
Operating Instructions and Parts Manual
8-inch Parallelogram Jointer
Model PJ-882 and PJ-882HH
Powermatic
427 New Sanford Road
LaVergne, TN 37086 Part No. M-1610079
Ph.: 800-274-6848 Revision E3 02/2014
www.powermatic.com Copyright © 2014 Powermatic
This .pdf document is bookmarked

2
Warranty and Service
Powermatic warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair,
please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
Powermatic branded website.
• Powermatic products carry a limited warranty which varies in duration based upon the product. (See chart
below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Covered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide proof
of initial purchase when calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. Powermatic has Authorized Service Centers located throughout
the United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the Powermatic website.
More Information
Powermatic is constantly adding new products. For complete, up-to-date product information, check with your local
distributor or visit the Powermatic website.
How State Law Applies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
POWERMATIC LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH
PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS
FOR A PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW
LONG AN IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
POWERMATIC SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR
FOR INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF
OUR PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
Powermatic sells through distributors only. The specifications listed in Powermatic printed materials and on the official
Powermatic website are given as general information and are not binding. Powermatic reserves the right to effect at
any time, without prior notice, those alterations to parts, fittings, and accessory equipment which they may deem
necessary for any reason whatsoever.
Product Listing with Warranty Period
90 Days – Parts; Consumable items
1 Year – Motors, Machine Accessories
2 Year – Woodworking Machinery used for industrial or commercial purposes
5 Year – Woodworking Machinery
NOTE: Powermatic is a division of JPW Industries, Inc. References in this document to Powermatic also apply to
JPW Industries, Inc., or any of its successors in interest to the Powermatic brand.

3
Table of Contents
Warranty and Service .............................................................................................................................. 2
Table of Contents .................................................................................................................................... 3
Warning ................................................................................................................................................... 5
Introduction ............................................................................................................................................. 7
Description .............................................................................................................................................. 7
Specifications .......................................................................................................................................... 7
Unpacking ............................................................................................................................................... 8
Contents of the Shipping Container ...................................................................................................... 8
Installation and Assembly ........................................................................................................................ 9
Installing Switch Arm .......................................................................................................................... 10
Installing Cutterhead Guard ................................................................................................................ 10
Dust Collection ................................................................................................................................... 11
Grounding Instructions ........................................................................................................................... 11
Extension cords ................................................................................................................................. 12
230 Volt, Single Phase Operation ....................................................................................................... 12
Three Phase Operation ...................................................................................................................... 12
Adjustments .......................................................................................................................................... 13
Drive Belt Tension .............................................................................................................................. 13
Drive Belt Replacement...................................................................................................................... 13
Fence Movement ............................................................................................................................... 14
Fence Stops....................................................................................................................................... 15
Fence Removal .................................................................................................................................. 16
Locking Handles ................................................................................................................................ 16
Table and Knife Adjustments .............................................................................................................. 16
Setting Tables Coplanar ..................................................................................................................... 17
Setting Knives at Correct Height and Parallel To Outfeed Table ......................................................... 19
Outfeed Table Stop Screws ................................................................................................................ 22
Setting Infeed Table (Depth of Cut) .................................................................................................... 22
Infeed Table Depth Stop .................................................................................................................... 22
Infeed Table Stop Screws .................................................................................................................. 22
Replacing Knives (Straight Cutterhead Only) ...................................................................................... 23
Replacing or Rotating Knife Inserts (Helical Cutterhead Only) ............................................................ 24
Eliminating “Play” in Tables ................................................................................................................ 24
Operating Controls ................................................................................................................................ 25
Start/Stop ........................................................................................................................................... 25
Safety Key ......................................................................................................................................... 25
Hand Placement ................................................................................................................................ 26
Surfacing ........................................................................................................................................... 26
Edge Jointing ..................................................................................................................................... 26
Rabbeting .......................................................................................................................................... 26
Jointing Short or Thin Work ................................................................................................................ 27
Jointing Warped Surfaces .................................................................................................................. 27
Bev eling ............................................................................................................................................. 27
Direction of Grain ............................................................................................................................... 27
Skewing (Shear Cutting) .................................................................................................................... 27
Maintenance .......................................................................................................................................... 28
Sharpening Standard Knives .............................................................................................................. 29
Cutterhead Repairs ............................................................................................................................ 29
Operation .............................................................................................................................................. 25
Optional Accessories ............................................................................................................................. 32
Replacement Parts ................................................................................................................................ 32
Parts List: Stand Assembly................................................................................................................. 33
Stand Assembly ................................................................................................................................. 35
Parts List: Cutterhead Assembly (Model PJ-882 only) ........................................................................ 36
Parts List: Cutterhead Assembly (Model PJ-882HH only) ................................................................... 37
Parts List: Fence Assembly ................................................................................................................ 38
Fence Assembly ................................................................................................................................ 39

4
Parts List: Outfeed Table and Base Assembly .................................................................................... 40
Outfeed Table and Base Assembly .................................................................................................... 41
Parts List: Infeed Table Assembly ...................................................................................................... 42
Electrical Connections – 1 Phase, 230 Volt ............................................................................................ 44
Electrical Connections – 3 Phase, 230 Volt ............................................................................................ 45
Electrical Connections – 3 Phase, 460 Volt ............................................................................................ 46

5
Warning
1. Read and understand the entire owner’s manual before attempting assembly or operation.
2. Read and understand the warnings posted on the machine and in this manual. Failure to comply with
all of these warnings may cause serious injury.
3. Replace the warning labels if they become obscured or removed.
4. This jointer is designed and intended for use by properly trained and experienced personnel only. If
you are not familiar with the proper and safe operation of a jointer, do not use until proper training
and knowledge have been obtained.
5. Do not use this jointer for other than its intended use. If used for other purposes, Powermatic
disclaims any real or implied warranty and holds itself harmless from any injury that may result from
that use.
6. Always wear approved safety glasses/face shields while using this jointer. Everyday eyeglasses only
have impact resistant lenses; they are not safety glasses.
7. Before operating this jointer, remove tie, rings, watches and other jewelry, and roll sleeves up past
the elbows. Remove all loose clothing and confine long hair. Non-slip footwear or anti-skid floor
strips are recommended. Do not wear gloves.
8. Wear ear protectors (plugs or muffs) during extended periods of operation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemicals known to cause cancer, birth defects or other reproductive harm. Some examples
of these chemicals are:
• Lead from lead based paint.
• Crystalline silica from bricks, cement and other masonry products.
• Arsenic and chromium from chemically treated lumber.
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not operate this machine while tired or under the influence of drugs, alcohol or any medication.
11. Make certain the switch is in the OFF position before connecting the machine to the power supply.
12. Make certain the machine is properly grounded.
13. Make all machine adjustments or maintenance with the machine unplugged from the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning it on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replace the guards immediately.
16. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Check for alignment of moving parts, binding of moving parts, breakage of parts, mounting
and any other conditions that may affect its operation. A guard or other part that is damaged should
be properly repaired or replaced.
17. Provide for adequate space surrounding work area and non-glare, overhead lighting.
18. Keep the floor around the machine clean and free of scrap material, oil and grease.
19. Keep visitors a safe distance from the work area. Keep children away.
20. Make your workshop child proof with padlocks, master switches or by removing starter keys.
21. Give your work undivided attention. Looking around, carrying on a conversation and “horse-play” are
careless acts that can result in serious injury.
22. Maintain a balanced stance at all times so that you do not fall or lean against the knives or other
moving parts. Do not overreach or use excessive force to perform any machine operation.

6
23. Use the right tool at the correct speed and feed rate. Do not force a tool or attachment to do a job for
which it was not designed. The right tool will do the job better and safer.
24. Use recommended accessories; improper accessories may be hazardous.
25. Maintain tools with care. Keep knives sharp and clean for the best and safest performance. Follow
instructions for lubricating and changing accessories.
26. Turn off the machine before cleaning. Use a brush or compressed air to remove chips or debris —
do not use your hands.
27. Do not stand on the machine. Serious injury could occur if the machine tips over.
28. Never leave the machine running unattended. Turn the power off and do not leave the machine until
it comes to a complete stop.
29. Remove loose items and unnecessary work pieces from the area before starting the machine.
30. When working a piece of wood on the jointer, follow the 3-inch rule: The hands must never be closer
than 3 inches to the cutterhead at any time.
31. Always use a hold-down or push block when surfacing stock.
32. Do not joint material shorter than 10”, narrower than 3/4” or less than 1/4” thick.
33. Do not make cuts deeper than 3/4” when rabbeting. On other cuts such as edging, surfacing, etc.,
depth of cut should not be over 1/16” to avoid overloading the machine and to minimize chance of
kickback.
34. Never apply pressure to stock directly over the cutterhead. This may result in the stock tipping into
the cutterhead along with the operator’s fingers. Never back the workpiece toward the infeed table.
35. Don’t use in dangerous environment, don’t use jointer in damp or wet locations, or expose it to rain.
Keep work area well lighted.
36. Always keep cutterhead and drive guards in place and in proper operation.
37. Always use hold-down/push blocks for jointing material narrower than 3 inches, or thinner than 3
inches.
38. Maintain the proper relationships of infeed and outfeed table surfaces and cutterhead knife path.
39. Support the workpiece adequately at all times during operation; maintain control of the work at all
times.
40. Don’t back the work toward the infeed table.
Familiarize yourself with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or
possible machine damage.
This means that if precautions are not heeded, it may result in serious injury or possibly
even death.
- - SAVE THESE INSTRUCTIONS - -

7
Introduction
This manual is provided by Powermatic covering the safe operation and maintenance procedures for a
Model PJ-882 and PJ-882HH Jointer. This manual contains instructions on installation, safety
precautions, general operating procedures, maintenance instructions and parts breakdown. This machine
has been designed and constructed to provide years of trouble free operation if used in accordance with
instructions set forth in this manual. If there are any questions or comments, please contact either your
local supplier or Powermatic. Powermatic can also be reached at our web site: www.Powermatic.com.
Description
The PJ-882 Jointers are built upon a parallelogram design. This design allows independent adjustment of
sections of the infeed and outfeed tables to ensure the tables remain parallel with the cutterhead and with
each other. The fence has a tilting capacity of 45 degrees forward and backward, with positive stops.
Specifications
Model Number ..................................................................PJ-882.............................................. PJ-882HH
Stock Number (2HP, 1Ph, 230V) ................................... 1610079.................................................1610082
Stock Number (3HP, 3Ph, 230/460V)* ........................... 1610080.................................................1610083
Maximum Cutting Width (in.) ...................................................... 8............................................................ 8
Maximum Cutting Depth (in.) .................................................. 1/2......................................................... 1/2
Rabbeting Capacity (in.) ......................................................... 1/2......................................... not applicable
Cutterhead Speed (RPM) ................................................... 7,000..................................................... 7,000
Starter .......................................................................... magnetic................................................ magnetic
Knives ........................................................................ 3 standard............................... 54 four-sided inserts
Number of Cutterhead Rows.................................................... ---............................................................ 6
Cuts Per Minute ................................................................ 21,000......................................... not applicable
Cutterhead Diameter (in.) .................................................. 3-1/16.................................................... 3-1/16
Table Surface (L x W)(in.) .................................................. 83 x 8..................................................... 83 x 8
Fence Size (L x H)(in.) ................................................. 38 x 4-3/4............................................... 38 x 4-3/4
Fence Tilt (deg.) ....................................45 forward, 45 backward........................ 45 forward, 45 backward
Positive Stops (deg.)................................................. -45, 90, +45........................................... -45, 90, +45
Dust Chute Diameter (in.) .......................................................... 4............................................................ 4
Dust Collection Required Capacity (CFM) .............................. 450........................................................ 450
Overall Dimensions (L x W x H)(in.) .......................... 84 x 28 x 44........................................... 84 x 28 x 44
Net Weight – approx. (lbs.) .................................................... 610........................................................ 610
Shipping Weight – approx. (lbs.) ............................................ 744........................................................ 744
* pre-wired 230 volt NOTE: For 460V operation, magnetic switch (part no.PJ882-526C) must be
purchased separately and installed. A qualified electrician is recommended.
The above specifications were current at the time this manual was published, but because of our policy of
continuous improvement, Powermatic reserves the right to change specifications at any time and without
prior notice, without incurring obligations.

8
Unpacking
Open shipping container and check for shipping
damage. Report any damage immediately to
your distributor and shipping agent. Do not
discard any shipping material until the Jointer is
assembled and running properly.
Compare the contents of your container with the
following parts list to make sure all parts are
intact. Missing parts, if any, should be reported
to your distributor. Read the instruction manual
thoroughly for assembly, maintenance and
safety instructions.
Contents of the Shipping Container
1 Jointer
1 Cutterhead guard
2 Push blocks
1 8mm/10mm Open-end wrench (PJ-882 only)
1 3mm Hex wrench (PJ-882 only)
1 4mm Hex wrench
1 5mm Hex wrench
1 Owner's Manual
1 Warranty Card
1 Aluminum knife gauge (PJ-882 only)
2 Star point screwdrivers (PJ-882HH only)
10 Knife insert screws (PJ-882HH only)
5 Knife inserts (PJ-882HH only)
Read and understand the entire contents of this manual before attempting set-up
or operation! Failure to comply may cause serious injury.

9
Installation and Assembly
Tools required for assembly
Forklift or hoist with straps/slings
14mm (or 9/16”) wrench or socket
Cross-point (Phillips) screwdriver
3mm and 5mm hex wrenches (provided)
1. Remove any boards or straps that secure
the Jointer to the pallet, and remove
protective wrapping.
2. Use a 14mm (or 9/16”) wrench to remove
the four lag screws at the base of the stand
which helped secure the machine to the
pallet. One of these screws is shown in
Figure 1.
The Jointer should be raised
by straps placed around the four lifting rods
(see Figure 2). Do NOT lift the machine
directly beneath the infeed and outfeed
tables, as this can cause misalignment of the
tables.
3. Pull the four lifting rods out as far as they
will go and run the straps around the rods
as shown in Figure 2. Using a forklift or
hoist, lift the machine off the pallet and into
its desired location. When the straps are
removed, push the lifting rods back in.
4. The Jointer should be located in a dry area,
on a sturdy floor, and with sufficient lighting
and ventilation. Leave plenty of space
around the machine for operations and
routine maintenance work.
5. If desired, the Jointer can be further
stabilized by securing it to the floor, using
lag screws through the four holes at the
base of the stand.
The jointer should be
disconnected from the power source during
assembly procedures.
6. Exposed metal areas of the Jointer, such as
the table and fence surfaces, have been
factory coated with a protectant. This can be
removed with a soft cloth dampened with
kerosene or mineral spirits. Do not use an
abrasive pad. Do not let solvent contact
plastic or rubber parts as it may damage
them.
Use caution when cleaning
around cutterhead. The knives are extremely
sharp.
Figure 1
Figure 2
(straps not included)

10
Installing Switch Arm
1. The switch arm was shipped in horizontal
position. Loosen and remove the four socket
head cap screws and flat washers on the
bracket of the switch arm (Figure 3) with a
5mm hex wrench. Hold on to the switch arm
while doing this, to prevent the arm from
falling.
2. Place the switch arm in vertical position, as
shown in Figure 3, and align the four holes
in the bracket with the four holes in the
jointer stand.
3. Re-insert the four socket head cap screws
with the four flat washers, as shown in
Figure 3.
4. Firmly tighten the four socket head cap
screws with the hex wrench.
Installing Cutterhead Guard
Jointer knives are extremely
sharp. Use caution when working with or
around the cutterhead.
The cutterhead guard has a spring tension
mechanism which must be properly tensioned
when installing the cutterhead guard on the
machine.
To install the cutterhead guard:
1. Insert a small hex wrench, or similar object,
into the pin on the guard tension mechanism
(Figure 4).
2. Twist the hex wrench and pin clockwise, as
shown in Figure 5, and hold them there.
3. Lower the shaft of the guard into the hole on
the jointer’s rabbeting ledge. See Figure 6.
The guard should be lowered into the hole
far enough that the groove in the guard’s
shaft will mate with the shaft of the locking
handle (Figure 6).
4. After the guard has been inserted into the
hole, let go of the guard with your left hand -
the guard will swing toward the fence.
5. Completely tighten the set screw (Figure 6),
while continuing to hold the hex wrench and
pin with your right hand.
6. When the guard is secured, remove the hex
wrench from the pin. Slightly loosen the set
screw (Figure 6) until the pin snaps back
against the rabbeting ledge.
7. Re-tighten the set screw (Figure 6).
Figure 3
Figure 4
Figure 5

11
The cutterhead guard should now have
sufficient spring tension. Test it by swinging the
guard away from the fence and then releasing it.
The guard must always have
enough spring tension to cover the unused
part of the cutterhead during the cutting
operation, and to swing back to contact the
fence when the workpiece has cleared the
area.
If more spring tension on the guard is desired,
follow the above procedure with this exception:
tighten the set screw without allowing the pin to
snap back to the rabbeting ledge. The farther
clockwise the pin is situated, the greater will be
the spring tension.
Dust Collection
It is strongly recommended that a dust collection
system (not provided) be connected to the
jointer. It will help keep your shop clean, and
reduce the risk of health problems due to wood
dust. The dust collector should have sufficient
capacity for this size jointer.
Connect the dust collection hose to the 4”
diameter dust port on the jointer (Figure 7) and
secure it with a hose clamp.
NOTE: Dryer vent hose is not acceptable for this
purpose.
Grounding Instructions
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
This machine should be connected to a
grounded metal permanent wiring system; or to
a system having an equipment-grounding
conductor. In the event of a malfunction or
breakdown, grounding provides a path of least
resistance for electric current to reduce the risk
of electric shock.
Improper connection of the equipment-
grounding conductor can result in a risk of
electric shock. The conductor with insulation
having an outer surface that is green with or
without yellow stripes, is the equipment-
grounding conductor. If repair or replacement of
the electric cord or plug is necessary, do not
connect the equipment-grounding conductor to a
live terminal.
Figure 6
Figure 7
(hose and clamp not provided)
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the tool is properly grounded.
Use only three wire extension cords that have
three-prong grounding plugs and three-pole
receptacles that accept the tool’s plug.
Repair or replace a damaged or worn cord
immediately.
Make sure the voltage of your power supply
matches the specifications on the motor plate of
the Jointer.

12
Extension cords
The use of an extension cord is not
recommended for the PJ882 Jointer. But if one
is necessary, make sure the cord rating is
suitable for the amperage listed on the
machine’s motor plate. An undersized cord will
cause a drop in line voltage resulting in loss of
power and overheating.
Use the chart in Figure 8 as a general guide in
choosing the correct size cord. If in doubt, use
the next heavier gauge. The smaller the gauge
number, the heavier the cord.
230 Volt, Single Phase Operation
As received from the factory, the single-phase
model of the PJ-882 Jointer is designed to run
on 230 volt power only.
The jointer has a grounding plug that looks like
the plug illustrated in Figure 9; or you may
choose to “hard-wire” the machine directly to a
control panel. If hard-wired to a panel, make
sure a disconnect is available for the operator.
The Jointer must comply with all local and
national codes after being wired.
If the Jointer is to be hard-wired, make sure the
fuses have been removed or the breakers have
been tripped in the circuit to which the Jointer
will be connected. Place a warning placard on
the fuse holder/circuit breaker to prevent it being
turned on while the machine is being wired.
The Jointer with a 230 volt plug should only be
connected to an outlet having the same
configuration. No adapter is available or should
be used with the 230 volt plug.
It is recommended that the single phase jointer
be connected to a dedicated, minimum 20 amp
circuit with a 20 amp circuit breaker or time
delay fuse. Local codes take precedence over
recommendations.
Three Phase Operation
The three-phase model is factory wired for 230
volt, but can be converted to 460 volt if so
desired (see “Converting From 230 Volt to 460
Volt”).
“Hard-wire” the machine directly to a control
panel and make sure a disconnect is available
for the operator.
If you are hard-wiring the Jointer, make sure the
fuses have been removed or the breakers have
been tripped in the circuit to which the Jointer
will be connected, and place a warning placard
on the fuse holder or circuit breaker to prevent it
being turned on until wiring is complete.
Recommended Gauges (AWG) of Extension Cords
Amps
Extension Cord Length *
25
feet
50
feet
75
feet
100
feet
150
feet
200
feet
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*based on limiting the line voltage drop to 5V at 150% of the
rated amperes.
NR: Not Recommended.
Figure 8
Figure 9
It is recommended that the three phase jointer,
when operated at 230 volts, be connected to a
dedicated, minimum 20 amp circuit with a 20
amp circuit breaker or time delay fuse. When
operated at 460 volts, connect the jointer to a
dedicated, minimum 15 amp circuit with 15 amp
circuit breaker or time delay fuse. Local codes
take precedence over recommendations.
Converting from 230 Volt to 460 Volt
(Three Phase Only)
Consult the wiring diagram inside the starter box
cover. A diagram is also included on page 46 of
this manual. The Jointer must comply with all
local and national codes after being wired.
1. Replace the current contactor with the 460V
magnetic contactor (part no. PJ882-526C;
purchased separately).
2. Re-connect the incoming leads to the motor
for 460 volt operation, as shown in the wiring
diagram.
3. If using a plug, install a proper UL/CSA listed
plug suitable for 460 volt operation.

13
Three-Phase Test Run
On the three-phase unit, after wiring has been
completed, you should check that the wires
have been connected properly:
1. Connect machine to power source and
press the start button, shown in Figure 10.
(See “Operating Controls” on page 25 for
further information on the control switch.)
2. The cutterhead should rotate clockwise as
viewed from the front of the machine. If the
cutterhead rotation is incorrect, press the
stop button (Figure 10) and disconnect
machine from power.
3. Switch any two of the three wires at "R,S,T".
Adjustments
Drive Belt Tension
To check or adjust the drive belt tension:
1. Unscrew the knob (A, Figure 11) and
remove the belt guard (B, Figure 11).
2. Remove the rear panel (C, Figure 11) by
unscrewing the four flat head screws (D,
Figure 11) with a cross-point screwdriver.
3. Proper drive belt tension is achieved when
there is a small amount of deflection in the
drive belt midway between the pulleys,
when using moderate finger pressure
(Figure 12).
4. To increase the tension on the drive belt,
loosen the lower hex nut (B, Figure 13) with
a 17mm wrench, and tighten the top hex nut
(A, Figure 13). When finished, tighten lower
hex nut (B, Figure 13).
5. Re-install rear panel and belt guard.
NOTE: After operating the machine for a short
time, the drive belt tension should be re-
checked, as the new drive belt may stretch
slightly during the “breaking-in” period.
Drive Belt Replacement
1. Unscrew the knob (A, Figure 11) and
remove the belt guard (B, Figure 11).
2. Remove the rear panel (C, Figure 11) by
removing the four flat head screws with a
cross-point screwdriver.
Figure 10
Figure 11
Figure 12
Figure 13

14
3. On the motor base plate, loosen the top hex
nut (A, Figure 13), and lift up on the motor to
create slack in the drive belt. Remove the
drive belt from both pulleys.
4. Install the new drive belt around top and
bottom pulleys, and tension it appropriately
(see “Drive Belt Tension”).
5. Re-install rear panel and belt guard (Figure
11).
Fence Movement
The fence can be moved forward or backward
across the width of the table. It also tilts up to 45
degrees forward and backward, and contains
positive stops at both these angles, as well as a
positive stop at 90 degrees.
To slide fence forward or backward:
1. Loosen locking handle (A, Figure 14).
2. Push the entire fence assembly to the
desired position, and tighten locking handle
(A, Figure 14). A plastic buffer piece is
mounted to the front of the fence to prevent
scratching the table when the fence is
moved.
NOTE: If the lock handle (A, Figure 14) is in an
inconvenient position, it can be adjusted.
Loosen the two hex nuts underneath the slide
bracket (Figure 15). Flip the handle to the
desired position, and re-tighten the hex nuts. Do
not over-tighten the hex nuts, as this can make
the fence difficult to move on the slide bracket.
To tilt fence forward:
The fence can be tilted forward to any angle
down to 45 degrees.
1. Loosen locking handle (B, Figure 14).
2. Rotate handwheel (C, Figure 14) until the
desired angle is indicated on the scale (D,
Figure 14). Or you can place your beveled
workpiece on the table and against the
fence, and rotate the handwheel (C, Figure
14) until the angle of the fence matches the
bevel of your workpiece.
3. Tighten locking handle (B, Figure 14).
To tilt fence backward:
The fence can be tilted backward up to 45° (that
is, for a total angle of 135° from table surface).
1. Loosen locking handle (B, Figure 16).
2. Flip the 90° stop block (E, Figure 16) out of
the way.
Figure 14
Figure 15

15
3. Rotate handwheel (C, Figure 16) until the
desired angle is indicated on the scale (D,
Figure 16). Or you can place your beveled
workpiece on the table and against the
fence, and rotate the handwheel (C, Figure
16) until the angle of the fence matches the
bevel of your workpiece.
4. Tighten locking handle (B, Figure 16).
IMPORTANT: When the tilted operation is
finished and the fence is returned to 90°, do not
forget to flip the 90° stop block (F, Figure 16)
back to its original position.
Fence Stops
Periodically check the 90° and 45° tilt accuracy
of the fence with an angle measuring device,
such as an adjustable square or machinist’s
protractor. If adjustments are necessary,
proceed as follows:
Setting the 90° Stop
1. The 90° stop is controlled by the screw (F,
Figure 16) and the stop block (E, Figure 16).
2. Loosen the locking handle (B, Figure 16)
and loosen the hex nut on the screw (F,
Figure 16).
3. Set your angle measuring device to 90
degrees, and place it on the table and
against the fence.
4. Move the fence until it fits flush against the
angle measuring device. Turn the screw (F,
Figure 16) until the screw contacts the stop
block (E, Figure 16).
5. Tighten the hex nut on the screw (F, Figure
16) and the lock handle (B, Figure 16).
Setting the 45° Forward Stop
1. The 45° forward stop is controlled by the
screw (H, Figure 17).
2. Loosen the locking handle (B, Figure 16)
and loosen the hex nut on the screw (H,
Figure 17).
3. Set your angle measuring device at 45°.
Place it on the table and against the fence,
and tilt the fence until it is flush against the
45° angle.
4. Rotate the screw (H, Figure 17) until it
contacts the casting in front of it.
5. Tighten the hex nut on the screw (H, Figure
17) and tighten locking handle (B, Figure
16).
Figure 16
Figure 17

16
Setting the 45° Backward Stop
1. The 45° backward stop is controlled by the
screw (G, Figure 18), which will contact the
back of the fence when the fence is tilted
backward.
2. Flip the stop block (E, Figure 18) out of the
way.
3. Loosen the locking handle (B, Figure 18)
and loosen the hex nut on the screw (G,
Figure 18).
4. Tilt the fence backward. Set your angle
measuring device at 135° and place it on
the table and against the fence.
5. If necessary, turn the screw (G, Figure 18),
until the fence lies flush against the angle
measuring device.
6. Re-tighten the hex nut on the screw (G,
Figure 18) and tighten locking handle (B,
Figure 18).
Fence Removal
To remove the fence assembly from the
machine, remove the two hex nuts and one flat
washer that secure it to the slide bracket (see
Figure 15). Lift the fence straight up and off the
Jointer.
When re-installing the fence assembly, make
sure the cutout in the fence assembly sits over
the key in the slide bracket.
Locking Handles
All locking handles of the type shown in B,
Figure 18, can be rotated if they are in the way
of other machine parts. Simply lift straight out on
the locking handle and rotate it, then release,
making sure it seats properly.
Table and Knife Adjustments
For accurate jointing, at least three things must
be true:
1. Infeed and outfeed tables must be
“coplanar”.
2. Knives or knife inserts must be set in the
cutterhead so that the highest point of their
arc is level with the the outfeed table.
3. On the standard cutterhead, knives must be
parallel with the outfeed table across the
entire length of the knives.
These alignments are explained below.
Figure 18

17
Setting Tables Coplanar
For optimum performance of the jointer, the
infeed and outfeed tables must be coplanar; that
is, parallel front-to-back and side-to-side. If they
are not parallel in both planes, the finished
workpiece may have a slight taper across its
width or length.
The tables have been properly aligned at the
factory. However, they should be double-
checked by the operator in case any
misalignment may have occurred during
shipping. Also, as the machine receives use,
this coplanarity should be checked occasionally
and adjusted if necessary.
The following procedure uses a steel straight
edge to set the tables, which should be accurate
enough for most purposes.
This procedure demonstrates how to set the
parallelism of the outfeed table; the procedure
for the infeed table will be identical.
1. Disconnect jointer from power source.
2. Remove the cutterhead guard by loosening
the set screw (see Figure 6) and lifting the
guard shaft out of the hole.
3. Slide the fence assembly back as far as it
will go, or remove it from the machine
entirely (see page 28 for instructions on
removing the fence).
4. Loosen the locking handle on the outfeed
table (see A, Figure 23). Use the lifting
handle (B, Figure 23) to raise the outfeed
table higher than the cutterhead.
5. Place a straight edge across the front of the
outfeed table and extending over the infeed
table. See Figure 19.
6. Raise the infeed table until it contacts the
straight edge. To raise the infeed table,
loosen the locking handle (see A, Figure 28)
and lift the adjustment arm (B, Figure 28).
When it contacts the straight edge, tighten
the locking handle (A, Figure 28).
7. The straight edge should lie evenly across
both tables without gaps between straight
edge and table. Move the straight edge to
the back of the outfeed table, and perform
the same test. See Figure 20.
8. If the straight edge does not lie evenly, the
front or back of the table must be adjusted
to make the tables coplanar. Proceed as
follows.
9. Each table has four cam adjustment
devices; two in front and two in back. (C
,
Figure 22 shows one of these).
Figure 19
Figure 20

18
NOTE: On the front of the Jointer, the two
outside cams are concealed by the hubs.
You must remove the hub to expose the
cam adjustment device. Remove the socket
head cap screw and flat washer at the
center with a 6mm hex wrench, and loosen
the setscrews in the hub (Figure 21 shows
one of two set screw holes). NOTE: One of
the holes contains two set screws; remove
the upper setscrew and loosen the lower
one.
Pull the hub straight out to expose the cam
adjustment device.
10. Pull the hub straight out to expose the cam
adjustment device.
11. At the area of the table where the
adjustment must be made, pry out the cap
(A, Figure 22) from the hole.
12. There are two set screws in the hole. Insert
a 4mm hex wrench (B, Figure 22) into the
hole and loosen the upper set screw by
turning the hex wrench counterclockwise.
Remove the upper set screw from the hole.
13. Loosen the lower set screw (do not remove
it) by turning counterclockwise with the hex
wrench.
14. Turn the hex nut (C
1
, Figure 22) with a 1-
1/4" wrench. This adjustment is sensitive
and should be made in small increments.
NOTE: The rotation is different for left and
right hex nuts; the right hex nut (C
1
) being
turned in Figure 22 will be turned clockwise
to raise that area of the table, or
counterclockwise to lower that area of the
table. The left hex nut (C
2
) shown in Figure
22 would be rotated in the opposite manner.
15. Use the straight edge upon the tables to
check the adjustment until the tables are
coplanar.
16. When the adjustment is satisfactory, with
the tables now coplanar, tighten the lower
set screw with the hex wrench (B, Figure
22).
17. Insert and tighten the upper set screw.
18. Re-insert the cap (A, Figure 22) to keep
dust and debris out of the hole.
Figure 21
Figure 22
(back of outfeed table shown)

19
Setting Knives at Correct Height and
Parallel To Outfeed Table
For accurate jointing, the outfeed table surface
must be level with the knives (or knife inserts for
the helical cutterhead) at the high point of their
arc. In addition, on the straight cutterhead, the
knives must be parallel with the outfeed table
along the entire length of the knives.
When you receive the jointer, the knives have
been pre-set at the factory. However, the height
and parallelism of the knives with the outfeed
table should be checked, and any needed
adjustments made, before operating the jointer.
Height setting of knives is not applicable to the
helical head models, in which the knife inserts
are immediately at the proper height after
installing. However, the height of the outfeed
table must still be verified in relation to the arc of
the knife inserts, as follows.
Knives or knife inserts are
extremely sharp; use caution and proceed
slowly when setting them.
To set outfeed table in relation to the knives,
proceed as follows:
1. Disconnect jointer from power source.
2. Raise the outfeed table by loosening the
locking handle (A, Figure 23) and using the
lever (B).
3. Place a straight edge upon the outfeed table
and extending over the center of the
cutterhead as shown in Figures 23 and 24.
4. Rotate the cutterhead, using the belt or
pulley, until one knife or knife insert is at its
highest point. Do not grab the cutterhead
itself to rotate it.
5. Lower the outfeed table until the straight
edge contacts the knife, as shown in Figure
24. Using the drive belt, rock the cutterhead
slightly to make sure the apex of the knife is
contacting the straight edge.
6. Lock the outfeed table at that height by
tightening the locking handle (A, Figure 23).
The importance of the knives being level with
the outfeed table are shown by these examples
of incorrect settings:
If the outfeed table is too high, the finished
surface of the workpiece will be curved. See
Figure 25.
If the outfeed table is too low, the work will have
a gouge, or snipe, at the end of the cut. See
Figure 26.
Figure 23
Figure 24
Figure 25
Figure 26

20
Figure 27 illustrates the correct setting of
outfeed table level with the knives. The
workpiece will rest firmly on both tables with no
open space under the finished cut.
The outfeed table has now been locked at a
standard height, level with the arc of the knives.
NOTE: After the outfeed table has been set at
the correct height, it should not be changed
except for special operations or after replacing
knives.
On the helical cutterhead, after the outfeed
table has been set, no further adjustments will
be needed for the knife inserts. When inserts
are installed properly in the helical cutterhead,
they will automatically be set at the proper
position.
On the standard cutterhead, further fine
adjustments will now be achieved by adjusting
the knives in the cutterhead. Proceed as follows.
7. Lower the infeed table out of the way, by
loosening the locking handle (A, Figure 28)
and pushing down on the adjustment arm
(B, Figure 28).
8. An aluminum knife setting gauge, shown in
Figure 29, is provided with the jointer. If you
require very fine tolerances when setting the
knives, a knife setting gauge with a dial
readout can be purchased. The provided
aluminum gauge should, however, be
accurate enough for most woodworking
needs.
9. Place the provided knife setting gauge at
the back of the outfeed table (toward the
fence support side) and extending over the
cutterhead as shown in Figure 29. Place the
gauge so that the right mark lines up with
the edge of the outfeed table, as shown.
10. Rotate the cutterhead clockwise (by using
the pulley). If table and knives are set
correctly, the knife will contact the aluminum
gauge and move the gauge until the left
mark now lines up with the edge of the
outfeed table, as shown in Figure 30.
11. Place the aluminum knife gauge at the front
of the outfeed table (toward the rabbet
ledge) and repeat the process.
12. This test should be performed on all three
knives in the cutterhead, using the provided
gauge.
13. If any knife is either too high or too low at
one of its ends to correctly move the gauge
as described above, then the height and/or
parallelism of that knife in the cutterhead
needs to be adjusted. Proceed as follows.
Figure 27
Figure 28
Figure 29 (straight cutterhead)
Figure 30 (straight cutterhead)

21
14. Slightly loosen the five gib screws (see
Figure 31) with an 8mm wrench. (NOTE:
The springs below the knife will cause the
knife to rise.)
15. Turn the jack screw(s) with a hex wrench;
clockwise to lower the setting of the knife in
the cutterhead, counterclockwise to raise
the setting of the knife.
16. Use the edge of a board to push the knife
back down so that it is flush against the jack
screws. See Figure 32. Tighten the gib
screws only enough to keep the knife in
position in the cutterhead. Do not fully
tighten.
17. Check the height of the knife again by using
the gauge at front and back of the outfeed
table. Make further adjustments to the jack
screw(s) as needed.
18. Repeat this process for each of the other
two knives in turn. Do not fully tighten gib
screws, only tighten them enough to keep
the knife in position.
19. For best results, knives should be set at
approximately .015" above the cutterhead.
Knife height should not vary more than .002-
.003" across the length of the cutterhead. All
three knives must be set at equal height in
the cutterhead and parallel to the outfeed
table across their length.
20. After all three knives are positioned properly
in the cutterhead and made snug, continue
tightening the gib screws. The gib screws
should be tightened in increments, to
prevent any distortion to the cutterhead or
buckling of knives. Begin tightening the gib
screws a little more on one knife. Start with
the center screw and work your way to the
ends. Do not fully tighten yet.
21. Rotate the cutterhead to the other two
knives in turn. Repeat step 19 for each
knife.
22. The tightening process should continue at
least two more times, each time tightening
the gib screws further on all three knives in
turn. On the third time, the gib screws
should all be firmly tightened.
Before operating the jointer,
make sure all gib screws are firmly
tightened. A loose knife thrown from the
cutterhead can cause severe or fatal injury.
23. After all knife adjustments are completed,
the guards and fence assembly should be
placed back on the machine before
operating.
Figure 31 (straight cutterhead)
Figure 32 (straight cutterhead)

