Elettro C.F. COMBO HI-MIG 2010 Instructions Manual
- Categoría
- Sistema de soldadura
- Tipo
- Instructions Manual

IT MANUALE DI ISTRUZIONE PER SALDATRICE A FILO ......................... Pag. 3
EN INSTRUCTION MANUAL FOR WIRE WELDING MACHINE ................... Page 8
DE BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINEN ................ Seite 13
FR MANUEL D'INSTRUCTIONS POUR POSTES A SOUDER A FIL .............. Page 18
ES MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE HILO ............. Pag. 23
PT
MANUAL DE INSTRUÇÕES PARA SOLDADORES A FIO ........................ Pag. 28
PL INSTRUKCJA OBSŁUGI LUTOSPAWARKI............................................ Str.
33
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan
Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico
Peças e esquema eléctrico
Części zamienne i schemat połączeń Pag. Seiten Strona 37

2
1
2

3
MANUALE D'ISTRUZIONE PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA INSTALLAZIONE, DELL’USO O
DI QUALSIASI MANUTENZIONE ALLA SALDATRICE
LEGGERE IL CONTENUTO DI QUESTO MANUALE E DEL
MANUALE “REGOLE DI SICUREZZA PER L’USO DELLE
APPARECCHIATURE” PONENDO PARTICOLARE
ATTENZIONE ALLE NORME DI SICUREZZA. CONTATTARE
IL VOSTRO DISTRIBUTORE SE NON AVETE COMPRESO
COMPLETAMENTE QUESTE ISTRUZIONI.
Questo apparecchio deve essere utilizzato esclusivamente per
operazioni di saldatura. Non deve essere utilizzato per
scongelare tubi.
E’ inoltre indispensabile tenere nella massima considerazione il
manuale riguardante le regole di sicurezza.
I simboli posti in prossimità dei paragrafi ai quali si riferiscono,
evidenziano situazioni di massima attenzione, consigli pratici o
semplici informazioni.
Entrambi i manuali devono essere conservati con cura, in un
luogo noto ai vari interessati. Dovranno essere consultati ogni
qual volta vi siano dubbi, dovranno seguire tutta la vita operativa
della macchina e saranno impiegati per l’ordinazione delle parti
di ricambio.
1 DESCRIZIONE GENERALE
1.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all'installazione, al funzionamento ed alla
manutenzione della saldatrice.
Questa saldatrice è un generatore realizzato con tecnologia
INVERTER, adatto alla saldatura MIG, TIG e alla saldatura ad
elettrodo.
Controllare, al ricevimento, che non vi siano parti rotte o
avariate.
Ogni eventuale reclamo per perdite o danni deve essere fatto
dall'acquirente al vettore. Ogni qualvolta si richiedono
informazioni riguardanti la saldatrice, si prega di indicare
l'articolo ed il numero di matricola.
1.2 SPIEGAZIONE DEI DATI TECNICI
IEC60974-1 La saldatrice è costruita secondo queste norme
IEC60974-10
Cl.A Apparecchiatura per uso industriale e
professionale.
convertitore statico di frequenza monofase
trasformatore raddrizzatore.
MIG Adatto per saldatura a filo continuo.
TIG Adatto per saldatura TIG
MMA Adatto per saldatura con elettrodi rivestiti
U
0
Tensione a vuoto secondaria.
X Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale di
10 minuti in cui la saldatrice può lavorare ad
una determinata corrente senza causare
surriscaldamenti.
I
2
Corrente di saldatura
U
2
Tensione secondaria con corrente di sald. I
2
U
1
Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
I
1
max Corrente max. assorbita alla corrispondente
corrente I
2
e tensione U
2
.
I
1
eff E' il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla portata
del fusibile (di tipo ritardato) da utilizzare come
protezione per l’ apparecchio.
IP23 Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE: La saldatrice è inoltre stata progettata per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 60664).
2 INSTALLAZIONE
L’installazione della macchina deve essere fatta da
personale qualificato.
Tutti i collegamenti devono essere eseguiti in
conformità delle vigenti norme e nel pieno rispetto
della legge antinfortunistica.
Controllare che la tensione di alimentazione corrisponda al
valore indicato sul cavo rete. Se non è già montata, collegare
una spina di portata adeguata al cavo di alimentazione
assicurandosi che il conduttore giallo/verde sia collegato allo
spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili, in serie
all'alimentazione, devono essere uguale alla corrente I
1
max.
assorbita dalla macchina.
2.1 SISTEMAZIONE
Collocare la saldatrice in un ambiente ventilato. Polvere, sporco
o qualsiasi altra cosa estranea che possa entrare nella
saldatrice ne può compromettere la ventilazione e quindi il buon
funzionamento.
Pertanto è necessario in relazione all'ambiente e alle condizioni
di impiego avere cura di mantenere pulite le parti interne. La
pulizia deve avvenire tramite un getto di aria secca e pulita,
facendo attenzione a non danneggiare in alcun modo la
macchina. Prima di lavorare all'interno della saldatrice
assicurarsi che la spina sia staccata dalla rete di alimentazione.
Qualsiasi intervento eseguito all'interno della saldatrice deve
essere eseguito da personale qualificato.
2.2 PROTEZIONI
2.2.1 Protezione di blocco
In caso di malfunzionamento sul display A compaiono le
informazioni riguardanti l’errore e le indicazioni per la sua
risoluzione.
2.2.2 Protezione termica
Quest’apparecchio è protetto da due termostati, i quali, se si
superano le temperature ammesse, impediscono il
funzionamento della macchina. In queste condizioni il ventilatore
continua a funzionare ed il display A visualizza
la scritta
Protezione termica n.1 oppure Protezione termica n.2.
2.3 PASSWORD
Quest’apparecchio è protetto contro l’uso da parte di personale
non autorizzato mediante la possibilità di attivare all’accensione
la richiesta di una password. La macchina viene fornita con la
funzione disattivata.

4
Per attivarla è necessario con la manopola B entrare nel
sottomenù e selezionare Password, successivamente
selezionare e premere con la stessa manopola la posizione ON.
Da questo momento l’apparecchio ad ogni accensione
richiederà di inserire il codice a 3 cifre (password) per potersi
attivare.
NOTA: ogni apparecchio ha un codice password personale,
presente solo in forma elettronica ed inserito nel sottomenù
accanto alla dicitura Password.
Se si decide di attivare la password si consiglia di trascrivere il
codice e di custodirlo separatamente dall’apparecchio.
2.4 MOTOGENERATORI
Debbono avere un dispositivo di regolazione elettronico della
tensione, una potenza uguale o superiore a 6 kVA (monofase) e
non debbono erogare una tensione superiore a 260V RMS.
3 COMANDI POSTI SUL PANNELLO ANTERIORE (Fig. 1)
A – DISPLAY
All’accensione ed in modalità di saldatura visualizza sempre il
menu principale:
A1 - Corrente di saldatura.
A2 - Tensione di saldatura.
A3 - Velocità avanzamento filo.
A4 - Correzione tensione di saldatura rispetto all’impostazione
sinergica.
A5 - Spessore materiale da saldare.
A6 - Processo di saldatura in corso.
A7 - Funzione saldatura mig pulsato.
A8 - Funzione saldatura mig doppia pulsazione.
Visualizza anche il sottomenù (SELEZIONE PARAMETRI
PROCESSO) e le possibili regolazioni.
B – Manopola/pulsante (SETTINGS)
Permette di selezionare ed attivare tutti i programmi del
sottomenù (SELEZIONE PARAMETRI PROCESSO), dai
Processi (MIG SINERGICO, MIG PULSATO, MIG MANUALE,
MMA, TIG), ai Programmi (curve sinergiche), alle impostazioni di
lavoro (JOB, Pulsante T., Puntatura ecc.) fino alle impostazioni
macchina (Ripristino, Password, Lingua).
C – Manopola/pulsante (SHORT/PULSE)
Permette di regolare tutti i parametri presenti nel sottomenù
(SELEZIONE PARAMETRI PROCESSO).
Inoltre permette di passare direttamente dal processo MIG
SHORT al processo MIG PULSE e viceversa.
D - Attacco centralizzato.
Vi si connette la torcia di saldatura.
E - Passacavo
Uscita terminale di potenza della torcia.
F - Presa positiva
In saldatura MMA vi si connette la pinza portaelettrodo, in MIG
con gas il cavo di potenza uscente dal passacavo E; in saldatura
TIG e MIG con filo animato senza gas, il cavo di massa.
G - Presa negativa.
In saldatura MMA e MIG con gas, vi si connette il cavo di
massa; in saldatura TIG e MIG con filo animato senza gas, il
cavo di potenza della torcia che esce dal passacavo E.
4 COMANDI SUL PANNELLO POSTERIORE (Fig. 2)
H – Passacavo
Uscita cavo di alimentazione.
I – Interruttore.
Accende e spegne l’apparecchio.
J – Raccordo con tubo gas.
5 MESSA IN OPERA
Verificare che la tensione d’alimentazione corrisponda a quella
nominale della saldatrice.
Dimensionare i fusibili di protezione in base ai dati riportati sulla
targa dei dati tecnici.
5.1 SALDATURA MIG
Collegare il tubo gas della saldatrice al riduttore di pressione
della bombola.
Montare la torcia MIG all’attacco D.
Collegare il cavo di massa alla presa G e il morsetto di massa al
pezzo da saldare.
Controllare che la gola dei rulli corrisponda al diametro del filo
utilizzato. Per la eventuale sostituzione: aprire lo sportello
laterale, montare la bobina del filo ed infilare il filo nel traino e
nella guaina della torcia. Bloccare i rulli premifilo con la
manopola e regolare la pressione.
Accendere la macchina.
Togliere l’ugello gas e svitare l’ugello portacorrente dalla torcia.
Premere il pulsante della torcia fino alla fuoriuscita del filo.
ATTENZIONE tenere il viso lontano dalla lancia terminale
mentre il filo fuoriesce, avvitare l’ugello portacorrente e infilare
l’ugello gas.
Aprire il riduttore della bombola e regolare il flusso del gas a 8 –
10 l/min.
Partendo dal menù principale, premere la manopola B per
almeno 1sec. per entrare nel sottomenù (SELEZIONE
PARAMETRI PROCESSO) All’interno del sottomenù ruotare e
premere la manopola B per selezionare ed entrare nelle
funzioni. Per tornare al sottomenù ripremere la manopola B.
Per tornare al menù principale ripremere la manopola B per
almeno 1sec.
Le funzioni all’interno del sottomenù sono:
• Programmi (curve sinergiche).
Per scegliere la curva sinergica, è necessario, tramite la
manopola B, selezionare e premere sulla curva proposta dal
display A.
Dopo aver premuto la manopola B si ritorna alla schermata
precedente.
• Processi
Per scegliere e confermare il tipo di saldatura, è necessario,
tramite la manopola B, selezionare e premere su uno dei
processi:
MIG SINERGICO: per saldare con erogazione di corrente
continua e costante.
MIG PULSATO: per saldare con erogazione di corrente
costante intervallata da brevissime pause regolari
(pulsazione).
MIG MANUALE: per saldare impostando parametri differenti
da quelli memorizzati nei programmi.
MMA: per saldare elettrodi basici e rutili.
TIG: per saldare a contatto lift.
Dopo aver premuto la manopola B si ritorna alla schermata
precedente.

5
• JOB (BLOCCATO) Funzione opzionale.
In questa sezione si possono salvare, caricare, o cancellare
programmi di lavoro. Se si preme il tasto B il display A
visualizza l’elenco dei programmi salvati e dei programmi
ancora scrivibili.
- Per salvare un programma di lavoro appena eseguito
selezionare e premere con la manopola B un
programma ancora scrivibile, premere la manopola C
per almeno 1sec. e scrivere il nome di 8 caratteri
ruotando e premendo la manopola C. Terminata la
scrittura ripremere la manopola C per almeno 1sec.
Selezionare SALVA e confermare premendo la
manopola B.
- Per caricare un programma già salvato selezionarlo e
confermare premendo la manopola B, selezionare
CARICA e confermare ripremendo la manopola B.
- Per cancellare un programma già salvato selezionarlo e
confermare premendo la manopola B, selezionare
CANCELLA e confermare ripremendo la manopola B.
Per tornare alla sezione JOB selezionare ESCI e confermare
premendo la manopola B. Per tornare al sottomenu
selezionare OFF e confermare premendo la manopola B.
• Pulsante T.
2T, la macchina inizia a saldare quando si preme il pulsante
della torcia e si interrompe quando lo si rilascia.
4T, per iniziare la saldatura premere e rilasciare il pulsante
torcia, per terminare la saldatura premere e rilasciare
nuovamente.
3L, La saldatura inizia alla pressione del pulsante torcia, la
corrente di saldatura richiamata sarà quella impostata con I
Avvio. Questa corrente verrà mantenuta fino a quando il
pulsante torcia viene tenuto premuto; al rilascio la corrente si
raccorda alla corrente di saldatura impostata, nel tempo
stabilito dal tempo T. Rampa e verrà mantenuta fino a
quando il pulsante torcia non sarà ripremuto. Alla successiva
pressione del pulsante torcia la corrente di saldatura si
raccorderà alla terza corrente (corrente di I Cratere)
impostata con il parametro I Cratere nel tempo stabilito da T.
Rampa e verrà mantenuta fino al rilascio del pulsante torcia.
Al rilascio del pulsante la saldatura s'interrompe.
Per scegliere il modo di inizio saldatura 2T, 4T o 3L
selezionare tramite la manopola B uno dei 3 modi e premere
la manopola B per confermare la scelta. Dopo aver
confermato la scelta si torna alla schermata precedente
premendo la manopola B. Se si desidera tornare al menu
principale ripremere la manopola B per almeno 1 sec.
• Puntatura
Se selezioniamo il tempo di Puntatura, sul display compare
la funzione T. Puntatura, selezionandola, possiamo
regolare tramite la manopola C, da 0,3 a 25 secondi.
Oltre a questa funzione sul display compare T. Pausa,
selezionandola, possiamo regolare tramite la manopola C il
tempo di pausa tra un punto o un tratto di saldatura e l’altro,
il tempo di pausa varia da 0 (OFF) a 5 secondi.
Per accedere alle funzioni T. Puntatura e T. Pausa bisogna
premere la manopola B.
La regolazione si fa ruotando la manopola C. Dopo aver
confermato la scelta si torna alla schermata precedente
premendo la manopola B. Se si desidera tornare al menu
principale ripremere la manopola B per almeno 1 sec.
• (HSA) Hot Start Automatico
Il display A visualizza la sigla OFF = Spento.
Se si preme il tasto B il display A visualizza l’opzione ON-
OFF. Per attivare la funzione selezionare ON=Attivo con la
manopola B. Dopo aver confermato la scelta si torna alla
schermata precedente premendo la manopola B. Se si
desidera tornare al menu principale ripremere la manopola B
per almeno 1 sec.
Se si attiva la funzione, compaiono in sequenza le sigle:
- I Avvio
Regolazione (10-200%) della velocità del filo
corrispondente alla corrente di saldatura, si imposta con
la manopola C.
- T. I Avvio
E' il tempo, espresso in secondi, di durata della corrente
di avvio, si imposta con la manopola C. Regolazione 0,1 -
10 sec.
- T. Rampa
Regolazione 0,1-10 sec. Definisce il tempo di raccordo
tra la prima corrente (I Avvio) e la corrente di saldatura
impostata con la manopola B nei programmi di saldatura.
Si imposta con la manopola C.
• CRA (I Cratere)
Il display A visualizza la sigla OFF = Spento. Se si preme il
tasto B il display A visualizza l’opzione ON-OFF. Per attivare
la funzione selezionare ON=Attivo con la manopola C.
Dopo aver confermato la scelta si torna alla schermata
precedente premendo la manopola B. Se si desidera tornare
al menu principale ripremere la manopola B per almeno 1
sec.
Se si attiva la funzione, compaiono in sequenza le sigle:
- T. Rampa
Regolazione 0,1-10 sec. Si imposta con la manopola C.
Definisce il tempo di raccordo tra la corrente di saldatura
e la corrente crater impostata con la manopola B nei
programmi di saldatura.
- I Cratere
Regolazione (10-200%) della velocità del filo
corrispondente alla corrente di saldatura impostata con la
manopola B nei programmi di saldatura. Si imposta con
la manopola C.
- T. I Cratere
E' il tempo, espresso in secondi, di durata della corrente
di crater precedentemente impostata. Si imposta con la
manopola C. Regolazione 0,1-10 sec.
• Induttanza
La regolazione può variare da -9,9 a +9,9. Lo zero è la
regolazione impostata dal costruttore. Se il numero è
negativo l’impedenza diminuisce e l’arco diventa più duro
mentre se aumenta diventa più dolce.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e variare il valore ruotando la manopola C.
Dopo aver confermato la scelta si torna alla schermata
precedente premendo la manopola B. Se si desidera
tornare al menu principale ripremere la manopola B per
almeno 1 sec.
• Burnback
La regolazione può variare da -9,9 a +9,9. Serve a regolare
la lunghezza del filo uscente dall’ugello gas dopo la
saldatura. A numero positivo corrisponde una maggiore
bruciatura del filo.
La regolazione del costruttore è: Auto.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e variare il valore ruotando la manopola C.
Dopo aver confermato la scelta si torna alla schermata
precedente premendo la manopola B. Se si desidera tornare
al menu principale ripremere la manopola B per almeno 1
sec.
• Accostaggio
La regolazione può variare da 0 a 100%. E’ la velocità del
filo, espressa in percentuale della velocità impostata per la
saldatura, prima che lo stesso tocchi il pezzo da saldare.
Questa regolazione è importante per ottenere sempre buone
partenze.
La regolazione del costruttore è: 0% (AUTO).
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e variare il valore ruotando la manopola C.
Dopo aver confermato la scelta si torna alla schermata
precedente premendo la manopola B. Se si desidera tornare
al menu principale ripremere la manopola B per almeno 1
sec.
• Pre Gas
La regolazione può variare da 0 a 10 secondi.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e variare il valore ruotando la manopola C.
Dopo aver confermato la scelta si torna alla schermata

6
precedente premendo la manopola B. Se si desidera tornare
al menu principale ripremere la manopola B per almeno 1
sec.
• Post Gas
La regolazione può variare da 0 a 25 secondi.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e variare il valore ruotando sempre la
manopola C. Dopo aver confermato la scelta si torna alla
schermata precedente premendo la manopola B. Se si
desidera tornare al menu principale ripremere la manopola B
per almeno 1 sec.
• ITO
E’ la funzione di arresto filo automatico. E’ attivo nei processi
MIG, è regolabile da 20 a 40 secondi e non è disattivabile.
Se la saldatura non parte entro il tempo impostato, con
qualsiasi modalità di pressione del pulsante, la macchina
arresta la fuoriuscita del filo.
• Opzioni: (Inserimento codice per sblocco funzioni opzionali)
La macchina esce di fabbrica con la funzione di blocco attiva
nei programmi Doppio Liv. e JOB. Per disattivarla e
sufficiente evidenziarla e selezionarla usando la manopola
B. Sul display A compaiono 16 caselle di testo vuote. Per
sbloccare bisogna inserire al posto degli zeri un codice alfa
numerico, che deve essere richiesto al proprio rivenditore.
Una volta ottenuto il codice è sufficiente inserirlo al posto
degli zeri, ogni lettera o numero che si inserisce deve essere
confermato premendo la manopola C, dopo aver inserito il
codice, premendo sulla manopola B si ha lo sblocco del
processo. Dopo aver confermato la scelta si torna alla
schermata precedente premendo la manopola B. Se si
desidera tornare al menu principale ripremere la manopola B
per almeno 1 sec.
• Doppio Liv. (BLOCCATO) Funzione opzionale.
Il display A visualizza la sigla OFF=Spento. Se si preme il
tasto B il display A visualizza l’opzione ON-OFF. Per attivare
la funzione selezionare ON con la manopola C.
Questo tipo di saldatura fa variare l'intensità di corrente tra
due livelli. Prima di impostare la saldatura con doppio livello
è necessario eseguire un breve cordone di saldatura così da
determinare la velocità di filo e di conseguenza la corrente
per ottenere la penetrazione e la larghezza del cordone
ottimali per il giunto che volete realizzare. Si determina così il
valore della velocità di avanzamento del filo (e quindi della
corrispondente a corrente) a cui, verranno alternativamente
sommati e sottratti i metri al minuto che verranno impostati.
Prima dell’esecuzione è bene ricordare che in un corretto
cordone la sovrapposizione tra una “maglia” e l’altra deve
essere almeno del 50%.
Se si attiva la funzione, compaiono in sequenza le sigle:
- Frequenza
Regolazione da 0.1 Hz a 5.0Hz. Si imposta con la manopola
C. Definisce la frequenza con la quale la corrente di
saldatura passa da un livello all’altro.
- 2 Livello
Regolazione da 0.1 m a 3.0.m. Si imposta con la manopola
C. Definisce l’aumento di velocità in m/sec. con la quale il filo
esce e quindi l’aumento di corrente del secondo livello
rispetto al primo.
- Ciclo Sald.
Regolazione da +25% a +75%. Si imposta con la manopola
C. Definisce la percentuale in cui il 2° livello è presente nel
tempo totale.
- Correz. Arco
Regolazione da -9.9V a +9.9V. Si imposta con la manopola
C. Definisce l’aumento di tensione del secondo livello
rispetto al primo.
• Ripristino
Lo scopo è quello di riportare la saldatrice alle impostazioni
di prima fornitura.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola B e premendo, sul display A compaiono le
scritte OFF e TUTTO. Evidenziando la scritta TUTTO e
premendo la manopola B si esegue il reset.
Dopo aver confermato la scelta si torna alla schermata
precedente premendo la manopola B. Se si desidera tornare
al menu principale ripremere la manopola B per almeno 1
sec.
• Informazioni
In questa sezione sono visualizzate alcune informazioni
relative al software del generatore.
• Password (vedere paragrafo 2.3).
• Lingua
In questa sezione si può scegliere la lingua in cui vengono
scritti i messaggi del display.
5.2 SALDATURA MIG SENZA GAS
Le azioni per preparare la saldatrice al lavoro sono le stesse di
quelle descritte precedentemente ma per questo tipo di
saldatura agire come segue:
Montare una bobina di filo animato per saldatura senza gas.
Collegare il terminale di potenza della torcia fuoriuscente dal
passacavo E al polo negativo (presa G).
Collegare il cavo di massa alla presa F e il morsetto di massa al
pezzo da saldare.
Selezionare il programma dedicato per il filo animato. Il
programma è disponibile solo nei processi MIG SINERGICO
(non pulsato) e MIG MANUALE.
5.3 SALDATURA CON ELETTRODO RIVESTITO (MMA).
Prima di saldare è consigliabile togliere la torcia MIG e montare
la pinza portaelettrodo.
La pinza portaelettrodo, salvo diversa indicazione del produttore
degli elettrodi, deve essere collegata alla presa F (polarità
positiva), e il cavo di massa alla polarità negativa presa G.
IMPORTANTISSIMO: Collegare il morsetto di massa al pezzo
da saldare assicurandosi che faccia un buon contatto per avere
un corretto funzionamento dell’apparecchio e per evitare cadute
di tensione con il pezzo da saldare.
Accendere la saldatrice.
Per scegliere questo processo partendo dal menù principale
premere la manopola B per almeno 1sec. per entrare nel
sottomenù. All’interno del sottomenù ruotando e premendo la
manopola B selezionare Processi. All’interno dei Processi
ruotando e premendo la manopola B selezionare MMA. Per
tornare al sottomenù ripremere la manopola B. Per tornare al
menù principale ripremere la manopola B per almeno 1sec..
All’interno del processo utilizzando la manopola B è possibile
selezionare ed impostare (con la manopola C) le seguenti
funzioni:
- T. Hot Start
- I. Hot Start
- I. Arc Force
Per tornare alla schermata precedente premere la manopola B.
Per tornare al menù principale ripremere la manopola B per
almeno 1sec.
Non toccare contemporaneamente la pinza portaelettrodo e
il morsetto di massa.
Terminata la saldatura spegnere sempre l’apparecchio e
togliere l’elettrodo dalla pinza portaelettrodo.
5.4 SALDATURA TIG
Prima di saldare è consigliabile togliere la torcia MIG e montare
la torcia TIG.
Collegare il terminale di potenza della torcia fuoriuscente dal
passacavo E alla presa negativa G.
Collegare il connettore del cavo massa alla presa positiva F
della saldatrice e il suo morsetto al pezzo nel punto più vicino
possibile alla saldatura.
Collegare il tubo gas all’uscita del riduttore di pressione di una
bombola di ARGON.
Utilizzare un elettrodo di tungsteno toriato 2% (banda rossa) F
1,6 (1/16”).
Accendere la macchina tramite l’interruttore I.

