Lincoln Electric TIG Module Manual de usuario
- Tipo
- Manual de usuario

TIG MODULE
Manual del Operador
Guarde para consulta futura
Fecha de Compra
Código
: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO.CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO.CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
IMS528-B | Fecha de Publicación 7-Feb
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquinas con números de código:
10135, 10203, 10284, 11010
Registre su máquina:
www.lincolnelectric.com/register
Servicio Autorizado y Localizador de Distri
-
buidores:
www.lincolnelectric.com/locator

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016

TIG MODULE
-iv-
iv
SEGURIDAD
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les
instructions et les précautions de sûreté specifiques qui
parraissent dans ce manuel aussi bien que les précautions de
sûreté générales suivantes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans leau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à
souder parce que la tension entre les deux pinces peut
être le total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se
protéger contre les chutes dans le cas ou on recoit un choc.
Ne jamais enrouler le câble-électrode autour de nimporte
quelle partie du corps.
3. Un coup darc peut être plus sévère quun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quun verre blanc afin de se protéger les yeux du
rayonnement de larc et des projections quand on soude
ou quand on regarde larc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
larc.
c. Protéger lautre personnel travaillant à proximité au
soudage à laide décrans appropriés et non-
inflammables.
4. Des gouttes de laitier en fusion sont émises de larc de
soudage. Se protéger avec des vêtements de protection
libres de lhuile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dincendie.
8. Sassurer que la masse est connectée le plus prés possible
de la zone de travail quil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de
levage, câbles de grue, ou autres circuits. Cela peut
provoquer des risques dincendie ou dechauffement des
chaines et des câbles jusquà ce quils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de larc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas
fortement toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de lélectricité et aux recommendations du fabricant. Le
dispositif de montage ou la piece à souder doit être branché
à une bonne mise à la terre.
2. Autant que possible, Iinstalacion et lentretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à linterieur de poste, la
debrancher à linterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. 93

TABLA DE CONTENIDOS
Página
Seguridad ...................................................................................................................i-iv
Instalación .................................................................................................................1-17
Especificaciones técnicas ......................................................................................1
Entradas y Capacidades
Cables de Soldadura Recomendados
Dimensiones físicas
Ubicación ...................................................................................................................2
Protección Ambiental .................................................................................................2
Protección Contra la Interferencia de Alta Frecuencia ..............................................2
Conexiones de Alimentación ....................................................................................3
Conexiones de Entrada y Salida................................................................................3
Instalación de Accesorios Instalados en el Campo ...................................................4
Instalación con Fuente de Energía .......................................................................5-17
Instalación Ranger 8...........................................................................................5-8
Instalación Ranger 9.........................................................................................9-10
Instalación Ranger 10 & Ranger 300 D ..........................................................11-12
Instalación Ranger 10-LX & Ranger 300 DLX ................................................13-14
Instalación con otras fuentes de poder Lincoln Power ..................................15-17
Operación ...............................................................................................................18-30
Instrucciones de Seguridad .....................................................................................18
Símbolos Gráficos....................................................................................................19
Descripción del Producto .........................................................................................20
Proceso y Equipo Recomendado ............................................................................20
Resumen del Diseño................................................................................................20
Controles y Configuraciones...............................................................................21-22
Operación de la Ranger 8...................................................................................23-24
Figura 9....................................................................................................................25
Operación de la Ranger 9........................................................................................26
Operación de los Ranger 10 & Ranger 300 D .........................................................27
Operación de los Ranger 10-LX & Ranger 300DLX ................................................28
Operación con otras fuentes de Poder no Lincoln ..................................................29
Información de soldadura TIG .................................................................................30
Accessorios.................................................................................................................31
Mantenimiento.............................................................................................................32
Precauciones de Seguridad.....................................................................................32
Mantenimiento Periódico .........................................................................................32
Localización de Averías ........................................................................................33-36
Cómo utilizar la Guía de Localización de Averías ...................................................33
Guía de Localización de Averías ........................................................................34-36
Diagrama de Cableado ...............................................................................................37
Manual de Partes ............................................................................................Apéndice
TIG MODULE
- vi -

INSTALACION
ESPECIFICACIONES TECNICAS – MODULO TIG
Número de
Código
10135
10203
10284
11010
Rango de Cappacidad Total
15 - 400 amps CA/CD
Corriente de entrada
1.3 amperes
Amps
200 amps AC/DC
300 amps AC/DC
400 amps AC/DC
Voltaje
Estándar
115 VCA 50/60
(60VCA a 130 VCA) 50/60 HZ.
(MIN. a MAX.)
Ciclo de Trabajo
100%
60%
20%
Ciclo de Trabajo
100%
60%
20%
Amps
200 amps AC/DC
300 amps AC/DC
400 amps AC/DC
Tamaño de Cable* (mm
2
)
#2 AWG (30)
#1 AWG (35)
#1/0 AWG (50)
ENTRADA - MONOFÁSICA
CAPACIDADES NOMINALES
CABLES DE SOLDADURA RECOMENDADOS
Altura Anchura Profundidad Peso
12.0 in. 15.0 in. 10.5 in. 33 lbs
305 mm 381 mm 267 mm (15 kg)
DIMEMNSIONES FISICAS
(*) Tamaño correcto del cable, si la longitud del mismo es 150 pies (45.7 metros) o menos.
Clase de Aislamiento 155(F)
– 1 –
TIG MODULE

– 2 –
INSTALACION
TIG MODULE
Lea la sección “Instalación “completa antes de
empezar la instalación.
Precauciones de Seguridad
L
os usuarios deberán familiarizarse con las Conexiones
traseras del dibujo 8 en la sección “Operación” del presente
manual antes de seguir.
UBICACIÓN
El Módulo TIG puede ser montado o llevado a cualquier
ubicación conveniente. Ha sido diseñado para ser portátil.
Si está colocado encima de puestos de soldadura deberá
ser montado de manera segura. Una herramienta para
embonar está disponible como opción para este propósito.
Ver Sección Accesorios.
PROTECCION AMBIENTAL
Este accesorio ha sido clasificado IP 23. Está adaptado
para uso en ambientes húmedos, sucios y polvosos. (En
ambientes con grandes cantidades de partículas de metal
conductor o de sal en el aire, es posible que un
mantenimiento suplementario sea necesario.) El aparato
está protegido contra la lluvia. La humedad excesiva puede
sin embargo provocar dificultades de operación a corto
plazo. Esas dificultades se pueden producir con la brecha
de la chispa. Es posible que no se produzca chispa cuando
se prende el aparato después de que haya sido expuesto a
la humedad durante un periodo de tiempo largo. En general
después de haber funcionado 5 a 15 minutos, la brecha de
la chispa se secará y la operación normal seguirá.
PROTECCION CONTRA LA
INTERFERENCIA DE ALTA
FRECUENCIA
Ya que el oscilador de la brecha de la chispa en el Módulo
TIG es similar a una emisora de radio, una instalación
incorrecta puede provocar interferencia con la radio y TV o
problemas con el equipo electrónico vecino.
La interferencia por emisión puede ocurrir de las cuatro
maneras siguientes:
1. Interferencia directa emitida del puesto de
soldadura y del módulo TIG.
La DESCARGA ELECTRICA pued
causar la muerte.
•
Sólo personal calificado deberá realizar la
instalación.
• Apagar la corriente de entrada de la
fuente de poder con el interruptor o parar
el motor antes de intentar conectar el
Módulo TIG.
• No toque las partes eléctricamente
activas.
2. Interferencia directa de los cables de soldadura.
3. Interferencia directa de retornos en los cables de
corriente.
4. Interferencia causada por radiación repetida o
captada por objetos metálicos sin conexión a tierra.
Tomando en cuenta los factores que causan la
interferencia, la instalación del equipo según las siguientes
instrucciones debería minimizar los problemas.
1. Mantengan las líneas de alimentación de energía tan
cortas como sea posible y enciérrelas en un ducto
metálico o una protección equivalente sobre un remoto
mínima de 50 pies (15.2 metros). Debería haber un buen
contacto eléctrico entre el ducto y el puesto de
soldadura. Las dos extremidades deben ser conectadas
con la tierra y la longitud completa deben ser continuas.
2. Mantenga los cables de trabajo y los eléctrodos tan
cortos como sea posible y tan cerca los unos de los
otros como sea posible. Las longitudes no deberán
rebasar 25 pies (7.6 m). Agrupe los cables con cinta
adhesiva si eso es práctico.
3. Asegúrese que las vainas de hule del antorcha y del
cable de trabajo estén libres de cortaduras o de
cuarteaduras que permitan fugas de alta frecuencia.
Cables con un contenido importante de hule natural
como el Lincoln Stable Arc tienen una mejor resistencia
a las fugas de alta frecuencia que los cables aislados
con hule neopreno u otros hules sintéticos.
4. Mantenga la antorcha en buen estado y todas las
conexiones bien apretadas para reducir las fugas de alta
frecuencia.
5. La terminal de trabajo debe ser conectada a tierra dentro
de 10 pies del puesto de soldadura, utilizando uno de
los métodos siguientes:
a) Un tubo subterráneo de agua en contacto
directo con la tierra, por diez pies o más.
b) Un tubo de ¾ de pulgada (19 mm.)
galvanizado o un ducto de 5/8 de pulgada (16
mm.) en hierro galvanizado o una barra de
acero o de cobre puesta en la tierra por lo
menos a 8 pies.
La conexión a tierra debe hacerse de una manera segura y
el cable de conexión a tierra debe ser lo más corto posible.
Se deberá emplear cable del mismo tamaño que el cable de
trabajo o más amplio. La conexión a tierra errónea a la
estructura del edificio o a un sistema de tubería puede
provocar la radiación repetida y puede transformar esas
estructuras en antenas emisoras.
NOTA: El bastidor de la soldadora debe ser conectado a
tierra. La tierra del terminal no contacta el marco del puesto
de soldadura a tierra.
ADVERTENCIA