22
Outfeed Table Stop Screws
The stop screw (B, Figure 33) limits the amount
of fall of the outfeed table. The stop screw has
been pre-set at the factory, but if future
adjustment is ever needed, simply loosen the
hex nut (A, Figure 33) and turn the screw (B,
Figure 33) as needed with a 14mm wrench.
When satisfied, re-tighten the hex nut (A, Figure
33).
The screw (C, Figure 33) limits the rise of the
outfeed table. If adjustment is needed, loosen
the hex nut (D, Figure 33) and turn the screw (C,
Figure 33) as needed with a 9mm hex wrench.
When satisfied, re-tighten the hex nut (D, Figure
33).
Setting Infeed Table (Depth of Cut)
1. Loosen locking handle (A, Figure 34).
2. Move table adjustment arm (B, Figure 34) to
raise or lower infeed table to the desired
depth of cut, which is shown on the gauge
via the pointer (C, Figure 34).
NOTE: Do not exceed 1/8” maximum depth of
cut. For deeper cuts, make several passes.
3. Re-tighten locking handle (A, Figure 34).
Infeed Table Depth Stop
The knob (Figure 35) controls a depth stop.
When the infeed table is lowered, it will stop at
the 1/8” depth mark.
To further lower the infeed table, such as for
rabbeting operations, disengage the depth stop
by pulling out on the knob, rotating the knob 90°
and then releasing it. The infeed table can then
be lowered all the way.
To re-engage the depth stop, rotate the knob
90° until the knob snaps back in.
Infeed Table Stop Screws
The stop screws below the infeed table have the
same function as those for the outfeed table.
See “Outfeed Table Stop Screws” for
instructions on adjustment.
Figure 33
Figure 34
Figure 35

23
Replacing Knives (Straight
Cutterhead Only)
Jointer knives are extremely
sharp. Use caution and proceed slowly when
working with or around the cutterhead.
1. Disconnect jointer from power source.
2. Remove the belt guard so that you can
rotate the cutterhead by turning the motor
pulley or by moving the drive belt. Do not
grab the cutterhead itself to rotate it.
3. Remove the old knives by loosening the
square head gib screws with an 8mm
wrench. See Figure 36. The springs in the
cutterhead will raise the knife for easy
removal. Remove knife and gib.
4. Clean the gib and the knife slot. Sandwich
the new knife and gib together and drop into
slot. Make sure the knife is oriented properly
in the cutterhead, as shown in Figure 36.
IMPORTANT: To position the knives for rabbet
cuts, take a shop scale with 1/32” graduations
and place it against the end of the cutterhead.
Slide the knife out until it is at the 1/32” mark on
the scale; that is, the knife will now be 1/32”
beyond the edge of the cutterhead. The gib
should remain in normal position, even with the
edge of the cutterhead. See Figure 37. This
adjustment will ensure that the knife clears the
end of the gib and cutterhead, and has good
contact with the workpiece. (See the “Operation”
section for further information on rabbeting
procedures.)
(NOTE: This same procedure can be used if a
small nick develops in the knives; simply stagger
the knives in the cutterhead to remove the effect
of the nick, without having to replace the
knives.)
5. The height and parallelism of the knife in the
slot, both for rabbeting and normal jointer
work, must now be set properly, to ensure
correct operation as well as minimize the
hazard of kickback. Refer to “Setting Knives
at Correct Height and Parallel to Outfeed
Table” on pages 18-21 for information on
adjustment and tightening procedures for
the knives.
Before starting the jointer,
make sure all gib screws are firmly
tightened. A loose knife thrown from the
cutterhead can cause severe or fatal injury.
Figure 36 (straight cutterhead)
Figure 37 (straight cutterhead)

24
Replacing or Rotating Knife Inserts
(Helical Cutterhead Only)
Knife inserts are sharp; use
caution when working with or around them.
The knife inserts on the model PJ-882HH are
four-sided. When dull, simply remove each
insert, rotate it 90° for a fresh edge, and re-
install it.
Use the provided star point screwdriver to
remove the knife insert screw. See Figure 37a. It
is advisable to rotate all inserts at the same time
to maintain consistent cutting. However, if one
or more knife inserts develop a nick, rotate only
those inserts that are affected.
Each knife insert has an etched reference mark
so you can keep track of the rotations.
IMPORTANT: When removing or rotating
inserts, clean saw dust from the screw, the
insert, and the cutterhead platform. Dust
accumulation between these elements can
prevent the insert from seating properly, and
may affect the quality of the cut.
Before installing each screw, lightly coat the
screw threads with machine oil and wipe off any
excess.
Securely tighten each screw which holds the
knife inserts before operating the planer!
Make sure all knife insert
screws are tightened securely. Loose inserts
can be propelled at high speed from a
rotating cutterhead, causing injury.
Make sure the outfeed table is set level with the
knife inserts (follow steps 1 through 5 on page
19).
Eliminating “Play” in Tables
There are four set screws at the front of the
jointer – two on the outfeed table and two on the
infeed table – that will allow you to prevent
“play” in the tables. (Figure 38 shows one of the
set screws for the outfeed table.)
After a period of use, the copper tip (see item
#27, page 41) which is attached to the end of
the set screw (A, Figure 38) may become loose.
Resolve this as follows.
1. Loosen the hex nut (B, Figure 38) with a
14mm wrench.
2. Tighten the set screw (A, Figure 38) with a
5mm hex wrench. Do not overtighten the set
screw, as it may prevent the table from
being raised and lowered easily.
Figure 37a
(helical cutterhead only)
Figure 38

25
3. Tighten hex nut (B, Figure 38).
4. Repeat for the other set screws as needed.
NOTE: The outfeed table is pre-set at the
factory tighter than the infeed table. If you find
the outfeed table difficult to move with the lifting
handle, loosen the two set screws on the
outfeed table, as just described.
Operating Controls
Start/Stop
Power Indicator Light – The start switch has a
power indicator lamp which is on whenever
there is power connected to the Jointer, not
just when the Jointer is running. Do not assume
that no light means there is no power to the
machine. If the bulb is bad, there will be no
indication. Always check before use.
Do not rely that no light
means no power to the machine. Always
check for power first. Failure to comply may
cause serious injury!
Referring to Figure 39:
Start – Press the green start switch.
When power is connected to the machine, the
green light is always on regardless of whether
the Jointer is running or not.
Stop – Press the red switch to stop.
Reset – In the event that the Jointer stops
without pressing the stop button, as the result of
a tripped fuse or circuit breaker, etc.:
Press red button to reset on main switch.
Press the green button to restart the machine.
Safety Key
The start/stop switch on the Jointer comes
equipped with a magnetic safety key. When in
place on the switch as shown in Figure 39, the
magnetic safety key trips a relay which will allow
the machine to start and stop when the
respective switches are pressed. Being
magnetic, the lock can be removed to make the
machine inoperable and can be hidden for safe
storage by attaching it to another magnetic
surface.
When using the Jointer, place the key on the
switch cover lining up the arrow on the key with
the REMOVE arrow on the cover. Then rotate
the key so that the arrow lines up with the LOCK
arrow. This will prevent the safety key from
coming loose from vibration when the machine
is in use.
Figure 39
Operation
NOTE: If you are inexperienced at jointing, use
scrap pieces of lumber to check settings and get
the feel of operations before attempting regular
work.
Stabilize long workpieces by using an assistant,
or roller stands set level with the outfeed or
infeed table surface.
The fence should be adjusted to create minimum
exposure to the cutterhead during the jointing
operation.
Check the following before operating the jointer:
1. Outfeed table must be set level with the high
point of the knives or knife inserts.
2. Fence adjusted for minimum exposure of
cutterhead, and locked at desired angle.
3. The cutterhead guard must be in place and
operating properly (except when rabbeting).
4. Infeed table set for desired depth of cut.
5. Stand away from the cutterhead and turn the
machine on for a few moments. Listen for
any odd noises, rubbings, vibrations, etc.
Identify and correct such problems before
attempting operations on the jointer.
6. Carefully check your workpiece for knots,
holes, staples or any foreign material that
might damage knives or pose a risk of
kickback. Also check the workpiece for grain
orientation (see “Direction of Grain” on page
27).

26
Hand Placement
At the start of the cut, the left hand holds the
workpiece firmly against the infeed table and
fence while the right hand pushes the workpiece
in a smooth, even motion toward the cutterhead.
After the cut is under way, the new surface rests
firmly on the outfeed table. The left hand is
transferred to the outfeed side and presses
down on this part of the workpiece, at the same
time maintaining flat contact with the fence. The
right hand presses the workpiece forward and
before the right hand reaches the cutterhead it
should be moved to the work on the outfeed
table. Never pass hands directly over the
cutterhead.
Surfacing
Always use a hold down or
push block when surfacing stock.
Jointing the face of stock, or surfacing, is shown
in Figure 40. Adjust the infeed table for depth of
cut. Cuts of approximately 1/16” at a time are
recommended, as this allows better control over
the material being surfaced. More passes can
then be made to reach the desired depth.
Edge Jointing
This is the most common operation for the
jointer. Set fence square with the table. Depth of
cut should be the minimum required to obtain a
straight edge. Do not make cuts deeper than
1/8" in a single pass. Hold the best face of the
workpiece firmly against the fence throughout
the feed. See Figure 41.
Rabbeting
A rabbet cut requires
removal of the guard. Use extreme caution
and keep hands clear of cutterhead. Always
re-install guard immediately after rabbeting
operation is completed.
A rabbet is a groove cut along the edge of a
board. See Figure 42. The width and thickness
of the wood to be rabbeted depends upon the
width and length of the rabbet. However, never
rabbet a piece of wood less than 12” long.
Use push blocks to rabbet cut whenever
possible. The rabbeting capacity is 1/2”.
1. Disconnect jointer from power source.
2. Set fence for desired width of rabbet.
3. Check width of the rabbet by measuring the
distance from the end of a knife in the
cutterhead to the fence.
Figure 40
Figure 41
Figure 42
IMPORTANT: Rabbeting can be done with the
straight knife cutterhead only; it is not applicable
with the helical cutterhead model.

27
NOTE: The knives must be extended
beyond the cutterhead by 1/32”. (see
“Replacing Knives – Straight Cutterhead
Only” on page 23 for this procedure).
4. Re-connect power. It is easier and safer to
take a series of shallow cuts. Lower the
infeed table 1/32” at a time and make
successive cuts until the desired depth of
rabbet has been obtained. See Figure 42.
Jointing Short or Thin Work
When jointing short or thin work pieces, use a
push block to eliminate all danger to the hands.
Two push blocks are shipped with your jointer.
You can also make your own easily from scrap
material. Examples are shown in Figure 43.
Jointing Warped Surfaces
If the wood to be jointed is cupped or bowed,
place the concave side down, and take light cuts
until the surface is flat.
Avoid forcing such material down against the
table – excessive pressure will spring it while
passing the knives, and it will spring back and
remain curved after the cut is completed.
Beveling
To cut a bevel, lock the fence at the required
angle and run the work piece across the knives
while keeping it firmly against the fence and
tables. Several passes may be necessary to
achieve the desired result.
Although the fence may be
tilted in or out for a bevel cut, it is
recommended for safety reasons that the
fence be tilted in toward the operator,
making a cradled cut.
Direction of Grain
Avoid feeding work into the jointer against the
grain. This may result in chipped and splintered
edges. See Figure 44. Feed with the grain to
obtain a smooth surface, as shown in Figure 45.
Skewing (Shear Cutting)
When edging or facing material such as burl or
birds-eye maple, it is not unusual to deface or
mar the surface being finished. This is caused
by the cutterhead knives at times cutting against
the grain. In order to prevent the defacing or
marring of this type wood, it is necessary to
skew the material being worked so that it
crosses the knives at an angle.
The fence will allow for this type of cut:
Figure 43
Figure 44
Figure 45

28
1. Release the fence locking handle (A, Figure
46) and remove the two hex nuts and
washer (B, Figure 46) holding the fence to
the slide bracket. Remove the fence
assembly.
2. Remove the key (C, Figure 46) from the
fence support. If necessary, use a flat head
screwdriver to pry up one end of the key.
3. Replace the fence assembly at the desired
angle across the cutterhead. See Figure 47.
Secure the fence to the slide bracket with
the hex nuts and washer (B, Figure 46),
then tighten the fence locking handle (A,
Figure 46).
NOTE: When placing the fence assembly back
into normal position, be sure to first install the
key (C, Figure 46) into its slot.
Maintenance
Disconnect machine from
power source before doing any
maintenance. Failure to comply may cause
serious injury.
The table and fence surfaces must be kept
clean and free of rust for best results. Some
users apply a thin coat of paste wax. Avoid
waxes or protective sprays that contain silicone,
as this can transfer to the workpiece and make it
difficult for later finishes to adhere to the wood.
Another option is talcum powder applied with a
blackboard eraser rubbed in vigorously once a
week; this will fill casting pores and form a
moisture barrier. This method provides a table
top that is slick and allows rust rings to be easily
wiped from the surface. Important also is the
fact that talcum powder will not stain wood or
mar finishes as some other products.
Gum and pitch which collect on the knives
cause excessive friction as the work continues,
resulting in overheating of the knives, less
efficient cutting, and consequent reduction in the
life of the knives. Use oven cleaner or “gum and
pitch remover” to wipe this off the knives. Use
caution when working around knives!
The bearings in the cutterhead are sealed for life
and do not require lubrication.
The fence assembly should slide easily over the
slide bracket. Keep the slide bracket, shown in
Figure 48, lubricated with a good quality multi-
purpose grease. Do not get grease on the drive
belt.
Do not place heavy objects on the tables, or use
the jointer as a storage table.
Figure 46
Figure 47
(skewing the fence)
Figure 48

29
Sharpening Standard Knives
Knives should be kept sharp. This will contribute
to better stock finish, longer machine life, and
safer operation.
A jointer knife hone provides a simple way to
sharpen knives. Hones are available from many
woodworking supply stores. Carefully read any
instructions that accompany the hone.
Use caution and proceed
slowly when sharpening knives. Disconnect
jointer from power source, and wear
approved eye protection.
When finished sharpening knives, they should
be re-set level with and parallel to the outfeed
table. See “Setting Knives at Correct Height and
Parallel to Outfeed Table” on page 18.
Knives can usually be whetted several times in
the cutterhead before having to be removed and
re-ground.
TIP: If the jointer is used frequently, keeping a
spare set of knives on hand is recommended.
Extra knives (stock no. 6296046, set of 3) may
be obtained from your distributor, or by calling
customer service at 1-800-274-6848.
Cutterhead Repairs
The entire cutterhead assembly may be
removed from the Jointer for bearing
replacement or other maintenance procedures.
Use caution when working
around sharp knives.
To remove the cutterhead, proceed as follows:
1. Disconnect jointer from power source.
2. Remove fence assembly from jointer.
3. Lower both infeed and outfeed table.
4. Remove belt guard, and remove drive belt
from around cutterhead pulley.
5. Remove knives from cutterhead.
6. Remove rabbeting ledge by loosening and
removing the two hex cap screws and
washers which secure it to the infeed table.
7. Loosen the two bolts that secure the
cutterhead to the base; these are accessed
through the gap below the jointer base. See
Figures 49 and 50. Place a wrench on each
of the bolt heads and turn each bolt until the
cutterhead is loosened.
8. Lift cutterhead straight up from base.
9. Remove pulley and both bearing housings.
Figure 49
Figure 50
IMPORTANT: If the bearings need replacement,
this should be done by qualified service
personnel. Bearings are press fitted and must be
removed or installed with an arbor press.
10. To re-install cutterhead, reverse the above
procedure. Before re-installing, make sure
the machine's curved seats of the base
casting are free of dirt, dust or grease, to
help ensure a tight fit.
11. After the cutterhead has been installed,
check the infeed and outfeed table settings
in relationship to the cutterhead.
TIP: You may wish to keep an extra cutterhead
on hand to maintain shop productivity.

30
Troubleshooting – Operating Problems
Trouble Probable Cause Remedy
Finished stock is
concave on back
end.
Knife or knife insert is higher than
outfeed table.
Raise outfeed table until it aligns with
tip of knife/insert. See page 19.
Finished stock is
concave on front end.
Outfeed table is higher than knife or
insert.
Lower outfeed table until it aligns with
tip of knife/insert. See page 19.
Finished stock is
concave in the
middle.
Both tables have too much end fall.
Raise both table ends using the cam
adjustment devices. See pages 17-18.
Ends of finished
stock are cut more
than the middle.
Table ends are raised higher than the
middle.
Lower both table ends using the cam
adjustment devices. See pages 17-18.
Chip out.
Cutting against the grain. Cut with the grain whenever possible.
Dull knives or knife inserts.
Sharpen or replace knives.
Rotate or replace knife inserts.
Feeding workpiece too fast. Use slower rate of feed.
Cutting too deeply. Make shallower cuts.
Knots, imperfections in wood.
Inspect wood closely for imperfections;
use different stock if necessary.
Fuzzy grain.
Wood has high moisture content. Allow wood to dry or use different stock.
Dull knives or knife inserts.
Sharpen or replace knives.
Rotate or replace knife inserts.
Cutterhead slows
while operating.
Feeding workpiece too quickly, or
applying too much pressure to
workpiece.
Feed more slowly, or apply less
pressure to workpiece.
Chatter marks on
workpiece (standard
cutterhead).
Knives incorrectly set.
Set knives properly using provided knife
setting gauge. Check that knife slots
are clean and free of dust or debris.
Feeding workpiece too fast.
Feed workpiece slowly and
consistently.
Uneven knife marks
on workpiece.
Knives or knife inserts are nicked or
out of alignment.
Replace nicked knives or rotate inserts;
align standard knives properly using
knife-setting gauge. See pages 18-22.

31
Troubleshooting – Mechanical and Electrical Problems
Trouble Probable Cause Remedy
Machine will not
start/restart or
repeatedly trips
circuit breaker or
blows fuses.
No incoming power.
Verify unit is connected to power, on-
button is pushed in completely, and
stop-button is disengaged. See page
25.
Overload automatic reset has not
reset.
When jointer overloads on the circuit
breaker built into the motor starter, it
takes time for the machine to cool
down before restart. Allow unit to
adequately cool before attempting
restart. If problem persists, check
amp setting on the motor starter
inside the electrical enclosure.
Jointer frequently trips.
One cause of overloading trips which
are not electrical in nature is too
heavy a cut. The solution is to take a
lighter cut. If too deep a cut is not the
problem, then check the amp setting
on the overload relay. Match the full
load amps on the motor as noted on
the motor plate. If amp setting is
correct then there is probably a loose
electrical lead. Check amp setting on
motor starter.
Building circuit breaker trips or fuse
blows.
Verify that jointer is on a circuit of
correct size. If circuit size is correct,
there is probably a loose electrical
lead. Check amp setting on motor
starter.
Switch or motor failure (how to
distinguish).
If you have access to a voltmeter, you
can separate a starter failure from a
motor failure by first, verifying
incoming voltage at 220+/-20 and
second, checking the voltage
between starter and motor at 220+/-
20. If incoming voltage is incorrect,
you have a power supply problem. If
voltage between starter and motor is
incorrect, you have a starter problem.
If voltage between starter and motor
is correct, you have a motor problem.
Motor overheated.
Clean motor of dust or debris to allow
proper air circulation. Allow motor to
cool down before restarting.
Motor failure.
If electric motor is suspect, you have
two options: Have a qualified
electrician test the motor for function
or remove the motor and take it to a
qualified electric motor repair shop
and have it tested.

32
Trouble Probable Cause Remedy
Machine will not
start/restart or
repeatedly trips
circuit breaker or
blows fuses.
Miswiring of the unit.
Double check to confirm all electrical
connections are correct. Refer to
appropriate wiring diagrams on pages
45 through 47 to make any needed
corrections.
On/off switch failure.
If the on/off switch is suspect, you
have two options: Have a qualified
electrician test the switch for function,
or purchase a new on/off switch and
establish if that was the problem on
changeout.
Optional Accessories
6296046 ...........Knives (set of 3) – for model PJ-882 only
1791212 ...........Knife Inserts (set of 10) – for model PJ-882HH only
Replacement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call
1-800-274-6848, Monday through Friday (see our website for business hours, www.powermatic.com).
Having the Model Number and Serial Number of your machine available when you call will allow us to
serve you quickly and accurately.

33
Parts List: Stand Assembly
Index No. Part No. Description Size Qty
1 ............... VB-A50 ....................Belt.....................................................................A-50 ........................... 1
2 ............... TS-0267021 .............Socket Set Screw ...............................................1/4”-20x1/4” ................ 2
3 ............... PJ882-503 ...............Motor Pulley .......................................................................................... 1
4 ............... PJ882-205 ...............Key.....................................................................5x5x22 ....................... 1
5 ............... TS-0561021 .............Hex Nut ..............................................................5/16”-18 ...................... 4
6 ............... TS-0680031 .............Flat Washer ........................................................5/16” ........................... 8
7 ............... 60B-415 ...................Motor ..................................................................2HP, 1Ph,230V ........... 1
................. 60B-415MF ..............Motor Fan (not shown) ........................................................................... 1
................. 60B-415MFC ...........Motor Fan Cover (not shown) ................................................................ 1
................. 60B-415CS ..............Centrifugal Switch (not shown) .............................................................. 1
................. 60B-415MDC ...........Motor Dustproof Cover (not shown) ....................................................... 1
................. 60B-415CC ..............Capacitor Cover (not shown) ................................................................. 2
................. 60B-415SC ..............Starting Capacitor (not shown) ............................400MFD, 125VAC ...... 1
................. 60B-415RC ..............Running Capacitor (not shown) ...........................30uf, 350VAC ............. 1
................. 60B-415A .................Motor ..................................................................3HP,3Ph,230/460V ..... 1
8 ............... TS-0267041 .............Socket Set Screw ...............................................1/4”-20x3/8” ................ 2
9 ............... PJ882-509 ...............Shaft ..................................................................................................... 2
10 ............. TS-1540071 .............Hex Nut ..............................................................M10x1.5P ................... 2
11 ............. TS-1550071 .............Flat Washer ........................................................M10 ............................ 2
12 ............. PJ882-512 ...............Bolt........................................................................................................ 1
13 ............. PJ882-513 ...............Motor Base Plate ................................................................................... 1
14 ............. TS-0720081 .............Lock Washer ......................................................5/16” ........................... 6
15 ............. TS-0051071 .............Hex Cap Screw ..................................................5/16”-18x1-1/2” ........... 4
16 ............. TS-081F032 .............Pan Head Screw ................................................1/4”-20x1/2” ................ 4
17 ............. TS-0680021 .............Flat Washer ........................................................1/4”............................. 4
18 ............. 60B-425 ...................Dust Chute ............................................................................................ 1
19 ............. 3520B-140 ...............Powermatic Nameplate .......................................................................... 1
20 ............. 6296150...................Warning Label ....................................................................................... 1
21 ............. PJ882-521 ...............Stand .................................................................1PH ............................ 1
................. PJ882-521A .............Stand .................................................................3PH ............................ 1
22 ............. PJ882-522 ...............Bushing ................................................................................................. 2
23 ............. TS-2276081 .............Socket Set Screw ...............................................M6x1.0Px8 ................. 2
24 ............. PJ882-524 ...............Motor Cord .........................................................1Ph ............................ 1
................. PJ882-524A .............Motor Cord .........................................................3Ph ............................ 1
25 ............. PJ882-525A .............Switch Cord ........................................................................................... 1
26 ............. PJ882-526A .............Magnetic Switch .................................................1Ph 230V ................... 1
................. PJ882-526ACS ........Contactors Switch (not shown) ...........................1Ph 230V ................... 1
................. PJ882-526AOR ........Overload Relay (not shown) ...............................for 1Ph ....................... 1
................. PJ882-526B .............Magnetic Switch .................................................3Ph 230V ................... 1
................. PJ882-526BCS ........Contactors Switch (not shown) ...........................3PH 230V ................... 1
................. PJ882-526ORA ........Overload Relay (not shown)................................for 3Ph 230V .............. 1
................. PJ882-526C .............Magnetic Switch .................................................3Ph 460V ................... 1
................. PJ882-526CCS ........Contactors Switch (not shown) ...........................3Ph 460V ................... 1
................. PJ882-526COR........Overload Relay (not shown)................................for 3Ph 460V .............. 1
27 ............. 60B-448 ...................Switch Pl ate .......................................................................................... 1
28 ............. TS-1533032 .............Pan Head Screw ................................................M5x0.8Px10 ............... 4
29 ............. 60B-440 ...................Strain Relief ........................................................1Ph ............................ 1
................. 60B-
440A .................Strain Relief ........................................................3Ph ............................ 1
30 ............. PJ882HH-530 ..........Power Cord ........................................................1Ph ............................ 1
................. PJ882HH-530A ........Power Cord ........................................................3Ph ............................ 1
31 ............. TS-081F051 .............Flat Head Screw .................................................1/4”-20x3/4” ................ 4
32 ............. PJ882-532 ...............Door ...................................................................................................... 1
33 ............. PJ882-533 ...............Cord Protector ....................................................NB-1722 ..................... 2
34 ............. PJ882-534A .............Switch Arm ............................................................................................ 1
35 ............. TS-0680021 .............Flat Washer ........................................................1/4”............................. 4
36 ............. TS-0207011 .............Socket Head Cap Screw .....................................1/4”-20x3/8” ................ 4

34
Index No. Part No. Description Size Qty
43 ............. PJ882-543 ...............Electric Label ......................................................1Ph ............................ 1
................. PJ882-543A .............Electric Label ......................................................3Ph ............................ 1
45 ............. 60B-447 ...................Strain Relief ........................................................1Ph ............................ 1
................. 60B-447A .................Strain Relief ........................................................3Ph ............................ 1
46 ............. PJ882-546 ...............Control Switch ....................................................................................... 1
47 ............. PJ882-547 ...............Switch Bracket....................................................................................... 1
48 ............. PJ882-548 ...............Switch Plate .......................................................................................... 1
49 ............. TS-1550031 .............Flat Washer ........................................................M5 .............................. 6
50 ............. JWBS18-447 ............Screw .................................................................M5x8 ........................ 10
51 ............. PJ882-551 ...............Machine Screw ...................................................M5x50 ........................ 2
52 ............. PM2000-298 ............Safety Key For Switch ........................................................................... 1
53 ............. TS-0208041 .............Socket Head Cap Screw .....................................5/16-18x3/4 ................ 2
54 ............. TS-0732041 .............Star Washer .......................................................M5 .............................. 3
55 ............. 60B-447 ...................Strain Relief ........................................................................................... 1
56 ............. PJ882-533 ...............Cord Protector ....................................................................................... 1
57 ............. PJ882-557 ...............Junction Box .......................................................................................... 1
58 ............. PJ882-558 ...............Junction Box Cover ............................................................................... 1
59 ............. PJ882-559 ...............Grounding Cord ..................................................................................... 1
60 ............. TS-0810012 .............Slotted Round Head Machine Screw...................#10-24x1/4 ................. 1
................. PM2700-440 ............Wide Stripe (not shown) .......................................................... sold per ft.
................. PM2700-441 ............Narrow Stripe (not shown) ....................................................... sold per ft.

35
Stand Assembly
PO
W
E
R
M
A
T
I
C
3Ph Model

36
Parts List: Cutterhead Assembly (Model PJ-882 only)
Index No. Part No. Description Size Qty
................. PJ882-CHA ..............Cutterhead Assembly (Items 1 thru 5, and 10 thru 13)..............................
1 ............... 6296046...................Knife ...................................................................................................... 3
2 ............... 6296153...................Knife Gib ............................................................................................... 3
3 ............... 6296048...................Key.....................................................................5x5x25 mm ................. 1
4 ............... BB-6204VV ..............Ball Bearing ........................................................6204-2NSE ................. 2
5 ............... PJ882-405 ...............Bearing Housing .................................................................................... 2
6 ............... TS-0267021 .............Socket Set Screw ...............................................1/4”-20x1/4” ................ 2
7 ............... PJ882-407 ...............Pulley .................................................................................................... 1
8 ............... PJ882-408 ...............Bolt........................................................................................................ 2
9 ............... TS-0720091 .............Lock Washer ......................................................3/8”............................. 2
10 ............. 6296154...................Square Head Screw ............................................................................ 15
11 ............. PJ882-411 ...............Cutterhead ............................................................................................ 1
12 ............. 6296054...................Spring.................................................................................................... 6
13 ............. TS-1513021 .............Socket Flat Head Screw .....................................M5x0.8Px12 ............... 6
14 ............. PJ882-414 ...............Direction Label ...................................................................................... 1
15 ............. PJ882-415 ...............Knife Gauge .......................................................................................... 1

37
Parts List: Cutterhead Assembly (Model PJ-882HH only)
Index No. Part No. Description Size Qty
................. PJ882HH-CA ...........Cutterhead Assembly (Index # 1-10) ...................................................... 1
1 ............... TS-0267021 .............Socket Set Screw ...............................................1/4”-20x1/4” ................ 2
2 ............... PJ882-407 ...............Cutterhead Pulley .................................................................................. 1
3 ............... PJ882-405 ...............Bearing Housing .................................................................................... 2
4 ............... BB-6204VV ..............Ball Bearing ........................................................6204-2NSE ................. 2
5 ............... 5F-G107 ..................Key.....................................................................5x5x22 mm ................. 1
................. 1791222-6 ...............Helical Cutterhead Unit (Index # 6 thru 8) .............................................. 1
6 ............... 1791212...................Knife Insert (set of 10) .................................................................. total 54
7 ............... JWP208HH-111 .......Knife Insert Screw ..............................................#10-32x1/2” .............. 54
8 ............... PJ882HH-408 ..........Helical Cutterhead ................................................................................. 1
9 ............... TS-0720091 .............Lock Washer ......................................................3/8”............................. 2
10 ............. PJ882-408 ...............Bolt........................................................................................................ 2
11 ............. JJ6HH-113 ...............Star Point Screwdriver (not shown) ........................................................ 2

38
Parts List: Fence Assembly
Index No. Part No. Description Size Qty
................. PJ882-FA .................Fence Assembly (Index #1 thru #49). .......................................................
1 ............... PJ882-101 ...............Hand Wheel .......................................................................................... 1
2 ............... TS-0267021 .............Socket Set Screw ...............................................1/4”-20x1/4” ................ 3
3 ............... TS-0207031 .............Socket Head Cap Screw .....................................1/4”-20x5/8” ................ 4
4 ............... PJ882-104 ...............Bearing Cover ....................................................................................... 1
5 ............... PJ882-105 ...............C-Ri ng ................................................................STW-12 ...................... 2
6 ............... PJ882-106 ...............Worm Shaft ........................................................................................... 1
7 ............... BB-6001ZZ ..............Ball Bearing ........................................................6001ZZ....................... 2
8 ............... PJ882-108 ...............Pin......................................................................Ø3x20 mm .................. 1
9 ............... TS-0810012 .............Screw .................................................................#10-24x1/4” ................ 2
10 ............. TS-0680011 .............Flat Washer ........................................................3/16” ........................... 2
11 ............. PJ882-111 ...............Pointer................................................................................................... 1
12 ............. 6285945...................Knob ..................................................................................................... 1
13 ............. 6296069...................Locking Shaft......................................................................................... 1
14 ............. 6285944...................Handle Stud .......................................................................................... 1
15 ............. TS-0207021 .............Socket Head Cap Screw .....................................1/4”-20x1/2” ................ 1
16 ............. 6296084...................Bolt........................................................................................................ 1
17 ............. TS-0680061 .............Flat Washer ........................................................1/2”............................. 1
18 ............. PJ882-118 ...............Hex Nut ..............................................................1/2”-12........................ 2
19 ............. PJ882-119 ...............Locking Handle ...................................................................................... 1
20 ............. PJ882-120 ...............Bushing ................................................................................................. 1
21 ............. PJ882-121 ...............Stop Block ............................................................................................. 1
22 ............. PJ882-122 ...............Fence Bracket ....................................................................................... 1
23 ............. PJ
882-123 ...............Worm .................................................................................................... 1
24 ............. PJ882-124 ...............Retaining Ring ....................................................RTW-28 ...................... 1
25 ............. TS-0050031 .............Hex Cap Screw ..................................................1/4”-20x3/4” ................ 1
26 ............. PJ882-126 ...............Rack ...................................................................................................... 1
27 ............. PJ882-127 ...............Locking Handle Nut ............................................................................... 1
28 ............. PJ882-128 ...............Locking Link .......................................................................................... 1
29 ............. TS-0561011 .............Hex Nut ..............................................................1/4”-20........................ 3
30 ............. TS-0050051 .............Hex Cap Screw ..................................................1/4”-20x1” ................... 2
31 ............. PJ882-131 ...............Safety Plate ........................................................................................... 1
32 ............. TS-081F031 .............Flat Head Screw .................................................1/4”-20x1/2” ................ 2
33 ............. 6296070...................Pin......................................................................5mmx50mm ............... 1
34 ............. TS-0206021 .............Socket Head Cap Screw .....................................#10-24x1/2” ................ 5
35 ............. 6296073...................Screw .................................................................................................... 1
36 ............. 6296082...................Fence Link............................................................................................. 1
37 ............. 6285942...................Cone Point Screw .................................................................................. 4
38 ............. TS-0561031 .............Hex Nut ..............................................................3/8”-16........................ 4
39 ............. TS-0720071 .............Lock Washer ......................................................1/4”............................. 2
40 ............. 6285940...................Pivot Stud .............................................................................................. 2
41 ............. TS-0561052 .............Hex Nut ..............................................................1/2”-20........................ 2
42 ............. PJ882-142 ...............Fixed Block ............................................................................................ 1
43 ............. PJ882-143 ...............Fence .................................................................................................... 1
44 ............. PJ882-144 ...............Insert ..................................................................................................... 1
45 ............. 60B-130 ...................Caution Label (Setting Knives) ............................................................... 1
46 ............. 60B-129 ...................Caution Label (Hands Clear).................................................................. 1
47 ............. PJ882-147 ...............Label (Lock/ Unlock) .............................................................................. 1
48 ............. PJ882-148 ...............Scale Label ........................................................................................... 1
49 ............. PJ882-333 ...............Spring Pin...........................................................Ø4x25 mm .................. 1

39
Fence Assembly

40
Parts List: Outfeed Table and Base Assembly
Index No. Part No. Description Size Qty
1 ............... PJ882-201 ...............Rear (Outfeed) Table ............................................................................. 1
2 ............... 6285917...................Push Block ............................................................................................ 2
3 ............... PJ882-203 ...............Shaft ..................................................................................................... 2
4 ............... PJ882-204 ...............Shaft ..................................................................................................... 1
5 ............... PJ882-205 ...............Key.....................................................................5x5x22 mm ................. 1
6 ............... PJ882-206 ...............Knob ..................................................................................................... 1
7 ............... PJ882-207 ...............Handle................................................................................................... 1
8 ............... PJ882-208 ...............Table Raising Link ................................................................................. 1
9 ............... TS-0270031 .............Socket Set Screw ...............................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Socket Set Screw ...............................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Shaft ..................................................................................................... 1
12 ............. PJ882-212 ...............Table Lip ............................................................................................... 1
13 ............. TS-0680011 .............Flat Washer ........................................................3/16” ........................... 3
14 ............. TS-0810012 .............Screw .................................................................#10-24x1/4” ................ 3
15 ............. PJ882-215 ...............Slide Bracket ......................................................................................... 1
16 ............. 6296058...................Knob ..................................................................................................... 1
17 ............. PJ882-217 ...............Belt Guard ............................................................................................. 1
18 ............. TS-0060051 .............Hex Cap Screw ..................................................3/8”-16x1” ................... 1
19 ............. TS-0561031 .............Hex Nut ..............................................................3/8”-16........................ 3
20 ............. TS-0060121 .............Hex Cap Screw ..................................................3/8”-16x2-3/4” ............. 4
21 ............. TS-0680041 .............Flat Washer ........................................................3/8”............................. 4
22 ............. PJ882-222 ...............Plastic Washer ...................................................3/8”............................. 4
23 ............. PJ882-223 ...............Plug ....................................................................................................... 4
24 ............. PJ882-224 ...............Socket Head Cap Screw .....................................1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Hex Nut ..............................................................1/2”-12........................ 1
26 ............. TS-0271101
.............Socket Set Screw ...............................................3/8”-16x1-1/4” ............. 2
27 ............. PJ882-227 ...............Copper Bushing ..................................................................................... 3
28 ............. PJ882-228 ...............Adjustment Nut ...................................................................................... 4
29 ............. PJ882-229 ...............Shaft ..................................................................................................... 2
30 ............. PJ882-230 ...............E-Ring ................................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Socket Head Cap Screw .....................................5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Flat Washer ........................................................5/16” ........................... 1
33 ............. PJ882-233 ...............Hub ....................................................................................................... 1
34 ............. PJ882-234 ...............Locking Handle ...................................................................................... 1
35 ............. TS-0270031 .............Socket Set Screw ...............................................5/16”-18x3/8” .............. 3
36 ............. PJ882-236 ...............Base ...................................................................................................... 1
37 ............. TS-0207021 .............Socket Head Cap Screw .....................................1/4”-20x1/2” ................ 1
38 ............. 6296088...................Spring Pin...........................................................Ø4x14 mm .................. 1
39 ............. 6296089...................Key........................................................................................................ 1
40 ............. 6296042...................Washer.................................................................................................. 2
41 ............. TS-0209061 .............Socket Head Cap Screw .....................................3/8”-16x1-1/4” ............. 2
42 ............. PJ882-242 ...............Stud ...................................................................................................... 1
43 ............. PJ882-243 ...............ID Label ..............................................................1Ph ............................ 1
................. PJ882-243A .............ID Label ..............................................................3Ph ............................ 1
44 ............. 6296148...................Rivet ...................................................................................................... 2
45 ............. TS-0209031 .............Socket Head Cap Screw .....................................3/8”-16x3/4” ................ 2
46 ............. PJ882-246 ...............Key.....................................................................5x5x20 mm ................. 2
47 ............. TS-0050031 .............Hex Cap Screw ..................................................1/4"-20x3/4” ................ 2
48 ............. PJ882-248 ...............Table Raising Link ................................................................................. 1

