Duerkopp Adler 579 Manual de usuario
- Categoría
- Máquinas de coser
- Tipo
- Manual de usuario

Contenido Página:
Parte 3: Instrucciones de servicio Cl. 579
Versión de programa 579A03.1
1. Aspectos generales
1.1 Ajustes necesarios del programa ..................................... 5
2. Ajustar los puntos de inserción de la plantilla ........................... 7
3. Ajustar el punto muerto superior de la barra-aguja ........................ 8
4. Ajustar el punto muerto superior para el motor de la máquina de coser ........... 9
5. Ajustar la paralelidad de la barra-aguja respecto al bloque de soporte de las ancoras .11
6. Colocar en ángulo recto el bloque de soporte de las ancoras respecto a la placa de soporte del material 12
7. Movimiento transversal de la placa de soporte del material................... 13
8. Movimiento longitudinal de la placa de soporte del material .................. 14
9. Placas-pinzas
9.1 Paralelidad .................................................. 15
9.2 Distancia de las placas-pinzas a la placa de soporte del material.................. 15
9.3 Ajustar la separación ............................................ 16
10. Altura de las pinzas para el material.................................. 17
11. Ajustar la presión de las pinzas para el material ......................... 18
12. Ajustar la anchura de la costura
12.1 Anchura estrecha de la costura ...................................... 19
12.2 Anchura ancha de la costura ....................................... 20
12.3 Posición “Cero” de la aguja ........................................ 21
13. Cuchilla
13.1 Posición de la cuchilla ........................................... 22
13.2 Acomodar los bloques de corte ...................................... 24
13.3 Regulación del bloque de corte ...................................... 25
13.4 Presión del corte............................................... 25
14. Altura de las ancoras ........................................... 26
15. Ajustar la carrera de la lazada W0 ................................... 27
16. Altura de la barra-aguja.......................................... 28
3

17. Distancia de las ancoras a la aguja .................................. 29
18. Protección de la aguja .......................................... 29
19. Espaciadores ................................................ 30
20. Placa de accionamiento de los espaciadores ........................... 31
21. Placa-aguja ................................................. 32
22. Ajustar la cuchilla para el hilo superior ............................... 33
23. Disco alimentador de hilo ........................................ 34
24. Dispositivo recuperador del agremán en la subclase 579-141000 ............... 35
25. Cortador para corte corto del hilo inferior y el agremán (579-141000) ............ 37
26. Cortador para corte corte largo del hilo inferior y del agremán (579-121000)
26.1 Presión del corte y movimiento de corte para el cortador del hilo inferior y agremán ...... 38
26.2 Ajustar la solapa de la cuchilla ...................................... 39
26.3 Posición de la pinza para el hilo inferior y agremán .......................... 41
26.4 Separador de los hilos para el hilo inferior y agremán ........................ 42
27. Cortador para corte corto del hilo inferior (579-112000) ..................... 43
28. Dispositivo interceptador del hilo
28.1 Aspectos generales ............................................. 44
28.2 Ajuste ..................................................... 45
29. Ajuste de la tensión de las correas dentadas
29.1 Correas dentadas para el motor de la máquina de coser ....................... 48
29.2 Correas dentadas para la rotación del bloque de soporte de las ancoras ............. 49
29.3 Correas dentadas para el movimiento de la placa de soporte del material ............ 50
30 . Ajustar el centro de rotación de la barra-aguja perpendicular al centro de rotación del bloque de soporte de las ancoras 51
31. Guía de la barra-aguja........................................... 52
32. Mantenimiento ............................................... 53
33. Menú de servicio 579
33.1 Activar el menú de servicio ........................................ 54
33.2 Salir del menú de servicio ......................................... 54
33.3 Multitest .................................................... 54
33.4 Estructura del menú............................................. 55
33.5 Ajustar el idioma del menú......................................... 57
33.6 Ajustar la función de las teclas manuales ................................ 57
33.7 Ajustar la posición de la cuchilla ..................................... 58
33.8 Ajustar la anchura de la puntada ..................................... 58

33.9 Ajustar el dispositivo detector de rotura del hilo ............................ 59
33.10 Condensación de la puntada ....................................... 60
33.11 Ajustar el inicio del transporte....................................... 61
33.12 Ajustar la posición de posicionamiento del material .......................... 62
33.13 Ajustar la inclinación del ojo ........................................ 62
33.14 Indicación total del contador ........................................ 62
33.15 Ajustar los tiempos ............................................. 63
33.16 Ajustar las subclases ............................................ 66
33.17 Prueba de los elementos de salida .................................... 68
33.18 Prueba de los elementos de entrada ................................... 69
33.19 Prueba del motor de la máquina de coser ................................ 70
33.20 Prueba del motor paso a paso....................................... 71
33.21 Prueba “RAM” ................................................ 72
33.22 Prueba “EPROM” .............................................. 72
33.23 Programa de prueba puntos de parada ................................. 73
33.24 Prueba de pérdida de pasos ........................................ 74
33.25 Borrar los datos de programa ....................................... 75
33.26 Cargar un nuevo programa ........................................ 76
34. Avisos de errores ............................................. 77
35. Reparar fallas ............................................... 79
3
3

1. Aspectos generales
La presente instrucción de servicio describe en orden adecuado el
ajuste del autómata de ojales.
Atención
Diferentes posiciones de ajuste dependen uno del otro. Esos ajustes
se deben realizar sin faltas en el orden descrito.
ATENCIÓN !
Todas las actividades descritas en esa instrucción de servicio
únicamente se deben realizar por técnicos especializados o personal
correspondientemente capacitado!
Cuidado, peligro de rotura !
Después de trabajos de desmontaje, se deben realizar los trabajos de
ajuste necesarios conforme a las instrucciones de servicio, antes de
poner nuevamente en marcha el autómata de ojales.
Cuidado: Peligro de accidentes !
Antes de trabajos de reparación, trasformación y mantenimiento:
–
Desconectar el interruptor principal o poner el autómata en la
posición “Detención segura”.
Excepción:
Trabajos de ajuste, que se tienen que realizar con programas de
prueba o programas de ajuste.
Trabajos de ajuste y pruebas de función con el autómata de ojales
prendido
–
Trabajos de ajuste y pruebas de función con el autómata de ojales
prendido únicamente se deben realizar bajo todas las medidas de
seguridad y con mayor cuidado.
1.1 Ajustes necesarios de programa
Para ajustar el autómata de ojales hay que regular la siguiente forma
del ojal en el panel de mando:
–
Ojal sin cuña
–
Anchura de la puntada = 0
–
Sin espacio entre los cordones del ojal
(vea instrucciones de uso)
5
3


2. Ajustar los puntos de inserción de la plantilla
Cuidado: Peligro de accidentes !
Ajustar los puntos de inserción de la plantilla únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
Con ayuda de los puntos de inserción de la plantilla se facilita el ajuste
de la coordinacíon del movimiento de la aguja con el movimiento de
las ancoras y de los espaciadores.
Si el árbol del brazo está en la posición donde puede ser insertada la
plantilla, también los excéntricos para los espaciadores y las ancoras,
deben estar en la posición donde puede ser insertada la plantilla.
Las posiciones están ajustadas de fábrica de tal manera, que con la
clase 579 se puede coser material estándar.
Si desea usar otros grosores de aguja, otros grosores de hilo u otros
materiales, eventualmente se deben ajustar posiciones que son un poco
diferentes a la posición estándar donde puede ser insertada la plantilla.
Las clavijas-plantilla de inserción se encuentran en el accesorio
complementario del autómata y tienen un diámetro de 5 mm.
–
Girar el volante, hasta que el bloque de soporte de las ancoras 2
se encuentre en la posición final izquierda. La barra-aguja debe
encontrar ahora en el punto muerto superior delante del punto
izquierdo de penetración de la aguja.
–
Girar el volante, hasta que en el árbol del brazo puede ser
insertada la clavija-plantilla por el agujero 1.
–
Controlar con otra clavija-plantilla, si el excéntrico de los espaciadores
(agujero 4) y el excéntrico de las ancoras (agujero 3) se encuentran en
la posición donde puede ser insertada la clavija-plantilla.
–
El agujero 8 del excéntrico para la anchura de la puntada debe
estar arriba.
Cuidado: Peligro de accidentes !
Ajustar la sincronización de la oscilación únicamente en la posición
“Detención segura” o con el autómata desconectado
Correción
–
Insertar la clavija-plantilla 1 en el árbol del brazo.
–
Insertar también la clavija-plantilla para las ancoras y los
espaciadores (agujero 4 para el excéntrico de los espaciadores;
agujero 3 para el excéntrico de las ancoras).
–
Si los puntos de inserción de la plantilla no son correctos:
Soltar los tornillos en los correspondientes excéntricos.
–
Girar el excéntrico de las ancoras o de los espaciadores, hasta que
la clavija-plantilla 7 pueda ser insertada en la ranura 6 del
correspondiente excéntrico 5.
–
Apretar los tornillos.
–
Soltar los tornillos 9 en la rueda dentada.
–
Girar el árbol excéntrico de tal manera que el agujero de inserción
8 esté arriba.
–
Apretar los tornillos 9.
–
Sacar las clavijas-plantilla.
7
3

3. Ajustar el punto muerto superior de la barra-aguja
Cuidado: Peligro de accidentes !
Ajustar el punto muerto superior únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
Con la ayuda del interruptor de proximidad, el autómata de ojales
reconoce si se encuentra en el punto muerto superior delante del
punto izquierdo de penetración de la aguja o delante del punto
derecho de penetración de la aguja.
Si la barra-aguja se encuentra en el punto muerto superior para el
punto izquierdo de penetración de la aguja, el tornillo 2 debe estar
adelante del interruptor de proximidad 3.
La distancia entre el tornillo 2 del anillo de ajuste y el interruptor de
proximidad 3 debe medir como máximo 0,5 mm.
Insertar la clavija-plantilla para el árbol del brazo en el agujero
correspondiente (vea capítulo 2).
Correción
–
Insertar la clavija-plantilla en el árbol del brazo.
–
Soltar el tornillo 1.
–
Girar el anillo encima del árbol hasta llegar a le posición descrita
en las reglas.
–
Apretar el tornillo 1.
–
Soltar los tornillos 4.
–
Mover el interruptor de proximidad 3 de tal manera que la
distancia entre el tornillo2yelinterruptor de proximidad 3 mide
como máximo 0,5 mm.
–
Apretar los tornillos 4.
–
Sacar la clavija-plantilla.
8
1
2
3
4

4. Ajustar el punto muerto superior para el motor de la máquina de coser
Cuidado: Peligro de accidentes !
Ajustar el segmento de accionamiento únicamente en la posición
“Detención segura” o con el autómata desconectado.
Con la ayuda del segmento de accionamiento 2 el autómata de ojales
reconoce, antes del ciclo de costura, que la barra-aguja se encuentra
en el punto muerto superior.
Regla y control
Cuando la barra-aguja se encuentra en el punto muerto superior
delante del punto izquierdo de penetración de la aguja, el segmento de
accionamiento debe ser ajustado de tal manera que el interruptor 3
esté activado y el interruptor 1 desactivado. Eso es el caso, si el
segmento de accionamiento 2 está posicionado respecto al interruptor
1 tal como se puede ver en la figura arriba a la derecha.
La distancia entre el interruptor de proximidad1yelsegmento de
accionamiento 2 debe medir como máximo 0,5 mm.
–
Desconectar el autómata de ojales.
–
Prender el autómata de ojales nuevamente. Cuando aparece el
logo de Dürkopp-Adler apretar la tecla F.
Aparece después de poco tiempo una pregunta para la inserción
de un código.
–
Insertar el código “25483” y confirmarlo con la tecla OK.
–
Elegir la función “Multitest” y confirmarla con la tecla OK.
–
Elegir la función “Prueba de los elementos de entrada” y
confirmarla con la tecla OK.
–
Elegir con las teclas flecha el interruptor 3 (S08).
–
Girar el volante en sentido normal de marcha.
–
Cuando el interruptor 3 (S08) está activado, el interruptor 1 debe
estar posicionado respecto al segmento de accionamiento 2 tal como
se puede ver en la figura arriba a la derecha. El interruptor 1 no debe
estar activado. El diodo luminoso del interruptor 1 no debe estar
prendido.
Al girar el volante cambia en la pantalla el símbolo para el
interruptor 3.
–
Para salir del menú pretar la tecla “ESC”.
3
9
1
2
3

Correción
–
Conectar el autómata, el autómata se mueve a la posición de
costura.
–
Conectar la “Detención segura”.
–
Soltar los tornillos del segmento de accionamiento 3.
–
Girar el segmento de accionamiento 3 en dirección normal de
marcha de la máquina de tal manera que el interruptor 2 esté
activado.
–
Girar el segmento de accionamiento 3 por atrás, hasta que el
interruptor 2 está desactivado nuevamente.
–
Apretar los tornillos del segmento de accionamiento 3.
Correción de la distancia del interruptor de proximidad respecto
al segmento de accionamiento 3.
–
Soltar la tuerca 1.
–
Mover el interruptor de proximidad 2 hacia afuera o hacia adentro
respecto al segmento de accionamiento 3.
–
Apretar la tuerca 1.
10
1
2
3

5. Ajustar la paralelidad de la barra-aguja respecto al bloque de soporte de las ancoras
Cuidado: Peligro de accidentes !
Ajustar la paralelidad de la barra-aguja respecto al bloque de soporte
de las ancoras únicamente en la posición “Detención segura” o con el
autómata desconectado.
Regla y control
La guía de la barra-aguja2yelbloque de soporte de las ancoras 6
deben estar paralelas, eso significa que el tornillo1yelbloque 4
deben encontrarse perpendicularmente uno encima del otro.
–
Controlar, si el bloque 4 del bloque de soporte de las ancoras y el
tornillo 1 de la guía de la barra-aguja estén posicionados
perpendicularmente uno encima del otro.
ATENCIÓN !
El tornillo para sujetar la aguja 3 debe estar a la izquierda.
Correción
–
Soltar los tornillos 5 en la rueda dentada.
–
Sujetar el bloque de soporte de las ancoras y girar la guía de la
barra-aguja, hasta que el bloque de soporte de las ancoras y el
casquillo a rótula estén paralelos uno con el otro.
–
Apretar los tornillos 5 en la rueda dentada.
11
3
1
2
3
4
5
6