INSTALACION
– 3 –
TIG MODULE
6. Mantenga todos los tableros de acceso en su lugar
de manera segura.
7. Todos los alambres eléctricos conductores en un
radio de 50 pies (15.2 m) del puesto de soldadura
deben ir encerrados en ductos metálicos rígidos,
con conexión a tierra o en una protección
equivalente. El ducto metálico flexible con
enrollado helicoidal no sirve en general.
8. Cuando el puesto de soldadura se encuentra a
dentro de un edificio se recomienda establecer
varias conexiones eléctricas a tierra en la periferia
del edificio. (como en 5b). .
CONEXIONES DE ALIMENTACION
Cables de control son necesarios para hacer la
conexión desde el receptáculo de entrada de 9
terminales del Módulo TIG a la fuente de energía.
Cuatro cables diferentes están disponibles. La
selección correcta del cable depende de la fuente de
energía empleada. En el presente informe se
encuentran tablas que especifícan qué cable se debe
emplear con los diferentes tipos de fuente de energía.
Los cables tienen una longitud estándar de 5 pies (1.5
m). Extensiones de 22 pies (6.7m) y 45 pies (13.7 m)
están disponibles.
La energía de entrada debe ser nominalmente 115
Voltios AC pero el Módulo TIG funcionará
correctamente con cualquier voltaje AC desde 60 a
130 voltios, 50 o 60 Hz. La potencia de la corriente
de entrada es 1.3 amperios a 115 voltios.
CONEXIONES DE ENTRADA Y DE SALIDA
Conexiones de entrada
El usuario deberá proporcionar los cables de
soldadura para las conexiones entre los terminales de
trabajo y los terminales del electrodo de mla four les
Conexións entre los terminales de trabajo y los
terminales del electrodo de la fuente de trabajo y los
terminales “DESDE LA FUENTE DE ENERGIA DE
TRABAJO” Y “DESDE EL ELECTRODO FUENTE DE
ENERGIA” del módulo TIG. Todas las conexiones se
hacen con terminales de salida con rosca ½-13
botones. Seleccione los cables según las corrientes
de salida y los ciclos de trabajo mencionados a
continuación.
200 Amperios 100% Ciclo de trabajo Cable Nº 2
AWG (30 mm2) (Mínimo).
300 Amperios 60 % Ciclo de trabajo Cable Nº 1
AWG (35 mm2) (Mínimo)
400 Amperios 20 % Ciclo de Trabajo Cable Nº
1/0 AWG (50 mm2) (Mínimo)
Esos tamaños son para cables con una longitud
de 150 pies (46.0 m) o menos.
Nota: dos de los botones tienen etiquetas
“DESDE LA FUENTE DE ENERGIA. Estos se
deben conectar con los terminales de trabajo y
dos de los botones han sido etiquetados “DESDE
LA FUENTE DE ENERGIA”. Son esos que se
deben conectar a los terminales de trabajo y del
electrodo. Si los terminales de salida de la fuente
de trabajo no han sido etiquetados “TRABAJO” O
“ELECTRODO”, el terminal del Módulo TIG «
DESDE EL ELECTRODO DE LA FUENTE DE
ENERGIA » tendría que ir al terminal de salida de
la fuente de energía que está a la polaridad de la
soldadura deseada. Es la terminal negativa (-)
cuando se está soldando con una corriente DC -.
La selección de la terminal de la fuente de
energía no tendrá efecto cuando se solde con
una corriente AC.
Conexiones del antorcha y de la pieza de
trabajo TIG
Uno de los terminales ha sido etiquetado « AL
ANTORCHA TIG ». Utilice esta terminal para la
conexión con el antorcha TIG. Los antorchas TIG
son disponibles en longitudes de12.5 pies (3.8 m)
y de 25 pies (7.6 m). Utilice el modelo más corto
si es posible para minimizar la posibilidad de
interferencia de alta frecuencia.
El último terminal está etiquetado « A LA PIEZA
DE TRABAJO » Utilice los cables los más cortos
si es posible para minimizar la posibilidad de
interferencia de alta frecuencia.
Conexiones de Gas de Protección
Las conexiones de la válvula de gas han sido
etiquetadas « ENTRADA DEL GAS » y «
SALIDA DEL GAS ». Será posible conectar
cualquier sistema de suministro de gas o
antorcha que cumpla con las normas de la CGA
(Asociación de gas Comprimido) por medio de
una rosca a la derecha de 5/8 – 18. El cilindro de
gas de protección será equipado de un regulador
y un medidor de potencia. Coloquen un tubo entre
el medidor y la conexión de entrada.

– 4 –
INSTALACION
TIG MODULE
Conexión de la Válvula de Agua
El kit para la Válvula de Agua K844-1 (en opción)
se puede colocar en el módulo TIG para
proporcionar un control sobre el débito
Prendido/Apagado del agua de enfriamiento. La
válvula del agua se abre y se cierra al mismo
tiempo que la válvula de gas, de manera que el
agua de enfriamiento fluye durante el periodo de
flujo posterior. Las conexiones se hacen por dos
tubos de 5/8-18 con rosca a la izquierda. Si se
utiliza un antorcha enfriado con agua, con un
suministro de agua con flujo libre, es necesario
colocar un tubo de agua entre el suministro de
agua y la conexión “ENTRADA DE AGUA”del
Módulo TIG. Coloque un filtro en la línea de
alimentación para evitar la entrada de partículas
de polvo que podrían tapar el flujo del agua en la
válvula y la cámara de enfriamiento del antorcha
TIG. Si no se instala un filtro es posible que el
antorcha a enfriamiento con agua pudiera
sobrecalentarse. Conecte el tubo del antorcha a la
conexión « SALIDA DEL AGUA ».Utilice un tubo
de drenaje desde el bloque de energía del
antorcha TIG hacia el drenaje.
Si se utiliza un antorcha enfriado con agua no se
debe instalar una válvula de agua. Ella taparía el
flujo de ésta y es posible que dañara la bomba.
Una excepción a esa regla son los enfriadores
Magnum. Ver las instrucciones del fabricante
proporcionadas con el enfriador.
INSTALACION DE ACCESSORIOS
COLOCADOS EN EL CAMPO
La instalación del control manual del amperaje, K963,
el control del amperaje con el pie K870 y el interruptor
de arranque del arco K814 se hace de la manera
siguiente:
Conecte el enchufe circular con 6 terminales tipo
MS al receptáculo remoto en el Módulo TIG.
Asegúrelo con el collar con rosca.
La instalación de los cables de entrada K936-[ ] y de
las extensiones K937 [ ] se hace de la manera
siguiente:
Conecte el enchufe circular con seis tomas tipo
MS en el cable de entrada al receptáculo de
entrada en el Módulo TIG. Asegúrelo con el collar
con rosca. Si se utiliza una o más extensiones de
cables conéctelas entre el Módulo TIG y el cable
de entrada K936-[ ].
Las instrucciones de instalación para el kit de
contacto K938-1, el kit de la válvula de agua K844-1 y
el kit de embono van incluidas en esos kits.

INSTALACION CON UNA FUENTE DE
PODER
Instalación de la Ranger 8
Las tablas 1 y 2 enseñan el material necesario y
opcional para instalar y hacer funcionar el Módulo
TIG con una Ranger 8. La tabla1 es para la
Ranger 8 y la tabla 2 es para la Ranger 8 con el
kit remoto K892-1 instalado. La Instalación del kit
remoto K892-1 esta identificada por la presencia
de una conexión remota de 6 clavijas colocadas
entre los borrnes de salida.
Ver los diagramas de conexiones, dibujos 1 y 2. El
dibujo 1 es para la Ranger 8 y el dibujo 2 es para
la Ranger 8 con el kit remoto K892-1 colocado.
Asegúrense de que todas las conexiones estén
apretadas antes de seguir
INSTALACION
– 5 –
TIG MODULE
RANGER 8 (CON EL KIT REMOTO Nº K892-1)
Y EL EQUIPO NECESARIO PARA EL MODULO TIG
Cable de
Control
Kit de
Contacto
Cables de
trabajo y de
electrodo de la
Ranger 8 al
Módulo TIG
Antorcha TIG Cable de
Trabajo
Shielding Gas,
Regulator,
Flowmeter
Arc Start
Switch
K936-4
9-pines al
enchcufe 115V
K938-1
Instalado
de Campo
Longitud
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
Longitud
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
K814
RANGER 8 (CON KIT REMOTO NO K892-1 )
Y EL EQUIPO OPCIONAL DEL MODULO TIG
Extensión del
Cable de
Control
Válvula de
Agua
Kit de Embono
Extensión
K937 - [ ]
9-pin a 9-pin
K844-1 K939-1
Se monta
sobre la cubierta
de la Ranger 8
TABLA 1

INSTALACION
– 6 –
TIG MODULE
FIGURA 1: DIAGRAMA DE CONEXION DE RANGER 8 / MODULO TIG
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L94
40
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualified personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
2
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L94
40
1
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CONTROL
TM
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A LA CONEXION
DE ENTRADA
DE GAS
MEDIDOR DE
FLUJO
GAS ARGON
CILINDRO
INTERRUPTOR DE INICIO DE ARCO K814
M17530
12-1-94
REGULADOR
LOS CABLES DE SOLDADURA DEBEN TENER EL TAMAÑO ADECUADO PARA EL CICLO DE CORRIENTE Y DE TRABAJO DE LA APLICACION
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

TIG MODULE
– 7 –
INSTALACION
RANGER 8 (CON EL KIT REMOTO OPCIONAL K892-1 INSTALADO) Y EL EQUIPO REQUERIDO POR EL
MODULO TIG
Control del
cable Kit de contacto
Cables de
trabajo y de
electrodo de la
Ranger 8 al
Módulo TIG
Antorcha
TIG
Cable de
trabajo
Regulador y
medidor del
flujo de gas de
protección.
Interruptor de
arranque del
arco
K936-4
9 pines a 6
pines más
enchufe
115V
K938-1
instalado en
campo
Longitud
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
Longitud
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
Ver equipo
opcional a
continuación
RANGER 8 (CON EL KIT REMOTO (OPCIONAL)
Y EL EQUIPO OPCIONAL PARA EL MODULO TIG
Control de la
extensión de
cable
Válvula de
agua
Int. De
arranque del
arco
Hand Amptrol Foot Amptrol Kit de embono
K937 - [ ]
Extensión
9-pin a 9-pin
K844-1 K814 K963 K870 K939-1
Montado sobre la parte
superior de la Ranger 8
TABLA 2

INSTALACION
– 8 –
FIGURA 2: DIAGRAMA DE CONEXION DE RANGER 8 / KIT REMOTO K892-1 / MODULO TIG
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualified personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A LA CONEXION
DE ENTRADA
DE GAS
FLUJOMETRO
CILINDRO DE
GAS ARGON
K870 FOOT AMPTROL
-O-
-O-
K963 HAND AMPTROL
K814 INTERRUPTOR DE
ARRANQUE DE ARCO
M17531
4-19-96D
REGULADOR
LOS CABLES DE SOLDADURA DEBEN SER PARA EL CICLO DE CORRIENTE Y TRABAJO DE LA APLICACION
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

