillos) de las ruedas de tracción.
S Lubricar las r uedas conductoras con aceite poco viscoso.
6 ACCESSORIOS
6.1 Alternativas de conexión 1: ESAB
Cable de control del mecanismo de avance MEK4 (23 polos)
de ESAB
0457 360--880
Kit de cables para MEK4 0457 462--880
6.2 Alternativas de conexión 2: Universal
Transformador 230/36 VAC 0457 467--880
Cable de control universal (sin clavija para conexión de otros
equipos de suministro eléctrico)
0457 360--881
7 PEDIDOS DE REPUESTOS
Para encargar repuestos, diríjase al representante de ESAB más cercano (consulte
la contraportada). Al cursar el pedido, indique el tipo de máquina, su número de re-
ferencia y nombre, y el número de referencia del repuesto, que aparece en la lista
de la página 25. De este modo, la tramitación resultará más sencilla y se asegurará
de que recibe el repuesto correcto.
ES

Croquis acotado
-- 2 3 --
fhb2dim

Esquema sinóptico
-- 2 4 --
fhb2block

Lista de repuestos
-- 2 5 --
Miggytrac2000
Edition 2009--03--11

-- 2 6 --
f449901s
Item
no.
Qty Ordering no. Denomination Notes
0449 901 017 Magnet unit, compl.
1 0449 901 051 Magnet housing
2 0449 901 052 Magnet
3 0449 901 053 Spring with ball
4 0449 901 054 Wheel
5 0449 901 055 Lever
6 0449 901 056 Console
7 0449 901 057 Spring suspension
8 0449 901 058 Wheel sleeve
9 0449 901 059 Magnet wheel

-- 2 7 --
fhb2vagn
Item
no.
Qty Ordering no. Denomination Notes
1 0449 901 001 Drive shaft
2 0449 901 002 Chain
3 0457 357 090 O--ring
4 0457 357 080 Driving gear
5 0449 901 005 Chain box
6 0449 901 006 Slide screw
7 0449 901 007 Front slide bracket
8 0449 901 008 Slide nut
9 0449 901 009 Guide
10 0449 901 010 Chassis
11 0449 901 01 1 Rear slide bracket
12 0449 901 012 Arm
13 0449 901 013 Support wheel
14 0449 901 014 Screen
15 0449 901 015 Motor with gear
16 0449 901 016 Nut, side cover
17 0449 901 017 Magnet unit, compl.
18 0449 901 018 Side cover

-- 2 8 --
fhb2torchbracket
Item
no.
Qty Ordering no. Denomination Notes
0449 901--020 T orch holder, complete
1 0449 901--021 Gun bracket
2 0449 901--022 Spring
3 0449 901--023 Spring bracket
4 0449 901--024 Intermediate bracket
5 0417 855--009 Lever
6 0449--901--026 Vertical screw
7 0417 855--001 Aluminium wheel
8 0449 901--028 Vertical sleeve
9 0449 901--029 Bar
10 0449 901--030 Gun yoke

-- 2 9 --
fhb2torn
Item
no.
Qty Ordering no. Denomination Notes
1 0398 145 908 Chassis plug, 12--pin
2 0449 901 032 Front frame
3 0417 855 012 Digital control
3a 0417 855 043 Front label
3b 0417 855 044 PC board
3c 0417 855 045 Power board
4 0449 901 034 Label
5a 0457 468 032 Button
5b 0457 368 043 Potentiometer (1 kohm)
6 0449 901 036 Top cover
7 0398 145 913 Switch
8 0398 145 912 Top cover switch
9 0449 901 039 Vertical slide
10 0417 855 009 Lever
11 0449 901 041 Slide bracket
12 0449 901 042 Tower

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
081016
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























ESAB Miggytrac 2000 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Artículos relacionados
-
ESAB Miggytrac 3000 Manual de usuario
-
-
-
ESAB Miggytrac B501 Manual de usuario
-
-
-
-
ESAB PKB 250, PKB 400 Manual de usuario
-
-