7
Per scegliere questo processo partendo dal menù principale
premere la manopola B per almeno 1sec. per entrare nel
sottomenù. All’interno del sottomenù ruotando e premendo la
manopola B selezionare Processi. All’interno dei Processi
ruotando e premendo la manopola B selezionare TIG. Per
tornare al sottomenù ripremere la manopola B. Per tornare al
menù principale ripremere la manopola B per almeno 1sec.
All’interno del processo utilizzando la manopola B è possibile
selezionare ed impostare (con la manopola C) le seguenti
funzioni:
- Pulsante T.
- T. I Salita
- T. I Discesa
- Pulsazione
- Puntatura
- T. puntatura
- Pre Gas
- Post Gas
Per tornare alla schermata precedente premere la manopola B.
Per tornare al menù principale ripremere la manopola B per
almeno 1sec.
Innescare, per contatto, l’arco elettrico con un movimento deciso
e rapido.
Terminata la saldatura ricordarsi di spegnere la macchina e
chiudere la valvola della bombola del gas.
6 MANUTENZIONE
Periodicamente controllare che la saldatrice e tutti i collegamenti
siano in condizione di garantire la sicurezza dell’operatore.
Dopo aver eseguito una riparazione fare attenzione a riordinare
il cablaggio in modo che vi sia un sicuro isolamento tra le parti
connesse all’alimentazione e le parti connesse al circuito di
saldatura.
Evitare che i fili possano andare a contatto con parti in
movimento o con parti che si riscaldano durante il
funzionamento. Rimontare le fascette come sulla macchina
originale in modo da evitare che, se accidentalmente un
conduttore si rompe o si scollega, possa avvenire un
collegamento tra alimentazione e i circuiti di saldatura.

8
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT
READ THIS MANUAL AND THE SAFETY RULES MANUAL
CAREFULLY BEFORE INSTALLING, USING, OR
SERVICING THE WELDING MACHINE, PAYING SPECIAL
ATTENTION TO SAFETY RULES. CONTACT YOUR
DISTRIBUTOR IF YOU DO NOT FULLY UNDERSTAND
THESE INSTRUCTIONS.
This machine must be used for welding only.
It must not be used to defrost pipes.
It is also essential to pay special attention to the "SAFETY
RULES" Manual. The symbols next to certain paragraphs
indicate points requiring extra attention, practical advice or
simple information.
This MANUAL and the "SAFETY RULES" MANUAL must be
stored carefully in a pica familiar to everyone involved in using
the machine. They must be consulted whenever doubts arise
and be kept for the entire lifespan of the machine; they will
also be used for ordering replacement parts.
1 GENERAL DESCRIPTION
1.1 SPECIFICATIONS
This manual has been prepared for the purpose of educating
personnel assigned to install, operate and service the welding
machine.
This welding machine is a power source developed with
inverter technology, suitable for MIG, TIG and MMA welding.
Upon receiving the machine, make sure there are no broken
or damaged parts.
The purchaser should address any complaints for losses or
damage to the vector. Please indicate the article and serial
number whenever requesting information about the welding
machine.
1.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
IEC60974-1 The welding machine is manufactured
IEC60974-10 according to these international standards.
Cl. A Machine for
professional and industrial
use.
Single-phase static transformer-rectifier
frequency converter.
MIG Suitable for MIG-MAG welding.
MMA Suitable for welding with covered electrodes.
TIG Suitable for TIG welding.
U
0
Secondary open-circuit voltage.
X Duty cycle percentage. The duty cycle
expresses the percentage of 10 minutes
during which the welding machine may run at
a certain current without overheating.
I
2
Welding current
U
2
Secondary voltage with current I
2
.
U
1
Rated supply voltage
1~ 50/60Hz 50- or 60-Hz three-phase power supply.
I
1
max Max. absorbed current at the corresponding
current I
2
and voltage U
2
.
I
1
eff This is the maximum value of the actual
current absorbed, considering the duty cycle.
This value usually corresponds to the capacity
of the fuse (delayed type) to be used as a
protection for the equipment.
IP23 Protection rating for the housing.
Grade 3 as the second digit means that this
equipment is suitable for use outdoors in the
rain.
Suitable for use in high-risk environments.
NOTES: The welding machine has also been designed for
use in environments with a pollution rating of 3. (See IEC
60664).
2 INSTALLATION
• Only skilled personnel should install the machine.
• All connections must be carried out according to
current regulations, and in full observance of safety
laws.
Make sure that the supply voltage corresponds to the value
indicated on the power cable. If it is not already fitted, connect
a plug suited to the power cable, making sure that the
yellow/green conductor is connected to the earth pin.
The capacity of the overload cut-out switch or fuses installed
in series with the power supply must be equivalent to the
absorbed current I1 max. of the machine.
2.1 PLACEMENT
Place the welding machine in a ventilated area.
Dust, dirt, and any other foreign matter entering the welding
machine can interfere with ventilation and thus with smooth
operation.
Therefore, in relation to the environment and working
conditions, it is important to keep the internal parts clean.
Clean using a jet of dry, clean air, being careful to avoid
damaging the machine in any way.
Before working inside the welding machine, make sure it is
unplugged from the power mains.
Any intervention carried out inside the welding machine must
be performed by qualified personnel.
2.2 PROTECTIONS
2.2.1 Block protection
In case of malfunction, the display A shows information about
the error and indications on how to solve it.
2.2.2 Overload cut-out
This machine is protected by two thermostats, which prevent
the machine from operating if the allowable temperatures are
exceeded. In these conditions the fan continues to operate
and the display A shows the message: Thermal protection n.1
or Thermal protection n.2.
2.3 PASSWORD
This device is protected against use by unauthorized
personnel through the possibility of activating a password
request upon start-up. The machine is supplied with this
function disabled.
To activate it, enter the submenu using the knob B and select
Password, then select the ON position, using the same knob,
and press on it.

9
From this moment, upon every start-up, a 3-digit code
(password) will be requested to activate the device.
NOTE: each device has its own password code, only in
electronic format and located in the submenu next to the
Password indication.
If you decide to activate the password, it is recommended to
write down the code and store it separately from the device.
2.4 MOTOR-DRIVEN GENERATORS
They must have an electronic regulator of the tension, a power
equal to or greater than 6 kVA (single phase) and must not
deliver a voltage greater than 260V RMS.
3 CONTROLS ON THE FRONT PANEL (Pict. 1)
A – DISPLAY
At start-up, in welding mode, it always shows the main menu:
A1 - Welding current.
A2 - Welding voltage.
A3 - Wire feed speed.
A4 - Welding voltage correction with respect to synergic
setting.
A5 - Thickness of material to be welded.
A6 - Welding process in progress.
A7 - Pulse MIG welding function.
A8 - Double pulse MIG welding function.
It also shows the submenu (PROCESS PARAMETER
SELECTION) and possible adjustments.
B – Knob/button (SETTINGS)
It allows selecting and activating all the programs in the
submenu (PROCESS PARAMETERS SELECTION), from
Processes (SYNERGIC MIG, PULSED MIG, MANUAL MIG,
MMA, TIG), to Programs (synergic curves), to work settings
(JOB, T-button, Spot-welding etc.) up to machine settings
(Reset, Password, Language).
C – Knob/button (short/pulse)
It allows adjusting all the parameters included in the submenu
(PROCESS PARAMETER SELECTION).
In addition, it allows directly moving from MIG SHORT process
to MIG PULSE process and vice versa.
D - Central adapter.
This is where the welding torch is to be connected.
E - Fairlead
Torch power terminal output.
F – Positive socket
In MMA welding, connect the electrode clamp; in MIG with
gas, the power cable coming out from fairlead E; in TIG and
MIG welding with flux-cored wire without gas, the earth cable.
G – Negative socket.
In MMA and MIG welding with gas, the earth cable connects
here; in TIG and MIG welding with flux-cored wire without gas,
insert the torch power cable coming out from fairlead E.
4 CONTROLS ON THE REAR PANEL (Pict. 2).
H - Fairlead
Power supply cable output.
I - Switch.
Turns the machine on and off.
J - Gas hose fitting.
5 SERVICE FUNCTIONS.
Make sure that the supply voltage corresponds to the rated
voltage of the welding machine.
Size the protective fuses based on the data listed on the
technical specifications plate.
5.1 MIG WELDING
Connect the gas hose of the welding machine to the pressure
regulator of the cylinder.
Mount the MIG torch on the fitting D.
Connect the earth cable to the socket G and the earth clamp
to the workpiece.
Make sure that the groove of the rollers matches the wire
diameter used. To replace it, if necessary: open the side door,
mount the wire coil and slip the wire into the feeder and torch
sheath, block the wire press rollers with the knob and adjust
the pressure. Turn on the machine.
Remove the gas nozzle and unscrew the current nozzle of the
torch. Press the torch button until the wire comes out. BE
CAREFUL to keep your face away from the end lance
while the wire is coming out, screw up the current nozzle
and fit the gas nozzle.
Open the canister adapter and adjust the gas flow to 8 – 10
l/min.
Starting from the main menu, press knob B for at least 1 sec.
to enter the submenu (PROCESS PARAMETER
SELECTION). In the submenu, turn and press knob B to
select and enter the functions. To return to the submenu,
press knob B again. To return to the main menu, press and
hold down knob B for at least 1 sec.
The functions within the submenu are:
• Programs (Synergic curves).
To choose the synergic curve, by means of the knob B, it
is necessary to select and press on the curve presented by
the display screen A.
After pressing the knob B, the previous display page is
displayed.
• Processes
To choose and confirm the welding type, select one of the
processes with the knob B and press on it:
MIG SHORT SYNERGIC: to weld with constant and
continuous current delivery.
MIG PULSE: to weld with constant current delivery
interrupted by very short regular pauses (pulsation).
MIG MANUAL: to weld by setting parameters different from
those saved in the programs.
MMA: to weld basic and rutile electrodes.
TIG: for lift contact start welding.
After pressing the knob B, the previous page is displayed.
• JOB (LOCKED) Optional function.
In this section you can save, load, or delete work
programs. If key B is pressed, display A shows the list of
saved programs and programs that can still be written.
- To save a work program that has just been carried
out, select a program that can still be written by
pressing knob B, press knob C for at least 1 sec.
and write the 8-character name by turning and

10
pressing knob C. Once the writing is finished, press
the knob C again for at least 1 sec. Select SAVE and
confirm by pressing knob B.
- To load a program already saved, select and confirm
it by pressing knob B, select LOAD and confirm by
pressing knob B again.
- To delete a program already saved, select and
confirm it by pressing knob B, select DELETE and
confirm by pressing knob B again.
To return to the JOB section, select EXIT and confirm by
pressing the B knob. To return to the submenu select OFF
and confirm by pressing the B knob.
• Start mode
2T, the machine starts welding when the torch button is
pressed and stops when this is released.
4T, to start welding, press and release the torch button. To
complete welding, press and release again.
3L, the welding starts when the torch button is pressed,
the welding current recalled will be the one set with “Start
curr.”. This current will be maintained until the torch button
is kept pressed; when the latter is released, the value
adapts to the set welding current, in the time set in “Slope
time” and is maintained until the torch button is pressed
again. When the torch button is pressed one more time,
the welding current adapts to the third current (Crater
current) set with “Crater Current” parameter in the time set
in “Slope time” and is maintained until the torch button is
released. Welding stops when the button is released.
To choose the welding start mode 2T, 4T or 3L select one
of the three modes by means of the knob B and press the
knob B. After confirming the selection made, to return to
the previous page press the knob B. If you want to go back
to the main menu, press the knob B again for at least 1
sec.
• Spot
If we select the spot time, the Spot Time function appears
on the display screen. If we select this, we can adjust it
from 0.3 to 25 seconds by means of the knob C. Besides
this function, the display screen also shows Pause Time. If
we select this, by means of the knob C, we can regulate
the pause time between one welding point or section and
another. The pause time varies between 0 (OFF) and 5
seconds.
To access the Spot Time and Pause Time functions,
press the knob B.
Adjustment is made by turning the knob C. After confirming
the selection made, to return to the previous page press
the knob B. If you want to go back to the main menu, press
the knob B again for at least 1 sec.
• HSA (Automatic Hot Start)
Display A shows the message OFF = Off.
Pressing the knob B, the display A shows the option ON-
OFF.
To activate the function select ON=Active with the knob B.
After confirming the selection made, to return to the
previous page press the knob B. If you want to go back to
the main menu, press the knob B again for at least 1 sec.
If this function is activated, the following messages appear
in sequence:
- START CURR
Adjustment range (10-200%) of the wire speed
corresponding to the welding current, it is set using
knob C.
- S.C. TIME
This is the duration, expressed in seconds, of the set
start current. It is set using knob C. Adjustment range
0.1-10 sec.
- SLOPE TIME
Adjustment range 0.1-10 sec. Defines the interface
time between the first current (START CURR) and the
welding current set using knob B in the welding
programs. It is set using knob C.
• CRA (Crater Curr.)
Display A shows the message OFF = Off. Pressing the
knob B, the display A shows the option ON-OFF.
To activate the function select ON=Active with the knob C.
After confirming the selection made, to return to the
previous page press the knob B. If you want to go back to
the main menu, press the knob B again for at least 1 sec.
If this function is activated, the following messages appear
in sequence:
- SLOPE TIME
Adjustment range 0.1-10 sec. It is set using knob C. It
defines the interface time between the welding current
and the crater current set using knob B in the welding
programs.
- CRATER CURR
Adjustment range (10-200%) of the wire speed
corresponding to the welding current set using knob B
in the welding programs. It is set using knob C.
- C.C. TIME
This is the duration, expressed in seconds, of the
previously set Crater current. It is set using knob C.
Adjustment range 0.1–10 sec.
• Inductance
Adjustment can vary from -9.9 to +9.9. Factory setting is
zero. If the figure is negative, the impedance drops and the
arc becomes harder, while if it increases, the arc is softer.
To access this function, simply highlight it using the knob B
and change the value by turning the knob C. After
confirming the selection made, to return to the previous
page press the knob B. If you want to go back to the main
menu, press the knob B again for at least 1 sec.
• Burnback
The adjustment can vary from -9.9 to +9.9. Its purpose is
to adjust the length of the wire coming out of the gas
nozzle after welding. A positive figure corresponds to
greater wire burning. Default is Auto.
To access this function, simply highlight it using the knob B
and change the value by turning the knob C. After
confirming the selection made, to return to the previous
page press the knob B. If you want to go back to the main
menu, press the knob B again for at least 1 sec.
• Soft Start
Adjustment can vary from 0 to 100%. This is the wire
speed expressed in percentage of the speed set for
welding, before the wire touches the piece to be welded.
This adjustment is important to obtain always good starts.
Default is 0% (AUTO).
To access this function, simply highlight it using the knob B
and change the value by turning the knob C. After
confirming the selection made, to return to the previous
page press the knob B. If you want to go back to the main
menu, press the knob B again for at least 1 sec.
• Pre Gas
The adjustment can vary from 0 to 10 seconds.
To access this function, simply highlight it using the knob B
and change value by turning the knob C. After confirming
the selection made, to return to the previous page press
the knob B. If you want to go back to the main menu, press
the knob B again for at least 1 sec.
• Post Gas
The adjustment can vary from 0 to 25 seconds.
To access this function, simply highlight it using the knob B
and change the value by turning the knob C. After
confirming the selection made, to return to the previous
page press the knob B. If you want to go back to the main
menu, press the knob B again for at least 1 sec.
• ITO
This is the automatic wire stop function. It is activated in
MIG processes, it is adjustable from 20 to 40 seconds and
cannot be deactivated. If the welding does not start within

11
the set time, the machine will stop the wire in any mode in
which the button is pressed.
• Options: (entering the code to unlock the optional
functions)
The machine leaves the factory with the lock function
active in the Double Lev. and JOB programs. To
deactivate it, simply highlight and select it using knob B.
The display A shows 16 empty text boxes. To unlock,
enter a numeric alpha code in place of the zeros; this must
be requested from your dealer.
Once the code has been obtained, simply enter it in place
of the zeros: each letter or figure entered must be
confirmed by pressing the knob C. After entering the code,
by pressing the knob B this option is unlocked. After
confirming the selection made, to return to the previous
page press the knob B. If you want to go back to the main
menu, press the knob B again for at least 1 sec.
• Double Level (LOCKED) Optional function.
Display A shows “OFF”. If key B is pressed, display A
shows the ON-OFF option. To activate the function, select
“ON” with knob C.
This type of welding makes the current intensity vary
between two levels. Before setting the double level
welding, make a short weld seam to determine the wire
speed and, consequently, the current required to obtain
optimal penetration and width of the seam for the joint to
be made. In this way, it is possible to determine the wire
feed speed (and thus the corresponding current). The set
metres per minute will be added to or deducted from this
value, alternatively.
Prior to execution, it should be remembered that in a
correct seam the overlapping between one “weld pass”
and the other must be at least 50%.
If the function is activated, the following abbreviations
appear in sequence:
- Frequency
Adjustment from 0.1 Hz to 5.0Hz. Set with knob C. It
defines the frequency with which the welding current
passes from one level to another.
- Pulse step
Adjustment from 0.1 m to 3.0.m. Set with knob C. It defines
the increase in speed in m/sec with which the wire exits,
and therefore the increase in current of the second level
with respect to the first.
- Duty cycle
Adjustment from +25% to +75%. Set with knob C. It
defines the percentage in which the 2nd level is present in
the total time.
- Arc corr.
Adjustment from -9.9V to +9.9V. Set with knob C. It
defines the voltage increase of the 2nd level with respect
to the 1st level.
• Factory
The purpose is to return the welding machine to the
original default settings.
To access the function, simply highlight it using the knob B
and press it, the display screen A shows the words OFF
and ALL. To make the reset, highlight the word ALL and
press the knob B. After confirming the selection made, to
return to the previous page press the knob B. If you want
to go back to the main menu, press the knob B again for at
least 1 sec.
• Information
In this section some information related to the power
source software is displayed.
• Password (see paragraph 2.3).
• Language
In this section you can choose the language in which the
display messages are written.
5.2 MIG WELDING WITHOUT GAS
The actions to prepare the welding machine for work are the
same as those described previously, but for this type of
welding proceed as follows:
Mount a coil of flux-cored wire for welding without gas.
Connect the power terminal of the torch coming out from
fairlead E to the negative pole socket G.
Connect the earth cable to the socket F and the earth clamp to
the workpiece.
Select the program suited for flux-cored wire. The program is
available only in MIG SHORT SYNERGIC and MIG MANUAL
processes.
5.3 WELDING WITH COATED ELECTRODES (MMA).
Before welding it is recommended to remove the MIG torch
and mount the electrode holder.
The electrode holder must (save for different indication by the
producer of the electrodes) be connected to the socket F
(positive polarity), and the earth cable to the negative polarity,
socket G.
VERY IMPORTANT: Connect the terminal of the earth cable
to the workpiece, making sure that contact is good to ensure
smooth equipment operation and avoid voltage dips with the
workpiece.
Turn on the welding machine.
To choose this process starting from the main menu press
knob B for at least 1sec. to enter the submenu. In the
submenu select Processes by turning and pressing the B
knob. In the Processes select MMA by turning and pressing
the B knob. To return to the submenu, press knob B again. To
return to the main menu, press and hold down knob B for at
least 1 sec.
From the process, using the knob B, it is possible to select
and set (with the knob C) the following functions:
- H. Start Time
- H. Start curr.
- A. Force curr.
To return to the previous screen, press knob B again. To
return to the main menu, press and hold down knob B for at
least 1 sec.
Do not touch the electrode clamp and the earth clamp
simultaneously.
Always remember to shut off the machine and remove the
electrode from the clamp after welding.
5.4 TIG WELDING
Before welding it is recommended to remove the MIG torch
and mount the TIG torch.
Connect the power terminal of the torch coming out from
fairlead E to the negative pole socket G.
Connect the earth cable connector to the positive pole socket
F, and the earth clamp to the workpiece as close as possible
to the welding point.
Connect the gas hose to the outlet of the pressure regulator of
an ARGON cylinder.
Use a 2% thorium-covered tungsten electrode (red strip),
diameter 1.6 ( 1/16” ).
Turn on the machine using the switch I.
To choose this process starting from the main menu press
knob B for at least 1sec. to enter the submenu. In the
submenu select Processes by turning and pressing the B
knob. In the Processes select TIG by turning and pressing the
B knob. To return to the submenu, press knob B again. To
return to the main menu, press and hold down knob B for at
least 1 sec.
From the process, using the knob B, it is possible to select
and set (with the knob C) the following functions:
- Start Mode

12
- Slope Up
- Slope Down
- Pulse
- Spot
- Spot time
- Pre Gas
- Post Gas
To return to the previous screen, press knob B again. To
return to the main menu, press and hold down knob B for at
least 1 sec.
Strike the arc by contact using a firm, rapid stroke.
Always remember to shut off the machine and close the
gas cylinder valve when you have finished welding.
6 MAINTENANCE
Periodically make sure that the welding machine and all
connections are in good condition to ensure operator safety.
After making a repair, be careful to arrange the wiring in such
a way that the parts connected to the power supply are safely
insulated from the parts connected to the welding circuit.
Do not allow wires to come into contact with moving parts or
those that heat up during operation.
Mount the clamps as on the original machine to prevent, if a
conductor accidentally breaks or becomes disconnected, a
connection from occurring between power supply and the
welding circuits.

13
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE
WICHTIG: VOR INSTALLATION UND GEBRAUCH DIESER
SCHWEISSMASCHINE BZW. VOR AUSFÜHRUNG VON
BELIEBIGEN WARTUNGSARBEITEN, DIESES HANDBUCH
UND DAS HANDBUCH “SICHERHEITSVORSCHRIFTEN FÜR
DEN GERÄTEGEBRAUCH” AUFMERKSAM LESEN. DABEI IST
DEN SICHERHEITSNORMEN BESONDERE BEACHTUNG ZU
SCHENKEN. BITTE WENDEN SIE SICH AN IHREN
GROSSHÄNDLER, WENN IHNEN AN DIESER ANLEITUNG
ETWAS UNKLAR IST.
Diese Maschine darf nur zur Ausführung von Schweißarbeiten
verwendet werden. Sie darf nicht zum Enteisen von Rohren
benutzt werden.
Des Weiteren ist dem Handbuch, das die Sicherheitsvorschriften
enthält, größte Beachtung zu schenken.
Die Symbole neben den einzelnen Paragraphen weisen auf
Situationen, die größte Aufmerksamkeit verlangen, Tipps oder
einfache Informationen hin.
Die beiden Handbücher sind sorgfältig an einem Ort
aufzubewahren, der allen Personen, die mit dem Gerät zu tun
haben, bekannt ist. Sie sind immer dann heranzuziehen, wenn
Zweifel bestehen. Die beiden Handbücher haben die Maschine
über ihre ganze Lebensdauer zu “begleiten” und sind bei der
Bestellung von Ersatzteilen heranzuziehen.
1 ALLGEMEINE BESCHREIBUNG
1.1 TECHNISCHE ANGABEN
Das vorliegende Handbuch dient der Unterweisung des für die
Installation, den Betrieb und die Wartung der Schweißmaschine
zuständigen Personals.
Bei diesem Gerät handelt es sich um eine Stromquelle mit
INVERTER-Technologie für das MIG-, WIG und
Elektrodenschweißen.
Beim Empfang sicherstellen, dass keine Teile gebrochen oder
beschädigt sind. Der Käufer muss Beanstandungen wegen
fehlender oder beschädigter Teile an den Frachtführer richten.
Bei Anfragen zur Schweißmaschine stets die Artikelnummer und
die Seriennummer angeben.
1.2 ERLÄUTERUNG DER TECHNISCHEN DATEN
IEC60974-1 Die Konstruktion der Schweißmaschine
IEC60974-10 entspricht diesen Normen.
Cl. A Maschine für den industriellen und den
professionellen Einsatz.
Statischer Einphasen-Frequenzumrichter
Transformator-Gleichrichter.
MIG Geeignet zum MIG/MAG-Schweißen.
TIG Geeignet zum WIG-Schweißen
MMA Geeignet zum Schweißen mit umhüllten Elektroden
U
0
Leerlauf-Sekundärspannung
X Relative Einschaltdauer.
Die relative Einschaltdauer ist der auf eine
Spieldauer von 10 Minuten bezogene Prozentsatz
der Zeit, die die Schweißmaschine bei einer
bestimmten Stromstärke arbeiten kann, ohne sich
zu überhitzen.
I
2
Schweißstrom
U
2
Sekundärspannung bei Schweißstrom I
2
.
U
1
Nennspannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz
I
1
max Maximale Stromaufnahme bei entsprechen
dem Strom I2 und Spannung U
2
.
I
1
eff Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschaltdauer.
Normalerweise entspricht dieser Wert dem
Bemessungsstrom der Sicherung (träge), die zum
Schutz des Geräts zu verwenden ist.
IP23. Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an,
dass dieses Gerät im Freien bei Regen betrieben
werden darf.
Geeignet zum Betrieb in Umgebungen mit erhöhter
Gefährdung.
HINWEIS: Die Schweißmaschine ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2 INSTALLATION
• Die Installation der Maschine muss durch Fachpersonal
erfolgen.
• Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden.
Sicherstellen, dass die Netzspannung dem auf dem Netzkabel
angegebenen Wert entspricht. Falls nicht schon montiert, das
Netzkabel mit einem der Stromaufnahme angemessenen
Netzstecker versehen und sicherstellen, dass der gelb-grüne
Schutzleiter an den Schutzkontakt angeschlossen ist.
Der Nennstrom des mit der Netzstromversorgung in Reihe
geschalteten LS-Schalters oder der Schmelzsicherungen muss
gleich dem von der Maschine aufgenommenen Strom I
1
max.
sein.
2.1 AUFSTELLUNG
Die Schweißmaschine in einem belüfteten Raum aufstellen.
Staub, Schmutz oder sonstige Fremdkörper, die in die
Schweißmaschine eindringen, können die Belüftung behindern
und folglich den einwandfreien Betrieb beeinträchtigen. Daher
muss je nach den Umgebungs- und Betriebsbedingungen
sichergestellt werden, dass die internen Komponenten stets
sauber sind. Zur Reinigung muss trockene und saubere Druckluft
verwendet werden. Hierbei ist darauf zu achten, dass die
Maschine keinesfalls beschädigt wird. Vor Eingriffen im Innern
der Schweißmaschine sicherstellen, dass der Netzstecker vom
Stromnetz getrennt ist. Alle Eingriffe im Innern der
Schweißmaschine müssen von Fachpersonal ausgeführt werden.
2.2 SCHUTZEINRICHTUNGEN
2.2.1 Sicherheitsverriegelung
Im Falle einer Fehlfunktion werden auf dem Display A
Informationen über den Fehler und entsprechende Hinweise zur
Behebung angezeigt.
2.2.2 Thermischer Schutz
Dieses Gerät wird durch zwei Thermostaten geschützt, die den
Betrieb der Maschine sperren, wenn die zulässige Temperatur
überschritten wird. In diesem Zustand bleibt der Lüfter
eingeschaltet und auf dem Display A erscheint die Schrift
Thermischer Schutz n.1 oder Thermischer Schutz n.2.
2.3 PASSWORT
Dieses Gerät ist durch die Möglichkeit, die Passwortabfrage beim
Einschalten zu aktivieren, vor der Verwendung durch Unbefugte
geschützt. Die Maschine wird mit deaktivierter Funktion geliefert.
Um sie zu aktivieren, verwenden Sie den Drehknopf B, um in das
Untermenü zu gelangen und wählen Sie das Passwort aus, dann
wählen und drücken Sie mit dem gleichen Drehknopf die Position
ON.