6. Colocar en ángulo recto el bloque de soporte de las ancoras respecto a la placa de soporte del material
Cuidado: Peligro de accidentes !
Colocar en ángulo recto el bloque de soporte de las ancoras respecto
a la placa de soporte del material únicamente en la posición
“Detención segura” o con el autómata desconectado.
Aviso:
Tomar en cuenta, que hay un ojal ajustado, como descrito en el
capítulo1.1 “Ajustes necesarios de programa”.
Regla y control
El bloque de soporte de las ancoras debe estar, en la posición inicial, en
ángulo recto respecto al borde 3 de la placa de soporte del material.
El interruptor de proximidad 6 con la placa 5 determina la posición inicial
del bloque de soporte de las ancoras y de la barra-aguja.
La distancia entre el interruptor de proximidad6ylaplaca 5 debe medir
como máximo 0,5 mm.
–
Conectar el autómata.
El autómata de ojales se mueve a la posición inicial.
–
Conectar la “Detención segura”.
–
Colocar una escuadra 1 al borde de la placa de soporte del material 3
y del bloque de soporte de las ancoras .
El bloque de soporte de las ancoras debe estar en ángulo recto
respecto a la placa de soporte del material.
Correción
Distancia entre el interruptor de proximidad y la placa 5
–
Desconectar el autómata.
–
Soltar los tornillos 7 del interruptor de proximidad.
–
Mover el interruptor de proximidad 6.
–
Apretar los tornillos 7 del interruptor de proximidad.
Ajustar la posición inicial
–
Soltar los tornillos en la rueda dentada 4.
–
Girar la rueda dentada 4 encima de árbol.
Girando se modifica la posición inicial.
–
Apretar los tornillos nuevamente.
–
Conectar el autómata después de los trabajos de ajuste.
–
Si bien que el autómata está en la posición básica, conectar la
“Detención segura” y controlar otra vez con una escuadra si el
autómata de ojales se mueve correctamente a la posición inicial.
12
4567
1
2
3

7. Movimiento transversal de la placa de soporte del material
Cuidado: Peligro de accidentes !
Ajustar el movimiento transversal de la placa de soporte del material
únicamente en la posición “Detención segura” o con el autómata
desconectado.
Aviso:
Tomar en cuenta, que hay un ojal ajustado, como descrito en el
capítulo 1.1 “Ajustes necesarios del programa ”.
Regla y control
La distancia entre el interruptor de proximidad2yeldisco de leva 1
debe medir como máximo 0,5 mm.
Si el autómata de ojales está en la posición inicial, la medida de “X1"
(ranura del soporte de la placa-aguja respecto al borde 5) debe ser
igual a la medida ”X2" (borde 5 respecto a la ranura del soporte de la
placa-aguja). Para medir la distancia correctamente las tapas
izquierda y derecha de la placa soporte-tela deben ser desmontadas.
–
Conectar el autómata.
Se mueve hacia la posición inicial.
Correción
–
Soltar el tornillo 4.
–
Mover la placa de soporte del material manualmente de tal
manera, que la medida en ambos lados sea igual.
–
Apretar nuevamente el tornillo 4.
–
Conectar el autómata.
Se mueve hacia la posición inicial.
–
Conectar la “Detención segura”.
–
Contralar la medida y repetir eventualmente el ajuste.
–
Para ajustar la distancia del interruptor de proximidad 2 respecto al
disco de leva 1, soltar los tornillos 3.
–
Mover el interruptor de proximidad 2.
–
Apretar los tornillos 3.
13
3
1
2
3
4
5

8. Movimiento longitudinal de la placa de soporte del material
Cuidado: Peligro de accidentes !
Ajustar el movimiento longitudinal de la placa de soporte del material
únicamente en la posición “Detención segura” o con el autómata
desconectado.
Aviso:
Tomar en cuenta, que hay un ojal ajustado descrito como en el
capítulo 1.1 “Ajustes necesarios del programa ”.
Regla y control
El punto de partida para la placa de soporte del material debe estar
ajustado de tal manera, que la placa de soporte del material en ambas
posiciones finales no choque con los otros componentes de la máquina.
El interruptor de proximidad 5 debe tener como máximo una distancia
de 0,5 mm respecto a la placa de accionamiento 1. La distancia debe
ser la misma en toda la longitud de la placa de accionamiento.
–
Conectar el autómata. El autómata se mueve a la posición inicial.
–
La medida del borde 4 hasta el borde delantero de la placa de soporte
del material debe tener 118,5 mm (vea medida “X” en la figura arriba).
Correción
Preajustes:
–
Soltar los tornillos2y3.
–
Alinear la escuadra 1 de tal manera, que los tornillos estén
centrados en los agujeros alargados.
–
Apretar nuevamente los tornillos2y3.
Ajustar
–
Conectar el autómata.
Si bien que el autómata esté en la posición inicial conectar la
“Detención segura”.
La medida “X” debe tener 118,5 mm.
–
Ajustar la velocidad de costura mas lenta posible.
–
Coser un ojal.
–
Observar la placa de soporte del material.
La palanca 7 no debe chocar de ninguna manera con la placa de
soporte del material 6.
–
Si se produce un choque modificar un poco la posición de la
escuadra como está descrito en los preajustes.
Después controlar nuevamente, si se produce un choque al coser
un ojal.
14
1
2
3
4
5
67

9. Placas-pinzas
9.1 Paralelidad
Cuidado: Peligro de accidentes !
Ajustar las placas-pinzas únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
Ambas placas-pinzas deben estar ajustadas de tal manera que la
distancia entre las placas-pinzas5ylaplaca de soporte del material 6
esté igual por toda la longitud (medida “X1" = ”X2").
Ajustar una distancia que está igual por toda la longitud.
Correción
–
Ajustar la clavija de tope 1.
9.2 Distancia de las placas-pinzas a la placa de soporte del material
Cuidado: Peligro de accidentes !
Ajustar las placas-pinzas únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
La distancia de las placas-pinzas respecto a la placa de soporte del
material deben tener para toda la longitud 1 mm.
Correción
–
Desatornillar el tornillo 2.
–
Soltar los tornillos3y4delcilindro.
–
Mover el cilindro.
–
Ajustar la distancia de 1 mm.
–
Apretar los tornillos3y4.
15
3
1
2
3
4
56

9.3 Ajustar la separación
Cuidado: Peligro de accidentes !
Ajustar las placas-pinzas únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
Con el tornillo 1 se puede ajustar, dependiendo de material de costura
utilizado, la medida de separación deseada.
Correción
–
Girar el tornillo 1, hasta que la medida de separación deseada esté
ajustada.
16
1
1

10. Altura de las pinzas para el material
Cuidado: Peligro de accidentes !
Ajustar la altura de las pinzas para el material únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
La altura de las pinzas para el material 2 debe estar ajustada de tal
manera, que la distancia entre las pinzas superiores para el material 2
abiertas y las pinzas inferiores para el material (pos. 4) sea de 10 mm.
–
P.ej., para controlar la distancia, colocar un taladro 3 con un
diámetro de 10 mm entre las pinzas para el material.
Correción
–
Soltar la tuerca de fijación de los tornillos 1.
–
Ajustar los tornillos 1 situados sobre las pinzas para el material,
hasta llegar a la situación deseada.
–
Apretar la tuerca.
17
3
2
3
4
1

11. Ajustar la presión de las pinzas para el material
Cuidado: Peligro de accidentes !
Ajustar la presión de las pinzas para el material únicamente con el
autómata desconectado.
Regla y control
La presión de las pinzas para el material debe estar lo más baja
posible para que el material no se dañe o para que el material delgado
no se abombe al sujetar.
Al mismo tiempo, asegurarse que el material de costura esté sujetado
con seguridad y fuerza.
Correción
–
Desconectar el autómata.
–
Bascular el cabezal del autómata a la posición superior.
–
Ajustar la presión con el regulador 1.
–
Bajar nuevamente el cabezal del autómata.
18
1

12. Ajustar la anchura de la costura
12.1 Anchura estrecha de la costura
Anchura de la costura
Espacio de corte
Ancho del ojal
Cuidado: Peligro de accidentes !
Ajustar el aspecto de la puntada únicamente en la posición “Detención
segura” o con el autómata desconectado.
El autómata de ojales 579 tiene dos anchuras de la costura que
pueden ser ajustadas sobre valores fijos (vea figura). El valor para la
anchura estrecha de la costura es de 2,2 mm. y para la anchura ancha
de la costura es de 3,3 mm. Las anchuras fijas de la costura se pueden
aumentar o disminuir cada una de 0,5 mm a través del panel de mando
(vea “Instrucciones de uso”).
Regla y control
–
Girar el volante de tal manera que los tres tornillos del excéntrico
estén visibles. Soltar los tornillos1y2para una o dos revoluciones.
–
Seguir girando el volante hasta que dos tornillos están visibles en
el excéntrico. Atornillar los tornillos4y5hasta el tope.
–
Apretar los tornillos 1, 2,4y5.
–
Conectar el autómata.
–
Cuando aparece el menú principal apretar la tecla “F”.
–
Ajustar con las teclas flecha el código “25483” y confirmarlo con la
tecla-OK.
–
Elegir los puntos de menú “Configuración”, “Autómata” y “Anchura
de la puntada” uno detrás de otro y confirmarlos con la tecla-OK.
–
Detrás de los puntos de menú debe aparecer una “S” para
“Anchura estrecha”. Si aparece ahí una “B” para “Anchura ancha”,
modificar los ajustes con las teclas flecha y confirmarlos con la
tecla-OK.
–
Apretando seguidamente la tecla “ESC” se sale del menú de
servicio.
ATENCIÓN !
Después de la modificación de la anchura de la costura hay que
ajustar nuevamente la carrera de la lazada
(vea capítulo “Carrera de la lazada”).
19
3
1
2
3
45

12.2 Anchura ancha de la costura
Cuidado: Peligro de accidentes !
Ajustar el aspecto de la puntada únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
–
Girar el volante de tal manera que los dos tornillos del excéntrico
estén visibles. Soltar los tornillos4y5para una o dos
revoluciones.
–
Girar el volante de tal manera que los tres tornillos del excéntrico
estén visibles. Atornillar los tornillos1y2hasta el tope.
–
Apretar los tornillos4y5.
–
Cuando aparece el menú principal apretar la tecla “F”.
–
Ajustar con las teclas flecha el código “25483”.
–
Elegir los puntos de menú “Configuración”, “Autómata” y “Anchura
de la puntada” uno detrás de otro y confirmarlos con la tecla-OK.
–
Detrás del punto de menú debe aparecer una “B” para “Anchura
ancha”. Si aparece ahí una “S” para “Anchura estrecha”, modificar
los ajustes con las teclas flecha y confirmarlos con la tecla-OK
–
Apretando seguidamente la tecla “ESC” salir del menú de servicio.
ATENCIÓN !
Después de la modificación de la anchura de la costura hay que
ajustar nuevamente la carrera de la lazada
(vea capítulo carrera de la lazada).
20
1
2
3
4
5

12.3 Posición “Cero” de la aguja
Regla y control
La posición “Cero” de la aguja está a la izquierda (interior), eso
significa que el movimiento pendular de la barra-aguja es unilateral.
Eso significa que la costura se realiza de la izquierda (interior) hacia la
derecha (exterior).
Las puntadas interiores del cordón de ida (derecho) y de vuelta
(izquierdo) deben estar alineadas cuando la aguja está en la posición
cero (vea la figura al lado).
–
Ajustar el autómata para la anchura estrecha de la costura (vea
capítulo “Anchura estrecha de la costura ”).
–
Colocar una aguja corta para perforar (vea lista de piezas).
–
Colocar como material de costura un pedazo de papel o de cartón.
–
Coser un ojal sin cortar el ojal.
–
Con la anchura estrecha de la costura las puntadas interiores de
los dos cordones deben estar exactamente sobrepuestas.
Correción
–
Soltar los tornillos7y8.
–
Mover el casquillo oscilante 6 hacia arriba o hacia abajo.
–
Apretar los tornillos7y8.
–
Coser nuevamente un ojal y controlar, si las puntadas interiores
del cordón de ida y de vuelta están exactamente sobrepuestas.
21
3
6
7
8

13. Cuchilla
13.1 Posición de la cuchilla
Cuidado: Peligro de accidentes !
Ajustar la cuchilla únicamente en la posición “Detención segura” o con
el autómata desconectado.
Regla y control
En el caso de utilización de autómatas para ojales preparados para
cortar después de la costura, la cuchilla debe cortar exactamente entre
los cordones y el centro del ojo (vea la figura “a”).
En el caso de utilización de autómatas para ojales preparados para
cortar antes de la costura, la cuchilla debe cortar exactamente sobre
los puntos internos de penetración de la aguja y alrededor del ojo (vea
la figura “b”).
Cuidado! Peligro de rotura !
Siempre tener precaución que la cuchilla corresponda con la subclase
y el equipo de costura utilizados.
Dependiendo de la subclase y del equipo de costura la posición de la
cuchilla y del bloque del corte pueden ser diferentes.
Si en el panel de mando se modifica la subclase o el equipo de
costura, hay que tener mucha precaución que esté ajustada
correctamente la posición de la cuchilla y del bloque de corte.
Las posición de la cuchilla está demostrada en la tabla de la página
siguiente.
Además deben estar colocadas las placas-pinzas y pinzas para el
material correspondientes a la subclase y equipo de costura utilizados.
Cuidado, muy importante: Nunca utilizar el autómata antes de haber
ajustado previamente el bloque de corte, la cuchilla, la placa-pinza y
las pinzas para el material según la subclase o el equipo de costura
utilizados.
22
1
2
3
4
a) b)

La cuchilla debe estar ajustada de tal manera que corte centrada en la
forma del ojal que debe ser cosido.
–
Colocar el bloque de corte.
–
Colocar una aguja corta para perforar (vea lista de piezas).
–
Colocar como material de costura un pedazo de papel o de cartón.
–
Coser un ojal.
–
Controlar la posición del corte.
Correción
–
Soltar los cuatro tornillos 1 en la placa base 3.
–
Corregir lateralmente la posición de la cuchilla 2 hasta llegar a la
posición deseada.
–
Apretar los cuatro tornillos 1 en la placa base 3.
–
Soltar el tornillo 4.
–
Mover la cuchilla 2 hacia adelante o atrás.
Como preajuste mover la cuchilla de tal manera, que la medida de
ajuste “X” (centro del ojo del ojal respecto a la ranura del soporte de la
placa-aguja) corresponde a lo que está descrito en la tabla de abajo.
Como ajuste de precisión mover la cuchilla de tal manera, que la
cuchilla corte bien centrada en la forma del ojal.
–
Apretar el tornillo 4.
Subclase Equipo de costura Medida de ajuste
Desplazamiento (medida “X”)
-112 579-E101 aprox. 59 mm
579-E102
-112 579-E110 aprox. 47 mm
579-E111
579-E151
-121 579-E201 aprox. 59 mm
579-E202
579-E204
-141 579-E401 L1 aprox. 43 mm
579-E403 L1
-141 579-E401 L2 aprox. 47 mm
579-E403 L2
-141 579-E401 L3 aprox. 51 mm
579-E403 L3
-141 579-E401 L4 aprox. 55 mm
579-E403 L4
-141 579-E401 L5 aprox. 59 mm
579-E403 L5
-151 579-E501 aprox. 59 mm
579-E504
-151 579-E510 aprox. 47 mm
579-E511
579-E551
23
3

