Lincoln Electric POWER MIG 140 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Este manual también es adecuado para
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

MANUAL DE OPERACIÓN
Manual del Operador
POWER MIG
®
(140, 180 modelos)
Registre su máquina:
www.lincolnelectric.com/register
Servicio Autorizado y Localizador de Distribuidores:
www.lincolnelectric.com/locator
IMS
10099-B | Issue D ate Sep-16
© Lincoln Global, Inc. Todos los derechos reservados.
Para usarse con máquinas con números de código:
11804, 11819, 11820, 12632,
12633
Guarde para consulta futura
Fecha de Compra
Código: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016
La página se está cargando...

3
TABLE OF CONTENTS
I
n
s
t
a
l
a
c
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
t
i
o
n
A
E
sp
e
cif
ica
cio
n
e
s
T
é
cn
ica
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
P
r
e
ca
u
cio
n
e
s
d
e
S
e
g
u
r
id
a
d
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
S
e
le
cció
n
d
e
u
n
a
U
b
ica
ció
n
A
d
e
cu
a
d
a
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
E
st
ib
a
ció
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
In
clin
a
ció
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
Ide
ntific
a
c
ió
n
y
U
bic
a
c
ió
n
de
lo
s
C
o
mpo
ne
nte
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
2
O
p
e
r
a
c
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
B
S
e
g
u
r
id
a
d
y
D
e
scr
ip
ció
n
d
e
l
P
r
o
d
u
ct
o
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
1
C
o
n
t
r
o
le
s
y
C
o
n
f
ig
u
r
a
cio
n
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
2
,
B
-
3
R
o
d
illo
Im
p
u
lso
r
y
T
a
b
la
d
e
G
u
ía
s
d
e
A
la
m
b
r
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
4
P
r
e
p
a
r
a
ció
n
y
R
e
a
liz
a
ció
n
d
e
u
n
a
S
o
ld
a
d
u
r
a
d
e
A
la
m
b
r
e
T
u
b
u
la
r
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
5
t
h
r
u
B
-
7
P
r
e
p
a
r
a
ció
n
y
R
e
a
liza
ció
n
d
e
u
n
a
S
o
ld
a
d
u
r
a
M
IG
e
In
st
a
la
ció
n
d
e
l
G
a
s
P
r
o
t
e
ct
o
r
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
8
t
h
r
u
B
-
1
1
P
r
e
p
a
r
a
ció
n
y
R
e
a
liza
ció
n
d
e
u
n
a
S
o
ld
a
d
u
r
a
d
e
A
lu
m
in
io
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
1
2
A
c
c
e
s
o
r
i
o
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
C
A
cce
so
r
io
s
O
p
cio
n
a
le
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C
-
1
Ca
rro
s
Ut
ilit
a
rio
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C-
2,
C-
3
Mante
ni
m
i
e
nto
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Se
c
c
i
ón
D
Pre
ca
u
cio
n
e
s
d
e
Se
g
u
rid
a
d
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
D-
1
Co
mp
a
rt
imie
n
t
o
d
e
Alime
n
t
a
ció
n
d
e
Ala
mb
re
,
M
o
t
o
r
d
e
l
V
e
n
t
ila
d
o
r,
M
a
n
t
e
n
imie
n
t
o
d
e
l
Ca
rre
t
e
d
e
Ala
mb
re
.
.
.
.
.
.
.
.
.
.
D-
1
M
a
n
t
e
n
imie
n
t
o
d
e
la
Pist
o
la
y
Ca
b
le
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
D-
1
P
ro
t
e
cció
n
co
n
t
ra
So
b
re
ca
rg
a
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
D-
2
Pro
ce
d
imie
n
t
o
s
d
e
Re
e
mp
la
zo
d
e
Co
mp
o
n
e
n
t
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
D-
2
L
oc
al
i
zac
i
ón
de
Av
e
rí
as
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Se
c
c
i
ón
E
P
re
ca
u
cio
n
e
s
d
e
Se
g
u
rid
a
d
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
1
Có
mo
Ut
iliza
r
la
Gu
ía
d
e
L
o
ca
liza
ció
n
d
e
Ave
ría
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
1
Gu
ía
d
e
L
o
ca
liza
ció
n
d
e
Ave
ría
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
2
t
h
ru
E
-
3
D
i
agram
a
de
Cabl
e
ado
&
D
i
buj
o
de
D
i
m
e
ns
i
ón
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
. Se
c
c
i
ón
F
Pági
nas
de
l
as
Pi
e
zas
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
parts
.
l
i
nc
ol
ne
l
e
c
tri
c
.
c
om
Co
n
t
e
n
id
o
/
d
e
t
a
lle
s
p
u
e
d
e
n
se
r
mo
d
if
ica
d
o
s
o
a
ct
u
a
liza
d
o
s
sin
p
re
vio
a
viso
.
Pa
ra
la
ma
yo
ría
d
e
lo
s
ma
n
u
a
le
s
d
e
in
st
ru
c
-
cio
n
e
s
a
ct
u
a
le
s
,
ir
a
Pa
rt
s.
lin
co
ln
e
le
ct
ric.
co
m
MANUAL DE OPERACIÓN

A-1
POWER MIG
®
140 y 180 MODELOS
INSTALACIÓN
ESPECIFICACIONES TÉCNICAS
NIdAdES dE 140 AmP (K2471-2)
1 Si se conecta a un circuito protegido por fusibles, utilice el Fusible de
Demora de Tiempo marcado con una “D”.
Lea toda la sección de instalación antes de
empezar la misma.
INSTALACIÓN
La DESCARGA ELÉCTRICA puede
causar la muerte.
• Sólo personal calificado puede realizar
esta instalación.
• Sólo el personal que haya leído y
comprendido el Manual de Operación de
las POWER MIG
®
140 y 180 modelos deberá instalar y
operar este equipo.
• La máquina debe enchufarse a un receptáculo que esté
aterrizado conforme a cualquier código nacional, local
o cualquier otro que aplique.
• El interruptor de encendido de las POWER MIG
®
140 y
180 modelos deberá estar en la posición de APAGADO
(“O”) cuando se instale el cable de trabajo y pistola, y
cuando se conecte el cable de alimentación a la
alimentación.
ESPECIFICACIONES TÉCNICAS
NIdAdES dE 180 AmP (K2473-2)
1 Si se conecta a un circuito protegido por fusibles, utilice el Fusible de
emora de Tiempo marcado con una “D”.
SELECCIÓN dE UNA UBICACIÓN AdECUAdA
Localice la POWER MIG
®
140 y 180 modelos en una localización
seca donde hay circulación libre del aire limpio en las lumbreras
en la parte posterior y hacia fuera el frente de la unidad. Una
localización que reduce al mínimo la cantidad de humo y de
suciedad dibujados dentro de las lumbreras posteriores reduce la
ocasión de la acumulación de la suciedad que puede bloquear
pasos de aire y causar el recalentamiento.
ESTIBACIÓN
La POWER MIG
®
140 y 180 modelos no puede estibarse.
INCLINACIÓN
Cada máquina debe colocarse directamente sobre una superficie
segura y nivelada o sobre un carro recomendado. La máquina
puede caerse si no se sigue este procedimiento.
ADVERTENCIA
ENTRADA - MONOFÁSICA SOLAMENTE
Voltaje/Frecuencia Estándar Corriente de Entrada
120 V / 60 Hz 20 Amps @ rated output
SALIDA NOMINAL
C
iclo de Trabajo
C
orriente
V
oltaje a Amperes Nominales
20% Duty Cycle 90 Amps 19.5
S
ALIDA
Rango de Corriente de
Soldadura
Voltaje de
Circuito Abierto
Rango de Velocidad
de Alambre
30-140 Amps 33 V
50 - 500 in/min.
(1.3 - 12.7 m/min.)
DIMENSIONES FÍSICAS
Altura Anchura Profundidad Peso
14.08 in.
(357.6 mm)
10.37 in.
(263.4 mm)
18.78 in.
(477.6 mm)
66 lbs.
(30 kg.)
TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA
Y FUSIBLES
Voltaje/Frecuencia de Entrada
Tamaño de Fusible o
Interruptor
1
Amps de
Entrada
120 V 60 Hz 20 Amp 20
Cable de alimentación Cable de extensión
15 Amp, 125 V,
Tres Prong Plug
(NEMA Type 5-15P)
3 conductores # 12 AWG
( 4mm
2
) o más grande
hasta 50 pies . ( 15,2 m )
ENTRADA - MONOFÁSICA SOLAMENTE
Voltaje/Frecuencia Estándar Corriente de Entrada
2
30 V / 60 Hz
208 V / 60 Hz
20 Amps @ potencia nominal
SALIDA NOMINAL
Voltaje/Ciclo de Trabajo Corriente Voltaje a Amperes Nominales
230 V 30%
208 V 30%
130 Amps
20
17
SALIDA
Rango de Corriente de
Soldadura
Voltaje de
Circuito Abierto
Rango de Velocidad
de Alambre
30-180 Amps 34 V
50 - 500 in/min.
(1.3 - 12.7 m/min.)
DIMENSIONES FÍSICAS
Altura Anchura Profundidad Peso
14.08 in.
(357.6 mm)
10.37 in.
(263.4 mm)
18.78 in.
(477.6 mm)
66 lbs.
(30 kg.)
TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA
Y FUSIBLES
Voltaje/Frecuencia de Entrada
Tamaño de Fusible o
Interruptor
1
Amps de
Entrada
230 V 60 Hz 40 Amp Super Lag 20
Cable de alimentación
15 Amp, 125 V,
Tres Prong Plug
(NEMA Type 5-15P)

A-2
INSTALACIÓN
POWER MIG
®
140 y 180 MODELOS
COmPONENTES INCLUIdOS
1. Soldadora de Alimentador de Alambre
2. Cable de Trabajo y Pinza.
3. Pistola de Soldadura Magnum PRO 100L
4. 3 Puntas de Contacto .035”(0.9mm) (1 instalada en la
pistola de soldadura).& 3 Puntas de Contacto
.025”(0.6mm).
5. Carrete de Alambre Tubular Innershield NR-211MP de
.035”(0.9mm) de diámetro.
6. Carrete de Alambre MIG L-56 de .025”(0.6mm) de
diámetro.
7. Rodillo Impulsor Suave .025”/.030”(0.6-0.9mm)
8. Rodillo Impulsor Suave .035”(0.9mm)
9. Rodillo Impulsor Estriado .030” -.045”(0.8-1.1mm)
(Instalado en la Máquina)
10. .025”-.035” (0.6 - 0.9mm) Guía de Alambre Interna.
11. .035”-.045” (0.9 - 1.1mm) Guía de Alambre Interna
(Instalado en la Máquina).
12. Guía de alambre externa(Instalado en la Máquina).
13. Tobera de Pistola Sin Gas Autoprotegida Negra.
14. Tobera de Pistola con Gas MIG de Cobre
(Instalada en la Pistola de Soldadura).
15. Regulador
16. Manguera de Gas
17. Aprenda a Soldar (Manual LTW1)
18. Cómo Soldar DVD
19. Adaptador de Eje de 2” (Para un Carrete de Alambre de
8”)
Welding Guide
LEARNING TO WELD
LTW 1 31/70 eta D eussI |
© Lincoln Global, Inc. All Rights Reserved.
Welding Safety
I
nteractive Web Guide
for mobile devices
OUTER WIRE GUIDE
INNER WIRE GUIDE
.025-.035 (.6-.9mm)
INNER WIRE GUIDE
.035-.045 (.9-1.1mm)
1
5
7 8 9 10 11 12
13
14
15
17
19
18
16
6
2
3
4
.035 .035 .025 .025 .025
MANUAL DE OPERACIÓN

B-1
OPERACIÓN
OPERACIÓN
Lea toda la sección de operación antes de
operar la SOLDADORAS DE ALIMENTACION
DE ALAMBRE.
La DESCARGA ELÉCTRICA puede
causar la muerte.
• No toque partes eléctricamente vivas o
electrodos con la piel o ropa mojada. Aíslese
del trabajo y tierra.
• Siempre use guantes aislantes secos.
Los HUMOS Y GASES pueden
resultar peligrosos.
• Mantenga su cabeza alejada de los humos.
• Use ventilación o escape para eliminar los
humos de la zona de respiración.
Las CHISPAS DE SOLDADURA
pueden provocar un incendio o
explosión.
• Mantenga lejos el material inflamable.
• No suelde en contenedores cerrados.
Los RAYOS DEL ARCO pueden que-
mar.
• Utilice protección para los ojos, oídos y
cuerpo.
Observe la información de seguridad a lo largo
de este manual.
dESCRIPCIÓN dEL PROdUCTO (CAPACIdAdES dEL
P
ROdUCTO)
E
stas pequeñas soldadoras de alimentación de alambre portátiles
son capaces de soldar MIG en acero, acero inoxidable y aluminio.
También son capaces de soldar alambre tubular en acero suave.
La soldadura MIG significa soldadura con Gas Inerte Metálico y
requiere de un gas protector para proteger la soldadura hasta que
se enfría. Es posible adquirir gas protector adecuado con base en
el tipo de material que está soldando de su distribuidor local de
gas de soldadura. La soldadura MIG es ideal para soldar en
materiales más delgados y limpios cuando se requiere una
soldadura de apariencia cosmética excelente y muy limpia. Un
ejemplo podrían ser los páneles de carrocerías automotrices.
La soldadura tubular/autoprotegida no requiere gas protector
separado para proteger la soldadura, ya que cuenta con aditivos
especiales conocidos como fundentes para proteger a la
soldadura hasta que se enfría. La Soldadura de Alambre Tubular
es ideal para materiales medianamente o muy gruesos, y para
soldar en acero pintado u oxidado. Este tipo de soldadura es
también ideal en aplicaciones al aire libre donde las condiciones
de viento pueden alejar el gas protector MIG de la soldadura. La
soldadura de alambre tubular produce una soldadura de buena
apariencia pero no excelente como la MIG.
Su máquina incluye los elementos necesarios para soldar en
acero con el proceso de soldadura MIG o el de alambre tubular.
Para soldar en acero inoxidable, es posible adquirir en forma
separada un alambre de soldadura de acero inoxidable opcional.
Esta máquina puede soldar aluminio utilizando un alambre de
soldadura de aluminio 4043 de .035”(0.9mm) de diámetro. Ya
que el alambre de soldadura de aluminio es suave, se recomienda
una antorcha “Spool Gun” de aluminio para mejores resultados.
Dentro de la puerta de la máquina se localiza una etiqueta que
proporciona sugerencias de configuraciones de soldadura.
ABREVIATURAS dE SOLdAdURA COmUNES
GMAW (MIG)
• Soldadura de Arco Metálico con Gas
FCAW (INNERSHIELD OR OUTERSHIELD)
• Soldadura de Arco Tubular
ADVERTENCIA
POWER MIG
®
140 y 180 MODELOS

B-2
OPERACIÓN
CONTROLES Y CONFIGURACIONES
Esta máquina cuenta con los siguientes controles:
(Vea la Figura B.1)
1. INTERRUPTOR DE ENCENDIDO – Apaga y enciende la
m
áquina.
2
. CONTROL DE VOLTAJE DE ARCO – Esta perilla establece el
voltaje de salida de la máquina. Junto con la velocidad de
alimentación de alambre (WFS), este control establece un
procedimiento de soldadura. Consulte la etiqueta de proced-
imientos en la puerta del compartimiento del mecanismo de
alimentación para establecer un procedimiento de soldadura
correcto con base en el tipo de material y grosor que se está
soldando.
3. CONTROL DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE
(WFS) – Esta perilla establece la velocidad con que la
máquina alimenta alambre. Junto con el voltaje de arco, este
control establece un procedimiento de soldadura. Consulte la
etiqueta de procedimientos en la puerta del compartimiento
del mecanismo de alimentación para establecer un proced-
imiento de soldadura correcto con base en el tipo de material
y grosor que se está soldando.
FIGURA B.1
(
Vea la Figura B.2)
4
. GATILLO DE LA PISTOLA – Aplanar el gatillo activa al
mecanismo de alimentación para alimentar alambre y
energiza la salida de la máquina. Aplane el gatillo para
soldar y suéltelo para detener la soldadura.
5. PISTOLA DE SOLDADURA – Entrega alambre y corriente de
soldadura a la soldadora.
a. Guía de alambre de la pistola– el alambre se desplaza a
través de la guía desde el mecanismo de alimentación. La
guía de alambre de la pistola alimenta alambre 0.025” a
0.035”(0.6mm a 0.9mm). La máquina 180A puede soldar
con alambre 0.045”(1.1mm) si una guía de alambre
opcional 0.045”(1.1mm) está instalada en la pistola.
b. Punta de Contacto – proporciona contacto eléctrico al
alambre.
c. Tobera – Al soldar con alambre tubular, la tobera negra
protege las roscas de montaje en la pistola. Al soldar MIG,
la tobera de Cobre canaliza el gas protector a la soldadura.
6. PINZA Y CABLE DE TRABAJO – Se sujeta a la pieza de
trabajo que se está soldando y completa el circuito de
soldadura eléctrico.
7. RECEPTÁCULO DEL CONECTOR DEL GATILLO DE LA
PISTOLA – Enchufe el conector del gatillo de 4 pines a este
receptáculo.
FIGURA B.2
2
1
3
5C 5B
5A
4
5
7
6
POWER MIG
®
140 y 180 MODELOS
MANUAL DE OPERACIÓN