14
Von nun an fordert das Gerät Sie bei jedem Einschalten darauf,
den dreistelligen Code (Passwort) einzugeben, um sich zu
aktivieren.
HINWEIS: Jedes Gerät verfügt über einen persönlichen
Passwort-Code, der nur in elektronischer Form vorhanden ist und
in das Untermenü neben dem Wort Password eingegeben wird.
Wenn Sie sich entscheiden, das Passwort zu aktivieren,
empfehlen wir Ihnen, den Code abzuschreiben und getrennt vom
Gerät zu speichern.
2.4 GENERATOR – AGGREGAT
Seine Leistung muß größer oder gleich 6 kVA (einphasig) sein,
es darf keine Spannung von mehr als 260V RMS abgeben und
darf über eine elektronische Spannungregulierungsvorrichtung
verfügen.
3 BEDIENTEILE AUF DER FRONTPLATTE (Abb. 1)
A – DISPLAY
Beim Einschalten und im Schweißmodus wird immer das
Hauptmenü angezeigt:
A1 - Schweißstrom
A2 - Schweißspannung
A3 - Drahtvorschubgeschwindigkeit
A4 - Korrektur der Schweißspannung im Vergleich zur
synergistischen Einstellung
A5 - Stärke des zu schweißenden Materials
A6 - Laufendes Schweißverfahren
A7 - Funktion MIG-Pulsschweißen
A8 - Funktion MIG-Doppelpulsschweißen
Es zeigt auch das Untermenü (AUSWAHL
PROZESSPARAMETER) und die zur Verfügung stehenden
Einstellungen an.
B - Drehknopf/Taste (SETTINGS)
Zum Wählen und Aktivieren aller Programme des Untermenüs
(AUSWAHL PROZESSPARAMETER): von den Verfahren (MIG
SYNERGIC, MIG PULS, MIG MANUELL, MMA-SCHWEISSEN,
WIG-SCHWEISSEN), über die Programme (synergistische
Kurven), Betriebseinstellungen (JOB, Brennertaste,
Punktschweißen, usw.) bis zu den Maschineneinstellungen
(Rücksetzen, Passwort, Sprache).
C - Drehknopf/Taste (SHORT/PULSE)
Zum Einstellen aller Parameter im Untermenü (AUSWAHL
PROZESSPARAMETER).
Ermöglicht außerdem den direkten Wechsel vom MIG SHORT-
Prozess zum MIG PULSE-Prozess und umgekehrt.
D - Zentralanschluss
Er dient zum Anschließen des Schweißbrenners.
E - Kabeldurchführung
Leistungsausgang des Brenners.
F – Steckdose Pluspol
Für das MMA-Schweißen wird hier die Elektrodenzange und für
das MIG-Schweißen mit Gas das aus der Kabeldurchführung E
austretende Hauptstromkabel angeschlossen. Für das WIG-
Schweißen und MIG-Schweißen mit Fülldraht und ohne Gas wird
das Massekabel angeschlossen.
G – Steckdose Minuspol.
Für das MMA- und MIG-Schweißen mit Gas wird hier das
Massekabel angeschlossen. Für das WIG- und MIG-Schweißen
mit Fülldraht und ohne Gas wird hier das aus der
Kabeldurchführung E austretende Hauptstromkabel des Brenners
angeschlossen.
4 STELLTEILE AUF DER HINTEREN PLATTE (Abb. 2).
H - Kabeldurchführung
Ausgang Netzkabel.
I – Schalter.
Zum Ein- und Ausschalten der Maschine.
J - Anschluss für den Gasschlauch.
5 INBETRIEBNAHME
Sicherstellen, dass die Netzspannung der Nennspannung der
Schweißmaschine entspricht. Die Sicherungen in Einklang mit
den technischen Daten auf dem Leistungsschild dimensionieren.
5.1 MIG-SCHWEISSEN
Den Gasschlauch der Schweißmaschine an den Druckminderer
der Gasflasche anschließen.
Den MIG-Brenner an den Anschluss D anschließen.
Den Massekabel an die Steckdose G und die Masseklemme an
das Werkstück anschließen. Sicherstellen, dass die Rille der
Rollen dem Durchmesser des verwendeten Drahts entspricht.
Ggf. zum Austauschen wie folgt vorgehen: die seitliche Tür
öffnen, die Drahtspule montieren und den Draht in die
Drahtfördereinrichtung und die Drahtführungsseele einführen. Die
Drahtandruckrollen mit dem Einstellhandgriff blockieren und den
Druck einstellen.
Die Maschine einschalten.
Die Gasdüse entfernen und die Stromdüse vom Brenner
schrauben. Den Brennertaster drücken, bis der Draht austritt.
ACHTUNG! Den Brennerhals während des Austretens des
Drahts vom Gesicht fernhalten. Dann die Stromdüse wieder
anschrauben und die Gasdüse einsetzen.
Mit dem Druckminderer der Gasflasche den Gasfluss auf 8 – 10
l/min einstellen.
Ausgehend vom Hauptmenü mindestens 1 Sek. lang auf den
Drehknopf B drücken, um das Untermenü (AUSWAHL
PROZESSPARAMETER aufzurufen. Im Untermenü den
Drehknopf B drehen und drücken und somit die Funktionen
wählen und aufrufen. Zur Rückkehr in das Untermenü erneut auf
den Drehknopf B drücken. Zur Rückkehr zum Hauptmenü
mindestens 1 Sek. lang erneut auf den Drehknopf B drücken.
Die Funktionen im Untermenü sind:
• Programme (Synergistische Kurven)
Mit dem Drehknopf B die gewünschte Synergiekurve auf dem
Display A auswählen und drücken.
Nach dem Drücken des Reglers B erscheint wieder der
vorherige Bildschirm.
• Ablaufe
Um die Schweißart auszuwählen und zu bestätigen, ist es
notwendig, durch den Drehknopf B, einen der Prozesse
auszuwählen und zu drücken:
MIG SYNERGIC: zum Schweißen mit Gleich- und
Konstantstrom.
MIG PULS: zum Schweißen mit konstanter Stromversorgung,
unterbrochen von sehr kurzen regelmäßigen Pausen
(Pulsation).
MIG MANUELL: zum Schweißen durch Einstellen anderer
Parameter als die in den Programmen hinterlegten.
MMA: zum Schweißen von Grund- und Rutilelektroden.
TIG: für das Lift-Kontaktschweißen.
Nach Drücken des Drehknopfs B kehrt man zum vorherigen
Bildschirm zurück.
• JOB (GESPERRT) Optionale Funktion
In diesem Abschnitt können die Betriebsprogramme
gespeichert, geladen oder gelöscht werden. Auf das Drücken
der Taste B zeigt das Display A das Verzeichnis der

15
gespeicherten Programme und der Programme, die noch
geschrieben werden können, an.
- Zum Speichern eines soeben ausgeführten
Arbeitsprogramms über den Drehknopf B ein Programm,
das noch geschrieben werden kann, wählen, und diesen
dann drücken; dann mindestens 1 Sek. lang auf den
Drehknopf C drücken und den Namen mit 8 Zeichen
eingeben, wobei der Drehknopf C zu drehen und zu
drücken ist. Wenn die Eingabe beendet ist, erneut
mindestens 1 Sek. lang auf den Drehknopf C drücken.
SPEICHERN wählen und durch Drücken des Drehknopfs
B bestätigen.
- Zum Laden eines bereits gespeicherten Programms
dieses markieren und durch Drücken des Drehknopfs B
bestätigen, LADEN wählen und durch erneutes Drücken
des Drehknopfs B bestätigen.
- Zum Löschen eines bereits gespeicherten Programms
dieses markieren und durch Drücken des Drehknopfs B
bestätigen, LÖSCHEN wählen und durch erneutes
Drücken des Drehknopfs B bestätigen.
Zur Rückkehr zum Abschnitt JOB AUSGEHEN wählen und
durch Drücken des Drehknopfs B bestätigen. Zur Rückkehr
zum Untermenü OFF markieren und durch Drücken des
Drehknopfs B bestätigen.
• Brennertaste
2T: Der Schweißvorgang startet, wenn der Brennertaster
gedrückt wird, und wird unterbrochen, wenn der Brennertaster
wieder gelöst wird.
4T: Zum Starten des Schweißvorgangs den Brennertaster
drücken und wieder lösen; zum Beenden des
Schweißvorgangs den Brennertaster drücken und wieder
lösen.
3L. Das Schweißen beginnt, wenn die Brennertaste gedrückt
wird, der abgerufene Schweißstrom gleicht dem eingestellten
"Anfangsstr.“. Dieser Strom bleibt solange bestehen, wie der
Brennerknopf gedrückt gehalten wird; beim Loslassen wird
der Strom in der durch die "Steigungsz." festgelegten Zeit mit
dem eingestellten Schweißstrom verbunden und bleibt bis
zum erneuten Drücken des Brennerknopfes erhalten. Beim
nächsten Drücken der Brennertaste wird der Schweißstrom
mit dem dritten Strom (Kraterstrom) verbunden, der mit dem
Parameter "Kraterstrom" in der durch "Steigungsz."
festgelegten Zeit eingestellt ist, und bleibt bis zum Loslassen
der Brennertaste erhalten. Wenn die Taste losgelassen wird,
wird das Schweißen gestoppt.
Den gewünschten Schweißmodus 2T, 4T oder 3L mit dem
Drehknopf B auswählen. Drehknopf B drücken, um die Wahl
zu bestätigen. Nachdem Sie Ihre Wahl bestätigt haben,
kehren Sie zum vorherigen Bildschirm zurück, indem Sie den
Drehknopf B drücken. Wenn Sie zum Hauptmenü
zurückkehren möchten, drücken Sie den Drehknopf B erneut
für mindestens 1 Sekunde.
• Punktschweißen
Wählt man Punktschweißzeit, erscheint auf dem Display die
Funktion Punktheftz.; wenn man sie markiert, kann man die
Zeit mit dem Drehknopf C im Bereich von 0,3 bis 25
Sekunden einstellen.
Neben dieser Funktion erscheint auf dem Display auch die
Funktion Haltezeit; wenn man sie markiert, kann man mit
Drehknopf C die Pausenzeit zwischen zwei Schweißpunkten
oder -abschnitten im Bereich von 0 (OFF) bis 5 Sekunden
einstellen.
Zum Aufrufen der Funktionen Punktheftz. und Haltezeit
muss man den Drehknopf B drücken.
Die Einstellung erfolgt durch Drehen des Drehknopfs C.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• (HSA) Automatischer Hot Start
Auf dem Display A erscheint die Anzeige OFF =
Ausgeschaltet. Drückt man die Taste B, erscheint auf Display
A die Option ON-OFF.
Um die Funktion zu aktivieren, wählen Sie ON=Aktiv mit dem
Drehknopf B. Nach Bestätigung der Auswahl kehren Sie
durch Drücken des Drehknopfs B zum vorherigen Bildschirm
zurück. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
Aktiviert man die Funktion, erscheinen nacheinander die
folgenden Kürzel:
- Anfangsstr.
Einstellbereich 10-200% der Drahtvorschubgeschwindig-
keit, die dem Schweißstrom entspricht. Es wird mit dem
Drehknopf C eingestellt.
- Stromzeit
Dauer in Sekunden des eingestellten Anfangsstroms.
Es wird mit dem Drehknopf C eingestellt. Einstellbereich:
0,1-10 s.
- Steigungsz.
Einstellbereich: 0,1-10 s. Legt die Übergangszeit
zwischen dem ersten Strom (Anfangsstr.) und dem mit
dem Drehknopf B in den Schweißprogrammen
eingestellten Schweißstrom fest. Es wird mit dem
Drehknopf C eingestellt.
• CRA (Kraterstrom)
Auf dem Display A erscheint die Anzeige OFF =
Ausgeschaltet. Drückt man die Taste B, erscheint auf Display
A die Option ON/OFF.
Um die Funktion zu aktivieren, wählen Sie ON=Aktiv mit dem
Drehknopf C. Nach Bestätigung der Auswahl kehren Sie
durch Drücken des Drehknopfs B zum vorherigen Bildschirm
zurück. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
Aktiviert man die Funktion, erscheinen nacheinander die
folgenden Kürzel:
- Steigungsz.
Einstellbereich: 0,1 - 10 s. Es wird mit dem Drehknopf C
eingestellt. Legt die Übergangszeit zwischen dem
Schweißstrom und dem mit dem Drehknopf B in den
Schweißprogrammen eingestellten Craterstrom fest.
- Kraterstrom
Einstellbereich 10-200% der Drahtvorschubgeschwindig-
keit, die dem Schweißstrom entspricht, der mit dem
Drehknopf B in den Schweißprogrammen eingestellt
wurde. Es wird mit dem Drehknopf C eingestellt.
- Z.Kraterstr.
- Dauer in Sekunden des zuvor angezeigten
Craterstroms. Es wird mit dem Drehknopf C eingestellt.
Einstellbereich: 0,1 - 10 s.
• Drossel
Einstellbereich: -9,9 bis +9,9. Null ist die werkseitige
Einstellung. Eine negative Zahl verringert die Drosselwirkung
(der Lichtbogen wird härter) und eine positive Zahl verstärkt
sie (der Lichtbogen wird weicher).
Zum Aufrufen der Funktion muss man sie mit dem
Drehknopfs B markieren und durch Drehen des Drehknopfs
C, können Sie den Wert ändern.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Ruckbrand
Einstellbereich: -9,9 bis +9,9. Zur Einstellen der Länge des
am Ende des Schweißvorgangs aus der Gasdüse
austretenden Drahts. Je höher die Zahl, desto größer ist der
Drahtrückbrand.
Die werkseitige Einstellung ist: Auto.
Zum Aufrufen der Funktion muss man sie mit dem Drehknopf
B markieren und durch Drehen des Drehknopfs C, können
Sie den Wert ändern.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Einschleich.
Einstellbereich: 0 bis 100%. Dies ist die
Drahtvorschubgeschwindigkeit in Prozent der für das

16
Schweißen eingestellten Geschwindigkeit, bevor der Draht
das Werkstück berührt.
Diese Einstellung ist zur Gewährleistung eines optimalen
Starts sehr wichtig.
Die werkseitige Einstellung ist: 0% (Auto).
Zum Aufrufen der Funktion muss man sie mit dem
Drehknopfs B markieren und durch Drehen des Drehknopfs
C, können Sie den Wert ändern.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Gasvorstrom.
Einstellbereich: 0 bis 10 Sekunden.
Zum Aufrufen der Funktion muss man sie mit dem
Drehknopfs B markieren und durch Drehen des Drehknopfs
C, können Sie den Wert ändern.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Gasnachstrom
Einstellbereich: 0 bis 25 Sekunden.
Zum Aufrufen der Funktion muss man sie mit dem
Drehknopfs B markieren und durch Drehen des Drehknopfs
C, können Sie den Wert ändern.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• ITO
Funktion des automatischen Drahtstopps. Aktiviert sich bei
MIG-Verfahren, ist von 20 bis 40 Sekunden einstellbar und
kann nicht deaktiviert werden. Läuft das Schweißen -
unabgesehen vom Betätigungsmodus der Taste - binnen der
eingestellten Zeit nicht an, stoppt die Maschine das
Heraustreten des Drahts.
Optionen:(Eingabe des Codes für die Freigabe der
optionalen Funktionen)
Wenn die Maschine das Werk verlässt, ist die Sperrfunktion in
den Programmen Doppel Ebene und JOB aktiv geschaltet.
Zum Deaktivieren einfach über den Drehkopf B markieren
und wählen. Am Display A erscheinen 16 leere Textkästchen.
Anstelle der Nullen einen alphanumerischen Code eingeben,
der beim Vertragshändler anzufordern ist.
Nach Erhalt muss man den Code lediglich an Stelle der
Nullen eingeben. Jeder Buchstabe und jede Zahl müssen
nach der Eingabe bestätigt werden, indem man den
Drehknopf C drückt. Nach Eingabe des Codes den Drehknopf
B drücken um den Vorgang zu entsperren.
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Doppel Ebene (GESPERRT) Optionale Funktion.
Das Display A zeigt OFF=ausgeschaltet an. Wird auf die
Taste B gedrückt, zeigt das Display A die Option ON-OFF an.
Zum Aktivieren der Funktion über den Drehknopf C ON=aktiv
wählen.
Diese Art des Schweißens verändert die Stromstärke
zwischen zwei Stufen. Vor dem Einrichten der doppelten
Schweißnaht ist es notwendig, eine kurze Schweißnaht
durchzuführen, um die Drahtgeschwindigkeit und damit den
benötigten Strom zu bestimmen, um die optimale Eindringung
und Sickenbreite für die gewünschte Naht zu erzielen. Dies
bestimmt den Wert der Drahtvorschubgeschwindigkeit (und
damit des entsprechenden Stroms), auf den die eingestellten
Meter pro Minute abwechselnd addiert und subtrahiert
werden.
Vor der Ausführung ist es wichtig, sich daran zu erinnern,
dass in einem korrekten Kabel die Überlappung zwischen
einer "Masche" und der anderen mindestens 50% betragen
muss.
Wird die Funktion aktiviert, erscheinen hintereinander
die Angaben:
- Frequenz
Einstellung von 0,1 Hz bis 5,0 Hz. Über den Drehknopf
C einstellen. Legt die Frequenz fest, bei der der
Schweißstrom von einer Stufe zur anderen wechselt.
- Impuls
Einstellung von 0,1 m bis 3,0 m. Über den Drehknopf C
einstellen. Legt den Anstieg der Geschwindigkeit in
m/Sek., mit der der Draht heraustritt und folglich die
Erhöhung des Stroms der zweiten Stufe im Vergleich zur
ersten fest.
- Arbeitszykl.
Einstellung von +25 % bis 75 %. Über den Drehknopf C
einstellen. Legt den Prozentsatz fest, mit dem die 2.
Stufe in der Gesamtzeit vorhanden ist.
- Lichtb.Korr.
Einstellung von -9,9 V bis +9,9 V. Über den Drehknopf C
einstellen. Legt die Erhöhung der Spannung der zweiten
Stufe im Vergleich zur ersten fest.
• Wiederherst.
Sie dient zum Zurücksetzen der Schweißmaschine auf die
werkseitigen Einstellungen des Herstellers.
Zum Aufrufen der Funktion muss man sie mit dem Drehknopf
B markieren und drücken. Auf dem Display A erscheinen die
Einträge OFF und ALLES. Markiert man den Eintrag ALLES
und drückt den Drehknopf B, wird die Zurücksetzung
ausgeführt
Nachdem Sie Ihre Wahl bestätigt haben, kehren Sie zum
vorherigen Bildschirm zurück, indem Sie den Drehknopf B
drücken. Wenn Sie zum Hauptmenü zurückkehren möchten,
drücken Sie den Drehknopf B erneut für mindestens 1
Sekunde.
• Information
In diesem Abschnitt werden einige Informationen zur
Stromquelle-Software gegeben
• Passwort (siehe Absatz 2.3)
• Sprache
In diesem Abschnitt kann die Sprache gewählt werden, in der
die Display-Meldungen angegeben werden.
5.2 MIG-SCHWEISSEN OHNE GAS
Die Vorbereitung das Gerät für die Arbeit entspricht den oben
beschriebenen Arbeitsschritten. Doch für dieses
Schweißverfahren muss man wie folgt vorgehen:
- Ein Fülldrahtspule für das Schweißen ohne Gas montieren.
- Das aus der Kabeldurchführung E austretende
Leistungsanschluss des Brenners an den Minuspol
(Steckdose G) anschließen.
- Den Massekabel an die Steckdose F und die Masseklemme
an das Werkstück anschließen.
- Das für den Fülldraht geeignetes Programm wählen. Das
Programm ist nur in den Prozessen MIG SHORT SYNERGIC
und MIG MANUELL verfügbar.
5.3 SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN (MMA).
Vor dem Schweißen sollte der MIG-Brenner entfernt und die
Elektrodenhalter-Zange montiert werden.
Die Elektrodenhalter-Zange, (Vorbehaltlich anderer Angaben
seitens des Elektrodenherstellers) muss an die Steckdose F
(Pluspol) und das Massekabel an die Minuspol-Steckdose G
angeschlossen werden.
SEHR WICHTIG: Die Masseklemme an das Werkstück
anschließen und sicherstellen, dass ein guter Kontakt gegeben
ist, damit die Maschine einwandfrei funktioniert und um
Spannungsfälle zu verhindern.
Die Schweißmaschine einschalten.
Zur Wahl dieses Vorgangs ausgehend vom Hauptmenü
mindestens 1 Sek. lang auf den Drehknopf B drücken, um das
Untermenü aufzurufen. Im Untermenü durch Drehen und Drücken
des Drehknopfs B „Verfahren“ wählen. In „Verfahren“ durch
Drehen und Drücken des Drehknopfs B MMA wählen. Zur
Rückkehr in das Untermenü erneut auf den Drehknopf B drücken.