13.2 Acomodar los bloques de corte
Regla y control
La acomodación (limadura plana) del bloque de corte es necesaria en
los siguientes casos: Cuando la impresión de la cuchilla sobre el
bloque de corte es muy profunda.
Si dos diferentes cuchillas trabajaron sobre el mismo bloque de corte.
vea la figura “b”.
La acomodación del bloque de corte debe ser realizada con mucha
precisión. Para la limadura utilizar sólo una lima fina y recta.
La figura “c” muestra un bloque de corte mal limado, la figura “a” un
bloque de corte bien limado.
Como está visible en la figura “a”, el bloque de corte debe estar limado
de tal manera, que la marca del filo de la cuchilla se puede ver
finamente y bien distribuida en todas partes.
ATENCIÓN !
Como está visible en las figuras, el bloque de corte debe ser paralelo
respecto a la cuchilla, eso para obtener una distribuición equilibrada
de la presión del corte.
Una presión de corte unilateral, particularmente en el área del ojo,
puede provocar una rotura de la cuchilla.
Correción
–
Acomodar el bloque de corte 3 con una lima fina.
–
Colocar el bloque de corte 3 y orientarlo en el soporte del bloque
de corte 1 según la posición efectiva de la cuchilla y apretarlo con
el tornillo de fijación 2.
–
Colocar el soporte de bloques de corte 1 en el autómata.
–
Sacar ambas placas-pinzas
–
Conectar el autómata y activar en el programa de prueba “Prueba
de los elementos de salida” (vea capítulo “Prueba de los elementos
de salida”).
Cuidado: Peligro de accidentes !
Durante la ejecución del programa de prueba no trabajar en la área de
acción de la cuchilla.
–
Activar y desactivar la salida Y16 varias veces.
–
Desconectar el autómata.
–
Sacar el soporte del bloque de corte 1 del autómata.
–
Controlar la impresión de corte.
24
1
2
3
a) b) c)

13.3 Ajuste del bloque de corte
Cuidado: Peligro de accidentes !
Ajustar el bloque de corte únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
El bloque de corte debe ser paralelo respecto a la cuchilla.
Correción
–
Soltar el tornillo 1.
–
Girar el bloque de corte 2 con la guía.
–
Apretar el tornillo 1.
13.4 Presión del corte
Regla y control
La presión del corte puede ser ajustada para evitar el esfuerzo
efectuado sobre los componentes del grupo de corte, eso para
disminuir el desgaste y aumentar la duración de la cuchilla.
Dependiendo del tipo y grosor del material de costura, la presión del
corte debe ser ajustada lo más baja posible.Sin embargo, la presión
debe ser ajustada de manera tal que la cuchilla realice un corte limpio
y seguro. De fábrica la presión está ajustadaa4bar.
Correción
–
Ajustar la presión deseada con el regulador de presión 3.
25
3
1
2
3

14. Altura de las ancoras
Antes de ajustar la carrera de la lazada y la posición en altura de la
barra-aguja y especialmente después de una rotura de la aguja, hay
que controlar la altura correcta de las ancoras.
Para controlar la altura de las ancoras usar la plantilla 2.
Cuidado: Peligro de accidentes !
Ajustar la altura de las ancoras únicamente en la posición “Detención
segura” o con el autómata desconectado
Regla y control
Cuando la plantilla está colocada encima de ambos soportes de las
ancoras se debe cumplir lo siguiente:
–
El agujero 1 de la plantilla debe estar arriba a la derecha
–
La punta de la ancora izquierda debe estar debajo del borde 3 de
la plantilla.
–
La punta de la ancora derecha debe estar debajo del borde 4 de la
plantilla.
–
Las puntas de las ancoras deben tener apenas contacto con la
plantilla.
–
Sacar la placa-aguja 5, sacar de los soportes de las ancoras, los
topes del los espaciadores7y9ytambién sacar los espaciadores
6 y 10.
–
Girando el volante poner la barra-aguja en su punto muerto
superior.
–
Poner la plantilla 2 encima de los soportes de las ancoras cuando
las ancoras están insertadas hasta el tope en los soportes.
–
En esa posición las reglas descritas arriba deben estar cumplidas.
Correción
–
La posición correcta en altura de las ancoras se ajusta doblando
cuidadosamente y solo un poco las ancoras.
26
2
5
6
7
8
910
341

15. Ajustar la carrera de la lazada
Cuidado: Peligro de accidentes !
Ajustar la carrera de la lazada únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
De carrera de la lazada se entiende el camino que recorre la barra-aguja de su
punto muerto inferior hasta el punto, en el cual la punta de la ancora derecha o
izquierda está en el centro de la aguja.
En la posición de lazada la punta de la ancora debe estar en el centro de la aguja.
–
Girar el volante en dirección normal de marcha de la máquina hasta que
la barra-aguja esté en su punto muerto inferior.
–
Medir con un pie de rey la distancia del borde 1 hasta la barra-aguja 2 .
–
Disminuir a 2,7 mm la medida del pie de rey.
–
Colocar el pie de rey con la medida disminuida sobre el borde 1.
–
Seguir girando el volante lentamente en dirección normal de marcha
de la máquina, hasta que la barra-aguja toque el pie de rey.
Ahora la barra-aguja se encuentra en la posición de lazada.
–
Repetir lo mismo también para la segunda ancora.
–
En la posición respectiva de lazada las puntas de las ancoras
deben estar en el centro de la aguja (vea figura a la izquierda).
Correción
–
Girar los anillos de ajuste de tal manera, que ambas puntas de las
ancoras tengan la misma distancia a la aguja.
–
Ajustar las ancoras izquierda y derecha de tal manera que, en la
posición de lazada, las dos puntas de las ancoras estén en la misma
posición a la aguja.Eso significa que las dos puntas de las ancoras
deben estár en la misma distancia detrás o delante de la aguja.
–
Soltar los tornillos de los anillos de ajuste3y4.
Ajustar la posición de las ancoras girando los anillos de ajuste
como ya está descrito.
–
Apretar los tornillos3y4.
Después de haber apretado los tornillos el bloque de soporte de
las ancoras debe girarse todavía facilmente.
–
Si las puntas de las ancoras no están en el centro de la aguja,
soltar los tornillos del excéntrico derecho 5.
–
Girar el excéntrico 5, hasta que las puntas de las ancoras estén en el
centro de la aguja.
–
Apretar los tornillos del excéntrico 5.
27
3
1
2
3
4
5

16. Altura de la barra-aguja
Cuidado: Peligro de accidentes !
Ajustar la posición en altura barra-aguja únicamente en la posición
“Detención segura” o con el autómata desconectado.
Regla y control
La barra-aguja debe estar ajustada de tal manera que, cuando la
barra-aguja se ha movido desde la posición de lazada 2,5 mm hacia
arriba, aprox. 3/4 del ojo de la aguja son visibles debajo del borde
inferior de la ancora izquierda
–
Girar el volante, hasta que la barra-aguja esté en el punto muerto
inferior
–
Medir con un pie de rey la distancia entre el borde 1 hasta la
barra-aguja 2
–
Disminuir la medida en el pie de rey por la medida de la carrera de
la lazada aumentada en 2,5 mm
Ejemplo:
Carrera de la lazada=2,7 mm, agregar 2,5 mm à La medida del
pie de rey debe ser disminuída hasta 5,2 mm
–
Poner el pie de rey con la medida disminuida sobre el borde 1
–
Seguir girando lentamente el volante en dirección normal de
marcha de la máquina hasta que la barra-aguja toque el pie de rey.
Correción
–
Soltar los tornillos de los anillos de ajuste3y4.
–
Mover los anillos de ajuste hasta que las reglas estén cumplidas.
–
Apretar los tornillos de los anillos de ajuste3y4.
–
Después de haber apretado los tornillos la barra-aguja se debe
girar todavía facilmente.
28
1
2
3
4

17. Distancia de las ancoras a la aguja
Cuidado: Peligro de accidentes !
Ajustar la distancia de las ancoras a la aguja únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
Las puntas de las ancoras deben estar a una distancia de 0,1 mm a la
aguja. La distancia de las ancoras a la aguja debe ser igual durante
toda la rotación del bloque de soporte de las ancoras .
–
Girar manualmente el volante, hasta que la punta de la ancora
izquierda esté en el centro de la aguja. Controlar la distancia entre
la aguja y la punta de la ancora en las siguientes posiciones.
1. Posición básica del bloque de soporte de las ancoras
2. Girar manualmente el bloque de soporte de las ancoras por 90°
3. Girar manualmente el bloque de soporte de las ancoras por 180°
Si en las 3 posiciones la distancia de la punta de la ancora es distinta,
primeramente se debe ajustar el centro de rotación de la barra-aguja
respecto al centro de rotación del bloque de soporte de las ancoras
(vea el capítulo “ Ajustar el centro de rotación de la barra-aguja al
centro de rotación del bloque de soporte de las ancoras ”).
Correción
–
Soltar el tornillo 2 de la ancora que debe ser ajustada.
–
Ajustar la distancia de la ancora respecto a la aguja segun lo
descrito en la regla.
–
Apretar los tornillos 2.
18. Protección de la aguja
Regla y control
La aguja 3 debe tocar ligeramente la protección de la aguja 1, hasta
que las puntas de las ancoras lleguen a la aguja. Cuidado: Cuando la
punta de la ancora ha llegado al centro de la aguja la distancia entre la
ancora y la aguja debe medir 0,1 mm.
La protección de la aguja está ajustada de fábrica y normalemente no debe
ser ajustada posteriormente. Utilizando diferentes grosores de la aguja,
eventualmente hay que ajustar la protección de la aguja posteriormente.
Cuidado: Peligro de accidentes !
Ajustar la protección de la aguja únicamente en la posición “Detención
segura” o con el autómata desconectado.
Correción
–
Si la distancia necesaria no está correcta, el ajuste se realiza
doblando cuidadosamente la protección de la aguja.
29
3
1
2
3

19. Espaciadores
Cuidado: Peligro de accidentes !
Ajustar los espaciadores únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
Entre el espaciador en forma de horquilla1ylaancora izquierda 2
debe haber una distancia que corresponde al grosor del hilo inferior
utilizado (vea figura al lado, distancia “X”).
El espaciador derecho 6 debe moverse lo más cerca posible sobre la
superficie superior de la ancora derecha 8, pero sin tocarla.
Los espaciadores, que están siempre bajo presión de muelle, estan
mantenidos en su posición final por los topes .
La horquilla del espaciador izquierdo debe estar exactamente encima
del agujero del hilo de la ancora izquierda (vea la figura al lado) y la
punta del espaciador derecho debe estar centrada sobre la punta de la
ancora derecha (vea figura inferior).
Correción
–
Para ajustar la distancia hacia las ancoras, doblar cuidadosamente
y solo un poco los espaciadores.
–
Para ajustar las posiciones finales de los espaciadores, soltar los
tornillos4o9enlaancora que debe ser ajustada.
–
Girar ligeramente el tope del espaciador3o7.
–
Apretar el tornillo4o9.
30
1
2
3
4
5
6
7
8
9

20. Placa de accionamiento de los espaciadores
Cuidado: Peligro de accidentes !
Ajustar la placa de accionamiento de los espaciadores únicamente en
la posición “Detención segura” o con el autómata desconectado.
Regla y control
El abrir y cerrar de los espaciadores se realiza por el movimiento
alternado de la placa de accionamiento de los espaciadores 4.
Cuando la barra-aguja se encuentra en el punto muerto inferior para el
punto derecho de penetración de la aguja, la distancia entre la placa
de accionamiento del espaciador 4 respecto al brazo del espaciador 3
debe tener la misma medida que la distancia de la placa de
accionamiento del espaciador 1 al brazo del espaciador 2 cuando la
barra-aguja se encuentra en el punto muerto inferior para el punto
izquierdo de penetración de la aguja (medida “X1" igual que la
medida ”X2").
Correción
–
Soltar los tornillos5y6.
–
Girar el anillo de ajuste de tal manera, que la distancia entre las
placas de accionamiento de los espaciadores a los brazos de los
espaciadores sea igual.
–
Apretar los tornillos5y6.
–
Despues de haber fijado el anillo de ajuste, el bloque de soporte
de las ancoras todavía debe girarse fácilmente.
31
3
56
1
2
3
4

21. Placa-aguja
Cuidado: Peligro de accidentes !
Ajustar la placa-aguja únicamente en la posición “Detención segura” o
con el autómata desconectado.
Regla y control
La penetración de la aguja en el agujero de la placa-aguja debe
realizarse unilateralmente en el borde 1.
La placa-aguja debe ser ajustada lo más alto posible.
Así se evita, que el material, en el momento de la penetración de la
aguja, no se apriete demasiado hacia abajo. Durante el ciclo de
costura debe existir una peque(a distancia respecto a la placa-aguja
en los siguientes puntos:
–
Debajo del material o debajo de las pinzas superiores para el
material cerradas.
El material se debe mover libremente encima de la placa-aguja.
–
Debajo de la tijera del cortador para el hilo inferior y para el hilo del
agremán.
–
Debajo de las pinzas inferiores para el material.
–
Sobre la cuchilla para el hilo superior.
La cuchilla para el hilo superior se debe mover lo más cerca
posible, pero sin tocar, debajo de la placa-aguja.
Correción
–
Ajustar la posición en altura de la placa-aguja por el tornillo de
tope 2 en la guía de la placa-aguja.
Con el tornillo de tope se obtiene que el ajuste se mantenga al
colocar nuevamente la placa-aguja.
32
1
2

22. Ajustar la cuchilla para el hilo superior
Cuidado: Peligro de accidentes !
Ajustar la cuchilla para el hilo superior únicamente en la posición
“Detención segura” o con el autómata desconectado.
Regla y control
Después de la costura la cuchilla para el hilo superior realiza un movimiento de
corte. El momento del corte exacto está fijado en el panel de mando.
Girando manualmente el volante en el sendido normal de marcha de la
máquina el tope del espaciador no debe tocar el soporte de la cuchilla.
La cuchilla para el hilo superior, debe cortar el lazo del hilo superior que es
tomado de la ancora derecha, solamente en la parte delantera de la ancora.
Cortes de los dos lados del lazo del hilo superior producen finales del hilo
demasiado cortos y efectuan con eso puntadas falsas al comienzo de costura.
La cuchilla para el hilo superior, cuando está en su posición final derecha, no
debe ser en la área de movimiento del hilo y no debe tocar el tope del
espaciador.
Entre aguja y cuchilla debe haber una distancia de aprox. 0,2 mm.
En la posición de corte, la cuchilla debe sopalar aprox. 1 mm más allá del
borde 1.
–
Mover la cuchilla manualmente y controlar, si todas las reglas arriba
mencionadas se cumplen.
Correción de los tornillos de tope
–
Soltar los tornillos de tope4y5.
–
Ajustar los topes correspondientemente a las reglas ya descritas.
–
Apretar los tornillos4y5.
Ajustar la posición en altura
–
Soltar el tornillo 3.
–
Ajustar en altura el soporte de la cuchilla 2 hasta obtener las
condiciones descritas en la regla.
Para controlar si la cuchilla se mueve libremente, bascular el
soporte de la cuchilla 2 manualmente.
–
Apretar nuevamente el tornillo 3.
Ajustar la distancia respecto a la aguja
–
Soltar el tornillo 6.
–
Mover la cuchilla 7.
–
Apretar el tornillo 6.
33
3
1
7
6
2
3
4
5