TIG MODULE
– 9 –
INSTALACION
Instalación de la Ranger 9
La TABLA 3 enseña el equipo necesario y opcional
para instalar y hacer funcionar el Módulo Tig con una
Ranger 9.
Ver el dibujo 3 para el diagrama de conexiones del
MóduloTIG / Ranger 9. Asegúrense de que todas las
conexiones estén apretadas antes de seguir.
RANGER 9 Y EL EQUIPO NECESARIO PARA EL MODULO TIG
Cable de Control Alambres de
trabajo y de
electrodo de la
Ranger 9 al
Módulo TIG
Antorcha TIG Cable de trabajo Regulador y
medidor del flujo
de gas de
protección.
Interruptor de
arranque del arco
K963-1
9 pines a 14 pines
Longitud como requerida
proporcionada por el
usuario, como cable
necesario para igualar el
ciclo de corriente y de
trabajo
Proporcionado
por el usuario
Longitud como requerida
proporcionada por el
usuario, como cable
necesario para igualar el
ciclo de corriente y de
trabajo
Proporcionado
por el usuario
Ver equipo
opcional a
continuación
RANGER 9
Y EL EQUIPO OPCIONAL PARA EL MODULO TIG
Extensión del
cable de control
Válvula de agua Interruptor
de arranque del
arco
Hand Amptrol Foot Amptrol Kit de embono
K937 []
Extensión
9 pines a 9 pines
K844-1
Instalada en el
campo
K814 K963 K870
K939-1
Montado en la parte superior
de la Ranger 8
TABLA 3

INSTALACION
– 10 –
FIGURA 3: DIAGRAMA DE CONEXION RANGER 9 / MODULO TIG
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L944
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualified personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L944
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A LA CONEXION
DE ENTRADA
DE GAS
FLUJOMETRO
CILINDRO DE
GAS ARGON
K870 FOOT AMPTROL
-O-
-O-
K963 HAND AMPTROL
K814 INTERRUPTOR DE
ARRANQUE DE ARCO
M17531
4-19-96D
REGULADOR
LOS CABLES DE SOLDADURA DEBEN SER PARA EL CICLO DE CORRIENTE Y TRABAJO DE LA APLICACION
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

TIG MODULE
– 11 –
INSTALACION
Instalación de la Ranger 10 y de la Ranger
300D
La tabla 4 muestra el equipo necesario y opcional
para instalar y hacer funcionar el Módulo TIG con
una Ranger 10 o una Ranger 330D.
Ver el dibujo 4 para el diagrama de conexiones del
Módulo TIG / Ranger 10 y el dibujo 4A para el
diagrama de conexiones Módulo TIG / Ranger 300.
Asegúrense que todas las conexiones estén
apretadas antes de seguir.
TABLA 4
RANGER 10 / RANGER 300 CON EL EQUIPO
NECESARIO PARA EL MODULO TIG
Cable de
control
Kit de contacto Cables de
trabajo y de
electrodo de la
Ranger 8 al
Módulo TIG
Antorcha TIG Cable de
trabajo
Regulador y
medidor del
flujo de gas de
protección.
Interruptor de
arranque del
arco O Amptrol
K936-3
9 pines a 6
pines mas
enchufe 115V
K938-1
instalado en
campo
Longitud como
requerida
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
Longitud como
requerida
proporcionada por el
usuario, Tamaño del
cable necesario para
igualar el ciclo de
corriente y de trabajo
Proporcionado
por el usuario
Ver el equipo
opcional a
continuación
Extensión del
cable de
control
Válvula de
agua
Interruptor
de arranque
del arco
Hand Amptrol Foot Amptrol Kit de embono
Extensión
K937 []
9 pines a 9
pines
K844-1 K814 K963 K870
K939-1
Montado sobre la
parte superior de la
Ranger 10
RANGER 10 /RANGER 300 D
Y EL EQUIPO OPCIONAL PARA EL MODULO TIG

INSTALACION
– 12 –
FIGURA 4: DIAGRAMA DE CONEXION RANGER 10 / MODULO TIG
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9
4
4
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualied personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9
4
4
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A CONEXION DE
ENTRADA DE
GAS
FLUJOMETRO
CILINDRO
DE GAS ARGON
K870 FOOT AMPTROL
-O-
-O-
K963 HAND AMPTROL
K814 INTERRUPTOR DE INICIO DE ARCO
M17533
11/96
REGULADOR
EF
WELDING CABLES MUST BE PROPERLY
SIZED FOR THE CURRENT AND DUTY
CYCLE OF APPLICATION.
SE DEBE INSTALAR UN ENSAMBLE DE
CAPACITOR DE DESVIO T12246 ENLA RANGER 10
A FIN DE EVITAR QUE LA RANGER 10 SE DAÑE
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

INSTALACION
– 12a –
FIGURA 4A: DIAGRAMA DE CONEXION RANGER 300 D / MODULO TIG
ELECTRODO
-O-
6 PINES
AMPHENOL
K814 INTERRUPTOR DE
INICIO DE ARCO
S23732-10
K870 FOOT AMPTROL
-O-
K963-1 HAND AMPTROL
1/03
CAUTION :
UN INCREMETO DE LOS RPM DEL MOTOR EN NEUTRO POR UN CAMBIO DE SET POINT O POR REBASAR EL PUNTO DEL REGULADOR
O POR REBASAR LA CONEXION CON EL ACCELERADOR CAUSARA UN INCREMENTO EN EL VOLTAJE AUXILIAR AC. SI ESTE VOLTAJE
REBASA LOS 140 VOLTIOS ES POSIBLE QUE LOS CIRCUITOS DEL DESENROLLADOR DE ALAMBRE ESTARAN DAÑADOS. EL PUNTO DE
REGULACION HA SIDO PRE ESTABLECIDO EN LA PLANTA. NO AJUSTAR LAS ESPECIFICACIONES DE SOLDADURA MENCIONADAS EN EL MANUAL DE
OPERACIONES DEL PUESTO DE SOLDADURA.
N.C. COLOQUEN L’INTERRUPTOR DE LOS TERMINALES DEL PUESTO DE SOLDADURA EN LA POSICION: « CONTROL REMOTO ».
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACIDAD CORRECTA PARA LA CORRIENTE Y EL CICLO DE TRABAJO PARA
APLICACIONES INMEDIATAS Y FUTURAS. VER MANUAL DE OPERACIONES.
N.D. COLOQUE EL INTERRUPTOR DE CONTROL DE SALIDA EN LA POSICION "CONTROL REMOTO" .
N.E. COLOQUEN L’INTERRUPTOR DE LA MARCHA EN NEUTRAL EN LA POSICION « ALTA ».
N.B. UTILICE EL INTERRUPTOR DE POLARIDAD PARA SELECCIONAR LA POLARIDAD DEL ELECTRODO DESEADO. COLOQUEN
EL INTERRUPTOR DEL ALCANCE EN LA POSICION PEGADO / SOLDAR
FLUJOMETRO
K963-3
CABLE DE CONTROL
Keep guards in place.
Keep away from moving parts.
ADVERTENCIA
Only qualified personnel should install,use
or service this equipment.
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
DE ENTRADA
REGULADOR
A LA CONEXION
DE GAS
Do not touch electrically live parts.
GAS ARGON
CILINDRO DE
AL TRABAJO
[ ]
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

NOTAS
– 12b –
TIG MODULE

TIG MODULE
– 13 –
INSTALACION
TABLA 5
RANGER 10LX / RANGER 300D-LX Y EL EQUIPO
REQUERIDO PARA EL MODULO TIG
Cable de
control Kit de contacto
Cables de
Trabajo y del
electrodo de la
Ranger 10LX
al Módulo TIG
Antorcha TIG Cable de
trabajo
Regulador y
medidor del
flujo de gas de
protección.
Interruptor de
arranque del
arco O Amptrol
K936-3
Enchufe de 9
pines a 14
pines
K938-1
instalado en
campo
Longitud como
requerida
proporcionada por el
usuario, como cable
necesario para igualar
el ciclo de corriente y
de trabajo
Proporcionado
por el usuario
Longitud como
requerida
proporcionada por el
usuario, Tamaño del
cable necesario para
igualar el ciclo de
corriente y de trabajo
Proporcionado
por el usuario Ver el equipo
opcional a
continuación
RANGER 10LX / RANGER 300D-LX AY EL
EQUIPO OPCIONAL DEL MODULE TIG
Extensión del
Cable de
Control Válvula
de agua
Interruptor
de arranque
del arco
Hand Amptrol Foot Amptrol Kit de embono
Extensión
K937 []
9 pines a 9
pines
K844-1 K814 K963 K870 K939-1
Montado sobre
la parte
superior de la
Ranger 10LX
Instalación de la Ranger 10-LX Y de la
Ranger 300D-LX
La TABLA 5 muestra el equipo necesario y
opcional para instalar y hacer funcionar el
Módulo Tig con una Ranger 10-LX o una Ranger
300D-LX.
Ver el dibujo 5 para el diagrama de conexiones
del MóduloTIG / Ranger 10-LX y el dibujo 5A para
el diagrama de conexiones del Módulo TIG /
Ranger 300D-LX. Asegúrense de que todas las
conexiones estén apretadas antes de seguir.