B-3
OPERACIÓN
(VEA LA FIGURA B.3)
8. BUJE Y TORNILLO MARIPOSA DEL CONECTOR DE LA
PISTOLA DE SOLDADURA – Proporciona energía eléctrica a
la pistola de soldadura. El tornillo mariposa sujeta la pistola
de soldadura al bloque del conector. (Por razones de claridad,
el Frente de la Máquina, Puerta Lateral y Cubierta del
M
ecanismo de Alimentación fueron removidos de los
Elementos 8 y 9).
9. TERMINALES DE SALIDA – Estas conexiones permiten
cambiar la polaridad de soldadura de la máquina
dependiendo de si está realizando una soldadura MIG o de
alambre tubular.
FIGURA B.3
(VEA LA FIGURA B.4)
10. EJE Y FRENO DEL CARRETE DE ALAMBRE – Sostiene a un
carrete de 4 pulgadas de diámetro. Utilice un adaptador de
eje de 2 pulgadas I.D. con la máquina para utilizar carretes
de 8 pulgadas de diámetro. El tornillo mariposa establece la
fricción de frenado para evitar que el carrete gire cuando se
suelta el gatillo.
FIGURA B.4
(Vea la Figura B.5)
11. MECANISMO DE ALIMENTACIÓN Y COMPONENTES –
Alimenta alambre desde el carrete de alambre a través del
mecanismo y la pistola a la soldadura.
a. Rodillo Impulsor Superior e Inferior – Impulsa el alambre a
través del sistema de impulsión. El rodillo impulsor tiene
una ranura que corresponde al tipo y diámetro del alambre
e
specificado. Consulte la Tabla B.1 para los rodillos
impulsores disponibles.
b. Guía de Alambre Interna y Externa – Guía el alambre entre el
Rodillo Impulsor Superior e Inferior, y a través del
mecanismo de alimentación. La guía interna tiene una
ranura que corresponde a un diámetro de alambre en
particular. Consulte la Tabla B.1 para guías de alambre
disponibles.
c. Tornillo Mariposa de Tensión del Rodillo Impulsor – Girar a
la derecha aumenta la fuerza en los rodillos impulsores y a
la izquierda la disminuye.
12. INTERRUPTOR DE SPOOL GUN - El interruptor instalado
previamente permite soldar ya sea “Spool Gun” Con la pistola
Magnum 100SG o de forma estándar con la pistola Magnum
PRO 100L.
FIGURA B.5
8
9
ADAPTADOR DE EJE DE 2"
(PARA CARRETE DE ALAMBRE DE 8")
(CARRETE DE ALAMBRE DE 4)
12
GUÍA DE ALAMBRE INTERNA REMOVIDA
RODILLO IMPULSOR INFERIOR REMOVIDO
GUÍA DE ALAMBRE EXTERNA REMOVIDA
BRAZO DE PRESIÓN
DEL RODILLO
IMPULSOR SUPERIOR
AJUSTADOR
DE TENSIÓN
ABAJO
POWER MIG
®
140 y 180 MODELOS

B-4
OPERACIÓN
TABLE B.1
(Vea la Figura B.6)
13. INTERRUPTOR AUTOMÁTICO – Si la corriente de entrada
nominal de la máquina se excede, el interruptor automático
se abre. Oprima para restablecer.
14. ENTRADA DE GAS – El gas protector se conecta a esta
entrada.
FIGURA B.6
13
14
POWER MIG
®
140 y 180 MODELOS
RODILLO IMPULSOR Y GUÍAS DE ALAMBRE
Diámetro y Tipo
del Alambre
Rodillo Impulsor
No. de Parte del
Rodillo Impulsor
G
uía de alambre interna
No. de parte
i
nterno de la
guía de alambre
.025”(0.6mm) Alambre MIG
.
025”/.030” (0.6mm/0.8mm)
Rodillo Impulsor Suave
KP2529-1
.025”-.035”
(0.6mm-0.9mm)
guía de alambre de acero
KP2531-1
.030”(0.8mm) Alambre MIG
.035”(0.9mm) Alambre MIG
.035”(0.9mm)
Rodillo Impulsor Suave
KP2529-2
.030”(0.8mm) Alambre Tubular
.035”(0.9mm) Alambre Tubular
.030”/.045” (0.8mm/1.1mm)
Rodillo Impulsor Estriado
KP2529-3
.045”(1.1mm) Alambre Tubular
.030”/.045” (0.8mm/1.1mm)
Rodillo Impulsor Estriado
KP2529-3
.045” (1.1mm)
guía de alambre de acero
KP2531-2
MANUAL DE OPERACIÓN

B-5
OPERACIÓN
PREPARACIÓN Y REALIZACIÓN dE UNA SOLdAdU-
RA dE ALAmBRE TUBULAR
ELEMENTOS NECESARIOS PARA UNA
SOLDADURA DE ALAMBRE TUBULAR
1
. .035”(0.9mm) Punta de Contacto
2
. .025”-.035”(0.6mm-0.9mm) Guía de Alambre
3
. Rodillo Impulsor Estriado
4. .035”(0.9mm)Alambre Tubular NR-211MP
5. Tobera de Pistola Autoprotegida Negra
6. Pistola de Soldadura
7. Cable y Pinza de Trabajo
B. CONEXIÓN DE LOS CABLES Y ALAMBRES
A LA MÁQUINA
(Vea la Figura B.7)
1. Abra la puerta lateral del gabinete
2. Deslice el extremo del conector de la pistola y cable a través
del orificio en el frente de la máquina y dentro del buje del
conector de la pistola en el mecanismo de alimentación.
3. Asegúrese de que el extremo del conector de la pistola esté
asentado totalmente en el mecanismo de alimentación y
apriete el tornillo manual para asegurar el conector de la
pistola.
4. Enchufe el conector del cable del gatillo de la pistola en el
receptáculo del gatillo de la pistola de 4 pines al frente de la
máquina.
5. Polaridad del Mecanismo de Alimentación. La soldadura de
alambre tubular requiere polaridad negativa (-). Conecte el
cable de transmisión corto de la impulsión del alambre con (-)
el terminal de salida negativo y apriete la tuerca de ala
6. Conexión del Cable de Trabajo. Deslice el extremo arrastrado
del cable del trabajo a través del agujero en el frente de la
m
áquina y coloqúelo en (+) el terminal de salida positivo y
apriete la tuerca de ala.
FIGURA B.7
L
OCALICE LOS
C
OMPONENTES
PARA
CONECTARLOS AL
F
RENTE DE LA
MÁQUINA
DE
S
L
ICE
A
QUÍ
E
L
E
X
TRE
MO
DE
L
CONE
CTOR
P
I
S
T
OLA
Y
C
A
B
LE
PI
N
ZA
D
E
TRABAJ
O
E
X
TRE
MO DE
L
A
TE
RMINA
L
(E
NCA
JA
E
N E
L
B
ORNE
INTE
RIOR,
V
E
A
L
A
S
IGUIE
NTE
FIGURA
)
CONE
CTOR DE
L
CA
B
L
E
(4
P
INE
S
)
A
B
RA
L
A
P
UE
RT
A
DE
P
A
S
A
DO
R
P
UE
RTA
L
A
TE
RA
L
DE
L
GA
B
INE
TE
5
3
4
2
7
6
1
NR-211-MP
.035
P
I
NZ
A
D
E
T
RAB
A
JO
TERMINAL DE SALIDA
"+" POSITIVA DE
CONEXIÓN DEL
CABLE DE TRABAJO
TERMINAL DE SALIDA
NEGATIVA “-” DEL
CABLE DE
ALIMENTACIÓN CORTO
C
ON
E
C
TE
E
L
E
X
TR
E
MO
D
E
L
C
ON
E
C
TOR
T
ORNILLO MARIPOSA
PARA APRETAR EL
B
UJE DEL CONECTOR
R
E
C
E
P
TÁ
C
U
L
O
D
EL
G
AT
I
LLO
C
O
N
E
C
T
AD
O
(4
PI
N
ES)
POWER MIG
®
140 y 180 MODELOS

B-6
OPERACIÓN
C. CARGA DEL CARRETE DE ALAMBRE
(Vea la Figura B.8)
1. Localice el carrete de etiqueta de 4"(102mm) de diámetro de
alambre tubular NR-211MP .035”(0.9mm), y colóquelo sobre
e
l eje de carrete de alambre. Oriente el carrete para que el
alambre se alimente desde la parte superior del mismo.
2. Asegure el carrete en su lugar apretando la tuerca mariposa
contra el espaciador que sujeta el carrete de alambre al eje.
3. Abra el brazo de presión del rodillo impulsor superior girando
el brazo del ajustador de tensión hacia abajo y rotando el
brazo de presión del rodillo impulsor hacia arriba.
4. Remueva la guía de alambre externa.
4a. Deslice ligeramente la pistola hacia afuera del mecanismo.
5. Remueva el rodillo de impulsión inferior y la guía de alambre
interna.
6. Instale la guía de alambre interna .025”-.035”(0.6mm-
0.9mm).
7. Instale el rodillo impulsor estriado
.030”/.045”(0.8mm/1.1mm).
8. Desenrede cuidadosamente y enderece las primeras seis
pulgadas de alambre de soldadura del carrete. No permita
que el extremo del alambre quede suelto para evitar que éste
se desenrede.
FIGURA B.8
(
Vea la Figura B.9)
9. Alimente el alambre a través de la entrada del mecanismo
de alimentación a lo largo de la ranura de la guía de
alambre interna y dentro de la salida del mecanismo de
alimentación en el lado de la pistola.
10. Cierre el brazo de presión del rodillo impulsor superior y
asegure girando el ajustador de tensión de regreso a la
p
osición hacia arriba.
11. Reinstale la guía de alambre externa.
FIGURA B.9
WIRE SPOOL
.
035" (0.9mm)
NR-211-MP
DIRECCIÓN
DEL ALAMBRE
AJUSTADOR DE TENSIÓN
ASEGURADO EN POSICIÓN
RODILLO IMPULSOR SUPERIOR
OPRIMIDO CONTRA EL RODILLO
IMPULSOR INFERIOR
DESLICE EL ALAMBRE EN
EL LADO DEL CONECTOR
DE LA PISTOLA
RODILLO IMPULSOR INFERIOR
ASEGÚRESE DE QUE EL ALAMBRE
ESTÉ EN LA RANURA
WIRE SPOOL
.035" (0.9mm)
NR-211-MP
GUÍA DE ALAMBRE INTERNA REMOVIDA
RODILLO DE IMPULSIÓN INFERIOR REMOVIDO
GUÍA DE ALAMBRE EXTERNA REMOVIDA
AJUSTADOR DE TENSIÓN ABAJO
BRAZO DE PRESIÓN DEL RODILLO
IMPULSOR SUPERIOR
POWER MIG
®
140 y 180 MODELOS
MANUAL DE OPERACIÓN

B-7
OPERACIÓN
(Vea la Figura B.10)
12. Remueva la tobera de la pistola y punta de contacto, y
enderece la pistola.
FIGURA B.10
13. Encienda la alimentación de la máquina y aplane el gatillo
de la pistola para alimentar el alambre a través de la guía de
alambre hasta que varias pulgadas de éste salgan del
extremo roscado de la pistola. (Vea la Figura B.11)
14. Cuando se suelta el gatillo, el carrete de alambre no deberá
desenrollarse. Ajuste el freno del carrete conforme a esto.
LAS PARTES MÓVILES Y EL CON-
TACTO ELÉCTRICO PUEDEN
PROVOCAR LESIONES O SER
FATALES!
• Cuando el gatillo de la pistola se suelta,
los rodillos impulsores, carrete de
alambre y electrodo están ELÉCTRI-
CAMENTE VIVOS (CALIENTES).
• Aléjese de las partes móviles y puntos
de presión.
• Mantenga todas las Puertas, Cubiertas,
páneles y guardas en forma segura en su lugar.
NO REMUEVA U OCULTE ETIQUETAS DE
ADVERTENCIA.
------------------------------------------------------------------------
FIGURA B.11
15. Instale la punta de contacto .035”(0.9mm).
16. Instale la tobera de pistola autoprotegida negra en la pistola.
17. Corte el alambre saliente a 3/8”(9.5mm) desde la punta de
contacto. (Vea la Figura B.12)
FIGURA B.12
18. Cierre la puerta lateral del gabinete. La máquina está ahora
lista para soldar.
19. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar”
que se incluyen con la máquina.
20. Con base en el grosor del material que va a soldar y el tipo y
diámetro del alambre de soldadura, establezca el voltaje y
velocidad de alimentación de alambre conforme a la
etiqueta de procedimientos en la parte interior de la puerta
del compartimiento del mecanismo de alimentación.
ADVERTENCIA
NR-211-MP
T
OBERA REMOVIDA
PUNTA DE CONTACTO
REMOVIDA
ENDERECE EL
C
ABLE Y LA PISTOLA
EN ESTA POSICIÓN
NR-211-MP
ALIMENTE EL ALAMBRE
APROXIMADAMENTE 4.00"
D
EL EXTREMO DEL TUBO
D
E LA PISTOLA
PRESIONE EL GATILLO PARA ACTIVAR
EL ALAMBRE QUE SE ALIMENTA
A TRAVÉS DE LA GUÍA.
ENCHUFE EL CABLE
DE ALIMENTACIÓN
INTERRUPTOR DE
ENCENDIDO/APAGADO
INSTALE LA PUNTA DE
CONTACTO DE 0.035
INSTALE LA TOBERA
NEGRA TUBULAR
CORTE EL ALAMBRE SALIENTE
a 3/8"(9.5mm) desde la punta
de contacto
POWER MIG
®
140 y 180 MODELOS

B-8
OPERACIÓN
PREPARACIÓN Y REALIZACIÓN dE UNA
S
OLdAdURA mIG
ELEMENTOS NECESARIOS PARA UNA
SOLDADURA MIG
1. Punta de Contacto 0.025”(0.6mm)
2. Tobera de Cobre de la pistola
3. Rodillo Impulsor .025”(0.6mm)
4. 025”-035”(0.6mm-0.9mm) Inner wire guide
5.
.025” - .035” (0.6mm-0.9m m) Guía de Alambre Interna
6. Pistola de soldadura
7. Cable y Pinza de Trabajo
8. Línea de Gas
9. Regulador de Gas
Botella de gas protector de 75/25 Ar/CO
2
(ó gas protector del
100% CO
2
) (observe que esto requiere un adaptador de
regulador CO
2
, que se vende por separado).
5
3
4
2
7
6
1
8
9
75/25
MIXES
.025
L-56 MIG WIRE
CO
100%
2
E
XTREMO
HEMBRA
EXTREMO
MACHO
(REQUIERE ADAPTADOR QUE
SE VENDE POR SEPARADO)
POWER MIG
®
140 y 180 MODELOS
MANUAL DE OPERACIÓN

B-9
OPERACIÓN
B. INSTALACIÓN DEL GAS PROTECTOR
La soldadura MIG requiere una botella apropiada de gas protector.
Para acero suave, es posible utilizar una botella de cilindro de
Ar/CO2 ó 100% CO2. Consulte las siguientes instrucciones para
conectar adecuadamente el gas protector a la máquina.
Si sufre algún daño, el CILINDRO
puede explotar. Mantenga el cilin-
dro en posición vertical y encade-
nado a un soporte.
• Mantenga el cilindro alejado de las
á
reas donde podría dañarse.
• Nunca levante la soldadora con el
cilindro montado.
• Nunca permita que el electrodo de soldadura toque al
cilindro.
• Mantenga el cilindro lejos del circuito de soldadura u
otros circuitos eléctricos vivos.
LA ACUMULACIÓN DE GAS PRO-
TECTOR puede dañar la salud o
ser fatal.
• Apague el suministro de gas protector
cuando no lo utilice.
1. Asegure el cilindro a la pared o a otro soporte estacionario
para evitar que el cilindro se caiga. Aísle el cilindro del
circuito de trabajo y aterrizamiento. Consulte la Figura B.13.
2. Con el cilindro instalado en forma segura, remueva su tapón.
Manténgase en el lado opuesto lejos de la salida y abra un
poco la válvula del cilindro por un instante. Esto elimina
cualquier polvo o suciedad que se haya acumulado en la
salida de la válvula.
ASEGÚRESE DE MANTENER ALEJADA LA
CARA DE LA SALIDA DE LA VÁLVULA CUAN-
DO LA “ABRA”.
Nunca se pare directamente enfrente o detrás del
regulador de flujo cuando abra la válvula del cilindro.
Siempre manténgase a un lado.
FIGURA B.13
3. Monte el regulador de flujo en la válvula del cilindro y apriete
bien la tuerca de unión con una llave.
NOTA: Si conecta a un cilindro de 100% CO2, se requiere un
adaptador de regulador de CO2. Adquiera el adaptador de
CO2 S19298 en forma separada; asegúrese de instalar una
rondana de plástico que se incluye en el conector a un lado
de la botella. (Vea la Figura B.13)
4. Consulte la Figura B.13. Monte un extremo de la manguera de
gas de entrada en el conector de salida del regulador de flujo,
y apriete bien la tuerca de unión con una llave. Conecte el
otro extremo al Conector de Entrada de Solenoide de la
máquina (roscas hembra 5/8-18 — para conector CGA —
032). Asegúrese de que la manguera de gas no esté doblada
o torcida.
GAS PROTECTOR
1. Para CO2, abra el cilindro muy lentamente. Para gas con
mezcla de argón, abra la válvula del cilindro lentamente una
fracción de vuelta. Cuando la aguja del medidor de presión
del cilindro deje de moverse, abra la válvula totalmente.
2. Establezca la velocidad del flujo de gas en 30 a 40 pies
cúbicos por hora (14 a 18 I/min.) bajo condiciones normales;
aumente a un máximo de 40 a 50 CFH (18 a 23.5 I/min.) para
fuera de la soldadura de la posición.
3. Mantenga la válvula del cilindro cerrada, excepto cuando usa
la máquina.
ADVERTENCIA
ADVERTENCIA
ADVERTENCIA
75/25
FEMALE END
MALE END
CO
S19298
REGULATOR
ADAPTER
PLASTIC
WASHER
MIXES
100%
2
POWER MIG
®
140 y 180 MODELOS