17
Zur Rückkehr zum Hauptmenü mindestens 1 Sek. lang erneut auf
den Drehknopf B drücken.
Während des Prozesses können mit dem Drehknopf B folgende
Funktionen ausgewählt und eingestellt werden (mit dem
Drehknopf C):
- Hot-Start-Z.
- Hot-Start-St
- ArcForce Z.
Zur Rückkehr zum vorherigen Bildschirminhalt erneut auf den
Drehknopf B drücken. Zur Rückkehr zum Hauptmenü mindestens
1 Sek. lang erneut auf den Drehknopf B drücken.
Niemals gleichzeitig die Elektrodenhalter-Zange und die
Masseklemme berühren.
Nach Abschluss des Schweißvorgangs stets das Gerät
ausschalten und die Elektrode aus der Elektrodenzange
nehmen.
5.4 WIG-SCHWEISSEN
Vor dem Schweißen sollte der MIG-Brenner entfernt und den
WIG-Brenner montiert werden.
Das aus der Kabeldurchführung E austretende
Leistungsanschluss des Brenners an den Minuspol (Steckdose
G) anschließen.
Den Steckverbinder des Massekabels an die Steckdose (Pluspol)
F und die Klemme möglichst nahe bei der Schweißstelle an das
Werkstück anschließen.
Den Gasschlauch an den Ausgang des Druckminderers
anschließen, der an eine ARGON-Flasche angeschlossen ist.
Eine Wolframelektrode mit Thoriumzusatz 2% (rotes Band) F 1,6
(1/16”) verwenden.
Die Maschine mit dem Schalter I einschalten.
Zur Wahl dieses Vorgangs ausgehend vom Hauptmenü
mindestens 1 Sek. lang auf den Drehknopf B drücken, um das
Untermenü aufzurufen. Im Untermenü durch Drehen und Drücken
des Drehknopfs B „Verfahren“ wählen. In „Verfahren“ durch
Drehen und Drücken des Drehknopfs B WIG wählen. Zur
Rückkehr in das Untermenü erneut auf den Drehknopf B drücken.
Zur Rückkehr zum Hauptmenü mindestens 1 Sek. lang erneut auf
den Drehknopf B drücken.
Während des Prozesses können mit dem Drehknopf B folgende
Funktionen ausgewählt und eingestellt werden (mit dem
Drehknopf C):
- Brennertaste
- Anfahrrampe
- Absenkrampe
- Puls
- Punktschw.
- Punktheftz
- Gasvorstrom.
- Gasnachstrom
Zur Rückkehr zum vorherigen Bildschirminhalt erneut auf den
Drehknopf B drücken. Zur Rückkehr zum Hauptmenü mindestens
1 Sek. lang erneut auf den Drehknopf B drücken.
Den Lichtbogen mit einer entschiedenen und raschen Bewegung
berührungszünden.
Nach Abschluss der Schweißung die Maschine ausschalten
und das Ventil der Gasflasche schließen.
6 WARTUNG
In regelmäßigen Zeitabständen kontrollieren, ob die
Schweißmaschine und alle Anschlüsse in einem Zustand sind,
der die Sicherheit des Benutzers garantiert. Nach Ausführung
einer Reparatur darauf achten, die Verdrahtung wieder so
anzuordnen, dass eine sichere Isolierung zwischen den ans Netz
angeschlossenen Teilen und den an den Schweißkreis
angeschlossenen Teilen gewährleistet ist. Verhindern, dass die
Drähte in Berührung mit bewegten Teilen oder mit Teilen
kommen können, die sich während des Betriebs erhitzen. Die
Kabelbinder wieder wie bei der Originalmaschine anbringen,
damit es im Falle des Bruchs oder Lösens eines Leiters nicht zu
einem Schluss zwischen Netzversorgung und Schweißkreisen
kommen kann.

18
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL
IMPORTANT: VEUILLEZ LIRE ATTENTIVEMENT LE
CONTENU DE CE LIVRET ET DU LIVRET" REGLES DE
SECURITE POUR L'UTILISATION DES APPAREILS AVANT
TOUTE INSTALLATION, UTILISATION OU TOUT ENTRETIEN
DU POSTE A SOUDER, EN PRETANT PARTICULIEREMENT
ATTENTION AUX NORMES DE SECURITE. CONTACTEZ
VOTRE DISTRIBUTEUR SI VOUS N'AVEZ PAS
PARFAITEMENT COMPRIS CES INSTRUCTIONS.
Cet appareil doit être utilisé exclusivement pour souder. Il ne doit
pas être utilisé pour décongeler les tubes.
Il est indispensable de prendre en considération le manuel relatif
aux règles de sécurité. Les symboles indiqués à côté de chaque
paragraphe, mettent en évidence des situations nécessitant le
maximum d'attention, des conseils pratiques ou de simples
informations.
Les deux manuels doivent être conservés avec soin, dans un
endroit connu des intéressés. Ils devront être consultés en cas
de doute et devront accompagner toutes les utilisations de
l'appareil et seront utilisés pour commander les pièces de
rechange.
1 DESCRIPTION GENERALE
1.1 SPECIFICATIONS
Ce manuel a été préparé dans le but d'instruire le personnel
préposé à l'installation, au fonctionnement et à l'entretien du
poste à souder.
Ce poste à souder est un générateur réalisé avec technologie à
ONDULEUR, indiqué pour la soudure MIG, TIG et la soudure à
l’électrode.
Contrôler, à la réception, qu'il n'y a pas de parties cassées ou
bien abîmées.
Toute réclamation pour pertes ou dommages doit être faite par
l'acheteur au transporteur. Chaque fois qu'on demande des
renseignements concernant le poste à souder, prions d'indiquer
l'article et le numéro matricule.
1.2 EXPLICATION DES DONNEES TECHNIQUES
IEC60974-1 Le poste à souder est construit selon ces
IEC60974-10 normes.
Cl. A Machine à usage industriel et professionnel.
Transformateur-redresseur monophasé.
MIG Indiqué pour la soudure MIG-MAG.
TIG Indiqué pour la soudure TIG.
MMA Indiqué pour la soudure avec électrodes
enrobées.
U
0
Tension à vide secondaire
X Facteur de marche en pour cent. Le facteur de
marche exprime le pourcentage de 10 minutes
pendant lequel les le poste à souder peut opérer à
un certain courant sans causer des surchauffes.
I
2
Courant de soudure.
U
2
Tension secondaire avec courant de soud. I
2
.
U
1
Tension nominale d'alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz.
I
1
max Courant max absorbé au courant I
2
et à la
tension U
2
correspondants.
I
1
eff C’est la valeur maximale du courant effectif
absorbé par rapport au facteur de marche.
Normalement cette valeur correspond à la capacité
du fusible (de type retardé) à employer comme
protection pour la machine.
IP23 Degré de protection de la carcasse.
Degré 3 en tant que deuxième chiffre signifie que
cette machine peut être utilisée à l'extérieur sous la
pluie.
Indiquée pour opérer dans des milieux avec risque
accru.
NOTE: En outre le poste à souder a été conçu pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2 INSTALLATION
L'installation de la machine doit être exécutée par du
personnel qualifié.
Tous les raccordements doivent être exécutés
conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents.
Contrôler que la tension d'alimentation correspond à la valeur
indiquée sur le câble réseau. Si pas déjà montée, brancher une
prise de capacité suffisante sur le cordon d'alimentation en
s'assurant que le conducteur vert/jaune est relié à la borne de
terre. La capacité de l'interrupteur magnétothermique ou des
fusibles, en série à l'alimentation, doit être égale au courant I
1
absorbé par la machine.
2.1 PLACEMENT
Placer le poste à souder dans un milieu ventilé. Poussière,
saleté ou toute autre chose étrangère pouvant entrer dans le
poste à souder peuvent en compromettre la ventilation et donc
son fonctionnement.
Par rapport au milieu et aux conditions d'emploi, il faut donc
veiller à maintenir propres les pièces internes. Le nettoyage doit
se faire par un jet d'air sec et propre en prêtant attention à ne
pas endommager la machine.
Avant d'opérer à l'intérieur du poste à souder, s'assurer que la
fiche est débranchée de l'alimentation.
Toute opération à l'intérieur du poste à souder doit être exécutée
par du personnel qualifié.
2.2 PROTECTIONS
2.2.1 Protection d’arrêt
En cas de mauvais fonctionnement, l’écran A affiche des
informations sur l’erreur et des indications pour le résoudre.
2.2.2 Protection thermique
Cette machine est protégée par deux thermostats empêchant le
fonctionnement de la machine au dépassement des
températures admises. Dans ces conditions, le ventilateur
continue à fonctionner et le display A affiche le texte Protection
thermique n.1 ou Protection thermique n.2.
2.3 MOT DE PASSE
Cet appareil est protégé contre l’utilisation par du personnel non
autorisé et prévoit la possibilité d’activer la saisie du mot de
passe à l’allumage. La machine est fournie avec la fonction
désactivée.
Pour l’activer, en utilisant le bouton rotatif B accéder au sous-
menu et sélectionner Mot de passe, ensuite sélectionner et
appuyer avec le bouton rotatif sur la position ON.
À partir de maintenant, à chaque allumage, avant de s’activer
l’appareil va demander de saisir le code à 3 chiffres (Mot de
passe).

19
REMARQUE : chaque appareil est doté d’un code-mot de passe
personnel, qui ne peut se repérer que sous forme électronique
entré dans le sous-menu à côté du texte Mot de passe.
Au cas où l’on déciderait d’activer le mot de passe, il est
conseillé de noter le code et de le garder séparément de
l’appareil.
2.4 MOTOGENERATEURS
Ils doivent avoir un dispositif de réglage électronique de la
tension, une puissance égale ou supérieure à 6 kVA
(monophasé) et ne doivent pas débiter une tension supérieure à
260 V RMS.
3 COMMANDES SUR LE PANNEAU AVANT (fig. 1)
A – AFFICHEUR
Lors de l’allumage et en mode soudage, il affiche toujours le
menu principal :
A1 - Courant de soudage.
A2 - Tension de soudage.
A3 - Vitesse d'avance du fil.
A4 - Correction de la tension de soudage par rapport au
réglage synergique.
A5 - Épaisseur du matériau à souder.
A6 - Procédé de soudage en cours.
A7 - Fonction de soudage MIG pulsé.
A8 - Fonction de soudage MIG double pulsé.
Il affiche également le sous-menu (FONCTIONS DE SERVICE)
et les réglages possibles.
B – Bouton rotatif/bouton (RÉGLAGES)
Il permet de sélectionner et d’activer tous les programmes du
sous-menu (FONCTIONS DE SERVICE), des procédés (MIG
SYNERGIQUE, MIG PULSÉ, MIG MANUEL, MMA, TIG), aux
programmes (courbes synergiques), aux paramètres de travail
(JOB, Mode soudage, pointage, etc.) jusqu'aux paramètres de la
machine (réinitialisation, mot de passe, langue).
C – Bouton rotatif/bouton (SHORT/PULSE)
Il permet de régler tous les paramètres dans le sous-menu
(FONCTIONS DE SERVICE).
Il permet également de passer directement du procédé MIG
SHORT au procédé MIG PULSE et vice versa.
D – Fixation centralisée.
Pour le branchement de la torche de soudure.
E - Passe-câble
Sortie terminal de puissance de la torche.
F – Prise positive
Pour le branchement, en soudure MMA, de la pince porte-
électrode; en MIG avec gaz, du câble de puissance sortant du
passe-câble E; en soudure TIG et MIG avec fil fourré sans gaz,
le câble masse.
G – Prise négative.
Pour le branchement, en soudure MMA et MIG avec gaz, du
câble de masse; en soudure TIG et MIG avec fil fourré sans gaz,
du câble de puissance de la torche sortant du passe-câble E.
4 COMMANDES SUR LE PANNEAU ARRIERE. (fig. 2)
H - Passe-câble
Sortie du câble d'alimentation.
I – Interrupteur.
Met en marche et arrête la machine.
J – Raccord avec tuyau gaz.
5 MISE EN OEUVRE
Vérifier que la tension d’alimentation correspond à la tension
nominale du poste à souder. Dimensionner les fusibles de
protection sur la base des données présentes sur la plaquette
des données techniques.
5.1 SOUDAGE MIG
Raccorder le tuyau gaz du poste à souder au détendeur de
pression de la bouteille.
Monter la torche MIG sur la fixation D.
Brancher le câble de masse sur la prise G et raccorder la borne
de masse à la pièce à souder.
Vérifier que la gorge des galets correspond au diamètre du fil
employé.
Pour son éventuel remplacement: ouvrir le volet latéral, monter
la bobine du fil et enfiler le fil dans l’entraînement et dans la
gaine de la torche. Bloquer les galets de pression du fil à l’aide
du bouton et régler la pression.
Mettre en marche la machine.
Retirer la buse gaz et dévisser la buse porte-courant de la
torche. Appuyer sur le bouton de la torche jusqu'à ce que le fil
sorte.
ATTENTION! Éloigner le visage de la lance terminale quand
le fil sort; visser la buse porte-courant et enfiler la buse gaz.
Ouvrir le réducteur de la bombonne et régler le débit du gaz à
8/10 l/min.
À partir du menu principal, appuyer sur le bouton rotatif B
pendant au moins 1 seconde pour entrer dans le sous-menu
(FONCTIONS DE SERVICE). Dans le sous-menu, tourner et
appuyer sur le bouton rotatif B pour sélectionner et accéder aux
fonctions. Pour revenir au sous-menu, appuyer de nouveau sur
le bouton rotatif B. Pour revenir au menu principal, appuyer de
nouveau sur le bouton rotatif B et le maintenir enfoncé pendant
au moins 1 seconde.
Les fonctions contenues dans le sous-menu sont les suivantes :
• Programmes (courbes synergiques)
Pour choisir la courbe synergique, il faut sélectionner et
appuyer sur la courbe proposée sur l'écran A, à l'aide du
bouton B.
Après avoir appuyé sur le bouton B, on retourne à la page
écran précédente.
• Services
Pour choisir et confirmer le type de soudage, en utilisant le
bouton rotatif B il faut sélectionner et appuyer sur l’un des
procédés :
MIG SHORT SYNERGIQUE : pour souder à courant continu
et constant.
MIG PULSE : pour souder à courant constant avec des
pauses régulières très courtes (pulsations).
MIG MANUEL : pour souder en configurant des paramètres
différents de ceux mémorisés dans les programmes.
MMA : pour souder des électrodes basiques et rutiles.
TIG : pour souder par contact lift.
Après avoir appuyé sur le bouton rotatif B on revient à la
page-écran précédente.
• JOB (BLOQUÉ) Fonction optionnelle.
Cette
section permet d’enregistrer, de charger ou d’effacer
des programmes de travail. En appuyant sur la touche B,
l'afficheur A visualise la liste des programmes enregistrés et
des programmes encore enregistrables.
- Pour enregistrer un programme de travail qui vient d'être
exécuté, sélectionner et appuyer à l'aide du bouton rotatif B
sur un programme
encore enregistrable,
appuyer sur le

20
bouton rotatif C pendant au moins 1 seconde et écrire le
nom à 8 caractères en tournant et en appuyant sur le
bouton rotatif C. Une fois l'écriture terminée, appuyer de
nouveau sur le bouton rotatif C pendant au moins 1
seconde. Sélectionner ENREGISTRER et confirmer en
appuyant sur le bouton rotatif B.
- Pour charger un programme déjà enregistré, le
sélectionner et confirmer en appuyant sur le bouton rotatif
B, sélectionner CHARGER et confirmer en appuyant de
nouveau sur le bouton rotatif B.
- Pour effacer un programme déjà enregistré, le sélectionner
et confirmer en appuyant sur le bouton rotatif B,
sélectionner EFFACER et confirmer en appuyant de
nouveau sur le bouton rotatif B.
Pour revenir à la section JOB, sélectionner SORTIR et
confirmer en appuyant sur le bouton rotatif B. Pour revenir
au sous-menu, sélectionner OFF et confirmer en appuyant
sur le bouton rotatif B.
• Mode soudage
2T: La machine commence à souder quand on appuie sur le
bouton de la torche et s'arrête quand on la relâche.
4T: Pour commencer le soudage, appuyer et relâcher le
bouton de la torche; pour interrompre le soudage, il faut
appuyer et relâcher la touche encore une fois.
3L. Le soudage commence lorsque le bouton de la torche est
pressé ; le courant de soudage rappelé sera celui configuré
dans «I depart». Ce courant est maintenu tant que le bouton
de la torche est maintenu enfoncé ; une fois relâché, le
courant s’accorde au courant de soudage configuré, dans le
temps établi par le « Tps raccord» et est maintenu jusqu’à ce
que le bouton de la torche ne soit enfoncé de nouveau. Si
l’on appuie de nouveau sur le bouton de la torche, le courant
de soudage sera connecté au troisième courant (le courant
de I Cratere) configuré avec le paramètre «I Cratere» dans le
temps réglé par «Tps raccord» et sera maintenu jusqu’à ce
que le bouton de la torche ne soit relâché. Lorsque le bouton
est relâché, le soudage s’arrête.
Pour choisir le mode de démarrage du soudage 2T, 4T ou
3L, sélectionner à l'aide du bouton B l'un des 3 modes et
appuyer sur le bouton B pour confirmer le choix.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Pointage
Si l'on sélectionne le temps de Pointage, l'écran affiche la
fonction Tps point., en la sélectionnant, le réglage est
possible à l'aide du bouton C, de 0,3 à 25 secondes.
En plus de cette fonction, Pause point. s'affiche sur l'écran ;
en la sélectionnant, il est possible de régler, à l'aide du
bouton C, le temps de pause entre deux points ou deux traits
de soudage ; le temps de pause peut varier de 0 (OFF) à 5
secondes.
Pour accéder aux fonctions Tps point. et Pause point., il
faut appuyer sur le bouton B. Le réglage se fait en tournant le
bouton rotatif C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• HSA (Hot Start Automatique)
Le display A affiche le sigle OFF = Arrêt.
Lorsqu'on appuie sur le bouton B, le display A affiche l’option
ON-OFF.
Pour activer la fonction, sélectionner ON=Actif en utilisant le
bouton rotatif B. Après avoir confirmé le choix, on revient à la
page-écran précédente en appuyant sur le bouton rotatif B.
Si l’on souhaite revenir au menu principal appuyer de
nouveau sur le bouton rotatif B pendant au moins 1 seconde.
Si la fonction est activée, les sigles suivants apparaissent en
séquence:
- I depart
Plage de réglage (10-200%) de la vitesse du fil
correspondant au courant de soudure. On le configure en
utilisant le bouton rotatif C.
- Tps I
C'est le temps, exprimé en secondes, de durée du
courant de départ. On le configure en utilisant le bouton
rotatif C. Plage de réglage 0,1-10 secs.
- Tps raccord
Plage de réglage 0,1-10 secs. Définit le temps de
raccordement entre le premier courant (I depart) et le
courant de soudure défini à l'aide du bouton B dans les
programmes de soudure. On le configure en utilisant le
bouton rotatif C.
• CRA (I Cratere)
Le display A affiche le sigle OFF = Arrêt. Lorsqu'on appuie
sur la touche B, le display A affiche l’option ON/OFF.
Pour activer la fonction, sélectionner ON=Actif en utilisant le
bouton rotatif C. Après avoir confirmé le choix, on revient à la
page-écran précédente en appuyant sur le bouton rotatif B.
Si l’on souhaite revenir au menu principal appuyer de
nouveau sur le bouton rotatif B pendant au moins 1 seconde.
Si la fonction est activée, les sigles suivants apparaissent en
séquence:
- TPS RACCORD
Plage de réglage 0,1-10 secs. On le configure en utilisant
le bouton rotatif C. Définit le temps de raccordement
entre le courant de soudure et le courant de Crater défini
à l'aide du bouton B dans les programmes de soudure.
- I CRATERE
Plage de réglage (10-200%) de la vitesse du fil
correspondant au courant de soudure défini à l'aide du
bouton B dans les programmes de soudure. On le
configure en utilisant le bouton rotatif C.
- TPS I CRAT.
C'est le temps, exprimé en secondes, de durée du
courant de Crater défini précédemment. On le configure
en utilisant le bouton rotatif C. Plage de réglage 0,1-10
secs.
• Inductance
Le réglage peut varier de - 9,9 à +9,9. Zéro est la valeur
enregistrée par le fabricant. Si le nombre est négatif,
l'impédance diminue et l'arc devient plus dur, tandis que si
elle augmente, l'arc est plus souple.
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B et modifier la valeur en tournant le
bouton C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Burnback
Le réglage peut varier de - 9,9 à +9,9. Il sert à régler la
longueur du fil sortant de la buse gaz après la soudure. À un
nombre positif correspond une brûlure de fil plus importante.
Le réglage du fabricant est: Auto (Automatique).
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B et modifier la valeur en tournant le
bouton C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Accostage
Le réglage peut varier de 0 à 100%. C'est la vitesse du fil,
exprimée en pourcentage de la vitesse enregistrée pour la
soudure, avant que le fil touche la pièce à souder.
Ce réglage est important pour avoir toujours de bons
démarrages.
Le réglage du fabricant est : 0% (Auto).
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B et modifier la valeur en tournant le
bouton C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.

21
• Pre Gaz
Le réglage peut varier de 0 à 10 secondes.
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B et modifier la valeur en tournant le
bouton C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Post Gaz
Le réglage peut varier de 0 à 25 secondes.
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B et modifier la valeur en tournant le
bouton C.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• ITO
Il s'agit de la fonction d'arrêt de fil automatique. Elle est
activée dans les procédés MIG, est réglable de 20 à 40
secondes et ne peut pas être désactivée. Si le soudage ne
démarre pas dans le temps imparti, une pression sur le
bouton de n'importe quel type arrête la sortie du fil de la
machine.
• Options: (Insérer le code pour déverrouiller les fonctions
optionnelles)
La machine quitte l'usine avec la fonction de verrouillage
active dans les programmes Deux niveaux et JOB. Pour la
désactiver, il suffit de la mettre en évidence et de la
sélectionner à l'aide du bouton rotatif B. L'afficheur A
visualise 16 zones de texte vides. Pour déverrouiller, saisir
un code alphanumérique à la place des zéros; celui-ci doit
être demandé auprès du revendeur.
Une fois avoir obtenu le code, il suffit de l'insérer à la place
des zéros ; chaque lettre ou chiffre inséré doit être confirmé
en appuyant sur le bouton C ; après avoir inséré le code, en
appuyant sur le bouton B, on obtient le déverrouillage du
procédé.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Deux niveaux (BLOQUÉ) Fonction optionnelle.
L'afficheur A visualise OFF=Éteint. En appuyant sur la
touche B, l’afficheur A visualise l’option ON-OFF. Pour
activer la fonction, sélectionner ON=Actif à l’aide du bouton
rotatif C.
Ce type de soudage fait varier l’intensité du courant entre
deux niveaux. Avant de configurer le soudage à deux
niveaux, il est nécessaire d’effectuer une soudure courte afin
de déterminer la vitesse du fil et par conséquent le courant
pour obtenir la pénétration optimale et la largeur de cordon
pour le joint à réaliser. On détermine ainsi la valeur de la
vitesse d’avancement du fil (et donc du courant
correspondant) à laquelle les mètres par minute qui seront
configurés seront additionnés et soustraits alternativement.
Avant l’exécution, il est important de se rappeler que dans un
cordon correct, la surépaisseur entre une « strie » et l’autre
doit être d’au moins 50 %.
En activant cette fonction, les sigles suivants apparaissent
dans l'ordre :
- Frequence
Réglage de 0,1 Hz à 5,0 Hz. À paramétrer à l'aide du bouton
rotatif C. Il définit la fréquence à laquelle le courant de
soudage passe d'un niveau à l'autre.
- Pulsation
Réglage de 0,1 m à 3,0 m. À paramétrer à l'aide du bouton
rotatif C. Il définit l'augmentation de la vitesse en m/sec. de
sortie du fil, et donc l'augmentation du courant du deuxième
niveau par rapport au premier.
- Cycl. trav.
Réglage de +25 % à +75 %. À paramétrer à l'aide du bouton
rotatif C.
Il définit le pourcentage de présence du deuxième niveau
dans le temps total.
- Corr. arc
Réglage de -9,9V à +9,9V. À paramétrer à l'aide du bouton
rotatif C. Il définit l'augmentation de tension du deuxième
niveau par rapport au premier.
• Usine
Le but est de rétablir les préréglages d'usine du poste à
souder définis par le fabricant lors de la première fourniture.
Pour accéder à la fonction, il suffit de la sélectionner en
utilisant le bouton B; en appuyant dessus, l'écran A affiche
OFF et TOUT; en sélectionnant TOUT et en appuyant sur le
bouton B, on fait la remise à zéro.
Après avoir confirmé le choix, revenir à la page-écran
précédente en appuyant sur le bouton rotatif B. Pour revenir
au menu principal, appuyer de nouveau sur le bouton rotatif
B pendant au moins 1 seconde.
• Informations
Cette section contient des informations relatives au logiciel
du générateur.
• Mot de passe (voir paragraphe 2.3)
• Langue
Cette section permet de choisir la langue dans laquelle les
messages de l'afficheur sont rédigés.
5.2 SOUDURE MIG SANS GAZ
Les opérations à exécuter pour préparer le poste à souder au
travail sont les mêmes que celles décrites précédemment, mais
pour ce type de soudure il faut.
Monter une bobine de fil fourré pour soudure sans gaz.
Brancher la borne de puissance de la torche sortant du passe-
câble E sur la prise pôle moins G.
Brancher le câble de masse sur la prise F et raccorder la borne
de masse à la pièce à souder.
Sélectionner le programme indiqué pour le fil fourré. Le
programme n’est disponible que dans les procédés MIG SHORT
SYNERGIQUE et MIG MANUEL.
5.3 SOUDURE AVEC ELECTRODES ENROBEES (MMA).
Avant de souder il est recommandé d’enlever la torche MIG et
de monter la pince porte-électrode.
Sauf indication différente du producteur des électrodes, la pince
porte-électrode doit être branchée sur la prise F (pôle plus) et le
câble de masse sur le pôle moins (prise G).
TRES IMPORTANT: Raccorder la borne de masse à la pièce à
souder en s’assurant qu’il y a un bon contact afin d’obtenir un
correct fonctionnement de la machine et d’éviter de chutes de
tension avec la pièces à souder.
Mettre en marche la machine.
Pour choisir ce procédé, à partir du menu principal, appuyer sur
le bouton rotatif B pendant au moins 1 seconde pour entrer dans
le sous-menu. Dans le sous-menu, tourner et appuyer sur le
bouton rotatif B pour sélectionner Procédés. Dans le menu
Procédés, tourner et appuyer sur le bouton rotatif B pour
sélectionner MMA. Pour revenir au sous-menu, appuyer de
nouveau sur le bouton rotatif B. Pour revenir au menu principal,
appuyer de nouveau sur le bouton rotatif B et le maintenir
enfoncé pendant au moins 1 seconde.
À l’intérieur du procédé sélectionné, en utilisant le bouton rotatif
B on peut sélectionner et configurer (en utilisant le bouton rotatif
C) les fonctions suivantes :
- Tps H. Start
- Tps Courant
- I. Arc Force
Pour revenir à la page-écran précédente, appuyer de nouveau
sur le bouton rotatif B. Pour revenir au menu principal, appuyer
de nouveau sur le bouton rotatif B et le maintenir enfoncé
pendant au moins 1 seconde.
Ne pas toucher la pince porte-électrode et la borne de
masse en même temps.
Après la soudure, arrêter toujours la machine et enlever