INSTALACION
– 14 –
FIGURA 5: DIAGRMA DE CONEXION RANGER 10-LX / MODULO TIG
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9
4
4
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualied personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9
4
4
0
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A LA CONEXION
DE ENTRADA
DE GAS
FLUJOMETRO
CILINDRO DE
GAS ARGON
K870 FOOT AMPTROL
-O-
-O-
K963 HAND AMPTROL
K814 INTERRUPTOR DE INICIO DE ARCO
M17534
11/96
REGULADOR
EF
LOS CABLES DE SOLDADURA DEBEN SER DEL TAMAÑO
ADECUADO PAR ALA CORRIENTE Y CICLO DE TRABAJO
DE LA APLICACION.
SE DEBE INSTALAR EL ENSAMBLE DE CAPACITOR DE DESVIO
T12246 EN LA RANGER 10 A FIN DE EVITAR QUE LA
RANGER 10 SE DAÑE.
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

INSTALACION
– 14a –
FIGURA 5A: DIAGRAMA DE CONEXION RANGER 300D-LX / MODULO TIG
14 PINES
AMPHENOL
ELECTRODO
K963-1 HAND AMPTROL
-O-
S23732-9
K814 INTERRUPTOR DE INICIO
DE ARCO
K870 FOOT AMPTROL
-O-
B-UF
FLUJOMETRO
K936-1
CABLE DE CONTROL
Keep guards in place.
Keep away from moving parts.
ADVERTENCIA
Only qualified personnel should install,use
or service this equipment.
Do not operate with panels open.
Disconnect NEGATIVE (-) BATTERY LEAD
before servicing.
REGULADOR
A LA CONEXION
DE ENTRADA
DE GAS
Do not touch electrically live parts.
ARGON
CILINDRO DE GAS
AL TRABAJO
[ ]
CAUTION :
UN INCREMETO DE LOS RPM DEL MOTOR EN NEUTRO POR UN CAMBIO DE SET POINT O POR REBASAR EL PUNTO DEL REGULADOR
O POR REBASAR LA CONEXION CON EL ACCELERADOR CAUSARA UN INCREMENTO EN EL VOLTAJE AUXILIAR AC. SI ESTE VOLTAJE
REBASA LOS 140 VOLTIOS ES POSIBLE QUE LOS CIRCUITOS DEL DESENROLLADOR DE ALAMBRE ESTARAN DAÑADOS. EL PUNTO DE
REGULACION HA SIDO PRE ESTABLECIDO EN LA PLANTA. NO AJUSTAR LAS ESPECIFICACIONES DE SOLDADURA MENCIONADAS EN EL MANUAL DE
OPERACIONES DEL PUESTO DE SOLDADURA.
N.C. COLOQUEN L’INTERRUPTOR DE LOS TERMINALES DEL PUESTO DE SOLDADURA EN LA POSICION: « CONTROL REMOTO ».
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACIDAD CORRECTA PARA LA CORRIENTE Y EL CICLO DE TRABAJO PARA
APLICACIONES INMEDIATAS Y FUTURAS. VER MANUAL DE OPERACIONES.
N.D. COLOQUE EL INTERRUPTOR DE CONTROL DE SALIDA EN LA POSICION "CONTROL REMOTO" .
N.E. COLOQUEN L’INTERRUPTOR DE LA MARCHA EN NEUTRAL EN LA POSICION « ALTA ».
N.B. UTILICE EL INTERRUPTOR DE POLARIDAD PARA SELECCIONAR LA POLARIDAD DEL ELECTRODO DESEADO. COLOQUEN
EL INTERRUPTOR DEL ALCANCE EN LA POSICION PEGADO / SOLDAR
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
TIG MODULE
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

NOTAS
– 14b–
TIG MODULE

TIG MODULE
– 15 –
INSTALACION
Instalación con otras fuentes de poder
Lincoln Power
La instalación consiste en conectar los cables de
entrada de trabajo y el cable del electrodo, el
antorcha TIG, el cable de trabajo, el cable de
control correcto y un interruptor de arranque del
arco o un control de amperios. Las TABLAS 6 y 7
muestran el equipo necesario para la instalación y
el mantenimiento del Módulo TIG con diferentes
fuentes de poder Lincoln.
Si el Módulo TIG se utiliza para soldadura AC TIG
la energía de entrada del módulo TIG debe estar
correctamente en fase con la corriente de salida
del puesto de soldadura. Eso se hace por medio
de un receptáculo 115AC en el tablero delantero
de los puestos de soldadura con motor. Para
puestos de soldadura a transformador, el módulo
TIG deberá estar conectado a la misma fase que la
alimentación de la soldadura. La mejor manera de
asegurar eso es conectar el cable de entrada del
módulo TIG, provisto de los fusibles correctos a
una fuente de 115VAC en la fuente de energía. En
los puestos de soldadura con transformador
Lincoln clasificado 250 amperios y más, eso se
hace con cables de alimentación al motor del
ventilador. A pesar de que el módulo TIG
funcionará a una fase diferente, el arco AC TIG
será menos estable.
Para la soldadura TIG DC, la entrada del módulo
TIG se puede conectar a cualquier fuente de 115
VAC conveniente. La fase de entrada no tiene
importancia.
Ver el dibujo 6, Diagrama de conexiones para el
módulo TIG, cuando se utiliza con varias fuentes
de poder Lincoln. Asegúrense que las conexiones
estén apretadas antes de seguir.
Si se utiliza un cable de entrada K936-2 (cable
con 9 enchufes hacia 8 alambres con tuerca)
Conecte los alambres de la extremidad de la
fuente de energía del cable a los terminales
correspondientes de la fuente de energía. (2 a 2, 4
a 4 etc.)
Para las otras instalaciones conecte los enchufes
de la extremidad del cable de entrada a los
receptáculos correspondientes en la fuente de
energía.
TABLA DE EQUIPO REQUERIDO PARA FUENTES DE PODER LINCOLN Y MODULO TIG
Cable de
Control
K936-3
K936-1
K936-4
K936-3
K936-4
Fuentes de Poder
R3R-Todos
DC-250
DC-400
DC-600
DC-650 PRO/DC-750
G8000 (c/o Kit Remoto
K892)
G8000 (c/ Kit Remoto
K892)
Weldanpower 150
Weldanpower 150 AC/DC
SA-250 Perkins
SAE-350 Deutz
Classic II
Classic III & IIID
Idealarc 250 AC/DC
Kit de
Contacto
K938-1
------
K938-1
Cables de Trabajo
y Electrodo desde
la Fuente de Poder
y Módulo oTIG
Proporcionado por
el Usuario; Longitud
como sea
necesaria.
Tamaño del cable
para igualar a la
corriente y el ciclo
de trabajo.
Antorcha
TIG
Proporcio
nado por
el
Usuario
Cable de
Trabajo
Proporcio
nado por
el usuario
Longitud
como sea
necesaria.
Tamaño
del cable
para
igualar a
la
corriente y
el ciclo de
trabajo.
Gas
Protector,
Regulador,
Flujómetro
Proporcion
ado por el
Usuario
Interruptor
de Inicio de
Arco -
Amptrol
Amptrol*
Amptrol*
Arc Start
Switch
Amptrol*
Interruptor
de inicio de
Arco
* Se recomiende un control de amperaje, si el control de corriente remoto no está necesario, es posible usar un Interruptor de arranque del Arco K814.
TABLA 6

INSTALACION
– 16 –
TABLA 7
FUENTES DE PODER LINCOLN Y EQUIPO OPCIONAL
PARA EL MODULO TIG
Extensión del
Cable de
Control
K937-[ ]
K937-[ ]*
K937- [ ]
K937-[ ]*
Fuentes de Poder
DC-250
R3R-Todos
DC-400
DC-600
DC-650 PRO/DC-750
G8000 (c/o Kit Remoto
K892)
G8000 (c/ Kit Remoto
K892)
Weldanpower 150
Weldanpower 150 AC/DC
SA-250 Perkins
SAE-350 Deutz
Classic II
Classic III & IIID
Idealarc 250 AC/DC
Válvula de
Agua
K844-1
Interruptor
de Inicio de
Arco
K814
Hand
Amptrol
K963
----------
K963
----------
K870
----------
K870
----------
----------
K939-1
----------
Foot
Amptrol
Kit de
Embono
* Se recomeinda un cable de extensión tipo a tierra trifásico (16 ga. mínimo) en vez de K937-[ ].
TIG MODULE

TIG MODULE
– 17 –
INSTALACION
FIGURA 6: MODULO TIG EN UNA FUENTE DE PODER LINCOLN - DIAGRAMA DE CONEXION
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
ADVERTENCIA
Do not operate with panels open.
Do not touch electrically live parts.
Keep guards in place.
Keep away from moving parts.
Only qualied personnel should install,use
or service this equipment.
5
10
15
20
25
30
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL
CODE
SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
LINCOLN
R
ELECTRIC
0
1
2
3
4
5
6
7
8
9
10
CURRENT
CONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60%
100%
250A 180A
RATED CAPACITY
20A TO 350A
A LA CONEXION
DE ENTRADA
DE GAS
FLUJOMETRO
CILINDRO DE
GAS ARGON
K870 FOOT AMPTROL
-O-
-O-
K963 HAND AMPTROL
K814 INTERRUPTOR DE INICIO DE ARCO
REGULADOR
CABLE DE CONTROL K936-[ ]
Disconnect NEGATIVE (-) BATTERY LEAD
or input power before servicing.
A LA TERMINAL DE ELECTRODO DE LA FUENTE DE PODER
A LA TERMINAL DE TRABAJO DE LA FUENTE DE PODER
(SI LO HAY)
AL CONECTOR MS DE 6-PINES O 14-PINES
M176
O TABLILLA DE CONEXIONES (SI LO HAY)
LOS CABLLES DE SOLDADURA DEBEN SER DEL TAMAÑO ADECUADO
PARA LA CORRIENTE Y CICLO DE TRABAJO DE LA APLICACION
AL SUMINISTRO ATTERRIZADO DE 115VCA
41996
NOTA: El presente diagrama es solamente por referencia. A la fecha de la impresión el dibujo estaba correcto. Sin embargo Lincoln Electric se reserva el derecho de
implementar modificaciones, tal como pueda ser necesario. Si usted sospecha que la presente información no está correcta, escriba al departamento de Servicio para
obtener un reemplazo.
Las PARTES MÓVILES pueden lesionar
La DESCARGA ELECTRICA puede matar
No opere con el panel abierto.
Desconecte el CABLE DE BATERIA NEGATIVO (-)
antes de dar servicio
No toque las partes eléctricamente activas
Mantenga las protecciones bien colocadas
Manténgase alejado de las partes móviles
Sólo el personal calificado deberá instalar, utilizar y
dar servicio a este equipo.
ADVERTENCIA

OPERACION
– 18 –
TIG MODULE
La DESCARGA ELÉCTRICA
puede causar la muerte.
• No toque las partes o electrodos
eléctricamente vivos con la piel o ropa
mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
Los HUMOS Y GASES
pueden resultar peligrosos.
• Mantenga su cabeza alejada de los
humos.
• Use ventilación o escape para eliminar
los humos de su zona de respiración.
Las CHISPAS DE SOLDADURA
pueden provocar un incendio
o explosión.
• Mantenga el material inflamable alejado.
• No suelde en contenedores que hayan
albergado combustibles.
Los RAYOS DEL ARCO
pueden quemar.
• Utilice protección para los ojos, oídos y
cuerpo.
INSTRUCCIONES DE OPERACIÓN
ADVERTENCIAS GENERALES
PRECAUCIONES DE SEGURIDAD
Observe los Lineamientos de Seguridad adicionales
detallados en el inicio de este manual.
ADVERTENCIA