B-10
OPERACIÓN
C. CONEXIÓN DE LOS CABLES Y ALAMBRES
A LA MÁQUINA
(Vea la Figura B.14)
1. Abra la puerta lateral del gabinete
2. Deslice el extremo del conector de la pistola y cable a través
del orificio en el frente de la máquina y dentro del buje del
conector de la pistola en el mecanismo de alimentación.
3. Asegúrese de que el extremo del conector de la pistola esté
asentado totalmente en el mecanismo de alimentación y
apriete el tornillo mariposa para asegurar la pistola.
4. Enchufe el conector del cable del gatillo de la pistola en el
receptáculo del gatillo de la pistola de 4 pines al frente de la
máquina.
5. Polaridad del Mecanismo de Alimentación. La soldadura MIG
requiere polaridad positiva (+). Conecte el cable de
alimentación corto del mecanismo de alimentación a la
terminal de salida positiva (+) y apriete el tornillo mariposa.
6. Conexión del Cable de Trabajo. Deslice el extremo de orejeta
del cable de trabajo a través del orificio al frente de la
máquina y colóquelo en la terminal de salida negativa (-), y
apriete el tornillo mariposa.
FIGURA B.14
D. CARGA DEL CARRETE DE ALAMBRE
(Vea la Figura B.15)
1. Localice el carrete de etiqueta de 4"(102mm) de diámetro de
alambre MIG sólido L-56 .025”(0.6mm), y colóquelo sobre el
e
je de carrete de alambre. Oriente el carrete para que el
alambre se alimente desde la parte superior del mismo.
2. Asegure el carrete en su lugar apretando la tuerca mariposa
contra el espaciador que sujeta el carrete de alambre al eje.
3. Abra el brazo de presión del rodillo impulsor superior girando
el brazo del ajustador de tensión hacia abajo y rotando el
brazo de presión del rodillo de presión hacia arriba.
4. Remueva la guía de alambre externa.
4a. Deslice ligeramente la pistola hacia afuera del mecanismo.
5. Remueva el rodillo impulsor inferior y la guía de alambre
interna.
6. Instale la guía de alambre interna .025”-.035”(0.6mm-
0.9mm).
7. Instale el rodillo impulsor inferior ranurado suave
.025”(0.6mm).
8. Desenrede cuidadosamente y enderece las primeras seis
pulgadas de alambre de soldadura del carrete. No permita
que el extremo del alambre quede suelto para evitar que éste
se desenrede.
FIGURA B.15
(Vea la Figura B.16)
9. Alimente el alambre a través de la entrada del mecanismo de
alimentación a lo largo de la ranura de la guía de alambre
interna y dentro de la salida del mecanismo de alimentación
en el lado de la pistola.
10. Cierre el brazo de presión del rodillo impulsor superior y
asegure girando el ajustador de tensión de regreso a la
posición hacia arriba.
11. Reinstale la guía de alambre externa.
LOCALICE LOS
COMPONENTES
P
ARA
CONECTARLOS AL
FRENTE DE LA
MÁQUINA
DE
S
L
ICE
A
QUÍ
E
L
E
X
TRE
MO
DE
L
CONE
CTOR
P
I
S
T
OLA
Y
C
A
B
LE
PI
NZA
DE
TRABAJ
O
E
X
TRE
MO DE
L
A
TE
RMINA
L
(E
NCA
JA
E
N E
L
B
ORNE
INTE
RIOR,
V
E
A
L
A
S
IGUIE
NTE
FIGURA
)
CONE
CTOR DE
L
CA
B
L
E
(4
P
INE
S
)
A
B
RA
LA
P
UE
RT
A
DE
P
A
S
A
DO
R
P
UE
RTA
L
A
TE
RA
L
DE
L
GA
B
INE
TE
TERMINAL DE SALIDA
NEGATIVA “-” DE
CONEXIÓN DEL
CABLE DE TRABAJO
TERMINAL DE SALIDA
"+" POSITIVA DEL
CABLE DE
ALIMENTACIÓN CORTO
P
I
N
Z
A
D
E
TR
A
B
A
J
O
R
E
C
E
P
T
Á
C
U
LO
DEL
G
ATI
L
LO
C
ONEC
TADO
(
4
PINES)
CONE
C
T
E
E
L
E
X
TRE
MO
DE
L C
ONE
CTOR
TORNILLO
MARIPOSA
PARA APRETAR EL
BUJE DEL
CONECTOR
L-56 SOLID WIRE
WIRE SPOOL
.
025" (0.6mm)
A
JUSTADOR DE TENSIÓN ABAJO
B
RAZO DE PRESIÓN DEL
RODILLO IMPULSOR SUPERIOR
GUÍA DE ALAMBRE INTERNA REMOVIDA
RODILLO DE IMPULSIÓN INFERIOR REMOVIDO
GUÍA DE ALAMBRE EXTERNA REMOVIDA
POWER MIG
®
140 y 180 MODELOS
MANUAL DE OPERACIÓN

B-11
OPERACIÓN
FIGURA B.16
(Vea la Figura B.17)
12. Remueva la tobera de la pistola y punta de contacto, y
enderece la pistola.
FIGURA B.17
LAS PARTES MÓVILES Y EL CON-
TACTO ELÉCTRICO PUEDEN
PROVOCAR LESIONES O SER
FATALES
• Cuando el gatillo de la pistola se suelta,
los rodillos impulsores, carrete de
alambre y electrodo están ELÉCTRI-
CAMENTE VIVOS (CALIENTES).
• Aléjese de las partes móviles y puntos de
presión.
• Mantenga todas las Puertas, Cubiertas, páneles y
guardas en forma segura en su lugar.
NO REMUEVA U OCULTE ETIQUETAS DE
ADVERTENCIA.
------------------------------------------------------------------------
13. Encienda la alimentación de la máquina y aplane el gatillo de
la pistola para alimentar el alambre a través de la guía de
alambre hasta que varias pulgadas de éste salgan del extremo
roscado de la pistola. (Vea la Figura B.18)
14. Cuando se suelta el gatillo, el carrete de alambre no deberá
desenrollarse. Ajuste el freno del carrete conforme a esto.
FIGURA B.18
15. Instale la punta de contacto .025”(0.6mm).
16. Instalar la tobera de cobre de soldadura MIG en la pistola.
L-56 MIG Solido
RODILLO DE PRESIÓN SUPERIOR
OPRIMIDO CONTRA EL RODILLO
IMPULSOR INFERIOR
AJUSTADOR DE TENSIÓN
ASEGURADO EN POSICIÓN
DIRECCIÓN
DEL ALAMBRE
RODILLO IMPULSOR
ASEGÚRESE DE QUE EL
ALAMBRE ESTÉ EN LA RANURA
DESLICE EL ALAMBRE
ENEL LADO DEL
CONECTOR E LA PISTOLA
REMOVED NOZZLE
REMOVED CONTACT TIP
LAY CABLE AND GUN
STRAIGHTEN IN
THIS POSITION
L-56 SOLID WIRE
L-56 SOLID WIRE
PRESIONE EL GATILLO
PARA ACTIVAR EL
ALAMBRE QUE SE
ALIMENTA A TRAVÉS DE LA GUÍA
ALIMENTE EL ALAMBRE
APROXIMADAMENTE 4.00"
DEL EXTREMO DEL TUBO
DE LA PISTOLA
ENCHUFE EL CABLE
D
E ALIMENTACIÓN
INTERRUPTOR DE
ENCENDIDO/APAGADO
PINZA Y CABLE
DE TRABAJO
ADVERTENCIA
POWER MIG
®
140 y 180 MODELOS

B-12
OPERACIÓN
17. Corte el alambre saliente a 3/8”(9.5mm) desde la punta de
contacto. (Vea la Figura B.19)
FIGURA B.19
18. Cierre la puerta lateral del gabinete. La máquina está ahora
lista para soldar.
19. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar”
que se incluyen con la máquina.
20. Con base en el grosor del material que va a soldar, y el tipo y
diámetro del alambre de la soldadura, establezca el voltaje y
velocidad de alimentación de alambre conforme a la etiqueta
de procedimientos en la parte interior de la puerta del
compartimiento del mecanismo de alimentación.
PREPARACIÓN Y REALIZACIÓN dE UNA SOLdAdU-
R
A dE ALUmINIO
UTILIZANdO LA ANTORCHA “SPOOL GUN”
1. Desconecte la Pistola Magnum Pro 100L.
2. Instalar el arnés eléctrico con interruptor de palanca (viene
con K3269-1 Magnum 100SG PRO pistola de carrete )
3. Instale la Antorcha “Spool Gun” Magnum PRO 100SG K3269-
1 opcional conforme a las instrucciones que se incluyen con
la pistola.
4. Establezca el interruptor de palanca del selector de la pistola
en la posición Spool Gun. (Vea la Figura B.20).
5. Conecte una botella de Gas Protector de 100% de Argón
conforme a la sección previa.
6. Siga los pasos de soldadura MIG en la sección anterior.
7. Encienda la máquina y haga una soldadura conforme a las
configuraciones recomendadas en la Etiqueta de
FIGURA B.20
INSTALE LA PUNTA DE
CONTACTO DE 0.025
INSTALE LA TOBERA
DE COBRE
CORTE EL ALAMBRE SALIENTE
a 3/8"(9.5mm) desde
la tobera de Cobre
Ponga el selector de palanca
a la posición del arma pistola
de carrete
Cargar Carrete de aluminio
(
4
P
I
N
)
T
O
M
A
D
E
D
I
S
P
A
R
O
E
N
C
H
U
F
A
D
A
L
a
p
i
n
z
a
d
e
t
r
a
b
a
j
o
CONEXIÓN DE ALIMENTACIÓN CORTO
POSITIVO " + " TERMINAL DE SALIDA
cable de trabajo
Cable negativo " - "
TERMINAL DE SALIDA
Conectar Gas
POWER MIG
®
140 y 180 MODELOS
MANUAL DE OPERACIÓN

C-1
POWER MIG
®
140 y 180 MODELOS
ACCESORIOS
K2525-1 - Kit de Temporizador de Punteo
Este kit, cuando está encendido, le permite establecer un tiempo
d
e soldadura fijo para que al apretar el gatillo de la pistola, la
máquina suelde por un periodo de tiempo fijo de hasta 10
segundos. Ideal para hacer soldaduras de punteo cuando se
suelda en hojas metálicas delgadas.
K2528-1 - Kit Innershield 045 (Para modelos de 230V)
Incluye todo lo necesario para soldar con un alambre Innershield
de diámetro 0.045. Incluye una guía de alambre de pistola
.0035/0.045 Magnum™ 100L, Punta de Contacto 0.045, tobera
sin gas, rodillo impulsor estriado, guía de alambre interna 0.045, y
un carrete de 4.5kg (10 lb.) de alambre Innershield
®
NR
®
-212 de
0.9mm (0.045").
K3269-1 - Antorcha “Spool Gun” Magnum PRO 100SG
Diseñada para alimentar fácilmente alambres de aluminio
pequeños 0.030 ó 0.035 de 4" de diámetro (carretes de 1lb.).
Incluye pistola, kit de adaptador, tres puntas de contacto 0.035
e
xtra, tobera de gas y carrete de alambre de soldadura de 0.035"
de diámetro Superglaze 4043. Empacado en un gabinete de
transporte fácil.
K2377-1 - Cubierta de Lona Pequeña
Protege su máquina cuando no está en uso. Hecha de atractiva
lona roja que demora la flama, es resistente al moho y repelente
al agua. Incluye un bolsillo lateral conveniente para colocar la
pistola de soldadura.
Para las piezas opcionales y misceláneas adicionales (Véase las
Páginas de las Piezas)
ACCESORIOS

C-2
POWER MIG
®
140 y 180 MODELOS
ACCESORIOS
3-3/4"
4"
16"
3-11/16"
8-1/16"
3-13/32"
Para montar máquinas de soldadura en carros K520 que no tienen orificios de montaje
ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra
y monte la máquina de soldar en el carro con el hardware adecuado que se muestra.
Tuerca de pestaña
de 1/4"-20
(Se requieren 2)
Tornillo Roscado
de 1/4"-20 X 1"
(Se requiere 1)
Tornillo de Cabeza Hexagonal
de 1/4"-20 X 1/2"
(Se requieren 2)
TALADRE 9/32"
3 LUGARES
K520—Carro Utilitario
Este carro de trabajo pesado almacena y transporta la soldadora,
cilindro de gas protector de 150 pies cúbicos, cables de
soldadura y accesorios. Incluye plataformas estables para la
soldadora y plataforma de botella de gas, charola inferior para
m
ayor capacidad de almacenamiento y manija de altura
ajustable.
MANUAL DE OPERACIÓN

C-3
POWER MIG
®
140 y 180 MODELOS
ACCESORIOS
2-15/16"
3-3/16"
7-9/16"
1-1/2"
13-1/2"
1-1/4"
Para montar máquinas de soldadura en carros K2275-1 que no tienen orificios de montaje
ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra
y monte la máquina de soldar en el carro con el hardware adecuado que se muestra.
Tornillo Roscado
de 1/4"-20 X 1"
(Se requiere 1)
Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2"
(Se requieren 2)
TALADRE 9/32"
3 LUGARES
Tuerca de pestaña
de 1/4"-20
(Se requieren 2)
K
2275-1 - Carro de Soldadura
E
ste carro de peso ligero almacena y transporta a la soldadora,
cilindro de gas protector de 80 pies cúbicos, cables de soldadura
y accesorios. Incluye una repisa en ángulo para fácil acceso a
los controles, charola inferior para mayor capacidad de almace-
namiento, una manija fija rugosa y un gancho conveniente para
c
olgar el cable.

D-1
POWER MIG
®
140 y 180 MODELOS
MANTENIMIENTO
MANTENIMIENTO
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede causar la
muerte.
• Desconecte la alimentación
removiendo el enchufe del
receptáculo antes de trabajar adentro
de POWER MIG
®
140 y 180 modelos.
Utilice sólo receptáculos aterrizados.
N
o toque las partes eléctricamente
“calientes” dentro de POWER MIG
®
140 y 180 modelos.
• Haga que personal calificado realice el mantenimiento y
trabajo de localización de averías.
mANTENImIENTO dE RUTINA
COMPARTIMIENTO DE LA FUENTE DE PODER
¡No existen adentro partes que puedan recibir servicio del usuario!
No intente dar servicio en el lado de la fuente de poder (fijo) de
POWER MIG
®
140 y 180 modelos. Lleve la unidad a un Centro de
Servicio Autorizado de Lincoln si experimenta problemas. NO se
requiere mantenimiento.
En lugares extremadamente llenos de polvo, la suciedad puede
bloquear los pasajes de aire provocando que la soldadora funcione
caliente con apertura prematura de la protección térmica. Si así
es, aplique aire de baja presión a intervalos regulares para sacar
la suciedad de la soldadora y eliminar así la suciedad excesiva y
acumulación de polvo en las partes internas.
COMPARTIMIENTO DE ALIMENTACIÓN DE ALAMBRE
1. Cuando se necesario, aspire la suciedad acumulada de la caja
de engranajes y sección de alimentación de alambre.
2. Inspeccione ocasionalmente el tubo guía entrante y limpie el
diámetro interno si es necesario.
3. El motor y caja de engranajes tienen lubricación de por vida y
no requieren mantenimiento.
MOTOR DEL VENTILADOR
Tiene lubricación de por vida — no requiere mantenimiento.
EJE DEL CARRETE DE ALAMBRE
No requiere mantenimiento. NO lubrique el eje.
mANTENImIENTO dE LA PISTOLA Y CABLE
PARA PISTOLA MAGNUM™ PRO 100L
Limpieza de la Pistola y Cable
Limpie la guía del cable después de utilizar aproximadamente 136
kg (300 lbs) de alambre sólido ó 23 kg (50 lbs) de alambre
tubular. Remueva el cable del alimentador de alambre y colóquelo
en forma recta sobre el piso. Remueva la punta de contacto de la
pistola. Utilizando aire de baja presión, saque con cuidado la guía
del cable del extremo del difusor de gas.
Presión excesiva al inicio puede provocar que la suciedad
forme una obstrucción.
Doble el cable a la mitad y aplique aire otra vez. Repita este proced-
imiento hasta que ya no salga más suciedad.
Puntas de Contacto, Toberas y Tubos de la Pistola
1. La suciedad puede acumularse en el orificio de la punta de
contacto y restringir la alimentación de alambre. Después de
utilizar cada carrete de alambre, remueva la punta de
contacto y límpiela insertando un pedazo pequeño de alambre
a través de la punta repetidamente. Utilice el alambre como
un escariador para remover suciedad que se pueda adherir a
la pared del orificio a través de la punta.
2. Reemplace las puntas de contacto desgastadas según sea
necesario. Un arco variable o “irregular” es un síntoma típico
de una punta de contacto desgastada. Para instalar una
nueva, elija la de tamaño correcto para el electrodo que se
está utilizando (el tamaño del alambre está grabado en el
lado de la punta de contacto) y atorníllela ajustadamente al
difusor de gas.
3. Remueva la salpicadura adentro de la tobera de gas y de la
punta cada 10 minutos de tiempo de arco o según sea
necesario.
4. Asegúrese de que la tobera de gas esté totalmente atornillada
al difusor para procesos con gas protector. Para el proceso
Innershield
®
, deberá atornillarse la tobera sin gas al difusor.
5. Para remover el tubo de la pistola de la misma, remueva la
tobera de gas o la tobera sin gas, y retire el difusor del tubo
de la pistola. Remueva ambos collarines de cada extremo de
la manija de la pistola y separe las mitades de la misma.
Afloje la tuerca de sujeción que sujeta al tubo de la pistola en
su lugar contra el conector de la pistola y cable. Desatornille
el tubo de la pistola del conector del cable. Para instalar el
tubo de la pistola, atornille la tuerca de sujeción en el mismo
tanto como sea posible. Después atornille el tubo de la pistola
en el conector del cable hasta el fondo. Entonces desatornille
(no más de una vuelta) el tubo de la pistola hasta que su eje
quede perpendicular a los lados planos del conector del cable
y apunte en la dirección del gatillo. Apriete la tuerca de
sujeción en tal forma que mantenga la relación adecuada
entre el tubo de la pistola y conector del cable. Vuelva a
colocar la manija de la pistola, gatillo y difusor. Vuelva a
colocar la tobera de gas o la sin gas.
ADVERTENCIA
ADVERTENCIA
MANUAL DE OPERACIÓN