23. Disco alimentador de hilo
Regla y control
–
Colocar una clavija-plantilla en el agujero 5 del cabezal del
autómata y bloquear el cabezal del autómata en la posición de
inserción de la clavija-plantilla. Durante esta operación el soporte
de las ancoras debe estar en su posición final izquierda.
–
Colocar una clavija (diámetro 2 mm) o el talón de la aguja por el
agujero 2 del disco alimentador de hilo.
–
La clavija debe tocar con el lado derecho de la guía del hilo 1.
Cuidado: Peligro de accidentes !
Ajustar el disco alimentador de hilo únicamente en la posición
“Detención segura” o con el autómata desconectado.
Correción
–
Soltar los tornillos3y4enlarueda de la correa dentada.
–
Girar el disco alimentador de hilo de tal manera que se cumpla la
regla.
–
Apretar los tornillos3y4.
34
1
2
5
34

24. Dispositivo recuperador del agremán en la subclase 579-141000
Cuidado: Peligro de accidentes !
Ajustar el dispositivo recuperador del agremán únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
Antes de la costura el contrapeso 3 con el freno ajustable 2, tira el
agremán a la longitud inicial correcta.
El recorrido del contrapeso debe ser limitado por el tornillo de tope 1
de tal manera que al comienzo de la costura, el agremán tenga la
longitud más corta posible, pero que al mismo tiempo se asegure que
el agremán sea recubierto por la costura.
Esa condición está cumplida, si el final de agremán sale aprox. 4 mm
del agujero del agremán en la placa-aguja.
Correción
–
Apretar el tornillo 1 = Final del agremán más corto.
–
Soltar el tornillo 1 = Final del agremán más largo.
35
3
1
2
3


25. Cortador para corte corto para el hilo inferior y agremán (579-141000)
Cuidado: Peligro de accidentes !
Ajustar el cortador para corte corto únicamente en la posición
“Detención segura” o con el autómata desconectado.
Regla y control
Los filos de las tijeras2y3deben ser solapados aprox. 1mm antes de
llegar a su punto de comienzo del movimiento de retroceso.
La presión del corte debe ser ajustada de tal manera que, el hilo
inferior y el agremán puedan ser cortados de forma segura. Durante el
movimiento de corte la cuchilla debe moverse libremente y no debe ser
dura.
Las placas-pinzas deben colocarse sin que se aprieten.
El rodillo de rodamiento 5 debe sujetar a la garganta de la corredera 6.
–
Sacar ambas placas-pinzas.
Correción
Ajustar la garganta (preajuste)
–
Soltar el tornillo 7.
–
Mover la corredera 6 sobre la barra del pistón. La medida “X” en la
figura debe medir aprox. 30 mm hasta 31 mm.
–
Apretar el tornillo 7.
ATENCIÓN !
La corredera no debe golpear contra la placa de soporte del material.
Ajuste de la solapa (ajuste de precisión)
–
Soltar el tornillo de ajuste 8.
–
Girar la palanca 9.
–
Apretar el tornillo 8.
–
Conectar el autómata.
–
Activar el programa de prueba “Prueba de los elementos de
salida”. (Vea “Prueba de los elementos de salida”).
–
Poner la salida Y8 a “+” .
–
Poner la salida Y10 a “+” .
–
Controlar la cantidad de solapadura.
–
Poner la salida Y8 a “-” .
–
Poner la salida Y10 a “-” .
–
Desconectar el autómata.
Presión del corte
–
Soltar la tuerca 4.
–
Ajustar con el tornillo 1 la presión del corte.
La presión del corte debe ser ajustada de manera tal, que se
realice con la presión de corte más baja posible un corte perfecto.
–
Apretar la tuerca 4.
–
Realizar manualmente una prueba de corte con el hilo inferior o el
agremán. Haciendo eso hay que controlar si el movimiento de la
cuchilla se realiza libremente.
37
3

26. Cortador para corte corte largo del hilo inferior y del agremán (579-121000)
26.1 Presión del corte y movimiento de corte del cortador para el hilo inferior y el hilo del agremán
Cuidado: Peligro de accidentes !
Ajustar la pinza del hilo y el desviador de hilo únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
Encima de la cuchilla fija 2 se encuentra el desviador de hilo 3.Este
evita que el final del hilo inferior se situe entre la cuchilla2ylaparte
trasera del interceptador del hilo 7. El desviador de hilo, guía el hilo
inferior al lado o adentro del interceptador del hilo.
Si eso no ocurre, la cuchilla está presionada por el lado y no corta.
La presión del corte debe ser la menor posible y todavía la cuchilla
debe cortar de forma segura los hilos.
La cuchilla se debe mover lo más cerca posible de las pinzas de hilo
5 y 8. Durante este movimiento no debe tocar las pinzas de hilo.
Correción
Desviador de hilo
–
Soltar los tornillos 1.
–
Doblar cuidadosamente el desviador de hilo 3 de tal manera, que
se cumple la función descrita arriba.
–
Apretar nuevamente los tornillos 1.
Presión del corte
–
Soltar los tornillos9y10.
–
Mover la cuchilla fija de tal manera, que el hilo inferior y el hilo
agremán puedan ser cortados de forma segura.
–
Apretar los tornillos9y10.
Distancia de las pinzas de hilo respecto a la cuchilla
–
Soltar los tornillos4y6.
–
Mover las pinzas de hilo.
–
Apretar los tornillos4y6.
38
1
2
3
4
5
6
78910

26.2 Ajustar la solapa de la cuchilla
Cuidado: Peligro de accidentes !
Ajustar el cortador para corte de gran longitud únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
Los filos1y2tienen que solaparse 1 mm.
Las placas-pinzas se deben colocar sin que se aprieten.
El rodillo de rodamiento 7 debe sujetar la garganta de la corredera 3.
–
Sacar ambas placas-pinzas.
–
Colocar la placa-pinza derecha.
La placa-pinza derecha se debe colocar sin apretar.
Correción
Ajustar la garganta
–
Soltar el tornillo 4.
–
Mover la corredera 3 sobre la barra del pistón.
La medida “X” en la figura debe medir aprox. 30 mm hasta 31 mm.
–
Apretar el tornillo 4.
Ajuste de la solapa
–
Soltar el tornillo de ajuste 5.
–
Girar la palanca 6.
–
Apretar el tornillo 5.
–
Conectar el autómata.
–
Activar el programa de prueba “Prueba de los elementos de
salida”. (Vea “Prueba de los elementos de salida”)
–
Poner salida Y8 a “+” .
–
Poner salida Y10 a “+”.
–
Controlar la cantidad de solapadura.
–
Poner salida Y8 a “-”.
–
Poner salida Y10 a “-”.
–
Desconectar el autómata.
39
3
1
2
3
4
5
6
7


26.3 Posición de la pinza para el hilo inferior y agremán
Cuidado: Peligro de accidentes !
Ajustar la posición de la pinza para el hilo inferior y agremán
únicamente en la posición “Detención segura” o con el autómata
desconectado.
Regla y control
Al comienzo de la costura el hilo inferior debe ser mantenido en
tensión de tal manera, que se asegure un comienzo de la costura
seguro y con puntadas bien apretadas.
El hilo del agremán debe ser tirado sin problemas debajo del muelle de
sujeción 5. La sujeción debe ser segura y al mismo tiempo ligera.
Antes del comienzo del proceso de corte, en la cuchilla fija, el hilo
inferior debe ser tirado entre el muelle de sujeción inferior7yel
elemento de sujeción 3.
El hilo del agremán debe ser tirado entre el muelle de sujeción
superior5yelelemento de sujeción 3.
El separador de los hilos 1 debe dividir el hilo inferior y hilo del
agremán de tal manera, que ambos hilos estén sujetados solos en la
pinza del hilo (el agremán en la pinza superior de hilo, el hilo inferior
en la pinza inferior de hilo).
Para poder introducir de forma segura el hilo inferior, antes del corte
se abre el muelle de sujeción 7 de la chapa de accionamiento 2 por la
clavija 5.
El ancho de la abertura depende del grosor del hilo inferior utilizado.
Se debe abrir la pinza, por lo menos que se pueda estirar el hilo
inferior de forma segura detrás de la clavija 8 y que después del corte
de hilo no salga de la pinza de hilos.
Cuando la cabeza del receptor de hilo 1 alcanza la cuchilla, la chapa
de accionamiento 2 tendría que haber abierto la pinza del hilo 7.
Si el ancho de la abertura es demasiado grande, el hilo inferior
después del corte, puede saltar para atrás.
Correción
Ancho de abertura
–
Doblar cuidadosamente la chapa de accionamiento 2 en su
posición en altura, para que el muelle de sujeción para el hilo
inferior se abra un poco.
Momento
–
Soltar los tornillos9y10.
–
Girar la chapa de accionamiento 2 de tal manera, que la pinza del
hilo 7 se abre cuando la cabeza del receptor de hilo 1 alcanza la
cuchilla.
–
Apretar los tornillos9y10.
Fuerza de sujeción
–
Ajustar la presión del muelle de sujeción 7 doblandolo
cuidadosamente de tal manera, que después del corte el hilo
inferior quede sujetado ligeramente y no salte para atrás.
41
3

26.4 Separador de los hilos para el hilo inferior y agremán
Cuidado: Peligro de accidentes !
Ajustar el separador de los hilos únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
La punta del separador de los hilos 5 debe penetrar entre el hilo
inferior y el hilo del agremán.
Para eso ambos hilos deben estar tensionados.
Por el movimiento residuo del interceptador del hilo 1 ambos hilos se
tiran antes del corte a las pinzas3y6delapinza del hilo.
Correción
–
Soltar el tornillo 4.
–
Ajustar el separador de los hilos de tal manera, que la punta 5 del
separador de los hilos, penetre entre el hilo inferior y el agremán.
–
Apretar el tornillo 4 nuevamente.
–
Después de la correción, inicializar el programa de prueba y
observar el proceso de corte del hilo.
42
4
5
12 3
6

27. Cortador para corte corto del hilo inferior (579-112000)
Después del final de la costura se realiza el movimiento de corte de la
cuchilla para el hilo superior. Al mismo tiempo el cortador para corte corto
se mueve a la posición de salida para cortar el hilo inferior. Durante este
movimiento el hilo inferior se desliza adelante del filo de la cuchilla.
Después el dispositivo cortador para corte corto retrocede. Retrocediendo
antes se sujeta el hilo inferior y despues se corta. Para asegurar que al
comienzo de la costura el hilo inferior esté sujetado en forma segura, el
resorte debe presionar la cuchilla contra la placa de la cuchilla.
La presión de sujeción debe estar ajustada de tal manera, que el hilo
inferior está sujetado en forma segura. Si la presión de sujeción está
demasiada alta, las puntadas iniciales de la costura estan arrugadas.
Aviso:
Desatornillando el tornillo 7 se disminuye la presión de sujeción y
atornillandolo se aumenta.
Con ayuda del tornillo de tope 9 se ajusta la posición final de la cuchilla.
Durante este ajuste hay que prestar atención que la cuchilla no tape una
parte del agujero de la placa-aguja. Aparte el soporte de la cuchilla 10,
cuando está en su posición final no debe tocar la placa-aguja 11.
Ajustar la posición inicial para el cortador para corte corto:
–
Conectar el autómata
–
El cortador para corte corto se encuentra en la posición inicial
–
En la posición inicial, la cuchilla no debe estar visible a traves del
agujero de la placa aguja y el soporte de la cuchilla 10 no debe tocar
la placa-aguja 11.
–
Soltar la contratuerca 8.
–
Girar el tornillo de tope 9.
–
Apretar nuevamente la contratuerca 8.
Ajustar la presión de sujeción:
La presión de sujeción debe estar ajustada la más bajo posible, pero
en lo mismo tiempo el hilo debe estar sujetado en forma segura.
–
Desatornillando el tornillo 7 se disminuye la presión de sujeción y
atornillandolo se aumenta.
–
Una presión de sujeción incorrecta o una placa-aguja que está muy
sucia adentro, puede provocar que el hilo inferior se desenhebra.
43
3
8
7
11 10
9

28. Dispositivo interceptador del hilo
28.1 Aspectos generales
Aparte de la clase 579-151000 todas las subclases están equipadas en
serie con un interceptador del hilo superior. La subclase 579-151000
puede ser reequipada, si se desea, con un interceptador del hilo superior.
La función del interceptador del hilo se desconecta automáticamente con
ojales con longitudes de más de 38 mm.
En el caso que el autómata ya esté equipada con el juego de piezas
“Guía superior del agremán” no es posible la reequipación con un
dispositivo interceptador del hilo.
El interceptador del hilo superior intercepta el hilo superior directamente
después del corte del hilo superior, lo mantiene sujetado y al comienzo de
la costura del próximo ojal lo coloca en el cordón derecho del ojal.
El dispositivo interceptador del hilo ofrece las siguientes ventajas:
–
Inicio seguro de la costura, también en materiales ligeros y sueltos.
–
Puntadas iniciales de la costura firmemente tensas.
–
El hilo superior no debe ser cortado posteriormente cerca del material,
porque el hilo inicial está recubierto para el cordón derecho del ojal.
Ciclo de funcionamiento
–
Después de haber conectado el autómata el interceptador del hilo
superior se baja, con el hilo apretado, hacia el material.
–
Según la longitud de costura predeterminada el ciclo de costura se
conecta y comienza con el cordón derecho del ojal.
Durante el inicio de la costura se sobrecubre y se cose el final del
hilo presentado por el interceptador del hilo.
–
Detrás de un punto determinado que está fijo en el panel de
mando, el interceptador del hilo se levanta y se mueve atrás hacia
su posición superior.
–
Poco antes del final de la costura la pinza del interceptador del hilo
se abre y el interceptador del hilo se mueve hacia abajo.
–
Después del final del cordón izquierdo del ojal la aguja se
posiciona en su posición alta. Se corta el hilo superior.
–
El interceptador del hilo bascula hacia adelante. La pinza del
dispositivo interceptador del hilo se cierra. Se intercepta el hilo.
–
El interceptador del hilo bascula atrás.
–
El interceptador del hilo se mueve hacia arriba
44