TIG MODULE
– 19 –
OPERACION
ENCENDIDO
APAGADO
ENTRADA
ALTA FRECUENCIA
CONTINUA
ALTA FRECUENCIA
SOLO AL INICIO
POSTFLUJO
CONTROL DE
CORRIENTE (SALIDA)
CONTROL DE
CORRIENTE LOCAL
CONTROL DE
CORRIENTE REMOTO
ENTRADA DE GAS
SALIDA DE GAS
ENTRADA DE AGUA
SALIDA DE AGUA
ENTRADA
CONEXION DE
ANTORCHA TIG
CONEXION DE
TRABAJO
CONEXION DE
CONTROL REMOTO
MANUAL DE
INSTRUCCION
SIMBOLOS GRAFICOS UTILIZADOS EN ESTE EQUIPO O EN ESTE MANUAL
2

OPERACION
– 20 –
DESCRIPCION DEL PRODUCTO
El módulo TIG es un accesorio para las fuentes de
poder continuas. Proporciona un control de la alta
frecuencia y del gas de protección para las
aplicaciones de soldadura con corrientes AC y DC
GTAW (TIG), y una conexión fácil de los controles
remotos de amperios a las fuentes de energía con
capacidad de control remoto. También proporciona
control del contacto de la corriente de soldadura y
siempre permite al operador realizar o romper el arco
por medio del interruptor del arco o del control remoto
del amperaje. Es necesario utilizar un contacto para
las fuentes de energía que no tienen contacto
incorporado en el modo de corriente continua.
El Módulo TIG K930 [ ] se entrega sin accesorios.
Los interruptores de arranque del arco, los controles
de amperaje, los cables y los sopletes y soportes de
montaje se deben comprar por separado.
PROCEDIMIENTO Y EQUIPO
RECOMENDADO
Recomendado para soldadura TIG con fuentes de
energía con corriente continua AC o AC/DC
clasificadas 250 amperios o superior. Eso incluye
fuentes de poder activadas por transformador,
transformador/rectificador, y motor con salida de
corriente continua. Para una lista de máquinas con
las se puede emplear el módulo TIG ver la sección
Instalación.
RESUMEN DEL DISEÑO
Características y Control de Operación
Un alcance extendido de voltajes de entrada de 60 a
130 Voltios permite la operación con las fuentes de
energía Ranger.
Interruptor “Energía prendida / Energía apagada”.
Un interruptor de alta frecuencia permite la selección
del modo Continuo, Solo Arranque, o Apagado.
Control de contacto por medio de un interruptor de
arranque del arco o control del amperaje (el kit de
contacto opcional es necesario con algunas fuentes
de energía).
El reloj del flujo permite un periodo de enfriamiento
por el flujo de gas y del agua (opcional) después que
se termine la soldadura.
Las funciones de control de corriente tienen un límite
ajustable del control cuando se utiliza una fuente de
energía que se controla a distancia. Esto permite que
el operador ajuste la corriente de soldadura al módulo
TIG, en lugar de a la fuente de energía. Permite
también el alcance de control de amperaje con el pie
o con la mano de ser limitado para una mejor
capacidad de control de corriente.
Un reloj de flujo preliminar para purgar el área de
soldadura antes de arrancar el arco. El uso del reloj
de flujo preliminar se evita automáticamente si una
nueva soldadura arranca durante el tiempo del flujo
posterior; eso permite una soldadura rápida tack o
por puntos sin tener que esperar el tiempo de flujo
preliminar.
Características del diseño
Una caja compacta ha sido diseñada para un
transporte fácil con una manija.
La caja tiene patas de hule absorbentes y ante
deslizantes en caso de uso como unidad portátil. Los
botones de entrada, los botones de salida, los
embones de las válvulas y los receptáculos para
cables están ubicados debajo de una puerta de
protección. La puerta tiene una bisagra en acero
inoxidable para resistir a la corrosión.
La construcción modular permite un mantenimiento
fácil. Todas las funciones de control y de reloj están
contenidas en una tabla de circuito impreso.
La caja ha sido diseñada para completar la línea de
fuentes de energía en particular la Ranger 8 y la
Ranger 9.
Una desviación de alta frecuencia ha sido
incorporada en el módulo TIG.
Un alambre de detección de trabajo no es necesario
(Como era el caso en la K799 Alta Frecuencia).
Un interruptor de igualación de la fuente de energía
no es necesario.
Capacidad de Sooldadura
El módulo TIG ha sido diseñado para arrancar el Arco
en condiciones manuales GTAW (TIG). La aplicación
al equipo GTAW automático puede ser satisfactorio.
El usuario tendrá la responsabilidad de examinar y de
resolver los problemas acerca del interfaz y de la
operación con el equipo automático.
TIG MODULE

TIG MODULE
– 21 –
OPERACION
OPERACION
Los usuarios deben familiarizarse con la Figura 7,
Panel de Control, antes de continuar.
1. INTERRUPTOR DE ENTRADA DE ENERGIA LUZ
PILOTO
Prende y apaga la energía de entrada al Módulo
TIG. Una luz piloto roja indica que la energía de
entrada está « prendida ». (ON)
2. INTERRUPTOR DE ALTA FRECUENCIA
Se utiliza para seleccionar Alta Frecuencia
Continua, Alta Frecuencia Solamente Arranque,
Alta Frecuencia Apagada.
3. CONTROL DEL POSTFLUJO
Ajuste el periodo del flujo posterior de 5 a 55
segundos. Eso es el tiempo que el gas de
protección (y si hay) el agua fluyen después de
que se termina la soldadura. Este flujo de gas
suplementario enfría el soplete TIG y el electrodo
de tungsteno.
4. CONTROL DE CORRIENTE
Este control funciona únicamente cuando se
utiliza el módulo TIG con una fuente de energía
con control remoto, control de corriente de
soldadura y está utilizado junto con el interruptor
Local / Remoto.
5. INTERRUPTOR LOCAL / REMOTO
Este interruptor funciona solamente cuando se
utiliza el módulo TIG con una fuente de energía
con control remoto. Cuando el sistema está en
posición «Local », todo el control de la corriente
de salida se hace por el Control de la Corriente en
el módulo TIG. Cuando el sistema está en
posición «Remoto » el control de la corriente del
Módulo TIG determina la corriente de soldadura
máxima disponible y un control de amperaje
conectado al receptáculo de éste puede ajustar el
control de soldadura. Ver la tabla: Uso del control
del arco, del interruptor de arranque del arco y del
Control Amperaje en puestos de soldadura
Rangers con control remoto.
FIGURE 7
LINCOLN
R
ELECTRIC
V
HF
DE ALTA FRECUENCIA
2
LOCAL
ADVERTENCIA
ENERGÍA AFTERFLOW
ALEJADO
CONTROL ACTUAL
I
O
OFF
ON
CONTINUO
OFF
HF
HF
O
COMIENZO SOLAMENTE
A
1
2
3
4
5
6
7
8
9
10
5
10
15
20
25
30
35
40
45
50
55 SEGUNDOS
3
4
5
2
1
PANEL
DE
CONTROL

OPERACION
– 22 –
ADVERTENCIA
ELECTRODO
TRABAJO
V
1
2
3
44
5
6
7
CONEXIONES POSTERIORES
FIGURA 8
1. INFORMACION COMO ADVERTENCIA
Información importante acerca de la instalación
segura, el funcionamiento y el mantenimiento del
módulo TIG.
2. EL RECEPTACULO DE ENTRADA
Para la conexión del Cable de Control de la fuente
de energía. Este receptáculo contiene los circuitos
siguientes: Energía de entrada, Control de
Contacto de la fuente de energía (donde aplica) y
control remoto (donde aplica). Se trata de un
receptáculo de 9 enchufes.
3 LAS CONEXIONES DE LA VALVULA DE AGUA
(OPCIONAL)
Las conexiones de la válvula de entrada y de la
salida del agua tienen una rosca de 5/8-18
izquierda para conectar el agua de enfriamiento al
y desde el soplete TIG. Proporcionado como
parte opcional del kit de la Válvula de Agua K844-
1.
4 CONEXIONES DE LA ENTRADA DE ENERGIA
Las conexiones para el cable de trabajo (inferior)
y el electrodo (superior) de la fuente de energía
Ranger se conectan con el botón con rosca ½-13.
5 CONEXIONES DE LA SALIDA DE ENERGIA
Las conexiones para los cables de trabajo
(inferior) y del soplete TIG (superior). Conexión al
botón con rosca ½-13.
6 CONEXIONES DE LA VALVULA DE GAS
Conexiones de entrada y salida de la válvula de
gas, con rosca 5/8-18 derecha. Para conexión a la
alimentación de gas de protección y la conexión
con el soplete TIG.
7 INTERRUPTOR DE ARRANQUE DEL ARCO /
RECEPTACULO DE CONTROL AMPERAJE
Receptáculo de 6 contactos para conectar un
interruptor de arranque del arco, un control de
corriente remoto Amptrol.
TIG MODULE

TIG MODULE
– 23 –
OPERACION
OPERACION DE LA RANGER 8
Las tablas (Tabla 8 y 9) muestran los puntos de
operación recomendados para el interruptor y el
control para la combinación Módulo TIG /Ranger 8.
La primera tabla es para la Ranger 8 y la segunda es
para la Ranger 8 con el kit K892-1 de control remoto
instalado.
Manejen la Ranger 8 según el Manual Ranger 8.
Nota: Para soldar con la corriente AC TIG, las
corrientes de salida de soldadura TIG máximas
determinadas en cada alcance serán alrededor
de 50 % más altas que las mencionadas en la
placa de identificación. Eso se debe a la
naturaleza especial del arco de soldadura TIG
AC. No utilicen la corriente predeterminada del
alcance 225AC para sus soldaduras TIG AC.
La corriente de salida podría rebasar el valor
de clasificación de la Ranger 8.
.
AJUSTES K930-[ ]
TABLA 8: K930-[ ] / AJUSTES DE LA RANGER 8 (SIN K892-1)
ENERGIA
ALTA FRECUENCIA
POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARANQUE
- O -
CONTINUO
AJUSTAR PARA
5 - 55 SEGUNDOS
LOS AJUSTES NO
TIENEN EFECTO EN
LA SALIDA
LOS AJUSTES NO
TIENEN EFECTO EN
LA SALIDA
2
A
AJUSTES DE LA RANGER 8 (SIN EL KIT REMOTO K892-1 )
INTERRUPTOR DEL
GOBERNADOR
POLARIDAD DE
VARILLA /TIG
RANGO CONTROL
ALTO
CD-
CA-
SELECCIONAR A,
50 - 210
SELECCIONAR A,
50-175
ESTABLECER PARA LA
CORRIENTE DE SALIDA
DESEADA
HF