41
Outfeed Table and Base Assembly

42
Parts List: Infeed Table Assembly
Index No. Part No. Description Size Qty
1 ............... PJ882-301 ...............Front (Infeed) Table ............................................................................... 1
2 ............... PJ882-302 ...............Scale Label ........................................................................................... 1
3 ............... PJ882-203 ...............Shaft ..................................................................................................... 2
4 ............... PJ882-304 ...............Shaft ..................................................................................................... 1
5 ............... PJ882-205 ...............Key.....................................................................5x5x22 mm ................. 1
6 ............... 6296148...................Rivet ...................................................................................................... 2
7 ............... TS-0270051 .............Socket Set Screw ...............................................5/16”-18x1/2” .............. 1
8 ............... PJ882-208 ...............Table Raising Link ................................................................................. 1
9 ............... TS-0270031 .............Socket Set Screw ...............................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Socket Set Screw ...............................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Shaft ..................................................................................................... 1
12 ............. PJ882-212 ...............Table Lip ............................................................................................... 1
13 ............. TS-0680011 .............Flat Washer ........................................................3/16” ........................... 3
14 ............. TS-0810012 .............Screw .................................................................#10-24x1/4” ................ 3
15 ............. 60B-273 ...................Cutterhead Guard .................................................................................. 1
16 ............. JSG96-223 ..............Retaining Ring ....................................................STW-11 ...................... 1
17 ............. 60B-272 ...................W arning Label ....................................................................................... 1
18 ............. TS-0060051 .............Hex Cap Screw ..................................................3/8”-16x1” ................... 3
19 ............. TS-0561031 .............Hex Nut ..............................................................3/8”-16........................ 3
20 ............. TS-0813022 .............Round Head Screw ............................................1/4”-20x3/8” ................ 1
21 ............. PJ882-321 ...............Pointer................................................................................................... 1
22 ............. PJ882-322 ...............Lift Handle Hub ...................................................................................... 1
23 ............. PJ882-223 ...............Plug ....................................................................................................... 4
24 ............. PJ882-224 ...............Socket Head Cap Screw .....................................1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Hex Nut ..............................................................1/2”-12........................ 1
26 ............. TS-
0271101 .............Socket Set Screw ...............................................3/8”-16x1-1/4” ............. 2
27 ............. PJ882-227 ...............Copper Bushing ..................................................................................... 3
28 ............. PJ882-228 ...............Adjustment Nut ...................................................................................... 4
29 ............. PJ882-229 ...............Shaft ..................................................................................................... 2
30 ............. PJ882-230 ...............E-Ring ................................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Socket Head Cap Screw .....................................5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Flat Washer ........................................................5/16” ........................... 1
33 ............. PJ882-333 ...............Spring Pin...........................................................Ø4x25 mm .................. 1
34 ............. PJ882-234 ...............Locking Handle ...................................................................................... 1
35 ............. TS-0270031 .............Socket Set Screw ...............................................5/16”-18x3/8” .............. 3
36 ............. TS-0267021 .............Socket Set Screw ...............................................1/4”-20x1/4” ................ 1
37 ............. PJ882-337 ...............Block ..................................................................................................... 1
38 ............. PJ882-338 ...............Stud ...................................................................................................... 1
39 ............. PJ882-339 ...............Spring.................................................................................................... 1
40 ............. PJ882-340 ...............Washer...............................................................1/4”x1/2”OD ................ 1
41 ............. PJ882-341 ...............Knob ..................................................................................................... 1
42 ............. TS-0680021 .............Flat Washer ........................................................1/4”............................. 1
43 ............. TS-0640071 .............Nylon Insert Lock Nut .........................................1/4”-20........................ 1
44 ............. PJ882-344 ...............Lift Handle ............................................................................................. 1
45 ............. 6296028...................Handle Grip ........................................................................................... 1
46 ............. TS-0680021 .............Flat Washer ........................................................1/4”............................. 1
47 ............. TS-0720071 .............Lock Washer ......................................................1/4”............................. 1
48 ............. TS-0207021 .............Socket Head Cap Screw .....................................1/4”-20x1/2” ................ 1
49 ............. TS-0680041 .............Socket Set Screw ...............................................5/16”-18x3/4” .............. 1
50 ............. TS-0680041 .............Flat Washer ........................................................3/8”............................. 2
51 ............. PJ882-351 ...............Rabbeting Ledge ................................................................................... 1
52 ............. PJ882-352 ...............Spring Pin...........................................................Ø5x32 mm.................. 1
53 ............. PJ
882-353 ...............Shaft ..................................................................................................... 1
54 ............. PJ882-354 ...............Spring.................................................................................................... 1
55 ............. PJ882-355 ...............Spring Pin...........................................................Ø6x25 mm.................. 1

43
Index No. Part No. Description Size Qty
56 ............. PJ882-246 ...............Key.....................................................................5x5x20 mm ................. 2
57 ............. TS-0209031 .............Socket Head Cap Screw .....................................3/8”-16x3/4” ................ 2
58 ............. TS-0050031 .............Hex Cap Screw ..................................................1/4"-20x3/4” ................ 2
59 ............. PJ882-248 ...............Table Raising Link ................................................................................. 1

44
Electrical Connections – 1 Phase, 230 Volt

45
Electrical Connections – 3 Phase, 230 Volt

46
Electrical Connections – 3 Phase, 460 Volt

47

48
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com

Manual de Operación y Partes de la
Canteadora de Paralelogramo de 8
Pulgadas
Modelo PJ-882 y PJ-882HH
Powermatic
427 New Sanford Rd.
LaVergne, TN 37086 Parte Nro. M-1610079
Teléfono.: 800-274-6848 Revisión E3 02/2014
www.powermatic.com Copyright © 2014 Powermatic

2
Garantía y Servicio Técnico
Powermatic garantiza todos los productos que venden contra defectos de fabricación. Si alguna de nuestras
herramientas necesita servicio técnico o reparación, Comuníquese con el Servicio Técnico llamando al 1-800-274-
6846, 8AM to 5PM CST, de lunes a viernes.
Período de la Garantía
La garantía general, dura el período especificado en el documentación que se incluye con el producto o en el oficial
Powermatic sitios web de marca.
• Los Powermatic productos tienen una garantía limitada, la cual varía en duración dependiendo del producto.
(Ver tabla de abajo)
• Accesorios tienen una garantía limitada de un año desde la fecha de recepción.
• Los elementos de desgaste se definen como piezas de desgaste o accesorios que se espera que deje de
funcionar dentro de un período razonable de uso y están cubiertos por una garantía limitada de 90 días
contra defectos de fabricación.
Quien Esta Cubierto
Esta garantía sólo cubre al comprador original del producto a partir de la fecha de entrega.
Que Esta Cubierto
Esta garantía cubre cualquier defecto de mano de obra o materiales sujeto a las limitaciones indicadas a
continuación. Esta garantía no cubre defectos debidos directa o indirectamente al uso indebido, maltrato, negligencia
o accidentes, desgaste natural, reparación indebida, alteraciones o falta de mantenimiento.
Limitaciones de la Garantía
Los productos de carpintería con garantías de cinco (5) años que se usan para fines comerciales, industriales o
docentes están cubiertos por una garantía de un (1) año. Por favor, póngase en contacto con Servicio Técnico al 1-
800-274-6846 para más aclaraciones.
Como Obtener Soporte Técnico
Por favor, póngase en contacto con Servicio Técnico al 1-800-274-6846. Por favor, tenga en cuenta que se le
pedirá proporcionar prueba de su compra inicial cuando se llama. Si un producto requiere una inspección
adicional, el representante de servicio técnico le explicará y ayudar con cualquier medida adicional necesaria.
Powermatic tiene centros de Servicio Técnico Autorizado ubicados por todo Estados Unidos. Para obtener el nombre
de un Centro de Servicio Técnico Autorizado en su área, llame al 1-800-274-6846 o utilice el Localizador de Centro
de Servicio en el Powermatic sitio web.
Más Información
Powermatic está constantemente añadiendo nuevos productos. Para obtener información completa y actualizada de
los productos, diríjase al distribuidor en su localidad o visite
el Powermatic sitio web.
Como se Aplica la ley Estatal
Esta garantía le otorga derechos legales específicos, sujetos a las leyes estatales.
Limitaciones de esta Garantía
LÍMITES POWERMATIC TODAS LAS GARANTÍAS IMPLÍCITAS AL PERÍODO DE LA GARANTÍA LIMITADA PARA
CADA PRODUCTO. CON EXCEPCIÓN DE LO DECLARADO EN ESTE DOCUMENTO, ESTÁ EXCLUIDA
CUALQUIER GARANTÍA IMPLÍCITA O DE COMERCIABILIDAD E IDONEIDAD PARA UN PROPÓSITO
PARTICULAR O ADECUACIÓN. ALGUNOS ESTADOS NO PERMITEN LIMITACIONES A LA DURACIÓN DE LA
GARANTÍA IMPLÍCITA, POR LO QUE LA LIMITACIÓN ANTERIOR PODRÍA NO SERLE APLICABLE.
EN NINGÚN CASO SERÁ POWERMATIC RESPONSABLE POR LA MUERTE, LESIONES A PERSONAS O
PROPIEDADES O POR DAÑOS INCIDENTALES, CONTINGENTES, ESPECIALES O EMERGENTES QUE
SURJAN DEL USO DE NUESTROS PRODUCTOS. ALGUNOS ESTADOS NO PERMITEN LA EXCLUSIÓN NI
LIMITACIÓN DE DAÑOS INCIDENTALES O EMERGENTES POR LO QUE LA LIMITACIÓN O EXCLUSIÓN
ANTERIOR PODRÍA NO SERLE APLICABLE.
Powermatic vende sólo mediante distribuidores. Las especificaciones en Powermatic materiales impresos y en el
oficial Powermatic sitios web de marca se ofrecen como información general y no son vinculantes. Powermatic se
reserva el derecho de efectuar en cualquier momento y sin previo aviso aquellas alteraciones que consideren
necesarias por cualquier razón en las piezas, adaptadores y equipos accesorios.
Listado de productos con periodo de garantía
90 Días – Piezas; Insumos
1 Año – Motores; Accesorios de la máquina
2 Año – Maquinaria para madera usado para fines industriales o comerciales
5 Año – Maquinaria para madera
Nota: Powermatic es una división de JPW Industries, Inc.. Las referencias en este documento a Powermatic también
se aplican a JPW Industries, Inc., o cualquiera de sus sucesores en interés del Powermatic marcas.

3
ÍNDICE
Garantía y Servicios ................................................................................................................................ 2
Índice ...................................................................................................................................................... 3
Advertencias ........................................................................................................................................... 5
Introducción ............................................................................................................................................. 7
Descripción ............................................................................................................................................. 7
Especificaciones ...................................................................................................................................... 7
Desempaque ........................................................................................................................................... 8
Contenido del Cont. de Transporte ....................................................................................................... 8
Instalación y Montaje ............................................................................................................................... 9
Instalación del Interruptor de Brazo .................................................................................................... 10
Instalación de la Guarda de la Cabeza de Corte ................................................................................. 10
Colector de Polvo ............................................................................................................................... 11
Instrucciones de Puesta a Tierra............................................................................................................ 11
Cables de Extensión .......................................................................................................................... 12
Operación Monofásica a 230 Volt ....................................................................................................... 12
Operación Trifásica ............................................................................................................................ 12
Ajustes .................................................................................................................................................. 13
Tensionamiento de la Correa de Impulsión ......................................................................................... 13
Sustitución de la Correa de Impulsión ................................................................................................ 14
Movimiento de la Guía ....................................................................................................................... 14
Topes de la Guía ............................................................................................................................... 15
Desmontaje de la Guía....................................................................................................................... 16
Manijas de Bloqueo............................................................................................................................ 16
Ajustes de la Mesa y la Cuchilla ......................................................................................................... 16
Ajuste de Coplanar de las Mesas ....................................................................................................... 17
Ajuste de las Cuchillas a la Altura Correcta y Paralelas a la Mesa de Salida ....................................... 18
Tornillos de Tope de la Mesa de Salida .......................................................................................................... 22
Ajustando la Mesa de Entrada (Profundidad de Corte) ....................................................................... 22
Tope de Profundidad de la Mesa de Entrada ...................................................................................... 22
Tornillos del Tope de la Mesa de Entrada. .......................................................................................... 22
Sustitución de las Cuchillas (Para cabeza de corte recto solamente) .................................................. 23
Sustitución de la Cuchillas Rotativas Intercambiables (Solo para la Cabeza de Corte Helicoidales) .... 24
Eliminación del “Juego” en las Mesas .................................................................................................. 24
Controles de Operación ......................................................................................................................... 25
Operación.............................................................................................................................................. 25
Operación Manual .............................................................................................................................. 26
Cepillado............................................................................................................................................ 26
Ensamble Modular ............................................................................................................................. 26
Acanalado .......................................................................................................................................... 26
Canteado de Piezas Cortas o Finas ................................................................................................... 27
Ensamblado de Superficies Alabeadas .............................................................................................. 27
Biselado ............................................................................................................................................. 27
Dirección del Grano ........................................................................................................................... 27
Sesgado (Cizallado) ........................................................................................................................... 27
Mantenimiento ....................................................................................................................................... 28
Afilado de las Cuchillas Estándares ....................................................................................................... 29
Reparaciones de la Cabeza de Corte
.................................................................................................... 29
Diagnóstico de Problemas – Problemas de Operación ........................................................................... 30
Accesorios Opcionales .......................................................................................................................... 32
Lista de Partes ...................................................................................................................................... 32
Lista de Partes Conjunto de Base .......................................................................................................... 33
Conjunto de Base .............................................................................................................................. 35

4
Lista de Partes: Conjunto de la Cabeza de Corte (Modelo PJ-882 solamente) .................................... 36
Lista de Partes: Conjunto de la Cabeza de Corte (Modelo PJ-882HH solamente) ............................... 37
Lista de Partes: Conjunto Guía........................................................................................................... 38
Lista de Partes: Conjunto de Mesa de Salida y Base .......................................................................... 40
Conjunto de Mesa de Salida y Base ................................................................................................... 41
Lista de Partes: Conjunto de Mesa de Entrada ................................................................................... 42
Conexiones Eléctricas – Sistema Monofásico, 230 Voltios ..................................................................... 44
Conexiones Eléctricas – Sistema Trifásico, 230 Voltios .......................................................................... 45
Conexiones Eléctricas – Sistema Trifásico, 460 Voltios .......................................................................... 46

5
1. Lea y comprenda por completo el manual del propietario antes de intentar ensamblar u operar el
equipo.
2. Lea y comprenda los mensajes de advertencias adheridas a la máquina y en el manual. La no
observación de estas advertencias podría causar serios daños.
3. Sustituya las etiquetas de advertencia, sí las mismas se vuelven oscuras o son retiradas.
4. Esta canteadora está diseñada y prevista para el uso apropiado por parte de personal entrenado y
experimentado. Si usted no está familiarizado con la operación apropiada y segura de la
canteadora, no usarla hasta poseer un entrenamiento y conocimiento apropiados sobre el equipo.
5. No use esta canteadora para otro uso fuera de lo previsto. Si es usada para otros propósitos,
Powermatic anula todas las garantías reales o implícitas y se desentiende de cualquier lesión que
pueda resultar de ese uso.
6. Use siempre gafas de seguridad/protectores faciales aprobados durante el uso de esta canteadora.
Los lentes de uso diario solo tienen lentes resistentes al impacto, pero no son lentes de seguridad.
7. Antes de operar esta canteadora, deshágase de la corbata, anillos, relojes, otras joyas y
remánguese las prendas por encima de los codos. Deshágase de toda la ropa floja y sujétese el
pelo largo de tal manera que no quede colgando. Se recomienda el uso de calzados antideslizantes
o barras antiderrapantes para el piso. No use guantes.
8. Use protectores auditivos (protectores de oído u orejeras) durante los períodos de operación
extendidos.
9. Cierto polvo generado por el lijado, aserrado, amolado y taladrado mecánicos, y debido a otras
actividades de construcción, contiene agentes químicos que se sabe causan cáncer, defectos de
nacimiento u otros daños sobre la reproducción. Algunos ejemplos de estos agentes químicos son:
• Plomo de las pinturas a base de plomo,
• Sílice cristalina de ladrillos, cemento y otros productos de mampostería, y
• Arsénico y cromo de la madera tratada químicamente.
Su riesgo por causa de estas exposiciones varía, dependiendo de con cuanta frecuencia realice este
tipo de trabajo. Para reducir su exposición a estos agentes químicos: trabaje en un área bien
ventilada y trabaje con equipo de seguridad aprobado, como por ejemplo máscaras antipolvo que
estén diseñadas especialmente para impedir mediante filtración el paso de partículas microscópicas.
10. No opere esta máquina si se encuentra cansado o bajo influencia de drogas, alcohol o cualquier
medicamento.
11. Asegúrese de que el interruptor de la máquina se encuentre en la posición de OFF (apagado) antes
de conectarla.
12. Asegúrese de que la máquina tenga una puesta a tierra apropiada.
13. Realice todos los ajustes o labores de mantenimiento sobre la máquina estando la misma
desconectada de la fuente de energía eléctrica.
14. Retire todas las llaves y herramientas. Habitúese a verificar que las llaves y herramientas sean
retiradas de la máquina antes de encenderla.
15. Mantenga las guardas de seguridad en su lugar en todo momento cuando la máquina se encuentre
en funcionamiento. Si son retiradas por cuestiones de mantenimiento, sea extremadamente
cuidadoso y sustituya las guardas de inmediato.
16. Verifique las partes dañadas. Antes del uso de la máquina, la guarda o parte dañada de la máquina
debería ser verificada cuidadosamente para determinar si podrá operar correctamente y ejecutar su
función prevista. Verifique la alineación de las partes móviles, piezas móviles atascadas, partes
rotas, condiciones de montaje y otras que puedan afectar su operación. Una guarda u otra parte
dañada debería ser reparada o sustituida apropiadamente.
17. Disponga del área de trabajo adecuado e iluminación de techo antireflejo.
18. Mantenga la máquina limpia y libre de residuos, aceite y grasa del piso alrededor de la máquina.
19. Mantenga a los visitantes a una distancia segura del área de trabajo. Mantenga alejado a los
niños.

6
20. Haga que su taller sea a prueba de niños con candados, interruptores de corte, o botoneras de
parada de la máquina.
21. Preste suma atención a su trabajo. Mirar alrededor, conversar y hacer “payasadas” son actos
imprudentes que pueden resultar en serias lesiones.
22. Mantenga una postura equilibrada en todo momento de tal manera a no caer o inclinarse contra las
cuchillas u otras partes móviles. No adopte una postura forzada o use fuerza excesiva para realizar
alguna operación con la máquina.
23. Use la herramienta correcta a la velocidad adecuada y con velocidad de avance adecuada. No
emplear la fuerza sobre la herramienta o accesorio para realizar un trabajo para lo cual no está
diseñada. La herramienta correcta realizará el trabajo con mejor desempeño y de manera segura.
24. Use los accesorios recomendados; los accesorios inapropiados pueden ser peligrosos.
25. Mantenga las herramientas con el cuidado debido. Conserve las cuchillas afiladas y limpias para su
mejor y seguro desempeño. Siga las siguientes instrucciones para la lubricación y cambio de
accesorios.
26. Apague la máquina antes de limpiarla. Use un cepillo o aire comprimido para remover las virutas o
restos, no use sus manos.
27. Nunca se suba sobre la máquina. Podrían producirse lesiones graves si la herramienta
se inclina
28. Nunca deje la máquina en funcionamiento y desatendida. Apáguela y no abandone la máquina
hasta que la misma se detenga por completo.
29. Retire los elementos sueltos y las piezas innecesarias de trabajo del área antes de activar la
máquina.
30. Cuando esté trabajando la pieza de madera sobre la canteadora, siga la regla de las 3 pulgadas.
Las manos nunca deben estar a menos de 3 pulgadas de distancia de la cabeza de corte en todo
momento.
31. Use siempre un bloque de sujeción o empuje para el cepillado.
32. No cepille el material de longitud menor a 10”, anchura menor a 3/4” o 1/4” de espesor.
33. No realice cortes de profundidad mayor a 3/4” para el ensamblado. En otros cortes tales como el
bordeado, cepillado, etc., la profundidad de corte no debería ser mayor a 1/16” para evitar la
sobrecarga de la máquina y minimizar la posibilidad de retroceso.
34. Nunca aplique presión al material directamente sobre la cabeza de corte. Este puede resultar en la
inclinación del material sobre la cabeza de corte junto con los dedos del operador. Nunca avance la
pieza en sentido contrario hacia la mesa de trabajo.
35. No la use en un ambiente peligroso, no use la canteadora en lugares húmedos o mojados, ni lo
exponga a la lluvia. Conserve el equipo en una zona bien iluminada.
36. Conserve siempre el cabezal de corte y las guardas en su lugar y bajo operación apropiada.
37. Use siempre bloques de sujeción/empuje para cantear el material que tenga una anchura menor a 3
pulgadas o de menor espesor a 3 pulgadas.
38. Mantenga las relaciones de superficie apropiadas de las mesas de alimentación y salida, así como
el trayecto de la cuchilla de corte.
39. Sostenga el material de trabajo adecuadamente en todo momento durante la operación; mantenga
el control del trabajo en todo momento.
40. No lleve el material de trabajo para atrás hacia la mesa de alimentación.
Familiarícese con los siguientes mensajes de seguridad usados en este manual:
Esto significa que si no se toman las debidas precauciones, podría resultar en una
lesión menor y/o posiblemente daños a la máquina.
Esto significa que si no se toman las debidas precauciones, podría resultar en una
lesión seria o posiblemente la muerte.

7
Introducción
Este manual es suministrado por Powermatic y comprende los procedimientos de operación segura y
mantenimiento para la canteadora, modelo PJ-882 y PJ-882HH. Este manual contiene instrucciones de
instalación, precauciones de seguridad, procedimientos generales de operación, instrucciones de
mantenimiento y desmontaje de partes. Esta máquina ha sido diseñada y construida para prestar servicio
durante años sin problema alguno si es usada de acuerdo a las instrucciones establecidas en este
manual. Si tiene dudas o comentarios, favor contacte a su proveedor local o a Powermatic. También
puede a acceder al sitio Web de Powermatic.
Descripción
Las canteadoras PJ-882 están diseñadas en base a un diseño de paralelogramo. Este diseño permite el
ajuste independiente de las secciones de las mesas de entrada y salida para asegurar que las mismas
permanezcan paralelas con la cabeza de corte y entre si. La guía tiene una capacidad de inclinación de
45 grados hacia adelante y hacia atrás con topes positivos.
Especificaciones
Modelo Nro. ......................................................................PJ-882.............................................. PJ-882HH
Nro. de Serie (2HP, 1Ø, 230V) ...................................... 1610079.................................................1610082
Nro. de Serie (3HP, 3Ø, 230/460V)* .............................. 1610080.................................................1610083
Ancho Máximo de Corte (pulg.) ................................................. 8............................................................ 8
Profundidad Máxima de Carga (pulg.) ..................................... 1/2......................................................... 1/2
Capacidad de Canteado (pulg.) .............................................. 1/2............................................no aplicabl e
Velocidad de la Cabeza de Corte (RPM) ............................. 7,000..................................................... 7,000
Arrancador ..................................................................magnético.............................................. magnético
Cuchillas .................................................................... 3 estándar............................ 54 insertos de 4 lados
Número de filas del cabezal de corte ........................................ --............................................................ 6
Cortes por minuto ............................................................. 21,000............................................no aplicable
Diámetro de la Cabeza de Corte (pulg.) ............................. 3-1/16.................................................... 3-1/16
Superficie de la mesa (L x A)( pulg.) .................................. 83 x 8..................................................... 83 x 8
Tamaño de la Guía (L x H)( pulg.) ................................ 38 x 4-3/4............................................... 38 x 4-3/4
Inclinación de la Guía (grados) ............. 45 p/adelante, 45 p/atrás........................ 45 p/adelante, 45 p/atrás
Topes Positivos (grados.) ......................................... -45, 90, +45........................................... -45, 90, +45
Diámetro del conducto de polvo (pulg.) ...................................... 4............................................................ 4
Capacidad Requerida del Colector de Polvo (CFM) ............... 450 ........................................................ 450
Dimensiones Generales (L x A x H)( pulg.) ............... 84 x 28 x 44........................................... 84 x 28 x 44
Peso Neto – aprox. (libras.) ................................................... 610........................................................ 610
Peso con el embalaje – aprox. (libras.) .................................. 744........................................................ 744
* cableado para 230 V NOTA: Para operación en 460V, la llave magnética (parte no, PJ882-526C) debe
ser adquirida por separado e instalada. Es recomendable trabajar con un electricista calificado.
Las especificaciones de arriba fueron las actuales al momento de publicar este manual, pero debido a
nuestra política de mejora continua, Powermatic se reserva el derecho de cambiar las especificaciones
en cualquier momento y sin notificación previa, sin incurrir en obligaciones.

8
Desempaque
Abra el contenedor de transporte y verifique sí
existieron daños durante el transporte. Ante
cualquier daño, reporte el hecho inmediatamente
a su distribuidor y agente de transporte. No
descarte ningún material de transporte hasta que
la canteadora sea ensamblada y esté
funcionando apropiadamente.
Compare los contenidos de su contenedor con
las partes de la lista siguiente para asegurarse
de que todas las partes se encuentren intactas.
Las partes extraviadas si hubieren, deberían ser
reportadas a su distribuidor. Lea completamente
el manual para las instrucciones de montaje,
mantenimiento y seguridad.
Contenido del Cont. de Transporte
1 Canteadora
1 Guarda de la Cabeza de Corte
2 Bloques de Empuje
1 Llave de boca plana abierta de 8mm/10mm
(PJ-882 )
1 Llave Allen de 3mm (PJ-882 )
1 Llave Allen de 5mm
1 Llave Allen de 4mm
1 Manual del Usuario
1 Tarjeta de Garantía
1 Calibrador de Al. p/cuchilla (PJ-882)
2 Destornilladores de Pto.Estrella (PJ-882HH)
10 Tornillos de Cuchillas Inter (PJ-882HH)
5 Cuchillas Intercambiables (PJ-882HH)
Lea y entienda por completo los contenidos de este manual antes de intentar
ajustar u operar el equipo. La no observación de esta pauta podría causar lesiones serias.

9
Instalación y Montaje
Herramientas requeridas para el montaje
Montacargas o Elevadores con cintas/eslingas
14mm (o 9/16”) con llave de boca plana o de tubo,
Destornillador de Punto Cruz (Phillips)
LLaves Allen de 3mm y 5mm (suministradas)
1. Retire los cartones o cintas que aseguran a
la canteadora al pallet, y retire el envoltorio
de protección.
2. Use una llave de boca plana de 14mm (o
9/16”) para remover los cuatro tornillos de
cabeza cuadrada al pie de la base, los
cuales aseguran la máquina al pallet. Uno
de estos tornillos se muestra en la Figura 1.
La canteadora debería ser
elevada mediante cintas colocadas alrededor
de las 4 barras de izamiento (Vea la Figura
2). NO izar la máquina directamente a partir
de las mesas de entrada y salida como
apoyo, dado que esto puede causar la
desalineación de las mismas.
3. Estire las barras de izamiento tanto como
se pueda, y enlace las cintas alrededor de
las barras como se muestra en la figura 2.
Usando un montacargas o elevador, ize la
máquina fuera del pallet y colóquela en su
posición deseada. Cuando las cintas sean
retiradas, empuje las barras de izamiento a
su lugar.
4. Deje espacio suficiente alrededor de la
máquina para las operaciones y tareas
diarias de mantenimiento.
5. Si lo desea, la canteadora puede ser
estabilizada aún más fijándola al piso usando
tornillos de cabeza cuadrada a través de los
cuatro orificios de la base del equipo.
La canteadora debe ser
desconectada de la fuente de alimentación
durante los procedimientos de montaje.
6. Las áreas de metal expuestas de la
canteadora, tales como la mesa y las
superficies de la guía han sido recubiertas con
una capa protectora Esta puede ser removida
con un paño blando humedecido con
kerosene o líquidos minerales. No use una
superficie abrasiva. No deje que las partes de
plástico y goma hagan contacto con los
solventes, dado que estos pueden dañarlos.
Sea cauto al limpiar las
cuchillas de la cabeza de corte, dado que
están extremadamente filosas.
Figura 1
Figura 2
(las cintas no están incluidas)

10
Instalación del Interruptor de Brazo
1. El interruptor de brazo fue embalado en
posición horizontal. Afloje y retire los cuatro
tornillos de cabeza hueca y las arandelas
planas en el soporte del interruptor de brazo
(Figura 3) con una llave allen de 5mm. Sujete
el interruptor de brazo mientras realiza esta
acción, para evitar que el brazo se caiga.
2. Posicione el interruptor de brazo en posición
vertical, tal como se muestra en la Figura 3 y
alinee los cuatro orificios del soporte con los
cuatro orificios en la canteadora.
3. Reinserte los cuatro tornillos de cabeza
hueca con las cuatro arandelas, como se
muestra en la Figura 3.
4. Apriete firmemente los cuatro tornillos de
cabeza hueca con la llave allen.
Instalación de la Guarda de la Cabeza
de Corte
Las cuchillas de la
canteadora son extremadamente filosas. Sea
cauto al trabajar cerca de la cabeza de corte.
La guarda de la cabeza de corte tiene un
mecanismo activado por resorte el cual debe
estar tensionado apropiadamente al momento
de instalar la guarda a la máquina.
Para instalar la guarda de la cabeza de corte:
1. Inserte la llave allen o un objeto similar de
tamaño pequeño en el pasador del
mecanismo de tensión de la guarda (Fig. 4).
2. Torsione la llave allen y el pasador en el
sentido horario como se indica en la figura 5
y sosténgalos allí.
3. Descienda el eje de la guarda en el orificio
del borde de ensamblado de la canteadora.
Vea la Figura 6. La guarda debería ser
posicionada en el orificio con la distancia
suficiente, tal que la estría en el eje de la
guarda coincida con el eje de la manija de
bloqueo (Figura 6).
4. Luego de que la guarda haya sido insertada
en el orificio, libere la guarda con su mano
izquierda, la guarda se volteará hacia la guía.
5. Ajuste por completo el tornillo de ajuste
(Figura 6), mientras continúa sujetando la
llave allen y el pasador con su mano derecha.
6. Cuando la guarda esté asegurada, retire la
llave allen del pasador. Afloje ligeramente el
tornillo de ajuste (Figura 6) hasta que el
pasador se trabe de vuelta contra el borde
de ensamblado.
7. Reajuste el tornillo de ajuste (Figura 6).
Figura 3
Figura 4
Figura 5

11
La guarda de la cabeza de corte debería ahora
tener suficiente tensión en el resorte. Pruebe
esto pivotando la guarda, esto es alejándola de
la guía y luego suéltela.
La guarda debe tener
siempre suficiente tensión para cubrir las
partes inusitadas de la cabeza de corte
durante la operación de corte y regresar de
vuelta para contactar a la guía cuando la pieza
de trabajo haya salido del área de trabajo.
Si se desea más tensión en la guarda, siga el
procedimiento arriba indicado con esta
excepción: ajuste el tornillo de ajuste sin permitir
que el pasador se trabe de vuelta contra el
borde de ensamblado. Cuando se le da al
pasador una ajuste mayor en el sentido horario,
mayor será la tensión del resorte.
Colector de Polvo
Se recomienda enfáticamente que un sistema de
colección de polvo (no suministrado) sea
conectado a la canteadora. Eso ayudará a
mantener su taller limpio y reducir el riesgo de
problemas de salud debido al aserrín. El colector
de polvo, debería tener la suficiente capacidad
para este tamaño de canteadora.
Conecte la manguera del colector de polvo a la
salida de 4” de diámetro en la canteadora
(Figura 7) y asegúrela con una abrazadera de
manguera.
NOTA: La manguera ventilación del secador no
es aceptable para este propósito.
Instrucciones de Puesta a
Tierra
Las conexiones eléctricas
deben ser realizadas por un electricista
calificado de conformidad con todas las
normativas relevantes. Esta máquina debe
ser puesta a tierra apropiadamente para
ayudar a evitar las descargas eléctricas y
posibles lesiones fatales.
Esta máquina debería ser conectada a un
sistema de cableado con una puesta tierra
permanente a un metal ; o a un sistema que
tenga un conductor de puesta a tierra. En el
caso de mal funcionamiento o cortocircuito, la
puesta a tierra provee el trayecto de menor
resistencia para la corriente eléctrica evitando el
riesgo de descarga eléctrica.
La conexión inapropiada del conductor de tierra
del equipamiento puede resultar en un riesgo de
descarga eléctrica. El conductor con aislamiento
que tiene una superficie exterior verde con o sin
rayas amarillas, es el conductor de tierra. Si la
reparación o sustitución del cable es necesaria, no
conecte el conductor de tierra del equipamiento a
un terminal energizado.
Figura 6
Figura 7
(manguera y abrazadera no suministradas)
Verifique con un electricista calificado o personal
de mantenimiento, sí las instrucciones de puesta a
tierra no son bien entendidas, o sí tiene dudas
respecto de la correcta puesta a tierra de la
herramienta.
Use únicamente cables de extensión de tres hilos
que tengan enchufes de conexión a tierra de tres
espigas y tomas de tres polos que acepten el
enchufe de la herramienta.
Repare o sustituya el cable dañado de inmediato.
Asegúrese de que la tensión de la red de energía
eléctrica se corresponda con las especificaciones
o datos de placa del motor de la Canteadora.

12
Cables de Extensión
El uso de un cable de extensión no es
recomendado para la canteadora PJ882. Pero
sí es necesario, asegúrese de que el calibre sea
apropiado para el amperaje listado en los datos
de placa del motor. Un cable subdimensionado
causará una caída de tensión resultando en una
falta de potencia y sobrecalentamiento.
Use la tabla en la figura 8 como una guía general
en la elección del tamaño correcto del cable. En
caso de dudas use el calibre inmediato superior.
Cuando más pequeño es el número de calibre,
mayor es la sección del cable.
Operación Monofásica a 230 Volt
Tal como se recibió de la fábrica, el modelo
monofásico de la canteadora PJ-882, está
diseñado para funcionar con una alimentación
de 230 Voltios solamente.
La canteadora tiene un toma de puesta a tierra
que se asemeja al toma ilustrado en la figura 9 ;
o Usted puede elegir “cablear” la máquina
directamente al tablero. Sí es cableado al
tablero, asegúrese de que la desconexión sea
posible.
Si la canteadora va a ser cableada, asegúrese
de que los fusibles hayan sido retirados o que
los interruptores se encuentren abiertas en el
circuito al cual se encuentra conectada.
Coloque un aviso sobre el porta fusible o
interruptor para evitar que el mismo sea
conmutado durante el cableado de la máquina
hasta que el procedimiento haya concluido.
La canteadora con el enchufe de 230 Voltios, solo
debería ser conectada a la toma de la misma
configuración. Ningún adaptador disponible debe
ser usado con el enchufe de 230 Voltios.
Se recomienda que la canteadora sea
conectada a un circuito dedicado de un mínimo
de 20 Amperes con una llave termomagnética
de 20 Amperes o con un fusible temporizado
con retardo. Las normativas locales tienen
precedencia con respecto a las
recomendaciones.
Operación Trifásica
El modelo trifásico es cableado en fábrica para
230 Voltios, pero puede ser convertido a 460
Voltios si se desea tal tensión (vea “Conversión
de 230 Voltios a 460 Voltios”).
“Cablee” la máquina directamente al tablero de
control y asegúrese que exista un interruptor de
desconexión disponible para uso del operador.
Calibres Recomendados (AWG) de los cables de
extensión
Amperes
Long. Del Cable de Extensión *
25
Pies
50
Pies
75
Pies
100
Pies
150
Pies
200
Pies
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*basado en la limitación en la caída de tensión de línea on l de
5V a 150% de la corriente nominal.
NR: No Recomendado.
Figura 8
Figura 9
Si la canteadora va a ser cableada, asegúrese de
que los fusibles hayan sido retirados o que los
interruptores se encuentren abiertos en el circuito
al cual se encuentra conectada. Coloque un aviso
sobre el porta fusible o interruptor para evitar que
el mismo sea conmutado durante el cableado de
la máquina hasta que el procedimiento haya
concluido.
Se recomienda que la canteadora trifásica al
operar a 230 Voltios, sea conectada a un circuito
dedicado de un mínimo de 20 Amperes con una
llave termomagnética de 20 Amperes o con un
fusible temporizado con retardo. Y al operar a
460 Voltios, conectar la canteadora a un circuito
dedicado mínimo de 15 Amp con una llave
termomagnética de 15 Amp o un fusible
temporizado con retardo. Las normativas
locales tienen precedencia con respecto a las
recomendaciones.