22
l’électrode de la pince porte-électrode.
5.4 SOUDURE TIG
Avant de souder il est recommandé d’enlever la torche MIG et
de monter la torche TIG.
Brancher la borne de puissance de la torche sortant du passe-
câble E sur la prise pôle moins G.
Brancher le connecteur du câble de masse sur la prise plus F et
sa borne sur la pièce aussi proche que possible de la soudure.
Relier le tuyau gaz à la sortie du détenteur de pression d’une
bouteille de ARGON.
Appuyer sur le bouton de la torche et régler le débit du gaz.
Utiliser une électrode de tungstène thorié 2% (bande rouge) F
1,6 (1/16°).
Mettre en marche la machine au moyen de l’interrupteur I.
Pour choisir ce procédé, à partir du menu principal, appuyer sur
le bouton rotatif B pendant au moins 1 seconde pour entrer dans
le sous-menu. Dans le sous-menu, tourner et appuyer sur le
bouton rotatif B pour sélectionner Procédés. Dans le menu
Procédés, tourner et appuyer sur le bouton rotatif B pour
sélectionner TIG. Pour revenir au sous-menu, appuyer de
nouveau sur le bouton rotatif B. Pour revenir au menu principal,
appuyer de nouveau sur le bouton rotatif B et le maintenir
enfoncé pendant au moins 1 seconde.
À l’intérieur du procédé sélectionné, en utilisant le bouton rotatif
B on peut sélectionner et configurer (en utilisant le bouton rotatif
C) les fonctions suivantes :
- Mode soudage
- Slope up
- Slope down
- Pulsation
- Pointage
- Tps point.
- Pre Gaz
- Post Gaz
Pour revenir à la page-écran précédente, appuyer de nouveau
sur le bouton rotatif B. Pour revenir au menu principal, appuyer
de nouveau sur le bouton rotatif B et le maintenir enfoncé
pendant au moins 1 seconde.
Amorcer l’arc électrique par contact avec un mouvement ferme
et rapide.
A la fin de la soudure, se rappeler toujours d’arrêter la
machine et de fermer la soupape de la bouteille du gaz.
6 ENTRETIEN
Contrôler périodiquement que la machine et tous les
raccordements sont en condition de garantir la sécurité de
l’opérateur. Après un dépannage, veiller à ranger le câblage de
façon à garantir une isolation sure entre les pièces reliées à
l’alimentation et les pièces reliées au circuit de soudure. Eviter
que les fils puissent entrer un contact avec des pièces en
mouvement ou des pièces se réchauffant pendant le
fonctionnement. Repositionner les colliers sur la machine
comme à l’origine de façon à éviter tout raccordement entre
alimentation et circuits de soudure en cas de rupture ou
débranchement accidentels d’un conducteur.

23
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO
IMPORTANTE: ANTES DE LA INSTALACIÓN, DEL USO O DE
CUALQUIER OPERACIÓN DE MANTENIMIENTO QUE SE
VAYA A REALIZAR EN LA MÁQUINA DE SOLDAR, HAY QUE
LEER EL CONTENIDO DE ESTE MANUAL ASÍ COMO DEL
MANUAL “NORMAS DE SEGURIDAD PARA EL USO DE LOS
APARATOS” DEDICANDO UNA ATENCIÓN ESPECIAL A LAS
NORMAS DE SEGURIDAD. CONTACTEN CON SU
DISTRIBUIDOR EN CASO DE QUE NO HAYAN ENTENDIDO
PERFECTAMENTE ESTAS INSTRUCCIONES.
Esta máquina debe utilizarse exclusivamente para operaciones
de soldadura. No debe emplearse para descongelar tubos.
Además es imprescindible tener bien en cuenta el manual con
relación a las normas de seguridad.
Los símbolos que aparecen al lado de los párrafos a los cuales
hacen referencia ponen de manifiesto situaciones de máxima
atención, consejos prácticos o simples informaciones.
Ambos manuales deben guardarse con esmero, en un sitio
conocido por las distintas personas interesadas. Se tendrán
que consultar cada vez en que surja alguna duda, tendrán que
acompañar la máquina durante toda su vida operativa y se
utilizarán a la hora de formular pedidos de repuestos.
1 DESCRIPCIÓN GENERAL
1.1 ESPECIFICACIONES
Este manual se ha preparado con el fin de instruir al personal
encargado de la instalación, del funcionamiento y del
mantenimiento de la soldadora.
Esta soldadora es un generador realizado con tecnología
INVERTER, idóneo a la soldadura MIG, TIG y a la soldadura por
electrodo.
Controlar, en el momento de la entrega, que no existan partes
rotas o averiadas. Cualquier eventual reclamación por pérdidas
o daños deberá hacerlo el comprador al vector. Cada vez que
se pidan informaciones concernientes a la soldadora, se ruega
indicar el artículo y el número de matrícula.
1.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
IEC60974-1 La soldadora se ha construido según estas
IEC60974-10 normas.
Cl. A Máquina para uso industrial y profesional
Convertidor estático de frecuencia monofásica
transformador rectificador.
MIG Idóneo para soldadura MIG-MAG.
TIG Idóneo para la soldadura TIG.
MMA Idóneo para soldadura con electrodos
revestidos.
U
0
Tensión en vacío secundaria
X Factor de servicio porcentual.
El factor de servicio expresa el porcentaje de 10
minutos en el que la soldadora puede trabajar a
una determinada corriente sin recalentarse.
I
2
Corriente de soldadura.
U
2
Tensión secundaria con corriente de soldad. I
2
U
1
Tensión nominal de alimentación.
1~ 50/60Hz Alimentación monofásica 50 o 60 Hz.
I
1
Max Corriente max. absorbida a la correspondiente
corriente I
2
y tensión U
2.
I
1
eff Es el máximo valor de la corriente efectiva
absorbida considerando el factor de servicio.
Normalmente, este valor corresponde al calibre
del fusible (de tipo retardado) que se utilizará
como protección para el aparato.
IP23 Grado de protección del armazón.
Grado 3 como segunda cifra significa que este
aparato es idóneo para trabajar en el exterior
bajo la lluvia.
Idónea para trabajar en ambientes con riesgo
aumentado.
NOTE: La soldadora ha sido además proyectada para trabajar
en ambientes con grado de contaminación 3. (Ver IEC60664).
2 INSTALACIÓN
• La instalación de la máquina deberá ser realizada por
personal cualificado.
• Todas las conexiones deberán ser realizadas de
conformidad a las vigentes normas en el pleno respeto
de las leyes de prevención de accidentes.
Controlar que la tensión de alimentación corresponda al valor
indicado en el cable de red. Si no estuviera ya montada,
conectar una clavija de calibre adecuado al cable de
alimentación comprobando que el conductor amarillo/verde esté
conectado al enchufe de tierra.
El calibre del interruptor magneto térmico o de los fusibles, en
serie con la alimentación, deberán ser igual a la corriente I
1
max. absorbida por la máquina.
2.1 COLOCACIÓN
Colocar la soldadora en un ambiente ventilado. Polvo, suciedad
o cualquier otro cuerpo extraño que pueda entrar en la
soldadora podría comprometer la ventilación y por consiguiente
el buen funcionamiento. Por tanto es necesario, en relación con
el ambiente y con las condiciones de empleo, tener cuidado de
mantener limpias las partes internas. La limpieza se efectuará
con un chorro de aire seco y limpio, teniendo cuidado de no
dañar de ninguna manera la máquina. Antes de trabajar en el
interior de la soldadora, asegurarse de que el enchufe esté
desenchufado de la red de alimentación.
Cualquier intervención efectuada en el interior de la soldadora
deberá ser realizada por personal cualificado.
2.2 PROTECCIONES
2.2.1 Protección de bloqueo
En caso de funcionamiento anómalo, en la pantalla A aparece la
información relativa al error y las indicaciones para su solución.
2.2.2 Protección térmica
Este aparato está protegido por dos termostatos que, si se
superasen las temperaturas admitidas, impediría el
funcionamiento de la máquina.
En estas condiciones el ventilador continuaría a funcionar y el
display A visualizaría la indicación Proteccion termica n.1 o
Proteccion termica n.2.
2.3 CONTRASEÑA
Este equipo está protegido contra el uso por parte de personal
no autorizado mediante la posibilidad de activar la solicitud de
una contraseña al encenderlo. La máquina se suministra con la
función desactivada.
Para activarla es necesario entrar al submenú con el selector B
y seleccionar Contraseña, luego seleccionar y presionar con el
mismo selector la posición ON.

24
Desde este momento, cada vez que se encienda, el equipo
solicitará la introducción del código de 3 cifras (contraseña) para
poder activarse.
NOTA: cada equipo tiene un código contraseña personal,
presente solo en forma electrónica e introducido en el submenú
al lado de la indicación Contraseña.
Si se decide activar la contraseña, se recomienda transcribir el
código y guardarlo separado del equipo.
2.4 MOTOGENERADORES
Deben tener un dispositivo de ajuste electrónico de la tensión,
una potencia igual o superior a 6 kVA (monofásico) y no deben
distribuir una tensión superior a 260 V RMS.
3 MANDOS SITUADOS EN EL PANEL ANTERIOR (fig. 1).
A – PANTALLA
Al encender y en modalidad de soldadura visualiza siempre el
menú principal:
A1 - Corriente de soldadura.
A2 - Tensión de soldadura.
A3 - Velocidad avance hilo.
A4 - Corrección tensión de soldadura con respecto a la
programación sinérgica.
A5 - Espesor material para soldar.
A6 - Proceso de soldadura en curso.
A7 - Función soldadura MIG pulsado.
A8 - Función soldadura MIG doble pulsado.
Visualiza también el submenú (SELECCIÓN PARÁMETROS
PROCESO) y las posibles regulaciones.
B – Selector/pulsador (AJUSTES)
Permite seleccionar y activar todos los programas del submenú
(SELECCIÓN PARÁMETROS PROCESO), desde los Procesos
(MIG SINÉRGICO, MIG PULSE, MIG MANUAL, MMA, TIG),
hasta los Programas (curvas sinérgicas), a la programación de
trabajo (JOB, Micro torcha, Punteado, etc.) y la programación de
la máquina (Recuperación, Contraseña, Idiomas).
C – Selector/pulsador (SHORT/PULSE)
Permite regular todos los parámetros presentes en el submenú
(SELECCIÓN PARÁMETROS PROCESO).
Además, permite pasar directamente del proceso MIG SHORT
al proceso MIG PULSE y viceversa.
D – Enchufe centralizado.
Se conecta la antorcha de soldadura.
E - Guía de cable
Salida del terminal de potencia de la antorcha.
F – Toma positiva
En soldadura MMA se conecta la pinza portaelectrodo, en MIG
con gas el cable de potencia saliente de la guía de cable E; en
soldadura TIG y MIG con hilo animado sin gas, el cable de
masa.
G – Toma negativa
En soldadura MMA y MIG con gas se conecta el cable de masa;
en soldadura TIG y MIG con hilo animado sin gas, el cable de
potencia de la antorcha saliente de la guía de cable E.
4 MANDOS EN EL PANEL POSTERIOR (fig. 2)
H - Guía de cable
Salida del cable de alimentación.
I – Interruptor.
Enciende y apaga la máquina.
J – Empalme con tubo gas.
5 PUESTA EN MARCHA
Verificar que la tensión de alimentación corresponda a la
nominal de la soldadora.
Dimensionar los fusibles de protección en base a los datos
citados en la tarjeta de datos técnicos.
5.1 SOLDADURA MIG
Conectar el tubo gas de la soldadora al reductor de presión de
la bombona.
Montar la antorcha MIG al enchufe D.
Conectar el cable de masa a la toma G y el borne de masa a la
pieza por soldar. Controlar que la ranura de los rodillos
corresponda al diámetro del hilo utilizado. Para la eventual
sustitución: abrir la ventanilla lateral. Montar la bobina del hilo e
introducirlo en el remolque y en la vaina de la antorcha.
Bloquear los rodillos prensahilo con el selector y regular la
presión.
Encender la soldadora.
Quitar la tobera gas y desenroscar del soplete la boquilla
portacorriente. Presionar el pulsador del soplete hasta que salga
el hilo, ¡ATENCIÓN! tener el rostro lejos de la lanza terminal
mientras que el hilo sale, enroscar la boquilla portacorriente e
introducir la tobera gas.
Abrir el reductor de la bombona y regular el flujo del gas a 8 –
10 l/min.
Comenzando por el menú principal presionar el selector B
durante al menos 1 segundo para entrar en el submenú
(SELECCIÓN PARÁMETROS PROCESO) Dentro del submenú
girar y presionar el selector B para seleccionar y entrar en las
funciones. Para volver al submenú presionar nuevamente el
selector B. Para volver al menú principal presionar nuevamente
el selector B durante al menos 1 segundo.
Las funciones dentro del submenú son:
• Programas (Curvas sinérgicas)
Para elegir la curva sinérgica, es necesario, por medio
de el
selector B, seleccionar y presionar la curva propuesta
por el display A. Después de presionado el selector B
volver a la
pantalla precedente.
• Procesos
Para elegir y confirmar el tipo de soldadura se debe
seleccionar y presionar uno de los procesos con el selector
B:
MIG SINÉRGICO: para soldar con suministro de corriente
continua y constante.
MIG PULSE: para soldar con suministro de corriente
constante con intervalos de pausas muy breves y regulares
(pulsaciones).
MIG MANUAL: para soldar configurando parámetros
diferentes de los memorizados en los programas.
MMA: para soldar electrodos básicos y de rutilos.
TIG: para soldar con contacto lift.
Después de presionar el selector B se vuelve a la pantalla
anterior.
• JOB (BLOQUEADO) Función opcional.
En esta sección se pueden salvar, cargar, o cancelar
programas de trabajo. Si se presiona la tecla B la pantalla A
visualiza la lista de los programas guardados y de los
programas que aún se pueden escribir.
- Para salvar un programa de trabajo recién ejecutado
seleccionar y presionar con el selector B un programa
que aún se puede escribir, presionar el selector C

25
durante al menos 1 segundo y escribir el nombre de 8
caracteres girando y presionando el selector C. Una vez
finalizada la escritura volver a presionar el selector C
durante al menos 1 segundo. Seleccionar SALVAR y
confirmar presionando el selector B.
- Para cargar un programa ya guardado, seleccionarlo y
confirmar presionando el selector B, seleccionar
CARGAR y confirmar volviendo a presionar el selector
B.
- Para cancelar un programa ya guardado seleccionarlo y
confirmar presionando el selector B, seleccionar
CANCELAR y confirmar volviendo a presionar el
selector B.
Para volver a la sección JOB seleccionar SALIR y confirmar
presionando el selector B. Para volver al submenú
seleccionar OFF y confirmar presionando el selector B.
• Micro Torcha
2T, la máquina inicia a soldar cuando se pulsa el
pulsador
del soplete y se interrumpe cuando se suelta.
4T, para iniciar la soldadura pulsar y soltar el
pulsador
soplete, para terminarla aplastarlo y soltarlo nuevamente.
3L. La soldadura comienza al presionar la pistola, la
corriente de soldadura activada será la que se ha
configurado con I inicial. Se mantendrá esta corriente
mientras se presiona el pulsador pistola; al soltarlo la
corriente se vuelve a conectar a la corriente de soldadura
configurada, en el tiempo establecido por el tiempo Tpo.
empalme y se mantendrá hasta que se presione
nuevamente el pulsador pistola. Al presionar nuevamente el
pulsador pistola, la corriente de soldadura se vuelve a
conectar a la tercera corriente (corriente de I crater)
configurada con el parámetro I crater en el tiempo
establecido por Tpo. empalme y se mantendrá hasta que se
suelte el pulsador pistola. Al soltar el pulsador, se interrumpe
la soldadura.
Para elegir el modo de inicio soldadura 2T, 4T
o
3L
seleccionar por medio del selector B uno de los
3 modos y
confirmarlo presionando el selector B.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Ponteado
Si se selecciona el tiempo de Ponteado, en el display
aparece la función Tpo.punto, seleccionándola, se
puede
regular, mediante el selector C, de 0,3 a 25 segundos.
Además de esta función en el display
aparece Tpo.pausa,
seleccionándola, se puede
regular mediante el selector C
el tiempo de
pausa entre un punto o un trecho de
soldadura y el
otro, el tiempo de pausa
varía de 0 (OFF) a 5
segundos.
Para acceder a las funciones Tpo.punto y Tpo.pausa es
necesario presionar el selector B.
La regulación se obtiene girando el selector C. Después de
confirmar la elección, se vuelve a la pantalla anterior
presionando el selector B. Si se desea volver al menú
principal, volver a presionar el selector B por al menos 1
segundo.
• HSA (Hot Start Automático)
El display A visualiza la sigla OFF = Apagado.
Si se presiona el pulsador B el display A visualiza la opción:
ON-OFF.
Para activar la función, seleccionar ON=Activo con el
selector B. Después de confirmar la elección, se vuelve a la
pantalla anterior presionando el selector B. Si se desea
volver al menú principal, presionar nuevamente el selector B
por al menos 1 segundo.
Si se activa la función, aparecerán en secuencia las siglas:
- I inicial
Regulación (10–200%) de la velocidad del hilo
correspondiente a la corriente de soldadura. Se configura
con el selector C.
- Tpo.I inic.
Es el tiempo, expresado en segundos, de duración de la
corriente de comienzo. Se configura con el selector C.
Regulación 0,1 – 10 seg.
- Tpo.empalme
Regulación 0,1 – 10 seg. Define el tiempo de empalme
entre la primera corriente (I inicial) y la corriente de
soldadura programada con el selector B en los
programas de soldadura. Se configura con el selector C.
• CRA (I Crater)
El display A visualiza la sigla OFF = Apagado. Si se
presiona la tecla B el display A visualiza la opción: ON-OFF.
Para activar la función, seleccionar ON=Activo con el
selector C. Después de confirmar la elección, se vuelve a la
pantalla anterior presionando el selector B. Si se desea
volver al menú principal, presionar nuevamente el selector B
por al menos 1 segundo.
Si se activa la función, aparecerán en secuencia las siglas:
- Tpo.empalme
Regulación 0,1–10 seg. Se configura con el selector C.
Define el tiempo de empalme entre la corriente de
soldadura y la corriente de Crater programada con el
selector B en los programas de soldadura.
- I crater
Regulación (10–200%) de la velocidad del hilo
correspondiente a la corriente de soldadura programada
con el selector B en los programas de soldadura. Se
configura con el selector C.
- Tpo.I crat.
Es el tiempo, expresado en segundos, de duración de la
corriente de Crater precedentemente programada. Se
configura con el selector C. Regulación 0,1–10 seg.
•
Inductancia
El ajuste puede variar desde -9,9 a +9,9. El cero es
el
ajuste programado por el constructor. Si el número
fuese
negativo la impedancia disminuiría y el arco se
volvería
más duro mientras que si se aumentase, se
volvería más
suave.
Para acceder a la función es suficiente evidenciarla
usando
el selector B y variar el valor girando el selector C.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Burnback
El ajuste puede variar desde -9,9 a +9,9. Sirve para
regular
la longitud del hilo que sale de la tobera gas
después de la
soldadura. A un número positivo
corresponde un mayor
quemado del hilo.
La regulación del constructor es: Auto (automático).
Para acceder a la función es suficiente evidenciarla
usando
el selecto B y variar el valor girando el selector C.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Cebado suave
El ajuste puede variar desde el 0 al 100%. Es la
velocidad
del hilo, expresada en porcentaje de la
velocidad
programada para la soldadura, antes de que
el mismo toque
la pieza que hay que soldar. Este ajuste es importante
para obtener siempre
buenas partidas.
La regulación del constructor es: 0% (AUTO).
Para acceder a la función es suficiente evidenciarla
usando el selector B y variar el valor girando el selector C.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Pregas
El ajuste puede variar desde 0 a 10 segundos.
Para acceder a la función es suficiente evidenciarla
usando el selector B y variar el valor girando el selector C.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.