OPERACION
– 24 –
TABLA 9: AJUSTES K930-[ ] / RANGER 8 (CON K892-1)
AJUSTES K930-[ ]
ENERGIA
ALTA
FRECUENCIA POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTAR A
5 - 55 SECONDS
AJUSTAR A
0-10
REMOTO (CON
AMPTROL)
LOCAL (CON
INTERRUPTOR DE
INICIO DE ARCO)
2
A
AJUSTES RANGER 8 (CON EL KIT REMOTO K892-1 INSTALADO)
INTERRUPTOR DEL
GOBERNADOR
POLARIDAD
VARILLA/TIG
RANGO CONTROL D ELA
SOLDADORA /
CONTROL REMOTO
ALTO
CD-
CA
SELECCIONE EN
50 - 210
SELECCIONE EN
50-175 CONTROL REMOTO
Si el receptáculo remoto (opcional) K892-1 ha sido
instalado en su Ranger 8, vea el Dibujo 9 que
muestra el uso correcto del Control de Corriente del
Módulo TIG, del interruptor de Arranque Arco, y de
los controles del amperaje.
Desde el momento que el Módulo TIG y la Ranger 8
han sido instalados correctamente, la soldadura es
muy fácil. Coloque el soplete en posición, baje su
casco y apriete el interruptor de arranque del arco o el
control de amperaje. El contacto de la fuente de
energía (o el contacto (opcional) del Módulo TIG) se
cerrará y el gas fluirá durante el tiempo de flujo
preliminar de medio segundo y la alta frecuencia se
prenderá. El arco debe pegar y la soldadura podrá
empezar. Al final de la soldadura, suelte
sencillamente el interruptor de arranque del arco o el
control de amperaje y el contacto se abrirá y apagará
el arco. El tiempo de flujo posterior empezará
enfriando el soplete y protegiendo el tungsteno.
Si empieza otra soldadura durante el tiempo de flujo
posterior, no habrá retraso por flujo preliminar. El
contacto se cerrará y la alta frecuencia se prenderá
inmediatamente, desde el momento que se apriete el
interruptor de arranque del arco o el control de
amperaje.
HF
TIG MODULE

TIG MODULE
– 25 –
OPERACION
LA POSICION DEL A PTROL
NO TIENE EFECTO EN LA CORRIENTE
DE SALIDA.
PRESION LIGERA
CORRIENTE DE SALIDA A A
PRESION ELEVADA
LOCAL
REMOTE
1
2
3
4
5
6
7
8
9
10
0
1
2
3
4
5
6
7
8
9
10
OUTPUT
HIGH
ED
LOW
45
90
120
160
200
250
RANGO
DE RANGO
CONTROL DE SALIDA
EN LA SOLDADORA
CONTROL DE SALIDA
RE OTO
SELECCIONE EL
CONTROL DE SALIDA RE OTA.
A USTES DEL ODULO TIG
CONTROL DE CORRIENTE
A
USO DEL CONTROL DE LI ITE DE CORRIENTE,
SELECCIONE EL A USTE
TIENE EFECTO EN LA SALIDA.
A
ESTA DISPONI LE DE IDO A QUE EL CONTROL DE CORRIENTE
ESTA ESTA LECIDO EN EL PUNTO EDIO
LA SALIDA A I A ESTA DISPONI LE
DE CORRIENTE ESTA LECE LA CORRIENTE DE SOLDADURA
A I A DISPONI LE.
LA CORRIENTE PUEDE VARIAR DE INI A A EDIA
DE LA CONFIGURACION DE LA RANGER
DE IDO A QUE EL CONTROL DE CORRIENTE SE ESTA LECE
EN EL PUNTO EDIO
LA CORRIENTE PUEDE VARIAR DE INI A A
A
A
LOCAL
REMOTE
1
2
3
4
5
6
7
8
9
10
CONTROL DE CORRIENTE
A
A
A I A DE LA CONFIGURACION DE LA RANGER
DE IDO A QUE LA PERILLA DE CORRIENTE SE ESTA LECE
EN A I O.
PARA EL CONTROL DE CORRIENTE RE OTA. EL CONTROL
LA ITAD DE LA CONFIGURACION D ELA RANGER
EL CONTROL DE CORRIENTE ESTA LECE LA
CORRIENTE DE SOLDADURA.
E E PLO 1
O UN A PTROL SE UTILI A PARA INICIAR EL ARCO
UN INTERRUPTOR DE INICIO DE ARCO
UN A PTROL SE UTILI A
E E PLO 2
HASTA LA CONFIGURACION
DEL CONTROL DE CORRIENTE.
YA QUE EL CONTROL DE CORRIENTE ESTA ESTA LECIDO
EN EL A I O.
INTERRUPTOR DE INICIO DE ARCO, Y A PTROL EN LAS SOLDADORAS EQUIPADAS
CON LA CAPACIDAD DE CONTROL RE OTO
A USTES DE LA SOLDADORA
SI ES ADECUADO
LA ARCACION DE SALIDA NO
FIGURE 9

OPERACION
– 26 –
OPERACION DE LA RANGER 9
La tabla (Tabla 10) muestra las posiciones
recomendadas de los puntos variables para la
combinación Módulo TIG / Ranger 9.
Maneje la Ranger 9 según el Manual Ranger 9.
Noten que para la soldadura AC TIG las corrientes de
producción de soldadura TIG máxima en cada
alcance serán más o menos 50 % más altas que las
mencionadas en la placa de identificación. Eso se
debe a la naturaleza especial del arco de soldadura.
No realice soldadura TIG en el alcance de 200 a 250
amperios. La corriente de producción podría rebasar
el valor de clasificación de la Ranger 9.
Ya que su Ranger 9 tiene un control de corriente
remoto, vea el Dibujo 9 que muestra el uso correcto
del Control de Corriente del Módulo TIG, del
interruptor de Arranque Arco, y Amptrol.
Desde el momento que el Módulo TIG y la Ranger 9
han sido instalados correctamente, la soldadura es
muy fácil. Coloque el soplete en posición, baje su
casco y apriete el interruptor de arranque del arco o el
control de amperaje. El contacto de la fuente de
energía (o el contacto (opcional) del Módulo TIG) se
cerrará y el motor funcionará a alta potencia en
neutro y el gas fluirá durante el tiempo de flujo
preliminar de medio segundo y la alta frecuencia se
prenderá. El arco pegará y la soldadura podrá
empezar. Al final de la soldadura, suelte
sencillamente el interruptor de arranque del arco o el
control de amperaje y el contacto se abrirá y apagará
el arco. El tiempo de flujo posterior empezará
enfriando el soplete y protegiendo el tungsteno.
Si empieza otra soldadura durante el tiempo de flujo
posterior no habrá retraso por flujo preliminar. El
contacto se cerrará y la alta frecuencia se prenderá
inmediatamente, desde el momento que se apriete el
interruptor de arranque del arco o el Amptrol.
TABLA 10: AJUSTES DE K930-[ ] / RANGER 9
AJUSTES RANGER 9
INTERRUPTOR
DEL
GOBERNADOR
POLARIDAD
VARILLA /TIG
RANGO
CONTROL EN
SOLDADORA /
CONTROL REMOTO
TERMINALESS DE
SOLDADURA
SIEMPRE ENCENDIDAS
/ CONTROLADAS DE
MANERA REMOTA
AUTO
CD-
CA
SELECCIONAR A,
45 - 250
SELECCIONAR A,
45-160
CONTROL
REMOTO
CONTROLADO DE
MANERA REMOTA
AJUSTES K930-[ ]
ENERGIA
ALTA FRECUENCIA
POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTE A 5 - 55
SEGUNDOS
AJUSTE A
0-10
REMOTO (CON UN
AMPTROL)
LOCAL (CON UN
INTERRUPTOR DE
INICIO DE ARCO)
2
A
HF
TIG MODULE

TIG MODULE
– 27 –
OPERACION
OPERACION DE LA RANGER
10/RANGER 300D
La tabla (Tabla 11) muestra las posiciones recomendadas de
los puntos variables para la combinación Módulo TIG / Ranger
10 o la combinación Módulo TIG / Ranger 300D. Asegúrense
que todas las conexiones estén apretadas antes de seguir.
Maneje la Ranger 10 o la Ranger 300D según el Manual de
operación correcto.
Noten que para la soldadura AC TIG las corrientes de
producción de soldadura TIG máxima en cada alcance serán
más o menos 50 % más altas que las mencionadas en la placa
de identificación. Eso se debe a la naturaleza especial del arco
de soldadura. No realice soldadura TIG en el alcance de 200 a
250 amperios. La corriente de producción podría rebasar el
valor de clasificación de la Ranger 10 o de la Ranger 300D.
Ya que su Ranger 10 /Ranger 300D tiene un control de
corriente remoto vea el Dibujo 9 que describe el uso correcto
del Control de Corriente, del Módulo TIG, del interruptor de
arranque del arco y de los controles de amperaje.
Desde el momento que el Módulo TIG y la Ranger 10 o la
Ranger 300D han sido instalados correctamente, la soldadura
es muy fácil. Coloque el soplete en posición, baje su casco y
apriete el interruptor de arranque del arco o el control de
amperaje. El contacto de la fuente de energía (o el contacto
(opcional) del Módulo TIG) se cerrará y el gas fluirá durante el
tiempo de flujo preliminar de medio segundo y la alta
frecuencia se prenderá. El arco pegará y la soldadura podrá
empezar. Al final de la soldadura, suelte sencillamente el
interruptor de arranque del arco o el control de amperaje y el
contacto se abrirá y apagará el arco. El tiempo de flujo
posterior empezará enfriando el soplete y protegiendo el
tungsteno.
Si empieza otra soldadura durante el tiempo de flujo posterior
no habrá retraso por flujo preliminar. El contacto se cerrará y la
alta frecuencia se prenderá inmediatamente, desde el
momento
que se apriete el interruptor de arranque del
arco o el Amptrol.
TABLA 11: AJUSTES K930-[ ] / RANGER 10 O RANGER 300 D
AJUSTES K930-[ ]
ENERGIA
ALTA FRECUENCIA
POSTFLLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTE A 5 - 55
SECONDS
AJUSTE A
0-10
REMOTO (CON
AMPTROL)
LOCAL (CON UN
INTERRUPTOR DE
INICIO DE ARCO)
2
A
AJUSTES RANGER 10
INTERRUPTOR DEL
GOBERNADOR
POLARIDAD
VARILLA/TIG RANGO
INTERRUPTOR DE
CONTROL DE SALIDA
ALTO
CD-
CA
SELECCIONE A
45 - 250
SELECCIONE A
45-160
CONTROL DE SALIDA
REMOTA
HF