13
Conversión de 230 Voltios a 460 Voltios
(Solo para modelos trifásicos)
Consulte el diagrama de cableado dentro de la
cubierta de la caja de marcha. Un diagrama está
también incluido en la página 46 de este manual.
La canteadora debe satisfacer todas las
normativas locales y nacionales al ser cableada.
1. Susituya el contactor actual, con el contactor
para 460 V (parte no. PJ882-526C; adquirida
por separado).
2. Conecte los cables de llegada al motor para
la tensión de operación a 460 Voltios, como
se muestra en el diagrama de conexiones.
3. Si usa un enchufe, instale uno adecuado
UL/CSA para la operación a 460 Voltios.
Test de Funcionamiento Trifásico
En la unidad trifásica, después de cablearla por
completo, debería verificar que los cables se
encuentren conectados apropiadamente:
1. Conecte la máquina a la red de alimentación
y presione el botón de arranque, mostrado
en la Figura 10. (Vea “Controles de Mando”
en la página 25 para más información sobre
el interruptor de control.)
2. La cabeza de corte debería rotar en el
sentido horario, vista desde el frente de la
máquina. Si la rotación de la cabeza de corte
es incorrecta, presione el botón de parada
(Figura 10) y desconecte la máquina de la
red.
3. Cambie dos cables cualesquiera en los
bornes “R S T”.
Ajustes
Tensionamiento de la Correa de
Impulsión
Para verificar o ajustar la tensión de la correa de
impulsión:
1. Desatornille el pomo (A, Figura 11) y retire
la guarda de la correa (B, Figura 11).
2. Retire el panel posterior (C, Figura11)
desatornillando los cuatro tornillos de
cabeza plana (D, Figura 11) con un
destornillador phillips.
3. La tensión apropiada de la correa de
impulsión se logra cuando hay una pequeña
deflexión de la correa entre las poleas
empleando una presión moderada con los
dedos (Figura 12).
4. Para incrementar la tensión en la correa, aflojar
la tuerca hueca inferior (B, Figura 13) con una
llave allen de 17 mm, y ajuste la tuerca superior
(A, Figura 13).Cuando termine, ajuste la tuerca
hueca inferior (B, Figura 13).
5. Monte nuevamente el panel posterior y la
guarda de la correa.
Figura 10
Figura 11
Figura 12
Figura 13

14
NOTA: Después de que la máquina esté
operando por un corto período de tiempo, la
tensión de la polea de accionamiento debería
ser verificada nuevamente, dado que la nueva
correa podría estar muy estirada durante el
periodo “inicial” de operación.
Sustitución de la Correa de
Impulsión
1. Desatornille la manivela (A, Figura 11) y
retire la guarda de la correa (B, Figura 11).
2. Retire el panel posterior (C, Figura 11)
desatornillando los cuatro tornillos de
cabeza plana (D, Figura 11) con un
destornillador phillips.
3. En placa de base del motor, afloje la tuerca
superior (A, Figura 13) y eleve el motor para
generar una holgura en la correa de
accionamiento. Retire la correa de
accionamiento de ambas poleas.
4. Instale la nueva correa alrededor de las
poleas y ajuste la tensión de la misma a un
nivel apropiado (ver “Tensionamiento de la
Correa de Impulsión”).
5. Monte nuevamente el panel posterior y la
guarda de la correa.(Figura 11).
Movimiento de la Guía
La guía puede ser desplazada hacia adelante y
hacia atrás a lo largo del anchor de la mesa.
También se inclina hasta 45 grados hacia
adelante y hacia atrás y contiene topes positivos
para estos ángulos, así como un tope positivo a
90 grados.
Para deslizar la guía hacia adelante y hacia
atrás:
1. Afloje la manija de bloqueo (A, Figura 14).
2. Empuje el conjunto completo de la guía a la
posición deseada y ajuste la manija de
bloqueo (A, Figura 14). Una pieza de plástico
está montada en la parte frontal de la guía
para evitar rayar la mesa si la mesa es
movida.
NOTA: Si la manija de bloqueo (A, Figura 14)
se encuentra en una posición inconveniente, la
misma puede ser ajustada. Aflojar dos tuercas
huecas debajo del soporte deslizante (Figura
15). Cambie la manija a la posición deseada y
reajuste las tuercas huecas. No sobre ajustar ya
que esto puede dificultar el movimiento de la
guía sobre el soporte deslizante.
Para inclinar la guía hacia adelante:
La guía puede ser inclinada hacia adelante a
cualquier ángulo hasta 45 grados.
1. Afloje la manija de bloqueo (B, Figura 14).
2. Gire la manivela (C, Figura 14) hasta que el
ángulo deseado sea indicado en la escala
(D, Figura 14). O puede colocar su material
de trabajo biselado sobre la mesa contra la
guía y rote la manivela (C, Figura 14) hasta
que el ángulo de la guía coincida con el
bisel de su material de trabajo.
Figura 14
Figura 15

15
3. Ajuste la manija de bloqueo (B, Figura 14).
Para inclinar la guía hacia atrás:
La guía puede ser inclinada para atrás 45
grados (esto es hasta un ángulo de 135 grados
con respecto a la superficie de la mesa).
1. Afloje la manija de bloqueo (B, Figura 16).
2. Cambie la posición del bloque de tope de
90 grados liberando la posición.
3. Gire la manivela (C, Figura 16) hasta que el
ángulo deseado sea indicado en la escala
(D, Figura 16). O puede colocar su material
de trabajo biselado sobre la mesa contra la
guía y rote la manivela (C, Figura 16) hasta
que el ángulo de la guía coincida con el
bisel de su material de trabajo.
4. Ajuste la manija de bloqueo (B, Figura 16).
IMPORTANTE: Al terminar la operación de
inclinación y una vez que la guía sea regresada
a su posición de 90 grados, no olvide colocar el
bloque de tope (F, Figura 16) de regreso a su
posición original.
Topes de la Guía
Verificar periódicamente la exactitud de
inclinación de la guía a 90° y 45° con un
(medidor de ángulo) tal como un escuadra
ajustable o un transportador de ángulo de
mecánico. Si es necesario realizar ajustes,
entonces proceda de la forma siguiente:
Posicionamiento del tope de 90 grados
1. El tope de 90 grados es controlado por el
tornillo (F, Figura 16) y el bloque de tope (E,
Figura 16).
2. Afloje la manija de bloqueo (B, Figura 16) y
afloje la tuerca del tornillo (F, Figura 16).
3. Ajuste su medidor de ángulos a 90 grados,
colóquelo sobre la mesa y contra la guía.
4. Mueva la guía hasta nivelarse exactamente
por el medidor de ángulo. Gire el tornillo
hasta que el mismo haga contacto con el
bloque de tope. (E, Figura 16).
5. Ajuste la tuerca hueca del perno (F, Figura
16) y bloquee la manija (B, Figura 16).
Posicionamiento del tope de avance de 45
grados
1. El tope de avance de 45 grados es
controlado por el tornillo (H, Figura 17).
2. Afloje la manija de bloqueo (B, Figura 16) y
afloje la tuerca del tornillo (H, Figura 17).
3. Ajuste su medidor de ángulos a 45 grados.
Colóquelo sobre la mesa y contra la guía e
incline la guía hasta nivelarse contra el
ángulo de 45 grados.
Figura 16
Figura 17

16
4. Gire el tornillo (H, Figura 17) hasta que
haga contacto con el metal frente al mismo.
5. Ajuste nuevamente la tuerca hueca del
perno (H, Figura 17) y bloquee la manija (B,
Figura 16).
Posicionamiento del tope de retroceso de 45
grados
1. El tope de 45 grados en retroceso es
controlado por el tornillo (G, Figura 18), el
cual hace contacto la parte posterior de la
guía cuando la guía está inclinada para
atrás.
2. Cambie la posición del bloque de tope (E,
Figura 18) grados sacándolo del camino.
3. Afloje la manija de bloqueo (B, Figura 18) y
afloje la tuerca hueca del tornillo (G, Figura
18).
4. Incline la guía para atrás. Ajuste el ángulo de
su transportador a 135 grados y colóquelo
sobre la mesa y contra la guía.
5. Si necesario, gire el tornillo (G, Figura 18),
hasta que la guía sea nivelada contra el
ángulo del transportador.
6. Ajuste nuevamente la tuerca del tornillo (G,
Figura 18) y ajuste la manija de bloqueo (B,
Figura 18).
Desmontaje de la Guía
Para retirar el conjunto de la guía de la
máquina, retire las dos tuercas y la arandela
plana que lo aseguran al soporte deslizante
(Vea la Figura 15). Eleve la guía en línea recta
hacia arriba y fuera de la canteadora.
Al reinstalar el conjunto de la guía, asegúrese
del acoplamiento sobre el soporte deslizante.
Manijas de Bloqueo
Todas las manijas de bloqueo del tipo mostrada
en la Figura B 18, pueden ser rotadas si
obstaculizan a otras partes de la máquina.
Simplemente eleve la manija de bloqueo
verticalmente hacia fuera y rótela, luego libérela
asegurándose que se asiente apropiadamente.
Ajustes de la Mesa y la Cuchilla
Para un canteado exacto se deben cumplir por
lo menos 3 cosas:
1. Las tablas de entrada y salida deben ser
paralelas o “coplanares”.
2. Las cuchillas o cuchillas intercambiables
deben estar colocadas en la cabeza de
corte de manera tal el punto más alto de
sus arcos se encuentre al mismo nivel que
la mesas de salida.
3. En las cabezas de cortes estándares, las
cuchillas deben estar paralelas con la mesa
de salida a lo largo de toda la longitud de
las cuchillas.
Figura 18

17
Estas alineaciones se explican más abajo.
Ajuste Coplanar de las Mesas
Para un desempeño óptimo de la canteadora, las
mesas de entrada y salida deben estar dispuestas
coplanarmente; esto es deben estar en paralelo
frontal y lateralmente respectivamente. Si no están
paralelos en ambos planos, la pieza terminada
tendrá una cierta arista a lo largo o ancho.
Las mesas han sido alineadas apropiadamente
en fábrica. Sin embargo ellas deberían ser
verificadas dos veces por el operador en caso
de una mala alineación que haya tomado lugar
durante el transporte. También a medida que se
usa la máquina, la coplanaridad debe ser
verificada y ajustada ocasionalmente sí es
necesario.
El siguiente procedimiento emplea una regla de
acero para el ajuste de las mesas, lo que
debería ser lo suficientemente exacto para la
mayoría de los propósitos.
Este procedimiento demuestra como ajustar el
paralelismo de la mesa de salida; el procedimiento
para la mesa de entrada será idéntico.
1. Desconecte la canteadora de la fuente de
alimentación de energía.
2. Retire la cabeza de corte, aflojando el tornillo
de ajuste (vea la Figura 6) y elevando el eje
de la guarda hacia afuera del orificio.
3. Deslice el conjunto de la guía para atrás
tanto como se pueda, o retírelo
completamente de la máquina (vea en la
página 28 para retirar la guía).
4. Afloje la manija de bloqueo en la mesa de
salida (vea A, Figura 23). Use la manija de
elevación (B, Figura 23) para elevar la mesa
de salida a una altura mayor a la de la
cuchilla.
5. Coloque una regla a lo largo de la mesa de
salida y que se extienda a la mesa de
entrada. Vea la Figura 19.
6. Eleve la tabla de entrada hasta que haga
contacto con la regla. Para elevar la mesa de
entrada afloje la manija de bloqueo (vea la A,
Figura 28) y eleve el brazo de ajuste (B,
Figura 28). Al hacer contacto con la regla,
ajuste la manija de bloqueo. (A, Figura 28).
7. La regla debería apoyarsede modo uniforme
y horizontal a lo largo de ambas mesas sin
intersticios entre la regal y las mesas. Mueva
la regla hacia la parte posterior de la mesa
de salida y realice el mismo test. Vea la
Figura 20.
8. Sí la regla no se apoya de modo unifrome,
la parte frontal o posterior de la mesa debe
ser posicionada para hacer que ambas
mesas sean coplanares entre sí. Proceda de
la forma siguiente.
Figura 19
Figura 20

18
9. Cada mesa tiene unas levas de ajuste; dos
en el frente y dos en la parte de atrás. (C
1
,
La Figura 22 muestra una de estas).
NOTA: En la parte frontal de la canteadora,
las dos levas externas son cubiertas por las
cubetas
Debe remover la cubeta para observar la
leva de ajuste. Retire el tornillo de cabeza
hexagonal y la arandela plana en el centro
con una llave allen de 6 mm y afloje los dos
tornillos de ajuste en la cubeta (La Figura
21 muestra una de los orificios de los
tornillos de ajuste). NOTA: Uno de los
agujeros contiene dos tornillos de ajuste;
quitar el tornillo de ajuste superior y afloje el
inferior. Estire la cubeta hacia fuera para
observar la leva de ajuste.
10. En el área de la mesa donde se debe
realizar el ajuste, palanquee hacia afuera la
tapa del orificio (A, Figura 22).
11. Hay dos tornillos de ajuste en el orificio.
Inserte una llave allen de 4 mm (B, Figura
22) en el orificio y afloje el tornillo superior
girando la llave allen en sentido antihorario.
Retire el tornillo superior del orificio.
12. Afloje el tornillo de ajuste inferior (no lo
retire) girando la llave allen en el sentido
antihorario.
13. Aplique un torque a la tuerca hexagonal (C
1
,
Figura 22) con una llave de 1-1/4". Este
ajuste es sensible y debería ser hecha en
pequeños incrementos.
NOTA: La rotación es diferente para las
tuercas de rosca derecha e izquierda; la tuerca
de rosca derecha (C
1
) mostrada en la Figura
22, será girada en el sentido horario para
elevar ese área de la mesa, o en el sentido
antihorario para bajar esa área de la mesa. La
tuerca de rosca izquierda (C
2
) mostrada en la
Figura 22, sería rotada de manera opuesta.
14. Use la regla sobre las mesas para verificar el
ajuste hasta que las mesas sean coplanares
entre sí.
15. Si el ajuste es satisfactorio con las mesas
ahora coplanares a la cabeza de corte,
entonces se puede proceder a ajustar el
tornillo de ajuste inferior con la llave allen
(B, Figura 22).
16. Inserte y ajuste el tornillo de ajuste superior.
17. Inserte nuevamente la tapa (A, Figura 22)
para proteger al orificio del polvo y restos.
Ajuste de las Cuchillas a la Altura
Correcta y Paralelas a la Mesa de
Salida
Para un canteado exacto, la superficie de la mesa
de salida debe estar nivelada con las cuchillas (o
las cuchillas intercambiables para la cabeza de
corte helicoidal) en el punto más alto de su arco.
Figura 21
Figura 22
(se observa la parte posterior de la mesa salida)

19
A
demás, en la cabeza de corte recto, las cuchillas
deben ser paralelas a la mesa de salida a lo largo
de toda la longitud de las cuchillas.
Al recibir la canteadora, las cuchillas han sido
preajustadas en fábrica. Sin embargo, la altura y
paralelismo de las cuchillas con la mesa de salida
deben ser verificados y cualquier ajuste necesario
realizado, antes de la operación de la canteadora.
El ajuste de la altura de las cuchillas no es aplicable
a los modelos de cabeza de corte helicoidal, en los
cuales los insertos de cuchilla están ajustado a la
altura apropiada luego de su instalación. Sin
embargo la altura de la mesa de salida, aún debe
ser verificada en relación al arco de los insertos de
cuchilla según la forma siguiente.
Las cuchillas o cuchillas
intercambiables son filosas; sea cauteloso y
proceda lentamente al momento de
ajustarlas.
Para ajustar la mesa de salida en relación a las
cuchillas, proceda del modo siguiente:
1. Desconecte la canteadora de la fuente de
alimentación de energía eléctrica.
2. Eleve la mesa de salida aflojando la manija
de bloqueo (A, Figura 23) y usando la
palanca (B).
3. Coloque una regla sobre la mesa de salida,
extendiéndose sobre el centro de la cabeza
de corte como se muestra en las Figuras 23
y 24.
4. Gire la cabeza de corte usando la correa o
la polea, hasta que una cuchilla o cuchilla
intercambiable se encuentre en su punto
más alto. No agarre directamente la cabeza
de corte en sí para girarla.
5. Descienda la mesa de salida hasta que la
regla haga contacto con la cuchilla, como se
muestra en la Figura 24. Usando la correa,
oscile la cabeza de corte levemente para
cerciorarse de que el ápice del cuchillo esté
entrando en contacto con la regla.
6. Bloquee la mesa de salida en esa posición
mediante el bloqueo de la manija de
bloqueo (A, Figura 23).
La importancia de la nivelación de las cuchillas
con la mesa de salida es mostrada a través de
estos ejemplos de ajustes erróneos.
Si la mesa de salida está muy elevada, la
superficie terminada del material de trabajo será
curvada. Vea la Figura 25.
Si la mesa de salida está muy baja, el trabajo
tendrá una cierta ranura o rayuela en el extremo
del corte. Vea la Figura 26.
Figura 23
Figura 24
Figura 25
Figura 26

20
La Figura 27 ilustra el ajuste correcto del nivel de
la mesa de salida con las cuchillas. El material de
trabajo se apoyará firmemente sobre ambas
mesas sin espacios bajo el corte de terminación.
La mesa de salida ha sido ahora bloqueada a
una altura estándar. Nivelada con el arco de las
cuchillas.
NOTA: Después de que la mesa de salida haya
sido bloqueada a la altura correcta, esta no
debería ser modificada excepto para operaciones
especiales o luego de sustituir las cuchillas.
En la cabeza de corte helicoidal luego de que la
mesa de salida haya sido ajustada, no se
precisarán de ajustes posteriores para las
cuchillas intercambiables. Si las cuchillas
intercambiables son instaladas apropiadamente
en la cabeza de corte helicoidal, ellas se ajustarán
automáticamente en la posición apropiada.
En la cabeza de corte estándar, los ajustes
finos, serán alcanzados mediante el ajuste de
las cuchillas en la cabeza de corte. Proceda de
la forma siguiente.
7. Baje la mesa de entrada fuera de la línea de
alimentación aflojando la manivela de
bloqueo (A, Figura 28) y empujando hacia
abajo el brazo de ajuste (B, Figura 28)
8. Un calibre de ajuste de aluminio para
cuchilla, mostrado en la Figura 29, es
suministrado con la canteadora. Si se
requiere de tolerancias finas al ajustar las
cuchillas, un calibre con dial en escala para
cuchilla puede ser adquirido. El calibre de
aluminio debería ser sin embargo lo
suficientemente exacto para la gran mayoría
de las necesidades de trabajo en madera.
9. Coloque el calibre de ajuste de aluminio
para cuchilla suministrado, en la parte
posterior de la mesa de salida (hacia el lado
del soporte de la guía) y extendiéndose por
sobre la cabeza de corte como se muestra
en la figura 29. Coloque el calibre de
manera tal que las líneas de la derecha
coincidan con el borde de la mesa de salida
como se muestra.
10. Rote la cabeza de corte en el sentido horario
(mediante el uso de la polea). Si la mesa y
las cuchillas están ajustadas correctamente,
la cuchilla hará contacto con el calibre de
aluminio y mueva el calibre hasta que la
marca izquierda se corresponda con el borde
de la mesa de salida como se muestra en la
Figura 30.
11. Coloque el calibre de cuchilla de aluminio en
la parte frontal de la mesa de salida (hacia el
borde de ensamblado) y repita el proceso.
12. Este test debería realizarse en las 3
cuchillas en la cabeza de corte usando el
calibre suministrado.
Figura 27
Figura 28
Figura 29 (cabeza de corte recta)
Figura 30 (cabeza de corte recta)

21
13. Si una cuchilla está muy elevada o muy
baja en uno de sus extremos, mover
correctamente el calibre como descrito
arriba, luego la altura y paralelismo de esa
cuchilla en la cabeza de corte necesita ser
ajustada. Proceda de la forma siguiente.
14. Afloje ligeramente los tornillos prisioneros
(vea la figura 31) con una llave de 8 mm.
(NOTA: Los resortes debajo de las cuchillas
causarán el movimiento del la cuchilla.)
15. Gire el(los) tornillo(s) nivelador(es) con una
llave allen; en el sentido horario para bajar
la posición de la cuchilla en la cabeza de
corte y en el sentido antihorario para elevar
la posición de la cuchilla.
16. Use el borde de la placa para empujar la
cuchilla hacia abajo de tal manera que
puede calzar contra los tornillos
niveladores. Ver la figura 32, Ajuste los
tornillos prisioneros solo lo suficiente para
mantener la cuchilla en la posición de la
cabeza de corte. No ajustar por completo.
17. Verifique la altura de la cuchilla nuevamente
mediante el uso de un calibre en las partes
anterior y posterior de la mesa de salida. De
ser necesario realice ajustes posteriores a
el(los) tornillo(s) nivelador(es).
18. Repita este proceso para cada una de las
otras 2 cuchillas. No ajuste los tornillos
prisioneros por completo, solo ajústelos lo
suficiente para mantener la cuchilla en
posición.
19. Para obtener los buenos resultados, las
cuchillas deberían estar posicionadas a
.015" por encima de la cabeza de corte. La
altura de la cuchilla no debería variar más
de 002-.003" a lo largo de la longitud de la
cabeza de corte. Las 3 cuchillas deben
estar posicionadas a igual altura en la
cabeza de corte y paralela a la mesa de
corte a lo largo de su longitud.
20. Después de que las tres cuchillas estén
posicionadas apropiadamente en la cabeza
de corte y hayan sido ancladas, continué
ajustando los tornillos de las chavetas. Los
tornillos prisioneros deberían ser ajustados
incrementalmente para evitar alguna
distorsión en la cabeza de corte o algún
pandeo en las cuchillas. Inicie el ajuste de
los tornillos de las chavetas, aplicando mayor
torsión en una de las cuchillas. Inicie con el
tornillo central y continúe hacia los extremos.
21. Gire la cabeza de corte hacia las otras dos
cuchillas. Repita el paso 19 para cada
cuchilla.
22. El proceso de ajuste debería continuar por lo
menos dos veces más, ajustando los tornillos
prisioneros en las tres cuchillas cada vez
más. A la tercera vez, los tornillos prisioneros
deberían estar firmemente ajustados.
Figura 31 (cabeza de corte recta)
Figura 32 (cabeza de corte recta)

22
Antes de operar la
canteadora, asegúrese que todos los tornillos
prisioneros estén firmemente ajustados. Una
cuchilla floja en la cabeza de corte podría
causar lesiones severas y fatales.
23. Luego de que se hayan realizado todos los
ajustes de las cuchillas, las guardas y el
conjunto guía, deberían ser colocadas en
posición antes de iniciar la operación de la
máquina.
Tornillos de Tope de la Mesa de Salida
El tornillo de tope (B, Figura 33), limita la
cantidad de caída de la mesa de salida. El
tornillo de tope viene ajustado de fábrica, pero si
necesitan ajustes futuros, simplemente afloje las
tuercas huecas con una llave de 14 mm. Luego
de alcanzar el valor deseado, ajuste la tuerca
hueca nuevamente. (A, Figura 33).
El tornillo (C, Figura 33) limita la elevación de la
mesa de salida. Si se necesita de algún ajuste
afloje la tuerca (D, Figura 33) y gire el tornillo (C,
Figura 33) con una llave allen de 9mm. Al terminar,
ajuste nuevamente la tuerca (D, Figura 33).
Ajustando la Mesa de Entrada
(Profundidad de Corte)
1. Afloje la manija de bloqueo (A, Figura 34).
2. Mueva el brazo de ajuste de la mesa (B,
Figura 34) para elevar o descender la mesa
de entrada a la profundidad deseada, la
cual es mostrada en el calibre mediante el
indicador (C, Figura 34).
NOTA: No exceda la profundidad máxima de
corte de 1/8”. Para cortes más profundos,
realice varias pasadas.
3. Ajuste nuevamente la manija de bloqueo (A,
Figura 34).
Tope de Profundidad de la Mesa de
Entrada
El pomo (Figura 35) controla un tope de
profundidad. Si la mesa de entrada es
descendida, se detendrá en la marca de
profundidad de 1/8”.
Para bajar la mesa de entrada aún más, como
para operaciones de canteado, desacople el
tope de parada, estirando el pomo, rotándolo 90
grados y soltándolo posteriormente. La mesa de
entrada puede descender libremente.
Para acoplar el tope de profundidad, gire el pomo
a 90 grados, hasta que la misma se enganche
nuevamente.
Tornillos del Tope de la Mesa de
Entrada.
Los tornillos de tope debajo de la mesa de
entrada tienen la misma función que aquellos
empleados para la mesa de salida. Ver
“Tornillos de Tope de la Mesa de Salida” para
las instrucciones de ajuste.
Figura 33
Figura 34
Figura 35

23
Sustitución de las Cuchillas (Para
cabeza de corte recto solamente)
Las cuchillas de la
canteadora son están afilados. Sea cauteloso
y proceda lentamente al realizar trabajos
cerca de la cabeza de corte.
1. Desconecte la canteadora de la alimentación
de energía eléctrica.
2. Gire la cabeza de corte usando la correa o
la polea, hasta que una cuchilla o cuchilla
intercambiable se encuentre en su punto
más alto. No agarre directamente la cabeza
de corte en sí para girarla.
3. Retire las cuchillas gastadas aflojando los
tornillos de cabeza cuadrada de las
chavetas. Vea la Figura 36. Los resortes en
la cabeza de corte elevarán la cuchilla
permitiendo una fácil remoción de esta
última. Retire la cuchilla y la chaveta.
4. Limpie la chaveta y la ranura de la cuchilla.
Junte la cuchilla nueva y la chaveta entre sí y
colóquelos en la ranura. Asegúrese de que la
cuchilla esté orientada apropiadamente en la
cabeza de corte, como se muestra en la fig 36.
IMPORTANTE: Para posicionar las cuchillas para
los cortes de ensamble, tome una escala con
marcas de 1/32” y colóquela contra el extremo de
la cabeza de corte. Deslize el cuchillo hacia fuera
hasta llegar a la marca de 1/32” en la escala; esto
es implica que el cuchillo se encuentra a 1/32” por
sobre el borde la cabeza de corte. La chaveta
debe permanecer en su posición normal, aún con
respecto al borde de la cabeza de corte. Vea la
Figura 37. Este ajuste asegurará una posición
libre de la cuchilla con respecto al extremo de la
chaveta y la cabeza de corte y que además haga
buen contacto con el material de trabajo. (Ver la
sección de “Operación” para más información
sobre los procedimientos de ensamblado.)
(NOTA: Este mismo procedimiento puede ser
empleado si se desarrolla una pequeña hendidura
en las cuchillas; simplemente escalone las cuchillas
en cabeza de corte para eliminar el efecto de la
hendidura, sin tener que sustituir las cuchillas.)
5. La altura y el paralelismo de la cuchilla en la
ranura, ambos para el ensamblado y el
canteado normal deben ser posicionadas
adecuadamente para asegurar la operación
correcta así como para minimizar el peligro de
un retroceso inesperado. Refiérase a “Ajuste
de los Cuchillas a la Altura Correcta y
Paralelas a la Mesa de Salida” en las páginas
18-21 para la información sobre el ajuste y los
procedimientos de apriete para las cuchillas.
Antes de operar la canteadora,
asegúrese que todos los tornillos prisioneros estén
firmemente ajustados. Una cuchilla floja en la
cabeza de corte podría causar lesiones severas y
fatales.
Figura 36 (cabeza de corte recto)
Figura 37 (cabeza de corte recto)

24
Sustitución de la Cuchillas Rotativas
Intercambiables (Solo para la Cabeza
de Corte Helicoidales)
Las cuchillas intercambiab-
les son cortantes; sea cauteloso al trabajar
con ellas o cerca de ellas.
Las cuchillas intercambiables del modelo PJ-882HH
tienen cuatro lados. Al gastarse, simplemente retire
cada cuchilla, rótelas 90 grados para disponer de un
filo nuevo y instálelas nuevamente.
Use el destornillador de punta estrella para
remover el tornillo de la cuchilla intercambiable.
Vea la Figura 37. Es aconsejable rotar todas las
cuchillas al mismo tiempo para mantener
consistente el corte. Sin embargo, si una o más
cuchillas desarrollan una cierta hendidura, gire
solamente las cuchillas intercambiables afectadas.
Cada cuchilla intercambiable tiene una marca de
referencia grabada, así que usted puede tener un
seguimiento de las rotaciones realizadas.
IMPORTANTE: Al retirar o rotar las cuchillas
intercambiables, limpie el aserrín del tornillo, la
cuchilla intercambiable y la plataforma de la
cabeza de corte. La acumulación de aserrín
entre estos elementos puede evitar el correcto
acoplamiento de la cuchilla y puede afectar la
calidad del corte.
Antes de instalar cada tornillo, recubra
ligeramente las roscas de los tornillos con aceite
de máquina y limpie los excesos.
Ajuste con seguridad cada tornillo, los cuales
sostienen las cuchillas intercambiables antes de
operar la cepilladora!
Asegúrese de que los tornillos de
las cuchillas intercambiables se encuentren bien
ajustados. Las cuchillas intercambiables flojas pueden
salir disparadas a alta velocidad de la cabeza de corte
rotatoria, causando lesiones.
Asegúrese de que la mesa de salida esté colocada
al mismo nivel que las cuchillas intercambiables
(siga los pasos 1 al 5 en la página 19).
Eliminación del “Juego” en las Mesas
Hay 4 tornillos de ajuste en el frente de la
canteadora, dos en la mesa de salida y dos en la
mesa de entrada que le permitirán evitar el
“juego en las mesas” (La Figura 38 muestra uno
de los tornillos de ajuste para la mesa de salida.)
Después de un periodo de uso, la punta de cobre
(ver ítem #27, página 41) la cual es fijada al
extremo del tornillo de ajuste (A, Fig 38) puede
aflojarse. Resuelva esto de la forma siguiente.
1. Afloje las tuercas huecas (B, Figura 38) con
una llave de 14 mm.
2. Apriete el tornillo de ajuste (A, Fig 38) con una
llave allen de 5mm. No sobreajuste el tornillo
de ajuste, dado que esto podría dificultar que
la mesa sea elevada o descendida fácilmente.
3. Ajuste la tuerca hueca (B, Figura 38).
Figura 37A
(solamente para cabeza de corte helicoidal)
Figura 38

25
4. Repita el procedimiento para los otros
tornillos de ajuste.
NOTA: La mesa de salida es preajustada en
fábrica más ajustada que la mesa de entrada. Si
usted tiene dificultades marca mover la mesa de
salida con la manija de elevación, afloje los dos
tornillos de ajuste en la mesa de salida como
fuera descripta inicialmente.
Controles de Operación
Marcha/Parada
Luz Indicadora de Alimentación - El interruptor de
encendido tiene una lámpara indicadora de
alimentación, la cual se enciende cuando, la
canteadora esté conectada a la red de energía
eléctrica, no solamente cuando la canteadora está
funcionando. No asuma que si la lámpara está
apagada entoces la máquina no se encuentra
conectada. Si la lámpara está averiada entonces
no habrá indicación. Verifíquela siempre antes de
usar la canteadora.
No se confie que por el
hecho de que la luz indicadora esté apagada, la
máquina no se encuentre alimentada. Verifique
siempre en primer lugar la alimentación a la
máquina, la no observación de esta pauta
podría ocasionar serias lesiones!
En referencia a la Figura 39:
Marcha – Pulse la botonera verde para activar
la marcha.
Cuando la alimentación está conectada a la
máquina, la luz indicadora verde se enciende
independientemente de que la canteadora se
encuentre en funcionamiento o no.
Parada - Pulse la botonera roja de parada para
activar la parada.
Apagado – En el caso de que la canteadora se
detenga sin presionar la botonera de parada,
como consecuencia de un fusible o interruptor
termomagnético actuado, etc.:
Pulse la botonera roja para el apagado del
interruptor principal.
Pulse la botonera para reiniciar la marcha de la
máquina.
Llave de Seguridad
El interruptor de marcha/parada de la canteadora
viene equipado con una llave magnética de
seguridad. Si está en su lugar como se muestra
en la Figura 39, la llave mangética de seguridad
activa un relé, el cual permitirá que la máquina se
ponga en marcha y se detenga cuando los
interruptores respectivos sean pulsados. Siendo
una llave magnética, el bloqueo puede ser retirado
para que la máquina sea inoperable y puede ser
escondido por razones de seguridad, fijándola a
otra superficie magnética.
Al usar la canteadora, coloque la llave sobre la
cubierta del interruptor, alineando la flecha de la
llave con la flecha de RETIRAR en la cubierta.
Luego gire la llave de manera que la flecha se
alinee con la flecha del BLOQUEO. Esto evitará
que la llave de seguridad se afloje debido a la
vibración cuando la máquina se encuentre en
funcionamiento.
Figura 39
Operación
NOTA: Si tiene poca experiencia en el canteado,
use las piezas remanentes para verificar los
ajustes y pueda sentir las operaciones antes de
intentar algún trabajo convencional.
Estabilice las piezas de trabajo largas mediante el
uso de un asistente o unos caballetes con rodillos
colocados al mismo nivel de la mesa de salida o
de entrada.
La cerca debería ser ajustada para crear una
exposición mínima a la cabeza de corte durante
la operación de canteado.
Verifique los siguientes antes de operar la
canteadora.
1. La mesa de salida debe estar colocada al
mismo nivel de las cuchillas o las cuchillas
intercambiables.
2. Ajuste la guía para un mínimo de exposición
de la cabeza de corte y bloqueado en el
ángulo deseado.
3. La guarda de la cabeza de corte debe estar
en posición y operando apropiadamente
(excepto en el ensamblado).
4. La mesa de entrada debe estar colocada
según la profundidad de corte deseada.
5. Aléjese de la cabeza de corte y active la
máquina solo por algunos momentos. Escuche
por si acaso si existen ruidos, roces,
vibraciones, etc. Identifique y corrija tales
efectos antes de iniciar las operaciones en la
canteadora.
6. Verifique cuidadosamente el material de
trabajo ante la presencia de nudos, orificios,
grapas o cualquier otro material extraño que
puedan dañar las cuchillas o que pueda
implicar un retroceso de la pieza. Verifique
también la orientación de granos del material
de trabajo (ver “Dirección de Granos” en la
página 27).

26
Operación Manual
Al iniciar el corte, la mano izquierda sostiene el
material de trabajo firmemente contra la mesa de
entrada y la guía mientras la mano derecha
empuja el material de trabajo de una manera
suave y pareja hacia la cabeza de corte. Luego de
que el corte se ejecuta, la nueva superficie reposa
firmemente sobre la mesa de salida. La mano
izquierda pasa ahora al lado de salida y presiona
en esta parte del material de trabajo, al mismo
tiempo mantiene un contacto uniforme con la guía.
La mano derecha presiona la pieza de trabajo
hacia delante y antes de que la mano derecha
alcance la cabeza de corte, debe moverse al lado
de trabajo en la mesa de salida. Nunca pase las
manos por encima de la cabeza de corte.
Cepillado
Use siempre un bloque de
fijación o de empuje al cepillar el material.
El canteado de la superficie del material, o
cepillado se muestra en la figura 40. Ajuste la
mesa de entrada para la profundidad de corte.
Los cortes simultáneos de aproximadamente
1/16” son recomendados ya que esto permite un
mejor control sobre el material cepillado. Se
pueden realizar más pasadas para alcanzar la
profundidad deseada.
Ensamble Modular
Esta es la operación más común para la
canteadora. Coloque la guía en ángulo recto
con la mesa. La profundidad de corte debe ser
la mínima requerida para obtener un borde
recto. No haga cortes más profundos que 1/8”
por pasada. Sostenga la mejor superficie del
material de trabajo firmemente contra la guía a
lo largo del avance. Vea la Figura 41.
Acanalado
Un rebajado requiere el
retiro de la guarda. Use extreme cuidado y
mantenga las manos retiradas de la cabeza
de corte. Siempre reinstale la guarda
inmediatamente después de concluir la
operación de rebaje.
Un rebaje es un canal cortado a lo largo del borde
la tabla, Ver la Figura 42. El ancho y espesor de la
madera a ser acanalada depende de la anchura y
longitud del guillame. Sin embargo nunca rebaje
una pieza de madera menor a 12”.
Use bloques de empuje para el corte de rebajo
cuando le sea posible. La capacidad de
acanalado es de ½”.
1. Desconecte la canteadora de la fuente
alimentación de energía eléctrica.
2. Coloque la guía para el ancho deseado de
rebajo.
3. Verifique el ancho del guillame midiendo la
distancia del extremo de una cuchilla en la
cabeza de corte a la guía.
Figura 40
Figura 41
Figura 42
IMPORTANTE : El rebaje puede ser hecho con
un cabezal de cuchilla recta solamente ; no es
aplicable con el modelo de cabezal de cuchilla
helicoidal.