28.2 Ajuste
Cuidado: Peligro de accidentes !
Ajustar el interceptador del hilo únicamente en la posición “Detención
segura” o con el autómata desconectado.
Regla y control
El interceptador del hilo debe interceptar el hilo superior de forma
segura después de la costura de un ojal.
El interceptador del hilo debe colocar el hilo superior en el cordón
derecho del ojal.
El interceptador del hilo no debe chocar con las placas-pinzas.
Cuando el interceptador del hilo está en su posición básica, se deben
cumplir las siguientes condiciones:
–
La distancia entre el borde inferior de la guía de la barra-aguja 1
respecto al interceptador del hilo 2 debe tener aprox. 2 mm
(medida “Y”).
–
La distancia del borde delantero del interceptador del hilo 4
respecto a la aguja 3 debe tener aprox. 7-8 mm (medida “X”).
–
Mirados lateralmente la aguja3yelborde izquierdo de la pinza 10
del interceptador del hilo deben estar en una línea.
La posición inferior del dispositivo interceptador del hilo debe ser
modificada según el grosor del material utilizado. Cuando el
interceptador del hilo está abajo, debe haber todavía una distancia
entre el borde inferior del dispositivo interceptador del hilo y el material
de aprox. 3 mm.
Cuando el dispositivo interceptador del hilo está abajo y movido hacia
adelante, el gancho 10 del dispositivo interceptador del hilo debe estar
centrado respecto al centro de la aguja.
–
Coser un ojal.
Durante el ciclo de costura el interceptador del hilo no debe chocar
con las placas-pinzas.
Después del ciclo de costura el hilo debe ser interceptado en forma
segura.
–
Controlar si el hilo superior fue cosido y recubierto en el cordón
derecho del ojal.
45
3
1
2
3
4
5
6
7
8
910 11

Correción
Posición en altura del interceptador del hilo y distancia del
interceptador del hilo a la aguja
–
Soltar los tornillos5y6.
–
Mover en altura toda la unidad del interceptador del hilo.
La distancia respecto a la guía de la barra-aguja debe tener 2 mm.
–
Para ajustar la distancia respecto a la aguja, girar toda la unidad
del interceptador del hilo.
La distancia del interceptador del hilo respecto a la aguja debe
tener aprox. 7-8 mm (medida “X”). En algunos casos la distancia
respecto a la aguja puede ser diferente de este valor.
–
Apretar los tornillos5y6.
Posición inferior del dispositivo interceptador del hilo
–
Soltar la contratuerca sobre el tornillo moleteado 8.
–
Ajustar con el tornillo moleteado 8 la posición inferior del
dispositivo interceptador del hilo.
–
La distancia entre el dispositivo interceptador del hilo y el material
debe tener aprox. 3 mm.
–
Presionar manualmente hacia abajo el interceptador del hilo y
controlar la posición del interceptador del hilo.
–
Apretar la contratuerca sobre el tornillo moleteado 8.
Posición lateral del dispositivo interceptador del hilo
–
Soltar los tornillos 7.
–
Ajustar la distancia lateral del dispositivo interceptador del hilo.
–
Apretar los tornillos 7.
46

29. Ajuste de la tensión de las correas dentadas
Aspectos generales
Algunas funciones defectuosas de los motores de accionamiento
pueden producirse a causa de una tensión demasiada baja de la
correspondiente correa dentada.
Según el tiempo de utilización del autómata es muy importante que se
limpie la correa dentada del polvo y de restos de hilo. Polvo y restos
de hilo se introducen entre los dientes y quedan pegados con el aceite.
Con eso se pueden producir funciones defectuosas que pueden causar
daños del autómata.
Funciones defectuosas pueden ser p.ej. las siguientes:
–
Después de haber cosido el cordón de ida del ojal el bloque de
soporte de las ancoras no se giro por 180°.
–
Después de haber cosido el cordón de vuelta del ojal el bloque de
soporte de las ancoras, en la cuña transversal, no se giro por 90°.
–
Algunas puntadas están fuera del recorrido normal de la costura.
–
La cuchilla del ojal corta la costura.
–
En la pantalla aparece el código de error (208 hasta 213) .
Una posible función defectuosa también existe cuando, después de
haber terminado el ojal, la placa de soporte del material o el bloque de
soporte de las ancoras se devuelven muy lentamente a la posición
inicial.
En todos los casos se debe controlar primeramente la tensión de la
correa dentada
Cuidado: Peligro de accidentes !
Aviso:
Al limpiar el autómata, en particular al limpiar diariamente el área de la
costura, hay que prestar atención a no limpiar con aire comprimido.
Esto provoca que polvo y restos de hilo se esparsan por todo el
autómata.
Ajustar la tensión de las correas dentadas y limpiar las correas dentadas
únicamente en la posición “Detención segura” o con el autómata
desconectado.
47
3

29.1 Correas dentadas para el motor de la máquina de coser
Correción correa dentada 1
–
Para ajustar la tensión de la correa dentada girar el excéntrico 2.
Correción correa dentada 3
–
Para ajustar la tensión de la correa dentada, soltar los tornillos 4.
–
Mover el motor 6
–
Apretar los tornillos 4.
Correción correa dentada 5
–
Para ajustar la tensión de la correa dentada, girar el excéntrico 7 .
48
1
2
3
4
5
6
7

29.2 Correas dentadas para la rotación del bloque de soporte de las ancoras
Correción correa dentada 5
–
Girar el excéntrico 6.
Correción correa dentada 4
–
Soltar los tornillos2y3.
–
Mover la rueda dentada 1.
–
Apretar los tornillos2y3.
Correción correa dentada 7
–
Soltar los tornillos8y9.
–
Mover el motor.
–
Apretar los tornillos8y9.
49
3
1
2
3
4
5
6
7
89

29.3 Correas dentadas para el movimiento de la placa de soporte del material
Correción correa dentada 1
–
Soltar la contratuerca 6.
–
Ajustar con la segunda tuerca la tensión de la correa dentada
–
Apretar la contratuerca
Correción correa dentada 2
–
Soltar los tornillos4y5.
–
Mover el motor de accionamiento 3 en la altura.
–
Apretar los tornillos4y5.
50
1
2
3
456

30. Ajustar el centro de rotación de la barra-aguja perpendicular al centro de
rotación del bloque de soporte de las ancoras
ATENCIÓN !
Este ajuste únicamente se debe realizar en casos de excepción,
normalmente este ajuste no es necesario.
El brazo y la base del autómata estan orientados de manera tal que el
centro de rotación del bloque de soporte de las ancoras está
perpendicular al centro de rotación de la barra-aguja. Esta posición
está asegurada por los tornillos de centrado1y4 ylostornillos de
fijación2y3.
El centro de rotación de la barra-aguja está ajustado correctamente, si
durante todo el tiempo de rotación de la barra aguja y del bloque de
soporte de las ancoras, la distancia entre la aguja7ylapunta de la
ancora izquierda 6 es siempre la misma. (Vea figura.).
Cuidado: Peligro de accidentes !
Ajustar el centro de rotación de la barra-aguja únicamente en la
posición “Detención segura” o con el autómata desconectado.
Regla y control
–
Girar manualmente el volante, hasta que la punta de la ancora
izquierda llega al centro de la aguja. Controlar la distancia entre la
aguja y la punta de la ancora en las siguientes posiciones:
1. Posición básica del bloque de soporte de las ancoras
2. Cuando el bloque de soporte de las ancoras está girado
manualmente por 90°
3. Cuando el bloque de soporte de las ancoras está girado
manualmente por 180°
Correción
–
Soltar ligeramente los tornillos de fijación2y3.
–
Soltar excepcionalmente, ligeramente los tornillos de centrado 1 y
4 sellados con un barniz amarillo.
–
Mover ligeramente la guía 5 de la barra-aguja.
–
Apretar los tornillos de centrado y de fijación 1,2,3 y 4.
–
Controlar la posición de la punta de la ancora 7 respecto a la
aguja 6 en las tres posiciones arriba descritas. Eventualmente
repetir la correción.
51
3
1
2
3
4
5
6
7

31. Guía de la barra-aguja
Cuidado: Peligro de accidentes !
Realizar el desmontaje y el montaje de la guía de la barra-aguja
únicamente con el autómata desconectado.
Regla y control
Si la guía de la barra-aguja fue desmontada, al montaje siguiente hay
que prestar atención a que la distancia entre el casquillo oscilante
5 y la guía 6 en ambos lados sea igual (medida “X1" igual que la
medida ”X2").
Si la distancia es diferente, el aspecto de la puntada se ve desplazado
(vea la figura arriba a la derecha).
a) Aspecto de la puntada correcto.
b) Aspecto de la puntada si la guía de la barra-aguja no está
ajustada centricamente.
Correción
–
Montar la guía de la barra-aguja (vea figura)
–
Ajustar la misma distancia en ambos lados con la ayuda de ambos
tornillos de ajuste1y4.
–
Apretar los tornillos de ajuste2y3
–
Colocar en la barra-aguja una aguja corta para perforar.
–
Como material de costura utilizar un pedazo de papel o cartón
–
Coser un ojal
–
Si el resultado del aspecto de la perforación de la aguja no fuese
satisfactorio, corregir nuevamente la distancia entre el casquillo
oscilante de guía5ylaguía 6 hasta obtener el resultado deseado.
52
a) b)
1234
5
6

32. Mantenimiento
Cuidado: Peligro de accidentes !
Desconectar el interruptor principal.
El mantenimiento del autómata de ojales únicamente debe realizarse
con el autómata desconectado
Los trabajos de mantenimiento (limpiar y lubrificar), realizados
diariamente o semanalmente por el operario del autómata de ojales,
están descritos en la parte 1 de las “Instrucciones de uso”. Estos
trabajos de mantenimiento están descritos en la tabla siguiente solo de
manera complementaria.
Trabajos a realizar Horas de servicio
8 40 160 500
Cabeza del autómata de ojales
Limpiar el area debajo de la placa-aguja de polvo de costura X
Controlar el nivel de aceite X
Controlar y limpiar las correas dentadas X
Panel de mando
Limpiar el filtro ventilador X
Sistema neumático
Controlar el nivel de agua condensada en el regulador de presión X
Limpiar el cartucho del filtro en la unidad de mantenimiento X
Controlar el sellado del sistema neumático X
53
3

33. Menú de servicio 579
En el menú de servicio de la clase 579 se pueden realizar diferentes
ajustes básicos del autómata y diferentes programas de prueba. En el
menú de servicio no se deben realizar trabajos de mantenimiento y trabajos
de de ajuste mecánico.
Cuidado: Peligro de accidentes !
Antes de trabajos de mantenimiento o trabajos de de ajuste mecánico:
Desconectar el interruptor principal o poner el autómata en la posición “Detención
segura”.
33.1 Activar el menú de servicio
–
Cuando en la pantalla aparece el menú de costura (figura arriba a la
derecha), apretar la tecla “F”. En la pantalla aparece una pregunta para
un código.
–
Con las teclas flecha insertar el código “25483”.
–
Confirmar con la tecla “OK”.
Aparece el menú de servicio (figura arriba a la izquierda).
Con las teclas flecha se pueden elegir las posiciones particulares.
Apretando la tecla “OK” se llega al submenú correspondiente.
–
Al lado del símbolo que se ve al márgen aparece el tiempo que fue
necesitado para coser el último ojal.
–
Con la tecla “ESC” se llega siempre de un submenú al menú
superior.
33.2 Salir del menú de servicio
–
Cuando en la pantalla aparece el menú de servicio, apretar la tecla
“ESC”. Se sale del menú de servicio y aparece el menú de costura.
33.3 Multitest
Se puede llegar a las funciones del menú Multitest (prueba de los
elementos de entrada, prueba de los elementos de salida etc.) a través
del menú principal del menú de servicio, elegiendo los puntos de menú
“Prueba de las funciones”, “Multitest” o directamente de la manera
siguiente:
–
Conectar el autómata.
–
Al aparecer del logo DÜRKOPP-ADLER, apretar la tecla “F”.
En la pantalla aparece la pregunta por el código.
–
Insertar con las teclas flecha el código “25483” y confirmarlo con la
tecla “OK”. Aparece el menú de prueba .
–
Si se sale de este menú, apretando la tecla “ESC” se llega al menú
de costura.
54



33.5 Ajustar el idioma del menú
–
Si Usted se encuentra en el menú de servicio, elegir, uno después
del otro, los siguientes puntos del menú con las teclas flecha y
confirmarlos con la tecla “OK”:
- Configuración
- Servicio
- Idiomas
Aparece el menú de elegir el idioma. Detrás del idioma ajustado
actualmente aparece un peque o gancho de confirmación.
–
Elegir con las teclas flecha el idioma deseado.
–
Apretar la tecla “OK”.
El idioma se cambia inmediatamente.
33.6 Función de las teclas manuales
La manera de funcionar de las teclas manuales se puede modificar.
1. Ajuste (teclas manuales: Ajuste 0 en el menú)
–
Tecla 1: Las pinzas se abren o se cierran.
–
Tecla 2: El ciclo de costura se inicia, si las pinzas están cerradas.
2. Ajuste (teclas manuales: Ajuste 1 en el menú)
–
Tecla 1: Las pinzas se abren o se cierran .
–
Tecla 2: Si no están bajadas, las pinzas bajan. El ciclo de costura
se inicia.
Cambiar la función
–
Si Usted está en el menú de servicio, elegir, uno después del otro,
los siguientes puntos del menú con las teclas flecha y confirmar
con la la tecla “OK”:
- Configuración
- Servicio
Aparece el menú “Servicio”.
–
Elegir con las teclas flecha el punto del menú “Teclas manuales”.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor y confirmarlo con la tecla “OK”.
57
3

33.7 Ajustar la posición de la cuchilla
En este menú Usted puede corregir la posición de la cuchilla. La
posición de la cuchilla se puede corregir en los dos ejes por +/- 0,3
mm. En el símbolo abajo a la izquierda se demuestra que dirección
significan “+” y “-”.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
- Posición de la cuchilla
Aparece el menú “Ajustar la posición de la cuchilla”.
–
Elegir con las teclas flecha el eje, en el cual se debe mover la
cuchilla.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor de correción.
–
Apretar la tecla “OK”.
33.8 Ajustar la anchura de la puntada
En este menú se puede cambiar la anchura de la puntada entre ancha
y estrecha.
Anchura ancha de la puntada: “B” en la pantalla.
Anchura estrecha de la puntada: “S” en la pantalla.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
- Anchura de la puntada
Aparece el menú “Anchura de la puntada”.
–
Apretar la tecla “OK”.
–
Cambiar con las teclas flecha el ajuste para la anchura de la
puntada.
–
Apretar la tecla “OK”.
58