D-2
MANTENIMIENTO
PROTECCIÓN CONTRA SOBRECARGA
Sobrecarga de Salida
POWER MIG
®
140 y 180 modelos está equipada con un interruptor
de circuito y un termostato que protege a la máquina contra daño
s
i se excede la salida máxima. El botón del interruptor automático
se saldrá cuando se abra. El interruptor automático debe
restablecerse manualmente.
Protección Térmica
POWER MIG
®
140 y 180 modelos tiene un ciclo de trabajo de
salida nominal como se define en la página de Especificaciones
Técnicas. Si se excede el ciclo de trabajo, un protector térmico
apagará la salida hasta que la máquina se enfríe a una
temperatura de operación razonable. Esta es una función
automática de la POWER MIG
®
140 y 180 modelos y no requiere
intervención del usuario. El ventilador continúa funcionado durante
el enfriamiento.
Protección del Motor Electrónico del
Mecanismo de Alimentación
POWER MIG
®
140 y 180 modelos cuenta con protección integrada
contra sobrecargas del motor del mecanismo de alimentación.
CAmBIO dE LA GUÍA dE ALAmBRE
NOTA: La variación en las longitudes de los cables evita la inter-
cambiabilidad de las guías de alambre. Una vez que una guía ha
sido cortada para una pistola en particular, no deberá instalarse
en otra, a menos que pueda satisfacer el requerimiento de
longitud de corte de la guía de alambre. Consulte la Figura D.1.
1. Remueva la tobera de gas de la pistola desatornillando a la
izquierda.
2. Remueva la punta de contacto existente de la pistola
desatornillando a la izquierda.
3. Remueva el difusor de gas del tubo de la pistola
desatornillando a la izquierda.
4. Coloque la pistola y cable en forma recta sobre una superficie
plana. Afloje el tornillo de fijación localizado en el conector
de bronce en el extremo de alimentador de alambre del
cable. Jale la guía de alambre fuera del cable.
5. Inserte una nueva guía de alambre sin cortar en el extremo de
conector del cable. Asegúrese de que el buje de la guía de
alambre esté grabado apropiadamente para el tamaño de
alambre que se está utilizando.
6. Asiente completamente el buje de la guía de alambre en el
conector. Apriete el tornillo de fijación en el conector del
cable de bronce. En este momento, el difusor de gas no
deberá estar instalado en el extremo del tubo de la pistola.
7. Con la tobera de gas y el difusor removido del tubo de la
pistola, asegúrese de que el cable esté derecho, y después
corte la guía de alambre a la longitud mostrada en la Figura
D.2. Retire cualquier saliente del extremo de la guía de
alambre.
8. Atornille el difusor de gas en el extremo del tubo de la pistola
y apriete bien.
9. Vuelva a colocar la punta de contacto y la tobera.
FIGURA D.1
PARTES dE LA mANIJA dE LA PISTOLA
La manija de la pistola consta de dos mitades que están unidas
con un collarín en cada extremo. Para abrir la manija, gire los
collarines aproximadamente 60 grados a la izquierda hasta que el
collarín se detenga. Después jale el collarín fuera de la manija de
la pistola. Si los collarines son difíciles de girar, coloque la manija
de la pistola contra una esquina, coloque un desatornillador contra
la lengüeta en el collarín y golpee el desatornillador para que el
collarín se suelte del reborde interior de aseguramiento. Vea la
Figura D.2.
FIGURA D.2
T
ornillo de
Fijación
D
ifusor de Ga
Longitud de Corte
la Guía de Alambre
3
1.8 mm (1-1/4”)
T
obera de Gas o
T
obera Sin Gas
C
onector del Cable de Bronce
E
nsamble de la Guía de Alambre
(El buje de la guía debe sellarse bien
c
ontra el conector del cable de bronce)
„
A la izquierda
POWER MIG
®
140 y 180 MODELOS

E-1
SOLUCIÓN DE PROBLEMAS
CÓmO UTILIZAR LA GUÍA dE LOCALIZACIÓN dE
AVERÍAS
El servicio y la reparación sólo debe de ser realizado por
Personal Capacitado por la Fábrica Lincoln Electric.
Reparaciones no autorizadas llevadas a cabo en este
e
quipo pueden resultar peligrosas para el técnico y el
operador de la máquina, e invalidará su garantía de fábrica.
Por su seguridad y para evitar una descarga eléctrica, por
favor tome en cuenta todas las notas de seguridad y
precauciones detalladas a lo largo de este manual.
Esta guía de detección de problemas se proporciona para ayudarle
a localizar y a reparar posibles averías de la máquina.
Simplemente siga el procedimiento de tres pasos que se da
enseguida.
PASO 1. LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA (SÍNTOMAS)”.
Esta columna describe los síntomas posibles que la máquina
pueda presentar. Encuentre la lista que describa de la mejor
manera el síntoma que la máquina está presentando.
PASO 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE” se enumeran
los factores que pueden originar el síntoma en la máquina.
PASO 3. ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa Posible,
generalmente recomienda que establezca contacto con su Taller
de Servicio de Campo Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción Recomendada
de manera segura, contacte su Taller de Servicio de Campo
Lincoln Autorizado
ADVERTENCIA
POWER MIG
®
140 y 180 MODELOS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR
MANUAL DE OPERACIÓN

E-2
POWER MIG
®
140 y 180 MODELOS
SOLUCIÓN DE PROBLEMAS
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
PROBLEMAS DE SALIDA
Es evidente un daño físico o eléctrico
mayor.
“No enchufe la máquina ni la encienda”.
Contacte a su Taller de Servicio de
Campo Autorizado local.
Si todas las áreas posibles de desajuste
han sido revisadas y el problema persiste,
Póngase en Contacto con su Taller de
Servicio de Campo Autorizado de
Lincoln local.
No hay alimentación de alambre, salida de
soldadura o flujo de gas cuando se aprieta
el gatillo de la pistola. El ventilador NO
opera.
1. Asegúrese de que se aplica el voltaje
correcto a la máquina.
2. Asegúrese de que el interruptor de
encendido está en la posición de
ENCENDIDO.
3. Asegúrese de que el interruptor
automático está restablecido.
No hay alimentación de alambre, salida de
soldadura o flujo de gas cuando se aprieta
el gatillo de la pistola. El ventilador opera
normalmente.
1. El termostato puede estar abierto
debido a sobrecalentamiento. Deje
que la máquina se enfríe. Suelde a un
ciclo de trabajo bajo.
2. Revise si hay obstrucciones en el flujo
de aire. Revise las conexiones del
Gatillo de la Pistola. Vea la sección de
instalación.
3. El gatillo de la pistola puede estar
defectuoso.
PROBLEMAS DE ALIMENTACIÓN
No hay alimentación de alambre cuando
se aprieta el gatillo de la pistola. El
ventilador funciona, el gas fluye y la
máquina tiene un voltaje de circuito
abierto correcto (33V) – salida de
soldadura.
1. Si el motor del mecanismo de
alimentación está funcionando,
asegúrese de que en la máquina estén
instalados los rodillos impulsores
correctos.
Si todas las áreas posibles de desajuste
han sido revisadas y el problema persiste,
Póngase en Contacto con su Taller de
Servicio de Campo Autorizado de
Lincoln local.
2. Revise si hay una guía de cable o
punta de contacto obstruida.
3. Revise si la guía del cable y punta de
contacto son del tamaño adecuado.
4. Compruebe si el interruptor del arma del
carrete, situado en el compartimiento
de la impulsión del alambre, se fija a la
localización deseada.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR

E-3
POWER MIG
®
140 y 180 MODELOS
SOLUCIÓN DE PROBLEMAS
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
PROBLEMAS DE FLUJO DE GAS
No hay flujo de gas o hay muy poco cuan-
do se aprieta el gatillo de la pistola. La ali-
mentación de alambre, salida de soldadura
y ventilador operan normalmente.
1. Revise el suministro de gas, regulador
de flujo y mangueras de gas.
Si todas las áreas posibles de desajuste
han sido revisadas y el problema persiste,
Póngase en Contacto con su Taller de
Servicio de Campo Autorizado de
Lincoln local.
2. Revise la conexión de la pistola a la
máquina en busca de obstrucciones o
sellos con fuga.
PROBLEMAS DE SOLDADURA
El arco es inestable – Arranque pobre. 1. Revise si el voltaje de entrada a la
máquina es correcto.
Si todas las áreas posibles de desajuste
han sido revisadas y el problema persiste,
Póngase en Contacto con su Taller de
Servicio de Campo Autorizado de
Lincoln local.
2. Revise si la polaridad del electrodo es
correcta para el proceso.
3. Revise la punta de la pistola en busca
de desgaste y daños, y verifique que
sea del tamaño correcto – Reemplace.
4. Revise que el gas y la velocidad de flujo
sean los correctos para el proceso. (Sólo
para MIG.)
5. Revise el cable de trabajo en busca de
conexiones sueltas o defectuosas.
6. Revise la pistola en busca de daños o
rupturas.
7. Revise que la orientación del rodillo
impulsor y su alineación sean correctas.
8. Revise que el tamaño de la guía de
alambre sea correcto.
MANUAL DE OPERACIÓN
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR

F-1
POWER MIG
®
140 y 180 MODELOS
DIAGRAMAS
ANTORCHA
“SPOOL GUN”
(OPCIONAL)
PISTOLA
VENTILADOR(FAN)
VENTILADOR(FAN)
SOLENOIDE
DEL GAS
LOCALIZADO EN TRANSFORMADOR
TRANSF-
ORMADOR
TERMÓSTATO
CIERRE
SÍMBOLOS ELÉCTRICOS POR E1537
CONFIGURACIÓN DEL ENCHUFE
CAPACITOR
INDUCTOR DE
SALIDA
TRABAJO
CABLE ACANALADO O
RAYADO
CABLE LISO
A LA TIERRA POR
CÓDIGO ELÉCTRICO
NACIONAL
VEA EL DETALLE DE
LA CONFIGURACIÓN
DEL ENCHUFE DE ABAJO
Cualquiera
MOTOR DE ALIMENTACIÓN
DEL ALAMBRE
NOTA: Este diagrama es sólo para referencia. Puede no ser exacto para todas las máquinas que cubre este manual. El dia-
grama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta.

F-2
POWER MIG
®
140 y 180 MODELOS
DIBUJO DE DIMENSIÓN
A
18.78
14.08
10.37
12.00
6.00
5.50
3.08
2.46
MANUAL DE OPERACIÓN
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
F
rench
German
P
ortuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
l Keep your head out of fumes.
l Use ventilation or exhaust to
remove fumes from breathing zone.
l Los humos fuera de la zona de res-
piración.
l Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
l Gardez la tête à l’écart des fumées.
l Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
l
Vermeiden Sie das Einatmen von
Schweibrauch!
l Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
l Mantenha seu rosto da fumaça.
l Use ventilação e exhaustão para
remover fumo da zona respiratória.
l Turn power off before servicing.
l Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
l Débranchez le courant avant l’entre-
tien.
l
Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
l Não opere com as tampas removidas.
l Desligue a corrente antes de fazer
serviço.
l
Não toque as partes elétricas nuas.
l Do not operate with panel open or
guards off.
l No operar con panel abierto o
guardas quitadas.
l N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
l
Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
l
Mantenha-se afastado das partes
moventes.
l Não opere com os paineis abertos
ou guardas removidas.