27
NOTA: Las cuchillas deben estar extendidas
más allá de la cabeza de corte en 1/32”. (ver
“Sustitución de Cuchillas- Solamente para la
Cabeza de Corte recto” en la página 23 para
la ejecución de este procedimiento.)
4. Es más fácil y seguro realizar una serie de
cortes superficiales. Descienda la mesa de
entrada 1/32” por vez y realize cortes
sucesivos hasta que la profanidad deseada
de acanalado sea obtenida. Ver la Figura 42.
Canteado de Piezas Cortas o Finas
Al cantear piezas cortas o finas, use un bloque
de empuje para eliminar cualquier riesgo para
las manos. Dos bloques de empuje vienen
incluidos con la canteadora. Usted también
puede hacerlos a partir de restos de madera.
Los ejemplos se muestran en la Figura 43.
Ensamblado de Superficies
Alabeadas
Si la madera a ser canteada es ahuecada o
arqueada, coloque la parte cóncava para abajo
y realice cortes ligeros hasta que la superficie
sea plana.
Evite forzar tal material contra la mesa- la presión
excesiva causará será deformará mientras pasan
por las cuchillas y retornará a su posición natural
curvada después de terminar el corte.
Biselado
Para cortar un bisel, bloquear la guía según un
ángulo deseado y deslice el material de trabajo
por las cuchillas mientras lo mantiene apretado
firmemente contra la guía y las mesas. Varias
pasadas serían necesarias para conseguir el
resultado deseado.
Aunque la guía puede estar
inclinada para afuera o para adentro para un
biselado, es recomendado por razones de
seguridad que la guía se encuentre inclinada
hacia el operador, realizando así en un corte
acunado.
Dirección del Grano
Evite alimentar material en la canteadora en
contra la dirección del grano. Esto puede dar
lugar a bordes raspados y astillados. Vea la
Figura 44. Alimente con el material según la
dirección del grano para obtener una superficie
lisa, según lo mostrado en la Figura 45.
Sesgado (Cizallado)
Al afilar o cepillar el material tal como un nudo o
una cara de ojo de pájaro no es inusual desfigura
o estropear la superficie acabada. Eso es
causado por las cuchillas de la cabeza de corte
al momento de cortar contra la dirección del
grano. De manera a evitar la desfiguración o
estropeado de este tipo de madera, es necesario
tornear el material trabajo de manera que se
cruce con las cuchillas bajo un cierto ángulo.
La guía permitirá este tipo de corte.
Figura 43
Figura 44
Figura 45

28
1. Libere la manija de bloque o de la guía (A, Fig
46) y retire las dos tuercas huecas y la
arandela (B, Fig 46) sosteniendo la guía al
soporte deslizante Retire el conjunto de la guía.
2. Retire la chaveta (C, Figura 46) del soporte
de la guía Si necesario, use un destornillador
plano para hacer un efecto de palanca en un
extremo de la chaveta.
3. Reemplace el conjunto de guía según la
posición del ángulo deseado a lo largo de la
cabeza de corte. Ver la Fig 47. Asegure la guía
al soporte deslizante con las tuercas huecas y
las arandelas (B, Fig 46), luego apriete la
manija de bloqueo de la guía (A, Fig 46).
NOTA: Al colocar la el conjunto de guía a su
posición normal, asegúrese de instalar primero
la chaveta en su ranura (C, Figura 46).
Mantenimiento
Desconecte la máquina de
la fuente de energía eléctrica antes de
ejecutar cualquier tarea de mantenimiento.
La no observación de esta pauta podría
causar serias lesiones.
Las superficies de la mesa y la guía deben ser
conservadas limpias y libres de polvo para obtener
buenos resultados. Algunos usuarios aplican una
delgada capa de cera en pasta. Evite el uso de
ceras o sprays protectores que contengan silicona
dado que esto puede adherirse al material de
trabajo para terminaciones posteriores debido a la
adherencia a la madera.
Otra opción es el talco en polvo aplicado con un
borrador de pizarra frotado vigorosamente una
vez por semana; esto llenará los poros y formará
una barrera contra la humedad. Este método
proporciona una superficie que sea pulida y
permite que los anillos de oxido sean limpiados
fácilmente de la superficie. Es también importante
el hecho de que el talco en polvo no manche ni
estropee las terminaciones de la madera o
algunos otros productos.
La goma y resina las cuales se juntan sobre las
cuchillas, causan excesiva fricción a medida que
el trabajo continua, resultando en el sobre
calentamiento de las cuchillas, menor efectividad
en el corte y la consecuente reducción en la vida
útil de las cuchillas. Use un horno de limpieza o el
removedor de goma y resinas para limpiar las
cuchillas. Sea cauteloso al trabajar con las
cuchillas!
Los rodamientos en la cabeza de corte están
selladas de por vida y no requieren lubricación.
El conjunto de frésala guía debería deslizarse
fácilmente sobre el soporte deslizante. Mantenga
el soporte deslizante como se muestra en la
Figura 48, lubricada con una grasa multipropósito
de buena calidad. No engrase la correa de
accionamiento.
No coloque objetos pesados sobre las mesas o use
la canteadora como una mesa de almacenamiento.
Figura 46
Figura 47
(Segado de la Guía)
Figura 48

29
Afilado de las Cuchillas Estándares
Las cuchillas deberían ser conservadas con un
buen filo. Este contribuirá al mejor terminado,
mayor vida útil de la máquina y a una operación
más segura.
La piedra de afilar la cuchilla de la canteadora
provee una manera sencilla de afilar las
cuchillas. Las piedras están disponibles en
muchas tiendas de accesorios de ebanistería.
Use extrema cautela y
proceda lentamente al afilado de las
cuchillas. Desconecte la canteadora de la
fuente de energía eléctrica y use protección
ocular aprobada.
Al terminar el afilado de las cuchillas, debería
ser reposicionado el nivel paralela a la mesa de
salida. Vea “Ajuste de las Cuchillas a la Altura
Correcta y Paralela a la Mesa de Salida” en la
página 18.
Las cuchillas se pueden amolar generalmente
varias veces en la cabeza de corte antes de ser
quitadas y ser remolidas.
CONSEJO: Si la canteadora es empleada
frecuentemente, se recomienda tener un juego
de cuchillas a mano. Las cuchillas extras (nro.
de serie 6296046, juego de 3) puede obtenerse
de su distribuidor o llamando al servicio de
atención al cliente al 1-800-274-6848.
Reparaciones de la Cabeza de Corte
El conjunto entero de la cabeza de corte puede
ser retirado de la canteadora para la sustitución
de los rodamientos o la ejecución de otras
tareas de mantenimiento.
Sea cauteloso al trabajar
cerca de cuchillas afiladas.
Para retirar la cabeza de corte, proceda de la
forma siguiente:
1. Desconecte la canteadora de la fuente de
energía eléctrica.
2. Retire el conjunto de guía de la canteadora.
3. Descienda las mesas de entrada y salida.
4. Retire la guarda de la polea y retire la
correa de accionamiento de la polea de la
cabeza de corte.
5. Retire las cuchillas de la cabeza de corte.
6. Retire el borde de acanalamiento aflojando
y removiendo los dos tornillos huecos y las
arandelas que lo aseguran a la mesa de
entrada.
7. Aflojar los dos pernos que aseguran la cabeza
de corte a la base; estas son accedidas a
través del espacio por debajo de la base de la
canteadora. Vea las figuras 49 y 50. Coloque
la llave en cada una de las cabezas de los
pernos y gire cada uno de los pernos hasta
que la cabeza de corte sea aflojada.
8. Eleve la cabeza de corte verticalmente
hacia arriba desde la base.
9. Retire la polea y la carcasa de los rodamientos.
Figura 49
Figura 50
IMPORTANTE: Si los rodamientos necesitan ser
sustituidos, esto debería ser realizado por
personal de servicio calificado. Los rodamientos
son colocados a presión y deben retirados o
instalados con una prensa de husillo manual.
10. Para reinstalar la cabeza de corte, invierta el
procedimiento anterior, Antes de reinstalarla,
asegúrese de que los asientos curvados de la
base de la máquina se encuentre libres de la
suciedad, polvo grasa, para asegurar un
acoplamiento seguro.
11. Luego de instalar la cabeza de corte, verifique
las posiciones de la mesa de entrada y salida
en relación a la cabeza de corte.
CONSEJO: Quizás quiera una cabeza de corte
extra a mano para mantener la productividad en
el taller.

30
Diagnóstico de Problemas – Problemas de Operación
Problema Causa Probable Solución
El material terminado
es cóncavo en el
extermo posterior.
La cuchilla o cuchilla intercambiable
está más elevada que la mesa de
salida.
Eleve la mesa de salida hasta que se
alinee con la punta de la
cuchilla/repuesto. Ver página 19.
El material terminado
es cóncavo en el
extremo anterior.
La mesa de salida está mas elevada
que la cuchilla intercambiable.
Descienda la mesa de salida hasta que
se alinee con la cuchilla /repuesto. Ver
página 19.
El material terminado
es cóncavo en la
parte media.
Ambas mesas tienen demasiada
caída en los extremos.
Eleve ambos extremos de la mesa
usando las levas elevadoras. Ver
páginas 17-18.
Los extremos del
material terminado
están más
procesados que en el
centro.
Los extremos de las mesas están
mas elevadas que en la parte central.
Descienda ambos extremos de la mesa
usando las levas elevadoras. Ver
páginas 17-18.
Astillado.
Corte contra el sentido del grano.
Corte según la dirección del grano si le
es posible.
Cuchillas o cuchillas intercambiables
gastadas.
Afile o sustituya las cuchillas.
Gire o sustituya las cuchillas
intercambiables.
Alimentación demasiado rápida de
Material de Trabajo.
Use una tasa más lenta de
alimentación.
Corte muy profundo. Realize cortes más superficiales.
Nudos, imperfecciones en la madera.
Inspeccione detenidamente la madera
por las imperfecciones, use material
diferente si es necesario.
Grano Difuso.
Madera con alto contenido de
humedad.
Estacione la madera o use otro lote.
Cuchillas o cuchillas intercambiables
gastadas.
Afile o sustituya las cuchillas.
Gire o sustituya las cuchillas
intercambiables.
Cabeza de Corte
aminora su velocidad
durante la operación.
La alimentación del material de
trabajo es muy rápida, o se aplica
mucha presión al material de trabajo.
Alimentar más lentamente o aplicar
menos presión al material de trabajo.
Estriaciones en el
material de trabajo
(cabeza de corte
estándar).
Cuchillas colocadas de manera
incorrecta.
Coloque las cuchillas apropiadamente
usando el calibre de ajuste de la
cuchilla suministrada. Verifique que las
ranuras de la cuchilla estén limpias y
libres de polvos y residuos.
Alimentación del material de trabajo
muy rápida.
Alimentar más lentamente y
consistentemente.
Marcas disparejas de
cuchillas en el
material de trabajo.
Cuchillas o cuchillas intercambiables
ranuradas o desalineadas.
Sustituya las cuchillas ranuradas o rote
las cuchillas intercambiables; alinee las
cuchillas estándares apropiadamente
usando el calibre de ajuste de cuchilla.
Ver página 18-22.

31
Diagnóstico de Problemas – Problemas Eléctricos y Mecánicos
Problema Causa Probable Solución
La máquina no
arranca/reinicia o
causa el disparo
repetido del
interruptor o quema
los fusibles.
No hay alimentación de energía.
Verificar si la unidad se encuentra
conectada a la red, el botón es
presionado completamente y el botón
de parada es desacoplado. Vea la
Página 25.
El reseteo automático por sobrecarga
no fue reiniciado.
Cuando la canteadora sobrecarga el
interruptor incorporado en el motor de
arranque, toma tiempo para que la
máquina se enfríe antes de
reiniciarla. Permita que la unidad se
enfríe adecuadamente antes de
intentar el reinicio. Si el probema
persiste, verifique el amperaje del
motor de arranque dentro de la
carcasa metálica.
La Canteadora dispara
frecuentemente.
Una causa de disparo por sobrecarga
que no es eléctrica por naturaleza es
un corte de mucho peso. La solución
es realizar corte más livianos. Si el
corte profundo no es problema,
verifique el amperaje ajustado en el
relé térmico. Haga coincidir el
amperaje a plena carga del motor
como se observa en el dato de placa.
Si el ajuste corriente es correcto,
entonces probablemente existe alguna
conexión suelta. Verifique el ajuste de
corriente del motor de arranque.
El Interruptor de la instalación dispara
o el fusible se quema.
Verifique que la canteadora se
encuentre montada en el circuito
correcto. Si el circuito es correcto,
probablemente hay una conexión
suelta. Verifique el ajuste de corriente
en el motor de arranque.
Falla de Motor o Llave (Como
diferenciar).
Si tiene acceso a un voltímetro, puede
distinguir una falla del arrancado de la
falla del motor, verificando primero la
tensión de entrada de 220+/-20 V y
segundo, verificando la tensión entre
el arrancador y el motor a 220+/-20 V.
Si la tensión de entrada es incorrecta,
entonces tiene un problema de
alimentación de energía eléctrica. Si la
tensión entre el arrancador y el motor
es incorrecta entonces tiene un
problema en el arrancador. Si la
tensión entre el arrancador y el motor
es correcta, entonces el motor tiene
problemas.

32
Problema Causa Probable Solución
La máquina no
arranca/reinicia o
causa el disparo
repetido del
interruptor o quema
los fusibles.
Motor sobrecalentado.
Limpie el motor de polvos o residuos
para permitir que tenga correcta
circulación de aire. Permita que el
motor se enfríe antes de intentar
nuevamente el arranque.
Falla del Motor.
Si el motor eléctrico es sospechoso
del problema, tiene dos opciones:
Haga que un electricista calificado
verifique la funcionalidad del motor o
retirar el motor y llévelo a un taller
especialista en la reparación de
motores eléctricos para su prueba.
Cableado erróneo de la unidad.
Verifique dos veces para confirmar
que todas las conexiones eléctricas
sean correctas. Refiérase a los
diagramas de conexión apropiados
en las páginas 45-47 para hacer las
correcciones necesarias.
Falla de la Llave on/off
(encendido/apagado).
Si la llave de on/off
(encendido/apagado) es la
sospechosa, entonces tiene dos
opciones: Haga que un electricista
calificado verifique la funcionalidad de
la llave, o adquiera una llave nueva y
determine si ese era el problema con
el cambio de llave.
Accesorios Opcionales
6296046 ...........Cuchillas (juego de 3) – modelo PJ-882 solamente
1791212 ...........Cuchillas Intercambiables (juego de 10) – modelo PJ-882HH solamente
Lista de Partes
Las partes se listan en las siguiente páginas. Para ordenar los repuestos o contactar con nuestro
departamento de servicio, llame al 1-800-274-6848 de Lunes a Viernes (vea nuestra página Web en
relación a nuestro horario de atención www.powermatic.com). Tenga su número de modelo y de serie
disponibles al llamarnos, eso nos permitirá ayudarle rápidamente y con exactitud.

33
Lista de Partes: Conjunto de Base
Nro de Lista. Parte Nro. Descripción Tamaño Cantidad
1 ............... VB-A50 ....................Correa ................................................................A-50 ........................... 1
2 ............... TS-0267021 .............Tornillo de Cabeza Hueca ..................................1/4”-20x1/4” ................ 2
3 ............... PJ882-503 ...............Polea del Motor ..................................................................................... 1
4 ............... PJ882-205 ...............Chaveta ..............................................................5x5x22 ....................... 1
5 ............... TS-0561021 .............Tuerca Hueca .....................................................5/16”-18 ...................... 4
6 ............... TS-0680031 .............Arandela Plana ...................................................5/16” ........................... 8
7 ............... 60B-415 ...................Motor ..................................................................2HP, 1 Ø,230V ........... 1
................. 60B-415MF ..............Ventilador del Motor (no mostrado) ........................................................ 1
................. 60B-415MFC ...........Cubierta del Motor del Ventilador (no se muestra).................................. 1
................. 60B-415CS ..............Interruptor Centrífugo (no se muestra) ................................................... 1
................. 60B-415MDC ...........Cubierta Guardapolvo del motor (no se muestra) ................................... 1
................. 60B-415CC ..............Cubierta del Capacitor (no se muestra) .................................................. 2
................. 60B-415SC ..............Capacitor de Arranque (no se muestra) ..............400 mFd, 125VAC ...... 1
................. 60B-415RC ..............Capacitor de Marcha (no se muestra) .................30uf, 350VAC ............. 1
................. 60B-415A .................Motor ..................................................................3HP,3Ø,230/460V ...... 1
8 ............... TS-0267041 .............Tornillo de Cabeza Hueca ..................................1/4”-20x3/8” ................ 2
9 ............... PJ882-509 ...............Eje......................................................................................................... 2
10 ............. TS-1540071 .............Tuerca Hueca .....................................................M10x1.5P ................... 2
11 ............. TS-1550071 .............Arandela Plana ...................................................M10 ............................ 2
12 ............. PJ882-512 ...............Perno .................................................................................................... 1
13 ............. PJ
882-513 ...............Placa de Base del Motor ........................................................................ 1
14 ............. TS-0720081 .............Arandela de Presión ...........................................5/16” ........................... 6
15 ............. TS-0051071 .............Perno de Cabeza Hexagonal ..............................5/16”-18x1-1/2” ........... 4
16 ............. TS-081F032 .............Tornillo de cabeza plana .....................................1/4”-20x1/2” ................ 4
17 ............. TS-0680021 .............Arandela Plana ...................................................1/4”............................. 4
18 ............. 60B-425 ...................Conducto para Polvo ............................................................................. 1
19 ............. 3520B-140 ...............Placa de Datos POWERMATIC ............................................................. 1
20 ............. 6296150...................Etiqueta de Advertencia ......................................................................... 1
21 ............. PJ882-521 ...............Base ...................................................................1Ø .............................. 1
................. PJ882-521A .............Base ...................................................................3Ø .............................. 1
22 ............. PJ882-522 ...............Boquilla ................................................................................................. 2
23 ............. TS-2276081 .............Tornillo de Cabeza Hueca ..................................M6x1.0Px8 ................. 2
24 ............. PJ882-524 ...............Cable de Motor ...................................................1Ø .............................. 1
................. PJ882-524A .............Cable de Motor ...................................................3Ø .............................. 1
25 ............. PJ882-525A .............Cable de Llave ...................................................................................... 1
26 ............. PJ882-526A .............Llave magnética .................................................1Ø 230V ..................... 1
................. PJ882-526ACS ........Contactor (no se muestra) ..................................1Ø 230V ..................... 1
................. PJ882-526AOR ........Relé Térmico (no se muestra) ............................para 1Ø ...................... 1
................. PJ882-526B .............Llave Magnética .................................................3Ø 230V ..................... 1
................. PJ882-526BCS ........Contactor (no se muestra) ..................................3Ø 230V ..................... 1
................. PJ882-526ORA ........Relés Térmicos (no se muestra) .........................para 3Ø 230V ............. 1
................. PJ882-526C .............Llave Magnética .................................................3Ø 460V ..................... 1
................. PJ882-526CCS ........Contactor (no se muestra) ..................................3Ø 460V ..................... 1
................. PJ882-526COR........Transformador (no se muestra)...........................para 3Ø 460V ............. 1
27 ............. 60B-448 ...................Llave de placa ....................................................................................... 1
28 ............. TS-1533032 .............Tornillo de Cabeza Plana....................................M5x0.8Px10 ............... 4
29 ............. 60B-440 ...................Dispositivo de Alivio de Presión ..........................1Ø .............................. 1
................. 60B-440A .................Dispositivo de Alivio de Presión ..........................3Ø .............................. 1
30 ............. PJ882HH-530 ..........Cable de Alimentación ........................................1Ø .............................. 1
................. PJ882HH-530A ........Cable de Alimentación ........................................3Ø .............................. 1
31 ............. TS-081F051 .............Tornillo de Cabeza Plana....................................1/4”-20x3/4” ................ 4
32 ............. PJ882-532 ...............Puerta ................................................................................................... 1
33 ............. PJ882-533 ...............Protector de Cable ..............................................NB-1722 ..................... 2
34 ............. PJ882-534A .............Interruptor de Brazo ............................................................................... 1
35 ............. TS-0680021 .............Arandela Plana ...................................................1/4”............................. 4
36 ............. TS-0207011 .............Tornillo de Cabeza Hexagonal ............................1/4”-20x3/8” ................ 4

34
Nro de Lista. Parte Nro. Descripción Tamaño Cantidad
43 ............. PJ882-543 ...............Placa de Datos ...................................................1Ø .............................. 1
................. PJ882-543A .............Placa de Datos ...................................................3Ø .............................. 1
45 ............. 60B-447 ...................Dispositivo de Alivio de Presión ..........................1Ø .............................. 1
................. 60B-447A .................Dispositivo de Alivio de Presión ..........................3Ø .............................. 1
46 ............. PJ882-546 ...............Interruptor de Control............................................................................. 1
47 ............. PJ882-547 ...............Soporto del Interruptor ........................................................................... 1
48 ............. PJ882-549 ...............Placa del Interruptor .............................................................................. 1
49 ............. TS-1550031 .............Arandela Plana ...................................................M5 .............................. 6
50 ............. JWBS18-447 ............Tornillo ...............................................................M5x8 ........................ 10
51 ............. PJ882-551 ...............Tornillo de la Máquina ........................................M5x50 ........................ 2
52 ............. PM2000-298 ............Llave de Seguridad para el Interruptor ................................................... 1
53 ............. TS-0208041 .............Tornillo de Cabeza Hexagonal Hueca .................5/16-18x3/4 ................ 2
54 ............. TS-0732041 .............Arandela Estrella ................................................M5 .............................. 3
55 ............. 60B-447 ...................Dispositivo de Alivio de Presión ............................................................. 1
56 ............. PJ882-533 ...............Protector del Cable ................................................................................ 1
57 ............. PJ882-557 ...............Caja de Conexiones .............................................................................. 1
58 ............. PJ882-558 ...............Cubierta de la Caja de Conexiones ....................................................... 1
59 ............. PJ882-559 ...............Cable de Puesta a Tierra ....................................................................... 1
60 ............. TS-0810012 .............Tornillo de Máq. de Cabeza Ranurada Redonda .#10-24x1/4 ................. 1
................. PM2700-440 ............Tira ancha(no se muestra) ................................... comercializado por pie.
................. PM2700-441 ............Tira estrecha (no se muestra) .............................. comercializado por pie.

35
Conjunto de Base
PO
W
E
RM
AT
I
C
3Ph Model

36
Lista de Partes: Conjunto de la Cabeza de Corte (Modelo PJ-882 solamente)
Nro de Lista. Parte Nro. Descripción Tamaño Cantidad
................. PJ882-CHA ..............Conjunto de la Cabeza de Corte (Ítems 1 al 5, y 10 al 13) ........................
1 ............... 6296046...................Cuchilla ................................................................................................. 3
2 ............... 6296153...................Chaveta Doble para Cuchilla ................................................................. 3
3 ............... 6296048...................Chaveta ..............................................................5x5x25 ....................... 1
4 ............... BB-6204VV ..............Rodamiento ........................................................6204-2NSE ................. 2
5 ............... PJ882-405 ...............Carcasa de Rodamiento ........................................................................ 2
6 ............... TS-0267021 .............Tornillo de Cabeza Hueca ..................................1/4”-20x1/4” ................ 2
7 ............... PJ882-407 ...............Polea ..................................................................................................... 1
8 ............... PJ882-408 ...............Perno .................................................................................................... 2
9 ............... TS-0720091 .............Arandela de Presión ...........................................3/8”............................. 2
10 ............. 6296154...................Tornillo de Cabeza Cuadrada .............................................................. 15
11 ............. PJ882-411 ...............Cabeza de Corte ................................................................................... 1
12 ............. 6296054...................Resorte ................................................................................................. 6
13 ............. TS-1513021 .............Tornillo de Cabeza Plana autoroscado ...............M5x0.8Px12 ............... 6
14 ............. PJ882-414 ...............Etiqueta de Dirección............................................................................. 1
15 ............. PJ882-415 ...............Calibre para Cuchilla ............................................................................. 1

37
Lista de Partes: Conjunto de la Cabeza de Corte (Modelo PJ-882HH solamente)
Nro de Lista. Parte Nro. Descripción Tamaño Cantidad
................. PJ882HH-CA ...........Conjunto de la Cabeza de Corte (Índice # 1-10) ..................................... 1
1 ............... TS-0267021 .............Tornillo de Cabeza Hueca ..................................1/4”-20x1/4” ................ 2
2 ............... PJ882-407 ...............Polea de la Cabeza de Corta ................................................................. 1
3 ............... PJ882-405 ...............Carcasa de Rodamiento ........................................................................ 2
4 ............... BB-6204VV ..............Rodamiento a Bolas ...........................................6204-2NSE ................. 2
5 ............... 5F-G107 ..................Chaveta ..............................................................5x5x22 ....................... 1
................. 1791222-6 ...............Unidad de Cabeza de Corte Helicoidal (Lista Nro # 6 a 8) ...................... 1
6 ............... 1791212...................Cuchilla Intercambiable (juego de 10) ........................................... total 54
7 ............... JWP208HH-111 .......Tornillo de Cuchilla Intercambiable .....................#10-32x1/2” .............. 54
8 ............... PJ882HH-408 ..........Cabeza de Corte Helicoidal ................................................................... 1
9 ............... TS-0720091 .............Arandela de Presión ...........................................3/8”............................. 2
10 ............. PJ882-408 ...............Perno .................................................................................................... 2
11 ............. JJ6HH-113 ...............Destornillador de Punto Estrella (no se muestra) ................................... 2

38
Lista de Partes: Conjunto Guía
Nro. de Lista. Parte Nro. Descripción Tamaño Cantidad
................. PJ882-FA .................Conjunto Guía (Lista Nro #1 a #49)..........................................................
1 ............... PJ882-101 ...............Manivela ................................................................................................ 1
2 ............... TS-0267021 .............Tornillo de Cabeza Hueca ..................................1/4”-20x1/4” ................ 3
3 ............... TS-0207031 .............Tornillo de Cabeza Hueca Hexagonal .................1/4”-20x5/8” ................ 4
4 ............... PJ882-104 ...............Cubierta de Rodamiento ........................................................................ 1
5 ............... PJ882-105 ...............Junta C-Ring ......................................................STW-12 ...................... 2
6 ............... PJ882-106 ...............Eje de Tornillo Sin Fin............................................................................ 1
7 ............... BB-6001ZZ ..............Rodamiento a bolas ............................................6001ZZ....................... 2
8 ............... PJ882-108 ...............Pasador ..............................................................Ø3x20 ......................... 1
9 ............... TS-0810012 .............Tornillo ...............................................................#10-24x1/4” ................ 2
10 ............. TS-0680011 .............Arandela Plana ...................................................3/16” ........................... 2
11 ............. PJ882-111 ...............Indicador ............................................................................................... 1
12 ............. 6285945...................Pomo .................................................................................................... 1
13 ............. 6296069...................Eje de Bloqueo ...................................................................................... 1
14 ............. 6285944...................Espiga manual....................................................................................... 1
15 ............. TS-0207021 .............Tornillo de Cabeza Hueca Hexagonal .................1/4”-20x1/2” ................ 1
16 ............. 6296084...................Perno .................................................................................................... 1
17 ............. TS-0680061 .............Arandela Plana ...................................................1/2”............................. 1
18 ............. PJ882-118 ...............Tuerca Hexagonal ..............................................1/2”-12........................ 2
19 ............. PJ882-119
...............Manija de Bloqueo ................................................................................. 1
20 ............. PJ882-120 ...............Boquilla ................................................................................................. 1
21 ............. PJ882-121 ...............Bloque de Tope ..................................................................................... 1
22 ............. PJ882-122 ...............Soporte de la Guía ................................................................................ 1
23 ............. PJ882-123 ...............Tornillo Sin Fin ...................................................................................... 1
24 ............. PJ882-124 ...............Anillo de Retención .............................................RTW-28 ...................... 1
25 ............. TS-0050031 .............Perno de Cabeza Hexagonal ..............................1/4”-20x3/4” ................ 1
26 ............. PJ882-126 ...............Rack ...................................................................................................... 1
27 ............. PJ882-127 ...............Tuerca de la Manija de Bloqueo............................................................. 1
28 ............. PJ882-128 ...............Anillo de Bloqueo................................................................................... 1
29 ............. TS-0561011 .............Tuerca Hexagonal ..............................................1/4”-20........................ 3
30 ............. TS-0050051 .............Perno de Cabeza Hexagonal ..............................1/4”-20x 1” ................... 2
31 ............. PJ882-131 ...............Placa de Seguridad ............................................................................... 1
32 ............. TS-081F031 .............Tornillo de Cabeza Plana....................................1/4”-20x1/2” ................ 2
33 ............. 6296070...................Pasador ..............................................................5mmx50mm ............... 1
34 ............. TS-0206021 .............Tornillo de Cabeza Hueca Hexagonal .................#10-24x1/2” ................ 5
35 ............. 6296073...................Tornillo .................................................................................................. 1
36 ............. 6296082...................Corredera de la Guía ............................................................................. 1
37 ............. 6285942...................Tornillo de Punta Cónico........................................................................ 4
38 ............. TS-0561031 .............Tuerca Hexagonal ..............................................3/8”-16........................ 4
39 ............. TS-0720071 .............Arandela de Presión ...........................................1/4”............................. 2
40 ............. 6285940
...................Espárrago.............................................................................................. 2
41 ............. TS-0561052 .............Tuerca Hexagonal ..............................................1/2”-20........................ 2
42 ............. PJ882-142 ...............Bloque Fijo ............................................................................................ 1
43 ............. PJ882-143 ...............Guía ...................................................................................................... 1
44 ............. PJ882-144 ...............Placa Intercambiable ............................................................................ 1
45 ............. 60B-130 ...................Etiqueta de Precaución (Ajuste de Cuchillas) ......................................... 1
46 ............. 60B-129 ...................Etiqueta de Precaución (Mantener las Manos Alejadas) ......................... 1
47 ............. PJ882-147 ...............Etiqueta (Bloquear/ Desbloquear) .......................................................... 1
48 ............. PJ882-148 ...............Etigueta de Escala ................................................................................. 1
49 ............. PJ882-333 ...............Pasador de Resorte ............................................Ø4x 25 ......................... 1

39
Conjunto Guía

40
Lista de Partes: Conjunto de Mesa de Salida y Base
Nro. de Lista. Parte Nro. Descripción Tamaño Cantidad
1 ............... PJ882-201 ...............Mesa Posterior (Salida) ......................................................................... 1
2 ............... 6285917...................Bloque de Empuje ................................................................................. 2
3 ............... PJ882-203 ...............Eje......................................................................................................... 2
4 ............... PJ882-204 ...............Eje......................................................................................................... 1
5 ............... PJ882-205 ...............Chaveta ..............................................................5x5x22 ....................... 1
6 ............... PJ882-206 ...............Pomo .................................................................................................... 1
7 ............... PJ882-207 ...............Manija ................................................................................................... 1
8 ............... PJ882-208 ...............Manija Elevadora de Mesa .................................................................... 1
9 ............... TS-0270031 .............Tornillo de Cabeza Hueca ..................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Tornillo de Cabeza Hueca ..................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Eje......................................................................................................... 1
12 ............. PJ882-212 ...............Reborde de Mesa .................................................................................. 1
13 ............. TS-0680011 .............Arandela Plana ...................................................3/16” ........................... 3
14 ............. TS-0810012 .............Tornillo ...............................................................#10-24x1/4” ................ 3
15 ............. PJ882-215 ...............Soporte Deslizante ................................................................................ 1
16 ............. 6296058...................Pomo .................................................................................................... 1
17 ............. PJ882-217 ...............Guarda de la Polea ................................................................................ 1
18 ............. TS-0060051 .............Perno de Cabeza Hexagonal ..............................3/8”-16x 1” ................... 1
19 ............. TS-0561031 .............Tuerca Hexagonal ..............................................3/8”-16........................ 3
20 ............. TS-0060121 .............Perno de Cabeza Hexagonal ..............................3/8”-16x 2-3/4” ............. 4
21 ............. TS-0680041 .............Arandela Plana ...................................................3/8”............................. 4
22 ............. PJ882-222
...............Arandela Plástica................................................3/8”............................. 4
23 ............. PJ882-223 ...............Enchufe ................................................................................................. 4
24 ............. PJ882-224 ...............Tornillo de Cabeza Hueca Hexagonal .................1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Tuerca Hexagonal ..............................................1/2”-12........................ 1
26 ............. TS-0271101 .............Tornillo de Cabeza Hueca ..................................3/8”-16x1-1/4” ............. 2
27 ............. PJ882-227 ...............Boquilla de Cobre .................................................................................. 3
28 ............. PJ882-228 ...............Tuerca de Ajuste ................................................................................... 4
29 ............. PJ882-229 ...............Eje......................................................................................................... 2
30 ............. PJ882-230 ...............Junta E-Ring ......................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Tornillo de Cabeza Hueca Hexagonal .................5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Arandela Plana ...................................................5/16” ........................... 1
33 ............. PJ882-233 ...............Cubeta .................................................................................................. 1
34 ............. PJ882-234 ...............Manija de Bloqueo ................................................................................. 1
35 ............. TS-0270031 .............Tornillo de Cabeza Hueca ..................................5/16”-18x3/8” .............. 3
36 ............. PJ882-236 ...............Base ...................................................................................................... 1
37 ............. TS-0207021 .............Tornillo de Cabeza Hueca Hexagonal .................1/4”-20x1/2” ................ 1
38 ............. 6296088...................Pasador de Resorte ............................................Ø4x14 ......................... 1
39 ............. 6296089...................Chaveta ................................................................................................. 1
40 ............. 6296042...................Arandela ................................................................................................ 2
41 ............. TS-0209061 .............Tornillo de Cabeza Hueca Hexagonal .................3/8”-16x1-1/4” ............. 2
42 ............. PJ882-242 ...............Espiga .................................................................................................. 1
43 ............. PJ882-243 ...............Etiqueta de Identificación ....................................1Ø .............................. 1
................. PJ882-243A
.............Etiqueta de Identificación ....................................3Ø .............................. 1
44 ............. 6296148...................Remache ............................................................................................... 2
45 ............. TS-0209031 .............Tornillo de Cabeza Hueca Hexagonal .................3/8”-16x3/4” ................ 2
46 ............. PJ882-246 ...............Chaveta ..............................................................5x5x20 ....................... 2
47 ............. TS-0050031 .............Perno de Cabeza Hexagonal ..............................1/4"-20x3/4” ................ 2
48 ............. PJ882-248 ...............Manija Elevadora de Mesa .................................................................... 1

41
Conjunto de Mesa de Salida y Base

42
Lista de Partes: Conjunto de Mesa de Entrada
Nro. de Lista. Parte Nro. Descripción Tamaño Cantidad
1 ............... PJ882-301 ...............Mesa Anterior (Entrada) ........................................................................ 1
2 ............... PJ882-302 ...............Etiqueta de Escala ................................................................................. 1
3 ............... PJ882-203 ...............Eje......................................................................................................... 2
4 ............... PJ882-304 ...............Eje......................................................................................................... 1
5 ............... PJ882-205 ...............Chaveta ..............................................................5x5x22 ....................... 1
6 ............... 6296148...................Remache ............................................................................................... 2
7 ............... TS-0270051 .............Tornillo de Cabeza Hueca ..................................5/16”-18x1/2” .............. 1
8 ............... PJ882-208 ...............Manija Elevadora de Mesa .................................................................... 1
9 ............... TS-0270031 .............Tornillo de Cabeza Hueca ..................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Tornillo de Cabeza Hueca ..................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Eje......................................................................................................... 1
12 ............. PJ882-212 ...............Reborde de Mesa .................................................................................. 1
13 ............. TS-0680011 .............Arandela Plana ...................................................3/16” ........................... 3
14 ............. TS-0810012 .............Tornillo ...............................................................#10-24x1/4” ................ 3
15 ............. 60B-273 ...................Guarda de la Cabeza de Corte .............................................................. 1
16 ............. JSG96-223 ..............Anillo de Retención .............................................STW-11 ...................... 1
17 ............. 60B-272 ...................Etiqueta de Advertencia ......................................................................... 1
18 ............. TS-0060051 .............Perno de Cabeza Hexagonal ..............................3/8”-16x 1” ................... 3
19 ............. TS-0561031 .............Tuerca Hexagonal ..............................................3/8”-16........................ 3
20 ............. TS-0813022 .............Tornillo de Cabeza Redonda ..............................1/4”-20x3/8” ................ 1
21 ............. PJ882-321 ...............Indicador ............................................................................................... 1
22 ............. PJ882-322 ...............Cubeta de la Manija de Elevación .......................................................... 1
23 ............. PJ882-223 ...............Enchufe ................................................................................................. 4
24 ............. PJ882-224 ...............Tornillo de Cabeza Hueca Hexagonal .................1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Tuerca Hexagonal ..............................................1/2”-12........................ 1
26 ............. TS-0271101 .............Tornillo de Cabeza Hueca ..................................3/8”-16x1-1/4” ............. 2
27 ............. PJ882-227 ...............Boquilla de Cobre .................................................................................. 3
28 ............. PJ882-228 ...............Tuerca de Ajuste ................................................................................... 4
29 ............. PJ882-229 ...............Eje......................................................................................................... 2
30 ............. PJ882-230 ...............Junta E-Ring ......................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Tornillo de Cabeza Hueca Hexagonal .................5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Arandela Plana ...................................................5/16” ........................... 1
33 ............. PJ882-333 ...............Pasador de Resorte ............................................Ø4x 25 ......................... 1
34 ............. PJ882-234 ...............Manija de Bloqueo ................................................................................. 1
35 ............. TS-0270031 .............Tornillo de Cabeza Hueca ..................................5/16”-18x3/8” .............. 3
36 ............. TS-0267021 .............Tornillo de Cabeza Hueca ..................................1/4”-20x1/4” ................ 1
37 ............. PJ882-337 ...............Bloque ................................................................................................... 1
38 ............. PJ882-338 ...............Espiga ................................................................................................... 1
39 ............. PJ882-339 ...............Resorte ................................................................................................. 1
40 ............. PJ882-340 ...............Arandela .............................................................1/4”x1/2”OD ................ 1
41 ............. PJ882-341 ...............Pomo .................................................................................................... 1
42 ............. TS-0680021 .............Arandela Plana ...................................................1/4”............................. 1
43 ............. TS-0640071 .............Tuerca de Seguridad con Inserto Nylon ..............1/4”-20........................ 1
44 ............. PJ
882-344 ...............Manija de Elevación .............................................................................. 1
45 ............. 6296028...................Manija de Elevación .............................................................................. 1
46 ............. TS-0680021 .............Arandela Plana ...................................................1/4”............................. 1
47 ............. TS-0720071 .............Arandela de Presión ...........................................1/4”............................. 1
48 ............. TS-0207021 .............Tornillo de Cabeza Hueca Hexagonal .................1/4”-20x1/2” ................ 1
49 ............. TS-0270071 .............Tornillo de Cabeza Hueca ..................................5/16”-18x3/4” .............. 1
50 ............. TS-0680041 .............Arandela Plana ...................................................3/8”............................. 2
51 ............. PJ882-351 ...............Borde de Guillame ................................................................................. 1
52 ............. PJ882-352 ...............Pasador de Resorte ............................................Ø5x32 ........................ 1
53 ............. PJ882-353 ...............Eje......................................................................................................... 1
54 ............. PJ882-354 ...............Resorte ................................................................................................. 1
55 ............. PJ882-355 ...............Pasador de Resorte ............................................Ø6x25 ........................ 1

43
Nro. de Lista. Parte Nro. Descripción Tamaño Cantidad
56 ............. PJ882-246 ...............Chaveta ..............................................................5x5x20 ....................... 2
57 ............. TS-0209031 .............Tornillo de Cabeza Hueca Hexagonal .................3/8”-16x3/4” ................ 2
58 ............. TS-0050031 .............Perno de Cabeza Hexagonal ..............................1/4"-20x3/4” ................ 2
59 ............. PJ882-248 ...............Manija Elevadora de Mesa .................................................................... 1

44
Conexiones Eléctricas – Sistema Monofásico, 230 Voltios

45
Conexiones Eléctricas – Sistema Trifásico, 230 Voltios

46
Conexiones Eléctricas – Sistema Trifásico, 460 Voltios

47

48
427 New Sanford Rd.
LaVergne, TN 37086
Teléfono: 800-274-6848
www.powermatic.com

Instructions d'utilisation et manuel des pièces
détachées
Dresseuse 8 pouces en parallélogramme
Modèle PJ-882 et PJ-882HH
Powermatic
427 New Sanford Road
LaVergne, TN 37086 Pièce N°. M-1610079
Tél. : 800-274-6848 Révision E3 02/2014
www.powermatic.com Copyright © 2014 Powermatic

2
Garantie et entretien
Powermatic garantit tous les produits qu'ils vendent contre les défauts de fabrication. Si l’un de nos outils nécessite
un entretien ou des réparations, veuillez contactez le Service technique en appelant le 1-800-274-6846, 8AM à 5PM
CST, du lundi au vendredi.
Période de garantie
La garantie générale dépend de la durée indiquée dans les brochures incluse avec votre produit ou sur le site officiel
de la marque Powermatic.
• Les produits Powermatic ont une garantie limitée qui varie en fonction du produit. (Voir le tableau ci-
dessous.)
• Accessoires comportent une garantie limitée d'un an à partir de la date de réception.
• Les pièces d'usure sont définies comme des pièces ou des accessoires prévus pour devenir inutilisable
dans un délai raisonnable de l'utilisation durables et sont couverts par une garantie limitée de 90 jours
contre les défauts de fabrication.
Qui est ce qui est Couvert
Cette garantie ne couvre que le premier acheteur du produit de la date de livraison.
Qu’est ce qui est Couvert
Cette garantie couvre tous les défauts de fabrication ou les matériaux, sous réserve des limitations indiquées ci-
dessous. Cette garantie ne couvre pas les pannes causées directement ou indirectement par la mauvaise utilisation,
la manipulation, la négligence ou les accidents, la dégradation personnelle, la mauvaise réparation, les altérations ou
le manque d’entretien.
Limites de garantie
Les produits servant à des fins commerciales, industrielles ou éducatives bénéficient plutôt d’un an de garantie. S'il
vous plaît contacter le service technique au 1-800-274-6846 pour de plus amples précisions.
Comment Obtenir un Support Technique
S'il vous plaît contacter le service technique en appelant 1-800-274-6846. S'il vous plaît noter que vous serez invité à
fournir la preuve de l'achat initial lors de l'appel. Si un produit nécessite une inspection plus poussée, le représentant
de service technique vous expliquera et vous aider à toute mesure supplémentaire nécessaire. Powermatic dispose
de centres de service autorisés répartis à travers les États-Unis. Pour obtenir le nom du centre d’entretien agréé de
votre région, appelez le 1-800-274-6846 ou utilisez le localisateur de centre de Service sur le site Web de
Powermatic.
Plus d'informations
Powermatic ajoute constamment de nouveaux produits. Pour obtenir des informations complètes et actuelles,
contactez le fournisseur de votre localité, ou visitez le Powermatic officiel marque site web.
Réglementation en Vigueur
Cette garantie vous donne des droits légaux spécifiques, sous réserve de la législation applicable de l'État.
Limites de la Garantie
POWERMATIC LIMITE TOUTES LES GARANTIES IMPLICITES À LA PÉRIODE DE LA GARANTIE LIMITE DE
CHAQUE PRODUIT. TOUTES GARANTIES TACITES OU CONCERNANT L'ADAPTATION À LA
COMMERCIALISATION OU L'UTILISATION À UN USAGE PARTICULIER SONT EXCLUES. CERTAINS ÉTATS NE
PERMETTENT PAS DE LIMITES SUR LA DURÉE DE LA GARANTIE IMPLICITE, LA LIMITATION CI-DESSUS
POURRAIT PAR CONSÉQUENT NE PAS VOUS CONCERNER.
POWERMATIC N’EST EN AUCUN CAS RESPONSABLE DE LA MORT, DES BLESSURES CORPORELLES OU
DES DÉGÂTS MATÉRIELS MINEURS, CONTINGENTS, SPÉCIAUX, OU MAJEURS PROVOQUÉS PAR
L’UTILISATION DE NOS PRODUITS. CERTAINS ÉTATS N'AUTORISENT PAS DE LIMITATIONS AU SUJET DES
DOMMAGES CONSÉCUTIFS. PAR CONSÉQUENT, LES LIMITATIONS CI-DESSUS POURRAIENT NE PAS
S’APPLIQUER À VOUS.
Powermatic vend ses produits à travers les fournisseurs ne. Les spécifications mentionnées dans le Powermatic
documents imprimés et sur Powermatic officielle sites de marque sont donnés à titre d'information générale et ne
sont pas contraignantes
. Powermatic se réservent le droit de destruction en tout temps, sans avis préalable, des
pièces, des installations et des équipements accessoires qu’ils jugeraient nécessaire pour quelle que raison.
Liste des produits de la période de garantie
90 jours – Pièces; Les pièces d'usure
1 An – Motors; Accessoires de machines;
2 An –
Machines à bois utilisé à des fins industrielles ou commerciales
5 An – Machines à bois
NOTE: Powermatic est une division de JPW Industries, Inc.. Référence dans le présent document à Powermatic
s'appliquent également aux JPW Industries, Inc., ou de ses ayants droit pour les marques Powermatic.