26
• Postgas
El ajuste puede variar desde 0 a 25 segundos.
Para acceder a la función es suficiente evidenciarla
usando el selector B y variar el valor girando el selector C.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• ITO
Es la función de parada hilo automático. Se activa en los
procesos MIG, se regula de 20 a 40 segundos y no se
desactiva. Si la soldadura no comienza dentro del tiempo
programado, con cualquier modalidad de presión del
pulsador, la máquina detiene la salida del hilo.
• Opciones:(Introducción código para desbloqueo funciones
opcionales)
La máquina sale de fábrica con la función de bloqueo activa
en los programas Doble Nivel y JOB. Para desactivarla es
suficiente evidenciarla y seleccionarla usando el selector B.
En la pantalla A se visualizan 16 casillas de texto vacías.
Para desbloquear es necesario introducir en el lugar de los
ceros un código alfanumérico, este se debe solicitar al
propio revendedor.
Una vez obtenido el código es suficiente introducirlo
en
lugar de los ceros. Cada letra o número que
se introduce
debe ser confirmado presionando el selector C, después
de introducir el
código, presionando el selector B se obtiene
el desbloqueo del
proceso.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Doble Nivel (BLOQUEADO) Función opcional.
La pantalla A visualiza la sigla OFF=Apagado. Si se
presiona la tecla B la pantalla A visualiza la opción ON-OFF.
Para activar la función seleccionar ON=Activo con el selector
C.
Este tipo de soldadura modifica la intensidad de corriente
entre dos niveles. Antes de configurar la soldadura con
doble nivel, se debe efectuar un breve cordón para
determinar la velocidad del hilo y, por consiguiente, la
corriente para obtener la penetración y el ancho del cordón
óptimos para la unión que se desea realizar. De esta
manera, se determina el valor de la velocidad de avance del
hilo (y por tanto, de la relativa corriente) al que se sumarán o
restarán de manera alternativa, los metros por minuto que se
configuren.
Antes de la ejecución, se recomienda tener en cuenta que
en un cordón adecuado la superposición entre un “eslabón”
y el otro, debe ser de al menos el 50%.
Si se activa la función, se visualizan en secuencia las siglas:
Frecuencia
Regulación de 0.1 Hz a 5.0Hz. Se programa con el selector
C. Define la frecuencia con la cual la corriente de soldadura
pasa de un nivel a otro.
Pulsacion
Regulación de 0.1 m a 3.0.m. Se programa con el selector
C. Define el aumento de velocidad en m/segundo con la cual
el hilo sale y, por tanto, el aumento de corriente del segundo
nivel con respecto al primero.
Ciclo oper.
Regulación de +25% a +75%. Se programa con el selector
C. Define el porcentaje en el que está presente el 2° nivel en
el tiempo total.
Correc. arco
Regulación de -9.9V a +9.9V. Se programa con el selector
C. Define el aumento de tensión del segundo nivel con
respecto al primero.
• Recuperacion
El objetivo es el de llevar la soldadora a la programación
de la
primera entrega.
Para acceder a la función es suficiente evidenciarla
usando el selector B y presionando, en el display A
aparecen las letras OFF
y TODO, evidenciando las letras
TODO y presionando el selector B se efectúa el reinicio.
Después de confirmar la elección, se vuelve a la pantalla
anterior presionando el selector B. Si se desea volver al
menú principal, volver a presionar el selector B por al menos
1 segundo.
• Informacion
En esta sección se visualiza información relativa al software
del generador
• Contraseña (ver apartado 2.3)
• Idiomas
En esta sección se puede seleccionar el idioma en el que se
escriben los
mensajes en la pantalla.
5.2 SOLDADURA MIG SIN GAS
Las acciones para preparar la soldadora en el trabajo son las
mismas descritas anteriormente, pero para este tipo de
soldadura actuar de la forma siguiente.
Montar una bobina de hilo animado para soldadura sin gas.
Conectar el enchufe de potencia de la antorcha saliente de la
guía de cable E a la toma polo negativo G.
Conectar el cable de masa a la toma F y el borne de masa a la
pieza por soldar.
Seleccionar el programa idóneo para el hilo animado. El
programa está disponible solo en los procesos MIG SYNERGIC
(no pulsado) y MIG MANUAL.
5.3 SOLDADURA CON ELECTRODO REVESTIDO (MMA).
Antes de soldar se aconseja quitar la antorcha MIG y montar la
pinza portaelectrodo.
La pinza portaelectrodo (salvo indicación diferente del productor
de los electrodos) debe estar conectada a la toma F (polaridad
positiva), y el cable de masa a la polaridad negativa toma G.
IMPORTANTÍSIMO: Conectar el borne de masa a la pieza por
soldar asegurándose de que haga un buen contacto para
obtener un correcto funcionamiento del aparato y para evitar
caídas de tensión con la pieza por soldar.
Encender la soldadora.
Para seleccionar este proceso comenzando por el menú
principal presionar el selector B durante al menos 1 segundo
para entrar en el submenú. Dentro del submenú, girar y
presionar el selector B para seleccionar Procesos. Dentro de los
Procesos, girar y presionar el selector B para seleccionar MMA.
Para volver al submenú presionar nuevamente el selector B.
Para volver al menú principal, presionar nuevamente el selector
B durante al menos 1 segundo.
Dentro del proceso se pueden seleccionar y configurar las
siguientes funciones (con el selector C):
- Tpo.H.Start
- Tpo.I inic.
- T.Arc Force
Para volver a la pantalla anterior presionar el selector B. Para
volver al menú principal presionar nuevamente el selector B
durante al menos 1 segundo.
No tocar contemporáneamente la pinza portaelectrodo y el
borne de masa.
Terminada la soldadura apagar siempre el aparato y quitar
el electrodo de la pinza portaelectrodo.
5.4 SOLDADURA TIG
Antes de soldar se aconseja quitar la antorcha MIG y montar la
antorcha TIG.
Conectar el terminal de potencia de la antorcha saliente de la
guía de cable E a la toma polo negativo G.
Conectar el conector del cable masa a la toma positiva F y su
borne a la pieza en el punto más cercano posible a la soldadura.
Conectar el tubo gas a la salida del reductor de presión de una
bombona de ARGON.
Utilizar un electrodo de tungsteno toriado 2% (banda roja) F 1,6
(1/16”).
Encender la máquina con el interruptor I.

27
Para seleccionar este proceso comenzando por el menú
principal presionar el selector B durante al menos 1 segundo
para entrar en el submenú. Dentro del submenú, girar y
presionar el selector B para seleccionar Procesos. Dentro de
los Procesos, girar y presionar el selector B para seleccionar
TIG. Para volver al submenú presionar nuevamente el selector
B. Para volver al menú principal, presionar nuevamente el
selector B durante al menos 1 segundo.
Dentro del proceso se pueden seleccionar y configurar las
siguientes funciones (con el selector C):
- Micro torcha
- Rampa subida
- Rampa bajada
- Pulsacion
- Ponteado
- Tpo.punto
- Pregas
- Postgas
Para volver a la pantalla anterior presionar el selector B. Para
volver al menú principal presionar nuevamente el selector B
durante al menos 1 segundo.
Cebar, por contacto, el arco eléctrico con un movimiento
decidido y rápido.
Acabada la soldadura acordarse de apagar la máquina y
cerrar la válvula de la bombona del gas.
6 MANTENIMIENTO
Periódicamente controlar que la soldadora y todas las
conexiones estén en condiciones de garantizar la seguridad del
operador.
Después de haber llevado a cabo una reparación, tomar la
precaución de reordenar el cableo de forma que exista un
aislamiento seguro entre las partes conectadas a la
alimentación y las partes conectadas al circuito de soldadura.
Evitar que los hilos puedan entrar en contacto con partes en
movimiento o con partes que se recalientan durante el
funcionamiento. Volver a montar las abrazaderas como en la
máquina original para evitar que, si accidentalmente un
conductor se rompiera o se desconectase, se pudiera producir
una conexión entre la alimentación y los circuitos de soldadura.

28
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO
IMPORTANTE: ANTES DA INSTALAÇÃO, DO USO OU DE
QUALQUER TIPO DE MANUTENÇÃO NA MÁQUINA DE
SOLDADURA LEIA O CONTEÚDO DESTE MANUAL E DO
MANUAL “NORMAS DE SEGURANÇA PARA O USO DOS
APARELHOS” PRESTANDO MUITA ATENÇÃO ÀS NORMAS
DE SEGURANÇA. CONTACTE O SEU DISTRIBUIDOR SE
ESTAS INSTRUÇÕES NÃO FORAM COMPREENDIDAS
COMPLETAMENTE.
Este aparelho deve ser utilizado exclusivamente para as
operações de soldagem. Não pode ser utilizado para
descongelar tubos. É indispensável, tomar em consideração o
manual referente às normas de segurança.
Os símbolos colocados próximo aos parágrafos aos quais se
referem, evidenciam situações de máxima atenção, conselhos
práticos ou simples informações.
Ambos os manuais devem ser conservados com cuidado, em
um local ao alcance de todas as pessoas interessadas. Devem
ser consultados todas as vezes que surgirem dúvidas, deverão
seguir a máquina por toda a sua vida operativa e também serão
empregados para efectuar o pedido das peças de reposição.
1 DESCRIÇÃO GERAL
1.1 ESPECIFICAÇÕES
Este manual foi preparado visando instruir o pessoal
encarregado da instalação, funcionamento e manutenção da
máquina de soldadura.
Esta máquina de soldar é um gerador realizado com tecnologia
INVERTER, apropriado para realizar soldadura MIG, TIG DC
(sem alta frequência) e soldadura a eléctrodo. Ao recebê-lo,
controlar se não há partes quebradas ou avariadas.
Qualquer reclamação por perdas ou danos deve ser feita pelo
comprador ao transportador. Toda vez que for necessário
solicitar informações a respeito da máquina de soldadura, é
preciso indicar o artigo e o número de matrícula.
1.2 DESCRIÇÃO DOS DADOS TÉCNICOS
IEC60974-1 A máquina de soldadura foi fabricada de acordo
IEC60974-10 com as normas vigentes.
Cl. A Máquina para uso industrial e profissional.
Conversor estático de frequência monofásica
transformador-rectificador.
MIG Apropriado para soldar MIG-MAG.
TIG Apropriado para soldar TIG.
MMA Apropriado para soldar com eléctrodos
revestidos.
U
0
Tensão a vácuo secundária
X Factor de serviço percentual. O factor de serviço
exprime a percentagem de 10 minutos em que a
máquina de soldadura pode trabalhar numa
determinada corrente sem sobreaquecer.
I
2
Corrente de soldadura.
U
2
Tensão secundária com corrente de soldadura
I
2.
U
1
Tensão nominal de alimentação.
1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz.
I
1
Max Corrente max. absorvida pela corrente I
2
correspondente e tensão U
2
.
I
1
eff É o valor máximo da corrente efectiva absorvida
considerando o factor de serviço. Habitualmente
este valor corresponde à capacidade do fusível
(retardado) a ser usado como protecção.
IP23 Grau de protecção da estrutura.
Grau 3, como segundo número, significa que
este aparelho está idóneo para ser utilizado no
exterior, debaixo de chuva.
Idóneo para trabalhar em ambientes com risco
acrescentado.
Obs.: A máquina de soldar foi também projectada para ser
usada em ambientes com grau de poluição 3. (Ver IEC
60664).
2 INSTALAÇÃO
• A instalação da máquina deve ser feita por pessoal
qualificado.
• Todas as ligações devem ser feitas conforme as normas
vigentes, no pleno respeito das leis sobre acidentes no
trabalho.
Controlar que a tensão de alimentação corresponda ao valor
indicado no cabo da rede. Se não estiver já montada, ligar uma
ficha de capacidade adequada ao cabo de alimentação
certificando-se que o condutor amarelo/verde esteja ligado ao
pino de encaixe de terra.
A capacidade do interruptor magnetotérmico ou dos fusíveis, em
série na alimentação, deve ser igual à corrente I
1
max.
absorvida pela máquina.
2.1 ACONDICIONAMENTO
Colocar a máquina de soldadura em ambiente ventilado.
Poeira, sujidade ou qualquer outra partícula estranha que possa
entrar na máquina de soldadura poderá comprometer a
ventilação e, portanto, o seu bom funcionamento.
É, portanto, necessário manter as partes internas limpas,
levando em conta o meio ambiente em que a máquina se
encontra e as condições de uso da mesma. A limpeza deverá
ser feita com um jacto de ar seco e limpo, cuidando para não
danificar a máquina.
Antes de operar no interior da máquina de soldadura, retire a
ficha da rede de alimentação.
Qualquer intervenção efectuada no interior da máquina de
soldadura deverá ser feita por pessoal qualificado.
2.2 PROTECÇÕES
2.2.1 Protecção de bloqueio
Em caso de funcionamento anómalo, no display A aparecem as
informações respeitantes ao erro e as indicações para a sua
resolução.
2.2.2 Protecção térmica
Este aparelho está protegido por dois termostatos que impedem
o funcionamento da máquina caso as temperaturas admitidas
sejam superadas. Nestas condições, o ventilador continua a
funcionar e o display A visualiza a indicação Thermal protection
n.1 ou Thermal protection n.2.
2.3 SENHA
Este aparelho está protegido contra o uso por pessoas não
autorizadas por meio da possibilidade de ativar, aquando do
acendimento, o pedido de uma password. A máquina é
fornecida com a função desativada.

29
Para ativá-la, é necessário com o manípulo B aceder ao
submenu e selecionar Password, de seguida selecionar e
premir com o mesmo botão a posição ON.
A partir desse momento, a cada acendimento o aparelho irá
solicitar a inserção do código de 3 dígitos (password) para
poder ser ativado.
AVISO: cada aparelho possui um código de acesso pessoal,
presente apenas em forma eletrônica e inserido no submenu ao
lado da indicação Password.
Se decidir ativar a password, recomenda-se transcrever o
código e guardá-lo separado do aparelho.
2.4 MOTOGERADORES
Devem ter um dispositivo de regulação eletrónica da tensão,
uma potência igual ou superior a 6 kVA (monofásico) e não
devem distribuir uma tensão superior a 260 V RMS.
3 COMANDOS COLOCADOS NO PAINEL ANTERIOR (fig. 1)
A – ECRÃ
Aquando do acendimento e em modalidade de soldadura,
visualiza sempre o menu principal:
A1 - Corrente de soldadura.
A2 - Tensão de soldadura.
A3 - Velocidade de avanço do fio.
A4 - Correção da tensão de soldadura em relação à
configuração sinérgica.
A5 - Espessura do material a soldar.
A6 - Processo de soldagem em curso.
A7 - Função de soldadura MIG pulsado.
A8 - Função de soldadura MIG dupla pulsação.
Visualiza também o submenu (SELEÇÃO PARÂMETROS
PROCESSO) e as possíveis regulações.
B – Manípulo/botão (CONFIGURAÇÕES)
Permite selecionar e ativar todos os programas do submenu
(PROCESS PARAMETER SELECTION), dos Processos (MIG
SINÉRGICO, MIG PULSADO, MIG MANUAL, MMA, TIG), para
os programas (curvas sinérgicas), para as configurações de
trabalho (JOB, Start mode, Spot etc.) até as configurações da
máquina (Reinício, Password, Idioma).
C – Manípulo/botão (SHORT/PULSE)
Permite regular todos os parâmetros presentes no submenu
(PROCESS PARAMETER SELECTION).
Permite também passar diretamente do processo MIG SHORT
ao processo MIG PULSE e vice-versa.
D – Adaptador central.
Usado para conectar a tocha de soldar.
E - Castanha
Saída terminal de potência da tocha.
F – Tomada positiva
Usada para conectar, em soldadura MMA, a pinça porta
eléctrodos, em MIG com gás, o cabo de potência que sai da
castanha E; em soldadura TIG e MIG com fio fluxado sem gás,
o cabo de massa.
G – Tomada negativa.
Usada para conectar, em soldadura MMA e MIG com gás, o
cabo de massa; em soldadura TIG e MIG com fio fluxado sem
gás, o cabo de potência da tocha que sai da castanha E.
4 COMANDOS NO PAINEL POSTERIOR (Fig. 2)
H - Castanha
Saída cabo de alimentação.
I – Interruptor.
Liga e desliga a máquina.
J – Ligação com tubo gás.
5 FUNCIONAMENTO
Verificar que a tensão de alimentação corresponde a tensão
nominal da máquina de soldar.
Dimensionar os fusíveis de proteção com base nos dados
indicados na placa dos dados técnicos.
5.1 SOLDADURA MIG
Ligar o tubo de gás da máquina de soldar ao redutor de pressão
da garrafa.
Montar a tocha MIG no adaptador D.
Ligar o cabo de massa na tomada G e o alicate de massa à
peça a soldar.
Controlar que o rasgo dos rolos corresponde ao diâmetro do fio
utilizado. Para eventual substituição: abrir a portinhola lateral,
montar a bobina do fio e introduzir o fio no alimentador de fio e
no guia da tocha, bloquear os rolos de alimentação do fio com o
manípulo e regular a pressão.
Ligar a máquina.
Retirar a agulheta do gás e desapertar o bico porta-corrente do
maçarico. Premir o botão do maçarico até que saia o fio,
ATENÇÃO mantenha o rosto afastado da lança terminal
enquanto sai o fio, aparafusar o bico porta-corrente e enfiar a
agulheta do gás.
Abrir o redutor da botija e regular o fluxo do gás para 8 a 10
l/min.
A partir do menu principal, premir o manípulo B por no mínimo 1
seg. para entrar no submenu (PROCESS PARAMETER
SELECTION). Dentro do submenu, rodar e premir a manípulo B
para selecionar e entrar nas funções. Para voltar ao submenu,
premir de novo o manípulo B. Para voltar ao menu principal,
premir novamente o manípulo B por no mínimo 1 seg.
As funções no interior do submenu são:
• Programas (Curvas sinergicas)
Para escolher a curva sinérgica, é necessário, por meio do
manípulo B, seleccionar e premir a curva proposta pelo
display A.
Depois de ter premido o manípulo B regressa-se à janela
anterior.
• Processos
Para escolher e confirmar o tipo de soldadura, é necessário
com o manípulo B, selecionar e premir em um dos
processos:
MIG SINÉRGICO: para soldar com entrega de corrente
contínua e constante.
MIG PULSADO: para soldar com entrega de corrente
constante alternada por breves pausas regulares (pulsação).
MIG MANUAL: para soldar configurando parâmetros
diferentes daqueles memorizados nos programas.
MMA: para soldar elétrodos básicos e rutílicos.
TIG: para soldar em contacto lift.
Após premir o manípulo B retorna-se à página anterior.
• JOB (BLOQUEADO) Função opcional.
Nesta seção, é possível guardar, carregar ou cancelar
programas de trabalho. Se for premida a tecla B, o ecrã A
visualiza a lista dos programas guardados e dos programas
ainda graváveis.
- Para guardar um programa de trabalho

30
logo após selecionar e premir com o manípulo B um
programa que ainda pode ser gravado, prima o manípulo C
por no mínimo 1 seg. e escrever o nome de 8 caracteres ao
rodar e premir o manípulo C. Depois de escrever, premir
novamente o manípulo C por no mínimo 1 seg. Selecionar
SAVE e confirmar ao premir o manípulo B.
- Para carregar um programa já guardado, selecionar e
confirmar ao premir o manípulo B, selecionar LOAD e
confirmar ao premir novamente o manípulo B.
- Para cancelar um programa já guardado, selecionar e
confirmar ao premir o manípulo B, selecionar DELETE e
confirmar ao premir novamente o manípulo B.
Para retornar à seção JOB, selecione EXIT e confirme ao
premir o manípulo B. Para voltar ao submenu, selecionar
OFF e confirmar ao premir o manípulo B.
• Start Mode
2T, a máquina começa a soldar quando se prime o botão do
maçarico e interrompe-se quando se larga.
4T, para começar a soldadura premir e largar o botão do
maçarico, para acabar a soldadura premir e largar
novamente o botão.
3L. A soldadura começa ao premir o botão lanterna, a
corrente de soldadura ativada será aquela configurada com
“Start current”. Essa corrente será mantida até que o botão
lanterna fique premido; ao soltá-lo, a corrente passa à
corrente de soldadura configurada, no tempo estabelecido
pelo “Slope time” e será mantida até que o botão lanterna
seja novamente premido. Aquando da próxima pressão do
botão lanterna, a corrente de soldadura passa à terceira
corrente (Crater current) configurada com o parâmetro
“Crater Current” no tempo estabelecido pelo “Slope time” e
será mantida até que o botão lanterna seja solto. Quando o
botão é solto, a soldadura é interrompida.
Para escolher o modo de início da soldadura, 2T, 4T ou 3L
selecionar um dos 3 modos usando o manípulo B e
pressione-o para confirmar a escolha.
Após confirmar a escolha, retorna-se à página anterior
premindo o manípulo B. Se pretende voltar ao menu
principal, voltar a premir o manípulo B por ao menos 1 seg.
• Spot
Se selecionarmos o tempo de spot, aparece no display a
função Spot Time, selecionando-a podemos regular usando
o manípulo C, de 0,3 a 25 segundos. Para além desta
função, aparece no display Pause Time, selecionando-a
podemos regular usando o manípulo C o tempo de pausa
entre dois pontos ou dois troços de soldadura e, o tempo de
pausa varia de 0 (OFF) a 5 segundos.
Para o acesso às funções Spot Time e Pause Time é
preciso premir o manípulo B.
A regulação efetua-se rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.
• HSA (Hot Start Automático)
O display A visualiza a sigla OFF = Desligado.
Se carregar no manípulo B, o display A visualiza a opção
ON-OFF.
Para ativar a função, selecionar ON=Ativo com o manípulo
B. Depois de confirmar a escolha, retorna-se à página
anterior premindo o manípulo B. Se pretende voltar ao menu
principal, voltar a premir o manípulo B por ao menos 1
segundo.
Se a função for activada, aparecem as siglas em sequência:
- START CURR
Regulação (10–200%) da velocidade do fio
correspondente à corrente de soldadura. Configura-se
com o manípulo C.
- S.C. TIME
É o tempo, expresso em segundos, de duração da
corrente de arranque definida com o manípulo C.
Regulação 0,1–10 seg.
- SLOPE TIME
Regulação 0,1–10 seg. Define o tempo de acoplamento
entre a primeira corrente (START CURR) e a corrente de
soldadura definida com o manípulo B nos programas de
soldadura. Configura-se com o manípulo C.
• CRA (Crater Curr.)
O display A visualiza a sigla OFF = Desligado. Se carregar
na tecla B, o display A visualiza a opção ON-OFF.
Para ativar a função, selecionar ON=Ativo com o manípulo
C. Depois de confirmar a escolha, retorna-se à página
anterior premindo o manípulo B. Se pretende voltar ao menu
principal, voltar a premir o manípulo B por ao menos 1
segundo.
Se a função for activada, aparecem as siglas em sequência:
- SLOPE TIME
Regulação 0,1–10 seg. Configura-se com o manípulo C.
Define o tempo de acoplamento entre a corrente de
soldadura e a corrente de Crater definida com o
manípulo B nos programas de soldadura.
- CRATER CURR
Regulação (10–200%) da velocidade do fio
correspondente à corrente de soldadura definida com o
manípulo B nos programas de soldadura. Configura-se
com o manípulo C.
- C.C. TIME
É o tempo, expresso em segundos, de duração da
corrente de Crater definida precedentemente. Configura-
se com o manípulo C. Regulação 0,1–10 segundos.
• Inductance (Indutância).
A regulação pode variar de -9,9 a +9,9. O zero é a regulação
definida pelo fabricante. Se o número for negativo a
impedância diminui e o arco torna-se mais duro enquanto se
aumenta se torna mais suave.
Para o acesso à função basta seleccioná-la usando o
manípulo B e variar o valor rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.
• Burnback
A regulação pode variar de -9,9 a +9,9. Serve para regular o
comprimento do fio em saída da agulheta do gás após a
soldadura. A um número positivo corresponde uma maior
queima do fio.
A regulação do fabricante é: Auto.
Para o acesso à função basta seleccioná-la usando o
manípulo B e variar o valor rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.
• Soft Start
A regulação pode variar de 0 a 100%. É a velocidade do fio,
expressa em percentagem da velocidade programada para a
soldadura, antes que o mesmo toque na peça a soldar.
Esta regulação é importante para se obter sempre bons
arranques.
A regulação do fabricante é: 0% (Auto).
Para o acesso à função basta seleccioná-la usando o
manípulo B e variar o valor rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.
• Pre Gas
A regulação pode variar de 0 a 10 segundos.
Para o acesso à função basta seleccioná-la usando o
manípulo B e variar o valor rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.
• Post Gas
A regulação pode variar de 0 a 25 segundos.
Para o acesso à função basta seleccioná-la usando o
manípulo B e variar o valor rodando o manípulo C. Após
confirmar a escolha, retorna-se à página anterior premindo o
manípulo B. Se pretende voltar ao menu principal, voltar a
premir o manípulo B por ao menos 1 seg.