33.9 Ajustar el dispositivo detector de rotura del hilo
En este menú se puede ajustar el dispositivo detector de rotura del hilo
para el hilo inferior y para el hilo superior. Los valores detrás del hilo
inferior o hilo superior tienen los siguientes significados:
0 = El correspondiente dispositivo detector de rotura del hilo
está desconectado
>0 = Cantidad de puntadas después de las cuales se interrumpe
el ciclo de costura a causa de rotura del hilo
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
- Dispositivo detector de rotura del hilo
Aparece el menú “Dispositivo detector de rotura del hilo”.
–
Elegir con las teclas flecha el dispositivo detector de rotura del hilo
que debe ser ajustado.
–
Apretar la tecla “OK”.
–
Con las teclas flecha ajustar el valor deseado.
–
Apretar la tecla “OK”.
El valor para el dispositivo detector de rotura del hilo es ingresado.
59
3

33.10 Condensación de la puntada
En este menú se puede conectar y desconectar la condensación de la
puntada al inicio y al final de la costura.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
- Condensación de la puntada
Aparece el menú “Condensación de la puntada”.
–
Si Usted quiere modificar la condensación de la puntada para un
ojal redondo, elegir “Ojal redondo”, sino elegir “Sin presilla”.
–
Elegir con las teclas flecha “Inicio de la costura”o“Final de la
costura”.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha la condensación de la puntada para
la posición elegida y la forma del ojal.
–
Apretar la tecla “OK”.
60

33.11 Ajustar el inicio del transporte
Con eso se determina, desde que posición de la aguja los motores
paso a paso deben iniciar a transportar el material. Si está ajustado el
valor 180°, comenzaría el transporte, cuando la aguja está en el punto
muerto inferior.
El transporte ya puede comenzar cuando la aguja está todavía en el
material, pero es muy importante que el transporte ya terminó antes de
la penetración de la aguja en el material, de caso contrario la aguja se
desvia y eso puede provocar fallas de puntadas.
El área de inserción está entre 180° y 270°.
El ajuste de fábrica es de 200°.
ATENCIÓN
Modificar este ajuste solamente después de comunicacarse con
DÜRKOPP ADLER.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
Aparece el menú “Autómata”.
–
Elegir con las teclas flecha “Transporte”.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor para el inicio del transporte.
–
Apretar la tecla “OK”.
61
3

33.12 Ajustar la posición de posicionamiento del material
Con esto se puede determinar la posición de posicionamiento del
material. Se pueden ajustar los siguientes valores:
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la tecla “OK”:
- Configuración
- Autómata
Aparece el menú “Autómata”.
1 = El material se posiciona en la posición de corte.
2 = El material se posiciona en la posición de inicio de la costura
–
Elegir con las teclas flecha “ Posición de posicionamiento del material”.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor para la posición de
posicionamiento del material
–
Apretar la tecla “OK”.
33.13 Ajustar la inclinación del ojo
Con eso se puede ajustar la inclinación del ojo del ojal respecto a la
parte recta del ojal .
El área de inserción está entre -10° y +10°.
–
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Configuración
- Autómata
–
Aparece el menú “Autómata”.
–
Elegir con las teclas flecha “ Inclinación del ojo ”.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor para la inclinación del ojo.
–
Apretar la tecla “OK”.
33.14 Indicación total del contador
En la linea inferior del menú “Autómata” aparece la indicación total del
contador del autómata. Esa indicación del valor no se puede retroceder.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Autómata
–
Aparece el menú “Autómata”.
En la línea inferior está la indicación total del contador.
62

33.15 Ajustar los tiempos
En este menú Usted puede ajustar diferentes tiempos de
temporización, que dirigen el ciclo de costura.
ATENCIÓN !
Cambiar este ajuste solamente después de comunicarse con
DÜRKOPP ADLER .
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Configuración
- Tiempos
Aparece el menú “Tiempos”.
–
Elegir con las teclas flecha los tiempos que se desean modificar.
–
Apretar la tecla “OK”.
–
Modificar con las teclas flecha el valor para el tiempo.
–
Apretar la tecla “OK”.
T0 (Corte del ojal)
Estándar: 40
Area de ajuste: 0-100
- Corte del ojal
- Contacto
- Inicia la temporizaciónT0 .
- El brazo de corte se mueve hacia arriba
Debe estar asegurado que el ojal está cortado en toda su longitud.
T1 (Interceptador
del hilo)
Estándar: 20
Area de ajuste: 0-100
- Se cierra la pinza del hilo del interceptador del hilo superior (válvula Y11)
- Inicia la temporización T1
- El interceptador del hilo superior de la aguja, bascula distanciandose de la
aguja (válvula Y12)
Debe estar asegurado que el hilo superior sea sujetado antes de que el
interceptador del hilo superior inicie su movimiento hacia atrás.
T2 (Interceptador
del hilo)
Estándar: 20
Area de ajuste: 0-100
- El interceptador del hilo superior de la aguja, bascula distanciandose de la
aguja (válvula Y12)
- Inicia la temporización T2
- El interceptador del hilo superior se mueve hacia arriba (válvula Y09)
Debe estar asegurado que la pinza del hilo no esté abajo de la aguja antes
de que el interceptador del hilo superior inicie su movimiento hacia arriba.
T3 (Período de parada)
Estándar: 120
Area de ajuste: 0-200
- Corte del ojal
- Se activa el contacto
- Inicia la temporización T3
- La placa de soporte del material se mueve.
Debe estar asegurado que el brazo de corte esté arriba, antes que la placa
de soporte del material se mueve hacia adelante.
63
3

T4 (Cortador del hilo
superior)
Estándar: 170 para la
subclase 579-112000: 140
Area de ajuste 0-400
- Tiempo de conexión para la válvula Y06
Temporización de la conexión hasta la desconexión de la válvula
T5 (Dispositivo
alimentador del hilo
superior)
Estándar: 50
Area de ajuste: 0-100
La temporización T5 solamente es válida para el “Corte antes de la costura”
- Se alimenta el hilo superior
- La basura del corte se aspira
- Inician las temporizaciones T14 y T5.
- Se abre la pinza para el hilo superior
- La tensión del hilo se cierra
Debe estar asegurado que la pinza del hilo se abre solo cuando el
alimentador del hilo superior comienza a retroceder.
T6 (Interceptador del
hilo)
Estándar: 60
Area de ajuste: 0-100
- El dispositivo interceptador del hilo superior se mueve hacia el material
- Inicia la temporización T6
- La pinza del hilo bascula hacia la aguja
Debe estar asegurado que el interceptador del hilo superior esté abajo para
evitar que la pinza del hilo, basculando no choque contra la aguja.
T7 (Interceptador del
hilo)
Estándar: 0
Area de ajuste: 0-100
- El interceptador del hilo superior bascula hacia la aguja
- Inicia la temporización T7
- La pinza del hilo del interceptador del hilo superior se cierra.
Debe estar asegurado que la pinza del hilo esté debajo de la aguja antes de
que la pinza del hilo se cierre.
T8 (Cortador del hilo
superior)
Estándar:70 para la
subclase 579-121000: 165
Area de ajuste: 0-300
- Final de la costura
- Inicia la temporización T8
- Se corta el hilo superior (válvula Y06)
Debe estar asegurado que la costura esté terminada antes de que se corte
el hilo superior.
T9 (Cortador del hilo
superior)
Estándar: 20
Area de ajuste: 0-100
- Se corta el hilo superior
- Inicia la temporización T9 .
- Se cierra la pinza para el hilo superior.
Debe estar asegurado que la pinza del hilo se cierre solo después del corte
del hilo superior.
T10 (Cortador del hilo
inferior)
Solamente para las subclases
579-121000 y 579-141000
Estándar : 0
para la subclase 579-121000: 5
y 579-141000: 5
Area de ajuste: 0-50
- Se conecta la válvula Y10 para el cortador del hilo inferior
- Inicia la temporización T10 .
- Se conecta la válvula Y08 para el cortador del hilo inferior
Se corta el hilo inferior
Debe estar asegurado que el cilindro no esté sin presión antes del corte del
hilo inferior, para que no se produzca un choque a causa de la posible
presión residual.
T11 (Interceptador del
hilo)
Solamente para la
subclase 579-112000
Estándar: 70
Area de ajuste 0-150
- El interceptador del hilo superior se mueve hacia arriba (válvula Y09)
- Inicia la temporización T11 .
- Se corta el hilo inferior (válvula Y08)
Debe estar asegurado que el hilo superior no sea cortado del cortador del
hilo inferior.
T12 (Tensión del hilo)
Estándar: 50
Area de ajuste: 0-150
- Final de la costura
- Inicia la temporización T12
- Se abre la tensión del hilo inferior y se tira el hilo inferior hacia adelante
Debe estar asegurado que el autómata haya cosido hasta el final de la
costura, antes de que se tire el hilo inferior hacia adelante.
T13 (Tensión del hilo)
Estándar: 100
Area de ajuste: 0-200
- Duración de conexión para la válvula Y07 (Abrir la tensión del hilo inferior
y tirar el hilo inferior hacia adelante)
T14 (Dispositivo
alimentador del hilo
superior)
Estándar: 450
Area de ajuste: 0-1000
- Duración de conexión para la válvula Y05 (Tirar el hilo superior hacia
adelante)
64

T15 (Cortador del hilo
inferior)
Solamente para las subclases
579-121000 y 579-141000
Estándar:
100 (579-121000)
50 (579-141000)
Area de ajuste: 0-500
- Duración de conexión para válvula Y10 (Cortador del hilo inferior)
T16 (Rotación del bloque de
soporte de las ancoras)
Solamente para las subclases
579-121000 y 579-141000
Area de ajuste 0-100
Estándar: 1
- La válvula Y10 o Y08 (dependiendo de la subclase) se conmuta.
- Inicia la temporización T16
El bloque de soporte de las ancoras gira atrás hacia su posición inicial.
T17 (Inicio de la
costura)
Estándar: 20
Area de ajuste: 0-100
- Se prende el autómata
- Inicia la temporización T17
- El autómata comienza a coser
Debe estar asegurado que la pinza del hilo para el hilo superior esté abierta y
que el material esté separado antes de que el autómata comience a coser.
T18 (Tensión del hilo)
Solamente para las subclases
579-121000 y 579-141000
Estándar: 100
Area de ajuste: 0-200
Duración de conexión para la válvula Y07 (Abrir la tensión del hilo inferior y
tirar hacia adelante el hilo inferior).
T19 (Rotación del bloque
de soporte de las ancoras)
Solamente para la subclase
579-112000
Estándar: 1
Area de ajuste: 0-300
Se corta el hilo inferior (válvula Y08)
Inicia la temporización T19.
El bloque de soporte de las ancoras se gira atrás y la placa de soporte del
material se mueve.
Debe estar asegurado que el hilo inferior esté cortado antes que el bloque
de soporte de las ancoras se gire atrás.
T20 (Tiempo de parada)
Estándar: 200
Area de ajuste: 0-400
Las pinzas-tela se abren, el bloque de corte se mueve hacia arriba.
Inicia la temporización T20. El recorrido de referencia comienza.
Debe estar asegurado que el bloque de corte esté arriba antes de que la
placa de soporte del material se mueva.
(Importante si el autómata está ajustado para “Corte después de la costura”)
T21 (Corte del ojal)
Solamente para el
equipo de costura E510
Estándar: 180
Area de ajuste: 0-500
Se conecta la válvula Y16 (Corte del ojal).
Inicia la temporización T21 .
La válvula Y16 se desconecta.
Si se inserta la temporización T21 a “0", T21 corresponde al tiempo de
contacto.
T22 (Interceptador del
hilo)
Estándar:20
Area de ajuste 0-100
Se abre la pinza del hilo del interceptador del hilo superior (Cordón de vuelta
/ válvula Y11)
Inicia la temporización T22
El interceptador del hilo superior se mueve hacia el material.
T23 (Tiempo de parada)
Solamente para las
subclases 579-121000,
579-141000 y 579-151000
Estándar: 60
Area de ajuste: 0-150
- Final de la costura
- Inicia la temporización T23 .
- Comienzo de la marcha en vacío para cortar el hilo inferior
(579-121000 y 579-141000)
- Comienzo de la marcha en vacío para cortar el ojal (579-151000)
T24 (Cortador del hilo
inferior)
Solamente para las
subclases 579-121000 y
579-141000
Estándar: 0
Area de ajuste: 0-100
- Cortador del hilo inferior ya conmutado para retroceder.
- Inicia la temporización T24 .
- Comienza la marcha en vacío.
Debe estar asegurado que el cortador del hilo inferior ya esté conmutado
para retroceder antes de que se mueva la placa de soporte del material, eso
para evitar un choque. El peligro de choque es muy alto en particular en la
subclase 579-121000.
T25 (Cortador del hilo
inferior)
Solamente para las subclases
579-121000 y 579-141000
Estándar: 1
Area de ajuste: 0-100
Se corta el hilo inferior (válvula Y10)
Inicia la temporización T25 .
El cortador del hilo inferior se conmuta para retroceder (válvula Y08).
3
65

T26 (Corte del ojal)
Estándar: 1000
Area de ajuste: 0-2000
El ojal no puede ser cortado (ningún contacto / ninguna cuchilla / ningún bloque)
Inicia la temporización T26.
El cilindro para el corte retrocede.
T27 (Placa-pinza)
Estándar: 100
Area de ajuste: 0-300
Las pinzas se cierran
Inicia la temporización T27.
El material se separa.
Debe estar asegurado, que las pinzas estén cerradas antes de que se
separe el material.
33.16 Ajustar las subclases
En este menú se puede ajustar la subclase. En las subclases
579-112000 y 579-151000 se puede ajustar adicionalmente el equipo
de costura. En la subclase 579-141000 se puede elegir el grupo de
longitud de corte.
Los ajustes actualmente elegidos, están marcados con un peque
(o gancho de confirmación.
ATENCIÓN!
La subclase, equipo de costura y grupo de longitud de corte, que esta
ajustado en este menú debe corresponder con el autómata utilizado.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Subclase
Aparece el menú “Subclases”.
–
Elegir con las teclas flecha la subclase del autómata.
–
Apretar la tecla “OK”.
Si todavía hay que elegir para la subclase el equipo de costura o el
grupo de longitud de corte, aparece un submenú, en el cual hay
que elegir el equipo de costura o el grupo de longitud de corte.
- Elegir con las teclas flecha el equipo de costura o el grupo
de longitud de corte.
- Apretar la tecla “OK”.
–
Si no hay más espacio de memoria para otras formas de ojal o
series de ojales, aparece uno de los avisos de error al margen. La
subclase no se cambia.
Fig. a) No hay espacio de memoria suficiente para otras formas de ojales
Fig. b) No hay espacio de memoria suficiente para otras series de ojales
Si Usted quiere cambiar la subclase, tiene que borrar
primeramente algunos datos de programa, vea el capítulo “Borrar
los datos de programa”.
66
a) b)