cuStomer aSSiStance policY
The business of The Lincoln Electric Company is manufacturing and
selling high quality welding equipment, consumables, and cutting
equipment. Our challenge is to meet the needs of our customers and
t
o exceed their expectations. On occasion, purchasers may ask
Lincoln Electric for advice or information about their use of our
products. We respond to our customers based on the best information
in our possession at that time. Lincoln Electric is not in a position to
warrant or guarantee such advice, and assumes no liability, with
respect to such information or advice. We expressly disclaim any
warranty of any kind, including any warranty of fitness for any
customer’s particular purpose, with respect to such information or
advice. As a matter of practical consideration, we also cannot assume
any responsibility for updating or correcting any such information or
advice once it has been given, nor does the provision of information
or advice create, expand or alter any warranty with respect to the sale
of our products.
Lincoln Electric is a responsive manufacturer, but the selection and
use of specific products sold by Lincoln Electric is solely within the
control of, and remains the sole responsibility of the customer. Many
variables beyond the control of Lincoln Electric affect the results
obtained in applying these types of fabrication methods and service
requirements.
Subject to Change – This information is accurate to the best of our
knowledge at the time of printing. Please refer to
www.lincolnelectric.com for any updated information.
polÍtica de aSiStencia al cliente
El negocio de The Lincoln Electric Company es la fabricación y venta
de equipo de soldadura, consumibles y equipo de corte de alta
calidad. Nuestro reto es satisfacer las necesidades de nuestros
clientes y exceder sus expectativas. A veces, los compradores
pueden solicitar consejo o información a Lincoln Electric sobre el
uso de nuestros productos. Respondemos a nuestros clientes con
base en la mejor información que tengamos en ese momento.
Lincoln Electric no está en posición de garantizar o asegurar dicha
asesoría, y no asume ninguna responsabilidad con respecto a dicha
información o consejos. Desconocemos expresamente cualquier
garantía de cualquier tipo, incluyendo cualquiera sobre la aptitud
para algún fin en especial de algún cliente con respecto a dicha
información o consejos. Como un asunto de consideración práctica,
tampoco podemos asumir ninguna responsabilidad por actualizar o
corregir dicha información o asesoría una vez que se ha dado, así
como tampoco proporcionar la información o consejos crea, amplía
o altera alguna garantía con respecto a la venta de nuestros
productos.
Lincoln Electric es un fabricante receptivo pero la selección y uso de
los productos específicos vendidos por Lincoln Electric está
únicamente dentro del control de, y permanece la única
responsabilidad, del cliente. Numerosas variables más allá del
control de Lincoln Electric afectan los resultados obtenidos en
aplicar estos tipos de métodos de fabricación y requerimientos de
servicio.
Sujeto a cambio — Esta información era exacta, según nuestro
mejor saber y entender, al momento de la impresión. Sírvase
consultar
www.lincolnelectric.com para cualquier información actualizada.
POLITIQUE D’ASSISTANCE AU CLIENT
Les activités de The Lincoln Electric Company sont la fabrication et
la vente d’appareils à souder, de matériel consommable et de
machines à couper de grande qualité. Notre défi est de satisfaire les
besoins de nos clients et de dépasser leurs attentes. Les acheteurs
peuvent parfois demander à Lincoln Electric des conseils ou des
informations sur l’usage qu’ils font de nos produits. Nous répondons
à nos clients sur la base des meilleures informations en notre
possession à ce moment précis. Lincoln Electric n’est pas en
mesure de garantir ni d’avaliser de tels conseils et n’assume
aucune responsabilité quant à ces informations ou conseils. Nous
nions expressément toute garantie de toute sorte, y compris toute
garantie d’aptitude à satisfaire les besoins particuliers d’un client,
en ce qui concerne ces informations ou conseils. Pour des raisons
pratiques, nous ne pouvons pas non plus assumer de responsabilité
en matière de mise à jour ou de correction de ces informations ou
conseils une fois qu’ils ont été donnés ; et le fait de donner des
informations ou des conseils ne crée, n’étend et ne modifie en
aucune manière les garanties liées à la vente de nos produits.
Lincoln Electric est un fabricant responsable, mais le choix et
l’utilisation de produits spécifiques vendus par Lincoln Electric
relèvent uniquement du contrôle et de la responsabilité du client. De
nombreuses variables échappant au contrôle de Lincoln Electric
affectent les résultats obtenus en appliquant ces types de méthodes
de fabrication et d’exigences de services.
Sujet à Modification - Ces informations sont exactes à notre
connaissance au moment de l’impression. Se reporter à
www.lincolnelectric.com pour des informations mises à jour.
Transcripción de documentos
Manual del Operador ® POWER MIG (140, 180 modelos) Para usarse con máquinas con números de código: MANUAL DE OPERACIÓN 11804, 11819, 11820, 12632, 12633 Registre su máquina: www.lincolnelectric.com/register Servicio Autorizado y Localizador de Distribuidores: www.lincolnelectric.com/locator Guarde para consulta futura Fecha de Compra Código: (ejemplo: 10859) Número de serie: (ejemplo: U1060512345) IMS10099-B | Issue Date Sep-16 © Lincoln Global, Inc. Todos los derechos reservados. GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELECTRIC. COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN EN PERFECTO ESTADO DE INMEDIATO El comprador pasa a ser el propietario del equipo una vez que la empresa de transportes lo entrega en destino. Consecuentemente, cualquier reclamación por daños materiales durante el envío deberá hacerla el comprador ante la empresa de transportes cuando se entregue el paquete. LA SEGURIDAD DEPENDE DE USTED Los equipos de corte y soldadura por arco de Lincoln se diseñan y fabrican teniendo presente la seguridad. No obstante, la seguridad en general aumenta con una instalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso. ATENCIÓN Verá este cuadro siempre que deba seguir exactamente alguna instrucción con objeto de evitar daños físicos graves o incluso la muerte. PRECAUCIÓN Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales. NO SE ACERQUE AL HUMO. NO se acerque demasiado al arco. Si es necesario, utilice lentillas para poder trabajar a una distancia razonable del arco. LEA y ponga en práctica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de seguridad que encontrará en las cajas de los materiales para soldar. TRABAJE EN ZONAS VENTILADAS o instale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general. SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural será suficiente siempre que aleje la cabeza de los humos (v. a continuación). APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES o utilice ventiladores para alejar los humos. Hable con su supervisor si presenta algún síntoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilación. UTILICE PROTECTORES OCULARES, AUDITIVOS Y CORPORALES CORRECTOS PROTÉJASE los ojos y la cara con un casco para soldar de su talla y con una placa de filtrado del grado adecuado (v. la norma Z49.1 del ANSI). PROTÉJASE el cuerpo de las salpicaduras por soldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas. PROTEJA a los demás de salpicaduras, relámpagos y ráfagas con pantallas de protección. EN ALGUNAS ZONAS, podría ser necesaria la protección auricular. ASEGÚRESE de que los equipos de protección estén en buen estado. Utilice gafas de protección en la zona de trabajo EN TODO MOMENTO. SITUACIONES ESPECIALES NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de riesgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligroso. NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar la ventilación. Estas podrían liberar humos y gases muy tóxicos. Medidas preventivas adicionales PROTEJA las bombonas de gas comprimido del calor excesivo, de las descargas mecánicas y de los arcos; asegure las bombonas para que no se caigan. ASEGÚRESE de que las bombonas nunca pasen por un circuito eléctrico. RETIRE cualquier material inflamable de la zona de trabajo de soldadura. TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO. Seguridad, 01 de 04 - 15/06/2016 SEGURIDAD SECCIÓN A: ADVERTENCIAS ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca cáncer, anomalías congénitas y otras toxicidades para la función reproductora. • Arranque y utilice el motor siempre en una zona bien ventilada. • Si se encuentra en una zona sensible, asegúrese de expulsar los gases de escape. • No modifique ni altere el sistema de expulsión de gases. • No deje el motor en ralentí a menos que sea necesario. Para saber más, acceda a www.P65 warnings.ca.gov/diesel ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California). ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov) LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO. Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos de corte y soldadura” a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2-1974 de CSA. Podrá recoger una copia gratuita del folleto E205, “Seguridad en los procesos de soldadura por arco”, en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO. PARA EQUIPOS DE MOTOR. 1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento. 1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre. 1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, límpielo y no arranque el motor hasta que los gases se hayan evaporado. 1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo. 1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles. 1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha. 1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario. 1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente. LOS CAMPOS ELECTROMAGNÉTICOS PUEDEN SER PELIGROSOS. 2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores. 2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar. 2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen. 2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador: 2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible. 2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo. 2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha. 2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando. 2.d.5. No trabaje junto a la fuente de alimentación del equipo. Seguridad, 02 de 04 - 16/05/2018 SEGURIDAD UNA DESCARGA ELÉCTRICA LE PUEDE MATAR. 3.a. Los circuitos auxiliar (tierra) y del electrodo están vivos desde el punto de vista eléctrico cuando el soldador está encendido. No toque dichas partes “vivas” con el cuerpo. Tampoco las toque si lleva ropa que esté mojada. Utilice guantes secos y herméticos para aislarse las manos. 3.b. Aísle la pieza de trabajo y el suelo con un aislante seco. Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo. Además de adoptar las medidas de seguridad habituales, si debe soldar en condiciones arriesgadas desde el punto de vista eléctrico (en zonas húmedas o mientras lleva ropa mojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones poco habituales, como sentado, de rodillas o tumbado, si hay probabilidades de tocar de forma accidental la pieza de trabajo o el suelo), el operario deberá utilizar los siguientes equipos: • Soldador (TIG) semiautomático para corriente continua (CC) • Soldador (electrodo) manual para CC • Soldador para CA con control reducido de la tensión 3.c. En los equipos TIG automáticos o semiautomáticos, el electrodo, el carrete del electrodo, el cabezal del equipo, la boquilla y la pistola semiautomática también están vivas desde el punto de vista de la electricidad. 3.d. Asegúrese de que el cable auxiliar presente una buena conexión eléctrica con el metal que se esté soldando. La conexión deberá hacerse lo más cerca posible de la zona de trabajo. 3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar. 3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y la máquina de soldar en buen estado de funcionamiento. Cambie el aislante si está dañado. 3.g. Nunca sumerja el electrodo en agua para enfriarlo. 3.h. No toque nunca de forma simultánea las piezas vivas desde el punto de vista eléctrico de los soportes de los electrodos conectados a los dos equipos, ya que la tensión existente entre las dos podría ser equivalente a la tensión de los circuitos de los dos equipos. 3.i. Cuando tenga que trabajar por encima del nivel del suelo, utilice un arnés a modo de protección por si se produjera una descarga y se cayera. 3.j. Consulte también los apartados 6.c. y 8. LAS RADIACIONES DEL ARCO QUEMAN. 4.a. 4.b. 4.c. Utilice un protector con el filtro y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.I. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a sus compañeros de las radiaciones del arco. Proteja a los técnicos que estén en las inmediaciones con una pantalla ignífuga y pídales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras. LOS HUMOS Y GASES PUEDEN SER PELIGROSOS. 5.a. Al soldar, se pueden generar humos y gases peligrosos para la salud. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al humo. Asegúrese de que haya una buena ventilación en la zona del arco para garantizar que no se respiren los humos y gases. Si debe soldar superficies revestidas (consulte las instrucciones del contenedor o las hojas de datos sobre seguridad) o superficies de plomo, acero u otros metales cadmiados, asegúrese de exponerse lo menos posible y de respetar los PEL (límites de exposición permisibles) de la OSHA y los TLV (valores límite) de la ACGIH. Para ello, utilice los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposición indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos, necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado. 5. b. La función del equipo de control del humo de la soldadura se ve afectada por varios factores, como el uso y la colocación correctos del equipo, el mantenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberá comprobarse en el momento de la instalación y de forma periódica después de entonces, a fin de garantizar que este se ajuste a los PEL de la OSHA y a los TLV de la ACGIH. 5.c. No utilice el equipo para soldar en zonas rodeadas de vapores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverización. El calor y la radiación del arco pueden reaccionar con los vapores del disolvente y formar fosgeno, un gas muy tóxico, y otros productos irritantes. 5.d. Los gases de protección que se utilizan en la soldadura por arco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro. 5.e. Lea y comprenda las instrucciones del fabricante del equipo y de los fungibles utilizados, incluidas la hojas de datos sobre seguridad, y siga las prácticas de seguridad aprobadas por su empresa. Obtendrá hojas de datos sobre seguridad de la mano de su distribuidor de equipos de soldar o del propio fabricante. 5.f. Consulte también el apartado 1.b. Seguridad, 03 de 04 - 15/06/2016 SEGURIDAD LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES. 6.a. Elimine cualquier factor de riesgo de incendio de la zona de trabajo. Si no fuera posible, cubra los materiales para evitar que las chispas puedan crear un incendio. Recuerde que las chispas derivadas de las soldaduras pueden pasar con facilidad, a través de grietas pequeñas a zonas adyacentes. Además, los materiales pueden calentarse con rapidez. Evite soldar cerca de conductos hidráulicos. Asegúrese de tener un extintor a la mano. 6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas apropiadas para evitar situaciones de riesgo. Consulte el documento “Seguridad en los trabajos de corte y soldadura” (norma Z49.I del ANSI) y los datos de funcionamiento del equipo utilizado. 6.c. Cuando no esté utilizando el equipo, asegúrese de que el circuito del electrodo no toque en absoluto la zona de trabajo ni el suelo. Si se pusieran en contacto de forma accidental, dichas partes podrían sobrecalentarse y provocar un incendio. 6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores hasta que se haya asegurado de que tales procedimientos no harán que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos pueden provocar explosiones incluso si se han “limpiado”. Para saber más, adquiera el documento “Prácticas seguras y recomendables de preparación para los procesos de corte y soldadura de contenedores y conductos que han contenido sustancias peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense de Soldadura (consulte la dirección más arriba). 6.e. Ventile los contenedores y piezas de fundición antes de calentarlos, cortarlos o soldarlos. Podrían explotar. 6.f. El arco de soldadura desprende chispas y salpicaduras. Utilice prendas de protección, como guantes de piel, camisas gruesas, pantalones sin dobladillos, botas altas y un gorro para el pelo. Utilice un protector auricular cuando suelde en un lugar distinto del habitual o en espacios cerrados. Cuando esté en la zona de trabajo, utilice siempre gafas de protección con blindaje lateral. 6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier otra ubicación distinta de la zona de trabajo aumenta las probabilidades de que la corriente pase por cadenas de elevación, cables de grúas u otros circuitos alternos. Esto podría generar un riesgo de incendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran. SI SE DAÑAN, LAS BOMBONAS PUEDEN EXPLOTAR. 7.a. Utilice únicamente bombonas de gas comprimido que contengan los gases de protección adecuados para el proceso en cuestión, así como reguladores diseñados para un gas y presión concretos. Todos los conductos, empalmes, etc. deberán ser adecuados para el uso en cuestión y mantenerse en buen estado. 7.b. Guarde las bombonas siempre en vertical y asegúrelas correctamente a un bastidor o a un soporte fijo. 7.c. Las bombonas deberán almacenarse: • Alejadas de aquellas zonas en las que puedan recibir golpes o estar sujetas a daños físicos. • A una distancia segura de las zonas de soldadura por arco y de corte y de cualquier otra fuente de calor, chispas o llamas. 7.d. No deje que el electrodo, el soporte del electrodo ni ninguna otra pieza viva desde el punto de vista eléctrico entre en contacto con una bombona. 7.e. No acerque la cabeza ni la cara a la válvula de salida de la bombona cuando abra dicha válvula. 7.f. Las tapas de protección de la válvula siempre deberán estar en su sitio y bien apretadas, excepto cuando la bombona se esté utilizando o esté conectada. 7.g. Lea y comprenda las instrucciones relativas a las bombonas de gas comprimido, las instrucciones del material asociado y la publicación P-l de la CGA, “Precauciones para la manipulación segura de las bombonas de gas comprimido”, disponible a través de la Asociación de Gas Comprimido, situada en 14501 George Carter Way Chantilly, VA 20151. PARA EQUIPOS ELÉCTRICOS. 8.a. Desconecte la potencia de entrada a través del interruptor de desconexión del cuadro de fusibles antes de empezar a trabajar con el equipo. 