31
• ITO
É a função de paragem automática do fio. É ativada nos
processos MIG, regulável por 20 a 40 segundos e não
desativável. Se a soldadura não inicia dentro do tempo
configurado, com qualquer modo de pressão do botão, a
máquina para a saída do fio.
• Options:(inserção do código para desbloqueio de funções
opcionais)
A máquina sai de fábrica com a função de bloqueio ativa nos
programas Double Lev. e JOB. Para desativar, basta
destacar e selecionar utilizando o manípulo B. No ecrã A
são exibidas as 16 caixas de texto vazias. Para desbloquear,
será necessário inserir no lugar dos zeros um código
alfanumérico que deverá ser solicitado ao próprio
revendedor
Depois de obtido o código basta introduzi-lo em vez dos
zeros, cada letra ou número que se introduz deve ser
confirmada premindo no manípulo C, depois de ter
introduzido o código, premindo o manípulo B desbloqueia-se
o processo.
Após confirmar a escolha, retorna-se à página anterior
premindo o manípulo B. Se pretende voltar ao menu
principal, voltar a premir o manípulo B por ao menos 1 seg.
• Double Level (BLOQUEADO) Função opcional
O ecrã A visualiza a sigla OFF=Desligado. Se for premida a
tecla B, o ecrã A visualiza a opção ON-OFF. Para ativar a
função, selecionar ON=Ativo com o manípulo C.
Esse tipo de soldadura faz a intensidade de corrente variar
entre dois níveis. Antes de configurar a soldadura com nível
duplo, é necessário executar um breve cordão de soldadura,
a fim de determinar a velocidade do fio e, por conseguinte, a
corrente para obter a penetração e a largura perfeitas do
cordão para a junção que pretende realizar. Determina-se
assim o valor da velocidade de avanço do fio (e, portanto, da
corrente correspondente) ao qual serão alternadamente
somados e subtraídos os metros por minuto que serão
configurados.
Antes da execução, convém lembrar que num cordão
correto a sobreposição entre uma “malha” e a outra deve ser
de ao menos 50%.
Se a função for ativada, serão exibidas as siglas em
sequência:
- Frequency
Regulação de 0,1 Hz a 5,0Hz. É configurado com o
manípulo C. Defina a frequência com a qual a corrente de
soldagem passa de um nível para o outro.
- Pulse step
Regulação de 0,1 m a 3 m. É configurado com o manípulo
C. Define o aumento de velocidade em m/s com a qual o fio
sai e o aumento de corrente do segundo nível em relação ao
primeiro.
- Duty cycle
Regulação de +25% a 75%. É configurado com o manípulo
C. Define o porcentual com o qual o 2° nível está pr esente
no tempo total.
- Arc corr.
Regulação de -9,9V a +9,9V. É configurado com o manípulo
C. Define o aumento de tensão do segundo nível em relação
ao primeiro.
• Factory
O objectivo é o de restabelecer as programações originais
da máquina de soldar.
Para o acesso à função basta seleccioná-la usando o
manípulo B e premindo aparecem as palavras OFF e ALL
no display A, seleccionando a palavra ALL e premindo o
manípulo B efectua-se o reset.
Após confirmar a escolha, retorna-se à página anterior
premindo o manípulo B. Se pretende voltar ao menu
principal, voltar a premir o manípulo B por ao menos 1 seg.
• Information
Nesta seção são visualizadas algumas informações sobre o
software do gerador
• Password (ver parágrafo 2.3)
• Language
Nesta seção é possível escolher o idioma no qual são
escritas as mensagens do ecrã.
5.2 SOLDADURA EM MIG SEM GÁS
As acções para preparar a máquina de soldar são as mesmas
que as descritas anteriormente, porém, para este tipo de
soldadura, seguir as seguintes instruções.
Montar uma bobina de fio fluxado para soldar sem gás.
Ligar o terminal de potência da tocha que sai da castanha E na
tomada pólo negativo G.
Ligar o cabo de massa na tomada F e o alicate de massa à
peça a soldar.
Seleccionar o programa adequado para fio fluxado. O programa
só está disponível nos processos MIG SINÉRGICO (não
pulsado) e MIG MANUAL.
5.3 SOLDAR COM ELÉCTRODO REVESTIDO (MMA).
Antes de soldar, recomenda-se retirar a tocha MIG e montar a
pinça porta eléctrodos.
A pinça porta eléctrodos (salvo diversa indicação do produtor
dos eletrodos) deve ser ligada à tomada F (polaridade positiva),
e o cabo de massa à polaridade negativa tomada G.
MUITO IMPORTANTE: Ligar o alicate de massa à peça que se
deve soldar, prestando atenção para que faça um bom contacto,
para que tenham um correcto funcionamento do aparelho e para
evitar quedas de tensão com a peça a soldar.
Ligar a máquina de soldar.
Para escolher esse processo pelo menu principal, premir o
manípulo B por no mínimo 1 segundo para entrar no submenu.
Dentro do submenu, ao rodar e premir o manípulo B, selecionar
Processos. Dentro dos Processos, ao rodar e premir o
manípulo B, selecionar MMA. Para voltar ao submenu, premir
de novo o manípulo B. Para voltar ao menu principal, premir
novamente o manípulo B por no mínimo 1 seg.
Dentro do processo utilizando o manípulo B é possível
selecionar e configurar (com o manípulo C) as seguintes
funções:
- H. Start Time
- H. Start curr.
- A. Force curr.
Para voltar ao ecrã anterior, premir o manípulo B. Para voltar ao
menu principal, premir novamente o manípulo B por no mínimo
1 seg.
Não tocar simultaneamente a pinça porta eléctrodo e o
alicate de massa.
Terminada a soldadura, desligar o aparelho e retirar o
eléctrodo da pinça porta eléctrodo.
5.4 SOLDADURA TIG
Antes de soldar, recomenda-se retirar a tocha MIG e montar a
tocha TIG.
Ligar o terminal de potência da tocha que sai da castanha E na
tomada pólo negativo G.
Ligar o conector do cabo de massa a tomada positiva F e sa
pinça à peça no ponto mais próximo possível da soldadura.
Ligar o tubo do gás na saída do redutor de pressão de uma
garrafa de ARGON.
Utilizar um eléctrodo de tungsténio e tório 2% (faixa vermelha) F
1,6 ( 1/16” ).
Ligar a máquina no interruptor I.
Para escolher esse processo pelo menu principal, premir o
manípulo B por no mínimo 1 segundo para entrar no submenu.
Dentro do submenu, ao rodar e premir o manípulo B, selecionar
Processos. Dentro dos Processos, ao rodar e premir o
manípulo B, selecionar TIG. Para voltar ao submenu, premir de
novo o manípulo B. Para voltar ao menu principal, premir
novamente o manípulo B por no mínimo 1 seg.
Dentro do processo utilizando o manípulo B é possível
selecionar e configurar (com o manípulo C) as seguintes
funções:
-Start Mode
-Slope Up

32
-Slope Down
-Pulse
-Spot
-Spot time
-Pre Gas
-Post Gas
Para voltar ao ecrã anterior, premir o manípulo B. Para voltar ao
menu principal, premir novamente o manípulo B por no mínimo
1 seg.
Provocar, por contacto, o arco eléctrico com um movimento
firme e rápido.
Terminada a soldadura, recordar-se de desligar a máquina e
fechar a válvula da garrafa do gás.
6 MANUTENÇÃO
Controlar periodicamente que a máquina de soldar e todas as
ligações se encontrem em condições de garantir a segurança
do operador.
Após ter efectuado uma reparação, reordenar cuidadosamente
os cabos de modo que haja um isolamento seguro entre as
partes ligadas à alimentação e as partes ligadas ao circuito de
soldadura.
Evitar que os fios possam entrar em contacto com partes em
movimento ou com partes que se aquecem durante o
funcionamento. Montar os corpetes nas posições originais de
modo a evitar uma eventual ligação entre a alimentação e os
circuitos de soldadura caso um condutor se desligue ou se
rompa de forma acidental.

33
TŁUMACZENIE ORYGINALNEJ INSTRUKCJI OBSŁUGI HI-MIG PULSE
WAŻNE
PRZED INSTALACJĄ, UŻYTKOWANIEM LUB SERWISOWANIEM
SPAWARKI NALEŻY DOKŁADNIE PRZECZYTAĆ NINIEJSZĄ
INSTRUKCJĘ ORAZ INSTRUKCJĘ ZASAD BEZPIECZEŃSTWA,
ZWRACAJĄC SZCZEGÓLNĄ UWAGĘ NA ZASADY
BEZPIECZEŃSTWA. JEŚLI NIE ROZUMIEJĄ PAŃSTWO W PEŁNI
TYCH INSTRUKCJI, NALEŻY SKONTAKTOWAĆ SIĘ Z
DYSTRYBUTOREM.
Urządzenie to może być używane wyłącznie do spawania.
Nie wolno go używać do rozmrażania rur.
Należy również zwrócić szczególną uwagę na instrukcję „ZASADY
BEZPIECZEŃSTWA”. Symbole przy niektórych akapitach oznaczają
punkty wymagające dodatkowej uwagi, praktyczne porady lub proste
informacje.
Niniejsza instrukcja oraz instrukcja „ZASADY BEZPIECZEŃSTWA”
muszą być starannie przechowywane w miejscu znanym wszystkim
osobom zaangażowanym w użytkowanie maszyny. Należy się z nimi
zapoznać w razie wątpliwości i przechowywać je przez cały okres
eksploatacji maszyny; będą one również wykorzystywane do
zamawiania części zamiennych.
1 OPIS OGÓLNY
1.1 DANE TECHNICZNE
Niniejsza instrukcja została przygotowana w celu przeszkolenia
personelu odpowiedzialnego za instalację, obsługę i serwisowanie
spawarki.
Ta spawarka to źródło prądu opracowane w technologii inwertorowej,
odpowiednie do spawania metodami MIG, TIG i MMA.
Po otrzymaniu urządzenia należy sprawdzić, czy nie występują żadne
uszkodzone lub zniszczone części.
Wszelkie reklamacje z tytułu strat lub uszkodzeń nabywca powinien
kierować do dystrybutora. Przy każdej prośbie o informacje na temat
spawarki należy podać numer artykułu i numer seryjny.
1.2 OBJAŚNIENIE SPECYFIKACJI TECHNICZNYCH
IEC60974-1 Zgrzewarka jest produkowana
IEC60974-10 zgodnie z tymi międzynarodowymi normami.
Cl.
A
Maszyna do zastosowań
profesjonalnych i
przemysłowych.
Jednofazowy statyczny transformator-prostownik
przetwornica częstotliwości
MIG Odpowiednia do spawania metodą MIG-MAG.
MMA Odpowiednia do spawania elektrodami otulonymi.
TIG Odpowiednia do spawania metodą TIG.
U
0
Napięcie wtórne obwodu otwartego.
X Procentowy cykl pracy. Cykl pracy wyraża
procentowy udział 10 minut, podczas których
spawarka może pracować z określonym natężeniem
prądu bez przegrzania.
I
2
Prąd spawania
U
2
Napięcie wtórne przy prądzie I
2
.
U
1
Znamionowe napięcie zasilające
1~ 50/60Hz 50 lub 60 Hz zasilanie trójfazowe.
I1 max Maks. prąd absorbowany przy odpowiednim prądzie
I
2
i napięciu U
2
.
I
1
eff Jest to maksymalna wartość rzeczywistego prądu
absorbowanego, biorąc pod uwagę cykl pracy.
Wartość ta odpowiada zazwyczaj pojemności
bezpiecznika (typu zwłocznego), który ma być użyty
jako zabezpieczenie urządzenia.
IP23 Stopień ochrony obudowy.
Stopień 3 (druga cyfra) oznacza, że ten sprzęt
nadaje się do użytku na zewnątrz podczas deszczu.
Odpowiednie do stosowania w środowiskach
wysokiego ryzyka.
UWAGI: Spawarka została również zaprojektowana do pracy w
środowisku o klasie zanieczyszczenia 3. (Patrz IEC 60664).
2 INSTALACJA
• Tylko przeszkolony personel może instalować urządzenie.
• Wszystkie podłączenia muszą być wykonane zgodnie z
obowiązującymi przepisami i z pełnym zachowaniem zasad
bezpieczeństwa.
Należy się upewnić, że napięcie zasilania odpowiada wartości
podanej na kablu zasilającym. Jeśli nie jest jeszcze zamontowana,
należy podłączyć odpowiednią wtyczkę do kabla zasilającego,
upewniając się, że żółto-zielony przewód jest podłączony do bolca
uziemienia.
Parametry wyłącznika przeciążeniowego lub bezpieczników
zainstalowanych szeregowo z zasilaczem muszą być równe prądowi
absorbowanemu I1 maks. przez maszynę.
2.1 LOKALIZACJA
Umieścić spawarkę w wentylowanym miejscu.
Kurz, brud i wszelkie inne ciała obce przedostające się do wnętrza
spawarki mogą zakłócić wentylację, a tym samym sprawne działanie
urządzenia.
Dlatego też, w odniesieniu do środowiska i warunków pracy, ważne
jest, aby utrzymywać wewnętrzne części w czystości. Czyścić
strumieniem suchego, czystego powietrza, uważając, aby w żaden
sposób nie uszkodzić urządzenia.
Przed przystąpieniem do pracy wewnątrz spawarki należy upewnić
się, że jest ona odłączona od sieci zasilającej.
Wszelkie czynności wykonywane wewnątrz spawarki muszą być
wykonywane przez wykwalifikowany personel.
2.2 ZABEZPIECZENIA
2.2.1 Blokada
W przypadku awarii na wyświetlaczu A pojawia się informacja o
błędzie i wskazówki, jak go rozwiązać.
2.2.2 Wyłącznik przeciążeniowy
Urządzenie jest chronione przez dwa termostaty, które uniemożliwiają
pracę urządzenia w przypadku przekroczenia dopuszczalnych
temperatur. W tych warunkach wentylator nadal pracuje, a na
wyświetlaczu A pojawia się komunikat: Zabezpieczenie termiczne n.1
lub Ochrona termiczna n.2.
2.3 HASŁO
Urządzenie to jest zabezpieczone przed użyciem przez osoby
nieupoważnione poprzez możliwość aktywacji żądania hasła przy
uruchomieniu. Maszyna jest dostarczana z wyłączoną tą funkcją.
Aby ją aktywować należy wejść do podmenu za pomocą pokrętła B i
wybrać Password (Hasło), następnie wybrać pozycję ON za pomocą
tego samego pokrętła i nacisnąć na nie.
Od tego momentu, przy każdym uruchomieniu, do aktywacji
urządzenia będzie wymagany 3-cyfrowy kod (hasło).
UWAGA: każde urządzenie posiada swój własny kod hasła, tylko w
formie elektronicznej, znajdujący się w podmenu obok wskazania
hasła.
Jeśli zdecydują się Państwo na aktywację hasła, zalecane jest
zapisanie kodu i przechowywanie go oddzielnie od urządzenia.
2.4 GENERATORY NAPĘDZANE SILNIKIEM
Muszą one posiadać elektroniczny regulator napięcia, moc równą lub
większą niż 6 kVA (jednofazowe) i nie mogą dostarczać napięcia
większego niż 260V RMS.

34
3 ELEMENTY STEROWANIA NA PANELU PRZEDNIM (ilustr. 1)
A - WYŚWIETLACZ
Przy uruchomieniu, w trybie spawania, zawsze pojawia się menu
główne:
A1 - Prąd spawania.
A2 - Napięcie spawania.
A3 - Prędkość podawania drutu.
A4 - Korekta napięcia spawania w stosunku do ustawienia
synergicznego.
A5 - Grubość spawanego materiału.
A6 - Proces spawania w toku.
A7 - Funkcja spawania prądem pulsującym MIG.
A8 - Funkcja spawania Podwójnej Pulsacji MIG.
Pokazuje również podmenu (WYBÓR PARAMETRÓW PROCESU) i
możliwe regulacje.
B - Pokrętło/przycisk (USTAWIENIA)
Umożliwia wybór i aktywację wszystkich programów w podmenu
(WYBÓR PARAMETRÓW PROCESU), począwszy od procesów
(SYNERGICZNE MIG, PULSED MIG, MANUAL MIG, MMA, TIG),
poprzez programy (krzywe synergiczne), ustawienia pracy (JOB,
przycisk T, zgrzewanie punktowe itp.), aż po ustawienia maszyny
(Reset, Hasło, Język).
C – Pokrętło/przycisk (krótki/pulsacyjny)
Umożliwia on regulację wszystkich parametrów zawartych w podmenu
(WYBÓR PARAMETRÓW PROCESU).
Ponadto umożliwia bezpośrednie przejście z procesu MIG SHORT do
procesu MIG PULSE i odwrotnie.
D - Adapter centralny.
W tym miejscu należy podłączyć uchwyt do spawania.
E - Prowadnica
Wyjście terminala zasilania uchwytu.
F - Gniazdo dodatnie
W spawaniu metodą MMA podłączyć zacisk elektrody; w metodzie
MIG z gazem - kabel zasilający wychodzący z prowadnicy E; w
spawaniu metodą TIG i MIG drutem rdzeniowym bez gazu - kabel
masy.
G - Gniazdo ujemne.
W przypadku spawania metodą MMA i MIG z użyciem gazu podłącza
się tutaj przewód masowy; w przypadku spawania metodą TIG i MIG
drutem rdzeniowym bez gazu należy włożyć przewód zasilający
uchwyt wychodzący z prowadnicy E.
4 ELEMENTY STEROWANIA NA PANELU TYLNYM (ilustr. 2).
H - Prowadnica
Wyjście kabla zasilającego.
I - Przełącznik.
Włącza i wyłącza maszynę.
J - Złącze węża gazu.
5 FUNKCJE SERWISOWE
Należy się upewnić, że napięcie zasilania odpowiada nominalnemu
napięciu spawarki.
Bezpieczniki ochronne należy dobrać zgodnie z danymi podanymi na
tabliczce znamionowej.
5.1 SPAWANIE MIG
Podłączyć wąż gazu spawarki do regulatora ciśnienia butli.
Zamontować palnik MIG na uchwycie D.
Podłączyć przewód uziemiający do gniazda G , a zacisk uziemiający
do przedmiotu obrabianego.
Upewnić się, że rowek rolek odpowiada średnicy stosowanego drutu.
Aby go wymienić, należy: otworzyć boczne drzwiczki, zamontować
zwój drutu i wsunąć drut do podajnika i osłony uchwytu
spawalniczego, zablokować rolki dociskające drut pokrętłem i
wyregulować docisk. Włączyć maszynę.
Wyjąć dyszę gazu i odkręcić dyszę prądową uchwytu spawalniczego.
Naciskać przycisk uchwytu spawalniczego, aż drut się wysunie.
NALEŻY UWAŻAĆ, aby nie zbliżać twarzy do lancy końcowej
podczas wychodzenia drutu, zakręcić dyszę prądową i założyć
dyszę gazu.
Otworzyć zawór butli i ustawić przepływ gazu na 8 - 10 l/min.
Rozpoczynając od menu głównego, naciskać pokrętło B przez co
najmniej 1 sekundę, aby wejść do podmenu (WYBÓR
PARAMETRÓW PROCESU). W podmenu obracać i naciskać
pokrętło B, aby wybierać i wprowadzać funkcje. Aby powrócić do
podmenu należy ponownie nacisnąć pokrętło B. Aby powrócić do
menu głównego, nacisnąć i przytrzymać pokrętło B przez co najmniej
1 sekundę.
W podmenu dostępne są następujące funkcje:
• Programy (krzywe synergiczne).
W celu wybrania krzywej synergicznej należy za pomocą pokrętła
B wybrać i nacisnąć na krzywą przedstawioną na ekranie
wyświetlacza A.
Po naciśnięciu pokrętła B wyświetlona zostanie poprzednia strona
wyświetlacza.
• Procesy
Aby wybrać i potwierdzić rodzaj spawania, należy wybrać jeden z
procesów za pomocą pokrętła B i nacisnąć na niego:
MIG SHORT SYNERGIC: do spawania przy stałym i ciągłym
dopływie prądu.
MIG PULSE: spawanie przy stałym dopływie prądu przerywanym
bardzo krótkimi, regularnymi przerwami (pulsacja).
MIG MANUAL: spawanie poprzez ustawienie parametrów innych,
niż te zapisane w programach.
MMA: do spawania elektrodami zasadowymi i rutylowymi.
TIG: do spawania stykowego metodą lift start.
Po naciśnięciu pokrętła B wyświetlona zostanie poprzednia
strona.
• JOB (ZABLOKOWANY) Funkcja opcjonalna.
W tej sekcji można zapisywać, ładować lub usuwać programy
robocze. Po naciśnięciu klawisza B na wyświetlaczu A pojawia się
lista zapisanych programów oraz programów, które można
jeszcze zapisać.
- Aby zapisać program roboczy, który właśnie został wykonany,
należy wybrać program, który można jeszcze zapisać naciskając
pokrętło B , nacisnąć pokrętło C na co najmniej 1 sek. i wpisać 8-
znakową nazwę obracając i naciskając pokrętło C. Po
zakończeniu zapisywania ponownie nacisnąć pokrętło C na co
najmniej 1 s. Wybrać ZAPISZ i potwierdzić naciskając na pokrętło
B.
- Aby wczytać zapisany już program należy go wybrać i zatwierdzić
naciskając pokrętło B, wybrać WCZYTAJ i zatwierdzić ponownie
naciskając pokrętło B .
- Aby skasować zapisany już program, należy go wybrać i
potwierdzić naciskając gałkę B, wybrać USUŃ i potwierdzić
naciskając ponownie gałkę B.
Aby powrócić do sekcji JOB, należy wybrać WYJDŹ i potwierdzić
naciskając pokrętło B. Aby powrócić do podmenu wybrać WYJDŹ
i potwierdzić naciskając na pokrętło B .
• Uruchomienie
2T,(dwutakt) urządzenie rozpoczyna spawanie po wciśnięciu
przycisku uchwytu spawalniczego i zatrzymuje się po jego
zwolnieniu.
4T, (czterotakt) aby rozpocząć spawanie, należy nacisnąć i
zwolnić przycisk uchwytu spawalniczego. Aby zakończyć
spawanie, należy ponownie nacisnąć i zwolnić przycisk.
3L, spawanie rozpocznie się po naciśnięciu przycisku palnika, a
przywołany prąd spawania będzie równy ustawionemu w pozycji
„Start curr.”(Prąd początkowy) . Prąd ten będzie utrzymywany do
momentu naciśnięcia przycisku palnika; po zwolnieniu tego
przycisku wartość ta dostosowuje się do ustawionego prądu
spawania, w czasie ustawionym w „Slope time” (Czas spadku /
wzrostu)i jest utrzymywana do momentu ponownego naciśnięcia
przycisku palnika. Po ponownym naciśnięciu przycisku palnika
prąd spawania dostosowuje się do trzeciego prądu (prąd krateru)