–
Aparece una pregunta, si se quiere cambiar verdaderamente el ajuste
de la subclase.
Si la subclase se debe cambiar, apretar la tecla con flecha izquierda.
Si la subclase no se debe cambiar, apretar la tecla con la flecha
derecha.
–
Posición de la cuchilla para el corte del ojal (vea capítulo “Cuchilla”)
ATENCIÓN !
Antes de coser un ojal controlar siempre, después de un cambio de la
subclase, la posición de la cuchilla para el corte del ojal (vea capítulo
“Cuchilla ”). A causa que la posición de la cuchilla para el corte del ojal
en las diferentes subclases es diferente, un mal ajuste de la cuchilla
puede producir daños en el autómata.
67
3

33.17 Prueba de los elementos de salida
ATENCIÓN !
La conexión de elementos de salida puede producir choques con otros
elementos de la máquina y daños en el autómata.
Asegurarse antes de conectar cada elemento de salida, que no puede
chocar con un otro elemento del autómata.
En este menú Usted puede conectar una o más salidas.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba de los elementos de salida
Aparece el menú “Prueba de los elementos de salida”.
–
Elegir con las teclas flechas arriba y abajo la salida deseada. La
situación de conmutación actual de la salida aparece detrás del
número del elemento de salida:
- = Salida no activada
+ = Salida activada
–
Apretar la tecla “OK”.
–
Se conmuta la salida.
En la salida Y16 (cuchilla) aparece una advertencia de peligro.
Apretar la tecla OK. Se conecta la cuchilla.
Salida Denominación
Y1 Pinzas para el material
Y2 Separar el material
Y3 Tensión del hilo superior
Y4 Pinza para el hilo superior
Y5 Tirar el hilo superior hacia adelante
Y6 Cortador del hilo superior
Y7 Abrir la tensión para el hilo inferior y tirar el hilo hacia adelante
Y8 Cortador del hilo inferior según la subclase
Y9 Interceptador del hilo superior
Y10 Cortador del hilo inferior en las subclases
579-121000 y 579-141000
Y11 Pinza para el interceptador del hilo superior
Y12 El interceptador del hilo superior bascula hacia la aguja
Y16 Cortar el ojal
68

33.18 Prueba de los elementos de entrada
En este menú se pueden probar los diferentes elementos de entrada.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba de los elementos de entrada
Aparece el menú “Prueba de los elementos de entrada”.
–
Elegir con las teclas flecha arriba y abajo la entrada deseada. La
situación de conmutación actual de la entrada aparece detrás del
número del elemento de entrada:
- = Entrada no activada
+ = Entrada activada
–
Mover manualmente el elemento de accionamiento del autómata
que activa la entrada correspondiente.
–
La situación de conmutación actual de la entrada se cambia,
cuando se activa la entrada.
Entrada Denominación
S01 Dispositivo detector de rotura del hilo del hilo inferior
S02 Dispositivo detector de rotura del hilo del hilo superior
S08 Según la subclase, punto de penetración izquierdo o
derecho de la aguja
S09 Dispositivo para eI control de la caída de la presión
S10 Teclas manuales, tecla “1"
S11 Teclas manuales, tecla “2"
S13-S16 Pedal
S18 Interruptor “Detención segura”
S24 Ojal cortado
S25 Rotación del bloque de soporte de las ancoras
S26 Interruptor de proximidad de referencia para
el movimiento longitudinal
S27 Interruptor de proximidad de referencia para
el movimiento transversal
69
3

33.19 Prueba del motor de la máquina de coser
En este menú se puede probar el motor de la máquina de coser.
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba del motor de la máquina de coser
Aparece el menú “Prueba del motor de la máquina de coser”.
Detrás de “Software”y“Fecha” aparece la versión del “Software” y la
fecha de la elaboración del “Software” del motor de la máquina de
coser.
Probar el motor de la máquina de coser W0
–
Apretar la tecla-flecha arriba.
El motor de la máquina de coser parte con una velocidad
de 100 vpm.
–
Con las teclas flechas arriba y abajo se puede modificar la
velocidad.
–
Apretando la tecla “RST”, el motor de la máquina de coser se
detiene en la posición de parada 1.
–
Para salir de la prueba del motor de la máquina de coser apretar la
tecla “ESC”.
70

33.20 Prueba del motor paso a paso
En este menú se pueden probar los motores paso a paso para los tres
ejes de movimiento de la clase 579.
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba del motor paso a paso
Aparece el menú “Prueba del motor paso a paso”.
–
Elegir con las teclas flecha el eje deseado.
–
Apretar la tecla “OK”.
–
Si fue elegido el motor paso a paso para el eje transversal o el eje
de rotación, mover el motor con las teclas flecha izquierda y
derecha.
–
Si fue elegido el motor paso a paso para el eje longitudinal, mover
el motor con las teclas flecha arriba y abajo.
–
Después de apretar la tecla, el motor paso a paso se mueve por 5
pasos.
–
Si Usted apreta la tecla “ESC”, se termina la prueba para el motor
paso a paso actual.
–
Elegir otro motor paso a paso o salir de la prueba motor paso a
paso apretando la tecla “ESC”.
71
3

33.21 Prueba “RAM”
En este menú se puede probar la memoria “RAM” de la clase 579.
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba-RAM
Aparece el menú “Prueba-RAM”.
–
La prueba de la memoria “RAM” comienza cuando se prende el
menú.
En la pantalla aparece el texto “Por favor esperar...”
–
Si la memoria “RAM” de la clase 579 está correcta aparece dos
veces OK detrás de “SRAM” y “NVSRAM”.
–
Con un error aparece “F”
33.22 Prueba “EPROM”
En este menú se puede probar al memoria “EPROM” de la clase 579.
Aparte aparecen informaciones sobre la versión del “Software”.
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Prueba de las funciones
- Multitest
- Prueba-EPROM
Aparece el menú “Prueba-EPROM”.
–
La prueba de la memoria “EPROM” comienza cuando se prende el
menú.
En la pantalla aparece durante la prueba el texto “Por favor
esperar...” en vez de “Checks.”
–
Si la memoria “EPROM” de la clase 579 está correcta aparece OK
detrás de “Checks.”.
–
Con un error aparece “F”.
72

33.23 Programa de prueba puntos de parada
Con ayuda del programa de prueba “Puntos de parada” se puede
controlar el orden de conmutación de las válvulas y la posición de las
diferentes piezas después de la conexión o desconexión. Este programa
de prueba es de ayuda en particular para ajustar el receptor de hilo y los
sistemas de corte de hilo, porque se puede controlar la posición de las
diferentes piezas respecto al hilo superior, al hilo inferior y al agremán.
Cuidado: Peligro de accidentes !
El programa de prueba “Puntos de parada” sirve únicamente para el
control de procesos y funciones de trabajo. Durante el programa de
prueba “Puntos de parada” no se deben realizar trabajos de
mantenimiento y trabajos de ajuste.
El programa de prueba se puede ajustar a los siguientes valores.
Según del ajuste el ciclo de costura se detiene en diferentes
posiciones.
0 = Ciclo de costura normal, el programa de prueba está
desconectado
1 = El ciclo de costura se detiene después de conectar
válvulas del receptor de hilo
2 = El ciclo de costura se detiene después de conectar
válvulas para el correspondiente sístema de corte del hilo
3 = El ciclo de costura se detiene después de conectar
cada válvula
Cuando se detiene el ciclo de costura, aparecen en la pantalla los
siguientes valores:
NC-Prog.: Programa “NC”
TPxx: Punto tecnológico con el número “xx”
Nr.: Número del punto de interrupción
Estos valores solamente son interesantes para el servicio técnico de
Dürkopp-Adler.
Para seguir con el ciclo de costura, apretar la tecla “RST”, el pedal o
las teclas manuales.
–
Si Usted está en el menú de servicio, elegir el punto de menú con
las teclas flecha y confirmar con la tecla “OK”:
- Prueba de las funciones
Aparece el menú “Prueba de las funciones”.
–
Elegir con las teclas flecha el punto de menú “Puntos de parada”.
–
Apretar la tecla “OK”.
–
Elegir con las teclas flecha el valor deseado para los puntos de
parada.
–
Apretar la tecla “OK”.
73
3

33.24 Prueba de pérdida de pasos
En esta prueba se puede probar la dureza de los 3 ejes.
Si Usted está en el menú de servicio, elegir, uno después del otro los
siguientes puntos del menú con las teclas flecha y confirmar con la
tecla “OK”:
- Prueba de las funciones
- Prueba de pérdida de pasos
Aparece el menú “Prueba de pérdida de pasos”.
Este punto del menú sirve para probar durezas mecánicas en el
autómata. Un eje está duro, cuando en un recorrido de marcha en
vacío con la velocidad de 2800 vpm la pérdida de pasos es mayor que
1 paso.
–
Para comenzar el programa de prueba apretar la tecla “RST”.
–
La velocidad de partida es de 2800 vpm. Todos los ejes se mueven
por un recorrido definido en dirección “+” y “-”, y seguidamente de
este movimiento se efectua un recorrido de referencia. Con eso se
comprueban y visualizan pérdidas de pasos eventualmente
ocurridas.
–
Aumentar la velocidad en el recorrido de marcha en vacío por 100
vpm hasta que en los 3 ejes aparecen más de 5 pérdidas de pasos.
La prueba termina automaticamente.
74

33.25 Borrar los datos de programa
Aquí se pueden borrar programas de ojales y series de ojales.
Solamente se pueden borrar datos que no pertenecen a la subclase y
equipo de costura actualmente ajustados en el panel de mando del
autómata.
–
Si Usted está en el menú de servicio, elegir, uno después del otro
los siguientes puntos del menú con las teclas flecha y confirmar
con la tecla “OK”:
- Prueba de las funciones
- Datos de programa
Aparece el menú “Borrar datos de programa ”.
–
Al lado de este símbolo aparece la cantidad de posiciones de
programación libres para los programas de ojales.
–
Al lado de este símbolo aparece la cantidad de posiciones de
programación libres para las series de ojales.
–
Si Usted quiere borrar formas o series de ojales no necesarias,
elegir con las teclas flecha el punto “Borrar datos de programa ”.
–
Apretar la tecla “OK”.
Aparece un menú, en que aparecen todas las subclases, donde fue
instalado un programa.
Si aparece solamente una línea semi-continua, no hay programas
que pertenecen a otras subclases.
La subclase actualmente utilizada no aparece, eso significa que
tampoco se pueden borrar programas, que pertenecen a la
subclase actual.
–
Elegir con las teclas flecha la subclase, de la cual hay que borrar
sus programas.
–
Apretar la tecla “OK”.
Detrás de la subclase elegida aparece un peque(o gancho de
confirmación, para demostrar que los programas de esa subclase
fueron borradas.
–
Ahora se puede elegir otra subclase donde se debe borrar o salir
del menú a través de la tecla “ESC”.
75
3

33.26 Cargar un nuevo programa
Después de conectar el autómata aparece en el panel de mando el
logo DÜRKOPP ADLER con el aviso de la versión de programa.
Cargar en la memoria del autómata una nueva versión de programa es
posible con un dispositivo “Bootbox” y con su correspondiente “Cable
download” (cable de trasmisión de datos) y tarjeta “RAM”.
Aparte existe la possibilidad de cargar una nueva versión de programa
con un “PC” usual con correspondiente “Cable download” (cable de
trasmisión de datos) y un “CD-ROM”,.
Esas piezas se pueden conseguir en los puntos de venta de
DÜRKOPP ADLER AG bajo los siguientes números de piezas:
Piezas Número de piezas
Bootbox con “Cable download”
(cable de trasmisión de datos) 9850 001054
Tarjeta “RAM” 9850 579003 RP01
Disco 9850 579003 DP01
“CD-ROM” 9850 579003 CP01
“Cable download” (cable de
trasmisión de datos) para el PC 9850 001043
76

34. Avisos de errores
Cuidado: Peligro de accidentes !
Buscar y corregir errores únicamente en la posición “Detención
segura” o con el autómata desconectado.
Nr. Descripción Posible causa
Correción error
134
135
136
Error del “Hardware”.
Salida final motor “X”,
motor “Y”, motor “Z”.
- Temperatura demasiada alta
- Error de la tensión de alimentación de 5V
- Error de la tensión de alimentación 120V
- Salida final defectuosa
- Controlar la temperatura
- Controlar los fusibles en el transformador
- Cambiar la salida final
141 Panel de mando del
motor de la máquina de
coser: Comunicación
interrumpida
- Conexiones de cable al panel de
mando “Efka” no estan en orden
- El panel de mando “Efka” es
defectuoso
- Controlar las conexiones de cable al
panel de mando “Efka”
- Cambiar el panel de mando “Efka”
1 4 3 Panel de mandodel motor de
la máquina decoser: Falta de
espacio en lamemoria de
mando de tránsito
Error interno
Contactarse con el servicio técnico de
Dürkopp-Adler
148 Panel de mando del
motor de la máquina de
coser: Motor no está listo
- Conexiones de cable al panel de
mando “Efka”no están en orden
- Panel de mando “Efka” es defectuoso
- Controlar las conexiones de cable al panel
de mando “Efka”
- Cambiar el panel de mando “Efka”
149 Panel de mando del motor
de la máquina de coser:
“UART” no está listo
- Unidad “CPU” defectuosa
- Cambiar la unidad “CPU”
150 Panel de mando del
motor de la máquina
de coser: Error del
“Hardware”
- Error del “Hardware” del panel de mando
“Efka”
- Error interno
- Sincronizador de posicionamiento no
conectado o defectuoso
- Conexión perturbada del transductor de
conmutación o del convertidor
- Tensión de alimentación demasiada baja
- Bloqueo, motor mecánicamente
sobrecargado
- Una giro después del punto cero
el impulso cero no está reconocido o el
sincronizador de posicionamiento es
defectuoso
- Parámetro no existente o error interno
- Transmisión temporalmente interrumpida
- Correa fuera de su lugar o defectuosa
- Cambiar el panel de mando “Efka”
- Ponerse en contacto con el servicio técnico
de Dürkopp-Adler
- Controlar la conexión del sincronizador de
posicionamiento
- Controlar la conexión del transductor de
conmutación
- Controlar el ajuste de la tensión de alimentación
- Controlar la mecánica
- Controlar el sincronizador de posicionamiento
(distancia respecto al disco)
Cambiar el sincronizador de posicionamiento
- Ponerse en contacto con el servicio técnico
de Dürkopp-Adler
-Controlar la conexión del cable al panel de
mando Efka
- Controlar la correa
182 La suma “Check” de los
datos en la memoria
está incorrecta
Desconectar el autómata y conectarlo nuevamente.
Los datos vuelven a ponerse automáticamente a
los valores de ajuste de fábrica.
201 Datos no se
encuentran
Error interno
Ponerse en contacto con el servicio
técnico de Dürkopp-Adler
208
209
Pérdidas de pasos en el
eje para el movimiento
transversal
Eje para el movimiento transversal
demasiado duro o choque de piezas
Controlar la mecánica
Realizar la “Prueba de pérdida de pasos”
210
211
Pérdidas de pasos en el
eje para el movimiento
longitudinal
Eje para el moviemiento
longitudinal demasiado duro o
choque de piezas
Controlar la mecánica
Realizar la “Prueba de pérdida de
pasos”
212
213
Pérdidas de pasos en el eje
para la rotación del bloque
de soporte de las ancoras
Eje para la rotación del bloque de
soporte de las ancoras demasiado
duro o choque de piezas
Controlar la mecánica
Realizar la “Prueba de pérdida de
pasos”
77
3