8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante. 8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante. 6.h. Consulte también el apartado 1.c. 6.I. Lea y comprenda la norma NFPA 51B, “Norma para la prevención de incendios en trabajos de soldadura y corte entre otros”, disponible a través de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101. 6.j. No utilice las fuentes de alimentación del equipo para descongelar conductos. Consulte http://www.lincolnelectric.com/safety para saber más sobre la seguridad. Seguridad, 04 de 04 - 15/06/2016 TABLE OF CONTENTS Instalación ..................................................................................................................................................Section A Especificaciones Técnicas .....................................................................................................................................A-1 Precauciones de Seguridad ...................................................................................................................................A-1 Selección de una Ubicación Adecuada...................................................................................................................A-1 Estibación ............................................................................................................................................................A-1 Inclinación ............................................................................................................................................................A-1 Identificación y Ubicación de los Componentes ............................................................................................................A-2 Operación ..................................................................................................................................................Sección B Seguridad y Descripción del Producto ...................................................................................................................B-1 Controles y Configuraciones ..........................................................................................................................B-2, B-3 Rodillo Impulsor y Tabla de Guías de Alambre .......................................................................................................B-4 Preparación y Realización de una Soldadura de Alambre Tubular ...........................................................B-5 thru B-7 Preparación y Realización de una Soldadura MIG e Instalación del Gas Protector ...................................B-8 thru B-11 Preparación y Realización de una Soldadura de Aluminio ....................................................................................B-12 Mantenimiento..............................................................................................................................................Sección D Precauciones de Seguridad ...................................................................................................................................D-1 Compartimiento de Alimentación de Alambre, Motor del Ventilador, Mantenimiento del Carrete de Alambre..........D-1 Mantenimiento de la Pistola y Cable......................................................................................................................D-1 Protección contra Sobrecarga ...............................................................................................................................D-2 Procedimientos de Reemplazo de Componentes ...................................................................................................D-2 Localización de Averías................................................................................................................................Sección E Precauciones de Seguridad ...................................................................................................................................E-1 Cómo Utilizar la Guía de Localización de Averías....................................................................................................E-1 Guía de Localización de Averías ...............................................................................................................E-2 thru E-3 Diagrama de Cableado & Dibujo de Dimensión .......................................................................................... Sección F Páginas de las Piezas ..........................................................................................................parts.lincolnelectric.com Contenido / detalles pueden ser modificados o actualizados sin previo aviso . Para la mayoría de los manuales de instrucciones actuales ,ir a Parts.lincolnelectric.com 3 MANUAL DE OPERACIÓN Accesorios ..................................................................................................................................................Sección C Accesorios Opcionales ..........................................................................................................................................C-1 Carros Utilitarios ............................................................................................................................................C-2, C-3 INSTALACIÓN POWER MIG® 140 y 180 MODELOS alimentación. ESPECIFICACIONES TÉCNICAS NIdAdES dE 140 AmP (K2471-2) ESPECIFICACIONES TÉCNICAS ENTRADA - MONOFÁSICA SOLAMENTE Voltaje/Frecuencia Estándar Corriente de Entrada 120 V / 60 Hz ENTRADA - MONOFÁSICA SOLAMENTE Corriente de Entrada Voltaje/Frecuencia Estándar 230 V / 60 Hz 208 V / 60 Hz 20 Amps @ rated output SALIDA NOMINAL Ciclo de Trabajo Corriente Voltaje a Amperes Nominales 20% Duty Cycle 90 Amps 19.5 SALIDA NOMINAL Voltaje/Ciclo de Trabajo Corriente Voltaje a Amperes Nominales 230 V 30% 208 V 30% 130 Amps 20 17 SALIDA Rango de Corriente de Soldadura Voltaje de Circuito Abierto Rango de Velocidad de Alambre 33 V 50 - 500 in/min. (1.3 - 12.7 m/min.) 30-140 Amps SALIDA TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES Voltaje/Frecuencia de Entrada 120 V 60 Hz 1 Cable de extensión 15 Amp, 125 V, Tres Prong Plug (NEMA Type 5-15P) 3 conductores # 12 AWG ( 4mm2 ) o más grande hasta 50 pies . ( 15,2 m ) Si se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”. DIMENSIONES FÍSICAS Altura Anchura Profundidad Peso 14.08 in. (357.6 mm) 10.37 in. (263.4 mm) 18.78 in. (477.6 mm) 66 lbs. (30 kg.) Lea toda la sección de instalación antes de empezar la misma. INSTALACIÓN ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Sólo personal calificado puede realizar esta instalación. • Sólo el personal que haya leído y comprendido el Manual de Operación de las POWER MIG® 140 y 180 modelos deberá instalar y operar este equipo. • La máquina debe enchufarse a un receptáculo que esté aterrizado conforme a cualquier código nacional, local o cualquier otro que aplique. • El interruptor de encendido de las POWER MIG® 140 y 180 modelos deberá estar en la posición de APAGADO (“O”) cuando se instale el cable de trabajo y pistola, y cuando se conecte el cable de alimentación a la Voltaje de Circuito Abierto Rango de Velocidad de Alambre 30-180 Amps 34 V 50 - 500 in/min. (1.3 - 12.7 m/min.) Voltaje/Frecuencia de Entrada 20 Cable de alimentación Rango de Corriente de Soldadura TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES Tamaño de Fusible o Amps de Interruptor1 Entrada 20 Amp 20 Amps @ potencia nominal 230 V 60 Hz Tamaño de Fusible o Amps de Interruptor1 Entrada 40 Amp Super Lag 20 Cable de alimentación 15 Amp, 125 V, Tres Prong Plug (NEMA Type 5-15P) NIdAdES dE 180 AmP (K2473-2) DIMENSIONES FÍSICAS 1 Altura Anchura Profundidad Peso 14.08 in. (357.6 mm) 10.37 in. (263.4 mm) 18.78 in. (477.6 mm) 66 lbs. (30 kg.) Si se conecta a un circuito protegido por fusibles, utilice el Fusible de emora de Tiempo marcado con una “D”. SELECCIÓN dE UNA UBICACIÓN AdECUAdA Localice la POWER MIG® 140 y 180 modelos en una localización seca donde hay circulación libre del aire limpio en las lumbreras en la parte posterior y hacia fuera el frente de la unidad. Una localización que reduce al mínimo la cantidad de humo y de suciedad dibujados dentro de las lumbreras posteriores reduce la ocasión de la acumulación de la suciedad que puede bloquear pasos de aire y causar el recalentamiento. ESTIBACIÓN La POWER MIG® 140 y 180 modelos no puede estibarse. INCLINACIÓN Cada máquina debe colocarse directamente sobre una superficie segura y nivelada o sobre un carro recomendado. La máquina puede caerse si no se sigue este procedimiento. A-1 INSTALACIÓN POWER MIG® 140 y 180 MODELOS COmPONENTES INCLUIdOS 1 5 6 15 2 17 Welding Guide LEARNING TO WELD 3 18 16 LTW1 | Issue Date 07/13 © Lincoln Global, Inc. All Rights Reserved. 7 8 9 10 14 11 12 INNER WIRE GUIDE .025-.035 (.6-.9mm) INNER WIRE GUIDE .035-.045 (.9-1.1mm) 4 OUTER WIRE GUIDE 13 .035 .035 .025 .025 .025 1. Soldadora de Alimentador de Alambre 2. Cable de Trabajo y Pinza. 11. .035”-.045” (0.9 - 1.1mm) Guía de Alambre Interna (Instalado en la Máquina). 3. Pistola de Soldadura Magnum PRO 100L 12. Guía de alambre externa(Instalado en la Máquina). 4. 3 Puntas de Contacto .035”(0.9mm) (1 instalada en la pistola de soldadura).& 3 Puntas de Contacto .025”(0.6mm). 14. Tobera de Pistola con Gas MIG de Cobre 5. Carrete de Alambre Tubular Innershield NR-211MP de .035”(0.9mm) de diámetro. 15. Regulador 6. Carrete de Alambre MIG L-56 de .025”(0.6mm) de diámetro. 17. Aprenda a Soldar (Manual LTW1) 7. Rodillo Impulsor Suave .025”/.030”(0.6-0.9mm) 18. Cómo Soldar DVD 8. Rodillo Impulsor Suave .035”(0.9mm) 9. Rodillo Impulsor Estriado .030” -.045”(0.8-1.1mm) (Instalado en la Máquina) 19. Adaptador de Eje de 2” (Para un Carrete de Alambre de 8”) 13. Tobera de Pistola Sin Gas Autoprotegida Negra. (Instalada en la Pistola de Soldadura). 16. Manguera de Gas 10. .025”-.035” (0.6 - 0.9mm) Guía de Alambre Interna. A-2 MANUAL DE OPERACIÓN 19 Welding Safety Interactive Web Guide for mobile devices OPERACIÓN POWER MIG® 140 y 180 MODELOS OPERACIÓN Lea toda la sección de operación antes de operar la SOLDADORAS DE ALIMENTACION DE ALAMBRE. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • No toque partes eléctricamente vivas o electrodos con la piel o ropa mojada. Aíslese del trabajo y tierra. • Siempre use guantes aislantes secos. Los HUMOS Y GASES pueden resultar peligrosos. • Mantenga su cabeza alejada de los humos. • Use ventilación o escape para eliminar los humos de la zona de respiración. Las CHISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga lejos el material inflamable. • No suelde en contenedores cerrados. Los RAYOS DEL ARCO pueden quemar. dESCRIPCIÓN dEL PROdUCTO (CAPACIdAdES dEL PROdUCTO) Estas pequeñas soldadoras de alimentación de alambre portátiles son capaces de soldar MIG en acero, acero inoxidable y aluminio. También son capaces de soldar alambre tubular en acero suave. La soldadura MIG significa soldadura con Gas Inerte Metálico y requiere de un gas protector para proteger la soldadura hasta que se enfría. Es posible adquirir gas protector adecuado con base en el tipo de material que está soldando de su distribuidor local de gas de soldadura. La soldadura MIG es ideal para soldar en materiales más delgados y limpios cuando se requiere una soldadura de apariencia cosmética excelente y muy limpia. Un ejemplo podrían ser los páneles de carrocerías automotrices. La soldadura tubular/autoprotegida no requiere gas protector separado para proteger la soldadura, ya que cuenta con aditivos especiales conocidos como fundentes para proteger a la soldadura hasta que se enfría. La Soldadura de Alambre Tubular es ideal para materiales medianamente o muy gruesos, y para soldar en acero pintado u oxidado. Este tipo de soldadura es también ideal en aplicaciones al aire libre donde las condiciones de viento pueden alejar el gas protector MIG de la soldadura. La soldadura de alambre tubular produce una soldadura de buena apariencia pero no excelente como la MIG. Su máquina incluye los elementos necesarios para soldar en acero con el proceso de soldadura MIG o el de alambre tubular. Para soldar en acero inoxidable, es posible adquirir en forma separada un alambre de soldadura de acero inoxidable opcional. Esta máquina puede soldar aluminio utilizando un alambre de soldadura de aluminio 4043 de .035”(0.9mm) de diámetro. Ya que el alambre de soldadura de aluminio es suave, se recomienda una antorcha “Spool Gun” de aluminio para mejores resultados. Dentro de la puerta de la máquina se localiza una etiqueta que proporciona sugerencias de configuraciones de soldadura. • Utilice protección para los ojos, oídos y cuerpo. ABREVIATURAS dE SOLdAdURA COmUNES GMAW (MIG) Observe la información de seguridad a lo largo • Soldadura de Arco Metálico con Gas de este manual. FCAW (INNERSHIELD OR OUTERSHIELD) • Soldadura de Arco Tubular B-1 OPERACIÓN POWER MIG® 140 y 180 MODELOS FIGURA B.1 2 3 (Vea la Figura B.2) 4. GATILLO DE LA PISTOLA – Aplanar el gatillo activa al mecanismo de alimentación para alimentar alambre y energiza la salida de la máquina. Aplane el gatillo para soldar y suéltelo para detener la soldadura. 5. PISTOLA DE SOLDADURA – Entrega alambre y corriente de soldadura a la soldadora. a. Guía de alambre de la pistola– el alambre se desplaza a través de la guía desde el mecanismo de alimentación. La guía de alambre de la pistola alimenta alambre 0.025” a 0.035”(0.6mm a 0.9mm). La máquina 180A puede soldar con alambre 0.045”(1.1mm) si una guía de alambre opcional 0.045”(1.1mm) está instalada en la pistola. b. Punta de Contacto – proporciona contacto eléctrico al alambre. c. Tobera – Al soldar con alambre tubular, la tobera negra protege las roscas de montaje en la pistola. Al soldar MIG, la tobera de Cobre canaliza el gas protector a la soldadura. 6. PINZA Y CABLE DE TRABAJO – Se sujeta a la pieza de trabajo que se está soldando y completa el circuito de soldadura eléctrico. 7. RECEPTÁCULO DEL CONECTOR DEL GATILLO DE LA PISTOLA – Enchufe el conector del gatillo de 4 pines a este receptáculo. FIGURA B.2 5C 5B 5 1 5A 4 7 6 B-2 MANUAL DE OPERACIÓN CONTROLES Y CONFIGURACIONES Esta máquina cuenta con los siguientes controles: (Vea la Figura B.1) 1. INTERRUPTOR DE ENCENDIDO – Apaga y enciende la máquina. 2. CONTROL DE VOLTAJE DE ARCO – Esta perilla establece el voltaje de salida de la máquina. Junto con la velocidad de alimentación de alambre (WFS), este control establece un procedimiento de soldadura. Consulte la etiqueta de procedimientos en la puerta del compartimiento del mecanismo de alimentación para establecer un procedimiento de soldadura correcto con base en el tipo de material y grosor que se está soldando. 3. CONTROL DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE (WFS) – Esta perilla establece la velocidad con que la máquina alimenta alambre. Junto con el voltaje de arco, este control establece un procedimiento de soldadura. Consulte la etiqueta de procedimientos en la puerta del compartimiento del mecanismo de alimentación para establecer un procedimiento de soldadura correcto con base en el tipo de material y grosor que se está soldando. OPERACIÓN POWER MIG® 140 y 180 MODELOS (VEA LA FIGURA B.3) 8. BUJE Y TORNILLO MARIPOSA DEL CONECTOR DE LA PISTOLA DE SOLDADURA – Proporciona energía eléctrica a la pistola de soldadura. El tornillo mariposa sujeta la pistola de soldadura al bloque del conector. (Por razones de claridad, el Frente de la Máquina, Puerta Lateral y Cubierta del Mecanismo de Alimentación fueron removidos de los Elementos 8 y 9). 9. TERMINALES DE SALIDA – Estas conexiones permiten cambiar la polaridad de soldadura de la máquina dependiendo de si está realizando una soldadura MIG o de alambre tubular. FIGURA B.3 8 (Vea la Figura B.5) 11. MECANISMO DE ALIMENTACIÓN Y COMPONENTES – Alimenta alambre desde el carrete de alambre a través del mecanismo y la pistola a la soldadura. a. Rodillo Impulsor Superior e Inferior – Impulsa el alambre a través del sistema de impulsión. El rodillo impulsor tiene una ranura que corresponde al tipo y diámetro del alambre especificado. Consulte la Tabla B.1 para los rodillos impulsores disponibles. b. Guía de Alambre Interna y Externa – Guía el alambre entre el Rodillo Impulsor Superior e Inferior, y a través del mecanismo de alimentación. La guía interna tiene una ranura que corresponde a un diámetro de alambre en particular. Consulte la Tabla B.1 para guías de alambre disponibles. c. Tornillo Mariposa de Tensión del Rodillo Impulsor – Girar a la derecha aumenta la fuerza en los rodillos impulsores y a la izquierda la disminuye. 12. INTERRUPTOR DE SPOOL GUN - El interruptor instalado previamente permite soldar ya sea “Spool Gun” Con la pistola Magnum 100SG o de forma estándar con la pistola Magnum PRO 100L. FIGURA B.5 12 9 AJUSTADOR DE TENSIÓN ABAJO (VEA LA FIGURA B.4) 10. EJE Y FRENO DEL CARRETE DE ALAMBRE – Sostiene a un carrete de 4 pulgadas de diámetro. Utilice un adaptador de eje de 2 pulgadas I.D. con la máquina para utilizar carretes de 8 pulgadas de diámetro. El tornillo mariposa establece la fricción de frenado para evitar que el carrete gire cuando se suelta el gatillo. FIGURA B.4 BRAZO DE PRESIÓN DEL RODILLO IMPULSOR SUPERIOR GUÍA DE ALAMBRE INTERNA REMOVIDA RODILLO IMPULSOR INFERIOR REMOVIDO ADAPTADOR DE EJE DE 2" (PARA CARRETE DE ALAMBRE DE 8") GUÍA DE ALAMBRE EXTERNA REMOVIDA (CARRETE DE ALAMBRE DE 4) B-3 OPERACIÓN POWER MIG® 140 y 180 MODELOS TABLE B.1 RODILLO IMPULSOR Y GUÍAS DE ALAMBRE .025”(0.6mm) Alambre MIG .030”(0.8mm) Alambre MIG Rodillo Impulsor Guía de alambre interna No. de parte interno de la guía de alambre .025”-.035” (0.6mm-0.9mm) guía de alambre de acero KP2531-1 .045” (1.1mm) guía de alambre de acero KP2531-2 No. de Parte del Rodillo Impulsor .025”/.030” (0.6mm/0.8mm) Rodillo Impulsor Suave KP2529-1 .035”(0.9mm) Alambre MIG .035”(0.9mm) Rodillo Impulsor Suave KP2529-2 .030”(0.8mm) Alambre Tubular .035”(0.9mm) Alambre Tubular .030”/.045” (0.8mm/1.1mm) Rodillo Impulsor Estriado KP2529-3 .045”(1.1mm) Alambre Tubular .030”/.045” (0.8mm/1.1mm) Rodillo Impulsor Estriado KP2529-3 FIGURA B.6 (Vea la Figura B.6) 13. INTERRUPTOR AUTOMÁTICO – Si la corriente de entrada nominal de la máquina se excede, el interruptor automático se abre. Oprima para restablecer. 14. ENTRADA DE GAS – El gas protector se conecta a esta entrada. 