35
ustawionego za pomocą parametru „Crater Current” (Prąd krateru)
w czasie ustawionym w „Slope time” (Czas spadku / wzrostu) i jest
utrzymywany aż do zwolnienia przycisku palnika. Spawanie
kończy się po zwolnieniu przycisku.
Aby wybrać tryb rozpoczęcia spawania 2T, 4T lub 3L należy
wybrać jeden z trzech trybów za pomocą pokrętła B i nacisnąć
pokrętło B. Po potwierdzeniu dokonanego wyboru, aby powrócić
do poprzedniej strony należy nacisnąć pokrętło B. Jeżeli chcemy
powrócić do menu głównego należy ponownie nacisnąć pokrętło
B na co najmniej 1 s.
• Naprawy punktowe
Jeśli wybierzemy czas punktowy (spot), na ekranie wyświetlacza
pojawi się funkcja Spot Time. Jeśli wybierzemy tę funkcję,
możemy ją regulować w zakresie od 0,3 do 25 sekund za pomocą
pokrętła C. Oprócz tej funkcji na ekranie wyświetlacza pojawia się
również komunikat Pause Time (Czas Przerwy). Po wybraniu tej
opcji, za pomocą pokrętła C, możemy regulować czas przerwy
pomiędzy jednym punktem lub odcinkiem spawania a drugim.
Czas pauzy waha się od 0 (WYŁ.) do 5 sekund.
Aby uzyskać dostęp do funkcji Spot Time (czas punktowy) i
Pause Time (czas przerwy), należy nacisnąć pokrętło B.
Regulacji dokonuje się obracając pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
wcisnąć pokrętło B. Aby powrócić do głównego menu, nacisnąć
ponownie pokrętło B na co najmniej 1 sekundę.
• HSA (automatyczny gorący start)
Na wyświetlaczu A pojawia się komunikat OFF = wyłączony.
Po naciśnięciu pokrętła B, na wyświetlaczu A pojawi się opcja
ON-OFF.
Aby uaktywnić tę funkcję, należy wybrać ON=Active pokrętłem B.
Po zatwierdzeniu dokonanego wyboru, aby powrócić do
poprzedniej strony należy wcisnąć pokrętło B. Aby powrócić do
głównego menu, nacisnąć ponownie pokrętło B na co najmniej 1
sekundę.
Jeśli ta funkcja jest aktywowana, pojawiają się kolejno
następujące komunikaty:
- START CURR (Prąd startowy)
Zakres regulacji (10-200%) prędkości drutu odpowiadający
prądowi spawania, ustawiany jest za pomocą pokrętła C.
- S.C. TIME (Czas prądu startowego)
Jest to czas trwania, wyrażony w sekundach, ustawionego
prądu rozruchowego. Ustawia się go za pomocą pokrętła C.
Zakres regulacji 0,1-10 sek.
- SLOPE TIME (Czas HSA)
Zakres regulacji 0,1-10 sek. Określa czas interfejsu pomiędzy
pierwszym prądem (Prąd startowy - START CURR) a
prądem spawania ustawionym za pomocą pokrętła B w
programach spawania. Ustawia się go za pomocą pokrętła C.
• CRA (prąd krateru)
Na wyświetlaczu A pojawia się komunikat OFF = wyłączony. Po
naciśnięciu pokrętła B, na wyświetlaczu A pojawi się opcja ON-
OFF.
Aby uaktywnić tę funkcję, należy wybrać ON=Active pokrętłem C.
Po zatwierdzeniu dokonanego wyboru, aby powrócić do
poprzedniej strony należy wcisnąć pokrętło B. Aby powrócić do
głównego menu, nacisnąć ponownie pokrętło B na co najmniej 1
sekundę.
Jeśli ta funkcja jest aktywowana, pojawiają się kolejno
następujące komunikaty:
- SLOPE TIME (CRA Czas)
Zakres regulacji 0,1-10 s. Ustawia się go pokrętłem C.
Określa czas interfejsu pomiędzy prądem spawania a prądem
krateru ustawionym pokrętłem B w programach spawania.
- CRATER CURR (Prąd krateru)
Zakres regulacji (10-200%) prędkości drutu odpowiadający
prądowi spawania ustawionemu za pomocą pokrętła B w
programach spawania. Ustawia się go za pomocą pokrętła C.
- C.C. TIME (Czas prądu krateru)
Jest to czas trwania, wyrażony w sekundach, wcześniej
ustawionego prądu krateru. Ustawia się go za pomocą
pokrętła C. Zakres regulacji 0,1– 10 s.
• Induktancja
Regulacja może wynosić od -9,9 do +9,9. Ustawienie fabryczne to
zero. Jeśli liczba ta jest ujemna, impedancja spada i łuk staje się
twardszy, jeśli zaś wzrasta, łuk jest bardziej miękki.
Aby uzyskać dostęp do tej funkcji wystarczy podświetlić ją
pokrętłem B i zmienić wartość pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
wcisnąć pokrętło B. Aby powrócić do głównego menu, nacisnąć
ponownie pokrętło B na co najmniej 1 sekundę.
• Wyżarzanie drutu
- Regulacja może wynosić od -9,9 do +9,9. Służy on do regulacji
długości drutu wychodzącego z dyszy gazu po spawaniu. Wartość
dodatnia odpowiada większemu wyżarzaniu drutu. Domyślnie
ustawiona jest opcja Auto.
Aby uzyskać dostęp do tej funkcji wystarczy podświetlić ją
pokrętłem B i zmienić wartość pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
parametru procesu, wcisnąć pokrętło B. Aby powrócić do
głównego menu, nacisnąć ponownie pokrętło B na co najmniej 2
sekundę.
• Łagodne uruchomienie
Regulacja może wynosić od 0 do 100%. Jest to prędkość drutu
wyrażona w procentach prędkości ustawionej dla spawania, zanim
drut dotknie spawanego elementu.
Regulacja ta jest ważna dla uzyskania zawsze dobrego startu.
Domyślnie ustawiona jest opcja 0% (AUTO).
Aby uzyskać dostęp do tej funkcji wystarczy podświetlić ją
pokrętłem B i zmienić wartość pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
wcisnąć pokrętło B. Aby powrócić do głównego menu, nacisnąć
ponownie pokrętło B na co najmniej 1 sekundę.
• Gaz wstępny
- Regulacja może wynosić od 0 do 10 sekund.
Aby uzyskać dostęp do tej funkcji wystarczy podświetlić ją
pokrętłem B i zmienić wartość pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
wcisnąć pokrętło B. Aby powrócić do głównego menu, nacisnąć
ponownie pokrętło B na co najmniej 1 sekundę.
• Gaz po spawaniu
- Regulacja może wynosić od 0 do 25 sekund.
Aby uzyskać dostęp do tej funkcji wystarczy podświetlić ją
pokrętłem B i zmienić wartość pokrętłem C. Po zatwierdzeniu
dokonanego wyboru, aby powrócić do poprzedniej strony należy
wcisnąć pokrętło B. Aby powrócić do głównego menu, nacisnąć
ponownie pokrętło B na co najmniej 1 sekundę.
• ITO
Jest to funkcja automatycznego zatrzymania drutu. Jest on
aktywowany w procesach MIG, regulowany od 20 do 40 sekund i
nie może być dezaktywowany. Jeśli spawanie nie rozpocznie się
w ustawionym czasie, urządzenie zatrzyma drut w każdym trybie,
w którym zostanie naciśnięty przycisk.
• Opcje: (wprowadzenie kodu w celu odblokowania funkcji
opcjonalnych)
Maszyna opuszcza fabrykę z aktywną funkcją blokady w
programach Double Lev. (Podwójna Pulsacja) i JOB (Praca) .
Aby ją dezaktywować, wystarczy ją podświetlić i wybrać za
pomocą pokrętła B. Na wyświetlaczu A pojawia się 16 pustych pól
tekstowych. Aby odblokować, w miejsce zer należy wprowadzić
kod alfanumeryczny, o który należy poprosić sprzedawcę (opcja
dodatkowa).
Po uzyskaniu kodu wystarczy wpisać go w miejsce zer: każdą
wprowadzoną literę lub cyfrę należy potwierdzić wciskając
pokrętło C. Po wprowadzeniu kodu, wciskając pokrętło B
odblokowujemy tę opcję. Po potwierdzeniu dokonanego wyboru,
aby powrócić do poprzedniej strony należy nacisnąć gałkę B. Aby
powrócić do menu głównego, nacisnąć ponownie pokrętło B przez
co najmniej 1 s.
• Podwójna pulsacja (Double Level) (ZABLOKOWANY) Funkcja
opcjonalna.
Wyświetlacz A pokazuje „WYŁĄCZ”. Po naciśnięciu przycisku B
na wyświetlaczu A pojawia się opcja ON-OFF. Aby aktywować
funkcję, wybrać „ON” za pomocą pokrętła C.
Ten rodzaj spawania sprawia, że natężenie prądu zmienia się
pomiędzy dwoma poziomami. Przed ustawieniem spawania
dwupoziomowego należy wykonać krótką spoinę, aby określić
prędkość drutu, a co za tym idzie natężenie prądu wymagane do
uzyskania optymalnego wtopienia i szerokości spoiny dla
wykonywanego połączenia. W ten sposób można określić
prędkość podawania drutu (a tym samym odpowiedni prąd).
Ustawiona wartość metrów na minutę będzie alternatywnie
dodawana do tej wartości lub od niej odejmowana.
Przed przystąpieniem do wykonania należy pamiętać, że w
prawidłowym spawie zakładka pomiędzy jednym „przejściem
spawalniczym” a drugim musi wynosić co najmniej 50%.

36
Jeśli funkcja jest aktywowana, pojawiają się kolejno następujące
skróty:
- Częstotliwość
Regulacja od 0,1 Hz do 5,0Hz. Ustawiana za pomocą pokrętła C.
Określa częstotliwość, z jaką prąd spawania przechodzi z jednego
poziomu na drugi.
- Krok impulsu
Regulacja od 0,1 m do 3,0 m. Ustawiany pokrętłem C. Określa
przyrost prędkości w m/s, z jaką drut się wysuwa, a więc przyrost
prądu drugiego stopnia w stosunku do pierwszego.
- Cykl pracy
Regulacja od +25% do +75%. Ustawiany pokrętłem C. Określa
procentowy udział drugiego poziomu w całkowitym czasie.
- Korekta łuku
Regulacja od -9,9V do +9,9V. Ustawiana pokrętłem C. Określa
procentowy udział drugiego poziomu w stosunku do 1 poziomu.
• Ustawienia fabryczne
Ma na celu przywrócenie spawarki do pierwotnych ustawień
domyślnych.
Aby uzyskać dostęp do funkcji, wystarczy podświetlić ją za
pomocą pokrętła B i nacisnąć, na ekranie wyświetlacza A pojawią
się słowa WYŁĄCZ i WSZYSTKO. Aby zresetować, podświetlić
słowo ALL i nacisnąć pokrętło B. Po potwierdzeniu dokonanego
wyboru, aby powrócić do poprzedniej strony, nacisnąć pokrętło B.
Aby powrócić do menu głównego, nacisnąć pokrętło B przez co
najmniej 1 s.
• Informacje
W tej sekcji wyświetlane są niektóre informacje związane z
oprogramowaniem źródła zasilania.
• Hasło (patrz punkt 2.3).
• Język
W tej sekcji można wybrać język, w którym pisane są komunikaty
na wyświetlaczu.
5.2 SPAWANIE MIG BEZ GAZU
Czynności związane z przygotowaniem spawarki do pracy są takie
same jak opisane poprzednio, jednak w przypadku tego typu
spawania należy postępować w następujący sposób:
Zamontować zwój drutu rdzeniowego do spawania bez gazu.
Podłączyć zacisk zasilania uchwytu spawalniczego wychodzący z
prowadnicy E do gniazda bieguna ujemnego G. Podłączyć przewód
uziemiający do gniazda F , a zacisk uziemiający do przedmiotu
obrabianego.
Wybierz program odpowiedni dla drutu rdzeniowego. Program jest
dostępny tylko w procesach MIG SHORT SYNERGIC (MIG
SYNERGIC) i MIG MANUAL (MIG ust.ręcz).
5.3 SPAWANIE ELEKTRODAMI OTULONYMI (MMA).
Przed rozpoczęciem spawania zaleca się zdjąć uchwyt spawalniczy
MIG i zamontować uchwyt elektrody.
Uchwyt elektrody musi być (z wyjątkiem innych wskazań producenta
elektrod) podłączony do gniazda F (biegunowość dodatnia), a
przewód uziemiający do biegunowości ujemnej, gniazda G.
BARDZO WAŻNE: Podłączyć zacisk przewodu uziemiającego do
przedmiotu obrabianego, upewniając się, że kontakt jest dobry, aby
zapewnić płynną pracę urządzenia i uniknąć spadków napięcia na
przedmiocie obrabianym.
Włączyć spawarkę.
Aby wybrać ten proces rozpoczynając od menu głównego należy
wcisnąć gałkę B na co najmniej 1 sekundę, aby wejść do podmenu. W
podmenu wybrać Procesy, obracając i naciskając pokrętło B. W
Procesach wybierz MMA obracając i naciskając pokrętło B. Aby
powrócić do podmenu należy ponownie nacisnąć pokrętło B. Aby
powrócić do menu głównego, nacisnąć i przytrzymać pokrętło B przez
co najmniej 1 sekundę.
Z procesu, za pomocą pokrętła B, można wybrać i ustawić (pokrętłem
C) następujące funkcje:
- H Czas uruchomienia
- H Prąd uruchomienia
- A Siła prądu
Aby powrócić do poprzedniego ekranu należy ponownie nacisnąć
pokrętło B. Aby powrócić do menu głównego, nacisnąć i przytrzymać
pokrętło B przez co najmniej 1 sekundę.
Nie należy dotykać jednocześnie zacisku elektrody i zacisku
uziemienia.
Zawsze należy pamiętać o wyłączeniu urządzenia i wyjęciu
elektrody z zacisku po zakończeniu spawania.
5.4 Spawanie TIG
Przed rozpoczęciem spawania zaleca się zdjąć uchwyt spawalniczy
MIG i zamontować uchwyt spawalniczy TIG.
Podłączyć zacisk zasilania uchwytu spawalniczego wychodzący z
prowadnicy E do gniazda bieguna ujemnego G.
Podłączyć przewód uziemiający do bieguna dodatniego gniazda F, a
zacisk uziemiający do przedmiotu obrabianego, możliwie najbliżej
punktu spawania.
Podłączyć wąż gazu do wylotu regulatora ciśnienia butli z ARGONEM.
Użyć elektrody wolframowej pokrytej 2% torem (czerwony pasek) o
średnicy 1,6 ( 1/16” ).
Włączyć maszynę za pomocą przełącznika I.
Aby wybrać ten proces rozpoczynając od menu głównego należy
wcisnąć gałkę B na co najmniej 1 sekundę, aby wejść do podmenu. W
podmenu wybrać Procesy, obracając i naciskając pokrętło B. W
Procesach wybrać TIG obracając i naciskając pokrętło B. Aby
powrócić do podmenu należy ponownie nacisnąć pokrętło B. Aby
powrócić do menu głównego, nacisnąć i przytrzymać pokrętło B przez
co najmniej 1 sekundę.
Z procesu, za pomocą pokrętła B, można wybrać i ustawić (pokrętłem
C) następujące funkcje:
- Tryb startowy
- Nachylenie w górę
- Nachylenie w dół
- Impuls
- Punktowe
- Czas punktowy
- Gaz wstępny
- Gaz po spawaniu
Aby powrócić do poprzedniego ekranu należy ponownie nacisnąć
pokrętło B. Aby powrócić do menu głównego, nacisnąć i przytrzymać
pokrętło B przez co najmniej 1 sekundę.
Wywołać łuk przez kontakt, stosując mocny, szybki skok.
Po zakończeniu spawania należy zawsze pamiętać o wyłączeniu
urządzenia i zamknięciu zaworu butli z gazem.
6 KONSERWACJA
Okresowo należy upewnić się, że spawarka i wszystkie połączenia są
w dobrym stanie, aby zapewnić bezpieczeństwo operatora. Po
dokonaniu naprawy należy zwrócić uwagę na takie ułożenie
przewodów, aby części podłączone do zasilania były bezpiecznie
odizolowane od części podłączonych do obwodu spawalniczego.
Nie wolno dopuścić do kontaktu przewodów z częściami ruchomymi
lub nagrzewającymi się podczas pracy.
Zamontować zaciski tak jak na oryginalnym urządzeniu, aby zapobiec
przypadkowemu przerwaniu lub odłączeniu przewodu, co mogłoby
spowodować połączenie między zasilaniem a obwodami
spawalniczymi.

37
Art./Item 218 – 218.A79
POS DESCRIZIONE DESCRIPTION BESCHREIBUNG DESCRIPTION DENOMINACIÓN DESCRIÇÃO OPIS
1 SUPPORTO MANICO HANDLE SUPPORT GRIFFHALTERUNG SUPPORT POIGNEE SOPORTE EMPUÑADURA
SUPORTE EMPUHNADURA
WSPORNIK
UCHWYTU
2 MANICO HANDLE GRIFF POIGNEE EMPUÑADURA EMPUHNADURA UCHWYT
3 MANOPOLA KNOB KNOPF BOUTON BOTÓN BOTÃO POKRĘTŁO
4 INNESTO TEXAS TEXAS CONNECTION
TEXAS-KUPPLUNG CONNEXION TEXAS ACOPLAMIENTO TEXAS CONECTOR TEXAS PRZYŁĄCZE
5 INTERRUTTORE SWITCH SCHALTER INTERRUPTEUR INTERRUPTOR INTERRUPTOR WŁĄCZNIK
6 FASCIONE MOBILE DOOR KLAPPE PANNEAU MOBILE PANEL MOVIBLE PAINEL MÓVEL DRZWICZKI
7 VENTILATORE MOTOR WITH FAN LÜFTER VENTILATEUR VENTILADOR VENTILADOR SILNIK Z
WENTYLATOREM
8 DISTANZIALE SPACER DISTANZSTÜCK ENTRETOISE PIEZA DE ESPESOR SEPARADOR PODKŁADKA
9 PRESSACAVO STRAIN RELIEF KABEL-
VERSCHRAUBUNG PRESSE-ETOUPE PRENSACABLE PRENSACABO GNIAZDO
PRZEWODU
10 CAVO RETE SUPPLY INPUT CABLE
NETZKABEL CABLE RESEAU CABLE RED CABO REDE PRZEWÓD
ZASILAJĄCY
11 FASCIONE HOUSING GEHÄUSE CARROSSERIE CAJA INVÓLUCRO PANEL BOCZNY
12 PANNELLO SUPERIORE TOP PANEL OBERES PANEL PANNEAU SUPERIEUR
PANEL SUPERIOR PAINEL SUPERIOR PANEL GÓRNY
13 PIANO INTERMEDIO INSIDE PANEL ZWISCHENBODEN PLAN INTERMEDIAIRE
PLANO INTERMEDIO PLANO INTERMÉDIO PŁYTA MOCUJĄCA
14 CIRCUITO DI POTENZA POWER BOARD LEISTUNGSPLATINE
CIRCUIT DE
PUISSANCE CIRCUITO DE
POTENCIA CIRCUITO DE POTÊNCIA PŁYTA GŁÓWNA
15 PIEDINO FOOT FUSS SUPPORT PIE PÉ STOPKA
16 COPERTURA COVER ABDECKUNG COUVERTURE CUBIERTA COBERTURA POKRYWA
17 CORNICE FRAME RAHMEN CADRE MARCO MOLDURA PANEL PRZÓD/TYŁ
18 CIRCUITO DI COMANDO CONTROL BOARD STEUERPLATINE CIRCUIT DE
COMMANDE CIRCUITO DE
COMANDO CIRCUITO DE COMANDO PŁYTA STERUJĄCA
19 FONDO BOTTOM BODEN FOND FONDO FUNDO PŁYTA PODSTAWY
20 PANNELLO ANTERIORE FRONT PANEL FRONTPLATTE PANNEAU ANTERIEUR
PANEL DELANTERO PAINEL ANTERIOR PŁYTA PRZEDNIA
21 PANNELLO POSTERIORE
BACK PANEL RÜCKWAND PANNEAU
POSTERIEUR PANEL TRASERO PAINEL POSTERIOR PŁYTA TYLNA
22 RACCORDO FITTING ANSCHLUSS RACCORD UNIÓN CONEXÃO ZŁĄCZE
23 ELETTROVALVOLA SOLENOID VALVE MAGNETVENTIL SOUPAPE
ELECTRIQUE ELECTROVÁLVULA ELECTROVÁLVULA ZAWÓR
ELEKTROMAGNET
YCZNY
24 RACCORDO FITTING ANSCHLUSS RACCORD UNIÓN CONEXÃO ZŁĄCZE
25 CERNIERA HINGE SCHARNIER CHARNIERE CHARNELA CHARNEIRA ZAWIAS
26 PROTEZIONE SCHEDA CARD CASING KARTENSCHUTZ PROTECTION CARTE
PROTECCIÓN TARJETA
PROTECÇÃO PLACA OBUDOWA PŁYTY
27 SUPPORTO BOBINA REEL HOLDER ROLLENHALTER SUPPORT BOBINE SOPORTE BOBINA SUPORTE BOBINA UCHWYT SZPULI
28 PROTEZIONE
INTERRUTTORE SWITCH COVER SCHALTERSCHUTZ PROTECTION POUR
INTERRUPTEUR PROTECCION
INTERRUPTOR PROTECÇÃO INTERRUPTOR
OBUDOWA
WŁĄCZNIKA
29 CIRCUITO FILTRO FILTER BOARD FILTERPLATINE CIRCUIT FILTRE CIRCUITO FILTRO CIRCUITO FILTRO FILTR PŁYTY
30A GRUPPO TRAINAFILO
COMPLETO 2 RULLI FULL WIRE FEEDING
UNIT – 2 ROLLERS 2-ROLLEN-
DRAHTVORSCHUB GROUPE COMPLET
ALIMENTATION FIL A 2
GALETS
GRUPO ARRASTRE
ALAMBRE COMPLETO – 2
RODILLOS
GRUPO TRACÇÃO FIO COM
2 ROLOS 2-ROLKOWY
PRZENOSNIK
DRUTU
30B GRUPPO TRAINAFILO
COMPLETO 4 RULLI FULL WIRE FEEDING
UNIT – 4 ROLLERS 4-ROLLEN-
DRAHTVORSCHUB GROUPE COMPLET
ALIMENTATION FIL A 4
GALETS
GRUPO ARRASTRE
ALAMBRE COMPLETO – 4
RODILLOS
GRUPO TRACÇÃO FIO COM
4 ROLOS 4-ROLKOWY
PRZENOSNIK
DRUTU
32 ISOLAMENTO
MOTORIDUTTORE GEAR MOTOR
INSULATION GETRIEBEMOTOR-
ISOLIERUNG ISOLATION
MOTOREDUCTEUR AISLAMIENTO MOTO
REDUCTOR ISOLAÇÃO MOTO REDUTOR
IZOLACJA SILNIKA
PRZEKŁADNI
33 CAVO MASSA EARTH CABLE MASSEKABEL CABLE DE MASSE CABLE MASA CABO MASSA MASA
34 CAVO INVERSIONE
POLARITA’ POLARITY REVERSAL
CABLE UMPOLUNGKABEL CABLE INVERSION
POLARITE CABLE INVERSION
POLARIDAD CABO REVERSÃO
POLARIDADE KABEL ZMIANY
BIEGUNOWOŚCI
35 PROTEZIONE
MOTORIDUTTORE GEAR MOTOR
PROTECTION GETRIEBEMOTOR-
SCHUTZ PROTECTION
MOTOREDUCTEUR PROTECCION
MOTO REDUCTOR PROTEÇÃO
MOTO REDUTOR OSŁONA SILNIKA
PRZEKŁADNI
39 ADATTATORE E FLANGIA
ADAPTER AND
FLANGE ADAPTER UND
FLANSCH ADAPTATEUR ET
BRIDE ADAPTADOR Y BRIDA ADAPTADOR E FLANGE GNIAZDO
EUROZŁĄCZA
40 SUPPORTO
VENTILATORE FAN SUPPORT LÜFTER HALTER SUPPORT
VENTILATEUR SOPORTE VENTILADOR SUPORTE VENTILADOR PŁYTA
WENTYLATORA
46 ISOLAMENTO DISPLAY DISPLAY INSULATION DISPLAY-
ISOLIERUNG ISOLATION DISPLAY AISLAMIENTO DISPLAY ISOLAÇÃO DISPLAY OSŁONA
WYŚWIETLACZA
47 CHIUSURA A SCATTO CLICK LOCK ZUSCHNAPPEN FERMETURE A
PRESSION CERRADURA A PRESIÓN
FECHO Á PRESSÃO SPINKA
La richiesta di pezzi di ricambio deve indicare sempre: l' art. e la data d'acquisto della macchina, la posizione e la quantità dei pezzi di ricambio.
In case spare parts are required please always indicate: item ref. no. and purchase date of the machine, spare part position no. and quantity.
Bei der Ersatzteilanfrage müssen immer Art. und Kaufdatum der Maschine, Ersatzteil-Nr. und Menge angegeben werden.
En cas de demande de pièces de rechange, toujours indiquer: l'article et la date d'achat de la machine, la position et la quantité des pièces.
Los pedidos de piezas de repuesto deben indicar siempre: el numero de articulo y la fecha de adquisición del aparato, la posición y la cantidad de las piezas.
O pedido de peças deve indicar sempre o modelo da máquina em causa e a data de aquisição da mesma, a posição e a quantidade de peças pedidas.

38
Art./Item 218 – 218.A79

39
SCHEMAT POŁĄCZEŃ ELEKTRYCZNYCH

Cod. 381335 (10/2023)
Codifica colori
cablaggio
elettrico
Wiring diagram
colour code Farben-Codierung
elektrische
Schaltplan
Codification
couleurs schéma
électrique
Codificación
colores cableado
eléctrico
Codificação cores
conjunto eléctrico
de cabos
Schemat
Elektryczny
A Nero Black Schwarz Noir Negro Negro Czarny
B Rosso Red Rot Rouge Rojo Vermelho Czerwony
C Grigio Grey Grau Gris Gris Cinzento Szary
D Bianco White Weiss Blanc Blanco Branco Biały
E Verde Green Gruen Vert Verde Verde Zielony
F Viola Purple Violett Violet Violeta Violeta Fioletowy
G Giallo Yellow Gelb Jaune Amarillo Amarelo Żółty
H Blu Blue Blau Bleu Azul Azul Niebieski
K Marrone Brown Braun Marron Marron Castanho Brązowy
J Arancione Orange Orange Orange Nardnja Alaranjado Pomarańczowy
I Rosa Pink Rosa Rose Rosa Rosa Różowy
L Rosa-nero Pink-black Rosa-schwarz Rose-noir Rosa-negro Rosa-negro Różowo-czarny
M Grigio-viola Grey-purple Grau-violett Gris-violet Gris-violeta Cinzento-violeta Szaro-fioletowy
N Bianco-viola White-purple Weiss-violett Blanc-violet Blanco-violeta Branco-violeta Biało-fioletowy
O Bianco-nero White-black Weiss-schwarz Blanc-noir Blanco-negro Branco-negro Biało-czarny
P Grigio-blu Grey-blue Grau-blau Gris-bleu Gris-azul Cinzento-azul Szaro-niebieski
Q Bianco-rosso White-red Weiss-rot Blanc-rouge Blanco-rojo Branco-vermelho Biało-czerwony
R Grigio-rosso Grey-red Grau-rot Gris-rouge Gris-rojo Cinzento-vermelho Szaro-czerwony
S Bianco-blu White-blue Weiss-blau Blanc-bleu Blanco-azul Branco-azul Biało-niebieski
T Nero-blu Black-blue Schwarz-blau Noir-bleu Negro-azul Negro-azul Czarno-niebieski
U Giallo-verde Yellow-green Gelb-gruen Jaune-vert Amarillo-verde Amarelo-verde Żółto-zielony
Note / Notes
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
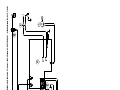 39
39
-
 40
40








































Elettro C.F. COMBO HI-MIG 2010 Instructions Manual
- Categoría
- Sistema de soldadura
- Tipo
- Instructions Manual
en otros idiomas
- français: Elettro C.F. COMBO HI-MIG 2010
- italiano: Elettro C.F. COMBO HI-MIG 2010
- English: Elettro C.F. COMBO HI-MIG 2010
- Deutsch: Elettro C.F. COMBO HI-MIG 2010
- português: Elettro C.F. COMBO HI-MIG 2010
- polski: Elettro C.F. COMBO HI-MIG 2010
Artículos relacionados

Otros documentos
-
Telwin TEL105 Manual de usuario
-
Cebora 298 TRI Star MIG 1636/M Synergic Manual de usuario
-
Cebora SOUND MIG MIG 3540/T STAR PULSE Manual de usuario
-
-
-
-
-
-
-
Vaillant VWL BM 200/5 Hot Water Heat Pump Manual de usuario