3
Table des matières
Garantie et entretien ................................................................................................................................ 2
Table des matières .................................................................................................................................. 3
Avertissement.......................................................................................................................................... 5
Introduction ............................................................................................................................................. 7
Description .............................................................................................................................................. 7
Spécifications .......................................................................................................................................... 7
Déballage ................................................................................................................................................ 8
Le contenu du conteneur d’expédition .................................................................................................. 8
Installation et assemblage ....................................................................................................................... 9
Installation du bras du commutateur ................................................................................................... 10
Installation de la protection de la tête de la découpeuse ..................................................................... 10
Accumulation de poussière ................................................................................................................ 11
Instructions relatives à la mise à la masse ............................................................................................. 11
Rallonges ........................................................................................................................................... 12
Fonctionnement sous phase unique de 230 volts ............................................................................... 12
Fonctionnement sous trois phases ..................................................................................................... 12
Réglages ............................................................................................................................................... 13
Tension de la courroie de transmission .............................................................................................. 13
Remplacement de la courroie de transmission ................................................................................... 14
Déplacement du guide ....................................................................................................................... 14
Arrêts du guide .................................................................................................................................. 15
Retrait du guide.................................................................................................................................. 16
Manches de verrouillage .................................................................................................................... 16
Réglages de la table et du couteau .................................................................................................... 16
Mise en coplanaire des tables ............................................................................................................ 17
Réglage des couteaux à la hauteur appropriée et en parallèle à la table de sortie............................... 18
Vis d'arrêt de la table de sortie ........................................................................................................... 22
Réglage de la table d'alimentation (profondeur de coupe)................................................................... 22
Arrêt de la profondeur de la table d'alimentation ................................................................................. 22
Vis d'arrêt de la table d'alimentation ................................................................................................... 22
Remplacement des couteaux (tête de la découpeuse droite uniquement) ........................................... 23
Remplacement ou rotation des coupe-paraisons (tête de la découpeuse hélicoïdale uniquement) ...... 24
Suppression du "jeu" dans les tables .................................................................................................. 24
Commandes de fonctionnement ............................................................................................................ 25
Fonctionnement ..................................................................................................................................... 25
Installation de la main ........................................................................................................................ 26
Revêtement de surface ...................................................................................................................... 26
Assemblage de l'extrémité ................................................................................................................. 26
Refeuillement ..................................................................................................................................... 26
Assemblage des travaux courts ou minces ......................................................................................... 27
Dressage des surfaces déformées ..................................................................................................... 27
Biseautage ......................................................................................................................................... 27
Sens du grain ..................................................................................................................................... 27
Désalignement (cisaillement) ............................................................................................................. 27
Maintenance .......................................................................................................................................... 28
Affûtage des couteaux standard ......................................................................................................... 29
Dépannage de la tête de la découpeuse ............................................................................................ 29
Accessoires en option ........................................................................................................................... 32
Pièces de rechange ............................................................................................................................... 32
Liste des pièces : Dispositif du support ............................................................................................... 33
Dispositif du support ........................................................................................................................... 35
Liste des pièces : Dispositif de la tête de la découpeuse (modèle PJ-882 uniquement) ....................... 36
Liste des pièces : Dispositif de la tête de la découpeuse (modèle PJ-882HH uniquement) .................. 37
Liste des pièces : Dispositif du guide .................................................................................................. 38
Dispositif du guide .............................................................................................................................. 39
Liste des pièces : Table d'alimentation et dispositif du socle ............................................................... 40
Table d'alimentation et dispositif du socle ........................................................................................... 41

4
Liste des pièces : Dispositif de la table d'alimentation ......................................................................... 42
Connexions électriques – 1 phase, 230 volts ......................................................................................... 44
Connexions électriques – 3 phase, 230 volts ......................................................................................... 45
Connexions électriques – 3 phase, 460 volts ......................................................................................... 46

5
Avertissement
1. Lisez et comprenez entièrement le manuel dutilisation avant toute tentative dassemblage ou d'exploitation.
2. Lisez et comprenez les avertissements affichés sur la machine et figurant dans le manuel. Le non respect
des tous ces avertissements peur causer de sérieux dégâts.
3. Remplacez les étiquettes d’avertissements si elles deviennent floues ou s’arrachent.
4. Cette dresseuse est conçue et réservée pour l’utilisation exclusive par un personnel qualifié et
expérimenté. Si vous ne maîtrisez pas bien la manipulation d’une dresseuse, ne l’utilisez pas avant
d’avoir suivi une formation et obtenu une connaissance adéquates.
5. N’utilisez pas cette dresseuse à d’autres fins que celles indiquées. Dans le cas contraire, Powermatic
refuse toute garantie soit elle réelle ou tacite. En outre, le groupe décline sa responsabilité face à tout
dommage encouru du fait de la mauvaise utilisation.
6. Mettez toujours des verres ou un masque de protection lors de l’utilisation de la dresseuse. Les lunettes
ordinaires ont certes des vers résistants, mais ne sont pas des lunettes de protection.
7. Avant d’utiliser cette dresseuse, enlever votre cravate, vos bagues, montres et autres bijoux et retroussez
vos manches au-dessus du coude. Enlevez les habits amples et enroulez les longs cheveux. Des
chaussures à semelle antidérapante ou un sol aux bandes antipatinages sont recommandés. Ne mettez
pas des gangs.
8. Mettez des protège-oreilles (bouchon et manchon) lors des opérations prolongées.
9. La poussière provenant du ponçage mécanique, du sciage, de l’aiguisement, du perçage et d'autres
travaux de construction contient des substances chimiques pouvant causer des cancers, des anomalies
congénitales ou d’autres troubles de reproduction. Quelques unes de ces substances :
• Le plomb provenant des peintures à base de plomb.
• Le silice cristalline provenant des briques, du ciment et autres produits de maçonnerie.
• L’arsenic et le chrome provenant du bois de sciage.
Vos risques d’exposition varient en fonction de la fréquence d’exécution de ce type de travail. Afin de
réduire votre exposition à ces substances, travaillez dans un endroit bien aéré et faite-le avec des
équipements de sécurité prescrits, à l’instar des masques contre la poussière ou des protecteurs faciaux
conçus exclusivement pour le filtrage des particules microbiennes.
10. Ne manipulez pas cette machine lorsque vous êtes fatigué ou sous l’effet des drogues, de l‘alcool ou d’un
médicamment.
11. Rassurez-vous que la prise se trouve à l’état éteint avant de connecter la machine.
12. Rassurez-vous que la machine est correctement implantée au sol.
13. Effectuez tous les ajustements ou la maintenance pendant que la machine est débranchée.
14. Retirez les clés d’ajustement. Ayez le réflexe de toujours vérifier si les clés d’ajustement sont retirées
avant de mettre la machine en marche.
15. Mettez les étriers de protection en place à tout moment au cours du fonctionnement de la machine. Si
vous les enlevez pour des raisons d’entretien, remettez-les immédiatement avec beaucoup de précaution.
16. Contrôlez les pièces endommagées. Avant de continuer à utiliser la machine, un étrier ou toute autre
pièce endommagés doivent faire l’objet d’un examen minutieux afin de savoir s’ils pourront effectivement
fonctionner et assumer la fonction qui leur est assignée. Vérifiez l’alignement et la fixation des pièces
amovibles, leur cassure, leur montage ainsi que toute autre condition susceptible d’entraver le
fonctionnement de la machine. Un étrier ou toute autre pièce endommagés doivent être soigneusement
réparés ou remplacés.
17. Cherchez un endroit spacieux et un éclairage anti-reflet et zénithal.
18. Le sol autour de la machine doit être propre et épargné des débris comme la graisse et l'huile.
19. Laissez vos visiteurs loin du lieu du travail. Éloignez les enfants.
20. Mettez votre atelier à l’abris des enfants installant des cadenas, des interrupteurs généraux, ou en
enlevant les clés de contact.
21. Accordez toute l’attention à votre travail. Le fait de regarder à côté, d’entreprendre une conversation ou de
se lancer dans un jeu hasardeux sont autant d’actes à même de causer de sérieux dégats.

6
22. Gardez l’équilibre pour éviter de tomber ou de vous adosser contre les couteaux ou tout autre pièce
amovible. N’allez pas au bout de votre souffle et n’utilisez pas trop de force pour effectuer une
quelconque manipulation sur la machine.
23. Utilisez l’outil correspondant à la vitesse et au rythme d’alimentation. N’obligez pas un outil ou une pièce à
exercer une fonction autre que celle qui lui est assignée. L’outil qui convient fera bien le travail et sans
risque.
24. Utilisez des accessoires recommandés car l’utilisation des accessoires autres que ceux-ci peut causer
des dégâts.
25. Entretenez les accessoires avec précaution. Gardez les couteaux tranchants et propres pour une
performance meilleure et sans risque Suivez les instructions relatives à la lubrification et au changement
des accessoires.
26. Désactivez la machine avant le nettoyage. Servez-vous d’une brosse ou de l’air comprimé pour enlever
les copeaux ou les débris - ne le faites pas avec vos mains.
27. Ne vous tenez pas debout sur la machine. D’importants dégâts peuvent être orchestrés si la machine
bascule.
28. Ne laissez jamais l'appareil fonctionner tout seul. Arrêtez la machine et ne la quittez pas avant qu’elle se
soit complètement éteinte.
29. Enlevez les outils non installés et les pièces inutiles de la zone de travail avant de démarrer la machine.
30. Lorsque vous travaillez un morceau de bois sur la dresseuse, respectez la règle de 3 pouces : Vos mains
doivent toujours être à une distance de plus de 3 pouces de la tête de la découpeuse.
31. Utilisez toujours une cale de maintien ou de poussée lors du revêtement de surface de la bille.
32. N'assemblez pas du matériel d'une longueur inférieure à 10", d'une étroitesse de moins de ¾" ou d'une
épaisseur moins de ¼".
33. N'effectuez pas de coupe d'une profondeur supérieure à ¾" lors du refeuillement. Sur d'autres coupes
telles que le délignage, le surfaçage, etc., la profondeur de coupe ne doit pas dépasser 1/16" pour éviter
de surcharger la machine et pour réduire les risques de recul.
34. N'exercez jamais de pression sur la bille directement sur la tête de la découpeuse. Cela risque faire
basculer la bille et les doigts de l'opérateur dans la tête de la découpeuse. Ne ramenez jamais la pièce de
travail vers la table d'alimentation.
35. N'utilisez pas la dresseuse dans un environnement à risque, ne l'utilisez pas dans des endroits
humides ou mouillés et ne l'exposez pas à la pluie. Gardez la zone de travail bien éclairée.
36. Maintenez toujours la tête de la découpeuse et les protections de la transmission en place et en bon
état de fonctionnement.
37. Utilisez toujours des cales de maintien ou de poussée pour des matériels d'assemblage d'une
étroitesse ou d'une finesse supérieures à 3 pouces.
38. Maintenez les surfaces de contact qui conviennent entre la table d'alimentation et de sortie et le
passage du couteau de la tête de la découpeuse.
39. Soutenez la pièce de travail de façon adéquate tout au long du fonctionnement, contrôlez la pièce de
travail à tout moment.
40. Ne ramenez pas la pièce de travail vers la table d'alimentation.
Familiarisez-vous avec les notices de sécurité suivantes utilisées dans ce manuel :
Ceci signifie que si les précautions ne sont pas prises, l'opération peut engendrer un
faible dégât et/ ou éventuellement endommager la machine.
Ceci signifie que si les précautions ne sont pas prises, l'opération peut
engendrer un sérieux dégât ou éventuellement provoquer un décès.

7
Introduction
Ce manuel, conçu par Powermatic contient des procédures d'exploitation et de maintenance et en toute
sécurité du modèle PJ-882 et PJ-882HH d'une dresseuse. Il contient également les instructions relatives
à l’installation, aux précautions de sécurité, aux procédures générales de manipulation, à l'entretien et à
la panne des pièces. Cette machine a été conçu dans le but de vous éviter des ennuis dus à la
manipulation pendant des années si elle est utilisée dans le respect des instructions mentionnées dans le
présent manuel. En cas de questions ou de commentaires, veuillez rencontrer le fournisseur de votre
localité ou Powermatic. Vous pouvez aussi contacter Powermatic à travers notre site internet :
www.powermatic.com
Description
Les dresseuses PJ-882 sont fabriquées à partir d'un modèle de parallélogramme. Cette conception
permet un réglage indépendant des sections des tables d'alimentation et de sortie afin d'assurer que les
tables restent parallèles à la tête de la découpeuse et entre elles. Le guide a une capacité d'inclinaison
de 45 degrés vers l'avant et l'arrière, avec des arrêts positifs.
Spécifications
Numéro du modèle ...........................................................PJ-882.............................................. PJ-882HH
Numéro de la bille (2HP, 1Ph, 230 V) ............................ 1610079.................................................1610082
Numéro de la bille (3HP, 3Ph, 230/460 V)* .................... 1610080.................................................1610083
Largeur maximale de coupe (po) ............................................... 8............................................................ 8
Profondeur maximale de coupe (po) ....................................... 1/2......................................................... 1/2
Capacité de refeuillement (po) ................................................ 1/2....................................... pas nécessaire
Vitesse de la tête de la découpeuse (TPM) ......................... 7,000..................................................... 7,000
Démarreur ................................................................ magnétique............................................ magnétique
Couteaux ....................................................................... Niveau 3................... 54 Paraisons à quatre côtés
Nombre de lignes de la découpeuse ......................................... --............................................................ 6
Nombre de coupes par minute .......................................... 21,000....................................... pas nécessaire
Diamètre de la tête de la découpeuse (po) ......................... 3-1/16.................................................... 3-1/16
Surface de la table (L x W) (po.) ........................................ 83 x 8..................................................... 83 x 8
Taille du guide (L x H)(in.) ............................................ 38 x 4-3/4............................................... 38 x 4-3/4
Inclinaison du guide (deg.) ...........45 vers l'avant, 45 vers l'arrière.............. 45 vers l'avant, 45 vers l'arrière
Arrêts positives (deg.) ............................................... -45, 90, +45........................................... -45, 90, +45
Diamètre de la chute de poussière (po)...................................... 4............................................................ 4
Capacité requise de accumulation de poussière (CFM) .......... 450........................................................ 450
Dimensions totales (L x W x H))(po.) ......................... 84 x 28 x 44........................................... 84 x 28 x 44
Poids net – env. (lbs) ............................................................. 610........................................................ 610
Poids à l'expédition – env. (lbs.) ............................................. 744........................................................ 744
* pré connecté 230 V REMARQUE : Pour un fonctionnement sous 460 V, achetez et faites installer
séparément un commutateur magnétique (pièce n°.PJ882-526C). Il est conseillé de louer les services
d'un électricien qualifié.
Les spécifications ci-dessus étaient valables au moment de la publication du présent manuel. Cependant,
du fait de notre politique d'amélioration constante, Powermatic se réserve le droit de les changer à tout
moment sans avis préalable et sans prendre des engagements.

8
Déballage
Ouvrez le conteneur et vérifiez les dégâts
d’expédition. Avisez immédiatement votre
fournisseur ou votre agent maritime au sujet du
dégât. Ne mettez au rébut aucun matériel
d’expédition tant que la dresseuse n’est pas
montée et fonctionne correctement.
Faites une Comparaison entre le contenu de
votre conteneur et la liste de pièces pour vous
assurer que toutes les pièces sont intactes. Les
pièces égarées, si elles existent, doivent être
signalées à votre distributeur. Lisez
attentivement le manuel d’utilisation pour avoir
des informations au sujet des instructions de
montage, d’entretien et de sécurité.
Le contenu du conteneur
d’expédition
1 Dresseuse
1 Protection de la tête de la découpeuse
2 Blocs de poussée
1 Clé à fourche de 8 mm/10 mm (PJ-882
uniquement)
1 Clé hexagonale de 3 mm (PJ-882
uniquement)
1 Clé hexagonale de 5 mm
1 Clé hexagonale de 4 mm
1 Manuel du propriétaire
1 Carte de garantie
1 Calibre du couteau en aluminium (PJ-882
uniquement)
2 Tournevis à pointe cruciforme (PJ-882
uniquement)
10 Vis de coupe-paraison (PJ-882HH
uniquement)
5 Coupe-paraison (PJ-882HH uniquement)
Lisez et comprenez entièrement le présent manuel avant toute tentative
d’assemblage ou de manipulation ! Le non respect de cette consigne risque de provoquer de graves
blessures.

9
Installation et montage
Outils nécessaires à l’assemblage :
Fourche de levage ou palan avec brides/élingues
Clé de 14 mm (ou 9/16”) ou prise de courant
Tournevis à pointe cruciforme (Phillips)
Clés hexagonales de 3 mm et 5 mm (fournies)
1. Supprimez tous les panneaux ou brides qui
maintiennent la dresseuse à la palette et
retirez l'enveloppe de protection.
2. Utilisez une clé de 14 mm (ou 9/16”) pour
deposer les quatre tire-fonds au bas du
support qui ont permis de maintenir la
machine à la palette. L'une de ces vis est
illustrée dans la Figure 1.
La dresseuse doit être
soulevée à l'aide de brides placées autour de
quatre tiges de levage (voir figure 2). NE
soulevez PAS la machine directement du
dessous des tables d'alimentation et de
sortie, car cela risque de provoquer le
mauvais alignement des tables.
3. Retirez les quatre tiges de levage de sorte
qu'elles fassent passer les brides autour des
tiges comme illustré dans la Figure 2. À
l'aide d'une fourche de levage ou d'un
palan, soulevez la machine de la palette et
faites-la rentrer dans l'emplacement
souhaité. lorsque vous retirez les brides,
repoussez les tiges de levage à l'intérieur.
4. La dresseuse doit être située dans un endroit
sec, sur un sol ferme et dans une salle bien
aérée et éclairée. laissez assez d'espace
autour de la machine pour les opérations et
les travaux de maintenance de routine.
5. Au besoin, vous pouvez davantage
stabiliser la dresseuse en la fixant au sol à
l’aide des tire-fonds à travers les quatre
orifices situés à la base du support.
Cette dresseuse doit
être déconnectée de la source d'énergie
pendant les procédures d'assemblage.
6. Les parties métalliques exposées de la
dresseuse, comme les surfaces de la table
et du guide ont été revêtues d’un protecteur
par le fabriquant. vous pouvez enlever ce
protecteur au moyen d'un chiffon souple
imprégné de pétrole lampant ou d'alcool
minéral. N'utilisez pas de tampon abrasif.
Ne laissez pas le solvant toucher le
plastique ou les pièces en caoutchouc car il
risque de les endommager.
Soyez prudent
lorsque vous nettoyez les alentours de la tête
de la découpeuse. Les couteaux sont
extrêmement tranchants.
Figure 1
Figure 2
(Brides non incluses)

10
Installation du bras du commutateur
1. Le bras du commutateur est acheminé dans
une position horizontale. Desserrez et retirez
les quatre vis à chapeau à tête creuse et les
rondelles plates sur le support du bras du
commutateur (Figure 3) à l'aide d'une clé
hexagonale de 5 mm. Maintenez le bras du
commutateur pendant que vous effectuez
cette opération, afin d'éviter qu'il tombe.
2. Placez-le dans horizontalement comme
illustré dans la figure 3 et alignez les quatre
trous dans le support à l'aide de quatre
trous situés dans le support de la
dresseuse.
3. Insérez de nouveau les quatre vis à chapeau
à tête creuse et les quatre rondelles plates,
comme illustré dans la Figure 3.
4. Serrez solidement les quatre vis à chapeau à
tête creuse au moyen d'une vis hexagonale.
Installation de la protection de la tête
de la découpeuse
Les couteaux de la
dresseuse sont extrêmement tranchants.
Soyez prudent lorsque vous travaillez avec
ou autour de la tête de la découpeuse.
La tête de la découpeuse comporte un
mécanisme de tension de ressort qui doit être
correctement tendu lors de l'installation de la
protection de la tête de la découpeuse sur la
machine.
Pour installer la protection de la tête de la
découpeuse :
1. Insérez une petite clé hexagonale ou un
objet semblable dans la broche sur le
mécanisme de tension de la protection
(Figure 4).
2. Tordez la clé hexagonale et la broche dans
le sens horaire, comme dans la figure 5 et
maintenez-les y.
3. Abaissez l'arbre de la protection dans le trou
sur le rebord de refeuillement de la
dresseuse. Voir Figure 6. Abaissez la
protection assez loin dans le trou afin que la
rainure de l'arbre de la protection adhère à
celui du manche de verrouillage (Figure 6).
4. Après l'insertion de la protection dans le trou,
faites avancer la protection avec votre main
gauche – la protection se dirige vers le guide.
5. Serrez totalement la vis de réglage
(Figure 6), tout en continuant à maintenir la
clé hexagonale et la broche de votre main
droite.
6. Lorsque la protection est en sécurité, sortez
la clé hexagonale de la broche. Desserrez
légèrement la vis de réglage (Figure 6)
jusqu'à ce que la broche retourne contre le
rebord de refeuillement.
7. Resserrez la vis de réglage (Figure 6).
Figure 3
Figure 4
Figure 5

11
À présent, le ressort de la protection de la tête
de la découpeuse doit en principe être assez
bien tendu. Testez-le en éloignant la protection
du guide et en le relâchant ensuite.
Le ressort de la
protection doit toujours être suffisamment
tendu pour couvrir la partie inutilisée de la tête
de la découpeuse pendant le découpage et
pour revenir directement sur le guide lorsque
la pièce de travail est déjà dégagée de la zone.
Si vous souhaitez augmenter la tension sur le
ressort, suivez la procédure susmentionnée
excepté : serrez la vis de réglage de sorte à ne
pas laisser la broche revenir sur le rebord de
refeuillement. Plus la broche est éloignée dans
le sens horaire, plus la tension du ressort est
élevée.
Collecte de la poussière
Il est vivement conseillé de connecter un
système de collecte de poussière (pas fourni) à
la dresseuse. Cela permettra de garder votre
atelier propre et de réduire les risques de
problèmes de santé causés par la sciure. Le
collecteur de poussière doit avoir une capacité
suffisante pour une dresseuse de cette taille.
Connectez le flexible de collecte de poussière à
un orifice de poussière de 4" de diamètre sur la
dresseuse (Figure 7) et maintenez-le à l'aide
d'une bride de serrage de flexible.
REMARQUE : Le flexible d'aération du séchoir
n'est pas adapté à cet usage.
Instructions relatives à la
mise à la masse
Les montages
électriques doivent être réalisés par un
électricien qualifié conformément à tous les
codes y afférent. Cette machine doit être
convenablement mise à terre afin d’éviter
l’électrocution et d’éventuels dégâts mortels.
Cette machine doit être connectée à un système
permanent de câblage métallique mis à la
masse ou à un système muni d'un conducteur
de matériel de mise à terre. En cas de
disfonctionnement ou de panne, la mise à la
masse permet de réduire la résistance du
courant électrique, minimisant ainsi le risque
d'électrocution.
Le mauvais montage du conducteur du matériel
de mise à terre peut exposer à l'électrocution.
Le conducteur dont l’insolation présente une
surface extérieure verte avec ou sans des
rayures jaunes, est celui de mise à terre
d’équipements. Au cas où le remplacement de
la rallonge électrique ou de la fiche s’avère
nécessaire, ne connectez pas le conducteur de
matériel de mise à terre à un terminal
conversationnel.
Figure 6
Figure 7
(flexible et fixation non fournies)
Vérifiez, avec l'aide d'un électricien qualifié ou
d'un employé de Powermatic si les instructions
de mise à terre ne sont pas bien comprises ou si
vous éprouvez des doutes au sujet de la mise à
terre de l’appareil.
Utilisez trois cordons de rallonge de câble dotés
de fiches de mise à terre à trois dents et de
récipients à trois tringles, qui correspondent à la
fiche de l’outil.
Réparez ou remplacez immédiatement un
cordon endommagé ou usé.
Assurez-vous que la tension de votre source
d’énergie correspond aux spécifications inscrites
sur la plaque du moteur de la dresseuse.

12
Rallonges
Il n'est pas conseillé d'utiliser d'une rallonge
pour la dresseuse PJ882. En cas de besoin
d’une rallonge, rassurez-vous que ses
caractéristiques sont conformes à l’intensité de
courant indiquée sur la plaque du moteur de la
machine. Une rallonge à faible intensité peut
provoquer une baisse de tension et entraîner
une coupure d'électricité et la surchauffe.
Utilisez le tableau de la Figure 8 comme guide
général pour choisir la taille appropriée de la
rallonge. En cas de doute, utilisez le calibre
voisin plus lourd. Plus le numéro du calibre est
petit, plus le cordon est lourd.
Fonctionnement sous phase unique
de 230 volts
À sa sortie d’usine, le modèle à phase unique
de la dresseuse PJ-882 est conçu pour
fonctionner exclusivement sous 230 volts.
La dresseuse est munie d'une prise de masse
semblable à la prise illustrée à la Figure 9. Vous
pouvez cependant décider de "câbler" la
machine directement à un panneau de
commande électrique En cas de connexion à un
panneau, assurez-vous que l'opérateur dispose
d'une option de déconnexion. La dresseuse doit
être conforme aux codes locaux et nationaux
après son branchement.
Si vous devez la câbler, assurez-vous que les
fusibles ont été supprimés ou les disjoncteurs
du circuit auquel est connectée la dresseuse
sont déclenchés. Placez une étiquette
d'avertissement sur le support du fusible ou sur
le disjoncteur pour éviter qu'il s'active lors de la
connexion de la machine.
La dresseuse dotée d’une fiche de 230 volts doit
être connectée uniquement à une prise de
courant de la même configuration. Aucun
adaptateur n’est disponible ou ne doit être utilisé
avec une fiche de 230 volts.
Il est recommandé de connecter la dresseuse
monophasée à un circuit dédié de 20 ampères
minimum, muni d'un disjoncteur de 20 ampères
ou d'un fusible à fusion temporisée. Les codes
locaux doivent avoir la priorité sur les
recommandations.
Fonctionnement sous trois phases
Le modèle triphasé est connecté pour un
fonctionnement sous 230 volts par le fabricant,
mais peut être converti à 460 volts si vous le
souhaitez (voir "Conversion de 230 volts à
460 volts").
"Câblez" directement la machine à un panneau
de commande et tâchez de mettre une
déconnexion à la disposition de l'opérateur.
É
paisseur recommandée des rallonges électriques
(AWG).
Amps
Longueur des rallonges électriques
25
pieds
50
pieds
75
pieds
100 pi
eds
50
pieds
200 pi
eds
< 5 16 16 16 14 12 12
5 à 8 16 16 14 12 10 NR
8 à 12 14 14 12 10 NR NR
12 à 15 12 12 10 10 NR NR
15 à 20 10 10 10 NR NR NR
21 à 30 10 NR NR NR NR NR
*elle est fonction de la limitation de la baisse de tension à 5
V et à 150% de l’intensité.
NR : Non recommandé.
Figure 8
Figure 9
Si vous câblez la dresseuse, assurez-vous que
les fusibles ont été supprimés ou les
disjoncteurs du circuit auquel est connectée la
dresseuse sont déclenchés et placez une
étiquette d'avertissement sur le support du
fusible ou sur le disjoncteur pour éviter qu'il
s'active jusqu'à la fin de la connexion.
Il est recommandé de connecter la dresseuse
triphasée, lorsqu'elle utilisée à 230 volts, à un
circuit dédié de 20 ampères minimum, muni d'un
disjoncteur de 20 ampères ou d'un fusible à
fusion temporisée. Lorsque la dressseuse est
utilisée à 460 V, connectez-la à un circuit dédié
de 15 ampères minimum, muni d'un disjoncteur
de 15 ampères ou d'un fusible à fusion
temporisée. Les codes locaux doivent avoir la
priorité sur les recommandations.