OPERACION
– 28 –
TABLA 12: AJUSTES K930-[ ] / RANGER 10-LX O RANGER 300 DLX
AJUSTES K930-[ ]
ENERGIA
ALTA FRECUENCIA POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTE A
5 - 55 SEGUNDOS
AJUSTE A
0-10
REMOTO (CON
AMPTROL)
LOCAL (CON UN
INTERRUPTOR DE
INICIO DE ARCO)
2
A
AJUSTES RANGER 10-LX
INTERRUPTOR DEL
GOBERNADOR
POLARIDAD
VARILLA/TIG
RANGO
INTERRUPTOR DE
CONTROL DE SALIDA
ALTO
CD-
CA
SELECCIONE
45 - 250
SELECCIONE
45-160
CONTROL DE SALIDA
REMOTO
OPERACION DE LA RANGER 10-LX /
RANGER 300DLX
La tabla (Tabla 12) muestra las posiciones recomendadas de
los puntos variables para la combinación Módulo TIG / Ranger
10-LX o la combinación Módulo TIG / Ranger 300DLX.
Asegúrense que todas las conexiones estén apretadas antes
de seguir.
Maneje la Ranger 10-LX o la Ranger 300DLX según el Manual
de operación correcto.
Noten que para la soldadura AC TIG las corrientes de
producción de soldadura TIG máxima en cada alcance serán
más o menos 50 % más altas que las mencionadas en la placa
de identificación. Eso se debe a la naturaleza especial del arco
de soldadura. No realice soldadura TIG en el alcance de 200 a
250 amperios. La corriente de producción podría rebasar el
valor de clasificación de la Ranger 10-LX o de la Ranger
300DLX
Ya que su Ranger 10-LX /Ranger 300DLX tienen un control de
corriente remoto vea el Dibujo 9 que describe el uso correcto
del Control de Corriente, del Módulo TIG, del interruptor de
arranque del arco y de los controles de amperaje.
Desde el momento que el Módulo TIG y la Ranger 10-LX o la
Ranger 300DLX han sido instalados correctamente, la
soldadura es muy fácil. Coloque el soplete en posición, baje su
casco y apriete el interruptor de arranque de arco o el control
de amperaje. El contacto de la fuente de energía (o el contacto
(opcional) del Módulo TIG) se cerrará y el gas fluirá durante el
tiempo de flujo preliminar de medio segundo y la alta frecuencia
se prenderá. El arco pegará y la soldadura podrá empezar. Al
final de la soldadura, suelte sencillamente el interruptor de
arranque del arco o el control de amperaje y el contacto se
abrirá y apagará el arco. El tiempo de flujo posterior empezará
enfriando el soplete y protegiendo el tungsteno.
Si empieza otra soldadura durante el tiempo de flujo posterior
no habrá retraso por flujo preliminar. El contacto se cerrará y la
alta frecuencia se prenderá inmediatamente, desde el momento
que se apriete el interruptor de arranque del arco o el Amptrol.
HF
TIG MODULE

TIG MODULE
– 29 –
OPERACION
OPERACION CON OTRAS
FUENTES DE PODER LINCOLN
L
a tabla (Tabla 13) muestra las posiciones recomendadas
de los puntos variables para el Módulo TIG empleado con
otras fuentes de energía Lincoln.
Maneje la Ranger 10 o la Ranger 300D según el Manual de
operación correcto.
Noten que para la soldadura AC TIG las corrientes de
producción de soldadura TIG máxima en cada alcance
serán más o menos 50 % más altas que las mencionadas
en la placa de identificación. Eso se debe a la naturaleza
especial del arco de soldadura. Las corrientes de entrada
serán más elevadas en caso de soldadura TIG. Asegúrense
que la fuente de energía esté equipada con los fusibles
correctos para poder manejar esa situación.
Si su fuente de energía tiene un control remoto, vea la
segunda mitad del diagrama del dibujo 9 que muestra el
uso correcto del control de corriente del Módulo TIG a mano
o por pie.
Desde el momento que el Módulo TIG y la Ranger 10 o la
Ranger 300D han sido instalados correctamente, la
soldadura es muy fácil. Coloque el soplete en posición, baje
su casco y apriete el interruptor de arranque del arco o el
control de amperaje. El contacto de la fuente de energía (o
el contacto (opcional) del Módulo TIG) se cerrará y el gas
fluirá durante el tiempo de flujo preliminar de medio
segundo y la alta frecuencia se prenderá. El arco pegará y
la soldadura podrá empezar. Al final de la soldadura, suelte
sencillamente el interruptor de arranque del arco o el
control de amperaje y el contacto se abrirá y apagará el
arco. El tiempo de flujo posterior empezará enfriando el
soplete y protegiendo el tungsteno.
Si empieza otra soldadura durante el tiempo de flujo
posterior no habrá retraso por flujo preliminar. El contacto
se cerrará y la alta frecuencia se prenderá inmediatamente,
desde el momento que se apriete el interruptor de arranque
del arco o el Amptrol.
TABLA 13: AJUSTES K930-[ ] /FUENTE DE PODER LINCOLN
K930-[ ] SETTINGS
ENERGIA
ALTA FRECUENCIA
POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTE A
5 - 55 SEGUNDOS
AJUSTE A
0-10
REMOTO (CON UN
AMPTROL)
LOCAL (CON UN
INTERRUPTOR DE
INICIO DE ARCO)
2
A
AJUSTES DE UNA FUENTE DE PODER LINCOLN
POLARIDAD DEL MODO
DE SOLDADURA
CONTROL DE SALIDA INTERRUPTOR DE
OCNTROL DE
CORRIENTE
CONSULTEN SU
MANUAL DE LA FUENTE
DE ENERGIA O EL
MANUAL DEL
SELECCIONE
CORRIENTE CONTINUA
(VARILLA)
AC O DC COMO SEA
NECESARIO
SI LA FUENTE DE ENERGIA TIENE
CONTROL DE CORRIENTE
REMOTO ESTE CONTROL NO
TENDRA EFECTO PARA OTRAS
FUENTES DE ENERGIA; PONGAN
LA CORRIENTE DESEADA.
PONGAN “REMOTO” SI HAY
UN INTERRUPTOR EN LA
FUENTE DE ENERGÍA
OPERADOR
PARA
TENER
INFORMACION MAS
COMPLETA
HF

OPERACION
– 30 –
INFORMACION DE SOLDADURA TIG
.010 (.25)
0.020 (.50)
0.040 (1.0)
1/16 (1.6)
3/32 (2.4)
1/8 (3.2)
5/32 (4.0)
3/16 (4.8)
1/4 (6.4)
2-15
5-20
15-80
70-150
150-250
250-400
400-500
500-750
750-1000
(3)
(3)
(3)
10-20
15-30
25-40
40-55
55-80
80-125
2-15
5-15
10-60
50-100
100-160
150-210
200-275
250-350
325-450
2-15
5-20
15-80
70-150
140-235
225-325
300-400
400-500
500-630
2-15
10-20
20-30
30-80
60-130
100-180
100-240
190-300
250-400
---
5-20
20-60
60-120
100-180
160-250
200-320
290-390
340-525
3-8 (2-4)
5-10 (3-5)
5-10 (3-5)
5-10 (3-5)
13-17 (6-8)
15-23 (7-11)
21-25 (10-12)
23-27 (11-13)
28-32 (13-15)
3-8 (2-4)
5-10 (3-5)
5-10 (3-5)
9-13 (4-6)
11-15 (5-7)
11-15 (5-7)
13-17 (6-8)
18-22 (8-10)
23-27(11-13)
#4, #5, #6
#5, #6
#6, #7, #8
#8, #10
TUNGSTENO
TORIADO
1%, 2%
TUNGSTENO
TORIADO
1%, 2% Tungsteno
Puro
Tungsteno
Toriado con
Zirconio
1%, 2%
Tungsteno
Puro
Tungsteno
Toriado con
Zirconio
1%, 2% Aluminio
Acero
Inoxidable
Diámetro del
electrodo de
Tungsteno
Pulgadas-(mm.)
Tamaño de
Tobera de
Antorcha
TIG
(4)
,
(5)
DCEN (
-
) DCEP (
+
)
Unbalanced Wave Balanced Wave
AC Approximate Argon
Gas Flow Rate
C.F.H. (1/min.)
(1) Si se usa el gas argón los alcances de corriente enseñadas deben ser reducidas cuando se utiliza el argón / helio o el helio puro como gas de protección.
(2) (2) Los electrodos de tungsteno se clasifican de la manera siguiente por la Sociedad de Soldadura Americana (AWS):
Puro . . . . . . . . . . . . . . . EWP
1% Toriado . . . . . . . . EWTh-1
2% Toriado . . . . . . . . EWTh-2
Aunque no ha sido reconocido por la AWS, el Tungsteno con Cerio generalmente está aceptado como substituto para el Tungsteno con 2 % de Torio para
aplicaciones CA y CD.
(3) En esos tamaños no se utiliza DCEP en general.
(4) Los “tamaños” de toberas de antorcha TIG son en múltiplos de 1/16 de una pulgada:
#4 = 1/4 in. (6 mm)
#5 = 5/16 in. (8 mm)
#6 = 3/8 in. (10 mm)
#7 = 7/16 in. (11 mm)
#8 = 1/2 in. (12.5 mm)
#10 = 5/8 in. (16 mm)
(5) Las toberas de antorcha TIG se fabrican en cerámica de alumina. Para aplicaciones especiales pueden ser necesarias toberas en piedra lava, menos
susceptibles a romperse, pero que no resisten a temperaturas elevadas y a los ciclos de trabajo rudos. .
TABLA 14
RANGOS DE CORRIENTE TIPICOS PARA ELECTRODOS CON TUNGSTENO
(2)
TIG MODULE