Nr. Descripción Posible causa Corrección
214 La posición teórica del
motor paso a paso no
corresponde con la
posición de corte
ajustada
Por eso peligro de
cortes falsos
Error interno
Desconectar el autómata y conectarlo
de nuevo, ponerse en contacto con el
personal de servicio técnico de
Dürkopp-Adler
216 Error interno
Desconectar el autómata y conectarlo
de nuevo, ponerse en contacto con el
personal de servicio de Dürkopp-Adler
78

35. Reparar fallas
Descripción del error Causa posible Corrección
El autómata no parte En la pantalla parece un
símbolo que indica la causa
posible.
El símbolo al margen aparece
en la pantalla
La aguja no se encuentra en el
punto muerto superior
Girar el volante en dirección de
marcha de la máquina de tal
manera que la aguja se encuentre
en el punto muerto superior.
Si este error aparece muy
frecuentemente se deben ajustar
nuevamente los interruptores de
proximidad (vea capítulo “Ajustar el
punto muerto superior” y “Ajustar el
punto muerto superior para el
motor de la máquina de coser”)
En la pantalla aparece el símbolo al
margen. La aguja se encuentra antes
del comienzo de la costura, antes del
punto falso de penetración de la aguja
Posición correcta antes del comienzo
de la costura:
En las subclases -121, -141,-151:
La aguja se encuentra delante del
punto izquierdo de penetración de la
aguja
En la subclase -112
La aguja se encuentra delante del
punto derecho de penetración de la
aguja
Girar el volante en dirección de
marcha de la máquina de tal
manera que la aguja se encuentre
en el punto correcto de penetración
de la aguja.
Si este error aparece muy
frecuentemente se deben ajustar
nuevamente los interruptores de
proximidad (vea capítulo “Ajustar el
punto muerto superior” y “Ajustar el
punto muerto superior para el
motor de la máquina de coser”)
En la pantalla aparece el símbolo
al margen
El autómata fue detenido durante
el ciclo de costura y después fue
girado el volante manualmente
Desconectar el autómata del
interruptor principal y conectarlo de
nuevo después de esperar un peque o
momento
La presión de aire para las
piezas neumáticas está
demasiada baja
- Controlar la presión de aire en el
manómetro
- Controlar si la manguera de
conexión pare el aire comprimido
fue conectada
- Controlar la estabilidad de la
presión de aire
- Controlar todas las conexiones
del sistema neumático del autómata
“Detención segura” está conectada
Desconectar la “Detención segura”
En el panel de mando aparece
un aviso de error junto a un
número de error
La corrección está descrita en las
instrucciones de servicio “Avisos
de errores”
Fallas de puntadas La aguja está sin punta,
deformada o no insertada
correctamente en la barra-aguja
Colocar una nueva aguja
Insertar la aguja correctamente en
la barra-aguja.
La enhebración del hilo superior
e inferior no fue realizada
correctamente
Controlar el recorrido de enhebración
del hilo superior e inferior. (vea
Instrucciones de uso “Enhebrar el hilo
superior” y “Enhebrar el hilo inferior”)
El porta-carretes está montado
incorrectamente
Controlar el montaje del porta-carretes
(vea Instrucciones de instalación “Fijar
el porta-carretes”)
79
3

La tensión del hilo está ajustada
demasiado fuerte
Controlar la tensión del hilo (vea
Instrucciones de uso “Tensión del hilo”)
El material no está sujetado
correctamente
Controlar la presión de las pinzas para el
material (vea “Presión de las pinzas para
el material ”)
El material no se separa o se separa
demasiado poco
Controlar la separación
(vea “Ajustar la separación”)
Según el material, grosor del material
y hilo utilizado hay que elegir el grosor
apropiado de la aguja
Cambiar el grosor de la aguja (vea
Instrucciones de uso “Agujas, hilos e
agremanes”)
Atención!
Después de cambiar el grosor de la aguja
hay que controlar la distancia de las
ancoras respecto a la aguja. (vea capítulo
“Distancia de la ancora a la aguja”)
Eventualmente la placa-aguja, las
ancoras o los espaciadores fueron
dañados por la aguja
Ajustar por el personal de servicio técnico
Eventualmente son utilizadas piezas
falsas para el equipo de costura
deseado, p.ej. placa-aguja, ancoras,
espaciadores, placas-pinzas, pinzas
inferiores / superiores para el material
Controlar las piezas del equipo de costura
con ayuda de las páginas descritivas de
los equipos de costura
Al cambiar el anchura de la costura, la
carrera de la lazada no fue reajustada
Ajustar la carrera de la lazada
(vea capítulo “Carrera de la lazada”)
La ancora o el espaciador se han
desajustados
También si los desajustes no son
visibles y los puntos arriba
mencionadas no llevaron a un
mejoramiento, controlar otra vez los
puntos al margen.
Controlar los puntos siguientes que están
descritos en los siguientes capítulos de la
“Instrucción de servicio”:
“Ajustar los puntos de inserción de la
plantilla ”
“Ajustar la carrera de la lazada ”
“Altura de la barra-aguja”
“Distancia de la ancora a la aguja”
“Protección de la aguja”
“Espaciadores”
“Placa de accionamiento de los
espaciadores”
“Placa-aguja”
“Disco alimentador del hilo”
Rotura del hilo Hilo superior e inferior no están
enhebrados correctamente
Controlar el recorrido de enhebración del
hilo superior e inferior (vea Instrucciones
de uso “Enhebrar el hilo superior” y
“Enhebrar el hilo inferior”
La aguja está deformada, sin punta,
de cantos vivos o no insertada
correctamente en la barra-aguja
Colocar una nueva aguja, insertar la aguja
correctamente en la barra-aguja
El hilo utilizado está botonoso, duro o
demasiado grueso y por eso no puede
ser utilizado en el autómata
Utilizar hilo aconsejado (vea
“Instrucciones de uso” “Aguja, hilos y
agremanes”)
La tensión del hilo está ajustada
demasiado fuerte para el hilo utilizado
Controlar la tensión del hilo (vea
Instrucciones de uso “Tensión del hilo”)
80

Piezas de guía del hilo, como
p.ej. tubos de pasaje del hilo,
guías del hilo, disco del
alimentador del hilo, estan
da(ados
Controlar en el recorrido del hilo, si
existen partes guía-hilo da(adas
Controlar si la placa-aguja, las
ancoras o los espaciadores
fueron dañados por la aguja
Ajustar por el personal de servicio
técnico.
Puntadas sueltas Las tensiones del hilo no están
ajustadas según el material,
grosor del material o grosor del
hilo utilizados
Controlar las tensiones del hilo
(vea Instrucciones de uso “Tension
del hilo”)
El hilo superior o inferior no está
enhebrado correctamente
Controlar la enhebración del hilo
superior e inferior (vea
Instrucciones de uso “Enhebrar el
hilo superior”, “Enhebrar el hilo
inferior”)
El ojal no es cortado en
forma precisa
La presión del corte ajustada
está demasiado baja
Aumentar la presión del corte (vea
capítulo “Presión del corte”)
El filo de la cuchilla está da(ado
o el filo está demasiado usado
Colocar una nueva cuchilla (vea
capítulo “Cuchilla”)
La cuchilla trabaja sobre un
bloque de corte que no
partenece al equipo de costura
utilizado.
Siempre hay que colocar el
bloque de corte justo, sea si hay
de que cortar los ojales antes o
después de la costura, sea si se
deben realizar ojales con o sin
ojo. Bloques de corte con dos
impresiones de la cuchilla
provocan un corte no preciso.
Acomodar el bloque de corte o
colocar un nuevo bloque de corte.
(vea capítulo “ Acomodar los
bloques de corte ”)
Rotura de la aguja El grosor de la aguja no es apto
para el material o para el hilo
utilizados
Cambiar el grosor de la aguja
La aguja golpea a las pinzas
para el material
El equipo de costura no
corresponde con la subclase
ajustada
Transporte defectuoso de la
placa de soporte del material o
rotación defectuosa del bloque
de soporte de las ancoras
Al cambio de la anchura de la
costura, las pinzas para el
material no están separadas o
están separada demasiado poco
Controlar la subclase en el panel
de mando.
Vea abajo debajo de “Transporte
defectuoso de la placa de soporte
del material”
o
“Rotación defectuosa del bloque de
soporte de las ancoras”
Separar las pinzas superiores e
inferiores por la distancia
necesaria
81
3

Comienzo de costura no
seguro o desenhebrado del
hilo superior al comienzo de
la costura
Si la tensión residual para el hilo
superior está demasiada fuerte
produce, para el próximo comienzo
de la costura, que el hilo inicial sea
demasiado corto.
Reajustar la tensión residual
(vea “Instrucciones de uso” “Tensión del
hilo”)
Si la pinza del hilo no se abre al
comienzo de la costura
Controlar el cilíndro neumático para
abrir la pinza del hilo (vea “Instrucciones
de uso” “Tensión del hilo”)
Transporte defectuoso de la
placa de soporte del material
Las correas dentadas no están
suficientemente tensadas
Re-tensar las correas dentadas y
cambiarlas eventualmente (vea capítulo
“Ajustar la tensión de las correas
dentadas”)
Correas dentadas y poleas dentadas
están sucias
Limpiar las correas dentadas y poleas
dentadas y cambiar eventualmente las
correas dentadas (vea capítulo “Ajustar
la tensión de las correas dentadas”)
La placa de soporte del material
choca contra otras piezas
Controlar a baja velocidad el
movimiento de la placa de soporte del
material y prestar atención a posibles
choques.
Cuando el autómata está
desconectado, la placa de soporte
del material es dura y se mueve con
dificultad.
Controlar todas las piezas que
pertenecen al accionamiento de la placa
de soporte del material.
Posible dureza de algunas piezas
Controlar todas las piezas que pertenecen
al accionamiento.
Si no se encuentran piezas defectuosas o
dureza, en algunos casos se puede
solucionar el problema, cambiando uno de
los siguientes parámetros
- Reducción de la velocidad
- Aumento de cantidad de puntadas en el
ojo
- Disminución de la distancia entre las
puntadas
- Disminución de la solapa
- Aumento de las puntadas en la
presilla en forma redonda
- Disminución de la distancia entre las
puntadas en la presilla transversal
- Disminución de la anchura de la puntada
en la presilla transversal (vea Instrucciones
de uso “Cambiar el programa del ojal”):
Llamar eventualmente al personal de
servicio técnico
Rotación defectuosa del
bloque de soporte de las
ancoras
Las correas dentadas no están
suficientemente tensadas
Re-tensar las correas dentadas y
cambiarlas eventualmente (vea
capítulo “Ajustar la tensión de las
correas dentadas”)
Correas dentadas y poleas
dentadas están sucias
Limpiar las correas dentadas y poleas
dentadas y cambiar eventualmente las
correas dentadas (vea capítulo “Ajustar
la tensión de las correas dentadas”)
El bloque de soporte de las ancoras
choca contra otras piezas
Controlar a baja velocidad el
movimiento de rotación del bloque de
soporte de las ancoras y prestar
atención a posibles choques
82

Cuando el autómata está
desconectado, el bloque de
soporte de las ancoras es duro
y se mueve con dificultad.
Los anillos de ajuste en
accionamiento del bloque de
soporte de las ancoras o en el
accionamiento de la barra-aguja
están apretados demasiados
fuertes contra la palanca de
accionamiento o contra la
cabeza a cruz.
Controlar los anillos de ajuste en el
accionamiento del bloque de
soporte de las ancoras y en el
accionamiento de la barra-aguja y
ajustar eventualmente un juego
muy ligero (vea Capítulo “Ajustar
carrera de la lazada ”, “Altura de la
barra-aguja”, “Placa de
accionamiento de los
espaciadores”
Posible dureza de algunas
piezas
Controlar todas las piezas que
pertenecen al accionamiento.
Si no se encuentran piezas
defectuosas o dureza, en algunos
casos se puede solucionar el
problema, cambiando uno de los
siguientes parámetros
- Reducción de la velocidad
- Aumento de cantidad de puntadas
en el ojo
- Disminución de la distancia entre
las puntadas
- Disminución de la solapa
- Aumento de las puntadas en la
presilla en forma redonda
- Disminución de la distancia entre
las puntadas en la presilla
transversal
- Disminución de la anchura de la
puntada en la presilla transversal
(vea Instrucciones de uso
“Cambiar el programa del ojal”):
Llamar eventualmente al
personal de servicio técnico
83
3





-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87























































































Duerkopp Adler 579 Manual de usuario
- Categoría
- Máquinas de coser
- Tipo
- Manual de usuario
Artículos relacionados
-
Duerkopp Adler 559-151 Instrucciones de operación
-
 Duerkopp Adler 579 Instrucciones de operación
Duerkopp Adler 579 Instrucciones de operación
-
 Duerkopp Adler 558 Instrucciones de operación
Duerkopp Adler 558 Instrucciones de operación
-
Duerkopp Adler 540 Instrucciones de operación
-
-
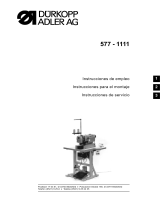 Duerkopp Adler 577-1111 Instrucciones de operación
Duerkopp Adler 577-1111 Instrucciones de operación
-
 Duerkopp Adler 550-16-26 Instrucciones de operación
Duerkopp Adler 550-16-26 Instrucciones de operación
-
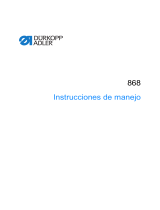 Duerkopp Adler 868 Instrucciones de operación
Duerkopp Adler 868 Instrucciones de operación