13
Conversion de 230 volts à 460 volts
(triphasé uniquement)
Consultez le schéma de câblage à l'intérieur du
couvercle de la boîte du démarreur. Un schéma
est également inclus la page 46 de ce manuel.
La dresseuse doit être conforme aux codes
locaux et nationaux après son branchement.
1. Remplacez le contacteur actuel par le
contacteur magnétique fonctionnant sous
460 V (pièce n° PJ882-526C ; achetée
séparément).
2. Branchez à nouveau les têtes entrant sur le
moteur pour un fonctionnement sous
460 volts, comme indiqué sur le schéma de
câblage.
3. En cas d'utilisation d'une prise de courant,
installez la fiche portant l'indication UL/CSA
appropriée pour un fonctionnement sous
460 volts.
Essai du triphasé
À la fin du branchement, vous devez vérifier que
les fils ont été correctement connectés sur
l'unité triphasée.
1. Connectez la machine à la source d'énergie et
appuyez sur le bouton démarrer, illustré sur la
Figure 10. (Voir "Boutons de commandes" à la
page 25 pour plus d'informations sur
l'interrupteur de commande.)
2. La tête de la découpeuse doit pivoter dans
le sens horaire comme indiqué à l'avant de
la machine. Si la rotation de la tête de la
découpeuse n'est pas appropriée, appuyez
sur le bouton d'arrêt (Figure 10) et
déconnectez la machine de la source
d'énergie.
3. Faites passer deux des trois fils sur "R,S,T".
Réglages
Tension de la courroie de transmission
Pour vérifier ou régler la tension de la courroie
de transmission :
1. Dévissez le bouton (A, Figure 11) et
déposez la protection de la courroie (B,
Figure 11).
2. Retirez le panneau arrière (C, Figure 11) en
dévissant les quatre vis à tête plate (D,
Figure 11) à l'aide d'un tournevis à pointe
cruciforme.
3. Une tension appropriée de la courroie
transmission s'obtient lorsqu'il y a une
légère déflexion au milieu de la courroie
entre les poulies, en exerçant une légère
pression du doigt.
4. Pour augmenter la tension sur la courroie
de transmission, desserrez l'écrou
hexagonal inférieur (B, Figure 13) à l'aide
d'une clé de 17 mm et serrez l'écrou
hexagonal supérieur (A, Figure 13). Lorsque
c'est terminé, serrez l'écrou hexagonal
inférieur (B, Figure 13).
5. Installez à nouveau le panneau arrière et la
protection de la courroie.
Figure 10
Figure 11
Figure 12
Figure 13

14
REMARQUE : Après avoir utilisé la machine
pendant quelques temps, vous devez revérifier
la tension de la courroie de transmission, car la
nouvelle courroie risque de s'étirer légèrement
au cours de la période de "pause".
Remplacement de la courroie de
transmission
1. Dévissez le bouton (A, Figure 11) et
déposez la protection de la courroie (B,
Figure 11).
2. Déposez le panneau arrière (C, Figure 11)
en dévissant les quatre vis à tête plate à
l'aide d'un tournevis à pointe cruciforme.
3. Sur la plaque de base du moteur, desserrez
l'écrou hexagonal supérieur (A, Figure 13)
et soulevez-le du moteur pour créer un
relâchement dans la courroie de
transmission. Retirez la courroie de
transmission des deux poulies.
4. Installez la nouvelle courroie de
transmission près des poulies supérieure et
inférieure et tendez-la correctement (voir
"Tension de la courroie de transmission").
5. Installez de nouveau le panneau arrière et
la protection de la courroie (Figure 11).
Déplacement du guide
Vous pouvez déplacer le guide vers l'avant ou
l'arrière sur la largeur de la table. Il s'incline
également de 45 degrés maximum vers l'avant
et l'arrière et comporte des arrêts positifs aux
ces deux angles, ainsi qu'un arrêt positif à
90 degrés.
Pour faire coulisser le guide vers l'avant ou
l'arrière :
1. Desserrez le manche de verrouillage (A,
Figure 14).
2. Poussez tout le dispositif du guide vers la
position souhaitée et serrez le manche de
verrouillage (A, Figure 14). Un tampon
plastique est monté à l'avant du guide pour
éviter d'érafler la table lors du déplacement
du guide.
REMARQUE : Vous pouvez régler le manche de
verrouillage (A, Figure 14) s'il se trouve dans
une position inadéquate. Desserrez les deux
écrous hexagonaux en dessous du support du
glissoir (Figure 15). Retournez le manche vers
la position souhaitée et resserrez les écrous
hexagonaux. Ne serrez pas excessivement les
écrous hexagonaux car cela risque de
compliquer le déplacement du guide sur le
support du glissoir.
Pour incliner le guide vers l'avant :
Vous pouvez incliner le guide vers l'avant à un
angle inférieur à 45 degrés.
1. Desserrez le manche de verrouillage (B,
Figure 14).
2. Faites pivoter la roue manuelle (C, Figure 14)
jusqu'à ce que l'angle souhaité s'affiche sur
l'échelle (D, Figure 14). Vous pouvez
également placer la pièce de travail taillée en
biseau sur la table et contre le guide et faire
pivoter la roue manuelle (C, Figure 14)
jusqu'à ce que l'angle du guide corresponde
au biseau de la pièce de travail.
Figure 14
Figure 15

15
3. Serrez le manche de verrouillage (B,
Figure 14).
Pour incliner le guide vers l'arrière :
Vous pouvez incliner le guide vers l'arrière de
45 maximum (en d'autres termes, pour un total
de 135 de la surface de la table).
1. Desserrez le manche de verrouillage (B,
Figure 16).
2. Basculez le bloc d'arrêt de 90 (E,
Figure 16) hors du chemin.
3. Faites pivoter la roue manuelle (C,
Figure 16) jusqu'à ce que l'angle souhaité
s'affiche sur l'échelle (D, Figure 16). Vous
pouvez également placer la pièce de travail
taillée en biseau sur la table et contre le
guide et faire pivoter la roue manuelle (C,
Figure 16) jusqu'à ce que l'angle du guide
corresponde au biseau de la pièce de
travail.
4. Serrez le manche de verrouillage (B,
Figure 16).
IMPORTANT : Après l'inclinaison du guide et
après l'avoir ramené à 90 , n'oubliez pas de
retourner le bloc d'arrêt de 90 (F, Figure 16)
vers sa position de départ.
Arrêts du guide
Vérifiez périodiquement la précision de
l'inclinaison de 90 et 45 du guide à l'aide d'un
dispositif de mesure d'angle, comme une
équerre réglage ou un rapporteur d'opérateur. Si
des réglages sont nécessaire, procédez de la
manière suivante :
Réglage de l'arrêt de 90
1. L'arrêt de 90 est contrôlé par la vis (F,
Figure 16) et le bloc d'arrêt (E, Figure 16).
2. Desserrez le manche de verrouillage (B,
Figure 16) et desserrez l'écrou hexagonal
sur la vis (F, Figure 16).
3. Réglez votre dispositif de mesure d'angle
sur 90 degrés et placez-le sur la table
contre le guide.
4. Déplacez le guide jusqu'à ce qu'il adhère
contre le dispositif de mesure d'angle.
Tournez la vis (F, Figure 16) jusqu'à ce
qu'elle touche le bloc d'arrêt (E, Figure 16).
5. Serrez l'écrou hexagonal sur la vis (F,
Figure 16) et le manche de verrouillage (B,
Figure 16).
Réglage de l'arrêt avant de 45
1. L'arrêt avant de 45 est contrôlé par la vis (H,
Figure 17).
2. Desserrez le manche de verrouillage (B,
Figure 16) et l'écrou hexagonal sur la vis (H,
Figure 17).
3. Réglez votre dispositif de mesure d'angle
sur 45 . Placez-le sur la table et contre le
guide et inclinez le guide jusqu'à ce qu'il
s'aligne contre l'angle de 45 .
Figure 16
Figure 17

16
4. Faites pivoter la vis (H, Figure 17) jusqu'à
ce qu'elle touche le moulage situé à l'avant
de la vis.
5. Serrez l'écrou hexagonal sur la vis (H,
Figure 17) et le manche de verrouillage (B,
Figure 16).
Réglage de l'arrêt arrière de 45
1. L'arrêt arrière de 45 est contrôlé par la vis
(G, Figure 18) qui touche l'arrière du guide
lorsqu'il est incliné vers l'arrière.
2. Basculez le bloc d'arrêt (E, Figure 18) hors
du chemin.
3. Desserrez le manche de verrouillage (B,
Figure 18) et l'écrou hexagonal sur la vis (G,
Figure 18).
4. Inclinez le guide vers l'arrière. Réglez votre
dispositif de mesure d'angle sur 135 et
placez-le sur la table et contre le guide.
5. Au besoin, tournez la vis (G, Figure 18),
jusqu'à ce que le gui s'aligne sur le dispositif
de mesure d'angle.
6. Resserrez l'écrou hexagonal sur la vis (G,
Figure 18) et le manche de verrouillage (B,
Figure 18).
Retrait du guide
Pour retirer le dispositif du guide la machine,
déposez les écrous hexagonaux et une rondelle
plate qui le maintiennent au support du glissoir
(voir Figure 15). Soulevez le guide tout droit de
la dresseuse.
Lorsque vous installez à nouveau le dispositif du
guide, assurez-vous que le découpage du
dispositif du guide est au-dessus de la clé dans
le support du glissoir.
Manches de verrouillage
Vous pouvez tourner tous les manches de
verrouillage du type illustré en B, Figure 18 s'ils
bloquent la voie aux autres pièces de la
machine. Tirez simplement sur le manche de
verrouillage et tournez-le, puis relâchez, en vous
assurant qu'il s'installe correctement.
Réglages de la table et du couteau
Pour un assemblage précis, trois conditions au
moins doivent être remplies :
1. Les tables d'alimentation et de sortie doivent
être parallèles ou "coplanaires".
2. Les couteaux ou coupe-paraisons doivent
être placés dans la tête de découpeuse de
sorte que le plus haut point de leur arc soit
horizontal à la table de sortie.
3. Sur la tête de la découpeuse standard, les
couteaux doivent être parallèles à la table de
sortie sur toute la longueur des couteaux.
Figure 18

17
Ces alignements sont expliqués ci-dessus.
Mise en coplanaire des tables
Pour une performance optimale de la dresseuse,
les tables d'alimentation et de sortie doivent être
coplanaires; c'est-à-dire parallèles à l'avant et à
l'arrière et côte à côte. Si elles ne sont pas
parallèles dans les deux plans, à la fin du travail,
la pièce risque d'être légèrement effilée sur sa
largeur ou sa longueur.
Les tables ont été correctement alignées à
l’usine. Malgré tout, elles doivent être vérifiées
périodiquement par l’opérateur en vue de
déceler tout mauvais alignement lié à
l’expédition. Par ailleurs, à mesure que vous
utilisez la machine, vous devez vérifier cette
coplanarité de temps à autre et la régler si
nécessaire.
La procédure suivante exige l'utilisation d'une
règle plate graduée pour le réglage des tables.
Ce réglage doit être assez précis pour la plupart
des travaux.
Cette procédure explique comment régler le
parallélisme de la table d'alimentation ; la
procédure de réglage de la table de sortie est la
même.
1. Débranchez la dresseuse de la source
d’énergie.
2. Déposez la protection de la tête de la
découpeuse en desserrant la vis de réglage
(voir Figure 6) et en soulevant l'arbre de la
protection du trou.
3. Faites coulisser le dispositif du guide vers
l'arrière le plus loin possible ou retirez-le
entièrement de la machine (voir page 28
pour les instructions relatives au retrait du
guide).
4. desserrez le manche de verrouillage sur la
table de sortie (voir A, Figure 23). utilisez le
manche de verrouillage (B, Figure 23) pour
soulever la table de sortie au-dessus de la
tête de la découpeuse.
5. Placez une règle plate graduée en travers
l'avant de la table de sortie et qui dépasse la
table d'alimentation. Voir Figure 19.
6. Soulevez la table d'alimentation jusqu'à ce
qu'il touche la règle plate graduée. pour
soulever la table d'alimentation, desserrez le
manche de verrouillage (voir A, Figure 28)
et soulevez le bras de levage (B, Figure 28).
Lorsque la table touche la règle plate,
serrez le manche de verrouillage (B,
Figure 28)
7. La règle plate doit rester droite le long des
deux tables sans les espaces entre la règle
plate et la table. Déplacez la règle plate
graduée vers l'arrière de la table de sortie et
effectuez le même essai. Voir Figure 20.
8. Dans le cas contraire, l'avant ou l'arrière de
la table doit être réglé pour que les tables
soient coplanaires. Procédez de la manière
suivante.
Figure 19
Figure 20

18
9. Chaque table est munie de quatre
dispositifs de réglage de came, deux à
l'avant et deux à l'arrière. (C
1
, La figure 22
en illustre un cas).
REMARQUE : À l'avant de la dresseuse, les
deux cames extérieures sont cachées par
des moyeux.
Vous devez retirez le moyeu pour exposer
le dispositif de réglage de la came. Retirez
la vis à chapeau à tête creuse et la rondelle
plate au centre à l'aide d'une clé hexagonale
de 6 mm et desserrez les deux vis de
réglage du moyeu (la Figure 21 illustre l'un
des trous de ces deux vis). NOTE: Un des
trous contient deux vis de réglage, enlever
la vis supérieure et desserrer l'inférieur.
Sortez directement le moyeu pour exposer
le dispositif de réglage de la came.
10. Sur la partie de la table où vous devez
effectuer le réglage, sortez la vis (A,
Figure 22) du trou.
11. Il existe deux vis de réglage dans le trou.
Insérez une clé hexagonale de 4 mm (B,
Figure 22) dans le trou et desserrez la vis
de réglage supérieure en tournant la clé
hexagonale dans le sens antihoraire. Sortez
la vis de réglage supérieure du trou.
12. Desserrez la vis de réglage inférieure (ne la
retirez pas) en tournant dans le sens
antihoraire au moyen de la clé hexagonale.
13. Tournez l'écrou hexagonal (C
1
, Figure 22) à
l'aide d'une clé de 1-1/4". Ce réglage est
délicat et doit s'effectuer par légers
incréments.
REMARQUE : Le sens de rotation des écrous
hexagonaux gauche et droit est différent ;
l'écrou droit (C
1
) de la Figure 22 est tourné
dans le sens horaire pour soulever cette partie
de la table ou antihoraire pour l'abaisser.
L'écrou hexagonal gauche (C
2
) illustré sur la
Figure 22 est tourné dans le sens contraire.
14. Utilisez la règle plate au-dessus des tables
pour vérifier l’ajustement jusqu’à ce que les
tables soient coplanaires.
15. Lorsque le réglage est satisfaisant et que
les tables sont coplanaires, serrez la vis de
réglage inférieure à l'aide la clé hexagonale
(B, Figure 22).
16. Insérez et serrez la vis de réglage de vis
supérieure.
17. Insérez à nouveau le chapeau (A,
Figure 22) pour maintenir la poussière et les
débris hors du trou.
Réglage des couteaux à la hauteur
appropriée et en parallèle à la table
de sortie
Pour un assemblage précis, la surface de la table
de sortie doit être alignée avec les couteaux (ou
les coupe-paraisons pour la tête de la
découpeuse) sur le point le plus élevé de leur
Figure 21
Figure 22
(arrière illustré de la table de sortie)

19
arc. En outre sur la tête de la découpeuse droite,
Les couteaux doivent être parallèles à la table de
sortie sur toute la longueur des couteaux.
À la livraison de la dresseuse, les couteaux sont
préréglés depuis l'usine. Cependant, vous
devez vérifier la hauteur et le parallélisme des
couteaux par rapport à la table de sortie et tous
les réglages nécessaires doivent être effectués
avant d'utiliser la dresseuse.
Le réglage de la hauteur des couteaux n’est pas
nécessaire sur les modèles à têtes hélicoïdales,
dans lesquelles les couteaux sont
immédiatement à la hauteur appropriée après
installation. Malgré tout, la hauteur de la table
de sortie doit être vérifiée comme suit, par
rapport à l’arc des couteaux.
Les couteaux et les
coupe-paraisons sont extrêmement
tranchants. Soyez donc prudent et travaillez
lentement lors de leur réglage.
Pour régler la table de sortie par rapport aux
couteaux, procédez comme suit :
1. Débranchez la dresseuse de la source
d’énergie.
2. Soulevez la table de sortie en desserrant le
manche de verrouillage (A, Figure 23) et en
utilisant le levier (B).
3. Placez une règle plate graduée sur la table
de sortie et et qui dépasse le centre de la
tête de la découpeuse comme illustré sur
les Figures 23 et 24.
4. Tournez la tête de la découpeuse à l'aide de
la courroie ou de la poulie jusqu'à ce qu'un
couteau ou un coupe-paraison atteigne son
point le plus élevé. Ne tenez pas la tête de
la découpeuse elle-même pour la tourner.
5. Abaissez la table de sortie jusqu'à ce que la
règle plate graduée touche le couteau,
comme illustré sur la Figure 24. à l'aide de
la courroie de transmission, faites basculer
légèrement la tête de la découpeuse pour
vous assurer que le sommet du couteau
touche la règle.
6. Verrouillez la table de sortie sur ce réglage
en serrant le manche de verrouillage (A,
Figure 23).
L'importance de l'alignement des couteaux sur
la table de sortie est illustrée par ces exemples
de réglages inappropriés :
Si la table de sortie est trop haute, la surface
finie de la pièce de travail s'arrondit. Voir
Figure 25.Si elle trop basse, le travail risque
d'avoir une rainure ou un étirement à la fin de la
coupe. Voir Figure 26.
Figure 23
Figure 24
Figure 25
Figure 26

20
La Figure 27 illustre le réglage approprié de
l'alignement de la table de sortie avec les
couteaux. La pièce de travail repose
complètement sur les deux tables sans espace
ouvert sous la coupe finie.
La table de sortie est à présent verrouillée à une
hauteur standard, alignée avec l'arc des
couteaux. REMARQUE : Après le réglage de la
table de sortie à la hauteur appropriée, vous ne
pouvez le changer que pour s'agit de travaux
spéciaux ou après le remplacement des
couteaux.
Après le réglage de la table de sortie, aucun
autre réglage n'est nécessaire pour les coupe-
paraisons sur la tête de la
découpeuse.hélicoïdale. Lorsque les
paraisons sont bien installées dans la tête de la
découpeuse hélicoïdale, elles sont réglées
automatiquement sur la position appropriée.
Il est possible d'effectuer d'autres ajustements
de précision sur la tête de la découpeuse
standard en réglant les couteaux de la tête de
la découpeuse. Procédez de la manière
suivante.
7. Dégagez la table d'alimentation du chemin,
en desserrant le manche de verrouillage (A,
Figure 28) en poussant sur le bras de
réglage (B, Figure 28).
8. Un calibre de réglage du couteau en
aluminium, illustré sur la Figure 29 est fourni
avec la dresseuse. Si vous souhaitez de
légères tolérances lors du réglage des
couteaux, vous pouvez acheter un calibre
de réglage du couteau muni d'un affichage
de cadran. Le calibre fourni en aluminium
doit cependant être assez précis pour la
plupart des travaux de menuiserie.
9. Placez-le à l'arrière de la table de sortie (du
côté du support du guide) et laissez-le
dépasser la tête de la découpeuse comme
illustré sur la figure 29. Installez le calibre de
sorte que la marque droite s'aligne sur le
bord de la table de sortie comme illustré.
10. Tournez la tête de la découpeuse dans le
sens horaire (en utilisant la poulie). Si la
table et les couteaux sont bien réglés, le
couteau touche le calibre en aluminium et le
déplace jusqu'à ce que la marque gauche
s'aligne sur l'extrémité de la table de sortie,
comme illustré sur la Figure 30.
11. Placez le calibre du couteau en aluminium à
l'avant de la table de sortie (vers le rebord
de refeuillement) et répétez ce processus.
12. Cet essai doit être effectué sur tous les trois
couteaux de la tête de la découpeuse à
l'aide du calibre fourni.
Figure 27
Figure 28
Figure 29 (tête de la découpeuse droite)
Figure 30 (tête de la découpeuse droite)

21
13. Si l'un des couteaux est trop haut ou trop
bas sur l'une des extrémités pour déplacer
correctement le calibre comme décrit ci-
dessus, alors la hauteur et/ou le
parallélisme de ce couteau dans la tête de
la découpeuse doit être réglé. Procédez de
la manière suivante.
14. Desserrez légèrement les cinq vis de verrou
(voir Figure 31) à l'aide d'une clé de 8 mm.
(NOTE : Les ressorts situés sous le couteau
vont amener le couteau à se soulever.)
15. Tournez le(s) vérin(s) à vis à l'aide d'une clé
hexagonale dans le sens horaire pour
réduire le réglage du couteau dans la tête
de la découpeuse et dans le sens
antihoraire pour l'augmenter.
16. Utilisez l'extrémité d'un panneau pour
repousser le couteau vers le bas afin qu'il
s'aligne contre les vérins à vis. Voir la
Figure 32. Serrez les vis de verrou juste
assez pour maintenir le couteau en position
dans la tête de la découpeuse. Ne serrez
pas totalement.
17. Revérifiez la hauteur du couteau à l'aide du
calibre à l'avant et à l'arrière de la table de
sortie. Au besoin, effectuez des réglages
supplémentaires sur les vérins à vis.
18. Reprenez ce processus tout à tour pour
chacun des deux couteaux. Ne serrez pas
totalement les vis de verrou, serrez juste
assez pour maintenir le couteau en position.
19. Pour de meilleurs résultats, les couteaux
doivent être réglés à environ .015" au-
dessus de la tête de la découpeuse. La
hauteur du couteau ne doit pas varier de
plus de .002-.003" sur la longueur de la tête
de la découpeuse. Tous les trois couteaux
doivent être réglés à hauteur égale dans la
tête de la découpeuse et parallèles à la
table de sortie sur leur longueur.
20. Après l'installation appropriée des trois
couteaux dans la tête de la découpeuse et
leur ajustement, continuez à serrer les vis
de verrou. Les vis de verrou doivent être
serrés par incrément pour éviter toute
distorsion de la tête de la découpeuse ou
déformation des couteaux. Commencez par
serrer les vis de verrou un peu plus sur un
couteau. Commencez par la vis centrale et
continuez jusqu'aux extrémités. Ne serrez
pas encore complètement.
21. Faits pivoter la tête de la découpeuse en
direction des deux autres couteaux tour à tour.
Répétez l'étape 19 pour chaque couteau.
22. Continuez le processus de serrage plus de
deux fois au moins, en serrant davantage à
chaque fois les vis de verrou sur les trois
couteaux à tour de rôle. La troisième fois,
les vis de verrou doivent être toutes serrées
à fond.
Figure 31 (tête de la découpeuse droite)
Figure 32 (tête de la découpeuse droite)

22
Avant d'utiliser la
dresseuse, assurez-vous que toutes les vis
de verrou sont serrées à fond. Un couteau
desserré tombé de la tête de la découpeuse
peut provoquer des blessures graves ou
fatales.
23. À la fin des réglages de tous les couteaux,
les protections et le dispositif du guide
doivent placés à l'arrière de la machine
avant sa mise en fonctionnement.
Vis d'arrêt de la table de sortie
La vis d'arrêt (B, Figure 33) limite le volume de
chute de la table de sortie. Elle est préréglée
dès sa sortie d'usine, mais si des réglages
supplémentaires sont nécessaires, desserrez
simplement l'écrou hexagonal (A, Figure 33) et
tournez la vis (B, Figure 33) au besoin à l'aide
d'une clé de 14 mm. Si vous êtes satisfait,
resserrez l'écrou hexagonal (A, Figure 33).
La vis (C, Figure 33) limite la montée de la table
de sortie. Si des réglages sont nécessaires,
desserrez l'écrou hexagonal (D, Figure 33) et
tournez la vis (C, Figure 33) au besoin à l'aide
d'une clé hexagonale de 9 mm. Si vous êtes
satisfait, resserrez l'écrou hexagonal (D,
Figure 33).
Réglage de la table d'alimentation
(profondeur de coupe)
1. Desserrez le manche de verrouillage (A,
Figure 34).
2. Déplacez le bras de réglage de la table (B,
Figure 34) pour soulever ou abaisser la
table d'alimentation à la profondeur de
coupe souhaitée, laquelle est indiquée sur
le calibre via le pointeur (C, Figure 34).
REMARQUE : Ne dépassez pas une profondeur
de coupe maximale de 1/8". Pour des coupes
plus profondes, effectuez plusieurs passages.
3. Resserrez le manche de verrouillage (A,
Figure 34).
Arrêt de la profondeur de la table
d'alimentation
Le bouton (Figure 35) contrôle l'arrêt de la
profondeur de coupe Lorsque vous abaissez la
table d'alimentation, elle s'arrête à la marque de
profondeur 1/8".
Pour abaisser davantage la table d'alimentation,
pour les travaux de refeuillement par exemple,
désenclenchez l'arrêt de la profondeur en tirant
sur le bouton, en le faisant pivoter à 90 et en le
relâchant. Vous pouvez abaisser la table
d'alimentation directement.
Pour enclender de nouveau l'arrêt de la
profondeur, faites pivoter le bouton à 90 jusqu'à
ce qu'il retourne à sa position.
Vis d'arrêt de la table d'alimentation
Les vis d'arrêt situées en dessous de la table
d'alimentation ont les mêmes fonctions que celle
de la table de sortie. Voir "Vis d'arrêt de la table
de sortie" pour les instructions relatives au
réglage.
Figure 33
Figure 34
Figure 35

23
Remplacement des couteaux (tête de
la découpeuse droite uniquement)
Les couteaux de la
dresseuse sont extrêmement tranchants. Soyez
prudent et procédez lentement lorsque vous
travaillez avec ou autour de la tête de la
découpeuse.
1. Débranchez la dresseuse de la source
d’énergie.
2. Retirez la protection de la courroie pour
faire pivoter la tête de la découpeuse en
tournant la poulie du moteur ou en
déplaçant la courroie de transmission. Ne
tenez pas la tête de la découpeuse elle-
même pour la tourner.
3. Retirez les vieux couteaux en desserrant les
vis de verrou à tête carrée à l'aide d'une clé
de 8 mm. Voir la Figure 36. Les ressorts de
la tête de la découpeuse soulèvent le
couteau pour un retrait facile. Déposez le
couteau et le verrou.
4. Nettoyez la fente du verrou et du couteau.
Mettez ensemble le nouveau couteau et le
verrou et placez-les dans la fente. Assurez-
vous que le couteau est bien orienté dans la
tête de la découpeuse, comme illustré sur la
Figure 36.
IMPORTANT : Pour positionner les couteaux
pour des travaux de refeuillement, utilisez une
équerre vendue dans le commerce portant des
graduations 1/32" et placez-la contre l'extrémité
de la tête de la découpeuse. Faites coulisser le
couteau pour le sortir jusqu'à ce qu'il atteigne la
marque 1/32" ; en d'autres termes, le couteau
doit se trouver à 1/32" au-delà de l'extrémité de
la tête de la découpeuse. Le verrou doit rester
dans sa position normale, même avec
l'extrémité de la tête de la découpeuse. Voir la
Figure 37. Ce réglage permet d'assurer que le
couteau dégage l'extrémité du verrou et de la
tête de la découpeuse et touche bien la pièce de
travail. (Voir la section "Fonctionnement" pour
des informations supplémentaires sur les
procédures de refeuillement.)
(REMARQUE : Cette même procédure peut
s'utiliser s'il y a une petite encoche sur les
couteaux ; disposez simplement les couteaux en
quinconce dans la tête de la découpeuse pour
supprimer l'effet de l'encoche, sans avoir à
remplacer les couteaux.)
5. La hauteur et le parallélisme du couteau
dans la fente doivent être correctement
réglés pour le refeuillement et les travaux
normaux de la dresseuse, afin d'assurer un
fonctionnement approprié et pour réduire les
risques de recul. Reportez-vous à "Réglage
des couteaux à la hauteur appropriée et en
parallèle à la table de sortie" en pages 18-21
pour toutes informations sur les procédures
de réglage et de serrage des couteaux.
Avant de démarrer la
dresseuse, assurez-vous que toutes les vis de
verrou sont serrées à fond. Un couteau desserré
tombé de la tête de la découpeuse peut provoquer
des blessures graves ou fatales.
Figure 36 (tête de la découpeuse droite)
Figure 37 (tête de la découpeuse droite)

24
Remplacement ou rotation des
coupe-paraisons (tête de la
découpeuse hélicoïdale uniquement)
Les coupe-paraisons
sont tranchants, soyez prudent lorsque vous
les utilisez ou travaillez autour.
Les coupe-paraisons du modèle PJ-882HH
comporte quatre côtés. Lorsqu’elles sont
émoussées, retirez simplement chaque
paraison, faites-la pivoter à 90° pour la nouvelle
extrémité et installez-la à nouveau.
Utilisez le tournevis à pointe cruciforme fourni
pour retirer la vis du coupe-paraison. Voir
Figure 37a. Il est conseillé de faire pivoter toutes
les paraisons simultanément afin de maintenir
une coupe consistante. Cependant, si une ou
plusieurs coupe-paraisons forment une
encoche, faites pivoter uniquement les
paraisons touchées.
Chaque coupe-paraison porte un insigne de
référence gravé, vous pouvez donc suivre les
rotations.
IMPORTANT : Lors du remplacement ou de la
rotation des paraisons, nettoyez la sciure sur la
vis, la paraison et la plateforme de la tête de la
découpeuse. L’accumulation de poussière entre
ces éléments peut empêcher l’installation
appropriée de la paraison et peut affecter la
qualité de la coupe.
Avant d'installer chaque vis, enduisez
légèrement les filetages de la vis avec de l'huile
de machine et essuyez tout excès.
Serrez à fond chaque vis maintenant les coupe-
paraisons avant la mise en marche de la
raboteuse !
Assurez-vous que
toutes les vis de coupe-paraison sont
serrées à fond. Les paraisons desserrées
peuvent être propulsées d'une tête de
découpeuse pivotant à une vitesse élevée,
provoquant ainsi des blessures.
Assurez-vous que la table de sortie est alignée
avec les coupe-paraisons (suivez les étapes 1 à
5 à la page 19).
Suppression du "jeu" dans les tables
Il existe quatre vis de réglage à l'avant de la
dresseuse, deux sur la table de sortie et deux
sur la table d'alimentation, qui vous permettent
de supprimer le "jeu" dans les tables. (La
Figure 38 illustre l'une des vis de réglage de la
table de sortie.)
Après une période d'utilisation, le bout de cuivre
(voir élément #27, page 41) lié au bout de la vis
de réglage (A, Figure 38) risque de se desserrer.
Résolvez le problème de la manière suivante.
1. Desserrez l'écrou hexagonal (B, Figure 38)
à l'aide d'une clé de 14 mm.
2. Serrez la vis de réglage (A, Figure 38) à
l'aide d'une clé hexagonale de 5 mm. Ne
serrez pas trop la vis de réglage, car cela
risque d'empêcher la table de se soulever et
de s'abaisser facilement.
Figure 37a
(tête de la découpeuse hélicoïdale uniquement)
Figure 38

25
3. Serrez l'écrou hexagonal (B, Figure 38).
4. Au besoin, répétez cette procédure pour les
autres vis de réglage.
REMARQUE : Dès sa sortie d'usine, le réglage
de la table de sortie est plus serré que celui de
la table d'alimentation. Lorsque le déplacement
de la table de sortie à l'aide du manche de
verrouillage s'avère difficile, desserrez les deux
vis de réglage sur la table de sortie, comme
décrit précédemment.
Commandes de fonctionnement
Démarrer/Arrêter
Témoin d'alimentation – Le commutateur de
démarrage comporte un témoin d'alimentation
activé chaque fois que la dresseuse est
alimentée, pas uniquement lorsque la
dresseuse fonctionne. Ne supposez pas que
l'absence de lumière signifie que la machine
n'est pas alimentée. Si l'ampoule est
défectueuse, il n'y aura aucune indication.
Vérifiez toujours avant d'utiliser la machine.
Ne supposez pas que
l'absence de lumière signifie que la machine
n'est pas alimentée. Vérifiez d'abord
l'alimentation. Le non respect de ces
instructions peut provoquer de graves
blessures.
En vous reportant à la Figure 39 :
Démarrage – Appuyez sur le commutateur vert.
Lorsque l'alimentation est branchée à la
machine, le phare vert est toujours allumé que
la dresseuse fonctionne ou pas.
Arrêt – Appuyez sur le commutateur rouge pour
arrêter.
Réinitialisation - Au cas où la dresseuse
s'arrête sans que vous ayez appuyé sur le
bouton d'arrêt du fait du déclenchement d'un
fusible ou d'un disjoncteur, etc.
Appuyez sur le bouton rouge du commutateur
principal pour réinitialiser.
Appuyez sur le bouton vert pour redémarrer la
machine.
Clé de sécurité
Le commutateur de démarrage/arrêt de la
dresseuse est livré avec une clé de sécurité
magnétique. Lorsqu'elle est en position sur le
commutateur tel que l'illustre la Figure 39, la clé
de sécurité magnétique déclenche un relais qui
permet à la machine de démarrer et de s'arrêter
lorsque les commutateurs respectifs sont
appuyés. Étant donné que le verrou est
magnétique, il peut être enlevé pour rendre la
machine non opérationnelle et peut être caché
pour une conservation en sécurité en le fixant à
une autre surface magnétique.
En utilisant la dresseuse, placez la clé sur la
gaine du couvercle du commutateur en alignant
la flèche figurant sur la clé avec la flèche
RETIRER du couvercle. Faites ensuite pivoter la
clé pour permettre à la flèche de s'aligner avec
la flèche VERROUILLER. Ceci empêche la clé
de sécurité de se desserrer à la suite des
vibrations lorsque la machine fonctionne.
Figure 39
Fonctionnement
REMARQUE : Si vous n'avez pas une grande
expérience en assemblage, utilisez du bois de
construction pour vérifier les réglages et prendre
le pouls du fonctionnement avant de travailler
régulièrement.
Stabilisez les longues pièces de travail avec
l'aide d'un assistant ou des supports de rouleau
alignés sur la surface des tables d'alimentation
et de sortie.
Vous devez régler le guide pour créer un
minimum d'exposition à la tête de la
découpeuse au cours de l'assemblage.
Vérifiez les points suivants avant d'utiliser la
dresseuse.
1. La table de sortie doit se trouver sur la
même ligne que le point haut des couteaux
et des coupe-paraisons.
2. Le guide doit être réglé pour une exposition
minimale de la tête de la découpeuse et
verrouillé suivant l'angle souhaité.
3. La protection de la tête de la découpeuse
doit être en place et fonctionner
correctement (excepté lors du
refeuillement).
4. La table d'alimentation doit être réglée pour
la profondeur de coupe souhaitée.
5. Éloignez-vous de la tête de la découpeuse
et mettez la machine en marche pendant
quelques instants. Écoutez s'il y a des bruits
bizarres, des frictions ou des vibrations etc.
Identifiez et résolvez ces problèmes avant
d'utiliser la dresseuse.
6. Inspectez attentivement votre pièce de
travail pour voir s'il y a des nœuds, des
trous, des clous ou d'autres corps étrangers
qui risqueraient d'endommager les couteaux
ou de présenter un risque de recul.
Inspectez également la pièce de travail pour
voir le sens du grain (voir "Sens du grain" à
la page 27).

26
Installation de la main
Au début de la coupe, la main droite tient la pièce
de travail fermement contre la table d'alimentation
et le guide tandis que la main droite pousse la
pièce de travail d'un mouvement lent vers la tête
de la découpeuse. Pendant la coupe, la nouvelle
surface repose bien sur la table de sortie. Passez
la main gauche du côté de la sortie et appuyez sur
cette partie de la pièce de travail, tout en
maintenant le contact plat avec le guide. La main
droite appuie la pièce de travail vers l'avant et
avant qu'elle atteigne la tête de la découpeuse,
vous devez la déplacer vers la pièce sur la table
de sortie. Ne passez jamais vos mains
directement au-dessus de la tête de la
découpeuse.
Revêtement de surface
Utilisez toujours une
cale de maintien ou de poussée lors du
revêtement de surface de la bille.
L'assemblage de la surface de la bille ou le
surfaçage est illustré sur la Figure 40. réglez la
table d'alimentation pour la profondeur de
coupe. Les coupes d'environ 1/16" d'un seul
coup sont conseillées, car elles permettent de
maintenir un meilleur contrôle sur le matériau
revêtu. Vous pouvez ensuite effectuer plusieurs
passages pour atteindre la profondeur
souhaitée.
Assemblage de l'extrémité
C'est l'opération la plus ordinaire de la
dresseuse. Placez le guide bien droit sur la
table. La profondeur de coupe doit être le
minimum requis pour obtenir une extrémité
droite. N'effectuez pas de coupe d'une
profondeur de plus de 1/8" en un seul passage.
Maintenez la meilleure surface de la pièce de
travail fermement contre le guide tout au long de
l'alimentation. Voir Figure 41.
Refeuillement
Une coupe de
refeuillement exige le retrait de la protection.
Soyez extrêmement prudent et gardez vos
mains hors de la tête de la découpeuse.
Installez toujours la protection
immédiatement après le refeuillement.
Un refeuillement est une coupe de rainure le
long de l'extrémité d'un panneau. Voir la
Figure 42. la largeur et l'épaisseur du bois à
refeuiller dépendent de la largeur et de la
longueur du refeuillement. Toutefois, ne
refeuillez jamais un morceau de bois d'une
longueur inférieure à 12".
Utilisez des blocs de poussée pour le
refeuillement dès que possible. La capacité de
refeuillement est de ½".
1. Débranchez la dresseuse de la source
d’énergie.
2. Placez le guide suivant la largeur souhaitée
pour le refeuillement.
3. Vérifiez la largeur du refeuillement en
Figure 40
Figure 41
Figure 42
IMPORTANT : Le refeuillement peut se faire
uniquement avec la tête de découpeuse au
couteau droit. Il est déconseillé de le faire avec
la tête de découpeuse hélicoïdale.

27
mesurant la distance de l'extrémité d'un
couteau de la tête de la découpeuse au guide.
REMARQUE : Les couteaux doivent être
déployés au-delà de la tête de la
découpeuse de 1/32". (voir "Remplacement
des couteaux—Tête de la découpeuse
droite uniquement" à la page 23 pour cette
procédure).
4. Connectez à nouveau la dresseuse à une
source d'énergie. Il est plus facile et plus
sécurisant d'effectuer une série de coupes
peu profondes. Abaissez la table
d'alimentation de 1/32" d'un seul coup et
effectuez des coupes successives jusqu'à
ce que vous obteniez la profondeur de
refeuillement souhaitée. Voir Figure 42.
Assemblage des travaux courts ou
minces
Lors de l'assemblage de pièces courtes ou
minces, utilisez un bloc de poussée pour
éloigner tout danger de vos mains. Deux blocs
de poussée sont acheminés avec votre
dresseuse. Vous pouvez également fabriquer
les vôtres à partir de reste de matériaux. Vous
trouverez des exemples illustrés sur la
Figure 43.
Assemblage des surfaces déformées
Si le bois à assembler est incliné, dirigez la
surface concave vers le bas et effectuez de
légères coupes jusqu'à ce que la surface soit
plate.
Évitez de forcer de tels matériaux contre la table
– une pression excessive risque de les soulever
au cours de leur passage sous les couteaux, les
obligeant ainsi à revenir et à rester arrondis à la
fin de la coupe.
Biseautage
Pour tailler un biseau, verrouillez le guide à
l'angle requis et faites passer la pièce de travail
à travers les couteaux tout en la maintenant
fermement contre le guide et les tables.
Plusieurs passages peuvent s'avérer
nécessaires pour obtenir le résultat souhaité.
Bien que le guide soit
incliné vers l'intérieur ou l'extérieur pour
tailler un biseau, il est conseillé pour des
raisons de sécurité, d'incliner le guide à
l'intérieur vers l'opérateur, afin de former
une coupe arrondie.
Sens du grain
Évitez d'alimenter la dresseuse dans le sens
contraire au grain. Cette situation risque
d'aboutir à des extrémités ébréchées ou éclatés.
Voir la Figure 44. Alimentez la dresseuse dans
le sens du grain pour obtenir une surface lisse,
comme illustré sur la Figure 45.
Désalignement (cisaillement)
Lors du délignage ou du surfaçage de matériaux
comme les noeuds recouverts ou l'érable
moucheté, il n'est pas rare que la surface en cours
de finition soit dégradée ou abîmée. Cette
situation est causée par les couteaux de la tête de
la découpeuse qui coupent parfois dans le sens
contraire au
g
rain. Pour éviter cet état de choses, il
Figure 43
Figure 44
Figure 45

28
est nécessaire d'incliner le matériau travaillé afin
qu'il traverse les couteaux en un angle.
Le guide permet d'effectuer ce type de coupe :
1. Relâchez le manche de verrouillage du
guide (A, Figure 46) et déposez les écrous
hexagonaux et la rondelle (B, Figure 46) de
maintien du guide sur le support du glissoir.
Déposez le dispositif du guide.
2. Retirez la clé (C, Figure 46) du support du
guide. Si nécessaire, utilisez un tournevis à
tête plate pour sortir une extrémité de la clé.
3. Remplacez le dispositif du guide sur la tête
de la découpeuse à l'angle souhaité. Voir la
Figure 47. Maintenez le guide sur le support
du glissoir à l'aide des écrous hexagonaux
et de la rondelle (B, Figure 46) et serrez le
manche de verrouillage du guide (A,
Figure 46).
REMARQUE : Lorsque vous installez le
dispositif du guide dans sa position normale,
assurez-vous d'installer d'abord la clé (C,
Figure 46) dans sa fente.
Maintenance
Déconnectez la
machine de la source d’alimentation avant
d’effectuer tous travaux de maintenance. Le
non respect de cette consigne risque de
provoquer de graves blessures.
Les surfaces de la table et du guide doivent
rester propres et sans rouille pour de meilleurs
résultats. Certains utilisateurs appliquent une
fine couche de pâte de cire. Évitez d'utiliser de
la cire ou des vaporisateurs de protection
contenant de la silicone, car cela risque de
toucher la pièce de travail et d'empêcher les
dernières finitions d'adhérer au bois.
L’autre option consiste à appliquer de la poudre de
talc à l’aide d’une brosse feutrée que vous frottez
vigoureusement une fois par semaine ; cette
opération remplit les pores de moulage et forme
une barrière contre l’humidité. Cette méthode fait
briller le dessus de la table et permet de nettoyer
facilement les taches de rouille de la surface. Il est
important de noter que la poudre de talc n’entache
pas le bois ou ne gâche pas les finitions comme
les autres produits.
La gomme ou les bosses qui s'accumulent sur
les couteaux provoquent une friction excessive
au fil du travail, ce qui aboutit à la surchauffe
des couteaux, une coupe moins efficace et par
conséquent à une diminution de la vie des
couteaux. Utilisez un nettoyant pour four ou
"pour gomme et bosse" pour enlever des
couteaux. Soyez prudent lorsque vous
travaillez près des couteaux.
Les roulements de la tête de la découpeuse sont
scellés à vie et ne nécessitent pas de
lubrification.
Le dispositif du guide doit coulisser facilement sur
le support du glissoir. Gardez le support du
glissoir (Figure 48) lubrifié à l'aide d'une graisse à
usage multiple de bonne qualité. N'appliquez pas
de graisse sur la courroie de transmission.
Ne placez pas d'objets lourds sur les tables et
n'utilisez pas la dresseuse comme table de stockage.
Figure 46
Figure 47
(Inclinaison du guide)
Figure 48

29
Affûtage des couteaux standard
Les couteaux doivent rester tranchants. Cela
favorise une meilleure finition de la bille, une vie
prolongée de la machine et un fonctionnement
plus sûr.
Une pierre à aiguiser de couteau de dresseuse
offre une méthode d'affûtage simple des
couteaux. Les pierres à aiguiser sont disponibles
dans plusieurs magasins de vente de produits de
menuiserie. Lisez attentivement toutes les
instructions relatives à la pierre à aiguiser.
Soyez prudent et
procédez lentement lorsque vous affûtez les
couteaux. Déconnectez la dresseuse de la
source d'énergie et portez des équipements
de protection approuvés pour les yeux.
À la fin de l'affûtage, les couteaux doivent être
de nouveau alignés et parallèles à la table de
sortie. Voir "Réglage des couteaux à la hauteur
appropriée et en parallèle à la table de sortie" à
la page 18.
Les couteaux peuvent être aiguisés plusieurs
fois dans la tête de la découpeuse avant d'être
déposés et affûtés à nouveau.
ASTUCE : Si vous utilisez régulièrement la
dresseuse, il est conseillé de toujours garder un
jeu de couteaux de rechange à portée de main.
Vous pouvez obtenir des couteaux
supplémentaires de votre distributeur (stock n°.
6296046, jeu de 3) ou en appellant le service
client au 1-800-274-6848.
Dépannage de la tête de la
découpeuse
Vous pouvez retirer tout le dispositif de la tête
de la découpeuse de la dresseuse pour
remplacer le roulement ou pour d'autres travaux
de maintenance.
Soyez prudent lorsque
vous travaillez près des couteaux tranchants.
Pour déposer la tête de la découpeuse,
procédez la manière suivante :
1. Débranchez la dresseuse de la source
d’énergie.
2. Retirez le dispositif du guide de la dresseuse.
3. Abaissez la table d'alimentation et de sortie.
4. Retirez la protection de la courroie et la
courroie de transmission autour de la poulie
de la tête de la découpeuse.
5. Retirez les couteaux de la tête de la
découpeuse.
6. Déposez le rebord de refeuillement en
desserrant et en retirant les vis à tête
hexagonale et les rondelles qui le
maintiennent à la table d'alimentation.
7. Desserrez les deux boulons qui maintiennent
la tête de la découpeuse à la base ; vous
pouvez y accéder par l'espace qui se trouve
en dessous de la base de la dresseuse. Voir
les Figures 49 et 50. Placez une clé sur
chacune des têtes de boulon et tournez-les
jusqu'à ce que la tête de la découpeuse se
desserre.
8. Soulevez directement la tête de la
découpeuse de la base.
9. Retirez la poulie et les deux boîtiers de roulement.
Figure 49
Figure 50
IMPORTANT : Si les roulements nécessitent un
remplacement, ce service doit être effectué par
un personnel qualifié. Les roulements sont
ajustés à la presse et doivent être déposés ou
installés à l'aide d'une presse d'arbre.
10. Pour installer de nouveau la tête de la
découpeuse, inversez la procédure ci-
dessus. Avant cela, assurez-vous que les
sièges arrondis de la base de moulage de la
machine ne contiennent pas d'impuretés,
pas de poussière ni de graisse, pour
permettre un ajustement serré.
11. Après l'installation de la tête de la
découpeuse, vérifiez les réglage de la table
d'alimentation et de sortie par rapport à la
tête de la découpeuse.
ASTUCE : Vous aimeriez réserver une tête de
découpeuse supplémentaire pour maintenir la
productivité de l'atelier.