13 B-4 14 MANUAL DE OPERACIÓN Diámetro y Tipo del Alambre OPERACIÓN POWER MIG® 140 y 180 MODELOS PREPARACIÓN Y REALIZACIÓN dE UNA SOLdAdURA dE ALAmBRE TUBULAR ELEMENTOS NECESARIOS PARA UNA SOLDADURA DE ALAMBRE TUBULAR 1. .035”(0.9mm) Punta de Contacto 2. .025”-.035”(0.6mm-0.9mm) Guía de Alambre 3. Rodillo Impulsor Estriado 4. .035”(0.9mm)Alambre Tubular NR-211MP 5. Tobera de Pistola Autoprotegida Negra 6. Pistola de Soldadura 7. Cable y Pinza de Trabajo 1 2 5. Polaridad del Mecanismo de Alimentación. La soldadura de alambre tubular requiere polaridad negativa (-). Conecte el cable de transmisión corto de la impulsión del alambre con (-) el terminal de salida negativo y apriete la tuerca de ala 6. Conexión del Cable de Trabajo. Deslice el extremo arrastrado del cable del trabajo a través del agujero en el frente de la máquina y coloqúelo en (+) el terminal de salida positivo y apriete la tuerca de ala. FIGURA B.7 LOCALICE LOS COMPONENTES PARA CONECTARLOS AL FRENTE DE LA MÁQUINA PUERTA LATERAL DEL GABINETE ABRA LA PUERTA DE PASADOR 4 3 DESLICE AQUÍ EL EXTREMO DEL CONECTOR .035 EXTREMO DE LA TERMINAL (ENCAJA EN EL BORNE INTERIOR, VEA LA SIGUIENTE FIGURA) 5 PINZA DE TRABAJO PISTOLA Y CABLE 6 CONECTOR DEL CABLE (4 PINES) 7 NR-211-MP B. CONEXIÓN DE LOS CABLES Y ALAMBRES A LA MÁQUINA TORNILLO MARIPOSA PARA APRETAR EL BUJE DEL CONECTOR (Vea la Figura B.7) 1. Abra la puerta lateral del gabinete 2. Deslice el extremo del conector de la pistola y cable a través del orificio en el frente de la máquina y dentro del buje del conector de la pistola en el mecanismo de alimentación. 3. Asegúrese de que el extremo del conector de la pistola esté asentado totalmente en el mecanismo de alimentación y apriete el tornillo manual para asegurar el conector de la pistola. 4. Enchufe el conector del cable del gatillo de la pistola en el receptáculo del gatillo de la pistola de 4 pines al frente de la máquina. CONECTE EL EXTREMO DEL CONECTOR TERMINAL DE SALIDA NEGATIVA “-” DEL CABLE DE ALIMENTACIÓN CORTO TERMINAL DE SALIDA "+" POSITIVA DE CONEXIÓN DEL CABLE DE TRABAJO RECEPTÁCULO DEL GATILLO CONECTADO (4 PINES) PINZA DE TRABAJO B-5 OPERACIÓN POWER MIG® 140 y 180 MODELOS (Vea la Figura B.8) 1. Localice el carrete de etiqueta de 4"(102mm) de diámetro de alambre tubular NR-211MP .035”(0.9mm), y colóquelo sobre el eje de carrete de alambre. Oriente el carrete para que el alambre se alimente desde la parte superior del mismo. 2. Asegure el carrete en su lugar apretando la tuerca mariposa contra el espaciador que sujeta el carrete de alambre al eje. 3. Abra el brazo de presión del rodillo impulsor superior girando el brazo del ajustador de tensión hacia abajo y rotando el brazo de presión del rodillo impulsor hacia arriba. 4. Remueva la guía de alambre externa. 4a. Deslice ligeramente la pistola hacia afuera del mecanismo. 5. Remueva el rodillo de impulsión inferior y la guía de alambre interna. 6. Instale la guía de alambre interna .025”-.035”(0.6mm0.9mm). 7. Instale el rodillo impulsor estriado .030”/.045”(0.8mm/1.1mm). 8. Desenrede cuidadosamente y enderece las primeras seis pulgadas de alambre de soldadura del carrete. No permita que el extremo del alambre quede suelto para evitar que éste se desenrede. FIGURA B.8 BRAZO DE PRESIÓN DEL RODILLO IMPULSOR SUPERIOR (Vea la Figura B.9) 9. Alimente el alambre a través de la entrada del mecanismo de alimentación a lo largo de la ranura de la guía de alambre interna y dentro de la salida del mecanismo de alimentación en el lado de la pistola. 10. Cierre el brazo de presión del rodillo impulsor superior y asegure girando el ajustador de tensión de regreso a la posición hacia arriba. 11. Reinstale la guía de alambre externa. FIGURA B.9 RODILLO IMPULSOR SUPERIOR OPRIMIDO CONTRA EL RODILLO AJUSTADOR DE TENSIÓN IMPULSOR INFERIOR ASEGURADO EN POSICIÓN DIRECCIÓN DEL ALAMBRE NR-211-MP WIRE SPOOL .035" (0.9mm) AJUSTADOR DE TENSIÓN ABAJO DESLICE EL ALAMBRE EN RODILLO IMPULSOR INFERIOR EL LADO DEL CONECTOR ASEGÚRESE DE QUE EL ALAMBRE ESTÉ EN LA RANURA DE LA PISTOLA WIRE SPOOL .035" (0.9mm) NR-211-MP GUÍA DE ALAMBRE INTERNA REMOVIDA RODILLO DE IMPULSIÓN INFERIOR REMOVIDO GUÍA DE ALAMBRE EXTERNA REMOVIDA B-6 MANUAL DE OPERACIÓN C. CARGA DEL CARRETE DE ALAMBRE OPERACIÓN POWER MIG® 140 y 180 MODELOS FIGURA B.11 (Vea la Figura B.10) 12. Remueva la tobera de la pistola y punta de contacto, y enderece la pistola. FIGURA B.10 ENCHUFE EL CABLE DE ALIMENTACIÓN INTERRUPTOR DE ENCENDIDO/APAGADO TOBERA REMOVIDA PUNTA DE CONTACTO REMOVIDA NR-211-MP NR-211-MP ALIMENTE EL ALAMBRE APROXIMADAMENTE 4.00" DEL EXTREMO DEL TUBO DE LA PISTOLA ENDERECE EL CABLE Y LA PISTOLA EN ESTA POSICIÓN PRESIONE EL GATILLO PARA ACTIVAR EL ALAMBRE QUE SE ALIMENTA A TRAVÉS DE LA GUÍA. 13. Encienda la alimentación de la máquina y aplane el gatillo de la pistola para alimentar el alambre a través de la guía de alambre hasta que varias pulgadas de éste salgan del extremo roscado de la pistola. (Vea la Figura B.11) 14. Cuando se suelta el gatillo, el carrete de alambre no deberá desenrollarse. Ajuste el freno del carrete conforme a esto. ADVERTENCIA CORTE EL ALAMBRE SALIENTE a 3/8"(9.5mm) desde la punta de contacto LAS PARTES MÓVILES Y EL CONTACTO ELÉCTRICO PUEDEN PROVOCAR LESIONES O SER FATALES! • Cuando el gatillo de la pistola se suelta, los rodillos impulsores, carrete de alambre y electrodo están ELÉCTRICAMENTE VIVOS (CALIENTES). • Aléjese de las partes móviles y puntos de presión. • Mantenga todas las Puertas, Cubiertas, páneles y guardas en forma segura en su lugar. 15. Instale la punta de contacto .035”(0.9mm). 16. Instale la tobera de pistola autoprotegida negra en la pistola. 17. Corte el alambre saliente a 3/8”(9.5mm) desde la punta de contacto. (Vea la Figura B.12) FIGURA B.12 INSTALE LA PUNTA DE CONTACTO DE 0.035 INSTALE LA TOBERA NEGRA TUBULAR 18. Cierre la puerta lateral del gabinete. La máquina está ahora lista para soldar. 19. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar” que se incluyen con la máquina. 20. Con base en el grosor del material que va a soldar y el tipo y diámetro del alambre de soldadura, establezca el voltaje y velocidad de alimentación de alambre conforme a la etiqueta de procedimientos en la parte interior de la puerta del compartimiento del mecanismo de alimentación. NO REMUEVA U OCULTE ETIQUETAS DE ADVERTENCIA. ------------------------------------------------------------------------ B-7 OPERACIÓN POWER MIG® 140 y 180 MODELOS PREPARACIÓN Y REALIZACIÓN dE UNA SOLdAdURA mIG ELEMENTOS NECESARIOS PARA UNA SOLDADURA MIG 1 1. 2. 3. 4. 5. 6. 7. 8. 9. .025 Punta de Contacto 0.025”(0.6mm) Tobera de Cobre de la pistola Rodillo Impulsor .025”(0.6mm) 025”-035”(0.6mm-0.9mm) Inner wire guide .025” - .035” (0.6mm-0.9m m) Guía de Alambre Interna Pistola de soldadura Cable y Pinza de Trabajo Línea de Gas Regulador de Gas Botella de gas protector de 75/25 Ar/CO2 (ó gas protector del 100% CO2) (observe que esto requiere un adaptador de regulador CO2, que se vende por separado). 4 3 2 5 6 7 L-56 MIG WIRE EXTREMO MACHO EXTREMO HEMBRA 8 100% (REQUIERE ADAPTADOR QUE SE VENDE POR SEPARADO) B-8 75/25 MIXES MANUAL DE OPERACIÓN CO2 9 OPERACIÓN POWER MIG® 140 y 180 MODELOS FIGURA B.13 B. INSTALACIÓN DEL GAS PROTECTOR La soldadura MIG requiere una botella apropiada de gas protector. Para acero suave, es posible utilizar una botella de cilindro de Ar/CO2 ó 100% CO2. Consulte las siguientes instrucciones para conectar adecuadamente el gas protector a la máquina. ADVERTENCIA Si sufre algún daño, el CILINDRO puede explotar. Mantenga el cilindro en posición vertical y encadenado a un soporte. • Mantenga el cilindro alejado de las áreas donde podría dañarse. • Nunca levante la soldadora con el cilindro montado. • Nunca permita que el electrodo de soldadura toque al cilindro. • FEMALE END 75/25 MIXES MALE END REGULATOR ADAPTER Mantenga el cilindro lejos del circuito de soldadura u otros circuitos eléctricos vivos. CO2 100% ADVERTENCIA LA ACUMULACIÓN DE GAS PROTECTOR puede dañar la salud o ser fatal. • Apague el suministro de gas protector cuando no lo utilice. 1. Asegure el cilindro a la pared o a otro soporte estacionario para evitar que el cilindro se caiga. Aísle el cilindro del circuito de trabajo y aterrizamiento. Consulte la Figura B.13. 2. Con el cilindro instalado en forma segura, remueva su tapón. Manténgase en el lado opuesto lejos de la salida y abra un poco la válvula del cilindro por un instante. Esto elimina cualquier polvo o suciedad que se haya acumulado en la salida de la válvula. ADVERTENCIA ASEGÚRESE DE MANTENER ALEJADA LA CARA DE LA SALIDA DE LA VÁLVULA CUANDO LA “ABRA”. PLASTIC WASHER S19298 3. Monte el regulador de flujo en la válvula del cilindro y apriete bien la tuerca de unión con una llave. NOTA: Si conecta a un cilindro de 100% CO2, se requiere un adaptador de regulador de CO2. Adquiera el adaptador de CO2 S19298 en forma separada; asegúrese de instalar una rondana de plástico que se incluye en el conector a un lado de la botella. (Vea la Figura B.13) 4. Consulte la Figura B.13. Monte un extremo de la manguera de gas de entrada en el conector de salida del regulador de flujo, y apriete bien la tuerca de unión con una llave. Conecte el otro extremo al Conector de Entrada de Solenoide de la máquina (roscas hembra 5/8-18 — para conector CGA — 032). Asegúrese de que la manguera de gas no esté doblada o torcida. GAS PROTECTOR 1. Para CO2, abra el cilindro muy lentamente. Para gas con mezcla de argón, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando la aguja del medidor de presión del cilindro deje de moverse, abra la válvula totalmente. 2. Establezca la velocidad del flujo de gas en 30 a 40 pies cúbicos por hora (14 a 18 I/min.) bajo condiciones normales; aumente a un máximo de 40 a 50 CFH (18 a 23.5 I/min.) para fuera de la soldadura de la posición. 3. Mantenga la válvula del cilindro cerrada, excepto cuando usa la máquina. Nunca se pare directamente enfrente o detrás del regulador de flujo cuando abra la válvula del cilindro. Siempre manténgase a un lado. B-9 OPERACIÓN POWER MIG® 140 y 180 MODELOS D. CARGA DEL CARRETE DE ALAMBRE (Vea la Figura B.14) 1. Abra la puerta lateral del gabinete 2. Deslice el extremo del conector de la pistola y cable a través del orificio en el frente de la máquina y dentro del buje del conector de la pistola en el mecanismo de alimentación. 3. Asegúrese de que el extremo del conector de la pistola esté asentado totalmente en el mecanismo de alimentación y apriete el tornillo mariposa para asegurar la pistola. 4. Enchufe el conector del cable del gatillo de la pistola en el receptáculo del gatillo de la pistola de 4 pines al frente de la máquina. 5. Polaridad del Mecanismo de Alimentación. La soldadura MIG requiere polaridad positiva (+). Conecte el cable de alimentación corto del mecanismo de alimentación a la terminal de salida positiva (+) y apriete el tornillo mariposa. 6. Conexión del Cable de Trabajo. Deslice el extremo de orejeta del cable de trabajo a través del orificio al frente de la máquina y colóquelo en la terminal de salida negativa (-), y apriete el tornillo mariposa. FIGURA B.14 LOCALICE LOS COMPONENTES PARA CONECTARLOS AL FRENTE DE LA MÁQUINA DESLICE AQUÍ EL EXTREMO DEL CONECTOR (Vea la Figura B.15) 1. Localice el carrete de etiqueta de 4"(102mm) de diámetro de alambre MIG sólido L-56 .025”(0.6mm), y colóquelo sobre el eje de carrete de alambre. Oriente el carrete para que el alambre se alimente desde la parte superior del mismo. 2. Asegure el carrete en su lugar apretando la tuerca mariposa contra el espaciador que sujeta el carrete de alambre al eje. 3. Abra el brazo de presión del rodillo impulsor superior girando el brazo del ajustador de tensión hacia abajo y rotando el brazo de presión del rodillo de presión hacia arriba. 4. Remueva la guía de alambre externa. 4a. Deslice ligeramente la pistola hacia afuera del mecanismo. 5. Remueva el rodillo impulsor inferior y la guía de alambre interna. 6. Instale la guía de alambre interna .025”-.035”(0.6mm0.9mm). 7. Instale el rodillo impulsor inferior ranurado suave .025”(0.6mm). 8. Desenrede cuidadosamente y enderece las primeras seis pulgadas de alambre de soldadura del carrete. No permita que el extremo del alambre quede suelto para evitar que éste se desenrede. FIGURA B.15 PUERTA LATERAL DEL GABINETE ABRA LA PUERTA DE PASADOR BRAZO DE PRESIÓN DEL AJUSTADOR DE TENSIÓN ABAJO RODILLO IMPULSOR SUPERIOR EXTREMO DE LA TERMINAL (ENCAJA EN EL BORNE INTERIOR, VEA LA SIGUIENTE FIGURA) PINZA DE TRABAJO WIRE SPOOL .025" (0.6mm) PISTOLA Y CABLE CONECTOR DEL CABLE (4 PINES) L-56 SOLID WIRE TORNILLO MARIPOSA PARA APRETAR EL BUJE DEL CONECTOR GUÍA DE ALAMBRE INTERNA REMOVIDA CONECTE EL EXTREMO DEL CONECTOR RODILLO DE IMPULSIÓN INFERIOR REMOVIDO GUÍA DE ALAMBRE EXTERNA REMOVIDA TERMINAL DE SALIDA NEGATIVA “-” DE CONEXIÓN DEL CABLE DE TRABAJO TERMINAL DE SALIDA "+" POSITIVA DEL CABLE DE ALIMENTACIÓN CORTO RECEPTÁCULO DEL GATILLO CONECTADO (4 PINES) PINZA DE TRABAJO (Vea la Figura B.16) 9. Alimente el alambre a través de la entrada del mecanismo de alimentación a lo largo de la ranura de la guía de alambre interna y dentro de la salida del mecanismo de alimentación en el lado de la pistola. 10. Cierre el brazo de presión del rodillo impulsor superior y asegure girando el ajustador de tensión de regreso a la posición hacia arriba. 11. Reinstale la guía de alambre externa. B-10 MANUAL DE OPERACIÓN C. CONEXIÓN DE LOS CABLES Y ALAMBRES A LA MÁQUINA OPERACIÓN POWER MIG® 140 y 180 MODELOS FIGURA B.16 ADVERTENCIA RODILLO DE PRESIÓN SUPERIOR OPRIMIDO CONTRA EL RODILLO AJUSTADOR DE TENSIÓN IMPULSOR INFERIOR ASEGURADO EN POSICIÓN LAS PARTES MÓVILES Y EL CONTACTO ELÉCTRICO PUEDEN PROVOCAR LESIONES O SER FATALES • Cuando el gatillo de la pistola se suelta, los rodillos impulsores, carrete de alambre y electrodo están ELÉCTRICAMENTE VIVOS (CALIENTES). • Aléjese de las partes móviles y puntos de presión. • Mantenga todas las Puertas, Cubiertas, páneles y guardas en forma segura en su lugar. DIRECCIÓN DEL ALAMBRE NO REMUEVA U OCULTE ETIQUETAS DE ADVERTENCIA. L-56 MIG Solido DESLICE EL ALAMBRE ENEL LADO DEL CONECTOR E LA PISTOLA RODILLO IMPULSOR ASEGÚRESE DE QUE EL ALAMBRE ESTÉ EN LA RANURA (Vea la Figura B.17) 12. Remueva la tobera de la pistola y punta de contacto, y enderece la pistola. FIGURA B.17 REMOVED NOZZLE -----------------------------------------------------------------------13. Encienda la alimentación de la máquina y aplane el gatillo de la pistola para alimentar el alambre a través de la guía de alambre hasta que varias pulgadas de éste salgan del extremo roscado de la pistola. (Vea la Figura B.18) 14. Cuando se suelta el gatillo, el carrete de alambre no deberá desenrollarse. Ajuste el freno del carrete conforme a esto. FIGURA B.18 ENCHUFE EL CABLE DE ALIMENTACIÓN INTERRUPTOR DE ENCENDIDO/APAGADO L-56 SOLID WIRE L-56 SOLID WIRE REMOVED CONTACT TIP LAY CABLE AND GUN STRAIGHTEN IN THIS POSITION ALIMENTE EL ALAMBRE APROXIMADAMENTE 4.00" DEL EXTREMO DEL TUBO DE LA PISTOLA PINZA Y CABLE DE TRABAJO PRESIONE EL GATILLO PARA ACTIVAR EL ALAMBRE QUE SE ALIMENTA A TRAVÉS DE LA GUÍA 15. Instale la punta de contacto .025”(0.6mm). 16. Instalar la tobera de cobre de soldadura MIG en la pistola. B-11 OPERACIÓN POWER MIG® 140 y 180 MODELOS 17. Corte el alambre saliente a 3/8”(9.5mm) desde la punta de contacto. (Vea la Figura B.19) FIGURA B.19 PREPARACIÓN Y REALIZACIÓN dE UNA SOLdAdURA dE ALUmINIO UTILIZANdO LA ANTORCHA “SPOOL GUN” 1. Desconecte la Pistola Magnum Pro 100L. 2. Instalar el arnés eléctrico con interruptor de palanca (viene con K3269-1 Magnum 100SG PRO pistola de carrete ) 3. Instale la Antorcha “Spool Gun” Magnum PRO 100SG K32691 opcional conforme a las instrucciones que se incluyen con la pistola. 4. Establezca el interruptor de palanca del selector de la pistola en la posición Spool Gun. (Vea la Figura B.20). 5. Conecte una botella de Gas Protector de 100% de Argón conforme a la sección previa. 6. Siga los pasos de soldadura MIG en la sección anterior. 7. Encienda la máquina y haga una soldadura conforme a las configuraciones recomendadas en la Etiqueta de INSTALE LA TOBERA DE COBRE 18. Cierre la puerta lateral del gabinete. La máquina está ahora lista para soldar. FIGURA B.20 19. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar” que se incluyen con la máquina. 20. Con base en el grosor del material que va a soldar, y el tipo y diámetro del alambre de la soldadura, establezca el voltaje y velocidad de alimentación de alambre conforme a la etiqueta de procedimientos en la parte interior de la puerta del compartimiento del mecanismo de alimentación. Cargar Carrete de aluminio Ponga el selector de palanca a la posición del arma pistola de carrete Conectar Gas cable de trabajo Cable negativo " - " TERMINAL DE SALIDA CONEXIÓN DE ALIMENTACIÓN CORTO POSITIVO " + " TERMINAL DE SALIDA ( 4 PIN ) TOMA DE DISPARO ENCHUFADA La pinza de trabajo B-12 MANUAL DE OPERACIÓN CORTE EL ALAMBRE SALIENTE a 3/8"(9.5mm) desde INSTALE LA PUNTA DE la tobera de Cobre CONTACTO DE 0.025 POWER MIG® 140 y 180 MODELOS ACCESORIOS ACCESORIOS K3269-1 - Antorcha “Spool Gun” Magnum PRO 100SG Diseñada para alimentar fácilmente alambres de aluminio pequeños 0.030 ó 0.035 de 4" de diámetro (carretes de 1lb.). Incluye pistola, kit de adaptador, tres puntas de contacto 0.035 extra, tobera de gas y carrete de alambre de soldadura de 0.035" de diámetro Superglaze 4043. Empacado en un gabinete de transporte fácil. K2525-1 - Kit de Temporizador de Punteo Este kit, cuando está encendido, le permite establecer un tiempo de soldadura fijo para que al apretar el gatillo de la pistola, la máquina suelde por un periodo de tiempo fijo de hasta 10 segundos. Ideal para hacer soldaduras de punteo cuando se suelda en hojas metálicas delgadas. K2528-1 - Kit Innershield 045 (Para modelos de 230V) Incluye todo lo necesario para soldar con un alambre Innershield de diámetro 0.045. Incluye una guía de alambre de pistola .0035/0.045 Magnum™ 100L, Punta de Contacto 0.045, tobera sin gas, rodillo impulsor estriado, guía de alambre interna 0.045, y un carrete de 4.5kg (10 lb.) de alambre Innershield® NR®-212 de 0.9mm (0.045"). K2377-1 - Cubierta de Lona Pequeña Protege su máquina cuando no está en uso. Hecha de atractiva lona roja que demora la flama, es resistente al moho y repelente al agua. Incluye un bolsillo lateral conveniente para colocar la pistola de soldadura. Para las piezas opcionales y misceláneas adicionales (Véase las Páginas de las Piezas) C-1 POWER MIG® 140 y 180 MODELOS ACCESORIOS K520—Carro Utilitario Este carro de trabajo pesado almacena y transporta la soldadora, cilindro de gas protector de 150 pies cúbicos, cables de soldadura y accesorios. Incluye plataformas estables para la soldadora y plataforma de botella de gas, charola inferior para mayor capacidad de almacenamiento y manija de altura ajustable. Para montar máquinas de soldadura en carros K520 que no tienen orificios de montaje ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra y monte la máquina de soldar en el carro con el hardware adecuado que se muestra. MANUAL DE OPERACIÓN Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2" (Se requieren 2) Tornillo Roscado de 1/4"-20 X 1" (Se requiere 1) Tuerca de pestaña de 1/4"-20 (Se requieren 2) TALADRE 9/32" 3 LUGARES 3-3/4" 8-1/16" 3-11/16" 3-13/32" 4" 16" C-2 POWER MIG® 140 y 180 MODELOS ACCESORIOS K2275-1 - Carro de Soldadura Este carro de peso ligero almacena y transporta a la soldadora, cilindro de gas protector de 80 pies cúbicos, cables de soldadura y accesorios. Incluye una repisa en ángulo para fácil acceso a los controles, charola inferior para mayor capacidad de almacenamiento, una manija fija rugosa y un gancho conveniente para colgar el cable. Para montar máquinas de soldadura en carros K2275-1 que no tienen orificios de montaje ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra y monte la máquina de soldar en el carro con el hardware adecuado que se muestra. Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2" (Se requieren 2) Tornillo Roscado de 1/4"-20 X 1" (Se requiere 1) Tuerca de pestaña de 1/4"-20 (Se requieren 2) TALADRE 9/32" 3 LUGARES 1-1/4" 7-9/16" 3-3/16" 2-15/16" 1-1/2" 13-1/2" C-3 MANTENIMIENTO POWER MIG® 140 y 180 MODELOS MANTENIMIENTO mANTENImIENTO dE LA PISTOLA Y CABLE PARA PISTOLA MAGNUM™ PRO 100L PRECAUCIONES DE SEGURIDAD Limpieza de la Pistola y Cable Limpie la guía del cable después de utilizar aproximadamente 136 kg (300 lbs) de alambre sólido ó 23 kg (50 lbs) de alambre tubular. Remueva el cable del alimentador de alambre y colóquelo en forma recta sobre el piso. Remueva la punta de contacto de la pistola. Utilizando aire de baja presión, saque con cuidado la guía del cable del extremo del difusor de gas. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Desconecte la alimentación removiendo el enchufe del receptáculo antes de trabajar adentro de POWER MIG® 140 y 180 modelos. Utilice sólo receptáculos aterrizados. No toque las partes eléctricamente “calientes” dentro de POWER MIG® 140 y 180 modelos. ADVERTENCIA Presión excesiva al inicio puede provocar que la suciedad forme una obstrucción. Haga que personal calificado realice el mantenimiento y trabajo de localización de averías. Doble el cable a la mitad y aplique aire otra vez. Repita este procedimiento hasta que ya no salga más suciedad. Puntas de Contacto, Toberas y Tubos de la Pistola mANTENImIENTO dE RUTINA 1. La suciedad puede acumularse en el orificio de la punta de contacto y restringir la alimentación de alambre. Después de utilizar cada carrete de alambre, remueva la punta de COMPARTIMIENTO DE LA FUENTE DE PODER contacto y límpiela insertando un pedazo pequeño de alambre ¡No existen adentro partes que puedan recibir servicio del usuario! a través de la punta repetidamente. Utilice el alambre como No intente dar servicio en el lado de la fuente de poder (fijo) de un escariador para remover suciedad que se pueda adherir a ® POWER MIG 140 y 180 modelos. Lleve la unidad a un Centro de la pared del orificio a través de la punta. Servicio Autorizado de Lincoln si experimenta problemas. NO se 2. Reemplace las puntas de contacto desgastadas según sea requiere mantenimiento. necesario. Un arco variable o “irregular” es un síntoma típico En lugares extremadamente llenos de polvo, la suciedad puede de una punta de contacto desgastada. Para instalar una bloquear los pasajes de aire provocando que la soldadora funcione nueva, elija la de tamaño correcto para el electrodo que se caliente con apertura prematura de la protección térmica. Si así está utilizando (el tamaño del alambre está grabado en el es, aplique aire de baja presión a intervalos regulares para sacar lado de la punta de contacto) y atorníllela ajustadamente al la suciedad de la soldadora y eliminar así la suciedad excesiva y difusor de gas. acumulación de polvo en las partes internas. 3. Remueva la salpicadura adentro de la tobera de gas y de la punta cada 10 minutos de tiempo de arco o según sea COMPARTIMIENTO DE ALIMENTACIÓN DE ALAMBRE necesario. 1. Cuando se necesario, aspire la suciedad acumulada de la caja 4. Asegúrese de que la tobera de gas esté totalmente atornillada de engranajes y sección de alimentación de alambre. al difusor para procesos con gas protector. Para el proceso 2. Inspeccione ocasionalmente el tubo guía entrante y limpie el Innershield®, deberá atornillarse la tobera sin gas al difusor. diámetro interno si es necesario. 5. Para remover el tubo de la pistola de la misma, remueva la 3. El motor y caja de engranajes tienen lubricación de por vida y tobera de gas o la tobera sin gas, y retire el difusor del tubo no requieren mantenimiento. de la pistola. Remueva ambos collarines de cada extremo de la manija de la pistola y separe las mitades de la misma. MOTOR DEL VENTILADOR Afloje la tuerca de sujeción que sujeta al tubo de la pistola en su lugar contra el conector de la pistola y cable. Desatornille Tiene lubricación de por vida — no requiere mantenimiento. el tubo de la pistola del conector del cable. Para instalar el tubo de la pistola, atornille la tuerca de sujeción en el mismo EJE DEL CARRETE DE ALAMBRE tanto como sea posible. Después atornille el tubo de la pistola No requiere mantenimiento. NO lubrique el eje. en el conector del cable hasta el fondo. Entonces desatornille (no más de una vuelta) el tubo de la pistola hasta que su eje quede perpendicular a los lados planos del conector del cable y apunte en la dirección del gatillo. Apriete la tuerca de sujeción en tal forma que mantenga la relación adecuada entre el tubo de la pistola y conector del cable. Vuelva a colocar la manija de la pistola, gatillo y difusor. Vuelva a colocar la tobera de gas o la sin gas. D-1 MANUAL DE OPERACIÓN • MANTENIMIENTO POWER MIG® 140 y 180 MODELOS FIGURA D.1 PROTECCIÓN CONTRA SOBRECARGA Sobrecarga de Salida Longitud de Corte la Guía de Alambre 31.8 mm (1-1/4”) MIG® POWER 140 y 180 modelos está equipada con un interruptor de circuito y un termostato que protege a la máquina contra daño si se excede la salida máxima. El botón del interruptor automático se saldrá cuando se abra. El interruptor automático debe restablecerse manualmente. Difusor de Ga Tornillo de Fijación Protección Térmica POWER MIG® 140 y 180 modelos tiene un ciclo de trabajo de salida nominal como se define en la página de Especificaciones Técnicas. Si se excede el ciclo de trabajo, un protector térmico apagará la salida hasta que la máquina se enfríe a una temperatura de operación razonable. Esta es una función automática de la POWER MIG® 140 y 180 modelos y no requiere intervención del usuario. El ventilador continúa funcionado durante el enfriamiento. Protección del Motor Electrónico del Mecanismo de Alimentación MIG® POWER 140 y 180 modelos cuenta con protección integrada contra sobrecargas del motor del mecanismo de alimentación. CAmBIO dE LA GUÍA dE ALAmBRE NOTA: La variación en las longitudes de los cables evita la intercambiabilidad de las guías de alambre. Una vez que una guía ha sido cortada para una pistola en particular, no deberá instalarse en otra, a menos que pueda satisfacer el requerimiento de longitud de corte de la guía de alambre. Consulte la Figura D.1. Tobera de Gas o Tobera Sin Gas Conector del Cable de Bronce Ensamble de la Guía de Alambre (El buje de la guía debe sellarse bien contra el conector del cable de bronce) PARTES dE LA mANIJA dE LA PISTOLA La manija de la pistola consta de dos mitades que están unidas con un collarín en cada extremo. Para abrir la manija, gire los collarines aproximadamente 60 grados a la izquierda hasta que el collarín se detenga. Después jale el collarín fuera de la manija de la pistola. Si los collarines son difíciles de girar, coloque la manija de la pistola contra una esquina, coloque un desatornillador contra la lengüeta en el collarín y golpee el desatornillador para que el collarín se suelte del reborde interior de aseguramiento. Vea la Figura D.2. D-2 FIGURA D.2 „ 1. Remueva la tobera de gas de la pistola desatornillando a la izquierda. 2. Remueva la punta de contacto existente de la pistola desatornillando a la izquierda. 3. Remueva el difusor de gas del tubo de la pistola desatornillando a la izquierda. 4. Coloque la pistola y cable en forma recta sobre una superficie plana. Afloje el tornillo de fijación localizado en el conector de bronce en el extremo de alimentador de alambre del cable. Jale la guía de alambre fuera del cable. 5. Inserte una nueva guía de alambre sin cortar en el extremo de conector del cable. Asegúrese de que el buje de la guía de alambre esté grabado apropiadamente para el tamaño de alambre que se está utilizando. 6. Asiente completamente el buje de la guía de alambre en el conector. Apriete el tornillo de fijación en el conector del cable de bronce. En este momento, el difusor de gas no deberá estar instalado en el extremo del tubo de la pistola. 7. Con la tobera de gas y el difusor removido del tubo de la pistola, asegúrese de que el cable esté derecho, y después corte la guía de alambre a la longitud mostrada en la Figura D.2. Retire cualquier saliente del extremo de la guía de alambre. 8. Atornille el difusor de gas en el extremo del tubo de la pistola y apriete bien. 9. Vuelva a colocar la punta de contacto y la tobera. A la izquierda POWER MIG® 140 y 180 MODELOS SOLUCIÓN DE PROBLEMAS CÓmO UTILIZAR LA GUÍA dE LOCALIZACIÓN dE AVERÍAS ADVERTENCIA Esta guía de detección de problemas se proporciona para ayudarle a localizar y a reparar posibles averías de la máquina. Simplemente siga el procedimiento de tres pasos que se da enseguida. PASO 1. LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA). Observe debajo de la columna llamada “PROBLEMA (SÍNTOMAS)”. Esta columna describe los síntomas posibles que la máquina pueda presentar. Encuentre la lista que describa de la mejor manera el síntoma que la máquina está presentando. PASO 2. CAUSA POSIBLE. En la segunda columna llamada “CAUSA POSIBLE” se enumeran los factores que pueden originar el síntoma en la máquina. PASO 3. ACCIÓN RECOMENDADA Esta columna proporciona una acción para la Causa Posible, generalmente recomienda que establezca contacto con su Taller de Servicio de Campo Autorizado por Lincoln local. Si no entiende o no puede llevar a cabo la Acción Recomendada de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. WWW.LINCOLNELECTRIC.COM/LOCATOR E-1 MANUAL DE OPERACIÓN El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo largo de este manual. POWER MIG® 140 y 180 MODELOS SOLUCIÓN DE PROBLEMAS Observe todos los Lineamientos de Seguridad detallados a través de este manual. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO DE ACCIÓN RECOMENDADO PROBLEMAS DE SALIDA Es evidente un daño físico o eléctrico mayor. “No enchufe la máquina ni la encienda”. Contacte a su Taller de Servicio de Campo Autorizado local. No hay alimentación de alambre, salida de 1. Asegúrese de que se aplica el voltaje soldadura o flujo de gas cuando se aprieta correcto a la máquina. el gatillo de la pistola. El ventilador NO 2. Asegúrese de que el interruptor de opera. encendido está en la posición de ENCENDIDO. 3. Asegúrese de que el interruptor automático está restablecido. No hay alimentación de alambre, salida de 1. El termostato puede estar abierto soldadura o flujo de gas cuando se aprieta debido a sobrecalentamiento. Deje el gatillo de la pistola. El ventilador opera que la máquina se enfríe. Suelde a un normalmente. ciclo de trabajo bajo. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 2. Revise si hay obstrucciones en el flujo de aire. Revise las conexiones del Gatillo de la Pistola. Vea la sección de instalación. 3. El gatillo de la pistola puede estar defectuoso. PROBLEMAS DE ALIMENTACIÓN No hay alimentación de alambre cuando se aprieta el gatillo de la pistola. El ventilador funciona, el gas fluye y la máquina tiene un voltaje de circuito abierto correcto (33V) – salida de soldadura. 1. Si el motor del mecanismo de alimentación está funcionando, asegúrese de que en la máquina estén instalados los rodillos impulsores correctos. 2. Revise si hay una guía de cable o punta de contacto obstruida. 3. Revise si la guía del cable y punta de contacto son del tamaño adecuado. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 4. Compruebe si el interruptor del arma del carrete, situado en el compartimiento de la impulsión del alambre, se fija a la localización deseada. Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. WWW.LINCOLNELECTRIC.COM/LOCATOR E-2 POWER MIG® 140 y 180 MODELOS SOLUCIÓN DE PROBLEMAS Observe todos los Lineamientos de Seguridad detallados a través de este manual. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO DE ACCIÓN RECOMENDADO PROBLEMAS DE FLUJO DE GAS No hay flujo de gas o hay muy poco cuan- 1. Revise el suministro de gas, regulador do se aprieta el gatillo de la pistola. La alide flujo y mangueras de gas. mentación de alambre, salida de soldadura 2. Revise la conexión de la pistola a la y ventilador operan normalmente. máquina en busca de obstrucciones o sellos con fuga. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. PROBLEMAS DE SOLDADURA El arco es inestable – Arranque pobre. 1. Revise si el voltaje de entrada a la máquina es correcto. 2. Revise si la polaridad del electrodo es correcta para el proceso. 4. Revise que el gas y la velocidad de flujo Si todas las áreas posibles de desajuste sean los correctos para el proceso. (Sólo han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de para MIG.) Servicio de Campo Autorizado de 5. Revise el cable de trabajo en busca de Lincoln local. conexiones sueltas o defectuosas. 6. Revise la pistola en busca de daños o rupturas. 7. Revise que la orientación del rodillo impulsor y su alineación sean correctas. 8. Revise que el tamaño de la guía de alambre sea correcto. Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. WWW.LINCOLNELECTRIC.COM/LOCATOR E-3 MANUAL DE OPERACIÓN 3. Revise la punta de la pistola en busca de desgaste y daños, y verifique que sea del tamaño correcto – Reemplace. F-1 SOLENOIDE DEL GAS VENTILADOR(FAN) A LA TIERRA POR CÓDIGO ELÉCTRICO NACIONAL CABLE LISO CABLE ACANALADO O RAYADO CAPACITOR CIERRE SÍMBOLOS ELÉCTRICOS POR E1537 MOTOR DE ALIMENTACIÓN DEL ALAMBRE Cualquiera CONFIGURACIÓN DEL ENCHUFE VEA EL DETALLE DE LA CONFIGURACIÓN DEL ENCHUFE DE ABAJO PISTOLA ANTORCHA “SPOOL GUN” (OPCIONAL) VENTILADOR(FAN) LOCALIZADO EN TRANSFORMADOR TERMÓSTATO TRANSFORMADOR INDUCTOR DE SALIDA TRABAJO POWER MIG® 140 y 180 MODELOS DIAGRAMAS NOTA: Este diagrama es sólo para referencia. Puede no ser exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta. 6.00 3.08 F-2 12.00 18.78 MANUAL DE OPERACIÓN 5.50 2.46 10.37 14.08 A POWER MIG® 140 y 180 MODELOS DIBUJO DE DIMENSIÓN l Keep your head out of fumes. l Use ventilation or exhaust to l Turn power off before servicing. l Do not operate with panel open or guards off. remove fumes from breathing zone. l Los humos fuera de la zona de res- piración. l Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. l Gardez la tête à l’écart des fumées. l Utilisez un ventilateur ou un aspira- l Desconectar el cable de ali- mentación de poder de la máquina antes de iniciar cualquier servicio. l Débranchez le courant avant l’entre- tien. teur pour ôter les fumées des zones de travail. l Vermeiden Sie das Einatmen von Schweibrauch! l Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! l Mantenha seu rosto da fumaça. l Use ventilação e exhaustão para remover fumo da zona respiratória. l Strom vor Wartungsarbeiten l No operar con panel abierto o guardas quitadas. l N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. l Anlage nie ohne Schutzgehäuse abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) oder Innenschutzverkleidung in Betrieb setzen! l Não opere com as tampas removidas. l Desligue a corrente antes de fazer l Mantenha-se afastado das partes serviço. l Não toque as partes elétricas nuas. moventes. l Não opere com os paineis abertos ou guardas removidas. WARNING AVISO DE PRECAuCION Spanish French ATTENTION German WARNuNG Portuguese ATENÇÃO Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR. cuStomer aSSiStance policY The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products. Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements. Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com for any updated information. polÍtica de aSiStencia al cliente El negocio de The Lincoln Electric Company es la fabricación y venta de equipo de soldadura, consumibles y equipo de corte de alta calidad. Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden solicitar consejo o información a Lincoln Electric sobre el uso de nuestros productos. Respondemos a nuestros clientes con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o asegurar dicha asesoría, y no asume ninguna responsabilidad con respecto a dicha información o consejos. Desconocemos expresamente cualquier garantía de cualquier tipo, incluyendo cualquiera sobre la aptitud para algún fin en especial de algún cliente con respecto a dicha información o consejos. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o asesoría una vez que se ha dado, así como tampoco proporcionar la información o consejos crea, amplía o altera alguna garantía con respecto a la venta de nuestros productos. Lincoln Electric es un fabricante receptivo pero la selección y uso de los productos específicos vendidos por Lincoln Electric está únicamente dentro del control de, y permanece la única responsabilidad, del cliente. Numerosas variables más allá del control de Lincoln Electric afectan los resultados obtenidos en aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a cambio — Esta información era exacta, según nuestro mejor saber y entender, al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. POLITIQUE D’ASSISTANCE AU CLIENT Les activités de The Lincoln Electric Company sont la fabrication et la vente d’appareils à souder, de matériel consommable et de machines à couper de grande qualité. Notre défi est de satisfaire les besoins de nos clients et de dépasser leurs attentes. Les acheteurs peuvent parfois demander à Lincoln Electric des conseils ou des informations sur l’usage qu’ils font de nos produits. Nous répondons à nos clients sur la base des meilleures informations en notre possession à ce moment précis. Lincoln Electric n’est pas en mesure de garantir ni d’avaliser de tels conseils et n’assume aucune responsabilité quant à ces informations ou conseils. Nous nions expressément toute garantie de toute sorte, y compris toute garantie d’aptitude à satisfaire les besoins particuliers d’un client, en ce qui concerne ces informations ou conseils. Pour des raisons pratiques, nous ne pouvons pas non plus assumer de responsabilité en matière de mise à jour ou de correction de ces informations ou conseils une fois qu’ils ont été donnés ; et le fait de donner des informations ou des conseils ne crée, n’étend et ne modifie en aucune manière les garanties liées à la vente de nos produits. Lincoln Electric est un fabricant responsable, mais le choix et l’utilisation de produits spécifiques vendus par Lincoln Electric relèvent uniquement du contrôle et de la responsabilité du client. De nombreuses variables échappant au contrôle de Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d’exigences de services. Sujet à Modification - Ces informations sont exactes à notre connaissance au moment de l’impression. Se reporter à www.lincolnelectric.com pour des informations mises à jour.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
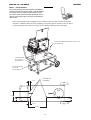 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
































































































































Lincoln Electric POWER MIG 140 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
Lincoln Electric MIG-PAK 180 Instrucciones de operación
-
Lincoln Electric K3018-2 Manual de usuario
-
-
-
-
-
-
-
Lincoln Electric 11631 Manual de usuario
-