TIG MODULE
– 31 –
ACCESORIOS
OPCIONES / ACCESORIOS
Se pueden emplear los kits y accesorios siguientes
colocados en el campo, según la aplicación:
Cables de Control K936
Por lo menos uno de los cables de control será
necesario para conectar el módulo TIG a la fuente
de poder. Cuatro cables diferentes están
disponibles. La selección correcta del cable
depende de la fuente de energía que se está
utilizando. Vea la sección de instalación para
seleccionar el cable correcto. El cable de control
carga uno o varios de los circuitos siguientes
entre el Módulo TIG y la fuente de energía:
energía de entrada, señales de control remoto,
señales de contacto de control y tierra.
K936-1 9 contactos (al Módulo TIG) con 14 pines
(a la fuente de poder) (Contiene los
circuitos 2, 4,31, 32, 75, 77, y la tierra.)
K936-3 9 contactos a un enchufe de 115V con
tierra y un contacto MS de 6 pines.
(Contiene los circuitos 31,32, 75, 76, 77 y
la tierra.)
K936-4 9 contactos a un enchufe conectado a
tierra de 115 V (Contiene los circuitos 31,
32 y la tierra.)
Extensiones de Cables de Control K937
CLas extensiones de los cables de control están
disponibles en longitudes de 22 y de 45 pies.
Estos permiten al Módulo TIG funcionar a control
remoto hasta 200 pies de la fuente de poder. Las
extensiones conectan el cable de control estándar
y el Módulo TIG.
K937-22 cable de extensión de 22 pies, 9 contactos
a 9 pines
K937-45 45 cable de extensión de 45 pies 9
contactos a 9 pines
Kit de Contacto K938-1
Este kit colocado en el campo debe ser colocado en
el Módulo TIG cuando está utilizado con una fuente
de energía que no tiene contacto incorporado para
soldadura a corriente continua (Varilla / TIG). Vea la
lista de fuentes de poder compatibles para ver cuáles
aplicaciones necesitan un Kit de Contacto.
Kit de Embono K939-1
El kit de embono proporciona una manera de «
embonar » el Módulo TIG sobre una fuente de poder
con techo plano, u otra superficie plana midiendo por
lo menos 10 x 15 pulgadas (255x 381 mm.). Un
cerrojo está incluido y accesorios para un candado
proporcionado por el usuario para asegurar el Módulo
TIG en su lugar.
Kit de Válvula de Agua K844-1
Un kit colocado en el campo que contiene una válvula
de agua para colocación en el Módulo TIG. La válvula
de agua está controlada por los mismos relojes para
pre flujo y postflujo que la válvula de gas.
Otros Accesorios Lincoln Compatibles:
K963 Hand Amptrol
K870 Foot Amptrol
K814 Interruptor de Arranque de Arco
Todas las antochas Magnum TIG y accesorios
Equipo Compatible
El Módulo TIG Module se puede utilizar con las
siguinetes fuentes de poder Lincoln:
Ranger 8
1
Ranger 9
Ranger 10
1
Ranger 10-LX
1
DC-250
DC-400
DC-600
DC-650Pro/DC-750
R3R-300/400/500,
incluyendo versiones “I”
Idealarc 250 AC/DC
1
Weldanpower 150
1
Weldanpower 150 AC/DC
1
Weldanpower G8000
1
SA 250 Perkins
1
SAE 350 Deutz
1
SAE 400
1
Classic I
1,2
Classic II
1
Classic III & IIID
1
1
Requiere el kit Contactor K938-1 en el Módulo TIG
2
Requiere una fuente de 115VCA de poder
Para la instalación de accesorios instalados de campo
consulte la sección de INSTALACION.

PRECAUCIONES DE SEGURIDAD
MANTENIMIENTO PERIODICO
Se necesita poco de mantenimiento para mantener su
Módulo TIG en buen estado de funcionamiento. No es
posible definir un programa específico para realizar
las acciones siguientes; factores tales como el
número de horas de uso y el ambiente de la máquina
se deberán tomar en consideración cuando se
establece un programa de mantenimiento.
1. Periódicamente soplar el polvo y la suciedad que
pudieron haberse acumulado en la parte exterior
del Módulo TIG.
2. Inspeccionar los cables de soldadura y de control
para ver si están deshilachados, o presenten
cortaduras o lugares pelados.
3. Inspeccionar la brecha de la chispa regularmente
con el fin de mantener el valor definido
recomendado. Utilice el procedimiento siguiente:
Para ajustar la chispa asegúrense que la corriente
del puesto de soldadura ha sido apagada y que el
cable de entrada ha sido desconectado del
receptáculo de la entrada en la parte trasera del
Módulo TIG.
Quiten la envoltura de la caja externa y
encuentren el conjunto de la brecha de la chispa,
ubicado del lado derecho, superior del alojamiento
interno. Verifique el valor definido con un
calibrador de detección. Si es necesario ajustarlo,
aflojen uno de los tornillos de cabeza Allen que
mantienen los electrodos de la brecha de chispa
en su lugar. Coloquen la brecha a su nuevo valor
y aprieten el tornillo. Coloquen de nuevo la
envoltura de la caja.
4. Si el módulo TIG se utiliza en ambientes donde
hay grandes cantidades de metal conductor o
partículas de sal en el aire, se recomienda limpiar
regularmente la parte trasera interna del Módulo
TIG por medio de aire comprimido limpio, seco y
de baja presión. (Una vez por mes por ejemplo).
Para realizar esta operación asegúrense que la
energía de entrada haya sido desconectada del
Módulo TIG. Quiten la envoltura de la caja. Eso
expone la brecha de la chispa, el transformador
de alto voltaje, el transformador de alta frecuencia
y otros componentes. Limpien esta parte por
medio de aire comprimido.
MANTENIMIENTO
– 32 –
La DESCARGA ELECTRICA puede
causar la muerte.
• Sólo el personal calificado deberá
realizar este mantenimiento.
• APAGUE la fuente de energía del
interruptor de desconexion o caja de
fusiblles antes de trabajar en este
equipo.
• No toque las partes eléctricamente
activas.
Para evitar un choque de alta frecuencia, mantenga
la antorcha TIG y cables en buenas condiciones.
ADVERTENCIA
ADVERTENCIA
TIG MODULE

TIG MODULE
– 33 –
LOCALIZACION DE AVERIAS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento de
tres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre
la lista que describa de la mejor manera el síntoma
que la máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
se enumeran los factores que pueden originar el
síntoma en la máquina.
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa
Posible, generalmente recomienda que establezca
contacto con su Taller de Servicio de Campo
Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción
Recomendada de manera segura, contacte su Taller
de Servicio de Campo Lincoln Autorizado
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas
para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y
para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y
precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA

LOCALIZACION DE AVERIAS
– 34 –
Guía de Localización de Averías
Observe los lineamientos de seguridad detallados al
principio de este manual.
PROBLEMAS
(SINTOMAS)
Daños físicos o eléctricos mayores
evidentes.
« Brincos » de alta frecuencia
desde el electrodo a la pieza de
trabajo pero el arco de soldadura
no se forma.
CAUSA POSIBLE
1. Establezca contacto con su
taller de servicio de campo
autorizado por Lincoln
1. Asegúrense que la fuente de
energía de la soldadora tenga
salida soldadura. Verifique el
voltaje abierto en la fuente de
poder de la soldadora.
2. Asegúrense que el tamaño y el
tipo de tungsteno estén
correctos para el
procedimiento.
3. Es posible que el tungsteno
esté contaminado. Limpiar o
reemplazar.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE SALIDA
TIG MODULE
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en
contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de
proceder.
PRECAUCIÓN

TIG MODULE
– 35 –
LOCALIZACION DE AVERIAS
Observe los lineamientos de seguridad detallados al
principio de este manual.
Guía de Localización de Averías
PROBLEMAS
(SINTOMAS)
No hay salida de soldadura, no hay
flujo de gas y no hay alta
frecuencia a la brecha de la chispa
Corriente de soldadura baja,
cuando se trabaja a control remoto.
CAUSA POSIBLE
1. Verifique el interruptor del arco
o la unidad de control remoto.
2. Asegúrense que el Módulo TIG
y la fuente de energía de
soldadura estén prendidas
1. Asegúrense que la fuente de
energía esté en el modo de
control remoto
2. El control de corriente (R4)
está en una posición
demasiado baja para el
procedimiento.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE SALIDA
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en
contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de
proceder.
PRECAUCIÓN

LOCALIZACION DE AVERIAS
– 36 –
Guía de Localización de Averías
Observe los lineamientos de seguridad detallados al
principio de este manual.
PROBLEMAS
(SINTOMAS)
No hay alta frecuencia presente o
intermitente en el electrodo de la
antorcha.
No hay alta frecuencia en la brecha
de la chispa.
La alta frecuencia queda encendida
después que se haya formado el
arco.
CAUSA POSIBLE
1. Verifique si el tipo de gas y el
flujo de gas están correctos.
2. Verifique si los cables del
soplete y de la pieza de trabajo
presentan quebraduras, o
fugas.
3. Verifique el valor correcto de
la brecha de la chispa (0.015
de pulgada (25 mm.)
1. Asegúrense que el interruptor
de alta frecuencia (S2) NO
ESTE en posición apagada
(OFF).
2. Verifiquen el valor correcto de
la brecha de la chispa (015 de
pulgada (25 mm.)
1. El interruptor de alta frecuencia
está en posición « continua”.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE ALTA FRECUENCIA
TIG MODULE
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en
contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de
proceder.
PRECAUCIÓN

DIAGRAMA DE CABLEADO
– 37 –
TIG MODULE
MODULO TIG
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno
de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

DIAGRAMA DE CABLEADO
– 38 –
MODULO TIG
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno
de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
TIG MODULE

NOTAS

NOTAS

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-
STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa moja-
da.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molha-
da.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Turn power off before servicing.
● Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
● Débranchez le courant avant
l’entretien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● Não toque as partes elétricas nuas.
● Do not operate with panel open or
guards off.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ou guardas removidas.

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
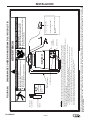 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54






















































Lincoln Electric TIG Module Manual de usuario
- Tipo
- Manual de usuario
En otros idiomas
Documentos relacionados
-
Lincoln Electric INVERTER ARC 230 Instrucciones de operación
-
-
-
-
Lincoln Electric Cool Arc 40 Instrucciones de operación
-
-
Lincoln Electric Invertec V155-S Manual de usuario
-
-
-