30
Diagnostic des anomalies – problèmes liés au fonctionnement
Anomalies Cause possible Solution
La bille finie a une
forme concave sur
l'extrêmité arrière.
Le couteau ou la coupe-paraison est
plus haute que la table de sortie.
Soulevez la table de sortie jusqu'à ce
qu'elle s'aligne sur le bout du
couteau/de la paraison. Voir la page 19.
La bille finie a une
forme concave sur
l'extrêmité avant.
La table de sortie est plus hautte que
le couteau ou la paraison.
Abaissez la table de sortie jusqu'à ce
qu'elle s'aligne sur le bout du
couteau/de la paraison. Voir la page 19.
La bille finie a une
forme concave au
milieu.
Les deux tables ont une chute
d'extrémité trop importante.
Soulevez les deux extrémités de la
table à l'aide des dispositifs de réglage
de la came. Voir les pages 17-18.
Les extrémités des
billes finies sont plus
taillées que le milieu.
Les extrémités de la table sont
soulevées plus haut que le milieu.
Abaissez les deux extrémités de la
table à l'aide des dispositifs de réglage
de la came. Voir les pages 17-18.
Sortie des copeaux.
Coupe contre le sens du grain.
Coupez dans le sens du grain si
possible.
Couteaux ou coupe-paraisons
émoussés.
Aiguisez ou remplacez les couteaux.
Faites pivoter ou remplacez les coupe-
paraisons.
Alimentation trop rapide de la pièce
de travail.
Utilisez une vitesse d'alimentation plus
lente.
Coupe trop profonde. Effectuez des coupes peu profondes.
Présence de nœuds, d'imperfections
sur le bois.
Inspectez le bois plus attentivement
pour y déceler des iùmperfections,
utilisez une autre bille si nécessaire.
Grain touffu.
Le bois contient une quantité
importante de moisissure.
Laissez le bois sécher ou utilisez une
autre bille.
Couteaux ou coupe-paraisons
émoussés.
Aiguisez ou remplacez les couteaux.
Faites pivoter ou remplacez les coupe-
paraisons.
La tête de la
découpeuse ralentit
pendant le
fonctionnement.
Alimentation trop rapide la pièce de
travail ou excès de pression sur la
pièce de travail.
Alimentez la machine plus lentement ou
appliquez moins de pression sur la
pièce de travail.
Marques de cliquetis
sur la pièce de travail
(tête de découpeuse
standard).
Mauvais réglage des couteaux.
Réglez bien les couteaux à l'aide du
calibre de réglage du couteau fourni.
Vérifiez que les fentes du couteau sont
propres et ne contiennent pas de
poussière ou de débris.
Alimentation trop rapide de la pièce
de travail.
Alimentez la dresseuse plus lentement
et constamment.
Marques irrégulières
du couteau sur la
pièce de travail.
Les couteaux ou coupe-paraisons
comportent des encoches ou ne sont
pas alignés.
Remplacez les couteaux encochés ou
faites pivoter les paraisons ; alignez
correctement les couteaux standard à
l'aide du calibre de réglage du couteau.
Voir les pages 18-22.

31
Diagnostic des anomalies - Problèmes mécaniques et électriques
Anomalies Cause possible Solution
La machine ne
démarre/redémarre
pas ou déclenche de
des courts-circuits ou
grille des fusibles à
maintes reprises.
La machine ne reçoit pas d’énergie
Vérifiez si l'unité est connectée à la
source d'énergie, si le bouton
d'activation est entièrement enfoncé
et si le bouton d'arrêt est
désenclenché. Voir la page 25.
Réinitialisation automatique de
surcharge non effectuée.
Lorsque la dresseuse surcharge le
disjoncteur incorporé dans le démarreur
du moteur, il faut du temps à la
machine pour qu’elle refroidisse avant
de redémarrer. Laissez l’unité refroidir
complètement avant d’essayer de
redémarrer. Si le problème persiste,
vérifiez le réglage de l'intensité du
courant sur le démarreur du moteur
situé dans le coffret électrique.
La dresseuse se déclenche
régulièrement.
L’une des causes du déclenchement
de surcharge de nature non électrique
est une coupe trop lourde. La solution
consiste à entreprendre une coupe
plus légère. Si la profondeur
excessive de la coupe n’est pas la
cause, alors vérifiez le paramètre
amp du relais de surcharge.
Comparez l'intensité de courant de
pleine charge sur le moteur à celle
indiquée sur la plaque du moteur. Si
le réglage de l'intensité du courant est
correct alors, il y a probablement un fil
électrique déconnecté. Vérifiez le
réglage de l'intensité du courant sur le
démarreur du moteur.
Le compartiment du disjoncteur se
déclenche ou le fusible grille.
Vérifiez que la dresseuse est sur un
circuit de taille correcte. Si la taille du
circuit est correcte, il y a probablement
un fil électrique déconnecté. Vérifiez le
réglage de l'intensité du courant sur le
démarreur du moteur.
Panne du commutateur ou du moteur
(comment distinguer).
Si vous disposez d’un voltmètre, vous
pouvez différencier une panne de
démarreur d’une panne de moteur en
vérifiant tout d’abord la tension
d’entrée à 220+/-20 et ensuite en
vérifiant la tension entre le démarreur
et le moteur à 220+/-20. Si la tension
d'entrée est inappropriée, alors vous
avez un problème d'alimentation
d'énergie. Si la tension entre le
démarreur et le moteur est
inappropriée, alors vous avez un
défaut de démarreur. Si la tension
entre le démarreur et le moteur est
correcte, alors vous avez un
problème avec le moteur.

32
Anomalies Cause possible Solution
La machine ne
démarre/redémarre
pas ou déclenche de
des courts-circuits ou
grille des fusibles à
maintes reprises.
Moteur surchauffé.
Débarrassez le moteur de la
poussière ou des débris pour faciliter
la circulation appropriée de l'air.
Laissez le moteur refroidir avant de la
redémarrer.
Panne de moteur.
Si le moteur électrique est bizarre,
vous avez deux options : Faire tester
le moteur par un électricien qualifié
pour voir s’il fonctionne bien ou retirer
le moteur et l’amener chez un bon
réparateur de moteur électrique et le
faire tester.
Circuit électrique de l’unité mal
connecté
Revérifiez pour voir si toutes les
connexions électriques sont
correctes. Reportez-vous aux
schémas de câblage des pages 45 à
47 pour effectuer les réparations
nécessaires.
Défaut du commutateur
d’activation/désactivation.
Si le commutateur
d’activation/désactivation est bizarre,
vous avez deux options : Faire tester
le commutateur par un électricien
qualifié pour voir s’il fonctionne bien
ou achetez un nouveau commutateur
d’activation/désactivation et
déterminez la nature du problème au
moment du changement.
Accessoires en option
6296046 ...........Couteaux ( jeu de 3) – modèle PJ-882 uniquement
1791212 ...........Coupe-paraisons (jeu de 10) - modèle PJ-882HH uniquement
Pièces de rechange
Les pièces de rechange sont répertoriées dans les pages suivantes. Pour commander des pièces ou
contacter notre département d’entretien, appelez au 1-800-274-6848, de lundi à vendredi (visitez notre
site Internet pour les horaires de travail : www.powermatic.com). Si vous connaissez le numéro du
modèle et le numéro de série de votre machine au moment où vous nous appelez, cela nous permettra
de vous servir rapidement et avec précision.

33
Liste des pièces : Dispositif du support
N° d’indice N° de la pièce Description Taille Qté
1 ............... VB-A50 ....................Courroie .............................................................A-50 ........................... 1
2 ............... TS-0267021 .............Vis de réglage creuse .........................................1/4”-20x1/4” ................ 2
3 ............... PJ882-503 ...............Poulie du moteur ................................................................................... 1
4 ............... PJ882-205 ...............Clé .....................................................................5x5x22 ....................... 1
5 ............... TS-0561021 .............Écrou hexagonal ................................................5/16”-18 ...................... 4
6 ............... TS-0680031 .............Rondelle plate ....................................................5/16” ........................... 8
7 ............... 60B-415 ...................Moteur ................................................................2HP, 1Ph,230 V .......... 1
................. 60B-415MF ..............Ventilateur du moteur (non illustré) ........................................................ 1
................. 60B-415MFC ...........Couvercle du ventilateur du moteur (non illustré) ................................... 1
................. 60B-415CS ..............Commutateur centrifuge (non illustré) .................................................... 1
................. 60B-415MDC ...........Couvercle antipoussière du moteur (non illustré) .................................... 1
................. 60B-415CC ..............Couverture du condensateur (non illustré) ............................................. 2
................. 60B-415SC ..............Condensateur de démarrage (non illustré) ..........400MFD, 125VAC ...... 1
................. 60B-415RC ..............Condensateur de fonctionnement (non illustré) ...30uf, 350VAC ............. 1
................. 60B-415A .................Moteur ................................................................3HP,3Ph,230/460 V .... 1
8 ............... TS-0267041 .............Vis de réglage creuse .........................................1/4”-20x3/8” ................ 2
9 ............... PJ882-509 ...............Arbre ..................................................................................................... 2
10 ............. TS-1540071 .............Écrou hexagonal ................................................M10x1.5P ................... 2
11 ............. TS-1550071 .............Rondelle plate ....................................................M10 ............................ 2
12 ............. PJ882-512 ...............Boul on ................................................................................................... 1
13 ............. PJ882-513 ...............Plaque de base du moteur ..................................................................... 1
14 ............. TS-0720081 .............Rondelle de verrouillage .....................................5/16” ........................... 6
15 ............. TS-0051071 .............Vis à tête hexagonale .........................................5/16”-18x1-1/2” ........... 4
16 ............. TS-081F032 .............Vis à tête cylindrique large ..................................1/4”-20x1/2” ................ 4
17 ............. TS-0680021 .............Rondelle plate ....................................................1/4”............................. 4
18 ............. 60B-425 ...................Chute de poussière ............................................................................... 1
19 ............. 3520B-140 ...............POWERMATIC Plaque signalétique ...................................................... 1
20 ............. 6296150...................Étiquette d’avertissement....................................................................... 1
21 ............. PJ882-521 ...............Support ..............................................................1Ph ............................ 1
................. PJ882-521A .............Support ..............................................................3Ph ............................ 1
22 ............. PJ882-522 ...............Douille ................................................................................................... 2
23 ............. TS-2276081 .............Vis de réglage creuse .........................................M6x1.0Px8 ................. 2
24 ............. PJ882-524 ...............Rallonge du moteur ............................................1Ph ............................ 1
................. PJ882-524A .............Rallonge du moteur ............................................3Ph ............................ 1
25 ............. PJ882-525A .............Rallonge du commutateur ...................................................................... 1
26 ............. PJ882-526A .............Commutateur magnétique ..................................1Ph 230V ................... 1
................. PJ882-526ACS ........Commutateur des contacteurs (non illustré) ........1Ph 230V ................... 1
................. PJ882-526AOR ........Relais de surcharge (non illustré) .......................pour 1Ph .................... 1
................. PJ882-526B .............Commutateur magnétique ..................................3Ph 230V ................... 1
................. PJ
882-526BCS ........Commutateur des contacteurs (non illustré) ........3Ph 230V ................... 1
................. PJ882-526ORA ........Relais de surcharge (non illustré) .......................pour 3Ph 230V ........... 1
................. PJ882-526C .............Commutateur magnétique ..................................3Ph 460V ................... 1
................. PJ882-526CCS ........Commutateur des contacteurs (non illustré) ........3Ph 460V ................... 1
................. PJ882-526COR........Relais de surcharge (non illustré) ........................pour 3Ph 460V ........... 1
27 ............. 60B-448 ...................Plaque de commutateur ......................................................................... 1
28 ............. TS-1533032 .............Vis à tête cylindrique large ..................................M5x0.8Px10 ............... 4
29 ............. 60B-440 ...................Allègement de contrainte ....................................1Ph ............................ 1
................. 60B-440A .................Allègement de contrainte ....................................3Ph ............................ 1
30 ............. PJ882HH-530 ..........Rallonge d’alimentation ......................................1Ph ............................ 1
................. PJ882HH-530A ........Rallonge d’alimentation ......................................3Ph ............................ 1
31 ............. TS-081F051 .............Vis à tête plate....................................................1/4”-20x3/4” ................ 4
32 ............. PJ882-532 ...............Porte ..................................................................................................... 1
33 ............. PJ882-533 ...............Protecteur de rallonge ........................................NB-1722 ..................... 2
34 ............. PJ882-534A .............Bras du commutateur ............................................................................ 1
35 ............. TS-0680021 .............Rondelle plate ....................................................1/4”............................. 4
36 ............. TS-0207011 .............Vis à chapeau à tête creuse................................1/4”-20x3/8” ................ 4

34
N° d’indic N° de la pièce Description Taille Qté
43 ............. PJ882-543 ...............Étiquette électrique .............................................1Ph ............................ 1
................. PJ882-543A .............Étiquette électrique .............................................3Ph ............................ 1
45 ............. 60B-447 ...................Allègement de contrainte ....................................1Ph ............................ 1
................. 60B-447A .................Allègement de contrainte ....................................3Ph ............................ 1
46 ............. PJ882-546 ...............Commutateur de commande.................................................................. 1
47 ............. PJ882-547 ...............Support de commutateur ....................................................................... 1
48 ............. PJ882-549 ...............Plaque de commutateur ......................................................................... 1
49 ............. TS-1550031 .............Rondelle plate ....................................................M5 .............................. 6
50 ............. JWBS18-447 ............Vis ......................................................................M5x8 ........................ 10
51 ............. PJ882-551 ...............Vis de machine ...................................................M5x50 ........................ 2
52 ............. PM2000-298 ............Clé de sécurité pour commutateur ......................................................... 1
53 ............. TS-0208041 .............Vis à tête de prise ...............................................5/16-18x3/4 ................ 2
54 ............. TS-0732041 .............Rondelle étoilée ..................................................M5 .............................. 3
55 ............. 60B-447 ...................Sans eff ort ............................................................................................. 1
56 ............. PJ882-533 ...............Protecteur de cordon ............................................................................. 1
57 ............. PJ882-557 ...............Boîte à raccordement ............................................................................ 1
58 ............. PJ882-558 ...............Couvercle de Boîte à raccordement ....................................................... 1
59 ............. PJ882-559 ...............Cordon de mise à la masse ................................................................... 1
60 ............. TS-0810012 .............Vis de machine à tête arrondie fendue ................#10-24x1/4 ................. 1
................. PM2700-440 ............Large rayure (non illustrée) .................................................. vendu par pi.
................. PM2700-441 ............Rayure étroite (non illustrée) ................................................ vendu par pi.

35
Dispositif du support
PO
W
E
R
M
A
T
I
C
3Ph Model

36
Liste des pièces : Dispositif de la tête de la découpeuse (modèle PJ-882
uniquement)
N° d’indice N° de la pièce Description Taille Qté
................. PJ882-CHA ..............Dispositif de la tête de la découpeuse (éléments 1 à 5 et 10 à 13) ...........
1 ............... 6296046...................Couteau ................................................................................................ 3
2 ............... 6296153...................Verrou du couteau ................................................................................. 3
3 ............... 6296048...................Clé .....................................................................5x5x25 ....................... 1
4 ............... BB-6204VV ..............Roulement de balle .............................................6204-2NSE ................. 2
5 ............... PJ882-405 ...............Boîtiers de roulement............................................................................. 2
6 ............... TS-0267021 .............Vis de réglage creuse .........................................1/4”-20x1/4” ................ 2
7 ............... PJ882-407 ...............Poulie .................................................................................................... 1
8 ............... PJ882-408 ...............Boul on ................................................................................................... 2
9 ............... TS-0720091 .............Rondelle de verrouillage .....................................3/8”............................. 2
10 ............. 6296154...................Vis à tête carrée .................................................................................. 15
11 ............. PJ882-411 ...............Tête de la découpeuse .......................................................................... 1
12 ............. 6296054...................Ressort.................................................................................................. 6
13 ............. TS-1513021 .............Vis creuse à tête plate ........................................M5x0.8Px12 ............... 6
14 ............. PJ882-414 ...............Étiquette de direction ............................................................................. 1
15 ............. PJ882-415 ...............Calibre du couteau ................................................................................ 1

37
Liste des pièces : Dispositif de la tête de la découpeuse (modèle PJ-882HH
uniquement)
N° d’indice N° de la pièce Description Taille Qté
................. PJ882HH-CA ...........Dispositif de la tête de la découpeuse (indice # 1-10) ............................. 1
1 ............... TS-0267021 .............Vis de réglage creuse .........................................1/4”-20x1/4” ................ 2
2 ............... PJ882-407 ...............Poulie de la tête dela découpeuse ......................................................... 1
3 ............... PJ882-405 ...............Boîtiers de roulement............................................................................. 2
4 ............... BB-6204VV ..............Roulement de balle .............................................6204-2NSE ................. 2
5 ............... 5F-G107 ..................Clé .....................................................................5x5x22 ....................... 1
................. 1791222-6 ...............Unité de la tête de la découpeuse hélicoïdale (indice # 6 à 8) ................ 1
6 ............... 1791212...................Coupe-paraison (jeu de 10) ..................................................... 54 au total
7 ............... JWP208HH-111 .......Vis de coupe-paraison ........................................#10-32x1/2” .............. 54
8 ............... PJ882HH-408 ..........Tête de la découpeuse hélicoïdale ......................................................... 1
9 ............... TS-0720091 .............Rondelle de verrouillage .....................................3/8”............................. 2
10 ............. PJ882-408 ...............Boul on ................................................................................................... 2
11 ............. JJ6HH-113 ...............Tournevis à pointe cruciforme (non illustré) ............................................ 2

38
Liste des pièces : Dispositif du guide
N° d’indice N° de la pièce Description Taille Qté
................. PJ882-FA .................Dispositif du guide (indice # 1 à 49). ........................................................
1 ............... PJ882-101 ...............Roue manuelle ...................................................................................... 1
2 ............... TS-0267021 .............Vis de réglage creuse .........................................1/4”-20x1/4” ................ 3
3 ............... TS-0207031 .............Vis à chapeau à tête creuse................................1/4”-20x5/8” ................ 4
4 ............... PJ882-104 ...............Couvercle du roulement ......................................................................... 1
5 ............... PJ882-105 ...............Anneau en C ......................................................STW-12 ...................... 2
6 ............... PJ882-106 ...............Arbre sans fin ........................................................................................ 1
7 ............... BB-6001ZZ ..............Roulement de balle .............................................6001ZZ....................... 2
8 ............... PJ882-108 ...............Broche................................................................Ø3x20 ........................ 1
9 ............... TS-0810012 .............Vis ......................................................................#10-24x1/4” ................ 2
10 ............. TS-0680011 .............Rondelle plate ....................................................3/16” ........................... 2
11 ............. PJ882-111 ...............Pointeur ................................................................................................. 1
12 ............. 6285945...................Bouton................................................................................................... 1
13 ............. 6296069...................Arbre de verrouillage ............................................................................. 1
14 ............. 6285944...................Goujon du manche ................................................................................ 1
15 ............. TS-0207021 .............Vis à chapeau à tête creuse................................1/4”-20x1/2” ................ 1
16 ............. 6296084...................Boulon ................................................................................................... 1
17 ............. TS-0680061 .............Rondelle plate ....................................................1/2”............................. 1
18 ............. PJ882-118 ...............Écrou hexagonal ................................................1/2”-12........................ 2
19 ............. PJ882-119 ...............Manche de blocage ............................................................................... 1
20 ............. PJ882-120 ...............Douille ................................................................................................... 1
21 ............. PJ
882-121 ...............Bloc d'arrêt ............................................................................................ 1
22 ............. PJ882-122 ...............Support du guide ................................................................................... 1
23 ............. PJ882-123 ...............Vis sans fin ............................................................................................ 1
24 ............. PJ882-124 ...............Anneau de blocage .............................................RTW-28 ...................... 1
25 ............. TS-0050031 .............Vis à tête hexagonale .........................................1/4”-20x3/4” ................ 1
26 ............. PJ882-126 ...............Crémaillère ............................................................................................ 1
27 ............. PJ882-127 ...............Écrou du manche de verrouillage ........................................................... 1
28 ............. PJ882-128 ...............Maillon de verrouillage ........................................................................... 1
29 ............. TS-0561011 .............Écrou hexagonal ................................................1/4”-20........................ 3
30 ............. TS-0050051 .............Vis à tête hexagonale .........................................1/4”-20x1” ................... 2
31 ............. PJ882-131 ...............Plaque de sûreté ................................................................................... 1
32 ............. TS-081F031 .............Vis à tête plate....................................................1/4”-20x1/2” ................ 2
33 ............. 6296070...................Broche................................................................5 mmx50 mm.............. 1
34 ............. TS-0206021 .............Vis à chapeau à tête creuse................................#10-24x1/2” ................ 5
35 ............. 6296073...................Vis ......................................................................................................... 1
36 ............. 6296082...................Maillon du guide .................................................................................... 1
37 ............. 6285942...................Vis à pointe conique .............................................................................. 4
38 ............. TS-0561031 .............Écrou hexagonal ................................................3/8”-16........................ 4
39 ............. TS-0720071 .............Rondelle de verrouillage .....................................1/4”............................. 2
40 ............. 6285940...................Goujon du pivot ..................................................................................... 2
41 ............. TS-0561052 .............Écrou hexagonal ................................................1/2”-20........................ 2
42 ............. PJ882-142 ...............Bloc fixe ................................................................................................ 1
43 ............. PJ882-143 ...............Guide .................................................................................................... 1
44 ............. PJ882-144 ...............Paraison ................................................................................................ 1
45 ............. 60B-130 ...................Étiquette d'avertissement (réglage des couteaux) .................................. 1
46 ............. 60B-129 ...................Étiquette d'avertissement (dégager les mains) ....................................... 1
47 ............. PJ882-147 ...............Étiquette (verrouiller/déverrouiller) ......................................................... 1
48 ............. PJ882-148 ...............Étiquette d'échelle ................................................................................. 1
49 ............. PJ882-333 ...............Broche du ressort ...............................................Ø4x25 ........................ 1

39
Dispositif du guide

40
Liste des pièces : Table d'alimentation et dispositif du socle
N° d’indice N° de la pièce Description Taille Qté
1 ............... PJ882-201 ...............Table (de sortie) arrière ......................................................................... 1
2 ............... 6285917...................Bloc de poussée .................................................................................... 2
3 ............... PJ882-203 ...............Arbre ..................................................................................................... 2
4 ............... PJ882-204 ...............Arbre ..................................................................................................... 1
5 ............... PJ882-205 ...............Clé .....................................................................5x5x22 ....................... 1
6 ............... PJ882-206 ...............Bouton................................................................................................... 1
7 ............... PJ882-207 ...............Manche ................................................................................................. 1
8 ............... PJ882-208 ...............Lien de levage de table .......................................................................... 1
9 ............... TS-0270031 .............Vis de réglage creuse .........................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Vis de réglage creuse .........................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Arbre ..................................................................................................... 1
12 ............. PJ882-212 ...............Lèvre de table........................................................................................ 1
13 ............. TS-0680011 .............Rondelle plate ....................................................3/16” ........................... 3
14 ............. TS-0810012 .............Vis ......................................................................#10-24x1/4” ................ 3
15 ............. PJ882-215 ...............Support de glissoir ................................................................................. 1
16 ............. 6296058...................Bouton................................................................................................... 1
17 ............. PJ882-217 ...............Protection de la courroie ........................................................................ 1
18 ............. TS-0060051 .............Vis à tête hexagonale .........................................3/8”-16x1” ................... 1
19 ............. TS-0561031 .............Écrou hexagonal ................................................3/8”-16........................ 3
20 ............. TS-0060121 .............Vis à tête hexagonale .........................................3/8”-16x2-3/4” ............. 4
21 ............. TS-0680041 .............Rondelle plate ....................................................3/8”............................. 4
22 ............. PJ882-222 ...............Rondelle plastique ..............................................3/8”............................. 4
23 ............. PJ882-223
...............Fiche ..................................................................................................... 4
24 ............. PJ882-224 ...............Vis de bouchon de tête de la prise de courant .....1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Écrou hexagonal ................................................1/2”-12........................ 1
26 ............. TS-0271101 .............Vis de réglage creuse .........................................3/8”-16x 1-1/4” ............. 2
27 ............. PJ882-227 ...............Douille de cuivre .................................................................................... 3
28 ............. PJ882-228 ...............Écrou de réglage ................................................................................... 4
29 ............. PJ882-229 ...............Arbre ..................................................................................................... 2
30 ............. PJ882-230 ...............Bague en E ........................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Vis de bouchon de tête de la prise de courant .....5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Rondelle plate ....................................................5/16” ........................... 1
33 ............. PJ882-233 ...............Concentrateur........................................................................................ 1
34 ............. PJ882-234 ...............Manche de blocage ............................................................................... 1
35 ............. TS-0270031 .............Vis de réglage creuse .........................................5/16”-18x3/8” .............. 3
36 ............. PJ882-236 ...............Base ...................................................................................................... 1
37 ............. TS-0207021 .............Vis de bouchon de tête de la prise de courant .....1/4”-20x1/2” ................ 1
38 ............. 6296088...................Broche du ressort ...............................................Ø4x14 ........................ 1
39 ............. 6296089...................Clé ........................................................................................................ 1
40 ............. 6296042...................Rondelle ................................................................................................ 2
41 ............. TS-0209061 .............Vis de bouchon de tête de la prise de courant .....3/8”-16x 1-1/4” ............. 2
42 ............. PJ882-242 ...............Goujon .................................................................................................. 1
43 ............. PJ882-243 ...............Étiquette de graissage ........................................1Ph ............................ 1
................. PJ882-243A .............Étiquette de graissage ........................................3Ph ............................ 1
44 ............. 6296148...................Rivet ...................................................................................................... 2
45 ............. TS-0209031 .............Vis de bouchon de tête de la prise de courant
.....3/8”-16x3/4” ................ 2
46 ............. PJ882-246 ...............Clé .....................................................................5x5x20 ....................... 2
47 ............. TS-0050031 .............Vis à tête hexagonale .........................................1/4"-20x3/4” ................ 2
48 ............. PJ882-248 ...............Lien de levage de table .......................................................................... 1

41
Dispositif de table et support d’alimentation

42
Liste des pièces : Dispositif de la table d’alimentation
N° d’indice N° de la pièce Description Taille Qté
1 ............... PJ882-301 ...............Table avant (Alimentation) ..................................................................... 1
2 ............... PJ882-302 ...............Étiquette de valeur ................................................................................. 1
3 ............... PJ882-203 ...............Arbre ..................................................................................................... 2
4 ............... PJ882-304 ...............Arbre ..................................................................................................... 1
5 ............... PJ882-205 ...............Clé .....................................................................5x5x22 ....................... 1
6 ............... 6296148...................Rivet ...................................................................................................... 2
7 ............... TS-0270051 .............Vis de réglage creuse .........................................5/16”-18x1/2” .............. 1
8 ............... PJ882-208 ...............Lien de levage de table .......................................................................... 1
9 ............... TS-0270031 .............Vis de réglage creuse .........................................5/16”-18x3/8” ............ 12
10 ............. TS-0271031 .............Vis de réglage creuse .........................................3/8”-16x3/8” ................ 2
11 ............. PJ882-211 ...............Arbre ..................................................................................................... 1
12 ............. PJ882-212 ...............Lèvre de table........................................................................................ 1
13 ............. TS-0680011 .............Rondelle plate ....................................................3/16” ........................... 3
14 ............. TS-0810012 .............Vis ......................................................................#10-24x1/4” ................ 3
15 ............. 60B-273 ...................Protection de la tête de la découpeuse .................................................. 1
16 ............. JSG96-223 ..............Anneau de blocage .............................................STW-11 ...................... 1
17 ............. 60B-272 ...................Étiquette d’avertissement....................................................................... 1
18 ............. TS-0060051 .............Vis à tête hexagonale .........................................3/8”-16x1” ................... 3
19 ............. TS-0561031 .............Écrou hexagonal ................................................3/8”-16........................ 3
20 ............. TS-0813022 .............Vis à tête ronde ..................................................1/4”-20x3/8” ................ 1
21 ............. PJ882-321 ...............Pointeur ................................................................................................. 1
22 ............. PJ882-322 ...............Moyeu de manche de levage ................................................................. 1
23 ............. PJ
882-223 ...............Fiche ..................................................................................................... 4
24 ............. PJ882-224 ...............Vis de bouchon de tête de la prise de courant .....1/2”-12x3” ................... 1
25 ............. PJ882-118 ...............Écrou hexagonal ................................................1/2”-12........................ 1
26 ............. TS-0271101 .............Vis de réglage creuse .........................................3/8”-16x 1-1/4” ............. 2
27 ............. PJ882-227 ...............Douille de cuivre .................................................................................... 3
28 ............. PJ882-228 ...............Écrou de réglage ................................................................................... 4
29 ............. PJ882-229 ...............Arbre ..................................................................................................... 2
30 ............. PJ882-230 ...............Bague en E ........................................................ETW-12 ...................... 2
31 ............. TS-0208031 .............Vis de bouchon de tête de la prise de courant .....5/16”-18x5/8” .............. 1
32 ............. TS-0680031 .............Rondelle plate ....................................................5/16” ........................... 1
33 ............. PJ882-333 ...............Broche du ressort ...............................................Ø4x25 ........................ 1
34 ............. PJ882-234 ...............Manche de blocage ............................................................................... 1
35 ............. TS-0270031 .............Vis de réglage creuse .........................................5/16”-18x3/8” .............. 3
36 ............. TS-0267021 .............Vis de réglage creuse .........................................1/4”-20x1/4” ................ 1
37 ............. PJ882-337 ...............Bloc ....................................................................................................... 1
38 ............. PJ882-338 ...............Goujon .................................................................................................. 1
39 ............. PJ882-339 ...............Ressort.................................................................................................. 1
40 ............. PJ882-340 ...............Rondelle .............................................................1/4”x1/2”OD ................ 1
41 ............. PJ882-341 ...............Bouton................................................................................................... 1
42 ............. TS-0680021 .............Rondelle plate ....................................................1/4”............................. 1
43 ............. TS-0640071 .............Contre-écrou de paraison en nylon .....................1/4”-20........................ 1
44 ............. PJ882-344 ...............Manche de levage ................................................................................. 1
45 ............. 6296028...................Prise du manche ................................................................................... 1
46 ............. TS-0680021 .............Rondelle plate ....................................................1/4”............................. 1
47 ............. TS-0720071 .............Rondelle de verrouillage
.....................................1/4”............................. 1
48 ............. TS-0207021 .............Vis de bouchon de tête de la prise de courant .....1/4”-20x1/2” ................ 1
49 ............. TS-0270071 .............Vis de réglage creuse .........................................5/16” -18x3/4” ............. 1
50 ............. TS-0680041 .............Rondelle plate ....................................................3/8”............................. 2
51 ............. PJ882-351 ...............Rebord de refeuillement ........................................................................ 1
52 ............. PJ882-352 ...............Broche du ressort ...............................................Ø5x32 ........................ 1
53 ............. PJ882-353 ...............Arbre ..................................................................................................... 1
54 ............. PJ882-354 ...............Ressort.................................................................................................. 1
55 ............. PJ882-355 ...............Broche du ressort ...............................................Ø6x25 ........................ 1

43
N° d’indice N° de la pièce Description Taille Qté
56 ............. PJ882-246 ...............Clé .....................................................................5x5x20 ....................... 2
57 ............. TS-0209031 .............Vis de bouchon de tête de la prise de courant .....3/8”-16x3/4” ................ 2
58 ............. TS-0050031 .............Vis à tête hexagonale .........................................1/4"-20x3/4” ................ 2
59 ............. PJ882-248 ...............Lien de levage de table .......................................................................... 1

44
Connexions électriques – monophase, 230 volts

45
Connexions électriques – triphase, 230 volts

46
Connexions électriques – triphase, 460 volts

47

48
427 New Sanford Rd.
LaVergne, TN 37086
Téléphone: 800-274-6848
www.powermatic.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
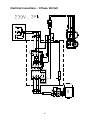 45
45
-
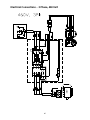 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
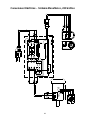 92
92
-
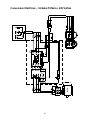 93
93
-
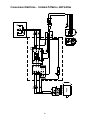 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
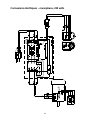 140
140
-
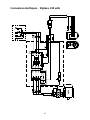 141
141
-
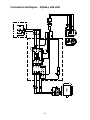 142
142
-
 143
143
-
 144
144
















































































































































Powermatic Biscuit Joiner PJ-882HH Manual de usuario
- Tipo
- Manual de usuario
en otros idiomas
Artículos relacionados
-
Powermatic 60C 8" Jointer, 2HP 1PH 230V Manual de usuario
-
Powermatic 54HH Jointer, 1HP 1PH 115/230V Manual de usuario
-
Powermatic 1791292K Guía del usuario
-
Powermatic Planer 15HH Manual de usuario
-
-
-
-
-
-
Otros documentos
-
Allen + Roth RENZO-18W Dimensions Guide
-
Delta JT160 Manual de usuario
-
Truper CANT-6X El manual del propietario
-
-
-
-
URREA CN1106 El manual del propietario
-
Craftsman 152.217060 El manual del propietario
-
DeWalt JT360 Manual de usuario
-